/




































































































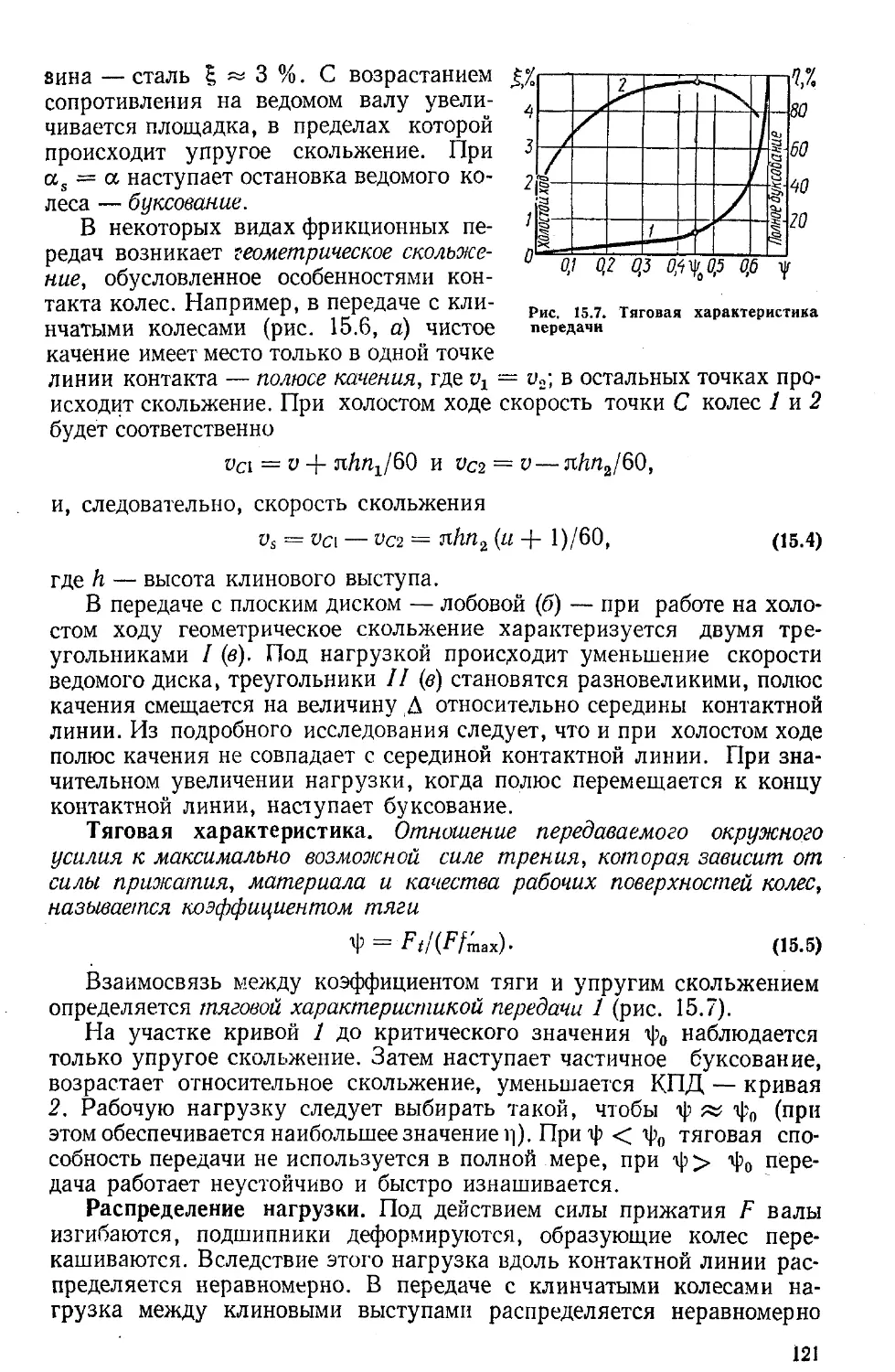





































































































































































































































































































































Текст
К. И. ЗАБЛОНСКИЙ
ДЕТАЛИ
МАШИН
Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебника
для студентов машиностроительных
специальностей вузов
КИЕВ
ГОЛОВНОЕ ИЗДАТЕЛЬСТВО
ИЗДАТЕЛЬСКОГО ОБЪЕДИНЕНИЯ
<ВИЩА ШКОЛА»
1985
34.44я73
3—12
УДК 621.81 (075.8)
Детали машин / М. И. Заблонский.— К .:
Пища шк. Головное изд -во, 1985.—
518 с.
В учебнике изложены общие основы проектиро
вания, расчета и конструирования деталей ма
шин общего назначения; рассмотрен!.! основные
типы механических передач, подвижные и не
подвижные соединения деталей; приведены
редукторы и вариаторы.
Материал приведен в соответствие с новыми
государственными стандартами и стандартами
СЭВ.
Для студентов машиностроительных специаль
ностей высших технических учебных заведений.
Табл. 38 . Ил . 429. Библиогр .: 42 назв.
Рецензенты: кафедра деталей машин Львовского политехни
ческого института (заведующий кафедрой док
тор технических наук профессор С. Г. Калинин)
’
,
доктор технических наук профессор О. И , Куль-
банный (Всесоюзный заочный машинострои
тельный институт)
Редакция литературы по машиностроению и
приборостроению
Зав. редакцией О . А . Добровольский
2702000000—151
М211 (04) —85
217—85
©Издательское объединение
«Вища школа», 1985
3
ВВЕДЕ?! HE
Машины в зависимости от сложности
и габаритных размеров разделяются на
некоторое количество частей, которые
состоят из отдельных деталей — изде
лий, изготовленных из однородного по
наименованию и марке материала, без
применения сборочных операций. Раз
личают детали машин общего и специ
ального назначения. К деталям общего
назначения относятся: заклепки, болты,
гайки, валы, оси, колеса зубчатые и
фрикционные, шкивы, звездочки, муф
ты, подшипники, пружины, корпуса
и многие другие. В самых различных
машинах такие детали одного типа вы
полняют одинаковые функции, что по
зволяет выделить их изучение в самосто
ятельную область науки — детали ма
шин. Детали специального назначения,
например поршень, клапан, шпиндель,
лемех, встречаются только в определен
ных видах машин. Проектирование этих
деталей изучается в соответствующих
специальных дисциплинах. Из деталей
образуют сборочные единицы — изделия,
составные части которых подлежат соеди
нению между собой на предприятии-из
готовителе сборочными операциями.
На XXVI съезде КПСС была постав
лена задача «Повысить технический уро
вень и качество продукции машинострое
ния, средств автоматизации и приборов,
значительно поднять экономичность и
производительность выпускаемой тех
ники, ее надежность и долговечность.
В этих целях обеспечить ускоренное
развитие производства средств автомати
зации управления машинами и оборудо
ванием, комплектных электроприводов
с тиристорными преобразователями и
микропроцессорами, гидро- и пневмо
оборудования. Значительно расширить
выпуск запасных частей, узлов и агре
гатов к машинам, оборудованию, транс
портным средствам и приборам».1
1 Материалы XXVI съезда КПСС.
—М.:
Политиздат, 1981. — с . 153 , 154.
Конструкции машин непрерывно со
вершенствуются в соответствии с требо
3
ваниями эксплуатации и производства и возможностями, которые от
крываются с развитием науки, появлением новых материалов и спосо
бов придания им нужной формы и требуемых свойств. Рабочие машины
стремятся сделать более производительными, двигатели — большей
мощности и экономичности при высокой надежности и простоте обслу
живания. Важным направлением в развитии современных конструкций
является уменьшение массы машин. Масса т вместе с коэффициентом
использования металла К^п~т}пщ определяет количество металла л?гм,
расходуемого на изготовление машины. Сокращение расхода металла
имеет огромное народнохозяйственное значение: затраты на металл
составляют значительную часть себестоимости машин (например,
в станкостроении — около 30—40 % общей суммы производственных
затрат). Снижение массы обязательно рассматривается в связи с эко
номичностью в производстве и эксплуатации, надежностью и другими
показателями, характеризующими работу детали или машины.
Развитие конструкций детайей неразрывно связано с развитием
конструкций машин в целом. Детали в машинах образуют соединения
дія обеспечения определенности взаимного положения их и пеіедачщ
служащие для изменения направления и значения скоростей и моментов.
Создание современной машины возможно лишь при обеспечении ра
ботоспособности каждой детали машины по определенному критерию
в течение заданных срока службы и режима нагружения. Назначение
курса «Детали машин» заключается в разработке методов расчета
и конструирования деталей машин, обеспечивающих совершенство
вание конструкции машины в целом.
Прежде всего необходимо с максимальной точностью определять
расчетную нагрузку в зоне сопряжения деталей, зависящую от жест
кости, точности изготовления и относительных скоростей. От частоты
нагружения и скорости зависит долговечность деталей. С учетом ука
занных и других факторов определяют нагрузку, использование ко
торой в расчете должно обеспечить необходимую нагрузочную спо
собность детали.
Рациональность конструкции обеспечивается также обоснованным
выбором допускаемых напряжений. Это связано не только с материа
лом и его термической обработкой, но и с формой детали, качеством
ее рабочих поверхностей. При определении допускаемых контактных
напряжений учитываются также относительные скорости и условия
смазывания, существенно влияющие на контактную прочность и из
носостойкость. Значение допускаемых напряжений, как части пре
дельных напряжений, определяет выбор коэффициента запаса проч
ности.
Расчетная нагрузка и допускаемые напряжения зависят от выбора
расчетной схемы, в которой учитывают способ крепления детали, место
приложения и характер распределения нагрузки, величину и направ
ление ее. Существенное значение при этом имеет точность изготовле
ния, от которой во многом зависит качество изделия: чем выше точ
ность элементов деталей, тем благоприятнее распределение нагрузки,
а следовательно, и лучше условия работы. Невозможность достоверно
оценить влияние погрешности компенсируется завышением расчетной
нагрузки или снижением допускаемых напряжений, что ведет к увели-
4
чепию массы машины. Выбор необходимой степени точности тесно свя
зан с экономикой: при низкой точности необходимая долговечность
может быть обеспечена за счет увеличения массы и габаритных разме
ров; при высокой точности расход металла меньше, однако стоимость
изготовления возрастает.
При выборе расчетной схемы оценивается степень приближения
принятого, способа нагружения к истинным условиям работы. Чем
точнее расчетная схема отражает истинные условия нагруженности,
тем меньше расчетная нагрузка может отличаться от номинальной,
тем меньшим можно принять коэффициент запаса прочности, тем
выше могут быть допускаемые напряжения. Чем точнее приняты до
пускаемые напряжения с целью максимального использования меха
нических характеристик материала и чем достовернее расчетная схема,
тем рациональнее конструкция — ее масса и размеры при заданной
долговечности будут минимальными. Обоснованный выбор оптималь
ной расчетной схемы — третье условие, необходимое при разработке
совершенной конструкции.
Совершенствование расчетов соединений деталей и механических
передач возможно лишь на основе анализа причин и характера возни
кающих отклонений в работе и повреждений. Рассмотрение различ
ных случаев повреждений дает основания для выбора критериев рас
чета — установления, какие и в каком месте напряжения будут
влиять на тот или иной вид повреждения. С этим тесно связано изуче
ние путей повышения надежности и долговечности машин. Главное
внимание здесь уделяется выбору конструктивных форм деталей,
созданию благоприятных условий для работы деталей в контакте.
Особенно существенными для подвижных соединений являются вы
бор формы и размеров зазора между деталями, обеспечение надежного
смазывания.
Задача курса чДетали машин» — изучение явлений, происходящих.
в соединениях деталей машин и передачах, и путей приложения мето
дов сопротивления материалов и теории упругости для оценки напря
женного состояния деталей с целью определения размеров и придания
им наиболее рациональных форм, обеспечивающих заданные надежность
и долговечность машин при наивыгоднейших их удельных показателях.
Часть первая
ИСХОДНЫЕ
ПОЛОЖЕНИЯ,
ИСПОЛЬЗУЕМЫЕ
ПРИ РАСЧЕТАХ
И КОНСТРУИРО
ВАНИИ
ГЛАВА 1. КРИТЕРИИ
РАБОТОСПОСОБНОСТИ
И РАСЧЕТА ДЕТАЛЕЙ МАШИН
ОБЩИЕ СВЕДЕНИЯ
Работоспособность машин и их деталей
и основные требования, предъявляемые
к ним. Каждое изделие
—
машина,
прибор, сборочная единица, де і аль и
т. п.—
характеризуется определенными
выходными параметрами, отражаю
щими показатели качества данного
изделия. Выходные параметры могут
характеризовать энергетические пока
затели изделия, показатели точности
функционирования, механические и
прочностные характеристики, кинемати
ческие и динамические параметры, эко
номические показатели.
Работоспособностью называется со
стояние изделия (машины, прибора, де
тали и т. д.), при котором оно способно
выполнять определенные функции, сохра
няя значения заданных параметров в
пределах, установленных нормативно
технической документацией. Условия,
при которых изделие должно сохранять
свою работоспособность, оговаривают
ся в технической документации, пред
усматривающей уровень внешних воз
действий, методы технического обслу
живания и ремонта, нормы и допустимые
отклонения от установленных парамет
ров. Основными критериями работоспо
собности деталей машин, как и других
изделий, являются: прочность, жест
кость, устойчивость, вибрсустойчи-
вость, износостойкость, теплостойкость,
стойкость против коррозии и старения.
Проектируемая машина должна удов
летворять техническим условиям, кото
рые прежде всего касаются производи
тельности, надежности, желательного
срока службы и стоимости (начальной
и в эксплуатации).
Требования роста производительности
и экономичности машин приводят к кон
центрации мощности — естественной
тенденции, обусловленной ростом нагру-
6
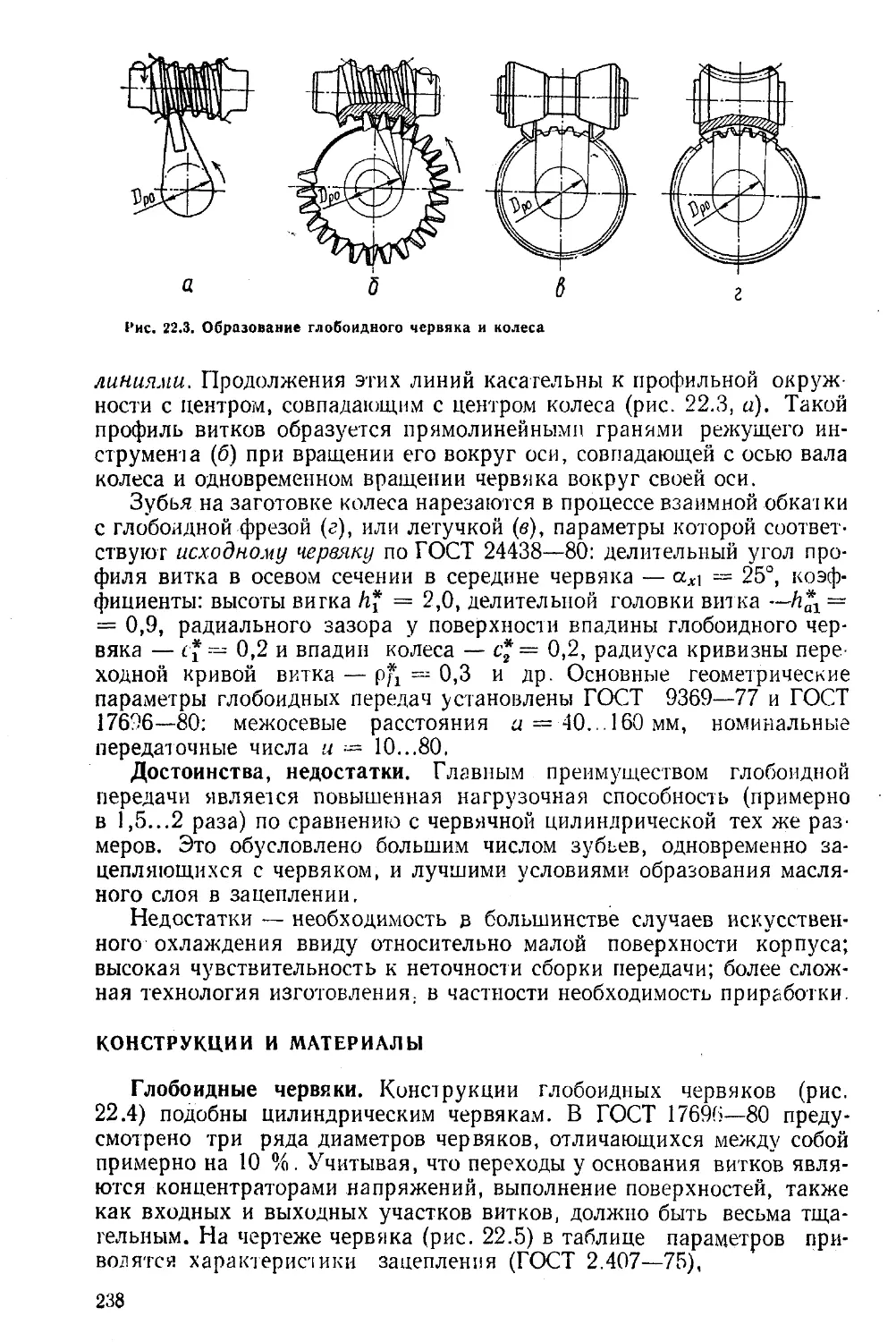
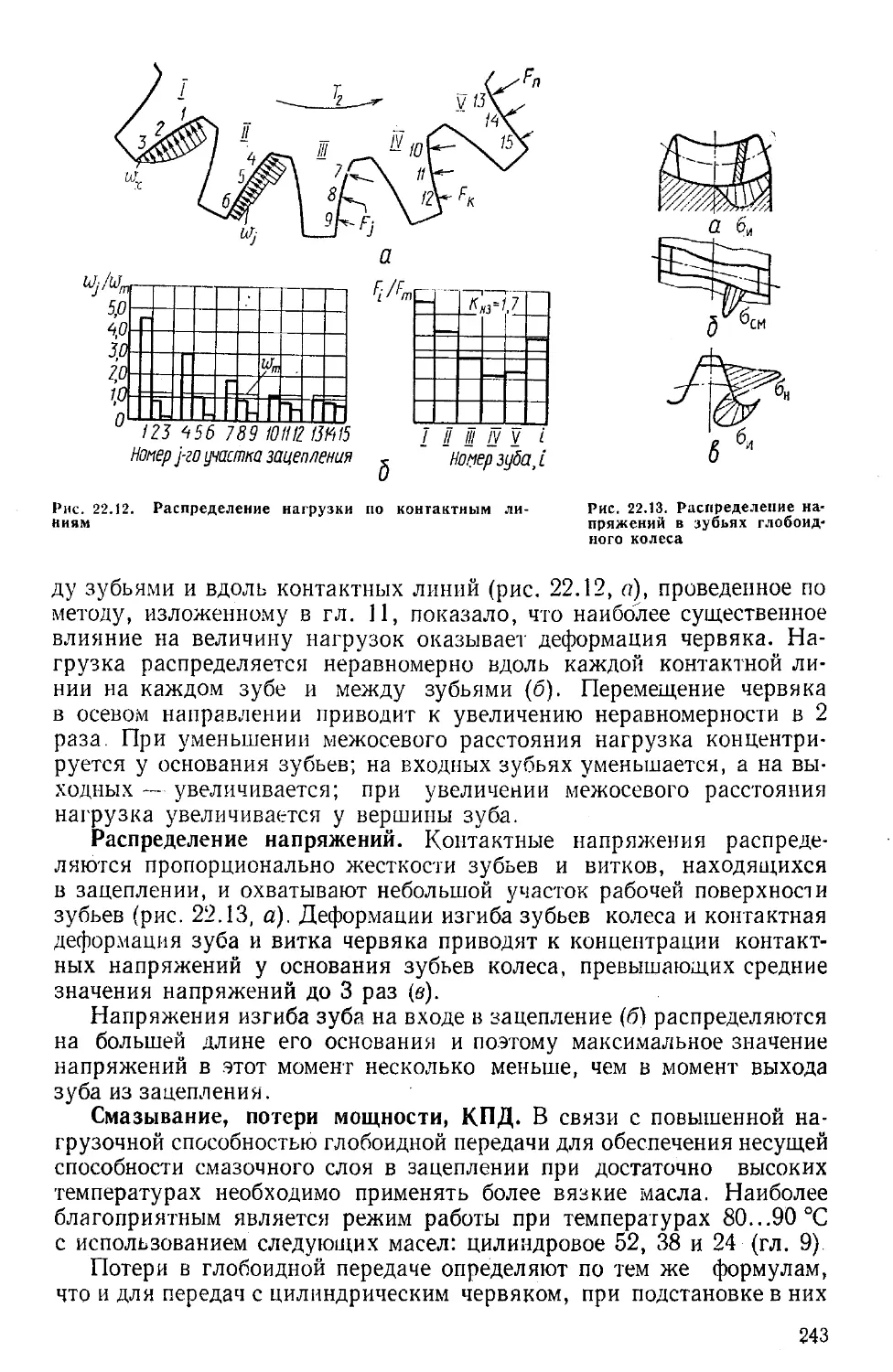
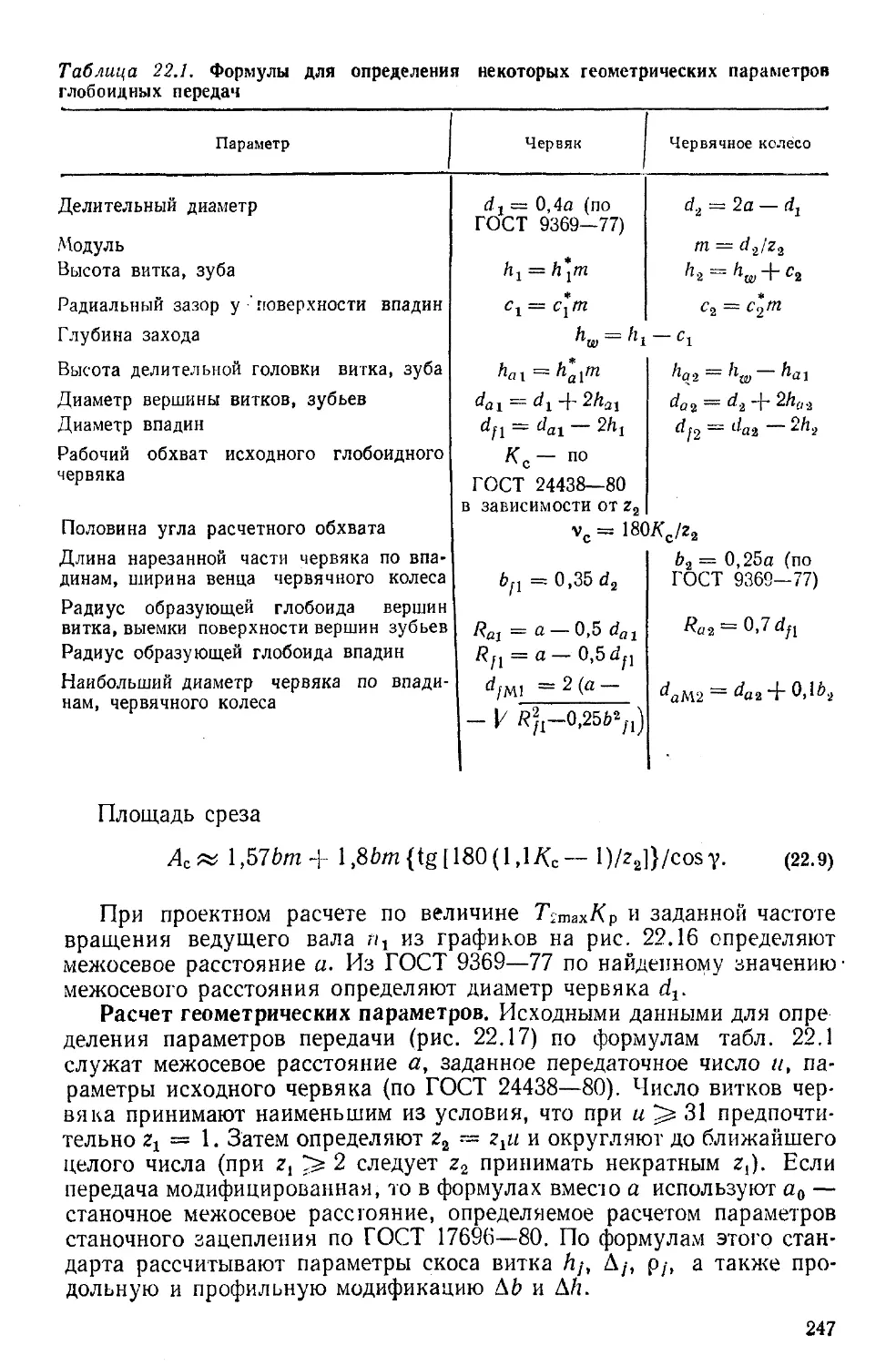
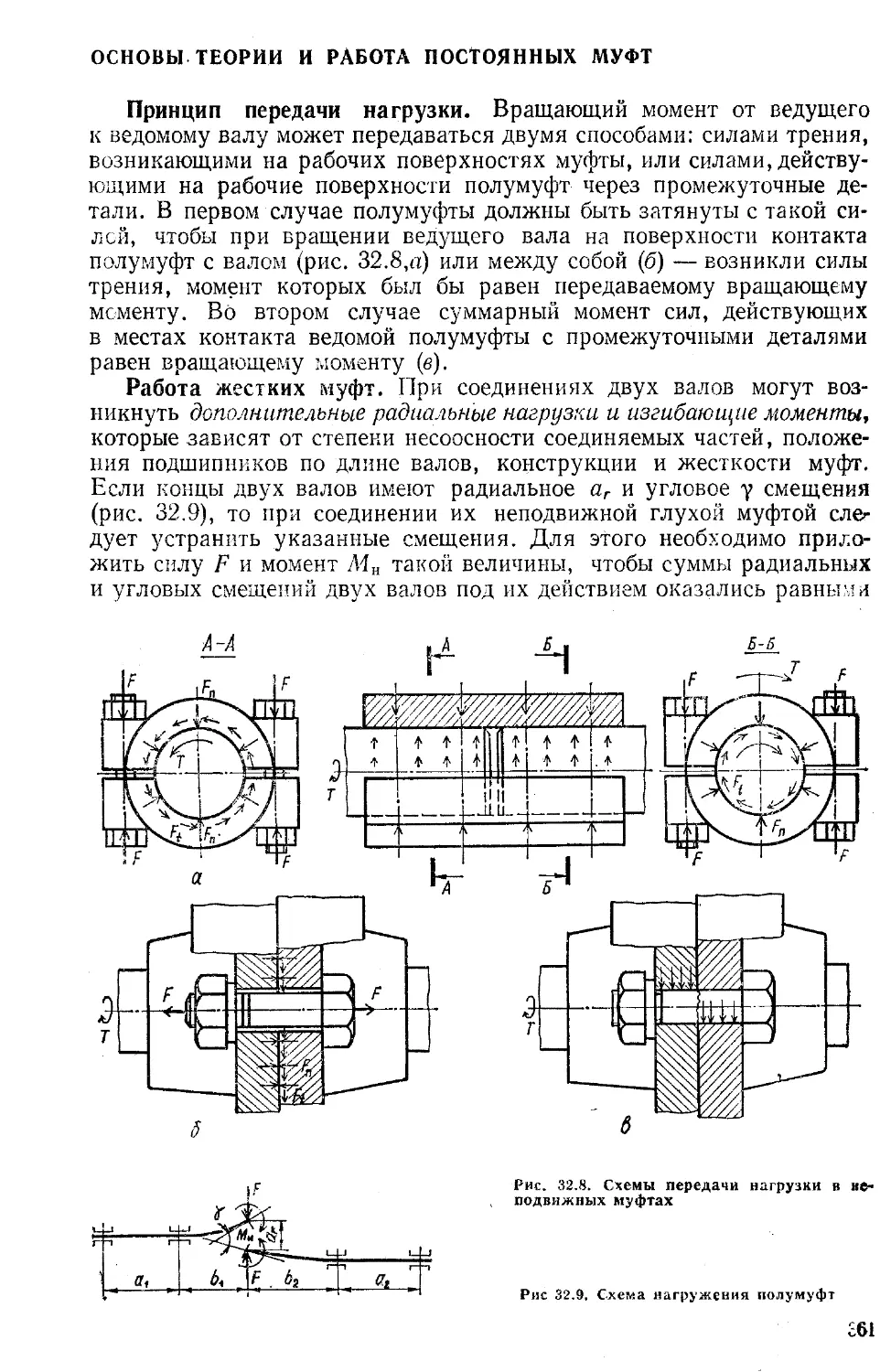
Рис. 1 .1, К вопросу о неравномерности распределения нагрузки
зок, приходящихся на исполнительные органы машин, и рабочих ско
ростей технологических процессов. Эта тенденция сказывается и на
нагрузочных параметрах отдельных деталей. Проблема повышения
эффективности производства и качества продукции связана с повыше
нием надежности машин. Надежность машины завысит от надежности
ее деталей, количество-которых иногда исчисляется пяти -, шестизнач
ным числом. Выполнение указанных требований при условии умень
шения массы и стоимости машины возможно лишь при наиболее досто
верном определении нагруженности деталей и учете фактических
напряжений в них.
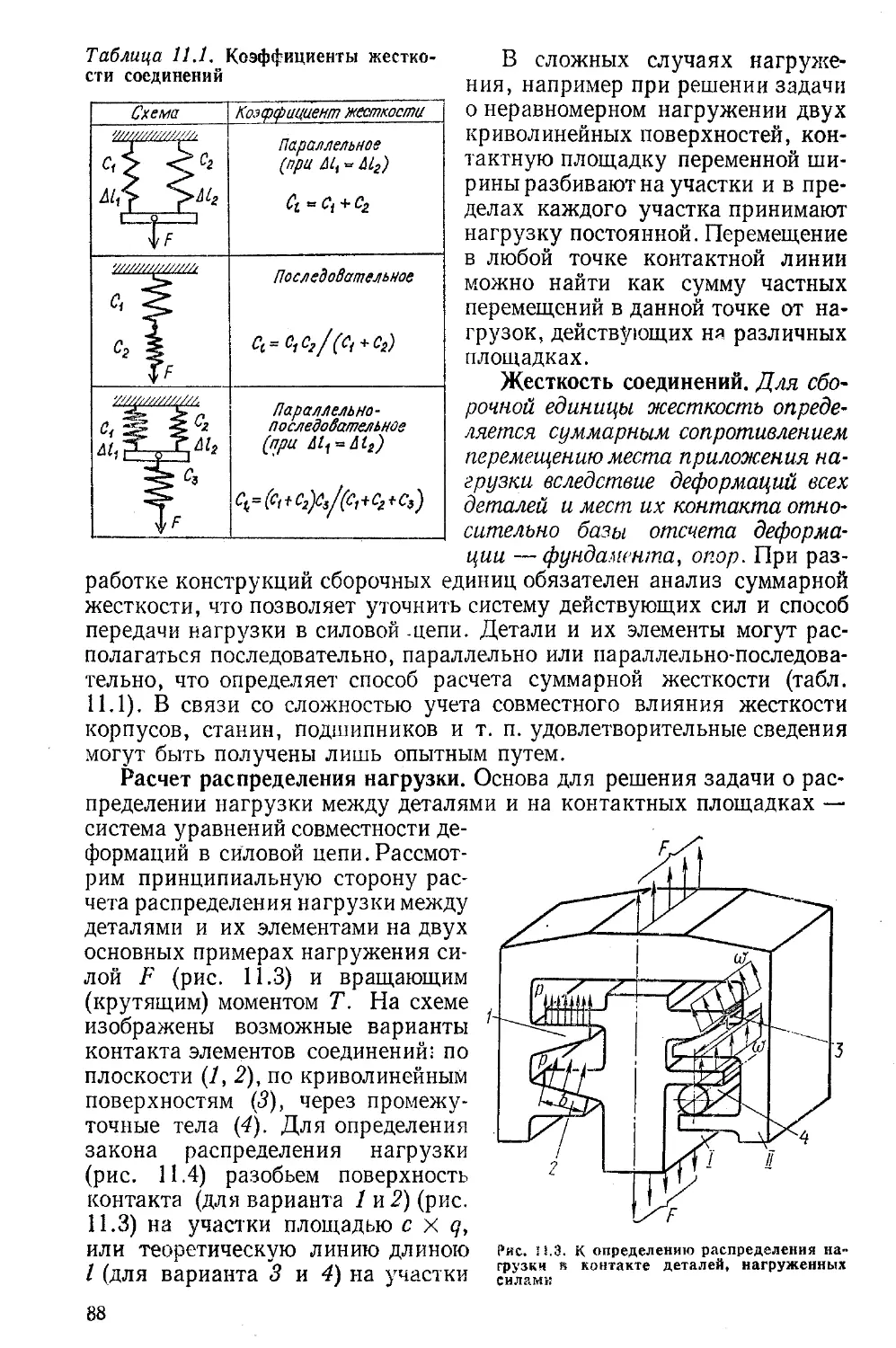
Особенности нагружения и напряженности деталей машин. Каж
дая деталь в соответствии со своим назначением должна быть работо
способной на протяжении всего предусмотренного срока службы. Ha
rp уженность и напряженность детали зависит от ее места в кинемати
ческой цепи машины и способа соединения с другими деталями. Так,
в приводе грузового барабана (рис. 1.1) при постоянной внешней на
грузке детали подвергаются действию различных сил, переменных по
величине и направлению. При подъеме груза канат 1 перемещается
вдоль барабана 2, поэтому опоры 3 (гл. 36) барабана испытывают из
меняющуюся нагрузку. В силу неизбежных неточностей изготовления
детали соединительных муфт 4 и 5 (гл. 32) нагружены неравномерно.
7
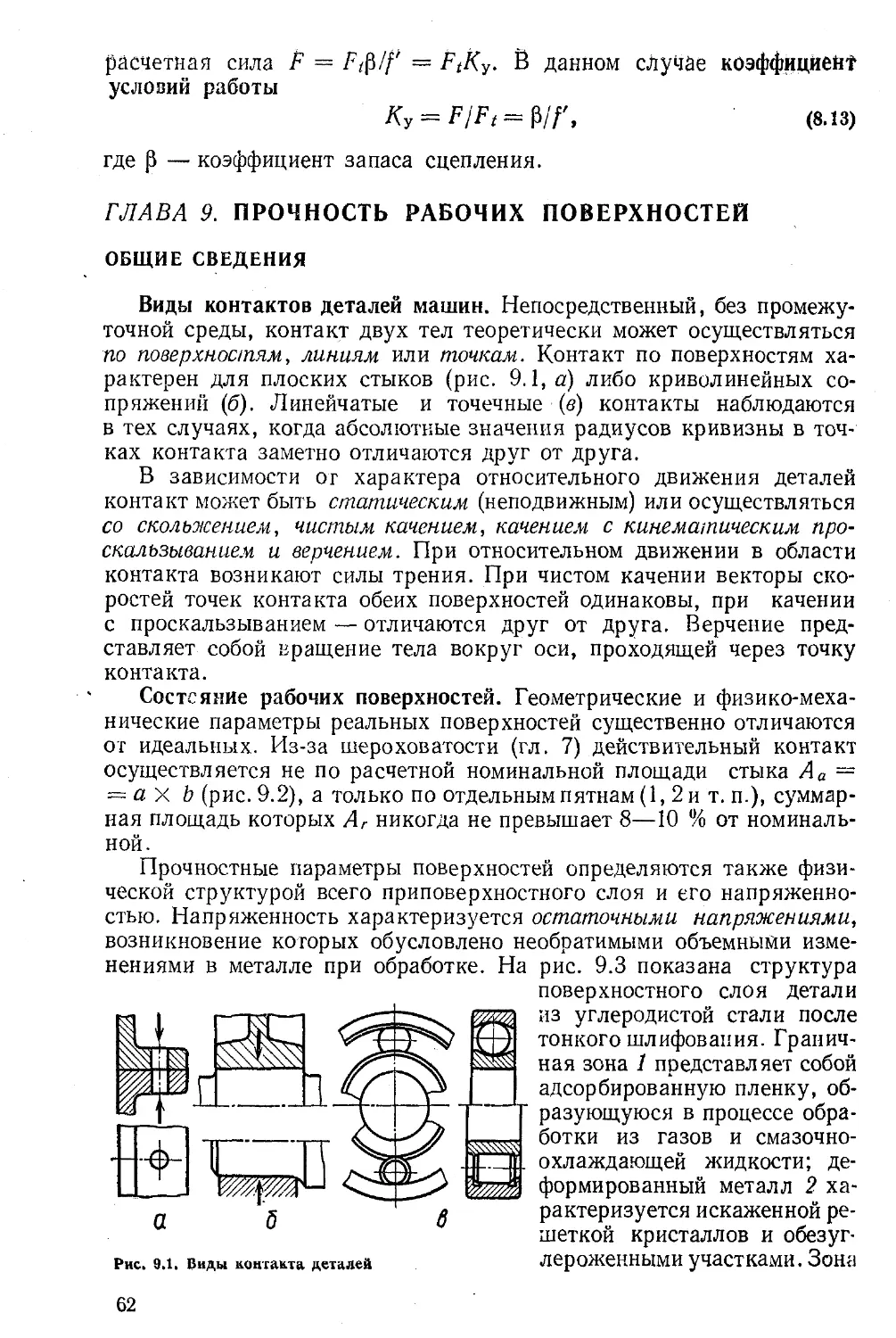
Рис. 1.3. Распределение напряжений в подшипнике качения
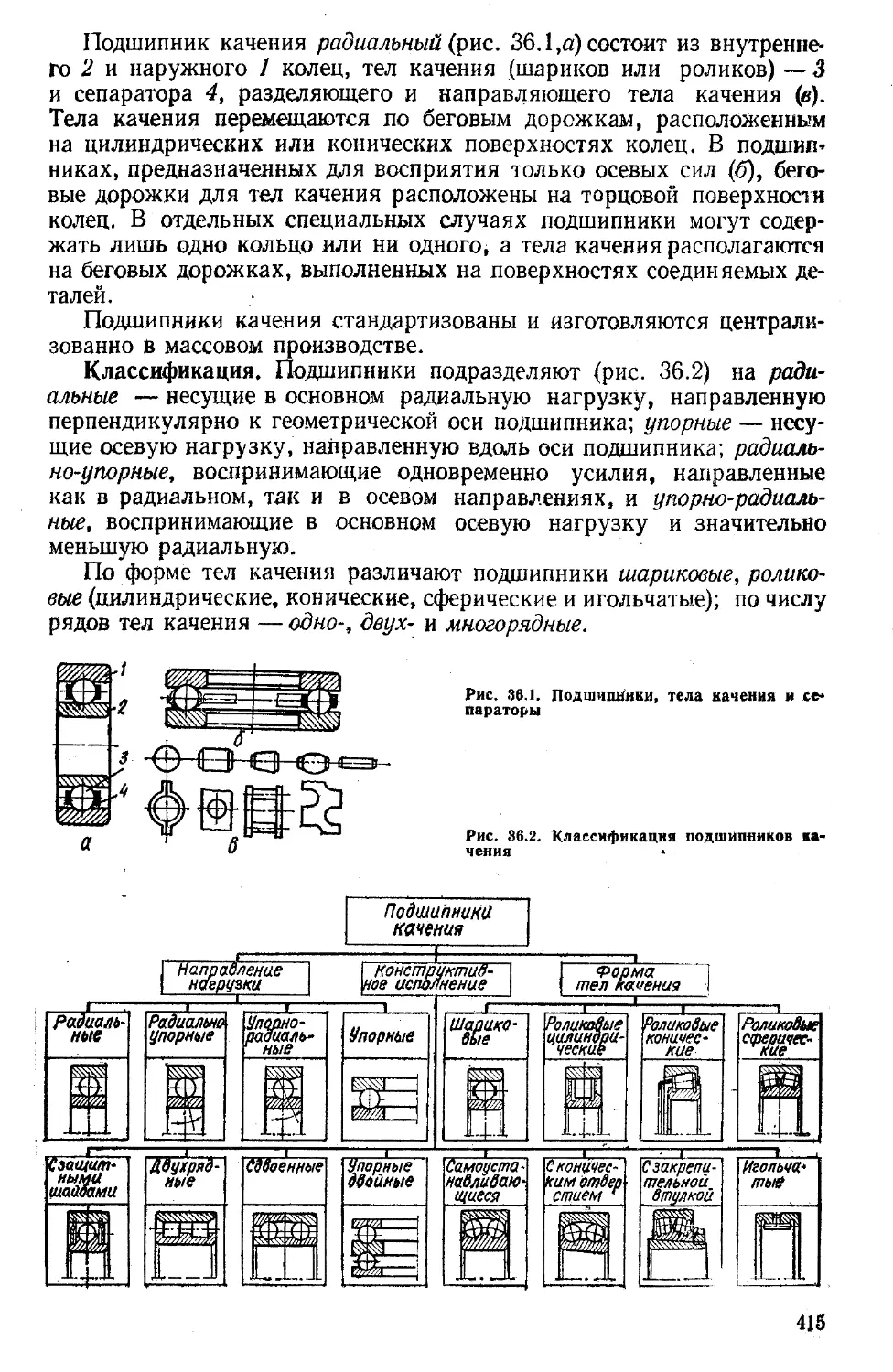
В зубчатых передачах (гл. 19) редуктора 6 нагрузка вдоль зубьев рас
пределяется неравномерно и т. д.
Многократность изменения условий нагружения деталей видна
на примере роликового подшипника качения. Из анализа условий
передачи нагрузки от внутреннего кольца /, нагруженного силой F
(рис. 1, 2, а), на неподвижное наружное кольцо 2 следует, что нагруз
ка между роликами 3 распределяется неравномерно (гл. 36). При
вращении подшипника участки рабочей поверхности наружного коль
ца в пределах дуги abc испытывают определенные периодически
действующие нагрузки (в). За полный срок службы подшипника каж
дый участок рабочей поверхности внутреннего кольца (д') воспри
мет многократное нагружение силами, изменяющимися от нуля до
Fmax-
Ролик испытывает пульсирующую нагрузку, площадка приложе
ния которой перемещается по его поверхности (г). За весь срок служ
бы подшипника любой участок поверхности ролика испытывает мно
гократно всю гамму нагрузок от пуля до Fmax. Нагрузка распределяет
ся неравномерно не только между роликами, но и вдоль них (б). Это
происходит из-за неточностей изготовления и деформаций деталей
под нагрузкой.
8
Распределение нагрузки между дета-
лчмп, входящ им и в кинематическую цепь,
и давлений по площадкам их контакта
и актически всегда неравномерно и под-
.т/анп обязательному учету при расчете
б. тилей .
Вторая особенность работы деталей
м: н і иш—неравномерность распределєния
напряжений на площадках контакта де-
■іалсй и по их поперечным сечениям.
1 Причина этого, во-первых, в неравномер
ном распределении нагрузок и давлений
па площадках контакта, а во-вторых,
в резких переходах от сечений одной фор
мы и размеров к другим.
В рассмотренном ранее подшипнике
качения максимальные напряжения он в
ружным кольцом меньше, чем с внутренним (рис. 1.3, а, б), так как
в первом случае контактирует выпуклая поверхность с вогнутой,
а во втором — две выпуклых поверхности. Во вращающемся подшип
нике (в, д) указанные условия на каждом участке поверхности роли
ка (а) периодически возникают и исчезают, вызывая циклические
напряжения.
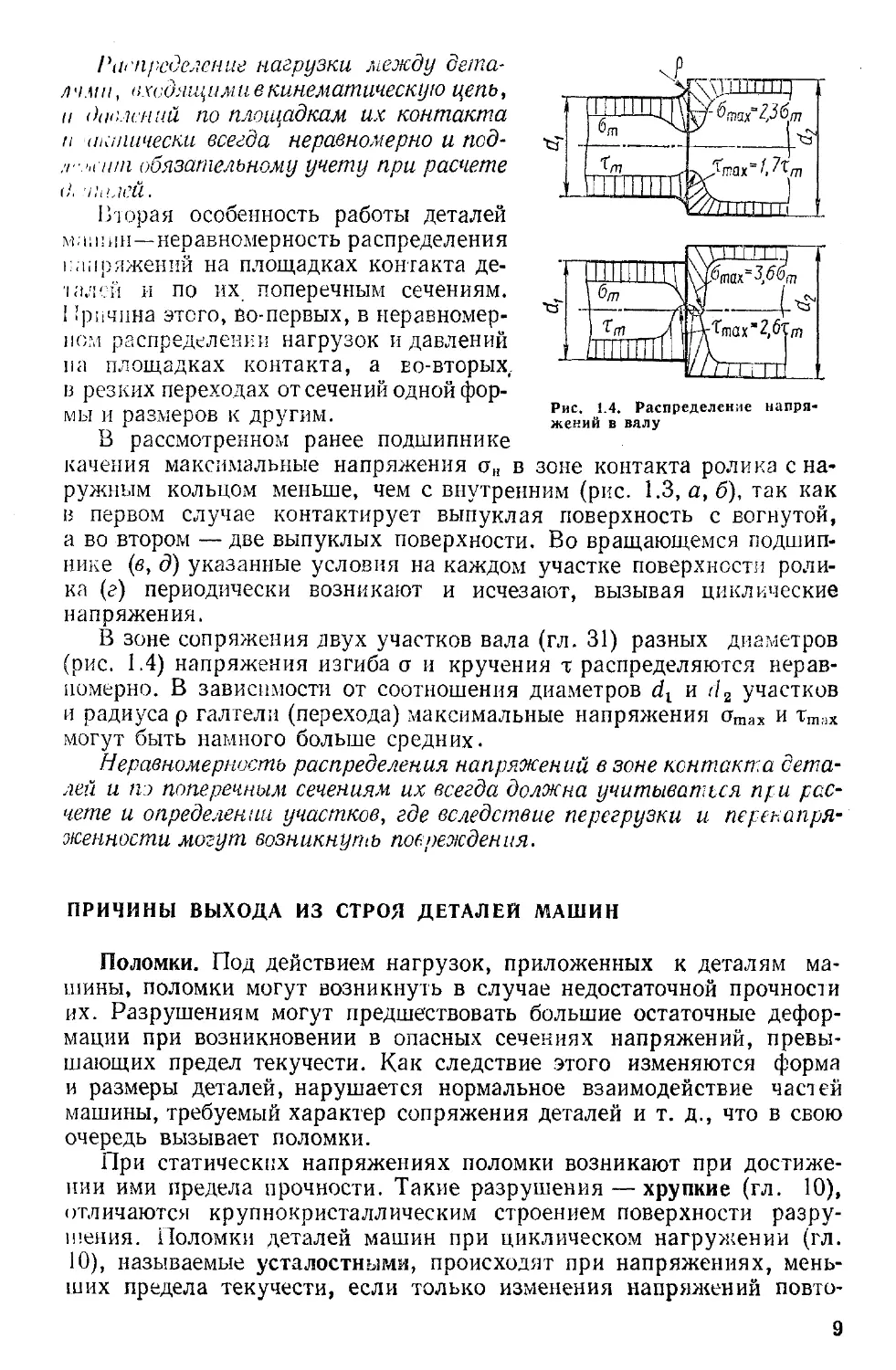
В зоне сопряжения двух участков вала (гл. 31) разных диаметров
(рис. 1 .4) напряжения изгиба о и кручения т распределяются нерав
номерно. В зависимости от соотношения диаметров dx и г/2 участков
и радиуса р галтели (перехода) максимальные напряжения отах и тт,]Х
могут быть намного больше средних.
Неравномерность распределения напряжений в зоне контакта дета
лей и пэ поперечным сечениям их всегда должна учитываться при рас
чете и определении участков, где вследствие перегрузки и перснапря-
женности могут возникнуть повреждения.
ПРИЧИНЫ ВЫХОДА ИЗ СТРОЯ ДЕТАЛЕЙ МАШИН
Поломки. Под действием нагрузок, приложенных к деталям ма
шины, поломки могут возникнуть в случае недостаточной прочности
их. Разрушениям могут предшествовать большие остаточные дефор
мации при возникновении в опасных сечениях напряжений, превы
шающих предел текучести. Как следствие этого изменяются форма
и размеры деталей, нарушается нормальное взаимодействие частей
машины, требуемый характер сопряжения деталей и т. д ., что в свою
очередь вызывает поломки.
При статических напряжениях поломки возникают при достиже
нии ими предела прочности. Такие разрушения
—
хрупкие (гл. 10),
отличаются крупнокристаллическим строением поверхности разру
шения. Поломки деталей машин при циклическом нагружении (гл.
10), называемые усталостными, происходят при напряжениях, мень
ших предела текучести, если только изменения напряжений повто
9
ряются достаточно часто. Около 80 % всех случаев поломок деталей
являются усталостными.
Повреждение рабочих понерхиостей. При нагрузках, превышаю
щих допускаемые, и наличии дополнительных неблагоприятных ус
ловий (малой твердости поверхности, низкого качества ее, больших
относительных скоростей перемещений, активно воздействующей
внешней среды, недостаточности смазочного слоя) на поверхностях
контакта может возникнуть изнашивание, схватывание, пластические
деформации рабочих поверхностей, выкрашивание.
Наиболее распространенным видом разрушений, наблюдаемым в зо
нах подвижного контакта, является изнашивание (гл. 9). Следствие
этого процесса—износ
— вызывает
изменение размеров и форм сопря
гаемых деталей. В результате износа из -за потери точности изменяется
характер сопряжения детален; снижается их прочность из-за уменьше
ния сечений и роста динамических нагрузок; падает КПД машины
вследствие ухудшения условий смазывания, нарушения герметич
ности и утечки масла; повышается шум при работе машины и т. д .
Если твердость рабочих поверхностей недостаточна, а нагрузки
велики, под влиянием сил трения на рабочих поверхностях наблю
дается пластическое течение материала поверхностных слоев. В ус
ловиях качения рабочих поверхностей, когда передаваемые ими по
ограниченной поверхности нагрузки вызывают в зоне подвижного
контакта высокие контактные циклические напряжения, возникает
выкрашивание—усталостное разрушение поверхностей (гл. 9).
Чрезмерные деформации. Во многих случаях эксплуатационные
качества машины зависят от упругих деформаций сопряженных де
талей, что определяется жесткостью их. Недостаточная жесткость де
талей передач —валов, зубчатых колес и др.—
приводит к неравно
мерному распределению нагрузки подлине контактных линий (гл. И).
При изгибе вала его опорные участки (цапфы) перекашиваются в под
шипниках, что нарушает нормальную эксплуатацию последних: на
блюдаю: ся неравномерный и повышенный износ вкладышей, нагрев
и заедание в подшипниках скольжения (гл. 35), ухудшение условий
работы и снижение долговечности подшипников качения (гл. 36).
Вибрации. Увеличение рабочих скоростей машин и их деталей,
а также сопутствующее этой тенденции облегчение конструкций
часто способствуют возникновению вибрации (гл. 12). В случаях,
когда частота собственных колебаний машины или ее деталей совпа
дает с частотой изменения внешних периодических сил, наступает
резонанс, при котором резко возрастает амплитуда колебаний, что
может привести к разрушению. Колебания деталей и их элементов,
обусловленные упругостью, изменениями нагрузок и сил трения, мо
гут вызвать чрезмерный шум.
Повышение температуры. Нарушение температурного режима
работы деталей возможно, когда в процессе эксплуатации машины
в результате трения возникают значительные потери мощности, со
провождаемые обильным тепловыделением. Чрезмерный нагрев мо
жет вызвать деформации деталей, влияющие на характер их взаимо
действия в машине, дополнительные напряжения, нарушение условий
смазывания и т. п. (гл. 13).
10
При повышенных температурах, резко отличающихся от нормаль
ных, изменяются механические характеристики материалов. В этих
условиях особое значение приобретают явления ползучести металлов
и релаксации напряжений: длительное и постоянное нагружение де
тали вызывает непрерывные пластические деформации ее, что нарушает
первоначальные условия сопряжения деталей. Рост пластической де
формации с течением времени вызывает уменьшение доли упругой
деформации и падение напряжения. С понижением температуры пла
стичность снижается, чувствительность к концентрации напряжений
усиливается. Возникает хладноломкость—свойство материалов хруп
ко разрушаться ’ при нагружении в условиях достаточно низких тем
ператур.
ОСНОВЫ РАСЧЕТА ДЕТАЛЕЙ МАШИН
Критерии расчета. Из всего многообразия условий, которым
должны удовлетворять детали машин, можно выделить в качестве ос
новных — прочность объемную, поверхностных слоев и жесткость.
Для определенной группы деталей немаловажны теплостойкость
и виброустойчивость.
Задача обеспечения необходимой прочности состоит в том, чтобы
определить размеры и формы деталей машин, исключающие возмож
ность возникновения недопустимо большой остаточной деформации,
преждевременных поломок и поверхностных разрушений.
Существует два метода расчета прочности: по предельному со
стоянию а по допускаемым напряжениям. Расчет по предельному со
стоянию применяется при действии статических нагрузок, например
при проектировании мостов, перекрытий, трубопроводов и др. При
этом используют предельное состояние, определяемое нагрузочной
способностью конструкции — прочностью, устойчивостью или вынос
ливостью, либо — наибольшей деформацией конструкции
—
проги
бами или вибрацией. В машиностроении применяется расчет по до
пускаемым напряжениям, являющийся частным случаем расчета по
предельному состоянию. Расчет по допускаемым напряжениям осно
ван на оценке прочности материала в опасном сечении или точке. Со
стояние всей остальной массы материала во внимание не принима
ется.
В предварительных и проектных расчетах наиболее распространен
ным методом оценки прочности деталей является сравнение соответ
ствующих расчетных характеристик (ц, т, <7См, crH, р, w, ...) с допус
каемыми [oJ, [ті, ...:
о<[а];т<[т]; gh<[ан], ...»
(1.1)
где
[п] - CFiim/[SCT]; [<тя] - ^1ІП1/[5Я]; Гр] = Plim/[Spl, ....
(1.2)
В ЭТИХ формулах Онт, О//Нт, Plim и др. —
предельные значения
соответствующих характеристик напряженности, при достижении
которых возникает отказ (гл. 2); [sff], [sw], [sp I и т. п.—
соответствую
щие допускаемые коэффициенты запаса прочности.
11
Когда жесткость является основным критерием расчета, в каче
стве расчетного параметра используются перемещения 6 в «опасных')
сечениях (или направлениях), сравниваемые с допускаемыми значе
ниями их:
S<[6],
(1.3)
где
[6] = 6Нг1;/[$б].
(1.4)
Предельные значения перемещений 6iim основываются на опыте
эксплуатации различного рода машин. При этом учитывают необхо
димость ограничения неравномерности распределения нагрузки,
динамических нагрузок, неточностей и т. п. Допускаемое значение
коэффициента запаса жесткости [sj принимается в зависимости от на
значения детали.
Теплостойкость в виде критерия расчета выступает как фактор,
обеспечивающий работоспособность, когда перегрев может привести
к нарушению взаимодействия деталей;
Q<[Qb
(1.5)
где
[Q] = Qlim/(SQ1.
(1.6)
Тепловые потоки Q, образующиеся в работающей машине, и допус
каемые их значения [Q] зависят от предельных значений — Qnm
и коэффициента запаса [sq], определяемых конструкцией, условиями
работы деталей, смазывания и эксплуатации машины.
Детали нагреваются главным образом вследствие преобразования
механической энергии, затрачиваемой на преодоление сопротивлений
перемещению деталей, в тепловую. Относительное движение деталей
возможно при наличии смазочного материала. Масло может потерять
свои свойства при превышении определенной температуры [-О'], по
этому расчетом необходимо обеспечить условие
#<!()’],
(1.7)
где
1'0’1 = ^lim/[Sab
(1.8)
В качестве предельной Опт принимается температура, при кото
рой смазочный материал теряет свои свойства.
Когда температура существенно влияеі на свойства материалов,
в расчетах прочности и жесткости учитывают изменяющиеся под воз
действием температуры механические характеристики.
Расчеты виброустойчивости сводятся к проверке собственных ко
лебаний, в частности для предупреждения резонанса. При эксплуа
тации машин ограничением частоты колебаний является условие
п<[п]при[sj >1 иn>[nj при <1,
(19)
где
[«] =nKp/[s„b
(1.10)
12
Критическая частота колебаний пкр и коэффициент запаса [s,J
определяются в зависимости ог конкретной схемы колебательной си-
Ci емы.
Работоспособность в проверочных расчетах на прочность, жесткость
и назрев обычно оценивают сопоставлением фактических коэффициент
т >в запаса прочности s с допускаемыми [$] при условии
$>Ш.
[1-П]
Указанные выше расчеты носят детерминированный характер.
Между тем параметры нагружения и характеристики прочности —
эго случайные величины, изменяющиеся в определенном интервале.
Достоверное определение этих величин возможно лишь на базе много
численных наблюдений и обработки их результатов методами матема
тической статистики. При наличии таких данных возможно оценить
вероятность неразрушения проектируемой детали при заданном за
пасе прочности (гл. 2).
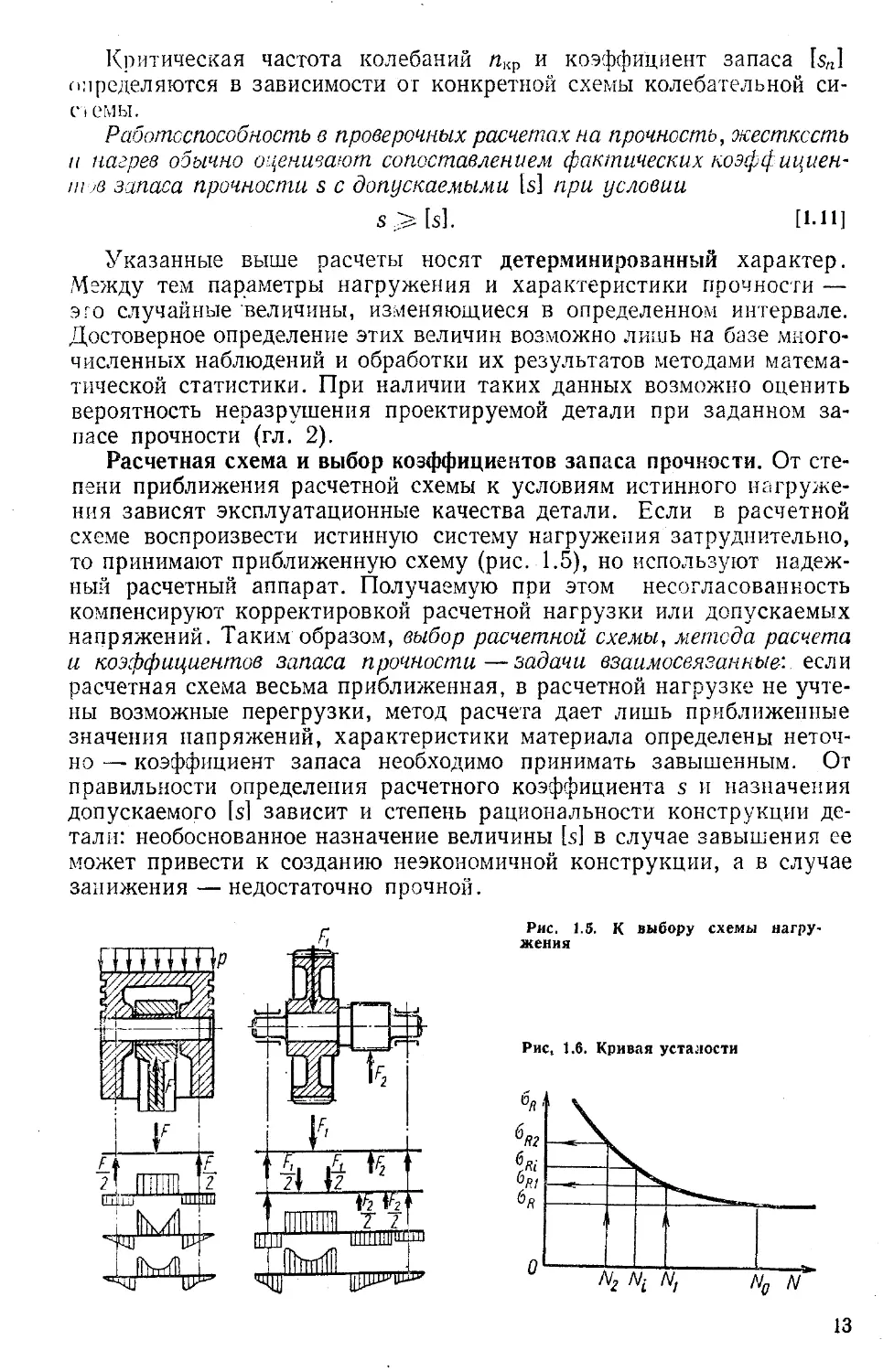
Расчетная схема и выбор коэффициентов запаса прочности. От сте
пени приближения расчетной схемы к условиям истинного нагруже
ния зависят эксплуатационные качества детали. Если в расчетной
схеме воспроизвести истинную систему нагружения затруднительно,
то принимают приближенную схему (рис. 1 .5), но используют надеж
ный расчетный аппарат. Получаемую при этом несогласованность
компенсируют корректировкой расчетной нагрузки или допускаемых
напряжений. Таким образом, выбор расчетной схемы, метода расчета
и коэффициентов запаса прочности—задачи взаимосвязанные -', если
расчетная схема весьма приближенная, в расчетной нагрузке не учте
ны возможные перегрузки, метод расчета дает лишь приближенные
значения напряжений, характеристики материала определены неточ
но — коэффициент запаса необходимо принимать завышенным . От
правильности определения расчетного коэффициента s и назначения
допускаемого [s] зависит и степень рациональности конструкции де
тали: необоснованное назначение величины [$] в случае завышения ее
может привести к созданию неэкономичной конструкции, а в случае
занижения — недостаточно прочной .
Рис. 1 .5 . К выбору схемы нагру
жения
Рис, 1.6. Кривая усталости
13
Наиболее прост нормативный метод установления коэффициентов
запаса, при котором коэффициенты запаса прочности и допускаемые
напряжения регламентируются строго, причем оговаривается и мето
дика расчета (например, при проектировании специальных деталей
и механизмов грузоподъемных машин — канатов, крюков, тормозов
и т. д.). Часто допускаемые запасы прочности представляют как про
изведение нескольких коэффициентов
Ы = [sj [s2] [s3J,
(1.12)
где коэффициенты учитывают: [sj — надежность материала (одно
родность механических свойств, наличие внутренних пороков); [s2] —
степень ответственности детали (условия работы); [s3] — точность
расчета.
Коэффициент [sj устанавливают на основании обработки резуль
татов многократных испытаний. Ориентировочно для деталей, изго
товленных из поковок и проката, [sx] = 1,05 ... 1,10; для литых де
талей [sj = 1,15 ... 1,2. Коэффициент [s2l рассчитать трудно, в связи
с чем его значения должны быть регламентированы: [s2l = 1,0 ... 1,3.
Коэффициент [s3] зависит от степени соответствия расчетной схемы
фактическим условиям работы детали; в среднем [s3] = 1,2 ... 1,3.
Если принять рекомендуемые значения частных коэффициентов, то
коэффициент запаса прочности для стальных деталей [si = 1,20 X
X 1,30 ■ 1,30 «2,0.
При более точной оценке условий эксплуатации, нагружения, ме
ханических характеристик материала и действующих напряжений
коэффициенты запаса прочности могут быть снижены до значений по
рядка 1,2 ... 1,5. И наоборот, в приближенных расчетах Ш > 2,0.
Учет срока службы детали. При циклическом нагружении детали
разрушаются от усталости, что свя-зано с количеством циклов нагру
жений. Поэтому вопрос о прочности таких деталей должен рассмат
риваться в связи со сроком их службы. Срок службы машин различ
ного назначения неодинаков. Например, срок службы авиационного
двигателя составляет несколько сот часов, а металлорежущих стан
ков — 50 000 ч. Для обеспечения определенных межремонтных сро
ков службы важно учитывать долговечность деталей, не допуская
преждевременного выхода их из строя. Так, для подшипников каче
ния долговечность часто принимают равной 5000 ч.
Расчеты, связывающие заданную долговечность работы с допуска
емыми при этом напряжениями, базируются на данных испытаний ма
териалов на усталость. Как известно из курса сопротивления мате
риалов, необходимые исходные данные — пределы ВЫНОСЛИВОСТИ Од—
получают из кривых усталости (рис. 1.6). Если воспользоваться дан
ными кривой усталости, то при заданном числе циклов нагружения
деталь из данного материала может выдержать напряжения од^
еслижеN2<
то можно допустить од2 >
В этом случае раз
меры и масса детали будут меньшими, а ресурс ее работоспособности
до замены будет полностью использован.
Так как уравнение наклонного участка кривой усталости
omN = const,
(1.13)
14
то из условия o"7/V0 = o^.Ni допускаемое напряжение
= °ФVN^Ni=
(lJ4)
где No — база испытаний; N{ — заданное число циклов напряжений.
Коэффициент Кд = y,rNQ/Nt характеризует возможную степень
увеличения допускаемых напряжений при заданном количестве цик
лов N{<zN0. Если N{>N0, принимают
ГЛАВА 2. НАДЕЖНОСТЬ МАШИН И ДЕТАЛЕЙ
ОБЩИЕ СВЕДЕНИЯ
Условия обеспечения работоспособности. Работоспособность ма
шин или их отдельных деталей обеспечивается надежностью. Надеж
ность— важный показатель качества, так как она характеризует
свойство деталей выполнять заданные функции на протяжении тре
буемого времени.
В зависимости от назначения, требований к эксплуатационным по
казателям технического изделия понятие надежность может включать
в себя в разных сочетаниях безотказность, долговечность, ремонто
пригодность, сохраняемость. Например, для невосстанавливаемого
изделия, не предназначенного для длительного хранения, надежность
определяется безотказностью — свойством непрерывно сохранять
работоспособность в течение некоторого времени или некоторой нара
ботки. Для восстанавливаемого изделия длительного хранения и ис
пользования важное значение приобретают сохраняемость и ремон
топригодность. В ряде случаев для машин главным является долго
вечность — свойство сохранять работоспособность до наступления
предельного состояния при установленной системе технического об
служивания и ремонта. Под предельным понимается таксе состояние,
при котором дальнейшая эксплуатация невозможна или нецелесооб
разна (например, из-за малой эффективности).
В основе понятий надежности и ее характеристик лежит понятие
отказ. Отказ—событие заключающееся в нарушении работоспособности
объекта. Отказы могут классифицироваться в связи с характером про
явления (внезапные, постепенные), взаимосвязью (зависимые, неза
висимые) и др. Применительно к некоторым машинам отказы могут
вызывать полную или частичную (по некоторым параметрам) потерю
работоспособности.
Ремонтопригодность и сохраняемость. Выход из строя какой-либо
детали или группы деталей в большинстве случаев не должен пол
ностью исключать возможность эксплуатации машины в последующем.
Необходимо предусмотреть пути ремонта деталей для восстановления
работоспособности машины в целом. Детали могут быть восстанавли
ваемыми, т. е. подлежащими ремонту после отказа, и невосстанавли-
ваемыми; к последним, например, относятся подшипники качения.
Для восстанавливаемых деталей понятие о предельном состоянии
чаще определяется экономическими соображениями — целесообразно
стью дальнейшего восстановления.
15
Ремонтопригодность — это свойство изделия, заключающееся
в его приспособленности к восстановлению работоспособности пред
упреждением, обнаружением и устранением отказов и неисправно
стей в процессе технического обслуживания и ремонтов.
Сохраняемость — это свойство изделия непрерывно сохранять
работоспособность в течение и после предусмотренного срока хране
ния и транспортирования (особенно касается изделий, работающих
в специфических условиях, например, при высокой и низкой темпе
ратуре, повышенной влажности, агрессивной среде, вибрациях и др.).
Виды отказов. Наиболее серьезным источником отказа является
поломка деталей из-за недостаточной объемной прочности (гл. 10),
свидетельствующая об ошибках при проектировании или нарушении
технологии изготовления, сборки и условий нормальной эксплуата
ции машин. Нарушения могут заключаться в отступлении от предус
мотренных конструктором размеров, режимов обработки, упрочне
ния и т. д. При использовании машины не по назначению, недостаточ
ной квалификации персонала и т. п. детали могут быть подвержены
нагрузкам, во много раз превышающим расчетные.
Важным источником отказа являются повреждения рабочих поверх
ностей деталей (гл. 9) из-за изнашивания их при относительном сколь
жении и выкрашивания — при относительном качении контактирую
щих поверхностей. Разрушение поверхностей деталей возможно из -за
коррозии (гл. 6), что приводит к уменьшению прочности. Также опас
ным, особенно для деталей из неметаллических материалов, может
быть старение (гл. 6) — изменение физико -механических свойств ма
териалов от времени. Источником отказа может оказаться нарушение
нормальной работы деталей из-за чрезмерного повышения темпера
туры (гл. 13), при которой масла теряют смазочные свойства.
Для оценки надежности функционирования деталей машин исполь
зуется ряд показателей безотказности и долговечности.
ЭЛЕМЕНТЫ ТЕОРИИ НАДЕЖНОСТИ
Вероятность безотказной работы. Вероятность того, что в за
данном интервале времени или в пределах заданной наработки не воз
никает отказ изделия, называется вероятностью безотказной работы.
Статистически—это отношение количества изделий, сохранивших
работоспособность в течение заданного интервала времени, к началь
ному количеству N изделий. Если в течение t часов из числа N одина
ковых изделий, работавших в идентичных эксплуатационных условиях,
были изъяты из-за отказов г (t) изделий, то вероятность безотказной
работы изделия
Р(/)=[У_г(t)VN=1 —г(t)IN.
(2.0
Так, если по результатам испытаний в одинаковых условиях пар
тии подшипников качения одного типоразмера, состоящей из N —
~
1000 шт., вышли из строя после наработки за 1000, 2000, 3000,
4000, 5000 ч соответственно 30, 55, 71, 85, 100 подшипников, то веро
ятность безотказной работы подшипников по (2.1) соответственно:
0,97; 0,945; 0,929; 0,915; 0,90.
16
Рис. 2.1. Интенсивность от
казов
Рис. 2 .2 . Последовательное и
параллельное соединение
элементов
Функция надежности Р (t) монотонно убывающая: с увеличением
t вероятность безотказной работы уменьшается (Р (0) — 1 при t = 0,
Р (t) = 0 при t сю). Так как отказ и состояние работоспособности
являются противоположными событиями, то вероятность отказа на
время t
R(t)=\ —Р(t).
-
(2.2)
В рассмотренном примере испытаний подшипников вероятность
отказа R (/) = г (t)IN соответственно равна 0,03; 0,055; 0,071; 0,085;
0,100.
Интенсивность отказов. В разные периоды эксплуатации или испы
таний деталей число отказов в единицу времени различно. Это изме
нение во времени меры безотказной работы деталей машин характе
ризуется интенсивностью отказов — отношением разности между чис
лом отказов г (t + Д/) к моменту времени (t + ДО и числом отказов
г (0 к моменту времени t к произведению количества объектов N (/),
работоспособных в момент времени /, и длительности интервала Д/:
Х(/) = [г(/ + Д/)-г(/)]/[Л/(/)Д/] =
= [N(t) — N{t + Д/)]/^ (/) Д/].
(2.3)
Так, в предыдущем примере в интервале от 0 до 1000 ч (Д/ =
1000 ч) из строя вышли г (t + Д/) = 30 подшипников, а в середине
интервала Д/ работоспособных подшипников оставалось примерно
N (/) = 1000 — 0,5 • 30 = 985, следовательно, интенсивность отка
зоввпервые 1000ч X(1000) =30/985 • 1000 « 32 10~G 1/ч.
Типичная зависимость интенсивности отказов от времени эксплуа
тации для большинства изделий имеет вид кривой, показанной на
рис. 2 .1. В начальный период работы /, именуемый приработочным,
интенсивность отказов велика, так как на этом этапе проявляются
различные дефекты производства изделий. Затем она убывает, при
ближаясь к постоянному значению, соответствующему периоду нор
мальной эксплуатации II. В конце срока эксплуатации
—
период
III — интенсивность отказов снова возрастает, когда вследствие
изнашивания, развития усталостных повреждений и т. п . изменяются
размеры и механические свойства деталей.
Наработка. Показателем безотказности деталей машин может быть
и средняя наработка на одказ 1-тг- определяемая отношением суммы
17
наработки испытуемых объектов на отказ tt к количеству наблюдае
мых объектов N, если они все отказали за время испытаний:
t,n=SЦЫ.
(2-4)
1=1
Наработка невосстанавливаемого объекта ст начала эксплуатации
до наступления предельного состояния — технический ресурс
—
харак
теризует долговечность деталей машин. Например, долговечность
подшипников качения (гл. 36) характеризуется 90 %-м ресурсом (у =
= 90 %), т. е . за расчетный срок службы не менее 90 % из данной
группы подшипников будут работоспособны.
Надежность механических систем. Если система состоит из п по
следовательно соединенных элементов (рис. 2.2, а), то, допуская не
зависимость отказов элементов, каждый из которых приводит к отка
зу системы, вероятность безотказной работы системы Рс равна произ
ведению вероятностей безотказной работы элементов Рр
Рс=Пр1-
(2.5)
1=1
По зависимости (2.5) может определяться вероятность безотказной
работы отдельных деталей, если рассматривать их как системы,
а места возможных разрушений или повреждений, влекущих отказы,—
как элементы этих систем.
При параллельном соединении п элементов (б) отказ системы на
ступает в случае отказа всех элементов; вероятность безотказной ра
боты изделия
Рс=1-[ДЦ-Р/(0].
<2-’>
1=1
Из формул (2.5) и (2.6) следует, что вероятность безотказной ра
боты системы тем выше, чем выше соответствующие вероятности эле
ментов, их образующих. Вероятность безотказной работы системы
также возрастает с увеличением количества параллельно соединен
ных элементов.
ОПЫТНОЕ ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
Генеральная совокупность и выборка. Наиболее полные и досто
верные данные о надежности можно получить на основании испыта
ний, при которых воспроизводятся реальные условия работы машин.
Оценки надежности носят вероятностный характер и для повышения
их достоверности надо испытывать возможно большее количество из
делий. Отобранные из всей совокупности однородных маи .ин или от
дельных деталей — генеральной совокупности
—
образцы для испы
таний являются выборкой.
Показатели надежности, полученные из испытаний образцов или
данных эксплуатации, из-за ограниченное'!и выборки являются
18
случайными величинами. Наблюдаемые значения случайной вели
чины имеют параметры распределения, весьма близкие к параметрам
генеральной совокупности, и являются их точечными оценками.
Анализ результатов наблюдений. Для предварительного анализа
статистического материала строят гистограммы: по оси абсцисс от
кладывают равные отрезки, соответствующие равным интервалам вре
мени; на этих отрезках, как на основаниях, строят прямоугольники,
высоты которых соответствуют отношениям числа значений наблю
даемой величины в данном интервале к общему числу наблюдений.
Полная площадь гистограммы равна единице. Высоты прямоугольни
ков соответствуют относительным частотам отказов (рис. 2 .3, а).
Если соединить отрезками прямых точки 1,2, ..., соответствующие
серединам интервалов на гистограмме, то получим полигон относитель
ных частот (б).
При достаточно большом количестве наблюдений интервалы мо
гут быть выбраны малыми: при этом ломаная линия, ограничиваю
щая гистограмму (полигон), приближается к плавной кривой, явля
ющейся графиком плотности вероятностей случайней величины. Из -за
нестабильности силовых факторов, непостоянства характеристик ок
ружающей среды, изменения с течением времени условий контактиро
вания деталей и других случайных факторов кривая статистического
распределения не всегда строго соответствует принятой теоретиче
ской форме, графически описывающей предполагаемый закон рас
пределения.
ТИПИЧНЫЕ РАСПРЕДЕЛЕНИЯ СЛУЧАЙНЫХ ВЕЛИЧИН
Нормальное распределение. Если случайная величина Т зависит
от большого числа однородных по своему влиянию и близких по своей
значимости случайных факторов (это условие характерно для нара
ботки до отказа из-за износа, старения материала деталей), то она
имеет нормальное распределение с плотностью вероятности (рис.
2.4, а)
=
(2-7)
где а — математическое ожидание (при обработке выборочных дан-
-
п
ных заменяется средним арифметическим t = (1/п) У, tp п — число
f=i
Рис. 2.3. Относительные частоты
отказов
Рис. 2.4. Плотность вероятности
при нормальном распределении
19
объектов в выборке); а2 — дисперсия (заменяется выборочной диспер
сией$2-[1/V—1)]£(/z—7)2).
i=l
_
Если среднеквадратическое отклонение о = l^o2 использовать как
единицу измерения отклонений от а, то получим нормированное зна
чение величины l:u — (t— а)/а с плотностью
f(О = (Vа)Фо — «),О]
(2.8)
и функцию нормированного нормального распределения (функцию
Лапласа)
и
Fo(«) =(1/р 2л) §е~и^2du — F0[(i—а)/о\,
(2.9)
—— оо
значения которой приводятся в таблицах.
Вероятность отсутствия отказа в промежутке от 0 до і
Р(0=1 —F(/)=Fo[(а—/)/а],
(2.10)
а интенсивность отказов (б)
МО = f(t)/P(t) = НИ {ф0[(/ -а)/о]}/{Г0 К« - ОН}. (2.11)
Квантилем up нормального распределения, отвечающим вероят
ности Р, называется число, удовлетворяющее условию Fo (up) = Р.
Используя табличные значения для Fo (и), легко определить вероят
ность по заданным условиям. Так, если наработка до отказа имеет
нормальное распределение с параметрами а ~ 1000 ч и о — 200 ч. то
вероятность безотказной работы для і — 600 ч Р (600) = Fo [1000—
—
600)/200] = Fo (20), чему по табл. 4 ВОСТ 19460—74 соответствует
0,977, т. е . Р (600) = 0,977.
Логарифмическое нормальное распределение. Случайная величи
на t распределена логарифмически нормально, если ее логарифм In t
распределен нормально. По такому закону распределяется, напри
мер, наработка до отказа из-за усталости материала деталей машин.
Плотность вероятности величины
/(0 = [1/(^а1//2л)] ехр[—(In Z — а)2/(2о2)],
(2.12)
где а, о — математическое ожидание и среднеквадратическое отклоне
ние значений In t.
Вероятность безотказной работы изделия
P(t) = F0[(a — ln/)/o]
(2.13)
находится по таблицам.
Экспоненциальное распределение. При рассмотрении внезапных
отказов (в случаях, когда явления старения, износа, усталости слабо
выражены) используется экспоненциальное распределение, плотность
вероятности наработки объекта до отказа которого имеет вид (рис.
2.5, а):
f (/) = Хехр (—%/),
(2.14)
где X — параметр распределения, X > 0 (рис. 2.5, б).
20
Рис. 2.5. Плотность вероятности
при экспоненциальном распределе
нии
Рис. 2 .6 . Плотность вероятности
при распределении Вейбулла
Экспоненциальное распределение широко используется при оценке
надежности механических систем, так как необходимо определить
всего один параметр X.
Распределение Вейбулла. Наработка до отказа многих невосста-
навливаемых изделий (подшипников качения и многих других дета
лей, отказ которых наступает из-за усталости материала) имеет рас
пределение Вейбулла. Плотность распределения наработки объекта до
отказа имеет вид (рис. 2 .6, а):
f (О = (W (//а)6-' ехр [- (t/a)6],
(2.15)
где а и b — параметры распределения, а > О, b > 0.
Особенностью закона Вейбулла является его гибкость: варьируя
параметрами а и Ъ, представляется возможным описать многие про
цессы. В частных случаях распределение Вейбулла редуцируется
к экспоненциальному или нормальному распределениям (а, б).
ОЦЕНКА НАДЕЖНОСТИ ПРИ ПРОЕКТИРОВАНИИ
Рассеяние характеристик качества. Надежность деталей машин
определяется большим числом факторов: уровнем и условиями при
ложения нагрузок, свойствами материалов, качеством изготовления.
Многие из них в различных условиях изготовления и эксплуатации
машин принимают случайные значения, и оценка их влияния на ра
ботоспособность деталей и машин в целом возможна на основании ве
роятностных представлений.
Действующие нагрузки и напряжения, возникающие в деталях
машин, подвергаются случайным изменениям. Они могут быть заданы
параметрами закона распределения нагрузок (например, при нормаль
ном законе — математическим ожидание.м и дисперсией). Характери
стики механических свойств материалов отличаются существенным
рассеянием значений их показателей. Причина этого
—
структурная
неоднородность материалов, межплавочное рассеяние свойств ме
талла и т. п. Еще больше, чем у гладких лабораторных образцов, рас
сеяние прочностных характеристик деталей из-за случайных измене
ний режимов их обработки, отклонений формы, шероховатости
поверхности и т. п
Качество изделий существенно зависит от погрешностей изготов
лений деталей и сборки, которые имеют значительное рассеяние. Вы
бор расчетных значений погрешностей является ответственным мо
ментом, так как влияет на результаты расчета.
21
Определение вероятности безотказной работы. Целью вероятно
стного прочностного расчета могут быть определение показателей
надежности рассчитываемого объекта, установление требований к ма
териалам, технологии изготовления и конструктивным параметрам
деталей из условия обеспечения заданных показателей надежности.
Прочность деталей (например, предельное разрушающее напряжение)
можно представить как случайную величину, распределенную по
определенному закону в некотором интервале. Условие прочности де
талей можно представить в виде
2 = <711т Gmax7>0,
(2.16)
где Отах—Наибольшие Действующие Напряжения В детали; Оцт —
предельные напряжения.
Если в условии (2.16) действующие и предельные напряжения —
независимые неотрицательные случайные величины, то z также слу
чайная величина, через которую можно выразить вероятность без
отказной работы
Р(2>0) = J f(z)dz.
(2.17)
о
Пусть, например, ПЛОТНОСТЬ вероятности действующих Отах и пре
дельных Орт напряжений имеет нормальное распределение:
/(Отах) = [1/(os]/2ji)] exp [—0,5 (Отах ~
f (оцт) = [2л)] exp [—0,5 (o]im — ад)7о2],
где os, aR, os, <jr— математические ожидания и среднеквадратиче
ские отклонения напряжений оП1ах и Оцт соответственно.
Случайная величина z, вычисляемая по формуле (2.16), в этом
случае имеет также нормальное распределение с параметрами
аг—ар
—
а~ио =У+о2
(2.18)
а вероятность безотказной работы
/Ц?>0)= J [1/(ог]/2л)] ехр[—0,5(г —a2)2/o2]dz.
(2-19)
о
Если обозначить
«0=azK=(aR—
+ °S’
<2-20)
то
Р(г>0) = F„ («„) = F„ [(ол-а8)1У^+Ц],
(2.21)
т. е . вероятность безотказной работы P(z>>0) определяется по таб
лицам функции нормального распределения. Например, если при
нять, что по нормальному закону распределены максимальные на
пряжения в зубьях с математическим ожиданием as = 275 МПа и
среднеквадратическим отклонением о$ = 50 МПа и значения предела
22
прочности материала зубьев с aR — 410 МПа и = 45 МПа, то,
.опре делив
по формуле (2.20) и0 = (410 — 275)/]/502 + 452 = 2,01,
ио таблицам найдем вероятность безотказной работы Р = 0,977.
Вероятностные расчеты в задачах повышения надежности. Если
на основании оценки надежности проектируемого изделия обнаружена
необходимость ее повышения, то решить эту задачу можно измене
нием параметров распределений действующих максимальных и пре
дельных напряжений. Пусть для передачи, рассмотренной выше, не
обходимо обеспечить вероятность безотказной работы до Р = 0,990.
11о таблицам функции Лапласа требуемая вероятность будет при значе
нии нормированной величины w0 == 2,32. Из выражения (2.20) опреде
лим дисперсию напряжений отах: о2 = {aR — as)2/ul— о^=(410 —
- -275)2/2,32— 452 = 1385 МПа2. Так как рассеяние напряжений
<’шах определяется, в основном, проявлением погрешностей изготов
ления и сборки детатей передачи, то уменьшение разброса действую
щих напряжений (до значений коэффициента вариации vs — V~^/as —
—
К1385/275 « 0,14) может быть достигнуто только технологиче
ским методом, например некоторым повышением точности изготов
ления.
ГЛАВА 3. ЭКОНОМИЧЕСКИЕ ОСНОВЫ ПРОЕКТИРОВАНИЯ
ОБЩИЕ СВЕДЕНИЯ
Задачи экономического анализа. Рассмотренные требования и кри
терии, взятые порознь, еще не определяют конструкцию, форму и раз
меры деталей машин. Это относится ко всем требованиям, даже к та
ким на первый взгляд очевидным, как достаточная прочность. Детали
машин не должны сохранять прочность при любых нагрузках, кото
рые могут встретиться в эксплуатации. Они играют неодинаковую
роль в обеспечении надежной работы машины. Так, поломка пальца
муфты в приводе редуктора всего лишь отключает привод. Замена
подобных деталей (например, в автомобиле — подшипника, зубчатого
колеса, вала и др.) выгоднее, чем увеличение размеров этих деталей
до таких, которые исключали бы поломки при маловероятном совме
стном действии случайных нагрузок. Поломка же шатунного болта
двигателя внутреннего сгорания может привести к разрушению дви
гателя.
Можно назначить такие размеры деталей, чтобы при нагрузках,
возможных только в чрезвычайных условиях, не произошла поломка;
назначить размеры деталей достаточными лишь для восприятия нор
мальной эксплуатационной нагрузки, сознательно допустив полом
ки, и, наконец, назначить размеры деталей, как в предыдущем случае,
по установить предохранитель, исключающий возможность перегруз
ки, а значит и поломки
В первом случае машина получится тяжелой и дорогой, но в экс
плуатации не будет затрат на ликвидацию поломок; во втором —
масса и себестоимость машины уменьшатся, но появятся затраты,
23
связанные с ремонтом; в третьем — себестоимость машины несколько
возрастет по сравнению со вторым вариантом (за счет введения предо
хранительных устройств), но зато значительно сократятся затраты,
связанные с ликвидацией поломок. При выборе наиболее рациональ
ного варианта требуется сопоставить достоинства и недостатки сравни
ваемых вариантов с экономической стороны.
Расчеты, в которых наряду с техническими величинами участвуют
также и экономические категории—затраты материалов, энергии,
труда и других средств, называются технико-экономическими рас
четами.
Экономическая эффективность. Среди различных видов технико
экономических расчетов особое место занимает определение экономи
ческой эффективности выбранных решений.Экономическая эффектив
ность машины зависит от ее полезной отдачи. Полезность машины
в зависимости от ее назначения определяется стоимостью производи
мой ею работы: стоимостью выпускаемых изделий, перегрузочных опе
раций, транспортировки грузов или людей и т. п. Следовательно,
экономичность машины определяется не только стоимостью изготов
ления машины, но и ее полезностью, долговечностью, надежностью, за
тратами на заработную плату обслуживающего персонала, стоимо
стью потребляемой энергии и ремонта.
Вообще эффективным является решение, наилучшим образом спо
собствующее выполнению задач, поставленных народным хозяйством
перед данной отраслью машиностроения; снижение массы машины
или расхода дефицитных материалов, быстрейшее изготовление ма
шины, максимально возможная безотказность в эксплуатации, мини
мальная себестоимость при обеспечении наиболее высокой произво
дительности. При проектировании отдельных агрегатов или приводов
необходимо добиваться максимальной нагрузочной способности, ми
нимальных размеров и массы, высокого КПД и необходимой ско
рости. Это же относится к отдельным деталям — подшипникам, муф
там, валам.
ОСНОВЫ ТЕХНИКО-ЭКОНОМИЧЕСКИХ РАСЧЕТОВ
Взаимосвязь технических и экономических расчетов. Разработка
проектов машин ведется методом последовательных приближений.
Это находит свое выражение в том, что процесс проектирования от
разработки технических предложений до рабочих чертежей расчле
няется на ряд последовательных этапов. Постепенно с переходом от
одного этапа проектирования к последующему уточняют параметры,
выясняют конструкции деталей, узлов и машины в целом. Технико
экономические расчеты с возрастающей точностью выполняют на всех
этапах проектирования.
Особый интерес представляет выполнение технико-экономических
расчетов на первых этапах проектирования, особенностью которых
является большое число вариантов. Сущность экономического под
хода для конструктора заключается в поисках наиболее рациональной
конструкции машины с учетом совокупности всех особенностей про
изводства и эксплуатации.
24
Приведенные затраты. Целесообразность создания той или иной
новой машины оценивается по величине затрат на изготовление Зи
и эксплуатацию Зэ. Для сравнения этих затрат первоначальные затра
ты приводят к эксплуатационным, складывают с ними и получают
приведенные затраты’.
3=Зэ+ЕН3И,
(3.1)
где Ен =0,15 — нормативный коэффициент эффективности капиталь
ных вложений.
Предпочтение отдается варианту с меньшей величиной приведен
ных затрат.
Годовой экономический эффект. Годовой экономический эффект
от производства и использования новых средств труда (изделия)
долговременного применения (машины, оборудование, приборы и т.п.)
с улучшенными качественными характеристиками рассчитывают по
формуле
Э=(Эп4-Ээ)Ав=[ЗбИіИ2 Зи)+(Иэ.б Иэ.н)]Ав, (3.2)
где Эп — экономия, полученная за счет более рационального произ
водства машины; Ээ — экономия, полученная за счет улучшения
условий эксплуатации; Ав — годовой объем выпуска нового изделия;
Зб, Зи — приведенные затраты на единицу изделия (б — базового,
н — нового); пх — коэффициент учета роста производительности еди
ницы нового изделия; п.2
—
коэффициент учета изменения срока служ
бы нового изделия по сравнению с базовым; Иэ?б, Иэ.н
—
эксплуата
ционные издержки, включающие затраты на потребляемую энергию,
материалы, рабочую силу, ремонт и і. п .
В новом изделии, как правило, значительно изменяются затраты
на энергию, ремонт и рабочую силу, а также срок службы.
Влияние основных факторов на экономический эффект. Экономи
ческий эффект возрастает пропорционально увеличению общей про
должительности работы машины; при этом снижается влияние стои
мости машины на суммарный экономический эффект. Отсюда следует,
что увеличение стоимости машины, связанное с соответствующим
повышением ее долговечности, вполне допустимо. Существенное влия
ние на экономическую эффективность оказывают кроме повышения дол
говечности снижение стоимости рабочей силы при эксплуатации и по
вышение производительности машин.
В процессе проектирования машин необходимо учитывать вопрос
морального старения. Если повышаются показатели надежности,
качества продукции, производительности и снижаются расходы
на эксплуатацию новой машины, то старая машина подобного класса
оказывается морально устаревшей.
ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВЫБОРА ВАРИАНТА КОНСТРУКЦИИ
Материалоемкость. Масса проектируемой машины — важнейший
технико-экономический параметр . Часто этот параметр является ис
ходным при проектировании.,
Для большинства машин важнейшим требованием является сни
жение массы. Удовлетворение этого требования при проектировании
25
самолетов,ракет и т.п. при данной мощности обеспечивает также уве
личение «полезного» груза или скорости. В других случаях масса ма
шины приобретает особое значение, определяющее надежное ее функ
ционирование. Для наземных транспортных машин масса, определяю
щая величину давлений ходовых колес на грунт или рельсы, обеспе
чивает требуемое сцепление; в стреловых грузоподъемных машинах
(кранах) предусматривают специальные противовесы (балластные
грузы) для обеспечения устойчивости этих конструкций.
Общая масса машины
п
nt
m=Yi
S
(3.5)
1=1
/=і
п
где S т&— сумма масс деталей, подлежащих изготовлению;
і=і
«і
У, тК]- —
сумма масс комплектующих (покупных) изделий.
Н Экономичность и качество конструкции кроме массы тесно
связаны с выбором материала и вида заготовки для деталей. Обеспе
чить прочность, жесткость и другие требования, предъявляемые к де
талям, конструктор может по-разному: использовать менее прочный
материал, но увеличить поперечные сечения детали; сделать деталь
из высокопрочного материала, но столкнуться с трудностями обработ
ки; применить отливку — при этом допустить перевод материала
в стружку и т. д. Необходимо стремиться получить готовую деталь
с наименьшими затратами на ее изготовление. Выбор материала может
быть продиктован условиями последующей эксплуатации и ремонта.
Может случиться, что дорогой материал, обладающий высокой из
носостойкостью, более выгоден, чем дешевый, требующий дополни
тельных затрат на обеспечение его износостойкости и частой замены
в процессе эксплуатации. Оптимальный вариант определится мини
мумом суммы:
3 — [(Зм 4~ Зс 4- Зэ) Авф- 30]min,
(з.б)
где Зм, Зс, Зэ, 30 — стоимость материалов, рабочей силы, расходы
эксплуатационные и на технологическую оснастку; Ав — годовой
объем выпуска.
Более важной характеристикой является так называемая струк
турная материалоемкость тм:
тм=тч4-тс4-тп4-тл4- • • •,
(3.7)
где m4, тс, тп, шл, ...— ра сх од
в килограммах соответственно чугун
ного, стального литья, сортового, листового проката, пластмасс и др.
Часто для оценки различных вариантов используют удельные по
казатели, представляющие собой отношение массы изделия к наибо
лее характерному для него параметру (мощности N, вращающему мо
менту Т, производительности Q, грузоподъемной силе F и т. п .):
KN=m!N\ Кт=т[Т
‘
, KCL=tn!Q,ит.п.
(3.8)
Вновь проектируемые машины должны иметь меньшие значения
этих показателей, чем известные статистические данные этих вели
чин.
Трудоемкость. Общая трудоемкость
—
нормированная сумма за
трат труда (в единицах времени) на изготовление деталей, сбороч
ных единиц и машины в целом — в наибольшей степени определяет
себестоимость проектируемого изделия. На начальных стадиях проек
тирования, для ориентировочной оценки общей трудоемкости Тм, часто
применяют так называемый «массовый метод», согласно которому
Тм = тТуК,
(3.9)
где Ту — удельная трудоемкость; К — коэффициент, учитывающий
влияние масштаба производства.
Удельную трудоемкость, т. е . трудоемкость, приходящуюся на
единицу массы, 'Tjm выбирают по справочным данным. Коэффициент
К учитывает зависимость удельной трудоемкости от масштаба произ
водства, так как от последнего зависит технология изготовления.
Когда конструкция машины уже определена (известны число де
талей и их массы) и выявлен масштаб производства, более приемлем
расчет Тм с использованием данных о трудоемкости Та аналогичной
машины:
Тм = ТаКмКпКс,
(3.13)
где Км, Кп, Ко — коэффициенты, учитывающие соответственно разли
чие масс проектируемой и аналогичной машин, масштаб производства,
относительную потребность в обновлении станочного парка в связи
с заменой объекта производства.
Более совершенный расчет базируется на раздельном учете затрат
труда по составляющим
Тм=Тл+Тк-J-Тм+Тт+Тс
,
(3.11)
гдеТл,Тк,Тмит.п.
.
.
. — т ру д ое мк ос т и, соответственно литейных,
кузнечных работ, механической, термической обработки, сборочных
операций и т. д.
Для предварительного определения трудоемкости изготовления
отдельных деталей используют зависимость типа
Тд = тР/<д,
(3.12)
где Кд, р — коэффициент и показатель степени, зависящие от вида
обработки и точности.
Себестоимость. В тех случаях, когда на ранних этапах проектиро
вания не удается с достаточной точностью оценить материалоемкость
и трудоемкость нового изделия, прибегают к укрупненной оценке се
бестоимости в целом. Чаще других на этом этапе используют метод
расчета себестоимости по удельным показателям:
С=Стт;С=Qv?/или С—СТТит.п.,
(3.13)
где Сот, Qv, Ст.. . — удельные
себестоимости, соответственно руб./т,
руб./кВт, руб./(Н • м); m — расчетная масса; N — мощность двига
теля: Т — вращающий момент .
27
Уточнение величины себестоимости машины возможно при раз
дельной оценке затрат на материалы, обработку деталей и сборку
машины. Затраты на материалы и трудоемкость изготовления деталей
пропорциональны массе; трудоемкость механической обработки, ок
раски и отделки принимается пропорциональной поверхности маши
ны 4:
С=тКт +АКа,
(3.14)
где Кт, КА— коэффициенты пропорциональности.
Аналогично понятию «себестоимость машины» используют поня
тие «себестоимость детали»:
с=См+s(3<+Р<+С(/г(),
(3.16)
1=1
где См — стоимость материала на одну деталь (с учетом отходов);
3{ — заработная плата, приходящаяся на одну деталь во всех і це
хах, через которые она проходит в процессе изготовления; Pz— на
кладные расходы цеховые и общезаводские; Ct-
—
стоимость специаль
ной оснастки в указанных цехах; zz— число деталей в партии в со
ответствующих цехах.
ПУТИ ПОВЫШЕНИЯ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
Совершенствование расчетов. Расчеты по удельным показателям
единицы массы, мощности, вращающего момента подобных деталей
и машин являются наиболее простыми, распространенными, но и на
именее точными. Они могут стать более эффективными, ’ если устано
вить с большей достоверностью влияние на экономический эффект
различных факторов. Поэтому важно знать основные направления
его уточнения.
1. Расчет себестоимости машин по стоимости единицы массы осно
ван на принципе подобия. Для машин в целом принцип подобия вы
держивается очень редко. Чаще и более строго он выдерживается для
отдельных агрегатов и деталей. Поэтому правильнее определять
удельную себестоимость не машины в целом, а отдельных ее частей.
2. В себестоимости современных машин большую часть составляют
комплектующие изделия. Их стоимость следует определять непосред
ственно по ценникам поставщиков, а для расчета себестоимости методом
подобия следует оставлять только чистую массу машины без покуп
ных агрегатов.
3. Так как на себестоимость изделия значительно влияет унифи
кация, то ее нужно учитывать как на стадии разработки проекта, так
и в процессе изготовления изделия. На первом этапе — технической
подготовки производства — экономический эффект унификации вы
ражается в сокращении количества технической документации и тех
нологической оснастки.
Выбор материала и технологии. Выбирая материал для деталей
проектируемой машины, наряду с другими соображениями (гл. 5) сле
дует учитывать трудности в снабжении и производстве, вызываемые
28
чрезмерно большой номенклатурой используемых материалов, и по
возможности сокращать её. Ограничение количества марок сталей и
других материалов, применяемых для изготовления деталей машин, вы
пускаемых одним заводом, дает ряд преимуществ! значительно облег
чается и удешевляется снабжение материалами; упрощается хра
нение и учет и уменьшается складская площадь;облегчается изучение
и освоение наиболее рациональных режимов обработки.
Существенное влияние на себестоимость детали оказывает способ
изготовления (гл. 7). Так, детали простой формы из среднелегиро
ванных сталей, изготовленные из проката, дороже деталей из СтЗ
в 2...5 раз, литые и кованые — в 5...10 раз. Обработка на строгальных
и долбежных станках дороже токарной в 2...5, а на револьверных
и автоматических станках дешевле в 2... 10 раз.
ГЛАВА 4. СТАНДАРТИЗАЦИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение и задачи. Стандартизацией называется установление
обязательных норм, которым'должны соответствовать типы, парамет
ры (в частности, размеры), качественные характеристики изделий.
Изделие — это предмет или совокупность предметов производства,
подлежащих изготовлению на предприятии (например, гайка, рал,
подшипники, станок, самолет). При этом предусматриваются установ
ление свойств, которыми должен обладать данный предмет, и огра
ничение числа предметов, процессов или методов целесообразным
минимумом. Стандартизация является средством совершенствования
конструкций, снижения стоимости изделий, улучшения условий тру
да и имеет большое значение для всех отраслей современной промыш
ленности, особенно для машиностроения.
Значение стандартизации в основном состоит в следующем:
1. Сведение большого количества различных типов и размеров одно
именных деталей к целесообразно ограниченному их числу позволяет
организовать массовое производство стандартизованных деталей
наиболее прогрессивными методами при минимальной трудоемкости,
расходе материала и стоимости.
2. Стандартизация технических условий и методов испытания де
талей машин способствует улучшению их качества, повышению рабо
тоспособности и долговечности.
3. Применение стандартных деталей (изделий) сокращает сроки
и трудоемкость освоения новых машин; облегчает эксплуатацию машин,
упрощая и удешевляя ремонт и делая его доступным неспециализиро
ванным предприятиям.
С целью обеспечения выпуска конечной продукции заданного ка
чества разрабатываются проіраммьі стандартизации, которые позво
ляют скоординировать требования к сырью, материалам, комплектую
щим изделиям. В этих программах устанавливают показатели и нормы
качества продукции, которые становятся первостепенными и обязатель
ными. Наряду с этим все большее развитие получаюг опережающие
стандарты. Они содержат такие требования к параметрам изделий,
29
которые массовое производство выполнить сейчас не може г и ориенти
руют на подготовку к выпуску их в будущем в соответствии с новыми
требованиями.
Классификация. В СССР существует единая форма стандартов —
государственные стандарты, обязательные к применению во всех от
раслях народного хозяйства. Государственные стандарты, утверж
денные после 1940 г., обозначаются индексом ГОСТ и порядковым
номером с добавлением (через тире) двух цифр, указывающих год
утверждения (или пересмотра) стандарта.
Кроме государственных стандартов — ГОСТ
—
в СССР применя
ются отраслевые стандарты — ОСТ, республиканские — РСТ, стан
дарты предприятий — СТП. Обозначения этих стандартов остаются
такими, какими они были до введения ГОСТ. Сейчас действует свыше
70 тыс. стандартов разных видов .
В зависимости от зоны распространения стандартов различаются
национальные, региональные и международные стандарты. Нацио
нальные стандар ты отражают особенности и уровень машиностроения
в своих странах. В соответствии с интересами группы стран развивает
ся региональная стандартизация. На основе международного социа
листического разделения труда (специализация и кооперирование)
в рамках Совета Экономической Взаимопомощи с 1973 г. разрабаты
ваются стандарты СЭВ, которые обязательны к использованию непо
средственно как национальные стандарты. Система обозначения стан
дартов СЭВ (СТ СЭВ) также содержит номер стандарта и год его
утверждения.
Международные стандарты разрабатываются на основе достиже
ний науки и техники в наиболее развитых странах. Разработкой этих
стандартов занимается Международная организация по стандартиза
ции (ИСО). Новые стандарты СЭВ и СССР разрабатываются с учетом
•рекомендаций ИСО. Так, разработан стандарт СЭВ на обязательное
применение Международной системы единиц (СИ) СТ СЭВ 1052—78
«Метрология. Единицы физических величин», в котором использован
МС ИСО 1000—78 (МС — Международный стандарт, ИСО — Между
народная организация по стандартизации, 1000 — номер стандарта,
78 — год утверждения).
ВЗАИМОСВЯЗЬ ПРОЕКТИРОВАНИЯ И ПРОИЗВОДСТВА
Нормализация и унификация. Чрезвычайно важное народно
хозяйственное значение стандартизации требует от конструктора,
наряду с непременным использованием имеющихся стандартов также
и создания благоприятных условий для стандартизации или на началь
ном этапе — нормализации и унификации деталей и узлов, еще не
охваченных стандартами. Нормализацией называется стандарти
зация, проводимая в пределах отрасли или завода с учетом, конкретных
их требований. Это делается с целью совершенствования конструкций
машин за счет сокращения сортамента изделий, в том числе стандарти
зованных, и уточнения отдельных показателей, рекомендуемых стан
дартами. Нормалям присваивается индекс Н (нормаль) или МН (меж
ведомственная нормаль), соответствующий номер и год введения.
30
Диализ конструкций различных машин показывает, что, несмотря
па их внешнее разнообразие, а иногда даже и различное назначение,
они состоят из узлов, имеющих принципиально одинаковое примене
ние. Оформляя такие узлы конструктивно и технологически само
стоятельными в виде нормализованных агрегатов, удается, исполь
зуя строго ограниченное число их, получить самые разнообразные
машины. Устранение излишнего многообразия типоразмеров и марок
продукции (как стандартизованных, так и нестандартизованных)
путем максимального сокращения их числа, использование деталей
и узлов из ранее спроектированных и испытанных машин в конструк
циях новых машин называется унификацией. Первым шагом к этому
является использование в новых конструкциях машин деталей и узлов
других, ранее освоенных в производстве и проверенных в эксплуатации,
машин, При разработке новой конструкции необходимо вводить толь
ко такие новые детали и узлы, от которых зависят производительность
машины и удобство ее обслуживания. При обширной унификации кон
струкции процесс проектирования, а еще в большей степени процесс
изготовления машин существенно упрощаются и становятся более
экономичными.
Наиболее широкие возможности для унификации и последующей
нормализации открываются в том случае, когда проектирование це
лой группы машин одного или родственного назначения, но разных
размеров ведется одновременно. Такая группа машин называется
в авиации семейством (семейство моторов), в электромашиностроении —
серией (единая всесоюзная серин асинхронных электродвигателей),
в станкостроении — гаммой (гамма алмазно-расточных станков).
Уровень стандартизации и унификации определяют с помощью
системы показателей: коэффициентов применяемости КПр> повторя
емости Кп и др.:
Кпр=1(л—ОМ]•ЮО %; Лп=МпМоб)• 100%,
(4.1)
где п — общее количество деталей; п0—количество оригинальных де
талей; пП — количество повторяющихся составных частей изделия;
«об— общее количество составных частей.
Предпочтительные числа. Важнейшей предпосылкой стандарти
зации и унификации является широкое применение предпочтительных
чисел, т. е. специально подобранных величин, которыми рекомендуется
пользоваться во всех отраслях народного хозяйства (размеры изделий
и сооружений, мощности и грузоподъемности, частота вращения и др.).
На основе международного стандарта разработан ГОСТ 6636—69 на
предпочтительные числа и их ряды (табл. 4.1).
При небольших количествах изделий пользуются рядом пред
почтительных чисел. С увеличением массовости производства пере
ходят на /?10, 7?2О и 7?4О-й ряды. Значения параметров многих дру
гих стандартов устанавливаются с использованием ряда педпочтитель-
ных чисел.
Стандартизация методов расчета. В различных областях машино
строения все шире внедряются стандарты на расчеты или выбор стандарт
ных изделий, что позволяет сравнивать характеристики машин не
31
Таблица 4.1. Предпочтительные числа
П
о
р
я
д
к
о
в
ы
е
ч
и
с
л
а
р
я
д
а
Ряды предпочтительных чисел
•03
ос;
Ьй оs
>S2к
Gоо.
Ряды предпочтительных чисел
Д5|дюIД20|Д40
ДоIдюД201Д40
0
1,00
1,00
1,00
1,00
21
——
__
3,35
1
—
——
1.06
22
*■—
3,55
5,55
2
—
1,12
1,12
23
»|—
■I ■■
3,75
3
—-
——
—
1,18
24
4,00
4,00
4,00
4,00
4
——
1,25
1,25
1,25
25
—
——
1
—
4,25
5
—
1,32
26
——
—■1
4,50
4,50
6
*■ -■
1,40
1,40
27
—
—
4,75
7
—
—
—
1,50
28
—.1
5,00
5,00
5,00
8
1,60
1,60
1,60
1,60
29
■И-
-—
-
1
5,30
9
—
■мм.
—
1,70
зо
—
■
5,60
5,60
10
—
—-
1,80
1,80
31
—
——
.
_
■
6,00
11
—
■11'■
—
1,90
32
6,30
6,30
6,30
6,30
12
2,00
2,00
2,00
33
—
—-
—
6,70
13
—
——
—
2,12
34
—-
—-,
7.10
7.40
14
—
■Ч
2,24
2,24
35
—-
——
—
7,50
15
—'—
——
2,36
36
8,00
8,00
8,00
16
2,50
2,50
2,50
2,50
37
—
—
8,50
17
—
—
—
2,65
38
——
9,00
9,00
18
—
—
2,80
2,80
39
чII1
.—
■мм
9,50
19
■ІІЧИІ
——
3,00
40
10,00 10 ,00 10 ,00
10,00
20
—
3,15
3,15
3,15
Примечание. Числа , указанные в таблице, можно как увеличить , так и умень
шить в 10, 100, 1000, 10 000, 100 000 раз.
только после их изготовления, но и в процессе проектирования. При
создании стандартов на методы расчетов особое внимание уделяется
оптимальному использованию нагрузочной способности изделий при
определении запасов надежности или прочности (гл. 1) на базе правиль
ной оценки расчетных схем — условий нагружения и взаимодействия
отдельных деталей. В стандарты на расчеты широко внедряются ве
роятностные методы, удовлетворяющие задачам обеспечения безот
казной рабоїьі в предусмотренных ресурсах (стандарты на расчет
подшипников качения — ГОСТ 18855—82, расчет зубчатых передач
на прочность — ГОСТ 21354—75 и др.).
Техническая документация. Процесс проектирования регламен
тируется единой системой конструкторской документации (ЕСКД).
Система обеспечивает единые правила выполнения и оформления кон
структорских документов (ГОСТ 2.102—68), которые содержа! все
данные для разработки или изготовления, контроля, испытания, экс
плуатации и ремонта.
В ГОСТ 2.101—68 приводится определение вида изделий, обеспе
чивающее однозначность в построении конструкторской документации
на них. Предусматриваются следующие виды изделий . Деталь—изделие,
изготовленное из однородного по наименованию и марке материала
без применения сборочных операций (например, болт, ось, литой
корпус редуктора и т. п.), а также изготовленное с применением мест
ной сварки, пайки, склейки, сшивки и т. п. (например, сварной крон-
32
штейн, приводной ремень в ременной передаче и т. п.). Сборочная еди
ница — изделие, составные части которого подлежат соединению между
собой на предприятии-изготовителе сборочными операциями: свинчи
ванием, клепкой, сваркой, развальцовкой и т. п . (редуктор, муфта
и т. п.).
ГОСТ 2.103—68 предусмотрены стадии проектирования и этапы
выполнения работ. Исходной стадией является разработка техничес
кого задания, которое определяет основное назначение изделия и со
держит технические и технико-экономические его характеристики.
Анализ технического задания и различных вариантов возможных ре
шений позволяет разработать техническое предложение — совокуп
ность конструкторских документов, содержащих технические и тех
нико-экономические обоснования целесообразности разработки доку
ментации изделия, сравнительную оценку конструктивных и эксплу
атационных особенностей существующих и предполагаемых к изго
товлению изделий, а также патентных данных.
Эскизный проект представляет собой совокупность документов,
которые содержат принципиальные решения, позволяющие судить
об устройстве изделия и определяющие его основные параметры и га
баритные размеры. На этой стадии выбирается кинематическая схе
ма машины, делается чертеж, на котором определяется компоновка
машины.
Далее разрабатывается технический проект, который содержит
окончательное техническое решение, дающее исчерпывающее пред
ставление о проектируемом изделии, и исходные данные для разработ
ки рабочей конструкторской документации.
Параллельно с конструкторской разработкой машины производит
ся технологическая ее разработка. Конструктор обязан знать техно
логические приемы и возможности, так же как технолог должен по
нимать требования конструктора относительно обеспечения техноло
гическими средствами надлежащего качества изделия. Необходимые
указания о документации технологической подготовки даны в госу
дарственных стандартах, объединенных единой системой технологичес
кой подготовки производства — ЕСТПП.
ГЛАВА 5. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
В МАШИНОСТРОЕНИИ
ОБЩИЕ СВЕДЕНИЯ
Требования, предъявляемые к материалам. Материал должен
обеспечить надежность, заданную долговечность, минимальные массу
и габаритные размеры машин. При этом исходят из следующих общих
предпосылок: а) эксплуатационной — материал должен удовлетво
рять условиям работы детали в машине; б) технологической — удов
летворять требованиям минимальной трудоемкости изготовления;
в) экономической — материал должен быть выгодным с учетом всех
затрат. Для обеспечения этих условий к поверхностям и объемам де
талей предъявляются различные требования: износостойкость, кон
2 5-1183
33
тактная или объемная прочность, жесткость (большая или малая),
коррозионная стойкость, теплопроводность, демпфирующая способ
ностьит.д
Кроме материала контактирующих поверхностей подвижных со
единений в обеспечении работоспособности и надежности машин важ
ную роль играют смазочные материалы (гл. 9). К ним предъявляют
требования: снижать потери на трение, уменьшать или предотвращать
износ деталей, отводить тепло и уносить продукты износа, а также
предохранять от коррозии.
Основные показатели свойств материалов. Основной характери
стикой прочности является временное сопротивление ов и предел теку
чести <гт (исходные величины для определения допускаемого напря
жения); предел выносливости о/? (характеризует сопротивляемость
материалов при действии циклических напряжений); модуль продоль
ной упругости Е (основная характеристика жесткости при растяжении
и изгибе (гл. И); модуль сдвигаG (характеризует жесткость при кру
чении (гл. 11)). Между модулем сдвига и модулем продольной упругости
существует зависимость
G=£/[2(1+v)l,
(5.1)
где v — коэффициент Пуассона
—
отношение относительного попе
речного сжатия сечения стержня при растяжении к относительному
продольному удлинению его.
Относительное удлинение б (%) и ударная вязкость а характери
зуют пластичность — способность материала получать большие оста
точные деформации не разрушаясь. Твердость характеризует способ
ность материала сопротивляться внедрению в его поверхность инден
тора и измеряется: по Бринеллю — НВ, кгс/мм2 (ГОСТ 9012—59),
по Роквеллу — HRC3 (ГОСТ 9013—59) и по Виккерсу — HV (ГОСТ
2999—75). Твердость резины определяют в Международных единицах
твердости по ГОСТ 20403—75 в условных единицах ТИР (ТМ—2)
или по Шору (ГОСТ 263—75). Твердость
—
весьма важный показа
тель, так как многие механические характеристики могут быть при
ближенно вычислены через твердость, а определение твердости не тре
бует разрушения изделия и может быть легко выполнено с помощью
соответствующих приборов.
Способность материалов поглощать и передавать тепло характери
зуется удельной теплоемкостью с, Дж/(кг °С), и коэффициентом тепло
проводности X, Вт/(м °С). Эти характеристики необходимы при расче
тах, связанных с тепловыделением и теплостойкостью материалов, ме
ханизмов и машин в целом (гл. 12).
Характеристикой жидких смазочных материалов является вяз
кость — свойство жидкости оказывать сопротивление относительному
сдвигу ее слоев под действием силы. Различают динамическую и кине
матическую вязкость. Единица динамической вязкости р в Междуна
родной системе единиц (СИ) паскаль-секунда (Па - с) представляет со
противление (касательное напряжение) относительному перемещению
двух слоев жидкости, площадью А — 1 м2, находящихся друг от дру
га на расстоянии h — 1 м и движущихся с относительной скоростью
?4
v = 1 м/с. Обычно используют единицы в системе СГС
—
пуаз (П),
дина • с/см2 (или сантипуаз — сП); при этом 1 Па • с = 10П. Отно
шение динамической вязкости жидкости к ее плотности V = ц/р на
зывается кинематической вязкостью. Единица вязкости v, м2/с,
характеризует кинематическую вязкость жидкости плотностью р =
—
1 кг/м3, имеющей динамическую вязкость р = 1 Па • с. В системе
СГС единица кинематической вязкости имеет размерность см2/с и на
зывается стоксом (Ст); применяют сантистокс (сСт), при этом 1 м2/с =
= 104Ст. С увеличениеїМ температуры вязкость падает, с ростом дав
ления — увеличивается .
Сопротивление сдвигу пластичных смазочных материалов называет
ся прочностью и характеризуется пределом прочности т, гс/см2 (ГОСТ
7143—73). Показатель мягкости (ГОСТ 5346—78) определяется на
приборе величиной погружения в смазочный материал стандартного
конуса за 5 с.
Классификация материалов. В машиностроении применяют чер
ные и цветные металлы и их сплавы, металлокерамические , неметал
лические и смазочные материалы (рис. 5.1). К черным металлам отно
сят стали и чугуны. Различают стали низкоуглеродистые (С < 0,25 %),
среднеуглеродистые (С « 0,25...0,60 %) и высокоуглеродистые
(С> 0,6 %). По наличию основных легирующих компонентов стали
делятся на группы — хромистые, марганцовистые и др. Стальные от
ливки (ГОСТ 977—75) бывают из конструкционной нелегированной
и легированной, высоколегированной и других сталей.
Чугун для отливок делят на серый (ГОСТ 1412—79), высокопроч
ный с шаровидным графитом (ГОСТ 26358—84), ковкий (отливки из
белого чугуна, подвергнутые отжигу), коррозионно-стойкий и др .
В буквенных обозначениях чугуна отражается группа (серый — СЧ,
ковкий — КЧ и т. д.); цифрами —механические характеристики. Анти
фрикционные чугуны (ГОСТ 1585—79) разделяются на серые, высоко
прочные, ковкие (АЧС, АЧВ, АЧК).
2*
35
Сплавы цветных металлов разделяются в зависимости от способа
получения заготовки на литейные и деформируемые; от основы сплава—
на алюминиевые: силумины (А1 -ф Si), дюралюмины (А1 ф Си -ф Sn);
медные г— латуни (Си 4- Zn); бронзы (Си ф Sn) — оловянные, оло-
вянно-фосфорные, безоловянные и др., а также
баббиты — оловян
ные и свинцовые. Марки титановых сплавов подразделяются в зависи
мости от содержания примесей (алюминия, марганца, хрома, железа).
Металлокерамические материалы делятся на компактные беспо-
ристые и пористые, упрочненные дисперсными включениями и др.
Из неметаллических материалов чаще всего применяют резину, пласт
массы и древесно слоистые пластики. Резины подразделяются на
мягкие, жесткие и пористые. Детали бывают резиновые и резино
металлические.
Смазочные материалы бывают жидкие, пластичные, твердые и га
зообразные. Жидкие минеральные масла делятся на конструкционные,
применяемые для обеспечения работоспособности машин, и техноло
гические — для улучшения условий обработки металлов .
Сравнительная оценка. Обоснованный выбор материала для какой -
либо детали с полным учетом указанных выше требований представ
ляет сложную технико-экономическую задачу . При оценке материалов
можно воспользоваться системой удельных показателей (табл. 5.1).
Таблица 5.1. Удельные механические характеристики некоторых конструкционных
материалов
Материал
Рв/р • 10», МПа • м3/кг <Тт/р • 10*, МПа • м3/кг
Сталь
углеродистая
10
6
легированная
23
18
сверхпрочная
Сплавы
45
40
титановые
алюминиевые
33
30
деформируемые
Чугун
21,5
15
серый
5
3,5
высокопрочный
11
7,7
Бронза
7
5,5
Одним из основных таких показателей является удельная прочность,
существенно влияющая на массу детали. Чем больше отношение
ов/р и от/р (р — плотность материала), тем выгоднее данный мате
риал по массе. Если сравнение ведется по пределу выносливости, то
выгодность материала определяется отношением о_ip/р, которое на
зывается удельной выносливостью материала. Для случаев изгиба
и кручения брусьев с геометрически подобными сечениями служит по
казатель о^з/р. Характеристикой жесткости материалов при растя
жении будет удельная жесткость — отношение Z?/p. Способность ма
териала сопротивляться действию ударной нагрузки характеризуется
удельной ударной прочностью.
36
характеристика и назначение основных материалов
Черные металлы. При малом содержании углерода стали обладают
высокой пластичностью и свариваемостью; с увеличением содержания
углерода повышается прочность, уменьшается пластичность и ухуд
шается свариваемость. Углеродистые стали обыкновенного качества
(группа Б по ГОСТ 380—81) марок СтО, Ст1, .... Стб применяют для
изготовления корпусных (гл. 40) и крепежных (гл. 27) деталей, неот
ветственных деталей, работающих при малых нагрузках без трения.
Низкоуглеродистые качественные конструкционные стали (ГОСТ
1050—74) марок 0, 5, ..., 10 применяют для деталей, работающих при
постоянных напряжениях; марок 15,
....
20—для деталей, мало-
нагруженных динамическими нагрузками; среднеуглеродистые — ма
рок 30, ..., 55 —для нагруженных деталей . Для деталей из стали
марок 15,
.. ., 25 применяют термическую и химико-термическую,
а из стали 30 и выше — термическую обработку.
Малоуглеродистые низколегированные стали (ГОСТ 19282—73) —
09Г2*, 12ГС*, 15ГФД* и т. п . обладают более высокой прочностью
и износостойкостью. Их применяют для сварных конструкций (гл. 25)
в автомобилях, вагоностроении и др. Среднеуглеродистые конструк
ционные легированные стали применяют для изготовления валов (гл. 31),
зубчатых колес, осей, болтов, шпонок и т. д. После термообработки
твердость достигает 62...66 HRC3.
Шарикоподшипниковые стали ШХ6, ШХ9 и др. обладают повы
шенной износостойкостью и прочностью при переменных напряжени
ях. Они применяются для изготовления фрикционных колес (гл. 15),
роликов обгонных муфт (гл. 34), шариков подшипников (гл. 36), на
правляющих (гл. 37) и винтовых (гл. 23) пар качения.После термиче
ской обработки достигается твердость поверхности 62...66 HRC3.
Литые детали изготовляют из конструкционной нелегированной
стали марок 15Л, ..., 55Л, конструкционной легированной, например,
марок 20ГЛ, 40ХЛ, 38ХМЛ, а также из высоколегированных сталей
(например, 20Х13Л). Механические характеристики для некоторых ма
рок сталей приведены в табл. 5.2 .
Чугун (табл. 5 .3) — основной материал для отливок станин, плит,
коробок, корпусов, крышек, шкивов и т. п. Наиболее распространены
отливки из серого чугуна, который обладает малой стоимостью, сред
ней прочностью, малой ударной вязкостью, наилучшими литейными
свойствами, хорошо обрабатывается резанием, хорошо демпфирует ко
лебания. Ответственные отливки выполняют из высокопрочного и ков
кого чугунов; стоимость изготовления деталей из этих чугунов на
30... 100 % превышает стоимость изготовления деталей из серого чу
гуна.
Цветные металлы. Сплавы цветных металлов используют для вту
лок, крепежных деталей, сепараторов подшипников качения, корпу
сов и т. п . Дюралюмины применяются для изготовления корпусов,
оснований, шасси, заклепок, трубопроводов, емкостей и т. д .; силу
мины — для средненагруженных корпусных деталей и деталей слож
ной конфигурации. Стоимость алюминиевых сплавов превышает стои
мость стали.
37
Таблица 5.2 . Механические характеристики некоторых марок сталей
Марка
стали
Термическая обработка
Твердость
(НВ), ннсэ
<тв, МПа (JT, МПа (j—! , МПа
Ст5
Горячекатаная
500
260
220
45
Закалка, отпуск
(241...285)
850
580
340
65Г
Закалка, отпуск
43... 49
1500
1250
500
20Х
Цементация
57...63
850
630
480
40Х
Закалка, отпуск
46...51
1500
1300
550
40ХН
Закалка, отпуск
41...51
1300
1100
18ХГТ
Цементация
57...63
1000
800
650
12ХНЗА Цементация
57...63
1000
800
550
35ХГСА Закалка, отпуск
46...51
1650
1300
ШХ15
Закалка, отпуск
59...63
2200
1700
660
45Л
Нормализация
550
320
220
40ХЛ
Нормализация
850
530
240
Таблица 5.3. Механические характеристики некоторых марок чугунов
Марка чугуна
Твердость, НВ
<ТВ, МПа ои, МПа О-!, МПа
СЧ18
170...229'
180
360
80.
СЧ35
197...269 .
350
550
150
КЧЗО—6
300
490
90
КЧ45-6
450
660
135
Титановые сплавы — ВТ-3 и др. —
обладают высокой прочностью,
жаропрочностью (гл. 13) и коррозионной стойкостью (гл. 6), но не
высокими антифрикционными свойствами. Применяются в авиации,
ракетной технике, химическом машиностроении и при изготовлении
роторов, лопаток газовых турбин, крепежных деталей.
Легкоплавкие антифрикционные сплавы на оловянной или свинцо
вой основе — баббиты
—
используют для заливки вкладышей подшип
ников (гл. 35). Они имеют в паре со сталью самый малый коэффициент
трения, хорошо прирабатываются. Стоимость баббитов в несколько
раз превышает стоимость бронз.
Бронзы оловянные и безоловянные обладают высокими антифрикци
онными литейными и антикоррозионными свойствами. Их применяют
для изготовления арматуры, вкладышей подшипников скольжения,
венцов червячных колес (гл. 21), упругих и токопроводящих деталей
ит. п. Наиболее высокими антифрикционными свойствами обладает
оловянно-фосфористая бронза БрОІОНІФІ . Стоимость бронзы превы
шает стоимость стали 45 в среднем в 10 раз.
Латуни обладают хорошими механическими свойствами, корро
зионной стойкостью. Их применяют для изготовления гаек передач
винт—гайка (гл. 23), втулок подшипников, арматуры, сепараторов под
шипников и др. Стоимость латуни превышает стоимость стали 45 при
мерно в 5 раз. Данные о некоторых свойствах цветных металлов приве
дены в табл. 5.4 .
38
Таблица 5.4. Механические характеристики некоторых марок цветных металлов
Наименование и марка
Твердость НВ
ств, МПа
ат, МПа
Бронза
БрОЮФ!
80...120
200...350
140...200
БрАЭЖЗЛ
100...120
400...500
—
Латунь ЛМцС58—2—2
70...90
360...420
210
Баббит
Б83
30
90
—
Б16
30
80
.—.
Титановые сплавы
300...410
800... 1500
700... 1350
Неметаллические материалы. Пластмассы по прочностным харак
теристикам могут приближаться к некоторым металлам, а по коррози
онной стойкости—превосходить их, К материалам средней прочности
(ав= 300 МПа, ов. и
—
280 МПа) относят слоистые пластмассы: гети
накс, текстолит, лигнофоль. Из пластмасс высокой прочности
—
стек
лопластов (ов 400 МПа, ов. и= 120... 160 МПа) изготовляют трубы,
резервуары, кузовы автомобилей и др. Пластики отличаются от сталей
меньшей прочностью в 10...30 раз, жесткостью в 20...200 раз, твердо
стью в 10...100 раз, теплопроводностью в 100...400 раз.
Резина обладает высокой эластичностью, стойкостью к воздейст
вию внешней среды, амортизационными способностями. Относительное
удлинение до разрушения может достигать 500... 1000 %. Модуль упру
гости резины в зависимости от твердости Ео= 2,4...9 МПа. Под дей
ствием постоянных нагрузок вследствие релаксации деформация рези
новых деталей изменяется. При действии переменных нагрузок вслед
ствие внутреннего трения возникает нагрев, наступают необратимые
процессы, ухудшается эластичность. Резина применяется для привод
ных ремней (гл. 16) и лент, упоров, подвесок, мембран, трубопрово
дов, защитных покрытий. Наибольшей податливостью обладают де
тали, работающие на сдвиг и кручение; наиболее распространены —
работающие на сжатие. Модуль упругости детали £у, выполненной из
резины, отличается от модуля упругости собственно резины. Это от
личие зависит от фактора формы Ф — отношения площади опорной по
верхности к площади свободной боковой поверхности детали. При
Ф = 0,25 модуль упругости Еу = 2,5... 10 МПа. Фактор формы влияет
также на прочность: чем больше Ф, тем больше прочность при сжатии.
Смазочные материалы. В качестве жидких материалов применяют
минеральные (нефтяные), реже — растительные (льняное, касторовое)
и животные масла (костное, спермацетовое). Чаще всего применяют
масла: индустриальные 12, 20, 30, 45 (цифры обозначают средние зна
чения кинематической вязкости в сСт при 50 °С) по ГОСТ 20799—75
для механизмов различного назначения; трансмиссионные по ГОСТ
4002 —53 для зубчатых передач (автомобилей); турбинные по ГОСТ
32—74 для механизмов турбин и редукторов (гл. 41); специальные по
ГОСТ 6360—83 для зубчатых передач (табл. 5.5).
Для улучшения некоторых свойств масел при определенных усло
виях работы добавляют присадки в количестве 5...6 % в виде элементо-
39
Таблица 5.5. Характеристики некоторых
смазочных материалов
органических соединений (проти-
воизносные, антикоррозионные,
Наименование масла
Вязкость V, сСт, при
50 °С или предел
прочности т, гс/см2
маслянистые, противозадирные и
др.). Для придания минеральной
смазке повышенной маслянис-
Индустриальное 20
Индустриальное 30
Трансмиссионное
Турбинное 30
Авиационное
МС-14
Солидол С
Циатим 221
v = 17...23
v = 27..,33
v = 20...32
v = 28...32
тости (понижения коэффициента
трения) в качестве присадок ис
пользуют растительные или жи
вотные масла, а также коллоид
ный графит (графитизированные
смазки).
Пластичные смазочные мате
риалы являются смесями мине
ральных масел с небольшими до
бавками различных присадок, загущенных натриевыми (консталины)
или кальциевыми (солидолы) мылами.
Смазочными материалами могут служить также вода (например,
в подшипниках гребных валов, водяных помп) и воздух, образую
щий при больших скоростях вращения промежуточную прослойку.
При высоких давлениях применяют химически активные смазочные
материалы, в которых присадками являются серопроизводные и хлоро
производные вещества.
Для механизмов, работающих при высоких или низких температу
рах, в агрессивных средах, вакууме, применяют твердые смазочные
материалы, получаемые синтезированием различных органических
и неорганических веществ.
УЛУЧШЕНИЕ РАБОЧИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ
Легирование. С помощью использования некоторых элементов или
их комбинаций существенно повышают предел прочности, текучести,
ударную вязкость металлов, а также достигают наилучшего воспри
ятия сталью того или иного способа термообработки. Хром повы
шает прочность; никель повышает сопротивление хрупкому разру
шению, пластичность и вязкость, уменьшает чувствительность к кон
центраторам напряжений. Молибден и вольфрам способствуют по
вышению твердости после цементации. Кремний снижает чувстви
тельность к концентраторам напряжений. Медь и фосфор увеличи
вают коррозионную стойкость. Введение титана в хромомарганцовые
стали обеспечивает высокую твердость цементованного слоя. Эффек
тивными методами легирования и модифицирования предел прочности
чугунов при растяжении за 50 лет увеличен до 1200 МПа, т. е.
в 8...10 раз.
Получение заготовок давлением. Детали, полученные отливкой,
имеют более низкие механические характеристики, чем кованые и по
лученные из проката. Направление линии действия сил относи
тельно волокон, образующихся при обработке давлением, су
щественно влияет на прочность деталей. Если сила действует в на
правлении, перпендикулярном к волокнам, вяз кость уменьшается
40
более чем в 2 раза. Прочность значительно ниже в случае, если при
изготовлении детали волокна оказываются перерезанными.
Термическая и химикотермическая обработка. Основными тер
мическими операциями являются отжиг, нормализация, закалка,
отпуск. Отжиг (нагрев и медленное охлаждение) поковок и отливок
применяют для получения необходимых механических свойств. При
нормализации уменьшаются внутренние напряжения; применяют
для углеродистой стали с целью подготовки структуры металла
перед механической обработкой.
Закалка готовых деталей позволяет сохранить неустойчивую
структуру при комнатной температуре, отличающуюся повышенной
прочностью и твердостью. После закалки проводят отпуск-на
грев и охлаждение при определенном режиме. При низком отпуске
снижаются внутренние напряжения, но сохраняются высокая твер
дость^...61 HRC3) и износостойкость. Средний отпуск (для пружин,
рессор) позволяет при повышенной твердости (37...46 HRC3) достичь
повышения прочности, упругости, выносливости и сопротивления
действию ударной нагрузки. При высоком отпуске
—
улучшении
(Ф = 500...650 °С) — получают наибольшую вязкость при сравни
тельнодостаточных твердости (207...281 НВ), прочности и упругости
(применяют для болтов (гл. 27), осей и др.) .
Поверхностная закалка — нагрев поверхностного слоя до тем
пературы закаливания и затем быстрое охлаждение — приводити по
вышению твердости поверхности, предела выносливости и сопротив
ления изнашиванию при сохранении вязкой сердцевины. Таким
способом обрабатывают шейки коленчатых валов, распределитель
ные валы, различные втулки, детали зубчатых соединений (гл. 28),
зубья больших зубчатых колес и др.
С помощью химико-термической обработки
—
цементации, азо
тирования, цианирования — достигается упрочнение поверхностных
слоев. При цементации деталей из низкоуглеродистых сталей поверх
ностный слой на глубину 1...2мм насыщают углеродом. После це
ментации детали подвергают закалке и низкому отпуску, после
чего на поверхности возникают напряжения сжатия, способст
вующие увеличению предела выносливости, а твердость поверхности
достигает 61...64 HRC3. Таким образом обрабатывают зубчатые ко
леса, червяки (гл. 21), детали крупных подшипников качения
и др.
При азотировании поверхностный слой глубиной 0,3... 0,6 мм
насыщается азотом. Эта операция проводится после окончательной
механической обработки и закалки с высоким отпуском; применя
ется для легированных сталей (чаще марок 38ХМЮА и 35ХМЮА):
увеличиваются твердость (до 1000... 1200 HV), износо- и корро
зионная стойкость. Обычно азотированию подвергают зубья зуб
чатых колес (гл. 19), цилиндры роторов и др,
При цианировании поверхность насыщается одновременно угле
родом и азотом. После высокотемпературного цианирования при б’ =
= 800...950 °С детали подвергают закалке с низким отпуском. Низ
котемпературное цианирование при ft — 540....560 °С, как и азоти
рование, применяют к деталям, прошедшим термическую обработку:
41
повышается твердость, усталостная прочность, износо- и корро
зионная стойкость (гл. 6).
С целью повышения износо- и коррозионной стойкости при -,
меняют диффузионную металлизацию—насыщение поверхности
чаще всего хромом, титаном, бором идр. При этом повышаются твер
дость от 1200.. .1500 HV (хромирование) до 1600...2000 HV (титани-
рование) и термостойкость.
Механическое упрочнение поверхности. Улучшить сопротив
ляемость деталей разрушению можно созданием на их поверхности
напряжений сжатия. Этого достигают с помощью наклепа
—дробе
струйной обработки, накатки роликами или шариками и т. п. Дробе
струйная обработка заключается в пластическом деформировании
поверхностного слоя детали на глубину 0,15...0,30 мм с помощью
стальной или чугунной дроби, с силой ударяющей по этой поверх
ности. Вследствие наклепа повышается твердость поверхностей,
усталостная прочность (предел выносливости пружин (гл. 30) по
вышается на 50 %, зубьев зубчатых колес из стали 40X — на
20 %). С той же целью детали, имеющие цилиндрическую поверх
ность, подвергают обкатке роликами под давлением (оси подвиж
ного состава, коленчатые валы — гл . 31 и др.).
С целью повышения прочности при сохранении пластичности при
меняют термомеханическую обработку: перед закалкой проводят
пластическую деформацию, вследствие чего достигается мелкозерни
стая структура, увеличивается плотность.
Принцип «местного качества». К различным поверхностям и объе
мам одной и той же детали нередко предъявляются различные требо
вания. Наиболее рациональное и прогрессивное решение получают,
руководствуясь принципом «местного качества»: используя материа
лы с соответствующими свойствами, с помощью определенной техноло
гии соединения их получают деталь с заданными характеристиками.
Так, для изготовления лопастей гидравлических турбин, к которым
предъявляются требования прочности и коррозионной стойкости,
вместо дорогой труднообрабатываемой нержавеющей стали можно
использовать недорогую легированную сталь с облицовкой тонкими
листами нержавеющей стали (время изготовления сокращается вдвое,
стоимость снижается на 30 %). Другим примером могут служить под
шипники коленчатого вала поршневых двигателей. Первоначально
вкладыши подшипников изготовляли целиком из оловянной бронзы.
С увеличением нагрузок перешли к сетчатым вкладышам: стальную
основу покрывают слоем свинцовой бронзы, рифленую поверхность
которого заливают баббитом. После механической обработки обра
зуются заполненные баббитом углубления, площадь котирыд состав
ляет от 25 до 60 % общей поверхности подшипника. В таком вклады
ше каждому металлу отведена своя строго ограниченная роль (гл. 35).
Эффекта местного качества можно достичь комбинацией термиче
ской и механической обработок. Закалкой рабочего профиля зубьев
с нагревом токами высокой частоты можно повысить износостойкость
и контактную прочность, а упрочнением поверхности у основания
зубьев (созданием в этом месте остаточных напряжений сжатия путем
наклепа) — предел выносливости при изгибе (гл. 19.) .
42
Комбинированные материалы. Дальнейшее развитие принципа
местного качества привело к появлению класса комбинированных ма
териалов (композитных, плакированных, армированных, металло
керамических и т. п.) . Применяют двойные комбинированные мате
риалы на основе металл — металл, металл — неметалл, плакированные
с увеличенной коррозионной стойкостью. На основе адгезионного
соединения резины с металлом получают резинометаллические ма
териалы. Металлическая основа обеспечивает прочность и жесткость,
резиновая— антифрикционные, амортизирующие и защитные свой
ства (гл. 32).
Соединением нескольких компонентов получают металлокерами
ческие материалы. Так, в металлокерамических фрикционных мате
риалах на медной основе медь обеспечивает хороший отвод тепла;
железо и абразивные материалы служат для повышения коэффициента
трения; свинец, расплавляясь, образует тонкую пленку, которая
играет роль смазочного материала, предохраняющего рабочие поверх
ности от задиров; стальная основа обеспечивает жесткость и прочность
детали.
ГЛАВА 6. КОРРОЗИЯ И СТАРЕНИЕ
ОБЩИЕ СВЕДЕНИЯ
Сущность процесса коррозии. Самопроизвольное окисление метал
ла, являющееся естественным процессом, обусловленным термодина
мической нестойкостью, приводящее к разрушению металла, называ
ется коррозией (от лат. corrosion — разъедание), а среда, в которой
происходит этот процесс, называется коррозионной. Такой средой
могут быть воздух, водяной пар, вода, водяные растворы щелочей,
газы, неводные растворы и т. п . В атмосфере ржавеют конструкции,
от действия различных растворов и газов разрушаются детали обору
дования химических предприятий, трубопроводы, корпуса морских
судов и т. п.
Продуктами коррозии являются химические соединения, образую
щиеся на поверхности деталей и содержащие металл в окисленной
форме. Так как любое повреждение поверхности нагруженной детали
снижает ее прочность (гл. 10), то коррозия металлов существенно сни
жает надежность и долговечность машин.
Расходы металла на покрытие его убыли вследствие коррозии со
ставляют около 1/3 годового производства стали и чугуна. Часть кор
родированных изделий вновь используется в металлургии в виде
скрапа, но 10 % металла теряется безвозвратно. Расходы, связанные
с коррозией, составляют миллиарды рублей; около 40 % их относит
ся на выполнение защиты красками и лаками, 10 % — на металличе
ские покрытия, 15 % —ща создание нержавеющих сплавов .
Старение. Изменение свойств материала во времени без существен
ного изменения микроструктуры его называется старением. Оно при
водит к повышению прочности, твердости, порога хладноломкости
и снижению ударной вязкости. Происходит это благодаря перераспре
43
делению внутренних напряжений вследствие медленно протекающих
диффузионных процессов.
Различают термическое и механическое (деформационное) старе
ние. Термическое старение делится на естественное, происходящее при
комнатной температуре, и искусственное — при повышенной темпе
ратуре. Механическое старение происходит после пластической дефор
мации, если ее выполняют при комнатной температуре. Старение изме
няет склонность материалов к коррозии. Так, после естественного
старения коррозионная стойкость алюминиевых сплавов выше по
сравнению с искусственно состаренными сплавами.
Классификация металлов в связи с коррозией. По степени термо
динамической нестабильности, следовательно, по склонности к корро
зии металлы можно разделить на пять групп: повышенной термиче
ской нестабильности (алюминий, титан, железо и др.); термически не
стабильные (никель, молибден, вольфрам и др.); промежуточной
термодинамической стабильности (медь, серебро и др.); высокой (пла
тина) и полной стабильности (золото).
По тому, в какой окружающей среде протекает коррозионный
процесс, различают коррозию атмосферную (воздух, влажные газы);
жидкостную (кислоты, щелочи, растворы солей), подземную', электро
химическую (под воздействием внешнего источника тока); щелевую
(в зазорах сопряжений деталей); под напряжением (при действии
механических напряжений); биологическую (под воздействием микро
организмов). Подробнее см . в ГОСТ 5272—68.
В зависимости от процесса образования соединений в результате
коррозии различают химическую и электрохимическую коррозию. По
характеру распространения продуктов коррозию различают сплош
ную — равномерную и неравномерную, местную — язвенную, точеч
ную, межкристаллитную и коррозионное растрескивание.
ПРОЯВЛЕНИЕ ВРЕДНОГО ВОЗДЕЙСТВИЯ КОРРОЗИИ
И СТАРЕНИЯ
Влияние коррозии на поверхностные слои деталей. Вследствие
коррозии возникают особые виды механического разрушения, а опас
ность обычных разрушений в коррозионных средах увеличивается;
напряжения растут из-за уменьшения сечения и возрастания концент
рации напряжений. При коррозии изменяется рельеф поверхности
детали (рис. 6 .1, а). Если скорость коррозии по всей поверхности оди
накова, то вся поверхность сохраняет одинаковый вид, но становится
более шероховатой. Если скорость коррозии на отдельных участках не
одинакова, на поверхности появляются небольшой грубины отдельно
расположенные поврежденные участки (б). В других случаях обра-
Рис. 6.1, Виды коррозии
44
зуются глубокие повреждения (в) — язв^>і, которые могут распростра
няться медленнее по поверхности и быстрее в глубь металла. В том
случае, когда после поражения какого-либо участка поверхности воз
действию коррозионной среды открывается подповерхностный слой,
ослабленный пороками металла, возможно подповерхностное повреж
дение коррозией.
Местная коррозия возникает.чаще всего в местах локального из
менения среды, местного разрушения защитной оксидной пленки
или осаждения извне на определенном участке какого-либо вещества,
в местах, совпадающих с границами зерен, твердых неметаллических
включений и др. Наиболее опасными видами местной коррозии яв
ляются межкристаллитная, щелевая, точечная и контактная.
Межкристаллитная коррозия (д) возникает в высокохромистых
и хромоникелевых сталях, алюминиевых сплавах и некоторых других
металлах; из-за такой коррозии значительно снижается прочность .
Щелевая коррозия возникает в зазорах между соединенными дета
лями из нержавеющей стали и алюминиевых сплавов как в морской
воде, так и в атмосфере; точечная (а) — в местах повреждения пассив
ной пленки и чаще всего в растворах, содержащих окислители. Кон
тактная коррозия возникает в сопряжениях из разнородных металлов
из-за образования микропар .
Совместное проявление коррозии и механических напряжений.
Коррозия приводит к потере механической прочности, пластичности,
твердости. При действии механических напряжений (в том числе
и внутренних после различных видов обработки) коррозия способствует
ускорению разрушения конструкций. Различают коррозионное растре
скивание, коррозионную усталость и фреттинг-коррозию.
Коррозионное растрескивание (а) — это следствие коррозии метал
лических деталей, находящихся под действием значительных механи
ческих напряжений. Опасность такой коррозии заключается в воз
можности хрупкого разрушения на воздухе при напряжениях, мень
ших предела прочности. На сталях, работающих в сульфидных сре
дах, а также на высокопрочных сталях, работающих в водной среде,
возникает водородное растрескивание.
При действии циклических напряжений в коррозионной среде
возникает коррозионная усталость, заключающаяся в снижении пре
дела выносливости (гл. 10) по сравнению с пределом выносливости
в воздухе (в соленой воде предел выносливости углеродистой стали
уменьшается в 5 раз, алюминия —в 28 раз).
При относительном колебательном движении контактирующих
деталей на рабочих поверхностях возникает фреттинг-коррозия (гл.
29). Она может быть при весьма малых относительных движениях
и при перемещениях вследствие вибраций и деформаций деталей.
На поверхностях, поврежденных фреттинг-коррозией, происходит
схватывание, абразивное изнашивание, процессы усталости поверх
ностных слоев — все в условиях окисления и коррозии .
Влияние старения на характеристики деталей. При определенных
условиях старение может ухудшить как технологические, так и экс
плуатационные свойства металла. Механическое старение, например,
ухудшает штампуемость листовой стали; детали меняют первоначаль
45
ную форму, происходит их коробление. Процесс старения может
продолжаться в течение нескольких лет. Вследствие этого детали и их
сопряжения, вполне работобпособные сразу после их изготовления,
могут оказаться затем непригодными к эксплуатации.
В сталях может происходить одновременно термическое и механи
ческое старение, особенно при пластических деформациях в связи
с гибкой и сваркой металлических конструкций. При работе таких
сооружений в условиях низкой температуры может проявиться охруп
чивание, которое при повышении порога хладноломкости вследствие
старения может привести к разрушению.
Процесс старения в пластмассах заключается в том, что под воз
действием тепла, света, влаги, кислорода воздуха и т. п . разрушаются
связи в структуре полимера, что вызывает необратимые изменения их
свойств. В результате снижается прочность и эластичность, повышает
ся жесткость и хрупкость пластмасс.
Методы оценки коррозии и старения. Качественная оценка степени
коррозии заключается в визуальном контроле поверхности. Количе
ственными характеристиками коррозии являются скорость и глубина
ее распространения. Скорость определяется потерей массы в единицу
времени, отнесенной к единице поверхности
К = (Дт/А) t,
(6.1)
а глубина коррозии оценивается показателем проникновения корро
зионного разрушения
П=К/р,
(6.2)
где Ат — потерянная масса ., г; А — площадь поверхности, м2; t —
время эксплуатации, ч; р — плотность металла, г/см3.
На основании этих показателей в ГОСТ 13819—68 установлена
десятибалльная шкала коррозионной стойкости металлов. При сплош
ной коррозии и коррозии пятнами коррозионным баллом 10 оцени
вается металл со скоростью проникновения коррозии до0,00015 мм/год;
по мере увеличения скорости коррозионный балл уменьшается: при
скорости от 1,0 ло 5 мм/год — балл 1.
При неравномерной коррозии, когда возникают язвы или точки,
оперируют скоростью роста язв путем непосредственного измерения
их глубины. При точечной коррозии в атмосферных условиях кор
розионный балл устанавливается в зависимости от максимальной
глубины язв и интенсивности распространения их на поверхности.
Существенной характеристикой влияния коррозии является снижение
прочности (%):
Кп ~ 100 (Ов ~■ О'в. к)/^в,
(6.3)
где Ов — предел Прочности ДО коррозии; (Тв. к — предел прочности
после коррозии.
Качественно старение листового материала оценивается по нали
чию на нем полос скольжения при холодной штамповке. Количествен
ным показателем старения может служить отношение изменения ме
ханических характеристик (пределов прочности, текучести) к значе
ниям этих характеристик до старения. Склонность низкоуглеро-
46
диетой стали к старению характеризуйся результатами испытаний
на деформационное старение.. Числовой показатель чувствительности
к старению — это отношение снижения ударной вязкости стали после
старения к ударной вязкости в исходном состоянии.
МЕРЫ ПО ЗАЩИТЕ ОТ КОРРОЗИИ И ПОСЛЕДСТВИЙ
СТАРЕНИЯ
Выбор способа защиты при проектировании. Защиты деталей от
коррозии можно достичь за счет поддержания энергетического состоя
ния металла: изоляции поверхности детали от воздействия коррозион
ной среды, обработки среды с целью снижения ее агрессивности, с по
мощью электрохимических способов защиты или комбинированных
методов, рациональным конструированием. Выбор способа защиты
должен производиться на основе экономического анализа. Иногда де
шевле заменить выходящие из строя вследствие коррозии детали, чем
с самого начала использовать антикоррозионные материалы. В дру
гих случаях, наоборот, остановка производства для замены детали
или машины, поврежденной коррозией, дороже, чем использование
специальных материалов или устройств.
Защита с помощью покрытий. Наиболее распространенным спосо
бом является нанесение на поверхность деталей неметаллических ве
ществ, инертных относительно металла,— лаков и красок. Для увели
чения сцепления лака и краски с металлом обработкой поверхности
специальными окислителями на детали создают слой малораствори
мых продуктов коррозии (например, фосфатирование). Иногда приме
няют окраску по продуктам коррозии с использованием преобразова
телей этих продуктов, которые превращают их в безвредный или даже
защитный слой. Такое же защитное действие оказывают эмалирование —
покрытие различными эмалями и покрытие деталей пластмассой —
футеровка (от нем. Futte — подкладка) или плакирование (от фр.
plaquage — покрывать).
Широко применяется защита путем нанесения на детали тонкого
слоя металла (цинка, никеля, хрома и др.), обладающего в определен
ной среде малой скоростью коррозии. Покрытия бывают гальваниче
ские, диффузионные, механотермические и металлизационные. Галь
ванические покрытия цинком и кадмием применяют для защиты от
коррозии углеродистых сталей. Для придания деталям декоративного
вида их покрывают хромом и никелем. Детали из железа, работающие
в пищевых средах, покрывают оловом. Толщина покрытий зависит от
материала, используемого для этой цели, и способа нанесения его.
Надежным способом защиты от коррозии является создание пас
сивного состояния поверхности детали во взаимодействии с внешней
средой. Пассивация основана на свойстве железа, хрома, титана, алю
миния и других металлов снижать скорость коррозии во взаимодей
ствии с более сильными окислителями, чем со слабыми: образующийся
на поверхности очень тонкий слой оксида защищает основной металл
от коррозии.
Свойство пассивности используют при создании легированных ме
таллов: введением в основной металл легко пассивируемого металла
47
Рис. 6.2. Конструктивные меры защиты от коррозии
образуется сплав, обла
дающий такой же пасси-
вируемостью, как и ле
гирующий металл (на
пример, нержавеющая
сталь, легированная хро
мом и никелем).
Воздействие на кор
розионную среду. Один
из способов обработки
среды с целью снижения
ее агрессивности заклю
чается в снижении кон
центрации окислителя. Другой способ предусматривает введение
в среду ингибиторов — замедлителей коррозии. Молекулы замедли
телей, адсорбирующиеся на поверхности детали, замедляют процесс
коррозии. Применение ингибиторов позволяет использовать дешевые
конструкционные материалы, повышает защитные свойства покрытий,
поэтому является экономичным методом защиты от коррозии.
При выборе сорта смазочного материала необходимо учитывать
его возможное коррозионное воздействие на некоторые металлы (гл.
21, 22); с целью замедления окисления в масло вводят маслораство
римые ингибиторы.
Электрохимическая защита. К этому методу защиты относится
катодная и анодная поляризация. Катодная поляризация может осу
ществляться от внешнего источника электрической энергии или вслед
ствие контакта изделия с металлом, обладающим большим отрица
тельным электродным потенциалом, чем защищаемый материал. Анод
ная поляризация используется для поддержания пассивного состоя
ния металла в определенных средах. При этом от внешнего источника
создается на поверхности защищаемой конструкции пассивирующая
пленка.
Рациональное конструирование. При проектировании сосудов
(рис. 6 .2) следует избегать застойных зон и щелей. В местах, где мо
жет собираться вода (а), необходимо предусматривать дренажные от
верстия и конфигурацию деталей, исключающую возможность накоп
ления влаги (б), обеспечивающую полную очистку от жидкостей (в).
Если в соединении использованы разнородные металлы, то между
ними необходимо вводить изоляционные прокладки или лакокрасоч
ные покрытия (г). Для предупреждения возникновения щелевой кор
розии (д) следует зазоры уплотнять полимерными материалами, под
бирать комбинации материалов, мало склонных к этому виду корро
зии.
Предупреждение последствий старения. Для исключения измене
ния размеров и формы деталей в период эксплуатации необходимо
стабилизировать структуру и перераспределить или рассеять хотя
бы частично внутренние напряжения, возникающие в деталях после
отливки, проката или закалки их. Это достигается путем старения
—
выдержки заготовок при определенной температуре до начала их
механической обработки.
48
Естественное старение заключается в Выдержке отливки в течений
длительного времени при комнатной температуре. В этот период про
исходит деформация (поводка) отливки. С'целью ускорения процесса
перераспределения напряжений применяют искусственное старение.
Чугунные отливки (гл. 40) выдерживают в течение 5...6 ч при темпе
ратуре 500 ...550 °С и затем медленно охлаждают в печи. Перед старе
нием производят обдирку отливки, а окончательную механическую
обработку — после старения. Закаленные изделия выдерживают при
температуре около 100 °С в печи или в кипящей воде, затем охлаж
дают до температуры, значительно ниже нулевой.
ГЛАВА 7. ТЕХНОЛОГИЧНОСТЬ
ОБЩИЕ СВЕДЕНИЯ
Технологичность — основа экономичности конструкции . Техноло
гичной называют такую конструкцию, которая обеспечивает заданные
эксплуатационные показатели при наименьших затратах времени,
труда и средств на ее создание в конкретных условиях данного произ
водства. Удовлетворение требованиям технологичности является од
ним из важных условий создания экономически выгодных машин.
Для придания детали требуемой формы можно использовать много
вариантов изготовления, различающихся принципом обработки, обо
рудованием, оснасткой. Детали одинакового функционального назна
чения могут быть изготовлены из различных материалов. Деталям из
одного и того же материала могут быть приданы различные свойства
методами химико-термической обработки, механического упрочнения
или нанесением специальных покрытий. Сделать конструкцию техно
логичной и, следовательно, дешевой можно лишь при постоянном
сотрудничестве конструктора с технологами, литейщиками, кузне
цами, сварщиками и другими специалистами.
Технологичность обеспечивается минимальным числом деталей
(анализируя конструкцию, всегда стоит задавать себе вопрос — а нет
ли лишних деталей?), простотой конструктивных форм и малой тру
доемкостью, соответствием последних возможностям изготовления
и характеру, производства. То, что на одном предприятии будет нетех
нологичным (из-за отсутствия, например, высокопроизводительного
оборудования), на другом может оказаться вполне технологичным.
Связь конструкции с требованиями технологичности. Техноло
гичность конструкции зависит от масштаба производства. Поэтому
необходимо соблюдать одно из важных условий — соответствие кон
струкции масштабу выпуска и условиям производства. Например,
в прошлом типичная конструкция мостового крана — решетчатая
клепаная, с резким ростом потребности средств подъемно-транспорт
ной техники и появлением высокопроизводительных автоматических
способов сварки оказалась уже нетехнологичной. Появились новые
конструктивные решения — мосты сплошностенные со сварными бал
ками коробчатого сечения, позволяющие наиболее целесообразно
использовать возможности этого высокопроизводительного способа
производства.
49
Второе требование технологичности, справедливое для всех произ
водственных условий,— простота и целесообразность конструкции.
Простая конструкция — это машина, созданная из наименьшего ко
личества простых деталей минимальной массы при наиболее удобном
их изготовлении и легкой сборке. Желательно применять наиболее
простые — цилиндрические и плоские поверхности и их сочетания.
Следует стремиться к наименьшему числу обрабатываемых поверхно
стей и минимальной их площади.
Технологичность детали нельзя оценивать в отрыве от техноло
гичности машины в целом. Может случиться, что облегчение механи
ческой обработки детали вызывает усложнение сборки машины или
последующего ее ремонта и сводит к нулю выгоды от улучшения тех
нологичности детали.
ОСНОВНЫЕ УСЛОВИЯ ОБЕСПЕЧЕНИЯ ТЕХНОЛОГИЧНОСТИ
Способ получения заготовки. Технологичность детали в целом
в большой мере определяется заготовкой — ее материалом и способогл
получения. Основными видами заготовок являются: нормальный или
специальный прокат; поковка, полученная свободной ковкой; штам
повка горячая и холодная; литье (в кокиль, под давлением, центро
бежное и др.) . В зависимости от типа заготовки к конструкции детали
предъявляются соответствующие требования технологичности. Литые
детали должны конструироваться с учетом положений, обеспечиваю-
Рис 7.1, Элементы литых деталей
Рис. 7 .2. Штампованные и кованые детали
50
Рис. 7.3. Коромысло
щих легкость формовки и извлечения
из формы, высокую прочность изделия,
сочетание толщин стенок, плавные за
кругления, литейные уклоны, правиль
ное расположение ребер и т. п. (рис.
7.1). Детали, получаемые ковкой,
штамповкой, прокаткой (рис. 7 .2), не
должны иметь острых внутренних уг
лов, резких перепадов толщин стенок,
больших поверхностей, мест, затруд
няющих перемещение масс металла
в отдельных объемах при воздействии
на него давления.
Выбор формы и способа получения
заготовки зависит от материала, на
значения, нагруженности, количества,
оснащенности и состояния оборудова
ния предприятия. Форма и размеры
заготовки должны быть по возможно
сти близкими к форме и размерам го
товой детали, чтобы на долю обработки
снятием стружки оставалась лишь
окончательная отделка поверхностей,
требующих особой точности. Относи
тельное расположение отдельных частей заготовок сложных деталей
не должно затруднять и усложнять обработку рабочих поверхностей;
в противном случае детали следует делать составными: сваркой отдель
ных частей, выполненных литьем, ковкой, штамповкой, из проката.
Коромысло (рис. 7.3) можно сделать лшым (а) при массовом произ
водстве; кованым (б) или фрезерованным из проката; штампосварным
из кованых заготовок (в); сварным из труб и листового материала
при серийном производстве (а); из заготовок, штампованных из листо
вого материала (б), и т. п. Каждое из этих изделий может быть техно
логичным в зависимости от конкретных условий производства.
Механическая обработка. Трудоемкость механической обработки
все еще составляет значительную часть общей трудоемкости изготов
ления деталей. Обработка’ снятием стружки стоит значительно до
роже, чем обработка давлением или отливка, и, кроме того, связана
с расходом металла, превращаемого в стружку. В конкретных случаях
требования технологичности механической обработки разнообразны.
Иногда форма рабочих поверхностей деталей определяется высоко
производительными методами обработки. Например, эвольвентные
поверхности в геометрическом отношении довольно сложны, однако
их автоматически, весьма производительно и с высокой точностью
получают методом обкатки.
При конструктивном оформлении деталей, обрабатываемых точе
нием, следует учитывать требования технологичности: а) число сту
пеней разных диаметров должно быть минимальным; б) различия
между диаметрами рабочих участков и уступами на детали должны
быть как можно меньшими; в) длины участков различных диаметров
51
нужно назначать по возможности одинаковыми (при этом обработка
на многорезцовых станках будет наиболее производительной); г) не
обходима максимальная унификация радиусов и ширины шпоночных
канавок, закруглений (уменьшается число применяемых резцов со
скругленными углами и фрез разных размеров); д) шпоночные пазы
желательно располагать по одной образующей (возможна обработка
на шпоночно-фрезерных станках с одной установки).
Сборочные операции. По трудоемкости и по обеспечению после
дующей работоспособности машины сборочные операции занимают
главенствующее место среди многих факторов, определяющих каче
ство машины. Поэтому форма, точность и качество сопрягаемых по
верхностей деталей должны выбираться и выполняться так, чтобы
обеспечить определенность их взаимного положения.
Геометрические параметры деталей количественно оценивают по
средством размеров. Размер, принимаемый в процессе проектирова
ния (на основании, например, прочностных расчетов или по конструк
тивным соображениям) и проставляемый на чертежах детали, назы
вается номинальным. Полное соответствие между указанными на чер
тежах и действительными размерами практически не достижимо. По
этому исходя из характера сопряжения деталей назначают наиболь
ший и наименьший предельные размеры их, при которых будет обес
печена правильная сборка и нормальная работа сопряжения.
Принцип конструирования и производства деталей, который обес
печивает возможность правильной сборки или замены при ремонте
независимо изготовленных деталей и узлов без дополнительней их об
работки с соблюдением требований качества и экономичности, назы
вается взаимозаменяемостью. Различают полную и неполную взаимо
заменяемость. Полная взаимозаменяемость предполагает правильное
соединение всех сопрягаемых деталей, поступивших на сборку. При
неполной взаимозаменяемости детали и узлы изготовляют с мень
шей точностью, а для сборки используются групповой подбор деталей
и ряд дополнительных технологических операций.
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ И СБОРКИ
Допуски. Экономически целесообразные предельные отклонения
размеров деталей определяются единой системой допусков и посадок
(ГОСТ 25346—82, ГОСТ 25347—82). Разность между наибольшим
и наименьшим предельными размерами называется допуском. На
рис. 7.4 показаны цилиндрические отверстия и валы с предельными и
номинальными диаметрами. Если нижние образующие цилиндрических
поверхностей совместить, то верхние их образующие ограничат зону,
называемую полем допуска. Велич ин а допуска, определяемая квалите-
том точности, назначается в зависимости от размеров детали. Стан
дартом установлено 19 квалитетов точности: в порядке понижения точ
ности — 01, 0,1, 2, 3, ..., 17; квалитеты 5, ..., 13 предназначены для
сопрягаемых размеров деталей.
Верхнее и нижнее предельные отклонения на чертежах указывают
ся в миллиметрах мелкими цифрами правее номинального размера,
52
например 50 +о’оо8 • Предельные отклонения могут быть указаны
и условными обозначениями полей допусков: за числом, указываю
щим размер, следует условное обозначение поля допуска, состоящее
из буквы и цифры, обозначающей квалитёт, например 207/7, 12е8.
Посадки. При сборке двух сопрягаемых деталей различают охва
тывающую и охватываемую поверхности, которые условно принято
называть отверстием и валом. Размеры этих поверхностей должны
быть выполнены в границах определенных допусков, чтобы после
сборки получить предусмотренный тип соединения. Характер соеди
нения деталей называется посадкой. Все посадки подразделяются на
три группы: подвижные, характеризуемые наличием зазора; непод
вижные (прессовые), обеспечивающие натяг в соединении, и переход
ные, при которых возможно получение в соединении как натягов, так
и зазоров.
Различают две системы образования посадок — систему отверстия
и систему вала. В системе отверстия верхние предельные отклонения
данного интервала размеров отверстий и квалитета точности одинако
вы для всех посадок (нижнее — равно нулю), а различные посадки до
стигаются путем изменения предельных отклонений размеров валов
(рис. 7.5). Если показывается размер соединяемых элементов двух
деталей, то в обозначение посадки в системе отверстия входят номи
нальный размер и обозначения полей допусков для каждого элемента
сначала отверстия, а потом вала, например 40 H7!g8. Система
отверстия предпочтительнее из-за меньшего ассортимента режущего
инструмента, используемого для обработки отверстий.
Для получения подвижных соединений деталей назначаются по
садки с зазорами (на рис. 7 .5 поля /). При требовании высокой точно
сти, хорошего центрирования, с вероятностью получения минималь
ных Зазоров (гл. 28) применяются посадки HUhb, HUhS, H8/hQ. Для
получения точного вращения с небольшой частотой (гл. 35) приме
няется соединение деталей по посадкам H8lg8, H7lg&, H7lf7. Посадка
Т/9//9 применяется для соединения деталей невысокой точности со сво
бодным продольным перемещением или вращением.
Номинальный
размер бала
Наибольший
предельный
размер бала
Наименьший
предельный
размер вала
Наибольший
предельный размер
отверстия
Рис. 7.4. Номинальный и предельные раз
меры
Верхнее отм.
Нижнее откл.
Допуск бала
Нулевая линия
Попе
допус
ка
Sana
верхнее о/пкл\г
Допуск отберутся
Нулевая линия^"
Рис. 7 .5. Поля допусков в системах отвер
стия и вала
53
Рис. 7.6. Отклонения от правильной
окружности
Седлообоазность Конусообразность
б
г
Рис. 7 .7. Отклонения от прямоли
нейных образующих
Для получения неподвижных соединений, подлежащих периоди
ческой разборке и сборке при высокой точности центрирования (гл.
29), используют переходные посадки (на рис. 7.5 поля 2): валов z,
/s, k,m,n и отверстий I, Is, К, М, N. При соединении валов и сту
пиц зубчатых колес, шкивов и т. п . наиболее широко применяют по
садки HUkQ, KJihb, для штифтовых соединений (гл. 28) — НИтб .
Для получения неразъемных соединений (гл. 29) используются непод
вижные посадки (на рис. 7.5 поля 5), получаемые при использова
нии полей допусков валов от р до zc и отверстий от Р до ZC.
Точность геометрической формы и взаимного расположения по
верхностей. К отклонениям формы деталей, по ГОСТ 24642—81,
имеющих плоские сопрягаемые поверхности, относятся непрямоли-
нейность и неплоскостность. В поперечном сечении отклонение кон
тура поверхности от правильной окружности проявляется в некругло-
ста (рис. 7 .6, а), огранке (б) и овальности (в). В продольном сече
нии цилиндрической поверхности отклонения от прямолинейных ее
образующих (рис. 7.7) приводят к бочкообразности (а), седлообразно-
сти (б), изогнутости (в) оси и конусообразности (г).
К отклонениям взаимного расположения поверхностей по ГОСТ
24642—81 относятся непараллельностъ (рис. 7.8, а), неперпендикуляр-
ность плоскостей, несоосностъ (б), радиальное и торцовое биение ци
линдрических поверхностей, перекос осей и отклонение от правильного
расположения пересекающихся и скрещивающихся осей (в) и др. Откло
нения формы деталей и взаимного расположения поверхностей — один
из важных факторов, влияющих на работоспособность сопряжений.
Они определяют распределение нагрузки в контакте (гл. И), условия
образования масляного слоя (гл. 35), темп износа (гл. 9) и т. п . Для
различных типов сопряжений рекомендуют предельные отклонения,
Несоосность
относительно общей оси
б
Рис. 7.8, Отклонения взаимного расположения элементов деталей
54
которые указывают на чертежах
по ГОСТ 2.308 —79 в виде услов
ных обозначений и текстовых
записей.
Качество поверхности. В про
цессе обработки на поверхности
детали образуются неровности.
Выступы и впадины, образующие
высоту неровности Wz, периоди
чески чередуются с шагом Sw
(рис. 7.9). Если отношение Sw/Wz
находится в пределах 50... 1000,
Рис. 7 .9 . Волнистость поверхности
то такие отклонения поверхности относят к волнистости; при
(Sw/Wг)<50 отклонения относятся к шероховатости поверхности.
Высота волнистости Wz— среднее арифметическое из пяти ее
значений, определенных по длине участка измерения (a)Lw:
Wz=(W\4-W2+W3+Г4+No6)/5.
(7-І)
Средний шаг волнистости Sw— среднее значение расстояний Swi
между одноименными сторонами соседних волн, измеренных по сред
ней линии профиля mw(6):
Sw == У, Swifn.
(7-2)
t=l
\
Для количественной оценки шероховатости поверхности установ
лен по ГОСТ 2789—73 ряд параметров. Главными из них являются:
Ra — среднее арифметическое отклонение профиля и Rz — высота
неровностей профиля по десяти точкам, определяемые по формулам
(7.3) с использованием величин, показанных на рис. 7.10:
п
5
5
%=S|y<i/«; ^ = (E|wim„|+p-з)
1=1
t=l
i=l
В зависимости от величины параметров шероховатостей по ГОСТ
2789—73 установлены 14 классов шероховатости и разряды а, б, в:
наиболее грубая поверхность при Rz = 320 ...160 мкм и I — 8,0 мм
относится к первому классу; при Ra = 0,32...0,25 мкм; Rz — 1,60...
. . .1,25 мкм и I — 0,25 мм — поверхность 9-го класса; для 14-го
Si
Линия ,
выступов
5/77/
впадин
Рис, 7.10 . Показатели шероховатости
55
класса Ra — 0,010 и Rz — 0,050. Для различного типа сопряжений
наиболее употребительны 6...10 классы шероховатости.
Непосредственной связи между квалитетами точности (величиной
допуска) и шероховатостью (высотой неровностей) нет. Однако нель
зя назначать высокий квалитет точности и грубый класс шерохова
тости: высота неровностей может оказаться весьма значительной по
сравнению с величиной допуска. Можно считать, что наибольшее зна
чение средней высоты микронеровностей поверхности не должно пре
вышать 0,1...0,25 допуска на размер.
ПУТИ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ
Усиление связи конструктивных и технологических решений. Ре
шение проблемы тесной увязки конструктивных и технологических
методов связано с правильным выбором и поисками новых материалов,
применением оптимальных способов формообразования деталей машин,
назначением оптимальной точности изготовления. Для создания эко
номичных высокопроизводительных машин в процессе конструирова
ния каждой детали необходимо сочетать конструктивные и технологи
ческие меры воздействия на напряженное состояние.
При проектировании необходимо учитывать влияние технологии
и режимов обработки деталей на их выносливость. Использование тех
нологических методов, обеспечивающих местное качество (повышен
ную прочность, износостойкость и т. п.), сулит большие выгоды в ра
циональном использовании материала. Повышение точности неиз
бежно влечет за собой повышение трудоемкости и стоимости изготов
ления: зависимость между затратами на обработку и требуемой точ
ностью близка к гиперболической. Поэтому не следует назначать по
вышенную точность без достаточных оснований. Требования к шеро
ховатости поверхностей детали должны быть согласованы с реальными
условиями их работы. Не следует требовать излишней чистоты по
верхностей, так как ее получение связано с дорогими доводочными
операциями и применением специального оборудования.
Применение прогрессивных методов получения заготовок и дета
лей. Получение деталей пластической обработкой под окончательный
размер кроме увеличения производительности в 5... 10 раз и сокращения
потерь металла примерно на 10 % по сравнению с обработкой реза
нием способствует также повышению их усталостной прочности вслед
ствие упрочнения поверхностных слоев деталей. Большой экономиче
ский эффект дают конструкции из листового проката: придание дета
лям соответствующей формы при минимальной массе осуществляется
прессованием, штамповкой, выдавливанием, сваркой. Целесообразно
использование точных литых заготовок: каждая тонна литых загото
вок способна «заменить» от 1,5 до 2,0 т проката, выход металла
в стружку снижается до 1...4 % (вместо 25...40 % при обычных спосо
бах производства литых изделий).
Роль способа формообразования оценивается коэффициентом ис
пользования металла — отношением массы готовой детали к массе
заготовки, равным при свободной ковке 0,25; при горячей штампов-
56
ке — 0,40; при холодной штамповке — 0,70...0,80; а при точном ли
тье — 0,92...0,96.
Поиски новых технологических решений не всегда должны быть
направлены на упрощение. Необходимо при этом сопоставлять затра
ты на изготовление и выигрыш от повышения надежности и долговеч
ности. В этом смысле несмотря на усложнение изготовления выгодно
в цилиндрах внутреннего сгорания иметь сменяемую гильзу, встав
ляемую в блок цилиндров, что повышает ремонтопригодность. Не
смотря на более сложную конструкцию и технологию изготовления
выгоднее «сетчатые» вкладыши подшипников скольжения, благодаря
повышенной их надежности.
ГЛАВА 8. НАГРУЗКИ В МАШИНАХ
ОБЩИЕ СВЕДЕНИЯ
Влияние условий эксплуатации машины на нагрузки. Одна и та
же машина в разных условиях эксплуатации может обладать различ
ной степенью надежности (гл. 2). Так как основы надежности маши
ны закладываются на стадии проектирования, то от степени досто
верности данных, характеризующих нагруженность машины и усло
вия работы, зависит ее работоспособность.
Условия работы машины определяются совокупностью многих
факторов: закономерностями изменения нагрузки во времени; осо
бенностями окружающей среды; уровнем технической эксплуатации
и др. Часто нагрузки зависят от случайных факторов: для транспорт
ных и почвообрабатывающих машин — от рельефа пути и состояния
грунта и т. п .; для станков универсального типа — от формы, разме
ров и материала обрабатываемых деталей, режима обработки и т.д.
Кроме того, нагрузка зависит от вида двигателя и способа соеди
нения его с машиной, способа соединения деталей и места их в сило
вой цепи от исполнительного органа до рассчитываемой детали, при
водимых в движение масс и времени достижения ими полной скорости.
Классификация внешних нагрузок. Внешними будем называть на
грузки, воспринимаемые исполнительными органами машины как со
противления при осуществлении технологических или эксплуатаци
онных операций (силы резания, действующие на режущий инструмент;
силы, приложенные к крюку грузоподъемной машины; силы сопротив
ления передвижению транспортных машин и т. п.). Нагрузки могут
быть заданы как усилие F, момент Т или как мощность N при частоте
вращения п.
Важнейшей задачей в области создания машин является изучение
условий эксплуатации и определение типовых режимов работы, ре
гламентирующих исходные данные для проектирования машин. Так,
в подъемно-транспортном машиностроении, в соответствии с Прави
лами Госгортехнадзора, различают режимы работы кранов: легкий
(Л), средний (С), тяжелый (Т) и весьма тяжелый (ВТ). На основании
этого разрабатывают типовые режимы нагружения (рис. 8.1, а\ В ка
честве типовых режимов нагружения (ГОСТ 21354—75) приняты
шесть (рис. 8.1, б): постоянный П, тяжелый Т (|3-распределение
—
57
гл. 2), средний равновероятный Р (равновероятное распределение),
средний нормальный Н (нормальное распределение), леґкий Л
(у-распределение) и особо легкий Ло.
В зависимости от характера действия различают статические и ди
намические нагрузки. К первым обычно относят нагрузки, которые
прикладываются спокойно, с постепенным увеличением их так, чтобы
нагружение не вызывало колебаний системы. К динамическим относят
нагрузки, приложение которых вызывает колебания системы, а при
внезапном приложении — и удары . В связи с особенностями измене
ния нагрузок во времени различают нагрузки постоянные и перемен
ные. Постоянными считают также нагрузки, которые по величине от
личаются от некоторого среднего значения не более чем на 10...15%.
ВИДЫ НАГРУЗОК, ДЕЙСТВУЮЩИХ НА ДЕТАЛИ
Рабочая нагрузка. Нагрузку, воспринимаемую деталью в процессе
эксплуатации машины, будем называть рабочей. Для исполнитель
ного органа машины внешняя нагрузка одновременно является и ра
бочей; для других деталей рабочая нагрузка зависит от места детали
в силовой цепи и исчисляется для каждой детали определенными ме
тодами приведения с учетом кинематических параметров механизма.
Номинальная нагрузка. Характерную для рассматриваемого ре
жима нагружения нагрузку принимают за номинальную. Предпочти
тельно в качестве номинальной принимать наиболее длительно дей
ствующую нагрузку. Иногда в качестве номинальной нагрузки прини
мают максимальную или паспортную, т. е . такую, которая опреде
ляется мощностью установленного двигателя. Номинальную нагрузку
принимают в качестве исходной для определения расчетной нагрузки.
Эквивалентная нагрузка. Ввиду непостоянства нагрузок при оцен
ке прочности или износостойкости используют эквивалентную нагруз
ку, вызывающую в сечениях проектируемой детали напряжения с ам
плитудой цикла постоянной величины, которой можно заменить фак
тически действующую переменную рабочую нагрузку, полагая, что
в отношении данного критерия работоспособности они эквивалентны.
Так как при действии циклических напряжений разрушения деталей
происходят от усталости, то эквивалентная нагрузка связана с задан»
ной долговечностью детали.
58
Расчетная нагрузка. Размеры деталей машин определяют По рас
четным нагрузкам, которые зависят не только от величины и характе
ра изменения рабочей нагрузки, но и от вида расчета, определяемого
характером возможного отказа (гл. 2). Нагрузки воспринимаются
соответствующими рабочими поверхностями сопрягаемых деталей.
Прочность, жесткость, износостойкость и другие характеристики
работоспособности детали зависят от величины наибольшей местной
нагрузки. За основу при определении местной нагрузки принимают
равномерно распределенную нагрузку, приходящуюся на единицу
контактной площади А,— давление, Па:
P„=FM,
(8.1)
или удельную силу — нагрузку, приходящуюся на единицу длины
контактной линии /, Н^м:
= F/Z.
(8.2)
На основании сказанного под расчетной будем понимать нагрузку,
определяющую размеры и формы детали, соответственно рассматри
ваемому критерию работоспособности, с учетом условий ее нагруже
ния и работы: режим нагружения машины, режим нагружения детали,
распределение нагрузки по силовым потокам и в контакте, динамич
ность передачи нагрузки между деталями, условия восприятия рас
четной нагрузки:
Р=ртflKi=
(8.3)
1=1
w=wmПKi=
(8- 4)
Z=1
где Гн — номинальная нагрузка; коэффициенты учитывают соответ
ственно: /(р— режим нагружения машины; Кэ — режим нагружения
детали; /Q — неравномерность распределения нагрузки по силовым
потокам; /\к — неравномерность распределения нагрузки в контакте
деталей; Kv — динамические нагрузки в контакте; /Су — условие
восприятия нагрузки в контакте.
Выражения (8.3), (8.4) видоизменяются применительно к каждому
расчетному случаю в зависимости от того, какой критерий работоспо
собности рассматривается. Поэтому величины коэффициентов и зави
симости, по которым их определяют, будут различными. В некото
рых случаях возникает надобность во введении новых коэффициентов,
в других — некоторыми из них пренебрегают . Точность расчета за
висит от степени достоверности величин этих коэффициентов.
ОЦЕНКА ФАКТОРОВ, ВЛИЯЮЩИХ
НА ВЕЛИЧИНУ РАСЧЕТНОЙ НАГРУЗКИ
Режим нагружения машины. В зависимости от способа приложения
внешней нагрузки, динамической характеристики двигателя и струк
туры кинематической цепи детали подвергаются действию дополни
тельных нагрузок. Величина этой нагрузки связана с особенностями
нагружения исполнительного органа, зависящими от типа и назна
69
чения машины (захват груза крюком грузоподъемной машины, вре
зание ковша экскаватора в обрабатываемый грунт, процессы в камне
дробильных машинах и др.) и массами деталей, образующих силовую
цепь. Поэтому коэффициент, учитывающий режим эксплуатации при
определении расчетной нагрузки, должен отражать динамичность
внешней нагрузки и динамические явления в силовой цепи от испол
нительного органа до рассчитываемой детали. В соответствии с приня
той структурой расчетной формулы коэффициент режима работы мо
жет быть представлен в виде
Кр=(F+FA)/F==1
(8.5)
где —дополнительная нагрузка, приведенная к рассчитываемой
детали.
Режим нагружения детали. Пусть нагрузки Flt F.>,
F{, ... (и
создаваемые ими напряжения —о^, о.,,
.., ot-,
. . .) действуют при со
ответствующих числах циклов нагружения пх, п.:, ..., nh ..... Харак
теристикой степени нагруокенности детали служит относительное
число циклов, под которым понимают отношение фактического числа
циклов щ действия некоторой нагрузки Ft к числу циклов Nt действия
той же нагрузки, при котором образец разрушается, т. е . к цикличе
ской долговечности.
В предположении, что усталостное разрушение есть результат про
цесса линейного накопления повреждений, создаваемых непрерывно
в течение каждого цикла нагружения, условие их суммирования мо
жет быть представлено в виде
k
S (n./ATt-) = а,
(8.6)
z=i
где а — экспериментально устанавливаемый коэффициент сопротив
ления перегрузкам, часто принимаемый равным единице.
При принятых обозначениях уравнение кривой усталости (гл. 1)
можно записать так:
Ff'Ni = F^nN = F%'N0 = const,
(8.7)
где m' — показатель степени кривой усталости, зависящий от мате
риала и напряженного состояния; F^— нагрузка, соответствующая
пределу ограниченной выносливости, установленному при заданной
циклической долговечности N-, Fr — нагрузка, соответствующая пре
делу выносливости при базе испытаний No.
Если переменную нагрузку заменить постоянной с уровнем на
гружения, соответствующим F3, при базе испытаний Nn, то, полагая
а = 1, условие эквивалентности этих двух режимов нагружения
можно представить в виде
k
S Ffn, = F”'N„t
1=1
откуда
/k
f~~k
FS=V
=
^(.FilF^nJN,,.
(8.8)
’
1=1
1 i=l
60
Следовательно,
k
к.= У S(W»A
<°>
'
i=l
На базе формулы (8.9) получены выражения для определения эк
вивалентной нагрузки (или соответствующих эквивалентных напря
жений) при различных видах повреждений.
Неравномерность распределения нагрузки по потокам. Погреш
ности изготовления, влияющие на взаимное положение контактирую
щих деталей и деформации их под нагрузкой, приводят к неравно
мерности распределения нагрузки между параллельными силовыми
потоками. Коэффициент Кп
—
это отношение фактической нагрузки
Fmax в наиболее нагруженном потоке к нагрузке Fm — F/z, получен
ной из условия равномерного распределения ее между z силовыми
потоками:
•Кп = Fщах/Fm = F max^/A•
(8.10)
Неравномерность распределения нагрузки в контакте. Коэффициент
неравномерности распределения нагрузки равен отношению давления
(удельной силы) pif wi на данном участке площадки (линии) контакта
к значению рт, wm в предположении равномерного распределения пере
даваемой нагрузки по всей площадке (линии)'.
= РіІРт И Кк = wJWrn.
(8.11)
Максимальное значение коэффициента неравномерности распре
деления нагрузки Кк = Pmax/An И
= ^тах/^т-
Динамическая нагрузка в контакте. Возникновение динамических
нагрузок возможно при постоянном контакте деталей, например
в подвижных муфтах из-за зазоров, и в случаях, когда контакт осу
ществляется по периодически меняющимся площадкам (линиям),—
например при включении управляемых муфт, вхождении в зацепление
звеньев цепи с зубьями звездочки цепной передачи, зубьев колес
зубчатых передач и т. п . В этих случаях коэффициент динамической
нагрузки
= (Рт+Pv)/Pm=1+PvlРтИKv=(Wm+Wv)/Wm=
= 1~FWV/Wm.
(8.12)
Определение коэффициента Kv сводится к отысканию величины
динамической нагрузки pv, wv.
Условия восприятия нагрузки в контакте. В отдельных случаях
расчетной нагрузкой является не непосредственно передаваемая сила,
а ее производная, как это имеет место, например, во фрикционной пере
даче. Прочность рабочих поверхностей фрикционных колес (гл. 15)
рассчитывается по силе/7, прижимающей эти колеса. По известному за
кону трения, если передаваемое окружное усилие Ft., а приведенный
коэффициент трения то нормальная сила F = Ft/f'.
Учитывая,
что ввиду нестабильности коэффициента трения нужно иметь запас
сцепления с целью гарантирования передачи вращающего момента,
61
расчетная сила F = F$/[' = FtKy. В данном случае коэффициент
условий работы
Яу=Г/Г/=р/Л
(8.13)
где |3 — коэффициент запаса сцепления.
ГЛАВА 9. ПРОЧНОСТЬ РАБОЧИХ ПОВЕРХНОСТЕЙ
ОБЩИЕ СВЕДЕНИЯ
Виды контактов деталей машин. Непосредственный, без промежу
точной среды, контакт двух тел теоретически может осуществляться
по поверхностям, линиям или точкам. Контакт по поверхностям ха
рактерен для плоских стыков (рис. 9.1, а) либо криволинейных со
пряжений (б). Линейчатые и точечные (в) контакты наблюдаются
в тех случаях, когда абсолютные значения радиусов кривизны в точ
ках контакта заметно отличаются друг от друга.
В зависимости о г характера относительного движения деталей
контакт может быть статическим (неподвижным) или осуществляться
со скольжением, чистым качением, качением с кинематическим про
скальзыванием и верчением. При относительном движении в области
контакта возникают силы трения. При чистом качении векторы ско
ростей точек контакта обеих поверхностей одинаковы, при качении
с проскальзыванием — отличаются друг от друга. Верчение пред
ставляет собой вращение тела вокруг оси, проходящей через точку
контакта.
Состояние рабочих поверхностей. Геометрические и физико-меха
нические параметры реальных поверхностей существенно отличаются
от идеальных. Из -за шероховатости (гл. 7) действительный контакт
осуществляется не по расчетной номинальной площади стыка Аа —
~ ах b (рис. 9.2), а только по отдельным пятнам (1, 2 и т.п.), суммар
ная площадь которых Аг никогда не превышает 8—10 % от номиналь
ной.
Прочностные параметры поверхностей определяются также физи
ческой структурой всего приповерхностного слоя и его напряженно
стью. Напряженность характеризуется остаточными напряжениями,
возникновение которых обусловлено необратимыми объемными изме
нениями в металле при обработке. На рис. 9.3 показана структура
поверхностного слоя детали
из углеродистой стали после
тонкого шлифования. Гранич
ная зона 1 представляет собой
адсорбированную пленку, об-
Т разующуюся в процессе обра-
ботки из газов и смазочно-
.
охлаждающей жидкости; де
формированный металл 2 ха
рактеризуется искаженной ре
шеткой кристаллов и обезуг
лероженными участками. Зона
62
Рис. 9 .2 . Контакт двух плоских по
верхностей
Рис. 9 .3. Структура поверхностного
слоя
3 состоит из сильно деформированных в результате давления шлифо
вального круга зерен, затем расположен металл в исходной струк
туре 4. Физико -химические характеристики рабочей поверхности вли
яют на прочность и долговечность деталей в разной степени в зависи
мости от условий нагружения и характера относительного движения.
В соответствии с этим величину допускаемых напряжений корректи
руют с помощью эмпирических коэффициентов.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЧНОСТЬ РАБОЧИХ
ПОВЕРХНОСТЕЙ
Скольжение рабочих поверхностей. При относительном скольже
нии контактирующих деталей возникает изменение форм и размеров
рабочих поверхностей вследствие остаточных деформаций и разруше
ний — изнашивания. Процесс изнашивания имеет молекулярно -ме
ханическую природу. Большинству твердых поверхностей при кон
тактировании свойственно явление слипания — адгезия, которая про
является тем сильнее, чем больше степень физического сходства мате
риалов. Это может привести на отдельных площадках к соединениям,
более прочным, чем прочность основных материалов деталей,—
наступают явления схватывания.
Весь процесс изнашивания при трении поверхностей можно раз
бить на три периода (рис. 9 .4). В начальный период /, называемый
приработкой, в соприкосновение входят наиболее выступающие не
ровности. Они меняют свою форму, слабые неровности разрушаются,
износ U и тепловыделение наиболее интенсивны. Когда ширина об
разующихся площадок превысит ширину впадин на сопряженной по
верхности, наступает равновесная шероховатость: поверхность с низ
ким классом шероховатости приходит в лучшее состояние, а другая —
с более высоким классом — ухудшается.
Приработочное изнашивание влияет на ра-
'
ботоспособность и надежность машин, так
как способствует более благоприятному рас
пределению нагрузки в контакте. Часто
новые изделия подвергают специальной при
работке для достижения заданного качества 0
поверхностей.
Затем наступает период П — устано- £
63
Рис. 9.5. К процессу выкрашивания
вившееся изнашивание-, чем меньше интенсивность изнашивания /, тем
больше продолжительность этого периода — долговечность увеличи
вается. Период III—катастрофическое изнашивание
—
сопровож
дается недопустимым увеличением зазоров в сопряжении: ухудша
ются условия смазывания, возрастает энергия соударения контакти
рующих поверхностей, которые вследствие наклепа приобретают повы
шенную хрупкость, понижающую долговечность пары трения. Если
в зазор между поверхностями попадают твердые частицы, то изна
шивание носит абразивный характер.
Качение контактирующих поверхностей. Если в относительном
движении преобладает качение, то поверхности подвергаются цикли
ческому нагружению, а усталостное изнашивание заключается в обра
зовании ямок на этих поверхностях вследствие отделения частиц мате
риала. С увеличением количества нагружений напряжения сжатия ос
в поверхностном слое растут, вследствие чего этот слой стремится
оторваться от менее напряженных внутренних слоев (рис. 9,5, а) —
возникают радиальные растягивающие - напряжения ор . Когда на
пряжения достигают определенной критической величины, тонкий
слой под действием напряжений ос теряет устойчивость и приобретает
волнообразную форму (6). Если подповерхностный слой имеет дефек
ты, он может оторваться от основного металла. Выпуклость, образовав
шаяся вследствие этого, при очередном вхождении в конктакт раз
давливается, образуется трещина. С увеличением шероховатости ве
роятность образования трещин на поверхности растет.
Качение сопровождается относительным кинематическим или
упругим скольжением поверхностей. Направление сил трения
в контакте, возникающих вследствие этого, определяется относи
тельной скоростью скольжения. Под влиянием этих сил трения тре
щины на каждой из контактирующих поверхностей ориентированы
в противоположные стороны (б).
Дальнейшее развитие трещин обусловлено наличием в зоне кон
такта смазочного материала. Если в зону наибольших контактных
давлений первым попадает подповерхностный конец трещины (в), то
масло из трещины выдавливается. На сопряженной поверхности в зо
ну наибольших давлений подходит конец трещины, выходящий на по
верхность, края трещины смыкаются и давление масла внутри тре
щины резко возрастает. Этим обусловлено расклинивающее действие
смазочного материала (г), способствующее постепенному развитию
64
трещины, выходу ее второго кон
ца па поверхность и, следова
тельно, выламыванию частичек
металла. При отсутствии смазоч
ного материала поверхностный
слой, в котором возникают пер
вичные трещины, истирается
раньше, чем в нем успеют обра
зоваться раковины.
Выкрашивание может быть
ограниченным или прогрессиру
ющим. В первом случае оно на
блюдается лишь на некоторых участках рабочих поверхностей — обычно
там, где в силу различных причин возникает концентрация нагрузки.
На поверхностях с высокими пластичными свойствами после прира
ботки выкрашивание прекращается. Прогрессирующее выкрашива
ние — процесс, типичный для твердых рабочих поверхностей: вслед
ствие хрупкости материала возникшие начальные раковины увеличи
ваются в размерах, число их непрерывно растет.
Если твердость рабочих поверхностей низкая, то при качении под
действием сил трения возникает пластическое деформирование их. При
больших нагрузках, вызывающих большие касательные напряжения
в подповерхностном слое, деформация может охватить значительные
макрообъемы, что проявляется в смещении материала на рабочей по
верхности детали.
Условия нагружения. Различают статическое и циклическое на
гружение поверхности. Статическая внешняя нагрузка может вызвать
в контакте как постоянные, так и циклические напряжения, если
зона контакта перемещается относительно вектора нагрузки. Совокуп
ное действие внутренних сил, вызванных условиями монтажа и внеш
них нагрузок, создает на поверхностях контакта сложную систему
напряжений. Так, внешняя нагрузка постоянного направления F
(рис. 9.6) вызывает на поверхности неподвижного контакта детали
с валом циклические давления рР. Каждое волокно на поверхности
вала при его изгибе за один оборот испытывает деформации растяже
ния-сжатия . При этом происходит относительное перемещение поверх
ностей контакта и возникают знакопеременные касательные силы тре
ния Ft, пропорциональные внешней нагрузке F. Таким образом, на
посадочной поверхности вала действуют постоянные напряжения
смятия ой, вызванные давлением рп от посадки с натягом колеса на
вал, циклические напряжения изгиба ои и смятия о
(
См от внешней нагруз
ки F и циклические касательные напряжения тм от внешней нагрузки.
В результате в поверхностном слое имеет место сложное напряженное
состояние.
Трение и смазка. Сила трения скольжения FT = Ff' определяется
через нормальную нагрузку F и приведенный коэффициент трения
который зависит, в первую очередь, от физико-механических ха
рактеристик контактирующих поверхностей и промежуточной среды.
В связи со вторым фактором различают трение несмазанных поверх
ностей (сухое) и трение в присутствии искусственно введенного в зазор
3 5-1183
65
смазочного материала (граничное или жидкостное). Сухое трение ха
рактеризуется большими коэффициентами трения. В присутствии сма
зочной прослойки сопротивление относительному движению умень
шается. Природные масла представляют собой смесь различных угле
водородов, состоящих из сложных молекул. Взаимодействуя с потен
циалом твердой поверхности, молекулы смазки приобретают верти
кальную ориентацию. За короткое время происходит построение тон
кой граничной пленки. Приобретая слоистую структуру, тонкий (по
рядка 0,1 мкм) слой масла теряет свойства жидкости. Его прочность
на сжатие достигает десятков МПа, в то время как сопротивление
сдвигу остается весьма малым. Первый из этих параметров определяет
высокую грузоподъемность граничной пленки, второй — низкий, по
рядка сотых единицы, коэффициент трения.
При определенных условиях между нагруженными поверхностями
может сохраняться толстый, порядка нескольких микрон, слой масла,
так что внутренние его слои, не испытывая воздействия твердых поверх
ностей, сохраняют основное физическое свойство жидкостей — вяз
кость, Режим трения в присутствии пленки вязкого вещества назы, ‘
вается жидкостным. Жидкостное трение исключает непосредственный
контакт поверхностей, их изнашивание, а сила сопротивления пере
мещению обусловлена только трением внутри смазочного слоя:
= Ах,
(9.1)
где А — площадь смачиваемой поверхности; т — напряжение сдвига
от внутреннего трения в слое смазки.
Согласно гипотезе Ньютона, напряжение сдвига
х — \xdvldy,
(9-2)
где р — динамическая вязкость; dvldy — градиент скорости сдвига
в направлении, перпендикулярном вектору относительного движения.
Несущая способность масляного слоя. Чтобы вязкий слой смазоч
ного материала под воздействием внешнего усилия не был выдавлен
из зазора, он должен обладать несущей способностью, которая может
быть придана ему двумя способами — гидростатическим и гидродина
мическим. Первый способ предусматривает подачу смазочного мате
риала в зазор с помощью насосной установки при давлении, способ
ном уравновесить внешнюю нагрузку.
При гидродинамическом способе нагнетание масла осуществляется
за счет сцепления его граничного слоя с твердой поверхностью, а не
сущая способность обеспечивается гем, что зазор автоматически при
обретает клиновидную форму. При относительном движении парал
лельных поверхностей, разделенных слоем смазки (рис. 9 .7, а), избы
точное давление не возникает. При сближении под действием силы F
двух поверхностей в перпендикулярном к ним направлении (б) в мас
ляном слое возникает давление в результате замедленного вследствие
вязкости смазки .истечения его из зазора. При относительнохм движе
нии плоскостей, расположенных под некоторым углом (в), со скоро
стью v поток масла входит в широкую часть клинообразного зазора
и выходит через его узкую часть. Движущаяся поверхность «всплы
вает» на слое жидкости (как при большой скорости глиссер выходит
66
Рис. 9 .7 . Взаимодействие движущихся поверхностей, разделенных смазкой
на поверхность воды (а)). Аналогичное явление имеег место при отно
сительном вращательном движении (д).
Теория гидродинамического способа создания жидкостного трения
была разработана Н. Н . Петровым и получила развитие в трудах
О. Рейнольдса . Изменение давления по длине ламинарного клиновид
ного потока (е), если пренебречь истечением жидкости из торцов и счи
тать поверхности идеально жесткими, описывается уравнением
dp/dx = бри (/і — hm)/h3,
(9.3)
где hm — величина зазора в сечении, р = pmax; h — величина зазора
в сечении с координатой х.
Первый интеграл этого выражения указывает распределение вер
тикальных усилий в зазоре по координате х и представлен эпюрой
давлений на рис. 9.7, е. Несущая способность всего клина вязкой
жидкости вычисляется повторным интегрированием выражения (9.3):
Ьг
F = pdx, что после ряда преобразований даст
F = tyvlB3a/(Ba -| - 2AJ3,
(9.4)
где а — угол между несущими поверхностями; В — длина клиновид
ной области; / — ширина клина в направлении, перпендикулярном
вектору скорости; ht — минимальный зазор в клине .
Характеристикой режима работы в указанных условиях является
отношение [iv/p ~ X (рис. 9.8). При малой относительной скорости
масло в зазор будет поступать в недостаточном количестве — возни
кает граничное трение, и коэффициент трения f будет значительным.
С увеличением скорости v в зазор увлекается больше масла, трущиеся
3*
67
поверхности отделяются друг от друга, гра-
\
ничное трение осуществляется только по от-
\
дельным участкам. Между этими участками
образуются микрополости, заполненные мас-
f
\
лом, которое при движении завлекается в места
m,n----- сужения, образуя элементарные гидродинами-
0
J------------------ческие клинья. Суммарное действие таких
лр
клиньев приводит к некоторому всплыванию
Рис. 9 .8. Характеристика ре- ОДНОЙ ПОВерХНОСТИ НЭД ДруГОЙ, ВОЗНИКаЄТ ре-
в^рхностебй°ТЫ смазанных П0‘ ЖИМ ПОЛуЖИДКОСТНОГО ТреНИЯ, Коэффициент
трения уменьшается. При дальнейшем увели
чении толщины масляного слоя непосредственный контакт неровностей
исключается, и наступает жидкостное трение. При этом коэффициент
трения будет минимальным, а характеристика режима приобретает
критическое значение Хкр. Далее с увеличением X толщина смазочного
слоя продолжает расти и, следовательно, увеличиваются потери в нем,
вследствие чего вновь возрастает коэффициент трения.
Контактно-гидродинамическая задача . В тяжелонагруженных
узлах с точечным или линейным контактом в процессе работы может
проявиться упруго-гидродинамический эффект, обеспечивающий жид
костное трение и при отсутствии размерных параметров зазора. Воз
никновение жидкостного режима в этих случаях связано с двумя фак
торами: упругими изменениями конфигурации поверхностей из-за
высоких контактных давлений и возрастающей вязкостью масляной
пленки, подверженной в зазоре большим усилиям сжатия. Формула
(9.3) с учетом зависимости вязкости масла от давления принимает
вид
dpjdx =
(h — hm)/h3,
(9.5)
где р0 — вязкость масла при атмосферном давлении, п — экспери
ментальный пьезокоэффициент вязкости.
Контактно-гидродинамическая теория смазки основана на совмест
ном решении уравнения гидродинамики (9.5) и уравнений теории
упругости, которые задают упругие перемещения точек рабочих по
верхностей в связи с возникающими между ними усилиями. Теорети
ческая эпюра 1 (рис. 9.9, а) распределения давлений при внешнем
касании двух цилиндров и статическом нагружении определяется по
формулам Герца. При вращении цилиндров (зона контакта предпо-
Рис. 9 .9 . Эпюра давлений масляного слоя в упругом контакте
68
лагается погруженной в масло) без учета упругих деформаций эпю
ра гидродинамических давлений определится кривой 2. С учетом упру
гих деформаций в зоне контакта давления определятся кривой 3.
Отличительная особенность кривой давления 3 — появление об
ласти повышенного давления А на входе в зону контакта и пика дав
лений Б на выходе. Пик Б возникает из -за уступов, которые в свою
очередь, являются результатом упругого расжатия поверхностей
в области падающих давлений (на выходе масла из зазора). Эти усту
пы создают подпор масляной пленки, одновременно препятствуя ее
резкому обрыву и нарушению сплошности потока.
РАСЧЕТ ПРОЧНОСТИ ПОВЕРХНОСТЕЙ
Исходные положения при расчете на прочность. В случае контакта
плоских поверхностей принимается равномерное распределение дав
лений рт = FlAa. Если в беззазорном контакте находятся цилиндри
ческие поверхности длиною I (рис. 9 .10, а), условное давление будет
равно отношению внешней нагрузки к диаметральной проекции по
верхности контакта р == F/ld. В иных случах давления определяются
из условия поступательного перемещения (в пределах упругости) де
талей в направлении нагрузки, что приводит к косинусоидальному (б)
закону распределения давлений р<р = рта* cos ср. Фактические давле
ния отличаются от определяемых таким способом в зависимости от
точности изготовления и монтажа, жесткости деталей и величины ше
роховатости, что учитывается корректирующими' коэффициентами.
В случае исходного точечного или линейного контакта за основу
принимают решение задачи о нагружении полупространства сосредо
точенной силой, излагаемой в теории упругости (задача Буссинеска).
На базе решения этой задачи получены формулы для определения на
пряжений и перемещений для других случаев нагружения, в частно
сти сферических поверхностей с разным относительным расположе
нием их осей (контактная задача Герца). При сжатии силами F двух ша
ров с радиусами рх и р2 (рис. 9.11, а) образуется площадка контакта
в форме окружности. При коэффициенте Пуассона v = 0,3 диаметр
площадки
а = 2,218 >/ Ер/£,
(9.6)
Рис. 9 .10 . Распределение давлений в кон
такте цилиндрических поверхностей
Рис. 9.11 . Напряжения при точечном и
линейном контакте деталей
£9
где Е = 2Е1£'27(£'1 4- Е2) — приведенный модуль упругости материа
лов сжимаемых тел; р = pip2/(p2 ± Pi) — приведенный радиус кри
визны в зоне контакта сжимаемых тел (знак минус берется для случая
контакта выпуклой поверхности радиуса рх с вогнутой поверхностью
радиуса р2).
Наибольшее давление, действующее в центре площадки касания,
в 1,5 раза больше среднего: /?таХ = 1,5 ЕЦпа2), и наибольшее сжимаю
щее напряжение в центре площадки
о/7 = 0,388/F£2/p2.
(9.7)
В случае сжатия двух цилиндров, оси которых параллельны (б),
площадка контакта имеет вид узкой полоски, ограниченной парал
лельными линиями, ширина которой
е=3,04
(9-8)
где w — F/I — удельная сила .
Наибольшее давление имеет место для точек средней линии пло
щадки контакта; оно превышает среднее давление в 4/л раза: ртах —
= 4да/(ле) и, соответственно, напряжение
= 0,418 УшЕ/р.
(9.9)
Несоответствие реальных условий нагружения деталей исходным
предпосылкам контактной задачи учитывают соответствующими кор
ректирующими коэффициентами.
Расчет износостойкости. Расчет имеет своей целью установить ре
сурс износостойкости и определить размеры детали, обеспечивающие
требуемую надежность. Характеристикой износа является интенсив
ность изнашивания: отношение толщины Ли изношенного слоя поверх
ности к пути трения L или к числу вхождений вконтакт элементов
кинематической пары:
JL = h^L и J^hnlN^.
(9.10)
От интенсивности изнашивания зависит долговечность. Однако
значение J определить с нужной достоверностью затруднительно —
на нее влияет большое число факторов. Чаще всего в практике расче
тов интенсивность изнашивания определяют по упрощенным зависи
мостям:
Jp=Kjpap ИJa
(9.11)
где Kj, K.j —коэффициенты, определяемые из экспериментов и ха
рактеризующие влияние материала, состояния поверхности, сорта сма
зочного материала и др.; р — давление при контакте по поверхности;
gh — напряжение при контакте по линии или в точке; ар, а0 (от
1 до 3) — показатели степени, зависящие от состояния поверхности.
Соответственно этому скорость изнашивания
y=^KjpaPV®P И у =
(9.12)
70
где v — относительная скорость трущихся поверхностей; рр, рст —
коэффициенты, зависящие от состояния поверхности.
В этих расчетах принимают линейную связь между величиной
износа U и временем изнашивания t\
U=yt.
(9.13)
Допускаемый суммарный износ кинематической пары U% =
= (її + V2) для различных конструкций ограничивается предель
ными значениями (Лит, полученными из практики.
Приближенную оценку сопротивления изнашиванию производят
сопоставлением расчетных значений давлений ра или произведения
(ри)и, пропорционального работе сил трения, с допускаемыми значе
ниями, устанавливаемыми по данным надежно работающих узлов:
Ри<ІЛ’иІи
< 1(Ру)и1-
(9.14)
Расчет на предупреждение заедания. В качестве показателя опас
ности возникновения заедания используют два критерия. Первым
служит напряжение смятия асм или контактное напряжение он (в за
висимости от вида контакта). Предполагается, что при превышении
предельного допускаемого напряжения возможно заедание. Предель
ное напряжение устанавливается из экспериментов, а конкретные
условия работы рассчитываемой пары учитываются с помощью кор
ректирующих коэффициентов.
Вторым критерием является местное повышение температуры в зо
не контакта. Предполагается, что при превышении предельного зна
чения температуры смазка может потерять свои защитные свойства,
возникнет непосредственный металлический контакт, при больших
скоростях и давлениях возможно схватывание трущихся поверхно
стей. Температура в зоне контакта
■О’ = 'О’п + 'й’к < ['О’],
(9.15)
где 'О’п—температура контактирующей поверхности; й'к—повышение
температуры в контакте в момент входа данной поверхности и сопря
жение с другой (гл. 13).
Контактная прочность. При контакте по поверхности расчет про
изводят по ограничению давлений р или напряжений смятия <тСм (гл.
1). Для неметаллических деталей иногда расчет выполняют по усло
вию, ограничивающему удельную силу ау. В случае линейного или то
чечного контакта при статических напряжениях расчет выполняют
по наибольшим напряжениям <5н — формулы (9.7) и (9.9).
При действии циклических напряжений расчет производят по
тем же формулам, несмотря на то, что условия работы сопряженных
рабочих поверхностей отличаются от статического нагружения —
действуют касательные силы, зона контакта перемещается, контакти
рующие участки проскальзывают, имеется смазочный слой. Поэтому
расчет по этим формулам является условным и может быть достовернььм
только при использовании для сопоставления данных экспериментов
с расчетными. Основа расчетов
—
предел контактной выносливости
оТшпь который устанавливают из кривых усталости, построенных
71
в координатах «максимальное напряжение на контактной площадке
он — число циклов напряжений Л/ц» (гл. 1). При базе испытаний
($ііпА = const.
(9.16)
На предел контактной выносливости влияет соотношение твердо
стей контактирующих поверхностей, их шероховатость, свойства
смазочного материала и т. д. С увеличением вязкости смазочного мате
риала увеличивается предел контактной выносливости: эффект раз
грузки зоны контакта проявляется сильнее, проникновение масла
в образовавшиеся на поверхности усталостные трещины затрудняется.
Увеличение предела прочности и твердости, а также уменьшение ше
роховатости способствуют повышению сопротивляемости поверхностей
выкрашиванию. На этом основании значения иш устанавливают
в зависимости от статических или усталостных характеристик проч
ности материалов, а 1;аще твердости поверхности — характеристики,
которая в наибольшей степени влияет на выносливость рабочих по
верхностей:
®ннт=КвНнв+Квилионlim =KrHhrc+Kr,
(9.17)
где Кв, Кв и Kr, Kr— коэффициенты, зависящие от материала
и термообработки; Ннв и Hhrc — числа твердости поверхности .
Влияние на величину допускаемого контактного напряжения ше
роховатости, сорта и вязкости смазочного материала и других факто
ров учитывают, вводя поправочные коэффициенты Kr
[<’н1=°И11пА
(9.18)
Количество и значение поправочных коэффициентов в каждом кон
кретном случае определяются в зависимости от условий работы и кон
струкции сопряжения.
ПУТИ ПОВЫШЕНИЯ ПОВЕРХНОСТНОЙ ПРОЧНОСТИ
Конструктивные меры. Основной путь решения задачи повышения
прочности заключается в снижении величины удельных нагрузок и по
вышении сопротивляемости контактирующих поверхностей внеш
ним воздействиям. Подбором формы контактирующих поверхностей
можно добиться более благоприятного распределения давлений и тем
самым уменьшить максимальную величину его. В неподвижных сое
динениях большую площадь контакта целесообразно разделить на
несколько участков. В других случаях контактирующим поверхно
стям придают заранее рассчитанное отклонение от правильной формы
для компенсации изменения взаимного их положения при деформации
под нагрузкой (гл. 19).
Иногда следует исключать зоны, отличающиеся неблагоприятными
условиями работы. Для смазываемых поверхностей
—
это зона, где
контактная линия и вектор относительной скорости контактирующих
поверхностей образуют угол, близкий к нулю. Целесообразно исклю
чать из контакта часть плоских поверхностей, если на них затруднено
образование разделяющего масляного слоя (гл. 35).
72
Технологические меры. Важнейшим средством повышения прочно
сти поверхности и долговечности пары является создание оптималь
ной шероховатости на рабочих поверхностях. Этого достигают приме
нением отделочных операций — тонкое точение, шлифование, поли
рование и т. п. Улучшения качества поверхности можно добиться искус
ственной приработкой трущихся поверхностей. Для сокращения вре
мени ее проводят с применением приработочных смазочных материа
лов с различными присадками.
Так как сопротивление изнашиванию, выкрашиванию, пласти
ческим деформациям и т. п . тем выше, чем больше твердость контак
тирующих поверхностей, то прочность можно повысить с помощью
поверхностной закалки, цементации, азотирования и др. Такого же
эффекта можно достичь с помощью нанесения твердых покрытий, на
пример, хромированием.
Во избежание выхода из строя дорогостоящих деталей трущиеся
поверхности парной детали изготовляют из материала, относительно
мягкого и хорошо сопротивляющегося изнашиванию, но не вызываю
щего быстрого износа поверхностей сопряженной детали.
Эксплуатационные меры. В большинстве случаев решающая роль
в обеспечении прочности и износостойкости поверхностей принадле
жит условиям смазывания. Выбирая смазочный материал, в первую
очередь следует иметь в виду режим трения в сопряжении — гранич
ный или жидкостный, поскольку в каждом из этих режимов проявля
ются разные физические свойства смазочного материала. Здесь необ
ходима предусмотрительность: неоправданно высокая поверхностная
активность может быть причиной повышенного износа, чрезмерно
вязкий смазочный материал — привести к большим энергетическим
потерям. Вязкость для жидкостного режима работы можно выбирать
путем расчета. Однако, ввиду многообразия конструкций и условий
эксплуатации, результаты расчетов должны быть скорректированы
на основе экспериментальных и эксплуатационных данных.
Кроме того, к любому смазочному материалу предъявляется ряд
дополнительных требований, вызываемых эксплуатацией машины.
В одних случаях он должен быть эффективным охладителем, в дру
гих — защищать поверхности от коррозии или уплотнять узел и т. д.
ГЛАВА 10. ОБЪЕМНАЯ ПРОЧНОСТЬ
ОБЩИЕ СВЕДЕНИЯ
Типичные формы деталей. На выбор формы детали влияет назначь -
ние, способ восприятия и передачи нагрузки, материал и способ изготов
ления. Наиболее простыми являются стержни различного сечения:
параллелепипеды, шестигранники, цилиндры, шары, усеченные ко
нусы, кольца и т. п . Их элементам в зависимости от назначения
иногда придают специальные очертания (рис. 10.1) и используют в под
шипниках, в различных типах соединений. Большую группу сравни
тельно длинных (Z d) цилиндрических деталей выполняют со сту
пенчатыми переходами — заклепки, болты, тяги, оси, валы и т. п.
(рис. 10,2). Другая группа деталей отличается малой длиной, но боль-
73
Рис. 10 .2. Детали типа длинных стержней
Рис. 10 .3 . Детали типа дисков, цилиндров
Рис. 10 .4 . Корпусные детали
шими поперечными размерами: ко/еса зубчатые, червячные, катки,
шкивы, диски, маховики, звездочки и т. п . (рис. 10.3). Корпусные де
тали (рис. 10.4), служащие для монтажа в определенном относитель
ном положении всех других деталей механизмов, отличаются от дру
гих сложностью форм и большой массой.
Концентрация напряжений. В местах переходных сечений, кана
вок, отверстий (сверлений), напрессовок и других концентраторов
напряжений (именуемых также надрезами) напряжения больше тех,
которые определяются по формулам сопротивления материалов, номи
нальных напряжений оНом и тНом- Явление, заключающееся в местном
увеличении напряжений в зоне резкого изменения формы детали, назы
вается концентрацией напряжений. Местные напряжения быстро
убывают по мере удаления от концентратора, их вызвавшего. Отно
шение наибольшего местного напряжения к номинальному называет
ся коэффициентом концентрации напряжений:
—
Ощах/^номї
= Т'гпах/Т'ном-
(10.1)
Фактическое снижение прочности из-за концентрации напряже
ний зависит от свойств материала детали. Оно оценивается іффек-
74
тивными коэффициентами концентрации напряжений /<3, /Сг, под ко
торыми понимают отношение пределов выносливости при одинаковых
видах нагружения двух образцов одинаковых размеров — гладкого
о/?, и с концентратором напряжений
А'а = <УЯ/^К; Кт =
(10.2)
Значения /<<, и Кт обычно меньше соответственно коэффициентов
а0 и ат. Количественно связь между ними устанавливается с помощью
коэффициента чувствительности к концентрации напряжений:
Я„ = 1',?М1°ЯОМ = (Ка —
1)и?,= (Кг-
1),
О НОМ ном
откуда
Ко= 1 +да(«а— 1) И Кт= 1 +<7т(«т— 1).
(10.3)
Если материал не чувствителен к концентрации напряжений
(<7а=0и<7Т=0),тоКа —1 иКт~1. Для материалов,отличаю
щихся полной чувствительностью к концентрации напряжений (7а—
= 1 и 7Т=1), Aa = aff, 7Ст = ат. Для конструкционных сталей
в среднем q = 0,6 ... 0,8. С учетом сказанного, на основании фор
мулы (10.1), максимальные напряжения
Оглах ОцомКо И Ттах — Тном-Кг*
(10.4)
Приводимые в справочной литературе значения коэффициентов
концентрации напряжений, чувствительности к концентрации напря
жений определяют по кривым усталости, полученным статистической
обработкой данных усталостных испытаний, которые обычно удовлет
воряют требованию 50 %-й или близкой к ней вероятности неразру-
шения.
Циклы напряжений. Прочность зависит от закона изменения
напряжений: они могут быть постоянными или переменными. Если
нагрузка постоянна и деталь не изменяет своего положения относитель
но вектора нагрузки, то напряжения в данной точке поперечного се
чения будут постоянными. Наоборот, даже при постоянной нагрузке,
но при вращающейся детали (например, вал) напряжения будут пере
менными. Характеристикой напряженности детали является цикл
напряжений — совокупность последовательных значений напряже
ний за один период их изменения при регулярном нагружении. Ха
рактеристикой изменения напряжений служат:
а) коэффициент асимметрии цикла — отношение минимального
напряжения к максимальному:
Kg — ^min/^max И Кх — T'min/'^maxj
(10.5)
б) частота цикла — отношение числа циклов напряжений N к ин
тервалу времени их действия /: f — 7V//;
в) период цикла — продолжительность одного цикла напряже
ний Т;
75
Рис. 10.5. Циклы напряжений
г) среднее напряжение цикла:
Охи — 0,5(отах ~Ь ^min) — 0,5 (1 -р 7?q) Omax>
Т/22 = 0,5 (Ттах Tmjn) “ 0,5 (1
Tmaxj
(10.6)
д) амплитуда напряжений цикла:
Qq ~ 0,5 (Отах Птіп) = 0,5 (1 ^?<j) ^max,
Ta = 0,5 (Тщах ^min) ~ 0,5 (1
^шах«
(10.7)
На рис. 10.5 приведены различные циклы нормальных напряже
ний: асимметричные (все кривые, кроме 4), знакопеременные (кри
вые 3, 4, 5), знакопостоянные (кривые 1, 2 и 6,7), отнулевые, зна
копостоянные при Ощах = 0 (кривая 2) и отіп = 0 (кривая 6). Пред
ставленные циклы напряжений характеризуются определенными
значениями коэффициентов асимметрии цикла: 1) 0<£\>< 1; 2) 7?о=0;
3)—1</?о<0; 4)/?а = —-1; 5) - оо < <-1; 6)Яа = -оо;
7) 1 < Ra < оо. При действии постоянных напряжений, независимо
отихзнака,Ro= 1.
Характер разрушений. При статическом нагружении изломы мо
гут быть пластичными и хрупкими. В первом случае поломкам пред -
шествует изменение формы и размеров
поперечных сечений в зоне излома и
возникновение остаточной макроде
формации. Хрупкие изломы не сопро
вождаются такой деформацией. Они
типичны для деталей, работающих в
коррозионных и поверхностно-актив
ных средах (гл. 6 .).
Разрушение при циклическом на
гружении начинается с возникновения
очага усталости в виде трещины в зоне
концентрации напряжений. Типичный
усталостный излом (рис. 10.6) имеет
две зоны: зону усталостного разруше
ния 1 с мелкозернистой, почти глад
кой поверхностью там, где усталост-
Рис. 10 .6 . Усталостное разрушение
76
ная трещина постепенно проникала в глубь сечения, и зону стати
ческого разрушения 2 — крупнокристаллического строения, по кото
рой произошло окончательное разрушение (хрупкое). Вид зоны уста
лостного разрушения зависит от числа циклов нагружений. Размеры
и форма зоны статического излома зависят от условий нагружения,
номинальных напряжений, при которых происходит разрушение, и ко
эффициента концентрации напряжений.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЧНОСТЬ
Конструктивная форма и размеры деталей. Влияние формы и аб
солютных размеров на прочность детали весьма значительно. Так,
отношение пределов выносливости детали и образца составляет: для
коленчатых валов 0,3...0,4; для железнодорожных осей — 0,37; для
болтов —0,13 и т. д. Принципиальная схема влияния этих факторов
на выносливость деталей приведена на рис. 10.7: для образцов (дета
лей) гладких с диаметром d — 1, с умеренной — 2 и высокой — 3
концентрацией напряжений, малых — 4, средних —5 и больших —6
размеров.
Влияние формы учитывается эффективным коэффициентом кон
центрации напряжений, обычно подсчитываемым по формуле (10.2)
приR——1:
Ка = а_1/а-1К и /Ст = t.j/t-ik,
(10.8)
гдеа_х, т_! и сг-ік, Т-1к — значения пределов выносливости при симмет
ричном цикле соответственно для гладкого образца и образца (де
тали) того же диаметра d, но с концентратором напряжений.
При одинаковых концентраторах значение /Ст при циклическом
кручении меньше, чем /Сст при изгибе; при растяжении — сжатии
/Ст«1 +0,6(/Cff-l).
(10.9)
При увеличении абсолютных размеров сечения детали значения
/Со растут, приближаясь к ао, так как возрастает вероятность более
раннего зарождения усталостной трещины, а также большей возмож
ности существования различного рода внутренних дефектов. Влияние
абсолютных размеров сечения на предел выносливости учитывается
коэффициентом влияния абсолютных размеров сечения Rd, равным
отношению пределов выносливости де
тали диаметром d и геометрически по
добного образца, имеющего малые раз
меры (d0 = 6... 10 мм):
Red = (a_i)rf/(a_x)4 и RTd =
(10.10)
при наличии концентраций напряжений
/CodK = (a-iKV(a-iK)do и
RxdK — ('І'—Ік^/^-’Ік)^-
(10.11)
Суммарное влияние концентрации
напряжений и абсолютных размеров ров на предел выносливости
77
сечения детали может быть оценено отношением предела выносли
вости гладких лабораторных образцов малого диаметра d0 к пределу
выносливости детали диаметра d:
Kod =
= KolKod,
(10.12)
откуда
(O_lK)d = (a_i)d/arf/K<r.
(10.13)
Для касательных напряжений аналогичные формулы получаются
из предыдущих путем замены в них символов о на т.
Концентрация напряжений и масштабный фактор в определенной
степени взаимосвязаны. Их взаимовлияние характеризуется градиен
том местного напряжения. Для изгиба такой характеристикой будет
градиент первого главного напряжения:
G = [dojdx]^,
где х — расстояние от поверхности до текущей точки .
Количественно влияние местных напряжений на прочность мож
но характеризовать относительным градиентом в 1/мм:
G=G/а.
,
где Oimax — максимальное значение первого главного напряжения
в точке на поверхности детали.
Кроме этого на прочность оказывает влияние протяженность
L (мм) очага концентрации напряжений: чем она больше, тем больше
вероятность образования усталостной трещины. Взаимное влияние
концентрации напряжений и масштабного фактора можно характери
зовать величиной L/G (мм2) — площадью поперечного сечения, в ко
тором действуют относительно большие напряжения.
Аналогично при кручении градиент _касательных напряжений
Gx — ldx/dx]x=:o, а относительный градиент
= <?т/ттах-
Состояние поверхностного слоя деталей и внешняя среда. Зависи
мость выносливости деталей от состояний поверхностных слоев об
условлена тем, что в большинстве случаев первичные усталостнные
трещины возникают на поверхности. Этому способствуют: а) нали
чие на поверхности концентраторов напряжений; б) специфические
свойства поверхностного слоя (гл. 9); в) воздействие внешней сре
ды; г) высокая напряженность поверхностных слоев при изгибе и кру
чении.
В процессе резания металлов на поверхности образуются микро
неровности, возникает пластическая деформация и нагрев поверхно
стного слоя. Следы механической обработки играют роль концентра
торов напряжений. Наклеп и остаточные напряжения сжатия в по
верхностном слое, возникающие в процессе пластической деформа
ции, способствуют повышению предела выносливости; возникновение
остаточных растягивающих напряжений, связанное с нагревом по
верхностного слоя (размягчение его, старение), вызывает снижение
предела выносливости.
78
Внешняя средам в которой работает
деталь, имеет непосредственное воздей
ствие на поверхность детали, проявляю
щееся при переменных напряжениях в яв
лениях адсорбционной и коррозионной
усталости. Адсорбционная усталость
возникает при работе деталей в поверх
ностно-активных (химически не воздей
ствующих на металл) средах: смазочные
материалы .(не активированные), относя
щиеся к этой группе сред, вызывают
снижение усталостной прочности на
15..
..20 %. Влияние коррозионной среды,
Рис. 10 .8 . Относительное влияние
состояния поверхности на выносли
вость
химически воздействующей на металл,
более опасно: предел выносливости кон
струкционных сталей уменьшается в
пресной воде в 2 раза, а в морской — в 4 раза по сравнению с преде
лом выносливости на воздухе, с увеличением числа циклов кривая
усталости в коррозионной среде непрерывно снижается; следовательно,
для этих процессов существуют лишь ограниченные пределы выносли
вости. Характер влияния способов обработки поверхности и коррозии
на ограниченный предел выносливости показан на рис. 10.8: 1 —
полирование; 2 — шлифование; 3— резание; 4—мелкая насечка;
5 — прокатка; 6 — коррозия в пресной воде; 7 — коррозия в морской
воде.
Влияние состояния поверхностных слоев деталей машин в расче
тах учитывают коэффициентом влияния шероховатости поверхности
Аг, равным отношению предела выносливости образцов с данной
шероховатостью поверхности к пределу выносливости образцов с
поверхностью, не грубее Ra = 0,32 (по ГОСТ 2789—73).
С учетом влияния формы, размеров поперечного сечения и шеро
ховатости поверхности принимают
Rod = Ka/(KadKF).
(10.14)
РАСЧЕТ НА ПРОЧНОСТЬ
Исходные положения при расчете на прочность. С целью упроще
ния расчетов напряженное состояние чаще всего оценивают по номи
нальным напряжениям, определяемым по формулам сопротивления
материалов, а уточняют напряжения с помощью коэффициентов кон
центрации напряжений. При деформации растяжения (сжатия) под
действием силы F, например, в тяге, штанге, ремне и т. п. (рис.
10.9, а, б) максимальные нормальные напряжения о = F/А; при де
формации изгиба под действием момента /Ии (в) наибольшие нормаль
ные напряжения в точках, наиболее удаленных от нейтральной оси,
<ти = MKlWw\ при деформации сдвига под действием силы F (а) каса
тельные напряжения среза тср = F!A\ при деформации кручения под
действием вращающего момента Т (или крутящего 7ИК) (д') максималь-
79
Рис. 10 .9 . К определению напряжений
ные касательные напряжения, действующие на наибольшем расстоя
нии от нейтральной оси,
"^гпах ~ Т/Wк, ИЛИ Тдіах ~ Л7к/^к-
(10.15)
Когда в опасном сечении детали действуют одновременно нормаль
ные и касательные напряжения, как, например, в сечениях вала (в),
расчет ведут по эквивалентным напряжениям
аэ=у
+ Зт^ах .
(10.16)
Когда сжимаемая деталь имеет значительную длину (ж), возникает
опасность потери устойчивости} расчет ведут по напряжению сжа
тия:
акр = ГкрМ,
(10.17)
где Гкр — критическая сила, при которой прямолинейная форма рав
новесия оси детали становится неустойчивой.
При эксцентричном приложении сжимающей силы и начальном
искривлении оси детали (з), еще до достижения силой F критиче
ского значения, в ней возникают напряжения изгиба. Суммарные мак
симальные напряжения
Отах — |сг4-сги[ = \F[A +
(10.18)
В этих формулах: о, т — напряжения, МПа; F — сила, Н; МИ,
Мк и Т — соответственно изгибающий, крутящий, вращающий мо
менты, Н • м; Л — площадь поперечного сечения, м2;
иIFK—
моменты сопротивления при изгибе и кручении, м3.
Расчет при статических напряжениях. При нагружениях, вызы
вающих В сечениях статические напряжения, выбор Glim (Тііт) в усло
вии прочности (гл. 1) зависит от состояния материала (пластичного
или хрупкого). Для пластичных материалов под предельным напря
жением понимают предел текучести от(тт), для хрупких материалов
неоднородной структуры (чугун) — предел прочности ов(тв).
При статических нагружениях деталей, изготовленных из пластич
ных материалов, концентрация напряжений не снижает несущей спо
собности, так как местные пластические деформации способствуют
перераспределению и выравниванию напряжений по сечению. В связи
с этим расчеты на прочность при статических напряжениях для дета
80
лей из пластичных материалов выполняют по номинальным напря
жениям. Так же рассчитывают детали из хрупких материалов в связи
с их пониженной чувствительностью к концентрации напряжений.
Для малопластичных материалов однородной структуры (легиро
ванные апали, 'стали, работающие при низких температурах, и т. д.)
расчет выполняют по наибольшим местным напряжениям,так как
концентрация напряжений снижает прочность детали. На основании
сказанного расчетные коэффициенты запаса прочности, например
по нормальным напряжениям, для пластичных и хрупких материалов
и с учетом концентрации напряжений, соответственно равны:
St ~ ^т/Omax, SB — (Ув/(Утах И St — От/Отах-Ка*
(10.19)
Расчет при переменных напряжениях. Так как для оценки уста
лостной прочности деталей машин необходимо учитывать их конструк
тивные формы, состояние поверхности и другие факторы, то соответст
вующие расчеты выполняют в виде проверочных. При одноосном на
пряженном состоянии (растяжение, сжатие, чистый изгиб) расчетный
коэффициент запаса прочности s определяют с помощью диаграмм
предельных амплитуд цикла. Эти диаграммы строятся по предельным
амплитудам оа, получаемым из испытаний на усталость образцов при
различных значениях средних напряжений цикла от и определенной
базе испытаний. Значения оа определяют по кривым усталости (гл. 1),
они будут тем меньшими, чем больше величина от: при ат = 0, о0 = о_!,
а при От — ов, оа = 0. При простом нагружении, когда под нагруз
кой среднее напряжение цикла ат и амплитуда цикла оа изменяются
пропорционально, т. е. так, что <за1^т — const, для коэффициента за
паса прочности по нормальным напряжениям при циклическом изги
бе получена зависимость
So = O_1/(/(o£)(Jc + ф^т),
(10.20)
где ф0 == (2о_1
—
сг0)/о0— коэффициент чувствительности асимметрии
цикла напряжений.
При циклическом кручении расчеты на прочность ведут по ана
логичной формуле, заменив символ о на т:
St = T_J(KxDi;a + 4\Tm),
(10.21)
где фт = (2т_1 — т0)/т0.
В тех случаях, когда усталостному разрушению может предшест
вовать остаточная макродеформация, расчетный коэффициент запаса
прочности по сопротивлению пластическим деформациям определяют
на основании формулы (10.19):
Sqt ~ О 'т/с^тах ~ &т/(вт “В Ой).
(10.22)
При двуосном упрощенном напряженном состоянии, возникаю
щем, например, при изгибе и кручении, расчетный коэффициент за
паса прочности
S = SCTST//s2 + $2,
(10.23;
где sa и sT — коэффициенты, определяемые по формулам (10.20)
и (10.21).
81
ПУТИ УВЕЛИЧЕНИЯ ПРОЧНОСТИ ДЕТАЛЕЙ
Конструктивная форма деталей. В процессе конструирования де -
талям нужно придавать форму, при которой, во-первых, в восприятии
нагрузки будет принимать участие возможно большая часть объема
детали и, во-вторых,— при сопряжении ее с другими деталями
—обес
печить передачу нагрузки по всей запроектированной поверхности
контакта, и только по ней. Эти требования обеспечиваются при соблю
дении основных принципов образования конструктивных форм де
талей машин:
1. Форма детали должна обеспечить по возможности равнопроч -
ность всех ее сечений. Так как осуществление таких конструкций
представляет технологические трудности, то «равнопрочные» детали
заменяются более технологичными — ступенчатыми, описывающими
теоретическое очертание ее;
2. Не следует допускать резких изменений форм, так как в про
тивном случае в зоне сопряжения сечений наблюдается значительная
концентрация напряжений, снижающая прочность детали. Следует
выбирать эффективные формы переходных кривых, избегать большой
разности размеров сечений смежных участков детали;
3. В целях равномерного распределения силового потока по объе
му детали следует отводить («оттягивать») его от зон возможной кон
центрации нагрузки;
4. С целью достижения равномерного распределения нагрузки,
в местах вероятной концентрации ее, деталям придают такие формы,
чтобы под нагрузкой, благодаря деформации, контакт был оптималь
ным (гл. 11).
Упрочняющая технология. Увеличение объемной прочности дета
ли можно получить специальной обработкой поверхностных слоев
с целью создания в них остаточных сжимающих напряжений. Это до
стигается механическим воздействием на поверхность, термической
и химико-термической обработкой (гл. 5). При наличии технологи
ческих и конструктивных концентраторов напряжений наиболее
эффективной является дробеструйная обработка, вследствие чего со
здается упрочненный тонкий слой толщиной 0,4... 0,8 мм. При об
катке поверхности закаленными роликами наклеп распространяется
на глубину до 2 мм и более, предел выносливости деталей с концентра
торами напряжений повышается при этом приблизительно на 40...60 %.
Гидрополирование позволяет создать наклепанный слой глубиной до
1,5 мм; выносливость повышается на 25 %.
Поверхностная закалка при нагреве токами высокой частоты (ТВЧ)
значительно снижает чувствительность материала к концентрации
напряжений; предел выносливости гладких образцов повышается на
40..
.100
%. Цементация с последующей закалкой способствует по
вышению выносливости в 1,5...2 раза. Азотирование обеспечивает
упрочнение гладких образцов до 30 %; при наличии концентрации
напряжений и для деталей, работающих в средах, вызывающих корро
зию,— до 60 %. Перспективным является использование комбинирован
ных методов упрочнения, объединяющих положительный эффект тер
мической или химико-термической обработки и последующего наклепа .
82
Влияние упрочняющей технологии в расчетах учитывают коэффи
циентом влияния поверхностного упрочнения Kv, который пред
ставляет собой отношение предела выносливости образцов (деталей),
подвергнутых поверхностному упрочнению, к пределу выносливости
таких же по размерам и форме образцов (деталей) без упрочнения.
Для детали, подвергнутой поверхностному упрочнению, формула
(10.14) будет иметь вид
KoD — Ko/(KudKFKv)-
(10.24)
В отдельных случаях упрочнением можно добиться почти полного
устранения влияния концентратора на усталостную прочность.
ГЛАВА 11. ЖЕСТКОСТЬ
ОБЩИЕ СВЕДЕНИЯ
Влияние жесткости на нагруженность деталей. Жесткость — спо-
собность детали, сборочной единицы или машины сопротивляться изме
нению положения и формы под влиянием внешних нагрузок. Примени
тельно 1к детали различают объемную жесткость, обусловленную
сопротивлением всего нагруженного макрообъема, и контактную
жесткость, связанную с контактными деформациями в микроприпо-
верхностных объемах детали. В суммарной жесткости соединения
при больших нагрузках превалирует объемная жесткость, при ма
лых — контактная жесткость.
Эксплуатационные качества машины во многих случаях определя
ются жесткостью отдельных ее узлов и деталей. Недостаточная жест
кость валов при изгибе и зацепляющихся кодес зубчатой передачи
при кручении и изгибе приводят к неравномерному распределению
нагрузки по длине зубьев колес (рис. 11.1, а)\ низкая жесткость зу
бьев способствует улучшению распределения нагрузки. При изгибе
вала его цапфы перекашиваются в опорах (б), что приводит в подшип
никах скольжения к неравномерному износу вкладышей, нагреву
и заеданию; в подшипниках качения, если они не обладают способно
стью самоустанавливаться,— к резкому сокращению
долговечности.
Требования жесткости оказывают влияние на выбор материала де
тали, на экономическую сторону решения задачи. Так, диаметр вала
из высокопрочной стали по условию прочности можно сделать малым,
но при этом параметры жесткости могут оказаться недостаточными,
так как модуль упругости независимо от прочностных характеристик
сталей остается неизменным. В связи с этим приходится увеличивать
диаметр вала до значения, обеспечивающего необходимую жесткость,
и тогда можно использовать сталь с более низкими механическими
качествами, следовательно, и более дешевую.
Жесткость влияет на величину внутренних силовых факторов (из
гибающих и крутящих моментов, давлений в сопряжениях) встатиче*
ски неопределимых конструкциях, важна при расчетах устойчивости
деталей, нагруженных сжимающими силами (грузовые и ходовые
винты, пружины ит. д .) . Контактная жесткость влияет на точность
83
Рис. 11,1, Распределение нагрузок при деформации контактирующих деталей
движения деталей, работоспособность машины, динамические нагруз
ки, износостойкость и долговечность, на рассеяние энергии колебаний.
Основные характеристики жесткости. Для оценки объемной жест
кости линейно-упругих деталей служит коэффициент жесткости, рав
ный отношению силы F или момента М/к вызываемой ими деформа
ции (удлинению А/ при растяжении, прогибу 6 при изгибе, углу за
кручивания ф при кручении):
Ci~F/M',
C^ — F/b',
Сф = Л4к/ф.
(11.1)
Величина, обратная коэффициенту жесткости (X — 1/С), назы
вается коэффициентом податливости.
Контактная жесткость зависит от геометрии малых участков по
верхностей, которые находятся в непосредственном соприкосновении,
и механических свойств поверхностных слоев металла (гл. 9). Раз
личают нормальную и касательную контактные жесткости. Под нор
мальной жесткостью понимают способность приповерхностного слоя
металла противостоять перемещениям в направлении нормальной
составляющей вектора внешней нагрузки; под касательной — в на
правлении касательной составляющей этого вектора.
Коэффициентом нормальной контактной жесткости называется
первая производная внешнего давления р по относительному пере
мещению соприкасающихся деталей у.
in = dp/dy,
(11.2)
коэффициентом касательной жесткости называется первая производ
ная касательного напряжения т по относительному перемещению xi
jx = dx/dx.
(11.3)
Величина, обратная численному значению контактной жесткости,
называется контактной податливостью kn = l/jn; kx = l/jx.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЖЕСТКОСТЬ
Форма детали, материал и способ нагружения деталей. Коэффи
циент жесткости изменяется в зависимости от размеров и материала
детали, способа крепления и нагружения ее, места приложения на
грузки, вида деформации. Например, при сосредоточенной нагрузке
F (рис. 11.2, а) жесткость балки на изгиб изменяется в 64 раза. От
носительное перемещение сечений стержня, подверженного кручению,
84
Рис. 11.2 . К оценке жесткости при изгибе
и кручении
зависит от способа приложения на
грузок, вызывающих деформацию
скручивания (рис. 11.2,6); в слу
чае действия сосредоточенных мо
ментов Т перемещение будет наи
большим.
Сопоставляют детали по удель
ной жесткости С/т, связывающей
массу с упругими характеристика
ми материала: при растяжении —
сжатии £7р(для стали Е/р = 27,
чугуна СЧ20 — 14 МПа-л«3/кг), при
изгибе £°’5/р и при кручении G°-5/p.
Для деталей одинаковой конфигура
ции наиболее выгодным материалом по жесткости (и по прочности) яв
ляются стали. Наиболее важным показателем конструкционной при
годности материала является обобщенный прочностно-жесткостный
показатель о012 Е/р, характеризующий способность материала выдержи
вать наиболее высокие нагрузки при наименьших деформациях и массе
конструкции. Величина этого показателя наибольшая
—
около 8х
X 104 МПа2 • м3/кг — у сверхпрочных сталей; далее следуют леги
рованные стали, титановые сплавы — (3,5...4) 104; улеродистые стали,
высокопрочные чугуны и деформируемые алюминиевые сплавы —
1 • 104; конструкционные бронзы, литые алюминиевые и магниевые
сплавы; серые чугуны имеют наименьший показатель — меньше 0,5 X
X 104 МПа2 • м3/кг.
Форма и качество поверхностей. В условиях контакта по поверх
ностям существенная роль в формировании фактической площади
контакта принадлежит микрогеометрии обработанных поверхностей,
а также макроотклонениям от заданных форм, т. е. факторам, имею
щим случайный характер (гл. 7).
Микроперемещения, которые определяют касательную жесткость
в широком диапазоне касательных нагрузок, носят упругий характер.
При большой нагрузке начинается пластическое смещение областей
контакта, и при достижении значения, равного силе трения, наблю
дается срыв контакта в направлении плоскости скольжения. При
повторных нагружениях контактная жесткость увеличивается. Это
связано с упрочняющим воздействием пластических деформаций, со
провождающих обычно первое нагружение. Если контакт пластиче
ский, решающая роль в определении жесткости принадлежит поверх
ностной твердости, при упругом — модулю упругости .
РАСЧЕТ ЖЕСТКОСТИ
Объемная жесткость детали. Для простейших форм деталей, по
перечных сечений и случаев нагружения деталей при расчете жестко
сти используют формулы сопротивления материалов. Коэффициент
жесткости детали, подверженной растяжению — сжатию:
85
где Е — модуль продольной упругости материала; А (/) — площадь
поперечного сечения детали; I — длина детали.
Так как деформация растяжения — сжатия равна при постоянном
по длине детали напряжении и заданном материале
М==ор1/Е,
(П.5)
то добиться уменьшения ее можно только за счет сокращения длины
детали.
Для детали постоянного по длине сечения коэффициент жесткости
при изгибе под действием сосредоточенной силы, приложенной посере
дине пролета или на консоли,
С8 = /(И£Д//3,
(11,6)
где 1х — осевой момент инерции поперечного сечения детали; Z —
расстояние между опорами или длина вылета для консольных дета
лей; Ки — коэффициент, зависящий от способа закрепления детали
и вида нагрузки.
Максимальный прогиб детали
6 = FE/(K.EIX) =
= ои/2/(Л'г/тах£), (11.7)
где ои — максимальное напряжение изгиба; Noи— осевой момент
сопротивления при изгибе; Ми — изгибающий момент; утах— рас
стояние от нейтральной оси поперечного сечения до наиболее уда
ленных от нее точек; Ли — коэффициент, аналогичный по смыслу
коэффициенту Ли.
При деформации кручения детали коэффициент жесткости
Сф == KvJрОЦ)
(11.8)
где G — модуль сдвига материала; 1р — полярный момент инерции
поперечного сечения; I — расстояние между рассматриваемыми се
чениями; Кк — коэффициент, зависящий от способа нагружения и за
крепления детали.
Относительный угол поворота поперечных сечений детали
ф = ZWkZ/(/Ck-^pG) =
max)>
(П-9)
где Мк— крутящий момент; т— максимальное напряжение; гтах —
максимальный радиус поперечного сечения скручиваемой детали.
Показатели жесткости деталей, работающих на растяжение —
сжатие, наивысшие по сравнению с другими случаями нагружения.
Худшими характеристиками жесткости обладают детали, работаю
щие на кручение и, особенно, изгиб: в поперечной сечении материал
нагружен неравномерно — наибольшие напряжения возникают в во
локнах наиболее удаленных от нейтральной оси; на величину дефор
мации изгиба оказывает влияние длина пролета (или вылета) во вто
рой — четвертой степени.
При определении жесткости деталей сложной формы фактическое
очертание детали заменяют упрощенным и представляют ее состоя
щей из частей простой формы. Для этих частей применяют известные
методы расчета, в результате получают данные о суммарной жесткости
всей детали. Детали, у которых одно измерение значительно больше
86
двух других (длинные станины, ползуны), рассматриваются как бру
сья; если два габаритных размера больше третьего (плиты, суппорты,
столы), рассчитывают как пластины; если все три габаритных разме
ра — величины одного порядка
—
как коробки.
Однако достоверные сведения о жесткости деталей сложной формы
можно получить лишь экспериментальным путем. При действии слож
ной системы сил жесткость детали определяют с помощью линий
влияния перемещений под действием единичной силы. Эти линии
влияния используют для определения перемещений при действии лю
бой другой нагрузки или для определения закона распределения на
грузки между контактирующими деталями.
Контактная жесткость сопряжения. В расчетах на контактную
жесткость вычислению могут подлежать две величины: взаимное мик
роперемещение деталей (податливость, сближение) и площадь кон
такта. Первый параметр определяет жесткость сопряжения, второй —
степень равномерности передачи усилия с детали на деталь.
Если касание осуществляется в точке или по линии — упругие
перемещения (сближение) и размеры контактной площадки могут
быть вычислены по формулам Герца. Для двух тел сферической фор
мы, нагруженных силой F при v = 0,3 (гл. 9), сближение
з .______________
6= l,55/(F/£)2/(2p),
(П.Ю)
для цилиндрических тел с параллельными осями и радиусами pj
и р2 сближение
6 = 0,579ау [In (16рх • р2/е2) + 0,814J/£.
(И.Н)
Расчет жесткости и фактической площадки контакта в случаях ка
сания плоских поверхностей может быть произведен по теоретическим
зависимостям либо по полуэмпирическим формулам, коэффициенты
которых статистически обобщают результаты экспериментов или эксп
луатации. Так, упругое перемещение 6 (мкм) в точке пропорциональ
но среднему давлению р (МПа):
6=срт,
(11.12)
где сит — коэффициенты, зависящие от геометрии поверхностей
и свойств материалов (для стальных и чугунных деталей т 0,5;
для финишных видов обработки — полирование, хонингование, шаб
рение — с = 0,02, для шлифованных поверхностей — с = 0,06...0,13,
строганых — с = 0,9).
Если рабочее давление в стыке меньше усилия его предваритель
ной затяжки (гл. 27), то наблюдается линейная зависимость — пере
мещение в нормальном к плоскости стыка направлении
6„ = КпР-
(11.13)
Линейной зависимости при всех нагрузках подчиняется и каса
тельная жесткость (перемещение в плоскости стыка):
6т=
(11.14)
где т — касательное контактное напряжение.
87
Таблица 11.1. Коэффициенты жестко
сти соединений
Схема Коэффициент жесткости
|f
Параллельное
(при М, =
«С/+С?
Ш/Шй
Сі
^2Й
Последовательное
сі-с1сг/(еі+сг)
С.
^2
т
Параллельно
последовательное
(при ДЦ~А1г)
^(c^C^/^+C^C,)
ции — фундамента, опор. При раз
работке конструкций сборочных единиц обязателен анализ суммарной
жесткости, что позволяет уточнить систему действующих сил и способ
передачи нагрузки в силовой .цепи. Детали и их элементы могут рас
полагаться последовательно, параллельно или параллельно-последова
тельно, что определяет способ расчета суммарной жесткости (табл.
11.1). В связи со сложностью учета совместного влияния жесткости
В сложных случаях нагруже
ния, например при решении задачи
о неравномерном нагружении двух
криволинейных поверхностей, кон
тактную площадку переменной ши
рины разбивают на участки и в пре
делах каждого участка принимают
нагрузку постоянной. Перемещение
в любой точке контактной линии
можно найти как сумму частных
перемещений в данной точке от на
грузок, действующих на различных
площадках.
Жесткость соединений. Для сбо
рочной единицы жесткость опреде
ляется суммарным сопротивлением
перемещению места приложения на
грузки вследствие деформаций всех,
деталей и мест их контакта отно
сительно базы отсчета деформа
корпусов, станин, подшипников и т. п . удовлетворительные сведения
могут быть получены лишь опытным путем.
Расчет распределения нагрузки. Основа для решения задачи о рас
пределении нагрузки между деталями
система уравнений совместности де
формаций в силовой цепи.Рассмот
рим принципиальную сторону рас
чета распределения нагрузки между
деталями и их элементами на двух
основных примерах нагружения си
лой F (рис. 11.3) и вращающим
(крутящим) моментом Т. На схеме
изображены возможные варианты
контакта элементов соединений: по
плоскости (1,2), по криволинейным
поверхностям (3), через промежу
точные тела (4). Для определения
закона распределения нагрузки
(рис. 11 .4) разобьем поверхность
контакта (для варианта 1 и 2) (рис.
11.3) на участки площадью с х q,
и на контактных площадках —
Рис. ! L3 . К определению распределения на
грузки в контакте деталей, нагруженных
Силами
или теоретическую линию длиною
I (для варианта 3 и 4) на участки
88
длиною с, и примем, что в пределах
этих участков давление р£ и удель
ная нагрузка wt распределены рав
номерно. Заменим распределенную
нагрузку сосредоточенными силами
F{t равными р{ (с X q) и w£c, прило
женными по середине участков. Ве
личины неизвестных нагрузок Fz
можно найти, решив систему линей
ных уравнений, . составленных по
условию, что сумма перемещений
в направлении внешней нагрузки
в месте приложения искомой силы
F( от всех видов деформаций дета
лей и их элементов под действием
всех сил равна нулю:
Рис. 11 .4. К системе уравнений совместно
сти деформаций
*F
:
+
= 0, (Н.15)
где б — перемещение на k-м участ
ке контакта от внешней нагрузки
—
перемещение в этом же
направлении от всех нагрузок Fz, возникающих в контакте.
п
Перемещение X SkF. состоит из суммы перемещений
Ь=1 1
лении силы Fk, обусловленных силами на всех участках
X
~
^kPx+$kF2+•••+dkF+••■+$kFn-
Z=1
1
ft
n
Каждое слагаемое в этой формуле определяется как
ние перемещения 6ftz на t-м участке под действием силы Ft= 1 на
величину соответствующей силы:
SkF. = bkiFi.
(11.17)
Если в соответствующих местах контакта, где приложены иско
мые силы F£, перемещение dkp от внешней нагрузки F представить
как сумму перемещения б0 на том участке, где нагрузка Ft будет
равна нулю, и относительного перемещения то для какого-либо
k-ro участка контакта получим:
^0/а4-Ffikz+•••+Fkdkll+•••4-Fn6kn—(б04-6*)~0.
Сокращенная запись для п участков имеет вид
в нэп рав
ен.16)
произведе
XFfin—(б04~ ~О
’
,
XFі$2і—($04~б2)=0:
ние)
£ Ffini-fi0 + 8n) = Q.
t=i
)
89
В этой системе уравнений (п + 1) неизвестных. Для отыскания
их дополнительным условием будет равенство внешней силы сумме
нагрузок по всем участкам
%Fi~Е =0.
(П.19)
t=i
В систему уравнений можно включить и другие виды реальных
или условных перемещений, например, под действием сил тяжести
и сил инерции
неточности взаимного положения или монтажа де
талей 6д£, под влиянием тепловых деформаций и т. п. Тогда полу
чим, например для k-ro участка
-
X
“Г^gk+6д/(,ф-6у/г4- • • •
—(бо 4“
—
О-
(11.20)
і—1
Перемещение 6k{ состоит из суммы частных перемещений, обус
ловленных всеми видами деформации, и определяется теоретически
или экспериментально. По этим данным строят линии влияния . Так,
по линиям влияния, характеризующим изгиб эвольвентного зуба под
действием единичной силы F = 1 (рис. 11 .5, а), перемещение бп
у вершины зуба определяется отрезком аа , а 612 — отрезком bb'.
Линии влияния, характеризующие контактные деформации поверх
ности зуба под действием силы F = 1, распределенной на участке
с X q площадки контакта, даны на рис. 11.5, б.
Если внешняя нагрузка представляет собой вращающий момент Т,
то подход к составлению системы уравнений совместности деформаций
остается таким же: дополнительное условие, аналогичное (11.19),
отражает равенство суммы крутящих моментов всех искомых сил внеш-
п
нему вращающему моменту: Xj Pfi — Т = 0 (r{ — радиусы прило-
г=1
жения сил Ft относительно оси вращения).
90
ПУТИ УПРАВЛЕНИЯ ЖЕСТКОСТЬЮ
Жесткость деталей. Выбором формы, способа закрепления и на
гружения детали можно повлиять в нужном направлении на ее жест
кость. Наиболее распространенные средства для изменения жестко
сти детали: а) уменьшение плеч изгибающих и скручивающих сил;
б) введение дополнительных опор; в) применение поперечных сечений,
хорошо сопротивляющихся изгибу и кручению (с максимальным уда
лением материала сечения от нейтральной оси); г) уменьшение длины
растягиваемых деталей и увеличение площади их поперечного сечения;
д) изменение системы нагружающих сил; е) выбор способа закрепле
ния. Так, коэффициент Св будет наибольшим при жестком закрепле
нии детали с двух концов и нагружении в пролете / равномерно рас
пределенной нагрузкой w — F/І и меньшим в 128 раз при консольном
закреплении этой детали и нагружении сосредоточенной силой F на
краю консоли длиною /.
Разработка рациональных поперечных сечений—эффективный спо
соб увеличения жесткости. При одинаковой площади поперечных
сечений момент инерции двутаврового сечения можно получить
в 10...20 раз большим момента инерции квадратного сечения. Сохра
няя ту же массу, момент инерции пустотелого вала, по сравнению со
сплошным, можно увеличить в 10 раз. В конструкциях, имеющих
тонкие стенки, при больших габаритных размерах предусматривают
различные перемычки, перегородки, ребра жесткости и т. п . Места
расположения их должны выбираться так, чтобы они работали на сжа
тие и находились в зоне приложения нагрузки.
Жесткость соединений. Если требуется обеспечить определенную
жесткость соединения, то необходимо, чтобы соединяемые детали об
ладали примерно равной жесткостью. При достаточной объемной
жесткости деталей жесткость соединения в целом может оказаться
малой из-за низкой контактной жесткости, недостаточной площади
посадочных поверхностей и т. п. Важнейшие конструктивные реко
мендации, направленные на повышение контактной жесткости, сво
дятся к следующему: а) повышение качества обработки контактирую
щих поверхностей; б) сборка соединений с предварительной затяж
кой; в) уменьшение числа стыков и выбор наиболее выгодного очер
тания площадок контакта; г) введение масляного слоя между контак
тирующими поверхностями.
Правильное взаимное положение сборочных единиц или деталей
в машине может быть обеспечено с меньшими затратами на материал
и изготовление при обеспечении симметричного нагружения их. Опо
ры необходимо размещать в таких местах, чтобы обеспечить мини
мальные деформации в направлении максимальных нагрузок. Так,
наибольший прогиб равномерно нагруженной двухопорной балки
уменьшается в 48 раз, если опоры сместить от концов ее на расстоя
ние 0,223 длины балки.
Управлением жесткости деталей и их элементов можно повысить
надежность соединения. При этом жесткости тех деталей, деформации
которых приводят к неравномерному распределению нагрузки на
сопряженных поверхностях, следует повышать. Жесткость элементов
91
деталей, непосредственно передающих нагрузку в тех зонах контакта,
на которых предполагается концентрация нагрузки,— уменьшать.
ГЛАВА 12. ВИБРОУСТОЙЧИВОСТЬ
ОБЩИЕ СВЕДЕНИЯ
Причины и проявление вибраций. Под действием внешних сил дви
жение деталей в машине носит периодический характер; такой же
периодичностью характеризуется процесс упругого деформирования.
Вследствие этого возникает вибрация и периодические силы инерции,
действие которых проявляется в дополнительных нагрузках, в свою
очередь вызывающих деформации. После прекращения действия силы,
вызвавшей деформации, детали стремятся возвратиться в первона
чальное положение, но благодаря накопившейся энергии отклоняют
ся в противоположную сторону, затем вновь движутся в первоначаль
ном направлении и т. д. Таким образом, возникают колебания, ампли
туды которых весьма малы по сравнению с размерами вибрирующей
детали.
Из-за вибрации возникают сотрясения, удары между деталями
(гл. 19), нагревание подшипников и валов, усиливается изнашивание
трущихся частей. Расходуемая на колебания энергия снижает пере
даваемую мощность, КПД уменьшается. Вибрация деталей передач
(зубчатых колес, валов, приводных цепей, корпусов редукторов и др.)
порождает шум. Вибрация шпинделей металлорежущих станков при
водит к ухудшению качества обрабатываемых поверхностей. Вибра
ция, достигающая большой величины, может вызвать напряжения,
превышающие предел выносливости детали, и поломку детали.
В других случаях умело используемая вибрация, специально воз
буждаемая соответствующим образом, является основным принципом
работы ряда механизмов — вибробункеров, виброуплотнителей, виб
ромолотков и т. п.
Основные понятия. Колебательный процесс характеризуется амп
литудой, периодом и частотой колебаний. В простейшем случае одно
массовой системы уравнения движения при поступательном (рис.
12,1, а) и вращательном (б) движении массы будут
md‘2‘sldt2‘ = —F и Jmd2^!dt2 — —Al,
(12.1)
где т и Jm — масса и момент инерции детали, совершающей коле
бательное движение.
Рис. 12.1 . к определению уравнения движения при колеба
тельном движении
92
Так как сила F и момент М, действующие на массы в этих слу
чаях и вызывающие колебательный процесс, обусловлены угругостью
деталей, то они пропорциональны жесткости и деформации:
F=C[S ИМ=Сфф,
'
(12.2)
где Ci, Сф — жесткость деталей для случая поступательного и вра
щательного движения; s, ср — линейное и угловое перемещение
масс.
После подстановки значений силы F, момента М в уравнения
(12.1) и решения их при условии, что в начальный момент деталь
отклонена на величину sa(cpa), получим
S=Sasin(i>tиф=фаЗІП
,
(12.3)
где со — круговая частота колебаний, 1/с; t— время, с.
При прямолинейном и круговом движении
со= УCi/m и со = УCtp/Jm-
(12.4)
Амплитудой колебания называется максимальное значение вели
чины, характеризующей вибрацию (линейное sa или угловое фа откло
нение от положения равновесия).
Периодом колебаний Т называется наименьший интервал времени,
через который повторяется каждое значение величин, характери
зующих вибрацию; он зависит от конструкции узла и устройства свя
зей его с другими частями машины:
Т = 2л/со.
(12.5)
Величина, обратная периоду колебаний (число полных колебаний
в секунду — /), называется частотой колебаний (измеряется в Гц):
f=1/Т.
(12.6)
Круговая частота со представляет собой число колебаний за 2л се
кунд:
со=2п/=2л/Г.
(12.7)
Положение частей колеблющейся системы зависит от числа степе
ней свободы. В большинстве случаев колеблющуюся систему упро
щают, например, пренебрегают массой вала, в других случаях массу
детали полагают сосредоточенной в одной точке.
Виды и характер колебаний. В зависимости от причин, вызываю
щих механические колебания, различают свободные, вынужденные,
параметрические и автоколебания. К свободным относятся колебания,
происходящие без переменного внешнего воздействия, возникающие
в результате импульсного воздействия — толчка. Колебания продол
жаются до полного расходования энергии колебательного процесса
на преодоление работы сил трения.
Вынужденные колебания вызываются и поддерживаются силовым
или кинематическим возбуждением. Силовое возбуждение создается
переменной во времени внешней силой (или моментом), так называе
мой вынуждающей силой (моментом). Кинематическое возбуждение
93
Рис. 12.2 . Виды колебаний
заключается в сообщении каким-либо точ
кам системы заданных движений, не зави
сящих от состояния системы.
Параметрические колебания вызываются
и поддерживаются параметрическим воз
буждением — изменением параметров меха
нических систем (масс, моментов инерции).
Автоколебания возникают в результате
самовозбуждения в системе, находящейся
под действием сил, не обладающих колеба
тельными свойствами. Энергия, вызывающая
колебания, передается от источника посто
янного действия (с постоянным моментом,
силой и т. п .) через специальное устройство.
Колебания можно разделить на простые
или гармонические, затухающие и резонанс
ные (рис. 12 .2). В первых (а) амплитуда ко
лебаний в течение определенного периода времени Т имеет одинаковую
величину, при затухающих колебаниях (б) амплитуда со временем
уменьшается, а при резонансных (в) — возрастает . В зависимости от
направления колебания различают продольные, совершаемые в направ
лении своего распространения, поперечные — в направлении, перпен
дикулярном к направлению распространения, и крутильные, совер
шаемые в плоскости, перпедикулярной оси закручиваемой детали.
КОЛЕБАНИЯ СИСТЕМ С ОДНОЙ СТЕПЕНЬЮ СВОБОДЫ
Гармонические колебания. Для детали массой т, находящейся
в колебательном движении, на основании принципа Д’Аламбера можно
записать условие
s—\(—ms),
(12.8)
где s — перемещение детали; X — перемещение центра масс детали
под действием статической единичной силы.
Отсюда
s+s/(km)=0.
(12.9)
Обозначив (1/Ллг) = со2, найдем решение уравнения (12.9) в виде
S=Sasin(<i)t4-ф0),
(12.10)
где ф0 — начальная фаза .
Затухающие колебания. В реальных конструкциях всегда суще
ствуют внешние силы (сопротивление среды, трение в передачах, под
шипниках, подвижных муфтах, внутреннее трение в упругих дета
лях), направленные против движения, вызванного колебанием,
и приводящие к уменьшению амплитуды собственных колебаний.
Для упрощения расчетов принимают эти силы пропорциональными
скорости движения и потому считают, что затухания колебаний ли
94
нейны. В таких случаях в исходном уравнении (12.4) должна быть сила
сопротивления
s = X(—ms— as),
(I2.il)
где a — коэффициент пропорциональности .
Если ввести понятие параметр затухания п = a/2m, характери
зующий относительное влияние силы сопротивления на колебатель
ный процесс, то решение уравнения (12.11)) будет
3=Sae~nt sin(/j/co2 —П2+сро).
(12.12)
При указанных условиях амплитуда s постепенно уменьшается
при постоянном отношении двух последующих значений ее с часто
той сог = ]/(О2 — п2.
Вынужденные колебания. Если на колебательную систему дей
ствует вынуждающая сила, изменяющаяся по закону F == Fo sin сов/,
то
s=K(F—ms—as),
откуда, при ранее принятых обозначениях, получим
s + 2ns 4- co2s (Fosma>Bt)/m.
(12.13)
Анализ решений уравнения (12.13) показывает, что в этих усло
виях возникают собственные затухающие колебания, которые через
некоторое время прекращаются, и вынужденные с частотой о)в вынуж
дающей силы. Амплитуда вынужденных колебаний определяется из
частного решения дифференциального уравнения с правой частью
s= F0/(m(o2 V(1 — сов/®2)2 + 4п2сов/(о4).
(12.14)
Если учесть, что F0//исо2 = F^ представляет перемещение sCT
при статическом приложении максимальной силы Fo, то амплитуда
вынужденных колебаний будет
S == sCT|3,
(12.15)
где р = 1//(1 — ®в/(о2)2 4- (2п/со)2 (сов/(о)2— коэффициент динамич
ности.
Влияние коэффициента затухания п существенно в пределах
сов/a) = 0,7...1,3 (рис. 12.3); если известно, что это отношение лежит
вне указанных границ, то можно пренебречь значением п, и тогда
приближенно
Р = ±1/11 - (сов/ц))2].
(12.16)
Если опасные напряжения в конструкции подсчитаны при низких
значениях коэффициента безопасности, то после определения коэф
фициента р следует найти величину этих напряжений в колебательном
состоянии
Один ~ Остр .
(12.17)
95
Рис. 12 .3. Коэффициент дина
мичности
Резонансные колебания. Как видно
из графиков на рис. 12.3, увеличение
перемещения зависит от отношения час
тот (ов /со и параметра затухания п. Наи
большие значения коэффициента [3 соот
ветствуют отношениям (Ов/со 1, и
они тем больше, чем меньше отношение
2/г/со. При отсутствии затухания (п ~ 0)
и равенстве частот (собственных и вы
нужденных) наступает резонанс и вели
чина р = оо. И хотя из -за затухания ко
лебаний вследствие трения коэффициент
р имеет всегда конечное значение, воз
можно достижение больших величин, спо
собствующих возникновению напряже
ний, превышающих допустимые пределы.
При расчетах на виброустойчивость для
предупреждения возникновения резонан
са важно установить соотношения между
частотами собственных колебаний и возбуждающей силы.
КРУТИЛЬНЫЕ И ПОПЕРЕЧНЫЕ КОЛЕБАНИЯ
Характеристика колебания. Крутильные колебания механиче
ских систем обусловлены изменением внешних силовых факторов (не
постоянство по времени вращающего момента некоторых машин, на
пример поршневых двигателей, переменность сил сопротивления
вследствие цикличности технологического процесса), а также явле
ниями, происходящими в передачах в процессе работы (гл. 19 и др.).
Поперечные колебания в машинах связаны с изгибными деформа
циями деталей-балок, лопаток, валов и т. п. Эти деформации могут
быть вызваны силами инерции, силами тяжести масс, неуравнове
шенными силами в муфтах и т. п .
Важной характеристикой системы, подверженной колебаниям, яв
ляется частота собственных колебаний. Конструкция стержня, на
пример вала, количество масс, связанных с ним, их расположение
и способ соединения существенно влияют на частоту собственных
колебаний. Она зависит от жесткости детали (при угловом перемеще
нии — Сф, при линейном перемещении — Ci), от момента инерции
массы Jm и массы т и определяется по формулам (12.4). Если две мас
сы, обладающие моментами инерции Jm\ и /m2, соединены деталью
с жесткостью Сф (рис. 12.4), то частоту крутильных колебаний можно
определить по формуле
(О = J/^Сф (/ml
m2)-
(12.18)
Жесткость и момент инерции деталей. Величина полярного момен
та инерции Jp и длина I деталей при определении Сф принимается в за
висимости от формы сечения детали и наличия на ней шпоночных
пазов, зубьев, закрепленных деталей, ступенчатых переходов и др.
96
Рис. 12 .4, Двухмассовая си
стема
Рис. 12 .5 . К определению
критической частоты колеба
ний
В общем виде полярный момент инерции
JP « 0,1[(d—КА)4—d*],
(12.19)
где d, d1 — наружный и внутренний диаметры; h — глубина паза;
Л — коэффициент, учитывающий влияние количества и расположе
ние пазов (один паз —К
~
0,5; два — 1. ..1,2; зубья зубчатого соеди
нения — К = 1,8).
Приведенная длина / зависит от формы детали: при ступенчатом
переходе с отношением Did < 1,85 длину участка с меньшим диамет
ром увеличивают на 0,055d; под деталью длину скручиваемого участка
принимают равной 0,25d с обеих сторон ступицы.
Критическая частота колебаний. Так как под действием различных
сил упругая линия деформированной детали всегда отклоняется от
геометрической оси, то при определенных частотах колебаний — кри
тических — возникают наибольший прогиб и опасность резонанса:
внутренние силы упругости уравновешиваются силами, вызывающи
ми деформацию. При этих условиях из уравнения упругой линии для
стержня постоянного сечения получим критическую частоту изгиб-
ных колебаний
<окр = (%к//2) УEJ/m,
(12.20)
где Хк — коэффициент, зависящий от формы колебаний (рис. 12.5) и ус
ловий закрепления; 1 — расстояние между опорами; EJ — жесткость
при изгибе; т — масса единицы длины стержня .
Коэффициент Хк изменяется в широких пределах. Так, для шарнир
ного закрепления и первой формы колебаний Хк= л2« 9,87; для стержня
с закрепленными концами и третьей формы колебаний Хк = 121,
Критическая частота вращения возникает при условии равенства
центробежной силы инерции Лц и силы упругости Fyi При смещении
центра масс 6 получим а>кРтд = С&8, откуда
сокр = УСь/т и пКр = (30/л) УCbjm.
(12.21)
4 Б-1183
97
ПУТИ СНИЖЕНИЯ ВРЕДНОГО ВЛИЯНИЯ ВИБРАЦИЙ
Изменение собственной частоты. Наиболее естественным путем
борьбы с вибрацией является устранение действия тех внешних сил,
которые вызывают опасные колебания. Чаще всего предупреждение
опасных вибраций достигается за счет изменения жесткости упругой
связи деталей, подверженных колебаниям. Подбором местной жест
кости участков деталей или способа расположения их в силовой цепи
можно повлиять на жесткость в желательном направлении (гл. 11).
Наиболее выгодно снижение жесткости упругих деталей конструкции
С целью повышения частоты <Вв С тем, чтобы отношение (Ов/со стало
больше '—'1,3. Такой путь более эффективен, так как быстрее дости
гается уменьшение величины коэффициента [3 (рис. 12.3)
Использование виброгасителей, демпферов. Различают активную
и пассивную виброзащиту. В первом случае в защите используется
энергия дополнительного источника; во втором — такая энергия не
используется. Активное гашение вибрации осуществляется с помощью
динамического виброгасителя и заключается в присоединении к за
щищаемому объекту системы, реакции которой уменьшают размах
вибрации объекта. Другим путем является использование демпферов,
способствующих рассеянию энергии при колебаниях.
Технологические меры. Для устранения источников возникнове
ния внутренних динамических нагрузок нужно увеличивать точность
изготовления и уменьшать шероховатость рабочих поверхностей
(гл. 7). Кроме этого следует стремиться к уменьшению дисбаланса
вращающихся деталей.
Одним из проявлений вибраций является шум. Для его уменьше
ния нужно увеличивать точность изготовления элементов контакти
рующих деталей, подбирать их по шуму и пятну контакта, добиваться
выравнивания распределения нагрузки в контакте (гл. 11), применять
пластмассы, прокладки из демпфирующих материалов.
ГЛАВА 13. ТЕПЛОСТОЙКОСТЬ
ОБЩИЕ СВЕДЕНИЯ
Причины повышения температуры деталей. Существует четыре ос
новных источника повышения температуры деталей машин: воздей
ствие на машину или часть ее окружающей среды, образование тепла
в машине, обусловленное принципом ее действия, нагревание вслед
ствие потерь на трение в машине (гл. 20), выделение тепла деталями,
испытывающими циклические напряжения (гл. 16, 17). Степень про
явления этих источников тепловыделения зависит от типа машины
и условий ее эксплуатации.
Количество выделяемого тепла в каждой кинематической паре
машины зависит от конструкции сопряжений, точности изготовления
элементов, условий работы и в очень большой степени от величины
относительных скоростей деталей и нагрузок, действующих на них.
Механическое оборудование металлургических цехов подвергается
98
воздействию тепла агрегатов, на которых оно установлено, тепловому
излучению отдельных установок (например, печей).
Проявление тепловых воздействий. Повышение температуры вы
зывает деформацию и искажение формы рабочих поверхностей, на
рушение взаимного положения деталей в сопряжениях (гл. 24) ска
зывается на механических характеристиках материалов, на смазочных
свойствах масел (гл. 9). Это приводит к нарушению нормальных ус
ловий работы машины, а иногда и к выходу ее из строя.
Когда нет препятствий для свободного перемещения деталей, но
существует неравномерный нагрев их, то возникают тепловые напря
жения, так как смежные, менее нагретые волокна препятствуют сво
бодному расширению соседних нагретых волокон (гл. 27). Части де
талей, имеющие более высокую температуру, чем соседние, испыты
вают напряжения сжатия, с меньшей температурой — напряжения
растяжения: возникают деформации. Изменение относительного поло
жения деталей и величины зазоров вследствие неравномерного нагре
ва влияет на работоспособность машины.
НАГРЕВ И ОХЛАЖДЕНИЕ
Тепловыделение в подвижном контакте. Критерием тепловыделе
ния на поверхности деталей, совершающих относительное скольже
ние и качение, служит максимальная температура в зоне контакта.
Повышению температуры способствует рост нагрузки, еще в большей
степени — увеличение коэффициента трения. При увеличении отно
сительной скорости температура в контакте также увеличивается.
Наиболее известным решением для определения температурной
вспышки на поверхности является формула Блока:
'О’вс = 0,83/ш(иг — v2)/[(/+ V Х2р2с2и2) 1^0,5^], (13.1)
где f — коэффициент трения скольжения; w — удельная нагрузка;
t\, v2 — окружные скорости поверхностей контакта; X, с, р — коэф
фициенты теплопроводности, теплоемкости и плотность контактиру
ющих материалов; е — ширина площадки контакта .
При нагрузках, соответствующих прочности рабочих поверхно
стей из условий выкрашивания, температурная вспышка может до
стигать 250 °С.
Тепловыделение из-за потери мощности. Количество теплоты, вы
деляемой из-за потерь в механизме, зависит от режима его работы.
Различают непрерывный режим — 1 (рис. 13.1), когда температура,
постепенно поднимающаяся, через некоторое время устанавливается
на постоянном уровне, и прерывис
тый —2, когда температура растет
медленнее в зависимости от соотноше
ния времени работы и покоя. При
работе смазочный материал перемеши
вается и потому интенсивно передает
теплоту корпусу и от него — в окру
жающую среду. В период охлаждения
тепловые процессы происходят менее Рис. 13.1 . Режимы нагревания
99
4*
интенсивно — смазочный материал неподвижен, меньшая поверхность
корпуса омывается маслом. При больших перерывах в работе —3 и не
продолжительных рабочих периодах температура может подняться
до уровня, не на много превышающего температуру в начальный пе
риод работы,
Для определения количества выделяемой теплоты в любой момент
работы обычно используют простые формулы для непрерывного ре
жима работы с поправками на фактический режим:
(2 = адр(1—т])Л1,
(13.2)
где N2 — мощность на ведомом валу; 7<р — коэффициент, учитываю
щий режим работы, зависящий от продолжительности работы S
в течение часа (Кр = £/«/60); п-КПД.
Охлаждение. Обеспечение нормальных условий работы машины
возможно, если наряду с нагревом происходит охлаждение с такой
интенсивностью, чтобы температура отдельных узлов не превышала
допускаемое значение, определяемое конструкцией и условиями экс
плуатации. Различают естественное и искусственное охлаждение.
При естественном охлаждении теплота отводится поверхностью ма
шины в окружающую среду. Внутренняя температура корпуса опреде
ляется температурой масляной ванны или температурой в смазочной
системе. Количество отводимого тепла
Q=
Ф2) Л(1 + ад,
(13.3)
где k — коэффициент теплопередачи корпуса, Вт 7(м2 • °С); '0*1, О2 —
температуры масляной ванны и окружающей среды, °С; А — пло
щадь поверхности охлаждения, м2; Кк — коэффициент, учитывающий
отвод тепла через металлическое основание.
Если естественного охладжения для соблюдения теплового баланса
недостаточно, необходимо обеспечить принудительный отвод тепла.
Для этого применяют воздушное с помощью вентиляторов или водя
ное охлаждение. Количество тепла, отводимого в единицу времени
поверхностью нагретого корпуса вследствие обдува ее вентилятором,
Q=kB(‘0*1
'0>2) ^в>
(13.4)
где kB— коэффициент теплопередачи обдуваемой части корпуса;
Ав— площадь поверхности, обдуваемая вентилятором.
Коэффициент теплопередачи зависит от скорости vB движения
воздуха; по эмпирической формуле kB — 2vB 4- 10. Скорость движения
воздуха приближенно можно найти по формуле
цв~38 • Ю'^Дад1,5,
(13.5)
где DB — наружный диаметр лопастей, мм; пв — частота вращения
вентилятора, мин-1.
Водяное охлаждение может быть использовано для снижения тем
пературы металлических частей (корпусов) или смазочного материа
ла. В первом случае в специальном пространстве, примыкающем к на
греваемым частям машины (например, цилиндрам двигателя внутрен
него сгорания), циркулирует холодная вода, отбирающая избыточную
100
теплоту. Во втором случае используют змеевик с проточной холод
ной водой, помещаемый в масляной ванне. Количество тепла, отводи
мого змеевиком,
Q3 га k3 ('ООО
'6’2) А3,
(13.6)
где k3 — коэффициент теплопередачи поверхности змеевика; А3 —
площадь поверхности змеевика, соприкасающейся со смазочным ма
териалом.
Для отвода указанного тепла необходимо обеспечить подачу воды,
л/мин:
G = Q3/[60(0-Bi — ад],
(13.7)
где 'О’вг — температура воды на входе и выходе из змеевика со
ответственно.
Полагая, что средняя температура охлаждающей воды будет равна
температуре окружающей среды, т. е. 0,5 (^1 + 'О'вг) ~ 'О'г, из фор
мулы (13.6) найдем необходимую поверхность змеевика
Аз = Q3/{k3 [О1! -— 0,5 (Ов1 +
(13.8)
Коэффициент теплопередачи зависит от скорости воды в змеевике
и скорости перемешивания масла в ванне и изменяется в широких
пределах: k3 — 125...175 Вт/(м2 ■ °С).
ТЕРМИЧЕСКАЯ ПРОЧНОСТЬ
Тепловые деформации. Вследствие нагрева увеличиваются диа
метры и длины валов, осей, втулок, размеры корпусных деталей, воз
никают изменения относительного положения деталей. Если детали
образуют неподвижное соединение — в них возникают тепловые на
пряжения; если детали собраны с зазором — величина зазора изменяет
ся, даже может возникнуть натяг.
Деформация детали, свободно изменяющей форму под действием
тепла, зависит от разности температуры на ее поверхностях. Если
температура на одной поверхности плоской детали ,0‘1, а на второй —
■S’2 < $1, то, учитывая, что температура по толщине детали изменяется
по линейному закону, относительное удлинение (укорочение ) наруж
ных слоев
== 0,5а ('01 — *0*2),
(13.9)
где а — коэффициент линейного расширения материала .
Если деталь имеет форму криволинейной стенки и ее деформация
в обоих направлениях не стеснена, при нагреве она изгибается по
сфере, а при стесненности вдоль одной из двух осей — по цилиндри
ческой поверхности (рис. 13.2). Радиусы средней поверхности сферы
и цилиндра:
г =/г(1/[а(^1 —^2)] + 1} и г = Л (1/[а(-О'! —ад}. (13.10)
При повышении температуры деталей, образующих беззазорное
стянутое соединение, на *0*2 и ^1 соответственно соединяемых и соеди
няющих деталей с коэффициентами линейного расширения а2 и а.
101
Рис. 13 .2. Влияние нагрева на деформацию
стенки
возникает температурный натяг.
Величина его, отнесенная к единице
длины соединения,
= (а2Ф2 —af&J. (13.11)
Благодаря этому возникает тер
мическая сила, которая вызывает
удлинение ех и укорочение е2 соб
ранных деталей. Так как ео = F&/C,
то =єх 4-е2= F^/C1 4- F*lC2,
откуда
F& = е&СхС2/(Сх 4- С2), (13.12)
где и С2 — коэффициенты жесткости деталей, образующих соеди
нение.
При установившемся тепловом равновесии температура собранных
деталей будет одинаковой: “th =
~ 'й. После подстановки значения
из формулы (13.11) в формулу (13.12) в этом случае получим:
F& = Ф (а2 — ах) С1С2/(С1 4- С2).
(13.13)
Если а2 > ах (стягиваемые детали из алюминиевых сплавов; стя
гивающие — стальные), то при нагреве плотность стыков собранных
деталей увеличивается, при а2 < ах (стягиваемые детали из чугуна,
стягивающие — из аустенитной стали) с увеличением температуры
плотность соединения ослабевает.
Если детали соединены с зазором, то вследствие нагрева зазор из
менится. Термическое изменение зазора в соответствии с формулой
(13.11) будет равно разности увеличения размеров сопряженных де
талей:
Д&= Z[ах(flx—О0)—а2(ft2—Фо)],
(13.14)
где I — длина соединения деталей; Фх, Ф2 —температура этих деталей
в период установившейся работы; Фо — начальная температура.
Из формулы (13.14) следует, что первоначальный зазор может уве
личиваться или уменьшаться в зависимости от соотношения ах, а2
и Ох, Ф2. Как увеличение, так и уменьшение зазора в широких преде
лах нежелательно. В первом случае изменится относительное положе
ние деталей, во втором — возможно защемление деталей; в результа
те — нарушение нормальных условий эксплуатации.
Тепловые напряжения. Определение напряжений при нагреве рас
смотрим на примере плоской детали (рис. 13.3). Если по двум взаимно
перпендикулярным осям возникают наибольшие напряжения ох и оу,
то относительное удлинение вдоль этих осей
Rx = (ox—V0y)/E И &у=(Оу— vox)/E.
(13.15)
В простейшем случае (при симметричном растяжении) ох = оу — о
и гх= &у —е. Поэтому є -= о(1 — v)/£, а при подстановке значения
е = е& из формулы (13.9)
(У& == +0,5Еа('0’х — 'O'2)Z(1 —v)
(13.16)
(плюс относится к растяжению, минус — к сжатию).
102
Рис. 13 .3 . К определению напря
жений при нагреве плоской детали
Рис. 13 .4 . К определению напряже
ний при нагреве пустотелого цилин
дра
зависит от количества теплоты Q',
Так как разность температур
проходящей через плоскую деталь на единицу поверхности в единицу
времени — (,0'1 — Фа) — Q’hl'k, то
= 0,5Q'/i£'a/[X(l—v)],
(13.17)
где h — толщина детали, м; X — коэффициент теплопроводности ма
териала.
При изгибе детали по цилиндрической поверхности можно, на
пример, принять (5У = 0, тогда ех — вх!Е, а с учетом формулы
(13.9) получим
сг,>х = 0,5£ос (й1! — 'О'з) = 0,5Q'/i£a/X.
(13.18)
Из сопоставления формул (13.17) и (13.18) можно заключить, что
во втором случае напряжения для стальных деталей примерно
в 17(1 —v) « 1,5, а чугунных ^1,2 раза меньше.
При одновременном действии внутреннего давления р и теплового
потока Q' (например, в цилиндре теплового двигателя) суммарное на
пряжение в стенке цилиндра зависит от ее толщины, влияние которой
не однозначно: чем больше толщина стенки, тем больше термические
напряжения и тем меньше напряжения от внутреннего давления
(рис. 13.4). Для обеспечения минимальных напряжений необходимо
определить оптимальное значение толщины стенки. При диаметре ци
линдра d из курса «Сопротивление материалов»: ор — 0,5pd'h\ с уче
том (13.17) суммарное напряжение:
a = сГр + о» = 0,5{pdfh ф Ф'Л£сс/[Х (1— v)]},
(13.19)
откуда, дифференцируя по h и приравняв производную нулю, най
дем оптимальную толщину
h = V l/^/Q'][X(l — v)/(£a)J.
(13.20)
103
Изменение характеристик материалов при повышении температу
ры. С повышением температуры конструкционные стали существенно
теряют прочность; титановые сплавы в этих условиях относительно
прочнее; легкие сплавы оказываются совершенно не способными вы
держивать нагрузки. Однако при температурах до 200 °С показатели
прочности, упругости, линейного расширения и теплопроводности
изменяются не намного. В этом интервале сопротивляемость материа
ла действию термических напряжений характеризуется отношением
предела текучести о0)2 к фактору £а/[Х (1 — ft)]; этот показатель
у сверхпрочных сталей — 31,5 X 10 ~3; деформируемых алюминие
вых сплавов — 20,5 • 10-3; у серых чугунов — 6,5 • 10-3; бронз —
11 • 3~3; углеродистых сталей — 5,8 • 10 ~3 .
При высоких температурах (более 200 °С) способность длительно
выдерживать напряжения характеризуется жаропрочностью. Луч
шими показателями обладают стали, легированные никелем, вольфра
мом, молибденом, титаном, и титановые сплавы. При работе в усло
виях высоких температур (больше 500 °С) в слабонагруженном со
стоянии важна жаростойкость — сопротивляемость горячей корро
зии, т. е . химическому разрушению поверхности под воздействием
горячего газа или воздуха. Лучшими в этом отношении являются
стали, легированные хромом, кремнием, алюминием.
Повышение температуры существенно влияет на свойства смазоч
ных материалов (гл. 5): они теряют вязкость, изменяют химический
состав и перестают выполнять свойственные им функции. При высокой
температуре ухудшаются механические свойства пластмасс. Уплот
нения (гл. 39) теряют свои качества, прокладки могут пропускать
масло.
ПУТИ СНИЖЕНИИЯ ТЕПЛОВОГО ВОЗДЕЙСТВИЯ
Уменьшение тепловыделения. Так как источником тепла являются
кинематические пары, то задача заключается в уменьшении потерь на
трение в них. С этой целью, совпадающей со стремлением увеличить
КПД, нужно заменять пары скольжения парами качения, подбирать
параметры относительно движущихся поверхностей, обеспечивающие
минимальное скольжение, добиваться оптимального распределения
нагрузки по площадкам контакта, создавать условия для образования
жидкостного трения.
Улучшение отвода тепла. Уменьшения влияния теплоты на детали
можно достичь за счет изоляции их от источников тепла или увеличе
ния теплоотдачи в окружающую среду. При естественном охлаж
дении в конструкциях необходимо предусматривать такое взаимное
расположение нагреваемых деталей, чтобы тепло беепрепятственно
отводилось в более массивные детали, чем будет предотвращаться
перегрев тонких деталей или частей.
Распространенным способом отвода тепла является увеличение
поверхности охлаждения. Это достигается с помощью искусственного
увеличения поверхности оребрением (гл. 41). Применение прину
дительного охлаждения с помощью воздуха, масла, воды в сочетании
с увеличением наружной поверхности интенсифицирует теплоотдачу.
104
Выбор материалов, формы деталей и их элементов. Уменьшения
термических напряжений в деталях можно достичь использованием
материалов с малым коэффициентом линейного расширения. Наи
меньший коэффициент а = 1,5 • 10~8 1/°С у инвара (железоникеле
вый сплав), у стали — 11 -10~8, хромоникелевой аустенитной стали
(14...18) • 10~8 1/°С.
С целью выравнивания температуры в различных местах детали
необходимо обеспечить быстрое распространение тепла в ее объеме.
Если материал детали отличается малой теплопроводностью, прибе
гают к вставкам из более теплопроводных материалов (в чугунных
больших деталях вставки из алюминиевых сплавов) или заполняют
внутренние полости деталей легкоплавким металлом (пустотелые кла
паны двигателей внутреннего сгорания заполняют натрием).
Другим средством уменьшения термических напряжений является
рациональное распределение материала детали в различных местах
ее с учетом степени нагрева их и направления теплового потока. Если
толщина стенок и форма отдельных частей такова, что нагрев
детали приводит к искажению формы рабочих поверхностей, при
изготовлении корректируют форму детали с таким расчетом, чтобы
после нагрева деталь приняла рабочую форму.
Конструирование сопряжений деталей. При конструировании не
обходимо предусматривать условия, препятствующие возникнове
нию термической силы. Для этого следует стремиться -обеспечить усло
вие ■О’з — (охлаждением более нагретой или подогревом более хо
лодной детали), использовать для соединяемых деталей материалы
с малой разницей коэффициентов линейного расширения, уменьшать
жесткость стягивающих деталей.
Для предотвращения возникновения термических напряжений не
обходимо обеспечить неизменность положения детали в холодном со
стоянии и при нагреве, что зависит от выбора фиксирующей базы.
Длинные детали — валы, оси, штанги, гильзы цилиндра, втулки
и т. п . нужно фиксировать в одном месте.
Часть вторая
’ МЕХАНИЧЕСКИЕ
ПЕРЕДАЧИ
ГЛАВА 14. ТИПЫ ПЕРЕДАЧ
И ИХ ОСНОВНЫЕ
ХАРАКТЕРИСТИКИ
ОБЩИЕ СВЕДЕНИЯ
Назначение. Для осуществления ра
бочим органом машины определенных
движений, обеспечивающих выполнение
заданных технологических функций, ис
пользуют механические передачи, элек
трические, гидравлические и пневмати
ческие (вакуумные) приводы. В машинах
различного назначения (обрабатываю
щие станки, автомобили, тракторы,
прокатные станы, лифты, грузоподъем
ные машины, лебедки и т. п .) применя
ются механические передачи
Механическими передачами (в дальней
шем для кратности будем называть «пе
редачи») называются механизмы, переда
ющие энергию от двигателя к рабочим
органам машины, как правило, с преоб
разованием скоростей (величины, направ
ления, характеристик закона движения),
сил и моментов. Установка передачи
между двигателем и рабочим органом
машины обусловливается многими при
чинами: а) требуемые скорости движения
рабочих органов машины часто отличают
от скоростей стандартных двигателей;
б) скорость рабочего органа иногда
необходимо изменять (регулировать), а
осуществить это непосредственно дви
гателем неэкономично или невозможно;
в) в отдельные периоды для обеспечения
работы машины требуются вращающие
моменты превышающие вращающий
момент на валу двигателя; г) одним дви
гателем нередко необходимо приводить в
движение несколько механизмов с раз
личными скоростями; д) рабочие органы
машины зачастую должны двигаться пря
молинейно, с изменяющейся скоростью
или с периодическими остановками; е) не
посредственное соединение валов двига
теля и исполнительного механизма иногда
нельзя осуществить по соображениям
безопасности, удобства обслуживания
или по условиям сборки и монтажа.
106
Таким образом, с помощью механических передач решают три ос'
новные задачи: реализацию больших передаточных чисел, регулирование
частоты вращения ведомого вала, обеспечение заданной компоновки
машины. В транспортных машинах изменение передаточного числа
между двигателем и ведущими колесами необходимо, чтобы изменять
скорость колес и подводимый к ним вращающий момент; в станках —
регулировать частоту вращения шпинделя с целью выбора наивыгод
нейшей скорости резания.
Классификация. По способу передачи движения от ведущего вала
к ведомому различают (рис. 14 .1) передачи трением^ зацеплением, не
посредственного касания (фрикционные, зубчатые, червячные, глобоид
ные, винтовые, гипоидные) и с гибкой связью (ременные, зубчато-ре
менные и цепные), по назначению — кинематические и силовые', по ха
рактеру изменения передаточного числа — с постоянным и с изменяю
щимся передаточным отношением (ступенчато или бесступенчато);
по относительному движению валов—обыкновенные я сателлитные
(гл. 41). По взаимному расположению валов различают передачи между
параллельными, пересекающимися и скрещивающимися осями валов.
Если передача имеет постоянное передаточное число, расположена
в закрытом кожухе (гл. 41), то она называется редуктором (при пони
жении частоты вращения ведомого вала) или ускорителем (при повы
шении частоты вращения ведомого вала). Передачи с переменным
передаточным числом делятся на коробки скоростей (или передач, по
дач — в зависимости от назначения), если частота вращения ведомого
вала изменяется ступенчато, и вариаторы (гл. 42) — при плавном из
менении скорости ведомого вала.
Сравнительная оценка приводов и передач. Выбор типа привода
(табл. 14 .1) и обоснование использования механической передачи опре
деленного типа является сложной задачей и решается при разработке
проекта машины в результате технико-экономического сопоставления
нескольких вариантов. Исходными данными для этого служат: тип
машины и назначение передачи, передаваемая мощность N или вращаю
щий момент и режим работы передачи — Т2 — fT (/) и п2 = fn (/); час
тота вращения ведомого п2 и ведущего щ валов; пределы и условия
регулирования скорости ведомого вала; взаимное расположение валов,
расстояние между ними и габаритные размеры передачи. Возможные
варианты сравнивают между собой по КПД, массе, размерам, перво
начальным и эксплуатационным расходам и выбирают из них наивы
годнейший. Для примера может служить сравнение основных пока
зателей передач некоторых типов мощностью 75 кВт с передаточным
числом и — пх1п2 — 1000/250 •■= 4 (табл. 14.2), выполненных в опре
деленных производственных условиях (масса передач указана с уче
том массы валов и опор, окружные скорости ременной передачи 24 м/с,
цепной 7 и зубчатой 6 м/с). Как видно, наиболее компактной полу
чается зубчатая передача.
Накопленный опыт проектирования, изготовления и эксплуатации
различных передач определили область и границы преимущественного
применения передач различных типов. Так, для больших передаточ
ных чисел и при определенных дополнительных условиях (взаимно
перпендикулярное расположение осей валов, кратковременная рабо-
107
Силовые
Механические
передачи
Кинематические
Спостоянным пере
даточным числом
С переменным пере
даточным числом
Трением
Зацеплением
Непосредственным
касанием
£
Парал
лельны
Пересе
каются
Рис. 14.1. Классификация механических передач
С гадкой связью
непосредственным
касанием
(Гья! і
=^4
Мл
С гадкой связью
О си валов
Скрещи
ваются
Пересе
каются
Парал
лельны
1-
Скрещи
ваются
Парал
лельны Пересе
каются
Скрещи
ваются
Пересе
каются
Парал
лельны
Скрещи
ваются
Таблица 14.1 . Достоинства приводов и передач различных типов
Достоинства
Привод
Механическая
передача
э
л
е
к
т
р
и
ч
е
с
к
и
й
г
и
д
р
а
в
л
и
ч
е
с
к
и
й
п
н
е
в
м
а
т
и
ч
е
с
к
и
й
т
р
е
н
и
е
м
з
а
ц
е
п
л
е
н
и
е
м
Централизованное снабжение энергией
Простота передачи энергии на значи-
+++
+
++
—
—
тельные расстояния .
+4-+
+
++
—
—
Легко осуществимое аккумулирование
Ступенчатое регулирование скорости
+++
+
++
—
—
в широком диапазоне
Бесступенчатое регулирование в широ-
4—И
—
—
+
+++
ком диапазоне
Точное сохранение передаточного от-
4-4-4- ++
+
++
—
ношения
4-4-
—
—•
—
+++
Высокие скорости вращения
Простота исполнительного механизма
4-4 -+
+
4—1-
+++
+++
для прямолинейного движения
Независимость действия от темпера-
+
+++ +++
4—h
+++
туры окружающей среды
Сравнительно большие усилия на ра-
+++
+
++
+
+++
бочие органы
Легко осуществимое управление, в том
+
4—1—F
+
—
+++
числе автоматическое и дистанционное 4—Ь+ ++
++
4—Ь
+
Примечание. Знаки
-]-,
- J -4- и +++ обозначают удовлетворительные, хо
рошие и очень хорошие свойства.
Таблица 14.2 . Основные показатели передач различных типов
Передача
Межосевое
расстояние,
мм
Ширина зуб
чатого колеса
или шкива,
мм
Масса (при
близительно),
кг
Относительная
стоимость, %
Плоскоременная
Плоскоременная с натяжным
5000
350
500
106
роликом
2300
250
550
125
Клиноременная
1800
130
500
100
Цепная
830
360
500
140
Зубчатая
280
160
600
165
та) выгоднее применить червячные или глобоидные передачи (гл. 21,
22), а для очень больших передаточных чисел и необходимости пере
дачи вращения в герметизированное пространство — волновые пере
дачи (гл. 41).
ПРИНЦИП РАБОТЫ ОСНОВНЫХ ТИПОВ ПЕРЕДАЧ
Передачи трением. В передачах трением сечения рабочих поверх
ностей, нормальные к оси вращения, представляют окружности.
В передаче с непосредственным касанием колес (рис. 14 .2, а) вращаю-
109
Рис. 14 .2 . Фрикционные передачи
Рис. 14 .3. Передачи зацеплением
щий момент передается силами трения, возникающими в контакте ве
дущего / с ведомым 2 колесом, для чего их прижимают друг к другу.
ГЇод действием силы прижатия F в зоне касания образуется площадка
контакта, на которой при вращении ведущего колеса возникают эле
ментарные силы трения dFT. Величина их определяется через при
веденный коэффициент трения /' —
dFT— FT= Ff'. Максимальный
передаваемый вращающий момент Т2тах определяется наибольшей
допускаемой силой прижатия Fmax> зависящей от величины допус
каемых контактных напряжений, и достижимым при данных условиях
контакта колес коэффициентом трения /шах.
В передаче трением с гибкой связью (б) под воздействием предвари
тельного натяжения гибкое звено 3 прижимается к шкивам 1 и 2:
в пределах их контакта образуются элементарные нормальные силы
dp. При вращении ведущего колеса 1 на поверхности контакта с ним
гибкого звена 3 возникают элементарные силы трения dFT = dpf,
которые приводят к увеличению натяжения Fx ведущей и уменьшению
натяжения до F2 ведомой ветвей так, что Fv — F2 = § dFT. Вслед
ствие возникновения этой разности натяжений звено 3 под дейст
вием сил трения dF? увлекает во вращение ведомое колесо 2 с
вращающим моментом 0,5 d2 $ dFT = 0,5 d2 (Fi — F2) = T2. Макси
мальный передаваемый вращающий момент T^max определяется
наибольшей достижимой разностью усилий Ft и F2 в ветвях гибкого
звена, зависящей от условий сцепления его со шкивом. Максималь
ное натяжение Fi тах зависит от допускаемых суммарных напряже
ний в гибком звене.
Передачи зацеплением. Ведущее и ведомое колеса в передачах за
цеплением имеют зубья, которые и осуществляют передачу вращающе
го момента давлением ведущих зубьев на зубья ведомого колеса не-
110
посредственно либо через элементы гибкого звена. В передачах непо
средственного касания (рис. 14 .3, а) сила Fn, нагружающая зубья,
зависит от момента сопротивления Т2 на ведомом колесе и определяет
ся из условия равновесия колеса 0,
= Т2. Так как под действием
силы Fn зубья испытывают напряжения изгиба и контактного сжатия,
то максимальный передаваемый вращающий момент Тгтах определяет
ся наибольшими в данных конкретных условиях работы передачи
соответствующими допускаемыми напряжениями.
В передаче зацеплением с гибкой связью (б) два колеса 1 и 2 с зу
бьями охватывает гибкое звено 3, снабженное выступами в виде зу
бьев или стержней, которые контактируют с зубьями колес. При вра
щении ведущего колеса его зубья надавливают на зубья звена 3 и во
влекают его в движение: в набегающей на колесо ветви возникает на
тяжение Fv Зубья звена 3, огибающие ведомое колесо, надавливают
на его зубья силами F{, сумма которых равна натяжению Fx, вслед
ствие чего передается вращение ведомому валу с вращающим моментом
0,5с?2 J] F( — Т2. Максимальный вращающий момент определяется
i=i
наибольшим достижимым натяжением F\max и наибольшей допустимой
силой на один зуб Fimax. Так как под воздействием этих сил зубья
колес и элементы гибкого звена испытывают напряжения изгиба, кон
тактного сжатия и другие, то максимальный момент Т2тах определяет
ся наибольшими допускаемыми в данных условиях соответствующими
напряжениями.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПЕРЕДАЧ
Передаточное число. В расчетах передач на прочность принято ис
пользовать передаточное число и = nxln2 = d2ldx = z2!zx. В переда
чах трением наибольшие передаточные числа их достижимы в клино
ременных передачах, меньшие— в плоскоременных (гл. 16) и еще мень
шие — во фрикционных (гл. 15) передачах. В передачах зацеплением
наибольших значений достигают в червячной (гл. 21) и глобоидной
(гл. 22)передачах, меньших — в зубчатых (гл. 19) и цепных (гл. 18).
Заданное передаточное число и в зависимости от его величины
можно получить с помощью одноступенчатой передачи или в многосту
пенчатых передачах одного или разных
типов (и = U]U2...uz); при этом размеры
передачи получаются меньшими. На рис .
14.4 показаны наибольшие размеры зуб
чатых передач одноступенчатой 1 и дву
ступенчатой 2 при больших передаточных
числах.
Передаточные числа меньше единицы
могут быть получены как с помощью
передач зацеплением, так и трением. Од
нако такого рода передачи — ускоритель
ные (повышающие) — при п2 > пх рабо
тают хуже, чем понижающие. Плохая
работа повышающих передач зацеплением Рис. 14 .4 . Сравнительные габаритные
размеры зубчатых передач
111
(вибрации, піум) объясняется тем, что при одинаковой ошибке изготов
ления ведущее колесо большего диаметра (в ускорительной передаче)
вызывает большие угловые ускорения на малом ведомом колесе, тогда
как в понижающей передаче положение обратное; обычно принимают
«і > 0,7....0,5. В ускорительных передачах трением при передаточных
числах, значительно меньших единицы, наблюдается неустойчивая
работа, возникает неравномерность движения; чаще
> 0,3...0,2.
Передаваемая мощность и окружная сила. Наибольшую мощность
передают с помощью зубчатых передач (до N ~ 50 000 кВт). В чер
вячных передачах передаваемая мощность ограничивается из-за зна
чительного количества выделяемого тепла и повышения температуры;
обычно N < 200 кВт. Для клиноременных передач мощности поряд
ка 1000... 1500 кВт являются предельными; известны передачи плос
ким кожаным ремнем мощностью 2000 кВт, а цепные — 3500 кВт.
При заданной передаваемой мощности N окружная сила обратно
пропорциональна окружной скорости v : F — N/v. В свою очередь,
окружную силу можно выразить произведением ширины b элемента,
передающего усилие (ремня, цепи, зубчатого колеса и т. п .), на
удельную окружную силу w (на единицу ширины): F — bw. Наиболь
ший диапазон передаваемых нагрузок осуществляется зубчатыми пере
дачами.
Окружная скорость и частота вращения. При одинаковых прочих
условиях для уменьшения габаритных размеров передачи выгодно
передавать мощность при наибольшей допустимой скорости v = итах.
Для передач гибкой связью фактором, ограничивающим скорость, яв
ляются центробежные воздействия, вызывающие дополнительные на
грузки на тяговый орган и уменьшающие его полезное натяжение.
В передачах зацеплением существенным фактором являются дополни
тельные силы, возникающие при вхождении очередных элементов
в зацепление. Увеличение этих сил приводит к снижению передавае
мой полезной силы.
Окружная скорость тем больше, чем больше частота вращения
и диаметр ведущего 'звена — фрикционного или зубчатого колеса,
звездочки или шкива. Однако для уменьшения габаритных размеров
передачи нужно их диаметры уменьшать, что при сохранении высо
кой окружной скорости требует увеличения частоты вращения. Мак
симальное значение частоты вращения ограничивается допустимой
величиной силы удара при вхождении элементов зацепления в контакт,
вибрациями и увеличением работы трения. Наибольшая частота вра
щения зубчатых колес составляет пх = (30...35) • 103 мин-1, звездочек
цепных передач — (8...10) ■ 103, шкивов плоскоременных передач —
(7...8) • 103 (для специальных ремней до 10б), шкивов клиноременных
передач — nA с 12 ■ 103 мин-1.
Потери мощности, КПД. Технико-экономические расчеты тесно
связаны с КПД. Потеря мощности
—
показатель непроизводитель
ных затрат энергии — косвенно характеризует износ деталей пере
дачи, так как потерянная в передаче энергия превращается в тепло
и частично идет на разрушение рабочих поверхностей. Потери мощно
сти и в передаче можно представить в следующем виде:
Уп = Л^п.п ДМп.Н,
(14.1)
112
ГДеЛ^п.п — постоянные потери, не зави-
у2
4
сящие от нагрузки; Л/П.н — переменные
потери, в основном пропорциональ-
----
ные нагрузке.
--------------
Мощность Мп.п близка к мощности ^*^****>^_
/
холостого хода (т. е. при Л/2 = 0)-
"
Она зависит от массы деталей пере-
дачи, скорости И условий трения на Рис 14 5 Сравнительные габаритные
относительно движущихся контакти- размеры передач разных типов
рующих поверхностях. Под Мп .н пони
мают потери при максимально допустимом нагружении передачи. Они
зависят от скорости, точности изготовления, качества рабочих поверх
ностей, условий смазывания и складываются из потерь на трение
качения и скольжения в зоне контакта ведущего с ведомым звеном,
при изгибе гибкого звена, потерь при движении в воздухе и смазочном
материале и в опорах валов. Общий КПД передачи при мощности на
ведомом валу N2
г[ — N2/(N2 -f- Мп) = М2/(М2 Nп.п + Мп.н).
(14.2)
С уменьшением нагрузки КПД значительно снижается, так как
возрастает относительное влияние Мп.п - Более выразительной харак
теристикой достоинств передачи является коэффициент потерь ср =
= 1 —щ в зубчатой передаче <р = 1...3 %, червячной — 10...36, цеп
ной —3, плоскоременной — 3. . .5 (при скоростях v > 25 м/с — до 10 %
и больше), фрикционной — ср « 3 %. Наименьшие потери в зубчатой
передаче, наибольшие в червячной (примерно, в 15 раз больше).
Габаритные размеры и масса. Размеры передачи определяются в
основном межосевым расстоянием а, зависящим от передаточного числа
и и диаметра ^меньшего колеса, ширины b колес (зубчатых, фрикци
онных и др.) и Ь„ подшипников, зазоров с между колесами и стенками
корпуса:длинаL=а 0,5^(и+1)+2с,высотаН —dxti+2с,
ширина В = b + 2ЬП + 2с. Следовательно, при одинаковых значениях
и размеры передач зависят от диаметра и ширины меньшего колеса.
Относительные диаметры d} меньшего колеса передач разных типов
при одинаковой нагрузке на единицу ширины колеса и частоте враще
ния и применении для их изготовления наиболее распространенных
материалов составляют: шестерни — 1, фрикционные колеса 1,5...3;
ременные шкивы < 5; звездочки цепные 1,5.. 2,5. Большие габарит
ные размеры имеют передачи трением и с гибкой связью, меньшие —
зацеплением и непосредственного касания; на рис. 14.5 приведены
ориентировочные размеры плоскоременной — /, клиноременной — 2,
зубчатой — 3 и цепной — 4 передач для мощности N2 — 135 кВт при
и = 4. При других значениях мощности, передаточных чисел и усло
виях компоновки соотношения размеров изменяются.
Сравнение габаритных размеров и массы передач целесообразно
проводить с помощью удельных показателей (гл. 3) — удельного
объема Q//V2, м3/кВт, или Q/T2, м3/(Н • м), удельной массы — m!N2,
кг/кВт, или tnlT2> кг/(Н • м). Наименьшую массу имеют червячные
передачи, наибольшую — зубчатые, их масса с увеличением переда
точных чисел растет относительно быстрее.
113
Стоимость. Начальная стоимость передач зависит от величины
передаваемой мощности и передаточного числа: с увеличением этих
характеристик стоимость быстро возрастает. Особенно существенно
влияние передаточного числа для передач зацеплением: если при АГ2 =
= 10кВтии=5стоимостьпередачипринятьза100%,то при и —
= 5 и мощности N2 = 400 кВт передача будет дороже примерно в 4
раза,прии =10—в10раз,априи =25—в20раз.Однакостои
мость передач зависит не только от типа передачи, но и технологии
изготовления. Если уровень производства соответствует требованиям
изготовления данного типа передач, то меньшую стоимость имеют
передачи фрикционные, большую — зацеплением, особенно зубчатые
и червячные; ременные передачи составляют 60...70 % стоимости зуб
чатых передач.
ОБРАЗОВАНИЕ МЕХАНИЧЕСКОГО ПРИВОДА
Многопоточные передачи. С целью уменьшения габаритных разме
ров и массы механического привода используют принцип разделения
силового потока. Передачи, в которых мощность от ведущего к ведомому
звену идет по нескольким силовым потокам, называются многопоточ
ными. Такое разделение имеет место в многопарном косозубом за
цеплении одноступенчатой зубчатой передачи, в цепной передаче (на
грузка от звездочки к цепи передается одновременно несколькими
зубьями). Более крупное разделение потока мощности в шевронной
передаче (рис. 14 .6, а), где нагрузка передается двумя полушевронами.
Мощность может передаваться от одного источника несколькими
независимыми потоками. Примером могут служить планетарные зуб
чатые передачи (б) — здесь имеется минимум три потока (по числу
сателлитов), цепные и клиноременные передачи с несколькими парал
лельно работающими цепями и ремнями (в). Третий случай разделения
потока мощности встречается в переборных зубчатых передачах судо
вых силовых установок (г), в приводе, например, от одной ведущей
звездочки одной цепью нескольких ведомых звездочек (б).
Многопоточность передачи мощности преследует цель уменьшения
нагрузки на один передающий элемент, увеличения надежности, умень
шения габаритных размеров передач, выполнения специальных требо
ваний. Однако разноразмерность большего числа звеньев вследствие
погрешностей изготовления и деформаций увеличивает неравномер
ность распределения нагрузки между ними (ремнями, цепями, сател
литами и т. и .). Это является серьезным недостатком, который стре
мятся уменьшить конструктивными и технологическими мерами.
С разделением нагрузки между несколькими потоками отдельные де
тали и их элементы в каждом потоке могут быть выполнены меньших
размеров из высокопрочных материалов, а значит более точно, чем
достигается уменьшение неравномерности нагружения.
Многоступенчатые передачи. Передаточное число привода реали
зуется применением многоступенчатых однотипных передач, а также
комбинированных с использованием в силовой цепи передач разных
видов. Последовательность размещения передач и разбивка между
ними общего передаточного числа в кинематическом отношении зна-
114
Рис. 14.6 . Направление силовых потоков в передачах
чения не имеет. Однако нагруженность деталей зависит от места уста
новки передачи в силовой цепи и разбивки общего передаточного чис
ла между ними. По мере удаления по силовой цепи от двигателя в по
нижающих передачах нагруженность растет. Следовательно, в об
ласти меньших частот вращения целесообразно применять передачи
с более высокой нагрузочной способностью, обеспечивающие мень
шие размеры, массу и т. п . Так, в приводе, состоящем из ременной
и зубчатой передач, вариант размещения: двигатель — ременная
—
зубчатая передача — исполнительный орган предпочтительнее ва
рианта: двигатель — зубчатая
—
ременная передача. По тем же сооб
ражениям в приводе с червячной и зубчатой передачами целесообраз
но размещать их в такой последовательности: двигатель — червяч
ная — зубчатая передача.
Окончательное решение вопроса о разбивке общего передаточного
числа между передачами разных типов требует сопоставления— на
основе технико-экономических расчетов (гл. 3) — нескольких ва
риантов.
Ступенчато регулируемые передачи. Для проектирования передач
со ступенчато изменяемым передаточным числом (коробок передач,
скоростей, подач) исходным является заданный ряд частот вращения
ведомого вала цтіп = п1У п2, ... , пі, ... , птах = nz, частота враще
ния ведущего вала и вращающий момент на ведомом валу Т2 =
Отношение ПтахМтіп == Д называется диапазоном регули
рования} отношение двух соседних чисел оборотов Пі/Пі-І = <р —
115
коэффициентом регулирования или знаменателем ряда частот вра
щения. Ряд частот вращения, как правило, составляет геометриче
скую прогрессию и для него справедливы следующие соотношения:
Д ~ ^max/^min — Пх/Щ = ф2~4
<Р=2 Z=2/Д;г=1 4-lgД/lgф,
(14.3)
где г — общее число скоростей (ступеней регулирования).
Значения коэффициента регулирования (знаменателя ряда) норма
лизованы: для станкостроения чаще применяют ф = 1,26; 1,41 и 1,58.
При использовании передач зацеплением простейший способ осу
ществления заданного ряда скоростей ведомого вала заключается в
в смене зубчатых колес (коробка передач со сменными колесами). При
меняют набор постоянно зацепляющихся разных пар колес, соответ
ствующий числу требуемых скоростей, и с помощью муфты (гл. 33)
и шпонки (гл. 28) связывают с ведомым валом нужное зубчатое колесо.
Однако при этом достигается небольшой диапазон регулирования —
Д 6. Больший диапазон регулирования и соответственно большее
число скоростей получают в коробках передач (гл. 41). Так, в совре
менных токарных станках диапазон регулирования частоты вращения
шпинделя Д = 150 и более, а число скоростей достигает 24.
Ступенчатое регулирование в передачах трением (ременных) легко
осуществляется с помощью ступенчатых шкивов и ремня, переводимо
го с одной ступени на другую. В передаче плоским ремнем диапазон
регулирования доходит до 2...6, число ступеней — 2. ..4.
Плавнорегулируемые передачи. С помощью передач ступенчатого
регулирования выбор оптимального режима работы машины решается
частично. Если вместо требуемой оптимальной частоты вращения пх
устанавливается ближайщая меньшая частота п/_ь причем щ—і <
< пх < п{, то относительная потеря скорости машины Д о — (пх —
—
Пі-і)/пх. Так как все значения пх в интервале nt--i
—
щ одинаково
вероятны, ТО, приняв Пх = 0,5
+ п{), получим
Ди = (П/—П/-і)/(Пі + ^-і) = (ф—1)/(ф+ !)•
(14.4)
Таким образом, например, при знаменателе ряда частот вращения
Ф = 1,58 относительная потеря скорости (значит и производительно
сти) составит Ду = Цф— 1)/(ф + 1)1 • 100 = 22 %. Полностью исклю
чить потерю производительности можно только при бесступенчатом ре
гулировании. Изготовление передачи бесступенчатого регулирования
часто связано с меньшими затратами, чем изготовление ступенчатой
передачи с большим числом ступеней; наиболее просто оно осуществ
ляется в передачах трением — фрикционных и ременных (гл. 42).
ГЛАВА 15. ФРИКЦИОННЫЕ ПЕРЕДАЧИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Фрикционные передачи служат для переда
чи вращающего момента между близко расположенными валами при
отсутствии жестких требований к постоянству передаточного числа.
116
Они применяются в различных машинах, станках, эскцентриковых
(рис. 15.1, а) и винтовых прессах (б), для передаточных чисел и < 10
(в несиловых передачах до и — 25), в широком диапазоне мощно
стей — от ничтожно малых в приборах до 300 кВт.
Простейшая передача (рис. 15.1) состоит из двух колес — ведущего
1 и ведомого 2, которые рабочими поверхностями с помощью устрой
ства 3 прижимаются друг к другу. При вращении ведущего колеса за
счет сил трения вовлекается в движение ведомое колесо. На основе
фрикционных передач разработаны различные типы вариаторов
(гл. 42).
Классификация. Различают передачи силовые и кинематические
(рис. 15.2), с постоянным и переменным передаточным числом, встраи
ваемые и выполняемые в виде отдельных агрегатов; по расположению
валов — между параллельными и пересекающимися осями валов .
Колеса бывают цилиндрическими, коническими и сферическими,
с гладкими и клинчатыми ободьями. В зависимости от способа при
жатия колес различают передачи без специальных прижимных меха
низмов, с периодическим изменением силы прижатия и с автоматиче
ски регулируемым прижатием.
Рис. 15 .1 . Фрикционные передачи
Рис. 15 .2 Классификация фрикционных передач
117
Достоинства, недостатки. Фрикционные передачи отличаются про
стотой конструкции, бесшумностью, равномерностью вращения, воз
можностью применения их при высоких скоростях и бесступенчатом
регулировании скорости ведомой части, способностью не передавать
перегрузки ведомого вала на ведущий, что исключает поломки пере
дачи.
Недостатки — необходимость использования специальных при
жимных устройств; большие нагрузки на валы и подшипники, про
скальзывание (непостоянство передаточного числа), неравномерный
износ колес, что со временем сказывается на точности вращения ведо
мого вала.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Фрикционные колеса. Колеса бывают металлические и комбини
рованные. Металлические колеса малых диаметров выполняют сплош
ными (рис. 15.3, а)', ведомые колеса делают с дисками (б), реже — со
спицами. В комбинированных фрикционных колесах (в) основой слу
жит ступица, на которой укрепляются неметаллические диски, коль
ца, обшивка и т. п . чаще всего с помощью резьбовых деталей (гл. 27).
При относительно большой ширине цилиндрических колес обод де
лают слегка выпуклым для уменьшения вредного влияния геометри
ческого скольжения. В клинчатых колесах (г) с целью предупрежде
ния возможного заклинивания принимают угол а >15°. Количество
клиновых выступов не более г ~ 3; 4. С целью уменьшения вредного
геометрического скольжения высоту клинового выступа делают
небольшой, обычно h « 0,04^.
Материалы фрикционных колес должны иметь большие модули
упругости (для уменьшения упругого скольжения и потерь на перека
тывание) и коэффициент трения (для уменьшения требуемой силы при
жатия), высокие контактную прочность и износостойкость (для обес
печения необходимой долговечности передачи). Наилучшие результаты
дают стали типа ШХ15, 18ХГТ, 18Х2Н4МА с термической обработ
кой поверхности до твердости 61HRC3. Колеса из фибры, текстолита,
резины, кожи, специальных фрикционных пластмасс (с асбестовым
наполнителем) могут иметь меньшую точность и большую шерохова
тость поверхности, чем металлические.
Прижимные устройства. Постоянное по величине прижатие до
пустимо при передаче постоянного окружного усилия. При пере-
Рис. 15 .3. Конструкции колес
118
Q
Рис. 15 .4 . Способы прижатия колес
менной нагрузке прижатие должно изменяться автоматически соот
ветственно ее величине. Долговечность и КПД в таком случае повы
шаются, так как не создаются избыточные давления при передаче ма
лых окружных сил. Устройство для постоянного прижатия с помощью
пружин (рис. 15.4, а) позволяет осуществлять периодическую регу
лировку силы прижатия.
Автоматическое прижатие фрикционных колес может осуществля
ться самозатягиванием элементов передачи, а также нажимными уст
ройствами шарикового или винтового типа. Ведущее колесо передачи
с самозатягиванием (б) свободно поворачивается на шарнирно закреп
ленной плите. Под действием окружной силы Ft возникает момент
Ftlt, поворачивающий плиту вокруг оси О3. Вследствие того что
(/о3о, + /о,о2) > /о3о2, колесо 1 прижимается к колесу 2. Чтобы не
было заклинивания передачи, необходимо иметь tg у f'.
В шариковом (в) и винтовом (а) прижимных устройствах между ва
лом 3 и колесом 2 предусмотрена возможность ограниченного отно
сительного движения. Колесо 2, вовлекаемое во вращение колесом /,
в первоначальный момент совершает относительно вала 3 поворот на
некоторый угол. Благодаря скольжению поверхностей лунок по ша
рикам (или вывинчиванию колеса 2 из вала 3) колесо 2 прижимается
к колесу 1 с тем большей силой, чем больше сопротивление на валу 3.
ОСНОВЫ ТЕОРИИ И, РАБОТА ПЕРЕДАЧИ
Принцип передачи нагрузки. Вращение ведомого колеса осуществ
ляется под воздействием сил трения, возникающих в зоне контакта
колес при вращении ведущего колеса:
Ft<FT=Ff,
(15.1)
где F — нормальная сила прижатия рабочих поверхностей колес;
f — приведенный коэффициент трения в зоне контакта колес (для
119
Рис. 15 .5 . Упругое скольже
ние колес
Рис. 15 .6 . Геометрическое скольжение в контакте колес
пары сталь — сталь всухую f' & 0,16, в масле /' « 0,04; текстолит —
сталь всухую [' « 0,22).
Скорости в передаче. Окружная скорость в контакте колес (теоре
тически)
V — 0,5(3}^ = 0,5(02^2,
(15.2)
где «і, (о2 — угловые скорости контактирующих колес; dlt d2— диа
метры колес.
В действительности из-за упругого скольжения, возникающего
в результате деформации колес в зоне контакта, условие равенства
окружных скоростей нарушается. Элементы поверхности ведущего
колеса 1 (рис. 15.5, а) подходят к точке В контакта сжатыми (корот
кие штрихи) и уходят от точки G растянутыми (длинные штрихи). Эле
менты поверхности ведомого колеса 2, наоборот, к точке В подходят
растянутыми и уходят от точки G сжатыми. Изменение знака дефор
мации на поверхностях сопряженных колес начинается в некоторой
точке С, в которой сила трения становится меньше окружной силы, об
условленной сопротивлением на ведомом колесе. В соответствии с этим
в пределах угла контакта а различают углы покоя — ап и скольже
ния — as, в границах которого удлинение поверхности ведущего ко
леса, соприкасающейся с укорачивающейся поверхностью ведомого
колеса, приводит к упругому скольжению (б). Соответствующим обра
зом изменяются напряжения на сопряженных поверхностях (в).
В результате упругого скольжения происходит отставание ведо
мого колеса от ведущего, что характеризуется относительным сколь
жением
В=[(«2—Л2)М21• 100% ’
(15.3)
где п2 и П2 — частоты вращения ведомого колеса на холостом ходу
и под нагрузкой.
Относительное скольжение тем больше, чем больше угол скольже
ния as, величина которого зависит от упругих свойств материала ко
лес и величины нагрузки. Чем выше модуль упругости, тем меньше
упругое скольжение: для стальных колес £ « 0,2 %, для пары ре-
120
вина — сталь £ « 3 %. С возрастанием
сопротивления на ведомом валу увели
чивается площадка, в пределах которой
происходит упругое скольжение. При
as = а наступает остановка ведомого ко
леса — буксование.
В некоторых видах фрикционных пе
редач возникает геометрическое скольже
ние, обусловленное особенностями кон
такта колес. Например, в передаче с кли
нчатыми колесами (рис. 15.6, а) чистое
качение имеет место только в одной точке
Рис. 15 .7 . Тяговая характеристика
передачи
линии контакта — полюсе качения, где
—
и2; в остальных точках про
исходит скольжение. При холостом ходе скорость точки С колес 1 и 2
будет соответственно
Осі=v+л/тх/60иис2=о—nhn2/60,
и, следовательно, скорость скольжения
Vs=vci—VC2=nhn2(«+1)/60,
(15.4)
где h — высота клинового выступа.
В передаче с плоским диском — лобовой (б) — при работе на холо
стом ходу геометрическое скольжение характеризуется двумя тре
угольниками / (в). Под нагрузкой происходит уменьшение скорости
ведомого диска, треугольники II (в) становятся разновеликими, полюс
качения смещается на величину Д относительно середины контактной
линии. Из подробного исследования следует, что и при холостом ходе
полюс качения не совпадает с серединой контактной линии. При зна
чительном увеличении нагрузки, когда полюс перемещается к концу
контактной линии, наступает буксование.
Тяговая характеристика. Отношение передаваемого окружного
усилия к максимально возможной силе трения, которая зависит от
силы прижатия, материала и качества рабочих поверхностей колес,
называется коэффициентом тяги
Ф = Ft/(Ffmax).
(15.5)
Взаимосвязь между коэффициентом тяги и упругим скольжением
определяется тяговой характеристикой передачи 1 (рис. 15.7).
На участке кривой 1 до критического значения ф0 наблюдается
только упругое скольжение. Затем наступает частичное буксование,
возрастает относительное скольжение, уменьшается КПД — кривая
2. Рабочую нагрузку следует выбирать такой, чтобы ф » ф0 (при
этом обеспечивается наибольшее значение і]). При ф < ф() тяговая спо
собность передачи не используется в полной мере, при ф> фо пере
дача работает неустойчиво и быстро изнашивается.
Распределение нагрузки. Под действием силы прижатия F валы
изгибаются, подшипники деформируются, образующие колес пере
кашиваются. Вследствие этого нагрузка вдоль контактной линии рас
пределяется неравномерно. В передаче с клинчатыми колесами на
грузка между клиновыми выступами распределяется неравномерно
121
также и вследствие неточностей изготовления: погрешностей диамет
ров и шага, толщины, ширины и угла клинчатых выступов и канавок.
Распределение напряжений. В зоне контакта материал колес
испытывает напряжения контактного сжатия (гл. 9), вызываемо
го нормальной силой, сжатия и растяжения поверхностных слоев,
вызываемых окружной силой и силой трения. Напряжения по длине
площадки контакта распределяются неравномерно из-за неравномерно
сти распределения нагрузки. Вследствие вращения колес каждый
элемент на рабочей поверхности испытывает пульсирующие напря
жения.
Смазывание, потери мощности, КПД. Передачи с постоянным пере
даточным числом, как правило, работают без смазывания рабочих
поверхностей. Вследствие этого растут потери, происходит нагрев
колес. Потери мощности на трение от упругого и геометрического
скольжения
•
^п.у = N1B И Nn.r = 1О“3(Т1со1 — Т2а2);
(15.6)
на трение качения
Л/П.к = Fk ((0г + со2)/103;
(15.7)
при смазывании рабочих поверхностей на разбрызгивание масла (по
эмпирической формуле)
^.м==7,5 • 10-6^]/uv?
В этих формулах — мощность на ведущем валу, кВт; Тъ Т2 —
моменты на ведущем и ведомом валах, соответственно, Н • м; k — ко
эффициент трения качения, м; v — окружная скорость колеса, по
груженного в масло, м/с; b— ширина колеса, мм; v — вязкость масла,
сСт.
Полный КПД
л = /^2/(^2 4"
у 4* Л/п.г + А/П.к 4- Л^п.м + /Vп.о),
(15.8)
где N2 — мощность на ведомом валу; Nn. 0
—
потери в опорах.
При наличии геометрического скольжения и использовании для
колес материалов с малым модулем упругости КПД может быть всего
ї] = 0,6...0,7; при тщательном изготовлении, стальных колесах и раз
груженных опорах т] = 0,95...0,96.
Нарушение режима работы и виды повреждений. При перегрузке,
изменении силы прижатия колес, снижении коэффициента трения
происходит буксование. Вследствие этого на ведомом колесе возни
кают местный износ и изменение формы его рабочей поверхности, на
рушается нормальная работа подшипников, точность передаточного
числа, под действием циклических контактных напряжений возни
кает выкрашивание рабочих поверхностей колес (гл. 9). При работе
всухую возникает отслаивание обкатываемых поверхностей, на коле
сах из неметаллических материалов выкрашиваются рабочие поверх
ности.
Пути повышения надежности и долговечности. Эффективным яв
ляется повышение твердости рабочих поверхностей (можно увеличить
силу прижатия), приведенного коэффициента трения и применение
122
автоматического прижатия При конструировании необходимо стре
миться к снижению геометрического скольжения: уменьшать длину
контактных линий, применять криволинейные образующие рабочих
поверхностей. Повышения КПД можно достичь применением приспо
соблений, разгружающих опоры валов.
РАСЧЕТ ФРИКЦИОННЫХ ПЕРЕДАЧ
Критерии расчета. В силовых передачах диаметр и ширину метал
лических колес определяют из условия ограничения контактных на
пряжений. Габаритные размеры передач с колесами из неметалличе
ских материалов определяют из условия ограничения величины удель
ной силы (гл. 9). Закрытые передачи, работающие в масле, проверяют
на нагрев.
Расчетная нагрузка. Так как расчетом определяются контактные
напряжения сжатия или удельная сила на площадке контакта, то рас
четной нагрузкой (гл. 8) будет нормальная сила прижатия
F = F/КуКпКр^ЛэКр - (2 • 1037\/dx) КуКпКрКсЛэКр. (15.9)
Коэффициент условий передачи нагрузки определяется связью
между окружной силой Ft и нормальной силой F. С учетом необходи
мого запаса сцепления для предупреждения буксования Ку ~ р//',
а для передачи с клинчатыми колесами Ку = |3/(2z/'). Коэффициент
запаса сцепления принимают в пределах [3 = 1,25...2. Коэффициент
неравномерности распределения нагрузки по потокам мощности Кп =
= 1причислеручьевz=l;приz —2иг=3КП=1,2.Коэффициент
неравномерности распределения нагрузки по длине контактных линий
/(р = 1,1 при b/d-t < 1. Коэффициент динамической нагрузки Kv= 1
ввиду высокой плавности передачи нагрузки. Коэффициент эквива
лентной нагрузки Кэ при переменном режиме работы определяется,
как указано в гл. 9. Коэффициент режима работы при спокойной на
грузке на ведомом валу принимают КР = 1, при ударной — КР= 1,1...
...1,3.
Расчетная удельная сила
W = F/Zmin,
(15.10)
где Zmin — суммарная длина контактных линий .
Для передачи с цилиндрическими и коническими гладкими коле
сами суммарная длина контактных линий равна ширине меньшего из
пары колес (Zmin = Z?min); для передачи с клинчатыми колесами lmin —
= 2zA/cos а.
Расчет передач с параллельными осями валов. В формулу для кон
тактных напряжений (гл. 9) нужно подставить приведенный радиус
кривизны; для цилиндрической передачи (рис. 15.8, а) с учетом, что
рх=0,5^, р2—0,5d2иd2= udltбудет
Р = PiP2/(Pi + Р2) = 0,5 did2/(di + d2) = 0,5 dxuKu + 1); (15.11)
следовательно,
о// = 0,418 У wE/p = 0,418 У2wE {и + 1)/$х«) < [а#]. (15.12)
123
Рис. 15 .8 . К расчету передач
Если в формулу (15.12) подставить w = F/Ь, ширину колеса выра
зить через диаметр меньшего колеса b =
а силу F через момент
Т\ из формулы (15.9) при усредненных значениях корректирующих
коэффициентов К0 то диаметр ведущего колеса
di=Kd
l)/(mpw[W).
(15.13)
Дляпарысталь—стальвмаслеприf=0,045и0=1,35Kd—
—
164, для работы всухую при f = 0,16 Kd — НО; для пары тексто
лит—стальприf=0,22 Kd—38.
Для передачи с клинчатыми колесами (рис. 15.8, б) p1=0,5rfOTi/sin а;
р2 = 0,5dm2/sina, dm2 = dm\ и, следовательно,
р = 0,5dm\u/[(u + 1) sina],
(15.14)
и средний диаметр ведущего колеса (при а ж 20°)
dml = WKdVТг(и + 1)/(иф^?[(У//]2).
(15.15)
Коэффициент относительной ширины колес обычно принимают
фм = 0,2...0,4. Значения допускаемых контактных напряжений для
стали [о/у] = (2,5...3) Ннв, для чугунных колес [пн] = 1,5ов.и .
Расчет передач с неметаллическими колесами по условию ограни
чения удельной силы основан на формуле (15.10) при подстановке
в нее значения нормальной силы F из формулы (15.9) с учетом только
коэффициента Ку.
W = F/Zmin = Fib = Ft^Kf'b) = 2 • 1037\р/(гі?/'фм) < [&у], (15.16)
откуда
di=]/2•
(15.17)
Допускаемая удельная сила hd для пары текстолит—сталь 40,0...
80,0 Н/мм, пары фибра — сталь
—
35,0...40,0 Н/мм.
124
Расчет передач с пересекающимися осями валов. Для передач
с коническими гладкими колесами (рис. 15.8, в) при рх == 0,5 х
X ^i/cosSp р2 = 0,5 6Z,rt2/cos62 и dm2 = dmiU получим р =
= 0,5 dmiu/(и cos
4- cos62). В лобовой передаче p1 = 0,5j1; р2=оо;
d2=dxuир—рх/(1+рх/р2)=0,5
Поступая так же, как и при
выводе формулы для передач с паралельними осями валов, получим
dmi = Kd V'T1(u cos + cos 62)/(uxpw
2);
(15.18)
для лобовой передачи
d!=
Ti/(^bd [от/]2)-
(15.19)
Обычно принимают = dm\tb = 0,2...0,25. Для лобовой пере
дачи = 0,2... 1 .
Геометрический расчет. Расчетный диаметр ведущего колеса dt
округляют до ближайшего большего размера из ряда нормальных чи
сел (гл. 4). Диаметр ведомого колеса определяют по заданному пере
даточному числу и
d2=di(1—£)и.
(15.20)
Межосевое расстояние передачи а — 0,5 (d2 +
ввиду относи
тельной подвижности валов в радиальном направлении служит лишь
в качестве исходного для расчета размеров прижимного устройства.
Расчет прижимных устройств. Для передач с цилиндрическими
колесами и в лобовой передаче сила прижатия равна нормальной силе
Fn = F. В передачах с клинчатыми колесами (рис. 15.8, б) сила при
жатия Fn = 2F sin а. При г == 1 и наименьшем допустимом угле а =
= 15°; sin а 0,25; Fn= 0,5F, т. е. сила прижатия в два раза меньше,
чем в передаче без клиновых выступов. Для передачи с пересекающи
мися под прямым углом осями валов (рис. 15.8, в) из условия равно
весияколесследует7?п1=Z7sin6гиFn2=Fsin62. При и> 1,
< 62 и Fni < Fv2. Поэтому выгоднее силу прижатия создавать со
стороны меньшего колеса.
В шариковых (рис. 15.4, в) или винтовых (рис. 15.4, г) нажимных
устройствах сила прижатия пропорциональна вращающему мо
менту Т2:
Fn — 2T2/(Dtgy) и Гп = 2Ta/(d2tgi|)),
(15.21)
где D — диаметр окружности, на которой располагаются шарики;
у — угол наклона касательной к поверхности канавки в точке кон
такта ее с шариком; d2 — средний диаметр резьбы; ф — угол подъема
винтовой линии.
По силе Гп в соответствии с конкретной конструкцией прижимного
устройства рассчитывают его детали — пружины, массы грузов, ры
чаги и т. п. Так, потребная сила пружины в прижимном устройстве
с качающейся плитой (рис. 15.4, б) Fnp = (Fdt — Fnln + FCZC)//.
Расчет шариков производят по формулам, приведенным в гл. 36,
по силе, действующей на один шарик Fn/(z sin у); винтов — под дей
ствием осевой силы, равной Fn, по данным гл. 23.
125
ГЛАВА 16. РЕМЕННЫЕ ПЕРЕДАЧИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Ременные передачи применяют при не
обходимости передать нагрузку между валами, расположенными на
значительном расстоянии, и отсутствии требований к постоянству
передаточного числа. Их используют при мощности до нескольких со
тен киловатт, окружной скорости до 25...50 м/с (быстроходные — при
v — 30 ... 100 м/с), наибольшее значение передаточного числа «тах =
= 10... 15. При использовании ремней большой прочности и с повы
шенными фрикционными свойствами мощность достигает 5000 кВт,
скорость до 200 м/с. Основное распространение они получили в авто
мобилях, металлорежущих и текстильных станках, транспортерах,
строительных и дорожных машинах и т. п.
Простейшая ременная передача (рис. 16.1, а) состоит из сшитого
в кольцо или бесконечного ремня 1, надетого с натяжением на два шки
ва — ведущий 2 и ведомый 3. За счет сил трения, возникающих в пре
делах дуги обхвата с ведущим шкивом, ремень вовлекается в движение
и передает нагрузку на ведомый шкив за счет трения между ними. Для
создания натяжения предусматривают натяжные устройства 4. Уве
личение угла обхвата достигается с помощью специальных устройств,
а увеличение коэффициента трения — за счет применения клиновых
ремней и соответствующих им шкивов (б). В плоскоклиновой передаче
клиновой ремень на малом шкиве работает в клиновой канавке, а на
большом шкиве — как плоский ремень 0). При и 3 вследствие боль
шего, чем на малом шкиве, угла обхвата момент сил трения на большем
шкиве оказывается таким же, как и на малом шкиве.
Классификация. Ременные передачи (рис. 16.2) по форме сечения
ремня делятся на плоскоременные, кругло-, клино- и поликлиноремен -
ные; по способу образования замкнутого ремня — на передачи с сшив
ным и бесконечным ремнем; по способу создания натяжения ремня —
на простые и с натяжными устройствами.
Рис. 16.1 . Ременная передача
126
Рис. 16.2 . Классификация ременных передач
Различают передачи между параллельными, перпендикулярными
и скрещивающимися осями валов, открытые, полуперекрестные и
перекрестные, с двумя и большим числом шкивов. По способам ре
гулирования натяжения ремня различают передачи с периодически
изменяемым и постоянным натяжением, под воздействием постоянной
силы и с автоматическим регулированием.
Достоинства, недостатки. Достоинства передачи — простота кон
струкции, относительно низкая начальная стоимость, возможность
использовать при больших расстояниях между ведущим и ведомым
валами; плавность и безударность работы; предохранение от пере
грузки: при превышении определенной величины нагрузки происхо
дит проскальзывание ремня (буксование).
Недостатки — значительные габаритные размеры; непостоянство
передаточного числа (ввиду проскальзывания ремня); большие на
грузки на валы и опоры; относительно низкая долговечность ремня
(в пределах от 1000 до 5000 ч). При использовании бесконечных стан
дартных ремней необходимо придерживаться определенных расстояний
между осями шкивов и применять специальные натяжные устройства.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Ремни плоские. Ремни должны обладать высокой тяговой способ
ностью, достаточной долговечностью, усталостной прочностью и невы
сокой стоимостью. Плоские ремни (рис. 16.3) шириной от 10 до 500 мм
изготовляют различных видов: кожаные (ГОСТ 18679—73), из синте-
127
Рис. 16 .3. Плоские ремни и их соединения
тических материалов (МРТУ 17—645—67), хлопчатобумажные тка
ные (ГОСТ 6982—75) и шерстяные тканые (ОСТ НКТП 3157). Кожа
ные ремни (а) обладают наилучшей тяговой способностью; из-за вы
сокой стоимости эти ремни применяют редко. Наиболее распростра
нены прорезиненные ремни (б) трех типов (А, Б, и В), состоящие из
нескольких слоев прочной технической ткани бельтинга (англ, bel
ting — ремень), связанных вулканизированной резиной. Для боль
шей гибкости между слоями ткани помещают резиновые прокладки.
Хлопчатобумажные тканые ремни (в) состоят из переплетений нитей
двух видов — основы и утка. С целью предохранения от атмосферных
влияний и увеличения прочности их пропитывают составом из озо
керита и битума. Шерстяные тканые ремни (г) изготовляют из нитей
трех видов — коренной (шерстяной) основы, связной основы и ни
тей утка из хлопчатобумажной пряжи. Они пропитаны составом, со
стоящим из олифы, молотого мела и железного сурика. В табл . 16.1
дана сравнительная оценка основных типов ремней.
Таблица 16.1. Сравнительные характеристики основных типов плоских ремней
Показатель
Приводные ремни
Кожаные Прорезиновые Хлопчатобумаж
ные
Шерстяные
Тяговая способность Высокая Высокая
Средняя
Низкая
Наибольшая скорость,
м/с
40
30, 20, 15
20
30
Допустимые удары
Значитель-
(тип А, Б, В)
Незначи-
Средние Значительные
Допустимые кратко
временные перегрузки,
%
ные
40...50
тельные
20...30
30...40
40...50
Способность сохра- Удовлетво- Хорошая Недостаточная Удовлетвори -
нить начальное натя
жение
Условия, ограничи -
рительная
Едкие пары Щелочи и Повышенная
тельная
Кислоты и во-
вающие применение
и газы
бензин влажность, дяные пары
Относительная долго
вечность
1,75
1
едкие и водя
ные пары, кис
лоты
0,75
0,75
128
Рис. 16.4. Клиновые ремни
Концы ремней обыкновенных плос
коременных передач соединяют путем
склеивания, сшивания, скрепления.
Прочность соединения, выполненного
склеиванием (нс) составляет 80...85 %
прочности целого ремня, сшиванием —
30.. .50, проволочными спиралями (д)—
50.. .80, скреплением болтами (е) —
25.. .30 %. Место соединения концов
более жесткое, масса его больше мас
сы ремня той же длины, поэтому при
движении ремня возникают удары,
вибрация.
В быстроходных передачах используют только бесконечные ремни,
отличающиеся от обыкновенных меньшей толщиной, массой и большей
прочностью: хлопчатобумажные шитые шестислойные (и = 40 м/с);
цельнотканые с пропиткой резиновой смесью (у = 50 м/с); пленочные
на основе синтетических полиамидных материалов; армированные из
капроновой ткани (и — 75 м/с); многослойные из нейлона и обкладок
из хромовой кожи (и = 60 м/с и мощность до 3000 кВт).
Клиновые ремни. Существует три типа конструкций клиновых
ремней: кордтканевые, кордшнуровые и кордшнуровые с гофрами.
Кордтканевые ремни (рис. 16.4, а) состоят из нескольких слоев кордо
вой (франц, corde — веревка, шнур) ткани 1, расположенной в зоне
растяжения, резины 2 в зоне сжатия и обертки 3 из прорезиненной
ткани. Кордшнуровые ремни (б) состоят из шнуров корда 1, располо
женных в нейтральной зоне сечения, резинового наполнителя 2, высо
коэластичного в зоне растяжения и более твердого в зоне сжатия,
и обертки 3. Кордшнуровые ремни с гофрами (в) для большей' гиб
кости имеют зубцы в зоне сжатия (а иногда и в зоне растяжения).
Выпускают ремни трех видов: нормального сечения, с отношением
bp/h — 1,4, узкие — 0,6.... 1,0 и широкие — bp/h.= 2...4,5, с углом
клина а = 40°. Ремни первого вида стандартизованы для общего ма
шиностроения по ГОСТ J284.1—80 (сечения 0, А, Б, В, Г, Д, Е шири
ной от Ьр — 8,5 до 42 мм), для сельскохозяйственных машин (ГОСТ
10286—75). Допускаемые скорости: до 30 м/с при текстильном и до
50 м/с при стальном корде. Узкие ремни кордшнуровой конструкции
(ГОСТ 5813—76) применяют для автомобилей, тракторов, комбайнов.
Поликлиновые ремни (г) имеют тонкую плоскую часть, в которой
находятся шнуровой корд и несколько слоев ткани, и клиновые вы
ступы (от 2 до 50) на внутренней стороне ремня. Такая конструкция
ремня позволяет при той же мощности иметь ширину шкива в 1,5 раза
меньше, чем в передаче с клиновыми ремнями.
Шкивы. Рабочая поверхность шкива (рис. 16.5а) может быть очер
чена дугой окружности, образующими двух конусов или образующими
цилиндра средней части шкива и двух конусов по краям. В последнем
случае направляющие свойства обода улучшаются, а дополнительные
напряжения в ремне уменьшаются почти вдвое. В быстроходных пере
дачах воздух вовлекается в клинообразную щель между набегающей
ветвью ремня и шкивом, в результате чего уменьшается угол обхвата.
5 5-1183
129
Рис. 16.5. Конструкции шкивов
Для устранения этого на поверхности шкива делают сферические
углубления (б) или кольцевые канавки (в). В шкивах большего диа
метра ступица соединяется с ободом посредством диска (д) или спиц
(е). В некоторых случаях (по условиям монтажа) шкивы делают разъем
ными по спицам (ж). Основные размеры
—
диаметр d, ширина
В (в зависимости от ширины ремня Ь) и стрела выпуклости обода hB для
плоских ремней регламентированы ГОСТ 17383—73.
Шкивы для плоских ремней делают из чугуна марки СЧ 15 при
v < 30 м/с, из модифицированного чугуна при и = 30 ... 45м/с. В пере
дачах с частыми пусками и остановками применяют шкивы из алю
миниевых сплавов или пластических масс. Шкивы для машин, потреб
ность в которых исчисляется единицами, выгоднее, как правило, из
готовлять сварными (з). Обод изготовляют вальцеванием из полосовой
стали марки СтЗ, ступицу — из круглого проката или поковки
—
Ст5.
С целью уменьшения массы в дисках вырезают отверстия, для повыше
ния их жесткости приваривают ребра.
Для клинового ремня рабочей поверхностью шкива являются бо
ковые стороны клиновой канавки (г). Размеры и число канавок уста
новлены для клиновых ремней по ГОСТ 20889—80
—
ГОСТ 20897—80,
для поликлиновых — РТМ 38—40528—74 . Угол профиля ремня при
изгибе на шкиве изменяется по сравнению с исходным, поэтому угол
канавок установлен в зависимости от диаметра шкива.
130
Рис. 16.6 . Устройства для натяжения ремней
Шкивы для клиновых ремней выполняют в соответствии со стан
дартами из чугуна марки СЧ 15, стального литья 25Л, алюминиевых
сплавов или сварными из штампованных дисков (и).
Натяжные устройства. В простейших устройствах для ручного
регулирования натяжения электродвигатель с ведущим шкивом пере
двигается по салазкам (рис. 16,6, а) или качается на плите (в). В пере
дачах с постоянным расстоянием между осями шкивов используют
свободно вращающийся натяжной ролик (б), прижатый силой тяжести
или пружиной к наружной поверхности ведомой ветви ремня вблизи
малого шкива. Двухсторонний изгиб ремня ускоряет его разрушение .
Ролик располагают так, чтобы при вытяжке ремня угол обхвата на
шкивах увеличивался; расстояние между осями ролика и меньшего
шкива рекомендуется принимать ар > dp + (0,5...1) dt.
Автоматически регулируемое натяжение ремня заключается в ис
пользовании реактивного момента двигателя. При вращении ротора
электродвигателя со шкивом по часовой стрелке (а) его статор, кача
ющийся на оси, смещенной на величину А по отношению к оси вала,
под действием реактивного момента стремится повернуться против ча
совой стрелки. При этом ось ротора со шкивом смещается и ремень
натягивается. В другой конструкции (б) вращение шкиву передается
через пару зубчатых колес: на валу 1 электродвигателя расположены
жестко закрепленная ведущая шестерня 2 и свободно качающееся
звено 3, на оси которого вращаются ведомое колесо 4 и жестко свя
занный с ним шкив. При вращении ротора электродвигателя на ка
чающееся звено 3 действует момент от окружного усилия на шестерне
2, поворачивающий это звено в направлении, вызывающем в ремне
натяжение, пропорциональное передаваемой нагрузке.
В клиноременных передачах ролики используют только для натяже
ния ремней. Это достигается установкой отжимных роликов (рис.
16.1, б) с клиновыми канавками, при этом ремень подвергается лишь
одностороннему изгибу.
5*
131
ОСНОВЫ ТЕОРИИ И РАБОТА ПЕРЕДАЧИ
Принцип передачи нагрузки. В покое сила натяжения Fo обеих вет
вей передачи одинакова. Под действием вращающего момента 7\ в веду
щей ветви натяжение возрастает до значения Fy (рис. 16.7, а) благо
даря моменту сопротивления Т2 на ведомом шкиве. Так как длина
ремня остается неизменной, то увеличение натяжения одной ветви до
приводит к соответствующему уменьшению натяжения другой
до F2, поэтому
F1+^2 =2/70-
(16.1)
Кроме того, натяжения ветвей Fx и F2 связаны с передаваемым
окружным усилием Ft^^TJdi условием Ftdl = {F1 — F2) di, откуда
Fx—F2=Ft.
(16.2)
Решая совместно уравнения (16.1) и (16.2), получим
Fx = Fo + 0,5Fz; F2 = Fo-O,5Ft.
(16.3)
Связь между натяжением Fx и F2 приближенно определяется урав
нением Л. Эйлера для гибкой, нерастяжимой и невесомой нити (6),
огибающей цилиндр в пределах дуги обхвата а и скользящей по нему:
Fi = F2ef'a,
(16.4)
где Fj и F2 — силы, приложенные к концам нити; /' — приведенный
коэффициент трения между нитью и поверхностью цилиндра.
Приводной ремень передачи отличается от нити и не скользит
всеми точками дуги обхвата по неподвижному шкиву, а при движении
увлекает за собой шкив. Поэтому степень отражения формулой (16.4)
реальных условий работы передачи зависит от достоверности значений
приведенного коэффициента трения и дуги скольжения.
Скорости в передаче. Так как из-за разности натяжений ведущей
и ведомой ветвей ремень испытывает периодически изменяющееся рас
тяжение, то скорость движения различных сечений ремня по его длине
неодинакова. Следствием этого является скольжение ремня на шкивах,
называемое упругим скольжением. Снижение скорости от на веду-
Рис. 16 .7 . К взаимодействию ремня и шкива
132
щей ветви до и2 на ведомой ветви характеризуется относительным
скольжением
I = (У1— Vj/vv
(16.5)
На этом основании связь между частотами вращения шкивов
6;2rt2 = ^1n1(l—£), откуда передаточное число
и=njn2=dj[di(1—
~ dddv
(16.6)
Значение коэффициента £ колеблется от 0,01 в передачах с проре
зиненными и текстильными ремнями до 0,02 с клиновыми корд-
тканевыми ремнями. Экспериментальные исследования показали, что
в нормально работающей передаче упругое скольжение происходит не
по всей длине дуги обхвата. Дуга обхвата разделяется на две части
(рис. 16.7, а) — дугу скольжения as и дугу покоя ап, на которой
скольжение не наблюдается. На обоих шкивах дуга покоя находится
со стороны набегающей ветви. По мере увеличения нагрузки дуга
скольжения увеличивается за счет уменьшения дуги покоя. При пере
грузке скольжение распространяется на всю дугу обхвата а; при этом
возникает буксование — ремень соскальзывает со шкива.
Тяговая характеристика. Из формул (16.2) и (16,4) следует, что
F,—F,=F,
1)=F/.
(16.7)
Таким образом, передаваемый вращающий момент Т2 = Q,5Ftd2
тем больше, чем больше разность натяжений Fx — F2 — Ft, которая
растет с увеличением угла as. Вторым фактором, влияющим на вели
чину передаваемой нагрузки, является коэффициент трения f'.
Для
плоских кожаных ремней коэффициент трения находится в пределах
f = 0,25...0,40, прорезиненных — 0,30, шерстяных—0,35; хлопча
тобумажных ремней f — 0,20. Среднее значение приведенного коэф
фициента трения для клиновых ремней /' при а = 34...40° будет f’K =
= /'/sin (а/2) « 3/'.
По аналогии с фрикционной передачей отношение передаваемого
окружного усилия Ft к максимально возможному значению этой силы,
которое определяется величиной начального предварительного натя
жения 2F0, называется коэффициентом тяги
ф = Ft/(2F0) = (F} - F2)/(F1 + F2) = (e/'«s - 1)/(е^ + 1). (16.8)
Взаимосвязь между коэффициентом тяги и удельным скольжением
определяется тяговой характеристикой — кривая / (рис. 16.8). Она
строится по данным экспериментов, в которых фиксируется нагрузка
Ft, постепенно возрастающая, и соответствующие значения коэффи
циента скольжения. Нормальная работа передачи характеризуется
прямолинейным участком графика; криволинейный участок отражает
неустойчивую работу ремня. Точка перехода прямолинейного участка
в криволинейный является критической точкой тяговой харак
теристики— соответствует значению коэффициента тяги ф0. При ра
боте с ф < ф0 тяговая способность ремня не используется полностью;
при ф > ф0 ремень работает неустойчиво и быстро изнашивается.
Наибольшее значение КПД — кривая 2 — также соответствует кри -
133
Рис. 16.8. Тяговая характеристика
передачи
Рис. 16 .9. К определению натяже
ния от инерции ремня
тической точке ф0: Для плоских ремней ф0 = 0,4...0,5; для клиновых
ф0 = 0,7...0,8. Отношение [3 — фтах/фо 1,15... 1,50 характеризует
возможную перегрузку передачи (до наступления буксования); для
прорезиненных ремней (3 = 1,15...1,30, для кожаных и шерстяных —
1,35...1,50, хлопчатобумажных — 1,25...1,40.
Распределение нагрузки в ремне. При работе передачи на холо
стом ходу силы натяжения ветвей Ft и Д2 мало отличаются от началь
ного предварительного натяжения Fo. При увеличении нагрузки Т2
сила F-l растет, F2 — уменьшается в соответствии с формулой (16.3).
При движении ремня по криволинейному пути возникают центро
бежные силы, вызывающие дополнительные натяжения (рис. 16.9). На
элемент ремня длиной dl — гda, масса единицы длины которого т,
действует центробежная сила dFr = dmv2‘!r, уравновешиваемая натя
жениями Дц. Условие равновесия с учетом, что sin (da/2) « da/2
и dm = dl-m = rmda\ dFr — rmdavMr = mv2da = 2FU sin (da/2)^
~
Fuda, откуда в пределах угла a
Fu = mu2.
(16.9)
Таким образом, полная сила Fx + Дц, растягивающая ремень,
в пределах угла скольжения asi уменьшается до Д2 4- Дц, а в пределах
угла скольжения as2 — вновь увеличивается до Ft + Гц.
В передачах с несколькими клиновыми ремнями в зависимости от
жесткости, точности элементов ремней и шкивов нагрузка между рем
нями распределяется неравномерно. Нагрузку, действующую в каж-
Д0хМ ремне, можно определить методом, приведенным в гл. 11. Из ис
следований и опыта эксплуатации коэффициент неравномерности рас
пределения нагрузкиДп — FmalJFm\ при z = 2 и 3/(п = 1,05; для z =4;
5 и 6 Дп = 1,1; при z > 6 Дп 1,16. Поэтому обычно количество
ремней принимают меньше 8.
Распределение напряжений в ремне. В сечениях ремня по его длине
напряжения изменяются (рис. 16.10). Напряжения растяжения от
начального натяжения (для передачи в покое)
= Л>М;
(16.10)
134
в ведущей ветви от натяжения
=Fo+0,5F,
ох=о0 0,5F//X=а0+0,5а/;
(16.11)
в ведомой ветви от натяжения
F2 = Fo-0,5F,
а2 = ао — 0,5а/; (16.12)
от центробежной силы по всей
длине ремня
ац = FvJA = ти2/А; (16.13)
от изгиба при огибании ремнем
шкивов по закону Гука аи = Еу/р
приу=0,5h
Рис. 16.10. Напряжения в ремне
аиі = Е • 0,5h/(0,5di) = Eh/di и аи2 = Eh/d^
(16.14)
В этих формулах А — площадь поперечного сечения ремня; Е —
шзрулъ продольной упругости материала ремня; у — расстояние от
нейтральной оси сечения ремня до точки, в которой определяется на
пряжение; р — радиус кривизны . Эпюры напряжений а15 а2, ни, Оц,
аИ1, аИ2 в ремне открытой передачи приведены на рис. 16.10, а', каждый
элемент ремня подвержен переменному напряжению от (о2 + ац) до
атахг, наибольшие напряжения Qmaxi возникают в ведущей ветви на шки
ве меньшего диаметра и для плоского ремня составляют
атаХ1=а0+о,5а/+ац+аиі =(Fo+0,5F/+mv2)/A+Eh/dv (16.15)
Потери мощности, КПД. Потери в ременной передаче обусловлены
упругим и геометрическим скольжением на шкивах — Nn.s
’
, внутрен
ним трением в ремне при переменном изгибе, растяжении и ежа»
тии — Уп.г; сопротивлением воздуха движению ремня и шкивов —
Nn.B; трением в опорах — Nn.o . Потери Nn.s зависят от скорости
скольжения и силы трения. Учитывая, что dt = (0,5d/v)da, относи
тельное смещение элемента ремня в пределах дуги проскальзывания
/
as
As=JVsdt=0,5dJ(vs/v)da.
о
о
Элементарная работа, совершаемая силой трения dFT = f'dFn
при смещении элемента ремня на As (рис. 16.7, б):
dW = dFTNs = f'dFn&s-,
(16.16)
полная работа сил трения за один пробег ремня
F=
[(fdF„v,/v) da] dl.
(16.17)
оо
Как видно из формулы (16.17), потери зависят от силы натяжения
Fo (определяет величины dFn\ и dFnz), приведенных коэффициентов
135
трения /і и fz, упругих свойств ремня (определяют скорости сколь
жения ys] и us2) и нагрузки (определяет углы скольжения на шкивах
asi и as2). Поэтому для клиноременных передач потери будут больше,
так как коэффициенты трения [' и силы dFn будут больше, чем в плоско
ременной передаче.
Потери от внутреннего трения ЛГп.г, обусловленные явлением гисте
резиса, будут тем больше, чем меньше диаметры шкивов, больше натя
жение ремня, большее число шкивов огибает ремень, чаще меняется
направление изгиба ремня. Потери Nn.s и #п.г не только служат по
казателями непроизводительных затрат энергии, они приводят к об
разованию тепла, за счет которого нагревается ремень. С повышением
температуры прочность и долговечность ремней резко снижаются. По
тери от сопротивления воздуха учитываются лишь в передачах со шки
вами большого диаметра со спицами. Таким образом, приближенно
потери в ременной передаче можно представить так:
М, = (Wn.s+Л7п.г)+Nn.o =AvKc,
(16.18)
где Кс — коэффициент пропорциональности, зависящий от схемы
передачи, конструкции и свойств ремня, физический смысл которою
отражает величину потерь, приходящуюся на единицу объема ремня
данной передачи.
КПД передачи
П = ^2/(#2 + Мп).
(16.19)
Средние значения КПД для обычных передач с открытым плоским
ремнем т] = 0,98, с натяжным роликом — ї] — 0,95. КПД клиноремен
ной передачи зависит от отношения dr'h, типа ремня, величины натя
жения и нагрузки, так как существенно проявляется геометрическое
скольжение между ремнем и шкивом. При d-Jh = 9... 19для передач
с кордшнуровыми ремнями ї] — 0,92...0,96; для передач с кордткане-
выми ремнями т] = 0,87 ... 0,92.
Нарушение режима работы и виды повреждений. Если шкивы
с цилиндрическим ободом установлены не параллельно, то при движе
нии ремень сходит со шкивов. То же происходит при несимметричной
относительно оси вращения форме рабочей поверхности шкивов. При
перегрузке передачи наступает буксование, вплоть до полного схода
ремня со шкивов.
В передачах с клиновыми ремнями могут возникнуть крутильные
колебания ведомого вала из-за периодического изменения передаточ
ного числа за каждый пробег ремня. Причиной таких изменений
является переменность ширины ремня по его длине.
Основным видом повреждений плоских ремней является усталост
ное разрушение, обусловленное циклическим изменением напряжений.
Разрушение сшивного ремня чаще всего происходит в месте соедине
ния его в бесконечную ленту. Для клиновых ремней отношение дав
ления на рабочей поверхности профиля к растягивающему напряже
нию в 4,5...5 раз больше, чем для плоских ремней. Поэтому клиновые
ремни выходят из строя не из-за разрыва, а из-за износа боковых по
верхностей.
136
Пути повышения недежности и долговечности. Совершенствова
ние приводных ремней (материалы повышенной прочности, армирова
ние ремней и обкладки, бесконечные плоские ремни), повышение точ
ности и качества рабочей поверхности шкивов — одно из главных
направлений повышения долговечности. Канавки клиноременных
шкивов следует полировать. Отклонения расчетных диаметров кана
вок каждого шкива в зависимости от сечения ремня не должны пре
вышать 0,10...0,30 мм.
Важным фактором, определяющим долговечность передачи, яв
ляется величина начального натяжения. Для надевания ремня в кли
ноременных передачах необходимо предусматривать возможность
уменьшения межосевого расстояния на (0,01...0,013) а, а для созда
ния необходимого натяжения — увеличения на (0,025...0,02) а. При
выборе сечения клинового ремня следует ориентироваться на мень
шее из возможных сечений, так как долговечность передачи будет
больше (из-за меньших напряжений изгиба).
РАСЧЕТ РЕМЕННЫХ ПЕРЕДАЧ
Критерии расчета. Основными критериями расчета ременных пере
дач являются тяговая способность, определяющая надежность сцепле
ния ремня с ободом шкива, и долговечность ремня, зависящая в усло
виях нормальной эксплуатации отего усталостной прочности. Целью
расчета ременной передачи в узком смысле является определение
размеров приводного ремня (или ремней) по заданным условиям
работы (ГОСТ 1284.3 -80).
Расчетная нагрузка. Для плоскоременной передачи расчетная на
грузка
F = F/ЛфЛаКЛр,
(16.20)
где Кф — коэффициент, зависящий от типа и расположения передачи;
/<а, Kv, Кр — коэффициенты, учитывающие соответственно влияние
угла обхвата, скорости и режима работы передачи.
В существующем методе расчета ременных передач с помощью этих
коэффициентов соответствующим образом корректируют допускаемое
удельное окружное усилие на единицу ширины ремня — формула
(16.22).
Геометрический расчет. В зависимости от передаточного числа
и и типа ремня определяют диаметры шкивов dt и d2. Диаметр dr
меньшего шкива находят по допускаемому отношению djh: для
прорезиненных djh 40, хлопчатобумажных тканых djh 30. Для
клиноременных передач диаметр dt находят по сечению ремня (ГОСТ
1284.3 —80). Диаметр второго шкива передачи — из формулы (16.6):
d2 — dru (1 —£). Диаметры обоих шкивов необходимо привести в со
ответствие с ГОСТ 17383—73 для плоскоременных передач и с ГОСТ
20889—80 ...20897—80 для клиноременных передач.
По dt, d2 и заданному конструкцией машины межосевому расстоя
нию а вычерчивают передачу с учетом места и конструкции натяжного
Ш
устройства и определяют длину ремня и угол обхвата 04. Для откры
той передачи (рис. 16.7)
I=2а+л(d24-di)/24- (d2—dx)2/(4a);
(16.21)
ai=180—2y«180—57(d2—d^fa.
Для клиноременных передач по найденной длине ремня подбирают
ближайшую из ГОСТ 1284—80 и затем вносят поправку в межосевое
расстояние, полученное на чертеже передачи. Минимальное меж
осевое раССТОЯНИе ДЛЯ ПЛОСКОРЄМЄННОЙ ОТКРЫТОЙ Передачи flfmin
>2 (dx 4- d2), Для передачи с натяжным роликом «min dx 4- d2i
для клиноременной передачи атіП — 0;55 (dt + d2) + h.
Расчет на тяговую способность. Наибольшая передаваемая нагрузка
определяется максимально допускаемыми значениями натяжения Fo =
= А [сг0] и коэффициента тяги ф. В расчетах принято использовать
удельную окружную силу ш0, передаваемую единицей ширины плос
кого ремня. Для кожаных и текстильных ремней w0 — /ю0, а для про
резиненных, в которых допускаемая удельная сила на одну проклад
ку — при числе прокладок в ремне zn, имеем w0 —Zn^i- Если ремень
натянут с напряжением, превышающим [сг0], то после нескольких ча
сов работы в результате вытяжки его напряжение все равно снизится,
поэтому увеличивать начальное напряжение для плоских ремней свы
ше о0 — 1,8 МПа, клиновых нормальных —о0 = 1,2... 1,8 и клино
вых узких свыше о0 = 3,0...3,5 МПа — нерационально. С учетом
влияния’на тяговую способность ремня напряжений изгиба при оги
бании шкива и давлений между клиновым ремнем и шкивом значения
ьу0 приводятся в таблицах [4.2] в зависимости от вида и толщины ремня
и диаметра меньшего шкива. Эти значения напряжений получены экс
периментально при следующих условиях: передача горизонтальная
открытым ремнем на чугунных шкивах, нагрузка постоянная, ско
рость ремня и = 10 м/с, угол обхвата a = л, коэффициент тяги ф ==
= ф0. Допускаемая удельная окружная сила для передачи с парамет
рами, отличающимися от указанных:
[ш] = w0K^KaKvKp.
(16.22)
Значения указанных коэффициентов в зависимости от влияющих
факторов приводятся в справочной литературе и изменяются в широ
ких пределах; /ц— от 1,0 для открытой горизонтальной передачи
до К<\> — 0,6 для полуперекрестной вертикальной; На—от 0,76 при
аг=100°до/<а=1,20приcq=220°; Kv—от1,04приv=1м/сдо
Kv — 0,68 при v — 30 м/с; Кр— от 1,0 при односменной работе, по
стоянной нагрузке до Лр= 0,4 при трехсменной работе, весьма не
равномерной нагрузке.
Аналогичные положения использованы при расчете клиноременных
и поликлиновых передач. Если принять, что один клиновой ремень
исходной длины /0 данного сечения в передаче с = 180° и и — 1 при
спокойной односменной работе может передать нагрузку Fo = А [сг0], то
в передаче с г ремнями, отличающейся от передачи, для которой полу
чены характеристики ремня данной длины, F = Е0Г1/(гг, а мощность
N=Fv=ЛоПK,vz=
І
138
откуда необходимое число ремней
z = д//(л/одад/д;др) - лл/[АГ] ,
(16.23)
а число ребер поликлинового ремня с учетом того, что в справочных
таблицах значения 2У0 приводится для ремней с 10 ребрами,
z=lQN/[N],
(16.24)
где No— мощность, передаваемая одним ремнем в зависимости от
его сечения и скорости и диаметра меньшего шкива.
Так как положение клиноременной передачи оказывает незначи
тельное влияние на ее работоспособность, а окружная скорость на
ходит отражение при установлении значения No, то кроме коэффи
циентов Да и Др учитывают действительную длину ремня коэффи
циентом Д і и неравномерность распределения нагрузки между ремнями
коэффициентом Кп= 1/Дп. Значения коэффициентов Да, Др мало от
личаются от значений, принимаемых при расчете плоскоременных
передач. Коэффициент Д і изменяется в зависимости от отношения фак
тической длины I ремня к /0; при Z/Zo = 0,3...2,6 для клинового ремня
нормального сечения Д / = 0,79... 1,21, для узкого клинового и поли
клинового ремня — 0,80... 1,16.
Расчет на долговечность. При скорости ремня v, м/с, и длине его
/, м, за время /, ч, эксплуатации передачи число циклов напряжений
ремня
= 3600/гши//,
(16.25)
где гш — число шкивов в передаче .
Согласно уравнению кривой выносливости (гл. 1), максимальные
напряжения в ремне связаны с числом циклов условием ^max/Vц—- С.
После подстановки из формулы (16.25) числа циклов А/ц получим
t = [ 1 /3600 VZm}] (C/Omax),
(16.26)
гдеV=v/l.
В передачах с плоским прорезиненным ремнем при и — 1 и С =
= 60,0...70,0 т = 5,6; в клиноременных передачах С = 21,0...30,0
и т = 6...11. Так как для ремней нет предела длительной выносливо
сти, то изменение До и dr существенно влияет на долговечность. При
уменьшении напряжений оп на 25 % долговечность увеличивается
в 4 раза, и наоборот, при увеличении напряжений на эту же величи
ну — уменьшается в 3 раза; уменьшение диаметра шкива на 20 %
вызывает уменьшение долговечности клинового ремня в три раза.
Долговечность ремня зависит также от частоты изменения напря
жений, что объясняется нагревом ремня. При установившейся темпе
ратуре ремня все выделяемое в нем тепло отдается окружающей среде.
Количество выделяемого тепла QB можно считать пропорциональным
площади поперечного сечения А и скорости ремня v. Для установив
шейся температуры ремня (гл. 13)
ЛиДс — An&&k,
откуда
ДА = AvKc/(Ank),
(16.27)
139
где Лп — площадь наружной поверхности ремня; k — коэффициент
теплопередачи; ДО — перепад температуры ремня и среды; Кс—
коэффициент, зависящий от схемы передачи и типа ремня.
Отношение площади сечения ремня А к площади наружной
поверхности Ап для плоских ремней (при условии h < b): А)Ап =
= bh!\2(о+h)I]жh/(2l)\дляклиновых ремней приа—40° и b=*
== 1,6/гЛ/Ап = 0,8Z?/i/(2,96Z) « Zi/(3,6/), на основании чего уравне
ние (16.27) может быть написано в виде
ДО = (v/l) hKe/[(2-, 3,6) k] = v/iKc/[(2; 3,6) k].
(16.28)
Отсюда видно, что при одинаковых прочих условиях температура
пропорциональна величине v = v/l. Расчетом нужно обеспечить
условие
[V].
(16.29)
Из опыта установлено, что, начиная уже с v « 2...3с-1, нагрев
ремня оказывает влияние на его долговечность (при v = 10с-1 срок
службы даже лучших шелковых ремней сокращается до нескольких
часов). Поэтому для открытой плоскоременной передачи принимают
[v] < 3...5 с-1, а для клиноременной передачи [v| < 10... 15 с-1.
Расчет шкивов и натяжных устройств. При расчете шкива на проч
ность определяют напряжения в ободе от действия центробежных сил
и размеры сечения спиц из расчета на изгиб. Напряжения в ободе ор =
= 10-6 • ри2 < [ор], откуда условие ограничения окружной скорости
у = ndifiJQO^. [и] = Ю3]/"[(Тр]/р,
(16.30)
где р — плотность материала шкивов, кг/м3, [ар1, МПа; dv м; п1У
мин'1.
Спицы рассчитывают на изгиб по упрощенным зависимостям при
пониженных напряжениях. В сварных шкивах рассчитывают обод,
диски или спицы и швы, соединяющие эти части между собой и со
ступицей.
В натяжных устройствах (рис. 16.6, б) рассчитывают диаметр на
тяжного ролика ctp^OjSdj, длины рычагов, взаимное положение
ролика и шкивов. Все размеры определяют графически из схемы пере
дачи. Нажатие ролика на ремень обеспечивается с помощью пружины
или груза. Сила тяжести груза Fr определяется в зависимости от схемы
устройства из уравнения равновесия:
Fr — (FPZP + FsZs)/Zr,
где Fp— сила тяжести ролика; /г, Zp, Zs— плечи, определяемые из
выполненной в масштабе схемы передачи; Fs = F2 + F2— нагрузка
на ролик от натяжений ремня.
ЧВ устройстве с качающимся двигателем определяют расстояние
Znp (рис. 16.6, в) и величину силы пружины Fnp из условия равно
весия
Fnp = (F-^
-ф F2Z2 FAZA)/Znp.
Варьируя расстояниями ZA и Znp, находят необходимую силу Fnp
и рассчитывают пружину (гл. 30).
140
Определение сил, действующих на валы. Приближенно, без учета
разницы натяжений между ветвями, нагрузка на вал
F3 = 2Fq sin (а/2) == [/^ sin (а/2)] /ty.
В плоскоременной передаче с регулируемым натяжением ф»ф0 «0,5,
в клиноременной ф = ф0 « 0,7, соответственно этому
Гв = 2jF\sin(cc/2) и FB« 1,5 Ft sin (а/2).
(16.31)
В плоскоременных передачах, не имеющих регулируемого натяже
ния, первоначально ремень надевается с натяжением, превышающим
оптимальное примерно в 1,5 раза, поэтому наибольшая нагрузка на
валы непосредственно после надевания ремня F3 max « 3Ft sin (а/2).
Обычно угол обхвата а^= 120°, поэтому для предварительных расче
тов можно принимать с погрешностью около 15 % F3^ 2Ff. Направ
ление действующих на валы сил определяется по схеме передачи.
Пример. Рассчитать клиноременную передачу привода центробежного ком
прессора от электродвигателя переменного тока при пх = 1450 мин-1, передавае
мой мощности N = 6 кВт, частоте вращения ведомого шкива п2 — 370 мин-1
(допускаемое отклонение ±3%), односменной работе, спокойном режиме .
Решение выполнено на основе ГОСТ 1284.1 —80 —1284.3 —80; в скобках даны
обозначения, принятые в учебнике, /р (Гр), То, (h), CL (/Q, Lp (/), Са
Cz (Кп),
Ср(Кр).
1. При заданной мощности N — 6 кВт и частоте вращения малого (ведущего)
шкива Пу = 1450 мин-1 из черт. 2 выбирается сечение ремня Б: /р = 14 мм, То =
= 10,5 мм.
2. Передаточное число
и = n-Jn^ = 1450/370 = 3,92.
3. С целью ограничения числа ремней г < 4 необходимо, чтобы мощность,
передаваемая одним ремнем, /Vo > 6/4 — 1,5 кВт. Из табл. 3 следует, что при
dt — 125 мм, передаточном числе и > 3 и длине ремня Lp ~ 2240 мм Мо — 2,5 кВт.
4. Диаметр ведомого шкива при относительном скольжении £ = 0 ,02 d2 =
= dxu(1—I)=125 •3,95(1—0,02)=480,2мм.
По ГОСТ 20895—80 принимаем d2 — 500 мм; действительное передаточное
число 500/125 = 4, частота вращения' п2 ~ 1450/4 — 362 ,5 мин-1, а отклонение от
заданной составляет (370—362,5)/370 2 %, что удовлетворяет условию.
5. Межосевое расстояние должно быть больше (zmin = 0,55 (d2 ф- dj -f- To —
~ 0,55 (125 + 500) 10,5 ~ 354 мм; принимаем a = 500 мм.
6. Расчетная длина ремня
Lp=2а+л(d2+dJ/2ф-(d2—dx)2/(4a)=2 •500+л(500ф-125)/2ф-
+ (500 - 125)2/(4 ■ 500) = 2052 мм;
принимаем по ГОСТ 1284.1—80 Lp = 2000 мм. Окончательное межосевое рас
стояние определяем по этой же формуле при подстановке Гр = 2000 мм, что дает
а=472 мм.
7. Коэффициент, учитывающий угол обхвата на ведущем шкиве при
cq « 180° — 57° (d2 — dj/a = 180° — 57° (500 — 125)/472 134°,
по табл. 8 Са — 0,87.
8. Коэффициент, учитывающий длину ремня, по табл . 9 С0,98.
9. Коэффициент , учитывающий неравномерность распределения нагрузки
между ремнями, Сг — 0 ,95.
10. Коэффициент, учитывающий режим работы, по табл. 10 Ср=1 ,00 .
11. Мощность передачи с одним ремнем
Np ~ N0CaCLfCp = 2 ,5 • 0,87 • 0,98/1,00 = 2,12 кВт.
141
12. Необходимое число ремней
z== Л7(^рСг) = 6/(2,1? • 0,95) - 2 .97;
принимаем г = 3.
13. Скорость ремня
v—
= л •0,125•1450/60=9,49м•с-1.
14. Частота пробегов
v = v/Lp = 9 ,49/2 « 4,75 с-1, что удовлетворяет условию
v — 4,75<[v] = 10...15 с-1.
15. Передаваемое окружное усилие
=/V/и = 6/9,49 = 0,63 кН.
16. Сила , действующая на вал,
FB= 1,57 =7 sin(a/2)= 1,5 • 0,63 sin (134/2)° «0,87 кН.
ГЛАВА 17. ПЕРЕДАЧИ ЗУБЧАТЫМ РЕМНЕМ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Передача зубчатым ремнем служит для
передачи вращающего момента между валами, расположенными на не
большом расстоянии, при необходимости сохранения постоянства пере
даточного числа. Ее применяют для мощности до 100 кВт (имеются
и для мощности 500 кВт) при окружных скоростях v < 50 м/с (в ред
ких случаях v ■— 80 м/с) и передаточных числах и < 12 (в специаль
ных случаях до 20). Такие передачи используют в металлорежущих
и деревообрабатывающих станках, автомобилях, комбайнах, велоси
педах и мотоциклах, швейных машинах, пишущих и счетных машин
ках. Передача состоит их зубчатого ремня 1 (рис. 17.1) и двух шкивов
с зубьями — ведущего 2 и ведомого 3, Вращение ведомого вала осу
ществляется за счет тянущего усилия ремня, зацепляющегося с зу
бьями ведущего шкива.
Классификация. Передачи зубчатым ремнем различают (рис. 17.2):
по типу ремней — односторонние и двухсторонние", по скорости ведо
мого вала — понижающие и повышающие-, по числу ступеней — одно -
и многоступенчатые, с одним ведомым шкивом — нормальные и спе
циальные, с несколькими ведомыми шкивами и роликами. Передачи
могут быть горизонтальными, наклонными и вертикальными, без
устройства для натяжения и с натяжными или направляющими роли
ками. Устройства для натяжения ремней могут быть постоянного дей
ствия или с периодически регулируемым положением роликов.
Достоинства, недостатки. Главное преимущество передачи зубча
тым ремнем — отсутствие скольжения ремня, благодаря чему сохра
няется постоянство передаточного числа. Эта передача компактнее,
работает более плавно, чем цепная (гл. 18), бесшумна, обладает хоро
шей демпфирующей способностью, может работать в активных сре
дах, не требует смазывания.
Недостатки — более сложная по сравнению с ременной передачей
конструкция и технология изготовления ремней и шкивов, меньшая
передаваемая мощность и долговечность.
142
Рис. 17.1 . Передача зубчатым ремнем
Рис. 17 .2. Классификация передач зубчатым ремнем
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Зубчатые ремни. Ремень состоит из каркаса 1 (рис. 17.3, а) и мас
сива 2, охватывающего его, и представляет собой бесконечную ленту
с зубьями трапециевидной формы с внутренней, а иногда и с наружной
(в) стороны ленты. Каркас состоит из спирально навитых металличе
ских тросов либо шнуров из стекловолокна или полиамида, располо
женных вдоль ремня, которые служат для передачи тягового усилия,
а также для обеспечения постоянства шага ремня. Массив выполняют
из резины на основе бутадиен-нитрильных каучуков или из неопрена,
или полиуретана. Он предназначен для придания ремню монолитности,
предохраняет каркас от повреждений и через зубья передает тяговую
силу от шкива на ремень. Для повышения износостойкости зубья
покрывают нейлоновой или другой тканью.
Основной характеристикой ремня является модуль — отношение
шага Р к числу л—т —Р/п (от 1 до 10 мм). Остальные размеры элементов
143
Рис. 17.3. Зубчатые ремни
ремня (б), пределы числа зу
бьев ремня2Р 40...250 указаны
по ОСТ 38 05114—76. Масса
и допускаемая удельная ок
ружная сила (2,5...42,0 Н/мм)
указаны в зависимости от мо
дуля по ОСТ 38 05227-81.
Шкийы. Малые шкивы вы
полняют сплошными (рис.
17.4, а), а большие — дисковой
конструкции (б) из чугуна (v <
< 30 м/с), стали, легких спла
вов и пластмасс. Для пре
дупреждения сбегания ремня
меньший шкив снабжают ребордами; при передаточном числе и > 3 оба
шкива выполняют с ребордами. Применяют также передачи с одно
сторонними ребордами на каждом шкиве, расположенными с противо
положных сторон ремня. Ширину шкивов между ребордами делают
больше ширины ремня на модуль.
При т > 2 мм зубья имеют прямобочный профиль с углом впади
ны 2уш = (40 + 2)°. Переход от бокового профиля зуба ко впадине
у основания зуба и кромки вершин скругляют по дуге с радиусом
г} га ~ 0,3...3,0 мм. Наружная поверхность шкива должна быть
тщательно обработана — параметр шероховатости не более Ra =
—
2,5 мкм.
ОСНОВЫ ТЕОРИИ И РАБОТА ПЕРЕДАЧИ
Процесс передачи нагрузки. В работающей передаче окружная си
ла передается за счет давления зубьев ведущего шкива на зубья ремня
и затем давлением зубьев ремня на зубья ведомого шкива. Для обеспе
чения контакта зубьев по полной их высоте и выборки зазоров зубча
тый ремень надевают на шкивы с начальным натяжением (рис. 17 .5, а).
При работе передачи (б, в) ремень испытывает растягивающую на
грузку вследствие чего удлиняется. Если не предусмотрено доста
точное предварительное натяжение, ремень смещается в радиальном
направлении, возникает зацепление зубьев не на полную глубину за
хода (а) и поверхность контакта их уменьшается (иногда на 35...
Рис. 17 .4 . Конструкции шкивов
144
50 %). Для создания нормальных условий зацепления необходимо,
чтобы величина предварительного натяжения была в два раза меньшей
полезной окружной силы. Так как зубья шкива, как и зубья ремня,
имеют прямолинейный профиль, то вследствие возникающей в этих усло
виях несопряженности профилей в процессе вхождения зуба ремня
в зацепление вершины зубьев деформируются ((>).
Распределение нагрузки. В неработающей передаче в каждой
ветви ремня действует сила начального натяжения Fo, сила прижатия
на зубьях и во впадинах ремня Fc. В работающей передаче возникает
натяжение F* = mv2, от центробежной силы Fr (см. гл . 16). Натяжение
ведущей ветви ремня
Р1=Р0+Гц+Pt,
(17.1)
а ведомой
Г2=Fo+Гц,
(17.2)
где Ft — окружная сила .
Зубья ремня, находящиеся в пределах дуги обхвата в контакте
с зубьями шкива, испытывают неодинаковую нагрузку. Наиболее на
груженным является зуб ремня, входящий первым в зацепление с ве
дущим шкивом, и зуб, выходящий первым из зацепления на ведомом
шкиве. Закон распределения давлений между зубьями и на поверхно
сти контакта можно
найти, воспользовав
шись системой уравне
ний совместности де
формаций (гл. 11). Пе
ремещение рабочей по
верхности зуба опре
деляется деформация
ми смятия рабочей
грани 6см (рис. 17.6),
изгиба 6И и сдвига 6СД Рис. 17 .6. Деформации зубьев ремня
145
Рис. 17 .7 . Распределение усилий в ремне в зависимости от ошибок шага
собственно зуба, поворота его основания 60 в полотне ремня. Наиболее
существенными являются перемещения от деформации контактного
смятия бсм = (0,150.. .0,170)/G, которые примерно в два раза меньше
перемещения от деформации сдвига бсд — (0,080...0,090)'G. Остальные
перемещения составляют от наибольшего 2...5 %. Перемещение от де
формации каркаса с металлотросами также мало (около 5 %), а для
ремня с кордшнуром соизмеримо с перемещением от сдвига. Характе
ристикой ремня, позволяющей оценить распределение нагрузки в за
цеплении, может служить отношение податливости участка каркаса Хк
длиной в один шаг к податливости зуба Х3 —= 0,010...0,025.
С увеличением коэффициента (больше жесткость каркаса) неравно
мерность распределения нагрузки в пределах дуги обхвата растет, осо
бенно при больших числах зубьев.
Распределение нагрузки между зубьями зависит от точности эле
ментов передачи и натяжения ведущей ветви, так как из-за неточности
и под влиянием предварительного натяжения шаг ремня Р будет от
личаться от шага шкива Рш. В неработающей передаче нагрузка на
зубья от предварительного натяжения возрастет от середины дуги об
хвата в обе стороны (рис. 17 .7, а). В работающей передаче при Рш > Р
нагрузка увеличивается на зубьях, расположенных ближе к середине
дуги обхвата (б); при Рш < Р нагрузка увеличивается на зубьях,
расположенных ближе к краям дуги обхвата (в).
Распределение напряжений. В неработающей передаче в каркасе
ремня возникают напряжения растяжения о0, вызванные силой на
чального натяжения Fo, и изгибающие напряжения Оир в пределах дуг
обхвата (рис. 17.8). В работающей передаче зубья испытывают напря
жения смятия огСм, изгиба ои и сдвига тс, в ветвях ремня дополнительно
возникают растягивающие напряжения от центробежной силы, на ра
бочей поверхности зубьев касательные напряжения т при входе зубьев
в зацепление и выходе из него. Кроме того, во впадинах ремня дей
ствуют напряжения Стсм от прижатия ремня в радиальном направле
нии к вершинам зубьев шкива.
Среднее напряжение смятия на поверхности зуба в предположении
равномерного распределения нагрузки
*^см т — F/(z0W,
(17.3)
146
Рис. 17 .8 . Напряжения в ремне
наибольшее напряжение смятия на поверхности зубьев
Осм шах “ ^см
(17.4)
где z0 — число зубьев ремня в пределах дуги обхвата; 7<р — коэффи
циент концентрации нагрузки подлине зуба b (1,15...1,30 для Ыт =
= 6... 10); Kh — коэффициент концентрации нагрузки по высоте зуба
(1,5..3,5 — в зависимости от z0 и га); Кг — коэффициент неравномер
ности распределения нагрузки между зубьями (Кг = 1,1... 1,3).
Напряжения изгиба в основании зуба (приближенно)
ои = Mw/WK = 6(Fmaxcos y)/iKc/[b(s + 2/г tg у)2],
(17.5)
где К с = 0,3... 0,5 — коэффициент, учитывающий плечо сосредоточен
ной силы, заменяющей распределенную нагрузку;
напряжения сдвига
Тс = (Fmax COS у)/[6 (s + 2F tgy)J;
(17.6)
напряжения сжатия
^СЖ — (Fmax COSy)/(&/l).
(17.7)
Напряжения изгиба, сдвига и сжатия изменяются по знакоперемен
ному циклу (один раз за время пробега ремня), а напряжения смятия—
по отнулевому циклу (с той же частотой). Количество циклов напря
жений на зубе ремня
УУЦ = бО/г/г/Zp,
(17.8)
где п — частота вращения шкива, мин-1; t — время работы, ч; z —
число зубьев шкива; zp — число зубьев ремня .
Количество циклов напряжений изгиба в массиве и металлотросах
при двух шкивах в четыре раза больше, чем УУц (два изменения прямо
линейной формы троса в криволинейную и два раза в обратном направ
лении).
147
Потери мощности, КПД. Потери в передаче складываются из'потерь
на внутреннее трение в ремне, радиальное трение на зубьях в зацепле
нии, аэродинамических и в опорах. Потери на внутреннее трение Nn.T
при объемном деформировании зубчатого ремня (массива, каркаса
и зубьев) под действием вышеперечисленных нагрузок обусловлены
явлением гистерезиса — при изменении напряжений часть работы,
затраченной на деформирование, переходит в тепло. Так как разность
натяжений ветвей и жесткость ремня в передаче зубчатым ремнем
больше, чем в плоскоременной, то эти потери в передаче зубчатым
ремнем больше, чем в плоскоременной.
Потери на трение при входе и выходе зубьев из зацепления ЛД.з
составляют значительную часть общих потерь. Из-за растяжения
ремня под нагрузкой шаг между зубьями ремня на дуге обхвата неоди
наковый. Со временем вследствие вытяжки ремня и структурных изме
нений в материале его шаг увеличивается еще больше и потери при
входе и выходе зубьев растут. Чем больше отношение толщины ремня
Н к высоте зубьев h и меньше (Н — h}!d. тем меньше потери (рис.
17.3)
Аэродинамические потери Nn.a становятся существенными при ок
ружной скорости и > 20 м/с. Из-за наличия зубьев на ремне и шки
вах эти потери будут больше, чем в ременной передаче.
Общий коэффициент полезного действия передачи зубчатым
ремнем
Л=N2/(N24~АГП.г4-Mi.34“А'п.а4"А^п.о)?
(17.9)
где Лгп. о — потери в опорах валов.
В силу сказанного потери в передачах зубчатым ремнем несколь
ко больше, чем в ременных, а границы изменения КПД оказываются
шире г| ~ 0,88...0,96.
Нарушение режима работы и виды повреждений. При недостаточ
ной точности изготовления элементов шкивов, монтажа валов и малом
начальном натяжении возникает неравномерность движения ремня,
неправильное зацепление зубьев. С увеличением частоты вращения
влияние ошибки шага и эксцентриситета шкивов на неравномерность
движения усиливается. С увеличением длины ремня и уменьшением
начального натяжения на ведомой ветви возникают поперечные коле
бания.
Разрушение ремней передачи начинается с износа рабочей поверх
ности зубьев, обусловленного трением о зубья шкива. Максимальная
интенсивность износа на отдельных участках зубьев ремня может
в 10 раз превышать наименьшую. Затем у основания зуба может воз
никнуть трещина, которая распространяется в направлении, паралле-
лельном металлотросам (рис. 17 .9, а); при малой толщине ремня тре
щина направлена перпендику-
л ярно металлотросам (б). Трещи-
на приводит к нарушению связи
резины с металлотросом и отде-
q
&
,
лению зубьев от массива ремня.
Пути повышения надежности
Рис. 17.9. Повреждения ремня
И ДОЛГОВЄЧНОСТИ. ПрИ разработке
148
новых ремней необходимо применять более жесткие спирали метал
лических тросов, увеличивать их количество на единицу ширины рем
ня, обеспечивать более прочную связь резины с металлотросом, жестче
регламентировать допуски на длину спиралей, выполнять зубья из
более твердой резины, чем массив, увеличивать износостойкость ра
бочих поверхностей. Для более равномерного распределения нагруз
ки между зубьями в зацеплении следует увеличивать шаг шкива по
сравнению с шагом ремня: при жестком каркасе на 0,05...0,07 мм,
при каркасе из кордшнуров — в 10... 15 раз. Вместо широкого
ремня лучше применять несколько узких. Рабочую поверхность зу
бьев и наружную поверхность шкива необходимо тщательно обрабаты
вать, стремиться к увеличению радиуса закругления вершины зубьев
шкива (при увеличении га от 0,1т до 0,3т долговечность увеличи
вается в 5 раз).
РАСЧЕТ ПЕРЕДАЧ ЗУБЧАТЫМ РЕМНЕМ
Критерии расчета. Основными критериями расчета по ОСТ
38—05227 —81 являются тяговая способность ремня, износостойкость
зубьев и долговечность. Массив ремня с металлотросами рассчитывают
на выносливость по максимальным напряжениям растяжения, а зу
бья — на выносливость по напряжениям изгиба и смятия. Однако
конструкция и относительные размеры зубьев и ремня в целом подо
браны так,что при определенном начальном натяжении, давлении на
зубья и скорости расчет на тяговую способность и износостойкость
зубьев обеспечивает удовлетворение других требований при долго
вечности 3000...5000 ч.
Расчетная нагрузка. В качестве номинальной нагрузки прини
мают вращающий момент Тх на ведущем шкиве или передаваемую
мощность при частоте вращения п1} мин-1.
Номинальная окружная сила
FtH=2-
NJv.
(17.10,'
Расчетная окружная сила (гл. 8) и расчетнаямсшность
Ft = FtHKp-
(17.11)
где Кр — коэффициент режима работы.
Значения коэффициента Кр выбирают в соответствии с рекомен
дациями ОСТ 38—05227—81 в зависимости от типа машины, характера
нагрузки и вида приводного двигателя. Величина /Ср изменяется от
Кр = 1 для счетных машинок с приводом от электродвигателей по
стоянного тока до = 2,6 для поршневых компрессоров и насосов
с приводом от электродвигателей переменного тока. Среднее давле
ние на зубьях рт = Ftl(z6bhy, расчетное давление (гл. 8)
p^pmKzKhK[v
(17.12)
Высота площадки контакта h' определяется по высоте зубьев за
вычетом участков закруглений у вершины и основания зубьев.
Расчет на тяговую способность. Расчетом предусматривается огра
ничение полного натяжения с целью обеспечения правильности зацепле-
149
а-
б
Рис. 17.10 . К расчету передачи
ния. С ростом передаваемой силы увеличение шага ДР, которое
обусловлено деформацией зуба 63 и ремня бр в пределах одного шага,
может оказаться настолько большим, что точка вершины зуба шкива
Dm (рис. 17.10, и) попадет на поверхность, ограничивающую верши
ну зуба ремня, и нормальные условия работы передачи нарушатся.
Деформация зуба ремня, отнесенная к единице ширины его под дей
ствием силы F3, приходящейся на этот зуб:
63 = F3l3/b,
(17.13)
где Х3— суммарный коэффициент податливости зуба ремня.
Удлинение ведущей ветви ремня на участке между вошедшим в за
цепление зубом 1 и следующим за ним зубом 2 под действием натяже
ния Pi ведущей ветви
6р = Р1Хр/&,
(17.14)
где Хр — коэффициент податливости участка ремня длиною в один шаг .
Правильное зацепление будет обеспечено, если за время поворота
шкива на некоторый угол ср точка Dp, находящаяся на расстоянии
Р + ДР3 + ДРр от точки В (рис. 17 .10, б), попадает в точку С одно
временно с точкой Dm. Учитывая, что размеры элементов ремня зависят
от модуля передачи, номинальная окружная удельная сила и'о в нор
мали (ОСТ 38 05227—81) устанавливается с учетом ограничения дефор
мации 6 в зависимости от модуля ремня для передачи с и > 1 между
двумя шкивами при г0>6и спокойной работе (для т — 1 . . . 10,0 мм,
w0 = 2,5...42,0 Н/мм). При отклонении от указанных условий номи
нальная удельная окружная сила
W = WpFuFPnFz->
(17.15)
где Ки — коэффициент, учитывающий для ускоряющих передач вели
чину передаточного числа (при и = 1...0,ЗЛи = 1 ...0,80); Крл — коэф
фициент, учитывающий наличие в передаче роликов (при одном ролике
КРл = 0,9, при двух — Крл
—
0,8); Kz — коэффициент, учитывающий
число зубьев, охватываемых ремнем (при z0 = 5 Кг — 0,8, при zn =
=4 Кг = 0,6).
По величине расчетной мощности N и частоте вращения быстро
ходного вала, по номограмме и таблицам ОСТ сначала выбирают
модуль ремня и число зубьев а затем определяют необходимую
ширину этого ремня:
b' = Ft/[w],
(17.16)
где — допускаемая удельная окружная сила.
150
При установлении величины [да] учитывают влияние натяжения
от центробежной силы, которое уменьшает полезную нагрузку на ре
мень:
[да] = да— дац,
(17.17)
где дац — удельное окружное натяжение от центробежной силы
(дац — Рц/^)-
Фактическая ширина ремня Ъ определяется из отношения b ~
= Ь'1Кт и округляется до значений, указанных в ОСТ 3805114—76.
Коэффициент Кш = 0,70... 1,20 при Ь' — 8. . . 100 мм.
Расчет на износостойкость. Этот расчет носит проверочный харак
тер и заключается в проверке давлений на зубья
£<[/>].
(17.18)
Допускаемое давление зависит от частоты вращения быстроходного
вала; оно изменяется от Гр] — 2,5 МПа при пх = 100 мин-1 до [р] =
= 0,35 МПа при пх = 10000 мин~г .
Геометрический расчет. Число зубьев большого шкива z2 = zxu;
диаметры делительных окружностей
dx=zxmиd2—z2m;
(17.19)
диаметры вершин зубьев
da=d—2Д+К,
(17.20)
где А — расстояние от оси металлотроса до впадины между зубьями
ремня(притс1,5ммД=0,4мм,прит 4ммД=0,8мм);К=
«•- 0,2ЕДг— поправка, принимаемая со знаком «+» для ведущего
и знаком «—» для ведомого шкивов с целью обеспечения более равно
мерного распределения окружной силы между зубьями, находящими
ся в зацеплении (при удельной податливости каркаса ремня Х== кк/Ь).
Диаметр впадин шкива
^ = 4—1,8/72;
(17.21)
шаг по окружности вершин
Ра == nda/z.
(17.22)
Если межосевое расстояние не задано, то предварительно его
принимают в пределах
a >(0,5...2,0)(di + d2);
(17.23)
для принятого межосевого расстояния находят длину ремня (гл. 16)
V=2а+0,5л(dx+d2)+0,25(d2—d^/a
(17.24)
и число зубьев ремня
Zp = V 1(пт).
(17.25)
Полученное число зубьев округляют до нормализованных значе
ний чисел зубьев zp = 40...250, определяют соответствующую этому
длину ремня / = л/пгр. Окончательное меж осевое - расстояние
а—0,25{I—0,5л(dx+d2)+
+)/[/—0,5л(dx+d2)]2—2(d2—dj2),
(17.26)
161
и число зубьев на малом шкиве, находящихся в зацеплении с рем
нем,
z0 = гх [ 180° — 57° (d2 — dx)a]/360°.
(17.27)
Определение сил, действующих на валы передачи. Начальное
натяжение принимают несколько большим натяжения от центробеж
ных сил, чтобы под действием последних не нарушалась правильность
зацепления ремня со шкивами. Удельная сила от начального натяже
ния при модуле т — 2. . . 10 мм составляет всего 8... 10 % от допускае
мой окружной силы. Таким образом, 7% = 0,174+ Fn. Так как на
чальное натяжение ведомой ветви при работе передачи изменяется
мало, то при определении силы FB, действующей на валы передачи,
учитывают лишь окружную силу FB — (1,0...2,0) Ft. Такой расчет
допустим при соблюдении определенных требований к точности мон
тажа передачи: перекос осей при частоте вращения пх с 1500 мин-1
должен быть не более ±25', при пх > 1500 мин-1
—
в два раза
меньше.
Пример. Рассчитать передачу зубчатым ремнем в приводе токарного станка:
номинальная передаваемая мощность Л/х — 10 кВт; частота вращения ведущего и
ведомого шкивов 74= 1450 мин-1; п2 = 725 мин-1; межосевое расстояние а =
= 1 0 0 0 мм; режим работы двухсменный.
Решение выполнено на основе ОСТ 38 05227 — 81 и ОСТ 38 05114 — 76;
в скобках даны обозначения, принятые в книге:
С2(К2); Ср (/(р).
1. Расчетная мощность при коэффициенте режима работы из табл . 2: С =
= 1,7; Мр = МнСр= 10-1,7= 17 кВт.
Р
2. Модуль ремня при п1 — 1450 мин-1 и Л/р = 17 кВт по черт. 2.: т = 7,мм.
3. Число зубьев ведущего шкива при п. = 1450 мин-1 и т = 7 мм из табл. 3:
гх=26.
4. Передаточное число и
—
пг/п2 = 1450/725 = 2.
5. Число зубьев ведомого шкива; z2 = ztu = 26 . 2 = 52.
6. Диаметры делительных окружностей шкивов: dt = гхт = 7 • 26 = 182 мм;
d2=z2m=7 .52=364мм.
7.Длина ремня: V=2а4-лЩ2Д-dJ/2 (d2—d-,)2/^) =2 •1000+лх
X (364 + 182)/2 + (364 — 182)2/(4 • 1000) = 2865,5 мм.
8. Число зубьев ремня: z = l'/(nm) = 2865,5/(л • 7) = 130,4, принимаем г =
= 130.
9. Действительная длина ремня: I — грлт
—
130•3,14 •7 =2858,7мм.
10. Межосевое расстояние из формулы для I при подстановке I — 2858,7 мм;
а — 996,6 мм.
11. Число зубьев ремня в пределах угла обхвата сведущим шкивом: z0 — zX:
X [180° — 57° (d2 — dj/a]/360° = 26 [180° — 57° (364 — 182)/1000]/360° = 12 ,3 .
12. Окружная скорость ремня: v = лс^ПтДЮОО • 60) = л • 182 • 1450/(1000 X
X60)«з14м/с.
13. Расчетная окружная сила: Ft = /V
• 103/а = 17 • 103/14 1,2 кН.
14. Допускаемая номинальная удельная окружная сила по табл . 6: w0 =
= 32 Н/мм.
15. Коэффициенты, учитывающие: передаточное число Си= 1 (при и> 1);
число зубьев в пределах дуги обхвата Сг — 1 (при г0 > 6).
16. Расчетная удельная окружная сила: w — w0CuCz = 32 • 1 . 1 = 32 Н/мм.
17. Масса 1 м ремня шириной 1 мм по табл. 7: шр = 0,008 кг/(м • мм).
18. Допускаемая удельная окружная сила
= w—тpv2=32 —0,008X
X142®30Н/мм.
13*
19. Расчетная ширина ремня: b' = Ft/[w] = 1,2 • 1000/30 — 40 мм; принимаем
потабл.2ОСТ3805114—766 =40мм.
20. Расстояние от оси металлотроса до впадины между зубьями из табл. 1
ОСТ3805114—75 Д=0,8мм.
21. Податливость по табл . 5 ОСТ 38 05227 — 81: Ак = 1,1 • 103 мм2/Н; удель
ная податливость X = кк/Ь = 1,1 • 10“3/40 = 2,75 • 10-5 мм/Н.
22. Поправки на диаметры вершин зубьев: A1 = 0,2F/Az] = 0 ,2 • 1200 • 2 ,75 X
X IO"5 • 26 =0,17 мм, К2=0,2ГДх2=0,2 • 1200 •2,75• Ю"5 •52=0,34 мм.
23. Диаметры вершин зубьев:
daj ^=dt~ 2Д 4-К, = 182 — 2 • 0,8 4-0,17 = 180,57 мм;
da2=d2—2Д—К.2 =364 —2 •0,8 —0,34 =362,04мм.
24. Начальное натяжение ремня: Fo = 0,lF/ 4- mpv2b = 0,1 • 1,2 4~ 0,008,142 X
X40=0,18Н.
25. Сила, действующая на валы: FB = l,5F/ = 1,5 • 1,2= 1,8 кН.
ГЛАВА 18. ЦЕПНЫЕ ПЕРЕДАЧИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Цепные передачи служат для передачи
вращающего момента между валами, расположенными на значительном
расстоянии, при необходимости сохранения точного значения переда
точного числа. Их используют для мощностей до 100 кВт (встречаются
и на несколько тысяч киловатт) при окружных скоростях до и с
< 15 м/с и передаточных числах и < 7. Они применяются в сельско
хозяйственных машинах, металлорежущих станках, велосипедах, мо
тоциклах, транспортерах, угольных комбайнах, нефтепромысловом
оборудовании (рис. 18.1, а) и других машинах.
В простейшем случае цепная передача состоит из цепи 1 и двух
звездочек — ведущей 2 и ведомой 3 (б). Передачи, работающие при
большой нагрузке и большой скорости, заключают в кожух, снаб
жают натяжными устройствами и приспособлениями для смазывания.
В специальных случаях ведомых звездочек может быть более двух.
Вращение ведомого вала осуществляется за счет тянущего усилия
цепи, создаваемого зубьями ведущей звездочки.
Классификация. Цепные передачи различают (рис. 18.2); по типу
цепей — передачи с роликовыми, втулочными и зубчатыми цепями, по
скорости ведомого вала — понижающие и повышающие', по количеству
цепей, передающих нагрузку,— однорядные и многорядные', по коли-
Рис. 18.1 . Цепная передача
153
Рис. 18.2. Классификация цепных передач
честву ведомых звездочек — нормальные (одна ведомая звездочка)
и специальные (многозвездные) — ведомых звездочек несколько.
Передачи могут выполняться открытыми, с легкими защитными кожу
хами и в закрытых корпусах; могут быть горизонтальными, наклон
ными и вертикальными, с системой периодической и непрерывной по
дачи смазочного материала (в виде брызг, создаваемых механическим
устройством, или с циркулированием от смазочного насоса к поверх
ностям трения). Различают передачи со специальными устройствами
для регулирования провисания цепи и без них.
Достоинства, .недостатки. Основные достоинства цепной передачи:
отсутствие скольжения тягового органа — цепи, применимость
при значительном расстоянии между валами I < 5 м; достаточно вы
сокий КПД; меньшая, чем в ременной передаче, нагрузка на валы
и возможность передачи вращения одной цепью нескольким валам.
Недостатки — неравномерность движения ведомого вала, шум
цепи в процессе эксплуатации: необходимость тщательного монтажа
и ухода, непригодность передачи при периодическом реверсировании
без пауз, сравнительно высокая стоимость.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Цепи роликовые и втулочные. Приводная роликовая цепь (ПР)
состоит из последовательно чередующихся внутренних 1 и внешних
2 звеньев (рис. 18.3, а), шарнирно соединенных между собой. Каждый
шарнир состоит из валика 3, впрессованного во внешние пластины,
и втулки 4, закрепленной в отверстиях внутренних пластин. Ролик 5,
надетый на втулку, предназначен для уменьшения износа зубьев звез
дочки. Приводные втулочные цепи (ПВ) отличаются отсутствием ро
ликов, что приводит к усилению износа зубьев звездочек. Концы цепи
при четном числе звеньев соединяются посредством разборного допол
нительного звена (б) и переходного — при нечетном (в). Основным
параметром цепи является шаг Р — расстояние между осями двух
смежных роликов. В зависимости от отношения шага цепи Р к диамет
ру d ролика различают цепи легкой и нормальной серии при Pld < 2
и длиннозвенные при Pld 2 (ГОСТ 13568—75).
По ГОСТ 13568—75 изготовляют цепи роликовые одно-,
двух-,
трехрядные нормальной и легкой серии, роликовые однорядные уси-
Рис. 18.3. Цепи втулочно -роликовые
155
/2З
Рис. 18 .4 . Цепи зубчатые, фасоннозвенные и штыревые
ленные, втулочные одно- и двухрядные, роликовые длиннозвенные
(ПРД), роликовые с изогнутыми пластинами (ПРИ) и т. п. Для пере
дачи больших усилий применяют многорядные, чаще двух- (г) и трех
рядные цепи, собираемые из деталей нормальных однорядных цепей,
за исключением валиков, длина которых равна общей ширине цепи.
При работе с ударной нагрузкой используют роликовые цепи с изо
гнутыми пластинками (ПРИ), состоящие из звеньев, подобных соедини
тельному звену (в).
Материалы деталей цепи должны обладать высокими износостой
костью и прочностью. Для пластин используют сталь 45; 50; 40X;
40ХН; ЗОХНЗА с закалкой до твердости 34...41HRC3, для валиков
и втулок — сталь 15; 20; 15Х; 20Х и др. при твердости 55...63 HRC3;
для роликов — те же стали при твердости 48...56 HRC3.
Цепи зубчатые и другие. Приводная зубчатая цепь (рис. 18.4, а)
состоит из набора пластин 1 с зубьями, шарнирно соединенных в оп
ределенной последовательности. Шарнир образован двумя призмами:
удлиненной 2, укрепленной в одной группе пластин, длина которой
больше ширины цепи, и внутренней 3, закрепленной в пластинах со
седнего звена, имеющего пластин на одну больше. При такой конст
рукции сила от звена к звену передается по всей ширине цепи, а по
тери на трение малы вследствие относительного качения призм. Для
предотвращения смещения зубчатой цепи вдоль оси звездочки во вре
мя работы при малых скоростях применяют две боковые направляю
щие пластины, а при больших скоростях — одну среднюю, для чего
на зубьях звездочек предусматривают прорези. Зубчатые цепи обес
печивают высокую кинематическую точность и более плавную работу,
так как контакт наружных зубчатых выступов каждой пластинки
происходит с боковыми сторонами сразу двух трапециевидных зубьев
звездочки.
По ГОСТ 13552—81 изготавливают цепи с шагом Р — 12,7...
. ..31,75 мм при разрушающей нагрузке до 300 кН. Пластины изготав
ливают из стали 50 с закалкой до твердости 40...46 HRC3, призмы —
из стали 15; 50 с цементацией и закалкой до 53...61 HRC3.
При небольших нагрузках и скоростях (и < 3...4 м/с) применяют
фасоннозвенные цепи из литых, необработанных звеньев — чаще всего
крючковые (б\ и втулочно-штыревые (в), предназначенные для сельско
хозяйственных машин. Втулочно-штыревые цепи собирают из чугун-
156
Рис. 18 .5 . Профили зубьев звездочек
Рис. 18 .6 . Конструкции звездочек
ных звеньев с помощью стальных штырей, фиксируемых шплин
тами.
Звездочки. Работоспособность цепной передачи в значительной
степени зависит от точности изготовления элементов звездочки,
твердости и качества поверхности зубьев. Для роликовых и втулоч
ных цепей зубья звездочек (рис. 18.5, а) профилируют по ГОСТ
591—69. Для зубчатой цепи (б) профиль зубьев (ГОСТ 13576—81)
при окружной скорости V < 5 м/с очерчен прямыми линиями с углом
вклинивания цепи а — 60°; при окружной скорости v > 5 м/с профиль
зуба на некотором расстоянии от вершины в направлении к основанию
очерчивается дугой постоянного радиуса.
Конструкции звездочек отличаются большим разнообразием (рис.
18.6): дисковые (а) и со ступицей, цельные (б), составные (в) и с упру
гими соединениями (г). Ширина звездочки для роликовых цепей при
нимается на 7... 10 % меньше расстояния между пластинами цепи. Ве
дущие звездочки изготовляют из стали 15; 20 (при ударных нагрузках)
и 15Х; 20Х (при больших окружных силах) с твердостью зубьев после
термообработки 56...61 HRC3. Для работы без толчков применяют
сталь 45; 45Г; 50; 45Л; 50Л; при необходимости обеспечивать высокую
изностойкость и прочность — сталь 40Х; 45ХН; 45Г2 при твердости
51.. .56HRC3. Для ведомых звездочек при и < 3 м/с используют чу
гун марки СЧ 18; МС 28 и др. с твердостью после термообработки
321.. .429 НВ.
Кожух и картер. По условиям техники безопасности передачи
ограждают решетчатыми или сплошными кожухами (рис. 18.7, а). Ко
жух предохраняет от попадания в передачу пыли и грязи; между внут
ренними стенками кожуха и цепью предусматривается зазор не мень
ше 30 мм в плоскости звездочек и по оси валов. Передачи большой
157
Рис. 18 .7 . Устройства для ограждения пере
дачи
Рис. 18.8 . Устройства для натяжения цепей
мощности заключают в картер (б), корпус и крышку которого делают
литыми или сварными.
Приспособления для регулирования натяжения цепи. Наиболее
простое регулирование натяжения достигается удалением из цепи
одного или двух звеньев. Так поступают при небольших нагрузках,
скорости цепи v < 5 м/с, при ее горизонтальном расположении и меж
осевом расстоянии а < ЗОР. Наряду с передвижными опорами приме
няют натяжные или оттяжные звездочки (рис. 18.8, а), которые уста
навливают на ведомой ветви в местах наибольшего ее провисания.
Диаметр оттяжной звездочки должен быть больше диаметра меньшей
158
звездочки передачи и она должна входить в зацепление не менее, чем
с тремя звеньями цепи. Натяжные устройства способствуют также
предотвращению колебаний: эффективным в этом смысле является
применение натяжных лент (б), жесткой или упругой, свободно
устанавливаемой между ветвями звездочки (в).
ОСНОВЫ ТЕОРИИ И РАБОТА ПЕРЕДАЧИ
Процесс передачи нагрузки. В цепной передаче окружное усилие
передается за счет давления зубьев ведущей звездочки /(рис. 18.1, а)
на звенья цепи и затем давлением звеньев ведущей ветви 2 на зубья ве
домой звездочки 3. Под нагрузкой происходит износ и увеличение
длины цепи. Из -за возникающего различия шага цепи и зубьев звез
дочки шарнир не ложится на дно впадины между зубьями. В момент
входа шарнира внутреннего звена в контакт с зубом возникает удар
(рис. 18.9, а). Под действием силы F' валик 3 внутреннего звена 1 при
жимается к втулке в точке С, а ролик 2 к втулке в точке Д’ силой F".
При относительном повороте в шарнире возникают силы трения Ft,
Ft, а при входе в зацепление следующего шарнира с наружными звень
ями положение сил трения в элементах шарнира изменяется (б). От
момента входа шарнира в зацепление до момента выхода сила F' от
максимального значения, равного натяжению цепи Flt уменьшается
до минимума. Следовательно, на валики, втулки и ролики цепи в про
цессе работы действуют циклические нагрузки.
В процессе зацепления зубчатой цепи (в) в момент контакта зуба
Л с гранью пластины 1а возникает удар Так как соударяющиеся
грани наклонены к оси цепи под значительным углом, сила удара
в зубчатой цепи меньше, чем в роликовой. В этот момент на звено 2„
действует сила Fr натяжения ведущей ветви, передающаяся на шар
нир /, нормальная сила Fn от зуба 23 и реакция F' звена 5Ц, восприни
маемая шарниром II. С поворотом звездочки силы, действующие на
звено 2Ц, изменяются: сила Fn растет от минимума до максимума, рав
ного Fi, сила F', как и F'n (на соседнее звено), от максимума, равного
Flf уменьшается.
159
Скорости в передаче. Вследствие того, что звенья цепи распола
гаются вокруг звездочки по сторонам многоугольника, скорость цепи
непостоянна (рис. 18.10). При повороте звездочки, вращающейся рав
номерно с угловой скоростью <01, на угол 0,5tpj — р звено, занимав
шее в начальный момент зацепления положение 1, займет положение 2.
Практически можно считать, что звено совершает поступательное дви
жение со скоростью, равной окружной скорости v звездочки; скорость
же набегания цепи на звездочку уц = v cos |3 — 0,5(0^ cos |3, а угло
вая скорость ведомой звездочки (02 — Цц /(r2 COS у) = 0,5(0!^! cos р/
(0,5d2 cos у). Отсюда мгновенное передаточное число
ц= =d2cosy/^icosр).
(18.1)
Так как пределы изменения углов р от 1807^ до нуля и у от
1807z2 до нуля зависят от числа зубьев, то колебания скорости ведо
мой звездочки тем больше, чем меньше зубьев на меньшей звездочке.
В цепи возникают обусловленные ускорениями цц силы, вызывающие
дополнительные напряжения в ее элементах. Полная равномерность
вращения будет при и = 1 и кратности длины ведущей ветви шагу
цепи.
Распределение нагрузки. В неработающей передаче на цепь дей
ствует растягивающая сила Fq, равная натяжению, вызванному
провисанием цепи. Для передачи, расположенной горизонтально
(рис. 18.11), из условия равновесия цепи приближенно следует, что
Fo6 = (mga/2) (а/4), откуда
Fn = w^2/(86) = mgaK^,
(18.2)
где т — масса цепи длиною 1м; g — ускорение силы тяжести; а —
расстояние между осями звездочек; 6 — стрела провисания ведомой
ветви; Кф = аі(8$} — коэффициент, учитывающий угол ф наклона
линии, соединяющей оси звездочек относительно горизонтали (при
близительно /Сф = [1 4-5 (90 — ф)/90].
160
Рис. 18.12 . Картина удара в зацеплении
В работающей передаче ведущая ветвь испытывает натяжение F^
являющееся суммой полезной нагрузки Ft — N/v, натяжения Fu от
центробежных сил Fr, натяжения от динамической нагрузки вслед
ствие неравномерности движения цепи Fv и натяжения от провисания
ветви Fo:
F^Ft + F^ + Fv+F^
(18.3)
а ведомая ветвь испытывает натяжение
Г2=F()+Fu.
(18.4)
Центробежные силы в цепной передаче возникают, как и в ремен
ной, в период движения цепи вместе со звездочкой. Величину этой
силы можно определить по формуле для ременных передач (гл. 16),
рассматривая цепь как гибкую ленту — Fu = inv2.
Причиной возникновения динамической нагрузки является перио
дичность входа звеньев цепи в зацепление с зубьями звездочек. Сила
удара зависит от скорости удара vy и величины приведенных масс. Для
роликовых цепей (рис. 18.12, а) скорость удара тем меньше, чем мень
ше шаг цепи Р и больше число зубьев звездочки; для зубчатой цепи (б)
скорость удара не зависит от числа зубьев и почти в два раза меньше,
чем для роликовой. Этим объясняется значительно меньший шум зуб
чатых цепей по сравнению с роликовыми. Силу удара вычисляют
приближенно как часть окружного усилия Fv~ FtKw Значения ко
эффициента КуД колеблются от 0,3 до 1,5. Наибольшая сила действует
в момент входа звена в зацепление с ведущей звездочкой.
В передачах с многорядными роликовыми и втулочными цепями
полезная нагрузка Ft между рядами распределяется неравномерно.
Коэффициент неравномерности распределения нагрузки
/Сп = Fmax/Fm ~ Fтах^ц/Ff 1... 1,45,
(18.5)
где Fmax — нагрузка, приходящаяся на наиболее нагруженную ветвь
многорядной цепи; Fm—нагрузка в предположении ее равномерного
распределения между рядами, гц— количество рядов .
В силу сказанного в передачах с роликовыми цепями ограничи
ваются двумя-тремя рядами цепей и очень редко 2Ц = 4; 5. В переда
чах с зубчатыми цепями чем больше ширина цепи, тем неравномернее
нагружаются пластины. При действии изменяющейся нагрузки не
равномерность ее распределения проявляется сильнее. Так, для цепи
6 5-1183
161
Рис. 18 .13. Распределение натяжения в цепи
Рис. 18 .14 . Напряжения в звеньях цепи
из восьми пластин при постоянной нагрузке/(п ~ 1,4, а при изменяю
щейся нагрузке Кп ~ 3,5.
В пределах дуги обхвата звездочки цепью усилие в ветви также
изменяется. Теоретический закон изменения нагрузки в пределах
дуги в цепной передаче будет ступенчатым (рис. 18.13, а), фактиче
ский — криволинейным
— 2 (б). При ошибке шага звездочки нагрузка
концентрируется в зоне входа в зацепление — кривая 1. За один
пробег цепи каждое звено подвергается резко изменяющейся на
грузке (в).
Распределение напряжений. В роликовой цепи возникают контакт
ные напряжения на роликах во время их зацепления с зубьями звез
дочек, напряжения смятия оСм на поверхности контакта ролика со
втулкой и втулки с валиками, напряжения изгиба и среза тс в вали
ках и напряжения растяжения сгр и изгиба ои в пластинах (рис.
18.14, а). Наибольшие напряжения в пластинах действуют в сечении,
проходящем через центр отверстия под валики: коэффициент концент
рации напряжений для d/h 0,3...0,5 с учетом изгиба и влияния за
прессовки валиков доходит до аа — 2,8...3'.
Пластины зубчатой цепи (б) испытывают напряжение смятия оСм
на рабочих поверхностях зубьев пластины при контактировании с зу
бьями звездочки и напряжения изгиба ои (наибольшие в поперечных
сечениях, проходящих посередине пластины). Призмы испытывают
контактные напряжения.
162
Рис. 18 .15. Способы смазывания передачи
Смазывание, потери мощности, КПД. Смазывание цепи может быть
периодическим и непрерывным. Для цепных передач транспортных
машин при скорости v < 1 м/с применяют внутришарнирную пла
стичную смазку: через 120... 180 ч цепь погружают в разжиженный
(подогревом) смазочный материал. Периодическое смазывание мас
ленкой или щеткой каждые 6...8 ч допустимо при скорости ус 2 м/с.
При скорости до у = 4 м/с применяют капельную смазочную систему
(рис. 18.15, а). При скорости v с 4...6 м/с передача должна быть
снабжена кожухом, наполненным маслом (б). Нижняя ветвь цепи
должна погружаться в масло не больше чем на высоту пластины. Если
и <6. ..10 м/с, следует непрерывно подавать масло с помощью насо
са, специальных разбрызгивающих колец (в) или стрелок (г) и отража
тельных щитков на ведущую ветвь цепи. При скоростях цепи v <
с 10...15 м/с применяют струйную смазочную систему (гл. 39). Вяз
кость и соответствующий сорт масла выбирают в зависимости от дав
ления и скорости цепи (табл. 18.1).
Таблица 18.1 . Рекомендуемые значения кинематической вязкости v60
индустриального масла для цепных передач
V6o, сСт , при скорости цепи V, м/с
Давление в шар
нире цепи, МПа
<1
1...5
>5
<5
>5
периодическая смазка
непрерывная смазка
<io
10.. .20
20.. .30
17.. .23
28.. .33
35.. .45
28.. .33
35.. .45
47.. .55
35.. .45
47.. .55
65.. .75
17.. .23
28.. .33
35.. .45
28.. .33
35.. .45
47.. .55
Потери мощности в цепной передаче состоят из потерь на преодо
ление сопротивления относительному повороту звеньев цепи (трение
в шарнирах и между пластинами смежных звеньев), на трение между
цепью и зубьями звездочек, сопротивление движению цепи в масле и в опо
рах валов. Работа трения Noш в шарнире цепи при набегании ее на звез -
6*
163
дочку (или сбегании со звездочки) пропорциональна силе, действую
щей на цепь, коэффициенту трения в шарнире, диаметру валика или
размерам призм в зубчатой цепи и углу относительного поворота
звеньев цепи:
1ЕШ = Л4та = 10~3Fmf '0,5dm (2л/г),
(18.6)
где Еш — сила, действующая в шарнире, Н; f — приведенный коэф
фициент трения; б/ш — диаметр шарнира, мм; г — число зубьев звез
дочки.
При определении полной работы трения в шарнире нужно учесть
два набегания на ведущую и ведомую звездочки и два сбегания зве
ньев со звездочек; в каждом этапе необходимо учесть соответствую
щую силу Гш. Если время пробега цепи / = z3P /(103о), то потери мощ
ности на трение в шарнирах
Mi.ш =Z3(^Ш1+^ш2+
+ ^ша)/( 103/),
(18.7)
где Ц7Ш1.2 и ITLi, 2 — работа в шарнире при набегании и сбегании
со звездочек; Р — шаг; v — скорость; z3— количество звеньев цепи.
Приближенно КПД передачи
Л~
+Nn.ш+Mi.м+М.а+М.о)»
(18.8)
где N2 — мощность на ведомом валу; Мп. м — потери мощности на
взбалтывание масла (составляют приблизительно 4...5 % потерь
в шарнирах); Агп. а — аэродинамические потери (существенны при
у >20 м/с; TVn.o — потери мощности в опорах (гл. 35, 36).
Средние значения КПД при соблюдении необходимых условий сма
зывания для передач с роликовыми цепями колеблются в пределах
1) = 0,94...0,96; для передач с зубчатыми цепями г] = 0,96...0,97.
КПД растет с увеличением окружного усилия, при недогрузке —
может снизиться на 4...6 %.
Нарушение режима работы и виды повреждений. Основные причи
ны выхода цепных передач из строя — износ и разрушение шарниров,
усталостное разрушение пластин и износ зубьев звездочки. Из -за из
носа шарниров в процессе эксплуатации передачи происходит увели
чение шага и удлинение цепи, вследствие чего она неправильно ло
жится на зубья звездочки (рис. 18.16, а)\ появляются вибрация, ре
зонансные явления, опасность нарушения зацепления, деформация
валиков и пластин (б), захлестывание и соскакивание цепи со звездоч
ки. Перетяжка цепи вызывает усиленный износ шарниров и зубьев .
Предельное удлинение цепи не должно превышать 3 %, а при скоро
сти V > 6 м/с должно быть еще меньше.
Под воздействием повторяющихся ударов при вхождении цепи
в зацепление с зубьями звездочки на поверхностях роликов и втулок
происходит выкрашивание, а в шарнирах и в местах запрессовки ва
ликов в пластины возникает фреттинг-коррозия (гл. 9). При большой
силе ударов со временем ролики и втулки могут расколоться (в).
Вследствие относительного движения роликов или втулок вдоль зу
бьев при ударном действии нагрузки происходит износ зубьев.
Пути повышения надежности и долговечности. Совершенствование
цепных передач идет в направлении разработки новых конструкций
164
р
Рис. 18.16 . Нарушение зацепления и повреждения цепей
цепей, в частности их шарниров, улучшения профилей зубьев, подбо
ра новых материалов и сортов смазочного материала. Используется
упрочняющая технология (гл. 7) при изготовлении деталей цепей.
Применяют устройства для автоматического регулирования натяже
ния и провисания цепи. Повышают точность изготовления звездочек
и монтажа. Непараллельность валов передачи не должна превышать
0,1 мм на 100 мм длины, радиальное биение не более 0,15 мм. Отно
сительное смещение двух звездочек в плоскости і-x вращения должно
находиться в пределах А — 0,60... 1,25 мм.
РАСЧЕТ ЦЕПНЫХ ПЕРЕДАЧ
Критерии расчета. Для обеспечения передачи заданной нагрузки
цепь рассчитывают на тяговую способность, износостойкость и уста
лостную прочность. На рис. 18.17 приведены кривые, характеризующие
работоспособность передачи: 1 — по износостойкости шарниров при
высокой точности изготовления, без нарушения условий эксплуата
ции; 2 — по усталостному разрушению пластин; 3 — то же, шарниров;
4 — по износостойкости шарниров при нормальной точности изготов
ления; 5 — по заеданию шарниров .
Так как на работу передачи существенно
влияет растяжение цепи, то в качестве ос
новного критерия расчета принимают до
пускаемое относительное увеличение шага
цепи вследствие ее растяжения из-за износа.
Ограничение износа осуществляется расче
том давления в шарнире. Исходя из этих
положений определяют величину мини
мальной разрушающей нагрузки и шаг
цепи.
Рис. 18.17 . Работоспособность
передачи в зависимости от кри
терия выхода из строя
L65
Расчетная нагрузка. Ввиду сложности учета взаимовлияния много
численных факторов на работу передачи расчетная нагрузка опреде
ляется с помощью коэффициентов, характеризующих условия экс
плуатации рассчитываемой передачи:
F = FtK = ВДэадЛЛгЯЛЯг,
(18.9)
где коэффициенты: Кэ— эквивалентной нагрузки; Kv— динамично
сти нагрузки (при спокойной нагрузке — Kv= 1, с толчками —
1,2...1,5, с сильными ударами—1,8); Ка— влияния длины цепи (при
а=(60...80)/3—Ка~0,9, при а =(30...50)/3—Ка = 1, при а<
< 25Р—
= 1,25); TQ— наклона линии центров к горизонтали
(при ф<70° — К^=1, ф>70°—1,25); Крг— регулировки натяже
ния (передвигающиеся опоры — /Срг _ 1, нажимные или оттяжные
звездочки (ролики)—1,15, нерегулируемое натяжение—1,25): Кс—
условий смазывания (для разбрызгивающей и струйной смазочной
системы Кс = 0,8, капельной системы периодической подачи Кс =
= 1,5); Кр — режима работы (при односменной — Кр = 1, двухсмен
ной— Кр = 1,25, трехсменной — Кр
—
1,45); Кг— числа рядов цепи
(Кг=1 при 2ц=1, Кг —1,17 при 2ц=2, Лг=1,2 При 2ц=3,
Кг= 1,33 при 2ц=4).
Расчет на износостойкость. Условие обеспечения износостойкости
цепи
ри = Г/(Дш2ц) < [Ри1,
(18.10)
где F — расчетная окружная сила, Н; Аш — диаметральная проекция
опорной поверхности шарнира, мм2.
Так как для роликовой цепи Аш « 0,25Р2, то шаг
Р= 2)/Г/(2ц[ри|).
(18.11)
Если заданы передаваемая мощность и частота вращения nlt
мин-1, ведущей звездочки, то F = 6 •
и после подста
новки значения силы F в формулу (18.11) получим
Р — 620 YNХК/(ZuZ-Jl! [х?и])-
(18.12)
Число зубьев ведущей звездочки принимают из условий обеспече
ния минимальных габаритных размеров и плавного хода передачи:
при скорости v < 2 м/с можно принимать zmin = 13; 15; при и > 2 м/с
Zimin= (29—2и)>19.
(18.13)
Для более равномерного износа цепи число зубьев на малой звез
дочке следует принимать нечетным, на большой — четным . хМакси -
мальное число зубьев г2 ограничивается величиной допустимого удли
нения цепи. Величина его зависит от профиля и числа зубьев боль
шой звездочки; при относительной норме износа ДР/Р ~ 0,0125...0,03
ДЛЯ роликовых цепей 22тах < 120; ДЛЯ ЗубчаТЫХ цепей г2тах < 140.
Допускаемые значения давлений [ри1 приводятся в таблицах для
цепей в зависимости от шага Р и частоты вращения щ малой звездочки
[1.11 . Предварительно необходимо задаться ориентировочным значе
нием [ри]; после определения шага по формуле ((18.12) по таблицам
166
проверяют соответствие ориентировочного значения 1ри1 с указанным
в таблице для рассчитанного шага Р. Шаг цепи следует принимать
минимально допустимым: рекомендуется Р ~ (а/50)... (пАЗО).
При окончательном выборе шага цепи необходимо учесть связь
допускаемой частоты вращения малой звездочки с шагом цепи 11.1].
С увеличением шага уменьшается допускаемая частота вращения ма
лой звездочки.
При расчете передачи с зубчатой цепью по шагу, подсчитанному
по формуле (18.12), определяют ширину цепи при К = Kv-
b = 2,5Ft
К/P = 2,5-103ад/(Р yV).
(18.14)
Расчет тяговой способности. Для предотвращения чрезмерного рас
тяжения цепи или ее обрыва в процессе эксплуатации передачи или
при ее пуске сравнивают наибольшую действующую нагрузку с мини
мальной разрушающей нагрузкой Fpmin-
S — Fp min/Fmax [s] И Sn = Fp min/Fmax n [s],
(18.15)
где Fmax и Fmax n — наибольшая действующая нагрузка на цепь во
время эксплуатации и в момент пуска.
Допускаемое значение коэффициента запаса для роликовых цепей
указывается в таблицах [2.2] и, в зависимости от типа цепи, скорости
ее и требуемой долговечности, колеблется в широких пределах:
Is] = 6...58.
Расчет на выносливость. Прочность роликовых цепей может быть
оценена по усталостной прочности пластин (гл. 10). Ввиду небольшой
величины напряжения—от
—
0,5<за (гл. 10) коэффициент запаса
прочности определяют без учета средних напряжений
So = и_г/(ааКо) > [sG] = 3.
(18.16)
Напряжение приближенно — без учета начального натяжения
—
для роликовой цепи
Fmax/[2 • bn(h — d)],
(18.17)
где ЬГ и h — толщина и ширина пластины; d — диаметр втулки.
Если учесть, что размеры элементов цепи выбраны с учетом усло
вий эксплуатации и обеспечивают усталостную прочность, то расчет
может быть сведен к проверке давления в шарнире
Ру < [Ру].
(18.18)
Давление ру в шарнире определяют по формуле (18.10). Допускае
мое давление определяют при подстановке в эту же формулу значения
Fmax из формулы (18.17) И ЗЗМЄН0Й В ней напряжения Ga через О_!
и [$о] из формулы (18.16):
[ру] = 2o^bn (h — dytAri^Ko [Sa]).
(18.19)
При сроке службы, равном 15 • 103ч, значения допускаемых дав
лений для роликовых цепей приведены в таблицах [1.1] в зависимости
от числа зубьев малой звездочки и шага.
167
Геометрический расчет. Минимальное межосевое расстояние вы
бирают в зависимости от передаточного числа так, чтобы на малой
ввездочке цепь охватывала не менее пяти зубьев. При и < 3
^min = 0>6(б/а1 @а2)>
(18.20)
при W>3
^rriin ~ [(9 + Zl)/20] (dal + da2),
(18.21)
где dai и da2 — диаметры окружностей выступов звездочек.
После предварительного выбора межосевого расстояния опреде
ляют количество звеньев в цепи. Его можно найти из условия для
определения длины ремня / в ременных передачах, если правую часть
этого выражения разделить на шаг цепи Р:
г'3 = 2а/Р + 0,5 (Zi + z2) + [(z2 — Zi)/(2n)]2 P/а.
(18.22)
Найденное из этой формулы число звеньев округляется до ближай
шего четного числа z3. Уточненное расстояние между осями звездочек
а=(Р/4)(z3—0,5(zx+z2)+
+ V[гз—0,5(Zi+ z?)]2 — 8[(z2 — zx)/2n]2).
(18.23)
Полученное значение а уменьшают на 0,2...0,4 % для обеспечения
провисания цепи. Основные размеры звездочек и параметры профилей
зубьев определяют по стандарту: для роликовых и втулочных цепей
(рис. 18.5, а) — по ГОСТ 591—69 и зубчатых (б) —по ГОСТ 13576—81.
Пример. Рассчитать горизонтальную цепную передачу в приводе конвейера
при частоте вращения ведущей звездочки пг — 725 мин'1, ведомой — п2 =
= 2 30 мин-1, передаваемой мощности N — 6,5 кВт, двухсменной работе, спокой
ном режиме. Регулирование натяжения цепи
—
путем передвижения звездочки,
капельная смазочная система.
Решение выполнено с использованием ГОСТ 13568—75.
1. Ввиду малой передаваемой мощности и сравнительно небольшой частоты
вращения ведущей звездочки принимаем приводную роликовую цепь.
2. Передаточное число и = nlt/n2 — 725/230 = 3,13.
3. Число зубьев ведущей звездочки zlmin = 29 — 2« = 29— 2 • 3 ,13^23;
принимаем гг = 25.
4. Число зубьев ведомой звездочки г2 = ztu = 25 • 3 ,13 = 78,25; принимаем
г2 *= 78.
5. Шаг цепи при [ри] « 23 МПа
Р = 620 УNKz^n^}) = 620 |/б,5/(1 - '25 • 725 • 23) = 15,6 мм;
принимаем цепь ПР-15 ,875 —2270 (ГОСТ 13568—75): при этом [ри] = 25 > 23МПа.
6. Намечаем ориентировочное межосевое расстояние из интервала а = (30...
.. .50) Р; принимаем а = 40 • 15,875 = 635 мм.
7. Число звеньев цепи z3 = 2а/Р 4- 0,5 (гг 4- z2) 4- [(z2 — Zj)/2n]2 P/а = 2 X
X 635/15,875 4- 0,5 (25 4- 78) 4- [(78 — 25)/2л]2 • 15,875/635 = 133,28; принимаем
z3= 134.
8. При подстановке в вышеприведенную формулу z3 = 134, найдем а —
= 640,8 мм.
9. Окружная сила Ft — 6 • 107М/(г.п.Р) = 6 • 107 • 6,5/(25 • 725 • 15,875) =
= 1355 Н.
10. Коэффициенты, характеризующие условия эксплуатации рассчитываемой
передачи: К9= 1; Kv = 1; /(fl=l; Kpr=l; Кв = ,1;
= 1; Кр= 1,25;
1.
168
И. Расчетная окружная сила F — FtK = FіК3КуКаКргКйК^К^Кх = 1355 х
X 1,25 == 1694 Н.
12. Масса цепи длиною 1 м по ГОСТ 13568—75 т ~ 0,8 кг/м.
13. Скорость цепи v = лс/1п1/(60 • 1000) = z1Pn1/(60 • 1000) = 25 • 15,875 X
X 725/(60 • 1000) = 4 ,8 м/с.
14. Сила натяжения цепи от центробежных сил Дц = mv2 = 0 ,8 • 4 ,82 = 18Н.
15. Динамическая нагрузка Fv — FiKyp^ = 1355 ■ 0,5 = 678 Н при коэффи
циенте динамической нагрузки Куд = 0 ,5.
16. Сила натяжения цепи от провисания Fo = magK^ — Q,8 ■ 0,64 • 9,81 • 6 =
= З О Н п р и ко эффицие нте , учитывающем угол ф наклона передачи ,
=1-ф-
-ф-5(90—гр)/90—6, таккакф =0.
17. Наибольшая ’ сила натяжения, действующая на цепь: Fmax = F1 = F/-| -
-ф- Дц
_|_Fv+F0-1355ф-18+678+30=2081Н.
18. Коэффициент запаса прочности s Fp min/^max — 22 700/2081 = 10,9 >
> [s] — 10 при минимальной разрушающей нагрузке Fp min = 22 700 Н и допу
скаемом коэффициенте запаса прочности [s] = 10 .
19. Сила , действующая на валы: FB = 1 ,15Г;-ф -2ДЦ == 1,15 • 1355 -J— 2 • 18 »
« 1600 Н.
ГЛАВА 19. ЗУБЧАТЫЕ ПЕРЕДАЧИ
ОБЩИЕ СВЕДЕНИЯ
Н? значение, устройство. Зубчатые передачи используют для из
менения скорости или направления движения ведомого звена при соот
ветствующем изменении вращающего момента, получения точных пере
мещений, при необходимости жестких соотношений скоростей веду
щего и ведомого валов в любой момент времени. Их применяют в метал
лорежущих станках, автомобилях, тракторах, подъемно-транспорт
ном оборудовании, судовых установках, вертолетах, прокатном обо
рудовании и в большинстве других машин. Зубчатые передачи рабо
тают при окружных скоростях, доходящих до 275 м/с, мощностях —
до 65 000 кВт и передаточных числах — от десятков до нескольких ты
сяч. Зубчатая передача (рис. 19.1) состоит из шестерни 1 и колеса 2,
закрепленных на валах, которые установлены в опорах 3 корпуса.
Рис. 19 .1. Зубчатая передача
169
Рис. 19 .2 . Классификация зубчатых передач
Рис. 19 .3 . Исходный контур эвольвентного зацепления
Передача вращающего момента осуществляется вследствие давления
зубьев шестерни, входящих при вращении в зацепление с зубьями колеса.
Классификация. По форме поверхностей, на которых расположены
зубья, различают колеса цилиндрические с наружными и внутренними
зубьями (круглые и некруглые) и конические-, по направлению линии
зубьев (рис. 19.2) — колеса прямозубые, косозубые, шевронные и с кри
волинейными зубьями. По взаимному расположению валов передачи
делятся на цилиндрические — между параллельными осями валов
и конические — между валами, оси которых пересекаются; по числу
ступеней на одно- и многоступенчатые-, по относительному характеру
движения валов — на рядовые и планетарные (гл. 41). По конструк
тивному оформлению различают открытые и закрытые; по точности из
готовления — 12 степеней точности. Для преобразования вращатель
ного движения в поступательное, и наоборот, используют передачи
зубчатое колесо — рейка.
Элементы зацепления. Свойства зацепления определяются профи
лем и формой зубьев, а также размерами их.. С целью сохранения по
стоянства мгновенного передаточного отношения зубья шестерни и ко
леса должны иметь сопряженные профили. Условие сопряженности
обеспечивается, если зубья колес правильно зацепляются с рейкой,
контур зубьев которой называют исходным контуром.
Преимущественное распространение в машиностроении получило
эвольвентное зацепление, исходный контур которого (рис. 19.3, а)
определяется ГОСТ 13755—81. Шаг рейки и другие размеры исходного
контура определяют через модуль: Р = пт-, ha = h*m и др. (коэффи
циент высоты головки зуба A* = 1, коэффициент радиального зазора
с* = 0,25). По ГОСТ 9563—60 предусмотрены два ряда значений мо
дулей т от 0,05 до 100 мм. Следует предпочитать модули 1-го ряда:
1; 1,25; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20, ... мм. Для косозубых
и шевронных колес параметры исходного контура (за исключением
специальных случаев) соблюдаются в нормальном сечении зуба. Для
быстроходных цилиндрических колес внешнего зацепления с целью
уменьшения удара зубьев при входе и выходе из зацепления преду
смотрена модификация профиля зуба — преднамеренное срезание его
вершины на величину Д*т, зависящую от степени точности передачи
и модуля (рис. 19.3, б).
Исходный контур для прямозубых конических колес по ГОСТ
13754—81 отличается коэффициентами с* = 0,2; р* = 0,2. В исход
171
ном контуре для круговых зубьев (ГОСТ 16202—81) ап — 20е; с * =
= 0,25; р} = 0,25. Параметры конического зубчатого колеса опреде
ляются теоретическим исходным плоским колесом (рис. 19.4, а),
в зависимости от которого получают различные линии (б) и формы
(в) зубьев (а — образующая конуса вершин, / — конуса впадин).
Для прямозубых колес различают внешний те и средний т окружные
модули, а для непрямозубых колес — внешний mte и средний нор
мальный тп. Длина образующей от вершины до средней и внешней де
лительной окружностей называется соответственно средним. R и внеш
ним Re делительным конусным расстоянием. Отношение ширины ко
леса b к внешнему делительному конусному расстоянию называется
коэффициентом ширины зубчатого венца Kbe ~ b/Re.
Элементы исходных контуров выбирают по условию обеспечения
высокой контактной и изгибной
Рис. 19 .4 . Виды зацеплений кониче
ских колес
прочности зубьев, износостойкости,
КПД и удобства изготовления. В не
которых отраслях машиностроения,
учитывая особые требования, предъ
являемые к передачам, применяют
специализированные исходные кон
туры с увеличенным профильным
углом (повышается прочность зу
бьев). с уменьшенной или увели
ченной высотой головок зубьев, что
влияет на их жесткость.
Размеры зубьев и зубчатого ко
леса определяются не только пара
метрами исходного контура, но и
положением инструмента относи
тельно его заготовки в момент окон
чания нарезания зубьев. Положе
ние инструмента определяется ве
личиной смещения, характеризуе
мого коэффициентами смещения
Рис. 19 .5 . Исходный контур зацепления
Новикова
172
кг — для шестерни и х2 —для колеса . Если делительная прямая рейки
будет находиться от центра колеса на расстоянии, большем радиуса
делительной окружности (0,5d), коэффициент смещения считается по
ложительным, в противном случае — отрицательным . Как и цилин
дрические — конические колеса нарезают со смещением
>0и
х„-=
—%1, значения которых выбирают в соответствии с ГОСТ 16532—70,
ГОСТ 19274—77, ГОСТ 19624—74 и ГОСТ 19326—73.
Зацепление Новикова с зубьями кругового профиля выполняется
с одной (зубья шестерни имеют вцшуклую форму, зубья колеса — вог
нутую) или двумя линиями зацепления (зубья шестерни и колеса имеют
выпукло-вогнутую форму). Боковое стороны исходного контура зу
бьев в нормальном сечении (зацепление может быть только косозубым)
для передач с одной линией зацепления (рис. 15.5, а) очерчены дугами
окружностей, соотношение радиусов которых р2/рх — 1,10...1,15. Для
передач с двумя линиями зацепления исходный контур (6) установлен
ГОСТ 15023—76.
Достоинства, недостатки. Эволызентные зубчатые передачи полу
чили распространение благодаря компактности, высокому КПД, тех
нологичности, обеспечиваемой наличием высокопроизводительного
и точного оборудования, простоте и надежности в эксплуатации. Не
достатки — радиусы кривизны профилей эвольвентных зубьев, опре
деляющие нагрузочную способность передачи по условию контактной
прочности, зависят от диаметров колес и угла зацепления передачи
а^,, а линейчатый контакт зубьев приводит к концентрации нагрузки.
Поэтому для передачи повышенной мощности следует увеличивать
радиусы кривизны профилей зубьев за счет увеличения либо угла за
цепления, либо диаметров колес. В первом случае нагрузочную спо
собность удается повысить лишь на 20...25 %, во втором—увеличи
ваются габаритные размеры передачи. Неравномерное распределение
нагрузки вдоль контактных линий приводит к увеличению расчетной
нагрузки, что также вызывает увеличение размеров передач.
В зацеплении Новикова радиусы кривизны выпуклых и вогнутых
зубьев не зависят от диаметров колес, а линейный контакт заменен
первоначально точечным. После приработки и под нагрузкой контакт
зубьев распространяется на значительную площадь. Вследствие боль
шой скорости перемещения зоны контакта вдоль зубьев между ними
образуется устойчивый масляный слой. Поэтому нагрузки, безопас
ные для передачи Новикова по условию контактной прочности, боль
шие, чем для передач с эвольвентным зацеплением: при твердости по
верхностей зубьев 320 НВ — примерно в 1,9...2 раза. Недостаток
—
повышенная чувствительность к погрешностям межосевого расстоя
ния и пониженная изломная прочность зубьев передач с одной ли
нией зацепления.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Шестерни. Меньшие зубчатые колеса выполняются двух видов!
заодно с валом (вал — шестерня) и насадными Если диаметр цилинд
ра впадин шестерни мало отличается от диаметра вала, шестерня изго
товляется заодно с валом (рис. 19.6, а). Преимущества в этом случае
173
а
б
Рис. 19 .6. Конструкции шестерен метал
лических
заключаются в уменьшении механи
ческой обработки, отсутствии соеди
нений, увеличенной жесткости и повы
шенной точности зацепления.
Если диаметр цилиндра впадин
шестернй значительно больше диа
метра рала, то шестерню выполняют
насадной (б) в виде диска или с одно-
или двухсторонней ступицей. Крепле
ние Шестерни на валу осуществляется
с помощью соединений зацеплением
или фрикционных (гл. 28; 29), реже —
на фланцах. Цельная шестерня из пластмассы (рис. 19.7), передающая
небольшую нагрузку, крепится на металлической ступице (а), иногда
имеющей рифленную наружную поверхность; ступица может быть за
формована в шестерню при ее изготовлении (б). Шестерню из набора
текстолитовых пластин (в) монтируют на стальной втулке и стягивают
с помощью болтов между двумя фланцами.
Колеса. Стальные колеса диаметром меньше 500 мм изготовляют
коваными или штампованными; при больших диаметрах — литыми
или составными. Кованые колеса дисковой конструкции делают с вы
точками (рис. 19.6, а) или сплошными. Первые легче, однако требуют
большей механической обработки, сплошные — проще в изготовле
нии, но при большой ширине не позволяют получить однородные ме
ханические характеристики зубьев после термообработки.
Литые колеса с крестообразными спицами (б) применяют при диа
метрах больше 1000 мм и ширине меньше 200 мм; при больших разме
рах колеса отливают с двутавровыми спицами. В целях экономии ле
гированных сталей большие колеса выполняют бандажированными (в);
колесный центр делают литым из чугуна, реже — из углеродистой
стали, а бандаж — кованым или прокатанным из стали . При ширине
колеса больше 500 мм делают два бандажа. Посадка бандажей на ко
лесный центр — прессовая; встык с колесным центром по окружности
ставят стопорные винты.
При единичном производстве, а также в целях уменьшения.массы,
большие колеса выполняют сварными (г), из частей, полученных вы
резкой из листового или прокатного материала или штамповкой.
Рабочие чертежи зубчатых колес выполняются в соответствии
с требованиями ГОСТ 2.403—75 и ГОСТ 2.405—75 и общими указани-
Рис. 19 .7, Конструкции шестерен неметаллических
174
Рис. 19.8. Конструкции зубчатых колес
ями ЕСКД. Кроме основных размеров da и Ь, наносимых непосред
ственно на чертеж зубчатого колеса (рис. 19.9), в таблице параметров
указывают данные, необходимые для нарезания и контроля зацепле
ния.
Точность. На зубчатые цилиндрические передачи с внешними
и внутренними, прямыми, косыми и шевронными зубьями, диаметром
до 5000 мм и модулем свыше 1 до 50мм, установлены 12 степеней точ
ности (ГОСТ 1643—81): чем больше номер, тем ниже точность. Наибо
лее широко применяются степени5... 10. Допуски на конические зуб
чатые передачи с прямыми и криволинейными зубьями установлены
ГОСТ 1758—81 и ГОСТ 9368—81. Для зацепления Новикова поль
зуются нормами точности для эвольвентных передач.
Каждая степень точности характеризуется: 1) кинематической
точностью колеса, устанавливающей величину полной погрешности
угла поворота зубчатых колес за один оборот, 2) плавностью работы
колеса, определяющей величину составляющих полной погрешности
угла поворота зубчатого колеса, многократно повторяющихся за один
оборот; 3) пятном контакта зубьев, характеризующим полноту при
легания боковых поверхностей сопряженных зубьев; 4) боковым за
зором, устанавливаемым для обеспечения нормальной работы пере
дачи при повышении температуры. Для высокоскоростных передач ос
новным требованием является плавность; для тяжелонагруженных
(тихоходных) — нормальный контакт по длине зубьев; для реверсив
ных отсчетных — боковой зазор .
Выбор степени точности передачи зависит от назначения и усло
вий ее работы. Ориентировочно рекомендуются следующие степени точ
ности: для редукторов турбин и турбомашин — 3 . ..6; металлорежу
щих станков — 5 . . .6; легковых автомобилей—5
.. .8; грузовых авто
мобилей— 7. . .9; тракторов — 8 .. .10; редукторов общего назначе-
175
Ї Модуль
т
Число зувьев
Z
Угол наклона
Р
Направление линии зуда -■
Нормальный исходный контур -
Гозцтсрициентп смещения X
Степень точности поГОСТШ-81 -
Данные для контроля
Справочные данные
Рис. 19.9 . Чертеж зубчатого колеса
Внешний окружной модуль те
Число зубьев
Z
Тип зуба
-
Исходный контур
-
Коэсрсрициент смещения хе
коэсрсрициент изменения
толщины зуба
Угол делительного конуса §
Степень точности .ГОСТ9368-81 -
Данные для контроля
Справочные данные
ния — 6. . .9; шестерен прокатных станов — 6 . . . 10; шахтных лебе
док— 8. ..10; крановых механизмов — 7 .. .10; сельскохозяйственных
машин — 8 ..,10. Чем больше окружная скорость передачи, тем выше
должна быть ее точность. Для скорости до 30 м/с следует применять
косозубые передачи 6-й степени точности; для v < 15 м/с — прямо
зубые 6-й и косозубые 7-й степени; для v < 10 м/с — прямозубые
7-й или косозубые 8-й степени точности.
Точность элементов зацепления должна подкрепляться соблюде
нием норм точности на изготовление валов и опор для них. Зубчатые
колеса, не перемещающиеся вдоль вала, устанавливают на валу с на
тягом (гл. 7.) . Если предвидится' необходимость снимать колеса, ре
комендуют применять переходные посадки. Квалитет посадки (гл. 7)
выбирается в зависимости от степени точности зубчатой передачи:
для передач до 7-й степени точности
—
6,7 квалитеты, для передач
грубее 7-й степени точности
—
8,7 квалитеты.
Материалы. Для зубчатых колес выбирают такой материал, чтобы
можно было получить зубья с заданной точностью и качеством поверх
ности и обеспечить необходимую контактную и изгибную прочность.
Основными материалами являются сталь, чугун и пластмассы. Наи
большее распространение получили нелегированные стали 35, 40, 50,
50Г, легированные — 40Х, 45ХН и др. (гл. 5). Если зубчатые колеса
нарезают после окончательной термообработки, что исключает
176
влияние последней на точность зацепления, то максимально допусти
мая твердость поверхностей не должна превышать 320...380 НВ.
В передачах с повышенной нагрузочной способностью и малыми
габаритами применяют колеса с твердостью поверхностей зубьев
свыше 350 НВ* Нарезание зубьев таких колес производится до окон
чательной термической или химико-термической обработки: сплош
ной или поверхностной закалки, цементации, цианирования или
азотирования. При термообработке размеры сечений колес существен
но влияют на механические свойства [2,51; с увеличением размеров
скорость охлаждения уменьшается и, если она окажется ниже некото
рого критического значения, произойдет неполная закалка. Значи
тельно меньшее влияние оказывают размеры сечения колес из легиро
ванных сталей. Поэтому при больших сечениях следует применять
легированные стали, например сталь 40Х. Для ответственных пере
дач, если возможны перегрузки и удары, применяют стали 40ХН,
40ХНМА, 35ХГСА. подвергаемые сплошной закалке до 51...57
HRCg.
Недостатком сплошной закалки является понижение вязкости
сердцевины зубьев, что уменьшает их способность сопротивляться
изгибу под действием ударных нагрузок. При поверхностной закалке,
обеспечивающей высокую твердость поверхности 52...58 HRC3, серд
цевина сохраняет вязкость незакаленного металла. Этот способ тер
мообработки пригоден для больших колес и особенно выгоден для
колес с большими сечениями, так как он позволяет применять угле
родистые стали вместо легированных при обычной закалке.
Другим способом повышения твердости поверхности зубьев (до
57...64 HRC3) при сохранении вязкости сердцевины является цемен
тация. Лучшее качество колес, меньшее коробление, большую износо
стойкость и прочность сердцевины обеспечивают легированные хро
мистые стали 15Х и 20Х. При действии на передачу перегрузок или
ударных нагрузок используют хромоникелевые стали 12ХНЗА
и 20Х2Н4А, хромованадиевую 15ХФ, хромомарганцевотитановую
18ХГТ и другие легированные стали. Для устранения искажений,
внесенных термообработкой в элементы зацепления, зубья шлифуют.
При азотировании и цианировании коробление колес малое, что
исключает необходимость последующего шлифования зубьев. Азоги -
рованные колеса изготавливают из стали 38ХМЮА, твердый слой имеет
толщину, равную 0,3...0,5 мм, поэтому такие колеса используют при
действии спокойной нагрузки в редукторах с хорошей смазочной си
стемой для исключения или замедления абразивного износа.
Колеса крупных зубчатых передач отливают из стали марок 35Л
и 55Л. Отливки подвергают отжигу или нормализации. Для тихоход
ных и малонагруженных открытых и, реже, закрытых передач зубча
тые колеса изготовляют из серого чугуна марок СЧ 25 и выше и ков
кого чугуна: контактная прочность их достаточно высокая, способ
ность сопротивляться изгибу и ударным нагрузкам ниже, чем у сталь
ных колес.
Зубчатые колеса из пластмасс применяют, если необходимо обес
печить бесшумную работу передачи и невозможно достичь правильно
го взаимного положения колес. Наиболее широко применяют тексто
177
лит, древесно-слоистые пластики, нейлон, капрон (гл. 5). Обычно
шестерню делают из пластмассы, а колесо из стали или чугуна с твер
достью поверхности 250 НВ. Прямозубая передача с шестерней из
текстолита и стальным колесом может передать нагрузку, в 4...5 раз
меньшую, чем передача со стальными улучшенными колесами.
ОСНОВЫ ТЕОРИИ И РАБОТА ПЕРЕДАЧИ
Процесс передачи нагрузки в прямозубом эвольвентном зацепле
нии. В торцовом сечении зубья колес расположены друг относительно
друга с угловым шагом т == 2 л/г. Угол поворота фа зубчатого колеса
от положения входа в зацепление торцового профиля зуба до выхода
его из зацепления называется углом торцового перекрытия. Для обес
печения непрерывности вращения ведомого колеса до выхода из за
цепления данной пары зубьев (рис. 19.10, а) очередная пара должна
войти в контакт. Непрерывность передачи вращения ведомому колесу
обеспечивается при условии, что отношение угла торцового перекры
тия зубчатого колеса к его угловому шагу — коэффициент торцового
перекрытия — больше единицы: еа — фа/т > 1.
Прямые зубья входят в зацепление сразу по всей своей длине
(б), равной рабочей ширине венца зубчатой передачи. Вследствие
этого в начальный период зацепления пары зубьев — 12 (на участке
ab линии зацепления) в контакте находится пара зубьев 2Х — 22,
зацепление которой подходит к концу. Поэтому в течение определен
ного времени в зоне двухпарного зацепления (на участках ab и cd ли
нии зацепления) нагрузка Fn передается двумя парами зубьев. Когда
точка контакта зубьев в торцовом сечении, перемещаясь по линии за
цепления, доходит до точки Ь, отстоящей от точки d на расстоянии-
основного шага Рь, пара зубьев 21 — 22 выходит из зацепления, и вся
нагрузка передается лишь одной парой зубьев 1г—12.
Следовательно, в прямозубой передаче характерным является рез
кое изменение суммарной длины контактных линий I: при коэффи
циенте перекрытия Еа <2 в зоне двухпарного зацепления / — 2bw',
в зоне однопарного зацепления / = bw. Это вызывает динамические
нагрузки в зацеплении и шум.
Процесс передачи нагрузки в косозубом эвольвентном зацеплении.
Так как зубья расположены по винтовым линиям, то в различных се
чениях по ширине шестерни зубья находятся в различных фазах за
цепления. Косые зубья входят в зацепление не сразу по всей длине,
а постепенно: контакт начинается у основания ведущего зуба и на
кромке ведомого в точке а (рис. 19.11, п), расположенной на торце,
в то время как пара зубьев 2х—22 контактирует по линии, проходящей
на этом же торце в точке с. По мере поворота ведущего колеса контакт
ная линия перемещается по боковой поверхности зубьев; длина ее уве
личивается, достигая некоторого предела, а затем постепенно сокра
щается вновь до точки Д расположенной на противоположном торце
колес (б). Угол поворота зубчатого колеса косозубой цилиндрической
передачи, при котором общая точка контакта зубьев переместится по
линии зуба этого колеса от одного торца до другого, называется углом
осевого перекрытия фр. После поворота ведущего колеса на величину
173
Рис. 19 .10 . К процессу зацепления
прямозубых колес
Рис. 19.11 . К процессу зацепления косо
зубых колес
углового шага в зацепление входит очередная пара зубьев, которая
начинает воспринимать часть нагрузки. Если рабочую ширину
и угол наклона зубьев увеличивать, то растет угол осевого перекры
тия, увеличивается время контакта одной пары зубьев, в течение ко
торого в зацепление входит большее число новых пар зубьев, нагрузка
передается по большему числу контактных линий, плавность работы
увеличивается. Степень увеличения плавности зацепления характе
ризуется отношением угла срр осевого перекрытия зубчатого колеса
к его угловому шагу ер = фр/т — коэффициентом осевого перекрытия.
Полный коэффициент перекрытия косозубой передачи е7 = еа 4- ер .
Следовательно, в косозубой передаче суммарная длина контактных
линий больше, чем в прямозубой, и изменяется в небольших пределах,
благодаря чему динамические нагрузки и шум меньше. Если рабочая
ширина кратна осевому шагу, то суммарная длина контактных линий
постоянна:
= Ma/cos р6,
(19.1)
где Рг, — угол наклона линии зубьев на основном цилиндре .
Процесс передачи нагрузки в конической передаче. Процесс за
цепления прямозубых и непрямозубых конических передач аналогичен
процессу зацепления эквивалентной цилиндрической передачи. За
цепление конических передач с круговыми зубьями отличается более
высокой плавностью, большей нагрузочной способностью, чем пере
дачи с прямыми зубьями. Как известно из курса теории механизмов
и машин, передаточное число эквивалентной передачи uv = и2, а чис
ло зубьев
zv = 2/(C0S 6 COS3 Pn),
(19.2)
179
Рис. 19 .12 . к процессу зацепления колес передач Новикова
г
е
где 6 — угол делительного конуса; |3П — угол наклона зуба в середи
не ширины зубчатого венца.
Процесс передачи нагрузки в зацеплении Новикова. Представ
ление о работе зацепления Новикова можно получить из анализа мо
дифицированного эвольвентного косозубого зацепления. Предполо
жим, что в торцовом сечении пары косозубых эвольвентных колес
профили зацепляющихся зубьев выше и ниже точки контакта М сме
щены в их тело (рис. 19.12, а). Вследствие этого толщина зубьев на всех
радиусах, за исключением того, где расположена точка контакта,
станет меньше толщины эвольвентного зуба правильной формы. Если
такое изменение профиля выполнить по всей длине зубьев (изменен
ный профиль нанесен штриховой линией), то при повороте ведущего
колеса на некоторый угол точечный контакт между зубьями (б) пере
местится в новое сечение, параллельное предыдущему.
Аналогично этому и в зацеплении Новикова (в) в каждый момент
зубья являются сопряженными лишь в определенном сечении, и при
относительном повороте колес в сечении, где зубья контактировали
раньше, между ними возникает зазор. Постоянство передаточного
числа обеспечивается потому, что основной закон зацепления соблю
дается в каждое последующее мгновение в новой плоскости, перпенди
кулярной к оси колес. Линия зацепления параллельна осям колес
передачи и расположена на расстоянии / от полюсной линии. Зацепле
ние очередной пары зубьев начинается с торцового сечения в точке М.
Пятно контакта, перемещаясь вдоль зубьев, постепенно возрастает,
достигнув максимальной величины (г), на среднем участке ширины ко
лес некоторое время остается неизменным, а затем сокращается до
нуля в момент выхода данной пары зубьев из зацепления.
Условие непрерывности вращения ведомого колеса характеризу
ется только коэффициентом осевого перекрытия — отношением длины
линии зацепления (рабочей ширины венца bw) к осевому шагу: єр ==
== bw/Px. Следовательно, нагрузка будет передаваться то одной, то
двумя парами зубьев (двухпарное зацепление); последнее имеет мес
то на участках длиною (ер — 1) bw, расположенных вблизи торцов.
В зацеплении Новикова с двумя линиями зацепления (д) — дозапо -
180
Рис. 19 .13 . Картина скоростей в эвольвентном зацеплении
люсном — зубья шестерни и колеса имеют одинаковый профиль: вы
пуклый у головки и вогнутый у ножки. До полюса W происходит
контакт ножки ведущего зуба с головкой ведомого в точке М2, а за
ПОЛЮСОМ В точке Afi — головки ведущего с ножкой ведомого (е). Обе
линии зацепления лежат в плоскости, проходящей через полюсную
линию. Непрерывность работы передачи характеризуется коэффи
циентом осевого перекрытия по одной линии зацепления ер и фазо
выми коэффициентами перекрытия. Осевой коэффициент перекрытия
выбирается таким, чтобы получить более плавное участие одновремен
но работающих пар зубьев в передаче нагрузки
Єр == bw/Px — (1 ... 1,1) Zn,
(19.3)
где zn— количество одновременно работающих пар зубьев (1; 2; 3; 4).
Скорости в зацеплении. При нормальных условиях зацепления со
ставляющие окружных скоростей точки контакта Л4 (рис. 19.13, а)
в направлении общей нормали к соприкасающимся зубьям, касатель
ной к основным окружностям зубчатых колес диаметром dbt должны
быть равны:
= ^2п=0,5d^ = 0,5db2(»2 =vn.
(19.4)
Если условие это будет нарушено, то мгновенное значение переда
точного числа изменяется, возникает удар зубьев. Такое нарушение
возможно, если наступает кромочный контакт, возникающий не на ли
нии зацепления. При этом нормаль к профилю зуба в точке контакта
не будет проходить через полюс зацепления (б), на ведомом колесе
диаметр окружности, которой касается нормаль, не равен диаметру
основной окружности (db2 < dbz) и разность между скоростями Vin
и V2n даст значение скорости сближения зубьев в этот момент.
181
Скорость перемещения точек контакта эвольвентных зубьев в на
правлении общей касательной определяется радиусом кривизны про
филя зуба в этой точке:
Uyl = ру1СО1 и 1>у2 = Ру2®2.
(19.5)
На ведущих зубьях скорость скольжения vs — vyi — vy2 направ
лена от полюса W к ножке и вершине, на ведомых — наоборот . Ми
нимальные значения скорости в районе полюсной линии вызывают
увеличение коэффициента трения в этой зоне, что способствует выкра
шиванию. Условия работы зубьев в зацеплении при относительном их
движении определяются удельным скольжением (в) — отношением
скорости скольжения к скорости перемещения точки контакта в на
правлении скольжения:
Фу1 = ^sl/^yl ~ (^У1 ^уг)/Уу1 И фу2 = Vsz/Vy2 = (^у2--- ^у 1 )/^у2. (19.6)
Опыт показывает, что при | Фу | > 3 резко возрастают1 тепловыделе
ние и опасность заедания. Такие значения Фу могут возникнуть в пере
дачах с большим передаточным числом и большим модулем.
В передаче Новикова вследствие теоретического точечного контакта
скольжения по высоте зубьев нет. Но, так как под нагрузкой точечный
контакт распространяется на площадку значительной величины,
то при перекатывании зубьев возникает упругое скольжение.
В косозубом эвольвентном зацеплении наклонная контактная
линия перемещается вдоль зуба со скоростью vx = v ctg
В пере
даче Новикова пятно контакта в осевом направлении перемещается
с такой же скоростью. Так как в этой передаче угол
= 15...20°
и ctg РNo « 3, то скорость перекатывания зубьев будет в 3 раза больше
окружной скорости, что способствует улучшению условий смазки.
Направление и величина скорости перемещения контакта на
поверхности зубьев в сочетании с другими факторами существенно влия
ют на условия образования масляного слоя. Чем больше скорость
и угол ф между линией контакта и вектором скорости о, чем меньше
разность радиусов кривизны контактирующих поверхностей, тем вы
ше нагрузочная способность такого контакта (гл. 9). Среди передач
эвольвентных внешнего зацепления прямозубых (рис. 19.14, а), косо-
Рис. 19 .14. Положение площадки контакта на поверхности зубьев
д
182
зубых (б), внутреннего зацепления (в)
и Новикова (г, 5) наилучшие условия
контакта зубьев во внутреннем косо
зубом эвольвентном и зацеплении Но
викова. В этих случаях ф = 90°, вы
пуклые поверхности контактируют с
вогнутыми, разность радиусов кри
визны профилей и контактные напря
жения наименьшие, скорость переме
щения контакта больше, чем окруж
ная скорость.
Влияние смещения инструмента
на свойства эвольвентного зацепле-
Рис. 19 .15 . Влияние смещения инстру
мента на размеры зубьев
ния. С изменением величины коэффициентов смещений меняются
относительные размеры зубьев (рис. 19.15), вследствие чего можно
увеличить нагрузочную способность передачи, «вписать» ее в задан
ное межосевое расстояние, предотвратить подрезание зубьев, наре
зать шестерни с малым числом зубьев и др. С помощью одинаковых,
но противоположных по знаку смещений для шестерни и колеса (при
jq > 0 и х2 = —*i) полюс зацепления IF можно сместить в зону двух
парного зацепления, и тогда участки рабочих поверхностей зубьев,
подверженных опасности выкрашивания, будут нагружены меньше
(рис. 19.16, а). Выбором величины коэффициентов смешений для шес
терни и колеса можно выравнять величины удельного скольжения
Оу (б) и уменьшить контактные напряжения и, следовательно, повы
сить износостойкость передачи. Применив колеса с положительным
суммарным коэффициентом смещения инструмента (х2 + xt > 0), по
лучим передачу с увеличенным углом зацепления aw, что приводит
к увеличению радиусов кривизны профилей зубьев и, следовательно,
сопротивления выкрашиванию.
Максимальные значения х ограничиваются условиями заострения
зубьев — обычно принимают толщину зуба у вершины sa — (0,2...0,4) т,
минимально допустимым значением еа = 1,1 и др. Поэтому коэффи-
Рис. 19.16 . Влияние смещения инструмента на харак- Рис . 19 .17 . Блокирующий контур
теристики зацепления
183
циенты смещений выби
рают по блокирующим
контурам (ГОСТІ 6532—
70). Они представляют
для определенных соче
таний чисел зубьев ?! и
z2 совокупность кривых
в системе осей —х2
(рис. 19.17), каждая из
которых соответствует
предельным значениям
характеристик зацепле
ния (еа, sa и др.).
Динамическая нагруз
ка. Погрешности зуб
чатого зацепления, обус
ловленные неточностью
Рис. 19 .18. Схема возникновения удара зубьев
ИЗГОТОВЛЄНИЯ И Дефор-
мацией зубьев, приводят
к контакту зубьев вне линии зацепления, вследствие чего ведомое ко
лесо вращается неравномерно. Возникающие при этом угловые уско
рения приводят к тому, что зубья входят в зацепление с ударом.
Различают два вида удара: кромочный и срединный. Если Рь2 > Рь^
то в момент преждевременного входа ножки зуба 1 ведущего колеса
в контакт с кромкой головки зуба 2 ведомого (рис. 19.18, а) возни
кает кромочный удар: нарушается правильность соотношения угло
вых скоростей, возникает дополнительная динамическая нагрузка,
скорость колеса 2 возрастает. При Рь2 < Рьі (б) из-за наличия зазора
А = Pbi — Рь2 скорость ведомого колеса 2 будет уменьшаться. Когда
зазор А станет равньш нулю, зубья 1 и 2 войдут в контакт вне линии
зацепления — возникнет срединный удар.
Возникновение динамических нагрузок снижает способность колес
передавать полезную мощность, приводит к шуму и вибрации передачи.
Величина динамической нагрузки тем больше, чем ниже точность из
готовления колес, чем больше окружная скорость и массы, связанные
с валами передачи; она зависит от жесткости зубьев и других деталей
передачи, например муфт, образующих колебательную систему Эту
колебательную систему в упрощенном виде можно представить как
две вращающиеся массы колес 1 и 2, соединенные упругим элемен
том — парой зубьев с жесткостью С . Величину силы удара можно
определить из условия, что сумма приращения кинетической и потен
циальной энергии системы в момент удара между зубьями равна нулю.
Если предположить, что после соприкосновения зубьев скорость
точки контакта вдоль линии зацепления уравнивается за счет сниже
ния угловой скорости колеса 1 и увеличения скорости колеса 2, то
в этот момент возникает максимальная деформация б пары зубьев,
удельная окружная сила удара wv — С б, а потенциальная энергия
деформации
П = ^„6/2 = ^/(2С).
(19.7)
184
Приращение кинетической' энергии будет равно разности ее До со
прикосновения зубьев и после:
Д£ 0.5 {[Jml(со10)2 + Jmz (<о2э)3] - УпЛ + 4.2^1},
. <19-8>
где Jml, Jот2 — приведенные моменты инерции вращающихся масс на
ведомом и ведущем валах; <о1о, <п20 — угловые скорости зацепляю
щихся колес ДО соприкосновения зубьев; (Ор со2 — угловые скорости
колес после вхождения зубьев в контакт.
Из условия AF = n, т. е. Jml [(®10)2 — со2] + Jm2 [(со20)2 — <о2] =
—
а>1/С, после подстановки соответствующих данных можно найти
величину силы wv. В приближенном решении пренебрегают присо
единенными массами, разность скоростей со0 — со ставят в зависимость
от разности шагов, моменты инерции колес определяют через основ
ные параметры передачи — межосевое расстояние aw и передаточное
число и, используют усредненные параметры жесткости зубьев. На
основании этого получена формула для удельной окружной дина
мической силы (Н/мм, в зависимости от вида расчета — whv или wfv),
wv = §govV aw/u,
(19.9)
где 6 — коэффициент, учитывающий влияние вида зубчатой передачи
и модификации профиля головок зубьев; g0 — коэффициент, учиты
вающий влияние разности шагов зацепления зубьев шестерни и ко
леса; v — окружная скорость, м/с; aw — межосевое расстояние, мм.
Чтобы уменьшить динамическую силу, нужно уменьшить расстоя
ние от теоретической точки контакта до фактической; эффективным
способом достижения этого является модификация профиля зуба
у вершины. Удельная окружная динамическая сила в прямозубых
передачах с модификацией головки зубьев в 1,5 раза меньше, чем
в передаче с немодифицированными зубьями. В косозубых передачах
ввиду указанных выше особенностей зацепления (повышенная плав
ность) удельная окружная динамическая сила примерно в 3 раза
меньше, чем в прямозубых.
Распределение нагрузки в зацеплении. Под нагрузкой детали пере
дачи испытывают деформации (рис. 19.19): шестерня скручивается
и изгибается (а), вал колеса изгибается, колесо перекашивается (б),
валы в подшипниках смещаются. Вследствие этого образующие зу
бьев искривляются; если бы зубья были абсолютно жесткими, то на
грузка передавалась бы лишь в одной точке. Однако благодаря де
формациям изгиба, сдвига (в) и контактного смятия зубьев нагрузка
распределяется вдоль контактных линий, но неравномерно.
Закон распределения нагрузки в зацеплении передачи можно
определить, используя метод, изложенный в гл. 11 . Рассмотрим пере
дачу в зоне однопарного зацепления (рис. 19.20). Заменим непре
рывную нагрузку дискретными силами по середине отдельных участков
контактных линий по нормалям к профилям зубьев. Используя ли
нии влияния перемещений в направлении этих сил для всех деталей
и их элементов и условные перемещения, характеризующие неточно
сти и другие факторы, составим систему линейных уравнений переме-
185
Рис. 19.19 . Деформации деталей зубчатой передачи и их
элементов под нагрузкой
Рис. 19.20 . К расчету распреде
ления нагрузки
щений в направлении каждой силы и дополнительное условие равен*
ства суммы нагрузок:
k
^Ffiu +
4~бді —бо
—
би-=О
’
,
k
XiFfizi+6g2+6д2 60 62T==0;
1=1
••.
••
•..................................
(19.10)
k
XjFfiki4~6g#-J-6дй—60— —0;
k
S ^-Л =о,
і—1
где Ft — искомые силы; 6/z— перемещения в направлении сил F, под
единичной нагрузкой, приложенной на участке /;
—
перемеще
ния от сил тяжести и др.; бдг- —
приведенные к зацеплению неточности
передачи; 60 — перемещение на участке, на котором вращающий мо
мент равен нулю; 8 ц— перемещение на участке і под действием вра
щающего момента Тг; гы — радиус основной окружности шестерни
на участке I.
Перемещения 8/і включают составляющие от деформаций изгиба
и кручения шестерни и колеса, валов, подшипников, изгиба, сдвига
и смятия поверхностей зубьев и т. п . (гл. 11). С помощью программы,
позволяющей вводить в систему необходимые данные, связанные с де
формациями, и условные перемещения, отражающие влияние любых
других факторов, на ЭВМ получены кривые распределения нагрузки
по длине контактных линий (рис. 19.21), установлено влияние на них
формы и числа зубьев, величины передаточного числа, конструкции
колес, валов, типа подшипников, неточностей зацепления, соседних
ступеней передач и т. п. Неравномерность распределения нагрузки
тем больше, чем больше коэффициенты относительной ширины шес
терни фг^ = bw!d^ длины вала ф/ь = Ubw и смещения шестерни
фс/ = сП.
186
В косозубом и шевронном за
цеплении на распределение наг
рузки (рис. 19.22, а, б) влияет
также наклонное расположение
контактной линии на поверхно
сти зубьев (1; 2; 3). Чем больше
наклон зубьев, тем резче изме-
няется их жесткость вдоль кон
тактных линий, что соответству- ; —
ющим образом ' отражается на s -
распределении нагрузки. В ко - із I
нических передачах распределе- rL
ние нагрузки (в) изменяется в за
висимости от величины переда-
точного числа: чем меньше и, тем
Рис. 19 .21. Распределение
мых зубьев
с
меньше неравномерность. При консольной установке шестерни большое
влияние оказывает деформация подшипников, особенно шариковых.
Получив картину распределения нагрузки по каждой линии кон
такта во всех фазах зацепления, можно установить распределение на
грузки между одновременно зацепляющимися парами зубьев. Вслед
ствие изменения в процессе зацепления жесткостей зубьев нагрузки,
действующие на них, также изменяются (рис. 19.23). В момент кон
такта зуба вершиной d за счет его малой жесткости при изгибе нагруз
ка будет невелика (кривая 1). По мере перемещения линии контакта
от вершины этого зуба к основанию жесткость пары зубьев возрастает
и нагрузка увеличивается. В зоне однопарного зацепления вся нагруз
ка приходится на одну пару зубьев, а затем вновь распределяется
между двумя парами зубьев. В реальных передачах погрешности
основного шага и профиля зуба наличие смазочного материала и ко
лебательных явлений существенно изменяют эпюру распределения
нагрузки (кривая 2).
Распределение нагрузки в зацеплении зависит от приведенной
к каждой точке контактной линии суммарной жесткости деталей
передачи и погрешностей зацепления.
Распределение нагрузки между одновременно зацепляющимися па
рами зубьев учитывают с помощью коэффициента Ка (ГОСТ 21354—75.
Расчет на прочность зубчатых передач). Коэффициент концентрации
нагрузки по длине зубьев
Рис. 19 .22. Распределение нагрузки вдоль косых, шевронных и конических зубьев
187
Рис. 19 .23 . Распределение нагрузки
между зубьями
Рис. 19 .24 < Распределение напряжений в
зубьях
wm = ■f'n/^rr-in — средняя удельная сила в предположении ее равно
мерного распределения по всем контактным линиям.
Распределение напряжений. Контактные напряжения на поверх
ности зубьев распределяются по длине площадок контакта в соответ
ствии с законом распределения нагрузки. В процессе эксплуатации
передачи происходит приработочный износ рабочих поверхностей:
чем меньше твердость зубьев и окружная скорость колес, хуже усло
вия смазывания, гем больше темп приработки. В местах начальной
концентрации нагрузки напряжения снижаются, на менее нагружен
ных участках контактных линий они растут. При выкрашивании ра
бочих поверхностей также происходит выравнивание нагрузки и сни
жение максимальных напряжений. Так как сопротивляемость выкра
шиванию головок зубьев, как опережающих поверхностей, больше
(гл. 9), чем ножек (отстающих поверхностей), то в косозубых переда
чах при выкрашивании, возникающем на ножках зубьев, общая на
грузка в зацеплении перераспределяется в сторону увеличения части
ее, приходящейся на головки зубьев. Если при этом зубья шестерни
имеют большую твердость, чем зубья колеса, выкрашивание на нож
ках зубьев шестерни может не возникнуть, а после завершения при
работки ножек зубьев колеса условия работы зацепления стабилизи
руются. При этом передача сможет воспринимать увеличенную нагруз
ку пропорционально степени увеличения сопротивления выкрашива
нию головок по сравнению с ножками зубьев. При расчете влияние
приработанного изнашивания зубьев учитыеакт уменьшением коэф
фициента
а увеличение сопротивляемости косозубых передач
контактным разрушением — назначением допускаемых напряжений,
равных половине суммы их для шестерни и колеса.
На распределение напряжений изгиба в направлении, перпен
дикулярном линии зуба, влияет форма переходной кривой (рис.
19.24, а) и качество поверхности. Концентрация напряжений зависит
от радиуса кривизны р и отношения его величины к толщине зуба Sf .
188
Напряжения изгиба вдоль зубьев также распределяются неравномер
но (б), однако с меньшей степенью неравномерности, чем нагрузка.
В косых зубьях даже при равномерном распределении нагрузки вдоль
контактной линии напряжения изгиба по длине зуба распределяются
неравномерно (в): из-за наклона линии контакта относительно основа
ния зуба изгибающий момент по его длине будет переменным. Напря
жения изгиба у основания прямых или косых зубьев конических колес
распределяются неравномерно ввиду переменности модуля по длине
зуба и неравномерности распределения нагрузки.
Неравномерность распределения напряжений изгиба у основания
по длине зуба оценивается коэффициентом, являющимся отношением
максимального значения напряжения при данной неравномерности
распределения нагрузки к максимальному напряжению при равно
мерном распределении нагрузки:
Агр — тах/Ф/птах«
(19.12)
Смазывание, потери мощности, КПД. При относительном движе
нии зубьев вследствие трения качения и скольжения происходит на
грев передачи, изнашивание зубьев, снижение КПД. Для обеспечения
работоспособности передачи в зацепление подводят смазочный мате
риал, вследствие чего уменьшаются потери на трение, улучшается от
вод тепла, зубья предохраняются от истирания и коррозии. Смазыва
ние способствует снижению контактных напряжений и уменьшению
силы удара в зацеплении.
Сорт масла выбирают в зависимости от окружной скорости и удель
ной нагрузки. Так как нагрузка на зубья допускается тем больше,
чем выше механические свойства материала колес, то рекомендуемые
значения вязкости масл-а поставлены в зависимость от материала ко
лес (табл. 19.1). По требуемой вязкости подбирается сорт масла
(гл. 5).
Таблица 19.1. Рекомендуемые значения кинематической вязкости масла v30, сСт
Материал зубчатых колес
Вязкость v60 ПРИ окружной скорости V. м/с
0.5.. .1
1...2 .5
2,5...5
5...12,5 12,5 ...25
Сталь с ов, МПа:
ов < 1000
180
120
80
Є0
45
ств> 1000... 1250
ав > 1250... 1500 (а также це-
300
180
120
80
60
ментованная или закаленная
с поверхности)
300
300
180
120
80
Чугун, пластмасса
120
80
60
45
32
Потери мощности складываются из потерь на трение в зацеплении,
на взбалтывание масла и в опорах:
Nd = Na,3 + Л^п.м + NП,о«
(19.13)
189
Потери в зацеплении зависят от формы и числа зубьев, шерохова
тости их рабочих поверхностей, свойств и количества смазочного ма
териала, скорости колес, величины передаваемой нагрузки; прибли
женно (знак « + » для внешнего зацепления, «—»
—
внутреннего)
Л^п.з = 0,5леа/'(1/21 ± 1/?2)Л\,
(19.14)
где Nt— мощность на ведущем колесе, кВт.
Коэффициент трения /' 0,05...0,10 понижается с увеличением
вязкости масла, скорости скольжения и окружной скорости: при ок
ружной скорости свыше 50 м/с коэффициент трения может уменьшить
ся до f' = 0,02. В открытых передачах коэффициент трения достигает
значения 0,7...0,8. Для передач с пластмассовыми колесами вследствие
высоких антифрикционных свойств этих материалов f' <0,08.
Потери на взбалтывание масла Мп.м, кВт, вычисляются прибли
женно по экспериментальной формуле
Л/п.м = 10~3ub]/vv/(2:1 + г2),
(19.15)
где v — окружная скорость, м/с; b — ширина колес, мм; v — кине
матическая вязкость, сСт.
КПД передачи определяют по формуле т] — П2/(.^2 + Mn).B од
ноступенчатой эвольвентной зубчатой передаче 6,7, 8-й степени точ
ности с опорами на подшипниках качения при жидком смазочном ма
териале ї| = 0,98...0,97; КПД открытых передач с пластичным сма
зочным материалом ц 0,97...0,95; передачи с зацеплением Новико
ва имеют КПД примерно на 0,5... 1 % больше, чем эвольвентные
Нарушение режима работы и виды повреждений. Во время экс
плуатации передачи могут возникнуть вибрации, чрезмерный шум, по
вышение температуры и др. Основными причинами шума являются
циклические ошибки шага и профиля зубьев, неравномерная нагруз
ка на зубья, статическая и динамическая неуравновешенность вращаю
щихся деталей. Даже небольшие колебания, передаваемые через ва
лы и подшипники на корпус, могут вызвать его вибрацию, которая
сопровождается сильным шумом. Чрезмерное повышение температу
ры может возникнуть из-за недостатка смазочного материала или
слишком большого количества его, неправильно выбранного сорта
и вязкости масла, недостаточного поступления его в зону зацепления.
Типичными видами повреждений являются: поломки зубьев, выкра
шивание, износ, заедание и пластические деформации рабочих поверх
ностей . Пбломки зубьев в основном носят усталостный характер. При
каждом очередном входе зуба в зацепление у основания его возни
кают переменные напряжения изгиба. В зоне максимальной концент
рации напряжений на стороне растяжения при определенном числе
циклов нагружений могут возникнуть трещины (рис. 19.25, а).В длин
ных прямых, в косых и шевронных зубьях трещина, образовавшаяся
на торце, затем выходит к вершине зуба по наклонному сечению, в ко
тором напряжения становятся наибольшими (б). У зубчатых колес
из хрупких материалов к внезапной поломке зубьев могут привести
значительная перегрузка, концентрация нагрузки на краях зубьев.
Меньшие перегрузки могут вызвать остаточные деформации изгиба.
190
Рис. 19 .25 . Поломки и повреждения поверхностей зубьев
В передачах Новикова с двумя линиями зацепления наиболее часты
поломки в основании зубьев (в), реже — у полюсной линии.
Выкрашивание рабочих поверхностей зубьев (г) является наиболее
частой причиной выхода из строя зубчатых передач, работающих
с обильным смазыванием. Усталостные трещины сначала возникают
около полюсной линии, так как в этой зоне коэффициент трения, сила
трения и напряжения на поверхности наибольшие. Первые ямки по
ширине зубчатого колеса появляются в зоне концентрации нагрузки
на ножке зубьев — отстающей поверхности (гл. 9). В процессе работы
число ямок растет, профиль зуба искажается, возрастают динамиче
ские нагрузки, температура, шум. При твердости поверхности зубьев
Н < 350 НВ наблюдается ограниченное выкрашивание, возникающее
лишь на участках с концентрацией нагрузки. После приработки такое
выкрашивание может прекратиться. Прогрессирующее выкрашивание,
возникающее при твердости поверхностей зубьев И > 350 НВ, по
степенно поражает всю рабочую поверхность ножек зубьев.
Износ рабочих поверхностей зубьев (д) тем больше, чем больше их
удельное скольжение и контактные напряжения в зацеплении. Так как
наибольшее удельное скольжение имеет место в начальной и конечной
точках контакта зубьев, то наибольший износ появляется на ножках
и головках зубьев. Недостаточная толщина масляной планки способ
ствует усилению износа. Уменьшение толщины пленки и даже ее раз
рыв возможны при перегрузках и в периоды пуска и остановки пере
дачи. Загрязненность масла абразивными частицами значительно
усиливает износ, Вследствие износа искажается профиль зубьев, ос
лабляется их основание, возрастает динамическая нагрузка, увели
чиваются напряжения в зоне переходной поверхности зуба.
Заедание зубьев проявляется в том, что при относительном их дви
жении приварившиеся частицы поверхности одного зуба вследствие
раздавливания масляной пленки наносят на сопряженной поверх
ности борозды (е). Масляная пленка может разрушиться либо совсем не
191
Рис. 19 .26 . Области повреждения
передач
Рис. 19.27 . Влияние продольной модификации зубьев на
распределение нагрузкй по их длине
образоваться, если давление велико, а скорость недостаточна, что
наблюдается в тихоходных тяжелонагруженных передачах. В быстро
ходных передачах разрушение масляной пленки может произойти
вследствие потери вязкости масла из-за повышения температуры . На
возникновение заедания существенное влияние оказывает шерохова
тость рабочих поверхностей зубьев.
Пластические деформации возникают на стальных зубьях невысо
кой твердости тяжелонагруженных тихоходных передач. Под дей
ствием сил трения частицы поверхностного слоя на зубьях ведущего
колеса смещаются от полюса, а на зубьях ведомого колеса — к по
люсу, в результате чего на первых вдоль полюсной линии образуются
канавки, а на вторых — хребет. На рис . 19.26 показаны области по
вреждения передач (под кривыми) в зависимости от окружной скоро
сти: из-за износа
—
7; выкрашивания — 2; поломки — 3 и заедания—
4 зубьев при твердости рабочих поверхностей, равной или меньшей
350 НВ (сплошные линии) и большей 350 НВ (штриховые линии).
Пути повышения надежности и долговечности. Эффективным сред
ством, направленным на повышение нагрузочной способности пере
дачи, является применение колес, нарезанных со смещением. При
конструировании необходимо заботиться об обеспечении оптималь
ного распределения нагрузки по площадкам контакта, что достигается
соответствующим влиянием на приведенную жесткость передачи:
выбором места расположения шестерни между опорами, способа под
вода к ней вращающего момента, жесткости подшипников и др. При-
менением модифицированных зубьев можно добиться повышения мест
ной прочности, устранения концентрации нагрузки на поверхности
зубьев. С помощью финишных операций резанием или пластическим
дес] ормированием поверхностям зубьев придают бочкообразную фор
му (рис. 19.27, а). При малой нагрузке распределение ее вдоль зубьев
характеризуется кривой 1 (рис. 19.27, б); при действии расчетной на
грузки достигается равномерное распределение — 2; при дальнейшем
увеличении нагрузки возникает ее концентрация на краях зуба — -
3.
Сопротивление зубьев изгибу можно повысить за счет увеличения ра
диуса переходной крйвой и тщательной обработки поверхности впа-
192
дины, увеличением точности изготовления и повышением механиче
ских свойств материала колес. Способность зубьев сопротивляться
выкрашиванию можно повысить увеличением твердости поверхностей
зубьев, снижением шероховатости их и подбором смазочного материа
ла. Применением в тихоходных передачах вязких и в быстроходных
противозадирных смазочных материалов можно предупредить заеда
ние.
РАСЧЕТ ЭВОЛЬВЕНТНЫХ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
Критерии расчета. Расчетом необходимо определить размеры пере
дачи, при которых не возникает опасность повреждения колес. Это
возможно лишь при взаимосвязанном расчете прочности и геометрии
зацепления, так как с изменением геометрии меняется нагрузочная
способность. Закрытые передачи рассчитывают на предупреждение
поломки и остаточных изгибных деформаций зубьев, выкрашивания
и пластических деформаций их рабочих поверхностей. При твердости
поверхностей Н < 350 НВ размеры передачи определяются расчетом
на контактную выносливость зубьев, а расчет зубьев на изгиб носит
поверочный характер с целью определения наименьшего возможного
модуля. При твердости поверхности Н > 350 НВ габаритные раз
меры передачи определяются расчетом зубьев на изгиб. Размеры от
крытой передачи определяют расчетом зубьев на изгиб с учетом пре
дупреждения износа. Размеры передачи с колесами из пластмасс опре
деляют расчетом зубьев на изгиб и на предупреждение выкрашивания
и износа.
Расчетные зависимости построены на сопоставлении расчетных
контактных напряжений в местах возможных повреждений и изги
бающих напряжений в основании зубьев с допускаемыми. Расчет на
прочность цилиндрических эвольвентных зубчатых передач со сталь
ными колесами внешнего зацепления с модулем т > 1 мм установлен
ГОСТ 21354—75.
Силы, действующие в зацеплении. Сосредоточим равнодействую
щую Fn всех удельных сил, действующих по линиям контакта в плос
кости зацепления, в полюсе зацепления W (рис. 19.28) и разложим
на три составляющие: в торцевой плоскости — окружную Ftw и ра
диальную Fr и вдоль оси — Fx. При заданном вращающем моменте на
шестерне 7\ окружная сила на начальном цилиндре диаметром dwi
Ftw = 2Trldw{.
(19.16)
Остальные силы выразим через окружную силу. Радиальная сила,
направленная к центру шестерни (на колесе с внутренними зубьями —
от центра):
Fr—Ftwtg
(19.17)
осевая сила
Fx= FtwtgPop
(19.18)
где Pay — угол наклона линии зуба на начальном цилиндре.
7 5-1183
193
Рис. Г9.28. К определению усилий в
зацеплении цилиндрических колес
Направление осевой силы зависит от направлений линии зуба
и вращения зубчатого колеса. На рис. 19.28 указаны силы для случая
правого наклона зубьев на шестерне при ее вращении против часовой
стрелки. При изменении одного из этих условий направление осевой
силы изменяется на противоположное. Эти силы используют при рас
чете валов и подшипников. Нормальная сила, используемая при рас
чете зубьев на прочность, с учетом, что dw = (d cos a/)/cos atw,
Fn = F/u,/(cosa/a,cosp&) = 2T1/(d1cosaf cosp6).
(19.19)
Расчетная нагрузка. Зубья колес передачи на различных участках
поверхности испытывают различную нагрузку (рис. 19.29, а). В рас
четах необходимо учитывать нагрузку, которая вызывает наиболь
шее опасное напряжение для данного вида повреждения. При расчете
на контактную прочность принимают силу Fn вблизи полюсной
линии (б). При расчете на предупреждение заедания или износа
—
силу, действующую у вершины и на ножке зубьев (в). При расчете
зубьев на изгиб (г) необходимо учитывать силу, которая, действуя на
соответствующем плече, вызывает наибольшие напряжения изгиба
в опасном сечении зуба. На основании этого, с учетом указаний гл. 8,
удельная расчетная сила при расчете поверхностей зубьев на кон
тактную прочность (используем индекс /7)
WH ~ (Fn/^min) КHaK-HfiK-Hv ~ [(Гf/bw) К.НаК.Н$Кну\ • [Ca-Кє COSOC/^y] •
= йУшДЄаА’є COS atw),
(19.20)
где wHt = (Ft/bw} KhuKh^Khv — удельная расчетная окружная сила .
Коэффициентом /Се учитывается влияние коэффициента торцового
перекрытия Еа на нагрузочную способность прямозубых передач
в связи с установленным повышением ее с увеличением Еа. Из экспери
ментов установлено для прямозубых передач /Се — 3/(4еа— єа), а для ко-
194
Рис. 19 .29 . К определению нагрузки, действующей на зуб
Рис. 19 .30 . Графики для опре
деления коэффициента кНа
г
созубых — /<8~ 1 - Так как выкрашивание происходит в зоне, однопарно
го зацепления, то коэффициент, учитывающий распределение нагрузки
между зубьями, для прямозубых передач Кна~ 1; для непрямозубых
передач значения коэффициентов К. на принимают из графиков рис.
19.30 (5...9 -й степени точности зубчатых колес). Коэффициент кон
центрации нагрузки зависит от конструкции, точности и условий экс
плуатации; приближенно
ЛяЭ = 1+(Кяв-1)Кн»,
(19.21)
где Кнр—коэффициент, учитывающий неравномерность распреде
ления нагрузки в начальный период работы передачи; Khw— коэф
фициент, учитывающий приработку зубьев.
Приближенные значения коэффициента Кяр == 1 +
+Л2+
+ 10К" (фС2/ —
определяют с использованием вспомогательных
коэффициентов, выбираемых по графикам рис. 19.31. Коэффициент
приработки
0,002ЯИв + 0,036(и —9).
(19.22)
Коэффициент, учитывающий динамическую нагрузку (гл. 8), опре
деляют по формуле
Khv = 1 + WHvfWHt = 1 + wHvbwdJ(2 - lO^i/C/taKf/p). (19.23)
Удельная окружная динамическая сила Whv определяется по фор
муле (19.9) при подстановке в нее вместо 6 и gv соответствующих
значений коэффициентов из ГОСТ 21354—75, некоторые сведения из
которого даны в табл. 19.2 и 19.3 . Если по расчету whv > wtmax, сле
дует принимать whv = t^max (табл. 19.3).
При расчете зубьев на изгиб формула (19.20) примет вид
Wp=
KFaK^KFv/^aKeCOSatw') = ^/(єаК8 COS «/ш). (19.24)
Коэффициент 1/(єаКе) = Yr, учитывающий перекрытие зубьев,
для прямозубых передач зависит от того, участвует ли в передаче
нагрузки одна пара зубьев или две. При степени точности 8-й и бо
лее грубой принимается, что нагрузка передается одной парой зубьев:
К8 = 1. Для более точных передач необходимо учитывать возможную
работу двух пар зубьев, согласно указаниям ГОСТ 21354—75. Коэф
фициент, учитывающий распределение нагрузки между зубьями, для
прямозубых передач 8-й и грубее степени точности принимается
у*
195
t
Рис. 19 .31 .Номограмма для определения коэффициента Kfffi
Kfo,~ 1. При возможности передачи нагрузки двумя парами зубьев
Кра принимают в соответствии с указаниями ГОСТ 21354 —75.
Для косозубых колес при ер< 1 коэффициент Kf<x, принимают та
ким же, как и для прямозубых передач; при > 1
/Сга = [4 + (ба— 1)(п, — 5)]/(4еа),
(19.25)
где Пт — степень точности передачи по нормам контакта в соответствии
с ГОСТ 1643—81 (при пт > 9 принимают 9, при пт < 5 принимают 5).
Таблица 19.2. Значения коэффициен
тов и в формуле (19.9)
Вид зубьев
6/у при твер
дости поверх
ности
Н
і
и
л
и
Н
г
м
е
н
ь
ш
е
3
5
0
Н
В
Я
,
и
я
2
б
о
л
ь
ш
е
3
5
0
Н
В
Прямые
без модифика
ции
с модифика-
0,016 0,006 0 ,014
цией
0,011 0 ,004 0,010
Косые и шев-
ровные
0,006 0 ,002 0 ,004
Таблица 19.3 . Значения коэффициента gQ
и предельных значений max
£о и max> Н/мм, при модуле
т, мм
Степень
точности 77 < 3,55
= 3 ,75...10
tn>ю
wt шах
wt ітах So wt irax
6
381604219448250
7
472405331064450
8
563806141073590
9
73 700 82 880 100 1050
196
Рис. 19 .32. Графики для опреде
ления коэффициента
Рис. 19 .33 . К расчету контактных
напряжений
Так как при определении опасных напряжений у основания зубьев
используется плоская задача их напряженно-деформированного со
стояния, то неравномерность распределения напряжений по длине
зуба учитывается повышением расчетной нагрузки с помощью коэф
фициента ТОр, который выбирается по величине коэффициента /\яр
в зависимости от относительной длины зуба. Чем меньше относитель
ная длина зуба (характеризуется отношением bw]m), тем больше раз
ница между величинами коэффициентов концентрации нагрузки и на
пряжений (рис. 19.32).
Коэффициент, учитывающий динамическую нагрузку, определяют
по формуле
Kfv = 1 + WFvI^Ft = 1 + WFvbwdtl(2 • 103 7\КраЛ>р)- (19.26)
Величина удельной окружной динамической силы wfv опреде
ляется также по формуле (19.9) при подстановке соответствующих
значений (табл. 19.2).
Расчет зубьев на контактную прочность. Для определения кон
тактных напряжений он используют задачу Герца (гл, 9), хотя форма
зубьев не соответствует исходным положениям, принятым при ее
решении, а прочность рабочих поверхностей зубьев зависит не только
от приведенного радиуса кривизны, модуля упругости материала, но
и от качества поверхности зубьев, термообработки, способа смазывания
и т. д . Несогласованность теоретических предпосылок с реальными
условиями нагружения поверхностей зубьев компенсируется при назна
чении допускаемых контактных напряжений, определяемых из опытов.
Выразим величины, входящие в исходную формулу, через пара
метры зубчатой передачи. Так как выкрашивание возникает в районе
полюсной линии, то следует использовать значения приведенного
радиуса р и расчетной удельной силы в полюсе. Согласно зависи
197
мости из дифференциальной геометрии приведенный радиус кривизны
в нормальном сечении п—п (рис. 19.33)
рп = p/cosP6 = ріРг/Црг ± P1)COS0J,
(19.27)
и, учтя, что рг = 0,5 dw\ sin atw, р2 = 0,5 dw2 sin atw, dw2~dwiU,
получим после подстановки в формулу (19.27)
р„ = 0,5 dw\ sin atwu/[(u ± l)cosP&].
(19.28)
Подставив в исходное уравнение для контактных напряжений (гл. 9)
значения рп из формулы (19.28) и wh из выражения (19.20), найдем
напряжение в полюсе
ан=
wE/p = 0,591 wHE/(2pn) =
= 0,591 уЛ[йУ/7//(єа/<є cos a/а,)] E]Z(u± 1) cos fib/(dw\ и sina/а,). (19.29)
После соответствующих преобразований с учетом, что
cos atw sin (XfW — 0,5 sin 2 ato, условие прочности будет
ан = ZHZMZeVMdwi)[(u±l)/u] < [он],
<19-30)
где ZH = ]/2cos |36/sin 2a/ny — коэффициент, учитывающий форму
сопряженных поверхностей зубьев; ZM = 0,591 Е = 0,591 X
X ]/г2Е1Е2/(Е1 + Е2)—коэффициент, учитывающий механические
свойства материалов сопряженных зубчатых колес; Zs = V 1/(еаЛє) —
коэффициент, учитывающий суммарную длину контактных линий:
для прямозубых передач ZE = ]/(4 — еа)/3, для косозубых Ze =
Если выразить Wm через вращающий момент на шестерне 7\, то
WHt = 2 • X^T^HaKH^HvKbwdwx).
(19.31)
Подставив (19.31) в формулу для Он, получим
Он — 44,7ZhZmZe ]/(TJbw) [(и + 1)/и] Кна,Кн&КниNoю\<.\.(Ун\- (19.32)
Для прямозубых передач со стальными колесами Zm = 275H-1/2/mm
иКна=1, тогда
Он = 12200Z//Ze]/A(T'1/feK)) [(и + l)/w] Кh$Khv]dw\ ■< [Он].
Выразив в формуле (19. 32) dwl через aw, получим
Он = 22,4ZHZuZeV(T1/bw)[(u ± l)3/w] K.HaKH^Hvlaw < [Он].
Если + х.2
—
0,тоZh=1,76.
В качестве исходной нагрузки принимают наибольшую из числа
подводимых, число циклов действия которой превышает О.ОЗЛ/’нв
(гл. 8). Наибольшее контактное напряжение при действии максималь
ной нагрузки Timax
Онгпах =
Imax/T1! [Онтах],
(19.33)
где Он — напряжение, определяемое по формуле (19.30) и др.
198
Допускаемые контактные напряжения. На основании анализа фак
торов, влияющих на контактную выносливость, допускаемое контакт
ное напряжение определяют по формуле (без учета влияния смазоч
ного материала для диаметров колес до 700 мм)
[Он] ~ (Cwiim/lSw]) KhlZrZv,
(19.34)
где опит — предел контактной выносливости, соответствующей базе
испытаний Nno’> ls/d — коэффициент безопасности (в зависимости
от вида термообработки [s#] = 1,1...1,2); Nhl— коэффициент долго
вечности (гл. 8); ZR — коэффициент, учитывающий шероховатость со
пряженных поверхностей зубьев (принимается общим для пары колес
по более грубой поверхности одной из них в пределах 1...0 .9); Zv —
коэффициент, учитывающий окружную скорость (Zv = 1 при v <
<5м/сиZv,>1приv>5м/с).
Исходные данные для определения пределов контактной выносли
вости получают экспериментально. По нагрузкам, зафиксированным
из опытов, вычисляют контактные напряжения на поверхности зубьев
и строят кривые усталости. По результатам обработки этих кривых
в ГОСТ 21354—75 даны значения ояііт в зависимости от твердости
поверхности зубьев (табл. 19.4).
Таблица 19.4 . Пределы контактной выносливости
Термическая обработка стальных
зубьев
Твердость поверхности Н
МПа
Нормализация, улучшение
Н<350НВ
2Янв + 70
Закалка объемная
40... 51 HRC3
18/7hrc+150
Закалка поверхностная
41...51HRC9
17#hrc + 200
Цементация, нитроцементация
Н>57 HRC3
23#hrc
Азотирование
550...750 HV
1050
Коэффициент Nhl учитывает возможность повышения допускае
мых напряжений при эквивалентном числе циклов нагружений зубьев,
меньшем базы (гл. 9):
K.HL
—
N Hq)NНЕ,
(19.35)
где Nhq = ^Н2нв — база испытаний, соответствующая длительному
пределу выносливости (при //>57 HRC3 принимают NHo = 12 • 107);
N не— эквивалентное число циклов напряжений (определяют по
циклограме нагружения).
При постоянной нагрузке Nhe = Ns = QOnt, при ступенчатой
k
нагрузке Nhe — У . (Th/T^N^ Из всех ступеней нагрузок в цикло
ві
грамме исключают те, которые за полный срок службы передачи
вызывают число циклов напряжений меньше 0,03Nhe- При Nне~>
~>Nhq принимают Khl — 1- Верхнее предельное значение коэффици-
199
Рис. 19 .34 . К расчету зубьев
На изгиб
Рис. 19.35 . Графики для определения
коэффициента Y р
ента ограничивается опасностью возникновения пластической дефор
мации на поверхности зубьев: при отжиге, нормализации, улучше
нии, объемной закалке Khl < 2,6; при поверхностном упрочнении —
Ляь с 1,8.
При расчете прямозубых и косозубых передач с твердостью больше
350 НВ в формулах (19.30), (19.32) принимают значение, меньшее из
двух [СТяіІ И ІО/72І- В косозубых передачах, если твердость зубьев хотя
бы одного колеса Н < 350 НВ, в качестве допускаемого напряжения
принимают
[оя] = 0,45 ([000] + Гсг/72]),
(19.36)
При соблюдении условия [Оя] < 1,23 [a//minb Под [От/min] понимают
меньшее ИЗ двух значений [O7/1] или [Ояг].
Допускаемое предельное контактное напряжение [Оятах] зависит
от способа химико-термической обработки: для зубьев, подвергнутых
нормализации, улучшению или объемной закалке с низким отпуском,
[от/тах! — 2,8сгт; для зубьев цементованных, а также подвергнутых кон
турной закалке после нагрева ТВЧ, [оятах] = 40Няяс; для зубьев
азотированных [Пятах] = З.ОНяи-
Расчет зубьев на прочность при изгибе. Удельную нормальную
силу wn, действующую на зуб (рис. 19.34), разложим по двум на
правлениям: перпендикулярно —
cos б и вдоль оси зуба —wn sin 6.
Первая составляющая изгибает зуб, вторая — сжимает. Если зуб
в границах действия этой нагрузки представить как консольную
балку единичной ширины с толщиной основания е, то напряжения
изгиба (Уи = Mu/Wa — 6(^лсо5б)й/(е2-1)исжатияо'сж = (^n sin 6)/(е* 1),
а суммарные с учетом пропорциональности е и h модулю т будут
равны
gf=ои±асж=“ 6(wnhcos6)/e2±(wnsin6)/e«=
«= (wn/m) {[6 (h/m) cos
+ (sin6)/(e/m)}.
(19.37)
800
Опасны местные напряжения на переходной кривой зуба со
стороны растяжения (гл. 10); с учетом концентрации напряжений
gf = l(^n cosoQ/ml {[6 (Тг/m) (cos6)/(e/m)2 —
—
(sin 6)/(e//n)] aa/cos aw}.
(19.38)
Выражение в фигурных скобках, зависящее от расстояния точки
приложения нагрузки на рабочей поверхности до основания зуба, его
толщины, а также от формы переходной поверхности, называется ко
эффициентом формы зуба и обозначается YF. Тогда
gf = wFtYFlm.
(19.39)
Из структуры формулы следует, что коэффициент Yf представляет
местное напряжение в опасном сечении при модуле т — 1 мм и удель
ной силе wn = 1 Н)мм, приложенной к вершине зуба. Значения YF,
рассчитанные методами теории упругости, представлены в виде графи
ков (рис. 19.35) в зависимости от числа зубьев и величины смещения
инструмента при нарезании, которые влияют на форму зуба и толщину
основания. Для колес с внутренними зубьями Yf = 3,5...4. Так как
в нормальном сечении косой зуб имеет форму, близкую к форме пря
мого зуба эквивалентного колеса, то для косозубых передач значения
Yf выбирают по эквивалентному числу зубьев zv. После подстановки
значения wFt с учетом повышенной прочности на изгиб косого зуба
получим условие прочности зуба при изгибе
От=[2•
I<Fa^F^FvYFYp/m с [of],
(19.40)
где Ур — коэффициент, учитывающий наклон зуба (Ур — 1
—
р/140)
Напряжение ctf определяют для каждого колеса передачи. Если
известно напряжение gfi для зуба шестерни, то условие прочности
для зуба колеса:
<?F2 = Ofi (YF2/YFi) < [OF2].
(19.41)
При действии максимальной нагрузки Timax условие прочности:
^Fmaxl = СТ F\Timax /Л <
max ].
(19.42)
Допускаемые напряжения при изгибе. При определении допускае
мого напряжения исходят из основной зависимости (гл. 10), связы
вающей предельное напряжение с коэффициентом запаса прочности.
С учетом изменения направления силы, действующей на зуб (в пере
дачах с изменением направления нагрузки или вращения), и срока
службы передачи получим
[Of] = ((TFlim/[SF]) K.FC.K.FL,
(19.43)
где gf нт — предел выносливости зубьев на изгиб при R = 0; [sf] —
коэффициент запаса прочности; RFc — коэффициент, учитывающий
переменность направления нагрузки на зуб; RFl— коэффициент
долговечности (гл. 8).
Для основных материалов, применяемых в зубчатых передачах,
пределы выносливости и коэффициенты запасов прочности [sf] =
=» 1,55...2,2 при вероятности неразрушения 0,99 и выше даны в ГОСТ
201
Таблица 19.5 . Пределы выносливости a® ljm -
Марка стали, вид термообработки и твердость поверхности
Alim’ МПа
Легированные стали, цементация (58...64HRC3)
20ХН2М, 12ХН2 и др.
950
18ХГТ, ЗОХГТ и др.
800
Легированные стали, нитроцементация
(58...64 HRQ
25ХГМ
1000
25ХГТ, ЗОХГТ и др .
750
Стали, закаленные ТВЧ по всему контуру
55ПП (59... 63HRC3)
900
60ХВ, 60Х, 60ХН (55...6I HRC9)
750
35ХМА, 40Х, 40ХН (49...5Э) HRC3)
600
21354—75. Для некоторых материалов пределы выносливости приве
дены в табл. 19.5 при коэффициенте запаса [sf] = 1,7. Для нормали
зованных или улучшенных сіалей (40, 45, 40Х, 40ХН, 40ХФА и др.).
Aim = 1,8Янв. При неизменном направлении нагрузки на зуб
2ОС = 1; при периодическом изменении направления нагрузки на
противоположное
Kfc=1—
,
ч
(19.44)
где Т[ >> Т{' — вращающие моменты, нагружающие зуб в противо
положных направлениях; у^с— коэффициент, учитывающий способ
ность материала сопротивляться разрушению при изменении направ
ления нагрузки (при твердости меньше 350 НВ = 0,35; для зубьев
с поверхностным упрочнением — 0,25; азотированных — yFc = 0,l).
При подсчете коэффициента долговечности по формуле K.FL —
fe принимают Nfo — 4 • 106 и m — 9 при твердости рабо
чих поверхностей зубьев больше 350 НВ и m = 6 при твердости
меньше 350 НВ; NFE = S (TuIT\)mNt = 60 £ (Тц/Т^ ..
Макси
мі
«=і
мально возможные значения коэффициента Кfl ограничивают значе
ниямиK.fl—2,08приm=6иKfl=1,63приm=9.
Допускаемое предельное напряжение на изгиб приближенно
[Opirax] = 0/7 iim rnax/fSFmax],
(19.45)
ГДЄ Oplimmax — прЄДЄЛЬНОЄ НЗПрЯЖЄНИЄ, НЄ ВНЗЬІВаЮЩЄЄ 0СТЗТ0ЧНЫХ
деформаций или хрупкого излома (зависит от материала и способа
термической и химико-термической обработки: для легированных
и углеродистых сталей, подвергнутых нормализации или улучшению
от 850 до 1700 МПа: для легированных сталей при всех других видах
обработки — 1750.. 3100 МПа); [spmaxl — коэффициент запаса прочно
сти при вероятности неразрушения 0,99, равный 1,75; свыше 0,99—2,2.
Проектный расчет. Ориентировочное значение диаметра шестерни
из расчета на контактную выносливость определяют по формуле, по
202
лученной при усредненных значениях некоторых коэффициентов
~
1.1. ..1 .3; ХД(х ~ 1,1):
dw{ ~ KdV
± 1)/(^Фб</ [О’//]2),
(19.48)
где Kd — вспомогательный коэффициент: для прямозубых передач
Kd = 770, косозубых и шевронных Kd — 675.
Для шестерни с прямыми или косыми зубьями, расположенной
симметрично относительно опор, при твердости рабочей поверхности
зубьев хотя бы одного колеса Н < 350 НВ
0,8...1,4; несим
метрично — фм 0,6... 1,2; консольно — фь</ « 0,3...0,4. При твер
дости зубьев обоих колес Н > 350 НВ указанные значения
сле
дует уменьшить в 1,2... 1,5 раза, для шевронных передач можно увели
чить в 1,3...1,4 раза. По предварительно принятому коэффициенту
фм и предполагаемым относительным размерам передачи выбирают
коэффициент Лнр (рис. 19.31).
Допускаемое контактное напряжение для прямозубой передачи
определяют по формуле (19.34) при Z%ZV =0.9; для косозубой и шев
ронной передач— по формуле (19.36).
После определения диаметра шестерни определяют рабочую шири
ну венца ^= dwl фЬгі.
Для предварительного определения размеров зубьев находят мо
дуль передачи из расчета на прочность при изгибе, учитывая приня
тый при определении диаметра коэффициент относительной ширины
т>К»
[<!>,]).
(lв•47,
где Кт — вспомогательный коэффициент: для прямозубых передач
со стальными колесами — 14; для косозубых и шевронных передач-
11,2.
Числом зубьев необходимо предварительно задаться, учитывая,
что с увеличением его уменьшается шум, возрастает КПД, легче обес-
Таблица 19.6 . Формулы для определения основных размеров
цилиндрических эвольвентных зубчатых передач
Параметр зацепления
Формула
Диаметр
делительный
начальный
вершин зубьев
впадин
Коэффициент воспринимаемого
смещения
Делительное межосевое рас
стояние
Межосевое расстояние
Коэффициент уравнительного
смещения
d=zm/cos0
=
- \-2y/(z2 ± zj]
da=d+2(h*4-x
—
Др) m
df=d—2(h* -|-c*—x)m
y=(aw~ aMm
a=0,5m(z2±zj/cos0
aw—a(A-o -І-О
&У=(*a± *i)—У
203
Таблица 19.7. Коэффициенты л0 и х0 в зависимости от угла зацепления aw
М
и
н
у
т
ы
aw—20°
ССф — 21°
aw= 22°
—
23°
ада == 24е
Хв
Хв
^0
Хе
Х0
Хе
Хе
Хе
0
0,00000
0,00000
0,00655
0,00671
0,01349
0,01415
0,02085
0,02238
0,02862 0,03145
10
0,00106
0,00107
0,00768
0,00789
0,01469
0,01547
0,02211
0,02383
0,02996 0,03304
20
0,00214
0,00216
0,00882
0,00910
0,01590
0,01680
0,02339
0,02530
0,03131 0 ,03467
30
0,00323
0,00326
0,00997
0,01033
0,01712
0,01816
0,02468
0,02681
0,03267 0 ,03631
40
0,00432
0,00439
0,01113
0,01158
1,01835
0,01955
0,02598
0,02833
0,03405 0,03798
50
0,00543
0,00554
0,01231
■ 0,01286
0,01959
0,02095
0,02730
0,02988
0,03544 0,03969
60
0,00655
0,00671
0,01349
0,01415
0,02085
0,02238
0,02862
0,03145
0,03684 0 ,04141
3
&W == 25°
= 26°
аю == 27°
&W == 28°
= 29"
Ик£
^0
*0
Хо
хв
Хо
Хе
К
Хе
X®
Хе
0
0,03684
0,04141
0,04550
0,05232
0,05464
0,06424
0,06427
0,07724
0,07440 0,09138
10
0,03825
0,04316
0,04699
0,05424
0,05621
0,06633
0,06592
0,07952
0,07614 0,09385
20
0,03967
0,04494
0,04850
0,05618
0,05780
0,06845
0,06759
0,08182
0,07790 0,09636
30
0,04111
0,04674
0,05001
0,05815
0,05939
0,07061
0,06927
0,08416
0,07967 0,09890
40
0,04256
0,04857
0,05154
0,06015
0,06100
0,07278
0,07097
0,08654
0,08145 0,10148
50
0,04403
0,05043
0,05309
0,06218
0,06263
0,07500
0,07268
0,08894
0,08325 0,10409
60
0,04550
0,05232
0,05464
0,06424
0,06427
0,07724
0,07440
0,09138
0,08507 0,10673
лечить точность зацепления. Поэтому рекомендуется принимать
«=
== 18...35. По выбранному числу зубьев zt из графиков на рис. 19.35
находят коэффициент YF1. Коэффициент Ллр определяют по рис.
19.32 в зависимости от значения
принятого при расчете диаметра
шестерни.
Допускаемое напряжение на изгиб определяют по формуле
= 0,4а^цт/Ср£.
(19.48)
Расчет геометрических параметров. По рассчитанным значениям
чисел зубьев, модуля, выбранным коэффициентам смещения инстру
мента (рекомендуется xt = х2 = 0,5) по ГОСТ 16532—70 определяют
основные размеры колес и передачи в целом. Некоторые необходимые
данные для упрощенного расчета приведены в табл. 19.6. В формулы
для шестерни необходимо подставлять параметры с индексом 1; для
колеса — 2 . Верхние знаки в формулах относятся к внешнему зацеп
лению; нижние — к внутреннему. Коэффициент Хо выбирают из табл.
19.7 по значению х0 — 2 (х2 + Xj)/(z2 ± ?i)- Для промежуточных уг
лов зацепления aw коэффициенты
и х0 выбирают интерполяцией.
РАСЧЕТ КОНИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
Критерии расчета. Конические зубчатые передачи выходят из
строя по тем же причинам, что и цилиндрические. Поэтому расчетом
определяют такие размеры колес, чтобы предупредить возможное по
вреждение рабочих поверхностей выкрашиванием, пластическим или
хрупким деформированием и заеданием. Размеры зубьев определяют
расчетом прочности при изгибе. Опыт эксплуатации конических пере
дач показывает, что из-за существенного влияния на условия работы
зацепления неточностей взаимного расположения колес допускаемая
нагрузка на зубья конической передачи оказывается на 15 % меньше,
чем в эквивалентной цилиндрической передаче.
Силы, действующие в зацеплении. Окружное усилие на среднем
диаметре колес конической передачи
F,=
(19.49)
где dt — средний делительный диаметр шестерни.
Радиальное и осевое усилия в зацеплении эквивалентной цилинд
рической передачи (рис. 19.36):
Fr = F/tga/a, = (F/tga)/cosprt; Fx «= Ft tg0„.
(19.50)
Разложим радиальную и осевую силы по двум направлениям, па
раллельным осям колес. Просуммировав соответствующие составляю
щие, получим радиальную и осевую силы в зацеплении конической
передачи, действующие на шестерню:
Frl = FJtga cos + sin sin 6x)/cos 0rt;
(19.51)
Fx\ — ^(tgasinSx і sin cosSJ/cos(19.52)
и на колесо:
Fr2 = Ft(tgacos62± sin sin62)/cosIV>
FX2—Ft(tgasin62+sin cos62)/cos
(19.53;
205
Рис. 19.36. К определению усилий в
зацеплении конических колес
Рис. 19.37 . К расчету конических передач
Эти силы используют при расчете валов и опор передачи. Если на
правления вращения зубчатого колеса и винтовой линии зуба совпа
дают, в формулах принимают верхний знак, если не совпадают — ниж
ний.
Расчетная нагрузка. С учетом соотношения нагрузочной способ
ности конической передачи и эквивалентной цилиндрической удель
ную окружную расчетную силу принимают равной (при Кна = 1)
w = FпКМ0,85Zmin) = (^/M^/(0,85ea х
X Kecosa) = 2,36 • 103 [TJ(dibw)] K(i/<u/(eaKecos а). (19.54)
Коэффициенты Kp и Kv для расчета на контактную прочность ра
бочих поверхностей (с индексом Н) и прочность при изгибе (с индексом
F) принимают в соответствии с рекомендациями для цилиндрических
передач при использовании в качестве исходных данных диаметра и ок
ружной скорости в среднем сечении конической шестерни.
Расчет зубьев на контактную прочность. Используя соотношения
параметров в среднем сечении конической и эквивалентной цилинд
рической передачи расчетную зависимость можно получить подста
новкой в исходную формулу (гл. 9) приведенного радиуса кривизны
эквивалентной передачи (рис. 19.37). Аналогично формуле (19.27),
учитывая, что для прямозубой передачи dv = d/cos6 и zv = z/cos 6,
для передачи с непрямыми зубьями dv = d/(cos 6 cos2 |3П) и zv =
= Z/(COS6COS3 pn), получим po = pylpv2/(pvl + рі>г) = [(0,5 б/і X
X sina)/(cos6j cos2 P„)]. [(0,5^2 sina)/(cos d2 cos2 pn)/{[(0,5 dx sina):
: (cos cos2 (3„)] + [(0,5 d2 sina)/(cos 62 cos2 p„)]}-_ _ _ __
Таккакcos=и/Уи2+1 иcos62=l/]/w2+1>to
pv = (0,5 dru sin a)/(]/w2 + 1 cos2 pn).
(19.55)
Подставив в исходную формулу (гл. 9) значение расчетной нагруз
ки из формулы (19.54) и приведенного радиуса кривизны из формулы
206
Таблица 19.8 . Формулы для определения основных размеров конических зубчатых
передач
Параметр зацепления
Формула
Средний делительный диаметр
d= mz
d := тпг/cos
Внешний делительный диаметр
t/g —— tll^Z
de=mt#
Внешний окружной модуль
me ~ mRelR
mte = mnRe/(R cos pn)
Внешнее конусное расстояние
Re = 0,5me]/ zf4-z22
Re = 0,5ш/еVz24-z2
Среднее конусное расстояние
R~Re — 0,56
Ширина зубчатого венца
b=d$bd<10me
Внешний диаметр вершин зубьев
dae—dg4~2/iaecos6
dae=de4-2(ha4"&hae)cos6
Внешняя высота головки прямого зуба
Высота головки кругового зуба в сред-
hae=(h*±x)tne
нем сечении
ha=(Л*±Гц)mn
Увеличение высоты головки кругового
зуба на внешнем торце по сравнению со
средним
tihae = 0,5b tg 0a
Угол головки зуба
0Щ = 0^2; 0a2= 6/1
Угол ножки зуба
Of — arctg (hfe/Re)
Внешняя высота ножки прямого зуба
Высота ножки кругового зуба в среднем
Of — arctg (hf/R)
hfe=(ha+с*T*)me
сечении
hf=(h*a4-с*T xn)mn
Угол конуса вершин
=64~0a
(19.55), с учетом преобразований, использованных при выводе фор
мул для цилиндрических передач, получим условие прочности
Он = 1,08ZHZMZe VVи2 + T/W) < [Он].
(19.56)
Из этой формулы, аналогично тому, как это сделано для цилинд
рических передач, при подстановке значения угла наклона зубьев
в среднем сечении (до 45°, но чаще
= 35°), коэффициента перекры
тия єа, продольного модуля упругости стали получим
'
dt~Kd
+ 1)/(ш|М<М2).
(1».в7>
Для передач с прямыми зубьями Kd 810МПа Vs, с непрямыми—
Kd « 710 МПа1/3,
= 0,3...0,6 (при этом следует соблюдать усло
вие bw < 0,3/?е).
207
Расчет зубьев на прочность при изгибе. Из условия подобия за
кона изменения модуля по длине зуба закону изменения удельной
окружной силы получаем расчетную формулу для определения на
пряжений в опасном сечении в основании зуба. Для среднего диаметра,
по аналогии с формулой (19.40), условие прочности будет
ор = [2,35 • WT-Jtdibw)] KpaKp^Kpv УрУ$/т < [<jf]. (19.58)
Коэффициент формы зуба Ур выбирают по графикам (рис. 19.35)
в зависимости от эквивалентного числа зубьев zv. При выборе числа
зубьев и модуля следует руководствоваться рекомендациями для ци
линдрических передач.
Расчет геометрических параметров. По рассчитанным на прочность
диаметру и модулю в среднем сечении определяют геометрические
размеры по ГОСТ 19624—74 для передач с прямыми зубьями и по
ГОСТ 19326—63
—
с круговыми. Некоторые сведения для расчета
даны в табл. 19.8: в первой строке для каждого параметра даны фор
мулы для прямозубой передачи, во второй — для передач с круго
выми зубьями. Параметры в формулах для шестерни необходимо
обозначать индексом 1, для колеса — 2; верхние знаки относятся к
шестерне, нижние — к колесу.
РАСЧЕТ ЗУБЧАТЫХ ПЕРЕДАЧ С ЗАЦЕПЛЕНИЕМ НОВИКОВА
Критерии расчета. В соответствии с типичными видами поврежде
ний зубьев размеры передач определяют из расчета прочности рабочих
поверхностей и прочности зубьев при изгибе. Так как в зацеплении
Новикова кривизны поверхностей зубьев весьма близки и площадка
контакта соизмерима с рабочей поверхностью зубьев, то для согласо
вания результатов эксплуатации передач с расчетными формулами
в исходные зависимости, базирующиеся на решении задачи Герца
(гл. 9), вводят корректирующие коэффициенты. Расчет прочности
зубьев при изгибе основывается на исходных формулах для расчета
консольных пластин, которые скорректированы полученными из опы
тов коэффициентами, учитывающими форму сечения зубьев, форму
площадки контакта и место ее расположения на поверхности зубьев,
наклон зубьев, величину передаточного числа и др.
Расчетная нагрузка. В качестве номинальной нагрузки прини
мают вращающий момент на шестерне 7\. С учетом концентрации на
грузки и динамической нагрузки в зацеплении (гл. 8)
Т\н ~T\Kh$Khv и T\f ~ T\Kp?>KFvKm.
(19.59)
Коэффициенты Кяр и К гр принимают в соответствии с рекоменда
циями для эвольвентных передач. Для передач 6, 7 и 8-й степени точ
ности и окружной скорости v — 4 .. .20 m,zc рекомендуется принимать
Khv — 1,0...1,1 и Kfv~ 1,03...1,25. Масштабный коэффициент выби
рают в зависимости от модуля: при т — 2 .. .10 мм Кт~~ 0,87...1,20.
Силы, действующие в зацеплении, определяют по формулам, исполь
зуемым для косозубых передач.
Расчет зубьев на контактную прочность. В основе построения
расчетной зависимости лежит условие, что касание в пределах пятна
208
Рис. 19 .38 . К расчету передач с зацеплением Новикова
контакта происходит по дуге окружности г длиной / (рис. 19.38, а).
Радиусы кривизны поверхностей зубьев в плоскости, перпендику
лярной к контактной линии (б): pj = 0,5 d1/(sin2 р sinaj и р2 =
«= 0,5d2/(sin2 psinaj, а приведенный радиус кривизны .
р=0,5
+ 1) sin2 (З sinaj.
(19.60)
После подстановки значения р в исходную формулу для определе
ния контактных напряжений (гл. 9) и учета экспериментальных дан
ных по влиянию величины модуля, угла наклона зубьев и других
факторов получим формулу для контактных напряжений
ац = 3370]/ [Тшгтр/^гЛЛе)] ]/(u + l)/(d^) < [Он],
<19.61)
где Kz— коэффициент числа зубьев, который выбирают в зависи
мости от числа зубьев шестерни и колеса — Кг = 0,5 (Лгі+Лгг): при
z1(2) = 10 ... 120 /Сгі(2) = 0,78 ... 0,99; Ке— коэффициент, учитыва
ющий влияние коэффициента перекрытия: при 8р = 1,25 ... 1,5
=
= 2,0,приер =2,25...2,5Къ—4.
Если при проектном расчете передач с двумя линиями зацепления
принять в формуле (19.61) усредненные значения коэффициентов, диа
метр шестерни приближенно равен:
d, = 590 ^Т1Н(«+ IMWmIch]2),
(19.62)
Коэффициент относительной ширины шестерни фм при перемен
ной нагрузке можно принимать таким же, как для эвольвентных пере
дач: при спокойной нагрузке — на 15...20 % больше. При выборе до
пускаемых напряжений руководствуются указаниями для эвольвент
ных передач.
Расчет зубьев на прочность при изгибе. Наиболее опасным явля
ется случай приложения нагрузки вблизи вершины зубьев: для пере
дач с двумя линиями зацепления предполагается, что нагрузка при
ложена к головке зуба. В качестве исходной принимают зависимость
209
для определения напряжений на галтели гребня, нагруженного силой,
нормальной к. его поверхности. С учетом корректирующих коэффициен
тов условие прочности имеет вид
Of = 1,8 • i^T^F^FvKFrnYF/iZtm^K^Kp) < [О']- (19.63)
где Yp — коэффициент формы зуба (выбирают в зависимости от zv при:
z0 = 10...20 Yf = 2,3 2...2,06, при zv = 20...40 Yf =2,06...1,91, при
гу=40...80 YF—1,91... 1,85); Ке — коэффициент, учитывающий рас
пределение нагрузки между зубьями в зависимости от осевого ко
эффициента перекрытия ер (принимают ближайшее целое число
в значении ер); Кл — коэффициент, учитывающий количество линий
зацепления — 1 или 2; К? — коэффициент, учитывающий влияние
длины пятна контакта на зону распространения изгибных напряжений
у основания зуба, выбирают по отношению 1,25р//и (например, при
1,25р//п = 50... 100 Кр = 1,5...2,4, а при \,25р/т — 800 Кр = 5,5).
Расчет геометрических параметров. После определения из рас
чета на прочность диаметра шестерни находят размеры элементов за
цепления (табл. 19.9). При несогласованности результатов расчетов
с предварительно выбранными исходными данными р, т, єр и др.
необходимо с помощью последовательных приближений пересчетом
добиться соответствующего совпадения.
Таблица 19.9 . Формулы для определения основных размеров передач с
зацеплением Новикова
Параметр зацепления
Формула
Диаметр
делительный
d—mz/cosР
вершин зубьев
da= +2h*m
впадин
df=d —2(h*+c*)tn
Межосевое расстояние
a=0,5m(z,
z2)/cos P
Ширина зацепления
bw=Px^
Осевой шаг
Px = nm/sin P
Пример. Рассчитать закрытую эвольвентную одноступенчатую косозубую
передачу привода ленточного конвейера при мощности на ведущем валу =
= 9,6 кВт, частоте вращения пг — 970 мин-1, передаточном числе и = 3,55 ,
степени точности передачи по ГОСТ 1643—81
—
7-й по нормам плавности, сроке
службы t = 20000 ч, нагрузке постоянной , нереверсивной. При пуске нагрузка
в 1,5 раза больше номинальной. Решение выполнено на основе ГОСТ 21354—75
(с указанием соответствующих таблиц и чертежей).
1. Проектный расчет на контактную выносливость.
1.1. Принимаем для шестерни и колеса сталь 40Х с поверхностной закалкой
ТВЧ до твердости 57 HRC3; предусматриваем зацепление без смещения (хг = 0;
х2= 0).
1.2 . Относительные коэффициенты, характеризующие конструктивную схему
передачи, принимаем равными ф^ = 0 ,6; ф/й = 2;
= фС і/= 0,5.
1.3 . Вращающий момент'на шестерне
Ті« А^і/с»! = 30jVt/(n/ii) = 30.9,6 • 103/(л • 970) = 95 Н • м.
210
1.4. Коэффициент , учитывающий неравномерность распределения нагрузки:
К„р =К°Нр =1+К!+К'г+ЮГ(фС2/-фС1/)=1 +0,07 -0,02 =1,05
при /<1=0 ,07 и К% = —0 ,02 (из графиков на рис. 19.31).
1.5. Предел контактной выносливости поверхностей зубьев по табл . 8
°Нlira= 177/hrc+200=17 •57+200=1169МПа.
1.6. Допускаемое контактное напряжение
[а„] = (°н lM= 0 169/1,2) 0,9 877 МПа
при коэффициенте запаса прочности по табл. 7 [s^] = 1,2 и KHLZRZv — 0 ,9 ,
1.7. Диаметр начальной (делительной) окружности шестерни
dw\=di=Kd
0/(^м[ая]2) =
= 6 75 -j/95 - 1,05 - (3,55 + 1)/(3,55 • 0,6 • 8772У« 45,6 мм.
2. Проектный расчет на выносливость зубьев при изгибе.
2.1. Принимаем число зубьев шестерни гг = 21; угол наклона зубьев 0 = 10°.
2.2. Коэффициент,учитывающий неравномерность распределения нагрузки,
принимаем К/?р= К/ур-
2.3 . Коэффициент формы зуба при zvl = z1/cos30 =21 I cos310° 22 из гра
фика на черт. 27 :
4,0 .
2.4. Допускаемое напряжение при изгибе
Ы=(°FИгл
«fl = (600/1,75) ■ 1 = 343 МПа
при базовом пределе выносливости по табл. 15 о® ljrn = 600 МПа и коэффициенте
запаса прочности [s^] = 1 ,75.
2.5. Модуль передачи
m=
V
[OF11) =
= 11,2 j/95 • 1,05 • 4,0/(212 • 0,6 • 343) = 1,83 мм,
принимаем по ГОСТ 9563—60 т = 2 мм, тогда dx — т • Zj/cos 0 = 2- 21/cos 10° «
як 43 мм, что близко к диаметру , полученному в п. 1.7
3. Геометрический расчет.
3.1. Число зубьев колеса
z2=г, • и =21 •3,55 =74,55,принимаемга =75.
3.2 . Межосевое расстояние
aw = 0,5/п (гг za)/cos 0 = 0,5 • 2 (21 -|- 75)/cos 10° = 97,48 мм,
принимаем по ГОСТ 2185—66 aw — 100 мм.
3.3 . Действительный угол наклона зубьев при aw = 100 мм
0 = arccos [0,5/тг (zx -\ -z^!aw] = arccos [0,5 • 2 • (21 -4 ~75)/100] = 16° 15х.
3.4. Диаметры делительных окружностей:
d1=mZj/cos0—2 •21/cos16°15' =43,75мм; da= 156,25мм.
3.5. Диаметры вершин зубьев:
dai~di+2h*tn=43,75-f-2 •1 •2 =47,75мм; daa=160,25мм.
3.6. Диаметры впадин зубьев
dp=dj—2(й*4-с*)т=43,75—2(14-6,25)2=38,75 мм; d^2=151,25 мм.
211
3.7. Рабоч ая ширина венца
bw~
—
0>6 • 43,75 = 26,25 мм,
принимаем bw = 30 мм.
4. Проверочный расчет на контактную выносливость .
4.1. Окружная скорость
v = nd1n1/(60 • 1000) = л • 43,75 ■ 970/(60 • 1000) = 2,2 м/с.
4.2 . Коэффициент, учитывающий приработку зубьев,
КHw=0,002#нв+0,036(v— 9)=0,002 •560+0,036(2,2 —9)=0,875.
4.3. Уточненное значение коэффициента неравномерности распределения
нагрузки
Кнр=1+(*°яз-1)KHw=1+0>05~О°>875«1,04.
4.4 . Коэффициент , учитывающий распределение нагрузки между зубьями
по черт. 4 при v = 2 ,2 м/с и 7-й степени точности по нормам плавности , К//а=
«= 1,03.
4.5. Удельная окружная динамическая сила
wHv = 8Hg0v Vajii = 0,004 • 47 ■ 2,2 /100/3,55 = 2,2 Н/мм
при коэффициентах $н= 0,004 (по табл. 5), g0= 47 (по табл. 6).
4.6. Коэффициент , учитывающий динамическую нагрузку , возникающую
в зацеплении:
КНи—1 +wHvbwdwiz(2’
~
= 1+2,2 •30 •43,75/(2•10»•95•1,03 •1,04)«1,02.
4.7. Коэффициент , учитывающий суммарную длину контактных линий:
ze = ]/ї/^ = /І7ЇГ6 = 0,79
при коэффициенте торцового перекрытия (по ГОСТ 16532—70) єа = 1 ,6.
4.8 . Расчетное контактное напряжение
VW і(« + l)/«] KHaKHflKHJdwl =
= 44,7 • 1,7 • 275 • 0,79 /(95/30) [(3,55 + 1)/3,55] • 1,03 • 1 ,04 • 1,02/43,75 =
=795<[оя]=864МПа
при найденном в п. 1.6 допускаемом напряжении [а^] == 864 МПа, так как коэф
фициент долговечности Л//£=1, потому что база циклов напряжений У/70 =
= 1 2 ,107 (табл. 7) меньше эквивалентного числа циклов напряжений
=
= /V/д=60 •nJ=60 •970•20000=116 •107; коэффициенты ZD=1 при v—
= 2,2<5м/си
0,9дляRzот40до10мкм.
4.9 . Контактные напряжения при действии максимальной нагрузки
’И max= ’н
- 795/W ~9?5<[ангаах]=2280 МПа,
при [оя max] = 40//hrc = 40 • 57= 2280 МПа.
5. Проверочный расчет зубьев колес на выносливость при изгибе.
5.1. Коэффициент
аналогичный
по табл. 10:
= В+(ек-1)(«т-5))/(4е„) =[4+(1,6 -1)(7-5)]/(4• 1,6)•■=0,8
при пт = 7 (степень точности).
5.2. Коэффициент KF$, аналогичный
при bw = 15m из черт. 25:/<р^га
« 1,04.
212
5.3. Удельная окружная динамическая сила по табл. 10
wFv = dFg»v Va^L = 0,006 • 47 • 2,2 /1000/3,55 = 3,29 Н/мм.
при 6F = 0,006 по табл. 10.
5.4. Коэффициент KFv, аналогичный KHv'
KFv = 1 ~Н wFvbw dwi/(2 • 1037 ’1Л/Га/</.р) =
= 1+3,29•30 •43,75/(2•103 •95 •0,8 •1,04)«1,03.
5.5 . Коэффициент , учитывающий форму зуба шестерни, из черт . 27: Ур\ =
= 3,92 при zvl — Zj/cos^ = 21/cos3 16° 15' « 24.
5.6. Коэффициент, учитывающий наклон зуба:
.
= 1 _3/140 =1 —16,25/140=0,88.
5.7. Расчетное напряжение на переходной поверхности зуба шестерни
=
• Ю37'1К^аК^р/'С^1,У/?1Ур/(^сг, dj) —
== 2 •103■95•0,8 •1,04 •1,03 •3,92•0,88/(2•30■43,75)=214<[ол]=343МПа.
5.8. Напряжение изгиба при действии максимальной нагрузки oF max =
= ^1ЛтаХ/Л = 214. 1 ,5 = 321 <[aFmaxl]= 1425 МПа, при [aF тах1] =
= aHim max/l^maJ = 2500/1
= 1425 МПа п0 Табл- 29-
ГЛАВА 20. ВИНТОВЫЕ И ГИПОИДНЫЕ ПЕРЕДАЧИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Винтовые и гипоидные передачи приме
няют для передачи вращающего момента между скрещивающимися под
любым углом (чаще 90°) осями валов. Винтовые передачи (рис. 20,1, а)
применяются как «кинематические» (при небольшой нагрузке) для
передаточных чисел и < 5: приводы вспомогательных механизмов,
распределительных устройств, приборов и др. Гипоидные передачи
при угле скрещивания 90° (рис. 20 1, б) применяются для мощностей
порядка нескольких десятков и даже сотен киловатт и передаточных
чисел и <10: передачи задних мостов автомобилей, тракторов, тек
стильных и бумагоделательных машин и др. Основные детали пере
дач — шестерня 1 (цилиндрическая косозубая в винтовой передаче
и коническая в гипоидной) и колесо 2.
Классификация. Винтовые и гипоидные передачи по назначению
делят на силовые и кинематические, встроенные и в отдельных корпу
сах обычного назначения, и гипоидные для делительных механизмов.
По взаимному расположению валов они делятся на передачи с углом
скрещивания 90° и отличным от 90°. В зависимости от передаточного
числа бывают замедляющими и ускорительными.
Достоинства, недостатки. В винтовых и гипоидных передачах воз
можен выбор оптимального наклона зубьев на шестерне и колесе с
целью получения разных передаточных чисел при неизменных диамет
рах колес. В гипоидной передаче возможно смещение центра масс
ее относительно центра вращения колеса в нужном направлении. Эти
передачи отличаются бесшумностью и точностью передачи движения.
Недостатки — относительное скольжение зубьев вдоль общей
касательной к линии зуба и точечный контакт в винтовых переда-
213
Рис. 20.1. Винтовая и гипоидная передачи
Рис. 20.2. Шестерни и коле
са передач
чах. Вследствие этого нагрузочная способность и КПД таких пере
дач ниже, чем цилиндрических зубчатых передач такой же массы,
а склонность к заеданию выше.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Шестерни. В винтовых передачах используют цилиндрические
шестерни с косыми зубьями. Основные элементы шестерен и крепле
ние их на валах (рис. 20.2, а) принимают такими же, как и в цилинд
рических передачах. Шестерни гипоидных передач чаще всего выпол
няются заодно с валом (б, в). Так как угол наклона зубьев на шестер
не Pi больше, чем на колесе, то и торцовый модуль на шестерне больше,
чем на колесе. Поэтому при одинаковых диаметрах колес и одинако
вых передаточных числах конической и гипоидной передач диаметр
гипоидной шестерни больше, чем конической, следовательно, она мо
жет передать большую нагрузку. Для реализации этой возможности
вал делают возможно большего диаметра, что увеличивает его жест
кость. С этой же целью иногда шестерни устанавливают между опо
рами вала.
Колеса. В винтовых передачах конструкции колес подобны конст
рукциям колес цилиндрических передач. Колеса гипоидных передач
в связи с различными условиями применения их отличаются большим
разнообразием. Наряду с конструкциями, схожими с коническими
колесами, часто применяют колеса сборные (рис. 20.2, г). Центриро
вание венца осуществляется по посадочной поверхности или с по
мощью втулок.
Материалы. Колеса винтовой пары должны обладать достаточно
хорошими антифрикционными свойствами. Это условие обеспечивается
при сочетаниях текстолит — чугун, текстолит — закаленная сталь,
чугун — бронза . Если необходимо передать сравнительно большие
нагрузки, оба колеса изготовляют из закаленной стали (/Д?СЭ26...48)
и применяют противозадирные смазочные материалы.
В гипоидной передаче материалом для шестерни служат легирован
ные цементованные стали 20ХН2М, ЗОХГТ, 20ХНЗА; твердость по
верхности зуба— 59...65 HRC3. Венец колеса гипоидной передачи
выполняют из никельмолибденовой или хромомолибденовой стали
15НМ, 20ХНМ.
214
ОСНОВЫ ТЕОРИИ И РАБОТА ПЕРЕДАЧИ
Процесс передачи нагрузки. Аксоидами относиїельного движения
при скрещивающихся осях вращения являются поверхности однопо
лостных гиперболоидов вращения 1 и 2 (рис. 20.3, а). Если в качестве
начальной поверхности для зубчатых колес использовать среднюю
(горловую) часть сопряженных гиперболоидов и заменить ее вписан
ной цилиндрической, то получим винтовую передачу (6); если исполь
зовать часть гиперболоида, удаленную от середины, и заменить ее
вписанной конической, то получим гипоидную передачу (в). Так
как вместо гиперболоидных колес применяют цилиндрические и ко
нические колеса, то вместо линейчатого возникает точечный контакт.
В неподвижном пространстве точка контакта перемещается по линии
зацепления — линии пересечения плоскостей, касательных к соот
ветствующим основным поверхностям зацепляющихся колес и про
ходящих через полюс зацепления W.
Применением соответствующего метода нарезания получают ги
поидные передачи с линейчатым контактом зубьев конических колес.
Поверхность зацепления проходит через среднюю точку касания на
чальных конусов. Фактическое поле зацепления ввиду локализации
контакта зубьев в средней части представляет эллипс. Плавность за
цепления характеризуется коэффициентами перекрытия — торцевым
еа, осевым ер и полным
е =1/е£+ер.
(20.1)
Скорости в зацеплении. Так как нормальные модули колес вин
товой передачи должны быть одинаковыми, то при угле скрещива
ния 6 = 90° на основании условия vn\ = co1rf1 cos рх = un2 = co2d2cos Р2
при6=рх+р2:=90°имеем
и=сог/(о2= z2/zx =d2cosp2/(dxcosPJ=d2tg^/d^
(20.2)
Рис. 20.3. К образованию винтовых и гипоидных передач
215
Следовательно, заданное передаточное число можно обеспечить
также путем изменения углов наклона зубьев.
По высоте зубьев движение точки контакта определяется теми же
закономерностями, что и в эвольвентных косозубых передачах. Ско
рость вдоль линии зубьев (рис. 20.3, б)
osp=vjsinpi=л
• 1000 sin Pi),
(20.3)
где dt — диаметр делительного цилиндра; щ — частота вращения;
Pi — угол наклона зуба на делительном цилиндре .
Взаимное положение валов в гипоидной передаче характеризуется
гипоидным смещением Е (рис. 20.3, в). Из формулы (20.2) можно по
лучить
= (rf2/w)/<,
(20.4)
где К — cos р 2/cos pt — коэффициент, показывающий увеличение диа
метра гипоидной шестерни при увеличении гипоидного смещения Е.
Так как угол между линией контакта и направлением скорости сколь
жения мал, то составляющая этой скорости вдоль линии контакта ве
лика. Это ухудшает условия образования устойчивого масляного слоя .
Гипоидное смещение Е выбирают таким, чтббы скорость продольного
скольжения не была больше средней скорости скольжения профилей
зубьев при Е = 0. Гипоидное смещение характеризуется коэффициен
том
Ке = Е/г2.
(20.5)
Его величина определяется в зависимости от нормального модуля,
угла скрещивания 6 и передаточного числа и. При б = 90°,
=
—
50°, р2 = 35° и и = 1...5 коэффициент Ке — 0,10...0,20.
Распределение нагрузки и напряжений. В винтовой передаче на
грузка теоретически сосредоточена в точке, а фактически распростра
няется на эллипсоидальную площадку. Давления на этой площадке
распределяются по эллипсоиду (гл. 9). В гипоидной передаче нагруз
ка вдоль контактной линии распределяется неравномерно из-за дефор
маций, неточности изготовления и переменности радиусов кривизны
по ее длине.
Улучшение работы гипоидной передачи можно получить уменьше
нием контактных напряжений в зоне зацепления и снижением осевой
нагрузки на подшипники вала шестерни. Для этого необходимо, что
бы выпуклая сторона зубьев на колесе была сопряжена с вогнутой
на шестерне, а осевое усилие на шестерне было направлено в сторону
от оси колеса. Поэтому расположение шестерни относительно колеса
выбирают в зависимости от направления наклона зубьев. При действии
вращающего момента на колесе против часовой стрелки и указанном
на рис. 20.4, а расположении шестерни эти условия обеспечиваются
при левом направлении спирали зуба на шестерне и правом на колесе.
При другом расположении шестерни (б) и действии момента на колесе
по часовой стрелке лучшие условия работы соблюдаются при правом
направлении спирали на шестерне и левом на колесе.
Смазывание, потери мощности, КПД. В винтовых передачах ис
пользуют трансмиссионные смазочные материалы, так как передавав-
216
Рис. 20 .4. Схема расположения шестерни относительно колеса в гипоидной пе
редаче
мые нагрузки обычно невелики. В гипоидных передачах применяют
специальные гипоидные смазочные материалы (гл. 5), содержащие
противозадирные присадки. Обычно сорт масла выбирают по ком
плексному параметру вязкости в зависимости от рабочей температуры.
Потери мощности в винтовых и гипоидных передачах обусловле
ны расходом ее, в основном, на преодоление трения между зубьями,
а также в масляной ванне 7Vn. м и опорах Nn.o> Потери от скольжения
равны: по высоте зубьев Nn,a = Fnvsa и вдоль линии зубьев Nn.$ =
= Fnvs^. КПД передачи (гл. 14)
Л= ^2/(^2 Mi)=N2/(N2+Mi.a +
+ Mi.m 4~ Nu.o). (20.6)
КПД зависит от угла наклона зубьев и угла скрещивания валов.
При 6 — 90° наиболее высокий КПД будет при |Зг — |32. На практике
для винтовых передач т] 0,97, для гипоидных т] « 0,94.
Нарушение режима работы и виды повреждений. Чаще всего наруше
ние нормальной работы обусловлено нагревом передачи. Повышение
температуры может ухудшить противозадирные свойства смазочного
материала, что способствует возникновению заедания и даже задиров,
усилению износа. Поломки зубьев в винтовых передачах встречаются
редко; в гипоидных передачах чаще ломаются зубья шестерни. При
чинами поломок служит концентрация нагрузки вследствие неточно
сти монтажа и деформации подшипников и корпуса передачи (напри
мер, в автомобилях). Иногда разрушаются венец колеса и детали его
крепления.
Пути повышения надежности и долговечности. Основные пути
повышения надежности гипоидных передач: увеличение твердости ра
бочих поверхностей зубьев, уменьшение их шероховатости, фильтриро-
вание, повышение вязкости и снижение температуры смазочных мате
риалов. Надежность работы гипоидных передач возрастает при по
вышении жесткости валов и корпуса, точности изготовления и мон
тажа. В конструкции необходимо предусматривать удобные и эффек
тивные способы регулировки подшипниковых узлов для обеспечения
устойчивого положения пятна контакта зубьев под нагрузкой.
РАСЧЕТ ВИНТОВЫХ И ГИПОИДНЫХ ПЕРЕДАЧ
Критерии расчета. Размеры передачи рассчитывают так, чтобы
предупредить возможность износа и заедания зубьев. Размеры ги
поидных передач, зубья колес которых обладают большой твердостью
и смазываются противозадирными смазочными материалами, опре
217
деляют из расчета на прочность рабочих поверхностей зубьев и на
предупреждение поломки зубьев.
Расчетная нагрузка. Так как винтовые передачи в основном исполь
зуют как кинематические, то в качестве расчетной принимают номи
нальную нагрузку. При передаче значительных вращающих моментов
(закаленные стальные колеса) расчетную нагрузку можно определять
как для косозубых колес при использовании больших значений рас
четных коэффициентов.
Для гипоидных передач с линейчатым контактом расчетная на
грузка с учетом влияния конструктивных и технологических факто
ров
F = F^/СрКДр,
(20.7)
где Кр — коэффициент концентрации нагрузки (при установке колес
между опорами — 1,0... 1,25, при консольном расположении обоих
колес—1,1... 1,50); K.v
—
коэффициент динамической нагрузки (от
Kv = 1 приV=1м/сдо1,2приV=16м/сиседьмойстепениточно
сти и до Kv — 1,05... 1,3 — для девятой степени точности): /<р — коэф
фициент режима (от Кр = 1 при равномерной работе до 2,25 при ра
боте с сильными толчками).
Винтовая передача. Допускаемый вращающий момент определя
ется из условия ограничения давления на площадке контакта зацепля
ющихся зубьев с целью предупреждения износа по эмпирической за
висимости
р= 2 • 103Тcosал cos
< [р],
(20.8)
где dr—диаметр делительного цилиндра шестерни; Ки — коэффи
циент передаточного числа; Ks — коэффициент скорости скольжения;
—
угол зацепления в нормальном сечении зубьев; — угол накло
на линии зубьев на делительном цилиндре шестерни; [р] — допускае
мое условное давление (табл. 20.1).
Таблица 20.1 . Допускаемые условные давления [р]
Материал колес
[р], МПа, при притирке
в паре
непродол
жительной тщательной
Сталь (Н > 51 HRC3) —бронза
0,035
0,085
Сталь (77 > 51 HRC9) — сталь (Н > 51 HRC9)
0,040
0,105
Чугун — чугун или бронза
0,055
0,140
Пластмасса — чугун или сталь (Я > 51 HRC9)
0,070
0,175
Коэффициент передаточного числа
Ки=
4- tg pjp = [(2z2/z1)/(z2/z1 + tgpi)]2;
(20.9)
коэффициент скорости скольжения
Ks = (1 4- 0,5ose)/( 1 4- usB).
(20.10)
218
При проектном расчете по формуле (20.8) определяют dt, задаваясь
коэффициентом скорости скольжения Ks— 0,7.. 0,5 и углами наклона
зубьев pi и р2. Для обеспечения большей плавности работы передачи
число зубьев шестерни рекомендуется принимать больше 20. Проч
ность зубьев на изгиб проверяют по формулам для косозубых колес
После определения нормального модуля тп находят размеры колес,
межосевое расстояние по формулам для косозубых передач (гл. 19)
и ширину колес
&К2) = Злтл sin Р1(2).
(20.11)
Гипоидная передача. Расчет зубьев на прочность по контактным
и изгибным напряжениям производится по тем же зависимостям, что
и для конических передач с криволинейными зубьями (гл. 19). Ко
эффициент колебания суммарной длины контактных линий принимают
Ке = 0,75; суммарный коэффициент перекрытия находят по формуле
(20.1).
Силы, действующие в зацеплении гипоидной передачи, можно
определить по формулам для конических передач (гл. 19), если вместо
угла ввести угол для шестерни и угол р2 Для колеса и вместо ок
ружного усилия Ft — окружное усилие Ft] для шестерни и Ft2 для
колеса (они не равны между собой ввиду того, что
=# р2)-
При заданном вращающем моменте Т2 на ведомом колесе
Ft2 = ZT2/d2\ Fti = Ft2 COS pjcos |32 и Fn = F/i/(cos an cos pt). (20.12)
При выборе угла наклона зубьев на шестерне следует иметь в ви
ду, что на плавность работы передачи благоприятно влияет увеличе
ние угла наклона рг Однако при значительном увеличении этого
угла КПД передачи снижается, поэтому принимают рх — 50...40° при
13сz,<16;наколесе—р2=30..35°.
Не менее существенным является правильный выбор величины
смещения Е. С целью предупреждения заедания при и = 1...2,5 при
нимают Е < (0,33...0,23) dae2, при и > 2,5 Е < 0,2dae2. Приведен
ная кривизна профилей зубьев гипоидных передач меньше конической
с такими же размерами колеса в No раз. Поэтому в расчетную формулу
для контактных напряжений нужно подставить приведенный радиус
кривизны с учетом коэффициента К.
Для предупреждения износа и заедания передачу проверяют на
износостойкость. Скорость износа профилей зубьев шестерни
у = Kcsy/ii(1 +
< [у],
(20.13)
где Кс — коэффициент, учитывающий влияние сорта смазочного ма
териала при данной шероховатости; w — удельная сила в зацеплении,
Н/мм; пх— частота вращения ведущего колеса, мин-1;
—
полное
удельное скольжение; 7СТ — коэффициент, учитывающий точность из
готовления и окружную скорость.
При шероховатости с Ra < 0,25 мкм Кс = (3...7) • 10-6; с Ra
1 мкм Кс = (5... 15) 10-6. Коэффициент Кт = 0,2...0,7 (меньшие
значения принимают для более точных передач и при большей окруж
ной скорости).
219
Полное удельное скольжение
^ = vs/vK = Р V2sa4-Us₽/[10~3(d2sin
— /)«!].
(20.14)
где I — расстояние на линии зацепления от полюса до точки контакта
вершины зуба колеса с ножкой шестерни, мм.
Допускаемые значения скорости износа принимают в зависимости
от сорта смазочного материала: для минеральных масел [у] = 3...
.. . б мкм/ч; для противозадирных — [у] — 14...18 мкм/ч.
ГЛАВА 21. ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Червячные передачи используют при
передаче значительных вращающих моментов между скрещивающи
мися валами (чаще всего под углом 90°) при необходимости реализа
ции весьма больших передаточных чисел (и — 10...80). Наибольшее
распространение они получили в приводах от электродвигателя
на ведущие оси троллейбусов, лебедках различных типов, во вспо
могательных механизмах прокатного оборудования, станках и т. д .
Применяют их также в качестве кинематических в приводах делитель
ных механизмов зубообрабатывающих
и других металлообрабатывающих
станков.
Червячная передача (рис. 21 .1) со
стоит из червяка — 1 (обычно веду
щего) и ведомого колеса — 2 . В основ
ном их выполняют в отдельных закры-
1 тых корпусах, служащих резервуаром
для масла; при необходимости пере
дачи снабжаются приспособлениями
для охлаждения.
Классификация. Червячные пере
дачи (рис. 21.2) бывают с нижним,
верхним и боковым расположением чер
вяка; по конструктивному оформле
нию — открытые и закрытые; по точ
ности изготовления — 12 степеней
точности; по назначению — силовые
с нерегулируемым и кинематические
, с регулируемым взаимным расположе
нием червяка и колеса.
Червяки делятся на линейчатые
и нелинейчатые. По форме профиля
витков линейчатых червяков различа
ют архимедовы, конволютные и эволь-
вентные. Архимедовы червяки в тор
цовой плоскости имеют вид архимедо-
Рис. 21.1. Червячная передача станка
ВОИ СПИрЗЛИ, а прЯМОЛИНЄИНЬІЄ обра*
220
Рис. 21.2 . Классификация червячных передач
зующие витков располагаются в осевой плоскости червяка. Конво
лютные — в торцовом сечении витка имеют вид удлиненной или уко
роченной эвольвенты, Эвольвентные червяки в торцовой плоскости
имеют эвольвенты окружности основного цилиндра диаметром db\.
Используют также червяки с вогнутым профилем.
Элементы зацепления. Способ изготовления червячных колес поз
воляет использовать червяки с витками различных профилей: для
сопряженности червяка с колесом (ц = const) нужно только, чтобы
инструмент, нарезающий зубья колеса, точно соответствовал червяку.
Тип червяка определяет геометрию зацепления.
Архимедовы червяки подобны винту с трапецеидальной резьбой,
просты в изготовлении и поэтому широко распространены. Конво
лютные червяки, имеющие прямолинейный профиль в нормальном
к витку или к впадине сечении, и эвольвентные распространены
меньше ввиду большей сложности. Элементы червяков определяются
параметрами исходного червяка (рис. 21 .3), а зубьев колеса в его средней
торцовой плоскости — параметрами исходного производящего червяка,
установленными ГОСТ 19036—81. В этом стандарте угол профиля вит
ков 20°, коэффициенты высоты витка h* = 2,2, высоты головки витка
па = 1, радиального зазора у впадин червяка ci = 0,2 и колеса с% =
—
0,2, глубины захода А* = 2,0, высоты ножки витка h* = 1,2, гра
ничной высоты витка h* > 2,0.
На червячные передачи с архимедовым червяком установлен ГОСТ
2144—76. Основным параметром является торцовый модуль колеса,
221
s*m
Рис. 21 .3. Исходный червяк
Рис. 21.4. Конструкции червяков
равный осевому модулю червяка т = Рх/л. Делительный диаметр
червяка берут кратным осевому модулю червяка:
d^qtn,
(21.1)
где q — коэффициент диаметра червяка
—
условное число зубьев
червяка, регламентируемое, также как и модули (2,0; 2,5; 3,15...
30 мм), рядом значений (q — 6,3...25).
Достоинства, недостатки. Преимущества червячных передач —
возможность передачи вращения между скрещивающимися валами,
компактность, бесшумность, надежность и простота ухода, самотор
можение. Они обладают высокой кинематической точностью . Недо
статки — большие потери мощности, что не позволяет использо
вать их для передачи больших нагрузок, необходимость применения
высококачественных бронз и дорогостоящего инструмента, что повы
шает стоимость передачи.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Цилиндрические червяки. Чаще всего червяки выполняют заодно
с валом (рис. 21.4, а), реже — насадными (б). Так как деформации из
гиба червяка существенно влияют на работу зацепления, то в ГОСТ
2144—76 предусмотрено увеличение значения коэффициента q при
уменьшении модуля т. Диаметр ненарезанной части цельного чер
вяка делают как можно большим, а длину червяка— возможно мень
шей.
Насадные червяки применяют в передачах с малыми передаточными
числами и большими диаметрами червяков. При разработке способа
крепления их на валах (гл. 28, 29) нужно иметь в виду необходимость
фиксации червяка в осевом направлении. На чертеже червяка (рис.
21.5) в таблице параметров приводятся необходимые данные, харак
теризующие элементы зацепления (по ГОСТ 2.406—76).
Червячные колеса. В зависимости от размеров колеса делают
цельными (рис. 21 .6, а) или составными (б). Бронзовый венец укреп
ляют на чугунном центре (в) с натягом (обычно Н Ии7, реже H&uS)
или с помощью фланцев (г). Для обеспечения надежности передачи
вращающего момента по обеим сторонам колеса в шахматном порядке
ставят шпонки или винты. Если диаметр колеса велик, для обеспечения
необходимой жесткости его предусматривают радиальные ребра, сту
пицу делают более длинной. Чтобы предотвратить радиальное и тор
цовое биение, колесо монтируют на валу с натягом по посадке 777/гб
или 7/7.46. При установке колес на зубчатых валах или при необхо -
222
Модуль
т
Число битков
Вид черВяка
-
Угол подъема делительный Г
Направление линии Витка
-
Исходный черВяк
—
Степень точности по ГОСТ 3675-81 -
Данные для контроля
Справочные данные
Рис. 21.5 . Чертеж червяка
Рис. 21.7. Чертеж червячного колеса
Рис. 21.6. Конструкции венцов червячного колеса
Модуль
т
Число зубьеВ
Направление линии зуба
-
Козсрсрициент смещения червяка а?
Исходный производящий чербяк -
Степень точности ПО ГОСТ3675-81 -
Данные для контроля
Справочные данные
димости съема ступицы с гладкого вала применяют посадки H7lnS
или НИт&. На чертеже колеса (рис. 21.7) в таблице параметров ука
зывают основные характеристики элементов зацепления и сопряжен
ного червяка.
Точность. Правильное зацепление в червячной передаче возможно
лишь при совпадении ее межосевосо расстояния со станочным межосе
вым расстоянием при нарезании колеса и правильном расположении ко
леса относительно средней плоскости, проходящей через ось червяка
223
Рис. 21 .8 . Основные погрешности за
цепления
(рис. 21.8). Для ограничения неточностей
изготовления на червяки, червячные ко
леса и червячные передачи всех видов по
ГОСТ 3675—81 установлены показатели
и нормы точности. При т 1 мм преду
смотрены степени точности от 1-й до 12-й,
виды сопряжений и допуски на боковой
зазор.
Для силовых передач используют нор
мы по 6, 7, 8 и 9-й степеням точности .
В зависимости от окружной скорости
червячного колеса и назначения пере
дачи принимается метод нарезания и от
делки зубьев. Передачи 6-й степени точ
ности применяют в делительных парах
станков, а также при окружной скорости скольжения свыше 10 м/с;
7-й
—
в транспортных, подъемных машинах; при этом червяки цемен
туют и закаляют, витки шлифуют. Передачи общего назначения при
скорости скольжения меньше 10...5 м/с выполняют 8-й и 9-й степеней
точности, червяки не шлифуют. Для кинематических передач приме
няют 3, 4, 5-ю степени точности.
Материалы. Червяк и колесо должны образовывать антифрикцион
ную пару, обладать высокой прочностью, износостойкостью и сопро
тивляемостью заеданию ввиду значительных скоростей скольжения в за
цеплении. Основным материалом для червяков являются углеродистые
или легированные стали; для неответственных тихоходных передач
применяют чугун марки СЧ18. Червяки из стали 15Х, 15ХА, 20Х,
12ХНЗА, 20ХФ цементуют и закаливают до твердости поверхности
витков 57...63 HRC3. Червяки из стали 40, 45, 40Х, 40ХН закаливают
до твердости 46...56 HRCj.
Колеса из высокооловянных бронз БрО1 ОФ 1 и подобных, обладаю
щих наиболее высокими антифрикционными свойствами, применяют
для ответственных передач при скоростях скольжения usg с 25 м/с.
Безоловянные бронзы БрАЗЖЗЛ, БрА10Ж4Н4 хуже сопротивляются
заеданию, их не рекомендуется применять при usP>10 м/с. При
малых скоростях скольжения (usP<2 м/с) колеса изготовляют из
серого чугуна марок от СЧ15 до СЧ25.
ОСНОВЫ ТЕОРИИ И РАБОТА ПЕРЕДАЧИ
Процесс передачи нагрузки в зацеплении. Червячную передачу
можно рассматривать как разновидность винтовой с тем отличием, что
число зубьев (витков) на ведущем звене — червяке — мало, а контакт
между зубьями происходит не по точкам, а по контактным линиям.
Для увеличения длины контактных линий наружную поверхность
червячного колеса делают вогнутой, охватывающей червяк. В сече
нии средней плоскостью III (рис. 21 .9), проходящей через ось червяка,
геометрическая картина зацепления в червячной передаче с архимедо
вым червяком аналогична зацеплению эвольвентного зубчатого коле
са с прямобочной рейкой. В сечениях I, II, IV, V, параллельных этой
224
Рис. 21.9. Поле зацепления
Рис. 21 .10 . Относительное поло
жение скоростей скольжения и
контактных линий
плоскости, зубья как на колесе, так и на рейке криволинейные. Эволь-
вентный червяк имеет прямолинейный профиль зуба в сечениях чер
вяка плоскостями, касательными к основному цилиндру.
В каждом из указанных сечений появятся линии зацепления (на
пример, 3—3')\ совокупность их образует поле зацепления: на рис.
21.9, а показана горизонтальная проекция 1—2—3—4 —5 —5'—4'—
— 3'—2'—V поля зацепления. В пересечении поля зацепления с зубь
ями колеса и витками червяка (б) находятся контактные линии (на
пример, eg) Так как в среднем сечении передачи червяк представляет
рейку с числом зубьев, равным бесконечности, то коэффициент пере
крытия больше, чем в зубчатой передаче, и достигает значения
2.
Суммарная длина контактных линий изменяется в червячной пере
даче в более широких пределах, чем в косозубой. Приближенир можно
ее определить по формуле для зубчатых (гл. 19), если принять, что
ширина зацепления b прямо пропорциональна диаметру делительной
окружности червяка и углу обхвата 6, а длина линии контакта обрат
но пропорциональна cos у:
Zmin = Л^ЄаОДЗбО COS у),
(21.2)
где у = arctg(z1/7); zr— число заходов червяка; К& — коэффициент
колебания суммарной длины контактных линий.
Скорости в зацеплении. Зуб колеса относительно витка червяка
совершает движение вдоль профиля (подобно движению зубьев ко
леса относительно зубьев рейки), а витки червяка вдоль линии зуба
(подобно движению винта относительно гайки), что обеспечивает вы
сокую плавность передачи вращения. В средней плоскости червячной
передачи скорость скольжения (гл. 19) будет t»sa —
(рис. 21 .9).
Скорость скольжения вдоль витков usp, м/с, (гл. 20) при di —
= qrn и sin Pi = cos у = nqm/У(шф)2 + (лзуп)2:
= tij/cosy = 5,24 • Ю-6/^ V+ q2,
(21.3)
где т — модуль, мм; пг— частота вращения червяка, мин-1 .
Как и з зубчатом зацеплении несущая способность масляного
клина, возникающего между витками червяка и зубьями колеса, зави
сит от величины проекций скоростей скольжения Usa и (рис. 21.10)
8 5-1183
225
Рис. 21 .11. К влиянию смещения на характеристики передачи
на направление нормали п—п к контактной линии и от формы сопри
касающихся поверхностей; чем больше сумма этих проекций скоро
стей, т. е. чем больше угол V (гл. 9), и чем меньше разница кривизн
контактирующих поверхностей в месте контакта, тем более благо
приятны условия образования масляного клина и тем выше его на
грузочная способность. Сумма проекций указанных скоростей на нор
маль п — пк контактной линии eg наименьшая (близкая к нулю) —
в зоне 1 вблизи средней плоскости, наибольшая — на краю зуба 2 со
стороны выхода червяка из зацепления. Поэтому в зоне 1 возможно
нарушение масляной пленки, что ограничивает нагрузочную способ
ность передачи.
Влияние смещения на характеристики зацепления. Сущность на
резания червячного колеса со смещением заключается в изменении отно
сительной скорости вращения фрезы и заготовки колеса при неизмен
ном межосевом расстоянии. При этом изменяется число зубьев ко
леса и, следовательно, — при
неизменном червяке — передаточное
число. На рис . 21 .11 показаны четыре червячные передачи: а — без
смещения с числом зубьев колеса ?2; б — с положительным смещением
червяка при том же числе зубьев колеса и, следовательно, с тем же
передаточным числом; в, г — со смещением за счет изменения относи
тельной скорости колеса при нарезании, благодаря чему число зубьев
колеса z2(1,) =/= z2 и» следовательно, передаточное число wI(II) ф и.
Когда физическое смещение равно хт, то межосевое расстояние
a'w — 0,5 (d2 4- rfi -г 2х/п). Для получения передач при неизменном
межосевом расстоянии с разными передаточными числами должно
быть соблюдено условие
a=а^=Q,bm(z24~q)=0,5m(z2+q4-2x)=
= 0,5m(z24-q +2x).
(21.4)
В соответствии с этим условием в ГОСТ 2144—76 рекомендуются
сочетания основных параметров zlt z2, q, т, х, обеспечивающие при
стандартных межосевых расстояниях получение различных переда
точных чисел.
Динамическая нагрузка. Причины возникновения динамической
нагрузки в червячном зацеплении аналогичны тем же, что и в зубчатом
зацеплении. Однако величина ее в червячной передаче меньше пото
му, что окружная скорость колеса значительно меньше скорости чер-
226
2
Рис. 21 .12 . Распределение нагрузки по кон
тактным линиям
Рис. 21.13. Распределение напряжений в
зубьях червячного колеса
вяка. Сила удара при вхождении зубьев будет меньше еще и из -за бо
лее благоприятного направления скоростей движения зубьев и вит
ков, а также из-за криволинейной формы лийии контакта.
Распределение нагрузки. Вследствие деформации червяка, вала
колеса, подшипников и корпуса, неточностей изготовления и сборки
нагрузка вдоль контактных линий распределяется неравномерно. Наи
большее влияние на распределение нагрузки оказывает деформация
червяка: из-за смещения червяка относительно колеса правильное при
легание витков червяка и зубьев колеса нарушается — плотность
контакта на одном конце зуба увеличивается, на другом уменьшается.
Из-за непрерывного перемещения контактных линий, изменения их
длины и положения относительно оснований зубьев удельная нагруз
ка на контактных линиях изменяется.
Теоретическое определение распределения нагрузок возможно ме
тодом, изложенным в гл. 11 . Из решения на ЭВМ систем уравнений
равенства перемещений точек на контактных линиях (рис. 21.12, а)
для различных передач установлено, что наиболее существенное влия
ние на распределение нагрузки по контактным линиям (б) оказывает
жесткость червяка при изгибе и жесткость зубьев колеса.
Распределение напряжений (рис. 21.13). В зоне входа зуба 1 в за
цепление контактные напряжения отбудут небольшими, по мере пере
мещения контактной линии к основанию напряжения растут и наи
большими они становятся в зоне однопарного зацепления (зуб 2).
Зона контактных напряжений на витках червяка перемещается от
основания у входа витка в зацепление до вершины в зоне выхода витка
из зацепления. В передаче с вогнутым профилем витков напряжения
распределяются на большую площадку и максимальное их значение
меньше.
Ввиду криволинейности контактных линий и сложной формы зуба
картина изменения изгибающих напряжений сти у основания зуба
сложнее, чем в зубчатой передаче. Так как при входе витка в зацепле
ние контактная линия располагается у его основания, то напряжения
в этот момент небольшие — кривая 3. По мере поворота червяка кон
тактная линия поднимается от основания к вершине витка, соответ
ственно изменяются напряжения. Наибольшими напряжения изгиба
будут в зоне выхода витка из зацепления — кривая 4.
8*
227
Смазывание, потери мощности, КПД. Роль смазывания в червячной
передаче еще важнее, чем в зубчатой, так как в зацеплении происходит
скольжение витков червяка вдоль линии зубьев колеса. В случае несовер
шенства смазывания резко возрастают потери, возможно повреждение
зубьев. При температуре окружающего воздуха
—
20 °С и средней
температуре масляной ванны Фм — 70 °С вязкость масла и способ сма
зывания рекомендуются в табл. 21.1 . С целью повышения противо
задирных свойств к минеральному маслу прибавляют 3...10 % рас
тительных или животных жиров. В передачах с бронзовым колесом
недопустимо применение особо активных противозадирных смазочных
материалов во избежание корродирования бронзы (гл. 6).
Таблица 21.1 . Рекомендуемые значения кинематической вязкости масла v для
червячных передач
Скорость скольжения
osp. м/с
Кинематическая вязкость при 50 °С
(при 100 °С) V, сСт
Способ смазывания
1*
2,5*
5**
450 (55)
300 (35)
180 (20)
Окунанием
5...10
120(12)
Струйное или окунанием
10.. .15
15.. .25
80
60
Струйное под давлением
• — тяжелые условия работы; **—средние условия работы.
Потери в червячном зацеплении в основном обусловлены скольжением
витков червяка относительно зубьев и могут быть приближенно опре
делены как для пары винт — гайка (гл. 23) и как длй зубчатого за
цепления (гл. 19):
Nn.s = Ni{[1 — tgy/tg(у+ф)]+0,5леа/7?2},
(21.5)
где Ni — мощность, подводимая к червяку.
Потери на взбалтывание масла Л7. м., кВт (при колесе, погружен
ном в масло), можно определить по эмпирической формуле
yVn.M = 7,5- 10-4M/v^2,
(21.6)
где v2 — окружная скорость колеса, м/с; Ь2 — ширина колеса, мм;
v — кинематическая вязкость масла при рабочей температуре масла
в картере передачи, сСт.
Если погружается в масло червяк, то вместо Ь2 следует подставить
длину нарезанной части червяка blt а вместо v2 — окружную ско
рость червяка
На основании сказанного КПД передачи
Л =/^2/(^2 4“ ^п. S 4" Л/п.м +/Vn.o),
<21.7)
где N2 — мощность на колесе; Nn. 0
—
потери в опорах.
228
Материалы пары червяк — колесо оказывают существенное влия
ние на величину приведенного угла трения д/. Наименьшими оказыва
ются потери при стальном цементованном тщательно полированном чер
вяке и колесе с венцом из оловянно-фосфористой бронзы, при смазы
вании маслами на касторовой основе; большие потери — при смазы
вании минеральными маслами. Для передач с бронзовым червячным
венцом и стальным червяком данные для определения <р' получены из
экспериментов с червячными передачами на подшипниках качения
(табл. 21.2), результаты которых обработаны по формуле (21.5), по
этому величина ,<р' условна и полный КПД нужно определять по фор
муле (21.5).
Таблица 21.2 . Значения углов трения ср'
Скорость
скольжения
м/с
Угол трения ф'
Скорость
скольжения
о£р, м/с
Угол трения ф'
0,1
4°30 ...5°10'
2,5
1°40' ...2°20'
0,5
3°10 ...3°40'
3
1°30' ...2°00'
1,0
2°30 ...3°10’
4
1°20' .. .1°40'
1,5
2°20 ...2°50'
7
1°00' . ..1°30'
2,0
2°00 ...2°30'
10
0°55' ... 1°20'
Нарушение режима работы и еиды повреждений. Наиболее харак
терным нарушением нормальной работы передачи является чрезмер
ный нагрев: при этом масло может потерять свои смазочные свойства,
вследствие чего возрастает изнашивание и увеличивается вероятность
заедания. В червячных передачах заедание наблюдается чаще в зоне
наименее благоприятных условий образования масляного клина,
т. е. там, где Y — Тт)п (гл. 9). Износ зубьев червячных колес значитель
нее, чем зубчатых, что объясняется большим скольжением витков
вдоль линии зубьев. На увеличение износа существенно влияют по
грешности изготовления, в частности смещение средней плоскости ко
леса (рис. 21.14).
Выкрашивание поверхностей и излом зубьев и витков проявляют
ся в червячных передачах в том же виде, что и в зубчатых, но чаще
повреждаются зубья колес.
Пути повышения надежности и долговечности. Надежность пере
дачи — сопротивляемость заеданию и изнашиванию
—
можно повы
сить подбором новых антифрикционных материалов пары червяк —
Направление смещения колеса
Рис. 21 .14 . К влиянию погрешностей на из
нос
Рис. 21.15 . Зацепление в передаче с вогнутым
профилем червяка
229
венец червячного колеса, использованием наиболее современной тех
нологии обработки с целью получения оптимальной шероховатости
рабочих поверхностей витков червяков при повышении их твердости,
созданием новых противозадирных смазочных материалов, совершен
ствованием охлаждения.
Другим путем является поиск новых видов зацеплений: необходи
мо стремиться к наиболее благоприятному взаимному расположению
линий контакта и векторов скоростей скольжения (рис. 21.15, а)
и достижению минимальной разности радиусов кривизны по
верхностей витков и зубьев в зоне их контакта (б). Этим, в частности,
отличаются червяки с вогнутым профилем, очерченным по дуге окруж
ности в осевом или нормальном сечении. Нагрузочная способность
передач с такими червяками на 30...50 % выше, чем обычных червяч
ных передач.
РАСЧЕТ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Критерии расчета. Расчетом необходимо определить размеры пере
дачи, при которых не возникает опасность повреждения червяка
и колеса. Межосевое расстояние передач находят из расчета на кон
тактную выносливость рабочих поверхностей. Для предупреждения
износа и заедания допускаемые напряжения корректируют на основа
нии данных опытов и эксплуатации. На изгиб рассчитывают лишь
зубья колеса, так как витки червяка обладают большей прочностью;
этот расчет носит проверочный характер. Размеры открытых пере
дач находят из расчета зубьев на изгиб. Передачи, выполненные в от
дельном корпусе, рассчитывают на нагрев (гл. 13). Расчет на проч -
передач общемашиностроительного при
менения приведен в методических реко
мендациях МР117—84.
Силы, действующие в зацеплении.
Предположим, что нормальная сила Fn
сосредоточена в полюсе зацепления W
(рис. 21.16). Воспользовавшись форму
лами для зубчатых передач (гл. 19) и учи
тывая, что угол наклона зубьев на чер
вячном колесе [32 равен углу подъема вит
ков на червяке у, получим окужное уси
лие на колесе, равное осевому усилию на
червяке, при вращающем моменте на ко
лесе Т2’,
Ft2= Fxi = 2T2/d2,
(21.8)
ность и заедание червячных
Рис. 21 .16. К определению усилий в
зацеплении червячной передачи
осевое усилие на колесе, равное окруж
ному усилию на червяке, с учетом силы
трения:
Fx2 = Ft2tg(y + <р') = Fn = 27\/df,
(21.9)
230
радиальное усилие на колесе и на червяке
,
Fr = Ft2iga.
(21.10)
Направления усилий определяют так же, как и в косозубом зубча
том зацеплении. По этим усилиям рассчитывают червяк на прочность
(гл. 31) и подшипники (гл. 35, 36). Нормальное усилие при cos (у
q/) cosу и cosал
cos а, равное
Fn = ^xi/[cos(y + (p')cosaj « 2T2/(d3cosycosa), (21.11)
используется при расчете зубьев колеса на прочность.
Расчетная нагрузка. В расчетах используют наибольшую удельную
силу, действующую в зоне возможного возникновения повреждения
(гл. 8): на предупреждение выкрашивания — в зоне полюса зацепле
ния, заедания — в зоне наименьшего угла между вектором скорости
скольжения и контактной линией, на предупреждение излома зуба —
в зоне вершины зуба.
W = WmKH[iKv.
(21.12)
Средняя удельнаясила wm = Fn//min после подстановкизначе
ний Fn из формулы(21.11) и /min из (21.2) при среднихзначениях
в этих формулах:
100°; еа « 1,8; Ке « 0,75, будет
wm = [2T2/(d2 cos у cos <х)]/[тгб/ієсе,?<є6/(360 cos у)1 яг
~
1,8Ta/(d2di).
(21.13)
Таккакd1=(q+2х)tn=(qД-2%)d2/z2, то
wm = 1 fiT^ujyd} (q + 2x)l.
(21.14)
Так как расчет приближенный, то значения /<р и Kv для расчета
прочности рабочих поверхностей и зубьев на изгиб принимают одина
ковыми. Коэффициент концентрации нагрузки в начальный период
работы передачи на основании решения задачи о распределении на
грузки в зацеплении
Кр = 1 + 1(37 + 8)/(3? + 1)] [{т + 40)/(2 • 103m)j (г2/?)2. (21.15)
При постоянной длительно действующей нагрузке более мягкие
поверхности зубьев червячного колеса быстро прирабатываются и на
грузка распределяется достаточно равномерно; поэтому коэффициент
концентрации нагрузки можно принимать /Ср = 1. При переменной
нагрузке
k
k
Ке = 1 +(Kp-l)il-S
Mb
1=1
і—1
где T2i—вращающие моменты на колесе (в том числе и момент Т2,
принятый в качестве расчетного); /,•— продолжительность действия Т2і
за весь срок службы передачи.
Значения коэффициента /С„ невелики: для передач 7-й и 8-й степени
точности при v2 < 10 м/с можно принимать по эмпирической зависи
мости Kv — 1 4 - 0,03у2. Как и при расчете зубчатых передач коэффи-
231
Рис. 21.17 . К расчету геометрических параметров
циент режима в последующем учитывается при определении допускае
мых напряжений (гл. 8).
Расчет зубьев на контактную прочность. В качестве исходной за
висимости для расчета рабочих поверхностей принимают формулу Гер
ца (гл. 9). Так как зона минимальной контактной прочности нахо
дится в районе полюса, в исходную формулу нужно подставить зна
чение приведенного радиуса кривизны в нормальном сечении в момент
контакта в полюсе зацепления (рис. 21.17, а). В среднем сечении чер
вячное колесо и червяк можно представить как косозубое колесо
и рейку, поэтому при радиусе кривизны витков червяка pi = оо,
с учетом, что угол наклона зубьев на колесе р, равен углу подъема
витков червяка у, получим
р—РіРг/(Рі+Р2)=р2=0,5d2sin a/cosу.
(21.16)
После подстановки в формулу для контактных напряжений (гл 9)
значений р, w и приведенного модуля продольной упругости для сталь
ного червяка и бронзового (чугунного) венца колеса (£\ — 2,15 X
X105МПаиЕ2=0,9 •106МПа)Е«1,27 •105МПаприа 20°
и у — 5. ..20° условие прочности будет
Онг—ОД18УwE/p=
= 0,418У1со^у • £/[0,5^2(7+2х)sinа]ж
«1,53- 104 У
+ 2х)] < [oW2].
(21.17)
По этой же формуле определяют напряжения при действии кратко
временных перегрузок, подставляя соответствующий момент Т2тах
И используя условие прочности О/72шах < ІО/72піахІ.
232
Різ последней формулы для проектного расчета найдем диаметр
колеса
d2 > 630 V+ 2*) [сг//2р1.
(21.18)
Затем определяем межосевое расстояние
aw
0,5d2 [(q + 2x)/z2 + 1],
(21.19)
коюрое нужно округлить до значений, приведенных в ГОСТ 2141—76.
Величинами q и г2 следует задаваться, большие значения q берут
при насадных червяках и в случае необходимости увеличения жест
кости червяка; рекомендуется q 0,25z2. Число зубьев колеса г2
должно быть не меньше 22...26, в противном случае поверхность за
цепления заметно уменьшается. Поэтому, например, при и — 15
необходимо взять z2 = 30 и — 2. В силовых передачах рекоменду
ется z2 < 80, так как иначе возрастают диаметр колеса и расстояние
между опорами червяка, что приводит к увеличению его деформации.
В кинематических цепях делительных механизмов г2 — 600... 1000.
Допускаемые контактные напряжения. Если колесо изготовлено
из бронзы с пределом прочности ов <300 МПа, то нагрузочная спо
собность передачи ограничивается контактной усталостью, а допускае
мое напряжение
[аЯ2] = <5йКСнКнь-
(21.20)
При твердости поверхностей витков червяка Н > 46 HRC3 при
нимаютКа//—0,9;приН<46HRC3—К^н
0,7.
В случае применения колес из чугуна или бронзы с пределом проч
ности о в > 300 МПа опасным становится заедание, поэтому допускае
мые напряжения назначают в зависимости от скорости скольжения
без учета количества циклов нагружения (табл. 21.3).
Таблица 21.3 . Допускаемые контактные напряжения [o'/у] для материалов
червячных колес из условий стойкости против заедания
Материал
МПа; при скорости скольжения и.р, м/с
червяка
червячного
колеса
0,25
0,5
1
2
Сталь улучшенная
Н<350НВ
СЧ 15
СЧ 18
200
250
180
220
140
180
•
ПО
140
Сталь закаленная
И>46HRC3
БрАЮЖЭ
—
400
320
При крачковременных перегрузках допускаемое напряжение для
ОЛОВЯННЫХ бронз [ая2тах] < 4от И брОНЗ БрА10>К9 [о//2тах^ < 2ОТ.
Коэффициент долговечности Кhl определяется по формуле, при
веденной в гл. 8, при значении показателя т = 8:
KHL = ST 1О’/ЛН£2.
(21.21)
233
Рис. 21.18. График для определения
коэффициента Г р
При переменном (ступенчатом) режиме
нагрузки число циклов Nhe2 при т =
=8(гл.8)
k
NhE2 = 60 S (Т2//Г2)4/Л. < 25 . 107.
i—i
(21.22)
При yVnE2>25 • 107 следует прини
мать Nhe2 — 25 • 107; наименьшее зна-
чение Khl
равно 0,67.
Расчет зубьев на прочность при из
гибе. Ввиду искривленности сечения за
делки зуба прочность зубьев червячного колеса выше прочности
косых зубьев цилиндрических колес. С целью упрощения расчетов
в качестве исходной зависимости принимают формулу для косых зу
бьев с соответствующими поправками и полагают, что вся нагрузка
воспринимается одним зубом. Увеличение прочности зуба червячного
колеса по сравнению с косым зубом считают пропорциональным отно
шению длины его основания <xCD к длине условной контактной линии
о АВ, принимаемой равной дуге по делительному цилиндру червяка
в пределах угла обхвата 6 (рис. 21.17, б), что составляет около 1,2.
Увеличение прочности, обусловленное формой поперечного сечения
/ — / зуба при z2 — 30. ..80 составляет примерно 20 %. Подстав
ляя в формулу для напряжений изгиба у основания зуба (гл. 19)
значение w и учитывая увеличение прочности и компенсацию воз
можного износа зубьев, получим
О/Г2 = 1,7 • Ю’ТДр^УргСОзуДб/а^т) <
(21.23)
Для проектного расчета открытых передач (пренебрегая влиянием
угла у) из последней формулы найдем
т= \2yT2KaKvVF2/(z2q[oF2]).
(21.24)
Коэффициент формы зубьев Yp находят на графике (рис. 21 .18)
по эквивалентному числу зубьев zv2 — z2/cos3P2. Проверка напряже
ний изгиба при кратковременной перегрузке ПОД действием Т^щах
производится также ПО формуле (21.23) при условии Ог2тах С
l^T^max]"
Допускаемые напряжения изгиба. Для зубьев червячного колеса
при нереверсивной нагрузке допускаемые напряжения (гл. 10)
[qf2] = (0,25от2 + 0,08сгв2) Kfl\
(21.25)
при реверсивной нагрузке
[сгг] — б,\боь2К,рр.
(21.26)
Величину коэффициента долговечности (гл. 8) определяют при
т' — 9 по формуле
Kfl = V\^!Nfe2.
(21.27)
234
Величина Nfe2 определяется аналогично NHE2. Если окажется
•но Nf£2<105, то принимают 10\ при Мв£2>25- 107 принимают
25 • 107. Максимальное допускаемое напряжение изгиба при кратко
временной перегрузке [Щеглах] = 0,8сГт.
Расчет на нагрев. Из уравнения теплового баланса (гл. 13)
температура масла
Ом = [103Л\(1 —-
ї])/(р/(Л/(&) + ftB] < [#мІ,
(21.28)
где Mt — подводимая мощность, кВт; А — площадь поверхности
охлаждения, м2,
—
коэффициент теплопередачи Вт/(м2 • °С); /<р —
коэффициент режима работы; [Ом]—допускаемая температура
масла, °С.
Если передача работает в помещении с плохой циркуляцией воз
духа Kq. = 7 ... 9, при интенсивной циркуляции воздуха /Са =
= 12 ... 15 Вт/(м2 • °С). При непрерывной работе /Ср = 1, если
/г
k
в течение часа фактическое время работы У то /Ср = У, /t-/60.
i=1
i=l
Площадь поверхности охлаждения по эмпирической формуле
А — Ак 4- Лр/<Эф 20і?ю 4- Лр/(эф,
(21.29)
где Лк и Ар — площади погерхности корпуса и ребер, м2; /<эф—
коэффициент эффективности ребер (для вертикальных /(Эф = 1, гори
зонтальных /(эф = 0,5), aw— межосевое расстояние, м.
При верхнем расположении червяка допускаемая температура
[$м] = 60 ... 70°С, при нижнем — [•Ом] = 80 ... 90°С.
Для редуктора с і оризонтальными ребрами, обдуваемого крыль
чаткой:
= [Ю3М1(1 — Л)/Ср/(ЛнКа 4- Л0Кд) +
< [^м], (21.30;
где Лн и Ло — плсщади необдуваемой и обдуваемой поверхностей
редуктора соответственно; /С& = 20 ... 30 Вт/(м2 • °С) — коэффи
циент теплопередачи для обдуваемой поверхности корпуса.
Максимальный вращающий момент, 17^], допускаемый по нагре
ву, должен быть больше максимального момента сопротивления Тгтах:
[7'2&] « 60 [К&Л/(«2 ПВ)] [Т]/(1 — Т|)] > 7*2тах,
(21.31)
где ПВ — относительная продолжительность включения привода .
Расчет геометрических параметров. Исходными данными для опре
деления параметров передачи (рис. 21.17), которые рассчитывают по
формулам табл. 21.4, служат заданное передаточное число и, диаметр
червячного колеса d2 или межосевое расстояние aw, модуль т передачи
и параметры исходного червяка по ГОСТ 19036—81 Значения коэф
фициента смещения х выбирают из условий вписывания в заданные
межосевые расстояния — х
—
aw/tn — 0,5 (z2 4- </).
235
Таблица 21.4 . Формулы для определения некоторых геометрических параметров
червячных передач
Параметр
Червяк
Червячное колесо
Делительный диаметр
dx—qm
d2 = z./n
Коэффициент диаметра червяка
q по ГОСТ
Межосевое расстояние
19672—74
aw = °’5m ( q+ 224~2x)
Коэффициент смещения червяка
к = °wlm~ °’5 ^г+ч)
Высота витка, зуба
Щ— h*m
—
hw-f- c2
Радиальный зазор у поверхности
впадины
—
c*m
c2=
m
Глубина захода
hw=hi—ci
Высота делительной головки витка
червяка, зуба колеса
ha} = h*nm
^a2 ~ flw hai
Диаметр вершин витков червяка,
колеса
^ei=ДФ2/га]
dav— ^2
2 (/ifl -ф -х) tn
Диаметр впадины червяка, колеса
^/1 ~
2-^1
= da2
‘2h2
Делительный угол подъема
V = arctg (zl/q)
Длина нарезанной части червяка Щ > (e -Ф £z2) m (c, g
Наибольший диаметр червячного
колеса
по ГОСТ 2144—76)
d(M2 **
Ширина венца червячного колеса
4- бт/^ 4- 2)
^2 < °>75 dai
Радиус выемки поверхности вершин
зубьев
при z1— 2
<0.641
при zt— 4
R =O.Sd, — mh*
Mg
A
«
ГЛАВА 22. ГЛОБОИДНЫЕ ПЕРЕДАЧИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Глобоидные передачи используют при пере
даче значительных вращающих моментов между скрещивающимися ва
лами в случае необходимости осуществления больших передаточных
чисел и при ограниченных габаритных размерах. Их применяют в при
водах пассажирских и грузовых лифтов, троллейбусов, лебедок и т. п .
для передаточных чисел и — 8 .. .60 и мощностей до 100 кВт. Глобоид
ная передача (рис. 22 .1) отличается от червячной формой нарезан
ной части тела червяка /, которая представляет собой поверхность
глобоида, охватывающую колесо 2 на некоторой дуге.
Классификация. Глобоидные передачи различают по степени оги
бания колеса червяком (рис. 22.2), по форме продольного профиля вит
ков червяка — па классическую и модифицированную передачу; они
236
Рис. 22.1 . Глобоиднаи передача
Рис. 22.2 . Классификация глобоидных передач
могут быть с верхним, боковым и нижним расположением червяка;
но точности изготовления — передачи трех степеней точности.
Элементы зацепления. В классической глобоидной передаче в осе
вом сечении глобоидного червяка профиль витков очерчен прямыми
237
Рис. 22.3. Образование глобоидного червяка и колеса
линиями. Продолжения этих линий касагельны к профильной окруж
ности с центром, совпадающим с центром колеса (рис. 22 .3, а). Такой
профиль витков образуется прямолинейными гранями режущего ин
струмента (б) при вращении его вокруг оси, совпадающей с осью вала
колеса и одновременном вращении червяка вокруг своей оси.
Зубья на заготовке колеса нарезаются в процессе взаимной обкатки
с глобоидной фрезой (г), или летучкой (в), параметры которой соответ
ствуют исходному червяку по ГОСТ 24438—80: делительный угол про
филя витка в осевом сечении в середине червяка — ахі
—
25°, коэф
фициенты: высоты вигка А* = 2,0, делительной головки витка —А*г —
= 0,9, радиального зазора у поверхности впадины глобоидного чер
вяка — с* -- 0,2 и впадин колеса — с* = 0,2, радиуса кривизны пере
ходной кривой витка — р*! — 0,3 и др. Основные геометрические
параметры глобоидных передач установлены ГОСТ 9369—77 и ГОСТ
17696—80: межосевые расстояния а — 40... 160 мм, номинальные
передаточные числа и — 10...80.
Достоинства, недостатки. Главным преимуществом глобоидной
передачи является повышенная нагрузочная способность (примерно
в 1,5...2 раза) по сравнению с червячной цилиндрической тех же раз
меров. Это обусловлено большим числом зубьев, одновременно за
цепляющихся с червяком, и лучшими условиями образования масля
ного слоя в зацеплении.
Недостатки — необходимость в большинстве случаев искусствен
ного охлаждения ввиду относительно малой поверхности корпуса;
высокая чувствительность к неточности сборки передачи; более слож
ная технология изготовления, в частности необходимость приработки.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Глобоидные червяки. Конструкции глобоидных червяков (рис.
22.4) подобны цилиндрическим червякам. В ГОСТ 17696—80 преду
смотрено три ряда диаметров червяков, отличающихся между собой
примерно на 10 %. Учитывая, что переходы у основания витков явля
ются концентраторами напряжений, выполнение поверхностей, также
как входных и выходных участков витков, должно быть весьма тща
тельным. На чертеже червяка (рис. 22 .5) в таблице параметров при
водятся характеристики зацепления (ГОСТ 2.407—75),
238
Рис. 22 .4 . Конструкции червяков
Рис. 22 .5. Чертеж червяка
Число Виткой
2,
Делительный диаметр
dt
Высота битка
h,
Направление линии битка
Степень точности по ГОСС 16502-10
Данные для контроля
Спрабочные данные.
Червячные колеса. Как и
в червячных передачах глобо
идные колеса выполняют как
цельными,-
так и сборными
(рис. 22.6). Учитывая, что на
грузки, передаваемые этими
колесами, больше, чем в чер Рис . 22 .6. Конструкции венцов глобоидных колес
вячных передачах, крепление
венцов и ступиц должно быть более прочным Поверхность вершин
зубьев глобоидных колес очерчивается по дуге окружности с центром,
более удаленным от оси колеса, чем центр червяка. На чертеже колеса
(рис. 22.7) в таблице параметров приводятся характеристики зацеп
ления и данные о сопряженном червяке (ГОСТ 2,407—75).
Точность. В глобоидной передаче погрешности изготовления и сбор
ки больше влияют на работоспособность, чем в передаче с цилиндри
ческим червяком .Особенно важно выдержать в пределах допусков меж
осевое расстояние, смещение средней плоскости червячного колеса
Рис. 22 .7 . Чертеж червячного колеса
Число зубьеб
Z2
Делительный диаметр
d2
Высота зуба
^2
Напрабление линии зуба
Степень точности по ГОСТ 16502-70
Данные для контроля
Спрабочные данные
239
мі-
Рис. 22 .8. Основные погрешно
сти зацепления
относительно червяка в направлениях
вдоль его оси и перпендикулярно к ней
(рис. 22 .8). Допуски на элементы силовых
глобоидных передач при угле скрещивания,
равном 90 °, с межосевым расстоянием а =
=80... 1250 мм при окружной скорости <
< 10 м/с установлены ГОСТ 16502—70, ко
торым предусмотрены 6, 7 и 8-я степени
точности и на каждую из них — нормы
точности червяка, колеса и монтажа пере
дачи. Независимо от степени точности пере
дачи назначаются нормы бокового зазора,
которые необходимы для сборки и регули
ровки; они обеспечивают компенсацию
уменьшения бокового зазора при нагреве
передачи.
Материалы. Нормальная работа передачи может быть обеспечена
при минимальном коэффициенте трения в условиях граничного трения,
надлежащем сопротивлении заеданию и полном прилегании витков
червяка и зубьев колеса, что достигается приработкой. Поэтому по
верхность зубьев колеса должна быть более мягкой, чем витков чер
вяка, а твердость поверхности витков не должна быть слишком малой
ввиду опасности увеличения износа. Лучшие эксплуатационные ка
чества показывают глобоидные передачи с улучшенным червяком из
стали 40Х или 40ХН, а в ответственных случаях — 35ХМА, 38ХГН
при твердости 40...51 HRC3.
Наилучшим материалом для колес, удовлетворяющим указанным
выше требованиям, является оловянно-никелевая бронза БрОЮНФІ,
несколько хуже — оловянно-фосфористая бронза БрОІОФІ. Приме
няют низкооловянные бронзы БрО5Ц5С5 и др. и бронзу БрА9ЖЗЛ
при скорости скольжения Uja< 10 м/с, латунь ЛЦ23А6ЖЗМц2.
ОСНОВЫ ТЕОРИИ И РАБОТА ПЕРЕДАЧИ
Процесс передачи нагрузки в зацеплении. Нарезание глобоидных
червяков и колес осуществляется также, как и в передачах с цилинд
рическим червяком: инструмент должен иметь такие же параметры,
что и глобоидный червяк передачи. Поверхность зубьев (рис. 22 .9, а)
разделяется на обкатную входную часть 2 и вторую часть 3,
соединяющиеся по линии перелома в средней плоскости передачи.
Кроме этого, имеется зона подреза / на входной части зуба.
В начальный момент вхождения витка во впадину между зубьями
колеса (б) первая образующая поверхности витка червяка 1 проходит
по подрезанной части поверхности зуба. После некоторого поворота
червяка виток начинает контактировать с обкатной частью зуба 2
по дополнительной контактной линии. Далее виток червяка входит
в соприкосновение с линией перелома поверхности зуба 3, образую
щей основную контактную линию, а дополнительная контактная линия
перемещается к средней плоскости. На второй половине червяка кон -
240
/
Рис. 22.9. Зуб и поле зацепления классической передачи
і акт зубьев с его витками происходит по линии перелома. Последо
вательные положения контактных линий в неподвижном пространстве
образуюг две поверхности зацепления (в): основную 1 и дополнитель
ную 2.
Длина каждой контактной линии равна глубине захода зацепле
ния hw. Суммарная длина контактных линий колеблется в меньших
пределах, чем в передаче с цилиндрическим червяком:
Imin ~ hwZcI^e,
(22.1)
где hw — глубина захода; гс— число зубьев в пределах угла обхвата;
—
коэффициент колебания суммарной длины контактных линий
(приближенно = 0,9).
Скорость в зацеплении. Скорость скольжения по высоте зубьев
определяется как в реечном зацеплении:
nsa = ЛШЙ2,
(22.2)
где MW — расстояние от точки Л4 на линии контакта зуба колеса до
полюса зацепления W\ (о2 — угловая скорость колеса.
Скорость скольжения вдоль линии зуба колеса определяется поло
жением точки линии контакта на витке червяка (гл. 20):
Vs[} = Щ/COS ух = ndixflJiQ • 104COSyJ,
(22.3)
где dlx — диаметр окружности, на которой расположена точка кон
такта; nt — частота вращения червяка; ух — угол подъема винтовой
линии, проходящей через точку контакта на поверхности витка.
Условия образования масляного клина в глобоидной передаче более
благоприятны, чем в передаче с цилин дрическим червяком: контактные
линии 1, 2 (рис. 22 10) расположены по отношению к направлению ско
рости v под прямым или близким к нему углом ЧБ Благоприятно и то,
что разница кривизн контактирующих поверхностей зубьев 3 и вит
ков 4 мала.
Влияние модификации на свойства зацепления. Из опыта эксплуа
тации передач с классическим зацеплением следует, что по мере при
работки витков червяка и зубьев колеса условия работы зацепления
улучшаются: повышается КПД, стабилизируется температура, до
пускаемая нагрузка растет. В процессе приработки классическая
форма зацепления изменяется (рис. 22 .11): обкатная часть зуба расши
ряется (а), линия перелома рабочей поверхности зуба от средней плос-
241
Рис. 22.11. Зуб и поле зацепления модифицированной пе
редачи
Рис. 22.10. Относительное
положение скоростей сколь
жения и контактных линий.
кости колеса смещается в сторону выходной части зуба (б), на входной
части червяка шаг увеличивается. Для сокращения срока приработки
и возможности эксплуатации передачи с максимальным эффектом при
меняют модифицированное зацепление с такой нарезанной образую
щей ситка, какой она получается после приработки. В качестве кри
вой, наиболее близко приближающейся к приработавшемуся профи
лю витков червяка 1 в пределах расчетного угла обхвата '2vc, прини
мается парабола 2 (в). Параметры параболы (ГОСТ 17696—80) опре
деляются величиной модификации А на входе витка. На расстоянии от
начала витка, примерно равном 0,4 длины витка по делительной окруж
ности колеса, А = 0. Для смягчения удара при входе витка в контакт
с зубом колеса применяется срез на входной части витка (г) — глу
биной А/ = 0,03/ij на высоте/г, — 0,5 hr
—
высота витка червяка).
Динамические нагрузки. Виток червяка в классической передаче
вступает в зацепление с очередным зубом сразу по всей высоте профи
ля. Зубья, находящиеся в зацеплении, нагружены и шаг между на
груженным и входящим в контакт зубом отличается от шага на чер
вяке. Поэтому зуб входит в зацепление с ударом и возникает дополни
тельная динамическая нагрузка. Косвенной оценкой величины дина
мической нагрузки может служить волнообразный характер кривой
1 (рис. 22.11, в), характеризующей также износ поверхности витка на
входной части при эксплуатации передачи (периодичность располо
жения зон с увеличенным износом соответствует частоте входа витка
в зацепление). Исследования показали, что сила удара на зубья в гло
боидной передаче меньше, чем в червячной, в 1,5...2 раза при той же
точности изготовления. Еще меньше динамические нагрузки в моди
фицированной передаче; вследствие уменьшения толщины и высоты
витка на входной части его первая кромка входит в контакт с зубом
постепенно.
Распределение нагрузки. Зубья, одновременно участвующие в за
цеплении, из-за погрешностей изготовления и деформации деталей
нагружены неравномерно. Определение распределения нагрузки меж-
242
Рис. 22.12 . Распределение
ниям
нагрузки по контактным ли-
Рис. 22.13 . Распределение на
пряжений в зубьях глобоид
ного колеса
ду зубьями и вдоль контактных линий (рис. 22 .12, а), проведенное по
методу, изложенному в гл. 11, показало, что наиболее существенное
влияние на величину нагрузок оказывает деформация червяка. На
грузка распределяется неравномерно вдоль каждой контактной ли
нии на каждом зубе и между зубьями (б). Перемещение червяка
в осевом направлении приводит к увеличению неравномерности в 2
раза. При уменьшении межосевого расстояния нагрузка концентри
руется у основания зубьев; на входных зубьях уменьшается, а на вы
ходных — увеличивается; при увеличении межосевого расстояния
нагрузка увеличивается у вершины зуба.
Распределение напряжений. Контактные напряжения распреде
ляются пропорционально жесткости зубьев и витков, находящихся
в зацеплении, и охватывают небольшой участок рабочей поверхности
зубьев (рис. 22.13, а). Деформации изгиба зубьев колеса и контактная
деформация зуба и витка червяка приводят к концентрации контакт
ных напряжений у основания зубьев колеса, превышающих средние
значения напряжений до 3 раз (е).
Напряжения изгиба зуба на входе в зацепление (б) распределяются
на большей длине его основания и поэтому максимальное значение
напряжений в этот момент несколько меньше, чем в момент выхода
зуба из зацепления.
Смазывание, потери мощности, КПД. В связи с повышенной на
грузочной способностью глобоидной передачи для обеспечения несущей
способности смазочного слоя в зацеплении при достаточно высоких
температурах необходимо применять более вязкие масла. Наиболее
благоприятным является режим работы при температурах 80...90 °С
с использованием следующих масел: цилиндровое 52, 38 и 24 (гл. 9)
Потери в глобоидной передаче определяют по тем же формулам,
что и для передач с цилиндрическим червяком, при подстановке в них
243
Рис. 22.14. Повреждения зубьев и червяка
значения угла у подъема витка червяка в середине глобоида. Ввиду
значительно лучших условий образования масляного клина в зацеп
лении глобоидной передачи, значения угла трения принимаются на
15...25 % меньшими, чем для червячной передачи. При надлежащей
точности изготовления, правильно выбранным сорте и количестве сма
зочного материала КПД глобоидной передачи будет на 5...8 % выше,
чем у червячных, и достигает т] — 0,90...0,94.
Нарушение режима работы и виды повреждений. Нарушение ре
жима работы может произойти из-за осевого смещения червяка под
нагрузкой или большой осевой деформации подшипников, что приво
дит к перераспределению нагрузки в зацеплении и усилению износа.
Р> глобоидных передачах встречаются износ (рис. 22.14, а), заедание
и выкрашивание зубьев (б). При перегрузках существует опасность
возникновения пластических контактных деформаций, среза зубьев
и поломки червяка (в).
Пути повышения надежности и долговечности. Следует стремиться
к созданию устойчивого масляного клина, более равномерному рас
пределению нагрузки и уменьшению шероховатости рабочих поверх
ностей витка глобоида и зубьев колеса. Это достигается с помощью
подбора материалов пары червяк — колесо, модификации и приработки
зацепления, направленного изменения жесткости деталей передачи
и разработки новых сортов смазочных материалов. Приработку сле
дует производить с применением специальных приработочных смазоч
ных материалов при наиболее благоприятных режимах нагружения
с использованием осциллирующих движений. Нужно стремиться
применять червяки с диаметрами из второго ряда значений по ГОСТ
9369—77 и уменьшать расстояние между их опорами. При разработке
новых параметров модифицированного зацепления нужно учитывать
деформации опор и тепловыделение при эксплуатации.
РАСЧЕТ ГЛОБОИДНЫХ ПЕРЕДАЧ
Критерии расчета. Основными критериями оценки работоспособ
ности глобоидной передачи являются износостойкость, прочность зу
бьев колеса и температурный режим. Расчетом необходимо опреде
лить такие размеры передачи, чтобы после скончания периода при
работки при эксплуатации зубья колеса имели умеренный износ, не
возникали пластические деформации, а температура масляной ван
ны не превышала допустимого предела.
244
Рис. 22.15. Силы, действую
щие на червяк
Рис. 22.16. Графики для определения
допускаемого вращающего момента на
колесе
Нагрузочная способность глобоидной передачи мало зависит от
модуля, так как в зацеплении участвует одновременно около 1/10 все
го числа зубьев колеса,* но для предупреждения возможной поломки
зубьев их рассчитывают на срез.
Силы, действующие в зацеплении. Окружную, радиальную и осе
вую силы в глобоидной передаче приближенно можно определить по
соответствующим формулам для червячных передач (гл. 21). Эти силы
используют для расчета опор валов червяка и колеса. При уточненном
расчете прочности тела червяка можно воспользоваться системой
сил в пределах угла обхвата (рис. 21.15). Угол наклона равнодейст
вующей нормальных сил зависит от закона распределения нагрузки
между зубьями; в среднем 0 = 12... 15°.
Расчетная нагрузка. Номинальная удельная окружная сила
= Fn/ltrnn-
(22.4)
Расчетная удельная окружная сила
w = wmK&KaKvKp,
(22.5)
где /Ср — коэффициент неравномерности распределения нагрузки
по длине контактных линий; Ла—коэффициент неравномерности рас
пределения нагрузки между зубьями; Kv — коэффициент динамичес-
ской нагрузки; Лр — коэффициент режима работы .
Учитывая недостаточность данных о некоторых коэффициентах,
корректирующих расчетную нагрузку, принято расчетную нагрузку
ставить в зависимость лишь от режима работы. Другие коэффициенты
учтены при установлении зависимости допускаемого вращающего мо
мента Т2 на колесе от межосевого расстояния и передаточного числа.
Расчет нагрузочной способности. Исследованиями установлено,
что скорость изнашивания иИ2,мм/об, зубьев венца червячного колеса
из оловянной бронзы модифицированной глобоидной передачи 7-й
245
Рис. 22.17. к расчету геометрических параметров
степени точности составляет цн2 = 5 • 10 "10 и. Исходя из условия
предотвращения предельно допустимого износа для передач при и —
—
10...63 определены значения допускаемого наибольшего вращаю
щего момента на червячном колесе [7\] в зависимости от частоты вра
щения червяка пг и межосевого расстояния а (рис. 22 .16). Условие
прочности исходя из этого
Т2тах^(р 1^2І’
(22.6)
где Тгтахнаибольший из длительно действующих вращающих мо
ментов на червячном колесе, Н-м.
Коэффициент режима выбирается в зависимости от условий ра
боты: при повторно-кратковременной работе ЛР — 0,7...0,9; кругло
суточной и постоянной нагрузке Лр = 1,0; непрерывной в течение
2...10 ч в сутки с толчками, ударами, перегрузками до 25 % Лр =
—
1,20; напряженной круглосуточной с ударами и кратковременными
перегрузками до 10 % (менее 0,5 мин) Лр = 1,35. Если степень точ
ности передачи ниже 7-й, то величину допускаемого вращающего мо
мента уменьшают на 25 %. При использовании венцов из неоловян
ных бронз допускаемый вращающий момент следует уменьшить на
20 %, для чугунных венцов — на 70 %.
Условие прочности на срез зуба червячного колеса
Тс = 4 • 103Т2таХ/(^2ЛсЛсСО5у) С [тс],
(22.8)
гдеКс=
—
рабочий обхват — количество зубьев в дуге обхва
та, приводимое до ближайшего значения 3,5; 4,5; 5,5 и т. д .; [тср] —
допускаемое напряжение на срез (для бронз [тср] = 0,5ав).
246
Таблица 22.1 . Формулы для определения некоторых геометрических параметров
глобоидных передач
Параметр
Червяк
Червячное колесо
Делительный диаметр
d-j, = 0,4а (по
c?2=2a—dj
Модуль
ГОСТ 9369—77)
m = d2/z2
Высота витка, зуба
/ц=h\m
h2 = tiwA-c2
Радиальный зазор у ' поверхности впадин
сг—с^т
C2—
Глубина захода
hw=th-Cl
Высота делительной головки витка, зуба
hai = h*alm
ha-i
—
hw bai
Диаметр вершины витков, зубьев
dai —
+ 2Ла1
daz—d2+2h(l2
Диаметр впадин
= dai 2/ij
dj2 — da% 2h2
Рабочий обхват исходного глобоидного
Kc—no
червяка
ГОСТ 24438—80
Половина угла расчетного обхвата
в зависимости от z2
vc= 18C>Kc/22
Длина нарезанной части червяка по впа-
b2 = 0,25a (no
динам, ширина венца червячного колеса
bf! ~ 0,35 d2
ГОСТ 9369—77)
Радиус образующей глобоида вершин
витка, выемки поверхности вершин зубьев Rai — a
—
0,5
/?02 = 0,7 djj
Радиус образующей глобоида впадин
==
Наибольший диаметр червяка по впади-
= 2(a—
rfaM2 =
+ 0,^2
нам, червячного колеса
-
Г R2fl-0,2bb*fl)
Площадь среза
Ас& l,57bm + 1 fibm {tg[ 180(1,1/Сс — l)/z2]}/cosу. (22.9)
При проектном расчете по величине ЛтахКр и заданной частоте
вращения ведущего вала из графиков на рис. 22.16 определяют
межосевое расстояние а. Из ГОСТ 9369—77 по найденному значению
межосевого расстояния определяют диаметр червяка d1.
Расчет геометрических параметров. Исходными данными для опре
деления параметров передачи (рис. 22.17) по формулам табл. 22 .1
служат межосевое расстояние а, заданное передаточное число //, па
раметры исходного червяка (по ГОСТ 24438—80). Число витков чер
вяка принимают наименьшим из условия, что при и > 31 предпочти
тельно Zj = 1. Затем определяют z2 — zYu и округляют до ближайшего
целого числа (при Zj 7^ 2 следует z2 принимать некратным zj. Если
передача модифицированная, то в формулах вместо а используют а0 —
станочное межосевое расстояние, определяемое расчетом параметров
станочного зацепления по ГОСТ 17696—80. По формулам этого стан
дарта рассчитывают параметры скоса витка А/, А/, р/, а также про
дольную и профильную модификацию АЬ и А/г.
ГЛАВА 23. ПЕРЕДАЧИ ВИНТ -ГАЙКА
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Передачи винт-гайка служат для преоб
разования вращательного движения в наступательнее и наоборот,
позволяют получить значительные осевые усилия, обеспечивают боль
шую плавность и точность перемещений. Их применяют в качестве
силовых в домкратах, винтовых прессах, нажимных устройствах про
катных станов. В станках, измерительных приборах такие передачи
применяют для установочных, рабочих и холостых перемещений.
Частота вращения винтов (гаек) достигает 800... 1200 мин'1.
Передача винт-гайка (рис. 23.1, «) состоит из двух основных де
талей — винта 1 и гайки 2 и дополнительных — для защиты (кожухи
и т. п.). В передачах качения (б) между гайкой и винтом находятся
тела качения. Их применяют в приводах подач станков с программным
управлением, в механизмах рулевого управления автомобилей, подъе
ма и выпуска шасси самолетов, дистанционного управления в атомной
технике и др.
Классификация. Передачи винг-гайка по назначению делит на
передачи силовые и кинематические (рис. 23.2), по виду грения —
скольжения и качения; по характеру относительного движения винта
(гайки) — с вращающимся, поступательно движущимся, вращающим
ся и поступательно движущимся и неподвижным винтом (гайкой); по
типу резьбы — с прямоугольной, трапецеидальной, упорной регьбой;
по форме промежуточных тел в передачах с трением качения — ша
риковые, роликовые.
Достоинства, недостатки. Передачи винт -гайка обеспечивают
.
большой выигрыш в силе, дают возможность получить медленное
Рис. 23.1. Передачи винт-гайка скольжения и качения
248
Рис 23.2. Классификация передач винт — гайка
и точное движение Передачи скольжения просты, обладают самотор
можением и возможностью изготовления с большой точностью шага
резьбы. Недостатки
—
сравнительно большие потери на трение и из
нос. Передачу с трапецеидальной резьбой легче нарезать, она проч
нее прямоугольной, осевые зазоры можно регулировать стягиванием
разрезной гайки.
Основные достоинства передач качения — высокий КПД, малые
потери на трение, что очень важно для передач, работающих с частыми
остановками, пусками, высокая осевая жесткость. Недостатки
—
сложность конструкции, большая стоимость.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Передачи скольжения. Винт (рис. 23.3, а) имеет форму круглого
цилиндра с резьбой на поверхности, чаще всего трапецеидальной по
ГОСТ 9484—81 (б). При больших усилиях, постоянно направленных
в одну сторону, используют упорную резьбу, по ГОСТ 10177—82 (а).
Материал винтов наряду с достаточной прочностью должен обладать
высокой износостойкостью и хорошей обрабатываемостью: применяют
стали 45, 50, 65Г и 40Х с последующей закалкой и стали 40ХФА,
18ХГТ (азотируемые).
Гайки чаще имеют форму втулок с фланцами или выступами для
крепления (рис. 23.4, а). Их делают биметаллическими в виде сталь
ного или чугунного корпуса, залитого бронзой (оловянной БрОІОФІ;
БрО5Ц5С5); в передачах для быстрых перемещений гайки зали
вают баббитом; применяют также антифрикционные чугуны В пере-
249
Рис. 23.3 . Конструкции винтов
Рис. 23 .4. Конструкции гаек скольжения
Рис. 23.5. Элементы передачи винт — гайка качения
дачах для точных перемещений с целью периодической или непрерыв
ной — автоматической
—
компенсации износа резьбы и уничтожения
осевой игры (мертвого хода) устанавливают две гайки, раздвигаемые
клином, пружиной или другим способом (б). Для расцепления гайки
и винта (например, в токарно-винторезных станках) применяют разъ
емные гайки. Для уменьшения трения используют гайки, контакти
рующие с винтом через слой масла, подаваемого под давлением (а).
Передачи качения. В этих передачах прямоугольный или трапе
цеидальный профиль винтовой канавки (рис. 23,5, а) используют
редко, чаще применяют полукруглый профиль в нормальном сечении
канавки (б). Радиус профиля резьбы принимают больше радиуса ша
рика: г = (1,03...1,05) Гш, что обеспечивает удобство сборки, малые
потери, оптимальные значения контактных напряжений. Существен
ное влияние на несущую способность передачи оказывает угол кон
такта оск — чем меньше этот угол, тем меньше несущая способность;
чаще принимают ак — 45°. Винты
изготавливают из сталей марок
38Х2МЮА, 7ХГ2ВМ, 8ХВ, 2ОХЗВМФ; рабочие поверхности закали
вают до твердости 61HRC3.
250
Рис. 23 .6. Конструкции гаек качения
Гайки передач качения (рис. 23.6, а) являются наиболее сложной
частью механизма. Простейшая конструкция содержит обводную
трубку (б), которая вместе с пространством во впадинах резьбы винта
и гайки представляет замкнутый пространственный канал, заполнен
ный шариками и пластичным или жидким смазочным материалом.
Для гаек используют стали марок ХВГ, 9ХС, ШХ15, ШХ6 и др. Ра
бочие поверхности закаливают до твердости 61HRC3. Шарики изго
товляют из стали ШХ6 и ШХ15.
ОСНОВЫ ТЕОРИИ И РАБОТА ПЕРЕДАЧИ
Процесс передачи нагрузки. Из условия равновесия элемента резь
бы гайки на наклонной плоскости (витке винта), нагруженного силой
Fx (рис. 23.7, а), получим (знак «4-» в случае преобразования вра
щательного движения в поступательное, знак «—»
—
наоборот);
Ft=
± <Р'),
(23.1)
где Ft — окружная сила; ф — угол подъема винтовой линии; ср' —
приведенный угол трения
Величина угла трения w' = arctg f определяется значением приве
денного коэффициента трения, зависящего от конструкции передачи:
f = f/cosa,
(23.2)
где г — коэффициент трения на плоскости; а — половина угла про
филя впадин резьбы.
Из курса «Теория механизмов и машин» известно, что при качении
приведенный коэффициент трения
f' = k/dn,
(23.3)
где k — коэффициент трения качения на плоскости;
—
диаметр
шарика.
251
Рис. 23.7. Силы в зацеплении передач винт-гайка
Если шарик перемещается в треугольном или криволинейном
(рис. 23,7, б) канале, то приведенный коэффициент трения
ї' = &/(б/ш8Іпак),
(23.4)
где ак —угол контакта шарика с поверхностью резьбы .
Коэффициент трения качения для закаленных поверхностей при
классе шероховатости поверхности 7, 8, 9 k — 0,008.. 0,01 мм; для
закаленных шариков, перекатывающихся по незакаленной поверхно
сти, k — 0,05...0,08 мм.
Если гайка и опора расположены по одну сторону от места прило
жения вращающего момента, то
Г=7р+Е0=0,5Fxld2tg(ф+ф')+d'fo],
(23.5)
где Тр — момент трения в резьбе; То — момент трения в опоре; V —
угол подъема винтовой линии; ф' — приведенный угол трения в резь
бе; d'—диаметр окружности, на которой приложены силы трения
в опоре, f'o — приведенный коэффициент трения в опоре .
Распределение нагрузки. Вследствие деформации деталей и их
элементов нагрузка в контакте распределяется неравномерно (рис.
23.8). Если криволинейную эпюру нагрузки (а) разбить на отдель
ные участки (б), заменить ее ступенчатой с постоянным давлением pt
в пределах каждого участка длиною, например, равной шагу Р,
а затем нагрузки в пределах каждого участка заменить сосредоточен
ными силами Fxi (в), то распределение нагрузки по длине витков
можно найти из системы уравнений, определяющих условие совмест
ности деформаций (гл. 11).
График распределения нагрузки между витками (е), попадающими
в плоскость диаметрального сечения, зависит от конструкции гайки.
В гайке, работающей на сжатие, при длине ее, равной диаметру винта,
последний виток несет приблизительно в 5 раз меньшую нагрузку,
252
Рис. 23.8. Распределение нагрузки вдоль витков
чем первый вблизи опорной поверхности. При одинаковых размерах
в передаче качения распределение нагрузки более равномерное, чему
способствуют контактные деформации шариков.
Смазывание, потери, КПД. При скорости о 0,5 м/с применяют
солидол жировой УС-3 (Т), а при v 3 м/с — консгалин жировой
УТ-2. Чем больше нагрузка, тем большую вязкость должен иметь
смазочный материал. Жидкие смазочные материалы более стабильны,
чем пластичные, лучше работают при высоких скоростях качения.
Количество смазочного материала должно быть умеренным, лучшие
условия будут при слое масла до 0.03 мм.
КПД передачи изменяется в зависимости от направления силового
потока. В случае преобразования вращательного движения в посту
пательное
П = tg Ф/tg (Ф + arctg/');
(23.6)
для передачи, преобразующей поступательное движение во враща
тельное,
П= tg(ф— arctgf')/tgф.
(23.7)
Примерные кривые изменения КПД винтовой передачи даны на
рис. 23.9 ; 1 — качения, при преобразовании вращательного движе
ния в поступательное; 2 — то же, поступательного движения во вра
щательное; 3 — скольжения с применением специальных смазочных
материалов; 4 — скольжения при однозаходной резьбе .
Нарушение режима работы и виды повреждения. Основная при
чина нарушения режима работы передачи
винт-гайка —изнашивание элементов резь
бы. При этом теряется точность и плавность
движения. При перегрузках возможны по
ломки: в гайках из бронзы и чугуна наблю
даются срез или пластические деформации
витков. В передачах качения возникает
разрушение рабочих поверхностей винта,
гайки и шариков. При больших нагрузках
Рис. 23.9. Влияние угла подъ
ема винта на КПД
наряду с качением имеет место скольжение,
что способствует усилению износа.
253
Пути повышения надежности и долговечности. Улучшить харак
теристики передач скольжения можно соответствующим подбором
материалов винта и гайки, а также сорта и способа подачи смазочного
материала к трущимся поверхностям. Винты ответственных передач
подвергаются азотированию, обеспечивающему высокую износостой
кость, наклепу и поверхностной закалке. Важно также предусмотреть
в конструкции надежную защиту от загрязнения. В передачах каче
ния необходимо повышать точность изготовления элементов резьбы
и тел качения.
РАСЧЕТ ПЕРЕДАЧ ВИНТ-ГАЙКА
Критерии расчета. Для длительного сохранения точности передачи
винт-гайка рассчитывают на износ . Силовые передачи, ходовые винты
и гайки станков рассчитывают на прочность, а при относительно
большой длине винта — и на устойчивость. В специальных случаях
(передачи для отсчетных перемещений) — рассчитывают на жесткость
и точность. Для передач качения контактная прочность и долговеч
ность являются основными критериями расчета.
Расчетная нагрузка. В качестве расчетной силы в передаче сколь
жения принимается (пренебрегая трением)
F = FnKa -- FxKH/cos ф« FXK„,
(23.8)
где Fx — осевое усилие, действующее на винт (гайку); /<н — коэф
фициент неравномерности распределения нагрузки в контакте винта
с гайкой.
В передаче качения расчетная нагрузка на шарик
'
F = FxKn!{z ни сск cos ф),
(23.9)
где z — число рабочих шариков в гайке .
Передачи скольжения. Передача рассчитывается на износ путем
проверки среднего давления. Условие прочности при износе
ри = FPHndJiH] < [ри],
(23.10)
где h — рабочая высота профиля резьбы; Н — высота гайки; Р —
шаг резьбы.
Введя обозначение ф//а = #/d2 и учитывая, что для стандартной
трапецеидальной резьбы h — 0,5Р, из формулы (23.10) получим
> ]/[/>„]) = V2Рх/{л^на([Рн]/КИ)},
(23.11)
значение которого затем согласуют с ближайшим стандартным диа
метром.
Отношение tyHd выбирают конструктивно в пределах от 1,2 до 2,5
для цельных, постоянных гаек и от 2,5 до 3,5 —для разъемных, вы
ключаемых гаек. Среднее давление с учетом коэффициента неравно
мерности [ри] /Да по опыту работы принимают для стального винта
и гайки бронзовой — 12,0 МПа (в нажимных винтах прокатных ста
нов — 15,0...20,0 МПа); чугунной — 8,0 МПа.
254
Условие прочности винта, нагруженного осевой силой Fx и враща
ющим моментом Т (гл. 10)
Оэ=-УО2+ЗТк <[Ср],
(23.12)
где о — FxKhM ■— растягивающее (или сжимающее) напряжение;
тк = T/WK — касательное напряжение при кручении; (Л, WK— пло
щадь и момент сопротивления при кручении сечения винта).
Допускаемые напряжения с учетом коэффициента неравномерно
сти Кн принимают в зависимости от предела текучести [сгр] = от/3.
Условие прочности витков на срез
тс = FxKuP/(jiDsH} < [тс] или FxP/(nDsH) < [тс]//Сн, (23.13)
где D — наружный диаметр резьбы в гайке; s — толщина основания
витка резьбы; [тс1 / /Сн — допускаемое напряжение (для фосфори
стой бронзы 25,0....35,0 МПа).
Условие устойчивости винта как стержня, подверженного сжатию
осевой силой Fx, проверяется по формуле, известной из курса «Сопро
тивление материалов»:
Fx = л2Е/тіп/{(р/)2 [$]},
(23.14)
где Е— модуль Продольной упругости: /min — наименьший момент
инерции поперечного сечения винта; р/— приведенная длина винта;
[s] = 2,5...4
—
коэффициент запаса прочности.
Величина коэффициента р зависит от способа закрепления концов
стержня. При длине опоры, в 1,5...2 раза большей диаметра, можно
принять {.і = 1 (шарнирная опора). Наличие резьбы повышает проч
ность и жесткость винта по сравнению с гладким стержнем диаметром
di. из экспериментов для винтов с трапецеидальной резьбой и углом
профиля а — 30°
I = Л (0,4 + O,Qd/di),
(23.15)
где — момент инерции стержня диаметром dv
Передачи с трением качения. Статическая грузоподъемность из
условия предотвращения пластических деформаций определяется
прочностью контактирующих поверхностей шарика и винта, так как
напряжения в контакте шарик—гайка меньше (приведенный радиус
кривизны больше). Условие прочности при подстановке параметров
передачи в формулу контактных напряжений (гл. 9)
Он max = (400/Х) VЕхКн1(4г — ^ш)/(г^ш)]2 С [d/J,
(23.16)
где X — коэффициент, характеризующий распределение давлений на
контактирующих поверхностях шарик—профиль резьбы винта; Ен =
= 1,15...1,25.
Из формулы (23.16) можно найти допускаемую нагрузку на один
шарик. Полагая Кн = 1,4; |ан1 — 25,0.. 30,0 МПа, получим [Т7] ~
~
20 di, Н.
Необходимое число рабочих шариков
z — F/([F] sin ак созф).
(23.17)
255
Число рабочих витков в гайке
і = zdw ccsiJV(nd0),
и высота гайки
Я=[/о + (1 ... 1,5)]Р,
(23.18)
(23.19)
где i0 < 2/’ — общее число витков в гайке, зависящее от конструк
ции перепускного канала.
Долговечность передачи рассчитывается на основе формул для ра
диально-упорных подшипников (гл. 36). Геометрический расчет и рас
чет винта на устойчивость при продольном изгибе производят так же,
как и для передачи с трением скольжения.
Часть третья
СОЕДИНЕНИЯ
ДЕТАЛЕЙ
ГЛАВА 24. ТИПЫ СОЕДИНЕНИЙ
И ИХ ОСНОВНЫЕ
ХАРАКТЕРИСТИКИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Для выполне
ния заданных функций в машине де
тали вводят в контакт, образуя непо
движные и подвижные соединения (рис.
1.1). Соединения могут выполняться
без дополнительных и с помощью одной
или нескольких, кроме основных соеди
няемых, дополнительных деталей
Под неподвижными понимают соеди
нения двух или нескольких деталей, ко
торые в процессе работы не совершают
относительного движения. Необходи
мость применения неподвижных соеди
нений возникает в связи с требованием
расчленения машины на сборочные еди
ницы и последних на детали для удоб
ства обработки, сборки, ремонта, транс
портирования и т. д . Например, для
передачи вращающего момента несколь
ким зубчатым колесам (или шкивам,
цепным звездочкам и т. п.) применяют
соединение их между собой с помощью
вала (гл. 31). Устанавливают эти детали
на валах с помощью непосредственного
соединения с валом (гл. 29) или с по
мощью дополнительных деталей—шпо
нок (гл. 28) и др. Неподвижное соедине
ние деталей может быть неразъемным
и разъемным.
Необходимость подвижных соедине
ний определяется кинематикой машины:
во время работы детали совершают
относительные перемещения, преду
смотренные их функциональным назна
чением. Заданный характер движения
деталей определяет выбор конструкции
соединения. Например, для установки
вращающейся детали в неподвижной
(вала в корпусе) применяют соединения
с помощью подшипников. Подвижные
соединения являются разъемными.
Классификация. Соединения непо
движные (рис. 24.1) можно разделить на
соединения общего назначения, соедине-
у-ц&з
257
йия деталей, охватывающих друг друга (вал — ступица шкива, вал —
внутреннее кольцо подшипника качения, наружное кольцо подшип
ника — корпус и т. п.), и деталей, расположенных последовательно
(колеса и шкивы передач, валы двух агрегатов и т. п.) .
Разъемные соединения общего назначения могут быть конструк
тивные, обусловленные особенностью конструкции, технологические—
особенностями изготовления и эксплуатационные, применяемые для
удобства эксплуатации, а иногда ремонта и транспортирования. По
принципу передачи нагрузки различают соединения зацеплением
и фрикционные. Соединения охватывающих друг друга деталей могут
быть разъемными — фрикционные и зацеплением и неразъемными
—
фрикционные.
Соединение вращающихся последовательно расположенных де
талей осуществляется: валами при передаче вращающего момента
и сил; осями — при передаче только сил; муфтами — глухими, жест
кими, упругими и шарнирными.
Подвижные соединения можно разделить на упругие, постоянные
соединения деталей, совершающих относительное вращательное или
поступательное движение — подшипники и направляющие скольже
ния и качения, а также на периодические соединения вращающихся
деталей, осуществляемые сцепными управляемыми и самоуправляе
мыми муфтами. Термины и определения основных понятий в области
сборки изделий машиностроения и приборостроения установлены
ГОСТ 23887—79.
Основные характеристики соединений. Проектирование соедине
ний — ответственная задача, так как разрушения в машинах проис
ходят в большинстве случаев в местах соединений. Поэтому, наряду
с общими требованиями экономичности, к соединениям предъявляют
требования прочности, плотности, жесткости и др.
Прочность оценивается коэффициентом прочности фр = Fc/Fr —
отношением предельной нагрузки соединения к меньшей предельной
нагрузке одной из соединяемых деталей. На рис. 24 .2 показаны коэф
фициенты прочности некоторых типов соединений. Жесткость соеди
нения можно оценить отношением жесткости Сс сборочной единицы,
составленной из соединенных определенным способом деталей, к жест
кости Сд подобной цельной детали — коэффициентом жесткости фс =
—
Сс^Сд. Если деформации каждой из деталей составляют соответ
ственно и 62, то общая деформация этой системы 6С больше суммы
61 + 62; разность бс — (6j + 62) является деформацией соединения.
Жесткость соединения
Cc = F/[dQ—(6i+62)].
(24.1)
Существенной характеристикой соединения является неравномер
ность распределения нагрузки и напряжений между его элементами.
Принципиальная сторона явления уясняется из сравнения двух про
стейших моделей соединений из жестких недеформирующихся (рис.
24.3, а) и из растягивающихся, но не изгибающихся деталей (в). Роль
соединяющих элементов могут выполнять заклепки, болты, сварка,
припой, пружины, вулканизированная резина и т. п. В первом случае
258
I---------
Общего назначения
ї
Сварные
YSSSSZSJWWWXMt
Рис. 24 .1. Классификация соединений
Фрикционные
гЧ 77^77
к/]
Валы
fe-
Упругие
металлические Муфты управляемые
Упругие
неметаллические
Мусрты
самоуправляемые
Скольжения
Рис. 24.2. Коэффициенты прочности некоторых типов соединений
Рис. 24 .3 . Распределение нагрузки по длине
соединения
б
по А-А
Рис. 24.4 . К вопросу о плотности соединения
нагрузка от детали 1 через соединяющие элементы постепенно пере
дается детали 2; соединяющие элементы претерпевают деформацию
сдвига, постоянную по всей длине соединения (б). Во втором случае
(в), совпадавшие по вертикали точки с вблизи середины нахлестки
и точки а, b на ее концах при нагружении смещаются на неодинаковые
отрезки: е2 > ^1, поэтому максимальные напряжения в соединяющих
элементах возникают у обоих концов нахлестки. Характеристикой
нагруженности и напряженности соединения может служить отноше
ние максимальных значений этих величин к средним в предположе
нии одинаковой загрузки всех элементов: Khf = Fma3jFm\ К на =
Во многих случаях плотность (герметичность) соединений— Труб,
сосудов и аппаратов, содержащих жидкости и газы, частей машин,
например крышек и корпусов редукторов (неподвижные), штоков и
цилиндров (подвижные),— является главной характеристикой их ра
ботоспособности. Контактирующие поверхности соединяемых частей
соприкасаются не по всей номинальной площади (гл. 7), а лишь в от
дельных точках ее, которые после смятия образуют небольшие пло
щадки (рис. 24.4). По каналам между этими площадками жидкость
или газ может просачиваться. Для исключения просачивания соеди
нения уплотняют (гл. 39). Это достигается сильным сжатием соединяе
мых поверхностей, вследствие чего уменьшается сечение каналов, или
введением прокладок между этими поверхностями: мягкий, легко де
формируемый материал или специальная густая жидкость (краска,
лак и т. п .) заполняют каналы, чем предохраняется проникновение
260
Таблица 24.1 . Сравнительная оценка основных свойств некоторых типов
соединений
Т
р
е
б
о
в
а
н
и
е
Соединения
Неразъемные
|
Разъемные
0)оаWа
5
с
в
а
р
н
о
е
фоаи
S
п
р
е
с
с
о
в
о
е
п
р
е
с
с
о
в
о
е
!
_
_
_
_
_
_
_
_
_
р
е
з
ь
б
о
в
о
е
аоа
2
5я
ш
л
и
ц
е
в
о
е
с
п
р
у
ж
и
н
н
ы
м
и
к
о
л
ь
ц
а
м
и
а
_
4-
__
±
__
__
±
б
4-
+
±
+
4-
±
±
4-
4-
В
—
—
—
4-
+
—
±
4-
4-
г
4-
±
4-
4-
д
—
4-
±
±
4-
4-
±
4-
+
е
4-
4-
4-
4-
+
+
4-
4-
ж
—
+
4-
4-
4-
±
—
—
в них рабочего тела. Характеристикой плотности соединения служит
коэффициент плотности: отношение давления рп, которое должно быть
создано на соприкасающихся поверхностях, к внутреннему давлению
pR в пространстве, образованном соединяемыми частями: (рр =
= рпІРь. Этот коэффициент изменяется от (рр — 1,5 (для мягких гофри
рованных прокладок с асбестовыми шнурами) до <рр — 4 (для непосред
ственного контакта пришабренных поверхностей).
Основные типы соединений должны удовлетворять следующим
требованиям: а) прочности (конструкция соединения не должна вы
зывать снижения прочности соединяемых деталей); б) равнопрочно-
сти (нагрузочная способность соединения не должна быть меньше
нагрузочной способности соединенных деталей); в) уравновешенности
и точности относительного положения соединенных деталей; г) удоб
ству сборки и разборки (для разъемных соединений); д) технологич
ности, соответствующей требуемым масштабам производства; е) взаимо
заменяемости деталей соединений; ж) простоты конструкции. Сравни
тельная оценка свойств некоторых типов соединений дана в табл.
24.1 (знак «4-» указывает на возможность, а «—» на невозможность
удовлетворения соответствующего требования).
НЕПОДВИЖНЫЕ СОЕДИНЕНИЯ
Соединения общего назначения. Неразъемные соединения приме
няют, как правило, там, где деление конструкции на-детали диктуется
соображениями технологии — возможностью, удобством или эконо
мичностью изготовления. Такие соединения располагают в местах, на
зываемых технологическими разрезами. Соединения осуществляют
механическими средствами — с применением заклепок (гл. 26), с по
мощью развальцования, гарантированным натягом (гл. 29) и силами
физико-химического сцепления
—
сваркой (гл. 25), пайкой, склеива
нием. Если соединение одного вида не удовлетворяет всем заданным
требованиям, то применяют соединения комбинированные: клее
сварные и клеемеханические (клепанно-клееные, резьбоклееные
261
и др.). Разъемные соединения осуществляют с помощью резьбовых
деталей (гл. 27), штифтов, клиньев, шпонок, зубчатых, профильных
и других деталей.
Соединение деталей, схватывающих друг друга. Подшипники
качения с валами и корпусами сопрягаются соответствующими поверх
ностями внутренних и наружных колец. Фрикционные и зубчатые
колеса, шкивы, звездочки, муфты и другие вращающиеся детали со
прягаются с валами и осями по внутренним поверхностям ступиц.
В этих случаях используют соединения фрикционные — прессовые,
с помощью упругих деталей и зацеплением — штифтовые, шпоночные,
шлицевые, профильные (рис. 24.1).
Постоянное соединение последовательно расположенных вращаю
щихся деталей. Длинные валы и оси выполняют из отдельных деталей,
а соединение их между собой осуществляют с помощью муфт. Таким
же образом соединяют валы двигателя и рабочей машины, отдельных
агрегатов, работающих в единой силовой цепи. Для этого применяют
постоянные муфты: неподвижные (гл. 32), когда полумуфты, установ
ленные на соединяемых деталях, в процессе работы не имеют относи
тельного движения, и подвижные (гл. 33) — жесткие и упругие, до
пускающие относительное перемещение соединяемых деталей при
работе. Сравнительная оценка постоянных муфт дана в табл. 24 .2 .
Таблица 24.2 . Сравнительная оценка некоторых свойств постоянных муфт
Сопоставляемый фактор
Неподвижные
муфты
Подвижные муфты
жесткие
упругие
Восприятие нагрузки:
постоянной
Хорошее
Хорошее
Хорошее
переменной
Удовлет вори тел ь- Удовлетворит ель- Удовлетворитель-
ное
ное
ное
ударной
Относительное смеще
ние соединяемых де
талей
Плохое
Плохое
Удовлетворитель
ное
осевое ах
Недопустимо
Большое
Малое
радиальное аг
»
Малое
Большое
угловое у
»
Большое
»
окружное ф
»
Недопустимо
»
Потери на трение
Отсутствуют
Низкие
Высокие
Шум
Отсутствует
Значительный
Малый
Долговечность
Очень большая Большая
Малая
Стоимость
Низкая
Высокая
Высокая
Ремонт и замена
Простые
Сложные
Зависят от конст
рукции
Особенности нагружения муфт определяются условиями взаимо
действия соединяемых деталей, в частности погрешностями изготов
ления и монтажа (рис. 24 .5): радиальными — аг, аксиальными — ах,
угловыми — у, окружными (р. Кроме этого, муфты испытывают пере-
262
грузку в период пуска: доля
энергии расходуется на разгон
вращающихся масс до заданной
скорости. Поэтому муфты под
бирают не по номинальному вра
щающему моменту Тн, а по
расчетному — большему, чем но
минальный:
Т = Тв/Сп,
(24.2)
где К п— коэффициент перегруз
ки, который выбирается в зави
симости от типа муфты и соеди
няемых ею частей.
Рис. 24 .5. Погрешности взаимного положения
соединяемых валов
ПОДВИЖНЫЕ СОЕДИНЕНИЯ
Соединения деталей с ограниченным относительным движением.
Когда возникает необходимость предотвратить передачу удара, вне
запное превышение нагрузки или скорости одной деталью, соединен
ной с другой, применяют соединения, содержащие дополнительные
упругие детали, преобразующие внешнее воздействие в работу дефор
мации этих деталей. Для этой цели используют пружины и рессоры
разных типов, резиновые детали и комбинированные соединения, со
держащие пружины и резиновые детали (гл. 30).
Соединение относительно вращающихся деталей. Для обеспечения
требуемого положения в пространстве, восприятия действующих
усилий и передачи их на корпус служат опоры в виде подшипников
различных типов: скольжения — гидродинамические и гидростатиче
ские (гл. 35) и качения (гл. 36). Важной характеристикой подшипни
ков являются потери на трение, зависящие от коэффициента трения.
Коэффициент трения подшипников скольжения изменяется от f —
= 0,1 в период пуска до f — 0,001...0,005. Приведенный коэффициент
трения в подшипнике качения /' -= 0,001 ...0,003. Стоимость проекти
рования опор качения минимальна, так как сводится к выбору подшип
ника по каталогу. Значительно выше стоимость проектирования под
шипников гидродинамических и гидростатических. При одинаковой
точности стоимость изготовления подшипников скольжения обычно
меньше, чем подшипников качения. Сравнительная оценка некоторых
свойств подшипников скольжения и качения приведена в табл. 24 .3 .
Соединение деталей, совершающих относительное поступательное
движение. Применяют два вида соединений: с направляющими тре
ния скольжения и трения качения (гл. 37). Конструктивно они могут
выполняться аналогично некоторым типам соединений деталей, охва
тывающих друг друга: шпоночные соединения с направляющими
шпонками и зубчатые соединения. Разница между однотипными конст
рукциями соединений неподвижными и подвижными заключается в по
садках: во втором случае назначают допуски на элементы соединения,
обеспечивающие гарантированный зазор (гл. 7).
Периодическое соединение последовательно расположенных вра
щающихся деталей. Для управления машинами —пуск, остановка,
263
Таблица 24.3. Сравнительная оценка некоторых свойств подшипников
Сопоставляемый фактор
Подшипники
скольжения
качения
Восприятие нагрузки:
постоянной
переменной
ударной
Габаритные размеры:
радиальные
осевые
Потери при пуске
Пуск при низких темпе
ратурах
Работа при высоких тем
пературах
Демпфирование колеба
ний
Шум
Долговечность
Стоимость
Ремонт и замена
Хорошее
»
»
Малые
Большие
Затруднительный
Ограничена смазкой
Хорошее
Бесшумные
Очень большая, за исклю
чением опор, подвержен
ных действию перемен
ной нагрузки
Очень низкая в случае
массового производства
При ремонте требуется
шлифование или зачистка
цапфы
Хорошее
»
Плохое
Большие
Малые
Легкий
Ограничена смазкой
Плохое
Обычно шумные (определя
ется качеством изготовле
ния, частотой вращения ире -_
зонансом корпуса)
Ограничена усталостной
прочностью элементов под
шипника
Умеренная, мало изменяю
щаяся в зависимости от
масштаба производства
Ремонту не подлежат, замена
легкая
Таблица 24.4 . Сравнительная оценка некоторых свойств сцепных муфт
Сопоставляемый фактор
Муфты
зацепления
трения
Восприятие нагрузки:
постоянной
Хорошее
Хорошее
переменной
Плохое
»
ударной
Относительное смещение соединяе
мых частей:
»
Удовлетворительное
осевое ах
Значительное
Недопустимо
радиальное аг
Недопустимо
»
угловое у
»
»
окружное ср
»
Большое
Потери
Низкие
Значительные
Шум при включении
Большой
Малый
Долговечность
Умеренная
Большая
Стоимость
»
Высокая
Ремонт и замена
Простые
Сложные
264
регулирование скорости, изменение направления вращения — валы
исполнительных машин и двигателей соединяют сцепными муфтами
(гл. 34). Подобные же муфты используют для предохранения машин
о г поломки при перегрузке, для предупреждения чрезмерного увели
чения скорости (отключения части машины при достижении предель
ного значения скорости), предохранения от возможного обратного
вращения. Сцепные муфты (зацепления или трения), периодически
включаемые и выключаемые вручную или через специальные механиз
мы, называются управляемыми. Другие муфты, в которых выполняют
ся заданные функции автоматически по достижении контролируемым
параметром заданной величины, называются самоуправляемыми.
Сравнение некоторых свойств сцепных муфт дано в табл. 24.4 .
ГЛАВА 25. СВАРНЫЕ СОЕДИНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Сварные соединения применяют для обра
зования деталей сложной формы или больших размеров из отдельных
более простых частей. Сварка получила распространение во всех об
ластях машиностроения; транспортном, судостроении, сельхозмашино
строении и др. С помощью сварки изготовляют железнодорожные ва
гоны, корпуса судов, трубопроводы, цистерны, корпуса редукторов,
шкивы, зубчатые колеса и др.
Сварное соединение частей, образующих деталь, с помощью свар
ного шва происходит за счет междуатомных связей между этими час
тями, которые возникают при расплавлении и последующем остыва
нии металла или при сдавливании частей, нагретых до пластического
состояния (а иногда и холодных). Наибольшее распространение полу
чила дуговая сварка.
При образовании сварного шва плавлениеіи образуется сварочная
ванна (рис. 25.1), и в прилежащих к расплавленному металлу зонах
свариваемые части подвергаются нагреву (график О). В зависимости
от скорости и максимальной температуры нагрева, а также скорости
последующего охлаждения в металле протекают фазовые и структур
ные превращения. Вблизи зоны жидкого металла участок /, называемый
околошовным, отличается тем, что максимальная температура металла
соединяемых частей в нем достигает температуры плавления Фп, а ми
нимальная соответствует температуре кон
ца фазового превращения Фк при нагреве.
Часть участка непосредственно около шва
характеризуется наличием укрупненных
зерен. Вследствие этого возникает сниже
ние пластичности и ударной вязкости.
Следующий участок 2 ограничивается
минимальной температурой, соответствую
щей температуре начала фазового превраще
ния Фи. Структурные изменения здесь также
могут привести к разупрочнению металла.
Границей третьего участка является мини Рис. 25.1. К структуре сварного
шва
265
мальная температура отпуска Оо, или начала рекристаллизации Фр.
В результате этих процессов изменяется твердость различных участ
ков сварного шва (график Н): чем резче эго изменение, тем хуже каче
ство шва.
Классификация. По физическим, техническим и технологическим
признакам классификация видов сварки металлов установлена ГОСТ
19521—74. Различают термический, термомеханический и механиче
ский классы сварки. К термическому классу сварки относятся дуго
вая, електрошлаковая, электронно-лучевая и др ., к термомеханиче
скому классу — контактная, диффузионная и др.; к механическому —
холодная, взрывом, ультразвуковая, трением и магнитоимпульсная.
К техническим признакам сварки относятся способ защиты металла
в зоне сварки (в воздухе, вакууме, защитном газе, под флюсом и т. д.),
ход процесса сварки (непрерывный или прерывистый) и степень ме
ханизации сварки (ручная, механизированная, автоматизированная,
автоматическая). По технологическим признакам дуговая сварка раз
личается по виду электрода, дуги и др.; контактная сварка по форме
сварочного соединения бывает точечной, шовной, стыковой, рельеф
ной и т. д . По назначению сварные соединения делятся на прочные
и прочноплотные.
Различают соединения (ГОСТ 5264—80); стыковые, нахлесточные,
тавровые и угловые (рис. 25.2). Их выполняют с помощью стыковых
и угловых швов, которые в зависимости от расположения относительно
линии действия сил делят на прямые, косые (в стыковых соединениях)
и фланговые, лобовые и комбинированные (в нахлесточных соединениях).
Если шов выполнен с промежутками по длине, он называется преры
вистым. Если связь между частями в нахлесточном или тавровом со
единении осуществлена в отдельных точках, шов называется точечным.
Точечные и шовные соединения делят на одно и двухсрезные, а по ко
личеству рядов точек в направлении линии действия силы—одно- и
и многорядные.
Достоинства, недостатки. При использовании сварки вместо
клепки экономия металла, составляющая 10...20 %, достигается бла
годаря отсутствию отверстий под заклепки, ослабляющих рабочие
сечения, меньшей массе соединяющих частей и возможности широкого
применения стыковых швов, что приводит к уменьшению трудоемко
сти и повышению производительности. Плотность сварных швов выше
плотности швов заклепочных.
Применение сварных деталей вместо литых и кованых ведет к сни
жению металлоемкости в результате уменьшения припусков на обра
ботку и толщины стенок. Экономия металла в сварных деталях по
сравнению с литыми может достигать 40 %. Применение электро
сварки для изготовления деталей машин почти всегда выгодно в усло
виях единичного и мелкосерийного производства (для литых деталей
стоимость моделей приходится на небольшое количество выпускаемых
деталей).
Главным недостатком сварки является возникновение внутренних
(сварочных) напряжений. Они могут привести к короблению конструк
ции, возникновению трещин в шве и преждевременному выходу из
строя, особенно при действии переменных нагрузок.
266
СЬарные соединения и швы
Рис. 25 .2. Классификация сварных соединений и швов
КОНСТРУКЦИИ
Соединения и швы. В сварных конструкциях наиболее распросіра -
нены стыковые соединения (рис. 25.2, а—з), к которым относятся со
единения двух частей (в том числе и разной толщины), расположенных
в одной плоскости или на одной поверхности; они отличаются просто
той, надежностью и высокой прочностью. Односторонние (7-образные
швы имеют преимущества перед V-образными (рис. 25.3, а): расход
электроэнергии и материала электрода меньше, так как поперечное
сечение такого шва меньше; коробление листов меньше. Двусторонние
швы с разделкой кромок (б) применяют при сварке листов толщиной
больше 12 мм.
Нахлесточные соединения (рис. 25.2, и—п) осуществляют с помо
щью угловых швов. Они могут выполняться с одним или двумя лобо
выми швами (к), со швами фланговыми (и), комбинированными (л/),
прорезными (я) и др. Соединения с накладками выполняют также с по
мощью угловых швоз. При односторонней накладке ее толщина Лн =
= (0,7...1)А; при двусторонней hn — (0,3...0,5) А.
В тавровых соединениях (рис. 25.2, р—у) используют угловые швы.
Угловые соединения (рис. 25.2, ц—х) представляют собой разновид
ность тавровых соединений. Стыковой и угловой швы могут выполня
ться нормальными (рис. 25.3, а, в) и с усилением (б, г), а угловой —
улучшенный (0) и с ослаблением (е). При толщине свариваемых листов
h 3 мм минимальная длина катета Amjn — 3 мм; минимальная длина
углового шва /min = 30 мм. Диаметр сварной точки d « 1,4/г -} - 4,5 мм;
шаг Р = 3d, расстояние до края соединяемой части в направлении
действия силы Pj 2d, в перпен
дикулярном к нему —Р2 1,5d.
Сварные детали. Различают
сварные детали, образованные из
листового материала и проката и
комбинированные, в которых свар
ными швами соединяются части из
листового материала или проката
с литыми или коваными частями.
Части из листового материала за
готавливают пламенной или холод-
Рис. 25.3 . Стыковые и угловые швы
ной резкой. На рис . 25.4 показа-
Рис. 25.4. Сварные конструкции
fl
268
Таблица 25.1. Некоторые конструкции сварных деталей
/1уЧШЄ
Общие рекомендации
Сокращать количество свариваемых
элементов, швов и ревер; двойные швы
применять только при больших наг
рузках
k1
•
-
ufSts
Не располагать швы в плоскостях
разъема; внутренние швы делать
только в тяжелых корпусах
Венец выполнять из полосовой
стали; зубья нарезать так,чтобы
шов находился- между ними
Ребра делать из полосовой стали;
обод должен нависать над ребрами
Угол ребра срезать для устране
ния пересечения швов
ны нижняя опора колонны поворотного крана — (а), часть станины
эксцентрикового пресса (б), колесо с барабаном механизма подъема
крана (в), корпус и крышка редуктора (г). Работоспособность и эконо
мичность деталей, выполненных сваркой, определяются формой сва
риваемых частей, расположением швов и технологией сварки. Некото
рые примеры рекомендуемых решений приведены в табл. 25.1 .
ОСНОВЫ ТЕОРИИ И РАБОТА СОЕДИНЕНИЯ
Принцип передачи нагрузки. Нагрузка между сваренными частями
передается непосредственно через сварной шов. На рис . 25.5 пока
заны направления потока силовых линий в некоторых наиболее рас
пространенных конструкциях сварных соединений. Швы, соединяющие
различные конструктивные детали (ребра, накладки, планки и т. п.)
с частями, передающими нагрузку, искажают поток силовых линий,
являются концентраторами напряжений, снижая прочность детали.
269
Рис. 25 .6 . Распределение нагрузки в свар»
ных швах
Распределение нагрузки. По длине лобовых .швов нагрузка рас
пределяется равномерно. Во фланговых сварных швах нагрузка рас
пределяется тем неравномернее (рис. 25.6, а), чем больше отношение
1/к. Поэтому длину таких швов не следует делать больше 50 к. На за
кономерность распределения нагрузки вдоль шва влияет соотношение
площадей поперечных сечений свариваемых частей (б) и расположение
шва относительно их кромок. Для равномерного распределения на
грузки между швами их длину нужно принимать обратно пропорцио
нальной расстоянию между центрами тяжести шва и детали (в).
Распределение напряжений. При нагружении сварного соединения
возникают значительные местные напряжения, которые в основном
и влияют на работоспособность конструкций. На рис . 25.7, а пред
ставлены найденные экспериментально эпюры нормальных напряже
ний, действующих в направлении, перпендикулярном шву; макси
мальное напряжение Отах может достигать 1,6от. Эпюры нормальных
напряжений по толщине шва в сечениях /—/ и II -II показаны на
рис. 25.7, б. Стыковые швы наиболее совершенны: эффективные коэф
фициенты концентрации напряжений при ручной сварке составляют
от Ко = 1,2 для углеродистых сталей до Ко = 1,4 для низкоуглеро
дистых.
В угловых швах концентрация напряжений выше, чем в стыко
вых. Эффективные коэффициенты концентрации напряжений достига
ют значений Ко — 1,7...2,4 при автоматической и Ко — 2,3...3,2 при
ручной сварке. Во фланговых швах с учетом влияния неравномерности
270
Рис. 25 .7 . Распределение напряжений в сварных швах Рис. 25 .8. Дефекты сварного
шва
распределения нагрузки по длине швов
3,5...4,5. Еще большие
значения эффективных коэффициентов концентрации напряжений в со
единениях, полученных контактной сваркой: для шовнойКа = 2,25...7,5
для точечной —Ка= 5,5... 12 (в зависимости от материала сваривае
мых частей и его состояния).
Нарушение режима работы и виды повреждений. Дефекты сварки
можно разделить на две группы: наружные — трещины, газовые поры,
подрезы кромок, отклонения от заданных размеров и внутренние, ко
торые можно выявить только специальными методами контроля — внут
ренние трещины и газовые поры, непровар основного металла, шла
ковые включения. Подрезы 1 (рис. 25.8) ослабляют сечение основного
металла в переходной (наиболее опасной) зоне. Непровар 3 — отсут
ствие сплавления между наплавленным и основным металлом — может
привести к ослаблению шва. Газовые поры и неметаллические включе
ния 2 снижают плотность и прочность металла шва, его коррозионную
стойкость. Трещины — наиболее опасный дефект сварного шва. На воз
можность их возникновения оказывает влияние химический состав
металла, жесткость конструкции, концентрация напряжений, темпе
ратурный режим сварки.
При действии статических нагрузок разрушения сварных швов
носят хрупкий характер и сопровождаются значительными пластиче
скими деформациями. Разрушение сварных деталей, находящихся
под действием переменных напряжений, имеет усталостный характер,
происходит непосредственно по шву или в основном металле в зоне,
расположенной вблизи шва.
Пути повышения надежности и долговечности. Необходимо стре
миться использовать швы стыковые и угловые, расположенные пер
пендикулярно потоку силовых линий или под углом к нему (рис.
25.2, л). Для обеспечения одинакового качества шва по всей длине его
следует начинать и заканчивать на так называемых выводных планках—
это предохраняет от образования некачественных участков шва в на
чале и в конце его. С помощью обжига или механической обработки шва,
а также поверхностного пластического деформирования предел вынос
ливости сварного соединения можно повысить на 50... 100 %. При
обработке кромок резанием предел, выносливости соединения можно
повысить на 20...30 %. При автоматической сварке и односторонней
сварке с применением флюсо-медной подкладки и водяным охлажде
нием достижим предел выносливости шва, равный пределу выносли
вости основного металла.
271
РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ
Критерии расчета. Прочностъ стыковых швов определяется нормаль -
ными напряжениями, возникающими по наименьшей площади сечения
шва. Опасным сечением углового шва является плоскость, проходя
щая через биссектрису прямоугольного треугольника, вписанного
в поперечное сечение шва. Определяющими прочность являются ка
сательные напряжения. Точечный шов разрушается по поперечному
сечению сварной точки либо при превышении предельных касатель
ных напряжений, если внешняя сила стремится сдвинуть соединенные
части одну относительно другой, либо при превышении нормальных
напряжений в сварной точке при действии силы вдоль оси точки.
При вибрационной нагрузке прочность в большой степени зависит
от концентрации напряжений. Кроме указанных в качестве расчетных
принимаются сечения в основном металле непосредственно вблизи
шва, а расчет на выносливость заключается в проверке прочности
шва и основного металла около него.
Стыковые швы. Условие прочности сварного шва определяется ви
дом действующей нагрузки. При действии растягивающей (или сжи
мающей) силы F для лобового шва (рис. 25.9, а)
ош = F/A = F/(hl) < [Ор], или ош = F/A = F/(hl) < [аСж1, (25.1)
где А —площадь сечения шва; h — толщина шва, принимаемая равной
толщине меньшей из соединяемых частей; I — расчетная длина, равная
фактической, если при сварке шов выполнен с выводными планками (в
противном случае принимается длина шва, уменьшенная на 10 мм).
Применение косого шва увеличивает прочность соединения. Если
шов с направлением силы образует угол а 45°, то шов и основной ме
талл равнопрочны (расчет ведут по формуле (25.1), в которой прини
мают [Ор] = [<Ур]).
При действии изгибающего момента
аш = МЛ = 6Л4И/(Л/2) < [стр],
(25.3)
где 1ГШ — момент сопротивления сечения сварного шва.
Рис. 25.9. К расчету стыковых и угловых швов
872
При действии перерезывающей силы Fn
тш=
с [тс].
(25.4)
где SIU— статический момент относительно нейтральной оси части се
чения сварного шва, расположенной выше (ниже) рассматриваемого
волокна; — момент инерции сечения сварного шва.
При одновременном действии силы F и момента Л4И получим
ош = Fl{hl) 4- 6Л4и/(/г/2) < [ор].
(25.5)
Угловые швы. Условие прочности сварного лобового, флангового,
комбинированного швов при действии растягивающей или сжимаю
щей силы F (рис. 25.9,6):
тш=F/А=FKhplc)<[О,
(25.6)
где А — площадь среза углового шва; Лр— расчетная толщина шва;
/с — длина углового шва, равная сумме длин всех швов (длина пери
метра швов).
Расчетная толщина шва зависит от расчетного катета углового
шва k, равного катету вписанного в поперечное сечение шва равнобед
ренного прямоугольного треугольника: /?р= /гр. Коэффициент Р =
== 1...0 .7 учитывает способ выполнения шва. Обычно принимают
hp= 0,7 k, что увеличивает запас прочности.
Если рассчитывают фланговые швы соединения листа с уголком,
то длина швов принимается обратно пропорциональной расстояниям
между ними и линией действия растягивающей силы F:
1,= 1С/Ьи/2=I -/ь
где /с— суммарная длина шва, определяемая из формулы (25.6).
При действии изгибающего момента Л4И на соединение с одним
швом
тш=Ma/Wa =
< [г'];
(25.7)
с двумя швами
тш = Л4И/(ВД) == Mu!(Bhpl} < [Тс],
(25.8)
где В — (b + 2/?/3) — плечо реактивной пары сил (расстояние между
центрами тяжести сварных швов).
При действии поперечной силы Fn, создающей относительно шва
момент пары сил Ми= Fna, результирующие касательные напряжения
должны удовлетворять условию
Трез “ (Тщг)2 4~ (Тшм)2 [Тс].
(25.9)
Составляющие тшг и тшлі определяют по формулам (25.6)
и (25.7).
При действии силы под углом к направлению шва ее необходимо
разложить по направлениям перпендикулярному и параллельному
шву, определить напряжения тш. п и тш. - г
по формуле (25.6), тш. м по
формуле (25.7) и результирущее касательное напряжение по формуле
(25.9):
Трез~Р^(ТщМ4“ Тшх)2 4- (Тшп)2 [Тс]•
273
Угловые швы, испытывающие переменные напряжения, рассчи
тывают на выносливость по напряжениям среза, определяемым по
формуле (25.6) при условии тш<1т/?], и нормальным напряжениям
в основном металле по условию о < [Ор].
Для швов таврового соединения, нагруженного растягивающей
силой F, при ручной сварке условие прочности
тш=F/(2hpl)=F(2•0,7kl)<[<];
(25.10)
при автоматической сварке с полным проваром условие прочности
такое же, как для стыкового шва:
ош = F{{hl) < [Ор].
(25.11)
Точечные швы. При действии силы F в плоскости, перпендикуляр
ной оси точек (рис. 25.10,а), условие прочности на срез
Т = 4Л/(ш/2Д) < [Тт].
(25.12)
При направлении силы F вдоль оси сварных точек условие проч
ности на разрыв (б)
Оо = 4F/(jT<f2z) С [СУо.т];
(25.13)
условие прочности на вырыв сварной точки из основного металла
т = F^ndhiz) < [О.
(25.14)
При действии изгибающего момента М в плоскости, перпендику
лярной осям сварных точек (в):
%м = ІМиУтахКшІ2 S fy < Пт],
(25.15)
где у/— расстояния от /-й сварной точки до нейтральной оси точеч
ного шва; z — число сварных точек; і — число плоскостей среза.
При действии поперечной силы Fn, создающей относительно свар
ного шва момент пары сил Л1И= Fna, результирующее касательное
напряжение должно удовлетворять условию, аналогичному (25.9):
Трез = V(Тт г)2 + (Тт м)2 С [Тт],
где ttF = 4Fn/(nd2z) и тт м =■ 4MHVmaX/(nd2Zp і//); zp —число
/=1
вертикальных рядов точек.
274
При проектном расчете опреде
ляют диаметр точки и число их
н соединении.
Допускаемые напряжения. При
статических нагрузках допускаемые
напряжения для сварных швов опре
деляются как доля допускаемого
напряжения для основного металла• Рис. 25 .11 . К расчету сварного колеса
В качестве основного принято до
пускаемое напряжение при растяжении [ор], для других видов де
формаций напряжения определяются в зависимости от [ор1. При сварке
автоматической, ручной электродами Э42А и Э50А, в среде защитного
газа, контактной стыковкой [ар] = [ор]; [Осж] — (ор]; hcj = 0,65 [ор].
При ручной сварке электродами обычного качества [ор] = 0,9 [ар];
ксжі— [сГр]; Пс] = 0,6 [ар]. Для шва точечного [Тт]= 0,6 [ор].
При расчете сварных конструкций на выносливость допускаемые
напряжения для основного металла и сварного шва уменьшают по
сравнению с допускаемыми напряжениями, используемыми в расчетах
при статическом нагружении:
[OjJ=у[о]или [т^] =у[т].
(25.16)
Коэффициент понижения допускаемых напряжений у зависит от
типа соединения, что определяет характер распределения напряже
ний по сечению, характеристики цикла R и марки стали:
У= 1/[(аКа±Ь)—(aRa + b)R] < 1,
(25.17)
где Ксг—эффективный коэффициент концентрации напряжений при
симметричном цикле; R -■ коэффициент асимметрии цикла; а и b —
коэффициенты: для углеродистой стали 0,58 и 0,26; для легированной
стали — 0,65 и 0,30.
В знаменателе формулы (25.17) верхние знаки принимают, когда
среднее напряжение цикла положительно (от> 0), нижние — ког
да от< 0.
Пример. Рассчитать сварные соединения двухдискового зубчатого колеса
(рис. 25.11), передающего мощность N '= 180 кВт при частоте вращения п =
= 6 0 мин”1; внутренний диаметр дисков dx= 220 мм, наружный — d2 = 640 мм.
материал — сталь марки СтЗ.
Решение
1. Предусматриваем сварку односторонним угловым швом ручным способом
электродом Э42; допускаемое напряжение на срез сварного шва [тД =0 ,6 [ор] =
= 0,6 • 160 = 96 Н/мм2, при допускаемом напряжении для материала дисков
[ор] = 160 Н/мм2.
2. Вращающий момент , передаваемый колесом ,
Т=N/(ss =30N/(лп)=30 •180 •103/(л•60)=28,66кН-м.
3. Окружное усилие на внутреннем диаметре диска
Ftl=2TI(dp)=2 •28,66 • 103/(220•2)=130,3кН,
при числе дисков і = 2.
4. Окружное усилие на наружном диаметре диска
Pt2 =
dx= 130,3 • 220/640 = 44,8 кН.
275
5. Из условия прочности сварного шва размер катета шва по внутреннему
периметру диска
FfyKj ( OJIJt;]) = 130,3 • ЮЗ- 1,3/ (0.7 .Л -220
• 96)=3,6мм,
при коэффициенте неравномерности распределения нагрузки по сварному шву
Кн= 1,3 и длине шва, равной периметру диска, Ц = = ndv
Принимаем kr~ 4 мм.
6. Размер катета сварного шва по наружному периметру диска
k2 = Ft2^a/(9’7l2 [^]) = 44,8 • Юз . 1,з/(о,7 • л . 640 .96) ~ 1,1 мм.
Принимаем также k2— 4 мм, но вместо сплошного — прерывистый шов!
шесть участков длиною Z = 30 • 4 = 120 мм каждый, что идет в запас прочности»
ГЛАВА 26. КЛЕПАНЫЕ СОЕДИНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство . Клепаные соединения' применяют при из
готовлении сложных, тонколистовых конструкций, колонн, ферм,
мачт из профильного металла, деталей, состоящих из частей, вы
полненных из легких сплавов, а также конструкций, подверженных ди
намическим и вибрационным нагрузкам. Их используют для соединения
металлических с неметаллическими частями. Указанным определяет
ся область применения: самолетостроение, мостостроение, детали
транспортных и грузоподъемных машин (рис. 26.1,а) — крепление
тормозных накладок, дисков к барабанам и т. п.
Соединяемые детали стягивают заклепкой (б), которая представляет
собой круглый стержень 1 с закладной головкой 5. Ее вставляют
в совмещенные отверстия соединяемых деталей и, осаживая пуансоном
2 выступающий конец стержня, образуют вторую — замыкающую—
головку 4. Процесс образования замыкающей головки называется
клепкой. При диаметре стальных заклепок до 12 мм применяют хо
лодную клепку, при большем диаметре — горячую . Клепку выполняют
вручную или машинами. Качество клепки выше при использовании
гидравлических машин с выдержкой заклепки и соединяемых деталей,
нагруженных пуансоном 3 с постоянным усилием, до остывания за
клепки.
Классификация. В зависимости от назначения клепаные соедине
ния (рис. 26.2) разделяются на прочные и прочно-плотные. По требо
ваниям, предъявляемым к надежности, их делят на нормальные и от
ветственные, для образования которых применяют соответствующие
Рис. 26 .1 . Образование заклепочного соединения
276
Рис 26.2 . Классификация заклепочных соединений
заклепки нормального и повышенного качества. Различают соедине
ния нахлесточные и стыковые (с накладками); по расположению закле
пок — рядовые и шахматные, однорядные и многорядные. По числу
сечений заклепки, испытывающих перерезывающие усилия, соедине
ния делятся на односрезные (нахлесточные и с одной накладкой)
и двухсрезные (с двумя накладками).
Достоинства, недостатки. Клепаные соединения хорошо работают
в конструкциях, подверженных резко выраженной вибрационной
нагрузке; они имеют преимущества при соединении частей, не допус
кающих нагрева при сварке, вследствие возможного отпуска или ко
робления окончательно обработанных деталей.
Недостатки — большой расход металла и повышенная трудоем
кость. Увеличение расхода металла связано с необходимостью увели
чивать толщину соединяемых частей из-за наличия отверстий, ос
лабляющих рабочие сечения, и большой массой заклепок, которые
составляют 3,5...4% от массы конструкций (масса сварных швов
составляет 1...1,5 %). Трудоемкость соединения обусловлена допол
нительными операциями — разметкой, выполнением отверстий и др.;
процесс клепки менее производительный, чем процесс сварки.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Заклепки. Наряду с заклепками со сплошным стержнем применяют
полупустотелые и пустотелые (табл. 26.1). В прочных и прочно
плотных соединениях наиболее распространены заклепки с полу
круглой головкой, размеры которой зависят от диаметра стержня
D = (l,5...1,75)d, R - (0,8...l)d, 77 = (0,6...0,65)d. Заклепки с по
тайной головкой применяют, если недопустимы выступающие части
277
Таблица 26.1 Типы заклепок
ГОСТ на заклепки
Эскиз
Нормальной
Повышенного
точности
качества
Диаметр,
мм
Со сплошным стержнем
Форма
закладной
головки
Полукруглая
/fx
/0299-80
/9797-75
1...36
Плоская
14801-75
1...10
Потайная
D—
10300-80
IH798-75
1...36
Полупустотелые
Полукруглая
12661-80
1...10
Плоская
—
12662-80
I...10
Потайная 1т 1.2663-80
1...10
Пустотелые
Скругленная шгшшЫ Г
12538 - 80
1...20
Плоская -
12639 - 80
1...10
Потайная
12660-80
1...10
в шве (например, в самолетостроении); с полупотайной — при соеди
нении тонких листов. В прочно -плотных швах для увеличения плот
ности шва используют заклепки с низкими головками больших диа
метров. Заклепки с плоской головкой применяют при работе в корро
зионной среде. Пустотелые и полупустотелые заклепки используют при
соединении тонких листов, когда недопустимы значительные усилия
для формирования замыкающих головок.
Заклепки изготовляют из углеродистых сталей Ст2, СтЗ, 10, Юкп,
15, 15кп, сталей легированных (09Г2), меди (М3), латуни (Л63), алю
миниевых сплавов и других - металлов (гл. 5). Их выпускают без
покрытия и с покрытием — цинковым, кадмиевым, фосфатным, нике
левым, окисным (гл. 6) и др., без термической] обработки и отожжен
ными или закаленными.
Клепаные соединения. Конструкцию соединения разрабатывают
после определения количества заклепок. Например, соединение е тре
мя заклепками можно выполнить, расположив заклепки в один ряд
(рис. 26.3,а), что приводит к почти равномерной нагрузке заклепок,
но требует большой ширины соединяемых частей; по линии действия
278
Рис. 26.3. Расположение заклепок
в шве
силы (б), что дает узкий стык, но не
равномерное распределение нагрузки
между заклепками или треугольником
(и), что может оказаться наиболее вы
годным. Рекомендуемые расстояния
между заклепками: для односрезного
однорядного шва шаг Р = 3d, двух
рядного Р — 4d; для двухсрезного
(с двумя накладками) однорядного —
Р = 3,5 d, двухрядного — Р = 5,5d.
Расстояние от оси заклепок до свобод
ной кромки в направлении действующей силы Рг == (l,5...2)d, между
рядами заклепок Р2 = (2...3)d.
Отверстия под заклепки в соединяемых деталях выполняют
в сборе сверлением или продавливанием. Для облегчения ввода заклеп
ки диаметр отверстия делают больше номинального диаметра стержня
примерно на 0,1 мм. Лишь в ответсівенньїх случаях заклепку устанав
ливают с натягом. Для обеспечения герметичности прочно-плотных
швов применяют различные уплотняющие мази, порошки, покрытия
стыков пластичными металлами, подчеканку кромок соединений.
ОСНОВЫ ТЕОРИИ И РАБОТА СОЕДИНЕНИЯ
Принцип передачи нагрузки. В период охлаждения в стержне
заклепки возникают продольные силы (рис. 26.4,а), которые вызывают
на сопряженных поверхностях соединенных деталей большие давления.
При охлаждении диаметр стержня уменьшается; в результате между
ним и стенкой отверстия может образоваться зазор. При приложении
внешней нагрузки возникает стремление соединенных частей сдвинуть
ся либо вдоль оси заклепки, что приводит к ослаблению давления, ли
бо в направлении, перпендикулярном ей. В первом случае нагрузка
между соединенными частями передается через головки и стержень
Рис. 26.4 . Работа заклепочного соединении
Рис. 26.5 . Распределение нагрузки
между заклепками
279
заклепки, работающий на разрыв, и чтобы стык не раскрылся, необ
ходимо обеспечить остаточное давление р0> 0. Во втором случае нагруз
ка между соединенными деталями передается силами трения (б).
В начальный период происходит упругопластический сдвиг (до точки
а на кривой 1 сил трения (г), когда силы трения достигают максималь
ного значения, при малых смещениях соединяемых элементов. Далее
силы трения стабилизируются (до точки Ь) — происходит скольжение .
Последний период (в) связан с работой стержня заклепки на срез
(кривая 2): из-за предшествующей этому его деформации, а иногда
и разрушению, уменьшается начальное давление, следовательно,
и силы трения.
Если заклепка полностью заполняет отверстие, то нагрузочная
способность соединения определяется совместной работой сил трения
и сопротивлением стержня (г — кривая 3 — сумма ординат соответ
ствующих, точек на кривых 1 и 2). При наличии зазора А между за
клепкой и отверстием в начальный период работа соединения определя
ется только величиной сил трения (д): в пределах зазора возможно
взаимное смещение скрепленных частей (до точки с). Ranee резко
возрастают пластические деформации в заклепке (точка d) и одно
временно уменьшаются силы трения.
Распределение нагрузки. Нагрузка, приходящаяся на каждую
заклепку в соединении, подверженном действию внешней силы F
(рис. 26.5, а), зависит, в основном, от жесткости участков соединенгых
деталей длиной Р— E-^AJP и Е2А2)Р. Деформации этих участков
должны быть одинаковыми: А — FyPREiAj) = F2P/(E2A2) = (F—
—
Л) Д/(Е2^2)> откуда (при условии, что F1+ F2 = F)
?i = [F/(E2A2)\ [ІДЕА) + 1/(Е2Л2)].
(26.1)
Если предположить, что £’1А1 Е2А2, то получим F^ F и и
0; если Е2А2 > Е^, то Fi— 0, а Е2~ F. Следовательно, в этих
двух предельных случаях почти вся нагрузка воспринималась бы од
ной заклепкой. Чем больше количество заклепок в ряду, тем неравно
мернее распределяется между ними нагрузка (б): больше всего нагру
жены крайние заклепки. В соединениях со скошенными кромками
(в) распределение нагрузки выравнивается.
Распределение напряжений. После завершения процесса клепки
и остывания заклепки в ее стержне (рис. 26,6,а) возникают внутренние
растягивающие напряжения (гл. 12):
о' = 4ГД(лД2) = Еа (01 — Фо),
(26.2)
где F&— растягивающая сила; а — коэффициент линейного расшире
ния материала заклепки; Фо — конечная температура охлаждения;
—
температура, при которой после завершения пластического те
чения материала начинается упругая вытяжка стержня.
На поверхности головки заклепки, примыкающей к соединяемым
деталям, действуют напряжения смятия
Осм = 4F&/[n (D2 — d2)] =
(D2 — d2)],
(26.3)
а по поверхности а — а
—
напряжения’среза
Тс = F&Rndh) — nd2o'/(4ndh) = <j'dR4h).
(26.4)
280
Рис. 26.6. Распределение напряжений в заклепках
После приложения внешней силы F, направленной вдоль оси за
клепки (б), на поверхности головки возникают дополнительные на
пряжения смятия 0См== 4Е/[л (О2— d2)], по сечению а—а
—
напря
жения среза т «= F/(3idh), в стержне — растягивающие напряжения
о = 4F/(nd2).
При действии внешней нагрузки в направлении, перпендикуляр-,
ном оси заклепки, до наступления относительного смещения соеди
ненных деталей заклепка не испытывает дополнительных напряжений.
После смещения на поверхности контакта заклепки с соединяемыми
деталями (в) возникают напряжения смятия, которые распределяются
по косинусоидальному закону, и напряжения среза в плоскости кон
такта соединенных частей.
Нарушение режима работы и виды повреждений. Неудовлетвори
тельные условия работы соединения возникают при перекосе головок
относительно стержня заклепки (а), из-за чрезмерной неравномерно
сти распределения нагрузки между заклепками, при относительном
смещении соединенных деталей, когда заклепки установлены с зазо
ром. При нагрузке, действующей вдоль оси заклепки, может произой
ти смятие или срез головки, а также разрыв стержня. Если сила дей
ствует перпендикулярно оси заклепки, то при статическом нагружении
соединение разрушается в результате среза стержня. Под воздействи
ем вибрационной нагрузки разрушение заклепок происходит в резуль
тате среза или усталости при изгибе или растяжении стержня. Разру
шение соединения может произойти из-за прорезания материала сое
диняемых деталей по сечениям ав и cd (рис. 26,6,в) или смятия тела
заклепки.
Пути повышения надежности и долговечности соединений. Коли
чество заклепок вдоль линии действия сил нужно сокращать до допус
тимого минимума из расчета на прочность. Заклепки в соединении
лучше располагать в шахматном порядке. Для предупреждения воз
никновения дополнительных изгибающих моментов в соединениях,
работающих на растяжение или сжатие, заклепки следует размещать
возможно ближе к оси, проходящей через центр тяжести сечения
соединяемых деталей.
Для повышения циклической прочности соединений отверстия под
заклепки после сверления рекомендуют развертывать или прошивать;
по краям отверстий подголовки делать фаски и скругления. Стержень
заклепки должен заполнять отверстие полностью.
281
РАСЧЕТ КЛЕПАНЫХ СОЕДИНЕНИЙ
Критерии расчета. Ввиду того что размеры головки заклепки по- ■
добраны так, что они обеспечивают достаточную прочность на срез
их и смятие при выбранном диаметре стержня, то расчет ведут по
упрощенной схеме на срез и смятие стержня при использовании допуска
емых напряжений, проверенных практикой конструирования и экс
плуатации. Этим расчетом обеспечивается прочность соединения
в предельном состоянии его (сцепление соединенных деталей нарушено).
Если нагрузка действует в направлении осей заклепок, прочность опре
деляется расчетом на растяжение.
Критерием приближения прочности соединения к прочности сое
диняемых деталей служит коэффициент прочности клепаного соеди
нения (р (гл. 24): отношение напряжений в сечениях, неослабленном
и ослабленном отверстиями. При силе FP — F/z, приходящейся на
участок шва, равный шагу Р,
<Р = <*/ао = (FP/p)/[FpKo/(P — d}] = (Р — d)/(PKa).
(26.5)
Даже при Ко= 1 для однорядного односрезного шва, например,
когда Р — 3d, получим <р = 0,67. Чтобы получить значения (р 1,
стремятся увеличить ширину или толщину деталей в местах постановки
заклепок.
Для прочноплотного соединения характеристикой плотности шва
(гл. 24) служит коэффициент скольжения — сила сопротивления про
скальзыванию листов, условно отнесенная к единице площади попереч
ного сечения заклепок:
I = 4FP/(nd2zi) < [£].
(26.6)
Допускаемое значение коэффициента скольжения определяется
экспериментально (табл. 26.2).
Таблица 26.2 . Основные характеристики прочноплотных швов
Тип шва (рис. 26.2)
Ор!2, Н/мм Диаметр
заклепки
d, мм
ф
[£], МПа
Нахлесточный
однорядный
<50
Л+8
0,60
60... 70
двухрядный
35... 95
h8
0,70
60...65
Встык двухрядный с
двумя накладками
45... 135
Л4-6
0,75
2 (47,5 ...57,5)
Расчет прочных соединений при статических нагрузках. При рас
чете прочных соединений в зависимости от толщины соединяемых
деталей выбирают диаметр заклепки и основные размеры шва. Тол
щину h соединяемых деталей рассчитывают с учетом коэффициента (р,
которым предварительно задаются в зависимости от предполагаемого
типа шва. Для нахлесточных швов обычной = 2h, для швов с двумя
накладками d— 1,6/z. В соединениях листов из легких сплавов d=
= l,5h 4- 2 мм. Толщина накладок
—
0,8/т.
282
а
Рис. 26.7 . К расчету заклепочного соединения
Затем в предположении равномерного распределения нагрузки между
заклепками определяют их количество. При нагрузке, действующей
в плоскости стыка, условие прочности на срез
тс = 4F/(nd2zi) < [тс],
(26.7)
откуда количество заклепок
z — 4F/(nd2i [тс]).
(26.8)
Условие прочности заклепки на смятие
(7см = F/(dhz) < [(Тем],
(26.9)
а необходимое количество заклепок
z > F/(dh [(Тем])-
(26.10)
Из двух найденных расчетом на срез и смятие значений z принимают
большее. Длина заклепки выбирается в зависимости от ее диаметра
и общей толщины соединения
I=d +(d/de)2Ас.
(26.11)
В формулах (26.7) — (26.11): d — диаметр отверстия; dc—диа
метр стержня заклепки; А — наименьшая толщина соединяемых де
талей; Ас — суммарная толщина соединения; [тс] и [аСм1 — допуска
емые напряжения, соответственно на срез и смятие заклепки.
В заключение проверяется коэффициент прочности шва по формуле
(26.5).
При эксцентричном нагружении шва (рис. 26.7,а) заклепки рас
считываются по тем же формулам, но в качестве расчетной силы при
нимается наибольшая из действующих на z заклепок шва. Усилия,
приходящиеся на каждую заклепку от силы F, будут /ф= F/z. Усилия
на заклепки от момента пропорциональны возможным относительным
смещениям соединенных деталей, т. е. расстояниям г, до заклепок от
центра жесткости О. На основании этого FmiIF мъ-г^г^ Fm\IFмз=
Z
= Г17г3ит.д.ТаккакЛ4----Fl—
Рмн-ц то после подстановки
i=i
в эту формулу значений сил Fм^, выраженных через какую-либо опре
деленную силу Fukl найдем значение этой силы. Например, наиболь
шая сила
FMmax ~ Fмі ~ Fl](rг ф- Гг/Н ф- і ф- ...).
(26.12)
283
При Гі = Г (рис. 26.7,6) ИЗ формулы (26.12) ПОЛуЧИМ 7\tfmax=
= Fl/(r:). Суммарная наибольшая сила на заклепку, которую нужно
подставлять в формулу (26.7) и др.
Ртах — j/"Fі Fмтах-
(26.13)
Расчет прочноплотных соединений. Исходной для расчета резер
вуаров является характеристика Dpf2, по значению которой из табл.
26.2 выбирают тип шва и коэффициент прочности шва (р. Затем опре
деляют толщину стенки резервуара
h = Dpl(2q [Op]) + А,
(26.14)
где D —диаметр резервуара, мм; р —давление в резервуаре, МПа;
[ор] — допускаемое напряжение, выбираемое с учетом типа шва,
механических свойств материала и температуры стенки — в пределах
70,0,...110,0 МПа; А = 1...3 мм — припуск на коррозию (гл. 6).
Подсчитанное по формуле (26.6) значение В не должно превышать
указанного в табл. 26.2
Расчет при переменных нагрузках. Если на соединение действует
знако-переменная нагрузка, расчет производят по ранее приведенным
формулам для расчета при постоянных нагрузках, но допускаемые
напряжения понижают умножением на поправочный коэффициент
у. Для соединений из малоуглеродистых сталей
у = 1 /(1 — 0,3Fmln/Fmax);
(26.15)
для соединений из среднеуглеродистых сталей
у = 1/(1,2— 0,8FmIn/Fn,ax).
(26.16)
СИЛЫ Emin И Fmax ВХОДЯТ КЭЖДЗЯ СО СВОИМ 3H3KOM.
Допускаемые напряжения. При расчете соединений допускаемые
напряжения принимают в соответствии с рекомендациями, основанны
ми на опыте эксплуатации. Для заклепок из стали Ст2, СтЗ [тс] =
= 100... 140 МПа, [Осм] = 240...320 МПа, [ор] = 90МПа. Меньшие
значения принимают, когда отверстия под заклепки продавлены,
большие — для просверленных отверстий. Для соединений, работа
ющих при температуре до 250°С, [тс] = 0,2ов и [сгр] = ов/[$в]; при
температуре 250...350 °С [тс] — 0,4от и [ар] = a?/[sT] (гл. 13). Коэф
фициенты запасов прочности [sB] = 4...4,75 и [$т] = 1,9..,2.
ГЛАВА 27. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Резьбовые соединения предназначены
для скрепления двух или нескольких деталей. Их применяют для креп
ления корпусов машин к фундаментам, крышек к корпусам различ
ных машин, в муфтах, сборных шкивах, зубчатых колесах, шатунах
двигателей внутреннего сгорания (рис. 27 .1,а), соединениях трубопро
водов и др. Соединение осуществляется с помощью крепежных деталей
(б)і болтов 1 или шпилек 3 и гаек 2, шайб 4 и стопорящих устройств 5.
284
Рис. 27.t . Виды резьбовых соединений
а
б
Рис. 27.2. Цилиндрическая и коническая резьбы
Рис. 27 .3 . Классификация резьбовых соединений
Соединение может быть образовано без гайки — ее роль выполняет
одна из соединяемых деталей 6, а крепежным изделием является
винт 7\ иногда наружная резьба наносится на соединяемой детали 8.
Главным элементом соединений является резьба — наружная
и внутренняя. Она может быть нанесена на цилиндрической (рис.
285
Таблица 27.1 . Основные типы резьб
Тип резьбы Элемент просриля
Наружный
диаметр
й,мм ШагР, мм Стандарт
Прямоугольная
Трапецеидальная
Упорная
Круглая
Метрическая:
с крупным шагом
с мелким шагом
Дж
чІ1і!ІІ
іііж®
Г11ЖЖ!Ж
^1 жшж
8.. . 640
10.. . 660
8... 200
1.. .600
0,25. ..68
1.5.. .48
2.. .48
2,5 4... 635
0,2...6
0,075... 6
ГОСТ948У-81
ГОСТ 24737-8І
ГОСТ 24738-81
ГОСТ 24739-81
ГОСТ 10177-82
СТ СЭВ307-76
ГОСТ9150-81
ГОСТ 8724-81
ГОСТ 24705-81
27.2,а) или конической (б) поверхности, иметь правое или левое на
правление. Для крепежных деталей применяют треугольную резьбу,
отличающуюся повышенной прочностью витков и большим трением.
Основные параметры цилиндрической резьбы установлены рядом стай*
дартов (табл. 27.1).
Классификация. В зависимости от назначения различают резь
бовые соединения прочные и прочноплотные (рис. 27 .3). По количест
ву болтов (шпилек, винтов) различают резьбовые соединения с оди
ночным болтом и группой болтов. В зависимости от способа сборки
и характера нагружения соединения делятся на собираемые без
предварительной затяжки и с предварительной затяжкой.
Крепежные изделия — болты, гайки и шайбы различаются по
форме, и размеру, стопорящие устройства — по принципу действия!
за счет сил трения, зацеплением (ограничительные детали) и глу
хим креплением.
Достоинства, недостатки. Основные достоинства резьбовых соеди
нений: высокая нагрузочная способность и надежность; удобство
сборки и разборки; наличие большой номенклатуры резьбовых дета
лей, приспособленных к различным эксплуатационным условиям;
286
относительно малая стоимость, обусловленная стандартизацией и при
менением высокопроизводительных технологических процессов из-
ГО1 овления.
К главным недостаткам резьбовых соединений следует отнести на
личие значительного количества концентраторов напряжений на
поверхностях резьбовых деталей, что снижает их выносливость при
действии переменных напряжений.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Болты, шпильки. Конструктивные формы и соотношения размеров
стержней и головок болтов (рис. 27 .4) определяются назначением
и конструкцией соединения. В зависимости от точности изготовления
болты выполняют нормальной и повышенной точности. Различают
стержни болтов нормальные (а); чисто обработанные для постановки
с натягом в развернутое отверстие (б); с направляющими участками
(«); специальные, например, обеспечивающие повышенную податли
вость (г). В ответственных случаях участки перехода нарезанной части
в стержень и стержня в головку болта выполняют специальной формы
(д) для повышения прочности. Форма головок болтов определяется
конструкцией инструмента, применяемого при монтаже (е).
Шпильки (рис. 27.5) применяют в тех случаях, когда в конструк
ции соединения нет места для головки болта или невозможно просвер
лить сквозное отверстие под болт. Длина нарезанной части, ввинчи
ваемой в деталь, составляет / = (l...l,5)d. Болты и шпильки изготов
ляют из сталей низко и среднеуглеродистых обыкновенного качества
(СтЗ, Ст4, Ст5), углеродистых качественных марок 35, 45, легирован
ных (38ХА и др.), нержавеющих (1Х17Н2 и др.); цветных металлов
и сплавов. Для работы в специфических условиях используют детали
из титановых и бериллиевых сплавов, а также пластмасс. Статичес
кая прочность болтов из титана приближается к прочности болтов
из высоколегированных сталей; они на 45 % легче стальных, отлича
ются высокими антикоррозионными свойствами, применяются при
температурах до 400 °С. Нейлоновые крепежные детали обладают
высокими антикоррозионными свойствами, применяются при темпера
турах не выше 150 °С.
Гайки, шайбы. В зависимости от назначения соединения и условий
сборки применяют гайки (рис. 27.6,а), отличающиеся по форме и вы
соте (нормальные, уменьшенные, высокие и др.) . В некоторых узлах
Рис. 27 .4 . Типы болтов
287
Рис. 27.5. Типы шпилек
Рис. 27.6 . Типы гаек и шайб
применяют более сложные конструкции гаек (б). Гайки выполняют
из таких же материалов, что и болты. Шайбы (в) предназначены для
предохранения при затяжке болтов или гаек от повреждений чисто
обработанных участков поверхностей соединяемых деталей и обеспече
ния правильной установки головки болта или гайкіг при неперпенди
кулярной поверхности детали относительно стержня болта. Материалом
для шайб служит’ сталь марки СгЗ и др.
Стопорящие устройства. При действии переменной нагрузки, ви
брациях, сотрясениях и т. п . возможно самоотвинчивание резьбовых
деталей. Для предупреждения этого явления применяют стопорящие
устройства (рис. 27 .7), работа которых основана на следующем: по
вышение сил трения на поверхностях контакта деталей соединения,
в резьбе, на опорных поверхностях головки и гайки с помощью контр
гайки (а) и пружинных шайб (б); применение специальных, легко
заменяемых ограничителей (в), стопорение наглухо с помощью при
варки, кернения (г) и т. п.
При затяжке контргайки зазоры между витками резьбы болта и обе
их гаек выбираются так, что болт дополнительно нагружается осевой
растягивающей силой, увеличиваются давление и силы трения в резь
бе и на опорных поверхностях. Этот способ стопорения недостаточно
надежен. Повышения сил трения на поверхностях контакта достигают
при использовании пружинных шайб (ГОСТ 6402—70), стяжных гаек
и др. Шплинты, проволока (в) и другие подобные устройства широко
применяются благодаря надежности, дешевизне, удобству сборки
и разборки узлов. Приварка гаек, головок болтов, кернение и другие
способы стопорения наглухо являются надежными средствами, однако
они не приемлемы в случае необходимости разборки соединения.
Соединения. Если внешние силы направлены вдоль оси крепежных
деталей, в конструкции предусматривают выступы, бурты, кольца,
обеспечивающие правильное взаимное положение этих деталей (рис.
27.8,а). Если внешние силы перпендикулярны, оси крепежных деталей,
то необходимое положение деталей обеспечивается трением между сое
диняемыми деталями либо с помощью дополнительных деталей — ко-
288
Рис. 27.7 . Устройства для стопорения резьбозых соединений
Рис. 27.8. Конструкции резьбовых соединений
лец, выступов, втулок, воспринимающих эти нагрузки (б), или бол
та, стержень которого поставлен в отверстие без зазора.
Нестандартные конструкции резьбовых деталей используют во мно
гих специальных случаях, например, для натяжения тросов (г), в уз
лах, испытывающих пульсирующие нагрузки при необходимости огра
ничения габаритных размеров и массы соединений (в). Когда винты
или шпильки многократно ввинчиваются в детали, изготовленные из
цветных сплавов, пластмасс и других материалов низкой твердости,
резьбу выполняют в вставках из более твердых материалов в виде вту
лок (д) или винтовых пружин с ромбическим сечением проволоки (е).
ОСНОВЫ ТЕОРИИ И РАБОТА СОЕДИНЕНИЯ
Принцип передачи нагрузки. Различают два основных случая
нагружения резьбовых деталей: сила действует перпендикулярно
оси болта и вдоль болта. Если болт поставлен в отверстие без зазора
(рис. 27 .9, а), стержень будет испытывать срез, а боковые стенки — смя -
10 5-П83
289
Рис. 27.10. Основные виды нагружений резьбовых соединений
тие; если есть зазор — растяжение и изгиб (б). Для разгрузки стержня
болта от срезывающей силы предусматривают постановку дополнитель
ных деталей (г) или соединяемым деталям придают специальную фор
му. При создании значительной силы прижатия деталей соединения
после выборки зазоров сдвигающая нагрузка уравновешивается сила
ми трения на поверхности их соприкосновения (в). Если сила дейст
вует вдоль болта (д), то нагрузка между деталями передается через
головку болта, стержень и гайку.
В большинстве случаев резьбовые детали в соединении находятся
в предварительно затянутом состоянии. Таким образом создается плот
ность стыка, предотвращается относительное скольжение соединенных
деталей при действии поперечных сил либо раскрытие стыка при дей
ствии переменных осевых нагрузок. Благодаря предварительной за
тяжке еще до приложения к соединяемым деталям внешней силы стер
жень болта испытывает растяжение.
Следовательно передача нагрузки в резьбовом соединении между
соединенными деталями может осуществляться тремя способами: непо
средственно через болт, винт, шпильку, работающих при этом на рас
тяжение или срез, а при неблагоприятных условиях— еще и на изгиб',
посредством дополнительных конструктивных элементов в виде штиф
тов, колец, выступов и т. п.\ силами трения на поверхности контакта
соединенных деталей, когда крепежные детали нагружены растяги
вающей силой. На рис. 27.9 показано направление силового потока от
затяжки соединения и от приложения внешней нагрузки.
Распределение нагрузки в групповых соединениях. Распределение
усилий между болтами зависит от конструкции стыка и системы внеш-
290
них нагрузок. Наиболее типичны пять случаев нагружения (рте.
27.К)): равнодействующая сил, нагружающих детали, перпендику
лярна плоскости стыка и проходит через его центр масс (а — крепление
круглых крышек сосудов, подверженных давлению рабочей среды);
поперечная сила, действующая в плоскости стыка, проходит по оси
его симметрии (б — соединение тяг, подверженных растяжению);
к рут ящий момент, действующий в плоскости стыка (г — соединение двух
полумуфт); равнодействующая внешних сил лежит в плоскости, пер
пендикулярной плоскости стыка (в — крепление кронштейна); сложная
система сил.
Практически'во всех случаях нагрузка между болтами распреде
ляется неравномерно. Это обусловлено фактическим расположением
внешней нагрузки относительно болтов, жесткостью болтов и соеди
няемых деталей, точностью изготовления и монтажа и пр. При допу
стимости упрощенных решений внешняя растягивающая (а) или сдви
гающая (б) нагрузка при симметричном ее приложении относительно
стыка принимается равномерно распределенной между г болтами:
Fp— F/z. При передаче вращающего момента (а) нагрузка на болт
Ft— Q,5T/(Dz). Для случая нагружения эксцентрично приложенной
силой и моментом (в) по законам статики определяют составляющие
силы F — перпендикулярную Fy и параллельную Fx плоскости стыка.
Затем находят нагрузку, приходящуюся на наиболее нагруженный
болт от сил Fх, Fу и момента М, по которой рассчитывают его диа
метр.
Предварительная затяжка. При действии поперечной внешней си
лы F величина предварительной затяжки F3.n должна быть такой, что
бы соблюдалось условие
F=F?=F3.п/Р,
-
(27.1)
где FT— сила трения на стыке деталей; f — коэффициент трения;
Р — коэффициент запаса.
Во втором случае — после приложения рабочей осевой нагрузки
F — для предупреждения раскрытия стыка детали соединения долж
ны быть прижаты друг к другу с силой остаточной затяжкой
F3. о == FK0,
(27.2)
где Ко— опытный коэффициент, величина которого зависит от назна
чения соединения.
Величина падения силы затяжки KF3= F3Ji— F3.o зависит от кон
струкции соединения, "жесткости его деталей, места приложения ра
бочей нагрузки: непосредственно к резьбовым деталям (рис. 27.11,а);
в плоскости стыка (б); в произвольном сечении соединяемых деталей (в).
Рассмотрим подробно работу соединения, осуществленного по
схеме рис. 27 .11,а. Если пренебречь деформацией головки болта и гай
ки и принять длину / болта, равной сумме толщин соединенных дета
лей (?), то деформация растяжения болта, вызываемая силой предва
рительной затяжки Ез.п (рис. 27.11,6),
Д/б — F3i п^/^б^б) — F3, п/Сб>
(27.3)
291
10і
Рис. 27.11. Схемы приложения нагрузки
а деформация сжатия соединенных деталей
Л/д = F3. nl/(EdAd) = F3. В/Сд,
(27.4)
где Сб— Е(,А^1 и Сд= ЕвАдЧ — коэффициенты жесткости болта
и соединяемых деталей соответственно.
Связь между силами и деформациями деталей соединения может
быть представлена графически (рис. 27 .12). Если на правой части гра
фика для болта, на левой — для стягиваемых деталей по оси абсцисс
отложить деформации, а по оси ординат—силы, то в пределах упругих
деформаций тангенс угла наклона прямых 1 и 2 к оси абсцисс есть ха
рактеристика жесткости: tga6= Сб и tgaa= Cq. После приложения
к соединению рабочей нагрузки F болт дополнительно удлинится на
величину А/б, а стык «расправится» на величину Д/а. Сила, дей
ствующая в стыке соединяемых деталей, при этом уменьшится до ве
личины Гз.о - По условию равновесия сила Еб, действующая на болт,
равна сумме рабочей нагрузки F и остаточной затяжки F3.oi
F6=F+F3.o.
(27.5)
Так как удлинение болта (рис. 27 .11, е и рис. 27 .12)
Д/б=(F6—Г3.п)/Сб=(F—ДЕ3)/Сб
(27.6)
и расширение соединенных деталей
Л/д = (Гз. п —Л. О)/С<? = ЛГ3/Сд,
(27.7)
то из условия совместности деформаций Л/б — Л/5 получим
Рис. 27 .12. Связь усилий с деформацией
деталей соединения
292
ДЕ3 = FCdl(C& 4- Сд). (27.8)
Следовательно, с учетом формул
(27.2) и (27.8), усилие предваритель
ной затяжки
F3. п = F3, о 4- ДГ3 = FFO~F ЕСд/(СдА~
- FCd) — F [Ко 4- Сд/(Сб 4- G0J (27.9)
Жесткость соединения. Различают
детали системы болта, для которых
знак деформации при приложении
внешней нагрузки совпадает со знаком
деформации при затяжке соединения и детали системы корпуса, для
которых знаки этих деформаций противоположны. Жесткость деталей
системы болта определяется не только жесткостью собственно болта,
ио и жесткостью соединяемых деталей. Так, для схемы нагружения по
рис. 27.11,в в систему болта входят участки 1—2 и 3—4 стягиваемых
деталей, которые образуют систему последовательно соединенных упру
гих частей, их коэффициент жесткости Сс.б определится из условия
(гл. 11);
1 /67С. б = 1/^6 + l/Cdl—2 + 1/67^3-4 -
(27.10)
Жесткость болта зависит от длины и диаметров участков стержня
болта, шероховатости поверхности витков, податливости и точности
изготовления резьбы, размеров головки болта. При переменном се
чении жесткость определяют как для последовательно соединенных
упругих участков (гл. 11):
Сб = Ес/ S (h/Ai),
(27.11)
ї—1
где Еб— модуль упругости материала болта; li} At-
—
длины и пло
щади поперечных сечений п участков.
Податливость резьб менее точных приблизительно в 2 раза больше
податливости точных; при шероховатости поверхности витков Ra =
= 0,125...0,5 мкм контактная податливость соизмерима с собственной
податливостью витков, деформация сдвига головки болта при е <. 3d
может составлять около 20 % удлинения стержня болта. Поэтому
в уточненных расчетах следует использовать формулу
Сб = £6/S (/</Л,) 4- 1/Хр + 1/Л.г,
(27. С)
1=1
где Хр— податливость резьбы (болта или шпильки и гайки, шпильки
и корпуса); Аг— податливость головки болта.
При отсутствии необходимых данных можно принимать
/б== I + 0,3d,
(27.13)
где / — толщина соединяемых деталей.
Жесткость деталей системы корпуса определяется формой и разме
рами соединяемых деталей. В соединении по схеме рис. 27.11,в только
участки 0—2 одной детали 0—3 другой входят в систему корпуса;
коэффициент жесткости
1/Сс. К = 1/CjO—3 + 1/Qo—З-
(27.14)
Если соединение состоит из п деталей, то
i/Сэ = S (1/сй).
<27-15>
1=1
При определении жесткости деталей, площади стыка которых боль
ше опорных поверхностей под головку и гайку, предполагают, что
усилия от головки и гайки передаются соединяемым деталям по «яо-
293
Рис 27.13. Силовые линии в резьбовом соединении
Рис. 27.14. Распределение нагрузки между витками
нусам влияния», образующие которых наклонены к оси болта под уг
лом а (рис. 27 .13), а диаметры их меньших оснований равны размеру
а «под ключ» головки болта или гайки. Приближенно tga = 0,4...0,5,
а жесткость определяется из условия
1/Сд = [2,3/(jt£d0 tga)] lg{[(a 4- d0)(<a +2liga — d0)]/[(a —
—
d0)(a 4- 2Ztga+ d0)]},
(27.16)
где I — толщина детали .
Для упрощения расчетов, когда / < d, конусы заменяют цилинд
рами, площади осевых сечений которых равны площадям средних се
чений конусов (рис. 27.13,6):
Ла=л[(а + 0,5/)2— d’|/4.
(27.17)
Распределение осевой нагрузки по рабочим виткам. Вследствие
деформации деталей соединения при действии на болт осевой растяги
вающей силы и неточностей изготовления давления вдоль витков,
воспринимающих эту силу, распределяются неравномерно. Впервые
закон распределения нагрузки был установлен Н. Е . Жуковским
(1846—1921). Последующие исследования касались преимущественно
уточнения расчетной схемы. Закон распределения нагрузки по длине
свинчивания с учетом любых факторов — жесткости, точности, темпе
ратуры и др. можно получить, применив метод, изложенный в гл. 11.
Установлено, что неравномерность нагружения витков резьбы обус
ловлена тем, что внешняя нагрузка вызывает по длине свинчивания
различные по величине (рис. 27.14,а), а чаще и противоположные по
знаку (6) деформации. Вследствие этого нагрузка концентрируется
294
Рис. 27.15 . Распределение напряжений
в тех местах, где разность деформаций крепежных деталей оказывает
ся наибольшей (гл. 24).
Для обычных стандартных болтов и гаек на первый виток вблизи
опорной поверхности гайки приходится около 33 % полной нагрузки.
В соединении типа стяжки (а) нагрузка распределяется более равно
мерно. При больших нагрузках, близких к разрушающим, внешние
слои материала наиболее нагруженных витков окажутся в пласти
ческом состоянии. Веледетвие этого нагрузка перераспределяется,
неравномерность уменьшается, сопротивляемость разрушению увели
чивается.
Распределение напряжений. Под действием осевой нагрузки F
(рис. 27.15) в стержне болта возникают напряжения растяжения, в те
ле гайки — сжатия, в витках резьбы — смятия, сдвига, изгиба. Су
ществуют три главных очага концентрации напряжений: во впадине
витка резьбы вблизи опорной поверхности гайки, в месте сбега резьбы
и в подголовочном переходе. При определенных параметрах крепежных
изделий в зоне впадины ближайшего к опорному торцу витка (а)
напряжения 1 достигают восьмикратной величины номинальных напря
жений. Концентрацию напряжений во впадине характеризует эпюра
5. Во впадинах свободной части резьбы наибольшее напряжение 2
в два раза меньше, чем в зоне действия наибольшей нагрузки 1, по
контуру впадины напряжения 7 распределяются симметрично относи
тельно средней линии впадины. Наибольшие напряжения изгиба 6
витка превышают номинальные в 3 раза. В зоне сбега резьбы напряже
ния 3 могут превышать номинальные в два и более раз. Уже на рассто
янии одного шага от этой зоны напряжения 4 распределяются прак
тически равномерно.
В подголовочном переходе (б) распределение растягивающих осе
вых напряжени й характеризуют эпюры 2—5. Наибольшие напряжения
3 возникают в сечении, совпадающем с опорной поверхностью головки
болта. Концентрация напряжений в галтели характеризуется эпюрой
6: коэффициент концентрации при г = 0,1 d достигает Ко 4,0.
Нарушение режима работы и виды повреждений. При ошибках
изготовления и монтажа возможно самоотвинчивание резьбовых де-
295
Рис. 27 .16 . Связь усилий с деформацией при ци
клической нагрузке
Рис. 27,17. Болты повышенной по
датливости
талей. При изменении величины и направления нагрузки меняется
направление сил трения и снижается коэффициент трения, достига
ющий 70...85 % первоначального значения, что вызывает нарушение
условий затяжки. Падение усилия затяжки влечет за собой нарушение
условий совместной работы деталей соединения: изменяются величины
нагрузок, воспринимаемых резьбовыми деталями. Неточности монта
жа, перекосы опорных поверхностей под головки болтов и гайки при
водят к возникновению изгибающих напряжений. Даже при малых
углах перекоса (а ~ 25') выносливость резьбовых соединений сни
жается на 12 %, а при угле перекоса а — 2°30' — на 50...55 %.
Основная причина выхода из строя резьбовых соединений —
разрушение резьбовых деталей или их элементов. При значительной
статической перегрузке возможны обрыв стержня болта в сечении
гладкой или нарезанной части и срез, изгиб или смятие резьбы на болте
и на гайке. Около 90 % разрушений резьбовых деталей носит усталост
ный характер, что объясняется влиянием концентраторов напряже
ний на прочность деталей при переменных напряжениях. Чаще всего
разрушение происходит по первому или второму рабочим виткам, счи
тая от опорного торца гайки; реже — в области сбега резьбы и в под
головочных сечениях.
Пути повышения надежности и долговечности соединений. Для
улучшения конструкций соединений наобходимо снижать амплитуду
напряжений, уменьшать концентрацию напряжений, добиваться более
равномерного распределения нагрузки между резьбовыми деталями
и их элементами, повышать их выносливость. Из графиков на рис .
27.16, а и б следует, что при уменьшении жесткости болта (аб<«б)
и увеличении силы предварительной затяжки (Fs.n > F3.n) для обеспе
чения заданной величины усилия F3,o амплитуда цикла оа уменьша
ется (а' — /7'/2Лб)< оа= Fa/(2Ac)). Уменьшение жесткости болта
может быть достигнуто его удлинением (рис. 27.17,а), уменьшением
диаметра ненарезанной части стержня dc— (0,85... 1,0)^ (б), приме
нением пустотелых болтов (в), нанесением продольных канавок на
стержне болта (а) при условии обеспечения одинаковой статической
прочности в нарезанной и ненарезанной частях.
Уменьшение амплитуды оа цикла достигается также увеличением
жесткости сопрягаемых деталей стыка (а^> аа), так как при этом
F'a< Fa (рис.27 .16,в) и, следовательно, Оа< о а. Увеличению жесткости
296
Рис. 27.18. Конструкции гаек и шпилек, способствующие улучшению распределения
нагрузки
корпусных деталей способствует уменьшение числа стыков и ше
роховатости соп ряженных поверхностей.
Уменьшение концентрации напряжений (гл. 10) может быть
достигнуто улучшением формы профиля резьбы, сбега резьбы и пере
ходной части от стержня к головке. Выносливость можно повысить
увеличением радиуса закругления во впадинах резьбы (при г = 0,2Р —
на 24...40 %). Сбег резьбы рекомендуется выполнять в виде удлинен
ной проточки, которая играет роль «разгружающего надреза», способ
ствующего выравниванию силового потока. Для уменьшения концент
рации напряжений сопряжению стержня болі а с головкой придают
специальную форму (рис. 27 .4,5).
Улучшение распределения нагрузки между рабочими витками
резьбы достигается применением гаек специальных конструкций (рис.
27.18,а): растяжения, с торцевой выточкой и удаленным первым,
наиболее нагруженным витком, со срезанными вершинами витков
резьбы на конус, с выточками по впадинам и др., а также использо
ванием для гаек материала, модуль продольной упругости которого
меньше модуля упругости материала болта. Соответствующими кон
структивными решениями добиваются лучшего распределения нагруз
ки между витками в соединении шпилек с деталями (б).
В соединении с группой болтов нагрузку целесообразнее распре
делить на большее число болтов: увеличение выносливости достигает
ся и за счет масштабного эффекта (пределы выносливости болтов
М20, М45 и М72 относятся между собой как 2,5; 1,5: 1).
Существенное повышение долговечности при переменных напря
жениях можно получить технологическим путем. С этой целью болты
из качественных сталей подвергают термической обработке, обкаты
вают роликами резьбу и подголовочный переход, уменьшают шерохо
ватость поверхности, резьбу выполняют накаткой, а не резанием.
При изменении параметра шероховатости резьбы с Ra= 1 мкм до Ra =
—
0,1 мкм (ГОСТ 2789—73) предельная амплитуда цикла напряжений
297
может быть повышена на ЗО...5О,%. При накатке резьбы создается
профиль с благоприятно расположенными волокнами (гл. 7) с остаточ
ными напряжениями сжаїия в поверхностном слде — предел выносли
вости повышается на 40...95 % по сравнению с нарезанной шлифован
ной резьбой. Для повышения антикоррозионных свойств (гл. 6)
на поверхности резьбовых деталей наносят металлические покрытия
и окисные пленки. Применение большинства указанных способов уве
личивает стоимость конструкции, поэтому прежде чем применять их,
нужно провести технико-экономический расчет (гл. 3).
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Критерии расчета. Различают два расчетных случая; с предвари
тельной затяжной и без нее (табл. 27.2). В первом случае расчет резь
бовых соединений сводится к определению размеров резьбовых деталей,
Таблица 27.2. Основные расчетные случаи
нагруженных растягивающей силой и крутящим моментом. Во вто
ром — на срез и смятие под действием поперечной силы. Так как кре
пежные детали стандартизованы, а размеры их — высота головки
болта, высота гайки, высот и толщина витков — обоснованы из усло
вия равнопрочности и поставлены в зависимости от диаметра болта,
то расчетом достаточно определить внутренний диаметр резьбы.
Расчетная нагрузка. Величина нагрузки определяется в зависимо
сти от действующей системы сил, характера нагружения, количества
болгов в соединении и конструкции его (гл. 1). При z болтах в соеди
нении
F = РнКпКнКЛу/з.
(27.18)
Коэффициент неравномерности распределения нагрузки по пото
кам /(п чаще принимают равным единице, но при этом расчет всех
болтов соединения ведут по максимальной нагрузке, приходящейся
на один болт. При расчете болтов, соединяющих полумуфты (гл. 32),
Кп> 1, Кн— 1, но расчет производят при пониженных допускаемых
напряжениях. Коэффициент динамичности нагрузки Кд зависит от
298
конструкции и режима нагружения. Коэффициент условий передачи
нагрузки между деталями силами трения (гл. 8) Ку =* 0//, в других
случаях Ду = 1.
Когда резьбовые детали подвергаются затяжке при действии осе
вой силы F, момент, вызываемый трением в резьбе,
Мк = М.т = Q,5Fd2 tg(4> + <р'),
(27.19)
где F — растягивающая сила; <р'— приведенный угол трения .
Соединения, собираемые без предварительной затяжки. Когда
резьбовые детали нагружены растягивающей силой F, принимают,
что сила действует по оси болта; расчетная площадь болта в его наре
занной части рассматривается как площадь круга диаметром df, в пре
делах высоты гайки нагрузка между рабочими витками резьбы рас
пределяется равномерно. Условие прочности (гл. 10).
Ор = 4F/(nd?) < [Ор],
(27.20)
откуда
dr > ]/4F/(n[Opl).
(27.21)
При затяжке соединения, резьбовые детали которого предвари
тельно нагружены осевой силой F, условие прочности (гл. 10)
оэ=]Ар+Зт2<[Ор],
(27.22)
где
Т = Мк/ 1ГК = [0,5Fd2 tg (ф + q/)]/(0,2d’).
(27.23)
Для стандартных конструкций болтов можно принять d2 — 1,12dp
при б/<50мм tg-фл; 0,0194...0,0433 (в среднем tgq/ ж 0,2) получим
т/ор = 0,5 и оэ 1,3ор. На основании этого с достаточной точностью
расчет можно вести только на растяжение, но по увеличенной на
30 % расчетной нагрузке:
dx > ]/4 • l,3F/(n [Ор])^ 1,3]/?/[ор].
(27.24).
Данные для выбора [ор] приведены в справочниках: для меньших
диаметров рекомендуются меньшие значения [сгр] из-за возможного
перенапряжения от затяжки. Например, для болтов из углеродистой
стали [Ор] = (0>25...0,4)от при d = 16...30 мм, а при d = 30...60 мм
[ор] = (0,4...0,6) (Тт.
Соединения, собираемые с предварительной затяжкой. Осевая
сила, действующая на болт, при внешней расчетной нагрузке F
будет
Гб=F+F3.о =F(1+Ко).
(27.25)
Величину опытного коэффициента Ко, принимают в зависимости
от назначения конструкции от 0,2 до 1,8. Внутренний диаметр болта
в нарезанной части с учетом момента, скручивающего стержень болта,
определяют по формуле (27.24). После этого разрабатывается конструк
ция соединения и подсчитываются коэффициенты жесткости системы
болта Сб и системы соединяемых деталей Сд. Затем по формуле (27.9)
29Э
Рис. 27 .19 . К расчету соединений при дей
ствии переменных напряжений
Рис. 27.20. К влиянию повышения темпе
ратуры на усилия в соединении
определяется требуемая сила предварительной затяжки F3.n. Обычно по
условию плотности стыка при постоянных нагрузках F3, п = (1,5...2)F.
Напряжение затяжки
о3 = 4F3. n/(ndj) < (0,5...0,8)от.
(27.26)
В соединении, подверженном действию циклически изменяющей
ся нагрузки, из условий статической прочности при пониженных зна
чениях допускаемых напряжений по силе F6 определяют размеры
деталей соединения, по которым разрабатывают конструкцию соеди
нения. Далее по формуле (27.9) вычисляют усилия F3^~ (2,5...4) F.
Амплитуда нагрузки (рис. 27.16) определится из условия
Fа=F6-Fa.п =F -AF3=F11-Сд/(Сб+Сй)]=
= FC6/(Co + Cd),
(27.27)
Затем проверяют коэффициент запаса при расчете на выносливость.
При внешней нагрузке, изменяющейся в пределах Q...F, болт испыты
вает нагрузку, колеблющуюся от F3.n до F&. В сечениях болта возни
кают переменные напряжения (рис. 27 .19).
<7тах ~ От Од,
(27.28)
где ат— среднее напряжение цикла; оа— амплитуда цикла.
Аплитуда цикла
(5а = 0,5(отах—от1п)= 0,5(F6—F3.п)/Лб =
(27.29)
среднее напряжение цикла
= 0,5(Отах+Omin) =0,5(F6+F3.п)/Аб=(F3,п+0,5Га)/Аб=
=Оз Д<Уа,
(27.30)
где о3 — напряжение от затяжки.
Учитывая конструктивные, технологические и другие факторы,
влияющие на прочность при переменных напряжениях (гл. 10), коэф
фициент запаса прочности
Sa = (о_1)б/оа = (о-1)б 2Ae/Fa > [$а],
(27.31)
где (о-і)б — предел выносливости резьбового соединения; [sa] > 2,5 —
коэффициент запаса прочности.
Предел выносливости для сталей марок 35 и 45 можно принять рав
ным соответственно 180 и 220 МПа.
300
Рис. 27.21. Распределение сил при действии нагрузки перпендикулярно
болту
Соединения, подверженные тепловым воздействиям. В предвари
тельно затянутом усилием Fa.n соединении суммарная деформация бол
та A/б и детали Д/a на графике рис. 27 .20 изобразятся отрезком
(Д/б+ А/d). С повышением температуры на Об и Од линейные размеры
деталей соединения увеличиваются (гл. 13) на Л/&—d (о^Од— осбОб)-
Из построения, выполненного тонкими линиями, в предположении,
что значения Cg и Сб под влиянием температуры не меняются, опре
делится дополнительная сила Fa&, растягивающая болт и сжимающая
стык. В действительности с повышением температуры меняются мо
дули продольной упругости материалов деталей соединения (гл. 13),
следовательно, аб&<ссб <«д&и ада < ид- Поэтому дополнительная сила
F&, на которую увеличивается сила предварительной затяжки, будет
меньше значения F3&. Расчетная сила для болта
= F+F3.о»,
(27.32)
диаметр болта при статической нагрузке
rfi == ]/4/?б&/(л[о&]) = 1,13]/ F6»/1 о&].
(27.33)
При циклическом нагружении с амплитудой нагрузки Fa&
di = V%Fai/(n [М) = 0,8 ]/Fa&/[oaf>],
(27.34)
где [cf&] — допускаемое напряжение при статическом нагружении
и заданной температуре; [одо] — допускаемое напряжение при цикли
ческом нагружении и заданной температуре.
Для резьбовых соединений из стальных деталей при О’ 300° и при
О > 100° — для деталей из легких сплавов допускаемые напряжения
определяют в зависимости от пределов прочности [о» ]=
и выносливости [oaJ = o_iрезьбовых соединений при указанных
температурах и коэффициенте запаса [s&] — 2. . .3.
Соединения, нагруженные поперечными силами. Когда нагрузка
между деталями соединения Fc (рис. 27 .21) передается за счет сил
трения на поверхности контакта, болты рассчитывают на растяжение
под действием силы затяжки.
F > FzKylz = F$/(fz),
(27.35)
где f — коэффициент трения (для сухих стальных и чугунных
поверхностей / « 0,2); z — число стыков .
301
Рис. 27.22. Эксцентричное приложение нагрузки
Если поперечную нагрузку Fc воспринимают сами болты, постав
ленные в отверстие без зазора, то условия прочности на срез
и смятие;
<г0 = Fc/А& — 4/?с/(л;<7с) [з^с!> ^см = Fc/ACM — Fd(dch) [сгсм! > (27.36)
а диаметр стержня болта — большее из двух значений
d0= 1,13]/Гс/[тс] и dc = Fc/(h [асм]),
(27.37)
где [тс] = (0,2...0,3)ат — допускаемые напряжения среза; [асм] =
= (0,3...0,4)от— допускаемое напряжение смятия для стали.
Если нагрузка воспринимается выступом или шпонкой, то под
Ло понимают площадь среза ЬС1 и при известной ширине Ьс определяют
длину выпуска или шпонки, а под Лсм площадь смятия — hCMl.
Соединения, нагруженные изгибающими моментами. Условие проч
ности соединения, в котором крепежные детали испытывают напря
жения изгиба (рис. 27.22):
а== (ор ± ои) < [Ор],
(27.38)
а напряжение изгиба в стержне ои = Л4И/^И-
Изгибающий момент в предположении, что имеет место чистый
изгиб стержня (б) и 1/р = tgp/Z« fJ/Z,
Ми = EI/р ~ ЕгаЙ/(64р) ж £jid4cP/(64/)
(27.39)
для всех соединений на рис. 27.22, а момент Л4И = FI.
После подстановки в формулу для ои значения момента сопро
тивления 17и = rcdc/32 получим напряжения в стержне болта
ои. с = 0,5EfWc//
(27.40)
и в резьбовой части
Пи. Р = O^Epdc^c/dJ3//.
(27.41)
Из анализа формул (27.40) и (27.41) следует, что при прочих рав
ных условиях напряжения изгиба тем меньше, чем меньше диаметр
стержня болта (шпильки) и чем длиннее болт.
302
Пример. Рассчитать болтовое соединение крышки с цилиндром (рис. 27 .10,а)
при внутреннем давлении р = 0,5 МПа, диаметре цилиндра Dx— 410 мм,
толщине соединяемых фланцев h == 30 мм, толщине прокладки hn= 4 мм. Мате
риал крышки и цилиндра — стальное литье, прокладки — полиэтилен .
Решение. 1. Так как следует стремиться применять болты малого диа
метра, конструктивно принимаем количество болтов 2 = 12; по ГОСТ1759—70
класс прочности 4.6; материал болтов —сталь 20, предел текучести от= 240 МПа.
2. Сила, приходящаяся на один болт от внутреннего давления в цилиндре:
F=лЯ*р/(4г)=3,14 •0,412 •0,5 •106/(4•12)«5,5кН.
3. Предварительная величина силы, растягивающей болт:
£б=F(14-Ко)=5,5(1+0,9)=10,5кН
при значении опытного коэффициента, учитывающего предварительную затяжку,
Ко = 0,9.
4. Внутренний диаметр резьбы болта
d1== 1,3]/Рб/[ор] = 1,3 /10 ,3 • 103/(120 • 106) = 12,2 мм,
принимаем по ГОСТ 8724—81 резьбу М16; внутренний диаметр dt — 13 ,835 мм,
шагР=2мм.
5. Коэффициент жесткости болта
Сб = АбЕб/1б = nd2£i/[4 (2Л 4- hj] = л • 0,0162.2 • 10s? • 10в/[4 (2 ■ 0,03 4-
4-0,004)] = 0,63 • 10» Н/м
при модуле упругости первого рода материала болта £б = 2 • 105 МПа, длине
болтаI=2h4-hn.
6. Коэффициент жесткости соединяемых фланцев
Сф VdA="[(«+°>5/l)2- 2?ф/(4•2 .h)=
= л[(0,0244-0,5 •0,ОЗ)2—0.0182]2.Ю&. 10в/(4•2 •0,03)=3,13 • 109 Н/м
при модуле упругости первого рода соединяемых фланцев Е$ = 2 • 105 МПа,
опорной поверхности гайки М16 а = 24 мм, диаметре отверстий под болты dQ =
= 18мм.
7. Коэффициент жесткости прокладки
Сп=4n./Zn= л[(а4-0,5Лп)2_^]£п/(4•hn) =
= л [(0,024 4- 0,5 • 0,004)2 — 0,0182] 7 • 102 • 106/(4 • 0,004) = 0,014 ■ 109 Н/м
при модуле упругости первого рода материала прокладки Еп = 7 • 102 МПа.
8. Коэффициент жесткости соединения
Сд/(Сб 4- Сд) = 0,014 • 109/[(0,63 4- 0,014) • 109] = 0,021
при податливости соединяемых деталей 1/С^ = 1/Сф + 1/Сп == 10~9/3,13 4 -
4- 10~®/0,014 — 77 ,8 • 10-9 м/Н и, следовательно , коэффициенте жесткости соеди
няемых деталей Сд — 109/77,8 = 0 ,014 • 109 Н/м.
9. Необходимая сила предварительной затяжки
F3.n = FИо+Сд/(Сб4-Q]=5,5[0,9+0,021)«5,1 кН.
10. Сила, действующая на болт , с учетом предварительной затяжки
F6=F4-F3п=5,5+5,1 =10,6кН,
что всего на 1 % больше принятой в предварительном расчете. Поэтому пересчет
диаметра резьбы не нужен.
303
ГЛАВА 28. СОЕДИНЕНИЯ ЗАЦЕПЛЕНИЕМ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Соединенияхзацеплением используют
для передачи нагрузки между деталями путем непосредственного
давления между специально предусмотренными элементами. Их при*
меняют для различных случаев передачи нагрузки; в соединении
штанг, валов со шкивами, колесами, муфтами и др.
Соединение (рис. 28.1) состоит из соединяемых деталей 1 и 2 и со
единяющей 3. Конструктивные решения подобных соединений отли
чаются расположением этих деталей — шпонок и штифтов
—в
осевом
и радиальном направлениях (а). В более совершенных конструкциях
—
шлицевых соединениях — роль соединяющих элементов выполняют
соответствующие выступы—зубья (б). Современная технология из
готовления привела к образованию новых форм этих выступов и отка
зу от круглой цилиндрической формы сопрягаемых поверхностей —
профильным соединениям (в).
Классификация. Соединения зацеплением делятся на две группы
(рис. 28.2) — с дополнительными соединяющими деталями и без них.
По типу соединяющих деталей различают клиновые, штифтовые^
и шпоночные соединения; по форме — клинья одно-и двухскосные,
штифты цилиндрические, конические, сплошные, пустотелые, развод
ные, пружинные, с насечкой. По типу шпонок различают соединения
с призматическими, круглыми, сегментными, клиновыми, тангенци
альными и торцевыми шпонками, образующими ненапряженные и на
пряженные соединения.
Соединения без дополнительных деталей по форме поперечного сече
ния бывают зубчатыми и профильными. В зависимости от формы про
филя зубьев различают соединения с прямобочными, эвольвентными
и треугольными зубьями. Соединения делятся на разъемные и неразъ
емные, подвижные и неподвижные', по форме участка вала, на котором
устанавливают деталь — цилиндрические и конические.
804
Рис. 28 .2 . Классификация соединений зацеплением
Достоинства, недостатки. Шпоночные и штифтовые соединения
просты и надежны, легко собираются и разбираются, дешевы. Недо
статки: снижение нагрузочной способности соединяемых деталей, обу
словленное уменьшением их сечений пазами и отверстиями для раз
мещения шпонок и штифтов и значительной концентрацией напряже
ний; напряженные шпоночные соединения не обеспечивают соосного
положения соединяемых деталей.
Основные преимущества зубчатых соединений по сравнению со
шпоночными: отсутствие соединяющей детали; возможность передачи
больших усилий вследствие большой поверхности контакта зубьев,
лучшее центрирование при относительном перемещении сопрягаемых
деталей. Недостатки: возникновение во входящих углах пазов мест
ных напряжений, неравномерность распределения нагрузки по длине
и между зубьями, необходимость использования при изготовлении
специального оборудования и инструмента.
Профильные соединения обеспечивают лучшее центрирование и от
личаются большой выносливостью и надежностью благодаря отсут
ствию пазов, отверстий, зубьев и других концентраторов напряжений.
Однако в связи с необходимостью использования специального обо
рудования и инструмента они получили пока ограниченное распро
странение.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Штифтовые и клиновые соединения. Конструкция клинового
соединения отличается простотой (рис. 28.3): штанга 1 и муфта 2,
имеющие соответствующие прорези, соединяются клином 3. Угол
305
Рис. 28 .3. Клиновое соединение
Рис. 28.4 . Типы штифтов
конусносіи принимают а — 1 . ..30, чтобы обеспечить самоторможе
ние. Материалом для клина служит сталь Ст5. Сопряжение деталей 1
и 2 может быть по цилиндрическим и коническим поверхностям, на
пряженным и ненапряженным.
Штифтовые соединения (рис. 28.4,а) применяют при передаче не
больших нагрузок — осевой силы или вращающего момента . Штиф
ты отличаются большим разнообразием типов (б). Конусность кони
ческих штифтов 1/50. Применяют также штифты с канавками
—
насечные, которые образуются вдавливанием или насечкой вдоль
штифта.
Отверстия под штифты в обеих соединяемых деталях обрабатывают
в сборе: после сверления выполняют развертку, чтобы обеспечить со
осность. Штифты удерживаются в отверстиях силами трения. Это до
стигается в соединениях с цилиндрическими штифгами вследствие
установки их с натягом, с коническими — осевым перемещением
штифта, с пасечными штифтами — вследствие местной упругости вы
ступающих элементов на боковой поверхности штифтов. Штифты изго
товляют из сталей марок 15, 35, 45, А12 или У8.
Шпоночные соединения. Конструкция соединения определяется
типом применяемой в нем шпонки (рис. 28.5)1 призматические 1 для
неподвижных соединений, а также призматические направляющие
3 и скользящие 2 для подвижных соединений. Применяют и цилиндра -
ческие шпонки — штифты 4, на поверхностях которых предусматривают
лыски для выхода воздуха при установке в глухие отверстия. Тор
цевые шпонки устанавливают в плоскости, перпендикулярной оси со
единяемых деталей.
Основные размеры сечений шпонок и пазов шпоночных соединений
в зависимости от диаметра d вала предусмотрены ГОСТ 23360—78.
В неподвижных соединениях паз во втулке выполняется с полями
допусков /77, /78, ширина шпонки — с полями допусков h6, h7t
паз во втулке — с полями допусков Н8, Н9. Во всех случаях паз под
306
Рис. 28 .5. Ненапряженное соединение
Рис. 28.6. Напряженное соединение
шпонку на охватываемой детали выполняют с полем допуска Д9.
Цилиндрические шпонки устанавливают с натягом (Я7/г6).
При действии сравнительно небольших нагрузок используют
сегментные шпонки 5. Размеры шпонок и пазов под шпонки преду
смотрены ГОСТ 24071—80.
Менее распространены клиновые шпонки (ГОСТ 24068—80), обра
зующие напряженные соединения (рис. 28.6,а). Они имеют уклон
1/100. Шпонки врезные 1 и на лыске2 имеют в поперечном сечении фор
му прямоугольника. У фрикционной шпонки 4 грань, прилегающая
к валу, очерчивается цилиндрической поверхностью. Под клиновые
шпонки паз в ступице выполняют с таким же уклоном, как и у шпо
нок.
Тангенциальная шпонка — 3 (ГОСТ 24069—80 и 24070—80) со
стоит из двух однокосных клиньев прямоугольного сечения. Они раз
мещаются так, чтобы широкая грань была направлена по касательной,
а одна узкая — по радиусу вала . Для соединения с помощью танген
циальной шпонки следует учитывать направление вращения; при ре
версировании устанавливают две шпонки (б).
В качестве материала для призматических и клиновых шпонок
по ГОСТ 8788—68 и 8792—68 применяют сталь чистотянутую (ГОСТ
380—71 и 1050—74) с пределом прочности не ниже 600 МПа — чаще
всего сталь 45.
Зубчатые соединения. Наиболее распространены соединения с пря-
мобочными зубьями (рис. 28.7,а), легкой, средней и тяжелой серии
по ГОСТ 1139—80, отличающихся числом зубьев и их высотой. Соеди
нения выполняют с четным числом зубьев (? — 6.. .20), что облегчает
изготовление и контроль элементов сопряжения. Выбор серии опре
деляется характером нагружения соединения — при большем числе
Рис. 28.7 . Зубчатое соединение прямоу»оль-
ное
Рис. 28 .8 . Зубчатое соединение эвольвентное
307
Рис. 28 .9 . Зубчатое соединение треугольное
Рис. 28.10. Профильное соединение
зубьев (меньшей жесткости) соединение может воспринимать большую
нагрузку.
В зависимости от назначения соединения — точности посадки
и режима нагрузки — выбирают способы центрирования соединяе
мых деталей. При повышенных требованиях к точности посадки в не
подвижном состоянии центрирование .осуществляется по наружному
(рис. 28.7,6) или внутреннему (в) диаметру охватываемой детали.
При значительных нагрузках и пониженных требованиях к точности
установки деталей применяют центрирование по боковым граням (г).
Допуски на элементы соединений установлены ГОСТ 1139—80 и
ГОСТ 25346—82. Посадки выбирают в системе отверстия: например,
по наружному диаметру охватываемой детали H8jh7\ по ширине
зуба — F\Q[h9.
В эвольвентных зубчатых соединениях (ГОСТ 6033—80) центриро
вание может осуществляться по наружному (рис 28.8,а), внутреннему
диаметру или по боковым поверхностям зубьев (б). Иногда выполняют
соединения, в которых функции передачи вращающего момента
и центрирования разделяют между конструктивными элементами: на
грузка передается зубьями, а центрирование осуществляется по допол
нительным цилиндрическим (в) или коническим поверхностям. При
центрировании по наружному диаметру предельные отклонения на
значаются по стандартам на посадки гладких цилиндрических поверх
ностей в системе отверстия.
Треугольные зубчатые соединения (рис. 28,9) применяют при пере
даче небольших вращающих моментов, чаще вместо прессовых соеди
нений (гл. 29). Расчетной величиной являются диаметр d начальной
окружности, делящей теоретическую высоту зуба пополам. Применя
ет соединения с уклоном впадин на валу. Длина соединения с тре
угольными зубьями I = l,5d.
Профильные соединения. Простейшее профильное соединение об
разуется сопряжением деталей квадратного сечения (рис. 28.10,а).
Для передачи значительных нагрузок детали сопрягают по гладкой
некруглой поверхности (б) — цилиндрической или конической (в).
Профиль элементов соединения может содержать три, чаще — четыре
и более граней. Особенности профиля сопряжения обусловлены техно
логическими требованиями непрерывного шлифования и простоты
контроля элементов сопрягаемых поверхностей.
308
ОСНОВЫ ТЕОРИИ И РАБОТА СОЕДИНЕНИЯ
Принцип передачи нагрузки. В клиновом (рис. 28 11,а) и штифто
вом (б) соединениях нагрузка передается через соединяющие детали,
которые нагружаются изгибающим моментом.
В ненапряженных шпоночных соединениях (в) под воздействием
вращающего момента происходит относительное перемещение соеди
ненных деталей, вследствие чего нагружаются части противополож
ных узких граней шпонки.
В напряженном шпоночном соединении в паз забивают шпонку
как клин; в соединяемых деталях возникают распорные усилия, при
жимающие широкие грани (в тангенциальном — д
—
узкие) шпонки
к стенкам паза (г). Под действием вращающего момента появляется
стремление к относительному смещению деталей, которому препятст
вуют возникающие на рабочих поверхностях силы трения.
В соединении с тангенциальными шпонками (д) вращающий момент
уравновешивается моментом окружной силы, действующей на грань
шпонки. Шпонки на лыске (е) и фрикционные шпонки работают ши
рокими гранями, при перегрузке первые работают также и боковыми
(узкими) гранями. В зубчатых соединениях (ж) внешняя нагрузка
передается давлением на боковые поверхности зубьев, в профильных
(у) — криволинейными поверхностями.
Распределение нагрузки. В ненапряженных шпоночных соедине
ниях нагрузка распределяется по площадкам контакта неравномерно,
так как даже при достаточно точном изготовлении элементов соеди
нения из-за неизбежных зазоров шпонка в пазу поворачивается (рис.
28.12,а). Если направление нагрузки изменяется, топоворот шпонки
происходит в противоположную сторону, и схема нагружения также
изменяется. В напряженных соединениях с клиновыми шпонками
(б) давления на рабочих гранях шпонки распределяются равномерно.
При передаче вращающего момента возникают силы трения на рабо
чих гранях, шпонка поворачивается, вследствие чего нагрузка пере
распределяется.
Нагрузка между зубьями по их высоте и длине в зубчатом соедине
нии распределяется неравномерно из-за деформаций под нагрузкой
Рис. 2S.il. Распределение нагрузок в соединении
309
Рис. 28.12 . Распределение напряжений по элементам контакта
Рис. 28 .13. К расчету элементов соединения
и погрешностей изготовления — ошибок углового шага, направле
ния зубьев и овальности сопрягаемых деталей. Закон распределения
нагрузки можно установить из решения на ЭВМ уравнений совмест
ности деформаций (гл. 11). Чем ближе к окружности расположения
зубьев находится линия действия окружной силы (в), тем больше не
равномерность нагружения зубьев. В пределах глубины захода дав
ление перераспределяется в зависимости от жесткости, точности и ве
личины нагрузки. При увеличении вращающего момента нагрузка,
действующая в начальный период у вершины зуба, затем распреде
ляется по закону треугольника и далее трапеции по высоте зуба (а).
Неравномерность распределения давлений по длине соединения (е)
тем больше, чем выше жесткость зубьев и охватываемой детали, боль
ше погрешность направления зубьев. При действии изгибающего мо
мента нагрузка может передаваться не всеми зубьями, а лишь частью
их и не по всей длине. В профильном соединении из -за неизбежных
зазоров происходит относительный поворот деталей и возникает
плотный контакт в ограниченных зонах (д). Площадь этих зон тем
больше, чем меньше зазоры и больше передаваемая нагрузка.
Распределение напряжений. Под воздействием внешних нагру
зок в ненапряженном соединении (рис. 28.13,а) узкие грани шпонки
и стенки пазов испытывают напряжения смятия, тело шпонки — на
пряжения среза. Чем больше нагрузка и зазоры между шпонкой
и пазом, тем больше неравномерность распределения напряжений.
В зоне перехода дна паза в боковые стенки возникает концентрация
напряжений.
310
В напряженном соединении еще до приложения внешней нагрузки
на рабочих гранях шпонки и паза, а также на сопряженных поверхно
стях деталей действуют напряжения смятия (б). Вследствие поворота
шпонки под нагрузкой под действием сил трения эпюра напряжений
смятия изменяется: чем больше нагрузка, тем больше неравномер
ность распределения напряжений.
Напряжения смятия на поверхности зубьев зубчатого соединения
определяются законом распределения нагрузки. Напряжения из
гиба и сдвига определяются концентраторами напряжений у основания
зубьев. Более плавный переход боковой поверхности эвольвентного
зуба в впадину способствует уменьшению концентрации напряжений
(з): для прямых зубьев эффективный коэффициент концентрации на
пряжений 2,0...2,2, для эвольвентных зубьев ~ 1,4... 1,5.
Характер распределения напряжений смятия на поверхностях
профильного соединения определяется соотношением радиусов кри
визны соприкасающихся профилей (рис. 28,12,5). С увеличением числа
граней напряжения смятия на поверхности контакта растут, так как
уменьшается плечо приложения силы относительно оси вращения. Так,
в шестигранном соединении напряжения примерно в два раза больше,
чем в трехгранном. По сравнению с зубчатым соединением напряжения
смятия в профильном соединении больше в 6... 12 раз.
Нарушение режима работы и виды повреждений. При действии
переменных нагрузок посадка штифтов и клиньев может ослабиться
из-за смятия неровностей в местах контакта или пластических дефор
маций при перегрузке. Это может вызвать разрушение (срез) соединя
ющих деталей из-за возникновения ударных нагрузок.
В напряженных шпоночных соединениях возможно смятие рабочих
поверхностей шпонки, чрезмерный поворот ее, что приводит к удар
ным нагрузкам с> соединении и фретпшнг-коррозии (гл. 7). Вследствие
растущей при этом концентрации напряжений может возникнуть
разрушение деталей в районе паза. При перегрузках возможно раз
рушение шпонки (срез). Если соединение осуществлено с зазором или
по переходной посадке, возникает фреттинг-коррозия .
При перегрузке или вибрационной нагрузке в соединениях с фрикци
онной шпонкой или шпонкой на лыске возможно относительное прово
рачивание соединенных деталей из-за уменьшения коэффициента
трения.
Зубчатые соединения могут выйти из строя из-за износа, вызван
ного микроскольжениями зубьев, фреттинг-коррозии, пластических
деформаций на рабочих поверхностях зубьев, поломки зубьев. В по
движных соединениях изнашиваются боковые поверхности зубьев
и центрирующие поверхности.
Пути повышения надежности и долговечности. Важное средство
повышения надежности шпоночных соединений — соблюдение пред
усмотренных расчетом посадок деталей и шпонокв пазах. В напряжен
ных соединениях необходимо периодически контролировать степень
затяжки и не допускать ослабления расчетной затяжки, однако чрез
мерная затяжка приводит к снижению долговечности соединения.
Следует уделять внимание качеству поверхности пазов, особенно
во внутренних углах, для снижения концентрации напряжений. Эф
311
фективное средство повышения надежности зубчатых соединений — по
вышение твердости поверхностей и точности изготовления. Увеличе
ние твердости с помощью цементации или поверхностной закалки до
51...56HRC3 способствует повышению износостойкости больше чем
в 3 раза по сравнению с соединением при 27...32 HRC3. Существенное
влияние на долговечность и надежность оказывает изменение формы
пазов и переходных кривых в зубчатых соединениях.
РАСЧЕТ СОЕДИНЕНИЙ ЗАЦЕПЛЕНИЕМ
Критерии расчета. Размеры соединяющих деталей (клиньев,
штифтов, шпонок) и элементы соединяемых деталей, непосредственно
воспринимающих передаваемые нагрузки, в неподвижных соедине
ниях определяются расчетом на предупреждение разрушений от напря
жений смятия, сдвига и изгиба. В подвижных соединениях главным
критерием является расчет на предупреждение изнашивания.
Расчетная нагрузка. Применительно к соединениям зацеплением
в формулах для определения расчетной нагрузки (гл. 8) F — РтПКі
t
или р~ ртІїКі данных о значениях расчетных коэффициентов Kt
І
для многих конструкций недостаточно. Поэтому согласование рас
четных зависимостей с практикой эксплуатации клиновых, штифто
вых, шпоночных соединений осуществляется за счет снижения до
пускаемых напряжений.
Для других видов соединений из всех факторов, влияющих на рас
четную нагрузку, учитывают способ передачи нагрузки и неравномер
ность ее распределения:
F — FтКнгКнрКнаКу,
(28.1)
где Кнг, Кнр, Кна — коэффициенты, учитывающие неравномерность
распределения соответственно нагрузки элементами, передающими
ее (шпонками, зубьями, гранями), нагрузки по длине соединения,
нагрузки по высоте зубьев; Ку— коэффициент условий передачи
нагрузки.
Часто коэффициенты, корректирующие величину расчетной нагруз
ки, относят не к нагрузке, а к допускаемым напряжениям (гл. 8):
вместо увеличения расчетной нагрузки по сравнению с номинальной
уменьшают величину допускаемого напряжения.
Клиновые и штифтовые соединения. В упрощенной расчетной схе
ме предполагается, что клин или штифт представляют балку (рис.
28.3), нагруженную поперечными силами, распределенными по поверх
ностям контакта сопряженных деталей.
Условия прочности на смятие сопряженных поверхностей
О*см = F/Асм [Сем]»
(28.2)
на срез
тв = F/Ac с [тс];
(28.3)
на изгиб клиньев (приближенно)
ои = іИи/ІГл = 0,5^(0,254/! + 0,5&)/(д/г2/6) < ]ои],
(28.4)
312
где Лем,
—
площади поверхности смятия и среза соответственно
(для клиньев Лем — bd1 и Лс = bh\ штифтов Лсм =--hd и Лс = nd2/4).
Допускаемые напряжения для стальных клиньев и штифтов при
нимают [осм] — 200 МПа: [тс] = 80 МПа; [ои] = 150 МПа.
Прочность ослабленных отверстиями сечений соединяемых деталей
проверяют расчетом на смятие поверхности охватывающей детали,
на растяжение — при действии осевой нагрузки и на кручение
—
при
действии вращающего момента.
Ненапряженные шпоночные соединения. Условие прочности на
смятие рабочей поверхности а—а шпонки (рис. 28.12,а)
Нем = F/Асм = 2 • 103Т П Ki^lh'd) [сгсм];
(28.5)
і
условие прочности на срез по сечению b — b шпонки
тс=F/Лс=2 - 103ТПKiKlbd}<Псі.
(28.6)
І
Размеры стандартных шпонок выбирают по диаметру соединения.
Они установлены так, что прочность на срез и изгиб обеспечивается,
если выполняется условие прочности на смятие. Поэтому после выбора
размеров шпонки по диаметру соединения выполняется проверка проч
ности только на смятие. Условие прочности можно обеспечить выбо
ром соответствующей длины шпонки из формулы (28.5):
Z > 2 - 103Г П KiKh'd [Осм]).
(28.7)
І
В зависимости от типа шпонки и конструкции соединения в рас
четные формулы подставляют корректирующие коэффициенты Kt
и соответствующие размеры: вместо h'— меньшую высоту захода со
ответствующей шпонки в паз (А — ZJ (для круглой шпонки — 0,5dm);
b — толщину шпонки (для круглой b — eta); I — длину рабочей гра
ни шпонки в пределах контакта ее с поверхностью паза соединяемых
деталей (для круглой шпонки Z = (3..A)d).
Допускаемые напряжения смятия (асм] •— От/[s] определяются для
контакта шпонки с каждой деталью отдельно: со стальной деталью
Ы = 1,9...2,3— при нереверсивной мало изменяющейся нагрузке;
Is] = 2,9...3,5 — при нагрузке с частыми пусками и остановками;
[si «ж 2,4...4,5 — при реверсивной нагрузке; с чугунными деталями
ІОсмІ = 80... 100 МПа. В подвижных соединениях для ограничения
износа и предупреждения заедания напряжения смятия уменьшают
в 4...5 раз.
Напряженное шпоночное соединение. Прочность на смятие рабо
чей поверхности а—а шпонки (рис. 28.12,6) определяется по формуле
(28.2) при подстановке в нее силы прижатия шпонки к соединяемым
деталям. Из условия равновесия вала под действием вращающего
момента Т = Fx + Ffy + ®,5Ff'd получим
F=Т/(х+fy+QJtf'd),
(28.8)
где f' — приведенный коэффициент трения в сопряжении деталей по
цилиндрической поверхности; f — коэффициент трения в контакте
шпонки с валом.
313
Если принять, что давления на рабочей поверхности шпонок рас
пределены по закону іреугольника/то х = 6/6; при соединении без
зазора f 1,28/ (см. курс теории механизмов и машин), у — 0,5d—h',
и напряжения смятия
огсм = 2 . 103Г/[bl(l,14fd—fh' + b/6)] < [сгсм].
(28.9)
Эта формула пригодна и для расчета соединения с клиновой шпон
кой на лыске при /г'— 0 . Для фрикционной шпонки при равномерном
распределении давления на рабочей грани, положив х — 0; у = 0,5d,
получим
Осм= 10377(l,14/6/d) < [осм].
(28.10)
Для соединения с тангенциальной шпонкой (рис. 28.ИД) х —
= 0,5(d—by,у =0,тогда
осм=2- WTI{bl[d(\ + /') — &]}< [осм].
(28.11)
Усилие запрессовки шпонки определяется допускаемым напряже
нием смятия на рабочих гранях. Из условия равновесия шпонки
(рис. 28.6) Е3~ - EJtgtp + tg (а -|- ср)]; по условиям прочности на сжа
тие F3— bh Ісгсж] и на смятие Fn— lh [осм1. При средних значениях
/ = 0,15 и tga = 0,01 получим
[Псж] 0,3 [ОсмП/Л.
(28.12)
При 1осм1 — 150 МПа и примерном отношении Uh — 7 получим
осж— 0,3-7 -150 ~ 315 МПа, что является близким к пределу теку
чести стали 45; следовательно, усилие запрессовки определяется проч
ностью шпонки на сжатие.
Зубчатые соединения. Условие прочности на смятие рабочих поверх
ностей зубьев (рис. 28.7)
Псм=р =Е/Лсм=2 • 103ГПKil(dmhlz) <[осм],
(28.13)
где dm— средний диаметр соединения; z — число зубьев; h — высота
поверхности контакта зубьев; / — длина соединения.
В соответствии с ГОСТ 21425—75 корректирующие коэффициенты,
с помощью которых определяется расчетная нагрузка, отнесены к до
пускаемым напряжениям:
[о-см] = СТт/(ПЛ» =
[S]),
(28.14)
і
где Кд.—
Tm!aJT — коэффициент, учитывающий динамичность нагруз
ки; Кп— коэффициент, учитывающий погрешности изготовления;
К2— коэффициент, учитывающий неравномерность распределения на
грузки между зубьями; — коэффициент, учитывающий неравномер
ность распределения нагрузки по длине зубьев.
Значения коэффициентов определяются по рекомендациям ГОСТ
21425—75. Величина допускаемых напряжений принимается при за
пасах прочности Is] > 10 для неподвижных соединений и [*>] > 20 —
для подвижных.
314
В подвижных соединениях с тер
мообработанными деталями принимают
[сгсм] = 10...20 МПа при отсутствии
ударных нагрузок и в два раза меньше
при тяжелых условиях работы. Усло
вие ограничения изнашивания рабо
чих поверхностей зубьев.
Псм < [Сиз] Кдг,
(28.15) Рис. 28 .14 . К расчету профильных соеди
нений
где Kn= (Ю8/Мц)1/3 коэффициент, учи
тывающий влияние числа циклов Мц нагружений зубьев на сопротив
ляемость изнашиванию.
Допускаемые напряжения ГсгИз] из условий ограничения изнашива
емости по ГОСТ 21425—75 назначают в зависимости от параметров
внешней нагрузки, вида термической обработки и твердости рабочих
поверхностей соединяемых деталей в пределах [(Тнз] = 20...60 МПа.
Предварительный выбор зубчатых соединений основан на опреде
лении длины соединения при заниженных допускаемых напряжениях
с учетом Кг— 0,7...0,9;
Z > 2 . \^T]{dmhzK2 Км]).
(28.16)
Приближенный расчет зубчатых эвольвентных соединений выпол
няют по формулам для прямобочных соединений.
Профильные соединения. Условие прочности на смятие рабочих
поверхностей проверяется по формуле (28.2). В простейшем случае
принимают распределение давлений по закону треугольника (рис.
28.14). Тогда нагрузка на одну грань F = 0,5р • 0,5 • (а — 2с)/,
давление р — 4F/t(a — 2с)/1, а вращающий момент Т ~ F zr. С уче
том неравномерности распределения нагрузки между гранями на ос
новании изложенного получим
°см -= Ртах = РКг = 2 • 10377(г/[(я — 2с) Izr],
(28.17)
где Кг— 1,3...2
—
коэффициент неравномерности распределения на
грузки между гранями; z — количество граней; г — плечо силы F;
/ — длина соединения; я и с — размеры грани соединения.
Принимая г = (а — 2с)/3 и подставляя это значение в формулу
(28.17), получим величину передаваемого момента
Т = 10'3 (я — 2с)2 lz [(УсміДб/Сц),
(28.18)
откуда можно найти необходимую длину / соединения.
ГЛАВА 29. ФРИКЦИОННЫЕ СОЕДИНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. При необходимости соединения деталей,
передающих вращающий момент или осевую силу (реже), по гладким
цилиндрическим или коническим поверхностям используют фрикцион
ные соединения (рис. 29.1). Нагрузка в них передается за счет сил тре -
315
Рис. 29.1. Фрикционные соединения
Рис. 29.2 . Классификация фрикционных соединений
Фрикционные соединения
пия, возникающих на поверхностях контакта соединенных деталей.
Применяют при посадке колесных центров на вагонные оси, зубчатых
колес на валы, червячных венцов на колесный центр, подшипников
качения на валы (и) и т. п. Давление, необходимое для возникновения
сил трения, создается силами упругой деформации соединенных де
талей. Для этого либо заранее назначают размеры сопрягаемых поверх
ностей так, чтобы при сборке охватывающая деталь 1 сжимала охва
316
тываемую 2 (б, г), либо давление создается после сборки с помощью
нажимных устройств 3 (в).
Классификация. Различают фрикционные соединения без допол
нительных деталей ис нажимными устройствами (рис. 29.2). По фор
ме поверхностей контакта — цилиндрические, конические и цилиндро
конические соединения. По способу создания давления на контактиру
ющих поверхностях — соединения прессовые, в которых диаметр от
верстия выполняют несколько меньше, чем диаметр охватываемой де
тали; клеммовые, в которых зазор между соединяемыми деталями при
сборке устраняется стягиванием охватывающей либо расширением
охватываемой детали; и соединения с фрикционными затяжными коль
цами, в которых давления образуются при затяжке колец.
Достоинства, недостатки. Прессовые соединения отличаются про
стотой, хорошим центрированием и надежностью. Недостатки: необ
ходимость высокой точности обработки сопрягаемых поверхностей;
трудность контроля степени надежности в процессе сборки; напряжен
ность соединенных деталей до приложения внешней нагрузки; сниже
ние усталостной прочности из-за концентрации давлений и фреттинг-
коррозии на сопряженных поверхностях; снижение надежности со
единения при повторных запрессовках этих же деталей.
Соединение по конической поверхности легко монтируется и демон
тируется, обеспечивает хорошее центрирование, позволяет регулиро
вать давление на сопряженных поверхностях; но применяется только
для установки деталей на консоли.
Клеммовые соединения позволяют устанавливать собираемые де
тали в любом месте по их длине; требования к точности посадочных мест
меньше, чем в прессовом соединении. Однако нагрузки, передаваемые
клеммовым соединением, меньше, чем в прессовом (примерно в 2 раза),
а необходимость в дополнительных резьбовых деталях увеличивает
массу соединения.
Соединения с затяжными кольцами могут передавать нагрузки боль
шие, чем клеммовые, позволяют осуществлять осевую и угловую регу
лировку взаимного положения деталей, обеспечивают хорошее цент
рирование соединяемых деталей, удобны при сборке. Однако они до
роже, сложнее, требуют точного изготовления затяжных колец, при
менения резьбовых деталей для затяжки, имеют большие диаметраль
ные габаритные размеры и массу.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Соединения прессовые. Если соединение осуществляется относи
тельным осевым перемещением деталей, на их торцах предусматривают
фаски или скругления (рис. 29.3), направляющие участки и центриру
ющие пояски. Форма фасок и качество сопрягаемых поверхностей
влияют на усилие запрессовки.
При запрессовке в глухие отверстия предусматривают отверстия
для выхода воздуха. При установке по двум посадочным участкам ди
аметры их делают разных размеров и предусматривают последователь
ное соприкосновение посадочных участков. Длина посадочного участ
ка определяется диаметром соединения I = 4d°’7, если охватывающая
ЗП
Рис. 29 .4. Конструкции конусных фрикционных соединений
деталь из стали; для чугунных и деталей из легких сплавов длина
должна быть в 1,25 и 1,5 раза больше соответственно. При больших
изгибающих нагрузках и необходимости точного центрирования де
талей длина увеличивается до (l,5...2)d.
Сборка с помощью нагрева (охлаждения) соответствующих деталей
соединения обеспечивает большую прочность соединения (примерно
в 2,5 раза), так как при этом неровности на сопрягаемых поверхностях
не сглаживаются и первоначальное состояние сопрягаемых поверх
ностей не нарушается. Такой же эффект можно получить если запрес
совку и распрессовку осуществлять с применением масляной прослой
ки, образуемой при нагнетании в зону сопряжения соединяемых де
талей масла под высоким давлением /до 100...200 МПа). Соединения,
образованные таким способом, можно рассматривать как разъемные.
В соединении по конической поверхности (рис. 29.4) давление на
сопряженных поверхностях создается вследствие относительного осе
вого перемещения соединяемых деталей 1 и 2 за счет нажатия на охва
тывающую деталь 1 с помощью винта (б) или гайки (л, в) 3. Конусность
посадочного участка К = No — d2)-l = 2tga принимают от 0,002 до
0,1. Для надежности передачи нагрузки в таком соединении допол
нительно устанавливают шпонку (в).
Для соединений небольших диаметров при действии постоянных
нагрузок применяют рифленые соединения (рис. 29.5), образующиеся
после посадки охватываемой детали с продольными бороздами тре
угольного профиля небольшой глубины в гладкое отверстие охваты
вающей детали. Наружный диаметр рифленой поверхности делают на
0,05...0,2 мм больше диаметра отверстия; твердость поверхности внут
ренней детали должна быть 37...51 HRCS, а наружной на 10...15 еди
ниц меньше.
Клеммовые соединения. Охватывающая деталь клеммового соеди
нения может быть с разрезом (рис. 29.6,я), состоять из корпуса и крыш
ки (б) или иметь один или два сухаря (в). Отличительной чертой со
единения является наличие крепежных деталей, с помощью которых
318
Рис. 29.5. Рифленные соединения
Рис. 29 .6 . Клеммовые соединения
Рис. 29 .7 . Соединения с затяжными втулками и цилиндроконическими кольцами
создается давление на сопряженных поверхностях. Сопряжение де
талей в соединении с разрезом осуществляется по переходным посадкам,
иногда — с натягом; при сборке образование зазора возможно путем
незначительного расширения разреза.
Соединения с цилиндро-коническими затяжными кольцами . Раз
витием конструкции конического соединения является соединение
с разрезной конической втулкой (рис. 29.7,а). При затяжке гайки
<$ деталь /, перемещаясь в осевом направлении вдоль конической по
верхности втулки 2, сжимает ее, вследствие чего создается давление
между соединяемыми деталями.
В соединениях с цилиндрическими сопряженными поверхностями
(б) при осевом перемещении цилиндро-конических колец 1 и 2 наруж
ный диаметр кольца 1 увеличивается, а внутренний кольца 2 умень
шается, вследствие чего кольца прижимаются к охватываемой и охва
тывающей деталям. Размеры элементов пары колец определяются
на основе конструктивных рекомендаций в зависимости от кольцевого
зазора с 0,1 d, относительного смещения колец е и угла а; а ~ 0,25 с;
е—0,156; b = I — al\.ga — 0,6dga; а — 14...17°. Применяют также
соединения с разрезными коническими кольцами (в). Кольца изготав
ливают из пружинной стали 55ГС, 60С2А и др. Твердость рабочих
поверхностей после термообработки 46...56 HRC3.
ОСНОВЫ ТЕОРИИ И РАБОТА СОЕДИНЕНИЯ
Принцип передачи нагрузки. На сопряженных поверхностях со
единения вследствие давления при действии на детали осевой силы или
вращающего момента возникают силы трения (рис. 29.8), препятст
вующие относительному смещению деталей. Увеличению коэффициен
та трения способствуют — до определенных пределов
—
микронеров
ности на сопрягаемых поверхностях. При сборке запрессовкой эффект
319
Рис. 29 .8. Принцип передачи нагрузки
Рис. 29.9 . Распределение напряжений в соединении
в соединении с цилиндрокониче-
влияния микронеровностей снижается, так как они сминаются.
После некоторого периода эксплуатации соединения устанавливается
определенная величина неровностей. Наряду с давлением она опре
деляет эксплуатационную надежность соединения.
Распределение нагрузки. Факторами, определяющими неравно
мерность распределения нагрузки на сопряженных поверхностях,
являются продольная и окружная жесткость соединения и способ
приложения внешней нагрузки. При действий радиальной нагрузки
(рис. 29.9) первоначальное давление на поверхности контакта с одной
стороны увеличивается, а за счет смещения охватывающей детали
с противоположной — уменьшается . Если в осевой плоскости дей
ствует момент, то давление распределяется по закону трапеции.
В клеммовом соединении при наличии большого радиального за
зора нагрузка будет распространяться на ограниченные зоны; при
точном изготовлении и предварительном натяге нагрузка распреде
ляется по всей цилиндрической поверхности контакта.
В соединении с коническими кольцами нагрузка между рядами
колец распределяется неравномерно (рис. 29.10,а): из-за противодей
ствия сил трения осевому перемещению колец затяжца более удален-
320
ных от нажимных болтов колец слабее, чем первых (б). Нормальная
сила на конической поверхности
Fn = Fxi/sin а;
(29.1)
радиальная сила, с которой кольца действуют на сопряженные по
верхности деталей,
Fr = Fxi!tga\
(29.2)
сила трения на цилиндрической поверхности колец 1 и 2
Frx = Frf = Fxif/tga;
(29.3)
сила трения на конической поверхности контакта колец
Fm = Fnf = Fxi//sin a.
(29.4)
Осевая составляющая этой силы и сила трения на цилиндриче
ской поверхности первого кольца действуют в противоположном
силе Fx\ направлении, поэтому на второе кольцо действует осевая
сила FX2 = Fxi — Fxi/cos a/sin a — F*i//tga = F*i(l — 2f/tga). Для
/-Й пары колец
Fxj = Fxi (1 — 2//tg a)/-1 и Frxf = Fxif (1 — 2//tg a^-D/tga. (29.5)
Чем больше значение //tga, тем больше снижается сила трения на
последней паре колец при увеличении их числа. Например, при
f яз 0,1 и а яз 18° во второй паре сила трения FTX2 — 0,4FTJCi, в тре
тьей Ftxs— 0,14Ftxi. Из условия самоторможения необходимо иметь
tga > 2/. При несоблюдении этого условия сила Fx\ уравновешивает
ся силами трения и вторая пара колец осевого усилия не испытывает.
Обычно более трех колец не применяют.
Распределение напряжений. В симметричном соединении кон
тактные напряжения (равные давлениям р) по длине соединения рас
пределяются неравномерно (рис. 29.11,а)— у торцов они больше
средних в 2...3,5 раза. Концентрация напряжений смятия зависит от
жесткостей соединяемых
деталей: чем меньше от
носительная толщина
(d2— dA)/d стенки охва
тывающей детали, тем
равномернее распределя
ются контактные напря
жения.
В клеммовом соеди-
a
нении из двух частей (б)
контактные напряжения
распределяются более
равномерно на поверх
ности крышки благодаря
меньшей ее жесткости по
сравнению с другой ча
стью. В разрезной клем
ме распределение напря- Рис. 29 .11 . Распределение напряжений на сопряженных
поверхностях
П 5-1183
321
Рис. 29.12. Распределение напряжений
при неточном изготовлении элементов
соединения
Рис. 29.13. Конструкции соединений с улуч
шенным распределением напряжений
жений зависит от жесткости участков клеммы, примыкающих к месту
установки стягивающих деталей.
Нарушение режима работы и виды повреждений. Вследствие раз
броса значений коэффициента трения f и натяга при приложении
чрезмерной нагрузки или при вибрации может возникнуть относитель
ное смещение деталей, что отрицательно сказывается на дальнейшей
способности передавать полную нагрузку. При действии переменных
нагрузок, особенно в момент пуска и остановки, у торцов на сопря
женных поверхностях соединенных деталей возникают микропере
мещения и фреттинг-коррозия (гл. 6).
В клеммовых соединениях нарушения нормальных условий работы
обуславливаются неточностями изготовления, если d2> dx (рис. 29.12),
возникает неустойчивость контакта в соединении, возможны отклоне
ния от правильного положения деталей, будут- перенапряжены части
охватывающей детали; если d.z< dlt то возникнут увеличенные мест
ные давления и повреждения сопряженных поверхностей.
Пути повышения надежности и долговечности соединения. Следует
стремиться к равномерному распределению давлений и стабильности
их на сопряженных поверхностях. Это достигается увеличением диа
метра соединения, оптимальным выбором толщины стенок соединяе
мых деталей, упрочняющей термообработкой и обработкой пластиче
ским деформированием сопрягаемых поверхностей, гальваническим
покрытием мягкими металлами (кадмием, медью, цинком), местным
изменением жесткости (рис. 29.13) — укорочением длины посадочного
участка на охватываемой детали, использованием конических ступиц
охватывающих деталей, применением выточек на торцах ступиц.
Для увеличения прочности деталей соединения целесообразно увели
чивать толщину стенок охватываемой детали и уменьшать толщину
охватывающей. В соединениях с цилиндроконическими кольцами
надежность можно повысить уменьшением радиального зазора для
колец, удаленных от первого, и изменением жесткости соединяемых
деталей по длине сопряжения.
РАСЧЕТ ФРИКЦИОННЫХ СОЕДИНЕНИЙ
Критерии расчета. Расчетом необходимо определить такие размеры
элементов соединения, чтобы обеспечить в контакте необходимое
давление, величина которого не должна превышать допустимого значе
ния из расчета поверхностей на смятие. Исходя из этих условий
322
в прессовых соединениях нужно найти
натяг и в зависимости от этого опреде-;
лить осевое усилие при запрессовке или*
температуру нагрева (охлаждения) дета-'
лей. В клеммовом соединении необходимо!
определить усилие затяжки и затем раз
меры резьбовых деталей; в соединении
с коническими кольцами определяется
осевое усилие затяжки.
Расчетная нагрузка. При определении
29н
, д„ал„
расчетной нагрузки следует учитывать прессового соединения
неравномерность распределения нагрузки
по длине и окружности соединения, пределы колебания коэффициента
трения, разброс значений натяга, характер приложения нагрузки и
т. п . Однако из-за отсутствия числовых данных, характеризующих
влияние каждого из перечисленных факторов, в расчетах влияние их
учитывают одним коэффициентом — 1,5...3,0:
F=FXKCиТ=ТуКс,
(29.6)
где Fx и Тф—передаваемые осевая нагрузка и вращающий момент.
Соединения прессовые. При действии осевой силы Fx и вра
щающего момента Тф условие прочности соединения имеет вид
р > /F- + (2 • lNoT/d)2l(rfld)
(29.7)
При Р < [Осм].
Значение [осм] принимается для детали с более низкими механи
ческими характеристиками. Для улучшенных сталей [оСм1 — 200...
...250 МПа, серых чугунов [ocJ — 20...50 МПа, алюминиевых спла
вов [осм1 = 10...20 МПа. Для стальных и чугунных деталей f~
== 0,08...0,14.
Необходимый натяг Д', мкм, для обеспечения давления р опреде
ляют из решения задачи о расчете толстостенных сосудов (рис. 29.14),
рассматриваемой в курсе сопротивления материалов:
Д' = 103tZ (CtfEt + С^Еъ) р,
(29.8)
гдеС, = |(d2+4)/(d2-гії)1-V, и Сг =1(4+<Р)/(4-d2)]+V2;
Ex и v15 E2 и v2 — модули упругости первого рода и коэффициенты
Пуассона материалов соответственно охватываемой и охватывающей
деталей.
Ввиду сглаживания неровностей при сборке фактический натяг
принимают больше расчетного на высоту шероховатостей сопряга
емых поверхностей (гл. 7):
Д==Д' -f-1,2
4- /?2г).
(29.9)
Обычно поверхности охватываемых деталей обрабатывают с ше
роховатостью Rz> 0,4...3,2 мкм, а отверстия — с шероховатостью
Rz = 0,8...6,3 мкм. По таблицам ГОСТ 25346—82...25349—82 в за
висимости от Д подбирают соответствующие посадки; чаще всего приме
няют посадки Н7/р6; H7/z6; H7/s&, H7ltl\ H7lu7.
11*
323
Расчет прочности соединяемых деталей сводится к проверке наи
больших напряжений сжатия и растяжения (рис. 29.14) на внутрен
ней поверхности охватывающей детали:
= ОГ/2=Ртах(44-d2)/(dl—d2) ио3=Or = — ртах; (29.10)
и на внутренней поверхности охватываемой детали:
Оі'= 0 и а3=On = — 2pmaKd2/(d2—4).
<29.11)
По теории наибольших касательных напряжений прочность обе
спечивается при условии 09 = 0! — о3 <: от. На основании этого для
охватывающей детали получим
Оэ= Ртах (4 4- ^2)/(4— d2) — ( —Ртах) = 2ртах4/(4— d2) < От2; (29.12)
для охватываемой детали
оэ = 2pmaxd2/(d2 — 4) < от1;
(29.13)
откуда условие прочности
ртах < СГт2 (4 — d2)/(24) И ртах < ОТ1 (d2 — 4)/(2d2). (29.14)
Из двух полученных значений ртах меньшее ограничивает величи
ну допускаемого давления, определяемого по формуле (29.7).
Сила запрессовки F3 определяется с использованием формулы
(29.8) при подстановке в нее максимального значения Дтах натяга
выбранной посадки:
Р8=pnjld—
/[ IO3 (CJE-l 4- CJE2)].
(29.15)
При сборке с помощью нагрева (охлаждения) необходимо обе
спечить зазор А& > Атах 4- Ад . При нагреве охватывающей детали
от температуры О до диаметр увеличивается на величину А» =
= d('0,2 — ft) а (гл. 13). Если диаметр отверстия подставлять в мм,
а зазоры в мкм, то получим условие 103d(ft2—
-0) а2 > (Атах 4- Ад),
откуда
$ 4- (Атах 4- Ад)/( 103a2d).
(29.16)
По аналогии температура охлаждения охватываемой детали
{>! :> О — (Атах 4“ Ад)/(103аій),
где Ад — дополнительный зазор, равный минимальному зазору в
посадке FTl/gfr, «!, а2 — коэффициенты линейного расширения мате
риалов соединяемых деталей.
Клеммовые соединения. Условие прочности клеммового соединения
такое же, как и для соединения прессового. Для чугунных и стальных
деталей можно принимать коэффициент трения f — 0,15...0,18. При
заданных значениях допускаемых напряжений [оСм1 по формуле
(29.7), как и в соединении прессовом, можно определить длину I со
единения.
Сила затяжки F3 болтов определится из условия равновесия клем
мы. Для схемы на рис . 29.6,6
Fa = pKld‘,
(29.17)
324
для схемы на рис. 29.6, а
F3 = 0,5pd2lK/(d + с),
где К — коэффициент, зависящий от закона распределения давлений
р на сопряженных поверхностях (гл. 9).
На один болт соединения (рис. 29.6, б) с учетом формул (29.6)
и (29.7) приходится сила затяжки
Fi = F3/(2z) = Лс/( J/f’ + (2. 103ГФМ)2/(2п/г);
(29. і в)
для соединения (рис. 29.6, а)
F',= К К cd У Fl + (2- 103Т<р/</)2/[(2я/г) (d + с)],
(29.19)
где z — количество болтов по одну сторону от оси соединения.
Соединения с цилиндроконическими затяжными кольцами. Так
как наибольшую нагрузку передает первая пара колец, то с учетом
формулы (29.2) условие прочности будет
р = Fri/A = Fri/(M) = Fx\l(nbd tg a) < [р].
(29.20)
Необходимая сила затяжки колец — осевая сила Fxl— при рас
четном вращающем моменте Т, диаметре d, коэффициенте трения Д
угле а и г пар колец определяется из условий
Т = Fjd/2
(29.21)
и
f,= s
<29-22>
/=1
откуда
Г»/ = 4Т/{[1 — (1 — 2//tga)z]d}.
(29.23)
Подставляя значение ширины кольца
• 10-2d/tga в форму
лу (29.20), получим
р = 2,1 • 104Г/{[ 1 —(1 — 2//tga)z] d3} < [р].
(29.24)
Для стальных термообработанных ступиц [р! <300...250 МПа,
для чугунных [р] < 20...50 МПа. Осевая сила, которую можно пе
редать соединением, определяется ИЗ условия Fx— Fr по формуле
(29.22). В соответствии с указаниями в гл. 27 рассчитывают группу
винтов, обеспечивающих нажатие с силой Fx.
ГЛАВА 30. УПРУГИЕ СОЕДИНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Упругие соединения деталей используют
для обеспечения постоянной связи между деталями при относительном
перемещении их на заданном участке пути, в качестве устройств для
создания силы между ними, амортизации ударов, вибраций, движения
в механизмах, замера перемещений в приборах_и т. п . Они широко
325
Рис. 30.L Пружины, и рессоры
Рис. 30.2. Классификация упругих деталей
применяются в сельскохозяйственных машинах, автоматах, двига
телях внутреннего сгорания, транспортных машинах и строительных
конструкциях, часах и механизмах приборов и др. Упругое соединение
деталей 1 и 2 (рис. 30 .1,а) осуществляется с помощью упругой детали
3 — пружины или рессоры (б), установленной между ними.
326
Классификация. По виду нагружения различают пружины растя
жения, сжатия, кручения и изгиба (рис. 30 .2), По форме и конструкции
пружины бывают витые цилиндрические и конические, тарельчатые,
кольцевые, стержневые и др. Широко распространенные витые цилинд
рические пружины сжатия и растяжения делятся на классы (I, II,
III), и разряды (1,2,3). Класс определяется выносливостью в циклах:
классI—5 •Ю6,классII—I •105иклассIII—2 •10?циклов.
Пружины, нагруженные статической нагрузкой, относятся к классу
II; предусмотренные ГОСТ 13770—68, 13771—68 и 13772—68 ограни
чения относительно максимальных касательных напряжений при
кручении и свойств проволоки обеспечивают усталостную прочность
таких пружин при остаточных деформациях не более 15 % величины
максимальной упругой деформации. Разряды определяются по точ
ности соблюдения предусмотренных сил и упругих перемещений пру
жины, что зависит от марки стали, параметров витков пружины и т. п.
(ГОСТ 13766—68, 13767—68 и др.) . Различают пружины одножиль
ные из проволоки круглого или прямоугольного сечения и много
жильные из круглой проволоки.
Тарельчатые пружины по ГОСТ 3057—79 делятся на типы'. Н
—
нормальной и П — повышенной точности; по характеристике — на
пружины большой и малой жесткости; по условиям работы — на пру
жины статического С, динамического Д и многократного М дей
ствия.
В зависимости от способа установки рессор и их нагружения раз
личают четвертнььг, кантилеверные и полуэллиптические типы.
Достоинства, недостатки. Витые пружины из круглой проволоки
отличаются простотой конструкции и изготовления, хорошо восприни
мают растягивающие, сжимающие нагрузки и крутящие моменты.
Недостаток — перенапряжение концевых витков и зацепов . Много
жильные витые пружины имеют повышенную прочность, способ
ность быстро демпфировать механические колебания. Однако вслед
ствие взаимного истирания жил, долговечность таких пружин отно
сительно невелика.
Кольцевые пружины обладают высокой способностью амортизи
ровать удары вследствие большой работы сил трения, однако из-за
сравнительно высокой стоимости их применение ограничено. Досто
инство тарельчатых пружин — возможность регулировать жесткость
путем установки необходимого количества дисков; недостаток — слож
ность соединения деталей с такими пружинами.
Блочные пружины с упругими элементами из резины отличаются
простотой устройства, малыми относительными габаритными размера
ми, высокой поглощающей способностью и низкой стоимостью. Не
достаток — приклеенные к резиновому блоку металлические опор
ные детали повышают жесткость соединения.
Стержневые пружины — торсионы (франц, torsion — скручива
ние), нагруженные крутящим моментом, отличаются простотой,
удобством при монтаже, ремонте и замене.
327
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Пружины растяжения, сжатия. Эти пружины отличаются друг от
друга плотностью навивки и формой концевых витков: пружины рас
тяжения выполняются с первоначальным межвитковым давлением,
пружины сжатия — с зазорами между витками.
Витые пружины растяжения для образования упругого соедине
ния имеют на концах различного вида прицепы (рис. 30.3,а); пружи
ны сжатия выполняют со специально обработанными опорными вит
ками и устройствами для обеспечения центрального приложения на
грузки (б).
Шаг пружины растяжения диаметра D из проволоки диаметра
d Р — d. Длина ненагруженной пружины, занятая z витками, Н =
= Pz — dz\ длина всей пружины зависит от конструкции прицепов:
Яо= dz + (1 •• -2) D. Шаг пружины сжатия зависит от предусмотренной
деформации 6 и гарантированного межвиткового зазора А > 0, Id —
—
Р = d + 6/z + А; длина пружины, сжатой до соприкосновения
гр рабочих и опорных витков, Нс~ (гр—0,5) d; длина ненагруженной
пружиныН—Нс-\- z (Р—d).
Для восприятия больших нагрузок используют пружины сжатия
с витками квадратного или прямоугольного сечения (в), а также трех-
или четырехжильные пружины. Фасонные конические или пара
болоидные витые пружины (г) отличаются устойчивостью к-дей
ствию боковых усилий. Телескопические пружины (д) устроены
так, что 0,5 (Z)1—D2) > zd, и при полной нагрузке может быть
Нс—d.
Витые пружины изготовляют из высокоуглеродистых сталей марок
65, 70, 75, 65Г, 55С2 и 50ХФА. Пружины, работающие во влажной
или химической активной среде, изготовляют из кремнемарганцовис
тых, оловянно-цинковых и бериллиевых бронз.
Кольцевые пружины состоят из набора колец специального профи
ля (рис. 30 .4,а). При нагружении вйутренние кольца пружины вдви
гаются в наружные, последние надвигаются на внутренние, пружина
Рис. 30.3. Конструкции витых пружин
328
Рис. 30.4. Конструкции кольцевых и тарельчатых пружин
Рис. 30 .5 . Конструкции блочных пружин
получает осадку, между кольцами возникает трение. При снятии
нагрузки кольца возвращаются в первоначальное состояние, так как
угол |3 = 14... 17° больше угла трения и пружины смазаны. Вследствие
этого кольцевые пружины обладают высокой способностью аморти
зировать толчки и удары.
Тарельчатые пружины (б) представляют комплект тонких усечен
ных конусов с углом 0 = 2...6°, отношением d/d^ 2,0...3,0. Они ра
ботают на сжатие и обладают повышенной жесткостью. Пружина мо
жет состоять из последовательно набранных элементов с промежуточ
ными шайбами или из пакетов элементов. Материалом для пружин
служат стали марок 65Г, 60СГА; после штамповки пружины термиче
ски обрабатывают до твердости 41....48HRC9.
Блочные пружины (рис. 30.5,а) представляют собой монолитные
части резины, к которым путем вулканизации или приклеивания
присоединены металлические опорные части. Пружины с отверстием
(б) более податливы, чем сплошные («), обладают лучшим теплоот
водом; сборные (в) — имеют повышенную продольную устойчивость;
конические (е) — нелинейную характеристику. В качестве материала
для пружин применяют композитивные смеси 2671, 3703, 1847 и др.
Пружины кручения. В качестве пружин кручения (рис. 30 .6,а)
часто применяют витые цилиндрические пружины с прицепами со
ответствующей формы. Для исключения трения между витками пре
дусматривают зазор, равный 0,1...0,5 мм. Спиральные (плоские
329
Рис. 30.6 . Конструкции пружин кручения
Рис. 30.7. Конструкции стержневых пружин
Рис. 30.8. Пружины изгиба
ленточные) пружины (б) применяют преимущественно как аккуму
ляторы механической энергии. На работу пружины существенное влия
ние оказывает способ крепления пружины к валику (г) и на барабане
(в); наилучшим является крепление с помощью накладки, обеспечи
вающее чистый изгиб пружины. Материалом для спиральных пружин
служит высококачественная углеродистая сталь У8А,..., У12А.
Стержневые пружины — торсионы
—
(рис. 30 .7,6) имеют круг
лое сплошное, реже кольцевое или крестообразное сечение. Они отли
чаются малыми радиальными размерами и сравнительно большой дли
ной. Закрепление торсиона в деталях (а) осуществляется в основном
с помощью зубчатого или треугольного соединений (гл. 28). Торсионы
изготавливают из стали марок 60С2Н2А, 65С2ВА.
В конструкциях с блочными пружинами кручения (рис. 30.5,6)
используют те же резиновые части, что и в пружинах сжатия, пр ивул-
канизированные к металлическим деталям.
Пружины изгиба и рессоры. Плоские пружины изгиба (рис. 30.8,а)—■
прямые и изогнутые, одинарные, сдвоенные и представляющие пакет
330
одинарных пружин — чаще всего используют при действии неболь
ших нагрузок или в качестве силоизмерителей. Разновидностью пру
жин изгиба являются рессоры, представляющие собой набранные из
стальных полос балки равного сопротивления изгибу (б). Прогиб в рес
сорах достигает 300 мм. В двойной рессоре (в) жесткость переменна:
при малых нагрузках работает только главная рессора /; при возраста
нии нагрузки деформация главной рессоры увеличивается и в работу
включается рессора 2.
ОСНОВЫ ТЕОРИИ И РАБОТА СОЕДИНЕНИЯ
Принцип передачи нагрузки. Упругие детали, нагруженные си
лами или моментами, деформируясь, накапливают потенциальною
энергию, равную работе силового фактора на заданном перемещении.
После снятия нагрузки детали возвращают затраченную работу за
счет внутренних сил упругости. Основное условие, характеризующее
передачу нагрузки,— равенство между потенциальной
энергией де
формации соединения п работой внешней силы или момента. Прибли
женно
и =- J [MZ/(2GJp)l dl = 0,5F6 и U = f [М2/ (2EJ)] dl = 0,5Mp, (30.1)
L
L
где Мк, МИ — крутящий, изгибающий моменты в сечении пружины;
F, М — сила, момент, нагружающие пружину; L — длина упругого
элемента.
Связь между нагрузкой и перемещением называется характери
стикой пружины (рис. 30.9), которая может быть прямолинейной— 1,
монотонно выпуклой — 2, монотонно вогнутой — 3 или ломанной — 4.
Отклонение данной характеристики от прямолинейной оценивают
коэффициентом нелинейности
Уб=А6/6 и уф=Аф/ф,
(30-2)
где А6, Аф — наибольшее отклонение действительного перемещения
от его значения, взятого по аппроксимирующей хорде; 6, ср — пере
мещение при рабочей нагрузке F, М.
Характеристика пружин растяжения и сжатия показана на рис.
30.10,а,б. Площадь, ограниченная характеристикой пружины, осью
абсцисс и перпендикулярами, восставленными из определенных точек
Рис. 30.9 . Характеристики пру
жин
Рис. 30.10. Работа пружин растяжения, сжатия
331
Рис. 30.11. Работа пружин
кручения
Рис. 30.12 . Диаграмма гистерезиса пружин
на оси абсцисс, в масштабе равна потенциальной энергии U. В общем
случае можно отметить несколько характерных точек: нагрузки — пред
варительную Fq (при навивке пружин растяжения), начальную FH,
конечную FK, предельную Fп,и соответствующие им деформации. При
работе пружины используется часть характеристики между нагрузка
ми Fa и FK. Усилие предварительного натяжения Fo в результате
закрытой навивки составляет долю предельного усилия Fn (для пру
жины сжатия — нагрузка, сжимающая пружину до соприкосновения
витков), вызывающего в материале пружины напряжение, равное
пределу упругости. Ориентировочно принимают при d < 5 мм f 0—
= 0,33 Fn; при d > 5 мм Fo = 0,25 FB. Предельную нагрузку назна
чают на 10...20 % больше рабочей — конечной FK, соответствующей
напряжению [тк], по которому производится расчет.
Такие же рассуждения можно отнести к пружине кручения (рис.
30.11) , только вместо сил необходимо рассматривать моменты, а вместо
линейных перемещений — угол закручивания пружины. Начальный
момент МИ== FHl соответствует предварительному закручиванию пру
жины на угол фн- Он сообщает пружине предварительную напряжен
ность и обеспечивает плотное начальное прилегание деталей соедине
ния. Ориентировочно 0,Шк < Мн < 0,5Мк.
На работу пружин иных видов, кроме упругости, влияют и дру
гие факторы. Например, в кольцевой пружине существенное значение
имеют силы трения: при разгрузке кольцевой пружины работа сил тре
ния составляет 2/3 всей работы, совершаемой при нагружении пру
жины.
При работе пружины — нагрузке -разгрузке
—
часть энергии по
глощается пружиной, что характеризуется петлей гистерезиса (рис.
30.12). Гистерезис, обусловленный трением — внутренним в материале
пружины и внешним между ее элементами,— используется для демп
фирования колебаний.
Распределение нагрузки. Нагрузка между элементами пружины
распределяется неравномерно. Причинами этого является эксцентрич
ное приложение нагрузки (особенно в пружинах сжатия при отношении
H[D> 3), переменный шаг или диаметр. В конической винтовой пру-
332
Таблица 30.1 . Напряженное состояние основных типов упругих
соединений
жине при увеличении сжимающего усилия F витки, начиная с наи
большего диаметра, последовательно прижимаются к торцовой поверх
ности и в порядке уменьшения их диаметра выключаются из работы,
что приводит к постепенному увеличению жесткости пружины.
Распределение напряжений. Напряженное состояние пружины
не всегда соответствует виду ее деформации (табл. 30 .1). В витых пру
жинах растяжения, сжатия максимальные касательные напряжения
возникают на внутреннем волокне, так как здесь совпадают по знаку
наибольшие напряжения кручения и среза. Максимальные нормаль
ные напряжения в витых конических пружинах возникают в витке
с наибольшим диаметром. В местах перехода зацепов к рабочим вит
кам при работе пружины напряжения изгиба значительны и составля
ют иногда 125 % напряжений в рабочей части витка. В витых пружи
нах кручения элемент пружины подвержен действию изгибающего
момента, а максимальные нормальные напряжения возникают на волок
не, расположенном ближе к оси пружины.
Нарушение режима работы и виды повреждений. Вследствие пол
зучести материала (гл. 5) пружины наблюдается запаздывание дефор
мации относительно момента приложения или снятия нагрузки;
возникает пластическое последействие, что проявляется в остаточной
деформации пружины (рис. 30.13), сохраняющейся после разгрузки
333
Рис. 30.13. Диаграмма дефор
мации пружин
Рис. 39 .14. Распределение напряжений при занево -
ливанмн
неограниченно долгое время, появляется релаксация, приводящая
к нестабильности силы пружины. Изменение характеристики упругих
деталей может привести к функциональному отказу машины или при
бора, а иногда и к аварии.
В пружинах растяжения, из-за дополнительных изгибающих на
грузок в месте перехода зацепа к рабочим виткам, возникают остаточные
деформации, пружины вытягиваются, а зацепы часто отламываются.
Пружины, подверженные переменным или ударным нагрузкам, раз
рушаются от усталости чаще всего в золе крепления. В пружинах, ра
ботающих при циклических нагрузках, могут возникнуть резонансные
колебания (гл. 12), увеличение напряжений и, как следствие, поломки.
Пути повышения надежности и долговечности. Совершенствование
конструкций крепления пружин и рессор способствует сохранению
постоянства условий нагружения упругих соединений. Центрирование
пружин, крепление концевых витков на шарнирах предупреждают
возникновение дополнительных изгибающих нагрузок. Переменный
шаг или диаметр пружины ограничивает появление резонанса. Для
улучшения качества поверхностного слоя пружин и предохранения их
от коррозии служат азотирование (гл. 5) и различные покрытия (гл. 6).
Значительное повышение качества пружин и рессор можно полу
чить снижением фактических напряжений, возникающих при их
нагружении, путем создания еще до нагружения предварительных
напряжений. Достигают э^о^озаневолизанием в процессе изготовления
пружины, драбеметнмм и напряженные^ наклепам, гидршбразивной
обработкой и др. Заневоливание заключается в том, что пружины не
которое время (до 70 ч) выдерживают при нагрузке, создающей напря
жения, превышающие в поверхностных слоях предел упругости;
в поперечном сечении пружины образуются две зоны: упругая (в цент
ре} и упруго-пластическая в периферийных слоях (рис. 30 .14,а).
При снятии нагрузки заневоливания материал упругой зоны стремит
ся вернуться в исходное положение, чему препятствует напряженное
состояние упруго-пластической зоны. В результате в поверхностном
слое возникают остаточные напряжения (6). После приложения
рабочей нагрузки (а), за счет действия остаточных напряжений фак
тические наибольшие напряжения в такой пружине (г) окажутся
меньше, чем в обычной. Эффект упрочнения достигается лишь в
пружинах, подверженных статическим нагрузкам, так как упрочне
ние такого рода носит односторонний характер.
Дробеметный наклеп (гл. 5) эффективен для пружин, испытываю
щих циклические нагрузки. Еще лучше, если дробеметный наклеп
334
осуществлять в сочетании с заневоливанием или применять его для
пружин в нагруженном состояний—напряженный наклеп. Если пос
ле напряженного наклепа в качестве финиижж операции применить
гидроабразивную обработку, можно добиться увеличения предела
выносливости пружины в некоторых случаях в 2 раза.
РАСЧЕТ УПРУГИХ СОЕДИНЕНИЙ
Критерии расчета. Главными показателями, которые должны быть
обеспечены расчетом, являются способность воспринимать максималь
ную предусмотренную при заданном перемещении нагрузку, выносли
вость при циклическом приложении нагрузки и стойкость, заключаю
щуюся в том, чтобы остаточные деформации были минимальными,
а осадка пружины в течение всего срока службы оставалась в допусти
мых пределах.
В случае статического нагружения пружины рассчитывают по мак
симальным нормальным или касательным напряжениям; при действии
переменной плавно прилагаемой нагрузки — по формулам для ста
тического нагружения при пониженных допускаемых напряжениях;
при резко выраженных ударных нагрузках — исходя из энергии, на
капливаемой пружиной при ударе; при многократном действии на
грузки пружины рассчитывают на выносливость.
Важным фактором, обеспечивающим выносливость и стойкость,
является условие
0в/ХрС1,
<30.3)
где о0— наибольшая скорость перемещения подвижного конца пружи
ны при нагружении (разгрузке), т»кр— критическая скорость пружин
сжатия, соответствующая возникновению соударения витков от сил
инерции.
При zj0 > ®кр возникают контактные напряжения от соударения
витков — выносливость и стойкость пружины понижается .
Пружины растяжения, сжатия. Расчет витой пружины сводится
к определению диаметров проволоки d, пружины Do, числа
рабочих витков зр, длины пружины Н и др. Условие прочности на по
верхности витка, где возникают максимальные касательные напря
жения (рис. 30.15);
Т=тк +тс =Q,5FD&cosa/WK+FJA<Jr],
<30.4)
где A — площадь поперечного сечения вит
ка; WK— момент сопротивления сечения
витка кручению; а — угол наклона витка.
Для пружины с витками круглого сече
ния, обозначив D0/d = с (индекс пружины)
и приняв т — тк(1 4- тс/тк) =
получим
т = 8FD0K cos а/(nd3) < [тк]. (зо.5)
Для учета влияния кривизны витков на
фактические напряжения, которые будут
больше подсчитываемых по формуле (30.5), Рис. ЗШ К расчету пружины
сжатия
335
коэффициент К в зависимости от индекса пружины с определяют по
эмпирической формуле /С w (4с -4 - 2)/(4с — 3). С учетом этого из
формулы (30.5) необходимый диаметр проволоки пружины
d=1,6
(зо.б)
Допускаемые "напряжения кручения, зависящие от материала про
волоки, характеристики цикла нагружения, температуры окружаю
щей среды изменяются в широких пределах; [тк] = 200... 1000 МПа
и даны в справочнике [4.1]
Деформация пружины растяжения, сжатия определится из усло
вия (30.1) при подстановке в него AfK~ 0,5FD0; /р= ш/4/32; L = jiDozp:
6 = (2/F) J (0,5Л4к/б/р) dl = 8FDlzp/(Gdi);
(30.7)
L
откуда при G = 8 • 104 МПа необходимое число рабочих витков
Zp = 1046d/(Fc3).
(30.8)
Если выразить силу F из формулы (30.5) при 7<cosa«l, то
получим
гр «я 2,54 • 104d6/(Do [тк]).
(30.9)
Расчет, учитывающий характеристики витых пружин, особенно
сти работы их при циклическом нагружении и стойкость, приведен
в ГОСТ 13765—68. Исходными данными для расчета являются: сила
пружины Fo при предварительной и FK при рабочей (конечной)
деформации, рабочий ход 6, наибольшая скорость vQ перемещения по
движного конца пружины; наружный диаметр пружиныD. По заданной
выносливости Мц определяют необходимый класс пружины [4.1]. По
относительному инерционному зазору А — 1
—
FK/Fn из условия
ограничения максимальной относительной деформации для пружины
сжатия А = 0,05...0,25 (I и II классы) и А = 0,1...0,4 (III класс),
а для пружины растяжения Д = 0,05...0,10 определяют силу пружи
ны при предельной деформации Fn— FK/(1 — А). По полученному зна
чению ЕП из таблицы [4.1J устанавливают разряд пружины в ранее
определенном классе. Из таблиц ГОСТ 13766—68 и др. на параметры
пружины выбирают значения Fn, D, d и (жесткость одного витка)
близкие к предварительно полученным значениям.
Затем вычисляют критическую скорость (для стальной пружины)
vKP = 103тк (1 — FK/Fn)/]/2Gp = 2,8 • 10-2тк(1 — FK/Fn), (30.10)
где тк— максимальное касательное напряжение при кручении, МПа;
FK, Fn— сила пружины при рабочей и предельной деформации соот
ветственно, Н; G — модуль сдвига, МПа, р — плотность материала,
кг/м3.
Если окажется v0/pKp> 1, необходимо увеличить разность между
назначенным для данного класса максимальным касательным напряже
нием при кручении [тк] = (0,3..,0,5)ов (для проволоки по ГОСТ
336
9389—75) и рабочим касательным напряжением тк Далее определяют
усредненную жесткость пружины:
C = (FK —FH)/6
(30.11)
и число рабочих витков пружины zp = CJC.
Затем вычисляют полное число витков г, средний диаметр Df),
деформацию 6, длину Н, шаг пружины Р руководствуясь рекоменда
циями ГОСТ 13766—68 и др.
Чтобы иметь возможность регулировать конечную длину пружины
Нк, ее выбирают на 5... 10 % меньше предельной длины Нп для пру
жины растяжения либо больше длины полностью сжатой пружины
сжатия. Регулировочный ход на рис. 30.10 обозначен Др. Общая де
формация пружины растяжения 60— Нк— Нп . Так как пружина уста
навливается в натянутом состоянии, соответствующем длине Нн, то
рабочий ход 6 ~ Нк—Ни . Начальную (установочную) нагрузку
пружины сжатия, обеспечивающую плотное прилегание поджатых
опорных витков пружины к соединяемым деталям, выбирают в преде
лах0,1Гк <Fa с0,5FK.
В заключение проверяется фактическая жесткость пружины С,
Н/мм:
С = ЛЛ = Л./8 = fп/6п = ЮУ‘/(О»гр).
(30.12)
которая должна совпадать с подсчитанной по формуле (30.11), и фак
тическое напряжение по формуле (30.5), которое может отклоняться
ог табличного [4.1] не более чем на ±10 %.
Пружины кручения. С учетом влияния кривизны витков (анало
гично расчету пружины растяжения, сжатия) условие прочности
Птах = MK/Wa = 3,2 . 104МК7(ш/3) < [СГИ],
(30.13)
где 1ГИ—момент сопротивления поперечного сечения при изгибе;
Л4 — внешний момент, Н • м; [оиЇ — допускаемое напряжение на
изгиб для материала проволоки, МПа.
Отсюда необходимый диаметр проволоки
d = 21,5 УМК/[ся],
(30.14)
где Л = (4с — 1 )/(4с — 4) — коэффициент, учитывающий кривизну
витков пружины кручения.
Таккак<р=
(гл. 11), то при длине заготовки пружины
L — jrDozp для стальной проволоки найдем
Ср = 3,28фб/4/(Л4Е>0), '
(30.15)
а при подстановке значения момента М из формулы (30.13) получим
2р = 3,3 • 1 04/<ф/(с [ои]),
(30.16)
где ф — угол закручивания в радианах .
Допускаемые напряжения изгиба принимаются на 25...50 % боль
ше допускаемых напряжений при кручении.
337
Рис. ЗО .Л6. К расчету рессор
Пружины изгиба и рессоры. Условие прочности плоской пружины
нагруженной силой F (рис. 30.2),
пи=
= FIJW* с [сгн];
(30.17)
деформация (перемещение в точке приложения силы)
б = Fl3/(3EJ) =
(ЗО. 18)
где Wn — момент сопротивления сечения при изгибе, мм8.
Толщина h, мм, стальной пружины из совместного решения условий
(30.17) и (38.18) будет
h = 10-s/2 [ои]/(36),
(30.19)
а ширина
b — QFlKh2 [сти]).
(30.20)
Условие прочности в упрощенных расчетах рессор основывается
на предположении, что рессора собрана из листов одинаковой толщины
с таким соотношением длин и конфигураций, которые образуют балку
равного сопротивления изгибу. Для четвертной рессоры (рис. 30.16.а),
консольно защемленной и нагруженной силой F:
а == Mn/(zWn) = 6FlK/(zbh2) < [сГні;
(30.21)
деформация (перемещение в точке приложения силы)
6 = Fl9K/(3EJz) = 4Fl3K]{bh3zE)\
<30.22)
толщина листа из совместного решения формул (30.21) и (30.22)
h = 10“®/2/С (сги1/(3б);
(30.23)
параметр zb из формулы (30.21)
zb = 3Fl]{k2 (Си).
(30.24)
В этих формулах I — длина рессоры, мм; z — количество листов;
b и h — ширина и толщина одного листа, мм; К — коэффициент,
учитывающий специфику конструкции и условий работы (трение между
листами), К — 1,25... 1,5. Варьируя числом листов z и шириной bt
конструируют рессору. Допускаемое напряжение |ди]= 450...600 МШ.
338
Аналогичные формулы можно получить для кантилеверной (б)
и полуэллиптической (в) рессор. При прочих одинаковых условиях
четвертной, кантилеверной и полуэллиптической рессор напряжения
ст,, и толщина листов h относятся как 1 : 0,5; 0,25; прогибы 6 и пара
метры zb — 1 ! 0,35; 0,067. Наибольшей податливостью обладает чет
вертная рессора.
ГЛАВА 31. ВАЛЫ И ОСИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Валы / (рис. 31.1,я) служат для соеди
нения укрепленных на них деталей с целью передачи между ними вра
щающего момента; оси 2 служат для соединения вращающихся деталей,
закрепленных на них, с целью передачи радиальных и осевых сил на
корпусные детали. Опорные участки 3 вала (б) служат для его уста
новки в подшипниках, на несущих участках 5 закрепляют вращаю
щиеся детали (шкивы, зубчатые колеса, муфты и др.), переходные
участки 4 соединяют опорные и несущие участки. Оси (в) могут быть
вращающимися или неподвижными. В последнем случае опорный участок
3 оси используется для закрепления ее в корпусе. Место сопряжения
двух участков, разных диаметров называют галтелью. Опорные участки
называют цапфами. Концевые цапфы, воспринимающие радиальные
силы, называются шипами, промежуточные — шейками . Цапфы, вос
принимающие опорные реакции, направленные вдоль оси, называ
ются пятами.
В тех случаях, когда вращательное движение преобразуется в по
ступательное (или наоборот), используют непрямые валы (г). Если оси
вращения деталей, между которыми осуществляется соединение,, не
соосны, и, особенно, когда в процессе работы взаиморасположение осей
вращения деталей изменяется, применяют гибкие проволочные
валы (д).
Рис, 31.1. Типичные соединения с помощью валов и осей
339
Рис. 31,2. Классификация валов и осей
Прямые валы используют в металлорежущих, текстильных и дру
гих станках, зубчатых и червячных редукторах, автомобилях, трак
торах и многих других машинах; непрямые — в двигателях внутрен
него сгорания, поршневых компрессорах и насосах, прессах и т. п.
Соединения гибкими валами получили широкое распространение
в приводах бетонных вибраторов, отбойных молотков, приборов ди
станционного управления и контроля и особенно в приводе различных
типов электроинструментов.
Классификация. Различают валы жесткие и гибкие (рис. 31.2).
Жесткие валы делятся на прямые и непрямые: эксцентриковые, ку
лачковые и коленчатые', прямые могут быть гладкими или ступенчаты
ми, сплошными или полыми. Коленчатые валы различаются по коли
честву шатунных шеек на одно-, двух- и многоколенчатые; они бывают
с прямыми и наклонными щеками, со сплошными и пустотелыми
шейками. Эксцентриковые и кулачковые валы бывают с круглыми
и некруглыми эксцентриками. Различают три типа соединений гиб
ким валом: силовые, приводы управления и приводы контрольных
приборов. Оси делятся на вращающиеся и неподвижные, они могут
быть гладкими и ступенчатыми, сплошными и полыми.
Достоинства, недостатки. Цилиндрические гладкие валы и оси
наиболее просты в изготовлении. Преимуществами обладают ступенча
тые валы, они удобнее при сборке. Полые валы и оси имеют меньшую
массу: например, при практически одинаковой прочности сплошного
вала диаметра d и полого того же наружного диаметра с диаметром по
лости dy— 0,5d масса последнего приблизительно на 25 % меньше массы
сплошного. Однако полые валы и оси могут оказаться более дорогими.
Недостатки — непрямые валы дорогие и для достижения достаточной
их прочности требуют более точного изготовления. Конструкции гибких
валов сложны и применяются для передачи небольших мощностей.
340
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Прямые валы и оси. Конструктивные формы валов и осей (рис. 31.3)
определяются способом закрепления на них деталей, технологией из
готовления и условиями сборки, характером и величиной приложен
ных к ним нагрузок и т. д . Обычно необходимая форма придается
обточкой заготовки с последующим шлифованием опорных и несущих
участков; тяжелонагруженные валы шлифуют по всей длине. Осям
и валам придают ступенчатую форму с таким расчетом, чтобы каждая
из закрепляемых деталей свободно проходила по валу до своего поса
дочного места.
Места сопряжения двух соседних участков различных диаметров
являются концентраторами напряжений. С целью снижения концент
рации напряжений галтели (рис. 31.4) очерчивают дугами возможно
большего радиуса (а); выполняют по эллиптической кривой (б); с под
нутрением постоянного или переменного радиуса (в); несколькими кри
выми разных радиусов (г) — наибольшим радиусом очерчивают уча
сток, примыкающий к меньшему диаметру. Предусматриваемые для
выхода шлифовальных кругов или для размещения пружинных колец
с целью осевой фиксации деталей кольцевые проточки (д) из-за зна
чительной концентрации напряжений допустимо применять лишь на
малонагруженных участках валов. Буртики или уступы на валу де
лают с целью зафиксировать осевое положение установленной на
валу детали или вала относительно опор. Радиус галтели должен быть
несколько меньшим, чем радиус, которым очерчивается соответствую
щий участок укрепляемой детали (рис. 31,4, а), в противном случае
следует применять промежуточные кольца (б). Надобность в буртиках
отпадает, если детали фиксировать с помощью дистанционных втулок.
Вращающиеся оси конструктивно ничем не отличаются от прямых
валов; невращающиеся оси имеют участки, используемые для крепле
ния в корпусе запрессовкой, с помощью шплинтов, планок, шайб,
запорных колец и др.
Конструктивные формы цапф (рис. 31.5) определяются направле
нием и величиной опорных реакций, конструкцией опоры, предъяв
ляемыми к узлу требованиями фиксации, регулировки зазоров,
компенсации износа и др. Цилиндрические цапфы (а) применяют при
установке в подшипниках скольжения и качения (гл. 35,36). При рез
ких колебаниях температуры и больших расстояниях между опорами
фиксация вала предусматривается только на одном конце его (б).
Овальность и конусность цапфы (в зависимости от класса точности
подшипников) не должны превышать 0,25...0,5 допуска на диаметр.
Параметр шероховатости поверхности шеек принимают в пределах
Ra — 0,032... 1,25 мкм. Конические цапфы (а) применяют, когда в про
цессе эксплуатации необходимо регулировать радиальный зазор, что
осуществляется осевым смещением вала, оси или опоры. Пяты бывают
плоскими (а), коническими (а), сплошными (а), кольцевыми (б) и гре
бенчатыми. Форма несущих участков валов, осей определяется кон
струкцией соединения их с укрепляемыми деталями (гл. 28. 29).
Для валов и осей применяют стали с достаточно высокими механи
ческими характеристиками и малой чувствительностью к конценіра-
341
Рис. 31 .3 . Конструкции валов и осей
Рис. 31 .5 . Опорные участки валов
ции напряжений — марок 20, 30, 40, 45 и 50 (чаще сталь 45), иногда
СтЗ, Ст4, Ст5. Местная повышенная твердость, требуемая для уве
личения износостойкости цапф, достигается закалкой и отпуском до
41...51 HRC3. Тяжелой агруженные валы в целях обеспечения мини
мальных диаметров изготовляют из легированных сталей марок 20Х,
40Х, 40ХН, ЗОХГСА, 40ХН2МА и др., быстроходные валы, установ
ленные в подшипниках скольжения,— из стали 12Х2Н4А, 18ХГТ
и др., обработанной термическим или химико-термическим способом.
Непрямые валы. Опорные участки 1 коленчатого вала (рис. 31.6),
расположенные в подшипниках, установленных в корпусе, называются
коренными шейками, участки 2, соединяемые с шатунами — ша
тунными шейками, а переходные участки.?
—
щеками. Колена
вала могут располагаться в одной плоскости или под углом друг к дру
гу, а щеки относительно оси вала — под прямым (а) или непрямым
углом. При наклонных щеках (б) достигается более благоприятное
распределение потока силовых линий. Щеки (в) выполняют прямо
угольными, круглыми, эллиптическими и другой специальной формы.
Радиус кривошипа г принимают в зависимости от необходимой ве
личины поступательного перемещения. Разность 0,5 (dt 4- d2) —г
—
= е называется перекрытием шеек, а отношение г/(г 4-е) — коэффи
циентом перекрытия, в зависимости от значения которого различают
нулевое, положительное и отрицательное перекрытия. Чем меньше
коэффициент перекрытия, тем выше предел выносливости вала (на-
342
Рис. 31.6. Конструкции коленчатых валов
Рис. 31.7 . Гибкий вал
пример, при г/(г + є) =.'0,95; 1,0; 1,05 пределы относительной вынос
ливости валов составляют соответственно 125; 100 и 75 %). Шейки бы
вают сплошными и полыми, а полости цилиндрическими, бочкообраз
ными (г) и другой формы. Форма полости и направления канавок для
подачи смазочного материала существенно влияют на предел выносли
вости вала.
Коленчатые валы изготовляют из стали коваными или штампован
ными, а также литыми из высокопрочного и модифицированного чугу
нов, которые отличаются малой чувствительностью к концентрации
напряжений и повышенной способностью гасить вибрации. Вопросы
проектирования непрямых валов рассматриваются в специальной ли
тературе.
Гибкие проволочные валы. Гибкий вал (рис. 3.1.7) состоит из нако
нечников 1, которыми он присоединяется к деталям, собственно
вала 2 и брони 3. Он похож на многозаходную, многослойную витую
пружину кручения; смежные слои имеют противоположные направле
ния навивки. Гибкость достигается изготовлением валов из большого
числа слоев тонкой проволоки, диаметр которой возрастает от центра
к наружному слою и колеблется в пределах от 0,3 до 3 мм; число про
волок в слое -- or 4 до 12, максимальное число слоев — 8 . При пере
343
даче вращающего момента пружина, образующая наружный слой,
должна закручиваться.
Броня является своеобразным гибким подшипником, воспринимаю
щим усилия, которые передаются на вал. Помимо этого она удержи
вает на поверхности вала пластичные смазочные материалы, предохра
няет вал от загрязнения, повреждений и образования петель во время
работы. Арматура брони служит для присоединения ее к деталям; од
новременно она является подшипником для наконечника.
УСЛОВИЯ НАГРУЖЕНИЯ И РАБОТА СОЕДИНЕНИЯ
Принцип передачи нагрузки. В общем случае детали, укрепленные
на валу (оси), могут быть нагружены окружными, радиальными и осе
выми силами, валы — еще и вращающим моментом. На валы и оси
нагрузки передаются через элементы соединений с этими деталями.
Сумма моментов давлений или элементарных сил трения на поверх
ностях контакта соединения уравновешивает внешний вращающий
момент. Величина и направление нагрузок определяются в зависимости
от типа передачи, муфт, используемых для соединения валов, присо
единенных масс и режимов внешнего нагружения (гл. 15...22).
Распределение нагрузки. По длине вала (оси) распределение на
грузки зависит от взаимного расположения зубчатых колес, шкивов,
муфт, звездочек и опор. Характеристикой нагруженности являются
эпюры изгибающих и вращающих моментов. Относительно вала (оси)
и корпуса нагрузки могут быть вращающимися или неподвижными.
При неподвижной относительно корпуса нагрузке число циклов нагру
жений за единицу времени равно частоте вращения вала, а при вра
щающейся нагрузке — алгебраической разности частот вращения на
грузки и вала. Кроме этого нагрузки могут изменять свое положение
вдоль вала, что имеет место в коробках скоростей (гл. 41).
Выбор закона распределения нагрузки на несущих участках вала
(рис. 31.8,а) может существенно повлиять на эпюру изгибающих и вра
щающих моментов. На рис. 31.8, б показаны эпюры нагрузок и изги-
Рис. 31 .8. Распределение нагрузки на валах
344
Рис. 31.9. Распределение напряжений в валах
бающих моментов, когда ступица соединена с валом по скользящей
или ходовой посадке, и (в) — по прессовой посадке . Вращающий момент
(г) распределяется в пределах длины соединения также неравномерно
(в зависимости от жесткости элементов). При уточненных расчетах
в каждом опасном сечении необходимо учитывать определенные значе
ния вращающих моментов: в сечении /—/
—
момент Т; II—II
—
мо
мент Т—7\; III—III
—момент
Т—7\—Т2 — Т3.
Распределение напряжений. Валы испытывают напряжения кру
чения и изгиба. В сечениях, где имеется местное изменение формы и раз
меров сечений, возникает концентрация напряжений (рис. 31.9), ве
личина которой зависит от формы концентратора и вида напряженно
сти. Для некоторых концентраторов напряжений в табл. 31.1 даны
значения коэффициентов концентрации напряжений.
Нарушение режима работы и виды повреждений. Из -за ошибок
при расчете, нарушения технологии изготовления или условий эксплу
атации могут возникнуть биение вала, колебания и вибрации. Чрезмер
ные изгибные и крутильные деформации приводят к нарушению усло
вий сопряжения в соединениях с деталями и относительного положения
их контактирующих элементов. На несущих участках в зависимости
от типа соединения могут возникнуть смятие рабочих поверхностей
шпоночных пазов, зубьев (шлицев), износ зубьев, фрикционная корро
зия, концентрация давлений и т. п., чем создаются
предпосылки для
возникновения очага усталостного разрушения.
Поломки валов, осей в большинстве случаев носят усталостный ха
рактер и происходят в зоне концентраторов напряжений (рис. 31.10)
Причинами, вызывающими их, мо
гут быть: неудачный выбор кон-
струкрівной формы детали и непра
вильная оценка влияния концентра
тора напряжений, нарушение норм
технической эксплуатации (непра
вильная регулировка затяжки под
шипников, уменьшение необходи
мых зазоров и т. д.) . На схемах ус
талостных изломов при различных
,видах нагружения (рис. 31.11) по
казаны особенности развития по- Рис . 31 .10. Поломка вала
345
Таблица 31.1 . Некоторые значения эффективных коэффициентов концентрации
при изгибе Ка и кручении Л*т
Концентратр
500... 1206
500... 1200
500... 1200
1.45.. . 1 ,60
f,6O...1,9O
1,80 .*. 2,15
1.75.. .2 .20
2,05. ..2 ,5
1.85 .. . 2,25
225.. .2.70
2,05... 2 ,50
20.. .2 .3
1.8.. .2,1
1.35. . . 1,40
1.45.. . 1,55
1.60 .. . 1,70
1,60. . . 1,75
1,6... 2,2
1,75... 2,0
і
500
700
1500
1,45
2,25.. .1 ,43
1,60
2,45... 1,49
1,75
2,80... 1 ,&)
500
1,80
700
2,20
1200
2,90
верхности разрушения в зависимости от вида нагружения и концентра
тора напряжений.
Пути повышения надежности и долговечности. Для увеличения
прочности необходимо обеспечивать оптимальное распределение дав
лений в соединениях и напряжений в валах, сводить к минимуму коли
чество концентраторов. Повысить выносливость вала с закрепленными
346
Усталостные разрушения осей и балов
Циклический изгиб
Слабый
локальный
концентратор
Сильный
концентратор
по окружности
У
м
е
р
е
н
н
а
я
ц
и
к
л
и
ч
е
с
к
а
я
п
е
р
е
г
р
у
з
к
а
З
н
а
ч
и
т
е
л
ь
н
а
я
ц
и
к
л
и
ч
е
с
к
а
я
п
е
р
е
г
р
у
з
к
а
У
м
е
р
е
н
н
а
я
ц
и
к
л
и
ч
е
с
к
а
я
п
е
р
е
г
р
у
з
к
а
З
н
а
ч
и
т
е
л
ь
н
а
я
ц
и
к
л
и
ч
е
с
к
а
я
п
е
р
е
г
р
у
з
к
а
Односторонний
изгиб
Двусторонний,
изгиб
Круговой
изгиб
Особенности ориентации изломов при наличии,
некоторых, концентраторов напряжений .
Рас. 31.11 . СхВма возникновения усталостных разрушений валов и осей
Рис. 31.12. Меры по улучшению распределения напряжений
деталями (в 1,5...2 раза) можно уменьшением длины подступичной
части (рис. 31.12, а); выбором улучшенных форм галтелей (в) и шпо
ночных пазові коэффициент концентрации напряжений Ко для шпо
ночного паза, выполненного дисковой фрезой с плавным выходом (е),
примерно на 20 % меньше, чем для паза, изготовленного пальцевой
шпоночной фрезой (ду улучшением конструкции ступиц (б) (гл. 29).
Опасность резонанса может быть устранена выбором жесткости
вала — применением жестких валов с высокими либо тонких валов с
низкими частотами собственных колебаний. Для увеличения жест
кости соединения укрепляемые детали следует располагать как можно
ближе к опорам. Для высокооборотных конструкций следует приме
нять балансировку валов (осей) вместе с установленными на них
деталями.
РАСЧЕТ ВАЛОВ И ОСЕЙ
Критерии расчета. Задачами расчета валов, осей являются обеспе
чение объемной прочности, ограничение величины деформаиии изгиба
и кручения и возможных поперечных и крутильных колебаний. Так как
расчет и конструирование являются процессами взаимосвязанными
и взаимовлияющими, то определение необходимых размеров выпол
няется в два этапа.'На первом — в предварительном расчете
—
опре
деляют основные размеры при пониженных допускаемых напряжениях,
и на основании полученных размеров разрабатывают конструкцию
вала. На втором этапе — поверочном
—
определяют истинные напря
жения с учетом приданных конструкции и ее элементам формы, сверя
ют их с допускаемыми и при необходимости вносят коррективы с
целью приведения фактических запасов прочности к допускаемым.
Расчетная нагрузка. Величина нагрузки зависит от расчетной
схемы; обычно валы и оси представляют как балки на шарнирных
опорах с пролетом, равным расстоянию между подшипниками качения
(рис. 31.13, а). Если в опоре установлено два подшипника (б), реак
ция на вал смещается на 1г/3. При небольшой длине подшипников
скольжения опорные реакции считают приложенными посередине их
длины; при длинных несамоустанавливающихся подшипниках сколь
жения (о) опорные реакции принимают приложенными на расстоянии
1/3... 1/4 длины подшипника от его кромки со стороны пролета.
Величину и направление внешних сил и моментов определяют в за
висимости от типа передач (гл. 15...22) и способа установки деталей
на валах (осях). В качестве расчетной принимают наибольшую, воз
никающую при эксплуатации, нагрузку с учетом динамических воз
действий. Нагрузку принимают сосредоточенной (а), приложенной
348
Рис. 31 .13. Расчетные схемы
д
в среднем, по ширине закрепленной детали, сечении либо в двух сече
ниях (д), а также равномерно распределенной в пределах длины сту
пицы (е).
Предварительный расчет. Силы, расположенные в различных плос
костях, раскладывают на составляющие в двух взаимно перпендикуляр
ных плоскостях и по известным правилам определяют опорные реак
ции. Эпюры изгибающих моментов Мг и УИВ строят в каждой из ука
занных плоскостей и затем путем геометрического сложения получают
суммарную эпюру
м„=Ум-+Mt
(31.1)
С учетом вращающего момента Т для соответствующих сечений
определяют приведенные моменты (гл. 10):
Мп=У
+ 0,75Т2.
(31.2)
Условие прочности в расчетных сечениях
ои = Мп/Ги< [ой].
(31.3)
Момент сопротивления сечения при изгибе W„ — 0, Id3—для
круглого вала сплошного сечения и = 0,1 (1—^/d4)^— для
полого вала. Значения допускаемых напряжений [ои] для предвари
тельного расчета валов и осей дифференцируются для различных мате
риалов в зависимости от диаметра и источника концентрации напря
жений [1.1].
Из условия прочности (31.3) диаметр сплошного вала
d > 21,6 У(М2И 4- 0,75Г2)°-5/[(Ги]),
(31.4)
а наружный диаметр полого вала
d > 21,6 Y (Л12 + 0,75T^l{( l—4ld‘) [а„]}.
(31.5)
349
Если действующие изгибающие моменты вызывают в сечениях
напряжения малой величины, диаметр вала можно определить, учиты
вая лишь вращающий момент, но при пониженных значениях допус
каемых напряжений. Условие прочности на кручение
т=
[тк].
(31.6)
Момент сопротивления сечения вала при кручении W'k — Q,2d3 —
для круглого вала сплошного сечения и WK — 0,2 (1 — d^/d^d3 —
для полого вала. Так как Т = М/а, то диаметр вала d, мм» сплошного
сечения
d^K^N]®,
(31.7)
где N— расчетная мощность, кВт; со — угловая скорость вала, с-1;
К — коэффициент, учитывающий режим нагружения (для сталей ма
рок 45, Стб, Ст5 при [с] = 30...50 МПа К = 55...46).
Предварительный расчет осей выполняют по формулам (31.4) и
(31.5), полагая в них Т — 0. Для компенсации потери прочности вала
(оси) в местах установки деталей в зависимости от типа соединения
диаметр увеличивают примерно на 10 %.
Проверочный расчет на прочность. Расчетные значения коэффи
циентов запаса прочности для опасных сечений вала определяют
по формуле s = sCTsx/]/ s© +fsx, предварительно вычислив коэффициен
ты запаса прочности % и sx:
Sa — O _i/[KoOaf(KdaKv') 4” Фо^Ти]
И
Sx ==
\-Ki;Ta/(KdxKv) 4~ фтТт].
(31.8)
Для валов при изменении напряжений по симметричному закону
Ощ~
—
O'max ~ ^Чи/И^нетто И ~ ^тах — T'/Wk нетто! ДЛЯ ОТНуЛЄ-
ВОГО цикла Gm =
= Отах/2 ИТот—Тд
—
Ттах/2.
Так как для осей т = 0, то s — s^. Для вращающихся осей напря
жения изменяются по симметричному закону (от = 0) и поэтому
S— O _j/[(/^a)^Oe) [s).
(31.9)
Для неподвижных осей при отнулевом цикле напряжений
s = 2o_j/{[(/(o)d 4“ Фа] omax) [s],
(31.10)
Значения (Ка)о, Фа и фх, а также приближенные формулы для под
счета ИГи нетто И W& нетто приведены в справочниках [1.1]. Минимально
допустимое значение коэффициента запаса прочности [s] = 1,5...2,0,
если нагрузки и напряжения определены достаточно точно (гл. 1),
при иных условиях [S1 > 2,0.
Расчет на жесткость. В средних сечениях опорных и несущих уча
стков вала определяют прогибы, углы наклона упругой линии и углы
закручивания. Перемещение в опасных сечениях от деформации изгиба
Z
1
6=2
(Si-п)
i=l
Q
350
где I — помер участка вала, на котором сечение и аналитические вы
ражения для момента и нагрузок от момента единичных сил остаются
неизменными;
It — длина и момент инерции сечения 1-го участка;
Mt — момент от единичных сил; Л4И — момент от нагрузок; £. = х//{-
—
относительная координата сечения на і-м участке; z — число уча
стков.
С целью упрощения расчетная схема вала сводится к балке, нагру-
1
женной сосредоточенными силами. Тогда значения j 214^4Для
о
возможных случаев расположения сосредоточенных сил можно опре
делять в зависимости от моментов внешних нагрузок на краях интер
вала [3.2]. В приближенных расчетах при незначительной разнице
диаметров отдельных участ ков вала расчет прогибов и углов поворота
с погрешностью 10...20 % можно выполнять как для вала постоянного
диаметра по формулам
= bFHSEIl) и у, = yF^EIV),
(31.12)
в которых коэффициенты 6 и у зависят от схемы нагружения вала 13.2].
При действии нескольких сил полный прогиб и угол поворота опре
деляют путем суммирования данных для каждой силы. Величина наи
большего прогиба Sjtnax вала не должна быть больше 0,01 наименьшего
модуля зубчатых колес, установленных на валу; для асинхронных
электродвигателей 6,-тах «с0,1Д (Д— величина воздушного зазора);
в общем машиностроении бітах — 2 * 10 ~Ч (/ — расстояние между опо
рами); наибольший угол наклона в опоре скольжения у1тая < 10-3рад;
для радиального шарикоподшипника у»тах < 8 • 10 ~3 рад; для сфе
рического подшипника — 5 • 10 ~2 рад и т. п .
Угол закручивания вала
z
1
<р = s [Z'7(G7^)1 j
(31.13)
i=l
о
где Ірі — полярный момент инерции сечения при кручении 1-ГО
участка; G = модуль сдвига.
Интеграл j M^MkdZ, можно вычислять по данным таблиц [3.2].
о
Если принять, что в пределах каждой ступени вала крутящий момент
Л4К; остается постоянным, то для вала, состоящего из z цилиндри
ческих участков,
Ф=Дм1<і!,/(С/рі)-
•
<3114)
Допускаемые углы закручивания валов устанавливают в зависи
мости от назначения вала: например, угол закручивания шпинделей
сверлильных станков при наибольшем передаваемом вращающем мо
менте не должен превышать 1° на длине I ~ (20...25)7 (d — наруж
ный диаметр шпинделя).
351
Критическая частота вращения. Рассмотрим определение критиче
ской частоты вращения на примере двухоопорного вала, масса которого
вместе с установленными деталями равна т. Пусть центр масс вала
и деталей расположен симметрично относительно опор и смещен от оси
вращения на величину е. При вращении вала возникает центробежная
сила Fn, под влиянием которой вал прогибается на величину 6 =
«в Гц/3/(48£7), откуда
Гц = 48Г76//3 = Сб,
(31.15)
где С = 48Е7//3— сила, вызывающая единичный прогиб.
Так как при угловой скорости вала со величина центробежной
силы Гц = тсо2 (б 4-е), то, с учетом формулы (31.15), тсо2(б + е) —
= С8 и, следовательно
б = е/[С/(та2)— 1],
(31.16)
G увеличением угловой скорости со растет прогиб б. При дости
жении со ==окр = |/ С/т прогиб б — оо (гл. 12). Так как /гКр = (30/л)(окр=
== (30/л) УС/т, то, выражая С из формулы [(31.15) через статиче
ский прогиб С = F/бс и силу через массу и ускорение силы тяжести
Г = mg, критическая частота вращения пкр, мин"1, будет
пкр = (30/л) /^/(бсш) = 9,46 • 1О2бГ0’5,
(31.17)
где g— ускорение силы тяжести, бс — статический прогиб, мм.
Близость значения частоты вращения вала к критическому внешне
проявляется в сильной вибрации вала; зона частот вращения от
0,7 «кр до 1,3 пкр не должна использоваться (гл. 12), так как при про
должительной работе в этом режиме поломка вала неизбежна. Вслед
ствие различных сопротивлений, возникающих при колебаниях (внут
реннее трение, трение в опорах, влияние внешней среды), разрушение
вала не может произойти мгновенно. А так как при со > <окр прогиб
вала имеет конечное значение, то при быстром переходе через зону
критических частот движение вала становится устойчивым. Поэтому
валы работают и при частотах п > /zKpZ обычно п (2...3)лкр.
Пример. Рассчитать промежуточный вал (рис. 31 .14) редуктора (гл. 41),
несущий коническое зубчатое колесо, диаметром d„u= 93 мм и шестерню диа-
MeTpoMd2= 57 мм. Силы в зацеплении конической передачи /4= 3040 Н; ГГ1 =
= 3 78 Н; Fxl= 1135 Н; в зацеплении прямозубой цилиндрической передачи
Fa— 4960 Н; Fri= 1805 Н (а). Материал вала
—
сталь 45.
Решение. 1. Вращающий момент на участке вала 1 — 2
Т=Ftldmi/2=3040 •93• 10~з/2=141 Н•м.
2. Диаметр вала из расчета на кручение (31.6)
d > Ут/(0,2 [т]) = ^141 • 103/(0,2 • 20) = 32,8 мм
при пониженных допускаемых напряжениях [т] = 20 МПа для стали 45(0.! =
= 432 МПа, т_1 = 255 МПа).
Принимаем диаметр цапф с/ц= 35 мм и диаметр несущего участка под кони
ческим колесом dK = 40 мм (б); паз под шпонку для крепления конического коле
саимеетширинуb=12мм,глубинуt=5мм.
Г
352
Рис. 31 .14 . К расчету вала редуктора
3. Моменты сопротивления сечения 1 вала:
при изгибе
нетто = ^/82 - IW (dK - /)2]/(2dK) = л . 403/32 -
—
[12•5(40—5)2]/(2•40)«5365 мм3;
при кручении
нетто = ^3/Ю - [W
-
02]/(2rfK) - л • 403/16 -
—
[12•5(40—5)2]/(2•40)«11650мм3.
Площадь сечения 1 вала (нетто)
А=л^/4—bt=л •402/4 —5■'12
1200 мм2.
4. Реакции опор в вертикальной плоскости (в)
ЯЛв=[Fn(е+с)+Ft2c]/l=[3040(119+48)+4960• 48J/244 «3056 Н;
RBв=Fti+Ft2— rAb=3040+4960—3056 =4914Н.
5. Изгибающие моменты в вертикальной плоскости (г)
МИ1В=ЯАйа =3056•П •Ю-з=235Н•м;
Ми2в=RBbc=4944•48 •10~з =237Н•м.
6. Реакции опор в горизонтальной плоскости (д)
RAr =
+ Fri (е + с).— Fr2c]/l =
= [530004-378(119+48)—1805• 48]/244=122 Н;
RBг~
—
Fria + ^Г2(а“Ие)]/^ —
= [5300—378 ■77+1805(77+119)]/244=1540Н
при Мих — 0,5Fxldmi = 0,5 -1135-93- 10~з = 53 Н • м.
7. Изгибающие моменты в горизонтальной плоскости (г)
МИ1г= ~RAra= —122 •77 •10~з = —9,4Н-м;
•44иіг~^иіIі~Ь^их= —9>4+53=43,6Н•м;
Л4И2г=RBrc=1543■48•10-з =74н•м.
8. Изгибающий момент в опасном сечении 7
= V(Миів)2+(Л4щr)a=V2352+43,62 =240И•м.
12 5-1183
353
9. Амплитуда номинальных напряжений изгиба ’
оа = Ma/WB нетто = 240 • Юз/5365 = 44,5 МПа;
постоянная составляющая цикла нормальных напряжений
От = FX1/A == 1135/1200 = 0,95 МПа.
10. Коэффициент запаса прочности при изгибе
«а = O -i/lKa<ya/(KvKdo) + фоош] = 432/(2,15 ■ 44,5/(0,95 • 0,84) + 0,12 ■ 0,95] = 3,6
при Ка = 2,15; Kv = 0 ,95; К^ = 0,84; фа = 0,12 [3.2], [1.1].
11. Амплитуда и среднее напряжение кручения при отнулевом цикле
та = тт = Tmax/2 = Т/(2П7к нетто) = 141 103/(2 • 11650) = 6,1 МПа.
12. Коэффициент запаса прочности при кручении
= T-i/[^xTa/(VdX) + ФтЪп] = 255 [2,05 ■ 6,1/(0,95 • 0,76) + 0,07 • 6 ,1] = 14 ,4
при кх = 2,05;
= 0,95;
= 0 ,76; фт = 0,07 [1,1].
13. Общий коэффициент запаса прочности
s=sosx/Vs2o4-s2=3,6 •14,4/V3,6а4-14,4а==3,5>[s]=2,5
при принятом допускаемом коэффициенте запаса прочности [s] — 2,5 ввиду
приближенности расчетной схемы и пренебрежения влияния посадки конического
колеса на вал.
Коэффициент запаса прочности в сечении 2 определяется аналогично.
ГЛАВА 32. МУФТЫ ПОСТОЯННЫЕ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Для соединения соосных валов, относи
тельное положение которых неизменно, применяют неподвижные муф
ты. В общем случае неподвижая муфта (рис. 32.1,а) состоит из двух
половин — полумуфт 1, 2, соединяющих их крепежных деталей 3
и защитных устройств. Нагрузка между соединенными частями пере
дается за счет сил трения, возникающих на прижатых друг к другу
поверхностях полумуфт, либо давлением на соединяющие детали.
В простейших случаях обе полумуфты выполняют как одну деталь.
Неподвижные муфты используют в валопроводах, трансмиссиях
и т. п ., а также в приводах различных типов, смонтированных на жест-
а
Рис. 32 .1. Постоянные муфты
354
к их основаниях, обеспечивающих постоянное взаимное расположе
ние геометрических осей соединяемых валов.
Для соединения несоосных валов с изменяющимся относительным
расположением их используют подвижные муфты. В общем случае
подвижая муфта (б) состоит из двух полумуфт 1,2, промежуточных де
талей 3 — жестких и упругих
—
и защитных устройств. Подвижные
муфты допускают смещение соединенных деталей в круговом, осевом,
радиальном и угловом направлении в значительных пределах.
Их применяют в грузоподъемных машинах; редукторах различ
ных типов приводов; в автомобилях для соединения валов коробки
передач и заднего моста; в'прокатных станах; в станках для передачи
вращения переставным шпинделям многошпиндельных головок и т. п.
Подвижные муфты с упругими промежуточными деталями смягчают
удары и крутильные колебания.
Классификация. В зависимости от способности постоянных муфт
допускать относительное смещение соединяемых деталей их делят на
неподвижные (глухие) и подвижные (рис. 32.2); неподвижные— на вту
лочные, поперечно-свертные и продольно -свертные. Подвижные муфты —
делят на компенсирующие, шарнирные и упругие. Компенсирующие
муфты могут быть жесткими и полужесткими. Различают муфты
поперечно-компенсирующие, допускающие радиальное смещение аг,
продольно-компенсирующие, допускающие осевое смещение универ-
сально-компенсирующие, допускающие кроме указанных еще и угло
вое смещение у.
Шарнирые муфты бывают одинарными и двойными, с переменной
и постоянной скоростью ведомого вала. Упругие муфты делят на муфты
постоянной и переменной жесткости, с пружинами различных типов
(пластинчатыми, змеевидными, витыми и стержневыми) и с резиновыми
деталями — звездочками, дисками, торовыми вкладышами, паль
цами.
Достоинства, недостатки. Неподвижные муфты отличаются про
стотой, возможностью изготовления на несложном оборудовании,
сравнительно низкой стоимостью, малым моментом инерции. Они удоб
ны в монтаже (кроме втулочной муфты). Недостатки
—
возникнове
ние между соединенными валами дополнительных изгибающих момен
тов, поперечных и осевых сил. Втулочная муфта неудобна в монтаже,
так как необходимо валы или муфты смещать в осевом направлении.
Продольно-свертная муфта отличается сложностью изготовления и
трудностью балансировки.
Подвижные муфты предохраняют соединяемые валы и опоры от до
полнительных нагрузок. Упругие муфты положительно влияют на
динамическую характеристику системы. Шарнирные муфты способны
осуществлять передачу вращающего момента между валами, распо
ложенными под большим углом. Недостатком шарнирных муфт обыч
ных конструкций является неравномерность вращения ведомого вала.
Равномерное вращение ведомого вала обеспечивается шарнирными
муфтами сложной конструкции.
12*
355
Рис. 32 .2. Классификация постоянных муфт
Стороодоаз-
ной '
оболочкой
Спакетами
пластинча
тыхлмкиь.
Неметаллические
упругие детали
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Неподвижные муфты. Простейшая глухая муфта (рис. 32.3,а)
состоит из стальной втулки У, устанавливаемой на концах валов
и соединяемой с ними коническими штифтами 2, шпонками или зуб
чатым соединением (ГОСТ 24246—80). Втулочные муфты изготовляют
из стали 35 или 45.
Продольно-свертная муфта (ГОСТ 23106—78) состоит из двух по
лу муфт 1 и 3 (б), выполняемых из чугуна СЧ 20, между которыми с по
мощью болтов 2 зажимаются концы соединяемых валов. На одной из
полумуфт (или на двух) предусмотрен шпоночный паз. Длина муфты
/ = (4...3)d. Снаружи муфта закрывается кожухом 4.
Поперечно-свертная (ГОСТ 20761—80) состоит из двух полумуфт
1 и 2 (в), которые стягиваются болтами 3, и двух промежуточных полу
колец 4 для центрирования полумуфт. Центрирование может быть
обеспечено выступом на фланце одной полумуфты и соответствующей
выточкой на фланце другой. Полумуфты выполняют из стали 40
и 35Л или чугуна СЧ 20.
Подвижные жесткие и полужесткие муфты. Наиболее распростра
ненной является зубчатая муфта (ГОСТ 5006—55) (рис. 32.4,а), ко-
Рис. 32 .3. Неподвижные муфты
Рис. 32.4. Подвижные жесткие муфты
35*
тора*я состоит из двух втулок 1 с наружными зубьями, обойм 2 с внут
ренними зубьями, сопрягающимися с зубчатыми втулками, боковых
крышек 4 и уплотнений 3. Зубья муфт имеют звольвентный профиль
(гл. 19) с углом профиля 20°; поверхности вершин зубьев на полу
муфтах очерчены по сфере. Кованые полумуфты и обоймы изготовляют
из стали 40. Зубья подвергают термической обработке до твердости не
ниже 37 HRC3.
Кулачково-дисковая муфта (ГОСТ 20720—81) состоит из двух полу
муфт /,2 с диаметральными пазами (б), промежуточного диска 3
с взаимоперпендикулярными выступами, которые входят в пазы на
полумуфтах. При угловом смещении осей более 1° долговечность муф
ты резко снижается. Смазывание трущихся поверхностей осуществля
ется маслом цилиндровым 52 с добавлением коллоидно-графитовых
препаратов. Материал полумуфты и диска
—
сталь 45Л; рабочие по
верхности пазов и кулачка подвергаются закалке на глубину 2...3 мм
до твердости 47...51 HRC3.
Цепная муфта (ГОСТ 20742—75) состоит из двух полумуфт — звез
дочек 1, 2 (в) с одинаковым числом зубьев, втулочно-роликовой одно
рядной или двухрядной или зубчатой цепи 3 в виде замкнутого кольца,
охватывающего обе звездочки, сборного защитного кожуха 4 и уплот
нений 5. Допускается смещение радиальное не более 0,6 мм, угловое—
до Г. Компенсация несоосности валов обеспечивается за счет зазоров
и деформаций деталей цепи. Полумуфты изготовляют из стали марки
45 или 45Л, твердость рабочих поверхностей 41...46HRCf.
Наиболее распространенными полужесткими муфтами являются
муфты с гофрами (г) и с пластинчатыми дисками (д). Гофрированная
втулка 2 крепится к полумуфтам 1 и 3 жестко с помощью болтов либо
подвижно с помощью зубчатых соединений (получается зубчатая муф
та с упругой обоймой). В муфте с пластинчатыми дисками одна половина
соединительных болтов 3 крепит диски 2 к полумуфїе 1, другая ■—
к полумуфте 4. Толщина диска составляет доли миллиметра, количе
ство их достигает 10...20.
Подвижные муфты с металлическими упругими деталями. В муфтах
с радиальными пакетами пружин (рис. 32.5,а) пружины 3 одним кон
цом зажимаются в радиальных прорезях полумуфты 1, а другим вхо
дят в радиальные впадины промежуточного кольца 4, прикрепленного
к полумуфте 2.
Концы пакетов пружин 4 при осевом их расположении (б) скреп
лены в круглых хвостовиках 3. В отверстиях одной полумуфты 1
хвостовики пакетов удерживаются с помощью разжимной кольцевой
пружины 2, в отверстиях другой полумуфты 5 хвостовики могут сво
бодно перемещаться. Вместо плоских пружин в муфтах используют
упругие стержни (в) или пакеты гильзовых пружин (а), набранных из
отдельных тонких разрезанных колец.
В другой группе муфт в качестве упругих деталей используют змее
видные пружины. Лента пружины может быть расположена в радиаль
ном (б) или осевом (а) направлениях. Такие муфты отличаются высокой
надежностью и малыми габаритами, применяются в прокатных ста
нах, паровых турбинах. Муфты снабжены кожухами для удержания
смазочных материалов и предохранения пружин от выпадания.
358
Рис. 32 .5 . Подвижные муфты с металлическими упругими деталями
В муфтах с витыми пружинами сжатия 3 (ж) пружины устанавли
вают на стержни 4 с предварительным сжатием таким образом, что од
ним концом они опираются на втулки, принадлежащие полумуфте /,
а другим — полумуфте 2.
Муфта с витыми пружинами, работающими на кручение (з), проста
в эксплуатации и имеет малые диаметральные габариты. Полумуфты
1, 3 соединяются набором концентрично расположенных пружин 2.
Такие муфты допускают относительный поворот полумуфт до 3...60
и смещения валов в пределах (0,03...0,06)d.
Подвижные муфты с неметаллическими упругими деталями. Для
передачи малых вращающих моментов (до 400 Н • м) в муфтах
по ГОСТ 14084—76 в качестве упругих деталей применяют рези-
новые звездочки (рис. 32.6,а). Они допускают радиальное смещение
аг == 0,1...0,4 мм, угловое у = 1...1,5°. Звездочки
выполняют из
резины с высоким пределом прочности, а полумуфты — из стали
марки 35, 40 или чугуна марки СЧ 20.
Конструкции муфт с упругим диском (6) отличаются тем, что диск
2 соединяется с полумуфтами 1 и 3 с помощью пальцев 4, половина
которых тем или иным способом закреплена на ведущей полумуфте —
другая на ведомой. Применяют диски резиновые с армированными от
верстиями под болты, резинометаллические, у которых вулканизацией
соединены чередующиеся металлические и резиновые секторы, и ре
зинокордные. Эти муфты имеют высокую крутильную податливость,
хорошие компенсационные способности, просты в монтаже и демон
таже, не требуют ухода при эксплуатации. Они допускают смещения:
радиальное до 5,8 мм, осевое до ах— 10 мм, угловое — до у =
5° (кратковременно до 10°); угол закручивания <р < 10°.
Высокими компенсационными свойствами и демпфирующей способ
ностью обладают муфты с торообразной упругой оболочкой (в). Они
допускают аг— 2. ..6 мм, ах— 3 . . .6 мм, у = 2...6°, <р = 4....24°.
Большую группу составляют муфты, в которых используют не
сколько одинаковых упругих деталей (шары, цилиндры, бруски, кольца,
кулачки и т. п.)
—
от 4 до 24 (г). Муфты со свободно вставленными ша -
359
Рис. 32.6. Подвижные муфты с неметаллическими упругими деталями
рами допускают угловое смещение валов до у = 10°, угол относитель
ного поворота ф = 16°.
Втулочно-пальцевые муфты по ГОСТ 21424—75 (д) , выпускаемые
для диаметров валов d = 9... 160 мм, допускают смещения радиаль
ное аг = 0,2...0,4 мм, угловое у = 1...1,50.
Шарнирные муфты. Вращение от ведущего 1 к ведомому 2 валу
(рис. 32.7), расположенному под углом, осуществляется через проме
жуточную деталь — крестовину 3, соединенную с обоими валами шар
нирами со взаимно перпендикулярными осями. При вращении ведущего
вала крестовина совершает вращение относительно полумуфт на веду
щем и ведомом валах. Шарнирная муфта позволяет изменять угол
между соединенными валами до у — 45°, однако нормальными пре
делами считается у « 10°. Полумуфты и крестовину изготовляют из
стали 40Х, закаленной до тгердости 49...53HRC3, или крестовину
из стали ШХ15, а полумуфты — из хромистой стали 20Х, закаленной
до 61...63 HRC3; палец и втулки — из стали 40Х.
360
ОСНОВЫ ТЕОРИИ И РАБОТА ПОСТОЯННЫХ МУФТ
Принцип передачи нагрузки. Вращающий момент от ведущего
к ведомому валу может передаваться двумя способами: силами трения,
возникающими на рабочих поверхностях муфты, или силами, действу
ющими на рабочие поверхности полумуфт через промежуточные де
тали. В первом случае полумуфты должны быть затянуты с такой си
лой, чтобы при вращении ведущего вала на поверхности контакта
полумуфт с валом (рис. 32.8,а) или между собой (б) — возникли силы
трения, момент которых был бы равен передаваемому вращающему
моменту. Во втором случае суммарный момент сил, действующих
в местах контакта ведомой полумуфты с промежуточными деталями
равен вращающему моменту (в).
Работа жестких муфт. При соединениях двух валов могут воз
никнуть дополнительные радиальные нагрузки и изгибающие моменты,
которые зависят от степени несоосности соединяемых частей, положе
ния подшипников по длине валов, конструкции и жесткости муфт.
Если концы двух валов имеют радиальное аг и угловое у смещения
(рис. 32.9), то при соединении их неподвижной глухой муфтой сле
дует устранить указанные смещения. Для этого необходимо прило
жить силу F и момент Л4И такой величины, чтобы суммы радиальных
и угловых смещений двух валов под их действием оказались равными
Рис. 32 .8. Схемы передачи нагрузки в не
подвижных муфтах
Рис 32.9. Схема нагружения полумуфт
361
Рис. 32 .10 . Кинематические и силовые характеристики шарнирных муфт
аг и у соответственно. Прогиб конца вала при подстановке соответ
ствующих размеров
$1,2 “= [ЛЇцЬ\,2 (сц,2 + 1 >561,2) 4- F61,2 (<21,2 + 6i,2)1/(3£V)i,2’>
угол поворота конца оси вала
Уі,2 = [44и (#1,2 + 361,2) 4- F6i,2 (<21,2 + 1 ,56і,2)]/(3£</)і>2.
На основании условий, что ar= SjH- б2 и у = Уі4- у2, с учетом кон
кретных размеров соединяемых валов легко определить величину из
гибающего момента Л4И и радиальной силы F. Под действием этих
нагрузок реакции в подшипниках, близлежащих к муфте, будут
^1,2 = [Л1И + F(<zi,2 4 -6i,2)]/ai,2 .
(32.1)
При использовании подвижных муфт дополнительные нагрузки
снижаются за счет относительных перемещений частей муфт. Вслед
ствие этих перемещений возникает износ деталей муфты.
При работе шарнирных муфт, соединяющих валы, расположенные
под углом у друг к Другу (рис. 32.10,а), крестовина относительно ва
лов совершает колебательные движения, вследствие чего угловая
скорость со2, угловое ускорение е2 и вращающий момент Т2 ведомого
вала при постоянных угловой скорости со і и вращающем моменте Т\
ведущего вала в пределах каждого оборота периодически возрастают
и уменьшаются (б):
со2 = cor соs у/(1 — sin2 у cos2 ах);
(32.2)
є2=со?siп2уcosуsin2ах/(1—siп2уcos2aj2;
(32.3)
Т2~ (1—sin2уCOS2CCjJ/cOSу,
(32.4)
где — угол поворота ведущего вала относительно начального по
ложения оси шарниров ведущей полумуфты, перпендикулярного
плоскости валов.
362
Колебания скорости ведомого вала при приведенном моменте инер
ции масс 1т вызывают инерционные нагрузки г21т и изгибающие момен
ты в плоскости валов на ведущем и ведомом валах (рис. 32.10,в):
МИ1=■ 7\tgуcoscq и Л4и2=7\tgysin
—
sin2 у cos2 otj). (32.5)
Работа упругих муфт. Ведущая и ведомая части, соединенные уп
ругой муфтой, представляют колебательную систему (гл. 12). Ее мож
но схематично представить в виде простейшей двухмассовой системы;
два диска с моментами инерции массы Jm\ и Jm2, связанных стержнем
с жесткостью на кручение Сф. Если на одну из масс действует возму
щающий момент Т = Tosinct)BZ, то амплитуда момента, нагружающего
муфту, выражается формулой
тм = ± Т,К(1 + ^/(4Л2)]/[(1 -®;/<о2)2 + 'P/(4n-)] -
Jml • Jm2
= ±TIIJ J"2J Кл,
<32.в)
где To и о)в — амплитуда и частота возмущающего момента; со —
собственная частота колебаний системы без демпфирования, равная
со — У(Ctp/Jmi + C<plJm2y, ф — коэффициент демпфирования.
Эффективность применения упругой муфты может характеризо
вать коэффициент динамичности Кд. Его величина зависит в основном
от отношения частот сов/со. Если частота собственных колебаний системы
с муфтой значительно ниже частоты возмущающих сил (гл. 12), то
Кд= 1/[(сов/со)2 — 1].
(32.7)
При ов/со == ]/2 коэффициент /<д = 1; при (сов/со) < У 2 коэффи
циент Кд>1; при (сов/а>)>У 2 получим Кд<1. При условии сов=®
наступает резонанс, и на муфту действует максимальный момент.
При правильном выборе упругой муфты она может Стать эффектив
ным виброизолирующим устройством. Если, например, сов/со = 3...5,
то Кд = 1/8...1/24.
Энергия, поглощаемая муфтой при нагружении, больше, чем при
ее разгрузке. Разница энергий
—
часть, необратимо поглощаемая
муфтой,— характеризует демпфирующую способность
муфты. Коли
чественно это свойство муфты характеризуется отношением необра
тимо поглощенной энергии к затраченной на деформацию муфты.
Амортизационная способность характеризуется энергоемкостью —
наибольшим количеством потенциальной энергии' которую муфта
способна аккумулировать при максимальной деформации. Для муфт
с упругими элементами, работающими на изгиб,
U = гЕК[ст]2/(2Е),
(32.8)
где z, V, К — соответственно количество, объем материала и коэффи
циент формы упругих деталей; [ст] и Б — допускаемое напряжение
и модуль упругости первого рода материала упругой детали.
Чем выше удельная энергоемкость Uy= U/VM (Ум —объем всей
муфты), тем лучше свойства муфты. Если при пуске к ведомой части
363
не приложен момент сопротивления, то вращающий момент Т отли
чается ударным действием, вследствие чего максимальный угол закру
чивания недемпфирующей муфты
фтах — (2Т/С(р) [Jmz/(Jml + Jtn2$\>
(32.9)
а момент, передаваемый муфтой, за малое время t его действия
Т2^Л/2Сф/(2/т1).
(32.10)
Подбирая соответствующую жесткость Сф муфты и устанавливая
время t периода разгона, можно с помощью муфты предотвратить
вредное воздействие ударного момента на соединяемые части.
Распределение нагрузки. В продольно - и поперечно -свертных муф
тах растягивающая болты нагрузка будет неодинаковой (отклонения
могут составлять + 10...15 %). Если болты поставлены без зазора,
нагрузки, действующие нормально к осям болтов, будут неодинако
выми из-за неточности расположения отверстий по окружности и в ра
диальном направлении.
Неравномерность распределения нагрузки между зубьями в зуб
чатой муфте возникает из-за погрешностей шага зацепления, профиля
зубьев, ошибок относительного расположения валов, изменяющегося
положения наружной обоймы. В цепной муфте, кроме указанного на
неравномерность влияют еще и неточности элементов цепи. В наихуд
шем случае подвижная муфта с множественным контактом передает
вращающий момент всего несколькими элементами. При этом возни
кает дополнительная радиальная нагрузка на вал 0 < Er< F. При
обычных величинах несоосности и погрешностей изготовления жестких
муфт Fr= (0,2...0,4)Е при F — 2T/D (рис. 32.4,а). В упругих муфтах
с металлическими и особенно с неметаллическими упругими деталя
ми ошибки шага, профиля пазов и т. п. проявляются менее существен
но, чем в жестких, вследствие меньшей жесткости промежуточных
деіалей.
Распределение напряжений. Если болты в поперечно -соединитель
ной муфте поставлены без зазора,— они испытывают напряжения сре-
>верхностях. В муфтах, передающих момент
трением между полумуфтами, болт испыты
вает напряжения растяжения и кручения.
Напряжения смятия на поверхности
зубьев в зубчатых муфтах распределяются
неравномерно из-за перекоса зубьев (рис.
32.11,а): они концентрируются вблизи тор
цов зубьев; если зубья имеют бочкообразную
форму — в средней зоне (6).
В металлических упругих элементах
муфт распределение напряжений зависит от
способа установки и закрепления их в по
лумуфтах В пакетах пружин, плоских пру
жинах, стержнях, змеевидных пружинах (в)
и др. распределение напряжений определя
ется формой гнезд, в которых расположены
за и смятия на
Рис. 32 .11. Распределение напря
жений по элементам муфт
S64
пружины, и изменяется в зависимости от величины вращающего
момента.
Смазывание, потери мощности, КПД. Смазывание в подвижных
муфтах снижает потери на трение между контактирующими элемен
тами, уменьшает сопротивление относительному перемещению полу*
муфт и дополнительную радиальную нагрузку на валы и опоры. При
меняют масло цилиндровое 52 с добавлением 1...2 % олеиновой кис
лоты технической; для загущения смазки добавляют ЗО...5О94 стеарата
кальция. Для подшипников шарнирной муфты применяют пластичный
смазочный материал.
Потери мощности в муфтах тем больше, чем больше относительные
смещения контактирующих поверхностей. Так, в кулачково-дисковой
муфте промежуточный диск за каждый оборот вала делает два оборота,.
описывает окружность диаметром da= аг, и коэффициент потерь
Ф«(3. . . 5)arf'/D,
(32.11)
где f— приведенный коэффициент трения диска о направляющие
полумуфт (в зависимости от смазки f'= 0,12...0,25); D — наружный
диаметр муфты, мм.
Потери мощности в шарнирной муфте растут с увеличением угла
между осями валов, так как растет угол качания крестовины относи
тельно вилок. При у с 25° коэффициент потерь
<р = 4 - IO’2/' dy)D,
(32.12)
где для опор скольжения f — 0,15...0,2, для игольчатых опор f'=
= 0,05...0,1; d — диаметр цапфы; D — расстояние между серединами
цапф.
При благоприятных условиях КПД муфты достигает ц — 0,98...
. . .0,99.
Нарушение режима работы и виды повреждений. Из -за погреш
ностей относительного положения соединенных частей элементы муф
ты нагружаются дополнительными неуравновешенными силами и мо
ментами. В деталях глухих муфт из-за этого возникают дополнитель
ные напряжения, ослабляется крепление муфты на валах, во втулоч
ных муфтах срезаются штифты, в зубчатых муфтах возможен износ
зубьев, нагрев. В одинарных шарнирных муфтах инерционные нагруз
ки дополнительно нагружают шарниры, что способствует ускорению
разрушения подшипников, а иногда и поломке вилок.
В муфте с металлическими упругими деталями износ участков
крепления их к полумуфтам приводит к изменению упругих характе
ристик муфт. Если упругое звено выполнено из резины, то в результа
те ее старения со временем муфта становится более жесткой. При
относительном смещении валов в резиновых деталях возникают цик
лические напряжения, вызывающие нагрев и снижение прочности, что
приводит к усталостному разрушению.
Пути повышения надежности и долговечности. В неподвижных муф
тах следует увеличивать точность взаимного положения осей соединя
емых деталей; усиливать напряженность соединений валов с полумуф-
гами (особенно при реверсивной нагрузке).
365
Подвижные муфты необходимо располагать вблизи опор, повышать
износостойкость трущихся поверхностей, обеспечивать бесперебой
ное смазывание, для более равномерного распределения нагрузки
придавать им соответствующую форму (гл. 11). При большой частоте
вращения особое внимание необходимо уделить балансировке муфт
(гл.12).
РАСЧЕТ ПОСТОЯННЫХ МУФТ
Критерии расчета. Для обеспечения работоспособности муфты
необходимо создать постоянное надежное соединение полумуфт
С валами и между собой. В неподвижных муфтах соединительные бол
ты рассчитывают на растяжение, если вращающий момент передается
силами трения, или на срез, если нагрузка передается давлением
на болты и они в отверстие поставлены без зазора. В подвижных муф
тах главным критерием расчета, кроме прочности элементов, воспри
нимающих нагрузку, является износостойкость относительно пере
мещающихся рабочих поверхностей.
Расчетная нагрузка. Исходной величиной служит расчетный мо
мент Т, определяемый по формуле (24.2). При определении силы, дей
ствующей на рассчитываемую деталь, учитывают неравномерность рас
пределения нагрузки, условия передачи нагрузки и т. п.:
F = 2TK/(Dz),
(32.13)
где D — расчетная окружность, на которой действует окружная сила;
К — коэффициент, учитывающий условия работы, определяемый в за
висимости от конструкции муфты, как произведение частных коэффи
циентов (гл. 8); z —количество деталей, передающих нагрузку.
Неподвижные жесткие муфты. Из условия равнопрочности наи
более напряженных деталей муфт установлены соотношения между
основными размерами муфт, обеспечивающие передачу вращающего
момента, на который рассчитан вал. Для втулочной муфты со штиф
тами (рис. 32.3,a; 32.12,a)iDn^ (l,5...2)tZ; / « (2,5..A)d;
(0,3...
0,25)d. Расчетом проверяют прочность соединительных деталей .
Условие прочности на срез штифта втулочной муфты
тс = F/Ac = (2 • 1037,Л/б/)/(2лб/ш/4) с [тс],
(32.14)
Условие прочности на смятие
Нем - F/ACM = [4 • 10377</(Z)H + d)]/[dm (DH - d)] с [<усм1. (32.15)
Расчетная сила, растягивающая болт'в продольно-свертной муфте
(б), на основании формулы (32.13)
F = 2TK/(zd) = 2TKaKy/(zd).
(32.16)
Расчетная сила, растягивающая болт в поперечно-свертной муфте
при передаче вращающего момента силами трения (в):
F = FT/(f z) = 277(/[0,5(DH + DJz] = 47J(HKy/[z(Z)H +
(32.17)
366
Рис. 32 .12 . К расчету муфт на прочность
расчетная сила, срезающая и сминающая болт в поперечно-свертной
муфте при передаче вращающего момента силами, действующими
перпендикулярно оси болтов (в),
F = 2TKa/(zD).
(32.18)
В этих формулах
2...3
—
коэффициент неравномерности рас
пределения нагрузки между болтами; Ку— 1//'— коэффициент усло
вий передачи нагрузки (при приведенном коэффициенте трения
= 0,15...0,2 Ку = 6...5).
Далее расчет заключается в определении начальной затяжки бол
тов и их размеров, исключающих раскрытие стыка полумуфт (гл.
27). Для предварительного расчета отношение суммарной площади
сечения болтов к площади сечения вала можно принимать равным
1/10...1/20.
Подвижные жесткие муфты. Окружная сила в кулачково-дисковой
муфте, действующая нормально к поверхности выступа на участке
АВ длиной
при распределении давления по закону треугольника
F = 7/[(D - аг) - 2£>/(ЗКн)].
(32.19)
Условие прочности
ртах = 2F/A = 2F/(Dh/Ku) < [р],
(32.20)
где h — рабочая высота кулачка .
367
Допускаемое давление для незакаленных стальных поверхностей
[р] = 10... 15 МПа; при надежном их смазывании или для закаленных
стальных поверхностей [pl = 15...30 МПа.
В зубчатых муфтах рассчитывают зубья на прочность при изгибе,
рабочие поверхности — на износ по формулам, которые применяются
при расчете зубьев зубчатых колес (гл. 19). Приближенно окружная
силана один зуб определяется по формуле (32.13), если в ней при
нять z —число зубьев .
Размеры зубчатых муфт обычно выбирают по диаметру соединя
емых валов с последующей проверкой допустимости передачи макси
мального длительно действующего момента Тд и максимального крат
ковременного момента Ттах:
7\<
и ^тах 2Г,
(32.21)
где Т —момент, который способна передавать муфта (ГОСТ5006—55)
при данном диаметре вала; = 1... 1,8 — коэффициент ответственно
сти привода: Л2 = 1 ...1,5 коэффициент условий работы муфты.
В цепных муфтах, выбираемых по диаметру вала и допускаемому
вращающему моменту, проверяют цепь по разрушающей нагрузке, за
висящей от расчетного момента:
^разр =(1...1,5)F[$]=(2...3)Т[s]/d,
(32.22)
где F — окружная сила; d — диаметр делительной окружности звез
дочки (гл. 18); [si — коэффициент запаса прочности.
Подвижные муфты с металлическими упругими деталями. Условие
прочности при изгибе радиальных пакетных пружин (д)
о„ = FaJWK — 1 NoTa[\z (0,52? -ф a) ibh2/6] < [ои];
(32,28)
условие прочности для пружины, расположенной вдоль оси муф
ты (ё)
<уи = Fa{Ww — 103Ta/(0,5zDibh2/6) < [ои];
(32.24)
условие прочности для стержня при огибании им профиля гнезда
(ж)
Ои = Fa/WH = 10377z/(0,5z2? - 0, Id3) = 2 ■ 1047Vz/(zZM?) < [<ти], (32.25)
где F — максимальная окружная сила, действующая на пакет или
упругий стержень; а — плечо приложения силы; 1ГИ— момент сопро
тивления поперечного сечения пружин; г — число пакетов или стерж
ней; і — число пружин в пакете; D — диаметр, указанный на рис.
32.12,<?,е,ж; b и h — ширина и толщина одной пластины; [ои! — до
пускаемое напряжение изгиба для материала пластин (стержня);
dc— диаметр упругого стержня.
Подвижные муфты с неметаллическими упругими деталями. Усло
вие прочности пальца во втулочно-пальцевой муфте (а) при изгибе
пальца
ои = Fl/Wu = 2 . 10377/(zD • 0,ld3) = 2 • 10J77/(zDd3) < [ои],.
(32.26)
368
Условие прочности при смятии втулки
асм = F/(dnlB) = 2 • 10377(гШп/в) < [осм],
(32.27)
где D — диаметр окружности, на которой расположены пальцы;
(/„— диаметр пальца; / — расчетная длина пальца; /в— длина втулки;
z — число пальцев .
Обычно допускаемые напряжения изгиба и смятия принимают[ои] —
-
100 МПа; [оСм1= 12...20 МПа.
В муфтах с резиновыми пластинами условие прочности при смя
тии пластины
О'см = 2 • lQ3T/(zDbl) < [Осм],
(32.28)
где I — длина пластины .
Допускаемое напряжение [оСм1 — 0,6...0,8 МПа зависит от темпе
ратуры и продолжительности эксплуатации муфты.
Шарнирные муфты. Проверочный расчет элементов муфт заключа
ется в определении размеров вилок при действии на них нагрузок F
и давлений в шарнирах
Р = Fl(dl) < [р],
(32.29)
где d и I—диаметр и длина цапфы.
Для стальных закаленных поверхностей шарниров скольжения
[р] — 40,0 МПа; для шарниров качения с игольчатыми роликопод
шипниками [р] — 8,0 МПа.
ГЛАВА 33. МУФТЫ СЦЕПНЫЕ УПРАВЛЯЕМЫЕ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Управляемые муфты применяют в ма
шинах с частыми пусками и остановками или с изменением режима
работы. Существует три способа соединения ведущей и ведомой ча
стей:. зацеплением полумуфт, трением между приведенными в сопри
косновение соответствующими элементами и за счет магнитных сил.
Сцепные муфты выполняют двух видов: с одной подвижной и другой
неподвижной и с обеими неподвижными относительно валов полумуф
тами.
Муфта первого вида (рис. 33.1)—зацеплением (а) и трением (б)
состоит из полумуфты /, неподвижно установленной на ведущем валу,
перемещающейся вдоль ведомого вала полумуфты 2 и устройств 3
Рис. 33.1. Основные типы управляемых муфт
369
управления муфтой. В муфтах второго вида сцепление осуществляется
за счет создания магнитного поля, воздействующего либо на проме
жуточный наполнитель в замкнутом пространстве между ведущей
и ведомой частями, либо непосредственно на ведомую полумуфту.
Муфты первого вида широко применяют в автомобилях, тракторах,
экскаваторах, лебедках, станках и другом оборудовании. В буровых
установках, экскаваторах, землеройных машинах, шахтных подъем
никах и т. п. нашли применение шинно-пневматические муфты. При
подаче воздуха в баллон накладки прижимаются к ведомой части муф
ты, возникают силы трения, вовлекающие ее во вращение.
Муфты второго вида — электромагнитные и индукционные
—
при
меняют в регулируемых приводах металлорежущих станков, в кине
матических цепях приборов как элементы автоматики, в строитель
ных машинах различного назначения — транспортерах, экскавато
рах, землечерпалках, насосах.
Классификация. Муфты зацепления (рис. 33 .2) делятся на кулач
ковые, зубчатые, со шпонкой вытяжной или поворотной', фрикционные
на дисковые, (одно- и многодисковые), конусные, цилиндрические,
которые могут быть' колодочными, ленточными и пружинными, ра
диальными и осевыми.
Электромагнитные муфты бывают с жидким и сухим наполнителем,
радиальные и осевые — в зависимости от формы и расположения зазоров
между полумуфтами относительно оси вращения.
Индукционные муфты в зависимости от разновидности магнитной
системы бывают индукторные, панцирные и явноякорные. В зависимо
сти от конструкции якоря — массивные, с пазами, с фазной обмоткой
ит.д.
В основе классификации механизмов управления лежат два призна
ка: род энергии, используемой для управления,— работающие от мус
кульной силы и использующие энергию двигателя или другого источ
ника, и способ передачи усилия к подвижным частям— рычажные,
пневматические, гидравлические и электромагнитные.
Достоинства, недостатки. Достоинствами муфт зацепления яв
ляются точное (без проскальзывания) равенство угловых скоростей
соединенных частей, простота конструкции, малые габаритные раз
меры и малая стоимость. Недостаток — их можно включать и выклю
чать лишь при небольших окружных скоростях и малых нагрузках.
Для включения при больших окружных скоростях муфты снабжают
синхронизаторами, что удорожает конструкцию.
Фрикционные муфты обеспечивают плавное включение, исключают
большие динамические нагрузки и шум, позволяют регулировать
время разгона ведомой части и величину передаваемого вращающего
момента. Недостатки
—
возможность проскальзывания, сложность
конструкции, большие, чем у муфт зацепления, габаритные размеры
и стоимость.
Достоинства электромагнитных муфт заключаются в их быстро
действии (срабатывание в течение секунд, а для малых нагрузок —
сотых долей секунды), отсутствие износа рабочих поверхностей муфт.
Недостатки — несколько большие габаритные размеры и масса по
сравнению с фрикционными муфтами, сложность конструкции, уплот-
370
Рис. 33 .2 . Классификация управляемых муфт
нение наполнителя под. действием центробежных сил и старение его
со временем. Достоинством индукционных муфт является возможность
бесступенчатого регулирования частоты вращения ведомой части,
высокая долговечность и надежность ввиду отсутствия трущихся ПО’
верхностей, передающих нагрузку, способность смягчать удары.
Недостатки — большие удельные массы и габаритные размеры, по
ниженное быстродействие.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Муфты зацепления. Соединение валов в кулачковой муфте (рис. •
33.3,и) достигается сцеплением кулачков, расположенных на торцо
вых поверхностях обеих полумуфт, при осевом перемещении подвиж
ной полумуфты. Наибольшее количество кулачков (г = 15...60)
бывает в муфтах с треугольным профилем кулачка; угол профиля
а = 30...45°. Трапецеидальный профиль применяется в муфтах, пе
редающих большие вращающие моменты при значительной частоте
вращения. Прямоугольный профиль кулачков (’ = 6... 12) постоянной
высоты применяют при передаче больших вращающих моментов и руч
ном включении.
Простейшая зубчатая муфта (б) состоит из полумуфт: ведущей 1
с внутренними и ведомой 2 с наружными эвольвентными зубьями.
Соединение происходит при перемещении подвижной полумуфты.
В другом варианте (в) обе полумуфты 1 и 2 с наружными зубьями
относительно вала неподвижны. Соединение валов осуществляется
втулкой 3 с внутренними зубьями, длина которой больше ширины
ведомой полумуфты. Зубчатая муфта с синхронизатором (а) имеет
фрикционное устройство 1, благодаря которому при осевом переме
щении втулки 2 еще до соединения с помощью зубчатой муфты ведомая
часть 3 вращается с частотой ведущего вала 4.
Для облегчения включения торцы зубьев заостряют или закруг
ляют; чтобы увеличить вероятность включения и уменьшить усилия,
необходимые для включения на ходу, каждый второй зуб на одной
полумуфте укорачивают и совсем снимают на второй (д).
Муфты, включаемые на ходу, изготовляют из стали 20 X с цемент-
тацией и закалкой до твердости 57...63 HRC3 или из стали 40Х с по
верхностной закалкой до 49...55 HRC3.
Фрикционные муфты. Многодисковая муфта (рис. 33 .4,а) состоит
из ведущей 1 полумуфты со стаканом, на внутренней поверхности ко
торого предусмотрены зубья для соединения с ведущими дисками 2,
и ведомой полумуфты 7, имеющей на наружной поверхности зубья
для соединения с ведомыми дисками 3, чередующимися с ведущими.
В специальных пазах ведомой полумуфты установлены на осях 8
рычажки 5, упирающиеся одним концом в диски 4, сопряженные с ве
домой полумуфтой, а другим — в подвижную втулку 6. Когда втулка
6 передвинута влево — муфта включена: все диски прижаты друг
к другу с помощью рычажков 5. Когда втулка 6 передвинута вправо —
диски отходят друг от друга.
При частых включениях применяют диски с металлокерамически
ми накладками и радиальными прорезями. Для интенсивного ох-
372
Рис. 33.3 . Муфты зацепления
Рис. 33.4 . Муфты фрикционные
лаждения дисков и легкого выжимания смазочного материала при
включении диски снабжают спиральными канавками. Чтобы уменьшить
коробление, их снабжают радиальными прорезями (в). Для облег
чения выключения и уменьшения потерь на трение внутренним дис
кам придают волнообразную форму; за счет сил упругости диски при
нудительно разводятся.
Конусная фрикционная муфта (б) состоит из ведущей 1 и ведо
мой 2 полумуфт, соединяемых с помощью фрикционных дисков 4 и сек
торов 3, имеющих трапецеидальное сечение. При надвигании кольца 7
373
Рис. 33.6. Механизмы управления муфтами
на рычажки 5, вращающиеся на осях#, укрепленных в ступице ведомо!
полумуфты, происходит перемещение дисков 4 навстречу друг к другу,
вследствие чего секторы зажимаются между этими кольцами и стака
ном ведущей полумуфты. Для гарантирования выключения применя
ют пружины, которые способствуют раздвиганию дисков 4.
Электромагнитные муфты. Муфта с магнитопроводящими дисками
(ГОСТ 21573—76 и 21574—76) состоит из ведущей полумуфты 1 (рис.
33.5,а), в кольцевой выточке корпуса которой помещена обмотка воз-
буждения 2. Внутри корпуса полумуфты помещены фрикционные дис
ки 4, связанные с ней подвижным зубчатым соединением. С ведомой
полумуфтой 5 связан якорь 6 и ведомые диски 3. При включении муф
ты якорь перемещается по направлению к корпусу ведущей полу
муфты и сжимает диски между собой. Магнитопроводящие диски де
лают из стали 10, 15 и 20 или пермаллоя.
В электромагнитных порошковых муфтах (б) железный сердечник
2, связанный с ведущим валом, несет кольцевую обмотку 3, помещен
ную в выточке сердечника. Корпус 1 с цилиндрическим ободом, свя
занный с ведомым валом через зубчатое колесо, охватывает сердеч
ник с небольшим зазором 0,5...2 мм, в котором находится смесь же
лезного порошка с графитом. Магнитная проницаемость смеси примерно
в 8 раз больше проницаемости воздуха. При включении муфты в за
зоре возникают связки из ферромагнитных частиц, которые соединяют
ведущую и ведомую части муфты.
374
Индукторная муфта (в) состоит из ведущей полумуфты 1, несущей
якорь 2, и ведомой полумуфты «?, в которой смонтирована обмотка воз
буждения 4, питающаяся через провода, подведенные к токосъем
ным кольцам. При включении тока возникают электромагнитные си
лы притяжения, связывающие ведущую и ведомую части муфты.
Механизмы управления. Основные требования, предъявляемые
к механизмам управления: а) надежность действия во всем интервале
заданных условий эксплуатации; б) возможность регулирования,
чтобы при износе рабочих поверхностей работоспособность муфты не
уменьшалась; в) обеспечение равномерного распределения давления по
ш ей площади контакта рабочих поверхностей; г) необходимые для уп
равления усилие и ход не должны превышать, соответственно, на ру
коятке 60... 150 Н и 200...250 мм, а на педали 80...300 Н и 100...
. . . 200 мм; д) определенность зафиксированного положения ведомой
части муфты во включенном и выключенном состоянии; е) предупреж
дение самовыключения под воздействием внешних и внутренних фак
торов; ж) безударное включение муфты, обеспечивающее плавное воз
растание скорости машины по заданному закону.
Механизмы управления отличаются большим разнообразием (рис.
33.6). Они состоит из устройства, служащего для присоединения ме
ханизма к подвижной части муфты (б), передаточного рычажного,
реечного и т. п. механизма (в) и приспособления, создающего усилие
для осуществления перемещения (г). Определенность положения по
лумуфты в выключенном и включенном состоянии обеспечивается спе
циальными фиксаторами, упорами на управляющих рычагах, ограни
чителями хода поршня и т. д . Усилие, необходимое для перемещения
полумуфты, может быть приложено оператором непосредственно к ры
чагу (а) либо через усиливающее устройство—винтовой, реечный,
гидравлический или пневматический механизм.
ОСНОВЫ ТЕОРИИ И РАБОТА СЦЕПНЫХ
УПРАВЛЯЕМЫХ МУФТ
Принцип передачи нагрузки. Вращающий момент от ведущей
к ведомой части в управляемых муфтах передается также, как и в по
стоянных муфтах, либо силами трения, либо давлением на контакти
рующие элементы полумуфт. Особенностью передачи нагрузки в управ
ляемых муфтах является то, что давление на контактирующих поверх
ностях и силы трения переменны, так как включение и выключение
часто происходит на ходу. Во фрикционных муфтах силы трения по
степенно растут по мере увеличения давления на трущихся поверхно
стях при относительном проскальзывании их.
Работа муфт зацеплением. Различают три периода в работе муфты*.
включение, передача нагрузки во включенном состоянии, выключение.
/(ля включения кулачковой муфты в покое необходимо, чтобы высту
пы одной полумуфты находились против впадин другой (рис. 33 .7,а).
При зазоре между кулачками А и шаге Рм вероятность этого положе
ния Р = А/Рм изменяется от 0 до 1.
При включении муфты на ходу (б) возможность зацепления
кулачков определяется еще и скоростями полумуфт — окружной vt
375
Рис. 33.7. к процессам включения и выключения муфт зацепления
и осевой vx. Время t = A/ty относительного поворота полумуфт НЕ
дугу А должно быть равно времени 2/іг/цх, за которое подвижная по
лумуфта переместится на величину 2АГ, достаточную для надежногс
соединения полумуфт в начале включения:
А/vt = 2/ігМ,
откуда минимальное значение скорости, при которой еще возмож
но включение муфты на ходу:
Vx min = 2vthTlk,
(33.1)
где hr — высота головки кулачка .
При равноускоренном перемещении полумуфты на пути АЛ+ 2ЛГ
и скорости в конце периода включения, равной уг, получим ускорение
ахї vx/[2 (Ах + 2/ir)] = v2t (hr/^)'z [2/(AJC + 2ЛГ)].
(33.2)
Первоначальное усилие для включения
Fxi = mnaxl = mnv2 (Аг/А)2 [2/(Ax + 2Ar)L
(зз.з)
где тп— приведенная к оси вала масса подвижной полумуфты и свя
занных с ней деталей механизма включения.
Для дальнейшего включения на полную высоту h кулачка («)
необходимо преодолеть трение между кулачками полумуфт и подвиж
ной полумуфты и валом:
F'xi = 2T{/7d + [tg(a + <pK)]/D},
.
(33.4)
где Т — вращающий момент во время включения муфты на ходу;
f — приведенный коэффициент трения полумуфты на валу; d — диа
метр вала; D — средний диаметр муфты по кулачкам; а — угол
наклона рабочей грани кулачка; <рк— угол трения на кулачках .
Выключение кулачковой муфты должно производиться с такой ско
ростью vX2 перемещения ведомой полумуфты, чтобы расцепление ку
лачков происходило в точке, достаточно удаленной от их вершин,
и после однократного расцепления не было повторных соударений.
Сила, необходимая при выключении для преодоления трения между
кулачками и подвижной полумуфтой и валом:
F’x2 = 2T{f/d — [tg(a — Фк)]/Р}.
(33.5)
376
Из уравнения (33.5) видно, что самовыключение муфты насту
пает в том случае, если 7^x2 <10, т. е . при условии /'D/d-<tg(a —
—
фк). После преобразований, приближенно
tga>f'(l+L>/d)-
(33.6)
На практике склонность к самовыключению имеют кулачковые
муфты даже с углом передней грани а — 0 . Самовыключение пол
ностью устраняется в кулачках с углом а <0 (г).
Работа фрикционных муфт. Различают четыре периода работы
муфты: включение — рабочие поверхности муфты сближаются и сжи
маются, ведомый вал разгоняется до скорости ведущего вала; муфта
включена — ведомый и ведущий валы вращаются с одинаковой скоро
стью; выключение — рабочие поверхности муфты разжимаются и от
водятся, ведомый вал совершает выбег до полной остановки; муфта
выключена — рабочие поверхности разделены зазором, ведомый вал
неподвижен.
В первый период работа, расходуемая муфтой за время включе
ния, складывается из трех частей: Ж— работы трения за время tlt
когда со2 — 0, а момент трения в муфте возрастает от Ж = 0 до
МТ = Т2— момента внешних сопротивлений на ведомом валу; W2—
работы, затрачиваемой на увеличение кинетической энергии масс,
связанных с ведомым валом, включая и потери за время 12 —t х,
когда угловая скорость ведомого вала возрастает от 0 до w2; W3—
работы на преодоление внешних сопротивлений на ведомом валу,
включая и потери за время /2— /х:
Wt=JЖ«ХЖ W2=j(Ж—T^dt-,
W3 = J* T.^dt.
0
it
ti
Ведомый вал воспринимает лишь часть работы:
^2
No" = Ц72+г;=Л,,0)ї/2+jТЛdt,
h
где W2— работа, идущая на увеличение кинетической энергии дви
жущихся масс, 1щ2 — приведенный момент инерции движущихся масс,
связанных с ведомым валом; W’3— работа внешних сопротивлений.
Следовательно, потери на трение
Ж=Wx+W2+Ж-W2
-
W3.
(33.7)
Обычно полагают, что нарастание момента трения в муфте про
исходит настолько быстро, что можно принять /х^0; Ж = const и
Т2 = const. На основании принятых допущений определяют значения
работ W\, W2, W3, W2, W3, и после подстановки их в уравнение
(33.7) получим работу, потерянную на трение при включении муфты:
Wt = Ж«!ж/!2(Ж —7\)b
(33.3)
Из выражения (33.8) следует, что при заданной скорости для умень
шения потерь на трение необходимо по возможности снижать Im2t
377
увеличивать за время пуска разность (7ИТ— Т2), например включать
без нагрузки, когда Т2~ 0. При включении конусной муфты на ходу
внутренний конус как бы ввинчивается в наружный и прижимается
к его поверхности сильнее, чем после включения в состоянии покоя.
Чтобы не возникло заклинивание, принимают половину угла при вер
шине конуса равной 10... 15°.
Нагрев муфт. Работа, затрачиваемая на трение при включении
и выключении муфты, сопровождается износом и нагреванием тру
щихся поверхностей. Пренебрегая рассеиванием тепла в период вклю
чения, тепловой баланс к концу первого включения муфты
W-r ~ ст(Ох—О'в);
(зз. 9)
откуда температура в конце первого включения
01 = Фв + IFT/(cm),
(33.10)
где WT — работа, затраченная на трение при включении муфты, Дж;
с—удельная теплоемкость материала нагреваемых деталей муфты,
Дж/(кг • °С) (для стали и чугуна с ^500 Дж/(кг • °С); т — масса
этих деталей, кг; <4 — температура муфты в конце первого включе
ния, °С; Фв — температура окружающего воздуха, °С.
Благодаря отдаче тепла окружающему воздуху за промежуток
времени dt работы муфты теплоотдача будет (гл. 13): dQ — kA х
X (Фі — Фв)^/, вследствие чего температура муфты снизится на
dbx = —dQI(ctri) —[2 • 10~3/гЛ/т] (^ — Фе) dt,
откуда
— 'О'в) = — (2 • 10-3&Л/т) dt,
(зз. 11)
где k— коэффициент теплопередачи, Вт/(м2 • °С); Л — охлаждаемая
поверхность, м2.
Если время между двумя последовательными включениями t,
то температура муфты к моменту второго включения Фзн определится
интегрированием (33.11). Продолжая подобные рассуждения, полу
чим, что при числе включений оо температура муфты
Ооо = 'О’в 4- WT/(kAt).
(33.12)
Для муфт одинаковой конструкции, работающих в одинаковых
условиях, в последней формуле переменными оказываются только
величины 1FT и Л. Поэтому, если в двух муфтах одинаковы отноше
ния WT/A = Ка, то можно полагать, что и температуры нагрева этих
муфт также одинаковы. Принимая охлаждаемую поверхность про
порциональной площади трущихся поверхностей Лт, при среднем ко
личестве пт включений муфты в час, получаем эмпирический коэффи
циент, характеризующий муфту:
Ка = 2,8 • Ю~*NoТпт/АТ.
(33.13)
Для дисковых муфт со смазываемыми стальными дисками макси
мальная тепловая нагрузка [7<д] = (2,3...5,7) 103Вт/м2 (в зависимости
от обилия смазочного материала), при работе всухую [/Сд] = (2,3...
.. .3,5)103Вт/м2.
378
Распределение нагрузки. Из-за ошибок шага, профиля, положения
осей валов и деформаций часть кулачков, особенно прямоугольного
профиля, не участвует в передаче вращающего момента. Также не
равномерно распределяются и давления на площадках контакта ку
лачков и зубьев. В многодисковых фрикционных муфтах нагрузка
между дисками распределяется тем неравномернее, чем больше их
количество. Часть силы, сжимающей диски, тратится на преодоление
трения в направляющих при поступательном движении дисков.
Распределение напряжений. При большой частоте включений
вследствие износа трущихся поверхностей напряжения будут концент
рироваться в зоне меньшего износа —в средней части по длине кулач
ков (зубьев).
Напряжения смятия на поверхности муфты с одной парой поверхно
стей трения концентрируются в центральной зоне. При большой ча
стоте включений происходит существенный износ, в результате кото
рого неравномерность распределения напряжений смятия возрастает.
В конусных муфтах неравномерность распределения напряжений
смятия на поверхности контакта конусов тем больше, чем больше от
клонение углов наружного и внутреннего конуса от заданного и несо-
осность валов.
Смазывание, потери мощности, КПД. Смазывание в момент вклю
чения и выключения фрикционных муфт уменьшает трение и, следо
вательно, износ рабочих поверхностей. Обычно применяют жидкие
масла с низкой вязкостью (например, индустриальное 20). Масло слу
жит также средством отвода тепла с поверхностей дисков. При боль
шом количестве дисков с целью повышения эффективности отвода теп
ла в выключенном положении муфты масло прокачивают между диска
ми. При включении муфты подача масла прекращается, а оставшееся
на поверхности дисков масло выдавливается при полном прижатии
дисков. Потери мощности имеют место только при включении и вы
ключении муфты.
Нарушение режима работы и виды повреждений. В муфтах зацеп
лением вследствие износа рабочих поверхностей наблюдается само
произвольное выключение, увеличивается сила удара в период
включения. При недостаточной длине ступицы подвижной полумуф
ты возможны перекосы, а в результате ее износа — нарушение пра
вильности зацепления зубьев. При неполном включении муфты, вы
званном указанными нарушениями нормальной работы, может про
изойти поломка зубьев.
В многодисковых фрикционных муфтах иногда происходит трение
между дисками выключенной муфты. Причинами этого могут быть
искривление, соприкосновение после выключения и слипание дисков
вследствие присутствия смазочного материала на их поверхностях.
В результате растет износ дисков, изменяется их форма, муфта нагре
вается в выключенном состоянии, что приводит к снижению долго
вечности. По этим же причинам возможно проскальзывание трущих
ся поверхностей и при полном включении муфты. Это приводит к пере
греву муфты, так как относительное движение дисков происходит
при максимальных силах трения на контактирующих поверхностях.
Наиболее часто из-за чрезмерного износа или заедания разрушаются
37J
рабочие поверхности дисков и зубья, которыми диски входят в соответ
ствующие пазы полумуфт, особенно в муфтах, работающих без смазки.
Пути повышения надежности и долговечности. В зубчатых и кулач
ковых муфтах необходимо повышать износостойкость рабочих поверх
ностей; выбором формы, углов скоса зубьев и профиля кулачков до
биваться более равномерного распределения напряжений в контакте.
Во фрикционных муфтах для поверхностей трения необходимо при
менять материалы, обладающие высоким коэффициентом трения и из
носостойкостью: металлокерамические обкладки, получаемые спе
канием меди или железа (повышенный отвод тепла) с графитом или
свинцом (лучшая прирабатываемость и предупреждение заедания)
и асбестом (повышает трение). При работе муфты с частыми включе
ниями необходимо обеспечивать усиленное охлаждение (увеличивать
наружную поверхность муфт, применять оребрение).
РАСЧЕТ СЦЕПНЫХ УПРАВЛЯЕМЫХ МУФТ
Критерии расчета. Расчетом необходимо обеспечить прочность
деталей, непосредственно передающих нагрузку от ведущей к ведомой
полумуфте, и надлежащую износостойкость их. Расчет на износ
заключается в ограничении напряжений смятия — этим достигается
и достаточная прочность рабочих поверхностей, а выбором понижен'
ных величин давлений предупреждают чрезмерный нагрев муфты.
Если муфта работает большую часть времени при динамическом ре
жиме с большой частотой включений, производят расчет на нагрев.
Расчетная нагрузка. Номинальный вращающий момент Тк опре
деляют исходя из максимального вращающего момента приводного
двигателя тах или момента статических Тс и динамических 7\ сопро
тивлений ведомой части: Тп 7\ тах или Тн > Гс 4~
Расчетный момент
для фрикционной муфты определяют с учетом продолжительности и час
тоты включения, влияющих на ее нагрев:
Т = Тнр/(2<ЛЛ),
(33.14)
где Р—коэффициент запаса сцепления (1,25...3,5—меньшие зна
чения для муфт подъемно-транспортных машин, включаемых без
нагрузки, станков и автомобилей, большие — для тракторов); Кп~
коэффициент, учитывающий частоту включения муфты в час: (при
г‘м*<90 Кп~ 1, при nM>*90 Кп— l .. .O,5); Kv— коэффициент, учи
тывающий скорость скольжения (при v — 2,5 м/с 7(^=1, при v —
= 3...15 м/с 7G = 0,94.. .0,55); Кг—коэффициент, учитывающий
число ведущих дисков смазываемых муфт (при гг < 3 Т<2 = 1, при
Zj = 4...11 Кг = 1—0,03(zx— 3)); для сухих муфт /Сг=1.
Муфты зацеплением. Условие прочности на изгиб и смятие рабо
чих поверхностей куЛачков или зубьев в соответствующих муфтах
(рис. 33 .3)
ои = 2Fh/WM = \2Fh!(bh\) = 24 • 103T/i/(zDO/h) с ]аи]; (33.15)
Псм ~ Е/Лсм [Псм1>
(33.16)
где D — диаметр, на котором приложена окружная сила (средний —
для кулачковых, делительный — для зубчатых); z—количество кулач-
380
і. ов (зубьев); 7<н — коэффициент неравномерности распределения
нагрузки между зубьями; Лсм и
площадь смятия и момент
сопротивления при изгибе площади основания кулачка (зуба); h~
высота кулачка (зуба); b, hx—размеры сечения основания кулачка
(зуба).
Коэффициент Кн принимают от 0,5 до 2/г, а при расчете муфт
для крановых механизмов І/z. Для предупреждения чрезмерного
і з.юса принимают пониженные напряжения смятия: для муфт с це
ментованной и закаленной поверхностью рабочих поверхностей, вклю
чаемых в покое, [<усм] = 100... 150 МПа, включаемых на ходу —
[щп] 30...40 МПа.
Допускаемые напряжения изгиба назначают в зависимости от
предела текучести [он] = oT/[s]; для муфт, включаемых в покое,
|s] = 1,5...2 и при включении на ходу [$] > 2,0.
Муфты фрикционные. Условие передачи расчетного вращающего
момента
Т=Ffr' = s FiM=t f'.pM,
<38-17)
1=1
1=1
где F — расчетная сила прижатия; //—приведенный коэффициент
трения между рабочими поверхностями; г/ —приведенный радиус
сил трения сжатых поверхностей; рт— среднее давление;
—
пло
щадь одной пары трущихся поверхностей; г — число пар трущихся
поверхностей.
В многодисковой муфте (рис. 33 .4, а) при z дисках и одинаковом
среднем давлении рт на каждой поверхности трения
Т — 0,5nDcf' pmbz = Q,5nDlzpmf'ty,
(33.18)
где b = 0,5 (Dx — £)2) — рабочая ширина дисков; Dc = 0,5 • (DT + D2)—
средний диаметр рабочей части дисков; ф = blDc-= 1/3... 1/9.
В зависимости от типа муфты — сухая или смазываемая
—
выби
рают материал трущихся поверхностей; задаются средним диамет
ром— £>с ~(3...5) d и находят окружную скорость vc — nD'cn/(6 х
х 104). Из таблиц [3.6] находят коэффициенты р, Кп, 1\г, Kv (по
предполагаемому числу дисков г'). Выбрав допускаемое давление [р[
в зависимости от материала и окружной скорости и задавшись вели
чиной ф из формулы (33.18), находят
Dc = 1(Щ277(да7'[/>]'|>) и г = 2 • WT/[nf [р] (£>i)»^]. (33.19)
При большом отклонении полученного Dc и количестве дисков г
от предварительно выбранных D'c и г' расчет повторяют, приняв
новое значение коэффициента Kv.
Механизмы включения. Исходными величинами для расчета меха
низма являются сила Fx нажатия на подвижную часть муфты и пере
мещение звена управления. Сила, необходимая для включения конус
ной муфты,
Fx = 2Т [sin а//' 4- cos a]/D;
(33.20)
дисковой муфты
Fx = 3T/[f'z (D3 - D*MDi - Dl].
(33.21)
381
Последовательность расчета, в результате которого необходимо
найти ход звена управления и силу воздействия на него, определяется
типом нажимного механизма. В простейшем рычажном механизме
(рис. 33.6,в) общий ход sx включающей втулки 1 складывается из
хода s3.c, необходимого для выборки зазоров в сопряжениях (1 ...2 мм);
хода $3.д для выборки зазоров между дисками; хода sc для сжатия
дисков за счет деформаций всех деталей, испытывающих действие
нажимного давления, и хода s3 замыкания (3...4 мм), на протяжении
которого рычажки переходят с конической поверхности втулки на
цилиндрическую:
sx = $з.с4~$з.д+Sc+s3.
(33.22)
Величины s3. д и sc определяют из формул
s3. д = (zAJ ctg0)/А = zAcws и sc = FusIC,
(33.23)
где z—число пар трущихся поверхностей; us — (//Л)ctg0 — кинема
тическое передаточное число механизма включения; Дс — суммарный
зазор между дисками; С — коэффициент жесткости механизма вклю
чения муфты.
Величина коэффициента жесткости С зависит от конструкции на
жимного механизма и размеров его деталей и определяется экспери
ментально (гл. 11).
Горизонтальные составляющие FB и FX усилий, действующих со
стороны втулки и дисков на один рычажок, при общем их количестве і
и равномерном распределении нагрузки между ними (когда верти
кальные составляющие сил, действующих на втулку, взаимно урав
новешиваются) будут FB — FJi и F'x= Fx/i, а соотношение между
этими силами определяют из уравнения моментов всех сил относи
тельно оси рычажка (рис. 33 .6,в):
F’B[lctg(9 4- ф') — е
—
rf'} — F'x(h + atgcp' 4- rf') = 0. (33.24)
Отсюда при /'=ctgfp' силовое передаточное число механизма
включения
= F'X/F'B =[Ictg(04-ф')—e
—
rf']/\h 4- (« + П f 1 (33.25)
и, следовательно, сила F'B ~ F'x/Up..
ГЛАВА 34. МУФТЫ СЦЕПНЫЕ САМОУПРАВЛЯЕМЫЕ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. В самоуправляемых муфтах сцепление
и расцепление соединяемых частей осуществляется автоматически
в зависимости от изменения одного из факторов: вращающего момента
(предохранительные муфты), направления вращения (муфты свобод
ного хода), скорости вращения (центробежные муфты). Самоуправля
емые муфты (рис. 34.1) состоят из ведущей 1 и ведомой 2 полумуфт
и устройств 3, обеспечивающих сцепление и расцепление.
В предохранительных муфтах по моменту (а) при превышении на
грузки либо разрушается специальная деталь, вследствие чего отклю-
382
Рис. 34.1. Основные виды самоуправляемых муфт
чается ведомая часть, либо ведущая часть получает возможность от
носительного проворота без разрушения связи.Такие муфты применя
ют в дробилках, землеройных и почвообрабатывающих машинах,
прессах, ковочных машинах, в автоматических машинах и др.
Муфты свободного хода (б) обеспечивают автоматическое соедине
ние ведущего вала с ведомым при одном направлении вращения ве
дущего вала и разъединение их при противоположном. Эти муфты
применяются в различных пусковых приспособлениях, велосипедах,
мотоциклах, металлорежущих станках, коробках передач автомоби
лейит.п.
Предохранителъные муфты по скорости (в) служат для сцепления
(или расцепления) валов при достижении ведущим валом определен
ной скорости вращения. Под действием центробежных сил подвижные
части полумуфты, связанной с ведущим валом, прижимаются к рабо
чим поверхностям ведомой полумуфты и за счет сил трения передают
ей вращение. Они применяются в приводах центрифуг, барабанов
стиральных машин, ленточных конвейеров и т. п.: двигатель (сначала
без нагрузки) легко разгоняется, а затем при определенной скорости
включается в движение рабочая машина. В результате процесс пуска
протекает плавно, без перегрузки двигателя и рабочей машины.
Классификация. Предохранительные муфты по моменту (рис.
34.2) делятся на муфты с разрушающимся элементом, зацепления
и фрикционные. Муфты зацепления подразделяются на пружинно
кулачковые, зубчатые, штифтовые, рычажные, шариковые, пружин
но-роликовые . Фрикционные предохранительные муфты делятся на
дисковые, конусные, цилиндрические (круговые), сухие и с масляной
ванной, одно-и многодисковые .
Муфты свободного хода зацепления и фрикционные бывают
с осевым и радиальным замыканием; они делятся на клиновые, роли
ковые, пружинные, ленточные и др. Роликовые муфты по характеру
выполняемых функций могут быть одностороннего, двухстороннего
действия и реверсивные: с единичным и групповым расположением
роликов, с внутренней и наружной звездочкой; с цилиндрическими,
коническими и эксцентриковыми роликами.
Предохранительные муфты по скорости делятся на нормально ра
зомкнутые и нормально замкнутые; колодочные, ленточные с шарами
и с наполнителем. Породу наполнителя различают муфты со сталь
ными шариками, чугунной дробью, графитизированным порошком.
383
Муфты
самоуправляемые
.
... г~
Односто
ронние
Предохранительные
по моменту
--------
1,__ _
Предохранительные
по скорости
г._j __
Двухсто-
оонние
ZZZJ___
Зацепление^
___
L__ _ 7ZZn_
Нормально-
Нормально
замкнутые
разомкнутые
.:
.і
Колодоч
ные
Ленточ
ные
Силара
ми
Снапол-
нителем
Он)
'■ ’1
‘
Пружин
ные
"I
Одно
конусные
Двух
конусные
Рис. 34 .2 . Классификация самоуправляемых муфт
Нилин- |
орические
Пружиня^
рычажные
Достоинства, недостатки. Предохранительные муфты по моменту
с разрушающимся элементом отличаются простотой конструкции.
1 Іедостатки — невысокая точность срабатывания; снижение со време
нем величины предельного момента. Предохранительные пружинно
кулачковые муфты отличаются сравнительной простотой конструк
ции и ухода, малыми габаритными размерами, отсутствием при замы
кании относительного поворота соединяемых частей. Недостатки
—
невозможность включения на ходу при окружной скорости v 1 м/с,
значительный износ рабочих поверхностей, шум при включении.
Пружинно-шариковые муфты проще, надежнее, чем кулачковые,
потери при включении и выключении меньше. Недостатки — точеч
ный контакт шариков, что приводит к их быстрому разрушению;
не пригодны для работы при больших скоростях и перегрузках.
Фрикционные предохранительные муфты лучше других работают
при частых кратковременных перегрузках, ударных нагрузках, боль
ших частотах вращения. Сухие фрикционные муфты отличаются боль
шей стабильностью срабатывания, чем работающие в масляной ванне.
Муфты свободного хода зацеплением (храповые) просты, не тре
буют специального ухода, легко выполнимы в любых условиях. Не
достатки — невозможность использовать при больших нагрузках и ча
стоте вращения, большой мертвый ход, шум. Фрикционные роликовые
муфты свободного хода могут работать при любой частоте вращения,
выдерживают много включений, бесшумны, имеют небольшие габа
ритные размеры. Недостаток
—
необходимость высокой точности из
готовления и монтажа.
Предохранительные муфты по скорости с колодками достаточно
просты в изготовлении и эксплуатации. Муфты с дробью обеспечивают
плавное включение и обладают высокими предохранительными свой
ствами, могут хорошо работать в режиме частых пусков. Недостаток
муфт с дробью — возможность уплотнения наполнителя, усиленный
нагрев при длительном буксовании.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Предохранительные по моменту муфты зацепления. Простейшая
муфта со срезным штифтом 1 (рис. 34.3,а), установленным в зака
ленных втулках 3 в ведущей 2 и ведомой 4 полумуфтах, выполняется
для валов диаметром до d = 60 мм. В муфте с разрывным болтом (б)
ведущая полумуфта 1 имеет два углубления, к которым с помощью
разрывного болта 3 прижимаются два рычага 2, установленные на
осях 4, закрепленных на ведомой полумуфте 5. При увеличении соп
ротивления на ведомом валу происходит относительный поворот
полумуфт, рычаги отжимаются, болт разрывается, и связь между
полумуфтами нарушается Для разрушающихся штифтов и болтов
обычно применяют сталь марок У8А, 40, 45; втулки выполняют из
стали 40 X.
Пружинно-зубчатая муфта (в) постоянно замкнута, так как зубья
ведомой полумуфты 1 фиксируются пружиной сжатия 3 во впадинах
между зубьями ведущей полумуфты 2. В пружинно -кулачковых муф
тах (ГОСТ 15620—77) число кулачков меньше, чем зубьев, форма
13 5-паз
385
Рис. 34.3. Муфты предохранительные но моменту с разрушающимся элементом и
зацеплением
Рис. 34.4 . Муфты предохранительные по моменту фрикционные
чаще всего трапецеидальная (а), реже — треугольная. Полумуфты из
готовляют из стали 20Х с последующей цементацией и закалкой до
57...58 HRC9 или стали 40 X с закалкой.
В пружинно-шариковой муфте (ГОСТ 15621—77) между ведущей
1 и ведомой 2 полумуфтами (д) в лунках специальной формы располо
жены шарики 3, поджимаемые с помощью пружин 4. При перегрузке
шарики перекатываются по поверхности полумуфты, при этом они
вдавливаются в отверстия, сжимая пружины. В другой конструкции
(е) ведомая полумуфта 2 с шариками прижимается пружиной 3 к веду
щей полумуфте 1. При перегрузке осевая сила отжимает полумуфту .
Предохранительные по моменту фрикционные муфты. Отличие
фрикционной дисковой предохранительной муфты (рис. 34.4,а) от ана
логичной муфты сцепления (гл. 33) состоит в том, что прижатие дисков
создается силой одной или нескольких витых или тарельчатых пружин
сжатия /. Изменение величины предельного вращающего мдмента
386
(по ГОСТ 15622—77 до 400 Н . м)
достигается перемещением регули
ровочных гаек.
В конусной фрикционной муфте
(б) силы осевого воздействия пру
жин 5 через конусы 1 и 1' на фрик
ционные сегменты 3, соединенные
кольцевой спиральной пружиной 4,
прижимают их к внутренней цилин
дрической поверхности ведомой ПО- Рис. 34.5. Муфты свободного хода
лумуфты 2. При перегрузке прос
кальзывают контактирующие элементы. Фрикционные сегменты изго
тавливают из специального материала на основе асбеста.
Муфты свободного хода. Ведомая полумуфта 1 (рис. 34.5,а) муфты
зацепления для сельскохозяйственных машин (ГОСТ 12955—75)
имеет лунки, в которых помещаются сухарики 2, опирающиеся на ша
рики 4. На внутренней поверхности ведущей полумуфты 3 преду
смотрены выступы. Пружины 5 постоянно поджимают сухарики к ве
дущей полумуфте. При вращении полумуфты 3 против часовой стрел
ки сухарики 2 проскакивают по выступам; при противоположном на
правлении вращения сухарики 2 упираются в выступы, приводя во
вращение полумуфту 1.
Фрикционная роликовая муфта (б) состоит из полумуфты 1 — звез
дочки, которая имеет вырезы с площадками и отверстия для штифтов
2 с пружинами сжатия 3. Вторая полумуфта 5 — обойма
—
имеет
гладкую цилиндрическую поверхность. В пространстве между полу
муфтами находятся ролики 4, касающиеся обоймы, звездочки и штиф
тов. При вращении полумуфты 1 по часовой стрелке ролики защем
ляются в клинообразном пространстве и увлекают во вращение полу
муфту 5. При обратном направлении вращения вала ролики свободно
вращаются, находясь в углублениях звездочки, и не передают нагруз
ку ведомому валу. При больших нагрузках обоймы и ролики изго
товляют из стали ШХ15, а при малых — из сталей 20Х и 40Х.
Предохранительные муфты по скорости. Колодки 3 с фрикционными
накладками 5 на ведущей полумуфте 7, перемещающиеся по направля
ющим (рис. 34.6,0:), притягиваются к центру муфты с помощью пру
жин-4 . При достижении полумуфтой 1 заданной скорости под действием
центробежных сил колодки, преодолевая сопротивление пружин 4,
прижимаются к внутренней поверхности обоймы 2, и она начинает
вращаться. В муфте с дробью (б) ведущая полумуфта /имеет дведиа-
Рис 34.6 . Муфты предохранительные по скорости
13*
387
метрально расположенные лопасти; ведомая — 2 образует замкнутую
область, в которой помещаются лопасти и дробь с графитом. Во время
пуска ведомая полумуфта постепенно набирает скорость под дей
ствием на нее сил трения при движении дроби, увлекаемой лопастями
ведущей полумуфты. При достижении ведомой полумуфтой заданной
скорости дробь под действием центробежных сил уплотняется на ее
внутренней поверхности и совместно с лопастями ведущей полумуфты
вращается как одно целое.
ОСНОВЫ ТЕОРИИ И РАБОТА
СЦЕПНЫХ САМОУПРАВЛЯЕМЫХ МУФТ
Принцип передачи нагрузки. В самоуправляемых муфтах нагрузка
передается трением или зацеплением. Если муфта постоянно замкну
тая, то специальное устройство обеспечивает нарушение контакта
рабочих поверхностей при достижении определенным параметром на
перед заданного значения', если муфта постоянно разомкнутая, то при
достижении заданных условий возникает контакт передающих нагруз
ку поверхностей. В предохранительной муфте с разрушающейся
деталью передаваемый вращающий момент уравновешивается силой,
вызывающей в ней разрушающие напряжения среза или растяжения
при достижении предельного момента. В муфтах зацепления предель
ный момент уравновешивается силами, прижимающими кулачки или
шарики ведущей и ведомой полумуфт друг к другу. Вращающий мо
мент, при котором срабатывается фрикционная предохранительная
муфта, определяется силой прижатия дисков.
Работа предохранительных муфт. При достижении предельного
момента сопротивления на ведомой полумуфте она останавливается,
а ведущая продолжает вращение. Наибольший момент, который допу
стимо передавать муфтой,
= ТнКП.н. Коэффициент превышения но
минальной нагрузки КП.н зависит от типа и конструкции машины .
Максимально допустимый диапазон величин моментов, в котором
должна срабатывать муфта:
[ДТпр]=ТЛ —Тн =Та(Лп.н —1).
(34.1)
Следовательно, отключение ведомой полумуфты может начаться
при передаче момента Тн, ио не большего, чем момент Tnp<z ТЛ.
Чувствительность муфты к срабатыванию характеризуется коэффи
циентом чувствительности Кч — Тр/Тпр. Фактический интервал
величин моментов, в котором происходит срабатывание муфты, зави
сит от величины момента Т^р и конструкции муфты
ДТпр=(Тпр+Д'Тпр)-Го =7пр(1 4-Д' - Лч)=ТпрКП.с,(34.2)
где Д' — относительная погрешность срабатывания.
Для обеспечения отключения ведомой полу муфты при Тп < Тпр С
< Тд необходимо соблюсти условие
ДТПр < [ДТпр],
388
Рис. 34.7 . Схема нагружения ролика в муфте свободного хода
откуда
Тпр=тп(Кп.и —1)/Кп.с =Тнрн,
(34.3)
где рн = (Лп. н—1)/Лп. о обычно принимают рн = 1,25.
Важная характеристика предохранительной муфты — коэффици
ент точности Кт = Tmax/7"min (отношение максимального вращающего
момента к минимальному, при которых возможно срабатывание муф
ты). Чем ближе значение Кт к единице, тем надежнее работа муфты.
Для обеспечения гарантированного предохранения время tc дей
ствия муфты от начала срабатывания до момента снижения нагрузки
должно быть меньше времени tn, в течение которого может наступить
поломка машины, что опр$деляется коэффициентом безопасности
Кб= /п//с>2...3.
Работа муфт свободного хода. Полный цикл, характеризующий ра
боту фрикционной муфты свободного хода, состоит из четырех перио
дов: свободный ход, самозаклинивание, рабочий ход (заклиненное
состояние), разъединение. В период свободного хода полумуфты дви
жутся одна относительно Другой С угловыми скоростями (Oi > (й2. Ро
лики совершают вращательное, а при действии динамических нагру
зок — колебательное движение . Для равномерного вращения ролика
необходимо с помощью пружины 3 (рис. 34.7,й) создать такую силу F
прижатия, чтобы обеспечить условие
Т’вр = (ОДт/р/^/! — kxFx)
= (0,5dpF2f2 + O,bdpFf3 + Лгрер),
откуда
F < Fi [fjf3 — 2Хг1/(б/р/з)] — [(F2/2 + 2Jmp&p/dp)/f3],
(34.4)
где Flt F2 — нормальные реакции, действующие на ролик; flf f2 и
f3 — коэффициенты трения скольжения в местах контакта; kr — коэф
фициент трения качения в контакте ролика с полумуфтой /; dp и
Jmp— диаметр и момент инерции ролика.
389
Рис. 34.8 . К расчету муфт предохранитель
ных по скорости
Величины сил Ft и F2 зависят
от сил инерции сил тяжести Fg
ролика и силы прижима F и опре
деляются из условия равновесия
ролика. Нормальные силы Ft и F2,
а также силы трения FTi и Ft2 стре
мятся вытолкнуть ролик в более
широкую часть зазора между полу
муфтами, т. е. способствуют рас
клиниванию муфты.
При уменьшении скорости полу
муфты 7 уменьшается разность ско
ростей (сог— со2), что вызывает относительное перемещение полумуфт
в направлении заклинивания ролика. Силы трения уменьшаются до
нуля, а затем, изменив направление (рис. 34.7,6), увеличиваются.
Под действием момента F^d^, не уравновешиваемого в начальной
стадии заклинивания моментами сил F\, F2 и Fr2, ролик перекатыва
ется в более узкую часть зазора между полумуфтами, происходит
заклинивание. Нормальные силыи 7% увеличиваются, возрастает
сила трения Ft2, влияние силы Л на положение ролика становится
незначительным.
Из приближенного решения уравнения (34.4) условием заклинива
ния будет а < 2ф (ф — угол трения). После самозаклинивания муфта
вращается как одно целое.
Анализ процесса саморасклинивання муфты, экспериментальные
исследования и опыт эксплуатации показывают, что саморасклинивание
обеспечивается при а 2°. Чем больше угол а, тем больше потери
во время свободного хода. Поэтому на практике принимают а ==
-
4...10°.
Работа предохранительных муфт по скорости. В муфте постоянно
разомкнутой (рис. 34.8,а) силы Fn каждой из zn пружин 7 постоянно
оттягивают zm подвижных деталей от поверхности трения на ведомой
полумуфте 2, поэтому сила прижатия F = Ра2т— Fnzn. В муфте по
стоянно-замкнутой (б) силы пружины прижимают подвижные детали
к ведомой полумуфте, а сила инерции ослабляет это прижатие, по
этому F = Fnzn— F^m. Центробежная сила инерции
= mv^fr,
(34.5)
где т — масса одной подвижной детали; v — окружная скорость
центра масс этой детали; г — расстояние от центра масс до оси враще
ния.
В муфте постоянно разомкнутой при условии F4zm> Fnz„, т. е .
при достижении скорости v YFnznr/(mzm), включается ведомая
полумуфта. В местах контакта развиваются силы трения, которые
создают на ведомой части вращающий момент
Т == 0,5F['D,
(34.6)
где f'— приведенный коэффициент трения; D — диаметр поверхности,
на которой действуют силы трения.
390
В муфте постоянно разомкнутой чем выше скорость, тем меньше
сила прижатия 5, и при достижении определенной скорости ведомая
полумуфта выключается. Важной характеристикой муфт по скорости
является время срабатывания муфты. Различают следующие периоды
полного цикла работы муфты’, свободное движение ведущей полумуф
ты до момента касания деталей полумуфт, движение ведущей полу
муфты, находящейся в контакте с ведомой до начала движения по
следней, разгон ведомой части до скорости ведущей, разгон всей муфты
до начала движения с заданной рабочей скоростью (установившееся
движение), отключение ведомой полумуфты. В общем виде при угло
вой скорости (й момент трения колодок можно представить в виде
Мт=Л\о)2—к2>
(34.7)
где К2 — коэффициенты, зависящие от конструкции, размеров
муфт и фрикционных свойств контактирующих материалов.
В первый период происходит разгон ведущей полумуфты по за
кону Тх = Jm\d(£>t]dt, в конце которого при Мт = 0 сої, 1 =
следовательно время от начала пуска до момента касания полумуфт
®і, і
О
ГДЄ Jmi—МОМЄНТ ИНерЦИИ МИСС ПОЛуМуфтЫ.
В следующий период ведомая полумуфта остается неподвижной
до того момента, пока не наступит равенство моментов трения и
сопротивления Л4т = 712, т. е.
2— 7<2 = 7'2, откуда угловая ско-
рость ведущей полумуфты В конце ЭТОГО периода 6)1, 2 =
=
4- Л2)/К1- При этих условиях уравнение движения полумуфты
будет Т1 — Мт = Jmidoajdl, а длительность второго периода
“1.2
t2=J,nx j
(31.9)
“1,1
Аналогично можно найти угловые скорости ведомой полумуфты
и длительности остальных периодов. Полное время от начала движе
ния ведущей полумуфты до начала установившегося движения муфты
вцеломt ~
А2+/3+t4.
Распределение нагрузки. В пружинно-кулачковых муфтах нагруз
ка между кулачками распределяется тем неравномернее, чем ниже точ
ность изготовления и монтажа: больше погрешности профиля, несо-
осность, непараллельность осей и т. п . Наибольшая нагрузка может
достигать тройной величины средней нагрузки. В многодисковых
фрикционных муфтах нагрузка между диенами распределяется тем
более неравномерно, чем больше их число.
Неравномерность распределения нагрузки между роликами муфты
свободного хода кроме указанных факторов зависит от профиля ра
бочей поверхности звездочки. В муфтах нормальной точности нагруз
ка на наиболее нагруженный ролик может превышать среднюю в 1,5
раза.
391
В предохранительных муфтах по скорости с колодками давление на
рабочих поверхностях распределяется тем неравномернее, чем больше
угол обхвата. На величину максимального давления влияет направ
ление вращения: в одном направлении вращения силы трения будут
увеличивать прижатие колодок, в противоположном — уменьшать.
Распределение напряжений. В зоне контакта кулачков, выполнен
ной по винтовой поверхности, напряжения в процессе включения-вы
ключения распределяются более равномерно, чем на плоских поверх
ностях .Напряжения смятия на поверхности контакта дисков в направ
лении к наружному краю дисков уменьшаются. Напряжения контакт
ного смятия на роликах в муфтах свободного хода меньше в зоне со
прикосновения с внутренней поверхностью обоймы и больше — со
звездочкой.
Смазывание, потери мощности, КПД. В предохранительных пру
жинно-кулачковых и пружинно-шариковых муфтах пластичный сма
зочный материал применяется для уменьшения износа кулачков,
уменьшения потерь на трение и снижения величины сил, необходимых
для перемещения подвижной полумуфты.
Фрикционные муфты, работающие при средних и малых частотах
вращения и постоянной нагрузке, не смазываются. В других случаях
масло на трущиеся поверхности может подаваться из масляной ванны
или прокачиваться сквозь зазоры между дисками.
В муфтах свободного хода смазывание гарантирует вращение ро
ликов при минимальном трении в период холостого хода. В конструк
циях, работающих большую часть времени на холостом ходу, приме
няют смазывание окунанием; в других случаях смазывание может
осуществляться масляным туманом или забрасыванием масла на муф
ту с помощью специальных устройств. Применяют масла типа инду
стриальное 20; при малых окружных скоростях и редких включениях
применяют солидол, консталин.
Потери мощности в предохранительных муфтах по моменту возни
кают в период холостого хода, включения и выключения и зависят от
конструкции и способа сцепления. Перемещению подвижной полу
муфты при выключении препятствуют силы трения в зацеплении кулач
ков ГТ1 и в сопряжении полумуфты с валом FT2:
FTi = (2Т/D) tg <pK/cos (а — <рк), Ft2 = (2T/d) f,
(34.11)
где Т — вращающий момент, передаваемый муфтой; D — средний диа
метр кулачков; а и <рк— углы наклона рабочей поверхности кулач
ка и трения на этой поверхности; f— приведенный коэффициент тре
ния в сопряжении полумуфты с валом; d — диаметр вала.
Потери мощности в муфте свободного хода во время холостого
хода из-за трения скольжения и качения роликов относительно рабо
чих поверхностей полумуфт могут быть оценены моментом сил трения
одного ролика (рис. 34.7).
М9 = 0,5 fiFMdp 4- F2/2 4 Ff3) dv.
(34.12)
Во фрикционных муфтах потери на трение при относительном про
скальзывании рабочих поверхностей муфт достигают максимума в мо
мент окончания процесса сцепления или в момент начала расцепления.
392
Нарушение режима работы и виды повреждений. В пружинно
кулачковых и пружинно-шариковых муфтах при несоосности, ошибках
шага и профиля контактирующих элементов наблюдается чрезмер
ный шум при включении, возникают удары, что приводит к ускорению
износа рабочих поверхностей кулачков и потере'ими первоначальной
формы. Со временем наступает нарушение точности срабатывания
муфты, неполное включение.
Во фрикционных муфтах нормальная эксплуатация нарушается из-
за чрезмерного нагрева. Этому способствуют перегрузки, увеличение
несоосности, плохая регулировка (возможно пробуксовывание муф
ты). Возникает неравномерный износ и коробление дисков, заедание
в местах их соприкосновения с направляющими.
В муфтах свободного хода наблюдается повреждение рабочих
поверхностей полумуфт, огранка роликов. При плохой регулировке
пружин, прижимающих ролики, возникает шум, нагрев, износ роли
ков.
Пути повышения надежности и долговечности. К технологическим
мерам относятся: уменьшение шероховатости, повышение твердости
рабочих поверхностей и увеличение точности изготовления элементов
зацепления. Конструктивными мерами следует добиваться равномер
ности распределения нагрузки между деталями, увеличения площа-?
ди контакта при рабочем ходе; предусматривать самоустановку по
движной' полумуфты (ступицу изготавливать короткой и обеспечивать
легкое перемещение по валу); ограничивать срабатывание муфты при
относительном повороте полумуфт только на один шаг кулачков, после
которого обеспечивать удержание подвижной полумуфты в выключен
ном положении.
Надежность фрикционных муфт повышают за счет обеспечения по
стоянной величины коэффициента трения: трущиеся поверхности либо
полностью изолируют от смазочного материала, либо, наоборот, обес
печивают постоянную смазочную пленку. В муфтах свободного хода
повышение долговечности достигается за счет увеличения числа роли
ков, применения плавающей обоймы, пластинок из твердого сплава
на внутренней обойме.
РАСЧЕТ СЦЕПНЫХ САМОУПРАВЛЯЕМЫХ МУФТ
Критерии расчета. Для предохранительных муфт по моменту раз
меры срезных штифтов, Пружин определяют расчетом на срез и изгиб
по уточненным механическим характеристикам материалов. Рабочие
поверхности включаемых на ходу деталей фрикционных муфт рас
считывают на смятие и износ при пониженных допускаемых напря
жениях с целью предупреждения чрезмерного нагрева муфт. Для
-
муфт предохранительных по скорости определяют массы подвиж
ных частей и размеры пружин; для муфт свободного хода—размеры
элементов механизма заклинивания расчетом на контактную проч
ность.
Расчетная нагрузка. Для предохранительных муфт устанавливают
границы предельного момента по заданным внешним условиям —
прочности исполнительных органов, технологическим сопротивлениям
393
и т. п. Расчетные нагрузки для отдельных деталей этих и других
муфт определяются как для управляемых муфт (гл. 33).
Предохранительные муфты по моменту. Для муфты с одним срез
ным штифтом (рис. 34.3,а) условие передачи вращающего момента
T<Q,5F(df' + D),
(34.15)
где d—диаметр опорной поверхности, к которой приложена реакция
от силы F; f' — приведенный коэффициент
трения по этой поверх
ности; D — диаметр окружности расположения в муфте срезаемого
штифта.
Условие прочности штифта на срез
тс = F{AZ = 4Р/(лб/щ) = тВ)С,
откуда
______
= 2 ур/(лолкв'),
(3 4.1 4)
где Ас — площадь среза штифта диаметром тв. с — предел проч
ности материала штифта при срезе; ов — предел прочности при рас
тяжении; Л'в « тв. с/ов — коэффициент пропорциональности.
Для пружинно-кулачковой и пружинно -шариковой муфт с пере
мещающейся полумуфтой условие передачи предельного вращающего
момента (рис. 34.3, в, д)
Т < 0,5FxD/{tg (а — фЛ) — Df'/d]f
(34.15)
откуда необходимая сила сжатия пружины в момент срабатывания
муфты
Fx = 27’[tg(a— -
срк) — Df'/d]/D,
(34.16)
Сила сжатия одной пружины в пружинно-шариковой муфте с пе
ремещающимися в полумуфте шариками
F' = 2Т [tg(a — фк) —/Ч/^ш),
(34.17)
где — количество шариков в полумуфте.
Для многодисковых фрикционных предохранительных муфт из
условия передачи предельного вращающего момента приближенно
сила пружины,, сжимающей диски,
F = 2T/(Dcf0z),
(34.18)
а число пар поверхностей трения (по аналогии с фрикционными сцеп
ными муфтами)
Z=8Т/{л(D?—D,)Dc[РІАЛ
(34.19)
где Dt = (3...5) d и Dz — (0,5...0,6)D1 — наружный и внутренний ди
аметры поверхности контакта дисков; Dc= 0,5 (Dx4- Z)a) — средний
диаметр поверхности контакта дисков; 1р1 — допускаемое давление на
трущихся поверхностях ([р 1 — 0,1 ...0,3 МПа); /0 — коэффициент трения
покоя.
Если прижатие дисков осуществляется гп пружинами, расположен
ными по окружности, то сила одной пружины
F^ = FKw/zn,
(34.20)
где Лн— коэффициент неравномерности нагружения пружин.
394
Муфты свободного хода. Условие передачи муфтой вращающего мо
мента
Т—Та(Кц+#р)Лт=[Fi(F—0,5dp)sinа —FJ'(R—dp)Jz, (34.21)
где и /<р— коэффициенты динамичности, зависящие от типа дви
гателя (Кд = 0,25...0,50) и типа рабочей машины (Кр = 1,20...2,00);
Кт — коэффициент точности, учитывающий влияние погрешностей
изготовления на неравномерность распределения нагрузки между
роликами (Кт = 1,00... 1,50); Fx— нормальная сила; z— количество
роликов в муфте; R—радиус рабочей поверхности наружной обоймы;
dp — диаметр ролика; а — угол заклинивания; /' — приведенный коэф
фициент трения.
Из формулы (34.21) сила, действующая на ролик,
Ft 2Т/(Rza).
<34.22)
Напряжения (гл. 9) в контакте ролика со звездочкой при F2^F1
0Н = 0,418 ]/2F2£/(dpZ) = 26,4 yTE/(Rdplaz) < ІМ, (34.23)
где / — длина ролика,
Допускаемые контактные напряжения принимают в зависимости
от числа циклов нагружений за весь срок службы.
Предохранительные муфты по скорости. Условие передачи враща
ющегося момента простейшей центробежной муфтой с незакрепленны
ми колодками постоянно разомкнутой (34.8,а) и постоянно замкнутой
(б):
Т—0,5(Fu—Fn)Df'Zm и Т ~0,5(Fn—Fu)Df'Zm,
(34.24)
откуда
Fu = Fn ± 2T/(Df'zm).
(34.25)
Масса подвижной детали (колодки) определяется по величине
силы прижатия:
m = Frflv1, = 900Fu/(n2n2r),
(34.26)
где г — расстояние от оси вращения до центра масс колодки, мм;
V — окружная скорость центра масс колодки, м/с; п — частота вра
щения, при которой происходит полное сцепление муфты, мин-1.
Условие износостойкости трущихся поверхностей
Р=(Рц±Рп)/Л<[р],
(34.27)
где А — площадь проекции рабочей поверхности колодки на диамет
ральную плоскость; [р]—допускаемое давление.
Сила пружины
Fn = тпл2гл;/900,
(34.28)
где nQ — (0,7...0,8)п — частота вращения, при которой начинается
включение муфты.
395
ГЛАВА 35. ПОДШИПНИКИ СКОЛЬЖЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Подшипники скольжения служат для соеди
нения валов и вращающихся осей с корпусом. Их применяют в паровых
турбинах и турбогенераторах, прокатных станах, конвейерах, кранах,
станках и др.; особенно широко — для быстровращающихся валов
—
в сепараторах, центрифугах, газовых турбинах, шлифовальных стан
ках. Устройство подшипников скольжения основано на способности
жидкости при определенных условиях воспринимать нагрузку, обес
печивая разделение движущихся друг относительного друга поверх
ностей до полного исключения их непосредственного контакта (гл. 9).
Радиальный подшипник (рис. 35.1,а) состоит из корпуса 1, крыш
ки 2, вкладыша 3, в котором помещается вал, и крепежных деталей 4.
Осевой подшипник состоит (б) из корпуса 1, крышки 2, упорных колец
(или сегментов) 3, на которые опирается пята вала, и крепежных де
талей 4. Обязательной частью подшипника скольжения является
смазочное устройство, предназначенное для образования устойчиво
го масляного слоя, непрерывной подачи смазочного материала, поддер
жания постоянной температуры и др.
Классификация. По направлению внешней нагрузки относительно
оси вращения различают (рис. 35.2) радиальные, осевые подшипники
(подпятники) и комбинированные. Подшипники делятся на работающие
без смазывания, со смазочным материалом, сохраняющимся в пропитан
ных им вкладышах, со смазыванием, обеспечиваемым гидродинами
ческим или гидростатическим эффектом. Существуют неразъемные
и разъемные радиальные подшипники, неподвижные и самоустанавлива-
ющиеся, с втулками, с нерегулируемыми или регулируемыми вклады
шами, жестко установленными в корпусе и в виде плавающих сегмен
тов.
Осевые подшипники бывают разъемными и неразъемными, встроен
ными в корпус машины и изготовленными отдельно, со сплошными
и кольцевыми упорными поверхностями, с одним или несколькими
кольцами (гребенчатые осевые подшипники), с плоскопараллельными
поверхностями скольжения и со скосом упорных колец или сегмен
тов, которые могут быть неподвижными или плавающими.
Достоинства, недостатки. Гидродинамические простейшие под
шипники могут быть выполнены практически в любых производствен
ных условиях. Разъемные удобны при сборке, особенно в конструк-
Рис. 35 .1 . Радиальный и осевой подшипники
396
Рис. 35.2. Классификация подшипников
циях машин с коленчатыми валами. В регулируемых радиальных под
шипниках при износе вкладышей можно изменять зазор, обеспечивая
работоспособность на весь срок эксплуатации. Подшипники с плава
ющими сегментами хорошо работают при переменной нагрузке. При
наличии нескольких масляных клиньев подшипники обеспечивают
безвибрационную работу.
Недостатки — большие потери на трение в периоды пуска и воз
можный износ в установившийся период работы, если нельзя обеспе
чить жидкостный режим трения. Гидростатические подшипники в этом
отношении имеют преимущества перед гидродинамическими, но они
сложнее и дороже.
Достоинство осевых подшипников для малых нагрузок и частот
вращения — простота конструкции. Однако они отличаются боль
шими потерями на трение. При необходимости восприятия больших
осевых нагрузок конструкция усложняется — применяются поворот
ные или плавающие сегменты.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Радиальные подшипники. Неразъемные подшипники (рис. 35.3,а)
снабжены втулками, которые запрессованы в корпус или удержива
ются от проворачивания стопорными винтами. Для увеличения срока
службы неразъемных подшипников применяют «пружинящие» раз
резные втулки с конусной наружной поверхностью (б). Смещая втул
ку вдоль оси с помощью гайки, уменьшают ее диаметр, выбирая зазор,
возникающий в результате изнашивания.
В разъемных подшипниках (рис. 35.4,а) для повышения точности
установки крышки стык ее с корпусом выполняется с уступами. Вкла
дыши могут состоять из двух или большего числа частей или в виде
сегментов; по мере износа таких вкладышей зазор можно регулировать
с помощью винтов (б) или клиньев. Если подшипник должен иметь
значительную длину, применяют самоустанавливающиеся вкладыши
со сферической наружной поверхностью (в). Корпуса подшипников
могут быть выполнены либо заодно с какой-нибудь деталью машины
—
рамой, кожухом, шатуном, либо в виде отдельного изделия. Материа
лом для литых корпусов служит обычно серый чугун, для свар
ных — низкоуглеродистая сталь.
Втулки и вкладыши. От конструкции и материала вкладышей
а также устойчивости подачи смазочного материала на их трущиеся
поверхности зависит нагрузочная способность подшипника. Для сма
зывания во вкладыше предусматривают сверления, а для распростра
нения масла на внутренней поверхности — продольные и кольцевые
(распределительные) канавки, (рис. 35.5,«). При работе в условиях
граничного трения, распределительные канавки можно подводить по
ближе к области наибольшего давления; при жидкостном трении их
необходимо располагать вне зоны гидродинамических давлений, во
избежание разрыва несущего масляного клина. Канавки должны плавно
выходить на рабочую поверхность вкладыша; для большей надежности
подачи масла устраивают скосы — масляные карманы (б, в). Масло-
398
Рис. 35 .3 . Подшипники с втулками
Рис. 35.4 . Подшипники с вкладышами
Рис. 35.5 . Втулки и вкладыши
распределительные канавки вращающихся подшипников (г) делают
на поверхности оси, через которую подают смазку.
Конструкции вкладышей из неметаллических материалов (д) —
наборные из брусков древесной пластмассы, резиновые гладкие
399.
Рис. 35 .7 . Конструкции осевых подшипников
и с желобками т. п. —
определяются требованием интенсивного подво
да охлаждающей жидкости, которая служит одновременно и смазкой.
Для повышения виброустойчивости и улучшения центровки вала
расточку вкладышей делают специальной формы, обеспечивающей не
сколько масляных клиньев — эллиптической (лимонной), которая
очерчивается двумя дугами окружности со смещенными центрами (рис.
35.6,а) и относительным смещением двух половин вкладыша с цилинд
рической расточкой (б). Для большей устойчивости вращения вала
применяют трехклиновые (в) и трехцентровые вкладыши (г). Сущест
венное повышение виброустойчивости достигается применением под
шипников с плавающей втулкой (б), у которой из-за уменьшения
относительной скорости вращения снижается тепловыделение.
Осевые подшипники (подпятники). В наиболее распространенных
типах подпятников (рис. 35.7) вал имеет опорное кольцо, наружный
диаметр которого больше диаметра вала (а), либо опорную кольцевую
(б) или сплошную пяту (в) меньшего, чем вал, диаметра. При действии
больших нагрузок на валу устанавливают несколько опорных колец
(г). В такой конструкции плоскость разъема подшипника проходит
через его ось. При больших нагрузках опорные кольца или пяту вы
полняют из более твердого материала, чем вал. Корпус подпятника
делают из чугуна марки СЧ 20, реже сварным.
Упорные кольца и сегменты. Чтобы устранить неравномерность
распределения давления в подпятниках с плоскопараллельными ра
бочими элементами, поверхность упорного кольца, контактирующе
го с корпусом подшипника, иногда делают сферической (рис. 35.8,а).
Для лучшего подвода смазочного материала с целью достижения жид
костного трения на упорных кольцах делают радиальные канавки со
400
Рис. 35 .8 . Конструкции упорных частей подшипников
Рис. 35.9. Крепление антифрикционного слоя во вкладыше
д
скосом под углом а: при вращении в одну сторону с односторонним
(6), при вращении в обе стороны — с двухсторонним (в) скосом.
Более надежно жидкостное трение обеспечивается в подшипниках
с самоустанавливающимися сегментами, в которых образование
масляных клиньев во время работы происходит автоматически. Для
восприятия больших осевых нагрузок применяют два ряда сегментов
(д). Равномерное распределение нагрузки на рабочих поверхностях
достигается тщательной подгонкой сегментов к опорной поверхности
гребня, установкой их на шарики, пальцы, упругие опоры (г) и т. п.
Опора сегмента смещается относительно ее центра тяжести чаще все
го в направлении вращения гребня. Смещение называется тангенци
альным эксцентриситетом и оценивается отношением и = ell • 100%;
обычнох— 3...12 %.
Материалы для вкладышей и упорных сегментов. Материалы вала
и вкладыша должны образовывать антифрикционную пару: обладать
низким коэффициентом трения, отсутствием склонности к свариванию,
способностью прирабатываться, хорошо сопротивляться изнашива
нию, иметь различную твердость и не должны обладать физико-хими
ческим сродством, что исключает проявление сил молекулярного схва
тывания и опасность заедания.
Широкое распространение в подшипниках получили баббиты,
бронзы, латуни, сплавы алюминия, неметаллические и порошковые
401
материалы (гл. 5), которыми покрывают рабочую поверхность вкла
дышей (рис. 35.9). Наилучшим считается высокооловянный баббит
марки Б83; при скорости скольжения менее 3 м/с в автомобилях, трак
торах, электродвигателях применяют -баббит БН . Оловянные, оловян-
но-цинково-свивдовистые и безоловянные бронзы применяют для
вкладышей подшипников электродвигателей, компрессоров при посто
янной нагрузке; алюминиевые бронзы — в подшипниках редукто
ров, станков. Латуни применяют при больших давлениях —до 12 МПа,
но малых скоростях скольжения —до 2 м/с (рольганги, краны, кон
вейеры и др.|; антифрикционные чугуны — при малых нагрузках и
обильном~’смазывании.
Твердые породы дерева, резину я пластмассы (текстолит, нейлон,
капрони др.) используют в подшипниках из-за их хорошей прирабаты-
ваемости, мягкости продуктов износа, а также отсутствия сродства
с сопряженными металлическими поверхностями. Поскольку тепло
проводность этих материалов низкая, то для смазывания применяют
проточную воду, которая одновременно охлаждает опору; во избе
жание коррозии вал выполняют с покрытием или облицовкой из
нержавеющей стали. Пластмассы имеют низкий коэффициент трения»
износостойкость их в 5....6 раз выше, чем у бронзы. Для улучшения
теплоотвода и восприятия динамических нагрузок применяют метал
лические вкладыши, покрытые тонким слоем пластика типа нейлона.
Порошковые материалы применяют для втулок подшипников, ра
ботающих при давлениях 1,0...4,0 МПа и окружных скоростях v =
= 5...30 м/с. Благодаря пористому строению металлокерамических
втулок (вкладышей) в них сохраняется некоторое количество масла,
которое выступает на поверхность вкладыша номере нагревания его
во время работы.
Сегменты изготовляют из стали, покрытой баббитом, который на
носят наплавкой или заливкой на гладкую (чаще) или рифленую по
верхность. Для улучшения теплоотвода между стальной основой
и баббитовым слоем наносят слой меди толщиной до 3 мм (теплопро
водность меди в 6 раз больше, чем стали).
Смазочные устройства. В подаииняиках подача смазочного матери
ала осуществляется саматышм или под д&вшші с помошвю индиви
дуальных средствами централизованы®. Устройства для смазывания
(гл. 39) выбирают в зависимости от частоты вращения, давления на
рабочих поверхностях, принятого способа подачи смазочного материа
ла и распространения его на трущихся поверхностях, температуры,
давления и состояния смазочного материала при входе в подшипник.
Периодическое смазывание простейшими устройствами применя
ется в лебедках, транспортерах. и др . Капельное или капиллярное
смазывание используют в подшипниках электродвигателей, станков;
смазывание войлочной подушкой — в
. ст анках
и т. д. Смазывание
отличается синхронизацией подачи смазочного материала
с вращением вала и применяется в электродвигателях, вентиляторах,
компрессорах, но не рй<омендуется для іюдшипников, подверженных
вибрации. Смазывание подшипников редукторов, станков, прокатных
стаж®, компрессоров, турбогенераторов и т.п. осуществляется с по
мощью смазочных систем.
402
ОСНОВЫ ТЕОРИИ И РАБОТА подшипников скольжения
Принцип передачи нагрузки. В неподвижном подшипнике (рис.
35. 10) цапфа находится на вкладыше эксцентрично относительно1 него
(7). При вращении с малюй скоростью цапфа под действием силы тре
ния на площадке контакта перемещается в сторону, противоположную
направлению вращения (2). С увеличением скорости смазочный мате
риал затягивается цапфой в суживающийся зазор, сила трения умень
шается, уменьшается и смещение цапфы, возникает клиновидный
масляный слой, давление в котором увеличивается в направлении
к суживающейся части клина. При вращении цапфа увлекает за. собой
концентричные слои масла:, первый смачивающий ее слой — в силу
маслянистости, следующие — в силу вязкости. Таким образом цапфа
действует как насос, накачивая масло- в зазор, вследствие чего в
масляном клине возникают значительные давления. С увеличением
окружной скорости цапфа «всплывает» и смещается в направлении
вращения — 3.
Режим жидкостного трения— 4, 5, 6 возможен в гидродинамическом
подшипнике при условии, что вытекающий во всех направлениях
в единицу времени объем масла будет равен объему масла, вносимому
валом в суживающееся пространство зазора. С увеличением нагрузки
толщина пленки становится меньше, но ее способносгь сопротивлять
ся внешним давлениям увеличивается. С увеличением температуры
падает вязкость масла, уменьшается толщина масляного слоя, теря
ются смазочные свойства масла, жидкостный режим нарушается.
В гидростатическом подшипнике (рис. 35.11і) трущиеся поверхности
разделяются масляным слоем еще до пуска машины (а) и изменение
режимных параметров — скорости и нагрузки
—
не сказывается на
работоспособности подшипника. Давление масла в карманах опреде
ляется величиной и направлением нагрузки, соотношением гидравли
ческих сопротивлений в дотирующих отверстиях (2) и в зазорах 3(6).
При указанном направлении нагрузки несущим является нижний
карман; в боковых карманах давление взаимно уравновешено.. Сме
щение цапфы в каком-либо направлении вследствие изменения направ
ления нагрузки приводит к увеличению давления масла в камерах той
зоны, куда направлено смещение, что автоматически обеспечивает
точное центрирование вала.
Рис. 35.10. Режим работы подшипника в
зависимости от частоты вращения цапфы
Рис. 35.11 . К принципу работы гидро
статических подшипников
403
Рис. 35.12. Эпюры давлений в гидродинамических подшипниках
Распределение нагрузки в подшипниках. В радиальном гидро
динамическом подшипнике зона распространения давления в сечении,
перпендикулярном к оси вала в. пределах угла фд (рис. 35.12,а),
определяется началом и концом смазочного слоя, что зависит от коли
чества подаваемого смазочного материала, относительного зазора
ф = 2&/d ~ (D — d)/d и относительной длины цапфы. С уменьшением
значения ф угол <рд растет. Заканчивается зона давлений вблизи ми
нимального зазора между цапфой и вкладышем. Чем больше отно
сительный эксцентриситет X = е/А, тем ближе к минимальному за
зору заканчивается масляный слой. Чем короче подшипник, тем боль
ше вытекание жидкости с его торцов, вследствие чего угол фд умень
шается. Если в подшипнике предусмотрена продольная канавка или
отверстие для подачи смазочного материала, то эпюра давлений на
чинается с места подачи масла (если продольные канавки выполнены
в нагруженной зоне (в), то эпюра давлений в этих местах прерывается).
По длине подшипника давление распределяется по закону параболы
(б). При наличии поперечной канавки (г) эпюра давлений в ее зоне
прерывается.
Вертикальные составляющие /?({>п гидродинамических давлений р^,
направленных нормально к поверхности цапфы, уравновешиваю#
404
Рис. 35.14. Эпюры давлений в гидростатических радиальных подшипниках
Рис. 35.15. Эпюры давлений в гидростатических осевых подшипниках
внешнюю нагрузку F. Горизонтальные составляющие рфг вызывают
смещение цапфы, вследствие чего линия центров 00lt оказывает
ся повернутой относительно линии действия внешней нагрузки F на
угол фа.
В осевых подшипниках с плоскопараллельными поверхностями
скольжения (рис. 35.13,а) гидродинамический режим трения отсут
ствует, давления распределяются по закону гиперболы — максимум
в центре цапфы. В кольцевых и гребенчатых подшипниках неравно
мерность распределения нагрузки меньше (б). Если предусмотрен скос
рабочей поверхности сегментов либо поворотные сегменты, то созда
ется гидродинамическое давление (в).
В гидростатических радиальных подшипниках распределение на
грузки зависит от количества секций и камер. В подшипниках односек
ционных с одной (рис.'35.14,а) или двумя камерами (б) давление в пре
делах дуги обхвата увеличивается в зоне подачи смазочного материала.
В многокамерных подшипниках (в) эпюра давлений не имеет разрывов.
В гидростатических осевых подшипниках давление образуется бла
годаря принудительной подаче смазочного материала и распределяет
ся в зависимости от типа камеры (рис. 35.15): давление уменьшается
в направлении выхода его из-под опорной поверхности.
Работа гидродинамического радиального подшипника. Давления
в гидродинамическом подшипнике определяют при следующих допу
щениях: а) в области возникновения гидродинамических сил поток
масла движется ламйнарно; б) масло прилипает к поверхностям вала
и вкладыша настолько, что скорость частиц крайних слоев масла от-
405
Рис. 35.16. К определении, давле
ний в масляном слое гидроди
намического радиального под
шипника
носительно соответствующей поверхности
равна нулю; в) силами тяжести слоя масла,
инерции его частиц и капиллярными пре
небрегают.
Найдем давление рф, возникающее в се
чении слоя масла, расположенном под углом
<р к линии центров. Из рис. 35.16 следует,
что
h=ОВ —O^cosy—е cos(180° — ф).
Так как эксцентриситет е мал, то можно
считать,- что угол у весьма мал, cosy « 1 и
поэтому
h=0,5.0 —0,5d4-£cosср—A
-}-ecos<p=
= A(1+XCOStp),
(35.1)
где A == 0,5 (D — d) — радиальный зазор;
X = e/A — относительный эксцентриситет .
Подставив в формулу (9.3) высоту сече
ния h из формулы (35.1) и hm— А (1 4- Xcosep^), приняв А = 0,5фс1
иимеяввиду,чтоdx—0,5 d •d<p, av =0,5corf,получим
б/рф = 6рСО[(1 4-XC0S<p)~ (1 -Ь X COS фт)]/[-ф2 (1 + X COS Ср)3] б/ф. (35.2)
Область зазора, в которой имеются гидродинамические силы,
ограничивается сечениями, расположенными под углами <рг и <р2
к линии отсчета. Интегрируя уравнение (35.2) в пределах от до <р
при р = const и <й ~ const, получаем
ч>
р9 = (6ц<0/1|>2] (
dtp.
(35.3)
ГФ 1Г
(1-} -ХС05ф)8
Т
Фі
Давление в масляном слое длиной I с учетом того, что оно распре
деляется по закону параболы (рис. 35.12), будет
рФ = рФСі(1 — (2z/Z)2J,
(35.4)
где z — координата по длине вкладыша; сг— коэффициент, учитыва
ющий изменение давления, вычисленного для опор бесконечной дли
ны, при переходе к реальным подшипникам, зависящий от относитель
ного эксцентриситета х и отношения ltd.
Сила, действующая на элементарную площадку единичной длины
в пределах угла dtp:
dFy = (0,5d) рф dtp dz,
(35.5)
а вертикальная составляющая ее будет dF^ cos (180 — <р —-
<рд). Под
ставив в уравнение (35.4) значение рф из формулы (35.3) и рф в выра
жение (35.5) и просуммировав вертикальные составляющие сил в пре
406
делах границ существования гидродинамического давления сил от ф(
до ф2, найдем грузоподъемную силу масляного клина
F=J cos(180—ф
—
фа) dF<p — (цсо/Д/ф2) х
Фі
0,5/ ф1 ф
X {3/1 J J J 1Х(С08ф —СО8фт)(1 4-%СО5ф)~Мф1 х
—0,5/ф4ф,
X [COS (ф + фа) б?ф] [Cl (1 — 4z2//2) dz]}.
(35.6)
Выражение в фигурных скобках — £ называется критерием погру
женности и, следовательно, из формулы (35.6) следует
£ = A|)2/(pidZd) = ртЦ2/(р(й),
(35.7)
где рт — нагрузка на единицу диаметральной проекции цапфы.
Относительный эксцентриситет X можно выразить через высоту
сечения зазора hmin в месте наибольшего сближения вала и вкладыша.
Поскольку е = Д — hmin, ТО
X = (А — ftmin)/A = 1 — 2/ішіп/да).
(35.8)
Значения t, в зависимости от Ud и % приведены в табл. 35.1. Чем
больше % (т. е . чем меньше Zimin), тем больше критерий нагруженности
Таблица 35.1 . Значения критерия нагруженности С, отношений //ф и G/(tyvld)
l/d Пара
метры
7.
0,33
0,50
0,70
0,80
0,90
0,95
0,975
0,99
£
1,20
2,20
4,68
7,79
17,2
36,2
75,2
193,9
1,3
3,26
2,13
1,33
1,02
0,700 0,490 0,350 0,220
G/(tyvld) 0,0775 0,1006 0,1171 0,1134 0,0986 0,0839 0,0718 0,0605
t,
0,896 1,70
3,83
6,61
15,31 33,4
71,1
187,0
1,0 7/Ф
4,34
2,71
1,58
1,16
0,760 0,520 0,360 0,230
G/(tyvld) 0,0917 0,1215 0,1440 0,1415 0,1220 0,1017 0,0843 0,0686
Є 0,781
1,51
3,47
6,10
14,43 32,0
68,95 183,4
0,9 /7ф
4,96
3,04
1,72
1,24
0,790 0,540
0,370 0,230
G/($vld) 0,0968 0,1295 0,1563 0,1537 0,1334 0,1108 0,0909 0,0729
t,
0,662 1,30
3,06
5,48
13,35 30,20 66,10 178,7
0,8
//Ф
4,83
здо 1,92
1,35
0,840 0,560 0,380 0,240
G/(tyvld) 0,1023 0,1382 0,1695 0,1685 0,147 0,122 0,0997 0,0784
£ и, следовательно, сила F, возникающая в слое масла. Разделение
трущихся поверхностей наступает уже при толщине слоя масла, рав
ной всего (0,1...0,3) мкм. Для обеспечения нормальной работы необхо
димо, чтобы зазор в любом месте по длине вкладыша был больше пре
дельной толщины слоя ЛкР, называемой критической минимальной тол
щиной слоя, являющейся границей перехода из смешанного в режиме
жидкостного трения.
407
Рис. 35.17 . К определению давлений в масляном слое гидростатического
осевого подшипника
При установившемся режиме тепловой поток Q — Ffv, образующий
ся от трения, равен тепловому потоку, отводимому от подшипника
вытекающим маслом и рассеянием в окружающую среду Q2:
Q=QiЧ-Q2=GpcM+(nd)ZZ?At>=Ffv,
(35.9)
гдес,р,G,ДО =дт—Овх
—
характеристики смазочного материала;
удельная теплоемкость, Дж/(кг • °С); плотность, кг/м3; объемный рас
ход, м3/с; разность средней температуры в подшипнике и на входе в него,
°С соответственно; d, I — диаметр и длина цапфы, м; k — коэффициент
теплопередачи, Вт/(м2 • °С); f — коэффициент трения.
Имея в виду, что для всех сортов масла рс ~ 1,6 • 10е Па/°С из
формулы (35.9) получим
= FvfKGfc+nlkd)=6■
.
(35.,0)
В этой формуле отношения f/ф и Gltyvld) зависят от геометриче
ских параметров ltd и % (табл. 35.1); коэффициент П = 6 • 10~7л& —
от типа подшипника.
Работа гидростатического осевого подшипника. Когда в системе
давление масла равно нулю, упорный гребень под действием внешней
нагрузки опирается на подпятник (рис. 35.17,а). При повышении
давления до значения рх в камере возникает подъемная сила и по до
стижении равенства ее внешней нагрузке (при «давлении отрыва»)
пята приподнимается (б). В этот момент начинается движение масла
в системе. Поскольку при этом вступают в работу кольцевая Поверх
ность гребня площадью л (rl— /?■)•, то давление в камере уменьшается
и в зоне выхода масла из подшипника оно падает до нуля (в). Если
внешняя нагрузка на вал увеличится, то толщина масляного слоя
в подшипнике уменьшится, а давление, вследствие уменьшения пло
щади сечения выхода масла из-под опорного гребня, возрастёт так,
Что подъемная сила станет опять равна нагрузке. Наоборот, при
уменьшении внешней нагрузки толщина масляного слоя будет увели
чиваться, давление уменьшаться. Следовательно, расход масла и дав
ление его при ’заданной внешней нагрузке зависит от величины зазора.
408
Секундный расход масла в осевом подшипнике с центральной
камерой (рис. 35.17,в)
h
G=^2nrvrdy,
(35.11)
о
где h — толщина масляного слоя; vr—скорость истечения масла из
зазора.
Поскольку из уравнения (9.2) следует, что
vr = [(А— у) уЦ2р)] dpi dr,
ТО
h
G = (2лг/2р) J (А — y)y^.dy — — [лгА3/(6р)] dp[dr,
(35.12)
О
откуда давление в смазочном слое dp — — [6р(2/(лА3г)] dr, следова
тельно,
Р
г
I dp — — [6pG/(лА3)] J г~Ыг
Р1
Г1
,
и
р _ Pl = __ [бр6/(лА3)] In (г/гх),
где гх — радиус камеры .
Приг—г2,р =р2—О,итогда
6рб/(лА3) = р1/1п(г2/г1),
(35.13)
следовательно,
р = рг — P1ln (r/fij/ln (r2/rx) = Pi In (ra/r)/ln (Гя/Гі), (35.14)
где r2 — наружный радиус упорного гребня.
Подъемная сила смазочного слоя для подшипника с центральной
камерой складывается из силы возникающей над камерой, и Fa—
на кольцевой поверхности упорного гребня
F—Fr +Г2=лгї/?!4-2лJrpdr = л/?1(rl—г?)/[2In(г2Лі)1- <3515)
После подстановки значения давления из формулы (35.15)
в формулу (35.13) найдем необходимый расход смазочного материала
G = FA3/[3p (г? — n)L
(35.16)
Смазывание, потери, КПД. Смазывание предназначено для сни
жения потерь на трение, предохранения от коррозии, уменьшения
износа и отвода тепла, образующегося при работе подшипника. В ка
честве смазочных материалов применяют жидкие и пластичные, мас
ла, воду, воздух или другой газ. Динамическую вязкость (р$, Па • с)
409
смазочного материала для радиальных подшипников определяют по
формуле
Ра = F^2/(fad [£]),
(35.17)
где [£] — критерий нагруженности, соответствующей границе между
полужидкостным и жидкостным трением (критерий Зоммерфельда
ISJ), 13.3].
Для осевых подшипников с самоустанавливающимися сегментами
На = 46F/lmin/(/3®zrf),
(35.18)
где /imin — наименьшая допустимая толщина масляного слоя в зазоре;
d — диаметр опорной поверхности; I — радиальная ширина сегмента;
г — количество сегментов .
Для подшипников турбогенераторов, компрессоров применяют
масло турбинное — Тп -22, Тп-30; электрических машин — индустри
альные И-ЗОА, И-40А, И-50А; тяжелонагруженного оборудования —
авиационное МК-22. Для вкладышей с капроновыми покрытиями
и стальных валов используют масло индустриальное 20. Солидолы при
меняют для работы подшипников при окружных скоростях v < 2 м/с
и при повторно-кратковременных режимах. Воздух или азот исполь
зуют при небольших нагрузках на подшипники, на больших окруж
ных скоростях (шлифовальные шпиндели, газовые турбины, высоко
оборотные электродвигатели), а также в механизмах, работающих
в условиях интенсивного ядерного излучения.
Находящийся в зазоре подшипника смазочный материал оказывает
сопротивление вращению. Момент трения в подшипнике и потери мощ
ности определяют по формулам
MT = Q,5Ff'd; N = nFf'nd/60,
(35.19)
где F — нагрузка на подшипник; f' — коэффициент
трения; d =
диаметр цапфы; п — частота вращения вала.
Потери на трение в подшипниках скольжения тем больше, чем
больше коэффициент трения, который изменяется в зависимости от
параметра режима цп/р (гл. 9). Коэффициент жидкостного трения
находится в пределах f'= 0,001...0,005, коэффициент полужидкостного
трения f'= 0,008...0,16; для стального шипа по вкладышу из бронзы
f'= 0,10...0,15, по баббиту—['= 0,07...0,12.
Коэффициент полезного действия радиальных подшипников, ра
ботающих в режиме полужидкостного трения т| — 0,96...0,98, под
шипников жидкостного трения л = 0,98...0,99; КПД осевых подшип
ников меньше и составляет т] = 0,95...0,97.
Нарушение режима работы и виды повреждений. Нарушение нор
мальных условий эксплуатации подшипника в основном обусловлено
повышением температуры (сказывается на смазочных свойствах мас
ла) и как следствие повреждением рабочих поверхностей сопряженных
деталей. При малых скоростях вала (режим граничного или полужид
костного трения) изнашивание поверхностей происходит непрерывно,
растет зазор, вследствие чего нарушается работоспособность подшип
ника. Вкладыши из баббита и пластмасс, изнашиваясь, одновремен-
410
но сминаются: форма отверстия искажается от окружности к овалу.
Подшипники, работающие в режиме гидродинамической смазки, из
нашиваются только в периоды пуска и остановки машины.
При пульсации нагрузки, ударах и высокой нагруженности под
шипников возможно усталостное разрушение поверхностных слоев
вкладышей. Плохая подготовка внутренней поверхности вкладыша
может привести к отслаиванию материала заливки. При превышении
установленных скоростей, недостатке смазки или больших давлениях
может наступить заедание. Большие перекосы цапфы вызывают
у торцов подшипника повышение давления, возникает опасность
разрыва масляного слоя и заклинивания цапфы в подшипнике.
Пути повышения надежности и долговечности. Основные условия
нормальной работы подшипника — правильный выбор материала
вкладыша и смазочного материала, обеспечение высокого качества по
верхностей цапфы и вкладыша, точности монтажа, теплового режима,
исключение кромочного контакта. Высокую твердость и малую шеро
ховатость поверхности цапфы можно обеспечить с помощью покрытия
пористым хромом, что способствует сопротивлению износу, а сеть мик
роскопических каналов на его поверхности — непрерывной подачей
смазочного материала в зону контакта.
Увеличение теплоотдачи подшипника достигается путем создания
многослойных покрытий вкладышей. Усталостная прочность их по
вышается с уменьшением толщины слоя заливки: баббитовый слой
толщиной 0,5 мм обладает усталостной прочностью в 10 раз большей,
чем слой, толщиной 2 мм.
РАСЧЕТ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
Критерии расчета. Подшипники качающихся и медленно вращаю
щихся валов подъемно-транспортных, сельскохозяйственных и дру
гих машин при окружной скорости цапфы v <0,1 м/с рассчитывают
из условия ограничения контактных напряжений. Если подшипник
предназначен для работы в условиях полужидкостного или граничного
трения, расчет производится на ограничение условного' давления рт
и на предупреждение заедания по условному критерию pmv (гл. 9.) .
Расчет подшипников, работающих в условиях жидкостного тре
ния, сводится к определению диаметрального зазора 2А между цапфой
и подшипником и необходимой вязкости смазочного материала. Кроме
того, выполняют тепловой расчет и проверку по критерию pmvt так
как в периоды пуска и остановки возникает граничное трение и не
исключена опасность заедания сопряженных поверхностей.
Расчетная нагрузка. При постоянной нагрузке на цапфу в расчет
принимается ее значение. Если нагрузка изменяется во времени плав
но, а ее направление постоянно, принимают максимальное значение
нагрузки. При значительном изменении нагрузки по величине и нап
равлению (как в кривошипно-ползунных механизмах, например,
поршневых машин) в расчетах используют два значения нагрузки:
при определении коэффициента трения и расхода смазочного материа
ла — среднее за цикл, а для определения минимальной толщины
слоя масла — среднее в той части цикла, где действуют нагрузки,
411
превышающие среднюю за цикл. Эти
нагрузки определяют по развернутой
диаграмме (рис. 35.18), по оси абсцисс
которой откладывают угол |3 поворота
вала, а по оси ординат — нагрузки/7
или соответствующие им давления рт
на вкладыши. Среднюю нагрузку за
цикл (среднее давление) определяют
как высоту прямоугольника 2,основа-
Ркс. 35 .18. К определению расчетной НИЄ КОЮрОГО И ПЛОЩЭДЬ ТЗКИЄ ЖЄ,
нагрузки на подшипник
КЗК И у ПОСТровННОЙ ДИЗГраММЫ. МэК-
симальную нагрузку определяют как
высоту прямоугольника 3, основание которого равно расстоянию между
точками пересечения диаграммы 1 с линией 2, с площадью диаграммы
в указанных границах графика /.
Радиальные подшипники полужидкостного трения. Расчет носит
условный характер, базирующийся на ограничении среднего давления
на поверхности подшипника
р,п = F/(ld) <
(35.20)
и параметра, приближенно учитывающего теплонапряженность под
шипника
pmv = \F/(ld)] [6 • 10"4jind] = 5,25 • 10"5Fn/Z < [pmv], (35.21)
где F— радиальная нагрузка, H; п — частота вращения цапфы, мин-1;
d и I — диаметр и длина цапфы, мм,
Длину I опорной поверхности вкладыша выбирают так, чтобы
Ud = 0,5...1,5, чаще Ud — 1,0. Подшипники, имеющие ltd > 1,5,
рекомендуют делать самоустанавливающимися. В механизмах подъ
ема принимают ltd — 1,2...2, в металлорежущих станках — 1,1...2,
в редукторах 0,8... 1,2. Предельные значения \рт\ и lpmv] устанавли
ваются в зависимости от материалов вкладыша и цапфы, условий ра
боты, точности изготовления, сорта смазывающего материала и других
факторов; для редукторов \рт\ = 1,0...3,0 МПа, станков — 3,0,
транспортеров, шнеков, рольгангов — 2,0...10,0 МПа; при стальной
закаленной цапфе и вкладыше из бронзы БрОЮФІ lpmv] 10,0МПах
Хм7с, из баббита Б16 или БН6 — 150 МПа • м/с.
Величину гарантированного зазора 2Д = D — d приближенно
можно определить, если в формулу для контактных напряжений
(гл. 9) подставить значение кривизны 1 /р = 2(D — d)/(Dd) » 4A/d2.
После преобразований получим величину относительного зазора
Ф = 2/^Jd — 2,86 [ан]2/(ртЕ),
(35.22)
где [<тя]—допускаемое контактное напряжение, выбираемое в зави
симости от твердости материала вкладыша: [оя] = (0,3.. . 0 .5)Ннв,
МПа; Е — приведенный модуль упругости первого рода материалов
вкладыша подшипника и вала.
Для вкладышей из баббитов на оловянной основе принимают
ф • 103 = 0,4...1,0, из оловянной бронзы — 1,5...4,5. Величина от-
412
носительного зазора должна согласоваться с окружной скоростью
цапфы по зависимости ф = 0,8 • 10v0-25. После определения вели
чины ф зазоры обеспечивают выбором соответствующих подвижных
посадок. Например, для крупных электродвигателей при v < 10м/с
рекомендуют посадку Н7/е8, а при v — 10...25 м/с — посадку Н7/й8.
Радиальные подшипники жидкостного трения. Расчетом опреде
ляют характеристику режима работы (нагрузку и частоту вращения)
г зависимости от конструктивных параметров подшипника. Относи-
- I ильные размеры подшипников Ud и ф выбирают по аналогии с хорошо
зарекомендовавшими себя в эксплуатации конструкциями, либо
ио данным выше приведенного расчета. Относительный зазор ф вы
бирают в пределах от 0,0003 до 0,005. Большие значения соответству
ют большей частоте вращения цапфы, меньшим давлениям, большим
отношениям Ijd и более твердым вкладышам.
Затем выбирают сорт масла и назначают его вероятную среднюю
рабочую температуру $т в нагруженной зоне: для подшипников авто
тракторных двигателей и металлорежущих станков можно принимать
Цщ=70...90 °С, зубчатых редукторов и прокатных станов ■&/п=50...60°С.
ГІо этим данным определяется средняя вязкость ц в слое (гл. 9). По
формуле (35.7) определяют критерий нагруженности £ и далее по при
нятому отношению lid из табл. 35.1 (или графиков) находят относи
тельный эксцентриситет X, а по его значению определяется относитель
ный коэффициент трения /7ф и коэффициент расхода масла через ра
бочую зону подшипника G/(lvx[d). Далее по формуле (35.20) определяют
давление рт, по формуле (35.10) — приращение температуры в сма
зочном слое Aft, после чего определяют температуру смазочного мате
ри ала на входе в подшипник
'О'вх =
(35.23)
Полученное значение Пвх сравнивают с заданной температурой сма
зочного материала на входе О. После этого оценивают режим трения
подшипника сравнением фактической минимальной толщины масляного
слоя /imln = (0,5г/)ф (1 — X) с допускаемым критическим значением Лкр,
еще обеспечивающим сохранение режима жидкостного трения
Эд — /ітіп//ікр [SA],
(35.24)
где [S/J = 1,5...2—коэффициент надежности.
Учитывая возможную неточность конфигурации детали и недоста
точную жесткость подшипника, /гкр следует выбирать в пределах
йкр=Rz\+Rz24-йв,
(35.25)
гдеRZ1иR2
.
2 — средние высоты неровностей на поверхностях цапфы
и вкладыша, бш— прогиб шипа в подшипнике.
Шероховатость поверхностей принимается в зависимости от типа
машины и подшипника и обеспечивается определенным видом отде
лочной операции (гл. 7). Так, для подшипников электродвигателей
рекомендуют Rzz < 6,3 мкм для баббитовой поверхности и Т?21= 3,2...
.. . 6,3 мкм для поверхности цапфы; для подшипников валков прокат
ных станов RZ1 < 0,20...0,80 мкм. Чаще всего Т?21 < 2,5 мкм; /?22 с
<5мкм.
413
Осевые подшипники полужидкостного и жидкостного трения. Ус
ловный расчет также основывается на проверке среднего давления
рт= 4Г/[Л(d|—d§KKz] <[рт]
(35.26)
и параметра, учитывающего теплонапряженность
pmv = 4Ги/[л(d|—d§KKz] <
,
(35.27)
где F — осевая нагрузка; d2, dt — наружный и внутренний диаметры
опорных колец; Кк= 0,9...0,95 — коэффициент, учитывающий умень
шение рабочей поверхности из-за наличия смазочных канавок; z —
количество опорных колец; v — окружная скорость (и = лгп/30;
г = d/З для сплошной пяты и г = (dx+ d2)/4 — кольцевой).
Допускаемое значение давления зависит от материалов опорных
и упорных колец: для закаленной стали по бронзе \.рт}= 7,5...8,0МПа,
по баббиту — 50...70; для незакаленной стали по бронзе [рт] =
= 4,0...6,0 МПа. Критерий lpmvl = 2,0...4,0 МПа • м/с.
Гидростатические осевые подшипники. Геометрические характе
ристики подшипника — диаметр и зазор, количество и давление сма
зочного материала определяют из условия обеспечения при заданной
внешней нагрузке F минимальной суммарной работы, затрачиваемой
в единицу времени на подачу смазочного материала Wi= Gpx и преодо
ление трения 1У2= Л4т(о. Для средних значений параметров чаще
всего применяемых конструкций подшипников
W = 1,25ЕюЛ; г2 = 0,81 [/^/(pco)]0-25; рг = 0,59F/r|. (35.28)
Толщину масляного слоя выбирают в пределах Am}n= 20...250 мкм.
Большие толщины принимают для больших подшипников, высоких
скоростей, большой шероховатости поверхностей, перегрузках или
широком диапазоне изменения температуры. Чаще всего йтіп = 20...
40 мкм. Выбрав сорт смазочного материала и задавшись средней
температурой подшипника, определяют вязкость и затем по форму
ле (35.28) рассчитывают радиус г2 упорного кольца и гг== 0,5 г2. Для
выбранных материалов трущихся поверхностей подшипника проверя
ют среднее давление
Рт=
(^— ''1)1 < [Рт\-
(35.29)
Если это условие удовлетворяется, то, используя полученные раз
меры, находят давление рг в камере из формулы (35.15), расход масла
G по формуле (35.16).
ГЛАВА 36. ПОДШИПНИКИ КАЧЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Подшипники качения предназначены для
восприятия радиальных, осевых и комбинированных постоянных и цик
лических нагрузок и являются основными видами опор в машинах.
Их используют в автомобилях, тракторах, станках, грузоподъемных
машинах и т. д.
414
Подшипник качения радиальный (рис. 36.1,а) состоит из внутренне
го 2 и наружного 1 колец, тел качения (шариков или роликов) — 3
и сепаратора 4, разделяющего и направляющего тела качения (в).
Тела качения перемещаются по беговым дорожкам, расположенным
На ЦИЛИНДрИЧеСКИХ ИЛИ КОНИЧеСКИХ ПОВерХНОСТЯХ КОЛеЦ. В ПОДШИП’
никах, предназначенных для восприятия только осевых сил (б), бего
вые дорожки для тел качения расположены на торцовой поверхности
колец. В отдельных специальных случаях подшипники могут содер
жать лишь одно кольцо или ни одного, а тела качения располагаются
на беговых дорожках, выполненных на поверхностях соединяемых де
талей.
Подшипники качения стандартизованы и изготовляются централи
зованно в массовом производстве.
Классификация. Подшипники подразделяют (рис. 36.2) на ради
альные — несущие в основном радиальную нагрузку, направленную
перпендикулярно к геометрической оси подшипника; упорные — несу
щие осевую нагрузку, направленную вдоль оси подшипника; радиаль
но-упорные, воспринимающие одновременно усилия, направленные
как в радиальном, так и в осевом направлениях, и упорно-радиаль
ные, воспринимающие в основном осевую нагрузку и значительно
меньшую радиальную.
По форме тел качения различают подшипники шариковые, ролико
вые (цилиндрические, конические, сферические и игольчатые); по числу
рядов тел качения — одно -, двух- и многорядные .
з
И
Рис. 36.1. ПодшчшСики, тела качения и се
параторы
Рис. 36 .2 . Классификация подшипников ка
чения
*
Форма
тел качения
Направление
нагрузки
Конструктив
ное исполнение
Подшипник#
качения
Роликовые
коничес
кие—
тхряъ-
ные
Сконичес
ким отдер
стаем Г
Упорные
двойные
Самоуста-
навливаю-
щиеся
Сдвоенные
Сзакрепи
тельной
втулкой
Игольча*
тые
415
По конструктивным признакам различают подшипники самоуста-
навливающиеся, с цилиндрическим или коническим отверстием внут
реннего кольца, одинарные, двойные однорядные, двухрядные и т. д .
В зависимости от отношений размеров — наружного диаметра D
и ширины В к внутреннему диаметру d подшипника — существуют
размерные серии: сверхлегкая, особолегкая, легкая, средняя и тяже
лая. Они содержат по две серии наружных диаметров и серии ши
рин — особо узкую, узкую, нормальную, широкую, особо широкую
и отличаются предельной частотой вращения, допускаемой радиаль
ной или осевой нагрузкой и грузоподъемностью. Полная классифи
кация установлена ГОСТ 3395—75.
Шарико- и роликоподшипники маркируют и условно обозначают
на чертежах цифрами (ГОСТ 3189—75). Обозначение состоит из двух
частей: правой — основной, условно определяющей размеры и конст
рукцию подшипника, и левой, отделяемой от основной чертой и ха
рактеризующей технологические особенности (точность, зазоры),
а также дополнительных обозначений справа от основного, характери
зующих материал или конструкцию деталей. Последние цифры (спра
ва) основного обозначения указывают номинальный внутренний диа
метр подшипника. Для подшипников с внутренним диаметром до 9 мм
одна первая цифра справа указывает фактический размер внутреннего
диаметра в мм. Внутренние диаметры 10; 12; 15; 17 мм обозначают
двумя цифрами 00; 01; 02; 03 соответственно. Для подшипников с диа
метром отверстия 20 мм и более две цифры справа представляют ча
стное отделения диаметра (в мм) на 5. Третья цифра справа обозначает
серию диаметров, четвертая — тип подшипника, пятая и шестая циф
ры характеризуют конструктивные особенности подшипника, седь
мая — серию ширины. Класс точности подшипника обозначают цифрами
0; 6; 5; 4; 2, проставляемыми слева от основной части условного обо
значения.
Так, обозначение 32210 относится к подшипнику с внутренним диа
метром 50 мм (последние две цифры 10, помноженные на 5), легкой
серии диаметров (третья цифра справа —2), роликовому радиальному
с короткими цилиндрическими роликами (четвертая цифра — 2), без
бортов на внутреннем кольце (3).
Достоинства, недостатки. Подшипники шариковые проще в изго
товлении и в эксплуатации, имеют наименьшую стоимость. В них лег
че, чем в роликовых, достигается повышенная точность. Они воспри
нимают и осевую нагрузку, равную 70 % от допустимой радиальной
нагрузочной способности; имеют сравнительно меньшие потери на
трение. Недостаток
—
пониженная по сравнению с роликовыми гру
зоподъемность.
Роликовые подшипники воспринимают в радиальном направле
нии большую нагрузку, чем шариковые. Они допускают осевое пере
мещение соединенных деталей, что является большим достоинством
при монтаже и в эксплуатации (например, в шевронных редукторах,
гл. 41). Недостаток
—
при перекосах роликов увеличиваются потери
на трение, возможно заклинивание.
Наибольшую грузоподъемность имеют радиальные сферические
двухрядные роликоподшипники. Они допускают перекос колец до
416
3° и воспринимают осевые нагрузки в пределах 25 % неиспользован
но)! допустимой радиальной нагрузочной способности.
Достоинством конических роликоподшипников является возмож
ность раздельного монтажа: наружного кольца — в корпус, внутрен
него — на вал . Недостаток
—
большая чувствительность к затяжке:
при недостаточной затяжке (большой осевой игре) нормальная работа
нарушается, при большой затяжке — повышается температура .
Упорные подшипники любого типа воспринимают только осевую
нагрузку и не могут работать при больших частотах вращения из-за
значительных центробежных сил, вызывающих разрушения сепарато
ров и дополнительно нагружающих края беговых дорожек.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Шариковые подшипники. Основными типами шариковых подшип
ников являются радиальные однорядные, сферические (ГОСТ 8338—
75, 2893—82 и др ), радиальные двухрядные сферические (ГОСТ
5720—75, 8545—75), радиально-упорные однорядные (ГОСТ 831—75
и сдвоенные (ГОСТ 832—78), радиально-упорные с одним разъемным
кольцом (ГОСТ 8995—75), радиально-упорные двухрядные (ГОСТ
4252—75). Радиальные однорядные подшипники (рис. 36.3) выпол
няют с защитными шайбами, контактными уплотнениями, канав
ками на наружных кольцах, упорными заплечиками и др.
Беговая дорожка наружного кольца двухрядного сферического
подшипника (рис. 36.4) обрабатывается по сфере. Внутренние кольца
выполняют с цилиндрическими или коническими отверстиями. Вы
пускают также подшипники с закрепительными втулками. Втулка
с продольным разрезом имеет коническую (конусность 1 : 12) наруж
ную поверхность, снабжена гайкой и стопорной шайбой. При затяги
вании гайки втулка обжимает вал, благодаря чему фиксируется
положение внутреннего кольца подшипника.
Особенностью радиально-упорных подшипников является конст
руктивное исполнение колец (рис. 36 .5), которое позволяет монти
ровать каждое кольцо раздельно (а) и заполнять пространство между
кольцами большим числом шариков. Угол контакта а
—
12; 26;
36°; допустимая осевая нагрузка зависит от этого угла: при а = 12°
она составляет 30...70 % от неиспользованной допустимой радиальной
нагрузочной способности, при а — 26°— 150 %, а при а = 36°—
—
200 %. В сдвоенных подшипниках (б) начальные зазоры устраня
ются при монтаже и шарики находятся в состоянии предварительного
натяга. Повышенной жесткостью отличаются радиально-упорные
двухрядные подшипники с предварительным натягом (в). В подшип
никах с одним разъемным кольцом — наружным или внутренним (г)
профили дорожек качения образованы двумя дугами со смещенными
центрами, вследствие чего шарик касается колец в четырех точках.
Сепараторы выполняют штампованными из листовой стали, для
работы при больших скоростях — из бронзы, латуни, текстолита.
Диаметры и число шариков принимают равным Dw^ aD(D—d)
иг аг(D+d)!(D—d)при ав=0,3 и а2=2,9 для однорядных
и aD — 0,25 и аг — 5 для сферических подшипников.
1/а 14 5-1183
417
Рис. 36.3. Радиальные шариковые подшип
ники
Рис. 36.4 . Радиальные сфериче
ские шариковые подшипники
Рис. 36.6 . Радиальные роликовые
подшипники
Рис. 36 .5 . Радиально-упорные шарико
вые подшипники
Рис. 38.8 . Конические роликовые подшип
ники
Рис. 36.7. Радиальные подшипники
с длинными роликами
а.
6
Роликовые подшипники. Основными типами роликовых подшипни
ков являются радиальные с короткими цилиндрическими роликами
однорядные (ГОСТ 8328—75*; ГОСТ 5377—79), двухрядные (ГОСТ
7634—75), двухрядные сферические (ГОСТ 5721—75; 8545—75), ко
нические радиально-упорные однорядные (ГОСТ 333—79 и др.), упор
ные (ГОСТ 9942—80), игольчатые роликовые подшипники (ГОСТ
4657—82, 4060—78). Конструкции роликовых подшипников (рис.
36.6) различаются наличием бортов на наружных и внутренних коль
цах (а), фасонных упорных колец, устанавливаемых при монтаже под
шипника на валу. Двухрядные подшипники (б) выполняют с конусным
отверстием, поэтому при осевом перемещении подшипника (вдоль
конического участка вала) можно регулировать радиальный зазор
и тем самым создавать предварительный натяг. Двухрядные сфери
ческие подшипники (в) выполняют так же, как и подобные им шари
ковые; применяют в тяжелонагруженных узлах, при возможном про
гибе валов. Подшипники с длинными роликами (рис. 36.7,а) изготов
ляют как с бортами на кольцах, так и без них. Их применяют при
больших радиальных нагрузках и невысоких частотах вращения.
Аналогичны конструкции подшипников с витыми роликами (б).
Конические подшипники (рис. 36.8,а) выпускают с углом конусно
сти наружного кольца а — 10... 17° и а — 25...29°. Последние исполь
зуются главным образом для восприятия осевых нагрузок. Допуска
емая частота вращения ниже, чем у подшипников с короткими ци-
418
а
II
Рис. 36.9. Схемы установки подшипников в опорах
линдрическими роликами. В двухрядных подшипниках (б) радиаль
ный зазор и осевая игра обеспечиваются за счет подгонки (шлифов
кой) дистанционного кольца.
Игольчатые роликовые подшипники имеют малые диаметральные
размеры. Для подачи смазочного материала в наружных кольцах
предусматривают отверстия, а для ограничения осевого перемещения
игольчатых роликов — борты . Эти подшипники изготовляются с сепа
ратором и без него. В последнем случае суммарный окружной зазор
принимают равным 1...2 мм. Допускаемая частота вращения ниже,
чем в подшипниках с сепараторами, а грузоподъемность больше, ввиду
большого числа игольчатых роликов.
Диаметр и длина роликов зависят от серии подшипника: Dw—
= (0,2...0,25) (D —d); I =
число роликов в одном ряду
z=5(£>+d)/(D—d).
Кольца подшипников и тела качения изготовляют из хромистых
сталей ШХ6, ШХ9, ШХ15, ШХ15ГС (ГОСТ 801—78) и хромоникеле
вых сталей 12ХНЗА, 12Х2Н4А и др.; их термически обоабатывают
1/а 14*
419
Рис. 36.10 . Установка подшипников на
валах
Рис. 36 .11 . Установка подшипников в
корпусах
ю твердости 61...66 HRC3, затем шлифуют, тщательно полируют. Се
параторы штампованные изготовляют из стальной холоднокатаной
ленты, тонколистовой качественной углеродистой конструкционной
стали и листовой качественной стали. Сепараторы массивные выполня
ют из латуни, бронзы, текстолита и т. п .
Подшипниковые узлы. Фиксирование в осевом и радиальном
направлениях взаимного положения деталей, совершающих относи
тельное вращение (валов, осей и корпуса), достигается определенной
установкой подшипников. Наиболее распространена схема (рис.
36.9,а), в которой одна из опор фиксирует положение вала в осевом
направлении в обе стороны, а другая опора «плавающая». Для возмож
ности регулирования осевого положения вала с деталями на нем под
шипники размещают в стакане, а его положение регулируют с помощью
прокладок. Для коротких валов применяется установка подшипников
«враспор» (б), когда каждая из опор фиксирует вал в осевом направле
нии, но только в одну сторону.
На рис. 36.9,в показаны различные схемы установки подшипников
при действии радиальных и осевых нагрузок переменного направле
ния: 1 — два конических подшипника, поставленных «враспор» (осе
вая регулировка с помощью набора прокладок); во всех остальных
случаях — с «плавающим» подшипником с одной стороны (слева),
а с другой стороны: 2 — сдвоенный радиально-упорный шариковый
подшипник; 3 — сдвоенный радиально-упорный конический подшип
ник; 4 — двойной упорный и радиальный подшипники. Схема замыка
ния силового потока при действии на подшипниковый узел осевой силы
показана на рис. 36.9,г.
При установке подшипников необходимо, чтобы радиальные и осе
вые (торцевые) биения, которые вредно отражаются на работе, были
минимальными. Основным способом уменьшения биения является
ограничение внутренних зазоров, что достигается в шарикоподшип
никах предварительным натягом, который получается при относитель
ном осевом смещении колец на некоторую величину, в результате
чего шарики занимают на беговых дорожках новое положение.
420
Подшипники крепят на валу (рис. 36.10) с помощью упорной гайки
(б) при больших и торцовой шайбы (в) и пружинного стопорного коль
ца (г) при средних осевых нагрузках. При действии малых осевых на
грузок подшипники устанавливают с помощью закрепительной втулки
на гладкой части вала (а). При значительных осевых силах подшип
ники в корпусе крепятся зажатием наружного кольца между торцом
крышки и упорным буртиком корпуса или стакана (рис. 36 .11,а) или
между крышкой и пружинным кольцом (б) при малых осевых уси
лиях, действующих в направлении кольца.
Одним из условий, определяющих нормальную работу подшип
никового узла, является посадка подшипника на вал и в корпус.
Вид посадки зависит от величины, направления и характера нагруз
ки, типа и размера подшипника и условий его эксплуатации. Посадка
на вал осуществляется по системе отверстия, а в корпус — по системе
вала. В отличие от обычного поле допуска на размер отверстия внут
реннего кольца располагается не «в тело» кольца, а в противополож
ную сторону. Подробные сведения о посадках даны в ГОСТ 3325—55.
ОСНОВЫ ТЕОРИИ И РАБОТА ПОДШИПНИКОВ КАЧЕНИЯ
Принцип передачи нагрузки. Нагрузка между соединенными де
талями передается через тела качения, заключенные между наруж
ным и внутренним кольцами подшипника. Дуга, в пределах которой
нагружены тела качения под действием силы Fr, зависит от жесткости
и точности подшипника и корпуса: чем точнее и жестче опора, тем
больше этот угол у. При нагружении подшипника еще и осевой силой
Fx зона распределения нагрузки увеличивается (рис. 36.12). С уве
личением отношения FxlFr число тел качения, передающих нагрузку,
увеличивается, и при Fr = 0 все тела будут нагружены в одинаковой
мере.
При любом сочетании радиальной и осевой нагрузок максимальная
их равнодействующая на данное тело качения не должна превышать,
нагрузку, допустимую для данного типа подшипника. Допустимое со
отношение радиальной и осевой нагрузки для некоторых подшипников
видно из табл. 36.1 . За единицу условно принята грузоподъемность
радиального однорядного шарикоподшипника (ГОСТ 8338—75), а до
пускаемая осевая нагрузка указана в долях неиспользованной допус
каемой радиальной грузоподъемности подшипника данного типа.
Рис. 36.12. Влияние осевой силы на распределение нагрузки между телами качения
14 5-1181
421
Таблица 36.1 . Сравнительная грузоподъемность подшипников качения
Тип подшипника
Конструкция
Относительная
грузоподъемность
радиальная
осевая
Радиальный
Однорядный
1
<0,7
шариковый
Двухрядный сферический
1
<0,2
Радиально-упорный Однорядный
1,4
<0,7
шариковый
Двухрядный
2,3
<0,7
Радиальный
Без бортов на кольцах
1,7
0
роликовый
С одним бортом
1,7
<0,1
Радиально-упорный Двухрядный сферический
2,0
<0,2
роликовый
Однорядный конический
1,9
<0,7
Если радиальная грузоподъемность подшипника F, то допускаемая
осевая нагрузка Fx на этот подшипник при совместном ее действии
с радиальной нагрузкой Fr составит
Рх=(Р—Fr)К,
(36.1)
где К — коэффициент, зависящий от типа и конструкции подшип
ника.
Жесткость подшипников. Различают радиальную и осевую жестко
сти. С учетом посадки подшипника на вал и корпус жесткость
Сг=Рг^г исх=FX/6X,
(36.2)
где Fr, Fx— радиальная, осевая нагрузка на опору; 6Г, дх— полная
радиальная, осевая деформация.
Податливость может быть представлена двумя составляющими:
в контакте тел качения с дорожками качения и в контакте колец под
шипника с валом и корпусом. Первая составляющая определяется
податливостью контакта наиболее нагруженного тела качения и за
висит от натяга и зазоров в подшипнике. Податливость в контакте ко
лец подшипника с валом и корпусом зависит от отношения d/D и ши
рины В подшипника, точности изготовления и посадочных натягов.
Радиальная жесткость шариковых подшипников примерно в 10 раз
меньше жесткости двухрядного роликового; игольчатый роликовый
подшипник жестче роликового на 2О...25.%; конический подшипник
в зависимости от угла [3 обладает меньшей на 25...30 % податливостью,
чем подшипник с цилиндрическими роликами. Жесткость подшипни
ка с предварительным натягом приближенно в два раза больше жест
кости подшипника без натяга.
Распределение нагрузки. При действии радиальной нагрузки Fr
в радиально-упорных подшипниках возникает дополнительная осе
вая составляющая Fs, зависящая от номинального угла контакта а.
Влияние угла а на величину осевой силы оценивается коэффициентом
осевого нагружения (предельным значением отношения е — Fx/Fr),
приведенным в каталогах для различных типов подшипников. Для
радиально-упорных шарикоподшипников Fs — eFr\ конических ро
ликоподшипников Fs— 0,83eFr. В зависимости от направления и ве-
422
Рис. 36.14. Влияние жесткости корпуса на
распределение нагрузки
Рис. 36.13 . Распределение нагрузки между те
лами качения
личины осевой нагрузки Fx и дополнительных осевых составляющих
в подшипниках от радиальных нагрузок в справочниках приведены
формулы для определения результирующих сил.
Распределение нагрузки между телами качения зависит от типа
и конструкции подшипника. Пусть на радиальный подшипник дей
ствует радиальная нагрузка Fr (рис. 36.13). При отсутствии радиаль
ного зазора условие равновесия внутреннего кольца будет
г'
Fr = F„+S 2F,-cos(/v),
<гв.з>
/=1
где F] — сила, сжимающая соответствующее тело качения; у, 2у..., пу—
углы между направлением действия силы Fr и радиальной плоскостью
соответствующего тела качения; г'— половина тел качения в нагру
женной зоне.
Смещение внутреннего кольца относительно наружного, обуслов
ленное контактными деформациями в местах касания тел качения и бе
говых дорожек колец,
/36.4)
=
cos (/у).
Величина деформации при отсутствии смазочного материала
в зоне контакта (гл. 9)
67 = cTFf,
(36.5)
где ст — коэффициент пропорциональности, т — показатель степени,
зависящий от формы касающихся тел.
Поскольку из формулы (36.5) следует, что (Fj/Fp)”1 = 6//60, то
с учетом формулы (36.4) получим Fj = Fo cos1/TM (/-у). Подставив эти
значения в условие (36.3), получим
Fr=F0\l+2
г’
VI m-j-1
2-cosTM (й)
/=1
(36.6)
14*
423
Рис. 36.16. Влияние радиуса беговой дорожки на гру
зоподъемность
Рис. 36.15 . к определению напряже -
жений в элементах подшипника
Тогда нагрузка на наиболее нагруженное тело качения
г'
/ГVіm+11
Fo=Frzl[1+22jcosт(/y)]z=FrKJz,
(36.7)
/=і
где z — количество тел качения; Д — коэффициент, зависящий от
количества тел качения в подшипнике и их формы.
Обычно количество шариков или роликов z = 10...20. Тогда для
шариковых подшипников при т — 2/3 среднее значение К =4,37,
для роликовых т = 1 и К — 4 . Поскольку с увеличением зазора рас
пределение нагрузки становится неравномерным, то для радиальных
шарикоподшипников приближенно принимают /( = 5.
Для радиально-упорных подшипников радиальная нагрузка урав
новешивается реакцией, направленной под углом а к направлению
z'
вектора нагрузки, вследствие чего Fr = (Fo + S Fj) cos а. С уче-
j=i
том этого получим
Fo = KFr](iz cos a),
(36.8)
где і — количество рядов тел качения; К = 5 и 6 для шарикопод
шипников с /‘= 1. и 2; Д = 4,6 и 5,2 — для роликоподшипников
сі=1и2.
При действии только осевой нагрузки в предположении равно
мерного распределения нагрузок между телами качения
Fo = Fx/(z sin a).
(36.9)
На п олную податливость подшипника существенное влияние ока
зывает жесткость корпуса. Так, в жесткой конструкции железнодо
рожной буксы (рис. 36.14,а) распределение нагрузки на ролики под
шипника менее благоприятное, чем в податливом корпусе (б).
Распределение напряжений. Под нагрузкой на месте начального
точечного контакта образуется эллипс (рис. 36.15,а), на месте линей
ного — прямоугольник (б) или трапеция. Максимальные напряжения
в месте контакта определяют по формуле Герца (гл. 9) после подста
новки величин, характеризующих материал и геометрические пара
метры подшипника. На рис . 36 .16 показаны различные случаи кон
такта шарика с кольцом: при уменьшении радиуса поверхности кон-
424
Рис. 36 .17 . Виды нагружений колец
такта от гд== со до гд= 0,515DW при неизменных напряжениях нагруз
ка может быть увеличена в 17,5 раза. Поскольку площадка контакта
на беговой дорожке наружного кольца всегда больше, чем на выпук
лой беговой дорожке внутреннего кольца, ТО напряжения О//max на
внутреннем кольце больше. Для выравнивания напряжений при ра
диусе дорожки на внутреннем кольце гд= 0,515Dw на наружном иног
да принимают гд— 0,5332)ю. Приближенно максимальные напряже
ния в (МПа) в зоне контакта тел качения с кольцами можно опреде
лить па формулам:
ант,х =
cos а); <т„ max = Gp VFri(Dwle„z cos а),
т„ = °ш.У
и а„ max = Gp yVFx/(DJlf/zcosa), (3».Ю>
где для шариковых однорядных радиальных и радиально-упорных
бш = 18,7 • 103; радиальных с короткими цилиндрическими роликами
и радиально-упорных конических 6Р — 4,3 • 103; упорных шариковых
Сш. у =1,1 • Ю3 и с цилиндрическими или коническими роликами
Gp. у = 1,85- 103; Fr и Fx, Н; leff— эффективная длина зоны кон
такта ролика с кольцом, мм; Dw, мм; а — номинальный угол кон
такта.
Допускаемые напряжения для радиальных шариковых подшипни
ков [он1= 5000 МПа; радиальных роликовых и упорных [о//] =
= 3500 МПа.
При вращении подшипника под нагрузкой, тела качения, как и бе
говые дорожки колец,- испытывают циклические напряжения (рис.
36.17). Зона контактных напряжений, величина их и скорость пере
мещения по кольцам зависят от вида нагружения колец — местного,
циркуляционного или колебательного. Местное нагружение колец бу
дет при постоянном направлении вектора силы, приложенной к непо
движному кольцу (а—наружное; в — внутреннее), или при вращении
вектора силы синхронно с кольцом подшипника (б — наружное).
Циркуляционное нагружение возникает на кольце, вращающемся от
носительно вектора, скорости (а, г — внутреннее; б — наружное).
Колебательное нагружение — когда, кроме радиальной постоянно
направленной нагрузки, действует сила, вектор которой направлен
к центру и вращается вместе с кольцом (а — наружное). В зависи
мости от указанных условий изменяются место и количество нагру
жений каждой контактной зоны. Поэтому контактная выносливость
425
Рис. 36 .18. К определению скоростей в подшипнике
определяется не только величиной Он шах, но и количеством ЦИКЛОВ
нагружений.
Частота нагружения элементов подшипника. Если внутреннее
кольцо подшипника (рус. 36.18, а) вращается с частотой пв, а на
ружное кольцо — пн, мин-1, то окружные скорости соответствующих
точек колец ив = лб/вяв/60; он = ndHnH/60 и частота вращения сепа
ратора пт = QQvml(ndm) = 60 [(ив ± uH)/2]/(ndm) = (nBdB ± nHdB)/2dm).
ВобщемслучаеdB—dm—Dwcosa; da —dm4-Dwcosа,и,следова
тельно,
nm = 0,5 [nB(dm — Dw cos a)/dm ±nB(dm + Dw cos a)Jdm}. (36.11)
Для конического подшипника (б) после подстановки в формулу
(36.11) dm = 2/sinр и Dw= 21tgу получим
nm = 0,5 [мв (tgp — tg у) ±nH(tg₽ + tgy)] ctg0.
(36.12)
Знак «+» принимают при вращении колец подшипника в одном
направлении, знак «—»
—
в противоположных. Частота вращения
тел качения вокруг своей оси не зависит от того, какое из колец
вращается, а частота вращения сепаратора меньше в том случае, ког
да вращается внутреннее кольцо. В табл . 36.2 приведены формулы
для определения частоты вращения деталей радиального подшипника.
Таблица 36.2 . Формулы для определения частоты вращения сепаратора
и шариков
Вращается
кольцо
Частота вращения
сепаратора
шарика
Внутреннее пт ~
(dm Dw)/dm
nw = °-5nB (d2m — D2w)/ (dmDw)
Наружное
nw = 0 ,5nH (d2n - D2w)/(dmDw)
Количество циклов нагружений в минуту пропорционально количеству
контактов испытываемых любой точкой беговой дорожки, количеству
тел качения, находящихся в зоне нагружения, и относительной ча
стоте вращения сепаратора. В табл. 36.3 приведены формулы для опре
деления количества циклов нагружения колец подшипника за один
426
Таблица 36.3 . Формулы для определения частоты нагружений
Вращается
кольцо
Количество циклов нагружений кольца
внутреннего
наружного
Внутреннее
= 0,25z (dm + Dw)/dm
Л^ц = 0,5z (dm — Dw)/dm
Наружное
A\ = 0,5z (dm + Dw)/dtn
Мц = 0,25г (dm — Dw)/dm
оборот вращающегося кольца. Как видно, условия работы благопри
ятнее, если вращается внутреннее и неподвижно наружное кольцо,
так как при этом количество циклов нагружений внутреннего кольца
в два раза меньше.
Динамическая грузоподъемность. При циклическом нагружении
тел качения грузоподъемность подшипника зависит от допускаемых
переменных напряжений и количества циклов этих напряжений. Если
в уравнении кривой усталости о^ц = G напряжения выразить через
нагрузку С учетом нелинейности ЭТОЙ СВЯЗКИ—О;/ щах = @ FX (ГЛ- 9)’
а циклическую долговечность — через долговечность, измеряемую
в миллионах оборотов L : Nu = КЦЕ, то получим
(G'Fx)m K^L = G и FxmL = G/[(G')m Кц],
где Лц — коэффициент, учитывающий влияние на долговечность
подшипника частоты вращения п, количества z и диаметра Dw тел
качения, угла контакта а, диаметра подшипника d.
Принимая хт = р’ и обозначая G/[(G')m Кц] — Ср', имеем
(C/F)p' — L,
(36.13)
где С — динамическая грузоподъемность, р’ — 3
—
для шариковых
и р’ = 10/3 —для роликовых подшипников.
Динамическая грузоподъемность радиальных и радиально-упорных
подшипников С, Н есть такая постоянная радиальная нагрузка, кото
рую каждый из группы идентичных подшипников с неподвижным наруж
ным кольцом может воспринимать при долговечности, составляющей
1 млн. оборотов. Для шариковых подшипников
С = fc(i cos a)xzvDTM-,
(36.14)
для роликовых
C = fc{lleff^a}xzvD
w
w,
(36-15)
где fc — коэффициент, зависящий от геометрии, точности изготовле
ния и материала деталей подшипников; х, у, w — показатели сте
пени, зависящие от типа подшипника и размеров тел качения.
Динамическая грузоподъемность упорных и упорно-радиальных
подшипников есть такая постоянная центральная, чисто осевая на
грузка, которую любой из группы идентичных подшипников сможет
воспринимать в течение расчетного срока службы исчисляемого в 1 млн.
оборотов одного из колец подшипника. Величина ее определяется по
формулам, подобным приведенным выше.
427
Долговечность. Поскольку за один час подшипник сделает 60 п обо
ротов, то для совершения L миллионов оборотов необходимо время
Lh, ч
Lh — 106L/(60n).
(36. IS)
Под долговечностью Lh подшипника в этом случае понимают вы
раженное через суммарное число оборотов время (в часах), в течение
которого должны работать в тождественных эксплуатационных усло
виях не менее 90 % партии подшипников данного типоразмера. Даже
при незначительном уменьшении нагрузки (напряжения) на опорной
поверхности тела качения с кольцом значительно повышается долго
вечность подшипников. Так для роликового подшипника с уменьшением
Он max на 10 % долговечность увеличивается приблизительно в 2 раза.
Предельная частота вращения. Долговечность подшипника зависит
также и от частоты вращения, уменьшаясь с увеличением последней.
Наибольшая допустимая частота вращения, при превышении которой
не обеспечивается' его расчетная долговечность, называется предель
ной частотой вращения. При высоких частотах вращения возрастает
центробежная сила, ускоряется контактная усталость, увеличивается
нагрев и, связанное с этим, изменение свойств смазочного материала,
возможно заклинивание и повреждение сепаратора. Считая влияние
этих факторов пропорциональным условной линейной скорости на
окружности центров тел качения, в качестве характеристики быстроход
ности принимают скоростной параметр dmn, мм • мин-1. Поскольку для
каждого типа подшипника материал и конструкция сепаратора оди
наковы, то считают, что предельное значение скоростного параметра
[dmn] для каждого типа подшипника одинаковой серии постоянно
(табл. 36.4). Исходя из этих данных, в каталогах подшипников при
водятся значения предельных частот вращения в зависимости от диа
метра и вида смазочного материала.
Таблица 36.4. Предельные значения [dmn] 10-\ мм • мин-1
Тип подшипника
Смазочный материал
жидкий
пластичный
Шариковые
Роликовые
5,5 ...6,0
4...4,5
с короткими
цилиндрическими роликами
4,0...4,5
3,5. ..4,0
конические однорядные
3,0
2,5
Статическая грузоподъемность. Допустимая нагрузка невраща-
ющегося подшипника назначается из условия ограничения остаточной
деформации тел качения и колец. Статическая грузоподъемность
Со, И есть такая статическая нагрузка (радиальная—для радиальных
и радиально-упорных и центральная осевая
—
для упорных и упорно
радиальных подшипников), в результате действия которой возникает
общая остаточная деформация тела качения и колец в наиболее нагру
428
женной зоне контакта, равная 0,0001 диаметра тела качения. На осно
вании обработки данных многочисленных экспериментов для подшип
ников радиальных и радиально-упорных шариковых и роликовых
Со 12,3zcos сс и Со = 21,6zileffDw cos а;
(36.17)
упорных и упорно-радиальных шариковых и роликовых
Со = 49zZ)^sina и Со = 98,lzleffDwsina.
(36.18)
Значения статической грузоподъемности Со приведены в каталогах
подшипников и справочниках.
Смазывание, потери, КПД. Смазывание предназначено для отвода
тепла и уменьшения трения, демпфирования колебаний нагрузки,
предупреждения коррозии контактирующих поверхностей. Для смазы
вания подшипников качения применяют жидкие, пластичные и твер
дые смазочные материалы. При выборе смазочного материала необ
ходимо учитывать размеры подшипника и частоту его вращения,
величину нагрузки, рабочую температуру, состояние окружающей
среды. При окружной скорости подшипника до 5 м/с применяют как
жидкие, так и пластичные смазочные материалы: при большей ско
рости — жидкие с тем меньшей вязкостью, чем больше скорость; чем
выше нагрузка, тем больше должна быть вязкость. Если окружаю
щая среда загрязнена, следует использовать пластичные смазочные
материалы. Чаще всего применяют жидкие масла (гл. 5): авиацион
ные, автотракторные, индустриальные; пластичные', солидол, кон-
сталин и др. Коллоидный графит, дисульфид молибдена, нитрид бора,
фтористые соединения применяют при работе в вакууме, весьма низ
ких или высоких температурах (ниже — 100 или выше 300 °С), в
агрессивных средах.
Наиболее просто смазывание разбрызгиванием (гл. 39). При часто
те п с 3000 мин уровень масла должен быть не выше центра нижне
го шарика или ролика. Фитильное смазывание применяется для быст
роходных подшипников, разбрызгиванием — в механизмах, где под
шипники можно смазывать тем же маслом, что и другие детали,
например, в редукторах.
Потери в подшипнике складываются из потерь на трение качения
между телами качения и кольцами, трение скольжения на площадке
контакта из-за разности окружных скоростей в различных точках кон
такта, трение скольжения между телами качения и сепаратором, тре
ние верчения, трение роликов о борты. Момент трения зависит от
нагрузки, частоты вращения, свойств смазочного материала. Он может
быть представлен как сумма моментов трения холостого хода Мо
и трения Mf, зависящего от нагрузки. Приближенно 1И0 = (24...
...64) • 10~lcd3m. Момент трения, зависящий от нагрузки, и потери мощ
ности Мп, кВт приближенно равен
=
MF = 0,5Ff'd; Мп = MF<i> = 5,2 . lO^Ff'nd,
(36.19)
где F = эквивалентная нагрузка, кН, /'— приведенный к валу коэф
фициент трения, равный для шарико- и роликоподшипников 0,002...
429
Рис. 36.19 . Виды разрушения колец
а
б
б
Рис. 36.20. Конструктивные изменения
элементов подшипника с целью повы
шения долговечности
. ..0,004, для конических и игольчатых—0,004...0,008; d — диаметр
подшипника, мм; п , мин-1 .
При нормальных условиях эксплуатации КПД шариковых под
шипников 0,995; роликовых — 0,99; конических — 0,985; игольча
тых — 0,98.
Нарушения режима работы и виды повреждений. Из-за непре
дусмотренных расчетом режимов эксплуатации, перегрузки, перекоса
колец, несовершенства конструкции подшипникового узла повышается
температура подшипников, элементы качения изнашиваются. При
повышенных радиальных зазорах и небольших нагрузках, увеличении
вязкости смазочного материала и повышении частоты вращения про
исходит относительное проскальзывание поверхностей качения — осо
бенно в роликовых подшипниках. В этих условиях возможно возник
новение автоколебаний тел качения и вследствие этого разрушение
сепаратора.
В подавляющем большинстве случаев подшипники выходят из
строя вследствие выкрашивания, абразивного изнашивания или пласти
ческих деформаций рабочих поверхностей. Выкрашиванию рабочих
поверхностей деталей подшипника (гл. 9) способствует увеличение
частоты вращения п > \dmri\/dm, приводящее к дополнительному
нагружению беговых дорожек центробежными силами тел качения.
В результате абразивного изнашивания при работе в абразивной сре
де возникают большие зазоры между кольцами и телами качения,
увеличиваются динамические нагрузки, растет шум, затем наступает
разрушение детадей подшипника.
При перегрузке подшипников может произойти раскалывание ко
лец и тел качения. Наружное кольцо разрушается чаще, чем внут
реннее, плоскость излома кольца шарикоподшипника обычно про
ходит вдоль дорожки качения перпендикулярно к оси подшипника
(рис.36.19,я), у роликоподшипника (б) — по ширине кольца параллель
но оси подшипника. Сепараторы разрушаются из-за большого давле
ния со стороны тел качения под действием центробежных сил.
Пути повышения надежности и долговечности. Одним из эффектив
ных способов повышения долговечности подшипниковых узлов — обес
печение более равномерного распределения нагрузки между телами
качения. Этого можно достичь применением подшипников повышенной
точности. Однако при этом резко возрастает стоимость: подшипник
класса 2 в 10 раз дороже подшипника класса 0. Второй путь
—
под
бор жесткости корпусных деталей подшипниковой опоры (рис. 36.14).
Третий — применение бомбированных роликов (рис. 36.20,а) и ро
430
ликов с полостями на торцах («) или соответствующим образом спро
филированных поверхностей качения колец (б). При этом снижается
концентрация нагрузки у торцов роликов.
Надежность повышается при соблюдении надлежащей точности из
готовления посадочных мест на валу и в корпусе, обеспечении посадки
колец с большим натягом при ударных нагрузках, применении сепа
раторов облегченного типа, уменьшении радиального зазора. Повы
сить нагрузочную способность шариковых подшипников можно приме
нением беговых дорожек с двумя точками касания их с шариками.
Увеличения предельной быстроходности можно достигнуть за счет об
легчения сепаратора и улучшения его конструкции.
РАСЧЕТ И ВЫБОР ПОДШИПНИКОВ КАЧЕНИЯ
Критерии расчета. Различают два режима нагружения под
шипников: динамический, когда частота вращения подшипника п
1 мин-1, и статический, когда подшипник не проворачивается или вра
щается с частотой п < 1 мин-1. Соответственно этому в первом случае
расчет предусматривает предупреждение возникновения усталостного
выкрашивания поверхностей тел качения; во втором случае — предот
вращение возникновения остаточных деформаций тел качения свыше
допустимого предела. Подшипники выбирают из числа стандартных
в соответствии с заданными условиями эксплуатации.
Критериями для выбора подшипников являются динамическая
или статическая грузоподъемность, предельная быстроходность и дол
говечность. Исходными данными для их выбора являются: а) вели
чина и направление нагрузки; б) характер нагрузки (постоянная,
переменная и т. п.); в) особенности конструкции узла (какое кольцо
вращается) и частота вращения вращающегося кольца подшипника;
г) необходимая долговечность подшипника; д) характерные особенно
сти окружающей среды (температура, запыленность, коррозионное
воздействие и т. п .); е) особые требования к подшипнику, диктуемые
конструкцией узла или машины в целом; ж) приемлемая стоимость
подшипника.
Методика выбора подшипников качения стандартизована (ГОСТ
18854—82 и 18855—82). В соответствии с требованиями этой методики
в ГОСТ на подшипники и в справочниках приведены необходимые
характеристики: основные размеры —d, D, В, грузоподъемность ди
намическая С и статическая Со, предельная частота вращения при
пластичном и жидком смазочном материале и приблизительная масса
т. Значения грузоподъемностей соответствуют простому случаю на
гружения подшипников радиальными и осевыми силами. Фактическое
нагружение находит отражение при определении расчетной нагрузки.
Расчетная нагрузка. Учитывая возможность различных сочетаний
нагрузок Fr и Fх, расчет производят по эквивалентной нагрузке,
под которой понимают: для радиальных и радиально-упорных подшип
ников такую условную постоянную радиальную нагрузку, которая,
будучи приложенной к подшипнику с вращающимся внутренним коль
цом, обеспечивает такую же долговечность, какую подшипник будет
иметь при заданных (реальных) условиях нагружения и вращения
431
колец; для упорных и упорно-радиальных подшипников
—
условную
постоянную центральную, чисто осевую нагрузку, которая, будучи
приложенной к подшипнику с одним кольцом, вращающимся вместе
с валом, и вторым — неподвижным в корпусе, обеспечивает такую
же долговечность, какую подшипник будет иметь при заданных (ре
альных) условиях нагружения и вращения колец.
В общем случае динамическая эквивалентная нагрузка для ради
альных шарикоподшипников и радиально-упорных шарико- и ролико
подшипников будет
F = (XVFr + YFX) КбКт,
(36.20)
где Fr— радиальная нагрузка; Fx— осевая нагрузка; X — коэффи
циент радиальной нагрузки; Y — коэффициент осевой нагрузки;
V — коэффициент вращения, зависящий от того, какое кольцо враща
ется относительно вектора нагрузки: прй вращении внутреннего коль
ца V — 1, наружного — V = 1,2; Кб— коэффициент безопасности,
зависящий от характера нагрузки; по каталожным данным значения
его изменяются от Кб — 1 при спокойной нагрузке до Кб — 2,5...3
при нагрузках с сильными ударами и кратковременными перегрузка
ми (до 300 % от номинальной расчетной нагрузки); Кт— температур
ный коэффициент, зависящий от рабочей температуры подшипника,
величина которого колеблется от Кт= 1 при температуре Ф < 100 °С
доКт— 1,4приtr — 250°С.
Коэффициентами X и Y учитывается влияние рода нагрузки (ра
диальная, осевая) на долговечность подшипников конкретных типо
размеров. Числовые значения этих коэффициентов приведены в ката
логах на подшипники в зависимости от параметра осевого нагружения
е, который характеризует степень влияния осевой нагрузки на грузо
подъемность подшипника. Он является функцией отношения FX!CQ для
радиальных и радиально-упорных шарикоподшипников, угла а для
всех других типов подшипников, способных воспринимать радиальную
и осевую нагрузку.
Когда величины действующих на подшипники нагрузок и частоты
вращения подшипника изменяются во времени, эквивалентная нагруз
ка определяется для каждого режима отдельно, а затем приводится
к условной расчетной
з/
п
F~y (FfL,+F*L,+ .. .
Lt,
(36.21)
где Fx, F2, ..., Fn, Lx, L2, ..., Ln — постоянные нагрузки и соответ
ствующие длительности их действия в миллионах оборотов.
При выборе коэффициентов X и Y нужно руководствоваться сле
дующими соображениями. Для радиальных и радиально-упорных
шарикоподшипников с номинальным углом контакта а < 15° пара
метр е выбирают по величине FXICQ из таблиц каталога. Если для од
норядных радиальных, радиально-упорных шарикоподшипников
и конических роликоподшипников Fxl(VFr) < е, то осевая сила не
влияет на величину расчетной нагрузки: X = 1 и Y = 0. Для под
432
шипников с номинальным углом контакта сс> 15° коэффициенты
X и Y выбирают по отношению Fx/(VFr).
Под эквивалентной статической нагрузкой понимают условную
радиальную нагрузку — для радиальных и радиально-упорных или
осевую центральную — для упорных и упорно-радиальных подшип
ников, вызывающую у подшипников в наиболее нагруженной зоне кон
такта такие же остаточные деформации, как и при действительных
условиях нагружения', для шарико- и роликоподшипников радиальных
и радиально-упорных принимается большая величина из двух
Fo=X0FT+YqFxилиFo=Fr, (а=0);
(36.22)
для упорно-радиальных
Fo=2,3Frtgа+Fxi
(36.23)
где XQ и Yo — коэффициенты радиальной и осевой статической на
грузки, принимаемые по каталожным данным в зависимости от типа
подшипников и угла а.
Выбор подшипников при динамическом нагружении. Тип подшип
ника выбирается по таблицам стандарта на соответствующий под
шипник в зависимости от номинальной долговечности L, эквивалентной
числу циклов нагружений за расчетный срок службы, и эквивалентной
(расчетной) нагрузки F.
С = Fy^L.
(36.24)
Номинальная долговечность L (млн. об) определяется из формулы
(36.16) по заданному сроку службы подшипника Lh
L = 60 • 10"6nZ>/j.
(36.25)
При частоте вращения п — 1...10 мин-1 в расчете принимают
п = 10 мин-1.
Срок службы устанавливают в зависимости от назначения машины
и особенностей ее эксплуатации: для неответственных механизмов
(легкие конвейеры и др.) Lh^4000ч; для ответственных машин, рабо
тающих с перерывами (металлорежущие станки, лифты, конвейеры
и др.)
8000 ч; для машин, работающих с полной загрузкой в од
ну смену (подъемные краны для тяжелого — Ти весьма тяжелого
ВТ режимов, вентиляторы)
20000 ч.
После подстановки расчетных значений F и L в формулу (36.24)
и определения С в каталогах подбирают подшипник, имеющий близ
кое (большее) к вычисленному значение С.
Предельная быстроходность подшипников. Значения /гтах зависят
от многих факторов: конструктивных (типа, размеров и серии подшип
ника, конструкции сепаратора), технологических (точности изготов
ления и сборки, материала сепаратора) и эксплуатационных (окружа
ющей среды, температуры, смазочного материала и системы охлаж
дения, величины и характера нагрузки). Рекомендуемые значения
скоростного параметра ldmn] для подшипников качения различных ти
пов приведены в ГОСТ 20918—75. С учетом коэффициентов, корректи
рующих значение параметра ldmn] в зависимости от серийности и га
433
баритных размеров, а также от нагрузки, воспринимаемой подшип
ником, предельная (допустимая) частота вращения
«шах = ([dmnl K1KiK3)/dfn,
(36.26)
где Ki— коэффициент, учитывающий влияние диаметра подшипника
на его предельную частоту вращения; /С2— коэффициент серийности
подшипника, учитывающий влияние соотношения размеров; К3—
коэффициент долговечности, учитывающий косвенное влияние воспри
нимаемой подшипником нагрузки на частоту вращения при номиналь
ной (расчетной) долговечности.
Значения корректирующих коэффициентов приведены в ГОСТ
20918—75 (например, при dm= 10... 100 мм
1, для сверхлегкой
серии /С2= 1,20; если нагрузка мала, то долговечность
105 ч
и тогда
1). Полученное значение птаХ должно быть меньше ука
занного в каталогах для данного типоразмера подшипника.
Выбор подшипников при статическом нагружении. Для работы
в условиях статического нагружения подшипники выбирают по базо
вой статической грузоподъемности
Со = fsF0,
(36.27)
где fs— коэффициент надежности при статическом нагружении и при
требованиях легкости вращения: высоких— fs= 1,2...2,5; нормаль
ных 0,8...1,2; пониженных Д — 0,5...0,8. По таблицам стандартов
подбирают тип подшипника с близким к рассчитанному значению Со.
Сначала следует ориентироваться на подшипники легкой и средней
серии как наиболее распространенные и дешевые и лишь при невоз
можности найти нужный подшипник этих серий следует перейти
к особо- и сверхлегкой или к тяжелой сериям.
ГЛАВА 37. НАПРАВЛЯЮЩИЕ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Направляющие служат для обеспечения
требуемого взаиморасположения деталей при их относительном по
ступательном или круговом движениях (рис. 37.1,а). Они применяются
в станках (для передвижения столов 1, суппортов, бабок), двига-
Рис. 37 .1 . Основные типы направляющих
434
Рис. 37.2 . Классификация направляющих
телях, кузнечно-прессовых машинах (для перемещения баб), прибо
рах, аппаратах и т. п .
Различают направляющие 2 скольжения (б) и качения (в). Для
смазывания трущихся поверхностей направляющие снабжаются раз
личного рода устройствами; для предотвращения повреждений на
правляющих предусматриваются защитные устройства. Направляю
щие качения снабжаются телами качения 3 — шариками или роли
ками и сепараторами 4, удерживающими тела качения в определенном
положении.
Классификация. Различают направляющие (рис. 37.2) для посту
пательного (в основном прямолинейного) и кругового движений,
трения скольжения со смешанным и жидкостным трением (гидроди
намические и гидростатические) и качения с шариками, роликами,
иголками, с сепараторами и без них. По форме поперечного сечения
направляющих — цилиндрические, плоские, призматические, трапе
цеидальные, треугольные и комбинированные из этих элементов.
Достоинства, недостатки. Направляющие скольжения проще в из
готовлении и эксплуатации, способны воспринимать большие нагруз
ки, допускают перемещения на большие расстояния при больших
скоростях. Недостатки
—
большие потери при движении, чем в на
правляющих качения, трудность обеспечения высокой точности эле
ментов направляющих.
Направляющие качения отличаются малыми потерями на трение,
обеспечивают большие относительные скорости, сохранение точности
движения на более длительное время, высокую равномерность и плав
435
ность движения, высокую точность установочных движений, малое
тепловыделение, простоту смазывания. Недостатки —относительная
сложность конструкции, большое число деталей и, следовательно, по
вышенная стоимость, повышенная чувствительность к загрязнению.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Направляющие скольжения. Жесткость, простота изготовления,
возможность регулировки, минимальные потери на трение, сохране
ние первоначальной точности направляющих во многом зависят от
формы их поперечного сечения (рис. 37.3,я). Для восприятия значи
тельных нагрузок используют направляющие, состоящие из несколь
ких параллельных плоскостей (б, в). Они могут выполняться охваты
ваемыми (б) и охватывающими (в). Последние лучше удерживают смаз
ку. При нагрузке, прижимающей подвижную деталь к направляющей,
наибольшую жесткость имеют треугольные, наименьшую прямо
угольные направляющие; при действии опрокидывающего момента —
наоборот.
Направляющие в основном выполняют заодно с корпусными де
талями; накладные применяют при необходимости увеличения изно
состойкости, в сварных конструкциях с целью упрощения ремонта.
Их выполняют в виде массивных планок, тонких пластин или лент и
крепят винтами, прихватами, приклеиванием или сваркой.
Круговые направляющие (рис. 37.4) используют для деталей,
вращающихся вокруг вертикальной оси; форма рабочих поверхностей —
плоские, конические симметричные и несимметричные, К-образные
и сочетание этих рабочих поверхностей.
Для обеспечения необходимых зазоров в направляющих исполь
зуют устройства для регулировки. Прижимные планки (рис.
37.5,а) крепятся винтами и служат для замыкания плоских направ
ляющих. Регулировочные планки (б) применяют для регулирования за-
Рис. 37,3. Прямолинейные Направляющие
436
Рис. 37.4. Круговые направляющие
Рис. 37.5 . Устройства для замыкания и ре
гулировки направляющих скольжения
зоров со стороны боковых плоскостей. При действии больших нагру
зок и необходимости точной регулировки зазоры устанавливают про
дольным перемещением клиньев (в), выполняемых из чугуна марки
СЧ 20, бронзы или стали с накладками из бронзы или цинкового
сплава
Для распределения смазочных материалов по рабочим поверхно
стям направляющих (рис. 37.6) предусматривают отверстия (а), ка
навки (б), карманы (в) и т. п . С целью приближения к гидродинамиче
ским условиям работы (в определенном диапазоне скоростей) у попе
речных канавок предусматривают пологие клинообразующие скосы
(г). В гидростатических направляющих масло подается в карманы
под давлением от насосной установки. В направляющих (д), применяе
мых при действии опрокидывающих моментов или большом диапазоне
изменения нагрузки, масло подается через подвижную деталь в зону
контакта с направляющей, вследствие чего образуются зазоры Ах-Ь
+Д2=2Д.
Рис, 37.6. Устройства для смазывания направляющих
437
,, .ижа,,,
ШШЖів
s
Рис. 37 .7. Основные типы направляющих качения
Материал направляющих должен обладать высокой износостойко
стью, антифрикционными свойствами, высокой жесткостью, малой
шероховатостью, иметь постоянный коэффициент трения, быть эко
номически выгодным. Чаще всего направляющие выполняют заодно со
станиной (гл. 40). Накладные направляющие изготовляют из стали ма
рок 20Х, 18ХГТ, 15СГ, ХВГ с соответствующей термообработкой
(твердость поверхности 64...66 НИСэ)и чугуна легированного и моди
фицированного (твердость 450 НВ, а покрытых твердым хромом —
68...72 HRC3). Для предотвращения задиров используют накладные
направляющие из пластмасс — текстолита и капрона . Шероховатость
поверхностей направляющих в зависимости от их назначения и скоро
сти относительного движения колеблется от Rz = 8 мкм до Rz =
= 0,63 мкм.
Направляющие качения. Могут быть три вида установки тел каче
ния в направляющих (рис. 37.7): сепаратор длиннее (а) и короче (б)
сопряженней с направляющей поверхностью подвижной детали, тела
качения установлены в замкнутом канале, перемещающемся вместе
с подвижной деталью (в).
Шариковые направляющие (рис. 37.8,а) имеют малую жесткость
и применяются при небольших нагрузках. В направляющих с цирку
ляцией шариков по замкнутой траектории (б) шарики движутся по
призмам или стальным стержням. Роликовые направляющие (рис.
37.9,я) просты в изготовлении; находят применение смешанные на
правляющие (б) с элементами качения в вертикальном и с элементами
скольжения в горизонтальном направлении (и наоборот).
438
а
Рис. 37.9. Направляющие роликовые
В направляющих качения применяют накладные детали из зака
ленной до твердости 60...62 HRC3 стали марок ШХ9, ШХ 15,8X9,
38ХМЮА, 40ХФ и-чугуна марки СЧ 20 при твердости 200...220 НВ,
которые крепятся к корпусу винтами, прихватами или клеем.
Натяг в направляющих осуществляется двумя способами: за счет
разности размеров направляющей тел качения и подвижной детали
и с помощью регулировочных планок. Минимальный натяг (2...3 мкм)
выбирают так, чтобы нагрузка от натяга на наименее нагруженное тело
качения была больше, чем внешняя нарузка. Максимальный натяг
определяется прочностью и плавностью движения (15...25 для роли
ковых и 7... 15 мкм для шариковых направляющих).
Количество тел качения выбирают таким, чтобы удельная сила,
действующая на ролик от силы тяжести подвижной части, была
w 7^ 40 Н/м и для шарика нагрузка
30]/d (F, Н; d — диаметр
шарика , мм), поэтому в первом случае количество роликов z — 25FH
(I— длина ролика, мм), во втором — шариков z~ F/(30]/d); диа
метры роликов d — 5 .. .28 мм (длинные ролики) и d = 5... 12 мм (ко
роткие). Для стальных направляющих целесообразно принимать
l/d — 1...2 при / <25...30 мм; для чугунных длину роликов можно
брать большей.
Сепараторы (рис. 37.10) бывают штампованные из листовой стали,
массивные, составные из латуни, бронзы, стали, алюминия и капро
новые литые. Сепараторы опираются на тела качения и с направляю
щими не соприкасаются.
Защитные устройства. Защита направляющих осуществляется
с помощью уплотнений, продольных и телескопических щитков,
защитных лент, жестких поперечных щитов, гармоникообразных
мехов и др. Защитные устройства должны плотно прилегать к направ
ляющим, не повреждать их рабочую поверхность, обладать высокой
износостойкостью и долговечностью, сопротивляемостью воздействию
Рис. 37.10 . Сепараторы
439
Рис. 37 .11 . Защитные устройства
температуры, масла, иметь малый коэффициент трения, удерживать
смазочный материал.
Защитные устройства (рис. 37.11), бывают металлическими, вой
лочными, резиновыми, пластмассовыми и из комбинации этих мате
риалов (а). Металлические не предохраняют от проникновения на на
правляющие трения мелких частиц. Войлочные обладают смазывающей
способностью, но быстро наполняются твердыми частицами, резино
вые — отличаются высокой износостойкостью, не шаржируются за
грязняющими частицами.
Продольные щитки (б) устанавливают как на подвижной детали,
так и на направляющей. Телескопические щитки (в) представляют собой
набор из нескольких коротких щитков из листовой стали, из которых
два крайних прикреплены к направляющей и подвижной детали.
Гармокикообразные меха (а) выполняют из резины, кожи, хлопча
тобумажной ткани и различных синтетических материалов.
УСЛОВИЯ НАГРУЖЕНИЯ И РАБОТА СОЕДИНЕНИЯ
Принцип передачи нагрузки. Нагрузка в направляющих передает
ся либо по всей поверхности соприкосновения (в направляющих сколь
жения) либо в отдельных точках или линиях контакта (в направляю
щих качения). Поверхности направляющих нагружаются нормальным
давлением и силами трения.
Скорость относительного движения в направляющих изменяется от
сотых долей миллиметра до одного метра в секунду. При небольших
скоростях наблюдается скачкообразность движения, которая умень
шается с увеличением жесткости и уменьшением давления и тем больше,
чем больше разница между коэффициентами трения покоя и движения.
Равномерность движения увеличивается при смазывании индустри
альными маслами с присадками пластичных смазок. Наибольшей
плавностью обладают шариковые направляющие.
Распределение нагрузки и напряжений. Различают три случая
распределения нагрузки: а) по всей длине сопряженных поверхностей;
б) по неполной длине с неработающими прижимными планками,
в) то же, с нагруженными планками. Распределение нагрузки зависит
от опрокидывающих моментов и сил, действующих на грани направля
ющих, жесткости деталей и зазоров в сопряжении. Наибольшие дав-
440
Рис. 37.12. К распределению нагрузок в направляющих
ления могут превышать в десятки раз средние (рис. 37.12,а). При не
достаточной жесткости подвижной детали ее деформация может при
вести к значительной неравномерности нагружения и по ширине на
правляющих.
В направляющих качения нагрузка между телами качения распре
деляется неравномерно из-за неточностей изготовления (непрямоли-
нейности и непараллелыюсти направляющих и разноразмерности тел
качения) и упругих перемещений, зависящих от конструкции направ
ляющих, количества и взаимного расположения рабочих поверхностей
(б). С увеличением количества тел качения
—
обычно z = 12...16 —
неравномерность распределения нагрузки растет. При малом z погреш
ности изготовления направляющих существенно проявляются на
относительном положении подвижной детали. При увеличении разно
размерности роликов от 1 до 3 мкм наибольшее давление увеличивается
в 3...5 раз.
Неравномерность распределения нагрузки по длине роликов обу
словлена отклонениями положения подвижной детали относительно
направляющих и конусностью роликов: распределение по закону тре
угольника является предельно допустимым. Из этого условия конус
ность не должна превышать 0,5... 1,0 мкм, а отклонение угла между
рабочими поверхностями треугольных направляющих при удельной
силе w — 5...10 Н/мм и длине ролика I = 40...20 мм —не более
8...30'.
Смазывание, потери, КПД. Направляющие скольжения могут
работать в режиме граничного, смешанного и жидкостного трения.
В условиях смешанного трения на приведенный коэффициент трения
существенно влияют материал и форма поперечного сечения направля
ющих, сорт и количество смазочного материала, скорость движения
и загрязненность направляющих. Так, для направляющих из чугуна
СЧ 20 в покое fn— 0,27...0,30, в движении со скоростью 0,008 ...1 м/мин
при смазывании маслом индустриальным 45 — f'= 0,22...0,05.
Сорт смазывающего материала, способ подачи и количество его
зависят от назначения направляющих. Для направляющих станков
с интенсивным относительным движением (например, шлифовальных)
применяется циркуляционная система смазывания, при периодичес
ком или медленном перемещении—периодическая или проточная.
Для загрязненных направляющих пригодно масло индустриальное
И-20А, И-ЗОА . Для смазывания направляющих качения применяют
индустриальные масла, периодически подаваемые в зону качения.
Смазывание уменьшает сопротивление перемещению в направляющих
441
качения на 10...15 % по сравнению с направляющими без смазывания.
Приведенный коэффициент трения в направляющих качения зависит
от способа установки тел качения и конструкции направляющих
и составляет /' = 0,005...0,01.
Потери в направляющих скольжения определяются сопротивле
нием относительному перемещению рабочих поверхностей, защитных
устройств, а в направляющих качения главным образом трением тел
качения о направляющие, между собой, о сепаратор и сопротивлением
смазочного материала.
Суммарная сила трения при перемещении деталей по направляющим
скольжения и качения приближенно равна
Ft=Fozn+Ff'иFt=Fozn+Fk/r,
(37.1)
где Fo— начальная сила трения на направляющей (для направляю
щей скольжения станков Fo~ 4. . .5 Н); zn— количество рабочих пло
скостей направляющих; k — коэффициент трения качения (для сталь
ных направляющих k — 0,01 мм, чугунных — k = 0,025 мм); г —
приведенный радиус тел качения; F — суммарная нагрузка на направ
ляющие.
Обычно потери в направляющих скольжения составляют 2...3 %,
качения — 1 %. КПД направляющих
Л=FJ(Fx +Ft),
(37.2)
где Fx — сила полезного сопротивления перемещению подвижной
детали.
Нарушение режима работы и виды повреждений. Снижение точ
ности направления движения и плавности перемещения — результат
потери точности сопрягаемых размеров вследствие износа, нарушения
режима смазывания и возникновения чрезмерных деформаций. Износ
происходит из-за попадания на рабочие поверхности абразивных
и других посторонних частиц, несовершенного смазывания, частых
остановок и реверсирования. Износ направляющей большой длины
неравномерный, что сказывается на точности положения подвижной
детали, которая изнашивается больше, но равномернее. Схватывание
возникает при отсутствии или недостаточности смазочного материала.
Задиры возникают чаще всего на чугунных направляющих.
Причины повреждения направляющих качения: загрязнение по
лости расположения тел качения и периодическое возникновение
скольжения их. Абразивные частицы вдавливаются в поверхность на
правляющих, возникают глубокие прорезы, вырабатываются лунки,
тела качения получают огранку.
Пути повышения надежности и долговечности. Повышение точности
изготовления направляющих и более совершенные формы поперечных
сечений могут улучшить удержание смазочных материалов, распреде
ление нагрузки, уменьшить износ. Существенными факторами являют
ся уменьшение шероховатости, рабочих поверхностей и повышение
эффективности защитных устройств.
Долговечность можно повысить подбором материала для направля
ющих в соответствии с конкретным режимом нагружения — величиной
давления и скоростью движения. Устойчивость движения повышают
442
использованием направляющих из цинковых сплавов, бронзовой ме
таллокерамики, пропитанной фторпластом, смазыванием специальными
маслами, повышением жесткости привпля. уменьшением неравномер
ности распределения нагрузки.
РАСЧЕТ НАПРАВЛЯЮЩИХ
Критерии расчета. Основные критерии расчета, обеспечивающие
работоспособность направляющих, — износостойкость
и жесткость.
Износостойкость определяет сохранение точности в процессе эксплуа
тации и долговечность сопряжения; жесткость — достигаемую точ
ность относительного положения подвижной детали под нагрузкой.
Расчетом определяют давления на рабочих поверхностях направляю
щих и упругие перемещения. Направляющие смешанного трения рас
считывают по двум критериям', условному давлению и относительной
характеристике режима работы.
Расчетная нагрузка. Исходной при определении расчетной на
грузки является рабочая, приведенная к направляющим, нагрузка.
В зависимости от- расположения векторов внешних сил относительно
направляющих методами статики с учетом условий совместности пе
ремещений (гл. 11) определяют реакции и реактивные моменты. В рас
четах используют среднее давление рт (отношение полной нагрузки на
каждую плоскость направляющей к площади поверхности контакта)
и максимальное давление ртах с учетом концентрации нагрузки в про
дольном и поперечном направлениях.
Расчет на прочность. Для предупреждения чрезмерной интенсивно
сти износа и разрушения расчетом ограничивают среднее и максималь
ное давления:
Рт=Р
ЇР'ПІ И Рп.ах =РрлахISА-
—
РтКіК^ С [PrnaxL
/ i—l
/ 1—1
(37.3)
где F, Fmax — нагрузка средняя и наибольшая на рассчитываемую
п
плоскость направляющей; У, At — суммарная площадь контакта
1-і
направляющих; Кь — коэффициенты концентрации давлений по
длине и ширине рассчитываемой плоскости.
Допускаемые средние давления [рт\ в зависимости от скорости
перемещения принимают от 0,4 при больших скоростях до 1,5 МПа
при малых скоростях. Наибольшие допускаемые давления для чугун
ных направляющих при малых скоростях от fpmax] = 1,0 до 3,0 МПа;
при больших скоростях эти значения уменьшают в 2 раза.
В направляющих качения нагрузка на одно тело качения равна
F\ — (Fщах/2) 1^1],
(37.4)
где Гтах — максимальная нагрузка на рассчитываемую плоскость;
z — число тел качения; [/71] = [оу]Ду — допускаемая нагрузка на
одно тело качения; [<ту] — допускаемое условное напряжение из
условия предупреждения пластических деформаций, выбираемое
443
в зависимости от вида тела качения, материала и твердости поверх
ности направляющей (для шариков по стальным закаленным направ
ляющим 60 HRC3 [Оу] = 0,4. . .0,6 МПа, по чугунным направляю
щим (200.. .220 НВ) [Оу] = 0,02 МПа; для коротких роликов—
[оу] = 15.. .20 МПа и [оу] = 2,0 МПа соответственно); Ау *= d2 для
шариковых и Ау — Id — для роликовых направляющих.
Допускаемая нагрузка на одно тело качения [Fi] при диаметре от
5 до 20 мм для стальных направляющих составляет [FJ = 15...240 Н
для шариков и от 50 до 800 Н для роликов. При чугунных направля
ющих эти нагрузки меньше в 30 раз для шариков и в 10 раз для роли
ков. Удельная сила на ролики рекомендуется w — 2 . ..10 Н/мм. При
больших нагрузках и скоростях производят расчет на выносливость.
Расчет на жесткость. Когда собственная жесткость направляющих
скольжения на порядок выше контактной жесткости, в расчете учи
тывают перемещения только от деформации поверхностных слоев
(гл. И). Если собственная жесткость направляющей или подвижной
детали соизмерима с контактной жесткостью, учитывают собственную
жесткость соединения, в том числе упругие перемещения от деформа
ций деталей, служащих для замыкания направляющих. Исходя из
условия, что нормальные перемещения пропорциональны давлениям,
и жесткость поверхностных слоев на всех гранях направляющих оди
накова, перемещение в направлении нагрузки
6=КсР-
(37.5)
Аналогично этому перемещения в направляющих качения роли
ковых и шариковых:
бр=J(Pwибш=КШГ.
(37.6)
В этих формулах /Сс, Лр, Аш — коэффициенты контактной по
датливости (определяются экспериментально (гл. И). Для чугун
ных направляющих при р<0,3 МПа /Сс = (10 ... 20) мкм/МПа
в зависимости от ширины направляющих (от 50 до 200 мм). Зна
чения Ар и /(ш принимают в зависимости от натяга или от вели
чины силового фактора—силы F или удельной силы w.
Расчет на обеспечение жидкостного трения. Расчет гидродинами
ческих направляющих основывается на допущениях, что давление
в направлении движения изменяется так же, как и при бесконечно ши
рокой поверхности контакта, а давление в направлении, перпенди
кулярном к направлению движения, изменяется по параболическому
закону (гл. 9). Для направляющих со смешанным трением расссчиты -
вают характеристики режима работы (гл. 9).
Условия для перехода в область жидкостного трения возникают
при достижении критического значения скорости 1»кр, которое зависит
от материалов, размеров, точности, шероховатости направляющих,
размеров, количества и расположения смазочных канавок, вязкости и
давления масла. Чем совершеннее направляющие, тем меньше вели
чина уКр- Жидкостное трение соблюдается при условии X — Хкр,
т. е . при определенном зазоре Лкр . Для прямолинейных направляющих
/гкр= 0,06...0,09 мм при длине подвижной части L — 2. ..12 м.
Часть четвертая
ОБЩИЕ
ПОЛОЖЕНИЯ
ПРОЕКТИРОВАНИЯ
ГЛАВА 38. ОСНОВНЫЕ
ПРИНЦИПЫ РАЗРАБОТКИ
КОНСТРУКЦИЙ
ИСХОДНЫЕ ТРЕБОВАНИЯ
Взаимосвязь расчетов и конструиро
вания. Во второй и третьей частях
учебника изложены основные вопросы
конструирования и расчета наиболее
распространенных механических пере
дач и соединений деталей машин. При
разработке конструкции необходимо
комплексное применение этих сведений,
имея в виду, что от выбора типа переда
чи и способа соединения деталей зави
сят удельные характеристики изделия.
Тип передачи выбирают, используя дан
ные сравнительного анализа их харак
теристик, приведенного в гл. 14 . Пока
затели, по которым можно сравнивать
основные свойства соединений, даны
в гл. 24.
Выбор соответствующих решений обу
словлен различными требованиями и ус
ловиями, зависящими от назначения про
ектируемой машины, но при этом нуж
но руководствоваться и общими прин
ципами рационального конструирова
ния. Особого внимания заслуживает
разработка корпусных деталей, от ко
торых зависит определенность взаимно
го расположения деталей, смазочных
систем и аппаратов, необходимых для
создания нормальных условий работы
машины. Примерами конструкций, в ко
торых находят отражение основные
принципы конструирования, являются
редукторы и вариаторы.
Органическим элементом процесса
конструирования являются расчеты, вы
полняемые на всех его этапах в проект
ной или поверочной формах. На этапе
эскизной разработки варианта задача
сводится к ориентировочному опреде
лению расчетом размеров создаваемого
изделия. Применительно, например,
к зубчатой передаче — это межосевое
расстояние, диаметры, числа зубьев
и ширина колес, а к редуктору — га
445
баритные размеры его, расположение концов валов, способ крепле
ния. Частные особенности деталей на данном этапе проектирования
несущественны.
На этом этапе расчеты являются предварительными; полученные ис
ходные размеры позволяют перейти от расчетной схемы к реальной
конструкции. При этом используют близкие аналогии конструктив
ных решений, которые служат основой исходного конструктивного ис
полнения. Если в результате поверочных расчетов конструкции вы
ясняется, что требуемое соответствие расчетных и допустимых кри
териев работоспособности не обеспечивается (гл. 1), в конструкцию
вносят соответствующие изменения с последующей проверкой расче
том. Следовательно, расчет и конструирование должны производиться
в перемежающейся последовательности.
Формообразование и композиция машин. Внешний вид машины фор
мируется на основе реализации всех требований — функциональных,
конструктивных, технологических, которые предъявляются к изделию.
Исходные контуры машины и характерные особенности формы опреде
ляются ее габаритными размерами, обусловленными выполняемыми ею
функциями, нагрузочными параметрами, конструкцией и размерами
отдельных деталей, компоновкой, требованиями удобства и безопас
ности обслуживания. При этом внешний вид машины должен соответ
ствовать эстетическим нормам, однако введение в конструкцию спе
циальных элементов и деталей, будто бы делающих ее более красивой,
недопустимо.
Внешние формы машины должны образовываться на базе наличных
атрибутов, диктуемых внутренней целесообразностью конструкции ма
шины, ее деталей и элементов. Часто внешний вид машины опреде
ляется соотношением габаритных размеров в целом и отдельных ее
частей. Так, отношение межосевого расстояния зубчатой передачи
к ширине колес (гл. 19), определяющее ее габаритные размеры, выби
рается соответственно назначению конструкции: в станкостроении
применяют сравнительно узкие зубчатые колеса ввиду того, что в ко
робках скоростей (гл. 41) они должны передвигаться вдоль оси. В су
довых передачах, нагруженных большими вращающими моментами,
колеса проектируют широкими из-за необходимости уменьшить их
диаметры с целью снижения положения центра тяжести передачи.
Внешний вид машины (детали) в значительной степени зависит от
технологии и масштабов производства (гл. 7). Влияние это взаимное .
Так, придание кузову автомобиля обтекаемых очертаний, обусловлен
ное высокими скоростями передвижения, потребовало развития техно
логии производства штампованием, позволяющим получить требуе
мые формы наиболее экономичным путем.
Вариантность конструкции и компоновки машины. Кинематическая
и конструктивная схемы машины выбираются в соответствии с заданны
ми технологическими функциями при условии обеспечения высокого
КПД. При этом учитываются наличие прототипа и степень новизны
предполагаемой конструкции. Если невозможно удовлетворить тре
бованиям поставленной задачи при помощи известных решений, необ
ходим поиск их в смежных областях, комбинирование нескольких или
разработка новых решений и даже новых принципов.
446
Решение любой конструктивной задачи может быть осуществлено
в различных вариантах. Выбор оптимального варианта конструкции
—
это решение, в результате которого согласуются различные, не
всегда полностью реализуемые в данной конструкции требования.
Чем меньше вариантов рассмотрено, тем больше вероятность того, что
самый приемлемый не был обнаружен. Вариант для последующей кон
структивной разработки выбирается при всесторонней технико-эко
номической оценке. Расчеты на этом этапе носят предварительный ха
рактер. При этом широко используются данные справочников, стан
дартов, нормативов и других руководящих материалов.
Когда принципиальное решение выбрано, важным этапом проекти
рования является компоновка машины. Структурно машины, как
правило, компонуются по единому принципу —двигатель, передача
и исполнительный (рабочий) орган, а многообразие конструкций ма
шин определяется необходимостью приспособления исполнительных
органов к разнообразным условиям эксплуатации. Этими же требова
ниями определяется конструктивная компоновка машины. При этом
необходимо в максимальной степени использовать преимущества блоч
ных конструкций. Применение различных механизмов приводит к не
обходимости по-разному компоновать машину и, наоборот, переход
к другой (заданной или желательной) компоновке машины иногда тре
бует замены ранее используемых механизмов. При этом должны учи
тываться требования техники безопасности, эстетики, звукоизоляции,
герметичности и т. п. При удовлетворении всех этих требований, по
рой весьма противоречивых, формы отдельных деталей становятся все
более сложными, часто мало похожими на те, которые рассматрива
лись при выборе расчетной схемы.
Безопасность и удобство обслуживания. Важным требованием,
предъявляемым к разрабатываемой машине, является удобство управ
ления и безопасность обслуживающего машину персонала. Сборка
и разборка конструкции должна осуществляться безопасно и удобно,
не вызывая физического перенапряжения обслуживающего персонала;
конструкции тяжелых деталей должны быть снабжены устройствами
для их захвата и транспортировки. Создаваемая конструкция должна
удовлетворять ряду условий, связанных со взаимодействием машины
с обслуживающим персоналом:
1. Должно соблюдаться антропометрическое соответствие машины
размерам тела оператора: в рабочем положении поза оператора долж
на быть естественной.
2. Необходимо ограничивать воздействие работающей машины на
физиологическое состояние оператора: уровень загрязнения окружа
ющей среды, вибрации и шума, количество выделяемого тепла не долж
ны превышать установленные нормы.
3. Движущиеся части машины должны быть размещены в корпу
сах или, в крайнем случае, ограждены щитками, кожухами для исклю
чения возможности захвата рук, одежды оператора и т. д.
4. Машина должна быть снабжена сигнализаторами об опасности
наступления аварийной ситуации.
5. Нужно обеспечивать эстетически благоприятное воздействие,
определяемое формами' и окраской изделия.
447
Приспособленность к обнаружению дефектов и предупреждению от
казов. Рациональное расчленение конструкции на блоки; доступность
наблюдения за деталями; применение датчиков-контролеров, регистри
рующих критические значения параметров, которые характеризуют
работу детали и т. д .,
способствует своевременному устранению
неисправностей или отказов. Для этого в конструкции должна быть
предусмотрена возможность осуществления простейшим способом де
монтажа неисправной или поврежденной детали (желательно без раз
борки всей машины или сборочной единицы); регулировки взаимного
положения деталей, изменяющегося в процессе работы вследствие из
нашивания рабочих поверхностей или деформации, а также широкого
применения стандартных и унифицированных деталей.
Требование приспособленности к предупреждению отказов и неис
правностей предполагает создание условий, обеспечивающих нор
мальный тепловой режим работы и минимальное изнашивание, т. е .
разработку рациональной смазочной системы. Подача смазочного мате
риала соответствующего качества в зону трения в достаточном коли
честве лучше всего обеспечивается смазочной системой (гл. 39), не зави
сящей от внимательности обслуживающего персонала. Существен
ную роль в удовлетворении указанных требований играет корпус
(гл. 40) — деталь, предназначенная для формирования машины как
одного целого.
Габаритность. В отдельных случаях вписывание в определенные
габаритные размеры определяет возможность нормального функцио
нирования машины. Например, габаритные размеры автомобиля
должны удовлетворять требованиям проходимости по улицам города
и другим дорогам. Требования габаритності! относятся и к случаям
доставки машин к месту эксплуатации в разобранном виде или в сбо
ре. Установленная на платформы машина должна вписываться в так
называемые железнодорожные габариты, размеры машины должны
быть увязаны с размерами вагонов, контейнеров, люков судовых
трюмов и т. д. По этим причинам конструктор должен знать условия
транспортирования машин к месту назначения и предусмотреть спосо
бы закрепления их на транспортирующих средствах. Этими условия
ми иногда диктуются способы расчленения конструкции на отдельные
части и некоторые конструктивные особенности машины. Получение
требуемых габаритных размеров машины достигается выбором мате
риалов, обеспечивающих допустимые в данной конструкции размеры,
и выбором рациональной кинематической и конструктивной схем,
а также рациональной компоновкой машины.
СОБЛЮДЕНИЕ СООТВЕТСТВИЯ УСЛОВИИ
НАГРУЖЕНИЯ ДЕТАЛЕЙ РАСЧЕТНОЙ СХЕМЕ
Определенность функционального назначения детали. Одним из
показателей целесообразности выбранной конструктивной схемы про
ектируемой машины является рациональность силовой цепи. Под си
ловой цепью понимают совокупность взаимодействующих опреде
ленным образом подвижных и неподвижных соединений, через ко
торые исполнительному органу машины передаются усилия, необхо-
448
димые для выполнения предусмотренных функций. Чем короче и про
ще силовая цепь, тем надежнее машина, проще ее обслуживание, ре
монт. С этой целью при компоновке узла и конструировании его дета
лей необходимо обеспечить определенность взаимного их положения
и исключить возможность самопроизвольного изменения его при ра
боте машины.
Совмещение нескольких функций в одной детали ведет, обычно, к
усложнению ее конструктивной формы. Принцип строгого разделения
функций между деталями обеспечивает ясность расчетной схе
мы, определенность оценки системы нагружения, ведет к упро
щению конструктивных форм деталей, делает их более технологич
ными.
Предупреждение возникновения непредусмотренных нагрузок. До
полнительные нагрузки на детали могут возникнуть вследствие на
рушения норм технической эксплуатации, случайного роста техноло
гических сопротивлений (при штамповке изделий) или эксплуатацион
ной нагрузки (при экскавационных работах); нарушения оговоренных
технических требований (при изготовлении и монтаже); прямых оши
бок, допущенных при конструировании деталей и машины, и др.
Необходимо предусматривать специальные устройства (гл. 34), спо
собные предотвратить воздействие таких нагрузок на деталь путем
отключения машины в целом или отдельных ее узлов. В других слу
чаях в конструкции предусматривают специальные дополнительные
детали для восприятия непредусмотренных нагрузок, предохраняя
тем самым от поломки детали, выполняющие основные функции.
Непредусмотренные нагрузки можно исключить, используя принцип
самоустанавливаемости деталей (гл. 35.36).
Рациональное направление силового потока. Если траекторию, по
которой силовое взаимодействие передается от атома к атому, рассмат
ривать как непрерывную силовую линию, то схему передачи нагрузки
можно представить в виде силового потока — совокупности силовых
линий. Силовые линии, образующие поток, могут отклоняться, «об
ходя» места резкого изменения формы, но не прерываться. Форма де
тали должна обеспечить такое направление силового потока, чтобы
в восприятии нагрузки принимала участие возможно большая часть
ее объема; при сопряжении деталей их форма должна обеспечить
передачу нагрузки по всей запроектированной поверхности контакта
и только по ней. Следует добиваться замыкания силового потока по
кратчайшему пути, что обеспечивается приданием деталям определен
ных форм и соответствующего размещения зон контакта сопряжений.
При решении задачи о рациональном направлении силового потока
необходимо так располагать материал, чтобы обеспечить одинаковую
нагрузочную способность детали по различным критериям работоспо
собности, типичным для данных эксплуатационных условий.
Ограничение числа концентраторов напряжений. При конструиро
вании деталей не следует создавать конструктивные концентраторы
напряжений, если надобность в них не обусловлена неустранимыми
обстоятельствами. Если же этого избежать нельзя, то размещать их
следует, если это возможно, в зоне действия невысоких номинальных
напряжений. Нежелательно размещать несколько концентраторов в
449
одном и том же сечении вследствие наблюдаемого при этом эффекта
усиления концентрации напряжений.
Материал и технология изготовления. Соблюдение оптимального
сочетания конструкции, материала и технологии изготовления —это
важное условие, обеспечивающее рациональность конструкции.
В условиях единичного производства технологичными могут оказать
ся одни, в условиях массового — другие материалы и соответствующие
технологические процессы.
С точки зрения элементарных технологических позиций опти
мальной является деталь, изготовленная из необработанного
прутка, без применения последующих отделочных операций. Однако
иногда тщательная обработка, вплоть до полировки, предусматри
вается по требованиям прочности не только для контактирующих по
верхностей, но и для других — не сопрягаемых, так как с уменьше
нием шероховатости увеличивается прочность детали.
Обеспечение способности детали и ее рабочей поверхности воспри
нимать нагрузку без появления повреждений предполагает изготов
ление деталей с определенной точностью. При выборе точности обра
ботки детали не следует назначать высокие классы точности в тех
случаях, когда работоспособность и взаимозаменяемость деталей до
стижимы при применении более низких классов точности.
Приспособление рабочих поверхностей к восприятию нагрузки.
Вследствие упругого деформирования под нагрузкой в зонах концент
рации нагрузки нарушается нормальный режим работы — разрушает
ся масляная пленка, разделяющая рабочие поверхности, возникает
интенсивное изнашивание. Поэтому при конструировании машины
необходимо добиваться улучшения распределения нагрузки по кон
тактным поверхностям. Оптимальный характер распределения нагруз
ки может быть обеспечен преднамеренным изменением формы контак
тирующих элементов (гл. 19), а в отдельных случаях полным
изъятием из контакта участков рабочих поверхностей, подвер
женных перегрузке (гл. 35). Применяя поверхностное упрочнение
рабочих зон контакта лишь на участках концентрации нагрузки,
можно добиться увеличения нагрузочной способности всей детали.
Другой конструктивный прием, способствующий достижению
более равномерного распределения нагрузки, основан на регулиро
вании жесткости. Жесткость элементов деталей, непосредственно
передающих нагрузку, в тех зонах площадки контакта, на которых
предполагается концентрация нагрузки, следует уменьшать и,
наоборот, в зоне вероятной недогрузки суммарную жесткость кон-
тактируемых элементов необходимо увеличивать.
ГЛАВА 39. СМАЗОЧНЫЕ СИСТЕМЫ
И УСТРОЙСТВА, УПЛОТНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Для увеличения КПД, уменьшения из
носа деталей, обеспечения отвода тепла и продуктов износа, защиты
от коррозии поверхности деталей подвижных сопряжений смазыва-
450
Рис. 39.2. Смазочная система
Рис. 39 .1. Основные типы масленок
ются. Совокупность устройств, обеспечивающих подачу смазочного
материала к поверхности трения, называют смазочной системой.
Простая смазочная система может состоять из емкостной масленки
(рис. 39.1,а), из которой смазочный материал непосредственно подает
ся к поверхностям трения. Сложная смазочная система, типичная
для мощных редукторов, приведена на рис. 39.2 . Из смазочного бака
10 через сетчатый заборник 9 насосом 7 масло подается в смазочную
линию 11, далее через запорный кран 6 и дроссели 4 к подшипникам
12 валов редуктора и в маслораспылитель 3 для смазывания зацепле
ния. Еще до начала работы насос 8 подает смазочный материал к тру
щимся поверхностям. Для фильтрования и охлаждения масло из резер
вуара с помощью этого насоса через трубопровод поступает в фильтр
и теплообменный аппарат 1. Охлаждающая вода подается через трубо
провод 13. Для контроля работы смазочной системы установлены
указатели давления 2, температуры 5 и другие индикаторы.
В любой смазочной системе предусматривают уплотнения. Назна
чение уплотнений заключается в герметизации пространства, в ко
тором находятся смазываемые поверхности, с целью предотвращения
утечки смазочного материала и предупреждения проникновения по
сторонних частиц в это пространство.
Классификация. Смазочные системы (рис. 39.3) делятся на систе
мы с жидкими (масляные, водяные, эмульсионные) и пластичными
(солидол) смазочными материалами, индивидуальные и централизо
ванные в зависимости от того, куда (к одной или нескольким парам
поверхностей трения) поступает смазочный материал. Смазывание мо
жет осуществляться периодически или непрерывной подачей смазочного
материала. В зависимости от контроля (автоматически, визуально)
уровня смазочного материала при эксплуатации и заправке разли
чают смазочные системы с контролируемой и неконтролируемой по
дачей. Смазочный материал может подаваться под давлением или без
избыточного давления. Система бывает капельной, струйной, разбрыз
гивающей, аэрозольной и циркуляционной. Классификационная схе
ма смазочных систем установлена ГОСТ 20765-75.
451
Рис. 39 .3 . Классификация смазочных систем и устройств
Рис. 39.4 . Классификация уплотнений
Уплотнения стыков (рис. 39.4) делятся на уплотнения неподвиж
ных соединений и деталей, движущихся друг относительно друга
(контактные и бесконтактные). В зависимости от направления сжи
мающего усилия различают радиальные и аксиальные контактные
уплотнения. Бесконтактные уплотнения делятся на щелевые (ради
альные и аксиальные), лабиринтные радиальные (прямоточные и зиг
загообразные) и аксиальные, динамические, с центробежным сбросом,
с помощью маслоотражателей.
Достоинства, недостатки. Устройства индивидуальной смазочной
системы периодической подачи без давления отличаются малой стои
мостью, сравнительной простотой. Недостаток
—
необходимость по
стоянного обслуживания, неравномерность подачи смазочного мате
риала.
Смазочные системы непрерывной подачи просты, надежны (при
надлежащем уходе), экономичны. Недостатки некоторых конструкций:
неравномерность подачи смазочного материала, необходимость посто
янного наблюдения (фитильная масленка), ограничение применения
в зависимости от скорости, нагрев и потери на внутреннее трение в мас-
452
Рис. 39.5. Характеристика
уплотнений
ле (смазывание погружением в ванну). Пре
имущество непрерывной подачи смазочного ма
териала под давлением заключается в беспе
ребойном поступлении его; струйная — про
ста и надежна, разбрызгиванием — обеспечи
вает равномерное смазывание. Недостаток —
возможность образования масляных паров и
конденсата.
Централизованная смазочная система без
избыточного давления отличается простотой,
дает возможность смазывать несколько точек с индивидуальной
дозировкой каждой. Недостатки
—
необходимость установки мас
ленки выше наиболее высоко расположенной точки смазывания
(масло подается самотеком), большой расход смазочного материа
ла. Централизованная смазочная система с давлением позволяет
подавать смазочный материал в места, где имеется избыточное давле
ние, надежна, проста в обслуживании, а при циркуляции масла —
экономична. Недостатки — сложность системы и сравнительно высо
кая стоимость.
Достоинства уплотнений определяются их эффективностью, оце
ниваемой герметизирующей способностью (количеством жидкости,
протекающей через уплотнение в единицу времени), и долговечностью
(сроком, в течение которого обеспечивается заданная эффективность)
В течение нескольких часов контактное уплотнение 1 прирабатывается
и утечка Gy уменьшается (рис. 39.5), затем в течение 500...10000 ч
практически остается постоянной; в период разрушения утечка воз
растает. В бесконтактном уплотнении 2 утечка практически постоянна,
а долговечность не ограничена.
СМАЗОЧНЫЕ СИСТЕМЫ И УСТРОЙСТВА
Индивидуальная смазочная система. Периодическое смазыванш
без избыточного давления осуществляется через смазочное отверстие,
в которое вставляется наливная масленка с клапаном или без клапана
(рис. 39.1,а). Для смазывания под давлением применяют напорные
масленки разных типов.
Непрерывная подача смазочного материала без избыточного дав
ления осуществляется фитилями, масленками с игольчатым дроссе
лем, подушками, кольцами, в масляной ванне, разбрызгиванием,
центробежным способом, с помощью роликов. В фитильной масленке
(рис. 39 .6,а) используются принципы сифона и капиллярности.
Фитили выполняют из скрученных шерстяных или бумажных нитей
В масленках с игольчатым дросселем (б) ручным-или автоматическим
перемещением иглы с конусом перекрывают отверстие, что регулиру
ет подачу смазочного материала. Смазывание при помощи подушек
из войлока, фетра или шерстяной пряжи (б?) отличается простотой, на
дежностью. Для смазывания поступательно движущихся деталей
применяют металлические, пластмассовые или войлочные ролики (а)
При смазывании кольцами (б) масло из резервуара переносится на верх
нюю часть цапфы, оттуда растекается в зазоры подшипника. Смазы-
453
Рис. 39.6. Способы подачи жидких смазочных материалов
вание погружением в масляную ванну (ж) распространено в пе
редачах зацеплением. При работе масло захватывается вращаю
щимися колесами и переносится в зон}7 зацепления. Для направ
ления масла в подшипники в корпусах делают специальные желоба —
маслоуловители с отстойниками.
В струйной и разбрызгивающей смазочных системах (е) смазочный
материал к поверхностям трения подается под избыточным давлением
по трубкам, заканчивающимся специальными насадками, формирую
щими поток масла. Смазывание через разбрызгиватель (трубка с отвер
стиями диаметром 2...4 мм) или сопло (трубка со сплющенным концом)
применяется для редукторов, работающих при окружных скоростях
колес более 12 м/с. Для подачи масла применяют поршневые, шибер
ные (лопастные) и шестеренные смазочные насосы. Поршневой насос
454
Рис. 39.7 . Смазочные насосы
(рис. 39.7,а) подает масло благодаря возвратно-поступательному дви
жению поршня; недостаток — пульсирующая подача масла. В ши
берных насосах (б) ротор, эксцентрично расположенный относительно
расточки в корпусе, выдавливает масло, попадающее из подводящего
канала в пространство между ротором, корпусом и лопаткой, в сма
зочную линию. В шестеренных насосах (в) масло, находящееся во впа
динах между зубьями колес 1 и 2 и корпусом 3, переносится из вса
сывающей в нагнетательную полость и далее поступает в напорную
смазочную линию. Они отличаются большой производительностью,
простотой, надежностью и компактностью.
Централизованная смазочная система. Для периодической подачи
смазочного материала без избыточного давления к нескольким парам
поверхностей трения применяют смазочные емкости, устанавливаемые
выше мест смазывания. Количество подаваемого смазочного материала
может регулироваться вручную механическим устройством. Для непре
рывной подачи смазочного материала без избыточного давления ис
пользуются капельная и струйная масленки, из которых смазочный
материал подается непосредственно
к поверхностям трения. Подача сма
зочных материалов под давлением
осуществляется с помощью напорных
масленок (механических, пневмати
ческих, колпачковых), смазочными на
сосами, через смазочные питатели и
нагнетателями с ручным приводом —
смазочным и заправочным шприцами.
Смазочная система для пластично
го смазочного материала. Периоди
ческое смазывание в тихоходных меха
низмах (сельхозмашины, подъемно
транспортное оборудование и т. п.)
осуществляется вручную, нанесением Рис. 39.8, Масленки для подачи пластич
ных смазочных материалов
455
смазочного материала па трущиеся поверхности. Для непрерыв
ного смазывания «ластичным смазочным материалом заполня
ется все свободное пространство корпуса, в котором находятся детали
с трущимися поверхностями. Смазывание под давлением более эффек
тивно может осуществляться с помощью колпачковой масленки (рис.
39.8,а), а непрерывное — через механическую (б) или пневматическую
масленку, в которой на смазочный материал оказывается постоянное
давление.
КОНСТРУКЦИИ ВСПОМОГАТЕЛЬНЫХ УСТРОЙСТВ
СМАЗОЧНЫХ СИСТЕМ
Контрольные и предохранительные устройства. Контрольные уст
ройства служат для проверки давления, уровня, потока и температуры
смазочных материалов. Указатели уровня —встроенные, наружные и по
плавковые — служат для контроля количества масла в смазочной
емкости. Встроенные указатели выполняют в виде окна в стенке ван
ны, закрытого щитком из прозрачного материала (рис. 39.9,а), либо
в виде стеклянной трубки со шкалой (б), соединенной с внутренней
полостью ванны. Указатели потока (в), служащие для контроля пра
вильности и своевременности поступления смазочного материала
к трущимся парам, выполняют в виде устройств с прозрачным элемен
том. Температуру контролируют с помощью термометров, устанавли
ваемых в соответствующих местах смазочной системы.
Предохранительные устройства (без сигнализации или с сигнализа
цией) предназначены для предупреждения о нарушении режима дав
ления, температуры, уровня или потока масла. При превышении дав
ления в маслопроводе пружина в клапане (г) сжимается и открывает
проход масла в резервуар.
Смазочные питатели. В централизованной смазочной системе пи
татели служат для подачи смазочного материала в несколько мест тре
ния. В нерегулируемом питателе под давлением масла поршень, пере
мещаясь в корпусе, открывает последовательно выходы масла к местам
смазывания на определенное время; в регулируемом — в направлении
каждого места смазывания имеются дроссели или клапаны, настройка
которых дает возможность устанавливать количество подаваемого сма
зочного материала.
Подвод
Рис, 39.9 . Устройства для контроля подачи смазочных материалов
456
Очистители смазочных материалов. Для сохранения качественных
показателей смазочных материалов при эксплуатации их очищают от
механических примесей, воды, кислот, смол и охлаждают до необхо
димой температуры. Механические примеси 'и вода удаляются отста
иванием. При циркуляции масло очищают в горизонтальных (рис.
39.10,а) или вертикальных отстойниках (б).
Эффективный способ очистки — пропускание отработанного сма
зочного материала через фильтр, задерживающий твердые частицы.
При низких давлениях масла (до 0,25 МПа) в качестве фильтрующего
материала используют ткани (в), войлок, бумагу, сетку (металлическую
и волосяную). При высоких давлениях масла (до 1,0... 1,2 МПа) приме
няют щелевые фильтры (а), образованные из проволоки или набора
пакетов фильтрующих металлических пластинок, чередующихся с зве
здообразными прокладками. Для улавливания металлической пыли
используют магнитные сепараторы.
Фильтры большой пропускной способности устанавливают на вса
сывающей смазочной линии, в других случаях — на сливной. Одновре
менная очистка от механических твердых частиц и воды достигается
в центробежных сепараторах. Чаще всего отстойники, фильтры
и теплообменные аппараты выполняют как одно устройство. Охлаж
дающая вода подается через змеевик или набор параллельно располо
женных труб.
Смазочные линии. При работе смазочный материал проходит по
смазочным линиям: трубам, рукавам, каналам и соединениям. Широ
ко применяются стальные, медные, латунные или алюминиевые цель
нотянутые трубы, а также пластмассовые. Радиус изгиба стальных
труб при толщине стенки больше 2 мм и диаметреД = 5...35 мм дол
жен быть не менее 3d. Винипластовые трубки применяют при давлении
до 1,0 МПа.
Трубы между собой и со смазочными устройствами соединяют раз
личным образом: с развальцовкой трубы (рис. 39.11,а), с зажимной
конусной муфтой (б), с припаянной муфтой (в), с помощью фланцев (а).
15 5-1183
457
УПЛОТНЕНИЯ
Уплотнение неподвижных соединений. Уплотнение стыков (крыш
ки с корпусом, фланцев и т. п .) осуществляется за счет прижатия тща
тельно обработанных поверхностей. При необходимости предотвра
тить проникновение вещества, находящегося под давлением, стыку
емые поверхности покрывают специальными лаками, применяют тонкие
прокладки в виде полос, шнуров и т. д. Прокладки делают из алюми
ниевой, медной, латунной фольги или из картона, пластических масс,
резины, фибры, паронита. Для асбестового картона допустимы темпе
ратура -О' до 300 °С, давление р <0,15 МПа, для паронита —■0’ <
< 450 °С и р < 5,0 МПа. При установке мягких прокладок параметр
гйёроховатости поверхностей должен быть не более Ra — 2,5... 15 мкм.
Герметичность соединений повышают смазыванием прокладок специ
альными мазями (ГОСТ 13489—68). Уплотнение соединений труб между
собой и мест присоединения их к корпусам осуществляется с помощью
колец, прокладок или сальников.
Контактные уплотнения подвижных соединений. Для герметиза
ции подвижных соединений необходимо устранить зазор между отно
сительно движущимися деталями. Это достигается за счет деформации
антифрикционного упругого материала, прижимаемого к подвижной
и неподвижной сопряженным деталям. Простейшим уплотнением яв
ляется сальниковое кольцо прямоугольного сечения (рис. 39.12,«) из
технического войлока (фетра). Прижим кольца, вставленного в тра
пецеидальный кольцевой паз, обеспечивается силой, создаваемой
предварительным деформированием кольца, или силой пружин
и т. п. Твердость поверхности вала в месте контакта с кольцом (или
втулки, надеваемой на вал) должна быть не менее 46 HRC3, параметр
шероховатости Ra= 1,2...0,4 мкм.
Для удержания жидкого смазочного материала наиболее распро
страненным является манжетное уплотнение (6), в котором кольцо
(манжета) сложного сечения выполнено чаще всего из армированной
резины (в). Манжетные уплотнения по ГОСТ 8752—70 в зависимости
от условий хранения и работы могут использоваться в течение 3...
. .. 5 лет при наработке от 500 до 3000 ч. Они могут работать в масляной
и водной среде в диапазоне температур —45...+150 °С при окружной
скорости на валу 5...20 м/с. Твердость поверхности вала или втулки
—
31...51 HRC3; Ra = 0,25...0,66 мкм. Для различных специальных ус
ловий работы используют нестандартные манжеты (г).
Эффективными и долговечными являются осевые уплотнения
(рис. 39 .13,а), состоящие из опорного 1 и упорного 2 уплотнительных
колец, прижимаемых пружиной. Они обладают стабильностью кон
такта между кольцами, высокой износостойкостью и компенсацией
износа вследствие наличия пружин. Опорные кольца изготавливают
из стали’ (30X13, ШХ15, 40Х), чугуна (АЧС-1), бронзы (БрОІОФІ),
латуни, металлокерамических сплавов (ВК-6); упорные — делают из
пластмасс, углеграфитов и т. п. Параметр шероховатости поверхно
стей трения Ra= 0,2...0,3 мкм. При невысоких окружных скоростях
используют упрощенные торцовые уплотнения (б), уплотнения с по
мощью металлических фасонных шайб (в), упругих колец или
(58
Рис. 39 .12. Конструкции радиальных уплот
нений
Рис. 39.13. Конструкции осевых уплотнений
Рис. 39.14 . Уплотнения для поступатель
но движущихся деталей
Рис. 39 .15. Бесконтактные уплотнения
сегментов из бронзы или чугуна, колец или плоских шайб из ре
зины.
Уплотнения соединений деталей, совершающих относительное по
ступательное движение, образуют с помощью сальников (рис. 39 .14,а)
резиновых (при невысоких давлениях) и пружинно-затяжных метал
лических колец (при высоких давлениях и температурах). Уплотнение
сопряжения поршней малого диаметра с цилиндрами осуществляется
притиркой и использованием лабиринтных канавок (б). При высоких
давлениях и температурах применяются разрезные поршневые кольца
(в), выполняемые из чугуна или бронзы. Диаметр кольца в свободном
состоянии больше диаметра цилиндра; при работе кольцо прижимается
к цилиндру силами упругости и давлением рабочей среды.
Бесконтактные уплотнения подвижных соединений. Герметизация
в таких уплотнениях осуществляется за счет создания сопротивления
истечению смазочного материала в малых зазорах между сопряженными
деталями. Их достоинство
—
отсутствие трения и износа в сопряже
нии, неограниченная долговечность; недостаток — утечка смазочного
материала. Прямоточные радиальные лабиринтные уплотнения, при
меняемые при О’< 80...90 °С и скоростях менее 30 м/с, снабжаются
на сопряженных поверхностях жировыми канавками (рис. 39.15,а), ко
торые заполняют пластичным смазочным материалом. Радиальные ще
левые уплотнения (б) применяют для пластичных смазочных материа
лов при температуре -0 < 60...70 °С. Величину зазоров выбирают
15*
459
б
в
Рис. 39.16 . Уплотнения резь
бовые и с маслоотражатель
ными кольцами
с учетом возможных смещений вала относи
тельно корпуса. Зигзагообразное лабиринт
ное уплотнение (в) состоит из втулки на валу
и крышки, имеющих соответствующие кольце
вые выступы, образующие щели. Аксиальные
лабиринтные уплотнения (г) применяют как
при пластичном, так и при жидком смазочном
материале. Для возможности сборки крышка
или втулка делаются составными.
Для предотвращения утечки смазочного
материала применяют кольца резиновые или
металлические (рис. 39.16,а), выступы прямо
угольного сечения, резьбы различных типов
и винтоканавочные уплотнения с прямоуголь
ной нарезкой. Масло, попадающее в винтовую
канавку, при соответствующем направлении вращения вала отводится
в подшипниковое пространство. Уменьшения утечки в уплотнительных
устройствах достигают с помощью маслоотбойных резьб (б) и масло
отражательных и маслоотбойных колец (в). Масляная пленка, образую
щаяся на валу, достигая маслоотбрасывающего кольца, сбрасывает
ся центробежной силой во внутреннюю полость, что сокращает уте
чку масла.
РАСЧЕТ СМАЗОЧНЫХ СИСТЕМ
Расход и давление. Количество подаваемого в систему смазочного
материала зависит от вида трения, конструкции смазываемой пары,
числа мест и способа подачи масла. Расход жидкого смазочного мате
риала G, л/мин, для подшипников скольжения приближенно при ка
пельной смазочной системе равен
G = 8,5 • 10 3z?mA3/[(Z/rf) ці;
при наличии канавок
G=3- Ю'МсУ;
(39.1)
(39.2)
при подаче смазочного материала под давлением
G = 10-3(7ргп -р lOOpi) A3/[(//rf) ц];
(39.3)
при циркуляционной смазочной системе
G=0,03(//d),
(39.4)
где рт — среднее давление в подшипнике, МПа; А — диаметральный
зазор в подшипнике, мм; l/d — отношение длины подшипника к его
диаметру; р — динамическая вязкость масла при рабочей температуре
Па с; Ас—площадь сечения потока масла, м2; v — окружная ско
рость цапфы, м/с; рх — давление в маслопроводе (не менее 0,5 МПа).
Необходимое количество пластичного смазочного материала для
подшипников качения определяется объемом свободного пространства
корпуса, в котором установлены подшипники: при п < 1500 мин-1
460
смазочным материалом следует заполнять 2/3 пространства, при
п > 1500 мин-1 —1/3...1/2 пространства.
Расход смазочного материала для зубчатых передач определяется
в зависимости от потерь в зацеплении, которые превращаются в тепло.
Приближенно можно принять, что на каждые 10 миллиметров ширины
зубчатых колес необходимо подавать 0,4...0,5 л/мин смазочного мате
риала при избыточном давлении, равном 0,15...0,20 МПа.
Расход смазочного материала G',
л, за 7 ч работы для смазочной
системы периодической подачи в передачах винт-гайка.
G' = 10~7td,
(39.5)
где d, I — наружный диаметр и длина винта, мм;
для направляющих
G = КаАпіКс,
(39.6)
где Лп— площадь смазываемой поверхности, м2; Дс— коэффициент,
зависящий от смазочных систем и устройств (от 100 до 400); К а— коэф
фициент, зависящий от площади Ап (от 12 до 6).
В разбрызгивающей смазочной системе расход определяется услов
ной площадью Ап поверхности трущихся пар из расчета, что на едини
цу этой площади (1 м2) следует подавать не менее 0,05 л/мин масла.
Для зубчатых колес, подшипников скольжения, подвижных зубча
тых соединений приближенно
Дп = 0,25М;
(39.7)
для подшипников качения, передач винт-гайка
Ап=bd,
(39.8)
где d — диаметр зубчатого колеса, цапфы, вала, винта, мм; b — ширина
или. длина подшипника качения, скольжения, колеса зубчатого,
гайки, мм.
Расчет смазочных насосов. При заданном расходе смазочного ма
териала насос подбирается по производительности, как основной ха
рактеристике.
Производительность G, л/мин, поршневого насоса
G = 7,8 • 10~7 d2snr),
(39.9)
где d и s — диаметр и ход поршня, мм; п — число двойных ходов
поршня в минуту; ц—объемный КПД насоса (г) = 0,90...0,95);
шестеренного насоса
G=10"6nd(rfa — d)bnx],
(39.10)
где d и da—диаметры окружности делительной и вершин зубчатого
колеса, мм; b — ширина зубчатого колеса, мм; п — частота вращения
зубчатого колеса, мин-1; ц — объемный КПД насоса (ц = 0,75...
.. .0,85).
С учетом необходимости компенсировать утечки как в насосах,
так и в смазочной линии рассчитанную производительность увеличи
вают на 20...50 %.
461
Расчет смазочной линии. Диаметр подводящей трубы d, мм, опре
деляется в зависимости от количества и скорости подаваемого к тру
щейся паре жидкого смазочного материала:
d = 2 VАс/ії = 2 ]/" 16,7G/(aw) — 4,6 ]/"G/v,
(39.11)
где G — расход смазочного материала, подаваемого к трущейся паре,
л/мин; v — скорость подачи масла, м/с.
Скорость движения масла во всасывающей смазочной линии реко
мендуется принимать в пределах v — 1.. .1,6 м/с, в напорной v = 2...
.. .4 м/с. Толщина стенок стальных труб выбирается из условия огра
ничения возникающего напряжения в пределах 5,0 МПа. Диаметр
трубы в сливной смазочной линии должен быть в 2 раза больше диа
метра напорного маслопровода. Уклон смазочной линии выбирается
в зависимости от вязкости масла: от 1 : 80 при малой до 1 : 40 при
большой вязкости. Внутренний диаметр трубы для пластичного сма
зочного материала выбирается в зависимости от ее длины от 6 до 10 мм.
Сопротивления движению смазочного материала при наличии мест
ных сопротивлений учитываются с помощью их эквивалентных длин:
плавный поворот трубы диаметром d на 90° эквивалентен длине 1Э —
~
10 d, угольник — /э= (50...90) d и т. д.
ГЛАВА 40. КОРПУСНЫЕ ДЕТАЛИ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Корпусные детали служат для установки
деталей привода и других механизмов, обеспечения заданного их
взаимного расположения с целью создания постоянства условий
относительного движения и передачи усилий, предусмотренных на
значением машины. Они в основном определяют компоновку машины
и ее внешние очертания. Для монтажа деталей передач служат корпуса
редукторов (или вариаторов); узлов автомобиля — рамы или кузова,
станка — станины, плиты, колонны', для совместной установки дви
гателя и редуктора используют плиты',
для компоновки частей са
молета — фюзеляжи и т. п. К корпусным относят и отдельные детали,
выполняющие вспомогательную роль — кронштейны, защитные ко
жухи, крышки и т. п .
Корпусные детали составляют, как правило, значительную часть
общей массы машин (например, в станках до 70....90 %). Поэтому
масса машины в большой мере зависит от того, правильно ли выбраны
материал, форма и размеры корпусных деталей. От прочности, жест
кости, долговечности корпусных деталей зависит работоспособность
машины в целом. Их устройство определяется назначением, взаим
ным расположением и характером движения монтируемых деталей.
Корпусные детали имеют специально обработанные места: расточки
(под подшипники вращающихся деталей), направляющие (для посту
пательно движущихся деталей), площадки (для крепления неподвиж
ных деталей), фланцы (для сборки отдельных частей корпуса) и т. п.
Классификация. Корпусные детали (рис. 40.1) по назначению мож
но подразделить на: станины, рамы, несущие кузова — для объеди-
462
Рис. 40 .1. Классификация корпусных деталей
нения всех узлов и частей в одно целое; основания, фундаментные
плиты — для установки агрегата (двигателя, станка) на определенное
место; корпуса, коробки—для размещения деталей приводов (подшип
ников, валов, зубчатых колес ит. п .); колонны, стойки, кронштейны —
для монтажа отдельных частей, занимающих при работе машины не
изменное положение; кожухи, крышки — для предохранения от вы
текания смазочного материала, проникновения пыли и ограждения
подвижных деталей. Корпусные детали делятся на цельные и разъем
ные, по условиям работы — на неподвижные и подвижные, по способу
изготовления — на литые, сварные и комбинированные.
Достоинства, недостатки. Литые корпуса при сложной системе
нагружения могут быть выполнены с максимальной прочностью и жест
костью при минимальной массе. Чугунные литые корпусные детали
обладают большей демпфирующей способностью, чем стальные, ввиду
значительного внутреннего трения чугуна. Недостатки
—
для изго
товления литой детали нужно предварительно сделать модель, стерж
невые ящики и литейную оснастку. Это связано с дополнительными за
тратами и удлинением сроков выпуска машины.
Преимущества сварных корпусов заключаются в меньшей массе,
меньшей продолжительности изготовления и трудоемкости механичес
кой обработки, высокой жесткости. Их применяют при простых фор
мах, действии больших и ударных нагрузок, в индивидуальном и мел
косерийном производстве. Сварные конструкции дешевле, чем литые,
если они выполняются в единичном количестве и при этом использу
ется оборудование, позволяющее с минимальной затратой получать
заготовки. Недостатки
—
опасность возникновения чрезмерных де
формаций при сварке, затрудненность выполнения сваркой сложных
конструкций, повышенная стоимость при серийном производстве.
КОНСТРУКЦИИ И МАТЕРИАЛЫ
Корпуса передач.Для редукторов используют корпуса с одним или
несколькими разъемами, которые могут располагаться в плоскости
осей валов или перпендикулярно им (рис. 40.2,а). Корпуса коробок
скоростей (б) такого разъема не имеют, что делает их более жесткими.
Толщина стенок литых корпусов из чугуна не должна быть меньше
6 мм; приближенно
Л==6[0,6 +(2L +Z? +/7)/(4 • 103)],
(40.1)
где L, В, Н — соответственно длина, ширина и высота корпуса, мм.
Толщину стенок крышки делают на 10...20 % меньше толщины
стенок корпуса. В зоне сопряжения стенок разной толщины преду
сматривают постепенное утолщение более тонкой стенки.
Крышка с корпусом соединяется с помощью фланцев] толщина их
делается на 50 % больше толщины стенки; ширина принимается в за
висимости от диаметра d6 соединительных болтов: Ьф— (2,5....2,7)d6.
В местах установки этих болтов на фланце предусматривают прили
вы, которые обрабатываются под шайбы и головки болтов. Необрабо
танной поверхности фланца от стенки к наружной кромке придают
уклон под углом 10°.
464
Рис. 40.2. Корпуса редукторов и коробок передач
В местах установки подшипников в корпусах предусматривают при
ливы диаметром Dn— D + 4с/в в зависимости от наружного диаметра
подшипника!) и диаметра винтов для крепления крышки dB. Приливы
должны выступать за крсмку фланца, так как их поверхность обраба
тывают под крышки подшипников.
Оребрение корпусов предусматривают для обеспечения их требу
емой жесткости и прочности; иногда—для увеличения поверхности
охлаждения. Толщина наружных ребер у основания равна толщине
стенки (или на 10 % тоньше), внутренние ребра делают тоньше на
20 %; у края ребро тоньше — уклон 1/10...1/50.
Сварные корпуса (в) изготовляют из листового, полосового, профиль
ного и других материалов. Толщина стенок и ребер сварных корпу
сов принимается на 20 % меньше толщины соответствующих литых
элементов. Под подшипники вваривают вставки прямоугольной фор
мы из проката или поковки.
Опорные поверхности корпусов для крепления их в машине вы
полняют в виде ленточного сплошного либо прерывистого фланца по
периметру основания. Толщина фланца принимается равной двойной
толщине стенки. Соосность частей, соединяемых круглыми фланцами,
обеспечивается специальным центрирующим буртиком. Для облег
чения подъема и транспортировки в литых корпусах предусматривают
проушины или крюки. На сварных корпусах для захвата делают
отверстия в ребрах или приваривают специальные элементы.
Плиты, рамы, станины. Контур плиты определяется назначением,
формой и габаритными размерами устанавливаемых на них частей ма
шин. Чаще плиты бывают прямоугольными (рис. 40.3,а) со скруглен
ными углами; реже с целью экономии металла им придают более слож
ную форму. Для обеспечения надлежащей жесткости их снабжают
с нижней стороны ребрами (б), расположенными в одном или во вза
имно перпендикулярных направлениях. Если в плите предусмотрено
несколько мест для крепления каких-либо крупных деталей, ребра
465
Рис. 40 .3. Плиты
должны соединять эти места между со
бой. Соответствующие участки плит для
крепления деталей делают выступающи
ми над остальной поверхностью и обра
батывают. На этих участках предусмат
ривают пазы для размещения головок
болтов или отверстия для размещения
крепежных деталей. Плиты изготовляют
из чугуна марки СЧ15.
Рамы выполняют литыми (рис. 40.4,а), сварными (б), клепаными
(в) или собранными на болтах из профильного материала — швелле
ров, двутавров, уголков—илиста . Жесткость обеспечивается постанов
кой перемычек из профильного проката. Иногда рамы изготовляют
из штампованных элементов; сложные рамы выполняют комбинирован
ными из листа, проката и штампованных или кованых частей. Рамы,
выполненные из листового материала, имеют наименьшую удельную
массу. В тех местах, где устанавливаются механизмы, предусматри
вается усиление в виде накладок из листа, или специальных опор из
профильного материала.
Для размещения узлов станков, испытательных машин, установок,
аппаратов, прессов служат станины. В зависимости от компоновки
этих узлов различают станины горизонтальные (рис. 40.5,а), верти
кальные (б), комбинированные (в). Они бывают незамкнутые
—
ба
лочного типа и замкнутые — рамного типа, сплошные и на ножках
(тумбах). На станинах заодно целое или в виде накладных деталей
предусматривают направляющие (гл. 37) для передвижения суппор
тов и площадки для неподвижного крепления отдельных узлов. Попе
речные сечения вертикальных станин (стоек) подбираются в зависимос
ти от системы сил, нагружающих их; при изгибе в одной плоскости —
замкнутые сечения прямоугольной формы, при пространственной си-
Рис. 40.4. ' Р амы
466
Рис. 40.5. Станины
I
стеме сил — замкнутые квадратной или круглой формы с поперечными
и продольными ребрами.
Материалом для станин с направляющими, выполненными как од
но целое, служит чугун марок СЧ 20...СЧ 40. Если направляющие
накладные, станины выполняют из чугуна марки СЧ 15. Сварные ста
нины (а) испытательных машин, прессов выполняют из стали марки
СтЗ или Ст4.
Выбор толщины стенок. При заданных габаритных размерах масса
корпусных деталей в большой мере определяется толщиной стенок.
Поэтому, учитывая огромное народнохозяйственное значение проблемы
экономии металлов, выбору толщины стенок корпусных деталей необ
ходимо уделять большое внимание. Толщину стенок следует выбирать
по возможности минимальной с учетом требований прочности и жест
кости, устойчивость — обеспечивать за счет укрепления их ребрами .
В литых деталях минимальная толщина стенок определяется также
требованиями технологии литья (табл. 40.1) и механической обработки:
обеспечивать хорошее заполнение формы, противостоять ударам при
Таблица 40.1 . Наименьшая допустимая толщина стенок отливки
Материал
Наименьшая толщина
стенок отливки, мм
Примечание
Сталь
углеродистая
легированная
Чугун
серый
модифицирован
ный
ковкий
Алюминиевые
сплавы
Магниевые сплавы
Мелкие — 6
Средние — 10. ..12
Крупные — 15. ..20
На 20...40 % толще, чем
у отливок из углероди
стой стали
Мелкие — 3 ...4
Средние — 6. .. 10
Крупные 15...20 и выше
На 15...20 % толще, чем
у отливок из серого чу
гуна
3...6
При заливке из кислой электро
печи для мелких отливок до
4...3 мм
Разделение отливок условное: мел
кие — наибольший размер детали
до 500 мм, средние — до 1500 мм,
крупные — свыше 1500 мм
Мелкие — 3 ...5
Средние4—5. ..8
Средние — 4
Крупные — 6
Меньшие значения принимают для
деталей из чугуна, полученного
в электропечи
Длина до 200 мм; для деталей, от
литых под давлением — до 1,5 мм
Для деталей, отлитых под давле
нием—до 2мм
467
выборке, очистке и обрубке отливки, транспортировке, а также после
дующей механической обработке детали. Толщины стенок и элементов
сварных корпусных деталей из стали делают на 15...20 % тоньше со
ответствующих литых элементов.
Отношение площади поперечного сечения стенки к его периметру
(приведенная толщина стенки) должно быть по возможности одинако
вым во всех частях отливки. Приведенные толщины в разных местах
одной отливки не должны отличаться более чем в 2...2,5 раза,
так как в противном случае возникающие усадочные напряжения
могут превысить предел прочности металла. Стремясь удовлет
ворить перечисленным требованиям, толщину стенок назначают боль
шей, чем это диктуется требованиями прочности и жесткости (станины
легких станков выполняются с толщиной стенок 12... 15, средних
18....22 и тяжелых — 23...35 мм).
УСЛОВИЯ НАГРУЖЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
Влияние формы поперечного сечения на допускаемые нагрузки.
Важное условие нормального функционирования машин — замыкание
по кратчайшему пути силовых потоков, возникающих при работе ма
шины. Вторым условием является обеспечение такого направления
силового потока, чтобы части корпуса подвергались простым деформа
циям растяжения — сжатия, при которых материал используется
с максимальным эффектом. При неизбежности нагружения частей
корпуса изгибающими и крутящими моментами сечения должны обес-
Таблица 40.2. Наибольшие изгибающие и крутящие моменты для поперечных
сечений различной формы
Поперечное сечение
Площадь, см2
Форма
29,0
28,3
29,5
29,5
22
22
22
22
Масса на еди
ницу длины,
кг/м (прибли
зительно)
Относительное зна
чение изгибающих
моментов
Относительное зна
чение крутящих
моментов
по напря
жению
по дефор
мации
по напря
жению
по дефор
мации
1,о
1,о
1,0
1.0
1,2
1,2
43,0
8,8
1,4
1.6
38,5
31,4
1,8
1,8
4,5
1,9
468
печивать максимальные моменты инерции. Наивыгоднейшим являет
ся сечение в форме полого прямоугольника (табл. 40.2). Особенно
значительны преимущества такой формы сечения по жесткости при
кручении; она имеет и конструктивные преимущества, например, воз
можность удобного сопряжения с другими деталями.
Жесткость в зависимости от конструкции элементов. Огромное
разнообразие корпусных деталей, специфика их назначения не позво
ляют дать общих рекомендаций по достижению повышенной жесткости.
Существенное влияние на жесткость корпусных деталей оказывают
ребра и перегородки. Эффект применения перегородок и ребер в зна
чительной степени зависит от того, как они размещены. Иногда их уста
новка увеличивает жесткость незначительно, не оправдывая добавоч
ного расхода металла и повышения трудоемкости изготовления де
тали. В качестве примера в табл. 40.3 для нескольких моделей сопо
ставлены относительные жесткости на изгиб Се и на кручение Сф,
массы т и удельные жесткости и Cqjm (гл. 11). Во многих случаях
увеличение толщины стенок менее эффективно, чем использование ра-
Таблица 40.3 . Характеристика относительной жесткости на изгиб и кручение для
моделей различных форм
Форма модели
Относительная жесткость
на изгиб Cg
на кручение Сф
при при
менении
ребер
при уве
личении
ТОЛЩИНЫ
стенки
удельная при при
менении
ребер
при уве
личении
толщины
стенки
удельная
Сф/л»
469
щионально расположенных перегородок, особенно в деталях, работа
ющих одновременно на изгиб и на кручение.
Нарушение режима работы и виды повреждений. Под нагрузкой
деформации корпусных деталей могут привести к значительным пере
мещениям мест установки опор валов или направляющих. Особенно
существенными такие деформации могут быть в корпусах прессов, ра
мах подвижного состава, задних мостах автомобилей и т. п. В этих
случаях нарушаются условия работы ‘зацепляющихся колес, подшип
ников скольжения, муфт, что приводит к преждевременному выходу
их из строя; в металлообрабатывающих станках снижается точность
изготовления деталей. При нежестких фундаментах и фланцах корпу
сов, которыми они крепятся к фундаментам, возможны местные полом
ки фланцев, трещины в стенках корпусов. При перегрузках и действии
ударных нагрузок возможны поломки корпусов, что делает машину
непригодной к эксплуатации.
Пути повышения надежности и долговечности. Элементы корпу
сов необходимо располагать так, чтобы они испытывали простые де
формации, а материал размещать так, чтобы получать наибольшие
моменты сопротивления и инерции поперечных сечений (гл. 11). При
растяжении и сжатии прочность и жесткость элемента конструкции
зависят от площади его поперечного сечения, и расход материала пол
ностью определяется действующими усилиями. При изгибе и круче
нии расход металла можно уменьшить, выбрав соответствующую форму
поперечного сечения элемента.
Повышения качества сварных корпусов можно достичь уменьше
нием сварочных деформаций, повышением общей жесткости путем ра
ционального расположения ребер жесткости, подбором профиля эле
ментов ит. п .
РАСЧЕТ КОРПУСНЫХ ДЕТАЛЕЙ
Критерии расчета. В зависимости от назначения корпусной детали
расчетом необходимо определить размеры, обеспечивающие прочность
конструкции и точное взаимное расположение площадок для крепле
ния различных деталей. Расчет жесткости корпуса в большинстве
случаев является главным. Расчет на прочность обязателен тогда, ког
да корпус подвержен действию больших, особенно ударных или слу
чайных, нагрузок. В особых случаях важен расчет на виброустойчи
вость и точность.
Станины и стойки с полностью или частично замкнутым контуром
поперечного сечения рассчитывают как брусья коробчатого сечения;
рамы транспортных машин, плугов и других сельскохозяйственных
машин, портальные станины — как рамы', плиты, круглые и прямо
угольные столы станков — как пластины; корпуса редукторов и коро
бок скоростей — как коробки.
Расчетная нагрузка. Размеры корпусных деталей назначают с та
ким расчетом, чтобы они не выходили из строя даже при наибольших
возможных нагрузках, так как обычно корпусные детали в машине
наиболее сложные. Поэтому в качестве расчетной принимают наиболь
шую нагрузку срабатывания предохранителя (если такой имеется) или
470
наибольшую из возможных в условиях эксплуатации. Система нагру
зок (силы, изгибающие и крутящие моменты) должна соответствовать
наиболее неблагоприятному случаю сочетания их.
Расчет на жесткость. Один из распространенных способов расчета
рассматриваемых деталей — использование приведенной жесткости
(гл. 11). При этом рассчитываемые детали заменяют однородными бру
сьями постоянной приведенной жесткости. Приравняв перемещение
какой-либо конкретной конструкции при действии простейшей частной
нагрузки перемещению бруса при таком же нагружении, находят при
веденную жесткость бруса постоянного поперечного сечения. Затем,
уже используя приведенную жесткость, определяют перемещения рас
считываемой конструкции при действии фактической системы сил, обу
словленной условием нагружения в эксплуатации.
Расчеты приведенной жесткости основаны на формулах сопротив
ления материалов. При кручении ее определяют в случае нагружения
по торцам конструкции и эквивалентного бруса крутящими моментами.
Для конструкций с замкнутым контуром сечения в качестве эквива
лентного бруса иногда принимают полый цилиндр. Приведенная жест
кость при изгибе определяется для бруса на двух опорах под действием
сосредоточенной силы в середине пролета. Расчет коробок и плит на
жесткость основывается на теории расчета пластин и результатов экс
периментов, учитывающих влияние ребер, отверстий, приливов и др.
Приведенную жесткость сложных конструкций определяют из экспе
риментов.
Расчет на прочность. В большинстве случаев корпусные детали,
испытывающие умеренные нагрузки (станины и плиты станков, кор
пуса редукторов, коробок скоростей), на прочность не рассчитываю?.
Основанием для этого служат данные эксплуатации различных кон
струкций: соблюдение условий жесткости обычно автоматически обе
спечивает необходимую прочность. Для корпусов, подверженных дей
ствию значительных нагрузок — рамы подвижного состава, станины
прессов и т. п ., расчет производят по упрощенным схемам нагруже
ния при заниженных значениях допускаемых напряжений.
В случаях, когда уменьшение массы конструкции — весьма су
щественный фактор (летательные аппараты), расчет на прочность ста
новится главным и проводится с использованием теории упругости.
В этом случае учитываются действительная система нагрузок, от
личительные черты конструкции и особенно места концентрации напря
жений.
ГЛАВА 41. РЕДУКТОРЫ И КОРОБКИ ПЕРЕДАЧ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. Редукторы и коробки скоростей исполь
зуют в машинах различного назначения для снижения частоты враще
ния ведомого вала (в грузоподъемных кранах — редукторы механизмов
подъема груза и стрелы, поворота и перемещения крана; в металло
режущих станках — коробки скоростей, подач; в транспортных маши
нах — автомобилях, тракторах — коробки передач и т. п.). Редукторы
471
Рис. 41.1 . Классификация редукторов и коробок передач
Рис. 41.2. Сравнительные габаритные размеры редукторов
и коробки скоростей представляют собой передачи зацеплением
(часть II), смонтированные в отдельном жестком корпусе, непроница
емом для пыли, несущим опоры для валов. В коробках скоростей с по
мощью, в основном, подвижных колес и муфт, управляемых специ
альными устройствами получают различные частоты вращения ведо
мого вала.
Классификация. По типу применяемых передач различают редук
торы зубчатые, червячные, глобоидные, винтовые, цепные и комбини
рованные (рис. 41 .1). По виду колес—цилиндрические, конические,
коническо-цилиндрические, зубчатые и червячно-цилиндрические ре
дукторы; по количеству ступеней — одно-, двух- и многоступенчатые',
по относительному движению колес — рядовые и планетарные. По
относительному положению валов редукторы выполняют по развер
нутой и соосной схемам. Редукторы, корпуса которых соединены не
посредственно с корпусом двигателя, называются мотор-редуктора
ми', надеваемые непосредственно на валы исполнительных органов —
насадными.
По назначению различают коробки передач автомобилей и тракто
ров, коробки скоростей и коробки подач станков, коробки передач
лебедок различных типов и т.п. Коробки передач бывают двух- и мно
госкоростные.
Достоинства, недостатки. В передачах, заключенных в жестких
корпусах, можно обеспечить более точное взаимное расположение ва
лов, большую жесткость передачи в целом, хорошую подачу смазываю-
ющего материала к трущимся поверхностям. Недостаток
—
излишняя
масса, обусловленная наличием корпусов, муфт и приспособлений для
переключения скоростей и крепления.
Сравнивая редукторы, необходимо оценивать КПД, габаритные
размеры, массу, стоимость. Одноступенчатые зубчатые редукторы
надежны в работе и применяются для широкого диапазона мощностей
и передаточных чисел до и ~ 8. . . 10. Соосные редукторы удобны,
когда желательно получить одну линию осей валов соединяемых ме
ханизмов, но имеют увеличенные габаритные размеры вдоль осей.
Планетарные редукторы имеют меньшие габаритные размеры, чем
цилиндрические зубчатые (особенно при больших передаточных чис
лах), но требуют большей точности изготовления, технология их слож
нее, а следовательно, стоимость выше.
При малых передаточных числах наибольшие размеры имеют чер
вячные редукторы, наименьшие — планетарные с высокой твердо
стью поверхностей зубьев. На рис . 41.2 представлены совмещенные
габаритные размеры редукторов: 1 — червячного, 2 — глобоидного,
473
З — зубчатого, 4 — планетарного: а — для мощности N = 37 кВт
ипередаточногочислаи—7;б=дляN=18,5кВтиа=21;в—
для N = 9 кВт и и = 50? С увеличением передаточного числа отно
сительные размеры червячных и глобоидных редукторов уменьшаются .
При длительной и непрерывной эксплуатации стоимость электроэнер
гии, затрачиваемой на преодоление потерь в червячном редукторе,
может оказаться значительно больше стоимости изготовления зубча
того редуктора.
КОНСТРУКЦИИ РЕДУКТОРОВ И КОРОБОК ПЕРЕДАЧ
Зубчатые редукторы. Конструкции редукторов отличаются в основ
ном компоновкой передач, расположением валов и колес, исполнением
опорных узлов и корпусов. Применяют зубчатые передачи любого типа
(гл. 19). В редукторах малой и средней мощности (рис. 41.3,а) исполь
зуют подшипники качения; в редукторах большой мощности и быстро
ходных — подшипники скольжения. При прямозубых колесах применя
ют подшипники любых типов; валы с косозубыми колесами монтируют
на однорядных радиальных и радиально-упорных шариковых или
конических подшипниках. В редукторах с шевронными передачами
Рис. 41 .3 . Зубчатые редукторы
474
Рис. 41 .4. Схемы планетарных редукторов
вал шестерни, как более легкий, устанавливают на роликоподшипни
ках: они допускают осевые перемещения, вследствие чего шестерня име
ет возможность самоустанавливаться относительно колеса. В коничес
ком редукторе (б) для предупреждения чрезмерной концентрации
нагрузки расстояние между подшипниками консольного вала
должно быть в 2,5...3 раза больше расстояния с от середины шестерни
до середины ближайшего к ней подшипника. Наиболее удобен монтаж
вала с шестерней в специальном стакане 1, который затем в собранном
виде устанавливается в корпусе редуктора. Для регулировки относи
тельного положения сопряженных колес под все крышки подшип
никовых узлов помещают прокладки 2, иногда шестерню устанавливают
между опорами (в).
Редукторы общего назначения (по ГОСТ 21426—74, ГОСТ 20758—
75 и др.) выполняют с разным взаимным расположением концов валов.
В каталогах на редукторы, кроме основных размеров корпуса (габа
ритных и присоединительных), концов тихоходного и быстроходного
валов, приводятся значения межосевых расстояний, передаточных чи
сел, максимальных вращающих моментов на тихоходном валу, мак
симальной частоты вращения быстроходного вала, допустимой ради
альной нагрузки на обоих валах, КПД, массы, максимальной терми
ческой мощности.
Планетарные редукторы. Наиболее распространенные простейшие
схемы планетарных редукторов показаны на рис. 41.4: по схеме (а)
можно осуществить передаточное число до и = 8; по схеме (б) — до
и = 16 при тех же значениях г| = 0,99...0,97 и меньших диаметраль
ных размерах для мощностей до 1000 кВт. Редукторы по схеме (в)
позволяют получить большие передаточные числа, однако с их уве
личением КПД резко понижается (р — 0,80...0,75). В основном такие
редукторы применяют для и < 30 и передаваемой мощности до 100 кВт.
Для получения больших передаточных чисел часто применяют конст
рукции, составленные из двух или трех последовательно расположен
ных планетарных передач простейшего типа.
Планетарные редукторы (41.5,а) отличаются наличием сателлитов
1 (колес с подвижными осями), венца с внутренними зубьями 2, во
дила 3 и уравнительных устройств 4. Для размещения передач внутри
475
Рис 41.5 . Планетарный редуктор
редуктора применяют корпуса в виде барабана (гл. 40) с фланцевыми
крышками. В качестве характеристики диаметральных габаритных
размеров планетарных редукторов, принят радиус окружности, на
которой располагаются оси сателлитов; он (наряду с другими пара
метрами) определяет типоразмер редуктора (ГОСТ 22916—78 и ГОСТ
919—78).
Центральное ведущее зубчатое колесо чаще всего выполняют за
одно с валом (гл. 31), оно может быть консольным либо располагаться
между подшипниками. Сателлиты устанавливают на неподвижных (а)
либо на вращающихся осях (б). Водило
—
наиболее нагруженная де
таль; от его прочности, жесткости и точности исполнения во многом
зависит работоспособность редуктора. Водила бывают цельными (ко
ваными, литыми или сварными) или сборными. Применяют водила
двух основных типов (в): с валами на обеих щеках и лишь на одной
щеке.
Для обеспечения более равномерного распределения нагрузки
между сателлитами и в зубчатых зацеплениях применяют уравнитель
ные устройства — плавающие или упругие. К плавающим, в частности,
относится установка центральных колес в корпусе и на валу с помощью
47S
одинарной или двойной зубчатой муфты. Упругие устройства образу
ются с помощью гибких венцов, гибкого вала солнечной шестерни,
а также упругих опор сателлитов.
Волновые зубчатые редукторы. В них используют волновые переда
чи (рис. 41.6,а), в которых преобразование движения осуществляется
за счет перемещения волны деформации гибкого колеса 2 с наружными
зубьями и соответствующего перемещения зоны зацепления злого ко
леса с жестким 3 с внутренними зубьями. Гибкое колесо в радиаль
ном направлении деформируется под действием третьего основного
звена передачи — генератора волн 1, радиус которого в одном направ
лении выполняют большим, чем в других. При вставленном генераторе
гибкое колесо деформируется так, что приобретает форму эллипса,
в направлении большей оси которого делительные диаметры гибкого
и жесткого звеньев становятся равными, а соответствующие зубья
вблизи этой оси входят в зацепление (б). В других направлениях меж
ду вершинами зубьев гибкого и жесткого колес образуется зазор или
зацепление не на полную высоту зубьев. Так как в контакте одновре
менно находится до 1/3 всех зубьев, то при малых массе и габаритных
размерах осуществляется передача сравнительно больших нагрузок
при больших передаточных числах.
Волновые редукторы отличаются особенностями конструкций гене
ратора волн и гибкого колеса. Гибкие звенья выполняют цельными,
но чаще сварными. Со стороны расположения генератора предусматри
вают утолщение обода для зубьев. Материалом для гибких звеньев
служат легированные хромоникелиевые стали марок 40ХНМА,
37XH3A, 12Х2Н4А, а для кинематических передач,— пластмассы.
Генератор 1 состоит из кулачка заданного профиля, внутреннего ци
линдрического кольца, напрессованного на кулачок, тел качения
и наружного кольца. Контур кулачка очерчивают дугами окруж
ности или эвольвентами в зависимости от необходимой нагрузочной
способности, долговечности, КПД. Редукторы волновые зубчатые
одноступенчатые горизонтальные общего назначения (ГОСТ 23108—78)
отличаются меньшими удельными показателями (гл. 3), чем плане
тарные.
Коробки передач. К ним относятся редукторы, у которых кроме
передач (в основном, зубчатых прямозубых и косозубых) имеются ме
ханизмы, обеспечивающие ступенчатое изменение частоты вращения
ведомого вала. Частота вращения ведомого вала изменяется при помо
щи кулачковых и фрикционных муфт, включением определенных колес
477
Рис. 41.7. Коробка передач автомобиля
или передвижением их вдоль ОД
НОГО вала до ввода в зацепление
с колесами на параллельном
валу.
Коробки передач в автомо
билях (рис. 41.7), тракторах
обычно имеют три вала: первич
ный 1, промежуточный 4 и вто
ричный 5. Первичный вал выпол
няют заодно с шестерней 2, кото
рая находится в постоянном за
цеплении с зубчатым колесом 3
промежуточного вала. Вторич
ный вал устанавливают соосно
с первичным: одна опора его на
ходится внутри первичного вала.
Коробки скоростей (рис. 41.8,а) и подач (б), применяемые в стан
ках, отличаются от коробок транспортных машин большим количеством
зубчатых колес, валов и компоновкой: количество разных скоростей
в этих коробках достигает 24 и более, а валов—4 .. .6. Подвижные ше
стерни и муфты с валами соединяют с помощью подвижных зубчатых
соединений. Неперемещаемые вдоль вала зубчатые колеса, нахо
дящиеся в постоянном зацеплении с колесами промежуточного вала, ус
танавливают на подшипниках. Перемещаемые вдоль вала блоки колес
(каретки) иногда выполняют совместно с муфтами, которые конструк
тивно объединяются с синхронизаторами (гл. 33). Механизмы переклю
чения скоростей состоят из рычагов, штоков с вилками и фиксаторов.
Червячные и глобоидные редукторы. В этих редукторах применяют
передачи как с цилиндрическим (рис. 41 .9,а) так и глобоидным чер
вяком (б). Корпус редуктора чаще состоит из двух частей, из которых
одна — с расточкой под подшипники червяка, вторая выполняет
роль крышки: плоскость разъема проходит через ось вала колеса.
В червячных редукторах применяют в основном радиально-упорные
подшипники. Универсальные обдуваемые одноступенчатые червяч
ные редукторы общего назначения выполняют в разных вариантах рас
положения и сборки червячной пары, с отлитыми заодно с корпусом,
и с отсоединяемыми лапами. В последнем случае редуктор можно
устанавливать в необходимом положении, определенным образом за
крепив лапы на корпусе редуктора. Корпуса выполняют из алюмини
евого сплава или чугуна.
Червячные цилиндрические редукторы (РЧУ) изготовляют по
ГОСТ 13563—68, для межосевых расстояний а — 50... 160 мм, переда
точных чисел и = 8...80. Редукторы с глобоидными передачами вы
пускают по ГОСТ 21164—75 и 21165—75 (обдуваемые) с передаточ
ными числами и — 10...63.
Комплексные приводы. С целью уменьшения удельной массы,
габаритных размеров, удобства монтажа используют низкоскоростные
приводы, у которых двигатель и редуктор представляют один агрегат
(рис. 41.10): мотор-редукторы, редукторные электродвигатели, встро
енные приводы и др. В мотор-редукторе (а) двигатель фланцевого ис-
478
Рис. 41.8. Коробки скоростей и по
дач станка
Рис. 41 .9, Червячный и глобоидный редукторы
Риє, 41.10. Мотор -редуктор и редукторный электродвигатель
полнения закрепляют на корпусе редуктора, в редукторных электро
двигателях (6) корпус редуктора служит и для размещения статора
электродвигателя: они обладают наименьшими габаритными разме
рами и массой. Компоновка привода определяет форму корпуса:
разъем его может быть в диаметральной плоскости или (реже) вдоль
оси. Ведущая шестерня может быть установлена на ведущем валу
редуктора, который с помощью муфты соединяется с валом электро
двигателя; чаще шестерня укрепляется непосредственно на валу
электродвигателя.
Мотор-редукторы с планетарной передачей выпускают по ГОСТ
21356—75 и. с рядовой зубчатой передачей — по ГОСТ 20754—75
и ГОСТ 20721—75, е волновой — по ГОСТ 20754—80 для широкого
диапазона передаточных чисел.
480
ПРОЕКТИРОВАНИЕ РЕДУКТОРОВ И КОРОБОК ПЕРЕДАЧ
Выбор основных параметров. Тип редуктора, параметры и кон
струкцию определяют в зависимости от его места в силовой цепи маши
ны, передаваемой мощности, частоты вращения, назначения машины
и условий ее эксплуатации. Необходимо стремиться использовать стан
дартные редукторы, которые изготовляются на специализированных
предприятиях и потому имеют малую стоимость. Цилиндрические зуб
чатые редукторы нужно предпочитать другим, ввиду более высоких
значений КПД. При расположении соединяемых валов под углом ис -,
пользуют конические и коническо-цилиндрические редукторы; при
больших передаточных числах — червячные или глобоидные редук
торы. При ограниченности места или необходимости сниже
ния удельной массы предпочтение отдают встроенным редукторам,
мотор-редукторам, редукторным электродвигателям. При особых об
стоятельствах проектируют специальные редукторы. Общие требова
ния, в соответствии с которыми должны изготавливаться редукторы,
даны в ГОСТ 16162—78.
Разбивка передаточного числа. С целью оптимизации параметров
редукторов (наименьшие масса и габаритные размеры, равнопрочность
или одинаковая долговечность каждой ступени, минимальная стои
мость и т. п.) общее передаточное число определенным образом разби
вают между ступенями передач, Для двухступенчатого редуктора при
условии минимума суммы межосевых расстояний при малых общих
передаточных числах (и < 10) имеем и2^ 2,5 щ; с увеличением и
разница между значениями щ. и и2 уменьшается: при и — 70, и2'~
1,3 щ. Из условия наименьшей массы колес с увеличением и пе
редаточное число первой ступени растет значительно быстрее, чем
второй:еслиприи —10и2^ 1,4иу,топрии =60имеемw2 ~0,5щ.
Наивыгоднейшее соотношение межосевых расстояний a^/at при
минимальной их сумме — около 2,2; при минимальной массе колес —
а2/а1<=> 1,7. При среднем значении а2/а1^ 2 и и — 10 принимают
1,7,априи —60—
7,6. Подобные рекомендации сугубо
ориентировочны; в зависимости от конструкции и технологии изго
товления они изменяются в широких пределах. Поэтому в стан
дартных редукторах предпочтение отдают оптимальным решениям,
обеспечивающим технологические и экономические требования. Так,
в трехступенчатых редукторах для третьей ступени используют толь
ко три значения «3: 5; 5,6 и 6,3. Значения передаточных чисел зуб
чатых редукторов даны в ГОСТ 2185—66; для червячных — в ГОСТ
2144—76.
Компоновка редукторов и коробок передач. При выборе компоновки
руководствуются двумя условиями — взаимными расположением ва
лов, для соединения которых предназначается редуктор, и необхо
димостью уменьшения габаритных размеров и массы. В рядовых зуб
чатых редукторах колеса располагают симметрично относительно
опор, валы делают как можно короче, диаметры колес на каждой сту
пени примерно одинаковыми. Для уменьшения диаметров колес при
меняют разветвление потока мощности (рис. 41.1) на первой или вто
рой ступени.
481
В транспортных, землеройных или других машинах компоновка
диктуется специальными условиями. В автомобилях для снижения
центра масс применяют редукторы с гипоидными передачами. Когда
необходимо передать вращение на несколько ведомых валов, распо
ложенных параллельно, применяют редукторы с паразитными колеса
ми. Необходимость уменьшения массы и габаритных размеров в само
летах и вертолетах приводит к усложнению конструкций: валы рас
полагают под различными углами, применяют многопоточные пере
дачи, для достижения высокой точности зацепления уменьшают габа-.
ритные размеры колес за счет применения высокопрочных сталей, для
уменьшения массы колес и валов с сохранением необходимой жестко
сти используют тонкие ободья и ступицы сложной формы, пустотелые
валы и оси.
Проектирование планетарных редукторов. Вращение сателлитов не
только вокруг своих осей, но и вокруг центральной оси и многопо
точность передачи мощности определяют особенности проектирования
планетарных редукторов. Для равномерного размещения сателлитов
вокруг центральной оси должны быть соблюдены условия соседства,
соосности и сборки. По первому условию, чтобы колеса не соприка
сались поверхностями вершин, необходимо, чтобы сумма радиусов
вершин зубьев соседних сателлитов была меньше расстояния между
их осями (рис. 41.4,г):
I=2ai,2sin(лДс)=z2 •tnф2m(1-фх2)фА,
(41.1)
где Zc — количество сателлитов; А — зазор между колесами (А ф>
ф> 1 мм).
Второе условие — соосности
—
заключается в том, что в зацепле
нии сателлитов с двумя центральными колесами межосевые расстоя
ния каждой пары колес должны быть между собой равны (рис. 41.4):
«2,з; «і,2= «2,3 = «2',з'- Если
колеса нарезаны без смещения
или со смещением так, что аю1(2 = оф213, то Для передачи по схеме
на рис. 41.4,62
zx-фz2—z3—z2,т.е. ф2z2=?3.
(41.2)
Для передачи, изображенной на рис. 41.4 а, имеем два условия:
первое (41.2) и второе
m2(z3 —z2) =m2' (z3' — z2J.
(41.3)
Чаще всего m2=
тогда условие (41.4) принимает следующий
вид: z3—z2 = z3'—z2'. Необходимость удовлетворения обоих условий
(41.2) и (41.3) затрудняет подбор чисел зубьев. Решение этой задачи
упрощается, если применить колеса со смещением (гл. 19).
По условию сборки числа зубьев на колесах, находящихся в за
цеплении, должны удовлетворять условию совпадения зубьев со впа
динами зацепляющихся колес. Размещение сателлитов под углом
2л//с относительно друг друга возможно лишь при условии, если дуги
начальных окружностей центральных колес Pz/ic (рис. 41.4,г) будут
k раз кратны шагу зацепления:
АВ -ф CD = Pzjiz -ф Pz^i^kP.
(41.4)
482
Окружные силы, действующие в зацеплении F\-2 и на водило Fh,
определяются из условия равновесия сателлитов. При вращающем мо
менте 7\ имеем силы
Fj=
F/t=2F1; F2—F1}
(41.5)
и момент на водиле
Т2 = Th — 0,5F(dw\ dW2) — Ft (dw\ dW2).
(41.6)
На прочность зубья рассчитываются по формулам, приведенным
в гл. 19. Зацепление каждой пары колес рассматривается отдельно:
например, для передачи на рис. 41 .4,а внешнее зацепление — колеса
1—2 и внутреннее зацепление — колеса 2—3 (меньшему колесу каж
дой из этих передач будем приписывать индекс «ш»). Величина расчет
ной нагрузки зависит от степени неравномерности распределения по
тока мощности между сателлитами. Вращающий момент, действующий
на меньшее колесо,
Тш — FjZni/Cn/C^il'c))
(41.7)
где 2ш — ЧИСЛО зубьев МЄНЬШЄГО колеса
если 21<Zz2, или
= Z2, если
Коэффициент неравномерности распределения мощности между
потоками Кп равен коэффициенту распределения нагрузки между
сателлитами;
Fn =; Q = Ftnax./Fm,
(41*8)
где Fmax—окружное усилие наиболее нагруженного сателлита;
Fm = F1 — среднее окружное усилие в предположении одинаковой
нагруженности сателлитов.
Коэффициент распределения нагрузки между сателлитами Q зависит
от степени точности изготовления, диаметра и материала колес: при
ближенно для передач 7-й степени точности Q = 1,4... 1,6. При приме
нении плавающих центральных колес, способствующих выравнива
нию нагрузки, Q = 1,1... 1,2.
При определении числа циклов напряжений необходимо учиты
вать частоту вращения колес относительно водила и количество
сателлитов. Частоту вращения колес, как известно из курса «Тео
рии механизмов машин», определяют через передаточное отношение
при остановленном водиле: і‘із = («і— п^Цп3— nh) — —z3/21. Если
колесо 1 ведущее, а 3—неподвижно, то п3 = 0 и (1—
= ~23l2lt откуда
= niZi/(z3 + zj.
(41.9)
Если ведущим будет колесо 5, а неподвижным 1, то
nh = п3231(23 + Z1).
'
(41.10)
Частота вращения сателлитов, определяется из аналогичного
условия і?2 — («і — nh)/(n2 — nh) = —22І2Г, откуда после подстановки
nh, частота вращения сателлита относительно водила
1«21=Iп2—nh|=I
—
nh) (— zx/z2) | = | (— z1z3)/[za (zx + z3)J |.
(41.11)
483
На водило действуют нагрузки, в два раза большие, чем окружное
усилие на сателлите. Чтобы передавать выходному валу эту нагрузку,
водило должно быть прочным, выполненным точно, обладать опти
мальной жесткостью. Расчет элементов водила с учетом этих условий
выполняют приближенно, а затем в процессе доводки редуктора на
производстве уточняют конструкцию.
Проектирование волновых редукторов. Работоспособность волно
вого редуктора зависит от прочности зубьев и прочности гибкого ко
леса, непрерывно подвергающегося движущейся волне деформации.
В кинематическом отношении волновые передачи подобны планетар
ным. По аналогии передаточное число редуктора и — z2/(z3 — z2) —
= d2/(d3— d2), следовательно, разность диаметров венцов и величина
необходимой деформации
А=d3—d2=d2/u.
(41.12)
Модуль зубьев определяется из условия d3—d2— (z3—z2)m — A .
Для двухволновой передачи принимают z3— z2 = 2, откуда
т = Д/(г3 —z2) = 0,5Л.
(41.13)
Числа зубьев принимают равными z 140...800, следовательно,
70 < и < 400; модуль т > 1 мм. Обычно применяют зубья с эволь -
вентным профилем, при этом образуется несопряженное зацепление.
Поэтому прочность зубьев определяется из условного расчета давления
на контактирующих поверхностях р < [р] (гл. 1). Наибольшее давление
р определяется через среднее Рт'.
р = ртКаК^ = FKJ^A = [2 • 103T3/(d3z3Kzcosa)l х
X Ka^/[0,5/nZ>/cosa] с [р],
(41.14)
откуда при b/d3 = tyM получим
d3 = 16 |<Т3Лн/(Ом [/>]),
(41.15)
где Т3— момент на жестком звене 3 (рис. 41.6), Н • м; Кн =
= КаК$ — коэффициент неравномерности распределения нагрузки;
Кг — коэффициент, учитывающий число зубьев, одновременно уча
ствующих.в передаче нагрузки; А — площадь поверхности контакта,
мм2; a — угол профиля зуба. При Z/m с 0,006 коэффициент нерав
номерности
=1,5 ... 2; коэффициент Кг « 0,2 . .. 0,25;
фм=0,15 ... 0,25; [/?] = 60,0 МПа.
При введении гибкого звена в сопряжение с генератором волн
в плоскости его расположения возникают напряжения изгиба, изменя
ющиеся по асимметричному циклу. В опасном сечении 1—1 (рис.
41.6) кроме этих напряжений действуют касательные напряжения,
изменяющиеся по отнулевому циклу, и местные напряжения во впа
динах между зубьями. Напряжения изгиба на наружной поверхности
стакана
o = AZ£'/ZH,
(41.16)
где AZ— удлинение элемента поверхности длиною /н.
484
Касательные напряжения при передаче вращающего момента Т2
т; = 2T2/(dlnh).
(41.17)
Полагая, что запасы прочности по нормальным и касательным на
пряжениям по отношению к пределам текучести от и тт должны
быть одинаковы, и учитывая, что тт= 0,58 от, из выражений (41.16)
и (41.17) можно найти толщину обода h. Материалом для гибких звень
ев служат хромоникелиевые стали при
900,0 МПа и o_j>
^450,0 МПа (40ХН...36ХН1МФА и др. — т ве рд ост ь
после закалки
и высокого отпуска рекомендуется Н 300 НВ), а для несиловых ре
дукторов — пластмасса с
60,0 МПа и о_1= 20,0 МПа.
Проектирование коробок передач. Особенность проектирования —
необходимость вписывания разных ступеней передач в определеннее
межосевое расстояние при заданных частотах вращения ведомого вала
и размещение в коробке механизмов переключения скоростей.
При установлении частот вращения выходного вала в станочных
коробках скоростей используют геометрический ряд, знаменатель
которого ф (гл. 14) зависит от числа ступеней. В соответствии с кине
матической схемой привода анализируют различные варианты за
цепления отдельных пар зубчатых колес, расположенных на сосед
них валах, и определяют величины передаточных чисел всех ступеней
и частоты вращения ведомого вала. Фактическая частота^не должна
и і клоняться от заданной более чем на + 10 (ср - 1) %.
В коробках передач транспортных машин передаточные числа выби
раются в соответствии с оптимальными тяговыми характеристиками и
экономичным расходованием топлива. Межосевое расстояние определя
ют по максимальному вращающему моменту. Профильный угол иногда
делают больше 20°, углы наклона косых зубьев
—
20...35°. Направ
ления наклона зубьев выбирают таким, чтобы взаимно уравновесить
осевые нагрузки на колесах данного вала, ширину колес принимают
равной (0,18...0,25)йда. Для определения основных параметров коро
бок часто используют упрощенные зависимости. Межосевое расстоя
ние «да, мм, определяют исходя из условия контактной прочности зу
бьев при действии максимального вращающего момента Tm;<x, Н • м:
Uw~С
max,
(41.18)
где с — коэффициент, равный для легковых автомобилей 12, для
грузовых— 19.
Модуль для прямозубых колес принимают т — (0,032...0,040)^,
для косозубых —соседнее меньшее значение модуля по ГОСТ 9563—60.
Так же по эмпирическим формулам определяют диаметры валов, под
бирают подшипники. После эскизной компоновки коробки, когда
определились положения опор и места приложения нагрузки к валам,
расчетом по наиболее тяжелому нагрузочному режиму работы про
веряют прочность и жёсткость деталей и вносят в конструкции соответ
ствующие коррективы.
Расчет на нагрев. Редукторы, особенно червячные, глобоидные,
рассчитывают на нагрев для определения величины поверхности ох-
485
Рис. 41.11. Стенды для испытания редукторов
лаждения или необходимости искусственного охлаждения. Количество
тепла, выделяемого редуктором и отводимого им, устанавливают по
формулам, приведенным в гл. 13. При этом учитывают возможность
отвода тепла через фундаменты, рамы, плиты, на которых установлен
редуктор: при плотном прилегании основания редуктора к металли
ческой раме теплоотдача увеличивается на 20...30 %.
Для поддержания теплового режима применяют оребрение. С уве
личением количества ребер эффективность их воздействия на тепло
отдачу уменьшается. В таких случаях следует переходить на искус
ственное охлаждение. В основном применяется воздушное охлаждение,
площадь охлаждаемой поверхности определяется зоной действия по
тока воздуха, направляемого вентилятором. Коэффициент теплопе
редачи при искусственном охлаждении можно принимать в два раза
большим, чем при естественном.
Испытания редукторов. С целью совершенствования конструкций
редукторы подвергают йспытаниям. При производственных испыта
ниях проверяют и оценивают качество изготовления и обкатывают
под нагрузкой для повышения КПД и долговечности. Задача исследо
вательских испытаний — выяснение влияния конструктивных и экс
плуатационных факторов на нагрузочную способность и КПД пере
дач. Испытания проводят на специальных стендах, состоящих из при
водной станции, испытуемого редуктора, нагружающего устройства,
смазочной системы, контролирующей и регистрирующей аппаратуры.
По принципу нагружения испытываемых редукторов стенды де
лят на разомкнутые и замкнутые. В разомкнутом стенде (рис. 41.11,а)
нагружение создается тормозным устройством 1, привод редуктора
486
2 осуществляется двигателем 3, мощность которого должна быть боль
ше мощности, развиваемой нагружающим устройством. Определение
КПД осуществляется с помощью специальных балансирных электро
двигателей и динамометров, устанавливаемых на нагружающих уст
ройствах.
В стенде с механическим замыканием (б) испытываемый 1 и вспомо
гательный 4 редукторы образуют замкнутый контур, подверженный
внутреннему нагружению. При зафиксированных положениях всех
колес передач и разомкнутой муфте 3 вал 2 принудительно закручи
вается. В этом состоянии обе части муфты 3 соединяются. Вследствие
стремления вала 2 «раскрутиться» зубья зацепляющихся колес ре
дукторов / и 4 нагружаются усилием, пропорциональным углу пред
варительного закручивания вала 2. Энергия электродвигателя 5 рас
ходуется лишь на преодоление потерь в стенде.
В стенде с электрическим замыканием, создаваемым двумя электри
ческими машинами, одна машина работает в двигательном режиме
•(потребляет энергию),, а вторая — в тормозном (отдает энергию).
Наиболее универсальным является стенд, в котором используются ма
шины постоянного тока (в). Редуктор 2 приводится во вращение двига
телем постоянного тока 1. Тихоходный вал редуктора 3 соединен с ва
лом ускорителя 4, быстроходный вал которого соединен с нагружа-
телем 5 — машиной постоянного тока . При изменении напряжения
управляемого источника питания 6 (г) регулируется угловая скорость;
изменением напряжения нагружателя 7 достигается регулирование
нагрузки. Стенд позволяет испытывать редукторы в широком диапа
зоне передаточных чисел с практически любой программой нагру
жения.
ГЛАВА 42. ВАРИАТОРЫ
ОБЩИЕ СВЕДЕНИЯ
Назначение, устройство. 'Вариаторы служат для плавного регули
рования скорости исполнительного органа с целью осуществления
оптимального режима заданного технологического процесса. В некото
рых машинах — волочильные станы, бумагоделательные, канато
вьющие, текстильные и подобные им машины — плавное регулиро
вание скорости является обязательным. Вариатор (рис. 42 1) состоит
из механизма главного движения 1, связанного с ведущим валом 4,
устройства 2 для создания замыкания звеньев этого механизма, ме
ханизма регулирования скорости ведомого вала 3, смазочных устройств,
заключенных в корпусе. В качестве механизма главного движения
в вариаторах непрерывного действия (а) применяют передачи различ
ного типа — фрикционные, ременные, цепные, зубчатые, планетарные,
волновые ит. п. В вариаторах периодического действия (б) энергия от
ведущего к ведомому валу передается в виде периодических импульсов.
Вращательное движение ведущего вала 4 специальным механизмом 5
преобразуется в колебательное движение, которое с помощью меха
низмов свободного хода 6 (гл. 34) вновь трансформируется во враща
тельное пульсирующее движение ведомого вала 7.
487
вариаторов
Классификация. По характеру движения ведомого вала различа
ют вариаторы непрерывного и периодического действия', по принципу
работы — зацепления и трения (рис. 42.2), непосредственного кон
тактам с промежуточными звеньями (непрерывного действия), ры
чажные и инерционные (периодического действия). По кинематическим
и конструктивным признакам различают вариаторы конусные, с жест
ким промежуточным звеном, безопорным и на опорах, с гибким без-
опорным промежуточным звеном и планетарные; по исполнению —
одно- и двухступенчатые планетарные и с рядовым расположением
валов. Различают вариаторы с регулированием периодическим и не
прерывным, выполняемым вручную и автоматически.
Достоинства, недостатки. Фрикционные вариаторы выполняют
для широкого диапазона мощностей (от десятков до нескольких со
тен кВт). Конструкции для малых мощностей просты, для больших
мощностей — отличаются сложностью.
Лобовые вариаторы имеют диапазон регулирования Д — 3 .. .4,
сдвоенные — Д = 8...10. В вариаторах с промежуточным диском
валы разгружены от изгибающих усилий, что является их существен
ным преимуществом. Вариаторы с самозатягивающимся кольцом, кон
тактирующим с раздвижными конусами, передают мощности до 10 кВт,
имеют диапазон регулирования Д < 16 и низкий КПД — ц
—
0,7...
. ..0,8. Торовые вариаторы отличаются высоким КПД — до 0,95, обла
дают малым геометрическим скольжением, но конструкция их сложна.
Дисковые вариаторы имеют сложную конструкцию, могут передавать
мощности до 800 кВт при Д < 3, требуют высококачественного изго
товления и повышенной точности монтажа.
Клиноременные вариаторы просты и надежны в эксплуатации. Диа
пазон регулирования Д = 1,3...2. При использовании широких ремней
передаваемая мощность достигает 50 кВт при г| = 0,8...0,9. Цепные
вариаторы сложнее и дороже клиноременных, но компактнее, долго
вечнее и более надежны; обеспечивают постоянство передаточного чис
ла; применяются для мощностей до 30 кВт, Д с 6, ц = 0,8...0,9.
Недостатки —малая долговечность ремней, возникновение динами-
488
о
Рис. 42 .2 . Классификация вариаторов
ческих нагрузок и износ дисков цепных вариаторов, сложность меха
низмов регулирования и управления.
Вариаторы периодического действия обладают достоинствами в при
водах таких машин, где пульсирующее движение благоприятно ска
зывается на производительности и качестве работы — в дозаторах,
приводах шнеков, транспортных и бурильных машинах и т. п . Недо
статки — большие инерционные нагрузки, которые существенно сни
жают долговечность привода.
КОНСТРУКЦИИ ВАРИАТОРОВ
»
Фрикционные вариаторы с жесткими звеньями. Наиболее простыми
вариаторами являются конусные (рис. 42.2), в которых изменение
передаточного числа производится путем перемещения одного колеса
вдоль образующей конуса другого. Колеса выполняют из стали (при
смазывании) или из стали с пластмассовыми кольцами (без смазывания).
В вариаторах с промежуточными звеньями на опорах передаточное
число регулируется путем перемещения роликов относительно колес,
связанных с ведущим и ведомым валами.
В лобовом вариаторе вращение от ведущего диска 1 (рис. 42 .3, а)
передается двумя потоками через конические ролики 2, оси которых
укреплены на регулирующем винте 3 с правой и левой резьбой на
два ведомых диска 4. Вращение на ведомый вал передается от зуб
чатых колес 5 на колесо 6. В конструкции торового вариатора
(рис. 42.2) фрикционными колесами служат два тора и катящиеся по
ним два ролика. Изменение передаточного числа достигается поворо
том роликов относительно оси.
В вариаторах с безопорным промежуточным звеном (рис. 42.2)
чаще всего применяют кольцо с-коническими рабочими поверхностями .
При принудительном относительном перемещении конусов ведущего
и ведомого валов изменяются диаметры окружностей, по которым
перекатывается кольцо, и, вследствие этого, передаточное число.
Рис. 42.3. Фрикционные вариаторы с жесткими звеньями
490
Рис. 42.4. Фрикционные вариаторы с гибкими звеньями
Многодисковые вариаторы с внутренним касанием дисков (рис.
42,3,6) благодаря использованию нескольких пакетов параллельно
работающих ведомых дисков испытывают пониженные давления в зо
нах контакта, что способствует увеличению долговечности. Диски
прижимаются пружинами. При вдвигании (или выдвигании) ведомых
дисков в промежуток между дисками ведущего вала изменяются ради
усы качения дисков, что приводит к изменению передаточного числа.
Фрикционные вариаторы с гибкими звеньями, В качестве тягового
органа в таких вариаторах используют клиновые ремни (стандартные,
широкие, с зубьями) или металлические цепи; передаваемые мощно
стидо50кВт,Д =4...10,т]=0,9.
Основой конструкции клиноременных вариаторов (ГОСТ 22931—78)
являются раздвижные шкивы 1 и 3, образованные из двух конических
дисков (рис. 42 .4,а). Ведомый вал приводится во вращение клиновым
ремнем 2, от положения которого зависит скорость вращения ве
домого вала.
С целью увеличения диапазона регулирования вариаторов с узкими
стандартными ремнями применяют шкивы с радиальными пазами (6),
позволяющими более глубокое взаимное внедрение дисков. Ремень
прижимается к коническим дискам либо вследствие постоянного осе
вого нажатия на подвижный конический диск, либо специальными ме
ханизмами, позволяющими регулировать натяжение периодически
или автоматически в зависимости от условий нагружения вариатора.
В вариаторах с металлическими цепями (а) стальные закаленные ро
лики 1, которыми снабжены звенья, контактируют с гладкими кони
ческими поверхностями шкивов 2, 3. Конусы прижимаются к цепи
пружинами либо с помощью шарикового расклинивающего механизма
(гл. 15). Управление — системой упругих рычагов 4.
491
Рис. 42 .5. Планетарные вариаторы
Фрикционные планетарные вариаторы. Наибольшее распростра
нение получили вариаторы, выполненные по схеме рис. 41 .4,а (гл. 41).
Простейшие конструкции (рис. 42.5,а) содержат конические сател
литы /, контактирующие с центральными колесами 2 й 3. При переме
щении с помощью винтового механизма вращающегося центрального
колеса 2 или невращающегося 3 изменяются радиусы окружности ка
чения сателлита по центральному колесу 2 или по колесу 3.
Другой тип планетарных вариаторов содержит центральные ко
леса и сателлиты в виде дисков (б). На втулке ведущего вала 1 уста
новлены два диска 3 и 4, сжимающие диск сателлита 5 с помощью ро
ликового нажимного механизма 2 (гл. 15). Ось 8 сателлита-диска 5,
установленного в направляющих водила 9, соединенного с ведомым
валом 10, может перемещаться в радиальном направлении. Под дейст
вием центробежной силы, выталкивающей сателлит из контакта с ве
дущими дисками, сателлиты-диски 5 прижимаются к двум невраща-
ющимся дискам 6 и 7. Частота вращения ведомого вала регулируется
поворотом с помощью винтового механизма невращающегося диска 7,
который шариковым механизмом (гл. 15) смещается в осевом направ
лении. Вследствие этого на сателлите увеличивается радиус окружно
сти контакта (обкатывания) с ведущими дисками и уменьшается —
с неподвижными дисками. Подобные конструкции имеют диапазон
регулирования Д = 6...9, могут передавать мощности до N =30 кВт
при небольших габаритных размерах и массе.
Вариаторы зацепления с гибкими звеньями. Конструкция вариа
торов зацепления (рис. 42.6,а), в основном, определяется типом цепи.
Специальные цепи (б) состоят из обойм 1, укрепленных в каждом
звене 2 цепи, содержащих пакет тонких пластинок 3 трапецеидального
сечения. Так как на каждом валу конические диски повернуты один
относительно другого на полшага, то пластины цепи, набегающие на
зубья одного диска, отжимаются во впадины на другом. Усилия от
пластин передаются через обойму на звенья цепи, связанные шарни
рами. Для сохранения постоянного натяжения цепи применяют диски
.со
сферической рабочей поверхностью.
492
Рис. 42.7. Импульсный вариатор
Для изменения величины передаточного числа конусы 4 сближают
на одном валу и раздвигают на другом с помощью винта 5. Наибольший
диапазон регулирования Д = 7, передаваемая мощность N = 75 кВт,
скорость цепи 5...9 м/с, р = 0,85...0,95.
Импульсные вариаторы. Преобразующие механизмы, передающие
движение от ведущего вала на ведомый, определяют конструкцию ва
риатора. В зубчато-рычажном вариаторе (рис. 42 .7,а) ведущий вал 1
(б) несет эксцентрик, который вместе с коромыслом образует шарнир
ный кривошипно-коромысловый механизм (кривошип 2, шатун 3, ко
ромысло 4, стойка 5). Коромысло 4 связано с внутренней обоймой
6 механизма свободного хода. Наружная обойма 7 этого механизма
493
соединена с шестерней 8, передаю
щей вращение зубчатому колесу 9,
закрепленному на ведомом валу 10.
При вращении ведущего вала преоб
разующий механизм приводит в ка-
чательное движение коромысло, и ве
домый вал 10 получает импульс дви
жения при таком направлении вра
щения коромысла 2, когда механизм
Рис. 42.8. Мотор-вариатор
СВОбоДНОГО ХОДЭ ЗаКЛИНИВЗЄТСЯ (ГЛ.
34); при обратном движении коромыс
ла вал неподвижен. Для увеличения равномерности вращения ведо
мого вала вокруг него устанавливают несколько подобных механиз
мов (обычно пять).
Комбинированные приводы. Для снижения частоты вращения ве
домого вала и расширения диапазона регулирования в одном корпусе
объединяют вариатор с редуктором. Соединение может быть последо
вательным либо по схеме, образующей замкнутый контур. В мотор
—
редукторе (рис. 42.8) с частотой вращения ведомого вала от 0 до
250 мин-1 цепной вариатор соединен с планетарным редуктором. В ва
риаторах с замкнутым контуром замыкание рядового вариатора может
осуществляться планетарным вариатором или зубчатым дифферен
циалом.
ОСНОВЫ ПРОЕКТИРОВАНИЯ ВАРИАТОРОВ
Диапазоны регулирования. Диапазон регулирования задается
при проектировании в зависимости от назначения вариатора (напри
мер, в сверлильных и токарных станках Д = 20...120, фрезерных
Д =20...30 и т. п .). Большие значения Д осуществляются с помощью
комбинированных приводов: вариатор соединяют с двух- или трех
скоростной коробкой передач.
Передаточное число вариатора
«/=
= d2jldXj\
(42.1)
при постоянной частоте вращения ведущего вала пг частота враще
ния ведомого вала
Л2/=n^Uj=
(42.2)
Диапазон регулирования при изменении радиуса качения на
одном звене
Д = H2max/^2min == Wmax/Wmin = ^max/^minj
(42.3)
при регулировании за счет изменения радиусов на двух звеньях
Д = No d^max!{dyd^m\n.
(42.4)
Для получения наименьших габаритных размеров вариатора
используют симметричное относительно среднего значения Дот регу
лирование. Тогда Wrnax = 1/Мтіп, СЛЄД0ВЗТЄЛЬН0,
Д = ^тах — (^max/^min)2*
(42.5)
494
С повышением окружной ско
рости возрастает опасность воз
никновения вибраций,проскаль
зывания. Поэтому выбранный
диапазон регулирования необхо
димо согласовать с допускаемы
ми скоростями на ободе колес
и допускаемыми давлениями
в контакте. Максимальная ок
ружная скорость на ободе ведо
мого шкива вариатора с гибким Рис. 42.9. Механизмы прижатия
звеном при симметричном регу
лировании будет l>2max= 1>1тах «тах • ДЛЯ ШКИВОВ ИЗ Чугуна Umax «
« 30 м/с; стальных литых — 45 м/с и штампованных = z?max~60 м/с.
Компоновка вариаторов. В зависимости от назначения и места ва
риатора в машине изменяется его компоновка. Используют две схемы
—
соосные и с параллельным расположением валов. Соосная схема
позволяет наилучшим образом использовать объем, заключенный
в корпусе, и получить наименьшие габаритные размеры в диаметр-
ральной плоскости. По развернутой схеме получают вариаторы с ма
лыми габаритными размерами вдоль оси. Если привод состоит из трех
частей — двигателя, редуктора, вариатора, они располагаются в ука
занной последовательности.
Механизмы прижатия (натяжения). В зависимости от типа пере
дачи различают механизмы для создания постоянного прижатия де
талей, передающих нагрузку (во фрикционных вариаторах) и постоян
ного натяжения (в вариаторах с гибкими звеньями). Механизм
должен обеспечивать изменение усилия прижатия пропорционально
передаваемой нагрузке. Жесткие звенья прижимаются с помощью пру
жин, самозатягиванием контактирующих деталей, с помощью центро
бежных сил и специальных нажимных устройств. Обычно применяют
одну центральную винтовую или тарельчатую пружину или набор
однотипных пружин (рис. 42.9,а), действующих на подвижный кониче
ский диск. Если передаваемая мощность постоянна, то пружину уста
навливают на ведущем валу, если необходимо на ведомом валу обеспе
чить постоянный момент, пружину устанавливают на этом валу.
Самозатягивание безопорного жесткого звена (б) происходит под
действием сил трения в месте контакта кольца с ведущим и ведомым
колесами. Под действием этих сил кольцо смещается в направлении
равнодействующих всех приложенных на кольцо сил, вследствие чего
рабочие поверхности кольца сильнее прижимаются к ведущему и ве
домому звеньям. Для использования центробежных сил с целью при
жатия деталей вариатора предусматривают возможность радиального
или касательного относительного движения фрикционных колес пе
редачи. Нажимные шариковые или роликовые механизмы (гл. 15)
применяются часто благодаря простоте и надежности.
Натяжение и прижатие гибких звеньев достигается либо постоян
ным осевым воздействием пружины на раздвижные колеса, либо
устройствами, периодически или автоматически регулирующими натя
жение гибкого звена. Для постоянства натяжения используют на-
495
3.456
I
2
Рис. 42.10. Механизмы регулирования скорости
жимные ролики, перемещающиеся на салазках валы, прижимные по
лозки и т; п. (гл. 16, 18).
Механизмы регулирования частоты вращения. Чаще всего приме
няют рычажные, винтовые, гидравлические и электрические устройства.
В цепных вариаторах диски на ведущем и ведомом валах одновременно
перемещаются в противоположных направлениях с помощью рычагов,
приводимых в движение винтовым механизмом (рис. 42 .6). Для
синхронного принудительного перемещения дисков на обоих валах пе
редачи применяют реечный механизм (рис. 42.10,а). Гидравлические
системы, осуществляющие одновременно управление и прижатие,
успешно применяются в вариаторах специального назначения, при
передаче большой мощности.
Регулирование частоты вращения в зубчато-рычажных вариато
рах достигается изменением угла качания коромысла, для чего изме
няют эксцентриситет диска с кольцевым пазом (6). На ведущем
валу 4 установлен эксцентрик 5 внутри эксцентрика 6, на котором
внутреннее кольцо подшипника качения с сепаратором (не показаны).
Наружным кольцом является диск с кольцевым пазом, в котором на
ходится ролик 3 коромысла 2, связанного жестко с внутренней обой
мой 1 механизма свободного хода. При относительном повороте экс
центриков так, что центр диска сместится относительно центра вра
щения вала, коромысло качается, внутренняя обойма механизма сво
бодного хода совершает колебательное движение; угол качания коро
мысла тем больше, чем больше эксцентриситет.
Особенности расчета вариаторов. Расчетные нагрузки для меха
низма главного движения определяются видом регулирования, кото
рый зависит от назначения вариатора: передавать постоянный момент
Т2, постоянную мощность N2 и переменный момент Т2 при переменной
мощности N2. Если необходимо обеспечить постоянство вращающего
момента (например, при постоянном технологическом сопротивле
нии — как на конвейерных линиях) при изменении скорости, то
Л—
•Л)иN2—1,05•
(42.6)
Нагрузка, используемая при расчете, соответствующая частоте
вращения ведомого вала п2тах> будет наибольшей:
Рmax =
min«
(42.7)
496
При передаче постоянной мощности 2V3, при неизменной частоте
вращения ведущего вала, что характерно для станков, транспортных
машин, барабанов для намотки проволоки и т. п., имеем Т\ — const
и Т2= TyUjX]. При постоянном значении передаваемой мощности со
снижением частоты вращения ведомого вала путем уменьшения диа
метра контакта на ведущем колесе возрастает окружное усилие. Ис
ходную нагрузку принимают при частоте вращения ведомого вала
^2min"
Рmax ~
т[п.
(42.8)
Регулирование при переменных моменте Т2 и мощности JV2 приво
дит к изменению окружного усилия. В расчетах необходимо прини
мать наибольшую величину его, когда отношение Nj/dij максимальної
Лпах=(1,95. 1
max1
(42.9)
У вариаторов с симметричным изменением радиусов качения на ве
дущем и ведомом колесах при постоянном натяжении (прижатии)
максимальные и минимальные моменты на' этих валах одинаковы и на
ходятся в следующем соотношении (без учета потерь):
Дпах/^тіп =-Углах/-Уmin ~ Т^Д*
(42.10)
Пути повышения надежности и долговечности. Совершенствование
вариаторов возможно за счет разработки новых схем вариаторов; со
здания новых конструктивных форм основных деталей вариатора и их
элементов и подбора новых материалов для этих деталей. При разра
ботке новых схем необходимо улучшать компоновку и более рациональ
но использовать объемы, стремиться к упрощению механизмов управ
ления, обеспечивать более стабильное натяжение (нажатие). Долго
вечность повышается при работе вариаторов в масле.
Новые конструктивные формы деталей механизма главного движе
ния должны обеспечивать достаточно большие поверхности и ста
бильность контакта, до минимума снижать скольжение. При со
здании новых материалов необходимо стремиться к возможно более
высоким коэффициентам трения, высокому сопротивлению контактной
усталости и износу, низкому коэффициенту внутреннего трения, хо
рошей теплопроводности. Перспективны пластики и металлокерами
ческие материалы.
ЗАКЛЮЧЕНИЕ Место проектирования в автоматизи
рованном производстве. Работа по
ускорению научно-технического про
гресса, создание и внедрение новой тех
ники, широкая автоматизация техноло
гических процессов на основе примене
ния автоматизированных станков, ма
шин и механизмов, унифицированных
модулей оборудования, робототехниче
ских комплексов и вычислительной
техники требует нового подхода к
проектированию. Перед конструктора
ми стоит задача создавать технику но
вых поколений, которая не уступала бы
лучшим мировььм образцам по надеж
ности, ресурсу работы и экономичности,
обеспечивала многократное повышение
производительности труда.
Из рассмотрения вопросов разработ
ки корпусов (гл. 40) и смазочных си
стем (гл. 39), являющихся обязатель
ными для всех машин, а также кон
струирования и проектирования редук
торов (гл. 41) и вариаторов (гл. 42)
следует, что для получения лучшего ре
шения нужно сравнить несколько ва
риантов конструкций. Даже если раз
рабатываемая машина имеет простую
схему, то и тогда быстро найти опти
мальный вариант трудно, а для сравне
ния всех возможных вариантов тре
буется много времени. Для сложной
машины решение такой задачи без
использования вычислительной техники
вынуждает отказаться от перебора всех
доступных вариантов. Вследствие этого
даже при значительных затратах вре
мени получают не наилучшую кон
струкцию.
Вместе с тем, совершенствование
машиностроения не может быть эф
фективным, если наряду с роботизиро
ванным производством проектирование
не соответствует уровню этого произ
водства по быстродействию и по каче
ству изделия. Достичь такого соответ
ствия можно только на базе полной
автоматизации всего процесса от раз
работки задания до получения конеч
ного продукта, При этом следует от
498
метить, что технический уровень и качество создаваемых машин
определяются прежде всего в ходе проектных конструкторских раз
работок. Поэтому достижение гармонии между проектированием
и изготовлением, представление этих двух этапов как единого це
лого на базе ЭВМ и микропроцессорной техники — единственный
путь ускоренного развития машиностроения.
Процесс проектирования. При решении различных техниче
ских задач проектирование может быть непрерывным или завер
шенным. В первом случае подразумевается после выпуска опытной
партии спроектированной машины последующая модернизация и
улучшение выбранного варианта решения. В зависимости от харак
тера и масштабов изменений, обусловленных результатами опыт
но-эксплуатационных испытаний, возможны повторные циклы
проектирования. Во втором случае подразумевается принятие ко
нечного решения без дальнейших изменений.
Сложность и трудоемкость проектируемых машин при ограни
чении сроков проектирования за последние годы резко возросли.
Поэтому современное проектирование, в процессе которого ши
роко применяется ЭВМ, должно опираться на хорошо отработан
ную методологию. Ее можно условно представить следующими
основными этапами: а) формулировка задачи; б) выбор и оптими
зация варианта решения задачи; в) эскизное проектирование;
г) техническое проектирование, изготовление рабочей документа
ции; д) испытания экспериментальных образцов; е) коррекция
технической документации и выдача окончательного проекта.
Формулировка задачи начинается с определения потребности
в проектируемой машине, исследования и прогнозирования условий
ее работы. На этом этапе уточняется формулировка решаемой тех
нической задачи, выделяются функции проектируемой машины и
выявляются действительные ограничения при ее проектировании.
Проектировать на этом этапе целесообразно в определенной по
следовательности: общая оценка потребности в данной отрасли:
определение наиболее существенной информации о рассмотренной
потребности; формулировка проектной задачи; оценка принци
пиальной возможности решения; первоначальный выбор варианта
решения; анализ патентной документации, литературных источни
ков, имеющихся проектов машин, выполняющих те же задачи;
оценка отрицательных сторон отдельных проектов; обобщение ре
зультатов анализа и отбор подходящих решений; технико-экономи
ческий анализ реализации выбранных решений; точное определение
проектной задачи; разработка множества вариантов решения за
дачи.
Следует отметить, что возможные варианта решений инженер
ных задач зависят от стадии их разработки. Наименьшее число
вариантов решений существует на стадии разработки принципа
действия машины, наибольшее — на стадии его конструкторского
исполнения. Ошибки в выборе принципа действия приводят, как
правило, к повторному полному циклу проектирования, а ошибки
на стадии конструктивного исполнения устраняются незначитель
ными изменениями конструкции и небольшими переделками. Этап
499
выбора и оптимизации варианта решения задачи необходим, так
как поиск решений в случайно выбранном направлении обычно
не приводит к достаточно качественному решению; на этом этапе
необходимо определять направление поиска. Далее в выбранных
перспективных направлениях организуется поиск лучшего из мно
жества решений на основе анализа технико-экономических пока
зателей. Трудность сопоставления различных решений одной и
той же технической задачи состоит в том, что сравниваемые ва
рианты, как правило, характеризуются многими, достаточно важ
ными показателями. Чаще всего один из сравниваемых вариантов
машины лучше других но одним показателям, но в то же время
хуже по остальным.
Выбор оптимального варианта с помощью ЭВМ. Любая маши
на имеет множество свойств, которыми она отличается от других.
Совокупность свойств, обусловливающие ее пригодность удовлетво
рять определенным потребностям в соответствии с ее назначением,
определяет качество машины. Эти свойства можно оценить количе
ственно с помощью показателей свойств. Например, энергетические
потери в подшипниках и направляющих можно оценить коэффи
циентом полезного действия (КПД), материалоемкость конструк
ции — удельной массой на единицу мощности и т. п . Поэтому ва
рианты решения задачи проектирования можно сравнивать только
при помощи частных критериев. Качество машины в целом (оп
тимальность конструкции) можно оценивать по эффективности со
ставляющих ее агрегатов и, в свою очередь, сборочных единиц и
деталей.
Любое возможное решение задачи может быть охарактеризо
вано некоторым количеством показателей, образующих простран
ство решений, в котором каждое возможное решение задачи будет
представлять собой некоторую точку. В отличие от возможного ре
шения задачи ее действительным решением является машина,
удовлетворяющая поставленной цели и ограничениям, налагае
мым на показатели. В результате в пространстве возможных ре
шений выделяется область действительных решений, в которой
сравниваются выбранные варианты решений.
Сравниваются варианты по доминирующему или комплексному
показателям. При сравнении по доминирующему показателю один
из наиболее важных частных критериев выражается в виде функ
ции от выбираемых вариантов машины, экстремуму которой соот
ветствует наилучший вариант. Такая функция называется целевой.
От других показателей требуется, чтобы они были в пределах при
нятых ограничений.
При сравнении вариантов по комплексным показателям (мно
гокритериальная оптимизация) используются целевые функции для
нескольких показателей с учетом весовых коэффициентов, харак
теризующих их важность с позиций принятого общего критерия
эффективности проектируемой машины:
k
i=l
500
где Ф — комплексная целевая функция; Фс — целевая функция,
формализующая z-й показатель качества проектируемого устрой
ства; qt —весовой коэффициент 1-го показателя; k —число учи
тываемых показателей (критериев).
Оптимизация конструкции проводится с помощью ЭВМ. Для
выбора наилучшего решения проектирование производится в сле
дующем порядке: а) разработка совокупности показателей харак
теристик машины для оценки и сравнения вариантов решения, а
также ограничений на выделенные показатели; б) разделение по
казателей на группы — частные критерии, объединяющие показа
тели назначения; массы, габаритных характеристик, надежности и
долговечности, технологичности, стандартизации и унификации;
экономические, эргономические и эстетические показатели; в) вы
бор метода многокритериальной оценки, формирование соответ
ствующей целевой функции; г) проведение экспериментальных
оценок весовых коэффициентов важности различных частных кри
териев или показателей; д) сравнение отдельных вариантов реше
ния по выбранной методике; е) выбор варианта решения задачи.
Оптимизация при решении конструкторских задач. Оптимиза
ция конструкции заключается в отыскании экстремума целевой
функции. Если условия задачи и ограничения заранее известны, то
задача сводится к детерминированному случаю, а если часть усло
вий неизвестна, то такую задачу оптимизации относят к случаю ре
шения в условиях неопределенности. Комплексный показатель —
комплексная целевая функция — задается в некоторой области его
значений. Наименьшее (наибольшее) значения целевой функции
называют глобальным экстремумом. Если целевая функция зави
сит от п переменных, то условием существования экстремума яв
ляется равенство нулю всех частных первых производных от це
левой функции. Полученная экстремальная точка называется ста
ционарной.
Предположим, что оптимизируется показатель формализован
ной целевой функции
Ф = Ф(ах,..., а„; xltх(,... , хт),
где а{ — исходные данные или условия, на которые конструктор
опирается в процессе работы как на константы и изменять их не
может; Xi — оптимизируемые параметры конструкции, которые
нужно определить.
Условиями и элементами решения могут быть не только кон
станты, но и функции. Приведенное выражение называют матема
тической моделью проектируемого устройства. Задача оптимизации
сводится к отысканию таких значений xz, которые обращают функ
цию Ф в минимум (максимум). Простейшим методом решения
этой задачи является отыскание экстремума путем взятия произ
водных от*Ф по аргументам х(. Приравнивая производные нулю,
получим систему уравнений, из которых можно найти оптимизи
руемые параметры конструкции
(ІФ/dXx — Q; ...; ЛФNoх{=0',
йФ/с1хт = 0.
501
Однако такой простой метод применим только тогда, когда су
ществуют экстремумы и производные, т. е. целевая функция не
имеет особенностей. Поэтому методы оптимизации выбираются в
зависимости от вида целевой функции. Если целевая функция за
висит линейно от постоянных и переменных параметров, то с успе
хом используются методы линейного программирования; если це
левая функция нелинейна, то методы нелинейного программиро
ванияи т. д.
Математическая модель, состоящая из совокупности уравнений,
описывающих функциональные назначения деталей, сборочных еди
ниц или фашины, отражает основные условия, которым должно
удовлетворять изделие (гл. 3, 38). Так, при разработке проекта
вариатора сначала нужно иметь модель с' входными данными —
назначение, потребность, прототип, направление совершенствования
и т. п.; конкретные данные, определяющие эксплуатационные ха
рактеристики — мощность, диапазон регулирования, частоту вра
щения,. долговечность, удельную стоимость. Кроме того, заклады
ваются условия по материалу, комплектующим изделиям и т. д .
Все, что определяет конструкцию — масса, размеры деталей, способ
регулированияит. д.— может
быть варьируемым и выбирается по
достигаемому максимуму КПД, минимальным габаритным разме
рам, массе, стоимости и т. д.
Этапы проектирования. Существуют три основных этапа проек
тирования — предварительное, эскизное и техническое. На этапе
предварительного проектирования, как указывалось ранее, на ос
новании перебора различных решений по показателям свойств вы
бирается оптимальный вариант решения технической задачи.
На этапе эскизного проектирования уточняется и конкретизи
руется конструкция выбранного варианта машины. Наиболее ти
пичные следующие процессы: а) структурная оптимизация выбран
ного варианта проектируемой машины; б) разработка технического
описания этого варианта: в) подготовка и передача его для де
тальной проработки; г) определение направлений оптимизации
отдельных показателей выбранного варианта решения; д) опреде
ление допустимости влияния изменяющихся в процессе оптими
зации параметров на другие показатели разрабатываемого вариан
та; е) разработка документации на наилучший вариант решения.
На этапе технического проектирования выпускается конструк
торская и технологическая документация, необходимая для изго
товления опытной партии объектов в заводских условиях. Основ
ные проектные процедуры этого типа носят оптимизационный ха
рактер и заключаются в следующем: а) формулировка частной
проектной задачи; б) определение направления поиска решений;
в) поиск вариантов решения задачи; г) структурная (межвариант
ная) оптимизация вариантов решения, выбор наилучшего из них;
д) параметрическая (внутривариантная) оптимизация и улучше
ние выбранной конструкции; е) разработка технической докумен
тации для частной задачи и ее согласование с другими частными
задачами.
Процесс параметрической оптимизации характеризуется непре
502
рывным поиском направления изменения переменных параметров
и постепенным приближением к оптимальному решению путем ко
личественного изменения величин переменных параметров. Суще
ственным при этом является улучшение показателей узлов машины
с учетом влияния процедуры оптимизации на другие узлы и ма
шину в целом.
Если рассмотреть этапы предварительного, эскизного и техни
ческого проектирования, то можно заметить однотипность процедур
проектирования, однако при переходе от этапа к этапу происходит
уточнение и углубление моделей проектируемого устройства и, как
следствие, приближение его к указанным в техническом задании
характеристикам. При этом модели строятся как в виде матема
тических и информационно-графических описаний (схем, чертежей),
так и в виде макетов, экспериментальных и опытных образцов.
Испытывают опытный образец на стенде, воспроизводящем
условия работы машины и снабженном необходимой аппаратурой
для измерения показателей качества машины. Разрабатывается
программа испытаний опытных образцов, производятся испытания
и обрабатываются их результаты. Затем устанавливаются обосно
ванные предложения по корректировке оптимального варианта ре
шения создаваемой машины.
Принцип построения систем автоматизированного проектирова
ния. Применение математических методов и ЭВМ при проектиро
вании способствует повышению технического уровня и качества
машин, сокращению сроков их разработки и освоения в производ
стве. Однако автоматизация проектирования особенно эффективна,
когда от автоматизации выполнения отдельных инженерных ра
счетов переходят к комплексной автоматизации, создавая для этой
цели системы автоматизированного проектирования (САПР). При
этом математические методы и вычислительная техника выступают
как средство систематизации процесса проектирования на общей
методологической, информационной и технической основе, обеспе
чивающей объединение всех элементов процесса проектирования.
По существу автоматизация проектирования завершает автомати
зацию процесса получения продукции вслед за автоматизацией
производственных процессов и автоматизацией управления.
САПР можно рассматривать как систему, основанную на регу
лярном применении современных математических методов и средств
вычислительной техники в процессе принятия проектных решений,
в организации и управлении проектированием. В САПР с помо
щью ЭВМ частично или полностью автоматизированы подготовка
и обработка информации, выбор принципа действия проектируемых
машин и принятия решений, выполнения расчетно-вычислительных
работ и подготовка документации.
САПР состоит из вычислительной машины, средств связи и
отображения. Работа ее обеспечивается комплексом математиче
ских моделей, составленных на определенных языках программи
рования. Различают несколько типов систем автоматизированного
проектирования в зависимости от построения системы. Блочно-мо
дульная система состоит из отдельных блоков и модулей. Каждый
503
блок предназначается для
выполнения определенной
функции системы. Он со
стоит из модулей, решаю
щих частные задачи; мо
жет разрабатываться и из
готавливаться независимо
от задач, решаемых САПР
(стандартные блоки), и по
этому может быть исполь
зован в разных системах
проектирования. Иерархи
ческая система состоит из
моделей, каждая из кото
рых' является составной
частью моделей более
сложного типа. Система
адаптации и развития ос
нована на том, что она согласована с существующей практикой
проектирования и состоит из упрощенных моделей. По мере необ
ходимости такие системы имеют возможность развиваться благо
даря включению новых моделей. Система информационного един
ства предусматривает совместимость всех потоков информации, за
программированных на одном языке, с одинаковыми обозначениями
и т. п. Система автоматизированного проектирования, работающая
итеративно, выдает результат в процессе приближения и уточнения
исходных решений.
На рисунке показана структура САПР, отражающая информа
ционные связи в процессе проектирования. Блоки системы соответ
ствуют следующим проектным операциям и процедурам: 1. Фор
мулировка задачи. 2. Сбор информации. 3. Обобщение мирового
научно-технического уровня. 4 . Автоматический поиск информации .
5. Поиск варианта решения. 6. Выбор необходимых методов.
7. Формализация методов проектирования. 8. Анализ и оценка ре
шения. 9. Сравнение результатов . 10. Описание механизма или ма
шины, формирование рабочей модели. 11 . Оптимизация . 12 . Деталь
ное проектирование. 13. Выбор решения. 14 . Управление чертеж
ными автоматами. 15. Выпуск чертежей. 16. Проверка чертежей.
17. Выбор библиотечных элементов. 18. Ведение архива . 19. Ав
томатическое составление калькуляции. 20. Автоматический поиск
чертежей. 21 . Автоматический поиск стандартов. 22 . Комплектация
документации. 23. Подготовка нормативных материалов. 24 . Руко
водящие и справочные документы. 25. Размножение документации.
26. Подготовка машинных носителей. 27 . Подготовка материалов
для базы данных.
Основа технологии автоматизированного проектирования. Ука
занные базовые процедуры реализуются подсистемами преобразо
вания информации, входящими в состав САПР — информационной
системой, подсистемой поиска решений технической задачи, подси
стемой моделирования и оптимизации и подсистемой ведения и из-
504
готовлений документации, которые являются основой технологии
автоматизированного проектирования.
,
.Основная
задача информационной подсистемы состоит в сборе,
хранении, поиске, упорядочении, пополнении и выдаче всей необ
ходимой для процесса проектирования информации. Применение
ЭВМ позволяет создать информационную подсистему в виде базы
данных — совокупности упорядоченных комплексных сведений о
проектируемой машине, включающих мировой научно-технический
уровень (публикации, описания патентов, изобретения); фонд ме
тодов генерации вариантов решения с учетом синтеза новых прин
ципов действия;' методики проектирования, описания параметров
и характеристик проектируемой машины, архива уже имеющихся
конструкций машины в целом и отдельных ее деталей и узлов,
описания типовых элементов, комплектующих изделий, материалов
и др.; руководящих справочных данных, нормативных материалов,
стандартов, положений, и других данных, регламентирующих про
цесс проектирования.
База данных совместно с системой управления представляет
собой автоматизированную систему обработки в виде банка данных.
Система управления базой данных осуществляет запись, объедине
ние, стирание или выдачу информации в зависимости от запросов.
Подсистема поиска решений технической задачи служит для
поиска и разработки новых технических идей и решений и Осуще
ствляет поиск новых принципов действия технических объектов и
вариантов решения при известных принципах действия. Существуют
различные методики поиска решения технических задач, применение
ЭВМ в которых в диалоговом режиме позволяет организовать эти
поиски, сделать их целенаправленными и осознанными, повысить
эффективность их выполнения.
Подсистема моделирования и оптимизации выполняет все вычи
слительные работы, связанные с детализацией выбранного вариан
та решения проектной задачи. Так как методика моделирования
постоянно уточняется и модифицируется, эта подсистема органи
зуется по модульному принципу таким образом, чтобы изменения
отдельных частей системы, определяемые новыми методиками и но
выми используемыми вычислительными методами, осуществлялись
без изменения остальных составляющих.
Назначение подсистемы ведения и изготовления документации
состоит в обеспечении получения проектных документов (чертежей,
технических описаний, схем, графиков, таблиц и т. д.), необходи
мых для создания машины. Разработка и изготовление докумен
тации на всех этапах проектирования составляет обычно до 50%
всех затрат и автоматизация этого этапа позволяет не только со
кратить затраты труда и времени, но и сравнительно легко обеспе
чить внесение во все части проектной документации изменений и
коррекции. В этой подсистеме осуществляется компоновка докумен
тов, размещение графической информации на листах стандартного
формата.' Вывод информации осуществляется чертежными автома
тами и графопостроителями, устройствами микрофильмирования,
репродуцирования и т. д .
505
Следует отметить, что развитие САПР предусматривает не
только выпуск проектной документации, но и одновременное изго
товление машинных носителей информации для технологических
автоматов (станков с числовым программным управлением, обра
батывающих центров, промышленных роботов, управляющих вы
числительных машин, измерительных роботов и т. п .) . Важным
фактором оценки эффективности систем САПР является возмож
ность вмешательства оператора на любой стадии работы для при
нятия решения и его-корректировки. При этом все формальные из
менения в подготовке проектной документации, расчетах и т. п.
вносятся автоматически.
СПИСОК ЛИТЕРАТУРЫ
Часть первая
1.1. Биргер И.А., Ш о р р
Б.Ф.,Иоселевич
Г. Б . Расчет на проч
ность деталей машин: Справочник.—
3-є изд.—
М.: Машиностроение,
1979. —
702 с.
1.2.ИвановЕ.С.,Иванов
С. С. Коррозия и защита металлов.—
М.:
Знание, 1978.—
64 с.
1.3. Иванов М. Н. Детали машин.—
3-є изд. —
М.: Высш, шк.,
1984. —
399 с.
1.4. Кодн ир Д . С. Контактная гидродинамика смазки деталей машин .—
М.: Машиностроение, 1976.—
304 с.
1.5 . Кудрявцев В. Н. Детали машин .— Л .: Машиностроение, 1980.— 4 6 4 с.
1.6 . Орлов П . И . Основы конструирования: Справ.- мет од, пособие: В
3-х т.—
М.: Машиностроение, 1977.—
Т. 1. 623с.; Т.2. 574с.;Т.3.
357 с.
1.7. Решетов Д . Н. Детали машин .—
3-є изд.—
М.:
Машиностроение,
1975,— 6 56 с.
1.8 . Решетов Д. Н. Работоспособность и надежность деталей машин. —
М.: Высш, шк ., 1974. —
204 с.
Часть вторая -j
2.1 . Воробьев И . И . Ременные передачи.— М .: Машиностроение, 1979. — 16 3с.
2.2 . Готовцев А. А ., Котенок
И. П . Проектирование цепных пере
дач: Справочник.—
2-е изд.—
М.: Машиностроение, 1982.—
336 с.
2.3 . Заблонский К . И . Зубчатые передачи.—
К.: Техніка, 1977.—
207 с.
2.4 . Зак П. С . Глобоидная передача .—
М.: Машгиз, 1962.—
256 с.
2.5 . Зубчатые передачи: Справочник / Под ред. Е. Г . Гинзбурга.—
2-е изд.—
Л.: Машиностроение, 1980.—
416 с.
2.6. Кожевников С. Н.,Погр ебн як
А. П. Конструирование и рас
чет механизмов с зубчатыми ременными передачами: Справ, пособие. —
К-: Наук, думка, 1984. —
111 с.
2.7 . Павленко А. В .,
Федякин Р. В ., Чесноков
В. А . Зубчатые
передачи с зацеплением Новикова.—
К.: Техніка, 1978.—
144 с.
2.8 . Павлов Б. И. Шарико-винтовые механизмы в приборостроении .—
Л.:
Машиностроение, 1968.—
136 с.
2.9. Часовников Л. Д . Передачи зацеплением. —
М.: Машиностроение,
1969. —
486 с.
Часть третья
3.1. Биргер И. А.,
Иоселевич Г. Б. Резьбовые соединения .—
М.:
Машиностроение, 1973.—
254 с.
3.2. Валы и оси / С. В. Серенсен, М. Б. Громан, В. П. Когаев, Р. М . Шнейде-
рович.
—
2-е изд.—
М.: Машиностроение, 1970.—
319 с.
3.3 . Воскресенский В. А. , Дь яков
В. И Расчет и проектирование
опор скольжения.—
М.: Машиностроение, 1980. —
224 с.
3.4. Глухарев Е. Г.,
Зубарев Н. И. Зубчатые соединения: Справ,
пособие. —
Л.: Машиностроение, 1983.—
270 с.
3.5 . П е р е л ь Л. Я . Подшипники качения. Расчет, проектирование и обслу
живание опор: Справочник.—
М.: Машиностроение, 1983.—
543 с.
3.6. Поляков В. С ., Барбаш
И. Д ., Ряховский О. А . Справочник
по муфтам.—
2-е изд.—
Л.: Машиностроение, 1979. —
351 с.
3.7. Радник А . С ., Буртковский
Н. И. Пружины и рессоры.
—
К.:
Техніка, 1973.—
118 с.
507
Часть четвертая
4.1. А н у р ь е в В. И .: Справочник конструктора-машиностроителя: В 3-хт .—
М.: Машиностроение, 1979—1982,— Т . 1. 728 с.; Т. 2 . 559 с.; Т. 3 . 557 с.
4.2. Дунаев П . Ф. Конструирование узлов и деталей машин.
—3-є изд.
М.: Высш, шк.,
1978.—
352 с.
4.3 . Заблонский К-И . Основы проектирования машин.
—
К.: Вища шк..
1981. -312 с.
4.4. Заблонский К. И..Ш устер А. Е. Плавнорегулируемые переда
чи.-
К.: Техніка, 1977,- 176 с.
4.5. Иванов М . Н. Волновые зубчатые передачи .
—
М.: Высш, шк., 1981.—
184 с.
4.6. Комиссар А. Г. Уплотнительные устройства опор качения: Справоч
ник. —
М.: Машиностроение, 1980.—
192 с.
4.7. Курсовое проектирование деталей машин / Под ред. В. Н. Кудрявцева .—
Л.: Машиностроение, 1983.—
400 с.
4.8. Мальцев В . Ф . Механические импульсные передачи. —
3-є изд .—
М.: Машиностроение, 1978.—
367 с.
4.9 . Многопоточные редукторы / К. И . Заблонский, Л. С. Бойко, И . П . Горо
бец, В . Г. Грабчак, Г. Г. Писарев.—
К.: Техніка, 1983.—
147 с.
4.10 . Проектирование механических передач: Учеб.- сп р а в, пособие для втузов
/С, А. Чернявский, Г . А . Снесарев, Б. С . Козинцев и др.— 5-е изд ., пе ре-
раб. и доп . — М.: Машиностроение, 1984.—
560 с.
4.11. П р о н и н Б.А.ГРевков Г.А.Бесступенчатые клиноременныепере
дачи (вариаторы).—
3-є изд .—
М.: Машиностроение, 1980.—
320 с.
4.12. Редукторы и мотор -редукторы общемашиностроительного применения:
Справочник / Л. С . Бойко, А . 3 . Высоцкий , Э. Н. Галиченко и др .—
М.: Машиностроение, 1984.—
247 с.
4.13.УстиненкоВ.Л., К и р к а ч
Н. Ф.,
Баласанян Р. А. Осно
вы проектирования деталей машин.—
X.: Вища шк. Изд-во Харьк . ун-та,
1983.—
181 с.
4.14. Фролов К . В. Методы совершенствования машин и современные проб
лемы машиноведения.—
М.: Машиностроение, 1984.—
224 с.
4.15. Цехнович Л. И. .Петриченко И.П. Атлас конструкций редук
торов.—
К.: Вища шк.,
Головное изд-во, 1979. —
128 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Амплитуда колебаний 93
—
напряжений цикла 76
Б
База испытаний 15
Болты 287
Быстроходность предельная подшипни
ков качения 433
В
Валы гибкие проволочные 343
— "коленчатые 342
Вариаторы зацепления 492
—
импульсные 493
—
планетарные 492
—
фрикционные 490
Вероятность безотказной работы 16
Виды отказов 16
—
колебаний 94
Вкладыши и втулки подшипников 398
Влияние жесткости на нагруженность
деталей 83
—
коррозии на поверхностные слои
деталей 44
—
модификации глобоидной передачи
на свойства зацепления 241
—
смещения на свойства червячного
'зацепления 226
•------------------эвольвентного зацепления
183
—
состояния поверхностного слоя на
прочность 78
—
формы и абсолютных размеров де
тали на прочность 77
- ---- ------ --
качества поверхности на
контактную жесткость 85
Выбор основных параметров редукто
ров 481
—
способа защиты от коррозии 47, 48
—
подшипников качения при нагру
жении динамическом 433
----- ---- ------ --- —
статическом 434
Выкрашивание 10, 65
Вязкость масла 66
Г
Гайки крепежные 287
—
передач винт-гайка 249, 251
Генеральная совокупность и выборка
18
Геометрический расчет передач глобо
идных 247
—
-------- зубчатых 205, 208, 210
—
-------- зубчатым
ремнем 151
--- ---- ------ рем енн ых 137
--- ---- ------
цепных 168
------------- червячных 235
Грузоподъемность подшипников каче
ния динамическая 427
--- ---- ------
статическая 428
Д
Деформации тепловые 101
Диапазон регулирования 116, 488
Длина контактных линий суммарная пе
редач глобоидных 241
- ------ ---- ------ ---
зубчатых 179
--- --- ---- ------ ---- --- чер вяч н ых 225
Долговечность подшипников качения
428
Достоинства вариаторов 488
—
передач винт-гайка 248
--- ---- -
глобоидных 238
-------- зубчатых 173
- ------ -
зубчатым ремнем 142
--- ---- -
ременных 127
-------- фрикционных 118
- ------ -
цепных 155
-------- червячных 222
—
редукторов 473
Дуга обхвата в передаче ременной 133
- ------ ---- ----
цепной 162
Ж
Жесткость контактная сопряжений 87
—
корпусных деталей 469
—
объемная детали 85
—
подшипников качения 422
—
приведенная 471
—
соединений 88
3
Задача контактно-гидродинамическая
68
Задачи экономического анализа 23
509
Заедание рабочих поверхностей зубьев
191
Заклепки 277
Заневоливание пружин 334
Затраты приведенные 25
Затяжка предварительная 291
Зацепление Новикова 173
—
эвольвентное 171
Защита от коррозии с помощью покры
тий 47
------------- электрохимическая48
Звездочки цепные 157
Зубья бочкообразные 192
И
Изнашивание 63
Износ рабочих поверхностей зубьев 191
Индекс пружины 335
Интенсивность изнашивания 70
—
отказов 17
Испытание редукторов 486
К
Классификация вариаторов 830
—
корпусных деталей 462
—
материалов 35
—
направляющих 435
—
передач 107
—
—
винт-гайка 248
--- ---- -
глобоидных 236
-------- зубчатым
ремнем 142
--- ----- з у бча тых 171
--- ---- -
ременных 126
-------- фрикционных 117
-------- цепных 153
----- --- чер вя чны х 220
—
подшипников качения 415
-------- скольжения396
—
редукторов 473
—
смазочных систем 451
—-
соединений 257
--- ---- -
зацеплением 304
--- ---- - кл епа ных 276
-------- муфтами355, 370,383
-------- резьбовых 286
-------- сварных265
-------- упругих 327
-------- фрикционных 317
—
уплотнений 452
Колебания 94, 96
Компоновка редукторов 481
Контур блокирующий 184
—
исходный зубчатой рейки 171
Конструктивные меры повышения по
верхностной прочности 72
Корпуса передач 464
Коэффициент асимметрии цикла 75
—
влияния шероховатости поверх
ности 79
■-------- поверхностного упрочнения 83
—
диаметра червяка 222
—
долговечности 199
—
жесткости 84
-------- последовательного
и параллель
ного соединения деталей 88
----- ---
соединения 258
—
запаса прочности 13, 81
—
запаса сцепления 62
—
концентрации нагрузки 187
-------- напряжений74
—
линейного расширения 101
—
относительной ширины шестерни
186
—
перекрытия 178, 180, 215
—
плотности соединения 261
—
податливости 84
—
прочности соединения 258
—
смещения при нарезании зубчатых
колес 172
—
теплопередачи 100
—
трения приведенный 119, 252, 376
—
тяги 121, 133
—
учитывающий динамическую на
грузку в зубчатом зацеплении 195
--- ----- ко нцентр а цию
нагрузки в зуб
чатых передачах 195
•--------приработку зубьев 195
—
формы зуба 201, 234
—
чувствительности к концентрации
напряжений 75
КПД (коэффициент полезного дейст
вия) передач 112
--- ----- в инт -гайка 253
- ---- ---
глобоидных 243
--- ----- з у бча тым
ремнем 148
-------- зубчатых 189
- ---- --- ремен ны х 135
■------- фрикционных 122
• ----- --- це пных 163
-------- червячных 228
5Ю
Критерии расчета 11
- ---- --- ва лов (осей) 348
-------- направляющих 443
-------- передач
винт-гайка 254
------------- гипоидных 217
- ---- ------ --
глобоидных 244
------------- зубчатым
ремнем 149
- ---- ---- ---- зубч ат ых 193, 205, 208
- ---- ------ -- ремен ны х 137
------------- фрикционных 123
- ---- ------ -- це пны х 105
------------- червячных 230
------------- подшипников
качения 427
------------- скольжения 411
- ---- --- соед инен ий
зацеплением 312
------------- клепаных 282
- ---- ------ -- му фта м и 366, 380, 393
--- ---- ------ ре з ьбо вых 298
------------- сварных 272
--- ---- ------
упругих 335
------------- фрикционных322
Л
Легирование 40
Линии влияния 90
—
зацепления 178
—
контактные 178, 225
—
полюсные 180
—
смазочные 457
М
Материалоемкость 25
Материалы вкладышей подшипников
401
—
деталей подшипников качения 417,
419
—
колес винтовых, гипоидных 214
--- -----
глобоидных 240
-------- зубчатых 176
-------- червячных 224
—
направляющих 437, 439
—
неметаллические 38
—
смазочные 39
Металлы цветные 37
—
черные 37
Механизмы прижатия (натяжения) 495
—
регулирования скорости 496
—
управления муфтами 375
Модуль зацепления 171
—
сдвига 34
—
упругости материалов приведен
ный 70
----- --- пе рвого
рода 34
Муфты зацепления 372
—
неподвижные 356
—
подвижные 357
—
предохранительные по моменту
385, 386
------------- скорости 387
•— фрикционные 372
—
шарнирные 360
Н
Нагрев муфт 378
Нагружение колец подшипников каче
ния 425
Нагрузка динамическая в зубчатом за
цеплении 184
—
рабочая 58
—
расчетная 59
-------- в
направляющих 443
------------- передачах
винт-гайка 254
--- ---- ---- ------ -
винтовых, гипоидных 218
- ------ ---- ---- ---
глобоидных 245
------------------ зубчатым
ремнем 149
--- ---- ---- ------ - з у бч а тых 194, 206, 208
--- ---- ---- ------ - р еменн ых 137
- ------ ---- ---- --- це пных 166
--- ------ ---- -----
фрнкционнных 123
—
-
- ------ ---- ч ервя чн ых 231
- ------ ---- - -
подшипниках качения 431
------------------ скольжения 411
- ------ ---- --
соединениях зацеплением
312
- ------ ---- ---- --- му фт ами 366, 380 , 393
------------------ резьбовых 298
------------------ фрикционных323
—
эквивалентная 58
--- ----- в
подшипниках качения 432,
433
Надежность механических'систем 18
Направляющие качения 438
—
скольжения 436
Напряжения в ремне 134
-------- подшипниках
качения 424
--- ---- -
цепи 162
—
допускаемые в соединениях свар
ных 275
-------- давления
в направляющих 443
—
—
изгиба передач зубчатых 201
511
--- ------ ---- -----
червячных 234
- ------
контактные передач зубчатых
199
----- ---- ------ --- чер вя чн ых 233
—
тепловые 102
—
цикла 76
Наработка 17
Натяжение ремня 134
-------- от
центробежных сил 134
Несущая способность масляного слоя
66
Нормализация 30
О
Определение вероятности безотказной
работы 22
Оси прямые 341
Охлаждение 100
Оценка передач сравнительная 107
Очистители смазочных материалов 457
П
Параметр затухания 95
Передаточное число 111
Передачи зацеплением 110
-------- многопоточные 114
-------- многоступенчатые 114
- ---- ---
плавнорегулируемые 116
-------- ступенчаторегулируемые 115
----- ---
трения 109
Период колебаний 93
Повреждения валов (осей) 345
—
направляющих 442
—
передач винт-гайка 253
--- ---- - ви нто вых , гипоидных 217
--- ---- -
глобоидных 244
----- --- з убч а тым
ремнем 148
--- ---- -
зубчатых 190
-------- ременных 136
-------- фрикционных 122
- ------ -
цепных 164
—
—
червячных 229
—
подшипников качения 430
-------- скольжения
—
рабочих поверхностей 10
—
соединений зацеплением 311
- ------ - клеп а ных 281
----- --- р ез ьбо вых 295
----- --- св ар ных 271
-------- упругих 333
-------- фрикционных322
Повышение надежности и долговеч-
ности валов (осей) 346
------------------ направляющих 442
------------------ передач
винт-гайка 254
----- ---- ------ ---- ----
глобоидных 244
- ------ ---- ---- ------ --
зубчатым ремнем 148
----- ---- ------ ---- ---- з у бч атых 192
--- ---- ---- ------ - ре менны х 137
----- ---- ---- ------ ----
фрикционных 122
----- ---- ---- ------ ----
цепных 164
--- ---- ---- ------ ---- --
червячных 229
----- ---- ------ --- по дш ип ни ков
качения 430
- ------ ---- ---- ------ --
скольжения 411
--- ------ ---- -----
соединений зацеплением
311
- ------ ---- ---- ------ --
клепаных 281
------------- --- -------резьбовых 296
--- ---- ---- ------ ---- --
сварных 271
- ------ ---- ---- ------ --
упругих 334
----- ---- ------ ---- ---- -ф ри к ци он ны х 322
—
поверхностной прочности 73
Подшипники качения конические 418
----- --- р ол ико вые 418
--- ----- ш ар ико вые 417
—
скольжения гидродинамические
403
-------- гидростатические403
--- ----- ос евы е 400, 408
--- ----- ра диа льны е 398
Подшипниковые узлы 420
Показатели основные свойств материа
лов 34
Поломки деталей 9
—
зубьев 190
Посадки 53
Потери мощности в передачах винто
вых 216
--- ------ ---- ---- - зубча т ых 189
--- ---- ------ ---- - р еменн ых 135
--- ------ ---- ---- - ц епны х 163
------------------ червячных 228
Прочность контактная 71
Проявление вибраций 92
—
тепловых воздействий 99
Пружины блочные 327, 329
—
изгиба 327, 330, 338
—
кольцевые 327, 328
—
кручения 327, 329, 337
—
растяжения — сжатия 327, 328 , 335
—
стержневые 327, 330
512
Работоспособность 6
Работа муфт жестких 361
-----
предохранительных по моменту
388
----- ---- ---- -----
скорости 390
■------- свободного хода 389
----- --- сц епны х
зацепления 375
------------- фрикционных 377
-------- упругих 363'
—
подшипников гидродинамических
405
- ------ -
гидростатических 408
Рамы 462, 465
Распределение нагрузки в направляю
щих 440
----- --- пе р едач ах
винт-гайка 252
- ------ ---- ---- ---
глобоидных 242
----- ---- ---- ----- з убч а тым
ремнем 145
•— --- ------ ---- з убч а тых 185
----- ---- ------ --- рем енн ых 134
----- ---- ------ ---
фрикционных 121
----- --- --- ------ - це пных 160
•------------------ червячных 227
------------- подшипниках
качения 422
-
------------------ скольжения 404
- ------ ---- --
соединениях зацеплением
309
-------------------клепаных 280
------------------ резьбовых 290
----- ---- ------ --- св ар ны х 270
------------------ упругих332
------------------ фрикционных 320
Распределение напряжений в элементах
зацеплений глобоидных 243
--- ------ ---- ------ ----
зубчатых 188
--- ---- ------ ---- ------
червячных 227
- ---- ------ ---- ------ -- п од ши пн ик ов
качения
424
- ---- ------ ---- ---
соединений зацеплением
310
----- ---- ------ ---- ---- кл епаны х 280
- ------ ---- ---- ------ -- ре зь б ов ых 295
- ------ ---- ---- ------ --
сварных 270
--- ---- ---- ------ - —
фрикционных 321
Расчет валов (осей) на жесткость 350
----- ---- ---- ----- п ро чно ст ь 349
—
клепаных соединений прочноплот
ных 284
—
—
—
прочных 282
—
на изгиб зубьев зубчатых передач
200, 208, 209
- ---- ---- ------ ---
червячных колес 234
—
износостойкости 70
—
на контактную прочность зубчатых
передач 197, 206, 208
--- ------ ---- ---- - че рвя чн ых
передач 232
—
муфт неподвижных 366
-------- подвижных 367, 368
•--- ---- -сце пных 380
-------- шарнирных 369
—
на предупреждениезаедания 71
—
направляющих на жесткость 444
--- ------ ---- жи дко с тно е
трение 444
—
подшипников радиальных 412, 413
--- ----- осе вы х 414
—
при переменных напряжениях 81
------- статических
радиальных 412,
413
—
распределение нагрузки в контакте
88
—
расхода смазочных" материалов
460
—
смазочных линий 462
—
соединений зубчатых 214
-------- клеммовых324
--- -----
клиновых 312
--- ----- п рессов ых 323
-------- профильных 315
--- ----- ш поночн ых 313
-------- штифтовых 312
-------- цилиндроконическими
затяжны
ми кольцами 325
--- ---- - р ез ь б о вы х, нагруженных попе
речными силами 301
- ---- ------ -- с
предварительной затяжкой
и без нее 299
------------- подверженных
тепловым
воздействиям 301
Режим жидкостного трения 403
—
нагружения детали 60
-------- машины59
Редукторы волновые 477, 484
—
зубчатые 474
—
планетарные 475, 582
—
червячные 478
Резьбы 285
Ремни зубчатые 143
—
клиновые 129
—
плоские 127
—
поликлиновые 129
513
Ремонтопригодность и сохраняемость
16
Рессоры 330, 338
С
Связь конструкции с требованиями тех
нологии 49
Себестоимость 27
Сепараторы направляющих 435
—
подшипников качения 415
Сила термическая 102
—
удельная 59
-------- окружная
динамическая 185
Система вала 53
—
отверстия 53
Скольжение рабочих поверхностей 63
------------- геометрическое 121
- ---- ------ --
относительное 120
--- ---- ------
удельное 182
--- ---- ------ у пру го е 120, 132
Скорости в зацеплении передач винто
вых 215
- ---- ------ ---- ---
глобоидных 241
----- ---- ------ --- з у бча тых 181
----- ---- ------ --- че рв яч н ых 225
Смазывание муфт 365, 379, 392
—
передач винт-гайка 253
- ---- --- ви нтовы х, гипоидных 216
- ---- ---
глобоидных 243
----- ---
зубчатых 189
----- --- че рвя чн ых 228
—
подшипников качения 429
----- --- с кольж е ния 409
Соединения зубчатые 307
—
клеммовые 318
—
клиновые 305
—
прессовые 317
—
профильные 308
—
шпоночные 306
—
штифтовые 306
—
цилиндроконическими затяжными
кольцами 319
Состояние рабочих поверхностей 62 .
Стали 37
Сущность процесса коррозии 43
Т
Твердость 34
Тепловыделение в подвижном контак
те 99
514
Точность передач глобоидных 239
-------- зубчатых 175
-------- червячных223
Требования, предъявляемые к матери
алам 33
Трение граничное 65
—
жидкостное 65
—
сухое 65
Трудоемкость 27
Тяговая характеристика передач ремен
ных 133
------------- фрикционных 121
У
Удар кромочный 184
—
серединный 184
Улучшение отвода тепла 104
Уменьшение тепловыделения 104
Унификация 30
Уплотнения соединений бесконтактные
459
-------- неподвижных 458
- ---- --- по движ ных 458
Упрочнение поверхности механическое
42
Условия нагружения деталей 65
—
обеспечения работоспособности
15
Устройства защитные направляющих
439
—
контрольные смазочных систем 456
—
натяжные 131, 158
—
прижимные фрикционных передач
118
Учет срока службы деталей 14
Ф
Фреттинг-коррозия 45, 322
X
Характер разрушений 76
Характеристика жесткости 84
—
колебаний 96
—
пружины 331
—
режима трения 67
—
соединений деталей машин 258
Ц
Цепи роликовые 155
—
втулочные 155
—
зубчатые 156
—
фасоннозвенные 156
Циклы напряжений 75
Ч
Частота колебаний 93
—
критическая вращения валов 352
—
нагружений подшипников качения
426
—
предельная вращения подшипни
ков качения 428
Червяки глобоидные 238
—
исходные 221
—
цилиндрические 222
Чугун 37
Ш
Шаг зубчатой рейки 171
—
резьбы 286
—
угловой 178
—
цепи 155
Шайбы 287
Швы точечные 268
Шероховатость поверхности 55
Шестерни 173, 214
Шкивы передач зубчатым ремнем 144
- ------ -
клиноременных 130
--- ---- -
плоскоременных 129
Шпильки 287
Штифты 306
Э
Эффективность экономическая 24
Элементы зацепления передач глобоид
ных 237
------------- зубчатых 171
--- ------ ---- ч ер вя ч ных 221
ОГЛАВЛЕНИЕ
Введение.................................................... 3
Часть первая
Исходные положения,
используемые при расчетах
и конструировании
Глава 1, Критерии работоспособности и
расчета деталей машин................................ 6
Общие сведения ... . ,. ... .... ... .... ... .... ..
6
Причины выхода из строя деталей машин 9
Основы расчета деталей машин ..... 11
Глава 2. Надежность машин и деталей
.
15
Общие сведения.....................................................15
Элементы теории надежности.................... 16
Опытное определение показателей надеж
ности .................... ........... 18
Типичные распределения случайных ве
личин ................................................................... 19
Опенка надежности при проектировании . 21
Глава 3. Экономические основы проекти
рования
23
Общие сведения...........................
23
Основы технико-экономических расчетов . 24
Экономическое обоснование выбора ва
рианта конструкции ............................................ 25
Пути повышения экономической эффек
тивности
..... ... .... ... .... ... ... .... ... ..
28
Глава 4. Стандартизация ......... 29
Общие сведения ...................
29
Взаимосвязь проектирования и производ
ства ................. 30
Глава 5. Материалы, применяемые в ма
шиностроении .............. 33
Общие сведения ..........................
33
Характеристика и назначение основных
материалов......................
37
Улучшение рабочих характеристик мате
риалов ................................................................. 40
Глава в. Коррозия и старение
......
43
Общие сведения.............................
43
Проявление вредного воздействия корро
зии и старения ............. 44
Меры По зашите от коррозии и послед
ствий старения.................................
47
Глава 7. Технологичность
... .... ... ... .... ... .... ..
49
Общие сведения. ............. 49
Основные условия- обеспечения техноло
гичности ...... ........ .’ 56
Точность изготовления деталей и сборки . 52
Пути повышения технологичности .... 56
Глава 8. Нагрузки в машинах
......
57
Общие сведения............................................. 57
Виды нагрузок, действующих на детали . 58
Оценка факторов, влияющих на величину
расчетной нагрузки ............ 59
Глава 9. Прочность рабочих поверхно
стей .................... 62
Общие сведения ................................................. 62
Факторы, влияющие на прочность рабочих
поверхностей ..........................
63
Расчет прочности поверхностей................... 69
Пути повышения поверхностной прочности 72
Глава 10. Объемная прочность
.....
73
Общие сведения ............. 73
Факторы, влияющие на прочность .... 77
Расчет на прочность..................................... 79
Пути увеличения прочности деталей... 82
Глава 11. Жесткость
...........
83
Общие сведения......................
83
Факторы, влияющие на жесткость ... 4 84
Расчет жесткости............................
85
Пути управления жесткостью ...... 91
Глава 12. Виброустойчивость .. . .. . . 92
Общие сведения ............................................. 92
Колебания систем е одной степенью сво
боды ............................................................... . 94
Крутильные и поперечные колебания ... 96
Пути снижения вредного влияния вибра
ций ............................................
98
Глава 13. Теплостойкость
........
98
Общие сведения ............................................. 98
Нагрев и охлаждение. .......... 99
Термическая прочность ...................................... 101
Пути снижения теплового воздействия . . 104
Часть вторая
Механические передачи
Глава 14. Типы передач и их основные
характеристики .............................. 106
Общие сведения.................................................106
Принцип работы основных типов передач 109
Основные характеристики передач . . . . 111
Образование механического привода . . . 114
Глава 15. Фрикционные передачи
....
116
Общие сведения ............................................ 116
Конструкции и материалы .... . . . . 118
Основы теории и работа передачи .... 119
Расчет фрикционных передач, ...... 123
516
Глава 16. Ременные передачи ... .... ... ... ... . .. 126
Общие сведения •
126
Конструкции и материалы................... . . 127
Основы теории и работа передачи . . ,
.
132
Расчет ременных передач. . .......................... 137
Глава 17. Передачи зубчатым ремнем
.
.
142
Общие сведения ....................................
142
Конструкции и материалы . ........................... 143
Основы теории и работа передачи .... 144
Расчет передач зубчатым ремнем ..... 149
Глава 18. Цепные передачи
.......
153
Общие сведения.........................
153
Конструкции и материалы ......... 155
Основы теории и работа передачи .... 159
Расчет цепных передач ........ . . 165
Глава 19. Зубчатые передачи . .. .. . . 169
Общие сведения......................
169
Конструкции и материалы ......... 173
Основы теории и работа передачи .... 178
Расчет эвольвентных цилиндрических зуб
чатых передач . ... • ... ... .... ... .... .
193
Расчет конических зубчатых передач . . 205
Расчет зубчатых передач с зацеплением
Новикова .................................
208
Глава 20. Винтовые и гипоидные пере
дачи ..................................
213
Общие сведения.....................
213
Конструкции и материалы............... ...
214
Основы теории и работа передачи. .... 215
Расчет винтовых и гипоидных передач. . 217
Глава 21. Червячные передачи .
.....
220
Общие сведения.........................
220
Констру кции и материалы ............................. 222
Основы теории и работа передачи .... 224
Расчет червячных передач ... ..... 230
Глава 22. Глобоидные передачи
.....
236
Общие сведения ..........................
236
Конструкции и материалы ........ 238
Основы теории и работа передачи .... 240
Расчет глобоидных передач ....... 244
Глава 23. Передачи винт -гайка . .. . . . 248
Общие сведения.........................
248
Конструкции и материалы
249
Основы теории и работа передачи .... 251
Расчет передач винт-гайка
........
254
Часть третья
Соединения деталей
Глава 24. Типы соединений и их основ
ные характеристики.................................... 257
Общие сведения.....................
257
Неподвижные соединения......... '2 6 1
Подвижные соединения ........................
*263
Глава 25. Сварные соединения
......
265
Общие сведения...................................................265
Конструкции ................... ......... 268
Основы теории и работа соединения . . . 268
Расчет сварных соединений ........ 272
Глава 26. Клепаные соединения
.....
276
Общие сведения................................................... 276
Конструкции и материалы ........ 277
Оеновы теории и работа соединения . . . 279
Расчет клепаных соединений..................... 282
Глава 27. Резьбовые соединения ... .... ... .... .. 284
Общие сведения............... ...
....
284
Конструкции и материалы . . ....... 287
Основы теории и работа соединения . . . 289
Расчет резьбовых соединений. ...................... 298
Глава 28. Соединения зацеплением ...» 304
Общие сведения .............. 304
Конструкции и материалы .............................. 305
Основы теории и работа соединения . . . 309
Расчет соединений зацеплением ...... 312
Глава 29. Фрикционные соединения
.
.
.
315
Общие сведения ............. 315
Конструкции и материалы..................... . 317
Основы теории и работа соединения ... 319
Расчет фрикционных соединений ..... 322
Глава 30. Упругие соединения
......
325
Общие сведения
...» 325
Конструкции и материалы ........ 328
Основы теории и работа соединения ... 331
Расчет упругих соединений » . ..... 335
Глава 31. Валы и оси .... .... ... .... ... .... ... . «
.
.
339
Общие сведения.........................
339
Конструкции и материалы................................. 341
Условия нагружения и работа соединения 344
Расчет валов и осей............................................ 348
Глава 32. Муфты постоянные
......
354
Общие сведения . .......................... ... ... » 354
Конструкции и материалы.....................
357
Основы теории и работа постоянных
муфт...................................................
.
361
Расчет постоянных муфт
» 366
Глава 33. Муфты сцепныеуправляемые < 36<)
Общие сведения.....................
36а
Конструкции и материалы......... 372
Основы теории и работа сцепных управ
ляемых муфт ...............................................»
.
37В
Расчет сцепных управляемых муфт . . . ЗбО
Глава 34. Муфты сцепные самоуправляе
мые ........................
382
Общиесведения.... .f. , . .
> 382
Конструкции и материалы. ........ 385
5!7
Основы теории и работа сцепных само
управляемых муфт........................................
Расчет сцепных самоуправляемых муфт .
Глава 35. Подшипники скольжения ... .
Общие сведения.............................................
Конструкции и материалы..............................
Основы теории и работа подшипников
скольжения................................................
Расчет подшипников скольжения...............
Глава 36. Подшипники качения
.....
Общие сведения .................................................
Конструкции и материалы ..... ...
Основы теории и работа подшипников ка
чения ...................................................................
Расчет и выбор подшипников качения . .
Глава 37. Направляющие
.. ... .... ... .... ... ... .... ... .
Общие сведения ..............
Конструкции и материалы...................... .
Условия нагружения и работа соединения
Расчет направляющих.....................................
Часть четвертая.
Общие положения проектирования
Глава 38. Основные принципы разработ
ки конструкций ....... ......................
Исходные требования.....................................
Соблюдение соответствия условий нагру
жения деталей расчетной схеме .....
388
393
396
396
398
403
411
414
414
417
421
431
434
434
436
440
443
445
445
448
Глава 39. Смазочные системы и устрой
ства, уплотнения................................................450
Общие сведения............................................ 450
Смазочные системы и устройства .... . 453
Конструкции вспомогательных устройств
смазочных систем.............................
456
Уплотнения ...................................... ..... 458
Расчет смазочных систем............................. 460
Глава 40. Корпусные детали . ... ... 462
Общие сведения.....................................
462
Конструкции и материалы.............................. 464
Условия нагружения корпусных деталей^ 468
Расчет корпусных деталей.............................. 470
Глава 41. Редукторы и коробки передач . 471
Общие сведения............................................. 471
Конструкции редукторов и коробок пере
дач ........................................................................... 474
Проектирование редукторов и коробок
передач .................................
481
Глава 42. Вариаторы.. ... ... .... ... .... ...
487
Общие сведения......................
487
Конструкции вариаторов................................. 490
Основы проектирования вариаторов .... 494
Заключение ............................................................ 498
Список литературы ........... 507
Предметный указатель.................................... 509
Константин Иванович
ЗАБЛОНСКИЙ ДЕТАЛИ
МАШИН
Редактор
Е. В . Бондарчук
Переплет художника
Г. М . Балюна
Художественный редактор
С. П. Духленко
Технический редактор
А. И . Омоховская
Корректор
И. П. Бойко
Сдано в набор 29.12,84
Подп. в печать 14.08 .85
Формат бОхЭО1/^,
Бумага типогр. No 2
Лит. гарн .
Выс. печать
Печ. л. 32,5
Кр.-о т т. 32,5
Уч.-изд. л. 35,87
Тираж 30000 эка.
Изд. No 6887.
Зак. 5-1183.
Цена1р.50к.
Информ, бланк No 9701
Головное издательство издательского
объединения «Вища школа», 252054,
Киев-54, ул. Гоголевская, 7
Книжная фабрика им. М. В . Фрунзе,
310057, Харьков-57, ул. Донец-За-
каржевского, 6/8.
В Головном издательстве
издательского объединения
«Вища школа» в 1986 году
выйдет в свет книга:
Автоматизация сварочных процес
сов: Учеб, пособие / Руководители авт.
кол. акад . АН УССР В . К. Лебедев,
проф. В. П . Черныш. Язык русский.
25л.1р.10к.
Рассмотрены объекты регулирова
ния и управления при различных спо
собах сварки плавлением и давлением,
статистические и динамические модели
сварочных процессов. Описаны типовые
датчики и исполнительные механизмы
систем автоматизации сварочных про
цессов, методы и средства автоматиче
ской коррекции перемещений сварочно
го инструмента.
На основе обобщения отечественно
го и зарубежного опыта приведены
классификация систем автоматизации
сварочных процессов, их анализ, конк
ретные системы автоматического регу
лирования и управления. Даны основ
ные сведения по адаптивному управ
лению и созданию АСУ технологиче
скими процессами сварки.
Для студентов, обучающихся по
специальности «Электротермические
установки», «Оборудование и техноло
гия сварочного производства».
Уважаемые товарищи!
Эту книгу можно заказать в мага
зинах облкниготоргов, облпотребсою
зов, а также в специализированных
магазинах «Книга — почтой».