/











































































































































































































































































Текст
ОПТИЧЕСКИХ
ПРИБОРОВ
ОБРАБОТКА
ДЕТАЛЕЙ
А.Н.МАЛСВ, В.П.ЗАКОННИКОВ
ОБРАБОТКА ДЕТАЛЕЙ ОПТИЧЕСКИХ ПРИБОРОВ
A. Н. МАЛОВ
B. П. ЗАКОННИКОВ
ОБРАБОТКА
ДЕТАЛЕЙ
ОПТИЧЕСКИХ
ПРИБОРОВ
Москва «МАШИНОСТРОЕНИЕ» 1976
6П5.8
М18
УДК 681.4.002
Рецензент инж. В. Д. Мельниченко
Малов А. Н., Законников В. П.
М18 Обработка деталей оптических приборов. М., «Машино¬
строение», 1976.
304 с. с ил.
В книге изложены современные методы обработки характерных деталей
оптических приборов; обобщен практический опыт совершенствования технологии
обработки деталей оптических приборов; особое внимание уделено вопросам точ¬
ности обработки наиболее ответственных поверхностей; описаны методы и при¬
боры контроля деталей.
Книга предназначена для инженерно-технических работников, связанных
с конструированием и изготовлением оптических приборов. Она также может быть
полезна инженерам и техникам предприятий приборостроения и точного машино¬
строения.
31305-284
М 038 (01)-7б" 284~76 6П5‘8
© Издательство «Машиностроение», 1976 Г.
ПРЕДИСЛОВИЕ
В настоящее время оптические приборы находят самое широ-
кое применение в различных отраслях народного хозяйства.
Они используются в машино- и приборостроении, в научных
исследованиях и астрономии, в геодезии и навигации, в косми-
ческих исследованиях и медицине, в вычислительной технике
и телевидении, в профессиональном и любительском кино, в фото¬
графии и т. п. Для решения разнообразных задач применяют раз-
личные по назначению приборы: микроскопы, телескопы, спек¬
тральные приборы, кино-фотоаппаратуру, геодезические приборы,
автоколлиматоры, делительные головки, бинокли различных ти¬
пов, проекторы и т. п. С развитием техники, расширением науч¬
ных исследований, увеличением выпуска машин и приборов воз¬
растает потребность в оптических приборах.
В планах развития народного хозяйства предусматривается
значительное увеличение выпуска оптико-механических и оптико¬
электронных приборов. Для выполнения этих планов необходимо
обеспечить выпуск большого количества различных по конструк¬
ции и назначению оптических приборов с высокими требованиями
к точности и надежности их работы.
Важным звеном технологического процесса изготовления
оптических приборов является механическая обработка деталей,
к которым предъявляются высокие требования в отношении точ¬
ности размеров, формы, шероховатости и взаимного расположе¬
ния поверхностей, необходимости обеспечения стабильности па¬
раметров и т. п. Обработка таких деталей в условиях серийного
производства обычно связана с определенными трудностями обе¬
спечения требуемого качества изготовления деталей, значитель¬
ными затратами времени на подготовку производства, наладку и
переналадку оборудования, что обуславливает низкую произ¬
водительность труда и высокую стоимость изделий.
На оптических заводах все шире внедряются групповые и
типовые технологические процессы, что позволяет в значительной
мере устранить указанные выше трудности и недостатки серий¬
1*
з
ного производства. Внедрение групповой технологии создает
возможности для использования в серийном производстве про¬
грессивных методов обработки, высокопроизводительного обо¬
рудования, для значительного уменьшения времени на подго¬
товку производства, повышения производительности труда и сни¬
жения себестоимости продукции.
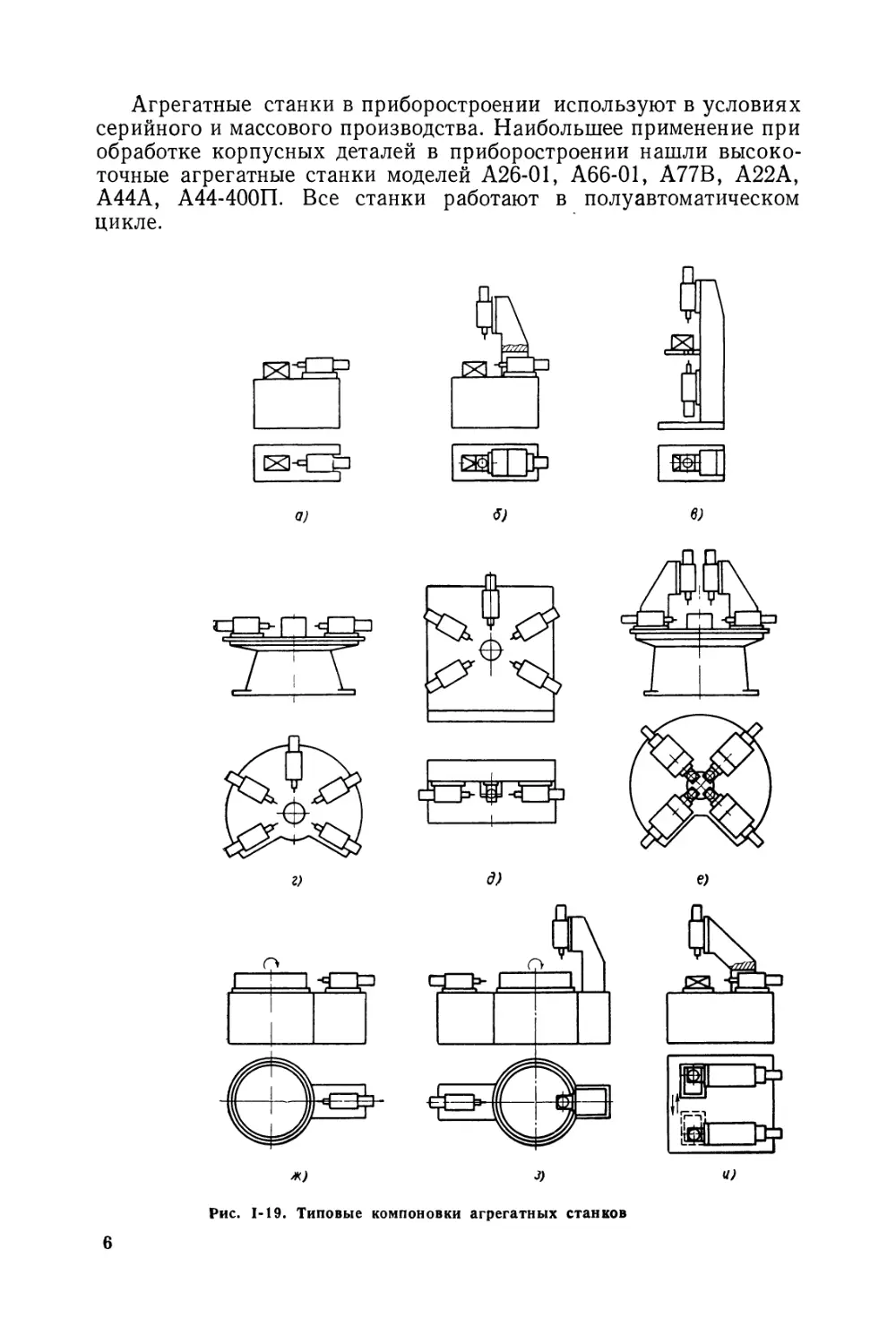
Большие возможности повышения производительности труда
и совершенствования процессов обработки деталей приборов дает
внедрение на оптических заводах агрегатных станков (особенно
в сочетании с групповыми методами обработки) и станков с про¬
граммным управлением вплоть до многооперационных станков.
В условиях серийного и мелкосерийного производства доля ма¬
шинного времени на прецизионных станках не превышает 18—
20%. На станках с программным управлением она увеличивается
до 50—60%, а на многооперационных станках достигает 80—
90%.
Таким образом, обработка весьма сложных и высокоточных
деталей оптических приборов в условиях серийного производства
имеет ряд специфических особенностей, обусловленных конструк¬
цией деталей и требованиями к ним, применяемым методом обра¬
ботки и контроля, оборудованием, формами организации про¬
изводства и т. п. Знание этих особенностей необходимо не только
работникам технологических служб заводов, непосредственно
связанных с подготовкой производства и изготовлением деталей,
но и конструкторам оптических приборов.
К сожалению, из-за недостатка литературы по изготовлению
деталей оптических приборов безусловно затрудняется распро¬
странение на заводах передовой технологии, прогрессивных ме¬
тодов обработки и организации производства, а также ознаком¬
ление работников заводов и особенно молодых специалистов
с новейшими достижениями в области производства оптических
приборов.
В настоящей книге в сжатой форме изложены сведения о тех¬
нологии изготовления характерных деталей оптических прибо¬
ров, таких как корпуса, детали крепления круглой оптики,
кулачки, детали пленкопротяжных механизмов и т. д. в условиях
серийного производства. Авторы книги не претендуют на исчер¬
пывающее изложение технологических процессов изготовления
перечисленных выше деталей. Некоторые операции рассмотрены
лишь в первом приближении, а некоторые исключены, так как
они имеют ограниченное применение или достаточно полно осве¬
щены в литературе по технологии общего приборостроения.
Авторы с благодарностью примут советы и замечания по со¬
держанию книги, которые следует направлять в адрес издатель¬
ства «Машиностроение»: 107885, Москва, Б-78, 1-й Басманный
пер., 3.
Глава
I
ИЗГОТОВЛЕНИЕ
КОРПУСНЫХ
ДЕТАЛЕЙ
1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКАЯ
ХАРАКТЕРИСТИКА
Корпусные детали в оптических приборах
выполняют функцию базирующих деталей. С их помощью соеди^
няются, координируются и взаимно располагаются в пределах
требуемой точности детали, имеющие единое целевое и эксплуата-
ционное назначение.
Большое разнообразие оптических приборов, а также кон¬
струкций монтируемых сборочных единиц и деталей, разнообра¬
зие их размеров и расположений обусловливают большое число
конструкций корпусных деталей, отличающихся конфигурацией,
размерами, числом, формой, расположением обрабатываемых по¬
верхностей и их точностью. Наряду с требованием точности к их
обработке предъявляются требования сохранения точности в те¬
чение длительного периода эксплуатации прибора. Корпусные
детали являются наиболее трудоемкими в изготовлении.
Условно корпусные детали можно разбить на следующие
группы: корпуса коробчатые, рамочные, П-образные, Г-образные
(кронштейны), круглые и корпуса-трубы. Габаритные размеры
корпусных деталей оптических приборов (исключая астрономи¬
ческие и уникальные лабораторные приборы) находятся в преде¬
лах 30—750 мм, основная же часть деталей этого класса имеет
размеры, не превышающие 450 мм.
Характерной особенностью корпусных деталей, особенно ко¬
робчатых и рамочных, является наличие отверстий, точно коорди¬
нированных относительно друг друга и базовой поверхности.
Отверстия располагаются с одной или нескольких сторон. Следует
отметить, что отверстия (основные) разнообразны по форме, хотя
предпочтительное применение находят круглые отверстия.
Размеры по диаметру и длине, а также ширине торцов колеб¬
лются в достаточно широких пределах. Основные требования
к корпусным деталям оговариваются техническими условиями
на изготовление того или иного прибора. Однако, как показывает
практика, к техническим требованиям следует относиться крити¬
чески и подвергать их анализу с позиций служебного назначения
и условий работы прибора.
5
Методика анализа технических требований, предъявляемых
к корпусным деталям, изложена в литературе [2, 24].
Статистический анализ точности корпусных деталей оптических
приборов позволяет установить обобщенные характеристики на
основные параметры, получаемые в результате механической
обработки. Основные отверстия изготовляют по 2-му и 3-му клас¬
сам точности, реже по 1-му и 4-му.
Точность формы основных отверстий обычно нормируется пре¬
делами точности диаметральных размеров отверстий
где б —допуск в миллиметрах]. В отдельных случаях (главным
образом у лабораторных приборов) точность формы отверстий
выше точности диаметральных размеров (некруглость 0,005—
0,007 мм, а нецилиндричность 0,003—0,005 мм). Шероховатость
поверхности основных отверстий, изготовленных по 2-му и 3-му
классам точности, нормируется по 6—7-му классам шероховатости.
Незначительная часть отверстий нормируется шероховатостью
поверхности 8—10-го классов. Допустимые отклонения от номи¬
нального значения координат, регламентирующих межосевые
расстояния и расстояния отверстий от базовой поверхности, огра¬
ничиваются пределами 0,01—0,1 мм. Особо оговаривается допу¬
стимая погрешность соосности отверстий, расположенных на
одной, двух и более параллельных стенках, допустимая несоос-
ность ограничивается пределами 0,03—0,07 мм. Отклонения взаим¬
ного расположения поверхностей корпусных деталей нормируются
в пределах неперпендикулярности осей, поверхностей и оси основ¬
ного отверстия 0,01—0,07 мм на длине детали, а непараллель-
ность осей и поверхностей допускается в пределах 0,03—0,1 мм.
Допуски на межосевые расстояния крепежных отверстий,
а также допустимые отклонения их диаметральных размеров
обычно в чертежах не оговариваются или определяются значе¬
ниями - 0,1—0,3 мм.
Материалы корпусных деталей. Большинство корпусных дета¬
лей оптических приборов изготовляют из литейных сплавов на
основе алюминия (АЛ2, АЛ8, АЛ9, АЛ16), магния (МА5, МАЮ)
и деформируемых сплавов марок Д1Т, Д16Т и др. Кроме того,
корпусные детали изготовляют из сталей (35Л, 45Л, 50Л, 1X13,
4X13 и др.), бериллиевой бронзы, титановых сплавов, чугуна.
Для изготовления неответственных корпусных деталей приме¬
няют пластмассы.
Заготовки корпусных деталей получают различными способами
литья, прессованием, сваркой или пайкой, комбинированным
способом, когда отдельные элементы заготовки корпуса отливают,
а затем их сваривают или соединяют пайкой. Выбор способа по¬
лучения заготовок осуществляют исходя из размеров и формы
детали, материала и его свойств, программы выпуска приборов и
дополнительных требований, предъявляемых к корпусу (напри¬
мер, герметичность).
6
В условиях серийного производства основным методом полу¬
чения заготовок является литье, в мелкосерийном и единичном
производстве корпусные детали изготовляют «из куска» или при¬
меняют сварные и паяные заготовки.
Выбор способа получения заготовки должен рассматриваться
комплексно, т. е. собственно процесс получения заготовки и про¬
цесс дальнейшей ее механической обработки, а следовательно,
при сравнении вариантов технологического процесса критерием
должны быть не затраты на изготовление заготовки или на меха¬
ническую обработку, а затраты на изготовление детали.
Технологичность корпусных деталей. Трудоемкость изготов¬
ления корпусных деталей существенно зависит от технологич¬
ности их конструкции, т. е. от правильного выбора материала
детали, назначения конструкторских баз, простановки размеров,
формы поверхностей, их расположения, заданной точности раз¬
меров и качества поверхностей и т. д. При проектировании кор¬
пусных деталей рекомендуется обеспечить следующие техноло¬
гические требования.
1. Корпусная деталь должна быть жесткой и прочной; стенки
и внутренние перегородки (если они имеются) должны быть доста¬
точных размеров, чтобы при закреплении заготовки и в процессе
ее обработки под воздействием силы резания не возникали дефор¬
мации, а следовательно, и погрешности обработки.
2. В корпусных деталях, заготовки которых получают литьем,
обработкой давлением, сваркой или пайкой, нерабочие поверх¬
ности желательно, где это возможно, оставлять без механической
обработки, ограничиваясь только для получения красивого внеш¬
него вида обдувкой песком.
3. Поверхности большой протяженности, подвергаемые обра¬
ботке, следует прерывать необрабатываемыми участками, полу¬
чаемыми в заготовках.
4. Следует избегать наклонного расположения обрабатывае¬
мых поверхностей относительно основных осей детали (особенно
под разными углами). Наличие наклонных плоскостей, требую¬
щих поворота детали вокруг дополнительных осей, усложняет
обработку и конструкцию приспособлений.
5. Необходимо четко разграничивать обрабатываемые и необра¬
батываемые поверхности.
6. Базовые поверхности корпусной детали должны иметь до¬
статочную протяженность, обеспечивающую хорошую устойчи¬
вость.
7. Обрабатываемые поверхности должны быть открыты и доступ¬
ны для подхода режущего инструмента при врезании и выходе.
8. Отверстия в корпусной детали должны иметь по возмож¬
ности простую геометрическую форму без кольцевых канавок и
фасок. Желательно, чтобы диаметры отверстий, расположенных
на одной оси, уменьшались от наружных стенок к промежуточ¬
ным перегородкам,
7
§. Основные отверстия должны быть сквозными, по возмож¬
ности без пересечения с другими отверстиями и окнами, глухие
отверстия требуют большей затраты времени на обработку, а на¬
личие разнообразных окон создает дополнительные трудности
для получения правильной геометрической формы и точных
размеров на участках сопряжения отверстия и окон.
10. Наличие в основных отверстиях «карманов» усложняет
обработку и требует применения специальных оправок с устрой¬
ствами для радиальной подачи резца.
11. При наличии внутренних стенок в корпусах с большими
отверстиями, чем во внешних стенках, необходимо устанавливать
инструменты на борштанги внутри корпуса. Кроме дополнитель¬
ных ошибок, снижающих точность обработки, имеет место уве¬
личение затрат вспомогательного времени. Такая корпусная
деталь на агрегатных станках не может быть обработана.
12. Отверстия, расположенные под углом относительно стенки
обрабатываемой детали, нежелательны, так как при сверлении
подобных отверстий создаются неблагоприятные условия реза¬
ния, что приводит к уводу сверл и других инструментов, а иногда
и их поломке.
13. Точно обрабатываемые отверстия должны быть только во
внешних стенках корпусных деталей. Наличие точных отверстий,
расположенных в промежуточных стенках, нежелательно.
14. Крепежные отверстия корпусной детали должны быть
стандартными, а их номенклатура — минимальной.
15. Необходимо добиваться минимального числа очагов воз¬
никновения внутренних напряжений, с тем чтобы получить макси¬
мально возможную стабильность размеров корпусной детали.
Процесс изготовления корпусных деталей в общем виде вклю¬
чает следующие этапы: получение заготовки, термическую обра¬
ботку, предварительную механическую обработку, термическую
обработку, чистовую механическую обработку, снова термическую
обработку, гальванические или лакокрасочные покрытия, окон¬
чательную механическую обработку.
В ряде случаев при обработке корпусов включают операции
сборки с крышками, маркировку, фрезерование контура корпуса
и крышки, после чего следует окончательная обработка основных
отверстий, а иногда и получение крепежных отверстий. При изго¬
товлении того или иного корпуса в зависимости от его назначе¬
ния и предъявляемых требований к точности и стабильности раз¬
меров процесс включает часть или полностью приведенные в пе¬
речне этапы обработки.
2. ИЗГОТОВЛЕНИЕ ЗАГОТОВОК КОРПУСНЫХ ДЕТАЛЕЙ
Литье является основным способом получения заготовок кор¬
пусных деталей и позволяет получать заготовки, форма и размеры
которых максимально приближены к форме и размерам готовых
8
деталей, что снижает до минимума последующую механическую
обработку.
Из всего многообразия способов литья для изготовления за¬
готовок (отливок) корпусных деталей применяют литье в землю,
литье по жидким самоотвердевающим смесям (ЖСС), литье по
выплавляемым моделям и литье под давлением. Из указанных спо¬
собов литья только литье под давлением и реже литье по выплав¬
ляемым моделям выполняют на заводах, изготовляющих приборы,
первые же способы литья осуществляют специализированные
заводы, т. е. заготовки в пригодном для последующей обработки со¬
стоянии поступают со стороны.
Литье в землю применяют главным образом для изготовления
небольших серий крупногабаритных корпусов (например, станин
лабораторных приборов, корпусов проекционных аппаратов и т.д.)
из сталей, чугунов и алюминиевых сплавов. Отливки соответствуют
III классу точности литья или 8-му классу точности по ОСТ 1013,
1014, 1015, 1010, 1—3-му классам шероховатости поверхности
по ГОСТ 2789—73.
Получение отливок литьем в землю связано с использованием
ручного труда (при формовке, изготовлении и установке стерж¬
ней, сборке формы и т. д.), что является существенным недостат¬
ком способа.
Литье по ЖСС применяют для изготовления больших корпу¬
сов приборов из чугуна и алюминиевых сплавов с толщиной сте¬
нок 4—6 мм. Точность отливок — 7—9-й классы, шероховатость
поверхности — 3—4-й классы.
Основное отличие способа литья по ЖСС от литья в землю
заключается в том, что форму для литья изготовляют не формов¬
кой (ручной или механической), а путем заливки модели специ¬
ально приготовленной жидкой быстроотвердевающей смесью.
Литье по выплавляемым моделям применяют для получения
деталей сложной конфигурации из сталей и цветных сплавов.
Точность размеров — 4—5-й классы, шероховатость поверхности
отливок — 4—5-й классы. Отливки подвергают выщелачиванию,
а затем промывают в горячей воде, пассивируют в водном растворе
соды с 0,3% натриевой селитры и сушат. Очищенные отливки под¬
вергают термической обработке в печах с защитной атмосфе¬
рой.
Процесс литья под давлением заключается в том, что расплав¬
ленный металл заливают в камеру прессования машины, соеди¬
ненную литниковыми каналами с замкнутой полостью разъемной
металлической формы. Под действием поршня металл принуди¬
тельно перегоняется в полость формы; заполняя ее, он затверде¬
вает и образует отливку. При раскрытии формы отливку уда¬
ляют.
В настоящее время существует несколько типов машин литья
под давлением, но наибольшее распространение получила машина
с горизонтально расположенной камерой прессования.
9
Литьем под давлением получают сложные тонкостенные (до
0,6 мм) отливки из цветных сплавов массой от нескольких грам¬
мов до десятков килограммов. Точность размеров отливок — 4—
5-й классы.
Шероховатость поверхности отливок из цинковых сплавов мо¬
жет быть до 8-го класса, из алюминиевых сплавов — до 6-го
класса и медных сплавов — до 5-го класса.
Для поверхностей, которые подвергаются механической обра¬
ботке, назначают припуски от 0,3 до 0,5 мм.
Сварные и паяные заготовки корпусных деталей в производ¬
стве оптических приборов применяют редко.
Выгодность применения сварных (паяных) заготовок вместо
литых определяют по формуле
CjР14" ^зТ 1 (1 4" Qi) 4" 2 (1 4" Q2) ^ С2Р 2 4"
+ 32Г3(1+?2) + -^>
где Сх — стоимость 1 кг листового материала, руб., Рг — вес
материала для сварной конструкции, кг; Зх — стоимость часа
работы сварщика (паяльщика), руб.; 7\ — время, затрачиваемое
на сварку (пайку), ч; q1 — коэффициент накладных расходов
цеха, где производится сварка (пайка); 32 — часовая заработная
плата рабочего механического цеха, руб.; Т2 — время механи¬
ческой обработки сварных деталей, ч; q2 — коэффициент наклад¬
ных расходов механического цеха; С2 — стоимость 1 кг отливки;
Руб.; Р2 — вес отливки, кг; Т3 — время механической обработки
отливки, ч; См — стоимость моделей (форм), руб.; п — коли¬
чество отливок, изготовляемых по данной модели (формы).
3. МЕХАНИЧЕСКАЯ ОБРАБОТКА КОРПУСНЫХ ДЕТАЛЕЙ
Трудоемкость механической обработки корпусных деталей
вызвана требованием обеспечения их высокой точности и стабиль¬
ности размеров. Высокие требования к точности предписывают
вести обработку поверхностей и основных отверстий в несколько
этапов и на этапе окончательной обработки использовать станки
и инструмент прецизионного исполнения. Расчленение процесса
механической обработки на черновые и чистовые операции об¬
условлено стремлением уменьшать влияние деформаций заготовки
и перераспределения внутренних напряжений, использованием
на черновых операциях менее точных станков, а на чистовых опе¬
рациях — точных специально выделенных для этой цели станков.
Учитывая, что такое расчленение операций приводит к значи¬
тельному повышению трудоемкости обработки, оно должно быть
подкреплено соответствующим технико-экономическим обосно¬
ванием. Исключение составляет обработка отверстий в трудно¬
доступных местах, их целесообразно обрабатывать с одной уста-
10
ловки, т. е. йе производить разделения на черновые и чистовые
операции. Одним из наиболее сложных и принципиальных
вопросов, решаемых при проектировании технологического про¬
цесса обработки корпусных деталей, является назначение тех¬
нологических баз и базирующих поверхностей. От правильности
решения вопроса о базах зависят точность выполнения размеров,
правильность взаимного расположения обрабатываемых поверх¬
ностей, конструкция приспособлений, инструментов и общая
трудоемкость обр аботки.
При выборе базирующих поверхностей желательно совмещать
технологические и измерительные базы с основными базами де¬
тали, т. е. осуществлять принцип единства баз. Всякая смена тех¬
нологических баз увеличивает погрешность взаимного располо¬
жения поверхностей, обработанных от разных технологических
баз, дополнительно внося в нее погрешность взаимного располо¬
жения самих технологических баз, от которых производилась
обработка поверхностей. В тех случаях, когда выдержать прин¬
цип единства баз не представляется возможным, выбрав базу,
необходимо произвести соответствующие расчеты величины по¬
грешности взаимного расположения обрабатываемых поверх¬
ностей.
При назначении баз для черновой обработки необходимо ру¬
ководствоваться следующими положениями.
В качестве черновой технологической базы должна выбираться
поверхность или совокупность поверхностей, относительно кото¬
рых при первой операции могут быть обработаны поверхности,
используемые в качестве базирующих. Черновая база должна
иметь достаточные размеры и возможно более высокую степень
точности и наименьшую шероховатость поверхностей и обеспе¬
чивать надежное крепление. Не следует использовать поверх¬
ности, на которых расположены прибыли и литники, швы, воз¬
никшие в местах разъемов опок и пресс-форм в отливках и поков¬
ках. Черновая база должна использоваться при обработке детали
только 1 раз, при выполнении первой операции. Все последующие
операции и установки детали должны осуществляться на обрабо¬
танных базирующих поверхностях. В качестве черновой техно¬
логической базы целесообразно выбирать совокупность поверх¬
ностей, остающихся необработанными. Если за базы приходится
брать поверхности, подлежащие обработке, то нужно брать та¬
кие поверхности, которые имеют минимальные припуски на обра¬
ботку, или такие, к которым предъявляются высокие требования
точности.
При назначении баз для чистовой и окончательной обработки
следует руководствоваться следующими положениями: при обра¬
ботке поверхностей, ограниченных точными размерами, как пра¬
вило, следует использовать основные базы; вспомогательные
базы при условии, что они дают более удобную базировку, упро¬
щают конструкцию приспособления, могут быть использованы для
11
обработки поверхностей с размерами, ограниченными широкймй
допусками, которые позволяют при пересчете размеров ужесто¬
чить допуски, установленные конструктором.
При решении вопроса о выборе технологических баз реко¬
мендуется использовать настроечные технологические базы при
построении технологического процесса по принципу концент¬
рации операций и при обработке на станках с программным
управлением. При обработке крупных и точных корпусов в ин¬
дивидуальном производстве рекомендуется применение повероч¬
ных технологических баз, а при построении технологического
процесса по принципу дифференциации операций следует при¬
менять опорные технологические базы, выбирая в качестве
базирующих поверхностей поверхности простейшей формы.
Обработку плоских поверхностей малогабаритных корпусных
деталей осуществляют на фрезерных токарных, шлифовальных
и агрегатных станках, при жестких требованиях к плоскост¬
ности после обработки на станках детали подвергают шабровке,
а если помимо плоскостности необходимо обеспечить высокое
качество поверхности, их подвергают доводке.
Наибольшее применение получило фрезерование на фрезер¬
ных станках высокой точности для коробчатых корпусов, крон¬
штейнов и др. Для корпусов, имеющих форму тел вращения, при¬
меняют токарную обработку на станках токарной группы. При
обработке на консольно-фрезерных станках в серийном произ¬
водстве в целях сокращения времени на обработку установку
деталей производят в приспособлениях, монтируемых на поворот¬
ных или круглых столах.
Если кроме точности обработки плоскости нужно также обе¬
спечить весьма точное ее положение, как это часто требуется в кор¬
пусных деталях лабораторных и специальных оптических при¬
боров, обычные методы установки непригодны. В таких случаях
следует установку деталей на фрезерном станке осуществлять
при помощи автоколлимационного устройства.
В крупносерийном и массовом производствах обработку пло¬
ских поверхностей у корпусных деталей осуществляют методом
непрерывного фрезерования на карусельно-фрезерных или бара¬
банно-фрезерных станках. Фрезерование производят при непре¬
рывном вращении стола станка. Плоские поверхности у крупных
корпусных деталей обрабатывают на продольно-фрезерных стан-
ках.
Чистовую, а иногда и предварительную обработку плоскостей
чугунных и стальных корпусных деталей часто производят на
плоскошлифовальных станках шлифованием периферией круга,
торцом чашечного и сборного сегментного круга. Плоскошлифо¬
вальные станки имеют прямоугольный или круглый стол. Преиму¬
щества плоского шлифования особенно ощутимы при обработке
прерывистых поверхностей сложного контура. Наиболее трудоем¬
кими операциями по обработке поверхностей высокой точности
12
по плоскостности являются шабрение и доводка. Шабрением До¬
стигается плоскостность до 0,001 мм на длине 300 мм. Плоскост¬
ность при шабрении нормируется числом пятен на заданной пло¬
щади при контроле «на краску»: 18—20 пятен на квадрате
25x25 мм, а в отдельных случаях до 25—30 пятен.
При обработке деталей из алюминиевых и магниевых сплавов
шабрение производят вместо шлифования.
С эксплуатационной точки зрения шабрение обеспечивает
лучшее по сравнению со шлифованием прилегание поверхностей
и более высокую жесткость стыка.
Доводкой достигается плоскостность 0,0006 мм на длине
300 мм. Доводку плоских поверхностей производят на притироч¬
ных плитах с помощью суспензии или пасты абразивного или
алмазного порошка.
За последний период времени получает применение машинная
доводка плоскостей корпусных деталей. Доводку плоскостей
у корпусных деталей небольших по размеру, но с высокими тре¬
бованиями по плоскостности, следует производить на станках
планетарного типа с неподвижным притиром.
В зависимости от требований к точности размеров и формы
обработка поверхностей может быть черновой, получистовой,
чистовой и точной. Однократной обработкой может быть достигнут
5—4-й класс точности и 4—5-й класс шероховатости. Использо¬
вание для обработки поверхностей нескольких операций соответ¬
ственно повышает точность размеров и формы, а также качество
обработанной поверхности.
Обработка основных отверстий является наиболее сложной и
трудоемкой частью технологического процесса изготовления кор¬
пусов. Выполнением этих операций достигаются заданная форма,
диаметральные размеры и шероховатость поверхности отверстий.
Обработка основных отверстий в зависимости от точности соб¬
ственно отверстия и его расположения делится, на черновую,
чистовую и отделочную.
Для обработки основных отверстий используют токарные,
горизонтально-расточные, фрезерные, сверлильные, координатно¬
расточные, агрегатные станки.
За последнее время, особенно в практике мелкосерийного и
серийного производства, получают распространение станки с про¬
граммным управлением и многооперационные станки с числовым
программным управлением («обрабатывающие центры»).
Обработка основных отверстий на токарных станках в произ¬
водстве корпусных деталей имеет достаточно широкое применение.
Для обработки используют как универсальные токарные станки,
так и токарно-револьверные станки, оснащенные специальными
приспособлениями.
На станках токарной группы обычно получают точность диа¬
метральных размеров отверстий до 2-го класса, точность линей¬
ных размеров не выше 4-го класса, точность межосевых расстоя¬
13
ний ограничивается пределами 0,05—0,1 мм. Точность геометри¬
ческой формы основных отверстий в поперечном сечении (некруг-
лость) 0,005—0,07 мм, а в продольном сечении (нецилиндричность)
0,005—0,01 мм; шероховатость поверхности основных отверстий
корпусов из стали и алюминиевых сплавов — не выше 6-го
класса, для деталей из латуни и бронзы — не выше 7-го класса.
Обязательным требованием возможности обработки на токар¬
ных станках следует считать небольшие размеры корпусных дета¬
лей, имеющих одно или два соосных отверстия, находящихся
в близко расположенных противоположных стенках.
При обработке на станках токарной группы могут быть сле¬
дующие схемы:
а) обрабатываемая деталь укрепляется в приспособлении, уста¬
навливаемом на шпинделе станка, т. е. деталь вращается, а инстру¬
мент получает поступательное перемещение;
б) обрабатываемая деталь укрепляется в приспособлении,
устанавливаемом на суппорте станка, а инструмент крепится
в шпинделе станка, т. е. деталь получает поступательное переме¬
щение, а инструмент вращается.
При изготовлении корпусных деталей с соосными отверстиями
может быть два случая:
1) обработка двух соосных отверстий производится без пово¬
рота обрабатываемой детали;
2) обработка двух и более соосных отверстий производится
путем поворота детали на 180 или 90° (угол поворота определяется
числом попарно соосных отверстий).
Первый случай используют для корпусных деталей, у которых
соосные отверстия находятся в близко расположенных стенках
и имеют уменьшающие диаметры, а второй случай — для обра¬
ботки соосных отверстий в двух и более позициях при одной уста¬
новке детали с поворотом плиты приспособления, на которой
установлена деталь.
Достижимая точность обработки по соосности на токарных
станках при обработке основного отверстия в одной стенке и
двух соосных отверстиях без поворота детали выше, чем с по¬
воротом.
Приспособления и приемы растачивания точно координиро¬
ванных отверстий на токарных станках в условиях опытного
производства. Существует ряд приемов растачивания, выбор того
или иного приспособления зависит от конструкции корпусной
детали, ее размеров и требуемой точности. На рис. 1-1 показан
порядок растачивания двух отверстий. Установка и закрепление
заготовки 1 (рис. 1-1, а) производится на планшайбе, где она
закрепляется прихватами 2. Заготовка координируется относи¬
тельно оси вращения по закрепленному на планшайбе уголь¬
нику 3 с помощью концевых мер 4. Вначале растачивают одно
отверстие (см. рис. 1-1, а), а затем, производя перестановку
заготовки, растачивают второе отверстие (см. рис. 1-1, б). Для
14
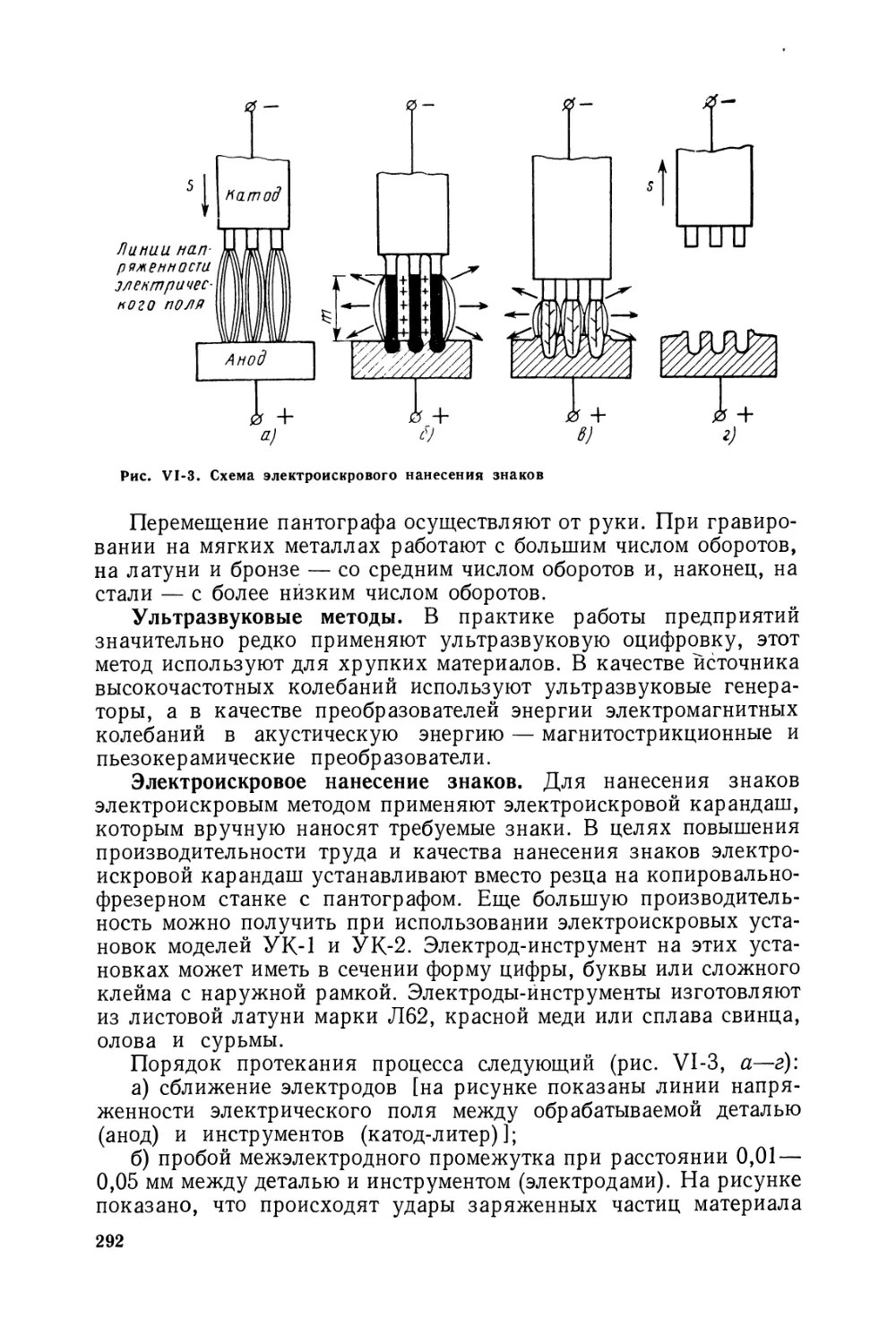
Рис. I-1. Растачивание отверстий с установкой по угольнику и концевым мерам
расточки отверстий в коробчатых деталях и плитах с успехом
применяют приспособления с установочными шаблонами
(рис. 1-2). Установочный шаблон 3 в форме плиты или диска
толщиной 15—20 мм имеет такое же расположение отверстий, как
и в обрабатываемой детали. Отверстия в установочном шаблоне
имеют одинаковый размер и выполнены с допуском +0,01 мм.
Шаблон соединяют с заготовкой так, чтобы их базы совпали.
В отверстие шпинделя 1 станка вставляют оправку 4 и протачи¬
вают ее на месте с допуском 0,005 мм. Установочный шаблон 3
с заготовкой одним из отверстий надевают на цилиндрическую
часть оправки и прихватами 5 с помощью винтов 6 прижимают
к планшайбе 2. Для уменьшения дисбаланса к планшайбе при¬
крепляют противовес 7. Далее сверлят, растачивают и разверты¬
вают отверстие, затем освобождают прихваты 5 и устанавливают
шаблон по оправке другим отверстием и в заготовке изготовляют
следующее отверстие и т. д.
Для растачивания отверстий в деталях, у которых ось по отно¬
шению к опорным торцам расположена под углом, используют
приспособление, показанное на рис. 1-3 [19]. Приспособление
состоит из плиты S, устанавливаемой на планшайбе токарного
станка (на рис. 1-3 не показана), синусной плиты 2 и установоч¬
ного шаблона /, на котором прихватами крепится заготовка.
Установка синусной плиты, а значит и заготовки на заданный^
угол осуществляется по вкладышу 5, а положение отверстия от-'
носительно оси станка определяется штифтом 4 синусной плиты
и вкладышем 7. Порядок обработки следующий: заготовку 13
закрепляют на поверхности установочного шаблона, а последний
надевают на установочный штифт 4 синусной плиты, после чего
прилщмами 10 его закрепляют на синусной плите 2. К упору 9
15
крепежной плиты 8 привертывают сменный вкладыш 5 и болтами 11
соединяют синусную и крепежную плиту так, чтобы валик 3
синусной плиты находился в контакте с вкладышем 5. В нижней
части болтами затягивают щеки 12, обеспечивающие вертикальное
положение синусной и крепежной плит. Подготовленное приспо¬
собление надевают на центрирующую пробку 6 так, чтобы ее ра¬
бочая часть вошла в продольный паз крепежной плиты и касалась
сменного вкладыша 7, определяющего положение обрабатывае-
Рис. 1-3. Приспособление для растачивания отверстий, расположенных под
углом
16
Рис. 1-2. Приспособление с установочным шаблоном
Рис. 1-4. Приспособления для растачивания отверстий под
прямым углом к базовой поверхности
мого отверстия. Затем прихватами соединяют крепежную плиту
с планшайбой. Для настройки приспособления рассчитывают раз¬
меры вкладышей СН и ЕИ (параметры m, п, АЕ, АГ, ЛБ и НБ
у каждого приспособления постоянны). Длину вкладышей опреде¬
ляют по формулам:
L = АБ sin а — НБ + т\
ЕИ = АЕ — {[АГ — (И + РО) tg ос] cos а + ИК}.
В тех случаях, когда оси обрабатываемых отверстий располо¬
жены под прямым углом, применяют приспособления, показанные
на рис. 1-4. Приспособление состоит из угольника S, установоч¬
ного шаблона 2 и вкладыша 5. Приспособление настраивают
в следующей последовательности: заготовку 1 закрепляют прихва¬
тами 3 на установочном шаблоне, после чего последний надевают
на два штифта 4У запрессованные в угольнике S, и закрепляют
прихватами. Далее в паз угольника до опорной плоскости встав¬
ляют вкладыш 5 и одевают на центрирующую пробку 9, смещая
до момента контакта вкладыша и пробки, после чего прихватами 6
фиксируют найденное положение угольника на планшайбе 7.
Длина х вкладыша 5 определяется постоянными размерами Hud
2 А. Н. Малов
17
и расстоянием от базы угольника до оси отверстия, зависящим от
заданного положения отверстия по чертежу детали.
Обработка точно координированных отверстий в корпусных
деталях требует большой затраты вспомогательного времени на
установку и выверку детали относительно измерительных баз,
а потому имеет ограниченное применение и применяется в слу¬
чаях отсутствия координатно-расточных станков.
Приспособления и приемы растачивания корпусных деталей
в условиях серийного производства. Приспособления делят на две
группы: а) выполненные на базе планшайбы и б) выполненные
на базе патрона.
Приспособление, показанное на рис. I—5, состоит из план¬
шайбы У, угольника 2 и прижимного устройства 3. На угольнике
устанавливают сменный вкладыш с устройствами для фиксации
заготовки и прижимное устройство 3, состоящее из откидной
планки с прижимом, шпильки и рым-гайки. Конструкция прижима
смонтированного на откидной планке, зависит от формы наружной
поверхности заготовки. Приспособление в целях балансировки
снабжено противовесом. Приспособление относится к категории
наладочных. Путем замены вкладыша и прижима и соответствую¬
щей регулировки винтом положения угольника на планшайбе и
откидной планки на угольнике его можно использовать для раз¬
нообразных по размерам и форме корпусных деталей, технологи¬
чески однородных при работе по типовым и групповым (унифици¬
рованным) технологическим процессам.
Значительно большими возможностями обладает приспособле¬
ние типа планшайба с угольником, предназначенное для обработки
основных отверстий, расположенных под разными углами к про-
18
Рис. 1-5. Приспособление для расточки, выполненное на базе планшайбы
дольной оси корпусной детали. Заготовку 1 (рис. 1-6) устанав¬
ливают на поверхности опорного вкладыша 4 и закрепляют шай¬
бой 2 и гайкой 3. Совмещение оси обрабатываемого отверстия
с осью вращения шпинделя осуществляют путем перемещения
угольника 5 и поворота люльки 6, установленной на последнем.
Установку производят по имеющимся на приспособлении шкалам
и нониусам, а фиксацию найденного положения — затяжкой
зажимных болтов. Поворот на новую позицию, необходимую
для обработки следующего основного отверстия, производят
вместе с накладкой, имеющей соответственно числу растачиваемых
отверстий гнезда, в которые заходит фиксирующий палец 7.
Обработка основных отверстий на горизонтально-расточных
станках (ГРС). Горизонтальные расточные станки используют
для расточки основных отверстий и подрезки прилегающих к от¬
верстию торцов в корпусных деталях средних и крупных разме¬
ров. Обработку основных отверстий осуществляют по разметке,
по координатным размерам или, как чаще говорят, «по коорди¬
натам», по координатным шаблонам и по приспособлениям.
2*
19
Рис. 1-6. Приспособления для расточки отвер¬
стий, расположенных под углом
Корпусные детали, имеющие несколько сопряженных отвер¬
стий, как правило, обрабатывают с одного установа. Обработку
отверстий производят последовательно. Установленный инстру¬
мент многократно используют на ряде переходов, после чего про¬
изводят смену инструмента для окончательной обработки отвер¬
стий.
Следует указать, что все перечисленные схемы обработки
могут быть осуществлены резцами, закрепленными в консольных
оправках, а также борштангами, имеющими для поддержания до¬
полнительные опоры.
Как первый, так и второй способы растачивания можно осуще¬
ствить, когда главное движение имеет шпиндель и движение по¬
дачи — стол с обрабатываемой деталью или когда главное движе¬
ние и движение подачи имеет шпиндель, а стол и обрабатываемая
деталь неподвижны. В производстве корпусных деталей прибо¬
ров предпочтительное применение имеет растачивание основных
отверстий консольными оправками.
Растачивание борштангами с применением дополнительных
опор используют для крупных корпусных деталей, имеющих но¬
минально соосные отверстия, и при обработке отверстий с длиной,
значительно превышающей их диаметр.
Обрабатываемые корпусные детали в зависимости от формы
и размеров, расположения отверстий устанавливают и закрепляют
следующим образом:
а) на столе станка с закреплением обрабатываемой детали бол¬
тами разнообразной формы прихватами, этот способ установки
характерен для обработки крупных деталей;
б) на угольнике с закреплением болтами и прихватами, этот
способ используют для небольших по размеру корпусных деталей
при растачивании отверстий с осями, перпендикулярными к глав¬
ной базовой поверхности;
в) на плите с фиксирующими штырями с последующим закреп¬
лением прихватами, используют для небольших корпусных дета¬
лей, имеющих обработанными плоскость и отверстия, оси которых
перпендикулярны оси растачиваемого отверстия;
г) в приспособлениях (кондукторах), применяют при обработке
мелких и средних корпусных деталей в условиях серийного про¬
изводства.
Основные способы растачивания отверстий на горизонтально¬
расточных станках. Как указывалось выше, существует несколько
способов растачивания отверстий, они отличаются способом коор¬
динации инструмента, т. е. обеспечением соосности консольной
оправки или борштанги, шпинделя, подшипника, задней стойки
и обрабатываемого отверстия.
Метод пробных проточек (рис. 1-7, а) исполь¬
зуют в мелкосерийном производстве, он заключается в следующем:
вначале растачивают окончательно отверстие диаметра D, затем
с осью шпинделя, а значит и оправкой совмещают отверстие d>
20
Рис. 1-7. Схемы способов расточки отверстий на ГРС
для чего стол станка вместе с деталью перемещают на величину
несколько большую, чем межосевое расстояние А, проводят на
небольшую длину проточку отверстия и измеряют расстояние /.
Если это расстояние меньше А, стол с деталью перемещают на
величину установленной погрешности, после чего опять делают
проточку и вновь измеряют расстояние, и так поступают до тех
пор, пока не будет достигнуто требуемое расстояние между осями
отверстий /3.
В случаях, когда линии, соединяющие центры растачиваемых
отверстий, расположены под углом к основанию корпуса, поправку
после пробной проточки отверстия d производят в двух направле¬
ниях. Недостатками описываемого способа расточки являются
низкая точность обработки из-за возможных ошибок при замерах,
низкая производительность из-за большого количества проточек
и невозможность расточки ряда отверстий с наклонной линией
центров.
Растачивание по координатным разме¬
рам (рис. 1-7, б) является одним из универсальных способов
обработки корпусных деталей. Расточку отверстий в детали, как
21
Правило, производят за одну установку перемещением ее или ре¬
жущего инструмента на заданные размеры в соответствии с рас¬
положением отверстий. Необходимую величину перемещения
(координаты уъ у2, хъ х2) осуществляют перемещением шпин¬
дельной бабки в вертикальном направлении, а стола — в гори¬
зонтальном. Величину перемещений стола и шпиндельной бабки
определяют по шкалам координатных линеек в сочетании с отсчет-
ным микроскопом, набором размерных эталонов различной длины,
мерными плитками и регулировкой микрометрического штих-
маса.
Способ расточки по координатным размерам имеет следующие
недостатки: неточности расточного станка в значительной степени
копируются на обрабатываемой детали, способ требует значитель¬
ной затраты времени как по установке необходимых координат,
так и по увеличению машинного времени на пробные проточки,
ограничены возможности применения многоинструментальной
обработки, способ требует применения труда высококвалифици¬
рованных рабочих.
Описываемый способ расточки отверстий, как и указывалось,
универсален, не требует затрат на изготовление приспособлений,
что и дает основание рекомендовать его.
Растачивание по координатным шабло¬
нам с использованием индикаторного
центроискателя (рис. 1-7, в) заключается в следующем.
Шаблоны изготовляют из листовой стали толщиной 3—8 мм.
Они имеют отверстия, расположенные в полном соответствии
с отверстиями у растачиваемой детали. Размеры отверстий в шаб¬
лонах делают несколько больше, чем диаметры растачиваемых
отверстий. Шаблоны закрепляют непосредственно на базовых
поверхностях обрабатываемой детали или на стойках плит, слу¬
жащих для крепления обрабатываемых деталей. Закрепляют
шаблоны струбцинками. Если расточка детали выполняется
с нескольких сторон, шаблоны изготовляют на каждую сторону.
Координация оси шпинделя, несущего оправку или борштангу,
осуществляется с помощью индикаторного центроискателя.
Растачивание отверстий в корпусных деталях по координат¬
ным шаблонам более производительно, чем по координатам
с использованием концевых мер и индикаторов, существенно
облегчается труд рабочего, и так как доступ к обрабатываемой
детали открыт, расточку можно вести короткими и жесткими кон¬
сольными оправками. Этот способ находит применение как в мел¬
косерийном, так и серийном производстве.
Растачивание с использованием спе¬
циальных приспособлений — кондукторов
получило распространение при изготовлении мелких и средних
корпусных деталей в условиях серийного производства. При
обработке отверстий в приспособлениях направление инструмента
обеспечивается приспособлением, а не станком. Точность обра¬
22
ботки детали определяется точностью исполнения собственно
приспособления и инструмента, не зависит от квалификации ра¬
бочего и мало зависит от состояния станка.
Наряду со специальными приспособлениями для растачивания
в мелкосерийном и даже серийном производстве находит приме¬
нение универсально-наладочное приспособление (рис. 1-7, г).
Приспособление состоит из двух стоек, в которых укреплены смен¬
ные направляющие втулки, отверстие последних соответствует
диаметру борштанги с закрепленным режущим инструментом.
Настройка направляющих втулок осуществляется с помощью
эталонных стержней, штихмасов или мерных плиток и индикато¬
ров. Ползушки стоек, несущих направляющие втулки, могут пе¬
ремещаться винтами по вертикали, а сами стойки — по горизон¬
тали. Описываемый способ растачивания является промежуточным
между растачиванием в специальных приспособлениях и коорди¬
натным растачиванием, он удобен и позволяет за короткое время
производить переналадку борштанг для обработки новой детали.
Режущий инструмент для обработки на горизонтально-рас-
точных станках. Для обработки основных отверстий корпусных
деталей в зависимости от вида поступающей заготовки, требований
к точности и форме растачиваемого отверстия применяют разно¬
образные режущие инструменты: сверла, зенкеры, резцы, раз¬
вертки, расточные головки, расточные пластины и др.
Сверла применяют в качестве предварительного инструмента
для сверления отверстий в сплошном материале. Если диаметр от¬
верстия меньше 30 мм, его сверлят в один переход, при больших
же диаметрах отверстия сверлят, а затем рассверливают в два и
более переходов. Точность сверления соответствует 4—5-му клас¬
сам.
Зенкеры используют для чернового раскачивания литых от¬
верстий и получистового растачивания отверстий после сверления.
Точность зенкерования соответствует За—4-му классам точности.
Следует указать, что зенкеры могут быть использованы и для
окончательного растачивания, если требуемая точность отверстий
не выше За-го класса, шероховатость поверхности не выше 5-го
класса, а диаметр отверстия небольшой. Следует иметь в виду,
что зенкеры незначительно исправляют, но полностью не устра¬
няют полученные после сверления искривления оси отверстия.
Развертки используют как инструмент для чистовой обработки
отверстий 1, 2 и 3-го классов точности с шероховатостью 7 и даже
8-го классов: развертки изготовляют как из быстрорежущей стали,
так и из твердосплавных пластинок.
Для достижения требуемого качества детали перед разверты¬
ванием необходимо отверстие растачивать резцом. Закрепление
развертки должно быть таким, чтобы она во время работы могла
свободно устанавливаться по отверстию или имела надежное на¬
правление, что обеспечивается применением плавающих патронов
или оправок, позволяющих развертке перемещаться в радиальных
23
направлениях без перекоса, или направляющих втулок приспо¬
собления. Правильное положение развертки относительно отвер¬
стия до начала резания обеспечивается передней направляющей
частью с фаской. В некоторых случаях делают развертки с перед¬
ним и задним направлениями.
При развертывании выделяется большое количество тепла,
что приводит к нагреву детали и вследствие этого к конусности
обрабатываемого отверстия. Поэтому точность размеров отверстия
будет выше при развертывании на больших подачах с обильным
охлаждением.
Резцы для растачивания разделяют на две основные группы:
а) с одной режущей кромкой и б) плавающие пластинчатые.
Расточные резцы с одной режущей кромкой (односторонние)
универсальны, что является их основным достоинством. Недо¬
статком этих резцов следует считать необходимость применения
устройств для установки резцов в оправку, значительные затраты
времени на установку и вследствие наличия односторонней на¬
грузки при растачивании возможное искажение формы растачи¬
ваемого отверстия и ухудшение качества поверхности в результате
малой виброустойчивости резца. От указанных недостатков сво¬
бодны двухлезвийные резцы.
Растачивание резцом обеспечивает лучшую прямолинейность
обрабатываемого отверстия и точность 1—2-го класса, но ка¬
чество обработки (шероховатость) и производительность ниже,
чем при развертывании.
Режимы резания выбирают в зависимости от характеристик
материала корпусной детали, требуемой точности и шероховатости
поверхности материала и типа инструмента для резцов однолез¬
вийных или многолезвийных, для разверток, для сквозного или
глубокого отверстия и т. п.
Выбор режимов резания следует производить по «Общемаши¬
ностроительным нормативам режимов резания для технического
нормирования работ на металлорежущих станках» или по норма¬
лям, принятым в отрасли промышленности.
Основные сведения по технологии растачивания основных
отверстий на горизонтально-расточных станках. На горизон¬
тально-расточных станках для обработки отверстий применяют
следующие три типовые схемы:
а) для диаметров отверстий до 60 мм при длине не более 5d
и неточном расположении отверстий от базовых поверхностей
при условии, что обработка ведется в сплошном материале —
сверление, рассверливание, растачивание, развертывание;
б) для диаметров отверстий до 60 мм при длине отверстия
более 5d и точном расположении последних относительно базовых
поверхностей при условии, что обработка ведется в сплошном
материале — сверление, рассверливание, зенкерование, раста¬
чивание, развертывание (иногда развертыванию предшествует
дополнительное зенкерование отверстия);
24
fe) для диаметров отверстий от 60—100 мм при условии,
отверстия предварительно получены литьем в землю, — зенкеро-
вание, растачивание, развертывание.
В тех случаях, когда заготовка (отливка) получена литьем
в кокиль, под давлением или по выплавляемым моделям и заго¬
товка имеет отверстия, как правило, применяют растачивание
и развертывание. Обычно полная обработка отверстий осуще¬
ствляется на одном станке, исключение составляет случай, когда
припуск предварительно отлитых отверстий велик или когда тре¬
бование к точности по диаметру растачиваемых отверстий и меж-
осевые расстояния жесткие.
В этом случае обработку целесообразно разделить на черно¬
вую и чистовую, такое деление позволяет черновую обработку
вести на менее точных станках и на более длительный срок сохра¬
нить точность станков, занятых на окончательной обработке
отверстий.
Растачивание отверстий в корпусных деталях можно осу¬
ществлять консольными оправками, борштангами с использова¬
нием опоры задней стенки и в кондукторах при шарнирном соеди¬
нении расточных оправок со шпинделем станка.
При растачивании отверстий с использованием приспособле¬
ний (кондукторов) применяют для коротких отверстий оправки,
которые выполнены ступенчатыми, в одной из ступеней крепится
резец, а другая ступень направляется кондукторной втулкой.
При обработке номинально соосных отверстий или одного
отверстия, но значительной длины для растачивания применяют
расточные оправки с направлением последних в кондукторных
втулках приспособления, соединение расточной оправки со шпин¬
делем станка шарнирное, что исключает необходимость в точном
совмещении осей шпинделя и кондукторных втулок приспособле¬
ния и упрощает настройку.
Необходимое число проходов при обработке отверстий умень¬
шается с повышением жесткости оправок и борштанг, при наличии
многолезвийного инструмента, симметричном расположении при¬
пуска, уменьшенной длине отверстия и вылете шпинделя.
Обработка номинально соосных отверстий при условии глу¬
хой стенки между этими отверстиями, когда для растачивания
используют консольные оправки, осуществляется с поворотом
стола на 180°. С поворотом же стола на 90° обрабатывают детали,
оси которых перпендикулярны друг другу.
При растачивании нескольких соосных отверстий нежесткой
оправкой, если отверстия разных диаметров, следует применять
комплект сменных направляющих втулок.
Ступенчатые отверстия, расположенные с двух сторон, раста¬
чивают правыми и левыми резцами. Растачивание выполняют
с изменением направления осевой подачи шпинделя станка.
Ступенчатые отверстия в серийном производстве целесообразно
обрабатывать комбинированными режущими инструментами.
25
При расточке отверстий, оси которых перпендикулярны друг
другу, необходимо выдержать заданный размер от торца отвер¬
стий, весьма важно выверить положение оправки с режущим
инструментом относительно базовой поверхности, выверку осу¬
ществляют набором концевых мер или с помощью индикаторного
центроискателя, угольника и специальной оправки.
В первом случае (рис. 1-8, а) выверку положения оправки /,
а значит и отверстия относительно внутреннего торца детали осу¬
ществляют набором концевых мер 2, и требуемое расстояние
А = а + d!2, во втором случае (рис. 1-8, б), когда базой яв¬
ляется наружный торец детали, Аг = А -f & + a +D/2, где
А — заданный размер от внутреннего торца детали до оси раста¬
чиваемого отверстия; а — размер мерительных плиток; d — диа¬
метр оправки; Аг — расстояние от оси шпинделя до оси раста¬
чиваемого отверстия; k — расстояние между торцами детали; D —
диаметр шпинделя.
Если установка осуществляется по способу, показанному на
рис.' 1-8, в, совмещение оси шпинделя производят с помощью
26
Рис. 1-8. Схемы выверки расстояний от торца до оси шпинделя
индикаторного центроискателя 2 по отверстию в угольнике /,
прикрепленном к наружному торцу отверстия.
Размер Аг = А + k + b, где Ъ — размер от основания уголь¬
ника до оси вспомогательного отверстия (обозначения Л, k даны
ранее).
Для случая, показанного на рис. 1-8, г, выверку осуще¬
ствляют центроискателем по отверстию Б оправки, установленной
относительно внутреннего торца отверстия.
Конические отверстия небольшого размера следует обрабаты¬
вать в следующей последовательности: сверление и рассверлива¬
ние до диаметра dM = 1,5ч-2 мм (dM — меньший диаметр кони¬
ческого отверстия), зенкерование до диаметра = 0,3 мм,
развертывание предварительное и развертывание окончательное.
Если конические отверстия имеют значительные размеры
после сверления и рассверливания, растачивание осуществляют
с использованием специальных приспособлений, закрепляемых
на радиальном суппорте планшайбы станка.
Обработка корпусных деталей на координатно-расточных стан¬
ках (КРС). Координатно-расточные станки обычные и с программ¬
ным управлением получили широкое применение в опытном мелко¬
серийном и серийном производствах для изготовления высоко¬
точных взаимосвязанных поверхностей в корпусных деталях.
Последовательность обработки цилиндрических отверстий
назначается в зависимости от размеров отверстий, заданной точ¬
ности межосевых расстояний, класса шероховатости обработки,
ступенчатости обрабатываемых отверстий и точности инструмента
(табл. 1-1). Соблюдение определенной последовательности при
обработке отверстий — одно из непременных условий, способ¬
ствующих высокому качеству обработки.
Подготовка к осуществлению процесса обработки на коорди-
натно-расточном станке включает следующие работы:
1) перевод прямоугольных координат в полярные и наобо¬
рот, если это вызывается необходимостью;
2) расчет перемещений крестового стола при делении окруж¬
ности на равные части при условии отсутствия делительного
стола;
3) составление координатных таблиц;
4) подготовка исходных данных и кодирование при обработке
деталей на координатно-расточных станках с программным
управлением.
Переход от прямоугольных координат к полярным и наобо¬
рот осуществляется по следующим формулам (рис. 1-9, б):
а) при переходе от полярной к прямоугольной системе
х = R cos а; у = R sin а; (1)
б) при переходе от прямоугольной к полярной системе
R = Ух2 + у2', tg а = (1а)
27
Таблица 1-1
Последовательность обработки отверстий
Диаметр
обрабаты¬
ваемых
отверстий,
мм
Заданная
точность
межосевых
расстояний,
мм
Класс
точности
отвер¬
стий
Класс
шерохо¬
ватости
отвер¬
стий
Последовательность
обработки отверстий
До 3
±0,1
3—4
5—6
Разметка, сверление, рас¬
сверливание
±0,1
2—3
7—8
Разметка, сверление, раз¬
вертывание
±0,5
2—3
7—8
Разметка, сверление, рас¬
тачивание, рассверлива¬
ние, развертывание
±0,01—0,005
2—3
7—8
Разметка, сверление, рас¬
тачивание, развертыва¬
ние
До 10
±0,1—0,05
4
2—3
5
7—8
Разметка, сверление, рас¬
тачивание, развертыва¬
ние
±0,01—0,005
1—2
7—8
То же
Свыше 10
±0,05
3
6—8
Разметка, сверление, раз¬
вертывание
±0,01—0,005
1—2
6—8
Разметка, сверление, рас¬
тачивание
где х и у — прямоугольные координаты; R — радиус-вектор;
а — угол.
При вычислении следует применять шестизначные таблицы
тригонометрических функций.
Параллельный перенос начала координат выполняют по фор¬
мулам с учетом знаков (рис. 1-9, а):
х = хг =±= а;
У = Ух - ь. (2)
Поворот осей прямоугольных координат на заданный угол
показан на рис. 1-9, в и г. Положение точки М в системе прямо¬
угольных координат определяется координатами хг и уг.
Если относительно точки О повернуть оси координат на угол а
в направлении против часовой стрелки, при этом направление
осей координат станка не изменять, то положение точки М после
поворота можно определить по формулам:
х = хг cos a -f уг sin а;
у = хх sin а + ух cos а. (3)
28
Рис. 1-9. Схемы расчета координат
Если оси координат повернуть на угол а в направлении по
часовой стрелке, то положение точки М относительно начала
координат (точка О) определим по формулам:
х — хх cos а + уг sin а;
у = —хг sin а -f- уг cos а. (4)
При пользовании формулами (1)—(4) необходимо точно
определять знаки начальных координат, указанные на рис.
1-9, а.
В некоторых случаях задание начальных координат может
быть выражено не только величинами хг и ylf а сочетанием разме¬
ров (хх^, (ууi), (хух). В таких случаях координаты искомой точки
(оси отверстия, плоскости) можно определить по следующим
формулам.
29
Начальные
координаты
Искомые координаты
ХХХ
х
у 1 = —: — ctg а или у 1 — я cosec а — хх ctg а;
sin ОС
%
у = + х ctg а или у — — Хл cosec а 4- х ctg а
47 sin а & J 1 is
У\У
Ч = Ух ctg а si^ а или хг = уг ctg а — у cosec а;
Х1
х = -г-1— — у ctg а или х = и cosec а — у ctg а
sin а ? 6 * у й
*1У
Xl = cosla +ytS« или x = xt sec а + у tg а;
Ух — *i tg а + COg а или ух = хг tg а + у sec а
У\*
Xi ~ CQS а г/i tg а или хг = х sec а — у tg а;
У\ .
У = —osa — X tg а или у = у1 sec а — х tg а
Совмещение начала полярной системы координат детали с из¬
мерительной системой станка. При выполнении работ на коорди¬
натно-расточных станках с применением горизонтально-поворот¬
ных столов в тех случаях, когда обработку деталей выполняют
в системе полярных координат, необходимо точно совмещать гео¬
метрическую ось поворота стола и ось вращения шпинделя станка
с началом полярной системы координат детали. Совмещенное
положение является началом координат, оно фиксируется по
измерительным устройствам станка и от него выполняются все
заданные размеры на обработку детали^как в полярных, так
и в прямоугольных координатах.
Основным инструментом для точного совмещения оси поворота
стола'с началом координат^цилиндрической детали является инди¬
катор, укрепляемый в шпинделе станка. От точности совмещения
оси поворота стола с началом полярной системы координат детали
зависит точность производимых работ. Необходимо учитывать,
что неточность совмещения оси поворота с началом координат при
выполнении работ с поворотом стола порождает погрешности,
величина которых в 2 раза больше допущенной неточности сов¬
мещения.
Совмещение оси поворота стола с осью симметрии детали осу¬
ществляют двумя способами. Один способ заключается в том, что
вначале совмещают ось вращения шпинделя станка с осью цен¬
30
трального отверстия стола, а затем, произведя зажим главного
стола станка, совмещают ось симметрии детали с осью вращения
шпинделя. По второму способу совмещение оси поворота стола
с осью симметрии детали ведется по точной ее цилиндрической
поверхности; при этом индикатор, укрепленный в шпинделе станка
неподвижен, а планшайба стола с установленной на ней деталью
вращается относительно оси поворота. После того, как ось симмет¬
рии детали совмещена с осью поворота стола, совмещают ось вра¬
щения шпинделя станка с осью симметрии детали по ее цилиндри¬
ческой поверхности. Совмещенное положение фиксируют по от-
счетноизмерительным устройствам станка.
Сопоставление указанных способов совмещения оси поворота
стола с осью симметрии цилиндрической детали даст возможность
заключить, что изготовление деталей по второму способу полу¬
чается более точным, так как при его применении допущение воз¬
можных погрешностей установки сокращается в 2 раза.
Координационные таблицы являются основным документом
для производства работы на координатно-расточном станке и под¬
готовительным этапом для математического этапа разработки
программы для станков с программным управлением.
Запись и расчеты координатных перемещений производят
в таблице, имеющей вид:
Порядковый
номер
отверстия
Диаметр
отверстия,
мм
Координаты отверстия
по оси X
по оси у
При составлении таблицы руководствуются следующим:
1) устанавливают последовательность обработки отверстий
с учетом наименьших перемещений стола станка и смены инстру¬
мента и обозначают номера отверстия;
2) выбирают начало координат так, чтобы производить сложе¬
ние заданных размеров, а не вычитание, что достигается установ¬
кой измерительных баз детали относительно измерительной си¬
стемы станка или переносом начала координат в наиболее удален¬
ные от измерительных баз отверстия;
3) при выполнении обработки отверстий в системе полярных
координат начало отсчета угловых размеров следует вести при
фиксации поворота стола на 0. Если по условиям работы этого
сделать нельзя, стол фиксируют на целое число градусов, крат¬
ное 10.
В таблице координатных перемещений следует указать мате¬
риал обрабатываемой детали, что необходимо для учета поправки
на коэффициент линейного расширения, а тем самым исключить
погрешности, вызываемые разностью коэффициентов линейного
31
Рис. I-10. Примеры пересчета координат
расширения станка и детали при отсчете линейных- размеров.
Величину коррекции рассчитывают по формулам:
AL = А1Д —ALC;
А/уд = о&д Д^д-L,
ALc = acAtcL,
где AL — линейная погрешность (поправка, вносимая в коорди¬
натную систему станка); АЬА — изменение линейного размера
в детали; ALc — изменение линейного размера станка; ад, ас —
коэффициенты линейного расширения детали и станка; AtA
и Atc — изменение температуры детали и станка по отношению
к номинальной (20° С); L — расстояние между осями обрабатывае¬
мых отверстий.
Ниже приводятся примеры определения координат для слу¬
чая, когда обработка отверстий ведется по системе прямоуголь¬
ных координат.
Допустим, что известны расстояние 0203 и координаты *2,
у2, уг точек 02 и 03. Требуется определить абсциссу х3
(рис. 1-10, а).
Очевидно, что
ха~х2 = У(0203)2 — (i/a— г/2)2,
32
откуда
*3 = *2 + V(0203f—(y3—y2f.
Если заданы межцентровые расстояния 0304 и 0402 и коорди¬
наты х2, у2у ХгУг точек 02 и 03 (рис. 1-10, б) и необходимо опре¬
делить координаты точки 04. Искомые координаты рассчитывают
следующим образом:
х3 — х4 = 0304 cos (ос + Р);
Ул — У г = 0304 sin (а + р),
откуда
л^4 ~ 0g04 cos (ос —|— Р)|
У* = У г — 0304 sin (а + р).
Углы аир определяются из уравнений
У2 — Уз = 0203 sin а;
У 2 — У г .
sin ос= ■
ос = arcsm
0203 ’
У 2 —Уз
о 2^3
Из косоугольного треугольника 020304 (рис. 1-10, б) имеем
(0204)2 = (0203)2 + (0304)2 - 2 (0203) (0304) cos р,
откуда
pqoR— (^0з)2 + (0з04)2-(0204)2 .
LUb|J— 2 (0203) (0304)
R — nrrrn, (0203)2 + (0304)2-(0204)2
Р “ arCC0S 2 (0203) (0304) •
При производстве точных расчетов следует пользоваться се¬
мизначной таблицей логарифмов, а значения углов определять
с точностью до секунды. Подобные расчеты дают возможность полу¬
чать результаты с точностью до микрометра.
Влияние неточностей координатных размеров на точность меж-
центрового расстояния можно установить из следующих расчетов.
Межцентровое расстояние (рис. 1-11)
L = V(x2 — Xif + (yt—Л)2 •
Если неточности координатных размеров равны соответственно
Ах1у Ауг, Дл;2 и А*/2, то погрешность межцентрового расстояния
л г dL * , дЬ А , 3L Л , дЬ Л
AL~ a^Axi + а*2+ + —
_ (— 2л:2 -f 2хг) kXi + (2х2 — 2хх) кх2 + (— 2у2 + 2уг) Ауг -f (2у2 — 2ух) ^у2 =
2^(л:2 — A:i)2 + (i/2 — i/i)2
(*i — х2) 4- (*2 — хг) Дл:2 -f- (j/x — у2) Aj/x -f- (у2 У\) &у2
L
3 А. Н. Малов ^3
Допуски по координатным раз¬
мерам можно считать равными.
Обозначим допуск по координат¬
ному размеру через б^. Тогда
допуск, который можно выдер¬
жать на межцентровое расстоя¬
ние,
Выполнение работ на коорди-
натно-расточных станках при обра¬
ботке деталей на главном столе
станка. Установку деталей на главном столе обычно применяют
для высоких длинных и тяжелых деталей. При установке детали
на столе ее измерительные базы располагают параллельно осям
координат станка (для станков типа модели 2450 — направле¬
ниям продольных и поперечных перемещений стола и салазок).
Совмещение направлений перемещения стола станка и измери¬
тельных баз детали осуществляется с помощью специальных
измерительных приспособлений (индикаторных центроискателей,
мерных валиков, визирных микроскопов и т. д.). Указанные
измерительные приспособления крепят в шпинделе станка. Сов¬
мещение направлений координатных перемещений и измеритель¬
ных баз производят при перемещении измерительной базы отно¬
сительно приспособления, установленного в шпинделе.
Такой метод совмещения направлений измерительной базы
детали и стола станка трудоемок, в целях сокращения времени
на установку применяют установочные приспособления (угловые
и плоские пазовые упоры, угольники, индикаторные стойки
и т. д.).
Крепление деталей на столе производится прижимными план¬
ками в сочетании с крепежными болтами.
В тех случаях, когда необходимо, произвести расточку отвер¬
стий в корпусных деталях типа стойки (рис. 1-12), т. е. когда
ось отверстия параллельна установочной базе I и перпендикулярна
установочной базе II, на главный стол по упорам ставят уголь¬
ник 1, проверяют параллельность его рабочей плоскости направ¬
лению перемещений стола. На угольник устанавливают обрабаты¬
ваемую деталь (стойку), упором в поперечном направлении для
детали служит угольник 2, устанавливаемый на параллели 3
и прикрепленный прижимными планками к основному угольнику.
Положение угольника 1 и бокового упора в системе прямоуголь¬
ных координат станка фиксируют совмещением оси шпинделя
с вертикальной плоскостью угольника при помощи индикатор¬
ного центроискателя или визирного микроскопа.
Для растачивания отверстия перемещают главный стол и
шпиндель^до совмещения оси шпинделя с центром обрабатываем
34
Рис. 1-11. Схема расчета межцентро-
вого расстояния
мого отверстия. Положение отверстий на обрабатываемой детали
определяется расстоянием до измерительной базы. Для отсчета
заданного размера до измерительной базы необходимо совместить
ее с измерительной системой станка посредством совмещения оси
вращения шпинделя с данной измерительной базой.
Обработка деталей с применением горизонтально-поворотных
столов. Основное назначение горизонтально-поворотных столов
состоит в точном отсчете угловых величин поворота, что при одно¬
временном применении прямоугольной системы координат станка
позволяет выполнить обработку в прямоугольной и в полярной
системе координат, при которой координатами являются рас¬
стояния от оси симметрии детали до данной точки и угол ф, отсчи¬
тываемый от измерительной базы.
Поворотный стол закрепляют на главном столе станка, после
чего следует обязательная проверка правильности его установки,
при которой убеждаются, что плоскость планшайбы и плоскость
направляющих главного стола параллельны, кроме того, прове¬
ряют плоскость планшайбы на осевое биение, положение оси
шпинделя относительно центра планшайбы, положение геометри¬
ческой оси вращения стола относительно оси центрального от¬
верстия. Для проверки используют индикаторы.
Если в детали, установленной на горизонтально-поворотном
столе, обрабатываются отверстия в системе полярных координат,
необходимо, чтобы ось поворота горизонтально-поворотного стола
была совмещена с началом координат (полюсом) детали. Если
имеет место неточность совмещения оси поворота стола с осью
симметрии детали (эксцентриситет) и при такой установке про¬
вести обработку отверстий (рис. 1-13, а), расположенных на де¬
лительной окружности диска (детали), то диаметр делительной
окружности будет равен 2R. Если в диске имеется центральное
отверстие, то радиус делительной окружности будет изменяться
от R + е до R — е> что приводит к погрешности угла между от¬
верстиями.
Рис. 1*12. Пример установки детали на угольнике
3*
35
а) в)
Рис. 1-13. Схема определения погрешностей при совмещении осей пово-
рота стола, детали и шпинделя станка
Следует указать, что максимальная погрешность угла може'
быть рассчитана по формулам (рис. 1-13, б)
Да = а2 — ах; sin Да«-^-;
к
. Л А Да"
sin Да ~ Дарад — Б? 295. б0. б0 •
Если е в микрометрах, a R в миллиметрах, то
Да" е
57,295-60.60 ” 1000/? ’
откуда
д „ _ е-57,295-60-60 _ е-206,3
“ R-1000 “ R
Более точное деление окружности на равные части целесо¬
образно выполнять в прямоугольной системе координат.
Обработка деталей на универсальных столах. Универсально¬
поворотные столы имеют два делительных устройства: первое
отсчитывает угол поворота плоскости планшайбы вокруг верти¬
кальной оси (от 0 до 360°), а второе — угол наклона (от 0 до 90°).
На универсально-поворотных столах размечают и обрабаты¬
вают детали, оси отверстий которых расположены под заданными
углами относительно их установочной и измерительной баз.
При одном установе детали обеспечивается возможность обра¬
ботки отверстий, заданных как в прямоугольной, так и в поляр¬
ной системе координат.
Отсчеты угловых величин наклона универсально-поворотных
столов с механической измерительной системой можно производить
с точностью ± 1—2', а с применением оптической измеритель¬
ной системы—с точностью ±3—6".
С целью повышения производительности труда и упрощения
лроцесса отсчета углов при делении окружности на равные части
36
поворотно-делительные столы снабжают делительными устрой¬
ствами. К этим столам прилагается несколько делительных дис¬
ков. Количество отверстий при делении окружности на равные
части определяют по таблицам, имеющимся в паспорте станка,
или рассчитывают по формуле
где г — число равных частей деления окружности; пр — число
полных оборотов рукоятки; а — число промежутков между от¬
верстиями по делительному диску для дополнительного поворота
рукоятки; Ъ — общее число отверстий делительного диска на
диаметре.
Универсально-поворотные столы в зависимости от положения
оси поворота планшайбы, т. е. оси механизма вращения и оси
механизма наклона, бывают двух типов.
В столах первого типа (рис. 1-14, а) ось механизма вращения
планшайбы аа пересекается с горизонтальной осью ММ механизма
наклона, которая параллельна плоскости основания стола.
Контроль точности наклона планшайбы (вращение вокруг оси
ММ) выполняют с помощью центрирующего пальца 1, снабжен¬
ного шаровым наконечником (рис. 1-14, б). Положение центра
шара наконечника относительно поверхности планшайбы изме¬
ряется с большой точностью и является постоянным для данного
стола (размер L). При наклонных положениях планшайбы центр
шарового наконечника принимают за исходную точку, относи¬
тельно которой ведут все расчеты и настройку стола при установке
обрабатываемой детали.
На рис. 1-15 показаны схемы к расчету координат центров
отверстий при установке на универсально-поворотных столах
с пересекающимися осями поворота, а ниже приведены фор¬
мулы [23]:
I. х = 0,5D cos a -f L sin а — а sin а;
II. х = a sin а — 0,5D cos а — L sin а;
III. х = L sin а -f г cos а — Ъ sin а — I sin а;
IV. х = I sin а -{- г cos а + Ъ sin а — L sin а;
V. х = L sin а — 0,5D cos а — а sin а;
VI. х = 0,5D cos а -\- a sin а — L sin а;
VII. х = L sin а — I sin а — Ъ sin а — г cos а;
VIII. х = I sin а -}- b sin а — г cos а — L sin а.
В формулах приведены обозначения:
х — расстояние от центра шарового наконечника до центра от¬
верстия; L — расстояние от плоскости планшайбы до центра ша¬
рового наконечника; D — наружный диаметр детали; а — рас¬
стояние от основания детали до точки пересечения оси отверстия
37
а)
Рис. 1-14. Универсальный поворотно-делительный стол с пересекающимися
(а, б) и перекрещивающимися (в) осями поворота:
1 — основание
Ш
Рис. 1-15. Схема расчетов координат центров отверстий при обработке на столах с пере¬
секающимися осями поворота
38
с наружной поверхностью детали; а — угол наклона планшайбы;
b — высота детали; I — высота подкладок; г — радиус.
Схема универсально-поворотного стола второго типа показана
на рис. 1-14, в. Характерной особенностью столов этого типа
является расположение оси вращения планшайбы аа на некотором
расстоянии от оси наклона стола ММ (рис. I—16, а, б). В центре
стола имеется базовое отверстие, а сбоку стола установлен па¬
лец 1 с шаровым наконечником.
Расчет расстояния от центра шарового наконечника до оси
обрабатываемого отверстия производят по формулам:
W = Е0 (1 — cos ф) + Но sin ф; Е = Е0 — а;
sin ф = ; U = (Н -f h) sin ф;
C0S(f = E~j’ V = (E—R) coscp;
x = (Я + h) sin ф + (E — R) cos ф.
В формулах приняты обозначения: Н — расстояние от пло¬
скости планшайбы до пальца 1\ h — расстояние от плоскости-
планшайбы до оси наклона; Е — расстояние от оси пальца до
39
Рис. 1-16. Схема стола с не-
пересекающимися осями (а)
и схема для расчета коор¬
динат центров отверстий при
обработке деталей (б):
/—установочный палец; 2 —
ось вращения планшайбы;
3 — ось наклона планшай¬
бы; 4 — регулируемые опо¬
ры; 5 — деталь
оси вращения планшайбы; а — расстояние от оси вращения
планшайбы до оси наклона; Е0и Н0 — расстояние от оси пальца 1
до оси наклона планшайбы; W — расстояние между положениями
оси пальца 1, замеренное до и после наклона планшайбы; V и
U — расчетные величины; R — заданная величина; х — искомая
величина.
Технологические рекомендации по обработке и измерению
на координатно-расточных станках. Для обработки или измерения
деталь необходимо установить в строго определенное положение,
т. е. совместить измерительные базы детали с измерительной си¬
стемой станка. Установку детали на станке осуществляют в два
приема:
а) определяют положение измерительных и установочных баз
детали относительно координатных перемещений станка, т. е.
совмещают направления измерительных баз детали и станка
(проверяют параллельность измерительной базы детали относи¬
тельно продольного или поперечного хода стола или салазок);
б) определяют положение обрабатываемых или измеряемых
элементов относительно измерительной системы станка путем
совмещения измерительных баз детали с осью вращения шпинделя;
это достигается при помощи различных установочных измеритель-
ных устройств.
Точность обработки или измерения на координатно-расточных
станках в значительной мере определяется качеством поверхности,
погрешностью формы и точностью расположения баз.
Шероховатость поверхности измерительных баз необходимо
назначать, руководствуясь следующими данными: при допуске
на размер =±0,05 мм — 6—7-й класс, при допуске =±0,02 мм —
8-й, при допуске =±0,01 мм — 9-й и при допуске 0,005 мм —
10-й класс.
Максимально допустимое отклонение правильности формы
технологической базы определяется заданным допуском на раз¬
мер. Допуск на отклонение формы принимается равным половине
допуска на размер.
При установке детали на станке особое внимание должно быть
уделено взаимному расположению установочных и измерительных
баз. Точность взаимного положения баз определяется допуском
на заданный размер. Допустимые погрешности взаимного распо¬
ложения баз принимают в пределах 30% допуска.
На координатно-расточных станках следует выполнять только
получистовую или чистовую обработку основных отверстий кор¬
пусных деталей. Для сохранения точности станка необходимо из¬
бегать высоких режимов резания и операций, требующих боль¬
шой силы резания. Если отверстия свыше 20 мм, их сверление сле¬
дует выполнять в два и более перехода.
Для предварительного сверления на малых станках следует
применять сверла диаметром не более 6—8 мм, а на средних по
размеру не более 10—12 мм. Последующее сверление необходимо
40
производить сверлами, диаметр которых превышает диаметр пер¬
вого сверла не более чем на 10—12 мм.
Если сверление и рассверливание являются окончательными
операциями обработки отверстия, а межосевые расстояния должны
быть выполнены с точностью ±0,05 мм, после предварительного
сверления отверстие растачивают.
При обработке отверстий малого диаметра длиной менее трех
диаметров, если точность межосевых расстояний ±0,05 мм, после
сверления производят растачивание с припуском под чистовое раз¬
вертывание. Если же длина отверстия более трех диаметров, то
отверстие после сверления растачивают, затем рассверливают,
и, наконец, развертывают.
При большой точности межосевых расстояний растачивание
обязательно, и его выполняют за несколько проходов.
Обработку малых по диаметру отверстий следует вести на стан¬
ках, обеспечивающих высокую чувствительность ручной подачи
пиноли шпинделя, механическую подачу применять не следует,
возможна поломка сверл.
В тех случаях, когда растачиваются взаимосвязанные отвер¬
стия, обработка может осуществляться по двум схемам.
По первой схеме последовательную обработку двух соосных
отверстий осуществляют одной резцовой головкой без поворота
детали.
По второй схеме последовательную обработку попарно соос¬
ных отверстий осуществляют одной резцовой головкой с поворо¬
том детали в зависимости от числа пар отверстий на 180, 90,
60° и т. д. Точность расточки по первой схеме при достаточной
жесткости системы СПИД выше, чем при второй схеме обра¬
ботки.
Развертывание отверстий на координатно-расточных станках
обычно выполняют после предварительной расточки. Припуск
на развертывание отверстий 2-го класса точности берут 0,05 мм
на диаметр, а для отверстий 3-го класса 0,1—0,5 мм.
Скорость резания в зависимости от обрабатываемого материала
и требуемой чистоты поверхности отверстия принимают 5—
10 м/мин при подаче 0,1—0,2 мм/об.
Для получения глухих отверстий точных по диаметру и глу¬
бине порядок обработки принимают следующим:
1) зацентровка отверстий центровочным сверлом; 2) сверле¬
ние отверстия с припуском по глубине до 0,5—1 мм (глубина счи¬
тается от плоскости детали до вершины конического углубления,
образуемого сверлом); 3) рассверливание под чистовое растачи¬
вание (число переходов определяется заданным диаметром от¬
верстия); 4) обработка дна отверстия сверлом с прямой заточкой
(угол 2ф = 180°); 5) чистовое растачивание отверстия; 6) обра¬
ботка дна отверстия специальной торцовой цековкой (диаметр
цековки на 2—3 мм меньше диаметра растачиваемого отверстия)
на заданную глубину; 7) обработка дна отверстий до заданного
41
диаметра резцом с главным углом в плане, равным 90°, до глу¬
бины, образованной цековкой.
Инструмент для координатно-расточных станков (КРС).
На КРС применяют сверла, резцы, упорно-цилиндрические раз¬
вертки, центровки, цековки, фрезы. Инструмент отличается от
стандартного повышенной размерной точностью и высоким ка¬
чеством исполнения рабочих и присоединительных поверхно¬
стей.
Из приведенного перечня инструментов ниже рассматриваются
только расточные резцы, форма и геометрические параметры
остальных инструментов достаточно полно освещены в литера¬
туре [6, 23].
Для растачивания основных отверстий на координатно-расточ¬
ных станках применяют специальные расточные резцы, укреплен¬
ные в расточных головках, расточных оправках и в универсаль¬
ных расточных патронах.
Материалом для расточных резцов является быстрорежущая
сталь Р18 или твердые сплавы марок ВК6М, ВК8М, ВК20М и др.
Расточные резцы бывают цельные, отогнутые, затылованные
и резцы вставки, их размеры приведены в справочниках и норма¬
лях. На рис. 1-17, а показаны затылованные резцы, иногда на¬
зываемые «резцами-улитками». Особенностью таких резцов сле¬
дует считать расположение режущей части по винтовой линии
в виде одного витка и способность сохранять первоначальные
геометрические параметры режущей части в любом сечении витка.
Заточку резца производят по передней поверхности резца.
Затылованные резцы, как правило, изготовляют из стали Р18
как цельными, так и сварными.
Широкое применение на координатно-расточных станках по¬
лучили и резцы с отогнутой головкой (рис. 1-17, б).
На рис. 1-17, в и г показаны твердосплавные расточные
резцы. Для расточки отверстий диаметром менее 3 мм резцы вы¬
полняют в виде стержней из пластифицированного твердого
сплава (рис. 1-17, в), для больших же диаметров растачиваемых
отверстий применяют резцы с припаянными пластинками твердого
сплава (рис. 1-17, г). Твердосплавные резцы позволяют работать
на повышенных скоростях резания и, что самое главное, имеют
хорошую стойкость.
Для расточки отверстий диаметром более 30 мм применяют
резцы-вставки, закрепляемые в оправках. Резцы-вставки изго¬
товляют как из быстрорежущей стали, так и с пластинками из.
твердого сплава. Сечение резцов-вставок может быть в виде
квадрата, прямоугольника или круга. Резцы-вставки устана¬
вливают в оправках под углом, который определяется характе¬
ром растачиваемого отверстия. Для глухих отверстий этот угол
составляет 45—50°, а для сквозных 50—90°.
Размеры резцов-вставок и их сечение зависят от диаметра раста¬
чиваемого отверстия, способа их крепления в оправке и способа
42
43
Рис. 1-17. Расточные резцы для КРС:
а — с затылованной головкой; б — отогнутые; в, г — ’Твердосплавные
Рис. 1-18. Расточные алмазные резцы
регулировки вылета резца. Резцы закрепляют в патронах, а резцы-
вставки— в оправках (борштангах).
К категории вставных резцов относятся и резцы с режущей
частью из нитрида бора и алмазов. Типы вставных алмазных рез¬
цов показаны на рис. 1-18.
Обработка корпусных деталей на агрегатных станках. Агре¬
гатным называют станок, собранный из стандартных (нормализо¬
ванных) узлов и предназначенный для обработки одинаковых или
однотипных деталей с высокой степенью концентрации операций.
Агрегатные станки бывают специальными и переналаживаемыми,
их изготовляют горизонтальными, вертикальными и комбиниро¬
ванными, в приборостроении предпочтительное применение имеют
агрегатные станки горизонтального исполнения.
По конструктивным признакам агрегатные станки подразде¬
ляют на однопозиционные и многопозиционные. Однопозиционные
станка предназначены для обработки деталей без перемещения по¬
следних. В зависимости от числа обрабатываемых поверхностей
эти станки могут иметь различное число рабочих (силовых) голо¬
вок, с помощью которых происходит одновременная обработка всех
поверхностей детали. Помимо станков, на которых обработка
всех поверхностей производится одновременно, применяют одно¬
позиционные станки для последовательной обработки поверх¬
ностей, для чего их снабжают делительными приспособлениями
или делительными столами.
44
Типовые схемы компоновки однопозиционных агрегатных стан¬
ков приведены на рис. 1-19, а—к. На этом рисунке показано:
а — с горизонтальной головкой для односторонней обработки;
б — для двусторонней обработки деталей; в — вертикального
типа с двумя силовыми головками; г — горизонтального типа с не¬
сколькими силовыми головками; д — вертикального типа с не¬
сколькими силовыми головками; е — с вертикальными и горизон¬
тальными головками для обработки деталей с разных сторон;
ж — с горизонтальной головкой и делительным столом; з — дву¬
сторонний с делительным столом; и — маятникового типа; к —
с делительным приспособлением для осуществления сложного
цикла; л — карусельного типа с круглым столом с делительными
приспособлениями и горизонтальными силовыми головками; м —
карусельного типа с круглым столом, горизонтальными и верти¬
кальными головками; н — карусельного типа с кольцевым сто¬
лом, делительными приспособлениями и вертикальными силовыми
головками, установленными на центральной колонне; о — с коль¬
цевым столом, центральной колонной и силовыми головками, рас¬
положенными под различными углами к обрабатываемым деталям;
п'— барабанного типа для обработки деталей с двух противопо¬
ложных сторон; р — барабанного типа для трехсторонней обра¬
ботки деталей; с — прямоточного типа.
Многопозиционные агрегатные станки предназначены для па¬
раллельной или последовательной обработки деталей в несколь¬
ких позициях, т. е. в нескольких различных положениях относи¬
тельно инструмента. Периодическое перемещение обрабатывае¬
мых деталей вместе с приспособлениями из одной позиции в дру¬
гую осуществляется при помощи многопозиционных столов —
поворотных или с прямолинейным движением. Типовые схемы
компоновок многопозиционных агрегатных станков показаны на
рис. 1-19, л—с.
Цикл работы в современных агрегатных станках автома¬
тизирован. На агрегатных станках можно производить чер¬
новую, получистовую и чистовую обработку нескольких отвер¬
стий или нескольких плоскостей с одной установки де¬
тали.
Агрегатные станки по сравнению с обычными универсальными
металлорежущими станками имеют большую производительность,
так как позволяют осуществлять многоинструментальную и много¬
позиционную обработку деталей с одной или нескольких сторон
при автоматическом управлении рабочим циклом, требуют мень¬
шей производственной площади, обеспечивают стабильную точ¬
ность обработки, могут обслуживаться операторами невысокой
квалификации, допускают многократное использование норма¬
лизованных деталей и узлов при настройке станка на выпуск
нового изделия (обратимость). Однако эти станки менее гибки при
переналадке по сравнению с универсальными станками, что яв¬
ляется их недостатком.
45
Агрегатные станки в приборостроении используют в условиях
серийного и массового производства. Наибольшее применение при
обработке корпусных деталей в приборостроении нашли высоко¬
точные агрегатные станки моделей А26-01, А66-01, А77В, А22А,
А44А, А44-400П. Все станки работают в полуавтоматическом
цикле.
6
Рис. 1-19. Типовые компоновки агрегатных станков
С конструкцией агрегатных станков, выпускаемых отечествен¬
ными заводами для приборостроения и точного машиностроения,
можно ознакомиться в литературе [8, 10, 24].
Способы работы. Способ работы может быть последо¬
вательным, параллельным и последовательно-параллельным. Для
последовательного способа работы характерно, что в каждый дан-
47
ный момент времени в обра¬
ботке находится одна деталь,
над которой осуществляется
в данный момент времени одна
технологическая операция или
переход. Параллельный способ
работы возникает при необхо¬
димости обработать одну де¬
таль одновременно нескольки¬
ми инструментами или одновре¬
менно несколько деталей одним
или несколькими инструмен¬
тами, считая количество по¬
следних по отношению к одной
детали.
Последовательно-параллель¬
ный способ работы сочетает осо¬
бенности последовательного и
параллельного способов. Этот
способ работы является более
высокой степенью концентра¬
ции операций по сравнению
с последовательными и парал¬
лельными способами.
Основные техноло¬
гические схемы обра¬
ботки на агрегатных
станках. Наиболее слож¬
ными в обработке являются
корпусные детали (коробчатые
детали, кронштейны и подоб¬
ные им детали) с номинально
соосными отверстиями. Обра¬
ботка основных отверстий этих
деталей на агрегатно-расточ¬
ных станках может осуществ¬
ляться по четырем основным
схемам (рис. 1-20). Можно производить обработку:
а) одновременную двух (и более) попарно соосных отверстий
двумя (и более) соосно установленными силовыми головками без
поворота обрабатываемой детали (рис. 1-20, а)\
б) последовательную (предварительную и окончательную) двух
(и более) попарно соосных отверстий двумя парами взаимно соос¬
ных головок при одном закреплении обрабатываемой детали и
с поворотом ее на делительном столе (рис. 1-20, б);
в) поочередную (предварительную и окончательную) взаимно
соосных отверстий с продольным перемещением детали с одной
позиции на другую (рис. 1-20, в)\
Рис. 1-20. Схемы обработки коробчатых
корпусов на агрегатных станках
48
г) соосных отверстий одной головкой с поворотом детали
(рис. 1-20, г).
Могут быть и другие схемы, например поочередная обработка
двух взаимно соосных отверстий двумя соосными головками с по¬
ступательным перемещением головок (рабочего инструмента), при
этом инструмент и деталь вращаются (рис. 1-20, д). Вращение де¬
тали может быть встречным вращению инструмента или попутным.
Эти схемы имеют ограниченное применение в производстве кор¬
пусов для оптико-механических приборов, что и дает основание
их не рассматривать. При использовании для получения основных
отверстий в корпусных деталях схемы, показанной на рис. 1-20, а,
рабочий инструмент вращается и перемещается к неподвижно за¬
крепленной детали. В тех случаях, когда обработка отверстия
включает два перехода (предварительный и чистовой), сначала
в-едут обработку всех отверстий в партии деталей предварительно,
а затем в том же приспособлении для зажима обрабатываемой де¬
тали, но со сменой режущего инструмента производят чистовую
обработку отверстий. Припуск на чистовое растачивание с учетом
погрешности базирования на сторону принимается 0,2—0,25 мм.
Обработка по рассмотренной схеме может осуществляться и без
разбивки на два перехода с перестановкой детали в приспособле¬
нии, но в этом случае необходимо использовать комбиниро¬
ванный инструмент, т. е. борштангу с двумя резцами и увели¬
ченное продольное перемещение последней, или комбинирован¬
ные резцы.
При обработке основных отверстий в корпусных деталях по
второй схеме (см. рис. 1-20, б) полную обработку детали с четырьмя
отверстиями производят за три перехода: предварительная обра¬
ботка двух отверстий, поворот детали на 180°, предварительная
обработка следующих двух отверстий и окончательная обработка
двух предварительно обработанных отверстий. При обработке по
этой схеме удлиняется цикл обработки, но разделение функции
силовых головок станка благоприятно сказывается на длительном
сохранении высокой точности работы «чистовой» головки. Эта
схема обработки может быть использована в том случае, когда
противолежащие отверстия одинаковы по диаметральным и про¬
дольным размерам.
Припуск на чистовую обработку вследствие высокой точности
делительного стола (—8") может быть снижен до 0,05—0,1 мм на
сторону.
При поочередной обработке двух и более взаимосоосных от¬
верстий тремя парами взаимосоосных головок с перемещением
детали с одной позиции продольного стола на другую (см. рис.
1-20, в) кроме погрешностей геометрических параметров станка
оказывает влияние неперпендикулярность направления переме¬
щения продольного стола к осям вращения шпинделей. И, наконец,
при обработке отверстий в корпусных деталях по четвертой схеме
(см. рис. 1-20, г) на величину несоосности обрабатываемых отвер-
4 А. Н. Малов
49
стий оказывают влияние погрешности от поворота делительного
стола и погрешности геометрических параметров станка.
Возможность использования агрегатных станков, как это сле¬
дует из их описания и рассмотрения способов обработки, зависит
от точности обработки как самих отверстий, так и их расположе¬
ния относительно друг друга и относительно базовых поверхностей.
Помимо собственно процесса обработки особое значение в обес¬
печении требуемой точности имеет точность станка, определяемая
неточностью изготовления и монтажа силовых головок и насадок
к ним, обеспечивающих одновременную обработку одной головкой
нескольких отверстий с параллельно расположенными осями; не-
плоскостностью рабочей поверхности стола (выпуклости, вогну¬
тости, извернутости), недостаточной жесткостью технологической
системы СПИД и особенно шпиндельных узлов силовых головок.
Необходимо не только это знать, но и, что самое главное, уметь
вскрыть погрешности и найти пути их уменьшения. При количе¬
ственной оценке погрешностей следует использовать результаты
ряда исследований, приведенных в литературе [8, 24, 26].
Для исследования точности обработки на агрегатных станках
следует применять статистический метод, позволяющий проще и
быстрее решить указанную задачу, нежели расчетно-аналитиче-
ский метод.
При проектировании технологических процессов обработки на
агрегатных станках необходимо учитывать следующие сообра¬
жения:
1. Заготовка должна иметь минимальные припуски на обра¬
ботку и незначительные колебания по твердости.
2. На черновых операциях должно быть обеспечено получе¬
ние установочных баз; в дальнейшем следует обрабатывать де¬
таль только на постоянных установочных базах, полученных на
первых операциях; обработка от единых баз позволяет получить
более высокую точность и упрощает конструкцию приспособления.
3. При разработке технологического процесса следует в пер¬
вую очередь назначать черновые операции, при выполнении ко¬
торых снимается наибольший слой металла; это необходимо по¬
тому, что при обдирке быстро вскрываются дефекты металла и де¬
таль освобождается от внутренних напряжений, возникающих
при изготовлении заготовок.
4. Нужно выбирать тот вариант технологического процесса,
который предусматривает разумную концентрацию операций с при¬
менением оптимального числа инструментов и головок, слишком
большое количество одновременно работающих инструментов вы¬
зывает большие потери на смену и подналадку инструмента.
5. Для деталей сложной формы и недостаточно жестких не¬
обходимо разделить по времени выполнение черновых и чистовых
операций; иногда бывает целесообразно не только разделить чер¬
новые и чистовые операции, но и ввести получистовую обработку,
от введения получистовой обработки время на операцию в целом
50
чаще всего не возрастает (так как все переходы выполняются одно¬
временно), но улучшается качество обработки и повышается стой¬
кость инструмента.
6. На одной позиции не следует выполнять различные виды
чистовой и черновой обработки (например, развертывание и цеко-
вание), при отсутствии свободных позиций на станке следует
применять компенсирующие (плавающие) устройства или преду¬
сматривать последовательное выполнение переходов, при которых
второй инструмент вступает в работу после окончания резания
первым инструментом. При достаточной жесткости обрабатывае¬
мой детали и незначительных усилиях резания ряд переходов, пре¬
дусматривающих получение точных размеров, можно выполнять
одновременно.
7. Необходимо точно выполнять технологические припуски
при выполнении черновых операций.
8. При сверлении глубоких отверстий на многопозиционных
-станках целесообразно длину хода разделить между несколькими
-сверлами, установленными в нескольких головках; глубина свер¬
ления, выполняемого каждой головкой, должна уменьшаться от
первой головки к последней; для облегчения выхода (удаления)
стружки следует инструмент располагать в горизонтальном поло¬
жении.
9. Для получения отверстий высокого класса точности между
сверлением и окончательной разверткой следует вводить зенкеро-
вание или предварительное развертывание.
Режимы резания и режущий инструмент.
Назначение режимов резания при обработке деталей на агрегат¬
ных станках, и в частности агрегатно-расточных, является одним
из наиболее ответственных этапов разработки технологического
процесса. Режимы резания оказывают существенное влияние на
точность обработки и стабильность размеров и формы обрабаты¬
ваемых поверхностей.
Очевидно, что режимы резания должны соответствовать воз¬
можностям силовых головок и гарантировать работу режущих
инструментов с заданной стойкостью между переточками. Обычно
стойкость инструмента не должна быть менее одной рабочей смены.
При назначении режимов резания надлежит использовать отрас¬
левые или общемашиностроительные нормали.
Для работы на агрегатно-расточных станках наряду с обыч¬
ными инструментами, сверлами, развертками и резцами, укреп¬
ляемыми в расточных оправках и специальных патронах, широкое
применение получили комбинированный режущий инструмент, спе¬
циальные резцы с несколькими режущими кромками и многорез¬
цовые оправки. Конструкции инструментов приведены в литера¬
туре [8, 10, 24].
Обработка корпусных деталей на фрезерных станках. Фрезер¬
ные станки в практике производства оптико-механических при-
боров^получили применение для фрезерования плоских поверх¬
4*
51
ностей, расположенных на разной высоте относительно исходной
базы, что требует перемещения стола с приспособлением, в котором
закреплен обрабатываемый корпус, по двум координатам, и для
расточки основных отверстий.
Фрезерные станки используют для обработки малых и средних
по размеру корпусов при условии, что отверстия имеют точность
2-го и грубее классов, расстояние между отверстиями грубее
0,05 мм, число отверстий незначительно и они мало отличаются
друг от друга. Предпочтение отдают вертикально-фрезерным стан¬
кам. Приспособление и инструмент подобны используемым на
горизонтально-расточных станках.
Для повышения производительности и точности при обработке
больших партий корпусных деталей на фрезерных станках ис¬
пользуют двухшпиндельные и многошпиндельные головки. За
последний период времени на фрезерных станках практикуют
оснащение станков дополнительными силовыми головками. Таким
образом, одновременно с обработкой инструментом, смонтирован¬
ным в шпинделе станка или шпиндельной головке, можно выпол-
Рис. 1-21. Схемы силовых головок для фрезерного станка:
а — сверлильная головка; б — резьбонарезная головка
52
нять такие операции как сверление, нарезание крепежных отвер¬
стий или основных отверстий, расположенных перпендикулярно.
На рис. 1-21, а показана схема сверлильной головки, устанав¬
ливаемой на столе фрезерного станка. Вращение шпиндель 6
головки получает от электродвигателя 5 через зубчатые колеса 4,
а движение подачи при перемещении стола 8 станка — через ре¬
гулируемую и шарнирно закрепленную на станине (или хоботе)
станка тягу <3, рычаг 7, зубчатый сектор 2 и сидящую на шпин¬
деле 6 гильзу-рейку 7. Подача гильзы-рейки 7, а значит и шпин¬
деля 6 может быть осуществлена и путем установки планки 9'
на неподвижной части станка. При соприкосновении пальца ры¬
чага 1 с поверхностью выреза происходит поворот рычага, а зна¬
чит и перемещение шпинделя 6 вперед или назад. Направление
движения зависит от того, куда движется стол 8 с установленной
на его поверхности головкой, т. е. какая из поверхностей выреза
(А или Б) планки 9 воздействует на палец рычага 1.
Схема головки для нарезания резьбы показана на рис. 1-21, б.
Шпиндель 1 получает вращение от электродвигателя 4 через зуб¬
чатые колеса 3, а продольную подачу — через копирную резьбо¬
вую пару (винт—шпиндель) и гайку 2 (имеющую шаг резьбы, рав¬
ный нарезаемому). Реверсирование и остановка шпинделя, не¬
сущего патрон 7, осуществляются в результате взаимодействия,
гайки 5 на конечные выключатели 6.
Обработка корпусных деталей на сверлильных станках. Обра¬
ботка основных отверстий на сверлильных станках используется
для малых по размеру корпусных деталей, точность межосевых
размеров у которых,выполняется с допусками порядка 0,1 мм й
более. При наличии нескольких отверстий сверление осуществ¬
ляется по кондуктору, а последующее развертывание — без кон¬
дуктора или как сверление, так и развертывание — по кондук¬
тору со сменными втулками.
При сверлении отверстий в корпусных деталях по кондуктору
точность межосевых расстояний зависит от точности исполнения
кондуктора и зазора между сверлами и втулками [5].
Погрешность межцентрового расстояния при сверлении в кон¬
дукторе
А/ = Ан ± 2 Ар,
где Дн — величина погрешности в расположении кондукторных
втулок; Ар — ве'личина смещения центра просверленного отвер¬
стия относительно центра втулки.
Погрешность расположения отверстия относительно базы при
сверлении в кондукторе
А/ = Ау Ан ± Ар,
где Ау— погрешность установки (зависит от способа установки).
Величина Ан, учитывающая систематические погрешности (не¬
точность в расположении отверстий под втулки в кондукторной.
53-
Рис. 1-22. Схема для опре¬
деления погрешности при
направлении сверла в кон¬
дукторной втулке
Рис. 1-23. Схема для определения
погрешности расположения про¬
сверленного отверстия относитель¬
но базы
плите и эксцентричность постоянных кондукторных втулок),
определяется по формуле
где у± — допуск на расположение отверстий в кондукторе с за¬
прессованными втулками с учетом эксцентриситета втулок; для
расчетов рекомендуется = 0,02-г-0,005 мм; F— коэффициент,
учитывающий наиболее вероятное значение отклонения межцен-
трового расстояния отверстий; для расчетов рекомендуется
Др учитывает случайные погрешности при сверлении и зависит
от зазора между сверлом и втулкой, а также ее длины, расстояния
от торца втулки до обрабатываемой плоскости и толщины детали,
влияющих на перекос сверла.
В соответствии со схемой, изображенной на рис. 1-22,
где б — допуск на внутренний диаметр кондукторной втулки;
для расчетов рекомендуется брать посадки X или D в системе
вала; Si — допуск на сверло; при расчетах следует брать по
ГОСТ 885—73; b—глубина сверления; h—высота направляю¬
щего отверстия в кондукторной втулке; I — расстояние от торца
втулки до обрабатываемой детали; для расчетов рекомендуется
I = 0,3d; k — коэффициент, учитывающий наиболее вероятное
значение зазоров в сопряжениях и наиболее вероятное смещение;
для расчетов рекомендуется k = 0,3^-0,5; р — коэффициент, учи¬
тывающий наиболее вероятную величину перекоса сверла; для
расчетов рекомендуется р = 0,2 -г-0,35.
£4
При определении точности межцентрового расстояния, обеспе¬
чиваемой кондуктором, в соответствии со схемой, изображенной
на рис. 1-23, можно пользоваться формулой
y = Fy 1 ± 2 [/гЦ^ + р^ + б^-Ц^] .
При определении точности расположения просверленного от¬
верстия относительно базового, имеющего допуск со, при установке
на палец, имеющий допуск <»! (рис. 1-24), следует пользоваться,
формулой
У = Руг ± ± + Р Ф + ’
где ± 00 ^0)1 погрешность установки детали в кондукторе.
При отсутствии погрешности установки (рис. 1-25) формула:
приобретает вид
y=Fy1± [*£+«1 .^(6 + 60-4^-].
Формула для расчета точности межцентровых расстояний учи¬
тывает геометрически возможные смещения сверла во втулке
вследствие имеющегося зазора; при этом сверло рассматривается
как жесткий цилиндрический стержень. В действительности при
несимметричной заточке каждая из кромок сверла снимает стружку
разной толщины, что вызывает различные усилия резания. Силы,
действующие на сверло, не будут уравновешены. На него кроме
осевого усилия подачи и крутящего момента действует радиальная
составляющая неуравновешенных сил. Вследствие малой жест¬
кости сверло из'гибается, его вершина отклоняется по оси сим¬
метрии, что приводит к перераспределению усилий на режущих
кромках. Вершина сверла отклонится на величину, при которой
55-
Рис. 1-24. Схема для определения
погрешности расположения про¬
сверленного отверстия относитель¬
но базового
Рис. 1-25. Схема для определения .
погрешности межцентрового рас¬
стояния при сверлении в кондукторе
в диаметральной плоскости установится равновесие между силами
на двух противоположных кромках и силой упругости сверла.
Вследствие погрешностей заточки и малой жесткости сверла ось
вращения его конической части не будет совпадать с осью сим¬
метрии, что приведет к разбивке отверстия. При работе сверло
приобретает кинематическую конусность, и его зазор в кондук¬
торной втулке не равен зазору в статическом положении. Поэтому
приведенные выше формулы для расчета точности сверления в кон¬
дукторе дают приближенные результаты.
При высоких требованиях к точности расположения отверстий
важно правильно установить кондуктор по отношению к сверлу.
Установка на глаз и удерживание кондуктора в руках создает
дополнительные радиальные усилия, влияющие на упругую ки¬
нематическую конусность сверла и вызывающие его перекос в кон¬
дукторной втулке. Поэтому при сверлении точно расположенных
отверстий следует зафиксировать кондукторную втулку по оси
вращения сверла.
При сверлении корпусных деталей существенное значение имеет
и выбор конструкции кондуктора. Опыт заводов показывает, что
наилучшие результаты дают кондукторы, в которых кондуктор¬
ные втулки расположены в неподвижных стенках коробчатого
корпуса, и скальчатые кондукторы. Для сверления точных кор¬
пусных деталей следует избегать кондукторов, выполненных на
базе универсально-сборных приспособлений, и универсально-на¬
ладочных конструкций, не обеспечивающих высокую точность.
Однако для сверления отверстий в кронштейнах, стойках и кре¬
пежных отверстий в корпусных деталях в мелкосерийном произ¬
водстве и особенно, когда на заводе принята система группой тех¬
нологии, эти приспособления незаменимы.
Обработка корпусных деталей на станках с программным
управлением. Программное управление технологическим обору¬
дованием в производстве оптико-механических приборов еще не
получило широкого распространения, но и сейчас на базе выпу¬
скаемых станкостроительными заводами станков можно с высокой
эффективностью осуществлять автоматизацию обработки многих
и в первую очередь корпусных деталей.
Станки с программным управлением могут быть использованы:
а) для обработки отверстий на сверлильных, координатно¬
расточных и расточных станках (типа 2А45, ОФ46, 2А430П);
б) для обработки базовых плоскостей корпусных деталей на
консольно-фрезерных станках типа 6А12П, 6Л12П и 6Л82Г, осна¬
щенных системой программного управления, позволяющей путем
перестановки упоров на пульте программ и установки кулачков
быстро настраивать станок на прямоугольный цикл работы в т^рех
координатах;
в) для концентрированной обработки сложных и в первую
очередь корпусных деталей на станках с программным управле¬
нием и автоматической сменой инструмента («обрабатывающие
56
центры» или, как иногда называют, «многооперационные станки:
с числовым программным управлением»).
Следует иметь в виду, что использование станков с програм¬
мным, управлением, особенно с числовым программным управле¬
нием, эффективно при организации участков из нескольких стан¬
ков, так как при эксплуатации таких станков требуются специаль¬
ное оборудование для записи и расчета программ, квалифициро¬
ванные программисты и опытные электрики для обслуживания
пультов управления.
Системы программного управления металлорежущими стан¬
ками можно классифицировать по составу и объему программируе¬
мой информации, по виду рабочих движений, по принципу управ¬
ления и по характеру управляющей информации.
По составу и объему программируемой информации системы
программного управления делятся на системы с программирова¬
нием цикла и режима обработки и системы с числовым программным
управлением.
Системы программного управления циклом и режимом обра¬
ботки обеспечивают включение в заданной последовательности
разнообразных механизмов станков, осуществляющих рабочую
подачу, ускоренные перемещения, изменения частоты вращения
шпинделя и т. д.
Последовательность включения различных механизмов обус¬
ловливается программой и изменяется при переходе от одной про¬
граммы к другой. Требуемые величины перемещений достигаются
расстановкой упоров, воздействующих на конечные выключатели,
подающих сигналы на отключение или подключение механизма
станка в соответствии с программой. Такие системы иногда назы¬
вают программно-путевыми.
В станках с числовым программным управлением вся информа¬
ция, необходимая для обработки на станке, задается в числовом
виде и записывается в условном коде на программоносителе, с по¬
мощью которого она и вводится в станках.
По виду рабочих движений станки делят на системы коорди¬
натного или позиционного управления и системы контурного уп¬
равления. Первые обеспечивают прямолинейное перемещение ин¬
струмента из одной рабочей позиции в другую, вторые обеспечи¬
вают рабочее движение детали или инструмента по' сложной не¬
прерывной траектории.
Системы координатного или позиционного управления ис¬
пользуют на сверлильных, координатно-расточных, токарных и
реже на фрезерных станках, а системы контурного управления —
на фрезерных станках. По принципу управления системы про¬
граммного управления бывают разомкнутые и замкнутые. В пер¬
вых перемещения рабочих органов в процессе управления не кон¬
тролируются и не сопоставляются с заданной программой, а во
вторых перемещение объекта дискретно или непрерывно сопостав¬
ляется с заданной программой. Таким образом, эти системы с об-
57
ратной связью. По характеру информации задающей программы
различают системы непрерывные, дискретные и смешанные.
Многооперационные станки с числовым программным управле¬
нием (ЧПУ) или, как их называют, «обрабатывающие центры»
{ОЦ), в основном предназначаются для обработки деталей, не
являющихся телами вращения, т. е. корпусных коробчатых де¬
талей.
Для многооперационных станков характерно наличие одного
шпинделя и магазина инструментов или револьверной шпиндель¬
ной головки. Работа инструментов осуществляется последова¬
тельно.
Основными особенностями многооперационных станков ОЦ
с системами ЧПУ являются:
1) автоматизация полного цикла обработки (формообразова¬
ние, изменение режимов резания, выполнение вспомогательных
команд);
2) многоинструментальность, т. е. возможность последователь¬
ного ввода в работу различных режущих инструментов;
3) быстродействие при выполнении вспомогательных команд
и холостых перемещений, повышение доли основного времени
в операционном;
4) обеспечение повышенной точности обработки;
5) обеспечение быстрой переналадки с одной детали на другую;
6) высокая степень универсальности.
Производство, основанное на использовании многооперацион¬
ных станков с ЧПУ, в наибольшей степени удовлетворяет совре¬
менным требованиям, предъявляемым к технологическим процес¬
сам изготовления деталей, а именно: обеспечение минимальной
себестоимости, высокая производительность (т. е. уменьшение
доли живого труда в общих затратах), гарантированное и стабиль¬
ное качество, мобильность и быстрая переналаживаемость.
Следует особо подчеркнуть, что положительные особенности
станков с ЧПУ, в том числе многооперационных станков, могут
быть использованы только при соответствующей модернизации
технологического процесса изготовления деталей. Для процессов
механической обработки была весьма характерна дифференциация
по видам работ, выполняемых на универсальных операционных
станках (фрезерных, сверлильных, расточных и т. д.) или на спе¬
циальных упрощенных станках для данной операции. Совершен¬
ствование технологического процесса обработки деталей в связи
с внедрением новых видов металлорежущего оборудования идет
по направлению централизации обработки, которая на агрегат¬
ных станках принимает форму концентрации, т. е. параллельного
совмещения большого количества переходов, а на многооперацион¬
ных станках — форму интеграции обработки, а именно последо¬
вательного выполнения в одной операции большого количества
разнородных переходов, осуществляемых различными режущими
инструментами.
<58
Рис. 1-26. Схемы станков типа обрабатывающего центра
Таким образом, многооперационные станки с ЧПУ относят
к станкам интегрального класса и для этих станков требуется
создание соответствующего интегрального технологического про¬
цесса. Накопленный в отечественном и зарубежном машинострое¬
нии опыт эксплуатации многооперационных станков с ЧПУ по¬
казывает, что интегральная форма обработки весьма эффективна.
При обработке корпусных деталей наиболее полно исполь¬
зуется принцип интегральности на многоцелевых станках с гори¬
зонтальным расположением оси шпинделя и поворотом стола во¬
круг вертикальной оси. При этом установленная на стол станка
деталь может быть обработана одним шпинделем с четырех сторон
из шести имеющихся. Для полной обработки детали достаточно-
двух установок. Для уменьшения количества установок станки
зачастую снабжают различными по конструкции кантователями к
поворотными устройствами либо дополнительными шпинделями
с вертикальной осью.
На рис. 1-26 показан ряд конструктивных схем компоновок
многооперационных станков с числовым программным управле¬
нием. Схемы, показанные на рис. 1-26, а, выполнены по типу кон-
сольно-фрезерных, на рис. 1-26, б — по типу бесконсольно-фрезер-
ных и координатно-расточных, на рис. 1-26, в — по типу гори¬
зонтально-расточных с подвижным столом, на рис. 1-26, г — по
типу продольно-фрезерных.
Помимо отдельно выполненных многооперационных станков
в настоящее время наблюдается стремление соединять несколько
станков, связывая их между собой автоматическими транспорт¬
ными линиями.
Обработка основных отверстий в корпусных деталях на много¬
операционных станках имеет свои особенности, которые необхо¬
димо учитывать как при конструировании, так и составлении тех¬
нологического процесса.
Подготовка программ для станков с про¬
граммированием цикла и режима обра¬
ботки. Из этой группы станков наибольшее применение при
обработке корпусных деталей имеют станки типа 6А12П,
6Л82Г и др.
Процесс программирования на станках данного типа состоит:
а) в установке штекеров в гнездах барабана в соответствии с за¬
данной программой выполнения переходов и б) установке в соот¬
ветствующих прорезях стола кулачков (упоров), действующих на
конечные выключатели и тем самым обеспечивающих заданные
величины перемещений стола.
Для ускорения процесса наладки станков используют перфо¬
карту с пробитыми отверстиями в тех местах, куда должны быть
вставлены штекеры. Такая карта накладывается на барабан, уста¬
новка же кулачков (упоров) осуществляется по эталону, по пер¬
вой детали, обработанной при ручном управлении станком, или
по разметке.
Примеры программных карт для станков с программированием
цикла и режима обработки для консольно-фрезерных станков мо¬
дели 6Л12П приведены в литературе [14].
Подготовка программ для станков с по¬
зиционными системами числового про¬
граммного управления. Позиционные системы число¬
вого программного управления станками применяются в сверлиль¬
ных, координатно-расточных станках, на которых производится
обработка отверстий с определенными координатами.
Подготовка программ для станков с позиционным программным
управлением является наиболее простой по сравнению с подготов¬
кой программ для станков со ступенчатыми и контурными систе¬
мами программного управления, так как математическая обра¬
ботка данных здесь сводится к пересчету координат обрабаты¬
ваемых отверстий, когда не совпадают системы координат указан¬
ных на чертеже размеров и станка.
Размеры на чертеже проставляют в определенной системе коор¬
динат: декартовой или полярной, с абсолютным или относитель¬
ным способом отсчета.
Абсолютный способ отсчета заключается в простановке раз¬
меров (желательно располагать размерные отрезки в порядке воз-
60
Рис. 1-27. Схема для расчета програм¬
мы перемещения инструмента
растания) от одной базы (выбран¬
ной условно точки), которая слу¬
жит началом координат, а при
относительном способе размеры
ставятся согласно последователь¬
ности обработки цепочкой.
Стремятся, чтобы при расчете
размеров относительное начало
координат совпало с базовым на¬
чалом координат станка. В слу¬
чае несовпадения относительного
начала с базовым началом коорди¬
нат станка определяют разницу
координат начал.
При этапе технологической под¬
готовки выполняют все основные
пункты, указанные ранее, при
этом вычерчивают операционный
эскиз обработки и все необходи¬
мые данные заносят в операцион¬
ную карту. Если есть необходи¬
мость, то составляют эскизы для
обработки каждого отверстия, а при наличии револьверной
головки составляют эскизы зарядки ее инструментами и приводят
расчет перемещений инструментов. Программирование перемеще¬
ний инструмента по оси г осуществляют от предварительно вы¬
бранной точки, которая будет являться началом отсчета для пере¬
мещений всех инструментов. Исходную точку обработки выбирают
из условий обеспечения минимальных холостых ходов, а также
соблюдения условий беспрепятственной смены инструмента в этом
положении. Расстояние от базовой плоскости до торца шпинделя,
находящегося в исходной точке обработки (рис. 1-27),
z0 = L + R + Н + /,
где L — наладочный размер инструмента; Н (/обр) — высота де¬
тали (длина обработки); R— длина хода быстрого перемещения
инструмента к детали; I — длина хода рабочего перемещения ин¬
струмента к обрабатываемой детали.
При проектировании технологического процесса необходимо
стремиться к тому, чтобы длина хода быстрого перемещения R
для каждого инструмента была минимальной. При этом необходимо
увеличивать наладочный размер L. Однако при увеличении раз¬
мера L резко падает жесткость инструмента. Поэтому при решении
данного вопроса нужно выбирать оптимальный вариант.
В общем случае для определения величины z0 необходимо рас¬
считать ее значения для я-го количества инструментов:
г01 = Lx + Rx + Нх + 1г\ z02 = L2 + R2 “Ь + /2;
Zon = Ln 4- Rn -f- Нп -f- ln.
61
В качестве z0 выбирают максимальное расстояние z0 = zmax.
Решение приведенных выше уравнений представляет собой:
определенную трудность. Поэтому практически величину z0 рас¬
считывают следующим образом.
1. Для детали типа «плита» достаточно из намеченных для ис¬
пользования инструментов выбрать инструмент с максимальным
наладочным размером L, тогда
Z0 = £maх + Н + 1 При R = 0.
Предполагается, что размер I отсчитывается от базовой пло¬
скости плиты.
2. Для корпусных деталей с перепадами высот выбирают ин¬
струмент с максимальным наладочным размером L и сечение де¬
тали, имеющее максимальную высоту Я, и определяют два зна¬
чения г0:
%0 —— Lfl Нmax U
z'o = Lmax + Нп + / при R = 0,
где Нп — максимальная высота детали в сечении, в котором ве¬
дется обработка инструментом с размером Lmax; Ln — максималь¬
ный наладочный размер инструмента, который обрабатывает де¬
таль в сечении с высотой #тах.
Подсчитав величины го и zJJ, в качестве г0 берут величину, наи¬
большую из них: z0 = zmax.
Обычно в станках типа «обрабатывающие центры» с выдвижной
пинолью величина ее программируемого перемещения ограничена
определенной величиной С. В этом случае должна быть проведена
проверка правильности выбора величины г0. Эта проверка осу¬
ществляется следующим образом:
R + ^обр + / = с.
На рис. 1-27 /обр совпадает с размером Я.
Если левая часть уравнения окажется больше величины С, то
необходимо соответственно увеличивать наладочный размер L
или, если это возможно, уменьшать величину г0.
Проверив правильность выбора инструментов и уточнив вели¬
чину z0, постоянную для всех инструментов, можно приступить
к расчету перемещений пиноли по оси г.
Величину быстрого подвода инструмента R к поверхности обра¬
батываемой детали рассчитывают по следующей формуле:
R = z0-(L + Н + I).
Величину общего перемещения (если отсчет производится от
абсолютного нуля системы) рассчитывают по формуле
z = R + 10$р ~г I-
62
Для резьбонарезного инструмента (метчика), закрепленного
в патроне с компенсирующим устройством, расчет общего переме¬
щения шпинделя следует производить по формулам:
при s0 < s
где sM — минутная подача пиноли, мм/мин; Р — шаг резьбы, мм;
s0 — подача на оборот, мм/об; п — частота вращения шпинделя.
Выбор выгодной траектории движения инструмента или после¬
довательности обработки имеет важное значение.
В этап математической подготовки входит перерасчет коорди¬
нат обрабатываемых отверстий.
При расчете координат в полярной системе необходимо, чтобы
полюс системы совпадал с центром поворотного стола (при его на¬
личии). Однако, когда имеется несколько групп отверстий, нецеле¬
сообразно применять размеры в полярной системе координат,-
так как при этом потребовалось бы переставить деталь для совме¬
щения полюса определенной группы с центром поворотного стола.
Когда часть отверстий задана в полярной системе, а часть
в декартовой системе, вначале нужно обрабатывать отверстия,
заданные в одной системе, за¬
тем в остальных.
Координаты всех опорных
точек заносят в таблицу, обра¬
зец которой приведен ниже.
Затем производят пересчет ко¬
ординат опорных точек в коли¬
чество импульсов для осуще¬
ствления каждого перемещения. При этом длина перемещения
(в миллиметрах) делится на цену импульса. Последнее записы¬
вают в таблице расчета к программе.
Запись программы производят на перфоленте с помощью раз¬
личных перфораторов в определенном коде. Более подробные све¬
дения о расчете программ для разнообразных станков, включая
и многооперационные, изложены в литературе [14].
Тонкое растачивание. Эта операция является отделочной опе¬
рацией, осуществляемой процессом резания — снятием стружки.
Основное преимущество тонкого растачивания—возможность на¬
ряду с высокой точностью размеров и формы расточенного отвер¬
стия обеспечить его точное расположение относительно базовых
поверхностей корпусной детали и точное взаимное расположение
.нескольких отверстий.
Номер
узловой
точки
Координаты
X
У
63
Таблица 1-2
Рекомендуемые режимы для тонкого растачивания
Материал резца
Обрабатываемый
Твердый сплав
Алмаз
материал
Скорость
резания,
м/мин
Подача,
мм/об
Скорость
резания,
м/мин
Подача,
мм/об
Алюминиевые сплавы
Антифрикционные спла¬
вы
Бронза
200—400
300—600 |
250—500 1
0,03—0,08
0,03—0,10
400—1000
0,02—0,08
0,02—0,05
Чугун
Сталь
100—200 1
150—300 /
0,05—0,15
400—600
—
Тонкое растачивание осуществляют на алмазно-расточных стан¬
ках с помощью твердосплавного или алмазного инструмента. Рас¬
точку производят на режимах, приведенных в табл. 1-2.
Припуски на тонкое растачивание зависят от диаметра обра¬
батываемого отверстия.
Диаметр обрабатываемо¬
го отверстия, мм . . . До 20 20—30 30—100 Св. 100
Величина припуска на
диаметр, мм 0,20 0,25 0,30—0,40 0,40—0,50
Растачивание чаще всего производят без охлаждения.
Отверстия, подлежащие тонкому растачиванию, должны быть
тщательно подготовлены, т. е. подвергнуты чистовому растачи¬
ванию или развертыванию.
Как показывает опыт, тонкое растачивание дает лучшее ка¬
чество поверхности, чем развертывание и шлифование. На состоя¬
ние поверхности при тонком растачивании оказывают влияние
материал, из которого изготовляется корпусная деталь, скорость
резания, подача, глубина резания и геометрия резца.
Станки для тонкого растачивания выпускают в горизонталь¬
ном и вертикальном исполнении. Например, большее распростра¬
нение получили горизонтально-расточные станки одностороннего
или двустороннего исполнения. Станки оснащены расточными го¬
ловками, привод их осуществляется от электродвигателя через
клиноременную передачу. Привод рабочих подач и быстрых пере¬
мещений стола — гидравлический.
Обрабатываемые детали зажимаются в специальных приспо¬
соблениях, укрепляемых на столе станка. Основным инструмен¬
том, применяемым при тонком точении, являются резцы твердо¬
сплавные и алмазные. Первые, как правило, используют при рас¬
тачивании отверстий в чугунных и стальных корпусных деталях,
а вторые, т. е. алмазные, при растачивании отверстий в корпусных
деталях из алюминиевых, магниевых и титановых сплавов. За
64
последнее время для этих же материалов используют резцы с ре¬
жущей частью из лейкосапфира.
Твердосплавные резцы для деталей из чугуна, цветных метал¬
лов и пластмасс армируются пластинками из твердого сплава
марок ВК2 и ВКЗМ, а резцы для стальных деталей — из твердого
сплава марки Т30К4. Наряду с составными твердосплавными рез¬
цами находят применение цельные твердосплавные резцы. В боль¬
шинстве случаев применяют резцы с цилиндрическим стержнем.
Геометрические параметры расточных резцов выбирают в соот¬
ветствии с условиями обработки, характеристикой обрабатывае¬
мой корпусной детали, толщиной и шириной срезаемой стружки,
скоростью резания и характером изнашивания резца.
Весьма существенное влияние на результаты тонкого растачи¬
вания оказывает оправка для крепления резцов, так как от ее кон¬
струкции зависит безвибрационная обработка деталей с необходи¬
мой точностью и требуемым классом шероховатости поверхностей.
Вибрации являются следствием резонанса, наступающего при
совпадении собственных колебаний расточных оправок с частотой
вынужденных колебаний, вызываемых процессом резания.
Жесткость и виброустойчивость расточных оправок зависят
от диаметра и длины части оправки, несущей резец. Диаметр этой
части оправки должен быть на 10—15% меньше диаметра раста¬
чиваемого отверстия, а длина цилиндрического стержня должна
быть равна трем диаметрам этого стержня при диаметре расточки
до 35 мм и трем с половиной диаметрам стержня при диаметре рас¬
точки более 35 мм.
Наряду с обычными резцовыми оправками в промышленности
используют расточные оправки с виброгасителями ударного или
динамического действия, с конструкциями которых можно озна¬
комиться в работе [26].
Порядок растачивания на алмазно-расточных станках зависит
от имеющегося станка (односторонний или двусторонний), формы
растачиваемых отверстий, их количества, расположения и харак¬
тера подготовки отверстий.
Тонкое растачивание проводят в один или два прохода. В два
прохода растачивают отверстия в тех случаях, когда к отверстиям
предъявляются высокие требования по точности диаметральных
размеров, правильности их формы и шероховатости поверхности.
В два прохода растачивают и в тех случаях, когда поступающие
на расточку отверстия имеют значительный и нестабильный по
величине припуск.
За первый предварительный проход снимается 2/3 общего при¬
пуска, а в процессе окончательного растачивания 3/3 общего при¬
пуска. При обработке отверстий на алмазно-расточных станках
могут быть следующие схемы обработки (рис. 1-28).
1. Корпусная деталь имеет одно растачиваемое отверстие не¬
большой длины. Чистовая обработка такого отверстия осуществ¬
ляется на одностороннем станке (рис. 1-28, а) резцом, укрепленным
5 А. Н. Малов
65
Рис. 1-28. Схемы растачивания на алмазно-расточных станках
в консольной оправке; если для расточки отверстия необходимо
осуществить получистовое и чистовое точение при одном закреп¬
лении обрабатываемой детали, в оправке закрепляют два после¬
довательно установленных резца (рис. 1-28, б) *. Расстояние между
резцами должно исключать их одновременную работу. Если раста¬
чивание производится на двустороннем алмазно-расточном станке
(рис. 1-28, а), то необходимо иметь приспособление, допускающее
установку и закрепление двух обрабатываемых деталей. Обычно
растачивание отверстия осуществляется по «маятниковому» циклу
с разгрузкой и загрузкой одной детали во время обработки дру¬
гой. Особенно целесообразно использовать «маятниковый» цикл
в тех случаях, когда продолжительность собственно процесса
* Закрепление двух резцов на оправке используют и на двусторонних стан¬
ках.
66
расточки (основное время) примерно равна времени установки,
закрепления, раскрепления и снятия обработанной детали.
2. Корпусная деталь имеет отверстие с «карманом», т. е. с вы¬
точкой по диаметру большей, чем диаметр основного (растачивае¬
мого) отверстия. На односторонних станках (рис. 1-28, г) растачи¬
вание производится так же, как и сплошного отверстия, но оправку
рекомендуется снабжать виброгасителем. В тех случаях, когда
на одностороннем станке отверстие должно подвергнуться полу-
чистовому и чистовому растачиванию, необходимо, чтобы длина
«кармана» была длиннее любого из соосных отверстий, а следова¬
тельно, была исключена возможность одновременной работы
обоих резцов (рис. 1-28, 5). На двусторонних станках каждое из
отверстий обрабатывается своей оправкой с выходом в «карман»
(рис. 1-28, ё).
5. Корпусная деталь с одним глухим отверстием обрабаты¬
вается только на односторонних станках. Если производится
только чистовое растачивание детали, оправка с одним резцом со¬
вершает поступательное перемещение, а если отверстие обрабаты¬
вают в два прохода, деталь устанавливают в приспособление и
последнее монтируют на двухпозиционный поперечный стол. Та¬
ким образом, оправки только вращаются, а детали имеют попереч¬
ное и продольное перемещение (рис. 1-28, ж, з). На двусторонних
станках такого типа детали обрабатывают редко. В случае исполь¬
зования таких станков следует применять приспособление, позво¬
ляющее устанавливать две детали (рис. 1-28, а).
4. Корпусные детали с соосными отверстиями обрабатываются
обязательно с двух сторон только на двусторонних станках. Если
производится растачивание в два перехода, необходимо исполь¬
зовать поперечный стол.
5. Корпусная деталь имеет два или более отверстий с парал¬
лельными осями. При чистовом растачивании таких отверстий на
односторонних станках, если растачиваемые отверстия лежат
в одной горизонтальной плоскости и имеют одинаковый диаметр,
они могут обрабатываться одним шпинделем с поперечным пере¬
мещением стола, на котором установлено приспособление. Стол
имеет столько позиций, сколько отверстий в детали (рис. 1-28, к).
Помимо движения в поперечном направлении имеется продольное
перемещение стола, а значит и детали.
Если растачиваемые отверстия имеют одинаковый размер и рас¬
положены на одной окружности, следует поперечное перемещение
детали относительно оправки с резцом (шпинделя станка) заменить
на ее поворот вокруг оси этой окружности. В тех случаях, когда
в детали несколько отверстий, применяют станки, имеющие два
и более шпинделей и подвижный стол/ а иногда на базе попереч¬
ного стола применяют обычное координатное приспособление или
с поворотным столом. Следует указать еще на одну схему обра¬
ботки на алмазно-расточных станках деталей, имеющих несколько
отверстий разного диаметра. Схема заключается в том, что на рас¬
5*
67
точной оправке устанавливают несколько резцов, настроенных
на разные диаметры (меньшие диаметры ближе к свободному концу
оправки). Вначале обрабатывается отверстие меньшего диаметра
и перемещение стола с деталью настраивают так, чтобы в отверстие
зашел только первый резец; при обработке следующего отверстия
деталь продвигается и обрабатывается вторым резцом и т. д.
Используют и такой прием, который основан на использовании
шпиндельной головки для подрезных работ. Радиальным пере¬
мещением резца (или расточной оправки) до соответствующего
упора перед растачиванием очередного отверстия настраивают
станок на обработку определенного диаметра. Для растачивания
отверстия другого диаметра резец перемещается до другого упора.
В тех случаях, когда растачиваемые отверстия выполнены
с карманом или некоторые из них глухие, схема обработки строится
аналогично рассмотренной для сквозных отверстий с учетом огра¬
ничений, изложенных в пунктах 2, 3 и 4.
Примеры схем наладок для случая растачивания нескольких
отверстий разнообразного исполнения на односторонних станках
показаны на рис. 1-28, /с, л.
6. Корпусные детали с двумя и более отверстиями, оси которых
параллельны, обрабатывают на двусторонних станках по схеме,
приведенной на рис. 1-28, м. При выборе схемы обработки учиты¬
вают число переходов растачивания, размер отверстия (одинако¬
вые или разные), схему расположения отверстий и т. д.
Основные правила выбора схемы обработки остаются та¬
кими же, как и при обработке одного отверстия, но увеличивается
число шпинделей в каждой головке и более широко используются
поперечные, координатные и поворотные столы и оправки, несу¬
щие два, а в ряде случаев и три резца.
7. Корпусные детали с двумя и более отверстиями, оси которых
не параллельны друг другу, обрабатываются по одной из следую¬
щих схем. Если оси отверстий лежат в одной плоскости, пересе¬
каются в одной точке и имеют одинаковый диаметр, их следует
обрабатывать на односторонних станках с использованием поворот¬
ного стола или поперечного и поворотного столов. Если же обра¬
батываются отверстия, расположенные более чем в двух параллель¬
ных плоскостях, и при этом между плоскостями расстояние незна¬
чительно, поворотный стол устанавливают на поперечный, а по¬
следний монтируют на основном столе станка.
Выше приведены основные и наиболее часто используемые
схемы обработки на алмазно-расточных станках; более полные
сведения и возможные схемы обработки имеются в работе [3].
При рассмотрении схем обработки предусматривалось, что ре¬
жущий инструмент (оправка или оправки с резцами) вращается,
а стол с обрабатываемой деталью имеет движение подачи, т. е.
перемещается в направлении шпинделя, несущего оправку с рез¬
цами. Такие станки имеют преимущественное применение в при¬
боростроении. Однако есть и другое исполнение станков, где стол
68
неподвижен, а поступательное движение (движение подачи) имеют
головки с вращающимся шпинделем, несущим оправку с резцами.
Имеются также станки, в которых шпиндельная головка и стол
неподвижны, а шпиндель головки совершает как главное движе¬
ние (вращение шпинделя), так и движение подачи.
Станки с подвижными головками и с подвижными шпинделями
имеют большую производительность и более удобны для загрузки
и базирования, но в них более сложно обеспечить высокую точ¬
ность обработки и качество обрабатываемых поверхностей.
Необходимо указать, что для использования алмазно-расточных
станков в мелкосерийном, а в ряде случаев в серийном производ¬
стве заслуживают внимания алмазно-расточные станки с коорди¬
натным столом и алмазно-расточные станки с программным управ¬
лением позиционйрования обрабатываемого отверстия детали от¬
носительно шпинделя станка.
Точность алмазно-расточных станков.
Причины возникновения погрешностей при растачивании весьма
разнообразны и зависят от испрлнения и состояния станка, при¬
способления, инструмента, конструкции обрабатываемой детали,
собственно процесса резания.
Использование алмазно-расточных станков с учетом погреш¬
ностей, возникающих в процессе обработки, позволяет п<злучить
при условии выбора правильной схемы обработки равномерность
припуска на обработку, соответствие жесткости системы СПИД
правильности геометрии инструмента, жесткости и виброустой¬
чивости оправки, точность диаметральных размеров 1 и 2-го клас¬
сов, овальность 2—5 мкм, соосность 5—10 мкм, точность межосе-
вого расстояния 10—20 мкм, глубину наклепа (среднее значение)
20—60 мкм, глубину зоны пластической деформации 25 мкм, одно¬
образное с цельной структурой состояние наружного слоя, бле¬
стящую или матовую поверхность, 6—8-й классы шерохова¬
тости.
Приведенные данные относятся к расточке отверстий диа¬
метром 10—15 мм, при больших диаметрах они должны быть уве¬
личены.
Обработка крепежных отверстий. Крепежные и различные
отверстия для установки деталей, монтируемых на корпусных де¬
талях, обычно имеют небольшой диаметр. К точности их формы,
размерам взаимного расположения и сохранению стабильности во
времени не предъявляется жестких требований.
Обработка этих отверстий проводится в малых по габаритам
и массе деталях на вертикально-сверлильных и агрегатных стан¬
ках, а в средних и крупных корпусных деталях — на радиально¬
сверлильных и горизонтально-расточных станках.
В зависимости от характера отверстия переходами для его обра¬
зования являются сверление, зенкерование, снятие фасок, це-
ковка, развертывание, нарезание или раскатывание резьбы.
60
Обработку крепежных отверстий в опытном производстве про¬
изводят по разметке или по накладным кондукторам. В опытном
производстве разметку иногда выполняют на координатно-расточ¬
ном станке. В серийном и массовом производствах обработку от¬
верстий производят на сверлильных станках в коробчатых, на¬
кладных и поворотных кондукторах. На расточных и агрегатных
станках отверстия получают в специальных приспособлениях или
через накладной шаблон.
Поворотные кондукторы и поворотные столы используют
при обработке коробчатых корпусных деталей для получе¬
ния крепежных отверстий, находящихся на разных поверх¬
ностях, так как такие детали необходимо неоднократно пово¬
рачивать.
Инструментами для обработки крепежных отверстий служат
стандартные сверла, зенковки, метчики и т. п.
Для обработки отверстий различными инструментами на свер¬
лильных станках с целью сокращения времени на смену инстру¬
мента применяют револьверные головки. Такие головки могут
быть как с ручным поворотом шпинделей в рабочее положение,
так и с автоматическим [26]. Опыт эксплуатации револьверных
головок показывает, что вспомогательное время при обработке
отверстий существенно уменьшается. К сожалению, эти головки
еще слабо используются на заводах, и их особенно следует реко¬
мендовать при изготовлении средних и крупных корпусных дета¬
лей в мелкосерийном и серийном производстве.
Наиболее производительным способом обработки отверстий
является многоинструментальная обработка на вертикально-свер¬
лильных и агрегатных станках с применением многошпиндельных
головок. Такие головки дают возможность вести обработку от¬
верстий одновременно несколькими одинаковыми или различными
инструментами.
Многошпиндельные головки к одношпиндельным вертикаль¬
ным станкам бывают специальные и универсальные. Специальные
многошпиндельные головки создаются для обработки отверстий
в деталях с определенным (неизменным) расположением коорди¬
нат отверстий или для позиционной обработки отверстий в не¬
скольких деталях одновременно. В этом случае детали устанав¬
ливают на делительном столе и перемещают из одной позиции
в другую. В загрузочно-разгрузочной позиции стола после его
полного поворота обработанную деталь снимают и вместо нее
устанавливают новую.
В зависимости от расположения отверстий у обрабатываемых
деталей специальные многошпиндельные головки выполняют для
обработки деталей с расположением в одной плоскости и для обра¬
ботки деталей с расположением отверстий в разных плоскостях,
эти головки иногда называют угловыми.
Ориентация головок относительно кондуктора осуществляется
посредством скалок, входящих во втулки корпуса головки.
70
Многошпиндельные головки применяют с подвесными кондук¬
торными плитами. Подпружиненные кондукторные плиты уста¬
навливают на скалках головки.
Специальные многошпиндельные головки целесообразно при¬
менять в крупносерийном и массовом производстве, так как
стоимость таких головок велика. Универсальные головки допу¬
скают в известных пределах изменение положения рабочих шпин¬
делей, что и дает возможность их использовать для обработки не¬
скольких разных и с разной сеткой положения отверстий деталей.
Универсальные головки применяют в серийном и мелкосерийном
производстве только для обработки деталей с отверстиями, рас¬
положенными в одной плоскости.
Универсальные головки выполняют с поворотно-передвижными
кронштейнами и с раздвижными шарнирно-телескопическими
шпинделями.
На многошпиндельные специальные и универсальные головки
разработаны нормали машиностроения.
Целесообразность использования многошпиндельных головок,
учитывая их высокую стоимость изготовления, должна быть под¬
тверждена технико-экономическим расчетом. Внедрение группо¬
вой технологии обработки однотипных деталей и расциональная
организация конструирования, изготовления и хранения много¬
шпиндельных головок оказываются вполне оправданными не
только в массовом и крупносерийном, но и в серийном производ¬
стве. В условиях мелкосерийного, а в ряде случаев и серийного
производства более выгодно автоматизировать одношпиндельные
вертикально-сверлильные станки и оснащать их поворотными сто¬
лами, а не многошпиндельными головками.
Ниже приводится описание ряда специальных и универсаль¬
ных многошпиндельных головок для вертикально-сверлильных
станков [26].
Специальные многошпиндельные головки по конструкции при¬
вода рабочих шпинделей разбиваются на головки с шестеренча¬
тым, кривошипным, шестеренчато-кривошипным приводом.
Учитывая, что многошпиндельные сверлильные головки для
обработки деталей с расположением отверстий в одной плоскости
освещены в литературе [26, 10], ограничимся рассмотрением не¬
скольких конструкций и остановимся главным образом на прин¬
ципиальных положениях, касающихся выбора конструкции голо¬
вок. Сначала рассмотрим условие эксплуатации головки, т. е.
используется ли головка на станках с ручной или автоматической
подачей. Если вращение от ведущего зубчатого колес'а в головке
с шестеренчатым приводом передается непосредственно зубчатым
колесам, закрепленным на рабочих шпинделях для создания нор¬
мального вращения последних (по часовой стрелке), необходимо
давать левое вращение ведущему зубчатому колесу, а значит и
шпинделю станка. При левом вращении шпиндель станка авто¬
матической подачи не имеет, следовательно, головка, построенная
71
по такой схеме, может быть использована на станках с ручной по¬
дачей или с автоматической подачей шпинделя, если используется
кулачковый или к&кой-либо специальный механизм. При обыч¬
ном исполнении вертикально-сверлильного станка для работы
с автоматической подачей шпинделя от ведущего колеса с внеш¬
ним зацеплением передача к зубчатым колесам рабочих шпинделей
осуществляется через паразитные колеса, а от ведущего колеса
с внутренним зацеплением — непосредственно к рабочим шпин¬
делям.
Если расстояние между просверливаемыми отверстиями доста¬
точно велико, используют головки с расположением зубчатых
колес в один ярус, а если небольшое, то в два яруса.
В головке (рис. 1-29) с двухъярусным расположением зубчатых
колес, предназначенной для сверления шести отверстий, разме¬
щенных по окружности, паразитные зубчатые колеса 1 располо¬
жены вместе с рабочими зубчатыми колесами 2 на валиках 3 ра¬
бочих шпинделей в два яруса. В нижнем ярусе расположены два
паразитных колеса, каждое из которых приводит во вращение
через рабочие колеса два соседних рабочих шпинделя. Остальные
два рабочих шпинделя приводятся во вращение от других двух
паразитных колес, расположенных в верхнем ярусе. Два шпин¬
деля головки не несут паразитных зубчатых колес. Зубчатое ко¬
лесо 4 ведущего валика 5 имеет удвоенную ширину.
Когда для сверления используют сверла с цилиндрическими
хвостовиками, их крепят в цанговых патронах, смонтированных
на рабочих шпинделях. Сверла с цилиндрическими хвостовиками
регулируются путем их перемещения в цангах. Если этого недо¬
статочно, то может быть использована конструкция шпинделя,
которая дополнена регулировкой всего патрона по высоте. Кор¬
пуса головок, как правило, выполняют литыми из алюминиевого
сплава. Это сделано для уменьшения веса головки, а значит про¬
тивовеса для уравновешивания головки.
Если кондукторная плита выполнена за одно целое с установоч¬
ным приспособлением, в головке предусматривают отверстия с на¬
правляющими втулками, а на приспособлении — направляющие
скалки или наоборот, т. е. в корпусе головки направляющие
скалки, а в приспособлении направляющие втулки. Когда кон¬
дукторную плиту выполняют подвесной, что облегчает установку
заготовки и снятие детали, ее соединяют с головкой при помощи
специальных скалок. Кондукторную плиту так же, как и корпус
головки, изготовляют из алюминиевого сплава. Кондукторная
плита центрируется с приспособлением при помощи неподвиж¬
ных пальцев. Наличие пружин на направляющих скалках обес¬
печивает зажим детали при соприкосновении плиты с последней.
Выбор исполнения головки с плитой или без плиты, но с на¬
правляющими скалками решается в каждом конкретном случае
и определяется, как правило, конфигурацией и размерами изготов¬
ляемой детали.
72
Рис. 1-29. Многошпиндельная головка с двухъярусным располо¬
жением зубчатых колес привода шпинделя
Многошпиндельную головку устанавливают на гильзе шпин¬
деля станка, центрируют по буртику фланца гильзы и закрепляют
на фланце с помощью шпилек и гаек. Если фланец на станке
отсутствует, то на шпинделе станка устанавливают переходник
и к нему крепят головку.
Головка, показанная на рис. 1-30, имеет три рабочих шпин¬
деля— два вертикальных и один горизонтальный. Головка кре¬
пится винтами на гильзе вертикально-сверлильного станка. Вер¬
тикальные рабочие шпиндели 13 с установленными в них инстру¬
ментами получают вращение от шпинделя станка через поводок 11
и зубчатые колеса 10, 12, а горизонтальный рабочий шпиндель 14 —
через поводок 11 и зубчатые колеса 10, 9, 8, 4, 15, далее через
втулку 2 и шпонку 3. Коническое зубчатое колесо закреплено на
шлицевой втулке 5, внутри которой помещается валик 7. Такая
конструкция обеспечивает вращение горизонтального рабочего
шпинделя независимо от осевого перемещения шпинделя станка.
Подача горизонтального рабочего шпинделя осуществляется пере¬
мещением гильзы 16, в которой он смонтирован, от штока рейки 6
через вал-шестерню 17. В головке смонтирован еще рычаг 18,
получающий перемещение в одном направлении от скалки 19,
а в другом — от пружин и служащий для переключения золот-
73
Рис. 1-30. Головка с шестеренчатым приводом для обработки отверстий, расположенных
в разных плоскостях
ника 1, управляющего подачей сжатого воздуха в цилиндр за¬
жимного приспособления. Подобного типа конструкции головок
могут быть выполнены и с наклонно расположенными рабочими
шпинделями. Подача горизонтальных или наклонно расположен¬
ных рабочих шпинделей и вертикальных рабочих шпинделей мо¬
жет быть различной.
Головки с кривошипным приводом используют для обработки
отверстий диаметром менее 12 мм, находящихся на близком рас¬
74
стоянии друг от друга. В головке, показанной на рис. 1-31, а,
вращение от шпинделя станка передается ведущему валику 7,
в нижней части которого имеется фланец с пальцем 2, ось послед¬
него относительно оси валика смещена на величину е, равную
одному-двум диаметрам обрабатываемого отверстия. Палец 2 за¬
ходит в гнездо кулисы 3. В кулисе 3 имеются отверстия, число
которых равно числу рабочих шпинделей, т. е. числу обрабаты¬
ваемых отверстий. В отверстия кулисы запрессованы шарикопод¬
шипники, а в последние заходят пальцы 4 поводков 5, сидящих
на концах рабочих шпинделей 6. Пальцы на поводках 5 относи¬
тельно оси рабочих шпинделей смещены на такую же величину,
как и палец 2 относительно оси валика 7, т. е. на величину е.
При вращении шпинделя станка, а значит и пальца 2 кулиса 3
будет совершать плоское движение, при котором ось и все осталь¬
ные линии, параллельные оси, а следовательно, и поводки 5
рабочих шпинделей головки будут описывать окружности ради¬
уса е. При этом частота вращения рабочих шпинделей будет
равна частоте вращения шпинделя сверлильного станка.
Особенностью рассмотренной конструкции головки следует
считать опоры у рабочих шпинделей — игольчатые подшипники,
а у ведущего валика и поводков — шарикоподшипник; встречаются
головки, у которых все опоры выполнены в виде шарикоподшип¬
ников. Практика эксплуатации головок с кривошипными приво¬
дами показывает, что подшипники рабочих шпинделей выходят
из строя быстрее, чем у головок с шестеренчатым приводом,
кроме того, наблюдается вибрация головки.
При обработке отверстий малого диаметра с малым расстоя¬
нием между осями в корпусных деталях из алюминиевых и мед¬
ных сплавов в опорах рабочих шпинделей применяют подшипники
скольжения (рис. 1-31, б). Вследствие малых крутящих моментов
на кривошипе отсутствует противовес. При малых эксцентрисите¬
тах поводок выполняют цельным, а при эксцентриситетах более
5 мм — составным. В отверстиях кулисы (кривошипного диска)
устанавливают и расклепывают цилиндрические пальцы, а на
конце каждого рабочего шпинделя закрепляют обойму, имеющую
продольный паз для ведущего пальца. Такая конструкция по¬
водка позволяет обрабатывать отверстия в кривошипном диске
с гораздо меньшей точностью, так как при некотором смещении
от оси шпинделя поводок при вращении имеет возможность сколь¬
зить в пазу обоймы шпинделя. Для увеличения плавности враще¬
ния рабочих шпинделей в некоторых конструкциях головок пло¬
скопараллельное перемещение (вращение каждой точки криво¬
шипного диска) осуществляется не одним, а двумя и даже четырьмя
водилами.
На рис. 1-32 изображена схема обработки 17 отверстий корпуса
фотоаппарата «Киев-4» головкой подобного типа. Центральное
зубчатое колесо многошпиндельной головки (г = 38) получает
вращение от шпинделя станка и входит в зацепление с четырьмя
75
Рис. 1-31. Многошпиндельная головка
с кривошипным приводом:
а —головка для отверстий диаметром
более 3 мм; б — головка для малых
отверстий
6
Рис. 1-32. Многошпиндельная комбинированная головка
зубчатыми колесами (г = 42), пальцы которых соединены с криво¬
шипным диском и сообщают ему плоскопараллельное перемещение.
В остальном конструкция головки аналогична вышеописанной.
Для обработки отверстий с межцентровым расстоянием, мень¬
шим, чем позволяет конструкция кривошипной головки, рабочим
шпинделям 8 и 9 сообщают вращение с помощью зубчатых пар,
установленных в блоке шпинделей (г — 19, 30 и 16).
Головки с шестеренчато-кривошипным приводом чаще назы¬
вают комбинированными головками. Головка, показанная на
рис. 1-33, предназначена для сверления отверстий на настольно¬
сверлильном станке. Диаметр отверстия менее 3 мм, расстояния
между отверстиями 10 мм. Корпус головки состоит из двух плит 1
и 4 и промежуточной обоймы 3, соединенных винтами. На верхней
плите 4 установлен переходник 5, с помощью которого головка
закрепляется на станке. Внутри корпуса установлены ведущее
зубчатое колесо 7 и сцепленные с ним зубчатые колеса 6 с запрес¬
сованными в них пальцами 8, эксцентрично расположенными от¬
носительно оси вращения колес (эксцентриситет е). Пальцы за¬
ходят в отверстия кулисы 9, в соответствующие гнезда которой
с запрессованными втулками заходят пальцы 14 поводков 13, на¬
саженных на концах рабочих шпинделей 10. Рабочие шпиндели
расположены в мостике 2 нижней плиты 1 корпуса головки и вра-
77
щаются в железографитовых подшипниках (втулках 11). Осевая
нагрузка при работе шпинделей воспринимается шариками 12,
расположенными в обойме. Сверла крепятся в цанговых патронах,
смонтированных на рабочих шпинделях. Так же, как и в рас¬
смотренной выше головке, отдельные рабочие шпиндели 17 полу¬
чают вращение через промежуточный валик 15 и зубчатые ко¬
леса 16. Вращение валик получает от кулисы 9, в отверстие которой
заходит палец поводка валика.
Головка работает следующим образом. Вращение шпинделя
станка сообщается ведущему зубчатому колесу, а от послед¬
него — промежуточным зубчатым колесам. Вращаясь, колеса
через эксцентрично расположенные пальцы сообщают плоское дви¬
жение кулисе, которая через пальцы поводков, насаженных на
рабочих шпинделях, сообщает вращение последним, а значит и
закрепленным в них инструментам. Вместе с рабочими шпинде¬
лями вращается промежуточный валик, зубчатое колесо послед¬
78
Рис. 1-33. Головка с кривошипно-шестеренчатым приводом
него через промежуточные колеса передает вращение рабочим
шпинделям, положение которых исключало возможность объеди¬
нить их в одну группу с остальными отверстиями. Головка ком¬
пактная, имеет малый вес, и, что самое главное, такое исполнение
позволяет обрабатывать детали с малым межосевым расположением
отверстий. За последнее время такие головки получили широкое
применение.
Универсальные головки допускают изменение взаимного по¬
ложения рабочих шпинделей, т. е. имеют раздвижные рабочие
шпиндели. Такое конструктивное решение позволяет применять
эти головки для многоинструментной обработки деталей в серий¬
ном и мелкосерийном производстве.
Многообразные конструктивные решения универсальных мно¬
гошпиндельных головок можно объединить в три группы: 1) го¬
ловки с поворотными кронштейнами; 2) с раздвижными шарнир¬
ными валками и 3) для обработки отверстий, расположенных по
прямой линии.
Четырехшпиндельная сверлильная головка (рис. 1-34, а) с по¬
воротно-передвижными кронштейнами, несущими рабочие шпин¬
дели, предназначена для сверления отверстий, расположенных по
диагоналям или по кругу. Головки устанавливают на неподвиж-
79
Рис. 1-34. Четырехшпиндельная головка с пово¬
ротно-передвижными кронштейнами
ную гильзу шпинделя вертикально¬
сверлильного станка и закрепляют
тангенциальными зажимами (или кре¬
пят к фланцу гильзы станка шпиль¬
ками). В расточке корпуса 1 головки
могут свободно перемещаться четыре
сегмента 3, при помощи которых
шпиндели 12 головки устанавлива¬
ются по окружности. К каждому
сегменту 3 с помощью болта при¬
креплены кронштейн 7 и корпус 8,
в которых смонтирован рабочий
шпиндель 12, несущий инструмент.
Корпус 8 может поворачиваться
относительно сегмента на 360° и,
кроме того, вместе с сегментом вок¬
руг оси головки. В трёбуемом поло¬
жении рабочих шпинделей сегменты закрепляются болтом 4 по
периферии и болтом 2 и гайкой 11 в кольцевом Т-образном пазу
корпуса головки. Рабочие шпиндели получают вращение от шпин¬
деля станка с помощью ведущего колеса, промежуточных зубча¬
тых колес и зубчатого колеса 6. Промежуточные колеса 5 и 9
и колесо 10 установлены на рабочем шпинделе. Шпиндели обычно
устанавливают по накладному кондуктору.
В корпусе головки предусматривают отверстия для колонок,
установленных в зажимном приспособлении и обеспечивающих
центрирование головки и приспособления (на рисунке не пока¬
зано). При определении возможности использования головки для
сверления той или иной детали пользуются трафаретом (рис. 1-34,6)
из плотной бумаги, где нанесены окружность 1, по которой кор¬
пус кронштейна может быть повернут вокруг оси шпинделя станка,
и зоны возможного расположения шпинделей. Из кальки выре¬
зают четыре проекции корпуса поворотных кронштейнов и на них
наносят центры Ог и 02. Центр 02 соответствует оси рабочего
шпинделя головки, а центр Ог является осью, относительно ко¬
торой может поворачиваться кронштейн. Все центры Ог должны
обязательно находиться на окружности 1. Заданные координаты
отверстий наносят на трафарет и совмещают центры 02 корпусов
поворотных кронштейнов; при этом проекции последних не должны
перекрывать друг друга.
При переносе заданных координат сверления на трафарет их
следует расположить так, чтобы центр давления при сверлении
по возможности совпадал с центром шпинделя станка. Мы рас¬
смотрели только одну конструкцию головки с поворотно-передвиж¬
ными кронштейнами. Существует много разновидностей таких го¬
ловок.
Они отличаются числом рабочих шпинделей, наличием или
отсутствием подвесной кондукторной плиты, способом крепления
Рис. 1-35. Универсальная головка
с раздвижными шарнирными вали¬
ками
80
головки на станке, конструкцией опор рабочих шпинделей, ва¬
лика промежуточных зубчатых колес и др.
На рис. 1-35 показана схема головки с раздвижными шарнир¬
ными валиками. Корпус 3 головки устанавливают на шпинделе
станка. В нижней части корпуса имеется два кольцевых Т-образ¬
ных паза, служащих для ‘крепления кронштейнов /, несущих ра¬
бочие шпиндели 2 головки. Вращение шпиндели 2 получают от
шпинделя станка, который вращает конус 7 с ведущим зубчатым
колесом S, промежуточные зубчатые колеса 9 и телескопические
валики 4, 5, 6. Положение шпинделей соответственно заданным
координатам отверстий обрабатываемой детали достигается пере¬
мещением кронштейнов, в которых закреплены шпиндели как
в радиальном направлении, так и по окружности пазов корпуса
и последующим закреплением кронштейнов болтами. Достоин¬
ством подобного типа головок является широкая возможность
перемещения рабочих шпинделей, а недостатком — сравнительно
большая высота головок и трудности изготовления телескопиче¬
ских валиков.
Нарезание резьбы. Нарезание крепежных резьб осуществляется
метчиками вручную на одношпиндельных или многошпиндельных
модернизированных сверлильных станках, в которых частота вра¬
щения шпинделей уменьшена до 200—400 об/мин. Предусмотрено
незначительное осевое перемещение подпружиненного метчика
в шпинделях и обеспечена возможность реверса электропривода.
В крупносерийном и массовом производстве широко исполь¬
зуются многошпиндельные специальные станки как с постоянными,
так и регулируемыми координатами шпинделей, первые имеют
предпочтительное применение в массовом производстве, а вторые —
в серийном.
Многошпиндельное нарезание резьбы может осуществляться
с ручной или принудительной механической подачей. Ручную
подачу применяют редко и только для нарезания резьб 2-го класса
точности. При ручной подаче многошпиндельная головка должна
быть хорошо уравновешена на станке и легко перемещаться с по¬
мощью ручного штурвала. Принудительная механическая подача
может быть обеспечена следующими способами:
1) вертикальная подача метчиков обеспечивается одной из сту¬
пеней коробки подач станка. Соответствующая частота вращения
обеспечивается подбором зубчатых колес головки. Указанный
способ следует применять только в том случае, когда станок на¬
ходится в хорошем состоянии: должны отсутствовать осевой люфт
шпинделя станка, мертвый ход при вращении зубчатых колес
и т. д.;
2) принудительная вертикальная подача метчиков осуществ¬
ляется без участия коробки подач станка. Головка оснащается
копирными винтом и гайкой, шаг резьбы которых может отли¬
чаться от шага нарезаемой резьбы, что облегчает подбор зубчатых
колес головки. При подъеме головки копирный винт обеспечивает
6 А. Н. Малов
81
реверс метчиков. Этот способ позволяет получить резьбу высокого
качества, даже если состояние станка характеризуется недостат¬
ками, перечисленными выше;
3) вертикальная подача метчиков обеспечивается без участия
коробки подач станка и не требует поступательного перемещения
многошпиндельной головки. Каждый рабочий шпиндель головки
снабжен копирным винтом и гайкой, шаг резьбы которых должен
равняться шагу резьбы, нарезаемой данным шпинделем. При
реверсировании етанка копирный винт меняет направление вра¬
щения соответствующего метчика и обеспечивает его возврат.
Если головка резьбонарезная, копирные гайки устанавливают на
корпусе приспособления. Если головка комбинированная, ко¬
пирные гайки устанавливают на подвесной плите. Этот способ
рекомендуется применять в случаях, когда не удается восполь¬
зоваться первыми двумя.
Конструкции резьбонарезных и комбинированных головок во
многом аналогичны конструкциям сверлильных головок. Однако
шпиндели, несущие резьбонарезной инструмент, как правило,
выполняют без упорных подшипников. Кроме того, в конструк¬
циях комбинированных многошпиндельных головок используют
обгонные муфты или дополнительные электродвигатели. Это по¬
зволяет при реверсировании станка изменить направление вра¬
щения метчиков, сохранив неизменным направление вращения
других инструментов. При конструировании головок с ме¬
ханической принудительной подачей по первому и второму спо¬
собам рекомендуется обеспечивать опережение вертикальной по¬
дачи метчиков примерно на 2—4% относительно шага нарезаемой
резьбы. Если головку используют для нарезания глухой резьбы,
целесообразно обеспечить отставание вертикальной подачи метчика
на такую же величину. В любом случае патроны для крепления
метчиков снабжают компенсирующим пружинным устройством.
Кинематическая схема резьбонарезной головки, используемой для
нарезания резьб различного диаметра и шага, должна обеспечи¬
вать одинаковую минутную подачу всех инструментов.
При составлении кинематических схем комбинированных голо¬
вок минутную подачу следует принимать равной минутной по¬
даче резьбонарезного инструмента.
Наряду с указанными станками для одновременного нарезания
резьбы в нескольких отверстиях применяются и агрегатные
станки. Инструментом для нарезания внутренней резьбы являются
машинные метчики. Конструкция их достаточно полно рассмотрена
в литературе [8, 26]. Считаем только нужным отметить, что трех¬
перые метчики обеспечивают лучшее стружкоотделение, кроме
того, при нарезании резьбы в нержавеющей и жаропрочной стали
на хромоникелевой основе с ав > 80 кгс/мм2, малоуглеродистой
конструкционной, малоуглеродистой хромистой стали с ав <
< 55 кгс/мм2, а также в алюминиевых сплавах и в глубоких от¬
верстиях для лучшего стружкоотделения следует применять мет¬
82
чики со срезанной в шахматном порядке ниткой. Следует указать,
что зубья в шахматном порядке делают обычно только на калиб¬
рующей части (начиная с третьей полной нитки). Такие метчики
не следует применять для резьб 1-го класса точности и для резьб
с натягами в случае использования их на станках, не имеющих
принудительной подачи.
В тех случаях, когда отверстия, в которых должна быть наре¬
зана резьба, имеют прерывистую поверхность, следует применять
метчики с винтовыми канавками. В связи с широким использова¬
нием в оптико-механических приборах для корпусных деталей ти¬
тана и его сплавов, высокопрочных материалов, а также пластмасс
для нарезания резьбы получают применение метчики, изготовлен¬
ные из твердых сплавов марок ВКЮМ, ВК15М, монолитные для
диаметров до 12 мм и составные (с припаянными твердосплавными
пластинками) для диаметров 12—20 мм.
Твердосплавные метчики при соблюдении правил их эксплуа¬
тации при обработке титановых сплавов имеют стойкость в 20—
40 раз большую, чем стойкость метчиков, изготовленных из стали
марки Р18.
Весьма существенное значение для успешного нарезания
резьбы, особенно с использованием многошпиндельных головок
на сверлильных и агрегатных станках, имеет исполнение вспомо¬
гательного инструмента. При нарезании внутренней резьбы не¬
обходимо, чтобы метчик был точно сцентрирован относительно
отверстия и мог правильно установиться по нему. Погрешности
базирования обрабатываемой корпусной детали, выполнения пред¬
шествующей операции (перехода) и погрешности фиксации стола
в случае использования поворотного стола приводят к тому, что
оси подготовленных под нарезание резьбы отверстий не совпадают
с осями шпинделей резьбонарезных головок, а в ряде случаев
могут быть и не параллельны им. С тем чтобы исключить
это, необходимо в патронах для крепления метчиков преду¬
смотреть специальное устройство, обеспечивающее самоцентри¬
рование метчика, т. е. предоставление метчику достаточного
числа степеней свободы для самоустановки по отверстию под
резьбу.
В тех случаях, когда нарезают резьбу в глухих отверстиях
для исключения заклинивания метчика при подходе к дну глу¬
хого отверстия в патронах, несущих метчики, следует предусматри¬
вать предохранительные устройства. Необходимо иметь и устрой¬
ство, компенсирующее несоответствие между шагом метчика и
подачей силовой головки агрегатного станка, несущей насадку
с метчиками. Весьма желательно при нарезании резьбы в длинных
отверстиях корпусных деталей, изготовленных из вязких материа¬
лов, применять метод ступенчатого нарезания, при котором в про¬
цессе нарезания метчики несколько раз выходят из нарезаемого
отверстия для удаления стружки. При таком методе существенно
усложняется конструкция станка, а значит и его стоимость, но все
6*
83
это окупается повышением
качества нарезаемой резьбы
и стойкости метчиков.
Выше указывалось, что
одновременное нарезание не¬
скольких • отверстий может
осуществляться на модерни¬
зированных вертикально¬
сверлильных станках, агре¬
гатных станках и специаль¬
ных резьбонарезных станках.
Для нарезания резьбы
на вертикально-сверлильных
станках помимо ряда меро¬
приятий по модернизации
управлением станком необ¬
ходимо применять специаль¬
ные резьбонарезные головки.
Конструкции ряда головок
приводятся ниже.
Резьбонарезная много¬
шпиндельная головка, пока¬
занная на рис. 1-36, состоит
из корпуса головки 4, смон¬
тированной на шпинделе
станка 5 и жестко связанной
с приспособлением /, в кото¬
ром закрепляется обрабаты¬
ваемая корпусная деталь.
В головке 4 смонтированы
зубчатые передачи и рабочие
шпиндели, число которых
равно числу нарезаемых от¬
верстий. Рабочие шпиндели
могут только вращаться, поступательного движения они, а значит
корпус головки и шпиндель станка не имеют. С рабочими шпинде¬
лями при помощи телескопических валиков связаны державки 10,
в которых закреплены патроны 11 с метчиками 12. Державки имеют
наружную резьбу такого же шага, как и метчики, нарезающие
резьбу в отверстиях корпусной детали. Державки при своем вра¬
щении ввинчиваются в неподвижные втулки 9, закрепленные
в плите S, а следовательно, помимо вращательного движения сооб¬
щают метчикам и поступательное движение. Реверс шпинделя
станка, а следовательно, возвращение метчиков в исходное поло¬
жение и останов станка для снятия обработанной детали и уста¬
новки очередной, подлежащей обработке, осуществляется с по¬
мощью упоров 6 и 2, смонтированных на одной из державок 10,
которые воздействуют на выключатели 3 и 7. Выключатель 3 подает
84
Рис. 1-36. Многошпиндельная резьбонарезная
головка
Рис. 1-37. Многошпиндельная резьбонарезная головка завода «Электросвет»
команду на изменение вращения шпинделя 5 станка, а значит и
метчиков, а выключатель 7 подает команду на остановку станка
в момент возврата метчиков в исходное положение. Надо указать,
что достоинством рассмотренной конструкции головки следует
считать возможность одновременной обработки резьб разных
шагов.
Многошпиндельная резьбонарезная головка (рис. 1-37) уста¬
навливается на вертикально-сверлильном станке, который обес¬
печивает автоматическое реверсирование шпинделя. Подъем и
опускание головки производят вручную. Закрепленные в цанго¬
вых патронах рабочие шпиндели получают необходимое для наре¬
зания вращение от шпинделя станка, в который вставлен конус /,
соединенный с валиком ведущего зубчатого колеса 2. Далее через
свободно сидящее на пальце паразитное зубчатое колесо 4 вра¬
щение передается зубчатому колесу 5 — валику, на конце кото¬
рого смонтирован рабочий шпиндель 6. От зубчатого колеса 5
через промежуточное колесо 3, свободно сидящее на шейке веду¬
щего зубчатого колеса 2, вращение передается зубчатым коле¬
сам 9, сидящим на концах остальных рабочих шпинделей. В го-
-ловке предусмотрены установочное кольцо 11, обеспечивающее
центрирование метчиков относительно нарезаемых отверстий, и
резервуар 7 с трубками 8, по которым поступает жидкость, охла¬
ждающая метчики и смывающая стружку. Жидкость в резервуар
поступает через штуцер 10 от насоса станка. Обращаем внимание
на оформление рабочих шпинделей, обеспечивающих незначитель¬
ное (в пределах 0,02—0,04 мм) покачивание метчиков на осях.
85
Рис. 1-38. Головка для нарезания резьбы с различным шагом
Разработанные многошпиндельные головки для нарезания
резьбы подавались вручную или могли иметь принудительную ме¬
ханическую подачу, которая осуществляется одной из ступеней
механической подачи шпинделя станка, но так как ступени ме¬
ханической подачи не соответствуют шагу нарезаемой резьбы,
в кинематической цепи головки необходимо производить подбор
зубчатых колес. Рассчитывая тот или иной набор зубчатых колес,
следует помнить, что подача шпинделя станка должна отставать
или опережать шаг нарезаемой резьбы на 2—4%. При нарезании
резьбы разного диаметра и шага необходимо в кинематической
схеме головки предусмотреть одинаковую минутную подачу для раз¬
личных метчиков. Скорость резания метчиков будет различной.
86
Минутная подача в комбинированных головках определяется ми¬
нутной подачей резьбы нарезного инструмента.
Опыт показывает, что описываемый способ нарезания резьбы
с помощью многошпиндельных головок возможен, если станок,
на котором осуществляется нарезание, в хорошем состоянии и
у него отсутствуют осевой люфт шпинделя и мертвые хода при его
вращении.
Механическую подачу головки осуществляют и.с помощью ко-
пирных винтов, которые обеспечивают возвратно-поступательные
движения головки при реверсировании станка. Гайка под копир-
ный винт монтируется в неподвижной кондукторной плите, а по¬
следняя монтируется на направляющих колонках корпуса.
Для комбинированных и резьбонарезных головок с подвес¬
ными подвижными кондукторными плитами принудительную по¬
дачу осуществляют при помощи копирных устройств. Перемеще¬
ние многошпиндельной головки (рис. 1-38) осуществляется шты¬
рями 1 при опускании головки по колонкам 2. В случае необхо¬
димости центрирования и крепления заготовки в зажимных устрой¬
ствах с пневматическим приводом головку крепят к колонкам 2
тангенциальным зажимом 13. Каждый шпиндель головки снаб¬
жается копирным винтом 12f на конце которого жестко закреп¬
ляется метчик.
Копирный винт должен иметь шаг, равный шагу нарезаемой
резьбы. Во время нарезания резьбы в корпусной детали (обраба¬
тываемой детали) один из копирных винтов 12 перемещает копир 10
по колонке, прикрепленной к кондукторной плите. В конце обра¬
ботки копир 10 нажимает на ролик конечного переключателя 9,
реверсирует шпиндель станка, чем обеспечивается вывинчивание
инструмента.
Конструкция этой головки и принцип осуществления подачи
метчиков не требуют равенства минутных подач при нарезании
различных по шагу и диаметру резьб. Скорость резьбонарезного
инструмента может быть одинаковой, что достигается подбором
зубчатых колес в схеме головки. Головку крепят к гильзе или
фланцу станка болтами 8. Вращение шпинделя станка передается
на рабочие шпиндели головки через ведущее зубчатое колесо 7.
К корпусу 6 на трех винтах 5 подвешена кондукторная плита,
в которой закреплены копирные гайки. Поскольку при нарезании
происходит осевое перемещение метчика с копирным винтом,
в шпинделях 4 предусмотрено отверстие для свободного передви¬
жения копирного винта с закрепленной на его конце шпонкой 11.
На ряде заводов при нарезании резьбы начали использовать
ультразвуковые резьбонарезные головки. Опыт эксплуатации
этих головок показывает, что они позволят нарезать резьбу как
в сквозных, так и глухих отверстиях одним метчиком вместо двух
и более того — ликвидировать поломку метчиков в результате
заклинивания при обратном ходе, механизировать процесс наре¬
зания резьбы в конусных деталях из труднообрабатываемых ма¬
87
териалов и получить качественную резьбу даже в очень вязких
материалах.
Сущность процесса нарезания резьбы ультразвуковыми резь¬
бонарезными головками заключается в следующем: метчику одно¬
временно с обычным движением (вращательным вокруг оси и по¬
ступательным вдоль оси) сообщается дополнительное колебатель¬
ное движение в осевом направлении с частотой 18—20 кГц и не¬
большой, порядка нескольких микрон, амплитудой. Для возбу¬
ждения колебаний в метчике используется колебательная система,
которая состоит из магнитострикционного преобразователя и
трансформатора упругих колебаний. Для возбуждения колебаний
рекомендуется применять ультразвуковые генераторы УЗГ-2,5М,
УЭГ-6,3 и УЗГ-10.
Ультразвуковые головки для нарезания резьбы используются
на модернизированных сверлильных станках моделей 2118,
2А125. Для нарезания резьбы применяют специальные метчики.
Выше были рассмотрены головки для вертикально-сверлиль¬
ных и агрегатных станков. В практике производства кино-фото¬
аппаратуры широкое применение получили специальные станки
[26], особенно для сверления боковых отверстий в малых по раз¬
меру деталях.
Раскатывание резьбы. Раскатывание внутренней резьбы в на¬
стоящее время используется для резьб диаметром 2,3—16 мм
при условии, что шаг резьбы не более 2,0 мм в деталях, из¬
готовляемых из алюминиевых сплавов, латуни, малоуглеродистой
автоматной и конструкционной стали, с ав ^ 50 кгс/мм2, т. е.
в металлах высокой пластичности.
Достоинствами раскатывания внутренних резьб следует счи¬
тать высокую статическую и усталостную прочность резьбы (на
40—60% выше, чем у нарезанной), класс шероховатости профиля
резьбы на 1—2 порядка выше класса шероховатости, полученного
нарезанием; образование резьбы осуществляется на скоростях,
превышающих скорости, принятые при нарезании, на 30%, про¬
цесс раскатывания протекает практически без «разбивания» от¬
верстия, что гарантирует высокую точность резьбы (резьбы 1-го
класса, тугие резьбы, резьбы с зазорами), процесс протекает без
образования стружки, удаление которой при резании иногда зна¬
чительно сложнее, нежели собственно формообразование резьбы.
Точность резьбы, получаемой раскатыванием, значительно выше
нарезанной метчиками; при раскатывании разбивка резьбы не про¬
исходит.
Недостатками раскатывания следует считать рыхлость (раз¬
двоенность) вершинок резьбы по внутреннему диаметру и повы¬
шенные требования к точности исполнения отверстия под резьбу.
При раскатывании резьбы в тонкостенных деталях значительные
пластические деформации, кроме образования резьбы, могут при¬
вести к деформации наружной поверхности детали. Опыт раска¬
тывания резьб позволяет установить, что при толщине стенки,
88
Рис. 1-39. Раскатник для получения
внутренних резьб
равной или более 2Р, «раздувание» деталей практически отсут¬
ствует. При толщине стенки меньше 2Р «раздувание» может дости¬
гнуть значительных размеров, особенно когда обрабатываемая
деталь не закреплена по наружной поверхности. Кроме того, из-за
увеличения наружного диаметра резьба будет иметь неполный
профиль по высоте витка. При раскатывании резьбы часть ме¬
талла получает перемещение в осевом направлении, в результате
чего на выходе и входе отверстия получается утолщение.
Конструкция раскатника для нормальных крепежных резьб,
по данным канд. техн. наук Андрейчикова О. С., приведена
на рис. 1-39.
Диаметр отверстия под раскатывание рассчитывают по формуле
где dn— наружный диаметр раскатника; d, d2, d1 — наружный,
средний и внутренний диаметры накатываемой резьбы; Р — шаг
резьбы.
Точность многошпиндельной обработки отверстий. Точность
корпусных деталей, обработанных с использованием многошпин¬
дельных головок (коробок), характеризуется следующими пара¬
метрами: точностью размеров и формы отверстий, шероховатостью
обработанных поверхностей, точностью межосевых расстояний,
89
Таблица 1-3
Характеристика точности обработки и шероховатости поверхности
при многошпиндельной обработке отверстий
Параметры
Сверление
Зенкерова¬
ние
Развертыва¬
ние
Класс шероховатости поверхности
Класс точности отверстия
Смещение центра отверстия от номи¬
нального положения, мм ....
Параллельность или перпендикуляр¬
ность оси по отношению к базовой
поверхности
Параллельность оси отверстия по от¬
ношению к осям других отверстий
3—4
5
0,15—0,25
X
XI
3—5
3—4
0,07—0,10
IX—X
X
6—8
1—2а
0,04—0,06
IX
IX
Примечание. Последние два параметра указаны в степенях точности
по ГОСТ 10356—63.
соосностью, параллельностью и перпендикулярностью осей от¬
верстий.
Эффективность многошпиндельной обработки снижается из-за
недостаточно высокой точности обработки. В первую очередь это
относится к точности межосевых расстояний и отклонением поло¬
жения обработанных отверстий (табл. 1-3).
Точность деталей, обработанных с использованием многошпин¬
дельных головок, зависит от многих факторов. Соблюдение выше¬
указанных технических условий на изготовление многошпиндель¬
ных головок (коробок) является необходимым условием получе¬
ния точных деталей, но не решает проблему полностью. На точ¬
ность многошпиндельного сверления большое влияние оказывают:
точность изготовления, изношенность и жесткость станка, за¬
жимных и делительных приспособлений, режущего инструмента,
устройств для направления режущего инструмента, жесткость
заготовок, неравномерность припуска на обработку отверстий.
С достаточной для практики точностью поле рассеяния величины
диаметрального отверстия при многошпиндельном сверлении
можно принять равным удвоенному зазору Д3 между сверлом
и постоянной кондукторной втулкой. В свою очередь,
Аз — Айз Н~ Ав -|- Ас ,
где Аиз — величина допустимого суммарного износа кондук¬
торной втулки и сверла; Ав — максимальное отклонение
диаметра отверстия кондукторной втулки от номинала; Ас — ма¬
ксимальное отклонение рабочей части сверла от номинала.
Как правило, Аиз следует выдерживать в пределах 0,01—
0,03 мм. Допуски на отверстия кондукторных втулок принимают
по посадкам ходовой или движения 2-го класса точности в системе
вала. Величину Ас выдерживают в соответствии с требованиями
90
ГОСТ 885—64. При соблюдении перечисленных условий отклонения
диаметральных размеров просверленных отверстий лежат в преде¬
лах 5-го класса точности. Эти отклонения можно уменьшить до 4-го
класса точности за счет уменьшения зазора между кондукторной
втулкой и сверлом, а также применяя длинные кондукторные
втулки и меньшие подачи. Однако зазор между кондукторной
втулкой и сверлом не может быть меньше 0,015 мм. В противном
случае происходит повышенный износ сверла или его заклини¬
вание. Увеличение длины кондукторных втулок не всегда возможно
по конструктивным соображениям, а уменьшение подачи может
снизить производительность труда.
При использовании сменных кондукторных втулок точность
многошпиндельного сверления при равных условиях снижается.
Глубина глухих отверстий может быть выдержана с точностью
до 0,03 мм (при использовании жестких упоров).
С достаточной для практики точностью поле рассеяния меж-
осевых размеров при многошпиндельном сверлении по постоян¬
ным кондукторным втулкам можно определить по формуле
Л = + 2 (Дз 4- Ап + 0,89 Л!) ,
где Де — абсолютная величина допуска на размер, определяю¬
щего положение осей посадочных отверстий под кон¬
дукторные втулки;
Дп — величина смещения оси сверла, обусловленная его
перекосом в кондукторной втулке;
Д3 — эксцентриситет отверстия втулки относительно ее на¬
ружной поверхности.
Как правило, точность межосевых расстояний обработанных
отверстий при многошпиндельном сверлении выдерживается в пре¬
делах ±=(0,04—1,0) мм. Точность расположения координат осей
просверленных отверстий во многом зависит от относительной
длины и точности кондукторной втулки (табл. I—4).
Таблица 1-4
Достигаемая точность расположения координат
осей просверленных отверстий, мм
Параметр
Номинальный диаметр отверстия, мм
3-6
7-10
11—14
15—18
19-24
20—30
| 31—40
- Длина втулки . .
16
22
32
40
50
60
70—80
Допуск на отвер¬
стие втулки:
нижний пре¬
дел ... .
0,012
0,014
0,016
0,016
0,022
0,022
0,023
верхний пре¬
дел ... .
0,025
0,03
0,036
0,035
0,045
0,045
0,050
Смещение центра
отверстия на
входе сверла 1
0,15
0,15
0,15—0,20
0,2
0,25
0,3
0,3—0,35
1 На выходе сверла смещение
больше.
91
На точность расположения оси отверстия существенно влияет
схема построения операциий. Поэтому обработку отверстий, точ¬
ность межосевых расстояний которых требуется выдерживать
в пределах =±0,15 мм и выше, целесообразно производить в одной
позиции.
4. термическая обработка
Термическая обработка заготовок корпусных деталей является
весьма важной операций в обеспечении стабильности размеров
и формы в условиях длительной эксплуатации при постоянной и
переменной температурах. Решение проблемы размерной стабиль¬
ности связано с применением специальных методов и технологи¬
ческих процессов стабилизирующей обработки, среди которых ос¬
новное место занимает термическая обработка.
Самопроизвольное изменение размеров деталей, в том числе
и корпусных деталей, является следствием двух факторов: а) не¬
стабильности фазового и структурного состояния материала;
б) релаксации остаточных внутренних напряжений, возникающих
в деталях в процессе различных технологических операций горя¬
чей и холодной обработки, а также при механосборочных опера¬
циях. На практике размерная нестабильность деталей является*
результатом релаксационных процессов, происходящих в мате¬
риале под воздействием приложенных конструкционных (эксплу¬
атационных) и остаточных внутренних напряжений. Особенно
интенсивно процессы релаксации развиваются в сплавах с мета-
стабильным фазовым и структурным состоянием. ✓
В условиях эксплуатации высокоточных приборов наблю¬
дается процесс медленного и непрерывного нарастания пласти¬
ческой деформации при уменьшающихся во времени внутренних
напряжениях в материале, значительно меньших предела теку¬
чести. Обычно протекают процессы релаксации напряжений без
зафиксированных связей (т. е. без соблюдения постоянства суммы
упругой и остаточной деформации) или процессы ползучести при
переменных уменьшающихся во времени напряжениях. Из ска¬
занного следует, что чем больше сопротивление материала микро-
пластическим деформациям во времени, тем выше его размерная
стабильность в условиях эксплуатации и длительного хранения.
Методы определения характеристик размерной стабильности ме¬
таллов и сплавов изложены в литературе.
Для создания деталей высокоточных приборов необходимо пра¬
вильно выбрать материал детали и процесс стабилизирующей
обработки. Первая задача решается конструктором изделия, а
вторая технологом.
Для обеспечения размерной стабильности деталей последние
подвергают термической стабилизации. Для этого в технологи¬
ческий процесс изготовления корпусных деталей (или иных дета¬
лей приборов) вводят различные по назначению и характеру тер¬
92
мические операции, такие как: 1) стабилизирующая термическая
обработка; 2) обработка при температуре ниже 0° (обработка хо¬
лодом); 3) термоциклическая стабилизирующая обработка; 4) ста¬
билизирующий нагрев под напряжением.
Стабилизирующая термическая обработка является основной
операцией, обеспечивающей стабилизацию структуры и пониже¬
ние внутренних напряжений.
Стабилизирующая термическая обработка является одной из
основных операций. Этот вид обработки в зависимости от требова¬
ний к точности корпусной детали производят:
а) после получения заготовки (отливки, поковки и т. д.) или
грубой механической обработки;
б) после предварительной (черновой) и чистовой обработки;
в) после окончательной обработки детали.
Первый вид термической стабилизирующей обработки имеет
своей целью обеспечить необходимые и возможно однородные ме¬
ханические свойства и оптимальное структурное состояние.
Второй вид термической стабилизирующей обработки имеет
целью повысить сопротивление микропластическим деформациям
поверхностного наклепанного слоя и снизить остаточные напря¬
жения во всем объеме детали.
Третий вид термической стабилизирующей обработки произ¬
водят после окончательного изготовления детали. Этот вид обра¬
ботки применяют только для высокоточных корпусных деталей.
На основании опыта работы приборостроительных заводов
можно утверждать, что корпусные детали с геометрической точ¬
ностью главных наружных и внутренних цилиндрических поверх¬
ностей 3—7-го классов, точностью положения главных поверх¬
ностей более 0,05 мм имеют одну стабилизирующую обработку,
а детали с большей точностью — две или три термические обра¬
ботки. Режимы термической обработки следующие:
1) алюминиевые сплавы (литейные) — первая термическая
обработка, нагрев до температуры 270—290° С, выдержка 3—5 ч,
охлаждение с печью или на воздухе, вторая и третья термические
обработки с нагревом до температуры 270—290° С, выдержкой
6—10 ч, охлаждением с печью со скоростью не более 1007ч до
температуры 200—150°, далее—на воздухе;
2) деформируемые алюминиевые сплавы марки Д1, Д16
и др. — закалка при 500 5° С в течение 40—60 мин., охлаждение
в воде, нагретой до 70—90° С; старение I при температуре 190 ±=
± 5°С в течение 12 ч в среде воздуха, охлаждение на воздухе;
старение II при температуре 190 =±= 5° С в течение 6 ч, охлажде¬
ние с печью до 150° С, далее на воздухе; старение III при темпе¬
ратуре 120° С ±= 5° С в течение 8—10 ч, охлаждение на воздухе;
3) деформируемые бронза, латунь — первая термическая об¬
работка, для бронзы нагрев до 290—310° С, для латуни 220—
240° С, выдержка 1,0—1,5 ч, охлаждение для бронзы вместе с печью
до 150° С, далее на воздухе, для латуни на воздухе.
93
Стальные корпусные детали имеют ограниченное применение,
термическая обработка включает нормализацию, высокий отпуск,
стабилизирующий отжиг; с конкретными режимами термических
операций и их числом можно ознакомиться в литературе и по
заводским инструкциям.
Обработка холодом в практике оптико-механического прибо¬
ростроения применяется в исключительных случаях для стальных
корпусных деталей с целью понижения содержания аустенита
в закаленной стали и производится после закалки перед отпуском
на требуемую твердость. Интервал температур обработки холо¬
дом — 50—80° С.
Обработка холодом является также составной часть термоци¬
клической стабилизирующей обработки (ТЦО), а последняя за¬
ключается в чередовании нагрева и охлаждения.
Термоциклическая стабилизирующая обработка применяется
для стабилизации размеров деталей, материал которых содержит
фазы с резко отличающимися коэффициентами теплового расши¬
рения. При назначении режимов термоциклической обработки ниж¬
няя температура цикла должна быть по возможности более низкой
и ограничиваться сохранением свойств материала и возможно¬
стями источника низких температур, а температура нагрева дол¬
жна быть по возможности максимальной и определяться природой
материала. Скорость изменения температуры при теплосменах для
деталей оказывает незначительное влияние на эффект ТЦО, чи¬
сло циклов должно быть не менее трех и во всех случаях должно
заканчиваться нагревом. ТЦО в практике изготовления корпус¬
ных деталей применяют редко.
5. КОНТРОЛЬ КОРПУСНЫХ ДЕТАЛЕЙ
В корпусных деталях контролируют точность диаметральных
и линейных размеров, точность формы и расположения поверх¬
ностей.
Выбор методов и средств контроля производят с учетом требуе¬
мой точности изготовления детали, ее размеров и конфигурации,
а также количества контролируемых деталей.
Диаметральные и линейные размеры, выполненные с высокой
точностью (порядка 1—4-го классов), обычно контролируют ка¬
либрами или микрометрическими инструментами (глубиномерами,
нутромерами и т. п.) Те же размеры, обработанные менее точно
(ниже 4-го класса), контролируют шаблонами «на просвет» или
универсальными измерительными инструментами (штангенцир¬
кулями, штангенрейсмусами, микрометрами и т. д.). Отметим, что
калибры и шаблоны позволяют оценить лишь соответствие размера
его заданным предельным значениям без определения действитель¬
ного значения размера.
Точность обработки резьбовых поверхностей также контроли¬
руют резьбовыми калибрами (пробками и скобами).
94
Основные понятия, связан¬
ные с погрешностями формы по¬
верхностей деталей, установ¬
лены ГОСТ 10356—63. Наибо¬
лее простым способом контроля
отклонения формы плоскостей
(неплоскостности и непрямоли-
нейности) является контроль
при помощи поверочных линеек
и плит. Поверочные линейки
(ГОСТ 8026—64) выпускают
различных типов длиной от 80 до 500 мм двух (0 и 1-го)
классов точности. Поверочные плиты (ГОСТ 10905—64) выпус¬
кают пяти классов точности (01, 0, 1, 2 и 3) размерами от 250 X
Х250 мм до 4000x1600 мм. Плиты изготовляют из чугуна с ша¬
брованными или нешаброванными рабочими поверхностями.
Сущность контроля прямолинейности и плоскостности линей¬
ками и плитами заключается в том, что контролируемую поверх¬
ность детали сравнивают с рабочей поверхностью плиты или ли¬
нейки, которую принимают за исходную эталонную плоскость или
прямую. Это сравнение можно производить: «на просвет» при конт¬
роле лекальными линейками; с помощью концевых мер или инди¬
катора при контроле линейками с широкой рабочей поверхностью
и «на краску» при контроле деталей шаброванными плитами,
или линейками типа ШМ (мостики с широкой рабочей поверхно¬
стью) и УТ (линейки угловые трехгранные).
При контроле «на просвет» линейку рабочим углом устанавли¬
вают на контролируемую поверхность и на глаз оценивают про¬
свет между ними. Невооруженный глаз способен обнаружить про¬
свет, равный 5—2 мкм. По положению просвета можно дать каче¬
ственную оценку обнаруженной погрешности формы поверхности.
Линейку устанавливают в определенных сечениях на контро¬
лируемую поверхность (обычно в диагональном и нескольких
продольных и поперечных) и на глаз определяют просветы в ка¬
ждом сечении, которые не должны превышать допускаемого откло¬
нения от плоскостности.
При проверке плоскостности «на краску» в качестве образцо¬
вых плоских поверхностей используют шаброванные плиты и ле¬
кальные линейки с широкой рабочей поверхностью. Образцовую
поверхность покрывают тонким слоем краски (берлинской лазури
или сажи) и приводят в соприкосновение с контролируемой по¬
верхностью. По распределению окрашенных пятен на контроли¬
руемой поверхности можно судить о расположении на ней «бу¬
гров» и «ям», но оценить величину неплоскостности нельзя.
На заводах для контроля плоскостности часто используют раз¬
личные индикаторные приспособления. На рис. 1-40 показана
схема приспособления для контроля плоскостности опорной по¬
верхности Д корпусной детали 1. Деталь передвигают контроли¬
Рис. 1-40. Схема контроля плоскостности
корпусной детали
95
руемой поверхностью по рабочей плоскости основания 2 над от¬
верстием, где расположен штифт 3 рычажного устройства, пере¬
дающего вертикальные перемещения штифта на индикатор 4.
Разность максимального и минимального отсчетов по индикатору
принимают за величину неплоскостности опорной поверхности
детали. Такой способ контроля прост, нагляден, но недостаточно
точен. Во-первых, полученный результат не является показателем
неплоскостности, так как ГОСТ 10356—63 дает другое толкование
этого понятия. Во-вторых, неплоскостность основания будет ока¬
зывать влияние на положение детали. И, в-третьих, если контро¬
лируемая поверхность детали выпуклая (например, часть сферы
или цилиндра), то положение детали на основании приспособле¬
ния вообще становится неопределенным.
Для оценки величины непрямолинейности поверхностей (на¬
пример, направляющих) размером более 400 мм может быть реко¬
мендован автоколлимационный шаговый метод. Сущность метода
заключается в следующем. Шаговый мостик с плоским зеркалом
переставляют по контролируемой поверхности и в каждом его
новом положении с помощью автоколлиматора измеряют угол ме¬
жду нормалью к плоскому зеркалу и осью автоколлиматора. Из¬
менение величины этого угла свидетельствует о непрямолиней¬
ности поверхности. По результатам измерений можно построить
приближенный (аппроксимированный) профиль поверхности и
найти величину непрямолинейности. Недостатком метода является
необходимость проведения вычислений (правда, весьма неслож¬
ных) и построения профиля. Для контроля можно применять авто¬
коллиматоры типа АК-0,25, АК-0,5 и т. д.
Автоколлимационный шаговый метод может быть применен
для контроля прямолинейности образующей отверстия (длиной
более 250—300 мм), которая является следствием погрешности
формы отверстия в продольном направлении (бочкообразности,
седлообразности, изогнутости, но не конусообразности).
Конусность1 длинных отверстий легко определяют по разности
величин диаметров, измеренных на концах отверстия.
Контроль конусности коротких отверстий по разности диамет¬
ров весьма неточен, что объясняется погрешностями измерения
самих диаметров и особенно погрешностью определения расстоя¬
ния между сечениями, в которых измерялись диаметры отверстия.
Отклонение формы отверстий корпусных деталей в поперечном
сечении (овальность и огранка) контролируют сравнительно
редко. Овальность определяют как разность наибольшего и наи¬
меньшего диаметров, измеренных в одном сечении. Обнаружить
и оценить огранку отверстия более сложно. Наиболее точно про¬
контролировать отклонения формы отверстий в поперечном се¬
чении можно с помощью кругломера, путем построения кругло-
1 Установлен ГОСТ 10356—63 понятие «конусообразнооть» в практике
часто заменяется более простым понятием «конусность».
96
грамм и их последующего анализа. Такой метод применяют в за¬
водских измерительных лабораториях при необходимости атте¬
стации формы отверстий с весьма жесткими требованиями к точ¬
ности формы, что в производственной практике заводов бывает
крайне редко.
Для контроля формы отверстий корпусных деталей в осевом
сечении на заводах часто используют координатно-расточные
станки. Для этого ось вращения поворотного стола, укрепленного
на главном столе станка, совмещают с осью шпинделя. На поворот¬
ном столе закрепляют деталь в положении, при котором ось кон¬
тролируемого отверстия по возможности точно совмещается с осью
шпинделя. Затем поворотный стол последовательно поворачивают
на некоторый заданный угловой шаг (например 10° или 20°) и
в каждом положении стола с помощью индикаторного центроиска-
теля, укрепленного в пиноле шпинделя и настроенного на величину
номинального радиуса отверстия R0l измеряют величину ARt
т. е. разность между настроенным R0 и действительным R( радиу¬
сом отверстия. По известным значениям угла поворота стола и най¬
денным значениям &R можно построить профиль отверстия в кон¬
тролируемом сечении. Описанный метод малопроизводителен, но
универсален и не требует каких-либо специальных вспомогатель¬
ных устройств и приспособлений.
Определения возможных отклонений расположения поверх¬
ностей деталей установлены в упомянутом ранее ГОСТ 10356—63.
Там же приведены рекомендуемые методы и средства контроля
этих отклонений. Кроме того, в технической и справочной лите¬
ратуре вопросы контроля расположения подерхностей рассмотрены
достаточно подробно.
На рис. 1-41 показаны схемы контроля отклонений от парал¬
лельности и перпендикулярности поверхностей с использованием
индикаторов. Для контроля неперпендикулярности плоскостей
деталь базовой плоскостью устанавливают на поверочную плиту,
а контролируемой плоскостью прижимают к двум упорам при¬
способления (рис. 1-41, а), один из которых неподвижен, а дру¬
гой является наконечником индикатора. Настройку индикатора
осуществляют по эталонному угольнику. Разность показаний ин¬
дикатора при настройке и контроле детали определяет неперпен-
дикулярность плоскостей, измеренную на длине L.
Схема контроля отклонения от параллельности плоскостей
корпусной детали на поверочной плите показана на рис. 1-41, б.
Контроль сводится к измерению с помощью индикатора, укреп¬
ленного на стойке, отклонения высоты детали Н от номинального
(настроечного) размера в двух точках I и II. Разность показаний
индикатора равна непараллельности плоскостей детали на длине L.
По аналогичной схеме (рис. 1-41, в) контролируют непарал-
лельность оси отверстия D плоскости Б. Контроль неперпендику¬
лярности осей отверстий d1 и d2 и торца А к оси отверстия D ясен
из схем, приведенных на рис. 1-41, д и г. На трех последних схе-
7 А. Н. Малов
97
Рис. 1-41. Схемы контроля параллельности и перпендикулярности с использованием
индикаторов
мах положения осей контролируемых отверстий определяются
специальными оправками, устанавливаемыми в отверстия с мини¬
мальными зазорами. Зазоры между оправками и отверстиями при¬
водят к перекосу оправок и снижают достоверность результатов
контроля.
С помощью аналогичных оправок, установленных в отверстия
di и d2 (рис. 1-41, е), можно проконтролировать параллельность
осей этих отверстий. Для этого достаточно в сечениях I—I и II—
II измерить размеры 1± и /2, разность которых равна величине
непараллельности осей отверстий на длине L.
Контроль соосности отверстий крупногабаритных деталей
можно вести по схеме, показанной на рис. 1-42, а, с использова¬
нием двух оправок и индикаторной насадки. Детали средних раз¬
меров удобнее контролировать по схеме, приведенной на рис.
1-42, б. Деталь 1 закрепляют в приспособлении, которое позволяет
вращать деталь, установленную на пальце 2, вокруг оси, совпадаю¬
щей с осью базового отверстия D. При вращении детали индикато¬
ром определяют биение второго отверстия d относительно оси пер¬
вого. Несоосность контролируемых отверстий равна половине из¬
меренного биения. Это приспособление позволяет проконтроли¬
ровать и неперпендикулярность торцов оси базового отверстия D.
Для проверки точности расположения двух соосных отверстий,
служащих для монтажа шарикоподшипников, на точность уста¬
новки и эксплуатационные характеристики которых одновременно
влияют и несоосность отверстий и неперпендикулярность уста¬
новочных торцов (и то и другое приводит к перекосу колец шари-
98
ности отверстий корпусных деталей
6)
коподшипника), целесообразно использовать контроль по комплек¬
сному допуску, разработанный 3. Ф. Уразаевым и подробно рас¬
смотренный в работе [24].
Другим весьма распространенным методом контроля точности
расположения осей отверстий корпусных деталей является конт¬
роль с помощью калибров положения (на заводах этот метод часто
называют контролем калибрами «на вхождение»). Идея такого
контроля заключается в том, что приспособление, оправки, ка¬
либры и т. д. изготовляют таким образом и с такой точностью,
которые обеспечивают вхождение калибра в отверстие детали или
оправки только в том случае, если контролируемый параметр де¬
тали находится в пределах допуска. Примером приспособлений
такого типа может служить приспособление (рис. 1-43) для конт¬
роля неперпендикулярности оси отверстия 0 4А к плоскости Б
корпуса /. В плите 2 приспособления укреплена втулка 4, в кото¬
рую с минимальным зазором входит штырь 3. Деталь считается
годной (по контролируемой неперпендикулярности), если штырь
входит в отверстие 0 4Л, при этом деталь и плита должны быть
прижаты друг к другу плоскостями А и Б.
Перпендикулярность отверстий (рис. 1-44) контролируют
двумя калибрами. У годной детали цилиндрический хвостовик
калибра 1 должен войти б отверстие калибра 2.
Контроль расположения поверхностей корпусных деталей с по¬
мощью калибров позволяет вести разбраковку деталей и не дает
сведений о действительной величине отклонения расположения
поверхностей. Контроль расположения поверхностей калибрами
выполняют достаточно просто, но проектирование и изготовление
калибров требует значительных затрат.
При проектировании калибров допуски на их изготовление,
износ, точность расположения отдельных поверхностей и т. д.
назначают в соответствии с ГОСТ 16085—70.
99’
'Рис. 1-43. Схема перпендикулярности отвер¬
стия к плоскости
На оптических заводах
для контроля расположения
поверхностей начинают при¬
менять автоколлимационные
методы, которые имеют ряд
преимуществ перед другими
методами.
Использование автокол¬
лиматоров для контроля точ¬
ности расположения поверх¬
ностей основано на возмож¬
ности точного измерения не¬
больших углов между опти¬
ческой осью автоколлиматора
и нормалью к отражающей
поверхности плоского зер¬
кала г.
Поскольку контролируемые поверхности корпусных деталей
обычно обрабатываются до 6—8-го классов шероховатости, они
не могут быть использованы в качестве зеркал для «работы» с ав¬
токоллиматором. Кроме того, для контроля внутренних и наруж¬
ных цилиндрических поверхностей необходимо каким-либо спо¬
собом определить положение их осей.
Поэтому для контроля точности расположения поверхностей
деталей автоколлимационными методами необходимо использовать
специальные зеркальные приспособления (угольники, оправки,
мостики), с помощью которых можно определить положение кон¬
тролируемой поверхности относительно оси автоколлиматора.
Контроль точности расположения поверхностей деталей с по¬
мощью автоколлиматоров осуществляется двумя методами:
а) методом сравнения с эталоном и б) разностным методом.
Контроль параллельности плоскостей детали методом сравнения
с эталоном показан на схеме А1 (табл. 1-5).
На поверочную плиту ПП устанавливают эталон Э, представ¬
ляющий собой накладное зеркало Я32, установочная поверхность
которого параллельна отражающей поверхности зеркала (на схеме
она показана утолщенной линией).
Автоколлиматор А, укрепленный
на стойке, устанавливают перпен¬
дикулярно отражающей поверх¬
ности зеркала путем его наклона
и разворота, а контролируют
установку по совмещению авто-
1 Более подробно конструкции авто-
коллиматоров и принцип измерения углов
авто коллиматорами рассмотрены в рабо¬
те [1].
Рис. 1-44. Схема контроля перпендику¬
лярности отверстий калибрами
100
Схемы контроля точности расположения поверхностей корпусных деталей а&токоллимационным методом
Таблица 1-5
Схема
Обозначение
схемы
Схема
Обозначение
схемы
А. Контроль отклонения от параллельности
Обозначение
схемы
Продолжение табл. 1-5
Схема
Обозначение
схемы
Б. Контроль отклонения от перпендикулярности
Схема
103
g-j ‘iipex эинэжьчЛЫц
вмэхэ
ршэхэ
эинэьвнео90
вмэхэ
рдоэхэ
эинэьвнеоро
aodaweed хняоииЛ qirodiHo>i *g
Tt«
OQ
CM
OQ
105
Г. Контроль отклонения от соосности
коллимационного изображения с центром отсчетной сетки авто-
коллиматора.
Затем на место эталона на поверочную плиту базовой плоско¬
стью устанавливают контролируемую деталь КД. На контроли¬
руемую поверхность помещают накладное зеркало НЗЪ к кото¬
рому предъявляются те же требования, что и к эталону.
Если контролируемые плоскости детали непараллельны, то
это приведет к наклону накладного зеркала относительно отражаю¬
щей поверхности эталона в его начальном положении. Угол ср на¬
клона накладного зеркала будет равен углу между контролируе¬
мыми поверхностями, и, следовательно, отражающая поверх¬
ность накладного зеркала будет неперпендикулярна к оси выстав¬
ленного по эталону автоколлиматора. Поэтому автоколлимацион-
ное изображение от накладного зеркала сместится от центра отсчет¬
ной сетки на некоторую величину, пропорциональную углу ср,
который определяется непосредственно по отсчетной сетке авто¬
коллиматора и выражает в угловой мере непараллельность кон¬
тролируемых плоскостей г.
Контроль параллельности плоскостей А и Б разностным мето¬
дом представлен на схеме А2 (табл. 1-5). Деталь произвольно без
какой-либо дополнительной выверки устанавливают на любую
устойчивую опору (массивный стол, поверочную плиту, стол
станка и т. п.). На одной из контролируемых плоскостей укреп¬
ляют накладное зеркало НЗг. Автоколлиматор А устанавливают
на той же опоре, что и деталь, или отдельной стойке и выставляют
так, чтобы автоколлимационное изображение от отражающей
поверхности зеркала находилось в поле зрения автоколлиматора
вблизи от центра отсчетной сетки. В этом положении по отсчет¬
ной сетке снимают первый отсчет ср0. Затем на другой контроли¬
руемой поверхности укрепляют второе накладное зеркало Н32
и по автоколлиматору снимают второй отсчет фх, определяющий
положение автоколлимационного изображения на отсчетной сетке
прибора, полученное от накладного зеркала Н32. Величина не¬
параллельное™ ф (в угловой мере) равна разности отсчетов
Фх— ф0, взятых с учетом их знаков 2.
Типовые схемы автоколлимационных методов контроля точ¬
ности расположения поверхностей, которые могут быть исполь¬
зованы для контроля корпусных деталей, представлены
в табл. 1-5. В этой таблице схемы сгруппированы не по методам
контроля (разностного и сравнения с эталоном), а по параметрам
деталей, которые можно проконтролировать по этим схемам.
1 Установка автоколлиматора перпендикулярно эталону не является обя¬
зательной. Достаточно добиться положения, при котором изображение от эта¬
лона будет находиться вблизи от центра сетки, и снять начальный отсчет ф0.
Затем после снятия отсчета фх от накладного зеркала величина непараллельности
плоскостей определится разностью ф2 — ф0 (с учетом знаков).
2 Правило знаков можно принять произвольно. Например, можно принять,
что отсчеты, снимаемые выше центра сетки, имеют знак «+», а ниже «—>\ пли
наоборот.
106
Рис. 1-45* Схема зеркаль¬
ной оправки для контро¬
ля расположения отвер¬
стий автоколлимацион-
ным методом
Приведенные в табл. 1-5 схемы контроля разделены на четыре
группы. Схемы, входящие в группу А, позволяют контролировать
отклонения от параллельности, схемы группы Б — отклонения от
перпендикулярности, Г — отклонения от соосности, а схемы
группы В позволяют контролировать угловые размеры между по¬
верхностями.
Рассмотрим особенности отдельных схем табл. 1-5, требующих
дополнительных пояснений.
Схемы А1 и А2 были рассмотрены выше. Схема АЗ отличается
от схемы А2 лишь тем, что накладные зеркала заменены зеркаль¬
ными угольниками УЗг и <У32, у которых установочная поверхность
перпендикулярна отражающей пове'рхности зеркала.
При контроле расположения цилиндрических отверстий исполь¬
зуются зеркальные оправки (на схемах они обозначены буквами
03). Конструкция зеркальной оправки ясна на рис. I—45.
Контроль параллельности осей отверстий и оси отверстия и
плоскости (схема А4) осуществляют с помощью таких оправок.
Для контроля параллельности оси нижнего отверстия плоскости
деталь устанавливают на поверочную плиту специальной конструк¬
ции. На плиту помещают эталонный зеркальный угольник 3,
а автоколлиматор выставляют перпендикулярно угольнику. За¬
тем в отверстие детали вставляют зеркальную оправку 03 х и
по углу наклона зеркала оправки 0319 измеренной по автоколли¬
матору, определяют величину непараллельности.
Для оценки параллельности осей отверстий достаточно, за¬
фиксировав отсчет по автоколлиматору от зеркала оправки 031У
переместить автоколлиматор в верхнее положение, выставить его
перпендикулярно эталону, установить в отверстие оправку 03.z
и снять отсчет. Разность отсчетов (в угловой мере) равна углу
между осями контролируемых отверстий.
На схеме Б7 для контроля перпендикулярности осей перекре¬
щивающихся отверстий кроме эталонного угольника и зеркаль¬
ных оправок используют поворотный стол ПС. Деталь помещают
на поворотный стол, автоколлиматор устанавливают против ниж¬
него отверстия и выставляют перпендикулярно эталону. Затем
в отверстие вставляют оправку 03 2 и поворотом стола добиваются
совмещения автоколлимационного изображения с центром сетки
(по вертикали). В этом положении по угломерному устройству
поворотного стола снимают первый отсчет фх. После этого стол
107
разворачиват на угол, примерно равный 90°, автоколлиматор под¬
нимают, устанавливают против верхнего отверстия и вновь вы¬
ставляют по эталону. В отверстие вставляют оправку, повторяют
предыдущую операцию и находят второй отсчет ср2. Величину не-
перпендикулярности ср отверстий вычисляют по формуле
ф = 90° — (ф! — ф2).
Контроль углов между поверхностями деталей (схемы В1,
В2 и ВЗ) осуществляют посредством одного или двух автоколлима¬
торов. В этих случаях автоколлиматоры с помощью эталонов-
предварительно устанавливают на величину контролируемых
углов а. В качестве эталонов могут быть использованы набор угло¬
вых мер, синусный стол, теодолит, делительная головка, точная
призма и т. п. После настройки автоколлиматоров устанавливают
контролируемую деталь с зеркальными приспособлениями, а
дальше контроль проводят описанными выше способами.
Проверку точности углов а между отверстиями (схема В4)
выполняют с помощью двух автоколлиматоров, зеркальной оп¬
равки, поворотного стола и точной многогранной (по числу от¬
верстий в детали) призмы 3. Стол используют только для поворота
детали на заданный угол а, точность поворота контролируют с по¬
мощью верхнего автоколлиматора и многогранной призмы, а точ¬
ность угла между осями отверстий оценивают по нижнему авто¬
коллиматору и оправке, которую последовательно устанавливают
в контролируемые отверстия.
Контроль соосности отверстий (схема Г1) проводят с помощью
двух зеркальных оправок. В одно из контролируемых отверстий
детали, установленной на столе, вставляют зеркальную оправку
03! и по ней выставляют автоколлиматор. Затем оправку выни¬
мают, а вместо нее сразу в оба отверстия вставляют оправку 03 2.
и определяют наклон оправки а относительно оси выставленного
автоколлиматора. Измерив этот угол, величину несоосности Д.
вычисляют по формуле
А = La,
где L — расстояние между средними сечениями контролируемых
отверстий.
Контроль соосности валов осуществляют аналогичным образом,
только вместо зеркальных оправок используют зеркальные мо¬
стики МЗХ и М3 2, имеющие призматические установочные поверх¬
ности.
Автоколлимационные методы целесообразно использовать для
контроля отклонений от параллельности и перпендикулярности,
а также углов между поверхностями средне- и крупногабаритных
корпусных деталей.
Помимо высокой точности контроля автоколлимационные ме¬
тоды имеют следующие достоинства:
108
1) контроль осуществляется бесконтактным способом;
2) при контроле деталей разностным методом не требуется точ¬
ных поверочных плит, можно использовать любую устойчивую
опору;
3) контрольные приспособления просты по конструкции и уни¬
версальны, поскольку автоколлиматоры, накладные зеркала, мо¬
стики, плиты могут быть использованы для контроля различных
деталей;
4) автоколлимационные методы позволяют контролировать
детали в любом, удобном для контроля положении.
Кроме того, следует отметить, что автоколлимационные методы
позволяют контролировать угол между поверхностями, т. е. именно
тот параметр, который определяет их расположениег.
К недостаткам методов можно отнести:
1) необходимость использования сравнительно дорогих авто¬
коллиматоров;
2) необходимость изготовления специальных вспомогательных
зеркальных приспособлений (эталонов, оправок и т. п.);
3) некоторую субъективность контроля, так как в окулярных
автоколлиматорах отсчет снимает один человек. Этот недостаток
может быть устранен при использовании автоколлиматоров с
экранным или цифровым отсчетом.
В заключение необходимо отметить, что при рассмотрении ме¬
тодов и средств контроля точности обработки корпусных деталей,
авторы умышленно не затронули вопрос об определении допусти¬
мой погрешности контроля. Величина этой погрешности и ее рас¬
положение относительно поля допуска на контролируемый пара¬
метр влияют на вероятность забраковки годных деталей и призна¬
ния годными бракованных, на трудоемкость контроля, стоимость
контрольных приспособлений и условия проведения контроля и
т. д. По этим вопросам необходимо создание нормативных мате¬
риалов, поскольку даваемые в технической литературе рекомен¬
дации носят противоречивый характер.
1 Существующая система задания допусков на перпендикулярность и непа-
раллельность в линейных величинах не дает ясного представления о требуемой
точности расположения поверхностей. Одни и те же допуски в линейной мере
(например 0,01; 0,02 и т. д.) в зависимости от размеров контролируемых поверх¬
ностей дают большой разброс допусков в угловых величинах, что вряд ли обу¬
словлено функциональным назначением деталей. Целесообразнее задавать допуски
на неперпендикулярность и непрямолинейность в угловых величинах, как это
делается при простановке допусков на углы между поверхностями (например-
±101).
Глава
II
ИЗГОТОВЛЕНИЕ
ОПРАВ,
КОЛЕЦ,
ТУБУСОВ
Оправы, тубусы, кольца являются специ¬
фическими деталями оптических приборов. Они служат для кре¬
пления круглых оптических деталей (линз, шкал, сеток светофиль¬
тров, защитных стекол и т. п.) и придания им в процессе сборки
заданного взаимного расположения (обеспечение точного центри¬
рования, воздушных промежутков и т. п.). Часто конструкция
оправ и тубусов обеспечивает относительное перемещение по за¬
данному закону отдельных компонентов оптической системы, на¬
пример в объективах, панкратических системах.
В оправах тем или иным способом (завальцовкой, пружинными
или резьбовыми кольцами и т. п.) закрепляют круглые оптические
детали. В одной оправе может быть закреплена одна или не¬
сколько оптических деталей. В случаях крепления в одной оправе
нескольких деталей (чаще всего линз) воздушные промежутки
между ними выдерживаются с помощью промежуточных колец.
Сборка нескольких оправ с закрепленными в них линзами
(например, в объективах насыпной конструкции) осуществляется
в промежуточных оправах с помощью резьбовых колец.
И наконец, в тубусах компонуются элементы оптической си¬
стемы, механизмы их относительного перемещения, диафрагмы.
1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКАЯ
ХАРАКТЕРИСТИКА ДЕТАЛЕЙ
Оправы обычно представляют собой сложные по конструкции
тонкостенные (0,5—5 мм) втулки диаметром до 100—120 мм и
длиной до 100—150 мм.
Внутренние поверхности оправ характеризуются наличием
гладких цилиндрических посадочных поверхностей, буртиков и
торцов, которые являются базами для установки в оправах круглых
оптических деталей. Для закрепления оптических деталей на вну¬
тренних поверхностях оправ выполняют специальные проточки
110
(при креплении пружинным кольцом), нарезают резьбы (при кре¬
плении резьбовым кольцом) или образовывают специальную
кольцевую кромку (при креплении оптических деталей заваль-
цовкой).
Для уменьшения отражения света от внутренних стенок оправ
на них делают рифления в виде кольцевых или винтовых рисок
с шагом 0,35 или 0,5 мм и углом профиля 60°.
Наружные поверхности оправ имеют цилиндрические посадоч¬
ные поверхности и резьбы, необходимые для соединения оправ
с тубусами или промежуточными оправами.
Промежуточные оправы по конструкции и технологии изго¬
товления незначительно отличаются от оправ. Поэтому в дальней¬
шем при рассмотрении процессов изготовления они объединены
в одно понятие оправы.
С целью обеспечения центрировки оптических систем внутрен¬
ние и наружные поверхности оправ делают соосными. В отдельных
случаях наружные и внутренние поверхности оправ обрабатывают
с некоторым заданным эксцентриситетом. Такие эксцентриковые
оправы часто используют в бинокулярных оптических приборах
для юстировки взаимного положения оптических осей.
Тубусы, в отличие от оправ, являясь несущими силовыми де¬
талями, имеют более жесткую конструкцию. Рабочая поверхность
тубусов обычно внутренняя. На ней обрабатывают одну или не¬
сколько соосных посадочных цилиндрических и резьбовых поверх¬
ностей, необходимых для установки и закрепления в тубусах оправ.
Кроме того, в конструкции тубусов предусматриваются установоч¬
ные и крепежные поверхности для закрепления тубуса в корпусе
прибора.
На оправах и тубусах часто нарезают специальную многоза-
ходную окулярную резьбу, обеспечивающую значительные осевые
перемещения оправ при небольшом угле их относительного поворота.
Кроме того, на оправах и тубусах часто выполняют разнообраз¬
ные по конфигурации пазы, лыски, шлицы, проточки и т. д.,
а также сквозные и глухие, гладкие и резьбовые отверстия, рас¬
положенные на торцах и боковых стенках деталей.
На наружных поверхностях оправ и тубусов часто делают
накатку, насечку или другие поверхности, удобные для поворота
рукой. В приборах с дистанционным или автоматическим управле¬
нием на оправах и тубусах изготовляют зубчатые венцы или сек¬
торы.
На торцовых и боковых поверхностях оправ и тубусов нано¬
сят шкалы, обозначения оптических характеристик приборов,
номера, торговые марки заводов-изготовителей и т. п.
На отдельные поверхности оправ и тубусов наносят защитные
и декоративные химические или лакокрасочные покрытия.
Качество обработки отдельных поверхностей оправ и тубусов
определяется функциональным назначением этих поверхностей и
всей детали, условиями эксплуатации и назначением прибора.
Ш
Посадочные цилиндрические поверхности выполняют по 2-му
и 3-му классам точности, остальные диаметральные размеры по
4-му и 5-му. Линейные размеры оправ обычно задают в пределах
3—5-го классов точности. Крепежные резьбы выполняют по 2-му
и 3-му классам точности.
Шероховатость посадочных поверхностей соответствует 7-му
и 8-му классам, остальных поверхностей —5 —6-му. Внешние
декоративные поверхности оправ и тубусов и поверхности со
шкалами обрабатываются до 9—11-го классов шероховатости.
Весьма жесткие требования предъявляются к точности формы
и расположения поверхностей оправ и тубусов. Например, допу¬
стимый эксцентриситет посадочных поверхностей ограничивается
пределами 0,01—0,05 мм, неперпендикулярность торцов осям
112
Рис. II-1. Детали крепления
круглой оптики:
а — оправы; б — оправы if 2
в сборе по окулярной резьбе
OK 38 (12x1.5); в — тубус;
г — кольца
посадочных диаметров оправ—0,02—0,05 мм, допустимая не-
круглость, конусность, непрямолинейность образующих посадоч¬
ных цилиндров ограничивается */5—V2 допуска на диаметр и т. д.
Конструкции оправ и тубусов приведены на рис. II-1, а, б, в, г.
Кольца представляют собой короткие втулки с гладкими, ри¬
флеными или резьбовыми цилиндрическими и коническими поверх¬
ностями (рис. II-1, д). У резьбовых колец на торцах имеются
шлицы или отверстия под ключ. Пружинные кольца имеют вы¬
ступы на торцах, и пазы на боковых поверхностях. Диаметральные
размеры колец обрабатывают по 3-му и 4-му классам точности,
линейные размеры — по 5-му классу, шероховатость поверхностей
в пределах 5—6-го классов. Кольца подвергаются чернению или
окраске черной матовой эмалью.
Наиболее широко при изготовлении оправ и тубусов применяют
деформируемые алюминиевые сплавы марок Д1, Д16, Д16-Т,- АВТ,
АД 1-М, латуни марок JI62, JI62-M, JIC-59-1 и реже бронзы марок
БрАЖ9-4, БРКМ 3-1. Стальные оправы встречаются редко,
их изготовляют из конструкционных сталей марок 20, 45, 50 или
легированных сталей марок Х18Н9Т, 1Х18Н10Т, 4Х18Н2М. В по¬
следние годы для изготовления оправ используют титановые
сплавы марок ВТЗ, ВТЗ-1, ВТ-8 и др.
Резьбовые, пружинные и промежуточные кольца изготовляют
из стали марок А12, 20, 50, латуни марки JIC59-1, алюминиевых
сплавов марок Д1Т, Д6, Д16.
Большинство оправ, тубусов, колец малых и средних размеров
обрабатывают из прутков и труб. В настоящее время отечественные
заводы и зарубежные фирмы освоили обработку отдельных типов
средних и крупных по размерам оправ литьем под давлением.
Ведутся работы над получением заготовок методом объемной хо¬
лодной штамповки.
2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
ОПРАВ, КОЛЕЦ, ТУБУСОВ
Технологический процесс изготовления оправ и тубусов в каж¬
дом конкретном случае зависит от конструкции и материала де¬
тали, требований и точности обработки, вида заготовки, программы
выпуска деталей и т. п. Поэтому здесь можно говорить лишь о ти¬
повой схеме построения технологического процесса изготовления
оправ и тубусов, которая в условиях серийного производства
обычно состоит из следующих основных этапов.
1. Предварительная токарная обработка заготовок, выполняе¬
мая в одну или несколько операций. При этом с заготовки удаляют
большую часть припуска, линейные и диаметральные размеры
обрабатывают по 4-му и 5-му классам точности, осуществляют наре¬
зание крепежных резьб и рифлений, делают накатку. Точные по¬
садочные поверхности, заданные по 2-му и 3-му классам точности,
обрабатывают с припуском на последующую обработку.
8 А. Н. Малов
113
2. Окончательная обработка посадочных цилиндрических по¬
верхностей, в процессе которой обеспечивается требуемая точ¬
ность диаметральных и линейных размеров формы и расположе¬
ния посадочных поверхностей.
3. Обработка вспомогательных поверхностей (осевых и ра¬
диальных отверстий, пазов, шлицев и т. д.).
4. Нанесение шкал, товарных знаков, номеров и других обо¬
значений на торцовых, цилиндрических или конических поверх¬
ностях оправ и тубусов.
5. Отделка поверхностей оправ и тубусов, нанесение покрытий.
На различных стадиях обработки оправ и тубусов в техноло¬
гический процесс часто вводят операции термической обра¬
ботки, нанесения покрытий, а иногда и контрольные опера¬
ции.
Предварительную токарную обработку оправ и тубусов из
прутков, труб и штучных заготовок осуществляют на токарно¬
револьверных станках и револьверных автоматах с использова¬
нием, как правило, универсальных приспособлений и нормализо¬
ванного режущего инструмента. Использование токарно-револьвер¬
ных станков позволяет за 2—3 операции осуществить предвари¬
тельную обработку даже сложных по конструкции оправ. Точ¬
ность размеров оправ и тубусов обеспечивается настройкой
станка, а точность взаимного расположения поверхностей — их
обработкой за один установ.
Окончательную обработку посадочных поверхностей оправ и
тубусов ведут на высокоточных токарных и шлифовальных стан¬
ках. Операции окончательной обработки сравнительно простые
(2—4 перехода). Точность диаметральных и линейных~размеров до¬
стигается методом автоматического получения размера (обработкой
на настроенном станке), если станок может обеспечить требуемую
точность. В противном случае обработку ведут методом пробных
проходов и промеров.
Точность расположения поверхностей обеспечивается путем их
обработки за один установ, использования точных центрирующих
приспособлений и соблюдения принципа совмещения баз.
В условиях единичного и мелкосерийного производства опера¬
ции предварительной и окончательной обработки поверхностей
оправ и тубусов совмещают и выполняют на токарных станках.
Окончательную обработку выделяют в отдельную операцию лишь
в том случае, если ей предшествует термическая обработка. Тре¬
буемая точность обработки достигается методом пробных проходов
и промеров.
Термическую обработку (до 3—4 операций) вводят в техноло¬
гический процесс с целью снятия внутренних напряжений в мате¬
риале заготовки, которые оказывают существенное влияние на ста¬
бильность размеров и точность формы обрабатываемых поверх¬
ностей, а также для стабилизации или улучшения механических
свойств материала детали.
1 14
Отделка поверхностей (например, алмазное точение) и нанесе¬
ние покрытий обычно являются заключительными операциями
обработки оправ и тубусов. Вид покрытия (химическое, анодиза-
ционное, гальваническое или лакокрасочное) определяет конструк¬
тор в зависимости от назначения покрытия (защитное, декоратив¬
ное и т. п.), материала детали и условий эксплуатации прибора.
Контроль линейных и диаметральных размеров оправ и тубусов
в процессе их механической обработки осуществляют рабочие с по¬
мощью калибров, шаблонов или универсальных измерительных
средств. Такой контроль является составной частью операции ме¬
ханической обработки. В самостоятельную контрольную операцию
выделяют преимущественно контроль форм и расположения по¬
верхностей, требующий специальных контрольных приспособле¬
ний. Такой контроль целесообразно проводить после операций,
на которых обеспечивается точность по контролируемым парамет¬
рам с целью своевременной отбраковки деталей.
Технологический процесс изготовления колец обычно склады¬
вается из токарных, фрезерных и сверлильных операций. На токар¬
ных операциях осуществляют обработку цилиндрических поверх¬
ностей крепежных резьб и рифлений. Обработку выступов на тор¬
цах и прорезей на боковых поверхностях пружинных колец,
а также шлицев на торцах крепежных колец производят на фре¬
зерных операциях 1.
3. ПРЕДВАРИТЕЛЬНАЯ ТОКАРНАЯ ОБРАБОТКА
Предварительную обработку оправ и тубусов обычно выполняют
на токарно-револьверных станках и автоматах. Широкое исполь¬
зование этих станков обусловлено в первую очередь потребностью
большого количества разнообразных инструментов, необходимых
для обработки сложных по конструкции оправ и тубусов и в том
числе инструментов для осевой обработки отверстий (сверл, зен*
керов, разверток, метчиков), особенно для деталей, изготовляемых
из прутка. Необходимая для обработки оправ частая смена осе¬
вых инструментов, устанавливаемых в задней бабке токарного
станка, приводит к значительному увеличению вспомогательного
времени по сравнению с обработкой на токарно-револьверных
станках.
Кроме того, применение токарно-револьверных станков дает
возможность сделать операции предварительной обработки оправ
более концентрированными, т. е. на одну операцию обрабатывать
большее количество поверхностей. Это уменьшает количество уста¬
новок и повышает точность взаимного расположения поверхностей,
обработанных за одну установку.
Токарные станки используют для предварительной токарной
обработки в единичном производстве.
1 Иногда обработку шлицев на торцах крепежных коп[ец осуществляют
•на токарно-револьверных станках с помощью специальных приспособлений.
8*
115
Рис. 11-2. Предварительная токарная обра¬
ботка оправы: а — схема обработки на
токарно-револьверном автомате; б — деталь
после автоматной обработки; в — вторая
операция предварительной обработки
Иногда простые токарные станки используют на второй (по¬
сле револьверной) операции предварительной обработки оправ,
которую выполняют с применением небольшого количества инстру¬
ментов (2—3). Она обычно заключается в подрезке в размер необ¬
работанного (после отрезки на револьверном станке) торца и ра¬
сточке или обточке одного-двух диаметров со стороны этого торца.
Вопрос о выборе токарно-револьверного станка или автомата
для предварительной обработки оправ решается в зависимости от
программы, вида и размеров заготовки, технологических возмож¬
ностей станков и их загруженности.
Токарно-револьверные автоматы отечественного производства
моделей 1112, 1118, 1А124, 1136 и др.) и зарубежных фирм (Шкода,
Ган и Кольб, Кливленд и др.) используются для обработки оправ
в условиях крупносерийного производства из прутков и труб диа¬
метром до 63 мм (например, автоматы модели DAR-63, ГДР или
A-2V2 фирмы Кливленд). Использование станков-автоматов
связано с необходимостью весьма продолжительной настройки
автомата и изготовления кулачков. Они применяются главным об¬
разом в массовом и серийном производстве.
Пример построения автоматной операции обработки оправы
из латуни JIC59-1 на токарно-револьверном автомате модели
116
1Б136 показан на рис. II-2, а. Обработка ведется из прутков диа¬
метром 20 мм и длиной 2000 мм с предварительно подрезанными
торцами. Пруток заправляют в автомат и на первом переходе
(на рисунке не показан) подают до упора, закрепленного в револь¬
верной головке. На втором переходе производится центрировка
и одновременно снятие фаски, а на третьем переходе — сверление
отверстия диаметром 8 мм и обточка проходным резцом по диа¬
метру 18,6 мм. Сверло и резец укреплены в державке, установлен¬
ной в револьверной головке. Затем на четвертом переходе комби¬
нированным зенкером обрабатываются конус с углом 20" и цилин¬
дрическая поверхность под резьбу М16. Обработка канавки для
выхода инструмента при последующем нарезании резьбы совме¬
щена с нарезкой рифления на конической поверхности оправы.
Обработку ведут комбинированным инструментом с поперечной
подачей. На пятом и шестом переходах производится рассверлива¬
ние отверстия до диаметра 9Л4 мм первым сверлом, укрепленным
в револьверной головке, и одновременная подрезка торца с попе¬
речного суппорта. Нарезание резьбы М16х0,5 мм выполняется
на седьмом переходе специальным метчиком. На восьмом и девя¬
том переходах с поперечных суппортов производится проточка
шейки фасонным резцом и отрезка детали. Обработанная деталь*
полученная после автоматной операции, показана на рис. II-2, б.
Вторая операция предварительной токарной обработки выпол¬
няется на токарном станке. Деталь устанавливают и закрепляют
на резьбовой оправке с упором по торцу С. На этой операции
(рис. II-2, в) подрезается правый торец детали в размер 11С5,
растачивается отверстия диаметром 10Л3 мм и обрабатывается
торец Д. Требуемая перпендикулярность торца Д оси резьбы
обеспечивается за счет установки и закрепления детали на резь¬
бовой оправке.
Вторая операция (после автоматной) по обработке оправы со
стороны левого торца может быть выполнена также на автомате,,
оснащенном устройством для автоматической установки и закреп¬
ления штучных заготовок. Такие устройства разнообразны по-
конструкции. Их конструкции описаны в литературе [15].
Токарно-револьверные станки используют для предваритель¬
ной токарной обработки сложных по конфигурации оправ и тубу¬
сов, для обеспечения которой требуется большое количество раз¬
нообразных режущих инструментов. На оптических заводах эта
операция выполняется преимущественно на токарно-револьвер¬
ных станках с горизонтальной осью револьверной головки оте¬
чественного производства (модели 1325, 1336, 1341 и др.) и зару¬
бежных фирм (Питлер, Ауэрбах).
Токарно-револьверные станки характеризуются высокой про¬
изводительностью, которая достигается за счет концентрации опе¬
раций, одновременной обработки поверхностей, быстрой смены
инструментов и т. д. Однако переход от обработки одной детали
к другой, требующей замены инструментов в револьверной ro¬
ll?
Рис. 11-3. Детали (а), объе¬
диненные в группу для груп¬
повой обработки, и 1 комп¬
лексная деталь (б) ]4 |
ловке и настройки станка на обработку новой детали, занимает
несколько часов. Поэтому обработка малых партий деталей (а это
весьма характерно для изготовления оправ оптических приборов)
на револьверных станках обычным методом с полной переналад¬
кой станка при переходе к обработке каждой новой партии деталей
экономически нецелесообразна.
В настоящее время на заводах широко применяют метод груп¬
повой обработки, позволяющий приблизить серийное й мелкосе¬
рийное производство к условиям крупносерийного производства
и эффективно использовать револьверные станки для обработки
малых партий деталей.
Не рассматривая здесь вопросы научных основ групповой тех¬
нологии и построения групповых технологических процессов, а
лишь указав специальную литературу [18], в которой читатель мо¬
жет получить более полную информацию по этим вопросам, кратко
остановимся на сущности групповой обработки и практических
выгодах от ее применения при обработке оправ на токарно-револь¬
верных станках.
Сущность групповой обработки на токарно-револьверных стан¬
ках заключается в следующем. Из деталей, подлежащих обработке
на токарно-револьверных станках, комплектуют группы. В группе
объединяют детали, имеющие незначительные отличия по конструк¬
тивно-технологическим признакам, к которым относятся габарит¬
ные размеры и геометрическая форма деталей, технологические
«свойства материала и вид заготовки, технологические приемы об¬
118
работки. При этом не учитывают функциональное назначение дета¬
лей; в одну группу, например, могут попасть оправы и втулки,,
бленды и тубусы, диафрагмы и кольца и т. д. Из группы выбирают
(или специально проектируют) так называемую «комплексную»
деталь, в которой содержатся все разновидности поверхностей де¬
талей, входящих в данную группу (рис. II-3).
На обработку комплексной детали проектируют револьвер¬
ную операцию: определяют последовательность и способы обра¬
ботки поверхностей, подбирают режущий и вспомогательный ин¬
струмент, устанавливают схему размещения инструмента в ре¬
вольверной головке и т. п. Станок настраивают на обработку
комплексной детали, и, таким образом, создают групповую на¬
ладку, которую закрепляют за одним станком. Все детали, вхо¬
дящие в данную группу независимо от размера партии, обрабаты¬
вают на этой групповой наладке. Переход к обработке партии
других деталей данной группы заключается в подналадке, свя¬
занной с перестановкой и регулировкой упоров, частичной сменой
размерного инструмента. Такая подналадка занимает 15—60 мин
вместо нескольких часов, необходимых для полной переналадки
станка.
Дальнейшая предварительная токарная обработка оправ про¬
водится в одну или несколько операций на револьверных или то¬
карных станках в зависимости от конструкции детали и требуемой
точности обработки.
При проектировании операций предварительной токарной об¬
работки оправ на автоматах и револьверных станках рекомен¬
дуется на первой операции снимать по возможности больший при¬
пуск, так как в начале процесса, пока заготовка имеет сравнительно
высокую жесткость, обработку можно вести при интенсивных ре¬
жимах резания, что невозможно на последующих операциях
ввиду снижения жесткости детали.
Особое внимание уделяется обработке поверхностей, связан¬
ных требованиями точного взаимного расположения. Такие по¬
верхности целесообразно обрабатывать за одну операцию при од¬
ной установке детали, что значительно упрощает задачу обеспе¬
чения точности расположения поверхностей.
Обточку наружных поверхностей оправ на револьверных,
станках обычно выполняют нормализованным режущим инструмен¬
том с осевой подачей и специальным фасонным инструментом с по¬
перечной подачей. При этом выбор размеров режущего инстру¬
мента, державок и других вспомогательных инструментов обычно
не лимитируется размерами детали, а определяется с позиций
обеспечения достаточной жесткости системы СПИД, позволяющих
вести обработку на оптимальных режимах. Это позволяет на ре¬
вольверных станках нормальной точности вести обработку на¬
ружных поверхностей по 3—5-му классам точности.
При обработке внутренних поверхностей оправ на выбор раз¬
меров режущего к вспомогательного инструмента накладываются
119>
ограничения, обусловленные размерами обрабатываемых поверх¬
ностей. Наиболее распространенным способом обработки внутрен¬
них поверхностей является растачивание отверстий расточными
резцами. Расточка позволяет получать в оправах отверстия
3—5-го классов точности с шероховатостью в пределах 6—8-го
классов. Расточка исправляет искривления оси отверстия, возни¬
кающие при предшествующей обработке, например, из-за увода
сверла при сверлении или рассверливании отверстия спиральными
сверлами.
Расточка длинных отверстий малых диаметров (порядка 12 —
15 мм) не обеспечивает высокой точности обработки из-за малой
жесткости расточных резцов. Обработку таких отверстий удобнее
вести пушечными сверлами, которые позволяют получать отвер¬
стия 2-го класса точности. Пушечные сверла могут быть исполь¬
зованы и для обработки отверстий в сплошном материале. В этом
случае для направления пушечного сверла необходимо просвер¬
лить и расточить отверстие на глубину, равную половине диа¬
метра сверления.
Для обработки в оправах ступенчатых отверстий на револьвер¬
ных станках часто применяются комбинированные инструменты,
например, ступенчатые перовые сверла и зенкеры. Применение
таких инструментов позволяет вести одновременную обработку
нескольких поверхностей, что уменьшает количество инструмен¬
тов и число переходов на револьверной операции и повышает
производительность.
Отверстия 2-го и 3-го классов точности диаметров до 30 мм
можно обработать с помощью разверток. Для отверстий 3-го класса
точности достаточно одной развертки, а для получения отвер¬
стий 2-го класса применяют предварительное и чистовое раз¬
вертывание. При чистовом развертывании снимают припуск
0,03—0,08 мм.
Необходимым условием достижения точности диаметра и ка¬
чества поверхности при развертывании является точное совмеще¬
ние оси развертки с осью предварительно обработанного отвер¬
стия. При жестком креплений машинной развертки в револьвер¬
ной головке станка в результате ее неточной фиксации возможно
несовпадение оси развертки и оси вращения шпинделя (а следо¬
вательно, и оси отверстия). Это приведет к «разбивке» отверстия,
которая заключается в ухудшении качества поверхности, возник¬
новении погрешности формы и увеличении диаметра отверстия
ло сравнению с диаметром развертки. Поэтому развертки уста¬
навливают на станках в «плавающих» державках, которые обе¬
спечивают самоцентрирование их в отверстии.
Однако в этом случае развертка не исправляет непрямолиней-
ность или неправильное положение оси, возникающие при пред¬
варительной обработке отверстий. Поэтому перед развертыва¬
нием отверстий, к которым предъявляются жесткие требования
к прямолинейности, необходимо предусмотреть растачивание.
Л 20
Рис. 11-4. Универсальная копирная линейка для обработки кону¬
сов на токарно-револьверных станках
Обработка конических поверхностей оправ осуществляется
специальными фасонными резцами или по копиру обычными ра¬
сточными или проходными резцами. Универсальная копирная
линейка для обработки наружных и внутренних конусов на ре¬
вольверных станках показана на рис. II-4. Копир-линейка 2
соединяется с корпусом 1 осью-винтом 3. Вращением винта 6 копир-
линейку можно повернуть вокруг оси 3 на угол ±15°. Отсчет
углов ведут по шкале, а фиксацию копира-линейки в заданном
положении осуществляют винтом 4.
Для обработки крутых или торцовых конусов копир-линейку
переставляют в положение, при котором винт-ось 3 крепится в от¬
верстии 0dy а сухарь 5вводится в радиусный паз R. Отсчет углов,
ведут по угловой шкале.
Для крепления копирного устройства в станине револьверного-
станка в корпусе 1 имеются Т-образный паз и два направляющих
выступа, входящих в соответствующий паз станины револьвер¬
ного станка. Приспособление устанавливают с внутренней сто¬
роны станины станка и закрепляют болтами. На револьверной
головке закрепляют упор с винтом или специальный кронштейн
с роликом. При продольном перемещении револьверной головки
ролики скользят по копировальной линейке и сообщают головке
121
Рис. II-5. Гребенка для нарезания риф¬
лений
дополнительный разворот. Таким образом осуществляется совме¬
щение продольной и поперечной подач и инструмент перемещается
под заданным углом к оси вращения шпинделя.
Как указывалось ранее, на оправах и тубусах часто встре¬
чаются резьбы, предназначенные для крепления оптических де¬
талей в оправах или для соединения оправ между собой или с ту¬
бусами. К последним обычно предъявляются требования точ¬
ности их расположения относительно посадочных поверхностей
и торцов оправ. Для обеспечения этих требований резьбы, поса¬
дочные поверхности и торцы целесообразно обрабатывать за одну
установку детали. Это сравнительно легко выполняется при пред¬
варительной обработке оправ на револьверных станках специаль¬
ными дисковыми гребенками. Необходимость использования гре¬
бенок обусловлена тем, что крепежные резьбы оправ имеют малый
(0,5; 0,75 мм) шаг, высокую точность (1-й, 2-й класс) и нарезаются
на небольшой длине (5—10 мм). Нарезание резьбы осуществляется
с помощью резьбонарезного приспособления («приклона»). Гре¬
бенка закрепляется на приклоне и получает принудительную про¬
дольную подачу, равную шагу нарезаемой резьбы, от сменного
резьбового барабана, установленного на шпинделе станка и за¬
крепленного на приклоне резьбовой звездочки или полугайки.
Для нарезания внутренней резьбы направление резьбы гре¬
бенки совпадает с направлением резьбы детали, для наружных
резьб эти направления противоположны.
Обработка окулярной резьбы рассматривается ниже, она имеет
ряд специфических особенностей и выделяется в отдельную опе¬
рацию.
Рифления на внутренних поверхностях оправ и тубусов,
имеющие вид кольцевых канавок, обрабатываются с помощью
322
специальных гребенок (рис. II-5), устанавливаемых в револьвер¬
ных головках. Обработка ведется с поперечной подачей. На по¬
верхностях большой протяженности допускаются рифления в виде
винтовых канавок. В этих случаях их нарезают как резьбу.
Для вращения оправ и тубусов рукой на их наружных поверх¬
ностях делают декоративные рифления или накатку. Декоративные
рифления обрабатывают на отдельной операции долблением, а
накатывание обычно выполняют специальными накатными ро¬
ликами в процессе предварительной токарной обработки. Нака¬
тывание рекомендуется производить до чистовой обработки, так
как процесс сопровождается значительными усилиями и возможна
деформация предварительно обработанных поверхностей. При на¬
катывании диаметр детали увеличивается на 0,25—0,5 шага на¬
катки, поверхности под накатку обрабатываются по 7-му классу
точности. После накатывания необходимо обработать фаски, так
как выдавленный накатными роликами материал выступает на тор¬
цах детали.
Заготовки (трубы, прутки и штучные заготовки) на первой
операции закрепляют в стандартных трехкулачковых или цанго¬
вых патронах. При последующих операциях оправы устанавли¬
вают и закрепляют по обработанным поверхностям и к приспособ¬
лениям предъявляют требования точной центрировки детали на
станке, поскольку это является необходимым условием обеспече¬
ния точности расположения поверхностей оправ. Обычно на опе¬
рациях предварительной токарной обработки применяют различ¬
ные по конструкции разжимные и зажимные цанговые патроны и
оправки. Наиболее простыми по конструкции являются патроны
с подвижной цангой.
Один из таких патронов показан на рис. II-6. Патрон состоит
из корпуса 2, закрепляемого на шпинделе станка. В корпус уста¬
новлена ступенчатая трехлепестковая гильза 4, на хвостовик ко¬
торой навинчена переходная тяга /, соединенная посредством шом¬
пола (на рис. II-6 не показан), проходящего внутри шпинделя*
с механическим или пневматическим приводом, расположенным
Рис. 11-6. Цанговый патрон с незакаленной цангой
123
Рис. II-7. Цанговый патрон с неподвижной цангой
с левой стороны шпиндельной бабки станка. При перемещении
гильзы справа налево лепестки, скользя по конусу корпуса,
центрируют и закрепляют деталь. Винт 3, входящий в паз гильзы,
препятствует ее возможному развороту при закреплении детали.
Для исключения влияния на точность обработки биения шпин¬
деля и возможной погрешности установки патрона соответствую¬
щую ступень сырой гильзы растачивают непосредственно на станке
лод размер обрабатываемой оправы, по которому она закрепляется
в патроне. При каждой новой установке патрона или при переходе
к обработке другой оправы делают новую расточку гильзы. Па¬
троны подобного типа с сырыми гильзами после их расточки на
станке обеспечивают центрирование с погрешностью порядка
0,015 мм, но быстро изнашиваются и требуют повторной расточки.
Патроны из чугуна и закаленной стали сохраняют размеры и
точность центрирования даже при интенсивной эксплуатации
в течение 10—15 смен.
Существенным недостатком цанговых патронов с подвижной
цангой является возможная погрешность Д установки деталей
в осевом направлении: Д = 8/2tga, где б — допуск на диаметр,
по которому закрепляется деталь; 2а — угол конуса цангового
.патрона.
Закрепление деталей без погрешности установки в осевом на¬
правлении достигается применением патронов с неподвижной цан¬
гой (рис. II-7). Цангу 6 винтами 5 закрепляют в корпусе 1. За¬
крепление детали производят при перемещении тяги 2 (от меха¬
нического или пневматического привода) влево, которое винтом 3
лередается подвижной обойме 4.
J24
Рис. II-8. Разжимной патрон с неподвижной цангой
Разжимной патрон с неподвижной цангой показан на рис. II-8.
При перемещении тяги 2 влево конус раздвигает лепестки цанги 5,
закрепленной на корпусе 1 винтами 3. Стопорный штифт 4 предо¬
храняет цангу от пережатия.
Для закрепления режущих инструментов при обработке оправ
на револьверных станках и автоматах применяют нормализованный
вспомогательный инструмент (различного рода державки, оправки,
цанги и т. п.).
Предварительную токарную обработку колец осуществляют
на револьверных станках и автоматах с применением тех же вспо¬
могательных и режущих инструментов, что и при обработке оправ.
На револьверных станках на первой операции заготовка (чаще
всего труба) обрабатывается по внутреннему и наружному диамет¬
рам на длину L = (4^-6) 1У где I — длина обрабатываемого кольца.
На внутренней поверхности нарезается рифление. Затем произво¬
дится отрезка 4—6 колец, и процесс повторяется. Подрезка пра¬
вого торца производится перед отрезкой кольца, левый торец
обрабатывается на последующих операциях.
Последовательность обработки крепежного резьбового кольца
(рис. II-9, а) на токарно-револьверном автомате показана на
рис. II-9, б. Кольцо обрабатывается из трубы, которая на пере¬
ходе 1 подается до упора на заданную длину. На переходе 2 обта¬
чивается поверхность 0 26,5, растачивается внутренний диаметр
под резьбу и притупляется кромка. Затем с помощью специального
приспособления, установленного в револьверной головке, проре¬
зается шлиц (переход 3) и метчиком нарезается резьба (переход 4).
На последующих трех переходах подрезается торец, притупляются
кромки и отрезается готовая деталь.
Прорезка шлицев на торце кольца часто выполняется и при
обработке колец на револьверных станках. Одно из таких приспо¬
соблений показано на рис. II-10.
Приспособление закрепляют в револьверной головке. При про¬
дольном перемещении головки два поводка приспособления вхо-
125
126
Рис. II-9. Схема обработки кольца на автомате
Рис. 11-10. Приспособление для прорезки шлицев на токарно-револьверных станках
дят в специальные пазы, которые имеются на патроне, и таким
образом приводят во вращение сердечник 1 и движок 2 с вилкой.
В вилку движка входит палец 3, ось которого смещена по отноше¬
нию к оси приспособления. Ось пальца является и осью вращения
движка. Стремясь вращаться вместе с сердечником вокруг оси
приспособления, движок переместится по пазу сердечника, совер¬
шая при этом кроме вращательного и возвратно-поступательное
движение. Прошивка 4, закрепленная на движке, также вращается
и совершает необходимое для обработки шлица возвратно-поступа¬
тельное движение. Применение такого приспособления позволяет
исключить фрезерную операцию.
4. ОСНОВНЫЕ ПОЛОЖЕНИЯ
ПО ПРОЕКТИРОВАНИЮ ОПЕРАЦИЙ
ОБРАБОТКИ ОПРАВ
НА ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКАХ
Проектирование операции обработки детали на токарно-ре-
вольверном станке заключается в определении последовательности
обработки поверхностей, выборе режущего и вспомогательного
инструмента, назначении режимов обработки, определении исход¬
ных данных для наладки и настройки станка и т. п. Принятую
лоследовательность обработки поверхностей детали, выбранный
инструмент изображают графически на операционной карте в виде
плана (или схемы) обработки.
Для токарно-револьверных станков с горизонтальной осью
вращения револьверной головки план обработки представляет
собой (рис. 11-11) развертку револьверной головки, оснащенной
режущим и вспомогательным инструментом, с эскизами заготовки
на каждом переходе. На эскизах режущий инструмент вычерчи¬
вают в конечном положении, обрабатываемые поверхности выде¬
ляют жирными линиями, иногда проставляют выдерживаемые раз¬
меры.
127
Рис. 11-11. План обработки оправы на токарно-револьверном станке
На плане эскизы обрабатываемой детали, режущий и вспомога¬
тельный инструмент, расположение и диаметры отверстий в ре¬
вольверной головке вычерчивают в одном масштабе. На каждом
переходе по оси детали условными обозначениями (табл. II-1)
указывают фиксацию револьверной головки и ее движения.
Таблица 11-1
Условные обозначения, применяемые при построении плана обработки
на револьверных станках с горизонтальной осью поворота головки
Развертку револьверной головки обычно строят снизу вверх
и гнездо с инструментом для первой позиции располагают внизу
чертежа. Нумерация гнезд револьверной головки является услов¬
ной и необходима для облегчения настройки станка и т. д. Как
правило, номера позиций или переходов не совпадают с номерами
гнезд, так как используемые при совмещенной обработке инстру¬
менты могут быть закреплены в нескольких гнездах. Поэтому на
плане операции помимо резвертки головки целесообразно давать
вид на револьверную головку со стороны шпинделя. На этом виде
показывают принятую нумерацию гнезд, расположение боковых
упоров, а иногда и инструмент, закрепленный в револьверной
головке.
При составлении плана обработки рекомендуется руковод¬
ствоваться следующими положениями, установленными на основе
обобщения опыта работы на токарно-револьверных станках.
Холоднотянутые и шлифованные прутки следует закреплять
в цанговых патронах, а штучные заготовки и горячекатаные
прутки — в кулачковых патронах.
Отверстия диаметром более 10 мм, имеющие небольшую глу¬
бину (отношение глубины к диаметру для сталей не более 3 и
цветных сплавов не более 5), можно сверлить без предварительной
центровки.
9 А. Н. Малов
129
Условные Наименование Условные Наименование
обозначения обозначений обозначения обозначений
Продольный упор
револьверной го¬
ловки
Продольный боко¬
вой упор
Поперечный упор
револьверной го¬
ловки
Револьверная голов¬
ка зафиксирована
Фиксатор револь¬
верной головки
выключен, револь¬
верная головка
отключена
Продольная обра¬
ботка по делениям
Поперечная обработ¬
ка по делениям
Рабочее движение
револьверной го¬
ловки вперед
Рабочее движение
револьверной го¬
ловки назад
Рабочее движение
револьверной го¬
ловки на себя
Рабочее движение
револьверной го¬
ловки от себя
Холостое движение
револьверной го¬
ловки
Продольная обра¬
ботка с зафикси¬
рованной револь¬
верной головкой
Продольная обра¬
ботка на попереч¬
ном упоре
Обработка по ко¬
пиру
При сверлении глубоких отверстий малого диаметра, особенно
в вязких материалах, следует периодически выводить сверло из
обрабатываемого отверстия, это уменьшает вероятность заедания
и поломки сверйа и улучшает его охлаждение.
При обработке ступенчатых отверстий сравнительно неболь¬
ших диаметров (до 35 мм) сначала сверлят отверстие большого
диаметра, это сокращает время выполнения операции. Если обра¬
батывается отверстие большого диаметра (больше 35 мм), то реко¬
мендуется предварительно просверлить отверстие малого диаметра,
чтобы исключить участие перемычки сверла в процессе резания.
Подрезку торца, когда это возможно лучше выполнять после
сверления отверстия, при этом сокращается основное время и не
требуется точной установки резца по оси шпинделя.
В случаях обработки отверстий в тонкостенных деталях свер¬
лом, зенкером или разверткой наблюдается увеличение диаметра
наружной поверхности, поэтому чистовую обточку в этих случаях
рекомендуется выполнять после обработки отверстия.
Если при обработке детали необходимо удалять большие при¬
пуски, то рекомендуется сначала выполнить все черновые пере¬
ходы, а затем переходить к чистовой обработке. Большой припуск
рекомендуется снимать за несколько переходов разными резцами,
каждый из которых закреплен в отдельном гнезде. Резцы выстав¬
ляются на заданный размер в зафиксированном положении револь¬
верной головки.
Следует стремиться к максимальному совмещению переходов,
т. е. вести одновременно обработку несколькими режущими ин¬
струментами, при этом уменьшается основное время обработки.
Возможность одновременной обработки несколькими инструмен¬
тами определяется конструкцией детали, мощностью электродви¬
гателя станка, жесткостью системы станок—приспособление—
инструмент—деталь, надежностью крепления детали и инстру¬
мента. Одновременно работающие резцы следует располагать так,
чтобы возникающие при их работе усилия резания по возможности
взаимно уравновешивались.
При обработке фасонным или проходным резцом, а также при
сверлении рекомендуется увеличивать длину обработки на вели¬
чину, равную ширине отрезного резца, так как при этом умень¬
шается путь отрезного резца.
При подборе вспомогательного инструмента следует стремиться
' к использованию более жестких и коротких державок для крепле¬
ния резцов, что повышает точность обработки. Для этого при обра¬
ботке длинных деталей можно обработанный конец детали пропус¬
кать через большое или сдвоенное гнездо револьверной головки,
а инструменты крепить в соседних гнездах. Аналогичным образом
следует выполнять отрезку длинных деталей с использованием
сдвоенного гнезда револьверной головки.
Режимы резания выбирают с учетом материала заготовки и ре¬
жущего инструмента, требуемого качества обработки, конструк-
130
Рис. 11-12. Схема установки резцов на токарно-револьверном станке
ции детали, применяемых смазочно-охлаждающих жидкостей
и т. п. по действующим на заводе нормативам. При одновремен¬
ной обработке детали несколькими инструментами (рис. И-12, а)
число оборотов шпинделя вычисляют по допустимой в данном слу¬
чае нормативной скорости резания v для наибольшего обрабаты¬
ваемого диаметра dx по формуле
100(Ь
п = —— об/мин,
л dx
а возможность сверления при таких оборотах оценивают сравне¬
нием допустимой скорости резания с величиной, вычисленной по
формуле
я doti .
v = im м/мин-
Наладку токарно-револьверных станков выполняют согласно
разработанному плану операции с целью подготовки станка
к обработке деталей с заданной точностью размеров и шерохова¬
тостью поверхностей.
Наладка токарно-револьверного станка заключается в уста¬
новке приспособления (патрона или цанги) для закрепления заго¬
товки, вспомогательного и режущего инструмента, регулировке
положения режущих инструментов и упоров, установке требуемых
частоты вращения шпинделя и подачи инструмента, обработке
двух-трех пробных деталей, контроле точности их изготовления
и при необходимости в окончательной регулировке положение
инструмента и упоров.
Оправки, применяемые для закрепления резцов на токарно¬
револьверных станках с горизонтальной осью поворота головки,
позволяют устанавливать резцы как в вертикальной, так и в гори¬
зонтальной плоскости. На рис. И-12, б 'показаны три (/, II и
III) положения резца, установленного для обработки диаметра d
детали 1. При работе по боковым упорам точность расположения
резца в первую очередь зависит от точности регулировки упора.
9*
131
Погрешность в положении упора Дуп приводит к изменению по¬
ложения резца и возникновению погрешности Ad обработки диа¬
метра d [18].
Зависимость погрешности обработки Ad от погрешности регу¬
лировки упора Дуп при установке резца в горизонтальной плос-
. кости (положение II) выражается формулой
^ = Дуп-
Та же зависимость в случ-ае установки резца в вертикальной
плоскости может быть представлена выражением
Д d = 2]f (±y + A^(A±4r)-d,
где знак «+» соответствует установке резца в положении III,
а знак «—» в положении /. Значение величин А и Аг ясно из
рис. И-12, б.
Если А = 95 мм, А± = 125 мм, Дуп = 0,15 мм и d = 24 мм,
то погрешность Ad при установке резца в положении II равна
0,23 мм, в положении/ — 0,0009 мм и в положении III — 0,0012 мм.
Приведенные зависимости и числовой пример показывают, что
при обработке точных диаметров деталей резцы следует устанав¬
ливать в вертикальной плоскости, так как в этом случае схема
обработки менее чувствительна к ошибкам, получаемым на упоре.
Проектирование операций обработки деталей на токарно¬
револьверных станках с программным управлением связано с осо¬
бенностями работы этих станков. Типичным представителем таких
станков является токарно-револьверный станок модели БР-3,
который широко применяется на оптических заводах для обра¬
ботки деталей типа оправ и тубусов. На станке можно обрабатывать
детали из прутка диаметром до 40 мм и штучные заготовки диа¬
метром до 400 мм. Горизонтальная 16-позиционная револьверная
головка имеет продольную и круговую механическую подачу.
Конструкцией станка предусмотрен автоматический поворот ре¬
вольверной головки и автоматическая перестановка упоров при
повороте револьверной головки.
Управление работой станка БР-3 осуществляется системой ци¬
клового программного управления, выполненной на контактных
элементах и предусматривающей автоматическую смену и после¬
довательность движений рабочих органов станка. Станок может
работать в следующих режимах: автоматическом, полуавтомати¬
ческом, автоматическом с отработкой одного элементарного цик^а
и наладочном.
Автоматический режим является основным при обработке де¬
талей из пруткового материала. Полуавтоматический режим ра¬
боты станка используется при изготовлении деталей из штучных
заготовок, после обработки каждой детали станок автоматически
132
останавливается. Автоматический режим с отработкой одного эле¬
ментарного цикла является вспомогательным и служит для про¬
верки набора программы. Наладочный режим необходим для уста¬
новки и регулировки упоров, изготовления пробных деталей.
Программа работы станка, включающая последовательность
и величину перемещений револьверного суппорта, необходимых
для обработки детали, задается расположением командных
кулачков и конечных упоров, а также выбором соответствующих
циклов работы станка на командоаппарате. Последовательность
движений рабочих органов станка устанавливается программой,
набираемой при помощи штекеров на штекерной панели.
При проектировании операций обработки деталей на токарно¬
револьверных станках БР-3 определяют оптимальную последова¬
тельность обработки поверхностей, режущий и вспомогательный
инструмент, режимы обработки и т. д., при этом руководствуются
рассмотренными выше правилами построения операций на токарно¬
револьверных станках.
Разработка операции заканчивается заполнением карты на¬
ладки. Пример такой карты показан на рис. II-13. В левой части
карты расположена таблица, которая схематично изображает
штекерную панель программоносителя. Программоноситель со¬
стоит из 23 горизонтальных строк, соответствующих 23 видам ко¬
манд, которые могут быть выполнены исполнительными органами
станка, и 16 вертикальных колонок, соответствующих числу по¬
зиций револьверной головки.
Команды имеют следующее назначение (назначение команд
условно изображено на карте наладки и на штекерной панели):
первая — начало цикла, вторая — конец цикла, третья — преры¬
вание цикла, четвертая — начало движения револьверного суп¬
порта со скоростью v = 8 м/мин, пятая — начало движения ре¬
вольверного суппорта со скоростью v = 2 м/мин, шестая — на¬
чало движения револьверного суппорта на рабочей подаче, седь¬
мая — цикл «нарезания резьбы», восьмая — поворот револьвер¬
ной головки на рабочей подаче вперед, девятая — поворот револь¬
верной головки на рабочей подаче назад, десятая — цикл с отво¬
дом резца, одиннадцатая — охлаждение.
Последующие 12 горизонтальных строк программируют обо¬
роты шпинделя и продольные подачи.
Для уменьшения вводимой программы и размеров штекерной
панели элементарные движения соединены в типовые циклы. Так,
4-я, 5-я и 6-я строки программоносителя программируют начало
движения револьверного суппорта. Они же являются простыми
циклами, поэтому при выборе одного из элементарных циклов не¬
обходимо задать и скорость движения. Цикл подачи прутка на
штекерную панель не вынесен, так как подача прутка всегда осу¬
ществляется в исходном положении револьверной головки, т. е.
в автоматическом режиме цикл обработки детали всегда начи¬
нается с подачи прутка.
133
134
Рис. 11-13. Карта наладки токарно-револьверного станка БР-3 с программным управлением
В нижней части карты наладки расположена таблица, в кото¬
рой указаны номера переходов, эскизы применяемого режущего
инструмента, фиксация револьверной головки и ее позиции.
При заполнении карты наладки на пересечении горизонталь¬
ных строк, соответствующих командам, необходимым для обра¬
ботки детали, и вертикальных колонок, указывающих, при каких
позициях револьверной головки эти команды выполняются, про¬
ставляются знаки «х» и тем самым задается программа обработки
детали.
Набор программы на станке осуществляется установкой на
штекерной панели программоносителя штекеров в гнезда, отме¬
ченные «X» на карте наладки.
На рис. И-13 показана карта наладки детали, операционный
эскиз которой изображен в правой части карты.
5. ОКОНЧАТЕЛЬНАЯ ТОКАРНАЯ ОБРАБОТКА
Окончательную обработку оправ и тубусов проводят с целью
обеспечения требований к точности размеров и качеству поверх¬
ности внутренних и наружных посадочных диаметров и торцов,
а также обеспечения требуемой точности их формы и расположения.
Окончательную обработку посадочных поверхностей оправ
и тубусов выполняют за одну или несколько операций (в зависи¬
мости от конструкции оправы, количества и расположения обра¬
батываемых поверхностей) на токарных станках повышенной
точности.
Необходимость выделения окончательной токарной обработки
в отдельные операции обусловлена следующими основными при¬
чинами: во-первых, не всегда удается обеспечить требуемую точ¬
ность размеров в процессе предварительной обработки, и, во-
вторых, после предварительной обработки под действием оста¬
точных напряжений детали, как правило, деформируются с об¬
разованием погрешности формы и расположения поверхностей.
Для ликвидации этих погрешностей и проводят окончательную
обработку, перед которой детали для уменьшения остаточных
напряжений обычно подвергают термической обработке.
Высокие требования к точности размеров, формы и располо¬
жения поверхностей при малой жесткости деталей и определяют
трудности их обработки и мероприятия, позволяющие обеспечить
требуемую точность обработки.
Построение операций окончательной обработки оправ зависит
от размеров, положения обрабатываемых поверхностей, требуе¬
мой точности их взаимного расположения и т. п.
Обработку двух или более внутренних соосных цилиндриче¬
ских поверхностей и перпендикулярных к ним торцов целесо¬
образно вести с одной установки. Деталь устанавливают и закреп¬
ляют в центрирующем приспособлении по наиболее точной и по
возможности протяженной цилиндрической наружной поверх¬
135
ности к торцу. Аналогичным образом обрабатывают две или не¬
сколько соосных наружных цилиндрических поверхностей, но
приспособлениями служат центрирующие оправки. Если поло¬
жение посадочных поверхностей связано требованиями соос¬
ности с резьбовыми поверхностями, то рекомендуется обрабаты¬
вать резьбу одновременно с посадочными поверхностями. Если
резьба получена при предварительной обработке, ее можно ис¬
пользовать для установки и закрепления детали с помощью
резьбовой оправки.
Труднее обеспечить соосность внутренних и наружных поса¬
дочных поверхностей оправ. Их редко удается обработать с од¬
ной установки, так как необходимое для этого консольное креп¬
ление оправ малой жесткости не позволяет обеспечить точность
диаметральных размеров, что вынуждает вести их раздельную
обработку. При этом в большинстве случаев обработку таких де¬
талей целесообразно вести «от отверстия», т. е. сначала обрабо¬
тать внутреннюю поверхность, заботясь лишь о достижении тре¬
буемой точности диаметрального размера. Затем, базируясь на
обработанное отверстие, следует точить наружную поверхность,
обеспечив ее точность и расположение относительно отверстия.
Для обработки наружной поверхности оправу закрепляют на
точной центрирующей оправке.
Точность диаметральных размеров, как правило, обеспечи¬
вается методом автоматического получения размера, за счет точ¬
ной настройки станка, применения стойкого твердосплавного
инструмента и оптимальных режимов обработки. Если обработкой
на настроенных станках обеспечить требуемую точность не удается,
то она достигается методом пробных проходов и промеров.
Метод пробных проходов часто применяется в условиях еди¬
ничного и мелкосерийного производства, когда затраты времени
на настройку станков экономически нецелесообразны.
Значительные трудности возникают при обработке оправ и
тубусов, к посадочным поверхностям которых предъявляются
повышенные требования в отношении точности формы в попереч¬
ном и продольном сечениях. Главной причиной появления по¬
грешности формы при обработке нежестких деталей (типа колец,
оправ, тубусов) являются упругие деформации, возникающие
при закреплении деталей в приспособлениях.
На рис. II-14 показана схема образования некруглости вну¬
тренней поверхности кольца при зажиме в трехкулачковом па¬
троне. Закрепленное в патроне кольцо под действием зажимных
усилий упруго деформируется и принимает вид, показанный на
рис. II-14, а. После расточки отверстия форма наружной поверх¬
ности остается без изменения, отверстие же примет цилиндриче¬
скую форму (рис. II-14, б). Когда кольцо освобождается от за¬
жима, наружная поверхность примет прежнюю цилиндрическую
форму, но отверстие исказится и примет форму, показанную
на рис. II-14, в.
136
О) 6) в)
Рис. II-14. Схема образования некруглости при обработке кольца в трехкулачковом патроне:
а — кольцо при закреплении; б — после обработки; в — после раскрепления
Как следует из рис. II-14, при закреплении кольца в различ¬
ных его сечениях имеют место различные по величине и направ¬
лению деформации. В сечении 1 (точка приложения зажимной
силы) происходит максимальное 8г перемещение участка кольца
к центру, а в сечении 2 (между точками приложения сил) — макси¬
мальное б 2 выпучивание. Погрешность формы Аф у кольца, обус¬
ловленная деформациями при закреплении детали, определяется
выражением
Дф = 2(|б1| + |б21).
Аналогичные деформации возникают и в случае закрепления
нежесткой оправы по внутренней поверхности на разжимных
патронах с той разницей, что выпучивание б2 происходит в ме¬
стах приложения сил, а участки между ними деформируются (Si)
к центру детали.
В табл. II-2 приведены значения прогибов и выпучиваний
тонкостенных колец при их закреплении в патронах с различным
числом кулачков при постоянном усилии закрепления.
Из приведенных в табл. II-2 зависимостей следует, что вели¬
чина погрешности формы прямо пропорциональна величине уси-
Таблица II-2
Значения прогибов и выпучиваний тонкостенных колец
при закреплении в патронах
Схема закрепления
Прогиб кольца
«1
Выпучивание
кольца 62
Погрешность
формы Дф
В трехкулачковом патроне
В четырехкулачковом па¬
троне
В шести кулачковом патро¬
не
0,016С
0,006С
0ДЮ17С
—0,014С
—0,005С
—0,0016С
0,06С
0,023С
0,006С
PR3
Примечание. С = —_ . мм, где Р — сила на кулачке, кгс; R — сред-
hJ
ний радиус кольца, мм; Е — модуль упругости материала кольца, кгс/мм2; J —
момент инерции поперечного сечения кольца, мм4.
137
Рис. II-15. Схема деформации нежесткой оправы при
закреплении в трехкулачковом патроне
лия закрепления, поэтому при обработке оправ силу закрепле"
ния следует определять расчетом, она должна быть минимальной,
но обеспечивающей надежное закрепление детали. Для уменьше¬
ния колебания величины погрешности формы в пределах партии
оправ следует при закреплении последних применять приводы,
обеспечивающие постоянное усилие закрепления, например,
пневматические или тарированные ручные.
Погрешность формы оправ зависит не только от количества
контактных элементов зажимного приспособления, но также и
от формы и размеров. Радиус поверхности кулачков, контакти¬
рующий с деталью, должен быть равен радиусу поверхности
детали, по которой она закрепляется. Этим достигается распре¬
деление усилия по контактирующей поверхности и уменьшение
деформации детали.
При обработке длинных нежестких оправ и тубусов при их
консольном закреплении в приспособлениях деформации от сил
зажима приводят к погрешности формы не только в поперечном
(Дф), но и в продольном (Дп) сечении.
Наибольшие деформации заготовки возникают в месте при¬
ложения зажимных усилий (рис. II-15). Величину прогиба 8г
в месте приложения усилия рассчитывают по формуле, пред¬
ложенной Л. Н. Бухаркиным:
б - л PR3
°1 — л Eh* ’
где Р — сила на кулачке, кгс; h — толщина стенки заготовки, мм;
R — средний радиус заготовки, мм; А — коэффициент, завися¬
щий от отношения (/ : R) длины заготовки I к ее среднему ра¬
диусу R. Коэффициент А имеет следующие значения:
/ : R
0,2
0,6
1,0
1,4
1,8
2,2
2,6
3,0
А
0,963
0,445
0,368
0,326
0,290
0,258
0,231
0,209
k
0,876
0,348
—0,021
—0,211
—0,311
—0,367
—0,402
—0,426
Абсолютная величина наибольшего выпучивания 6 2 втулки
(трубы) в месте приложения зажимного усилия определяется из
выражения б2 = 0,8956ь а прогиб SJ и выпучивание 62 в лю¬
бом поперечном сечении обрабатываемой втулки (трубы) — из
выражения б( = kb\ и 62 = £82 (значение коэффициента k при¬
ведено выше).
Погрешность формы Аф в плоскости приложения зажимных
усилий и отклонение профиля продольного сечения Лп рассчиты¬
вают по формулам:
Аф= 1,895^-; Дп = (1 -k)A^.
Для уменьшения погрешности формы в продольном и попереч¬
ном направлениях следует прибегать к использованию кулачков
с длиной, равной половине длины обрабатываемых втулок, а при
закреплении труб надо поджимать свободный конец трубы вра¬
щающимся центром. Та же цель достигается при использовании
разжимных оправок, зажимающих деталь одновременно в двух
сечениях или по всей длине детали (оправки гидропластовые,
с гофрированными втулками, с упругими шайбами), а также
приспособлений, обеспечивающих приложение зажимного уси¬
лия не в радиальном, а в осевом направлении.
Примеры приспособления для закрепления оправ и тубусов
по внутренним и наружным поверхностям на операциях оконча¬
тельной обработки их посадочных поверхностей приведены на
рис. И-16— И-24.
Мембранный патрон для закрепления деталей по наружной
поверхности (рис. И-16) представляет собой корпус 1, к которому
крепится мембрана 6. В кулачки мембраны ввернуты и закон¬
трены гайками 4 закаленные винты 5. После установки винтов
их расшлифовывают под размер, несколько меньший наружного
Рис. 11-16. Мембранный патрон
139
Рис. 11-17. Пневматический диафрагмен-
ный патрон
диаметра закрепляемой детали
3. При нажатии штока (на
рис. II-16 не показан) на мемб¬
рану она прогибается, кулачки
расходятся, и деталь свободно
входит между винтами до упо¬
ров 2, определяющих положе¬
ние детали в осевом направле¬
нии. После прекращения дей¬
ствия штока мембрана возвра¬
щается в начальное положение;
кулачки, сходясь к центру,
центрируют и закрепляют де¬
таль.
Пневматический патрон (рис.
II-17) представляет собой кор¬
пус У, в котором расположен
поршень 2. Через отверстие В
и подводящие каналы С в по¬
лость А под давлением подается
воздух, который перемещает
поршень. Движение поршня через втулку 6 передается на диаф¬
рагму 5, на которой закреплены опоры 3 для сменных кулач¬
ков 4. При изгибе диафрагмы кулачки 4, предварительно уста¬
новленные по диаметру детали, разводятся, позволяя вставить
деталь. Затем полость А соединяется с атмосферой и под дейст¬
вием упругих сил диафрагмы происходит центрирование и закреп¬
ление детали.
На рис. II-18 показан патрон с гидропластом, на корпусе 2
которого имеются отверстия и центрирующий буртик для уста¬
новки патрона на планшайбе. В корпусе запрессована неразрез¬
ная тонкостенная втулка 3. Полость между втулкой и корпусом
заполнена гидропластом. Соединенные с полостью отверстия под
винтом 5 служат для выхода воздуха при заполнении полости
гидропластом. При вращении зажимного винта 6 плунжер соз¬
дает внутри полости давление, под действием которого тонко¬
стенная втулка равномерно деформируется (сжимается), центри¬
рует и зажимает предварительно установленную в отверстии па¬
трона деталь 4. Величина предельного давления регулируется
при наладке патрона винтом 1.
Гидропластовые патроны и оправки используются для за¬
крепления деталей по внутренним или наружным цилиндриче¬
ским поверхностям, обработанным по 2-му и 3-му классам точ¬
ности. Зазор между поверхностью детали и зажимной втулкой
устраняется благодаря сжатию или расширению последней. Кон¬
тактные давления, действующие на деталь со стороны втулки,
малы и равномерно распределены по всей поверхности контакта.
Это исключает возможность повреждения поверхности детали
140
Рис. И-18. Патрон с гидропластом
и ее деформации при закреплении. Вместе с тем суммарные силы
зажима и передаваемые крутящие моменты могут достигать боль¬
ших значений благодаря большой площади контакта детали и
приспособления. Приспособление с гидропластом обеспечивает
точное (0,02—0,05 мм) центрирование деталей, но весьма чувстви¬
тельно к неточностям изготовления тонкостенных втулок.
Закрепление и центрирование детали в патроне, показанном
на рис. JI-19, осуществляется за счет деформации стакана 6.
При вращении зажимного винта 8 клин 4 скользит по закреплен¬
ному в корпусе 2 упору 3 и перемещает вдоль оси плунжер 5,
который сжимает резиновый вкладыш 7, создавая давление,
необходимое для деформации стакана 6. Для удаления из патрона
обработанной детали необходимо отвернуть винт 8. Клин 4 пру¬
жиной 9 и толкателем 10 перемещается в направлении винта S,
что дает возможность плунжеру 5 под действием упругих сил
резинового вкладыша 7 и стакана 6 вернуться в исходное положе¬
ние. Конический хвостовик 1 служит для закрепления патрона
в шпинделе станка.
Аналогичным образом мо¬
жет осуществляться закреп¬
ление оправ по внутренней
поверхности на разжимной
оправке.
Г идропластовая оправка
для обработки тубуса на то¬
карном станке показана на
рис. II-20. Тубус центрируют
и закрепляют по двум по¬
верхностям с помощью двух
тонкостенных втулок 3. Необ¬
ходимое для разжима втулок
Рис. II-19. Патрон с тонкостенной втулкой и
резиновым вкладышем
141
давление передается гидропластом 4 от плунжеров 2 при вра¬
щении зажимных винтов 1.
Для закрепления длинных оправ по внутренней поверхности
применяют оправки с двусторонней цангой 2 (рис. II-21). Цанга
располагается между конусами корпуса 1 и подвижной втулки 3.
Зажимной гайкой 4 втулка 3 перемещается в направлении ко¬
нуса корпуса. Конические поверхности двусторонней цанги сколь¬
зят по конусам корпуса 1 и втулки 3, что приводит к одновремен¬
ному разжатию лепестков цанги с обеих ее сторон, а значит цен¬
трированию и закреплению детали. При отвертывании гайки 4
втулка 3 возвращается в исходное положение пружиной 5.
Для обработки наружного
диаметра 46 Д оправы (рис.
11-22, а) используют оправку
(рис. И-22, б) с осевым зажи¬
мом. Деталь устанавливают на
оправку 1 по диаметрам 0 47 Л3
и 0 40,5 Л4 и прижимают к тор¬
цу Л с помощью быстросъемной
шайбы 2 и гайки 3.
Рис. II-21. Оправка с двусторонней цан¬
гой для закрепления длинных оправ
Рис. II-22. Оправка (б) с осевым зажимом
для закрепления детали (а)
142
Рис. II-20. Гидропластовая оправка для крепления тубуса
И, наконец, на рис. И-23 пока¬
зано приспособление для закрепле¬
ния оправ по фланцу. Деталь уста¬
навливают на центрирующий палец 1
и закрепляют с помощью прижи¬
мов 2 и гаек 3.
Обработка эксцентричных поверх¬
ностей оправ выносится в отдель¬
ную операцию, которая выполняется
двумя способами на токарных станках
с использованием специальных или
переналаживаемых приспособлений.
По первому способу эксцентрико¬
вую оправу (рис. И-24, а) на пред7
шествующих операциях обрабатывают так, что наружная по¬
верхность соответствует требуемому размеру £>2, а отверстие
меньше заданного размера на величину 2е + z, где z —при¬
пуск на последующую обработку, е — эксцентриситет поверх¬
ностей £>! и D2. Оправу закрепляют по диаметру £>2 в эксцентри¬
ковом патроне (рис. II-24, б), ось цанги 1 которого смещена относи¬
тельно оси вращения на величину е *. После расточки в таком
Рис. II-23. Приспособление для
закрепления оправы по фланцу
* Для упрощения сборки патрона размеры кольцевой выточки в планшайбе 2
и выступа в цанге 1 выполняют с разностью диаметров d± — d2= 2е. При каса¬
нии кольцевого выступа цанги поверхности выточки ось цанги будет смещена
относительно оси шпинделя на величину е.
143
Рис. II-24. Патрон (б) и оправка (в) для обработки эксцентриковой оправы (а)
патроне отверстия D1 его ось будет эксцентрична оси поверх¬
ности D2 на величину е.
По второму способу деталь закрепляют по обработанному от¬
верстию на специальной оправке (рис. 11-24, в), которую уста¬
навливают в центрах токарного станка по центровочным отвер¬
стиям. Ось этих отверстий смещена относительно посадочного
диаметра d оправки на величину эксцентриситета е. При обточке
наружного диаметра D2 в таком приспособлении обеспечивается
заданный эксцентриситет. В этом случае наружная поверхность
оправы должна быть предварительно обработана с припуском,
равным 2е + г. Если направление эксцентриситета задано относи¬
тельно каких-либо поверхностей оправы (отверстий, пазов и т. п.),
то в конструкции приспособлений предусматриваются элементы,
фиксирующие положение оправы в приспособлении.
При обработке особо нежестких оправ возникают трудности
при выборе приспособлений для их закрепления. Применение
рассмотренных выше приспособлений не обеспечивает высокой
точности обработки, так как усилия закрепления вызывают значи¬
тельные деформации самой детали. Еще большие трудности воз¬
никают при обработке неравножестких тонкостенных деталей,
на стенках которых имеются отверстия, пазы и т. п. Для обра¬
ботки таких деталей рекомендуется применять приспособления
со связующим веществом. Один из возможных вариантов кон¬
струкции приспособления показан на рис. II-25. С корпусом 1
соединена жесткая втулка 2. Закрепленную деталь 4 устанавли¬
вают на центрирующий палец 3, а образовавшийся зазор порядка
1,5—2 мм между деталью и втулкой 2 заполняют расплавленным
связующим веществом 5. После охлаждения и затвердевания свя¬
зующего вещества обеспечивается достаточно прочное соедине¬
ние детали с жесткой втулкой приспособления. В качестве свя¬
зующего вещества могут быть использованы сплав Вуда, кани¬
фоль, парафин, пластилин, тавот.
144
Рис. 11-25. Приспособ¬
ление со связующим ве¬
ществом для крепления
нежестких оправ
Рис. II-26. Оправка для обработки колец
Таблица II-3
Режимы и геометрия резцов с режущей частью из сплава марки ВКЗМ
для точения нежестких деталей
Геометрические параметры резца
и режимы резания
Материалы обрабатываемых деталей
Д16Т
ВТ6
BT14
Главный угол в плане ф, град . . .
Вспомогательный угол в плане <plf
60—75
45—90
45—90
град
15
5—15
5—15
Передний угол у, град
20
0
0
Задний угол а, град
8
10
10
Радиус при вершине г, мм ....
0,6—2,5
0,8—1,5
0,8—1,5
Шероховатость режущих граней . .
0.04
0,16
0,16
V
V
V
Подача s, мм/об
Глубина резания /, мм
0,02—0,05
0,04—0,06
0,11—0,22
0,1—0,5
0,2—1,0
0,2—1,0
Скорость резания v, м/мин ....
400—800
80—100
25—40
Прочность соединения оправка—связующее вещество—де¬
таль зависит от вида связующего вещества, величины зазора,
длины детали, шероховатости поверхностей и т. п.
Для окончательной обработки промежуточных и пружинных
колец, наружный посадочный диаметр которых выполняют по 2
и 3-му классам точности, используют разжимные цанговые оп¬
равки или оправки с осевым зажимом (рис. II-26). Набор колец 4
(6—8 шт.) при снятой шайбе 3 надевают на оправку 1 и тягой 2
через быстросъемную шайбу 3 прижимают к торцу А.
Окончательную токарную обработку жестких оправ произво¬
дят быстрорежущими и твердосплавными резцами. Исследования,
проведенные Богородским Е. С., показали, что при чистовой
обработке нежестких деталей взаимосвязь параметров резания
с производительностью, точностью и шероховатостью поверх¬
ности имеет специфический характер, и обработку таких деталей
следует вести на режимах, приведенных в табл. II-3.
6. обработка вспомогательных поверхностей
Вспомогательные поверхности (отверстия, пазы, лыски и т. п.)
служат для прикрепления оправ и тубусов к корпусу прибора,
установки стопорных винтов, штифтов, для монтажа диафрагм
и т. п. Вспомогательные отверстия бывают осевые и радиальные,
глухие и сквозные, гладкие и резьбовые.
Обработку отверстий ведут в следующей последовательности:
сначала сверление или, значительно реже, пробивка, затем раз¬
вертывание или зенкерование, или нарезание резьбы.
Сверление отверстий выполняют либо на отдельной операции,
либо совмещают с предварительной токарной обработкой на ре¬
вольверных станках и автоматах.
Ю А. Н. Малов
145
Рис. 11-27. Головка для сверления внеосевых отверстий на токарно-револьверном станке
На рис. 11-27 показана сверлильная головка для сверления
двух осевых отверстий на револьверном станке. Головку хвосто¬
виком 1 закрепляют в револьверной головке станка. При пере¬
мещении револьверной головки подпружиненный палец 5 входит
в специальное отверстие или паз на торце патрона, в котором
закреплена обрабатываемая оправа, подвижная часть 7 приспособ¬
ления начинает вращаться синхронно со шпинделем. На непод¬
вижном хвостовике укреплено зубчатое колесо 2 с внутренним
зацеплением. По этому колесу при вращении подвижной части
приспособления обкатывается зубчатое колесо S. При обкате
зубчатое колесо 8 получает вращение вокруг своей оси, которое
через втулку и зубчатые колеса 3, 4 передается патрону 6, в ко¬
тором закрепляются сверла, последние синхронно вращаются
вместе с деталью и, кроме того, вращаются вокруг своей оси со
скоростью, обеспечивающей необходимую скорость резания при
сверлении. При осевой подаче револьверной головки осуществ¬
ляется одновременное сверление двух отверстий в торце обрабаты¬
ваемой оправы. Эксцентричное расположение патрона относи¬
тельно оси ведущего зубчатого колеса позволяет разворотом
корпуса 9 регулировать межосевое расстояние обрабатываемых
отверстий.
Обработку отверстий на сверлильных станках ведут в спе¬
циальных или групповых кондукторах. Кондукторы для сверле¬
ния радиальных отверстий в оправе и тубусе показаны на
рис. II-28. В обоих случаях детали базируются по наружной
поверхности, их закрепляют с помощью гаек 1 и быстросменных
шайб 2. Для сверления отверстия кондуктор устанавливают на
плоскость, перпендикулярную к оси кондукторной втулки.
Для сверления осевых отверстий чаще используют кондукторы
с откидной прижимной планкой (рис. II-29). Оправу устанавли¬
вают по внутреннему диаметру на палец 7, закрепленный в кон¬
дукторной плите 2, в которой запрессованы кондукторные
втулки 3. Деталь закрепляют откидной планкой 4 с качающимся
прижимом 5, болтом 6 и гайкой 7. Если угловое положе¬
ние системы обрабатываемых отверстий закоординировано отно-
146
сительно какой-либо предварительно обработанной поверхности,
например паза, отверстия и т. п., то на кондукторной плите
устанавливают штифт или другой фиксатор, который обеспечи¬
вает заданное положение детали относительно системы кондук¬
торных втулок приспособления.
Отверстия в оправах сверлят либо последовательно (по одному)
на одношпиндельном сверлильном станке, либо одновременно
с помощью многошпиндельных сверлильных головок. Устрой¬
ство и работа этих головок рассмотрены в гл. I.
10*
147
Рис. II-28. Кондукторы
для сверления радиаль¬
ных отверстий в оправе
(а) и тубусе (б)
Для сверления отверстий в оправах или тубусах, имеющих
как радиальные, так и осевые отверстия, иногда используют кон¬
дукторы, позволяющие вести обработку всех отверстий в одном
кондукторе, при одной установке и закреплении детали.
У таких кондукторов против каждой кондукторной втулки
обрабатывается плоскость, перпендикулярная к оси кондуктор¬
ной втулки, необходимая для установки приспособления на столе
станка при сверлении отверстий.
Если все отверстия оправы одного диаметра, то их последова¬
тельную обработку выполняют на одношпиндельном сверлиль¬
ном станке одним инструментом. Для сверления отверстий раз¬
ного диаметра необходима смена инструмента. В этих случаях
обработку отверстий можно вести на одношпиндельных станках,
оснащенных быстросменными патронами, позволяющими произ¬
водить смену сверл без остановки шпинделя или многопозицион¬
ной револьверной головкой. Кроме того, обработку таких дета¬
лей можно вести на многошпиндельных сверлильных станках.
В практике оптических заводов для сверления отверстий в опра¬
вах широко применяют групповые кондукторы. Такие кондук¬
торы обычно состоят из постоянного корпуса, который исполь¬
зуется для обработки всех деталей данной группы, и регулируе¬
мой или сменной части, настраиваемой или изготовляемой спе¬
циально для обработки каждой конкретной детали группы.
Групповой кондуктор со сменной частью (вставной) для свер¬
ления осевых отверстий в оправах может быть спроектирован
на базе кондуктора (рис. 11-29) с прижимной планкой. Конструк¬
цией группового кондуктора предусмотрена возможность регули¬
ровки величины зажимного размера Л, чем достигается возмож¬
ность обработки оправ разной длины. Кондукторная плита
148
Рис. II-29. Кондуктор для сверления осевых отверстий в оправе
Рис. 11-30. Кондукторная плита группового кондуктора
(рис. II-30) состоит из постоянной части 1 и специальной вставки 2,
в которой запрессованы кондукторные втулки 3 и установочный
палец 4. Сменную вставку изготовляют для каждой оправы дан¬
ной группы, если число, диаметры и расположение отверстий,
а также диаметр установочного отверстия оправы отличаются
от аналогичных параметров других деталей. Вставку устанавли¬
вают в плиту 1 по диаметру D и закрепляют (на рис. II-30 эле¬
менты крепления не показаны).
На рис. 11-31 показан групповой кондуктор для сверления
трех осевых отверстий в оправе, выполненный на базе консоль¬
ного скальчатого кондуктора. В корпусе 5 закреплен центрирую¬
щий палец 3, на который устанавливается оправа 4. Кондуктор¬
ные втулки 1 и упор 2 укреплены в сменной плите 6. При опуска¬
нии плиты 6 упор 2 зажимает деталь.
Схема групповой наладки для сверления одного радиального
отверстия в группе деталей типа оправ и втулок (рис. II-32, б)
показана на рис. II-32, а. Деталь 1 закрепляется регулируемым
по длине детали пружинным зажимом 3 на сменном пальце 2,
который изготовляют для каждой детали группы.
Для направления сверла слу¬
жит сменная кондукторная втул¬
ка 4. Сменные втулки, входящие
в комплект групповой наладки,
специальные; наружные диаметры
D, по которым они устанавлива¬
ются в кондукторе, у всех вту¬
лок данного набора одинаковые,
а внутренние диаметры раз¬
ные. В мелкосерийном производ¬
стве или при изготовлении опыт¬
ных образцов приборов сверле¬
ние отверстий в оправах и тубусах
выполняют с использованием кон¬
дукторов, собираемых из ком¬
плекта универсально-сборочных
приспособлений (УСП).
Рис. II-31. Групповой скальчатый кон¬
дуктор
149
Рис. II-32. Групповой кондуктор (а) для сверления отверстий в оправах (б)
Определенный интерес представляет идея одновременной обра¬
ботки осевых и радиальных отверстий в оправах и тубусах на
агрегатных станках. Целесообразность такой обработки в усло¬
виях крупносерийного производства очевидна.
Схема устройства, реа¬
лизующего эту идею, по¬
казана на рис. II-33. Де¬
таль (оправу) устанавли¬
вают по наружному диа¬
метру в стакан 12, в кото¬
ром запрессованы кондук¬
торные втулки 13. С по¬
мощью рукоятки 20 и
подъемного механизма (на
схеме не показан) подвиж¬
ную плиту 17 поднимают
и прижимают деталь к пли¬
те И с кондукторными
втулками 10. При дальней¬
шем подъеме плиты 17 кон¬
дукторная плита 11 под¬
нимается по направляю¬
щим колоннам 7; сверла 9
(на схеме они условно по¬
казаны стрелками), за¬
крепленные в шпинделях
неподвижной многошпин¬
дельной головки 6, про¬
ходят через кондукторные
Рис. И-ЗЗ. Схема устройства для одновременного ВТуЛКИ 10 И СВерЛЯТ ТрИ
сверления в оправах осевых и радиальных отвер- осевых 0ТверСТИЯ на ТОрЦв
150
оправы. Необходимая точная ориентация кондукторной плиты 11
и детали осуществляется направляющими колонками и точными
втулками 2f укрепленными в плитах 11 и 17. Зажим детали обе¬
спечивается усилием пружин 8. Одновременно со сверлением
осевых отверстий ведется обработка трех радиальных отверстий.
При подъеме плиты 17 рычаги 19 перемещаются по функциональ¬
ным кулачкам 21, закрепленным на неподвижном основании 22,
и сообщают сверлам 15 движение подачи.
Передача вращательного движения на радиальные сверла осу¬
ществляется шкивами 5, 4, 1, пассиком 3, зубчатым колесом 16
и круговой рейкой 14. Возврат сверл в исходное положение про¬
изводится пружинами 18 при опускании плиты 17.
На схеме не показано устройство для съема детали, которое
выполнено в виде толкателей, поднимающих обработанную оп¬
раву вверх. Обработка отверстий в оправах на таком станке дает
значительный выигрыш в производительности по сравнению с дру¬
гими способами обработки за счет уменьшения вспомогательного
и совмещения основного времени.
В рассмотренных выше приспособлениях для сверления от¬
верстий в оправах требуемое расположение обрабатываемых от¬
верстий обеспечивается кондукторными втулками, которые на¬
правляют сверла и тем самым координируют их положение относи¬
тельно детали. Тип кондукторных втулок, устанавливаемых
в приспособлениях, выбирают в зависимости от программы вы¬
пуска деталей, требуемой точности обработки, способа обработки
и взаимного расположения отверстий и т. п.
При сверлении отверстий по кондуктору сверлами обеспечи¬
вается точность по 5-му и 4-му классам и шероховатость поверх¬
ности 4—5-го классов. Межосевые расстояния выдерживаются
с точностью ±0,05—0,08 мм.
Конструкция и требуемая точность отверстий определяют
последующую после сверления обработку. При необходимости
отверстия зенкеруют, развертывают, зенкуют, в резьбовых от¬
верстиях нарезают резьбу. Зенкерование и развертывание позво¬
ляют повысить точность отверстий до 3—2-го класса, а класс
шероховатости поверхности до 6—8-го. Зенкерование и разверты¬
вание удобно выполнять сразу после сверления в кондукторах
с быстросменными втулками.
Отверстия зенкуют для образования поверхности под винт
с потайной головкой и для снятия фасок перед нарезанием резьбы.
Обработку ведут специальными зенковками, а иногда заточен¬
ными под соответствующие углы сверлами диаметром большим,
чем диаметр отверстия.
Резьбу нарезают машинными или ручными метчиками на резьбо¬
нарезных станках, сверлильных, оснащенных специальным устрой¬
ством для нарезания резьбы, или вручную. Весьма перспектив¬
ным методом получения крепежных резьб в отверстиях является
раскатывание.
151
Таблица II-4
Диаметры отверстий (мм) под метрическую резьбу
1—3-го классов точности
Шаг
резьбы
Диаметр
отверстия
Допустимое
отклонение
Шаг
резьбы
Диаметр
отверстия
DPH
Допустимое
отклонение
0,2
+0,048
0,75
—0,8
+0,17
0,25
+0,06
0,8
—0,8
+0,13
0,3
+0,06
1,0
— 1,05
+0,17
0,35
D0 =
+0,07
1,25
-1,3
+0,17
0,4
^рн Р
+0,07
1,5
— 1,57
+0,20
0,45
+0,08
1,75
-1,8
+0,17
0,5
+0,10.
2,0
—2,1
+0,24
0,6
+0,11
2,5
—2,65
+0,26
0,7
+0,12
3,0
—3,15
+0,28
Диаметр отверстия D0 при нарезании метрической резьбы
в зависимости от шага Р и номинального диаметра DHp резьбы
определяют по табл. II-4.
Пазы на торцовых и боковых поверхностях оправ обрабаты¬
вают на фрезерных станках. Выбор станка, приспособления для
закрепления оправы определяется размерами, формой и располо¬
жением обрабатываемой поверхности.
Прямолинейные сквозные пазы (шлицы) на торцах и фланцах
фрезеруют дисковыми фрезами (паз /, рис. II-34) на горизон¬
тально-фрезерных и вертикально-фрезерных станках, а несквоз¬
ной лаз 2 — на вертикально-фрезерном станке концевой фрезой.
Грунповое фрезерное приспособление для обработки шлицев
на кольцах показано на рис. II-35.
Обработку криволинейных пазов обычно ведут на вертикально¬
фрезерных станках концевыми фазами. Обработку радиусных
пазов (паз 4, рис. II-34) выполняют с круговой подачей в пово¬
ротном приспособлении или зажимном приспособлении, установ¬
ленном на поворотном столе. Ось оправы совмещают с осью вра-
Рис. II-34. Виды пазов на торцах оправ и тубусов
152
Рис. II-35. Групповое фрезерное приспособление (а) для обработки пазов
на резьбовых кольцах; б — сменная вставка
щения приспособления. Фрезу располагают на расстоянии
от оси приспособления. Угол ср выдерживают по предварительно
установленным упорам или по угломерной шкале приспособле¬
ния. Если таких пазов два или более, то приспособление осна¬
щают делительным устройством. Аналогичным способом ведут
обработку паза 3, но в приспособлении оправу устанавливают
так, чтобы ось ее была смещена от оси приспособления на вели¬
чину А. Криволинейные пазы, имеющие произвольную форму
(паз 5), обычно обрабатывают по копиру.
При обработке торцовых пазов оправы закрепляют в зажим¬
ных или разжимных цанговых приспособлениях с пневматиче¬
ским, винтовым, эксцентриковым или другими видами закреп¬
лений.
Пазы на боковой поверхности оправ и тубусов (спиральные
и с неравномерным углом подъема) можно рассматривать как
пазовые кулачки. Их обрабатывают на вертикально-фрезерных
станках, оснащенных делительными головками и специальными
копировальными устройствами, которые подробно рассматри¬
ваются в гл. IV.
Пазы на боковой поверхности оправ можно обрабатывать и
на копировально-фрезерном станке с использованием приспособ¬
ления, показанного на рис. II-36. Копир и деталь, взаимно ориен-
Рис. II-36. Копировальная оправка для обработки криволинейных пазов
153
Рис. II-37. Долбяк для обра¬
ботки декоративных рифле¬
ний
тированные штифтами 2 и 3, закрепляют на оправке 1. Оправку
устанавливают в делительной головке и поджимают центром.
Копировальный палец вводят в паз копира, который при продоль¬
ном перемещении стола обеспечивает разворот оправки, необхо¬
димый для обработки на оправе паза с заданными параметрами.
Паз обрабатывают концевой фрезой.
Зубчатые венцы и секторы на оправах обрабатывают зубо-
фрезерованием или зубодолблением.
Декоративные рифления на наружных поверхностях оправ
и тубусов фото- и кинообъективов обрабатывают долблением на
зубодолбежных станках. Для каждого из применяемых пяти типов
декоративных рифлений (сплошных и секторных треугольного
профиля, сплошных трапецеидального профиля и с полукруг¬
лыми впадинами и рифлений треугольного профиля на поверх¬
ности лунок) изготовляют специальные дисковые прямозубые
долбяки (рис. II-37) из быстрорежущей стали Р18.
7. ОБРАБОТКА ОКУЛЯРНОЙ РЕЗЬБЫ
Окулярная резьба относится к резьбам специального назна¬
чения, имеет укороченный профиль с углом 60° и применяется
в оправах объективов и окуляров для обеспечения значительных
осевых перемещений оправ при небольших (менее 360°) углах
их относительно, разворота. Параметры окулярной резьбы
(рис. II-38) регламентированы ГОСТ 5359—50, основные размеры
приведены в табл. II-5.
Рекомендуемое число заходов окулярной резьбы 1, 2, 4, 6,
8, 12, 16, 20, однако на практике часто применяют резьбы с не¬
четным числом заходов 3, 5, 7, 11. Стандартом установлены ус¬
ловные обозначения окулярной резьбы на чертежах. Например,
правая одиннадцатизаходная окулярная резьба диаметром 55 мм
и шагом 1,5 мм обозначается: Ок 55х (11x1,5) ГОСТ 5359—50;
левая восьмизаходная резьба диаметром 40 и шагом 1,5 мм —
Ок 40^ (8x1,5) левая ГОСТ 5359—50, а правая однозаходная
резьба —Ок 12x1,5 ГОСТ 5359—50. Допуски на размеры оку¬
лярной резьбы установлены ГОСТ 5359—50, кроме того, к оку-
154
лярной резьбе часто предъявляются весьма жесткие требования
соосности (порядка 0,01—0,05 мм) с резьбовыми и цилиндриче¬
скими поверхностями детали, и наконец, после окончательной
обработки резьбы, сборки пары оправ («винт—гайка») резьбо¬
вое соединение должно удовлетворять заданным допускам по
осевой и радиальной качке. Например, после притирки окуляр¬
ной резьбы (рис. II-38, б) оправы 1 (винт) с оправой 2 (гайка)
для трех значений величины А
должны удовлетворяться сле¬
дующие требования.
Поверхности под нарезание
окулярной резьбы обрабаты¬
вают по 3-му классу точности и
7-му классу шероховатости. По¬
рядок обработки оправ с внут¬
ренней и наружной окулярной
резьбой следующий: сначала
обрабатывают партию оправ, имеющих внутреннюю резьбу («гай¬
ки»). Контроль нарезанной резьбы осуществляют резьбовыми
калибрами—пробками. Затем обрабатывают наружную окуляр¬
ную резьбу на оправах («винтах»), которые должны сопрягаться
по резьбе и в дальнейшем работать с оправами первой партии.
При этом «винты» обрабатывают по «гайкам», которые исполь¬
зуют как «калибры». «Винт» обрабатывают до тех пор, пока
Таблица II-5
Основные параметры и размеры окулярной резьбы (ГОСТ 5359—50), мм
Расстоя¬
ние
А, мм
Допустимая качка, мм
осевая
радиальная
1
0,02
0,04
5
0,025
0,05
10
0,03
0,06
ТТТ a г* D
Глубина
Рабочая высота
Зазор
Ширина впадины
шаг
витка t2
Z = Z'
т — т'
1,5
• 0,6
0,55
0,05
0,38
2
0,75
0,7
0,05
0,54
155
Рис. II-38. Параметры окулярной резьбы (а) и оправы с окулярной резьбой (б)
«гайка» не будет навинчиваться на него с определенным уси¬
лием. Таким образом, одновременно с обработкой наружной
резьбы происходит подбор пар оправ, которые потом притира¬
ются, для чего оставляют припуск порядка 0,01—0,015 мм.
Для требуемой плавности хода и отсутствия зазоров в окуляр¬
ной резьбе на нее обычно не наносят защитных покрытий в отли¬
чие от других поверхностей оправ. Поэтому операцию изготов¬
ления окулярных резьб, как правило, выполняют после нанесе¬
ния покрытий. Основным способом обработки окулярной резьбы
является ее нарезание с помощью резцов и гребенок на токарно¬
винторезных, токарных, револьверных станках и специализиро¬
ванных полуавтоматах.
Токарно-винторезные станки используют для нарезания одно-
заходной и многозаходной (с числом заходов не более 10) окуляр¬
ной резьбы в условиях мелкосерийного производства. В зависи¬
мости от величины шага и числа заходов станок настраивают на
нарезание винта с шагом Рн, равным ходу окулярной резьбы:
Рн = Рорп, где Р0р — шаг окулярной резьбы, п — число за¬
ходов. Скорость вращения шпинделя устанавливают в зависи¬
мости от хода нарезаемой резьбы: чем больше ход, тем меньше
скорость. Это обусловлено тем, что при больших скоростях реза¬
ния и большом ходе резьбы усилие резания достигает значений,
которые могут привести к нежелательным деформациям оправ.
Из тех же соображений выбирают количество проходов, а следова¬
тельно, и глубину резания. Так, одну нитку шестизаходной оку¬
лярной резьбы нарезают за 10 проходов, а двухзаходной за 6—7
проходов. На первых 3—4 проходах глубина резания составляет
0,1—0,2 мм, на последующих двух-трзх проходах уменьшается
до 0,05 мм, а последние 2—3 прохода выполняются без радиаль¬
ной подачи инструмента (глубина резания равна нулю), т. е
происходит «выхаживание», которое улучшает качество поверх¬
ности резьбы и уточняет средний диаметр.
На токарных станках окулярную резьбу нарезают резцами
и гребенками, обычно используют однозубые и двухзубые гре¬
бенки. Если резьба нарезается в сквозном отверстии, т. е. есть
достаточное место для выхода гребенки (то же для наружной
резьбы), то используют двухзубую гребенку, если же в оправе
не предусмотрена канавка для выхода двухзубой гребенки, то
обработку ведут однозубой гребенкой.
При нарезании резьбы однозубой гребенкой на первом пере¬
ходе обрабатывается впадина одной нитки, затем после деления
на заход — второй и т. д. Двухзубой гребенкой на первом пере¬
ходе обрабатываются две соседние нитки (каждый зуб прорезает
свою впадину), на всех последующих переходах первый зуб
нарезает новую впадину, а второй калибрует впадину, нарезан¬
ную первым зубом на предыдущем переходе. Поэтому износ пер¬
вого зуба гребенки, который выполняет основную работу и
изнашивается весьма интенсивно, оказывает меньшее влияние
156
на точность обработки, чем такой же износ однозубой гре¬
бенки.
Окулярную резьбу на токарно-винторезных станках наре¬
зают за несколько переходов, число которых равно числу захо¬
дов нарезаемой многозаходной резьбы. После каждого перехода,
т. е. после нарезания одной нитки, производят деление на за¬
ход, для чего применяют делительные патроны или другие устрой¬
ства, обеспечивающие поворот заготовки на соответствующую
часть окружности перед нарезанием каждого нового захода.
Обычно применяют универсальные ручные делительные па¬
троны, состоящие из планшайбы, установленной на шпинделе
и поворотного диска с 360 делениями, равномерно расположен¬
ными по окружности. Поворот диска на необходимое число деле¬
ний производят относительно нулевой риски, нанесенной на
планшайбе, при опущенных гайках, служащих для затяжки
болтов, головки которых входят в Т-образные пазы диска. При
трехзаходной резьбе производят поворот детали на 120°, при
пятизаходной — на 72° и т. д. Поводковый хомутик, связываю¬
щий диск с установленной в центрах деталью, своим изогнутым
концом должен без зазора входить в паз диска.
В других конструкциях делительных патронов деление осу¬
ществляется при помощи фиксатора, входящего в отверстия вту¬
лок, запрессованных в поворотный диск на равных угловых рас¬
стояниях. Число втулок зависит от количества заходов нарезае¬
мой резьбы. В серийном производстве такие патроны более при¬
годны, чем универсальные.
При отсутствии делительных устройств производят перемеще¬
ние резца вдоль оси шпинделя на величину одного шага с по¬
мощью верхнего суппорта. Точное перемещение резца выпол¬
няется с использованием набора плоско-параллельных мер.
По-иному нарезается окулярная резьба на токарных станках
типа «Ауэрбах», оснащенных специальным устройством
(рис. II-39) для автоматического деления на заходы и относитель¬
ного продольного перемещения инструмента с заданным ходом
нарезаемой резьбы.
На валу шпинделя 5 станка закреплены резьбовой барабан 1
(жестко) и фрикционно (через муфту 4) кулачок 3. Муфта 4 отре¬
гулирована так, что для поворота кулачка 3 необходим значи¬
тельный момент.
На станине станка закреплена звездочка 2, которая может
находиться в двух положениях: в рабочем (когда одна подведена
к резьбовому барабану /) и в нерабочем (когда она отведена от
барабана). Вдоль оси шпинделя звездочка перемещаться не мо¬
жет. Впадина звездочки, обращенная к барабану, представляет
собой участок резьбовой поверхности гайки, сопрягаемой с резь¬
бой барабана 1. На звездочке неподвижно закреплен хомутик 7
с пальцем 6. Для нарезания резьбы звездочка 2 подводится к бара¬
бану 1. Палец 6 упирается в кулачок 3 и препятствует зацеплению
157
вращающегося барабана со звездочкой. Усилия, с которым палец
давит на кулачок, недостаточно для поворота кулачка относи¬
тельно вала шпинделя. Поэтому кулачок вращается вместе со
шпинделем до тех пор, пока палец не войдет во впадину кулачка.
В этот момент происходит зацепление барабана и звездочки,
а вал шпинделя начинает проворачиваться относительно кулачка 3,
так как кулачок удерживается от проворота пальцем 6.
Войдя в зацепление с неподвижной звездочкой, вращающийся
вместе со шпинделем резьбовой барабан получает осевое переме¬
щение и, преодолевая усилие Р возвратной пружины отжатия,
перемещает шпиндель (по стрелке S). На шпинделе закреплена
обрабатываемая оправа, которая при осевом движении шпинделя
подается на инструмент, закрепленный в неподвижном резце¬
держателе. Шаг резьбового соединения звездочка—барабан, обес¬
печивающего осевую подачу шпинделя и детали, равен ходу на¬
резаемой окулярной резьбы. Следовательно, за один оборот
шпинделя деталь перемещается относительно инструмента на
величину хода нарезаемой резьбы. Поскольку полный профиль
резьбы нарезается в несколько проходов, то в начале обработки
инструмент выставляется на заданную глубину резания, на ко¬
торую при первом замыкании звездочки и барабана прорезается
первая нитка. Нитка нарезается по всей длине резьбы, после чего
звездочка отводится от барабана и усилием Р возвратной пружины
шпиндель возвращается в исходное положение. Выше указыва¬
лось, что одновременно с замыканием звездочки и барабана и на¬
чалом нарезания первой нитки кулачок 3 стопорится пальцем 6
и вал шпинделя проворачивается относительно кулачка 3. По¬
158
Рис. II-39. Механизм деления для нарезания окулярной
резьбы
скольку кулачок 3 перемещается вместе со шпинделем относи¬
тельно неподвижного пальца 6, то угол ф относительного прово¬
рота кулачка и вала шпинделя будет определяться величиной х
перекрытия кулачка и пальца в момент замыкания звездочки
и барабана. Как только шпиндель переместится на величину х,
кулачок выйдет из зацепления с пальцем и начнет вращаться
вместе со шпинделем. При вторичном замыкании звездочки с резь¬
бовым барабаном на оправе будет нарезаться вторая нитка, на¬
чало которой будет смещено относительно начала первой нитки
на величину угла ср. Очевидно, что если нарезается резьба с чис¬
лом заходов п, то угол ср должен быть равен 360 п. Поворот оп¬
равы на угол ф соответствует осевому перемещению на величину,
равную шагу резьбы. Следовательно, величина х перекрытия
кулачка 3 и пальца 6 должна быть равна шагу нарезаемой резьбы.
Для удобства настройки механизма деления на величину л: ши¬
рину (а) кулачка 3 делают равной х. Так, при нарезании четырех-
заходной окулярной резьбы с шагом Р = 1,5 мм ширина кулачка
должна быть равной 1,5 мм. Для повышения прочности кулачка
размер а может быть увеличен, но при этом ширина кулачка а
должна определяться по формуле a = x = kP ± р9 где Р — шаг,
a k — целое число.
Нарезание полного профиля резьбы, как и на токарно-винто¬
резных станках, выполняют за несколько проходов. Но в данном
случае все нитки (заходы) последовательно прорезают на одну
и ту же глубину, затем инструмент перемещают в радиальном
направлении на величину, равную глубине резания на втором
переходе, и вновь обрабатывают все нитки. Процесс повторяют
до тех пор, пока не будет прорезан полный профиль всех ниток
резьбы. Затем делают один-два прохода без подачи инструмента
для калибровки нарезаемой резьбы.
На токарно-револьверных станках окулярную резьбу наре¬
зают с помощью гребенок, устанавливаемых в суппорте резьбо¬
нарезного устройства (приклона). Продольная подача инстру¬
мента, равная ходу нарезаемой резьбы, и автоматическое деление
на заходы осуществляются с помощью механизма, работа которого
аналогична работе механизма деления, применяемого на токар¬
ных станках. Резьбовой барабан (копир) и кулачок, как и в рас¬
смотренном выше устройстве, укреплены на валу шпинделя станка.
Основное отличие заключается в том, что звездочка и стопорный
палец механизма деления закреплены на приклоне. При замыка¬
нии звездочки и вращающегося резьбового барабана приклон
перемещается параллельно оси шпинделя, обеспечивая продоль¬
ную подачу инструмента с шагом, равным шагу зубчатого бара¬
бана. Инструмент перемещается относительно вращающейся де¬
тали и нарезает одну нитку окулярной резьбы. Фрикционно
укрепленный на валу шпинделя кулачок и стопорный палец про¬
изводят автоматическое деление на заходы, точно так же, как и
на токарном станке. Периодическая после прорезания всех ни-
159
ток резьбы радиальная подача инструмента на глубину резания
осуществляется вручную с помощью механизма подачи, имею¬
щегося на суппорте.
Окулярную резьбу иногда обрабатывают на специальных стан-
ках-полуавтоматах. На этих станках автоматизирован не только
процесс деления на заходы, но и подача инструмента на глубину
резания. Такие станки весьма эффективны при обработке боль¬
ших партий оправ с внутренней окулярной резьбой («гаек»).
Однако для обработки деталей с наружной резьбой («винтов»),
которые, как указывалось ранее, подгоняются под обработанную
«гайку», такая автоматизация не имеет смысла. Попытки независи¬
мой обработки винтов и гаек с точностью, позволяющей исключить
индивидуальную подгонку и последующую притирку, пока не
увенчались успехом.
160
Рис. II-40. Гребенка для нарезания окулярной резьбы
Т а б л и ц a II-6
Таблица выбора гребенок (см. рис. II-40)
для нарезания наружных окулярных резьб
Обозначение
гребенок
Диаметры окулярной резьбы с шагом 1,5 мм, нарезаемой
гребенкой (в зависимости от числа заходов резьбы п)
п = 2
/2=3
I п = 4
п = 6
п= 8
п = 10
0 12Х (1X 1,5)
СВ. 8
св. 27
св. 36
св. 54
св. 72
св. 90
0 12 X (2 X 1,5)
0 10—18
0 14—27
0 20—36
0 28—54
0 36,5—
72
0 46—90
0 12Х (3X1,5)
0 7—9
0 10,5—
13
0 14—18
0 21—27
0 28—36
0 35—45
0 12 X (4 X 1,5)
0 7,5—10
0 ю-
13,5
0 15—20
0 20-
27,5
0 25—34
Представляет интерес применяемый на некоторых заводах
способ нарезания наружной окулярной резьбы методом обката
на зубофрезерных станках специальными червячными фрезами.
Процесс нарезания резьбы осуществляется при согласованном
вращении фрезы и обрабатываемой детали и перемещении фрезы
вдоль оси детали. Согласованное вращение (обкат) фрезы и де¬
тали и продольная подача фрезы обеспечиваются настройкой
цепей деления, дифференциала и подач; за один оборот фрезы
деталь перемещается на величину хода нарезаемой резьбы и по¬
ворачивается на kin часть оборота (где k — число заходов фрезы,
п — число заходов нарезаемой резьбы). За один проход все нитки
резьбы прорезаются на полную глубину и обеспечивается точное
деление на заходы.
Нарезание окулярных резьб производится специальными рез¬
цами и гребенками (призматическими и круглыми). Чаще других
инструментов используются круглые гребенки.
Конструкция круглых гребенок 0 12 мм для нарезания на¬
ружных окулярных резьб с шагом 1,5 мм показана на рис. II-40.
Такие гребенки изготовляют с числом заходов 1, 2, 3 и 4. Число
заходов гребенки определяется в зависимости от диаметра и за-
ходности нарезаемой резьбы (табл. II-6). Геометрические пара¬
метры режущей части гребенки зависят от числа заходов
(табл. II-7).
В зависимости от направления витков и заточки режущей
части гребенок последние разделяют на гребенки с левой резьбой
и гребенки с правой резьбой (на производстве их часто называют
левые и правые). Гребенки с левой резьбой применяют для наре¬
зания наружных правых и внутренних левых резьб, а гребенки
с правой резьбой — для нарезания наружных левых и внутрен¬
них правых резьб.
На рис. II-41 показана гребенка для нарезания наружной
резьбы ОК 105X (4x1,5), оснащенная пластинками из твердого
П А. Н. Малов
161
Таблица II-7
Параметры режущей части гребенок (см. рис. II-40)
сс° ± 12'
6° + 12'
Обозначение
гребенок
Число
захо¬
дов
п
Ход
t, мм
ъ
в осе¬
вом
сечении
в нор¬
мальном
сечении
в осевом
сечении
в нор¬
мальном
сечении
0 12Х (1X 1,5)
1
1,5
7—0,36
CD
00
о
ОО
32° 17'
32° 15'
0 12Х (2X1,5)
2
3
8,5_036
63° 35'
-62° 27'
32° 34'
32° 30'
0 12Х (3X1,5)
3
4,5
10-0,43
О
00
о
00
32° 51'
32° 40'
0 12Х (4Х 1,5)
4
6
11,5—0,43
62° 53'
00
00
о
О
00
32° 47'
сплава ВК-8. Резьба на гребенке левая двухзаходная, угол на¬
клона резьбы 0° ЗГ.
Для получения заднего угла ав на вершине (у гребенок вели¬
чина этого угла принимается в пределах 10—12°) режущая
кромка располагается ниже оси гребенки на величину Л, которая
обычно принимается близкой к 0, Ш (где D —диаметр гребенки).
Рис. II-41. Гребенка с твердосплавными пластинами для нарезания
окулярной резьбы
162
Профиль гребенки в сечении, в котором располагаются режущие
кромки, формирующие профиль резьбы, должен быть подобен
профилю нарезаемой резьбы. Очевидно, что это может быть до¬
стигнуто только в том случае, если профиль гребенки в осевом
сечении будет отличаться от профиля нарезаемой резьбы, что сле¬
дует из рис. 11-40 и табл. 11-7.
Профиль гребенки в осевом сечении, обеспечивающий наре¬
зание окулярной резьбы, определяется с учетом величины п
и переднего угла у при проектировании гребенки. При проекти¬
ровании или подборе гребенок в соответствии с шагом и направ¬
лением резьбы допускается отклонение угла подъема резьбы гре¬
бенки от угла подъема нарезаемой резьбы детали в пределах ±2,5°.
Окулярные резьбы после нарезания калибруются метчиками
и плашками. На рис. II-42 показан метчик для калибровки одно-
заходной окулярной резьбы с шагом 1,5 мм. Рабочая часть мет¬
чика состоит из заборной (конической) части и калибрующей.
Для калибровки окулярных резьб также применяют разжимные
шести-и двенадцатиперьевые калибровочные метчики.
В последнее время метчики начинают применять для нареза¬
ния многозаходных резьб без предварительной их обработки рез¬
цами или гребенками. На рис. II-43 показана конструкция раз-
11
163
Рис. 11-42. Метчик для калибровки окулярной резьбы
Рис. 11-43. Метчик для нарезания окулярной резьбы
жимного метчика для нарезания пятнадцатизаходной резьбы
с шагом 1 мм. Метчик состоит из пяти ножей 2, установленных
в корпусе 1, центрируемых коническим валиком 3. Резьбовую
поверхность метчика обрабатывают в собранном виде. Метчик
имеет длинный заборный конус и короткую калибрующую часть.
Длинная заборная часть и большое число режущих кромок
позволяют довести величину припуска, срезаемую одним зубом,
до 0,01—0,015 мм. Это обеспечивает малые усилия резания и вы¬
сокое качество поверхности. Резьбу нарезают метчиком на то¬
карном станке. Метчик закрепляют в центрах, а деталь — на
суппорте станка. Мётчик через поводковый патрон получает
вращение от шпинделя, «ввинчивается» в обрабатываемую де¬
таль, заставляет ее перемещаться вместе с суппортом, обеспечи¬
вая принудительную подачу, соответствующую параметрам наре¬
заемой резьбы. Этот метод нарезания многозаходных резьб харак¬
теризуется высокой производительностью, высоким качеством
поверхности и точным делением резьбы на заходы.
Окулярную резьбу притирают после обработки и подбора
пар оправ с окулярной резьбой для достижения требуемых экс¬
плуатационных характеристик соединения (плавного хода, от¬
сутствия радиальной и осевой качки, качества поверхности резь¬
бовых поверхностей и т. д.), которые не могут быть получены при
механической обработке резьб.
Процесс притирки окулярных резьб заключается в следующем.
На резьбовую поверхность скомплектованной пары оправ «винт» —
164
«гайка» наносят притирочную пасту, детали свинчивают и им
сообщают относительный проворот попеременно в одну и другую
сторону, т. е. осуществляют периодическое свинчивание и раз¬
винчивание резьбового соединения.
Несмотря на сравнительную простоту процесса, эту операцию
в настоящее время выполняют либо вручную, либо на станках,
но с использованием ручного труда. Это объясняется тем, что
необходимое время обработки различных участков резьбы не¬
одинаково, оно зависит от многих факторов (неравномерности
припуска, оставленного на притирку, погрешностей формы де¬
талей, неравномерной твердости отдельных участков резьбы и
т. п.). При ручной притирке время окончания обработки отдель¬
ных участков резьбы рабочий определяет по крутящему моменту,
который ему приходится прикладывать для проворота оправ,
или, как принято говорить, «по чувству». Попытки создания
станков, у которых время обработки отдельных участков резьбы
регулируется в зависимости от момента трения на них, пока не
увенчались успехом.
В настоящее время притирка окулярной резьбы осуществ¬
ляется на специальных притирочных станках (или приспособле¬
ниях), обеспечивающих попеременное вращение оправы в раз¬
ные стороны, а иногда непосредственно на станке, на котором
нарезается наружная окулярная резьба сразу после ее обработки
и комплектования пары. Оправа с наружной резьбой (винт)
укреплена в шпинделе и вращается, а оправа с внутренней резь¬
бой (гайка) навинчивается на «винт». При навинчивании и свин¬
чивании гайки в процессе притирки ее удерживают рукой с по¬
мощью «жимков». Заканчивают притирку обычно вручную после
съема притираемой пары со станка. Свинчивая и развинчивая
оправы, рабочий проверяет («по чувству») плавность хода по
всей длине и при необходимости дополнительно притирает отдель¬
ные участки. Затем детали промывают в бензине, контролируют,
смазывают приборной вазелиновой массой и передают на хране¬
ние или сборку.
Для притирки на заводах используют пасту ГОИ и другие
пасты с различными наполнителями (сера, пемза и др.), напри¬
мер, паста такого состава: жир животный технический 30%,
вазелин технический 10%, пемза порошковая 60% (в цехе пасту
разводят машинным маслом).
8. ОСОБЕННОСТИ ОБРАБОТКИ ОПРАВ
ИЗ ТИТАНОВЫХ СПЛАВОВ
Титановые сплавы характеризуются высокими механическими
свойствами и низкой теплопроводностью. Они сохраняют свои
прочностные характеристики даже при нагревании до 500—600° С.
Поэтому в процессе механической обработки их сопротивляемость
резанию уменьшается незначительно.
165
Вследствие высокой, химической активности титана при тем¬
пературах порядка 600° С на его поверхности могут содержаться
карбиды, нитриды и окислы, обладающие высокой твердостью,
наличие которых способствует быстрому истиранию контактных
поверхностей режущего инструмента.
Основной особенностью, отличающей поведение титана при
механической обработке от других металлов, является возникно¬
вение очень небольшой контактной поверхости резца с металлом,
из-за чего давление на контактной поверхности увеличивается,
а тепло, выделяющееся при резании, распространяется в меньшем
объеме металла. В связи с плохой теплопроводностью титана
(меньше, чем железа, в 5 раз, алюминия в 13 раз) температура
в месте контакта стружки с резцом резко повышается (1100—
1200° С против 300—350° С для стали). При такой температуре
частички титана привариваются к инструменту, затупляя его
режущие кромки, что приводит к увеличению усилия резания,
дальнейшему повышению температуры.
Возрастающие в процессе обработки силы резания при не-
высоком модуле упругости титановых сплавов вызывают значи¬
тельные упругие деформации обрабатываемой детали и наклеп
поверхности, что ухудшает качество обработки и снижает стой¬
кость инструмента.
Отрицательные явления, сопровождающие процесс резания
титановых сплавов, еще резче проявляются при работе конце¬
вым инструментом в закрытом контуре. Объясняется это консоль¬
ным закреплением инструмента, ухудшенными условиями под¬
вода смазывающе-охлаждающей жидкости и отвода стружки,
ухудшением теплоотвода и развитыми поверхностями контакта
с обрабатываемой деталью.
Обработку концевым инструментом, как правило, можно вести
только на предельно низких режимах, при подаче на зуб р2 =
= 0,03-^0,05 мм/зуб и скорости резания v = 4,5 м/мин.
При резании титана стремятся снижать до минимума выделе¬
ние тепла применением инструмента соответствующей геометрии,
охладителей и смазок, а также применением низкой скорости
резания, подбором соответствующей подачи и глубины реза¬
ния.
Для производительной обработки оправ из титановых сплавов
рекомендуется использовать станки повышенной жесткости, при¬
способления, обеспечивающие надежное крепление деталей, спе¬
циальные режущие инструменты и обильное охлаждение.
Точение титановых сплавов ведется резцами из быстрорежу¬
щих сталей марок Р18, Р9К5, Р9Ф5. Получистовую и чистовую
обработку рекомендуется проводить резцами с пластинками из
твердых сплавов марок ВК8, ВК2, ВКЗМ. Поверхности у режу¬
щих кромок должны быть доведенными. Наиболее эффективной
является подача смазывающе-охлаждающих жидкостей к зад¬
ней поверхности резца под давлением 10—15 кг/см2. Для охлаж-
166
дения используется 5%-ная эмульсия (ГОСТ 1975—53) или 10%-
ная эмульсия с добавкой 2% сульфофрезола.
Примерные режимы обработки: скорость резания v = 50-н-
-4-70 м/мин, подача s = 0,l-f-0,2 мм/об, глубина резания t =
= 0,1—=— 1,0 мм.
Для сверления отверстий используют сверла из быстрорежу¬
щих сталей и сверла, оснащенные пластинками твердого сплава
марок ВК4, ВК8. С целью повышения жесткости при сверлении
неглубоких отверстий (длиной меньше двух диаметров сверла)
рекомендуются сверла с косыми канавками. Для твердосплавных
сверл задний угол а = 12°, передний угол у = 0°, производится
двойная заточка — углы между режущими кромками 2ф = 140°
и 2фх = 50°. Для быстрорежущих сверл задний угол а = 15°,
передний угол у = Зч-5°. Углы между режущими кромками
те же, что и для твердосплавных сверл. У сверл, используемых
для обработки титановых сплавов, также рекомендуется исполь¬
зовать подточку перемычки, ширина направляющих ленточек
должна быть не более 0,2—0,4 мм, следует вытачивать стружко¬
разделительные канавки.
Сверление титановых сплавов сверлами, оснащенными твер¬
дыми сплавами, следует производить с подачей s = 0,05-ь
-ч-0,20 мм/об и скоростью резания v до 25 м/мин.
При нарезании резьб резцами их режущая часть оснащается
твердыми сплавами марок ВК8, В Кб и ВК4. Возможно также
применение резцов из быстрорежущих сталей Р18, Р9К5 и Р9Ф5.
Для резьбовых резцов рекомендуются следующие геометрические
параметры: задний угол а = 10-г-15°, передний угол у = 0°,
угол профиля е = 59° 30', радиус при вершине резца г = 0,144Р
(Р — шаг резьбы). Для повышения стойкости резцов при наре¬
зании резьбы следует производить сначала черновую обработку,
а затем чистовую. Скорость резания для резцов, оснащенных
твердыми сплавами, v = 15^-25 м/мин, для быстрорежущих
резцов v = 7-ь 10 м/мин. При черновых проходах радиальная
лодача составляет 0,2 высоты профиля резьбы, при чистовых
проходах в 2 раза меньше. Перед каждым черновым проходом
резец подают в осевом направлении на 0,05 мм.
Шероховатость поверхности резьбы, нарезаемой резцами, со¬
ответствует 5—7-му классам.
Метчики для нарезания резьбы в оправах из титановых спла¬
вов изготовляют из быстрорежущих сталей марок Р18, Р9К5,
Р9Ф5. Нарезание резьбы метчиками обычных конструкций не
дает положительных результатов. Конструкция метчика должна
обеспечивать максимальное уменьшение трения его режущих
элементов о поверхность обрабатываемого металла, а также макси¬
мальное уменьшение налипания материала стружки, поэтому
метчики должны иметь возможно более узкие режущие перья,
на калибрующей части — шахматное расположение зубьев, боль-
167
шие задние углы, увеличенную обратную конусность по наруж¬
ному, среднему и внутреннему диаметрам. Снижение сил трения
достигается также цианированием или нитрированием рабочих
поверхностей метчика на глубину около 0,03 мм. Для облегчения
схода стружки канавки метчика тщательно полируют.
Надежное направление метчика обеспечивается применением
конструкций с верхней направляющей частью, проходящей при
нарезании резьбы через кондукторную втулку. Сверление от¬
верстия под резьбу и нарезание рекомендуется производить
с помощью одного и того же кондуктора. Для нарезания резьбы
в свободных отверстиях используют метчики с длинной заборной
частью или комплект из двух метчиков: первый с длинной забор¬
ной частью 8 ниток и второй — 5—6 ниток. Применяются также
метчики, состоящие из двух секций (двойные метчики). Первая
секция имеет диаметр меньший, чем вторая, и является как бы
черновым метчиком, снимающим большую часть припуска. Вто¬
рая секция заканчивает нарезание резьбы и калибрует ее.
Для нарезания резьбы в глухих отверстиях используют ком¬
плекты метчиков. Число метчиков в комплекте зависит от шага
резьбы и обрабатываемости титанового сплава.
Перья метчика должны быть равномерно расположены по
окружности, допустимая погрешность в пределах 0,05—1,0 мм.
Передний угол метчиков для труднообрабатываемых титановых
сплавов у = 0-ч-5°. Для титановых сплавов с нормальной обра¬
батываемостью у = 10ч-12°. Задний угол но наружному диаметру
заборной части метчика а = 8°, задний угол на калибрующей
части а до 4°. Целесообразно увеличивать обратную конусность
резьбы к хвостовику метчика до 0,15 мм на 100 мм длины
резьбы.
Для повышения производительности нарезания резьбы и стой¬
кости метчика отверстие под резьбу должно быть возможно боль¬
шего диаметра. В некоторых, особенно затруднительных случаях,
профиль резьбы уменьшают по высоте на 20—30%. Во всех дру¬
гих случаях необходимо стремиться выдерживать диаметр от¬
верстия возможно ближе к наибольшему внутреннему диаметру
отверстия. Со стороны входа метчика в отверстие снимают фаску
под углом 60° на длине, равной шагу резьбы или больше его.
Для крепления метчиков следует применять предохранительные
патроны. При нарезании резьбы в сквозных отверстиях жела¬
тельно работать «на проход» — не вывертывать метчика йз
отверстия. В этом случае применяют метчики без заднего
направления. Скорость нарезания резьбы в зависимости от
обрабатываемости титанового сплава находится в пределах 2—
6 м/мин.
Нарезание резьбы метчиками ведется с применением смазы-
вающе-охлаждающей жидкости следующего состава: сульфо-
фрезол (60%), керосин (25%) и олеиновая кислота (15%).
168
9. ОСОБЕННОСТИ ОБРАБОТКИ КОРПУСОВ—ТРУБ
В группу деталей «крепления круглой оптики» могут быть
отнесены и корпуса—трубы. Их изготовление сходно с изготовле¬
нием тубусов, но имеется ряд существенных особенностей, ко¬
торые рассматриваются ниже.
Корпуса—трубы встречаются главным образом в лаборатор¬
ных и наблюдательных оптических приборах. Обычно они имеют
цилиндрическую или коническую форму, сравнительно тонкие
стенки (2—5 мм), длину порядка 300—500 мм при наибольшем
диаметре 40—100 мм. Обычно на обоих концах корпусов—труб
обрабатываются точные (по 2-му, 3-му классам) цилиндрические
посадочные поверхности и вспомогательные поверхности (резьбы,
проточки, отверстия, пазы и т. д.), кроме того, на наружной по¬
верхности обрабатываются посадочные места для соединения трубы
с другими деталями прибора. К посадочным цилиндрическим по¬
верхностям предъявляются весьма жесткие требования в отноше¬
нии точности их расположения. Посадочные поверхности имеют
шероховатость 6—8-го классов, остальные — 5-го класса.
Характерным примером таких деталей может служить кор¬
пус (рис. 11-44) зрительной трубы, серийно выпускаемой промыш¬
ленностью и предназначенной для просмотра мишеней в тирах
и на стрельбищах, для наблюдения за ходом спортивных соревно¬
ваний, для простейших астрономических наблюдений.
Корпуса—трубы изготовляют из литейных и деформируемых
алюминиевых сплавов и сталей, заготовками являются отливки
или холоднокатаные прутки или трубы. При серийном выпуске
приборов заготовки для корпусов—труб обычно получают ли¬
тьем под давлением, что позволяет сократить до минимума меха¬
ническую обработку деталей.
Механическая обработка отливок корпусов—труб склады¬
вается из следующих основных операций:
1. Фрезерные, в процессе которых с отливки удаляют остатки
литников, обрабатывают площадки, лыски и т. д.
2. Токарные — обработка внутренних и наружных посадочных
поверхностей проточек, нарезание резьбы, подрезка торцов и т. д.
3. Сверлильные и резьбонарезные — обработка радиальных
и осевых крепежных отверстий.
Рис. II-44. Корпус зрительной трубы
169
В процессе механической обработки выполняют слесарные
работы (снятие грата, запиловка и т. д.), проводят при необ¬
ходимости термическую обработку, осуществляют контроль точ¬
ности обработки. После окончательного контроля детали посту¬
пают на отделку.
Основные трудности при изготовлении корпусов—труб свя¬
заны с обработкой точных посадочных поверхностей. Эти труд¬
ности обусловлены сравнительно малой жесткостью и своеобраз¬
ной формой корпусов—труб, что не позволяет использовать
обычные способы закрепления и обработки, применяемые, на¬
пример, при изготовлении тубусов.
Рассмотрим процесс изготовления корпуса—трубы (рис. II-44)
из литейного алюминиевого сплава AJ1-2. У заготовки, получен¬
ной литьем под давлением, отделяют литник и производят опи¬
ловку следов выталкивателей и плоскости разъема формы. Затем
торцовой фрезой обрабатывают технологические приливы, лит¬
ник и площадку.
Для последующей токарной обработки деталь по внутренней
необработанной поверхности (черновой базе) устанавливают на
разжимной оправке, которую закрепляют в патроне токарного
станка и поджимают центром. На этой операции подрезают торцы
в размер 364В7, обтачивают поверхности 0 86Ш4 и 0 32П, про¬
тачивают канавку. Затем производят расточку отверстия 0 28А.
Деталь по обработанной поверхности 0 86Ш4 закрепляют в цен¬
трирующем патроне, а поверхностью 0 32П вставляют в точно
обработанное и выставленное люнетное кольцо, закрепленное
в неподвижном люнете. Люнетное кольцо является дополнитель¬
ной опорой, которая повышает жесткость системы, что позволяет
не только обеспечить требуемую точность обработки отверстия
0 28 Л, но и обеспечить соосность поверхностей 0 28Л и 0 32П
с допуском 0,02 мм.
Аналогичным образом закрепляют деталь и при обработке
внутренних поверхностей (0 80Л5, 82, 3Л5, СпМ 82x0,75 и т. д.)
на широком конце трубы, с той разницей, что деталь закрепляют
по поверхности 0 32П, а люнетное кольцо устанавливается на
поверхность 0 86Я/4. Нарезание резьбы осуществляется гребенкой.
Паз размером 4,5x16 мм на тонком конце трубы пробивают
на пазопробивном штампе. Отверстия сверлят с помощью кон¬
дуктора.
При изготовлении корпусов—труб из проката объем механи¬
ческой обработки увеличивается тем больше, чем больше форма
и размеры трубы и прутка, из которого изготавливается труба,
отличаются от формы и размеров детали.
10. КОНТРОЛЬ ОПРАВ И ТУБУСОВ
Контроль точности обработки посадочных внутренних и на¬
ружных цилиндрических поверхностей оправ и тубусов осуществ¬
ляется общепринятыми методами с помощью предельных калиб-
170
Рис. 11-45. Переналаживаемое
приспособление (а) для контроля
линейных размеров оправы (б)
ров (проходных и непроходных скоб и пробок) или с использова¬
нием универсальных микрометрических инструментов (микро¬
метров, микрометрических нутромеров и т. д.). Аналогичными
методами контролируют и наружные (охватывающие) линейные
размеры.
Для контроля линейных размеров внутренних поверхностей
(охватываемых) оправ часто используют специальные и перенала¬
живаемые контрольные приспособления. На рис. II-45, а пока¬
зано переналаживаемое приспособление, настроенное на контроль
размера 15,5+0’019 (длины цилиндрической поверхности диаме¬
тром 0 20+0’045) детали, изображенной на рис. II-45, б.
В корпусе с помощью винта и пружины установлена смен¬
ная вставка. Индикатор, укрепленный в корпусе, настраи¬
вается по набору концевых мер или эталонной детали на кон¬
тролируемый размер. Для контроля детали приспособление вводят
в отверстие оправы. Опорная поверхность корпуса и вставки
упирается в торцы оправы. При этом показания индика¬
тора у годной детали не должны отличаться от настроенного
значения на величину большую допуска контролируемого раз¬
мера.
171
Калибр для контроля размера Я оправы 4
(рис. II-46) состоит из корпуса У, подвижного
упора 2 и пружины 3. На верхнем торце под¬
вижного упора 2 обработаны две перпендику¬
лярные оси упора площадки, расстояние между
которыми равно допуску S на контролируемый
размер. Калибр устанавливают на деталь, под¬
вижный упор пальцем прижимают к контроли¬
руемой поверхности оправы. Деталь считается
годной, если нижняя площадка подвижного
упора 2 располагается ниже торца А корпуса,
а верхняя — выше. Положение площадок упора
относительно торца корпуса оценивают на
ощупь пальцем. Такой метод на заводах получил
наименование «контроль методом осязания».
Для контроля охватываемых осевых разме¬
ров оправ на заводах часто применяют калибры
с рисками. Принцип контроля остается прежним, только вместо
площадок на поджимном упоре наносят риски, расстояние между
которыми равно допуску на контролируемый размер. Контроль¬
ная риска на неподвижном корпусе калибра для годных деталей
должна располагаться между рисками на подвижном упоре.
Основным методом контроля резьбовых поверхностей оправ
в производственных условиях является комплексный метод с по¬
мощью резьбовых калибров. Рабочие калибры применяют для
контроля резьб в процессе их изготовления. Приемные калибры
предназначены для проверки резьбы работниками ОТК. Для
проверки и установки рабочих калибров используют контроль-
ные калибры (контркалибры).
Контроль внутренней резьбы осуществляют следующими ка¬
либрами: проходная резьбовая пробка, непроходная резьбовая
пробка и предельные гладкие пробки для проверки внутреннего
диаметра резьбы.
Для проверки наружной резьбы используют проходное резь¬
бовое кольцо (или скобу), непроходное резьбовое кольцо (или
скобу) и предельные гладкие скобы для наружного диаметра
резьбы.
Предельная резьбовая пробка для контроля однозаходной
окулярной резьбы ОК 12x1,5, показанная на рис. 47, а, состоит
из рукоятки 2 и двух вставок: проходной 1 и непроходной 3.
Проходная сторона (вставка) резьбовой пробки (рис. II-47, б)
имеет полный профиль резьбы и длину, примерно равную диаметру,
для выявления прогрессивной ошибки шага. Проходной пробкой
осуществляется комплексный контроль параметров внутренней
резьбы, кроме внутреннего диаметра, который проверяется глад¬
кой предельной пробкой.
Непроходная сторона (рис. II-47, в) резьбовой пробки служит
для проверки только среднего диаметра гайки по наибольшему
Рис. II-46. Приспо¬
собление для контро¬
ля линейных разме¬
ров
172
предельному размеру. Эта сторона пробки не должна ввинчи¬
ваться в гайку. На несвинчиваемость непроходной резьбовой
пробки с гайкой, кроме среднего диаметра, могут оказывать
влияние ошибки шага резьбы и половины угла профиля (а/2).
Для уменьшения влияния ошибок а/2 непроходную резьбовую
пробку делают с укороченным профилем резьбы, получаемым
уменьшением высоты витка. Для уменьшения влияния погреш¬
ности шага длину резьбовой части пробки сокращают до 2—2,5
витков.
Хотя благодаря укороченному профилю и сокращенной длине
резьбовой части намного снижается влияние ошибок угла и шага,
однако отклонение от цилиндричности еще не выявляется. По¬
этому в тех случаях, когда требуется проконтролировать не-
круглость резьбы, применяют вместо непроходного резьбового
Рис. II-47. Проходная (б) и непроходная (в) вставки предельной резьбовой
пробки (а) для контроля окулярной резьбы
173
Рис. II-48. Приспособления для контроля «качки» в окулярной
резьбе
калибра-пробки шкальный прибор с укороченными измеритель¬
ными элементами (ребристые ролики, резьбовая гребенка и др.).
Проверку размеров наружной резьбы осуществляют предель¬
ными резьбовыми кольцами — проходным и непроходным.
Проходное резьбовое кольцо имеет полный профиль резьбы
и число витков, равное числу витков контролируемой резьбы.
Проходное резьбовое кольцо предназначено для комплексной
проверки параметров наружной резьбы. Наружный диаметр
резьбы проходным кольцом не проверяют. Для этой цели при¬
меняют гладкую предельную скобу.
Непроходное резьбовое кольцо служит для проверки только
среднего диаметра резьбы болта по наименьшему предельному
размеру. Это кольцо, как и проходная пробка, имеет укорочен¬
ный профиль резьбы и всего 2—3,5 витка резьбовой части. Не¬
проходное кольцо по наружному виду отличается от проходного
тем, что по окружности непроходного кольца делается кольцевая
выточка. Кроме того, ширина непроходного кольца должна быть
меньше ширины проходного.
Наряду с кольцами все более широкое распространение полу¬
чили резьбовые регулируемые скобы с измерительными губками
в виде гребенок и роликов. Преимущество резьбовых скоб состоит
в большем сроке службы, в возможности более точного изготовле¬
ния и измерения самих гребенок и роликов, в возможности из¬
мерения изделия в центрах станка и в снижении времени контроля.
Ранее указывалось, что для резьбовых соединений пар оправ,
сопрягаемых по окулярной резьбе, устанавливают допуски на
осевую и радиальную качку (см. рис. II-38, б). Приспособление
для проверки качки в окулярной резьбе показано на рис. II-48.
Скомплектованную пару оправ закрепляют в сменной втулке 1.
Индикатор 2, имеющий возможность перемещаться в вертикаль¬
ном и вместе с колонкой 3 в горизонтальном направлении, вы¬
ставляют до соприкосновения с торцом контролируемой пары.
Покачивая рукой оправу, по индикатору определяют величину
174
осевой и радиальной качки. При необходимости контроль осу¬
ществляют при различной длине свинчивания оправ.
Для контроля качки окулярной резьбы также используют
индикаторные приспособления, в которых оправы устанавливают
в призмах или на жестких цанговых оправах, а величину качки
измеряют с помощью индикаторов. Контроль окулярных резьб
с жесткими допусками на радиальную качку (величины которых
соизмеримы с погрешностями измерения применяемых индикато¬
ров, и, следовательно, достоверность результатов такого кон¬
троля мала) можно вести на приспособлении с автоколлиматором.
Для этого одну оправу, как и прежде, закрепляют в приспособле¬
нии, а к торцу другой оправы прикрепляют плоское зеркало.
При качании второй оправы по автоколлиматору, предварительно
выставленному перпендикулярно плоскому зеркалу, измеряют
углы наклона зеркала, обусловленные радиальной качкой резьбы,
и сравнивают их с допустимыми. Поскольку допуск на радиальную
качку задается в линейной мере, его приходиться пересчитывать
в угловую по формуле
я _ 1 ООО Дк
°ак - зL 9
где Дк — допуск на радиальную качку, мм; L — длина качаемой
при контроле оправы, мм; — угловой допуск на радиальную
качку, мин.
Контроль расположения посадочных цилиндрических поверх¬
ностей, оправ и тубусов, резьбовых поверхностей, торцов осуществ¬
ляется различными способами в зависимости от конструкции дета¬
лей и требований, предъявляемых к расположению поверхностей.
На рис. II-49 показана схема контроля параллельности тор¬
цов А и Б оправы, которая торцом А устанавливается на повероч¬
ную плиту, а торец Б «ощупывается» индикатором, закреплен¬
ным в стойке. Разность показаний индикатора при ощупывании
торца Б должна быть меньше допуска на непараллельность. Ана¬
логичным образом можно проверить параллельность торцов В
и Г торцу А.
Рис. II-49. Схема контроля па¬
раллельности торцов оправы
Рис. II-50. Схема контроля биения поверхностей
оправы
175
Рис. II-51. Приспособление (б) для контроля соосности и
торцового биения оправы (а); в— сменный вкладыш
176
Рис. II-52. Калибр положения для контроля биения поверх¬
ностей оправы
Контроль биения наружных цилиндрических поверхностей
и торцов относительно оси сквозного отверстия удобно вести по
схеме, показанной на рис. II-50. Оправу 1 устанавливают по
отверстию на точной оправке 2, которую закрепляют в соосных
центрах 3. При вращении оправки с деталью индикаторы показы¬
вают величины радиального и торцового биения поверхностей А
и Б относительно оси отверстия В. v
Точность расположения поверхностей оправ, подобных оправе,
изображенной на рис. 11-51, а, на заводах контролируют на при¬
способлениях (рис. II-51, б), состоящих из плиты ), в которой
закреплен постоянный палец 2. Контроль проводят с помощью
комплекта вкладышей (рис. II-51, в) и стойки с индикатором.
Из комплекта подбирают вкладыш, который плотно с минималь¬
ным зазором входит по диаметру 0 D в базовое отверстие А
оправы. Вкладыш вместе с оправой по диаметру 0 Ю+0’003 на¬
девают на палец. Стойку с индикатором устанавливают на плите
так, чтобы измерительный стержень индикатора касался контро¬
лируемой поверхности. При вращении вкладыша измеряют
соосность или торцовое биение.
Подставку с пальцем можно использовать при контроле раз¬
личных по размерам и конструкции оправ. Комплект вкладышей
изготовляют для каждого типоразмера детали. Число вкладышей
в комплекте определяют в зависимости от длины отверстия оправы
и величины допуска на диаметр оправы таким образом, чтобы
обеспечить минимальный возможный наклон оси оправы относи¬
тельно оси пальца за счет зазора между пальцем и отверстием
оправы. На таком приспособлении можно контролировать оправы,
у которых отношение L : D < (1-М,5), где L —длина детали,
D — диаметр контролируемой поверхности оправы. Для длин¬
ных оправ и тубусов биение контролируемой поверхности, обус¬
ловленное возможным наклоном оправы при ее установке на
палец, становится соизмеримым с допуском на контролируемую
несоосность и даже превышает его, поэтому контролировать ука¬
занные детали рассмотренным способом невозможно.
Для контроля несоосности с соотношением L : D > 1,5 де¬
талей можно рекомендовать «дифференциальный» метод контроля,
разработанный Уразаевым 3. Ф. [24].
Следует отметить, что на точность рассмотренных выше спосо¬
бов контроля несоосности влияет погрешность формы контроли¬
руемых поверхностей, что снижает достоверность результатов.
На рис. II-52 показан калибр для контроля биения (0,03 мм)
резьбы Сп М24 х0,5 кл. 2а относительно отверстия 0 141о’,ооб
оправы 4. Гайку 1 с втулкой 2 навинчивают на контролируемую
резьбу оправы 4, пробку 3 вводят в контролируемое отверстие.
Деталь считают годной, если пробка входит в отверстие втулки 2.
Втулку и пробку притирают с зазором 2—3 мкм.
Калибр не измеряет действительную величину биения поверх¬
ностей, с его помощью ведут лишь отбраковку оправ.
12 А. Н. Малов 177
ИЗГОТОВЛЕНИЕ
ЗУБЧАТЫХ
КОЛЕС
Зубчатые колеса делят на цилиндрические,
червячные, конические и специальные.
Для изготовления зубчатых колес применяют цветные сплавы
марок ЛС59-1, Л62, Бр. АЖ-9-4, Бр. АМц-9-2Т, Бр. КМц-3-1,
Бр.ОЦ-4-3, В95Т1, Д16Т, стали марок 10—20, 40—50, У8, У10А,
У12А, 2X13, 4X13, ЗОХГСА, 40ХНВА, 30Х2Н2ВА, 12Х2НВФА,
18ХГСН2ВМА, 15Х2ГН2ТРА, 12Х2Н4А, 38ХМЮА (последние
шесть марок используют для зубчатых колес с твердостью HRC >
> 50, подвергающихся химико-термической обработке: нитро¬
цементации, азотированию или цементации), неметаллические
материалы — полиамидные смолы марок П68, АК-7, поликапро-
лактан и текстолиты ПТ и ПТК. Исходными заготовками для
изготовления зубчатых колес являются прутки (горячекатаные
и холоднотянутые), листовой материал (полосы, ленты) и штампо¬
ванные заготовки.
1. ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
Цилиндрические зубчатые колеса внешнего зацепления бы¬
вают прямозубыми, косозубыми и с винтовыми зубьями, по кон¬
структивному исполнению они делятся на колеса-валики, колеса-
втулки, колеса-диски, колеса-блоки, колеса-секторы.
Цилиндрические колеса внутреннего зацепления бывают прямо¬
зубыми и косозубыми, конструктивно они выполняются в виде
колес — колец.
Качество работы зубчатых передач определяется следующими
показателями:
а) степенью кинематической точности (постоянством переда¬
точного отношения) передачи за один оборот ведомого или веду¬
щего колеса;
б) степенью плавности работы передачи (постоянством пере¬
даточного отношения в пределах поворота на один зуб или угло¬
вой шаг колеса);
Глава
Ш
178
в) величиной мертвого хода ведомого звена, определяемой
боковым зазором между зубьями в зацеплении и жесткостью
системы;
г) степенью контакта (прилегания) зубьев в передаче;
д) степенью легкости вращения (обеспечение заданной вели¬
чины коэффициента или момента трения передач).
Для обеспечения высококачественной работы зубчатой пере¬
дачи при изготовлении зубчатых колес должны быть выдержаны
следующие основные показатели: допуск на кинематическую
погрешность колеса бF% или допуск на накопленную погрешность
окружного шага Д^; допуск на циклическую погрешность бF
или допуски на профиль б/; разность окружных шагов 8t и пре¬
дельные отклонения основного шага ABt0 и Дн^о; наименьшее
смещение исходного контура и допуск на смещение исходного
контура колеса ДМЯ, б Я; допуск на направление зубьев б В0;
соответствующая шероховатость поверхностей профиля.
Обозначения и числовые значения допусков и отклонений по
указанным показателям регламентированы ГОСТами и приво¬
дятся в литературе [7, 9, И].
Технология обработки цилиндрических зубчатых колес. Раз¬
личные варианты технологического процесса изготовления ци¬
линдрических зубчатых колес можно разделить на две группы.
К первой группе относятся варианты, построенные на применении
способов обработки, при которых получение зубчатого венца
неотделимо от процесса получения зубчатого колеса в целом,
а ко второй группе — варианты, при которых получение зубча¬
того венца выделяется в самостоятельную операцию. В отдель¬
ных случаях могут применяться комбинированные технологи¬
ческие процессы, при которых зубчатое колесо изготовляется по
какому-либо варианту, отнесенному к первой группе, но для по¬
вышения точности зубчатый венец дополнительно обрабатывается.
В производстве оптико-механических приборов предпочти¬
тельное применение получили процессы, отнесенные ко второй
группе.
Основными этапами технологического процесса обработки зуб¬
чатых колес, отнесенных ко второй группе, являются: 1) предвари¬
тельная и окончательная токарная обработка заготовок; 2) полу¬
чение вспомогательных поверхностей; 3) образование зубьев и
снятие заусенцев с зубьев, термическая обработка; 4) чистовая
обработка зубьев; 5) антикоррозионное покрытие.
Трудоемкость подготовки заготовок (этапы 1 и 2) составляет
20—35%, зубообрабатывания (этап 3 и 5) — 30—45% от общей
трудоемкости изготовления.
Термическую обработку заготовок применяют при изготовле¬
нии колес из сталей, подвергаемых закалке, при обработке колес
высокой точности, после промежуточных черновых операций для
снятия внутренних напряжений и при азотировании поверхности
зубьев.
12*
179
При изготовлении составных колес нарезание зубьев следует
производить после сборки венца колеса на ступице и его токарной
обработки.
Технологические базы обработки колес.
Большое значение для получения точных основных параметров
зубчатого венца имеют поверхности, используемые в качестве
технологических баз. На большинстве операций следует совме¬
щать технологические базы с конструкторскими. Установочными
черновыми базами для колес-дисков и колес-втулок являются
наружная цилиндрическая поверхность и торец, а постоянными
базами для всех последующих операций — обработанный торец
и отверстие. При изготовлении колес-дисков оба торца, исполь¬
зуемые в качестве опорной технологической базы, должны быть
параллельны между собой, а поэтому их шлифуют. При изготов¬
лении блочных колес в качестве опорной технологической базы
следует использовать тот торец зубчатого венца, который обеспе¬
чивает возможность установки заготовки при обработке зубьев
всех венцов. При изготовлении колес-валиков в качестве техноло¬
гических баз используют центровые углубления или выступы
и реже опорные шейки.
Получение зубчатого венца цилиндрических колес внешнего
зацепления. По характеру формообразования зубчатого венца
колеса все методы обработки делят на две группы: методы ко¬
пирования и методы обката. В практике производства приборов
наибольшее применение получил метод обката. По сравнению
с методом копирования метод обката имеет следующие достоин¬
ства: дает большую точность и производительность обработки,
позволяет использовать один и тот же инструмент данного модуля
и угла зацепления для нарезания зубчатых колес эвольвентного
профиля с разным числом зубьев, обеспечивает невысокую стои¬
мость инструмента и относительную простоту оборудования.
Нарезание цилиндрических зубчатых колес по методу обката
осуществляют зубофрезерованием, зубодолблением, зубошевинго-
ванием и зубошлифованием. Последние два способа используют
как процессы чистовой обработки зубчатого венца.
Выбор способа зубонарезания определяется точностью и га¬
баритными размерами колес, а также масштабами производства.
Зубофрезерование червячными фрезами.
Этот вид обработки является одним из наиболее распространен¬
ных процессов нарезания колес с внешним зацеплением, особенно
при изготовлении отсчетных зубчатых колес.
Существуют два способа зубофрезерования: фрезами непол¬
ного или открытого профиля и фрезами полного или закрытого
профиля. В первом случае поверхность наружного диаметра зуб¬
чатого венца оформляется при токарной обработке, зубофрезеро¬
ванием же получают боковые стороны зуба и поверхность внутрен¬
него диаметра зубчатого венца, а во втором случае заготовка имеет
припуск по наружному диаметру и в процессе зубофрезерования
180
обрабатываются боковые стороны зуба и поверхности наружного
и внутреннего диаметров зубчатого венца.
Исследования показывают, что второй способ при изготовле¬
нии колес с модулем т < 1 мм имеет ряд преимуществ, приводя¬
щих к снижению трудоемкости, точности диаметра заготовок,
возможности последующей обработки отверстия с базировкой
по наружному диаметру колеса, отсутствию заусенцев по верши¬
нам зуба и упрощению контроля зубчатого венца (контроль бие¬
ния венца по начальной окружности заменяется измерением бие¬
ния по наружному диаметру Dei а смещение исходного контура
определяется измерением диаметра De).
Достоинством этого способа является также и то, что обеспе¬
чивается постоянная высота зуба и исключается утоньшение или
заострение вершины зуба, а следовательно, уменьшается возмож¬
ность заклинивания по окружности выступов и впадин в передаче,
что особенно важно в передачах с регулируемым межцентровым
расстоянием, работающих без «мертвого хода». Недостатками же
рассматриваемого способа является необходимость более точного
изготовления фрез, ухудшение условий стружкообразования,
отсутствие централизованного изготовления фрез и их большая
стоимость. Наблюдения, проведенные на ряде заводов, показы¬
вают, что общая трудоемкость при применении зуборезного ин¬
струмента полного профиля уменьшается в 1,5—2 раза (при ус¬
ловии обеспечения одинаковой точности).
В настоящее время, особенно для колес с т > 1 мм, наиболь¬
шее применение имеет первый способ, т. е. зубообразование ин¬
струментом неполного или открытого профиля. Как и указыва¬
лось, фрезерование червячными фрезами является основным спо¬
собом получения зубчатого венца. Ограничениями его применения
являются:
1) число зубьев, которое может быть допущено без существен¬
ного подрезания ножки зуба (интерференция):
для прямозубых колес для косозубых колес
- 2Г . - _2Г cosp
min sin2а0 ’ min sin2 as ’
где f' — коэффициент, характеризующий отношение высоты го¬
ловки зуба к модулю; а0 — угол зацепления (угол исходного
контура инструмента); as = arctg Р — угол наклона зуба
косозубого колеса;
2) минимальное расстояние между венцами у блочных колес:
для прямозубых колес (рис. II1-1, а)
I ^ (a -f- h) — (а -)- h)2 Д;
для косозубых колес (рис. II1-1, б)
— +psinv-)-A,
8t
Рис. III-1. Схемы фрезерования червячными фрезами (/) прямозубых (а) и
косозубых (б) колес-блоков (2)
тде йф — диаметр фрезы, мм; а — полуразность наружных диа¬
метров венцов, а = 0,5 (.Del — De2), мм; h — высота зуба, мм;
А — величина перебега фрезы, мм; р — расстояние от точки
пересечения осей фрезы и колеса до торца фрезы, мм; у — угол
поворота фрезерного суппорта у = |3 X в градусах (при одно¬
именном направлении спирали фрезы и колеса знак «минус», а
при разноименном — «плюс»); X — угол подъема винтовой линии
фрезы, град: Я = arcsin Ът .
Станки для зубофрезерования. Зубофрезеро-
.вание осуществляется на зубофрезерных станках с горизонталь¬
ным и вертикальным расположением заготовок (первые исполь¬
зуют для колес диаметром менее 40 мм). По кинематической точ¬
ности зубофрезерные станки делят на станки обычной точности,
повышенной точности и прецизионные. На станках обычной точ¬
ности, имеющих суммарную кинематическую точность от 120
.до 300 угловых секунд, нарезают колеса не выше 8-й степени
точности, на станках повышенной точности, имеющих суммарную
кинематическую точность от 90 до 140 угловых секунд, нарезают
колеса 7-й степени точности и, наконец, на прецизионных стан¬
ках с кинематической точностью до 50 угловых секунд нарезают
.колеса 5-й степени точности.
Настройка зубофрезерных станков. Такая
.настройка состоит в подборе и установке сменных колес на гита¬
рах: скоростей, подач, деления и дифференциала; в установке и
выверке червячной фрезы; установке, выверке и креплении за¬
готовки. Формулы для настройки гитар зубофрезерных станков
приведены ниже.
Если требуется нарезать зубья у косозубого колеса без диф¬
ференциала, формула настройки делительной цепи имеет вид
182
Т а б л и ц a III-1
Формулы для настройки зубофрезерных станков
(знак «плюс» берут при разноименных направлениях витков
фрезы и зубьев колеса, а знак «минус»—при одноименных).
В формулах приняты обозначения А, В, С, Z), Dx— постоян¬
ные коэффициенты кинематической цепи: скоростей, подач, деле¬
ния и дифференциала (коэффициент В берут в зависимости от вида
подачи осевой, радиальной или тангенциальной, а. коэффици¬
енты D — для косозубых колес, Dx— ,червячных колес при ис¬
пользовании протяжного суппорта); агс Ьъ а2, b2, с2, d2, а3,
63, с3, d3, а4, 64, с4, d4 — сменн ые колеа соответственно гитар-
скоростей, подач, деления, дифференциала (колеса в числителе —
ведущие, а в знаменателе ведомые); п—число оборотов фрезы,
1000и , / ч 1
п = —-т— (v— скорость резания, м/мин), аф— наружный диа-
метр фрезы, мм; s0—подача, мм/об; z—число нарезаемых
зубьев; k — число заходов червячной фрезы; р — угол наклона
зубьев колеса, град; тос — осевой модуль нарезаемого червячного
колеса, мм; т — модуль по нормали колеса, мм.
При расчете настройки гитар следует иметь в виду, что на¬
стройка гитары деления должна вестись очень точно.
В заключение укажем, что дифференциал используется при на¬
резании косозубых колес; прямозубых колес, имеющих простое
число зубьев, для которых нельзя подобрать сменные колеса
гитары деления, и червячных колес, нарезаемых с тангенциальной
подачей (нарезание с протяжным суппортом).
Установка фрезы. Установке фрезы предшествует
проверка фрезерного шпинделя на биение. Допустимая величина
торцового биения 0,005—0,025 мм на радиусе 100 мм, а радиаль¬
ного — 0,01—0,03 мм в зависимости от степени точности нарезае¬
мого колеса.
183-
Передаточные числа сменных колес
Гитара _ _ Гитара
скоростей Гитара подач Гитара деления дифференциала
* Допустимую погрешность Д*’дИф настройки гитары дифференциала рас-
0,03£> t6t
считывают по формуле Д*Диф =—(mk)*— * где ~ допустимое отклонение
шага червяка, мм.
Рис. III-2. Схема установки червячной фрезы:
а — колесо прямозубое, фреза правая; б — колесо косозубое правое, фреза правая;
я — колесо косозубое правое, фреза левая
Биение фрезерной оправки после установки и закрепления
фрезы допускается по торцу не более 0,007—0,02 мм, радиальное
биение — не более 0,015——0,045 мм, червячную фрезу центрируют
на фрезерной оправке по установочному калибру.
Салазки суппорта поворачивают на угол установки у; при на¬
резании прямозубых колес у = Я (рис. II1-2, а), косозубых колес
при одноименном направлении спирали фрезы зубьев колес
(рис. 111-2, б) у = Р — Я, а при разноименном направлении
(рис. 111-2, в) у = Р + X (|3— угол наклона зубьев нарезаемого
колеса на делительном цилиндре; X — угол подъема спирали чер¬
вячной фрезы на делительном цилиндре).
Установка заготовки. Заготовки при нарезании
колес-валиков устанавливают на центрах (прямых или обратных)
и в цангах с поджимом центром или специальной втулкой (рис.
II1-3, а). Первый способ крепления используют для жестких ко¬
лес-валиков (трибов), а второй — для нежестких.
Заготовки при нарезании колес-втулок и колес-дисков уста¬
навливают на цилиндрические, конические и разжимные (гидро¬
пластовые) оправки. В тех случаях, когда применяют цилин¬
дрические оправки, для уменьшения погрешности базирования
рекомендуется использовать комплекты оправок с разными раз¬
мерами, учитывающими возможные отклонения диаметра отвер¬
стия заготовок в пределах допуска. Конических оправок следует
избегать.
Оправки крепят в стаканах (рис. III-3, б и в), которые имеют
возможность перемещения в плоскости стола станка при выверке
но индикатору. В зависимости от конструкции размеров и требуе¬
мой точности колес на оправке устанавливают одну или несколько
заготовок. Оправка считается пригодной для работы, если радиаль¬
ное биение ее посадочной поверхности не более 0,005—0,01 мм,
а торцовое биение опорной поверхности и непараллельность тор-
184
цов прижимных шайб не более 0,005 мм. При изготовлении точ¬
ных зубчатых колес необходима выверка заготовки на станке по
наружному диаметру.
Червячные фрезы. Червячная фреза представляет
собой червяк, обращенный в режущий инструмент путем прореза^
ния нескольких продольных канавок и затылования зубьев,
(рис. II1-4). Червячные фрезы могут профилироваться на базе
архимедова червяка и на базе конволютного червяка. Фрезы
первого типа имеют прямолинейный профиль в осевом сечении,
а второго типа — в нормальном сечении к витку или к впадине-
витка. Червячные фрезы изготовляют двух типов и четырех
классов точности: тип I — фрезы прецизионные класса точности
АА, (для колес 7-й степени точности), тип II — фрезы общего на¬
значения классов точности А, В и С (для колес &—10-й степеней
точности). Кроме того, различают червячные фрезы обычные и
червячные фрезы под шевингование, профиль зубьев у последних
модифицированный, что позволяет создать благоприятное располо¬
жение припуска под шевингование на профиле зубчатого колеса.
Размеры этих фрез берут по отраслевым нормалям.
Конструктивные размеры червячных фрез и требования к их
точности стандартизированы (ГОСТ 10331—63). При нарезании
косозубых колес следует применять червячные фрезы с одноимен-
Рис. II1-3. Схема установки заготовок:
а — колес-валиков; б, в = колес-втулок
185
ным направлением винтовой линии фрезы и колеса, что позволяет
получить более чистую поверхность зубьев.
Стандартные червячные фрезы пригодны для нарезания зубьев
у колес 7-й и более грубых степеней точности. Червячные фрезы
для изготовления зубчатых колес 5 и 6-й степеней точности в отли¬
чие от обычных имеют больший диаметр (с1ф = 100; 60; 40 мм)
и увеличенное число зубьев (г = 30; 18; 16); для улучшения про¬
цесса резания и повышения качества поверхности нарезаемых
колес задние углы резания увеличены до 6 = 12-т-15°.
Червячные фрезы изготовляют из быстрорежущей стали Р18
или твердого сплава и при обработке колес 7-й и более точных
степеней они имеют шлифованный и доведенный профиль.
Процесс зубофрезерования червячными
фрезами. Процесс фрезерования на универсальных станках
осуществляется как с попутной, так и с встречной подачей. При
работе на универсальных станках предпочтение следует отдать
методу попутной подачи как обеспечивающему меньшее колебание
усилий резания и меньшие вибрации при резании, лучшее качество
поверхности и точность. На станках же горизонтального типа
используют только встречный метод подачи. По характеру вре¬
зания различают продольный и поперечный метод, предпочтение
имеет первый (величину врезания для продольного метода рассчи¬
тывают по формуле, приведенной на стр. 187, а для поперечного
у = /г, где h— высота зуба колеса). Скорости резания и подачи
в зависимости от конкретных условий процесса и требований,
предъявляемых к колесам по точности, выбирают по соответ¬
ствующим отраслевым нормалям.
Для колес из стали средней твердости число проходов при
т < 0,6 мм и условии, что колеса не шевингуются, п = 1, а при
186
Рис. III-4. Червячная фреза
тех же условиях, но т = 0,6-М мм, п = 2. Для колес шевингуе-
мых при т до 1 мм число проходов п = 1. Скорость резания нахо¬
дится в пределах уф = 20-г-35 м/мин, а подача в миллиметрах на
один оборот стола s0 = 0,15 -4-0,35 (чем меньше модуль колеса.
и выше степень точности, тем меньше скорость резания и подача).
При обработке колес повышенной твердости число проходов уве¬
личивается, а скорость резания и подача уменьшаются.
Особенности технологического про¬
цесса зубонарезания цилиндрических ко¬
ле с 4 и 5-й степеней точности. К заготовкам высоко¬
точных колес предъявляются следующие требования: высокая
стабильность размеров во времени; высокая степень точности из¬
готовления поверхностей, применяемых в качестве технологиче¬
ских баз; отсутствие разнотвердости материала; отсутствие раз-
ножесткости по углу поворота. Базовое отверстие в заготовке не¬
обходимо изготовлять по 1-му и в порядке исключения по 2-му
классу точности. Помимо точности размеров базового отверстия,
следует обратить внимание на правильность формы отверстия.
Эллиптичность и конусность отверстий должны составлять 25—
50% допуска на диаметр отверстия. Погрешность установки за¬
готовки на зубофрезерном станке должна быть не выше 0,002—
0,003 мм. Нарезание зубьев производится червячными фрезами
00 класса при модуле т < 0,3 мм на зубофрезерных станках мо¬
дели 5308А, а при т ^ 0,3—1 мм на станках модели 5310А.
После зубонарезания в зависимости от твердости и материала
заготовки производят шевингование на станках моделей 5701,.
5702 или шлифование абразивным червяком 0-го класса точности
на станках моделей 5В830 или 5В832. Для того чтобы выставить
на зубофрезерных станках заготовку с точностью 0,002—0,003 мм
по биению наружного диаметра заготовки, применяют стаканы,
которые устанавливают на специальные основания, позволяющие*
перемещать стаканы с заготовкой относительно основания за счет
упругой деформации системы [7].
Основное время при нарезании зубчатых колес червячной фре¬
зой рассчитываются по формулам
rp Lz ЮООи Т о I I
п~1ыГ; 1 — в^ + У + У1’
y=yh{d^—h) — для прямозубых колес;
Vh(d$ — h) , г- ч
у = \- 1,5tg|3A(ту z h) — для косозубых колес.
В формулах приняты обозначения: L—путь резания, мм
(длина пути фрезы в направлении подачи); В — ширина зубчатого*
венца колеса, мм (если несколько колес q на оправке, то Bq —
сумма ширин); у— величина врезания, мм; h— глубина резания
(высота зуба), мм; — наружный диаметр фрезы, мм; Рд — угол
наклона зуба червячной фрезы к оси колеса на делительном ци¬
187
линдре, град; уг — добавка на врезание и перебег, мм; k — число
заходов червячной фрезы; z — число зубьев нарезаемого колеса;
п—число оборотов фрезы в минуту; v—скорость резания,
м/мин; s0— подача на один оборот детали.
Из формулы для основного (машинного) времени можно сделать
выводы:
а) чем больше число заходов червячной фрезы, тем выше про¬
изводительность обработки, однако многозаходные фрезы усту¬
пают однозаходным по точности обработки. При нарезании мелко¬
модульных колес обычно применяют однозаходные фрезы, мно¬
гозаходные фрезы целесообразно применять для предварительной
обработки (под шевингование);
б) чем больше диаметр фрезы, тем меньше производительность
зубофрезерования; рекомендуется для предварительного фрезе¬
рования применять фрезы меньшего диаметра, а для окончатель¬
ного — большего диаметра, так как это позволяет повысить точ¬
ность нарезания зубьев;
в) колеса-диски и колеса с удлиненной ступицей в одном
направлении целесообразно обрабатывать пакетом, но для этого
требуется, чтобы на предыдущей нарезанию обработке были до¬
статочно точно выдержаны параллельность торцов заготовок и пер¬
пендикулярность их к оси отверстия.
Зубодолбление. Этот вид обработки применяют для нарезания
зубьев у прямозубых и косозубых колес. Одним долбяком можно
обрабатывать зубчатые колеса заданного модуля с различными
числами зубьев.
Зубодолбление в сопоставлении с зубофрезерованием имеет
следующие преимущества.
1. Минимальное число зубьев колеса zmin, которое может быть
обработано без подрезания ножки зуба, меньше, чем при зубофре-
зеровании, и определяется формулой
гд— число зубьев долбяка; а0— угол зацепления.
2. Можно обрабатывать зубчатые колеса, которые затрудни¬
тельно или невозможно получать зубофрезерованием (венцы у блоч¬
ных колес, когда недостаточно места для выхода фрезы, колеса
с буртиками, секторы с удлиненными хвостовиками, колеса вну¬
треннего зацепления, зубчатые колеса с нешироким венцом, об¬
рабатываемые по одной штуке).
3. Качество поверхности зубчатого венца выше и находится
в пределах 6—8-го классов шероховатости.
Целесообразная область применения зубодолбления там, где
она может сопоставляться с зубофрезерованием, зависит от пара¬
7 — 1 _
min sin2a0 L
где
P = Y — a0; C0SY
ZR + 2
1 --^-(1— cosp) ,
^cosa0;
188
метров изготовляемого колеса. При зубодолблении в один проход
зубодолбление всегда производительнее, чем зубодолбление при
любой ширине венца; зубодолбление колес с модулем т =
= 0,8-г-1 мм выгодно только при ширине зубчатого венца до 5 мм,
при большей же ширине венца необходимо в каждом конкретном
случае сравнивать затраты времени на зубодолбление и зубофре-
зерование. Уместно указать, что с увеличением числа зубьев
у обрабатываемых колес предпочтительно применение зубодолб-
ления. Однако по точности окружного шага (для отсчетных колес
это основное требование) зубодолбление уступает зубофрезеро-
ванию.
Основное время при зубодолблении определяют в соответ¬
ствии с последовательностью проведения самого процесса. Вначале
долбяк врезается с подачей sp, а затем нарезает все зубья на задан¬
ную высоту. Отсюда
гр /г , nmz ^ rp Jimz (л , а \
0 spn ‘ sKn У' 0 nsK V 360t м / ’
где h — высота нарезаемых зубьев колеса, мм; sp — радиальная
подача на один двойной ход долбяка, мм; z — число зубьев наре¬
заемого колеса; sK — круговая подача зубчатого колеса на один
двойной ход долбяка, мм; q— число проходов, необходимое для
нарезания зубчатого колеса, т — модуль зубьев нарезаемого
колеса, мм; iM — передаточное отношение от кулачка радиальной
подачи до заготовки; а — угол кулачка радиальной подачи, в пре¬
делах которого происходит врезание.
Сравнение производительности зубофрезерования и зубодолб-
ления при изготовлении мелкомодульных колес производят по
основному времени.
Для нарезания зубьев зубодолблением используют зуборезные
долбяки. Размеры долбяков и технические условия на их изго¬
товление стандартизированы (ГОСТ 10059—62). Долбяки выпу¬
скают трех классов точности: АА — для колес 6-й степени точ¬
ности; А — 7-й степени точности и В — 8-й степени точности.
В тех случаях, когда нарезают зубья на колесах небольшого раз¬
мера, можно применять долбяки для обработки без врезания.
Необходимым условием для работы без врезания является приме¬
нение долбяка с диаметром, значительно превосходящим диаметр
колеса, и наличие на долбяке выемки, в которую помещается
заготовка колеса сразу на требуемом межцентровом расстоянии;
зубья долбяка в процессе обработки постепенно врезаются в об¬
рабатываемое колесо. Обработка без врезания обеспечивает более
высокую производительность. Для нарезания зубчатых колес
с прямыми зубьями применяют долбяки с прямыми зубьями,
при зубодолблении косозубых колес долбяк должен быть тоже
косозубым, причем угол наклона зубьев, шаг винтовой линии
долбяка и нарезаемого колеса одинаковы. Долбяки для колес
189
Т а б л и ц a III-2
Передаточные числа сменных колес
Гитара деления
Гитара круго¬
вых подач
Гитара
радиальных подач
Гитара
скоростей
внутреннего зацепления должны иметь на 14—20 зубьев меньше
числа зубьев нарезаемого колеса.
В целях лучшего использования всего периметра режущих кро¬
мок долбяка необходимо в процессе обработки партии зубчатых
колес изменять направление вращения долбяка и колеса, а сле¬
довательно, и направление резания.
Настройка зубодолбежных станков заключается в подборе
сменных колес гитар деления и подач, кулачка для радиальной
подачи и числа оборотов приводного вала в зависимости от задан¬
ного числа двойных ходов долбяка. Расчетные формулы настройки
приведены в таблице II1-2.
В формулах приняты обозначения: А, В, С, D — постоянные
коэффициенты соответственно цепей деления, круговых подач,
радиальных подач, скоростей берутся из паспорта зубодолбежного
станка; аи Ьъ а2, Ь2 и т. д.— сменные зубчатые колеса гитар;
2ДИ2 — число зубьев долбяка и нарезаемого колеса; sK — круго¬
вая подача долбяка, мм/дв. ход; ак—угол рабочей кривой ку¬
лачка; tK — шаг кривой подъема кулачка, мм; sp — радиальная
подача, мм/дв. ход; уд — скорость резания при зубодолблении;
L = В + ДВд — длина хода долбяка, мм.
Режимы резания при зубодолблении следующие: количества
проходов для колес при т = 0,2 4-0,4 1 проход, а при т =
= 0,5 4-1 2 прохода. Круговые подачи при зубодолблении колес
7—8-й степени точности при модуле т от 0,3—0,6 в зависимости от
материала колеса принимают sK = 0,05-5-0,1 мм/дв. ход, а при
т = 0,6^-0,1 sK = 0,08,4-0,15 об/дв. ход, для колес 9-й степени
точности и колес, подвергаемых в последующем шевингованию*
приведенные значения подачи можно увеличить в 1,6—1,8 раза.
Надо указать, что при выборе величины подачи следует учитывать
требуемый класс шероховатости поверхности зуба: чем выше класс,,
тем меньше величина подачи.
Скорость резания при зубодолблении колес (из сталей 45—50)
7—8-й степени точности составляет 15—20 м/мин при обработке
колес 9-й степени точности и колес под последующую обработку
шевингованием, скорость резания может быть увеличена в 1,4—
1,6 раза.
190
Если колеса изготовляются из латуни или бронзы средней
твердости, приведенные выше данные для стали следует увеличить
в 1,3—1,5 раза, а если колеса изготовляются из хромоникелевой
стали, то скорость резания по сравнению с данными для стали 45
должна быть уменьшена на 15—20%.
Длину рабочего хода Lpx и число двойных ходов nRX долбяка
рассчитывают по формулам
Т D I /О у* \ ЮООУд
рх — “J” (3 ~ 4) tn, А2ДХ = 2LpX 9
где В—ширина венца, мм; vA—скорость резания, м/мин;
m — модуль колеса, мм.
Крепление заготовок при зубодолблении осуществляется для
колес-дисков на оправках, а колес-валиков в центрах или в цан¬
гах. Заготовку колес-дисков укрепляют на базе точно обработан¬
ного отверстия и торцов.
Нарезание зубчатых колес дисковыми зуборезными фрезами.
Этот метод менее производительный и точный, чем зубофрезеро-
вание червячными фрезами или зубодолбление.
В приборостроении этот метод применяют для нарезания зубьев
у колес, имеющих число зубьев z < 14 (трибы), зубьев у секторов
закрытого типа или с удлиненным хвостовиком.
Нарезание зубьев осуществляется дисковыми фрезами. Для
каждого модуля и угла зацепления, а также для каждого числа
зубьев колеса теоретически необходимо иметь специальную фрезу.
Учитывая, однако, что при небольшом изменении числа зубьев
колеса профиль эвольвенты меняется незначительно, допускается
применение комплекта фрез для каждого модуля и угла зацепле¬
ния. Каждая фреза в комплекте предназначается для нарезания
определенного диапазона чисел зубьев. Существуют комплекты,
состоящие из 8,15 и 26 фрез. Наибольшее распространение полу¬
чили комплекты, состоящие из 8 и 15 фрез. Дисковые зуборезные
фрезы профилируют по наименьшему числу зубьев обслужи¬
ваемого ими диапазона.
Дисковые зуборезные фрезы из комплектов для нарезания ко¬
созубых колес выбирают по нормальному модулю. Номер фрезы
из комплекта определяется по фиктивному числу зубьев:
v __ 2
2 ~~ COS3 'фд
где г — число зубьев колеса; г|) — угол наклона зуба на делитель¬
ном цилиндре.
Зубчатые колеса с числом зубьев меньшим 12 и циклоидаль¬
ные профили независимо от числа зубьев нарезают индиви¬
дуальными фрезами, а при нарезании зубчатых колес эволь-
вентного профиля с числом зубьев г ^ 14 используют фрезы из
комплекта.
191
Нарезание зубьев в зависимости от масштаба производства
выполняют на фрезерных станках, зубофрезерных полуавтоматах
и автоматах.
Точность нарезания зубьев дисковыми зубофрезерными фре¬
зами находится в пределах 8—9-й степеней, а шероховатость по¬
верхности в пределах 5—7-го классов.
Установка колес на станках в зависимости от их конструкции
осуществляется: колес-валиков на центрах, колес-втулок, как
правило, по 1 шт. на оправках, а колес-дисков на оправках па¬
кетом.
Основное (машинное) время нарезания зубьев дисковыми фре¬
зами определяют по формуле
где г — число зубьев колеса; q — число одновременно обрабаты¬
ваемых заготовок; а—число проходов (переходов); L — длина
прохода фрезы, мм; sMp— минутная подача рабочего хода, мм/об;
sMX — минутная подача обратного холостого хода, мм/об; Тд —
время деления на 1 зуб.
Длину хода фрезы рассчитывают по формуле
L = Bq + у + /п,
где В — ширина зубчатого венца колеса, мм; q — количество
одновременно нарезаемых колес на оправке при условии, что
торцы их соприкасаются; у — длина врезания фрезы, мм; /п —
длина подхода и перебега инструмента, мм;
где h — высота зуба, мм; dф — наружный диаметр фрезы, мм;
Рд — угол наклона зуба к оси колеса на делительном цилиндре,
град.
При нарезании зубьев дисковыми фрезами велики непроиз¬
водительные затраты времени, особенно на фрезерных станках
с делительными головками.
Получение зубчатых колес литьем. Ряд зубчатых колес при
условии изготовления их из цинковых и алюминиевых сплавов
в условиях массового и крупносерийного производства получают
литьем под давлением. Литьем под давлением можно получать
небольшие по размеру и главным образом специальные по форме
зубчатые колеса и трибы при условии, что требуемая точность
зубчатого венца ниже 8—9-й степени точности, габаритные раз¬
меры выполнены с точностью За—4-го классов, а шероховатость
поверхности не выше 5—6-го классов. Литье под давлением
в последнее время вытесняется методом холодного выдавливания.
Этот метод дает существенную экономию металла, более высокое
качество колес.
292
Получение зубчатых колес холодной штамповкой. Холодная
штамповка имеет ограниченное применение. Существует два вида
процессов изготовления зубчатых колес штамповкой:
а) зубчатое колесо штампуется совместно с зубчатым венцом
непосредственно из полосы (ленты);
б) заготовка получается механической обработкой, а в штампе
вырубается только зубчатый венец.
Предпочтение следует отдать первому виду. Штамповка зуб¬
чатых колес осуществляется на кривошипных прессах в комбини¬
рованных штампах совмещенного действия. Холодная штамповка
может быть рекомендована для изготовления мелкомодульных
зубчатых колес-дисков толщиной для цветных сплавов до 1,5 мм,
конструкционной стали до 1 мм и легированной стали до 0,9 мм.
Штамповкой обеспечивается точность габаритных размеров
3—4-го классов; отклонения профиля зуба в пределах 8—10-й сте¬
пеней точности; шероховатость поверхности среза 5—7-го классов.
Холодное накатывание зубчатых колес. Сущность холодного
накатывания заключается в пластическом деформировании заго¬
товки в процессе ее непрерывного обкатывания зубьями инстру¬
мента. Профиль зуба накатываемого колеса представляет собой
огибающую профиля зуба инструмента, поэтому одним инстру¬
ментом данного модуля возможно накатывать зубчатые колеса
эвольвейтного профиля с различным числом зубьев.
Накатыванием изготовляют зубчатые колеса из деформируе¬
мых алюминиевых сплавов, медных сплавов, малоуглеродистых
сталей и нержавеющих сталей марок 1X13, 2X13. В приборострое¬
нии наибольшее применение получило накатывание с продольной
подачей тремя валками-накатниками (рис. II1-5). Накатывание
производят на токарном станке с использованием специального
приспособления, монтируемого вместо снятых верхних салазок
суппорта. Приспособление представляет собой угольник 1
(рис. 111-5, б), по плоскости которого в направляющих типа «ла¬
сточкин хвост», расположенных под углом 120° друг к другу,
перемещаются инструментальные каретки 2. На осях 4 кареток
в радиально-упорных подшипниках 5 монтируются валки-накат¬
ники 3. Установку кареток, следовательно, и накатников по
заданному диаметру производят винтами 6. Для подачи смазочно¬
охлаждающей жидкости в зону накатывания предусмотрен тру¬
бопровод 7.
Накатываемые колеса-диски надевают на оправку, конструкция
которой показана на рис. 111-6, б. Помимо накатываемых загото¬
вок колес на оправку 1 насаживают делительное колесо, имеющее
модуль и число зубьев, равные модулю и числу зубьев накатывае¬
мых колес. На конец оправки надевают центровую втулку 2,
поджимаемую центром станка. Такой способ крепления позволяет
разгрузить оправку от возникающих при накатке распорных уси¬
лий. Крутящий момент на оправку передается поводковым па¬
троном (рис. 111-6, б). Длина оправки, а следовательно, и пакета
13 А. Н. Малов 193
Рис. 111-6. Приспособление для нака¬
тывания зубчатых колес:
а — поводок
б—оправка для крепления заготовок;
194
Рис. III-5. Накатывание <зубчатых^'колес:
а — схема накатывания; б — приспособление для накатки; в — накатник
устанавливаемых на ней заготовок не должна быть большой.
На основании опыта длина пакета для дюралюминия Д16Т и ла¬
туни составляет 60—80 мм, а стали 25—35 мм.
Минимальный наружный диаметр колеса, который может быть
получен накатыванием тремя накатниками, определяют по
формуле
£>нк — 15DHH -(- 4,5m -|- с/0,87,
где DHK — наименьший диаметр окружности выступов накатывае¬
мого колеса, мм; DHH — диаметр окружности выступов накатни¬
ков, мм; т— модуль колеса, мм; с— минимальный допустимый
зазор между накатниками, мм.
Накатники для стальных и латунных колес изготовляют из
стали ЭИ808 (6ХВФ), а для колес из алюминиевых сплавов — из
стали Х12Ф1. Твердость после термообработки накатников на¬
ходится в пределах HRC 55—57,5. Режимы накатывания зубчатых
колес на токарном станке, установленные опытом, имеют следую¬
щие значения:
Таблица III-3
Режим накатывания зубчатых колес
Материал накатываемого колеса
s, мм/о б заг
V, м/мин
Дюралюминий Д16Т
Латунь JI62
Сталь конструкционная 10—30
Сталь нержавеющая 1X13, 2X13 . . , . .
0,3—0,5
0,12—0,15
0,10—0,12
0,08—0,10
80—100
80—100
60—70
50—60
В качестве смазочно-охлаждающей жидкости при накатывании
следует применять веретенное масло № 3 или смесь веретенного
масла № 3 и эмульсии в пропорции 3:1. Подача смазки обильная.
Основное время при накатывании рассчитывают по формуле
7'-=i(v + i); Ь = *В+/„ + (2н-3),
где L — длина накатывания, мм; sp — подача при рабочем ходе,
мм/об; sx— подача при холостом ходе, мм/об (возврат накатного
устройства в исходное положение); п — число оборотов заготовок
в минуту; q— число заготовок в пакете; В — ширина зубчатого
венца, мм; /зк — длина заборного конуса накатника, мм. Холод¬
ным накатыванием можно получить зубчатые колеса 8—10-й сте¬
пеней точности, а при проведении ряда мероприятий, связанных
с повышением жесткости приспособления и станка, точности из¬
готовления заготовки, можно получать зубчатые колеса 7-й сте¬
пени точности.
Достоинства процесса зубонакатывания следующие: высокая
производительность (в 5—10 раз выше, чем при обработке реза-
13*
195
нием); хорошее качество рабочих поверхно¬
стей зубьев и достаточно высокая точность
геометрических параметров зубчатых колес;
повышается износостойкость зубьев; эконо¬
мится материал (диаметр заготовки под на¬
катывание меньше, чем под обработку реза¬
нием).
Процесс изготовления зубчатых колес-
дисков с применением холодного накатыва¬
ния включает следующие операции: отрезку
полос, штамповку заготовки, зачистку зау¬
сенцев, термоправку, химическую обработ¬
ку, зенкование фасок в отверстии, калибро¬
вание отверстия, обтачивание заготовок в па¬
кете, накатывание зубьев, шлифование окруж¬
ности выступов колес и зачистку заусенцев
обкаткой с эталоном, промывание и обез¬
жиривание.
Диаметр заготовки под накатывание опре¬
деляют опытным путем. Допуск на наруж¬
ный диаметр ' заготовки под накатывание
колес 8—9-й степени точности должен быть
в пределах 3-го класса.
Чистовая обработка цилиндрических зубчатых колес. Назна¬
чение чистовой обработки зубчатых колес состоит в повышении
качества поверхности зубьев, точности элементов зубчатого венца
и обеспечении плавности работы передачи. Для чистовой обработки
закаленных стальных зубчатых колес применяют зубошлифова-
ние абразивным червяком, притирку и зубополирование, а для
незакаленных колес — шевингование, зубообкатывание и при¬
работку.
Зубошлифование абразивным червяком.
В качестве инструмента применяют шлифовальный круг, заправ¬
ленный в виде червяка (рис. II1-7). Между абразивным червяком
и обрабатываемым колесом имеется принудительная кинематиче¬
ская связь. Заготовка в процессе шлифования имеет вертикальную
подачу вдоль своей оси. После каждого двойного хода заготовки
последняя может автоматически подаваться в радиальном направ¬
лении (на абразивный круг), после чего процесс шлифования
повторяется. При шлифовании прямозубых цилиндрических колес
вследствие незначительности угла подъема нитки абразивный
червяк не повертывается на угол подъема нитки, а устанавли¬
вается перпендикулярно оси шлифуемого колеса, при шлифовании
косозубых колес заготовку поворачивают на угол наклона зубьев,
а подача остается вертикальной. При этом цепь дифференциала
не используется.
Существует два способа шлифования цилиндрических зубчатых
колес абразивным червяком [7, 9].
196
Рис. II1-7. Схема шли¬
фования цилиндрических
зубчатых колес абразив¬
ным червяком
Рис. III-8. Схемы движения суппорта с заготовкой при шлифовании
абразивным червяком
При первом способе (рис. II1-8, а) заготовка колеса 5 закреп¬
лена на оправке У, установленной в центрах суппорта 3, переме¬
щающегося в вертикальном направлении по стойке 4. Стойка
имеет возможность перемещаться и в горизонтальном направлении
по станине станка. Средняя плоскость обрабатываемого колеса
устанавливается приблизительно по горизонтальной оси абразив¬
ного червяка 2. Гитару деления станка настраивают таким обра¬
зом, что за один оборот абразивного червяка обрабатываемое
колесо повертывается на один зуб. Суппорт с заготовкой совер¬
шает возвратно-поступательное движение, и в конце каждого
хода суппорта стойка перемещается на величину поперечной
подачи к оси абразивного червяка. Когда зубья колеса отшли¬
фуются на полную высоту, стойка автоматически возвращается
в исходное положение.
При втором способе (рис. II1-8, б) колесо шлифуется на полную
высоту зуба на один ход суппорта. Подача суппорта в этом случае
принимается меньше, чем при первом способе.
Первый способ позволяет получать лучшее качество изготовле¬
ния, но производительность этого способа меньше. Износ абразив¬
ного червяка при втором способе шлифования выше, чем при пер¬
вом способе. Этим способом можно шлифовать зубчатый венец по
целому металлу (для т < 0,5 мм), а также заготовки с предвари¬
тельно выполненным зубчатым венцом.
Достоинствами зубошлифования абразивным червяком яв¬
ляются относительно высокая точность (до 4-й степени), высокий
класс шероховатости поверхности зубьев (до 10-го) и высокая
производительность, а недостатками процесса — низкая стойкость
червячных кругов и трудность их изготовления, что отражается
197
на экономичности процесса. Для зубошлифования используют
станки модели 5832 (завод «Комсомолец»), «Рейсхауэр» (Швейца¬
рия), «Кавентри Гейдж энд Тун» (Англия) и др. Материал абра¬
зивных кругов — электрокорунд белый или зеленый карбид крем¬
ния. Зернистость кругов для червяков, используемых при шли¬
фовании колес с модулем 0,2—0,4 мм,— 300—500, а для колес
с модулем 0,5—1,0 мм— 280—320. Чем меньше модуль шлифуе¬
мого колеса, тем больше должна быть зернистость. Твердость
кругов для колес с модулем 0,3—0,6 мм — Cl, С2, модулем
0,2 мм — СТ-1 и модулем 0,8—1,0 мм — СМ-2. Связка кругов
керамическая. Шлифование рекомендуется осуществлять со сле¬
дующими режимами: скорость резания при круге диаметром
400—450 мм vK = 32-^35 м/с. Подача при шлифовании по целому
металлу 0,2—0,4 мм/об. заг., а при шлифовании заготовок, про¬
шедших предварительную нарезку зуба, 0,3—0,6 мм/об. заг.
Чем меньше модуль колес, тем меньше подача. Ум££хно указать,
что колеса с т < 0,5 мм шлифуют без предварительного нареза¬
ния зубьев, а при т > 0,5 мм с предварительным нарезанием
зубьев на зубофрезерном станке.
Основное время при зубошлифовании рассчитывают по фор¬
мулам:
1) при шлифовании за один проход
Т0 = £-; L = B + Vh(D — h) +Ai +А2;
ъ0пк
2) при шлифовании за несколько проходов с автоматической
радиальной подачей
Т° = 7ГГ’ L = B + 2(Vh(D — h) + ДХ);
ь0пкг>р
3) для косозубых колес за один проход
Т° = Г?Г' L = Bcos$ + Vh(D — h) +Ах + А2;
4) для косозубых колес, шлифуемых за несколько проходов
с радиальной подачей,
Т° = 7ГГ’ L = Bcos$-\-2(Vh(D-h) +АХ).
В формулах приняты обозначения: L — длина рабочего хода,
мм;-В — ширина зубчатого венца, мм; h— глубина шлифования,
мм;—D —- диаметр круга, мм; пк — число оборотов круга; z —
число зубьев колеса; sp — радиальная подача за один вертикаль¬
ный ход стойки; р — угол поворота колеса относительно абразив¬
ного червяка, град; Ах и Д2 — перебег и добавка на врезание, мм.
Шевингование. Этот вид обработки применяют для
окончательной отделки зубьев цилиндрических колес с твердостью
HRC <С 28 и с модулями m 0,3 мм. Применение шевингования
особенно целесообразно для таких колес, к которым предъяв-
198
Профиль кольцевых канавок
ляются высокие требования в отношении плавности зацепления
и бесшумности, но которые не предназначены для точного углового
отсчета.
Сущность процесса шевингования заключается в соскабливании
тонкой волосообразной стружки толщиной 1—5 мкм с боковой
поверхности зуба с помощью шевера, находящегося в зацеплении
с обрабатываемым колесом. Шеверы выполняют в виде колеса
или рейки. В приборостроении, как правило, применяют шеверы-
диски. Шевер-диск (рис. III-9) выполнен в виде косозубого ко¬
леса, на боковых поверхностях зубьев которого имеются прорези
(канавки), кромки прорезей являются режущими. Угол наклона
зубьев шевера 10°. Размеры шеверов регламентированы ГОСТом.
Шеверы изготовляют трех классов точности. Класс А предназна¬
чен для колес 6-й степени точности, класс В — для 7-й степени
точности, а класс С — для 8-й степени точности.
Шевингование производят на специальных шевинговальных
станках. Процесс шевингования шевером заключается в том,
что последний приводит во вращение свободно посаженное в цен¬
трах обрабатываемое колесо, в процессе обкатки обрабатываемое
колесо совершает возвратно-поступательное движение вдоль своей
оси, в результате чего происходит соскабливание тонкой стружки
с боковой поверхности зуба. Направление вращения шевера и
продольной подачи целесообразно выбирать таким образом, чтобы
резание было встречным. Помимо собственного резания вслед¬
ствие большого давления и скольжения имеют место пластическая
деформация и некоторый наклеп боковых поверхностей зубьев,
что способствует повышению их прочности и износоустойчивости.
После каждого хода обрабатываемое зубчатое колесо и шевер
автоматически сближаются на величину вертикальной подачи.
Вертикальная или, как чаще называют, радиальная подача
колеблется в пределах 0,05—0,02 мм/ход; чем выше твердость об-
199
Рис. II1-9. Шевер-диск для шевингования мелкомодульных колес
рабатываемого колеса, тем меньше величина подачи. Что касается
продольной подачи, то последняя для стали составляет от 0,05
до 0,1 мм/об колеса, для латуни и бронзы 0,15—0,4 мм/об колеса
и дуралюминия 0,25—0,3 мм/об колеса.
Цикл обработки состоит из ряда рабочих ходов (с подачей
шевера) и зачистных ходов (без подачи шевера). Общее число ходов
цикла для стали 8—10, а для цветных металлов и сплавов 6—8,
число зачистных ходов 2—3. Число рабочих (режущих) ходов
в цикле Np можно рассчитать по формуле
где As— припуск на толщину зубьев по постоянной хорде в мм
зависит от модуля; при т = 0,3-=-0,4 — As = 0,04—0,05 мм, а при
т = 0,5—1 мм As = 0,064-0,1 мм; sp— радиальная подача,
мм/ход стола; aQ — угол исходного контура, град.
Зная величину продольной подачи snp в миллиметрах на оборот
колеса, можно рассчитать число одинарных ходов стола в ми¬
нуту п по формуле
где L — длина хода стола L = В + / мм; В — длина зуба обра¬
батываемого колеса, мм; I —г удвоенная величина перебега обра¬
батываемого колеса за линию кратчайшего расстояния между
осями обрабатываемого колеса и инструмента (шевера), обычно
/ = 2,6 мм; z — число зубьев обрабатываемого колеса; пш— число
оборотов шевера в минуту; гш— число зубьев шевера.
Скорость резания vv в точке касания зубьев шевера и обраба¬
тываемого колеса, лежащей на их делительных цилиндрах (в по¬
лосе зацепления), рассчитывают по формулам
где vx, vz — проекции вектора скорости на оси координат; сош —
угловая скорость шевера; гдш — радиус делительной окружности
шевера; Рдш и Рд1 — углы наклона винтовой линии зубьев на дели¬
тельных участках шевера и зубчатого колеса; у — угол скрещива¬
ния осей шевера и зубчатого колеса.
200
Для шевингования прямозубых колес, когда 0 = Рдш и РД1=
= 0, vx и v2 будут равны
vx = сошгдш (1 — cos2 рдш),
vz — со шгдш cos |3ДШ sin рдш.
Существует ряд разновидностей метода шевингования,
а именно: метод скрещивающихся осей (продольное), диагональ¬
ное шевингование, тангенциальное (касательное) шевингование,
дисковым шевером с точкой скрещивания осей на торце шевера.
При шевинговании методом скрещивающихся осей ось заго¬
товки устанавливают по направлению движения стола; при диа¬
гональном шевинговании ось заготовки устанавливают под неко¬
торым углом к направлению движения стола, а шеверную головку
разворачивают на суммарный угол наклона зубьев шевера и до¬
полнительный угол установки заготовки относительно направле¬
ния движения стола станка с заготовкой.
При шевинговании косозубых колес с правой спиралью шевер
будет с левой спиралью и наоборот. При шевинговании же прямо¬
зубых колес направление спирали шевера не имеет значения.
При тангенциальном (касательном) шевинговании подача осу¬
ществляется в плоскости, параллельной оси шевера. Продольная
подача шевера отсутствует. Этот способ шевингования наиболее
производительный, условия работы шевера благоприятные, а стой¬
кость шевера выше, чем при обычном шевинговании. Особенно его
следует рекомендовать для узких зубчатых колес. Необходимо
указать, что в тех случаях, когда перемещение шевера вдоль оси
ограничено (колеса с буртом, блочные колеса), диагональное
и тангенциальное шевингование является единственно возможным
способом. Длину хода стола станка при диагональном шевинго¬
вании рассчитывают по формуле
, В sin у . 0
b = —гг -+- 2т,
Sin (у + 8) 1
а при касательном шевинговании — по формуле
Ъ = В tg 7,
где В — ширина зубчатого венца обрабатываемого колеса; у —
угол скрещивания осей шевера и колеса; е — угол диагональ-
ности; т — модуль колеса.
Шевингованию подвергаются колеса-валики, колеса-втулки,
колеса-диски и секторы.
Колеса-диски можно шевинговать пакетом при условии, что
последний после зубофрезерования не снимается с оправки, а ше¬
вингование секторов допускается только при применении спе¬
циальной оправки с эталонными зубчатыми колесами, служащими
для непрерывной передачи вращения от шевера.
В тех случаях, когда шевингованию подвергаются колеса-
блоки, необходимо провести графическим и аналитическим ме¬
тодами проверку на возможность шевингования.
201
Графический метод осуще¬
ствляют в следующей последо¬
вательности: шевер вычерчи¬
вают (рис. 111-10) в крайнем
положении относительно торца
шевингуемого колеса (точка
скрещивания проекции осей
должна совпадать с торцем ко¬
леса со стороны буртика). Из
точек k и / описывают дуги ип
и et радиусами Rm и гб. Затем
на осях 00 и ОгОг откладывают
отрезки km = рс и fd = be.
Далее на этих же осях из то¬
чек т и d восстанавливают
перпендикуляры тп и de до
пересечения с дугами ип и et.
Сумма перпендикуляров долж¬
на быть меньше расстояния
между осями шевер а и колеса А
на 1—1,5 мм. Если mn-\-de^A
шевингование невозможно.
При использовании анали¬
тического метода (рис. III-11) рассчитывают наименьшее допусти¬
мое расстояние а между шевингуемым зубчатым венцом и бурти¬
ком (или другим зубчатым венцом при обработке колес-блоков) [9]:
Рис. II1-10. Графический метод определе¬
ния возможности шевингования блочных
колес:
1 — бурт колеса; 2 — шевер; 3 — шевин-
гуемый зубчатый венец
где h — высота треугольника ABC; гб — радиус буртика (или дру¬
гого зубчатого венца); А — межцентровое расстояние.
Основное время шевингования в секундах рассчитывают по
формуле
где яц — число ходов в цикле; пх — число одинарных ходов стола
в минуту; z — число зубьев колеса; гш — число зубьев шевера;
L — длина хода стола, мм; snp — продольная подача в мм/об
колеса; пм — число# оборотов двигателя в минуту.
В процессе шевингования используется смазочно-охлаждаю¬
щая жидкость для стальных колес, веретенное масло № 2, суреп¬
202
ное масло или сульфофрезол Р или 13 с 10% серы, а для цветных
сплавов смесь керосина и сульфофрезола в соотношении 2/3 : 1/3.
В заключение следует указать, что основными преимуществами
шевингования являются высокая производительность, стабиль¬
ность размеров, малая стоимость.
В тех случаях, когда необходимо изготовлять зубчатые колеса
4 и 5-й степеней точности, применение шевингования вызывает
сомнение, так как точность шеверов, изготовляемых инструмен¬
тальными заводами, недостаточна.
Притирка. Этот вид обработки (рис. III-12, а) исполь¬
зуется для стальных закаленных зубчатых колес и осуществляется
при параллельных осях притира и колеса и при скрещивающихся
осях. Притирка по второй схеме более совершенна. Рабочим ин¬
струментом являются колеса-притиры или червяки-притиры.
Число притиров может быть от одного до трех.
Притиры изготовляют из серого чугуна марки СЧ 40 или СЧ 32
для закаленных колес и меди или оловянно-свинцового сплава для
незакаленных стальных колес и колес из цветных сплавов.
Диаметр притира должен быть по возможности большим, число
зубьев простым и не кратным числу зубьев притираемого колеса.
Зубья у притиров выполняют утоненными на 0,05 мм. Ширина
притира больше ширины венца обрабатываемого колеса.
Для притирки в качестве абразивного материала используют
пасту ГОИ и электрокор ундовую пасту с зернистостью 400—500
и выше.
Скорость вращения притираемых колес 0,5—2 м/с, давление
на зуб 0,5—2 кг/см2. Продолжительность притирки не более
3—5 мин.
Зубополирование. Эту обработку (рис. 111-12, б)
используют для отделки закаленных колес с числом зубьев менее
Рис. II1-11. Аналитический метод определения возможности
шевингования блочных колес:
/ _ бурт колеса; 2 — шевер; 3 — шевингуемый венец; I — I —
плоскость, перпендикулярная к оси шевера и совпадающая с осью
шевинговальной головки
203
20 (трибов). Сущность процесса зубополирования состоит в отно¬
сительном скольжении профиля деревянного червячного полиро¬
вального диска, смазанного полировальной пастой, и профиля
зуба сцепляющегося с ним обрабатываемого зубчатого колеса
(триба). В результате зубополирования происходит сглаживание
микронеровностей и повышается качество поверхности зуба.
Полировальные диски имеют одну двухзаходную канавку
на периферии, их изготовляют из бука, капронита или сплава
свинца (87%), олова (4%) и сурьмы (9%). Скорость полирования
до 10 м/с, продолжительность 0,1—0,5 мин.
Обкатка. Обкатка (рис. II1-12, в, г) заключается в воспро¬
изведении беззазорного зацепления обрабатываемого колеса с за¬
каленным эталонным колесом (обкатником). Обрабатываемое ко¬
лесо прижимается к обкатнику с определенным усилием.
При обкатке происходит смятие поверхностных неровностей
(гребешков), оставшихся после зубофрезерования, что и позво¬
ляет повысить класс шероховатости поверхности и поверхностную
твердость зубьев и незначительно исправить погрешности пара¬
метров зубчатого венца. Однако при обкатке трудно достичь
204
Рис. 111-12. Схемы притирки (а), полирования (б) и обкатки (в, г)
зубчатых колес
необходимой толщины зуба, которая колеблется для каждой пары
в зависимости от отклонения межцентрового расстояния (если
оно нерегулируемое). Число оборотов эталонного колеса 300—
500 в минуту. Цикл обработки включает вращение в обоих на¬
правлениях. Обкатку применяют для колес с модулем т ^ 0,4 мм
и твердостью HRC менее 30—32, так как такие колеса не шевин-
гуются. Зубообкатанные эталонные колеса изготовляют из стали
марок Х12М, 9ХС, ХВГ, с шероховатостью поверхности 10—
11-го классов и твердостью HRC 56—58. Соотношение высоты
ножки и головки зуба у эталонного колеса отлично от соотношения
у обкатываемого колеса, а толщина зуба больше на величину
регламентированного бокового зазора в зацеплении.
Обкатка осуществляется на станках с параллельным располо¬
жением эталонного и обкатываемого колес и реже на станках
со скрещивающимися под углом 10—30° осями.
Приработка. Приработкой является взаимное обкатыва¬
ние работающих в паре колес после их сборки или до сборки на
специальных установках. Приработку производят с использова¬
нием абразивного материала (специальных паст) и более часто
без абразива. Зубчатые колеса после прикатки должны быть тща¬
тельно промыты в бензине. В результате приработки точность
элементов колес не повышается, имеет место даже некоторое ухуд¬
шение профиля, но плавность зацепления и качество поверхности
зубьев повышаются, а шум в передаче уменьшается.
Термообработка зубчатых колес. В тех случаях, когда заго¬
товки зубчатых колес получают путем обработки давлением (го¬
рячей или холодной штамповкой), процессу обработки резанием
предшествует термообработка, имеющая своей целью снять вну¬
тренние напряжения, а при изготовлении из прутка — получить
однородную структуру материала и снизить твердость.
Температуры отжига, нормализации и отпуска для наиболее
распространенных материалов приведены в табл. 111-4.
Т а б л и ц a III-4
Температура термообработки заготовок зубчатых колес
Материал
Вид термообработки
Темпера¬
тура, °С
Сталь 10
Сталь 20, сталь 45
Сталь 40
Сталь 2X13
Сталь 25ХНМА
Сталь 40ХНМА
Сталь 38МЮА
Нормализация
Нормализация или отжиг
Нормализация
Нормализация -)- отпуск
Нормализация -)- отпуск
Нормализация отпуск
Нормализация -)- отпуск
920 + 20
880+20
850—870
1000 + 20
600—700
930—970
650—680
830—850
650—680
930—970
700—720
205
Заготовки из листового материала (латуни, бронзы) с целью
снятия внутренних напряжений, а следовательно, и стабилизации
размеров подвергают термоправке.
Температура нагрева для заготовок из латуни J1C59-1 или
J162 составляет 220—240° С, латуни J168, бронзы 250—275° С.
Время выдержки для заготовок из латуни 60 мин, а из бронзы
120 мин.
Полностью обработанные зубчатые колеса при необходимости
подвергаются химико-термической обработке (цианированию,
цементации, азотированию или закалке с последующим от¬
пуском).
Зубчатые колеса из пластмасс. Такие колеса имеют малый вес,
работают бесшумно в условиях ограниченной смазки и без нее,
а в агрессивных и абразивных средах обладают высокими анти¬
фрикционными свойствами, компенсируют неточности изготовле¬
ния и монтажа за счет упругой податливости, просты в изготовле¬
нии. Недостатками зубчатых колес из пластмасс являются сравни¬
тельно небольшая нагрузочная способность и размерная неста¬
бильность в температурно-влажностных средах.
Как и указывалось ранее, для изготовления зубчатых колес
применяют полиамиды марок П-68, АК-7, капролон, поликапро-
амид и текстолит.
Следует указать, что зубчатые передачи при использовании
пластмасс в целях отвода тепла из зоны контакта проектируются
металлополимерными, малое колесо изготовляют из стали, а боль¬
шое из пластмассы. Использовать для зубчатых пар цветные ме¬
таллы — пластмассы не рекомендуется вследствие быстрого износа
зубчатой передачи, особенно интенсивен износ в зубчатых переда¬
чах, в которых одно из колес изготовлено из алюминиевого сплава,
а другое из пластмассы.
Пластмассовые колеса бывают неармированные и армирован¬
ные; в последнем случае армирующие элементы выполняют в виде
накладных шайб, ступиц — втулок с насечкой поверхности, валов
с выступами и т. д.
Для получения зубчатых колес из пластмасс в зависимости от
класса пластмассы (термореактивный или термопластичный) при¬
меняют прямое (компрессионное) прессование, литьевое прессова¬
ние и литье под давлением. Прямое и литьевое прессование при¬
меняют при переработке термореактивных материалов, а литье
под давлением — при переработке термопластов.
Колеса с предварительно оформленным зубчатым венцом из¬
готовляют в следующей последовательности: изготовляют арма¬
туру и заготовки с предварительно оформленными зубьями литьем
под давлением, производят термическую обработку зубчатых ко¬
лес, обрабатывают заготовки на станках токарной группы (прово¬
дят обработку посадочных мест колес, установочной базой яв¬
ляются боковые поверхности зубьев), окончательно обрабатывают
206
зубчатый венец на зубошевинговальном станке, контролируют
зубчатое колесо.
Изготовление колес из заготовок-дисков осуществляют в сле¬
дующей последовательности: изготовляют арматуру, изготовляют
заготовки методами литья под давлением, проводят предвари¬
тельную механическую обработку заготовок на станках токарной
группы, проводят термическую обработку заготовок и оконча¬
тельную механическую обработку заготовок, нарезают зубья на
зуборезных станках, проводят окончательную обработку зубча¬
того венца на зубошевинговальном станке, контролируют зубча¬
тое колесо по основным параметрам.
Ниже приводятся некоторые сведения по выполнению отдель¬
ных этапов, приведенных выше.
Арматуру изготовляют из металла (стали, алюминиевых или
титановых сплавов) обычными методами механической обработки,
после чего на арматуру до ее опрессовки наносят защитное по¬
крытие.
Литье под давлением заготовок из термопластов осуществляют
на литейных машинах. Точность отлитого зубчатого колеса за¬
висит от нестабильности усадки пресс-материала, колебаний режи¬
мов литья и износа рабочих элементов пресс-формы.
Основными факторами, определяющими точность и качество
зубчатого колеса, являются точность и качество изготовления
матрицы пресс-формы. Точность зубчатого венца матрицы пресс-
формы должна быть на одну степень выше, нежели отливаемого
зубчатого колеса. Режимы литья (температура литья, удельное
давление, время заполнения пресс-формы и время охлаждения)
зависят от материала, из которого изготовляется зубчатое колесо,
и устанавливаются в соответствии с имеющимися заводскими ин¬
струкциями.
Предварительную механическую обработку заготовок зубча¬
тых колес проводят на токарном станке. В процессе токарной
обработки помимо удаления литников и облоя производят обточку
наружной поверхности и подрезку торцов. Припуск на обточку
принимают 1,0—1,5 мм, а на подрезку торцов 0,5—0,8 мм на
сторону. После предварительной токарной обработки заготовки
для снятия внутренних напряжений, образования однородной
кристаллической структуры, повышения твердости и уменьшения
гигроскопичности подвергают термической обработке, режимы
которой устанавливают экспериментально. Затем следует оконча¬
тельная обработка заготовок на токарном станке, после чего —
нарезание зубьев на зубофрезерных или зубодолбежных станках,
а в ряде случаев еще и на зубошевинговальном станке. Обработку
производят по одной заготовке, фрезерование осуществляют про¬
тив «подачи» с охлаждением легкими веретенными маслами.
В случае изготовления колес высокой точности зубья нарезают
на зуборезных станках. Зубчатые колеса 8—9-й степеней точности
подвергать зубообработке нет необходимости.
207
2. ЧЕРВЯЧНЫЕ КОЛЕСА
В оптико-механических приборах наиболее широко применяют
червячные передачи цилиндрический червяк—червячное колесо
с углом скрещивания осей, равным 90°.
В зависимости от характера винтовой линии и от профиля
сечения витка червяки делят на архимедовые, конволютные
и эвольвентные. Помимо передач с цилиндрическим червяком на¬
ходят применение передачи с глобоидальными (тороидальными)
червяками. Глобоидальный червяк имеет образующую, воспроиз¬
водимую дугой круга. Червяки изготовляют с числом заходов
k = 1ч-5. Однако следует иметь в виду, что с повышением числа
заходов точность передачи снижается. Число зубьев червячных
колес для кинематических отсчетных передач должно быть бо¬
лее 20. Материал червячных колес должен обладать хорошими
антифрикционными свойствами, а червяков — твердостью и спо¬
собностью поддаваться шлифованию и полированию. Червячные
колеса обычно изготовляют из бронз марок Бр.ОФЮ-1,
Бр.ОНФ, Бр.ОЦС6-6-3, Бр.ОЦС4-4-17, Бр.АЖ9-4, латуни марок
ЛАЖМц66-6-3-2, ЛК8-3, ЛКС8-3-3, ЛС-59-1, для крупных чер¬
вячных колес в лабораторных приборах используют чугуны марок
СЧ 21-40, СЧ 15-32, СЧ 12-28 и СЧ 18-36. В последнее время для
изготовления червячных колес применяют пластические массы —
текстолит, фторопласт, полиэтилен, капрон. Для изготовления
червяков используют стали марок У8, У8А, У12А, 40, 45, 40Х,
40ХН, 15Х, 15ХА, 20Х и др:
Требования к червячным передачам. Точность изготовления
червячных передач задается степенью точности и видом сопряже¬
ния. Следует указать, что стандарт допускает комбинирование
норм точности колеса, плавности работы и контакта из разных
степеней точности. Стандартом установлены четыре нормы боко¬
вого зазора в виде сопряжений: с нулевым зазором С, с уменьшен¬
ным зазором Д, с нормальным зазором X и с увеличенным зазо¬
ром Ш. Показателями точности червяков являются комплексы:
отклонение винтовой линии червяка в пределах оборота Д/в и на
длине червяка Д/в2 или отклонение осевого шага Д£; накопленная
погрешность осевого шага Д^2, погрешности профиля червяка Д/
и допуск на радиальное биение витков червяка ев.
Показателем кинематической точности червячных колес яв¬
ляется кинематическая погрешность колеса ДFKli, или накоплен¬
ная погрешность окружного шага Д/к2, или один из следующих
комплексов: радиальное биение зубчатого венца е и погрешность
обката Дф2; колебание измерительного межосевого расстояния
за оборот колеса Д0а и Дф2.
Показателем плавности работы червячного колеса является
циклическая погрешность колеса AFK или разность соседних
окружных шагов колеса Дс£; колебание измерительного расстоя¬
ния на одном зубе колеса Дта.
208
Показателем точности монтажа червячной пере¬
дачи и контакта боковых поверхностей зубьев
червячного колеса и червяка являются пятно кон¬
такта и комплекс — отклонение межосевого рас¬
стояния в передаче АЛ, смещение средней пло¬
скости колеса в передаче Ag, перекос осей Ау0,
а для передачи с нерегулируемым в осевом на¬
правлении червячным колесом, кроме того, смеще¬
ние средней плоскости колеса при обработке Ag0.
Пок аз ател я ми, х ар актер из у ющи ми боково й
зазор, являются: для червяка — утонение витка
AS, для колеса — отклонение межосевого рас¬
стояния при обработке АЛо или А а.
Допуски и отклонения для червяков, червяч¬
ных колес и червячных передач регламентиро¬
ваны ГОСТом.
Комплексы показателей точности определяются
отраслевыми нормалями. Методы и средства контроля мелкомо¬
дульных червячных колес и червяков в соответствии со степенью
точности и рекомендуемыми контрольными комплексами приве¬
дены в литературе [9]. Обработка червячных колес включает
следующие этапы: получение исходной заготовки литьем, жид¬
кой штамповкой или объемной штамповкой; токарную обработку
отверстия и плоскостей; чистовую токарную обработку; обра¬
ботку вспомогательных поверхностей и крепежных отверстий;
нарезание зубьев; чистовую обработку зубьев; контроль.
Первые четыре операции ничем не отличаются от процессов
изготовления втулок и дисков, что и дает основание исключить
описание этих операций, изложив только требования, которым
должны удовлетворять заготовки, поступающие на зубообрабаты¬
вающие операции.
Технологическими базами червячных колес являются отвер¬
стия и торцы. Точность исполнения базового отверстия зависит
от степени точности червячного колеса. Для изготовления червяч¬
ных колес 6 и 7-й степеней точности базовое отверстие должно
выполняться по 1 или 2-му классу точности с шероховатостью
поверхности по 7-му классу и выше. Для червячных колес 8—
10-й степеней точности базовое отверстие должно выполняться по
2—3-му классам точности и с шероховатостью поверхности по
6—7-му классам. Особое внимание должно быть обращено на точ¬
ность исполнения размера К — расстояния от базового торца до
средней плоскости радиусной выточки (рис. III-13). Допуски на
предельные отклонения расстояния от базового торца до средней
плоскости червячного колеса приведены в литературе [9].
Если имеет место отступление от приведенных данных, то при
неизменном положении инструмента высота зуба в различных
сечениях будет различной и, следовательно, различным будет
радиальный зазор в передаче.
14 А Н. Малов 209
Рис. III-13. Заго¬
товка червячного
колеса
Допуски на радиальное биение eD и предельное отклонение
диаметра окружности выступов ADe заготовок червячных колес
и допуски на торцовое биение базового торца заготовки ет приве¬
дены в литературе [9].
Нарезание зубьев червячных колес. Эту операцию производят
на зубофрезерных станках по методу обкатки.
Фрезерование зубьев у колеса может осуществляться либо
с поперечной (радиальной) подачей заготовки на фрезу (рис.
111-14, а), либо с продольной (тангенциальной) подачей фрезы
вдоль ее оси (рис. 111-14, б). При нарезании колес с тангенциаль¬
ной подачей расстояние между осями фрезы и колеса не изме¬
няется. Червячную фрезу в начале обработки* устанавливают на
полную глубину резания и подают вдоль ее оси. Желательно, чтобы
направление подачи фрезы было противоположным направлению
подачи колеса.
Достоинствами фрезерования зубьев с поперечной радиаль¬
ной подачей являются большая производительность, простая кон¬
струкция червячной фрезы, простая наладка станка и возмож¬
ность нарезания колес на зубофрезерных станках, не оборудован¬
ных протяжным суппортом, недостатком — низкая точность,
а при нарезании зубьев многозаходных червячных колес — огранка
профиля, которая достигает значительной величины.
210
Рис. II1-14. Нарезание червячных колес методом радиальной подачи (а) и тан¬
генциальной подачи (б)
Достоинствами фрезерования зубьев с продольной танген¬
циальной подачей являются большая точность обработки и более
качественная поверхность, однако для использования этого спо¬
соба нарезания зубьев необходимо применение специальной фрезы,
а станок должен быть оснащен протяжным суппортом, сообща¬
ющим фрезе осевую подачу.
В тех случаях, когда зубья червячного колеса нарезают в опыт¬
ном производстве, вместо червячной фрезы используют «летучий
резец», имеющий профиль исходной рейки (рис. III-15). Фрезеро¬
вание осуществляют с продольной подачей резца. Длину пути /пр
при нарезании резцом определяют по формуле /np = |/V/z — r'jz,
где rlz — наружный, a riz — внутренний радиус нарезаемого
червячного колеса. Нарезанные указанным способом колеса
следует сопрягать с червяками, имеющими прямолинейный про¬
филь в нормальном сечении по витку.
Если червячное колесо предназначено для сцепления с много-
заходным червяком, нарезание летучей фрезой необходимо про¬
изводить за несколько проходов, число которых равно числу
заходов червяка. После каждого прохода цепь обката разъеди¬
няется и либо заготовка поворачивается на l/z часть окружности,
либо резец перемещается на величину шага нарезаемых зубьев.
Если летучая фреза имеет число резцов, равное числу заходов
червяка, фрезерование возможно осуществить за один проход.
Настройку зубофрезерного станка для нарезания червячных
зубчатых колес производят по формулам, приведенным на стр. 183.
Для нарезания при поперечной подаче настраивают гитару деле¬
ния и гитару подачи, а при продольной подаче и гитару дифферен¬
циала. При необходимости зубья червячного колеса можно наре¬
зать на универсально-фрезерном станке, используя в качестве
рабочего инструмента дисковую зуборезную фрезу.
Наружный диаметр фрезы должен быть на 0,5т больше наруж¬
ного диаметра червяка, сцепляемого с данным колесом; номер
фрезы из комплекта подбирают по фиктивному числу зубьев ана¬
логично фрезерованию косозубых цилиндрических колес. Для
фрезерования зубьев стол станка, а значит и установленную на
нем заготовку колеса поворачивают на угол наклона зуба. После
каждого прохода заготовка за счет вертикального перемещения
выводится из контакта с фрезой, после чего заготовка при помощи
делительной головки поворачивается на один зуб, затем стол, а зна-
Рис. III-15. Летучая фреза: / — оправка; 2 — резец
14*
211
чит и заготовка вместе со столом поднимаются по вертикали,
в результате чего происходит прорезка очередного зуба, после
чего цикл повторяется в описанном порядке.
Основное время при нарезании червячных колес с радиальной
подачей фрезы рассчитывают по формуле
Т ——Р£Д_ _ р?д . т _|/£>2—г2sin2ос —rcosa;
° *мин. рад 5рад/1ф&ф РаД г
£рад^ 2,75т,
а при нарезании колес с тангенциальной подачей
= ^танг = (0,11г + 7,6т) + 5,
^танг^ф^ф
где £рад — путь фрезы в процессе резания (мм) при условии, что
фреза перемещается в радиальном направлении, ориентировочно
1рад = 2,75m; LTaHr — путь фрезы в процессе резания при усло¬
вии, что фреза имеет тангенциальную подачу; sMliH рад — минут¬
ная радиальная подача, мм/мин; snaA — радиальная подача на
один оборот заготовки, мм/об. заг; sTaHr — тангенциальная по¬
дача на один оборот заготовки, мм/об. заг; пф — число оборотов
фрезы в минуту; — число заходов червячной фрезы; г — число
зубьев нарезаемого колеса; m — модуль, мм.
Червячные фрезы для нарезания червячных колес должны
соответствовать по профилю витка диаметру, шагу, углу наклона
винтовой линии червякам, с которыми в передачах должны рабо¬
тать нарезаемые червячные колеса, но наружный диаметр фрез
на 0,5т должен быть больше диаметра червяка. Червячные фрезы
для нарезания зубьев при условии тангенциальной подачи фрезы
вдоль ее оси имеют конструктивные параметры такие же, как
и у обычных фрез, и отличаются наличием заборного -конуса,
имеющего угол 10—12° при длине заборного конуса, равной
2,5—3 шагам.
Отделка зубьев червячного колеса осуществляется шевингова¬
нием, притиркой, прикаткой с эталонным червяком и приработкой
передачи в механизме.
Шевингование осуществляется червячным шевером,
представляющим собой червяк, на одной боковой стороне которого
сделаны путем насечки мелкие зубчики. Рабочим движением при
шевинговании червячных колес является вращение шевера. Ше¬
вингование червячного колеса осуществляется как при радиальной
подаче путем сближения шевера и колеса, так при круговой подаче
при постоянном межосевом расстоянии за счет торможения вра¬
щения колеса. Шевингование с радиальной подачей предпочти¬
тельно как более производительное. При радиальной подаче чер¬
вячного шевера сопряжение зубьев колеса и витков шевера про¬
исходит беззазорно и толщина витков у шевера равна ширине
впадины колеса. При круговой подаче имеет место боковой зазор,
212
а толщина витков шевера должна быть меньше на величину не¬
сколько большую припуска на толщину зуба колеса.
Наружный диаметр червячного шевера несколько больше
диаметра червяка, сцепляющегося с червячным колесом, но меньше
диаметра фрезы, принятой для нарезания зубьев колеса. Длина
рабочей части шевера несколько больше (на один-два шага) длины
червяка.
Зубья червячных колес шевингуют на шевинговальных станках
или на фрезерных станках со специальным приспособлением.
Значительно чаще вместо шевингования для чистовой обработки
колес используют притирку и прикатку с эталонным червяком,
а также приработку червячного колеса и червяка непосредственно
в механизме.
Притирка червячных колес осуществляется
чугунными, а иногда и стальными закаленными червяками —
притирами в сочетании с притирочными пастами.
Для притирки используют зубофрезерные или специальные
станки. На зубофрезерных станках притир укрепляют на фрезер¬
ной оправке, а червячное колесо — на оправке в центрах стола.
Прикатка с эталонным червяком осуще¬
ствляется в приспособлении, а приработка — непосредственно
в изготовляемом приборе.
После окончания приработки червячной передачи колесо и
червяк клеймят.
3. КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
Конические зубчатые колеса бывают прямозубые, косозубые
и с криволинейными зубьями. В оптико-механических приборах
предпочтительное применение имеют прямозубые колеса. Реко¬
мендуемое конструктивное оформление конических передач, их
расчет, допуски на неточность изготовления (нормы кинематиче¬
ской точности, плавности работы, контакта зубьев, допуски на
пересечение осей, на толщину зуба, отклонения межосевого угла
и др.) регламентированы ГОСТом и приводятся в справочной
литературе [9, 11].
Для изготовления конических зубчатых колес используют
такие же материалы, как и для цилиндрических, но чаще всего
применяют конструкционные и легированные стали.
Основными этапами технологического процесса обработки ко¬
нических зубчатых колес являются: получение исходной заго¬
товки; черновая и чистовая токарная - обработка; получение
вспомогательных поверхностей (сверление и др.); снятие заусен¬
цев; образование зубьев (зубообрабатывающие операции); зубо¬
отделочные операции; антикоррозионное покрытие.
Построение технологического процесса обработки конических
зубчатых колес и выбор оборудования в первую очередь зависят
от масштаба производства, геометрической формы конического
213
колеса, способа получения исходной заготовки и требуемой точ¬
ности зубьев.
Токарные операции (обработка на токарно-револьверных стан¬
ках) и операции, связанные с получением вспомогательных по¬
верхностей, не отличаются от аналогичных процессов для зубча¬
тых. колес-втулок (цилиндрических и червячных) или колес-
валиков (цилиндрических). При токарной обработке заготовок для
конических зубчатых колес необходимо выполнить следующие тре¬
бования, не предъявляемые к цилиндрическим колесам-втулкам:
а) необходимо обеспечить правильное положение конуса вы¬
ступов у всей партии заготовок относительно базового торца
(рис. 111-16), т. е. выдержать размер I (расстояние от торца до
вершины конуса 0); для того чтобы выдержать это условие, следует
обработку конусов вести на оправке, обеспечивающей отсутствие
осевого перемещения заготовки;
б) торец, выбранный базой для зубообрабатывающей операции,
обязательно должен являться базой и при обработке переднего ко¬
нуса (конуса выступов) у заготовки. Базовые торцы для различ¬
ного исполнения конических колес указаны на рис. 111-16, я,
б, в и соответственно обозначены буквами Л, Б, В\ для двухвен-
цовых колес базовым является торец Г (рис. II1-16, г), а при зна¬
чительной разности De— d — торец Д\
214
Рис. 111-16. Конические зубча¬
тые колеса
в) так как размер, определяющий положение конуса выступов
относительно базового торца (размер I) чисто геометрический
и измерить его затруднительно, все требования к этому размеру
переносятся на размер I — расстояние от базового торца до осно¬
вания конуса выступов.
В целях повышения производительности труда при обработке
конических поверхностей на токарных и револьверных станках
следует использовать копировальные устройства [15, 16]. Наре¬
зание зубьев у конических колес производится на зубострогаль¬
ных станках двумя резцами методом обкатки. Режущие лезвия
резцов воспроизводят впадину зуба воображаемого вращающегося
производящего колеса (круговой рейки), с которым нарезаемое
колесо находится в зацеплении. При этом прямолинейные режу¬
щие лезвия резцов образуют криволинейный профиль зубьев.
Один резец обрабатывает одну сторону зуба, другой — противо¬
положную. После каждого цикла обката происходит поворот
заготовки на один зуб. Зубострогальные резцы для нарезания ко¬
нических зубчатых колес стандартизированы. Заготовка, посту¬
пающая на нарезание, устанавливается на осевой оправке.
Режимы резания при зубострогании зависят от материала
колеса: для колес из сталей 35Х и 40Х — 20—25 м/мин, из ста¬
лей 45 и 50 — 18—20 м/мин и из сталей 12ХН4А, 20ХНМ, 20Х —
20—22 м/мин. Иногда процесс зубообработки у конических колес
разбивают на две операции (для колес с модулем более 2). Черно¬
вое нарезание производят дисковыми модульными фрезами на
фрезерных станках с автоматическими делительными приспособле¬
ниями [29].
Фрезы из стандартного набора выбирают так же, как и при на¬
резании цилиндрических колес, но предварительно находят при¬
веденное число зубьев и средний модуль конического колеса:
где гит — число зубьев и модуль по торцу нарезаемого кони¬
ческого колеса; ф — угол начального конуса; Le — длина наруж¬
ной образующей. Под чистовую обработку на зубострогальном
станке оставляют припуск на толщину 0,4—0,5 мм. Чистовое на¬
резание зубьев осуществляют на зубострогальных станках рез¬
цами. Уместно указать, что нарезание зубьев фрезами в 3—5 раз
производительнее зубострогания. Точность нарезания зубьев на
зубострогальных станках соответствует 6—7-й степеням, а шеро¬
ховатость обработанной поверхности 5—6-му классам.
Из большого разнообразия зубострогальных станков в прибо¬
ростроении получили применение станки моделей 5П23ПБ, 12Н
и 5Т23В. Настройка станка модели 5П23БП включает установку
отношения обкатки, угла обкатки; распределение обкатки вверх
и вниз относительно центра; установку сменных колес подачи,
хода стола (резцовой головки), деления угла.
215
Необходимые расчетные зависимости по настройке указанных
станков приведены в литературе [9].
За последнее время для малоответственных передач зубья
у конических колес, изготовляемых из цветных металлов и спла¬
вов, получают объемной штамповкой.
Зубоотделочные операции для конических колес, как правило,
отсутствуют, а взаимосцепляющиеся колеса прикатываются.
4. ЗУБЧАТЫЕ РЕЙКИ
Рейки бывают прямозубые и косозубые. Зубья рейки имеют
прямолинейный профиль с углом наклона боковых сторон в нор¬
мальном сечении 20° в соответствии с исходным контуром для зуб¬
чатых колес. Рейки изготовляют из стали марок 35, 40, 45, 50 и
латуни марки JIC59-1 и др.
Допуски и отклонения элементов зубчатых реек (нормы кине¬
матической точности, нормы плавности работы, наименьшие от¬
клонения толщины зуба и допуск на толщину зуба) регламенти¬
рованы ГОСТом.
Технологический процесс изготовления реек включает сле¬
дующие этапы: получение заготовок; изготовление поверх¬
ностей и отверстий крепления; фрезерование или точение
зубьев.
Заготовками для реек в зависимости от масштаба производства
и размеров рейки являются холоднотянутые (волоченые) или
горячекатаные прутки требуемого поперечного сечения или круг¬
лого сечения; полосы, отрезанные от листа и обработанные после
отрезки, и специальные (литые) заготовки.
Получение поверхностей крепления включает фрезерование
плоскостей, сверление и зенковку отверстий или сверление глу¬
хих отверстий и нарезание в них резьбы. Нарезание зубьев при
отсутствии специального оборудования осуществляется на обыч¬
ных фрезерных станках дисковыми зубчатыми фрезами. Нарезае¬
мую заготовку устанавливают в приспособлении и располагают
поперек стола станка, после прорезки одной впадины с продоль¬
ной подачей стола последний возвращается в исходное положение,
и при помощи поперечной подачи стола (или приспособления)
происходит перемещение нарезаемой заготовки на один шаг;
так последовательно нарезаются все зубья рейки. Если нарезается
косозубая рейка, стол станка поворачивается на угол наклона
зубьев. С целью повышения производительности труда при наре¬
зании зубьев в приспособлении устанавливают несколько загото¬
вок реек или на оправке устанавливают несколько фрез на рас¬
стоянии, кратном шагу рейки, т. е. одновременно нарезается не¬
сколько зубьев.
В условиях серийного и массового производства нарезание ко¬
ротких реек производят специальными кольцевыми фрезами,
позволяющими нарезать все зубья одновременно, или исполь¬
216
зуют специальные зубореечные полуавтоматы. Рейки иногда на¬
резают профильным резцом на токарно-винторезных станках
[29], а в ряде случаев на зубодолбежных станках.
5. ЗУБЧАТЫЕ БАРАБАНЫ ПЛЕНКОПРОТЯЖНЫХ МЕХАНИЗМОВ
Зубчатые барабаны представляют собой одну из наиболее
распространенных деталей кино- и фотоаппаратов. На рис. 111-17
показан один из зубчатых барабанов. Зубчатые барабаны из¬
готовляют из сталей 30, 45, сплава Д16Т »и т. д. Процесс изго¬
товления зубчатых барабанов состоит из следующих этапов:
1) токарная обработка;
2) зубонарезание;
3) электрополирование;
4) пескоструйная обработка;
5) термообработка (закалка т. в. ч).
Нарезание зубчатых барабанов. Форма, размеры и располо¬
жение зубьев на барабане выполнены с таким расчетом, чтобы
зубья выходили из зацепления с перфорацией киноленты плавно,
без рывков, а также спокойно входили в зацепление с последу¬
ющей перфорацией.
Зубчатые барабаны отличаются друг от друга как по размерам
и конструктивному исполнению, так и по числу зубьев.
Наибольшее распространение имеют барабаны с 12, 16, 24, 32,
48 и 64 зубьями (первые три типа в киноаппаратуре, а последние
в копировальной аппаратуре). Число зубьев барабана кратно че¬
тырем.
По функциональному признаку зубчатые барабаны делятся на
тянущие, задерживающие и комбинированные. В тянущих зуб¬
чатых барабанах набегающая ветвь ленты натянута, а сбегаю¬
щая свободна; в задерживающих зубчатых барабанах набегаю¬
щая ветвь ленты свободна, а сбегающая натянута; в комбиниро¬
ванных зубчатых барабанах набегающая и сбегающая ветви
должны быть одинаково натянуты.
Получение зубчатого венца на барабане осуществляется двумя
методами копирования и обката.
Рис. Ш-17. Зубчатый барабан пленкопротяжных механизмов
217
При методе копирования фрезерование зубьев осуществляется
дисковой фрезой, профиль которой имеет очертание контура зуб¬
чатого барабана между двумя соседними зубьями. Метод копиро¬
вания в настоящее время применяется редко, так как не обеспечи¬
вает точного профилирования и приводит к образованию межзуб-
цовых дорожек, что приводит к ненормальному зацеплению ленты
с зубчатым барабаном. Основным способом изготовления зубчатого
венца на барабане является зубофрезерование червячной фрезой
(метод обката) на зубофрезерных станках. Червячную фрезу при
обработке зубчатого венца во избежание образования межзубцо-
вых дорожек следует подавать радиально. При таком способе из¬
готовления барабанов межзубцовые дорожки можно сделать в виде
углублений между зубьями, последние необходимы для плотного
прилегания ленты к барабану, так как исключаются закругления
у основания зуба. Величина углубления между зубьями должна
быть не менее радиуса закругления, образуемого у основания
зуба. Диаметр червячной фрезы следует подбирать с расчетом по¬
лучения требуемого углубления при условии, что фреза не ка¬
сается впадин, или, иными словами, ширина углублений при опре¬
деленной их глубине не должна превосходить предельно допусти¬
мого значения.
Наряду с цельными зубчатыми барабанами в ряде случаев
изготовляют сборные барабаны. В этом случае зубчатые венцы
изготовляют в пакетах червячной фрезой, но с аксиальной по¬
дачей.
Электрополирование зубчатых барабанов позволяет суще¬
ственно повысить качество поверхности зубьев и снизить коэффи¬
циент трения. Шероховатость поверхности зубьев после электро¬
полирования соответствует 8—9-му классам.
Опыт показывает, что электрополирование должно предшество¬
вать термической обработке. Электрополирование для зубчатых
барабанов из стали 45 проводится в сернофосфорном электролите
или в сернофосфорнохромовом электролите. Режимы электропо¬
лирования: температура электролита 70—85° С, плотность тока
50—70 а/дц2, длительность полировки 3—5 мин (большие значе¬
ния даны для сернофосфорных электролитов).
Как показал опыт использования электрополирования, по¬
следнее улучшает качество поверхности, не влияя на накопленную
ошибку окружного шага, и сохраняется форма зуба.
ИЗГОТОВЛЕНИЕ
КУЛАЧКОВ
1. ОБЩИЕ СВЕДЕНИЯ
Кулачки и детали с разнообразными криво¬
линейными поверхностями наиболее широко применяются в ла¬
бораторных приборах, тренажерах и т. д., а также в технологиче¬
ской оснастке, используемой при изготовлении приборов.
Кулачки бывают призматические (плоские линейные), диско¬
вые, цилиндрические, конические, глобоидальные и др. Наиболь¬
шее применение находят призматические, дисковые и цилиндри¬
ческие. Криволинейные поверхности в деталях могут быть отне^"
сены к одному из указанных типов кулачков. Кулачки в зави¬
симости от выполнения рабочей части делятся на открытые и
пазовые.
Кулачки изготовляют из сталей марок 20 и 15Х с цементацией
рабочей поверхности (глубина цементации колеблется в пределах
0,5—1,5 мм); из стали марок 35, 45, 50, ЗОХ, 35Х — с закалкой
т. в. ч. и без закалки; из высокоуглеродистых и высоколегирован¬
ных сталей марок У8, У10, ШХ15, 12ХНЗА, 38ХМЮА и др.
В особых случаях кулачки изготовляют из бронзы различных
марок и латуни марки JIC59-1.
Требования к изготовлению кулачков. Точность рабочей по¬
верхности кулачков обусловливается величиной допусков на ор¬
динату бН (призматических), радиус-вектор бR (дисковых) и об¬
разующую 8S (цилиндрических кулачков). При назначении до¬
пусков на кулачки можно использовать таблицы, приведенные
в литературе [12, 21].
Основное (базовое) отверстие и сопрягаемые поверхности
у дисковых и цилиндрических кулачков изготовляют по 1—2-му
классам точности. Фиксирующее отверстие изготовляют, как
правило, по 2-му классу точности, биение торцовых поверхностей
у кулачков должно быть не более 0,05 мм, линейные размеры
(нерабочих) поверхностей изготовляют по 4—5-му классам точ¬
ности, ширину паза в цилиндрических, дисковых и призматиче-
Глава
IV
219
ских (линейчатых) закрытых кулачках выполняют по 3—4-му клас¬
сам точности. Для призматических кулачков отклонение от пря¬
молинейности плоскостности основания и базовой плоскости,
от которой отсчитывается величина перемещения, находится в пре¬
делах допуска на отклонение ординат, определяющих размеры
рабочей поверхности. Шероховатость поверхности рабочего
участка кулачка соответствует 8—10-му классам, базовых отвер¬
стий и сопрягаемых поверхностей — 6—7-му классам, осталь¬
ных же нерабочих поверхностей — 5—6-му классам.
2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КУЛАЧКОВ
Технология изготовления кулачков состоит из следующих
основных этапов: 1) изготовление заготовки; 2) предварительная
обработка рабочей поверхности; 3) термическая обработка; 4) окон¬
чательная обработка рабочей поверхности; 5) поверхностное по¬
крытие. Из приведенных этапов наиболее сложными и трудоем¬
кими являются этапы 1, 2 и 4.
Изготовление заготовок. Заготовки плоских кулачков изго¬
товляют из листового материала точной (чистовой) штамповкой
в штампах или фрезеровкой. Фрезеровка имеет своей целью создать
базовые поверхности, обеспечить допустимое отклонение от пря¬
молинейности и заданное качество обработки. Кроме получения
базовых поверхностей в цикл операции получения заготовки вхо¬
дят сверление и последующее развертывание отверстий для креп¬
ления и фиксирования кулачка. В зависимости от масштабов
производства и точности расположения относительно базовых
поверхностей фиксирующие отверстия сверлят по кондуктору
или на координатно-расточном станке. После обработки на стан¬
ках следует слесарная обработка, т. е. снятие заусенцев и скруг-
ление острых кромок.
Заготовки дисковых кулачков малой толщины (менее 5—7 мм)
получают точной штамповкой. Такие заготовки поступают на
термическую и окончательную обработку рабочей поверхности,
а заготовки для дисковых кулачков толщиной более 7—8 мм полу¬
чают горячей штамповкой или литьем по выплавляемым моделям,
отрезкой из прутка или вырезкой из листовых заготовок. При из¬
готовлении кулачка из диска необходимо удалять значительную
массу металла. Припуск по рабочей части кулачка, как правило,
остается неравномерным, что вызывает значительные изменения
усилий при фрезеровании рабочего профиля кулачка, а тем самым
затрудняет получение точных размеров и использование интен¬
сивных режимов обработки.
Обработка дискового кулачка, полученного отливкой, вклю¬
чает следующие операции: а) токарную предварительную (черно¬
вое подрезание торцов, предварительное растачивание базового
отверстия и предварительное обтачивание концентричных поверх¬
ностей, развертывание); б) термическую обработку; в) токарную
220
чистовую (окончательное подрезание торцов, обтачивание концен¬
тричных поверхностей); г) сверление и развертывание фиксиру¬
ющего отверстия (или если для крепления используется шпонка,—
протягивание шпоночного паза); д) зачистку заусенцев. В тех
случаях, когда дисковый кулачок изготовляют из прутка, получе¬
ние заготовки включает следующие операции: а) отрезку заготовки;
б) термическую обработку; в) предварительную обработку основ¬
ного отверстия; г) сверление фиксирующего отверстия; д) слесар¬
ную обработку (снятие заусенцев); е) шлифование торцов; ж) ра¬
сточку и развертывание фиксирующего отверстия; з) окончатель¬
ное растачивание основного отверстия.
Выше приведены два примера изготовления заготовки для
дисковых кулачков, их не следует рассматривать как типовые;
конфигурация кулачка и исходной заготовки (штамповка, отливка
и т. п.) определяет содержание механической обработки. Ряд
примеров процессов изготовления дисковых кулачков приведен
в литературе [21].
Заготовки цилиндрических кулачков изготовляют в следующей
последовательности: а) отрезка заготовки от прутка; б) черновое
подрезание торцов, сверление, предварительное растачивание
и развертывание; в) обтачивание наружных поверхностей предва¬
рительное и окончательное. Обработку заготовки производят на
токарных или токарно-револьверных станках.
Обработка рабочей поверхности. Разнообразные способы обра¬
ботки кулачков объединяются в две группы: а) бескопирные и
б) копирные. Бескопирная обработка дисковых кулачков охваты¬
вает следующие методы: слесарный (разметка), координатный,
кинематический, на станках с программным управлением. Беско¬
пирная обработка цилиндрических кулачков осуществляется ки¬
нематическим методом и на станках с программным управлением,
а призматических кулачков слесарным (разметка) методом, коор¬
динатным, на станках с программным управлением и фрезерова¬
нием профильной фрезой.
Бескопирная обработка (за исключением фрезерования про¬
фильной фрезой) характерна для мелкосерийного производства
кулачков, копиров и подобных им деталей.
Обработку рабочей поверхности разбивают на два этапа.
Первым этапом является получение приближенного контура
кулачка (копиров и подобных им деталей), а вторым — получение
рабочей поверхности кулачка (копира и т. п.) с требуемой точ¬
ностью размеров и качеством поверхности.
Разметку призматических и дисковых кулачков для целей
предварительной обработки рабочего профиля проводят по раз¬
мерам, заданным для кулачков, с добавлением припуска порядка
0,25—0,3 мм.
Разметку плоских кривых производят построением кривой
с помощью циркуля и линейки, чертежными инструментами для
образования плоских кривых, нанесением точек кривых по таблице
221
координат и соединением этих точек с помощью лекала, используя
специальные приспособления и координатно-расточные станки.
Указанные методы разметки позволяют получать точность в пре¬
делах 0,1—0,25 мм.
Обработку контура кулачка по разметке осуществляют фре¬
зерованием, обрезкой на ленточных пилах, обсверливанием или
обсечкой на прессах, чаще всего используют фрезерование.
Предварительная обработка рабочего профиля кулачков по
разметке характеризуется низкой точностью и производительно¬
стью.
Слесарный метод обработки кулачков заключается в опилива¬
нии рабочего профиля кулачка после разметки или удалении
гребешков после обработки врезанием или по методу касательных.
Опиливание осуществляют напильниками и надфилями. В целях
облегчения труда слесаря иногда используют специальные при¬
водные силовые головки, оснащенные дисковыми напильниками,
и специальные опиловочные станки.
В результате слесарной обработки на стадии предварительной
обработки рабочего профиля кулачка обеспечивают достижение
определенной величины припуска и его равномерности по всему
участку рабочего профиля, кроме того, осуществляют притупление
кромок и снятие заусенцев.
Координатный метод осуществляется на универсально-фре¬
зерных и координатно-расточных станках. Обработку на фрезер¬
ных станках дисковых кулачков производят с использованием
оптической головки по способу касательных и по способу малых
делений (врезания).
При фрезеровании по способу касательных профиль дискового
кулачка образуется движением фрезы по касательным к профилю
(рис. IV-1). Процессу фрезерования предшествует составление
рабочей таблицы, содержащей значения угла р и величины х.
Для каждой точки М нужно выполнить установку заготовки на
размер х (рис. IV-1, б) и поворот ее на угол р (рис. IV-1, а).
Затем заготовка перемещается относительно инструмента так,
что производится фрезерование по прямой АА.
Угол р определяют из треугольника ОМС:
Если кривая кулачка задана уравнением р = ср (0), то угол у
между касательной к кривой и радиусом-вектором и величину х
можно определить из формул
Фрезерование по способу врезания (рис. IV-2, а) осуществля¬
ется на фрезерном или координатно-расточном станке. При фрезе¬
ровании в шпинделе станка закрепляют фрезу, ось которой сме-
р = 180° — (0 + у).
222
6)
Рис. IV-1. Схема изготовле¬
ния кулачков по способу каса¬
тельных
щают относительно центра заготовки на величину радиуса-вектора.
Последовательными периодическими поворотами на углы а£ при
соответствующих перемещениях оси фрезы обрабатывают весь
рабочий профиль кулачка (копира). Остающиеся неровности h
удаляют слесарной обработкой после фрезерования.
Угловой шаг ос,- определяется расстоянием между опорными
точками и высотой остающихся неровностей. Величины h и s
определяют из следующих формул:
a£ (Ri — гф)2
Л‘ = 8^ ; = '
где hL — высота остающихся неровностей; Rt — радиус-вектор
центрового профиля копира; гф — радиус фрезы; aL — угловой
шаг, рад; sL — длина дуги или хорды, стягивающей две смежные
опорные точки (шаг профилирования).
При обработке на координатно-расточном станке деталь (заго¬
товка кулачка или деталь с криволинейной поверхностью) уста¬
навливают на столе станка, резец выставляют на расстояние R,
равное радиусу окружности (рис. IV-2, б), описываемой верши¬
ной резца, и включают вращение шпинделя и его вертикальную
подачу. Когда поверхность будет обработана по всей высоте,
шпиндель останавливают, поднимают и совмещают с точкой 02.
Процесс повторяют, пока не будут обработаны участки поверх¬
ности при совмещении шпинделя с участками 03, 04 и т. д. После
223
Рис. IV-2. Схема изготовления кулачков по способу малых делений
профилирования обрабатываемую поверхность зачищают надфи¬
лями и абразивным бруском. Точность профиля, обрабатываемого
на координатно-расточном станке, составляет ±0,015 мм. После
обработки Я рассчитывают по формуле
где s—шаг профилирования; R — радиус окружности, описы¬
ваемой вершиной резца.
Координатный метод обработки рабочего профиля кулачков
и криволинейных деталей малопроизводителен, требует примене¬
ния труда высококвалифицированных рабочих, однако является
одним из основных в практике индивидуального и мелкосерийного
производства. Обработка на фрезерных станках с программным
управлением получает все большее распространение и является
наиболее прогрессивной как в отношении автоматизации процессов
производства разнообразных кулачков, копиров и т. п., так и
в отношении резкого повышения производительности труда.
Недостаток этого способа заключается в относительно трудоемком
процессе подготовки программы.
Кинематический способ основан на применении специальных
устройств к универсальным металлорежущим станкам или спе¬
циальных станков, позволяющих режущему инструменту или
обрабатываемой детали совершать относительно инструмента
вполне определенные перемещения, дающие требуемый тип фасон¬
ной поверхности детали. Кинематический способ применяют для
точения граненых поверхностей, эллипсов, фрезерования и шли¬
фования поверхностей, очерченных дугами окружностей, архи¬
медовой спиралью, растянутой эвольвентой и т. п. Некоторые
из устройств для кинематического способа получения фасонных
поверхностей на универсальных станках приведены ниже.
В общем случае механизмы для кинематического способа полу¬
чения рабочего профиля кулачков, копиров и близких к ним
поверхностей можно разделить на две группы. К первой группе
принадлежат механизмы, образованные путем соответствующего
соединения кинематических цепей фрезерного или токарного
станка и делительной головки или специально созданных для
этой цели приспособлений. Этим способом можно обрабатывать
дисковые кулачки, очерченные спиралью Архимеда, эвольвентой
окружности. Ко второй группе принадлежат специальные при¬
способления и станки, с помощью которых можно обрабатывать
кулачки и копиры и т. п., профили которых заданы в виде непре¬
рывной, аналитически выраженной функции.
На рис. IV-3 показана планетарная головка. Многогранники
обрабатывают проходными резцами 8 с подачей 0,1—0,2 мм/об.
При этом ломаная линия многогранника заменяется участком
сильно растянутого эллипса.
224
Рис. IV-3. Планетарная головка для обтачивания граненых поверхностей
Резец 8 головки 7 имеет два движения: одно из них вращатель¬
ное вокруг оси шпинделя 10, второе — планетарное вместе с го¬
ловкой 7 вокруг оси шпинделя станка. В результате сложения этих
движений вершина резца описывает относительно оси шпинделя
станка и оси обрабатываемой детали замкнутую эллиптическую
кривую К. Таким образом, резец 8, следуя по эллипсу, обтачивает
две противоположные грани детали 5. Для обработки квадрата
следует использовать двухшпиндельную планетарную головку,
для обработки шестигранника — трехшпиндельную с несколь¬
кими резцами. Отклонение от прямой граней многогранников
невелико: для граней шириной 12—17 мм оно в среднем соста¬
вляет 0,01 мм, для граней шириной 19—24 мм— около 0,08 мм,
а для граней шириной 32—36 мм— не более 0,14 мм.
Головки надевают на шпиндель станка с планшайбой /, а план¬
ками 9 крепят к его станине. При вращении планшайбы 1 враща¬
ются вокруг оси шпиндель станка и шпиндели 4 и 10 с закреплен¬
ными резцовыми головками. Одновременно шпиндели 4 и 10
вращаются вокруг своих осей, так как их зубчатые колеса 2 и 11
обкатываются по неподвижному зубчатому колесу 3. Благодаря
сложению этих двух движений вершины резцов описывают вытя¬
нутые эллипсы. На резцовых головках устанавливают несколько
резцов. В данном случае закреплено три проходных резца 8 и три
прорезных 6.
При использовании головки обрабатываемая деталь непод¬
вижна и закрепляется в приспособлении, укрепленном на попе¬
речных салазках станка.
15 А. Н# Малов
225
Рис. IV-4. Схема обточки граней
Обточка граней происходит при определенном соотношении
скоростей заготовки и резцового блока.
На рис. IV-4 представлены схемы обточки граней. Шпиндели
головки и резцовые блоки вращаются с частотой в 2 раза большей,
чем у заготовки. Каждый резец обрабатывает две противополож¬
ные грани. Резцы Мх и М2, вращаясь по окружности радиусом rsf
обрабатывают четырехгранный профиль из круглой заготовки
радиусом гю. Резец Мг начинает резание в точке а и прекращает
в точке Ь. Резцовый блок при этом поворачивается на угол 2а,
а заготовки на угол а. В момент прохода резца Мг через точки У,
2, 3, 4 и 5 там находятся точки У, 2, 3, 4 и 5 заготовки. Образую¬
щаяся поверхность отклоняется от идеально плоской поверхности
в сторону выпуклости [(штриховая линия на рис. IV-4, а) на
величину /. Эта выпуклость является участком эллипса и может
быть выдержана при правильном выборе размеров инструмента
в пределах допуска.
226
Из рис. IV-4, б следует, что межцентровое расстояние резцо¬
вого блока и заготовки можно определить из выражения
/ = rs + / + 0,5s,
где / — длина одной стороны четырехгранника; гь — радиус
вращения резцов (режущих кромок), = cos р/2гш.
360°
Если обозначить р = - -, где п — число граней многогран¬
ника, то можно найти радиус вращения режущих кромок:
а величина выпуклости
/ . ос -f- (3 |3 — (Z \
t I sin ~~Т~ sm —~ р I и
? = ШЪ C0S±) = г Ji.
Зависимость величины k от отношения rs : га приведена на
рис. IV-5, а. Отсюда легко найти влияние rs и г^ на выпуклость/.
Например, для четырехгранника выпуклость в 25 раз больше
при отношении rs : гш = 1 : 1, чем при rs : гш = 6 : 1. Поэтому
при изготовлении точных профилей следует выбирать возможно
больший диаметр инструмента исходя из наибольшей возможной
скорости резания.
Абсолютная скорость резания
у — г; г; _ i._£s_ , 2Г(Лтл __ 2гштсп /. , 9 rs \
абс —юоо га+Ж“Ж\1+
где — окружная скорость заготовки; vs — окружная скорость
резцового блока.
Коэффициент Z = -^- (рис. IV-5, б) в функции от отноше-
V(H
ния rs : г^ показывает, во сколько раз абсолютная скорость
больше скорости детали. Стойкость резцов зависит от материала
заготовки и скорости резания.
Опыт показывает, что сталь может быть обработана со скоро¬
стью 250 м/мин, а медь со скоростью 800 м/мин. Поэтому следует
15* 227
Межцентровое расстояние / по теореме синусов:
град
особенно тщательно подходить к выбору твердого сплава для
резцов.
Резцовые головки оснащают простыми по форме сменными
твердосплавными резцами. Шаг между соседними резцами, как
и вращение резцов, должен быть выдержан точно расчетным,
в противном случае начнут разрушаться грани. Если, например,
необходимо перейти от обработки четырехгранника к шестигран¬
нику, то меняется только резцовая головка.
Конструкция головки показана на рис. IV-6. Головка пред¬
ставляет собой корпус 3, в котором на двух шарикоподшипниках 4
смонтирован шлицевый вал У, соединенный с приводом станка.
От осевого перемещения головка удерживается гайкой 2. На
конце вала 1 закреплено зубчатое колесо 5, зацепляемое зубчатым
колесом 6, сидящим на конце шпинделя 10. Шпиндель смонтирован
на двух радиально-упорных подшипниках 8 с предварительным
натягом и удерживается от осевого перемещения гайкой 7 и флан¬
цем 9. В шпинделе обработано отверстие с конусностью 1 : 5
под хвостовик головки 12. В головке закреплен резец 11. В целях
устранения самоотвертывания головка имеет левое резьбовое
228
Рис. IV-5. Зависимости
величины К (а) и вели¬
чины z (б) от отноше-
rs
ния
гсо
Рис. IV-6. Головка для обточки квадратов
соединение. Сменные зубчатые колеса в коробке станка для при¬
вода вала 3 подбирают с таким расчетом, чтобы за два оборота
ротационной головки шпиндель станка сделал один оборот.
К числу наиболее распространенных дисковых кулачков или
участков рабочего профиля у специальных деталей приборов
принадлежат кулачки, очерченные спиралью Архимеда.
На рис. IV-7, а дана схема фрезерования этих кулачков
с использованием делительной головки. Заготовку кулачка 1
устанавливают на оправке делительной головки 2 и сообщают ей
вращение с постоянной угловой скоростью и одновременно ра¬
диальное перемещение с постоянной скоростью в направлении
фрезы 4, установленной в шпинделе фрезерного станка. Пере¬
мещение стола станка 3 за один полный оборот заготовки, равное
шагу спирали Я, рассчитывают по формуле
я —и 360°
Л — hK Q ,
где /iK— подъем кулачка на участке профиля с углом 0.
Шпиндель делительной головки, как указывалось выше,
должен иметь жесткую кинематическую цепь с ходовым винтом
стола 3. Передаточное отношение зубчатых колес za, zbl zc, zd
рассчитывают по формуле
f в
1 “ 360°/1К ’
где А — характеристика делительной головки; tx в — шаг ходо¬
вого винта.
Рис. IV-7. Фрезерование
кулачков с использова¬
нием делительной го¬
ловки
При малых значениях Я и hK передаточное отношение может
оказаться большим, тогда нормальный набор сменных колес
не может быть использован. Чтобы реализовать наладку для
любых Я, шпиндель делительной головки и фрезы устанавливают
под углом к горизонтали (рис. IV-7, б). В этом случае переме¬
щение стола s03 при одном повороте заготовки и передаточное
отношение i рассчитывают по формулам
Н . Atx, в0 Л -
S°3 — cos g’ 1 ~ V360° ^
При фрезеровании деталей по спирали Архимеда необходимо
правильно рассчитать и подобрать сменные колеса гитары, уста¬
новить делительную головку и фрезу на заданный угол.
Погрешность в шаге нарезаемой спирали вследствие неточно¬
стей набора сменных колес и установок головки и фрезы при
условии, что погрешности установки фрезы и головки равны,
рассчитывают по формуле
А тт А . , aA"a-cosa , aA'a2sina
na+ 3438 + '2.34482 .
где sin а = —; Я — требуемый шаг спирали; а — шаг спирали,
для которого была первоначально подобрана гитара (при a = 90°);
Да sin a—погрешность в шаге нарезаемой спирали вследствие
неточности А а набора сменных колес гитары; A "a cos a—по¬
грешность в шаге спирали вследствие неточности установки фрезы
и головки на угол а.
Более подробные сведения о точности обработки кулачков,
очерченных спиралью Архимеда и получаемых кинематическим
способом на фрезерном станке, можно получить в литературе
[15, 29].
Обработка рабочего профиля у дисковых кулачков, очерченных
спиралью Архимеда, может быть осуществлена и на токарных
станках при условии некоторой модернизации последних. На
рис. IV—8 показан токарный станок с устройством для обработки
кулачков. Устройство выполнено по предложению ПосыпнинаГ. И.
В шпиндель станка вставлена оправка У, на которой насажено
коническое зубчатое колесо 2. Между передней бабкой и суппортом
станка на станине установлена плита 3 с двумя стойками с цен¬
трами 4, в которых крепится оправка 5 с коническим зубчатым
колесом 6 и обрабатываемым кулачком 7. Вращение шпинделя
посредством пары конических зубчатых колес 2 и 6 передается
оправке 5. На суппорте станка установлена головка, несущая
фрезу или шлифовальный круг 8. В результате вращения кулачка
и поступательного движения суппорта с вращающимся инстру¬
ментом получается требуемый профиль кулачка. Следует указать,
что описанное устройство обычно используют только для оконча¬
тельной обработки рабочего профиля кулачка, т. е. для шлифова¬
ния.
230
1 2 7 8 3
Наряду с использованием для обработки кулачков устройств
для универсальных станков применяют специальные приспо¬
собления, построенные по принципу кинематического образования
спирали Архимеда. Приспособление со стальной лентой (рис. IV-9,
а) представляет собой неподвижную плиту 1, по которой пере¬
мещается суппорт 2. На суппорте закреплена шайба 3, связанная
со стальной лентой 4. Вращая шайбу, получаем перемещение
суппорта 2, определяемое выражением
Я = гшф,
где Н — перемещение суппорта; гш — радиус шайбы; <р — угол
вращения шайбы. Для каждой из спиралей, отличающихся друг
от друга шагом, требуется специальная шайба.
Несколько иначе выполнено приспособление для той же цели,
показанное на рис. IV-9, б; оно состоит из неподвижного кор¬
пуса 1, суппорта 2, зубчатого колеса 4. Последнее сцепляется
с рейкой 3 корпуса и заготовкой 5. В корпусе приспособления
укреплен подшипник фрезы 6. Если сообщить движение суппорту
и вращение фрезе, заготовка кулачка начнет поворачиваться
и фреза 6 будет обрабатывать рабочий профиль кулачка.
Конструктивно иначе выполнено приспособление, показанное
на рис. IV-10. На основании 1 угольника перемещается коробча-
231
Рис. IV-8. Устройство
для обработки диско¬
вых кулачков на то¬
карном станке
Рис. IV-9. Приспособления с лентой (а)
и рейкой (б) для обработки кулачков
тый суппорт 2. Движение суппорта осуществляется с помощью
винта 3, который соединяется с гайкой, жестко закрепленной
в кронштейне 4, скрепленном с основанием 1. С винтом 3 связан
вал, на котором находится червяк 5, сцепленный с червячным
колесом 6. Червячное колесо закреплено в коробчатом суппорте 2.
232
Рис. IV-10. Устройство для
изготовления кулачков
Рис. IV-11. Схема приспособления для изготовления кулач¬
ков
При вращении рукоятки 7 суппорт 2 перемещается на величину h.
Одновременно червячное колесо, а вместе с ним и обрабатываемый
кулачок повернется на угол <р:
1 <Pl Р Z,
= ф=ф1-£>
где h — перемещение суппорта; ср — угол поворота винта; Р —
шаг винта; срх — угол поворота червячного колеса; хг — число
заходов червяка; z2 — число зубьев червячного колеса.
Для получения на кулачках спиралей с разными шагами при¬
способление снабжается набором винтов с разными шагами.
Приспособление, схема которого показана на рис. IV-11 [21],
используется для обработки рабочего профиля дискового кулачка.
Приспособление представляет собой корпус 7, в направляющих
которого перемещается суппорт 2, несущий оси 4. На оси уста¬
новлено зубчатое колесо 3, получающее вращение через шарнир
Гука (на рисунке не показан). На поперечине корпуса приспо¬
собления сделан паз, в котором расположен ползун 5. В отверстие
ползуна заходит палец, смонтированный на зубчатом колесе 3
на расстоянии гг от оси последнего. Вращение зубчатого колеса
передается зубчатому колесу 7, расположенному на оси 8 суппорта
2. Вследствие перемещения суппорта расстояние между осью
фрезы 6 и осью 8 зубчатого колеса все время меняется и опреде¬
ляется выражением
Н = г гi (1 — cos о&) -f- 0,5D.
233
Рис. IV-12. Устройство для обработки пазовых цилиндрических кулачков
Величина R = Н — 0,5£> = г + гг (1 — cos а) представляет
собой радиус-вектор кулачка в каждый момент поворота зубчатого
колеса 9 и его перемещения вдоль оси корпуса 1. Кривая на таком
кулачке будет отстоять из двух симметричных кривых, обеспечи¬
вающих гармонический закон перемещения [15].
Наряду с приспособлениями, устанавливаемыми на универ¬
сальных станках, в практике обработки рабочих профилей диско¬
вых кулачков по кинематическому способу получили распростра¬
нение модернизированные и специальные станки. Так, например,
для обработки дисковых кулачков используют зубодолбежные
станки и специальные станки для изготовления кулачков токарных
автоматов.
Кинематический способ обработки рабочих профилей кулачков
с успехом используют для обработки цилиндрических кулачков
и разнообразных специальных рабочих профилей. Ниже приво¬
дятся описания нескольких таких устройств.
Заслуживает внимания копировальное устройство для обра¬
ботки спиральных (знакопеременных) пазов. На рис. IV-12
показана схема устройства для обработки неподвижным резцом.
Заготовка У укреплена на осевой оправке 2, установленной в цен¬
трах 5, а торцовый копир 12 установлен на планшайбе. С копиром
12 в постоянном контакте в результате воздействия груза И
(или штока пневмоцилиндра) находится копировальный палец 10,
смонтированный на суппорте §, отсоединенном от ходового винта
и ходового валика. Поперечная подача резца 9, установленного
234
в специальном резцедержателе 4, укрепленном в верхней части
суппорта 5, осуществляется вручную от рукоятки 6 или от фартука
суппорта через систему шарнирно качающихся зубчатых колес 7.
Точность обрабатываемого паза по ширине в значительной мере
зависит от способа установки обрабатываемой детали (заготовки)
на оправке, а оправки — в центрах, и способа передачи оправке
крутящего момента. При наличии зазора в местах крепления
оправки к поводковой планшайбе, как показывает исследование
А. 3. Меладзе, одна половинка паза смещается относительно
другой. Выше указывалось, что постоянство контакта между копи¬
ром и копировальным пальцем может осуществляться от груза
или от штока пневматического цилиндра.
При изготовлении корпусных деталей и крышек для фрезеро¬
вания плоскости разъема и уплотнительной канавки можно
использовать устройство (рис. IV-13), в основе которого лежит
кинематический способ получения фасонных поверхностей. Фрезе¬
рование осуществляется пальцевой или торцовой фрезой (первая
для канавок, а вторая для плоскостей). Автоматический цикл
станка осуществляется за счет продольных и поперечных ходов
стола станка и кругового перемещения дополнительного (круго¬
вого) стола, установленного на основном столе станка. Автомати¬
ческая система управления станком построена по принципу «кон¬
троля по пути», при этом сигналы управления электрические,
а исполнительные органы, осуществляющие включение и выклю¬
чение механизмов станка, — пневматические.
На столе 2 станка установлен стол 3 круговой подачи, на кото¬
ром смонтировано приспособление для зажима заготовок. Стол 3
получает привод от коробки привода 4, смонтированной на торце
продольного стола станка и получающей движение от ходового
винта. На станке установлены цилиндр 8У управляющий включе¬
нием поперечной подачи вала, и цилиндр 9, включающий продоль¬
ную подачу стола. Необходимые перемещения столов определя¬
ются установкой кулачков (упоров) на линейках 1 и 6У воздей¬
ствующих на конечные выключатели. Электропневмозолотники
смонтированы на панели 7, а аппаратура электроавтоматики —
в шкафу 5.
Стол круговой подачи показан на рис. IV-14. Нижняя каретка
14 перемещается по направляющим корпуса 15 в продольном
направлении, а по направляющим нижней каретки перемещается
верхняя каретка 11 в поперечном направлении. Круговую подачу
каретки 11 и 14 получают от червячного колеса 16 и червяка 17,
который, в свою очередь, получает вращение от валика коробки
привода стола. На червячном колесе укреплен делительный диск 7
с четырьмя пазами, расположенными под углом 90°; в них под
действием пружины 6 заходит фиксатор 5. На фланце вала червяч¬
ного колеса имеется Т-образный паз, в котором на оси 8 смонти¬
рован ползун 9у шейка ползуна заходит во втулку каретки 11.
Вращение вала 10 через ползун 9 передается кареткам 11 и 14
235
ft
Рис. IV-13. Станок для обработки крышки
и столу, которые совместно осуществляют плоско-параллельное
круговое движение с радиусом, равным эксцентриситету.
Необходимая величина эксцентриситета е, равная радиусу
заготовки, устанавливается в процессе наладки станка путем
перемещения реечной пары 13 и 12, верхней каретки 11 совместно
с ползуном 9 относительно нижней каретки 14. Величина устано¬
вленного радиуса кругового движения фиксируется по шкале/.
На верхней каретке имеется паз а, расположенный под углом 45°
к продольным направляющим стола. Параллельно пазу а на верх¬
ней каретке расположен еще один паз, в котором от винта 2 с махо¬
вичком 4 перемещается ползушка-гайка 3. Оба паза служат для
наладки приспособления для зажима заготовки. В паз а заходит
шпонка приспособления, а ползушка-гайка 3 водит в отверстие
на нижней поверхности корпуса приспособления.
Привод стола круговой подачи показан на рис. IV-15. Валик 2,
получая движение от ходового винта 3 станка, через ряд зубчатых
колес передает движение валику 4, а последний шарнирно связан
с червячной передачей стола круговой подачи. В ступице зубчатого
колеса 9 вмонтирована шариковая муфта, связывающая это колесо
237
Рис. IV-14. Стол круговой подачи фре¬
зерного станка
Рис. IV-15. Коробка привода кругового стола
с валиком, на котором установлена кулачковая муфта 8. Так как
стол круговой подачи должен работать периодически, в коробке
привода стола круговой подачи предусмотрен механизм включе¬
ния, состоящий из цилиндра 14 и поршня 13, двусторонний шток
которого частью 15 через вилку 16 соединен с кулачковой муфтой 8,
а частью 12 через вилку 11 с фиксатором 10. Таким образом, когда
фиксатор 10 заходит в паз делительного стола, кулачковая муфта 8
выключена и круговой стол, вернее червячная передача, не полу¬
чает вращения и, наоборот, моменту включения муфты §, а значит
и включению червячной пары предшествует вывод фиксатора из
делительного диска. Необходимый свободный ход частей 12 и 15
238
штока обеспечивается соответствующими зазорами а и б между
вилкой 11 и фиксатором 10, вилкой 16 и выточкой на части штока 15.
В промежутке времени между заходами фиксатора 10 в паз дели¬
тельного диска включения муфты 8 работает шариковая предохра¬
нительная муфта зубчатого колеса 9. При наладке станка стол
круговой подачи приводится вручную при включенной муфте 8
через валик 5 и конические зубчатые колеса 6 и 7. В корпусе
коробки привода имеется рукоятка 1, поворот которой влево
на 90° ограничивает ход цилиндра на 10 мм, что позволяет при
выведенном фиксаторе вручную поворачивать стол. Продольную
и поперечную подачи станка включают механизмы станка, упра¬
вляют этими механизмами дополнительно установленные ци¬
линдры.
Приспособление для установки и закрепления заготовок
(крышек) показано на рис. IV-16, оно устроено следующим
образом. На основании 11 установлены стойки 10, 8 и 4 и ци¬
линдры 3 и 12, штоки которых через рычаги перемещают пол-
зушки 2 и 1, осуществляющие зажим заготовок. Впуском сжатого
воздуха из магистрали управляет пневмокран 6. Приспособление
Рис. IV-16. Приспособление для закрепления деталей на столе
239
устанавливается на столе круговой подачи и центрируется паль¬
цем, а ориентация его относительно инструмента осуществляется
установленным на стойке 7 угольником 5.
Для конкретной детали с заданным размером г (расстояние
от базовой кромки плоскости разъема детали до фрезы) угольник 5
перемещают таким образом, чтобы грань Б расположилась на
шкале 9 соответственно размеру г, после чего приспособление
смещают до касания грани В угольника с фрезой и в этом положе¬
нии закрепляют.
Приспособление относится к категории универсально-наладоч-
ных, т. е. предназначено для установки и закрепления ряда геоме¬
трически подобных заготовок.
Автоматический цикл работы осуществляется следующим обра¬
зом. После того, как заготовка установлена и зажата, включается
вращение шпиделя станка, а значит и инструмента, и последний
врезается на заданную глубину по упору. Затем нажатием допол¬
нительной кнопки станок включается в автоматическую работу,
т. е. включается электродвигатель привода подач станка, затем
сжатый воздух из магистрали поступает в полость цилиндра,
управляющего работой стола круговой подачи. В результате
перемещения поршня, имеющего, как и следовало из описания
(стр. 237), два штока, из паза делительного диска выводится фикса¬
тор, а затем включается муфта привода стола круговой подачи,
и последний начинает вращаться в направлении движения часовой
стрелки. В процессе движения кругового стола осуществляется
фрезерование радиуса сопряжения. Как только будет закончено
фрезерование сопряжения, фиксатор заходит в паз делительного
диска, выключается муфта, и вращение стола прекращается.
Сжатый воздух поступает в полость цилиндра, управляющего
включением поперечной подачи стола станка, включается подача
стола и фрезеруется малая сторона. Фрезерование производится
в направлении «на рабочего».
После окончания поперечного хода стола кулачок отключает
поперечную подачу, подается команда на подачу воздуха в полость
цилиндра стола круговой подачи и фрезеруется второй радиус.
Когда фрезерование по радиусу будет закончено, выключатель
фиксатора подает команды на золотники, сжатый воздух из маги¬
страли поступает в полость цилиндра, управляющего включением
продольной подачи стола. В процессе продольного перемещения
осуществляется фрезерование большей стороны обрабатываемой
детали, после чего кулачок отключает продольную подачу и по¬
дается команда на включение стола круговой подачи. В дальней¬
шем цикл протекает так же, т. е. фрезеруется заготовка по третьему
радиусу, происходит поперечная подача стола станка в направле¬
нии «от рабочего». Затем фрезеруется заготовка по четвертому
радиусу и, наконец, происходит продольная подача стола. По
окончании фрезерования второй большой стороны срабатывает
конечный выключатель продольной подачи и отключается авто-
240
матический цикл. Фреза выводится из контакта с заготовкой,
последняя освобождается от зажима и снимается, затем устанавли¬
вается следующая заготовка, и цикл обработки повторяется.
На ряде оптических заводов для обработки кулачков и разно¬
образных криволинейных поверхностей на деталях с успехом
используют вертикально-фрезерные полуавтоматы с кулачковым
механизмом для перемещения стола, а значит и обрабатываемой
детали в трех направлениях. На рис. IV-17 приведена кинемати¬
ческая схема полуавтомата; кулачки /, 2, 3, управляющие верти¬
кальной, продольной.и поперечной подачей стола, расположены
на одном валике 4 и легко могут быть заменены при переходе от
обработки одного типа детали к другому.
Фрезерование осуществляется путем комбинаций трех переме¬
щений рабочего стола относительно вращающегося инструмента 5
(фрезы). Вертикальное перемещение (подъем стола) осуществляется
с помощью дискового кулачка, расположенного на распредели¬
тельном валике, а опускание стола происходит в результате дей¬
ствия сил тяжести. Поперечное движение стола осуществляется
путем перемещения салазок вперед через зубчатый сектор 6
от дискового кулачка 2, а возврат в исходное положение — по¬
средством двух пружин. Продольное перемещение стола влево
16 А. Н. Малов
241
Рис. IV-17. Схема станка для фрезерования кулачков
осуществляется от торцового цилиндрического кулачка 1 через
рычаг 8, а возврат, т. е. перемещение вправо,— двумя пружина¬
ми 7. После выполнения рабочего цикла, совершаемого за один
оборот распределительного вала, полуавтомат выключается, для че¬
го на валу посажен дисковый кулачок 9, воздействующий на микро¬
выключатель 10. Точность обработки на полуавтомате при условии
использования регулируемых упоров составляет ±0,01—0,02 мм.
Обработка фасонных поверхностей по копиру на фрезерных
станках. При обработке по копиру фрезе или обрабатываемой
детали сообщается несколько движений подачи; управление движе¬
ниями подачи (всеми или некоторыми) осуществляется от копира.
Подачи, управляемые от копира, в результате которых на детали
получается заданная форма поверхности, называются профили¬
рующими, а подача, направление которой не зависит от профиля
копира, называется задающей.
В зависимости от вида управления профилирующими подачами
различают копировальные устройства с ручным или механическим
управлением и устройства с управлением при помощи следящего
привода. В копировальных устройствах с ручным управлением
рабочий перемещает рукой копировальный палец по неподвижному
копиру или копир с обрабатываемой заготовкой относительно
копировального пальца. Перемещение копировального пальца
при помощи рычагов передается фрезе, на заготовке воспроизво¬
дится профиль копира. Эти устройства имеют ограниченное при¬
менение в промышленности.
В копировальных устройствах с механическим управлением
копировальный палец жестко связан с фрезой и постоянно при¬
жимается к поверхности копира грузом или пружиной. В процессе
обработки детали копир перемещается относительно копироваль¬
ного пальца или, наоборот, палец перемещается по рабочей по¬
верхности копира, и фреза воспроизводит на заготовке профиль
копира. Копировальные устройства с механическим управлением
просты, надежны в работе, что и обеспечивает им достаточно
широкое применение в промышленности. В процессе обработки
копир воспринимает значительные нагрузки, поэтому он должен
иметь повышенную прочность и быть термически обработан, что
увеличивает затраты на изготовление устройств. В копировальных
устройствах с управлением при помощи следящего привода копи¬
ровальный палец не имеет жесткой связи с фрезой — он является
частью следящего привода — его первичным органом. Передви¬
гаясь по копиру, копировальный палец только подает команду
исполнительным органам, которые осуществляют рабочие движе¬
ния механизмов станка. Таким образом, когда следящий привод
(или, как иногда его называют, следящая система) работает, его
исполнительный орган как бы следит за перемещением копи¬
ровального пальца и повторяет их.
Следящие копировальные устройства работают с малыми давле¬
ниями на копиры, что позволяет применять более дешевые копиры.
242
В практике оптических заводов станки со следящим приводом
используются редко. С их устройством можно ознакомиться
в литературе. Ниже рассматриваются копировальные устройства
с ручным или механическим управлением.
Обработка по копиру на фрезерных станках нормальным
режущим инструментом. Существует два вида фрезерования по
копиру — плоское и объемное. Плоским фрезерованием по копиру
(плоским копировальным фрезерованием) называется процесс
фрезерования, при котором обрабатываемый контур расположен
в одной плоскости; здесь мгновенное положение фрезы определяется
двумя прямоугольниками либо полярными координатами. Объем¬
ным копировальным фрезерованием называется процесс получения
сложной фасонной поверхности, при котором помимо перемещения
фрезы по двум координатам еще необходимо периодические
смещение фрезы по оси z, т. е. копирование осуществляется
с использованием строчечной подачи.
В зависимости от вида обрабатываемой поверхности плоское
фрезерование по копиру осуществляется по продольно-поперечной
и поступательно-вращательной схемам. Продольно-поперечную
схему фрезерования по копиру используют для обработки незамк¬
нутых контуров, форма которых не подчиняется какому-либо
аналитическому закону. Поступательно-вращательную схему фре¬
зерования по копиру применяют для обработки плоских замкну¬
тых контуров, профиль которых задается полярными координа¬
тами, а также торцовых поверхностей на телах вращения.
Плоское фрезерование по продольно-поперечной схеме. Такое
фрезерование осуществляют на вертикально-фрезерных станках
по одной из схем, показанных на рис. IV-18. Они отличаются
расположением копировального ролика и фрезы.
В первой схеме (рис. IV-18, а) фреза 2 и копировальный
ролик 3 имеют общую ось вращения, а заготовка 1 и копир 4
параллельны. Во второй схеме (рис. IV-18, б) фреза 2 и копи¬
ровальный ролик 3 находятся на параллельных осях, а копир 4
и заготовка 1 также параллельны. Вторая схема находит более
широкое применение, поэтому и рассмотрена здесь.
При продольной подаче стола станка в зависимости от профиля
копира каретка и заготовка получают поступательно-возвратное
перемещение в направлении, перпендикулярном к движению стола
станка.
В результате продольного движения стола и каретки и попереч¬
ного перемещения каретки фреза воспроизводит (обрабатывает)
заданный копиром профиль.
Профиль копира определяют следующим образом (рис. IV-19).
Контур заготовки разбивают на участки, каждый из которых
представляет собой отрезок прямой или дугу окружности. К этим
отрезкам проводят нормали, представляющие собой перпендику¬
ляры к прямолинейным участкам контура или радиусы на криво¬
линейных участках. На внешних участках построенных нормалей
16*
243
Рис. IV-18. Схема фрезерования по копиру
откладывают от точек пересечения А, В, С отрезки, равные ра¬
диусу фрезы ААХ = ВВг = г = 0,5D, й получакгг-^кривую
Л — траекторию проекции оси фрезы. Траектория
проекции оси ролика A2B2C2D2E2F2 представляет собой эквиди¬
стантную кривую. Для построения профиля копира чертят ряд
окружностей радиусом г, равным радиусу ролика (г = 0,5d),
из центров, расположенных на кривой A 2B2C2D2E2F2. Огибающая
этих окружностей представляет собой профиль копира
A$B3C3DaE$F 3.
Рис. IV-19. Построение профиля копира для при¬
зматических кулачков
Из рассмотрения построе¬
ния копира следует, что /?д =
= R — гф; RK = R — гр, где
#д — радиус детали; гф — ра¬
диус фрезы; RK— радиус копи¬
ра; гр — радиус копироваль¬
ного ролика, откуда
R = RP> + гф; 7? = 7?к-)-Гр.
Приравнивая эти выраже¬
ния, получим
+ гф = Rk “Ь гр»
ЯД (^*р ^*ф) •
Если производится фрезерование по копиру сложных деталей
с большими углами наклона, используют устройства с двумя
копирами, из которых один имеет поступательное перемещение,
другой вращательное. Таким образом, формообразование фасон¬
ной поверхности осуществляется в результате комбинированного
воздействия на перемещение заготовки от двух копиров
(рис. IV-20).
Каретка с установленной на ней заготовкой 3 получает пере¬
мещение относительно вращающейся фрезы от механизма подач 8
и винта 7. Дисковый копир 9, получающий вращение от механизма
подач 5, предназначен для сообщения по заданному закону пере¬
мещения копиру 1, а последний сообщает перемещение ползунам 6
и 4 по стойкам 5. Необходимый контакт между копирами У, 9
и копировальными роликами 2, 10 обеспечивается грузами или
пружинами.
Копировальные устройства для работы при продольной подаче
можно применять при обработке пространственно сложных по¬
верхностей по объемным копирам. В этом случае обработка ведется
продольными строчками.
Копировальные устройства для фрезерования при круговой
подаче. Эта группа устройств наиболее многочисленная. Неза¬
висимо от исполнения (вертикальное или горизонтальное) для
таких устройств характерно сочетание двух движений — враща¬
тельного и поступательно-возвратного, в результате чего полу¬
чается криволинейная поверхность. В этих устройствах круговое
движение является задающей подачей, а радиальное (поступа-
тельно-возвратное) — «следящей подачей». Схемы копировальных
устройств, приведенных на рис. IV-21, различаются расположе¬
нием фрезы и копировального пальца.
На рис. IV-22 показано копировальное устройство для обра¬
ботки замкнутых криволинейных поверхностей (дисковых кулач¬
ков) на вертикально-фрезерном станке. Обрабатываемую деталь
(заготовку) 3 и дисковый копир 4 устанавливают на поворотном
Рис. IV-20. Схема получения фасонной
поверхности по двум копирам
245
Рис. IV-21. Схема копиро¬
вальных устройств для фре¬
зерования при круговой по¬
даче:
1 — ролик; 2 — фреза; 3 —
обрабатываемая деталь; 4 —
копир
столе 5, получающем вращение от привода станка. Поворотный
стол смонтирован на салазках перемещающихся по направляющим
плиты. Салазки находятся под действием груза, обеспечивающего
постоянство контакта укрепленного в кронштейне 1 копироваль¬
ного ролика 2 с дисковым копиром 4. Заданный профиль на обра¬
батываемой детали получается в результате вращения поворотного
стола, копира и детали, обкатки копира 4 по неподвижному
копировальному ролику 2 и продольного движения салазок.
В рассматриваемом устройстве для повышения точности обра¬
ботки копир выполнен больших размеров, чем обрабатываемый
профиль. Такие копиры называют конхоидными. При создании
копировальных устройств, работающих по поступательно-враща¬
тельной схеме радиус фрезы /?нм = Л>ф/2 должен быть меньше
наименьшего радиуса кривизны вогнутого участка р обрабатывае¬
мого криволинейного контура, т. е. ^ 2рнаим, а диаметр
ролика рассчитывают по формуле
где а — половина угла впадины копира между двумя ветвями
его профиля.
246
Рис. IV-22. Копировальное устройство для криволинейных поверхностей
В копировальных устройствах, работающих по продольно¬
поперечной или круговой схеме, диаметры копировального ролика
и фрезы обычно равны или отношение dp : постоянно. При
переточке фрезы необходимо шлифовать и копировальный ролик.
Чтобы избежать шлифования копировального ролика, его изго¬
товляют не цилиндрическим, а коническим, а на кромке копира
делают скос под углом ас; обычно ас ^ 10— 15° (рис. IV-23).
Построение профиля копира для фрезерования криволинейного
профиля при круговом и поступательно-возвратном движениях
выполняется в определенной последовательности (рис. IV-24):
1) контур обрабатываемой детали разделяют лучами, проведен¬
ными из центра вращения О; 2) определяют траекторию оси фрезы,
для чего радиусом, равным радиусу
фрезы, проводят дуги, касательные
к обрабатываемому контуру, с цент¬
рами на разделительных лучах;
3) определяют траекторию оси копи¬
ровального ролика (или пальца), для
чего от центра фрезы на лучах откла¬
дывают отрезки К—расстояние меж¬
ду осями фрезы и ролика; на каждом
луче получают таким образом поло¬
жение оси копировального ролика;
247
Рис. IV-23. Схема компенсаций раз¬
мерного износа фрезы
Рис. 1V-24. Построение про¬
филя копира:
а — копировальный ролик и
фреза расположены по одну
сторону от оси вращения
заготовки; б—с разных сто¬
рон от оси вращения заго¬
товки; в — копировальный
ролик и фреза расположены
дезаксиально;
1 — деталь; 2 — копир; 3 —
копировальный ролик; 4 —
фреза; / — центровая линия
фрезы: II — центровая ли¬
ния ролика
4) определяют профиль контура, для чего из найденных на лучах
центров проводят дуги радиусом, равным радиусу копироваль¬
ного ролика (или пальца), и к ним проводят огибающую кривую;
эта кривая является профилем копира. Приведенный порядок
построения копира предусматривает случай, когда копироваль¬
ный ролик и фреза расположены по одну сторону от оси вра¬
щения (рис. IV—24, а).
Если копировальный ролик и фреза расположены с разных
сторон от оси вращения заготовки У, копир 2 должен быть обрат¬
ным (рис. IV—24, б). Порядок построения в этом случае следую¬
щий: 1) определяют траекторию движения фрезы, для чего ради¬
усом, равным радиусу фрезы, проводят дуги, касательные к обра¬
батываемому контуру заготовки 1 на разделительных лучах
в пределах угла ак, определяющего расположение участков
подъема и спуска профиля обрабатываемого кулачка; 2) разде¬
лительные лучи, проходящие через точки У, 2, 3 (точки, располо¬
женные на траектории движения центра фрезы), продолжают
по другую сторону от центра О и откладывают заданную постоян¬
ную величину М, равную расстоянию между осями фрезы Ф
и копирного ролика Р (пальца), в результате чего будут получены
248
Рис. IV-25. Копировальное устройство для цилиндрических кулачков
точки Г, 2', 3' . . которые, будучи соединены плавной кривой,
определят траекторию центра копировального ролика, а следо¬
вательно, и профиль копира 2.
В рассмотренных выше случаях построения копиров копиро¬
вальный палец (ролик) и фреза имели аксиальное расположение,
иногда в практике используют дезаксиальное расположение осей
фрезы и копировального ролика (рис. IV-24, в). Методика по¬
строения копира такая же, как и при аксиальном расположении,
т. е. для случая, когда величина дезаксиала равна нулю, но при
этом следует учитывать особенности в расположении осей копи¬
ровального ролика и фрезы [201.
При обработке дисковых кулачков или подобных им деталей их
устанавливают в приспособление так, чтобы оси базирующих
отверстий копира и обрабатываемой детали (кулачка) совпадали.
В этом случае углы давления между фрезой и обрабатываемой
деталью определяются конструктивными параметрами детали.
Если углы давления неблагоприятны, при изготовлении можно
их изменить путем выбора центра вращения обрабатываемой
детали и копира. Задача нахождения положения центра вращения
приспособления, обеспечивающего выравнивание углов подъема
копира или, что то же самое, нахождения «технологического
центра» вращения копира и обрабатываемой детали решается
графически [12].
На рис. IV-25 показано копировальное устройство для обра¬
ботки цилиндрических кулачков по цилиндрическому копиру.
249
Рис. IV-26. Построение профиля копира
Спиральный паз фрезеруют пальцевой фрезой 2. Обрабатываемая
деталь 1 и копир 4 расположены на оправке. В паз копира заходит
палец 3. Оправка соединена с валиком, который получает вращение
от электродвигателя (на рисунке не показан) и червячного редук¬
тора 5. В результате вращения оправки и копира устройство полу¬
чает поступательно-возвратное перемещение (в зависимости от
формы паза на копире) по направляющим, и пальцевая фреза
обрабатывает паз.
Цилиндрические копиры для обработки спиральных знако¬
переменных пазов дороги в изготовлении, поэтому для обработки
таких пазов часто используют копировальные устройства с диско¬
выми копирами [21].
Для расчетов дисковых копиров при изготовлении цилиндри¬
ческих деталей со спиральными знакопеременными пазами или
фасонных поверхностей у торцовых цилиндрических кулачков
(рис. IV-26) вычерчивают развертку изготовляемой детали и
наносят траекторию центра ролика. Развертку делят на п частей
через 1—5° в зависимости от точности. Затем чертят окружность
с диаметром, равным диаметру дискового копира DK, и из центра
проводят лучи в соответствии с делением развертки обрабатываемой
детали. От начальной окружности по направлению радиусов-
векторов, проходящих через аналогичные точки деления, отклады¬
вают значения аппликат h и находят центры теоретического
профиля копира, а значит и профиль копира.
Цилиндрические открытые кулачки (торцовые кулачки) можно
обрабатывать и дисковыми резцовыми головками, ось вращения
которых находится в одной плоскости с осью детали и пересекается
250
с этой осью. При таком способе обработки радиус должен быть
меньше наименьшего радиуса кривизны вогнутых участков про¬
филя заготовки. Малые же диаметры фрез при их консольном
укреплении, как правило, приводят к снижению производитель¬
ности обработки, точности и к увеличению шероховатости обра¬
батываемой поверхности.
Объемное копировальное фрезерование. На рис. IV-27, а дана
схема копировального устройства с управлением одной рукой.
Горизонтальная ось 8 устройства с двумя уступами 14, на которых
установлены хоботы 4 и 6, смонтирована в двух подшипниках
станка 11. Хоботы связаны между собой шатуном 6. На хоботе 4
укрецлен корпус 3 с электродвигателем, на валу которого в цанге
закреплена фреза 2. На хоботе 6 смонтирован корпус 10, в нем
закреплен копировальный палец 9, форма и размеры которого
аналогичны фрезе. Для уравновешивания всей системы на про¬
должении хобота 6 укреплен противовес 7. Если палец 9 опирается
на поверхность копира, перемещение подвижной системы вручную
вызывает горизонтальный поворот хоботов 4 и 6 относительно
оси 14. Фреза производит соответствующую обработку на поверх¬
ности детали. Следующая строка профиля обрабатывается смеще¬
нием салазок 12 с установленным на нем копиром и деталью по
основанию 13 на требуемую величину с помощью винта 1.
На рис. IV-27, б дана схема устройства с управлением двумя
руками. Устройство состоит из двух узлов: копировального
прибора, включаемого в кинематическую цепь вертикальных
перемещений шпинделя, и специального «крестового» стола,
Рис. IV-27. Схемы копировальных устройств:
а — с управлением одной рукой; б — с управлением двумя руками
251
который может перемещаться от рукоятки в любом направлении
в горизонтальной плоскости.
На столе вертикально-фрезерного станка закрепляют основа¬
ние салазок, копир и заготовку. Вертикальное перемещение копи¬
ровального пальца 22 по глубине, синхронное перемещениефрезы 15
достигается поворотом рукоятки 17. По направляющим основа¬
ния 28 перемещаются в продольном направлении салазки 27. Эти
салазки в верхней части имеют вторые верхние направляющие,
перпендикулярные к нижним. По верхним направляющим салазок
перемещается стол 29. Подобное устройство позволяет столу
перемещаться вдоль верхних направляющих салазок 27 и в пер¬
пендикулярном направлении по основанию 28.
К основанию 28 прикреплен кронштейн 26, а к столу 29 —
хобот 23; в шаровые обоймы этих деталей вставлен стержень 25,
соединенный рукояткой 24. Перемещение рукоятки 24 в направле¬
нии одного из движений вызывает перемещение только стола или
только салазок. Перемещение рукоятки под углом вызывает слож¬
ное движение стола. Рукоятка 17 укреплена на валу 18, проходя¬
щем через корпус с подшипником 21. На валу имеются два зубча¬
тых колеса, одно из которых сцеплено с рейкой шпинделя 16,
а другое с рейкой стержня 20. Пружина 19 поднимает вертикально
вверх фрезу 15 и палец 22, как только прекращается воздействие
на рукоятку 17.
Метод копирования применяется в крупносерийном и массовом
производстве. Однако существуют отдельные виды этого метода,
применение которых целесообразно в индивидуальном и мелко¬
серийном производстве. К этим видам (способам) относятся:
а) использование копиров-построителей и КЪпиров, выраженных
в неявном виде; б) обработка по чертежу. Копиры-построители
(механические построители) — это по существу механизмы для
вычерчивания кривых. Звено, описывающее данную кривую,
соединяется со щупом копировального устройства. При исполь¬
зовании чертежей кулачков как копиров обработку можно вести,
применяя: а) фотоэлектрические копировальные станки и б) спе¬
циальные станки с чертежами, выполненными токопроводящей
тушью. При обработке на этих станках весьма важным является
изготовление чертежа. С тем, чтобы уменьшить влияние погреш¬
ностей исполнения чертежа, последний выполняют, если возможно,
в большем масштабе (5:1, 10:1, 20 : 1).
Отделка рабочей поверхности кулачков. Получение рабочей
поверхности кулачков бескопирным способом (координатным
методом) требует последующей обработки для устранения неровно¬
стей, а при других методах бескопирной и копирной обработки
отделка рабочей поверхности осуществляется после термической
обработки в целях получения заданных размеров и требуемой
шероховатости. Отделку кулачков в условиях мелкосерийного
производства осуществляют шлифованием с использованием раз¬
личных приспособлений, приводимых ниже.
252
в)
Рис. IV-28. Приспособление для шлифования дисковых
кулачков
Профильное шлифование по копиру обычными непрофилиро-
ванными кругами получает применение при изготовлении деталей,
штампов и пресс-форм. При шлифовании наружных поверхностей
(рис. IV-28, а, б) шлифуемую деталь (заготовку) 1 устанавливают
на копир 2 и скрепляют винтами. Шлифуемая деталь должна быть
несколько больше копира или копир значительно больше, чем
деталь. Копир, скрепленный с обрабатываемой деталью, устана¬
вливают на обычную плиту с упорным угольником или электро¬
магнитную плиту с упорным угольником, не отключенную от сети
питания, так, чтобы копир упирался в угольник, а обрабатываемая
деталь пришла в контакт с шлифовальным кругом. Перемещая
вручную копир с деталью, получают заданный профиль детали.
При шлифовании внутренних поверхностей (рис. IV-28, в)
обрабатываемую деталь 1 устанавливают и скрепляют с копиром-
шаблоном 2, внутренний профиль которого представляет собой
копию шлифуемого профиля. Соосно с шлифовальным кругом 6
на плите 3 станка устанавливают палец 4 со сменным роликом 5.
Наличие сменного ролика позволяет снимать оставленный на
шлифование припуск за несколько проходов. Вначале на палец
надевают ролик большего диаметра, а затем его заменяют роликом,
соответствующим промежуточной или окончательной обработке
детали. Копир, а вместе с ним и деталь устанавливают на плиту
253
Рис. IV-29. Конструкция синусного делительного устройства
и, приводя копир в контакт с роликом, копир перемещают вруч¬
ную.
Учитывая, что диаметры шлифовальных кругов для профиль¬
ного шлифования внутренних профилей незначительны, реко¬
мендуется на шпиндель плоскошлифовального станка устанавли¬
вать высокооборотный шпиндель внутришлифовального станка.
Профильное шлифование поэлементным методом с исполь¬
зованием специальных устройств. Особенность этого метода заклю¬
чается в том, что подлежащий шлифованию контур детали раз¬
бивается на отдельные элементы (прямые, наклонные, криво¬
линейные), которые воспроизводятся последовательно один за
другим. Для шлифования используются обычные плоские или
радиусные круги и специальные устройства, обеспечивающие
установку заготовок и их перемещение относительно шлифоваль¬
ного круга в процессе воспроизведения заданного профиля.
254
На рис. IV-29 показано синусное делительное устройство,
а на рис. IV-30 — последовательность поэлементного шлифова¬
ния на этом устройстве одной из фасонных деталей.
На основании 9 (рис. IV-29) синусного делительного устрой¬
ства смонтированы две стойки 22 и 14, задняя стойка неподвижная,
а передняя может перемещаться по пазу вдоль основания в зави¬
симости от длины шлифуемой детали и в требуемом положении
закрепляется при помощи стяжного эксцентрикового устройства
(сечение А—Л), состоящего из эксцентрикового устройства валика
с рукояткой, тяги и коромысла. Во втулках стоек установлены
шпиндели 5, в пазах фланцев которых перемещаются ползуны 21
и 17, закрепляемые в требуемом положении специальными тягами
3 с маховичком 4. В ползуне 2 установлена цанга 19,зажимающая
при вращении колпачков 20 конец обрабатываемой детали, в пол¬
зуне же 17 смонтирован центр 18, поддерживающий конец обра¬
батываемой детали. На шпинделе стойки 22 гайками 2 закреплен
синусный диск 1 с размерными роликами 6, которые при повороте
диска, а значит и шпинделя с закрепленной обрабатываемой
деталью упираются в блок мерных плиток, укладываемых на
планку 7 основания 9.
При шлифовании плоскостей детали, расположенных под
углом, после поворота шпинделя на заданный угол, т. е. до упора
ролика 6 синусного диска в блок мерных плиток, шпиндель сто¬
порится стопорным устройством, состоящим из маховичка 23,
Рис. IV-30. Схема шлифования на синусном устройстве
255
втулки 24 и прижима 25. Нулевое положение шпинделей фикси¬
руется установленными на осях 15 стоек защелками 16, которые
заходят в паз, имеющийся во фланцах шпинделей. Если же деталь
необходимо поворачивать, что имеет место, когда обрабатываются
криволинейные участки профиля, защелки 17 выходят из пазов
фланцев шпинделей, после чего вращают маховичок <9, вместе
с которым вращаются валик 11 и зубчатые колеса 12 и 10. Послед¬
ние вращают сцепленные с ними зубчатые колеса 1 и 13, закреплен¬
ные на шпинделях стоек. Колесо 1 является одновременно синус¬
ным диском устройства. В зависимости от положения центра шли¬
фуемой криволинейной поверхности и технологической оси враще¬
ния ползуны перемещаются на величину, при которой оси враще¬
ния шпинделей и центр шлифуемой дуги совмещены. Величину
смещения Я устанавливают по блоку мерных плиток и рассчиты¬
вают по формуле Н = К — М, где К — постоянная величина для
данного устройства, т. е. расстояние от поверхности С ползунов
до поверхности Е основания, когда оси цанги 19 и центра совпа¬
дают, мм; М — расстояние от центра шлифуемой поверхности
(криволинейной) до технологической оси детали.
При шлифовании наклонных участков детали ее поворачивают
при помощи синусного диска и блока мерных плиток. Высоту
блока h в этом случае рассчитывают по формуле h = N — (R sin а —
— 0,5d), где N — постоянная величина для данного устройства,
соответствующая расстоянию оси шпинделя 5, стойки от планки 7
и основания 9, мм; R — радиус окружности, на которой располо¬
жены мерные ролики 6 синусного диска 7, мм; d — диаметр мер¬
ного ролика 6У мм.
Порядок шлифования следующий. После установки детали
(рис. IV-30, а) в устройство по блоку мерных плиток, рассчитан¬
ному по формуле для h, выставляют прямолинейный участок Б
(рис. IV-30, б) и шлифуют его, затем, поворачивая деталь, шли¬
фуют криволинейный участок радиуса R 3, 5, шлифование ведут
до тех пор, пока ролик синусного диска не упрется в блок мерных
плиток с размером Л, после чего шлифуют прямолинейный участок
А (рис. IV-30, в). Последним переходом является шлифование
криволинейного участка с радиусом R± (рис. IV-30, г). Собственно
процессу шлифования предшествует установка ползунов устрой¬
ства в положение, при котором центр дуги радиуса Rx и ось шпин¬
делей стоек совмещены. Установку производят по блоку мерных
плиток, рассчитанному по формуле для размера Я. Далее, повора¬
чивая деталь на заданный угол, шлифуют криволинейный участок
радиусом R±.
Для шлифования по элементам широкое применение, особенно
при изготовлении лекал, получили устройства, представляющие
собой сочетание крестообразных суппортов с делительной головкой
или крестообразных суппортов с синусной делительной головкой
и синусной линейкой [15]. Устройство, показанное на рис. IV-31,
представляет собой сочетание оптической делительной головки
256
(на рисунке не показана) и крестообразных суппортов. Устройство
крепится посредством конуса в шпинделе оптической головки.
Суппорты 1 и 2 расположены крестообразно и перемещаются вин¬
тами 3. Обрабатываемая деталь закрепляется скобой 5 и винтом 6
на кронштейне 4, который, в свою очередь, закреплен на суппорте 2.
Установка суппортов, а значит и обрабатываемой детали относи-
тельно шлифовального круга осуществляется по блоку мерных
плиток от установочных поверхностей А. Порядок шлифования
поверхностей детали следующий: если необходимо прошлифовать
прямоугольный участок под углом, обрабатываемую деталь крепят
к кронштейну и выставляют базовую поверхность параллельно
поверхности стола станка и шлифуют эту поверхность. Затем,
повернув шпиндель оптической головки на заданный угол, шли¬
фуют соответствующую поверхность. Если требуется прошлифо-
17 АН. Малов
257
Рис. IV-31. Схема устройства для профильного шлифования
Рис. VI-32. Схема крестообразного приспособления для про¬
фильного шлифования
вать криволинейную поверхность (дугу окружности), используя
блоки мерных плиток, то каретки устанавливают в нулевое поло¬
жение, после чего закрепляют обрабатываемую деталь в приспо¬
соблении, смонтированном на кронштейте так, чтобы центр дуги
совпал с осью делительной головки (измеряют блоком мерных
плиток от площадок С). После этого смещают кронштейн вниз
на величину радиуса (при шлифовании по выпуклой дуге) или
поднимают вверх (при шлифовании по вогнутой дуге) и шлифуют
по дуге при совмещенных продольных движениях стола, качании
шпинделя делительной головки и вертикальной подаче шлифоваль¬
ного круга для получения требуемого размера радиуса. При
необходимости шлифования профиля по дуге окружности, огра¬
ниченной определенным центральным углом, перед началом шли¬
фования делают отметки на наружном делительном диске и повора¬
чивают шпиндель за рукоятку только в пределах требуемого
центрального угла.
Шлифование по сопряженным дугам окружностей различных
радиусов и направлений, шлифование профиля, образованного
сопряжением дуги окружности и наклонных прямых, а также
профиля, сопряженного из ряда дуг окружностей и наклонных
прямых, производят перемещением кареток на соответствующий
размер радиусов, дуг и поворотом шпинделя делительной головки
на необходимый угол наклона.
Устройство (рис. IV-32), предложенное слесарем-лекалыци-
тсом В. И. Черкашиным, представляет собой сочетание кресто¬
образных суппортов с синусной линейкой. Синусная линейка
258
устройства состоит из нижней плиты 1, роликов 2 и 5, верхней
плиты 3, шарнира 4 и подшипника б. На синусной линейке раз¬
мещена головка, представляющая собой корпус 11, шпиндель 12
ее получает вращение от червячной пары и маховичка 8. На
шпинделе головки укреплен диск 9 с четырьмя мерными роли¬
ками 10. На переднем конце шпинделя головки установлены
суппорты 13 и 15. На суппорте 15 установлена стойка 16, в которой
закрепляется тем или иным способом обрабатываемая деталь
(заготовка) 18. Перемещение суппорта 15 по направляющим суп¬
порта 13 и стойки 16 по направляющим суппорта 15 осуществляется
винтами 14 и 17.
Установку суппортов осуществляют по блокам мерных плиток
от опорных площадок 19, а поворот диска 9 на заданный угол —
по блоку мерных плиток, установленных на подставку 7.
На рис. IV-33 показана схема последовательности шлифования
детали, шлифуемая поверхность которой описывается прямой и
двумя дугами с радиусами R и Rx (рис. IV-33, а). Вначале шли¬
фуют поверхность, очерченную радиусом R, для этого закреплен¬
ную в приспособлении суппорта заготовку за счет перемещения
последнего опускают^ на величину /, совмещая ось шпинделя
делительной головки с центром дуги радиуса R, и обрабатывают
поверхность, пока она не окажется на высоте блока К = С — R
(рис. IV-33, б). Шлифуют кругом с закругленной рабочей поверх¬
ностью, радиус закругления круга может быть произвольным, но
только меньше радиуса R на детали. Затем, не изменяя установки
суппорта по высоте, один из них приводят в горизонтальное
положение и шлифуют горизонтальный участок по блоку в размер
К\ = С — а (рис. IV-33, в). Далее, повернув шпиндель головки
по синусному диску на угол а, шлифуют наклонный участок
Рис. IV-33 Схема обработки детали на устройстве, показанном на рис. IV-31
17* 259
в размер К = С — R (рис. IV—33, г) и затем шлифуют участок,
очерченный радиусом Rl9 для чего каретку смещают на величину
В = Ь, а суппорт поднимают на высоту I (рис. IV—33, д). При
шлифовании шпиндель головки поворачивается на угол а. Поворот
шпинделя, а значит и синусного диска ограничивается с помощью
блока мерных плиток. После шлифования поверхности детали
должны быть на уровне блока мерных плиток К2 = С +
Помимо рассмотренных устройств существует еще ряд устройств
как узкоспециальных, так и универсальных. Некоторые из этих
устройств рассмотрены в литературе. Использование плоскошли¬
фовальных станков, оснащенных устройствами для закрепления
и перемещения обрабатываемых деталей в соответствии с шли¬
фуемым профилем, позволяет уменьшить объем ручных работ
и существенно повысить производительность труда.
Глава
v
ИЗГОТОВЛЕНИЕ
ПЛАТИН
И ДЕТАЛЕЙ
ПЛЕНКОПРО ТЯЖНЫХ
МЕХАНИЗМОВ
1. ОБЩИЕ СВЕДЕНИЯ
Под общим наименованием «платины» пони¬
мают плоские или близкие к ним детали, служащие для монтажа
кинематических цепей, радиодеталей, шкал и других деталей
и сборочных единиц (рис. V-1).
261
Рис. V-1. Примеры конструкции платин оптических приборов
Основные требования, предъявляемые к изготовлению платин,
заключаются в обеспечении заданной точности размеров собственно
отверстий (обычно 2—3-го классов) и межосевого расстояния между
ними (0,05—0,1 мм) относительно базовых поверхностей, а также
получение правильной плоскости.
Материалы, идущие на изготовление платин, весьма разно¬
образны, наиболее широкое применение имеют конструкционные
стали марок 20, 45, латуни марок JI62, JIC-59-1, алюминиевые
сплавы литейные и деформируемые марок Д16АТ, А-2 и др.
Технологический процесс изготовления платин и подобных
им деталей складывается из следующих этапов: получение заго¬
товки; термическая обработка; механическая обработка плоско¬
стей; изготовление основных отверстий; изготовление крепежных
отверстий; изготовление уступов, канавок и различного типа
углублений; снятие заусенцев покрытия.
Характер процесса и последовательность его операций опре¬
деляются в каждом конкретном случае. Ниже приводится описание
некоторых операций, применяемых в производстве платин.
Заготовки для плоских платин получают обычной холодной
штамповкой, чистовой штамповкой (точная штамповка), а для
платин сложной конфигурации — литьем под давлением или
литьем по выплавляемым моделям.
2. ПОЛУЧЕНИЕ ОТВЕРСТИЙ В ПЛАТИНАХ
Характер технологических операций, оборудование и оснастка
для обработки отверстий в платинах зависят от требований к точ¬
ности их выполнения, взаимного расположения масштабов про¬
изводства.
Ниже рассматриваются два способа: а) штамповка (пробивка);
б) обработка резанием (сверление и калибровка).
Пробивка используется при изготовлении шасси и платин при
условии, что диаметры отверстий в 1,2—1,5 раз и более превышают
толщину S платины (шасси). Толщина платины составляет менее
5 мм, а точность диаметров отверстий и межосевые расстояния
находятся в пределах 4—5-го классов точности. Кроме того, вели¬
чина перемычки между одновременно пробиваемыми отверстиями
должна быть более 5 мм, а раздельно пробиваемыми отверстиями —
более 1,5S (S — толщина платины).
Для серийного производства используют штампы простого
действия, обеспечивающие пробивку всех отверстий одновременно.
В ряде случаев одновременно с пробивкой осуществляют и вырубку
по наружному контуру. Вырубку и пробивку, как правило, про¬
изводят в комбинированных штампах совмещенного действия,
а при малых размерах платин и при условии невысокой точности
на взаимное расположение отверстий и контура (внешнего очерта¬
ния платины) — в комбинированных штампах последовательного
действия.
262
Рис. V-2. Пробивка отвер¬
стий с использованием уста¬
новочного шаблона:
а — штамп; б — шаблон;
в — схема штамповки
В мелкосерийном производстве пробивку отверстий в предва¬
рительно вырубленных заготовках осуществляют в универсально¬
наладочных штампах.
Пробивка отверстий в платинах с произвольной сеткой их
положения в условиях мелкосерийного производства может быть
осуществлена в штампах с помощью установочного шаблона на
специальных координатно-пробивных станках.
При пробивке с использованием установочного шаблона
(рис. V-2, а, б) заготовку 7, в которой необходимо пробить
отверстия, укладывают на установочном шаблоне 2 между фикси¬
рующими стержнями 3, а шаблон 2 вместе с заготовкой 1 устана¬
вливают в штампе на цилиндрический выступ матрицы 4 по
отверстиям в шаблоне. Выполнение установочного шаблона и
его фиксация на штампе зависят от формы, размеров и распо¬
ложения пробиваемых отверстий в заготовке, может быть три
случая.
1. Пробиваемые отверстия одинакового диаметра, расстояние
между ними больше диаметра фиксирующего выступа на матрице
штампа. В соответствии с количеством и расположением проби¬
ваемых отверстий в шаблоне предусматривают такое же количество
отверстий и с той же разметкой (см. рис. V-2, б), но диаметром/),
равным наружному диаметру выступа на матрице. Шаблон 2
вместе с заготовкой 1 последовательно устанавливают отверстиями
263
D на выступ матрицы 4 (см. рис. V-2, а) и после каждой установки
пробивают отверстие.
2. Пробиваемые отверстия разного диаметра, расстояние между
ними больше наружного диаметра матрицы штампа. Как и в пре¬
дыдущем случае, в соответствии с расположением пробиваемых
отверстий в шаблоне предусматриваются отверстия диаметром D *,
равным наружному диаметру выступа на матрице, но пробивка
отверстий различных размеров требует смены пуансона и матрицы.
3. Пробиваемые отверстия одинакового или разного диаметра
расположены так, что расстояние L между ними равно или меньше
наружного диаметра матрицы штампа, или пробиваемые отверстия
при любом расстоянии между ними имеют произвольную форму
(фасонные отверстия) и в процессе их пробивки необходимо исклю¬
чить поворот шаблона относительно матрицы. В этом случае
фиксация заготовки 1 на шаблоне 2 (рис. V-2, в) осуществляется
стержнями 3\ для фиксации шаблона на матрице предусмотрены
отверстия d\ в матрице-держателе штампа ставят два или четыре
штифта, на которые и устанавливают шаблон при пробивке каж¬
дого отверстия.
Иногда для пробивки применяют специальное устройство,
состоящее из шаблона и пантографа, обеспечивающее координиро¬
вание заготовки относительно пробивного штампа. Такого типа
штампы в приборостроении применяют редко.
Для получения отверстий в платинах, особенно шасси средних
по габаритным размерам, получают развитие универсально¬
карусельные блоки (револьверные блоки) в сочетании с координат¬
ными столами и специальные карусельные прессы с программным
управлением.
Сущность штамповки на карусельных блоках или карусельных
прессах заключается в том, что отдельные элементы детали обра¬
батывают с помощью группы комплектов сменных инструментов
(пуансонов и матриц), установленных в карусельном (револьвер¬
ном) блоке, состоящем из двух дисков, расположенных один над
другим.
Каждый из комплектов может вводиться в действие в любой
последовательности. Заготовка, подлежащая штамповке, закре¬
пляется на столе устройства и может перемещаться по двум взаимно
перпендикулярным направлениям в горизонтальной плоскости
относительно гнезда карусельного блока, находящегося в рабочей
позиции под ползуном пресса. При включении пресса ползун
сообщает верхней части штампа поступательное движение, в ре¬
зультате чего происходит пробивка отверстия, вырезка элемента
наружного или внутреннего контура. Затем происходит поворот
карусельного блока в положение, при котором будет выставлен
следующий инструмент (если в этом есть необходимость), и коорди¬
* Диаметры отверстия и матрицы берутся соответственно размерам от¬
верстия.
264
нация заготовки путем перемещения ее по столу блока относительно
этого инструмента и т. д.
В настоящее время на заводах создано несколько разновидно¬
стей карусельных блоков, отличающихся друг от друга конструк¬
тивным исполнением отдельных узлов. Один из таких блоков
показан на рис. V-3. Он представляет собой основание 7, в кото¬
ром запрессована вертикальная ось 5 со втулкой, опирающейся
на подшипник. Втулка через шпонку передает вращение верхнему 3
и нижнему 2 дискам, в которых установлены сменные комплекты
инструмента (матрицы и пуансонодержатели-оправки с пуансо¬
нами). В нерабочей позиции пуансонодержатели-оправки 4,
а значит и пуансоны удерживаются диском 7. В рабочем положе¬
нии они Т-образными головками заходят в соответствующий паз
державки 6, укрепленной в ползуне пресса. Заготовка, подлежа¬
щая штамповке, устанавливается в каретке 10 и может вместе
с последней перемещаться в продольном направлении по каретке 9,
а в поперечном — вместе с кареткой 9 по направляющим 11.
В некоторых конструкциях стол 8 блока может поворачиваться
влево и вправо относительно нижнего основания с последующим
креплением в требуемом положении винтами, что дает возможность
вырезать элементы в заготовке под различными углами к осевой
линии. Поворот верхнего и нижнего дисков с рабочими инструмен¬
тами осуществляется вручную с последующим фиксированием
защелкой, получающей перемещение от пружины (или от пневма¬
тического цилиндра).
Штамповку с использованием карусельного блока можно про¬
изводить с ориентацией заготовки в заданных координатах по
масштабным линейкам и по шаблону (рис. V-4),
В первом случае заготовку, в которой необходимо пробить
отверстия а — d или вырезать какие-либо элементы поверхности,
закрепляют прихватами в верхней каретке, при этом ориентируют
ее по базовому угольнику, после чего заданные координаты по
результатам перемещения верхней каретки в продольном напра¬
влении, а нижней каретки в поперечном отсчитывают по масштаб¬
ным линейкам. Эти приемы в сочетании с поворотом карусельного
блока повторяют до тех пор, пока не будет заготовлена заданная
деталь, т. е. проведены все переходы, заданные технологическим
процессом. Такой способ, обеспечивающий точность штамповки
по 7—9-му классам, требует значительных затрат времени, а потому
в основном используется при изготовлении небольшого количества
деталей.
Во втором случае ориентация заготовок относительно инстру¬
мента, выведенного на рабочую позицию, осуществляется по
шаблону. Шаблон установлен в базовый угольник, заготовка
закрепляется в верхней каретке ориентирующего устройства
по базовому угольнику. Установка заготовки в заданных коорди¬
натах осуществляется, как и в первом случае, перемещением каре¬
ток, но требуемое их положение, а значит и заготовки относительно
265
Рис. V-3. Конструкция карусельного блока
266
Рис. V-4. Схема, поясняющая работу карусельного блока:
1 — деталь; 2 — карусельный блок; 3—координатный стол;
4 — шаблон: 5 — фиксатор
инструмента, находящегося в рабочей позиции, определяется
фиксатором верхней каретки, заходящим в соответствующее
гнездо шаблона А—Д. Шаблон имеет цветную кодировку отвер¬
стий, которая заключается в следующем:
а) отверстия на шаблоне, служащие для ориентации заготовки
при пробивке отверстий данного типоразмера, окрашивают крас¬
ной краской;
б) последовательность пробивки отверстий указывают стрел¬
ками или линиями такого же цвета.
Цвет соединительных линий на шаблоне соответствует цвету
бирки, установленной в специальном пазу на верхнем диске
карусельного блока, где находится сменный комплект инструмента
данного типоразмера.
Точность размеров взаимного расположения отверстий или
отдельных элементов поверхностей, полученных при штамповке
с использованием для фиксации шаблона, соответствует 4-му
классу точности при штамповке без поворота карусельного блока
и 5—7-му классам точности при штамповке с поворотом карусель¬
ного блока.
Штамповка деталей на прессах, снабженных карусельными
блоками и координатным столом, в зависимости от размеров пар¬
тии деталей может осуществляться по трем вариантам.
Последовательность обработки детали по первому варианту
следующая (рис. V-5, а). Заготовку координируют относительно
комплекта инструмента, укрепленного в карусельном блоке
в позиции № 1, и производят пробивку (вырезку), поворачивают
карусельный блок и выводят при этом комплект № 2 инструмента
на рабочую позицию, относительно этого комплекта инструмента
267
Рис. V-5. Схема обработки деталей на блоке:
1—12 — номера инструментов, установленных на блоке
268
координируют заготовку, производят пробивку (вырезку); в та¬
кой же последовательности производят пробивку всех отверстий,
(вырезку элементарных поверхностей), предусмотренных техноло¬
гическим процессом.
Последовательность обработки по второму варианту следующая
(рис. V-5, б). Вставляют поочередно все заготовки партии по
упору относительно комплекта № 1 инструмента, находящегося
в карусельном блоке, и производят пробивку (вырезку). Заготовку
на столе блока устанавливают по упорам (шаблону). После того-
как во всех заготовках партии требуемый элемент будет отштампо¬
ван, переводят в рабочее положение комплект № 2 инструмента
карусельного блока, устанавливают в требуемое положение упоры
(шаблон) на столе, координируя тем самым заготовку относительно*
инструмента, и опять во всей партии заготовок штампуют этот
элемент. В такой последовательности производят весь цикл штам¬
повки, запроектированный в данной технологической операции.
Третий вариант обработки (рис. V-5, в) заключается в том, что»
в заготовке, закрепленной в каретке ориентирующего устройства,
поочередно пробивают (вырезают) один и тот же элемент или
отдельную деталь. Шаг пробивки (вырезки) отсчитывают па
масштабным линейкам. Штамповку осуществляют без поворота
карусельного блока.
Рассмотренную конструкцию карусельного блока монтировали
на универсальном кривошипном прессе.
Более целесообразным следует считать применение револьвер¬
но-координатных прессов с ручной ориентацией заготовок (псъ
линейкам или шаблону) и особенно револьверно-координатных
прессов с программным управлением.
Сверление в кондукторе. Это наиболее распространенный метод
получения отверстий в серийном и даже мелкосерийном производ¬
стве оптико-механических приборов^ Для сверления используют
вертикально-сверлильные станки и разнообразные кондук¬
торы.
При выборе типа станка рекомендуется пользоваться следую¬
щими соображениями. В производствах серийного типа сверление
нескольких отверстий одного диаметра выполняют на одношпин¬
дельных сверлильных станках. В тех случаях, .когда одинаковые
по диаметру отверстия обрабатывают несколькими инструментами
или когда требуется просверлить несколько отверстий разнога
диаметра, рекомендуется применять многошпиндельные сверлиль¬
ные станки со шпинделями, расположенными в один ряд.
В производствах крупносерийного типа рекомендуются одно¬
шпиндельные станки и специальные многошпиндельные головки.
Точность при сверлении отверстий по кондуктору рассматри¬
валась ранее.
Сверление с предварительным кернением. Кернение под свер¬
ление производят одновременно всех отверстий на приводных
прессах в керновочных штампах. К нанесению кернов предъявляют
26»
Рис. V-6. Схема сверления по кер-
«ению
следующие требования: диаметр лун¬
ки dx от керна должен быть больше
диаметра сверла на 0,05—0,10 мм,
а угол заострения 2фх керна — на
10° меньше угла заострения 2ср свер¬
ла (рис. V-6).
Сверление после кернения выпол¬
няют без кондуктора на обычных
сверлильных станках или специаль¬
ных полуавтоматах.
Сверление с предварительным ке-
рнением получило применение на за¬
водах, производящих приборы вре¬
мени, на оптико-механических заво¬
дах его не используют.
Сверление на координатно-расточных станках используют
в мелкосерийном производстве высокоточных платин (с точностью
расстояния между осями отверстий 0,002—0,01 мм).
Обработку отверстий на токарном станке с использованием
установочных шаблонов применяют для платин толщиной более
10 мм. Сущность этого способа изложена на стр. 15.
Обработка платин на агрегатно-сверлильных станках. Агре¬
гатные станки широко используют в серийном производстве при
обработке отверстий в платанах с точным расположением отвер¬
стий. При малых габаритных размерах деталей обработка отвер¬
стий на агрегатных станках затрудняется, особенно при наличии
малых межцентровых расстояний.
Агрегатно-сверлильные станки оснащают многошпиндельными
сверлильными головками, устанавливаемыми в шпиндель силбвой
головки или на салазки станка. Количество и взаимное расположе¬
ние шпинделей многошпиндельной головки зависит от количества
и характера расположения системы отверстий и обрабатываемой
платины.
Конструкции многошпиндельных головок весьма разнообразны.
При значительных расстояниях между обрабатываемыми отвер¬
стиями применяют сверлильные головки с шестеренчатым при¬
водом, при малых же расстояниях между отверстиями — головки
с кривошипно-шатунным приводом, последние при хорошей
балансировке допускают работу на высоких оборотах.
Обрабатываемые детали на агрегатно-сверлильных станках
укрепляют в приспособлениях, которые представляют собой обыч¬
ные кондукторы.
Отверстия в платанах имеют разнообразную форму: цилиндри¬
ческие отверстия получают спиральными сверлами, а отверстия
диаметром менее 2 мм — перовыми. Обработку фасонных, ступен¬
чатых или нескольких соосно расположенных отверстий осущест¬
вляют комбинированным инструментом. Комбинированный инстру¬
мент может быть однотипным (двухступенчатое, многоступенчатое,
270
ступенчатое сверло) и разнотипным (сверла-фрезы, сверла-раз¬
вертки и т. д.). Инструмент может быть цельным и сборным.
Точность обработки отверстий при многошпиндельном сверле¬
нии зависит от точности исполнения станка, направляющих
устройств (кондукторных плит), точности выполнения расстояний
многошпиндельной головки.
Так как сверла малого диаметра имеют малую жесткость,
во избежание увода их при сверлении и перекоса отверстий много¬
шпиндельное сверление как на обычных вертикально-сверлильных,
так и на агрегатных или специальных сверлильных станках без
использования кондукторных втулок при обработке платин
применяют крайне редко.
Точность сверления отверстий с использованием кондукторных
плит соответствует За—4-му классам точности. Точность межосе-
вых размеров при многошпиндельном сверлении рассмотрена
в гл. I.
Опыт эксплуатации многошпиндельных головок показывает,
что.точность межосевых размеров при многошпиндельном сверле¬
нии с использованием кондукторных плит с постоянными втулками
может быть порядка ±(0,04—0,10) мм.
Нарезание резьбы в платинах. Эту операцию в зависимости
от числа нарезаемых отверстий, их размеров, расположения и
масштаба выпуска осуществляют на сверлильных станках, осна¬
щенных специальными головками, и на резьбонарезных одно¬
шпиндельных станках. В условиях крупносерийного и массового
производства целесообразно применять многошпиндельные резьбо¬
нарезные станки.
Калибровку отверстий производят с целью получения правиль¬
ной цилиндрической формы отверстий (после пробивки они имеют
коническую форму) с допусками точнее 4-го класса и с шерохова¬
тостью 6—7 класса, а иногда и выше. Калибровку осуществляют
развертыванием или с помощью калибровочных штампов. Раз¬
вертывание, как правило, используют независимо от числа
отверстий и их длины в мелкосерийном и серийном произ¬
водстве, а при малом числе отверстий или когда длина отвер¬
стий более трех диаметров — в крупносерийном и массовом
производстве.
Развертывание производят на сверлильных станках как с руч¬
ной, так и с автоматической подачей.
Припуск под развертывание отверстий на сторону в зависимости
от материала детали составляет от 0,075 до 0,15 мм. Подача при
развертывании зависит от материала детали и способа перемеще¬
ния развертки и имеет следующие значения: для сталей 0,25—
0,4 мм/об, а для цветных металлов и сплавов 0,5—0,7 мм/об.
Скорость резания для углеродистой стали 20—25 м/мин,
алюминиевых сплавов 40—50 м/мин, медных сплавов 45—55 м/мин.
Калибровка с помощью штампов. Калибровке подвергают
отдельно взятые отверстия и группы отверстий одновременно.
271
Штампы для калибровки отверстий бывают без сопряжения
пуансонов с матрицей (отверстия в матрице изготовляют в 1,2—
1,3 раза больше диаметров калибруемых отверстий или вместо
отверстий в матрице предусматривают лунки с диаметром на входе,
равным 1,5d) и с сопряжением пуансонов и матрицы. В последнем
случае они бывают с верхним и нижним расположением пуансонов.
Калибруемую деталь в штампе предварительно фиксируют по
контуру или технологическим отверстиям, а окончательно —
ловителями.
Точность калибровки отверстий малого диаметра составляет
0,01—0,02 мм на диаметр при шероховатости поверхности среза
по 7—8-у классам. В тех случаях, когда осуществляется одно¬
временная калибровка группы отверстий помимо повышения
точности по диаметру, имеет место и повышение точности межосе-
вых размеров.
Калибровку отверстий в штампах используют при толщине
платины менее 5 мм, при более толстых платинах калибровку
осуществляют без снятия стружки дорнами или шариками.
Калибровка (дорнирование) шариком или дорном заключается
в том, что инструмент проталкивается через обрабатываемое отвер¬
стие, размеры которого несколько меньше размеров шарика или
дорна. При этом за счет пластических деформаций поверхность
отверстия упрочняется, а значит повышаются износостойкость,
прочность и т. д. После калибровки микронеровности уменьша¬
ются в 2—3 раза, а микротвердость поверхности калибруемого
отверстия повышается на 30—50%.
Вцбор шарика или дорна для калибровки зависит от формы
отверстия. Очевидно, что глухие отверстия могут калиброваться
только дорном, а сквозные с криволинейной осью — только
шариком. Сквозные отверстия с прямолинейной осью и длиной
более (6—7) d могут калиброваться только дорном, длиной менее
(6—7) d — шариком и дорном (d — диаметр отверстия). Кали¬
бровка шариком дает наилучшие результаты в диапазоне диаметров
1,6—25 мм. Но готовые шарики обычно трудно подобрать в соот¬
ветствии с диаметром отверстия. Изготовление же точных шариков
на неспециализированном оборудовании весьма затруднительно
и дорого. Поэтому для калибровки чаще используют дорн.
Если отверстие сквозное и длина его менее (3—5) d, дорниро¬
вание осуществляют вталкиванием дорна в отверстие (дорн рабо¬
тает на сжатие); при большей длине дорн протаскивают через
отверстие (дорн работает на растяжение).
Калибруют отверстия шариком или дорном со смазкой. При
обработке стали в качестве смазывающих веществ применяют
отфильтрованное машинное или веретенное масло. Хорошие
результаты с точки зрения качества обрабатываемой поверхности
получают при смазке касторовым или осерненным маслом. Кали¬
бровку отверстий в чугуне производят при смазке керосином,
в дуралюмине — при смазке мыльной водой, в латуни, бронзе,
272
меди — при смазке веретенным маслом или эмульсией, состоящей
из 15% касторового масла, 30% эмульсола, 54,5% воды и 0,5%
кальцинированной соды.
Калибровку производят за одну или несколько операций.
Число операций определяется припуском на обработку. Припуск
на калибровку зависит от рода материала детали, его состояния
и размера отверстия. Для отверстий диаметром 5—30 мм и длиной
5—40 мм (3-го и 2-го классов точности) припуск берется 0,05—
0,2 мм, а для отверстий диаметром до 5 мм и длиной отверстий
(2—8) d (где d — диаметр отверстия) припуск составляет 0,03—
0,1 мм. Шероховатость предварительно обработанной поверхности
отверстия под калибровку должна быть не ниже 6—8-го классов.
Точность обработки отверстия при калибровке шариком или
дорном увеличивается по сравнению с точностью предварительной
обработки на 30—60%. Погрешности формы отверстия до дорни-
рования (конусность и эллиптичность) в процессе калибрования
частично исправляются, а непрямолинейность и волнистость
даже частично не устраняются.
Вследствие упругой деформации отверстие после прохода
шарика или дорна несколько сокращается, поэтому для получения
требуемого размера отверстия диаметр шарика или дорна должен
быть несколько больше окончательного диаметра отверстия. Кроме
того, происходит искажение наружных размеров и торцов калибру¬
емой детали; наружный диаметр детали увеличивается, торец его
со стороны входа шарика (дорна) получает вогнутость, а торец
со стороны выхода — выпуклость. Величина искажения после
калибровки в среднем составляет 0,4—0,5 припуска на калибровку.
Шероховатость поверхности отверстия после калибровки дор¬
ном или шариком зависит от материала детали, шероховатости
поверхности подготовленного отверстия и припуска и обычно
соответствует 7—9-му классам и реже 10—11-му классам.
Обработка наружных плоскостей платин. Эта операция осу¬
ществляется точением, вибродоводкой. Наибольшее применение
имеет точение. В зависимости от формы и размеров платины ее
зажимают в цанговом или специальном кулачковом патроне, если
размеры платины малы. При значительных же размерах платины
целесообразно использовать вакуумные и магнитные планшайбы.
Собственно сам процесс токарной обработки аналогичен обработке
дисков.
Вибродоводка является одним из прогрессивных способов
обработки платин. Обработке по этому способу подвергают сразу
партию деталей, находящихся в зазоре между двумя вибрирую¬
щими дисками (рис. V-7). Процесс резания осуществляется сво¬
бодным либо связанным абразивом. Рабочие диски 3 и 4 совершают
поступательное круговое движение в своей плоскости. Приводом
служит прикрепленный к нижнему диску 4 вибратор с регулируе¬
мыми дебалансами 5 и б на обоих концах вала. Вибрация на верх¬
ний диск 3 передается через радиальные пружины 2, связывающие
18 А. Н. Малов
273
его с нижним диском, опираю¬
щимся на мягкие амортизаторы 1.
В зависимости от настройки ко¬
лебательной системы вибромашины
верхний диск 3 может либо почти
не двигаться, либо совершать дви¬
жение такого же характера, что и
нижний диск, но с большими, рав¬
ными или меньшими радиусами
круговых траекторий, чем у ниж¬
него диска. В том случае, когда
верхний диск малоподвижен, дета¬
ли сцепляются с ним и обраба¬
тывается их нижняя сторона. Если
верхний диск движется в противо-
фазе с нижним, имея разные с ним
радиусы окружности, то детали
обрабатываются сразу с двух сто¬
рон. Если же радиусы движения
одного диска больше, чем другого,
то одна сторона деталей обраба¬
тывается больше другой.
Для автоматизации загрузки и
выгрузки деталей вибратор сооб¬
щает нижнему диску наряду с по¬
ступательным круговым движением в плоскости диска еще такое
движение, при котором его ось описывает конус. Под действием
сложного движения детали перемещаются по спиральным траек¬
ториям относительно оси диска.
Регулированием дебалансов можно добиться движения деталей
во время загрузки от расположенного на периферии диска лотка
в зазор между рабочими дисками. Для выгрузки вибратор реверси¬
руется, детали выходят за пределы нижнего диска, пробегают по
кольцевой дорожке и сваливаются в сборник деталей.
Подъем, опускание дисков и давление между ними осущест¬
вляют специальным электродвигателем. Поскольку диски не вра¬
щаются, а лишь смещаются относительно друг друга при колеба¬
нии (амплитуда 3—10 мм), окончательный размер обрабатываемых
деталей по высоте можно устанавливать с высокой точностью с по¬
мощью трех упоров, управляемых одной рукояткой.
Приведем конечные формулы, определяющие условие одно- и
двусторонней обработки.
Условие отсутствия проскальзывания деталей относительно
диска 3 (и обработка их диском 4) определяется неравенством
(Nf0)* > (mR2со2)2 + [Nf + ссо (Rx - R2)V,
где N — сила сжатия дисков; /0 и / — коэффициенты трения
покоя и движения; т — масса обрабатываемой детали; Rx и R2 —
274
Рис. V-7. Схема установки для вибро¬
доводки платин
радиусы траекторий нижнего 4 и верхнего 3 дисков; caR — сила
вязкого трения; с — коэффициент вязкого трения; со — круговая
^астота колебания машины.
Для односторонней обработки нижним диском частота со
должна быть в несколько раз выше собственной частоты колебания
машины. Для двусторонней обработки радиальная жесткость k
пружин, связывающих диски, должна отвечать условию
k = 0,5m2co2,
где т2 — масса верхнего диска.
В этом случае радиусы траекторий дисков равны друг другу
(Ri = R2)у а колебание их имеет противофазный характер.
На автоматах для прецизионной обработки плоскостей можно
получать точность по параллельности и плоскостности (на деталях
диаметром 30 мм) порядка 0,001 мм и выше. С латунных деталей
в минуту снимается припуск порядка 0,003—0,001 мм.
3. ИЗГОТОВЛЕНИЕ РЫЧАГОВ
В оптико-механических приборах широкое применение имеют
разнообразные по формам и размерам рычаги, изготовляемые из
листового материала. Эти рычаги условно можно отнести к классу
платин.
Средние по размерам рычаги, изготовляемые из листового ма¬
териала, получают вырубкой и пробивкой, правкой, последующей
механической обработкой резанием (сверление, развертывание,
нарезание резьбы, а в ряде случае и фрезерование) слесарной обра¬
боткой.
Пробивка отверстий в рычагах возможна при условии, если
диаметр отверстия d удовлетворяет следующему условию: d = ks,
где s — толщина материала; k — коэффициент; для стали 1,0—1,3,
латуни и алюминия 0,9—1,1.
Кроме этого, следует учесть, что отверстие после пробивки
имеет существенную погрешность формы. Точность отверстия по
диаметру соответствует 4—5-му классам.
Рихтовку таких рычагов обычно производят между гладкими
плитами.
Механическая обработка рассматриваемых рычагов заклю¬
чается в получении отверстий с заданной точностью. Отверстия
обрабатывают на вертикально-сверлильном станке, по кондуктору,
а последующую обработку ведут с использованием в качестве при¬
способления разнообразных подставок. Если несколько отверстий
расположены в разных плоскостях и имеют разный диаметр, их
следует по возможности обрабатывать с использованием одного
кондуктора на многошпиндельном станке с линейным расположе¬
нием шпинделей.
В тех случаях, когда на рычаге следует получать уступы путем
фрезерования, операцию фрезерования целесообразно производить
до получения отверстий.
18*
275
Рис. V-8. Последовательность штамповки рычага в полосе без надрезки
(а) и с надрезкой полосы (б)
Слесарная обработка включает операции снятия заусенцев и
притупления острых кромок.
Малые по размеру рычаги штампуют как в полосе, так и из
штучной заготовки.
При штамповке в полосе может быть два случая. В первом слу¬
чае (рис. V-8, а) штамповка осуществляется в полосе без надрезки
последней (цепочкой), а во втором (рис. V-8, б) собственно объем¬
ной штамповке (операция 2) предшествует вырезка (операция 1)
части материала для лучшего заполнения рабочей полости штампа
в процессе объемной штамповки. Если деталь не имеет отверстия
в зоне объемной штамповки, то после штамповки полоса поступает
в штамп для вырезки; при наличии отверстия полосу передают на
штампы для пробивки и вырезки. Штамповку в полосе применяют
для деталей малых размеров с незначительными выступами и
бобышками.
Штамповку из штучных заготовок производят в четыре этапа:
отрезка или вырезка заготовки; объемная штамповка за одну или
несколько операций с отжигом между операциями; обрезка; за¬
276
чистка по контуру и калибровка отверстия. Конечно, не все этапы
обязательны при изготовлении той или иной детали. Например,
часто не используется четвертый этап. Он необходим только в том
случае, если к точности детали предъявляются повышенные требо¬
вания. Примеры процессов объемной штамповки из штучных заго¬
товок приведены в литературе [16].
Пооперационная штамповка в полосе. Штамповку в полосе
применяют для изготовления деталей малых размеров, но сложных
конфигураций. Изготовление таких деталей из штучных плоских
заготовок, обрабатываемых иногда не только штамповкой, но и
резанием, требует в ряде случаев использования большого количе¬
ства штампов, приспособлений и времени.
Частично от таких недостатков можно избавиться, если детали
обрабатывать в полосе (в штампах простого действия и комбиниро¬
ванных последовательного действия). Если добавить, что необхо¬
димые промежуточные операции — термическую и механическую
обработку — удобно осуществлять в полосе, то широкие возмож¬
ности применения этого способа в приборостроении становятся
очевидными.
Рассмотрим пример обработки рычага (рис. V-9), а). Для его
обработки необходима не только штамповка, но и механическая
обработка резанием (фрезерование, сверление отверстий, если их
нельзя пробить, развертывание и т. д.).
При условии, что полосы подготовлены, технология изготовле¬
ния рычага состоит из следующих операций (рис. V-9, б): пробивка
фиксирующих отверстий и вырезка отверстий, облегчающих от¬
гибку язычка (операция I); сверление двух отверстий по кондук¬
тору (операция II); развертывание малого отверстия и зенкование
большого (операция III); отгибка язычка (операция IV); фрезеро¬
вание уступов на язычке (операция V); вырезка по контуру (опе¬
рация VI).
Отверстия для фиксирования полосы иногда выполняют на от¬
дельном штампе. Отверстия на полосе располагают так, чтобы фор¬
моизменяющие операции не искажали ни их форму, ни их взаим¬
ного расположения.
Основываясь на рассмотренном примере обработки в полосе
и обобщая опыт заводов, применяющих такую обработку, можно
сделать следующие выводы.
1. Штамповка в полосе, как правило, требует большего рас¬
хода материала, чем штамповка штучных заготовок, особенно зна¬
чительны потери материала при перфорации полосы и изготовлении
деталей, нуждающихся в формоизменяющих операциях (например,
гибка).
2. При штамповке деталей, требующих формоизменяющих
операций, необходимо создать условия, приближающие процесс
обработки к изготовлению из штучной заготовки; при этом следует
исключить возможности искажения формы и взаимного расположе¬
ния фиксирующих отверстий. Вырезку той части контура, которая
277
Рис. V-9. Последовательность изготовления рычага (а)
в перфорированной ленте
будет изменена гибкой, осуществляют в начальной стадии процесса,
а окончательное отделение изготовленной детали — в конечной
стадии.
3. Штамповка и обработка резанием мелких деталей в полосе
позволяет по сравнению с изготовлением их из штучных заготовок
снизить время обработки в 4 —8 раз, а себестоимость в 1,5—
3 раза.
278
4. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
ПЛЕНКОПРОТЯЖНЫХ МЕХАНИЗМОВ
Среди деталей пленкопротяжных механизмов имеется ряд дета¬
лей, технология изготовления которых близка к технологии изго¬
товления платин. К таким деталям относятся рычаги рычажно¬
эксцентрикового грейферного механизма, детали фильмового ка¬
нала.
На рис. V-10, а показан рычаг рычажно-эксцентрикового грей¬
ферного механизма с одним зубом, применяемого в кинокамере
«Кварц 5М». Исходным материалом для изготовления рычага яв¬
ляется стальная лента марки У8А. Рычаги вырубают, после чего
галтуют или обрабатывают на вибродоводочном станке с целью
притупления острых кромок. В таком виде заготовки рычага по¬
ступают на гибку-калибровку (чеканку) и пробивку отверстий.
Указанные операции осуществляются в штампах. Пробивка от¬
верстий в изогнутой заготовке вызвана необходимостью выдержки
достаточно точного расстояния между отверстиями. Пробивка
обычно дает точность отверстий, соответствующую 4-му классу
точности, кроме того, форма отверстия отличается от цилиндриче¬
ской, что приводит к необходимости развертывания и снятия зау¬
сенцев, осуществляемых на сверлильном станке. В завершающем
этапе обработки рычага производят шлифование зуба рычага и
Рис. V-10. Рычаги грейферных
механизмов
279
слесарную обработку, последняя состоит в снятии заусенцев и при¬
туплении острых кромок.
Пользуясь случаем, укажем, что в производстве деталей'при¬
боров удельный вес вспомогательных операций велик, а значи¬
мость их для удовлетворительной работы и внешнего вида деталей
большая.
Грейфер киноаппарата «Красногорск» (рис. V-10, б) отличается
от только что рассмотренного. Грейфер не требует гибки, но число
отверстий больше, хотя к точности исполнения этих отверстий и их
взаимному расположению требования невысоки.
Процесс изготовления грейфера включает операции: вырубку
заготовки без отверстий, галтовку этой заготовки с целью удаления
заусенцев и притупления кромок, сверление отверстий, их развер¬
тывание и зенковку. Далее заготовки набирают в пакеты, базируя
на отверстия А и 5, зажимают в приспособлении и подвергают
фрезерованию. Поверхности /, II и III фрезеруют последова¬
тельно. После фрезерования снимают заусенцы и шлифуют по
плоскости до заданной толщины.
Заготовки грейфера при шлифовании удерживаются на магнит¬
ном столе и после окончания шлифования размагничиваются. Ко¬
нечной операцией механической обработки является снятие заусен¬
цев и притупление острых кромок. Эта операция с успехом может
быть осуществлена на вибродоводочном станке. На этом заканчи¬
вается первый этап механической обработки, далее следует терми¬
ческая обработка (закалка) и сборка со втулкой и осью. После
сборки наступает второй этап механической обработки, включаю¬
щий операции шлифования поверхностей V, //, III, IV и доводку
плоскости I крокусной шкуркой и пастой ГОИ.
Конструктивно отличается от ранее рассмотренных грейфер
для кинопроекционного аппарата, показанный на рис. V-10, в.
Исходной заготовкой для изготовления грейфера является
холоднокатаная лента из стали Юкп. На начальном этапе
изготовления производят операции вырубки, гибки и пуклевки,
осуществляемые в штампах простого действия на кривошипных
прессах.
На втором этапе производят сверление и развертывание отвер¬
стий в ушках (с одного установа) и сверление отверстий на плоско¬
сти. На третьем этапе устанавливают заготовки на магнитном столе
и шлифуют по высоте ушки и лунку. На четвертом этапе произво¬
дят фрезерование паза и зубьев на вертикально-фрезерном станке.
Уместно сказать, что зубья фрезеруют по наметке (копиру). После
фрезерования (пятый этап) происходит цианирование, закалка
и рихтовка, после закалки (шестой этап) и в заключительной ста¬
дии механической обработки — доводка отверстий в ушках и паза
пастой ГОИ, шлифование лапки и зубьев. Каждый из перечислен¬
ных этапов, как правило, что и указывалось ранее, завершается
слесарной обработкой, имеющей своей целью удалить заусенцы
после операции резания и притупить острые кромки.
280
Рис. V-11. Конструкция
фильмового канала (тре¬
ка)
Независимо от типа рассматриваемых грейферов общим для
всех типов является высокая точность исполнения рабочей части
и ее положения относительно базовой поверхности, высокое каче¬
ство поверхностей рабочей части, соприкасающейся с кинолентой,
и постоянство полученной в результате обработки геометрической
формы.
В процессе изготовления после каждого из основных этапов
обработки следует контроль, к сожалению, он еще не механизи¬
рован.
Фильмовые каналы служат для транспортирования пленки, по
конструкции они весьма разнообразны. Материалом для изготов¬
ления их служит легированная сталь, латунь. Помимо точности
изготовления к ним предъявляются повышенные требования к ка¬
честву поверхности и отсутствию заусенцев, острых кромок, могу¬
щих повредить поверхность пленки. Ниже приводятся два процесса
изготовления деталей фильмового канала.
Показанный на рис. V-11 трек изготовляется из стали марки
Х12М. Исходной заготовкой является поковка, имеющая вид па¬
раллелепипеда. Такая заготовка путем строгания, шлифования
со всех сторон и фрезерования по контуру получает очертания
в соответствии с заданной по чертежу формой. На втором этапе
производят предварительное фрезерование пазов, сверление цен¬
трального отверстия, фрезерование углублений и окна, снятие
фаски. На третьем этапе осуществляется сверление, зенковка,
развертывание отверстий на сверлильном станке и получение ко¬
нического отверстия с кольцевыми рисками. Четвертый этап за¬
ключается в термической обработке, включающей закалку и от¬
пуск, и, наконец, пятый этап включает процессы шлифования
всех основных поверхностей и пазов и доводку плоскости. После
каждой из операций, составляющих комплекс механической обра¬
ботки, следует слесарная обработка, которая на плоскостях осу¬
ществляется вручную, а в отверстия^—на сверлильных станках.
281
Форма трека простая, но наличие большого числа точно выполнен¬
ных поверхностей, их взаимное расположение и, кроме того, тре¬
бование высокого качества поверхностей (8—10-й классы) создают
большие трудности в изготовлении.
Направляющая фильмового канала киноаппарата «Кварц 5М»
изготовляется из латунной ленты марки Л63. Процесс изготовления
включает следующие основные этапы: 1) вырубку, гибку и фор¬
мовку пазов; разрезку на две детали с одновременной пробивкой
двух отверстий, пробивку окна и отверстий; 2) фрезерование;
3) сверление.
Перечисленные операции какой-либо специфики не имеют, а по¬
тому их рассмотрение опущено. Считаем только необходимым от¬
метить, что формовке пазов (ребер жесткости) обязательно должна
предшествовать их разрезка и пробивка с тем, чтобы избежать
искажения их формы за счет утяжки материала. Как и в предыду¬
щих случаях, особое внимание следует обратить на слесарную
обработку направляющих, т. е. снятие заусенцев и скругление
острых кромок.
5. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИРИСОВЫХ ДИАФРАГМ
Ирисовые диафрагмы находят широкое применение в оптиче¬
ских приборах (микроскопах, кино-, фотоаппаратуре, осветитель¬
ных устройствах и т. д.) для плавного изменения в заданных пре¬
делах действительного отверстия объективов и осветительных
систем. Ирисовая диафрагма состоит из кольцевой оправы (основа¬
ния), поворотного кольца (коронки) и набора тонких дугообраз¬
ных пластинок (лепестков). На концах лепестков имеются штифты
(столбики).
На рис. V-12, а показано устройство ирисовой диафрагмы.
Один штифт 6 (осевой) каждого лепестка 1 входит в отверстие осно¬
вания 4, другой 7 (ведомый) — в соответствующий радиальный
паз коронки 3. Поворот ведущего кольца 2 через винты 5 передается
коронке, при повороте которой все лепестки поворачиваются вокруг
осевого штифта и изменяют диаметр отверстия диафрагмы.
Основания и коронки диафрагм изготовляют из литейных спла¬
вов АЛ-2, АМТ-2 или дюралюминия Д16-Т, Д6-Т, Д1-Т.
Лепестки толщиной 0,05—0,1 мм изготовляют из стальной
ленты марок У8А, СТ1, Х18Н9 или из ленты сплава АМТ. Штифты
(столбики) делают из латуни марок Л62 или ЛС-59-1
На лепестках не должно быть заусенцев, вмятин, царапин, по¬
гнутостей и тому подобных дефектов.
Технологический процесс изготовления лепестков складывается
из следующих основных этапов: а) вырубки лепестков из ленты;
б) удаления заусенцев по контуру лепестка; в) нанесения покрытий
и г) контроля.
Вырубка лепестков из ленты осуществляется на комбинирован¬
ных штампах одновременно с пробивкой отверстий. Качество вы-
282
рубки лепестков зависит от состояния режущих кромок пуансона
и матрицы, равномерности зазора между ними и других причин.
Как правило, после вырубки на контуре лепестка образуются
заусенцы, удаление которых является весьма важной операцией.
В настоящее время на заводах для снятия заусенцев на лепест¬
ках диафрагм широко используется виброобработка, которая вы¬
полняется на специальных установках.
В рабочую камеру виброустановки загружают обрабатываемые
лепестки и абразивный материал. При обработке лепестков в каче¬
стве абразивного материала применяют крупные (в несколько мил¬
лиметров) частицы естественных минералов или других материа¬
лов: гальки, кусочков стекла и т. д. Размер и конфигурация абра¬
зивных частиц зависят от формы и размеров обрабатываемых
деталей.
Рабочей камере сообщают объемную вибрацию, амплитуду и
частоту колебаний выбирают таким образом, чтобы детали и абра¬
283
Рис. V-12. Конструкция ирисовой диаф¬
рагмы и ее основные детали:
а — диафрагма; б — лепесток; в —
штифт; г — коронка
зив находились в рабочей камере во взвешенном состоянии и не¬
прерывном сложном движении.
В результате многочисленных соударений деталей и частиц
абразива происходит удаление металла и его окислов с поверхно¬
сти деталей и в первую очередь удаление заусенцев. При продолжи¬
тельной обработке происходит матирование поверхности лепест¬
ков, что необходимо для их последующей отделки (воронения).
Затем лепестки направляют на отделку, для этого их нанизы¬
вают на тонкий провод (например, марки ПЭЛ) и изолируют друг
от друга кусочками полихлорвиниловой трубки, на что тратят
много времени и непроизводительного ручного труда.
Более совершенным можно считать способ изготовления лепест¬
ков, при котором вырубка по контуру выполняется с перемычкой.
Эта перемычка удерживает лепесток в ленте, что позволяет всю
последующую обработку, транспортировку, хранение лепестков
выполнять «в ленте».
На сборку лепестки поступают в ленте, отламываются от нее,
а заусенцы защищаются надфилем.
Воронение выполняют с целью образования на поверхности ле¬
пестков черной окисной пленки, предотвращающей возникновение
бликов. Лепестки обезжиривают в бензине, осветляют в хромовом
ангидриде и подвергают двухступенчатому воронению, которое
выполняют в следующей последовательности: 1) обезжиривают
в горячей щелочи (30—40 мин); 2) промывают в холодной воде с до¬
бавлением каустической соды; 3) воронят в первой ванне в растворе
нитрата натрия и натриевой селитры (10—20 мин при t = 90-н
95° С); 4) промывают в холодной воде; 5) воронят во второй ванне
в растворе нитрата натрия и натриевой селитры (80—120 мин, при
t= 148-4-152° С); 6) промывают в холодной воде (t = 20° С);
7) промывают в горячей воде (t = 60-^-80о С), затем сушат горячим
воздухом и промасливают машинным маслом.
Штифты (или столбики) (рис. V-12, в) обрабатывают на автома¬
тах продольно-фасонного точения или, при малых сериях, на то¬
карных станках. При сборке лепестков штифты устанавливают
в отверстия и расклепывают заподлицо с плоскостью лепестка
(рис. V-12, б). Сборку осуществляют с помощью несложных при¬
способлений. Штифты должны быть прочно приклепаны к лепест¬
кам и не проворачиваться. Погнутости лепестков, вмятины, по¬
вреждение покрытий, искривление и осадка штифтов не допу¬
скаются.
Размеры и конфигурация оснований, коронок, ведущих колец
ирисовых диафрагм и деталей крепления круглой оптики (оправ,
тубусов, колец), а также требования к точности их изготовления
и материалы имеют несущественные различия. Поэтому и отра¬
ботка этих деталей диафрагм мало чем отличается от рассмотрен¬
ных выше процессов обработки оправ и тубусов. Специфичным яв¬
ляется лишь обработка системы радиальных пазов а на торце
коронки (рис. V-12, г). Эта операция выполняется на горизонталь¬
284
но-фрезерном станке дисковой фрезой. Деталь закрепляют в пово¬
ротном приспособлении с центрирующим цанговым зажимом.
После обработки зачищают заусенцы, деталь контролируют и
передают на отделку. Целью отделки является создание на по¬
верхности коронок черных пленок, для того чтобы исключить воз¬
можность попадания в объектив паразитных отраженных бликов.
Коронки из стали подвергают воронению, из латуни — черне¬
нию, а коронки, изготовленные из сплавов алюминия, — черному
анодному оксидированию.
Анодное черное оксидирование деталей из алюминиевых спла¬
вов выполняют следующим образом. Сначала детали обезжиривают
бензином, затем травят в растворе NaOH, Na2C03 и Na3P03
с последующей промывкой в холодной проточной воде. Далее сле¬
дует химическое обезжиривание в растворе Na2C03, Na3P04,
Na2 Si03, промывка, осветление в концентрированной азотной кис¬
лоте, вновь промывка в холодной воде и анодное оксидирование
в растворе H2S04 (плотность тока 1,5—2 а/дм2, t = 15-н25°С).
После промывки, нейтрализации в 1%-ном растворе аммиака и хо¬
лодной промывки детали окрашивают анилиновым кислотным
черным красителем (t = 80-^90° С). Затем следует холодная
(t = 20° С) и горячая (t = 60ч-80° С) промывка и сушка горячим
воздухом, после чего детали направляют на сборку.
ИЗГОТОВЛЕНИЕ
ШКАЛ
1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКАЯ
ХАРАКТЕРИСТИКА ШКАЛ
Шкалы в зависимости от вида базовой линии,
относительно которой они построены, делятся на продольные и
круговые. В продольных шкалах штрихи параллельны друг
другу, в круговых штрихи радиально направлены и сходятся в од¬
ной точке — центре шкалы, а пояс ее штрихов расположен по
окружности.
Шкалы бывают с равномерными и неравномерными интерва¬
лами.
Продольные шкалы обычно наносят на плоские детали. Круго¬
вые шкалы наносят на плоскую, цилиндрическую или коническую
поверхность деталей. Этот тип шкал чаще называют лимбами,
барабанами или секторами. Помимо линейных или круговых деле¬
ний (штрихов) одинаковой длины через определенное число деле¬
ний наносят удлиненные штрихи, кроме того, на шкалах наносят
цифровые и буквенные обозначения.
В зависимости от назначения шкалы делят на грубые, средней
точности и точные. Шкалы характеризуются следующими данными.
Параметры
Типы шкал
Грубые
Средней
точности
Точные
Толщина штриха
Точность нанесения деле¬
ний
0,1—0,2
ширины
интервала
Г
0,03—0,02
Г- 30"
0,06—0,008
5"—2"
В ряде приборов используют шкалы с рельефным штрихом,
толщина делений таких шкал доходит до 1—2 мм при интервале
между делениями до 5 мм и более. Обычно у таких шкал делают
Глава
VI
286
углубленные деления с последующим нанесением на них краски
или светящейся массы.
Для металлических шкал, а они являются предметом рассмо¬
трения, применяют дюралюминий марок Д1-АТ, Д16-АТ, латунь
марок JI62, JIC59-1, сталь марок 20Х, 45, 50 и нейзильбер
МНЦ 5-20.
Шкалы должны удовлетворять следующим требованиям: соот¬
ветствовать требованиям чертежа, быть достаточно прочными,
обладать поверхностной износостойкостью, сохранять свое каче¬
ство длительное время.
Технологический процесс изготовления шкал включает сле¬
дующие этапы: 1 — получение заготовки; 2 — нанесение штрихов
и знаков; 3 — отделка шкал.
Заготовки шкал в зависимости от их размеров и конфигурации
получают штамповкой, литьем под давлением с последующей ме¬
ханической и термической обработкой. Процессы штамповки и ме¬
ханической обработки не содержат каких-либо особенностей.
Однако при получении заготовок штамповкой широко исполь¬
зуются комбинированные штампы совмещенного действия для
обеспечения необходимой точности взаимного расположения кон¬
тура и отверстий шкалы, а при механической обработке помимо
решения задачи точности еще необходимо обеспечить высокий
класс шероховатости поверхности шкалы.
2. СПОСОБЫ НАНЕСЕНИЯ ДЕТАЛЕЙ, ЦИФР, ЗНАКОВ
И ДРУГИХ ИЗОБРАЖЕНИЙ НА ШКАЛАХ
В практике оптических заводов применяют следующие основ¬
ные способы нанесения штрихов и изображений на шкалах: меха¬
нический (граверно-делительный), полиграфический и фототехни¬
ческий.
Механический способ заключается в том, что штрихи или знаки
наносят на поверхность заготовки при помощи режущего инстру¬
мента (резца или фрезы). Процесс изготовления шкал завершается
закраской (запуском) делений и обозначений.
Деления, как правило, наносят на делительных машинах, а обо¬
значения (цифры, надписи и т. д.) — на гравировальных станках
(пантографах). ^
Для нанесения делений на продольных шкалах используют
продольные делительные машины.
Выпускаемые заводом «Калибр» делительные машины обеспе¬
чивают точность деления 0,01 мм при производительности 40 штри¬
хов в минуту. Для большинства шкал приведенная точность до¬
статочна. В тех случаях, когда необходимо изготовлять прецизион¬
ные шкалы, рекомендуются продольные делительные машины
«Сип», «Митсум», «Сейки», «Сожо», «Кесель», «Файнмесс» и др.,
обеспечивающие точность 0,002 мм.
Круговые делительные машины предназначены для нанесения
делений по кругам окружности. Выпускаемые Ленинградским ин-
287
Рис. VI-1. Форма рабо¬
чей части резца для на¬
несения делений на шка¬
лах
струментальным заводом автоматические кру¬
говые машины обеспечивают погрешность
между двумя любыми штрихами ±6". Цена
деления при автоматическом цикле работы
машины может равняться 30". Конструкция
делительных круговых машин описана в лите¬
ратуре [25]. Резцы для нанесения делений
на делительных машинах изготовляют из
стали марок У10А, У12А, ХГ, АХС, ХВ5.
Выбор материала для резца определяется
условиями его работы, но основным требо¬
ванием к резцу является его износостой¬
кость.
Формы рабочей части обычного резца
показаны на рис. VI-1. Профиль штриха
в зависимости от требования к шкале бывает остроугольный
и прямоугольный, в последнем случае лучше удерживается
краска.
Причинами возникновения погрешностей изготовления шкал
(под погрешностью шкал понимают неточность расстояния между
штрихами) являются погрешности изготовления и износа дели¬
тельных машин, погрешности, связанные с упругими деформа¬
циями технологической системы СПИД, погрешности СПИД под
влиянием нагрева, погрешности настройки делительной машины и
погрешности установки заготовок.
В зависимости от точности изготовления делительные машины
подразделяются на четыре класса [25]. К первому классу отно¬
сятся машины, используемые для изготовления дифракционных
решеток, которые позволяют наносить до 3600 делений на 1 мм
длины с ошибкой, равной 1% от постоянной решетки. К этому же
классу относятся круговые машины, позволяющие наносить деле¬
ния с погрешностью 0^1". Ко второму классу относятся делитель¬
ные машины, служащие для изготовления прецизионных штрихо¬
вых масштабов, предназначенных для точных метрологических
работ. Эти масштабы имеют погрешность не более1 мкм для линей¬
ных шкал и 1" для круговых. К третьему классу относятся машины,
предназначенные для изготовления линейных шкал с погрешностью
0,005—0,01 мм и для круговых шкал с погрешностью 10". К чет¬
вертому классу относятся ручные, полуавтоматические и автома¬
тические машины, служащие для нанесения грубых делений и об¬
ладающие низкой точностью.
В механических машинах для деления линейных шкал точ¬
ность перемещения заготовки на шаг нарезаемой шкалы опреде¬
ляется точностью изготовления микрометрической пары и храпо¬
вого устройства. Следует учитывать, что точность перемещения
рабочего органа, а значит и заготовки зависит и от динамических
процессов, возникающих в направляющих при малых скоростях
перемещения рабочего органа.
288
Погрешности микрометрической пары и храпового устройства
являются систематическими и могут быть частично скомпенсиро¬
ваны, а динамические погрешности являются случайными и с ними
трудно бороться. Эти ошибки возникают из-за резкого изменения
коэффициента трения, что приводит к изменению силы трения,
а следовательно, к скачкообразному движению рабочего органа
делительной машины.
Выше указывалось, что на точность изготовления шкал оказы¬
вают влияние температурные деформации, которые возникают
в результате того, что ходовой винт нарезается при определенной
температуре, а материалы винта и изготовляемой шкалы имеют
различные коэффициенты линейного расширения. Систематическая
погрешность, обусловленная отклонением температуры от 20° С,
может быть скомпенсирована применением соответствующего
устройства.
Помимо этого на точность нарезания штрихов оказывает влия¬
ние колебание температуры в помещении. Поэтому нарезание
штрихов для высокоточных шкал должно производиться в сухих
помещениях без окон, освещенных искусственным рассеянным
светом, в которых обеспечивается постоянная температура, равная
20° С.
При нарезании высокоточных шкал для устранения погрешно¬
сти обработки, связанной с температурными деформациями ма¬
шины, производят предварительный прогрев машины ее обкаткой
вхолостую в течение 2—3 ч. Последующее нарезание шкал должно
производиться без значительных перерывов в работе машины.
Погрешности нарезания штрихов на шкалах и лимбах зависят
от вибрации основания машины. Для защиты высокоточных дели¬
тельных машин от вибрации и ударных нагрузок, поступающих
извне, их устанавливают на специальные упругие элементы —
амортизаторы. В качестве амортизаторов используют прокладки
из резины, пластмассы, фетра, пробки. Резиновые амортизаторы
изготовляют в виде ковров с нанесенными на их поверхности вы¬
ступами или тонких фигурных ребер, которые обычно уклады¬
вают в несколько рядов. Фетровые прокладки применяют толщи¬
ной от 6 до 75 мм и прикрепляют к опорам с регулируемыми вин¬
тами. Пробковые опоры-прокладки изготовляют из пробкового
порошка, спрессованного и обработанного перегретым паром и
покрытого специальными покрытиями для придания стойкости от
воздействия влаги и масел. Пробковые опоры применять для виб¬
роизоляции на низких частотах колебаний не следует. В последнее
время для виброизоляции с успехом используют проволочные
сетки объемного плетения и резинометаллические опоры.
При изготовлении высокоточных шкал на металле нанесению
делений предшествует операция получения высококачественной
поверхности. Для получения гладкой поверхности последнюю
обрабатывают углем. Уголь (преимущественно ольховый, липо¬
вый, а также березовый, выжженный без допуска воздуха) во
19 А. Н. Малов
289
время работы обильно смачивают маслом и заправляют напильни¬
ком.
Обработка поверхности углем (пемзовка) заключается в среза¬
нии углем «гребешков», оставшихся после обработки резанием;
уголь перемещают вручную, направление движения круговое.
Нанесение знаков (цифр, букв и других обозначений). Метод
гравирования выполняется на копировально-фрезерных станках
с пантографом (в дальнейшем называемых пантографами). Панто¬
графы бывают горизонтального и вертикального типов. Наиболь¬
шее распространение получили станки с вертикальным пантогра¬
фом. Пантографы допускают выполнение любых уменьшений и уве¬
личений в пределах от 1 : 1 до 1 : 50. Из гравировальных станков
отечественного производства следует отметить копировально-фре¬
зерные станки Львовского завода моделей 6А463, 6JI463 и 6Т463.
Сущность процесса гравирования заключается в переносе на
деталь в определенном масштабе изображения, воспроизведенного
на трафарете (копире, шаблоне) с помощью режущего инструмента,
укрепленного в рабочей головке пантографа.
Профиль знака при гравировании формируется в виде впадин
определенной конфигурации. Различают остроконечный, плоский,
круглый и развернутый профили.
Профиль гравировки в зависимости от толщины обводки имеет
вид, показанный на рис. VI-2.
Отклонение толщины обводки букв, цифр и знаков от номиналь¬
ного размера не должно превышать следующих величин.
Для гравировки отклонение
на половину угла профиля не
должно превышать ±2°. Откло¬
нения размеров букв, цифр и
знаков составляют по высоте
±3%, по длине— 1,5%. Для
надписей, нанесенных краской
по трафарету, отклонения всех
размеров равны ±10%.
Допустимые отклонения сим¬
метричного расположения над¬
писей в зависимости от наибольшего размера h следующие: при
ft = 5 мм ±0,3 мм, при h > 5 мм ± 5%.
Отклонения расположения надписей от соответствующих баз
составляют ±10% от наибольшего в данной надписи размера
шрифта.
Нанесение знаков на шкалах при гравировании осущест¬
вляется по трафаретам (копирам), укрепленным в трафаретодер-
жателе, который, в свою очередь, укрепляется в специальном уст¬
ройстве копирного стола станка.
Выбор материала для трафаретов (копиров) зависит от количе¬
ства изготовляемых шкал и материала, из которого шкалы сделаны.
При малом количестве изготовляемых шкал копиры выполняют из
290
Толщина
обводки,
мм
Отклоне¬
ние от
номиналь¬
ного
размера
Разница
в толщине
обводки
в пределах
одной
надписи
До 0,5
0,5-1,0
1,0 и более
±20%
+ 0,1 мм
±10%
20%
0,1 мм
10%
Рис. VI-2. Профиль гравировки:
1 — при толщине обводки <1 мм; б — при толщине обводки > 1 мм
эбонита, плексиглаза, а для шкал, идущих в больших количествах
или независимо от количества предназначенных для длительного
использования или подверженных усиленному износу,— из ла¬
туни марок ЛС59-1, JI62 и даже из стали. Форму и размеры трафа¬
ретов берут по отраслевым нормалям.
Для нанесения знаков на шкалах помимо исполнения трафаре¬
тов существенное значение имеет исполнение рабочего конца ощу¬
пывающего пальца пантографа. Конец ощупывающего пальца
должен иметь поверхность с шероховатостью 10—12-го классов
для того, чтобы во время гравирования плавно и без заедания
скользить по рабочей поверхности трафарета. Чем лучше заправ¬
лен палец, тем легче получается в работе и ход пантографа, тем
дольше сохраняется трафарет.
Приспособления для крепления шкал на копировально-фрезер¬
ных станках с пантографом устанавливаются на рабочем столе.
Конструкции приспособлений зависят от формы и размеров обра¬
батываемых шкал. Шкалы, имеющие плоское основание, устанав¬
ливают непосредственно на столе станка и закрепляют прижим¬
ными планками или используют универсально-наладочные при¬
способления. Для нанесения знаков на цилиндрических и кониче¬
ских поверхностях используют делительные головки и универ¬
сальные полуавтоматические приспособления.
Режущим инструментом для нанесения знаков на станках с пан¬
тографом являются резцы-фрезы. Резцы изготовляют из углероди¬
стой инструментальной стали марок У10 У12 и быстрорежущей
стали марки Р18, твердого сплава Т15К6. В тех случаях, когда
обозначения наносят на лаковом или восковом слое заготовки
с последующим травлением, в качестве инструмента используют
гравировальную иглу. Игла в отличие от резца-фрезы в процессе
нанесения обозначений (цифр, надписей и т. д.) не вращается.
Форма рабочей части резца-фрезы определяется требуемой фор¬
мой обозначений. Наиболее распространенной является полукони-
ческая форма с углом конуса 60—70°. Углы заточки гравироваль¬
ных резцов-фрез зависят от обрабатываемого материала, на кото¬
ром наносятся обозначения.
19*
291
Рис. VI-3. Схема электроискрового нанесения знаков
Перемещение пантографа осуществляют от руки. При гравиро¬
вании на мягких металлах работают с большим числом оборотов,
на латуни и бронзе — со средним числом оборотов и, наконец, на
стали — с более низким числом оборотов.
Ультразвуковые методы. В практике работы предприятий
значительно редко применяют ультразвуковую оцифровку, этот
метод используют для хрупких материалов. В качестве источника
высокочастотных колебаний используют ультразвуковые генера¬
торы, а в качестве преобразователей энергии электромагнитных
колебаний в акустическую энергию — магнитострикционные и
пьезокерамические преобразователи.
Электроискровое нанесение знаков. Для нанесения знаков
электроискровым методом применяют электроискровой карандаш,
которым вручную наносят требуемые знаки. В целях повышения
производительности труда и качества нанесения знаков электро¬
искровой карандаш устанавливают вместо резца на копировально¬
фрезерном станке с пантографом. Еще большую производитель¬
ность можно получить при использовании электроискровых уста¬
новок моделей УК-1 и УК-2. Электрод-инструмент на этих уста¬
новках может иметь в сечении форму цифры, буквы или сложного
клейма с наружной рамкой. Электроды-инструменты изготовляют
из листовой латуни марки Л62, красной меди или сплава свинца,
олова и сурьмы.
Порядок протекания процесса следующий (рис. VI-3, а—г):
а) сближение электродов [на рисунке показаны линии напря¬
женности электрического поля между обрабатываемой деталью
(анод) и инструментов (катод-литер)];
б) пробой межэлектродного промежутка при расстоянии 0,01 —
0,05 мм между деталью и инструментом (электродами). На рисунке
показано, что происходят удары заряженных частиц материала
292
катода о поверхность детали, расплавление и частичное испарение
материала анода и ионизация воздуха в канале разряда;
в) образование эрозионной лунки под действием электродина¬
мических сил поля и газов, вырывающихся из расплавленного
материала детали;
г) возвращение инструмента в исходное положение.
В процессе электрической эрозии катод-литер постепенно
оплавляется, и его через 7—8 деталей необходимо заменять.
Время выдержки при нанесении обозначений 6—7 с, глубина
обозначений 6—7 мкм. После нанесения обозначений на поверх¬
ности детали остаются заусенцы, которые необходимо зачистить.
Электроэрозионный способ используют для нанесения обозна¬
чений на стальных ^ твердосплавных деталях.
Достоинством рассматриваемого метода является возможность
нанесения цифр, надписей и т. д. на всех токопроводящих материа¬
лах независимо от их твердости и отсутствия силового воздей¬
ствия, что обусловливает возможность обработки тонкостенных
деталей.
Отделочные операции. После нарезания деления и оцифровки
шкала, полученная механическим путем (резанием), поступает на
отделочные операции, включающие зачистку, предохранение от
воздействия агрессивных сред, окраску и т. д. Указанные операции
выполняют в следующей последовательности.
1. Зачистка (лимб или шкала на металле после нанесения деле¬
ний и оцифровки имеет неровные штрихи из-за заусенцев). Чтобы
снять заусенцы, применяют зачистку, которую в зависимости от
формы и размеров шкалы производят на токарном станке шкуркой
с номерами от 1 до 00 с последующей полировкой на войлочных или
тряпочных кругах до получения 10-го класса шероховатости.
Высокоточные лимбы в ряде случаев зачищают (пемзуют) 'на
одношпиндельных оптических станках с ножным приводом. Лимб
закрепляют на шпинделе этого станка и вращают со скоростью
4—5_об/с. Пемзовку ведут при помощи липового угля, пропитан¬
ного машинным маслом. Делают 3—4 коротких движения в секунду
несколько под углом к направлению штрихов. Время от времени
направление вращения меняется. К станку на откидном крон¬
штейне прикреплен микроскоп слабого увеличения, через который
на лимбе просматривают отдельные участки для определения мо¬
мента прекращения пемзовки. После этого лимб протирают тонкой
гофрированной бумагой и на нем тщательно под микроскопом про¬
сматривают каждый штрих и при помощи остроконечной иглы
прочищают штрихи.
2. Промывка бензином при помощи волосяной щетки до пол¬
ного удаления полировочной пасты.
3. Анодное оксидирование в течение 10 мин при плотности тока
1 а/дц2.
4. Промывка в холодной, а затем в горячей воде.
5. Сушка сжатым воздухом.
293
6. Покрытие всей поверхности детали тонким и равномерным
слоем клея БФ-4 при помощи пульверизатора в 2—3 прохода для
защиты от воздействия агрессивных сред (влаги особенно).
7. Сушка нанесенного слоя клея в сушильном шкафу при t=
= 80-4-100° С в течение 40—60 мин, где происходит полимеризация
клея и получается прочная защитная пленка.
8. Окраска: а) заполнение («запуск») гранировки светомассой
или цветными эмалями; б) нанесение защитного слоя.
Перед заполнением штрихов детали тщательно обезжиривают,
затем покрывают тонким равномерным слоем эмали У-422 и сушат
при t = 110^-120° С в течение часа. Для запуска применяют высо-
копигментированные цветные эмали: белые А-11; черные 68, А-12,
680; красные 67. Запуск производят при помощи беличьих кисто¬
чек. Излишки эмали снимают с помощью ситцевой тряпочки, смо¬
ченной в бензине, а затем сушат при t = 60-4-70° С в течение 3—4 ч.
Для контроля ширины и длины штрихов на шкалах существует
так называемая лупа Польди или окулярный шкаловый мано¬
метр.
Для контроля цены деления шкалы, а также контроля выпол¬
нения требований чертежа применяют универсальный измеритель¬
ный микроскоп УИМ-21, который предназначается для измерения
294
Рис. VI-4. Схема накатывания шкал:
а — деталь: 2 — накатной ролик
длин, углов, профилей разнообразных изделий в прямоугольных
и полярных координатах.
Нанесение штрихов и знаков давлением. В зависимости от типа
поверхности детали (плоской или цилиндрической) этот способ осу¬
ществляется в штампах на прессах или в специальных накатных
устройствах (приспособлениях). Для клеймения применяют от¬
крытые штампы с гладкой матрицей, если высота рельефа (буквы,
цифры, деления) меньше h = (0,3 — 0,4) s, где s — толщина де¬
тали, а если высота рельефа больше h, то на матрице делают углуб¬
ления.
Схемы клеймения накатыванием показаны на рис. VI-4, а—г.
Ролики для клеймения накатыванием обычно выполняют сборными.
Ролики для клеймения, накатываемые на небольшой длине, имеют
два или более рабочих участков.
Циферблаты и шкалы с выпуклыми цифрами (знаками) чеканят
на чеканочных прессах в штампах. Чеканку производят обычно
в две операции. Чеканку на каждой операции производят в два
перехода: вначале с картонной прокладкой, а затем без прокладки.
3. ИЗГОТОВЛЕНИЕ ШКАЛ СПОСОБОМ
ОФСЕТНОГО ПЕЧАТАНИЯ
Печатание на цилиндрических поверхностях (кольцах) состоит
в накатывании печатной краски с цилиндрической печатной формы
с углубленным изображением шкалы через резиновое полотно на
заготовку шкалы. Излишки краски с печатной формы снимают
ракелем. Печатание шкал на цилиндрических поверхностях вклю¬
чает следующие переходы: подготовку заготовки к нанесению
шкалы, печатание шкалы, просмотр шкалы на отсутствие дефектов,
сушку шкал в термостате, покрытие лаком АДГ.
Подготовка заготовки к печатанию шкалы заключается в обез¬
жиривании заготовки в бензине.
Печатание шкал осуществляется на станке, схема которого
показана на рис. VI-5. Станок представляет собой печатную форму
У, изготовленную из стали марки У12А. Диаметр формы равен
диаметру цилиндрической поверхности заготовки, на которую на¬
носится шкала, а рабочая поверхность имеет шероховатость 12-го
класса.
С печатной формой контактируется с необходимым давлением
ракельное устройство. Ракель 2 изготовлен из ленточной стали
марки У8А и имеет прямоугольную форму, ширина ракеля на
1—2 мм больше ширины печатной формы, а торец заточен под
углом 90°. Ракель устанавливают с наклепом 50—55°. Сила давле¬
ния ракеля не должна быть большей во избежание быстрого изна¬
шивания его и не должна быть малой во избежание плохого снятия
излишков краски.
Силу давления подбирают опытным путем, для ее регулирова¬
ния предусмотрен механизм 3. Параллельно с печатной формой на
295
8
валике 4 установлен фигурный печатный сектор 5, обтянутый офсет¬
ной резиной, а на валике 6 — оправка с заготовкой 7, на которую
наносят шкалу.
Печатная форма, печатный сектор и оправка с деталью приво¬
дятся в движение от пневматического цилиндра 8 двойного дей¬
ствия через муфту свободного хода 9 и зубчатые колеса 10.
Процесс собственно печатания шкалы осуществляют в следую¬
щей последовательности.
1. Закрепляют заготовку шкалы на оправке.
2. Наносят на печатную форму небольшое количество краски
искателем из органического стекла.
3. Отводят рукоятку пневмопривода вправо (рабочий ход)
и сразу влево (холостой ход).
При рабочем ходе станка печатный сектор входит в соприкосно¬
вение сначала с печатной формой, а затем заготовкой шкалы, остав¬
ляя на ней изображение шкалы. При холостом ходе печатное уст¬
ройство не проворачивается.
4. Снимают отпечатанную шкалу с оправки и устанавливают
на соответствующую тару.
Сушку шкал производят в термостатах при температуре 160—
180 °С в течение 3—4 ч, если краска черная, а если краска белая, то
при температуре 130 —140 °С в течение 2—3 ч или в ламповом
сушиле в течение 30 мин.
В процессе печатания могут возникнуть следующие недостатки
красочные полосы на отпечатках, потеря элементов изображения
сдвоенное изображение, нечеткие контуры изображения, быстрое
изнашивание печатной формы.
296
Рис. VI-5. Схема станка для печата¬
ния шкал
Красочные полосы на отпечатках появляются при наличии
царапин на цилиндрической поверхности печатной формы и зазуб¬
рин на рабочей грани ракеля. Для исправления этого недостатка
следует в первую очередь переточить ракель и убедиться, что за¬
зубрин и заусенцев на рабочей грани ракеля не осталось. При появ¬
лении царапин на печатной форме их снимают и доводят, пока они
не исчезнут.
Потеря элементов изображения может произойти при наст-
стройке станка на большую скорость или при появлении дефектов
на поверхности резины печатного сектора. Если при подборе ско¬
рости не удается получить полноценного отпечатка, меняют ре¬
зину печатного сектора. Сдвоенное изображение возникает при
ослаблении натяга резины.
Нечеткие контуры изображения появляются при неправильном
подборе давления в печатном устройстве. Для этого все детали пе¬
чатного устройства промывают бензином и по пробному отпечатку
производят подбор давления до тех пор, пока не получится качест¬
венный отпечаток. На качество отпечатка оказывает большое
влияние состояние резинового полотна.
При частом промывании поверхности резины бензином она
неравномерно разбухает, изменяясь по толщине, и при передаче
изображения на заготовку не оставляет качественного отпечатка
шкалы. В этом случае необходимо менять резиновое полотно.
Быстрое изнашивание печатной формы происходит при работе
станка в пыльном помещении, при применении запыленной краски,
при плохой заточке рабочей грани ракеля и при сильном прижиме
ракеля к поверхности печатной формы.
В тех случаях, когда по результатам контроля шкала бра¬
куется, краску с заготовок снимают раствором 30—40% едкого
натра в воде. Забракованные детали нанизывают на медную или
латунную проволоку и погружают в раствор едкого натра, влитого
в фарфоровую ванну, нагревая последнюю на водяной бане в те¬
чение 2 ч. Затем детали охлаждают и промывают в проточной воде
и протирают грубой салфеткой.
Наряду с цилиндрическими шкалами метод офсетной печати
может быть использован для получения плоских шкал, но для этого
необходимо применение специального станка.
Следует отметить, что в условиях мелкосерийного производства
для печатания плоских шкал может быть использован модернизи¬
рованный ручной винтовой пресс, общий вид которого показан на
рис. VI-6. Печатную форму 1 и заготовку шкалы 2 закрепляют
в подвижной каретке 3, пуансон с желатино-глицериновой «гру¬
шей» 4 — в ползуне пресса.
Процесс состоит в том, что на печатную форму с углубленным
изображением шкалы наносят печатную краску, которая покры¬
вает всю поверхность формы. Излишки краски с непечатающих
элементов формы снимают шпателем, имеющим ровную поверх-
297
Рис. VI-6. *\ Винтовой
пресс для печатания шкал
ность лезвия. Таким образом, печатающие элементы оказываются
заполненными краской.
С помощью рукоятки, соединенной с винтом, пуансон с жела-
тино-глицериновой «грушей» прижимают к печатной форме и
знаки шкалы переносятся на «грушу» в зеркальном изображении.
Затем, передвигая каретку, подводят заготовку шкалы под «грушу»
и, опуская, пуансон, отпечатывают шкалу.
Для центрировки печатной формы и заготовки относительно
оси пуансона предусмотрено специальное центрировочное устрой¬
ство. Достоинством литографического способа изготовления шкал
следует считать высокую производительность, а недостатком —
более низкую точность, чем при изготовлении шкал на делитель¬
ных машинах или фотомеханическим способом.
К литографическим способам следует отнести и декалькома-
цию — особый вид литографической печати, представляющий со-
бойЪеренесение или перевод маркировок с промежуточной бумаж¬
ной" или пластиковой подложки. При декалькомании шкала (или
товарный знак) печатается на специально загрунтованной клеевым
слоем бумаге типографским способом. Для перевода изображения
(шкалу, таблицу, товарный знак и т. д.) увлажняют или разогре¬
вают, в результате чего клеевой грунт растворяется, а красочная
пленка переходит на поверхность подложки (детали, несущей из¬
ображение) из металла, стекла, картона и т. п. Методом декаль¬
комании можно наносить сложные многокрасочные марки¬
ровки.
298
В оптико-механическом производстве декалькомания еще не
получила достаточно широкого применения, хотя и может быть ис¬
пользована.
4. ИЗГОТОВЛЕНИЕ ШКАЛ
НА ОКСИДИРОВАННОМ АЛЮМИНИИ
И ЕГО СПЛАВАХ
Для получения шкал на оксидированном алюминии и его спла¬
вах применяют различные процессы, один из которых рассмот¬
рен ниже. Этот процесс применяют для изготовления фотогра¬
фического изображения на основе галоидного серебра, вводимого
в оксидную пленку.
Основными операциями являются: 1) механическая и химиче¬
ская подготовка поверхности; 2) анодное оксидирование поверх¬
ности; 3) изготовление светочувствительного слоя; 4) получение
фотографического изображения.
Пластины из алюминия марки АООП или дюралюминия Д16П,
предназначенные для нанесения изображения, подвергаются меха¬
нической обработке для удаления царапин и следов коррозии.
Обработка ведется шкуркой или в пескоструйном аппарате до
получения ровной матовой поверхности. Затем пластины обезжи¬
ривают, протирая их авиационным бензином, травят в щелочи,
опуская их в раствор NaOH с t = 50° С в течение 1—2 мин. После
травления пластины тщательно промывают в проточной воде и
осветляют в азотной кислоте при t = 18-^-20° С в течение 1 —2 мин,
после чего пластины промывают в дистиллированной воде. Мокрые
пластины помещают в центрифугу для высушивания.
Подготовленные таким образом пластины подвергают анодному
оксидированию в растворах серной или щавелевой кислоты с на¬
несением оксидной пленки толщиной 20—25 мкм. Оксидирование
ведется в железных ваннах. При оксидировании в растворе H2S04
катодом служат свинцовые пластины, в растворе щавелевой кис¬
лоты — свинцовые или стальные. Ванны, в которых ведется анод¬
ное оксидирование, снабжены водяным подогревом и охлаждением.
Перемешивание электролита в ваннах ведется с помощью сжатого
воздуха.
Условия оксидирова- Серная кислота Щавелевая кислота
ния:
t электролита 18—20° 35—45°
плотность тока 100—150 а/дм2 200—300 а/м2
время 45—60 мин 60—90 мин
Затем пластины помещают в сушильном шкафу при t = 50^-60° С.
Высушенные пластины опускают на 6—8 мин в «очувствляющий»
раствор состава: аммоний хлористый 20 г, натрий лимоннокислый
20 г, вода дистиллированная 1 л.
Затем пластины помещают в центрифугу и сушат при скорости
вращения центрифуги п = 400-г-500 об/мин. После этого пластины
299
опускают на 6—8 мин во 2-й «очувствляющий» раствор состава:
серебро азотнокислое 100 г, кислота лимонная 20 г, вода ди¬
стиллированная 1 л.
* Процесс «очувствления» ведут при оранжевом или красном
свете. Получение фотографического изображения состоит из опе¬
раций: а) копирование изображения. Изображения шкал и сеток
на оксидированном слое получают при контактном копировании
рабочего негатива. Негативное изображение вкладывают в копиро¬
вальную рамку, на которую накладывают деталь слоем к слою.
В качестве источника света могут быть использованы ртутно-квар¬
цевые, ртутные и дуговые лампы; б) проявление изображения.
После экспонирования пластины вынимают из копировальной
рамки и проявляют в физическом проявителе 7—10 мин.
Состав проявителя:
Раствор № 1
Метол 4 г, <
гидрохинон 6 г,
кислота лимонная 17 г,
вода дистиллированная 1 л
Раствор №2
Серебро азотнокислое h5 г, вода
дистиллированная 100 мл.
60 мл раствора № 1 смешивают с 8 мл раствора № 2; в) фикси¬
рование изображения в течение 20—30 мин *в растворе состава:
гипосульфит 250 г, аммоний хлористый 40 г, свинец уксуснокис¬
лый 30 г, вода дистиллированная 1 л.
Проявление и фиксирование ведется при красном или оранже¬
вом свете, затем промывка в проточной воде в течение 40 мин;
г) травление вуали.
Вуаль и почернение изображения травят, погружая детали
в раствор состава:
калий железосинеродистый 100 г 1 № 1
вода дистиллированная 1 л J
гипосульфит 250 г | № 2
вода дистиллированная 1 л J
Растворы № 1 и 2 смешивают в отношении 1:1; (д) промывка.
Производится в проточной воде в течение 40 мин. Затем деталь по¬
мещают в сушильный шкаф и сушат при t = 60 ^-70° С. Окраши¬
вание элементов изображения производится вручную акварельной
кисточкой. После окрашивания изображение покрывают защитным
лаком. Затем детали высушивают в сушильном шкафу при t =
= 110° С в течение 2—3 ч.
СПИСОК ЛИТЕРАТУРЫ
1. Абаджи К- И., Дружинин Б. И., Исаев Б. И. Контроль взаимного рас¬
положения поверхностей деталей машин. М., Машгиз, 1962, с.
2. Беспалов Б. J1., Глейзер J1. А., Колесов И. М. Технология машино¬
строения. М., «Машиностроение», 456 с.
3. Бромберг Б. М., Дашевский Т. Б. Алмазно-расточные станки. М., «Ма¬
шиностроение», 1965, 244 с.
4. Гавриленко В. А. Мелкомодульные металлополимерные зубчатые пере¬
дачи. «Машиностроение», 1972, 134 с.
5. Гаврилов А. Н. Технология авиационного приборостроения. Оборонгиз,
1962, 472 с.
6. Глухов Н. М. Рациональные методы обработки изделий на координатно¬
расточных станках. М., «Машиностроение», 1965, 96 с.
7. Голиков В. И. Технология изготовления точных цилиндрических зуб¬
чатых колес. М., «Машиностроение», 1968, 160 с.
8. Дащенко А. И., Шмелев А. И. Конструкция и наладка агрегатных стан¬
ков. «Высшая школа», 1965, 387 с.
9. Козлов М. П. Зубчатые передачи точного приборостроения. М., «Маши¬
ностроение», 1969, 400 с.
10. Кораблев А. П. Обработка на агрегатных станках в приборостроении.
М., Машгиз, 1960, 168 с.
И. Краткий справочник металлиста, под ред. А. Н. Малова. М., «Машино¬
строение», 1972, 768 с.
12. Лившиц Б. И. Технология изготовления и сборка кулачковых механиз¬
мов. М.—JI., Машгиз, 1963, 170 с.
13. Маталин А. А. Точность механической обработки и проектирование
технологических процессов. Л., «Машиностроение», 1970, 319 с.
14. Маталин А. А., Дашевский Т. Б., Княжицкий И. И. Многооперационные
станки. М. «Машиностроение», 1974, 318 с.
15. Малов А. Н. Механизация и автоматизация универсальных металлоре¬
жущих станков. М., «Машиностроение», 1969, 519 с.
16. Малов А. Н., Арутюнова И. А. Технология материалов в приборострое¬
нии. М., «Машиностроение», 1969, 440 с.
17. Медянцева Л. Л., Горбачева В. В., Шарова Е.' Е. Контроль прямолиней¬
ности и плоскостности поверхностей. М., изд-во стандартов, 1972, 120 с.
18. Митрофанов С. П. Научные основы организации группового производ¬
ства. М.—Л., Машгиз, 1963, 396 с.
19. Палей М. М. Технология производства приспособлений, прессформ
и штампов. М., «Машиностроение», 1971, 344 с.
20. Плотицын В. К. Расчеты настроек и наладок фрезерных станков. Л.,
«Машиностроение», 1969, 181 с.
301
21. Румянцев А. В. Технология изготовления кулачков. Л., «Машинострое¬
ние», 1969, 232 с.
22. Смирнов В. К. Токарь-расточник. М., «Высшая школа», 1973, 302 с.
23. Табаков П. М., Делюкин JI. Н. Работа на координатно-расточных стан¬
ках. Лениздат, 1974, 279 с.
24. Уразаев 3. Ф., Фадеев А. М. Обработка сложных деталей приборов.
М., «Машиностроение», 1966, 152 с.
25. Федотов А. И. Автоматизация делительных работ. Л., «Машиностроение»,
1969, 320 с.
26. Шевляков И. М., Мельниченко В. Д. Обработка деталей на агрегатных
и специальных станках. М., «Машиностроение», 1971, 200 с.
27. Шкунаев Э. К. Червячные передачи приборов точной механики. М.,
«Машиностроение», 1973, 117 с.
28. Якобсон М. О. Технология станкостроения. М., «Машиностроение»,
1966, 475 с.
29. Яхин А. Б., Ефимов В. П. Технология приборостроения. Оборонгиз,
1955, 260 с.
30. Яхин А. Б., Малов А. Н. и др. Технология точного приборостроения.
Оборонгиз, 1949, 544 с.
ОГЛАВЛЕНИЕ
Предисловие 3
Глава I. Изготовление корпусных деталей 5
1. Конструктивно-технологическая характеристика 5
2. Изготовление заготовок корпусных деталей 8
3. Механическая обработка корпусных деталей 10
4. Термическая обработка 92
5. Контроль корпусных деталей 94
Глава II. Изготовление оправ, колец, тубусов 110
1. Конструктивно-технологическая характеристика деталей 110
1. Технологический процесс изготовления оправ, колец, тубусов ... 113
3. Предварительная токарная обработка 115
4. Основные положения по проектированию операций обработки оправ
на токарно-револьверных станках 127
5. Окончательная токарная обработка 135
6. Обработка вспомогательных поверхностей 145
7. Обработка окулярной резьбй 154
8. Особенности обработки оправ из титановых сплавов 165
9. Особенности обработки корпусов-труб 169
10. Контроль оправ и тубусов
Глава III. Изготовление зубчатых колес 178
1. Цилиндрические зубчатые колеса 178
2. Червячные колеса 208
3. Конические зубчатые колеса 213
4. Зубчатые рейки 216
5. Зубчатые барабаны пленкопротяжных механизмов 217
Глава IV. Изготовление кулачков 219
1. Общие сведения 219
2. Технология изготовления кулачков 220
Глава V. Изготовление платин и деталей пленкопротяжных меха¬
низмов 261
1. Общие сведения 261
2. Получение отверстий в платанах 262
303
3. Изготовление рычагов 275
4. Изготовление деталей пленкопротяжных механизмов 279
5. Изготовление деталей ирисовых диафрагм 282
Глава VI. Изготовление шкал 286
1. Конструктивно-технологическая характеристика шкал
2. Способы нанесения делений, цифр, знаков и других изображений на
шкалах 287
3. Изготовление шкал способом офсетного печатания 295
4. Изготовление шкал на оксидированном алюминии и его сплавах 299
Список литературы 301
Алексей Николаевич Малое,
Владимир Павлович Законников
ОБРАБОТКА ДЕТАЛЕЙ ОПТИЧЕСКИХ ПРИБОРОВ
Редактор издательства Л. [К. Тучкова
Технический редактор А. И. Захарова ’ Корректор А. А. Снастина
Переплет художника А. Я. Михайлова
Сдано в набор 31/Х 1975 г. Подписано к печати 23/1 1976 г. Т-00536.
Формат 60x90Vie- Бумага типографская № 2. Уел. печ. л. 19,0.
Уч.-изд. л. 21,0. Тираж 10 000 экз. Заказ 614. Цена 1 р. 16 к.
Издательство «Машиностроение» 107885, Москва, Б-78, 1-й Басманный пер., 3
Ленинградская типо! рафия № 6 Союзполиграфпрома при Государственном комитете
Совета Министров СССР по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10
«МАШИНОСТРОЕНИЕ»