/
































































































































































































































































Автор: Спектор А.Г. Зельбет Б.М. Киселева С.А.
Теги: металлургия машиностроение механика обработка металлов издательство металлургия
Год: 1980


Текст
А. Г. Спектор, Б. М. Зельбет,
С. А. Киселева
СТРУКТУРА
И СВОЙСТВА
ПОДШИПНИКОВЫХ
СТАЛЕЙ
Ф
МОСКВА
«МЕТАЛЛУРГИЯ» 1980
УДК (ilifl.O 18.24
Структура и свойства подшипниковых сталей. С п е к -
т о р А. Г., Зельбет Б. М., К и с е л е в а С. А. М.,
«Металлургия», 1980. 264 с.
В книге излагаются вопросы структуры и свойств вы*
сокоуглеродистых подшипниковых сталей массового при*
менения, нержавеющих и теплостойких. В ней освещены
вопросы металлургического качества металла, содержания
и состава неметаллических включений в зависимости от
способа выплавки сталей. Описаны структурные превра-
щения при термической обработке, влияние металлурги-
ческих факторов и термообработки на механические свой-
ства, контактную усталостную прочность и структурную
нестабильность подшипниковых сталей в условиях экс-
плуатации.
Книга предназначена для инженерно-технических
работников металлургической и подшипниковой промыш-
ленности, а также для специалистов в области применения
подшипников качения. Может быть полезна студентам
вузов при изучен ии курса металловедения и термической
обработки.
И Б №-901
• АЗАРИИ ГРИГОРЬЕВИЧ СПЕКТОР
БЕРТА МОИСЕЕВНА ЗЕЛЬБЕТ
СОФЬЯ АЛЕКСАНДРОВНА КИСЕЛЕВА
СТРУКТУРА И СВОЙСТВА ПОДШИПНИКОВЫХ СТАЛЕЙ
Редактор издательства А. И. Зимина
Художественный редактор А. И. Гофштейн
Технический редактор Т. Б. Година
Корректоры Л. Ф. Дурасова, О. В. Щербакова
Переплет художника В. 3. Казакевича
Сдано в набор
Формат бумаги
Печать высокая
17.12.79. Подписано в печать 25.06.80. Т-12023
60Х90'/|6 Бумага типографская № 1 Гарнитура литературная
Печ. л. 16,5 Уч.-изд. л. 18,98 Тираж 3700 экз. Заказ 5433/666
Цена 1 р. 30 к. Изд. № 3399
Издательство «Металлургия», 119034, Москва. Г-34. 2-й Обыденский пер., 14
Набрано в Чеховском полиграфическом комбинате Союзполиграфпрома
при государственном комитете СССР по делам издательств, полиграфии и
книжной торговли, г. Чехов, Московской обл.
Отпечатано в Подольском филиале ПО «Периодика Союзполиграфпрома
Государственного комитета СССР
по делам издательств, полиграфии и книжной торговли
г. Подольск, ул. Кирова, 25
„ 31101 — 131
С 04Q(01) _ 80 85 — 80 2 605 Q00 000
© Издательство «Метц lypjnn», 1980
" 1 ------------------ ----!
Лкпвп«5ая области.".!? । /ф •
ПРЕДИСЛОВИЕ
Решения XXV съезда КПСС предусматривают значительное уве-
личение объема производства отечественного машиностроения.
Наряду со значительным ростом выпуска продукции перед
машиностроением поставлена задача Повышения качества выпу-
скаемых машин, приборов, их технического уровня, производи-
тельности, надежности и безопасности в эксплуатации.
^Эксплуатационные свойства большинства машин и механизмов
(станков, автомобилей, железнодорожного подвижного состава,
авиационных двигателей, прокатных станов, точных приборов
п др.) в значительной степени зависят от точности, долговечности и
надежности подшипников качения — одного из важнейших и наи-
более распространенных элементов этих устройств.
Качество подшипников качения определяется их конструкцией,
технологией изготовления, качеством (свойствами) металла.]В на-
стоящей монографии рассматриваются вопросы, .связанные с ка-
чеством металла — т. е. металлургические (способы выплавки и
обработки давлением) и металловедческие (фазовый состав и микро-
структура) аспекты технологии получения и обработки подшипни-
ковых сталей и влияния этих факторов на эксплуатационные свойст-
ва подшипников качения.
} Требования, предъявляемые к свойствам подшипниковых ста-
лей, критерии их качества существенно отличаются от таковых для
Других машиностроительных сталей и сплавов. Уровень «объем-1
НЫХ» механических свойств, играющий определяющую роль при
оценке качества большинства сталей и цветных сплавов, используе-
мых для изготовления других деталей, и узлов машин и механиз-
мов, для подшипников оказывается мало пригодным. Для оценки
работоспособности подшипниковых сталей определяющее значение ।
приобретает локальное сопротивление усталости в зоне контакта !
элементов качения. Поэтому в книге особое внимание уделяется
влиянию металлургических факторов, структурного состояния
стали на контактную усталость и разрушение подшипников при их
эксплуатации. Рассматривается также структурная нестабильность
стали при низких, нормальных и высоких температурах и ее влия-
ние на изменение геометрии и точности размеров подшипников.
В книге сопоставляются составы подшипниковых сталей, про-
изводимых в СССР и за рубежом, по национальным, международным
и фирменным стандартам, а также рассматриваются современные
требования к металлургическому качеству подшипниковой стали
и методы ее контроля. В связи со значительным влиянием неметал-
лических включений в стали на работоспособность подшипников
особое внимание уделено зависимости состава и количества включе-
ний от способов выплавки и переплава, а также методов исследо-
вания включений и оценки загрязненности стали.
I* Зик. 666
3
В разделах, касающихся термической обработки стали, описа-
ны кинетика и морфология структурных превращений, а также
прогрессивные методы термической обработки и термическое обо-
рудование. При этом значительное внимание уделено вопросам,
имеющим значение для последующих производственных операций,—
поверхностному обезуглероживанию, закалочным деформациям и
остаточным напряжениям.
Наряду с отечественной и зарубежной литературой по подшип-
никовым сталям в книге освещен передовой опыт Всесоюзного
научно-исследовательского института подшипниковой промышлен-
ности и подшипниковых заводов, институтов «УкрНИИспецсталь»,
ЦНИИЧЭД и заводов черной металлургии. Главы I, IX, XI—XIV и
XVI написаны А. Г. Спектором, II—IV, VII, VIII, X и XV — Б. М.
Зельбет, V и VI — С. А. Киселевой.
ГЛАВА 1
УСЛОВИЯ РАБОТЫ МЕТАЛЛА
В ПОДШИПНИКАХ КАЧЕНИЯ
В большинстве случаев подшипники Качения работают при малых
динамических нагрузках, что позволяет изготовлять их из сравни-
тельно хрупких высокоуглеродистых сталей после сквозной за-
калки и низкого отпуска. В некоторых областях применения под-
шипников от материала требуется повышенная динамическая проч-
ность, что заставляет применять высокоотпущенные стали с поверх-
ностной закалкой или цементуемые стали. •
Нагрузка, воспринимаемая подшипником качения, передается
от одного кольца другому через тела качения — шарики или ро-
лики, разделенные сепаратором. В точках соприкосновения тел
качения с кольцами возникают контактные напряжения, вызываю-
щие локальные деформации, в результате которых образуются
контактные площадки, в общем случае имеющие форму эллипса.
Отношение длин реей контактного эллипса зависит от соотношения
главных кривизн контактирующих элементов, которое в свою оче-
редь определяется конструкцией подшипника (рис. 1).
Так, при контакте шарика со сферической поверхностью наруж-
ного кольца самоустанавливающегося подшипника контактная
площадка имеет форму круга, а при контакте шарика с желобом
внутреннего кольца — форму эллипса (рис. 1, а); у подшипника с
цилиндрическими роликами контактный эллипс вырождается в
полоску (рис. 1,6). Максимальное давление соответствует центру
эллипса или полоски. Оно превышает среднее давление в 1,5 раза.
Размеры контактной площадки и величина давления зависят от
главных кривизн и размеров контактирующих элементов; они про-
порциональны кубическому
корню из (нагрузки. Давле-
ния на контактной площад-
ке, испытываемые деталями
подшипника при работе,
очень велики и доходят обыч-
но до 2000 МПа, а у тяжело-
нагруженных подшипников—
до 4000 МПа. Нормальные на-
пряжения в области контак-
та являются почти повсюду
сжимающими, кроме приле-
гающих к контуру площадки
областей, в которых имеются
также небольшие растягиваю-
щие напряжения. Точка мак-
РИС. 1. Форма контактной площадки:
а — шариковый подшипник с наружным сфе-
рическим кольцом; б — роликовый подшип-*
ник с цилиндрическими роликами
спмальпык каеа iwii.hijx напряжений расположена на глубине, рав-
ной приблизительно половине радиуса контактной площадки [1]. При
качении картина распределения напряжений сохраняется, однако
силы трения увеличивают касательные напряжения [21, перемещая
точку с максимальными напряжениями ближе к поверхности; при
этом нормальные напряжения растяжения также возрастают. Плас-
тические деформации, возникающие в поверхностном слое металла
при работе подшипника, приводят к возникновению остаточных на-
пряжений, наложение которых еще больше усложняет картину
распределения напряжений.
I Работоспособность подшипника характеризуется в первую оче-
редь его статической и динамической грузоподъемностью. Под ста-
тической грузоподъемностью1 понимают предельную нагрузку, при
которой остаточные деформации в зоне контакта не превосходят
заданной величины (обычно около 0,01 % от диаметра шарика или
ролика) [3]. Высокая статическая грузоподъемность подшипни-
ков достигается благодаря применению для их изготовления
сталей, обработанных на высокую твердость. Динамическая грузо-
подъемность характеризуется нагрузкой, которая после заданного
числа оборотов подшипника не вызывает выхода подшипника из
строя по усталостному разрушению в области действия контактных
напряжений. Высокая динамическая грузоподъемность также тре-
бует обработки деталей на высокую твердость.
Механизм контактно-усталостного разрушения до конца не изу-
чен. Существуют различные мнения о напряжениях, ответственных
з; образование начальной трещины, и о местоположении этой тре-
щины. Сравнительно слабая зависимость контактной выносливости
от хрупкой прочности материала. заставляет предполагать, что
разрушение вызывается главным образом касательными напряже-
ниями. Локальные нарушения однородности и сплошности металла
(Неметаллические включения, крупные включения карбидов, поры,
микротрещины и другие металлургические и технологические де-
фекты) создают местные искажения поля напряжений и, как пра-
вило, приводят к росту напряжений. Этот эффект зависит от разме-
ров и формы дефектов, их упругих и термических свойств и сте-
пени когерентности их связи с металлической матрицей. В зависи-
мости от расположения относительно контактной площадки эти де-
фекты могут существенно смещать зону максимальных напря-
жений.
Контактное усталостное разрушение начинается с образования
микроскопической трещины на поверхности или под ней — в за-
висимости от упомянутых выше факторов. Выход всей трещины на
рабочую поверхность приводит к отделению небольшого объема
металла, в результате чего образуется ямка выкрашивания («пит-
тинг»). По мере дальнейшего перекатывания через выкрошенный
участок происходит быстрое образование вторичных трещин и
распространение выкрашивания на значительную часть рабочей
поверхности, вызывающее выход подшипника из строя (рис. 2).
6
РИС. 2. Схема коитактио-усталостного разрушения (питтинг), по С. Вэю. 1—3 —
стадии выкрашивания.
А — место зарождения трещины
Число перекатываний через контактную площадку, т. е, число
циклов нагружения, вызывающих разрушение, приблизительно
пропорционально десятой степени напряжения [2]. Предела уста-
лости, т. е. безопасности напряжения, не вызывающего разруше-
ния, при контактной усталости не наблюдается. Если же он и
существует, то может быть обнаружен только при практически не
достижимой длительности испытания.
В результате чрезвычайно сильного влияния напряжений на
долговечность при контактной усталости металлургические дефекты,
являющиеся концентраторами напряжений, оказывают значитель-
ное, а часто определяющее влияние на динамическую грузоподъем-
ность подшипников.
Подшипники, принадлежащие к одной партии, изготовленные
из одинакового материала и обработанные в тождественных усло-
виях, значительно различаются по долговечности. Долговечность
подшипников характеризуется зависимостью вероятности разруше-
ния от числа циклов перекатывания или числа оборотов, или прос-
то часов работы. Для количественного выражения этой зависимости
используют функцию Вейбулла для статической прочности, кото-
рая в применении к контактной усталости была преобразована к
виду:
igig
где F — вероятность разрушения; N — число циклов; А и k —
постоянные для данной партии подшипников или образцов.
Долговечность подшипников принято выражать двумя статис-
тическими характеристиками /У50 и Л/90, из которых первая пред-
ставляет собой число циклов, которое выдерживает половина ра-
ботающих подшипников, а вторая отвечает безотказной работе
90 % подшипников. Если долговечность выражается в числах обо-
ротов подшипника или ь часах, то применяются обозначения со-
ответственно n5ff и м90 или £50 и Ls0. Применяется также оценка по
реднелогарифмической долговечности Llg.
7
Параметр /,• нм больше, чем меньше рассеяние величин долго-
печносш >)1(Н коэффициент равен в среднем 1,1 для шариковых
и 1,5 для роликовых подшипников и сравнительно мало зависит от
материала и технологии изготовления подшипника. Параметр А
характеризует уровень долговечности и зависит как от свойств ма-
териала, так и от нагрузки.
Значительное влияние на долговечность подшипников оказы-
вает толщина слоя смазки, разделяющего поверхности контакти-
рующих элементов подшипника и зависящего от свойств смазки,
нагрузки и скорости вращения подшипника: чем больше высота
микронеровностей рабочих поверхностей, тем более толстый слой
смазки необходим для нормальной работы подшипника. Поэтому
при изготовлении подшипников стремятся путем отделочных опе-
раций возможно больше понизить высоту микронеровностей рабо-
чих поверхностей; это требует применения сталей с хорошей шли-
фуёмостью. При работе в средах с малой вязкостью (например, в
керосине) трение в подшипнике приближается к условиям сухого
трения, и контактная выносливость стали существенно понижается.
Трение качения при работе подшипников вызывается проскаль-
зыванием в некоторых зонах контактной площадки, а также поте-
рями на упругий гистерезис. Последнее особенно существенно для
подшипников точных приборов и гироскопов и требует от материа-
ла подшипников высокого сопротивления малым пластическим де-
формациям.
У подшипников, работающих в условиях, близких к жидкост-
ному трению, износ рабочих поверхностей происходит вследствие
их Загрязнения или нарушения условий смазки. К состоянию ра-
бочих поверхностей приборных подшипников предъявляются осо-
бенно высокие требования, поэтому имеет значение даже их незна-
чительный износ.
Большая длительность работы подшипников и длительные сро-
ки хранения их на складах предъявляют весьма высокие требова-
ния к размерной стабильности подшипниковой стали. Структура
закаленной и низкоотпущенной высокоуглеродистой подшипнико-
вой стали содержит нестабильные составляющие, испытывающие
превращения при температурах эксплуатации и хранения. Неиз-
бежным результатом этих превращении является изменение удель-
ного объема стали и, как следствие, изменение размеров деталей.
В деталях подшипников, работающих при повышенных темпера-
турах, наряду с' объемными изменениями могут происходить
пластические деформации, вызванные совместным действием напря-
жений и структурных изменений и являющиеся дополнительным
источником изменения размеров сталей. Неблагоприятным послед-
ствием размерных изменений является уменьшение зазоров, вызы-
вающее «заклинивание» подшипников при эксплуатации; ослабле-
ние посадочного натяга колец, в результате чего может происходить
их проворачивание на валу; изменения диаметров тел качения, при-
водящие к перегрузке отдельных шариков и роликов; нарушение
точности вращения валов из-за неодинакового изменения размеров
опорных подшипников и др. Представление о требуемом уровне
размерной стабильности дают величины допускаемой неточности
при изготовлении деталей. В зависимости от размеров деталей и
класса точности подшипников относительная неточность изготов-
ления находится в пределах от 10-3 до 5-10-6 мм/мм. Изменения
размеров при эксплуатации должны доставлять малую долю от
погрешности изготовления, т. е. приблизительно 10-4—10-Б мм/мм.
(/-Для подшипников, длительно работающих при повышенных
температурах, важно сохранить твердость, которая определяет
статическую и динамическую грузоподъемность, а также структур-
ную и размерную стабильности. Поэтому подшипники, работающие
при температурах 120—250 °C, изготовляют из низколегированных
сталей повышенной теплостойкости, а эксплуатируемые при более
высоких температурах — из теплостойких сталей типа инструмен-
тальных [4]. В химической промышленности, ядерной энергетике и
других областях техники применяют коррозионностойкие подшип-
ники из высокоуглеродистых нержавеющих сталей. Наряду с обыч-
ными требованиями к грузоподъемности эти подшипники должны
противостоять воздействию агрессивных сред — вода, кислоты,
щелочи, криогенные жидкости (водород, кислород), расплавы ще-
лочных металлов и др., которые одновременно должны являться и
смазкой. ДПри работе подшипников в особых средах одной из ос-
новных причин выхода их из строя является коррозионно-механи-
ческий износ [5]. Существенную роль в механизме износа подшип-
ников играет воздействие кислорода. При работе в вакууме износ
подшипников меньше, чем на воздухе. Износ подшипников из кор-
розионностойких сталей меньше, чем из углеродистых. В случае
работы в глубоком вакууме при отсутствии смазки износ материа-
ла подшипников увеличивается благодаря схватыванию [6].
ГЛАВА_П
ХИМИЧЕСКИЙ СОСТАВ ПОДШИПНИКОВЫХ СТАЛЕЙ
Номенклатура марок стали и сплавов для изготовления колец
и тел качения подшипников достаточно широка. Это объясняется
разнообразием требований к эксплуатационным свойствам под-
шипников со стороны традиционных, а также новых отраслей про-
мышленности и сельского хозяйства.
Наиболее распространенные подшипниковые высокоуглеродис-
тые стали можно классифицировать следующим образом.
1. Стали для подшипников, работающих в-обычных условиях
(хромистая, хромистая с добавкой молибдена, хромомарганцево-
' кремнистая, хромомарганцевая с добавкой молибдена).
9
2. Стали для подшипников, работающих в агрессивных средах
н при повышенной температуре (коррозионностойкая, теплостой-
кая).
Кроме перечисленных широко применяют низкоуглеродистые
цементуемые стали и ограниченно — сплавы с особыми физиче-
скими свойствами.
СТАЛИ ОБЩЕГО ПРИМЕНЕНИЯ (ХРОМИСТАЯ
И ХРОМОМАРГАНЦЕВОКРЕМНИСТАЯ С МОЛИБДЕНОМ
И БЕЗ МОЛИБДЕНА)
Разработанная в начале 1900 г. высокоуглеродистая хромистая
сталь ШХ15 обладает высоким сопротивлением контактной уста-
лости и высокой износостойкостью, что обеспечивается 'умсрешть™
Глегированием ее относительно дешевым хромом. По мере увеличе-
ния размеров подшипников появилась потребность в стали с боль-
шей прокаливаемостью. Для удовлетворения этого требования была
роздана модификация с повышенным содержанием кремния и мар-
ганца — ШХ15СГ. В ряде стран увеличения прокаливаемости ста-
лии ШХ15 добились введением в нее небольших количеств молиб-
дена. Стали ШХ15, ШХ15СГ и их зарубежные аналоги относятся
/ к низколегированным высококачественным заэвтектоидным сталям.
’ Их применяют как конструкционные износостойкие, а в ряде слу-
чаев как инструментальные. Химический состав указанных сталей,
а также рекомендуемых Международной организацией по стандар-
тизации (ISO), приведен в табл. 1 и 2 [7].
< Обозначения марок стали стран — членов СЭВ, аналогичных по
составу отечественной стали ШХ15 и ШХ15СГ, приведен в табл. 3.
। Отечественная подшипниковая сталь открытой выплавки без
вакуумирования и с вакуумированием, а также сталь электрошла-
кового переплава поставляются по ГОСТ 801—78 \
В подшипниковой промышленности используют широко стали
ШХ15 и ШХ15СГ. Стали ШХ6 и ШХ9, применявшиеся ранее для
изготовления тел качения, в результате проведенной в 1960 г.
унификации были заменены сталью ШХ15.
Химический состав сталей ШХ15 и ШХ15СГ рафинирующих
цереплавов 1 2 — э^ектрошладоаото и вакуумно-дугового — отли-
чается весьма незначительно, в основном меньшим содержанием
серы — до 0,010 %, фосфора — до 0,025 %. В стали ШХ15СГ-Ш
размером >140 мм сужены пределы содержания марганца, крем-
ния, хрома.
В связи с внедрением прогрессивной технологии термической
обработки деталей железнодорожных подшипников качения —
поверхностной закалки при глубинном индукционном нагреве
1 Действует с 1.1.1981 г. До этого действовал ГОСТ 801—60.
2 Электрошлаковый переплав указывается буквой Ш в конце обозначе-
ния марки стали, вакуумно-дугэвой — ВД, а вакуумно-дуговой переплав
стали электрошлакового переплава — ШД, например ШХ15-ШД.
10
[8] — разработана сталь ШХ4 с регламентированной прокаливае-
мостью. По составу она отличается от стали ШХ15 пониженным
содержанием элементов, влияющих на прокаливаемость стали, —
марганца, кремния, хрома.
В США сталь высокоуглеродистая хромистая поставляется по
стандарту ASTM А295-77. Нормируемые этим стандартом три марки
стали различаются только содержанием хрома. Стали хромомар-
ганцевая и хромомарганцевокремнистая поставляются по стан-
дарту на сталь повышенной прокаливаемости ASTM А485-63. Эти
стандарты США предусматривают выплавку стали в открытых
плавильных агрегатах или с вакуумной дегазацией. На те же ста-
ли, но выплавляемые методом переплава с расходуемым электродом
или методом вакуумно-индукционного плавления, распространяется
стандарт ASTM А535-65, предусматривающий наряду с более жест-
кими требованиями к свойствам и более жесткие требования к со-
держанию примесей — серы и фосфора.
В стандартах США, Франции, Японии и других стран регламен-
тируются допускаемые отклонения от химического состава стали
в готовом прокате при контрольных анализах.
Так, для стали 52100 по ASTM А295-77 допустимые отклоне-
ния (плюс или минус) составляют, %: для хрома, фосфора, серы
0,05; для углерода, марганца, никеля, меди 0,03; для кремния
0,02; для молибдена 0,01.
. Выбор стали для конкретного подшипника диктуется его раз-
мерами и условиями, ~~ ~
Из хромистой и хромомарганцевокремнистой сталей изготов-
ляют подшипники, работающие в интервале температур —60'4-
4- 300 °C. Эксплуатация подшипников при температуре, превы-
шающей 100 °C, требует специальной термической обработки .де-
талей, обеспечивающей стабильность размеров, но сопровождаю-
щейся снижением твердости, а также сопротивления контактной
усталости стали.
Внутри указанного температурного интервала выбор хромистой
или хромомарганцевокремнистой стали определяется толщиной
стенок колец или диаметром тел качения. Обеспечение сквозной
прокаливаемости колец подшипников с толщиной стенки более
К) мм и роликов диаметром более 22 мм достигается заменой стали
ШХ15 сталью ШХ15СГ. Для колец с толщиной стенки более 30 мм
в отечественной практике используют сталь ШХ2ССГ, применяе-
мую для изготовления деталей крупногабаритных подшипников.
Граница размеров деталей, выше которой начинается применение
стали ШХ15СГ или ее аналогов, в разных странах различна. По-
видимому, это объясняется различной прокаливаемостью, обуслов-
ленной особенностями технологии выплавки стали [9], различна мй
схемами определения толщины стенки колец.
Проблема недостаточной прокаливаемости и теплостойкости изделий из
хромистой и хромомарганцевокремнистой сталей в ряде стран решена путем
сомаиии их модификаций, содержащих небольшие добавки молибдена’, ва-
н
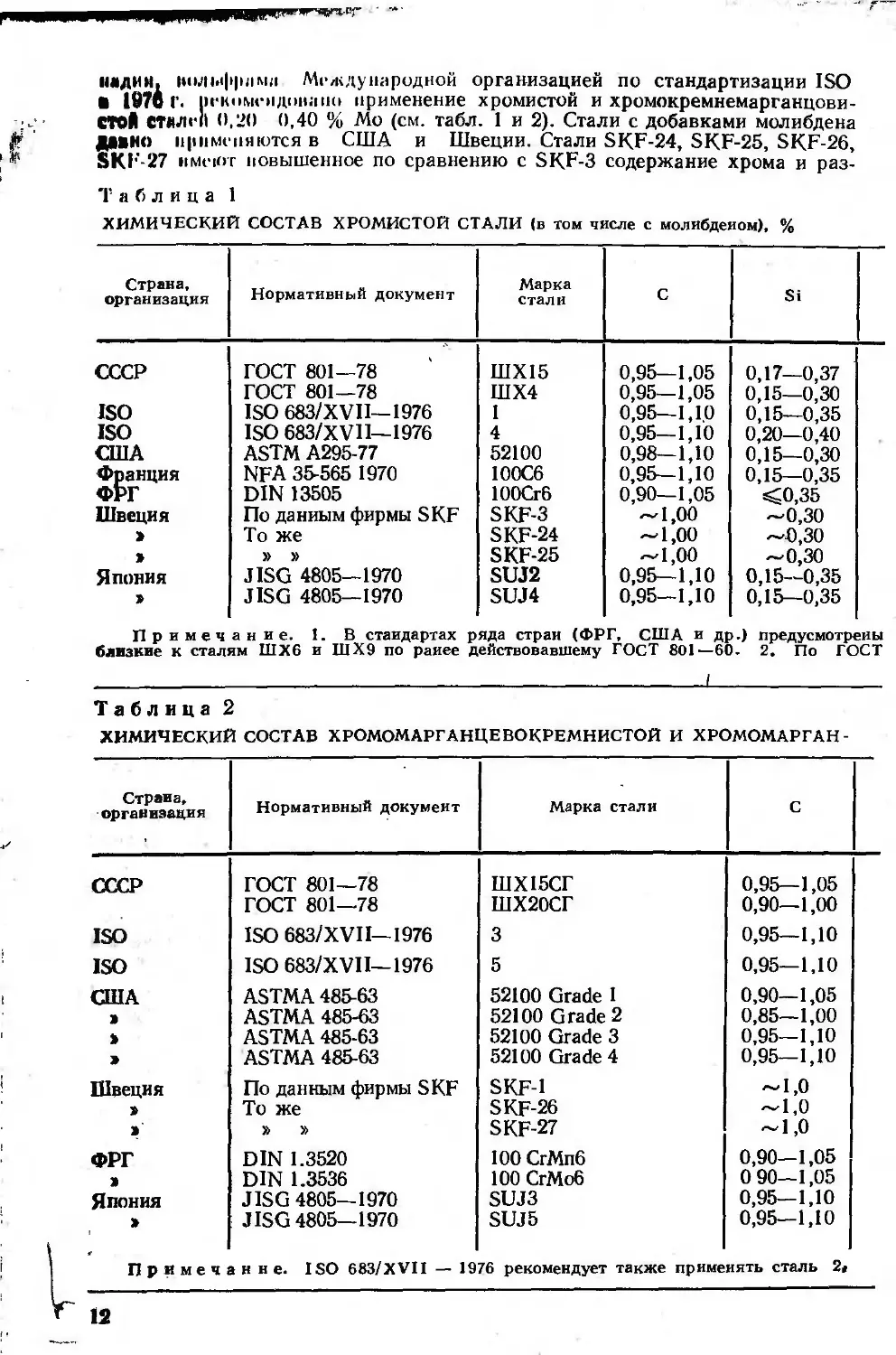
индии. iuvii.i|>p;iM;i Международной организацией по стандартизации ISO
1976 Г. |>гкомеидонано применение хромистой и хромокремнемарганцови-
СТОЙ стилей 0,20 0,40 % Мо (см. табл. 1 и 2). Стали с добавками молибдена
ДвВНО применяются в США и Швеции. Стали SKF-24, SKF-25, SKF-26
SKI 27 имеют повышенное по сравнению с SKF-3 содержание хрома и раз-
Таблица 1
ХИМИЧЕСКИЙ СОСТАВ ХРОМИСТОЙ СТАЛИ (в том числе с молибденом), %
Страна, организация Нормативный документ Марка стали c Si
СССР ISO ISO США Франция ФРГ Швеция > » Япония » ГОСТ 801—78 ГОСТ 801—78 ISO 683/XVII—1976 ISO 683/XVII—1976 ASTM A295-77 NFA 35-565 1970 DIN 13505 По данным фирмы SKF To же » » JISG 4805—1970 JISG 4805—1970 ШХ15 ШХ4 1 4 52100 100C6 ЮОСгб SKF-3 SKF-24 SKF-25 SUJ2 SUJ4 0,95—1,05 0,95—1,05 0,95—1,10 0,95—1,10 0. Oc—1,10 0,95-1,10 0,90—1,05 ~l,00 ~l,00 ~l,00 0,95—1,10 0,95—1,10 0,17—0,37 0,15—0,30 0,15—0,35 0,20—0,40 0,15—0,30 0,15—0,35 <0,35 ~0,30 ~0,30 ~0,30 0,15—0,35 0,15—0,35
Примечание. 1. В стандартах ряда стран (ФРГ, США и др.) предусмотрены
близкие к сталям ШХ6 и ШХ9 по ранее действовавшему ГОСТ 801—60- 2. По ГОСТ
.____________________________________________I____________
Таблица 2
ХИМИЧЕСКИЙ СОСТАВ ХРОМОМАРГАНЦЕВОКРЕМНИСТОЙ И ХРОМОМАРГАН-
Страна, организация Нормативный документ Марка стали С
СССР ГОСТ 801—78 ШХ15СГ 0,95—1,05
ГОСТ 801—78 ШХ20СГ 0,90—1,00
ISO ISO 683/XVII—1976 3 0,95—1,10
ISO ISO 683/XVII—1976 5 0,95—1,10
США ASTMA 485-63 52100 Grade 1 0,90—1,05
> ASTMA 485-63 52100 Grade 2 0,85—1,00
> ASTMA 485-63 52100 Grade 3 0,95—1,10
> ASTMA 485-63 52100 Grade 4 0,95—1,10
Швеция По данным фирмы SKF SKF-1 ~1,0
To же SKF-26 ~1,0
> » » SKF-27 ~1,0
ФРГ DIN 1.3520 100 СгМпб 0,90—1,05
> DIN 1.3536 100 СгМоб 0 90—1,05
Япония JISG 4805—1970 SUJ3 0,95—1,10
» JISG 4805—1970 SUJ5 0,95—1,10
| Првмеч шве. ISO 683/XVII — 19 76 рекомендует также приме иять сталь 2*
12
ные добавки молибдена. В японский стандарт в 1970 г. введена хромистая
сталь SUJ4 и хромокремиемарганцовистая сталь SUJ5 с 0,10—0,25 % М°-
В некоторых странах с целью экономии импортируемого хрома разрабо-
тано несколько модификаций подшипниковой стали, в которых его снижение
компенсируется небольшими добавками молибдена и повышенным содержа-
Мп Сг Р S Ni Си Мо
не более
0,20—0,40 1,30—1,65 0,027 0,020 0,30 0,25 -
0,15—0,30 0,35—0,50 0,027 0,020 0,30 0,25 —
0,25—0,45 1,35—1,65 0,030 0,025 — .— —
0,25—0,45 1,65—1,95 0,030 0,025 — — 0,20—0,40
0,25—0,45 1,30—1,60 0,025 0,025 0,25 0,35 <0 10
0,20—0,40 1,35—1,60 0,030 0,025 —. —. <0,10
СО,40 1,40—1,65 0,030 0,025 — — —
~0,30 ~1,50 0,025 0,020 — — —
~0,30 ~1,80 0,025 0,020 — — <0,20
~0,30 — 1,80 0,025 0,020 — —. <0,35
<0,50 1,30—1,60 0,025 0,025 0,25 0,25 —
<0,50 1,30—1,60 0,025 0,025 0,25 0,25 0,10—0,25
хромистые стали с содержанием 1,00 — 1,10%С и 0,4—0,6 %Сг или 0,90 — 1,15 % Сге
601—78 Ni 4- Си ^0,50%.
НЕВОЙ СТАЛИ С МОЛИБДЕНОМ, %
р S Ni Си
Si Мп Сг Мо
не более
0,40—0,65 0,90—1,20 1,30—1,65 0,027 0,020 0,30 0,25
0,55—0,85 1,40—1,70 1,40—1,70 0,027 0,020 0,30 0,25 —
0,45-0,75 0,95—1,25 1,40—1,65 0,030 0,025 — — —
0,20—0,40 0,60—0,90 1,65—1,95 0,030 0,025 — — 0,20—0,40
0 45—0 75 0 95 1 25 0 90 1 20 0 025 0 025 0 25 0 35 <0 06
О'бО— 0'80 1’40—1’70 1’40—1’80 о’О25 0’025 6’,25 0,035 <0,06
0,20—0,35 0,65—0,90 1,10—1,50 0,025 0,025 0,25 0,35 0,20—0,30
0,20—0,35 1,05—1,35 1,10—1,50 0,015 0,015 0,25 0,35 0,45—0,60
~0,6 — 1,1 —1,0 0,025 0,020 — — —
~0,4 ~0,6 —1,85 0,025 0,020 — ~0,45
~0,5 ~0,8 —1,95 0,025 0,020 — — ~0,45
<0,70 <1,20 1,40—1,65 0,030 0,025 —. — 0,10—0,25
0,45 0,80 1,65—1,95 0,030 0,025 — — 0,20—0,35
0,40—0,70 0,90—1,15 0,90—1,20 0,025 0,025 0,25 0,25 <0,08
0,40—0.70 0,90—1,15 0,90—1,20 0,025 0,025 0,25 0,25 0,10—0,25
отличающуюся от Стали 3 пониженным содержанием хрома (до 0,9—1,2%).
13
Таблица 3
ОБОЗНАЧЕНИЯ МАРОК ПОДШИПНИКОВОЙ СТАЛИ СТРАН — ЧЛЕНОВ СЭВ
Страна Нормативный документ Обозначение марки стали, аналогичной
ШХ15 ШХ15СГ
ВНР MSZ 17789-77 GO3 GO4
ГДР TGL 15205 Blatt (1971 г.) PN-71 ЮОСгб VE100Cr6 ЮОСгМпб УЕЮОСгМпб
ПНР Н-84041 LH15 LH15SG
СРР STAS1456-67 Partea 1 RUL1 RUL2
ЧССР CSN 414109 (1960 г.) CSN 414209 (1960 г.) 14.109 14209
нием марганца [10—12]. Так, сталь TBS-9 имеет следующий состав, %:
С 0,89—1,01; Мп 0,50—0,80; Si 0,20—0,35; Сг 0,40—0,60; Мо 0,08—0,15.
Еще менее легированной и более дешевой является разработанная в США
сталь состава, %; С 0,84—0,95; Мп 0,50—0,80; Si 0,20—0,35; Сг 0,25—0,40.
Мо 0,05—0,10. Но ее применение ограничено из-за низкой прокаливаемости’
КОРРОЗИОННОСТОЙКИЕ И ТЕПЛОСТОЙКИЕ СТАЛИ
Подшипники качения, работающие в агрессивных средах, из-
готавливают из высокохромистых сталей, содержащих около 1 % С,
сочетающих высокую твердость после закалки и низкотемператур-
ного отпуска с необходимым уровнем коррозионной стойкости
(табл. 4).
Коррозионностойкие подшипниковые стали всех марок в оте-
чественной промышленности получают только способами рафини-
рующих переплавов^- электрошлаковым или вакуумным.
Таблица 4
ХИМИЧЕСКИЙ СОСТАВ КОРРОЗИОННОСТОЙКОЙ СТАЛИ; %
Страна, организация Нормативный документ Марка стали с
СССР ISO ISO США Франция ФРГ Япония ТУ 14-1-595—73 ТУ 14-1-631—73 ISO 683/XVII—1976 ISO 683/XVII—1976 AISI NF A35-565 (1970 г.) DINI.4112 DIN1.4125 JIS 4303 95X18-Ш 11Х18М-ШД 20 21 440C 100CD17 X90CrMoV18* X105CrMol7 SUS57B щ9—1,0 1,1—1.2 0,42—0,50 0,95-1,20 0,95—1 2и 0,95— 10 0,85—0,95 0,95—1,20 0,95—1,20
* В этой стали содержится еще 0,07—0,12% V.
14
Сталь 95Х18-Ш применяют для деталей подшипников средних
и крупных размеров, работающих в агрессивных средах (растворах
и парах азотной кислоты, растворах хлористого натрия и др.).
Высокая коррозионная стойкость стали достигается после закалки
и низкотемпературного отпуска. Сталь предназначена для подшип-
ников, работающих при температурах от —-250 до 100 °C, а иногда
от —250 до 350—-400 °C; в этом случае детали подвергают терми-
ческой обработке, заканчивающейся двукратным отпуском при
указанных температурах.
Из коррозионностойкой стали, легированной молибденом,
11Х18М-ШД изготовляют малогабаритные и миниатюрные при-
борные подшипники, а также коррозионностойкие теплостойкие
подшипники, эксплуатируемые при температурах до 350 °C.
Для теплостойких подшипников, работающих в тяжелых усло-
виях нагружения, применяют стали, разработанные на основе ин-
струментальной быстрорежущей. Химический состав сталей, при-
меняемых в СССР и за рубежом, приведен в табл. 5.
В отечественной промышленности для изготовления теплостой-
ких подшипников применяют сталь 8Х4В9Ф2 (ЭИ347) электрошла-
кового и вакуумно-дугового переплавов. Сталь используется для
деталей теплостойких подшипников после стандартной термической
обработки (закалки и трехкратного отпуска при 565—580 °C), обес-
печивающей твердость при комнатной температуре HRC 59—65.
Эта сталь имеет удовлетворительную горячую твердость до 500 °C
(не ниже HRC 56) и удовлетворительную горячую ползучесть
до 550 С.
С целью экономии вольфрама разработана экономнолегирован-
ная сталь 8Х4М4В2Ф1-Ш, не уступающая стали 8Х4В9Ф2-Ш по
износостойкости, контактной усталости, теплопрочности и стабиль-
ности до 500 °C. Вязкость ее в 1,5 раза превышает вязкость стали
8Х4В9Ф2-Ш [14].
Si Мп Сг Р S Ni Си Мо
ие более
¥ 0,80 ° <0,70 17,0—19,0 0,030 0,025 0 30 0,25
0,53—0,93 0,50—1,00 16,5—18,0 0,025 0,015 0,30 0,30 0,50—0,80
<1,00 <1,00 12,5—14,5 0,040 0,030 1,00 — —
<1,00 <1,00 16,0—18,0 0,040 0,030 0,50 —. 0,35—0,75
<1,00 <1,00 16,0—18,0 0,030 0,030 — 0,25 <0,75
<1,00 <1,00 16,0—18,0 0,030 0,025 0,75 —. 0,40—0,60
<1,00 <1,00 17,0—19,0 0,045 0,030 — 1,00—1,30
<1,00 <1,00 16,00—18,00 0,045 0,030 — —. 0,40—0,80
<1,00 <1,00 16,0—18,0 — — — — <0,75
15
'1' И ft Л II Ц И fl
ХИМИЧНСКНП I.OCIAU ТЕПЛОСТОЙКОЙ СТАЛИ, %
Стринл» ОрГЙНН ' ЯйЦИЯ Нормативный документ Марка стали С S1 Мп
СССР ТУ -14-1-2244-76 8Х4В9Ф2-Ш*1 0,7—0,80 <0,25 <0,25
» ТУ 14-2025—77 8Х4М4В2Ф1-Ш 0,75—0,85 <0,40 <0,40
ISO ISO 683/XVII—1976 30 0,77—0,85 <0,25 <0,35
» » 31 0,78—0,86 <0,40 <0,40
» » 32 0,70—0,80 <0,40 <0,40
США AISI М50 0,77—0,85 <0,25 <0,35
» ъ М2 0,80—0,85 0,1—0,40 0,1—0 40
» » Т1 0,70—0,75 0,1—0,40 0,1—0,40
Франция NFA35-565 1970 80DCV40*2 0,77—0,85 0,1—0,40 0,1—0,40
» » Z80WDCV6*2 0,77—0,85 0,1—0,40 0,1—0,40
ФРГ DIN 1,3551 80MoCrV4216 0,77—0,85 <0,25 <0,35
•1 Эти стали содержат еще < 0,25 Со.
Применяемая в США и ряде других стран сталь М50 вакуумного
переплава используется при длительной работе в условиях 200—
500 °C и зачастую обеспечивает большую долговечность, чем сталь
52100 при комнатной температуре [15] *. В Японии находит огра-
ниченное применение более жаропрочная, но труднообрабатывае-
мая быстрорежущая сталь SKH4A (18 % W, 4 % Сг, 1 % V, 10 %
Со) [161.
ГЛАВА III
ОБЩИЕ СВЕДЕНИЯ О СПОСОБАХ ВЫПЛАВКИ
И ОБРАБОТКИ ДАВЛЕНИЕМ ПОДШИПНИКОВЫХ
СТАЛЕЙ
ОБЩАЯ ХАРАКТЕРИСТИКА СПОСОБОВ ВЫПЛАВКИ
В период освоения производства подшипниковой стали в СССР
(1931 г.) из трех распространенных способов изготовления стали —
основного мартеновского, кислого мартеновского и электродугово-
♦ В последние годы создай новый жаропрочный материал для подшип-
ников из нитрида кремния, долговечность которого на 300—800 % выше дол-
говечности обычных подшипниковых материалов, работающих в условиях
высоких температур и в коррозионных средах [15].
Испытания, выполненные в США, показали, что нитрид кремния, спрес-
сованный в горячем состоянии, обеспечивает долговечность 5,7 вместо 1,8 млн.
циклов в случае быстрорежущей инструментальной стали вакуумного пере-
плава. Подшипник из нитрида кремния успешно работал при 900 °C и скорости
вращения вала 30000 об/мин.
16
Сг р S Ni Си Мо W V
не более
4,0—4,6 0,030 0,30 0,35 0,25 <0,80 8,5—9,5 1,4—1,7
3,9—4,4 0,030 0,015 0,35 — 3,9—4,4 1,5—2,0 0,9—1,2
3,75—4,25 0,025 0,020 — — 4,00—4,50 — 0,90—1,10-
3,80—4,50 0,030 0,030 — — 4,70—5,20 6,00—6,70 1,70—2,00
3,75—4,50 0,030 0,030 — — <0,60 17,5—19,0 1,00—1,25
3,75—4,25 0,015 0,015 0,10 — 4,0—4,50 — 0,9—1,10
4,0—4,25 — — — — 4,75—5,25 6,0—6,50 1,70—2,10
4,0—4,10 — — — — <0,70 18,0—28,25 1,00—1,20.
3,75—4,50 0,015 0,015 0,20 0,20 3,75—4,50 0,25 0,9—1,2
3,75—4,50 0,015 0,20 0,20 0,20 4,5—5,25 5,5—6,25 1,6—2,0
3,75—4,25 0,015 0,015 0,10 — 4,0—4,50 — 0,90—1,10
го, последний, по данным С. С. Штейнберга, был признан наиболее
совершенным. Полагали, что в электропечи может быть выплавлен
первосортный' металл даже из относительно загрязненных серой и
фосфором материалов. Поэтому на заводах, на которых исходные-
материалы загрязнены серой и фосфором выше нормы, единствен-
ным агрегатом для выплавки первосортной стали была признана
электропечь.
Там же, где возможно получение чистых по сере и фосфору чу-
гунов, равноценным плавильным агрегатом была признана кислая
мартеновская печь.
В настоящее время в СССР почти 90 % подшипниковой стали мас-
сового назначения выплавляется в электродуговых печах и около-
10 % в кислых мартеновских печах.
Пути совершенствования качества стали определялись требова-
ниями стандартов, в которых нормы содержания кислородных и
сульфидных включений были установлены на основании существо-
вавших тогда представлений об одинаковой степени опасности
указанных включений для контактной усталости.
Исходя из изложенного технологические процессы выплавки
стали предусматривали снижение содержания не только оксидов,,
но и сульфидов.
Одним из таких технологических процессов, разработанным^
С. Г. Воиновым, А. Г. Шалимовым, Л. Ф. Косым и др. [171, яв-
ляется выплавка стали в электродуговой печи с последующей обра-
боткой ее в ковше синтетическими известково-глиноземистыми шла-
ками. Эта технология была опробована и внедрена при выплавке
стали в электропечах емкостью 60 и 100 т на отечественных метал-
лургических заводах. В случае выплавки подшипниковой стали в.
MiipTciKHii kii \ печах с основной и кислой футеровкой была показана
возможность обработки ее известково-глиноземистыми шлаками. '
Другим направлением, по которому совершенствовалось качест-
во отечественной подшипниковой стали, является разработка тех-
нологии рафинирующих переплавов — вакуумно-дугового, элек-
трошлакового, плазменного и электронно-лучевого. Рафинирующие
переплавы оказались очень эффективными: благодаря принципиаль-
ному изменению процесса кристаллизации стали увеличилась плот-
ность слитка, снизилось общее содержание газов, примесей, неме-
таллических включений и уменьшились размеры последних в слитке.
Новым направлением, развиваемым в последние годы в отечест-
венной промышленности при выплавке стали в открытых дуговых
электропечах, явилось внепечное вакуумирование в ковше, в уста-
новках циркуляционного или порционного вакуумирования, ва-
куум-шлаковой обработки (УВСШ) [18—20].
За рубежом совершенствование процесса производства стали
для подшипников массового и, частично, специального применения
пошло по пути внепечного вакуумирования [21, 22]. Сталь для особо
•ответственных подшипников выплавляют методами вакуумной
индукционной выплавки, вакуумно-дугового переплава, электрон-
нолучевой плавки, используют плазменный переплав, а в послед-
ние годы внедряется разработанный в СССР электрошлаковый пе-
реплав [23].
Наряду с изменением и совершенствованием способов производ-
ства с целью повышения качества стали во всем мире изыскиваются
пути увеличения производительности печей. Внепечное вакуумиро-
вание решает обе задачи, так как позволяет получать сталь высо-
кого качества, выплавляемую в печах большого тоннажа.
Возможности увеличения количества производимой подшипнико-
вой стали за счет применения непрерывной разливки используются
за рубежом в ограниченном объеме и в последние годы исследуются
в СССР [24 , 25].
Рафинирование стали известково-глиноземистыми синтетиче-
> скими шлаками, опробованное и внедренное на заводе Южин (Фран-
ция) [26], не получило широкого распространения при выплавке
' хромистой подшипниковой стали за рубежом, вероятно, из-за
того, что не удавалось снизить содержание в ней глобулярных
включений.
Наряду с технологией выплавки одним из важнейших факторов,
влияющих на макроструктуру и степень чистоты стали, является
масса слитка. Стали ШХ15 и ШХ15СГ разливают только сифонным
способом. Масса слитка стали ШХ15 колеблется от 0,6 до 5,2 т,
а стали ШХ15СГ — от 0,6 до 2,8 т. По данным [16], во всех стра-
нах используют слитки массой 2—-5 т. Увеличение массы слитков
до 5—6 т, вызванное стремлением интенсифицировать процесс раз-
ливки при увеличении емкости печей, ухудшает макроструктуру
стали, степень ее загрязнения. Очень малая масса слитка (0,5—
18
1,0 т) не позволяет полностью устранить дендритную ликвацию и
выровнять химическую неоднородность вследствие недостаточного
обжатия при получении крупных заготовок.
Повышение степени химической однородности жидкой стали,
усреднение ее состава достигаются продувкой инертными газами,,
в частности, аргоном, электромагнитным перемешиванием в ковше,
циркуляционным и порционным вакуумированием, защитой струи
металла аргоном от вторичного окисленйя. Повышение химической
однородности слитка и деформированной заготовки достигается
длительным гомогенизирующим нагревом.
В настоящей главе приводится описание основных широко-
внедренных, а также частично применяемых в отечественной и за-
рубежной практике технологических процессов производства под-
шипниковой стали.
ВЫПЛАВКА В КИСЛЫХ МАРТЕНОВСКИХ ПЕЧАХ
Весьма ограниченный объем производства кислой мартеновской
стали ШХ15 у нас в стране и за рубежом объясняется особенностя-
ми ее производства: топливо и шихтовые материалы при кислом,
процессе должны иметь низкое содержание серы и фосфора, так как
эти элементы- при выплавке не удаляются из стали.
При отсутствии чистых руд сначала выплавляют специальную-
заготовку в основных мартеновских печах, которую затем пере-
плавляют в кислых печах. Несмотря на высокие эксплуатационные
свойства получаемой стали, этот процесс, по-видимому, экономиче-
ски не выгоден; в литературе отсутствуют сведения о расширении
производства кислой мартеновской стали.
Подшипниковую сталь в кислой печи можно выплавлять актив-
ным или кремневосстановительным процессом. Если после расплав-
ления в печь не вводят никаких добавок, то по мере повышения
температуры металла шлак насыщается кремнеземом вследст-
вие окисления кремния, восстанавливающегося из подины. Вязкость
шлака увеличивается, а скорость перехода кислорода из атмосферы
печи через шлак снижается. На определенной стадии плавки на-
чинает превалировать процесс восстановления кремния, увеличи-
вается его концентрация в металле. Этот процесс называется крем-
невосстановительным. Таким способом производят подшипниковую-
сталь на металлургических заводах фирмы SKF в Хеллефорсе [271.
Выплавку ведут в кислых мартеновских печах емкостью 30—120 т..
Футеровку этих печей выполняют из чистых силикатных материа-
лов, содержащих около 97 % SiO2. Шихту составляют из жидкого-
чугуна (50 %), губчатого железа (30 %) и отходов подшипниковой
стали (20 %). Содержание серы и фосфора в стальной ванне после
расплавления низкое, что объясняется прежде всего очень высокой
чистотой добываемой железной руды, из которой изготавливаются
губчатое железо и доменный чугун. Окисление стальной ванны осу-
19
ществлягк и ми л(>|и>Д1)М. Ни в печь до выпуска, ни в ковш во время
выпуски не добавляются ни силикокальций, ни алюминий.
В СССР выплавку стали ШХ15 в кислых мартеновских печах
•осуществляют активным процессом; емкость печей 90 т.
Активный процесс характеризуется тем, что руду, известч (или
известняк) вводят по ходу плавки. Это повышает жидкоподвиж-
ность шлака, ограничивает восстановление кремния увеличивает
•его окислительную способность. Происходит интенсивное кипение,
•содержание кремния не превышает 0,10—0,12 %. В качестве ших-
товых материалов используются чистый по фосфору и сере саткин-
ский чугун, специальная шихтовая болванка и до 10 % от садки
собственные отходы стали ШХ15.
Специальная шихтовая болванка выплавляется в основных
мартеновских печах. В материале ее содержится до 0,015 % S
и до 0,017 % Р.
Окончательное раскисление стали проводят в ковше силикокаль-
щием (1,26 кг/т) и кусковым алюминием (0,4 кг/т), присадку рас-
кислителей заканчивают до появления шлака.
В последние годы на Серовском металлургическом заводе наря-
ду с приведенной технологией выплавки находит применение ак-
тивный процесс с последующей обработкой металла в ковше син-
тетическим известково-глиноземистым шлаком следующего соста-
ва, %: 52—55 СаО, 38—42 А12О3, до 3 SiO2, до 0,5 FeO, до 1,5 Т1О2.
ВЫПЛАВКА В ЭЛЕКТРО ДУГОВЫХ ПЕЧАХ
В СССР электродуговую сталь выплавляют как в ранее действо
вавших печах емкостью 20—60 т, так и в новых печах емкостью
100—200 т. Различия в емкости печей привело к различиям в тех-
нологии выплавки, которые существенно влияют на комплекс
•своДств стали.
/Подшипниковую сталь выплавляют по двум технологическим
(вариантам — с обработкой печным шлаком и с обработкой метал-
ла в ковше высокоглиноземистым синтетическим шлаком, полу-
чаемым в отдельной печи 117].
В зависимости от применяемой шихты по обоим технологическим
вариантам выплавка может производиться методом переплава или
на свежей шихте. При выплавке стали методом переплава с обра-
боткой печным шлаком используются от 70 до 100 % отходов
подшипниковых сталей. Окончательное раскисление металла про-
водят кусковым первичным алюминием путем присадки его в печь
за 5 мин до выпуска (0,5 кг/т стали). При выплавке на свежей шихте
с обработкой печным шлаком используют углеродистый лом (74—
77 %), чугун (18—21 %) и отходы подшипниковой стали (4,5 %).
Окончательное раскисление металла производят кусковым первич-
ным алюминием в количестве 0,5 кг/т в печь и 0,5 кг/т в ковш.
Высокоглиноземистым синтетическим шлаком может обраба-
тываться сталь, выплавленная как на свежей шихте, так и методом
20
переплава. Физико-химические процессы, протекающие в ковше
при взаимодействии жидкой стали с жидкими известково-глиио-
земистыми синтетическими шлаками, в основном сводятся к тому,
что при сливе жидкого металла с достаточно большой высоты в
ковш с расплавленным синтетическим шлаком происходит их ин-
тенсивное перемешивание и взаимное эмульгирование. Поверх-
ность контакта металла и шлака при их взаимном эмульгировании
чрезвычайно увеличена по сравнению с ббычным способом рафини-
рования металла в печи.
Перед выпуском плавки шлак полностью удаляют из печи. Син-
тетический шлак (53—55 % СаО, 43—45 % А12О3, до 3 % SiO2,
до 1 % FeO) в количестве 5 % от массы стали из шлакоплавиль-
ной печи сливают в ковш с 75 %-ным ферросилицием. Температура
синтетического шлака в печи составляет 1700 °C. Окончательное
раскисление металла проводят кусковым алюминием (0,4 кг/т),
который присаживают в ковш на штангах после выпуска.
Поиск рациональной технологии выплавки стали в 100- и 200-т
электродуговых печах осуществлен на заводе «Красный Октябрь».
Детали технологии описаны в работе [28]. Подшипниковая сталь
выплавляется с использованием электропечных шлаков для обра-
ботки металла в ковше в процессе совместного их выпуска. Особен-
ность этой технологии заключается в повышенной окислеиности
металлической ванны до выпуска, наведении хорошо раскислен-
ного жидкоподвижного шлака в печи непосредственно перед вы-
пуском, воздействии печного высокоосновного шлака на металл
в човше, раскислении кусковым алюминием (до 1,5 кг/т) в ковше.
' В последние годы поиски исследователей направлены на сниже-
ние основности рафинировочного шлака. Применение шлаков по-
ниженной основности, полукислых и кислых шлаков продиктовано
стремлением приблизить состав включений в основной электроду-
говой стали к составу их в кислой мартеновской или кислой индук-
ционной стали [29].
При таких процессах должно снижаться число крупных глобу-
лярных, но повышаться число сульфидных и, возможно, силикат-
ных включений. При рафинировании стали кислыми шлаками пре-
валирующим видом кислородных включений становятся тонкие
строчки мелких зерен корунда.
Заслуживает внимания опыт выплавки стали в 20-т электроне- -д
чах Златоустовского металлургического завода с рафинированием (, j
шлаками пониженной основности. Процесс выплавки отличается
от обычного тем, что за 10—15 мин до выпуска шлак переводят в
полукислый с основностью 1,2—1,5 благодаря присадке кварцита.
С этим шлаком плавка выпускается в ковш, в который предвари-
! тельно присаживается кусковой ферросилиций. В ковше металл
продувается аргоном, затем раскисляется алюминием (0,4 кг/т)
и снова продувается аргоном.
Осуществляя мероприятия по расширению производства и по-
вышению качества подшипниковой стали, фирма SKF в 1973 г.
21
впервые применила способ выплавки в сдвоенном агрегате SKF-MR
на заводе в Хеллефорсе, а в 1977 г. — в новом сталеплавильном цехе
в Хофорсе 1261].
Сталь выплавляют в двухванной емкостью по 80 т дуговой печи
со сменными сводами и доводят в ковше-печи ASEA—SKF. Один
из сводов оборудован мазутной форсункой или газовой горелкой
для подогрева лома до 500 °C, а другой — обычными электродами.
Ванны оборудованы устройствами для индукционного перемешива-
ния. В то время как в одной ванне идет плавка, в другой осущест-
вляются выпуск, заправка, загрузка и предварительный нагрев
лома. Продолжительность плавки в каждой из ванн 5 ч, выпуск
плавки из очередной ванны происходит через 2, 5 ч. Производитель-
ность двухванной печи при одинаковой мощности трансформато-
ров на 50 % выше. Все операции по рафинированию металла (кроме
дефосфорации) выполняют в ковше-печи ASEA—SKF: скачивание
шлака, индукционное перемешивание, вакуумирование, нагрев,,
раскисление, десульфурацию, легирование. Применяется сифон-
ная разливка в изложницы или непрерывная разливка.
ВЫПЛАВКА СМЕШЕНИЕМ В КОВШЕ ЖИДКИХ РАСПЛАВОВ
На основе положительного опыта получения высококачественной
конструкционной стали методом смешения жидких расплавов была
разработана новая технология выплавки подшипниковой стали [30,.
31]. Особенностью ее является одновременное комплексное исполь-
зование трех металлургических агрегатов: основной мартеновской
печи (/), в которой выплавляют железоуглеродистый полупродукт;
дуговой электропечи для выплавки жидкой лигатуры (11); шлако-
плавильной электропечи (111) для выплавки синтетического шла-
ка.
Получение стали осуществляется путем смешения в стале-
разливочном ковше железоуглеродистого полуфабриката и жидкой
лигатуры в процессе рафинирования расплавов синтетическим шла-
ком и продувкой аргоном. Схема получения стали процессом сме-
шения приведена на рис. 3.
Предпосылки повышения качества и эксплуатационных свойств,
стали, полученной по технологии смешения с продувкой металла
в ковше аргоном по сравнению с обычной электросталью, основаны
на следующих теоретических положениях и экспериментально-
установленных фактах:
а) улучшаются условия раскисления и легирования стали в.
ковше;
б) в процессе раскисления участвуют не только алюминий и.
кремний, но и углерод, образующий газообразные продукты ре-
акций и обладающий при выбранной технологии смешения раскис-
лительной способностью на порядок выше кремния;
в) равномерно распределены легирующие элементы в объеме
ковша;
22
РИС- 3. Схема получения стали процессом смешения
г) в качестве объекта раскисления использован железоуглеро-
дистый расплав требуемой и легко регулируемой окисленности.
Полупродукт выплавляется в 120-т мартеновской печи, рабо-
тающей скрап-процессом с интенсификацией плавки кислородом и
компрессорным воздухом.
Лигатура выплавляется методом переплава в основной 25-т
электродуговой печи из передельного чугуна и хромистых отходов.
Синтетический известково-глиноземистый шлак плавится в 5-т
электродуговой печи. Шихта состоит из извести, высокоглинозе-
мистого полупродукта или его заменителей. Окончательное раскис-
ление стали в ковше проводят вторичным алюминием (200 г/т) после
выпуска полупродукта, раскисления и легирования его жидкой
лигатурой и рафинирования синтетическим шлаком. После раскис-
ления металл продувают аргоном. При выплавке стали по некото-
рым технологическим вариантам в ковш с целью более полного
удаления неметаллических включений вводят присадки кальци-
нированной соды и технической поваренной соли.
ВАКУУМНАЯ ПЛАВКА, ПЕРЕПЛАВ
И ВАКУУМНАЯ ДЕГАЗАЦИЯ СТАЛИ
Применяется,несколько разновидностей вакуумной обработки под-
шипниковой стали.
1. Выплавка в вакуумных индукционных печах на свежей
шихте.
23
2. Выплав1^йЙ|||Ироду|-(>вых печах с последующей внепечной
вакуумн<^$#р®л1<ой в ковше или на специальных установках;
этот называют вакуумированием или вакуумной дега-
зацией.
3. Переплав электродов в вакуумных дуговых печах. Электро-
дами являются прокатанные заготовки, предварительно получен-
ные в электродуговых или электрошлаковых печах.
Общие особенности вакуумной обработки заключаются в сле-
дующем: жидкий металл предохраняется от окислительного воздей-
ствия атмосферного кислорода; вследствие снижения давления в.
печи уменьшается растворимость азота и водорода; они выделяются
из жидкого металла и откачиваются; вследствие повышения раскис-
лительной способности углерода снижается содержание кислорода,
вступающего с ним в реакцию и образующего газообразный легко
удаляемый продукт реакции СО; снижается содержание неметал-
лических включений (окислов) в результате их восстановления
углеродом и частично в результате термической диссоциации; сни-
жается содержание примесей некоторых цветных металлов (олово,
мышьяк, свинец, висмут и др.), обладающих высокой упругостью-
пара; повышается химическая однородность стали [32].
Выплавка стали в вакуумных индукционных печах полунепре-
рывного действия проводится по следующей схеме. В плавильной
камере из герметичного кожуха устанавливается индуктор с тиг-
лем. Над плавильной камерой помещается загрузочная камера для.
шихты, перегружаемой в вакууме в тигель. Система насосов обес-
печивает вакуум порядка 1,33—0,13 Па. По мере расплавления
основной части шихты ее добавляют из дозаторов. Газы, выделяю-
щиеся во время плавления шихты и интенсивного кипения ванны
по расплавлении, непрерывно откачиваются. Разливку металла
ведут как в вакууме, так и под небольшим давлением нейтрального,
газа.
/ Выплавка стали в электродуговых печах или других агрегатах
а применением внепечного вакуумирования осуществляется по
различным технологическим схемам.
Из данных Вальстера и Шумана о состоянии вакуумной метал-
лургии в мире следует, что число вакуумных установок превышает
400, вакуумной обработке подвергается более 7 % стали, в основ-
ном высококачественной (в том числе подшипниковой). Наибольшее:
число агрегатов имеется в США, Японии, ФРГ.
f Для внепечного вакуумирования подшипниковой стали всех
мАрок в основном применяют следующие наиболее производитель-
ные способы [18, 33]:
а) циркуляционный — производительность одной установки
около 400 тыс. т в год;
б) порционный — производительность около 500 тыс. т в год;
в) вакуумирование в ковше-печи ASEA—SKF (с дуговым подо-
гревом и электромагнитным перемешиванием) — производитель-
ность около 200 тыс. т в год.
24
Все перечисленные уста-
новки могут работать в комп-
лексе с любыми сталеплавиль-
ными агрегатами — электро-
дуговой, мартеновской, кон-
верторной печами. Вакуум
создается высокопроизводи-
тельными пароэжекторными
насосами, наименьшее оста-
точное рабочее давление
составляет 133—66,5 Па, но
есть сведения о минималь-
ном давлении 4—6,7 Па.
Разливка стали при при-
менении всех указанных спо-
собов производится в слитки
или на установках непрерыв-
РИС. 4. Схема установки для порционного
вакуумирования (DH):
1 — ковш с металлом; 2 — вакуумная каме-
ра в верхнем положении; 3 — вакуумная ка-
мера в нижнем положении
мой разливки.
Ниже приводится краткое описание принципа действия каждой
из этих установок.
Порционное вакуумирование на установках DH
Условное обозначение DH установки получили от названия создавшей их
фирмы — Дортмунд Хердер Хюттеиунион.
Принципиальная схема установки приведена на рис. 4. Конструкция
рассчитана на многократное возвратно поступательное движение в верти-
кальном направлении либо вакуумной камеры, либо ковша с металлом. Ам-
плитуда перемещений превышает 2 м. В нижней части вакуумной камеры
находится всасывающая труба, футерованная изнутри и снаружи высокогли-
ноземистыми огнеупорными трубами. Под камеру подводится ковш с метал-
лом; опуская камеру и создавая в ней разряжение, заставляют порцию ме-
талла из ковша подниматься по трубе в камеру, где она подвергается дега-
зации. Приблизительно через минуту после подъема камеры на высоту, не
выводящую ее из ковша, дегазированная порция металла выливается в ковш.
Установки такого типа оборудованы высокопроизводительными паро-
эжекторными насосами, способными откачивать свыше 400 кг воздуха в час
и в течение 2—3 мин создавать разряжение до 133 Па. Диапазон емкости ста-
леразливочных койшей, в которых вакуумирование проводится порционным
способом, в зависимости от размеров камеры и производительности насосов
составляет 30—400 т.
Циркуляционное вакуумирование на установках RH
Установки этого типа были введены впервые в эксплуатацию фирмой Рейн
штальхютенверке в Хаттингене (ФРГ) в 1959 г. Они предназначены для ва-
куумной обработки больших масс металла непосредственно в сталеразливоч-
ном ковше.
Вакуумная камера, имеющая наклонную подину и два футерованных
патрубка, опускается в ковш со сталью. Во всасывающий патрубок подается
аргон, который, поднимаясь вверх, расширяется и инжектирует жидкий
металл из ковша в камеру.
Вакуумированный металл сливается по наклонной подине через второй
патрубок в ковш (рис. 5). В отличие от установок порционного типа, в кото-
рых жидкий металл интенсивно перемешивается со шлаком, взаимодейст-
25
РИС. 5. Схема установки для цир-
куляционного вакуумирования
(RH):
1 — ковш с металлом; 2 — ваку-
умная камера
вующим с футеровкой ковша и футеровкой
вакуумной камеры, в установках цирку-
ляционного типа шлак практически не ре-
агирует с металлом, образуя защитную
корочку на поверхности ковша.
Общим недостатком установок пор-
ционного и циркуляционного типов явля-
ется значительная потеря тепла жидким
металлом перед разливкой, что делает
их непригодными для обработки ковшей
малой емкости, быстро остывающих.
Этот недостаток восполнен в агрега-
тах типа ковш-печь.
Вакуумирование е агрегатах типа ковш-
печь
Установки типа ковш-печь разработаны
двумя шведскими фирмами ASEA—SKF.
В них одновременно осуществляются ва-
куумная дегазация жидкой стали, вакуум-
ное обезуглероживание кислородом, дуго-
вой нагрев, десульфурация, отбор проб
для анализа после индукционного пере-
мешивания плавки. Перед обработкой в
печи с ковшом по способу ASEA—SKF
сталь может быть выплавлена в любом
плавильном агрегате. Важная особен-
ность — возможность регулирования хи-
мического состава и температуры стали. Принципиальная схема установ-
ки приведена на рис. 6.
В США в последние годы широко используются установки внепечного
вакуумирования с дуговым обогревом (процесс ВАД). Процесс включает
следующие операции: вакуумирование, продувку металла аргоном с актив-
ным перемешиванием ванны, дуговой обогрев поверхности ванны перед раз-
ливкой электродами, вмонтированными в свод вакуумной камеры.
РИС. 6. Схема установки ASEA—SKF:
1 — ковш-печь: 2 — крышка для вакуумной дегазации; 3 — индуктор для электромаг-
нитного перемешивания; 4 — крышка с электродами для подогрева металла; 5 — cjihis
металла из ковша
26
Применение дугового обогрева в этой уста-
новке позволяет избежать чрезмерного перегре-
ва металла в дуговой печи, уменьшить износ ее
•футеровки, повысить производительность.
Фирма SKF применяет в последние годы
•сдвоенный агрегат, сочетающий в себе способы
ASEA — SKF и SKF — MR.
Металл, подвергнутый внепечному вакууми-
рованию, . имеет, как правило, высокое качество.
В СССР и за рубежом опробованы или приме-
няются и другие способы внепечного вакуумиро-
вания, подробно описанные в работе [18], но в
связи с недостаточной эффективностью или низ-
-кой производительностью они не находят ши.
рокого применения.
Вакуумный дуговой переплав
Вакуумный дуговой переплав широко приме-
няется как в СССР, так и за рубежом. Пере-
плаву подвергается расходуемый электрод. Он
•выполняет роль катода (рис. 7). Между катодом
и анодом (затравкой из той же стали), находя-
щимся в водоохлаждаемой изложнице, возни-
кает дуговой’ разряд, расплавляющий конец
электрода. Капли стекающего металла подвер-
гаются воздействию вакуума и постепенно на-
полняют водоохлаждаемую изложницу — кри-
сталлизатор. В верхней части слитка образует-
ся ванна жидкого металла, поддерживаемая
дугой между электродом и жидким метал-
лом. Водоохлаждаемая изложница создает
•благоприятные условия для кристаллизации,
РИС. 7. Схема вакуумной
дуговой печи с расходуемым
электродом:
1 — электрод; 2 — водоох-
лаждаемый медный тигель
так как все неметаллические включения отгоняются фронтом растущих
кристаллов в верхнюю часть слитка; усадочная раковина очень мала.
Из всех видов рафинирующих переплавов, применяемых в СССР, наибо-
лее эффективен двойной переплав, заключающийся в сочетании электрошла
кового и вакуумного переплавов. На сталь, получаемую по этой технологии,'
в 1975 г. утвержден стандарт — ГОСТ 21022—75.
При вакуумном переплаве происходит не только испарение случайных
примесей, но и потеря легирующих элементов. Элементы с повышенной упру-
гостью пара могут частично или полностью испаряться из ванны [32], что
должно учитываться при ведении плавки. Так, угар марганца может быть
компенсирован повышенным содержанием кремния или молибдена. Содер-
жание серы прн вакуумном переплаве не снижается.
ЭЛЕКТРОШЛАКОВЫЙ ПЕРЕПЛАВ
Метод электрошлакового переплава стали разработан в СССР в Институте
•электросварки им. Е. О. Патона. Подшипниковая сталь явилась одним из
первых объектов, на котором эта технология была опробована и затем успеш-
но внедрена. Принцип электрошлакового переплава заключается в том, что
при прохождении переменного тока через слой жидкого шлака в нем выделя-
ется тепло, оплавляющее конец электрода, погруженного в шлак (рис. 8).
Состав шлака подбирают таким образом, чтобы он обладал высоким рафини-
рующим действием -и высоким электросопротивлением. Расплавленный ме-
талл, проходя чзрез шлак, рафинируется, в нем снижается содержание кис.
дородных включений и серы. Попадая в водоохлаждаемый кристаллизатор
27
очищенный металл быстро и направ-
ленно кристаллизуется, что предот-
вращает образование дефектов слит-
ка.
В качестве расходуемого элект-
рода применяют прокат стали от-
крытой выплавки, разлитой в слит-
ки или полученной методом непре-
рывной разливки.
В качестве рабочего флиса наи-
более распространен АНФ-6, состоя-
щий из 65 % CaF2, 25 % А12О3
4 % СаО- Состав флюса оказывает
большое влияние на качество стали.
Затвердевший слиток имеет глад-
кую поверхность, чему способствует
тонкая корочка шлака, образующе-
РИС. 8. Схема печи для электрошлаково-
го переплава:
1 — электрод; ‘ — трансформатор; 3 —
вода; 4 — подовый электрод; 5 — подовая
плита; 6 — слиток; 7 — изложница; 8 —
шлак; 9 —подающий механизм
гося на холодных стенках кристал-
лизатора.
Особенностями слитков элект-
рошлакового переплава являются
высокая плотность, отсутствие круп-
ных неметаллических включений,
равномерное распределение мелких
включений, отсутствие внутренних и поверхностных раскатанных загрязне-
ний, усадочных дефектов, повышенная пластичность при горячей механи-
ческой обработке.
При электрошлаковом процессе степень десульфурации составляет
80 %. Содержание сульфидных и оксидных включений снижается в 1,5—
2 раза.
ГОРЯЧАЯ И ХОЛОДНАЯ ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
Прокатка слитков и прутков
Слитки горячего посада нагревают перед прокаткой в регенеративных или
рекуперативных колодцах, слитки холодного посада — в методических пе-
чах. Температура слитков горячего посада должна быть при посадке не ме-
нее 600—750 °C, температура во время выдержки перед прокаткой 1160—
1190 °C, минимальная продолжительность нагрева составляет 2,5—6,6 ч
в зависимости от температуры слитков, их числа в ячейке и скорости нагре-
ва садки.
Слитки холодного посада подогревают до 800 °C, дальнейший нагрев,
осуществляют по режиму горячего посада. В зависимости от мощности об-
жимных станов слитки прокатывают на блюмы, передельную заготовку,
трубную заготовку и сорт Температура нагрева заготовок перед прокаткой
составляет 1050—ИЗО °C. Температура конца прокатки и слитков, и загото-
вок равна 950—830 DC. С целью предотвращения образования грубой карбид-
ной сетки необходимы возможно более низкая температура окончания про-
катки и ускоренное охлаждение проката после последнего прохода от 900
до 700 °C.
Быстрое охлаждение стали в этом интервале не является опасным,
так как образующиеся внутренние напряжения релаксируют вследствие
достаточной пластичности стали.
Охлаждение блюмов, передельной заготовки и сорта ниже 700 °C ведет-
ся замедленно вследствие опасности образования трещин из-за повышен-
ной флокеиочувствительности подшипниковой стали. Поэтому дальнейшее
охлаждение проводят (в зависимости от назначения стали) либо на спокойном
воздухе в штабелях, либо длительное время (до 72 ч) в неотапливаемых ко-
лодцах до температуры 200 С.
28
На заводах фирмы SKF слитки подшипниковой стали, охлажденные &
изложницах до температуры около 800 °C, в специальных контейнерах пере-
возят в нагревательные колодцы. Колодцы плотно закрыты крышками и обо-
рудованы устройством для непрерывного анализа газов, что позволяет регу-
лировать состав газов в печи. Это обеспечивает безокислительный и необез-
углероживающий нагрев слитков. Слитки нагревают до 1200 °C в течение-
6 ч и после выравнивания температуры по сечению выдерживают еще около*
2 ч. После прокатки передельные заготовки охлаждают на воздухе, зачи-
щают на шлифовальных станках всю поверхность для полного удаления обез-
углероженного слоя. Перед дальнейшей прокаткой заготовки нагревают до*
1150 °C в трехзонных газовых печах, оборудованных газоанализаторами и.
точными приборами для контроля и регистрации температуры. После про-
катки прутки охлаждают на воздухе [27]. С 1977 г. на заводе фирмы SKF
в Хеллефорсе введен в строй сортопроволочный стан нового типа [35]. Осо-
бенностью его является планетарная черновая клеть с тремя коническими^
валками, расположенными под углом 120° друг к другу, вращающаяся во-
круг заготовки. Обжатия в клети за один проход могут достигать 70 %
(в ней обжимают заготовку со 120 до 70 мм). Перед планетарной клетью уста-
новлена обжимная универсальная клеть, в которой получают восьмигранную
заготовку диаметром 120 мм. Скорость прокатки на стане — до 16,6 м/с..
Стаи производит сортовой прокат диаметром 11,8-—65 мм в прутках длиной
3—12 м, а также катанку и сорт диаметром 12—32 мм в бунтах до 1250 кг.
Прокатанные прутки, трубная н передельная заготовки подвергаются:
отделочным операциям (правке, травлению, удалению заусенцев, сплошной,
или выборочной зачистке поверхностных дефектов), контролю качества по-
верхности светлением, контролю внутренних дефектов методом УЗК, конт-
ролю на искру с целью отсортировки подшипниковой стали от стали других
марок. В зависимости от назначения прокатанные прутки подвергают терми-
ческой обработке по-разным режимам; сфероидизирующему отжигу; норма-
лизации — в случае необходимости удаления карбидной сетки; рекристал-
лизационному отжигу — для снятия иаклепа после холодного волочения;,
окислительному отжигу — для удаления обезуглероженного слоя.
Прокатка труб
Прокатку горячекатаных толстостенных труб диаметром 34 .... 240 мм с
отношением диаметра к толщине стенки £>/s=4... 12 и длиной труб 8...
... 10 м производят в последние годы на установках с трехвалковым раскат-
ным станом [34, 35]. В состав таких установок входит следующее основное-,
оборудование: нагревательные печи, прошивной стаи, трехвалковый раскат-'
ной стан, подогревательные печи, редукционно-калибровочный стаи.
Трубные заготовки под прокатку нагревают в кольцевых печах с вра-
щающимся подом с разной по зонам температурой печи. С целью снижения:
дендритной ликвации трубиые заготовки диаметром более 160 мм подверга-
ют гомогенизации.
Прошйвку заготовок в гильзы осуществляют в двухвалковых или трех-
валковых прошивных станах. Прокатку проводят на трехвалковых раскат-
ных станах.
По данным [35], использование оправок различного диаметра и соот-
ветствующая радиальная настройка трех валков в этом стане позволяют полу-
чать горячекатаные трубы со стенкой различной толщины. После извлечения
оправки труба нагревается в печи с шагающими балками до 950 °C и прока»-
тывается на редукционном и калибровочных станах; редуцирование по диа-
метру составляет 10—20 %.
Горячие трубы поступают на холодильник, где их охлаждают до 650 °C
водой при помощи спрейерной установки (дальнейшее охлаждение на воз-
духе), что предотвращает образование карбидной сетки. Затем трубы под-
вергают сфероидизирующему отжигу с температурой аустенитизации 790—
820 °C.
Трубы, предназначенные для холодного передела, режут на мерные дли-
ны, подвергают 100 %-ному визуальному осмотру, травлению и холодному
29»
ргд) ............. конической оправке. ( гепень обжатия при редуцирова-
нии ди( । in .ио <<1 "п за один проход. Такое высокое обжатие при редуциро-
нипии riKiciXii шуст уменьшению толщины обезуглероженного слоя по на-
ружному и внутреннему диаметрам труб, получению равномерного наклепа
по длине п сечению, улучшению механической обрабатываемости примерно
на .40 "й но сравнению с непакленапной трубой. В отечественной практике
холодная прокатка проводится на станах ХПТ.
При использовании установок с трехвалковыми раскатными станами
проблемой является получение точных допусков по геометрическим разме-
рам горячекатаных труб с отношением D/s> 11 ... 12. Трудность заключает-
ся в том, что на торцовых участках тонкостенных труб возникают раструбы,
лрепятствующие выходу металла из очага деформации. Поэтому на отечест-
венных трубных заводах при поставке труб с D/s>l 1 прибегают к механиче-
ской обработке на бесцентровых станках, что сопровождается увеличением
разностенностн и расхода металла.
Для получения качественных тонкостенных труб с отношением D/s
до 15 ... 17 во Франции разработана конструкция стана-удлинителя, в ко-
тором снижена вероятность образования концевых дефектов.
Основная трудность при изготовлении холоднокатаных труб связана с
их эксцентричностью. Снижение эксцентричности может быть достигнуто
путем применения гидравлических прессов для холодного выдавливания
труб. При таком прессовании сталь ШХ15 требует высоких давлений и, сле-
довательно, многих промежуточных переходов. Более экономично получать
таким методом трубы из цементуемой стали [15].
Процессы холодной пластической деформации хромистой стали не огра-
ничиваются холодной прокаткой труб, они имеют место при холодном воло-
чении проволоки. Холодное волочение необходимо для повышения точности
размеров. Технология холодного волочения подшипниковой стали анало-
гична применяемой для стали других марок с высоким содержанием угле-
рода
Получение заготовок деталей подшипников
.Горячая и холодная пластические деформации имеют место также при произ-
водстве деталей подшипников из прутков, труб, полосы, проволоки. Схема
применяемых в отечественной промышленности методов получения заготовок
РИС. 9. Схема получения заготовок колец подшипников
;зо
колец приведена на рис. 9 [36]. Кроме вытачивания из прутков и из труб,
применяется свободная ковка на молотах, горячая штамповка на горизон-
тально-ковочных машинах (ГКМ), на автоматических линиях, раскатка нэ
раскаточных машинах, полугорячая калибровка, холодная штамповка иэ»
полосы стали 18ХГТ, а в последнее время из полосы стали ШХ15.
Холодной штамповкой из прутков и проволоки на горизонтально-выса-
дочных прессах получают также цилиндрические, конические, бочкообраз-
ные ролики диаметром до 30 мм и шарики диаметром от 1,5 до 26 мм. Более
крупные ролики получают вытачиванием, а шарики большого диаметра
горячей штамповкой. Кроме того, применяется горячая поперечная прокатка
шариков, которая заключается в том, что пруток, нагретый на установке-
ТВЧ, обжимается винтовыми профилированными калибрами с переменным:
сечением до формы шариков; так получают шарики диаметром 26—45 мм;
ГЛАВА IV
ТРЕБОВАНИЯ К КАЧЕСТВУ
ПОДШИПНИКОВОЙ СТАЛИ
ВИДЫ И НАЗНАЧЕНИЕ ПРОКАТА
В зависимости от назначения подшипниковая сталь поставляется:
в виде горячекатаных прутков круглого и квадратного (больших,
размеров) сечений, в виде горячекатаной полосы, горячекатаных и
холоднокатаных труб и крупногабаритных поковок, а также хо-
лоднотянутой проволоки в мотках и прутках.
Технические требования к качественным показателям сортового
проката из сталей ШХ15 и ШХ15СГ, нормы и методы контроля ос-
новных свойств его указаны в ГОСТ 801—78, труб в ГОСТ 800—78,-
проволоки в ГОСТ 4727—67; к стали ШХ15ШД вакуумно-дугового-
переплава — в ГОСТ 21022—75.
Кроме того, имеется еще целый ряд технических условий, со-
держащих дополнительные требования к качеству полуфабрикатов,
из стали’этих марок, полученных другими методами рафинирующих
переплавов или отражающих особенности новых технологических
процессов получения заготовок.
Прутки круглого сечения диаметром до 250 мм поставляют по-
ГОСТ 801—78. Из них получают кольца, шарики, ролики. Для
изготовления деталей точением применяют горячекатаные прутки,
подвергнутые отжигу на заводе изготовителе, а для горячей плас-
тической деформации — неотожженные прутки.
Трубы из сталей ШХ15 и ШХ15СГ горячекатаные отожженные
диаметром до 204 мм и холоднокатаные диаметром до 90 мм ис-
пользуют для получения колец точением, а также для горячей про-
фильной раскатки. В этом случае толстостенные трубы после раз-
резки на заготовки подвергают раскатке на кольца.
ЗВ
Горячекатаную полосовую сталь применяют для изготовле-
ния колец способом холодной штамповки. Полосовая сталь ШХ15
размером 45x5 мм, предназначенная для чистовой вырубки колец
упорных подшипников, поставляется по техническим условиям й
ГОСТ 103—57. Полосовая цементуемая сталь 18ХГТ для холодной
штамповки колец также поставляется по техническим условиям.
В небольшом количестве по техническим условиям поставляется
полоса из стали ЭИ347. Благоприятное расположение волокон в
полосе по отношению к дорожке качения колец подшипников спо-
собствует повышению долговечности подшипников. Применение
полосовой стали более экономично по сравнению с дорогостоя-
щим прокатом (например, трубами).
Холоднотянутую проволоку используют для получения тел
качения — шариков и роликов — способом холодной штамповки;
в ограниченном количестве она применяется также для изготовле-
ния точением мелких колец приборных подшипников. В соответ-
ствии с ГОСТ 4727—67 холоднотянутая проволока диаметром до
12 мм поставляется в мотках, а свыше 12 до 16 мм — в прутках
:и мотках.
Коррозионностойкие стали 95X18, 11Х18М и теплостойкая
-сталь ЭИ347 являются труднодеформируемыми, поэтому в основ-
ном их поставляют в виде горячекатаных и холоднотянутых прут-
ков и поковок. Производство труб из стали этих марок освоено
-только недавно. Одним из способов является горячее прессование
полого или сплошного слитка, полученного методом электрошлако-
вого переплава [381. Трубы диаметром до 60 мм, полученные путем
прессования сплошного слитка, изготавливают по техническим ус-
ловиям.
С сортаментом тесно связан вопрос повышения производитель-
ности и коэффициента использования стали на подшипниковых за-
водах. Так, увеличение производства холоднотянутой проволоки
.диаметром более 12 мм в мотках, а не в прутках повышает произво-
.дительность на операциях холодной высадки шариков и роликов,
прч этом сокращается время, затрачиваемое на смену прутков в хо-
лодновысадочных прессах.
ПОВЕРХНОСТНЫЕ ДЕФЕКТЫ !И ОБЕЗУГЛЕРОЖИВАНИЕ
К состоянию поверхности прутков, труб, проволоки подшипнике
вой стали предъявляются высокие требования, предусматривающие
отсутствие грубых дефектов типа нарушения сплошности или огра-
ничивающие допустимость менее опасных дефектов незначительной
-глубины. На поверхности прутков не допускаются раскованные и
раскатанные загрязнения, пузыри, трещины, корочки, закаты,
плены и другие дефекты, возникающие при переделе слитка или про-
межу точной заготовки.
Несмотря на тщательный контроль на металлургических заво-
дах, брак по этим дефектам составляет наибольший процент от об-
32
РИС- 10. Микроструктура в поперечном сечении закаленного ролика, на
поверхности которого имелась металлургическая трещина; вдоль трещины —
обезуглероженная зона. Х100
щего количества стали, рекламируемой подшипниковыми заводами.
Особенно велик этот процент для калиброванной стали.
Не обнаруженные при контроле в прутках и трубах поверх-
ностные дефекты раскрываются в процессе дальнейшей механичес-
кой обработки, пластической деформации, термической обработки
(рис. 10) или в процессе эксплуатации подшипников.
К допустимым дефектам на поверхности прутков и труб отно-
сятся мелкие отпечатки, рябизна, царапины. Глубина залегания
таких дефектов в стандартах дифференцируется в зависимости от
диаметра прутков и от состояния поставки. Глубина дефектов на
поверхности горячекатаных прутков, предназначенных для горячей
обработки давлением и для холодной механической обработки,
не должна превышать половины допускаемого отклонения от но-
минального размера. Глубина дефектов на калиброванных прут-
ках, предназначенных для изготовления деталей путем точения,
не должна превышать 1 % от диаметра.
Допустимая глубина обезуглероженного слоя нормируется в
зависимости от состояния поставки стали, вида изделий и их разме-
ров.
Подробно данные о глубине обезуглероженного слоя в стали
изложены в работе [7]. В табл. 6 приведены нормы по обезуглерожи-
ванию для горячекатаной стали по ГОСТ 801—78, стандарту США
и ISO.
Для горячекатаных прутков диаметром менее 20 мм, подверга-
емых токарной обработке, глубина обезуглероженного слоя по ISO
683/XVII—1976 не должна превышать 0,6 мм, а для прутков диа-
метром более 20 мм 0,5 (0,03d-i-0,6).
В холоднотянутых прутках и проволоке (СССР и других стран)
глубина обезуглероженного слоя допускается не более 1 % от
диаметра.
2 Зак 666
33
Таблица 6
ДОПУСКАЕМАЯ ГЛУБИНА ОБЕЗУГЛЕРОЖЕННОГО СЛОЯ В ГОРЯЧЕКАТ АНОЙ
СТАЛИ
мм Глубина обезуглероженного елся, мм
ГОСТ 801 —78 Л295-77* ISO 6S3/XVH — 1976*
> 4—15 0,25 0,31 <0,20
> 15—30 0,40 0,31—0,43 <0,40
> 30—50 0,50 0,43 <0,60
> 50—70 0,60 0,64 0,0125rf
> 70—100 0,85 0,64—0,89 0,0125d
>100—150 1,10 1,40 0,0125d
* Нормы приведены для горячекатаных прутков, не подвергаемых токарной обра-
битке. ,
В горячекатаных трубах диаметром от 70 до 204 мм нормиру-
ется глубина обезуглероженного слоя только на внутренней не-
обточенной поверхности (< 0,7 мм); на наружной поверхности обе-
зуглероживание не допускается. В холоднокатаных трубах диамет-
ром 32—90 мм на наружной и внутренней поверхностях глубина
обезуглероженного слоя допускается не более 0,3 мм.
МАКРОСТРУКТУРА
Грубые дефекты — усадочная раковина, усадочная рыхлость, фло-
кены, газовые пузыри, пятнистая ликвация, крупные неметалличе-
ские включения — в макроструктуре прутков не допускаются, так
как они вызывают появление трещин при горячей и холодной пла-
стической деформации, при термической обработке, а также разру-
шение деталей в процессе эксплуатации (рис. 11).
34
Грубым дефектом макроструктуры являются микропоры. Они
встречаются в центральной части прутков. В горячекатаной стали
диаметром до 60 мм микропоры не допускаются, в прутках больших
размеров они нормируются шкалой ГОСТ 801—78. Автор оаботы
[39] считает, что микропоры представляют собой осевой пережог,
в зоне которого разрывы ориентированы по ликвационным полосам
микроструктуры. Он так представляет механизм их образования:
в осевой зоне слитка стали ШХ15 вследствие ликвации углерода
и хрома возможно скопление карбидов, образовавшихся в резуль-
тате деформации участков метастабильного ледебурита; при высо-
кой температуре нагрева под прокатку слитков или заготовок эти
участки могут начать плавиться; в процессе прокатки по непла-
стичным волокнам этой зоны образуются разрывы.
Менее опасные макродефекты, к которым относятся точечная
неоднородность, центральная пористость и ликвационный квадрат,
являются следствием химической неоднородности слитка, вызывае-
мой внутридендритной и междендритной ликвацией. Они норми-
руются шкалами ГОСТ 10243—75.
Макроструктура труб из стали открытой выплавки не регламен-
тируется фотоэталонами. Точечная неоднородность по сечению труб
распределена неравномерно — у наружной поверхности степень
точечной неоднородности меньше, чем у внутренней, образованной
из сердцевины трубной заготовки при ее прошивке.
Наиболее грубым дефектом макроструктуры труб является
расслоение, вызываемое как дефектами трубной заготовки, так и
нарушением режимов прокатки труб. На рис. 12 показано расслое-
ние, обнаруженное в трубе в состоянии поставки и в кольцах из
труб после термической обработки.
Сталь вакуумно-дугового, электрошлакового, плазменно-дуго-
вого переплавов отличается от стали открытой выплавки весь-
ма плотной макроструктурой. При нормально проведенном пере-
плаве в ней отсутствует центральная пористость, сведена до мини-
мума точечная неоднородность и другие дефекты макроструктуры,
связанные с ликвацией серы, фосфора, с неравномерным распреде-
лением ^крупных неметаллических включений. Даже при увеличен-
ной вдвое (до 1 ч) длительности горячего травления в стали рафи-
нирующих переплавов не всегда удается выявить волокнистость
в макроструктуре. Поэтому в стандартах и технических условиях
нормы на допустимые дефекты макроструктуры в стали таких пере-
плавов значительно жестче, чем для стали открытой выплавки. То-
чечная неоднородность и центральная пористость прутков из стали
электрошлакового и вакуумного переплавов не должны превышать
балла 1 шкалы по ГОСТ 10243—75.
Вместе с тем, нарушение режимов плавки при ЭШП или ВДП
может привести к появлению специфических дефектов макрострук-
туры — послойной кристаллизации, электропробою, пятнистой
ликвации. Такие дефекты в деформированной стали не допускаются.
В макроструктуре труб из стали электрошлакового переплава нор-
2* Зак. 666
3
мируется степень травимости (точечная неоднородность) и не до-
пускаются дефекты в виде единичных крупных пор. При изготовле-
нии деталей подшипников способами горячей и холодной пласти-
ческой деформации, когда наименее плотная центральная часть
прутков не удаляется, дефекты макроструктуры в свою очередь
могут оказаться причиной технологических дефектов.
Повышенная степень травимости макроструктуры, вызываемая
как точечной неоднородностью, так и большим количествсм мелких
сульфидных и оксисульфидных включений, является причиной тех.
а
РИС. 12. Расслоение в холоднокатаных
трубах из стали 111X15:
а — расслоение в трубе; б — заготовка коль-
ца с расслоением
нологических дефектов — «черных точек», возникающих на поверх-
ности деталей подшипников после холодного травления в спиртовых
или водных растворах азотной и соляной кислот, применяемых
для выявления шлифовочных ожогов. В этом случае глубина рас-
травливания в водных растворах может достигать 50 мкм; нормаль-
ного припуска на финишные операции для полного удаления рас-
травленного слоя поверхности недостаточно: на ней сохраняются^
округлые или продолговатые раковины с темным дном — «черные
точки» [40].
РИС- 13. Макроструктура поперечно-
го сечения колец, полученных ковкой
на горизонтально-ковочных машинах
(ГКМ):
а — внутреннее кольцо шарикового
радиального подшипника; б — кольца
роликового двухрядного подшипника:
слева — наружное, справа — внутрен-
нее
36
Часто подобные дефекты появляют-
ся на цилиндрической поверхности ко- jg-i
лец роликовых подшипников, особенно (ХГ
изготавливаемых ковкой из прутков бо-
лее 100 мм. В макроструктуре этих пру- £•' ;
тков допускается точечная неоднород- |№
ность и центральная пористость до бал-
ла 2 шкалы ГОСТ 10243—75), что и вы-
зывает столь глубокое растравливание 'к.
при выявлении шлифовочных ожогов.
«Черные точки» являются также следст-
вием повышенной травимости макро-
структуры Труб. Так КаК В трубах ВО- РИС. 14. Макроструктура ша-
локна направлены под некоторым уг- Ре7:4п™Х°™про™е х°2
лом к образующей и при вытачивании
желобов колец перерезаются, то после
холодного травления на поверхности желобов появляются ориенти-
рованные по направлению волокон прерывистые травильные рако-
вины, на удаление которых может не хватить припуска.
Большинство дефектов макроструктуры являются концентра-
торами напряжений и очагами зарождения усталостных трещин в
процессе эксплуатации подшипников, поэтому весьма нежела-
тельна большая общая и центральная пористость прутков, ковка
которых проводится на горизонтально-ковочных машинах: в этом
случае наименее плотная часть металла выходит на рабочую
поверхность колец (рис. 13)
На поверхность штампованных шариков центральная часть
прутков выходит в виде двух диаметрально расположенных зон,
называемых полюсами. Площадь полюсов велика, и при значи-
тельной центральной пористости и точечной неоднородности резко
повышается вероятность образования раннего усталостного выкра-
шивания именно в этих зонах.
Большая площадь полюсов возникает также на поверхности
шариков, изготавливаемых способом поперечно-винтовой про-
катки (рис. 14).
МИКРОСТРУКТУРА
Микроструктура отожженной стали исследуется г. целые ог.ределе-
ния дисперсности карбидов,, характера их распределения, обнару-
жения' карбидной ликвации, карбидной сетки, полосчатости и обез-
углероживания Эти показатели микроструктуры нормируются
стандартами и техническими условиями. Шкалы для визуальной
оценки приложены к ГОСТ 801—78.
Требования к микроструктуре после отжига обусловлены тре-
бованиями к обрабатываемости резанием и к микроструктуре и
твердости после закалки. Микроструктуру выявляют травлением
в 2—4 %-ном спиртовом растворе азотной или пикриновой кислоты.
37
Наиболее благоприятной яв-
ляется с-руктура зернисто
перлита. Степень дисперсности
карЕйдов оказывает влиянии
на обрабатываемость '“ стали.
Весьма мелкий или точечный
зернистый перлит благоприятен
для получения однородного
мартенсита- -с равномерно рас-
пределенным углеродом в твер-
дом растворе, но хуже поддаёт-
ся обработке резанием. Крупно-
зернистый перлит легко под-
дается обработке резанием, но
вследствие увеличения расстоя-
ния между карбидами ухудшает
равномерность распределения
углерода в аустените при после-
дующем нагреве под закалку^ Поэтому для обеспечения сочета-
ния удовлетворительной обрабатываемости резанием и качест-
венной закалки выбран ряд промежуточных структур.
| В стандарте для стали ШХ15 допускаются баллы 1—4 шкалы
№ 8 со средним размером частиц цементита 0,9 и 1,46 мкм соответ-
ственно (определение средней величины зерна цементита в шкалах
выполнено в работе [411). Для стали ШХ15СГ, кроме баллов 1—4,
допускается балл 5, в котором средний размер частиц цементита
равен 0,72 мкм; кроме того, допускаются незначительные участки
пластинчатого перлита (менее 5 % площади).
Пластинчатый перлит, равномерно распределенный по сечению
прутков или труб, а также расположенный в виде участков в зер-
нистом перлите, резко ухудшает обрабатываемость резанием. По-
этому допускается только неглубокий слой пластинчатого перлита
у поверхности прутков и труб в обезуглероженном слое или незна-
чительное количество его по всему сечению.
Так, в стандартах стран — членов СЭЗ наряду с зернистым
перлитом допускается наличие в микроструктуре до 5 % участков
пластинчатого перлита. Большее количество пластинчатого перлита
в микроструктуре стали сопровождается повышением ее твердости
и прочности и способствует образованию трещин при( холодной
штамповке шариковщли роликов.
Сокращение времени отжи а на металлургических заводах соп-
ровождается формированием микроструктуры весьма мелкозернис-
того перлита. На трубном заводе им. Карла Либкнехта время отжига
труб в проходной печи сокращено с 13 до 10 ч, при этом микро-
структура представляет собой перлит с более мелкими, чем балл 1
шкалы № 8 ГОСТ 801—78, частицами цементита (средний размер
частиц цементита менее 0,9 мкм). Такая микроструктура, которой
38
РИС. 16. Микроструктура стали 95X18
после отжига, у 500:
а — сорбитообразиый перлит и неравноме-
рно распределенные первичные карбиды:
б — карбидная неоднородность в прутках
диаметром 20 мм; в — карбидная неодно-
родность в прутках диаметром 80 мм
присвоен балл 1а, в настоящее время введена в стандарт, но разре-
шена только для труб.
Пример удовлетворительной микроструктуры зернистого пер-
лита средней степени дисперсности приведен на рис. 15.
В состоянии поставки стали 95Х18, 1IX18М, ЭИ347 имеют струк-
туру сорбитообразного перлита с большой карбидной неоднород-
ностью (рис. 16). В сталях этих марок однородность микрострукту-
ры увеличивается с ростом степени обжатия.
Вследствие болыпрц дщщадил-хрхмла»»-угдервда-»статях ЩХ15
и 111X15(11' возникает карбидная неоднорддшххщ проявляющаяся
в виде карвиднои ликвации, карбидной полосчатости, структурной
полосчатости (рис. 17). Еще один вид неоднородности — карбидная
сетка — вызывается температурными режимами прокатки и терми-
ческой обработки; она связана также с дендритной ликвацией.
Перечисленные дефекты выявляются после закалки стали на
мартенсит, низкотемпературного отпуска и специального травле-
ния шлифов.
i
РИС. 18. Структурная полосчатость и раз-
нозернистость встали ШХ15 (закалка в
масле с 850 °C» отпуск при 250 °C). Х500
ствовать участки карбидной
ликвйции. Вторичные карбиды
в полосе часто образуют замк-
нутую карбидную сетку.
ГОСТ 801—78 регламенти-
рует не карбидную, з струк-
турную полосчатость. Струк-
турная полосчатость — это чере-
дующиеся светлые и темные
полосы микроструктуры, выяв-
ляемые также на продольных
микрошлиф^х при обычном или
более длительном (до 20 сек)
травлении закаленной и низко-
отпущенной стали в свежепри-
готовленном 4 %-ном спиртовом
растворе азотной кислоты.
В одних случаях чередуются
полосы скрытокристаллического
мартенсита с различной степенью травимости, в других — темные
полосы троостомартенсита и светлые полосы мелкоигольчатого или
игольчатого мартенсита. В темнотравящихся полосах в основном
концентрируются карбиды, карбидная ликвация или карбидная
сетка. В связи с тем, что структурная полосчатость оказывает отри-
цательное влияние На технологические, механические, эксплуата-
ционные свойства стали ШХ15, как это будет показано ниже, ее
_ допустимая величина в прутках регламентируется фотоэталонами
шкалы № 5 ГОСТ 801—78.
До последнего времени структурная полосчатость в трубах из
сталей ШХ15 и ШХ15СГ не нормировалась, хотя в толстостенных
трубах интенсивность ее велика из-за применения трубной заготов-
ки большого диаметра (более 100 мм).
Исследования показали, что наибольшая степень структурной
полосчатости имеет место на внутренней поверхности труб, форми-
рующейся из центральной части круглой трубной заготовки.
Очень четко характер структурной полосчатости выявляется
при травлении закаленных и отпущенных при 150°С шлифов 4%-ным
спиртовым раствором азотной кислоты. Дополнительную характе-
ристику дает травление на аустенитное зерно насыщенным водным
раствором пикриновой кислоты с добавками синтола или других
поверхностно активных средств, при этом выявляется различие в
величине аустенитных зерен на участках, обедненных и обогащен-
ных карбидами. В полосах со скоплением нерастворившихся кар-
, бидов блокируется роет зерен аустенита; в полосах, обедненных
карбидами, возможен их интенсивный рост (рис. 18). Естественно,
что столь неоднородная микроструктура снижает комплекс физико-
механических свойств стали.
^Другим проявлением неоднородности распределения карбидов
41
РИС- 17, Карбидная неоднородность в
хромистой подшипниковой стали:
а — карбидная ликвация; б — структур-
ная полосчатость- X 100; в — карбидная
сетка. ХбОб
Происхождение этих дефектов подробно изучено и объяснено в
работах [39, 42]. Карбидная ликвация представляет собой грубые
скопления крупных карбидов в прокатанной стали, расположен-
ных в виде коротких строчек вдоль направления прокатки.
Подвергнув образцы стали ШХ15 с большим баллом карбид-
ной ликвации закалке с 1180 °C и получив вместо сплошных сгуст-
ков карбидов эвтектические образования, И. Н. Голиков [39]
определил дефекты как участки метастабильного ледебурита. Кар-
бидная ликвация, являясь хрупкой составляющей, снижает кон-
тактную выносливость стали, увеличивает коэффициент трения и
удельный износ стали. В стандартах всех стран она жестко регла-
ментируется; допустимый балл по шкале ГОСТ 801—78 не превыша-
ет балла 2 для отожженной стали.
Карбидная полосчатость представляет собой полосы с большой
концентрацией вторичных карбидов, вытянутые вдоль направления
прокатки. Карбидная полосчатость выявляется при травлении
микрошлифа, вырезанного вдоль оси прокатки, до темного фона,
на котором четко видны только карбиды. В полосах могут присут-
40
1500
РИС- 19. Режимы нагрева слитков из стали ШХ15 перед прокаткрй:
с — гомогенизация по ступенчатому режиму; б — действующий режим нагрева; сплошная
линия — Челябинский металлургический завод; штриховая линия — завод «Диепро-
спецсталь»
является карбидная сетка, образующаяся в результате замедлен-
ного охлаждения проката или поковок. Кроме того, она может
возникнуть в полосчатой структуре в местах повышенной концент-
рации карбидов даже в условиях нормального охлаждения проката.
Сталь с карбидной сеткой склонна к трещинообразованию при
закалке, имеет пониженную ударную вязкость и контактную вы-
носливость. Величина карбидной сетки нормируется шкалой 4 ГОСТ
801—78; максимально допустимым считается балл 3,0.
В некоторых случаях устранить тонкую карбидную сетку в го-
товом прокате можно нормализацией перед закалкой при 900—
930 °C. Грубая же карбидная сетка мерами термической обработки
не устраняется, поэтому борьба с ней ведется интенсификацией
охлаждения после прокатки. Внедрение спрейерного охлаждения
прутков на ЧМЗ позволило существенно снизить балл карбидной
сетки.
С целью снижения степени структурной полосчатости, устране-
ния карбидной ликвации и карбидной сетки, возникающей в по-
лосчатой структуре, в последние годы подавляющее количество
Структурная полосчатость, балл
Рис. 20. Влияние гомогенизации слит-
ков на распределение балла структурной
полосчатости в стали производства заво-
да «Диепроспецсталь» (/) и Челябин-
ского металлургического завода (2).
Сплошная линия — ступенчатый режим;
штриховая линия — действующая техно-
логий
42
стали электрошлакового и вакуумного переплавов подвергается
гомогенизирующему нагреву в слитках или заготовках по ступен-
чатому режиму.
Для ограниченного сортамента внедрен гомогенизирующий
ступенчатый нагрев сталей ШХ15 и 1ПХ15СГ открытой выплавки
[431.
На рис. 19 приведены графики нагрева слитков из стали IIIX15
перед прокаткой по действующему режиму и по ступенчатому
режиму гомогенизации. Нагрев слитков по ступенчатому режиму
способствует получению плотной однородной макроструктуры и
уменьшению степени структурной полосчатости на 1—2 балла
(рис. 20).
МЕХАНИЧЕСКИЕ СВОЙСТВА
В отличие от конструкционных сталей, подвергаемых, как правило,
высокому отпуску после закалки, хромистая подшипниковая сталь
эксплуатируется в высокопрочном состоянии — после закалки на
мартенсит и низкого отпуска.
Если стандартные испытания механических свойств конструк-
ционных сталей в отожженном, нормализованном или улучшенном
состояниях в большей или меньшей мере характеризуют их кон-
структивную прочность, то между контактной усталостной проч-
ностью подшипниковой стали и механическими свойствами в отож-
женном состоянии корреляционная связь отсутствует; поэтому в
состоянии поставки объем контроля механических свойств весьма
мал. Обязательный выборочный контроль твердости для горячека-
таной отожженной стали всех видов поставки и контроль временного
сопротивления при растяжении для проволоки введены в стан-
дарты и технические условия только для обеспечения технологич-
ности стали, а не ее конструктивной прочности.
Твердость труб и прутков в пределах норм, приведенных ниже,
в сочетании с микроструктурой зернистого перлита (или весьма
незначительного количества в ней пластинчатого перлита, менее
5 %) гарантирует удовлетворительную обрабатываемость реза-
нием и пластичность при холодной штамповке шариков и роликов.
Твердость по Бринеллю горячекатаных и холоднотянутых отож-
женных прутков из стали ШХ15 составляет 179—207, а из стали
ШХ15СГ— 179—217; труб горячедеформированных из стали
UIX15— 187—207, из стали 1ПХ15СГ— 197—217; труб холодно-
деформированных отожженных из стали ШХ15 — 207—255; труб
холоднодеформированных без отжига — не более 285. Указанные
значения механических свойств прутков и труб относятся к стали
открытой выплавки и рафинирующих переплавов.
Вполне удовлетворительную обрабатываемость, несмотря на
высокую твердость, имеют холоднокатаные неотожженные трубы.
Временное сопротивление холоднотянутой проволоки из стали
Ц1Х15 ов=6004-730 МПа обеспечивает ее удовлетворительную штам-
- пуемость. Более высокие же значения прочности свидетельствуют
43
о недостаточной температуре отжига для снятия напряжений или
о наличии в структуре значительного количества участков пластин-
чатого перлита. И в том, и в другом случае при штамповке шари-
ков и роликов могут возникать трещины.
ГЛАВА V
МЕТОДЫ КОНТРОЛЯ И ИССЛЕДОВАНИЯ
НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ В ХРОМИСТОЙ
ПОДШИПНИКОВОЙ СТАЛИ
Разработка и внедрение в промышленность принципиально новых
способов производства стали (внепечная обработка, рафинирующие
переплавы) послужили толчком для создания уникальных приборов
и более прогрессивных методов ее контроля и исследования. К та-
ким методам относятся: количественная полуавтоматическая и ав-
томатическая микроскопия, растровая (сканирующая), высоко-
вольтная просвечивающая и эмиссионная электронная микроско-
пия, микрорентгеноспектральный анализ и др.
Эффективным оказалось применение этих методов для изучения
источников образования неметаллических включений в стали, их
удаления, а также изменения состава (трансформации) в результате
физико-химических процессов, протекающих в жидкой стали при
разливке, кристаллизации и последующей горячей деформа-
ции.
: Высоко оценивая возможности новых современных методов,
необходимо отметить, что основным и универсальным методом мик-
роисследования неметаллических включений остается микроскопи-
ческий метод. Применение более сложных методов (например,
электронной микроскопии и микрорентгеноспектрального анализа)
невозможно без предшествующего обзорного исследования объек-
та на обычном металломикроскопе. Значение микроскопического
метода особенно возрастает с разработкой количественных автома-
тических методов оценки структурных составляющих стали.
Размер неметаллических включений в стали изменяется в ши-
роких пределах — от очень мелких дисперсных (менее ОД мкм),
неразличимых под обычным световым микроскопом и обнаружи-
ваемых только при больших увеличениях на электронном микро-
скопе, до крупных, видимых невооруженным глазом, протяжен-
ностью до нескольких миллиметров.
Исходя из этого, применяемые для определения включений ме-
тоды различны в зависимости от размера включений и поставлен-
ной при контроле или исследовании задачи.
44
ОЦЕНКА МАКРОВКЛЮЧЕНИЙ
Для оценки макровключений (условно размером более 1 мм) приме-
няются следующие методы: механическая ступенчатая обточка, ис-
следование изломов закаленных образцов, травление продольных
и поперечных макротемплетов, снятие серного отпечатка, магнит-
ная дефектоскопия и ультразвуковой контроль.
Методом ступенчатой обточки выявляются раскатанные неме-
таллические включения (внутренние волосовины) размером более
1 мм. Существует несколько способов определения загрязненности
стали волосовинами; подробно эти способы рассмотрены в работе
[45]. Критериями загрязненности плавки являются: среднее число
волосовин установленной длины, средняя суммарная протяжен-
ность, а также максимальная длина волосовин на определенной
площади.
Для получения достоверных результатов рекомендуется просмотр
большого количества образцов, отобранных от деформированного
металла с одинаковой степенью обжатия.
Для выявления волосовин на шлифованной поверхности может
быть применена магнитная порошковая дефектоскопия. Кроме
скоплений неметаллических включений, с помощью магнитной
дефектоскопии можно обнаружить также карбидную ликвацию.
Методом ступенчатой обточки контролируется подшипниковая
сталь в Японии (JIS 5805—65), а также для подшипников ответ-
стенного назначения в США [46].
Макровключения и их скопления могут быть обнаружены в
виде темных или светлых нитей в изломах, поперечных и продоль-
ных направлению деформации образцов. Методика подготовки проб
и характеристики изломов даны в ГОСТ 10243—75 и описаны в ра-
боте [47].
Более контрастно крупные неметаллические включения выяв-
ляются в виде светлых полосок на поперечных изломах образцов,
закаленных и отпущенных до синего цвета побежалости; эта методика
применяется в США, ФРГ, Швеции [48].
К самым широко распространенным методам принадлежит ме-
тод химического травления поперечных или продольных направле-
нию деформации макротемплетов (ГОСТ 10243—75). Выявленные
на поперечных темплетах после травления неметаллические вклю-
чения могут быть оценецы по шкалам центральной пористости и
точечной неоднородности.
Одной из разновидностей метода химического травления явля-
ется метод серного отпечатка, который дает возможность определить
распределение и размеры сульфидных включений в стали.
Перечисленные методы выявления макровключений в стали
не всегда дают однозначные результаты, так как основаны на конт-
роле ограниченного числа образцов и зависят от условий их от-
бора, т. е. от того, насколько образцы представляют наихудший
в смысле загрязненности участок слитка. Кроме того, макровклю-
45
чения в стали, являющиеся в основном включениями экзогенного
происхождения, как правило, имеют случайное расположение по
высоте слитка, что, безусловно, затрудняет их обнаружение.
Наиболее совершенным методом неразрушающего контроля
макровключений в стали является ультразвуковой контроль про-
катанной или прокованной заготовки по всей ее длине, иногда по-
перечных макротемплетов. Обнаруживаются дефекты размером
1 мм и более. Последними работами установлена возможность
ультразвукового контроля неметаллических включений размером
менее 1 мм [49].
С целью обнаружения поверхностных дефектов, в том числе
и скоплений неметаллических включений, а также обезуглерожен-
ного слоя, почти 100 % холоднокатаной прутковой стали, выпуска-
емой металлургическими заводами, подвергается неразрушающим
методам контроля; на некоторых заводах внедрены автоматические
линии контроля.
ОЦЕНКА[ МИКРОВКЛЮЧЕНИЙ ПО ЭТАЛОННЫМ ШКАЛАМ
Наиболее широко распространен метод оценки степени загрязнен-
ности деформированного металла неметаллическими включениями
по эталонным шкалам. Этот метод характеризуется удобством и
простотой в работе, возможностью просматривать значительную
площадь микрошлифов и получать информацию не только об общей
загрязненности стали (считается полуколичественным), но и о
размере, форме, распределении и составе включений.
Несмотря на интенсивное развитие количественных автоматиче-
ских методов подсчета включений с применением специальных уста-
новок, оценка по стандартным шкалам на ближайшее будущее
будет оставаться наиболее широко применимой в контрольных ла-
бораториях. Это объясняется прежде всего тем, что метод основан
на просмотре большой площади и поэтому позволяет выявить круп-
ные включения.
В основе метода оценки по шкалам лежит принцип срав-
нения; наблюдаемые при увеличении примерно 100 включения
сравнивают с эталонами стандартных шкал. В настоящее время
для оценки включений в подшипниковой стали в мировой практике
принято несколько шкал [27 , 50], в некоторых случаях существен-
но различающихся. Наиболее распространены следующие.
1. Шкала ГОСТ 801—60 «.Сталь шарико- и роликоподшипнико-
вая. Технические условия».
2. Шкала ГОСТ 1778—70 «Металлографические методы опреде-
ления включений в стали» (принята ИСО, ГС 95—63 СЭВа и с уточ-
нениями ГОСТ 801—78) [51].
3. Шкала ассоциации шведских металлургов «Jernkontoret»-
(принята ISO и ASTM-E 45-63, шкала 1, метод А [152].
4. Унифицированная шкала Диргартена (Stahl-Eisen-Prufblatt—
1570—61).
'46
5. Шкала Комитета немецких металлургов Stahl-Eisen-Prufblatt—•
1570—71 (принята ISO) [501.
6. Шкала фирмы «Fox».
7. Шкала фирмы «FAG».
8. Шкала ГОСТ 21022—75 «Сталь хромистая для прецизионных
подшипников».
9. Шкала ASTM Е 45-63 (шкала III, метод D) для стали ваку-
умно-дугового переплава или других специальных методов вы-
плавки.
В СССР для оценки степени загрязненности включениями под-
шипниковой стали используется четырехбалльная шкала ГОСТ
801—60, в основе которой заложена шкала Диргартена первого
издания. Определяются три вида включений: окислы, сульфиды и
глобулярные. На каждый вид приведено две разновидности.
В шкале отсутствует единый принцип классификации — в одном
случае это состав включений (оксиды и сульфиды), в другом —
форма (глобулярные).
Загрязненность от меньших баллов к большим возрастает неза-
кономерно (табл. 7).
Более совершенной шкалой является шкала ГОСТ 1778—70,
в основу построения которой заложены три основных параметра,
характеризующих включения: состав, форма и площадь.
Шкала состоит из пяти баллов и классифицирует следующие
виды включений: оксиды — строчечные (ОС) и точечные (ОТ);
силикаты — хрупкие (СХ),» пластичные (СП) и недеформирующие-
ся (глобулярные СН); сульфиды (С); нитриды и карбонитриды стро-
чечные (НС), нитриды и карбонитриды точечные (НТ), нитриды
алюминия (НА).
Шкала содержит 85 фотоэталонов включений, наиболее ти-
пичных как для углеродистых низколегированных, так и высоко-
легированных сталей. Площадь, занимаемая включениями, возрас-
тает от балла к баллу в геометрической прогрессии с множителем
2. Для сохранения преемственности с ГОСТ 801—60 площади
кислородных включений (оксидов и силикатов) балла 3 в обеих
шкалах равны, а сульфидных в
два раза больше, чем кислород-
ных.
Шкала ГОСТ 1778—70 была
разработана и внедрена в прак-
тику металлографических лабо-
раторий в 1954 г. Накоплен-
ный более чем за 20 лет опыт
работы показал, что классифи-
кация включений по составу
на оксиды и силикаты в неко-
торых случаях, не совсем точно
отражает природу содержащих-
ся'включений в стали.1) Оч#нь
Таблица 7
ПЛОЩАДЬ ВКЛЮЧЕНИЙ НА ЭТАЛО-
НАХ ШКАЛЫ ГОСТ 801—60, см2 [531
Балл Оксиды Сульфиды Глобуляр- ные
а б а б а 6
1 0,04 0,03 0,03 0,06 0,03 0,06
2 0,06 0,04 0,08 0,12 0,05 0,12
3 0,14 0,13 0,21 0,11 0,07 0,17
4 0,14 0,22 0,27 0,25 0,12 0,25
47
часто при контроле подшипниковой стали по шкалам силикатов
приходится оценивать слитные строчки алюминатов кальция и дру-
гих фаз, не содержащих кремния. Правильнее было бы классифи-
цировать включения более укрупненно — на кислородные и суль-
фидные, разбивая затем эти группы по форме включений.
Отсутствует строгий принцип классификации неметаллических
включений по их размерам (максимальной толщине и длине строчек),
особенно это относится к шкалам сульфидов. Одинаковая толщина
строчечных включений в двух или трех разновидностях одного
балла затрудняет оценку включений в мелких профилях металла
с большой степенью обжатия.
Шкала не является универсальной для всех способов производ-
ства металла.
Построение шкалы и подсчет площади включений производи-
лись вручную, что внесло некоторые неточности в расчетные циф-
ры.
Шкала ассоциации шведских металлургов «Jernkontoret» была
опубликована в 1936 г. и до настоящего времени ее широко ис-
пользуют в странах Европы и США.
Пятибалльная шкала классифицирует четыре вида схематичес-
ки изображенных включений: А — легко деформируемые сульфи-
ды, В — непластичные окислы типа глинозема, С — окислы типа
силикатов (промежуточного характера между А и В) и D — равно-
осные равномерно распределенные независимо от типа и степени
пластической деформации включения; включения каждого вида
подразделяются по толщине или диаметру.
Представленные в шкале виды включений наиболее типичны для
кислой стали (короткие многочисленные строчки сульфидов, боль-
шое количество точечных и строчечных включений типа глино-
зема).
Градация по длине довольно приближенна и практически опре-
деляется тремя баллами, баллы 4 и 5 для окислов настолько гру-
бы, что характеризуют по сути дела макровключения, а для суль-
фидов — соответствуют автоматной стали, легированной серой.
Включения равной длины, но с разной степенью вытянутости
(тонкие, толстые) оцениваются одним и тем же баллом.
Длина строчек, размер и площадь включений для двух разно-
видностей (толщин) в пределах одного балла различны.
Отсутствует строгая классификация включений, последняя
определяется как составом (сульфиды, глинозем), так и деформи-
руемостью (равноосные); площадь включений от балла к баллу из-
меняется незакономерно (табл. 8).
Шкала Диргартена принадлежит к числу ранних и наиболее
тщательно разработанных шкал; созданная в 1936 г. она класси-
фицировала в натуральном изображении два вида включений:
сульфиды и оксиды. Позднее шкала Диргартена с целью расшире-
ния области применения была унифицирована (Stahl-Eisen-Priifblatt
—1570—61): добавлены эталоны для оценки включений более
U8
Таблица 8
ПЛОЩАДЬ ВКЛЮЧЕНИЙ А, В, С, D НА ЭТАЛОНАХ ШКАЛЫ «J ERNKONTORET».
см2 [531
А В С D
Баллы а б а б а б а б
1 0 07 0,07 0,03 0,07 0'08 0,09 0,04 0,07
2 0,19 0,24 0,09 0,28 0,18 0,22 0,13 0,25
3 0,50 0,58 0,20 0,67 0,29 0,36 0,20 0,44
4 1,04 1,18 0,43 1,28 0,48 0,62 0,33 0,73
5 1,67 1,92 1,10 3,20 0,82 1,20 0,46 0,97
крупных размеров и несколько скорректированы эталоны глобу-
лярных включений.
Шкала стали восьмибалльной с восемью разновидностями вклю-
чений; М - сульфиды, Т — оксиды типа глинозема, К — глобу-
лярные включения, S — штриховые, Z — двойные строчки, Р—
многоточечные включения.
В шкале не сохранена преемственность в обозначении включе-
ний; разница пр степени загрязненности между баллами незна-
чительна.
При переходе от балла к баллу длина включений изменяется
очень неравномерно (например, между баллами 4 и 5 шкалы суль-
фидов и оксидов типа глинозема).
Степень вытянутости (толщина) в двух разновидностях одного
и того же вида включений почти одинакова, что вызывает затруд-
нения при оценке сильно деформированного металла.
В 1970 г. в рамках Комитета Союза немецких металлургов (ФРГ)
была создана рабочая группа из экспертов сталелитейной и под-
шипниковой промышленности, в^задачу которой входило создание
новой универсальной шкалы для оценки неметаллических вклю-
чений. Разработанная шкала была опубликована в 1971 г. и вошла
в Stahl-Eisen-Priifblatt — 1570—71.
За основу была принята шкала Диргартена, при построении
учитывались следующие параметры включений.
1. Состав и форма. Определяются четыре наиболее типичных
для сталей вида включений: сульфиды вытянутой формы — SS;
окислы разрозненные, образующие строчки (типа глинозема) —
ОА; окислы сплошные строчечные (типа, силикатов) — OS; окислы
глобулярной формы — OG.
2. Величина. Оцениваются включения от весьма мелких разме-
ров, характерных для сталей специальных методов выплавки, до
включений, длина которых достигает или превышает диаметр поля
зрения микроскопа (0,8 мм).
3. Площадь включений возрастает от индекса к индексу в геоме-
трической прогрессии с множителем 2 и равна для всех разновид-
49
ностей включений одинакового индекса (взят тот же принцип, что
и в шкале ГОСТ 1778—70).
4. Длина и ширина наибольшего включения и диаметр (наиболь-
шего глобулярного включения). Длина включений возрастает от
одного индекса к другому в 1,5 раза.
В связи с развитием новых способов выплавки, обеспечивающих
получение металла высокого качества, в том числе по содержанию
неметаллических включений, возникла необходимость в создании
•специальных шкал и методов оценки загрязненности этого металла,
поскольку существующие оказались слишком «грубыми».
В СССР контроль включений подшипниковой стали вакуумно-
дугового переплава осуществляется по методике вновь созданного
ГОСТ 21022—75. Прилагаемая к ГОСТу четырехбалльная шкала
классифицирует оксиды, сульфиды, силикаты, глобулярные и то-
чечные. В принцип построения шкалы заложена только площадь
включений, изменяющаяся от балла к баллу в геометрической
прогрессии со знаменателем 1,6. Недостатком шкалы является от-
сутствие единого принципа классификации включений. Включения
разделены по составу — оксиды, сульфиды, силикаты; по форме —
глобулярные, точечные; незначительная разница в площади вклю-
чений между двумя соседними баллами затрудняет визуальную
оценку, увеличивая ошибку определения; незначительная разница
‘фотоэталонов [баллов 1 и 2 глобулярных и точечных включе-
ний.
Шкалой, также предназначенной для оценки стали вакуумно-
дугового переплава, является шкала ASTM Е45-63 (метод D).
Основой для ее построения послужила шкала «Jernkontoret», оха-
рактеризованная ранее. Сохранена классификация включений по
видам, введены дополнительные фотоэталоны половинных баллов
(0,5; 1,5 и т. д.).
При контроле подшипниковой стали по эталонным шкалам на-
ходят применение различные критерии оценки загрязненности
плавки.
Так, ГОСТ 801—78 предусматривает оценку плавки максималь-
ным баллом по каждому из трех видов включений из оценок шести
образцов.
Допускается превышение для горячекатаной отожженной стали
диаметром 40—80 мм — один выпад по одному из видов включений
(по сульфидам и оксидам не более 0,5 балла); для горячекатаной
неотожженной стали — один выпад по двум видам включений.
Ведутся работы по замене этого критерия одним из критериев
ГОСТ 1778—70 (метод III): средним арифметическим баллом из
максимальных оценок каждого образца для каждого вида включе-
ний и количеством образцов с баллом выше максимального в про-
центах от общего количества образцов; средним и максимальным
баллом и количеством образцов с максимальным баллом.
Сталь вакуумно-дугового переплава (ГОСТ 21022—75) оцени-
вается максимальным баллом по четырем видам включений из 10
50
образцов. Допускается превышение на 1 балл для 10 % образцов-
по двум видам включений.
Сталь 52100 по методике ASTM Е45-63 оценивается средним
баллом из максимальных оценок, причем оценка 2/3 образцов не
должна превышать установленное значение среднего балла, а г/3
может превышать это значение.
В стандарте ФРГ Stahl-Eisen-Prufblatt — 1570—71 критерием
оценки является суммарный числовой индекс (сумма произведений
максимального балла на коэффициент, соответствующий размерам
и площади включений).
В работах [50, 54, 55] анализируются преимущества и недостатки
различных критериев оценки загрязненности плавки.
ОПРЕДЕЛЕНИЕ СТЕПЕНИ ЗАГРЯЗНЕННОСТИ СТАЛИ
МИКРОВКЛЮЧЕНИЯМИ МЕТОДОМ ПОДСЧЕТА
За последние годы, несмотря на трудоемкость, методы количествен-
ного определения степени загрязненности металла путем подсчета
получили довольно широкое распространение и находят приме-
нение в практике не только исследовательских, но и заводских
металловедческих лабораторий. Получение достоверных данных об
общем содержании включений, их размерах позволяет более точно
корректировать процесс выплавки стали и установить зависимость
эксплуатационных свойств от загрязненности металла тем или
иным видом включений.
Основы количественной металлографии, области и методы ее
применения изложены в фундаментальной работе С. А. Салтыкова
[56], а современное состояние — в публикациях [44,57]. Суще-
ствующие в настоящее время методы подсчета включений основаны
на принципах линейного или точечного анализов и измерения пло-
щади, занимаемой ими на микрошлифе.
В ГОСТ 1778—70 подробно описаны методы подсчета неметал-
лических включений (методы К, П и Л). При оценке по методу
К критерием загрязненности плавки является суммарное количество
включений каждой размерной группы (или предельно допустимой)
на площади 2400 мм2. Метод рекомендован для контроля сталей
и сплавов специальных методов выплавки. Одним из вариантов
метода К (в более упрощенном виде) является метод, разработан-
ный ДОННИИЧерметом [58].
Методом П одновременно определяются площадь, занятая вклю-
чениями. их количество и размеры.
В основе метода лежит определение размера включений на шли-
фах с помощью окулярной шкалы по 13 размерным группам.
Из данных замеров могут быть получены следующие характе-
ристики степени загрязненности плавки: число включений каждой
группы размеров и имеющих размер более определенного (напри-
мер, более 10 мкм) на площади 100 мм2; среднее арифметическое
значение площади, занятой включениями.
51
Метод П дает полную и точную информацию о содержании в
стали включений разного размера и рекомендуется для определе-
ния загрязненности металла рафинирующих переплавов. При оцен-
ке металла обычных спесобов выплавки необходимо иметь в виду,
что вероятность попадания крупных экзогенных включений в пло-
щадь подсчета мала, в результате чего они могут быть пропущены.
При линейном методе подсчета Л при увеличении 300 и 500
замеряются максимальный размер включений, попадающих в пе-
рекрестие нитей окуляра. Размеры фиксируются в соответствии
с восемью размерными группами. Загрязненность плавки оценива-
ется индексом, отнесенным к длине подсчета 10 см.
Для контроля подшипниковой стали за рубежом применяется
метод LT, основанный на принципе линейного перемещения шли-
фа. По данным 1591, точность метода недостаточно высокая.
Японским стандартом на хромистую подшипниковую сталь
(JIS G648051—65) также предусмотрена оценка включений мето-
дом подсчета.
Методы подсчета включений, обеспечивая по сравнению с балль-
ной оценкой по шкалам получение более точных данных по общей
загрязненности, являются длительными и трудоемкими по своему
исполнению, что исключает их широкое применение в производ-
ственных условиях.
В настоящее время разработана новая специальная аппаратура,
позволяющая автоматизировать как отдельные операции количе-
ственного металлографического анализа, так и весь процесс в це-
лом. Широкое распространение получили автоматические телеви-
зионные анализаторы изображения со сканированием электронного
пучка по изображению. Выпускаемые объединенной фирмой
«Cambrige Instruments» модели Quantimet (QTM)-720 и Quantimet
(QTM)-360 тип 11 предназначены: первый — для выполнения ис-
следований, второй — для определения в производственных усло-
виях содержания неметаллических включений и измерения вели-
чины зерна. К подобным приборам автоматического контроля от-
носятся: Microvideomat (фирма «Opton»), QMS (фирма «Bauch and
Lomb»), Classimat (фирма «Leitz»). Устройство и принцип работы
автоматических анализаторов изображения описаны в [56, 60].
Наибольшее применение в отечественной практике нашли QTM-720
и QTM-360.
Телевизионный количественный микроскоп QTM-720 позволяет опреде-
лять количество исследуемых объектов (включений) на единицу площади;
площадь, занятую объектом (включениями), в процентах; суммарную длину
горизонтальных или вертикальных проекций максимальных хорд; общий
периметр, отношение суммарной длины сканирования к общему числу пере-
сечений линий сканирования с границами зерен; распределение по размерам;
характеристики формы. По степени укомплектованности фирма выпускает
системы: Quantimet 10 (упрощенная модель), Quantimet 20 (сопряжена с
компьютером, возможность программирования), Quantimet 30 (универсаль-
ная модель).
Прибор QTM-360 тип II полностью автоматизирован, включая фокуси-
рование изображения и установление порога детектирования. Данные под-
52
счета оксидных и сульфидных включений выдаются на стандартном форму-
ляре. Кроме определения обычных параметров, (процента площади, проек-
ции, количества) QTM-360 классифицирует включения по форме и характеру
распределения.
Наряду с вышеописанными приборами, работающими по принципу ска-
нирования телевизионного изображения, созданы фотометрические прибо-
ры, основанные на различной отражательной способности по отношению к
падающему световому пучку [61]. По такому принципу работает автомати-
ческий структурный анализатор «Epiquant» (фирма «С. Zeiss», ГДР). Ска-
нирование шлифа проводится при помощи автоматически передвигающегося
столика микроскопа. Прибор осуществляет линейный анализ фазового со-
става микроструктуры, неметаллических включений, одновременно опреде-
ляя суммарные длины отрезков каждой из трех различаемых прибором фаз
(оксиды, сульфиды, нитриды), распределение длин одной из фаз по тринад-
цати размерным группам и число пересеченных участков каждой фазы.
При работе на автоматических установках к качеству микрошлифов
предъявляются высокие требования. Поверхность их не должна иметь цара-
пин, рисок, загрязнений, следов влаги, пыли и других дефектов.
Конкретное применение автоматических количественных установок к
анализу структуры сталей и сплавов, в том числе к анализу неметаллических
включений в подшипниковой стали, рассмотрены в работах [53, 62, 63].
Применяемая в настоящее время методика оценки в баллах
позволяет выявить загрязненность стали единичными включения-
ми, в то время как метод подсчета, в том числе и на автоматических
установках, е большей точностью выявляет общую загрязненность
металла. По-видимому, целесообразно для характеристики качест-
ва стали применять одновременно два метода.
МЕТОДЫ ОПРЕДЕЛЕНИЯ СОСТАВА
НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
Для определения состава включений, их характерных признаков
и свойств применяется комплекс методов.
При исследовании на микрошлифах — металлографический и
микрорентгеноспектральный анализы, прицельный рентгенострук-
турный, электронномикроскопический, микроспектральный и пет-
рографический анализы;
при исследовании осадка включений — рентгеноструктурный ана-
лиз (осадок выделяется общим и локальным электролизом), рентге-
ноструктурный анализ единичного включения, электронографиче-
ский, электронномикроскопический, петрографический и микро-
химический анализы.
Металлографический метод [64, 651 применяется при исследо-
вании состава неметаллических включений размером более 0,5 мкм.
Он позволяет определять величину и форму, расположение, поли-
руемость, пластичность, твердость, оптические свойства (прозрач-
ность, цвет, отражательную способность, эффект анизотропии), хи-
мические свойства. По совокупности данных устанавливается пред-
полагаемый минералогический состав фаз.
Микрорентгеноспектральным методом [52, 65] производится
качественный анализ включений размером более 1 мкм; бпреде-
53
ляется присутствие элементов (от бора), их распределение по пло-
щади включения. Для включений размером более 5 мкм прово-
дится количественный анализ: содержание элементов в процентах,,
распределение их концентрации по площади (или линии) включе-
ния; в случае фазового анализа — содержание фазы в процентах,,
средний размер выделений, количество на единицу объема.
Микрорентгеноспектральный В сочетании с электронномикро-
скопическим методом позволяет анализировать реплики с экстра-
гированными частицами включений размером менее 1 мкм; при
этом определяется содержание элементов от магния.
Электронномикроскопический метод с микродифракцией [68].
позволяет анализировать реплики, фольги, осадки включений раз-
мером 0,001—0,1 мкм.
Растровая электронная микроскопия с микрорентгеноспект-
ральным анализом применяется для изучения частиц размером бо-
лее 1 мкм [69].
Поведение включений размером более 0,1 мкм в процессе нагре-
ва до 2000 °C исследуется на микрошлифах методом эмиссионной
электронной микроскопии [691.
Химический состав включений размером более 50 мкм может
быть также исследован на микрошлифе и в осадке микроспектраль-
ным анализом [70].
Широко применяется также петрографический [57, 71 ] и
микрохимический [72] анализы включений размером 1 мкм и
более. В первом случае определяются морфологические признаки:
форма, цвет, размер, прозрачность; оптические константы: пока-
затель преломления, двулучепреломление, анизотропность и другие,
по совокупности данных — минералогический состав фаз.
Во втором случае: общее количество стойких включений [в %
к металлу и к осадку], химический состав.
Выбор конкретного метода или комплекса методов определяется
степенью чистоты металла, размерами неметаллических включений,
характером их расположения, задачами исследования и имеющейся
аппаратурой. Наиболее эффективно сочетание металлографического-
с одним из следующих методов: локальным или прицельным рентге-
ноструктурным, петрографическим, микрорентгеноспектральным,
электронномикроскопическим с микродифракцией, электроногра-
фическим.
Полезным дополнением к методам локального рентгенострук-
турного и петрографического анализов явилась разработка и даль-
нейшее усовершенствование метода локального выделения включе-
ний [66, 71 ].
Методы микрохимического анализа электролитически выделен-
ного осадка включений, обладающие существенными недостатками
(разрушение нестойких оксидных и сульфидных включений хими-
ческими реактивами), менее распространены в комплексе методов,,
применяемом для изучения включений в подшипниковой стали..
54
Однако использование его вместе с металлографическим оказалось
полезным в ряде исследований [73, 74].
Из других методов исследования включений в подшипниковой
стали необходимо отметить методы высокотемпературной и цветной
металлографии.
Метод высокотемпературной металлографии был использован
нами для изучения влияния термической обработки на состав
экзогенных включений шлака в стали ШХ15, выплавленной в
электродуговой печи и рафинированной в ковше синтетическим
шлаком [75].
Тепловое цветное травление дает возможность более четко
выявить неметаллические включения с высокой отражательной
способностью, вследствие этого трудно обнаруживаемые на микро-
шлифах, и структуру многофазных включений [76]. Кроме того,
метод применяется для установления расположения включений в
литом металле по отношению к дендритной структуре [77 ], что
позволяет судить о происхождении и типе данного включения.
ГЛАВА VI
НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ
В ПОДШИПНИКОВОЙ СТАЛИ РАЗЛИЧНЫХ
СПОСОБОВ ПРОИЗВОДСТВА
Степень загрязненности и состав неметаллических включений в
подшипниковой стали различных способов производства изучались
многими исследователями. В отечественной литературе эти вопросы
подробно рассмотрены с точки зрения источников образования
включений, их удаления и влияния отдельных технологических
параметров выплавки, разливки в работах М. И Виноград [45],
Ю. А. Шульте [78], С. Г. Воинова и А. Г. Шалимова [17],
М. И. Колосова [79], Д. Я- Поволоцкого [80] и др.
Использование современных методов исследования и приборов
позволило за последние годы значительно дополнить и уточнить
полученные ранее данные.
В этой главе на основе обобщения экспериментальных и литера-
турных данных рассмотрено образование, количество и состав не-
металлических включений в подшипниковой стали. Изучены вклю-
чения в стали, выплавленной в электросталеплавильных печах,
в том числе с рафинированием печными, синтетическими известко-
во-глиноземистыми шлаками, а также с применением жидких рас-
кислителей и легирующих.
55
СТЕПЕНЬ ЗАГРЯЗНЕННОСТИ
НЕМЕТАЛЛИЧЕСКИМИ ВКЛЮЧЕНИЯМИ
На количественном телевизионном микроскопе QTM-720 в
ЦНИИЧМ 1 была определена степень загрязненности стали ШХ15
при различных, принятых на отечественных заводах, способах
производства (табл. 9).
Подсчет включений проводили при одинаковых параметрах,
преимущественно на металле крупного профиля (более 100 мм). От
Таблица 9
ЗАГРЯЗНЕННОСТЬ НЕМЕТАЛЛИЧЕСКИ-
МИ ВКЛЮЧЕНИЯМИ СТАЛИ ШХ15 ПРИ
РАЗЛИЧНЫХ СПОСОБАХ ПРОИЗВОДСТ-
ВА
Емкость печи, т Средняя площадь, занятая включе- ниями, % Число вклю- чений на 100 мм2
кисло- родными сульфид- ными кисло- родные сульфид- ные
Электрод уговая сталь
40* 0,0036 0,0107 519 1691
60* 0,0067 0,0218 748 2728
60** 0,0022 0,0082 371 890
100* 0,0032 0,0070 — —
100** 0,0026 0,0070 314 1218
2Q0* 0,0049 0,0127 — —
Кислая мартеновская сталь
0,0041 1 0,0465 I 526 I 4347
* Обработка в ковше печными шлаками.
** Обработка в ковше известково-глйно-
земистым синтетическим шлаком.
каждого варианта выплавки
исследовали по 2—3 плавки.
Как правило, образцы отби-
рали от штанг, соответст-
вующих верху, середине и
низу слитка. Загрязненность
металла включениями опре-
деляли на поперечных микро-
шлифах.
Средняя площадь (%), за-
нятая кислородными вклю-
чениями, в стали ШХ15 раз-
личных способов производст-
ва находится в пределах
0,0022—0,0067, а сульфидны-
ми в более широких преде-
лах — 0,0070—0,0465.
Обработка стали синте-
тическими шлаками снижа-
ет площадь кислородных
и сульфидных включений, осо-
бенно эффективно при вы-
плавке стали в печах ем-
костью 60 т.
Выплавка стали в электро-
сталеплавильных печах боль-
шой емкости (100- и 200-т) с обработкой в ковше печным шлаком
обеспечивает степень загрязненности на уровне стали, выплав-
ленной в печах меньшей емкости.
Степень загрязненности кислой мартеновской стали кислород-
ными включениями находится на уровне электростали, а сульфид-
ными — значительно выше.
Рафинирующие переплавы позволили значительно уменьшить
загрязненность стали неметаллическими включениями [81—86].
Если принять за 100 % содержание включений в металле открытой
выплавки, то для стали ШХ15Ш оно составит в среднем 45 %, для
стали ШХ15ВД—35 %, для стали ПТХ15ТПД — 25 %. Включе-
1 Определение проведено И. А. Павперовой.
56
ния более равномерно распределяются по высоте и сечению слит-
ка, изменяется их размер: преобладающий размер 5 мкм, макси-
мальный размер, как правило, не превышает 10—15 мкм.
НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ
В ОСНОВНОЙ ЭЛЕКТРОДУГОВОЙ СТАЛИ
Химико-минералогическая природа неметаллических включений
в основной электростали подробно изучена с применением совре-
менных методоз в работе [71] *.
Исследовали сталь, выплавленную в 60-т основной электроду-
говой печи завода «Днепроспецсталь» по принятой на заводе тех-
нологии со сливом металла вместе с печным шлаком в ковш.
Неметаллические включения, исходя из их размера, были раз-
делены на три группы: крупные глобулярной формы (более 30 мкм),
средние монокристаллические (от 15 до 30 мкм) и мелкие полиморф-
ные (от 1 до 15 мкм).
Как правило, крупные глобулярной формы включения много-
фазные и по составу разделяются на:
1) шпинельные (характерны для стали, обработанной электропеч-
ным шлаком) — кристаллы MgO-А12О3 и эвтектика MgO-Al2O3
+2MgO- SiQ2; MgO-Al2O3 + 2MgO- SiO2 + MgO;
2) алюминатйые — кристаллы mCaO-nAl2O3 и различные
эвтектики;
3) силикатные (встречаются редко) — разнообразны по струк-
туре и составу: 2СаО-А12О3-SiO2 и эвтектика 2СаО-А12О3-SiO2+
+CaO-MgO-SiO2; эвтектика 2СаО-А12О3-SiO2 + CaO-FeO-
SiO2; тройная эвтектика CaO-MgO-SiO2 + CaO-FeO-SiO2 +
+ 3CaO-2SiO2-CaF; стеклофаза переменного состава.
Средние монокристаллические включения представлены MgO-
-А12О3; а = А12О3 и СаО-6А12О3.
Фазовый состав мелких полиморфных включений определяется
системой А12О3 — А1. В зависимости от состава они имеют не-
правильную, пленочную и глобулярную формы.
В работах [84, 85] ** приведены результаты исследования круп-
ных (более 40 мкм) неметаллических включений в стали ШХ15,
выплавленной в 60-т основой электродуговой печи; металл рас-
кисляли алюминием 0,5—1,0 кг/т и обрабатывали печным шлаком
в ковше.
В пробах от прокатанного металла (квадрат 110 мм) методами
рентгеноструктурного в сочетании с петрографическим и микро-
химическим анализами установлен фазовый состав 258 локально
выделенных включений. Большинство включений (92,6 %) были
* Пирожкова В. П. Химико-минералогическая природа включений в
сталях, раскисленных и легированных алюминием и кремнием. Автореф.
канд. дне. Челябинск, 1976.
** Шевченко 3. А. Исследование крупных неметаллических включений
в стали ШХ15. Автореф. канд. дис. М., 1968.
57
многофазными, во всех без исключения обнаружена магнезиальная
шпинель MgO-Al2O3. Часто в составе включений наряду со шпи-
нелью находили кальциевые алюминаты — тСаО-пА12О3 (32 %
всех включений), клиноэнстатит — MgO-SiO2 (21 %), монтичел-
лит— СаО MgO • SiO2 (19 %); окислы кремния —а- и ^-модифика-
ции (19 %); сульфид кальция —CaS (16 %); геленит — 2СаО-
• А12О3- SiO2 (7 %). Редко (не более 3 %) встречаются фазы CaF2;
FeO; MgO-Fe2O3; a=Al2O3; MgO; 3CaO-2SiO2-CaF2; MgF2.
Перечисленные выше фазы встречаются во включениях в самых
различных сочетаниях.
В противоположность пробам из проката ковшовые пробы
(отобраны непосредственно после слива металла) содержали боль-
шое количество крупных включений. В некоторых из них была
обнаружена магнезиальная шпинель. В основном же состав опре-
делялся фазами: СаО-MgO-SiO2+CaO-Al2O3; 3CaO-2SiO2-
•CaF2; (Mg, Fe)O-SiO2 и др.
Обобщив полученные результаты, авторы сделали выводы, что
основным источником загрязнения стали при установленной техно-
логии является печной шлак. На шлаковое происхождение крупных
включений указывают также в работе 186 k
Образование магнезиальной шпинели может происходить раз
ными путями:
1) выделение непосредственно из шлакового расплава (наиболее
вероятно в эмульгированных при сливе каплях шлака). При ко-
нечном раскислении остаточный алюминий из металла взаимодей-
ствует с кислородом расплава, образуя с MgO, содержащемся в
шлаке, магнезиальную шпинель, или же восстанавливает силикат-
ные включения, входящие в состав шлака, образуя алюминаты;
2) восстановление алюминием железа в магнезиоферрите MgO-
•Fe2O3, зерна которого образуются из магнезитовых огнеупоров
подины, откосов и стен и отрываются во время плавки и слива ме-
талла;
3) попадание частиц шпинели в металл из периклазошпинелид-
ной футеровки стен печей (вероятнее всего через шлак).
В дальнейшем [871 с целью более полного устранения эмульги-
рования основного шлака в металл при сливе в 60-т печах методом
переплава были выплавлены опытно-промышленные плавки стали
ШХ15 с хорошим отделением шлака.
Особенностью металла, слитого без шлака, является измене-
ние размеров и природы включений по сравнению с металлом обыч-
ной технологии. Если в последнем кислородные включения состоят
из достаточно крупных частиц, которые по своему фазовому соста-
ву представляют отдельные зерна или конгломераты магнезиаль-
ной шпинели, кальциевых алюминатов, часто в сочетании с суль-
фидной фазой, то в плавках опытного металла преобладают стро-
чечные включения, составленные мелкодисперсными зернами ко-
рунда, редко вместе с кальциевыми алюминатами.
С"
58
При установлении способа введения и оптимальной добавки
алюминия в плавках с расчетным содержанием алюминия<0,01 %
в крупном профиле готового металла были обнаружены экзоген-
ные, внесенные ферросилицием (при присадке в печь) включения
силикатных стекол с окислами марганца, кальция (не во всех
включениях), алюминия и как примесь магния и титана.
Нами исследованы неметаллические включения в стали, выплав-
ленной в электродуговых 10-, 25-, 40- и 60-т печах [76, 88], по
нескольким технологическим вариантам на различных металлур-
гических заводах. Изучали состав и строение крупных (более
30 мкм) шестидесяти глобулярных включений с помощью металло-
графического, петрографического и микрорентгеноспектрального
анализов; при достаточно крупных размерах включений проводили
их прицельный рентгеноструктурный анализ непосредственно с
металлографического шлифа.
Установлено, что образцы всех исследованных вариантов вы-
плавки характеризуются многофазными округлыми включениями:
па фоне матрицы включения выделения фазы в виде правильных
•единичных или заполняющих почти весь объем матрицы кристал-
лов; в некоторых случаях фаза имеет игольчатое строение. Как
правило, эти включения окружены сульфидной оболочкой. Во всех
случаях в составе матрицы обнаружены кальций, алюминий и
кислород в разных соотношениях, в составе фазы кристаллической
формы, расположенной на фоне матрицы — магний, алюминий и
кислород, фазы в форме игл — алюминий и кислород, иногда
кремний. В составе оболочки включений присутствуют сера и
кальций (рис. 21, 22).
Таким образом, крупные глобулярной формы включения в под-
шипниковой стали, выплавленной в электродуговой печи, являются
кальциевыми алюминатами
переменного состава (тСаОх
Х/гА12О3), второй фазой, со-
провождающей эти включе-
ния, являются или корунд
<z-Al2О3 или магнезиальная
шпинель MgO-Al2O3, а в
случае обнаружения кремния
— однокальциевый алюмоси-
ликат—анортит СаО-А12О3Х
X2SiO2. Как правило, обо-
лочка включений, является
сульфидом кальция CaS.
Кроме включений глобу-
лярной формы, в стали со-
держатся включения стро-
чечного расположения. По-
следние имеют одинаковый с
глобулярными включениями
РИС- 21. Многофазное включение системы
окислов СаО—Д12О3—MgO. Х600
59
РИС- 22. Включение алюмината кальция с кристаллами
MgO-Al2Os. ХИ 00
состав, а их строчечное расположение обусловлено хрупким разру-
шением при деформации.
Дополнительно к исследованию единичных глобулярных вклю-
чений на продольных микрошлифах 25x25x8 мм на микро-
анализаторе исследовали все попадающие включения (от 30 до
50 шт. на одном шлифе).
При данном методе анализа изучали преимущественно мелкие
(более 1 мкм) единичные или расположенные в строчку включения.
Обобщенные результаты точечного и полуколичественного линей-
ного микроанализа включений в девяти плавках электродуговой
стали и для сравнения в мартеновской приведены в табл. 10.
Таблица 10
РЕЗУЛЬТАТЫ МИКРОРЕНТГЕНОСПЕКТРАЛЬНОГО АНАЛИЗА НЕМЕТАЛЛИЧЕ-
СКИХ ВКЛЮЧЕНИЙ В СТАЛИ ШХ15 РАЗЛИЧНЫХ СПОСОБОВ ПРОИЗВОДСТВА
(число включений, отнесенных к площади 100 мм2, шт.; в скобках то же, %)
Вид включений Основная электросталь, обработанная Кислая мартеновская сталь
печным шлаком синтетиче- ским шлаком активный процесс обработан- ная синте- тическим шлаком
Магнезиальная шпинель 503 (56,5) 506 (50) 275 (24,0) 225 (30)
Алюминат кальция П (1,2) 112(11,1) 75 (6,5) 50 (6,7)
Корунд 5 (0,6) 6 (0,61) 25 (2,2) —
Сульфиды 136 (15,2) 106 (10,5) 550 (47,8) 175 (23,3)
Оксисульфид 150 (16,8) 75 (7,4) 150 (13,0) 150 (20)
Нитриды 86 (9,7) 206 (20,4) 75 (6,5) 150 (20)
Всего включений . . . 891 1011 1150 750
i 60
Таблща 11
СРЕДНИЙ ТЕМПЕРАТУРНЫЙ КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ а
НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ [276]
Включения а-106, °C 1 Включения а 106. °C 1
TiN 9,4 (0—700) СаО.2А12О3 5,0 (0—850)
MnS 18,1 (0—700) CaS ’ 14,7 (0—850)
A12O3 8,0 '20—550) ЗСаО-А12О3 10,0 (0- 800)
Cr2O3 7,9(0—700) 12СаО-7А12О3 7,6 (0—800)
МпО 14,1 (0—700) СаО.6А12О3 8,8 (0—800)
MgO 13,5 (0—700) СаО.А12О3 6,5 (0—800)
СаО МпО-А12О3 MgO.Al2O3 13,5 (0—700) 8,0 (0—700) 8,4 (0—700) Хромистая под- шипниковая сталь 12,5 (0—850)
Основную массу гомогенных по структуре кислородных включе-
ний составляет магнезиальная шпинель; включения корунда в
металле содержатся в небольших количествах. Сульфиды в равной
мере представлены как самостоятельной фазой, так и вместе с маг-
незиальной шпинелью.
Состав, форма и расположение крупных глобулярных включе-
ний дают возмЪжность представить процесс образования этих
включений в электродуговом металле в такой последовательности:
1) при сливе из печи металл перемешивается со шлаком, и шла-
ковые капли образуют взвесь в жидком металле; частично такие
включения (более 100 мкм) удаляются всплыванием;
2) при введении алюминия в каплях шлака кремнезем заме-
няется окисью алюминия; капли жидкого шлака поглощают также
окись алюминия, образующуюся в результате процесса раскисле-
ния; /
3) при понижении температуры внутри капеДь шлака кристал-
лизуются фазы вначале более тугоплавкие (магнезиальная (ппи-
нель и корунд), а затем менее тугоплавкие (алюминаты кальция
и силикаты);
4) при кристаллизации металла на поверхности глобулей по-
является сульфидная оболочка.
В зависимости от состава соединений, образующих включения,
изменяются их физико-химические свойства — кристаллическая
структура, плотность, микротвердость, модуль нормативной упру-
гости и др. В частности, для понимания механизма влияния
включений на свойства важны температурные коэффициенты линей-
ного расширения, данные о которых приведены в табл. 11.
НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ
В СТАЛИ МНОГОТОННАЖНЫХ ПЕЧЕЙ,
ОБРАБОТАННОЙ ПЕЧНЫМ ШЛАКОМ В КОВШЕ
Ниже по результатам работы [89 ] приведены данные по количеству
неметаллических включений, характеризуемому средним арифме-
тическим баллом и распределением оценок образцов по баллам
в стали 100- и 200-т печей (слиток 4,2 т) оптимальных технологи-
ческих вариантов выплавки с обработкой печными шлаками
в ковше. Загрязненность стали ШХ15 (средний арифметический балл
шкалы ГОСТ 801—60) по данным сдаточного контроля 100—500
плавок представлена ниже:
100 т 200 т
Оксиды ....................... 1,83/2,69 1,78/2,65
Глобулярные включения ........ 1,59/2,19 1,54/1,98
Сульфиды ..................... 1,39/2,36 1,29/2,24
Примечание. В числителе приведены значения среднего
балла для прутков размером 16 — 25 мм, в знаменателе—для
105 — 130 мм.
Приведенные выше данные свидетельствуют о незначитель-
ной загрязненности стали как кислородными (оксиды и глобу-
.лярные), так и сульфидными включениями. Сравнение уровней
.загрязненности стали, выплавленной в 100- и 200-т печах, показы-
вает, что качество металла, исходя из значений среднего арифме-
тического балла, по всем видам включений равноценно.
При установлении оптимального режима раскисления стали
.алюминием в 100-т печах был применен метод визуального подсчета
площади, занятой включениями на поперечных микрошлифах.
На каждый вариант раскисления было исследовано по три плавки
с просмотром не менее 3000 полей зрения (табл. 12) *.
Раскисление металла только в ковше по сравнению с интенсив-
ным раскислением в печи (вариант 1) существенно (примерно в
Таблица 12
СОДЕРЖАНИЕ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ в СТАЛИ ШХ15 В ЗАВИСИ-
МОСТИ от РАСКИСЛЕНИЯ ЕЕ АЛЮМИНИЕМ
Средний процент площади, занятой включениями
Вариант раскисле- ния оксиды сульфиды нитриды
1 0,0061±0,0026 0,0036±0,0017 0,0030±0,0018
2 0,0040±0,0012 0,0018±0,0016 0,0038±0,0011
3 0,0023± 0,0009 0,0043±0,0033 0,0029±0,0011
Примечание. Вариант 1 — интенсивное раскисление в печи 1,0 кг/т, в ков-
гше 0,5 кг/т; вариант 2 — в печи 0,5 кг/т, в ковше 1,0 кг/т; вариант 3 — полностью в ков-
лпе 1,5 кг/т.
* Количественный подсчет неметаллических включений проведен
И. А. Павперовой.
i *62
три раза) уменьшает загрязненность стали кислородными вклю-
чениями. Разница между содержанием включений в этих вариантах
вполне достоверна.
Подсчет числа неметаллических включений в прутках диамет-
ром 45 мм трех промышленных серийных плавок стали ШХ15,
выплавленных в 100-т печах с раскислением их алюминием
(1,5 кг/т) полностью в ковше и с обработкой печным шлаком, под-
твердил вывод об эффективности варианта 1.
Площадь, %, занятая оксидами, составила 0,0024—0,0037х
X/(0,0032); сульфидами 0,0035—0,0102/(0,0070); нитридами
0,0008—0,0016/(0,0012). В числителе приведены минимальные и
максимальные значения площади в трех плавках, в знаменателе —
средние.
Внедрение выплавки стали в электросталеплавильных печах
большой емкости потребовало увеличения массы слитка. Было про-
ведено подробное сравнительное исследование слитков стали мас-
сой 2,7 и 4,2 т [90]. Установлено, что по важнейшим показате-
лям (макроструктуре, ликвации химических элементов, степени
загрязненности и распределению неметаллических включений)-
слитки подшипниковой стали массой 2,7 и 4,2 т практически не
различаются, а качество прокатанного из них металла равноценно.
При статистической обработке результатов сдаточного контроля
неметаллических включений в плавках стали, разлитой в слитки
различного развеса, были получены примерно одинаковые значения
среднего арифметического балла, характеризующего степень за-
грязненности металла:
Слиток 2,7 т Слиток 4,2 т
Оксиды ................... 1,96 1,90
Глобулярные............... 1,46 1,46
Сульфиды ................. 1,36 1,41
В-стали, выплавленной в 100-т печах с обработкой печным шла-
ком в ковше, исследовали состав и структуру неметаллических
включений в пробе из печи, изложницы и от готового проката.
В пробе металла из печи в начале восстановительного периода,
после присадки феррохрома, ферромарганца и ферросилиция об-
наружены неметаллические включения глобулярной формы алю-
момарганцовистых силикатов с примесью окислов титана и кальция
(от 2 до 40 мкм) и силикатных включений с преобладающим со-
держанием окислов кальция, алюминия и с меньшим — марганца,
титана и магния (примесь) от 20 до 50 мкм в сульфидной оболочке.
Наиболее вероятно, что источником образования этих сложных,
содержащих окислы марганца кислородных включений является
ферромарганец, загрязненный шлаковыми включениями. Наличие
кальция и кремния в составе включений подтверждает эту гипоте-
зу (состав шлака при производстве ферромарганца, %: 10—
13 SiO2; 35—40 СаО; 6А12О3; 4—5 MgO).
Неметаллические включения в пробе из печи в середине восста-
новительного периода существенно не отличаются от предыдущей
63-
РИС. 23. Распределение каль ’
ция (а), алюминия (б), магння
(в), кремния (г) и титана (д) в
глобулярном включении (мик-
рорентгеноспектральный ана-
лиз). Х600
пробы. Новым видом являются многофазные, вероятно, шлаковые
включения алюмокальциевых силикатов с примесью окислов титана
с выделениями магнезиальной шпинели и сульфидной фазы в виде
правильных кристаллов.
Третья проба от металла перед выпуском из печи после интен-
сивного раскисления шлака порошковыми ферросилицием и алю-
минием характеризуется включениями также экзогенного проис-
хождения. Как и в предыдущей пробе, преобладают гомогенные
стекловидные включения с окислами марганца, внесенные ферро-
марганцем. Размер включений колеблется от 4 до 28 мкм. Кроме
того, встречаются включения (до 45 мкм) алюмокальциевого си-
ликата (с примесью окислов титана, марганца и магния) с кристал-
лами магнезиальной шпинели и выделениями сульфида CaS на
границе глобулярного включения с металлом (рис. 23) или в
матрице включения в виде дендритов.
64
По-видимому, эти включения явились продуктом реакции между
частичками печного шлака (подтверждается значительным количе-
ством окислов кальция и алюминия) и включениями из ферромар-
ганца (подтверждается примесью окислов марганца). Кроме того,
интенсивная обработка шлака перед выпуском металла алюминием
привела к увеличению содержания окислов алюминия в экзогенных
включениях и восстановлению менее стойких окислов марганца
и кре» ния.
Перемешивание металла со шлаком при выпуске (пробы из
ковша) резко увеличило количество включений, их размер (от 20
до 80 мкм) и существенно изменило состав. Включения, по данным
микрорентгеноспектрального анализа, являются кальциевыми
алюминатами (с примесью окислов магния). Иногда они содержат
магнезиальную шпинель в виде правильных кристаллов и значи-
тельное количество сульфида кальция — оболочка по краям гло-
булей или округлые зерна в матрице включения. Кроме того, в
пробе содержалось незначительное количество зерен корунда.
Содержание сульфидных включений в виде отдельной фазы (Fe,
Мп) S в металле существенно уменьшилось.
Состав включений, появление их после выпуска металла вместе
с печным шлаком в ковш, крупные размеры, обогащение серой
убедительно доказывают, что они имеют экзогенное происхождение
и являются капельками запутавшегося в металле печного шлака.
Размер включений в пробекпосле разливки не превышает 32 мкм.
По составу в основном это кальциевые алюминаты (с примесью
окислов магния) с фазами магнезиальной шпинели (правильные
кристаллы) и сульфида кальция} (оболочка). Кроме единичных зерен,
встречаются скопления корунда.
Разницы, в составе включений в образцах, отобранных из слит-
ка, и готовом прокате по сравнению с пробой из изложницы не
наблюдается. Единичные (не более 30 мкм) глобулярные вклю-
чения литого металла и готового}проката, а также сплошные раз-
рушенные хрупко строчечные включения в деформированном метал-
ле являются кальциевыми алюминатами с примесью окислов маг-
ния, с выделениями кристаллов магнезиальной шпинели^и суль-
фидной фазы (CaS).
Кроме указанных включений, в металле содержатся небольшие
ст .очечные включения изолированных зерен корунда и пластич-
ные включения сульфидов (Fe, MnS).
НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ В ОСНОВНОЙ
ЭЛЕКТРОДУГОВОЙ СТАЛИ, РАФИНИРОВАННОЙ В КОВШЕ
СИНТЕТИЧЕСКИМ ИЗВЕСТКОВО-ГЛИНОЗЕМИСТЫМ ШЛАКОМ
Влияние обработки а нтетическим шлаком на степень загрязнен-
ности стали и состав включений освещено в? работах [17, 91]. От-
мечено, что наряду с положительным эффектом после обработки
3(0,5) Зак. 666
РИС. 24. Включение алюмина-
та кальция с зернами и оболоч-
кой из сульфидной фазы Са S.
Х600
на заводе технологии (
обработки синтетическим шлаком),
» ГТ/Ч Г'ТТГГГЧ^ТУ»
стали синтетичгс ким шлаком в ней не-
сколько повышается содержание глобу-
лярных включений.
С целью снижения количества глобу-
лярных включений в стали ЦНИИЧМ
совместно с Челябинским металлурги-
ческим заводом провел работу по рафи-
нированию нераскислннного металла в
ковше жидким синтетическим шлаком.
Раскисление и легирование металла
кремнием в этом случае осуществляется
после обработки синтетическим шлаком
[92, 93].
Было определено [94] количество
включений в металле этой и действующей
(с легированием кремнйем во время
’, а также установлен их
минералогический состав. Сталь ШХ15 выплавляли в 100-т
, электродуговых печах с основной футеровкой. При подсчете пло-
щади, занятой включениями, было установлено преимущество (по
содержанию кислородных включений) технологии с раздельным
рафинированием шлаком и легированием кремнием. В опытном
варианте технологии площадь кислородных включений составила
0,0018 % (среднее по трем плавкам), сульфидных 0,0366 %, по
действующей технологии 0,0024 и 0,0135 % соответственно.
Необходимо отметить, что в стали опытных вариантов было
повышенное содержание сульфидных включений.
С применением комплекса современных методов анализа — метал-
лографического, петрографического, микрорентгеноспектрального
и рентгеноструктурпого — был изучен состав, включений по ходу
плавки и в готовом металле 1.
Проба из первого ковша после обработки стали синтетическим
шлаком характеризуется резким увеличением количества вклю-
чений глобулярной формы, размером в пределах более 10 до
270 мкм.
По своему минералогическому составу включения делятся на
глобулг мелилитового 2CaO-MgO-2SiOa — 2CaO-Al2O3-2SiO2
(с преобладанием молекулы окерманита 2CaO-MgO-2SiO2) и
кальциево-алюминатного состава 5СаО-ЗА12О3 и ЗСаО-А12О3.
Кроме гомогенных, имеются многофазные включения (преобла-
дают) с выделениями в матрице кристаллов в виде мелких или
крупных зерен, призм и «розеток» (рис. 24, 25). Основная фаза
таких сложных включений — пятикальцевый алюминат 5СаОх
1 Металлографический анализ выполнен В. Я- Рыбаковой, микрорентге-
носпектральный — В. Г. Костсгоновым, петрографический — С. Б. Лебе-
девой.
66
ХЗА1ГО3 или кремнеземо-алюмокальциевое стекло (центр включе-
ния), ближе к периферии — трехкальциевый алюминат ЗСаОх
ХА1аО8. Дендритные и «розеточные» выделения (рис. 26) пред-
сгагляют собой соединения состава СаО-ТЮа.
так и попаданием неко-
количества печного
при сливе металла в
Как пр’авило, многофазные глобули заключены в сульфидную
оболочку состава CaS.
Кроме описанных включений, в пробах из ковша содержатся
также корунд (а-А1а03), включения сульфидов (Fe, Мп) S и скоп,
ления нитридов титана. Ис ходя из состава включений, можно
сделать заключение, что ис-
точником их является синте-
тический известково-г л и н о-
земистый шлак. Присутст-
вие в составе включений окис-
лов кремния и магния может
быть объяснено как наличием
этих окислов в синтетическом
шлаке,
торсго
шлака
ковш.
После раскисления стали
в ковше алюминием состав
включений изменился в сто-
рону насыщения их окисла-
ми алюминия, о чем свиде-
тельствует наличие соедине-
ний монокальциевого алюми-
ната и магнези- ло с дендритами саО>тюа. хсоо
РИС- 25- Глобулярное включение алюмокальциевого силикатного
стекла с зернами MgO. Х600:
а — и а микрошлифе в светлом поле зрения; б — распределение
магния по глогЦади включения (анализ иа микрозонде)
6Г
РИС. 27- Многофазное включение [кри-
сталлы МпО (Сг, А1)2О» в силикатной
матрице] из феррохрома. Х600:
а — на микрошлифе в светлом тюле зре-
ния: б —распределение хрома по площади
включения’, в — распределение марганца
по площади включения
альной шпинели MgO-Al2O3.
После легирования стали в ковше ферросилицием наблюдается
обогащение включений окислами кремния, что подтверждается об-
разованием муллита Al2O3-2SiO2, анортита CaO Al pO^SiOa
и сапфирина 1MgO-5Al2O3-2SiO2.
В небольшом количестве в пробах после перелива металла во вто-
рой <овш содержатся глобулярные включения марганцевого
кордиерита 2MnO-2Al2O3-5SiO2 и единичные многофазные вклю-
чения кристаллов МпО (Сг-А1)аО3 с силикатной связкой (рис. 27).
Присутствие марганца и хрома в этих включениях дает основание
предполагать, что они образовались в результате окисления струи
металла при переливе или внесены ферромарганцем и феррохромом.
Существенного различия в составе включений пробы из излож-
ницы по сравнению с пробой, отобранной после перелива во второй
кот и легирования кремнием, не наблюдается.
Образцы от готового проката незначительно загрязнены неме-
таллическими включениями, максимальный размер обнаруженных
в них единичных глобулей равен 30—40 мкм. Минералогический
состай этих включений определяется системой СаО — MgO —
— А1аО3 — SiO2, в которой содержатся фазы: корунд (а-А1аО3);
кальциевые алюминаты различного состава (/пСаО-пА12О3);
анортит (CaO-Al2O3-2SiO2); кордиерит (2MgO-2M2O3-5SiO2);
сапфирин (4MgO-5Al2O3-2SiO2); магнезиальная шнинель (MgOX
ХА12Оа); кварц (SiO2).
68
На металлографических шлифах преобладающими являются
следующие комбинации фаз и форм кислородных включений:
I. Строчечные включения из правильных кристаллов магне-
зиальной шпинели, корунда, обломочных зерен кальциевого алюми-
ната и сульфидной фазы (рис. 28).
2. Строчечные включения обломочных зерен кремнийсодер-
жащих фаз.
3. Неоднородные по структуре, как правило в сульфидной
оболочке, глобули кальциевых алюмйнатов различного состава
(матрица) с избыточной фазой кристаллов магнезиальной шпинели,
иногда корунда.
4. Гомогенные включения алюминатов кальция глобулярной
или кристаллической формы.
Кроме кислородных включений, сталь загрязнена сульфидами
различной степени вытянутости и нитридами титана, которые рас-
полагаются в металле в виде единичных зерен и в строчках кисло-
родных включений.
Минералогический состав включений в образцах готового про-
ката плавок, выплавленных по действующей на заводе технологии
с одновременной обработкой синтетическим шлаком и легированием
кремнием, существенно не отличается комбинацией фаз включений
в образцах от плавок, выплавленных по технологии с раздельным
рафинированием, и легированием. Однако необходимо отметить по-
вышенное в первом случае количество включений окислов алюми-
ния и кальция и значительно меньшее содержание кремнийсодер-
жащих включений.
Таким образом, фазовый состав неметаллических включений в
стали ШХ15, обработанной в ковше жидким известково-глинозе-
мистым шлаком, соответствует равновесному состоянию системы
окислов СаО — А12О3 — SiO2 — MgO и закономерно изменяется
в зависимости от концентрации компонентов этой системы в жидком
металле, вызванному окислительно-восстановительными процесса-
ми при выплавке, разливке и кристаллизации стали.
Алюминаты кальция и алюмокальциевые силикаты с примесями
других окислов присутствуют в пробах металла от момента обработ-
ки стали в ковше известково-глиноземистым шлаком до готового
РИС. 28. Строчечное включение из кристаллов MgO-Al2O3, AI5.O3, обломоч-
ных зерен кальциевого алюмината и сульфида CaS. Х600
4 Зак. 666
69
проката. Это свидетельствует о том, что отдельные капли синтети-
ческого шлака, эмульгированного в сталь, изменившие свой со-
став в сторону увеличения в них содержания окислов алюминия
и магния, загрязняют сталь неметаллическими включениями как
глобулярной, так и строчечной формы.
Возможны и другие источники экзогенных включений. Так,
сложные включения окислов марганца, хрома и алюминия (проба
из второго ковша) образовались в стали, вероятно, в результате
окисления струи металла при переливе или были внесены ферро-
марганцем и феррохромом, а включения состава сапфирина, не
содержащие окислов кальция, могли быть внесены ферросилицием,
содержащим значительное количество неметаллических включений.
НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ В ЭЛЕКТРОДУГОВОЙ СТАЛИ,
ВЫПЛАВЛЕННОЙ СМЕШЕНИЕМ ЖИДКИХ РАСПЛАВОВ
Авторами изучены закономерности формирования и удаления не-
металлических включений в опытных плавках этой стали 1. Вклю-
чения исследовали в литых пробах, отобранных по высоте ковша
после выпуска полупродукта из мартеновской печи (перед раскис-
лением металла алюминием), после раскисления металла алюми-
нием (перед и после продувки аргоном), а также в образцах го-
тового проката.
После выпуска плавки в нераскисленном алюминием металле
преобладают глобулярной формы включения, состав которых опре-
деляется окислами кальция, алюминия, кремния и магния с изме-
няющимся содержанием компонентов. Размер включений состав-
ляет от 3 до 250 мкм. Наряду со стекловидными глобулями одно-
родного состава имеются двухфазные включения с различным
сочетанием фаз: на матрице вышеуказанного состава — выделения
магнезиальной шпинели MgO-Al2O3 в виде крупных правильной
формы кристаллов, магнезиальной шпинели вместе с корундом
(призматические кристаллы) (рис. 29) и «розеточные» выделения
кристаллов, содержащих окислы магния, кальция и кремния.
В составе матрицы включений в незначительном количестве обна-
ружена сера.
Кроме того, в пробе без раскисления металла алюминием со-
держатся единичные и небольшие скопления мелких кристаллов
окислов алюминия с примесью окислов кальция.
Приведенные по составу включений данные свидетельствуют о
том, что после выпуска плавки в жидком металле находится боль-
шое количество эмульгированного шлака: известково-глиноземи-
стого, шлака лигатуры и их смесь. Сложный фазовый состав вклю-
чений подтверждает взаимодействие реагентов лигатуры с синте-
тическим шлаком.
1 Опытные плавки проведены под руководством С. Г. Воинова, А. И. Шмы-
*рева и К. К. Ждановича.
70
После раскисления алюмини-
ем в металле в довольно значи-
тельном количестве обнаруже-
ны единичные зерна и скоп-
ления корунда с примесью
окислов магния. В отдельных
крупных зернах скоплений, кро-
ме окислов алюминия, содер-
жатся окислы кальция (рис. 30).
Произошли изменения и в
составе глобулярных включе-
ний. Если до раскисления ме-
талла алюминием окислы крем-
ния присутствовали во всех
включениях, то теперь встре-
чаются включения без них.
Таким образом, обнаруженные
в пробах скопления включений
РИС. 29. Силикатное стекло с фазами
А12О3 и MgO-Al2Os. Х500
корунда являются продуктами раскисления металла алюминием.
По всей вероятности реакция раскисления происходила на подлож-
ке экзогенного включения шлака, что подтверждается наличием
зерен алюмината кальция в скоплениях корунда.
Источником образования глобулярных включений состава СаО —
А12О3— SiO2 (с примесью окислов титана) и СаО — А12О3 —
MgO в данной пробе является запутавшийся в металле шлак.
Отсутствие окислов кремния в некоторых включениях может быть
объяснено протекающей в жидком металле реакцией между каплей
шлака и элементом-раскислителем (алюминием).
В результате этой реакции кремний восстанавливается и вклю-
чение обогащается окислами алюминия.
Кислородные включения в деформированном металле (круг
45 мин) представлены единичными гомогенными и многофазными
ГШ:. 30. Скопление А1гО3 в пробе из ковша после раскисления металла алюминиел-
Х500 ।
4* Зак. ООО
71
по структуре включениями глобулярной и угловатой формы, а
также строчечными включениями из отдельных правильной формы
кристаллов и зерен (рис. 31). По данным микрорентгеноспектраль-
ного анализа, крупные глобулярные включения во всех исследо-
ванных вариантах выплавки стали являются алюминатами кальция
переменного состава тСаО-пА12О3, в многофазных глобулях на-
блюдается выделение избыточной фазы состава магнезиальной
шпинели или корунда. Как правило, эти включения окружены
оболочкой сульфида кальция.
Точечным количественным микроанализом крупных глобуляр-
ных включений установлено наличие двух фаз состава, %: 68—
80 А12О3; 7—22 MgO; 12СаО; 0—1 SiO2; 0—0,7 TiO2; 0—2
Fe2O3 (зеленая люминесценция) и 60—84 А12О3; 12—32СаО;
0—4 MgO; 0—0,7 TiO2; 0—2 Fe2O3.
Состав строчечных кислородных включений подобен составу
глобулярных и определяется кристаллами корунда, обломочными
зернами алюминатов кальция и магнезиальной шпинели. Иногда
в составе строчек содержатся зерна сульфидов и нитридов.
Таким образом, фазовый состав кислородных включений дает
основание предполагать их шлаковое происхождение.
РИС- 31. Строчка кислородных включений н кривые интенсивности
содержания элементов (анализ иа мик розоиде)
72
РИС. 32. Сульфиды марганца с зернами алюмината каль-
ция. Х500
Сульфидные включения состоят преимущественно из сульфида
марганца, иногда с незначительным содержанием сульфидов же-
леза, хрома и кальция (последний присутствует только при нали-
чии кальцийсодержащей кислородной фазы) и располагаются в
металле в виде пластичных строчечных выделений (рис. 32).
ГЛАВА VII
ЗАВИСИМОСТЬ КОНТАКТНОЙ выносливости
И ДОЛГОВЕЧНОСТИ подшипников
ОТ МЕТАЛЛУРГИЧЕСКИХ ФАКТОРОВ
МЕТОДЫ ИСПЫТАНИЙ
Эксплуатационные свойства подшипниковой стали характеризуют
данными, полученными после испытания специальных образцов
на контактную выносливость, а также после форсированных стен-
довых испытаний цодшиппиков на долговечность. Испытания об-
разцов должны возможно ближе моделировать условия эксплуата-
ции деталей подшипников. Принцип испытаний заключается в об-
катке образцов сферической или цилиндрической формы между
двумя контртелами. В зоне контакта с образцом коптртела могут
иметь плоскую, сферическую, тороидальную или цилиндрическую
форму. В отечественной практике наибольшее распространение
получили образцы со сферической центральной частью (рис. 33),
испытываемые на машинах типа МКВ-К (36].
Ряд зарубежных фирм испытывают сталь па четырехшариковых
машинах, в которых верхний испытуемый шарик, удерживаемый
73
РИС. 33. Образец сферической’формы для
испытания стадиона контактную _выносли-
вость
в патроне, приводит в движение
три нижних шарика, вращаю-
щихся в кольце [95]. Фирма
SKF испытывает образцы в ви-
де плоской шайбы, имитирую-
щей работу упорного подшип-
ника, приводимого в движение
вращающейся нижней шайбой с
канавкой, удерживающей шесть
шариков диаметром 10 мм [96].
Испытания образцов из закаленной и низкоотпущенной под-
шипниковой стали проводят до появления на поверхности образца
усталостного выкрашивания. При этом для образцов сферической
формы рекомендуются контактные напряжения 6 ГПа, а для об-
разцов цилиндрической формы 5 ГПа.
Испытания образцов являются первой стадией сравнительной
оценки эксплуатационных свойств стали, за которой обычно сле-
дуют стендовые испытания подшипников на долговечность. Для
этой цели выбирают подшипники простых конструкций, например
шарикоподшипники радиальные однорядные. Как правило, ис-
пытуемыми деталями в них являются наружные или внутренние
кольца или одно из них. В последние годы мы проводили испытания
эксплуатационных свойств стали открытой выплавки, применяя в
основном шариковый радиальный подшипник 76-210. В зарубежной
практике для этой цели приняты испытания шарикового радиально-
го однорядного подшипника 6309 и шарикового радиального двух-
рядного сферического подшипника 1309 (по классификации фирмы
SKF) [96].
Машины для испытания подшипников на долговечность раз-
личаются конструктивными особенностями. Все машины должны
обеспечивать жесткость конструкции, постоянство и точность
числа оборотов и нагрузок в процессе испытаний, возможность
измерения температуры невращающихся колец подшипников, ре-
гулирования нагрузок и скорости вращения в определенном ин-
тервале [36]. Основным критерием контактной усталости стали
при стендовых испытаниях подшипников является долговечность
L 9о — расчетный срок службы, измеряемый числом оборотов или
временем, в течение которого не менее 90% подшипников данной
группы при одинаковых условиях должны отработать без появле-
ния признаков усталости металла.
ВЛИЯНИЕ КОЛИЧЕСТВА
и;СОСТАВА НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
Многие исследователи экспериментально определяли зависимость
контактной выносливости стали от количества, размеров, общей
площади, общей протяженности или состава неметаллических
включений [97—106].
74
Д1203 + Si03 + Ti N/2 включений
РИС. 34. Влияние суммарного количест-
ва включений Al8Oa4-SiO84-,/jj TiN на
долговечность колец подшипников:
I — ВЕА1 — основная электродуговая
печь, стандартная технология; 2 —ВЕА10
— раскисление силикокальцием в ковше;
3, 4— HFV1, HFV2 — вакуумная выплав-
ка в высокочастотной печи
Джонсон и Съюэлл [98 ] уста-
новили тесную корреляцию меж-
ду долговечностью отдельных
опытных колец подшипников и
числом включений глинозема,
силикатов и нитридов, которые
определили при увеличении 750
непосредственно под дорожкой
[105] замерил длину оксидных
сечении колец, имевших
качения колец (рис. 34.) Урус
включений размером более 30 мкм в
низкую долговечность, и установил зависимость долговечности
от числа таких включений (рис. 35).
Норвудом и Кумминсом была изучена зависимость между со-
держанием неметаллических включений в прутках и долговечностью
изготовленных из них опытных колец подшипников [103]. Плавки,
полученные в 30- и 100-т электродуговых печах, отбирали таким
образом, чтобы испытанию подвергалась сталь с различным числом
и составом неметаллических включений.- Для этого раскисление
вели кремнием, алюминием, а также совместно кремнием и сили-
кокальцием.
В качестве показателя долговечности партии опытных колец
подшипников авторы предложили не L90, a 2(L10)+L25. Между
длиной оксидных включений в стали, раскисленной алюминием,
и этим показателем установлена тесная корреляция /рис. 36).
Важно отметить, что на сталь, раскисленную силикокальцием,
эта зависимость не распространяется. Значительно более чистая
но содержанию строчечных оксидных включений эта сталь вместе
75
с тем характеризуется низкой усталостной прочностью. Минималь-
ная усталостная прочность была в стали, содержащей большое
количество округлых глобулярных включений (рис. 37) (авторы
делят глобулярные включения на угловатые и округлые).
Тесная связь между общей длиной оксидных включений и дол-
говечностью показывает, что для усталостной прочности вредны как
многочисленные мелкие, так и отдельные крупные оксидные вклю-
чения.
Трикот [291 считает, что ухудшение усталостных свойств при
раскислении электростали силикокальцием невозможно компенси-
ровать даже применением вакуумной дегазации.
РИС. 37. Зависимость долговечности подшипников от числа включений типа D
(глобулярных)
76
Отрицательное влияние раскисления силикокальцием на долго-
вечность подшипников подтверждено в работе [107]. Исследовали
влияние строчечных оксидных и глобулярных влючений на долго-
вечность подшипников. Кольца шариковых радиальных одноряд-
ных подшипников 7Н-210 изготавливали из электродуговой стали,
содержащей преимущественно один или два из следующих видов
включений: строчечные оксидные, хрупкоразрушенные силикат-
ные и глобулярные. При этом плавки по видам включений класси-
фицировали путем идентификации имеющихся встали неметалличе-
ских включений по шкалам ГОСТ 801—60 и ГОСТ 1778—70.
Ниже приведены характеристики вариантов технологии вы-
плавки стали.
Вариант А. Плавку стали проводили методом переплава с не-
большой присадкой железной руды в конце плавления. Металл
выпускался в основном без шлака и после 5-мин выдержки рас-
кислялся алюминием. В ковш перед выпуском присаживали 0,2 %
марганцевой руды и 0,3 % окалины от массы стали. При этом ко-
личество присаживаемого алюминия составляло 0,3; 0,4 и 0,5 кг/т.
Вариант Б. Плавки получали методом окисления по так назы-
ваемой классической технологии с диффузионным раскислением
молотым коксом и порошком 75 %-ного ферросилиция под карбид-
ным шлаком (3,0—3,5 % СаС2). В печи перед выпуском плавки
металл раскислялся алюминием в количестве 0,4 кг/т.
Вариант В. Плавку стали вели методом окисления. В рафини-
ровку наводился известково-силикатный шлак в количестве 3 %
от плавки и ванна раскислялась 0,5 кг/т алюминия, затем прово-
дилось рафинирование под карбидным шлаком (3 % СаС2), диффу-
зионное раскисление молотым коксом и порошком ферросилиция.
При выпуске плавки из печи в ковш на струю по желобу при-
саживался силикокальций в количестве 3,5 кг/т.
Плавки варианта А в основном были загрязнены оксидными :
строчечными включениями. В плавках варианта Б преобладали
грубые оксидные включения, но имелись и глобулярные, а в плав-
ках варианта В преобладали грубые глобулярные. Петрографиче-
ский анализ осадков неметаллических включений от электролиза
с разрушенными карбидами показал, что в зависимости от техно-
логии в плавках изменялось соотношение корунда А12О3 и шпи-
нелей MgO-Al2O3; е₽ли в плавках варианта А содержалось .80%
корунда и 20 % шпинели, то в плавках варианта Б это соотноше-
ние было обратным — 80 % шпинели и 20 % корунда; в плавках
вариантов Б и В глобули состояли из шпинели с окислами каль-
ция и были сцементированы силикатной основой.
Влияние качественного и количественного составов неметалли-
ческих включений на контактную усталость исследовали путем
стендовых испытаний подшипников типа 7Н-210 с шариками из
стали электрошлакового переплава.
Режим испытания: радиальная нагрузка на подшипник Fr.^
*-• 11,54 кН; скорость вращения внутреннего кольца подшипника
7.7
Таблица 13
ВЛИЯНИЕ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ НА ДОЛГОВЕЧНОСТЬ
S, % А1, % Окси- ды Сульфи- ды ГлобулИ ХО+Гл Долговечность, ч
средний 6 алл ^60
0,006 0,032 2,4 Варис 2,1 шт А 1,5 3,9 421 2453
0,005 0,044 3,0 1,57 1,12 4,12 86 1273
0,005 0,042 1,85 1,27 0,72 2,57 309 2032
0,007 0,022 2,32 Вари 1,80 ант Б 3,42 5,74 80 1097
0,007 0,022 2,47 1,92 2,42 4,89 78 829
0,006 0,023 2,82 1,15 3,45 6,27 46 327
0,006 0,014 1,90 Вариа 1,77 нт В 3,52 5,42 46 446
0,007 0,014 1,22 0,95 3,30 4,52 66 328
0,009 0,015 2,17 1,70 3,47 5,74 30 440
п = 3200 об/мин; расчетная долговечность Lh = 50 ч; смазка —
масло Индустриальное 12, максимальное напряжение на поверхно-
сти контакта наиболее нагруженного шарика с дорожкой качения
внутреннего кольца а = 3,5 ГПа. Результаты испытаний приве-
дены в табл. 13.
Долговечность (L80) всех подшипников была ниже средних значе-
ний, получаемых при испытании таких же подшипников по анало-
гичной методике (см. с. 92). При повышенной загрязненности
стали оксидными и глобулярными включениями этого следовало
ожидать. Нельзя не заметить, что лучшие результаты получены при
испытании стали, окончательное раскисление которой проводили
алюминием в ковше (вариант А). Низкую долговечность показа-
ли подшипники из стали, окончательное раскисление которой про-
водили силикокальцием (вариант В). Кроме отрицательного
влияния’раскисления силикокальцием, этот эксперимент позволил
выявить четкую связь долговечности L90 и L50 от суммы всех
кислородных включений (рис. 38). Из приведенных данных сле-
дует, что алюминий лучший раскислитель подшипниковой стали,
чем силикокальций. Влияние оставшегося после раскисления в
стали алюминия на ее свойства зависит от многих факторов метал-
лургической технологии, определяющих взаимодействие алюминия
с кислородом и азотом. Разнообразие существующих традиционных
технологий выплавки приводит к значительным колебаниям со-
держания алюминия в стали (от ~0,010j| до ~0,080 %). Примене-
ние современных способов производства электростали, в частности
внепечного вакуумирования, при котором раскисление осуществ-
ляется углеродом в вакууме, сопровождается снижением содержа-
ния алюминия до ~0,010 — ~0,020 %.
78
Неоднозначность данных о
влиянии алюминия на свойст-
ва стали видна из следующих
примеров. В работе [108]
изучено влияние алюминия
на число оксидных включе-
ний в стали ШХ15, получен-
ной в 30-кг тигельной ин-
дукционной печи; алюминий
вводили в печь после рас-
кисления стали ферромарган-
цем, ферросилицием и леги-
рования хромом. Можно
заключить, что при содер-
жании свыше 0,02 % алюми-
ния количество оксидных
РИС. 38. Зависимость между показателями
долговечности L 8 0 и L Б 0 подшипников партий
76-210 и суммой средних баллов оксидов и
глобулей по ГОСТ 801—60 (силикаты оценены
по шкале оксидов). At-А&; Б1—Б», Bt—
— варианты технологии выплавки; г —
коэффициент корреляции
ДЯ71_J----1
3 5 7
Сунна средних балл об
включений увеличивается.
В работе [109] рекомендуется заменить алюминий ванадием
вследствие того, что раскисление алюминием всегда приводит
к образованию окислов на его основе. В то же время по данным
других авторов увеличение содержания алюминия при раскисле-
нии приводит к повышению степени чистоты стали и ее эксплуата-
ционных свойств. Так, увеличение присадки алюминия до 2 кг/т
при раскислении оказало положительное влияние на качество стали
в работе [1101. В другом случае наиболее высокая контактная вы-
носливость была получена в образцах стали, выплавленных с при-
садкой 1,5 кг/т алюминия. Худшей по степени загрязненности
оксидными и глобулярными включениями и по контактной вынос-
ливости была сталь, не)раскисленная алюминием [111].
Исследование стали, выплавленной в 60-т электродуговых
печах с фракционной присадкой алюминиевой дроби и серы в цент-
ровую во время разливки, показало, что увеличение содержания
алюминия в стали свыше 0,030 до 0,080 % не вызывает повышения
содержания кислородных неметаллических включений [112].
Результаты стендовых испытаний подшипников 76-210 показали,
что между содержанием алюминия и долговечностью подшипников
имеется нелинейная зависимость с минимумом, приходящимся на
0,020—0,030J% А1 (рис. 39). Эта зависимость частично объясняет
неоднозначность получаемых о влиянии алюминия данных, а так-
же показывает, что на свойства электростали, не подвергаемой
вакуумированию, благоприятно влияет конечное раскисление алю-
минием, обеспечивающее его содержание в стали 0,030—0,050 %.
В последние годы исследователи много внимания уделяют
влиянию серы и сульфидных включений на свойства подшипнико-
вой стали [113—116, 96]; с увеличением содержания серы в
стали растет.число сульфидных включений в ней.
Большинство исследователей отмечают, что повышение содер-
жания серы увеличивает контактную выносливость стали. Так,
79
РИС. 39. Зависимость долговечности L90 и L60 подшипников 76-210 от содержания алю
мииия в стали.
Содержание серы, %: 1 — 0,023; 2 — 0,010; 3 — 0,064; 4 — 0,013
значительное повышение контактной выносливости образцов с уве-
личением содержания серы от 0,010 до 0,043 % отмечалось в ра-
боте [113]; число образцов, выдержавших ресурс испытания,
возросло с 38 до 80 %. Благоприятное влияние серы авторы объяс-
няют . образованием оксисульфидов.
Японские ученые изучали влияние серы на контактную вынос-
ливость стали, выплавленной в открытых индукционных печах.
РИС. 40. Долговечность образцов из стали иидукциоииой1выплавки с различ
ным содержанием серы
80
Исследовали сталь с различ-
ным содержанием серы и ра-
створимого алюминия, а так-
же с различным содержанием
серы, но постоянным содер-
жанием алюминия [115].
При испытании плавок
Ах — А 4 установлено поло-
жительное влияние серы на
контактную выносливость
(рис. 40). В плавках А2 и
А 4 ('~0,035 % 5)было в 2—
2,5 раза меньше включений
глинозема, чем в Ai и А3
(~0,010 % S). В процессе
испытаний стали с содержа-
нием серы соответственно
0,017; 0,037; 0,085; 0,141 %
при постоянном низком со-
РИС. 41. Влияние содержания серы в ваку-
умированной стали на долговечность под-
шипников 6309. Заштрихованная область
характеризует разброс долговечности образцов
из 5 плавок стандартной стали; штрихпунк-
тирная линия — средняя кривая Вейбулла
для стандартной стали; сплошная линия —
сталь с содержанием 0,06 % S
держании растворимого алю-
миния наиболее высокая контактная усталостная прочность от-
мечалась в • образцах плавки В3, раскисленной силикокальцием
(0,085 % S). Повышение содержания серы до 0,141 % (плавка В 4)
вызвало снижение контактной усталостной прочности L90, значе-
ние же L50 продолжало повышаться. В этой серии экспериментов
обращает на себя внимание тот факт, что считающееся вредным
раскисление силикокальцием в данном случае, т. е. при высоком
содержании серы, не оказало отрицательного влияния на контакт-
ную выносливость.
Долговечность подшипников 6309, изготовленных из вакууми-
рованной стали 100С6 с содержанием 0,060 % S (сплошная линия),
оказалась равноценной долговечности подшипников из лучших
плавок вакуумированной стандартной стали (штрихпунктирная
линия) с низким содержанием серы (до 0,010 %) (рис. 41) 1115].
В работе Окамото и Сикох [104] показано, что при повышенном
содержании сульфидов уменьшается число глобулярных и оксид-
ных включений в стали.
Долговечность возрастает np(i преобладании доли сульфидных
включений и уменьшается при повышении доли оксидных включе-
ний. Долговечность образцов, содержащих в основном глобулярные
и смешанные включения, занимает промежуточное положение.
Влияние серы на контактную усталость стали в подшипниках
изучено нами в работе [112]. Увеличение содержания серы от
0,010 до 0,023 % повысило долговечность подшипников. Даль-
нейшее же повышение содержания серы до 0,066 % привело к
падению долговечности. Почти аналогичный вывод сделан исследо-
вателями фирмы SKF [12] показавшими, что содержание серы
свыше 0,040 % приводит к падению долговечности, особенно на-
81
ружных колец, у которых рабочая поверхность совпадает с зоной
максимального содержания сульфидов в трубах.
Противоречия между литературными данными о положительном
влиянии больших содержаний серы—более 0,040 % и сульфидов
на долговечность подшипников и собственными данными экспери-
ментов авторы приведенной работы объясняют тем, что исследова-
лась сталь, чистая по оксидным включениям. В этом случае эффект
обволакивания оксидных включений сульфидной оболочкой не
дает положительных результатов. Повышенное содержание суль-
фидов в чистой по оксидам стали должно, по их мнению, приводить
к снижению долговечности. Только в стали с большой степенью
загрязнения оксидными включениями имеет смысл увеличивать
содержание серы более 0,025 г»;
Обобщение результатов различных исследований, выполненное
нами, показывает, что увеличение содержания серы в электростали
обычной выплавки от 0,008 до -~0,050 % благоприятно влияет на
контактную выносливость, обрабатываемость резанием, износо-
стойкость. Дальнейшее увеличение серы от ~0,050 до 0,140% в
ряде случаев ухудшает эксплуатационные свойства стали.
Влияние серы и сульфидных включений на свойства электро-
стали, рафинированной основными синтетическими шлаками, иное.
Обычное содержание серы в этой стали 0,003—0,006 %. Увеличение
содержания серы в ней влечет за собой рост не только количества
сульфидов, но и оксидов. Этот объясняется тем, что переход серы
из металла в основные шлаки совершается в обмен на кислород,
переходящий из шлаков в жидкий металл. Поэтому увеличение со-
держания серы в металле до начала рафинирования приведет к по-
вышению кислорода и росту числа кислородных включений в стали
[1171. Другой причиной, вызывающей увеличение числа оксидных
включений при повышении содержания серы в рафинированной
стали >0,006 %, является недостаточная эффективность обработки
металла синтетическим шлаком. Проведенные Г. Б. Ширером,
А. Ф. Каблуковским и авторами эксперименты по выплавке стали
в 200-т печах с рафинированием основными синтетическими шла-
ками при содержании серы до 0,025 % показали падение долговеч-
ности подшипников в 1,5 раза по сравнению с подшипниками из
стали, полученной по обычной технологии рафинирования син-
тетическими шлаками.
ВЛИЯНИЕ МИКРОНАПРЯЖЕНИЙ В СТАЛИ,
ВЫЗВАННЫХ НЕМЕТАЛЛИЧЕСКИМИ ВКЛЮЧЕНИЯМИ
При нагреве стали в процессе ее передела или термической обра-
ботки изделий вследствие различия коэффициентов термического
расширения металла (матрица) и включения как во включениях,
82
Коэффициент термического расширения<у-Ю'е
а2
9
V//, СА ' //////Л-^-
M2A2S5
7ZZZZZZZZ\
ZZZZ^77777ZZ7ZZZ7Z^
H C3S2
9
;>Х^1г0зг/Сгг03^\|
XWX Ti n X\WVX\\XXI
мдо и cao
3 Feo и MnO
10
Cas
>11
13
12
Напряжения
РИС- 42. Схематическое соотношение коэффициентов термического рас-
ширения подшипниковой стали, содержания в ней различных неметал-
лических включений (заштрихованные участки) и напряжений на гра-
нице раздела неметаллическое 'включение — сталь:
1 — неопасные включения; 2 — опасные включения; 3 — алюминаты ка-
льция (С—СаО; А—А12О3); 4 — алюминаты; 5 — шпинели (ХО-A1ZO3);
6 — нитриды; 7 — силикаты а (С—СаО; A—A12OS; М—MnO; S—SiO2);
8 — силикаты |3; 9 — простые окислы; 10 — окислы железа; 11 — суль-
фиды; 12— склонность к образованию пустот на границе сталь—вклю-
чение; 13 — склонность к повышению напряжений
+Ь72
+315
+ 157
-157
-315
-1772
-630
-787
1,6
Г1
10 15 20
Расстояние от центра включения, мкм
РИС. 43. Распределение радиальных (Ср) и тан-
генциальных (<УТ) напряжений на границе раздела
неметаллическое включение — сталь (II).
А12О, — сплошные линии; MgO-AI2Os — штри-
ховые линии; TiN — штрихпуиктирвые линии
так и в металле возникают микронапряжения 1 противоположных
знаков.
В случае приложения внешних деформирующих сил (прокатка,
ковка, штамповка, знакопеременные нагрузки в процессе эксплуа-
тации) неметаллические включения играют роль концентраторов
напряжений и, кроме того, служат барьером, у которого скапли-
ваются дислокации. Скопления, возникшие при низких температу-
рах, могут стать началом образования трещин, являющихся очагом
последующего усталостного разрушения стали.
Метод расчета величины микронапряжений около включений,
базирующийся на положениях теории упругости, был предложен
Ласло [118].
При использовании этого метода в целях упрощения допускают,
что один компонент внедрен в другой (включение в металлическую
матрицу); включения распределены равномерно; все включения
имеют одинаковую величину и форму. Металлическая матрица де-
лится частицами включений на фрагменты, которые можно заме-
нить сферами того же радиуса, создав мозаику. Действительные
размеры такой мозаики не влияют на статистические вычисления.
Возникающие в месте соединения компонентов микронапряжения
часто называют мозаичными.
Этим методом воспользовались при расчете внутренних напря-
жений вокруг включений. Бруксбенк и Эндрюс [119—121],
Ю. В. Грдина, Г. М. Тов, Г. М. Минкина [122], Чех, Зиегл [123].
1 Поскольку эти напряжения уравновешиваются в очень малых объе-
мах (микрообъемах) их называют микронапряжениями в отличие от макро-
напряжений, уравновешивающихся в макрообъемах деталей.
84
РИС. 44. Распределение радиальных (ор)
и тангенциальных (От) напряжений на гра-
нице раздела сложное неметаллическое
включение — Сталь: СаО-2А12Оа (диам.
10 мкм) —штриховые линии, СаО-2А12Оа
(диам. 8 мкм) 4- CaS (оболочка толщи-
ной 2 мкм) — сплошные линии:
1 — включение; 2 — сталь
На рис. 42 представлены
1120] коэффициенты термиче-
ского расширения включений
различных типов и величины
напряжений, возникающих на
границе включение — сталь, при
эксплуатации подшипников.
Видно, что наибольшую опас-
ность представляют включения,
характеризующиеся малым коэф-
фициентом термического расши-
рения (глинозем и шпинели) —
они вызывают наиболее высокие
напряжения, тем самым значи-
тельно снижая усталостную
прочность стали
На рис. 43 показано распре-
деление радиальных и тангенци-
альных напряжений вокруг
включений трех составов сферической формы (А12О8, MgO, TiN *).
Максимальные напряжения концентрируются на границе фаз
включение (•/) —сталь (II). Затем величина напряжений резко
уменьшается и на расстоянии, равном примерно диаметру вклю-
чения, напряжения имеют небольшую величину.
Обособленные сульфиды марганца не влияют на усталостную
прочность, а сложные оксидные включения, окруженные сульфи-
дами марганца или кальция, менее вредны, чем изолированные
оксиды. На рис. 44 показано влияние сульфидного слоя толщиной
2 мкм вокруг оксидного включения на величину напряжений.
Сульфиды образуют амортизирующий слой, значительно умень-
шающий величину тангенциальных и радиальных напряжений.
Такое действие сульфидов приводит к повышению усталостной
прочности подшипниковой стали. Расчеты показывают, что для
нейтрализации вредного влияния оксидов на усталостную прочность
стали соотношение содержаний кислорода и серы в стали должно
составлять O2/Ss^0,2 [116].
Чех и Зиегл рассчитали мозаичные микронапряжения с учетом
объемных изменений при мартенситных ^превращениях и пластич-
ности аустенита для оксидных включении А12О8 и сульфидов MnS.
Характер результирующих микронапряжений в зоне расположе-
ния включений обоих типов при их одинаковых размерах иденти-
чен — радиальные напряжения являются напряжениями растя-
жения, а тангенциальные -- напряжениями сжатия.
Влияние же включений на усталостные свойства определяется
величиной приведенных напряжений сдвига вокруг включений,
которые для сульфидов оказались вдвое меньше, чем для оксидов.
* Сферическая форма TiN условна,’так как в действительности этн вклю-
чения имеют призматическую форму.
85
Контактная поверхность
РИС- 45. Влияние размера и расположения включений на величину напряжений.
Кроме химического состава включений на контактную прочность
влияют величина, количество и расположение включений в поле
внешних напряжений.
На рис. 45 показана схема взаимодействия сферических вклю-
чений А12О3 двух размеров с матрицей в зоне максимальных кон-
тактных напряжений. Величина приведенных напряжений сдвига
F2 убывает с увеличением расстояния Т?2 от центра включения.
Видно, что величина напряжений сдвига вокруг включений зависит
Таблица 14
ФИЗИЧЕСКИЕ СВОЙСТВА НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИИ В ПОДШИПНИ-
ЗАКАЛКЕ, КАЧЕНИИ
Горячая Деформация
Вид включений*1 HV*2 влияние на межфазную границу
Сульфиды .... Оксиды Силикаты .... Глобулярные оксиды ** Состав сульфиде ♦2 Микротвердость *э Индекс дефор ми 170 2200 1100—930—2200 зв Мп S и Са S, оксидов и температурный коэфф 2 In Ъ(а руемости v-3 ,nFe/Fi. ~1 0 0—1 0 Al sOjh ициент где Fo Трещин нет Не исключены микротре- щины Трещин нет Вероятны микротрещины силикатов МпО« А12О3-( SiO2)2 эасширения приведены соответ- — поперечное сечение заготов-
*4 Е матрицы равно 210000 МПа.
*5 Отношение максимальных напряжений к напряжениям Герца является относи
•округлых включениях диаметром 60 мкм.
«6
как от их размера так и глубины залегания Ух и У2 под зоной
максимальных контактных напряжений.
Чем ближе включение к месту максимальных напряжений, тем;
больше мозаичное напряжение вокруг него. Большие включения
чувствительны и тогда, когда они находятся далеко от зоны мак-
симальных контактных напряжений.
Влияние неметаллических включений на свойства стали в про-
цессе изготовления деталей подшипников, а также в процессе их
работы в условиях качения приведены в табл. 14 [12].
Во внутреннем кольце подшипника моделировали усадочную
раковину и включения глобулярной формы диаметром 60 мкм
различного состава. Распределение напряжений во внутреннем
кольце подшипника изучали поляризационно-оптическим методом.
Концентрация напряжений в стали тта,/тГеРц зависит от отноше-
ния модуля нормальной упругости включения к модулю нормаль-
ной упругости стали Ев/Ес параболически; минимум этой парабо-
лы ~ 1.
Сульфиды и силикаты, модуль упругости которых составляет
70 % от модуля упругости стали, вызывают минимальную концен-
трацию напряжений в прилегающей зоне стали. Концентрация на-
пряжений возрастает возле окислов алюминия с большим модулем
упругости, ч^м у стали, и возле алюминатов кальция с меньшим"
модулем упругости, чем у стали. Максимальных значений концент-
рация напряжений достигает на границе с усадочной раковиной.
Если исходить из диаграммы опасности включений, приведен-
ной на рис. 42, то окислы алюминия А12О8 и шпинели, например
MgO-Al2O8, менее опасны, чем включения алюминатов кальция
определенного состава. Это одно из важных обстоятельств, объяс-
КОВОЙ СТАЛИ И ИХ ВОЗДЕЙСТВИЕ НА СТАЛЬ ПРИ ГОРЯЧЕЙ ДЕФОРМАЦИИ,
Закалка Качение
а*2- 10-в# ос—1 влияние на межфазную границу Е*4, МПа *в . т max Герц
18,1—14,7 Микропустоты 147000 1,2
8,0 Растягивающие напряжения 390000 2,5
5,0—2,0 То же 146000 1,2
5,0—6,5—8,8 » » 115000 1,8
и (МпО)ё-(А12Оз)й-(8Ю2)5; глобулярных оксидов СаО(А1гОз)2* СаО-А12О3; СаО(А12О3)в.
ствеино составам в п. I; а матрицы (850—50 °C) = 12,5 10—6 °С~1.
ки, Fj — полуфабриката, а — длина включения, б — толщина включения.
тельным, так как поляризационно-оптическое определение напряжений основано на
87
няющих лучшую контактную прочность стали, в которой превали-
рующим видом кислородных включений является глинозем. Опыт
показывает, что и размер включений глинозема в подшипниковой
стали меньше, чем размер сложных окислов, следовательно, и ниже
уровень напряжений в нагруженных зонах.
Но нужно учитывать, что меньшей степенью опасности, чем гли-
нозем, согласно этой же шкале, характеризуются включения Гипа
СаО-(А12О3)6 и (СаО)3-А12О3. Возможно, что наблюдаемые при
стендовых испытаниях подшипников высокие эксплуатационные
свойства стали некоторых технологий, выплавленной под основными
шлаками (см. рис. 50), связаны с преобладанием алюминатов каль-
ция менее опасного состава и в'малом количестве.
ВЛИЯНИЕ ПРИМЕСЕЙ И ГАЗОВ
Газы — кислород, азот и водород — являются постоянными примесями в
- подшипниковой стали. Их содержание в стали полностью зависит от техно-
1—логии ее выплавки.
Кислород растворяется в феррите в очень малых количествах, меньше
0,003 %. (Кислород с алюминием, кальцием, кремнием, марганцем образует
окислы, составляющие основу неметаллических включений подшипниковой
стали.
В стали, выплавленной в электродуговых и кислых мартеновских печах,
содержится 0,003-—0,005 % кислорода. Выплавка стали с вакуумной дегаза-
цией, а также применение рафинирующих переплавов — вакуумного,_ дуго-
вого, электрошлакового, плазменного — снижЗет~тздержание кислорода
в стали до 0,0025—0,0010 %.
В ряде работ установлена1 связь кислорода с числом кислородных вклю-
чений в подшипниковой стали и с ее эксплуатационными свойствами [124,
125, ,116]/Коэффициент корреляции между содержанием кислорода и объем-
“1щм процентом кислородных включений, по данным работы [125],. составил
+0,84, а между содержанием кислорода и площадью всех кислородных вклю-
чений, определенной с помощью «Квантимет 360», соответствовал +0,68 [53].
Азот, как и кислород, растворяется в феррите в малых количествах, в ос-
новном он образует в стали весьма дисперсные включения — нитриды алюми-
ния и более крупные включения — нитриды и карбонитриды титана. При
охлаждении из аустенита в области температур, близких 1000 °C, вследствие
понижения растворимости азота выделяются высокодисперсные нитриды
алюминия, которые можно обнаружить только под электронным микроско-
пом. Нитриды титана призматической формы и розоватой окраски хорошо
различимы при увеличении 100 вследствие больших размероь. Прдшипниго-
вая сталь, выплавляемая в электродуговых печах, содержит 0,007—0,011 %
азота, {выплавляемая в кислых и основных мартеновских печах 0,004—
0,006“%. Влияние азота на контактную усталость пока изучено недостаточ-
но. Представляют Интерес данные работы [126], в которой наблюдалось по-
вышение контактной стойкости образцов из основной электродуговой стали
при-уменьшении в ней содержания азота с 0,010 до 0,006 %. Низким содер-
жанием азота в кислой мартеновской стали объясняются также более высо-
кая однородность ее деформационного упрочнения при контактном нагруже-
нии и меньшая склонность к образованию микротрещин.
Растворимость водорода в стали в твердом состоянии очень мала. Вслед-
ствие резкого понижения растворимости после кристаллизации он заполняет
субмикропоры, образуемые неметаллическими включениями и другими де-
фектами строения стали* я-тяк-ур скапливяртся ня пислпка+гитгх Скопления
водорода в субмикропорах создают в них сверхвысокое давление. Если дав-
ление превышает временное сопротивление стали, происходит внутреннее
разрушение, образуются флокены. Хромистая подшипниковая сталь являет-
88
ся флокеночувствительной, поэто-
му после горячей деформации для
крупного сорта стали требуется
длительный отжиг, снижающий
содержание водорода. Водород
обладает большой скоростью диф-
фузии и при длительном отжиге
удаляется. В электростали обыч-
но содержимся водорода 4—
5 см3/100 г. При вакуумировании
с остаточным | давлением 133—
1333 Па содержание водорода
снижается до 1—2 см3/100 г.
Как показали исследования
(127], содержание водорода в
процессе последующей термиче-
ской обработки подшипниковой
стали увеличивается. В образце,
содержавшем после отжига
0,5 см8/100 г водорода, количест-
во его после закалки увеличи-
лось до 1 см3/100 г, а в поверх-
ностных слоях даже более. Содер-
жание водорода увеличивается
Нг,ррт
РИС. 46. Зависимость контактной выносли-
вости от содержания водорода >в подшипни-
ковой стали: 1 — сталь 440С: 2 — сталь
52100
вследствие поглощения его ме-
таллом из атмосферы при нагревании. С увеличением содержания водорода
в металле контактная усталостная прочность стали снижается (рис. 46).
О содержании 'в подшипниковой стали микропримесей таких элементов,
как мышьяк, кобальт, свинец, олово, сурьма и другие, и влиянии указанных
элементов на свойства до недавнего времени было весьма мало сведений, что
объяснялось отсутствием надежных методов их определения. С. А. Киселе-
ва, Б. М. Зельбет, А. Н. Самсонов исследовали содержание микропримесей
в стали ШХ15 различной технологии выплавки (табл. 15). Содержание меди,
никеля, олова, мышьяка в стали разных заводов различается в 5—10 раз.
Исследование внутренних колец 33 партий подшипников 6309 показало,
что в стали содержится 46 элементов примесей [128]. Надежная парная кор-
реляция с долговечностью подшипников была установлена только для алю-
миния, меди, молибдена, никеля, ванадия. Найденная зависимость была
•оформлена как патент «Шарикоподшипниковая сталь с повышенной усталост-
Таблица 15
•СОДЕРЖАНИЕ ОСТАТОЧНЫХ ЭЛЕМЕНТОВ И ПРИМЕСЕЙ В ПОДШИПНИКОВОЙ
СТАЛИ РАЗЛИЧНЫХ ТЕХНОЛОГИЙ ВЫПЛАВКИ
Сталь Содержание элементов, %
А1 S р Си N1
Кислая мартеновская сталь 0,020— 0,011— 0,017— 0,02— 0,01—
0,022 0,016 0,022 0,03 0,02
Электр осталь4-вакуумиров„ 0,023— 0,010— 0,012— 0,02— 0,04—
вне 0,026 0,011 0,019 0,03 0,05
Электр остал ь+ обр аботка 0,042— 0,004— 0,009— 0,05— 0,05—
печным шлаком * 0,062 0,010 0,017 0,17 0,19
То же, рафинирование син- 0,032— 0,003— 0,010— 0,07— 0,06—
тетическими шлаками * 0,058 0,006 0,016 0,11 0,14
89
Продолжение
Сталь Содержание элементов, %
Sn** As Са Мо V
Кислая мартеновская сталь 0,0005— 0,0033— 0,0004- 0,021— 0,0056—
0,0006 0,0048 0,0005 0,030 0,0120
Эл ектр осталь-|- ваку у мир о- 0,0009— 0,0019— 0,0006— 0,012— 0,014—
ние 0,0017 0,0027 0,0007 0,018 0,039
Электр осталь+ обр аботка 0,0022— 0,0035— 0,0005— 0,019— 0,006—
печным шлаком * 0,0032 0,0053 0,0010 0,046 0,009
То же, рафинирование син- 0,0024т-' 0,0025 0,0008— 0,009 0,005—
тетическими шлаками * 0,0029 0,0040 0,0016 0,020 0,010
* Приведены предельные значения для плавок стали двух заводов.
“ Содержание свинца во всех плавках не превышало 0.0005 %, Ti —0,007%.
ной прочностью»1, в котором для изготовления деталей шариковых и ролико-
вых подшипников предлагалась сталь стандартного состава, но с ограниче-
нием примесей (А1< 0,15 %; Си< 0,060; Мо< 0,020; N К 0,080; V<
0,003 %). При этом относительные количества примесей должны удовлет-
ворять условию:
Al Си Мо ' Ni , V
[0,015 + 0,060 + 0,020 +0,080 + 0,003 С 3’5’
Как показывает анализ промышленных плавок подшипниковой стали,,
этому критерию удовлетворяет сталь, выплавленная с применением весьма,
чистых шихтовых материалов и подвергнутая вакуумированию. Критерий не-
учитывает тот факт, что связь между содержанием алюминия и долговеч-
ностью нелинейна.
ВЛИЯНИЕ ТЕХНОЛОГИИ ВЫПЛАВКИ И РАФИНИРОВАНИЯ
Разнообразные по конструкции и емкости сталеплавильные аг-
регаты, разные способы раскисления, рафинирования и различие
в составе шихты и раскислителей — все это оказывает влияние не-
только на количество, состав и форму неметаллических включений,,
но и на газонасыщенность, плотность, количество микропримесей,,
которые не нормируются стандартами и техническими условиями
на подшипниковую сталь. Поэтому на практике имеет место суще-
ственное различие в качестве стали, выплавленной различными
заводами-изготовителями и даже одним металлургическим заводом;
Это отмечается в исследованиях [17, 29, 98]. В качестве примера
приводим результаты исследования срока службы шариков из стали
Еп31, изготовленных пятью заводами-изготовителями, по данным.
Скотта [95].
1 Пат. (США), № 3249427, 1966.
90
Средний срок службы, мин, при испытании образцов на четы-
рехшариковой машине составил:
Стандартная сталь основных дуговых печей . . 55—108
Кислых мартеновских печей................... 61—121
Основных мартеновских печей ................НО—137
В течение ряда лет мы исследовали влияние на эксплуатацион-
ные свойства стали ШХ15 технологии выплавки и рафинирования.
Для получения сопоставимых результатов нами были унифициро-
ваны условия подготовки стали, изготовления подшипников и их
форсированных стендовых испытаний.
Как правило, сталь производства отечественных заводов, пред-
назначенную для таких исследований, разливают в слитки 2,7—
3,5 т, прокатывают на прутки диаметром 45 мм. Из прутков одного
размера одной плавкидковкой на горизонтально-ковочных машинах
получают заготовки для наружных и внутренних колец радиаль-
ных однорядных шариковых подшипников 210. Подшипники изго-
тавливают по 6-му классу точности с радиальным зазором по 7-му
дополнительному ряду, в связи с,чем по ГОСТ 520—71 они обозна-
чаются 76-210.
В заготовках колец, полученных на горизонтально-ковочных
машинах, волокна из наименее плотной сердцевинной части прут-
ка выходят частично на дорожку качения (см. рис. 13). Следова-
тельно, на контактную усталость испытываются наименее качест-
венные слои стали.
Шарики для подшипников с кольцами из стали различных спо-
собов выплавки изготовляют из стали электрошлакового перепла-
ва. Испытания подшипников с такими шариками показали, что, как
правило, усталостного выкрашивания на их поверхности не воз-
никает. При изготовлении колец и шариков из металла примерно
•одинакового качества после стендовых испытаний их по раннему
усталостному выкрашиванию выходит из строя до 50 % подшип-
ников.
Это дает основание считать, что подшипники с телами качения
из стали более чистой по содержанию неметаллических включений
и газов и с более плотной макроструктурой долговечнее обычных.
Подшипники испытывают по следующему режиму: радиальная
нагрузка на подшипник Гг = 1154 кГ (Fr =t.Fa, так как осевая
нагрузка отсутствует), скорость вращения внутреннего кольца
подшипника п = 3200 об/мин, расчетная долговечность Lh = 75 ч,
максимальное напряжение на поверхности контакта наиболее на-
груженного шарика с дорожкой качения внутреннего кольца
огаах = 36500-10' Па.
Результаты стендовых испытаний партии подшипников оцени-
вают по долговечности LSo, рассчитываемой на ЭВМ по методике
ВНИПП.
От каждого варианта технологии выплавки испытывают 2—4
•партии подшипников. В партии испытывают 20 подшипников.
91
Оксиды+глобула, балл
РИС. 47. Зависимость долговечности L»o
подшипников 76-210, изготовленных из
стали ШХ15 разных технологий выплавки
(точки иа рисунке), от суммы баллов окси-
ды + глобули
Испытания проводят до появле-
ния усталостного выкрашивания
на одном из колец подшипни-
ков или до наработки 2000 ч,
если выкрашивание не появля-
ется.
По приведенной унифици-
рованной методике было иссле-
довано качество стали, выплав-
ленной в 60-х и 70-х годах по
различным технологиям [107,
130, 1311.
Для партий подшипников,
изготовленных из стали различ-
ных технологий, испытанных
по унифицированной методике,
были определены средние ло-
гарифмические значения £90и
£50, составившие соответствен-
но 560 * и 2690 ч [1301. Отношение долговечности L90 к расчет-
ной (75 ч) составило 7,5. Эти значения долговечности подшипни-
ков 76-210, собранных с шариками из стали электрошлакового
переплава й испытанных по одинаковому режиму, используются
нами как условный критерий для оценки уровня действующих тех-
нологий выплавки стали, а также перспективности новых и экспе-
риментальных технологических процессов. Кроме того, испытания
по унифицированной методике позволили установить некоторые
парные корреляции между степенью загрязненности стали и дол-
говечностью подшипников (рис. 47).
Сталь, выплавленная в электродуговых печах
Характеристика качества стали различных технологий выплавки,
а также результаты стендовых испытаний подшипников, усреднен-
ные по нескольким партиям, приведены в табл. 16.
Наиболее высокие значения L90 получены при выплавке стали
в электродуговых печах малой и средней емкости. Как видно из
этих данных, переход к выплавке в большегрузных печах без из-
менения технологии привел к некоторому снижению долговечности.
По-видимому, это связано с тем, что сталь, выплавленная в больше-
грузных печах, имеет более высокое содержание оксидных включе-
ний, вызванное, отчасти, ухудшением качества шихты. В результа-
те принятых мер по усовершенствованию технологии, введения ра-
финирования синтетическими шлаками, применения продувки
аргоном удалось в 100-т печах ЧМЗ получать сталь, не уступающую
* Долговечность Leo подшипников того же типа, собранных с шариками
из стали открытой выплавки и испытанных по аналогичной методике, состав-
ляет ~200 ч.
92
Таблица 16
КАЧЕСТВО ЭЛЕКТРОСТАЛИ ЧМЗ И ДСС, ВЫПЛАВЛЕННОЙ В ПЕЧАХ РАЗНОГО
ТОННАЖА ПО РАЗЛИЧНЫМ ТЕХНОЛОГИЯМ
Завод-изгото- витель Емкость печи, т Содержание элементов, % Размер неметалли- ческих включений (средний балл по ГОСТ 801 —60), баллы Площадь неметалли- ческих вклю чений. % о 0
А1 S оксиды сульфиды глобули оксиды сульфиды
Рафинирование раскисленной стали печными шлаками
ЧМЗ 10 0,036 0,007 1,39 1,25 1,71 — .—. 1060
ЧМЗ 40 0,025 0,008 1,39 1,72 1,85 — —. 840
ДСС 60 0,052 0,009 1,70 0,93 1,15 0,013 0,020 567
ЧМЗ 100 0,022 0,007 2,17 1,62 1,87 — — 300
Рафинирование основными синтетическими шлаками в ковше по
усовершенствованной технологии
ЧМЗ | 100 | 0,043 | 0,005 | 0,68 | 1,15 | 1,0 | 0,011 | 0,013 | 1176
Рафинирование нераскисленной стали печными шлаками в ковше
«Красный Ок- тябрь» 200 0,045 0,007 1.21 1,53 1,22 0,014 0,018 1278
Примечание. Во всех плавках содержание кислорода составляло 0,0028—
0,0035 %, а азота 0,008—0,011 %.
по качеству стали 40-т печей этого завода. Более того, в последние
годы сталь с хорошими эксплуатационными свойствами удается
получать даже в 200-т печах завода «Красный Октябрь», исполь-
зуя технологию рафинирования в ковше нераскисленной стали
печными шлаками. Вместе с тем, в стали 100-т печей ЧМЗ, рафини-
рованной основными синтетическими шлаками, еще возникают еди-
ничные крупные глобулярные включения. Разработка способов их
устранения без увеличения количества оксидных включений —
один из путей дальнейшего повышения эксплуатационных свойств.
Состав оксидных включений во всех плавках электродуговой
стали характеризуется наличием сложных включений MgOx
х Al 2О3 4-пСаО • тА12О3, отдельных.включений магнезиальной шпи-
нели, а также (в меньшем количестве) алюминатов кальция.
Сталь, выплавленная в кислых мартеновских печах
Об эксплуатационных свойствах кислой мартеновской стали, по-
лучаемой кремневосстановительным процессом, можно судить по
результатам многолетних исследований подшипников, проведенных
фирмой SKF. -
Ниже приведены данные о долговечности (L, млн. оборотов)
подшипников 1309 и 6309 из кислой (к) мартеновской стали и элект-
93
Таблица 17
ХАРАКТЕРИСТИКА стали, выплавленной в кислых мартеновских
Технология выплавки Тип подшип- ника Содержание элементов, % Содержание газов.
S А1 О2
Прутки
КМ** 1 км+сш*2 76-210 76-210 0,009—0,012 0,005—0,006 0,028 0,018—0,022 0,0035—0,0038 I 0,0031—0,0032 |
КМ*1 76-306 0,011—0,0)6 0,025—0,028 Трубы (45,8X8,7; 0,0039—0,0040
км+сш 76-306 0,006—0,007 0,043—0,048 0,0020—0,0022
Э*з 76-306 0,006—0,009 0,015—0,036 0,0025
** км — 90-т мартеновская печь.
*2 КМ-|-СШ — 90-т мартеновская печь, обработка основным синтетическим шлаком.
*3 Э — 100-т электродуговая печь.
*4 Прутки d=45 мм оценивались иа «Квантимете 360», трубы по методу «П» ГОСТ
ростали (э). Скорость вращения подшипников 1309 составляла
2000, а 6309 — 1000 об/мин. Было испытано от 15 до 40 партий
подшипников. В каждой партии испытанию подвергали не менее
30 подшипников:
Lt« Ln l90 (k)/L90 (э) ^50 (K)/£50 (э)
Кислая ... 11 (40) 45(208) 2,8 (2,7) 2,5 (4,3)
Электросталь . 4 (15) 18 (48) — —
Примечание. В скобках данные для подшипников 6309.
Долговечность С90 подшипников из кислой мартеновской стали
фирмы SKF оказалась примерно в 2,5 раза выше долговечности
подшипников из электродуговой стали, не подвергавшейся вакуу-
мированию. Урус [105] более высокие эксплуатационные свойства
кислой мартеновской стали объясняет значительно меньшим числом
в ней крупных строчечных оксидных включений. Так как для их
обнаружения требуется проконтролировать большую площадь
микрошлифов, чем обычно предусмотрено нормами, в работе У руса
применен контроль ступенчатой пробы. Оказалось, что число-
таких’|включений и их общая протяженность в кислой стали в 5 раз
меньше, чем в обычной электродуговой стали.
Кислая мартеновская сталь, полученная кремневосстановитель-
ным процессом, отличается от электростали, полученной в основ-
ных дуговых печах [132]:
1. Содержание серы в ней выше (до 0,018 %), а алюминия в
1,5—2,5 раза ниже (до 0,020 %).
2. Содержание азота в ней менее 0,005 %, т. е. в 1,5—2 раза
ниже.
3. Она содержит значительно больше сульфидных и оксисуль-
фидных включений (до 90 %); в электростали 25—60 %.
94
ПЕЧАХ
% .(по массе) Площадь включений, %*4 5 Долговечность, ч
n2 оксиды сульфиды 2-90 LMfLh
(d=45 мм)
0,0060—0,0067 0,0039—0,0040 0,0310—0,0320 0,0140—0,0150 0,0210—0,0270 0,0120—0,0130 1043—1472 1038—1357 15—21 15—19
72,7X7,5)
0,0075—0,0078 (,0064 0,011 0,0116—0,0126 0,0014—0,0025 0,0040 0,0156—0,0247 0,0079—0,0092 0,0028 258—353 204—276 124—127 7—9 5—7 3
1778—70.
4. Отличается низким содержанием нитридов (0,0001 —
0,0018 %); в электростали 0,012—0,08 %.
5. В ней меньше оксидных включений (до 10 %), в электроста-
ли 40—75 %, а также в ней меньше глобулярных включений.
Оксидные включения стали, выплавленной в кислых марте-
новских печах, состоят в основном из чистого глинозема, в то вре-
мя как в электродуговой стали преобладают сложные включения—
алюминаты кальция, магнезиальная шпинель, силикаты и др.
Долговечность подшипников из стали кислых мартеновских
печей, выплавленных активным процессом на Серовском металлур-
гическом заводе, по данным Б. М. Зельбет, В. М. Лютковского,
М. М. Проходцева, приведена в табл. 17.
Несмотря на то, что при выплавке стали применяется силико-
кальций, а в ряде случаев и рафинирование стали основными
синтетическими шлаками, ее служебные характеристики, как
правило, бывают высокими.
Возможно, что одной из важных причин высоких эксплуата-
ционных свойств кислой мартеновской стали является также
Большая однородность деформационного упрочнения, экспери-
ментально полученная в работе [126].
Сталь, выплавляемая смешением в ковше жидких ' Г расплавов
Были исследованы качество и эксплуатационные свойства стали
ШХ15, полученной методом смешения по описанной в гл. III тех-
нологии. Ниже перечислены варианты технологии выплавки опыт-
ных плавок стали.
Вариант I. Выпуск полупродукта из мартеновской печи при
содержании углерода в ванне менее 0,26 %.
95
Таблица 18
КАЧЕСТВО СТАЛИ, ПОЛУЧЕННОЙ СМЕШЕНИЕМ В КОВШЕ ЖИДКИХ РАСПЛА
ВОВ
Вариант технологий Содержание элементов, % Размер неметал- лических включе- ний (средний балл из макси- мальных по ГОСТ 801 — 60), баллы Средняя площадь включений, % Гео, я
О2 n2 Al s оксиды сульфидь1| 1 глобули оксиды сульфиды
I 0,0012 0,004 0,027 0,014 2,73 2,73 1,02 0,015 0,025 Не испы- тывалась
II 0,0012 0,004 0,026 0,010 2,50 1,92 0,50 0,012 0,024 То же
III 0,0013 0,005 0,034 0,005 1,33 1,50 1,08 0,008 0,011 1971
IV 0,0010 0,005 0,024 0,009 1,08 1,79 0,75 0,007 0,028 >1800
V 0,0009 . 0,004 0,026 0,009 2,00 2,17 0,58 0,009 0,020 1039
Вариант II. Выпуск полупродукта из мартеновской печи при
содержании углерода в ванне 0,26—0,40 %.
Вариант III. Выпуск полупродукта из мартеновской печи при
содержании углерода в ванне 0,26—0,40 % с последующей про-
дувкой металла в ковше аргоном после выпуска и раскисления
алюминием. Расход аргона 0,05 м3/(т-мин).
Вариант IV. То же, что и вариант III, но с присадкой в ковш
во время выпуска металла кальцинированной соды и плавикового
шпата в количествах соответственно 6,0 и 1,5 % от количества
синтетического шлака.
Вариант V То же, что и вариант IV, но с присадкой в ковш
во время выпуска металла кальцинированной соды, плавикового
шпата и технической поваренной соли в количествах соответст-
венно 2,5; 1,5 и 1,5 % от количества синтетического шлака.
Эксплуатационные свойства стали, выплавленной по вариан-
там III—V, определяли путем стендовых испытаний радиальных
однорядных подшипников типа 76-210 по унифицированной ме-
тодике.
Данные о качестве опытных плавок приведены в табл. 18.
Сталь, выплавленная по варианту I, характеризуется более
высоким содержанием серы вследствие того, что синтетическим
шлаком обрабатывался нераскисленный полупродукт.
Сталь всех опытных вариантов технологии отличается от стали,
выплавляемой в электропечах, более низким содержанием кисло-
рода, азота, водорода.
При микроскопическом исследовании неметаллических включе-
ний отмечено существенное снижение в стали глобулярных вклю-
чений, в меньшей степени строчечных оксидных. Оценка с помощью
96
«Квантимет 360» подтвердила высокую степень чистоты стали по
площади кислородных включений.
Фазовый состав включений приведен в гл. V.
Значения Л90 для всех исследованных опытных партий подшип-
ников в 2—3 раза превышают установленную статистикой среднюю
долговечность для данного типа подшипников.
Выплавка с рафинированием шлаками пониженной основности
Несмотря на высокие эксплуатационные свойства кислой марте-
новской стали, строительство новых кислых мартеновских печей
считается экономически нецелесообразным, тем более что современ-
ные способы вакуумирования позволяют получить равноценную
по свойствам электродуговую сталь; при отсутствии вакуумирова-
ния применение кислых шлаков или шлаков пониженной основ-
ности может улучшить качество электродуговой стали.
В работе [29 ] показана возможность повышения усталостной
прочности основной электродуговой стали путем внепечной обра-
ботки ее кислым синтетическим шлаком, при этом в оксидных
включениях должны преобладать чистые окислы алюминия, кото-
рые, по мнению автора, оказывают менее отрицательное влияние
на долговечность, чем включения, содержащие алюминаты каль-
ция определенного состава.
. Применение кислых или полукислых шлаков сопровождается
формированием в стали сульфидных и оксисульфидных включений.
При конечном раскислении алюминием стали, рафинированной кис-
лыми или полу кислыми шлаками, в состав включений может вхо-
дить незначительное количество кремния, отчего пластичность оксид-
ных включений повышается.
Рафинирование электродуговой стали шлаками пониженной
основности изучалось во ВНИППе и на Златоустовском металлур-
гическом заводе.
В 20-т электродуговых печах Златоустовского металлургическо-
го завода выплавили три плавки стали ШХ15, рафинированной шла-
ками пониженной основности (см. гл. III). В ковше плавки про-
дувались аргоном или азотом. Характеристики полученной стали
даны в та бл. 19.
Уровень Содержания оксидных включений в плавках Б и В
высокий. Продувка аргоном способствовала снижению содержания
оксидных включений в плавке А. Применение полукислых шлаков
сказалось на объемном проценте сульфидных включений, уровень
которых во всех трех партиях оказался в 3 раза выше, чем в
стали, рафинированной печными шлаками с высокой основностью.
Микрорентгеноспектральный анализ показал, что в сталях всех
плавок обнаружены алюминаты кальция; в стали, выплавленной
с продувкой аргоном (плавка Д) и без продувки (плавка В), кроме
того, содержались сложные алюмокальциевые силикаты СаОх
xSiO2-Al2O3. Следовательно, рафинирование металла шлаками
97
"Таблица 19
ХАРАКТЕРИСТИКА СТАЛИ ШХ15, ВЫПЛАВЛЕННОЙ С РАФИНИРОВАНИЕМ
ШЛАКАМИ ПОНИЖЕННОЙ ОСНОВНОСТИ
Внепечиая обработка Содержание элементов, о/ 1 Содержание газов, % (по массе) Площадь, занятая включениями, % tr j
S А1 о2 Н2 n2 оксиды сульфиды
Продувка арго- ном Продувка азо- . ^Без продувки''-^' инертными га- -зами 0,009 0Д14 0,030 0,030 0,0036 0,0039 0,0003 0,0004 0. 0,012 С? Ос. 0,012 с 0,021 0,037 0,040 0,038 957 483
0,010 0,020' ) О.ООЗб ' \ 0,0004 > 0,016 0,040 0,037 753
пониженной основности, примененными в настоящей работе, не
трансформировало включения в чистый глинозем. В данном случае
во включениях повысилось содержание сульфидных включений и
появилась более пластичная составляющая в виде силикатов.
Стендовые испытания подшипников 76-210 показали, что при-
менение полукислых шлаков в сочетании с продувкой аргоном обес-
печивает долговечность LB0 более высокую, чем среднее значение
.для подшипников из стали, выплавленной в 60-т электродуговых
печах (см. табл. 16).
Выплавка с применением внепечного вакуумирования
При исследовании качества вакуумированной стали во всех слу-
чаях отмечалось снижение содержания газов. Степень снижения
содержания кислорода при вакуумировании зависит от многих
условий, в частности от величины вакуума, содержания в стали
углерода и других элементов, а также от того, в каком состоянии
подвергается вакуумированию сталь (раскисленная, полу раскис-
ленная или нераскисленная).
Если высокоуглеродистая сталь перед вакуумированием рас-
кислена кремнием и алюминием, то количество кислорода, удаляе-
мого в виде окиси углерода, очень мало. Если металл частично успо-
коен кремнием, количество удаляемой окиси углерода увеличи-
вается, содержание кислорода значительно уменьшается, даже при
его высоком исходном значении [133]. Наименьшее количество
кислорода в металле остается при вакуумировании^нераскисленной
стали [134].
Опыт производства (с 1965 г.) вакуумированной шарикопод-
шипниковой стали в Японии 1 показал, что содержание кислорода,
-азота, водорода снижается следующим образом:
1 Доклад фирмы «NSK» на Советско-японском симпозиуме. М. 1974.
•98
Открытая
выплавка,
ppm
Вакуумиро-
вание, ppm
Кислород .......... 30—60 10—25
Азот............... 70—100 50—80
Водород ............... 3—5 0,2—1
На заводе «Красный Октябрь» в 20-т печах вакуумировали под-
шипниковую сталь в ковше с электромагнитным перемешиванием
(ЭМП) [18]. Нераскисленный металл, имеющий температуру
1610 °C, т. е. примерно на 30° выше обычной, сливали в ковш,,
установленный в вакуумной камере. После 15-мин вакуумирования
в ковш присаживали ферросилиций и алюминий, включали
ЭМП и вакуумировали еще 3 мин. 'Содержание водорода пони-
жалось до 0,00018 %, кислорода снижалось с 0,003 до 0,001 %,,
а азота с 0,007 до 0,003 %. Отмечалась высокая степень чистоты
стддипо оксидным, особенно по глобулярным включениям.
В результате вакуумирования количество кислородных неме-
таллических включений снижается примерно вдвое 1 * * * *.
Это подтверждается также данными, которые приведены на рис. 48.
Обобщенные результаты SAE стендовых испытаний многих
партий шариковых радиальных подшипников (испытывали кольца
и шарики, изготовленные из вакуумированной стали) показали, что-
долговечность их £в0 и L60 возрастает в 3 раза по сравнению с
теми же характеристиками для стандартного шарикоподшипника
из обычной стали.
По данным фирмы NSK, результаты стендовых испытаний ша-
риковых подшипников также показывают повышение долговеч
ности в 3 раза (рис. 49).
Применение вакуумирован-
ной стали позволяет повысить
номинальную нагрузку на под-
шипник на 35—44 %, заменить
крупные подшипники подшип-
никами меньшего диаметра.
--7 Обработка подшипниковой
стали на УВСШ (см. гл. III)
сопровождается понижением со-
держания кислорода до 0,0019—
0,0016 %, и площади, занятой
окислами (при оценке на «Кван-
тимете 360»), до 0,010 %.
Долговечность, мн. циклов
РИС. 48. Влияние содержания включений
А12О8 в стали, подвергнутой и не подвер-
гнутой вакуумированию, на долговеч-
ность подшипников
1 Доклады фирм SKF — Стилл
и Конье на Советско-итальянском
симпозиуме по актуальным пробле-
мам производства' подшипников ка-
чения. М., май, 1970.
99»
Эффективность вакуумирования стали по способу A SEA —
SKF была проверена нами путем проведения стендовых испытаний
базового подшипника 76-210 по унифицированной методике
(рис. 50); значение £90 соответствовало" 1970 ч. Приведенная
на рис. 50 диаграмма долговечности подшипников, изготовленных
из стали, выплавленной по разным вариантам технологии, показы-
вает несколько путей повышения ее эксплуатационных свойств.
Средняя логарифмическая долговечность подшипников из стали
по действующим технологиям принята за 100 % (/). В сравнении
с ней приведены значения долговечности для испытанных партий
подшипников из электродуговой стали, рафинированной шлаками
пониженной основности (2), рафинированной основными синтети-
ческими шлаками в ковше (5), выплавленной в кислых мартеновских
печах (4), рафинированной печными шлаками в ковше (5), рафи-
нированной на УВСШ (6), полученной методом смешения жидких
расплавов с продувкой в ковше аргоном (7), вакуумированной
по способу ASEA — SKF (<8). Наиболее высокие свойства имеет
РИС. 49. Влияние вакуумирования на долговечность подшипников (по данным
фирмы NSK):
/ — теоретическая долговечность; 2 — долговечность подшипников из стали
открытой выплавки; 3 — утроенная теоретическая долговечность’, 4 — долговеч-
и ость подшипников из вакуумированной стали
100
РИС. 50. Сопоставление эффекта повышения долговечности подшипников 76-210 в случае
применения стали разных технологий выплавки.
вакуумированная сталь и сталь, полученная методом смешения
• жидких расплавов с продувкой аргоном.
МНОЖЕСТВЕННЫЕ КОРРЕЛЯЦИОННЫЕ ЗАВИСИМОСТИ
МЕЖДУ'ДОЛГОВЕЧНОСТЬЮ И ВКЛЮЧЕНИЯМИ В СТАЛИ
Одной из важных задач изучения влияния факторов металлургиче-
ской технологии на долговечность является установление коли-
чественных корреляционных зависимостей, позволяющих прогно-
зировать контактные усталостные свойства стали. О трудности
этой задачи можно судить по высказыванию исследователя, за-
нимающегося этой проблемой более 25 лет: «Даже ограничиваясь
способами выплавки, обеспечивающими формирование одинаковйх
по природе оксидных включений (например, чистой окиси алюминия),
не удается путем оценки количества включений заранее пред-
угадать усталостные свойства металла» [291.
Такой же точки зрения придерживаются Хенгерер, Лилльек-
вист и др. [121, считающие, что поиски количественной корреля-
ции между определенными показателями степени чистоты и уста-
лостной прочностью не обещают успеха, так как усталостная проч-
ность стали с колебаниями качества в пределах стандарта уже имеет
сильный разброс, который не может быть объяснен различиями в
степени чистоты или содержания кислорода. Однако трудности,
вызванные поисками надежных корреляций, не означают отказа от
борьбы за снижение уровня содержания включений.
Тем не менее, парные корреляции между долговечностью и
количественными показателями содержания кислородных включе-
ний и кислорода на ограниченном числе плавок установлелы в ряде
исследований. Гораздо меньше работ, в которых устанавливаются
множественные корреляционные зависимости.
101
В одной из них [1351 уравнение множественной корреляции
учитывает влияние на контактную выносливость ряда показателей:
неметаллических включений различных типов, микросегрегации,
аналогичной полосчатости по ГОСТ 801—78, нерастворивщихся
карбидов:
1 g у = 7,033 + (0,09 1Л х — 0,818 А2—0,655В + 0.295С +
+ 0.607D—5,34Л4 + 4,487?),
где у — долговечность образцов; —сульфиды; А2 — окси-
сульфиды; В — оксиды; С—силикаты; D—окислы Ti4Mn2O;
М — микросегрегация (структурная полосчатость), балл; /? —
количество нерастворившихся карбидов, %. Alt А2, В, С и D —
показано общее количество каждого на площади 60 мм8.
Из этого уравнения следует, что сульфиды, силикаты, сложные
окислы титана, нерастворившиеся карбиды оказывают положи-
тельное влияние на долговечность, а оксиды, оксисульфиды, струк-
турная полосчатость влияют отрицательно.
Уравнение множественной корреляции, учитывающее влияние
основных видов неметаллических включений на долговечность,
составленное по результатам наших исследований качества 82 пла-
вок стали и изготовленных из них подшипников, получено'
В. В. Парабиным и А. А. Капыриным:
lg Le0 = (2,66 ± 0,265) + (—0,70 ± 0,522) • (Яо—0,3) +
+ (—0,664 ± 0,425) • (Яг—0,3) + (0,444 ± 0,823) • (Ис— 0,3),
где И 0, Иг, Ис — средний ивдекс соответственно оксидных, глобу-
лярных и сульфидных включений.
Индекс представляет собой десятичный логарифм балла по шка-
ле ГОСТ 801—60 1136 J. Коэффициенты корреляции у средних
индексов оксидных и глобулярных включений свидетельствуют
о почти равной степени их вредного влияния на эксплуатационные
свойства.
Таким образом, отрицательная роль строчечных и глобулярных
оксидных включений в большинстве работ не вызывает сомнений.
Что касается сульфидов, нитридов или окислов титана, то отрица-
тельное или положительное влияние их на долговечность подшип-
никовых сталей зависит от многих факторов — количества, вели-
чины, состава, характера распределения и др.
Этим объясняется несовпадение мнений авторов различных ра-
бот об их влиянии на свойства.
ВЛИЯНИЕ РЕЖИМА ПРОКАТКИ
Влияние гомогенизирующего нагрева под прокатку
Наиболее эффективным средством выравнивания химического со-
става стали по объему слитка и снижения степени структурной по-
102
РИС. 51. Зависимость контактной вы-
носливости образцов от структурной
полосчатости, баллы:
1,2 — 0,5 (после гомогенизирующего
нагрева); 3, 4 — 1—2; 5, 6-— 3—3,5
лосчатости в деформированной
стали является гомогенизирующий
нагрев слитка или заготовки.
Влияние гомогенизирующего
нагрева заготовки на контактную
выносливость стали изучено в ра-
боте [137]. Прутки одной плавки
горячекатаной отожженной стали
П1Х15Ш диаметром 100 мм с полос-
чатостью в центре до 3,5, а на пери-
ферии до 2 баллов подвергали го-
могенизирующему нагреву при
1150 °C длительностью 15 ч. После
гомогенизации структурная поло-
счатость не превышала 0,5 бал-
лов.
С целью измельчения выросше-
го в процессе такой обработки
аустенитного зерна прутки переко-
вывали на диаметр 60 мм, после чего подвергали сфероидизирую-
щему отжигу при 790 °C.
По сравнению с прутками, перекованными на диаметр 60, но
не подвергавшимися гомогенизации, заметно улучшились меха-
нические свойства закаленной стали: прочность повысилась, ани-
зотропия временного сопротивления разрыву понизилась, особен-
но заметно повысилась ударная вязкость (в 2—2,5 раза).
Гомогенизирующий нагрев привел к значительному повышению
контактной выносливости продольных и поперечных образцов.
Если принять долговечность образцов с полосчатостью 3—3,5 бал-
ла за 100 %, то контактная выносливость гомогенизированных про-
дольных образцов составит 166%, а поперечных 118 %
(рис. 51).
В работе [1381 высказывалось предположение о том, что наи-
больший эффект от гомогенизирующего отжига заготовок может
быть достигнут при применении этого процесса для стали, из кото-
рой изготавливаются кольца подшипников по технологии, не обес-
печивающей отсутствие торцового выхода волокон на дорожку
качения,— кольца упорных, радиально-упорных подшипников,
кольца, полученные штамповкой на горизонтально-ковочных ма-
шинах прутков большого диаметра, в частности кольца подшипни-
ков для железнодорожного транспорта.
В этой связи изучали влияние гомогенизирующего нагрева за-
готовок стали ШХ15СГ на механические свойства внутренних
колец железнодорожных подшипников 42726Л. Прутки диаметром
110 мм нагревали до 1160 °C и выдерживали 15 ч.
После гомогенизации структурная полосчатость в прутках по
всему сечению снизилась с 2,5—4 до 0,5—1 балла.
103
Таблица 20.
ВЛИЯНИЕ СТУПЕНЧАТОЙ ГОМОГЕНИЗАЦИИ СЛИТКА НА СТРУКТУРНУЮ
ПОЛОСЧАТОСТЬ И КАРБИДНУЮ СЕТКУ
Диаметр прутка, мм Условный номер прутка Структурная полосчатость, балл Карбидная сетка, балл
центр ]/2 радиуса периферия
80 1 4,0/3,0 3,5/2,5 1,0/0,5 3,0/2,0
2 3,5/2,5 3,5/2,0 1,0/0,5 3,0/1,0
3 3,0/3,0 3,0/2,0 0,5/0,5 3,0/1,0
1 55 1 4,0/2,5 1,5/1,5 0,5/0,5 2,5/2,0
2 ' 5,0/3,0 1,5/1,0 0,5/1,0 3,0/1,5
3 3,0/3,0 1,0/1,0 0,5/1,0 2,5/1,5
Примечание. В числителе указаны данные Для обычного нагрева, а в знаме-
нателе — для гомогенизации.
Результаты механических испытаний закаленной стали пока-
зали, что ои при растяжении и изгибе вследствие гомогенизации
повысился на 10—13 %, ударная вязкость возросла с 0,26 до
0,4 МДж/м2, т. е. на 54 %. Следовательно, гомогенизация стали
для колец подшипников, испытывающих в процессе эксплуатации
систематические ударные нагрузки, приводящие к разрушениям
неусталостного характера, является способом повышения эксплуа-
ционной надежности.
Гомогенизирующий нагрев заготовок на металлургических за-
водах сопровождается значительным обезуглероживанием, предот-
вращение которого требует создания специальных печей. Наряду
с гомогенизирующим нагревом заготовок в металлургической про-
мышленности разработана и внедрена технология ступенчатой
высокотемпературной гомогенизации слитков [431.
График ступенчатой гомогенизации стали открытой выплавки
приведен на рис. 19.
Как показали исследования свойств деформированной стали,
гомогенизированной в слитках, степень структурной полосчатости
снижается менее интенсивно, чем при гомогенизации заготовки;
в сердцевине прутков большого диаметра полосчатость достигает
3-го балла (табл. 20).
В то же время практически устраняется замкнутая карбидная
сетка, располагающаяся, как правило, в темнотравящихся полосах
с большим скоплением карбидов. Есть также основания предпола-
гать по аналогии с электротехнической сталью [1391, что высокая
температура ступенчатой гомогенизации способствует более оавно-
мерному распределению серы и сульфидных включений в матрице.
Косвенным доказательством этого может служить уменьшение сте-
пени точечной неоднородности в макротемплетах стали, подверг-
нутой гомогенизации.
Гомогенизация слитка повышает прочность и ударную вязкость
закаленной стали, хотя и в меньшей степени, чем это может быть
достигнуто гомогенизацией заготовки (табл. 21).
104
Объясняется это сохранением в центральных зонах прутков
большей степени структурной полосчатости, чем при гомогениза-
ции заготовки.
В работе [43] приведены данные о влиянии гомогенизации
слитков на усталостную прочность при изгибе вращающегося
образца стали ШХ15, подвергнутого термической обработке'по
обычному режиму; число циклов до разрушения повышается в
2—3 раза.
Из стали ШХ15ВД, слитки которой нагревали перед прокаткой
по ступенчатому режиму и с удлиненной выдержкой (томление) х,
изготавливали радиально-упорные подшипники 46203К. В этом
типе подшипника на дорожках качения колец в зоне контакта
имеется торцовой выход волокон. Кольца изготавливали методом
комплектной вырезки из прутков диаметром 45 мм, шарики —
из стали ШХ15Ш.
Испытание подшипников вели до выхода из строя одной из
деталей — наружного или внутреннего кольца, но продолжитель-
ность испытания не превышала 20-кратную расчетную долговеч-
ность.
Слитки сталей ШХ15 и ШХ15СГ открытой выплавки нагревали
под прокатку по действующей технологии и по ступенчатому ре-
жиму, прокатывали на прутки диаметром 80, 90 и 55 мм для из-
готовления наружных и внутренних колец шариковых радиальных
однорядных подшипников.
Таблица 21
ВЛИЯНИЕ СТУПЕНЧАТОЙ ГОМОГЕНИЗАЦИИ СЛИТКА НА МЕХАНИЧЕСКИЕ
СВОЙСТВА СТАЛИ
Марка стали Диаметр прутка, мм Режим на- грева слит- ков* под прокатку Структурная полосчатость, балл ав, МПа °изг> МПа °н, Дж/см2
центр пери- ферия
ШХ15ВД 45 Ступенча- 2 1 2174 4065 Не опр.
тый 2230 3606
Обычный 3,5 2,5 2032 3907
2161 3358
ШХ15 80 Ступенча- тый 3,5 2,0 2740 2100 Не опр. 30,9 11,7
Обычный 5 5 3 246£ 1946 » » 27,5 9,5
Примечание. В числителе указаны свойства, определенные на продольных,
а в знаменателе — на поперечных образцах.
В работе принимали участие Т. И. Малиновская и Г. И. Ляшенко.
Зак. 666
105
Таблица 22
ВЛИЯНИЕ СТУПЕНЧАТОЙ ГОМОГЕНИЗИРУЮЩЕЙ ОБРАБОТКИ СЛИТКОВ
НА ДОЛГОВЕЧНОСТЬ ПОДШИПНИКОВ
Марка стали Режим нагрева слитков под прокатку Тнп подшип- ника ь,0, ч сотом So об ’ % ^60» 4 Soo6 ’ %
ШХ15ВД Обычный 46203 179 100 1025 100
Томление 46203 243 136 1416 138
Ступенчатый 46203 276 155 1816 177
ШХ15 Обычный 76-217 205 100 1055 100
Ступенчатый 76^217 386 188 1387 131
ШХ15СГ Обычный 76-320 265 100 2372 100
Ступенчатый 76-320 1020 384 2964 125
Эффективность применения гомогенизирующей обработки слит-
ков видна из результатов стендовых испытаний подшипников, при-
веденных в табл. 22. Повышается долговечность подшипников как
из стали открытой выплавки, так из стали рафинирующих перепла-
вов. В наибольшей степени в стали открытой выплавки повышается
долговечность LSo, при этом эффект тем больше, чем больше диа-
метр прутков.
В прутках большого диаметра структурная полосчатость очень
развита, любая степень ее снижения, сопровождаемая также уст-
ранением карбидной сетки и карбидной ликвации, оказывается
эффективной.
Влияние карбидной сетки на свойства стали
Условия образования карбидной сетки при металлургическом
переделе, пути ее устранения подробно изложены в работах [39,
42], однако недостаточно изучено влияние карбидной сетки на
свойства подшипниковой стали.
В исследовании, выполненном совместно с Челябинским метал-
лургическим заводом, изучали влияние карбидной сетки в микро-
структуре закаленной стали ШХ15 на механические свойства и кон-
тактную выносливость.
С целью снижения до минимума одновременного влияния не-
металлических включений на указанные характеристики исследо-
вали сталь двойного переплава (ЭШП + ВДП).
Для получения в квадрате 70 мм остатков карбидной сетки раз-
ного балла задавали разные температуры конца ковки, а также раз-
ные способы охлаждения.
Квадратные заготовки 100 мм в пределах каждой плавки раз-
делили на три партии, окончание деформации проводили при раз-
ных температурах с различной скоростью охлаждения.
При температуре окончания ковки 810—830 °C и последующем
охлаждении в воде до 600 °C, а затем в термосе карбидная сетка
106
lie превышала балла 2; при температуре окончания ковки 860—
880 (. и охлаждении на воздухе — балла 3; при температуре окон-
•П11П1Я ковки 1010—1030 °C, посадке в печь с температурой 750 °C
немедленно после ковки, выдержки 2 ч, охлаждении с печью до
Г><)()'('. карбидная сетка достигала балла 4—4,5.
Кованые заготовки подвергали отжигу по стандартному ре-
жиму.
Высокая температура окончания ковки в сочетании с замедлен-
ным охлаждением привела к образованию грубой карбидной сетки.
11рп температуре окончания ковки 810—830 °C и охлаждении в воде
обеспечивается карбидная сетка до балла 2, но полностью в квад-
рате 70 мм остатки сетки не устраняются. По-видимому, это объ-
ясняется тем, что сетка успела частично образоваться до замочки
в воде, т. е. в момент транспортировки металла от молота к ванне.
Образцы с различной величиной карбидной сетки испытывали
ни ударную вязкость, изгиб, растяжение, контактную выносли-
вость. Механические свойства определяли на образцах после за-
калки с 850 °C в масло и отпуска при 150 °C в течение 2 ч. Ударную
|И1Кость определяли на цилиндрических образцах диаметром 12 мм
К длиной 80 мм без надреза. Испытывали образцы с продольным
и поперечным расположением волокон. Для определения прочности
при изгибе изготавливали образцы в виде тонких прямоугольных
пластин размером 25 X 4 X 46 мм, которые вырезали с торцовым
и продольно-поперечным выходом волокон на рабочую поверх-
ность. Испытания проводили на машинах ПДМ-4. Результаты ис-
пытания механических свойств приведены на рис. 52.
При увеличении карбидной сетки с балла 2 до 4,5 (плавка Л)
ударная вязкость как на продольных, так и на поперечных образ-
цах снижается в 3 раза. При увеличении карбидной сетки с балла
РИС. В2. Влияние карбидной сетки на механические свойства
стали ШХ15
6* Мим. Мб
107
РИС. 53. Изломы образцов после испытаний иа ударную вяз-
кость. Х3,5:
а —^карбидная сетка балла 2; б — карбидная сетка балла 5
1,5 до балла 3 (плавка Б) ударная вязкость понизилась примерно
в 1,6 раза для продольных и в 2,4 раза для поперечных образцов;
увеличение карбидной сетки до 5 балла понизило ударную вяз-
кость соответственно в 2,2 и 3,5 раза. Следовательно, с повыше-
нием степени развития карбидной сетки непрерывно снижается
ударная вязкость закаленной стали.
Изломы ударных образцов с большой карбидной сеткой резко
отличаются от изломов образцов с карбидной сеткой малых баллов -
наличием грубых фасеток (рис. 53).
Карбидная сетка заметно влияет на предел прочности при из-
гибе и временное сопротивление разрыву, особенно при испытании
образцов с поперечным расположением волокон. В этих случаях,
как и при испытаниях на ударную вязкость, обнаруживается ани-
зотропия свойств, связанная с ориентировкой волокон: в образ-
цах с продольным расположением волокон все полученные харак-
теристики оказываются более высокими, чем в образцах с попереч-
ным расположением волокон (см. рис. 52).
С увеличением балла карбидной сетки контактная выносли-
вость понижается; при грубой карбидной сетке это снижение на
продольных образцах достигает почти 30 %.
ВЛИЯНИЕ НАПРАВЛЕНИЯ ВОЛОКОН
Деформированная подшипниковая сталь открытой выплавки и рафинирую-
щих переплавов обладает четко выраженной волокнистой (или первичной по-
лосчатой) структурой вследствие вытягивания дендритов, междендритиых
пространств и строчечных неметаллических включений в- параллельные
волокна.
Волокнистость в прутках выявляется при исследовании продольных
макротемплетов.
В результате точения, холодной или горячей пластической деформации
при получении заготовок деталей подшипников волокна оказываются раз-
лично ориентированными по отношению к прилагаемым статическим или
динамическим нагрузкам.
Контактная выносливость закаленной подшипниковой стали так же,
как ударная вязкость или временное сопротивление при растяжении и при
изгибе, зависит от ориентировки волокон [14С, 141]. Контактная выносли-
108
ность образцов, на сферической поверхности которых волокна располагают-
ся вдоль прутка, может в 5 раз превысить контактную выносливость образ
Нов с поперечным расположением волокон, при котором торцы волокон вы-
ходит па сферическую поверхность. Абсолютные значения контактной вы-
носливости при торцовом выходе волокон, а также их разброс в этом случае
невелики, что объясняется большим числом дефектов, выходящих на дорож-
ку качения.
Об отрицательной роли зон с торцовым выходом волокон на дорожку
качения свидетельствует тот факт, что при стендовых испытаниях подшип-
ников почти у 90 % шариков и колец разрушения начинаются именно в этих
•она.ч.
Если волокнистость сопровождается значительной структурной полос-
чатостью, т. е. четко выраженным чередованием зон, обедненных и обогащен-
ных карбидами хрома в мартенситной и троостомартенситной матрице, она
становится еще более опасным концентратором напряжений.
Мы исследовали зависимость количества питтингов от угла выхода воло-
кон на дорожку качения образцов, испытанных на контактную выносливость
1137]. В образцах с поперечным расположением волокон и со степенью струк-
турной полосчатости 3—3,5 балла очаг усталостного выкрашивания в 95 %
случаев возникал в зоне торцового выхода волокон. Снижение степени
структурной полосчатости до балла 0,5 путем гомогенизирующего нагрева
•«готовки снизил число совладей 1й питтингов с зоной торцового выхода
Подокон до 45 %; в остальных 55 % случаев очаги усталостного выкрашива-
нии возникали и в более плотных зонах, в которых волокна выходили под
yi лом <90°. Следовательно, в химически однородной стали места образова-
ния питтингов рассредоточиваются; они могут возникнуть и в плотных
участках, но уже при более высокой долговечности детали..
Отрицательное влияние торцового выхода волокон на дорожку качения
колец шариковых подшипников было показано в работе [141]. Внутренние
кольца подшипника 307 вытачивали из прутка диаметром 80 мм по двум
схемам: а) ось кольца совпадала с осью прутка; б) ось кольца была повер-
нута на 90° к оси прутка, вследствие чего волокна осевой части прутка имели
торцовый выход на дорожку качения. Результаты испытаний показали не
только существенное различие в долговечности колец с различным направ-
лением волокон, но и невозможность нейтрализации вредного влияния тор-
цового выхода волокон горячей раскаткой.
Уменьшение анизотропии контактной выносливости, вызванной волок-
нистостью стали, достигается гомогенизирующим нагревом слитков и про-
катанных заготовок. Если анизотропия контактной выносливости образцов,
Шире laiiiibix из центральной зоны прутков диаметром 100 мм, составила 69 %,
ТО ти ле гомогенизирующего нагрева она достигла 95 % [137].
Частично нейтрализовать отрицательное влияние зон торцового выхода
Молокин на рабочие поверхности деталей подшипников можно применением
стали рафинирующих переплавов. Так, значительно повышается плотность
II зонах полюсов штампованных шариков, если их изготавливают из стали
вакуумного, электрошлакового или плазменного переплавов. В результате
•ТОЮ значительно повышается долговечность подшипников, у которых ша-
рИКИ Ил стали открытой выплавки заменяются шариками из стали рафини-
УЮЩИХ переплавов.
ГЛАВА VIII
ОБРАБОТКА РЕЗАНИЕМ
ОБРАБАТЫВАЕМОСТЬ ПОДШИПНИКОВЫХ СТАЛЕЙ
В стандартах и технических условиях на подшипниковые стали
нет специальных требований и норм, регламентирующих обраба-
тываемость стали резанием. Предполагается, что этот технологиче-
ский параметр обеспечивается требованиями к микроструктуре
и твердости (см. гл. IV).
Действительно, отклонение от этих требований (например, при-
сутствие в микроструктуре отожженной стали участков пластин-
чатого перлита различной степени дисперсности или сорбитообраз-
ного перлита) резко снижает производительность резания и ухуд-
шает обрабатываемую поверхность [143]. На рис. 54 приведены
микроструктура трубы и вид поверхности кольца, полученного
из этой трубы. Вследствие плохой обрабатываемости на поверхно-
сти образовались грубые задиры.
Известно, что на обрабатываемость резанием подшипниковой
стали заметно влияет технология выплавки [12, 142]. Мы иссле-
довали влияние технологии выплавки на обрабатываемость реза-
нием стали ШХ15.
Для испытания использовали образцы стали в виде цилиндриче-
ской заготовки диаметром 80 мм и длиной 250—300 мм. Образцы
подвергали последовательной обточке в несколько проходов до
минимального диаметра 30 мм при постоянной скорости резания
РИС. 54. Влияние микроструктуры стали ШХ15 на обрабатываемость резанием:
а — участки пластинчатого перлита при Х500 в микроструктуре трубы; б — поверхность
кольца из этой трубы с грубыми надирами, вызванными плохой обрабатываемостью
110
'Г а б л и ц а 23
ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ СТАЛИ ШХ15 РАЗЛИЧНЫХ ТЕХНОЛОГИЙ
ВЫПЛАВКИ
Способ производства стали Относительна я обрабатываемость Шероховатость по- верхности мкм при и, м/мин Класс чистоты
при ско- рости резания ^30» м/мии’* ПО мощ- ности ^рез» кВт 25 80
Кислая мартеновская (крем- 11' восстановительный процесс) 0,87 1,о 1,58 1,20 6В-7А
Электродуговая вакукумиро- 1,0 1,05 0,94 1,10 бВ-'Б
ванная Электро дуговая, обработан- 0,88— 1,04— 0,96— 1,10— 6В-7А
пая печным шлаком * Электродуговая, рафиниро- 0,93 0,69— 1,07 1,16 1,36 1,42 1,36 1,26— 6А-6Б-
ванная синтетическим шла- ком * 0,80 1,96 6В
* Приведены данные для стали двух заводов.
** Узо — скорость резания, при которой ширина ленточки износа задней грани
резца В = 0,8 мм получается в течение 30 мин работы.
и постоянном сечении стружки. Обточку осуществляли резцом
из быстрорежущей стали Р18.
Основным показателем обрабатываемости стали резанием счи-
тали износ резца, а критерием относительной обрабатываемости —
скорость резания, при которой получается заданный износ задней
грани (ленточка износа) шириной В = 0,8 мм в течение 30 мин
резания.
Дополнительно для оценки обрабатываемости стали привле-
кали результаты испытаний на определение мощности, потребляе-
мой на резание, шероховатость поверхности и формирование
стружки при резании (табл. 23).
Лучшую обрабатываемость, определяемую совокупностью при-
веденных показателей, показала вакуумированная сталь; несколь-
ко хуже — кислая мартеновская, полученная кремневосстанови-
тельным процессом. Сталь электродуговых печей, рафинированная
печными шлаками, но разных металлургических заводов, пока-
<яла различную обрабатываемость — близкую к вакуумированной
(гшвод А) и значительно хуже (завод Б). Сталь, рафинированная
основными синтетическими шлаками двух металлургических за-
водов, обрабатывалась хуже стали, выплавленной по другой тех-
нологии, что можно объяснить низким содержанием в ней серы
И сульфидных включений, облегчающих обрабатываемость реза-
НИГМ. Скорость резания стали, рафинированной синтетическими
UlJtiiKtiMii, на 20—30 % ниже, а потребляемая мощность на 10 %
выше, чем вакуумированной стали.
111
Таблица 24
ХИМИЧЕСКИЙ СОСТАВ И ОБРАБАТЫВАЕМОСТЬ АВТОМАТНОЙ ПОДШИПНИ-
КОВОЙ СТАЛИ ФИРМЫ «SANJE»
Марка стали С Si Мп Р S Сг О2. ppm HRB - « м s * 2 S
не более не более » S
SUJ2* 0,95— 1.Ю 0,15— 0,35 <0,50 0,025 0,025 1,30— 1,60 — 88 38
SUJ2A —0,90 0,15— 0,35 <,050 0,025 0,04— 0,07 1,20— 1,40 10 85 43
SUJ2B —0,90 SCO ,15 <0 50 0,025 0,04— 0,07 1,20— 1,40 10 82 47
* Сталь стандартного состава приведена для сравнения.
** Бремя работы резца 1 ч.
В работе [1421 приведены данные по исследованию обрабаты-
ваемости резанием стали ШХ15 с содержанием серы 0,011; 0,023;
0,067 %. Различие в обрабатываемости стали с содержанием серы
0,010; 0,023 % не установлено; повышение содержания серы до
0,067 % привело к возрастанию стойкости резцов и к снижению
мощности при резании на 5—8 %. Незначительное повышение
стойкости фасонных и отрезных резцов наблюдалось при произ-
водственных испытаниях труб из стали 100Сг6 с содержанием
0,075 % S [121.
Японская фирма «Sanje» разработала модификацию подшипни-
ковой стали с улучшенной обрабатываемостью резанием, получив-
шую название автоматной подшипниковой стали SUJ2A, и под-
шипниковой стали для холодной штамповки SUJ2B (табл. 24).
В стали снизили содержание углерода и хрома, что уменьшило
количество карбидов; увеличили содержание серы и снизили со-
держание кислорода, в результате чего изменилось в благоприят-
ную сторону соотношение сульфидных и оксидных включений.
Испытания автоматной стали по сравнению со стандартной
SUJ2 показали ее "преимущества по обрабатываемости резанием.
На обрабатываемость резанием влияет не только микрострук-
тура, твердость, химический состав и состав неметаллических
включений, но и тонкая структура стали, что видно на примере
холоднокатаных труб, подвергнутых отжигу для снятия напря-г
жений.
ВНИИП совместно с ВНИТИ изучали влияние режима отжига
холоднокатаных труб на обрабатываемость резанием. Трубы, де-
формированные со степенью обжатия 40 %, отожженные при тем-
пературах 600—620 и 660—680 °C в течение 1,5 ч, обрабатывались
плохо по сравнению с холоднокатаными трубами без отжига; на
поверхности колец имелись грубые задиры. Показатели обраба-
тываемости (стойкость режущих инструментов, шероховатость об-
112
Таблица 25
ВЛИЯНИЕ СТЕПЕНИ ДЕФОРМАЦИИ И ОТЖИГА ХОЛОДНОКАТАНЫХ ТРУБ
НА ТВЕРДОСТЬ {НВ) И СТОЙКОСТЬ РЕЗЦОВ т, мин. ИЗ БЫСТРОРЕЖУЩЕЙ
СТАЛИ
Степень холодной деформа- ции труб, % Без отжига Отжиг при 520 °C Степень холодной деформа- ции труб, % Без отжига Отжиг Пр'и 520 °C
НВ т, мин НВ т, мин НВ Т, мин НВ т, мин
0* 217 54 217 54 38,4 291 89 272 35,7
17,7 262 60 263 44,3 38,9 301 86 286 39,1
30,3 287 79 275 46,0 41,2 296 100 290 47,3
38,2 296 95 286 47,0 50,7 311 115 291 42,5
* Исходная труба после горячей прокатки.
работавшей поверхности) труб, отожженных в интервале 680—
700 °C при длительности отжига не менее 30—60 мин, находились
на уровне этих показателей для холоднокатаных неотожженных
труб с твердостью НВ 260—304.
Микроструктура стали в интервале температур отжига 600—
720 °C не' изменялась. Характеристики прочности понижались,,
а пластичность возрастала с увеличением температуры и длитель-
ности отжига.
Объяснение причины ухудшения обрабатываемости холодно-
катаных труб после отжига дано в работе Дж. Толли.
Автор показал, что стойкость режущего инструмента возрастает
с увеличением степени обжатия и твердости холоднокатаных труб
(табл. 25).
Отжиг при 520 °C для снятия напряжений значительно ухуд-
шает обрабатываемость и нарушает линейную зависимость между
сроком службы инструмента и твердостью. Увеличение длитель-
ности отжига или повышение температуры до 680 °C привели к еще
большему^ снижению твердости, при этом обрабатываемость улуч-
шилась до уровня исходных горячекатаных труб, но не достигла
уровня холоднокатаных труб без отжига.
Как и в работе, выполненной во^ВНИППе, отмечается, что раз-
личие в микроструктуре горячекатаных, холоднокатаных труб
с последующим отжигом и без него на оптическом световом микро-
скопе не обнаруживается. Электронномикроскопические исследо-
вания при больших увеличениях показали, что эффект холодной
прокатки заключается в создании дислокационной ячеистой струк-
туры с трехмерными стенками ячеек, состоящими из дислокацион-
ных сплетений (рис. 55). Такая структура затрудняет дальнейшую
пластическую деформацию; поэтому предполагается, что усилие,
требуемое для среза при обработке'холоднокатаной трубы с такой
структурой, будет меньше, чем при обработке горячекатаной.
113
РИС. 55. Микроструктура трубы после холодной прокатки (электронная микроскопия)
Пониженная пластичность холоднодеформированной структуры
способствует уменьшению трения резца о материал заготовки и
снижению эффекта образования нароста на резце — основных
факторов, определяющих износ и, следовательно, стойкость ин-
струмента.
Отжиг при 520 °C для снятия напряжений приводит к поли-
гонизации — сплющиванию стенок ячеек (рис. 56), что увеличи-
вает работу разрушения и соответственно ухудшает обрабатывае-
мость. Если режим отжига таков, что полигонизация не успевает
совершиться во всем объеме, как это имеет место при отжиге 520 °C,
1 ч, то ухудшение обрабатываемости усугубляется, по мнению
автора, вибрацией резца вследствие перемещения его по чередую-
РИС. 56- Влияние докритического отжига на микроструктуру холоди ©деформирован-
ной стали (электронная микроскопия)
114
1ЦПМСЯ полигонизованным и неполигонизованным участкам ме-
талла.
Увеличение продолжительности отжига при 520 °C или повы-
шение температуры отжига до 680 °C приводит к полной рекристал-
лизации структуры, что и объясняет улучшение обрабатываемости
до уровня обрабатываемости горячекатаных труб.
ДЕФОРМАЦИЯ ЗАГОТОВОК ПРИ ОБРАБОТКЕ РЕЗАНИЕМ
Холоднокатаные трубы нашли широкое применение при изготовле-
нии колец подшипников. Длительное время после их внедрения
считалось, что, кроме различия в твердости, зафиксированного
стандартом на трубы (ГОСТ 800—55), остальные их свойства не
отличаются от свойств горячекатаных труб.
В связи с этим принятая на заводах подшипниковой промыш-
ленности технология токарной и термической обработки колец,
припуски на шлифование после закалки были установлены одина-
ковыми независимо от типа труб (горячекатаных отожженных
или холоднокатаных неотожженных). Практика применения холод-
нокатаных труб показала, что они имеют ряд существенных не-
достатков. В процессе транспортировки и правки в них могут воз-
никать продольные концевые трещины, а в процессе токарной обра-
ботки — значительные искажения геометрической формы колец,
в частности увеличенная овальность по сравнению с овальностью
в трубах.
В некоторых случаях, например при клеймении тонких колец
упорных подшипников, возникают сквозные трещины.
РИС. 57. Изменение размеров колец, изготовленных из холоднокатаных труб, в процессе
токарной и термической обработки:
и — наружные кольца подшипника 1206 (£>=62 мм, d=53 мм, Л=16 мм); отжиг труб после
холодной прокатки не проводили (/ — после токарной обработки; 2 — после закалки с
Н50 °C; 3 — после' отпуска при 150 °C); б — наружные кольца подшипника 688911 (D =
Н2,4 мм; </=54,2 мм; /г=6,6 мм) (1 — после токарной обработки; 2 — после закалки с
850 °C; 3 — после отпуска при 150 °C)
115
Повышенная овальность колец после токарной обработки при-
водит к увеличению овальности после термической обработки
[1441. Это вызывает необходимость расширения допуска на обра-
ботку по операциям, дополнительную переналадку станков, на-
значения повышенных припусков на шлифование после термиче-
ской обработки, что существенно увеличивает трудоемкость и себе-
стоимость изготовления колец подшипников.
Указанные обстоятельства потребовали изучения закономерно-
сти деформации труб из стали ШХ15 при отжиге и при токарной
обработке [145, 1461.
Отжиг 700 °C или закалка колец, отрезанных от холоднока-
таных труб, сопровождается уменьшением наружного и внутрен-
него диаметров (рис. 57) и увеличением высоты.
Причины особого поведения холоднокатаных труб при токар-
ной и термической обработке объясняются макронапряжениями,
возникающими в них в процессе холодной прокатки.
Возникновение напряжений I рода, т. е. зональных напряже-
ний, вызывается тем, что при холодной пластической деформации
наружные слои металла опережают в своем течении внутренние
слои.
Косвенное подтверждение существования этих напряжений
в трубах было получено с помощью следующих экспериментов:
несколько типов холоднокатаных труб подвергали отжигу при
700 °C; затем отожженные и неотожженные трубы обрабатывали
на одном четырехшпиндельном автомате. Было установлено, что
овальность колец из холоднокатаных неотожженных труб почти
вдвое выше овальности колец из отожженных труб; рассеивание
значений овальности в первом случае также намного больше
(рис. 58).
Эти факты хорошо объясняются, если учесть, что напряжения
I рода уравновешиваются в объеме всего изделия или отдельных
РИС. 58. Влияние отжига холоднокатаных труб диаметром 82 мм на овальность по иа-;
ружному диаметру (а) и внутреннему диаметру (б) колец после токарной обработки:
1 — отожженные трубы*. 2 — неотожженные трубы
116
его макроучастков. Обточка кольца по наружному диаметру и рас-
точка по внутреннему, связанные с удалением отдельных макро-
объемов металла, вызывают неравномерное перераспределение
в нем напряжений I рода, которые в свою очередь приводят к уве-
личению овальности. В данном случае основную роль играют нор-
мальные и касательные напряжения. В изменении размеров наруж-
ного и внутреннего диаметров колец при отжиге основную роль
играют остаточные продольные напряжения I рода, действующие
вдоль трубы.
При холодной деформации наиболее интенсивно течет металл
в верхних слоях трубной заготовки, нижележащие слои металла
отстают. В результате в наружных слоях трубы, течению которых
препятствуют внутренние слои, возникают остаточные напряжения
сжатия; во внутренних —• напряжения растяжения.
Снятие этих напряжений должно привести к уменьшению тол-
щины наружного слоя, т. е. к уменьшению наружного диаметра
кольца, и в .то же время к увеличению толщины внутреннего слоя,
т. е. к уменьшению внутреннего диаметра. Следовательно, нагрев
до температур, устраняющих напряжения I рода, будет сопровож-
даться указанным изменением размеров труб.
Таким образом, в тех случаях, когда деформация колец при
токарной и -термической обработках весьма нежелательна целесо-
образно применять отожженные холоднокатаные трубы. Особенно
это важно при изготовлении колец сложной конфигурации, имею-
щих канавки, выточки для вставки защитных шайб, не подвергаю-
щиеся шлифованию после термической обработки, к которым
предъявляются требования минимальной разноразмерности и ми-
нимального отклонения от токарных размеров.
Но отжиг холоднокатаных труб влияет на их свойства неодно-
значно, в частности может приводить к ухудшению обрабатывае-
мости резанием. Подробно этот вопрос рассматривается в преды-
дущем разделе настоящей главы (см. с. 112). В этой связи необходим
такой подбор температуры и длительности отжига, который, устра-
няя напряжения, не приводил бы к значительному ухудшению
обрабатываемости резанием. Отжиг при 680—700 °C в течение
30 мин — 1ч удовлетворяет этим условиям.
Горячекатаные трубы
Аналогичный недостаток — повышение овальности колец — на-
блюдается при токарной обработке горячекатаных отожженных
труб большого диаметра с относительно тонкой стенкой.
Большая овальность возникает, например в кольцах, изготов-
ленных из труб размером 180,3 X 11,7; 150 X 11,5; 140,3 X
10,6 мм и т. д., имеющих отношение D/S>\ 1, где D — наруж-
IhM Диаметр, aS — толщина стенки.
Е Лрнчнну повышения овальности колец из горячекатаных труб
ЯВМАОвилп А. С. Лючков, Б. М. Зельбет, Н. И. Старушкин 11471.
117
РИС- 60. Схема изменения геометрии ко-
лец при снятии остаточных напряжений:
а — неоднородное распределение напря-
жений по периметру; б — однородное рас-
пределение напряжений по периметру
РИС. 59. Схема приложения нагрузки
при правке труб:
а — на эксцентриковых прессах; б — на
гемивалковых маШинах
Было сделано предположение,
что основной причиной возник-
новения остаточных напряже-
ний является процесс правки
отожженных труб, следующий
за термической обработкой. При
правке трубы подвергаются
упруго-пластической деформации, главным образом путем знако-
переменного изгиба.
Эта схема нагружения реализуется полностью при правке на
семивалковых машинах и частично при правке на эксцентриковых
прессах. Соответствующие схемы приложения нагрузки приве-
дены на рис. 59. Причиной овализации колец из горячекатаных
труб является осевая асимметрия распределения напряжений
в трубах. В случае осесимметричного распределения напряжений
их снятие и перераспределение при токарной обработке сопровож-
далось бы равномерным изменением периметра колец и проявлялось
бы в зависимости от знака напряжений в увеличении или умень-
шении диаметра (рис. 60).
После правки горячекатаные трубы подвергаются обточке,
которая также может привести к возникновению остаточных на-
пряжений. Но характерной особенностью остаточных напряже-
ний, возникающих при механической обработке, является то, что
они действуют практически только в поверхностных слоях глуби-
ной в доли миллиметров. Остаточные напряжения в стальных де-
талях после обточки залегают на глубине до 50—100 мкм. Следо-
вательно, нельзя ожидать существенного влияния этих напряже-
ний на деформацию колец, однако следует учитывать то обстоя-
тельство, что они могут привести к некоторому перераспределению
напряжений по сечению стенки трубы.
На большой партии горячекатаных отожженных труб размером
D = 160,3 мм, S = 11,7 мм, из которых изготавливали наружные
кольца подшипника 218, исследовали влияние способа правки, на-
стройки правильного стана, кривизны труб в отожженном состоя-
нии и режима токарной обработки [147]. Величину остаточных
напряжений в трубах варьировали путем изменения настройки
118
правильного стана, числа проходов при правке, а также путем
подбора труб с различной исходной кривизной. Трубы, кривизна
которых после отжига была меньше 1 мм, правке не подвергали.
В таких трубах возникновение остаточных напряжений вследствие
неоднородной деформации при правке исключено. Остаточные
напряжения определяли механическим методом, по Заксу, с -по-
слойным растачиванием труб [148]. Деформации, возникающие
при расточке, измеряли с помощью тензодатчиков и автоматиче-
ского моста АИД-1м.
Данные о влиянии способов правки на кривизну труб и остаточ-
ные напряжения приведены в табл. 26. Как видно, правка труб
существенно (в 5—6 раз) повышает остаточные напряжения и
кривизну.
Исследования влияния режима токарной обработки на напря-
жения в трубах, не подвергавшихся правке и правленных по су-
ществующей технологии, показали, что токарная обработка прак-
тически не вносит изменений в их величину и распределение по
толщине стенки.
На рис. 61 показаны эпюры остаточных напряжений в трубе,
правленной по существующей технологии на семивалковом пра-
вильном Дтане и на том же стане за три прохода с уменьшенной
стрелой прогиба.
Исследования показали, что величина остаточных напряжений
находится в прямой зависимости от исходной кривизны труб,
способа правки и характера настройки правильного стана.
Таблица 26
МАКСИМАЛЬНАЯ ВЕЛИЧИНА ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ЗАВИСИМОСТИ
ОТ СПОСОБА ПРАВКИ
Способ правки Кривизна, мм/пог. м ДО правки Остаточные напряжения, МПа Способ правки Кривиз- на, мм/пог. м до прав- ки Остаточные напря- жения, МПа
От max Or max От max Or max
Без правки По сущест- вующей тех- нологии По сущест- вующей тех- 0,55 3,73 51 301 60 390 С сущест- вующей на- стройкой* С уменьшен- ным проги- бом * 3,50/3,50 3,40/3,20 204/160 118/72 196/247 125/120
нологии с
предвари- тельной
правкой на кулачковом прессе 3,80 232 251
* Б числителе — за три прохода, в знаменателе — за пять проходов.
11 9
Величина напряжений растет с увеличением кривизны труб
при однопроходной правке и уменьшается с увеличением числа
проходов или применением предварительной правки на кулачко-
вом прессе. Наибольший эффект снижения остаточных напряжений
достигается при одновременном увеличении числа проходов и
уменьшении деформации трубы в стане в результате изменения
его настройки.
Влияние этих факторов на величину остаточных напряже-
ний может быть объяснено так: деформация трубы при правке
знакопеременным изгибом складывается из деформации, завися-
щей от кривизны трубы, и деформации, связанной с ее прогибом,
определенным настройкой правильного стана. Снижение напряже-
ний может быть достигнуто уменьшением каждой из указанных
составляющих. При увеличении числа проходов или при предва-
рительной правке на кулачковом прессе увеличивается общее чис-
ло изгибов трубы, уменьшается кривизна и деформация, а следо-
вательно, и величина остаточных напряжений.
Одновременно с определением остаточных напряжений опреде-
лялась овальность 3,5 тыс. наружных колец подшипника 218 раз-
мером 160,3 X 11,7 мм, изготавливавшихся токарной обработкой
из труб, не подвергавшихся правке и правленных по вариантам,
приведенным в табл. 23.
Допустимая овальность по наружному диаметру колец этого
типа после токарных операций составляет 0,2 мм. После всех токар-
ных операций наименьшую овальность имели кольца из труб, не
подвергавшихся правке, или прошедших многократную правку
с уменьшенной стрелой прогиба на семивалковой машине (рис. 62).
РИС. 61. Эпюры остаточных напряжений в трубах:
а — после правки по обычной технологии на семивалковой машине; б — после
правки за три прохода с уменьшенной стрелой прогиба
120
1
ру после токарных операций более 0,2 мм в зависимости от способа правки го-
, рячекатаных труб:
I — без правки; II — правка на семивалковой машине по принятой техноло-
гии; III — правка иа кулачковом прессе и семнвалковой машине; IV — трех-
кратная правка ие семивалковой машине; V — пятикратная правка на семивал-
ковой машине; VI — трехкратная правка на семивалковой машине с уменьшенной
стрелой прогиба; VII — пятикратная правка на семивалковой машине с умень-
' Iшенной стрелой прогиба
Максимальная овальность после токарной обработки колец
из труб, не подвергавшихся правке, не превышала 0,20 мм, а иа
труб, правленных по обычной технологии на семивалковой маши-
не, достигала 0,40.
В работе установлена тесная связь между средней овальностью
партии колец после токарной и
мальной величиной остаточных
напряжений в трубах.
С точки зрения методики
оценки овальности колец пред-
ставляет интерес график на
рис. 63, на котором приведена
зависимость числа колец с
овальностью более 0,2 мм после
различных операций токарной
обработки от величины остаточ-
ных напряжений.
Число сильно овализован-
пых колец после отрезки отно-
сительно невелико, оно резко
возрастает после расточки и вы-
точки желоба. Можно предполо-
термической обработок и макси-
РИС 63. Зависимость числа колец с
овальностью более 0,2 мм по наружному
диаметру от величины остаточных напря-
жений (атах) в трубах:
1 — после отрезки колец; 2 — после ра-
сточки, подрезки и снятия фасок; 3 —
после выточки желоба
121
жить, что в процессе отрезки происходит снятие только осевых
напряжений. Снятие тангенциальных напряжений, возникающих
при расточке и выточке желоба, сопровождается значительно
большей деформацией колец.
Следовательно, косвенно величины напряжений в трубах мож-
но оценивать по их овальности не после отрезки колец, а после их
окончательной обработки или после расточки на соответствующую
величину.
ГЛАВА IX
СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ
ДИАГРАММЫ СОСТОЯНИЯ
На рис. 64 согласно [149, 150] приведены вертикальные разрезы
диаграммы состояния системы железо — хром — углерод при по-
стоянных концентрациях хрома, близких составу сталей типа
ШХ15 и Х18. Для наглядности некоторые характерные точки этих
разрезов обозначены теми же буквами, что и аналогичные точки
диаграммы состояния железо — углерод.
Разрез тройной диаграммы состояния при 1,6 % Сг мало отли-
чается от диаграммы состояния Fe — Fe3C. Влияние хрома сказы-
вается в понижении растворимости углерода в аустените, в резуль-
тате чего содержание углерода в эвтектоиде (точка S) уменьшается
до 0,65 %, а максимальная растворимость углерода до 1,5 %
(точка Е). Температура эвтектоидного превращения под влиянием
хрома несколько повышается, а линия GS, ограничивающая свер-
ху область а + у, понижается. Кроме того, трехфазные равнове-
сия — эвтектика и эвтектоид, изображаемые на бинарной диа-
грамме горизонтальными линиями, превращаются в температур-
ные области в соответствии с правилом фаз.
Разрез при содержании 17 % Сг существенно отличается от
диаграммы железо —углерод. В частности, на этом разрезе верх-
няя и нижняя области а + у сливаются в одну, а растворимость
углерода в аустените понижается более значительно — максималь-
ная до 0,7 %, а эвтектоидная до 0,35 %. Эвтектоидная горизон-
таль превращается в большой треугольник, вершина которого
(точка S) достигает 1100 °C.
В системах железо — углерод и хром — углерод встречаются
три карбида — орторомбический цементит FesC с 6,7 % С, триго-
нальный карбид хрома Сг7С3 с 9 % С и кубический карбид хрома
Сг23Св с 5,65 %С. В тройных сплавах Fe — Сг — С цементит
образует растворы замещения с хромом, а карбиды хрома — с же-
лезом. Легированные карбиды обозначают (Fe, Cr)3C, (Сг, Fe)7C3
122
1600
177. Сг
1500
1600
1300
** 1200
I
§ 1100
1
к 1000
900
800
700
600
О 0,5 1,0 1,5 О 0,5 1,0 1,5 2,0
Углерод, 7.
РИС. 64. Вертикальные разрезы диаграммы состояния сплавов Fe—Сг—С при
1,6 и 17 % Ст:
1 — а+?;
+Ме23С»;
+Л4 в 2з£ «>
2 — р; 3 — |?+Afesc; 4,— a+v+AfesC; S — a+Me8C; 6 — v+.
7 — v+Me23C,+ Me,Cs; 3 — v+Me,Cs; 9 — a+?+M s3Ce; 10 — a+
11 — a+Me23Ct+Me,C3; 12 — a+MdC,- 13 — a+?+
+Me, Cs
и (Cr, Fe)23Ce или Me3C, Me7C8 и Me23 Ce. Предельные раствори-
мости второго металла в карбидах, рассчитанные по данным [151 ],
приводятся в табл. 27.
Наличие того или иного карбида и содержание в нем раство-
ренного металла зависят от содержания в сплаве хрома и углерода
и от температуры. В сплавах с 1 % С, содержащих менее 2,65 %Сг,
встречается только карбид Ме3С [152]. Содержащийся в хроми-
стых сталях в небольших количествах марганец образует с карби-
дами железа и хрома растворы замещения.
ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ
Образование аустенита. Термодинамическому равновесию фер-
рита, карбида и аустенита в сталях типа ШХ соответствует темпе-
ратурная область шириной 15—20 °C. При нагреве в промышлен-
123
РИС- 65. Кинетика превращения пер-
лита в аустеиит в стали 1ИХ15:
1 — выдержка 3 ч; 2 — выдержка 1 ч;'
3—5 — при непрерывном нагреве со
^скоростью» °С/с 3 — 0,07; 4 — 0,25;
5 — 3; 6 - - 9
Таблица 27
СОСТАВ КАРБИДОВ, НАСЫЩЕННЫХ
ВТОРЫМ МЕТАЛЛОМ (Сг или Fe)
Тип карбида Темпера- тура, °C Содержание, %
с Fe Сг
Fe3C До 850 6,9 84 9,1
1000 7 82 11
1100 7,2 77,8 15
СГ7С3 До 900 8,5 55 56,5
1000 8 39 53
1100 8 42 50
^Г23^6 850—1150 5 5 28 66,5
ных условиях температуры начала и конца перлито-аустенитного
превращения повышаются, причем ширина температурного интер-
вала изменяется в зависимости от длительности выдержек при изо-
термическом превращении или скорости непрерывного нагрева.
На рис. 65 показана кинетика превращения зернистого перлита
в аустенит для стали ШХ15, исследованная количественно-метал-
лографическим методом. Скорость зарождения (N) и скорость
роста (G) аустенита определяются'температурой, при которой про-
исходит превращение, зависящей в Спою очередь от скорости на-
грева. Нами было проведено экспериментальное определение пара-
метров кристаллизации аустенита из перлита стали ШХ15 для
50 %-ного превращения путем измерения G и вычисления N/G по
площади зерна Р(табл. 28).
Зарождение кристаллов аустенита происходит на поверхности, разде-
ляющей феррит и карбидную фазу. Поэтому скорость зарождения должна
быть пропорциональна величине поверхности карбидной фазы, которая воз-
растает с увеличением дисперсности цементита в перлитной матрице, т. е.
•с уменьшением межпластиночиого расстояния в пластинчатом перлите и
уменьшением размеров карбидных частиц в зернистом перлите [154]. Ско-
рость роста, которая зависит от диффузии углерода в аустенит, также воз-
растает с увеличением дисперсности карбидной фазы. В связи с увеличением
•обоих параметров кристаллизации скорость образования аустенита сильно
возрастает с повышением дисперсности карбидной фазы в исходной струк-
Таблица 28
ПАРАМЕТРЫ КРИСТАЛЛИЗАЦИИ АУСТЕНИТА В СТАЛИ ШХ15 ПРИ НАГРЕВЕ
°иагр- °с/с t, °C G, см*с 1 f, мкм2 N/G, см-4 АГ, см 3 - с 1
Выдержка 1 ч 755 128 6.10м
0,25 773 1,0.10-6 109 8,2.10й 8,2.10е
3 810 7,5.10-6 85 1,35.10й 1,0.10»
•9 825 1,2.10-* 72 1,88.10м 2,3.108
124
туре. В результате этого превращение высокодисперсных структур — точеч-
ного и тонкопластиичатого перлита или сорбита — заканчивается при более
низких температурах, чем в менее дисперсных структурах крупнозернисто-
го и крупнопластинчатого перлита. Так, при непрерывном индукционном
нагреве отожженной стали ШХ15 со скоростью 30 °С/с превращение закан-
чивается при 870 °C; в той же стали, обработанной на сорбит (закалка и
отпуск на твердость HRC 35), даже при нагреве с втрое более высокой ско-
ростью (95 °С/с) превращение заканчивается при значительно более низкой
температуре (810 °C).
Размеры аустенитного зерна непосредственно после завершения аусте-
нитизации, называемого начальным зерном, зависят от отношения парамет-
ров кристаллизации. С увеличением скорости нагрева и соответственным
повышением температуры превращения в стали ШХ15 скорость зарождения
возрастает несколько быстрее, чем скорость роста. Увеличение дисперсности
исходной структуры также приводит к большему возрастанию N, чем G.
В результате повышение скорости нагрева и увеличение дисперсности ис-
ходной структуры вызывают измельчение начального зерна. Размеры на-
чального зерна аустенита, образующегося при обычной скорости нагрева
стали ШХ15, выплавляемой в СССР, колеблются между номерами 10 и 13
по ГОСТ 5639—65. Начальное зерно аустенита в стали холоднокатаных труб
меньше, чем у горячекатаных. Это можно объяснить дефектами структуры,
приобретаемыми при /Пластической деформации и способными служить до-
полнительными центрами зарождения.
Карбидная полосчатость, представляющая собой неравномерное рас-
пределение карбидной фазы, способствует неравномерности начального зер-
на. В полосах с большим количеством карбидов поверхность карбидной фазы
больше, а расстояния между частицами меньше, чем в обедненных карбидной
фазой участках,. Поэтому в^полосах, обогащенных ^карбидной фазой, началь-
ное зерно меньше.'
Растворение карбидной фазы. Наши исследования, проведен-
ные количественно металлографическим методом, показали, что
к моменту завершения формирования аустенита в стали ШХ15
содержание углерода в нем не превышает 0,4—0,5 %, что соответ-
ствует растворению в аустените приблизительно 40—50 % от ис-
ходного количества карбидной фазы (табл. 29).
Если исходной структурой был пластинчатый перлит, то после
окончания превращения в аустените сохраняются нерастворив-
шиеся карбидные пластинки, толщина которых примерно вдвое
меньше, чем в перлите. При исходной структуре зернистого перлита
наиболее мелкие зерна цементита полностью исчезают, а более
крупные уменьшаются. Дальнейшее повышение температуры на-
Таблица 29
СОДЕРЖАНИЕ УГЛЕРОДА в АУСТЕНИТЕ СТАЛИ ШХ15 ПОСЛЕ ОКОНЧАНИЯ
а -►•у-ПРЕ ВРАЩЕНИЯ
^пагр, °С/с Темпера- тура 98% превра- щения, °C % кар- бидной фазы с, % ^пагр, оС/с Темпера- тура 98% превра- щения. °C % кар- бидной фазы С. %
0,003 755 8,3 0,48 0,25 815 9,6 0,39
0,01 770 - 8,3 0,48 3 850 9,0 0,42
0,07 780 9,1 0,43 9 860 9,0 0,42
125
РИС. 66- Зависимость содержания углерода
в аустените от . температуры и длительности
нагрева:
1 — ШХ15, 3 ч; 2 — Ц1Х15, 1 ч; 3 — ШХ15,
30 мин; 4 — ШХ15СГ, 20 мин [156]; 5 —
ШХ20СГ, 35 мин [156]; 6 — ШХ15, нагрев
со скоростью 3 °С/с
РИС. 67. Зависимость содержания
хрома и марганце в аустените от тем-
пературы и длительности нагрева:
1 — П1Х15ЛЗ Ч-, 2 — ШХ15, 1ч; 3 —
ШХ15СГ, 20 мин [156]; 4 — ШХ20СГ.
35 мин [156]
грева приводит к дроблению це-
ментитных пластин и дальнейшему
растворению перлитных глобулей.
На рис. 66 показано измене-
ние содержания углерода в аусте-
ните с повышением температуры аустенитизации для некоторых
подшипниковых сталей с исходной структурой зернистого перлита.
При ускорении нагрева одна и та же степень насыщения аустенита
углеродом достигается при более высокой температуре.
Статистические исследования размеров частиц карбидной фазы
стали ШХ15 при ее растворении в аустените показали, что линей-
ная скорость растворения частиц разных размеров практически
одинакова. При этом поверхность нерастворившейся карбидной
фазы остается пропорциональной ее объему, а средний диаметр
частицы по мере растворения карбидной фазы изменяется весьма
незначительно. Рассеяние частиц по размерам и асимметрия рас-
пределения по мере растворения карбидной фазы также мало
изменяются.
Анализ состава карбидной фазы сталей типа ШХ показывает,
что в процессе растворения карбидной фазы содержание хрома
и марганца в нерастворившейся части карбидной фазы не отли-
чается от их содержания в карбидной фазе отожженной стали и
не зависит от температуры аустенитизации (табл. 30).
Изменение концентрации хрома и марганца в аустените в за-
висимости от температуры аустенитизации для некоторых подшип-
никовых сталей показано на рис. 67.
Измерения скорости растворения карбидной фазы в стали
ШХ15 позволили оценить величину градиента концентрации угле-
рода в аустените на границе с карбидной фазой по формуле
dC/dr^(Ch —Cs) GID,
126
где Ch и Cs — концентрации углерода соответственно в карбидной
фазе и в аустените на границе с карбидной фазой; G — линейная
скорость растворения; D — коэффициент диффузии углерода в
аустените [155]. Наибольшая возможная неоднородность раствора
АС может быть приближенно рассчитана в предположении неизмен-
ности градиента концентрации по всему радиусу аустенитной
сферы, окружающей каждую карбидную частицу:
АС<-^/-(Л-*/з-1),
где г — радиус карбидной частицы; К — объемная доля карбид-
ной фазы.
Результаты наших вычислений для среднего содержания угле-
рода в растворе (0,7 % С), приведенные в табл. 31, показывают,
что неоднородность аустенита по углероду возрастает с увеличе-
нием скорости нагрева (ди) и размера цементитных частиц.
Из табл. 31 видно, что заметная неоднородность аустенита
по углероду, вызываемая растворением карбидной фазы, может
возникнуть только при быстрых нагревах и в случае структуры
зернистого перлита с очень крупными карбидными частицами.
Таблица 30
СОСТАВ КАРБИДНОЙ ФАЗЫ В СТАЛЯХ ТИПА ШХ
Марка стали Термическая обработка Температура аустенити- зации, °C Содержание элементов, % Источник
С Сг Мп
HIX15 П1Х15СГ ШХ20СГ Отжиг Закалка Отжиг Закалка Закалка » » » 810 825 840 860 6,5 6,85 6,74 6,78 6,7 6,5 6,7 6,9 8,7 9,1 8,2 8,2 9,4 9,3 9,2 9,7 1,5 0,9 4,1 3,2 4,5 4,7 4,0 4,4 [153] [153] [156]
Таблица 31
НЕОДН ОРОДНОСТЬ АУСТЕНИТА СТАЛИ ШХ15 ПО УГЛЕРОДУ
°нагр, ,°С/с t, сс G, см/с D, см2/с ДС, %, при диаметре частиц, мкм
0,5 1 2 5
1 850 . 10-’ 5.10-в 0,006 0,01 0,02 0,06
10 950 10—6 2.10-е 0,015 0,03 0,06 0,15
100 1050 10_6 5,9-10-8 0,05 0,10 0,20 0,50
127
РИС. 68. Концентрационные сгустки хро-
ма после растворения карбидной фазы в
стали с 1,36 % С, 1,12 % Сг. X I960
Согласно расчетам Н. Н. Кача-
нова 1 значительно более силь-
ную неоднородность должна
иметь концентрация хрома и
марганца, коэффициент диффу-
зии которых в аустените на не-
сколько порядков меньше, чем
коэффициент диффузии углеро-
да. Киношо с сотр.2, исследо-
вавшие с помощью рентгено-
вского микрозонда сталь с
1,12 %Сг и 1,34 % С, закален-
ную после скоростного индук-
ционного нагрева с полным ра-
створением карбидной фазы,
экспериментально показали, что
протяженность обогащенных
хромом зон мало отличается от
размеров растворившихся кар-
бидных частиц, а содержание хрома в центре концентрацион-
ных сгустков достигает 6—7 % при его содержании в карбид-
ной фазе 8,5 % (рис. 68).
Как показывает рис. 64, в отожженной стали типа Х18 должен
присутствовать только карбид /Ие23Св. Этот тип карбида сохраняет-
ся вплоть до температуры 950 °C, при длительном нагреве проис-
ходит перитектоидная реакция, при которой карбид /Ие23С6 ча-
стично растворяется в аустените, а частично превращается в более
богатый углеродом карбид Л4е,С3. Согласно П. А. Дворянову,
в карбидной фазе стали с 1,02 % С и 18 % Сг после аустенитизации
при 1050 °C содержится 6,26 % С; 57,3 % Сг и 36,9 % Fe. По со-
ставу можно предположить, что 80 % карбидной фазы составляет
карбид Л4е23Св, а 20 % Ме7С3. В твердом растворе содержится
0,26 % С и 11 % Сг.
По данным А. П. Гуляева [157 ], в стали Р9, близкой по составу
к ЭИ347, имеется карбид МевС на базе вольфрама, содержащий
в растворе железо и хром, причем железо замещает около половины
атомов вольфрама, а также карбид VC. Количество карбидной
фазы в отожженной стали 17, а в закаленной с 1240 °C 6 %. Содер-
жание хрома в-карбидах неоднородно и при закалке карбид, более
богатый хромом, растворяется раньше.
Содержание [% (по массе)! углерода и легирующих элементов
в фазах стали Р9 после отжига (карбиды и феррит) и закалки с
1240 °C (мартенсит) приводится ниже:
1 Качанов Н. Н. Влияние химической микронеоднородности твердого
раствора на прокаливаемость стали. Автореф. док. дис. М., 196fi.
2 Киношо, Macao, Фуджисава и др. Пат. (ФРГ), № 2251894, 1976.
128
С W Сг
Карбид . . 6,1 40,3 14,2
Феррит „ „ — 1,4 1,8
Мартенсит . 0,4—0,5 5,7 4,0
10,3
0,6
1,2
Согласно данным [14], в отожженных теплостойких подшип-
никовых сталях встречаются карбиды типа Ме23Съ, МебС иЛ4еС,
соответствующие стехиометрическим формулам (Сг, Fe)23C6,
WsFesC, W4Fe2C и (V, Fe) С. При аустенитизации сначала раство-
ряются карбиды Ме23С6, а при дальнейшем нагреве Ме6С й МеС.
Собирательный рост зерен аустенита
Влия ние нагрева на рост зерна аустенита в стали ШХ15 иллюстри-
руете я рис. 69. Можно различить два температурных интервала
роста зерен — нижний, относящийся к области существования
нерас творенной карбидной фазы и отвечающий сравнительно сла-
бому росту зерен, и верхний, относящийся к однофазной струк-
туре аустенита, в которой рост зерен происходит более интенсивно.
Далее будет показано, что металлургические факторы оказывают
сравнительно слабое влияние на рост зерна в нижнем интервале,
и их роль более отчетливо проявляется в верхнем интервале, где
отсутствует тормозящее влияние карбидных частиц на миграцию
границ зерен.
РИС- 69. Изменение размера аустенитного
зерна в зависимости от температуры иагрева
при выдержках 20—40 мин, по данным:
Л — А. Г. Спектор.и В. С. Иртлач’ (ШХ15К
2 — Б- М. Зельбет (ШХ15); 3 — ШХ15 [158];
4 — ШХ15СГ [156]
РИС- 70. Влияние скорости иагрева
на рост зериа аустенита в стали
UIX15:
1 — нагрев в печи с выдержкой
40 мни; 2—4 — индукционный нагрев
со скоростью, °С/с: 2 — 3; 3 — 9;
4 — 40
129
Исследование зависимости размера аустенитного зерна стали
ШХ15 от температуры и скорости нагрева для начальных стадий
собирательного роста показало, что рост зерна начинается только
при температурах, превышающих температуру окончания перлито-
аустенитного превращения приблизительно на 50 °C, при этом
влияние температуры на размер зерна тем слабее, чем больше
скорость нагрева (рис. 70).
В сталях ЭИ347 и ДИ-43 рост аустенитного зерна происходит
после начала растворения карбидов типа МеС и Л4евС. Для этих
сталей характерна склонность к разнозернистости — разраста-
нию отдельных зерен на мелкозернистом фоне, которая проявляет-
ся даже при сравнительно кратковременном нагреве и усиливается
по мере увеличения длительности нагрева [14].
ПРЕВРАЩЕНИЯ ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА
На рис. 71 приведена диаграмма изотермического превращения
переохлажденного аустенита для стали ШХ15 и соответствующая
термокинетическая диаграмма [156]. Изотермическая диаграмма
делится на перлитную (трооститную) область, имеющую мини-
мум устойчивости при 600 °C и бейнитную область с минимумом
устойчивости при 450 °C. Для обоих типов превращения время
минимальной устойчивости приблизительно одинаково и состав-
ляет около 10 с.
Температурные интервалы и времена минимальной устойчиво-
сти аустенита могут изменяться в зависимости от фактического
содержания в нем углерода,. хрома и марганца и определяются
температурой и временем аустенитизации, а также дисперсностью
исходной структуры. Согласно нашим исследованиям повышение
температуры аустенитизации в пределах 800—880 °C приводит
к повышению температуры минимальной устойчивости аустенита
в области перлитного превращения от 510 до 590 °C и увеличению
времени устойчивости приблизительно вдвое (рис. 72). Для бей-
нитного превращения температура минимальной устойчивости мало
изменяется с повышением температуры аустенитизации, но время
устойчивости возрастает в 4 раза. Поэтому в результате повышения
температуры аустенитизации наблюдается все более отчетливое
разделение перлитной и бейнитной областей, особенно для началь-
ных стадий распада аустенита, и все большее различие между
устойчивостью аустенита в этих областях, что характерно для
влияния хрома на диаграмму изотермического превращения аусте-
нита в стали.
Как следует из рис. 73 [159], при высокой температуре аусте-
нитизации, когда карбидная фаза полностью растворяется в аусте-
ните и состав аустенита становится тождественным марочному
составу стали, различие между перлитной и бейнитной устойчиво-
стью переохлажденного аустенита становится еще более значитель-
ным (время устойчивости равно соответственно 20 с и 3 мин),
130
при этом температура минимума перлитной устойчивости повы-
шается до 650 °C. Термокинетические диаграммы на рис. 71 и 73
показывают, что продуктами превращения при быстром охлажде-
нии для аустенитизации при 860 °C являются смесь перлита и бей-
нита, а после высокотемпературной аустенитизации, когда бейнит-
ное превращение при непрерывном охлаждении не реализуется,
продуктом неполной закалки может бцть только перлит.
Морфология продуктов превращения переохлажденного аусте-
нита наиболее отчетливо прослеживается на его ранних стадиях.
По мере понижения температуры изотермического превращения
наблюдаются (рис. 74) три более или менее четких типа структур:
РИС- 71. Изотермическая (а) и термокинетическая (б) диаграммы превращения переох
лаждениого аустенита стали ШХ15. Температура аустенитизации 860 °C.
131
перлит (троостит) со сравнительно равноосными выделениями,
имеющими сглаженные границы (550 °C и выше); верхний бейнит,
выделения которого имеют перисто-штриховую форму (400—500 °C)
и игольчатая структура нижнего бейнита (350 °C и ниже). На
рис. 75 приведены электронномикроскопические снимки бейнита
в стали 51100. В верхнем бейните морфология карбидной фазы
такая же, как и в пластинчатом перлите. В нижнем бейните кар-
бидная фаза имеет вид коротких искривленных пластин, пачки
которых по-разному ориентированы в бейнитных иглах [1601.
РИС- 72- Влияние температуры'1 аустенитизации, °C. на устойчи-
вость переохлажденного аустенита стали ШХ15:
/ — 800; 2 — 820; 3 — 840; 4 — 860: 5 — 880
РИС- 73. Изотермическая (о) н термокинетическая (б) диаграммы превращения переох-
лажденного аустенита стали ШХ15- Температура аустенитизации 1050 °C
132
РИС- 74. Микроструктура продуктов изотермического превращения пере°хлаждеиного
аустенита в стали ШХ15:
а — 650^°С — перлит (троостит); б — 500 °C верхний бейинт; в — 275 °C — ннжний бей-
нит; г — 300 °C — смесь верхнего и нижнего бейнита. >500
При больших степенях превращения аустенита можно наблю-
дать сочетание двух смежных типов структуры, как, например,
одновременно верхний и нижний бейнит на рис. 74. Проведенный
нами детальный морфологический анализ показывает, что при
температурах выше 520 °C превращение в стали ШХ15 происходит
только по перлитному типу; в интервале температур 475—520 °C
первые порции аустенита превращаются в верхний бейнит, а даль-
нейшее .превращение идет по перлитному механизму. В интервале
температур 375—475 °C продуктом превращения является только
верхний бейнит. При температурах превращения 275—375 °C
продуктом начальных стадий превращения является нижний бей-
нит, а при более поздних — верхний бейнит. При температуре ниже
275 °C превращение идет с образованием только нижнего бейнита.
133
РИС- 75- Микроструктура стали 51100 после изотермического превращения переохлаж-
денного аустенита при различных температурах [160]- Аустенитизация при 980 °C
X25000:
а — 482 °C» верхний бейнит, Н7?С36,6; б — 316 °C; иижний бейнит, НДС 51,3; в — 204 °C
ннжний бейнит, HR С 60,8
Изменение механизма превращения при переходе от перлитной
к бейнитной области отражается на характере изменения твердости
продуктов распада аустенита при изменении температуры превра-
щения (рис. 76). Понижение температуры до 535 °C в перлитной
области ведет к непрерывному возрастанию твердости продуктов
распада в связи с уменьшением межпластиночного расстояния
в перлите. При дальнейшем понижении температуры в продуктах
превращения появляется во все больших количествах верхний
бейнит. В связи с тем, что бейнит имеет меньшую твердость из-за
меньшей дисперсности составляющих, чем перлит, образующийся
при той же температуре, твердость продуктов превращения начи-
нает понижаться. После того как бейнит становится единственным
продуктом распада, понижение температуры превращения снова
приводит к возрастанию твер-
дости благодаря увеличению
дисперсности феррита и кар-
бида в бейните.
Кинетика изотермическо-
го превращения переохлаж-
денного аустенита в стали
ШХ15, подобно многим дру-
гим сталям, для степеней
превращения до 70—80 %
может быть описана форму-
лой
VA = 1 —ехр [—ат"],
где Уд — объемная доля рас-
павшегося аустенита; а и
п — коэффициенты, завися-
щие от температуры. Обра-
РИС. 76. Твердость стали ШХ15, закаленной
после частичного превращения переохлаж-
денного аустенита. На кривых указан %
превращения
134
РИС. 77. Изотермическая (а) и термокинетическая (б) диаграммы превращения переох-
лажденного аустенита в стали ШХ15СГ- Температура аустенитизации 840 °C-
ботка кинетических кривых показывает, что при температуре
460 °C, отвечающей переходу от бейнитного к перлитному прев-
ращению, коэффициент п испытывает скачкообразное изменение
от п = 3 для бейнитой области превращения до п = 0,8 для
смешанной и перлитной областей.
На рис. 77 показаны диаграмма изотермического превращения
аустенита и термокинетическая диаграмма стали ШХ15СГ [156].
Благодаря повышенному содержанию марганца и кремния в ста-
ли ШХ15СГ наблюдается повышенная устойчивость аустенита
в бейнитной области, тогда как по устойчивости в перлитной об-
ласти эта сталь сравнительно мало отличается от стали ШХ15.
В связи с этим при непрерывном охлаждении продуктом превраще-
ния аустанита в стали ШХ15СГ является обычно только перлит
(троостит).
При одной и той же средней концентрации углерода и хрома
в твердом растворе устойчивость переохлажденного аустенита
уменьшается с увеличением его концентрационной неоднородности.
В частности, этот эффект наблюдается при быстром непрерывном
нагреве во время аустенитизации, при котором возникают значи-
тельные концентрационные градиенты.
В связи с этим при одном и том же среднем составе аустенита
в стали ШХ15, закаленной с быстрым нагревом, наблюдается боль-
шее количество троостита, чем после медленного нагрева. Если
в структуре стали после закалки допустить одно и то же количе-
ство троостита (например, 1 %), то при сокращении времени аусте-
нитизации потребуется повышение концентрации углерода и хрома
в аустените. Ниже приводятся данные, полученные нами методами
количественной металлографии о влиянии длительности аустени-
тизации в течение 55; 8,5; 5,7 и 2,5 мин соответственно при тем-
пературах 835, 915, 925 и 950 °C на устойчивость переохлажден-
ного аустенита стали ШХ15 (приведены условия аустенитизации
при получении после закалки 1 % троостита):
Режим аустенитизации ........ 835 (55) 915 (8,5) 925 (5,7) 950 (2,5)
Количество нерастворившейся кар-
бидной фазы, % ............. 7,4 6,2 5,7 4,9
Углерод в аустените, % .... 0,65 0,72 0,74 0,79
135
яде He растворившаяся в
j аустените карбидная фаза
т’~ ускоряет распад аустенита
из-за увеличения поверхности
межфазных границ. Это от-
четливо выявляется в струк-
турах с карбидной полосча-
* тостью, где образование про-
о 10 20 30 W 50 дуктов распада переохлаж-
Расстояиие от охлаждаемого торца,мм денного аустенита происходит
. преимущественно в зонах с
РИС. 78. Торцовая^ прокаливаемое^' ста- боЛЬШОЙ ПЛОТНОСТЬЮ КарбиД-
ных частиц. Влиянием меж-
фазной поверхности на прев-
ращение переохлажденного аустенита можно объяснйть наблюдав-
шееся в работе’ [161 ] сильное понижение прокаливаемости стали
при торцовой закалке отожженной стали ШХ15 с высокодисперсной
карбидной фазой (со средним диаметром частиц менее 0,4—0,5 мкм).
При этом некоторое влияние, возможно, оказало также более
мелкое аустенитное зерно в участках с большей плотностью кар-
бидных частиц.
Наряду с построением изотермических и термокинетических
диаграмм представление об устойчивости переохлажденного аусте-
нита дает определение прокаливаемости торцовым методом. Пре-
имуществом исследования устойчивости переохлажденного аусте-
нита методом торцовой пробы является его малая трудоемкость
и простота технического осуществления. Недостатком этого ме-
тода в применении к стали ШХ15 является то, что он позволяет
судить об устойчивости аустенита преимущественно в бейнитной
области. Это следует как из морфологии продуктов распада в
структуре торцовых образцов [162]; так и из наблюдаемого на
образцах из стали ШХ15 повышения твердости при расстоянии от
торца 12—15 мм, характерного для перехода от бейнитных к
перлитным продуктам превращения (см. рис. 76 и 78). В то же
время при недостаточной скорости охлаждения деталей из стали
ШХ15 во время промышленной термической обработки превращение
аустенита по перлитному механизму происходит по меньшей мере
так же часто, как по бейнитному. Для стали ШХ15СГ и других
сталей с большой устойчивостью переохлажденного аустенита
в бейнитной области торцовая проба характеризует устойчивость
переохлажденного аустенита достаточно полно.
На рис. 78 представлены результаты определения прокаливае-
мости торцовым методом для сталей ШХ15 и ШХ15СГ, выплавлен-
ных на заводе Днепроспецсталь, по данным [163, 1641, а также
для сталей высокой прокаливаемости П1Х20СГ и ШХ15СМ, по на-
шим данным. Влияние легирующих добавок (кремния, алюминия,
марганца, вольфрама и молибдена) на торцовую прокаливаемость
стали ШХ15, согласно данным [165], показано на рис. 79. При
136
РИС- 79. Влияние легирующих элементов на торцовую прокаливаемость стали ШХ15
при температурах аустенитизации 850 °C (а) и 880 °C (б): •
1 — молибден; 2 — марганец; 3 — вольфрам; 4 — алюминий; 5 — кремний
закалке от 850 °C повышению прокаливаемости наиболее сильно
способствует молибден, затем в порядке ослабления эффекта мар-
ганец и вольфрам. При температуре закалки 880 °C влияние воль-
фрама и марганца на прокаливаемость становится одинаковым.
По данным [166], добавка к стали ШХ15 0,1 % V не оказывает
влияния на торцовую прокаливаемость; 0,2 % V увеличивает
прокаливаемость приблизительно вдвое, повышение его содержа-
ния до 0,34 % не увеличивает прокаливаемость. Добавка 1 % Ni
повышает прокаливаемость в 2,5—3 раза. Введение в сталь ШХ15
0,006 % В, 0,2 % Zr и малых количеств титана почти не оказы-
вает влияния на прокаливаемость.
У высоколегированных нержавеющих и теплостойких подшип-
никовых сталей переохлажденный аустенит значительно более
устойчив, чем у сталей типа ШХ. У стали 9X18 минимальная устой-
чивость аустенита в перлитном интервале составляет около 5 мин
и соответствует 700 °C. Бейнитное превращение в этой стали не
обнаруживается даже через 3 ч. В сталях ЭИ347 и ДИ-43 время
устойчивости в обеих областях превращения приблизительно оди-
наково уб—30 мин), при этом минимумы устойчивости для пер-
литного превращения расположены при 700 °C, а для бейнитного
при 300—350 °C [167, 168].
Цементит продуктов превращения аустенита у сталей типа
ШХ сначала содержит небольшие количества хрома. Последний
диффундирует в образовавшийся цементит из аустенитной матрицы
по мере развития превращения с тем большей скоростью, чем выше
температура изотермического превращения или чем меньше ско-
рость непрерывного охлаждения. Это иллюстрируется результа-
тами измерения точки Кюри карбидов, которая для нелегирован-
ного цементита лежит при 215 °C и с увеличением содержания
хрома в цементите понижается. Для структур, образовавшихся
в стали ШХ15 при температурах превращения 300—350, 500,
600 и 700 °C, были получены значения точки Кюри карбидной фазы
соответственно 200, 180, 115 и 85 °C [169]
В табл. 32, по данным [166], приводится содержание хрома
и марганца в карбидной фазе и феррите продуктов превращения
6 Зак. 666
137
Таблица 32
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ ШХ15 НА СОДЕРЖАНИЕ ХРОМА
(числитель) И МАРГАНЦА (знаменатель) В ФЕРРИТЕ И КАРБИДЕ
Термическая обработка Ми крое тру ктура Содержание, %
в карбидной фазе в феррите
Нормализация 900 “С Тонкопластинчатый пер- лит 7,6/1,3 0,61/0,1
Нормализация 900 °С+ +отпуск 650 °C То же 9,4/1,8 0,1/0,1
Сфероидизирующий от- жиг 800 °C Мелкозернистый перлит 9,1/1,8 0,1/0,13
аустенита, полученных при быстром и медленном охлаждениях.
В структуре тонкопластинчатого перлита, образовавшейся за
короткое время при сравнительно быстром охлаждении, карбид
содержит 7,6 % Сг и 1,3 % Мп. Нагрев стали с такой структурой
до 650 °C, ускоряющий диффузию легирующих элементов, привел
к повышению содержания хрома и марганца в карбиде до 9,4 и
1,8 % соответственно. Такой же состав карбидной фазы получен
при длительном сфероидизирующем отжиге и, по-видимому,
соответствует насыщению цементита хромом.
Согласно рис. 73 у стали, нагреваемой при аустенитизации до
полного растворения карбидной фазы, образованию перлита и
бейнита как при изотермическом превращени и, так и при непрерыв-
ном охлаждении предшествует выделение избыточной карбидной
фазы. При непрерывном охлаждении процесс начинается от тем-
ператур, близких к температуре пре дельной растворимости угле-
рода в аустените (около 950 °C), и заканчивается в области бей-
нитного превращения. Кривая, характеризующая начало изотер-
мического выделения избыточной карбидной фазы, имеет С-образ-
ную форму с минимумом устойчивости, лежащим околет 700 °C.
Избыточная карбидная фаза может выделяться при охлаждении
как по границам аустенитных зерен в виде «сетки», так и внутри
зерен. Предельное количество карбидной фазы, которое может вы-
делиться до начала перлитного превращения, определяется сте-
пенью пересыщения аустенита углеродом, причем на границах
зерен выделяется только часть этого количества, так как рост
карбидной пленки на границе зерна лимитируется скоростью диф-
фузии углерода из внутренних областей зерна. Средняя толщина
сетки равна отношению количества выделившейся карбидной
фазы к величине поверхности аустенитных зерен. После начала
перлитного превращения выделение избыточной карбидной фазы
увеличивает содержан ие углерода в перлите благодаря увеличению
толщины цементитных пластин (квазиэвтектоид).
Положение штриховых линий на рис. 73, отмечающих инкуба-
ционный период выделения избыточного карбида, показывает
138
невозможность предотвратить выделение избыточной карбидной
<фазы даже при закалке на мартенсит. Это противоречит исследова-
ниям Я. Р. Раузина [154], показавшим, что при температуре окон-
чания ковки стали ШХ15 (1150 °C) и охлаждении со скоростью
75 °С/мин, при которой закалка еще не происходит, карбидная
сетка не образуется. По-видимому, при малом количестве избыточ-
ной карбидной фазы тонкая сетка, возникающая на границах зе-
рен, быстро разрушается благодаря коагуляции.
Понижение температуры й сокращение времени аустенитизации
до определенного предела хотя и оказывают влияние на кинетику
распада аустенита и вид изотермической диаграммы, все же суще-
ственно не отражается ни на механизме превращения, ни на мор-
фологии его продуктов. Однако при низких температурах и ма-
лых временах аустенитизации, при которых содержание углерода
в аустените стали ШХ15 составляет около 0,6 % и менее, т. е. при-
близительно при 7 % и более нерастворившейся карбидной фазы,
морфология перлитного превращения радикально изменяется, и
продуктом превращения вместо пластинчатого перлита становится
зернистый перлит.
Рассмотрим различие механизма образования этих структур. В случае
пластинчатого перлита происходит поочередное зарождение и рост феррит-
ных и цементйтных пластин. Последовательная ритмичность этого процесса
•связана с тем, что образование ферритной пластины приводит к обогащению
аустенита углеродом в зоне, прилегающей к ферриту; когда граничная кон-
центрация углерода в аустените достигает некоторой степени пересыщения,
зарождается карбидная частица, распространяющаяся также в виде пласти-
ны на всю пересыщенную область. Для беспрепятственного прохождения
этого процесса необходимо, чтобы единственным источником концентрацион-
ных изменений в аустените был последовательный рост фаз. Если в аустени-
те имеется большое количество нерастворенных карбидных частиц, то меха-
низм процесса изменяется. Каждая карбидная частица после охлаждения
стали до температуры ниже начинает расти, создавая вокруг себя поле кон-
центрационного обеднения углеродом. Наличие большого количества свя-
занных между собой полей аустенита, обедненных углеродом, облегчает за-
рождение и рост зерен феррита. Однако повышение концентрации углерода
в аустените впереди растущих ферритных зерен не достигает величины, спо-
собной вызвать зарождение цементита, так как частые встречи поверхности
ферритного зерна с цементитными частицами приводят к «стеканию» углеро-
да на эти частицы и росту последних. Таким образом, особенностью, опре-
деляющей возможность образования зернистого перлита, является свобод-
ное развитие ферритных зерен с переходом избытка углерода на имеющиеся
цементитные частицы. При соблюдении указанных выше условий в отноше-
нии количества нерастворившейся карбидной фазы этот механизм превраще-
ния реализуется независимо от температуры переохлаждения аустенита
ниже температуры по крайней мере до 550 °C. При этом дисперсность
карбидной фазы в зернистом перлите, подобно пластинчатому перлиту, тем
больше, чем ниже температура изотермического превращения или чем боль-
ше скорость непрерывного охлаждения.
Необходимость присутствия в структуре частиц нерастворившейся кар-
бидной фазы для образования зернистого перлита иллюстрируется появле-
нием пластинчатого перлита в обезуглероженном слое отожженной заэв-
тектоидиой стали. "Температура аустенитизации при отжиге на зернистый пер-
лит зависит как от дисперсности исходной структуры, так и от скорости на-
грева и времени аустенитизации и в конечном счёте от степени растворения
<6* Зак. вбб
РИС» 80. Изменение дисперсности карбидной фазы н твердости
зернистог о перлита в зависимости от температуры изотермическо-
го превращения при отжиге для сталей:
1 — ШХ15 [154]; 2—ШХ15 [170]; 3 — ШХ15 [161]; 4 —
ШХ15СГ [161 ]
карбидной фазы. Так, при обычном нагреве и выдержке с общим временем от
0,5—1 ч до нескольких часов оптимальная температура аустенитизации ста-
ли UIX15 для сфероидизирующего отжига лежит около 800 °C, а при быстром
нагреве с выдержкой 30 с. такой температурой является 850 °C [170].
Размеры получаемых карбидных частиц имеют широкое поле
рассеяния — от нескольких микрон до одной десятой микрона.
Дисперсность карбидной фазы, имеющей зернистую форму,
характеризуемая как средним диаметром карбидной частицы, так
и твердостью отожженной стали, показана на рис. 80 в зависимо-
сти от температуры изотермического превращения аустенита.
*
МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
В сталях типа ШХ мартенситное превращение практически можно
считать атермическим, так как степень превращения в этих сталях
зависит главным образом от температуры охлаждения. Однако
при длительных выдержках можно наблюдать также и изотермиче-
ское превращение.
Температура Мк начала мартенситного превращения и положе-
ние всей мартенситной кривой определяются в первую очередь
содержанием углерода и легирующих элементов в аустените перед
закалкой, что в свою очередь зависит от марочного состава стали
и количества растворенной при нагреве карбидной фазы. Увеличе-
ние содержания в аустените углерода, хрома и марганца приводит
к понижению температуры начала мартенситного превращения
и смещению всей мартенситной кривой в сторону низких темпера-
140
% мартенсита
РИС 81- Мартенситные кривые
стали ШХ15. На кривых указана
температура аустенитизации-
тур, т. е. уменьшению степени прев-
ращения при любой температуре, ле-
жащей ниже Л1н. На рис. 81 показа-
ны мартенситные кривые для стали
ШХ15, полученные нами при различ-
ных температурах аустенитизации.
Повышение температуры аустенити-
зации с 860 до 980 °C приводит к
непрерывному понижению температу-
ры начала мартенситного превраще-
ния от 200 до 110 °C. Дальнейшее
повышение температуры аустенитиза-
ции не влияет на ход мартенситного
превращения, так как состав аустени-
та почти не изменяется. Содержание
остаточного аустенита после охлаж-
дения до комнатной и более низких
температур в соответствии с измене-
нием положения мартенситной кри-
вой также зависит от температуры
аустенитизации. Соответствующие
данные для, сталей ШХ15 и ШХ15СГ приведены в табл. 33.
Увеличение длительности аустенитизации, а также дисперсно-
сти карбидной фазы оказывает на содержание остаточного аусте-
нита такое же влияние, как и повышение температуры аустенити-
зации (табл. 34).
Как было показано, карбидная фаза тем менее легирована хро-
мом и марганцем, чем выше ее дисперсность. Поэтому при одном
Таблица 33
содержание остаточного аустени-
та В СТАЛЯХ ШХ15 и ШХ15СГ
Марка стали Температура аустенитиза- ции, °C % остаточного аусте- нита после охлажде- ния до температур, °C
+20 0 10 — 70 — 196
ШХ15 840 12 10 9 6 3,5
880 14 12 10 7 4,5
980 32 25 22 12 8
ШХ15СГ 840 14 12 10 7 5
880 18 15 13 8 6
980 45 35 30 16 12
Таблица 34
ВЛИЯНИЕ ИСХОДНОЙ
СТРУКТУРЫ НА СОДЕРЖАНИЕ
ОСТАТОЧНОГО АУСТЕНИТА В
СТАЛЯХ ШХ15 И П1Х15СГ [166 3
Вид перлита перед закалкой Содержание остаточного! аустенита, %
ШХ15 ШХ15СГ
Тонкопластинча- тый (нормализация 900 °C) 16—18 20—22
Точечный (норма- лизация и ускорен- ный отжиг) 12—14 16—18
Мелкозернистый (отжиг 800 °C) — 12—14
Зернистый (отжиг 800 °C) 7—8 —•
141
РИС. 82. Кинетика изотермического мартен-
ситного превращения в стали ШХ15 (Д —
измерения прн температуре закалочной ван-
ны; Б — измерения при комнатной темпера-
туре)
и том же содержании углерода в
растворе аустенит, полученный
при нагреве под закалку дисперс-
ных структур, оказывается обога-
щенным легирующими элементами,
следствием чего является повыше-
ние содержания остаточного аусте-
нита после закалки [166].
^Размеры • мартенситных кристал-
лов, характеризующиеся той или иной
степенью игольчатости, увеличиваются
с повышением температуры закалки в
связи с уменьшением количества пре-
пятствий для их свободного развития,
которыми являются границы аустенит-
ных зерен и карбидные частицы. В ста-
ли ШХ15 игольчатость начинает раз-
личаться при росте аустенитного зерна
до №9—10. Примерно такой же размер
зерна (№ 9) сопровождается игольча-
тостью мартенсита в стали ЭИ347[173].
Принято считать, что отсутствие
видимой игольчатости в скрытокри-
сталлическом мартенсите объясняется
тем, что размеры пластин меньше
разрешающей способности оптическо-
го светового микроскопа (10—5 см). Рас-
стереометрической металлографии [174],
чет, проведенный автором методом
показывает, что первые кристаллы мартенсита появляющейся фазы должны
иметь размер 2—3 мкм и, следовательно, быть хорошо видны под микроско-
пом. Их неразличимость вызвана, вероятно, слишком малым количеством
остаточного аустенита, который служит контрастным фоном для мартенсит-
ных кристаллов. Кроме того, оценка мартенситной структуры обычно прово-
дится после отпуска, который нивелирует различную травимость кристаллов,
образовавшихся при разных температурах.
На рис. 82 'показана кинетика изотермического мартенситного
превращения в стали ШХ15 при температурах 80—150 °C [175].
Скорость изотермического превращения сравнительно невелика —
не более 10 %/ч и убывает как с понижением температуры, так
и по мере развития превращения. Через 100—150 ч превращение
останавливается, причем независимо от температуры конечное
количество непревратившегося аустенита приблизительно одина-
ково (16—18 %). Изотермическое превращение остаточного аусте-
нита при комнатной температуре протекает с весьма малой ско-
ростью; тем не менее, оно имеет большое практическое значение
в связи с проблемой изменения размеров при длительном хранении
и эксплуатации (см. гл. XIV).
142
Важным в техническом отношении является эффект термиче-
ской стабилизации аустенита.
Дефекты решетки аустенита стали ШХ15 так же, как и углеродистых
сталей, являющиеся потенциальными центрами зарождения мартенсита,
могут быть частично нейтрализованы еще до достижения температуры нача-
ла превращения благодаря сегрегации на них атомов углерода, растворен-
ных в аустените. Этот процесс протекает с чрезвычайно высокой скоростью
и не может быть подавлен даже при скоростях охлаждения до 10 000 °С/с.
Однако при еще больших скоростях охлаждения этот вид стабилизации мож-
но предотвратить. Поэтому температура начала мартенситного превра-
щения в стали ШХ15 при весьма высоких скоростях охлаждения значитель-
но превышает соответствующую температуру в области технических скоро-
стей охлаждения [176].
Практически более существенным является другой вид стабилизации
аустенито-мартенситного превращения, наблюдаемый только в тех случаях,
когда превращение частично произошло, т. е. при температурах ниже точки
Л1Н. Если при охлаждении в мартенситной области сделать остановку при
некоторой температуре Т, а затем продолжить охлаждение, то мартенситное
превращение возобновится при температуре 7\ более низкой, чем Т, и обо-
значаемой Л1И. Если вместо остановки при температуре Т провести нагрев
от Т до Т2, то при последующем охлаждении превращение возобновится при
температуре еще более низкой, чем 7\. Мерой эффекта стабилизации может
служить разница температур Т—7\ или разница в количествах аустенита,
получаемых после окончания охлаждения.
Необходимо подчеркнуть, что рассматриваемый вид стабилизации имеет
место только после образования некоторого количества мартенсита, получае-
мого ниже температуры, обозначаемой, по А. П. Гуляеву, точкой Мс. При
объяснении природы этого типа стабилизации принимают во внимание авто-
каталитический характер мартенситного превращения, заключающийся в
том, что образование предыдущих порций мартенсита предопределяет воз-
можность образования последующих в связи с накоплением микронапряже-
ний и пластических деформаций в аустенитной матрице. Релаксация напря-
жений во время выдержки или при нагреве ослабляет автокаталитический
эффект и, как следствие, задерживает возобновление превращения при по-
следующем охлаждении. Наряду с релаксацией напряжений возможно так-
же осаждение атомов углерода на дислокациях, образовавшихся в связи с
пластической деформацией, т. е. эффект, сходный с описанным выше типом
стабилизации при температурах, превышающих AfH- На рис. 83 схематиче-
ски показано влияние стабилизации аустенито-мартенситного превращения,
получаемой в результате задержек охлаждения в мартенситной области, на
ход мартенситного превращения и количество остаточного аустенита (Аост)
в стали ШХ15 [177]. Чем выше температура изотермической выдержки, т. е.
чем меньше в структуре мартенсита, тем меньше понижается температура
возобновления превращения. При относительно высокой температуре ступе-
ни Т2=МС эффекта стабилизации вообще не наблюдается, и превращение
начинается сразу же после возобновления охлаждения. При понижении тем-
пературы выдержки ниже точки Мс разница между температурой ступени
и температурой возобновления превращения возрастает, и при достаточнс
низкой температуре ступени (Т5) температура возобновления превращени»
снижается до комнатной. В соответствии с „таким влиянием температурь
ступени на степень стабилизации аустенита получается характерная крива»
для количества остаточного аустенита. При выдержке на ступенях, лежащих
выше точки Мс, содержание остаточного аустенита при комнатной тем-
пературе получается таким же, как и при непрерывном охлаждении без
стабилизирующих ступеней. Понижение температуры ступени ниже Мс
(Т3, Т4, Т5) приводит к возрастанию содержания остаточного аустенита
благодаря все более полной его стабилизации. Когда точки Мн снижается
до комнатной температуры, что соответствует ступени при температуре 7'5,
143
содержание остаточного аустенита достигает
максимума. При дальнейшем понижении тем-
пературы ступени содержание остаточного
аустенита совпадает с его количеством,
определяемым по «основной» кривой мартен-
ситного превращения, и соответственно сни-
жается. Таким образом, кривая по левую
сторону максимума отвечает области «полной
стабилизации» по отношению к охлаждению
до комнатной температуры, а справа от мак-
симума — частичной стабилизации или от-
сутствию стабилизации вообще.
Замедление непрерывного охлажде-
ния, которое можно рассматривать как
добавление множества мелких темпера-
турных ступенек, также приводит к
стабилизации аустенита, на что, в ча-
стности, указывает различие содержа-
ния остаточного аустенита в стали, за-
каленной в средах с различной охлаж-
дающей способностью. Так, согласно
данным [166], после закалки стали
рис. 83. схема стабилизации ШХ15 с предварительной аустенитиза-
аупревраащении стадГшх15°м цией при 850 °C в воде, керосине или
масле сохраняется соответственно 8, 10
и 14 % остаточного аустенита. Такую же роль играет увеличение
поперечного сечения закаливаемых изделий.
Влияние диаметра образца на содержание остаточного аусте-
нита в закаленной стали ШХ15СГ приведено ниже:
Температура закалки, °C
Диаметр образца 6—8 мм
» » 50 мм
820 850 870
11,5 15 19
15 19 20
Значительное повышение содержания аустенита наблюдается
также при охлаждении на воздухе больших масс деталей от тем-
пературы закалочной среды до комнатной. Явление стабилизации
аустенита приводит к увеличению содержания остаточного аусте-
нита при охлаждении не только до комнатной, но и до более низких
температур. В частности, как показано в работе [178], выдержка
закаленной стали IIIX15 при комнатной температуре значительно
ослабляет эффект обработки холодом:
Длительность выдержки при 20 °C 5 мин 1 ч
Остаточный аустенит, % . , . * 7 8
4 сут 10 сут
9,3 10
Если без глубокого охлаждения количество остаточного аусте-
нита было 10 %, а после охлаждения до —196 °C с кратковремен-
ной задержкой (5 мин) при комнатной температуре 7 %, то при
выдержке 10 сут перед глубоким охлаждением количество остаточ-
ного аустенита повысилось до 10 %, т. е. до величины, получен-
ной и без обработки холодом.
144
Таблица 35
СОДЕРЖАНИЕ ОСТАТОЧНОГО АУСТЕНИТА в СТАЛИ Х18 [188]
*зак> °Cj Температура охлаждения после закалки, VC *зак> "С Температура охлаждения после* закалки, °C
+ 20 — 60 — 70 От —130 до —196 + 20 — 60 — 70 от —130 до —196
1000 6 3 3 1090 71 22 15 15
1025 10 — 6 6 1100 86—90 30 18—19 18—21
1050 16—18 16—17 7—9 7—8 1150 98,6 — 63—66 —До 50
1070 32 16—18 10 10 1200 99,3 —- .—. —
1080 49—54 18—19 12 12
Длительные выдержки, при которых происходит изотермиче-
ское превращение аустенита в мартенсит, дают одновременно
сильный стабилизирующий эффект. Как видно из рис. 82, несмотря
на уменьшение количества аустенита при температуре выдержки»
количество аустенита, остающегося после охлаждения до комнат-
ной температуры, непрерывно возрастает, и при достаточно боль-
шом времени превращения оба количества аустенита становятся
равными. Это означает, что благодаря эффекту стабилизации все
меньшее количество аустенита превращается при охлаждении от
температуры ступени до комнатной; при достаточно больших вы-
держках аустенит, сохранившийся при температуре изотермическо-
го превращения, оказывается полностью стабильным по отноше-
нию к охлаждению до комнатной температуры.
Температура начала мартенситного превращения у стали Х18
зависит от температуры закалки в еще большей степени, чем у ста-
лей типа ШХ. Так, согласно данным [179], при повышении тем-
пературы закалки с 950 до 1100 °C температура Л4П понижается
с 260 до 60 °C. При температуре закалки 1200 °C с почти предель-
ным растворением карбидной фазы точка /Ин лежит несколько
выше нуля. Содержание остаточного аустенита в зависимости от
температур аустенитизации и охлаждения после закалки приво-
дится в табл. 35. При закалке с 1040 °C,’ при которой точка начала
мартенситного превращения лежит при 130—140 °C, эффект ста-
билизации заметен после выдержек ниже ПО °C.
Содержание остаточного аустенита в стали типа Х18 сильно за-
висит от скорости охлаждения во время мартенситного превраще-
ния. Так, согласно [179], после аустенитизации при 1100 °C коли-
чество аустенита после закалки в воде, масле и на воздухе было
соответственно 45, 60 и 95 %. При температуре, аустенитизации
1050 °C соответственные содержания остаточного аустенита были
15, 25 и 35 %: У сталей ЭИ347 и ДИ-43 при оптимальных темпера»
турах аустенитизации мартенситное превращение начинается пр]и
185—190 °C, а содержание остаточного аустенита после закалки
145
в масле составляет 20—35 % [14]. Изотермическая выдержка
с частичным превращением переохлажденного аустенита стали
ЭИ347 в мартенситной и бейнитной областях приводит к стабили-
зации^аустенита при дальнейшем охлаждении. Если после обычной
закалки в масле содержание остаточного аустенита составляло
25 %, то после закалки с выдержкой при 150 °C 100 ч содержание
остаточного аустенита возросло до 32 %, а с выдержкой при 250 °C
10 ч до 45 % [14].
ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ
На рис. 84 показаны дилатометрические кривые отпуска стали
ШХ15. Аналогично углеродистым и большинству низколегирован-
ных сталей на них наблюдается чередование сжатия, расширения
и снова сжатия, соответствующее трем известным стадиям отпуска.
Дилатометрический эффект (сжатие) в области I стадии отпуска
тем больше, чем выше температура аустенитизации и больше ско-
рость охлаждения при закалке. Увеличение длины в стадии II
возрастает с увеличением количества
остаточного аустенита.
В стали ШХ15 при технически
осуществимых скоростях закалочного
охлаждения стадия I отпуска — рас-
пад мартенсита — начинается еще
при самой закалке, во время аусте-
100 200 300 iM sop ООО 700
Температура отпускд°С
РИС- 84. Размерные изменения стали Ц1Х15
при отпуске:
t — закалиа 840 °C. масло (12 % Лост) 11861;
Я — закалка 840 °C. вода (8,5 % Лост £1561:
Я— закалка 855 °C, масло (13.5 % . 1ОСТ)
11661; 4 — закалка 855 °C, вода (9.5 %
Лост) [1661: 5 — закалка 880 °C, масло; 6 —
закалка 980 °C» масло 3
600 650 900 950
Температура
аустенитизации°C
РИС- 85. Распад мартенсита в
процессе его образования при за-
калке стали ШХ15:
/ — в воде 4- ю % [NaCl; 2 — в
масле
- 146
нито-мартенситного превращения. Интенсивность распада так
больше, чем медленнее закалочное охлаждение и чем вышемар-
тенситная точка. Распад идет по двухфазному механизму, т. е.
с образованием кубического (х) мартенсита, почти не содержаще-
го углерода в растворе, при сохранении или незначительном умень-
шении содержания углерода в остальной части раствора с тетраго-
нальной решеткой.
Наличие в мартенсите областей, резко различающихся по ско-
рости распада, можно объяснить тем, что раствор делится на об-
ласти с весьма высокой и весьма малой концентрацией дефектов
решетки, на которых происходит зарождение е-карбида. Когда
в первых происходит активное зарождение и рост частиц карбидной
фазы, во вторых этот процесс находится еще в начальной стадии.
На рис. 85 показаны результаты рентгеноструктурного иссле-
дования распада мартенсита при закалке стали ШХ15, выполнен-
ного нами совместно с А. С. Каганом по методике [181 ]. Количе-
ство х-мартенсита после закалки- в масле значительно больше,
чем после закалки в воде; в обоих случаях оно убывает с повыше-
нием температуры аустенитизации, т. е. с понижением мартенсит-
ной точки. Концентрация ^углерода в тетрагональной решетке
(Ср) после закалки в воде "мало отличается от его концентрации
в? аустените- перед закалкой, а после закалки в масле на 0,05*—
'0,1 % ниже. Среднеарифметическая концентрация углерода в
мартенсит•
С = (1—х)Ст^
где х — объемная доля х-мартенсита, при закалке в воде при-
близительно на 0,25 %, а при закалке в масле на 0,4 % ниже, чем
содержание углерода в растворе после аустенитизации, определен-
ное количественно-металлографическим методом. Распад мартен-
сита при закалочном охлаждении является одной из причин пони-
женной твердости стали П1Х15 после закалки в масле по сравнению
с закалкой в водных растворах (особенно спрейерной) и быстро-
охлаждающих маслах, а также объясняет влияние толщины детали
на ее твёрдость после закалки.
По данным А. С. Кагана, мартенсит во время выдержки зака-
ленной стали П1Х15 при комнатной температуре распадается также
по двухфазному механизму, причем наряду с увеличением количе-
ства кубического мартенсита происходит некоторое уменьшение
содержания углерода в тетрагональной части структуры. По дан-
ным Л. М. Капуткиной \ количество х-мартенсита в стали ШХ15,
закаленной от 1000 °C в воде, выросло после трехлетней выдержки
при комнатной температуре от 15 до 55 % при неизменной тетра-
гональное™ остальной части мартенсита.
Зависимость содержания углерода в мартенсите стали ШХ15
от температуры отпуска, по данным работы [182], показана в
1 Капуткина Л. М. Исследование влияния легирования и деформаций
на распад мартенсита. Автореф. дис. М., 1969.
147
табл. 36. Вследствие того что методика исследования не учитывала
двухфазный характер распада, приводимые в таблице данные ха-
рактеризуют не среднюю концентрацию углерода в растворе,
а скорее содержание углерода в тетрагональных областях. Распад
раствора заканчивается при температуре около 200 °C, мало отли-
чающейся от температуры распада в углеродистых сталях, и соот-
ветствует снижению твердости до HRC 57—58.
Распад мартенсита при отпуске закаленной стали ШХ15 со-
провождается увеличением блоков когерентного рассеяния [183],
уменьшением электросопротивления, коэрцитивной силы и на-
пряженности магнитного поля,, отвечающего максимальной про-
ницаемости [1691.
Выделившийся при распаде мартенсита е-карбид представляет
короткие, частично связанные между собой беспорядочно ориенти-
рованные пластинки толщиной 10—20 нм. Карбид выделяется так-
же на границах мартенситных кристалловГв виде пленок прибли-
зительно такой же толщины (рис. 86, а). Йри повышении темпера-
туры в области III стадии отпуска происходят те же изменения
физических свойств, что и в стадии I, но в более слабой степени.
Одновременно происходит постепенное изменение морфологии кар-
бидной фазы. Отпуск при 280 °C приводит к утолщению карбидных
пластин, сглаживанию их контуров и увеличению расстояния
между ними (рис. 86,*б). При температуре отпуска 380 °C эти изме-
нения еще более заметны, причем пленки на границах мартенсит-
ных ’кристаллов разрушаются (рис. 86, в). Отпуск при 550 °C
ведет к почти полной сфероидизации цементитных пластин [160].
При температуре отпуска около 400 °C начинается переход хро-
ма из феррита в карбидную фазу. Согласно [169], точка Кюри
карбидной фазы в стали ШХ9 (1 % С; 0,9 % Сг) после отпуска
при 300 °C несколько превышает 200 °C, что соответствует неле-
гированному цементиту. Отпуск при 400 °C понижает точку Кюри
до 200 °C, а отпуск при 500, 600 и 700 °C —до 170, 140 и ПО °C
соответственно, что указывает на непрерывное повышение содержа-
ния хрома.
Таблица 36
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ОТПУСКА СТАЛИ ШХ15 НА СОДЕРЖАНИЕ УГЛЕРО-
ДА В МАРТЕНСИТЕ, ПО ДАННЫМ [182]. ДЛИТЕЛЬНОСТЬ ОТПУСКА 2 ч
Темпера- тура аустени- тизации , °C Темпера- тура отпуска, °C НДС С, % Темпера- тура аустени- тизации, °C Темпера- тура отпуска, °C НДС с, %
850 150 61,5 0,26 870 150 61,5 0,26
900 150 61,0 0,31 870 200 58 0,14
930 150 61 0,34 870 250 57 0,06
' 870 100 64 0,43 870 300 55,5 0,06
148
РИС. 86 Микроструктура стали
51100 после закалки с 843 °C и
отпуска. X25000:
а ~ 204 °C (HRC 60,4); б —
282 °C (Н7?С 56,8); в — 382 °C
(НЦС 50,2)
Характеристические температуры превращений при отпуске
мартенсита, например температура полного распада мартенсита
или окончания «третьего» превращения, при сокращении времени
отпуска повышаются [186].
На рис. 87 показано изменение твердости стали ШХ15 в зави-
симости от температуры и длительности отпуска. При одном и
том же повышении температуры отпуска его длительность, необ-
ходимая для снижения твердости до заданной величины, по мере
повышения температуры сокращается неодинаково. Так, при от-
пуске на твердость НЕС 61 повышение температуры отпуска от
120 до 175 °C сокращает его длительность более чем в 200 раз;
почти такое же повышение температуры от 200 до 250 °C сокращает
длительность отпуска только в 12 раз.
Повышенная легированность мартенсита хромом, получаемая
при закалке сталей ШХ с дисперсной исходной структурой (пла-
стинчатый и точечный перлит), позволяет получить при отпуске
200—300 °C твердость приблизительно на 1 ед. HRC более вы-
сокую, чем у стали, имевшей перед закалкой структуру зерни-
стого перлита.
В работах [165, 184] было исследовано влияние добавки неко-
торых легирующих элементов в количестве до 2 % к стали ШХ15
на ее твердость после отпуска. Кремний и алюминий дают сущест-
венное повышение твердости, связанное с замедлением превраще-
но
J
первого
ния в мартенсите в интервале 150—350 °C, т. е. в конце
и при третьем превращении, причем количественное влияние обоих
элементов практически одинаково. При более высоких температу-
рах отпуска степень увеличения твердости, получаемой от введе-
ния Si и А1, уменьшается. Вольфрам и молибден, если судить по
твердости, не влияют на скорость распада мартенсита, зато замед-
ляют последующие стадии превращения при температуре отпуска,
по крайней мере, до 400 °C. Марганец понижает твердость закален-
ной стали из-за повышенного содержания остаточного аустенита,
но на твердость мартенсита влияния не оказывает.
Влияние температуры отпуска на твердость некоторых подшип-
никовых сталей показано в табл. 37.
Кинетика превращения остаточного аустенита при отпуске
стали ШХ15 показана на рис. 87. Если после отпуска длитель-
450
Т а 6\л и ц а 37
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ОТПУСКА НА ТВЕРДОСТЬ t,HRQ СТАЛЕЙ, ЛЕГИ-
РОВАННЫХ Si, Мп и Мо
Ч HRC сталей HRC сталей
Темпера- тура отпуска. \ 15СГ О о см 15СМ* Темпера- тура отпуска, иэ J0S1 и о см 15СМ*
X а X а X а X 3 X В X 3 X 3
150 63,7 ' 62,5 61,6 64,2 350 54,2 55,2 55,5 58,3
200 60,8 59,7 59,5 62 400 50,8 51,8 51,9 54
250 58,4 58,8 58,2 60,6 450 46,3 48,4 46,3 51
300 56 57/7 57,3 59,4 500 40,8 — 42,4 48,3
» 1,02 % С; 0,36 % Мп; 0,78 % Si; 1,58 % Сг; 0,95 % Мо.
ностью несколько часов аустенит полностью распадается при 240—
250 °C, то отпуск в течение 100 ч завершает превращение аустенита
при 190 °C, а в течение 10 000 ч — при 150 °C. При весьма дли-
тельном отпуске превращение аустенита отчетливо заметно уже
при температуре 80 °C. Как видно из рис. 87, увеличение длитель-
ности отпуска, при соответствующем понижении его температуры
позволяет сохранить более высокую твердость, т. е. меньшую сте-
пень превращения мартенсита при одной и той же степени распада
аустенита. Табл. 38 иллюстрирует это для случая полного распада
остаточного аустенита.
Изменение содержания остаточного аустенита при отпуске не-
которых сталей типа ШХ, по нашим данным с Л. В. Чернявской,
а также по данным [166], показано в табл. 39.
Продукт превращения остаточного аустенита при отпуске стали ШХ15 .
имеет меньший удельный объем, чем мартенсит, отпущенный при той же
температуре. Распад 1 % остаточного аустенита при 120—250 °C приводит
к относительному увеличению длины, равному 6,7-10~5, одинаковому для
Таблица 38
ТВЕРДОСТЬ СТАЛИ ШХ15 ПОСЛЕ ОТПУСКА, ВЫЗЫВАЮЩЕГО ПОЛНЫЙ РАС-
ПАД ОСТАТОЧНОГО АУСТЕНИТА
Температура отпуска, °C Плавка 1 Плавка 1* Плавка 2 Плавка 3 Плавка 4
265 0,8/58,1 0,3/59,0 0,8/59,1 0,7/58,7 0,8/58,5
250 1,25/58,4 0,8/59,5 1,7/59,9 1,25/59,1 1,1/59,2
225 4,2/58,7 2,3/59,6 6/59,6 4,4/59,4 4,5/59,3
200 29/58,9 23/59,8 60/59,6 36/59,5 36/59,7
175 300/59,2 125/59,9 380/60,1 230/59,8 230/59,9
Примечание. Плавка 1* после обработки холодом при —70 °C; плавки 2—4
имели повышенную дисперсность исходной структуры (перед закалкой получили норма-
лизацию и ускоренный отжиг). В числителе указана продолжительность отпуска, ч,
в знаменателе — твердость HRC
151
всех температур отпуска, тогда как при образовании отпущенного мартен-
сита следовало ожидать увеличения длины порядка 9-10~®, и притом тем
меньшего, чем выше температура отпуска. Различие твердости образцов, об-
работанных и необработанных холодом перед отпуском, сохраняется до
температур отпуска 275—300 °C, при которых остаточный аустенит стали
ШХ15, безусловно, отсутствует. /
Это явление связано, по-видимому, с тем, что продукты распада остаточ-
ного аустенита имеют твердость более низкую, чем мартенсит/ отпущенный
при той же температуре. Поэтому сталь, содержащая перед Отпуском мень-
ше остаточного аустенита, а после отпуска 275—300 °C меМьшее количест-
во сравнительно мягких продуктов его распада, сохраняет твердость более
высокую, чем сталь с большим количеством остаточного аустенита перед от-
пуском. По-видимому, продуктом превращения остатсяного аустенита в
стали ШХ15 является бейнит, причём распад аустенита не проходит через
мартенситную стадию.
Исследования В. Д. Садовского с сотр. [185] показали, что
приложение постоянного магнитного поля большой напряженности
5700 кА/м приводит к ускорению распада остаточного аустенита
при отпуске стали ШХ15. Так, отпуск при 225 °C с приложением
поля в течение 1 ч привел к полному распаду остаточного аусте-
нита, тогда как без поля распад произошел только наполовину.
После отпуска при 250 °C в течение 30 мин также получен пол-
ный распад, тогда как без приложения поля распалось только
60 % исходного аустенита.
Отпуск является более сильным средством термической стаби-
лизации аустенита, чем ступенчатые выдержки при непрерывном
охлаждении в области мартенситного превращения. На рис. 88
показана зависимость количества остаточного аустенита в сталях
ШХ15 и ШХ15СГ от температуры охлаждения перед отпуском,
температуры отпуска и температуры закалки [186]. Все кривые
этого графика имеют одинаковую форму, сходную с кривыми на
рис. 83. С повышением температуры охлаждения перед отпуском
Таблица 39
СОДЕРЖАНИЕ ОСТАТОЧНОГО АУСТЕНИТА В СТАЛЯХ ТИПА ШХ В ЗАВИСИ-
МОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА
Температура отпуска, °C Содержание, %, остаточного аустенита в сталях* Температура отпуска, °C Содержание, %, остаточного аустенита в сталях*
I II III IV V I II III IV V
150 15 14 18 18 16,5 275 1,5 0 0
175 15 13 17 — — 300 0 0 0 4 0,2
200 13 10,5 13,5 17,5 14,4 350 0 0 0 6,5 0
225 — 8 10,5 — — 350 0 0 0 6,5 0
250 6,5 2,5 2,5 12 2,8
* I — ШХ15СГ, мелкозернистый перл йт, температура закалки 840 °С;И — ШХ15СГ,
мелкозернистый перлит, температура закалки 820 °C; III —ШХ15СГ, точечный перлИт,
температура закалки 820 °C; IV — ШХ20СГ, температура закалки 860 °C; V — ШХ15СМ,
температура закалки 860 °C.
152
РИС- 88- Влияние температуры аустенитизации (840—980 °C), охлаждения пе-
ред отпуском и отпуска (010 и 150 °C) на содержание аустенита в сталях
количество о'статочного аустенита плавно возрастает, а при дости-
жении определенной температуры охлаждения, зависящей от
температуры нагрева под закалку и температуры отпуска, аусте-
нитная кривая испытывает резкий перелом, после которого воз-
растание содержания аустенита становится более медленным, пре-
кращается или же сменяется понижением. В последнем случае на
аустенитной кривой образуется максимум. Аналогично изотерми-
ческим выдержкам при охлаждении температура этого перелома,
или максимума, соответствует понижению точки Л4'н до комнатно'й
температуры. Влияние температуры отпуска на стабилизацию оста-
точного аустенита по отношению к низким температурам рассмат-
ривается в гл. XIV.
Распад мартенсита в процессе закалки сталей ЭИ347 и ДИ-43
так же, как в сталях ШХ, носит двухфазный характер. При ох-
лаждении в масле от обычных температур аустенитизации количе-
ство х-мартенсита составляет 58 и 52 %, а содержание углерода
в тетрагональном мартенсите 0,57 и 0,55 % соответственно. Отпуск
при 150 °C не изменяет содержания углерода в тетрагональном
мартенсите и увеличивает количество х-фазы приблизительно до
75 % [141.
На рис. 89 показано изменение твердости при отпуске стали
ЭИ347, закаленной от разных температур [1871. Отпуск до темпе-
ратур 300—350 °C приводит к снижению твердости из-за распада
мартенсита и выделений карбидов типа Ме&С, которые при повы-
шении температуры превращаются в карбиды Л4е23С6 [141. При
температурах отпуска выше 400 °C начинается вторичное тверде-
ние. Максимум твердости достигается при 500—550 °C (в зависи-
153
РИС. 89. Зависимость твердости стали ЭИ347 от темпера-
туры отпуска.
Температура аустенитизации, °С: 1 — 1050; 2 — 1100;
3 — 1150; 4 — 1200; 5 — 1250
мости от температуры аустенитизации), после чего начинается раз
упрочнение. Процесс вторичного твердения вызывается выделе-
нием дисперсных ‘карбидов Л1е2С и частично МеС, а последующее
разупрочнение связано с коагуляцией этих карбидов. При темпе-
ратурах отпуска выше 650 °C происходит превращение Л1е2С ->
—Л4евС *.
Распад остаточного аустенита при отпуске 500 °C и выше проис-
ходит аналогично быстрорежущим сталям: обеднение аустенита
углеродом и легирующими элементами при температуре отпуска
приводит к повышению мартенситной точки и распаду остаточного
аустенита при охлаждении. Температура отпуска 550 °C, при ко-
торой достигается наивысшая твердость, недостаточна для полного
разложения остаточного аустенита. После первого отпуска при
570 °C в стали ЭИ347 остается около 7 % аустенита, который пол-
ностью превращается при втором отпуске. Для разложения мар-
тенсита, образовавшегося при охлаждении после второго отпуска,
дается дополнительный, третий, отпуск [14]. Эффект вторичной
твердости увеличивается с повышением температуры аустенити-
зации. Уменьшение скорости охлаждения при закалке приводит
к ослаблению вторичного твердения стали ЭИ347 из-за обеднения
аустенита вольфрамом. По этой же причине при переходе от закал-
ки в масле к закалке на воздухе температура «пика» вторичной
* Порада И. Л. Исследование влияния состояния карбидной фазы и твер-
дого раствора на вторичную твердость некоторых классов подшипник овых
сталей. Автореф. канд. дис. Днепропетровск, 1974.
154
твердости понижается от 550 до 500 °C, а максимальная твёрдость
от JrRC 64 до 60,5 [187].
У стали 9X18, закаленной от 1050 °C, отпуск до 300—400 °C.
сопровождается снижением твердости, а при более высокой тем-
пературе ^отпуска наблюдается сравнительно слабое вторичное
твердение. ^Максимальная твердость при высоких температурах,
отпуска достигается при 500—550 °C. -При отпуске этой стали,,
закаленной от температур до 1000 °C, остаточный аустенит устой-
чив до температуры 500—550 °C.
При температуре аустенитизации до 1050 °C аустенит полно-
стью распадается после отпуска при 600 °C. После аустенитиза-
ции 1100 °C и отпуска 600 °C количество аустенита снижается
только до 30 %, а при аустенитизации 1100 °C и выше аустенит.-
при этой температуре отпуска вообще не разлагается [188].
СВЕР ХПЛАСТИЧНОСТЬ ПРИ СТРУКТУРНЫХ ПРЕВРАЩЕНИЯХ
Приложение напряжений во время структурных превращений
в сплавах вызывает пластические деформации, даже если напря-
жения чрезвычайно малы, а температуры низки. Это явление,,
называемое сверхдластичностью при превращениях, или кинети-
ческой пластичностью [189], наблюдается при различных видах,
структурных превращений (рекристаллизации, распаде растворов,
полиморфных превращениях и др.). Оно играет существенную-
роль при термической обработке и эксплуатации ..при повышенных,
температурах подшипников в связи с влиянием на структурные
закалочные напряжения, изменение формы и размеров деталей,,
релаксацию посадочных напряжений в подшипниках, и пластиче-
ские деформации в зонах контакта. Единой теории, удовлетвори-
тельно объясняющей эффект кинетической пластичности, до на-
стоящего времени не разработано. Согласно [190], сверхпластич-
ность при превращении аустенита в перлит вызывается тем, что-
в момент нарушения когерентности границы между новой фазой
и матрицей становятся «стоками» для дислокаций, облегчая их
перемещение под действием приложенных напряжений.
Для большинства случаев сверхпластичности скорость пластической де-
формации пропорциональна действующему напряжению и тем больше, чем
больше скорость превращения. Для количественного анализа явления
может быть принята модель упруговязкой жидкости, согласно которой ско-
рость пластической деформации в направлении одной из главных осей
должна удовлетворять выражению de/dT=P (о—о), где о — среднее арифме-
тическое из трех главных напряжений, а коэффициент пропорциональности Р
зависит от вида и скорости структурного превращения,являющегося как бы
«несущим» процессом.
Для одноосного напряженного состояния de/<fr=2/sPa, В соответствии с
этим при постоянном напряжении полная пластическая деформация
определяется выражением е=2/3йо, где й — интегральный коэффициент
пропорциональности, определяющийся видом «несущего» структурного пре-
вращения и степенью его развития во время действия напряжения. Коэф-
155-
фициент и может оыть эксперимен-
тально определен как при испыта-
ниях на ползучесть, так / путем
измерения релаксации напряжений
по формуле /
3 , а0 /
й '2£г 1п ~о ’ !
где 0О ио-— начальное и конечное
напряжение соответственно, а Е —
модуль продольной упругости [186].
Ниже приводятся результа-
ты ряда исследований сверхпла-
стичности подшипниковых ста-
лей при различных фазовых
превращениях.
В работе [191 ] была исследо-
вана сверхпластичность стали
52100 (ШХ15) и углеродистых
сталей при температурных цик-
РИС- 90. Остаточное изменение диаметра
кольца из стали ШХ15 в зависимости от
усилия при раздаче пуансоном во время
закалки:
J — наружный диаметр; 2 — внутренний
диаметр
лах между 540 и 815 °C, включающих область превращений перлита
в аустенит при нагреве и аустенита в перлит при охлаждении, при
напряжениях от 2 до 17 МПа. Была установлена прямая пропорцио-
нальность между пластической деформацией и приложенным на-
пряжением, причем превращение перлита в аустенит сопровожда-
лось несколько большей пластической деформацией, чем обратное
превращение. При изменении температурных пределов цикла,
при которых превращение происходило не полностью, деформа-
ция соответственно уменьшалась. При проведении циклов в одно-
фазных (перлитной или аустенитной) областях пластические де-
формации отсутствовали.
Повторение термических циклов при начальном напряжении
17 МПа, включающих как прямое, так и обратное превращения,
привело к разрыву образцов через 260 циклов, причем удлинение
достигло 700 %. Эти величины были большими, чем у углеродистых
сталей с 0,18—0,95 % С, выдержавших 160—180 циклов до разру-
шения при удлинении 500—580 %.
Обработка экспериментальных данных [191 ] дает значения
коэффициента Q для превращения аустенит — перлит 1,2 X
X 10-4 МПа-1, а для превращения перлит — аустенит 1,6 X
X 10-4 МПа-1, что несколько меньше, чем у углеродистых сталей.
Нами была исследована сверхпластичность подшипниковых
сталей при закалочном охлаждении путем раздачи колец кониче-
ским пуансоном ’в интервале температур от 180—150 °C до ком-
натной, что соответствовало образованию 40 % мартенсита. Ре-
зультаты измерения наружного и внутреннего диаметров колец
после закалки при различных величинах усилия на пуансоне при-
ведены на рис. 90. В области усилий от 20 до 200 кН, отвечающих
тангенциальным напряжениям ов от 15 до 150 МПа, остаточная
156
Т а б'з; и ц а 40
ВЛИ ЯН.ИЕ ТЕМПЕРАТУРЫ ОТПУСКА НА РЕЛАКСАЦИЮ НАПРЯЖЕНИЙ В СТА-
ЛИ ШХ15; ао = б00 МПа [129]
Температура отпуска, °C Хпродолжн- тельиость 'отпуска 2 ч) Время, ч, снижения напряжений на 50% при дополнительном нагреве до температуры, °C
120 150 175 200 225 250
Без отпуска 50 5 1 0,1 .—
150 1000 50 6 1 0,2 0,04
200 — 500 70 10 1 0,3
250 —- — 10000 3000 300 30
деформация изменяется приблизительно пропорционально раз-
ности ое —а. При малых напряжениях (о0 <10 МПа) пластиче-
ский эффект более слабый, что указывает на наличие нижнего
порога пластичности. Такой порог при напряжениях около 7 МПа
наблюдался авторами работы [181] для стали У9. Возрастание
напряжений свыше 150 МПа приводит к более интенсивной сверх-
пластичности, чем в линейной области. Для последней расчет дает
значение Q = 6-10~5 МПа-1. Исследование кинетической пластич-
ности во время мартенситного превращения стали ШХ15 при из-
гибе в области напряжений 70—100 МПа показало \ что величина
пластической деформации определяется количеством образовав-
шегося мартенсита и не зависит от скорости охлаждения во время
превращения; при этом деформация не пропорциональна количе-
ству образовавшегося мартенсита. Так, при напряжении 100 МПа
в начальных стадиях превращения деформация была около 0,1 мм;
при 20 %-ном превращении деформация составляла около 0,02 мм,
а при 60—75 %-ном 0,015 мм на каждый процент образовавшегося
мартенсита.
Исследования релаксации напряжений при отпуске в сталях
ШХ15 и ИГХ15СГ на образцах Одинга [192] показали независи-
мость относительного понижения напряжения от начального на-
пряжения, что указывает на пропорциональную зависимость пла-
стического эффекта от действующего напряжения. Данные о тем-
пературе и длительности нагрева, необходимых для понижения
напряжений на 50 % в стали ШХ15 как непосредственно при от-
пуске, так и при дополнительном нагреве отпущенной стали, при-
водятся в табл. 40.
Анализ многочисленных данных о релаксации напряжений в за-
каленной стали ШХ15 при нагревах до 250 °C от 5 мин до 10 000 ч
приводит к заключению, что независимо от режима нагрева пла-
стический эффект определяется степенью понижения твердости
1 Жвинис Ю. И. Исследование некоторых методов уменьшения коробле-
ния при термической обработке стальных изделий пониженной жесткости.
Автореф. канд. дис. Минск, 1978.
157
Понижение твердости при нагреве, HRC
РИС. 91. Зависимость пластической де-
формации закаленной и отпущенной стали
1ИХ15 от понижения твердости прн по-
следующем нагреве:
J — без отпуска; 2 — отпуск
3 — отпуск 250 °C
при отпуске, т. е. степенью за-
вершения превращений в мар-
тенсите, и не зависит oi време-
ни. При этом одно и то же по-
нижение твердости сопровож-
дается тем меньшей пластиче-
ской деформацией, чем выше
температура предварительного
отпуска (рис. 91).
Распад остаточного аустени-
та вносит существенный вклад
в сверхпластичность при отпу-
ске. Наши исследования отпуска
методом релаксации напряже-
ний показали, что добавочная
пластическая деформация про-
порциональна количеству прев-
ратившегося аустенита, т. е.
что коэффициент й при отпуске
является аддитивной величиной:
йм = й + ЙА, где коэффициен-
ты йм и ЙА характеризуют со-
ответственно пластические деформации, вызываемые превращения-
ми в мартенсите и распадом остаточного аустенита.
Пластическая деформация, вызываемая отпуском мартенсита',,
пропорциональна его количеству, т. е. йм = ЙМш (1 — ^о)»
где ПМ1оо — коэффициент сверхпластичности для чисто мартен-
ситной структуры, а А 0 — исходная объемная доля остаточного
аустенита.
Для оценки вклада, вносимого распадом остаточного аустенита,,
можно принять выражение ЙА = а (—ДД), где ДД — изменение
количества остаточного аустенита при отпуске, а а — коэффициент
150 °с:
пропорциональности.
Результаты исследования приводятся в табл. 41.
Величина йм100 была определена путем экстраполяции ве-
личины йм/(1 — До) До Д о = 0. Затем были подсчитаны йм,
ЙА и а. Последняя величина, близкая к 3-10~вМПа-1, характе-
ризует пластическую деформацию в структуре, состоящей только-
из остаточного аустенита, при полном разложении последнего.
Она существенно ниже, чем значение й, полученное при превраще-
ниях аустенита в перлит и мартенсит. По-видимому, это различие
связано с тем, что остаточный аустенит, содержащийся в структуре
в сравнительно небольших количествах, представляет собой изоли-
рованные включения, пластическая деформация которых затруд-
няется из-за сопротивления окружающей матрицы.
В случае отпуска стали ШХ15 на полный распад мартенсита
(закалка в масле с 850 °C, отпуск при 250 °C) получим после вычи-
тания пластического эффекта, вносимого распадом остаточного
158
Таблица 41
КИНЕТИЧЕСКАЯ ПЛАСТИЧНОСТЬ. ВЫЗЫВАЕМАЯ ПРЕВРАЩЕНИЯМИ МАРТЕН-
СИТА. И ОСТАТОЧНОГО АУСТЕНИТА В СТАЛИ ШХ15. ЗАКАЛКА С 860 °C, ОТ-
ПУСК ПРИ 150 °C
Темпера- тура, °C Время выдерж- ки, ч Остаточный аусте- нит, % Й- 10“ ®Мюо',0* ЙМ- 10“ йА.10» а- 10*
Ао — ДА
200 3 16,9 3,8 0,73 0,62 0,11 2,9
24,7 7,3 0,81 0,75 0,56 0,25 3,4
175 100 16,5 10,2 0,96 0,65 0,31 3,2
24,4 17,7 1,15 0,78 0,59 0,56 3,1
22500 3 6,4 5,9 0,96 0,81 0,15 2,5
17,3 16,5 1,22 0,87 0,72 0,50 3,0
24,2 23,6 1,35 0,66 0,69 2,9
Примечание: £2, ^М100* ^М’ ^А и а вЫРажеНЫ в МПа”1.
аустенита, й = 1 • 10-БМПа_1. Учитывая, что исходное содержа-
ние углерода перед отпуском составляет около 0,2 %, для пол-
ного распада мартенсита с 1 % С получим: Q = 5-10-вМПа-1.
ПРЕВРАЩЕНИЯ ПРИ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКЕ .
Горячая пластическая деформация аустенита в стали ШХ15 сопро-
вождается, с одной стороны, фрагментацией зерен, наклепом и об-
разованием текстуры, а с другой, возвратом и рекристаллизацион-
ными процессами. Температурный интервал, степень и длительность
деформации при ВТМО выбираются обычно такими, чтобы процессы
восстановления деформированной структуры ограничивались рек-
ристаллизацией (желательно частичной) при исключении собира-
тельной рекристаллизации, что является условием получения уп-
рочняющего эффекта после закалки. По данным работ [193, 194],
в случае начала деформации стали ШХ15 при температуре 930—
940 °C и окончания при 860 °C большинство зерен аустенита сохра-
няет вытянутую форму — количество рекристаллизованных зерен
не превышает 20 %. Размер аустенитного зерна после такой дефор-
мации несколько превышает размер зерна после обычной закалки
с 860 °C
Показано [195], что горячая пластическая деформация стали ШХ 15
кручением как при температуре аустенитизации (1050°С), так и
при субкритических температурах значительно ускоряет превра-
щение переохлажденного аустенита в перлитной и в бейнитной об-
ластях. В более позднем исследовании [196] при деформации про-
каткой при 850—880 °C наблюдалось ускорение превращения в пер-
литной области и замедление его в бейнитной как для стали ШХ15,
так и для ряда конструкционных сталей. Пластическая деформация
при температуре аустенитизации и во время охлаждения значитель-
159
но ускоряет выделение избыточной карбидной фазы в стали ШХ15.
Так, после аустенитизации при 1050 °C деформация кручением при
800 °C привела к окончанию процесса выделения цементита при
этой температуре за 10 мин, тогда как без деформации через 15 мин
выделение цементита только начиналось [197].
Размеры мартенситных пластин после закалки с температуры деформа-
ции определяются в первую очередь размерами аустенитного зерна и коли-
чеством карбидной фазы к моменту окончания деформации. Дополнительным
препятствием росту мартенситных кристаллов являются субзеренные гра-
ницы, образовавшиеся в результате деформации. По этой причине дисперс-
ность мартенсита после ВТМО, несмотря на несколько больший размер аусте-
нитного зерна, получается такой же,'как и при обычной закалке от стандарт-
ной температуры. В случае деформации, длящейся несколько секунд, пони-
жение температуры начала деформации от 950 до 875 °C увеличивает дисперс-
ность мартенсита от мелкоигольчатого до скрытокристаллического. При
одной и той же температуре начала деформации мартенситные кристаллы
получаются тем меньше, чем ниже температура окончания деформации. Так,
при начале деформации 950 °C окончание деформации при 880—890 °C дает
после закалки игольчатый мартенсит, а при 800—810 °C — скрыто- или мел-
кокристаллический. Чем ниже температура окончания деформации, тем боль-
шее количество карбидной фазы выделяется из аустенита и тем более отчет-
ливой становится ее строчечное распределение.
Структурное соответствие мартенсита с аустенитной матрицей приводит
к тому, что мартенситные пластины, образующиеся в деформированном
аустените, приобретают определенную пространственную ориентировку,
стремясь повернуться большей плоскостью перпендикулярно направлению
деформирующего усилия, при этом мартенсит наследует как несовершенства
кристаллической решетки деформированного аустенита, так и ориентирован*
ность его тонкой структуры. Согласно М. Л. Бернштейну, у мартенсита, по-
лученного закалкой деформированного аустенита, наблюдается увеличение
физического уширения рентгеновской интерференции, что указывает на по-
вышенную концентрацию дислокаций и других несовершенств кристалличе-
ского строения. В этом случае анизотропия физического уширения является
свидетельством ориентировки несовершенств решетки относительно дейст-
вующего напряжения. Наблюдается также значительное измельчение бло-
ков когерентного рассеяния [194].
Согласно Л. М . Капуткиной, пластическая деформация стали
ШХ15 в аустенитной области стимулирует двухфазный распад мар-
тенсита во время охлаждения после закалки, увеличивая количест-
во кубического мартенсита на 5—25 % без изменения содержания
углерода в тетрагональной фазе, что, вероятно, связано с наследо-
ванием мартенситом дислокационной структуры деформированного
аустенита.
Структура стали ШХ15СГ после НТМО была исследована автора-
ми работы! 198]. После аустенитизации при 850сСсталь переохлажда-
ли до 550 °C, подвергали прокатке с различными обжатиями и закали-
вали в масле. Расширение линий рентгеновской интерференции мар-
тенсита указывает на увеличение напряжений второго рода и из-
мельчение блоков когерентного рассеивания. Однако при малых
степенях обжатия расширения линий не наблюдалось, что авторы
объясняют выделением углерода из аустенита.
Исследование НТМО сталей 9X18 и ЭИ347, проведенное путем
выкатки желоба с помощью шариков при температурах переохлаж-
160
денного ауетенита 400—570 °C [199], показало, что в случае перегре-
ва при аустенизации НТМО заметно измельчает мартенсит (от иголь-
чатого при обычной закалке до бесструктурного при ТМО). У обеих
сталей наблюдалось значительное повышение твердости как после
закалки, так и после отпуска. При этом твердость в области темпе-
ратур первого разупрочнения (отпуск около 300 °C) возрастает
значительно больше, чем при температурах пика вторичной твер-
дости (470 °C у 9X18 и 550 °C у ЭИ347). Предполагается, что при
НТМО происходит выделение карбидов или образование предвыде-
лений, задерживающих разупрочнение при низком отпуске и умень-
шающих количество карбидов, способных выделиться при темпера-
турах вторичного твердения.
ГЛАВА X
ВЛИЯНИЕ МЕТАЛЛУРГИЧЕСКИХ ФАКТОРОВ
НА СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ
ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
ПРОКАЛИВАЕМОСТЬ
Фазовое и структурное состояние материала деталей подшипников,
формирующееся при термической обработке, в значительной мере
зависит от глубины прокаливаемости стали и склонности зерна
аустенита к росту.
Вследствие неполной и нестабильной прокаливаемости при за-
калке стали ШХ15 образуется троостит, что является причиной,
обуславливающий ее пониженную твердость.
Влияние некоторых факторов на прокаливаемость подшипнико-
вой стали рассмотрено в работах [200—205]. Статистический анализ
[200] показал, что диапазон значений прокаливаемости сталей
ШХ15 и ШХ15СГ разных заводов колеблется в широких пределах
и зависит от технологии выплавки и передела стали. Так, глубина
прокаливаемости стали ШХ15 при определении методом торцовой
пробы до точки с твердостью HR.C 61 колеблется от 4 до 11 мм.
Поэтому во многих случаях сквозная закалка колец, толщина стен-
ки которых более 10 мм, а также роликов диаметром более 20 мм
затруднена; в структуре наблюдаются участки троостита.
Наибольшее внимание исследователей привлекло изучение влия-
ния колебаний в химическом составе на прокаливаемость подшип-
никовой стали.
О влиянии отдельных химических элементов, их суммы а также
других факторов на прокаливаемость стали можно судить по дан-
ным корреляционного анализа [203] (табл. 42). Определяли глуби-
161
Таблица 42
ВЛИЯНИЕ ОТДЕЛЬНЫХ ФАКТОРОВ НА ПРОКАЛИЕАЕА'ССТЬ СТАЛИ ШХ15
Фактор Коэффи- циент корреля- ции, г Критерий надеж- ности, Р- Фактор Коэффи- циент корреля- ции, г Критерий надеж- ности, К
Сг, % Мп, % Si, % (Cr+Mn), % Приме -6,66 0,60* 0,50 0,78 ч а н и е. 5,7 1 4,5 3,2 9,55 Зависимост (Cr+Mn+Si), % (Cr+Mn+Si+Ni), % Структурная полосча- тость, балл •А ост, % ^достоверна, если ц>2,6. 0,73 0,79 —0,85 0,52 7,5 10,2 14,7 3,4
ну прокаливаемости стали разных плавок, полученных в кислых
мартеновских печах, основных электродуговых печах с вакуумиро-
ванием, с рафинированием печными и основными синтетическими
шлаками в ковше. Образцы после испытаний на прокаливаемость
исследовали рентгенографическим, металлографическим и химиче-
ским методами, результаты исследований подвергали корреляци-
онному анализу. Установлено, что основным фактором, влияющим
на прокаливаемость стали UIXI5 независимо от технологии выплав-
ки, является химический состав металла. Наиболее сильно
ют прокаливаемость хром и марганец,_в меньшей степени — крем-
ний; из~случайных прйКюсе'ч"7— никель (рис. 92).
162
Прокаливаемость стали ШХ15 может быть повышена без измене-
ния марочного химического состава стали путем отбора плавок с
содержанием хрома в пределах 1,50—1,65 %, марганца 0,3—0,4 %
и кремния 0,3—0;37 % (или только хрома и марганца в указанных
пределах).
Влияние алюминия, азота и серы на прокаливаемость изучено
мало. Общее количество алюминия, присаживаемого по ходу рафи-
нирования и для окончательного раскисления, на разных заводах
колеблется от .0,4 до 1,5 кг/т. Алюминий образует в стали не только
кислородные включения, но и нитриды, а также частично входит
в твердый раствор. Систематические данные о влиянии алюминия
на прокаливаемость были получены при исследовании стали ШХ15
постоянного химического состава (в том числе и газов) с варьируе-
мым содержанием алюминия [204].
Исследование проводили на металле опытных плавок стали
UIX15, выплавленной на заводе «Днепроспецсталь» в 60-т электро-
дуговой печи. Плавки были разлиты в шесть сифонов; масса слит-
ка составляла 2,8 т, алюминий в печь не давали; во время разлив-
ки для окончательного раскисления плавки через центровую вво-
дили гранулированный алюминий (от 0,1 до 1,2 кг/т). По такой тех-
нологии было выплавлено пять плавок. Во время разливки одной
из пяти плавок в два сифона дополнительно вводилась черенковая
сера. Диапазон изменения алюминия составил 0,005—0,124 %, а
серы 0,010—0,023 %.
Слитки стали ШХ15 прокатывали на прутки диаметром 45 мм.
Из них вырезали стандартные образцы для испытания на прокали-
ваемость. Температура нагрева под закалку составляла 850 °C.
Зависимость прокаливаемости от содержания алюминия показана
на рис. 93.
163
Для всех исследованных плавок характер зависимости одина-
ков: прокаливаемость с увеличением содержания алюминия меняет-
ся по кривой с минимумом, приходящимся на интервал 0,020—
0,035 % А1.
Понижение прокаливаемости с увеличением содержания алюми-
ния приблизительно до 0,030°% (для всех пяти исследованных пла-
вок) вызвано тем, что алюминий, об-
РИС. 94. Влияние содержания
азота и алюминия иа прокали-
ваемость стали ШХ15:
1 — 0,022 % N2, 0,004 % Al;
2 — 0,022 % N2, 0,022 % Al;
3 — кислая мартеновская сталь
SKF-3
разуя мелкодисперсные нитриды и
оксиды, способствует измельчению
зерна аустенита и уменьшению его
устойчивости. Содержание алюминия
Таблица 43
ВЛИЯНИЕ ВАРИАНТОВ
РАСКИСЛЕНИЯ АЛЮМИНИЕМ
НА ПРОКАЛИВАЕМОСТЬ
Вариант
оаскисле-
ния*
1
2
3
4
2 0,015 4
16 0,032 12
16 0,039 12
16 0,054 16
50
83
66
100
* Окончательное раскисление алюми-
нием в вариантах: 1 — перед выпуском
0,6 кг/т; 2 — перед выпуском 1 кг/т; 3 —
перед выпуском 0,5 и в ковш 0,5 кг/т; 4 —
перед выпуском 0,5 и в ковш , 1,0 кг/т.
свыше 0,030 % не вызывает дальнейшего измельчения зерна, избы-
точное количество его входит в твердый раствор и повышает устой-
чивость аустенита, вследствие чего прокаливаемость увеличива-
ется.
Этой особенностью и объясняются многочисленные случаи, когда
сталь обладает удовлетворительной прокаливаемостью при высо-
ком содержании алюминия. Так, при изучении влияния способов
окончательного раскисления на прокаливаемость стали, выплав-
ленной в 60-т электропечах, лучшие результаты были получены для
стали с 0,054 % А! (табл. 43). [205]
Годными считались образцы с глубиной прокаливаемости 6 мм до
точки с твердостью HRC 60.
Влияние азота на прокаливаемость стали ШХ15 неоднозначно
и зависит от содержания его и алюминия. Какэлемент, расширяю-
щий у-область, азот'должен способствовать увеличению прокали-
ваемости, но как элемент, обладающий большим- химическим срод-
164
ством к алюминию и образующий мелкодисперсные нитриды алю-
миния, он вследствие этого снижает прокаливаемость. Низкие со-
держания азота и алюминия в кислой мартеновской стали обеспе-
чивают ее удовлетворительную прокаливаемость. Исследования под-
шипниковой стали, микролегированной азотом [2011, показали, что-
сталь с содержанием 0,022 % азота и следами алюминия имела глу-
бокую прокаливаемость (рис. 94). Сталь с тем же содержанием азота,
но с 0,022 % А1 имела пониженную прокаливаемость. Для сравне-
ния на графике приведена прокаливаемость кислой мартеновской
стали SKF-3, содержащей 0,004 % N и 0,008 % А1. Результаты
хорошо согласуются с закономерностью, выявленной в работе [204]:
увеличение содержания до 0,020—0,030 % А1 при низком и при вы-
соком содержании азота снижает прокаливаемость.
Следовательно, в электродуговой стали, содержащей 0,007—
0,011 % N, удовлетворительная прокаливаемость; обеспечивается
в том случае, когда алюминия меньше 0,015 и больше 0,030 %..
Максимальная прокаливаемость электростали ШХ15 достигается
при сохранении марочного состава в случае микролегирования ее
до 0,025 % N (при ограничении остаточного алюминия =5 0,010 %)
[201].
Незначительное снижение прокаливаемости при концентрации
0,066 % S, т. -е. сверх допускаемой стандартами, обнаружено в ста-
ли ШХ15 авторами работы [143]. Повышение содержания серы с
0,010 до 0,023 % (т. е. в пределах стандарта) при практически оди-
наковом содержании других элементов не привело к снижению
прокаливаемости.
Иногда колебания суммарных содержаний марганца, хрома и
кремния в пределах, допустимых ГОСТом, приводят к тому, что
их влияние превалирует над влиянием алюминия. Так, изменение
содержания алюминия (при прочих равных условиях) от 0,005 до
0,100 % приводит к увеличению прокаливаемости на 1,5—2 мм
(см. рис. 93), а увеличение суммарного содержания хрома и мар-
ганца на 0,3 % повышает прокаливаемость на 3 мм. Этим можно
объяснить, почему в плавках разного состава с разным содержанием
алюминия глубина прокаливаемости часто имеет одинаковые зна-
чения (рис. 95).
Прокаливаемость стали может быть повышена снижением сте-
пени структурной полосчатости, что следует из тесной корреляци-
онной связи этой характеристики с прокаливаемостью (см. табл. 42).
Исследование на прутках стали ШХ15 диаметром 100 мм пока-
зало, что после гомогенизации при 1160 °C в течение 50 ч структур-
ная полосчатость снизилась с балла 3,5 до балла 0,5, а торцовая
прокаливаемость повысилась с 6,5 до 9,3 мм. Поэтому к положи-
тельному влиянию гомогенизирующего нагрева слитков ьли заго-
товок под прокатку на механические свойства и контактную вынос-
ливость (см. гл. VII) добавляется и положительное влияние его
на прокаливаемость (рис. 96).
165
плавки на ее прокаливаемость
РИС- 96- Влияние структурной полосча-
тости на прокаливаемость стали ШХ15
Изменение прокаливаемости после рафинирующих переплавов
изучено авторами работы [201] — понижение прокаливаемости
-стали после ВДП объясняется значительным уменьшением содер-
жания азота, изменение прокаливаемости стали после ЭШП — при-
менением флюсов разных составов.
РАЗМЕР ЗЕРНА АУСТЕНИТА В СТАЛИ
.Для определения величины аустенитного зерна в подшипниковой
стали ранее пользовались методом окисления или цементации, при
этом оценивалось зерно, полученное путем длительной выдержки
шри 930 °C и последующей закалки. Со времени введения в
ГОСТ 5639—65 метода выявления зерна с применением поверхност-
но активных добавок стало возможным говорить о величине зерна
аустенита, соответствующей принятым режимам термической об-
работки.
Для хромистой подшипниковой стали характерна большая раз-
нозернистость, вызываемая ликвацией углерода и хрома. Только
5ольшие степени обжатья (холоднотянутая проволока, а также хо-
лоднотянутые прутки диаметром до 30—35 мм) или гомогенизирую-
щий нагрев слитков и заготовок обеспечивают однородное зерно
после закалки. В прутках диаметром более 30—35 мм и в трубах
после закалки по нормальным режимам выявляется разнозерни-
стость, тесно связанная со структурной полосчатостью.
В темнотравящихся полосах с большой концентрацией карбидов
величина зерна значительно меньше, чем в светлотравящихся. Это
'Объясняется тормозящим действием карбидов на рост зерна аусте-
нита.
а 66
РИС. 97. Разнозернистость стали ШХ15, вы-
званная обезуглероживанием поверхности.
Участки с мелким зерном соответствуют
скоплению карбидов в полосчатости
В прутках наибольшая
разнозернистость соответст-
вует центральной зоне, в
трубах — внутренней поверх-
ности, сформированной из
центральной зоны прутков.
Кроме разнозернистости,
обусловленной полосчато-
стью, наблюдается разнозер-
нистость, связанная с интен-
сивным ростом зерна в силь-
но обезуглероженных зонах.
При обезуглероживании до
феррита аустенитное зерно
может вырасти до балла 4
шкалы ГОСТ 5639—65; в зо-
не частичного обезуглерожи
вания рост зерна будет неод-
нородным и возможно воз-
никновение разнозернистости
(рис. 97).
Из изложенного ясно, что для получения объективных данных
о величине зерна его следует определять в разных участках.
Для стали ШХ15 различной технологии выплавки величина зерна
аустенита после закалки с 850 °C находится в пределах баллов 8 - П.
В стали ШХ15СГ зерно аустенита после закалки мельче (балл 9—
12); это обусловлено более низкой температурой нагрева под за-
калку.
На величину зерна и склонность его к росту большое влияние-
оказывает содержание алюминия и азота.
Исследовали склонность к росту зерна стали различной техноло-
гии выплавки с разным содержанием алюминия и азота. Зерно аусте-
нита выявлялось в образцах, вырезанных из наружной зоны прут-
ков диаметром 45 мм, где степень полосчатости не превышала балл
2—3. Образцы подвергали закалке с 850- 1150 °C в масло (с интер-
валом 25 °C) после выдержки при данной температуре 1 ч; отпуск
проводили при 225 °C в течение 30 мин. Шлифы травили насыщенным
водным раствором пикриновой кислоты с поверхностно активными
добавками. На нескольких микрофотографиях от плавки методом
секущих определяли средний условный диаметр и балл зерна по
методике ГОСТ 5639—65.
Величина зерна аустенита после закалки с 850 °C приведена ниже;
А1, % ...............
^УСЛ г ММ ...........
0,012—
—0,016
0,0165—
—0,0187
II
0,018—
—0,024
0,0114—
—0,0137
Ш
0,034
—0,052
0,0148—
—0,0164
IV
0,024
—0,047
0,0112—
—0,0147
Примечание. I — кислая мартеновская, кремневосстановительиый про-
цесс; II —электродуговая вакуумированная; III—электродуговая, обработанная
печным шлаком; 1У — электродуговая, рафинированная синтетическим шлаком.
167’
РИС. 98. Зависимость величины зерна аустенита <1усд в закален-
ной стали ШХ 15 от температуры, содержания алюминия и азота:
1 — 0,015 % Al, 0,004 % N2 (кислая мартидовска' сталь); 2 —
0,019 % А1, 0,008 %1N2 (электродуговая сталь); 3 — 0,023 % А1,
0,009 % N2, 4 — 0,038 Al, 0,001 % N2 5 — 0.043 % Al ,
0,010 % N»; 6 — 0,043 % Al, 0,016 % N» (электродуговая сталь)
Наибольшая величина зерна (<^усл) зафиксирована в кислой марте-
новской стали с низким содержанием как алюминия, так и азота.
В электродуговой стали независимо от различия в технологии
выплавки и содержании алюминия и азота величина зерна находи-
лась в пределах балла 9—10. Нагрев до 925 °C вызывает незначи-
тельный рост зерна электростали. Изменение величины зерна про-
!68
исходит практически по линейному закону (рис. 98); различие в
величине зерна не превышает балла 12. Тесной связи между вели-
чиной зерна и содержанием алюминия в этом интервале температур
не улавливается.
В интервале 925—1050 °C происходит наиболее интенсивный
рост; при этом в плавках с содержанием 0,010 % N влияние алю-
миния заметно сказывается только после нагрева выше 1050 °C.
В кислой мартеновской стали, содержащей всего 0,0044 % N,
интенсивный рост зерна начинается выше 900 С; средний диаметр
его остается заметно большим чем в электродуговой стали и при
дальнейшем повышении температуры (см. рис. 98).
Из приведенных данных следует, что при нагреве до 900—925 °C на рост
зерна аустенита влияет в основном процесс растворения карбидов. Выше
925 °C начинают, вероятно, влиять процессы растворения и коагуляции
нитридов алюминия. Выше 1050 °C, когда растворение карбидов заканчива-
ется, рост зерна определяется поведением нитридов алюминия.
Различная склонность к росту зерна проявляется при температуре
нагрева под ковку, прокатку и сказывается на поведении стали при горячей
пластической деформации. Величина аустенитного зерна оказывает влияние
на механические свойства закаленной стали — с увеличением склонности к
росту зерна эти характеристики снижаются. Очень вырастает зерно при го-
могенизирующем нагреве заготовки, поэтому за гомогенизацией должна быть
предусмотрена горячая пластическая деформация, измельчающая зерно.
Из изложенного следует, что заметной связи между величиной зерна
для стали разных плавок после закалки с 850 °C и прокаливаемостью, опре-
делявшейся на торцовых образцах, закаленных с той же температуры, не
установлено. Несмотря на то, что величина зерна в стали разных плавок
практически не различалась (колебалась в пределах баллов 9—10), в значе-
ниях прокаливаемости разница была существенная. Вместе с тем определен-
ная связь между прокаливаемостью стали и ее склонностью к росту зерна
после закалки с температур выше 900 °C наблюдается. Чем больше склон-
ность стали к росту зерна, тем выше ее прокаливаемость. Логичное объясне-
ние этим фактам заключается в следующем. На снижение прокаливаемости
существенное влияние оказывает увеличение количества нитридов алюми-
ния. Последние не влияют на величину зерна стали, закаленной с 850 °C
(здесь влияют только карбиды), но влияют после нагрева под закалку на
более высокие температуры (выше 900 °C), когда начинается растворение
и коагуляция нитридов.
С рассмотренных позиций хорошо объясняется также отсутствие одно-
значной связи между эксплуатационными свойствами подшипниковой стали
и величиной зерна аустенита после закалки с 850 °C.
Так, например, кислая мартеновская сталь, склонность к росту зерна
которой всегда больше из-за низкого содержания алюминия и азота, имеет,
как правило, более высокие эксплуатационные свойства, чем электросталь
с меньшей склонностью к росту зерна.
Возможность воздействия на величину зерна стали 1ПХ15 способом хо-
лодной пластической деформации изучена в работе [206]. После обработки
стали высоким гидростатическим давлением — гидроэкструзией со степенью
обжатия 50% за один проход — произошло измельчение величины зерна
аустенита от балла 9 до 12. Пци этом долговечность подшипников повыша-
лась.
7 Зак. 666
ГЛАВА XI
ТЕРМИЧЕСКАЯ ОБРАБОТКА
СФЕРОИДИЗИРУЮЩИЙ отжиг
Сфероидизирующий отжиг должен обеспечить нужную степень
растворения карбидной фазы при аустенитизации и превращение
аустенита в зернистый перлит при температуре, при которой дис-
персность цементита соответствует требуемой. Температурные гра-
фики отжига в зависимости от конструкции печей, величины садки
или загрузки пода в методических печах могут быть различными.
Для небольших изолированно нагреваемых деталей вспомогатель-
ные времена на нагрев до температуры аустенитизации и выравни-
вание температуры по объему загрузки невелики. В промышлен-
ных условиях (например, при отжиге бунтов, прутков, труб и по-
ковок) дополнительные времена существенно влияют на график от-
жига. На рис. 99 [207] приведены два предполагаемых температур-
ных графика отжига — для наиболее горячего и наиболее холодно-
го места загрузки; области графиков, обязательные с точки зрения
осуществления нужных превращений, заштрихованы^ На режим
цагрева до температуры аустенитизации (780—800 °C) не налага-
ется никаких ограничений, однако требуется, чтобы наиболее хо-
лодная часть садки находилась при температуре-аустенитизации
не менее одного часа.. Условия охлаждения до температуры превра-
РИС- 99. Принципиальный график сфероидизирующего отжига стали
ШХ15 для больших масс металла (по Вюинингу)
170
О 2 4 6 8 10 12 74 16 18 20 22 0 2 4 6 8 10 12 74 16 18 20 22
Время" Время,'!
РИС. 100. Графики сфероидизирующего отжига стали ШХ15:
с— отжиг горячекатаных труб в рольганговой печи; б — отжиг поковок колец в толка-
тельной печи ГПЗ; в — нормализация и ускоренный отжиг в толкательной печи ГПЗ;
г— отжиг колец после точной штамповки в рольганговой печи фирмы «ЕЬпег»
щения аустенита также не существенны. В области температур об-
разования зернистого перлита из аустенита важно, чтобы время
охлаждения в интервале превращения, т, е. от 730—750 до 690—
710 °C, было для холодной части садки не менее определенной ве-
личины (в данном случае 6 ч), что соответствует максимальной
^скорости охлаждения — 10 °С/ч. После окончания превращения
/ аустенита в зернистый перлит дальнейший режим охлаждения не-
су1Щ£гвен|
f Дисперсность цементита определяется скоростью охлаждения
или температурой изотермической выдержки в интервале превра-
щения аустенита. Непрерывное охлаждение обычно предпочитают
< изотермическому превращению, так как оно позволяет исключить
влияние плавочных колебаний устойчивости переохлажденного ау-
стенита на результаты отжига. При отжиге заготовок, подвергаю-
щихся обработке резанием (на твердость НВ 179—207 для стали
ШХ15 и НВ 179—217 для стали ШХ15СГ), скорость охлаждения
1* Зик. ово
171
должна быть 10—25 °С/ч; для горячештампованных или горячека-
таных шариков, обрабатываемых опиловкой, твердость может быть
повышена до НВ 200—230, что соответствует скорости охлаждения
150—200 °С/ч. Приблизительно такая же скорость охлаждения при-
РИС- 101. Схемы электропечей для т ер
а — конвейерная печь для закалки колец; б — печь с пульсирующим подом для закалки
закалки шариков и роликов; д — карусель
1 — камера нагрева; 2 — загрузочное устройство; 5 — закалочный бак; 4 — шнеко
меняется при отжиге заготовок, не подвергающихся механической
обработке перед закалкой, а также заготовок колец, подвергаю-
щихся после закалки отпуску при повышенных температурах —
для повышения твердости после отпуска.
На рис. 100 приведены некоторые температурные графики сферо-
идизирующего отжига стали П1Х15. На рис. 100, б показан режим
отжига поковок в толкательной печи. Кольца укладывают на под-
доны (500—750 кг на поддон). Производительность печи 1500 кг/ч.
На рис. 100, в приведен температурный график работы нормалиэа-"
ционно-отжигательного агрегата с ускоренным отжигом на точеч-
ный перлит (НВ 207—241) при производительности 600 кг/ч, а на
рис. 100, г график отжига колец, полученных точной штамповкой
на заводе SKF в Хофорсе. Печь имеет роликовый под, по которому
кольца движутся в кассетах. Производительность печи 2000 кг/ч
[208].
172
пиеской обработки деталей подшипников:
млац и роликов; • — рольганговая печь для закалки колец; г — барабанная печь длят
иая печь фирмы «Borel* для закалки мелких деталей.
вый барабан; 5 — лоток; 6 — закалочный стол; 7 — вращающийся стол; 8 — ковш
jM Массивные (многослойные} загрузки металла и заготовок в от-
т жигательпые печи приводят к значительному увеличению длитель-
ности отжига и требуют понижения его конечной температуры, при
•том неоднородность структуры после отжига возрастает, а длитель-
у пребывание металла при высоких температурах увеличивает
Mtp н глубину обезуглероживания. Поэтому в последнее время
Мыюдается тенденция ограничения массы отжигаемых деталей
На единицу площади пода печи. На рис. 100, а показан режим от-
жига горячекатаных труб высокой размерной точности (±0,2 мм)
на одном нз шведских заводов [208]. Трубы отжигают в рольганго-
toft печи производительностью 4000 кг/ч. Начальная часть графика
х Нагревом до 820—840 °C используется только при реставрации
углерода в поверхностном слое.
173
I
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ДЕТАЛЕЙ ПОДШИПНИКОВ |
На рис. 101 схематически показаны электропечи для нагрева под
закалку деталей подшипников в защитной атмосфере. В кон-
вейерной печи (рис. 101, а) детали перемещаются на
конвейерной ленте с регулируемой скоростью и после окончания
нагрева падают в закалочный бак, откуда выносятся другим кон-
вейером. В печи с пульсирующим п о д о м (рис. 101,
б) проводится закалка колец, роликов и шариков. Движение дета-
лей происходит вдоль подовой плиты, лежащей на катках. Для
закалки колец и роликов под лечи гладкий, а для закалки шариков
рифленый. Под периодически оттягивается назад, а затем под дей-
ствием пружины возвращается до упора вперед, причем детали по
инерции проскальзывают на некоторое расстояние вперед. В
рольганговой печи (рис. 101, в) кольца перемещаются
вращающимися роликами. Наименьший диаметр колец, обрабаты-
ваемых в такой печи, зависит от диаметра роликов и расстояния
между ними. Обычно диаметр колец не меньше 80—100 мм. Конеч-
ная секция рольганга, движущаяся с большой скоростью, переносит
нагретые кольца на качающийся закалочный стол или другое зака-
лочное устройство — вращающиеся валки, закалочный пресс и т. д.
Барабанные печи (рис. 101, г), предназначенные для за-
калки шариков, роликов и мелких колец жесткой конструкции,
имеют вращающийся барабан с внутренним шнеком, осуществляю-
щим поступательное движение деталей. Для закалки колец мелких
и, в частности, приборных подшипников используют муфель-
ные карусельные печи (рис. 101, д). Внутри муфеля
вращается стол с рабочими ковшами, в которые засыпаются детали.
Достигая разгрузочного окна, ковш опрокидывается и сбрасывает
кольца в стаканчик закалочного конвейера. Кольца крупных габа-
ритов нагреваются под закалку в шахтных печах — на
крестовинах.
На рис. 102 схематически показаны конструкции вакуум-
ных закалочных печей. Кольца в кассетах помеща-
ются в форкамеру, а затем в камеру нагрева. При закалке детали
из сталей ШХ отпускаются в масляный бак, причем в закалочную
камеру предварительно напускается особо чистый азот с целью со-
здать нужное давление над поверхностью масла, а также затруднить
распространение паров масла в пространстве печи. Детали из сталей
типа Х18 охлаждаются в циркулирующем азоте. Многокамерная
печь, в которой форкамера и закалочная камера отделены от ка-
меры нагрева вакуумными заслонками (рис. 102, б), имеет более
высокую производительность, чем однокамерная (рис. 102, а),
так как позволяет проводить нагрев, загрузку и закалку практи-
чески одновременно.
Отпуск деталей проводят в конвейерных, рольганговых или
шнековых электропечах с принудительной циркуляцией воздуха.
174
РИС- 102- Вакуумные закалочные печи: а) фирмы <Hayes>; б — фирмы <Jpse-i»j
, I •• водоохлаждаемая стенка; 2 — камера нагрева; 3 — нагреватель; 4 — дверца камеры
ъ шагрова; з — цилиндр подъема дверцы камеры иагрева; 6 вакуумная вадаижка; 7 —-
ММММНЫй бак; в — камера охлаждения в rase; 9 — вентилятор; 10 — транспортный
механизм; 11 — обрабатываемые детали; 12 — мешалка для масла
175
Температуры нагрева под закалку сталей типа ШХ15 определя-
ются, с одной стороны, необходимостью получить заданную твер-
дость и избежать появления в структуре продуктов немартенситного
превращения аустенита, а с другой, получить мартенсит требуемой
степени дисперсности. Чем крупнее детали, тем медленнее они ох-
лаждаются в закалочной ванне и тем большее количество углерода,
хрома и марганца должно быть растворено в аустените для получе-
ния качественной закалки; поэтому, как правило, температура на-
грева крупных деталей из одной и той же стали выше, чем мелких.
Время нагрева определяется в первую очередь необходимостью
достижения деталями заданной температуры с возможно большей
точностью и возрастает как с увеличением толщины стенки колец
и диаметра тел качения, так и с числом слоев деталей на поду печи.
Время выдержки зависит от размеров деталей и загрузки пода в
меньшей степени, так как определяется скоростью насыщения аусте-
нита углеродом при заданной температуре. Однако растворение кар-
бидной фазы начинается задолго до достижения предельной темпе-
ратуры нагрева, а сам график нагрева в своей конечной части пред-
ставляет собой, строго говоря, лишь асимптотическое приближение
температуры деталей к предельной. Поэтому время выдержки с уве-
личением размеров деталей и массы загрузки также увеличивается.
Ориентировочные режимы закалки деталей из сталей ШХ15 и
ШХ15СГ приводятся в табл. 44.
Таблица 44
ТЕХНОЛОГИЯ ЗАКАЛКИ ДЕТАЛЕЩПОДШИПНИКОВ ИЗ СТАЛЕЙ ШХ
Вид детали Диаметр детали, мм Марка стали Тип закалочной печи* Температура нагрева, °C
1 2 3 4 5 6 7
Кольца 2—20 ШХ15 X X 830—850
20—35 ШХ15 X X X X 830—850
35—150 ШХ15 X X 840—860
150—300 ШХ15СГ X X 820—840
300—600 ШХ15СГ и X X 820—840
600—1800 ШХ20СГ X 820—840
Ролики 1,5-5 ШХ15 X 840—860
5—15 ШХ15 X X 840—860
15—23 Ш-15 X X X 840—860
23—30 ШХ15СГ X X X 820—840
30—55 П1Х15СГ X X 830—850
55—70 ШХ20СГ X 830—850
Шарики 0,7—1,5 ШХ15 X 830—850
1,5—3 ШХ15 X X 830—850
3—14 ШХ15 X 840—860
14—50 ШХ15 X 840—860
50—75 ШХ15 X 840—860
• 1 — карусельная; 2 — с пульсирующим подом; 3 — конвейерная; 4 — рольган-
говая; б — барабанная 6 — шактиая; 7 — вакуумная.
Все кольца, ролики, а также шарики дь» _>мы до 14 мм охлаждаются в масле, бо-
лее крупные шарики — в водном 3—6%-ном растворе NaXXr,.
176
РИС- ЮЗ- Компоновка агрегатов для термической обработки колец подшипников:
1 — закалочная печь; 2 — закалочный бак; 3 — бак дополнительного охлаждения;
4 — двухзоиная машина для промывки и дополнительного охлаждения; 6 — машииа^для
(горячей промывки; 6 — печь дляГотпуска
Общая длительность нагрева деталей в методических печах t мин
с учетом принятых норм загрузки печей может быть приближенно
оценена по формулам:
t = aYS, t=*aVd,
где S — толщина стенки колец, мм; d — диаметр шариков или ро-
ликов, мм. Ниже приводятся средние значения коэффициента а.
При нагреве колец в печах с пульсирующим подом или конвейер-
ных а=15, а в рольганговых а=13. При нагреве в барабанных пе-
чах роликов о=12, а шариков а=10.
В зависимости от мощности печей, величины загрузки и других
технологических факторов а может отклоняться от приведенных
значений на 20—25 %.
Термическую обработку деталей из сталей П1Х15 и ШХ15СГ проводят на
автоматизированных поточных агрегатах (рис. 103), в состав которых, кро-
ме закалочной печи с баком, входят машины для промывки и сушки деталей
перед подачей их в печь, бак для дополнительного охлаждения деталей после
закалки с целью понижения в стали содержания остаточного аустенита, ма-
шина для промывки деталей от закалочного масла перед отпуском и печь для
отпуска. В первом варианте компоновки агрегата (рис. 103, а) операции дб-
• полинтельного охлаждения деталей и промывки их от масла объединены в
ОДИой моечиой машине; по второму, более рациональному варианту фирмы
«Alchelin» (рис. 103, б), дополнительное охлаждение деталей проводят в
отдельном баке, а промывку — в следующей за ним моечной машине. Если
при первом варианте струйное охлаждение в моечной машине не позволяет
применять низкую температуру раствора из-за возможности образования за-
калочных трещин, то при втором варианте в качестве охлаждающей среды
для уменьшения количества аустенита применяется холодное масло; Не вы-
зывающее трещин.
Отпуск колец и шариков из стали ШХ15, а также роликов из
стали ШХ15СГ проводят при 150—160 °C. Кольца из стали ШХ15СГ
отпускают при 165—175 °C. Длительность отпуска колец С толщи-
ной стенки до 50 мм, а также Шариков и роликов Диаметром до 50 ЙМ
177
составляет 2—3 ч. Для более крупных деталей продолжительность
отпуска увеличивается до 4—6 ч.
Ступенчатая и изотермическая закалка
Ступенчатая закалка колец в горячем масле (реже в расплавлен-
ных солях) широко применяется для уменьшения закалочной дефор-
мации. ^Кольца нагревают в печах с пульсирующим подом, конвейер*
ных или рольганговых в зависимости от их размеров. €хема-агрееа-
та дли ступенчатой-закалки-в горячем масле совпадает со схемой
Закалочный бак с, Горячим маслом (120—180 °C) должен
; быть герметичным, чтобы зеркало масла можно было защитить
; нейтральной атмосферой.
Для повышения вязкости стали применяется закалка колец
и шариков с использованием эффекта изотермического превращения
мартенсита. Температура нагрева под закалку не отличается от
обычной, охлаждение проводят в масле с температурой 125—135 °C,
после чего детали переносят в масляйьш термостат с той же темпера-
турой, в котором детали выдерживают 150 ч, а затем охлаждают
их на воздухе. В зависимости от исходной структуры после такой
закалки достигается твердость HRC 58—60. Недостатком изотерми-
ческой мартенситной закалки является повышенное количество
остаточного аустенита.
Завод фирмы SKF в Швейнфурте широко применяет изотермиче-
скую закалку колец конических подшипников в области нижнего
бейнита на HRC 58—60. После нагрева в рольганговых печах до
обычных температур кольца охлаждают в течение 4 ч в смеси солей
KNO3 и NaNO3 при температуре 210—240 °C до полного превраще-
ния аустенита. Для такой закалки пригодны стали ЮОСгб (ШХ15)
и 100СгМо7 (ШХ15с повышенным содержанием хрома и добавкой
молибдена). Для сталей с добавкой марганца изотермическая за-
калка не применяется из-за чрезмерно высокой устойчивости пере-
охлажденного аустенита в области бейнитного превращения [209].
Термическая обработка с индукционным нагревом
Сквозной индукционный нагрев под закалку находит наиболее
широкое распространение при термической обработке шариков и
роликов. Нагрев ведут при частоте тока 8000 Гц. Шарики нагрева-
ют при 920—940 °C. В зависимости от диаметра шариков время
нагрева на 1 мм диаметра следующее:
Диаметр, мм 10—20 20—30 30—50
Время, с . » . . 0,8—1 1—2 2—2,5
Ролики (конические) диаметром 15—20 мм нагревают при 910—
940 °C в течение 2 с на 1 мм диаметра.
К Охлаждение,посленагрева производится водяными спрейерами. |
Дл^Т^яртврщцёния мягкйх пятен на шариках для 'оХЛЯЖДЛИГ я""
лрименяется>ещ>№ёр специальнбтМсонструкции, в котором шарик
^обкатывается'г йгйДоб^ах ребристых^вадко^ [210].
178
Увеличение безопасности железнодорожного транспорта потре-
бовало применения для колец железнодорожных подшипников по-
верхностной закалки. Нагрев колец из стали ШХ4РП ведут по все-
му сечению при частоте 2400—10 000 Гц. Температура нагрева
850—870 °C, выдержка при аустенитизации около 1,5 мин. Охлаж-
дение колец при закалке проводится интенсивным потоком воды,
подаваемой в зазор между индуктором,.и кольцами. При этом по
всей поверхности колец получается полностью закаленный слой
глубиной около 1 мм со структурой мартенсита; переходный слой
с мартенситно-трооститной структурой имеет глубину 3,5 мм [211].
Индукционный нагрев находит также применение в качестве
вспомогательного средства для повышения производительности
термических печей. В этих случаях нагрев шариков до температуры
аустенитизации ведут индукционным методом с большой скоростью
(0,8—1 с на 1 мм диаметра), после чего следует выдержка деталей
в печи в течение 5—15 мин. Индукционный отпуск в течение 1—2мин
при несколько повышенной температуре (около 200 вместо 150 °C)
позволяет существенно уменьшить размеры отпускных печей при
сохранении требуемых свойств термически обработанной стали [2121.
Химико-термическая обработка стали ШХ15
Кольца приборных подшипников из стали ШХ15, от которых тре-
буется высокая размерная стабильность при повышенных температу-
рах, подвергаются нитроцементации в продуктах разложения без-
водного триэтаноламина при температуре 820 °C в течение 3—6 ч
с последующим охлаждением в масле. Глубина нитроцементованно-
го слоя равна 0,4—0,7 мм. Кольца обрабатываются холодом при
—65 °C (с целью разложения остаточного аустенита нитроцементо-
ванного слоя) и затем подвергаются отпуску при 250 °C [213]. Для
повышения долговечности подшипников из стали ШХ15 проводят
насыщение поверхности колец азотом, которое осуществляется пу-
тем низкотемпературного азотирования с последующей закалкой
Азотирование осуществляют при 650—700 °C в. течение 5—10 ч
в смеси аммиака и природного газа, который добавляется для пре-
дотвращения обезуглероживания. Азотированные детали подвер-
гают закалке с 840—850 °C в масле. При нагреве под закалку нит-
риды растворяются в аустените, происходит частичное выравни-
вание концентрации азота по сечению, приводящее к увеличению
глубины азотированного слоя. Нагрев под закалку ведут в эндо-
газе с добавкой аммиака или в вакууме 0,13—1,3 Па. Перед отпус-
ком проводится обработка холодом. Азотированный слой глубиной
около 1 мм имеет структуру азотистого мартенсита, твердость его
на 2 ед. HRC больше, чем сердцевины. В поверхностных слоях
металла имеются остаточные напряжения сжатия [214].
Добавление небольших количеств аммиака к эндогазовой ат-
мосфере при нагреве стали ШХ15 под закалку при обычных темпе-
ратуре и выдержке позволяет получить сравнительно неглубокий
слой» насыщенный азотом, который можно удалить при шлифова-
179
Таблица 45
Т ЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ПОДШИПНИКОВ
ИЗ НЕРЖАВЕЮЩЕЙ'И ТЕПЛОСТОЙКОЙ СТАЛИ
Марка стали Температура нагрева, °C Охлаждающая среда Отпуск HRC, не ме- нее
подо- грев оконча- тельный нагрев темпера- тура, °C время выдерж- ки, ч
95X18 850 1080 Масло или струя газа* Тохже 160 410** 3 5 58 55
11Х18М 850 1100 ' > > » в 160 410** 3 5 60 57
ЭИ347 800 1230 Масло 570 2 ч, трехкра- тный 59
• После закалки производится обработка холодом при —80 °C.
•• Для работы при повышенной температуре.
нии. После закалки в поверхностном слое получаются напряжения
сжатия 100—200 МПа, позволяющие исключить трещины при об-
работке холодом [2151. -
Термическая обработка нержавеюсЦйХ и теплостойких сталей
Режимы термической обработки нержавеющих и теплостойких под-
шипниковых сталей приведены в табл. 45.
Окончательный нагрев под закалку сталей типа Х18 проводят
в камерных печах, соляных ваннах или вакуумных печах. Склон-
ность сталей ЭИ347 и ДИ-43 к разнозернистости аустенита при дли-
тельном нагреве и вызываемое этим сужение интервала закалочных
температур требуют кратковременного нагрева под закалку в со-
ляных ваннах, а также поплавочного подбора режимов закалки [14].
ЗАЩИТНЫЕ АТМОСФЕРЫ £
Наиболее распространенным видом защитной атмосферы при за-
калке подшипниковых сталей ШХ является эндогаз (40 % Н2;
20 % СО; 40 % N2), содержащий малые количества примесей СО2,
НаО, О2, СН4. Углеродный потенциал этой атмосферы, т. е. содер-
жание углерода в аустените, с которым она находится в термоди-
намическом равновесии, определяется содержанием газов-окисли-
телей Н2О и СО2. Практически углеродный потенциал эндогазовой
атмосферы для сталей типа ШХ не отличается от потенциала угле-
родистых сталей с тем же содержанием углерода в аустените.
-3j Взаимосвязанность содержания в эндогазе Н2О и СО2 позволяет
уарактерш овать углеродный потенциал по какой-либо одной из
этих составляющих, т. е. или по точке росы или по % СО2. На
MQ
РИС- 104. Точка росы и содержание СО± в эндогазе, 'нейтральном по отношению
к стали III XI5:
1 — обезуглероживающая; 2 — нейтральная; Зт— науглероживающая атмо-
сфера
рис. 104 приведен экспериментальный график фирмы «Lindberg»,
полученный при нагреве с выдержками 1 ч, а также некоторые до-
полнительные экспериментальные данные, главным образом из
работы [216].’Согласно этому графику, для нагрева под закалку
стали ШХ15 эндогаз должен иметь точку росы около 4-3 °C. Для
нагрева при сфероидизирующем отжиге влажность эндогаза может
быть более высокой (точка росы 4*Ю°С), а для высокотемператур-
ных нагревов при нормализации и под горячую пластическую де-
формацию точка росы должна быть низкой (около —10 или даже
—15 °C).
На рис. 105, по данным А. Л. Браткова, показаны результаты
статистических определений глубины обеднения углеродом в об.
разцах из стали ШХ15, закаленных при нагреве в атмосфере эндо-
газа с различным содержанием
влаги. Из диаграммы видно,
что при точке росы от 4*1 до
4-3 °C глубина обеднения угле-
родом незначительна.
Углеродный потенциал за-
щитной атмосферы в печи опре-
деляется, с одной стороны, со-
ставом газа, вырабатываемого
газоприготовительной установ-
кой, а с другой,— взаимодей-
ствием этого газа с кислородом
воздуха, проникающим в печь
через загрузочное окно и' не-
плотности соединений и вводов.
Поэтому даже в сравнительно
герметичной ручьевой печи для
РИС. 10Б- Глубина обеднения углердом
стали ШХ1Б в зависимости от точки росы
эндогаза в печи:
1 — печь с пульсирующим подом; 880 ’С;
2 — ручьеваи печь ;840 °C
181
нагрева под закалку колец
подшипников точка росы печ-I
ной, атмосферы в среднем на
5 °C превышала точку росы
газа, поступающего из эндо)
генератора. Существенное
значение для содержаний
Н2О и СО2 в атмосфере печй
имеет также насыщение клад-
ки печи кислородом воздуха
при перерывах в ее работе.
Так, при длительности пере-
рыва 1; 6 и 17 дней для
восстановления содержания
СО2 в атмосфере до 1—1.6 %
требуется соответственно 20;
35 и 75 ч.
Было изучено обезуглерожи-
вание сталей ШХ15 и ШХ15СГ
при нагреве под закалку в атмо-
Расстояние от поверхности,нкм л
РИС. 106. Содержание -углерода в поверх-
ностном слое стали ШХ15 после нагрева в
различных печах (т. р. — точка росы):
1 — камерная печь беззащитной атмосферы;
2 — камерная печь с газовой завесой, т. р.
—2 °C; 3 — печь с пульсирующим подом,
т. р. 0 °C; 4 — конвейерная печь, т. р. —
3 °C; 5—7 — герметичная закалочная печь
фирмы «Birlec»; т. р. 4-3. —3 и —5 °C
сфере эидогаза в закалочных вечах различной конструкции при различ-
ной влажности подаваемого в печь эндогаза.
Из рис. 106 видно, что при нагреве без защитной атмосферы общая глу-
бина обезуглероживания превышает 0,2 мм, а концентрация углерода в
поверхностном слое понижена до 0,3—0,5 %. Следующей (в порядке умень-
шения обезуглероживания) является негерметичная камерная печь с газо-
вой завесой, которая даже при сравнительно низкой точке росы подаваемой
атмосферы дала обезуглероживание также на глубину до 0,2 мм, но при
содержании углерода в поверхностном слое 0,7—0,9 % С. Еще меньшее обез-
углероживание дал нагрев в методических печах в связи с тем, что у них
площадь дверцы, приходящаяся на единицу объема камеры нагрева, значи-
тельно меньше, чем у камерной печи. Нагрев в герметичной печи с форкаме-
рой не вызвал обезуглероживания даже при точке росы газа +3 °C, а при
точке росы —3 и —5 °C привел к заметному науглероживанию поверхност-
ных слоев. Сталь ШХ15СГ во всех случаях показала меньшее обезуглерожи-
вание, чем сталь ШХ15.
Вследствие того, что часть температурного графика при сферо-
идизирующем отжиге лежит ниже температур взрывоопасности
эндогаза, для отжига подшипниковых сталей в защитной атмосфе-
ре применяют атмосферу осушенного и очищенного экзогаза, со-
стоящую из азота с небольшими примесями СО и Н2. При этом со-
держание окислительных компонентов атмосферы (СО2 и Н2О)
должно быть тем меньше, чем меньше в атмосфере сохранено газов-
восстановителей (СО и Н2). Согласно данным (207, 217], газ, содер-
жащий 95 % азота и 5 % водорода, при удалении СО2 и Н2О до
следов (так называемый инертный газ) может полностью исключить
обезуглероживание при отжиге стали ШХ15, если точка росы ат-
мосферы в печи не превышает —30 °C. При этом обрабатываемый
металл должен быть полностью очищен от окалины, вносящей в печь
значительное количество кислорода. Однако даже при этом усло-
182
РИС. 107. Схема проходной роликовой печи калибровочного цеха Череповецкого стале-
. а прокатного завода:
а — I—VIII — зоны регулирования температурного и газового режимов (1 — участок
загрузки; 2 — входной тамбур; 3 — камера нагрева; 4 — водоохлаждаемая камера; 5 —
камера струйного охлаждения; 6 — участок разгрузки; 7 — клии^-г-е затворы; 8 — цир-
куляционные вентиляторы; 9 — свечи; 10 — технологическая свеча; 11 — поддон с прут-
ками; 12 - ‘.Очки подвода защитной атмосферы); б — состав защитного газа по зонам пе-
чи (I — На, %; 2 — СО, %; 3 — температура точки росы)
вии применение такого газа связано со значительным усложнением
конструкции печей, так как при недостаточной герметизации печи
атмосфера легко становится обезуглероживающей. Так, у печи
фирмы «Aichelin» для отжига катанки в бунтах загрузочная и раз- .
грузочная камеры отделены от рабочего пространства вакуумно-
плотными затворами. После загрузки и выгрузки бунтов воздух
из этих камер откачивается до~13 Па, затем камеры заполняются
из резервуаров газом, который применяется в качестве защитной
атмосферы. Чтобы сократить период запуска печи после ее останов-
ки, атмосферу печи принудительно прогоняют через влагопоглоти-
тельные установки, в результате чего точка росы атмосферы снижа-
ется до требуемой (—30 °C) за несколько часов [207].
Отжиг поковок колец на французском подшипниковом заводе
«Societe Vendeenne de Roulements» производится на агрегате, со-
стоящем из двух толкательных печей. В первой печи с атмосферой
эндогаза выполняется высокотемпературная часть графика отжи-
га, а во второй печи (и в газоплотном соединительном туннеле) с
атмосферой экзогаза — низкотемпературная ча^ть графика [277].
На рис. 107, а показана схема рольганговой печи для отжига
подката прутков подшипниковой и других высокоуглеродйстых
сталей Череповецкого сталепрокатного завода [218], Состав атмо-
183
сферы печи 94—96 % N2; 4—6 % Н?; точка росы от —10 до —25 С
В зону аустенитизации и изотермической выдержки добавляете;
эндогаз с точкой росы +4 °C. Глубина обезуглероживания при
от-
жиге сохраняется на уровне исходной (0,06—0,13 мм). Перед от-
жигом металл травится для удаления окалины. График газового
режима приведен на рис. 107, б. |
Восстановление обезуглероженного слоя
Если размерная точность изготовления труб, сортового металла или заготов-
ки достаточно велика, а глубина поверхностных дефектов, вызванных горю-
чей механической обработкой, мала, экономически оправдано восстановле-
ние обезуглероженного слоя прибливительно до марочного состава в процес-
се сфероидизирующего отжига. В'стали IUX15 после иагрёва при 800 °C,
2 ч-р700 °C, 2,5 ч может быть реставрирован обезуглероженный слой глу-
биной 0,45 мм в атмосфере эидогаза с содержанием 0,3—0,4 % СО2, а также
в азоте с точкой росы —27 °C при добавлении 3 % метана без предваритель-
ного удаления окалины [219]. Рекомендуется при реставрации обезуглеро-
женного слоя применить активный науглероживающий газ при температуре
аустенитизации 800 °C и бедный невзрывоопасный газ при низких температу-
рах во время нагрева и охлаждения. Так, согласно [207], при сфероидизи-
рующем отжиге прутков, труб и бунтов из стали ШХ15 в камерных печах
периодического действия после загрузки печь заполняют инертным газом.
После достижения температуры отжига (800 °C) атмосфера меняется на эндо-
газ, в котором происходит восстановление окалины и реставрация обезугле-
роженного слоя. Перед охлаждением атмосфера снова меняется на инерт-
ный газ, а после охлаждения до 500 °C садка выдается на воздух. Отожжен-
ный металл покрыт тонкой окисной пленкой, но не имеет окалины.
На’заводе фирмы «SK.F» в Хофорсе производится восстановительный сфе-
роидизирующий отжиг заготовок подшипниковых колец, полученных точ-
ной штамповкой [208]. Температурный режим отжига в печи фирмы «ЕЬпег»
приведен на рис. 100, в. Окалииа перед отжигом удаляется. При отжиге окис-
ление отсутствует и происходит восстановление содержания углерода в
сравнительно неглубоком слое, обезуглероженном при иагреве под штам-
повку. Состав газа: 5 % На, 3,5 % СО, N2 остальное. Атмосфера в печи
содержит 200—400 мг/л СО2 и имеет точку росы от —35 до —40 °C.
В связи с освоением в Швеции точной горячей прокатки труб с допуска-
ми +0,2 мм фирма «ЕЬпег» построила рольганговые печн для восстановитель-
ного отжига труб. Состав атмосферы при отжиге горячекатаных труб, режим
которого показан на рис. 100, г тот же, что и у описанной выше печи для
отжига штампованных колец. Печь имеет вакуумную загрузочную камеру
(давление 1330 Па). При сильном обезуглероживании, которое может полу-
читься при передержке трубных заготовок в печи для нагрева под прокатку в
случаях неисправности прокатного стана, используют режим отжига с
предварительным высокотемпературным нагревом для реставрации углеро-
да [208].
Восстановление содержания углерода в поверхностном слое возможно
также при рекристаллизационном отжиге калиброванных прутков. При этом
температуру отжига несколько повышают, а выдержку увеличивают. Отжиг
ведется в газе: 2—3 % СО: 0,2 % СО2; 0,2 % Оа; ^0,1% Н2, осталь-
ное Na с добавлением от 1/8 до 1/7 природного газа (почти чистого метана).
В обезуглероженном слое глубиной до 0,5 мм со структурой феррита и пла-
стинчатого перлита после реставрации получают зернистый перлит [220].
Нержавеющие и теплостойкие стали
Благодаря высокому содержанию хрома термодинамическая актив-
ность углерода в сталях типа Х18 понижается настолько, что их
184
термическая обработка в эндогазе не вызывает .обезуглероживания
даже при точке росы газа +10 'С. При выборе защитной атмосферы
(для этих сталей наряду с обезуглероживанием следует иметь в виду
возможность окисления поверхности. Если стали типа ШХ эндога-
зом не окисляются, то на поверхности деталей из нержавеющей
юдшипниковой стали при нагреве в эндогазе образуются окислы,
при этом сталь обладает также склонностью к внутреннему окисле-
нию хрома. Для светлого нагрева под закалку нержавеющей стали
440, близкой по составу к Х18, рекомендуется атмосфера очищенно-
rb водорода с точкой росы —50 °C или диссоциированный аммиак
(75 % Н2 и 25 % N2) с точкой росы от —40 до —50 °C [221].
Для нагрева под закалку теплостойких сталей типа быстроре-
жущих применяют осушенный и очищенный экзотермический газ
с 10 % СО, 15 % Н2 (точка росы —40 °C) или эндогаз [221]. При
этом эндогаз даже со сравнительно высокой точкой росы (—5 °C)
при нагреве под закалку стали ЭИ347 науглероживает поверхность,
образуя слой ледебурита. В деталях из стали ЭИ347 для восстанов-
ления обезуглероженного слоя глубиной до 1,5 мм после основного
сфероидизирующего отжига проводят дополнительный отжиг: на-
грев 730 °C, 4 ч и затем нагрев 780—820 °C, 6 ч; атмосферой служит
осушенный и очищенный экзогаз с добавкой метана [220]. Для вы-
сокого отпуска стали X18 (400 °C) рекомендуется во избежание цве-
тов побежалости применять защитную атмосферу из диссоциирован-
ного аммиака или чистого (99,999—99,995 %) азота. В последнем
случае отпуск проводят в вакуумной печи, которую перед напуском
азота откачивают до давления около 1,3 Па для удаления кислоро-
да воздуха. Эта же атмосфера пригодна для отпуска деталей из ста-
ли ЭИ347.
НАГРЕВ В ВАКУУМЕ
Наиболее полное предохранение подшипниковых сталей от окис-
ления и обезуглероживания достигается при вакуумном нагреве.
При этом степень возможного окисления и обезуглероживания оп-
ределяется содержанием кислорода и паров воды в остаточном газе,
которые поступают с воздухом, натекающим через нарушения
герметичности соединений и вводов, выделяются из футеровки ка-
меры нагрева и десорбируются с поверхности загружаемых деталей.
Хотя парциальное давление О2 и Н2О в остаточной атмосфере слиш-
ком велико, чтобы можно было исключить окисление железа, хро-
ма и марганца, оно в то же время достаточно мало, чтобы скорость
окисления сталей типа ШХ снизить до приемлемых пределов, так
что изменения цвета поверхности не наблюдается. Однако высоко-
хромистая нержавеющая сталь слегка окисляется даже при остаточ-
ном давлении 0,1 Па, что вызывает потускнение поверхности или
окрашивание ее в зеленоватый цвет, характерный для СгаО3.
Пр» недостаточно глубоком вакууме возможно обезуглероживание
стали в результате реакции углерода с окислительными компонен-
тами остаточного газа.
185
Таблица 46
ВЛИЯНИЕ СРЕДЫ НАГРЕВА НА ПОВЕРХНОСТНОЕ ОБЕЗУГЛЕРОЖИВАНИЕ
ТВЕРДОГО РАСТВОРА СТАЛИ ШХ15
Среда нагрева Содержание углерода, %, на расстоянии от поверхности, мм Твердость J на поверх- ( ности HRC
0 0,05 0,10 сердцевина
Вакуум 0,61 0,63 0,64 0,63 66 (
Эндогаз 0,41 0,58 0,63 0,62 65,5 /
Воздух 0,37 0,44 0,51 0,62 64,5 (
В табл. 46 по данным автора и И. А. Михайловой приведено
сравнение обезуглероживания стали ШХ15 при различных способах
нагрева до 850 °C: в вакууме при остаточном давлении 7 Па, в ат-
мосфере эндогаза на промышленном конвейерном агрегате при со-
держании СО2 в печи 0,7 % и в камерной печи с воздушной атмосфе-
рой. Температура Haipeea была 850 °C, время нагрева 35 мин. Обез-
углероживание оценивали по содержанию углерода в мартенсите,
определяемом рентгеноструктурным методом.
Результаты исследования показывают, что при нагреве в воздуш-
ной среде глубина слоя с пониженным содержанием углерода в твер-
дом растворе превышала 0,1 мм, при нагреве в эндогазе находилась
между 0,05 и 0,1 мм, а у образцов, нагревавшихся в вакууме, толь-
ко при съемках с поверхности обнаружено незначительное отклоне-
ние в содержании углерода, которое лежит в пределах погрешности
эксперимента.
При нагреве в вакууме следует учитывать возможность субли-
мации из аустенита примесей и легирующих элементов. Если ско-
рость испарения элемента из раствора больше скорости испарения
железа (растворителя), то раствор обедняется этим элементом, а
при скорости испарения элемента меньшей, чем у железа, раствор
обогащается этим элементом. Хром и особенно марганец являются
элементами более летучими, чем железо, поэтому при нагреве в ва-
кууме их содержание в поверхностных слоях снижается. Микрорент-
геноспектральное исследование стали ШХ15, закаленной с нагре-
вом в вакууме от 0,1 Па до 13 Па при 840—880 °C, показывает по-
нижение содержания хрома на поверхности в среднем на 0,02 %.
Содержание марганца на поверхности снизилось при вакууме 1,3—
13 Па на 0,01—0,03 %, а при 0,13 Па на 0,1—0,15 % [222].
'Во всех случаях глубина слоя измененного состава была менее
5 мкм.
При нагреве образцов стали 9X18 под закалку при 1080 °C были
получены [223] следующие изменения содержания хрома в поверх-
ностных слоях:
Расстояние от поверхности, мкм 0 2,5 17 26 Сердцевина
Содержание Сг в % при нагреве: )
на воздухе ............ . .4,8 5 16,8 18,3 18,8
в вакууме 1,3 Па ..15,8 18,6 — — —
186
При высоких температурах нагрева, несмотря на окислительный
^характер остаточной атмосферы вакуумных печей, окислы на по-
верхности деталей отсутствуют благодаря испарению металла, не-
прерывно освежающему поверхность. Ниже, согласно данным ра-
боты [224], приводятся результаты определения потери массы стали
$Х18 при нагреве ее в вакууме до 1100 °C в течение 30 мин:
Остаточное давление,
I Па .................... 0,7 13 130 1330
Потеря массы, г/см2
Х10Б ............ 25 21 14 6
Неокисленная поверхность металла при закалке в масле наугле-
роживается газообразными углеводородами, образующимися при
возгонке и разложении закалочного масла вблизи охлаждаемой
поверхности металла. В результате науглероживания на поверх-
ности стали 9X18 образуется слой с высоким содержанием остаточ-
ного аустенита (90 %) глубиной 30—40 мкм. Сталй :ЭИ347 из-за
более высокой температуры закалки науглероживается значитель-
но сильнее — на поверхности образуется слой ледебурита толщи-
ной около 60 мкм с заэвтектическими карбидами, под которым на-
ходится слой с повышенным содержанием аустенита толщиной
45 мкм [224].
’ ’ ЗАКАЛОЧНЫЕ СРЕДЫ
Основным требованием к закалочной среде является ее охлаждаю-
щая способность при температурах малой устойчивости аустенита
закаливаемой стали. При закалке стали ШХ15 высокая охлаждаю-
щая способность-должна быть обеспечена в широкой области тем-
ператур поверхности детали (от 700 до 350 °C) с тем, чтобы предот-
вратить превращение в перлитной и бейнитной областях. Для ста-
лей с высокой устойчивостью аустенита в бейнитной области (на-
пример, ШХ15СГ) наибольшая охлаждающая способность закалоч-
ной среды должна соответствовать температурам поверхности, со-
ответствующим области перлитного превращения.
Наиболее распространенным видом закалочных сред при терми-
ческой обработке подшипниковых сталей является минеральное
масло, охлаждающая способность которого в области температур
мартенситного превращения мала, что уменьшает опасность образо-
вания трещин и закалочных деформаций.
Нами было проведено исследование охлаждающей способности ряда
нефтепродуктов — керосина и масел с различной температурой вспышки
(рис. 108). Исследование проводилось на двух эталонных образцах из се-
ребра, один из которых имел полированную поверхность, а второй был
электролитически покрыт тонким слоем железа. Образцы нагревали в воз-
душной среде. Первый обоазец имитировал неокисленную поверхность ста-
ли, нагреваемой в защитной атмосфере нли в вакууме, а второй — окислен-
ную поверхность, получаемую при нагреве без защиты от окисления. На-
ряду со снятием кривых охлаждения образцов проводилась скоростная
киносъемка процесса кипения закалочной среды на поверхности образца.
Для неокисленного образца была получена серия кривых охлаждения, на
187
РИС- 108. Скорость охлаждения серебряного шарика диаметром 20 мм
в различных средах:
1— керосин; 2 — вазелиновое масло; 3 — индустриальное масло ИС20;
4 — авиационное масло МК-22
каждой из которых отчетливо были видны температурные интервалы, соот-
ветствующие трем видам теплоотдачи — высокотемпературная область пле-
ночного кипения масла с постоянной и сравнительно малой скоростью
охлаждения образца (40—60 °С/с), область пузырькового кипения с повы-
шенной скоростью охлаждения образца (до 120 °С/с) и область медленного
Охлаждения путем конвекционной теплоотдачи при низких температурах
(рис. 108, а). 4§м выше температура вспышки среды, тем при более высоких
температурах йрорсходит переход от одного типа теплоотдачи к другому.
Поэтому, например, такой легкий нефтепродукт, как керосин, имеет высокую
охлаждающую способность в области температур ниже 350 °C и малую при
более высоких температурах, а тяжелое масло МК-22 имеет наибольшую
охлаждающую способность в области температур 500—600 °C и малую при
температурах ниже 500 °C.
Существенно отличный характер имеют кривые охлаждения окисленно-
го образца (рис. 108, б). На них можно заметить только два характерных тем-
пературных интервала — область смешанного (пленочно-пузырькового)
кипения, отвечающую скорости охлаждения образца 70—90 °С/с, и область
конвекциониой|теплоотдачи> Чем выше температура вспышки среды, тем к
более высоким температурам смещена граница между этими областями.
Из рис. 108 видно, что теплоотдача от окисленного образца при смешан-
ном режиме кипения почти вдвое больше, чем неокисленного образца при
чисто пленочном кипении. Поэтому переход от открытого нагрева к безокис-
лительному при сохранении закалочной среды, как правило, увеличивает
вероятность образования немартенситных продуктов распада аустенита. Так,
при внедрении Защитных атмосфер для нагрева под закалкУ деталей подшип-
ников из стали IUX15 закаливаемость деталей в индустриальных маслах
резко снизилась, и брак по мягким пятнам и участкам троостита в микро-
структуре наблюдался у колец из стали 1ЦХ15 с толщиной стенкн 6—8 мм
вместо 10 мм при нагреве на воздухе, а у колец из стали ШХ15СГ при 15—
•17 мм вместо 30 мм при нагреве на воздухе.
Для увеличения охлаждающей способности закалочных масел
при температурах поверхности, отвечающих малой устойчивости
переохлажденного аустенита в области перлитного превращения,
широко применяются присадки (сульфонат кальция и высокомо-
188
лекулярные фракции синтетических кислот [225]), понижающие
устойчивость газовой пленки и, следовательно, расширяющие тем-
пературную область пузырькового кипения масла. На рис. 109
показано влияние количества добавляемых высокомолекулярных
синтетических жирных кислот на охлаждающую способность масла.
В табл. 47 приведены марки закалочных масел, применяемых’ при
закалке подшипниковых сталей в СССР и за рубежом.
[Охлаждающая способность минеральных масе^ мало зависит
от их температуры и сильно возрастает при ускорении циркуля-
ции. Однако последняя применяется в ограниченной степени, так
как повышает охлаждающую способность масла при температурах
мартенситного превращения. При закалке колец движение масла
относительно детали предпочтительно осуществлять путем покачи-
вания кольца в направлении его оси на закалочном столе или вра-
щения его на валках, что обеспечивает однородное охлаждение.
^Понижение давления над поверхностью закалочного масла в
вакуумных закалочных печах может сильно уменьшить охлаждаю-
щую способность масла, так как при этом увеличивается устойчи-
РИС- 109. Влияние добавки высокомолекулярных синтетических жирных кислот (СЖК)
Сю и выше)' к маслу И12 иа скорость охлаждения серебряного шарика диаметром 20 мм
189
Т 'а б л и ц а 47
ХАРАКТЕРИСТИКА ЗАКАЛОЧНЫХ МАСЕЛ
Марка масла Темпера- тура вспышки, °C, не ниже Вязкость при 50° С, мг/с. 10» Назначение
МЗМ-Б* 170 23—32 Светлокалящее масло с высокой ох- лаждающей способностью для закал- ки деталей, нагреваемых в защитной атмосфере Масло с несколько повышенной ох- лаждающей способностью для закалки с нагревом без защитной атмосферы Масло с высокой охлаждающей спо-
МЗМ-16** 170 14—10 '
Isorapid 277, 200 18
ф. «Houghton» (ФРГ) ! > собностью
HRT38H (ГДР) 170 1,8—2,0, по Энглеру То же
МЗМ-26** 200 23—26 Масло для ступенчатой закалки (ра- бочая температура масла 80—120°С)
МЗМ-120** 225 109—120 Масло для ступенчатой закалки (ра- бочая температура масла 120— 180 °C)
Martemp 722 ф. «Houghton» (ФРГ) . । 235 45 Масло с высокой охлаждающей спо- собностью для ступенчатой закалки. Рабочая температура масла с защи- той от окисления до 200 °C, без за- щиты до 150 °C
Н1, ф. «Hayes» 206 11 Масло с малым давлением паров для
(США) вакуумной закалки с весьма высо- кой охлаждающей способностью
Н2, ф. «Hayes» (США) 190 18,5 То же, с несколько меньшей охлаж- дающей способностью
» ТУ 38.УССР.201252—78.
** ТУ 38.101.135 — 73
вость газовой пленки в области пленочного кипения. Поэтому при
вакуумной закалке перед погружением деталей в масло в закалоч-
ную камеру напускается инертный газ до давления 40—70 кПа
[226].
Для работы при повышенных температурах применяются мас-
ла с высокой температурой вспышки и присадками, повышающими
стойкость против окисления. Последняя может быть дополнитель-
но повышена путем заполнения бака с горячим маслом защитной
атмосферой (осушенный и очищенный экзогаз). «Старение» масел
в процессе работы несколько повышает их охлаждающую способ-
ность, однако оказывает отрицательное действие на состояние по-
верхности деталей, закаливаемых с нагревом в защитных атмосфе-
рах, из-за отложения продуктов термического разложения масла
и окисления металла растворенным в масле кислородом. Поэтому
для" получения светлой закалки в большинстве масел необходима
190
их защита от окисления путем введения защитной атмосферы над
поверхностью масла или удаления воздуха, что имеет место при
вакуумной закалке. Однако некоторые присадки к минеральным
маслам, как, например, горчичное масло, подсолнечное масло и вы-
сокомолекулярные синтетические жирные кислоты, позволяют, по-
лучить светлую поверхность деталей и без защиты масла от сопри-
косновения с воздухом.
Вода и водные растворы солей применяются главным образом
при закалке шариков, так как тела более сложной формы — ро-
лики и кольца — склонны при охлаждении в этих средах к трещи-
нообразованию и деформациям. Недостатком воды и в меньшей
степени водных растворов солей является образование на поверх-
ности закаленных деталей трооститных пятен, для предотвращения
которых необходимо прибегать к усиленной циркуляции закалочной
среды, быстрому и непрерывному движению деталей во время за-
калки, устранению контакта между охлаждаемыми деталями и
другим способам понижения устойчивости пленки. Поверхностные
трооститные пятна возникают благодаря неустойчивости газовой
пленки на поверхности деталей. При местном разрушении пленки
и переходе к пузырьковому кипению коэффициент теплоотдачи рез-
ко возрастает, и вблизи поверхности возникает большой перепад
температур’. Если пленка снова возникает, то теплоотдача от по-
верхности снова уменьшается и в поверхностные слои быстро на-
чинает поступать тепло от значительно более горячих внутренних
слоев. В результате охлаждение может не только замедлиться, но
и смениться нагревом. У водных сред это явление более заметно,
чем у масел, из-за больших температурных градиентов в поверхно-
стных слоях деталей.
Нами и Н. С. Громовой исследовано влияние на образование
пятен скорости движения шариков при закалке в 3,5 %-ном водном .
растворе соды, изменявшейся в зависимости от угла наклона трубы
Таблица 48
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ЗАКАЛОЧНОГО СОДОВОГО РАСТВОРА И ЕГО МА-
ГНИТНОЙ ОБРАБОТКИ НА ОБРАЗОВАНИЕ ТРООСТИТНЫХ ПЯТЕН НА ШАРИ-
КАХ
Температура водного 4%-ного раствора соды, °C % шариков с трооститными пятнами Наибольшая глубина пятен, мм
без обработки с магнитной обработкой без обработки с магнитной обработкой
10 0
15 0 — — —
20 50 — 0,15 —
25 100 — 0,18 —
30 100 2,5 0,40 0,08
35 100 5 0,60 0,05
45 100 5 0,55 0,37
191
длиной 2,8 м, в которой проводилось охлаждение. При угле накло-
на около 10° почти 60 % шариков имели трооститные пятна. Уве-
личение угла наклона до 20° снизило число шариков с пятнами
до 15 %, а при угле наклона 35—40°—до 5 %. Одновременно с
уменьшением числа шариков с пятнами уменьшалась и глубина
пятен.
Большое значение для исключения трооститных пятен имеет
интенсивное охлаждение воды и водных растворов — до 20 °C и
ниже (табл. 48).
Уменьшение вероятности образования трооститных пятен может
быть достигнуто путем предварительной обработки водно-содового
раствора постоянным магнитным полем напряженностью около
160 кА/м. Результаты такой обработки также показаны в
табл. 48. '2-
Высоколегированные стали с большой устойчивостью переох-
лажденного аустенита могут охлаждаться при закалке струей,
газа.
ВРЕМЕННЫЕ И ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ
Временные напряжения возникают из-за неодновременных изме-
нений удельного объема в различных зонах детали при охлаждении
как в аустенитной области, так и при температурах мартенситного
превращения. Остаточные напряжения являются результатом пла-
стических деформаций, возникающих под действием временных
напряжений, в результате достижения предела текучести аустенита»
а также и кинетической пластичности при мартенситном превраще-
нии. Дополнительным источником временных и остаточных напря-
жений является изменение состава поверхностного, слоя металла
при нагреве под закалку, сопровождающееся изменением удельно-
го объема металла и температур мартенситного превращения в по-
верхностном слое. Возникающий в связи с этим напряженный по-
верхностный слой имеет такую же глубину, как и слой измененного
состава.
Для исследования характера изменения временных напряжений в
процессе охлаждения при закалке был произведен расчет на ЭВМ напряжен-
ного состояния в пластинах толщиной s=10-i-20 мм из стали И1Х15 при за-
калке в маслах [228]. Расчет был сделан для восьми моделей охлаждающих
сред. Среды 1—4 представляют собой ряд минеральных масел с возрастаю-
щей вязкостью и соответственно повышающейся температурой максимума
теплоотдачи; другие две среды (5 и 6) моделируют масла 1 и 2 соответствен-
но после введения а них присадки высокомолекулярных синтетических жир-
ных кислот; последние две среды (7 и 8) представляют собой масло 2 при
циркуляции со скоростью 0,6 и 1,2 м/с соответственно.
Ниже приводят* я некоторые тепловые характеристики сред, принятые
при расчете температуры начала пуаырькового кипения и 4 максимума теп-
лоотдачи, а также наибольшее значение теплопотока fln.ax (см. табл. 49).
Результаты расчета распределения напряжений по толщине пластины
приведены иа рис. 116 для закалки в среде 2. Изменение напряжений иа
поверхности пластины для сред 1—4 показано на рис. 111. В начальной
стадии охлаждения поверхность пластины охлаждается быстрее сердцевины,
193
РИС- 110. Распределение напряжений по толщине пластины и
стали ШХ15. закаливаемой в масле.
Температура пове рхности, °C: 1 — 813; 2 606; 3 — 400; 4 —
372: 5 — 346; 6 — 202; 7 — 170; 8 — 159
и'в поверхностных слоях возникают температурные напряжения растяжения,
достигающие предела текучести. Эти напряжения непрерывно возрастают
до того момента,’ пока иитенсйвиость охлаждения в сердцевине не станет
больше, чем у поверхности, что происходит при достижении поверхностью
температуры около 350 °C. После этого напряжения растяжения иа поверх-
ности начинают падать и при 320 °C достигают нуля. Дальнейшее охлажде-
ние приводит к нарастанию на поверхности напряжений жатия, что продол-
жается вплоть до достижения поверхностью точки Мн. Развитие мартенсит-
ного превращения в поверхностных слоях приводит к сильной релаксации
сжимающих напряжений на поверх-
ности вследствие развития кииети- б^Па
ческой пластичности. При темпера-
туре поверхности около 160 °C по-
верхностные напряжения снова пе- ^00
реходят черев нуль и при дальней-
шем охлаждении становятся растя-
гивающими, сохраняя свой знак „
вплоть до полного охлаждения пла- 200
стины. При этом вблизи 140 °C рас- 1ПП
тягивающие напряжения переходят 1ии
через максимум, величина которого «
существенно превышает конечную
величину напряжений. В централь- _ jgg
ной части пластины напряжения в
течение всего цикла охлаждения -200
имеют знак, обратный поверхност-
ным напряжениям -jqq
Как показывает рис. 111, темпе-
ратура первого изменения анака по- -400
иерхкостных напряжений зависит от О 200 400 600 800
Температура поверхности^
РИС. 111. Изкзш не напряжений иа по-
верхности пластины толщиной ГО мм п’хи
закалке в средах 1—4
характеристических температур ох-
лаждающей способности сред. Мож-
но считать, что Она иа 40—60 °C ни-
же. температуры (табл. 49).
193 ‘
Таблица 49
ТЕПЛОВЫЕ ХАРАКТЕРИСТИКИ СРЕД И МАКСИМАЛЬНЫЕ РАСТЯГИВАЮЩИЕ
НАПРЯЖЕНИЯ В ПЛАСТИНАХ
Среда /1, °C <г, °C ^твх- Дж/(см2.с) • ° max’ МПа f*, °C
1 450 325 260 140/270 140/150
2 550 425 260 100/160 140/140
3 650 525 260 100/160 140/135
4 750 625 260 90/180 140/140
5 550 675 375 160/260 160/140
6 650 475 375 90/150 155/140
7 — 450 . 335 180/250 135/130
8 — 470 460 230/290 135/110
* В чнслйтеле — при s= 10 мм, в знаменателе — при s=20 мм.
Второе изменение знака напряжений происходит в разных средах пример-
но при одной и той же температуре поверхности пластины, близкой к
точке /Ин.
С точки зрения возможности образования закалочных трещин сущест-
венна величина максимальных растягивающих напряжений <гтах в области
температур мартенситного превращения и температурное положение этого
максимума. Как следует из табл. 49 величина этих напряжений на поверх-
ности пластин, закаленных в средах 3, 4, 6 и имеющих малую теплоотдачу
при температурах, близких к началу мартенситного превращения, прибли-
зительно одинакова; среды 1 и 5, имеющие повышенную теплоотдачу при
температурах выше 150 °C, а также циркулирующее масло 2 (т. е. среды 7
и 8), дают повышенные значения атах. Увеличение толщины пластины повы-
шает <гтак при закалке во всех средах. Температура ta, при которой на-
пря' :еиия растяжения достигают максимума, находится в пределах ПО—
160 °C, причем наиболее низкие температуры соответствуют охлаждению
толстых пластин в циркулирующем масле, т. е. сочетаются с большими
значениями отах. Остаточные напряжения после полного охлаждения
были приблизительно пропорциональны отах.
На рис. 112 показано измеренное Я. П. Селисским и Ш. Р. Же-
лезняковой распределение главных остаточных напряжений, выз-
ванных температурными градиентами, в кольце из стали ШХ15
после закалки в масле. Осевые напряжения <т_, и тангенциальные ов
имеют приблизительно одинаковый характер распределения по се-
чению и близки по величине. Вблизи внутренней и наружной по-
верхностей оба напряжения растягивающие, а в центральной части
сечения сжимающие. Радиальные напряжения оч невелики. Оста-
точные напряжения возрастают приблизительно пропорционально
толщине деталей. По нашим данным, для колец из стали ШХ15 с
толщиной стенки 3—10 мм, закаленных в масле, эта зависимость
может быть выражена формулой
ое s- 0,4s,
где овт~ тангенциальное напряжение на поверхности, МПа; s —
толщина стенки, мм.
194
ИС- 112. Распределение главны та-
точных напряжений, вызванных темпера-
турными градиентами в закаленном коль-
це из сталк ШХ15. Закалка 840 °C в
масле
РИС. 113. Распределение оста-
точных напряжений по сечению
колец нз стали ШХ4РП после
поверхностной закалки и из
стали ШХ15СГ после сквозной
закалки.
При закалке в водных сре-
дах остаточные напряжения
в 3—5 раз больше, чем при
закалке в маслах.
Как показывает рис. 113, распределение остаточных напряже-
ний после поверхностной закалки ШХ4РП имеет характер, проти-
воположный тому, который наблюдается в стали ШХ15СГ со сквоз-
ной прокаливаемостью: на поверхности напряжения сжимающие,
в центре растягивающие [2101. При изотермической закалке на
нижний бейнит остаточные
напряжения в сталях типа
ШХ15 имеют знак, противо-
положный напряжениям пос-
ле обычной закалки [209].
Остаточные напряжения, вы-
званные изменением состава
поверхностных слоев, прости-
раются на относительно ма-
лую часть сечения, которая
затронута изменениями соста-
ва, и в этой области сумми-
руются с напряжениями, вы-
званными температурными
градиентами. На рис. j 114,
по данным И. А. Михайло-
вой, показано распределение
остаточных напряжений в об-
Расстояние от поверхности, мкм
РИС- И 4. Распределение остаточных напря-
жений в поверхностном слое колец из сталей
ШХ1& в зависимости от типа печи и атмо-
сферы. Обозначения см. на рнс. 106
195
разцах из стали ШХ15 с .различной степенью обезуглероживания
и с частичным науглероживанием, распределение углерода в ко-
торых было показано на рис. 106. В зависимости от содержания
углерода вблизи поверхности поверхностные напряжения варьиру-
ют от +300 до —100 МПа. Наиболее сильные напряжения растя-
жения (кривые 1 и 2) относятся к нагреву без защитной атмосферы
или к атмосфере с низким углеродным потенциалом. Атмосферы с
высоким углеродным потенциалом показали отсутствие поверх-
ностных напряжений или наличие напряжений сжатия.
В работе 1229] были измерены поверхностные остаточные напря-
жения на кольцах из стали UIXJ5, закаленных с нагревом в ваку-
уме при остаточном давлении 7'Па, в атмосфере эндогаза при содер-
жании в печи 0,7 % СО2 и в камерной печи с воздушной атмосферой.
Температура нагрева составляла 850 °C, а время нагрева 35 мин.
Результаты измерений показывают, что при закалке с нагревом
в вакууме поверхностные остаточные напряжения снижаются до
незначительной величины (20 МПа) уже на глубине 20 мкм от по-
верхности.
Влияние среды нагрева стали ШХ15 на остаточные напряжения,
МПа, после закалки показано ниже:
Расстояние от поверхности,
мкм .......................
Вакуум ....................
Эндогаз ...................
Воздух ....................
0 10 20 50 100 150
100 40 20 20 20 20
170 120 100 80 50 40
350 290 260 190 100 70
Наличие тонкого слоя с напряжением порядка 100 МПа при
вакуумной закалке; вероятно, связано с испарением марганца, так
как обезуглероживания не наблюдается.
Как видно из табл. 50, малая степень обезуглероживания, по-
лучаемая при нагреве в соляной ванне, также приводит к уменьше-
нию остаточных напряжений после закалки по сравнению с «откры-
тым» нагревом в печи.
Влияние температуры отпуска на снижение, остаточных напря-
жений показано в табл. 51 для колец толщиной 5 мм, закаленных
в водно-содовом растворе; длительность отпуска 2 ч.
Таблица 50
ВЛИЯНИЕ СРЕДЫ НАГРЕВА НА ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В ЗАКАЛЕННЫХ
КОЛЬЦАХ (s = 5 мм) ИЗ СТАЛИ ШХ15
Темпера- тура аустени- тизации. °C Gg, МПа, на расстоянии от поверхности, мм Темпера- г тура аустени- тизацин, J °C (Jq, МПа, на расстоянии от поверхности, мм
0,05 0,175 0,475 1,8 0,05 0,175 0,475 1.8
840 860 Прим Нагрев л 154 115 ie, а н и е ia воздухе 56 1 8’ 108 18 . Расстояние н —17 850 —17 | • 870 - ейтра reacit точки oi Нагрев в соли 45 I 36 I 2 I —6 72 23 5 —12 поверхности равно 0,85 мм
'196
Таблица 51
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ОТПУСКА НА ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В -ЗА-
КАЛЕННЫХ КОЛЬЦАХ (s=5 мм) ИЗ СТАЛИ ШХ15
Температура отпуска, °C Gg, МПа, на расстоянии от поверхности, мм Расстояние ней- тральной точки от поверхности, мм
0,05 0,175 0,475 0,625 0,916 2,125
Без отпуска 108 133 89 92 31 —57” 1,75
150 70 91 96 66 14 —52 1,2
250 62 49 31 23 8 —25 1,0
500 2 0 0 0 0 —5 —
Степень снижения напряжений растяжения при отпуске возра-
стает с увеличением расстояния от поверхности, при этом нейтраль-
ная точка, для которой <т=0, приближается к поверхности. Напря-
жения сжатия в центральной части сечения снижаются в меньшей
степени, чем напряжения растяжения.
При насыщении азотом и закалке напряжения растяжения на
поверхности переходят в сжимающие. Так, согласно [2151, при вве-
дении в эндогаз 3 % аммиака на поверхности закаленных колец
из стали ШХ15 возникают сжимающие напряжения 50 МПа, а при
содержании аммиака 6 и 11 % соответственно 200 и 250 МПа. Азо-
тирование при 510 °C в течение 30 ч+530 °C, 15 ч и последующая
закалка дали напряжения сжатия на поверхности 80 МПа.
В соответствии с двумя типами временных и остаточных напря-
жений встречаются два типа закалочных трещин — глубинные
и поверхностные. Первые вызываются напряжениями, связанными
с температурными градиентами, а вторые с поверхностным обез-
углероживанием. На деталях подшипников, закаливаемых в масле,
глубинные трещины встречаются сравнительно редко (главным об-
разом на роликах) и вызываются перегревом при закалке, усилен-
ной циркуляцией закалочного масла и случайным попаданием воды
в масло. Они возникают также в канавках и галтелях колец, яв-
ляющихся концентраторами напряжений. На рис. 115, а показаны
глубинные трещины на шариках, закаленных в водно-сс новом рас-
творе, характеризующиеся последовательным разрушением по трем
ортогональным плоскостям. Зарождение трещины происходит в об-
ласти «сатурнова кольца» (облоя), где имеется увеличенное обез-
углероживание, а из-за неблагоприятного расположения волокна
хрупкая прочность понижена. Поверхностные трещины на шари-
ках, вызываемые обезуглероживанием, также концентрируются
в области «сатурнова кольца» (рис. 115, б). На рис. 115, в показаны
поверхностные трещины на кольцах.
К другим технологическим причинам образования поверхност-
ных закалочных трещин обоих видов следует в первую очередь
отнести повышенную температуру закалки, приводящую к пониже-
нию хрупкой прочности свежеобразовавшегося мартенсита. У стали
197
РИС. 115. Закалочные тре-
щины:
а — глубинная трещина на
шарике после закалки в
водносодовом растворе: б —
поверхностные трещины на
шарике; в — поверхност-
ные трещины и а кольцах
ШХ15 наибольшее трещинообразование наблюдается при повышении
температуры нагрева до 870—880 °C, дальнейшее повышение тем-
пературы приводит к некоторому уменьшению трещинообразова-
ния в связи с увеличением количества пластичной фазы — оста-
точного аустенита. Повышение температуры закалочного масла
уменьшает количество трещин, если перед резким охлаждением
при стабилизирующей обработке детали медленно охлаждены, по
крайней мере до 60 °C. В противном случае детали, выходящие из
горячего масла, будут более склонны к трещинообразованию при
холодной промывке. Даже небольшие примеси воды к закалочному
маслу сильно увеличивают опасность образования трещин. Повтор-
ная закалка, если она проводится без полного промежуточного от-
Таблица 52
ЗАВИСИМОСТИ ДЛИНЫ ПОВЕРХНОСТНЫХ ЗАКАЛОЧНЫХ ТРЕЩИН ОТ КА-
ЧЕСТВА ПОВЕРХНОСТИ ОБРАЗЦОВ
Строгание Шлифование
высота неровно- стей, мкм суммарная длина трещин, мм высота неровно- стей, МКМ суммарная длина трещин, мм
98 230 6—7 151
48 94 5—5,5 62
10—14 80 0,3—0,4 13
198
жига и удаления обезуглерожен-
ного слоя, увеличивает вероят-
ность трещинообразования.
Обработка холодом, если не
приняты меры по предотвраще-
нию обезуглероживания при на-
греве под закалку, вызывает
сильное трещинообразование,
связанное с развитием мартен-
РИС. 116. Поперечное сечеине канавок
иа образцах для исследования трещннооб-
разования при закалке
ситного превращения в цент-
ральных зонах детали и, как
следствие, возрастанием растя-
гивающих напряжений на по-
верхности. Защитная атмосфера с недостаточным углеродным по-
тенциалом хотя и уменьшает опасность трещинообразования, но
не исключает его полностью. Наиболее эффективными способами
предотвращения трещинообразования при обработке холодом яв-
ляются нагрев в вакууме и добавки аммиака к эндогазовой атмо-
сфере.
Влияние среды нагрева (/=870 °C) на образование закалочных
трещин (% образцов с трещинами) в стали ШХ15 показано ниже:
• Закалка — 70°С —196°С
Вакуум 1,3 Па 0 0 0
Эндогаз . . . 3,5 — —
Воздух . . . 98 100 —
Образование поверхностных закалочных трещин, вызываемых
обезуглероживанием, в сильной степени зависит от высоты неров-
ностей (рисок) на поверхности детали после механической обработ-
ки, являющихся концентраторами напряжений. В табл. 52, по дан-
ным И. А. Михайловой, показаны результаты измерения суммар-
ной длины трещин на 20 образцах стали ШХ15, поверхность кото-
рых перед термической обработкой (закалка 870 С) имела разную
глубину токарных или шлифовальных рисок.
Уменьшение высоты неровностей как при обработке поверхно-
сти резанием, так и при шлифовании приводит к уменьшению глу-
бины поверхностных трещин. В случае шлифования наблюдается
более сильное трещинообразование при закалке, чем при обработ-
ке резцом, даже при меньшей высоте неровностей, что объясняется
большей концентрацией напряжений в шлифовальных рисках из-за
меньшего радиуса их дна.
Б. М. Зельбет и А. Г. Спектор исследовали влияние формы и глубины
круговой канавки на цилиндрических образцах диаметром 55 мм из стали
ШХ15СГ на образование закалочных трещин у дна канавки. За критерий
склонности к трещинообразованию была принята суммарная протяженность
трещин (L, мм), приходящаяся на единицу поверхности радиусной части ка-
нннки (F, мм2). Результаты исследования приводятся в табл. 53, в которой
приняты следующие обозначения: f — угол раскрытия; г — радиус Дна;
/ — глубина; В—ширина у выхода на поверхность образца (рис. 116).
199
Таблица 53
ЗАВИСИМОСТЬ ДЛИНЫ ЗАКАЛОЧНЫХ1ТРЕЩИН В СТАЛИ ШХ1Б ОТ ФОРМЫ
КАНАВКИ
₽• г, мм t, мм В. мм L/F-10~8, мм/мм2 ₽о Г, мм "?Лмм В, мм LfF -10-8, мм/мм2
0 1,5 1,5 3 0 0 3 6 6 9,8
0 1,5 3 3 0 30 1,5 6 6 16,2
0 1,5 6 3 9,5 45 1,5 6 7 47
0 1,5 8 3 8,3 90 1,5 6 13 72
0 3 3 6 6,6 45 1,5 3 4,5 13
Для канавок с параллельными стенками (Р=0) трещинообразование уси-
ливается с увеличением глубины и ширины канавки. При одинаковом радиу-
се и одинаковой глубине канавки увеличение угла раскрытия также увеличи-
вает длину трещин.
ИЗМЕНЕНИЕ РАЗМЕРОВ КОЛЕЦ
ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
С точки зрения физической природы можно рассматривать следую-
щие причины изменений размеров колец при термической обработке.
Объемные, т. е. вызываемые изменением удельного объема стали
при термической обработке стали, со сквозной прокаливаемостью.
Объемные изменения являются приблизительно изотропными, т. е.
одинаковыми во всех направлениях. Отсюда для относительных
изменений размеров деталей, вызванных изменением удельного
объема, действительно приближенное соотношение:
AL/L = 1/3 Д(7/(7,
где L — любой размер (внутренний или наружный диаметр кольца,
высота кольца, длина ролика и т. д.), а U — удельный объем.
..Ввиду того что количество карбидной фазы в закаленной стали
невелико, для оценки изменения удельного объема Д(7 можно поль-
зоваться приближенным соотношением:
Д17 = ам(1—Л) + —£7П,
где UM, Uа и (7П— удельные объемы мартенсита, остаточного аусте-
нита, и перлита соответственно, а А — объемная доля остаточного
аустенита 1230].
Пластические, т. е. вызванные пластическими деформациями
под действием временных напряжений, возникающих при закалоч-
ном охлаждении. Пластические деформации могут возникать как
в области переохлажденного аустенита, если температурные напря-
жения превышают предел текучести аустенита, так и во “время
мартенситного превращения в результате кинетической пластич-
ности.
200
Упругие, т. е. вызываемые остаточными напряжениями в по-
верхностных слоях. Эти изменения для кольца с наружным и внут-
ренним диаметрами D и d и высотой И равны:
bDID = Ad/d = (ае —ро2)/£;
АЯ/Я = (о2—[ло0)/£.
Здесь о0 и а2— окружное и осевое нормальные напряжения на на-
ружной или внутренней цилиндрических поверхностях; Е и р, —
модуль нормальной упругости и коэффициент Пуассона.
Вклад каждой из упомянутых выше составляющих в общую ве-
личину изменения размеров различен и зависит от технологии за-
калки и размеров колец. При закалке в спокойном масле деталей
малых размеров роль упругой и пластической составляющей срав-
нительно невелика, так как температурные градиенты и вызывае-
мые ими временные и остаточные напряжения малы. У деталей же
крупных размеров, охлаждаемых в сильно циркулирующем масле
или в водных растворах, доля упруго-пластической составляющей
становится значительной.
Величина объемной компоненты изменения размеров может быть
экспериментально определена с помощью измерения удельного объе-
ма. Вычитая эту компоненту из общего изменения размера, получим
сумму упругой 'и пластической компонент — упруго-пластическое
изменение размера. Разделить эти последние компоненты можно пу-
тем измерения остаточных напряжений на поверхности. Расчет
упруго-пластической деформации при закалке пластины из стали
ШХ15 приведен в [228].
В табл. 54 приведены результаты экспериментального опреде-
ления упруго-пластической компоненты изменения наружного диа-
метра колец роликоподшипников с наружным диаметром 140 мм
из стали ШХ15. Видно, что даже при закалке в слабо подвижном
масле величина упруго-пластического изменения размеров сопоста-
вима с объемным изменением и имеет обратный знак (усадка). По
мере увеличения скорости вращения при закалке эта отрицатель-
ная составляющая растет, в результате чего общее изменение диа-
метра вместо положительного становится отрицательным.
Для практических целей целесообразно оценивать полное изме-
нение размеров, вызываемое всеми указанными выше причинами,
путем статистической обработки результатов измерений колец, за-
каленных в производственных условиях, при этом важно знать
изменения по внутреннему и наружному диаметрам и по высоте
колец.
Наиболее простой является закономерность изменений полу-
суммы наружного и внутреннего диаметров.
Статистические исследования И. А. Михайловой показывают,
что эти изменения практически определяются только величиной D
и не зависят ни от толщины стенки, ни от высоты колец, т. е. А£)=
=mD.
в Зак. 666
201
Таблица 54
КОМПОНЕНТЫ ЗАКАЛОЧНОЙ ДЕФОРМАЦИИ КОЛЕЦ ИЗ СТАЛИ ШХ15
Скорость вращения при закалке, м/с Удельный объем после закалки и отпуска при 150° С, см8/г Компоненты относительного изменения диаметра при закалке-1 0а, мм/мм
объемная угар при окислитель- ном нагреве упруго- пластическая общее изме- нение
0,12796*
0 0,12846 + 1,29 —0,14 —0,87 +0,28
1,6 0,12853 + 1,48 —0,14 —1,30 4-0,04
7,0 0,12852 + 1,46 —0,14 —1,84 —0,52
* До термической обработки.
В этой и последующих формулах размерные изменения выража -
ются в микрометрах, а размеры в миллиметрах. Значения коэффи-
циента пропорциональности тдля суммарных размерных изменений
после закалки в масле и отпуска приводятся ниже по данным авто-
ра и И. А. Михайловой:
т=1,2 — для колец из стали ШХ15, закаливаемых в спокойном
масле;
zn=0,8 — для колец из стали ШХ15, закаливаемых с покачива-
нием;
л1=0,3 — для колец из стали ШХ15, закаливаемых с вращением,
при окружной скорости 1,5—2 м/с;
т=—0,5 — для колец из стали ШХ15СГ, закаливаемых с враще-
нием при окружной скорости 1,5—2 м/с.
Изменения толщины стенки зависят только от толщины стенки:
As=ns.
и=1 —для колец из стали ШХ15, закаливаемых в спокойном
масле и с покачиванием;
и=2 —для колец из стали ШХ15, закаливаемых с вращением
при скорости 1,5—2 м/с.
Изменения высоты колец зависят только от высоты и прибли-
зительно равны: ЬН=^рН.
Для колец из стали ШХ15, закаливаемых в спокойном масле,
д=1.
Приведенные выше данные относятся к кольцам, изготовленным
из металла, практически не имеющего остаточных напряжений,
так как за операциями пластической деформации следует сфероиди-
зирующий или рекристаллизационный отжиг. В отличие от этого-
у колец, изготовленных из холоднокатаных труб, в которых сохра-
няются напряжения, вызванные прокаткой, наблюдается значи-
тельная анизотропия размерных изменений при термической об-
работке [145]. У таких колец изменения наружного и внутреннего
диаметров отрицательны (т=—1), изменения высоты положитель-
2С2
и ы и значительно превышают изменения высоты колец из отожжен-
ного металла (р=2,5), а изменения толщины стенки ничтожно малы
(п О). Причиной такого различия размерных изменений холодно-
катаных труб является дополнительное изменение размеров в связи
с релаксацией остаточных напряжений при нагреве под закалку.
Если эти трубы подвергнуть рекристаллизационному отжигу -при
700 °C, то релаксация напряжений при отжиге вызовет изменение
размеров труб, а изготовленные из них.кольца при термической об-
работке будут изменять размеры так же, как и кольца из металла,
поставляемого после сфероидизирующего отжига [145].
Средние изменения размеров при термообработке могут быть уч-
тены при установлении размеров исходной заготовки и поэтому
по приводят к увеличению припусков на последующие операции
механической обработки. В то же время неизбежное рассеивание
размерных изменений, наблюдаемое даже в пределах одной партии
колец, требует увеличения припусков. Это рассеивание практиче-
ски не зависит от технологического процесса, т. е. от величины
средних изменений [230].
Изменение размеров при закалке деталей из теплостойких под-
шипниковых сталей существенно отличается от изменения размеров
в сталях типа ШХ. Упруго-пластическая деформация при закалке
стали ЭИ347 положительна и возрастает с повышением температуры
закалки. В то же время изменение скорости охлаждения при закал-
ке (воздух — масло — вода) практически не оказывает влияния на
эту компоненту изменения размеров, тогда как у стали ШХ15
упруго-пластическая деформация после закалки в воде и масле име-
ет противоположные знаки (плюс и минус) соответственно. Анизо-
тропия закалочной деформации в отношении направления волокна,
наблюдающаяся у высоколегированных быстрорежущих сталей, у
стали ЭИ347 отсутствует [231].
ИЗМЕНЕНИЕ ФОРМЫ КОЛЕЦ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Наряду с изменениями размеров (рост или усадка по диаметру, вы-
соте или толщине стенки) при закалке наблюдается искажение ци-
линдрической формы поверхностей (например, овальность и конус-
ность), а для колец с малым отношением высоты к диаметру —
плоскостное коробление. Эти изменения формы являются резуль-
татом пластических деформаций, вызываемых как различными ме-
ханическими воздействиями (удар при падении горячего кольца
о лоток, действие собственной массы кольца при нагреве в печи и
транспортировке к закалочному баку, тепловое расширение колец,
слишком плотно уложенных на поду печи), так и неоднородным
нагревом и охлаждением при закалке.
па рис. 117 нанесены значения среднего приращения овально-
сти при термической обработке для колец с различной формой се-
чения и диаметрами от 50 до 850 мм в зависимости от величины
** Зак. ООв
203
РИС. 117. Зависимость овальности колец из сталей П1Х15 и ШХ15СГ после за-
калки от коэффициента иежесткости:
1 —^закалка со свободным падением или погружением в масло вручную: 2 —
закалка с вращением
D2/s, представляющей собой произведение диаметра D (мм) на не-
жесткость D/s, где s — толщина стенки, мм.
Каждая экспериментальная точка на графике представляет со-
бой среднее приращение е, мкм, овальности для партии в 100—200
колец, причем среднее приращение подсчитано по формуле
е = |/е?—4,
где е0 и — средние овальности до и после термической обработки
соответственно.
Коэффициент пропорциональности k в выражении e=&(D2/s)X
Х10~3 мкм, называемый коэффициентом овальной деформации, мо-
жет служить характеристикой того или иного технологического
процесса с точки зрения его влияния на овальную деформацию ко-
лец. Так на рис. 117 закалка с вращением характеризуется мень-
шей величиной коэффициента k, чем закалка со свободным падением.
Чем более насыщен аустенит углеродом (и соответственно хро-
мом), тем выше получаются средняя и максимальная овальности
закаленных колец. При содержании углерода 0,7—0,75 % достига-
ется максимум овальности; при дальнейшем повышении насыщен-
204
пости аустенита овальность снижается. При этом овальность прак-
тически не зависит от того, при каком режиме был достигнут тот
или иной состав твердого раствора (кратковременной выдержкой
при высокой температуре или длительной выдержкой при низкой
температуре).
Как показано в [2301, при одинаковом содержании углерода в
твердом растворе, уменьшение числа слоев по высоте печи привод
дит к уменьшению овальности колец.
Ступенчатая закалка с использованием солей в качестве зака-
лочной среды позволяет снизить максимальную овальность колец
приблизительно в два раза [232].
Еще более эффективной с точки зрения снижения деформации
является сочетание нагрева и охлаждения колец в соляных ваннах.
Однако, несмотря на весьма значительное уменьшение деформации
при закалке колец подшипников в соляных ваннах, она находит
сравнительно малое распространение в связи с необходимостью
дополнительных операций промывки и предохранения деталей от
коррозии, неблагоприятных гигиенических условий работы и по-
вышенного загрязнения внешней среды. В связи с этим в качестве
среды для ступенчатой закалки применяются масла с температурой
120—180 С со значительно меньшим эффектом.
Вращение колец в закалочном масле наряду с увеличением ско-
рости охлажденья ведет к уменьшению овальной и конусной дефор-
мации. При каждой скорости вращения существует некоторое ми-
нимальное время вращения, необходимое для предотвращения оваль-
ной деформации колец. Это время соответствует охлаждению колец
при вращении до температуры (130—150 СС), после чего кольца
могут быть переданы на конвейер закалочного бака для дальнейше-
го свободного охлаждения.
Для сопоставления склонности деформации при различных тех-
нологических процессах ниже приводятся значения коэффициента
овальной деформации k, мкм/мм для разных способов нагрева и ох-
лаждения подшипниковых колец при закалке без применения штам-
пов и жестких фиксирующих устройств:
ь
Печь с пульсирующим подом, без укладки ...... 100
Печь с пульсирующим подом, укладка в один слой 80
Конвейерная печь, укладка в 3—5 слоев ....... 80
Конвейерная печь, укладка в один слой........ 70
Вращение в закалочном масле.................. 55
Закалка в горячих средах .................... 35—60
Наиболее эффективным средством предотвращения деформации
деталей нежесткой конструкции является закалка в штампах. При
закалке в штампах и других фиксирующих устройствах целесооб-
разно использовать эффект сверхпластичности стали во время
Мартенситного превращения. При этом кольцо предварительно ох-
лаждается до температуры начала мартенситного превращения или
несколько более низкой (2ЕС—150 СС) й зажимается в штампе так,
205
РИС- 118. Схемы штампов для закалки колец подшипников:
1 — пуансон; 2 —„’матрица; 3 — кольцо
чтобы фиксируемая поверхность приобрела правильную форму за
счет упругих деформаций. В процессе мартенситного превращения
напряжения, вызываемые этими деформациями, релаксируют бла-
годаря эффекту сверхпластичности, упругие деформации переходят
в пластические, вследствие чего после извлечения из штампа пра-
вильная форма кольца сохраняется. Предварительное охлаждение
вне штампа должно быть проведено со скоростью, необходимой для
качественной закалки. Некоторые конструктивные схемы штампов,
применяемых для закалки колец подшипников, показаны на рис. 118.
Штамп, действующий по схеме рис. 118, а, работает с постоян-
ным удельным давлением пуансона на внутреннюю поверхность
кольца. По мере изменения размера кольца во время охлаждения
конический пуансон то опускается, то поднимается так, что его
диаметр в области контакта с кольцом остается равным изменяю-
щемуся диаметру кольца. Частичное предотвращение овальности
колец при закалке в таком штампе достигается уже под действием
собственной массы колец (около 5 МПа). Нагрузка около 100 МПа
снижает овальность колец до предельно возможных значений. Штамп
позволяет также уменьшить искажение внутренней конусной по-
верхности кольца.
Чрезвычайно эффективной является закалка колец путем про-
давливания их через матрицу по схеме рис. 118, б. В этом случае
в течение всего периода мартенситного превращения натяг между
наружной поверхностью кольца и матрицей непрерывно возрастает,
вследствие чего деформация практически исключается. Кроме того,
одновременное нахождение в матрице нескольких колец позволяет
увеличить производительность закалки. Этот штамп требует при-
менения значительно больших усилий, чем предыдущий.
ДЕФОРМАЦИЯ КОЛЕЦ ПОДШИПНИКОВ ПРИ ШЛИФОВАНИИ
Наличие остаточных напряжений в закаленных кольцах приводит к тому,
что при шлифовании упругое равновесие колен нарушается, в результате
чего форма поверхностей, прошлифованных ранее, изменяется. При одних
и тех же остаточных напряжениях это изменение будет тем больше, чем
больше закалочная деформация [2331. Для тонкостенных колец высоких клас-
сов точности деформации не удается избежать даже при шлифовании в не-
206
i колько циклов, т. е. при много-
кратном повторении операций шли-
фования всех поверхностей.
Для предотвращения изменения
размеров шлифованных поверхно-
стей тонкостенных подшипниковых
колец при шлифовании других по-
пер хностей необходимо иметь воз-
можно меньшие закалочные напря-
жения и деформации. В частности,
ни греи под закалку следует вести в
средах, предохраняющих от измене-
ния состав поверхностных слоев ме-
талла. В работе [229J исследовали
деформацию тонкостенных колец,
которые были закалены с нагревом
в вакууме, в эндогазе и в воздушной
среде и затем прошлифованы по на-
ружной поверхности с овальностью
до 1 мкм. Далее проводилось шли-
фование отверстия колец с измерени-
ем овальности по наружной поверх-
ности. Результаты измерений (рис.
110) показывают, что после съема
Ь ’ 0,1 мм по отверстию средняя оваль-
ность колец по наружной поверхно-
РИС. 119. Деформация наружной поверх
иости кольца при шлифовании внутрен-
ней в зависимости от условий нагрева
при закалке:
1 — без защиты от окисления; 2 — в эн-
догазе; 3 — в вакууме
сти выросла при закалке в воздуш-
ной среде до 12 мкм, в эидогазе — до 6 мкм, в вакууме — только до
2,5 мкм. Овальность 2 мкм, допустимая для высокого класса точности по
наружной поверхности, у колец, закаленных с нагревом в воздушной среде,
была получена после съема по отверстию 0,40 мм, в эндогазе — 0,30 мм, в
вакууме 0,15 мм.
Как было показано [186, 230], применяемый иногда промежуточный
отпуск между циклами шлифования не может служить средством снижения
шлифовальной деформации. Средством повышения точности колец, имеющих
остаточные напряжения, является достаточно большой съем припуска при
первом цикле, причем если напряженный слой при первом цикле удален л
достаточной степенью полноты, применение числа циклов больше двух, оче-
;ио, не имеет смысла.
ГЛАВА XII
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
НА МЕХАНИЧЕСКИЕ СВОЙСТВА
ТВЕРДОСТЬ И СОПРОТИВЛЕНИЕ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
На рис. 120 показана зависимость твердости стали ШХ15 от степе-
ИИ растворения углерода в аустените при разных температурах
Ц скоростях нагрева под закалку. Максимум на кривой твердости
При 0,7 % ('. связан с возрастанием количества остаточного аустени-
те. В работе 12341 максимум твердости получен при несколько боль-
207
РИС. 120. Твердость я предел прочности при изгибе стали ШХ15 в зави-
симости от содержания углерода в аустените перед закалкой:
1 — иагрев в печи; 2—6 — индукционный нагрев со скоростью 2—5:
3 — Ю; 4 — 30; 5 — 50; 6 — 100 °С/с
шем содержании углерода в аустените перед закалкой (0,8 % С).
После разложения остаточного аустенита обработкой холодом сни-
жения твердости при больших степенях растворения углерода в
аустените не наблюдается. Для оценки влияния избыточной карбид-
ной фазы на твердость были выплавлены стали с 1,5 % Сг и раз-
личными содержаниями углерода [234]. Вариации как состава ста-
ли, так и температуры закалки позволили получить зависимость
твердости стали от содержания углерода в аустените при разных
количествах зернистой карбидной фазы в структуре. Обработка
полученных данных показывает, что при содержании углерода в
матрице 0,6—0,7 % каждый процент избыточной карбидной фазы
повышает твердость HV закаленной стали на 6—7 ед.
[Влияние избыточной карбидной фазы зависит также от формы
и дисперсности нерастворившихся карбидных частиц. Сопоставление
данных [154] по твердости и электросопротивлению закалённой
стали ШХ15 позволяет сделать вывод, что при одной и той же
степени насыщения аустенита перед закалкой исходная структура
пластинчатого перлита дает после закалки большую твердость, чем
структура зернистого перлита. Эта разница тем больше, чем ниже
твердость мартенсита, и при низких температурах закалки дости-
гает трех единиц HRC.
08
После закалки в воде и в водных растворах, особенно при по-
мощи спрейеров, твердость стали ШХ15 на 2—4 ед. HRC превыша-
ет твердость после закалки в масле. Это обусловлено меньшей сте-
пенью распада мартенсита в процессе его образования и меньшим
содержанием остаточного аустенита. Влияние температуры отпуска
па твердость изложено в гл. IX.
Влияние на твердость закаленной стали небольших количеств
продуктов немартенситного превращения, появляющихся при не-
полной закалке, зависит в первую очередь от собственной твердости
этих продуктов (см. рис. 76). При этом зависимость твердости стали
от объемной доли, занимаемой мягкими составляющими, не явля-
ется линейной. Небольшие количества троостита и бейнита влияют
на твердость закаленной стали слабее, чем можно было ожидать из
правила аддитивности.
Нитроцементация стали ШХ15 повышает твердость после отпуска
при 150 °C на 3—4 ед. (до HRC 67). После отпуска при 250 °C нит-
роцементованная сталь ШХ15 имеет твердость более HRC 60 про-
тив HRC 57—58 у стали, не подвергавшейся химико-термической
обработке.
Прямую связь с твердостью имеет сопротивление большим кон-
тактным пластическим деформациям. Согласно [3], статическая гру-
зоподъемность подшипников качения, т. е. нагрузка, вызывающая
заданную деформацию, возрастает с увеличением твердости деталей
при HV «С 800 пропорционально величине (/7V7800)2. При малых
напряжениях, при которых работают подшипники для чувствитель-
ных приборов (например, гироскопов), твердость не может считать-
ся критерием сопротивления пластическим деформациям. В работе
1236] были исследованы остаточные деформации при прокатывании
шарика из стали ШХ15 между плитками из той же стали, после
различных вариантов термической обработки. Как показывает
табл. 55, наибольшее контактное напряжение о, вызывающее за-
метные пластические деформации при прокатывании, имели плитки
с твердостью HRC 58 после отпуска при 260 °C и с твердостью HRC
64, отпущенные при 120 °C после обработки холодом.
Таблица 55
ВЛИЯНИЕ ТВЕРДОСТИ И КОЛИЧЕСТВА ОСТАТОЧНОГО АУСТЕНИТА1НАЦ КОН-
ТАКТНЫЕ ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ С В СТАЛИ П1Х15 •
'и*' "с *отп' °с HRC ^ССТ’ % О, МПа С, мкм, при' о=а 6556 МПа
843 260 58 0 2750 3,3
843* 120 64 3,9 2730 1,1
843 120 62 7,14 2080 1,9
982 177 59 18,4 1120 4,0
• Обработка холодом при —196 °C. 1
200
!№ъ Gq^oqi , НПа
-180Cfe*
58
-120,
5k L 800
56к 1000
62 - 1600
60 - 1000
HRC
150 250 350 550 550
Температура отпускало
РИС. 121. Г Зависимость прецизионного
предела упругости закаленных сталей
ШХ15 и29Х18 от температуры отпуска
Сталь низкоотпущенная без
обработки холодом (HRC 62),
а также сталь закаленная с вы-
сокой температуры имели значи-
тельно меньшее сопротивление
начальным пластическим дефор-
мациям. Авторы объясняют эти
результаты тем, что малые пла-
стические деформации вызыва-
ются в первую очередь присут-
ствием остаточного аустенита,
обладающего высокой пластич-
ностью. Поэтому наибольшее
сопроти вление деформациям
имела сталь после обработок,
приводящих к-понижению содержания или к полному разложе-
нию остаточного аустенита независимо от твердости, а меньшее
сопротивление — сталь с большим содержанием аустенита. При
переходе к большим контактным напряжениям (6550 МПа) по-
ложение меняется: в этом случае наименьшую пластическую де-
формацию имели образцы с наибольшей твердостью.
Подтверждением существенного влияния остаточного аустенита
на сопротивление малым пластическим деформациям могут служить
результаты измерений пределов упругости и текучести. На рис. 121
показана, согласно данным [237], зависимость прецизионного пре-
дела упругости По.ом сталей ШХ15 и 11Х18М от температуры от-
пуска. Для первой стали максимум предела упругости достигается
при температуре отпуска 250 °C, а для второй при 475 °C. Соглас-
но М. Л. Хенкину [238], малое сопротивление низкоотпущенной
стали микропластичсским деформациям вызвано тем, что под дей-
ствием приложенных напряжений происходят структурные превра-
щения в мартенсите и остаточном аустените, а также распад послед-
него. Эти превращения в связи с эффектом кинетической пластично-
сти сопровождаются резким снижением сопротивления малым пла-
стическим деформациям. Существенная роль остаточного аустенита
в неупругих эффектах подтверждается также исследованиями
Э. Н. Либермана, показавшего, что увеличение количества оста-
точного* аустенита с 5 до 20 % увеличивает декремент затухания
колебаний в стали ШХ15 в 1,5 раза.
ПРОЧНОСТНЫЕ СВОЙСТВА
Влияние технологии термической обработки на механические свой-
ства[подшипниковых сталей при статических испытаниях определя-
ется в'первую очередь известным фактом увеличения сопротивления
срезу и уменьшения сопротивления отрыву мартенсита при повы-
шении содержания в нем углерода. Как правило, при высоких тем-
пературах закалки и низких температурах отпуска разрушение
210
имеет хрупкий характер, и пони-
жение температуры закалки или
повышение температуры отпуска,
увеличивая хрупкую прочность
мартенсита, приводит к возраста-
нию разрушающего напряжения.
Однако одновременно с этим про-
исходит уменьшение сопротивле-
ния срезу; после того как это со-
противление понизится настолько,
что станет возможным разруше-
ние от касательных напряжений,
механизм разрушения изменяется,
и дальнейшее понижение темпе-
ратуры закалки или повышение
температуры отпуска приводит к
уменьшению прочности. Темпера-
тура закалки или отпуска, при
которой прочность является мак-
симальной, зависит от «жесткости»
испытаний, т. е. от отношения ве-
личины нормальных растягиваю-
щих напряжений к величине каса-
тельных напряжений. Чем более
О 100 200 ООО 400 500
Температура отпуска °C
РИС. 122- Зависимость механических
свойств закаленной стали ШХ15 от
температуры отпуска. Образцы «кор-
сетной» формы
жестким является испытание, тем
при меньшем содержании углеро-
да в мартенсите, т. е. при более
низкой температуре закалки и бо-
лее высокой температуре отпуска достигается максимум прочности.
Повышение температуры закалки оказывает различное влияние
на механические свойства, определяемые путем испытаний с различ-
жесткостью. Предел прочности при изгибе и ударная вязкость
ЛМк/КМШШении температуры закалки монотонно понижаются, а
УЯЦЙЙПгВЛение сжатию, наоборот, возрастает. Прочность при кру-
^ЙКНИ, являющаяся промежуточным по степени жесткости видом
испытания, при повышении температуры закалки до 820 ЭС возра-
стает, а затем, перейдя через максимум, снижается. Технологическая
, проба на раздавливание шарика между двумя такими же шариками
(ПО Штрибеку), несмотря на значительные пластические деформа-
ции, сопутствующие разрушению, показывает понижение прочно-
сти с ростом температуры закалки, что указывает на хрупкий ха-
рактер окончательного разрушения.
Как показал Э. Н. Либерман, обработка холодом, уменьшая
количество пластичного аустенита, повышает прочность при мяг-
ких испытаниях (сжатие) и понижает ее при жестких ис-
пытаниях (изгиб, ударная вязкость). На рис. 122 показана
зависимость механических свойств и твердости стали ШХ15
от температуры отпуска [239]. Максимальная величина проч-
211
ности при изгибе (5) соответствует отпуску при температуре 250 °C;
при растяжении (5) — отпуску 200—250 °C; при кручении (4)—
отпуску при температуре ниже 100 °C. Прочность при сжатии(2) имеет
наибольшее значение у неотпущенной стали и непрерывно пони-
жается с повышением температуры отпуска. Максимум относитель-
ного сдвига при кручении достигается после отпуска при 200 °C.
Ударная вязкость при изгибе с повышением температуры отпу-
ска возрастает, а при кручении достигает максимума при отпуске
150—200 °C. Изотермическая закалка с выдержкой при 120—180 °C
в течение 50—150 ч повышает ударную вязкость стали ШХ15 по
сравнению с закалкой и отпуском в 2—3 раза [175].
Согласно данным [209], работа разрушения при статическом кру-
чении при повышении температуры отпуска до 180 °C непрерывно
возрастает, а при дальнейшем повышении температуры отпуска
снижается, достигая после отпуска при 250 °C величины в 2,5 раза
меньшей, чем при 180 °C. Аналогичные результаты получены для
вязкости при ударном кручении [166]. Испытания на изгиб образцов
с надрезом показывают менее интенсивное понижение вязкости,
а у образцов без надреза оно вообще не наблюдается.
Предел усталости закаленной стали ШХ15 чрезвычайно чувст-
вителен к температуре закалки. По данным [166], максимальная
величина предела усталости при изгибе достигается при закалке
с 840 °C для исходной структуры зернистого перлита {HRC 63) и
при 820 °C для пластинчатого перлита (HRC 64). Повышение тем-
пературы выше этих величин на 20 °C приводит к понижению пре-
дела усталости на 35 %. Эти результаты подтверждаются данными
работы [234] для усталости при растяжении — сжатии, согласно
которым повышение температуры закалки с 850 до 900 °C снижает
предел усталости в 3 раза.
'Данные работы [160] показывают, что в стали 51 100 при одной
и той же твердости в пределах HRC 40—60 бейнит, полученный
при температурах 200—400 °C, имеет больший предел усталости
при знакопеременном изгибе, чем отпущенный мартенсит, несмотря
на то, что обработка на бейнит производилась после аустенитиза-
ции при 980 °C, а закалка на мартенсит при 840 иС. Повышенную
усталостную прочность бейнита по сравнению с отпущенным мар-
тенситом авторы объясняют отсутствием в бейнитной структуре
пленок е-карбида, наблюдаемых в отпущенной стали на границах
мартенситных пластин (см. гл. IX). Исследование ударной устало-
сти стали ШХ15 при циклическом изгибе невращающегося образца
показало рост ударной выносливости при повышении температуры
отпуска до 200 °C. Дальнейшее увеличение температуры отпуска
(например, до 250 °C) снижает ударную выносливость [241].
При повышении температуры отпуска предел усталости закален-
ных сталей 51 100 [160] и ШХ15СГ [154] незначительно изменяется
в интервале твердости HRC 64—55, а при дальнейшем понижении
твердости снижается. При поверхностной закалке стали ШХ4РП
повышение температуры аустенитизации приводит к увеличению
212
T а б л и ц а 56
ПРОЧНОСТЬ КОЛЕЦ ПОСЛЕ ПОВЕРХНОСТНОЙ (сталь ШХ4РП) И СКВОЗНОЙ
(сталь ШХ15СГ) ЗАКАЛКИ
Показатель прочности Конструкция кольца
без борта с бортом •
Разрушающая нагрузка, кН: 1050/760
растяжение —
раздавливание Предел усталости при 2-10® циклов, кН: 400/300 •—•
раздавливание 110/70 170/70
отрыв борта -— 170/50
Работа ударного разрушения, Дж 1120/1130 1830/1040
твердости сердцевины, уменьшению остаточного прогиба и сниже-
нию статической вязкости. Предел прочности при изгибе менее
чувствителен к температуре закалки при твердости сердцевины до
HRC 60. При дальнейшем увеличении твердости сердцевины проч-
ность при изгибе резко падает. Механические свойства стали ШХ4РП
после поверхностной закалки по оптимальным режимам существен-
но превыша'ют свойства стали ШХ15СГ со сквозной закалкой. В
табл. 56, согласно данным [211], приводятся результаты испытания
прочности подшипниковых колец из этих сталей (в числителе —
ШХ4РП, в знаменателе — ШХ15СГ).
Ниже приведены по различным данным ориентировочные зна-
чения упругих и прочностных свойств стали ШХ15 при нормальной
закалке и отпуске на твердость около HRC 62:
Модуль продольной упругости, МПа..................2,08-105
Модуль сдвига, МПа ...............................0,80-105
Коэффициент Пуассона ................................ 0,297
Предел текучести при растяжении а0,001, МПа .... 1200
Предел текучести при растяжении о0>08, МПа .... 1500
Предел прочности:
прн изгибе, МПа ............................... 2500—3000
при кручении, МПа ............................. 1600—1800
Относительный сдвиг при кручении ................. 0,12
Ударная вязкость, кДж/м2:
надрез Менаже ................................... 50—70
без надреза .................................. 300—500
Минимальная разрушающая нагрузка, Н, при сдав-
ливании шариков диаметром йш, мм...............(470—545)d2nl
Предел усталости (10’ циклов):
; при знакопеременном изгибе, МПа ................ 650
при растяжении — сжатии, МПа ................. 500
АНИЗОТРОПИЯ ПРОЧНОСТИ
Приведенные выше данные о механических свойствах в основном
относятся к образцам, ось которых совпадает с направлением во-
локна. В случае несоблюдения этого условия прочность при жест-
213
РИС. 123. Предельные варианты (а. б, в’
направлений волокна в образце из стали
ШХ15 при испытании на изгиб
ких видах испытаний получа-
ется более низкой. На рис. 123,
по А. С. Шейну, показаны три
предельных направления волок-
на в образцах из стали^ШХ15,
испытываемых на изгиб. По от-
ношению к растягивающим на-
пряжениям в верхней части об-
разца дается продольная ориен-
тация волокна (а) и две попереч-
ные (б ив). Величины ов этих
образцов относились как
1 : 0,72 : 0,56. Последние две
ориентации хотя и равнозначны в смысле величины угла между
направлениями волокна и вектора напряжений, но различаются
по углу между осью волокна и верхней наиболее напряженной
плоскостью образца, чем и объясняется различие значений времен-
ного сопротивления. При испытаниях с осесимметричным распре-
делением напряжений достаточно рассматривать два предельных
направления волокна—.продольное и поперечное [140]. В работе
[1411 было изучено влияние направления волокна на прочность низ-
коотпущенной стали ШХ15 при различных видах испытаний. При
переходе от продольного направления волокна к поперечному
временное сопротивление при растяжении понизилось на 30 %,
причем изменение температуры отпуска до 250 °C не оказало влия-
ния на степень анизотропии прочности. При исследовании проч-
ности плиток путем вдавливания шарика в желоб, выполненный
на одной стороне плитки, было показано, что поворот волокна
вдоль и поперек желоба не оказал влияния на прочность, тогда
как выход волокна на поверхность под углом 90 % привел к пони-
жению прочности на 15—20 %.
Сопротивление пластической деформации и вязкому разрушению
мало изменяется в зависимости от направления волокна. При испы-
тании на сжатие незначительное понижение прочности при переходе
от продольного к поперечному направлению волокна (на 7 %)
было замечено только после отпуска при 150 °C и не наблюдалось
при более высоких температурах отпуска. Диаметр и глубина лун-
ки, получаемой при сдавливании шарика с плиткой, увеличиваются
всего на 3—5 % при переходе от волокна, расположенного парал-
лельно нагружаемой поверхности к торцовому выходу на эту по-
верхность [141}.
Степень анизотропии хрупкой прочности существенно умень-
шается при гомогенизации стали ШХ15. В работе [137] было
показано, что после отпуска при 150 °C временное сопротивление
при растяжении у стали, не подвергавшейся гомогенизации, был
при поперечном расположении волокна на 25—30 % ниже, чем
при продольном, тогда как у гомогенизированной стали соответст-
вующее снижение прочности было только на 10 %.
214
ВЛИЯНИЕ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ
Механические свойства подшипниковых сталей могут быть существенно по-
вышены путем термомехаиической обработки. В работе [242] было исследо-
вано влияниёфТМО с нагревом при 930 °C и деформацией (раскаткой) с об-
жатием 30 % на сопротивление изгибу кольцевых образцов. Раскатка начи-
налась при 930 ЯС и заканчивалась при 820—850 °C. Прочность образцов,
закаленных в воде и в масле, в 1,5—2 раза превышала прочность после
обычной обработки. Однако при оценке влияния ТМО на прочность следует
учитывать, что повышение свойств в одном» направлении может сопровож-
даться их понижением в другом направлении. Анизотропия упрочнения ста-
ли ШХ15 при ВТМО была изучена в работах [243, 244] для деформации кру-
чением при 850 °C. Если направление закручивания при испытании совпада-
ло с направлением закручивания при пластической деформации, то при
оптимальной деформации 40 % и отпуске 150 °C ов возрастал на 18 %, а угол
закручивания на 60 % по сравнению с закалкой без деформации. В то же
время при обратном нагружении, т. е. закручивании прн испытаниях в на-
правлении, противоположном закручиванию при ТМО, ов и угол закручи-
вания были ниже, чем без деформации. Аналогичный эффект наблюдался при
испытании на усталость при кручении с асимметричным циклом нагруже-
ния [244].
При «наследственной» ВТМО степень достигаемого упрочнения сущест-
венно снижается с увеличением выдержки при окончательной закалке, при
этом снятие наследственного эффекта ТМО происходит при сравнительно
коротких выдержках, при которых рекристаллизация еще не заметна [245].
Исследование влияния холодной пластической деформации кручением
и последующего естественного и искусственного старения на механические
свойства закаленной и отпущенной стали ШХ15 при кручении [247] показа-
ло, что пластическая деформация повышает временное сопротивление и пре-
дел текучести и понижает угол остаточного сдвига, а последующее старение
усиливает эффект пластической деформации. Степень понижения пластич-
ности стали возрастает с увеличением предварительной пластической дефор-
мации, а также с повышением температуры и увеличением продолжительно-
сти старения. При деформации, отвечающей сдвигу у=0,04 и старению при
комнатной температуре в течение 729 ч, остаточный сдвиг при испытании
на кручение падает до нуля. Такой же результат получается после деформа- .
ции и отпуска при 100 °C в течение 2 ч. Отмечается, что, несмотря на пол-
ное охрупчивание стали при такой обработке, изломы образцов остаются
такими же, как и у образцов, испытанных без предварительной деформации \
и старения.
ГЛАВА XIII
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ СТАЛИ
И ДОЛГОВЕЧНОСТЬ подшипников
ВЛИЯНИЕ ТЕХНОЛОГИИ ЗАКАЛКИ И ОТПУСКА
НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ
Влияние температуры закалки на контактную выносливость сталей
ШХ15 и ШХ15СГ характеризуется максимумом долговечности при
некоторой оптимальной температуре закалки. Данные различных
исследований относительно положения этого максимума значитель-
215
РИС. 124. Зависимость контактной вы-
носливости стали ШХ15 от температу-
ры аустенитизации. Отпуск 150 °C:
1 — без обработки холодом; 2 — обра-
ботка холодом —70 °C
но различаются. Согласно дщшым
исследования Д. С. Ларионовой
и Н. П. Сизовой [1661, п^ультаты
которого приведены на рис. 124,
максимальная контактная выно-
сливость достигается в области
температур закалки 840—880 °C.
Качественно сходная зависимость
была получена в работе [247]; в
этом случае максимум соответству-
ет температурам закалки 880 °C
для стали ШХ15 и 890 °C для
стали ШХ15СГ; повышение тем-
пературы закалки до 920—940 °C,
хотя и приводит к понижению дол-
говечности, однако последняя оста-
чем после закалки с 850 °C.
ется все же более высокой,
Согласно данным работы [248 ], при повышении температуры за-
калки до 900 °C, при которой сталь ШХ15 приобретает структуру
игольчатого мартенсита, испытания образцов как отпущенных
при 150 °C, так и неотпущенных показывают непрерывное увеличе-
ние контактной выносливости.
Исследование бескремнистой сталь ШХ15 показало, что макси-
мум контактной выносливости одной из плавок соответствует тем-
пературе закалки 880 °C. Повышение температуры закалки до
900 °C, хотя и несколько понизило контактную выносливость, но
все же сохранило ее на более высоком уровне, чем после закалки
с 860 °C. У другой плавки стали контактная выносливость при за-
калке с 860 и 880 °C была почти одинаковой [249].
В табл. 57 приведены результаты исследования влияния тем-
пературы нагрева под закалку на контактную выносливость стали
ШХ15, проведенного автором и В. С. Иртлач. Показано, что повы-
шение температуры закалки до 900—930 °C даже при переходе
структуры от скрытокристаллического к игольчатому мартенситу
ведет к непрерывному повышению долговечности.
В отношении влияния обработки холодом на контактную вынос-
ливость данные противоречивы. Согласно рис. 124, обработка хо-
лодом повышает долговечность при низких температурах закалки
и понижает ее при высоких. По нашим данным, обработка холодом
при —70 °C стали ШХ15, закаленной с 865 °C, приводит после от-
пуска при 200 °C к повышению La0 и L60 на 35—40 %. Согласно
данным работы [248], обработка холодом стали ШХ15, отпущенной
при 150 °C, а также без отпуска не оказывает существенного влия-
ния на долговечность.
При оценке этих результатов следует иметь в виду, что при срав-
нительно малых количествах остаточного аустенита в стали ШХ15
различие его содержания в образцах, обработанных и не обработан-
ных холодом, сглаживается во время контактных испытаний, при
216
Таблица 57
ВЛИЯНИИ ТЕМПЕРАТУРЫ НАГРЕВА ПОД ЗАКАЛКУ НА КОНТАКТНУЮ ВЫ-
НОСЛИВОСТЬ СТАЛИ ШХ15
Тип образца Температура аустенитиза- ции. °C. •НДС Структура мартенсита Средний диаметр зер- на аустени- та, мкм Долговеч- ность, млн. циклов
^0 tf.o
мквк* 860 62,8 \ Скрытокристалличе- ский 10,4 40 139
900 63,2 Крупнокристалличе- ский ИД 36 176
930 63,2 Игольчатый 12,5 36 240
МИД* 850 61,8 Скрытокр исталл иче- ский 8,9 35 172
875 62,7 Крупнокристалли- ческий 10,9 63 255
900 62,9 Игольчатый 13,9 116 332
* Рабочая поверхность образцов для испытаний на контактную выносливость имеет
следующие радиусы кривизны (в осевой плоскости образца) и (в перпендикулярной
плоскости): МКВК — Я1=3 мм, мм; МИД — Ri — 5 мм, 7?2 = 7,б мм.
которых, как это было не раз установлено экспериментально, про-
исходит распад остаточного аустенита в рабочих слоях металла.
Согласно А. С. Шейну, обработка холодом стали 9X18, в которой
исходное количество остаточного аустенита велико, приводит к зна-
чительному повышению твердости и соответственно контактной вы-
носливости.
Скоростной индукционный нагрев под закалку сохраняет при
аустенитизации более значительные концентрационные градиенты,
чем нагрев в печах, что приводит к увеличению разнотравимости
микроструктуры. Однако эти особенности скоростного нагрева не
Таблица 58
КОНТАКТНАЯ ВЫНОСЛИВОСТЬ СТАЛИ ШХ15. ЗАКАЛЕННОЙ СО СКОРОСТНЫМ
ИНДУКЦИОННЫМ НАГРЕВОМ И С НАГРЕВОМ В ПЕЧИ^ПРИ РАЗЛИЧНЫХ
ПРЕДВАРИТЕЛЬНЫХ ОТРАБОТКАХ
Способ на- грева и тем- пература аустенити- зации, °C Время на- грева, с Охлаждаю- щая среда HRC после отпуска при 160° С, I ч Глубина за- каленного слоя, мм Долг HOCTfc ЦЩ N«, овеч- , млн. слов
Печь, 855 ТВЧ, 1030 Сфере Выдержка 30 мин 10—12 идизирующи Масло » й отжиг (HI 62,9 62,0 ? 207) Сквозная закалка То же 13,2 16,6 81,6 82,5
Закалка 860 °C, отпуск 550? С (ИКС 35—40)
ТВЧ, 925 4—4,5 Вода 63,6 2 29,3 104
ТВЧ, 970 4—4,5 » 63,7 2,7 8,3 60,4
217
66 66 62 60 585656 525068 HRC
0 100 200 300 600 500
Температура отпускало
РИС. 125. Влияние температуры отпуска
жа контактную выносливость сталей
ШХ15 и ШХ15СГ. За 100 % принята вы-
носливость после отпуска при 150 °C:
J — L^o> И 2 — Ь50; 3 — Ljg (°maX~
==5,9 ‘ГПа), данные автора; 5 — £»©; 6—
(Gmax=5’17 ГПа) [171]: 4 ~
Snax""6 ГПа; 7 — <Утах==б,25 ГПа;
8—^пт=3.5 ГПа [248]
max
Исследования Киношо и др.
оказывают сколько-нибудь не-
благоприятного действия на
контактную выносливость стали
ШХ15. В табл, {^приводятся
результаты, полученные авто-
ром при испытании образцов
МИД, которые? перед закалкой
обрабатывали/ на различные ис-
ходные структуры и закаливали
как наскврЗь, так и на глубину
2—3 мм.
При исходной структуре зер-
нистого перлита и аустенитиза-
ции при 1030 °C с общим вре-
менем нагрева 10—12 с долго-
вечность образцов была такой
же, как после закалки с нагре-
вом в печи. Предварительная
обработка на сорбит позволила
получить такой же, если не луч-
ший, результат при понижении
температуры аустенитизации до
925 °C, а времени нагрева до
4—4,5 с. Повышение температу-
ры аустенитизации до 970 °C
привело к значительному пони-
жению долговечности.
(см. сноску на стр. 128) показали
значительное повышение контактной выносливости стали ШХ15
лри переходе от нагрева в печи к нагреву со скоростью 300—500 °С/с,
яри этом максимальная долговечность достигалась при температу-
рах аустенитизации 1100—1150 °C.
Влияние температуры отпуска на контактную выносливость ста-
лей типа ШХ характеризуется непрерывным снижением долговеч-
ности при повышении температуры отпуска свыше 150 °C и соот-
ветственно снижении твердости ниже HRC 62—63. Степень пониже-
ния долговечности показана на рис. 125. Ввиду того что одни дан-
ные выражены в функции температуры отпуска, а другие в функции
твердости, при построении графика была использована ориентиро-
вочная зависимость между твердостью и температурой отпуска.
Видно, что в интервале температур 150—300 °C повышение темпе-
ратуры отпуска на каждые 50 °C снижает долговечность в среднем
на 20 %. Следует иметь в виду, что при высоких температурах от-
пуска испытания не всегда бывают надежными из-за пластической
деформации в области контакта.
В отношении влияния температур отпуска более низких, чем
150 °C, результаты различных исследований расходятся. Сводка
большого числа данных приводится в работе [248]. Там же рас-
218
Табл х,ц а 59
ВЛИЯНИЕ ЫЕМАРТЕНСИТНЫХ ПРОДУКТОВ ПРЕВРАЩЕНИЯ АУСТЕНИТА
НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ СТАЛИ ШХ15
Немартеиситныехпродукты превращения аустенита Темпера- тура от- пуска, Твер- дость HRC Долговечность^ ч
вид темпера- тура об- разова- ния, °C количе- ство, % Le0 £во
150 62,5 48 233
— — — 180 61,4 46 178
— .—_ —. 230 59,5 34 135
Нижний бейнит 300 36 150 61,5 50 219
Верхний бейнит 400 20 150 61,1 41 234
Т роостит 550 11 150 61,5 40 141
» 550 18 150 58,5 7 85
смотрено влияние температуры отпуска на контактную выносли-
вость после разных температур аустенитизации. Понижение тем-
пературы отпуска от 150 до 100 °C или повышает контактную вынос-
ливость, или не изменяет ее. Средняя выносливость стали без отпус-
ка несколько ниже, чем после отпуска при 100 °C, но выше, чем
после отпуска при 150 °C, однако при испытаниях неотпущенной
стали наблюдаются отдельные случаи чрезвычайно низкой долго-
вечности.
Влияние иа контактную выносливость небольших количеств-
продуктов немартенситного превращения, появляющихся при не-
полной закалке, зависит в первую очередь от их влияния на твердость.
Малые количества этих структурных составляющих (3—5 %) прак-
тически не влияют на контактную выносливость, а более значитель-
ные могут вызывать ее существенное понижение. Как видно из дан-
ных табл. 69, структура, содержащая 11 % троостита, имела
Долговечность Li0 нескольк. более низкую, чем чисто мартенсит-
ная структура, отпущенная на ту же твердость.
В то же время наличие в структуре значительных количеств ниж-
него и верхнего бейнита не только не понижает контактной вынос-
ливости, но даже сохраняет ее на более высоком уровне, чем у мар-
тенсита с более высокой твердостью. Высокие значения контактной
выносливости стали при появлении в структуре бейнита объясня-
ются, с одной стороны, его сравнительно высокой твердостью, а с
другой — благоприятной формой и распределением в нем карбид-
ной фазы.
Относительно влияния дисперсности карбидной фазы в исход-
ной структуре на контактную выносливость стали типа ШХ много-
противоречивых данных. По-видимому, изменение дисперсности в.
сравнительно узких пределах, приемлемых с точки зрения обраба-
тываемости резанием, практически не оказывает влияния на долго-
219
вечность. Однако создание весьма высокодисперсной структуры
путем полного растворения карбидной фазы при аустенитизации
и превращения аустенита при сравнительно низких субКритических
температурах оказывает благоприятное влияние шт контактную
выносливость. В работе [2501 проведено сравнение /контактной вы-
носливости стали ШХ15, термически обработанноц/на одну и ту же
твердость (HRC 61,5), как при обычной исходной структуре, так
и при структуре, полученной аустенитизацией при 1040 °C и после-
дующем изотермическом превращении в бейнит при 430 °C в тече-
ние 1 ч. Средний диаметр карбидных частиц в закаленной стали был
для этих исходных структур соответственно 1,25 и 0,68 мкм, число
карбидных частиц в 1 мм3—1,46-108 и 2,95-108. Значения N90
были соответственно 1,6 и 3,0 млн. циклов, а /V50 — 4,2 и 6,3млн.
циклов.
Сравнение исходных структур стали ШХ15 (зернистой и сме-
шанной), содержащей приблизительно одинаковое количество зер-
нистого и тонкопластинчатого перлита, после закалки и отпуска
на одинаковую твердость показало, что долговечность исходной
смешанной структуры с пластинчатым перлитом в 2—3 раза ниже,
чем у стали с исходной чисто зернистой структурой. Влияние плас-
тинчатого перлита в исходной структуре на контактную выносли-
вость стали ШХ15 после отпуска при 150 и 250 °C представлено
ниже:
150°С 250°С1
(НДС 62,3) (НИС 58)
£0О, ч ................I 59/18 26/12|
£50> ч ................ 266/92 141/80
Примечание. В числителе данные для исходной
структуры стали—зернистого перлита, в знаменателе—для
смешанной структуры.
В то же время повышение контактной выносливости L90 стали
52100 (ШХ15) может быть достигнуто при исходной структуре
тонкопластинчатого перлита, получаемого путем аустенитизации
при 1050 °C и превращения переохлажденного аустенита при
590 °C *. Преимуществом перед упомянутой выше обработкой с
бейнитным превращением является более короткое время — 15 мин.
При этом рекомендуется нагрев под закалку производить с боль-
шой скоростью, чтобы не допустить роста карбидных частиц. Повы-
шение долговечности авторы объясняют сильным измельчением
аустенитного зерна при нагреве под закалку.
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
НА ДОЛГОВЕЧНОСТЬ ПОДШИПНИКОВ
Ввиду того что долговечность подшипников определяется контакт-
ной выносливостью материала, влияние на нее различных структур-
ных факторов в общем согласуется с результатами, получаемыми
Пат. (США), № 3992181, 1975.
220
при контактных усталостных испыта-
ниях. Однако более сложные кинемати-
ческие условия качения, более широ-
кая вариация форм контактных площа-
док, разнообразие применяемых смазок
и многие другие факторы эксплуатации
и стендовых испытаний подшипников
качения приводят к необходимости кор-
ректировать результаты испытаний на
контактную выносливость при оптимиза-
ции термической обработки подшипни-
ков.
Согласно [251 ], динамическая гру-
зоподъемность подшипников качения с
твердостью деталей HV 750 и менее из-
меняется пропорционально величине
(Я1//750) 2. При кубической зависимости
долговечности от нагрузки следует счи-
тать долговечность при постоянной на-
грузке, пропорциональной (Z/1//750)®.
Американское общество инженеров-
механиков ' рекомендует следующую
формулу для отношения долговечностей
и Li подшипников из стали 52100,
соответствующих твердостям HRC2 и
Ьа/Ьх == ехр [—0,1 (HRC^—HRCr)}.
РИС. 126. Зависимость долго-
вечности внутренних колец под-
шипников от твердости, дости-
гаемой при изменении темпера-
туры tотпуска:
а — шариковые{307; б — роли-
ковые 2207. 1 — 2 — Leoi
3 - Llg
HRC^*:
Для учета влияния температуры отпуска стали ШХ15 применя-
ются следующие поправочные коэффициенты к долговечности
подшипников:
Температура отпуска, °C...... 200 250 300 350 400
Коэффициент долговечности ... 0,9 0,5 0,3 0,2 0,1
Нами совместно с В. С. Иртлач было исследовано влияние твер-
дости колец шариковых и роликовых подшипников на долговеч-
ность как подшипников в целом, так и отдельных групп их деталей
с подсчетом долговечностей по методу [252]. Результаты приводятся
на рис. 126 и в табл. 60.
Понижение твердости колец привело к понижению их долговеч-
ности, причем у роликовых подшипников в большей степени, чем
у шариковых. Изменение твердости колец не оказало заметного
влияния на долговечность тел качения (шариков и роликов). В свя-
зи с понижением долговечности колец по мере снижения их твер-
дости доля подшипников, вышедших из строя из-за контактной
усталости колец, непрерывно возрастала. Снижение долговечности
подшипников в целом при понижении твердости колец было относи-
тельно меньшим, чем понижение долговечности самих колец из-за
Life adjustment factors for ball and roller bearings, N. Y., ASME, 1971.
221
Таблица 60
ВЛИЯНИЕ ТВЕРДОСТИ КОЛЕЦ НА ДОЛГОВЕЧНОСТЬ ПОДШИПНИКОВ И ОТ-
ДЕЛЬНЫХ ГРУПП ДЕТАЛЕЙ
Температура отпуска ко- лец, °C Твердость колец HRC Долговечность L60, ч| % отказов ю кольцам
колец тел качения одшипии- ков
Шариковый подшипник 307
150 61,8 1123 808 496 47,5
200 59,2 936 1012 456 57
250 57,8 569- 869 427 72
Роликовый подшипник 2207
150 32,0 4630 4700 2802 36
200 59,7 2319 3200 1647 62
250 58,3 1242 — 1055 85
того, что значительная часть подшипников выходила из строя по»
телам качения.
Ниже показано влияние температуры отпуска и твердости шари-
ков (в скобках) на долговечность колец шарикового подшипника
307, имевших одинаковую твердость HRC 61,7:
Температура отпуска, °C...............12С (63,2)
^9о> 4 ............................. 73
/-во. ч .............................. 847
150(61,7) 170(60,8)
385 140
2071 854
Долговечность колец при твердости шариков HRC 61,7, равной
твердости колец, оказалась наибольшей. Повышение твердости
шариков до 63,2 и понижение ее до 60,8 показало существенное по-
нижение долговечности колец. Долговечность подшипников в целом
совпадала с долговечностью колец, так как отказов по шарикам при
испытании не наблюдалось.
Бейнитная закалка колец (220 °C, 4 ч) при одной и той же твер-
дости (HRC 58) дает на 50 % более высокую долговечность кониче-
ских подшипников, чем обычная закалка на мартенсит с последую-
щим отпуском 220 °C, 4 ч. Долговечность подшипников после бей-
нитной закалки лишь незначительно ниже, чем после обычной за-
калки с отпуском 150 °C [209].
Результаты стендовых испытаний роликовых подшипников 7613-
и 42726 после кратковременного индукционного нагрева под за-
калку токами высокой и промышленной частот, приведенные ниже,
показывают увеличение долговечности колец при таком нагреве
по сравнению с нагревом в печах:
7613 (ШХ15) 42726 (ШХ15СГ)
Leo, ч ................... 83/165 182/408
L60, ч .................. 550/654 845/1181
Примечание. В числителе — данные для
нагрева в печи, в знаменателе — для ТВЧ.
222
Таблица 61
ВЛИЯНИЕ СКОРОСТНОГО ИНДУКЦИОННОГО ОТПУСКА КОЛЕЦ НА ДОЛГО-
ВЕЧНОСТЬ подшипников
Твердость HRC Снижение твердо- сти HRC при от- пуске Средняя арифмети- ческая 3 до п говеч- ность подшипников, ч
после закалки после отпуска
65,3/65,2 65,3/65,2 Пр и ме ч а нн для внутреннего. Обычный отпуск 63,0/63,3 | 2,3/1,9 | 2160 Индукционный отпуск 63,2/63,6 | 2,1/1,6 | 2470 е. В числителе — данные для наружного кольца, в знаменателе —
В табл. 61 приведены результаты стендовых испытаний двух
партий шариковых подшипников типа 307, отпущенных на одина-
ковую твердость при 150 °C в течение 3 ч 45 мин в конвейерной печи
с принудительной циркуляцией воздуха и при 210 °C в течение
65 с в индукционной печи [2531.
Как показывают эти данные, долговечность подшипников, коль-
ца которых были подвергнуты индукционному нагреву, находится
на том же уровне, что и подшипников, кольца которых подверга-
лись обычному отпуску. При этом наблюдалось некоторое повы-
шение долговечности подшипников с наименьшей стойкостью.
Стендовые испытания подшипников из стали ШХ15, изготовленных с
применением наследственной ВТМО (раскатка), показали повышение долго-
вечности LM; при этом технологическая схема, предусматривающая раскат-
ку с охлаждением в масле и повторную закалку с кратковременным нагре-
вом, привела к повышению долговечности в 2—3 раза по сравнению со стан-
дартной термической обработкой. Схема, в которую был включен промежу-
точный высокий отпуск для повышения обрабатываемости резанием, дала
меньшее повышение долговечности — в 1,5 раза [254].
Низкотемпературная термомеханическая обработка теплостойкой ста-
ли М-50, проведенная с обжатием прокаткой при 567 °C после аустенитиза-
Таблица 62
ВЛИЯНИЕ НТМО НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ СТАЛЕЙ 9X18 и ЭИ347
Сталь Обработка Темпера- тура НТМО, °C Долговечность, % к обычной закалке
9X18 Аустенитизация 1080 °C, НТМО, обработка холодом, отпуск 160 °C 400 570 139 400 151 137
ЭИ347 Аустенитизация 1225 °C, НТМО, отпуск 570 °C 3 раза 400 570 318 246 275 244
223
ции при 1175 °C, показала значительное увеличение контактной выносливо-
сти по сравнению с обычной обработкой [255]. При этом наибольшая степень,
увеличения (в 6 раз) была получена при обжатии 80 % (наибольшем иссле-
дованном обжатии).
В табл. 62, по данным работы [199], приводятся результаты исследова-
ния влияния на контактную выносливость сталей 9X18 и ЭИ347 локальной
низкотемпературной термомеханической обработки, выполненной путем вы-
катки шариками желобов на плоских образцах.
Авторы отмечают преимущества такого способа деформации, заключаю-
щиеся в благоприятном использовании анизотропного эффекта ТМО, так
как при выкатке желоба и качении по нему шариков во время испытания
напряженные состояния совпадают. При испытаниях в среде с низкой смазы-
вающей способностью (например, керосин) НТМО сталей ЭИ347 и ДИ-43
не имеет преимуществ перед обычной термической обработкой.
ВЛИЯН'ИЕ НАГРЕВА
ПОСЛЕ ШЛИФОВАЛЬНО-ДОВОДОЧНЫХ ОПЕРАЦИЙ
При шлифовании рабочих поверхностей деталей подшипников про-
исходит локальное тепловыделение, приводящее к дополнитель-
ному распаду мартенсита в приповерхностных слоях металла.
Одновременно с этим шлифование вызывает пластическую дефор-
мацию и наклеп поверхностных слоев. Косвенным свидетельством
структурных изменений при шлифовании металла являются воз-
никающие при этой операции поверхностные напряжения растяже-
ния, знак которых указывает на то, что превалирующим структур-
ным превращением является отпуск. Следующие за шлифованием
финишные операции (полирование, доводка) сопровождаются мень-
шим тепловыделением и большей степенью пластической деформа-
ции, правда, в значительно более тонких слоях. В результате^плас-
тических деформаций при доводке в слоях, наиболее близких к
поверхности, возникают напряжения сжатия. При этом в более
глубоких слоях растягивающие напряжения уменьшаются или уст-
раняются практически полностью [256]. Как правило, технологи-
ческие режимы шлифовально-доводочных операций, при которых в
подповерхностных слоях сохраняются значительные напряжения
растяжения, понижают долговечность подшипников. При этом,
согласноИ. М. Брозголю [256], определяющим фактором являются
не сами напряжения, а те структурные изменения, результатом
которых эти напряжения являются.
Технология производства подшипников качения в ряде случаев
предусматривает применение отпуска при шлифовальных опера-
циях с целью уменьшения технологических напряжений. Температу-
ра этого отпуска должна быть ниже, чем основного, с целью пред-
отвращения понижения твердости и размерных изменений деталей.
Положение операции отпуска в технологическом процессе бывает
различным: он применяется или между операциями чернового и
чистового шлифования, после окончательного шлифования и после
финишных операций. В соответствии с этим влияние дополнитель-
ного отпуска на долговечность подшипников может быть также
различным. В случае проведения отпуска после чернового шлифо-
224
вания нет основании ожидать влияния этого отпуска, так как слои
с измененной структурой, возникающий после чернового шлифова-
ния, полностью удаляется при чистовом шлифовании. Отпуск,
применяемый между окончательным шлифованием и доводкой,
хотя и не устраняет шлифовальных напряжений полностью, но
существенно их снижает. При этом напряженное состояние поверх-
ностных слоев в окончательно изготовленном подшипнике также
изменяется, так как доводочные операции не снимают полностью
слой, измененный шлифованием.
Несмотря на уменьшение остаточных напряжений растяжения, отпуск
после шлифования не всегда приводит к повышению контактной выносли-
вости, а иногда даже понижает ее в области малых вероятностей отказа.
Ниже, по данным автора, сопоставлены данные по контактной выносливости
•образцов, подвергавшихся дополнительному отпуску перед полированием,
с выносливостью образцов, не подвергавшихся дополнительному отпуску.
Все образцы после закалки были подвергнуты отпуску при 150 °C в течение
3 ч.
Влияние дополнительного отпуска перед полированием на контактную
выносливость стали ШХ15 приведено ниже:
HRC £>0, ч Ьео, ч
Без отпуска ............. 63,0 33 104
Отпуск 135 °C, 2 ч . . . 62,9 22 J 89
Причиной снижения контактной выносливости при дополнительном
отпуске является пониженная устойчивость мартенсита в слоях со структу-
рой, измененной шлифованием. Было проведено рентгеноструктурное иссле-
дование стали ШХ15 после отпуска как в поверхностном слое, измененном
шлифованием, так и после удаления этого слоя стравливанием. Ширина ли-
ний (НО) в поверхностном слое была меньше, чем после стравливания. При
дополнительном отпуске до температур 130—140 °C интенсивность умень-
шения линий в шлифованном слое была более сильной, чем у «свежего» ме-
талла с большим содержанием углерода в мартенсите.
Отпуск после доводочных операций должен оказывать на структуру ра-
бочего слоя деталей подшипников еще большее влияние, так как пластиче-
ские деформации при доводке больше, чем при шлифовании. По данным
{256], отпуск колец подшипников после доводки по различным режима^,
хотя и не оказывает заметного влияния на среднюю долговечность, сильно
понижает долговечность £90.
Влияние отпуска после доводки на долговечность подшипников типа 307
приведено ниже при различных давлениях и скоростях доводки:
Давление 0,9 МПа, скорость 360 м/мин
Без отпуска 140°С, 3 ч
£90 ............... 531 203
£во ............... 1729 1578
Давление 0,6 МПа, скорость 100 м/мин
£90 ............... 134 81
Л50 1211 1578
225
ВЛИЯНИЕ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Нитроцементация стали ШХ15 повышает общий уровень контакт-
ной выносливости, т. е. среднюю и 50 %-ную долговечность. Однако
в области малых вероятностей разрушения (£so) повышенную дол-
говечность дает только низкотемпературный (820 °C) и кратковре-
менный (2 ч) процесс. Нитроцементация при 820 °C в течение 7 ч
и при 860 °C в течение 2 ч не показала преимуществ в отношении
обычно закаленной стали, а нитроцементация при 860 °C в течение
7 ч привела к понижению контактной выносливости в области малых
вероятностей отказа. При испытании шариковых подшипников с
кольцами, подвергавшимися нитроцементации по оптимальным ре-
жимам, преимущества нитроцементации обнаруживаются только
в области больших вероятностей выхода из строя [257]. Азоти-
рование стали ШХ15 непосредственно при нагреве под закалку не
дало повышения контактной выносливости по сравнению с обычной
закалкой. В то же время контактная выносливость стали ШХ15 в
результате предварительного низкотемпературного азотирования с
последующей закалкой возрастает по Lso в 2 раза [215].
Ниже приведены результаты испытаний (% отказов по кольцам,
шарикам и общий) для трех партий подшипников 307. В партии I де-
тали обработаны без применения азотирования (HRC 62,5); в пар-
тии II кольца подвергались низкотемпературному азотированию
с последующей закалкой (HRC 64,5), а шарики были закалены обыч-
но; в партии III азотированию и закалке подвергали как кольца,
так и шарики:
Коль- Ша- _
ца рнки Всего
1 25 15 40
II ................ 5 15 20
III .............. 20 35 55
Видно, что предварительное азотирование колец при неазотиро-
ванных шариках снизило вероятность отказа подшипников по коль-
цам в 5 раз и не повлияло на отказы подшипников по шарикам. В ре-
зультате вероятность отказа подшипников снизилась вдвое. Азоти-
рование как колец, так и шариков дало отрицательный результат:
количество отказов по кольцам было таким же, как и без азотирова-
ния колец, а по шарикам выросло более чем вдвое; в результате чис-
ло отказов подшипников увеличилось по сравнению с неазотирован-
ными подшипниками на 40 %. Это можно объяснить тем, что азоти-
рование деталей хотя и повышает их контактную выносливость, но
одновременно уменьшает пластические деформации в зоне контакта,
что приводит к повышению контактных напряжений. При азотиро-
вании одних только колец благодаря сравнительно низкой твер-
дости шариков могут происходить пластические деформации, и кон-
тактные напряжения возрастают в сравнительно слабой степени.
При одновременном же азотировании обеих групп контактирующих
деталей контактные площадки значительно уменьшаются, а напря^
жения возрастают до такой степени, что контактная выносливость
становится ниже, чем у неазотированных деталей.
Значительное повышение долговечности шариковых подшипни-
ков из стали ШХ15 было получено также в результате азоти-
рования колец при 720 °C в течение 10 ч в смеси равных количеств
аммиака и природного газа (последний добавлялся для предотвра,-
щения обезуглероживания) с последующей закалкой [214].
Сопоставление приведенных выше данных" о влиянии азотирования и
нитроцементации на контактную выносливость стали ШХ15 н долговечность
подшипников дает основание считать, что совмещение диффузионного насы-
щения с аустенитизацией не позволяет полностью использовать возмож-
ность повышения долговечности из-за наличия нитридных и карбонитридных
фаз. При предварительном азотировании нитриды частично растворяются в
аустените, и сталь после закалки приобретает однородную структуру азоти-
стого мартенсита с высокой твердостью и достаточным запасом пластично-
сти.
Возникновение напряжений сжатия, по-видимому, не является опреде-
ляющей причиной повышения долговечности подшипников при насыщении
стали ШХ15 азотом. На это указывает тот факт, что непосредственное насы-
щение азотом при нагреве под закалку приводит к значительно меньшему
повышению долговечности, чем предварительное азотирование с последую-
щей закалкой, хотя дает большие напряжения сжатия.
ГЛАВА XIV
СТРУКТУРНАЯ И РАЗМЕРНАЯ НЕСТАБИЛЬНОСТЬ
НЕСТАБИЛЬНОСТЬ СТАЛЕЙ ШХ ПРИ НИЗКИХ
ТЕМПЕРАТУРАХ
Нестабильной при низкой температуре структурной составляющей
является остаточный аустенит. Поскольку изотермическое превра-
щение остаточного аустенита при низких температурах идет чрез-
вычайно медленно, решающую роль играет превращение остаточ-
ного аустенита во время охлаждения до рабочей температуры.
Поэтому методом структурной и размерной стабилизации по отно-
шению к низкой температуре является термическая обработка, пос-
ле которой точка М* остаточного аустенита лежит ниже рабиче й
температуры подшипника. На рис.Ч27 показаны, по данным автора
и Л. В. Чернявской, размерные изменения в стали ШХ15 после
сравнительно низкого отпуска (120 °C) при ее глубоком охлаждении.
На кривых прироста длины имеются три характерные области:
слабый прирост (до 1—2-Ю-5 мм/мм), интенсивное изменение дли-
ны и, наконец, ослабление или полное прекращение прироста.
На рис. 127 указано также количество превратившегося аусте-
нита из расчета 1 % превращения на каждые Ы0-4 мм/м размер-
227
РИС. 127. Размерные изменения в стали
ШХ15 при охлаждении.Закалка 860 °C, от-
пуск 1 20 °C; на кривых указано содер-
жание остаточного аустенита, %
РИС- 128- Размерные изменения в сталях
ШХ15 и ШХ15СГ в зависимости от сте-
пени превращения аустенита при охлаж-
дении. Закалка 840—980 °C, отпуск 150 °C
1 а о л и ц а оз
КОЛИЧЕСТВА ОСТАТОЧНОГО АУСТЕ-
НИТА В СТАЛИ UIX15, СТАБИЛЬНЫЕ
ПРИ ГЛУБОКОМ ОХЛАЖДЕНИИ.
ЗАКАЛКА 860 °C
Температура отпуска, °C Количество остаточного аустени- та, %, стабильное при темпера- турах, °C
— 35 — 50 — 70 -145 — 196
120 18 14,5 13 10,5 10
150 18 16 15 14 13,5
200 17 17 17,5 16 15
ных изменений (рис. 128). Наличие первой температурной области
размерных изменений указывает на некоторую неопределенность
положения температуры возобновления превращения МТак,
у стали с 14,5 % остаточного аустенита начало возобновления мар-
тенситного превращения, отвечающее образованию 0,1 % мартен-
сита, соответствует температуре —55 °C. Если же задаться образо-
ванием 0,5 и 1,5 % мартенсита, то за точку М'к придется принять
температуры —90 и —145 °C соответственно. Количества остаточ-
ного аустенита, стабильные при глубоком охлаждении, с точностью
до 0,1 % превращения (размерные изменения до 1-10~6 мм) приво-
дятся в табл. 63 в зависимости от температуры отпуска и температу-
ры испытания.
Увеличение длительности отпуска действует в том же направле-
нии, что и повышение его температуры. Применение длительных
отпусков (старения) для стаби-
лизации по отношению к низ-
ким температурам нецелесооб-
разно, так как кратковременный
и длительный отпуск на одина-
ковую твердость дает одинако-
вую стабильность размеров
[186].
При умеренных требовани-
ях к стабильности размеров
(10-10-5 мм/мм) допустимое
содержание аустенита в сталях
ШХ15 и ШХ15СГ, стабильного
по отношению к охлаждению до
228
—200 °C, может быть достигнуто без обработки холодом^— с ох-
лаждением до +20 °C перед отпуском и соблюдением других тех-
нологических мер, ограничивающих содержание аустенита. При
более жестких допусках на нестабильность размеров (1 • 10-5 мм/мм)
требуется охлаждение перед отпуском до 5—10 °C. В случаях
особенно высоких требований к стабильности размеров при низких
температурах можно применять повышенную температуру отпус-
ка (до 200 °C) или обработку холодом перед отпуском (охлажде-
ние до минус 30 — минус 70 °C).
Если необходимая степень охлаждения при закалке по каким-
либо причинам не может быть достигнута и количество аустенита
получается слишком высоким, то после отпуска можно дать допол-
нительное охлаждение до рабочей температуры, при котором из-
быточное по отношению к стабильному количество аустенита пре-
вратится в мартенсит. После такого охлаждения необходимо про-
извести вторичный отпуск. Очевидно, при такой дополнительной
обработке размерная стабильность будет достаточной, так как при
повторном (рабочем) охлаждении превращения аустенита не про-
изойдет.
НЕСТАБИЛЬНОСТЬ СТАЛЕЙ^Х ПРИ КОМНАТНОЙ
ТЕМПЕРАТУРЕ
Причинами размерной нестабильности при комнатной температуре
могут быть как распад мартенсита, приводящий к уменьшению раз-
меров, так и превращение остаточного аустенита, вызывающее уве-
личение размеров.
Для определения компонент размерных изменений в сталях
ШХ15 и ШХ15СГ, вносимых распадом мартенсита и превращением
остаточного аустенита, образцы из сталей ШХ15 и ШХ15СГ закали-
вали с вариацией количества остаточного аустенита. Нормальные
количества аустенита получали закалкой в холодное масло, повы-
шенные — в горячее масло, й малые — путем обработки холодом.
Наблюдения за размерными изменениями при комнатной темпера-
туре продолжались в течение 5 лет. Мартенситную компоненту оп-
ределяли путем линейной экстраполяции результатов до нулевого
количества остаточного аустенита. Вычитанием изменений, вызван-
ных распадом мартенсита из общих изменений, были получены из-
менения, вызванные превращением остаточного аустенита.
На рис. 129 показаны экстраполированные размерные измене-
ния при комнатной температуре для структуры, состоящей только
из мартенсита. Эти изменения (сжатие) возрастают с повышением
температуры аустенитизации от 840 до 980 °C и уменьшаются с по-
вышением температуры отпуска. После отпуска при 150 °C мартен-
ситная компонента размерных изменений даже при высоких темпе-
ратурах аустенитизации не превышает по абсолютной величине
2-10~6 мм/мм.
229
РИС. 129. Размерные изменения в сталях ШХ15 (а) и ШХ15СГ (б)
при комнатной температуре» экстраполированные до 0 % остаточ-
ного аустенита’.
1 — без отпуска; 2 — отпуск 100 °C; 3 — отпуск 150 °C. Длитель-
ность отпуска 2 ч
Размерные изменения стали ШХ15, вызванные превращением
«остаточного аустенита, показаны на рис. 130. При температуре аус-
тенитизации 840 °C аустенит, остающийся при охлаждении до ком-
натной температуры, неустойчив как при отсутствии отпуска, так
и после отпуска при 100 °C. Обработка холодом не делает аустенит
устойчивым после отпуска
100 °C; для стабильности после
отпуска при 150 °C достаточно,
чтобы содержание аустенита не
превышало 11 %, т. е. величины,
получающейся непосредственно
после охлаждения до комнатной
температуры без обработки холо-
дом. При температуре аустени-
тизации 980 °C аустенит, со-
храняющийся при охлаждении
до комнатной температуры, так-
же стабилен только после от-
РИС- 130. Размерные изменения в стали
ШХ15 при комнатной температуре, выз-
ванные превращением остаточного аусте-
нита,
а — без отпуска; б — отпуск прн 100 °C»
в —отпуск при 150 °C. Длительность испы-
тания: 1 — 10 — 15 дней’, 2 — 4—7 мес;
3 — 5 лет.
Стрелками указано количество аустенита
после охлаждения до 20 °C
30
пуска при 150 °C. Однако в противоположность низкотемператур-
ной аустенитизации обработка холодом, понижающая содержание
аустенита до 22 %, делает его изотермически стабильным даже в не-
отпущенной стали. Количества остаточного аустенита, при которых
сохраняется «аустенитная» стабильность в течение 5 лет, приведены
в табл. 64.
Таблица 64
КОЛИЧЕСТВО ОСТАТОЧНОГО АУСТЕНИТА В СТАЛЯХ ШХ15И ШХ15СГ. СТА-
БИЛЬНОЕ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ В ТЕЧЕНИЕ 5 ЛЕТ
Температура закал- ки, °C Стабильное количество аустенита, %, при температурах от- пуска, °C
без отпуска 100 150
840 0/0 0/10 11/15
880 0/15 10/20 19/25
980 22/48 25/50 32/50
Примечание. В числителе — для стали ШХ15, в знаменателе — для стали?
ШХ15СГ.
Из рис. J30 видно, что стабильное количество аустенита несколь-
ко изменяется в зависимости от длительности испытания. Можно*
показать, что оно понижается пропорционально логарифму време-
ни испытания. Эта простая закономерность позволяет экстраполи-
ровать экспериментальные данные о размерной нестабильности до
весьма больших сроков хранения или эксплуатации при комнатной
температуре. Можно, например, подсчитать, что увеличение срока
хранения нормально термически обработанной стали ШХ15 от 5 до-
20 лет требует понижения количества остаточного аустенита на
1 %. Зависимость стабильного количества аустенита от длитель-
ности испытаний указывает на то, что при понижении содержания
остаточного аустенита до некоторой критической величины его пре-
вращение резко замедляется, но не прекращается, так что ощутимые
изменения размеров удается обнаружить только через некоторое
время.
Повышение температуры отпуска в интервале 150—175 °C ведет
к повышению стабильного количества аустенита, т. е. требует мень-
шей степени мартенситного превращения перед отпуском. Дальней-
шее повышение температуры отпуска наряду с повышением ста-
бильности аустенита приводит к уменьшению его фактического ко-
личества, что в свою очередь повышает размерную стабильность.
В связи с тем, что превращения остаточного аустенита при ох-
лаждении и длительном хранении являются превращениями в мар-
тенсит, они имеют ряд общих черт:
1) при достаточно малом количестве перед отпуском аустенит'
обладает высокой стабильностью как при низких температурах,
так и при хранении;
231:
2) в обоих случаях стабильное количество аустенита с повыше-
нием температуры и увеличением длительности отпуска, а также с
повышением температуры закалки возрастает;
3) при различных температурах закалки и отпуска между коли-
чествами аустенита, стабильными при охлаждении и длительном
хранении, имеется однозначная зависимость [186].
НЕСТАБИЛЬНОСТЬ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
На рис. 131 показана типичная диаграмма размерных изменений
нормально термически обработанной стали ШХ15 во время длитель-
ных нагревов при 150 °C. Кривые изменения длины образцов имеют
вид типичных дилатометрических кривых: вначале наблюдается сжа-
тие, вызванное дораспадом мартенсита, а затем расширение, вызван-
ное превращением остаточного аустенита. Затем снова происходит
сжатие в результате карбидной реакции и других превращений
третьей стадии отпуска (на рисунке не показано). У образцов с со-
держанием аустенита свыше 10—13 % первое сжатие не наблюда-
ется, так как интенсивный рост длины из-за распада аустенита пе-
рекрывает мартенситное сжатие [258].
Рассмотрим более детально компоненты размерных изменений,
вызываемые превращениями мартенсита и остаточного аустенита.
В отпущенной стали мартен-
РИС. 131. Размерные изменения в стали
ШХ15 при температуре 150 °C. Закалка
850 °C. отпуск 150 бС- На кривых указа-
но количество остаточного аустенита, %
ситная составляющая структуры
при повышенной температуре
становится неустойчивой. Как
видно из рис. 132, в стали
ШХ15, отпущенной при 150 °C,
происходит заметное падение
твердости даже при температуре
80 °C, если выдержка при этой
температуре была достаточно
длительной. На рис. 133 приве-
дена зависимость относитель-
ных размерных изменений об-
разцов со структурой мартенсита
от температуры и длительности
нагревов, полученных на сериях
образцов с различным содержа-
нием остаточного аустенита пу-
тем экстраполяции до 0 %
аустенита. Из этих данных сле-
дует, что если при кратковре-
менных нагревах (1—10 ч) мар-
тенситная нестабильность стано-
вится заметной только при тем-
пературах выше 150 °C, то уве-
личение длительности нагрева
232
РИС- 132. Изменение твердости
HRC (указана иа кривых) стали
ШХ15 в зависимости от темпе-
ратуры н длительности хране-
ния после закалки 850 °C и
отпуска 150 °C
до десятков тысяч часов приводит к нестабильности при тем-
пературе 100 °C и более низких. При более высоких температурах
отпуска размерная нестабильность мартенсита при повышенных
температурах уменьшается. Рис. 134 позволяет определить размер-
ные изменения, мартенсита в стали, отпущенной при 175—250 °C,
на основании подсчитанных по рис. 132 размерных изменений стали,
отпущенной при 150 °C.
Кинетика превращения
остаточного аустенита при
повышенной температуре су-
щественно отличается от
превращения при комнатной
температуре и при охлажде-
нии. Если при этих послед-
них превращениях наблюда-
ется сильное торможение, а
иногда и практически полное
прекращение процесса при
количествах остаточного аус-
тенита меньших некоторой
критической величины, то
при повышенных температу-
рах такой критической вели-
чины не существует, и пре-
вращение протекает со ско-
ростью, пропорциональной
исходному количеству оста-
точного аустенита (рис. 135).
Другой особенностью пре-
вращения остаточного аусте-
нита при повышенной тем-
РИС- 133- Относительные размерные измене-
ния в стали ШХ15 при повышенных темпе-
ратурах, вызванные превращениями мартен-
сита. Закалка 850 °C, отпуск 150 °C
9 Зак. 666
233
РИС- 134. Размерные изменения встали
'ШХ15 при повышенных температурах, выз-
ванные превращением мартенсита. Закалка
860 °C, отпуск 175—250 °C (указан на кри-
вых). На осн абсцисс отложены размерные
изменения для отпуска 150 °C, подсчи-
танные по рис. 133
РИС- 135. Содержание остаточного аусте-
нита, превратившегося при различных ус-
ловиях нагрева стали ШХ15, в зависи-
мости от исходного его количества. (Наг-
рев: I — 120 °C, 1000 ч; II — 150 °C, 500
ч; III — 200 °C, 25 ч). Температура отпус-
ка, °с: 1 — 150; 2 — 200; 3 — 225
пературе является независимость процесса от температуры
отпуска: как видно из рис. 135, степень превращения при
данной температуре и длительности испытания определяется только
исходным количеством аустенита, а изменение температуры отпус-
ка от 150 до 225 °C влияет на скорость процесса лишь в той степени,
в какой эти изменения влияют на изменение исходного количества
аустенита. Таким образом, можно утверждать, что эффект стабили-
зации, свойственный аустенито-мартенситному превращению, в про-
цессе превращения остаточного аустенита при повышенных темпе-
ратурах отсутствует. В связи с этими особенностями величина
АЛМ0, т. е. относительное количество превратившегося при по-
вышенной температуре остаточного аустенита, является характери-
стикой степени превращения, мало зависящей от исходного количе-
ства аустенита и температуры отпуска. Температура закалки,
а также дисперсность исходной структуры мало влияют на отно-
сительную устойчивость остаточного аустенита при повышенной
температуре и существенны только с точки зрения влияния на ко-
личество остаточного аустенита после термической обработки.
Кинетика превращения остаточного аустенита в стали ШХ15 при
повышенных температурах была приведена на рис. 87.
Описанные выше отличия изотермического превращения оста-
точного аустенита при повышенных температурах от его превраще-
ния при низкой и комнатной температурах дают дополнительное
подтверждение выводу, что это превращение не проходит через ста-
дию образования мартенсита [186].
234
Суммарный размерный эффект от превращений мартенсита и
•аустенита может быть выражен формулой
-^- = Ц1 — Л0)+тДЛ,
где X — отрицательная величина размерного изменения мартенси-
та, получаемая из рис. 133 и 134; Ао — исходное содержание
остаточного аустенита (в долях единицы); АЛ — количество пре-
вратившегося аустенита, получаемое из рис. 87; т — коэффициент,
количественно равный относительному изменению длины при
превращении 100 % аустенита. В широком диапазоне температур
нагрева для т получено значение 6,7-10-3 или 6,7-10-6 мм/мм
при превращении 1 % аустенита.
При температурах, близких к комнатной, можно наблюдать
•одновременно два типа превращения остаточного аустенита —
«низкотемпературное», происходящее только при количествах аус-
тенита, превращающих некоторую критическую величину, и «вы-
сокотемпературное», степень которого прямо пропорциональна
количеству остаточного аустенита. На рис. 136 показаны размерные
изменения стали ШХ15 при 20 и 75 °C, причем для последней тем-
пературы вклад «высокотемпературного» превращения отмечен
пунктирной прямой.
Эффективное повышение стабильности размеров при сравни-
тельно невысоких рабочих температурах возможно путем обработки
холодом. Правда, при этом возникают отрицательные изменения
размеров в первый период работы, однако эти изменения при тем-
пературах 120 °C и ниже сравнительно невелики. При правильно
подобранной температуре обра-
ботки холодом можно придать
кривой изменения размеров фор-
му сравнительно пологой «пет-
ли» с небольшими отрицатель-
ными изменениями в начале и
положительными в конце рабо-
ты. На рис. 137 приведена но-
мограмма автора и Л. В. Чер-
нявской для оценки размерных
изменений при повышенных тем-
пературах нормально термооб-
работанной стали ШХ15, от-
пущенной при 150 °C.
Повышение температуры от-
пуска в пределах 180—200 °C
не уменьшает размерной неста-
бильности стали ШХ15. Такой
•отпуск уменьшает отрицатель-
ную составляющую изменения
размеров, вызываемую превра-
РИС. 136. Размерные изменения в стали
ШХ15 при температурах, близких к ком-
натной после трехлетнего хранения. От-
пуск 170 °C, в течение, ч: а — 1; б — 4;
в — 12. На кривых указана температура
хранения, °C
3* Зак. 666
235
Рабочая температура^
РИС. 137. Зависимость размерных изменений стали ШХ15 от тем-
пературы н длительности нагрева. На кривых указано относи тель-
ное изменение длины образцов, мм/мм, 10 *-Л0СТ=16—18 %
щением мартенсита; в то же время понижение содержа-
ния остаточного аустенита и соответствующее ослабление
положительной компоненты изменения размеров сравнительно не-
велико. В результате суммарное изменение размеров образцов,
отпущенных при 180—200 °C, получается практически таким же,
как и образцов, отпущенных при 150 °C, или даже несколько боль-
шим. При дальнейшем повышении температуры отпуска размер-
236
ная стабильность возрастает. Так, например, отпуск при 225 С»
особенно в сочетании с обработкой холодом, может в ряде случаев
служить достаточно эффективным средством стабилизации разме-
ров стали ШХ15 для рабочих температур до 150 °C при длитель-
ности работы по меньшей мере до 5000 ч. При отпуске 250 °C и ₽ы-
ше, полностью разлагающем остаточный аустенит, стабильность
размеров стали ШХ5 обеспечивается при рабочих температурах на
50—100 °C более низких, чем температура отпуска. Меньшая Раз"
ность температур относится к времени работы, не превышающему
300—1000 ч, а большая — к времени до 10000 ч.
В отличие от стали ШХ15 сталь ШХ15СГ после отпуска ЛРИ
250° имеет недостаточную стабильность при рабочих температурах
150 °C и выше и заметную нестабильность даже при 120 °C из-за
неполного разложения остаточного аустенита при отпуске. Отпуск
при 275 °C дает приемлемую стабильность размеров при темпера-
турах до 150—200 °C. Высокая стабильность стали ШХ15СГ ЛРИ
температуре 200 °C может быть получена только после отпуска ЛРИ
300 °C, полностью разлагающего остаточный аустенит. Стабиль-
ность стали ШХ15СГ можно также, как и'ШХ15, существенно по-
высить путем применения обработки холодом. Так, сочетание об-
работки холодом с отпуском 250 °C в течение 3—6 ч позволяет полу-
чить достаточный уровень размерной стабильности при 200 С.
В гл. IX было показано, что увеличение длительности отпуска
на полное разложение остаточного аустенита при соответственном
понижении его температуры позволяет получить повышенную
твердость стали. В отношении размерной стабильности при повышен-
ных температурах следует учитывать, что достигнутое таким спосо-
бом повышение твердости получается ценой уменьшения степени
превращений в мартенсите, поэтому сопровождается его понижен-
ной стабильностью. Это не исключает целесообразности применения
длительного отпуска деталей подшипников, предназначенных Для
работы при температурах 120—150 °C, при которых мартенсит будет
еще достаточно устойчивым.
В табл. 65 приведены условные обозначения и режимы отпуска
Таблица 65
ХАРАКТЕРИСТИКИ ТЕПЛОСТОЙКИХ ПОДШИПНИКОВ ИЗ СТАЛИ ШХ15
Максим аль- ная рабочая температура, 'С Характеристики подшипников СССР Условно^ О^°3- качение яод^иип- ннкор 8Кг
условное обоз- начение температура от- пуска деталей, °C (3 ч) минимальная твердость HRC
150 . 50
200 Т2 240—260 57—58 S1
250 ТЗ 290—310 54—55 S2
300 Т4 340—360 51—52 S3
350 Т5 390—410 • f 48—49 S4
237
Таблица 66
РЕЛАКСАЦИЯ НАТЯГА Д КОЛЕЦ ИЗ
СТАЛИ ШХ15, ПОСАЖЕННЫХ НА~
ВАЛ
Темпера- тура, °C б, мкм Д*, мкм, при До, мкм
10 25
120 1,5 6/8 18/20
140 2,5 4/5 13/16
180 24 —13/—16 —8/—8
. 200 30 —16/—24 —12/—16
220 20 —10/—25 —6/—6
* В числителе — вычисленные, в зна-
менателе — измеренные величины.
деталей теплостойких подшип-
ников из сталей типа ШХ в за-
висимости от температуры экс-
плуатации.
Для рабочих температур до
150 °C (SO) фирма SKF приме-
няет отпуск колец при 220 °C,
4 ч или изотермическую закал-
ку при 210—240 °C на мини-
мальную твердость соответствен-
но HRC 60—58,5 [209].
Изменение посадочного натяга
подшипникового кольца на валу
может происходить по двум’при-
чинам. Первой является изменение
диаметра кольца, вызванное измене-
нием удельного объема из-за струк-
турных превращений; второй —
остаточное изменение диаметра
кольца, вызванное действием не-
комнатной температурах действует
пряжений натяга. При низких и
только первый фактор, и натяг изменяется лишь в той мере, в какой увели-
чивается размер кольца из-за превращения остаточного аустенита. При по-
вышенных же температурах к изменениям размера, вызванным превращени-
ем аустенита и мартенсита, добавляется уменьшение натяга из-за релакса-
ции напряжений. Изменение натяга под действием обоих упомянутых фак-
торов может быть подсчитано по формуле
Д = Дое-^-_-|- (1 +е-’й),
где Д — переменный натяг; До — начальный натяг при монтаже; 6 — из-
менение натяга, вызываемого изменением удельного объема при структурных
превращениях; q — величина, зависящая от отношения внутреннего диамет-
ра кольца к наружному [186].
Табл. 66 показывает, что вычисленное изменение натяга находится в
хорошем соответствии с экспериментальными данными, опубликованными
фирмой SKF [259], для кольца с наружным диаметром 60 мм, посаженного
иа вал 50 мм с натягами 10 и 25 мкм. Знак минус у некоторых значений на-
тяга обозначает переход его в зазор.
Практически для сохранения натяга колец из стали ШХ15 необходимо,
чтобы температура отпуска колец в достаточной мере превышала рабочую
температуру.
Ниже приводятся величины разницы между температурой отпуска 7\
и рабочей температурой Т2, ограничивающей возможное снижение натяга
величиной 20 % от исходного-.
Длительность работы ч, 100 1 1000 3000
Л—Т2, °C............. 25—50 50—75 75—100
г Нижние значения разницы температур в этой таблице относятся к от
пуску при 150 °C, а верхние — к отпуску 250 °C. Если допустить уменьшение
натяга на 50 %, то разницу, приведенную в таблице, можно уменьшить
на 25 °C.
Возможность сохранения достаточного посадочного натяга при повы-
шенных температурах тем выше, чем больше исходный натяг. Одной из при-
чин ограничения этой величины является возможность разрыва кольца при
посадке. С этой точки зрения следует предпочесть процессы термической об-
238
работки, создающие на поверхности колец сжимающие напряжение (поверх-
ностная и изотермическая закалка, азотирование и др.).
Исследование размерной стабильности теплостойких и нержа-
веющих подшипниковых сталей [260 ] показало, что выдержка
стали ЭИ347 при 400 °C в течение 2500 ч сопровождается размер-
ными изменениями до +6-10-5 мм/мм. Приблизительно такой же
уровень нестабильности размеров получается при 500 °C за 1000 ч.
Для продолжительной работы при температурах 550—600 °C дос-
таточный уровень размерной стабильности достигается при тем-
пературах отпуска на 50 °C выше рабочей температуры. Нержавею-
щие подшипниковые стали после низкого отпуска обладают срав-
нительно невысокой размерной стабильностью при повышенной
температуре, хотя и большей, чем сталь ШХ15. При этом положи-
тельные изменения размеров невелики, и стабильность определя-
ется главным образом усадкой из-за превращений в мартенсите.
Так, в стали 11Х18М при рабочей температуре 100 °C сначала дос-
тигается максимальное изменение размеров, равное +8Х
X10-5 мм/мм, а затем через 2500 ч —5-10-5 мм/мм. При темпера-
турах 120 и 150 °C через 2500 ч отрицательные изменения равны
соответственно —8-Ю-6 и—9-10~6мм/мм. Сталь 9Х18Ш, не содер-
жащая молибдена при температурах до 120—150 °C, менее ста-
бильна, чем сталь 11Х18М, а при более высоких температурах обе
стали равноценны. Для повышенных рабочих температур нер-
жавеющие подшипниковые стали подвергаются отпуску при повы-
шенной температуре — 400 °C, после которого длительный нагрев
при 300 °C вызывает небольшие размерные изменения в пределах
±5-10“8 мм/мм.
ГЛАВА XV
РАЗРУШЕНИЕ ДЕТАЛЕЙ ПОДШИПНИКОВ
ОСНОВНЫЕ ВИДЫ РАЗРУШЕНИЙ
Детали подшипников качения должны в идеальном случае воспри-
нимать контактные нагрузки в условиях чистого качения. Но в ре-
альных условиях эксплуатации подшипников на контактных пло-
щадках действуют тангенциальные усилия вследствие кривизны
обкатываемых тел или возникают элементы скольжения. Поэтому
повреждения, развивающиеся на поверхностях качения, могут про-
явиться в самых разнообразных видах, характерных как для усло-
вий качения, так и качения со скольжением. Классификации пов-
вреждений деталей подшипников даны в работах [255, 263—2661.
239
РИС. 138. Белые нетравящиеся участки в виде «крыльев бабочки», возникшие на глубине
. 0,35 мм около глобулярного неметаллического включения алюмината кальция системы
лСаОХ Ху А12Оа с сульфидной оболочкой (Са, Мн, Fe) S во внутреннем кольце под-
шипника ^76-210, отработавшего 1850 ч. Х800
Наиболее распространены следующие виды повреждений: 1. Уста-
лостное выкрашивание. 2. Пластическая деформация. 3. Вмятины.
4. Отслаивание. 5. Износ (нормальный, абразивный, царапины,
сколы, задиры). 6. Трещины (металлургического происхождения,
Ковочные, закалочные, шлифовочные). 7. Коррозия.
Развитие того или иного вида повреждений зависит от многих
факторов: качества стали и ее термической обработки, отклонений
размеров и формы элементов качения, качества смазки, условий
монтажа и эксплуатации. При качении со смазкой и в таких усло-
виях, когда проскальзывание незначительно, превалирует усталост-
ное выкрашивание, а нормальный износ очень мал. При значитель-
ном проскальзывании или при качении без смазки преобладают яв-
ления износа, а усталостное разрушение возникает редко.
На нерабочих и монтажных поверхностях деталей подшипников
также возможны различные повреждения, в том числе износ, тре-
щины, коррозия, приводящие к разрушению детали.
В этой главе будут рассмотрены некоторые наиболее распрост-
раненные виды повреждений.
ЗАРОЖДЕНИЕ УСТАЛОСТНЫХ ТРЕЩИН
В поверхностных и подповерхностных слоях деталей подшипни-
ков качения, испытывающих периодические знакопеременные кон-
тактные нагрузки, возникают необратимые изменения микрострук-
туры и тонкой структуры. Накапливаясь в течение определенного
времени, эти изменения приводят в конечном итоге к прогрессирую-
щему усталостному разрушению поверхности, наступление которого
определяет долговечность детали. Показано, что в микроструктуре
в основном возникают следующие изменения: на фоне мартенсита
нормальной травимости появляются белые нетравящиеся участки,
240
напоминающие по фооме крылья бабочек (рис. 138). По наблюде-
нию большинства исследователей такие участки образуются около
кислородных неметаллических включений или оксидной составля-
ющей сульфидных включений, но не возле чистых сульфидов или
нитридов.
Резкая прерывистая граница, отделяющая белую составляющую
от матрицы (обозначена буквой А на рис. 139), представляет собой
микротрещину. В зоне белого травления значительно меньше глобу-
лярных карбидов, большинство карбидов вытянуто в направле-
нии от границы В к границе А [269]. Меньшая плотность карбидов
внутри белой составляющей объясняется растворением в ней части
карбидов. При электронномикроскопическом исследовании было
обнаружено, что в белых нетравящихся участках возникает ячеис-
тая структура с размером ячеек от 0,05 до 0,1 мкм, а карбиды от-
пуска разрушаются [267]. Углерод из разрушенных карбидов диф-
фундирует в другие участки.
При исследовании изменений микроструктуры после различного
количества циклов (1,00-1С6, 5,00-10®, 6,45-10®) были обнаружены
две особенности: во-первых, число белых структурных составляю-
щих и зона, в которых они возникают, растут с увеличением числа
циклов, во-вторых на глубине приблизительно 0,4 мм число их
уменьшается и'рост замедляется. Как правило, величина, этих
участков не превышает 10 мкм.
Другой вид изменений микроструктуры — образование на ‘пре-
деленной глубине от поверхности контакта зоны темного травления.
Зона состоит из множества темнотравящихся пятен или сетки, об-
разованной темными выделениями, ориентированными по направ-
лению мартенситных игл (рис. 140).
Электронномикроскопическое исследование зон темного травле-
ния показало, что мартенсит в этой зоне имеет форму многоуголь- *
ных вытянутых пластин со средним размером 0,2 мкм, границы
которых окружены темными мелкозернистыми выделениями.
Пятнистый фон измененной микроструктуры противоречит пред-
положению о том, что изменения вызваны отпуском мартенсита
вследствие тепла, возникающего при циклическом нагружении.
Более обоснованным является предположение о том, что под дей-
РИС. 139. Микротрещииа вдоль Гграиицы, отделяющей светлотравящиеся участки —
«крылья бабочки» от матрицы _*.«
241
РИС. 140. Зона темного травления под дорожкой качения кольца шарикового подшип-
ника, испытанного прн напряжении 3,65 ГПа:
а — X 100, б — Х500. Полосы деформаций ориентированы под углом к дорожке качения ,
ствием циклических напряжений происходит растворение в мар-
тенсите мелких карбидов и последующее их выделение по грани-
цам зерен из пересыщенного углеродом мартенсита.
Отмечается наличие определенной связи в расположении зон
с максимальным содержанием белых структурных составляющих
и темнотравящихся участков; область под дорожкой качения на
глубине 0,15—0,65 мм ниже контактной поверхности, в которой об-
разование и рост белой составляющей подавляется, соответствует
зоне темного травления. Кроме того, образование белой составляю-
щей подавляется при том числе циклов (5-Ю5), когда начинает
появляться темнотравящаяся зона [269].
При стендовых испытаниях подшипников 76-210 из стали ШХ15
с максимальными напряжениями 3,65 ГПа наблюдались все раз-
новидности измененной микроструктуры, описанные выше. Темно-
травящаяся зона располагалась независимо от длительности работы
подшипников на глубине 0,05—0,07 мм от поверхности качения
Таблица 67
' ЗАВИСИМОСТЬ РАСПОЛОЖЕНИЯ ТЕМНОТРАВЯЩИХСЯ ЗОН ВО ВНУТРЕННИХ
КОЛЬЦАХ ПОДШИПНИКОВ ОТ ДЛИТЕЛЬНОСТИ РАБОТЫ
Долговеч- ность коль- ца, ч Характеристика темнотра- вяхцейся зоны Долговеч- ность коль- ца, ч Характеристика темнотра- вяхцейся зоны
расстояние от поверх- ности, мм ширина зо- йы, ММ' расстояние от поверх- ности, мм ширина зо- ны, мм
167 0,07 0.17 1570 0,05 0,35
407 0,06 0,26 1832 0,07 0,25
’ 741 0,07 0,20 1877 0,05 0,32
1519 0.-07 0,30 1918 0,06 0,36
'242
РИС- 141. Электронная микрофотография полосы деформациями нескольких вы-
тянутых карбидов, снятая с реплики
— *
(начало); ширина зоны при этом имела тенденцию к незначительно-
му увеличению (табл. 67).
На рис. 140, а приведена темнотравящаяся зона, обнаруженная
у кольца с долговечностью 1500 ч. В этой зоне видны полосы де-
формации, направленные под углом к дорожке качения (рис. 140,6);
Наблюдались зоны, в которых темнотравящиеся участки и полосы
деформации не имели четкой ориентации В светлых участкам
этих зон микротвердость 7У5О=755-ь795, а в темнотравящихся
//50=535ч-585.
«Крылья бабочек» возле неметаллических включений обнаруже-
ны глубже темнотравящихся участков. Так, в кольцах из кислой
мартеновской стали «бабочки» располагались на глубине 0,4—
0,7 мм, в кольцах из основной мартеновской стали, рафинирован-
ной кислыми шлаками, — на глубине 0,15—0,35 мм.
С увеличением степени загрязненности стали (Гкислородными'
включениями число таких участков увеличивалось.
Кроме белых нетравящихся участков, обнаруживаемых около
неметаллических включений, в поверхностных и подповерхностных
‘слоях подшипников после продолжительного циклического нагру-
жения образуются полосы деформации, характерный вид которых
приведен на рис. 141 [270]. Электронномикроскопические иссле-
дования на просвет [267, 270 ] показали, что механизм образования
белых нетравящихся участков около неметаллических включений
и полос деформации аналогичен. Зарождение и рост вытянутых кар-
бидов, которые часто окаймляют полосы деформации, связаны t
243
Т а-б л и ц а б*1
ИЗМЕНЕНИЕ КОЛИЧЕСТВА ОСТАТОЧНОГО АУСТЕНИТА НА ПОВЕРХНОСТИ
КАЧЕНИЯ ВНУТРЕННИХ КОЛЕЦ ПОДШИПНИКА 76-210
£90- * 4 ^ОСТ’ % ДА, % Д90- 4 ^ОСТ’ % ДА, %
195 юл'18 7,5 839 12,5/20 7,5
265 12/21 9,0 1833 9,0/10,5 1,5
351 8/16 8,0 1840 9,0/10,5 1,5
- 371 12/20,5 8,5 1903 7,5/13,5 6,0
404 11,5/21 9,5 Л.
* В числителе — содержание остаточного аустенита на рабочей поверхности, в зна
менателе — в сердцевине.
избытком углерода в этих полосах. В процессе роста вытянутых
карбидов все большее количество углерода диффундирует из полос
деформации к карбидам, служащим как бы стоком для углеродных
атомов. Диффузия атомов углерода и рост вытянутых карбидов
продолжаются до тех пор, пока концентрация углерода в полосе
деформации не понизится до равновесного уровня или не прекра-
тится циклическое нагружение. В работе [271 ] показано, что мик-
ропластическая деформация в сильно деформированных областях,
сопровождающаяся образованием полос деформации, предшест-
вует возникновению усталостного выкрашивания. По наблюде-
нцкГавтора указанной работы поверхностные полосы деформации
длиной более 30 мкм являлись местами образования микротрещин.
Подповерхностные полосы деформации не являлись инициаторами
трещин. Преобразованию поверхностных полос деформации в мик-
ротрещины способствует их взаимодействие с атмосферой, приводя-
щее к (растягивающим усилиям; в подповерхностных слоях такой
фактор отсутствует. На этом основании сделан вывод о том, что при-
,]Ч1щой образования выкрашивания являются процессы микроплас-
тической деформации, происходящие на поверхности качения.
4, Под действием контактной циклической нагрузки на поверх-
ностях’качения снижается содержание остаточного аустенита. Пре-
вращение остаточного аустенита в мартенсит на контактирующих
поверхностях может сопровождаться возникновением дополнитель-
ных'напряжений. Степень влияния этого процесса на долговечность
подшипников недостаточно изучена. В табл. 68 приведены данные
о количестве остаточного аустенита в поверхностном слое и в сердце-
вине внутренних колец подшипников 76-210. С высокой долговеч-
ностью подшипников связано низкое количество остаточного аусте-
нита в сечении'^колец.
) В отличие от работ, в которых предполагается, что микротре-
щины вблизи неметаллических включений появляются’в результа-
те образования сдвигов в металле, имеется и другое объяснение
РИС. 142. Разрушенные карбид-
ные частицы в стали 11Х18Ш
после закалки и отпуска,
xiooo
[273]. Согласно ему
местная пластическая
деформация мета пла
происходит после за-
рождения микротрещи-
ны в карбидных части-
цах или неметалличес-
ких включениях. За-
рождение микро трещин
обусловлено наличием
в самих включениях и
карбидах слабых мест,
представляющих собой
границы более мелких
участков, обнаруживае-
мых после осторожного
рельефного полирова-
ния. К этому выводу исследователи пришли после изучения механиз-
ма образования усталостных трещин в стали с крупными карбидами
на участках карбидной ликвации и карбидной строчечности. Кар-
биды на участках карбидной ликвации содержали 13—22 % Сг
и 60—75 % Fe.
После длительного травления щелочным раствором пикрата
натрия в крупных карбидах до контактного циклического нагруже-
ния выявились внутренние границы зерен свидетельствующие о по-
ликристаллическом строении таких карбидов.
Аналогичные границы в карбидах наблюдались в металле после
отжига и в образцах после закалки еще до приложения контактной
нагрузки. Вследствие того, что границы внутри крупных карбидов
в литой стали отсутствовали, авторы работы [273] предположили,
что они возникают в начальной стадии раздробления крупных кар-
бидных частиц при горячей ковке или прокатке и являются слабы-
ми местами, на которых происходит зарождение усталостных
трещин.
Развитие усталостного разрушения от трещин внутри крупных
карбидов жаропрочной и коррозионностойкой стали (аналоюв ста-
ли ЭИ347 и 95X18) экспериментально подтверждено также в рабо-
те [275].
‘ О хрупкости таких карбидов и склонности их к разрушению еще
до приложения контактных нагрузок свидетельствует микрошлиф
поперечного сечения кольца нового подшипника из стали 11Х18М
(рис. 142).
Микроскопическое исследование зон усталостного рззрушентщ
в некоторых случаях позволяет обнаружить остатки крупных неме-
245
РИС- 143. Преждевременное усталостное выкрашивание иа рабочей поверхности кольца
роликового подшипника, вызванное оксидным включением большой протяженности. X100:-
а — в зоне выкрашивания; б — включение под поверхностью
таллических включений, явившихся очагами зарождения трещин,.
В качестве примера на рис. 143, -а приведена часть оксидной строч-
ки длиной более 1 мм, обнаруженной в сечении, сделанном через
очаг усталостного выкрашивания внутреннего кольца вагонного-
буксового железнодорожного подшипника, испытывавшегося на
испытательной машине. Большая степень загрязненности стали ок-
сидными включениями подтвердилась при обнаружении аналогич-
ных строчек в сечении под рабочей поверхностью (рис. 143, б)..
В результате разрушения внутреннего кольца, вызванного строчеч-
ным оксидным включением, долговечность подшипника составила
102 ч вместо расчетных 210 ч.
ТЕХНОЛОГИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
РИС. 144. Преждевременное ус-
талостное выкрашивание и а ра-
бочей поверхности ролика, вы-
званное раскатанным загря^не-
. нием
Описанные выше концентраторы напряжений — мелкие неметал-
лические включения и крупные первичные карбиды — являются до-
определенной степени неизбежными для достигнутого в настоящее
время уровня технологии выплавки и передела стали. Но на всех:
стадиях получения стали и изготовления из нее деталей подшипни-
ков могут возникать дополнительные концентраторы напряжений,,
также вызывающие преждевременные усталостные и неусталостные
разрушения. К ним относятся грубые,
не допускающиеся стандартами, метал-
лургические дефекты (например, рас-
катанные и раскованные загрязнения,
остатки усадочной раковины, закаты,
грубые технологические дефекты — ко-
вочные и закалочные трещины, шлифо-
вочные ожоги и шлифовочные трещи-
ны). Ниже приводятся некоторые при-
меры повреждений и разрушений дета-
лей подшипников, вызванных перечис-
ленными дефектами.
Раскатанное загрязнение, сохранив-
шееся на цилиндрической поверхности
ролика, явилось причиной преждевре-
менного усталостного выкрашивания
(рис. 144).
£46
РИС* 145. Технологические дефекты на поверхности деталей под-
шипников:
а — заштамповка иа фаске ролика; б — заштамповка под полюсом
шарика
Закалочные трещины на поверхностях деталей подшипников,
возникающие вследствие нарушения режимов термической обработ-
ки, значительного обезуглероживания, грубой токарной обработки,
приводят к поломкам как при статических, так и при динамических
нагрузках, а также к преждевременному усталостному разруше-
нию.
Были инициированы закалочные трещины на рабочей поверх-
ности внутренних колец радиальных шариковых подшипников
76-210 путем повышения температуры нагрева под закалку до
£60 °C и охлаждения в воде.
Очаги выкрашивания при стендовых испытаниях подшипников
появились на кольцах возле закалочных трещин. Долговечность
подшипников составила 60—65 ч при расчетной долговечности 75 ч.
Опасными концентраторами напряжений являются технологиче-
ские дефекты — заштамповка на^роликах и шариках (рис. 145).
РИС. 146. Ковочный дефект на кольце подшипника:
а — поверхность; б — микроструктура в зоне дефекта. Х500
247
РИС. 147. Шлифовочные ожоги с вторич-
ной закалкой иа цилиндрической поверх-
)иости роликов: ,
а — поверхность после холодного травле-
ния; б — микроструктура в сечении через
шлифовочный ожог. X 200
Ковочный дефект на кольце (рис. 146) сопровождался значительным
обезуглероживанием, окаймляющим трещину.
Часто причиной преждевременного выкрашивания являются
шлифовочные ожоги. Они представляют собой локальные измене-
ния микроструктуры поверхности закаленной детали, возникаю-
щие вследствие интенсивного нагрева при шлифовании, вызванного
неудовлетворительным охлаждением. Шлифовочные ожоги выяв-
ляются специальным травлением последовательно растворами
азотной кислоты, хромового ангидрида и соляной кислоты и могут
иметь форму штрихов, полос, пятен; степень травимости их зави-
сит от характера изменения микроструктуры. В зависимости от это-
го различают ожоги двух видов: сопровождающиеся отпуском за-
каленной стали; сопровождающиеся вторичной закалкой. Ожоги с
отпуском появляются в тех случаях, когда температура нагрева по-
верхности при шлифовании не достигла критической точки Асг.
Микроструктура таких участков представляет собой высокоотпу-
щенный мартенсит или продукты его распада (троостит, сорбит)*
Ожоги, сопровождающиеся вторичной закалкой, возникают тогда,
когда температура нагрева превысит точку Асг. В этих случаях
достаточно охлаждения даже на воздухе для вторичной закалки
тонкого поверхностного слоя. Микроструктура такой зоны пред-
ставляет собой нетравящийся мартенсит и избыточные карбиды.
Окружающие ожог с подкалкой периферийные зоны, температура
которых не достигла точки Aclt имеют структуру высокоотпущен-
ного мартенсита, троостита или сорбита. На рис. 147 показаны шли-
фовочные ожоги с вторичной закалкой на роликах и соответствую-
щие им изменения микроструктуры в осевом сечении роликов.
248
РИС- 148. Шлифовочные ожоги с вторичной закалкой и трещины, вызвавшие усталост-
ное выкрашивание на дорожке качения кольца подшипника
Под влиянием структурных превращений, вызванных ожогами»,
могут возникнуть шлифовочные трещины. Так, преждевременное ус-
талостное выкрашивание на рабочей поверхности внутреннего коль-
ца роликового подшипника вызвано грубыми шлифовочными ожо-
гами и трещинами (рис. 148).
При неправильном монтаже или эксплуатации подшипников,
происходят повреждения как рабочих, так и монтажных повер-
хностей, сопровождаемые значительным изменением микрострукту-
ры и твердости деталей. К их числу относится интенсивное тре-
ние, вызванное перекосами, перегрузками, отсутствием подачи
масла или его недостаточностью. Возникающие при повышенном
трении, но с нормальной подачей ма-
сла изменения микроструктуры могут
иметь вид, аналогичный шлифовоч-
ным ожогам с подкалкой. Трещины
же, вызванные трением, как прави-
ло, прямые, параллельные, единично
расположенные (рис. 149), локализо-
ванные в центре трущихся поверх-
ностей перпендикулярно направле-
нию вращения.
При временном прекращении пода-
чи масла температура нагрева в зоне
трения и на большой глубине от нее
достигает 900—1000 °C, что приво-
дит к значительным изменениям
микроструктуры и твердости по
РИС. 149. Трещины на торце
кольца, возникшие при сухом1
треиии о контактирующие дета-
ли
249-
^РИС. 150. Рабочая поверхность
кольца подшипника с трещинами,
^вызванными трением роликов в
условиях временного прекраще-
ния подачи масла
всему сечению. В результате рабо-
ты роликового цилиндрического под-
шипника с перекосом на дорожке каче-
ния имеет место интенсивное трение, вы-
зывающее появление трещин (рис. 150).
Различная травимость микроструктуры
на участках вторичной закалки и отпус-
ка позволяет рельефно выявить методом
горячего травления зоны нагрева, выз-
ванные трением. Соответствующие этим
зонам изменения микроструктуры при-
ведены йа рис. 151.
Твердость возле рабочей поверхности
в результате закалки поверхностного
слоя с образованием микроструктуры
грубоигольчатого мартенсита и оста-
точного аустенита снизилась до HRC
40—45. Твердость у посадочной повер-
хности HRC 54 соответствует микро-
структуре высокоотпущенного скрыто-
игольчатого мартенсита.
При отсутствии подачи масла соче-
тание высокой температуры и медлен-
ФИС. 151. Микроструктура кольца подшипника, работавшего в условиях временного пре-
кращения подачи масла. Х500:
а — возле дорожки качеиня; б — около посадочной поверхности
«ого охлаждения могут привести к образованию пластинчатого
перлита и грубой карбидной сетки, что характерно для микро-
структуры после горячей пластической деформации.
250
ГЛАВА XVI
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
ПОВЕРХНОСТНЫХ СЛОЕВ ЭЛЕМЕНТОВ КАЧЕНИЯ
В гл. XII было рассмотрено влияние структуры подшипниковой стали на со-
противление контактной пластической деформации, а в гл. XV некоторые-
структурные изменения в поверхностных слоях деталей подшипников в ре-
зультате эксплуатации. В этой глазе явления в поверхностных слоях элемен-
тов качения, связанные с пластической деформацией, рассматриваются более
детально.
Одним из прямых доказательств того, что в закаленной стали ШХ15 при
контактных нагружениях возникают пластические деформации, качественно
тождественные с деформациями мягких мета плов и сплавов, является зако-
номерное изменение ориентировки кристаллов мартенсита (текстура), наблю-
давшееся в работе [227] при исследовании шариков из подшипников, рабо-
тавших при сильных перегрузках. Рентгеноструктурные исследования поверх-
ности шариков, проведенные методами отражения и на просвет (на тонких
сколах), показали наличие симметрично расположенных максимумов интенсив-
ности — двух на линии плоскости (ОН) и трех, менее интенсивных — на
линии (002). Анализ полюсных фигур показал, что наиболее интенсивной
ориентировкой является совпадение направления [111], т. е. пространствен-
ной диагонали кубической ячейки, с нормалью к поверхности; более слабой
ориентировкой является совпадение с нормалью ребра куба [ПО]. Эти ориен-
тировки тождественны с ориентировками, получаемыми при одноосном сжатии,
чистого железа.
Наибольшая интенсивность текстуры наблюдалась на поверхности шари-
ка или на расстоянии до 50 мкм от поверхности. Общая глубина слоя с тек-
стурой колебалась от 40 до 700 мкм, при этом у шариков, термически обра-
ботанных на меньшую твердость, слой с текстурой был более глубоким.
Следствием пластических деформаций поверхностных слоев деталей под-
шипников и образцов для испытаний на контактную усталость является также-
повышение твердости металла в рабочем слое.
Автор и В. С. Иртлач исследовали изменение твердости на дорожках каче-
ния образцов МКВ К при 10е—Ю7 циклах нагружения и максимальном рас-
четном давлении Ро от 2 до 7 ГПа.
Приводимые ниже приращения твердости HRC Д1 и Д2 по отношению к
исходной относятся к образцам, отпущенным при 150 и 250 °C с исходной
твердостью соответственно HRC 61—62,3 и 57,5—58,8:
Ро. ГПа
At...........
д............
2 3 4
0 0,3 0.8
О 0,3 0,8
5 6 7
1.0 3.2 4,2
1,7 4,5 5,3
Эти данные показывают, что ощутимые изменения твердости получаются
только при Ро=3 ГПа и более высоких рабочих напряжениях, причем при-
ращение твердости возрастает пропорционально 3,5—4 степени напряжения.
При малых напряжениях прирост твердости не зависел от исходной твердости
образцов, а при больших напряжениях был выше у образцов с низкой исход-
ной твердостью.
Было исследовано также изменение твердости рабочих поверхностей
внутренних колец шариковых и роликовых подшипников после стендовых ис-
пытаний, результаты которых приведены на рис. 126 и в табл. 60. Твердость
колец роликовых подшипников, испытанных при р()=2,16 ГПа, при испытании
не изменилась. Изменение твердости колец шариковых подшипников, испыта-
ния которых проводили при р0=3,5 ГПа, показано ниже:
HRC.............. 62 59,1 58 57,5
&HRC........... 0,3 1 ,4 2,3 3.0 3,3
В результате возникающих при эксплуатации локальных пластических де-
2511
-формаций в прилегающих к рабочим поверхностям слоях создаются остаточ-
ные напряжения, сжатия. Методом разрезки было исследовано [278] накоп-
ление остаточных напряжений сжатия в поверхностных слоях колец и роликов
роликоподшипников после эксплуатации при различных нагрузках в течение
разного времени. При контактном давлении 3,3 ГПа происходило постепен-
ное возрастание остаточных напряжений во время всего периода работы
(5000 оборотов подшипника). В конце этого времени работы остаточные на-
лряжения достигали 750 МПа. При весьма высоких контактных давлениях
(6,2 ГПа) остаточные напряжения в начальный период работы подшипника
•быстро возрастали и уже после 39 оборотов достигли 600 МПа; при дальней-
-шем увеличении числа оборотов напряжения увеличивались сравнительно
медленно (до 850 МПа после 5000 оборотов).
Слой с максимальными остаточными напряжениями находился на тем
-большем расстоянии от поверхности, чем выше был уровень напряжений, при
этом его глубина возрастала не только с повышением контактного давления,
но и с увеличением длительности работы подшипника.
Замедление нарастания остаточных напряжений по мере увеличения числа
диклов нагрузки можно объяснить как постепенным упрочнением поверхност-
ного слоя, так и понижением действующих касательных напряжений из-за
наложения остаточных напряжений на рабочие.
Рентгеиоструктурные исследования [279] показали, что кольцо шарико-
ного подшипника из стали типа ШХ15 после испытаний при контактном на-
пряжении 2,5 ГПа и М=109 циклов имеет на поверхности дорожки качения
напряжения сжатия порядка 1000 МПа. Остаточные напряжения быстро
убывали по глубине и на расстоянии 0,05 мм от поверхности понижались до
150 МПа. Шарики диаметром 25 мм из той же стали, испытанные в контакте
с опорными шариками того же диаметра, при высоких напряжениях (5,6 ГПа)
и сравнительно малом числе циклов напряжений (7V=3-104), имели на глу-
бине 0,05 мм остаточные напряжения сжатия 1500—2000 МПа. Снижение твер-
дости опорных шариков увеличивало пластическую деформацию на их рабочей
ловерхности: соответственное уменьшение контактного напряжении вызывало
тенденцию к уменьшению пластических деформаций и остаточных напряжений
ла поверхности испытуемого шарика. Ниже, согласно [279], приведены дан-
ные об остаточных напряжениях оост в испытуемом шарике с твердостью
HRC 63,2 в зависимости от твердости опорных шариков:
Твердость опорных шариков HRC .... 66,2 65,0 63,4 61.8 59,7
Оост, МПа . .................... 1800 1560 2050 1380 1250
Пластические деформации приводят к «приработке» контактирующих по-
верхностей, т. е. к увеличению их взаимного прилегания и соответственно к
увеличению размеров контактной площадки. В связи с этим контактное дав-
ление между элементами качения работающего подшипника постепенно по-
нижается — в тем ббльшей степени, чем ниже твердость контактирующих эле-
ментов [279].
В результате уменьшения контактного давления и возникновения напря-
жений сжатия пластические деформации должны вызывать тенденцию к уве-
личению усталостной прочности элементов качения, тем большему, чем ниже
ях твердость, и, как следствие, нивелировать разницу долговечности подшип-
ников с разной твердостью колец. На рис. 26 было показано значительное
снижение долговечности колец роликоподшипников при понижении их твер-
дости, тогда как влияние твердости колец шариковых подшипников на их
долговечность было сравнительно слабым. Этот результат можно объяснить
в свете изложенных, выше соображений. Если у колец роликовых подшипни-
ков, не имевших пластических деформаций, влияние твердости проявлялось
в «чистом» виде, то у колец шариковых подшипников оно было ослаблено
наличием больших пластических деформаций на рабочей поверхности колец
с низкой исходной твердостью.
Поведение пластически деформированного слоя при нагревах представ-
ляет интерес с точки зрении работы подшипников при повышенных темпера-
турах. У шариков, поверхностный слой которых сильно повысил твердость при
работе, нагрев до 200 °C в течение 1 ч снижает твердость поверхностного слоя
252
и сердцевины в одинаковой степени, что указывает на сохранение упрочнения
в слое. При нагреве до более высоких температур твердость наклепанного
слоя падает быстрее, чем твердость сердцевины: разность твердости при на-
греве до 300 °C уменьшилась вдвое, а при 400 °C вчетверо. Текстура исчезает
только при нагреве до 550—600 °C, т. е. в области температур рекристалли-
зации железа [227].
Нагрев образцов МКВК после предварительной обкатки приводит к па-
нижеиию их долговечности при контактных испытаниях. Автор и В. С. Иртлач
исследовали контактную выносливость образцов из стали ШХ15, отпущенных
при 250°C и подвергнутых предварительной обкатке при контактном напря-
жении 6 ГПа и А = 106 циклов с последующим нагревом до 225 °C. Напряже-
ние при испытании было равно 5 ГПа. Значения А90 образцов, не подвергав-
шихся обкатке, обкатанных и обкатанных с последующим нагретом, были рав-
ны соответственно 19, 54 и 9-10е циклов, а Азе—150, 325 и 190-10е циклов.
Таким образом, отпуск после обкатки, проведенный при температуре более
низкой, чем технологический отпуск, практически полностью устранил поло-
жительное влияние предварительной обкатки на долговечность, а по величи-
не /Г99 даже снизил долговечность по сравнению с образцами, не подвергав-
шимися обкатке. В работе [172] было показано, что понижение долговечности
наблюдается даже при нагреве предварительно обкатанных образцов до тем-
пературы 80 °C. Природа деформационного старения подшипниковых сталей
изучена недостаточно. Судя по влиянию на механические свойства, процесс
• старения высокоуглеродистых сталей, закаленных на высокую твердость, от-
личается от процесса старения железа и среднеуглеродистых сталей [280].
Непосредственные испытания контактной выносливости стали ШХ15 при
повышенных температурах (от комнатной до 175°C), проведенные автором и
И. А. Михайловой, показали результаты, при объяснении которых трудно из-
бежать предположения о влиянии деформационного старения. Испытуемыми
образцами служили шайбы, обкатываемые шариками при рв—3 ГПа. Ниже
приведена долговечность образцов при 150 и 175 °C в процентах к долговеч-
ности при температуре 30 °C:
N90 N50
150 °C........................ 125/45 145/85
175 °C........................ 62/9 70/40
* В числителе показана относительная долговечность образцов
с исходной твердостью HRC 62,4 (отпуск 150 ч), а в знаменателе—
образцов с твердостью HRC 57,2 (отпуск 250 ч).
Приведенные данные показывают, что образцы с низким отпуском пони-
жают долговечность только после испытания при 175 °C. Испытания при
150 °C не только не привели к понижению долговечности этих образцов по
сравнению с «холодными» испытаниями, но даже показали некоторое воз-
растание обоих параметров долговечности. Следует отметить, что испытание
привело к понижению твердости образцов (по нерабочей поверхности до
HRC 59,4), что само по-себе должно было бы привести к понижению долго-
вечности. Это подтверждается контрольными испытаниями при комнатной
температуре образцов, подвергавшихся отпуску при 200 °C на твердость
HRC 59,2, которые показали долговечность на 15—25 % более низкую, чем
образцы с твердостью HRC 62,4. Испытание низкоотпущенных образцов при
175 °C привело к снижению долговечности по сравнению с «холодными» испы-
таниями, что можно объяснить понижением твердости во время испытаний
до HRC 58,9.
Образцы, отпущенные при 250 °C, оказались значительно более чувстви-
тельными к температуре испытаний, чем низкоотпущениые. Это особенно за-
метно по Л^эо, которая у этих образцов после испытания при 150 °C была бо-
лее чем вдвое ниже, чем при «холодных» испытаниях, а после испытания при
175 °C составляла только 9 % от «холодной» долговечности.
Большое снижение долговечности образцов с низкой твердостью при по-
вышении температуры испытаний может быть объяснено значительной пласти-
ческой деформацией и более сильным эффектом старения.
253
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Пинегин С. В. Контактная прочность и сопротивление качению. М.„
«Машиностроение», 1969, 242 с. с ил.
2. Harris Т. A. Rolling bearing analysis, John Wiley and Sons, N. Y. L.,
Sidney, 1966. 481 p.
3. Eschmann P. Die Leistungsvermogen der Walzlager. Berlin — Gottin-
gen — Heidelberg, 1964. 186 p
4. Коросташевский P- В., Зайцев A. M. Авиационные подшипники каче-
ния. M., Оборонгиз, 1963. 340 с. с ил.
5. Коросташевский Р. В. Коррозионностойкие подшипники качения. М.,
НИИНАвтопром, 1975. 90 с. - с ил.
6. Пинегин С. В. Трение качения в машинах и приборах. М., «Машино-
строение», 1976. 260 с. с ил.
7. Уткин В. М., Никонов А. Г., Прокша Ф. Сравнение норм отечествен-
ных и зарубежных нормативных документов на качество шарико- и
роликоподшипниковой стали. М., «Черметинформация», 1975. 56 с..
8. Шепеляковский К 3., Фонштейн Н. М., Девяткин В. П. и др. —
МиТОМ, 1976, № 5, с. 40—44.
9. Kraus Karel — «Hutnicke listy», 1978, t. 33, №-3, S. 181 —189.
10. Darragh G., Danze J , Weigel C. — «Metal Progr.», 1971, v. 100, № 6,.
p. 74—75. . '
11. «Iron age», 1973, v. 211, № 10, p. 77.
12. Hengerer F., Lilljekvist B., Lucas G. — «Harterei-Technische Mittei-
lungen», 1975, Bd 30, H. 2, S. 91—98.
13. Heron L. E. — «Iron and Steei Inst.», 1968, v. 13, p. 97—103.
14. Контср Л. Д. Стали для теплостойких подшипников (обзор). М.,
НИИНАвтопром, 1978, серия XII, с. 78.
15. Mullins Peter J. — IAMI, 1972, v. 11, № 11, p. 25—29.
16. Коянаги Акира — «Токусюко», 1971, т. 20, № 3, с. 6—12.
17. Рафинирование стали синтетическими шлаками. М., «Металлургия»,.
1970. 454 с. с ил. Авт.: С. Г. Воинов, А. Г. Шалимов, Л. Ф. Косой,.
Е. С. Калинников.
fi 8J Внепечное вакуумирование стали. М., «Металлургия», 1976. 285 с.
х/ с ил. Авт.: А. Н. Морозов, М. М. Стрекаловский, Г. И. Чернов,
Я- Е. Кацнельсон. '
19. Мурин Ф. В., Цырлин М. Б., Лысенко И. Д. и др. — «Металлургиче-
ская и горнорудная промышленность». Сб. № 4 (88). Киев, «Техшка»,.
1974, с. 13—15.
20. Мурин Ф. В., Лысенко И. Д., Лямцев К. К- и др. — «Производстве-
электростали». Сб. № 4. М., «Металлургия», 1975, с. 79—85.
21. Perry Т. Е. —«Iron and Steel Engr.», 1965, v. 42, № 10, p. 89—94.
22. Hunter C. J., Harrak J. N. —«Blast Furnace and Steel Plant», 1965,
v. 53, № 8, p. 699—703.
23. Хомшер Ф. Л. — В кн : Рафинирующие переплавы. Вып. 2. Киев,.
«Наукова думка», 1975, с. 205—209.
24. Heron L. Е. — «Steel Int.», 1970, v. 6, № 32, р. 88—93.
25. Пчелкина В. М., Фульмахт В. В., Шлыков В. И. и др. —«Сталь»,.
1975, № 6, с. 530—531.
26. Perrin R. — «Revue de Metallurgies, 1955, № 6, p. 473—477.
27. Брик С. Д., Зельбет Б. М., Давыдова Н. М. и др. — «Бюл. ин-та Чер-
метинформация», 1971, № 14, с. 7—24.
28. Каблуковский А. Ф., Мазуров Е. Ф., Яковлев В, Г., Киселева С. А.
и др. — «Сталь», 1971, № 10, с. 912.
29. Trikot R. — Conference prononce au Colloque Francosovietique de-
Moscou (URSS), decembre, 1975, p. 1—14.
30. Жданович К. K-, Шмырев А. И., Верховцев Э. В. и др. — «Сталь»,.
1972, Ns 6, с. 505—509.
254
31. Жданович К- К., Верховцев Э. В., Пономарев Н. А. к др. — «Сталь»
1973 № 3 с 222___________225 *
32. Ecksteyn Н. — «Neue Hiitte», 1967, Bd 12, № 8, S. 449—459.
33. Носкова T. В., Перевалов М. М., Шалимов А. Г. и др. Обзорная ин-
формация, сер. 6, вып. №2, ЦНИИЭТИ черной металлургии. М.. 1975.
43 с. с ил.
34. Пляцковский О. А. — «Металлургия и коксохимия». Вып. 55. Киев,"
«Техн1ка», 1977 (Министерство высшего и среднего специального обра-
зования УССР), с. 3—7.
35. Cooke Н. — «Metal. Bull. Mon.», 1978, № 86, v. 29, p. 31—32.
36. CnpuuieecKuu А. И. Подшипники качения. M., «Машиностроение», 1969.
432 с. с ил.
37. ПоповО, А., ВасинВ.И., Антонове. М.—«Труды института ВНИПП».
Сб. Ха 4 (80). М., ВНИПП, 1974, с. 48—56.
38. Петухов С. А., Шейн А. С., Контер Л. Я- и др. — «Труды института
ВНИПП». Сб. № 4 (80). Л , ВНИПП, 1974, с. 111 — 121.
39. Голиков И. И Дендритная ликвация в стали. М., Металлургиздат,
1958. 206 с.
40. Зельбет Б. М., Лапошко Л. Д., Кантер Л. Д. и др. — «Труды инсти-
тута ВНИПП». Сб. № 2 (88). М., ВНИПП, .96ч с. 19—28.
41. Качанов Н. Н., Пчелкина В. М. — «Труды института ВНИПП». Сб. Ns 4
(56). М., ВНИПП, 1968, с. 54—59.
42. Комиссаров А. И. Карбидная сетка в подшипниковых сталях и пути ее
снижения. Челябинск, Южно-Уральское книжное издательство, 1969.
26 с.
43. Малиновская Т. И., Зельбет Б. М., Спектор Д. И. и др. — «Труды
института ВНИПП». Сб. № 2 (84). М., ВНИПП, 1975, с. 101 —110.
44. Новокщенова С. М., Виноград М. И., Павперова И. А. и др. — «Сталь
и неметаллические включения». Сб. № 2. М., «Металлургия», 1977
(МЧМ СССР), с. 103—148.
45. Виноград М. И., Громова Г. П. Включения в легированных сталях и
сплавах. М., «Металлургия», 1972. 214 с. с ил.
46. Юки С. — «Киндзоку дзайре», 1966, т. 6, № 7, с. 25—26.
47. Калинина 3. М. Дефекты легированных сталей. Свердловск, Металлург-
издат, 1960. 248 с. с ил.
48. Stahl-Eisen-Priifblatt 1584-70: Blaubrauchversuch zur Prfifung von
Stahlen auf makroskopische nichtmetallische Einschliisse. 1 Aufgabe,
Dezember, S. 190.
49. Klien J., Maka J. —«Circ. informs, techn. Cent. doc. sider.», 1974,
Bd 34, S. 613—627.
50. Barteld K., Stanz A. — «Archiv Eisenhiittenwesen», 1971, Bd 42, № 48,
S. 581—597.
51. Виноград M. И., Киселева С. А., Павперова И. А. и др. — «Стандарты
и качество», 1972, № 2, с. 28—30.
52. Kinman В., К/егтап Н., Kjerman В. — «Jernkont. Ann.», 1963, Н5,
№ 120, р. 199—226.
53. Капырин А. А., Зельбет Б. М. —«Труды института ВНИПП». Сб.
№ 2 (88). М., ВНИПП, 1976, с. 96—112.
54. Соколова Н. К., Виноград М. И. —«Сталь», 1950, № 7, с. 617—626.
55. Spies Н. J. — «Prakt. Metallugr.», 1966, Bd 3, № 4, S. 171—183.
' 56. Салтыков С. А. Стереометрическая металлография. М., «Металлургия»,
1970, 375 с. с ил.
57. Flschmeister Н. F. — «Prakt. Metallogr.», 1976, Bd 2, № 6, S. 251—263.
58. Коваленко В. С., Зац Е. Л., Черкасова В. П. —«Заводская лаборато-
рия», 1971, Ns 6, с. 696, 697.
59. Allmand Т. К., Blank J. Д. — «Iron and Steel Inst.», 1968, v. 13, p. 1—13.
60. Блэнк Д. P., Гледман T. — В кн.: Приборы и методы физического ме-
талловедения. Вып. 1. М., «Мир», 1973, с. 277—331.
61. Lang W. — «Prakt. Metallogr.», 1972, Bd 9, Ns 4, S. 208—226.
255
€2. Паеперсса И. А., Пикина О. Т. — «Новые методы испытаний металлов».
Сб. № 4. М., «Металлургия», 1977 (МЧМ СССР), с. 131—137.
63. Lafond С., Moliexe F. — <Circ. informs, techn. Cent. doc. Sider.», 1974,
Bd 31, № 3, S. 717—747.
64. Червяков A. H., Киселева С. А., Рыльникоеа А. Г. Металлографическое
определение включений в стали. М., Металлургиздат, 1962. 248 с. с ил.
65. Кислинг Р., Лангв^Н. Немета тлические включения в стали. Пер. с
англ. М., «Металлургия», 1968. 124 с. с ил.
66. Шевченко 3. А., Спектор Я- И.—«Заводская лаборатория», 1965,
№ 7, с. 814—816.
67. Костогонов В. Г., КудровС. Ф., Рудниченко В. Е. Авт. свид. №274479.—
«Открытия. Изобрет. Пром, образцы. Тов. знаки», 1970, № 21, с. 19—20.
68. Утевский Л. М. Дифракционная электронная микроскопия в металло-
ведении. М., «Металлургия», 1973. 583 с. с ил.
69. Приборы и методы физического металловедения. Пер. с англ. М., «Мир»:
вып. 1, 1973. 427 с. с ил.; вып. 2, 1974. 363 с. с ил.
70. Королев Н. В., Рюхин В. В., Горбунов С. А. Эмиссионный спектраль-
ный анализ. Л., «Машиностроение»', 1971. 216 с. с ил.
71. Литвинова Т. И., Пирожкова В. П., Петров А. К. Петрография не-
металлических включений. М., «Металлургия», 1972. 184 с. с ил.
72. Лукашевич-Дуванова Ю. Т. Шлаковые включения в железе и стали.
М., Металлургиздат, 1972. 116 с. с ил.
73. Самсонов А. И., Гаревских И. А., Цивирко Э. И. —«Инструмен-
тальные 1 подшипниковые стали». Сб. № 1. М., «Металлургия», 1973
(МЧМ СССР), с. 94—101.
74. Власов Н. Н., Губайдуллин И. Н., Арэамащев Е. И. и др —«Произ-
водство стали». Сб. № 16. Свердловск (УралНИИЧМ), 1972, с. 73—84.
75. Киселева С. А., Файвилевич Г. А., Кольбе С. С. и др. — «Новые методы
испытаний металлов». Сб. № 79. М., «Металлургия», 1972 (ЦНИИЧМ),
с. 200—203.
76. Киселева С. А., Виноград М. И., Костогонов В. Г. и др. — «Новые ме-
тоды испытаний металлов». Сб. № 1. М., «Металлургия», 1972 (МЧМ
СССР), с. 59—65.
77. Уразова В. А., Крылова Л. М., Виноград М. И. — «Новые методы ис-
пытаний металлов». Сб. № 79 М., «Металлургия», 1972 (ЦНИИЧМ),
с. 200—203.
78. Шульте Ю. А. Неметаллические включения в электростали. М., «Ме-
таллургия», 1964. 200 с. с ил.
!79 лКолосов М-,. И., Строганов А. И., Айзеншток И. Я. Производство ша-
рикоподшипниковой стали. М., Металлуогиздат, 1960. 268 с. с ил.
80. Поволоцкий Д. Я- Раскисление стали. <М., «Металлургия», 1972. 208 с.
с. ил.
81. Щербаков А. И., Бояршинов В. А., Киселева С. А. и др. —«Сталь»,
1972, № 7, с. 606, 607.
82. Никитин Б. М., Пирожкова В. П., Петров А. К. — «Рафинирующие
переплавы». Киев, «Наукова думка», 1974 (Ин-т сварки им. Е. О. Па-
тона. Сб. № 2), с 82—87.
83. Башнин Ю. А., Верховцев Э. В., Чернуха Л. Г. и др. —«Изв. вуз.
Черная металлургия», 1975, № 9, с. 142—146;
84. Шевченко 3. А., Хитрик А. И., Спектор"Я - В. — «Сталь», 1968, №т6,
с. 546—548. Г
85. Виноград М. И., Шевченко 3. А., Хитрик А. И. и др. — «Сталь», 1969,
№ 12, с. 1126—1128.
86. Поволоцкий Д. Я-, Гудим Ю. А., Нагамазьянов Р. 3. и др. — «Совре-
менные проблемы электрометаллургии стали». Сб. № 166. Челябинск,
1975 (ЧКИ), с. 123—130.
87. Шевченко 3. А., Хитрик А. И., Курганов В. В. — «Сталь и неметалли-
ческие включения». Сб. № 2." М., «Металлургия», 1977 (МЧМ СССР),,
с. 78—91.
256
88. Зельбет t>. М., Лапошко Л. Д., Капырин А. А. —'«Труды института
ВНИПП». Сб. № 2 (70). М„ ВНИПП, 1972, с. 70—82.
89. Каблуковский А. Ф., Мазуров Е. Ф., Киселева С. А. и др. — «Бюл.
ин-та «Черметинформация», 1972, № 4, с. 25—27.
90. Каблуковский А. Ф., Мазуров Е. Ф., Пикина О. Т. и др. —«Сталь»,
1973, №11, с. 1002—1008.
91. Воинов С. Г., Ширер Г. Б., Шалимов А. Г. и др. — «Сталь», 1970, № '6,
с. 514—517.
92. Ширер Г. Б., Комельков В. К-, Анисимова М. Е. и др. — «Инструмен-
тальные и подшипниковые стали». Сб. № 1, М., «Металлургия», 1973
(МЧМ СССР), с. 117—122.
93. Абрамов А. А., Воинов С. Г., Пегов В. Г. и др. — «Сталь», 1973, № 3,
с. 228—229.
94. Анисимова М. Е., Абрамов А. А , Воинов С. Г. и др. — «Сталь и не-
металлические включения». Сб. № 2. М., «Металлургия», 1977 (МЧМ
СССР), с. 91 — 102.
95. Скотт Д. С. — «Материалы конференции, организованной совместно
БИСРА и Институтом черной металлургии», состоявшейся 2—4 апреля
1968 г., с. 203—208.
96. Baeckstrom S. — «IVA med.», 1971, № 169/1, р. 170—177.
97. Дворянов П. А. —«Подшипник», 1953, № 5, с. 13—19.
98. Johnson R., Sowell J. — «Iron and Steel Inst.», 1960, v. 196, p. 414—444.
99. Уэно M. — «Тэцу то хаганэ», 1961, т. 47, № 3, с. 304—306.
100. Юки С., Казакова К-, Ямогучи А. — «Тэцу то хаганэ», 1966, т. 52,
№ 4, с. 747—750
101. Bertossa Д. — «Metal 1 Progr.», 1964, v. 85, Ns 3, p. 188—192.
102. Kuumu H— «Тэцу то хаганэ», 1965, т. 51, Ns 5, с. 95—98.
103. Норвуд Дж., ' Кумминс Р. — «Материалы конференции, организован-
ной совместно БИСРА и Институтом черной металлургии», состоявшей-
ся 2—4 апреля 1968 г., с. 105—ПО.
104. Okamoto К-, Shikoh К- —«Nippon Steel Technical Report Oversias,
1973, Ns 2, p. 49—57.
105. Uhrus L. O. —«Iron and Steel Inst.», 1963, v. 77, p. 104—109.
106. Enekes S. — «Iron and Steel Inst.», 1972, v. 10, Ns 2, p. 83—88.
107. Зельбет Б. M., Лапошко Л. Д., Воинов С. Г. и до. — «Сталь», 1971,
Ns 10, с. 910—913.
\08. ' Данилов П. М., Крамаров А. Д. — В кн.: Физико-химические основы
производства стали. М., «Наука», 1964, с. 35.
109. McQuaid Н. W. — «Irop and Steel Inst», 1965, v. 38, p. 322—327, 336.
ПО. Прохоренко К. K-, Ищук Н. Д., Васильев Н. Е: — «Вопросы произ-
водства стали», 1961, т. 8, с. 70—77.
111. Сар А. —«Hutnicke listy», 1966, Ns 12, с. 839—843.
112. Зельбет Б. М., Самсонов А. Н., Капырин А. А. и др. — «Труды ин-
ститута ВНИПП». Сб. Ns 4 (80). М., ВНИПП, 1974, с. 25—38.
113. Lyne С. М., Kasak А. — «Trans. ASM», 1968, v. 61, р. 10—13.
114. Cook W. T. —«Iron and Steel», 1970, v. 6, p. 363—366.
115. Kinoshi M., Koyanagi A. — In: ASTM International Simposium on
rating on non-metallic inclusion in Bearing stesls, 1974, Boston, p. 1—13.
116. Tardy P. — «Archiv Eisenhiittenwesen», 1972, v. 43, №в7, S. 583.
117. Пегов В. Г., Шалимов А. Г., Ширер Г. Б., Звигинцев Н. В. —• «Теория
металлургических процессов». Сб. Ns 61. М., «Металлургия», 1968
(ЦНИИЧМ), с. 45—50.
118. Laszlo F. J. —«Iron and Steel Inst.», 1943, v. 147, p. 173—179.
119. Brooksbank D., Andrews К W. —«Iron and Steel Inst.», 1969, v. 207,
p. 474.
120. Brooksbank D., Andrews K- W. —«Iron and Steel Inst.», 1970, v. 208,
p. 582.
121. Brooksbank D., Andrews K- W. — «Clean Steel, International Corfe-
rence», Balatonfiired, 1970, part. 3, p. 17—44. -
257
122. Грдина Ю. В., Тов Г. М., Минкина Г. М. —«Изв. вуз. Черная ме-
таллургия», 1969, № 2, с. 105—109.
123. Jech J., Siegl J.—«Hutnicke listy», 1972, t. 27, № 5, s. 332—338.
124. Schilssler Д.—«Walz, und Gleitlagertechnik», 1970, № 1, S. 4—8.
125. Luty W. — Archiv Eisenhiittenwesen», 1971, № 1, S. 49—53
126. Scott D., Me Cullagho — «Wear», 1973, № 24, p. 119—124.
127. Одзава M. — «Киндзоку дзайре», 1974, т. 14, № 2, с. 60—64.
128. Morrison Т. W., Tallian T., Walp H. О., Baile G. H. —«ASLE Tran-
sactions», 1962, v. 5, p. 347—364.
129. Coldring Z. — «Steel Times», 1978, v. 4, p. 319—324.
130. Зельбет Б. M., Лапошко JI. Д. — «Труды института ВНИПП». Сб
Ns 3 (75). М., Специнформцентр подшипниковой промышленности,
1973, с. 3—20.
131. Зельбет Б. М., Самсонов А. Н., Капырин А. А. — «Сталь и неметал-
лические включения». Сб. №, f. М., «Металлургия», 1976 (МЧМ СССР),
с. 88—100.
132. Самсонов А. Н., Петров А. К., Лысенко В. Г. и др. — «Производство
электростали». Сб. № 5. М., «Металлургия», 1976 (МЧМ СССР), с. 115—
122.
133. «Jernkont. Ann.», 1966, Н. 50, № 9, р. 585—648.
134. Perry Т. Е. —«Blast Furn. and Steel Plant», 1965, v. 53, Ns 11,
p. 1017—1026.
135. Yuki S., Kazikawa K-, Jamaguchi A. —«Tetsu to hagane», 1966,
v. 52. Ns 4, p. 747—750.
136. Парабин В. В., Данько Т. В., Самсонов А. И., Савчуков В. И. —
«Сталь,» 1978, Ns 8, с. 757—761.
137. Зельбет Б. М., Масленков С. Б., Безлепкина Л. Г. — «Труды инсти-
тута ВНИПП». Сб. Ns 4, М., ВНИПП, 1965, с. 68—77.
138. Зельбет Б. М., Безлепкина Л. Г., — «Труды института ВНИПП»,
Сб. Ns 1, М., ВНИПП, 1967, с. 58—70.
139. Сера в электротехнических сталях. М., «Металлургия», 1973. 176 с.
Авт.: Б. В. Молотилов, А. К- Петров, В. М. Боревский и др.
140. Шейн А. С. —МиТОМ, 1967, Ns 12, с. 61- 68.
141. Колотенков И. В. — «Технология подшипникостроения». Ns 18, М.,
ЭНИПП, 1959, с. 5—18.
142. Беленко И. С., Судьин Ю. А. —«Труды института ВНИПП». Сб.
Ns 2(84). М., ВНИПП, 1975, с. 142—150
143. Lion J.V., Hudson М. J. — «Machinability», 1967, р. Ill—114.
144. Гуляев А. П., Зельбет Б. М. — МиТОМ, 1957, Ns 9, с. 28—36.
145. Зельбет Б. М.—«Технология подшипни костроения». Сб. Ns 14. М.,
ЭНИПП, 1958, с. 48—56.
146. Егоров М. Е., Гохват Л. Д., Зельбет Б. М. — «Вестник машинострое-
ния», 1958, Ns 4, с. 51—55.
147. Лючков А. С., Зельбет Б. М., Верховский С. Н. и др.— «Металлургия
и коксохимия». Киев, «TexHiKa», МВО УССР, 1977, вып. 55, с. 86—90.
148. Кобрин М. М., Дехтярь Л. И. Определение вну-ренних напряжений,
в цилиндрических деталях. М., Машгиз, 1965, 175 с. ил.
149. Tofaute W., Sponheuer A., Bennek Н.—«Archiv Eisenhiittenwesen»,
1935, Bd 8, H. 11, S. 499—506.
150. Bungardt К.— «Archiv Eisenhiittenwesen», 1958, Bd 29, S. 193—203.
151. Tofaute W., Kiitner C., Buttinghaus A. — «Archiv Eisenhiittenwesen»,
1936, Bd 9, H. 12, S. 607—617.
152. Миркин И. Л., Блантер М. Е. —«Металлург», 1940, Ns 8, с. 3—7.
153. Качанов Н. Н.— «Труды института ВНИПП». Сб. № 22 (42). М., ОНТИ,
1965, с. 45—66.
154. Раузин Я Р. Термическая обработка хромистой стали. М., «Машино-
строение», 1978. 277 с. с ил.
155. Спектор А. Г. — ФММ, т. V, 1957, вып. 1, с. 142—149.
156. Luty W. Stale Lozyskowe, Warszawa, «Wydawnictwa Naukowotech-
niezne», 1969. 332 s.
258
157. Гуляев А. П. —«Сталь», 1946, № 3, с. 188—191.
158. Liebig Р. — «Metallurgia and metal forming», v. 42, 1975, № 3, p. 68—
75.
159. Попов А. А., Попова A. E. Изотермические и термокинетические диа-
граммы распада переохлажденного аустенита. М., Машгиз, 1961.
430 с. с ил.
160 Borik F., Chapman R. — «Trans. ASM», 1961, v. 53, p. 635—661. •
161. Качанов И. H., Пчелкина В. M. — «Труды института ВНИПП».
Сб. № 2 (66). М., Специнформцентр подшипниковой промышленности,
1971, с. 79—88.
162. Качанов И. И., Пчелкина В. М — «Труды института ВНИПП».
Сб. № 4 (44). М., ОНТИ, 1965, с. 36—39.
163. Качанов И. И. — «Технология подшипникостроения». М., ЭНИПП,
1959, Ns 18, с. 37—49.
164. Качану в П. М.— «Сборник научно-технической информации». М.,
ЭНИИПП. 1959, вып. 20, с. 69.
165. Чернявская Л. В., Спектор А. Г. —«Труды института ВНИПП».
Сб. Ns 2 (70). М., Специнформцентр подшипниковой промышленности,
1972, с. 49—69.
166. Шейн А. С. — В кн.: Подшипники качения. М., Машгиз, 1961, с 337.
167. Артамонова В. В., Мрига В. П., Контер Л. Я- и др. — «Подшипни-
никовая промышленность». Экспресс-информация. М., «НИИНАвто-
про'м», 1975, вып. 8, с. 8—15.
168. Контер Л. Я-, Калугин А. И., Бирюкова Р. А. —«Труды института
ВНИПП». Сб. Ns 2 (88). М., Специнформцентр подшипниковой промыш-
ленности, 1976, с. 44—61.
169. Сирота И. И. — В кн.: Термическая обработка металлов. М., Сверд-
ловск, Ма’шгиз, 1950, с. 16—29.
170. Шепеляковский К.З., Спектор А. Г., Кузнецов А.Н.кпр. —МиТОМ,
1976, Ns 1, с. 62.
171. Hoffmann W —«Maschinenbautechnik», 1963, Bd 11, Ns 1, S. 570—
572.
172. Контер Л. Я-, Захарова В. Л. — «Труды института ВНИПП». Сб.
№ 3 (55). М., Специнформцентр подшипниковой промышленности, 1968,
с. 33—48.
173. Царева А. А., Федотова В. Д. — «Труды института ВНИПП». Сб.
Ns 3 (39). М., ОНТИ, 1964, с. 10—14.
174. Спектор А. Г. —«Заводская лаборатория», 1949, Ns 11, с. 1314—1316.
175. Просвирин В. И., Энтин С. Д. — В кн.: Термическая обработка ме-
таллов. М., Свердловск, Машгиз, 1950, с. .96—ПО.
176. Woehle Н., Clough W., Ansell G. — «Trans. ASM», 1966, v. 59, p. 787.
177. Harris W., Cohen M- — «Trans. А1МЕ», v. 180, 1949, p. 447.
178. Гуляев А. П., Чадаева M. C. —«Вестник машиностроения», 1953,
Ns 1, c. 37—41.
179. Гусынин Б. П., — МиТОМ, 1956, Ns 1, c. 26—29.
180. Csepiga Z. — «Acta Techn. Acad. Scient. Hungary», 1958, Ns 22, p. 3—4.
181. - Каган А. С., У нике ль А. П. — «Заводская лаборатория», 1978, Ns 3,
c. 293—296.
182. Качанов H. H., Синицын H. A. —«Труды института ВНИПП». Сб.
Ns 4(40). М., ОНТИ, 1964, с. 3—6.
183. Козлов А. Г., Лучевский Б. А. —В кн.: Физические средства нераз-
рушающего контроля. Минск, «Наука и техника», 1976, с. 175—183.
184. Спектор А. Г., Чернявская Л. В. —«Труды института ВНИПП».
Сб. Ns 1 (61). М., ВНИПП, 1970, с. 21—24.
185. Садовский В. Д., Смирнова Л. В., Романов Е. П. и др. — ФММ,
1978, т. 46, вып. 2, с. 444—447.
08б71Спек/пор А. Г. Размерная стабильность подшипниковой стали. М.,
Х_/Специнформцентр подшипниковой промышленности, 1969, 120 с. сил.
187. Контер Л. Я-, Калугин А. И., Бирюкова Р. А. — «Труды института
ВНИПП». Сб. № 3 (93). М„ ВНИПП, с. 35—51.
25»
188. Шейн А.'С., Башкиров Б. Я-, Царева А. А. Термическая обработка I
высокоуглеродистой нержавеющей стали. М., ИТЭИН АН СССР, 1956. I
40 с.
189. Воробьев В. Г. — МиТОМ, 1958, № 3, с. 35—38.
190. Porter L., Rosenthal Р. — «Acta Metallurgica», 1959, v. 7, № 7, p. 504—
514.
191. Oelschlagel D., Weiss V. — «Trans ASM», 1966, v. 59, № 2, p. 143—
154.
192. Спектор А. Г., Константинова В. Г. — «Труды института ВНИПП».
Сб. № 4 (48). М., ВНИПП, 1966, с. 11—20.
193. Контер Л. Я-, Захарова В. Л., Бернштейн М. Л.— «Труды института
ВНИПП». Сб. № 4 (40). М., ВНИПП, 1964, с. 12—24.
194. Бернштейн М. Л. Термомеханическая обработка металлов и сплавов.
Т. 2. М., «Металлургия», 1968. 60 с.
195. Раузин Я- Р. — В кн.: Термйческая обработка металлов. М., Сверд-
ловск, Машгиз, 1950, с. 81—94.
196. Филатов В. И. Шилкова Т. С. Ушаков В. Г. и др. — «Вопросы про-
изводства и обработки стали». Челябинск, ЧПИ, 1973 (ЧПИ. Сб. № 118),
с. 161—167. _
197. Смирнов М. А. Ипатов В. А. Шинкина И. С. —«Вопросы произ-
водства и обработки стали». Челябинск, ЧПИ, 1973 (ЧПИ. Сб. № 118),
с. 116—119.
198. Горев К. В., Лойко Ю. М., Никифоров Д. А. — «Докл. АН БССР»,
1968 т. XII, № 10 с. 904—907.
199. Контер Л. Я., Шейн А. С., Артамонова В. В. п др. — «Труды инсти-
тута ВНИПП». Сб. № 3 (85). М„ ВНИПП, 1975 с. 105—118.
200. Качанов Н. Н. — «Труды института». Вып. 1 (21). М., ЭНИИПП,
1960, с. 105—118.
201. Спиркина Г. В., Гольдштейн Я- Е., Долинин Д. П. и др. — «Произ-
водство электростали». Сб. № 2. М., «Металлургия», 1973 с. 100—111.
202. Зельбет Б. М-, Лапошко Л. Д.—«Труды института ВНИПП».
Сб. № 3. М., Специнформцентр подшипниковой промышленности, 1973,
с. 3—19.
203f Синельников М. И. Спектор Я- И. Самсонов А. П.-к др. — «Иистру-
—ментальные и подшипниковые стали». Сб. № 2. М., «Металлургия»,
1973 с. 128—137.
204. Зельбет Б М., Самсонов А. Н., Зингерман А. М. — «Труды институ-
та ВНИПП». Сб. № 4 (80). М ВНИПП, 1974, с. 3—24.
205. Малиновский.? Е. И., Камардин В. А., Мурина К-Н.п др. — «Произ-
водство-электростали»: Сб. № 2. М.."«Металлургия», 1973 (МЧМ СССР),
с. 111—115.
..20 6. Ляшенко. В. П., Зельбет Б. М., Фомина В. М. —«Труды института
ВНИПП». Сб. № 3 (97). М., ВНИПП, 1978, с. 8—18.
207. Wilnning Г: — «TZ ffir praktische Metallbearbeitung;., 1974,-- Bd 68,
H. 5, S. 157—162.
208. Ebner P. Medzinarodne sympozium vyvojove -smery vo vyrobe valivych
lo2isk, Zilina, 1977.
209. Hengerer F., Lucas G., N.yberg B. — «Harterei-Technische Mitteilun-
gen», 1974, Bd 29, H. 2, S. 71—79.
21.0 . Лебедянский А. А., Коротков А. В., Легасова А. Я- и др. — МиТОМ,
1973, № 6, с. 43—45.
211. Шепеляковский К- Д-, Фонштейн- Н. М., Девяткин В. П. и др. —
МиТОМ, 1975 № 5, с. 40—44.
212. Спектор ..А. Г., Лебедянский А. А., Иртлач В. С. и др. —«Труды
института ВНИПП*. Сб: № 2 (30); М., ОНТИ, 1962, с. 9—16:'
213. Брвверман Р. Н. Островская Е. 4.— «Труды института1 ВНИПП».
Сб. № 4 (60). М.-, ВНИПП, 1969, с. 24—2Э.
214. Братков А. Л., Антипова А. Г.> Спектор А. Г. — «Труды.института
, ВНИПП»;..Сб. № 2 (100). М., Специяформиевтр подигипннкевс# про-
мышленности, 1979, ст 29—40.
260
215. Спектор А. Г., Иртлач В. С., Братков А. Л.;-г «Труды ИНСТИТУТ*
ВНИПП». Сб. № 2 (88). М., ВНИПП, 1976, с. 3—14.
216. Лузинов А. А. — «Труды института ВНИПП». Сб. № 2 (22). М., ОНТИ»
1960, с. 84—101.
217. Grassl D., Wilnning J. — «Harterei-Technische Mittellungen», 1970,
Bd 25, H. 1, S. 23—34.
218. Брунзель Ю. M., Моисеев Б. А., Королев В. А. и др. — «Бюл. ии-т>
«Черметинформация»,1976, 5 (769), с. 45—47.
219. Ляхович Л. С., Боод Н. Ю., Шейндлин Б. Е. и др — МиТОМ, 1976,
№ 3, с. 36—38.
220. Могильченко В. С., Никитенко В. Д., Мининзон Р. Д. и др.— «Сталь»,
1963, Xs 9, с. 839—840.
221. Гочкисс А. Д., Веббер X. М. Защитные атмосферы. М., Машгиз,.
1959. 312 с. с ил.
222. Михайлова И. А., Спектор А. Г. —«Труды института ВНИПП».
Сб. Xs 3 (93). М., ВНИПП, 1977, с. 3—15.
223. Контер Л. Д., Спектор А. Г., Попов О. А. и др. — «Подшипниковая-
промышленность». Экспресс-информация. М., НИИНАвтопром, 1975,.
№ 12, с. 22—32.
224. Михайлова И. А., Крауш Л. С., Спектор А. Г. —«Труды института
ВНИПП». Сб. № 2 (100). М., ВНИПП, 1979, с. 18—28.
225. Громова И. С. Аносов Н. А., Спектор А. Г. —«Труды института.
ВНИПП». Сб. № (88). М., ВНИПП, 1976, с. 81—88.
226. Михайлова И А., Спектор А. Г. —«Подшипниковая промышлен-
ность». Экспресс-информация. М., НИИНАвтопром, 1977, Xs 2, с..
15—28.
227. Альтшулер Л. В., Решеткина Н. А., Спектор А. Г. и др.— ЖТФ».
1943, т. Xfll, ёып. 6, с. 265—280
228. Спектор А. Г., Степанова Н. И. —МиТОМ, 1975, X» 4, с. 7—12.
229. Апарин Б. С., Михайлова И. А. — «Труды института ВНИПП».
Сб. № 2 (92). М., ВНИПП, 1977, с. 49—64.
230. Спектор А. Г. Методы снижения деформации колец подшипников при-
термообработке. М., НИИНАвтопром, 1971. 76 с. с ил.
231. 1и°йн А. С., Царева А. А., Федотова В. Д. и др. — «Технология под-
шипникостроения». Сб. Xs 17. М., ЭНИПП, 1958, с. 68—88.
232. Спектор А. Г., Иртлач В. С. — «Труды института ВНИПП». Сб.
№ 4 (24). М., ОНТИ, 1960, с. 15—35.
233. Спектор А. Г., Брозголь И. М., Иртлач В. С. — «Труды института»
ВНИПП». Сб. Xs 1 (57). М., ВНИПП, 1969, с. 3—15ли
234. Монма К., Суто Н., Накано К- — «Нихон Киндзоку Гаккайси»,.
1967, Xs 11, р. 1266—1271.
235. Орлов А. В., Пинегин С. В. Остаточные деформации при контактном
нагружении. М., «Наука», 1971. 60 с. с ил.
236. Drutowski Д., Mikus Е. — «Trans. ASME», 1960, Х« 6, р. 302—308.
237. Хенкин М. А., Никанорова'А. Н., Ранькова И. Г. и др. — МиТОМ,.
1969, X» 11, с. 69—71.
238. Хенкин М. Л., Локшин И. X. Размерная стабильность металлов и
сплавов в точном машиностроении и* приборостроении. М., «Машино-
строение», 1974. 255 с. с ил.
239. Сахонько И. М., Колотенков И. В. Подшипники качения. Справочное-
пособие. М., Машгиз, 1961, с. 401—412.
240. Монма К-—«Нихон Киндзоку Гакайси», 1968, т. 32, №12, р. 1198—1204.
241. Контер Л. Д., Плохих В. С. — «Труды * института ВНИПП»-
Сб. Xs 3 (51). М., ВНИПП, 1967, с. 116—119.
242. Контер Л. Д., Захарова В. Л. — «Труды института ВНИПП»
Сб. X» 3 (31). М., ОНТИ, 1962, с. 96—106.
243. Романив О. Н. — МиТОМ, 1966, Xs 9, с. 34—36.
244. Романив О. Н., Кукляк Н. Л., Вываль И. П’—ФХММ, 1966, т. 2,
№ 4, с. 474—478. ‘ ’
26К
"245. Контер Л. Я., Захарова В. Л. — «Труды института ВНИПП».
Сб. № 1 (33). М., ОН И, 1963, с. 16—27.
246. Контер Л. Я-, Захарова В. Л., Орлова И А. —«Труды института
ВНИПП». Сб. Ns 3 (55). М., ВНИПП, 1968, с. 33—37.
247. Schiissler R. —«Walz-und Gleitlagertechnik», 1970, № 1, S. 4—8.
248. Сахонько И. М., Контер Л. Я-, Захарова В. А. и др. — «Труды инсти-
тута ВНИПП». Сб. № 4 (44). М., ОНТИ, 1965, с. 19—27.
249. Качанов Н. Н., Сахонько И. М., Пчелкина В. М. и др.— «Труды инс-
титута ВНИПП». Сб. № 1(33). М., ОНТИ, 1963, с. 54—58.
250. Luty W.—«Metaloznawstwo i obrobka ciplna», 1977, № 25, S. 13—18.
251. Eschmann P., Hasbargen L., Weigand K- Die Walzlagerpraxis, R. Obl-
denburg, Miinchen, 1953.
.252. Спектор А. Г. — «Труды института ВНИПП». Сб. № 1 (45). М., ОНТИ,
1966, с. 35—41.
253. Спектор А. Г., Лебедянский А. А., Иртлач В. С. и др. —«Труды
института ВНИПП». Сб. № 2 (30). М., ОНТИ, 1962, с. 9—16.
:254. Контер Л. Я-, Захарова В. Л. — «Труды института ВНИПП». Сб.
№ 4 (56). М., ВНИПП, 1968, с. 44—53.
.255. Bamberger Е. — «Amer Soc. Meeh. Engrs. Paper», Lub-9, N.-Y., 1965.
256. Брозголь И. M., Алакшин Б. В. — «Труды института ВНИПП».
Сб. № 2 (74). М., ВНИПП, 1973, с. 3—22.
:257. Чириков В. Т., Бородина М. И. —«Труды института ВНИПП». Сб.
№ 1 (37). М., ВНИПП, 196'. с. 3—14.
1258. Спектор А. Г., Чернявская Л. В. — «Труды института ВНИПП».
Сб. № 3 (47). М., ВНИПП, 1966, с. 40—53.
:259. Lucas G., Nutzel Н. Gefiige-und Massanderungen von Walzlagerteilen
bei erhohten Betriebstemperaturen, SKF, Schweinfurt, 1969.
260. Шейн А. С., Царева А. А., Федотова В. Д. и др. — «Труды института
ВНИПП». Сб № 4 (56). М., ВНИПП, 1968, с. 3—16.
:261. «Iron Age Metalworking International», 1978, v. 17, Ns 6, p. 16MP11 —
16MP21.
'262. Новости черной металлургии за рубежом. Институт «Черметинформа-
ния», 1978, № 61-И.
-263. Wernitz W. — «Wear», 1966, v. 9, № 6, р. 429—450.
.264. «Ingenier Digest», 1975, H. 12, S. 47—51.
265. Walp H. 0. — «Amer. Soc. Lubricat. Engrs.», 1967, p. 8—27.
1266. Зайцев A. M., Коросташевский P. В. Эксплуатация авиационных под-
шипников качения. М., «Транспорт», 1968. 224 с.
.267. О' Brien I. L., King А. Н. — «Amer. Soc. Meeh. Engs Paper 65, WA/CF-
1 N.-Y., 1965.
'268. Tricot R., Monnot J. — «Metals Eng. Quart., 1972, v. 12, № 2, p. 39—
47.
1269. Sugino K-, Miyamoto K-, Nagumo M., Aoki K. — «Iron and Steel
Inst. Transactions», 1970, v. 10, № 2, p. 98—111.
. 270. Боргезе С. Ф. —«Проблемы трения и смазки», 1970, № 1, с. 63—68.
271. Skarek I. — «Freiberger Forschungshefte», 1965, Bd 101, № 5, S. 155—
180.
272. Scott D. — «Wear», 1973, v. 25, № 5, p. 199—213.
273. Стухлик Я-, Осина В. — ФММ, 1971, т. 32, № 2, с. 402—407.
5 74 Scott D. S. — «Wear», 1977, v. 43, № 1, р. 71—87.
275. Vincent L., Coquiliet P., Guiraldenq P. — «Мес. mater, elec.», 1976,
v. 59, Ns 316, p. 11—18.
276. Утияма Ику, Цунода Масаэ— «Тэцу то хаганэ», 1971, т. 57, № 13,
с. 37—51.
:277. Сатановский X. Г. — МиТОМ, 1977, № 4, с. 57—60.
278. Bush J., Grube W., Robinson G. — Trans. ASM, 1961, v. 54, p. 390—411.
279. Zaretsky E., Parker R., Anderson W. — “J. Lubrication Technology, 1967,
v. 89, № 1, p. 47—62.
280. Бабей Ю. И., Моисеев P. Г. — В кн.: Повышение конструктивной прочно-
сти сталей и сплавов. Сб. Ns 1. М., МДИТП, 1970, с. 95—98.
^262
'Wp.1«U -ЭД»
ОГЛАВЛЕНИЕ
Предисловие ................................................... 3!
Глава I. Условия работы металла в подшипниках качения ... .5-
Глава II. Химический состав подшипниковых сталей .....
Стали общего применения (хромистая и хромомаргаице-
вокремнистая с молибденом и без молибдена) .... 10-
Коррозионностойкие и теплостойкие стали ..... 14
Глава III. Общие сведения о способах выплавки и обработки дав-
лением подшипниковых сталей ..................................... 16
Общая характеристика способов выплавки ............... |6-
1 Выплавка в кислых мартеновских печах................. 19
Выплавка в электродуговых печах ..................... 20-
Выплавка смешением в ковше жидких расплавов .... 22'
Вакуумная плавка, переплав и вакуумная дегазация стали 23
Электрошлаковый переплав .......................... 27
Горячая и холодная пластическая деформация .... 28-
Г л а в д IV. Требования к качеству подшипниковой стали .... 31
Виды и назначение проката........................ 31
Поверхностные дефекты и обезуглероживание .... 32"
Макроструктура .................................... 34
Микроструктура .....................................- 37
Механические свойства ................................ 43.
Глава V. Методы контроля и исследования неметаллических вклю-
чений в хромистой подшипниковой стали................. 44
Оценка макровключений ................................ 45
Оценка микровключений по эталонным шкалам . . . 46-
Определение степени загрязненности стали микровклю-
чениями методом подсчета .......................... 51
Методы определения состава неметаллических включений 53
Глава VI. Неметаллические включения в подшипниковой стали
различных способов производства ..................... 55-
Степень загрязненности неметаллическими включениями 56-
Неметаллические включения в основной электродуговой
стали ( '.............................................. 57
Неметаллические включения в стали многотоннажных
печей, обработанной 'печным шлаком в ковше .... 62'
Неметаллические включения в основной электродуговой
стали, рафинированной в ковше синтетическим известко-
во-глиноземистым шлаком .............................. 65>
! Неметаллические включения в электродуговой стали, _____
выплавленной смешением жидких расплавов .............. 70-
Глава VII. Зависимость контактной выносливости и долговечности
подшипников от металлургических факторов.............. 73
Методы испытаний .................................... 73-
Влияние количества и состава неметаллических вклю-
чений >| ........................................ 74
Влияние микронапряжений в стали, вызванных неметал-
лическими включениями ............................. 82'
Влияние примесей и газов ......................... 88
Влияние технологии выплавки и рафинирования . . . 90»
Множественные корреляционные зависимости между дол-
говечностью и включениями в стали..................... 101
263".
Влипшие режима прокатки ............................. 102
Влияние направления волокон ........................ 108
Глава VIII. Обработка резанием ................................... ПО
Обрабатываемость подшипниковых сталей ................ ПО
Деформация заготовок при обработке резанием .... 115
Глава IX. Структурные превращения ........................... 122
! Диаграммы состояния ............................... 122
Превращения при нагреве ........................... 123
Превращения переохлажденного аустенита............. 131
Мартенситное превращение ........................... 140
Превращения при отпуске ........................... 146
Сверхпластичность при структурных превращениях 155
Превращения при термомеханической обработке . . . 159
Гл а в а X. Влияние металлургических .факторов на структурные
превращения при термической обработке .......................... 161
Прокаливаемость ..................................... 161
Размер зерна аустенита в стали ...................... 166
Глава XI. Термическая обработка ................................. 170
Сфероидизирующий отжиг ............................. 170
Технология термической обработки деталей подшипников 174
Защитные атмосферы .................................. 180
Нагрев в вакууме . . . ............................ 185
Закалочные среды ................................... 187
Временные и остаточные напряжения .................. 192
Изменение размеров колец при термической обработке 200
Изменение формы колец при термической обработке 203
Деформация колец подшипников при шлифовании . . . 206
ЗГ л а в а XII. Влияние термической обработки на механические свой-
ства ........................................................... 207
Твердость и сопротивление пластической деформации 207
Прочностные свойства ................................ 210
Анизотропия прочности ............................... 213
Влияние термомеханической обработки .............. 2’5
Глава XIII. Влияние термической обработки иа контактную вы-
носливость стали и долговечность подшипников .... 215
Влияние технологии закалки и отпуска на контактную
выносливость ........................................ 215
Влияние термической обработки на долговечность под-
шипников ........................................ . 220
Влияние нагрева после шлифовально-доводочиых опе-
раций ............................................... 224
Влияние химико-термической обработки ................ 226
Глава XIV. Структурная и размерная нестабильность............ 227
Нестабильность сталей ШХ при низких температурах 227
Нестабильность сталей ШХ при комнатной температуре 229
Нестабильность при повышенных температурах . . . 232
Глава XV. Разрушение деталей ,подшипников I...................... 239
Основные виды разрушений............................. 239
Зарождение усталостных трещин ....................... 240
Технологические и эксплуатационные дефекты .... 246
Глава XVI. Пластическая деформация поверхностных слоев элемен
тов качения..................................................... 251