







































































































































































































































































































































































































































































































































































































































































































































Автор: Солнцев Ю.П. Ермаков Б.С Слепцов О.И.
Теги: испытания материалов товароведение силовые станции общая энергетика материаловедение обработка материалов температура
ISBN: 978-5-93808-157-4
Год: 2008
Ю. П.Солнцев
Б. С. Ермаков
О. И.Слепцов
для НИЗКИЙ
и КРИОГЕННЫЙ
ТЕМПЕРАТУР
Энциклопедический справочник
Под редакцией
заслуженного деятеля науки и техники РФ,
проф., д-ра техн. наук Ю. П. Солт^ева
САНКТ-ПЕТЕРБУРГ
НИМИЗДАТ • 2008
УДК 620.22 Издано при финансовой поддержке
С 601 Федерального агентства по печати
и массовым коммуникациям в рамках
Федеральной целевой программы
"Культура России''
Солнцев Ю. П., Ермаков Б. С, Слепцов О. И.
С 601 Материалы для низких и криогенных температур:
Энциклопедический справочник. - СПб.: ХИМИЗДАТ,
2008. - 768 с: ил.
ISBN 978-5-93808-157-4
В справочнике представлены систематизированные данные по
работоспособности материалов в условиях низких и криогенных
температур и изготовленного из них оборудования. Температуры
эксплуатации материалов, данные по которым приведены в
справочнике, включают климатический холод до -60 °С, температуры
работы холодильных и специальных систем (-80 ^ -100 °С)
сжижения газов, кислорода, азота, водорода, гелия и др. (-150 -*- -269 °С).
В справочнике приведены свойства хладостойких материалов
России, принципы их выбора и оценки работоспособности и ресурса.
Актуальность справочника объясняется тем, что
низкотемпературные технологии все шире используются в различных отраслях
промышленности. Это оборонные технологии, ракетно-космическая
техника, физика высоких энергий; переработка, очистка и
сжижение различных газов, пищевая и медицинская промышленность.
Следует также учитывать, что в последние годы наметилась
тенденция перевода добывающих и перерабатывающих предприятий в
зоны суровых климатических условий - за Северный полярный круг.
Приемы и методы эксплуатации оборудования в этих зонах
принципиально отличаются от применяемых в регионах с умеренным
климатом.
Кроме сведений о широко применяемых материалах в
справочнике приведены данные о перспективных материалах,
использование которых в низкотемпературном машиностроении осваивается
или будет осваиваться в ближайшие годы.
^ 2703000000-003
С
С 050(0i)-08
© Солнцев Ю. П., Ермаков Б. С
Слепцов О. И., 2008
ISBN 978-5-93808 157 4 © ХИМИЗДАТ, 2008
ОГЛАВЛЕНИЕ
Условные обозначения 11
Перечень сокращений 12
Предисловие 13
РАЗДЕЛ I
ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО
МАТЕРИАЛОВЕДЕНИЯ
Глава 1. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ 19
ПРИ НИЗКИХ И КРИОГЕННЫХ ТЕМПЕРАТУРАХ
1.1. Общие сведения 19
1.2. Хладостойкость сталей климатического холода 20
1.3. Требования к материалам криогенной техники 26
Глава 2. ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ МАТЕРИАЛОВ 32
ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
2.1. Упругая и пластическая деформация 3 2
2.2. Хрупкое и вязкое разрушение 34
2.3. Факторы, определяющие характер разрушения 39
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 43
ПРИ НИЗКИХ И КРИОГЕННЫХ ТЕМПЕРАТУРАХ
3.1. Виды механических испытаний 43
3.2. Средства измерения температур и деформаций 45
3.3. Статические испытания на растяжение и конструкции 50
криостатов
3.4. Динамические испытания на ударную вязкость 54
3.5. Испытания на механическую усталость 57
3.6. Испытания на термическую усталость 63
3.7. Оценка конструкционной прочности методами механики 64
разрушения
3.7.1. Трещиностойкость (cracking resistance) металлов 64
и коэффициент интенсивности напряжений
3.7.2. Испытания на вязкость разрушения 68
3.8. Специальные методы испытаний 71
Глава 4. НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ 74
4.1. Капиллярная дефектоскопия 75
4.2. Магнитные методы контроля 77
4.3. Акустические методы контроля 78
4.4. Радиационные методы контроля 80
4.5. Чувствительность различных методов неразрушающего 82
контроля
ОГЛАВЛЕНИЕ
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ 83
ХЛАДОСТОЙКИХ СТАЛЕЙ
5.1. Современная концепция высокопрочного состояния 83
5.2. Технология производства хладостойких сталей 85
5.3. Управление природой неметаллических включений 88
5.4. Раскисление стали 92
5.5. Снижение содержания углерода 94
5.6. Влияние серы и фосфора на свойства хладостойких сталей 95
5.7. Примеси цветных металлов в сталях 99
5.8. Измельчение зерна термической обработкой 103
5.9. Формирование структуры дисперсными выделениями 103
5.10. Термомеханическая обработка 106
5.11. Регулирование размеров зерна термоциклированием 108
5.12. Влияние сегрегационных процессов на хладостойкость 109
сталей
РАЗДЕЛ II
СТАЛИ, РАБОТАЮЩИЕ ПРИ ТЕМПЕРАТУРАХ
УМЕРЕННОГО ХОЛОДА
Глава 1. УГЛЕРОДИСТЫЕ СТАЛИ 111
1.1. Сталь СтЗ 111
1.2. Сталь 20 (20кп) 114
1.3. Сталь 45 118
1.4. Пружинные стали 122
1.4.1. Сталь 65Г 122
1.4.2. Сталь 60С2 (60С2А) 124
1.5. Сталь 09Г2С 127
1.6. Сталь 16 ГС 130
1.7. Сталь 10Г2 (14Г2) 132
1.8. Сталь 14Г2АФ 134
1.9. Сталь 18Г2АФсп (18Г2Фпс) 138
1.10. Сталь 10Г2С1 140
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ 142
СТАЛИ
2.1. Сталь 20Х 142
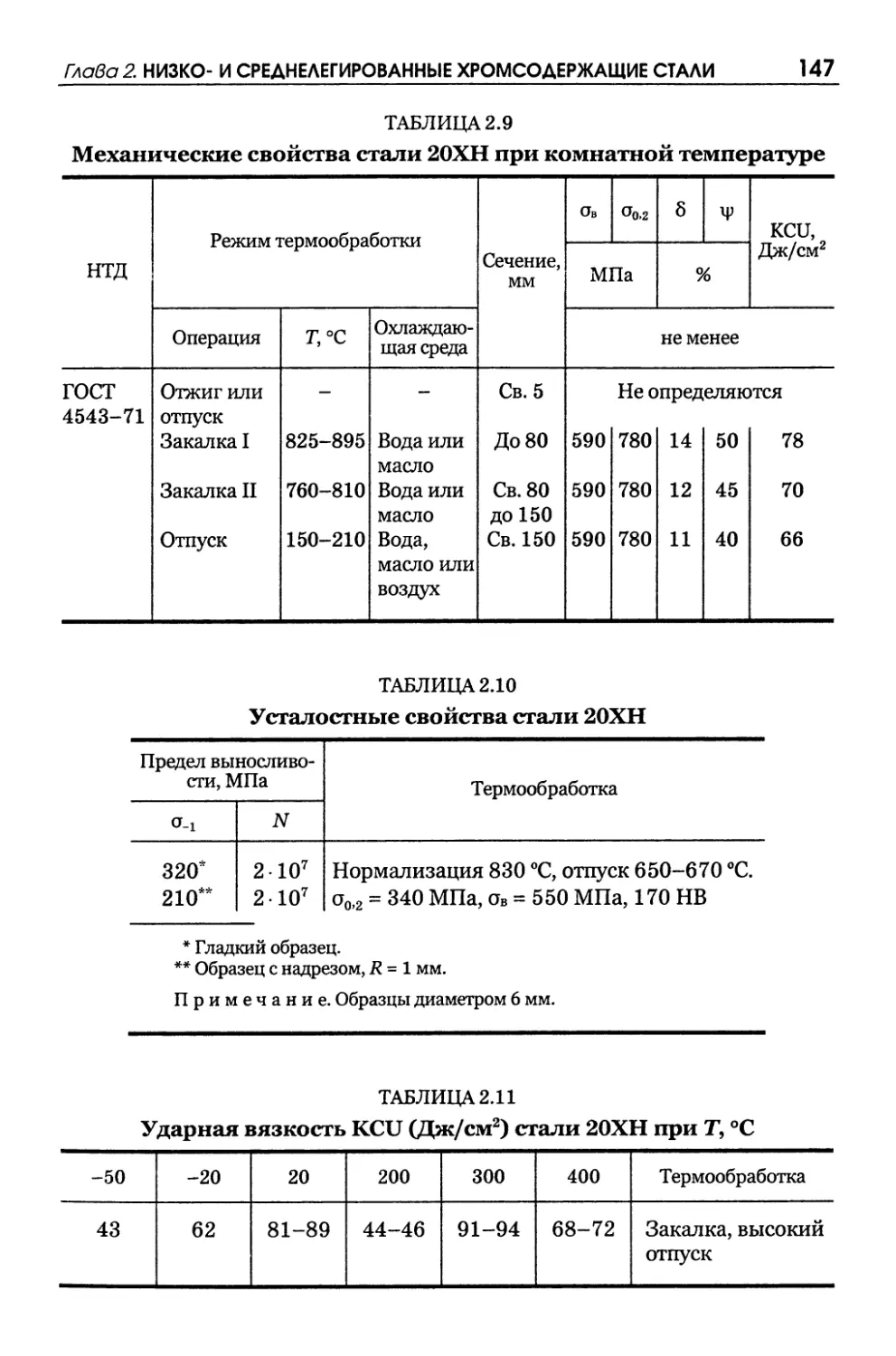
2.2. Сталь 20ХН 145
2.3. Сталь 40Х 148
2.4. Сталь 40ХН 151
2.5. Сталь 38Х2МЮА (38ХМЮА) 154
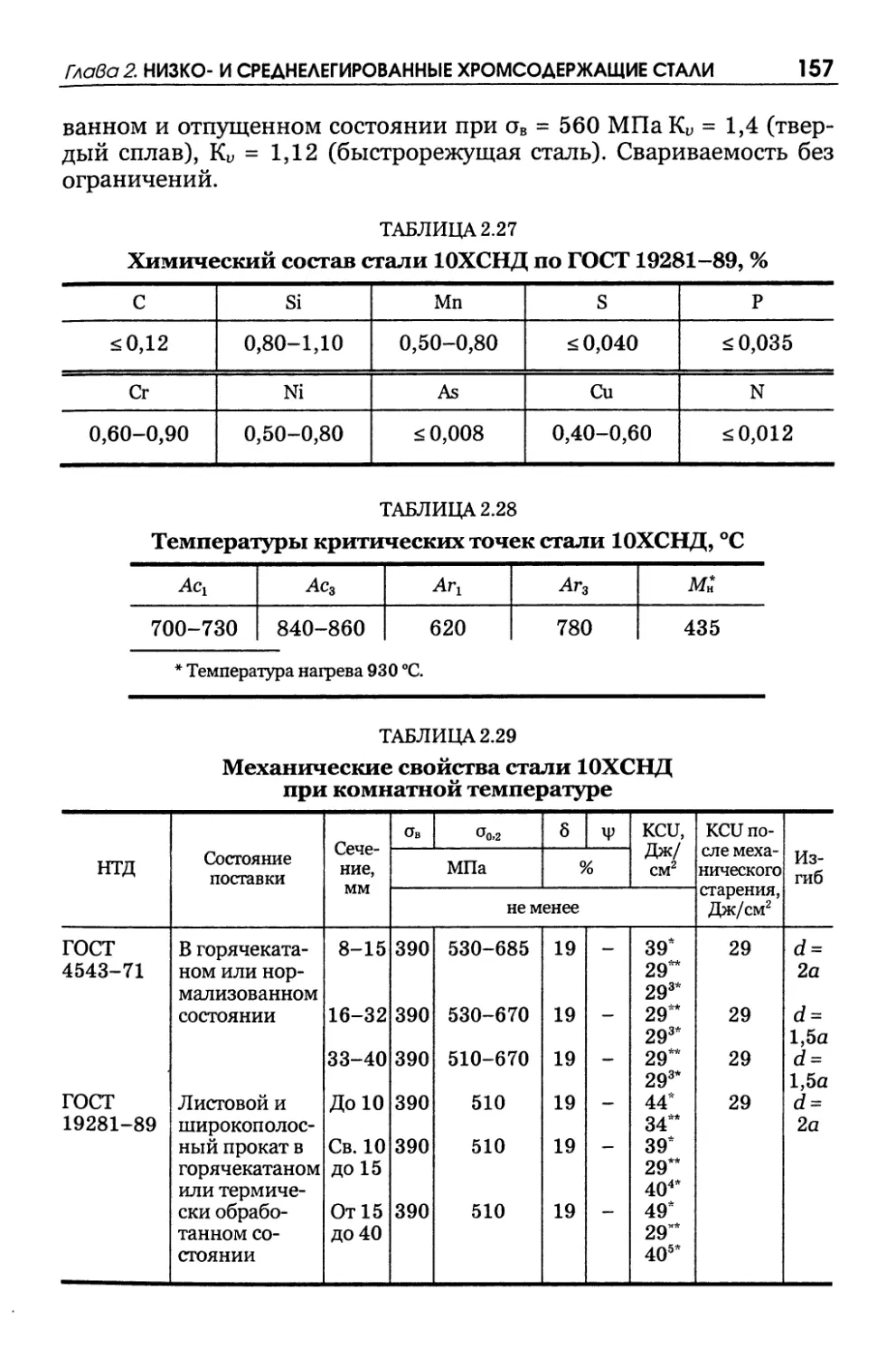
2.6. Сталь 10ХСНД 156
2.7. Сталь 15ХСНД 159
2.8. Сталь 15ХМ 161
2.9. Сталь 14ХГС 162
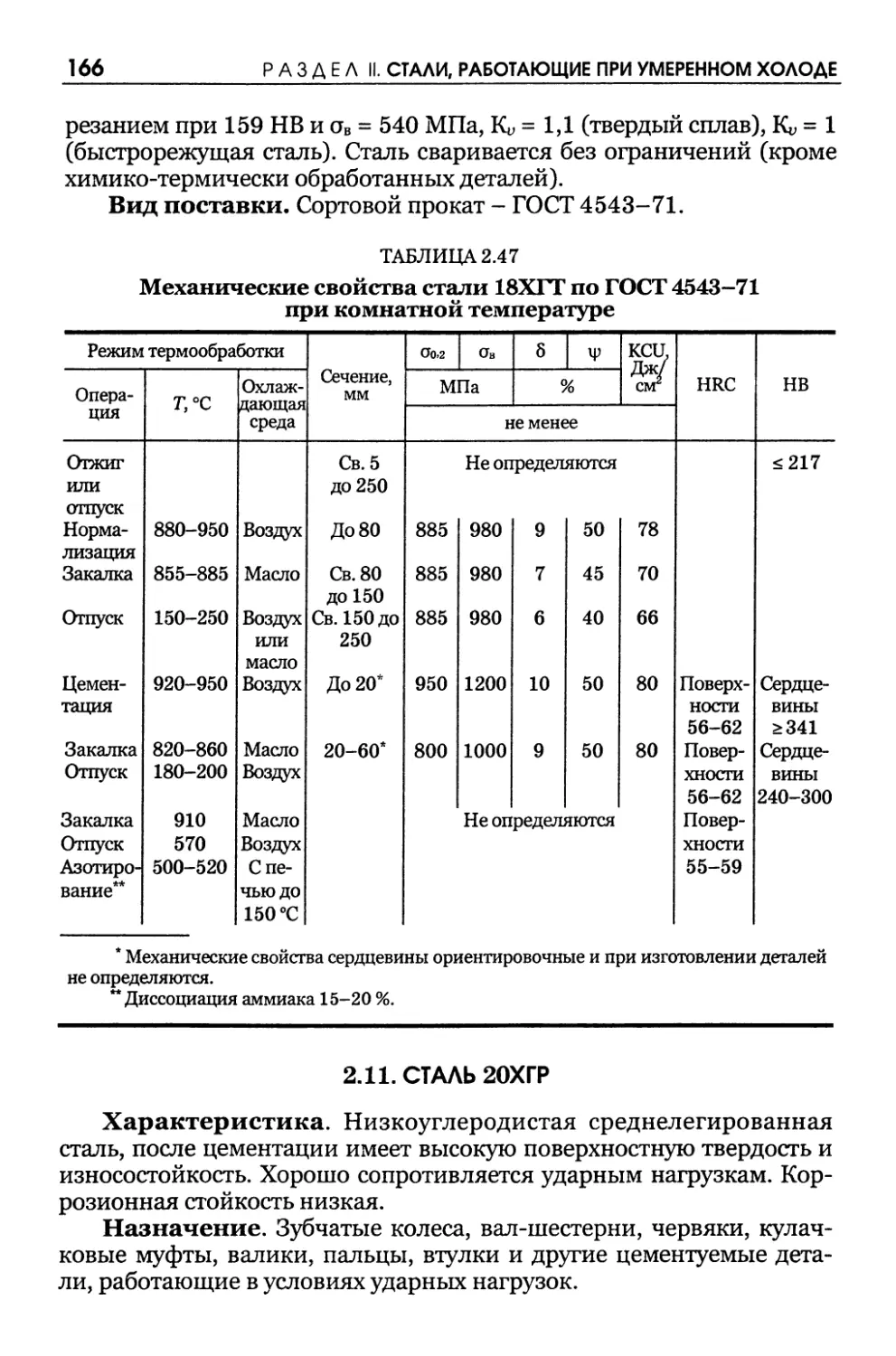
2.10. Сталь 18ХГТ 164
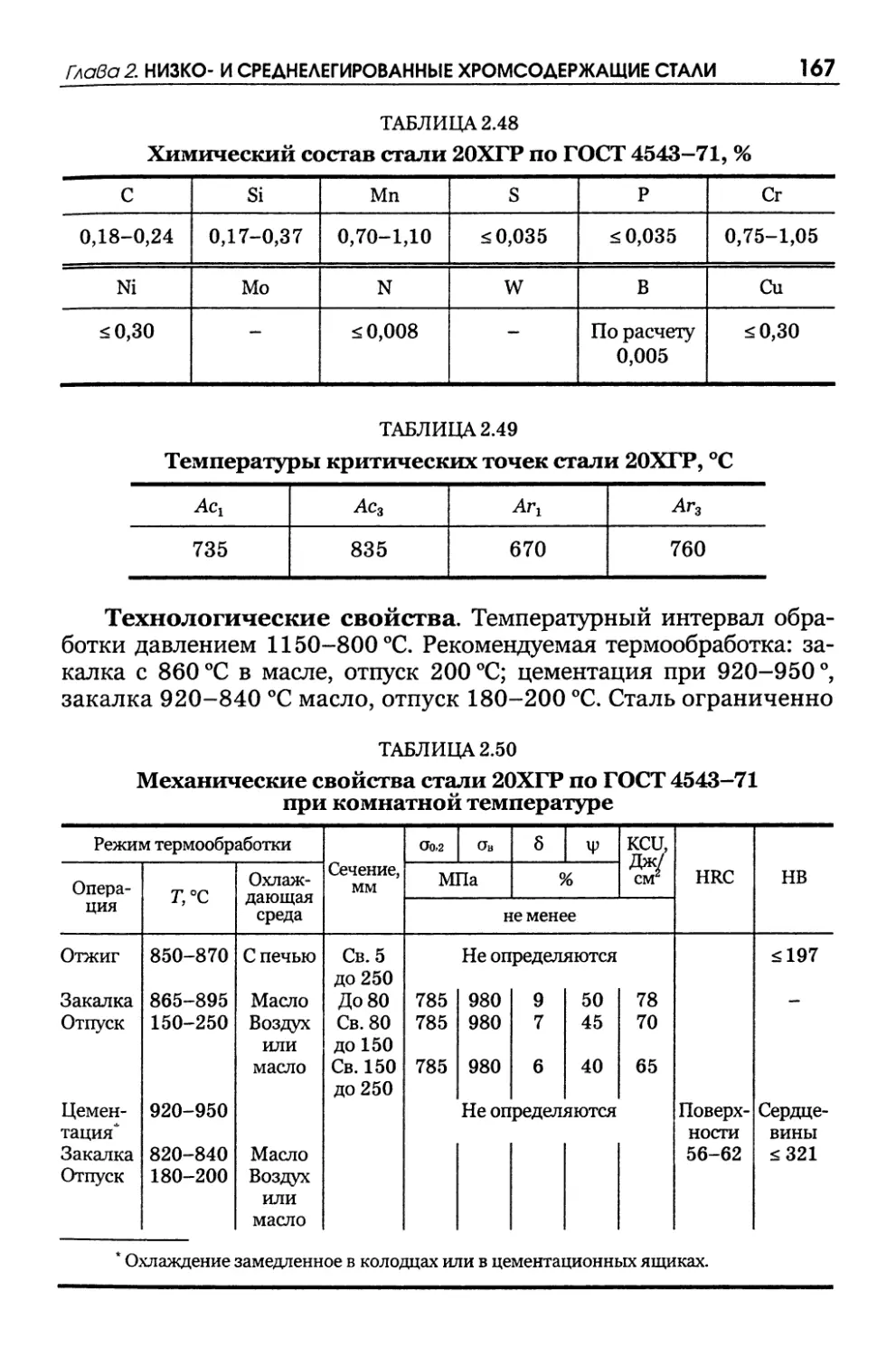
2.11. Сталь 20ХГР 166
ОГЛАВЛЕНИЕ
Глава 3. СРЕДНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ 168
КЛИМАТИЧЕСКОГО ХОЛОДА
3.1. Сталь 12ХНЗА 169
3.2. Сталь 12Х2Н4А 172
3.3. Сталь 15Х2НМФА-А 175
3.4. Сталь 20ХНЗА 176
3.5. Сталь 30ХН2МФА (30ХН2ВФА) 179
3.6. Сталь 38ХНЗМФА 180
Глава 4. ХРОМИСТЫЕ КОРРОЗИОННОСТОЙКИЕ СТАЛИ 183
4.1. Сталь 20X13 183
4.2. Сталь 30X13 186
РАЗДЕЛ III
СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Глава 1. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА 189
ДЛЯ РАБОТЫ ПРИ КРИОГЕННЫХ ТЕМПЕРАТУРАХ
1.1. Сталь 18Х2Н4МА (18Х2Н4ВА) 190
1.2. Сталь 07Х16Н6 (ЭП 288) 195
1.3. Сталь 05Х14Н5ДМ 197
1.4. Никелевые низкоуглеродистые свариваемые стали 198
1.4.1. Сталь 0Н6 200
1.4.2. Сталь 0Н9 202
1.5. Нержавеющие стареющие стали 205
1.5.1. Сталь 08Х15Н24В4ТР (ЭП 164) 206
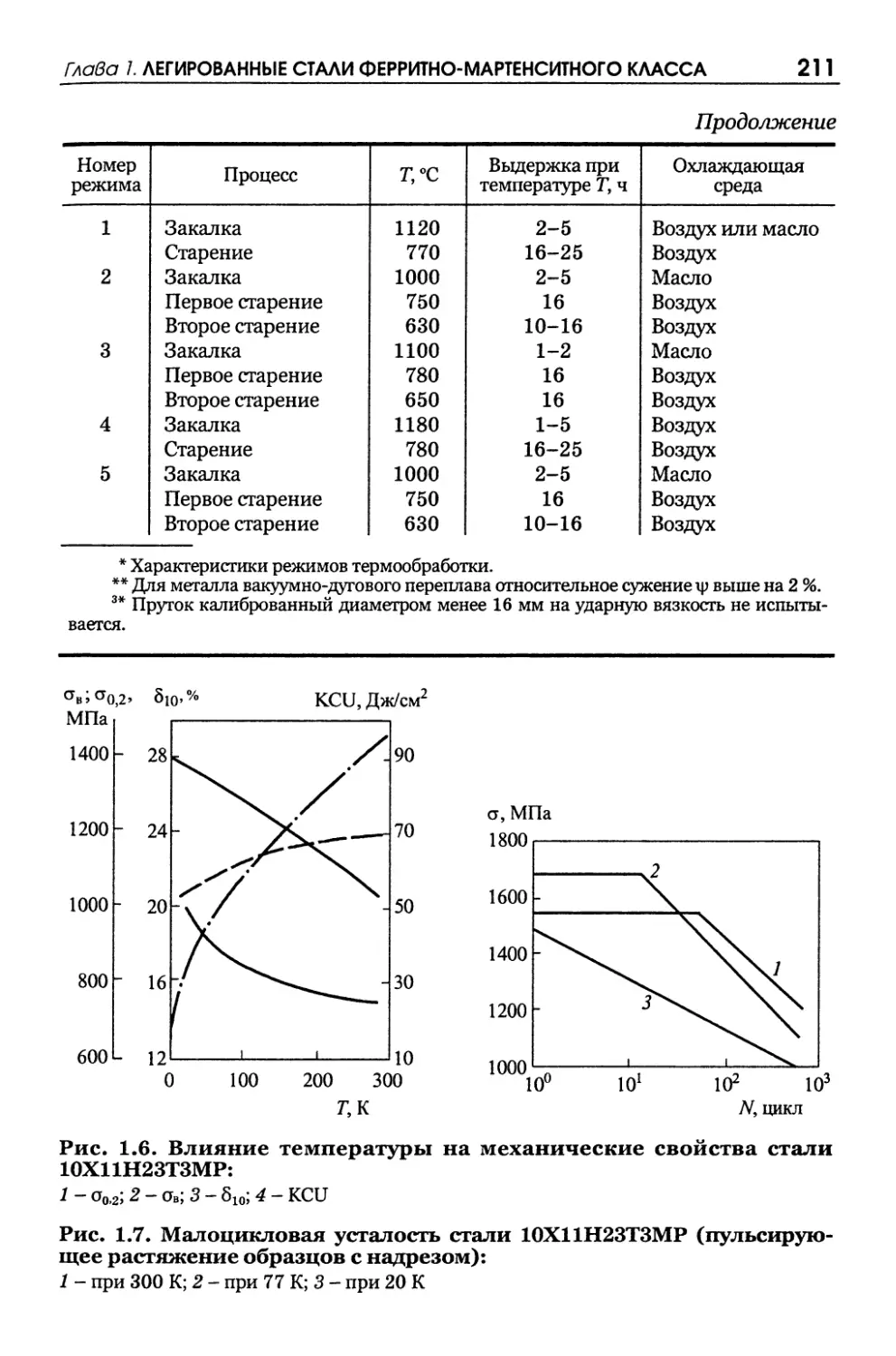
1.5.2. Сталь 10Х11Н23ТЗМР (ЭП 33) 209
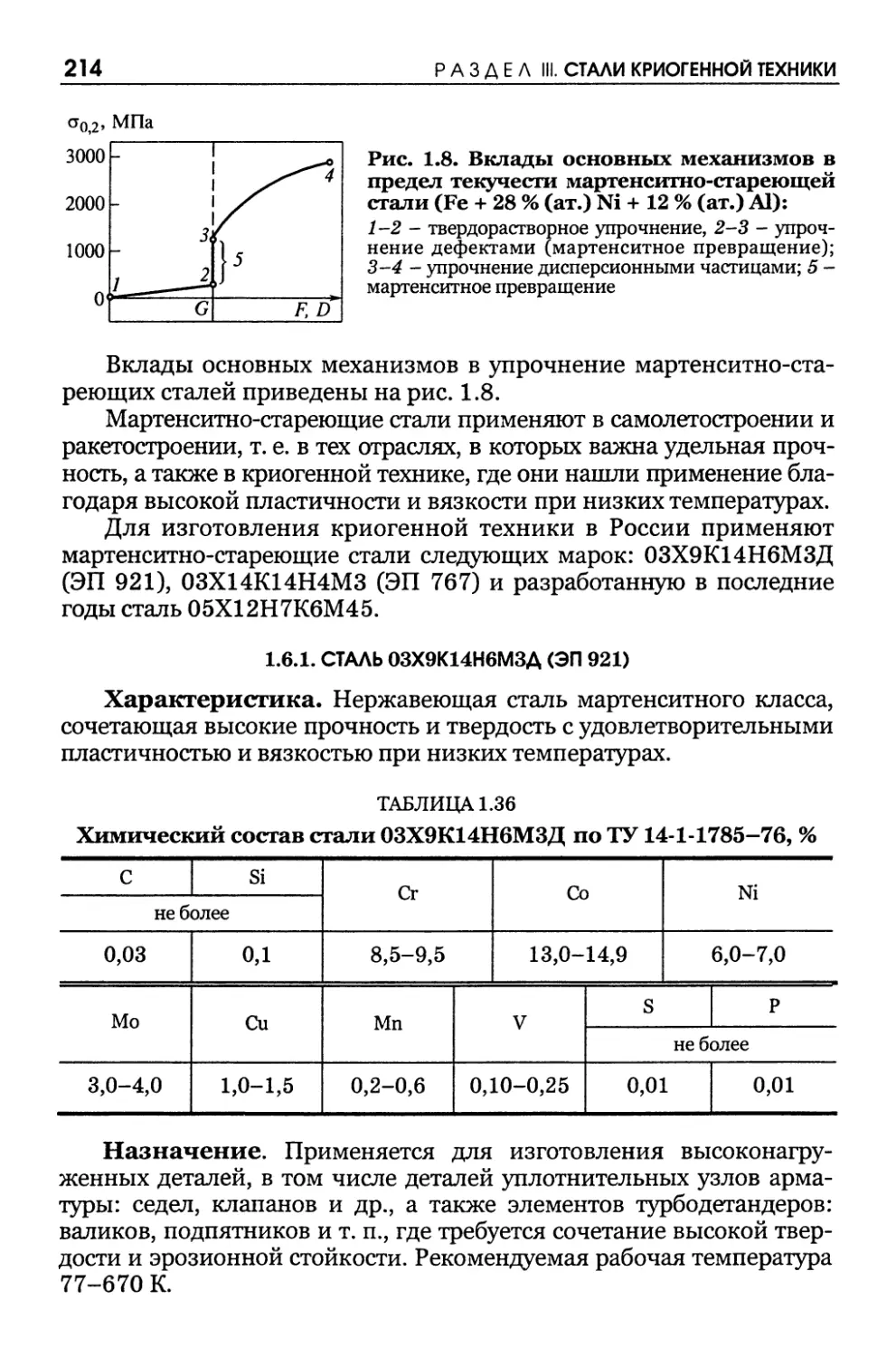
1.6. Высокопрочные мартенситно-стареющие стали 213
для криогенной техники
1.6.1. Сталь 03Х9К14Н6МЗД (ЭП 921) 214
1.6.2. Сталь 03Х14К14Н4МЗТ (ЭП 767) 218
1.6.3. Сталь 05Х12Н7К6М4Б (патент РФ № 2275439 221
от 09.04.2003)
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ 223
2.1. Сталь 08Х18Н10 227
2.2. Сталь 12Х18Н9 228
2.3. Сталь 04Х18Н10 230
2.4. Сталь 12Х18Н10Т 233
2.5. Сталь 12Х18Н12Т 240
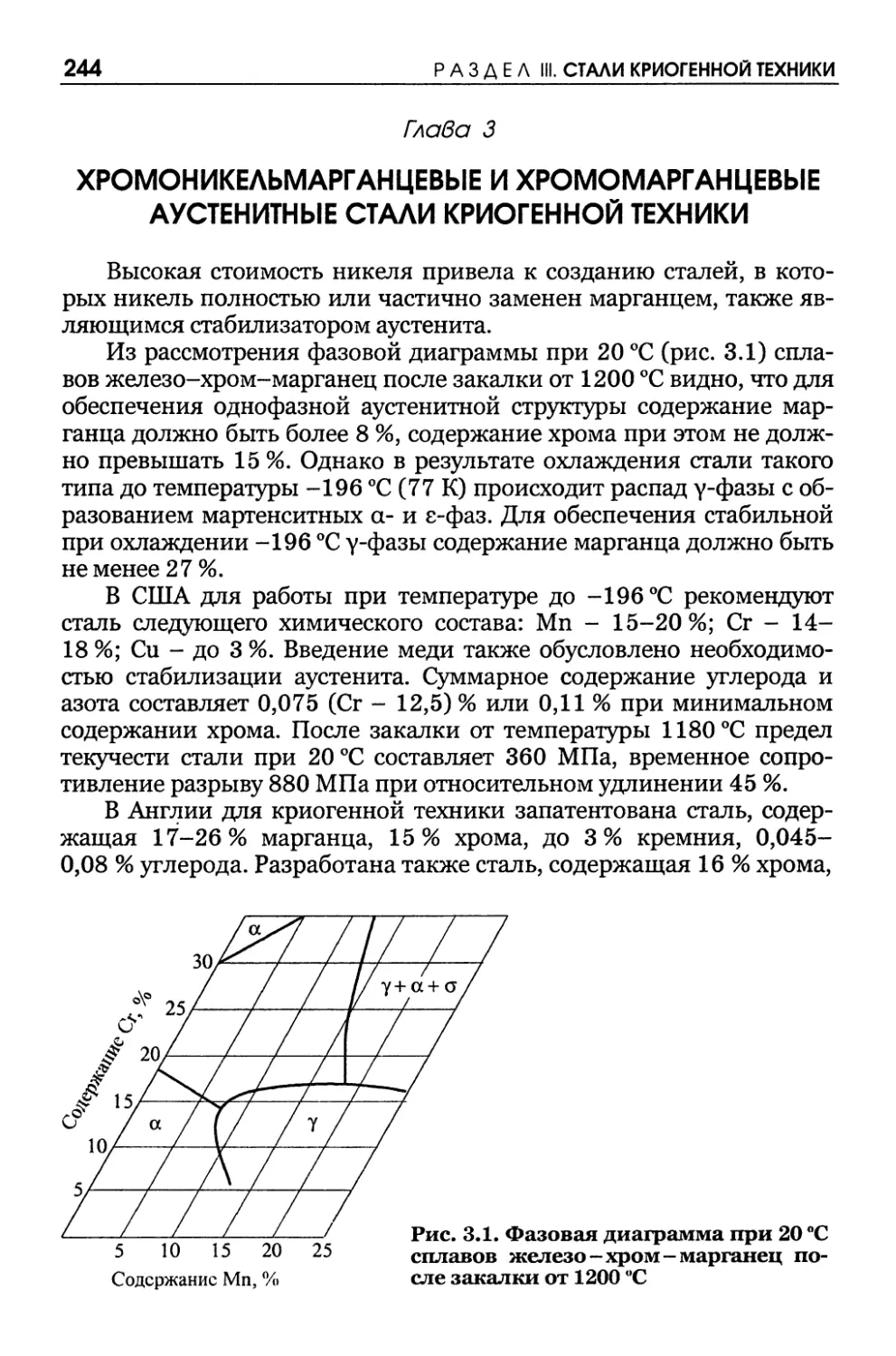
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ 244
АУСТЕНИТНЫЕ СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
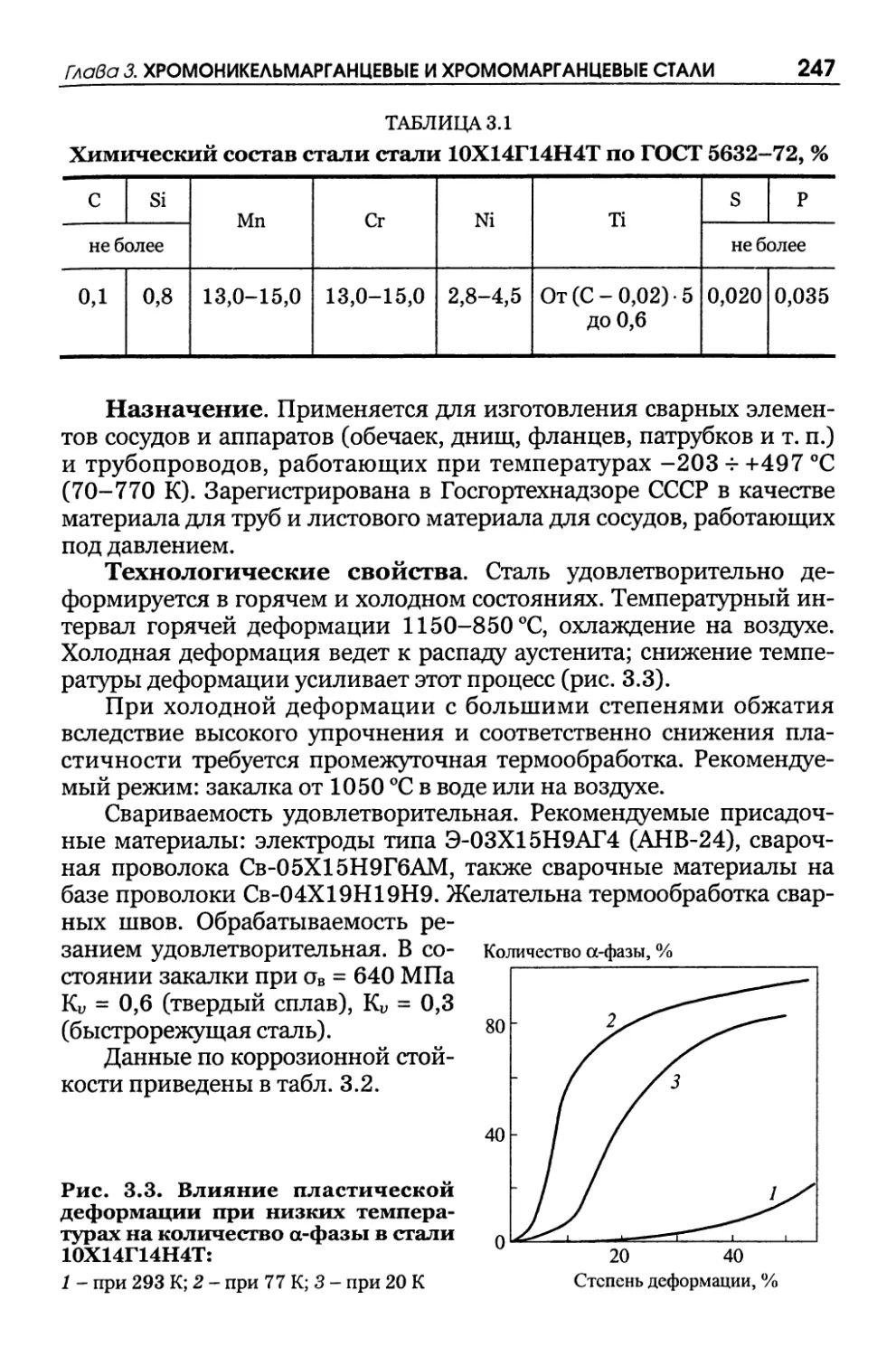
3.1. Сталь 10Х14Г14Н4Т (ЭИ 711) 246
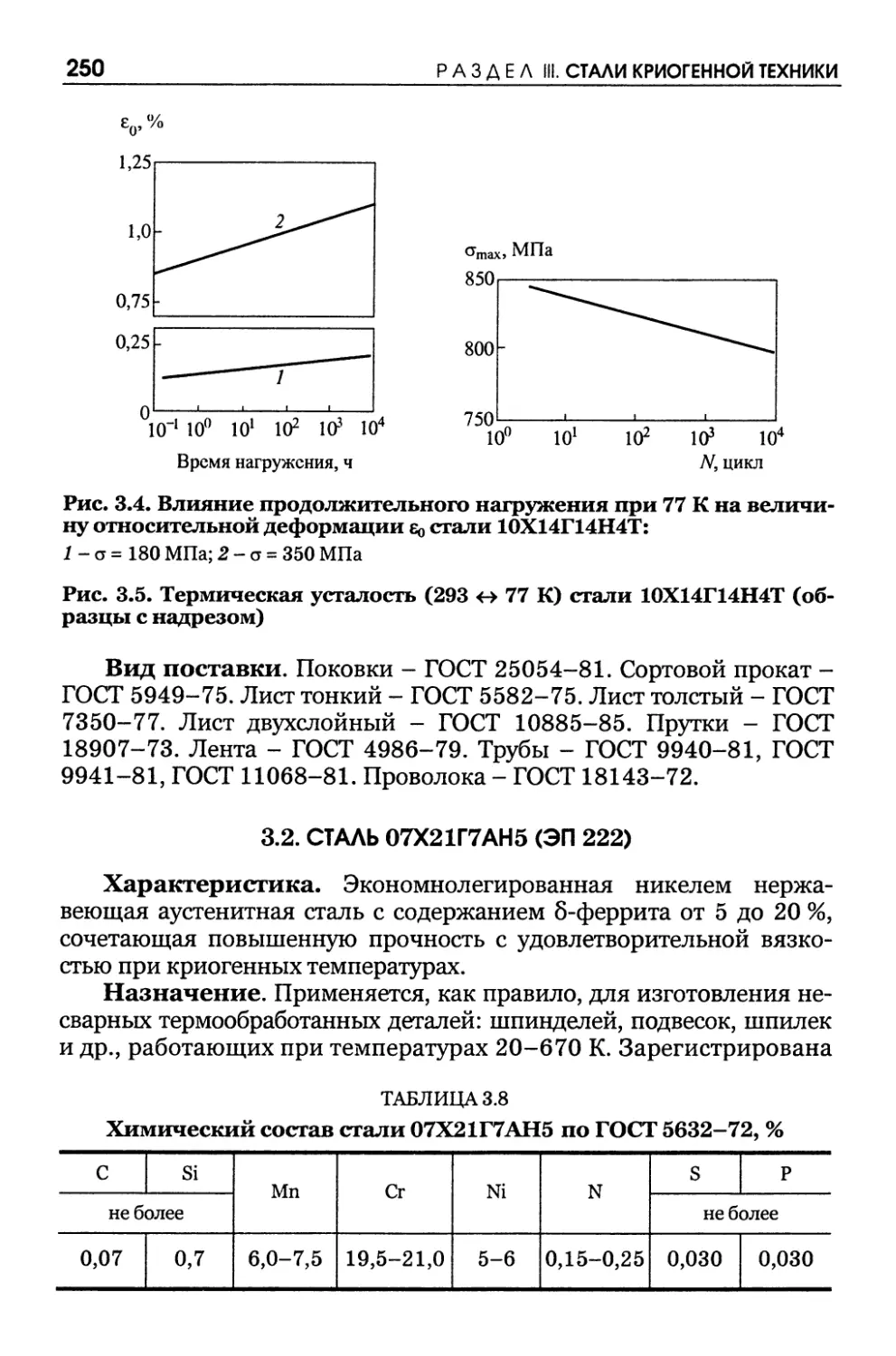
3.2. Сталь 07Х21Г7АН5 (ЭП 222) 250
3.3. Сталь 07Х13Н4АГ20 (ЧС 52) 253
3.4. Сталь 03Х20Н16АГ6 257
ОГЛАВЛЕНИЕ
3.5. Опытная сталь 04Х21Н16АГ8М2ФД 261
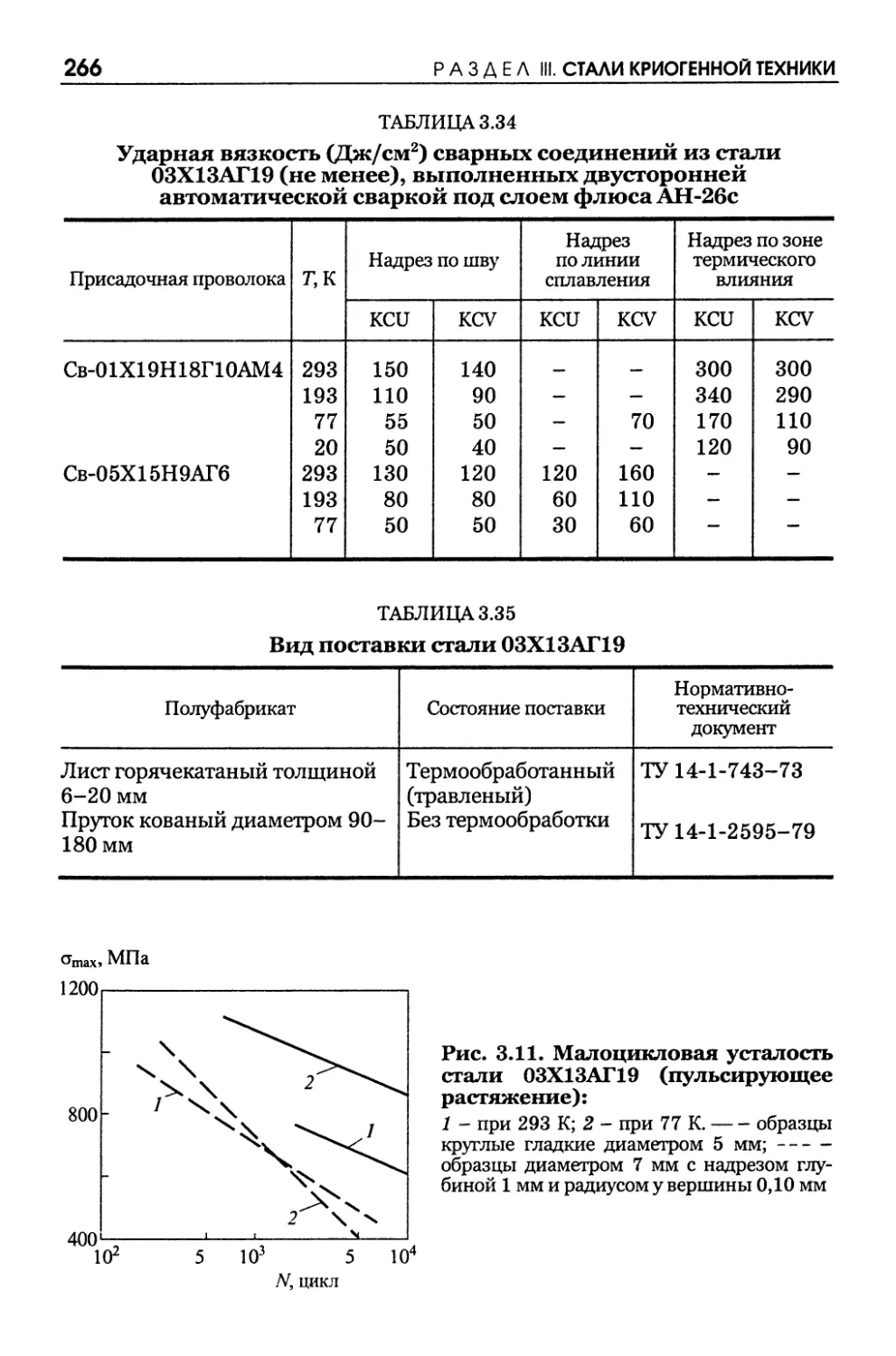
3.6. Сталь 03Х13АГ19 (ЧС 36) 262
3.7. Опытная метастабильная аустенитная сталь 06Х15Н9Г8АФ 268
3.8. Опытная литейная сталь 07Х13Г28АНФЛ 271
3.9. Опытные маломагнитные стали криогенной техники 273
РАЗДЕЛ IV
ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
Глава 1. ОБЩИЕ СВЕДЕНИЯ 275
Глава 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ 277
2.1. Сталь 20Л 277
2.2. Сталь 20ГЛ 279
2.3. Сталь ЗОГЛ 281
2.4. Сталь ЗОХЛ 282
2.5. Сталь 08Г2ДНФЛ 284
2.6. Сталь 12ХГФЛ 286
2.7. Сталь 14Х2ГМРЛ 287
2.8. Сталь 20ФЛ 288
2.9. Сталь 15ГНЛ 289
2.10. Сталь 20ХМЛ 291
Глава 3. СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ 292
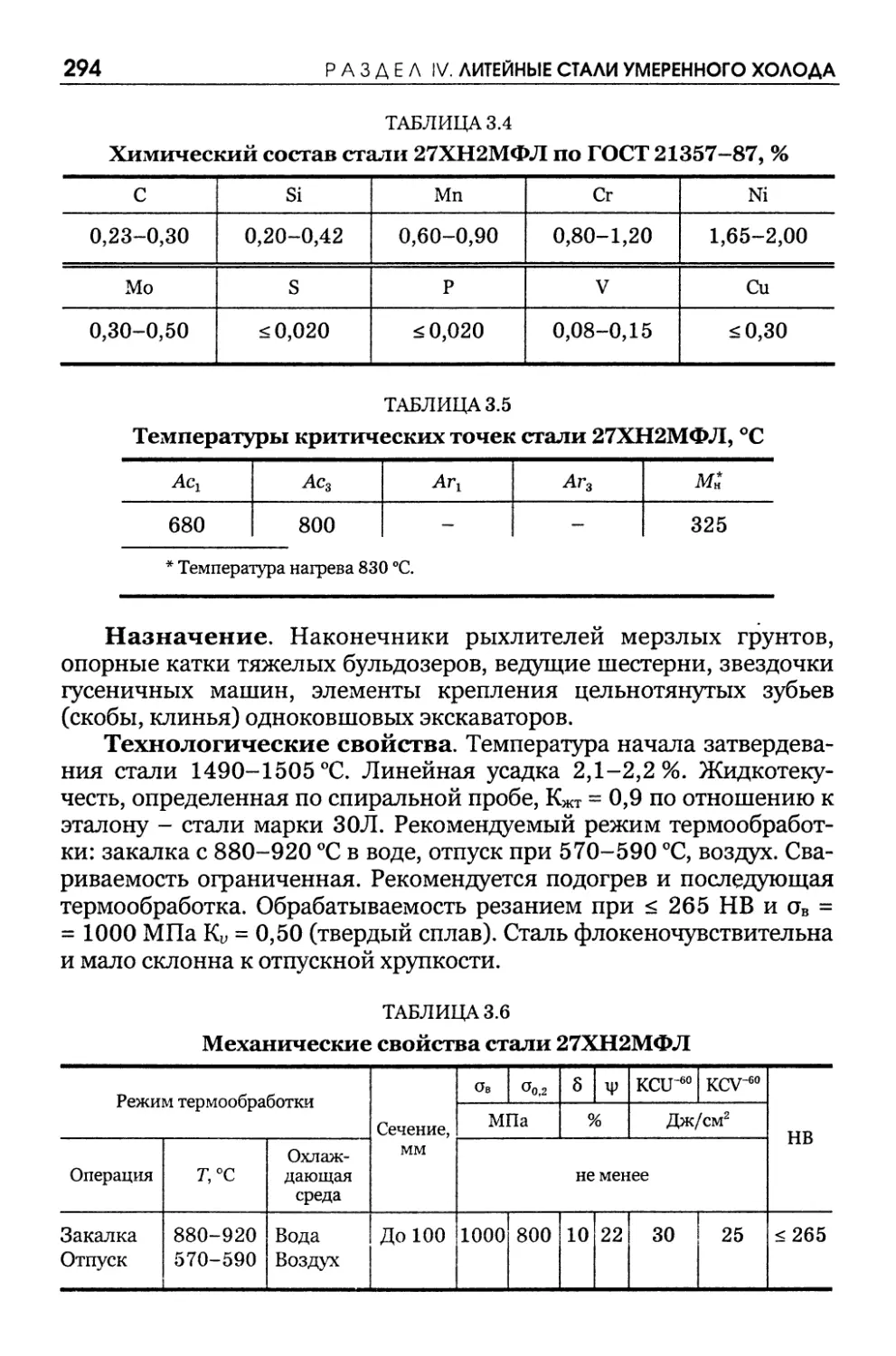
3.1. Сталь 25Х2НМЛ 292
3.2. Сталь 27ХН2МФЛ 293
3.3. Сталь 35ХМФЛ 295
3.4. Сталь 35ХМЛ 296
3.5. Сталь 20НЗДМЛ 299
3.6. Сталь 08X15Н4ДМЛ 300
3.7. Сталь 110Г13Л 301
3.8. Сталь 110Г13ХБРЛ 303
3.9. Сталь 40Х2ГНМФЛ 304
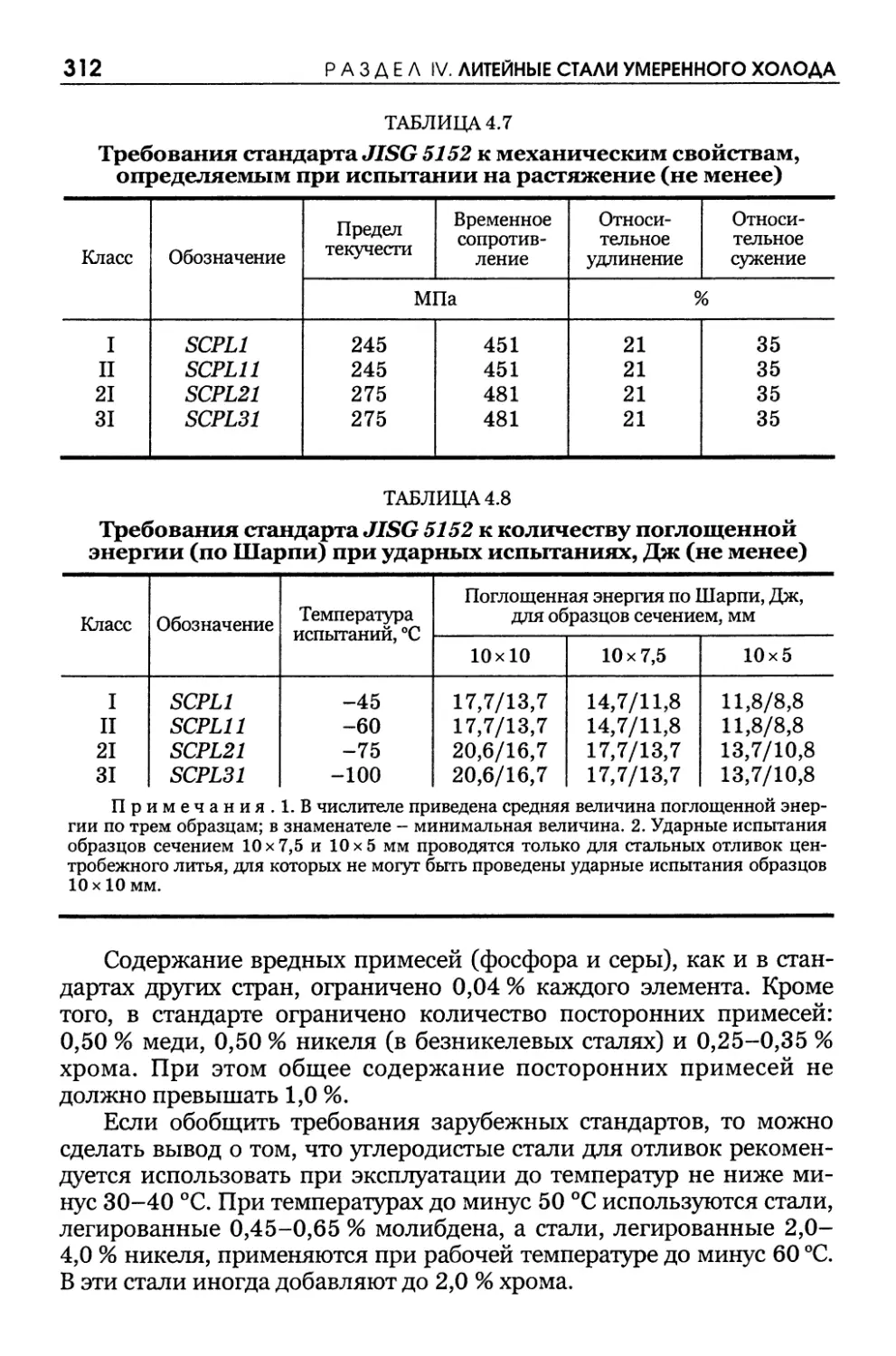
Глава 4. ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ СТАНДАРТОВ 305
НАЛИТЫЕ ХЛАДОСТОЙКИЕ СТАЛИ
РАЗДЕЛ V
АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Глава 1. ПРОИЗВОДСТВО И ОСНОВНЫЕ СВОЙСТВА АЛЮМИНИЯ 314
И ЕГО СПЛАВОВ
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ 325
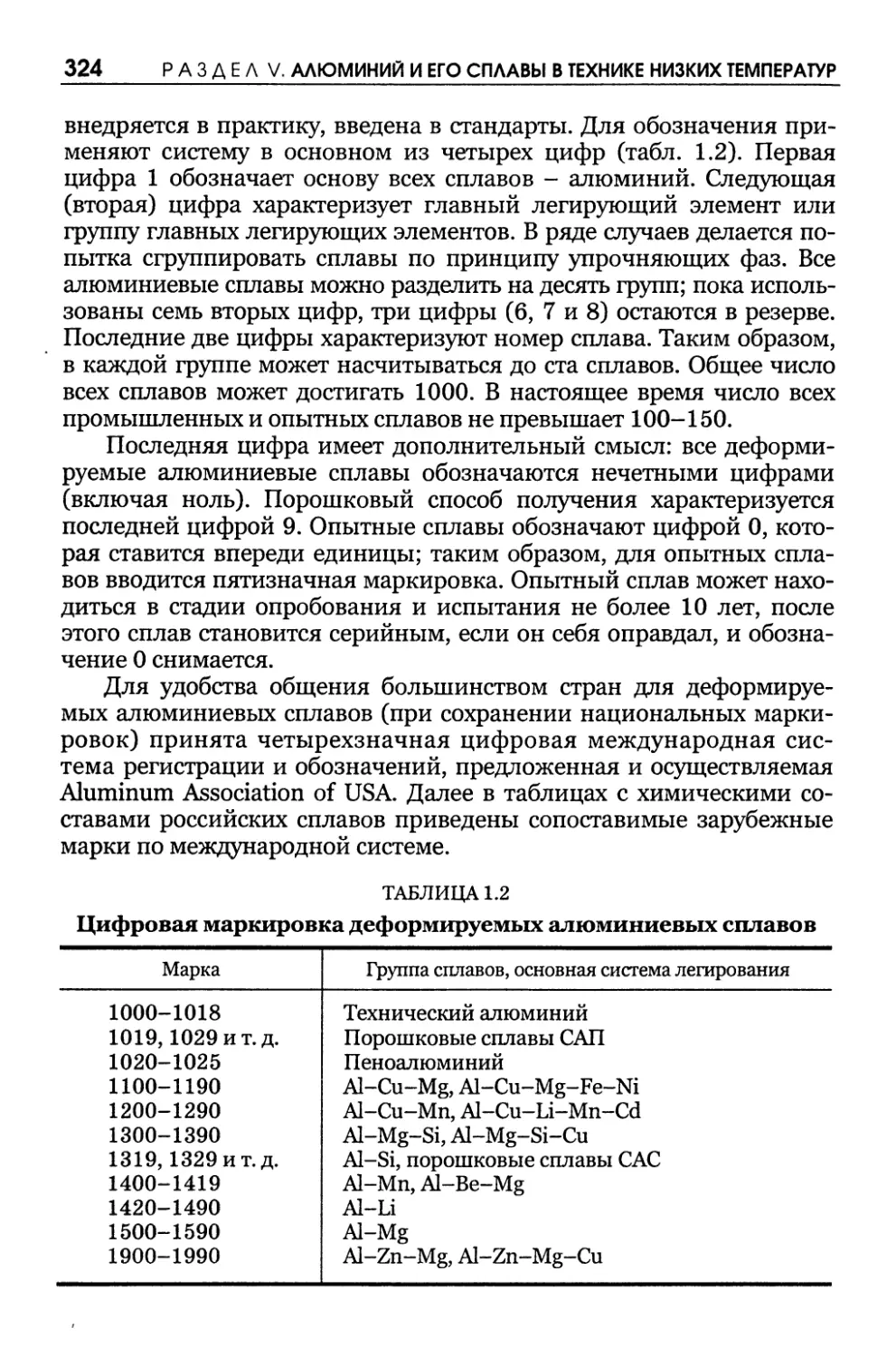
2.1. Технический алюминий АД1 (1013) - международное 325
обозначение 1230
2.2. Сплавы АМц (1400) и АМцС (1401) 329
2.3. Сплавы системы Al-Mg (магналии) 333
ОГЛАВЛЕНИЕ
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ 343
3.1. Сплавы повышенной пластичности и коррозионной 343
стойкости системы Al-Mg-Si
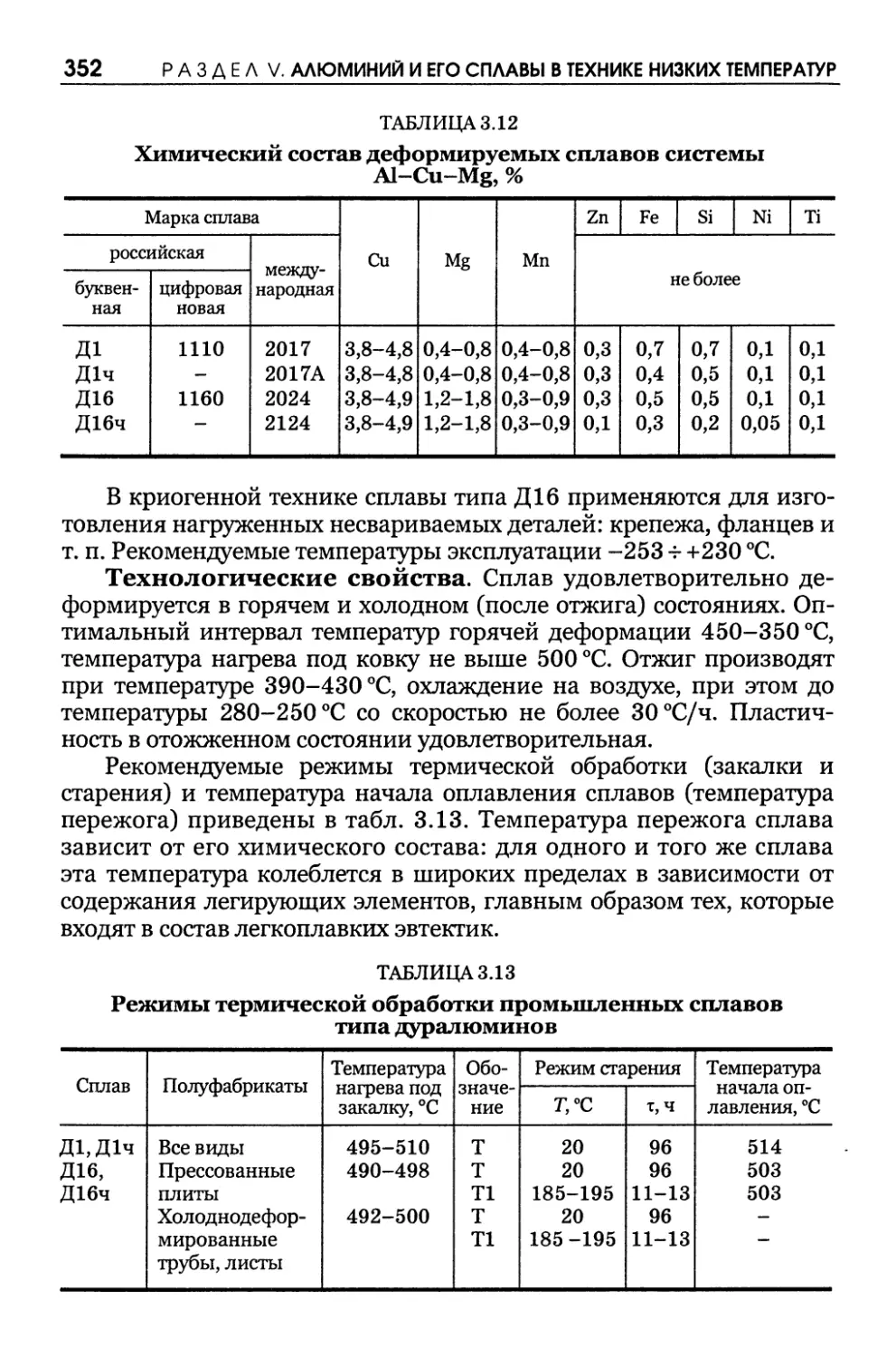
3.2. Ковочные сплавы системы Al-Cu-Mg-Si 347
3.3. Сплавы типа дуралюминов Д1, Д1ч, Д16, Д16ч 351
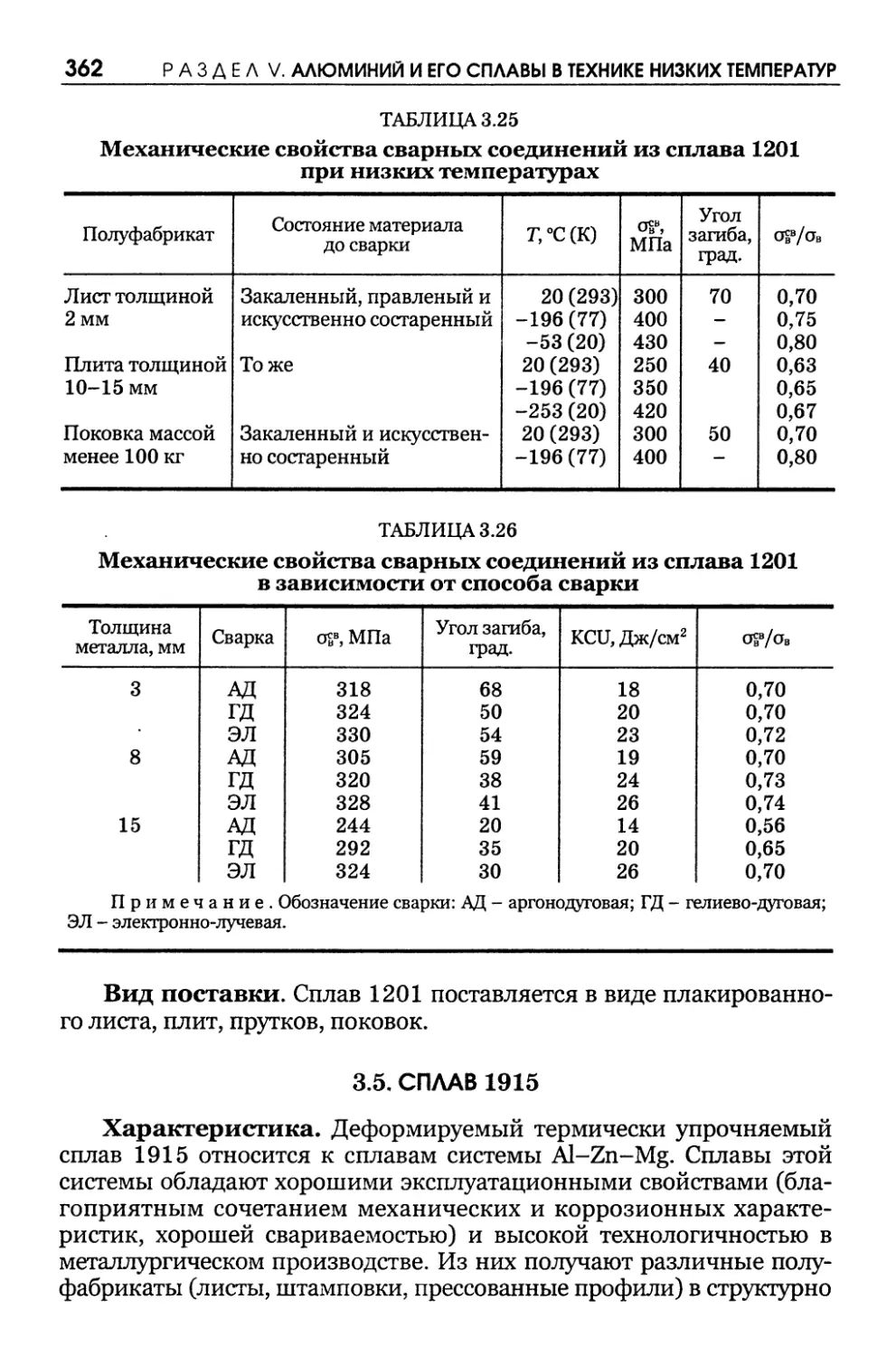
3.4. Сплав 1201 357
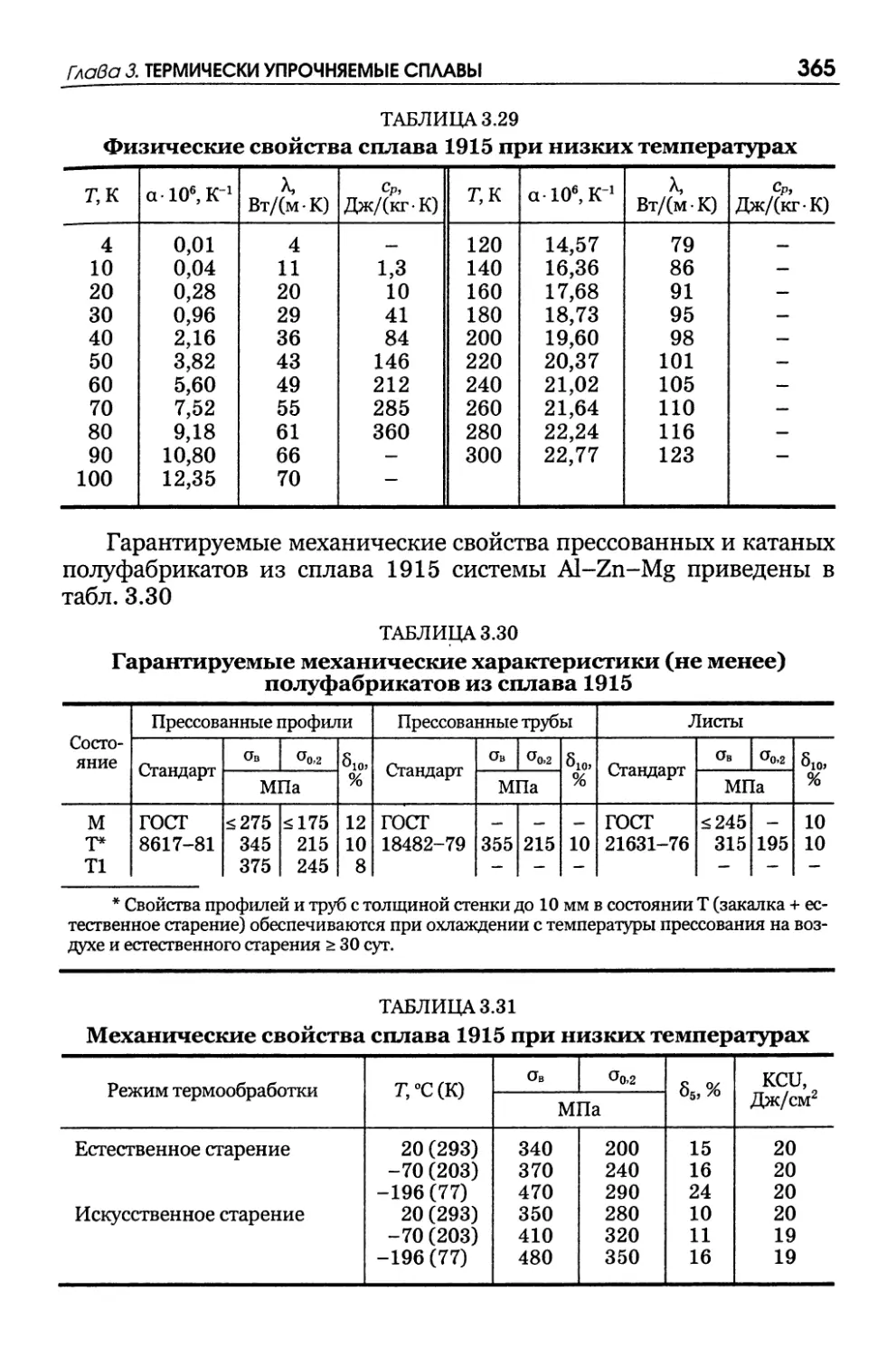
3.5. Сплав 1915 362
Глава 4. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ 367
4.1. Сплав АК12 (АЛ2) 368
4.2. Сплав АК7 (АЛ9) 370
РАЗДЕЛУ!
ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Глава 1. ОСНОВНЫЕ СВОЙСТВА ТИТАНА 3 73
Глава 2. НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ 382
2.1. Технический титан ВТ1-0 382
2.2. Сплав ОТ4-1 386
Глава 3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ 390
3.1. Сплав ВТ5-1 390
3.2. Сплав ВТ6С 395
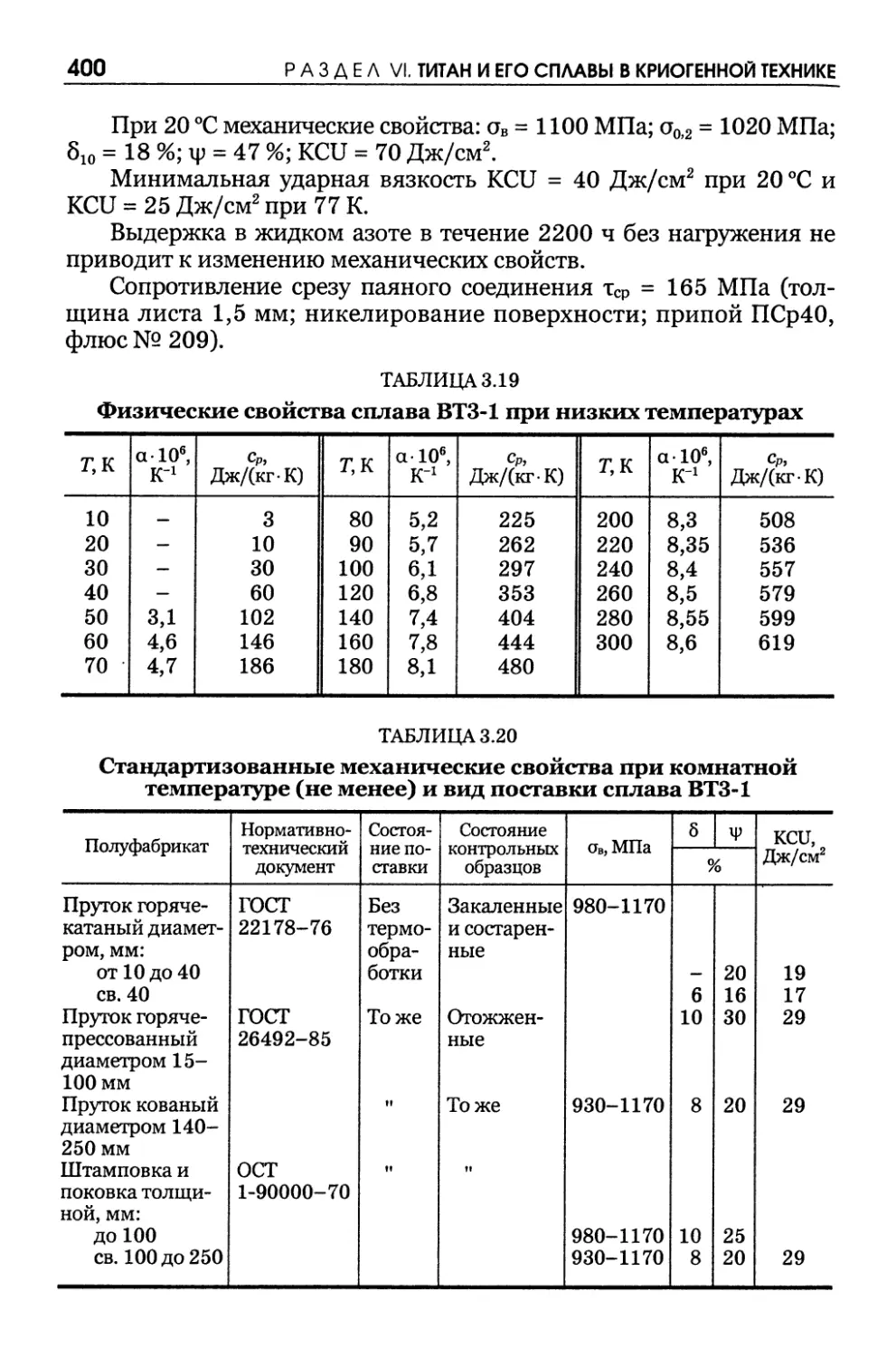
3.3. Сплав ВТЗ-1 со структурой (а + р)-фазы 398
3.4. Порошковые титановые сплавы 402
Глава 4. ПРИМЕНЕНИЕ ТИТАНА И ЕГО СПЛАВОВ 404
Р А 3 Д Е Л VII
МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Глава 1. ОСНОВНЫЕ СВОЙСТВА МЕДИ 408
Глава 2. ТЕХНИЧЕСКАЯ МЕДЬ 410
Глава 3. СПЛАВЫ МЕДИ С ЦИНКОМ, ИЛИ ЛАТУНИ 416
3.1. Латунь ЛЦ16К4 (старое название ЛК80-ЗЛ) 419
3.2. Латунь Л63 422
3.3. Латунь ЛЖМц59-1-1 425
Глава 4. БРОНЗЫ 427
4.1. Бронза БрАЖМцЮ-3-1,5 430
4.2. Бронза БрАЖНЮ-4-4 433
4.3. Бронза БрБ2 435
ОГЛАВЛЕНИЕ
РАЗДЕЛ VIII
ПРОМЫШЛЕННЫЕ СПЛАВЫ МЕТАЛЛОВ НАИМЕНЬШЕЙ
ПЛОТНОСТИ
Глава 1. МАГНИЙ И ЕГО СПЛАВЫ 439
1.1. Основные свойства магния 439
1.2. Классификация и характеристика магниевых сплавов 439
1.3. Деформируемые магниевые сплавы 442
1.4. Литейные магниевые сплавы 443
1.5. Применение магниевых сплавов 444
Глава 2. БЕРИЛЛИЙ И ЕГО СПЛАВЫ 445
2.1. Основные свойства бериллия 445
2.2. Сплавы бериллия 447
2.3. Применение бериллия 450
РАЗДЕЛ IX
СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Глава 1. СВЕРХПРОВОДИМОСТЬ И СВЕРХПРОВОДЯЩИЕ МАТЕРИАЛЫ 453
1.1. Физические основы сверхпроводимости 453
1.2. Технология производства сверхпроводящих материалов 455
и их свойства
1.3. Перспективы использования сверхпроводящих материалов 458
Глава 2. ЖЕЛЕЗОНИКЕЛЕВЫЕ СПЛАВЫ С НИЗКИМ КОЭФФИЦИЕНТОМ 463
ЛИНЕЙНОГО РАСШИРЕНИЯ
2.1. Сплав ЗбНХ 464
2.2. Сплав 36Н 467
2.3. Сплав 47НД 469
Глава 3. МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ 472
3.1. Механизм эффекта памяти формы 472
3.2. Технология производства и свойства сплавов с эффектом 475
памяти формы
3.3. Области применения сплавов с эффектом памяти формы 478
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 486
4.1. Аморфные материалы 487
4.1.1. Условия образования аморфной структуры 48 7
4.1.2. Методы получения аморфных материалов 488
4.1.3. Свойства и применение аморфных сплавов 489
4.2. Нанокристаллические металлические материалы 495
4.2.1. Нанотехнологии - следующая промышленная 495
революция
4.2.2. Особенности структуры нанокристаллических 496
материалов
ОГЛАВЛЕНИЕ
4.2.3. Углеродные нанотрубки 500
4.2.4. Получение порошковых наночастиц 501
4.3. Наноматериалы конструкционного назначения 502
4.3.1. Порошковая металлургия конструкционных 502
материалов
4.3.2. Характеристика механических свойств наноматериалов 505
4.3.3. Механические свойства отдельных видов материалов 507
с ультрамелким зерном
4.4. Области применения наноматериалов 509
4.4.1. Сверхпрочные наноструктурные материалы 509
4.4.2. Медицина и здравоохранение 511
4.4.3. Военные технологии 513
4.4.4. Броня и средства защиты 514
РАЗДЕЛ X
НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Глава 1. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ 515
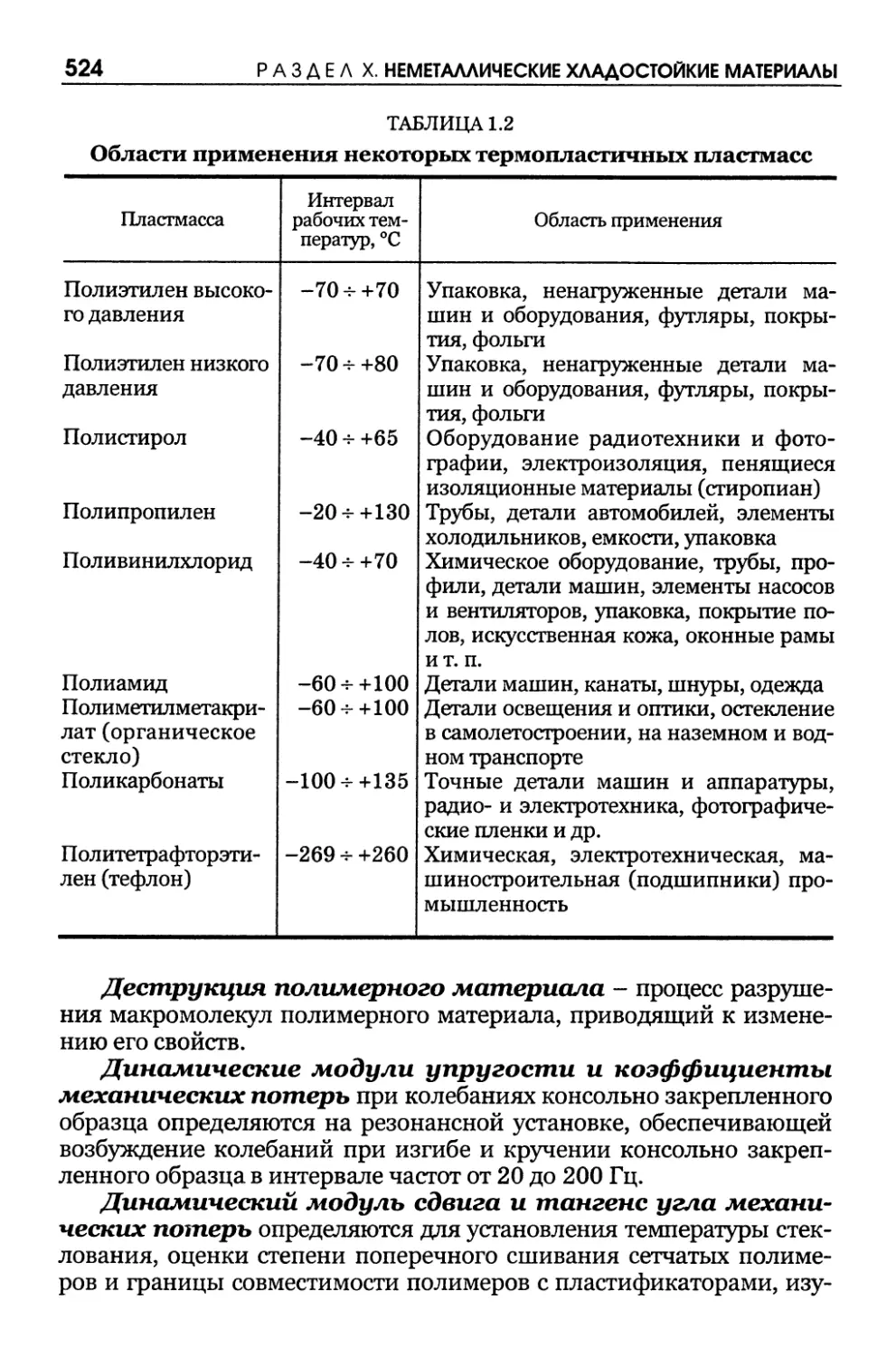
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТИЧЕСКИЕ МАССЫ 528
НА ИХ ОСНОВЕ
2.1. Полимерные материалы на основе полиолефинов 529
2.2. Полимерные материалы на основе полистирола 537
2.3. Полимерные материалы на основе поливинилхлорида 543
2.4. Полимерные материалы на основе фторорганических 553
соединений (фторполимеры)
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТИЧЕСКИЕ МАССЫ 570
НА ИХ ОСНОВЕ
3.1. Термореактивные полимерные материалы 573
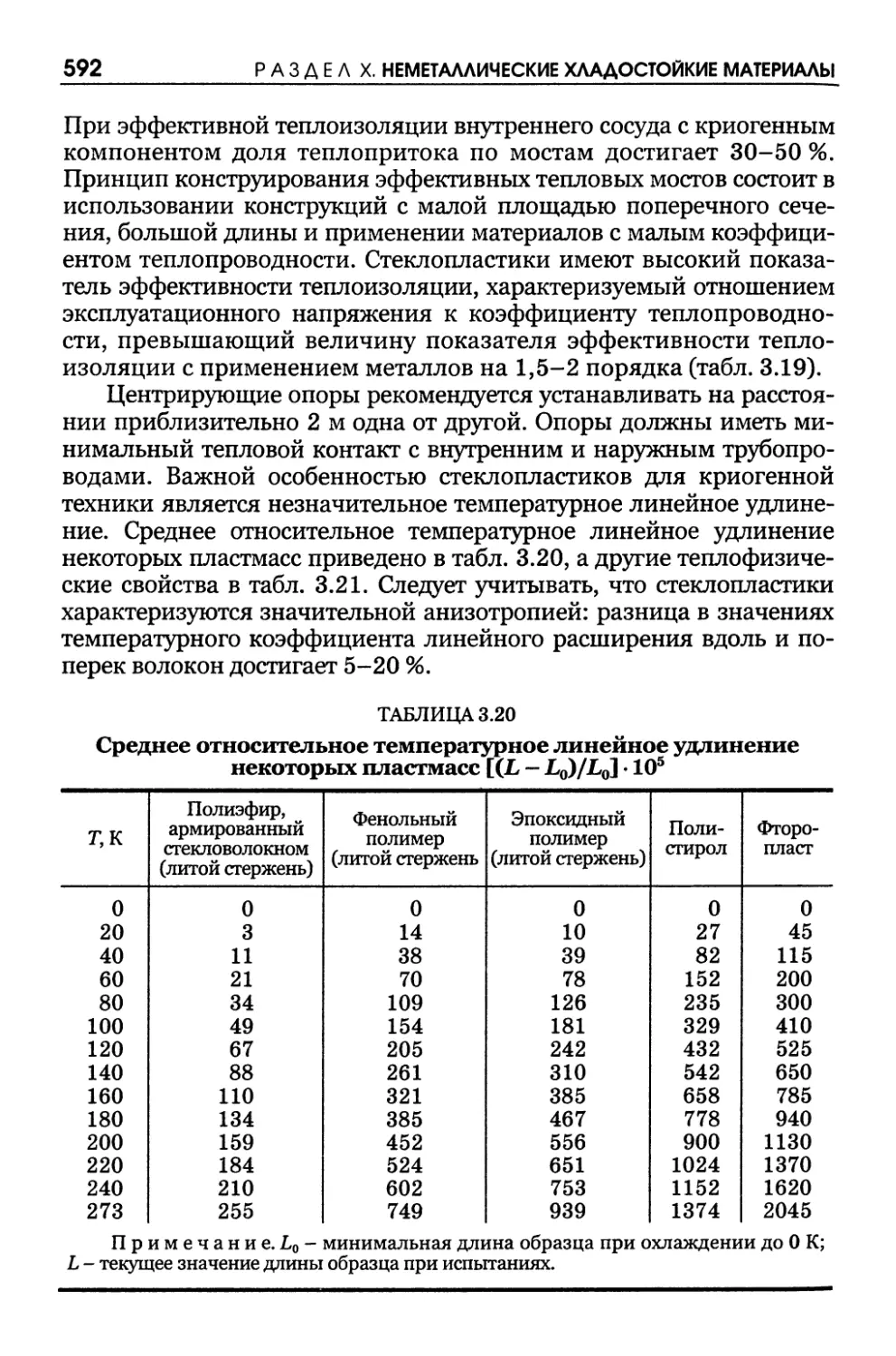
3.2. Стеклопластики 584
3.3. Применение стеклопластиков в криогенной технике 590
3.4. Способы конструирования и производства стеклопластиковых 608
изделий для криогенных температур
3.5. Углепластики и органопластики 615
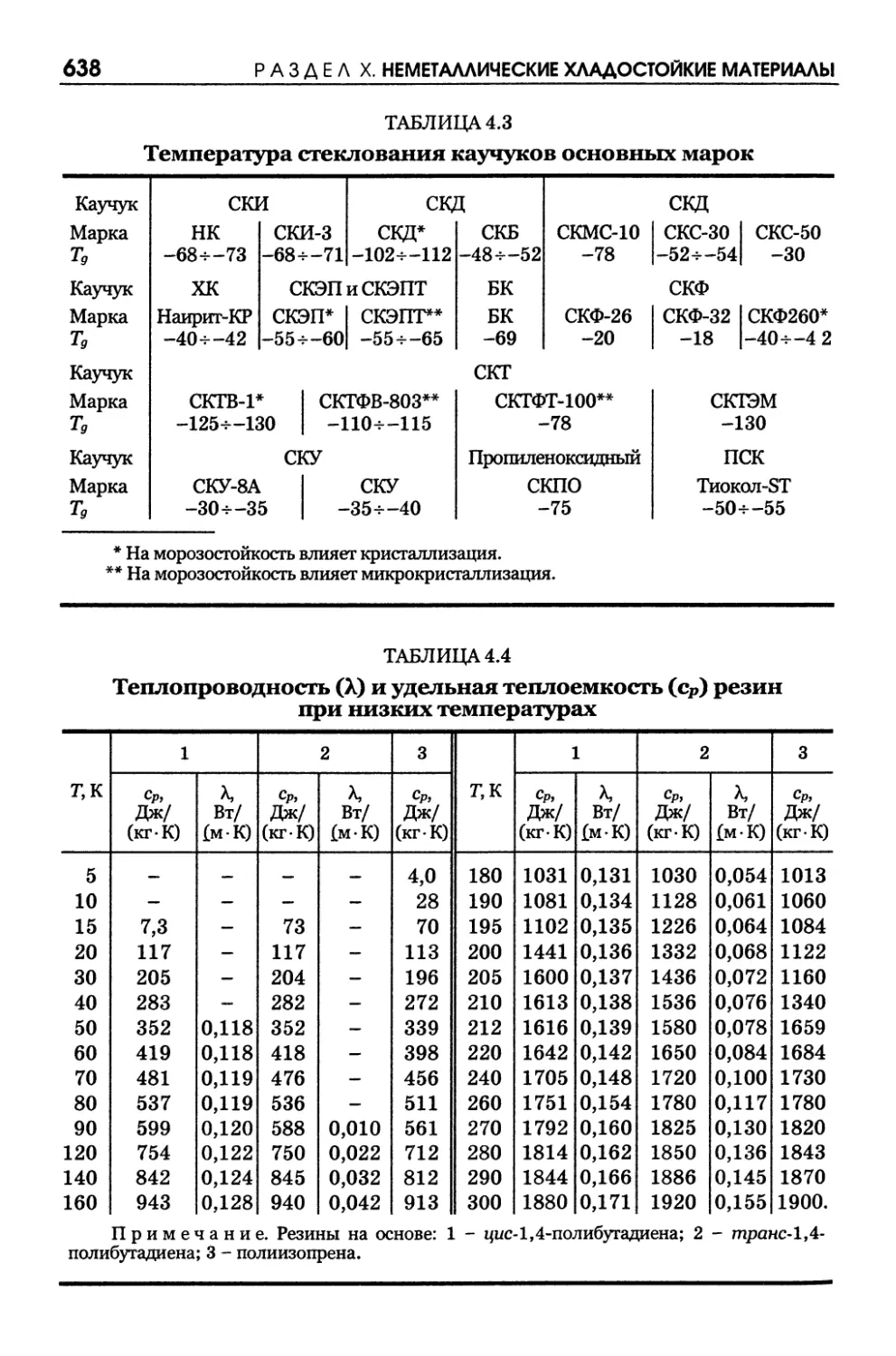
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 624
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ 640
5.1. Газонаполненные пластмассы на основе реактопластов 642
5.2. Газонаполненные пластмассы на основе термопластичных 652
полимеров
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 658
6.1. Клеевые композиции для низких температур 658
6.2. Клеи для криогенных температур: составы и свойства 666
клеевых соединений
6.3. Основы технологии склеивания соединений, эксплуатируемых 674
при низких и криогенных температурах
6.4. Лакокрасочные материалы и композиции 685
2-312
J[0 ОГЛАВЛЕНИЕ
P A 3 Л Е Л XI
ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ДЛЯ РАБОТЫ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
Глава 1. ОБЩИЕ ПРИНЦИПЫ ВЫБОРА МАТЕРИАЛОВ 698
Глава 2. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И ОСНОВНЫЕ ВИДЫ ОТКАЗОВ 703
Глава 3. МЕХАНИЧЕСКИЕ СВОЙСТВА 710
Глава 4. СОВМЕСТИМОСТЬ С РАБОЧЕЙ СРЕДОЙ 714
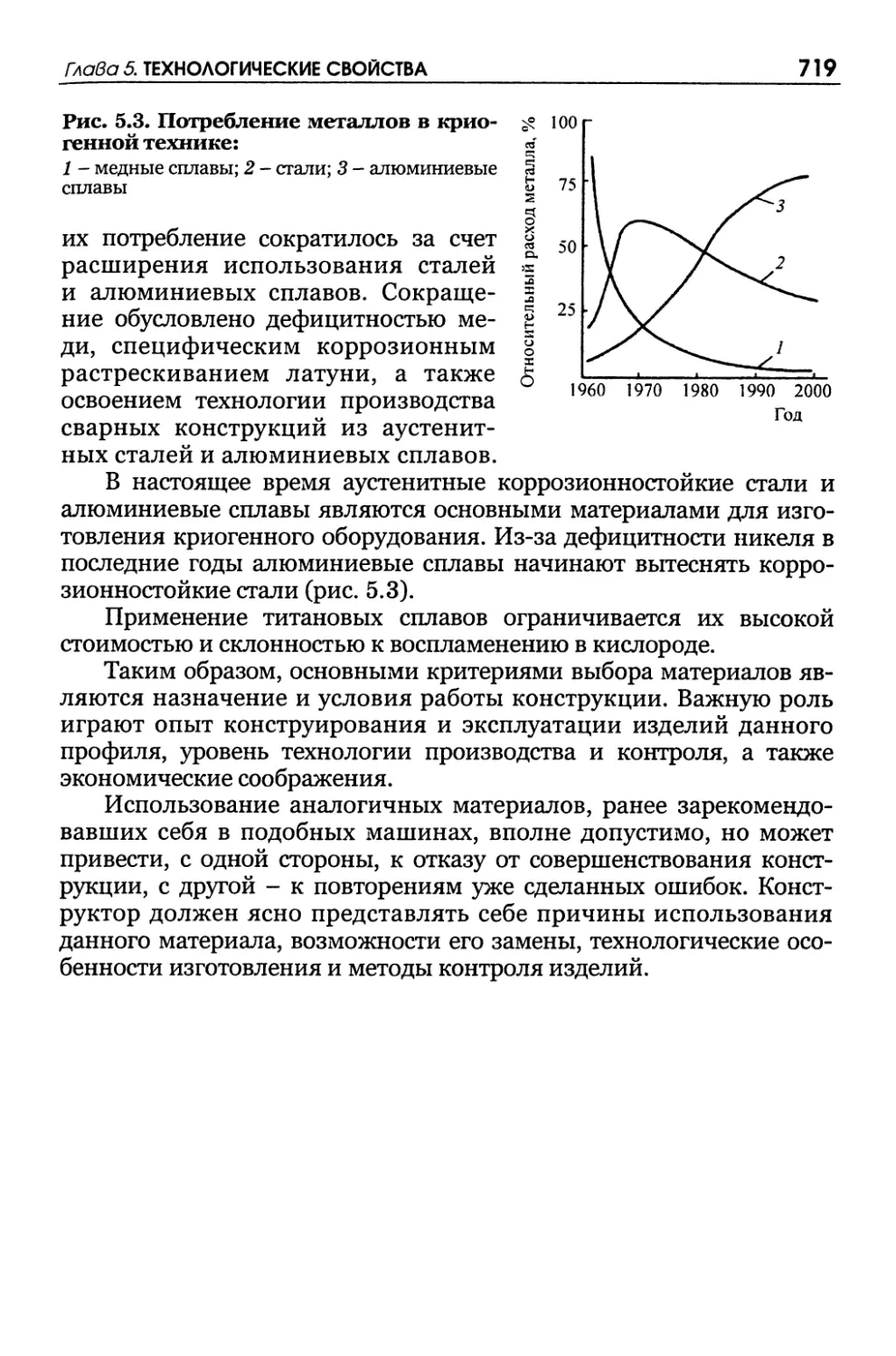
Глава 5. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА 715
Р А 3 Д Е Л XII
ПРИЛОЖЕНИЕ. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ
СЛОВАРИ
Глава 1. МАРКИРОВКА СТАЛЕЙ ПО РОССИЙСКИМ И МЕЖДУНАРОДНЫМ 720
СТАНДАРТАМ
1.1. Принципы маркировки сталей в России и странах СНГ 720
1.2. Системы маркировки в зарубежных странах 722
1.2.1. Особенности маркировки сталей в стандартах США 722
1.2.2. Маркировка сталей по Евронормам 724
1.2.3. Маркировка сталей в Германии 730
1.2.4. Маркировка сталей во Франции 736
1.2.5. Маркировка сталей в Италии 738
1.2.6. Маркировка сталей по стандартам Японии 739
Глава 2. МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ СЛОВАРЬ СТАЛЕЙ 741
2.1. Области применения сталей и общие термины 741
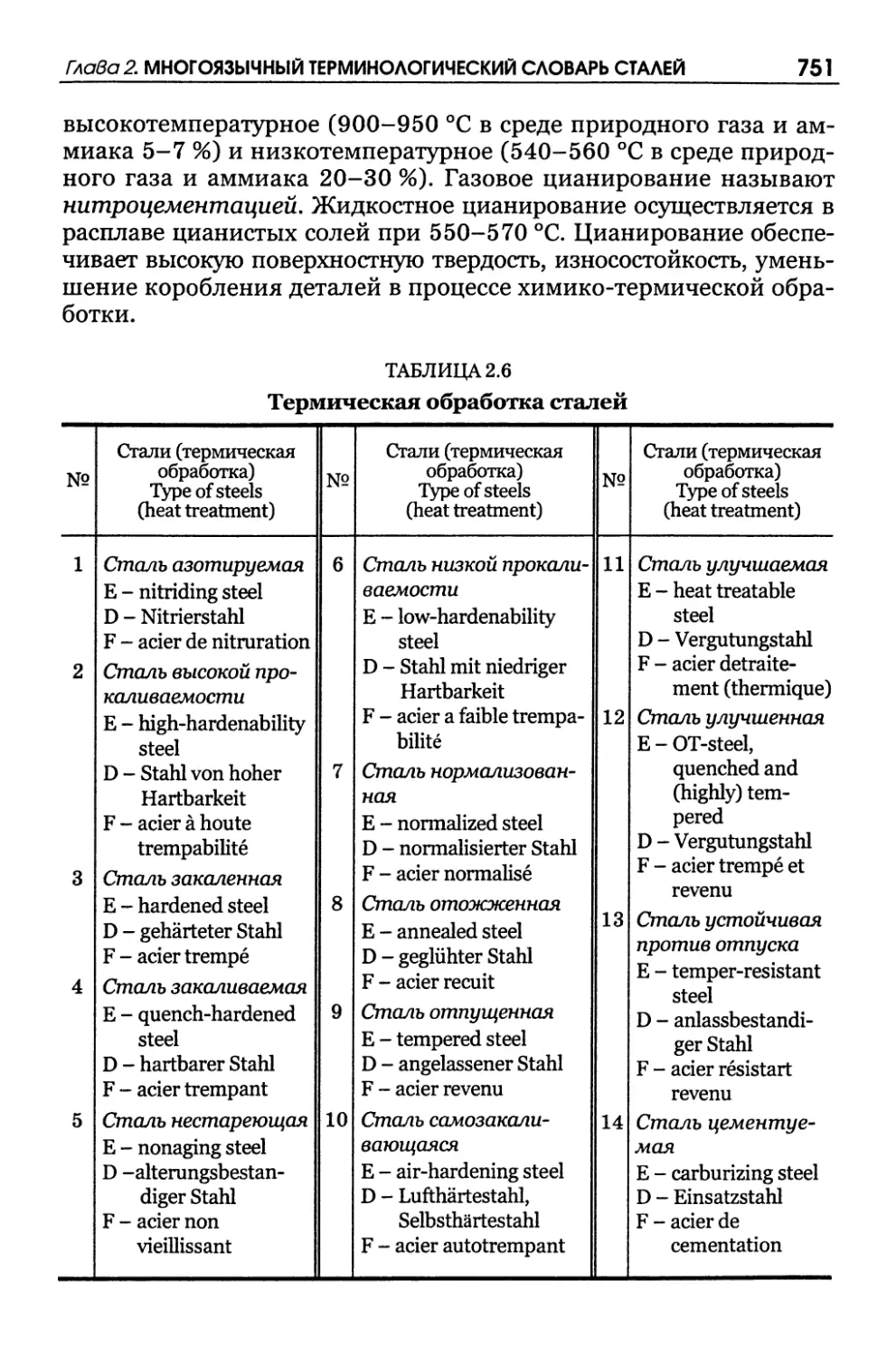
2.2. Термическая обработка сталей 744
2.3. Технология производства и химический состав сталей 747
2.4. Основные понятия и международные термины термической 749
и химико-термической обработки
Глава 3. МЕХАНИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА 755
3.1. Международные термины 755
3.2. Характеристики технологических свойств сталей 758
3.3. Международные обозначения и определения основных 761
механических свойств металла
Глава 4. СТАНДАРТЫ 763
4.1. Стандарты различных стран 763
4.2. Перечень использованных отечественных государственных 765
стандартов
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
а в - временное сопротивление (предел прочности при разрыве)
о% - предел прочности при сжатии
Он - предел прочности при изгибе
Хп - предел прочности при кручении
От - предел текучести физический (нижний предел текучести)
О"о,о5 - условный предел упругости с допуском на остаточную деформацию
при растяжении 0,05 %
о02 - предел текучести условный с допуском на величину пластической
деформации при растяжении 0,2 %
бР - относительное равномерное удлинение
б - относительное удлинение после разрыва
ц) - относительное сужение после разрыва
KCU - ударная вязкость, определенная на образцах с концентратором
вида U
KCV - ударная вязкость, определенная на образцах с концентратором
вида V
Тк - критическая температура хрупкости
НВ - твердость по Бринеллю
d10 - диаметр отпечатка по Бринеллю при диаметре шарика 10 мм и
испытательной нагрузке 2943 Н
HRA - твердость по Роквеллу (шкала А, конусный наконечник с общей
нагрузкой 588,4 Н)
HRB - твердость по Роквеллу (шкала В, сферический наконечник с общей
нагрузкой 980,7 Н)
HRC - твердость по Роквеллу (шкала С, конусный наконечник с общей
нагрузкой 1471 Н)
HV - твердость по Виккерсу при нагрузке 294,2 Н и времени выдержки
10-15 с
HSD - твердость по Шору
о_г - предел выносливости при симметричном цикле (растяжение -
сжатие)
т_! - предел выносливости при симметричном цикле (кручение)
N- число циклов напряжений или деформаций, выдержанных
нагруженным объектом до образования усталостной трещины
определенной протяженности или до усталостного разрушения
Kic - коэффициент интенсивности напряжений
Асг - температура начала (а —> у)~превращения при нагреве (нижняя
критическая точка)
Ас3 - температура конца (а —► у)-превращения при нагреве (верхняя
критическая точка)
Агх - температура конца (у —► а)-превращения при охлаждении (нижняя
критическая точка)
Аг3 - температура начала (у —> а)-превращения при охлаждении (верхняя
критическая точка)
]2 ПЕРЕЧЕНЬ СОКРАЩЕНИЙ
Мн - температура начала мартенситного превращения
Мк - температура конца мартенситного превращения
G - модуль сдвига
v - коэффициент Пуассона
р - плотность
сР - удельная теплоемкость (при постоянном давлении)
X - теплопроводность
а - коэффициент линейного расширения
\i - магнитная проницаемость
В - магнитная индукция
R - удельное сопротивление
d0 - начальный диаметр образца
10 - длина расчетной части образца
d - толщина оправки при испытании листов на изгиб
v - скорость резания
Ки - коэффициент относительной обрабатываемости
х - время
Т- температура
Готп - температура отпуска
Гисп - температура испытания
ПЕРЕЧЕНЬ СОКРАЩЕНИЙ
АЭУ - атомная энергетическая установка
АЭС - атомная энергетическая станция
ТЭС - тепловая электростанция
ВВЭР - водо-водяной энергетический реактор
ВДП - вакуумнодуговой переплав
ЭШП - электрошлаковый переплав
ТВЧ - ток высокой частоты
КП - категория прочности
КР - коррозионное растрескивание
ПК - питтинговая коррозия
МКК - межкристаллитная коррозия
AM, АМУ, ВУ, ДУ - условные обозначения методов определения стойкости
к межкристаллитной коррозии по ГОСТ 6032-89
НТД - нормативная техническая документация
ГОСТ - государственный стандарт
ОСТ - отраслевой стандарт
ТУ - технические условия
РТМ - руководящие технические материалы
ДЦ - данные ЦНИИТМАШ
ПРЕДИСЛОВИЕ
Справочник посвящен проблемам работоспособности
материалов, эксплуатируемых в условиях низких и криогенных температур,
и оценке работоспособности изготовленного из них оборудования.
Температурная область эксплуатации материалов, данные по
которым приведены в справочнике, включает в себя температуры
климатического холода минус 60-65 °С, температуры эксплуатации
холодильных систем и систем кондиционирования, достигающие
минус 80 °С, температурную область эксплуатации специальных
систем - минус 100-150 °С, температуры сжижения
природного газа, кислорода, азота, водорода, гелия - минус 150-269 °С.
В справочнике приведены основные данные по принципам выбора
материала, методам оценки его работоспособности в ходе
низкотемпературной эксплуатации, принципы оценки его ресурса.
Актуальность данной темы очевидна: природно-климатические
условия нашей страны, расположенной вдоль Северного Ледовитого
океана, выдвигают особые требования по хладостойкое™
конструкций общемашиностроительного комплекса и приводят к
необходимости исследования низкотемпературных свойств практически
всего поставляемого в северные регионы страны оборудования.
Создание и продвижение на Север крупных инфраструктурных
объектов - газо- и нефтепроводов, линий электропередач, железных и
шоссейных дорог, коммунальных структур ставят новые задачи
бесперебойной эксплуатации в условиях экстремальных нагрузок не
только перед администрациями северных регионов, но и перед
разработчиками и эксплуатационщиками.
Эффективность работы оборудования и транспорта в зимнее
время в северных регионах страны резко снижается. Срок службы
автомобилей по сравнению с европейской частью России
сокращается в 2 раза, а аварии и поломки, связанные с климатическими
условиями, выводят из строя до 25 % парка машин. Поток отказов (по
сравнению с летним периодом) деталей тракторов и бульдозеров
увеличивается в зимнее время в 2-6 раз, деталей экскаваторов - в
5-7 раз. Особенно опасным является период пуска машин в работу
после остановки.
Например: бульдозер Д-572, эксплуатируемый на горных
работах на Северо-Востоке страны, за год "теряет в массе" до 900 кг,
бульдозер 41В - до 2200 кг. В северных районах эксплуатируется
несколько десятков тысяч машин только этого типа.
При низких температурах происходит разрушение сварных рам
железнодорожных вагонов и ответственных литых деталей корпусов
автосцепки.
J4 ПРЕДИСЛОВИЕ
На промыслах Сибири частота отказов буровых установок зимой
возрастает по сравнению с летним периодом более чем в 2 раза. При
температурах ниже -35 °С во избежание крупных поломок
приходится останавливать мощные экскаваторы, буровые установки,
некоторые строительные машины, хотя регламентом работы северных
горнодобывающих предприятий предусмотрена их круглогодичная
эксплуатация.
Карьерные экскаваторы ПО "Уралмаш", "Ижорских заводов" и
других предприятий различаются по мощности, конструктивному и
технологическому исполнению. Но снижение работоспособности
определяется в основном однотипными отказами механической
части машин из-за низкотемпературного поведения материалов, из
которых они изготовлены.
При номинальном сроке службы 10 лет фактический срок
эксплуатации узлов экскаватора ЭКГ-8И составляет для стрелы,
растяжки стрелы, траков - 2 года; для балки рукояти - 7 лет; для
ходовой рамы - 2,5-3 года, для ковша - 1,5 года. Восстановление
машины - трудоемкий процесс: ее приходится останавливать и
демонтировать многие узлы. Для замены рукояти экскаватора ЭКГ-8И
требуется 2 суток. Рост числа разрушений деталей происходит, как
правило, в температурном интервале от -25 до -35 °С.
Так, число разрушений рукояти экскаватора ЭКГ-8И
увеличивается с 4-5 % при 20 °С до 20 % при -35 °С; частота поломок
ковша экскаватора ЭКГ-8И возрастает с 8 % при 20 °С до 45 % при
-35 °С.
Если на Урале срок службы рукояти экскаватора из стали
10ХСНД достигает 32 мес, то в зоне более холодного климата
Якутии этот срок не превышает 5-10 мес, что составляет примерно
треть нормативного срока.
Снижение работоспособности вызвано усилением хрупкости
металла рабочих частей и увеличением нагрузок из-за смерзания
грунтов.
Низкая стойкость в зимнее время наблюдается и у импортных
экскаваторов. В Якутии эксплуатируются гидравлические
экскаваторы 204М "Суперфронт" (ковш 20 м3), электромеханические
экскаваторы 201М88 (ковш 16 м3) фирмы "Сумитомо-Марион" (Япония).
В ПО "Кемеровоуголь", наряду с этими экскаваторами,
эксплуатируются экскаваторы РН2300 фирмы "Кобестил" (Япония). Число
отказов механических систем в зимний период у этих экскаваторов
возрастает в 3-4 раза по сравнению с летним, что указывает на
значительное влияние климатического фактора на надежность работы
оборудования. Много простоев экскаваторов из-за хрупких разруше-
ПРЕДИСЛОВИЕ
ний зубьев ковшей. Зуб ковша - это отливка из высокопрочной хро-
моникельмолибденовой стали массой до 370 кг, длиной 1200 мм,
шириной 280 мм и высотой 380 мм. Поломки зубьев составляют до
50 % отказов всех элементов механических систем экскаватора, а в
холодный период количество отказов возрастает в 2-3 раза.
Основными причинами разрушений сварных конструкций
экскаваторов являются несоответствие основного конструкционного
материала по хладостойкости (около 29 %), а также использование
технологии и сварочных материалов, не обеспечивающих хладо-
стойкость соединения (24 %). В среднем по Крайнему Северу
каждый карьерный экскаватор простаивает 70-90 дней в году из-за
неприспособленности к низким температурам.
Криогенные температуры и криогенные технологии все шире
применяются в современной науке и технике. Это
высокотехнологичные оборонные технологии, такие как ракетно-космическая
техника, отрасли, связанные с переработкой, очисткой и сжижением
различных газов, пищевая и медицинская промышленность.
Ядерную энергетику и физику высоких энергий, аэрокосмическое ап-
паратостроение и газопереработку, химическую промышленность,
косметологию и медицину также уже невозможно представить без
применения криогенных технологий. Будущее современного
транспорта заключается в переводе автомобилей на новые виды топлива,
основным из которых должен стать самый экологичный вид
топлива - сжиженный водород. Развитие энергетики тоже может
состояться только через широкое внедрение криогенных технологий. Это,
например, создание мощных криотурбогенераторов, работа которых
основана на применении новых сверхпроводящих материалов.
Постепенное исчерпание запасов нефти все более приоритетным
делает добычу и переработку природного газа, транспортировка
которого на дальние расстояния наиболее рентабельна в сжиженном
состоянии.
Такой широкий спектр применения криогенных технологий
требует разработки новых и более подробного изучения
известных материалов, однако до сих пор единого источника, в котором
были бы описаны такие материалы, не было. В данном
справочнике приведены основные группы металлических и
неметаллических материалов криогенного назначения, описаны их
структуры и свойства.
Одна из самых актуальных в современном металловедении
задач - повышение хладостойкости конструкций, изготовленных как
из металлических, так и неметаллических материалов, - подробно
рассмотрена в настоящем справочнике.
J6 ПРЕДИСЛОВИЕ
Разработка, выбор и производство материалов для
изготовления хладостойких изделий ответственного назначения является
одной из центральных и наиболее актуальных проблем в
современном материаловедении. Вместе с тем она тесно связана с
проблемой эффективности производства, т. е. уменьшения затрат
при изготовлении материалов и конструкций с требуемым
комплексом служебных характеристик, что отражено на страницах нового
справочника.
Часто проблема материала - это проблема его правильного
выбора из десятков известных и доступных. Существуют несколько
критериев такого выбора, и в первую очередь они определяются
условиями эксплуатации и условиями реального производства. Очень
редко материал обладает идеальной комбинацией свойств.
По критерию эксплуатационной надежности назначаются
требуемые служебные свойства материала, которые часто взаимно
противоречивы, что приводит к необходимости поступиться одной
характеристикой ради другой. Например: это прочность и
пластичность, прочность и вязкость, хладостойкость и длительная
прочность и т. д. Выбор материала должен учитывать деградацию
свойств в процессе эксплуатации: заметное снижение механической
прочности может происходить под воздействием повышенных
температур, а ухудшение вязкости и пластичности - под воздействием
низких температур и/или коррозионной среды.
Критерии реального производства связаны не только с
технологическими возможностями изготовления металлопродукции с
заданным комплексом служебных свойств. Они также определяют
необходимые технологические свойства материала, которые
характеризуют возможность получения бездефектного изделия (или
изделия с допустимым уровнем дефектности) и сохранения
эксплуатационных характеристик в процессе его изготовления по всем
переделам. К таким свойствам относятся технологическая
пластичность (способность к деформации ковкой, прокаткой, штамповкой и
т. д.), прокаливаемость, свариваемость, отпускоустойчивость,
чувствительность к наклепу, отпускной хрупкости, старению и др. Здесь
также может возникнуть противоречие при выборе материала - чем
выше прочность, тем хуже технологическая пластичность и
свариваемость и т. д.
При оценке свойств материала важна достоверность методов
испытаний и исследований материалов, особенно с учетом
приближения к реальным условиям эксплуатации. Свойства не являются
константой материала и сильно зависят от условий проведения
испытаний - типа образца, температуры, вида и скорости нагружения
ПРЕДИСЛОВИЕ
или деформации, параметров испытательной среды.
Характеристики, полученные при испытаниях, отражают свойства не только
состава и исходной структуры материала, но и его состояние в
заданных условиях испытаний.
Экономический критерий также является важным при выборе
материала. Может быть найден материал, близкий к идеальному, но
предельно дорогой. И наоборот, из дешевого материала можно
"выжать" максимально возможный комплекс свойств за счет
оптимизации его состава и технологии производства. При этом
повышение его стоимости совсем не является неизбежным.
За созданием новых низкотемпературных технологий и
разработкой оборудования для их реализации следует не менее сложная
проблема оценки работоспособности оборудования, определения
методов контроля качества металла его агрегатов и срока их
безопасной эксплуатации. Сложной проблемой является необходимость
работы с оборудованием, гарантированный срок службы которого
уже истек или истекает в ближайшее время.
На данный момент для основной группы низкотемпературного
оборудования как оборудования, представляющего собой
значительную производственную и экологическую опасность,
гарантированный срок службы устанавливается методом аналогии, т. е. исходя
из сроков службы аналогичных по технологическому принципу
изготовления и эксплуатации систем, например сосудов давления,
эксплуатируемых при повышенных и комнатной температурах.
Причиной этого является явно недостаточная база данных о
материалах, которые могут быть применены для изготовления машин,
агрегатов и конструкций, эксплуатируемых при низких и криогенных
температурах, их физических, технологических, механических и
эксплуатационных свойствах.
В справочнике собраны основные сведения о наиболее
широко применяемых в области низких и криогенных температур
материалах отечественного и зарубежного производства, приводятся
данные о новых перспективных материалах, использование
которых в низкотемпературном машино- и агрегатостроении только
осваивается или будет осваиваться промышленностью в
ближайшие годы.
Справочник будет интересен широкому кругу специалистов -
металловедов, механиков, технологов предприятий оборонной,
газовой, судостроительной, пищевой и других отраслей
промышленности, занимающихся
и эксплуатацией оборудова^1$&щ&0ЫШШ&О:йри низких чтапфра-
турах. Справочник рекомендован едудейэ&#$ Л &<#й$шнтам высщих
Л_в ПРЕДИСЛОВИЕ
технических учебных заведений; его данные могут быть
использованы преподавателями высших и средних специальных заведений
при разработке новых и корректировании существующих курсов
лекций.
При подготовке справочника использованы следующие
опубликованные материалы:
Международный транслятор современных сталей и сплавов / Под ред.
В. С. Киршенбаума. М., 1992.
Лебедев В. В., Литвак В. А. // Балтийские металлы. 1998. № 3, 4.
Солнцев Ю. П., Степанов Г. А. Материалы в криогенной технике:
Справочник. Л.: Машиностроение, 1982.
Солнцев Ю. П., Степанов Г. А. Конструкционные стали и сплавы для
низких температур. М.: Металлургия, 1985.
Зубченко А. С, Колосков М. М., Каширский Ю. В. и др. Марочник
сталей и сплавов / Под ред. А. С. Зубченко. М.: Машиностроение, 2003.
Металлы и сплавы: Справочник / Под ред. Ю. П. Солнцева. СПб., НПО
"Профессионал", 2003.
Машиностроение: Энциклопедия в 40 т. / Под ред. К. В. Фролова. М.:
Машиностроение, 1994.
ASM Металлы: Справочник. Пер. с англ. / Под ред. Ю. П. Солнцева.
СПб.: Издательство ФГУП ЦКБ МТ "Рубин", 2000.
Использовались также другие справочные и
научно-технические материалы отечественных и зарубежных авторов.
РАЗДЕЛ I
ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО
МАТЕРИАЛОВЕДЕНИЯ
Глава 1
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
ПРИ НИЗКИХ И КРИОГЕННЫХ ТЕМПЕРАТУРАХ
1.1. ОБЩИЕ СВЕДЕНИЯ
Материалы для работы в конструкциях при низких
температурах должны обеспечивать необходимую прочность в сочетании с
высокой вязкостью и пластичностью, обладать малой
чувствительностью к хрупкому разрушению.
Основными материалами для низкотемпературного применения
являются металлы, и прежде всего стали. Неметаллические
материалы в качестве конструкционных материалов служат важным
дополнением к металлам, используемым в технике низких температур.
С понижением температуры прочностные характеристики
материалов растут, а вязкость и пластичность уменьшаются. Поэтому
при выборе материала для работы в этих условиях определяющими
показателями являются прочность при максимальной температуре
эксплуатации - обычно комнатной, а вязкость и пластичность - при
минимальной температуре.
Определенную сложность представляет выбор необходимого
уровня пластичности и вязкости. Нормы по проектированию
указывают рекомендуемый температурный диапазон применения
каждого вида материала, используемого для хладостойких конструкций,
сосудов давления, трубопроводов и другого холодильного и
криогенного оборудования. Однако справочная литература не учитывает
количественную интерпретацию таких различных конструкторско-
технологических факторов, как размеры деталей, уровень
остаточных напряжений, условия нагружения и др., на надежность машин
и конструкций.
Сложность количественной оценки влияния различных конст-
рукторско-технологических факторов затрудняет создание
нормативных рекомендаций по применению материалов для работы в
конкретных условиях.
По хладостойкое™ металлические материалы, используемые
при низких температурах, условно могут быть разбиты на четыре
основные группы.
^0 РАЗДЕЛ I, ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
1. Металлы и сплавы, а также неметаллические материалы,
характеристики механических свойств которых позволяют
использовать их при температурах до -60 °С (213 К), т. е. при низких
климатических температурах, для изготовления изделий так называемого
северного исполнения. К этой группе относятся качественные
углеродистые и низколегированные стали ферритного и ферритно-
перлитного классов с ОЦК решеткой.
2. Ко второй группе относятся сплавы, сохраняющие вязкость и
пластичность при охлаждении до - 100 °С (173 К). Это стали с 0,2-
0,3 % С, дополнительно легированные Ni, Cr, Ti, Mo. К этой группе
относятся, например, низкоуглеродистые ферритные стали с 2-5 %
Ni, используемые при температурах -60-^-120 °С (210-150 К).
3. К третьей группе относятся сплавы, способные без ухудшения
свойств выдерживать температуры до -196 °С (77 К) (температура
кипения жидкого азота). Сюда относятся стали типа 12Х18Н10Т,
0Н9А, большинство сплавов на основе Al, Ti, Си, не
обнаруживающих склонности к хрупкому разрушению. Для ненагруженных
конструкций с целью экономии Ni применяют Cr-Мп- и Cr-Ni-Mn-
сталитипа 10Х14Г14Н4Т, 03Х13АГ19, 07Х21Г7АН5.
4. К четвертой группе относятся сплавы, работающие при
температуре ниже -196 °С (77 К). К этой группе принадлежат
материалы, используемые в космической технике, производстве и
потреблении жидкого водорода, экспериментальной физике. Для
работы при таких температурах пригодны лишь высоколегированные
коррозионностойкие стали типа 03Х20Н16АГ6, 10Х11Н23ТЗМР
(ЭПЗЗ), некоторые бронзы, никелевые сплавы, алюминиевые
сплавы, легированные магнием, и сплавы титана.
Механические свойства и работоспособность металлов,
применяемых для хладостойких конструкций, а также в холодильном и
криогенном машиностроении, зависят от многих факторов. К ним
прежде всего относятся тип кристаллической решетки, размер зерна
и состояние его границ, содержание легирующих элементов и
примесей, форма и размеры неметаллических включений. Повышенное
содержание водорода увеличивает хрупкость. Сварка способствует
росту зерна и дополнительному наводороживанию, что увеличивает
хладноломкость сварных соединений. Кроме того, нагрев при сварке
может способствовать фазовым превращениям и выделениям
примесей по границам зерен, что также повышает хрупкость материалов.
1.2. ХЛАДОСТОЙКОСТЬ СТАЛЕЙ КЛИМАТИЧЕСКОГО ХОЛОДА
Явление хладноломкости, т. е. хрупкого разрушения, связанного
с действием низких температур, впервые стало предметом широкого
обсуждения в связи с бурным строительством железных дорог во
Глава 7. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
21
второй половине XIX в. После замены пудлингового способа
производства бессемеровским и мартеновским было отмечено, что
рельсы, изготовленные из металла этих способов выплавки, внезапно
разрушались при понижении температуры.
В первой половине XX в. значительно возросло число крупных
аварий железнодорожных мостов, морских судов, резервуаров для
хранения нефти, магистральных газопроводов. Аварии обычно
происходили в зимнее время года при совместном действии низкой
температуры, ветра, штормовой погоды. Анализ разрушений
показал, что в большинстве случаев они начинались в дефектных местах
сварных швов.
Мост через канал Альберта в Бельгии, построенный в 1936 г.,
разрушился весной 1938 г. при морозной погоде. Очевидцы
услышали звук, подобный выстрелу, а затем, спустя несколько минут,
мост разломался на три части, которые упали в канал (рис. 1.1).
Анализ причин аварии показал, что при проектировании моста
не были приняты меры к уменьшению значительной концентрации
напряжений, особенно в местах сварки, которые, кроме того, были
еще дополнительно ослаблены неудовлетворительным качеством
сварки.
В конце 1940-х гг. в США было отмечено много случаев полного
или частичного разрушения судов сварной конструкции,
происходивших, как правило, в зимнее время. Многие суда разрушались
полностью, разламываясь на две части (рис. 1.2), причем в местах разруше-
Рис. 1.1. Хрупкое разрушение моста через канал Альберта в Хассельте
(Бельгия) 14 марта 1938 г. (мост построен в 1936 г.)
22
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Рис. 1.2. Хрупкое разрушение корпуса танкера (США)
ния отсутствовали признаки заметной деформации, что
свидетельствовало о его хрупком характере. Анализ причин разрушений также
показал, что они, как правило, начинались в местах концентрации
напряжений. Это были участки с различными дефектами сварки,
места неудовлетворительной формы элементов судна (например,
различные отверстия прямоугольного сечения с острыми углами) и,
наконец, места с дефектами материала (включениями, пустотами и т. п.).
Резервуары и трубопроводы также проявляют склонность к
хрупким разрушениям при низких температурах. Наиболее характерный
вид разрушения - сквозные трещины кольцевых швов. Трещины,
как правило, начинаются от первичных дефектов типа непроваров,
подрезов, скопления пор и шлаковых включений.
Наличие мелких трещин и пор может привести к просачиванию
находящегося под давлением газа и к расширению его при выходе
на поверхность. Специальные опыты показали, что расширение
метана при перепаде давления от 50 до 1 ат сопровождается
дополнительным снижением температуры в окрестностях отверстий на
30 °С. Это существенно снижает сопротивление металла
пластической деформации и способствует хрупкому разрушению. Холодные
трещины образуют свищи, приводящие к воспламенению газа.
Особую актуальность проблема хладноломкости приобрела в
связи с освоением Сибири и Крайнего Севера. Более половины
территории России расположено севернее изотермы января с
температурой -20 °С (рис. 1.3). Такие районы, как Сибирь, Заполярье, Якутия,
I
24 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Дальний Восток, шельф Северного Ледовитого океана,
характеризуются большими запасами полезных ископаемых и перспективны
в промышленном отношении.
Эффективность работы оборудования и транспорта в зимнее
время в этих районах резко снижается. Анализ работы автохозяйств
зоны с суровым климатом показал, что срок службы автомобилей в
этой зоне по сравнению с европейской частью России сокращается в
2 раза, а аварии и поломки, связанные с климатическими
условиями, выводят из строя до 25 % парка машин. Поток отказов деталей
тракторов и бульдозеров увеличивается в зимнее время в 2-6 раз по
сравнению с летним периодом, деталей экскаваторов - в 5-7 раз.
Особенно опасным является период пуска машин в работу после
остановки. Бульдозер Д-572, эксплуатируемый на горных хребтах
Северо-Востока страны, за год "теряет в массе" до 900 кг,
бульдозер 41В - до 2200 кг. В настоящее время в Сибири и на Севере
эксплуатируются несколько десятков тысяч машин только этого
типа.
При низких температурах происходит разрушение сварных рам
железнодорожных вагонов и ответственных литых деталей корпусов
автосцепки. На промыслах Сибири частота отказов буровых
установок зимой возрастает по сравнению с летним периодом более чем в
2 раза. При температурах ниже -35 °С во избежание крупных
поломок приходится останавливать мощные экскаваторы, буровые
установки, некоторые строительные машины, хотя регламентом работы
северных горнодобывающих предприятий предусмотрена
круглогодичная эксплуатация.
По данным ИФТПС ЯФ СО РАН, при сроке списания 10 лет
фактический срок службы узлов карьерного экскаватора ЭКГ-8И
составляет: для стрелы, растяжки стрелы, траков 2 года; для балки
рукояти 7 лет; для ходовой рамы 2,5-3 года; для ковша 1,5 года.
Замена вышедших из строя деталей - трудоемкий процесс, так как
при этом приходится останавливать весь агрегат и демонтировать
многие узлы. Рост числа разрушений литых деталей происходит,
как правило, в температурном интервале от -25 до -35 °С. Так,
число разрушений рукояти экскаватора ЭКГ-8И увеличивается с 4-5 %
при 20 °С до 20 % при -35 °С; частота поломок ковша экскаватора
ЭКГ-8И возрастает с 8 % при 20 °С до 45 % при -35 °С.
Хрупким разрушениям в зимнее время особенно подвержены
сварные детали рабочего оборудования: ковши, рукояти, стрелы, -
и ходового механизма: нижние рамы, натяжные оси и гусеничные
рамы.
По данным В. П. Ларионова [3], если срок службы балок
рукояти карьерного экскаватора марки ЭКГ-4,6БС из
низколегированной стали 10ХСНД на карьерах Урала достигает 32 мес, то в зоне
Глава I ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
25
16
ч
12
10
8
6
4
2
Г*
V
\
\
/
\
*
\
2
К
м
>
V
1
г
J
f
1
1
1
У
у
у
-/5
-10
-5
+5
+10
+15
ППНУУМШШКХЛШ
Месяцы
Рис. 1.4. Распределение частоты
поломок балки рукояти ковша
экскаваторов п (i) и
среднемесячных температур Гср.м (2) на
рудниках Норильского горнометаллур-
гического комбината
более холодного климата Якутии
этот срок не превышает 5-10 мес,
что составляет не более трети
нормативного срока.
Снижение работоспособности
обусловлено не только усилением
склонности металла рабочих
частей к хрупкому разрушению, но и
увеличением действующих
нагрузок из-за смерзания грунтов.
Из рис 1.4 видно, что у
крупных карьерных экскаваторов
Норильского горнометаллургического комбината балки рукояти ковша
в декабре ломались в 4 раза чаще, чем в июле.
Низкая стойкость в зимнее время наблюдается у экскаваторов
не только отечественного производства. В производственном
объединении "Якутуголь" эксплуатируются гидравлические экскаваторы
204М "Суперфронт" вместимостью ковша 20 м3,
электромеханические экскаваторы 201MSS вместимостью ковша 16 м3. Эти
экскаваторы изготовлены фирмой "Сумитомо-Марион" (Япония). В ПО "Ке-
меровоуголь" наряду с этими экскаваторами эксплуатируются
экскаваторы РН2300 фирмы "Кобе стил" (Япония).
Опыт эксплуатации этих экскаваторов показывает, что число
отказов механических систем в зимний период эксплуатации
возрастает в 3-4 раза по сравнению с летним, что указывает на
значительное влияние климатического фактора на надежность работы
оборудования. Значительное время экскаваторы простаивают из-за
хрупких разрушений зубьев ковшей. Зуб ковша представляет собой
отливку из высокопрочной хромоникельмолибденовой стали
массой до 370 кг, длиной 1200 мм, шириной 280 мм и высотой 380 мм.
Отказы зубьев составляют до 50 % отказов всех элементов
механических систем экскаватора, причем в холодный период
эксплуатации число отказов возрастает в 2-3 раза.
Обследование, проведенное Институтом физико-технических
проблем Севера (г. Якутск) под руководством академика В. П.
Ларионова, показало, что наиболее часто причинами разрушений
сварных конструкций экскаваторов является несоответствие
основного конструкционного материала по хладостойкости (около 29 %),
26 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
а также использование технологии и сварочных материалов, не
обеспечивающих хладостойкость соединения (24 %). В среднем по
районам Крайнего Севера страны каждый карьерный экскаватор
простаивает 70-90 дней в году вследствие неприспособленности к
работе при низких температурах.
Скорость и порывистость ветра также могут способствовать
хладноломкости. Сильный ветер способен создавать в конструкциях
динамические напряжения. Кроме того, при изменении
температуры воздуха ветровая нагрузка усиливает теплоотвод, что
дополнительно повышает перепад температур между сердцевиной и
поверхностью конструкции и вызывает развитие напряжений. В высоких
конструкциях типа башенных кранов ветровая нагрузка приводит к
развитию явлений усталости, которые дополнительно повышают
критическую температуру хрупкости.
1.3. ТРЕБОВАНИЯ К МАТЕРИАЛАМ КРИОГЕННОЙ ТЕХНИКИ
Для последних десятилетий характерно бурное развитие
криогенной техники. Важным стимулом для ее развития стало
осуществление в мире космических и ядерных программ. Сфера применения
криогенной техники в народном хозяйстве непрерывно растет. С ней
неразрывно связано развитие таких традиционных отраслей
промышленности, как металлургия, химия, а также сельского
хозяйства. Ростом научно-технической революции и развитием новых
отраслей техники (ракетостроение, энергетика, управление
термоядерными процессами, освоение космоса, физика высоких энергий)
в значительной мере обусловлено активное применение криогенной
техники. Появились такие специальные отрасли знания, как
криобиология, криомедицина, криоэнергетика и др.
Важнейшим фактором дальнейшего развития криогенной
техники является разработка и внедрение материалов, пригодных для
работы при низких температурах.
Конструирование и внедрение в серийное производство
криогенной техники должны базироваться на глубоких знаниях основ
низкотемпературной прочности, надежных методах оценки
работоспособности, надежности и долговечности материалов; научно
обоснованных рекомендациях по выбору материалов, содержащих
основные характеристики их свойств.
К техническим средствам, предназначенным для использования
при низких температурах и характеризующимся повышенной
металлоемкостью, относятся [5]:
• холодильные установки и аппараты для получения и
разделения сжиженных газов (например, ректификационные
колонны);
Глава I ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
27
• криогенные резервуары и магистральные трубопроводы для
транспортировки сжиженных газов;
• космические аппараты и ракеты;
• сверхпроводящие магниты для энергетики, управляемого
термоядерного синтеза, транспорта;
• установки для проведения специальных физических
экспериментов (жидководородные пузырьковые камеры, аппаратура
для изучения эффектов сверхпроводимости и др.).
На рис. 1.5 приведена схема воздухоразделительной установки,
где пунктирной линией обведена зона с температурой 100-75 К.
Около различных аппаратов указаны ориентировочные температуры
газообразных или жидких продуктов разделения воздуха. Воздух из
турбокомпрессора, пройдя через скруббер 1, попадает в регенератор
2 и далее в колонну 12. Часть воздуха с температурой 150 К из
средней части регенератора через адсорбер 3 попадает в турбодетандер 4,
где в результате расширения температура падает со 150 до 105 К. Из
турбодетандера воздух направляется в колонну 6. Чистый
газообразный азот из верхней зоны колонны 6, пройдя переохладитель 14,
попадает в регенератор, где подогревается до комнатной
температуры. Температуры жидких и газообразных продуктов в
конденсаторе, испарителе жидкого кислорода, в испарителе-конденсаторе,
подогревателе кислорода и в переохладителях составляют 92-98 К.
Кислород
Воздух из
турбокомпрессора
Рис. 1.5. Схема воздухоразделительной установки АКт-30:
I - скруббер; 2 - регенератор; 3, 5, 8 - адсорберы; 4 - турбодетандер; 6, 12 -
колонны; 7 - конденсатор; 9 - испаритель жидкого азота; 10 - испаритель-конденсатор;
II - подогреватель кислорода; 13,14- переохладители
28
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Таким образом, основное оборудование работает при
температурах 100-75 К. Исключение составляют скрубберы, регенераторы,
адсорберы.
В зависимости от места расположения и температуры
окружающей среды температура наружных стенок скруббера может
колебаться от 320 до 280 К. В регенераторах температура изменяется
по высоте от 300 К (верх) до 100 К (низ), регенератор работает в
условиях многократной смены давления (до 2 млн. циклов за период
эксплуатации). Как правило, в адсорберах температура
периодически повышается с 90 до 530 К для восстановления свойств
адсорбента. В баках комплексной очистки температура может изменяться в
интервале от комнатной до 400 °С.
Металл аппаратов типа конденсаторов, колонн и др.
соприкасается непосредственно с жидкими продуктами разделения воздуха:
азотом, кислородом. В этих условиях температура металла
практически постоянна. В других аппаратах, за исключением адсорберов,
она может несколько меняться, однако эти колебания (±3 К)
незначительны с точки зрения работоспособности металла. Наибольший
перепад температур наблюдается в зоне турбодетандера.
С точки зрения температуры металла работа гелиевых
ожижителей является аналогичной (рис. 1.6), с той лишь разницей, что,
как правило, длительность эксплуатации менее продолжительна, и
поэтому чаще производится запуск и наблюдается связанный с ним
цикл изменения температур металла.
Часть газообразного гелия (10 %)
после компрессора 1, пройдя ряд
теплообменников ожижительного контура
7-10 и охладившись до температуры,
близкой к температуре ожижения,
попадает к дросселю 6, где происходит
дросселирование потока, после чего
жидкость попадает в ванну, а
газообразный гелий всасывается
компрессором. Основная же масса газообразного
гелия (90 %) идет после
промежуточных теплообменников 3-5 к
тепловому насосу 2, где за счет работы
расширения температура его в
различных зонах понижается с 80 до 14 К.
Рис. 1.6. Схема ожижения гелия:
1 - компрессор; 2 - тепловой насос; 3-5 -
промежуточные теплообменники; 6 - дроссель; 7-
10 - теплообменники ожижительного контура
10
Глава 7. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
29
!азо сброс
Заправка
U11
длоди Выход
греющега газа
Отбор продукта
на анализ К указателю
(/ровня
Заправка
Слив
Рис. 1.7. Схема резервуара РЦГ:
1 - компрессор; 2 - тепловой насос; 3-5 - промежуточные теплообменники; 6 -
дроссель; 7-10 - теплообменники ожижительного контура
Температура металла внутренних элементов сосудов для
хранения криогенных продуктов (рис. 1.7) практически постоянна, если
не считать периодов заполнения сосуда из отогретого состояния.
Часто такие сосуды имеют дополнительное оборудование для
ожижения испаряющегося за счет теплопритока извне продукта,
учитывая необходимость возвращения его в сосуд. Газообразный
водород, пройдя по элементам 1,2,4,5,6 системы ожижения
водорода (рис. 1.8), охлаждается от комнатной температуры до 20 К: часть
его сжижается, а остальная через теплообменники 6 и 4, отдав холод
встречному потоку газообразного водорода, направляется на всос
компрессора. Оборудование изолируется от внешней среды
вакуумной оболочкой 3.
Металл магистральных
трубопроводов для передачи сжиженных
газов подвергается, по-видимому,
наиболее частому охлаждению и отогреву;
при этом металл внутренней трубы
(рис. 1.9) принимает температуру
передаваемого продукта; металл
кожуха (наружный) трубы имеет
температуру окружающего воздуха (в
зависимости от климатических условий).
Рис. 1.8. Схема водородного
ожижителя для транспортного сосуда:
1 - компрессор; 2 - осушитель с фреоновым
охлаждением; 3 - вакуумная оболочка сосуда;
4 - теплообменник теплой зоны; 5 - азотная
ванна; 6 - дроссельный теплообменник; 7 -
дроссельный вентиль I
30
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Рис. 1.9. Схема трубопровода для
криогенных жидкостей:
1 - внутренняя труба; 2 - изоляция; 3 - кожух; 4 -
изоляционная проставка
Указанные выше температуры характерны и для арматуры (рис. 1.10),
устанавливаемой на магистральных трубопроводах. Наибольший
температурный перепад по металлу приходится на тепловой мост, в
связи с чем детали его изготовляют комбинированными (металло-
пластик).
Таким образом, рассматривая проблему применения металлов в
целом, необходимо указать на чрезвычайно широкий
температурный интервал работы металла промышленных криогенных
установок: от 4 до 670 К.
В изделиях криогенной техники в зависимости от темпера-
турно-силовых условий эксплуатации можно выделить три типа
конструкций:
Рис. 1.10.
Криогенный клапан:
1 - корпус; 2 - кожух;
3 - тепловой мост
Глава /. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ 3^
1) работающие при статическом нагружении и температурах
свыше 70 К (стационарные, редко опорожняемые емкости для
кислорода, азота, аргона, метана; ректификационные колонны,
теплообменники, статически нагружаемые трубопроводы, вакуумные
камеры с азотными экранами);
2) работающие при циклическом нагружении и температурах
свыше 70 К (транспортные емкости и газификаторы, регенераторы
и отдельные участки трубопроводов);
3) требующие специальных условий эксплуатации и
работающие при температурах ниже 70 К (например, сосуды для жидкого
водорода, криогенные оболочки сверхпроводящих устройств,
некоторые виды лабораторного оборудования).
Стали и сплавы, а также неметаллические материалы,
используемые при низких температурах, как климатического холода, так и
криогенных, характеризуются механическими,
физико-химическими и технологическими свойствами. При выборе материалов
необходима информация об их стоимости и дефицитности.
Под химическими свойствами понимают способность
материалов вступать в химическое взаимодействие с другими веществами,
сопротивляемость окислению, проникновению газов и химически
активных веществ. Физические свойства определяют поведение
материалов в тепловых, гравитационных, электромагнитных и
радиационных полях.
Механические свойства материалов характеризуют их
способность сопротивляться деформированию и разрушению под
воздействием различного рода нагрузок - статических, динамических,
тепловых и т. д. Механические нагрузки могут быть постоянными,
динамическими и циклическими. Кроме того, материалы могут
подвергаться деформации и разрушению при разных
температурных условиях и в различных, в том числе агрессивных, средах.
Технологические свойства являются важнейшими
характеристиками материалов, используемых в технике. Комплекс этих свойств
включает в себя технологичность при выплавке, горячем и
холодном деформировании, обработке резанием, термической обработке
и особенно сварке. При рассмотрении свойств отдельных
криогенных материалов их технологичности будет уделено соответствующее
внимание.
Стоимость и дефицитность - особенно важные характеристики
при выборе материалов для изготовления металлоемких
конструкций. При этом в понятие стоимости входит не только марка и состав
материала, но и имеющийся сортамент заготовок, расходы на сва-.
рочные работы, обязательный контроль сварных соединений,
контрольные испытания при высоком давлении всей сборки в целом
и т. д.
У1 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Глава 2
ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ МАТЕРИАЛОВ
ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
2.1. УПРУГАЯ И ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
Деформацией называется изменение формы и размеров тела
под действием нагрузки. Деформация, возникающая при
сравнительно небольших напряжениях и исчезающая после снятия
нагрузки, называется упругой, а сохраняющаяся - остаточной, или
пластической.
Упругая и пластическая деформации в своей физической основе
принципиально отличаются одна от другой. При упругой
деформации происходит обратимое смещение атомов из положений
равновесия в кристаллической решетке. Упругая деформация не
вызывает заметных остаточных изменений в структуре и свойствах
металла. После снятия нагрузки сместившиеся атомы под действием сил
притяжения (при растяжении) или отталкивания (при сжатии)
возвращаются в исходное равновесное положение, и кристаллы
приобретают первоначальную форму и размеры. Упругие свойства
материалов определяются силами межатомного взаимодействия.
В основе пластической деформации лежит необратимое
перемещение одних частей кристалла относительно других. После
снятия нагрузки исчезает лишь упругая составляющая деформации.
Пластичность, т. е. способность металлов перед разрушением
претерпевать значительную пластическую деформацию, является
одним из важнейших свойств металлов. Благодаря пластичности
осуществляется обработка металлов давлением. Пластичность
позволяет перераспределять локальные напряжения равномерно по
всему объему металла, что уменьшает опасность разрушения.
Для металлов характерно большее сопротивление растяжению
или сжатию, чем сдвигу. Поэтому процесс пластической
деформации обычно представляет собой процесс скольжения одной части
кристалла относительно другой по кристаллографической
плоскости или плоскостям скольжения с более плотной упаковкой атомов,
где сопротивление сдвигу наименьшее (рис. 2.1). Скольжение
осуществляется в результате перемещения в кристалле дислокаций.
В результате скольжения кристаллическое строение
перемещающихся частей не меняется.
Другим механизмом пластической деформации является двой-
никование. Как и скольжение, двойникование осуществляется за счет
сдвига, однако в этом случае происходит сдвиг части кристалла в
положение, соответствующее зеркальному отображению несдвинутой
Глава 2. ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ МАТЕРИАЛОВ
33
Рис. 2.1. Схема пластической деформации скольжением:
а - исходное состояние; б - упругодеформированное состояние; в - упруго- и
пластически деформированное состояние; г - состояние после пластической (остаточной)
деформации по плоскости АВ; F- усилие
части (рис. 2.2). Двойникование, подобно скольжению,
сопровождается прохождением дислокаций сквозь кристалл. При деформации
двойникованием напряжение сдвига выше, чем при скольжении.
Двойники обычно возникают тогда, когда скольжение по тем или
иным причинам затруднено. Деформация двойникованием обычно
наблюдается при низких температурах и высоких скоростях
приложения нагрузки, так как в этих случаях для скольжения необходимо
высокое напряжение сдвига. Двойники более характерны для
металлов с ГП решеткой (Ti, Mg, Zn).
В соответствии с дислокационной концепцией процессы
скольжения и двойникования осуществляются не одновременным сдвигом
одной атомной плоскости относительно другой, а
последовательным перемещением дислокаций в плоскости сдвига. Благодаря тому,
что для перемещения дислокаций требуются значительно меньшие
усилия, чем для жесткого смещения атомных плоскостей,
фактическое напряжение сдвига значительно меньше теоретического.
Величина напряжения, необходимого для осуществления
пластической деформации, зависит от скорости деформирования и
температуры. С увеличением скорости деформирования достижение
заданной деформации требует больших напряжений, а при
повышении температуры значение необходимых напряжений снижается.
Таким образом, пластическая деформация является термически
активируемым процессом. При понижении температуры предел
текучести большинства металлов растет. f
Металлы с ГЦК решеткой имеют
значительно меньшую зависимость предела
текучести от температуры, чем металлы
с другими типами решеток.
A -ir
Рис. 2.2. Пластическая деформация
двойникованием:
F- усилие; АВ - плоскость перемещения
F
3-312
34 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
2.2. ХРУПКОЕ И ВЯЗКОЕ РАЗРУШЕНИЕ
Заключительная стадия деформирования материалов - стадия
разрушения - стала объектом исследования сравнительно недавно,
так как раньше считали, что после появления трещин в материале
изделие нельзя использовать. Разрушение рассматривалось как
заключительная мгновенная стадия нагружения, которая не может
быть остановлена. В настоящее время выявлено, что стадия
разрушения с момента появления повреждения может составлять до 90 %
долговечности конструкции.
Толчком к систематическому изучению механики разрушения
явились участившиеся случаи аварий и катастроф судов, мостов,
резервуаров, летательных аппаратов и других конструкций, в свою
очередь обусловленные применением высокопрочных материалов и
усложнением условий их работы.
Разрушение твердого тела представляет собой процесс
разделения его на части под действием нагрузки, которая также может
сопровождаться термическими, радиационными, коррозионными и
другими воздействиями. На атомном уровне разрушение
представляет собой разрыв межатомных связей с образованием новых
поверхностей. Если разрыв межатомных связей происходит
перпендикулярно плоскости разрушения, то происходит разрушение
сколом или отрывом. Если разрыв связей вдет под действием силы,
приложенной параллельно плоскости разрушения, то происходит
разрушение сдвигом или скольжением. В металлах может иметь
место и тот, и другой вид разрушения, что определяется главным
образом их кристаллической структурой. Кроме того, характер
разрушения зависит от температуры, скорости деформации,
напряженного состояния, чистоты металла и т. д.
В зависимости от степени пластической деформации перед
разрушением различают два основных вида разрушений: хрупкое и
вязкое. При вязком разрушении металл претерпевает перед
разрушением не только упругую, но и значительную пластическую
деформацию. При отсутствии пластической деформации или при ее
незначительном развитии происходит хрупкое разрушение.
Хрупкое разрушение происходит путем отрыва или скола, когда
плоскость разрушения перпендикулярна нормальным напряжениям.
Под действием нормальных напряжений происходит упругая
деформация кристаллической решетки, а после достижения предельной
степени ее искажения - последовательный разрыв межатомных
связей с отрывом одной атомной плоскости от другой, т. е.
разрушение металла. Разрушение начинается от какого-либо дефекта,
вблизи которого развивается концентрация напряжений, превосходящих
теоретическую прочность металла. Концентрация напряжений К
Глава 2. ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ МАТЕРИАЛОВ
35
Рис. 2.3. Концентрация напряжений атах в устье дефекта:
а - трещина; б - острый надрез; в - закругленный надрез; гх<г2< г3; аср - средний
уровень напряжений
пропорциональна остроте дефекта и его длине: К=2у[Т/г, где / -
длина дефекта; г - радиус закругления в его вершине. Концентрации
напряжений способствует образование как внутренних, так и
наружных дефектов - надрезов различной остроты и длины (рис. 2.3).
У достаточно пластичных металлов, характеризующихся
релаксацией напряжений, местной концентрации напряжений вблизи
несплошностей оказывается недостаточно, и развитие трещин скола
не происходит.
Вязкое разрушение происходит путем сдвига под действием
касательных напряжений. Плоскость скольжения расположена под
углом 45° к направлению главных нормальных напряжений.
Чисто сдвиговое вязкое разрушение характерно для таких
аморфных материалов, как глина; чисто хрупкое разрушение
свойственно идеально упругим материалам, например алмазу. Однако
большинству реальных материалов одновременно присуще и
вязкое, и хрупкое разрушение, а разделение на отдельные виды
разрушения условно проводится по преобладанию того или иного типа.
Характерными признаками вязкого и хрупкого разрушения
являются энергоемкость, т. е. величина работы разрушения, вид
трещины и поверхности излома и скорость распространения трещины.
При разрушении по хрупкому механизму на процесс самого
разрушения затрачивается значительно меньшая работа, чем при
вязком. Начавшееся хрупкое разрушение является
самопроизвольным процессом. Оно происходит за счет высвобождения
накопленной в системе упругой энергии, и поэтому для распространил
трещины не требуется подвод энергии извне. При хрупком разрушении
36
Р А 3 Д Е Л I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
i»
Г
S
\
Рис. 2.4. Вид трещины и схемы разрушения
(сечение перпендикулярно поверхности
излома):
а - хрупкое; б - вязкое
затрата энергии на образование новых
поверхностей в результате раскрытия тре-
щины меньше, чем освобождающаяся при
этом накопленная упругая энергия. При
вязком разрушении затрачивается значительно большая работа.
Для развития вязкого разрушения необходим непрерывный
внешний подвод энергии, расходуемой на пластическое деформирование
металла впереди растущей трещины и преодоление возникающего
при этом упрочнения. При этом работа, затрачиваемая на
пластическую деформацию, значительно
превышает работу собственно
разрушения.
При хрупком разрушении
магистральная разделяющая тело
трещина имеет малый угол раскрытия
(острая трещина), пластическая
деформация вблизи поверхности
разрушения почти полностью
отсутствует (рис. 2.4). При вязком
разрушении трещина имеет большой
угол раскрытия (тупая трещина),
поверхность разрушения
характеризуется значительной степенью
пластической деформации.
При низких температурах меж-
зеренные границы обычно прочнее
самих зерен, и поэтому у
большинства металлов при низких
температурах разрушение имеет транс-
кристаллитный характер и
проходит по зернам, а не по границам
между ними. При повышенных
температурах межзеренные
границы обычно слабее зерен.
Поэтому разрушение при повышенных
Рис. 2.5. Микроструктура изломов:
а - хрупкий ручьистый излом; б - вязкий
чашечный излом CuNi20; в - квазихрупкий
излом литой стали при 77 К
Глава 2. ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ МАТЕРИАЛОВ 37^
температурах имеет, как правило, межкристаллитный характер
(рис. 2.5).
Микроизлом при хрупком разрушении имеет блестящую
гладкую поверхность. Плоские грани расколотых кристаллических зерен
придают металлический блеск хрупкому излому.
Электронно-микроскопическое исследование обнаруживает "речные узоры", или
"ручьистое" строение излома, являющееся следствием
взаимодействия движущейся трещины с дефектами кристалла, а также наличие
предпочтительных кристаллографических ориентировок фасеток
скола. Излом при вязком разрушении имеет матовый волокнистый
характер без металлического блеска. Электронно-микроскопическое
исследование обнаруживает характерное "чашечное" строение
излома.
Для хрупкого разрушения характерна высокая скорость
распространения трещины, достигающая приблизительно 0,4 скорости
распространения звука в металле. Отсюда скорость распространения
хрупкой трещины для стали должна составлять около 2-103 м/с.
Скорость распространения вязкой трещины значительно ниже и
определяется скоростью нарастания напряжений. Основные
признаки хрупкого и вязкого разрушения приведены в табл. 2.1.
С помощью рассмотренных признаков можно определить
характер разрушения детали или конструкции (вязкий или хрупкий
механизм). Необходимость квалификации характера разрушения в
каждом отдельном случае обусловлена тем, что меры борьбы с
вязким и хрупким разрушением принципиально различны. В случае
вязкого разрушения необходимо повышать прочность материала.
При хрупком разрушении надо, наоборот, увеличивать вязкость и
пластичность, при необходимости даже снижая прочность.
Наиболее опасно хрупкое разрушение.
Разрушение сколом можно разделить на три фазы: зарождение
микротрещины, ее подрастание до критического размера и
распространение через соседние зерна. Уровень разрушающих
напряжений определяется наиболее энергоемкой фазой. В относительно
чистых металлах .- это зарождение и начальное подрастание
трещины. В металлах, содержащих включения, первые две стадии
протекают сравнительно легко, но затем трещина сдерживается
границами зерен. По этой причине в таких металлах часто наблюдают
зарождение и торможение множества трещин до момента
неустойчивого распространения одной из них.
Существует ряд моделей дислокационного механизма
зарождения трещины (рис. 2.6). Согласно общей модели Зинера, краевые
дислокации движутся по плоскости скольжения к препятствию,
например к границе зерна, двойника, межфазной границе и т. д. Если
при подходе они не могут одолеть этот "непрозрачный" барьер, то
38
Р А 3 А Б Л I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
ТАБЛИЦА 2.1
Основные признаки хрупкого и вязкого разрушения
Вязкое разрушение
Хрупкое разрушение
Высокий уровень работы,
затрачиваемой на разрушение. Необходим
непрерывный внешний подвод
энергии для преодоления
пластичной деформации и образующегося
упрочнения
Образующаяся трещина "тупая", с
большим углом раскрытия.
Прочность межзеренных границ меньше
прочности самих зерен. Поэтому
при повышенных температурах
разрушение обычно имеет межкри-
сталлитный характер
Излом матовый, волокнистый, без
металлического блеска.
Электронно-микроскопическое
исследование обнаруживает
"чашечное" строение излома
Низкая скорость распространения
вязкой трещины, определяемая
скоростью приложения нагрузки
Малая затрата подводимой
энергии. Начавшееся разрушение
является самопроизвольным процессом,
осуществляемым за счет
накопленной в системе упругой энергии
Хрупкая трещина - "острая", имеет
малый угол раскрытия. Межзерен-
ные границы при низких
температурах обычно прочнее самих зерен,
поэтому разрушение имеет транс-
кристаллитный характер
Благодаря расколотым зернам
излом имеет металлический блеск, а
при электронно-микроскопическом
исследовании - характерное
"ручьистое" строение, так называемые
речные узоры
Высокая скорость
распространения хрупкой трещины,
составляющая около 0,4 от скорости звука в
металле («2 • 103 м/с)
образуется нагромождение дислокаций и в этом месте возникает
концентрация напряжений. При этом напряжение в локальной зоне
может во много раз превысить приложенное напряжение. После
того как напряжения превысят силы межатомной связи материала,
возникает микротрещина.
Следующей стадией разрушения является подрастание
зародышевой микротрещины до трещины критического размера, когда
будет достигнуто критическое соотношение между действующим
напряжением и длиной трещины.
Рис. 2.6. Дислокационные модели
зарождения микротрещин:
а - модель Зинера - Стро; б - модель Кот-
трелла
Глава 2. ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ МАТЕРИАЛОВ
Существует несколько моделей докритического подрастания
трещины. Трещина может расти за счет того, что при своем
движении поглощает другие дислокационные микротрещины. Росту
трещины способствует взаимодействие полей напряжения у ее
вершины. Таким образом, стадии зарождения микротрещины и ее
подрастания до критического размера являются следствием движения
дислокаций, т. е. пластической деформации металла.
Критический размер трещины характеризуется концентрацией
напряжений в ее устье, достигающей уровня прочности металла.
При достижении трещиной критической длины ее дальнейшее
распространение происходит лавинно без заметной пластической
деформации и без подвода энергии извне.
2.3. ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ ХАРАКТЕР РАЗРУШЕНИЯ
Один и тот же материал в зависимости от условий деформации
может разрушаться по хрупкому или вязкому механизму. Характер
разрушения зависит от влияния различных факторов как
связанных, так и не связанных со свойствами материала.
Различают внешние и внутренние факторы. К внешним
факторам относятся температура, тип надреза или концентратора
напряжений, условия и скорость нагружения, характер окружающей
среды, форма и размеры детали. К внутренним факторам, присущим
материалу, относятся тип кристаллической решетки, химический
состав, структура и размер зерна, зависящие от технологии
предшествующей обработки.
Внешние факторы. Влияние температуры на характер
разрушения хорошо иллюстрируется схемой, предложенной А. Ф.
Иоффе и развитой Н. Н. Давиденковым (рис. 2.7). Согласно этой схеме,
смена одного вида разрушения другим определяется
соотношением значений предела текучести от и разрушающего напряжения
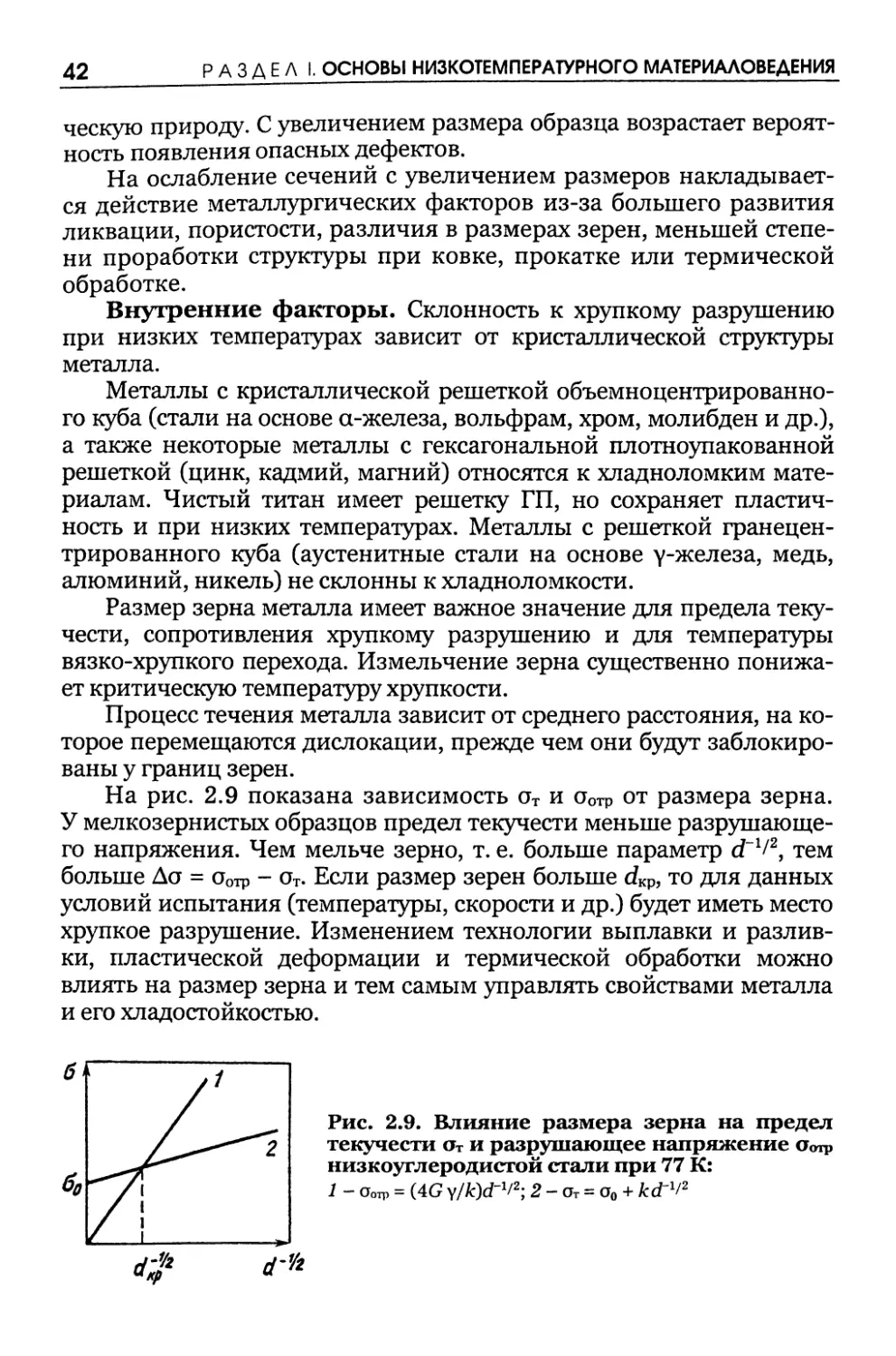
Сотр. Температурные зависимости от и оотр имеют различный
характер, так как в соответствии с этой схемой предел текучести и
разрушающее напряжение друг с другом не связаны.
Напряжение трения кристаллической
решетки или сопротивление Набарро о0,
входящее в уравнение Холла-Петча для
предела текучести, связано с температурой
материала следующей зависимостью: о0 = Ве~Рт,
где В и (3 - постоянные.
Рис. 2.7. Схема вязко-хрупкого перехода по
Иоффе - Давиденкову:
1 - разрушающее напряжение; 2 - напряжение течения
или сопротивление сдвигу; Гкр - критическая
температура хрупкости
40 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Разрушающее напряжение, в первом приближении
соответствующее сопротивлению отрыва, может быть определено по формуле:
QoTp = {AGy/k)(tll2f где G - модуль сдвига, G = £/[2(1 + v)]; E -
модуль упругости; v - коэффициент Пуассона; у - эффективная
поверхностная энергия разрушения; к - постоянная; d - диаметр зерна.
С понижением температуры напряжение трения решетки, а
следовательно, и предел текучести резко возрастают. В
противоположность этому ни один из членов в правой части уравнения для
сопротивления отрыву не зависит существенно от температуры, поэтому в
первом приближении разрушающее напряжение является темпера-
турно независимым.
В процессе нагружения при определенной температуре
напряжение может достичь раньше величины либо ат, либо а0Тр. Если
раньше будет достигнуто ат, то произойдет пластическая
деформация, которая при дальнейшем росте напряжений приведет к
разрушению. Если раньше будет достигнуто аотр, то произойдет хрупкое
разрушение.
Точка пересечения от и аотр делит схему Иоффе-Давиденкова на
две температурные области: левее этой точки располагается область
хрупких разрушений материала (о0Тр < стт), правее - область вязких
разрушений (аотр > от). Температуру, при которой предел текучести
становится равным разрушающему напряжению, называют
температурой вязко-хрупкого перехода или критической
температурой хрупкости и обозначают Гкр.
К недостаткам схемы Иоффе-Давиденкова относится сложность
и недостоверность определения сопротивления отрыву, а также то,
что фактически при всех температурах испытания хрупкому
разрушению предшествует более или менее выраженная пластическая
деформация. Процессы хрупкого разрушения и пластической
деформации в металлах взаимосвязаны. Вместе с тем схема наглядна
и хорошо описывает феноменологию вязко-хрупкого перехода. Эта
схема больше отвечает современным представлениям, если под
сопротивлением отрыву понимать не среднее, а локальное
сопротивление хрупкому разрушению; под пределом текучести - также
локальное сопротивление пластической деформации.
Способность материала хрупко разрушаться с понижением
температуры называется хладноломкостью. Помимо температуры, она
зависит от влияния многих факторов. Хладноломкость проявляется
при определенных условиях и является не свойством, а состоянием
материала. Основной характеристикой хладноломкости является
критическая температура хрупкости. С помощью этой
характеристики оценивают и сопротивление хрупкому разрушению
материала. Критическая температура хрупкости не является константой
материала и определяется целым рядом факторов.
Глава 2. ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ МАТЕРИАЛОВ 41_
Рис. 2.8. Концентрация
растягивающих напряжений в вершине
надреза (а) и схема объемного
напряженного состояния в
сечении надреза (б)
Анализ причин хрупких
разрушений показал, что трещины
хладноломкости обычно
начинаются от надрезов, являющихся концентраторами напряжений.
Надрезом является любое нарушение непрерывности металла. К
надрезам относятся дефекты сварных соединений (пористость, непрова-
ры, пустоты по сечению шва), поверхностные царапины,
неметаллические включения, газовые раковины. Надрезами могут быть
технологические отверстия и резкие переходы сечений в детали.
Надрезы создают в металле сложное напряженное состояние,
стесненность пластической деформации и концентрацию напряжений
(рис. 2.8). Сложное напряженное состояние проявляется в том, что
под действием растягивающих сил напряжения возникают не
только в продольном, но и в поперечном направлениях.
Стесненность пластической деформации приводит к
увеличению сопротивления пластической деформации, т. е. к росту ат. Чем
острее и глубже надрез, тем более стеснена пластическая
деформация, тем выше ат. Под влиянием надрезов металл разрушается
хрупко при более высокой температуре.
Чувствительность к надрезу и трещине, являющейся
предельным выражением надреза, относится к числу важнейших
характеристик работоспособности металла. С повышением прочности
металла растет чувствительность к надрезу.
С увеличением скорости нагружения также возрастает опасность
хрупкого разрушения. Чем ниже температура металла, тем более
сильное влияние оказывает скорость деформирования.
Окружающая среда может влиять на изменение поверхностной
энергии разрушения материала и оказывать коррозионное
воздействие. Кроме того, в среде, содержащей водород, происходит
водородное охрупчивание металлов. Растрескивание при коррозии под
напряжением и насыщенность водородом увеличивают хрупкость
металла и смещают критическую температуру хрупкости в область
более высоких значений.
Чем больше сечение образца, тем больше стесненность
пластической деформации. Увеличение объемности напряженного
состояния приводит к повышению предела текучести.
Появление дефектов в материале подчиняется вероятностным
законам, вследствие чего прочность детали должна иметь статисти-
4-312
42
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
ческую природу. С увеличением размера образца возрастает
вероятность появления опасных дефектов.
На ослабление сечений с увеличением размеров
накладывается действие металлургических факторов из-за большего развития
ликвации, пористости, различия в размерах зерен, меньшей
степени проработки структуры при ковке, прокатке или термической
обработке.
Внутренние факторы. Склонность к хрупкому разрушению
при низких температурах зависит от кристаллической структуры
металла.
Металлы с кристаллической решеткой объемноцентрированно-
го куба (стали на основе а-железа, вольфрам, хром, молибден и др.),
а также некоторые металлы с гексагональной плотноупакованной
решеткой (цинк, кадмий, магний) относятся к хладноломким
материалам. Чистый титан имеет решетку ГП, но сохраняет
пластичность и при низких температурах. Металлы с решеткой гранецен-
трированного куба (аустенитные стали на основе у-железа, медь,
алюминий, никель) не склонны к хладноломкости.
Размер зерна металла имеет важное значение для предела
текучести, сопротивления хрупкому разрушению и для температуры
вязко-хрупкого перехода. Измельчение зерна существенно
понижает критическую температуру хрупкости.
Процесс течения металла зависит от среднего расстояния, на
которое перемещаются дислокации, прежде чем они будут
заблокированы у границ зерен.
На рис. 2.9 показана зависимость ат и аотр от размера зерна.
У мелкозернистых образцов предел текучести меньше
разрушающего напряжения. Чем мельче зерно, т. е. больше параметр d~ll2, тем
больше Ао = а0Тр - от. Если размер зерен больше dKV, то для данных
условий испытания (температуры, скорости и др.) будет иметь место
хрупкое разрушение. Изменением технологии выплавки и
разливки, пластической деформации и термической обработки можно
влиять на размер зерна и тем самым управлять свойствами металла
и его хладостойкостью.
б'
бо
/1
^А-
/I
/\
""г
Рис. 2.9. Влияние размера зерна на предел
текучести ат и разрушающее напряжение о\пр
низкоуглеродистой стали при 77 К:
-от = о0 + kd~1/2
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 43^
Глава 3
МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ
ПРИ НИЗКИХ И КРИОГЕННЫХ ТЕМПЕРАТУРАХ
3.1. ВИДЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ
Поведение металлов под действием внешних нагрузок
характеризуется их механическими свойствами, которые позволяют
определить пределы нагрузки для каждого конкретного материала,
произвести сопоставимую оценку различных материалов и осуществить
контроль качества металла в заводских и лабораторных условиях.
Характеристики механических свойств позволяют сравнивать
различные материалы, определять их пригодность для работы в
конкретных условиях. Механические свойства зависят не только от
вида материала и его состава, на них отражается весь процесс
производства металла от составления шихты до получения заготовки.
Температурно-силовые условия проведения испытаний должны
быть по возможности приближены к служебным условиям работы
материалов в реальных машинах и конструкциях.
Результаты определения механических свойств используют в
расчетной конструкторской практике при проектировании машин и
конструкций. Наибольшее распространение имеют следующие виды
механических испытаний:
1. Статические кратковременные испытания однократным на-
гружением на одноосное растяжение - сжатие, твердость, изгиб и
кручение.
2. Динамические испытания с определением ударной вязкости
и ее составляющих - удельной работы зарождения и развития
трещины.
3. Испытания переменной нагрузкой с определением предела
выносливости материала.
4. Испытания на ползучесть и длительную прочность.
5. Испытания на термическую усталость.
6. Трибологические испытания.
7. Испытания на сопротивление развитию трещины с
определением параметров вязкости разрушения.
8. Испытания материалов в условиях сложнонапряженного
состояния, а также натурные испытания деталей, узлов и готовых
конструкций.
Два первых вида механических испытаний обычно проводят для
большинства изделий широкого спектра применения и их методика
приведена в обычных учебниках по материаловедению. Учитывая
44
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
специфику настоящей книги, в ней подробно рассмотрены
особенности испытаний при низких температурах, испытания на
ползучесть, усталость, трибологические испытания, оценка
конструктивной прочности методами механики разрушения, а также
специальные виды испытаний.
В англоязычных странах, в частности в США, нагрузка
измеряется в фунтах силы, удлинение - в дюймах, а прочностные
характеристики в фунтах силы на квадратный дюйм (psi и ksi):
1 psi = 1 lbf/in2 = 6894,76 Н/м2 = 6,89476 кПа
1 ksi = 1000 psi = 6,89476 МПа
Механические испытания при низких температурах более
сложны, чем такие же испытания при комнатной температуре. При их
проведении необходимо захолаживание образцов с помощью
холодильных камер и криостатов, использование специальных средств
измерения температуры образцов и их деформации. Захолаживание
при механических испытаниях осуществляется с помощью
специальных хладагентов. В табл. 3.1 приведены некоторые наиболее
употребительные хладагенты и их основные свойства.
В качестве хладагентов при проведении испытаний до - 70 °С
(203 К), т.е. до температур климатического холода, применяют
твердую углекислоту (сухой лед) в смеси с денатуратом или этиловым
ТАБЛИЦА 3.1
Основные свойства хладагентов, используемых
в производственных и лабораторных условиях
Вещество
Фреон-12
Аммиак
Углекислый газ
Фреон-13
Криптон
Метан
Кислород
Аргон
Воздух жидкий
Фтор
Азот
Неон
Водород
Гелий
Температура кипения
при атмосферном
давлении
°С
-29,8
-33,3
-78,5
-81,5
-151,8
-161,4
-183,0
-185,7
-187,0
-187,9
-195,8
-245,9
-252,7
-268,9
К
243,3
239,8
194,6
191,6
119,8
111,7
90,2
87,3
86,0
85,1
77,3
27,1
20,3
4,2
Скрытая удельная
теплота испарения
кДж/кг
167
-
212
149
105,5
574
213,5
163
196,9
172
199,5
87
455
23,9
кДж/л
249
936
171,5
227,5
-
244
243
224
188
257,5
161
105
31,7
2,97
Плотность
жидкости,
кг/мз
1024
681
790
1120
2400
426
1136
1390
877
1505
808
1206
70,9
124,8
Отношение
объема газа
к объему
жидкости
240
884
650
204
270
580
800
790
675
880
645
1840
786
700
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 45^
спиртом. При испытаниях до -196 °С (77 К) хладагентом обычно
является жидкий азот в чистом виде или его пары. Эти системы
охлаждения сравнительно дешевы и удобны.
В качестве хладагентов ниже 77 К обычно используют жидкие
водород и гелий.
Применение жидкого водорода, имеющего температуру
кипения -253 °С (20 К), сопряжено с большими трудностями. Взрыво- и
пожароопасная концентрация водорода в воздухе колеблется в
широких пределах - от 4,0 до 76 %. При этом взрыв
воздушно-водородной смеси в открытом пространстве наиболее вероятен при
содержании 30-40 % водорода.
Кроме того, в случае попадания воздуха в систему с жидким
водородом происходит его конденсация с образованием твердых
осадков, способствующих детонации и взрыву.
Недостатком жидкого водорода как хладагента является
необходимость обеспечения эффективной теплоизоляции. Объемная
теплота парообразования жидкого водорода в несколько раз
меньше, чем у жидкого азота.
Даже небольшие количества теплоты, подводимой через
тепловые мосты испытательных устройств, приводят к испарению
значительных объемов газа. Поэтому возникают значительные трудности
при вводе в среду жидкого водорода испытуемых образцов и
силовых элементов испытательных машин.
Жидкий гелий вполне безопасен для испытаний при низких
температурах, но он значительно дороже водорода. Это
обусловливает необходимость сложной организации сбора, очистки и
вторичного использования испаряющегося газообразного гелия.
Из-за сложности теплозащиты при работе с жидким гелием для
испытаний обычно применяют небольшие образцы,
малогабаритные криостаты. Учитывая, что применение тензометров,
передающих деформацию образца, осложняет теплоизоляцию криостата,
запись деформации обычно ведут не с рабочей части образца, а со
штанг, находящихся вне криостата.
3.2. СРЕДСТВА ИЗМЕРЕНИЯ ТЕМПЕРАТУР И ДЕФОРМАЦИЙ
Точные измерения температур и деформаций относятся к числу
сложных задач в технике низкотемпературного эксперимента,
вместе с тем они относятся к числу основных условий корректного
проведения низкотемпературного эксперимента.
Температура, в отличие от других физических величин,
определяется косвенными способами, и ее значение зависит от выбора
термометрического вещества. В разных температурных интервалах
применяются различные термометрические вещества, что приводит
46 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
к несогласованным численным значениям температуры.
Согласованные значения, не зависящие от термометрических свойств
веществ, достигаются при использовании единой термодинамической
шкалы температур.
Термодинамическая шкала температур имеет только одну ре-
перную точку - тройную точку воды 273,16 К, за нуль принята
температура абсолютного нуля, имеющая строго фиксированное
положение и нереализуемая экспериментально.
Единицей термодинамической температуры (символ Т)
является кельвин (К), единица температуры по Цельсию (символ t) и
Фаренгейту (символ £ф) обозначается °С и °F соответственно. Между
различными единицами температуры и температурными шкалами
существует связь: 1 К = 1 °С = 9/5 °F; О К = -273,15 °С = -459,67 °F;
О °С = 273,15 К = 32 F, О °F = 255,37 К = -17,78 °С.
Однако реализация термодинамической температурной шкалы
требует проведения большого числа экспериментов. Поэтому в 1968 г.
для практических целей принята легко воспроизводимая
международная практическая температурная шкала (МПТШ-68),
позволяющая достаточно просто измерять температуру близко к ее
термодинамическому значению.
МПТШ-68 основана на ряде воспроизводимых равновесных
состояний (табл. 3.2) и на эталонных термометрах, градуированных по
температурам, соответствующим этим состояниям.
Эталонный платиновый термометр сопротивления
определенной конструкции и чистоты платины в соответствии с МПТШ-68,
градуированный в основных реперных точках, воспроизводит
единицу температуры в области 13,81-903,89 К (температура
затвердевания сурьмы).
Для измерения низких температур применяют жидкостно-
стеклянные термометры, металлические и полупроводниковые
термометры сопротивления и термопары.
До 153 К (-120 °С) температуру с достаточной точностью можно
измерять с помощью стеклянных термометров, заполненных
термометрической жидкостью.
Сложность использования жидких металлов для заполнения
термометров обусловлена их относительно высокой температурой
затвердевания. Ртуть остается жидкой до температуры 234 К
(-38,9 °С). Рабочая температура жидкометаллического термометра
может быть понижена до 218 К (-55 °С) при использовании
эвтектической смеси ртути с таллием.
При более низких температурах в качестве термометрических
используются органические жидкости (спирт, пропан или пентан),
недостатками которых являются смачивание стенок капилляра,
повышенная летучесть и вязкость. Пентановые термометры сохраняют
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ
47
ТАБЛИЦА 3.2
Основные реперные точки международной практической
температурной шкалы МПТШ-68
Состояние равновесия
Тройная точка равновесного водорода
Равновесие между жидкой и парообразной
фазами равновесного водорода при 33330,6 Па
(25/76 нормальной атмосферы)
Точка кипения равновесного водорода
Точка кипения неона
Тройная точка кислорода
Точка кипения кислорода
Тройная точка воды
Точка кипения воды
Точка затвердевания:
цинка
серебра
золота
Принятое значение
международной
практической температуры
Г68,К
13,810
17,042
20,280
27,102
54,361
90,188
273,160
373,150
692,730
1235,080
1337,580
fa, °С
-259,340
-256,108
-252,870
-246,048
-218,789
-182,962
0,010
100
419,580
961,930
1064,430
удовлетворительную подвижность жидкости в капилляре до -120 °С
(153 К). Жидкостно-стеклянные термометры, заполненные
органическими жидкостями, обеспечивают точность измерений в 1-
2°С.
При температурах ниже -120 °С (153 К) для измерения
используют термометры сопротивления и термопары. Действие
термометров сопротивления основано на свойстве твердых тел изменять свое
электрическое сопротивление в зависимости от температуры.
Различают металлические и полупроводниковые термометры
сопротивления.
Из металлических термометров сопротивления наиболее
надежным является термометр, в котором в качестве чувствительного
элемента применена спираль из чистой, свободной от механических
напряжений платины. Как уже отмечалось, этот термометр
является эталонным, воспроизводящим международную
температурную шкалу.
Платиновые термометры сопротивления обладают высокой
чувствительностью и точностью вплоть до гелиевых температур. При
гелиевых температурах сопротивление платиновых термометров
падает настолько, что остаточное сопротивление начинает играть
доминирующую роль в общем сопротивлении термометра. В гелие-
48
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
вой температурной области остаточное сопротивление, сильно
зависящее от чистоты платины, является причиной разброса
характеристик.
При легировании платины небольшими добавками переходных
металлов были созданы термометры, сохраняющие высокие
значения температурного коэффициента сопротивления по сравнению с
чистой платиной и способные давать надежные измерения вплоть
до-272°С(1К).
На рис. 3.1, а представлена схема платинового термометра
сопротивления, обычно используемого для работы при температурах
от -263 до -23 °С. Термометр состоит из тонкой платиновой
спирали 1, намотанной на кварцевый каркас и заключенной в
герметичную стеклянную гильзу 2, из которой выведены проводники 3 для
включения термометра в схему.
Достаточно высокую точность в температурном диапазоне от 4 К
до комнатной температуры дает термометр, в котором
чувствительным элементом является проволока из индия высокой чистоты.
Индиевые термометры можно градуировать по температуре перехода
в сверхпроводящее состояние (3,4 К), т. е. без непосредственного
сравнения с первичным прибором.
Для температурных измерений до 2 К чаще используются
термометры сопротивления из германия. Получение монокристаллов
германия высокой чистоты хорошо освоено промышленностью,
легирование сурьмой, галлием, мышьяком также не вызывает
трудностей. Германиевые термометры характеризуются высокой
чувствительностью и точностью воспроизведения показаний (порядка
0,001 К). На рис. 3.1,6 приведена схема германиевого термометра.
Чувствительный элемент из легированного германия 1 находится в
металлической гильзе 2, герметически закрытой стеклянной
крышкой 4, через которую наружу выведены четыре платиновых
проводника 3.
Рис. 3.1. Схемы термометров сопротивления:
а - платиновый; б - германиевый; в - полупроводниковый
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 49^
Общим недостатком металлических термометров является
потеря ими чувствительности по мере понижения температуры и
приближения к абсолютному нулю. В этих условиях более
целесообразно использовать полупроводниковые термометры. С понижением
температуры чувствительность полупроводников, в отличие от
металлов, увеличивается, что делает их применение
предпочтительным.
Полупроводниковые термометры отличаются малыми
габаритами и массой, низкой инерционностью, хорошей
работоспособностью в электрических и магнитных полях, сохранением
стабильности параметров в условиях многократных охлаждений и отогревов.
Схема миниатюрного полупроводникового термометра
сопротивления с многокомпонентным легированием приведена на
рис. 3.1, в. Полупроводниковый столбик 2 имеет с двух сторон
вытравленные отверстия, заполненные контактным сплавом 4, к
которому в свою очередь припаяны проводники 1 для включения
датчика в электрическую цепь. Рабочим элементом термометра является
тонкая пленка 3 толщиной 0,1-0,3 мм, расположенная между
переходными слоями.
Для низкотемпературных измерений, особенно в
температурном диапазоне до 20 К, широко используют термопары. Термопара
представляет собой два проводника из разнородных материалов,
одна пара концов которых соединена друг с другом. Место
соединения называют спаем. Если температура спая отличается от
температуры свободных концов, то между ними возникает разность
потенциалов - термическая электродвижущая сила (термо-ЭДС), которая
позволяет определить температуру спая. Термо-ЭДС измеряется с
помощью милливольтметра или потенциометра, включаемых в цепь
термопары. Значение термо-ЭДС зависит только от разности
температур спаев, а если температура одного из них жестко фиксируется,
то только от температуры рабочего спая. В этом случае необходимо
лишь произвести градуировку термопары, т. е. экспериментально
определить термо-ЭДС при различных температурах рабочего спая.
К достоинствам термопар относятся: простота изготовления,
сравнительно низкая стоимость, малое время установления
равновесия. Кроме того, термопары легко размещаются в сложной
аппаратуре. Недостатком является потеря ими чувствительности при
низких температурах, связанная с падением термо-ЭДС
пропорционально температуре (при абсолютном нуле температуры термо-ЭДС
обращаются в нуль). При использовании термопар велики
погрешности измерений, вносимые паразитными ЭДС.
Определение характеристик механических свойств
требует точного измерения деформации металлических образцов при
механических испытаниях.
_50 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Измерение продольной деформации при испытаниях на
растяжение может производиться как непосредственно на образце, так
и при использовании индикатора, укрепленного на колонне
испытательной машины. Во втором случае индикатор регистрирует
не только деформацию собственно образца, но и перемещения всех
элементов испытательной машины. Вычитание из общей
деформации, зарегистрированной индикатором на колонне, деформации
самой машины позволяет определить деформацию расчетной
длины образца. Деформация машины определяется
экспериментально.
Измерение деформации с помощью индикатора,
установленного на колонне испытательной машины, является наиболее простым,
но хотя и наименее точным способом определения деформации
исследуемого образца. Большая точность достигается при
использовании различного типа экстензометров, закрепляемых
непосредственно на рабочей части образца.
В настоящее время для измерения деформаций при криогенных
температурах широкое распространение получили тензодатчики
сопротивления. Используют как проволочные тензорезисторы, так
и напыленную металлическую фольгу на полимерной подложке.
Тензорезисторы прикрепляются с помощью специальных клеев,
пригодность которых прежде всего зависит от характера изменения
их свойств при различных температурах.
Материал тензочувствительного элемента должен обладать
достаточно большим удельным сопротивлением и иметь малый
температурный коэффициент изменения сопротивления при различных
температурных условиях проведения измерений. Этими свойствами
в значительной мере обладают медноникелевые сплавы, например
константан.
3.3. СТАТИЧЕСКИЕ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
И КОНСТРУКЦИИ КРИОСТАТОВ
При испытаниях на растяжение обычно применяют малый
пятикратный образец круглого сечения (диаметр 5 мм, расчетная
длина 25 мм). Различают два вида диаграмм растяжения: с площадкой
и без площадки текучести в координатах нагрузка Р - удлинение Д/.
Диаграмма просто преобразуется в диаграмму в координатах
напряжение о - относительная деформация б. При этом о = P/Fo;
б = ШАо) • ЮО %, где Fo, l0 - начальная площадка сечения и длина
образца до испытания.
Диаграмма растяжения состоит из трех участков: упругой
деформации, равномерной пластической деформации и
сосредоточенной деформации шейки.
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 51_
На участке упругой деформации зависимость а = f(S) является
линейной и характеризует жесткость материала. Чем меньшую
упругую деформацию претерпевает материал под действием нагрузки,
тем выше его жесткость, которая характеризуется модулем
упругости: Е = а/б.
Модуль упругости - структурно нечувствительная
характеристика, определяемая силами межатомного взаимодействия, -
является константой материала.
Упругие свойства зависят от температуры металла. При
понижении температуры межатомные расстояния уменьшаются,
кристаллы сжимаются, что приводит к увеличению модуля упругости.
Основной рост модуля упругости происходит в области температур
до -196 °С (77 К), ниже температур жидкого азота рост замедляется,
а вблизи абсолютного нуля модуль упругости становится темпера-
турно-независимым.
Наименьшее напряжение, при котором образец деформируется
без заметного увеличения нагрузки ("течет"), называется
физическим пределом текучести оТ, выражается в мегапаскалях (МПа).
Если нет площадки текучести, то определяют условный предел
текучести ао,2, при котором образец получает остаточное удлинение,
равное 0,2 % первоначальной расчетной длины:
Предел текучести - основной показатель прочности при расчете
допустимых напряжений, характеризующих сопротивление малым
пластическим деформациям.
Напряжение, соответствующее наибольшей нагрузке,
предшествующей разрушению, называется временным сопротивлением ов;
оно выражается в МПа:
Величина пластической деформации к моменту разрушения
характеризует пластичность материала, Различают две
характеристики пластичности: относительное удлинение б, 96, и относительное
сужение vp, 96."
6 = [(/-«/«-100
где / - длина образца после разрыва; /0 - первоначальная длина образца;
100
где F - площадь сечения разрушившегося образца в месте разрыва; Fo -
первоначальная площадь сечения образца.
Условно принято считать металл надежным при б > 15 %, ц> >
>45%.
Более точную зависимость между деформацией образца и
напряжением показывают диаграммы истинных напряжений. Истин-
52
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
ное напряжение определяют делением нагрузки на площадь
поперечного сечения образца в момент испытания.
Различают два типа установок для одноосных кратковременных
испытаний: установки, специально создаваемые для испытаний
материалов в криогенных условиях, и стандартные испытательные
машины, оснащенные сконструированными для этой цели
герметизированными теплоизолированными камерами-криостатами.
Применение специальных испытательных машин облегчает
монтаж образцов и условия их охлаждения, расширяет
температурные условия эксперимента, диапазон и скорость приложения
нагрузок, позволяет осуществлять дополнительные воздействия на
испытуемый материал (контролируемая атмосфера, облучение) и
проводить параллельное определение физических характеристик. Однако
современные криостаты, используемые в качестве приставок к
стандартным машинам, также позволяют без какого-либо ущерба
проводить низкотемпературные испытания механических свойств
материалов и в настоящее время получили наибольшее распространение.
По конструктивному признаку криостаты для испытаний на
растяжение могут быть разделены на две группы (рис. 3.2). К первой
Рис. 3.2. Схема криостатов для испытаний на растяжение:
а - с двухсторонним вводом тяг; б - реверсивного типа с односторонним вводом
тяг; 1 - нагружающие тяги; 2 - двухсменный корпус камеры с теплоизоляцией; 3 -
ввод жидкого хладагента; 4 - испытуемый образец; 5 - тефлоновое уплотнение; 6 -
опорная труба; 7 - жидкий водород или гелий; 8 - экран жидкого азота; 9 - внешний
корпус камеры
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 53^
группе относятся криостаты с двухсторонним вводом силовых
элементов, ко второй - криостаты реверсивного типа, т. е. с
реверсивным вводом тяг.
Криостаты с двухсторонним вводом тяг имеют более простое
устройство. Они представляют собой двухстенные ванны из
латуни или аустенитной стали с войлочной или пенопластовой
изоляцией. Их недостаток заключается в том, что выходящие из крио-
стата две силовые тяги являются источником повышенных теп-
лопритоков, приводящих к увеличенному расходу охлаждающей
жидкости. Криостаты этого типа обычно применяют при
испытаниях до -196 °С (77 К).
Криостат реверсивного типа позволяет уменьшить теплоприто-
ки. Нагрузка на образец создается с помощью опорной трубы, к
которой крепится нижний захват образца, и расположенного внутри
трубы подвижного штока, связанного с верхним захватом образца.
Применяют криостаты с перезарядными устройствами,
позволяющие при одной заливке хладагента испытывать несколько образцов.
Испытания в среде жидкого гелия требуют принятия
дополнительных мер по теплоизоляции рабочей камеры и ее тщательной
герметизации. Это связано с малой теплотой испарения и
необходимостью сохранения достаточного количества жидкого хладагента
во время испытания. Для усиления теплоизоляции применяются
вакуумные рубашки и азотные ванны. Поверхности экранов,
обращенные к рабочей камере криостатов, покрыты хромом, никелем
или серебром и тщательно отполированы до зеркального блеска.
Во всех рассмотренных криостатах охлаждение испытываемых
образцов производится непосредственно заливаемой в рабочую
камеру криогенной жидкостью. Поэтому испытания проводят при
определенных фиксированных значениях температур,
соответствующих температурам кипения ожиженных хладагентов. Вместе с тем в
ряде случаев необходимо получение характеристик механических
свойств при промежуточных температурах испытания.
Запись диаграммы растяжения производится с помощью
электронного потенциометра. Нагрузка измеряется динамометрическим
датчиком, сигнал от которого подается на самописец. Деформация
образца регистрируется по перемещению ползуна испытательной
машины, имеющего прямую механическую связь с приводом
диаграммы самописца.
Для испытаний на растяжение при криогенных температурах
ГОСТ 22706-77 рекомендует использование двух типов (короткого
и длинного) гладких цилиндрических образцов, цилиндрического
образца с надрезом радиусом 1,0 или 0,25 мм, двух типов плоских
образцов без надреза и одного типа плоского образца с надрезом тех
же радиусов.
54 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Цилиндрические образцы имеют начальный диаметр от 3 мм и
более, а плоские образцы с начальной толщиной 0,5 мм и более и с
начальной расчетной длиной /0 = 5,65 J¥q или /0 = 11,3 4*о > гДе Ро ~
начальная площадь поперечного сечения образца. Образцы с
начальной расчетной длиной /0 = 5,65 J~F^ называют короткими,
образцы с /0 = 11,3 V^ ~ длинными. Применение коротких
образцов предпочтительнее (форма и размеры образцов даны в
приложении к ГОСТ 22706-77).
Статическим испытаниям на растяжение при одной
температуре подвергаются три образца от одного типоразмера проката. При
этом число исследуемых плавок составляет три - пять. Проверка
свойств аустенитной стали 07Х13Н4АГ20 показала, что в случае
увеличения числа образцов до 15 расхождение в определении
минимальных значений механических характеристик не превышает
4 % для характеристик прочности и 10 % для характеристик
пластичности. Среднеарифметические значения по трем образцам
отличаются от среднеарифметических значений по 15 образцам не
более чем на 5 % для характеристик прочности и на 12 % для
характеристик пластичности.
Аналогичные данные были получены и при испытании
алюминиевого сплава АМг5. Это дает возможность предполагать, что
расхождение минимальных значений механических характеристик
сталей, цветных металлов и их сплавов с данными, приведенными в
таблицах настоящей книги, лежит в указанных выше пределах.
Оценка погрешности механических характеристик при
испытаниях на статическое растяжение показала, что отклонения
полученных значений составляют не более 2 % для характеристик
прочности и не более 5 % для характеристик пластичности.
3.4. ДИНАМИЧЕСКИЕ ИСПЫТАНИЯ НА УДАРНУЮ ВЯЗКОСТЬ
Ударной вязкостью называется работа разрушения,
затраченная на деформацию и разрушение ударным изгибом надрезанного
образца, отнесенная к площади поперечного сечения образца в
месте удара. Преимущество этого метода состоит в простоте
эксперимента, учете влияния скорости нагружения и концентрации
напряжений. Результаты испытаний на ударную вязкость характеризуют
склонность металла к хрупкому разрушению при температуре
испытания или способность его к поглощению энергии при пластической
деформации.
Для проведения испытаний ударной вязкости при низких
температурах также применяют копры двух типов. К первому, наиболее
распространенному типу относят копры, у которых система
нагружения вынесена за пределы холодильной камеры. Второй тип копра
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ
55
представляет собой специальную установку с размещением системы
нагружения внутри холодильной камеры. Испытания при
температуре до -253 °С (20 К) проводят на обычных копрах, а для
испытаний при -269 °С (4 К) применяют специальные. При использовании
обычных стандартных копров необходимо обеспечить
минимальную продолжительность от момента извлечения образца из
термокамеры до проведения опыта, а также поддержание постоянства
температуры образца в течение этого времени. Для сохранения
температуры образца его обматывают ватой, тонкой бумагой или
поролоном. Для испытаний при температуре кипения жидкого водорода
образец должен быть помещен в бумажный контейнер, в верхней
части которого предусмотрена прорезь для заполнения его жидким
хладагентом (рис. 3.3). Для испытаний на ударный изгиб при
температуре -269 °С (4 К) целесообразно
использование специального
пневматического копра, разработанного в
Физико-техническом институте низких температур
Украины. Проведение испытаний на
ударный изгиб в криостате гарантирует
постоянство необходимой температуры
испытания. Схема копра для испытаний в
среде жидкого гелия приведена на рис. 3.4.
Кроме копра установка содержит пульт
управления с регистрирующей
аппаратурой, включающей осциллограф для записи
Рис. 3.3. Образец в бумажном контейнере:
1 - испытуемый образец; 2 - бумажный контейнер; 3 - прорезь дяя заливки жидкого
водорода
Рис. 3.4. Схема пневматического копра для испытаний на ударный
изгиб при гелиевых температурах:
1 - основание копра; 2 - сильфон; 3 - объем для заливки жидкого хладагента; 4 -
тяги; 5 - молот; 6 - пневмоцилиндр; 7 - шток; 8 - шариковый замок; 9 - шторка;
10 - фотодатчик; 11 - образец; 12 - наковальня; 13 - динамометр
56 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
диаграммы деформации. Пневматический копер работает
следующим образом. Молот поднимается в исходное положение, в котором
он удерживается с помощью стопорного шарикового замка. При
установке молота в исходное положение тяги поднимают наковальню
с образцом. Благодаря этому наковальня перестает соприкасаться с
динамометром, установленным на основании копра, что снижает
внешние теплопритоки. После откачки воздуха из двух полостей
криостата в рубашку заливают жидкий азот и заполняют рабочий
объем криостата жидким гелием.
При достижении образцом необходимой температуры
выключают стопорный замок. Рабочий ход молота происходит под
действием силы тяжести и подачи воздуха в пневмоцилиндр. В начале
движения молота вследствие ослабления тяг наковальня опускается
и плавно ложится на динамометр. При ударе ножа молота по
образцу датчик деформации и тензодатчики динамометра передают
электрические сигналы на осциллограф. После разрушения
образцы попадают в приемный бункер. В конце хода молот тормозится
гидроамортизатором и автоматически быстро возвращается в
исходное положение. Кассетное устройство позволяет при одной
заливке хладагента испытывать 12 стандартных образцов. Расход
жидкого гелия при испытании 12 стандартных образцов из стали
12Х18Н10Т после предварительного охлаждения криостата жидким
азотом составляет 0,8 л на образец.
На практике появляется необходимость в проведении
испытаний при -113Ч--173 °С (160-100 К). В таком случае можно
воспользоваться охлаждением образца в жидком азоте с последующим
отогревом его на опорах копра. Для этого необходимо построение
временной зависимости температуры центральной зоны образца в
месте надреза, измеренной многократно с помощью зачеканенной
термопары.
Для выяснения поведения материалов в условиях ударного
изгиба проводят испытания с записью диаграммы нагрузка - прогиб.
Такое испытание имеет некоторые преимущества перед
стандартным испытанием на ударный изгиб, позволяя проводить измерения
разрушающей нагрузки и прогиба, а также измерение работы до
максимума нагрузки и после (работа долома).
Форму и размеры образцов для испытаний на ударный изгиб
определяют по ГОСТ 9454-78. В зависимости от вида
концентратора напряжений различают образцы трех типов: с радиусом дна
надреза 1,0 и 0,25 мм и с инициированной трещиной.
Оценку хладноломкости можно также производить по виду
излома разрушившегося образца. Метод основан на определении
соотношения площадей вязких и хрупких участков излома ударных
образцов.
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 57^
В ряде случаев целесообразно определять не только общую
работу разрушения при ударном изгибе, но и ее составляющие: работы
зарождения и развития трещины. Работа зарождения трещины
сильно зависит от радиуса дна надреза. Чем острее надрез, тем
меньшая работа необходима для зарождения трещины. Работа
развития трещины мало зависит от геометрии надреза и лучше
характеризует сопротивление металла хрупкому разрушению. Для ее
определения обычно используют образцы с заранее инициированной
трещиной.
Работы зарождения и развития трещины удобно определять с
помощью диаграмм нагрузка - прогиб, полученных
фотографированием с экрана осциллографа.
Определение составляющих ударной вязкости позволяет
выявить влияние различных факторов на обе стадии разрушения.
3.5. ИСПЫТАНИЯ НА МЕХАНИЧЕСКУЮ УСТАЛОСТЬ
Долговечность металлов определяется испытаниями на
усталость, ползучесть и длительную прочность, износ, коррозию и
другими методами.
Усталость представляет собой процесс постепенного накопления
повреждений в металле под действием переменных напряжений,
приводящих к образованию и развитию усталостных трещин. Из-за
различной ориентировки зерен и блоков, макро- и микродефектов
напряжения в металле распределяются неравномерно. При расчетной
нагрузке ниже временного сопротивления в отдельных
перенапряженных локальных объемах происходит пластическая деформация
и, как следствие ее предельного развития, возникают
микротрещины. Микротрещины постепенно сливаются, образуя макротрещину,
с течением времени распространяющуюся на все сечение.
На рис. 3.5 приведена схема усталостного излома. Усталостные
изломы имеют характерные признаки, отличающие их от изломов
Рис. 3.5. Схема усталостного излома:
1 - зона излома; 2 - участок ускоренного развития
трещины; 3-5 - зона собственно усталостного
развития (3 - зона избирательного развития; 4 - очаг
разрушения; 5 - фокус излома); 6 - ступеньки и рубцы;
7 - пасынковые трещины и вторичные ступеньки и
рубцы; 8 - усталостные линии или полосы; 9 -
рубцы; 10 -скос
58
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Рис. 3.6. Схема испытаний на усталость
Рис. 3.7. Зависимость действующих напряжений от числа циклов до
разрушения:
/ - участок квазистатического разрушения; II - участок малоциклового усталостного
разрушения; /// - участок многоциклового усталостного разрушения
другого рода. В изломе можно выделить несколько характерных
зон. Фокус излома - локальная зона, в которой возникает
зародышевая макроскопическая трещина усталости и откуда начинается ее
развитие. Очаг разрушения - небольшая зона, прилегающая к
фокусу излома, в котором сформировалась начальная (зародышевая)
макроскопическая трещина усталости. Он характеризуется
небольшим блеском и наиболее гладкой поверхностью. Зона собственно
усталостного развития трещины характеризуется тем, что в ней
от очага разрушения как из центра расходятся линии усталости -
следы фронта продвижения трещины. Зона долома образуется на
последней стадии усталостного разрушения и имеет ярко
выраженные признаки макрохрупкого разрушения.
Усталостные характеристики при комнатной температуре
обычно определяют при испытании образцов круглого сечения на изгиб
с вращением (рис. 3.6). Испытывают серию образцов при различной
нагрузке и определяют разрушающее напряжение и
соответствующее ему число циклов нагружения (рис. 3.7).
Максимальным отах или минимальным от\п напряжением цикла
является наибольшее или наименьшее по алгебраической величине
напряжение. Характеристикой цикла служит коэффициент
асимметрии: R = Omin/Omax.
При равенстве максимального и минимального напряжений по
абсолютной величине R - -1. В этом случае цикл является
симметричным, а предел выносливости, характеризующий сопротивление
усталости, обозначают о_г.
В зависимости от условий работы изделия испытания проводят
при комнатной, высокой и низкой температурах, при
симметричных и асимметричных циклах, при наличии или отсутствии
агрессивных сред и концентраторов напряжений на испытуемых
образцах.
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 59^
При испытании строят кривую усталости - график,
характеризующий зависимость между максимальными или амплитудными
напряжениями (деформациями) цикла и долговечностью серии
одинаковых образцов, испытанных при одинаковом среднем
напряжении (деформации) цикла или при одинаковом коэффициенте
асимметрии цикла.
Типичная зависимость между уровнем действующих
циклических напряжений и числом циклов до разрушения N имеет три хаг
рактерных участка (рис. 3.7). Первый участок называют участком
квазистатического разрушения, так как в этой области разрушение
мало отличается от разрушения при однократном приложении
нагрузки. Второй участок характеризует малоцикловую усталость, при
которой разрушение сопровождается пластической деформацией.
На третьем участке имеет место многоцикловое усталостное
разрушение, проходящее при почти полном отсутствии пластической
деформации.
Хотя деление на мало- и многоцикловую усталость носит
условный характер, принято считать, что при малоцикловой усталости
полное разрушение происходит в упругопластической области до
5 • 104 циклов, а при многоцикловой - от 5 • 104 циклов и более.
Для кривых усталости, имеющих горизонтальный участок,
определяют предел выносливости ог - наибольшее напряжение цикла,
которое выдерживает металл без разрушения. Кроме того, в
пределах спадающего участка кривой может быть определен предел
ограниченной выносливости, Для стали предел выносливости обычно
определяют на базе N = 107, для цветных металлов N = 108 циклов
нагружения. Величина предела выносливости углеродистых сталей
при симметричном цикле а_х обычно составляет 0,6ав.
Важной характеристикой выносливости металла является также
усталостная долговечность, определяемая числом циклов
нагружения образцов перед разрушением при заданном напряжении.
Различают три стадии усталостного разрешения (fatigue fracture):
зарождение усталостной трещины, ее медленный рост до
критического размера и быстрый долом оставшегося сечения образца или
детали. Процесс зарождения усталостных трещин зависит от
качества поверхности детали и свойств поверхностного слоя. Чем выше
чистота обработки и твердость поверхностного слоя, тем меньше
опасность усталостного разрушения. После зарождения трещины
каждый последующий цикл нагружения приводит к ее
постепенному подрастанию. Направление роста усталостной трещины зависит
от характера нагружения. При циклической нагрузке растяжение -
сжатие трещина развивается под прямым углом к направлению
приложенного напряжения, а при кручении трещина развивается
под углом 45° к направлению напряжения.
60 РАЗДЕЛ 1. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Температура испытания оказывает большое влияние на
характер усталостного разрушения и предел выносливости. Понижение
температуры испытания в связи с упрочнением большинства
металлов приводит к заметному увеличению предела выносливости.
В условиях низких температур, при уменьшении вязкости
материалов, важную роль играет изучение закономерностей перехода от
второй стадии - стабильного роста усталостной трещины - к стадии
быстрого окончательного разрушения.
О закономерностях такого перехода можно судить по
отношению площади сечения, занятой усталостной трещиной в момент
разрушения Ftp, к общей площади поперечного сечения образца
F06p. С понижением температуры наблюдается снижение отношения
Ftp/F06v, особенно заметное для сталей ферритно-перлитного класса
с решеткой ОЦК, что свидетельствует об опасности хрупкого
разрешения.
При понижении температуры испытания падает вязкость и
пластичность материалов, что проявляется в резком уменьшении
площади сечения, занятого усталостной трещиной в момент начала
нестабильного разрушения, и снижении напряжений долома. Трещина
становится более острой, что повышает концентрацию напряжений.
Более легкий переход от усталостного развития трещины к
нестабильному разрушению снижает общую надежность конструкций,
испытывающих циклические нагрузки при низких температурах.
Усталость является одной из возможных причин разрушения
любых деталей низкотемпературного оборудования - либо
подверженных многократным нагружениям или вибрациям, как в насосах
и турбинах, либо испытывающих периодические изменения
давления, как в различных емкостях и трубопроводах. Усталость
ответственна примерно за 50 % случаев всех аварийных разрушений,
встречающихся в инженерной практике.
Усталостные испытания материалов при низких температурах
обычно проводят либо при плоском изгибе, либо симметричном
нагружении образцов растяжением - сжатием, и значительно
реже - при изгибе с вращением. Для возбуждения нагрузок
применяют электромеханические, электромагнитные, гидравлические
и пневматические приводы. Испытания проводят в вакууме или в
среде хладагента.
Испытания на усталость при плоском изгибе по сравнению с
испытанием при растяжении - сжатии сравнительно более просты, но
не позволяют создать равномерное поле напряжений по сечению
образца. Напряжения в волокнах меняются от максимальных
растягивающих до сжимающих, проходя через нуль на нейтральной оси.
Равномерную картину распределения напряжений дают испытания
на растяжение - сжатие, однако при таких испытаниях возникает
ГловоЗ. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ
61
опасность потери образцом устойчивости при сжатии, что
ограничивает возможность использования высоких напряжений.
Сокращение длины рабочей части образцов не всегда желательно, так как
при этом уменьшается объем деформируемого материала и
возможно проявление масштабного эффекта.
На рис. 3.8 представлена схема водородного криостата,
установленного на усталостной испытательной машине с тяговым усилием
при динамическом нагружении 2 т. Криостат представляет собой
двухстенный цилиндрический контейнер с вакуумной изоляцией.
Образец помещен в захваты двух
трубчатых тяг, причем нижняя
активная тяга соединена через спе- 7-
циальный столик с вибрационным
= - -9
Рис. 3.8. Водородный криостат к усталостной машине для испытаний
на усталость плоских образцов при растяжении - сжатии:
1 - столики для крепления тяг; 2,4 - верхняя и нижняя тяги; 3 - образец для
испытаний
Рис. 3.9. Гелиевый криостат для испытаний на усталость плоских
образцов при растяжении - сжатии:
1 - стеклянный сосуд Дьюара; 2,4 - нижний и верхний захваты; 5 - приводная тяга;
6 - пенопластовая крышка; 7 - подшипниковый узел; 8 - подшипник; 9 - опорная
труба; 10 - переходник; 11 - образец
62
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
столом испытательной машины, а верхняя - неподвижно закреплена
на ее раме. Постоянный уровень хладагента поддерживается
автоматически. К недостаткам установки относятся большие теплопод-
воды по тягам в рабочую зону и повышенный расход хладагента при
проведении испытаний из-за слабой тепловой изоляции криостата
и вибрации нижнего захвата.
Схема устройства для усталостных испытаний при гелиевой
температуре плоских образцов малых размеров (длиной 25,
толщиной 0,6, шириной 3 мм) в условиях растяжения - сжатия с
симметричным циклом нагружения приведена на рис. 3.9.
Государственным институтом прикладной химии (ГИПХ)
разработана установка для усталостных испытаний образцов в среде
жидкого водорода. Нагружение образца производится по схеме
поперечного изгиба консольно укрепленных круглых образцов.
Установка состоит из четырех аналогичных секций, принципиальная
схема одной из которых приведена на рис. 3.10.
На массивной станине с помощью стоек вертикально установлен
электродвигатель. Вал электродвигателя через муфту соединяется с
несущим валом, который имеет на конце цанговый зажим для
крепления образца. Несущий вал проходит через упорный подшипник
и крышку криостата непосредственно в криостат с охлаждающей
жидкостью. Упорный подшипник и крышка криостата крепятся с
помощью стоек к общей станине.
Рис. 3.10. Схема установки
для усталостных испытаний
консольно укрепленных
круглых образцов в среде
жидкого водорода:
1 - станина; 2 - стойка; 3 -
электродвигатель; 4 - муфта; 5 -
датчик перемещения; 6 - пневмоци-
линдр; 7 - крышка криостата; 8 -
датчик уровня; 9 - сосуд с
криогенной жидкостью; 10, 11 -
вакуумные насосы; 12 - криостат;
13 - образец; 14 - термопара; 15 -
цанговый зажим; 16 - несущий
вал; 17 - уплотнительное
устройство; 18 - упорный подшипник
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 63^
Уплотнительное устройство имеет кольцевой паз для наддува
газообразного гелия, который способствует противодавлению с
целью уменьшения испарения водорода по вращающемуся валу в
окружающее пространство. На крышке криостата смонтированы
герметичные устройства для заправки криостата, дренажа паров, ввода
измерителей уровня охлаждающей жидкости, термометрии и штока
нагружающего устройства. К крышке криостата с помощью
фланцевого соединения крепится криостат, рабочий объем которого
составляет 7 л охлаждающей жидкости. Помимо наддува гелия в
уплотняющее устройство герметизация криостата достигается за счет
использования сильфонов и специальных термовводов
термометрии и уровнемера.
Нагружение образцов осуществляется с помощью
пневматического устройства, состоящего из пневмоцилиндра, внутри которого
находится герметичный сильфонный нагружающий узел. Усилие на
образец передается от штока через рычаг и подшипник,
установленный на хвостовой части образца. Заданное давление нагруже-
ния поддерживается автоматически редуцирующими устройствами.
Также автоматически осуществляется регистрация и запись
деформации образца. Температура образца измеряется термопарами.
Количество циклов нагружения образца регистрируется механическим
счетчиком, соединенным приводом с электродвигателем. При
разрушении образца электродвигатель отключается.
3.6. ИСПЫТАНИЯ НА ТЕРМИЧЕСКУЮ УСТАЛОСТЬ
Термической усталостью называют усталость металлов,
вызванную напряжениями от циклических колебаний температуры. Она
отличается от силовой меньшим числом циклов и сравнительно
более высоким уровнем напряжений.
Проблеме термической усталости материалов при высоких
температурах посвящено достаточно много работ, и она исследована
подробно. Поведение металла при многократных теплосменах в
условиях криогенных температур изучено в меньшей степени. Вместе
с тем при колебаниях температуры в низкотемпературной области
металл также испытывает одновременное воздействие высоких
напряжений и структурных превращений, например, при охлаждении
метастабильных аустенитных сталей.
Температурные градиенты и соответствующие термические
напряжения могут возникать из-за неравномерного нагрева или
охлаждения конструкций при заполнении емкости криогенной
жидкостью или ее сливе, могут быть вызваны различием теплофи-
зических свойств, входящих в конструкцию деталей из разных
материалов. При попадании криогенных жидкостей на относительно
64 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
теплую поверхность металла емкостей, трубопроводов, деталей
арматуры могут возникать значительные термические напряжения за
счет большого перепада температур по сечению.
По данным НПО "Криогенмаш", термические напряжения в
сварных образцах из стали 12Х18Н10Т и инвара ЗбН, возникающие
под действием термических циклов при охлаждении жидким
азотом и отогреве потоком теплого воздуха, достигают 220 и 180 МПа
соответственно.
Одной из причин охрупчивания аустенитных сталей в ходе
технологических разогревов является образование сегрегации фосфора
на границах зерен стали. Это ведет к снижению когезии границ
зерен, падению пластичности и вязкости стали, особенно в области
криогенных температур.
Конструкции воздухоразделительных установок за время
работы испытывают до 106 термоциклов. Отсюда очевидна опасность
низкотемпературного разрушения и необходимость проведения
испытаний на термическую усталость.
Термоциклирование обычно проводится в диапазоне от
комнатной температуры до 4,2 К при одновременном воздействии на
серию образцов растягивающего усилия. Исследования,
проведенные на аустенитных хромоникелевых сталях, показали, что при
термоциклировании происходит частичное образование
мартенсита, способствующее дополнительному охрупчиванию.
3.7. ОЦЕНКА КОНСТРУКЦИОННОЙ ПРОЧНОСТИ
МЕТОДАМИ МЕХАНИКИ РАЗРУШЕНИЯ
3.7.1. ТРЕЩИНОСТОЙКОСТЬ (CRACKING RESISTANCE) МЕТАЛЛОВ
И КОЭФФИЦИЕНТ ИНТЕНСИВНОСТИ НАПРЯЖЕНИЙ
Традиционные методы конструирования механизмов, машин и
инженерных сооружений, основанные на курсе сопротивления
материалов, исходят из предположения о материале как сплошном
теле, свободном от дефектов. Однако таких идеальных материалов
практически нет. Еще до нагружения в конструкционных
материалах присутствуют трещиноподобные дефекты в виде инородных
включений, газовой пористости и других несплошностей.
Типичными примерами трещиноподобных дефектов в металлах являются
трещины, образующиеся при затвердевании сварных швов и
отливок, в зонах термического влияния при сварке, в стальном прокате
вокруг неметаллических включений, а также трещины,
возникающие вследствие усталости и коррозии под напряжением.
Естественные дефектные структуры материала, так же как и
примеси, микротрещины и поры, представляют в структуре области
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 65^
пиков напряжений и являются, таким образом, причиной
неоднородного распределения напряжений.
Такие дефекты можно обнаружить, используя ультразвуковой
контроль или какой-либо другой метод неразрушающего контроля,
и с помощью методов механики разрушения определить
максимально допустимый размер дефекта, при котором катастрофическое
разрушение может быть предотвращено. В определенных условиях
эти дефекты могут инициировать разрушение даже при нагрузках,
значительно меньших прочностных свойств материала,
определенных при обычных механических испытаниях. Основная задача
механики разрушения - выявить условия, при которых может
произойти разрушение, и оценить степень безопасности конструкции.
Дефекты типа трещин являются концентраторами напряжений,
которые тем больше, чем острее трещина и больше ее длина.
Номинальные напряжения в вершине эллиптической трещины
определяются по формуле:
GH=ocv(l+2jcJ^) = 2асрЛ/с7р
где аСр - среднее приложенное напряжение; с - длина большой полуоси
эллипса (трещины); р - радиус в вершине эллипса (трещины).
Отсюда коэффициент концентрации напряжений к = 2^/с/р.
В случае достаточно острой и длинной трещины напряжения
вблизи ее вершины могут достигать значений, превышающих
разрушающее напряжение материала даже при сравнительно малом
приложенном напряжении. Для инициирования разрушения
совсем не нужно, чтобы средние напряжения по сечению детали
достигали значений прочности. Достаточно создать их только в
вершине дефекта, чтобы трещина начала распространяться.
Такие характеристики, как температура остановки трещины,
порог хладноломкости, ударная вязкость или ее составляющие и др.,
позволяют проводить качественное сопоставление разных
материалов и их преимущественную пригодность для данной конструкции.
Однако они не могут быть использованы в количественных расчетах.
Опираясь на работы Гриффитса и других исследователей,
Ирвин ввел в механику квазихрупкого разрушения новый параметр G.
Преимущество использования этого параметра заключается в
возможности его экспериментального определения и подстановки в
расчеты на прочность. Стало возможным прогнозировать поведение
несплошного материала в конструкциях на основе предварительных
инженерных расчетов.
На основании проведенных расчетов Ирвин вывел, что при
плоском напряженном состоянии
G = псо2/Е
5-312
^6 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
При плоском деформированном состоянии
G={l-v2)nco2/E
где с - полудлина трещины; а - среднее приложенное напряжение; v -
коэффициент Пуассона; Е - модуль нормальной упругости.
Смысл параметра G по Ирвину состоит в определении
сопротивления движению трещины. Этот критерий связывает вместе
приложенное напряжение и размер дефекта, т. е. величины, от
которых зависит работоспособность материала.
Самопроизвольное разрушение будет иметь место в том случае,
если G достигнет значения GQ, характеризующего критическое
сопротивление продвижению трещины. Критерием разрушения
является условие G > Gc. Можно интерпретировать G как энергию,
которую необходимо затратить для распространения трещины на
единицу поверхности раскрытия трещины в момент начала ее
самопроизвольного роста.
Для удобства экспериментальной оценки и выполнения
прочностных расчетов Ирвин ввел другой параметр - коэффициент
интенсивности напряжений К, являющийся математической
интерпретацией критерия G.
Физический смысл параметра К сложен для восприятия,
особенно из-за его непривычной размерности: напряжение,
умноженное на корень квадратный из длины. Важно понять, что К - это
коэффициент, характеризующий интенсивность поля напряжений
перед трещиной. Коэффициент интенсивности напряжений К можно
сравнить с напряженностью магнитного или электрического поля:
G = К?/Е; K2 = GE; K= (GE)1/2 = о (яс)1/2
где а - среднее приложенное напряжение; с - полудлина трещины. Отсюда
К имеет единицу измерения МПа • м1/2.
Неустойчивость трещины проявляется при достижении
коэффициентом К величины критического коэффициента
интенсивности напряжений Кс, обычно называемого вязкостью разрушения.
Кс является важнейшей характеристикой материала в механике
разрушения. Критерий Кс связывает величину напряжений в
момент разрушения и критический размер трещины.
Существуют три типа раскрытия трещины. Соответствующие им
параметры интенсивности напряжений обозначают индексами I, II,
III или Ki, Kn, Km, Gi, Gu, Gin. Тип I соответствует разрушению
отрывом, когда растягивающие напряжения перпендикулярны к
плоскостям трещины. Тип II представляет собой поперечный сдвиг
относительно плоскости трещины, а тип III - антиплоскую деформацию,
при которой происходит сдвиг плоскостей трещины в стороны,
когда сдвиговые напряжения параллельны фронту трещины. Из трех
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ
67
Рис. 3.11. Зависимость вязкости
разрушения от толщины образца
типов раскрытия трещины наибольший
интерес представляет первый - отрыв с
симметричным распределением
напряжений относительно плоскости
трещины. Он встречается наиболее часто.
У достаточно толстых образцов с
высокоразвитой поверхностью
нормального разрушения вязкость разрушения
приближается к предельному значению
K\z - вязкости разрушения в условиях плоской деформации.
Начиная с этой толщины образца, Кс и Gc, практически не изменяются и
являются константами материала (рис. 3.11).
Таким образом, K\z - это критический коэффициент
интенсивности напряжений при плоской деформации, когда разрушение
происходит путем либо смешанного (прямого и косого), либо только
прямого излома. Коэффициент Кс не является константой
материала, т. е. зависит от размеров образца. Критический коэффициент
интенсивности напряжений при плоской деформации не зависит от
геометрии образца и является константой материла. Коэффициент
Kic - предельная характеристика, определяемая при наиболее
жестких условиях испытаний, к которой стремится Кс по мере
увеличения толщины образца.
Учитывая, что К\с является крайней страховочной
характеристикой, могут быть случаи, когда ее использование недостаточно
оправдано, например когда материалу не приходится работать при той
толщине, при которой производилось определение К\с. Разрушение
тонколистовых конструкций происходит в условиях
плосконапряженного состояния. Использование К\с в качестве браковочной
характеристики может привести к забраковыванию потенциально
годных материалов, способных удовлетворительно работать при
небольших толщинах.
Знание характеристик вязкости разрушения позволяет
определять максимально допустимые напряжения в конструкции при
наличии трещин определенной длины. Приложенные напряжения
должны быть ниже разрушающего напряжения, найденного с
помощью К\с. Одновременно может решаться и другая задача,
связанная с определением критического размера дефекта при данном
приложенном напряжении и сопоставлением его с максимальным
размером исходных дефектов в металле.
Материалы с хорошими характеристиками механических свойств
могут оказаться непригодными из-за низкого сопротивления разви-
68
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
тию трещины. Если при дефектоскопии металла выявится, что
длина трещин меньше критического значения, то для оценки
надежности конструкции необходимо установить, могут ли условия ее
эксплуатации вызвать развитие трещин. Распространение трещин при
длине, меньшей критической, возможно при действии таких
факторов, как циклические нагрузки, коррозия, водородное охрупчивание
и др.
3.7.2. ИСПЫТАНИЯ НА ВЯЗКОСТЬ РАЗРУШЕНИЯ
Статические, динамические и циклические испытания
сопротивления развитию трещины или вязкости разрушения сводятся к
следующей общей процедуре. В образцах определенной формы и
размера наводится искусственная трещина. Затем производят на-
гружение образца с одновременной записью нагрузки и смещения
берегов трещины.
Различают следующие основные виды образцов для
определения вязкости разрушения при статическом нагружении (рис. 3.12).
I - цилиндрический образец с кольцевым надрезом и трещиной
для испытаний на осевое растяжение и изгиб;
II-плоский образец с центральной сквозной трещиной или
симметричными краевыми трещинами для испытаний на осевое
растяжение;
III - плоский образец с боковым односторонним надрезом и
трещиной для испытаний на растяжение;
IV - плоский образец с боковым надрезом и трещиной для
испытаний на сосредоточенный изгиб;
V - плоский образец с односторонней боковой усталостной
трещиной для испытания на внецентренное растяжение;
Ш
ZZ2Z
>-
2222
Ш
Рис. 3.12. Виды образцов для определения
вязкости разрушения при статическом
нагружении
Ж
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ
69
Рис. 3.13. Схема опытной установки для испытания материала на
вязкость разрушения при внецентренном сжатии (СТ-образцов):
1 - сила; 2 - самописец в осях х—у; 3 - измеритель силы; 4 - СТ-образец (образец для
испытаний на внецентренное растяжение); 5 - TF-усилитель сигнала; 6 - зажим; 7 -
датчик перемещения
VI - дисковый образец с односторонним надрезом и трещиной
для испытаний на внецентренное растяжение.
Наибольшее распространение имеет образец V типа -
СТ-образец (Compact-Tension-Probe, компактный образец для испытания
на растяжение). У этого образца со стороны одностороннего надреза
циклически создается трещина заданной длины, а затем под
действием растягивающей нагрузки образец ломается в испытательной
машине в динамическом режиме. При испытании на растяжение на
самописец в осях х-у записывается диаграмма распространения
трещины по отношению к растягивающему усилию.
Распространение трещины измеряется тензометром,
установленным на механически созданном надрезе у компактного образца
для испытания на растяжение (рис. 3.13).
Усталостная трещина создается от исходного надреза за счет-
приложения к образцу циклической нагрузки. Во время опыта
производится автоматическая запись данных о нагрузке на образец и
росте трещины. При этом особенно важно правильное определение
нагрузки на образец в момент скачка трещины. Регистрация данных
о росте трещины производится с помощью измерителя деформации
с тензодатчиками. Измеритель деформации устанавливают в
образце или с помощью специально прикрепляемых к образцу упоров.
После того как образец с трещиной подготовлен, его
устанавливают в испытательной машине и производят его непрерывное на-
гружение с одновременной записью диаграммы нагрузка -
смещение берегов надреза.
70
Р А 3 Д Е Л I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Вязкость разрушения тесно связана с показателями прочности
материалов ат и ав. Увеличение прочности сопровождается
снижением пластичности и вязкости разрушения. Это объясняется тем, что у
высокопрочных материалов мала энергия, поглощаемая при
разрушении, уровень которой определяется величиной пластической
деформации у вершины трещины. Для высокопрочных материалов
эффект увеличения прочности существенно перекрывается снижением
пластичности, в результате чего вязкость разрушения уменьшается.
С учетом расчетных критериев механики разрушения
становится ясно, что материалы с очень высокой прочностью значительно
чувствительнее к небольшим дефектам и повреждениям.
Размер зерна поликристаллических материалов является одним
из основных параметров микроструктуры. Уменьшение размеров
зерен позволяет одновременно увеличить прочность и вязкость
металлов. Поэтому при измельчении зерна возрастает такой
комплексный показатель свойств, каким является вязкость разрушения.
Использование таких технологических приемов, как контроль
процесса выплавки и особенно раскисления стали, понижение
температуры конца прокатки, термоциклическая и термомеханическая
обработка, способствующих измельчению зерна, позволяет
одновременно повысить вязкость разрушения.
Эффективное измельчение зерна достигается введением нитри-
до- и карбидообразующих элементов: ванадия, ниобия, титана.
Использование алюминия для раскисления способствует получению в
спокойных сталях более
мелкого зерна, чем в кипящих и
полуспокойных.
Определение
вязкости разрушения при
криогенных температурах
методом акустической
эмиссии. Основной проблемой при
определении вязкости
разрушения в криогенных условиях
Рис. 3.14. Схема определения
вязкости разрушения К\с при
криогенных температурах:
1 - подвижная траверса; 2 - крио-
стат; 3 - датчик раскрытия; 4 -
динамометр; 5 - прибор для измерения
акустической эмиссии; 6-8 -
измерительный комплекс; 9 - образец;
10 - самописец; 11 - прижим; 12 -
звуковод; 13 - измеритель угла
поворота; 14 - криогенная жидкость
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ 7J_
Рис. 3.15. Компактный образец
в захватах:
1 - нижний захват; 2 - датчик
раскрытия; 3 - верхний захват; 4 - зву-
ковод; 5 - образец; 6 - прижим
является фиксация старта
трещины. Высокие пластические
свойства материалов
обусловливают значительное развитие
пластической деформации, а
криогенные температуры
затрудняют проведение
испытаний. Известно, что процесс
пластической деформации в зонах концентрации напряжений, в
том числе в вершине трещины, связан с низкотемпературной
акустической эмиссией, а процесс распространения трещин - с
высокоамплитудной акустической эмиссией.
Для этой цели предлагается использовать метод акустической
эмиссии, основанный на том, что рост трещины сопровождается
ультразвуковыми колебаниями частотой около 1 МГц.
Акустический сигнал от развивающейся трещины примерно на порядок
превышает сигналы от пластической деформации.
Схема регистрации параметров разрушения приведена на
рис. 3.14. Звуковод закреплен на компактном образце с помощью
специального компаунда и прижима, обеспечивающих надежный
акустический контакт (рис. 3.15). Через крышку криостата звуковод
выведен в зону с комнатной температурой.
Одновременно с определением суммы импульсов акустической
эмиссией производится измерение раскрытия трещины и нагрузки
на образец; Полученные кривые позволяют определить критическую
нагрузку в момент старта трещины и критический коэффициент.
3.8. СПЕЦИАЛЬНЫЕ МЕТОДЫ ИСПЫТАНИЙ
Испытание падающим грузом. В практике многих стран
широкое применение получили испытания падающим грузом.
Испытание проводится на специальных образцах DWT (Drop-Weight-
Test) двух типов. Первый тип образца (проба Баттеля)
изготавливается по натурной толщине изделия и имеет острый надрез, иногда
прессованный. Серию образцов испытывают при различных
температурах. Оценка ведется по критической температуре получения
заданной доли вязкой составляющей в изломе.
Второй тип образцов (рис. 3.16) предложен Пеллини и Пью-
заком. Образцы имеют толщину от 12,7 до 25,4 мм, длину 355 мм,
_72 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
355 I , 90
7 7/7 7/7 7/7 /7/ /7/ /7/ /7/ 777 77//// 7/7 ////// /7/ ///
310
Г
Рис. 3.16. Испытание образца на изгиб весом падающих частей по
Пеллини (1 - место удара, d - толщина пробы). Характеристика
разрыва определяется на основании определенных признаков
относительными цифровыми показателями BZ (шкалой от 1 до 5):
BZ1: образец, несмотря на трещину в рабочем месте, не разорвался, а прогнулся;
BZ2: образец под рабочим местом немного разорвался;
BZ3: образец примерно до половины ширины разорвался, но не прогнулся;
BZ4: образец разорвался на расстоянии больше ширины, но не прогнулся;
BZ5: образец переломился, не деформируясь
ширину 90 мм. В центре образца делают хрупкую наплавку, по
которой затем наносят надрез, чтобы обеспечить инициирование
хрупкой трещины в начальный момент нагружения. Испытание
проводят путем ударного нагружения падающим грузом серии
образцов данного материала при различных температурах. Энергия
падающего груза составляет от 320 до 1740 Дж в зависимости от
предела текучести материала и размера образца. Под образцом
устанавливают специальный упор, ограничивающий его прогиб.
После нагружения серии образцов определяют максимальную
температуру, при которой трещина проходит через все сечение образца -
температуру нулевой пластичности. В ряде стран эта температура
принята в качестве эталонной.
Температура нулевой пластичности обозначается ТНП (NDT -
Nil Ductility Transition).
Испытания на остановку трещины. Такие испытания
проводят на широких сварных плитах, широких пластинах с боковыми
надрезами и др. Испытания проводят в условиях растягивающих
напряжений с локальным или равномерным градиентом
температур. Могут проводиться и изотермические испытания. Различные
методы (Робертсона, ESSO, на двойное растяжение) различаются
видом образцов и концентратором напряжений, а также
оценочными критериями: температурой остановки трещины; температурой,
при которой трещина не проходит целиком сквозь сечение при
напряжении 120 МПа и т. д.
На рис. 3.17 показан образец для испытаний по Робертсону.
Образец имеет в рабочей части выступ, в котором просверлено от-
Глава 3. МЕТОДЫ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ
73
верстие и сделан небольшой открытый надрез. Сторона образца с
выступом, по которому осуществляется удар, обычно охлаждается
жидким азотом, а противоположная сторона подогревается газовой
горелкой. Это создает градиент температуры по ширине образца.
Образец нагружают растягивающей нагрузкой, проводят удар и
отмечают границу остановившейся трещины и соответствующую
температуру. В случае изотермического испытания оценка
представляется в виде "трещина идет - трещина не идет" для различных
температур и уровней напряжений.
Испытание на остановку хрупкой трещины является одним из
наиболее "жестких" испытаний. Для одного и того же материала
температура остановки трещины, как правило, оказывается выше
температуры нулевой пластичности. Испытание по Робертсону дает
более резкий вязко-хрупкий переход, чем испытание падающим
грузом. При проведении испытаний на остановку трещины
обязательным условием является равенство толщины образца с
трещиной толщине листа исходного материала.
Наиболее показательными являются натурные испытания
изделий в реальных условиях эксплуатации. Однако проведение
натурных испытаний, особенно при низких температурах,
связано со значительными техническими трудностями. О
работоспособности техники, эксплуатируемой при низких температурах,
обычно приходится судить по статистическим данным,
накопленным в результате наблюдений за работоспособностью
изделий.
А-А
{
■■ш
t
1
=1
1
f
♦
1 ♦
I
t
'60 -40 -20 0 ZQ
Температура остановки
трещины, °С
Рис. 3.17. Испытание по Робертсону:
а - образец для определения температуры страгивания трещины; б - диаграмма
испытания по Робертсону с данными изменения номинального напряжения
разрыва при изменении температуры; 1 - газовая горелка; 2 - равномерное
распределение напряжения растяжения; 3 - разрез распила глубиной 4,8 мм; 4 -
заклепочная обжимка; 5 - сосуд для жидкого азота; 6 - направление распространения
трещины
6-312
74 РАЗДЕЛ I, ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Глава 4
НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ
Контроль качества заготовок и готовых изделий является
неотъемлемой частью металлургического и машиностроительного
производства.
В настоящее время в производстве широко применяются нераз-
рушающие методы контроля, позволяющие проверить качество
машиностроительной продукции без нарушения ее основных
потребительских свойств и при сохранении ее пригодности к
использованию по назначению.
Существующие средства неразрушающего контроля
подразделяются по назначению на следующие группы:
1) выявляющие дефекты в виде нарушения сплошности
материала изделий;
2) оценивающие структуру материала изделий;
3) контролирующие геометрические параметры изделий;
4) оценивающие физико-механические свойства материала
изделий.
По принципу работы контрольных средств все методы
неразрушающего контроля делятся на следующие разновидности:
оптические, магнитные, акустические, радиационные, радиоволновые, а
также капиллярная дефектоскопия, метод вихревых токов, контроль
течеисканием.
В дефектоскопии для контроля металлов и изделий наиболее
широко применяются: визуально-оптические, капиллярные,
магнитные, ультразвуковые и радиационные методы.
В машиностроительном производстве применяются следующие
виды контроля: операционный, сплошной, выборочный, входной и
приемочный.
Операционный контроль - контроль полуфабрикатов и
изделий в процессе выполнения или после завершения определенной
технологической операции, например термообработки, сварки,
механообработки и т. п.
Сплошной контроль - контроль каждой единицы продукции,
осуществляемый в одинаковом объеме и с использованием единых
методов.
Выборочный контроль - контроль выборок или отдельных проб
из партии или потока изделий.
Входным, контролем называется контроль материалов,
комплектующих изделий и готовой продукции, поступающих на
предприятие-потребитель от изготовителей (других предприятий,
собственных цехов и участков).
Глава 4. НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОТРОЛЯ 75^
Приемочный контроль - контроль готовой продукции, на
основе которого принимается заключение о ее пригодности к
использованию или поставке.
4.1. КАПИЛЛЯРНАЯ ДЕФЕКТОСКОПИЯ
Капиллярная дефектоскопия включает методы неразрушающе-
го контроля, основанные на использовании капиллярных свойств
жидкости и предназначенные для обнаружения поверхностных
дефектов в виде несплошности материала, не видимых
невооруженным глазом или с помощью увеличительных линз.
Поверхностные дефекты выявляются путем образования
индикаторных рисунков с высоким оптическим (цветовым и яркостным)
контрастом и с шириной линии, превышающей ширину раскрытия
дефектов.
В процессе контроля на изделие наносится проникающая
жидкость, которая под действием капиллярных сил проникает в
полости поверхностных дефектов. Излишняя жидкость удаляется с
поверхности изделия. Сами дефекты обнаруживаются либо
путем выявления жидкости (например, керосина), проникшей в
полости дефектов, либо с помощью скоплений частиц порошка,
взвешенного в жидкости и отфильтровавшегося на поверхности
изделия в местах залегания дефектов. В первом случае
проникшую в полости дефектов жидкость обнаруживают после
нанесения на поверхность изделия проявителя. Он поглощает жидкость,
образуя индикаторный рисунок, а также создает фон,
улучшающий видимость рисунка (рис. 4.1). Во втором случае скопление
порошка обнаруживается без применения проявляющего
порошка.
Рис. 4.1. Схема контроля деталей капиллярным методом с
применением проявителя:
а — полость трещины заполнена проникающей жидкостью; б - жидкость удалена с
поверхности детали; в - нанесен проявитель, трещина выявлена; 1 - деталь; 2 -
полость трещины; 3 - проникающая жидкость; 4 - проявитель; 5 - индикаторный
рисунок трещины
_76 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Индикаторные рисунки, обнаруживающиеся при нанесении
проявителя, либо приобретают окраску, определяемую
избирательным поглощением (отражением) падающих на них световых лучей,
либо приобретают способность люминесцировать в
ультрафиолетовых лучах, что обеспечивает получение сильного цветового
контраста. В результате этого оказывается возможным достаточно легко
и надежно обнаруживать эти рисунки, а вместе с ними и сами
дефекты.
Основные методы капиллярной дефектоскопии
классифицируются по характеристикам индикаторного рисунка, а также по
оптическим свойствам, определяющим его видимость.
Одной из разновидностей яркостного метода является
керосиновая или керосино-маслянная проба, которая широко
используется для контроля герметичности изделий, а также для поиска
течей в емкостях и трубопроводах гидравлических и топливных
систем.
В качестве проникающей жидкости этой пробы используется
керосин, жидкое масло или их смесь, а в качестве проявителя -
мел, который применяется либо в виде сухого порошка, либо
водной суспензии (с добавками поверхностно-активных веществ),
либо суспензии на основе органических растворителей.
Проникающая жидкость, просачиваясь в слой мела, вызывает его
потемнение, которое можно увидеть визуальным способом при дневном
свете.
Метод люминесцентной дефектоскопии основан на свойстве
проникающей жидкости люминесцировать под воздействием
ультрафиолетовых лучей. В этом случае индикаторный рисунок
изучается на темном фоне, а наилучший яркостный и цветовой
контраст обеспечивается при белом (бело-желтом), красном или
оранжевом цветах люминесценции. Используются также проникающие
жидкости, цвет люминесценции которых соответствует дневной
или сумеречной максимальной чувствительности зрения, -
зеленовато-желтый или голубовато-зеленый цвет в ультрафиолетовых
лучах.
Методы капиллярной дефектоскопии позволяют обнаруживать
различные открытые поверхностные дефекты производственно-
технологического и эксплуатационного характера: трещины
(шлифовочные, термические, усталостные), растрескивание, пористость,
закаты, волосовины, заковы, различные виды коррозии и т. п. на
деталях простой и сложной формы, изготавливаемых из черных и
цветных металлов и сплавов, пластмасс и других материалов.
Высокая чувствительность этих методов дает возможность
обнаруживать трещины с шириной раскрытия у выхода на поверхности
более 0,001 мм, глубиной более 0,01 мм и длиной более 0,1 мм.
Глава 4. НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОТРОЛЯ
77
4.2. МАГНИТНЫЕ МЕТОДЫ КОНТРОЛЯ
Магнитные методы контроля основаны на регистрации
магнитных полей рассеяния, возникающих над дефектами, и на
определении магнитных свойств контролируемых изделий.
Магнитопорошковый метод является одним из самых
распространенных методов выявления дефектов в виде нарушения
сплошности металла. Он основан на выявлении магнитных полей
рассеяния над дефектами с помощью ферромагнитных частиц.
Магнитный поток в бездефектной части изделия имеет определенное
направление. Если же на пути этого потока встречаются дефекты в
виде разрыва сплошности металла (трещины, неметаллические
включения и т. д.), то в этих местах из-за пониженной магнитной
проницаемости магнитный поток изменяет свое направление так,
что над дефектом возникает местное магнитное поле (рис. 4.2).
Для выявления магнитных полей над дефектами на
контролируемые участки изделия наносится ферромагнитный порошок либо
его взвесь в воде, керосине или масле. Так как магнитное поле над
дефектом неоднородное, то магнитные частицы, попавшие в это
поле, будут перемещаться к месту расположения дефекта и
накапливаться над дефектом. В результате над дефектом происходит
накопление части порошка в виде полосок (валиков, жилок, шнуров).
Так как ширина полоски из осевшего порошка значительно больше
ширины трещины, волосовины и других дефектов, то магнитопо-
рошковым методом могут быть выявлены мельчайшие трещины и
прочие дефекты.
Рис. 4.2. Схема образования магнитного поля над дефектом (а) и
схема сил, действующих на частицу (б):
1 - деталь; 2 - трещина; 3 - поле рассеяния; 4 - частицы порошка; G - вес; Fw - сила
трения; Fa - сила магнитного поля дефекта; Fa - сила Архимеда; FP - результирующая
сила; FM - сила магнитного притяжения между частицами
7& РАЗДЕЛ 1. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Магнитопорошковый метод позволяет выявлять трещины с
шириной раскрытия 0,001 мм, глубиной 0,01 мм и более.
4.3. АКУСТИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ
Акустические методы контроля основаны на возбуждении и
распространении акустических (упругих) волн в упругих телах. При
распространении упругих волн частицы среды не переносятся, а
лишь совершают колебания относительно точек равновесия. Если с
помощью источника волн в твердом теле возбудить колебание с
частотой/, то оно будет распространяться в нем от частицы к частице со
скоростью С. Расстояние между частицами, колеблющимися в
одинаковой фазе, называется длиной волны X. Длина волны X, частота/
и скорость распространения С связаны зависимостью X = C/f.
В зависимости от частоты упругие колебания делятся на группы:
инфразвуковые - с частотой до 20 Гц, звуковые - с частотой от 20 до
2 • 104 Гц, ультразвуковые - с частотой от 2 Ю4 до 109 Гц и
гиперзвуковые - с частотой более 109 Гц. При акустических методах
контроля используются только звуковой и ультразвуковой диапазоны.
Для возбуждения упругих колебаний в различных материалах
используются специальные преобразователи: пьезоэлектрические,
магнитострикционные, электромагнитно-акустические и др.
Наибольшее применение получили пьезоэлектрические
преобразователи, представляющие собой пластину, изготовленную из
монокристалла кварца или пьезоэлектрических материалов - титаната
бария, цирконат-титаната свинца и др. На поверхности таких пластин
наносятся тонкие слои серебра, служащие электродами. После
поляризации таких пластин в постоянном электрическом поле они
приобретают пьезоэлектрические свойства.
Если пьезопластину (пьезоэлемент) расположить на
поверхности контролируемой детали, то в материале ее будут возбуждаться и
распространяться упругие волны. Для ввода упругих колебаний в
контролируемую деталь и приема отраженных импульсов от
дефектов, а также предохранения пьезопластины от механических
повреждений и износа, пьезопластину помещают в специальное
устройство - искательную головку (искатель).
Схемы основных методов ультразвукового контроля приведены
на рис. 4.3.
Теневой метод (метод сквозного прозвучивания) основан на
посылке в контролируемое изделие упругих колебаний и регистрации
изменения их интенсивности после однократного прохождения
через металл.
Если на пути упругих волн имеется дефект, то в зависимости от
площади сечения пучка лучей, площади отражающей поверхности
Глава 4. НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОТРОЛЯ
79
в
I
L
Рис. 4.3. Схема ультразвукового контроля:
а - эхо-метод; б - теневой метод; в - резонансный метод; 1 - блок генератора; 2 - блок
усилителя; 3 - блок индикатора; 4 - блок регистрации резонансов; 5 - демпфер; 6 -
излучатель; 7 - демпфер приемной головки; 8 - контролируемый объект; 9 - дефект
дефекта и его местоположения по толщине изделия показания
индикатора меняются, так как за дефектом образуется акустическая тень.
Теневой метод применяется главным образом для контроля
качества листового проката, подшипников скольжения, многослойных
дисков, оболочек кабелей, резиновых многослойных изделий,
пластмассовых деталей, клеевых соединений и др.
Резонансный метод основан на возбуждении в изделиях
постоянной толщины (листах, трубах, резервуарах и др.) незатухающих
ультразвуковых колебаний и определении частот, при которых
имеют место резонансы этих колебаний. Частота, при которой
возникают стоячие волны, т. е. наступает резонанс, зависит от толщины
детали и скорости распространения в ней акустических волн. По
фиксированию момента установления резонанса определяют
толщину контролируемой детали. На основной резонансной частоте
толщину определяют по формуле Ъ = 0,5 С//рез.
Ультразвуковой резонансный метод используется для
обнаружения дефектов в виде коррозии или несплошностей материала и
измерения толщины листов, стенок труб, резервуаров и т. д.
Эхо-импулъсный метод основан на прозвучивании изделий
зондирующими импульсами упругих волн. Их посылают в
контролируемое изделие один за другим через определенные промежутки
времени - паузы или интервалы. Нормальный зондирующий
импульс ультразвуковых колебаний, пройдя сквозь толщу материала,
отражается от противоположной (донной) поверхности изделия и,
возвращаясь, частично попадает на пьезоэлемент искательной
головки. На экране электронно-лучевой трубки (ЭЛТ) возникает
донный импульс. При наличии дефекта нормальный импульс
ультразвукового колебания отразится от него раньше, чем от донной по-
80 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
верхности детали. Между начальным и донным импульсами
возникает промежуточный импульс. Если дефект полностью перекрывает
путь ультразвуковому пучку, то на экране ЭЛТ будут наблюдаться
только начальный импульс и импульс от дефекта.
При зондировании детали без дефектов сдвиговыми упругими
волнами последние, многократно отражаясь от противоположных
поверхностей, уходят за пределы искательной головки. В этом
случае на экране ЭЛТ наблюдается осциллограмма, состоящая из
начального импульса и линии развертки (горизонтальная линия).
Дефект прерывает ход лучей и отражает часть энергии - на экране
ЭЛТ возникает второй импульс (от дефекта). Так как время
прохождения зондирующего луча прямо пропорционально пройденному
пути, а скорость ультразвуковых колебаний для данного материала
есть величина постоянная, то горизонтальная линия на экране ЭЛТ
представляет собой глубину залегания дефекта в некотором
масштабе. Следовательно, на экране ЭЛТ строится график, по
горизонтальной оси которого откладывается время, пропорциональное
глубине залегания дефекта, а по вертикальной оси - интенсивность
отраженного от дефекта импульса, зависящая от его размеров и
ориентировки относительно зондирующего импульса. Измеряя с
помощью электронного глубиномера время от момента выхода
импульса до момента появления эхо-сигнала на экране ЭЛТ, можно
определить расстояние от головки до дефекта / = 5 Ct/2, где I -
расстояние от головки до дефекта; С - скорость УЗК в материале
изделия; t - время распространения УЗК до дефекта и обратно.
Эхо-импульсный метод широко применяют для контроля
различных изделий, в том числе крупногабаритных и сложной формы.
При этом контроль проводят при одностороннем доступе к изделию,
в контактном или иммерсионном вариантах. Этот метод позволяет
обнаруживать дефекты, расположенные на поверхности и в глубине
металла, а также определять координаты залегания дефектов.
4.4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ
Все радиационные методы контроля, классификация которых
по видам ионизирующего излучения представлена на рис. 4.4,
основаны на законе ослабления интенсивности излучения, проходящего
через контролируемый объект. Интенсивность излучения меняется
в зависимости от плотности материала и толщины.
По результатам измерения интенсивности излучения за
объектом определяют наличие в нем дефектов - раковин, включений и
т.д. (рис. 4.5).
Рентгеновское, у-излучение и тормозное излучение ускорителей
электронов по своей природе представляют собой высокочастотные
Глава 4. НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОТРОЛЯ
81
\
Рентгеновский
контроль
Радиационные
методы
неразрушающеео контроля
1
1
Контроль
тормозным
излучением
ускорителей
электронов
Контроль
моноэнергетическим
jS-изличением
(быбедимь/м из
ускорите/геи"
злектроноб)
1
^-контроль
контроль
потоком
теллобых
нейтронов
1
контроль
немоноэнереетическим
fl-излучением
радиоактибнь/х
изотолоб
Контроль
потоком
протоноб
Контроль
потоком
лозитроноб
Рис. 4.4. Классификация радиационных методов неразрушающего
контроля
электромагнитные волны, распространяющиеся в вакууме со
скоростью света (С = 2,998 108 м/с); а-излучение - потоки ядер гелия
(pie); р-излучение - потоки электронов или позитронов;
нейтронное (протонное) излучение - потоки нейтронов (протонов),
возникающих при ядерных реакциях.
При радиационном контроле в качестве источников
ионизирующих излучений используются рентгеновские аппараты
(рентгеновские трубки), ускорители заряженных частиц (электронов) и
радиоактивные изотопы.
Рентгеновские аппараты служат источниками
характеристического и тормозного излучений в широком диапазоне энергий (от 0,5
до 1000 кэВ). Их применяют для просвечивания стальных деталей
толщиной до 120-160 мм.
При контроле деталей и изделий рентгеновским методом
определяют качество литых заготовок и деталей; коррозию внутренних
поверхностей трубопроводов, баллонов, ци- /
линдров, штоков клапанов и других закрытых
полых деталей, контроль которых другими
методами затруднен или невозможен;
изучают качество сварных и паяных соединений,
заделки тросов и гибких шлангов в
наконечники, подрезы на внутренних поверхностях
Рис. 4.5. Схема просвечивания рентгеновским
или у-излучением:
1 - источник излучения; 2 - контролируемый объект;
3 - раковина; 4 - плотное включение; 5 - эпюра
интенсивности излучения за объектом
82
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
полых деталей и разностенность, состояние или правильность
взаимного расположения деталей внутри различных агрегатов и
механизмов, например закрытых подшипников и др.
4.5. ЧУВСТВИТЕЛЬНОСТЬ РАЗЛИЧНЫХ МЕТОДОВ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
В табл. 4.1 приведены характеристики чувствительности
наиболее употребительных методов дефектоскопии и возможных
объектов их применения.
ТАБЛИЦА 4.1
Чувствительность различных методов дефектоскопии
и возможность их применения
Метод
дефектоскопии
Ультразвуковой
Электроиндуктивный (метод
вихревых токов)
Просвечивание
рентгеновскими
лучами
Просвечивание
у-лучами
Магнитный
порошок
Магнитолюминес-
центный
Люминесцентный
Красочный
(метод красок)
Визуальный
Минимальная
глубина
трещины, мм
0,1
од
2 % от
толщины
тролируемого изделия
3 % от
толщины
тролируемого изделия
0,01
0,005
0,04
0,02
Минимальная
величина
раскрытия трещины, мм
0,001
0,001
В зависимости от
ориентации по
отношению к пучку
излучения до ОД
-
0,001
0,0001
0,02
0,001
0,01
Возможность применения
(материалы и ориентация
дефектов)
Магнитные, немагнитные и
другие материалы.
Внутренние, подповерхностные и
наружные дефекты (не
поддаются контролю мелкие детали
сложной конфигурации и
детали с чистотой обработки
ниже V6)
Магнитные и немагнитные
материалы.
Подповерхностные и наружные дефекты.
Контролю не поддаются
мелкие детали сложной конфигу-
рации
Магнитные, немагнитные и
другие материалы
Внутренние,
подповерхностные и наружные дефекты
Только магнитные
материалы. Наружные и
подповерхностные дефекты
Тоже
Магнитные, немагнитные и
другие материалы. Только
поверхностные дефекты
Тоже
«
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ
83
Глава 5
МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ
ХЛАДОСТОЙКИХ СТАЛЕЙ
5.1. СОВРЕМЕННАЯ КОНЦЕПЦИЯ ВЫСОКОПРОЧНОГО СОСТОЯНИЯ
Прочностью называют способность материалов сопротивляться
пластической деформации и разрушению под действием внешней
нагрузки. Понятие о минимальном уровне прочности высокопрочных
сплавов условно и не регламентировано нормативными
документами. Высокопрочное состояние определяется назначением изделий,
условиями и требованиями, предъявляемыми к их эксплуатации.
К высокопрочным машиностроительным сталям принято
относить стали с пределом текучести о0,2 ^ 1200 МПа. Исходя из этих
значений прочностных характеристик к высокопрочным следует
относить конструкционные закаленные и низкоотпущенные стали,
мартенситно-стареющие, дисперсионно-твердеющие и др.
Повышение прочности сплавов при удовлетворительной
пластичности позволяет не только повысить рабочий ресурс деталей и
конструкций, но также уменьшить их сечение, расход металла и
снизить их массу. Замена для строительных металлоконструкций
обычно применяемой углеродистой стали СтЗ с пределом текучести
От > 250 МПа на более прочные стали типа 16Г2АФ позволяет
уменьшить расход металла на 30-50 % (рис. 5.1).
Однако только высокая прочность без необходимого комплекса
таких механических свойств, как вязкость, пластичность и трещино-
стойкость не обеспечивает надежности конструкций. В ряде случаев
высокопрочное состояние металла даже может оказывать
отрицательное действие.
Известно, что усталость ответственна более, чем за половину
случаев всех аварийных разрушений,
встречающихся в инженерной практике.
Предел выносливости or довольно жестко
связан с временным сопротивлением ов.
Для большинства сталей or
составляет 0,4ч-0,6 от Ов, для медных сплавов or =
= (0,3^0,5)ав, для алюминиевых сплавов
Рис. 5.1. Снижение массы стальных
металлоконструкций при повышении
предела текучести стали:
1 - пролетные строения; 2 - растянутые
элементы конструкций; 3 - поперечники промышленных
зданий
§
1
I
too
80
50
40
20
0
1
^—
V
V 4 1 f
200 400 600 600 1000
84
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Рис. 5.2. Зависимость отношения
or/ob от временного
сопротивления для различных
конструкционных сталей
Or = (0,25ч-0,4) Ов. Однако
одностороннее увлечение
повышением прочности может приводить
к снижению предела
выносливости. Повышение прочности
хладостойких материалов, с
одной стороны, затрудняет
образование усталостных трещин,
но с другой, - снижая
пластичность, приводит к ускорению распространения трещин в хрупком
металле. Рост временного сопротивления сверх определенных
значений может привести к снижению отношения or/ob (рис. 5.2).
Поэтому высокопрочные конструкционные стали могут иметь даже
худшие значения предела выносливости по сравнению с обычными
сталями.
Анализ работы конструкционных материалов показывает, что
они должны, наряду с высокой прочностью и пластичностью,
хорошо сопротивляться ударным нагрузкам, обладая запасом
вязкости. При знакопеременных нагрузках конструкционные
материалы должны обладать высоким сопротивлением усталости, а при
трении - сопротивлением износу. Во многих случаях необходимо
сопротивление коррозии. Учитывая, что в деталях всегда имеются
дефекты, являющиеся концентраторами напряжений,
конструкционные материалы должны обладать высоким сопротивлением
хрупкому разрушению и распространению трещин. Поэтому надежность
материала в конструкции принято характеризовать
конструктивной прочностью, под которой понимают не отдельно взятые
прочностные характеристики, а комплекс механических свойств,
определяющих эксплуатационную надежность изделия. В этом состоит
особенность требований к конструкционным материалам.
Кроме того, помимо высокой конструктивной прочности,
конструкционные материалы должны иметь высокие технологические
свойства - хорошие литейные свойства, обрабатываемость
давлением, резанием, хорошую свариваемость. Конструкционные
материалы должны быть дешевы и не дефицитны.
В настоящее время и в прогнозируемом будущем этим часто
противоречивым требованиям в наибольшей степени отвечают
стали. Только сталь позволяет получать сочетание высоких значений
различных механических характеристик и хорошую
технологичность при сравнительно невысокой стоимости. Поэтому сталь явля-
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ 85^
ется и остается в обозримом будущем основным и наиболее
распространенным конструкционным материалом.
Для большинства конструкционных сталей важнейшими (но не
единственными) параметрами конструктивной прочности являются
предел текучести от, порог хладноломкости или температура вязко-
хрупкого перехода Гкр, уровень ударной вязкости KCU, KCV, КСТ и
коэффициент интенсивности напряжений К\с.
Таким образом, повышение одной прочности сталей не может
быть самоцелью, так как обычно сопровождается уменьшением
пластичности и вязкости. Поэтому современное представление о
высокопрочном состоянии включает принципы прочности не в
изолированном, а в широком смысле, как сопротивление деформации и
разрушению при различных напряженных состояниях и схемах на-
гружения, способных привести к преждевременному разрушению.
Отсюда следует, что для реализации высокой прочности
обязательным условием является обеспечение необходимого запаса вязкости,
пластичности и трещиностойкости. Сопоставление различных
методов упрочнения конструкционных сталей следует проводить не по
приросту предела текучести, являющегося расчетной
характеристикой, а по комплексному уровню различных механических свойств.
Знание механизмов упрочнения сталей позволяет использовать
комбинированные способы воздействия на процессы их структуро-
образования, что, в свою очередь, дает возможность получения
комплекса необходимых характеристик.
К основным методам повышения конструкционной прочности
хладостойких сталей относятся:
1. Технологические способы очищения жидкой стали от
вредных примесей, газов и неметаллических включений.
2. Использование микролегирования для формирования
мелкозернистой структуры.
3. Комбинированное термомеханическое воздействие.
Контролируемая прокатка.
4. Регулирование размеров зерна термоциклированием.
5.2. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ХЛАДОСТОЙКИХ СТАЛЕЙ
После Второй мировой войны и разработки метода получения
сравнительно дешевого кислорода из воздуха мартеновский процесс
постепенно начинает вытесняться производством углеродистой и
низколегированной стали в конвертерах с кислородным дутьем.
После изобретения в начале XX в. способа электроплавки доля
электростали в мировом производстве непрерывно растет. Это связано с
увеличением спроса на высоколегированную сталь, использованием
восстановительных шлаков, обеспечивающих меньший угар леги-
&6 РАЗДЕЛ 1. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
рующих элементов, более высокую чистоту стали от вредных
примесей и неметаллических включений и, как следствие, ее более
высокое качество.
Раскисление жидкой стали является основным процессом,
снижающим содержание кислорода. Образующиеся оксиды MnO, SiO2,
А12О3, TiO2, благодаря меньшей растворимости, переходят из
жидкого металла в шлак, однако часть их остается в металле в виде
неметаллических включений. Неметаллические включения
дополнительно могут поступать в сталь в результате разрушения
огнеупорной футеровки сталеплавильных агрегатов и ковшей, а также при
вторичном окислении струи металла во время его выпуска из печи и
разливки. Кроме того, неметаллические включения могут
образовываться в твердой стали в процессе ее кристаллизации.
Неметаллические включения существенно снижают
конструкционную прочность. Они нарушают сплошность металлической
основы и служат концентраторами напряжений. Хотя содержание
неметаллических включений в стали составляет по объему всего лишь
0,1-0,3 %, а по массе примерно в 2 раза меньше, они ответственны
за зарождение и последующее развитие 70-90 % микротрещин.
Концентрация напряжений обусловлена различием коэффициентов
теплового расширения включений и матрицы. Скопления
движущихся дислокаций, образовавшихся в окрестностях включений,
могут приводить к зарождению микротрещин. При недостаточном
запасе вязкости, характерном для многих высокопрочных сталей, это
может привести к хрупкому разрушению.
Для улучшения качества жидкой стали в условиях массового
производства применяют внепечные методы ее обработки. Широкое
распространение получили методы обработки металла в ковше
синтетическими шлаками, продувки аргоном и внепечное вакуумиро-
вание в ковше и изложнице при разливке.
Для совмещения дегазации за счет вакуумирования и обработки
шлаками с удалением вредных примесей и неметаллических
включений применяют комплексное внепечное рафинирование на
установках типа "печь-ковш". Такие установки оснащены устройством
цдя продувки аргоном, статором для электромагнитного
перемешивания металла, нагревательным устройством, системами
вакуумирования и бункерами для подачи ферросплавов и лигатуры (рис. 5.3).
В результате такой комплексной обработки содержание водорода
составляет менее 2 см3 на 100 г металла, кислорода - менее 0,005 %,
серы - до 0,005-0,010 %. Подогрев и перемешивание обеспечивают
стабильную температуру при разливке.
Рафинирование стали в установках печь-ковш обеспечивает
масссовое производство металла особо высокого качества. Сталь
имеет однородный состав, высокие характеристики пластичности,
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ
87
\
/2
Рис. 5.3. Принципиальная схема
установки для внепечной
обработки стали (модельный реактор):
1 - продувка, окислительное
рафинирование (Аг, 02); 2 - огнеупорная футеровка;
3 - активный шлак; 4 - устройство для
ввода присадочной проволоки с
наполнителем; 5 - продувка (02); 6 - электроды
для прогрева; 7 - бункеры для лигатуры;
8 - вводы для Аг, N2, порошков; 9 -
откачка; 10 - вакуум, газовая атмосфера (Аг, N2,
О2, ...); 11 — продувка газом (Аг, N2); 12 -
индуктивная мешалка; 13 - шиберный
затвор; 14- продувка газом (Аг, N2)
вязкости и трещиностойкости.
Одновременно практически
полностью подавляется флокеночув-
ствительность стали.
Развитие новых отраслей
техники обусловило необходимость
производства сталей с особыми
свойствами - высокой
прочностью в сочетании с
пластичностью, жаропрочностью,
контактной выносливостью. С применением высокопрочных сталей и
сплавов возросли требования к их чистоте по содержанию вредных
примесей, газов и неметаллических включений. Производство таких
материалов стало возможным благодаря применению
электрошлакового (ЭШП), вакуумно-дугового (ВДП), электронно-лучевого (ЭЛП)
переплавов в водоохлаждаемом кристаллизаторе, предварительно
изготовленных в обычных печах расходуемых электродов.
Особенностью способа электрошлакового переплава (рис. 5.4, а)
является использование для расплавления электрода теплоты,
выделяющейся в расплавленном шлаке, играющем роль
электрического сопротивления. Рафинирующей средой является шлаковая
ванна. Капли жидкого металла проходят через слой шлака
специального состава, удаляющего серу и способствующего глубокому
раскислению. Затвердевание металла происходит в
водоохлаждаемом кристаллизаторе, позволяющем получить плотный слиток и
равномерное распределение включений.
При вакуумном дуговом переплаве (рис. 5.4, б) электрод
расплавляется за счет теплоты вольтовой дуги и постепенно каплями
заполняет кристаллизатор, в котором поддерживается вакуум. При
ВДП происходит очистка металла от газов. Благодаря постепенному
заполнению жидким металлом кристаллизатора создаются лучшие
условия кристаллизации и отсутствуют многие дефекты, характерные
88
Р А 3 Д Е Л I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Рис. 5.4. Схема некоторых методов переплава:
а - ЭШП; б- ВДП; в - ЭЛП
для слитков обычной выплавки. Металл имеет более плотное
строение и равномерное распределение неметаллических включений по
сечению слитка.
Метод электронно-лучевой плавки основан на использовании
тепловой энергии, выделяющейся в расплавленном металле при
бомбардировке его быстрыми электронами (рис. 5.4, в). Электроны,
излучаемые катодом, разгоняются электрическим полем до высоких
скоростей и приобретенная электронами кинетическая энергия при
ударе о поверхность переходит в тепловую и расплавляет металл.
Высокая дисперсность капель жидкого металла позволяет
осуществлять более глубокое рафинирование, чем при ВДП.
Применение переплавов, позволяющее получать металл более
высокого качества по большинству показателей, мало влияет на
снижение содержания фосфора и особенно примесей цветных
металлов. Снижение концентрации трудноудаляемых примесей может
быть достигнуто использованием чистой первородной шихты.
5.3. УПРАВЛЕНИЕ ПРИРОДОЙ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
Неметаллические включения оказывают определяющее
влияние на характер разрушения стали. Зарождение трещин у
неметаллических включений обычно происходит либо в результате
разрушения включения и переходе трещины из него в металл, либо при
отделении включения от металлической матрицы с последующим
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ W
ростом образовавшейся полости. Это связано с низкой прочностью
как самих включений, так и контактного слоя металл - включение.
Первичные микротрещины образуются вокруг наиболее крупных
(более 10 мкм) включений, таких как MnS, CaS, A12O3, SiO2. С
понижением температуры влияние включений усиливается, причем
особенно заметно с повышением общей загрязненности металла.
Наиболее значительным, с точки зрения обеспечения
надежности деталей, является влияние неметаллических включений на
механизм разрушения стали. Степень участия включений в процессах
вязкого и хрупкого разрушения существенно различна. Это
объясняется тем, что энергоемкость вязкого и хрупкого разрушений
определяется разными параметрами. Влияние включений на вязкое
разрушение стали проявляется в механизме образования и коалес-
ценции микропор, зарождающихся на неметаллических
включениях.
Хрупкие разрушения связаны с наличием внутренних дефектов
с размером больше критического. Если размер включений
составляет 5-10 мкм и более, опасность хрупкого разрушения возрастает.
Особенно опасны оксиды и нитриды, выделяющиеся по границам
аустенитных зерен. В окрестностях неметаллических включений
пластическая деформация стеснена вследствие скопления
дислокаций, выделения на дислокациях примесных атомов и т.д. Из-за
стеснения пластической деформации напряжения растут, что
приводит к возникновению микротрещин. Микронапряжения в
окрестностях включений, вызванные различием физических свойств
металла и включения, достигают 250 МПа. Напряженное состояние
вокруг включений усугубляется существующими в металле
термическими напряжениями.
Согласно классификации Симса - Даля различают три вида
неметаллических включений: глобулярные, пленочные по границам
зерен и остроугольные. Наиболее опасны включения второго типа -
пленочные, встречающиеся сравнительно редко. Остроугольные
включения значительно опаснее глобулярных. Поэтому важной
задачей современного материаловедения является управление
природой включений с целью получения необходимого комплекса
механических свойств и повышения конструкционной прочности
материалов. Это достигается применением модификаторов с их высоким
рафинирующим эффектом и способностью осуществлять глобуля-
ризацию неметаллических включений.
В качестве модификаторов применяют небольшие добавки
сплавов на основе редкоземельных (РЗМ) и щелочноземельных (ЩЗМ)
металлов. Их важным свойством является высокое химическое
сродство к растворенным в стали примесям серы, кислорода,
азота и водорода. Модифицирование является одним из универсальных
90
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
JfCfuvecmfo яигенпуры, */•
Рис. 5.5. Влияние количества SiCa-
лигатуры на ударную вязкость и
индекс загрязненности литой стали
12ХГФЛ неметаллическими
включениями:
1 - индекс загрязненности; 2-6 - ударная
вязкость при температуре, °С: +20; 0; -20;
-40; -60 соответственно
и эффективных способов
повышения качества стали, особенно
применяемой для работы при низких
температурах. При минимальных
затратах модифицирование
позволяет измельчить микро- и
макроструктуру, уменьшить развитие
химической, физической и
структурной неоднородности, снизить
содержание газов, благоприятно изменить природу и форму
неметаллических включений, повысить комплекс технологических и
эксплуатационных свойств.
В качестве модификаторов на основе ЩЗМ обычно применяют
силикокальций или его сплавы с марганцем, алюминием и другими
элементами. Учитывая высокое давление насыщенных паров
кальция при температурах сталеплавильных процессов, в состав
сплава целесообразно вводить барий, снижающий скорость испарения
кальция.
Раскисление силикокальцием благоприятствует глобуляриза-
ции включений за счет обволакивания оксидов алюминия
сульфидами марганца и кальция. Добавка силикокальция уменьшает
общую загрязненность стали неметаллическими включениями и
способствует увеличению ударной вязкости в широком температурном
диапазоне (рис. 5.5).
На рис. 5.6 приведена зависимость ударной вязкости
хладостойкой литой стали, прошедшей
обработку SiCa и нормализацию,
КСи,Д*/смг
60
аог
0,06 О.Ов А1,%
от содержания алюминия при
раскислении. При концентрации
остаточного алюминия в стали
0,02 % наблюдается минималь-
Рис. 5.6. Влияние алюминия и
ЩЗМ на ударную вязкость стали
при температуре -60 °С:
1 - без обработки ЩЗМ; 2-е
обработкой ЩЗМ
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ
91
Рис. 5.7. Неметаллические включения в изломе стали 12ХГФЛ (20 °С):
а - сульфиды II типа в немодифицированной стали. хЮО; б - сульфиды I типа в
модифицированной стали. х1250
ная ударная вязкость, что связано с наличием в ней пленок
сульфидных эвтектик (рис. 5.7, а), расположенных по границам зерен
(II тип включений по классификации Симса и Даля). При этом
обработка стали комплексным сплавом малоэффективна в связи с тем,
что основная его часть расходуется на раскисление и незначительно
уменьшает загрязненность ее пленочными сульфидами.
Значительное повышение ударной вязкости стали, обработанной
комплексной лигатурой, наблюдается при относительно высоких (> 0,03 %)
концентрациях алюминия. Как показали металлографические
исследования, это объясняется тем, что кальций в данном случае
принимает активное участие в формировании оксисульфидных
глобулярных включений (рис. 5.7, б) и, кроме того, вызывает
значительное снижение загрязненности стали неметаллическими
включениями и их размеров.
Следовательно, как показали расчетные и экспериментальные
исследования, эффект от обработки стали ЩЗМ может быть
достигнут только при глубоком раскислении стали алюминием.
Редкоземельные металлы цериевой группы, как и ЩЗМ,
способствуют обособлению сульфидной или оксисульфидной фазы на
ранних стадиях кристаллизации металла. При этом сульфиды (ок-
сисульфиды) располагаются преимущественно в осях дендритов в
центральных областях литого зерна. Они, как правило, имеют
глобулярную форму, что снижает их отрицательное влияние на свойства
металла. Влияние РЗМ также проявляется в снижении общей
загрязненности стали неметаллическими включениями, газами и
примесями цветных металлов или в переводе этих элементов из активных
форм в пассивные, что также способствует очищению границ зерен.
ЩЗМ и РЗМ, вводимые в жидкую сталь, не входят в состав
твердого раствора, не обогащают границ зерен, а полностью находятся
92
Р А 3 Д Е Л I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
ТАБЛИЦА 5.1
Влияние модифицирования на ударную вязкость и критическую
температуру хрупкости хладостойкой стали 08ГФЛ
Количество вводимого
модификатора, %
Без модифицирования
0,2 SiCa
0,2 FeCe
0,15 SiCa + 0,15 FeCe
Остаточное
содержание, %
Са
0,0022
0,0014
Се
0,10
0,10
Средний
размер
включений, мкм
7,8
4,9
3,9
3,6
Коэффициент
глобуляри-
зации, %
22,2
64,0
80,9
83,1
КС1Г60,
Дж/см2
45
80
95
120
По, °С
-3
-15
-24
-30
в неметаллических включениях глобулярной формы. В табл. 5.1
приведены результаты влияния разных вариантов
модифицирования на характер включений и вязкость низкоуглеродистой стали
08ГФЛ.
Наибольший модифицирующий эффект и максимальное
повышение хладостойкое™ достигается при совместной обработке стали
ферроцерием и силикокальцием. Комплексное модифицирование
ЩЗМ и РЗМ улучшает свойства стали в большей степени, чем
каждая из добавок в отдельности. Оксиды и сульфиды РЗМ тугоплавки,
мелкодисперсны и трудно коагулируют. Скорость их всплывания
невелика, поэтому для ускорения удаления из металла
неметаллических включений при обработке стали РЗМ целесообразно вводить
дополнительный элемент, тоже обладающий большим сродством к
кислороду и сере, который участвовал бы вместе с РЗМ в
формировании комплексных включений с более низкой температурой
плавления и большей склонностью к коагуляции. Такими свойствами
обладает кальций. Совместное раскисление литой стали
значительно повысило вязкость и пластичность (табл. 5.1).
Анализ качества металла показал, что модифицированная
углеродистая сталь по свойствам приближается к низколегированной, а
модифицированная низколегированная сталь превосходит по
свойствам стали, легированные дефицитными металлами: никелем,
молибденом, ванадием и др.
5.4. РАСКИСЛЕНИЕ СТАЛИ
Отрицательное влияние кислорода на механические свойства
стали изучено достаточно полно. Растворимость кислорода в
твердом железе весьма низкая и при температуре ниже 1000 °С
практически весь кислород присутствует в виде оксидных включений.
На рис. 5.8 показано влияние содержания кислорода на ударную
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ
93
Рис. 5.8. Влияние содержания
кислорода в железе на ударную вязкость:
1 - 0,001 % [О]; 2 - 0,0037 % [О]; 3 - 0,0046 % [О];
4 - 0,007 % [О]; 5 - 0,011 % [О]
вязкость железа. При увеличении
содержания кислорода с 0,001 до 0,011 %
температура перехода сплавов железа
в хрупкое состояние повышается почти
на 200 °С. Повышенное содержание
кислорода в кипящих сталях является
причиной того, что они непригодны
для машин и конструкций,
работающих при низких температурах. Кипя-
240
160
80
л
1'
I
I
^2
f\
J
400
100 Г °C
щие углеродистые стали переходят в хрупкое состояние при
температуре, на 20-30 °С превышающей температуру перехода в
хрупкое состояние спокойных сталей аналогичного химического
состава.
Влияние кислорода на хладноломкость промышленных сталей
более сложное по сравнению с его влиянием на техническое железо.
В зависимости от применяемых раскислителей изменяются типы
неметаллических включений и гранулярность структуры. Поэтому
свойства стали могут быть различными при одинаковом
содержании кислорода.
Под раскислением стали принято понимать процесс снижения
содержания растворенного в стали кислорода и максимально
возможного удаления оксидов - продуктов реакций раскисления.
Главной задачей при получении качественного хладостойкого
металла является не собственно процесс раскисления, а выбор
раскислителей, а также способа и последовательности введения их в
расплав. Это имеет существенное значение в связи с необходимостью
предотвращения образования опасных по форме выделений
сульфидных и нитридных включений в структуре отливок.
Раскисление жидкой стали является основным рафинирующим
процессом, в результате которого содержание кислорода резко
уменьшается. Раскисление производят введением в жидкую сталь
элементов-раскислителей, имеющих большее сродство к кислороду,
чем железо (марганца, кремния, алюминия, титана и др.). При этом
вместо оксидов железа образуются оксиды соответствующих
элементов, достаточно полно удаляющиеся из расплава в шлак.
Марганец является самым слабым раскислителем, и после введения его в
сталь сохраняется еще некоторое количество растворенного
кислорода, образующего вредные оксиды железа при затвердевании.
Более полное раскисление происходит при введении кремния. Однако
в металле при этом возможно сохранение некоторого количества
94
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
монооксида кремния, неблагоприятно влияющего на хладостой-
кость. Дальнейшее удаление кислорода из металла осуществляется
введением еще более сильных раскислителей - алюминия, титана
и др.
Элементы-раскислители снижают коэффициент активности
кислорода и тем самым его реакционную способность и,
следовательно, возможность взаимодействия с другими элементами.
Присутствующие в стали кремний и особенно марганец значительно
повышают раскислительную способность алюминия. Этот процесс
протекает до концентрации алюминия в металле, близкой к 0,05 %.
При более высокой его концентрации влияние кремния и марганца
незначительно из-за образования чистого глинозема.
Подобные изменения раскислительной способности характерны
и для комбинаций более сильных раскислителей: алюминия,
кальция, церия. Эти раскислители в комплексе действуют значительно
эффективнее, чем каждый в отдельности. Так, в сталях с 0,2-0,4 %
С, раскисленных А1, А1 + Са, А1 + Са + Се, содержание кислорода
снижается с 0,0040 до 0,0025 %.
5.5. СНИЖЕНИЕ СОДЕРЖАНИЯ УГЛЕРОДА
Углерод является наиболее экономичным элементом,
способствующим повышению прочности стали. При увеличении содержания
перлита в 2 раза с 15 до 30 % достигается увеличение предела
текучести на 50 МПа и предела прочности на 100 МПа. К сожалению,
как показано на рис. 5.9, повышение содержания углерода приводит
к существенному снижению характеристик разрушения и
пластичности.
МО
А
г
1ш
с
,0,31
^^
1
-0,11
-0,20
io,63
-150 -100 -50 0 50 700 150 200 250
Температура испытания, °С
Рис. 5.9. Влияние содержания углерода и соответственно перлита на
кривые ударной вязкости ферритно-перлитных сталей
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ 95^
Катастрофические разрушения, такие как аварии кораблей типа
"Либерти" во время Второй мировой войны или быстро
распространяющиеся трещины в газопроводах, разрушающие даже
компрессорные станции, привели к тому, что основной задачей стало
предотвращение хрупкого разрушения металла соответствующих
конструкций при температуре эксплуатации. Действительно, концепции
механики разрушения позволяют точно определить требуемую
вязкость, гарантирующую остановку имеющейся трещины. Общая
тенденция создания надежных конструкций состоит в том, что стали
повышенной прочности должны одновременно обладать
повышенной вязкостью.
Именно поэтому повышение прочности за счет увеличения
содержания углерода было заменено другими способами упрочнения,
такими как твердорастворное упрочнение, дислокационное
упрочнение или дисперсионное упрочнение. Технологические процессы,
применяемые для получения и обработки современных
высокопрочных низколегированных сталей, позволяют достичь
максимально возможного измельчения зерна как единственного фактора,
обеспечивающего одновременное повышение прочности и
вязкости.
Помимо этих соображений, связанных с надежностью, нужно
отметить, что повышение содержания углерода ухудшает
технологические свойства, такие как формуемость в холодном состоянии и
свариваемость.
Углеродный эквивалент
СЕ = С + (Mn + Si)/6 + (Ni + Cu)/15 + (Сг + Mo + V)/5
прежде всего определяется содержанием углерода. Свариваемость
хладостойких судостроительных сталей считается
удовлетворительной, если СЕ < 0,3-^0,5.
В процессе затвердевания стали происходит сегрегация
различных легирующих элементов, обогащающих зоны, затвердевающие в
последнюю очередь, например, зоны, расположенные вдоль
центральной линии слябов, полученных непрерывной разливкой. В
стали, содержащей менее 0,09 % С, не происходит перитектической
реакции, что само по себе способствует уменьшению сегрегации.
5.6. ВЛИЯНИЕ СЕРЫ И ФОСФОРА НА СВОЙСТВА
ХЛАДОСТОЙКИХ СТАЛЕЙ
Содержание вредных примесей (серы и фосфора) относят к
числу наиболее важных факторов, определяющих хладостойкость
стали. Относительно допустимого содержания этих элементов в
литературе нет единого мнения, хотя большинство исследовате-
j>6 РАЗДЕЛ 1. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
лей в качестве предельной концентрации называют цифры
порядка 0,02-0,03 % каждого. Сера и фосфор, неограниченно
растворяясь в жидком железе, обладают различной растворимостью
в а- и у-¥е, что определенным образом сказывается на свойствах
стали.
Влияние фосфора. Растворимость фосфора в y-Fe примерно в
10 раз ниже, чем в a-Fe. Его растворимость в a-Fe при 800 °С
составляет 1,26 %, а при комнатной температуре - 0,015 %. Одной из
причин, вызывающих резкое охрупчивание стали, является обогащение
фосфором межзеренных границ вследствие развития ликвационных
процессов. При этом даже могут образовываться включения фос-
фидной эвтектики, являющиеся концентраторами напряжений.
Большое влияние на образование сегрегации фосфора оказывает
химический состав стали. Установлено, что при увеличении
содержания углерода в стали происходит более интенсивное образование
сегрегации фосфора, которые объединяются и образуют сетку по
границам первичных аустенитных зерен, что приводит к
ослаблению межкристаллических связей.
Марганец также способен усиливать охрупчивающее действие
фосфора. Увеличение концентрации марганца в расплаве приводит
к уменьшению растворимости фосфора в объеме ферритного зерна
и обогащению им границ зерен, что снижает пластические
характеристики и хладостойкость стали. Поэтому при производстве
экономно-легированных сталей, содержащих >1% марганца,
необходимо стремиться к обеспечению в стали минимальных
концентраций фосфора.
Дополнительное легирование молибденом снижает как
склонность стали к отпускной хрупкости, так и критическую температуру
хрупкости.
Никель и медь, как и молибден, значительно ослабляют вредное
влияние фосфора на свойства стали.
Повышение порога хладоломкости (Г50) с ростом концентрации
фосфора наблюдается как в литой нетермообработанной стали, так
и после нормализации. Однако, если в литом состоянии темп
прироста Г50 при увеличении концентрации фосфора на 0,01 % для
стали 20ГФЛ составляет 26 °С, то после нормализации - лишь 20 °С.
В стали 06ГФЛ соответствующие значения прироста Г50 - 10 и 4 °С.
При этом абсолютный уровень Т50 всегда ниже в нормализованном
состоянии. Обогащение фосфором границ зерен может также
явиться следствием перераспределения примесей из-за
неодновременного протекания процессов превращения неравновесных структур.
Обратимая отпускная хрупкость способствует не только
абсолютному уменьшению уровня ударной вязкости, но и существенному
повышению порога хладоломкости.
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ 97^
Рис. 5.10. Влияние примесей на критическую
температуру сталей 25Л и 35Л в улучшенном
состоянии:
1 - фосфор в стали 35Л; 2 - сера в стали 25Л
Другая причина, вызывающая
снижение хладостойкости, заключается в том, что, -40
растворяясь в феррите, фосфор заметно
искажает кристаллическую решетку твердого
раствора и упрочняет ее. Однако это
упрочняющее действие сопровождается сильным qo2 0£6 5 Р %
охрупчивающим влиянием. При этом
существенно повышается температура перехода в хрупкое состояние.
Так, увеличение содержания фосфора с 0,014 до 0,03 % в стали типа
20ГЛ повышает критическую температуру хрупкости (Г50) на 15 °С, а
работа развития трещины при этом снижается с 12 до 5 Дж/см2.
Критическая температура хрупкости в деформированных сталях
сдвигается при увеличении содержания фосфора с 0,005 до 0,21 %
на 150 °С в сторону более высоких температур. В литой стали 35Л
охрупчивающее действие фосфора оказывается еще более сильным
(рис. 5.10).
В среднеуглеродистых сталях увеличение содержания фосфора
на 0,01 % повышает критическую температуру хрупкости примерно
на 20 °С. Вредное влияние фосфора несколько ослабляется никелем,
медью, молибденом.
Влияние серы. Максимальная растворимость серы
достигается в y-Fe (0,065 96) и снижается в a-Fe (при 910 °С до 0,0324 %). При
комнатной температуре растворимость серы в железе составляет
0,0012 %, т. е. в отличие от фосфора сера практически нерастворима
в феррите и присутствует в стали в виде сульфидов. Как и фосфор,
сера оказывает резко неблагоприятное влияние на хладостойкость
стали.
Повышение содержания серы с 0,02 до 0,10 % понижает
значение ударной вязкости литой стали 35Л при +20 °С со 120 до
40 Дж/см2, а при -60 °С - с 40 до 10 Дж/см2.
При концентрации серы в интервале 0,02-0,05 % критическая
температура повышается на 15-17 °С с увеличением содержания
серы на 0,01 %.
На рис. 5.11 представлены зависимости механических свойств
стали 20ХГ2СЛ от содержания серы. Ее критическое содержание
для данной стали равно 0,032 %. Представляет интерес то, что
эффект отрицательного влияния роста до критических
содержаний серы в несколько раз сильнее эффекта повышения
сверхкритических концентраций. Учитывая неравномерность распределения
7-312
98
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
260
Рис. 5.11. Влияние серы на свойства
стали 20ХГ2СЛ
0,06 S, */о
сульфидных включений в
структуре стали, целесообразно определять
критическое содержание серы. При
содержании серы выше критического
в местах наибольшей концентрации
включений происходит наложение
вызванных или упругих
напряжений, приводящих к
последовательному зарождению микротрещин,
образованию макротрещин и
разрушению металла. Критическое
содержание серы зависит от формы
сульфидов и неравномерности их
распределения в стали. Для
пленочных сульфидов второго типа,
располагающихся по границам зерен,
критическое содержание серы
составляет примерно 0,02 %, для остроугольных включений третьего
типа - 0,03 %, для глобулярных дезориентированных включений
первого типа, полученных в модифицированном РЗМ металле, -
0,05-0,06 %.
Совместное влияние фосфора и серы. Вредное влияние
серы на хладостойкость стали и эксплуатационную надежность
литых деталей усиливается с ростом содержания фосфора.
Исследование стали 12ХГФЛ, модифицированной ЩЗМ, показало, что при
суммарном содержании серы и фосфора 0,10-0,12; 0,06-0,08 и
0,03-0,04 % ударная вязкость KCV"60 достигала 5-10; 10-25 и 25-
45 Дж/см2 соответственно. Это свидетельствует о необходимости
глубокой дефосфорации и десульфурации литой хладостойкой
стали. С целью обеспечения надежности и долговечности деталей в
условиях низких климатических температур содержание серы и
фосфора в стали необходимо ограничивать < 0,020 % каждого элемента.
Нейтрализация вредного влияния более высоких содержаний этих
элементов на хладостойкость стали практически неосуществима.
Это связано с тем, что критическая концентрация фосфора (0,020 %)
близка к пределу растворимости его в феррите (0,015 %). Поэтому
при концентрации фосфора > 0,020 % резко усиливается его охруп-
чивающее влияние вследствие сегрегационных явлений.
Неблагоприятное влияние серы проявляется в образовании
сульфидных включений. Степень отрицательного влияния
сульфидов на хладостойкость стали зависит от их химического состава,
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ 99^
формы и характера их распределения в структуре стали.
Превалирующее значение имеет глобуляризация сульфидных включений.
Степень глобуляризации включений зависит не только от типа и
количества модификатора, раскисленности стали, но и от
содержания серы. Критическое содержание серы 0,02 % - это то количество
сульфидов, которое можно практически полностью глобуляризо-
вать. Чем выше концентрация серы в стали, тем больше
коэффициент глобуляризации отличается от 100 %.
Учитывая, что процесс удаления вредных примесей требует
увеличения времени плавки и соответственно расхода электроэнергии,
следует шире использовать методы внепечного рафинирования
металла печными и синтетическими шлаками, продувкой
порошкообразной известью, модифицирование ЩЗМ и РЗМ и т. п.
Перспективным является также использование в качестве шихты металли-
зованных окатышей, содержащих серы и фосфора менее 0,01 %
каждого.
Учитывая положительное влияние очистки стали от вредных
примесей на вязкость разрушения, необходимо обращать внимание
на следующее обстоятельство. Известно, что по мере повышения
чистоты стали усиливается ее склонность к росту аустенитного
зерна. Таким образом, возможна ситуация, когда рост трещиностой-
кости стали в результате повышения чистоты будет сведен на нет
возникающей при термической обработке крупнозернистостью.
Поэтому для предотвращения подобных случаев снижение
загрязненности стали вредными примесями должно сопровождаться
корректировкой режима нагрева стали под термическую обработку.
5.7. ПРИМЕСИ ЦВЕТНЫХ МЕТАЛЛОВ В СТАЛЯХ
Источники поступления примесей в сталь. Основными
источниками поступления в сталь примесей цветных металлов
являются стальной лом, чугуны и ферросплавы. Примеси цветных
металлов могут содержать некоторые шлакообразующие материалы.
Например, плавиковый шпат может иметь прожилки свинцового
блеска. Поведение примесей в процессе плавки зависит от их
сродства к кислороду, растворимости в жидком железе, соотношения
температур кипения железа и примесей. Большинство остаточных и
попутных элементов (медь, никель, кобальт, олово, сурьма, мышьяк
и др.) полностью усваиваются в процессе выплавки; некоторые из
них, например цинк, свинец, висмут и кадмий, частично удаляются.
Процесс накопления примесей легкоплавких цветных металлов
(меди, свинца, цинка, олова, сурьмы, висмута) в металлическом
ломе и стали наблюдается во всех странах. Это прежде всего связано с
непрерывным поступлением загрязненных отходов и недостаточно
ТОО РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
полным их разделением в процессе переработки лома. Особую
опасность представляет использование луженого, оцинкованного,
омедненного стального лома, деталей машин из сплавов цветных
металлов и т. д.
В процессе получения стали концентрация многих элементов
может колебаться в значительных пределах в зависимости от их
содержания в шихтовых материалах. Так, в стали 12ХГФЛ,
выплавленной в электродуговой печи, концентрация примесей цветных
металлов изменялась в следующих пределах, %: свинец 0,0009-
0,0059; цинк 0,0012-0,0035; висмут 0,0005-0,0043,; олово 0,0010-
0,0050; сурьма 0,0008-0,0024; мышьяк 0,0009-0,0080.
Химический анализ различных видов лома - длительный и
трудоемкий процесс, требующий больших затрат. Поэтому
представляют интерес методы, позволяющие очистить металл от вредных
примесей. Заслуживает внимания метод предварительного
подогрева лома примерно до 1100 °С в слабоокислительной атмосфере. При
такой обработке сгорают органические пластинки и покрытия,
плавятся свинец, цинк, алюминий, медь. Это позволяет повысить
качество лома и утилизировать ряд остаточных элементов.
Источниками загрязнения стали являются также чугуны и
ферросплавы, так как используемые для их производства руды обычно
содержат соответствующие элементы. Чугун может содержать
значительное количество сурьмы, олова, свинца и цинка. Олово и
мышьяк обычно сопутствуют вольфрамовой руде, металлический
марганец в значительной степени загрязнен оловом, а
ферромолибден и ферротитан - медью (до 2,5-4,0 %). Техническая закись
никеля и вторичный алюминий загрязнены медью, свинцом, сурьмой,
мышьяком и другими легкоплавкими элементами. Суммарное
содержание примесей цветных металлов во вторичном алюминии
может достигать 13 96.
Растворимость примесей цветных металлов в железе.
Растворимость свинца в железе и его сплавах при 1550 °С
составляет 0,26-0,31 %. С повышением температуры растворимость его
возрастает: при 1600 °С до 0,45%, при 1650 °С до 0,60% и при
1700 °С до 0,90 %. Никель, сера, марганец и медь повышают
растворимость свинца в стали, а фосфор, углерод, хром, кремний,
молибден и алюминий понижают ее. Растворимость свинца резко
падает (с 0,26 до 0,026 %) при переходе железа из жидкого
состояния в твердое и с дальнейшим понижением температуры
продолжает уменьшаться:
Температура, °С 1450 1350 1200 1050 850
Растворимость свинца 0,02 0,0064 0,0057 0,0042 0,0010
в железе, %
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ Ш1_
Свинец располагается в междендритных областях и обычно
присутствует в виде мельчайших обособленных включений
размером около 1-2 мкм. С ростом температуры коэффициент диффузии
свинца возрастает и при 1450 °С он равен 2,7 • 10~7 см2/с Однако с
увеличением длительности отжига коэффициент диффузии
уменьшается, что объясняется ростом зерен в процессе выдержки и
уменьшением массопереноса свинца по их границам.
Олово растворимо в жидком железе до 51 96. В системе железо -
олово могут образовываться химические соединения FeSn2 (80,95 96
Sn), FeSn (68,0 % Sn) и Fe2Sn (51,52 96 Sn). Методами рентгенострук-
турного анализа установлено, что растворимость олова в a-Fe при
900 °С составляет 18,8 96, а при 680 °С уменьшается до 9,8 96. С
повышением содержания олова в железе постоянная кубической
решетки a-Fe возрастает от 0,2861 нм для исходного железа до 0,2925
нм для сплава, содержащего 18,8 96 Sn.
Сурьма неограниченно растворима в жидком железе и
ограниченно в твердом. Растворимость сурьмы в a-Fe при комнатной
температуре составляет 5-6 96. С повышением температуры до 950 СС
она возрастает до 12 96, а при 1150 °С составляет 35 96. Сурьма
образует с железом химические соединения Fe3Sb2 (59,24 96 Sb) и FeSb2
(81,35 96 Sb). Постоянная кубической решетки a-твердого раствора с
повышением концентрации сурьмы увеличивается от 0,2877 нм при
1,27 96 Sb до 0,2886 нм при 3,48 96 Sb.
Растворимость мышьяка в жидком железе составляет 56,9 96 и
до 5 96 в a-Fe при комнатной температуре. При исследовании
сплавов, содержащих 0,02 96 С, предельная растворимость мышьяка в а-
Fe в зависимости от температуры составила:
Температура, °С 850 800 700 600 500 400
Растворимость, 96 (ат.) 9,5 9,1 3,3 7,5 6,8 6,1
По данным различных исследователей, содержание мышьяка в
насыщенном утвердом растворе колеблется от 1,75 до 3,5-4,0 96.
При этом максимальная растворимость цветных металлов (Sb, Sn,
As) на границе зерен составляет соответственно 5,0; 8,9; 8,2 96 (ат.).
Железо и висмут нерастворимы друг в друге ни в жидком, ни в
твердом состоянии.
Влияние примесей на свойства стали. Примеси цветных
металлов (As, Sb, Sn, Pb, Bi), обладая меньшей растворимостью в
твердом железе, чем в жидком, характеризуются значительной
способностью к ликвации в процессе кристаллизации металла. Кроме
того, они имеют низкие температуры плавления. Вследствие этого
основное количество присутствующих в стали примесей цветных
металлов находится в междендритных областях, по границам зерен
в виде самостоятельной фазы. Возможно выделение примесей на
102
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
поверхности неметаллических включений, в частности сульфидов.
Учитывая способность этих элементов выделяться в
самостоятельную фазу, можно сделать вывод, что даже незначительное
количество их в стали повышает опасность возникновения в локальном
объеме зародышевых трещин, что снижает эксплуатационную
надежность изделий.
Охрупчивающее действие примесей цветных металлов будет
усиливаться в легированных сталях. Так, отрицательное влияние
сурьмы и олова резко возрастает в присутствии третьих элементов
(марганца, хрома, меди). Эти элементы снижают растворимость
олова и сурьмы в феррите, усиливая тем самым обогащение ими
границ зерен.
Исследование охрупчивающего влияния свинца, висмута и
олова, содержащихся в стали 45Л, показало, что с ростом их
содержания повышается критическая температура хрупкости, определенная
при KCU = 30 Дж/см2 (рис. 5.12).
В низколегированной стали наибольшее влияние на понижение
вязкости (особенно опасное в хромистых и хромоникелевых сталях)
оказывают такие примеси, как фосфор, мышьяк и олово.
Присутствие в стали молибдена снижает склонность к охрупчиванию. Тем не
менее повышение концентрации мышьяка с 0,019 до 0,25 % даже в
хромоникельмолибденовой стали, содержащей 0,5 % Мо, после
закалки и высокого отпуска привело к повышению критической
температуры хрупкости на 40 °С.
Результаты исследований А. П. Гуляева показали, что рост
порога хладноломкости в зависимости от увеличения на 0,01 %
количества загрязняющих металл цветных примесей составляет для олова
30 °С, цинка 7 °С, висмута 25 °С, сурьмы 20 °С. Присутствие никеля
и хрома увеличивает охрупчивающее
влияние олова.
Примеси цветных металлов
оказывают большое влияние на
склонность сталей к отпускной хрупкости.
Отпускной хрупкости подвержены в
первую очередь легированные стали,
содержащие значительные
количества фосфора, мышьяка, сурьмы, олова
и других примесей.
0,01 0,02 0,03 QJM 0,05
Содержание примесей, %
Рис. 5.12. Зависимость критической
температуры хрупкости от содержания
примесей цветных металлов
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ 103^
5.8. ИЗМЕЛЬЧЕНИЕ ЗЕРНА ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ
Измельчение зерна позволяет повысить одновременно
прочность, вязкость и хладостойкость сталей, поэтому с уменьшением
размера зерна возрастает вязкость разрушения. Размер зерна влияет
как на предел текучести, так и на сопротивление сколу (рис. 5.13).
При уменьшении размера зерна сопротивление сколу растет. Процесс
течения металла зависит от среднего расстояния, на которое
перемещаются дислокации, прежде чем они будут заблокированы у
границ зерна. При более мелкозернистой структуре плотность
дислокаций выше и длина их пробега меньше, что повышает вязкость стали.
Мелкое зерно, более чистые границы зерен способствуют
повышению пластичности и ударной вязкости стали.
Термическая обработка является одним из важнейших способов
измельчения зерна и повышения хладостойкости. Для стальных
отливок обычно применяют нормализацию, а для деформированного
металла - термоулучшение, при котором сведены к минимуму
следы границ первичных аустенитных зерен, образующих
грануляционную сетку.
5.9. ФОРМИРОВАНИЕ СТРУКТУРЫ ДИСПЕРСНЫМИ ВЫДЕЛЕНИЯМИ
Дисперсионное упрочнение происходит при старении многих
сплавов, предварительно прошедших закалку на твердый раствор.
Этому виду упрочнения подвергаются сплавы на основе алюминия,
меди, никеля, кобальта, мартенситно-стареющие стали,
микролегированные конструкционные стали и другие. Прочность повышается
вследствие распада пересыщенного твердого раствора с
образованием дисперсных упрочняющих фаз.
Достоинством дисперсионно-твердеющих сплавов является то,
что они могут подвергаться формоизменению с целью изготовления
деталей пока легирующие элементы находятся в растворе, после чего
их можно упрочнять за счет старения.
Максимальная величина предела текучести дисперсионно-уп-
рочненных алюминиевых сплавов, со-
держащих Си, Mg, Zn, без применения 6о-2' t a
холодной обработки давлением
может составлять при комнатной темпе- ,
ратуре около 700 МПа, для медных ■
сплавов, легированных бериллием, -
1000-1100 МПа, для никелевых
сплавов типа нимоник - 1400 МПа.
Рис. 5.13. Влияние размера зерна
феррита на а0)2 и ГкР низкоуглеродистой стали
104
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Упрочняющими фазами в сталях могут быть карбиды, нитриды
и интерметаллиды. Интерметаллиды типа NiAl, NiTi, Ni3Ti, Ni3Al,
Ni3(Ti, Al) являются упрочнителями в аустенитных и мартенситно-
стареющих сталях, а также в жаропрочных сплавах на никелевой и
кобальтовой основе.
Для одновременного повышения прочности и хладостойкости
стали широко применяют микролегирование сильными карбонит-
ридообразующими элементами. С этой целью используют металлы
V и IV групп: ванадий, ниобий, титан и цирконий. Карбонитриды
обусловливают дисперсионное упрочнение, измельчение зерна ау-
стенита и действительного зерна стали, образование совершенной
субзеренной структуры. Наиболее эффективное действие карбонит-
ридов на свойства стали достигается при таком содержании
легирующих элементов и температуре аустенитизации, при которых в
раствор переходит упрочняющая фаза в количестве, достаточном
для последующего дисперсионного упрочнения, а нерастворенной
остается такое ее количество, которое необходимо для создания
эффективных барьеров, тормозящих рост зерен при нагреве.
Опыт эксплуатации микролегированных сталей показал, что
оптимальной является концентрация ванадия до 0,12 %, ниобия - до
0,06 %, титана - до 0,04 %. При большей концентрации
малорастворимые примеси диффундируют к границам зерен, являющихся
областями с меньшей плотностью, обогащают их и охрупчивают.
В табл. 5.2 приведены данные о составе и свойствах сталей с
карбонитридным упрочнением ванадием и азотом.
Растворение при нагреве и выделение карбонитридов ниобия в
аустените происходит при более высокой температуре, чем образо-
ТАБЛИЦА5.2
Состав и механические свойства высокопрочных хладостойких
сталей с упрочнением карбонитридами (нормализация)
Марка стали
14Г2АФ
18Г2АФ
18Г2АФпс
Марка стали
14Г2АФ
18Г2АФ
18Г2АФпс
Содержание основных элементов, %
С
0,12-0,18
0,14-0,20
0,18-0,22
ав, МПа
550
600
600
Si
0,3-0,6
0,3-0,6
0,4-0,7
От, МПа
400
450
450
Мп
1,2-1,6
0,3-1,7
1,3-1,7
б,%
20
20
19
N
0,015-0,025
0,015-0,025
0,015-0,030
V
0,07-0,12
0,08-0,14
0,08-0,15
KCU, Дж/см2
-40 °С
40
40
40
-70 °С
о о о
со со ее
Глава5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ Т05_
вание соединений ванадия. Полное растворение карбонитридов
ванадия заканчивается при 800-900 °С, а карбонитридов ниобия при
температуре около 1100 °С. Этим объясняется преимущественное
микролегирование ванадием литейных сталей, подвергающихся
нагреву при термообработке до 900-950 °С, в то время как для нио-
бийсодержащих сталей необходим нагрев до 1100 °С, что
достигается при обработке давлением.
Для максимального проявления эффекта дисперсионного
твердения при микролегировании ванадием карбонитриды ванадия
должны полностью раствориться в аустените при нагреве. Но при
этом устраняются "барьеры", тормозящие рост зерна. Для сохранения
барьеров при микролегировании целесообразно использование
комбинаций элементов. Так, при совместном использовании ванадия и
алюминия ванадий обеспечивает зернограничное упрочнение по
механизму дисперсионного твердения. Алюминий, нитрид которого
растворяется в аустените при более высоких температурах, способствует
измельчению аустенитного зерна и препятствует его росту при
нагреве. Дополнительное введение титана дает положительный эффект за
счет смещения начала образования нитридов алюминия в более
низкотемпературную область и за счет предотвращения выделения
пленочных нитридов алюминия. Эффект контролируемой прокатки резко
возрастает при совместном микролегировании ванадием и ниобием.
Эффективное повышение прочности и вязкости в
низколегированных сталях достигается введением нитридных фаз ванадия и
алюминия (около 0,1 % V, 0,02 % N, 0,02 % А1). Более
труднорастворимые нитриды алюминия сдерживают рост зерна при нагреве;
карбонитриды ванадия вызывают умеренное дисперсионное твердение.
С увеличением количества второй фазы зерно измельчается,
повышаются прочностные характеристики и улучшаются вязкие и
хладостойкие свойства. Хладостойкие стали с карбонитридным
упрочнением для строительных конструкций марок 14Г2АФ и 16Г2АФ
(рис. 5.14) имеют высокие значения предела текучести (400-450 МПа)
и сопротивления хрупкому разрушению (ударная вязкость до минус
60-70 °С сохраняется на достаточном уровне - более 30 Дж/см2,
порог хладноломкости Г50 находится около минус 20 °С). Стали
такого класса обладают хорошей свариваемостью (допускается
ручная, автоматическая и полуавтоматическая сварка; твердость
околошовной зоны не более HV300, ударная вязкость при минус 40 °С
около 60 Дж/см2. Листовая сталь этих марок успешно использована
для изготовления металлургического оборудования (каркасы
доменных печей), металлических конструкций ответственного
назначения (каркасы промышленных зданий, мосты и т. д.).
Варианты этих сталей (марки 14Г2САФ, 16Г2САФ, 17Г2АФ, 14Г2АФ)
в нормализованном состоянии использованы для изготовления
газопроводных труб диаметром 1020-1420 мм (ов = 560-=-600 МПа)
S-312
106
РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
Рис. 5.14. Действительное зерно низколегированной стали 14Г2 (а) и
стали с карбонитридным упрочнением 16Г2АФ (б). х200 (по А. В. Руд-
ченко)
взамен стали 17Г1С (ав = 520 МПа). Наряду с повышением
прочности введение карбонитридной фазы ванадия повысило
сопротивление стали хрупкому разрушению.
5.10. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
Разновидностями термомеханической обработки являются
термоупрочнение проката, контролируемая прокатка и
комбинированное термомеханическое воздействие.
Сущность метода термоупрочнения проката состоит в его
ускоренном охлаждении после окончания прокатки. При этом
образуются более низкотемпературные продукты распада аустенита.
Перлит получается более дисперсного строения. Прочность стали
возрастает на 30-50 % при сохранении высоких значений
пластических свойств и снижении порога хладноломкости.
Термоупрочнению подвергают арматуру, лист, сортовой и
фасонный профиль, катанку, трубы, рельсы и др. Эффективно
термоупрочнение и проката из низколегированных сталей.
Контролируемая прокатка - разновидность
термомеханической обработки, она представляет собой обработку металла
давлением, регламентируемую определенной температурой окончания
прокатки («800-850 °С) и заданной степенью обжатия (15-20 %) в
последних проходах.
Контролируемая прокатка позволяет получать оптимальное
сочетание прочности и вязкости при использовании стали с
карбонитридным упрочнением. Карбонитриды тормозят процессы
возврата и рекристаллизации после прокатки, что обеспечивает
получение мелкого зерна стали, хорошо развитой субзеренной структуры
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ
107
и дисперсного упрочнения. Применение контролируемой прокатки
исключает последующую термическую обработку.
Малоперлитная сталь 09Г2ФБ после контролируемой прокатки
обеспечивает следующие механические свойства: ов > 560 МПа, ат >
> 460 МПа, КС1Г15 > 90Дж/см2; КС1Г60 > 60 Дж/см2. Такую сталь
используют для изготовления магистральных газопроводных труб
северного исполнения. Применение контролируемой прокатки
эффективно и для других сталей с карбонитридным упрочнением.
Комбинированная термомеханическая обработка состоит в
пластическом деформировании аустенита с последующим быстрым
охлаждением и низким отпуском. В зависимости от температуры,
при которой производится деформация, различают
высокотемпературную термомеханическую обработку (ВТМО) и
низкотемпературную (НТМО). При ВТМО пластическая деформация производится в
области стабильного аустенита при температуре выше Ас3, а при
НТМО - при температурах относительной стабильности аустенита,
т. е. при 350-500 °С (рис. 5.15). НТМО, получившая в США
название "аусформинг", обычно применяется для конструкционных
легированных сталей с широким временным интервалом
устойчивости аустенита ниже температуры рекристаллизации.
Пластическая деформация приводит к дроблению зерен
аустенита и образованию блочной структуры с высокой плотностью
дислокаций. Быстрое охлаждение позволяет сохранить мелкоблочную
аустенитную структуру до начала мартенситного превращения.
Высокая скорость охлаждения особенно важна для ВТМО, так как это
предотвращает развитие процесса собирательной
рекристаллизации, сопровождающейся ростом зерен.
Чем мельче зерна исходного деформированного аустенита, тем
более дисперсной будет структура образующегося мартенсита.
Мартенсит наследует тонкое строение деформированного аустенита.
Углерод при термомеханической обработке выделяется в виде
мелкодисперсных карбидов.
ВТМО НТМО
Деформация
Интерба/г
температур
рекристаллизации
Ьл.
Время
Рис. 5.15. Схема упрочнения методом ТМО
108 РАЗДЕЛ I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
По сравнению с обычной термообработкой ТМО повышает
прочность стали на 20-30 % при одновременном увеличении
пластичности и вязкости. Возрастает сопротивление усталости, уменьшается
склонность к образованию трещин, снижается порог хладноломкости.
Преимуществом ВТМО перед НТМО и контролируемой прокаткой
является то, что пластическая деформация проводится при высоких
температурах, не требующих больших удельных давлений и более
мощного деформирующего оборудования. Высокая стабильность аустенита
позволяет деформировать сталь не только методом прокатки, но и
ковкой, и штамповкой. Это существенно расширяет круг деталей, которые
могут быть подвергнуты упрочнению путем термомеханической
обработки. ВТМО более технологична, ее можно применять для
изготовления деталей большого сечения и более сложной конфигурации.
Процессы ВТМО применяют для повышения прочностных и
пластических свойств листового и сортового проката из
конструкционных сталей. Пластическая деформация аустенита осуществляется
на прокатных станах.
Технология ВТМО включает: нагрев металла до аустенитного
состояния (на 70-100 °С выше точки Ас3); охлаждение (подстужива-
ние) заготовок до температуры деформации (800-900 °С); прокатку
при заданной температуре со степенью деформации 35-50 96;
интенсивное охлаждение (закалка) на мартенсит в воде или других средах;
низкотемпературный отпуск (200-300 °С); отделку проката.
В результате ВТМО на конструкционных сталях достигается
временное сопротивление 1800-2200 МПа, относительное
удлинение 8-12 96, ударная вязкость 50-90 Дж/см2, значительно (в 2 раза
и более) может быть повышена циклическая прочность и другие
характеристики металла.
ВТМО коррозионностойких аустенитных сталей типа (08-
12)Х18Н10Т даже при охлаждении проката на воздухе позволяет
повысить предел текучести до 500 МПа при относительном
удлинении около 50 %. Коррозионностойкие аустенитные стали могут
подвергаться упрочнению прокаткой при криогенных температурах.
Технология их упрочнения включает: охлаждение заготовок в
жидком азоте; прокатку при криогенных температурах за несколько
пропусков с суммарным обжатием до 30 %; отпуск при
температуре 250-200 °С; отделку проката. В результате такой обработки
на аустенитных сталях достигается временное сопротивление до
2000 МПа при достаточно высокой пластичности.
5.11. РЕГУЛИРОВАНИЕ РАЗМЕРОВ ЗЕРНА ТЕРМОЦИКЛИРОВАНИЕМ
Размер конечного зерна стали зависит от различных факторов:
химического состава стали, исходной микроструктуры, скорости
нагрева в интервале превращения, максимальной температуры нагре-
Глава 5. МЕТОДЫ ПОВЫШЕНИЯ КОНСТРУКЦИОННОЙ ПРОЧНОСТИ 109^
ва, времени выдержки выше точки Ас3 и числа циклов быстрый
нагрев - охлаждение.
Многократные циклы фазового перехода при нагреве и
охлаждении позволяют измельчить первичное аустенитное зерно до 14-го
балла по шкале ASTM (средний диаметр зерен 3-5 мкм).
Этот способ может быть также использован в других сплавах,
имеющих превращение, близкое по своим характеристикам к
превращению в стали.
Стали после термоциклирования по сравнению со сталями,
прошедшими обычную термическую обработку, имеют значительно
более высокие прочностные свойства при одновременном снижении
порога хладноломкости в области более низких температур. Термо-
циклирование (ТЦО) дает такое упрочнение, при котором
повышение прочностных свойств достигается без снижения пластичности
и ударной вязкости.
Трехкратное повторение циклов фазовых (а<-»у)-пРевРа1Цений
толстолистовой корпусной стали 22К (0,19-0,28% С; 0,75-1,00 96
Мп) позволило получить мелкозернистую структуру с глобулярным
цементитом, что обеспечило по сравнению с обычной
термообработкой снижение на 25 °С критической температуры вязко-хрупкого
перехода, повышение вязкости разрушения на 30-40 % при
температурах до -100 °С. Для металла, подвергнутого ТЦО, предел
выносливости на базе 5000 циклов составил 490 МПа по сравнению с
430 МПа для улучшенного состояния.
Использование ТЦО сплавов алюминия, титана и никеля также
позволило повысить характеристики вязкости разрушения длительной
и усталостной прочности. Кроме того, ТЦО сплавов на основе Al-Mg-Si
может с успехом заменить длительную операцию искусственного
старения, одновременно повысив общую пластичность в 1,5-1,7 раза.
5.12. ВЛИЯНИЕ СЕГРЕГАЦИОННЫХ ПРОЦЕССОВ
НА ХЛАДОСТОЙКОСТЬ СТАЛЕЙ
Проблема продления ресурса криосистем является одной из
наиболее острых задач криогенного металловедения и к
настоящему времени охватывает целый ряд отраслей оборонной и
гражданской направленности. Это ракетные космические стартовые
системы, криоэнергетика, прецизионная техника и др.
Характер перераспределения примесных атомов на границах
зерен низкоуглеродистых сталей типа стали марки 20 после
длительных низкотемпературных выдержек в диапазоне 77-4,2 К и
воздействия разогрева металла низкотемпературного и криогенного
оборудования во время операций очистки и восстановления систем
очистки, катализа и фильтрации крайне важен при определении
уровня индивидуального ресурса оборудования.
110 P A 3 Д Е Л I. ОСНОВЫ НИЗКОТЕМПЕРАТУРНОГО МАТЕРИАЛОВЕДЕНИЯ
При температурах нагрева и изотермических выдержках
концентрация примесных атомов на границах зерен резко возрастает.
При этом число неметаллических слабых межатомных связей Х-Х
и Х-М (где X - атом неметалла, а М - атом металла) резко
увеличивается, число же металлических связей падает пропорционально
снижению содержания атомов железа в тонком поверхностном слое
границ зерен. Такие изменения межатомных связей приводят к
ослаблению сил когезии в границах зерен, особенно при низких
температурах, снижению энергии межатомных связей в зерногранич-
ном твердом растворе, изменению электрохимического состояния
границ зерен. При замене типа межатомной связи с М-М на М-Х
или Х-Х резко снижается энергия взаимодействия атомов, которая
уменьшается примерно в 50 раз при замене пар атомов Fe-Fe на
пары Fe-P. При этом отношения напряжения раскалывания к
напряжениям сдвига резко понижаются и происходит изменение
механизма разрушения с вязкого на хрупкое межзеренное.
После нагрева при температурах 500-650 °С, способствующего
перераспределению примесных атомов в границы аустенитных зерен,
наблюдается резкий рост температуры вязко-хрупкого перехода.
Эта температурная область соответствует максимальным
концентрационным значениям сегрегации углерода и фосфора,
которые приходятся на 600-650 °С и 500-600 °С соответственно, что
позволяет сделать вывод о том, что именно сегрегационный фактор
является ответственным за охрупчивание сплавов.
Одновременно зернограничные сегрегации повышают
склонность низкоуглеродистых сталей к межкристаллитной коррозии.
Максимальное снижение хладостойкости сталей, их
долговечности, коррозионной прочности приходится на зону максимальной
сегрегации фосфора. Следовательно, именно фосфорную
сегрегацию следует считать наиболее опасной для используемых в
низкотемпературной технике спокойных сталях.
Все оборудование из углеродистых сталей, используемое в
криогенной технике, можно разделить на две группы.
Первая - ресурсозависимое оборудование, которое в процессе
эксплуатации подвергается нагревам до температур более 400 °С.
Ресурс такого оборудования должен быть ограничен.
Вторая - ресурсонезависимое оборудование, срок службы
которого может быть продлен на основании анализа его фактического
состояния далеко за пределы среднепаркового ресурса. Температура
эксплуатации второй группы оборудования не превышает 400 °С.
Испытания механических свойств металла вырезок из этого
оборудования показали, что требуемые условия безопасной эксплуатации
выполняются. В материале такого оборудования диффузионные
процессы практически полностью заторможены.
РАЗДЕЛ II
СТАЛИ, РАБОТАЮЩИЕ ПРИ ТЕМПЕРАТУРАХ
УМЕРЕННОГО ХОЛОДА
Глава 1
УГЛЕРОДИСТЫЕ СТАЛИ
1.1. СТАЛЬ СтЗ
Характеристика. Сталь низкоуглеродистая, обыкновенного
качества, невысокой прочности, повышенной пластичности. В
отдельных случаях может подвергаться цементации и цианированию.
Коррозионная стойкость низкая.
По степени раскисления сталь подразделяют на кипящую (СтЗкп),
полуспокойную (СтЗпс), спокойную (СтЗсп). Химический состав
стали СтЗсп представлен в табл. 1.1, а температуры ее критических
точек - в табл. 1.2.
ТАБЛИЦА 1.1
Химический состав стали СтЗсп по ГОСТ 380-94, %
С
0,14-0,22
Si
0,15-0,30
Мп
0,40-0,65
S
< 0,050
Р
< 0,040
Сг
<0,03
Ni
<0,03
Си
<0,03
Ag
< 0,080
ТАБЛИЦА 1.2
Температуры критических точек стали СтЗсп, °С
Асх
735
Ас3
850
Агг
680
Аг3
835
N
< 0,010
Назначение. В горячекатаном состоянии (в виде листового,
сортового и фасонного проката) сталь используют для изготовления
металлических конструкций, подвергаемых сварке: обечаек, днищ,
корпусов сосудов и аппаратов, работающих под давлением;
неответственных осей, втулок, гаек, шайб, не подвергающихся
термообработке; цементируемых и цианируемых деталей, от которых
требуется высокая твердость поверхности и невысокая прочность
сердцевины; валиков, поршневых пальцев, а также деталей, получаемых
холодной штамповкой с глубокой вытяжкой.
112 РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
В соответствии с "Правилами устройства и безопасной
эксплуатации сосудов, работающих под давлением", утвержденными Гос-
гортехнадзором РФ, сталь может применяться для изготовления
сосудов, работающих под давлением при рабочей температуре -20 -г
+425 °С, давлении до 5 МПа, толщине листа не более 25 мм. Для
крепежных изделий (болтов, шпилек, гаек) сталь СтЗсп можно
использовать при температуре -20^+350 °С при условном давлении
не более 2,5 МПа.
Для слабонагруженных строительных конструкций и элементов,
в том числе с применением сварки, можно использовать листовую
сталь СтЗсп толщиной 5-25 мм при температуре до -50 °С.
Полуспокойную сталь СтЗпс можно применять в слабонагруженных
конструкциях, не подвергающихся вибрации, при температуре
выше -40 °С.
Вид поставки. Сортовой и фасонный прокат - ГОСТ 535-
88. Лист - ГОСТ 14637-89, ГОСТ 16523-97. Поковки - ГОСТ
8479-70.
Технологические свойства. Интервал горячей деформации
1250-800 °С, обрабатываемость резанием удовлетворительная, про-
каливаемость низкая, отпускной хрупкости не подвержена. Сталь
обычно используют без термообработки. В отдельных случаях
применяют нормализацию или высокий отжиг при температуре
880 °С.
Сталь СтЗ не флокеночувствительна. Обрабатываемость
резанием в горячекатаном состоянии при 124 НВ и ов = 410 МПа Kv = 1,8
(твердый сплав), Kv - 1,6 (быстрорежущая сталь).
Сталь хорошо сваривается всеми видами сварки при толщине
до 60 мм, электрошлаковой сваркой - без ограничения толщины.
В отдельных случаях требуется термообработка сварных швов.
Временное сопротивление качественно выполненного сварного
соединения не ниже нижнего предела для основного металла данной
толщины.
Физико-механические свойства. Физические свойства:
удельная теплоемкость ср = 460 Дж/(кг • К) при 20 °С; удельная
теплопроводность X = 52 Вт/(м • К) при 0 °С; плотность р = 7,82 г/см3 при
20 °С; значения температурного коэффициента линейного
расширения представлены на рис. 1.1. Механические свойства стали СтЗ
приведены в табл. 1.3-1.5 и на рис. 1.2. При 20 °С модуль
нормальной упругости Е = 202 ГПа; вязкость разрушения Кс = 27 МПа-м1/2.
При 20 °С ах = о0,2 + 15 МПа, где о0>2 - нормируемый стандартом
предел текучести.
Предел выносливости о_г для листа толщиной 40 мм в
горячекатаном состоянии на гладких образцах диаметром 10 мм - 195 МПа,
на образцах с надрезом - 95 МПа.
Глава 1. УГЛЕРОДИСТЫЕ СТАЛИ
113
ТАБЛИЦА 1.3
Стандартизованные механические свойства стали СтЗ
при температуре 20 °С по ГОСТ 380-94
(приведены значения ов, ао,2, б5 для всех видов поставки
стали СтЗ — сортового и фасонного проката,
тонко- и толстолистовой, широкополосной стали)
Размер
сечения*, мм
До 20
Св. 20 до 40
Св. 40 до 100
Св. 100
ав, МПа
СгЗкп
370-470
СгЗпс;
СтЗсп
380-490
СгЗГпс
380-500
ао,2, МПа, не менее
СтЗкп
240
230
220
200
СгЗпс;
СтЗсп;
СтЗГпс
250
240
230
210
б5, %, не менее
ОгЗкп
27
26
24
СгЗпс;
СтЗсп;
СгЗГпс
26
25
23
* Для листовой и широкополосной стали - толщина, для сортового проката -
диаметр вписанной окружности, для фасонного проката - толщина стенки.
ТАБЛИЦА 1.4
Ударная вязкость стали СтЗ по ГОСТ 380-94
Полуфабрикат
Листовая сталь
Широкополосная
сталь
Сортовой и
фасонный прокат
Расположение
образцов
Поперечное
Продольное
Размер сечения*, мм
СгЗпс;
ОгЗсп
5-9
10-25
26-40
5-9
10-25
26-40
5-9
10-25
26-40
СгЗГпс
5-9
10-30
31-40
5-9
10-30
31-40
5-9
10-30
31-40
КСи,Дж/см
20 °С
80
70
50
100
80
70
110
100
90
-20 °С
40
30
-
50
30
-
50
30
-
2, не менее
20 °С
(после
механического
старения)
40
30
-
50
30
-
50
30
-
* Для листовой и широкополосной стали - толщина, для сортового проката -
диаметр вписанной окружности, для фасонного проката - толщина стенки.
114
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
х, МПа
150
250 Г, К
Рис. 1.1. Температурный коэффициент линейного расширения стали
СтЗ
Рис. 1.2. Малоцикловая усталость стали СтЗ (пульсирующее
растяжение):
1 - при 20 °С; 2 - при -80 °С
ТАБЛИЦА 1.5
Механические свойства стали СтЗ при низких температурах
Термообработка
Без термообработки (состояние
поставки)
Нормализация
Г,°С
20
-50
20
-20
-50
Ов
О"<Ь2
МПа
440
550
440
510
280
420
250
350
б5,%
30
33
31
30
кси,
Дж/см2
70
5
100
50
10
1.2. СТАЛЬ 20 <20кп)
Характеристика. Сталь низкоуглеродистая конструкционная
качественная, невысокой прочности, повышенной пластичности;
коррозионная стойкость низкая, может подвергаться цементации и
цианированию.
ТАБЛИЦА 1-6
Химический состав стали 20 по ГОСТ 1050-88, %
Марка
стали
20
20 кп
С
0,17-0,24
0,17-0,24
Мп
0,35-0,65
0,25-0,50
Si
0,17-0,37
<0,07
Сг
Ni
S
Р
не более
0,25
0,25
0,25
0,25
0,040
0,040
0,035
0,040
Примечание. Остаточное содержание меди в стали не должно превышать
0,25 %, содержание мышьяка - 0,08 %.
Глава 1. УГЛЕРОДИСТЫЕ СТАЛИ
115
ТАБЛИЦА 1.7
Температуры критических точек стали 20, °С
Ас,
735
Ас3
850
Аг,
680
835
Назначение. Из стали в виде листового, сортового и
фасонного проката изготавливают сварные металлические конструкции с
большим объемом сварки: обечайки, днища, корпуса сосудов и
аппаратов, не подвергающиеся термообработке;
поверхностно-упрочняемые детали; валы, поршневые пальцы; детали, получаемые
холодной штамповкой и вытяжкой.
В Госгортехнадзоре РФ листовая сталь 20 зарегистрирована
в качестве материала для сосудов, работающих при температуре
-20 + +475 °С; труб - при температуре -30 -г +475 °С и давлении до
5 МПа, поковок - при температуре -30 + +450 °С; крепежных
деталей - при температуре -30 + +450 °С и давлении 2,5 МПа.
После нормализации или без термообработки из поковок и
проката изготовляют крюки кранов, стропы, серьги, башмаки, подмо-
торные рамы, косынки, муфты, цилиндры, вкладыши подшипников
и другие неответственные ненагруженные детали. Детали сварных
конструкций с большим объемом сварки. Трубопроводы, кованые
детали ТЭС и АЭС, пароперегреватели, трубные пучки теплообмен-
ных аппаратов, коллекторы, корпуса аппаратов и другие детали,
работающие при температуре -40 + +450 °С под давлением.
После химико-термической обработки - фрикционные диски,
поршневые пальцы, кулачковые валики, червяки, шестерни,
толкатели и другие детали, к которым предъявляются требования
высокой поверхностной твердости и износостойкости при невысокой
прочности сердцевины.
Технологические свойства. Сталь хорошо деформируется в
горячем и холодном состояниях. Температурный интервал
деформации 1200-850 °С. Штампуемость листовой стали хорошая.
Обрабатываемость резанием удовлетворительная. В горячекатаном
состоянии при 126-131 НВ и Ов = 460-500 МПа Kv = 1,7 (твердый
сплав), Kv = 1,6 (быстрорежущая сталь). Рекомендуемый режим
термообработки: нормализация от температуры 890-920 °С. Может
подвергаться цементации и цианированию.
Сталь хорошо сваривается всеми видами сварки (кроме химико-
термически обработанных деталей) при толщине до 60 мм.
Временное сопротивление качественно выполненного сварного соединения
не ниже нижнего значения временного сопротивления основного
металла данной толщины.
116
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Сталь не флокеночувствительна и не склонна к отпускной
хрупкости.
физико-механические свойства. Физические свойства
приведены в табл. 1.8. Механические свойства приведены в табл. 1.9-
1.11 и на рис. 1.3,1.4. При 20 °С Е = 202 ГПа; р = 7,85 г/см3;
ограниченный предел выносливости на базе 106 циклов а_х = 200 МПа.
Вид поставки стали указан в табл. 1.12.
ТАБЛИЦА 1.8
Физические свойства стали 20
г,°с
100
20
0
а-10е, К"1
11,2
Х,Вт/(м-К)
7,7
51,7
сР,Дж/(кгК)
460
450
ТАБЛИЦА 1.9
Стандартизованные механические свойства стали 20
при температуре 20 °С (не менее)
Полуфабрикат
Лист
горячекатаный марки 20кп
Лист
горячекатаный марок 20 и
20пс
Лента
холоднокатаная
Труба
горячекатаная
Труба
холоднокатаная
Пруток марки
20кп*
Пруток марки 20*
Пруток
калиброванный марки 20
но-технический
документ
ГОСТ
1577-93
ГОСТ
2284-79
ГОСТ
550-75
ГОСТ
1050-88
ГОСТ
1051-73
Режим
термообработки
(контрольные
образцы)
Нормализация; без
термообработки
Отжиг,
высокий отпуск
Нормализация; без
термообработки
Отжиг,
высокий отпуск
Нагартовка
Отжиг
Без
термообработки
Отжиг
Нормализация
Нагартовка
Отжиг
Ов
МПа
390
350
420
380
500-850
320-350
440
420
390
420
500
400
0-0,2
_
-
-
-
-
-
260
240
230
250
-
-
б5
9
27
28
28
28
-
18
22
23
27
25
7
21
Ч>
6
-
-
-
-
-
50
50
55
55
40
50
KCU,
Дж/см2
_
-
-
-
-
-
80
80
-
-
-
-
* Нормы механических свойств относятся к пруткам диаметром или толщиной
до 80 мм. Для размеров более 80 мм допускается снижение б5 на 2 % и \р на 5 %.
Глово 7. УГЛЕРОДИСТЫЕ СТАЛИ
117
ТАБЛИЦА 1.10
Усталостные свойства стали 20
Предел выносливости, МПа
СМ
210
260
Т-1
130
400
Термообработка
Нормализация с отпуском
Закалка с отпуском
ТАБЛИЦА 1.11
Механические свойства стали 20 при низких температурах
(средние значения)
г,°с
20
-40
-70
Ов
О-0,2
МПа
510
550
610
370
380
400
«10
W
%
29
33
34
65
64
62
КОДДж/см2
80
30
10
Примечание. Металл в нормализованном состоянии.
ТАБЛИЦА 1.12
Вид поставки стали 20
Полуфабрикат
Лист горячекатаный толщиной
0,5-60 мм
Лист холоднокатаный толщиной
0,5-5 мм
Лента холоднокатаная толщиной
0,1-3 мм
Полоса горячекатаная толщиной
О ft дд«д
Ci—U ММ
Сортовой прокат горячекатаный,
кованый с диаметром вписанной
окружности до 250 мм
Сортовой прокат калиброванный
с диаметром вписанной
окружности 3-100 мм
Проволока холоднотянутая
диаметром 0,3-7 мм
Проволока калиброванная
диаметром 1-16 мм
Труба горяче- и холоднокатаная,
холоднотянутая диаметром до
800 мм
Поковка диаметром до 800 мм
Состояние поставки
Без термообработки
Термообработанный
Нагартованная,
отожженная
Без термообработки
Тоже
Нагартованный;
термообработанный
Без термообработки;
термообработанная
Тоже
«
Термообработанная
Нормативно-технический документ
ГОСТ 19903-74
ГОСТ 19904-90
ГОСТ 2284-79
ГОСТ 1530-78
ГОСТ 2590-84
ГОСТ 2591-88
ГОСТ 2879-88
ГОСТ 7417-75
ГОСТ 8559-75
ГОСТ 8560-78
ГОСТ 17305-91
ГОСТ 5663-79
ГОСТ 8732-78
ГОСТ 8734-75
ГОСТ 9567-75
ГОСТ 7062-90
ГПГТ 7^П^—ЯО
1 vvv^A I JUu ОЭ
ГОСТ 7829-70
118
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
К]с, МПа-м1'2
60
0,5 10() 101 102 103 104 105
/V, цикл
73
Рис. 1.3. Малоцикловая усталость стали 20 (пульсирующее
растяжение):
1 - при 20 °С; 2 - при -80 °С
Рис. 1.4. Зависимость вязкости разрушения стали 20 от температуры:
1 - при статическом нагружении; 2 - при динамическом нагружении
1.3. СТАЛЬ 45
Характеристика. Сталь среднеуглеродистая конструкционная
качественная; коррозионная стойкость низкая.
ТАБЛИЦА 1.13
Химический состав стали 45 по ГОСТ 1050-88
С
0,42-0,50
Si
0,17-0,37
Мп
0,50-0,80
S
< 0,040
Р
< 0,035
Сг
<0,25
Ni
<0,30
As
<0,08
N
< 0,008
ТАБЛИЦА 1.14
Температуры критических точек стали 45, °С
Асг
730
Ас3
735
Аг,
690
Аг3
780
Си
<0,30
Назначение. Из стали изготавливают малонагруженные
детали, обрабатываемые резанием и не подвергаемые термообработке
(болты, шпильки, заглушки, гайки); после закалки и отпуска -
детали средних размеров, к которым предъявляются требования
повышенной прочности и твердости, работающие без ударных нагрузок
(втулки, муфты и т. п.); после поверхностного упрочнения с
нагревом током высокой частоты и отпуска - детали средних и крупных
Глово I УГЛЕРОДИСТЫЕ СТАЛИ
119
размеров, к которым предъявляются требования высокой
поверхностной твердости и повышенной износостойкости при малой
деформации (например, валы).
Госгортехнадзором РФ допускается применение труб из стали 45
для изготовления баллонов, работающих под давлением (без
ограничения) при температуре -50 ч-+150 °С.
Технологические свойства. Сталь хорошо деформируется в
горячем состоянии. Температурный интервал ковки 1200-850 °С.
Термообработка: нормализация от температуры 840-890 °С;
закалка от температуры 840 ±10 °С и отпуск на требуемую твердость;
отжиг при 780-820 °С. Сталь чувствительна к перегреву, не склонна к
отпускной хрупкости. Обрабатываемость резанием хорошая. В
горячекатаном состоянии при 170-179 НВ и ов = 650 МПа Kv - 1,0
(твердый сплав), Ку = 1,0 (быстрорежущая сталь). Пластичность при
холодной деформации умеренная. Данные по прокаливаемости
представлены на рис. 1.5. Свариваемость ограниченная. При сварке
необходим подогрев и последующая термообработка. Сталь мало
чувствительна к образованию флокенов.
Физико-механические свойства. Физические свойства:
средняя в интервале температур 0-100 °С удельная теплоемкость ср =
= 460 ДжДкгК); средняя в интервале температур 0-100 °С
удельная теплопроводность X = 59,4 Вт/(м • К); плотность при 20 °С р =
= 7,85 г/см3. Значения температурного коэффициента линейного
расширения представлены на рис. 1.6. Механические свойства
приведены в табл. 1.15, 1.16 и на рис. 1.7. Вязкость разрушения
при 20 °С после закалки и отпуска:
Температура отпуска, °С 100 200 300
йсМПа-м1/2 14,5 26 37,5
0 12 24
Расстояние от охлаждаемого
торца, мм
Рис. 1.5. Прокаливаемость стали 45 (нормализация от 850 °С, закалка
от830°С)
Рис. 1.6. Температурный коэффициент линейного расширения стали 45
120
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 1.15
Стандартизованные механические свойства стали 45
при температуре 20 °С (не менее)
Полуфабрикат
Лист горячекатаный
Лента холоднокатаная
Труба бесшовная
холодно- и теплотяну-
тая, холоднокатаная
Труба горячекатаная
Пруток*
Пруток
калиброванный
но-технический
документ
ГОСТ
1577-93
ГОСТ
2284-79
ГОСТ
8733-74
ГОСТ
8731-74
ГОСТ
1050-88
ГОСТ
1051-73
Режим
термообработки
(контрольные
образцы)
Нормализация;
без
термообработки
Отжиг, высокий
отпуск
Нагартовка
Отжиг
Состояние
поставки
Нормализация
Нагартовка
Отжиг
Он
Оо,2
МПа
600
560
700-1050
450-700
600
600
610
650
550
_
-
-
-
330
330
360
-
-
б5
г
7
18
19
-
14
14
14
16
6
13
Ф
-
-
-
-
40
30
40
* Нормы механических свойств относятся к стали диаметром или толщиной до
80 мм, для стали размером св. 80 мм допускается понижение б5 на 2 % и \р на 5 %.
ТАБЛИЦА 1.16
Механические свойства стали 45 при низких температурах
г,°с
20
-50
-196
Оь
О"0,2
МПа
640
700
1060
390
500
970
б5
W
%
19
7
45
28
КСи,Дж/см2
43
13
Примечания. 1. Металл в отожженном состоянии.
2. Значения KCU при промежуточных температурах:
Г,°С -10 -30 -60
КСи,Дж/см2 39 38 13
-100
6
Глава I УГЛЕРОДИСТЫЕ СТАЛИ
121
а_1и,МПа
500
400
Рис. 1.7. Диаграмма выносливости
стали 45 (образцы гладкие, изгиб с
вращением)
Предел выносливости на базе 106 циклов после закалки от
830 °С в воде и отпуска при 530 °С (ов = 490 МПа) о_х = 300 МПа.
Вид поставки стали указан в табл. 1.17.
ТАБЛИЦА 1.17
Вид поставки стали 45
Полуфабрикат
Лист горячекатаный толщиной
0,5-100 мм
Лист холоднокатаный толщиной
0,5-5 мм
Полоса горячекатаная толщиной
2-6 мм
Лента холоднокатаная толщиной
0,1-3 мм
Сортовой прокат горячекатаный,
кованый с диаметром вписанной
окружности до 250 мм
Сортовой прокат калиброванный
с диаметром вписанной
окружности 3-100 мм
Проволока холоднотянутая
диаметром 0,3-7 мм
Проволока калиброванная
диаметром 1-16 мм
Труба горяче- и холоднокатаная
диаметром до 800 мм
Состояние поставки
Без термообработки
Термообработанный
Без термообработки
Нагартованная, тер-
мообработанная
Без термообработки
Нагартованный,
термообработанный
Без термообработки;
термообработанная
Тоже
и
Нормативно-
технический
документ
ГОСТ 19903-74
ГОСТ 19904-90
ГОСТ 1530-78
ГОСТ 2284-79
ГОСТ 2590-88
ГОСТ 2591-89
ГОСТ 2879-88
ГОСТ 8559-75
ГОСТ 8560-78
ГОСТ 17305-91
ГОСТ 5663-79
ГОСТ 8732-78
ГОСТ 8734-75
122
РАЗДЕЛ II. СТАЛИ. РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
1.4. ПРУЖИННЫЕ СТАЛИ
1.4.1. СТАЛЬ 65Г
Характеристика. Марганцовистая рессорно-пружинная сталь
с высоким пределом упругости, качественная; коррозионная
стойкость низкая.
ТАБЛИЦА 1.18
Химический состав стали 65Г по ГОСТ 14959-79, %
С
0,62-0,70
Si
0,17-0,37
Мп
0,90-1,20
S
< 0,035
Р
< 0,035
Сг
<0,25
Ni
<0,25
Си
<0,30
ТАБЛИЦА 1.19
Температуры критических точек стали 65Г, °С
Ас,
721
Ас3
745
Агг
670
Аг3
720
Назначение. Пружины, рессоры, упорные шайбы, тормозные
ленты, фрикционные диски, шестерни, фланцы, корпусы
подшипников, зажимные и подающие цанги и другие детали, к которым
предъявляются требования повышенной износостойкости, и детали,
работающие без ударных нагрузок. Рекомендуемые температуры
эксплуатации -23 ч- +130 °С.
Технологические свойства. Сталь хорошо деформируется в
горячем состоянии; температурный интервал ковки 1200-800 °С.
Температура нагрева при термообработке: отжиг при 800 °С,
нормализация от 830 °С, закалка (в масле) от 800 °С, отпуск при 380-
530 °С. Сталь склонна к обезуглероживанию, при содержании
марганца более 1 % склонна к
отпускной хрупкости.
Данные по прокаливаемости
представлены на рис. 1.8.
Свариваемость
неудовлетворительная. Не
применяется для сварных
конструкций. При обработке резани-
HRC
12 24 36 48
Расстояние от охлаждаемого торца, мм
Рис. 1.8. Прокаливаемость
стали 65Г (закалка от 800 °С)
Глава /. УГЛЕРОДИСТЫЕ СТАЛИ
123
300
Рис. 1.9. Механические свойства ав;а02, МПа КСи,Дж/см2
стали §5Г при низких температурах 1900г— ,120
(закалка от 830 °С в масле, отпуск ' '
при 480 °С с охлаждением на воз-
духе)
ем в закаленном и отпущенном
состоянии при 240 НВ иов = 840 МПа
Kv = 0,85 (твердый сплав), Ку = 0,80
(быстрорежущая сталь). Низкая
флокеночувствительность.
Физико-механические
свойства. Физические свойства при
27 °С: а = 11 • 10"6 К"1; ср = 454 Дж/(кг • К); X = 45 Вт/(м • К).
Механические свойства представлены в табл. 1.20, 1.21 и на рис. 1.9. При
температуре 27 °С Е = 210,9 ГПа; G = 83,7 ГПа; предел
выносливости на базе 106 циклов о_х = 600 МПа (закалка и отпуск при 500 °С) и
о_! = 740 МПа (закалка и отпуск при 400 °С).
ТАБЛИЦА 1.20
Стандартизованные механические свойства стали 65Г
при температуре 20 °С (не менее)
Полуфабрикат
Сортовой прокат
горячекатаный
диаметром (толщиной)
5-80 мм
Лента толщиной, мм:
до 2,0
св. 2,0
Лента толщиной
0,08-3 мм
Лист толщиной, мм:
до 4
св. 4 до 60
Проволока для
пружинных шайб
Нормативно-
технический
документ
ГОСТ
14959-79
ГОСТ
2284-79
ГОСТ
2284-79
ГОСТ
1542-71
ГОСТ 1577-
93
ГОСТ
11850-72
Режим термообработки
(контрольные образцы)
Закалка (830 °С,
масло), отпуск 480 °С
Без термообработки
Отжиг, высокий
отпуск
Отжиг
Нагартовка
Отжиг, отпуск
Без термообработки;
нормализация
Отжиг
Нагартовка на
диаметре 0,6-5,0 мм
ав
О0,2
МПа
1000
800
б5
W
%
8
30
Твердость, не более,
НВ285
Твердость, не более,
НВ 241
650
750
750-1200
600-850
750
500-800
Не более
1250
-
-
-
-
-
-
15*
10*
-
10
12
-
-
-
-
-
-
-
* Значение б10.
124
РАЗДЕЛ II. (
:тали,
РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 1.21
Ударная вязкость KCU (Дж/см2) стали 65Г при Т, °С
+20
110
0
69
-20
21
-30
24
-70
12
-80
-
Термообработка
Закалка с 830 °С, отпуск при 480 °С
Вид поставки стали указан в табл. 1.22.
ТАБЛИЦА 1.22
Вид поставки стали 65Г
Полуфабрикат
Сортовой прокат калиброванный
с диаметром вписанной
окружности 5-80 мм
Лист горячекатаный толщиной
0,5-160 мм
Лист холоднокатаный толщиной
0,5-5 мм
Лента холоднокатаная толщиной
0,05-2,0 мм
Проволока холоднотянутая
диаметром 0,14-8 мм
Проволока для пружинных шайб
Сортовой прокат калиброванный
диаметром 3-100 мм
Состояние поставки
Без термообработки
Без термообработки
Термообработанный
Термообработанная
Термообработанная
Отожженная
Без термообработки;
термообработанный
Нормативно-
технический
документ
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 7419.0-90
ГОСТ 7419.8-90
ГОСТ 19903-74
ГОСТ 19904-90
ГОСТ 21996-76
ГОСТ 21997-76
ГОСТ 9389-75
ГОСТ 11850-72
ГОСТ 7417-75
1.4.2. СТАЛЬ 60С2 (60С2А)
Характеристика. Кремнистая рессорно-пружинная сталь с
высоким пределом упругости, качественная; коррозионная стойкость
низкая.
ТАБЛИЦА 1.23
Химический состав стали 60С2 и 60С2А по ГОСТ 14959-79, %
Марка
стали
60С2
60С2А
С
0,57-0,65
0,58-0,63
Si
1,50-2,00
1,60-2,00
Мп
0,60-0,90
S
< 0,035
< 0,025
Р
< 0,035
< 0,025
Сг
<0,30
Ni
<0,25
Мо
-
Си
<0,20
Глава 7. УГЛЕРОДИСТЫЕ СТАЛИ
125
ТАБЛИЦА 1.24
Температуры критических точек стали 60С2А, °С
Ас,
770
Ас3
520
Агх
700
Аг3
770
Назначение. Применяется для тяжелонагруженных пружин,
торсионных валов, пружинных колец, испытывающих
знакопеременные нагрузки. Рекомендуемые температуры эксплуатации -50 ч-
+127 °С.
Технологические свойства. Сталь удовлетворительно
деформируется в горячем состоянии. Температурный интервал ковки 1200-
800 °С. Температуры нагрева при термообработке: отжиг 750 °С,
закалка 870 °С, отпуск 380-430 °С. Сталь склонна к обезуглероживанию.
Данные по прокаливаемости представлены на рис. 1.10.
Пластичность при холодной деформации низкая. Свариваемость
неудовлетворительная. Низкая флокеночувствительность. Нет склонности к
отпускной хрупкости. При обработке резанием в горячекатаном
состоянии при 270-320 НВ и ов = 1100 МПа Kv = 0,70 (твердый
сплав), Kv = 0,27 (быстрорежущая сталь).
Физико-механические свойства. Физические свойства при
20 °С: а = 11,9-10~6 К"1; X = 25 Вт/(м-К) (ориентировочно).
Механические свойства представлены в табл. 1.25 и 1.26. При 20 °С
Е = 209 ГПа; G = 83,5 ГПа; на базе 106 циклов о_г = 500 МПа и т_х =
= 300 МПа (закалка от 860 °С в масле, отпуск при 550 °С 2 ч).
Вид поставки стали указан в табл. 1.27.
ТАБЛИЦА 1.25
Стандартизованные механические свойства стали 60С2А
при температуре 20 °С (не менее)
Полуфабрикат
Сортовой прокат
диаметром
(толщиной) 5-80 мм
Лента толщиной
0,08-3 мм
Нормативно-
технический
документ
ГОСТ
14959-79
ГОСТ
2283-79
Режим термообработки
(контрольные образцы)
Закалка от 870 °С
(охлаждение в масле), отпуск при
420 °С
Без термообработки
(состояние поставки)
Отжиг, высокий отпуск
Отжиг
Нагартовка
Ов
Оо,2
МПа
1600
1400
б5
*Р
%
6
20
Твердость, не более,
НВ302
Твердость, не более,
НВ269
900
800-1200
8*
-
-
'Значение б10
126
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Рис. 1.10. Прокаливаемость
стали 60С2А (закалка от 860 °С)
О 12 24 36
Расстояние от охлаждаемого торца, мм
ТАБЛИЦА 1.26
Механические свойства стали 60С2А при низких температурах
Режим термообработки
Закалка от 850 °С (охлаждение в
масле), отпуск при 460 °С в течение 1 ч
(охлаждение на воздухе)
Г,°С
20
-70
-110
-196
СГв
О"0,2
МПа
1500
1640
1690
2000
1370
1490
1590
1820
б10, %
11
11
11
11
кси,
Дж/см2
39
34
31
21
ТАБЛИЦА 1.27
Вид поставки стали 60С2А
Полуфабрикат
Сортовой прокат горячекатаный с
диаметром вписанной окружности
5-80 мм
Сортовой прокат калиброванный
диаметром 3-100 мм
Сортовой прокат шлифованный
(серебрянка) диаметром 0,2-50 мм
Проволока холоднотянутая
диаметром 0,05-16 мм
Лента холоднокатаная толщиной
0,08-3 мм
Состояние поставки
Без термообработки
Нагартованный;
термообработанный
Тоже
Нагартованная; тер-
мообработанная
Тоже
Нормативно-
технический
документ
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 7419.0-90
ГОСТ 7417.8-90
ГОСТ 7417-75
ГОСТ 14955-77
ГОСТ 14963-78
ГОСТ 2283-79
ГОСТ 21997-76
Глава 7. УГЛЕРОДИСТЫЕ СТАЛИ
127
1.5. СТАЛЬ 09Г2С
Характеристика. Сталь низколегированная качественная
свариваемая; после термообработки имеет более низкую
температуру перехода в хрупкое состояние по сравнению с качественными
углеродистыми сталями типа стали 20; коррозионная стойкость
низкая.
ТАБЛИЦА 1.28
Химический состав стали 09Г2С по ГОСТ 19281-73, %
С
Не более 0,12
Мп
1,30-1,70
Si
0,50-0,80
Cr
Ni
Си
s
р
не более
0,30
0,30
0,30
ТАБЛИЦА 1.29
Температуры критических точек стали 09Г2С,'
Ас,
725
Ас3
860
Агх
625
Ar3
780
0,040
С
0,035
Назначение. Сталь применяется для изготовления обечаек,
днищ, фланцев и других элементов сосудов и конструкций. В
термически улучшенном состоянии (закалка с последующим высоким
отпуском) рекомендуется к применению в ответственных
конструкциях, имеющих минимальную температуру стенки -40 °С.
Допускаемая максимальная температура эксплуатации 480 °С
(независимо от вида термообработки). Зарегистрирована в Госгор-
технадзоре РФ в качестве листового материала для сосудов
давления.
Применение стали 09Г2С (взамен углеродистой) в
конструкциях, испытывающих многократные переменные напряжения при
20 °С, целесообразно в случае отсутствия сложных сварных узлов.
Ужесточение узлов сварки, например наличие ребер жесткости,
понижает предел выносливости стали 09Г2С при пульсирующем
цикле нагружения при температуре 20 °С со 150 до 100 МПа, т. е. до
значения, характерного для предела выносливости сварных
соединений углеродистых сталей.
Технологические свойства. Сталь куется, штампуется,
прокатывается, обрабатывается резанием удовлетворительно. Темпера-
128 РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
тура горячей деформации 1200-800 °С. Недостатком стали является
наличие в ней волосовин и расслоений, длина которых в
соответствии с нормативно-технической документацией допускается до 20 мм.
Наличие указанных дефектов приводит к определенному проценту
брака при холодной штамповке деталей (например, типа днищ).
К отпускной хрупкости не склонна. Прокаливаемость низкая.
Рекомендуемый режим термообработки: закалка от 930±10°С в воде,
отпуск при 610±10°С.
Вязкость, а следовательно, и работоспособность стали при
низких температурах зависят от состояния поставки, что определяется
структурой металла (смесь феррита и перлита - при нормализации
или без термообработки, дисперсный сорбит - при термическом
улучшении). Для ответственных конструкций рекомендуется
применять сталь в улучшенном состоянии.
Сталь хорошо сваривается всеми видами сварки при толщине
до 60 мм и электрошлаковой сваркой без ограничения толщины.
Для ручной сварки применяют электроды Э42А и Э50А по ГОСТ
9467-75, для автоматической сварки под слоем флюса -
сварочную проволоку Св-08ХМ и Св-08ГА по ГОСТ 2246-70, для сварки
в углекислом газе - Св-08Г2С по ГОСТ 2246-70. Для
обеспечения необходимой вязкости швов при температуре эксплуатации
ниже -40 °С дополнительно легируют никелем (до 1 96).
Коэффициент прочности качественно выполненного сварного
соединения при двусторонней автоматической сварке равен 1, при
ручной - 0,95. При односторонней сварке он уменьшается в
среднем на 5 %.
Повышение ударной вязкости сварных швов достигается
местной или общей термообработкой после сварки. Термообработка
всегда проводится после электрошлаковой сварки. Если деталь
подведомственна "Правилам устройства и безопасной эксплуатации
сосудов, работающих под давлением", утвержденным Госгортехнад-
зором РФ, и эксплуатируется при температуре ниже -20 °С, то в
случае изготовления ее штамповкой из сварной заготовки она
обязательно термообрабатывается независимо от температуры окончания
деформации.
Физико-механические свойства. Физические свойства:
коэффициент температурного расширения стали 09Г2С: а-106, К"1
при 100 °С - 11,4; 200 °С - 12,2; 300 °С - 12,6; 400 °С - 13,2;
500 °С - 13,8. Механические свойства приведены в табл. 1.30, 1,31
и на рис. 1.11.
Вид поставки. Сортовой, фасонный и полосовой прокат -
ГОСТ 19281-89. Лист - ГОСТ 5520-79, ГОСТ 19281-89. Гнутые
профили - ГОСТ 19281-89.
Глово /. УГЛЕРОДИСТЫЕ СТАЛИ
129
ТАБЛИЦА 1.30
Стандартизованные механические свойства стали 09Г2С при
температуре 20 °С (не менее)
Полуфабрикат
Лист толщиной, мм:
ДО 4
от 5 до 9
11 10 " 20
11 21 " 32
11 33 " 60
" 61 " 80
11 81 " 160
Лист толщиной
32-60 мм
Нормативно-
m/>VT TT УТ Г/\/%Т/*Т ГТТ
технический
документ
ГОСТ 19282-73
ГОСТ 5521-93
Ов
О"0,2
МПа
500
500
480
470
460
450
440
460
350
350
330
310
290
280
270
300
8 %
о10, /о
21
21
21
21
21
21
21
21
КСи,Дж/см2
20 °С
_
65
60
60
60
60
60
_
-20 °С
—
40
35
35
35
35
35
50
-40 °С
_
35
30
30
30
30
30
_
Примечание. Сталь в состоянии поставки.
ТАБЛИЦА 1.31
Ударная вязкость (Дж/см2) стали 09Г2С при Г, °С
Термообработка
Без термообработки (состояние
поставки)
Нормализация
Закалка и высокий отпуск
KCU
20
120
120
100
-40
60
75
60
-70
30
50
KCV
20
\70
100
80
-40
23
15
40
-70
10
10
900
700
500
J00,
D
ty.K
*—£—
\ ^6
\-—u!L
^^^^ с
70
50
30
203 233
263 293
Т. К
10,
., к
is-——*
?
Г д
Х^ т
^^
203 233
263 293
IK
Рис. 1.11. Зависимость механических свойств стали 09Г2С от
температуры испытаний:
а - прочностные свойства; б - пластические свойства; л - сталь в исходном состоянии
(горячекатаная); • - сталь после нормализации; о - сталь после закалки и отпуска
4-312
130
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
1.6. СТАЛЬ 16ГС
Характеристика. Свариваемая сталь повышенной прочности
для изготовления металлоконструкций северного исполнения.
ТАБЛИЦА 1.32
Химический состав стали 16ГС, %
С
0,12-0,18
Si
1,50-2,00
Мп
0,90-1,20
S
< 0,040
Р
< 0,035
Сг
<0,30
Ni
<0,25
N
< 0,008
< 0,012
As
<0,08
Си
<0,30
нтд
гост
5520-79
ГОСТ
19281-89
ТАБЛИЦА 1.33
Температуры критических точек стали 16ГС, °С
Асх
745
Ас3
920
Агх
690
Аг3
800
Назначение. Кованые и штампованные детали, а также
трубные элементы, работающие под давлением в котлах и
трубопроводах пара и горячей воды при температуре до 450 °С, в сосудах - при
температурах -40 ч-+475 °С, в атомных энергетических установках -
при температуре до 400 °С. Элементы сварных металлоконструкций,
работающие при температуре до -70 °С.
Технологические свойства. Температурный интервал
обработки давлением 1200-850 °С. Сталь сваривается без ограничений.
Сталь не чувствительна к образованию флокенов и не склонна к
отпускной хрупкости. Обрабатываемость резанием: в
нормализованном состоянии при о = 460 МПа Kv =1,84 (твердый сплав), К, =1,7
(быстрорежущая сталь).
Физико-механические свойства. Физические свойства:
а-106, К1 при 100 °С- 13; 200 °С - 14; 300 °С - 15,3; 400 °С - 16,2;
500 °С - 16,1; 600 °С - 16,2; с = 470 ДжДкгК) при 100 °С; Е, ГПа,
при 300 °С - 181; 400 °С - 172; 500 °С - 162. Механические
свойства представлены в табл. 1.34 и 1.35.
Вид поставки. Лист - ГОСТ 5520-79, ГОСТ 19281-89.
Широкополосный прокат - ГОСТ 19281-89. Гнутые профили - ГОСТ
19281-89. Сортовой и фасонный прокат - ГОСТ 19281-89.
Поковки - ГОСТ 8479-70.
Глава I УГЛЕРОДИСТЫЕ СТАЛИ
131
ТАБЛИЦА 1.34
Механические свойства стали 16ГС при комнатной температуре
нтд
Термообработка
Сечение,
мм
ав
МПа
KCU,
Дж/см2
кси
после
механического
старения,
Дж/см2
ГОСТ
5520-79
В горячекатаном или
термически
обработанном состоянии
(испытание
механических свойств на
поперечных
образцах)
ТОСТ
8479-70
ГОСТ
19281-89
ТУ
05764417
036-95
ТУ
3-923-75
Нормализация
Листовой и
широкополосный прокат в
горячекатаном или
термически
обработанном состоянии
Нормализация, отпуск
Закалка, отпуск
До 5
От 5
до 10
От 10
до 20
Св.20
до 32
Св.32
до 60
Св.60
до 160
От 4
до 160
От 100
до 300
До 10
Св.10
до 20
Св.20
до 160
0426-
920
s32-70
0480-
600
s32-70
0 св. 600
до 730
325
325
315
295
285
275
245
325
315
265
290
294
490
490
480
470
460
450
470
450
450
450
490
491
21
21
21
21
21
21
19
21
21
21
18
18
42
40
40
59
39*
29**
343*
59
29*
24**
343*
59
29*
24**
343*
59
29*
24**
343*
59
29*
24**
343*
39
59
39*
29**
59
29*
24**
59
29*
24**
304*
455*
59
24,54'
59
19,6*
29
29
29
29
29
29
29
29
29
* KCU при минус 40 °С. ** KCU при минус 70 °С. 3*КСУпри0°С. 4* KCV при 20 °C 5w KCV
при 50 "С.
Примечание. Требования к механическим свойствам и ударной вязкости (за
исключением KCV) листового проката установлены для поперечных образцов, труб - для
тангенциальных образцов.
132
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 1.35
Ударная вязкость KCU (Дж/см2) стали 16ГС при Г, °С
+20
60-200
0
115-180
-20
94-210
-40
70-183
-60
70-145
Термообработка
Нормализация с 950 °С,
отпуск при 600-750 °С
Примечание. Лист толщиной 4-160 мм, образцы поперечные.
1.7. СТАЛЬ 10Г2 (14Г2)
Характеристика. Низкоуглеродистая низколегированная
хорошо свариваемая хладостойкая сталь для конструкций северного
исполнения.
ТАБЛИЦА 1.36
Химический состав стали 10Г2 по ГОСТ 4543-71, %
С
0,07-0,15
Si
0,17-0,37
Мп
1,20-1,60
S
< 0,035
Р
< 0,035
Сг
<0,30
Ni
<0,30
ТАБЛИЦА 1.37
Температуры критических точек стали
Ас,
720
Ас3
830
Агх
620
Мо
-
N
< 0,008
10Г2, °С
Аг3
710
Си
<0,30
Назначение. Патрубки, штуцера, змеевики, трубные пучки,
крепежные детали и другие, работающие при температуре до -70 °С
под давлением. Крупные листовые конструкции, работающие до
температур -70 °С.
Технологические свойства. Температурный интервал
обработки давлением 1200-800 °С (сталь 14Г2 - 1200-900 °С). Сталь не
флокеночувствительна и не склонна к отпускной хрупкости.
Свариваемость без ограничений. Обрабатываемость резанием в
термически обработанном состоянии при < 197 НВ и ов = 420 МПа Kv = 1,92
(твердый сплав), К^ = 1,86 (быстрорежущая сталь).
Физико-механические свойства. Физические свойства:
а-106, К'1, при 20-100 °С - 11,3; X, Вт/(мК), при 200°С- 38; 300°С -
37; 400 °С - 36; р = 7,790 г/см3; Е = 204 ГПа. Механические
свойства представлены в табл. 1.38,1.39.
Глава 1. УГЛЕРОДИСТЫЕ СТАЛИ
133
ТАБЛИЦА 1.38
Механические свойства стали 10Г2 при комнатной температуре
нтд
1 A X/J,
гост
550-75
ГОСТ
4543-71
ГОСТ
8479-70
ГОСТ
8731-87
ГОСТ
8733-87
Режим термообработки
Операция
Г,°С
Охлаждающая
среда
В горячедеформированном
или термически
обработанном состоянии
Отжиг
или
высокий
отпуск
Закалка
Отпуск
Нормализация
890-910
905-935
550-650
910-930
С печью
Воздух
Воздух
В горячедеформированном
или термически
обработанном состоянии
В термически обработанном
состоянии
Сечение,
мм
020-219
s 2,0-25
Св.5
до 250
До 80
Св.80
до 150
Св. 150
до 250
До 100
100-300
300-500
020-530
s 2,0-36
05-250
s 0,3-24
ав
°0.2
МПа
б
о
Ф
'о
кси,
Дж/
см*
не менее
265
245
215
265
245
421
21
50
Не определяются
420
430
421
422
22
20
19
24
20
18
21
22
50
53
48
40
-
-
118
-
-
-
54
49
44
-
-
НВ
<197
<197
-
<197
<197
Предел выносливости о_х = 221 МПа при ав = 530 МПа, а_х =
= 289 МПа при ав = 590 МПа.
Вид поставки. Лист толстый - ГОСТ 12981-89. Лист
тонкий - ГОСТ 17066-94. Поковки - ГОСТ 8479-70. Сортовой
прокат - ГОСТ 4543-71. Трубы - ГОСТ 550-7, ГОСТ 8731-87, ГОСТ
8733-87.
ТАБЛИЦА 1.39
Ударная вязкость KCU (Дж/см2) стали 10Г2 при Г, °С
+20
280
364
321
0
-
-20
-
-40
153
276
304
-70
117
185
211
-80
-
Термообработка
Отжиг
Нормализация 900 °С
Закалка 900 °С, отпуск 500 °С
134
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
1.8. СТАЛЬ 14Г2АФ
Характеристика. Конструкционная низколегированная фер-
ритно-перлитная сталь повышенной прочности, коррозионная
стойкость низкая.
ТАБЛИЦА 1.40
Химический состав стали 14Г2АФ по ГОСТ 19281-89, %
С
0,12-0,18
Мп
1,2-1,6
Si
0,3-0,6
V
0,07-0,12
N
0,015-0,025
Сг
Ni
S
Р
не более
0,40
0,30
0,040
0,035
ТАБЛИЦА 1.41
Температуры критических точек стали 14Г2АФ, °С
Ас,
720
Ас3
880
620
Аг3
780
Назначение. Сталь в термообработанном состоянии
(нормализованном или термически улучшенном) рекомендуется для
изготовления сварных обечаек, днищ, фланцев и других элементов
сосудов и аппаратов, работающих под давлением при температуре
-50 -f +400 °С.
Технологические свойства. Сталь удовлетворительно
деформируется в горячем и холодном состояниях. Температура
горячей штамповки 1200-800 °С. Рекомендуемый режим
термообработки: нормализация от 930 °С с последующим отпуском при 200 °С в
течение 2 ч.
Сталь в нормализованном состоянии не склонна к отпускной
хрупкости. Температура отпуска 200-600 °С мало влияет на ударную
вязкость стали; медленное охлаждение (с печью) после отпуска
сказывается лишь при температуре -60 °С для образцов с острым
надрезом.
Повышение вязкости стали при термообработке достигается
введением в состав стали азота и ванадия, обеспечивающих
мелкозернистую структуру с карбонитридами ванадия.
Прочность поперечных образцов не ниже прочности
продольных. Направление вырезки образцов наиболее заметно сказывается
на относительном сужении, уменьшение которого при переходе от
продольного к поперечному направлению составляет 20 %, и
ударной вязкости, снижение которой достигает 50 %.
Глава J. УГЛЕРОДИСТЫЕ СТАЛИ
135
Обрабатываемость резанием хорошая. При толщине до 25 мм
свариваемость удовлетворительная, при большей толщине
необходим предварительный подогрев до 150 °С.
Применение электродов УОНИ 13/55 при ручной сварке и
сварочной проволоки Св-08ХМ и флюсов АН-47 или АН-348А при
автоматической сварке в толщинах 10-16 мм обеспечивает равно-
прочность сварного соединения и основного металла. Пластичность
сварного соединения, оцениваемая углом загиба, и ударная вязкость
сохраняются на высоком уровне до температуры -60 °С.
Указанные сварочные материалы рекомендуются также для
сварки стали 14Г2АФ с низкоуглеродистыми сталями типа СтЗ и
стали 20, а также с низколегированными 09Г2С, 16Г2АФ, 17Г2СФ.
При этом прочность сварного соединения не ниже прочности
наименее прочного металла в применяемой композиции.
Физико-механические свойства. Физические свойства
приведены в табл. 1.42. Механические свойства поставляемого
листового металла: ов > 550 МПа; о0>2 >400 МПа; б5 > 20 % (ГОСТ 19282-
73). Дополнительные сведения приведены в табл. 1.43-1.46 и на
рис. 1.12.
ТАБЛИЦА 1.42
Температурный коэффициент линейного расширения
стали 14Г2АФ при низких температурах
Г,°С(К)
-269 (4,3)
-267 (6)
-263 (10)
-253 (20)
-243 (30)
-233 (40)
а-10°,
К"1
0,035
0,045
0,05
0,23
0,60
1,32
Г,°С(К)
-223 (50)
-213 (60)
-203 (70)
-193 (80)
-183 (90)
-173(100)
а 106,
К"1
2,16
3,05
5,02
6,68
8,05
9,05
Г,°С(К)
-153(120)
-133 (140)
-113(160)
-93 (180)
-73 (200)
а-10е,
К"1
9,75
11,20
12,30
13,70
14,35
Г/С (К)
-53 (220)
-33 (240)
-13 (260)
7 (280)
27 (300)
а-10е,
K-i
15,05
15,50
15,75
15,80
15,85
Рис. 1.12. Малоцикловая
усталость стали 15Г2АФДпс
(пульсирующее
растяжение):
1 - при 293 К; 2 - при 253 К;
3- при 213 К; 4 -при 173 К
'max,
МПа
680
360,
0,5Ю° 101 W2 Ю3
ч
fOs W6
А/, цикл
136
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 1.43
Влияние температуры отпуска (охлаждение на воздухе)
на механические свойства стали 14Г2АФ
Температура
отпуска, °С
Без отпуска
200
300
400
500
600
600 (охлаждение
с печью)
Т,°С
20
-40
-60
20
-40
-60
20
-40
-60
20
-40
-60
20
-40
-60
20
-40
-60
20
-40
-60
Ов
CJbk
О\),2
МПа
640
705
725
600
—
660
585
—
655
580
—
670
580
—
670
580
_
660
590
—
660
820
895
915
840
—
940
845
—
940
855
—
960
850
—
950
835
_
930
840
—
930
490
555
525
430
—
510
420
—
510
440
_
530
410
—
510
450
_
490
410
—
490
Овк/Ов
1,28
1,27
1,26
1,41
1,42
1,44
—
1,44
1,47
1,43
1,47
—
1,42
1,44
_
1,41
1,42
_
1,41
б
Ф
фк
%
25
25
26
34
-
35,5
36
—
35,5
37
—
37
34
—
35
36,5
_
35,5
31,5
—
36
57
57
57
70
-
71
70
—
70
72
—
70
70
—
69
71
_
70
70
—
68,5
12
13
11
36
-
33
36
—
37,5
39
—
40
32
—
36
36
_
40
38
—
30
кси
KCV
Дж/см2
100
80
60
195
160
120
176
160
140
170
160
130
170
150
140
190
160
120
205
140
120
_
-
—
130
140
115
140
135
95
125
135
100
145
140
100
135
130
95
130
110
53
Примечание. Предшествующая отпуску термообработка - нормализация от
930 °С.
ТАБЛИЦА 1.44
Механические свойства стали 14Г2АФ при низких температурах
Направление
вырезки образца
Вдоль проката
Поперек проката
Г/С
20
-40
-60
20
-40
-60
Ов
а0,2
МПа
600
700
700
640
700
720
460
540
540
490
550
580
б5
Ч>
%
28
29
27
25
25
26
72
71
71
57
57
57
кси,
Дж/см2
190
180
110
100
80
60
Примечание. Режим термообработки: нормализация от 930 °С.
Глава 1. УГЛЕРОДИСТЫЕ СТАЛИ
137
ТАБЛИЦА 1.45
Ударная вязкость сварных соединений из стали 14Г2АФ
Вид сварки
(присадочный материал)
Автоматическая
(проволока Св-08ХМ,
флюсАН-348А)
Автоматическая
(проволока Св-08ХМ,
флюсАН-47)
Ручная (электрод УОНИ
13/55 диаметром 4 мм)
Подготовка
кромок
Без скоса кромок
Со скосом кромок
Без скоса кромок
Со скосом кромок
Со скосом двух
кромок и
выборкой корня шва
т °о
1, С
20
-40
-50
-60
-50
-60
20
-40
-50
-60
-50
-60
20
-40
-60
КСи,Дж/см2
шов
72
47
42
33
42
36
95
30
44
30
53
-
130
85
62
зона
сплавления
40
47
40
—
—
-
48
66
35
24
—
-
70
42
КСУ,Дж/см2
шов
__
20
-
10
20
16
—
19
-
11
24
30
-
-
12
зона
сплавления
__
34
-
20
18
13
—
27
-
21
28
12
-
-
31
Примечание. Основной металл нормализованный, толщина 12 мм.
ТАБЛИЦА 1.46
Прочность сварных соединений из стали 14Г2АФ
Присадочный материал
Проволока Св-08ХМ,
флюсАН-348А
Проволока Св-08ХМ,
флюсАН-47
Электрод УОНИ 13/55
диаметром 4 мм
Подготовка кромок
Без скоса кромок
Без скоса кромок
Со скосом двух кромок
и выборкой корня шва
Г,°С
20
-60
20
-60
20
-60
а.,1
С
усилением шва
600
630
615
660
-
-
МПа
Со снятым
усилением
600
640
635
670
600
650
Примечания. 1. Основной металл нормализованный, толщина 12 мм.
2. Разрушение во всех случаях по основному металлу.
Вид поставки. Сталь 14Г2АФ поставляется в виде листов
толщиной 4-50 мм по ГОСТ 19281-89 в нормализованном или
термически улучшенном состоянии. Из стали 14Г2АФ изготавливаются
трубы (табл. 1.47).
Ю-312
138
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 1.47
Сортамент поставляемых труб из сталей типа 14Г2АФ
Полуфабрикат
Труба
электросварная из
стали 16Г2АФ
Труба
электросварная спи-
ральношовная
из стали
17Г2АФ
Наружный
диаметр,
мм
152-168
pin. 973
Са X %3, lj l О
530-1420
820;1020
820-1220
Толщина
стенки,
мм
4-6
6-8
6-14
8,5-12
8-12
Состояние поставки
Нормализованная;
термообработанная
-
Термически
упрочненная, с локальной
термообработкой
сварного шва или без нее
Нормативно-
технический
документ
Технические
условия завода
изготовителя
Тоже
1.9. СТАЛЬ 18Г2АФсп <18Г2Фпс)
Характеристика. Низкоуглеродистая низколегированная сталь
с нитридным упрочнением, повышенной прочности, не коррозион-
ностойкая. Свариваемость ограниченная.
Назначение. Листовой прокат толщиной до 30 мм - для
несущих элементов сварных конструкций, работающих при переменных
нагрузках при температуре от -40 до +450 °С, в улучшенном
состоянии - от -60 до +450 °С (не под давлением), толщиной свыше
30 мм - для несущих элементов сварных конструкций, работающих
при переменных нагрузках от -20 до +450 °С (не под давлением).
ТАБЛИЦА 1.48
Химический состав стали 18Г2АФпс по ГОСТ 19281-89, %
С
0,14-0,22
Si
<0,10
Ni
<0,30
Мп
1,30-1,70
V
0,08-0,15
S
< 0,040
N
0,015-0,030
Р
< 0,035
Си
<0,30
Сг
<0,30
As
<0,08
ТАБЛИЦА 1.49
Температуры критических точек стали 18Г2АФ, °С
Ас,
720
Ас3
880
Агх
620
Аг3
780
Глово 1. УГЛЕРОДИСТЫЕ СТАЛИ
139
Технологические свойства. Температурный интервал
обработки давлением 1200-850 °С. Нечувствительна к образованию
флокенов и не склонна к отпускной хрупкости. Свариваемость
ограниченная. Для толщин свыше 36 мм рекомендуется подогрев
и обязательна последующая термообработка. Скорость коррозии
(мм/год) в 42 %-м растворе NaOH 0,012-0,017; в 25 %-й аммиачной
воде 0,212-0,248. Обрабатываемость резанием в термически
обработанном состоянии при Оъ = 590 МПа Kv = 1,1 (твердый сплав), Kv =
= 0,74 (быстрорежущая сталь).
Вид поставки. Лист, полоса, гнутые профили — ГОСТ 19281-89.
ТАБЛИЦА 1.50
Механические свойства стали 18Г2АФ
при комнатной температуре по ГОСТ 192-81
Вид поставки
Листовой и
широкополосный прокат
в горячекатаном
или термически
обработанном
состоянии
Гнутые профили в
горячекатаном или
термически
обработанном состоянии
Сечение,
мм
До 10
11-32
До 32
СГв
МПа
440
590
б
W
%
19
кси,
Дж/см2
44*
34**
39*
29**
KCU после
механического
старения,
Дж/см2
29
Изгиб
d = 2a
* KCU при минус 40 °С.
** KCU при минус 70 °С.
Примечание. Требования к механическим свойствам и ударной вязкости (за
исключением KCV) листового проката установлены для поперечных образцов.
ТАБЛИЦА 1.51
Ударная вязкость KCU (Дж/см2) стали 18Г2АФ при Г, °С
+20
77-198
84-178
86-167
0
56-132
69-115
59-118
-20
49-116
46-117
35-86
-30
41-75
36-71
21-69
-40
41-45
35-90
27-65
-50
28-39
7-33
Толщина
термообработанного
листа, мм
12
20
30
10*
140
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
1.10. СТАЛЬ 10Г2С1
Характеристика. Низкоуглеродистая, низколегированная,
свариваемая, хладостойкая, качественная, имеет низкую температуру
перехода в хрупкое состояние.
ТАБЛИЦА 1.52
Химический состав стали 10Г2С1, %
С
<0,12
Si
0,80-1,10
Мп
1,30-1,65
S
<; 0,040
Р
< 0,035
Сг
<0,30
Ni
<0,30
N
< 0,008
< 0,012
Си
£0,30
As
<0,08
нтд
ГОСТ
5520-79
ГОСТ
19281-89
ТАБЛИЦА 1.53
Температуры критических точек стали 10Г2С1, °С
Асх
710
Ас3
830
Агх
—
Аг3
—
м„*
365
* Температура нагрева 930 °С.
Назначение. Детали элементов сварных конструкций,
работающие при температуре до -70 °С, а также детали из листа,
работающие под давлением в котлах и трубопроводах пара и горячей
воды до температуры 450 °С, в сосудах - при температурах --70-г-
+475 °С.
Технологические свойства. Сталь куется, штампуется,
прокатывается удовлетворительно. Температура горячей деформации
1200-850 °С. Сталь поставляется в горячекатаном или термически
обработанном состоянии. Свариваемость без ограничений.
Обрабатываемость резанием в нормализованном и отпущенном состоянии
при ов = 450 МПа К, « 1,6 (твердый сплав), Kv « 1,0 (быстрорежущая
сталь). Сталь не флокеночувствительна и не склонна к отпускной
хрупкости. Механические свойства листа при комнатной
температуре по ГОСТ 5520-79 приведены в табл. 1.54,1.55.
Предел выносливости о_г = 230 МПа при ов = 580 МПа.
Вид поставки. Сортовой и фасонный прокат, гнутые профили,
полоса - ГОСТ 19281-89. Лист - ГОСТ 5520-79, ГОСТ 19281-89.
Глава I УГЛЕРОДИСТЫЕ СТАЛИ
141
ТАБЛИЦА 1.54
Механические свойства листа из стали 10Г2С1
при комнатной температуре по ГОСТ 5520—79
Состояние
Сечение,
мм
О0,2 Он
МПа
б \р
кси,
Дж/см2
не менее
KCU после
механического
старения,
Дж/см2
Горячекатаное
Термически
обработанное
До 5
От 5
до 20
От 10
до 20
Св.20
до 32
Св.32
до 60
Св.60
до 80
Св.80
до 100
* KCU при минус 40 °С.
** KCU при минус 70 °С.
355
345
335
325
325
295
295
490
490
480
470
450
430
430
21
21
21
21
21
21
21
—
-
-
-
-
-
64
39*
29**
59
29*
24**
59
29*
24**
59
29*
24**
59
29*
24**
59
29*
24**
29
29
29
29
29
29
ТАБЛИЦА 1.55
Ударная вязкость KCU (Дж/см2) стали 10Г2С1 при Т, °С
+20
60
0
-
-20
29-39
-30
-
-40
30
-70
25
142
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Глава 2
НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ
ХРОМСОДЕРЖАЩИЕ СТАЛИ
2.1. СТАЛЬ 20Х
Характеристика. Конструкционная хромистая цементируемая
сталь повышенной прочности, качественная; после цементации и
термообработки обладает износоустойчивой поверхностью при
вязкой сердцевине; коррозионная стойкость низкая.
ТАБЛИЦА 2.1
Химический состав стали 20Х по ГОСТ 4543-71, %
С
0,17-0,23
Si
0,17-0,37
Мп
0,50-0,80
S
< 0,035
Р
< 0,035
Сг
0,70-1,00
Ni
<0,30
N
< 0,008
ТАБЛИЦА 2.2
Температуры критических точек стали 20Х, °С
Ас,
750
Ас3
825
Агх
665
Аг3
755
Си
<0,30
Назначение. Сталь применяется для изготовления деталей
средних размеров повышенной прочности (втулок, шпинделей и
др.); деталей, работающих при больших скоростях и средних
удельных давлениях (плунжеров, штоков впускных клапанов
кислородных установок и т. п.). Рекомендуемые рабочие температуры -50 +
+500 °С, давление среды не ограничено. Зарегистрирована в Госгор-
технадзоре РФ в качестве материала для поковок и труб на
температуры -40 -г +500 °С.
Технологические свойства. Сталь куется, штампуется,
прокатывается удовлетворительно. Температура ковки 1250-800 °С.
В зависимости от назначения, формы и размеров детали сталь
может подвергаться различной термообработке для получения
соответствующих свойств: нормализации от 890 °С; закалке от 800 °С с
последующим отпуском при 180 °С; цементации с двойной или
одинарной объемной закалкой; цианированию с последующей закалкой
и низким отпуском. Данные по прокаливаемости представлены на
рис. 2.1. Сталь не склонна к отпускной хрупкости. Обрабатываемость
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
143
Рис. 2.1. Прокаливаемость стали 20Х (нор- HRC
мализация от 900 °С, закалка от 880 °С) 50
резанием хорошая. В нормализованном
состоянии при ов = 470 МПа Kv = 1,7
(твердый сплав), Kv = 1,3
(быстрорежущая сталь). Свариваемость
удовлетворительная без ограничений кроме химико-
термически обработанных деталей.
Физико-механические свойства.
Физические свойства при температуре
20 °С: а = 10,0-1(Г6 К'1; ср = 452 Дж/
(кг К); X = 39 ВтДм'К); р = 7,830 г/см3. Механические свойства
приведены в табл. 2.3, 2.4 и на рис. 2.2-2.4. При 27 °С Е = 207 ГПа.
При 20 °С после закалки о_х = 420 МПа.
Вид поставки стали указан в табл. 2.5.
ТАБЛИЦА 2.3
Стандартизованные механические свойства стали 20Х
при температуре 20 "С
0 12 24
Расстояние от охлаждаемого
торца, мм
Полуфабрикат
Норма-
тивно-
техниче-
ский
документ
Режим термообработки
(контрольные образцы)
МПа
KCU,
Дж/см2
Лист толщиной
4-25 мм
Лист толщиной
до 4 мм
Сортовой прокат
диаметром
(толщиной) до 250 мм*
ГОСТ
1577-93
ГОСТ
1542-71
ГОСТ
4543-71
Состояние поставки
Закалка и высокий
отпуск
Первая закалка (877 °С),
вторая закалка (797 °С,
вода или масло), отпуск
(177 °С, воздух или
масло); диаметр
заготовки 15 мм
Отжиг или высокий
отпуск (диаметр
заготовки св. 5 мм); нагар-
товка (диаметр или
толщина заготовки
более 5 мм)
Механические свойства
устанавливаются по
соглашению сторон,
твердость не более НВ 179
Механические свойства
листа, поставляемого в
улучшенном состоянии,
устанавливаются по
соглашению сторон
8ОО|65О| 11 | 40 | 60
Твердость не более
НВ179
Твердость не более
НВ269
144
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
Полуфабрикат
Труба
горячекатаная диаметром 25-
800 мм
Труба холодно- и
теплотянутая
диаметром 1-200 мм
Поковка
диаметром до 100 мм
Поковка
диаметром 100-300 мм
Поковка
диаметром 300- 500 мм
Норма-
ТИВНО-
технический
документ
ГОСТ
8731-87
ГОСТ
8733-87
ГОСТ
8479-70
Режим термообработки
(контрольные образцы)
Состояние поставки
Состояние поставки
Нормализация (КП 20)
Закалка и отпуск:
КП22
КП25
Нормализация (КП 20)
Закалка и отпуск (КП 22)
Нормализация (КП 20)
0*0,2
Ов
МПа
440
440
400
440
480
400
440
400
-
200
220
250
200
220
200
б
9
16
17
26
24
22
23
20
18
Ф
'о
-
53
53
48
50
48
45
кси,
Дж/см2
-
60
65
50
55
80
50
* Нормы механических свойств относятся к образцам, отобранным из проката
диаметром (толщиной) до 80 мм включительно. Для проката диаметром (толщиной) св. 80 до
150 мм допускается понижение б10 на 2 96, \р на 5 % и KCU на 10 % по сравнению с
нормами, указанными в настоящей таблице; дяя проката диаметром (толщиной) св. 151 мм
допускается понижение б10 на 3 %, \р на 10 % и KCU на 15 %.
KCU, Дж/см2
300 г
KIc, МПам1'2
62
/С,с, МПам1'2
аод,МПа 60 г
150 200 250 Г, К 373 573 773 /шп,К 73 173 273 Г, К
Рис. 2.2. Ударная вязкость стали 20Х (нормализация)
Рис. 2.3. Влияние температуры отпуска Тот на К\с и а^ стали 20Х
(исходное состояние) при 20 °С
Рис. 2.4. Влияние температуры испытаний на вязкость разрушения
стали 20Х (закалка и отпуск при 400 °С)
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
145
ТАБЛИЦА 2.4
Ударная вязкость KCU (Дж/см2) стали 20Х при Г, °С
+20
226-241
0
241
-20
175-232
-40
172-212
-60
152-165
Термообработка
Нормализация
ТАБЛИЦА 2.5
Вид поставки стали 20Х
Полуфабрикат
Лист горячекатаный толщиной
5-160 мм
Лист холоднокатаный толщиной
0,5-5 мм
Сортовой прокат горячекатаный
кованый с диаметром вписанной
окружности до 250 мм
Сортовой прокат калиброванный,
шлифованный
Труба горяче- и холоднокатаная
диаметром до 800 мм
Поковка диаметром до 500 мм
Лента холоднокатаная толщиной
0,08-3 мм
Состояние поставки
Без термообработки
Термообработанный
Без термообработки;
термообработанный
Нагартованный;
термообработанный
Без термообработки;
термообработанная
Термообработанная
Тоже
Нормативно-
технический
документ
ГОСТ 19903-74
ГОСТ 19904-90
ГОСТ 1133-71
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 2879-88
ГОСТ 103-83
ГОСТ 7417-75
ГОСТ 8559-75
ГОСТ 8560-78
ГОСТ 8732-78
ГОСТ 8733-87
ГОСТ 9567-75
ГОСТ 7505-90
ГОСТ 7829-70
ГОСТ 2283-7
ГОСТ 21997-76
2.2. СТАЛЬ 20ХН
Характеристика. Конструкционная хромоникелевая
цементируемая сталь повышенной прочности и прокаливаемости. После
цементации и термообработки обладает высокой твердостью и
износостойкостью поверхностного слоя.
Назначение. Шестерни, втулки, пальцы и другие детали, от
которых требуется повышенная вязкость при температурах
климатического холода и хорошая прокаливаемость.
146
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 2.6
Химический состав стали 20ХН по ГОСТ 4543-71, %
С
0,17-0,23
Si
0,17-0,37
Мп
0,40-0,70
S
< 0,035
Р
< 0,035
Сг
0,45-0,75
Ni
1,00-1,40
ТАБЛИЦА 2.7
Температуры критических точек стали 20ХН, °С
Ас,
735
Ас3
805
Аг,
660
Аг3
790
Си
<0,30
Технологические свойства соответствуют свойствам стали
20Х (см. разд. 2.1). Свариваемость ограниченная. Сталь
чувствительна к образованию флокенов и характеризуется склонностью к
отпускной хрупкости. Обрабатываемость резанием: в
нормализованном состоянии при < 207 НВ Ку = 0,95 (твердый сплав), Ку = 0,9
(быстрорежущая сталь).
Вид поставки. Сортовой прокат - ГОСТ 4543-71.
ТАБЛИЦА 2.8
Физические свойства стали 20ХН
Температура испытания, °С
Модуль нормальной
упругости Е, ГПа
Модуль упругости при
сдвиге кручением G, ГПа
Плотность р, г/см3
Коэффициент
теплопроводности X, Вт/(м • К)
Температура испытания, °С
Коэффициент линейного
расширения а • 106, К"1
Удельная теплоемкость с,
Дж/(кг-К)
20
216
84
7,83
42
20-
100
10,5
496
100
213
83
7,81
42
200
198
76
7,78
41
20-
200
11,6
508
300
193
74
40
20-
300
12,4
525
400
181
71
7,71
38
20-
400
13,1
537
500
171
67
36
20-
500
13,6
567
600
165
62
7,64
33
20-
600
14,0
588
700
143
55
32
20-
700
626
800
133
50
31
20-
800
706
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
147
ТАБЛИЦА 2.9
Механические свойства стали 20ХН при комнатной температуре
нтд
гост
4543-71
Режим термообработки
Операция
Отжиг или
отпуск
Закалка I
Закалка II
Отпуск
ТоС
—
825-895
760-810
150-210
Охлаждающая среда
_
Вода или
масло
Вода или
масло
Вода,
масло или
воздух
Сечение,
мм
Св.5
До 80
Св.80
до 150
Св. 150
ав
О"0,2
МПа
б
W
%
KCU,
Дж/см2
не менее
590
590
590
Не определяются
780
780
780
14
12
11
50
45
40
78
70
66
ТАБЛИЦА 2.10
Усталостные свойства стали 20ХН
Предел
выносливости, МПа
o--i
320*
210**
N
2107
2 107
Термообработка
Нормализация 830 °С, отпуск 650-670 °С.
а0>2 = 340 МПа, ав = 550 МПа, 170 НВ
* Гладкий образец.
** Образец с надрезом, R = 1 мм.
Примечание. Образцы диаметром 6 мм.
ТАБЛИЦА 2.11
Ударная вязкость KCU (Дж/см2) стали 20ХН при Г, °С
-50
43
-20
62
20
81-89
200
44-46
300
91-94
400
68-72
Термообработка
Закалка, высокий
отпуск
148
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
2.3. СТАЛЬ 40Х
Характеристика. Конструкционная хромистая сталь
повышенной прочности, качественная; коррозионная стойкость низкая.
ТАБЛИЦА 2.12
Химический состав стали 40Х по ГОСТ 4543-71, %
С
0,36-0,44
Si
0,17-0,37
Мп
0 50-0,80
S
< 0,035
Р
< 0,035
Сг
0,80-1,10
Ni
1,00-1,40
Си
<0,30
ТАБЛИЦА 2.13
Температуры критических точек стали 40Х, °С
Ас,
743
Ас3
743
м
743
Аг3
743
N
< 0,008
Назначение. Сталь применяется для изготовления
коленчатых валов, фрикционных дисков, шестерен, шатунных болтов,
силовых шпилек, роторов турбокомпрессоров и кислородных
редукторов, седел клапанов, деталей насосов и трубопроводной арматуры.
Рекомендуемые рабочие темпертуры -50-=-+430 °С.
Зарегистрирована в Госгортехнадзоре РФ в качестве материала для крепежных
изделий с рабочей температурой -40 ■=■ +425 °С.
Технологические свойства. Температура ковки 1200-800 °С.
Обрабатываемость резанием хорошая. В горячекатаном состоянии
при 163-168 НВ и Ов = 620 МПа Ку = 1,2 (твердый сплав), Kv = 0,95
(быстрорежущая сталь). Рекомендуемая термообработка: отжиг при
температуре 830-850 °С, закалка (нормализация) от 850-870 °С с
последующим высоким отпуском при 580-600 °С, закалка с
последующим отпуском на требуемую твердость. Сталь склонна к отпускной
HRC хрупкости, поэтому после
высокого отпуска необходимо
быстрое охлаждение в масле или
воде. Подвергается
поверхностной закалке токами высокой
частоты; низкий отпуск при 180-
200 °С. Прокаливаемость (рис. 2.5)
0 12 24 36
Расстояние от охлаждаемого торца, мм
Рис. 2.5. Прокаливаемость стали
40Х (нормализация от 860 °С,
закалка от 850 °С)
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
149
до диаметра 25-30 мм - в масле, до диаметра 40-50 мм - в воде.
Свариваемость неудовлетворительная, необходим подогрев и
последующая термообработка. Чувствительна к образованию флокенов.
Физико-механические свойства. Физические свойства
приведены в табл. 2.14. Механические свойства приведены в табл. 2.15,
2.16 и на рис. 2.6. При 20 °С Къ = 44 МПа-м1/2. (закалка от 850 °С,
отпуск при 400°С); K\Q = 40,5 МПа-м1/2 (закалка от 850°С, отпуск
при 300 °С); о_!= 380 МПа и а_1к = 230 МПа (закалка от 850 °С в
масле, отпуск при 550 °С с охлаждением в масле); т_г = 170 МПа
(нормализация от 860 °С). Значения пределов выносливости даны на
базе 106 циклов.
ТАБЛИЦА 2.14
Физические свойства стали 40Х при низких температурах
Г, К
5
10
20
30
40
50
60
70
80
90
100
а-10е, К"1
-0,002
0,018
0,18
0,40
0,90
1,7
2,6
3,6
4,6
5,7
6,6
К
ВтДмК)
1,55
3,00
6,22
9,42
12,6
15,7
19,6
22,0
24,9
27,1
28,9
ДжДкгК)
0,58
1,32
4,40
13,4
30,8
56,0
84,6
123,4
156,3
190,0
219,5
Г, К
120
140
160
180
200
220
240
260
280
300
а-10е, К"1
8,4
9,5
10,4
11,0
11,5
11,8
12,0
12,2
12,4
К
ВтДмК)
31,6
33,7
35,4
36,7
37,9
38,8
39,5
40,0
40,4
40,6
Ср,
Дж/(кг-К)
270,7
311,8
344,0
369,5
390,6
409,0
425,0
437,0
445,0
451,0
ТАБЛИЦА 2.15
Стандартизованные механические свойства стали 40Х
при температуре 20 °С (не менее)
Полуфабрикат
Лист
горячекатаный
толщиной 4-25 мм
Сортовой
прокат диаметром
(толщиной) до
250 мм*
Нормативно-
технический
документ
ГОСТ
1577-93
ГОСТ
4543-71
Режим термообработки
(контрольные образцы)
Состояние
поставки
Отжиг или
высокий отпуск;
диаметр или толщина
заготовки св. 5 мм)
СГв
МПа
6
W
%
кси,
Дж/см2
Механические свойства
устанавливаются по соглашению сторон
Твердость не более НВ 217
150
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
Полуфабрикат
Труба
горячекатаная
Труба холодно-
и теплотянутая
Поковка
диаметром
(толщиной) до
100 мм
Поковка
диаметром
(толщиной) 100-
300 мм
Поковка
диаметром
(толщиной) 300-
500 мм
Нормативно-
технический
документ
ГОСТ
8731-87
ГОСТ
8733-87
ГОСТ
8479-70
Режим термообработки
(контрольные образцы)
Закалка (860 °С,
масло), отпуск
(500 °С, вода или
масло); диаметр
заготовки 25 мм
Состояние
поставки
Тоже
Закалка и
отпуск**:
КП35
КП40
КП45
КП50
КП55
Закалка и
отпуск**:
КП35
КП40
КП45
Закалка и отпуск**
(КП35)
Ов
О0,2
МПа
1000
670
630
600
630
650
670
700
600
630
650
600
800
-
350
400
450
500
550
350
400
450
350
б
W
%
10
9
14
18
17
16
16
15
17
15
14
14
45
-
-
45
45
45
45
45
40
40
40
38
KCU,
Дж/см2
60
НВ 269,
не более
НВ217,
не более
60
60
60
60
60
55
55
55
50
* Нормы механических свойств относятся к образцам, отобранным из проката
диаметром (толщиной) до 80 мм включительно. При диаметре (толщине) св. 80 до 150 мм
допускается понижение б10 на 2 %, ip на 5 % и KCU на 10 96; при диаметре (толщине)
св. 151 мм допускается понижение б10 на 3 %, ip на 10 % и KCU на 15 %.
** Продольные образцы.
ТАБЛИЦА 2.16
Механические свойства стали 40Х при низких температурах
(средние значения)
Режим термообработки
Закалка от 850 °С (масло), отпуск
при 550 °С в течение 1 ч (вода)
Закалка от 850 °С, отпуск при 200 °С
Г,°С(К)
20 (293)
-50 (223)
-73 (200)
-193 (80)
20 (293)
-60 (213)
Ов
О"о,2
МПа
1170
1230
1250
1580
1940
1020
1090
ИЗО
1150
1550
1760
1940
б10
W
%
44
15
15
15
-
-
55
55
54
45
-
-
кси,
Дж/см2
110
70
65
13
40
28
Примечание. Материал - пруток диаметром 25 мм.
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
151
Рис. 2.6. Зависимость предела
выносливости стали 40Х от предела
текучести
Отпуск после закалки при температурах: 1 -
100оС;2-300°С;3-500°С
1100
Вид поставки стали указан в табл. 2.17.
ТАБЛИЦА 2.17
Вид поставки стали 40Х
Полуфабрикат
Сортовой прокат диаметром
(толщиной) до 250 мм
Пруток калиброванный
диаметром 3-100 мм
Лист горячекатаный толщиной
5-160 мм
Лист холоднокатаный толщиной
0,5-5 мм
Труба диаметром до 800 мм
Поковка диаметром до 500 мм
Состояние поставки
Термообработанный
Нагартованный;
термообработанный
Без термообработки
Термообработанный
Термообработанная;
без термообработки
Термообработанная
Нормативно-
технический
документ
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 7417-75
ГОСТ 8559-75
ГОСТ 8560-78
ГОСТ 19903-74
ГОСТ 19904-90
ГОСТ 8732-78
ГОСТ 8734-75
ГОСТ 9567-75
ГОСТ 7062-90
ГОСТ 7505-89
ГОСТ 7829-70
2.4. СТАЛЬ 40ХН
Характеристика. Улучшаемая хромоникелевая сталь высокой
прочности, повышенной вязкости и глубокой прокаливаемости,
качественная; коррозионная стойкость низкая.
Назначение. Сталь используется для изготовления
ответственных тяжелонагруженных деталей, работающих в условиях больших
контактных давлений и высоких скоростей при наличии ударных
152
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 2.18
Химический состав стали 40ХН по ГОСТ 4543-71,(
С
0,36-0,44
Мп
0,50-0,80
Si
0,17-0,37
Сг
0,45-0,80
Ni
1,00-1,40
Си
S
Р
не более
0,30
0,035
0,035
ТАБЛИЦА 2.19
Температуры критических точек стали 40ХН, °С
А*
735
Ас3
468
An
660
Ars
700
нагрузок: коленчатых валов, шатунов, зубчатых колес, болтов,
штоков и т. п. Применяется в термообработанном состоянии: после
нормализации, закалки и отпуска; подвергается поверхностному
упрочнению токами высокой частоты. Рекомендуемые температуры
применения: -60 + +430 °С.
Технологические свойства. Температура ковки 1200-860 °С.
Температура нагрева под закалку 840 ± 10 °С, под нормализацию -
860 ± 10 °С. Рекомендуемая закалочная среда - масло. При закалке в
воду склонна к образованию трещин. Температура отпуска 180 ± 10 °С
и 580±10°С. Сталь склонна к отпускной хрупкости, имеет
повышенную флокеночувствительность. Обрабатываемость резанием
удовлетворительная. В нормализованном состоянии при < 229 НВ и
ав = 750 МПа Kv = 0,8 (твердый сплав), Kv = 0,6 (быстрорежущая
сталь). Свариваемость ограниченная, необходимы подогрев и
последующая термообработка.
ТАБЛИЦА 2.20
Стандартизованные механические свойства стали 40ХН
при температуре 20 °С (не менее)
Полуфабрикат
Сортовой
прокат
диаметром
(толщиной) до
250 мм
Нормативно-
технический
документ
ГОСТ
4543-71
Режим
термообработки (контрольные
образцы)
Закалка (820 °С,
вода или масло),
отпуск (500 °С, вода
или масло)
Высокий отпуск или
отжиг (диаметр
заготовки св. 5 мм)
Ов
о-о,2
МПа
1000 | 800
Твердость ь
б
Ф
%
11
[ебо
45
лее]
KCU,
Дж/см2
70
НВ229
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
153
Продолжение
ГТотгугЬябпикят
X L\JJiy\^JCi\JLJxX.S\Ck 1
Поковка
диаметром
(толщиной), мм:
до 100
Нормативно-
техничрский
1 w<<Vnxl ^С V-lvrlxl
документ
ГОСТ
8479-70
Режим
термообработки (конттюльные
UvSllVIrl ^rvvXil jJSJJxDnDL^
образцы)
Закалка и отпуск**
КП50
КП55
Закалка и отпуск**
КП45
КП50
Закалка и отпуск**
КП45
КП50
Закалка и отпуск**
КП35
КП40
Ов
О\),2
МПа
670
700
650
670
650
670
600
630
500
550
450
500
450
500
350
400
б
W
%
16
15
14
13
13
12
12
11
45
45
40
40
35
35
33
30
ктчт
JNA^U,
Дж/см2
60
60
55
50
55
50
40
40
* Нормы механических свойств относятся к образцам, отобранным из проката
диаметром (толщиной) до 80 мм включительно. При диаметре (толщине) св. 80 до 150 мм
допускается понижение б10 на 2 %, \р на 5 % и KCU на 10 %; при диаметре (толщине)
св. 151 мм допускается понижение б10 на 3 %, ц) на 10 % и KCU на 15 %.
** Продольные образцы.
Физико-механические свойства. Физические свойства: при
20 °С р = 7,82 г/см3; а = 11,8-Ю"6 К"1 в интервале температур 0-
100 °С; при 120 °С X = 44 ВтДмК). Механические свойства
приведены в табл. 2.20, 2.21. При 20 °С на базе 106 циклов а_х = 400 МПа и
т_! = 230 МПа (после закалки от 830 °С в масле и отпуска при 520 °С;
ав=900МПа).
Вид поставки стали указан в табл. 2.22.
ТАБЛИЦА 2.21
Ударная вязкость KCU (Дж/см2) проката из стали 40ХН
при низких температурах
Термообработка
Без термообработки (состояние поставки)
Отжиг
Нормализация
Закалка и отпуск
Температура, °С
+20
50
54
117
0
32
53
73
118
-20
18
45
48
118
-40
14
33
44
92
-60
5
33
36
75
154
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 2.22
Вид поставки стали 40ХН
Полуфабрикат
Сортовой прокат горячекатаный
диаметром (толщиной) 5-250 мм
Пруток калиброванный
диаметром (толщиной) 3-100 мм
Поковка диаметром (толщиной)
до 800 мм
Состояние поставки
Термообработанный
Нагартованный;
термообработанный
Термообработанная;
без термообработки
Нормативно-
технический
документ
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 2879-88
ГОСТ 7417-75
ГОСТ 7062-90
ГОСТ 7829-70
2.5. СТАЛЬ 38Х2МЮА (38ХМЮА)
Характеристика. Сталь конструкционная высококачественная,
сочетающая повышенную прочность с удовлетворительной
пластичностью и ударной вязкостью; упрочняется азотированием.
ТАБЛИЦА 2.23
Химический состав стали 38Х2МЮА по ГОСТ 4543-71, %
С
0,35-0,42
Мп
0,30-0,60
Si
0,20-0,45
Сг
1,35-1,65
Мо
0,15-0,25
А1
0,70-1,10
S
Р
не более
0,025
0,025
ТАБЛИЦА 2.24
Температуры критических точек стали 38Х2МЮА, °С
Ас,
800
Ас3
900
Агг
730
Аг3
-
Назначение. Сталь применяется для изготовления
ответственных деталей, от которых требуется высокая поверхностная
твердость и минимальная поводка в процессе термообработки.
Используется для изготовления плунжеров насосов для жидких кислорода
и азота, втулок холодильногазовых машин и цилиндров насосов.
Технологические свойства. Сталь куется, штампуется,
обрабатывается резанием удовлетворительно. Интервал горячей
деформации 1150-900 °С. При нагреве выше 800 °С обладает повышенной
склонностью к обезуглероживанию. Отжиг при температуре 860 °С.
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
155
12 24 36
Расстояние от охлаждаемого торца, мм
Рис. 2.7. Прокаливаемость ста- HRC
ли 38Х2МЮА (закалка от 870 °С) 60
Рекомендуемый режим термо- 50
обработки: закалка от 860 °С
в масле, отпуск при 600-
680 °С с охлаждением в
масле или воде. Данные по про-
каливаемости представлены на рис. 2.7. Сталь флокеночувстви-
тельна и склонна к отпускной хрупкости. Свариваемость
неудовлетворительная, не применяется для сварных конструкций.
Физико-механические свойства. Физические свойства: при
20 °С X = 38 Вт/(м • К), р = 7710 кг/м3; а = 12,3 • 10"6 К"1 в интервале
температур 20-100 °С. Механические свойства сортового проката
диаметром (толщиной) до 250 мм по ГОСТ 4543-71 при
температуре 20 °С (режим термообработки контрольных образцов из
заготовки диаметром 30 мм: закалка от 940 °С в воде или масле, отпуск
при 640 °С с охлаждением в воде или масле): ов > 1000 МПа; ао,2 >
> 850 МПа; т10 > 14 %; гр > 50 96; KCU > 90 Дж/см2 (табл. 2.25).
Нормы механических свойств относятся к образцам,
отобранным из прутков диаметром (толщиной) до 80 мм включительно;
при диаметре (толщине) св. 80 до 150 мм допускается понижение т10
на 2 %, гр на 5 % и KCU на 10 % по сравнению с нормами,
указанными выше; при диаметре (толщине) св. 151 мм допускается
понижение т10-на 3 96, гр на 10 % и KCU на 15 96.
Для отожженных образцов НВ < 229; для нагартованных НВ <
< 255. При 293 КЕ = 203 ГПа; на базе 106 циклов о_х = 400 МПа
(закалка от 940 °С, отпуск при 660 °С) и а_х= 620 МПа (закалка от
940 °С, отпуск при 660 °С, азотирование 48 ч при 550 °С).
Вид поставки стали указан в табл. 2.26.
ТАБЛИЦА 2.25
Механические свойства стали 38Х2МЮА при комнатной температуре
Режим термообработки
Операция
Закалка
Отпуск
Закалка
Отпуск
Т,°С
940
640
930-950
640-680
Охлаждающая
среда
Вода или
масло
Вода или
масло
Вода или
масло
Вода или
масло
Сечение,
мм
30
До 60
До 100
До 200
Ов
О"0.2
МПа
850
900
750
600
1000
1050
900
800
б
%
14
18
10
10
50
52
45
45
KCU,
Дж/
см2
90
60
60
HV
НВ
250-300
156
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
Режим термообработки
Операция
Закалка
Отпуск
Азотирование
Г,°С
930-950
640-680
520-540
Охлаждающая
среда
Масло
или вода
Воздух
С печью
до 100 °С
Сечение,
мм
Ов
О-0,2
МПа
б
W
%
кси,
Дж/
см2
Не определяются
HV
Поверхность
850-1050
НВ
Сердцевина
269-300
ТАБЛИЦА 2.26
Вид поставки стали 38Х2МЮА
Полуфабрикат
Сортовой прокат горячекатаный,
кованый с диаметром вписанной
окружности до 250 мм
Сортовой прокат калиброванный с
диаметром вписанной окружности
3-100 мм
Сортовой прокат шлифованный
диаметром 0,2-50 мм
Полоса горячекатаная толщиной
12-200 мм
Состояние поставки
Термообработанный; без
термообработки
Нагартованный;
термообработанный
Тоже
Термообработанная; без
термообработки
Нормативно-
технический
документ
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 7417-75
ГОСТ 8560-78
ГОСТ 14955-
77
ГОСТ 103-78
2.6. СТАЛЬ 10ХСНД
Характеристика. Строительная сталь повышенной прочности,
обладающая высокой вязкостью и пластичностью при температурах
климатического холода. Сталь характеризуется высокой
коррозионной стойкостью против атмосферной коррозии. Сталь широко
используется для изготовления сварных строительных конструкций в
северных условиях, в мосто- и судостроении.
Назначение. Элементы сварных металлоконструкций и
различные детали, к которым предъявляются требования повышенной
прочности и коррозионной стойкости с ограничением массы и
работающие при температуре -70 + +450 °С; детали, работающие под
давлением в сосудах при температуре -40 ч- +400 °С.
Технологические свойства. Температурный интервал
ковки 1200-850 °С. Сталь не флокеночувствительна и не склонна к
отпускной хрупкости. Обрабатываемость резанием: в нормализо-
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
157
ванном и отпущенном состоянии при ав = 560 МПа Kv = 1,4
(твердый сплав), Ки = 1,12 (быстрорежущая сталь). Свариваемость без
ограничений.
ТАБЛИЦА 2.27
Химический состав стали 10ХСНД по ГОСТ 19281-89, %
С
<0,12
Сг
0,60-0,90
Si
0,80-1,10
Ni
0,50-0,80
Mn
0,50-0,80
As
< 0,008
s
< 0,040
Cu
0,40-0,60
P
< 0,035
N
< 0,012
ТАБЛИЦА 2.28
Температуры критических точек стали 10ХСНД, °С
Ас,
700-730
Ас3
840-860
Агг
620
Аг3
780
Мн
435
* Температура нагрева 930 °С.
ТАБЛИЦА 2.29
Механические свойства стали 10ХСНД
при комнатной температуре
нтд
гост
4543-71
ГОСТ
19281-89
Состояние
поставки
В
горячекатаном или
нормализованном
состоянии
Листовой и
широкополосный прокат в
горячекатаном
или
термически
обработанном
состоянии
Сечение,
мм
8-15
16-32
33-40
До 10
Св.10
до 15
От 15
до 40
Ов
СО*
МПа
390
390
390
390
390
390
б 1 ф
%
кси,
тт /
Дж/
см2
не менее
530-685
530-670
510-670
510
510
510
19
19
19
19
19
19
-
-
_
_
-
-
39*
29**
293*
29**
293*
29**
293*
44*
34**
39*
29**
404*
49*
29**
405*
KCU
после
механического
старения,
Дж/см2
29
29
29
29
Изгиб
d =
2а
d =
1,5а
d-
1,5а
d =
2а
158
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
НТД
Состояние
поставки
Сечение,
мм
МПа
кси,
Дж/
не менее
390
390
390
390
390
510
510
530
510
510
19
19
18
19
19
—
-
—
KCU
после
механического
старения.
Дж/см2
Изгиб
Гнутые
профили в
горячекатаном или
термически
обработанном
состоянии
Сортовой,
фасонный прокат
в
горячекатаном или
термически
обработанном
состоянии
Полосовой
прокат в
горячекатаном или
термически
обработанном
состоянии
До 40
До 10
Св.10
до 15
До 10
Св.10
до 15
- 39*
34*
29"
39*
34*
34х
29"
29
2а
2а
2а
* KCU при минус 40 °С.
** KCU при минус 70 °С.
3* KCU при минус 60 °С.
4*КСУпри0°С.
5* KCV при минус 20 °С.
Примечание. Требования к механическим свойствам и ударной вязкости (за
исключением KCV) листового проката установлены для поперечных образцов.
ТАБЛИЦА 2.30
Усталостные свойства стали 10ХСНД
Предел выносливости, МПа
О-1
285
275
Т-1
165
165
Толщина листа, мм
4-32
33-40
Термообработка
В горячекатаном состоянии
ТАБЛИЦА 2.31
Ударная вязкость KCU (Дж/см2) стали 10ХСНД при Г, °С
+20
139-280
0
136-280
-20
107-180
-40
87-130
-60
70-99
-80
-
Термообработка
Закалка, высокий отпуск
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
159
Модуль упругости при Т= 20-100 °С Е = 197 ГПа.
Вид поставки. Сортовой, фасонный и полосовой прокат -
ГОСТ 19281-89, ГОСТ 6713-91. Гнутые профили - ГОСТ 19281-89.
Лист - ГОСТ 19281-89, ГОСТ 6713-91.
2.7. СТАЛЬ 15ХСНД
Характеристика. Строительная сталь повышенной прочности,
обладающая высокой вязкостью и пластичностью при температурах
климатического холода. Сталь характеризуется высокой
коррозионной стойкостью против атмосферной коррозии. Сталь широко
используется для изготовления сварных строительных конструкций в
северных условиях, в мосто- и судостроении.
ТАБЛИЦА 2.32
Химический состав стали 15ХСНД по ГОСТ 19281-89, %
С
0,12-0,18
Сг
0,60-0,90
Si
0,40-0,70
Ni
0,30-0,60
Мп
0,40-0,70
As
< 0,008
S
< 0,040
Си
0,20-0,40
Р
< 0,035
N
< 0,012
ТАБЛИЦА 2.33
Температуры критических точек стали 15ХСНД, °С
Ас,
710-750
Ас3
870-900
Лгг
620-680
Аг3
780-825
Назначение. Элементы сварных металлоконструкций и
различные детали, к которым предъявляются требования повышенной
прочности и коррозионной стойкости с ограничением массы и
работающие при температуре -70ч-+450°С. Штампованные детали
сосудов, работающие при температуре -40-^+400 °С.
Технологические свойства. Температурный интервал
обработки давлением 1200-850 °С. Сталь не флокеночувствительна и
мало склонна к отпускной хрупкости. Обрабатываемость резанием:
в горячекатаном состоянии при ов = 500 МПа Kv = 1,48 (твердый
сплав), Ки = 1,3 (быстрорежущая сталь).
Предел выносливости, МПа: в состоянии поставки на образцах
без надреза а_х = 310, т_г = 160, на образцах с надрезом а_х = 90.
160
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 2.34
Механические свойства стали 15ХСНД
при комнатной температуре
нтд
Состояние
поставки
Сечение,
мм
МПа
KCU,
Дж/
см2
не менее
KCU
после
механического
старения,
Дж/см2
ГОСТ
6713-91
ГОСТ
19281-89
В
горячекатаном или
нормализованном
состоянии
Листовой и
широкополосный прокат в
горячекатаном
или
термически
обработанном
состоянии
Гнутые
профили в
горячекатаном или
термически
обработанном
состоянии
Сортовой,
фасонный прокат
в
горячекатаном или
термически
обработанном
состоянии
Полосовой
прокат в
горячекатаном или
термически
обработанном
состоянии
8-32
33-50
До 10
Св.10
до 32
До 32
390
335
345
345
До 10
Св.10
до 32
До 10
Св.10
до 32
345
325
345
325
490-685
470-670
490
490
480
450
490
450
21
19
21
21
21
21
21
21
-
-
-
-
_
-
-
29*
295*
295*
64
39*
29**
29*
29**
403*
404*
64
39*
29**
403*
404*
59
29*
64
39*
19**
403*
404*
59
29*
29
29
29
29
29
29
* KCU при минус 40 °С.
"KCU при минус 70 °С
3*КСУпри0°С.
4* KCV при минус 20 °С.
5* KCU при минус 60 °С.
Примечание. Требования к механическим свойствам и ударной вязкости (за
исключением KCV) листового проката установлены для поперечных образцов.
Глава 2.
НИЗКО-
И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ 161
ТАБЛИЦА 2.35
Ударная вязкость KCU (Дж/см2) стали 15ХСНД при Г, °С
+20
153
81
0
136
74
-20
114
45
-40
93
41
-50
88
47
-70
68
31
Примечание
Образцы продольные
Образцы поперечные
Вид поставки. Сортовой и фасонный прокат, полоса - ГОСТ
19281-89, ГОСТ 6713-91. Гнутые профили - ГОСТ 19281-89. Лист -
ГОСТ 19281-89, ГОСТ 6713-91.
2.8. СТАЛЬ 15ХМ
Характеристика. Теплоустойчивая сталь перлитного класса
для изготовления труб нефтяного машиностроения. Сохраняет хла-
достойкость до температур климатического холода.
ТАБЛИЦА 2.36
Химический состав стали 15ХМ по ГОСТ 4543-71, %
С
0,11-0,18
Si
0,17-0,37
Мп
0,40-0,70
S
< 0,035
Р
< 0,035
Сг
0,80-1,10
Ni
<0,30
N
0,40-0,55
ТАБЛИЦА 2.37
Температуры критических точек стали 15ХМ, °С
Ас,
740
Ас3
875
Ат,
-
Аг3
-
Си
<0,30
Назначение. Трубы паропроводов и пароперегревателей для
работы при температуре 500-550 °С, фланцы, трубные решетки и
другие детали нефтеперерабатывающего машиностроения,
работающие при температуре -40 -f- +560 °С под давлением.
Технологические свойства. Температурный интервал
обработки давлением 1260-800 °С. Охлаждение поковок при
низкотемпературном отжиге. Сталь сваривается без ограничений, однако
рекомендуется подогрев и последующая термообработка.
Обрабатываемость резанием: в нормализованном и отпущенном состоянии при
138 НВ и Ов = 470 МПа К, = 1,6 (твердый сплав), К^ = 1,4
(быстрорежущая сталь). Не склонна к отпускной хрупкости. Физические
свойства стали 15ХМ представлены в табл. 2.38, механические - в табл. 2.39.
11-312
162
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 2.38
Физические свойства стали 15ХМ
Г/С
20
100
200
300
400
450
500
600
700
800
900
1000
£,ГПа
205
172
а-ЮМС"1
12,2
13
13,3
13,7
14
14,3
14,5
13,4
11,2
12,5
, А,Вт/(м-К)
44
41
41
39
36
34
29
29
р, г/см3
7,85
7,83
7,80
7,76
7,73
7,70
7,66
ТАБЛИЦА 2.39
Механические свойства стали 15ХМ при комнатной температуре
нтд
гост
4543-71
Режим термообработки
Операция
Нормализация
Отпуск
Г,°С
880
650
Охлаждающая
среда
Воздух
Воздух
Сечение,
мм
До 80
Св. 80 до
150
Св. 150
СГв
О-0,2
МПа
б
W
%
кси,
Дж/см2
не менее
275
275
275
440
440
440
21
19
18
55
50
45
118
106
100
Вид поставки. Сортовой прокат - ГОСТ 4543-71. Поковки -
ГОСТ 8479-70. Трубы - ТУ 108-754-78.
2.9. СТАЛЬ 14ХГС
Характеристика. Низкоуглеродистая среднелегированная
ограниченно свариваемая сталь. Коррозионная стойкость
низкая. Используется для деталей котлов и трубопроводов под
давлением.
Назначение. Лист толщиной до 10 мм для деталей котлов и
трубопроводов пара и горячей воды, работающих под давлением
при температуре до 350 °С, кованые детали сосудов,
предназначенные для эксплуатации при температурах -50 ч- +380 °С.
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
163
ТАБЛИЦА 2.40
Химический состав стали 14ХГС, %
С
0,11-0,16
Сг
0,50-0,80
Si
0,40-0,70
As
<0,08
, Mn
0,90-1,30
N
< 0,008
s
< 0,040
Си
<0,30
< 0,012
Р
< 0,035
нтд
ГОСТ 5520-79
ГОСТ 19281-89
ТАБЛИЦА 2.41
Температуры критических точек стали 14ХГС, °С
Ас,
740
Ас,
860
Агх
-
* Температура нагрева 920 °С
Аг3
-
Мн*
370
Технологические свойства. Температурный интервал
обработки давлением 1250-850 °С. Сталь не флокеночувствитель-
на и не склонна к отпускной хрупкости. Свариваемость
ограниченная. Рекомендуется подогрев и последующая
термообработка. Обрабатываемость резанием: в горячекатаном состоянии при
ов = 490 МПа Ку « 1,42 (твердый сплав), Kv = 1,12 (быстрорежущая
сталь).
ТАБЛИЦА 2.42
Механические свойства стали 14ХГС
при комнатной температуре
нтд
гост
5520-79
Состояние
поставки
В горячекатаном
или термически
обработанном
состоянии
Сечение,
мм
До 5
От 5
ДО 10
Св.10
От 4
ДО 10
Ов
МПа
б
Ф
%
кси,
Дж/
см2
не менее
345
345
345
490
490
490
22
22
22
-
39*
34*
кси
после
механического
старения,
Дж/см2
29
29
Изгиб
d=2a
11»
164
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
нтд
гост
19281-89
Состояние
поставки
Листовой и
широкополосный
прокат в
горячекатаном или
термически
обработанном
состоянии
Гнутые профили
в горячекатаном
или термически
обработанном
состоянии
Сечение,
мм
До 10
До 10
О"0,2
ов
МПа
б
Ф
%
кси,
Дж/
см2
не менее
345
345
490
490
21
21
-
64
39*
29**
кси
после
механического
старения,
Дж/см2
29
Изгиб
d=2a
d=2a
* KCU при минус 40 °С.
** KCU при минус 70 °С.
Примечание. Требования к механическим свойствам и ударной вязкости (за
исключением KCV) листового проката установлены для поперечных образцов.
ТАБЛИЦА 2.43
Ударная вязкость KCU (Дж/см2) стали 14ХГС при Г, °С
+20
73-96
120-125
113-118
0
~*
-20
61-85
76-87
84-93
-40
8-26
62-85
71-84
-60
—
-80
■~"
Термообработка листов
Горячекатаные
Отоженные
Закалка с отпуском
Вид поставки. Лист ГОСТ 5520-79, ГОСТ 19281-89. Полоса,
гнутые профили - ГОСТ 19281-89.
2.10. СТАЛЬ 18ХГТ
Характеристика. Низкоуглеродистая среднелегированная сталь.
После азотирования имеет высокую поверхностную твердость в
сочетании с вязкой сердцевиной. Хорошо сопротивляется ударным
нагрузкам.
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
ТАБЛИЦА 2.44
Химический состав стали 18ХГТ по ГОСТ 4543-71, %
165
С
0,17-0,23
Сг
1,00-1,30
Si
0,17-0,37
Ni
<0,30
Мп
0,80-1,10
N
< 0,008
S
< 0,035
Ti
0,03-0,09
Р
< 0,035
Си
<0,30
ТАБЛИЦА 2.45
Температуры критических точек стали 18ХГТ, °С
Ас,
740
Ас3
825
Лгг
650
Аг3
730
Назначение. Шестерни, червяки, шлицевые валы, втулки,
кулачковые муфты, направляющие, шкворни, пальцы, валики и
другие ответственные нагруженные детали, от которых требуется
повышенная прочность и вязкость сердцевины и высокая
поверхностная твердость, работающие под действием ударных нагрузок.
После азотирования - ходовые винты, гильзы и другие детали, к
которым предъявляются требования высокой износостойкости и
минимальной деформации при термообработке.
Технологические свойства. Температурный интервал
деформации 1220-800 °С. Условия охлаждения поковок сечением
более 200 мм - нормализация и отпуск. Сталь не флокеночувстви-
тельна и мало склонна к отпускной хрупкости. Обрабатываемость
ТАБЛИЦА 2.46
Физические свойства стали 18ХГТ
т,°с
20
100
200
300
400
500
600
700
800
Я,ГПа
211
205
197
191
176
168
155
136
129
а-10е, К'1
10,0
11,5
12,3
12,8
13,3
13,6
Х,Вт/(м-К)
37
38
38
37
35
34
31
30
29
р, г/см3
7,80
сДжДкг-К)
495
508
525
537
567
588
625
705
166
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
резанием при 159 НВ и ав = 540 МПа, К^ = 1,1 (твердый сплав), К» = 1
(быстрорежущая сталь). Сталь сваривается без ограничений (кроме
химико-термически обработанных деталей).
Вид поставки. Сортовой прокат - ГОСТ 4543-71.
ТАБЛИЦА 2.47
Механические свойства стали 18ХГТ по ГОСТ 4543-71
при комнатной температуре
Режим термообработки
Операция
Т,°С
Охлаж-
цающая
среда
Сечение,
мм
Оо,2 СГв
МПа
W
KCU,
HRC
НВ
Отжиг
или
отпуск
Нормализация
Закалка
Отпуск
Цементация
Закалка
Отпуск
Закалка
Отпуск
Азотирование*'
880-950
855-885
150-250
920-950
820-860
180-200
910
570
500-520
Воздух
Масло
Воздух
или
масло
Воздух
Масло
Воздух
Масло
Воздух
С
печью до
150 °С
Св.5
до 250
До 80
Св.80
до 150
Св. 150 до
250
До 20*
20-60*
Не определяются
<217
885
885
885
950
800
980
980
980
1200
1000
9
7
6
10
9
50
45
40
50
50
78
70
66
80
80
Не определяются
Поверхности
56-62
Поверхности
56-62
Поверхности
55-59
Сердцевины
>341
Сердцевины
240-300
* Механические свойства сердцевины ориентировочные и при изготовлении деталей
не определяются.
** Диссоциация аммиака 15-20 %.
2.11. СТАЛЬ 20ХГР
Характеристика. Низкоуглеродистая среднелегированная
сталь, после цементации имеет высокую поверхностную твердость и
износостойкость. Хорошо сопротивляется ударным нагрузкам.
Коррозионная стойкость низкая.
Назначение. Зубчатые колеса, вал-шестерни, червяки,
кулачковые муфты, валики, пальцы, втулки и другие цементуемые
детали, работающие в условиях ударных нагрузок.
Глава 2. НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ ХРОМСОДЕРЖАЩИЕ СТАЛИ
167
ТАБЛИЦА 2.48
Химический состав стали 20ХГР по ГОСТ 4543-71,!
С
0,18-0,24
Ni
<0,30
Si
0,17-0,37
Mo
-
Mn
0,70-1,10
N
< 0,008
s
< 0,035
W
-
P
< 0,035
В
По расчету
0,005
Сг
0,75-1,05
Си
<0,30
ТАБЛИЦА 2.49
Температуры критических точек стали 20ХГР, °С
Асх
735
Ас3
835
Агх
670
Аг3
760
Технологические свойства. Температурный интервал
обработки давлением 1150-800 °С. Рекомендуемая термообработка:
закалка с 860 °С в масле, отпуск 200 °С; цементация при 920-950 °,
закалка 920-840 °С масло, отпуск 180-200 °С. Сталь ограниченно
ТАБЛИЦА 2.50
Механические свойства стали 20ХГР по ГОСТ 4543-71
при комнатной температуре
Режим термообработки
Операция
Отжиг
Закалка
Отпуск
Цементация"
Закалка
Отпуск
Т,°С
850-870
865-895
150-250
920-950
820-840
180-200
Охлаждающая
среда
С печью
Масло
Воздух
или
масло
Масло
Воздух
или
масло
Сечение,
мм
Св.5
до 250
До 80
Св.80
до 150
Св. 150
до 250
Оо,2
ав
МПа
785
785
785
б
Ф
%
не менее
Не определяются
980
980
980
9
7
6
50
45
40
Не определяются
KCU,
см2^
78
70
65
HRC
Поверхности
56-62
* Охлаждение замедленное в колодцах или в цементационных ящиках.
НВ
<197
-
Сердцевины
<321
168
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
свариваемая. Обрабатываемость резанием после нормализации при
156-159 НВ Kv = 1,1 (твердый сплав), Ю, = 1 (быстрорежущая сталь).
Не флокеночувствительна. Мало склонна к отпускной хрупкости.
Физические свойства при 20 °С: Е = 207 ГПа; р = 7,80 г/см3,
а = 11,7 • 10~6 К1 в интервале температур 20-100 °С.
Вид поставки. Сортовой прокат — ГОСТ 4543-71.
ТАБЛИЦА 2.51
Усталостные свойства стали 20ХГР
Предел выносливости, МПа
о--1
608
510
Х-1
304
304
Сечение, мм
50
100
а0>2, МПа
1080
870
ТАБЛИЦА 2.52
Ударная вязкость KCU (Дж/см2) стали 20ХГР при Г, °С
+20
62
128
0
61
133
-20
62
112
-40
63
122
-60
61
119
-80
62
91
Термообработка
Закалка с 860 °С в масле, отпуск
при 200 °С, охлаждение в масле;
HRC = 45
Закалка с 860 °С в масле, отпуск
при 500 °С, охлаждение в масле;
HRC = 31
Глава 3
СРЕДНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
КЛИМАТИЧЕСКОГО ХОЛОДА
Наряду с низколегированными сталями в низкотемпературной
технике широко используют среднелегированные конструкционные
стали. К этой группе относятся стали типа 12ХНЗА, 18Х2Н4МА
(18Х2Н4ВА).
Для повышения вязкости при низких температурах стали
подвергают термообработке, состоящей из закалки и высокого отпуска.
Структура сталей после операции улучшения представляет собой
дисперсный сорбит. Благодаря сочетанию высокой прочности с
Глава 3. СРЕДНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
169
удовлетворительной вязкостью при низких температурах
улучшенную сталь 18Х2Н4МА применяют для изготовления нагруженных
несварных элементов. В отдельных случаях возможно
использование сварки, например, для привариваемых штуцеров. Стали этого
типа рекомендуется применять при температурах не ниже -196 °С
(77 К).
При использовании крепежа из сталей этого типа для фланцев
из аустенитных сталей из-за различия коэффициентов линейного
расширения предусматривают применение специальных
компенсирующих проставочных втулок.
3.1. СТАЛЬ 12ХНЗА
Характеристика. Конструкционная высококачественная
цементируемая сталь повышенной прочности и удовлетворительной
пластичности; коррозионная стойкость низкая.
ТАБЛИЦА 3.1
Химический состав стали 12ХНЗА по ГОСТ 4543-71, %
С
0,09-0,16
Мп
0,30-0,60
Si
0,17-0,37
Ni
2,75-3,15
Cr
0,60-0,90
Си
S
Р
не более
0,30
0,025
0,025
ТАБЛИЦА 3.2
Температуры критических точек стали 12ХНЗА, °С
Асх
715
Ас3
773
Агг
659
Аг3
726
Назначение. Применяется для цементируемых и цианируе-
мых деталей, где требуются повышенная прочность, высокая
поверхностная твердость в сочетании с пластичной вязкой
сердцевиной: корпусов клапанов, цилиндров поршневых детандеров, валов.
Для деталей арматуры и насосов (кроме корпусов). Рекомендуемая
температура применения в закаленном и высокоотпущенном
состоянии -196 ч-+152 °С (77-425 К), для корпусов -125 + +152 °С
(150-425 К).
В Госгортехнадзоре РФ сталь 12ХНЗА зарегистрирована в
качестве материала для труб с температурой стенки -60 + +150 °С (213-
423 К).
12-312
170
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Технологические свойства. Сталь куется, штампуется,
обрабатывается резанием удовлетворительно. Температурный интервал
горячей деформации 1160-900 °С. Сталь обладает высокой прока-
ливаемостью, подвержена отпускной хрупкости. Изделия из стали
подвергают цементации с последующей закалкой и отпуском на
требуемую твердость. Рекомендуемый режим термообработки для
деталей, работающих при температуре до -196 °С (77 К): первая
закалка от 860 °С, вторая закалка от 780 °С, отпуск при 630 °С,
охлаждение в воде или масле. Прокаливаемость при охлаждении в масле
до диаметра 35-40 мм представлена на рис. 3.1.
Чувствительна к образованию флокенов. Свариваемость
ограниченная. Для улучшения условий сварки деталь перед сваркой
должна пройти закалку и высокий отпуск. При толщине 5-15 мм
может свариваться с применением электродов типа ЭА-ЗМ6 или
присадочной проволоки Св-10Х16Н25АМ6.
Физико-механические свойства. Физические свойства: при
20 °С а = 11,8-КГ6 К"1, X = 44 ВтДмК); при -195 °С (78 К) X =
= 9,6 Вт/(м-К); при -225 °С (48 К) X = 3,3 Вт/(м-К). Механические
свойства приведены в табл. 3.3-3.5 и на рис. 3.2. Пределы
выносливости на базе 106 циклов (первая закалка от 860 °С с охлаждением
в масле, вторая закалка от 780 °С с охлаждением в масле, отпуск при
560 °С; Ов = 700 МПа): о_г = 390 МПа; х.г = 220 МПа. При 20 °С
модуль нормальной упругости Е = 204 ГПа.
В соответствии с ГОСТ 4513-71 механические свойства при
20 °С, определенные на заготовках диаметром 15 мм, взятых из
сортового проката диаметром (толщиной) до 250 мм и
прошедших термообработку (первая закалка от 860 °С с охлаждением
в воде или масле, вторая закалка от 760 °С с охлаждением в воде
KCU, Дж/см2
100
12
24 /, мм
Рис. 3.1. Прокаливаемость стали 12ХНЗА (закалка от 800 °С):
/ - расстояние от охлаждаемого торца
Рис. 3.2. Ударная вязкость стали 12ХНЗА при низких температурах
(поковка, закалка от 860 °С в масле, отпуск при 600 °С)
Глава 3. СРЕДНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
171
или масле,отпуск при 180 °С с охлаждением на воздухе),
следующие: ав > 950 МПа; а0>2 > 700 МПа; б5 > 11 %, ц> > 55 %, KCU >
> 90 Дж/см2.
Вид поставки стали указан в табл. 3.6.
ТАБЛИЦА 3.3
Механические свойства стали 12ХНЗА по ГОСТ 4543-71
при комнатной температуре
Режим термообработки
Операция
Закалка I
Закалка II
Отпуск
Цементация
Закалка
Отпуск
т °с
860
760-810
180
920-950
800-820
160-200
Охлаж-
ТТОТЛ¥ fTQCT
ДсШЛДал
среда
Вода
или
масло
Тоже
Воздух
или
масло
Масло
Воздух
Сечение,
мм
До 80
Св.80
до 150
Св. 150
До 60
До 100
ав
О*0,2
МПа
б
9
V
'о
кси,
Дж/
а?
не менее
930
930
930
980
980
685
685
685
835
835
11
9
8
12
10
55
50
45
55
50
88
79
75
118
78
HRC
Поверхности
58-63
Поверхности
56-62
Изгиб
Сердцевины
>302
Сердцевины
£250
ТАБЛИЦА 3.4
Механические свойства стали 12ХНЗА при низких температурах
Режим термообработки
Закалка (860 °С, вода), отпуск
600 °С
Нормализация 870 °С
Г,°С(К)
20 (293)
-83 (190)
20 (293)
-183 (90)
Он
О"0,2
МПа
910
1220
800
1200
850
1160
440
920
б5
W
%
20
22
25
24
72
57
54
47
12*
172
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 3.5
Угол загиба и ударная вязкость стыковых соединений
из стали 12ХНЗА (толщина 14 мм)
Присадочный
материал
Электроды ЭА-ЗМ6
(ручная сварка)
Проволока
Св-10Х16Н25АМ6
(ручная аргоно-
дуговая сварка)
Сила тока,
А
140-150
150-160
Температура
испытаний,
К
293
140
110
77
293
140
110
77
Угол
загиба
образца,
град.
100
65
180
100
20
КСи,Дж/см2
надрез
по шву
120
150
150
130
ПО
125
130
надрез по зоне
термического
влияния
120
35
12
10
ПО
24
24
ТАБЛИЦА 3.6
Вид поставки стали 12ХНЗА
Полуфабрикат
Пруток круглый диаметром до 250 мм
Пруток квадратного сечения со
стороной до 250 мм
Пруток шестигранный с диаметром
вписанной окружности до 100 мм
Полоса
Пруток круглый калиброванный
диаметром 3-100 мм
Пруток шестигранный калиброванный
с диаметром вписанной окружности
3-100 мм
Пруток квадратного сечения
калиброванный со стороной 3-100 мм
Состояние поставки
После
термообработки или без
нее
После нагартов-
ки или
термообработки
Нормативно-
технический
документ
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 2879-88
ГОСТ 103-76
ГОСТ 7417-75
ГОСТ 8559-75
3.2. СТАЛЬ 12Х2Н4А
Характеристика. Легированная конструкционная
высококачественная цементируемая сталь мартенситного класса, сочетающая
высокую прочность при комнатной температуре с удовлетворитель-
Глава 3. СРЕДНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
173
ной пластичностью и вязкостью при низких температурах. Сталь
магнитная, коррозионная стойкость низкая.
ТАБЛИЦА 3.7
Химический состав стали 12Х2Н4А по ГОСТ 4543-71, %
С
0,09-0,15
Мп
0,30-0,60
Si
0,17-0,37
Ni
3,25-3,65
Cr
1,25-1,65
ТАБЛИЦА 3.8
Температуры критических точек стали
Ас,
745
Ас3
800
Агх
625
Си
<0,30
S
< 0,025
12Х2Н4А, °С
Аг3
675
Р
< 0,025
Назначение. Зубчатые колеса, валы, ролики, поршневые
пальцы и другие крупные особо ответственные детали, к
которым предъявляются требования высокой прочности,
пластичности и вязкости сердцевины и высокой поверхностной твердости,
работающие под действием ударных нагрузок или при низких
температурах.
Технологические свойства. Температурный интервал
деформации 1220-850 °С. Охлаждение после деформации заготовок
сечением до 100 мм на воздухе, до 300 мм - в яме. Сталь
чувствительна к образованию флокенов и склонна к отпускной хрупкости.
Обрабатываемость резанием после отпуска при 185 НВ Kv = 1,25
(твердый сплав), Ку = 0,90 (быстрорежущая сталь). Проводится
газовая цементация 910 °С, 8 ч. Закалка 810 °С, масло. Отпуск 200 °С,
1 ч. Глубина слоя 0,65 мм; 57 HRC поверхности.
Вид поставки. Сортовой прокат - ГОСТ 4543-71.
ТАБЛИЦА 3.9
Физические свойства стали 12Х2Н4А
Температура испытания, °С
Модуль нормальной
упругости Е,ГПа
Коэффициент линейного
расширения а-106, К"1
20
200
10,0
100
12,0
200
13,0
300
14,7
400
15,3
500
15,6
174
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
Температура испытания, °С
Плотность у, г/см3
Коэффициент
теплопроводности X, Вт/(м • К)
20
7,840
100
7,820
25
200
—
300
7,760
19
400
7,710
500
*~
ТАБЛИЦА 3.10
Механические свойства стали 12Х2Н4А по ГОСТ 4543-71
при комнатной температуре
Режим термообработки
Операция
Отпуск
Закалка I
Закалка II
Отпуск
Цементация
Закалка
Отпуск
Т,°С
630-650
860
760-800
180
920-950
780-800
180-200
Охлаждающая
среда
Воздух
Масло
Масло
Воздух
или
масло
Масло
Воздух
Сечение,
мм
Св.5
До 80
Св.80
до 150
Св. 150
До 60*
СГв
Оо,2
МПа
ИЗО
из
изо
1180
б
Ф
не менее
Неоп
930
930
930
930
ределяются
10
8
7
10
50
45
40
50
KCU,
см*
88
79
75
78
HRC
—
-
Поверхности
58-62
НВ
<269
-
Сердцевины
255-302
* Механические свойства сердцевины ориентировочные и при изготовлении деталей
не определяются.
ТАБЛИЦА 3.11
Усталостные свойства стали 12Х2Н4А
Предел
выносливости, МПа
о--1
630
421
N
106
106
Термообработка
Закалка (860 °С, масло), закалка (780 °С, масло),
отпуск 180 °С. ао,2 = 1030 МПа, ав = 1220 МПа
Закалка (860 °С), закалка (780 °С, масло), отпуск
180 °С. о0>2= 980 МПа, ов = 1180 МПа
Глава 3. СРЕДНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
175
ТАБЛИЦА 3.12
Ударная вязкость KCU (Дж/см2) стали 12Х2Н4А при Г, °С
+20
102
0
—
-20
—
-40
91
-60
—
-80
—
Термообработка
Закалка (850 °С, масло), отпуск
(200 °С, 1 ч). 39 HRC
3.3. СТАЛЬ 15Х2НМФА-А
Характеристика. Конструкционная высококачественная сред-
нелегированная сталь с высокой вязкостью и пластичностью при
температурах климатического холода. Сталь магнитная,
коррозионная стойкость низкая.
ТАБЛИЦА 3.13
Химический состав стали 15Х2НМФА-А, %
С
0,13-0,18
Мо
0,50-0,70
Мп
0,30-0,60
Sb
< 0,005
Si
0,17-0,37
Си
<0,08
Ni
1,00-1,50
Pb
<0,05
Сг
1,80-2,30
Sn
<0,05
Си
<0,30
As
< 0,010
S
< 0,012
P
< 0,010
Р + Sb + Sn
<0,015
ТАБЛИЦА 3.14
Температуры критических точек стали 15Х2НМФА-А, °С
Ас,
700-730
Ас,
810-830
-
Arz
-
Назначение. Корпусы и крышки реакторных установок.
Обечайки активной зоны корпуса реактора АЭС.
Технологические свойства. Температурный интервал ковки
1250-800 °С. Охлаждение поковок с печью. Свариваемость
ограниченная. Рекомендуется подогрев и термическая обработка. Сталь
нечувствительна к образованию флокенов и не склонна к отпускной
хрупкости. Обрабатываемость резанием в закаленном и отпущенном
состоянии при ов = 608 МПа К, = 1,18 (твердый сплав), Ку = 0,85
(быстрорежущая сталь).
176
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ТАБЛИЦА 3.15
Механические свойства стали 15Х2НМФА-А при комнатной
температуре
Режим термообработки
Операция
Закалка
Отпуск
Г,°С
900-920
640-680
Охлаждающая среда
Вода
Воздух
Сечение,
мм
400
СГВ
О"0,2
МПа
б
W
%
не менее
608
490
15
55
гк,°с
<-25
ТАБЛИЦА 3.16
Ударная вязкость KCU (Дж/см2) стали 15Х2НМФА-А при Г, °С
0
—
-20
230
270
-40
160
220
-60
120
210
-80
—
Термообработка
Закалка с отпуском
Тоже
Предел выносливости после закалки с отпуском а_х = 367,5 МПа,
мягкое нагружение, изгиб с вращением, база 107 циклов.
Вид поставки. Поковки.
3.4. СТАЛЬ 20ХНЗА
Характеристика. Конструкционная высококачественная сред-
нелегированная сталь мартенситного класса с высокой
поверхностной твердостью и вязкой сердцевиной. Хорошо сопротивляется
ударным нагрузкам. Магнитная, коррозионная стойкость низкая.
ТАБЛИЦА 3.17
Химический состав стали 20ХНЗА по ГОСТ 4543-71, %
С
0,17-0,24
Мп
0,30-0,60
Si
0,17-0,37
Ni
2,75-3,15
Cr
0,60-0,90
Cu
<0,30
s
< 0,025
P
< 0,025
ТАБЛИЦА 3.18
Температуры критических точек стали 20ХНЗА, °С
Ас,
730
Ас3
810
Arx
615
Ar3
700
Mn
340
Глава 3. СРЕДНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
177
Назначение. Шестерни, валы, втулки, силовые шпильки,
болты, муфты, червяки и другие детали, к которым предъявляются
требования высокой прочности, пластичности и вязкости сердцевины и
высокой поврехностной твердости, работающие под действием
ударных нагрузок или при низких температурах климатического
холода.
Технологические свойства. Деформация в интервале
температур 1220-800 °С. Охлаждение после деформации заготовок
сечением до 100 мм на воздухе, до 300 мм - в яме. Сталь ограниченно
свариваемая. Чувствительна к образованию флокенов. Имеет
склонность к отпускной хрупкости. Обрабатываемость резанием в
горячекатаном состоянии при 177 НВ ов = 620 МПа К, = 0,95 (твердый
сплав), Ку = 0,8 (быстрорежущая сталь).
ТАБЛИЦА 3.19
Физические свойства стали 20ХНЗА
г,°с
20
100
200
300
400
500
600
700
800
£,ГПа
212
204
94
188
169
169
153
138
132
а-10е, К"1
11,5
11,7
12
12,6
12,8
13,2
13,6
11,2
Х,Вт/(мК)
36
35
34
33
33
31
31
30
28
р, г/см3
7,85
7,83
7,76
7,66
сР,Дж/(кг-К)
494
507
523
536
565
586
624
703
Я109,Омм
270
300
350
450
550
650
ТАБЛИЦА 3.20
Механические свойства стали 20ХНЗА
при комнатной температуре
нтд
гост
4543-71
Режим термообработки
Операция
Закалка
Отпуск
Т,°С
820
500
Охлаждающая
среда
Масло
Вода или
масло
Сечение,
мм
До 80
Св.80
до 150
Св.150
Ов
Со*
МПа
б
Ф
%
кси,
Дж/
см2
не менее
930
930
930
735
735
735
12
10
9
55
50
45
108
97
92
HRC
НВ
178
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
нтд
ДЦ
Режим термообработки
Операция
Цементация
Нормализация*
Отпуск"
Закалка
Отпуск
Г,°С
920-950
870-890
630-660
790-810
180-200
Охлаждающая
среда
Воздух
Воздух
Масло
Воздух
Сечение,
мм
До 100
ав
О~0,2
МПа
б
Ф
%
кси,
Дж/
см2
не менее
880
685
11
50
69
HRC
58-62
НВ
<240
* Операции применяются для ответственных деталей сложной конфигурации с
целью понижения устойчивости остаточного аустенита в цементированном слое, получения
более высокой и равномерной твердости поверхности после закалки и низкого отпуска и
уменьшения деформации.
Предел выносливости: а_х = 382 МПа после закалки с 820 °С в
масле, отпуск при 200 °С, ов = 960 МПа; о_г = 230 МПа после
закалки с 820 °С в масле, отпуск при 500 °С, ав = 730 МПа.
Вид поставки. Поковки и кованые заготовки - ГОСТ 8479-70.
Сортовой и фасонный прокат - ГОСТ 4543-71.
ТАБЛИЦА 3.21
Ударная вязкость KCU (Дж/см2) стали 20ХНЗА при Г, °С
+20
86
167
167
167
196
-
0
_
-
-
-
-
-
-20
-
-
-
122
-
-40
85
69
83
69
-
100
-50
64
64
73
-
-
-
-60
-
-
-
-
86
Сечение
10
30
50
80
100
100
Термообработка
Закалка (850 °С, масло),
отпуск 200 °С
Закалка (880 °С, масло),
отпуск 560 °С
Закалка (880 °С, масло),
отпуск 560 °С
Закалка (880 °С, масло),
отпуск 560 °С
Нормализация 860 °С,
воздух
Закалка (810 °С, масло),
отпуск 600 °С
Глава 3. СРЕАНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
179
ТАБЛИЦА 3.22
Прокаливаемость стали 20ХНЗА
Количество
мартенсита, %
50
90
Критическая
твердость HRC
32-37
39-44
Критический диаметр
при закалке, мм
вводе
70-96
42-64
в масле
44-62
20-38
3.5. СТАЛЬ 30ХН2МФА (30ХН2ВФА)
Характеристика. Конструкционная высококачественная сред-
нелегированная сталь мартенситного класса, высокопрочная,
сохраняющая удовлетворительную вязкость и пластичность при
температурах, близких к криогенным. Магнитная, коррозионностойкая.
Назначение. Цельнокованые роторы, диски, детали
редукторов, болты, шпильки, ответственные детали компрессоров.
Допускаются рабочие температуры до -196 °С (77 К) без больших
динамических нагрузок и при отсуствии резко выраженных
концентраторов напряжений.
ТАБЛИЦА 3.23
Химический состав стали 30ХН2МФА по ГОСТ 4543-71, %
С
0,127-0,34
Сг
0,60-0,90
Мп
0,30-0,60
V
0,10-0,18
Si
0,17-0,37
Си
<0,30
Ni
2,00-2,40
S
<0,025
Мо
0,20-0,30
Р
< 0,025
ТАБЛИЦА 3.24
Температуры критических точек стали 30ХН2МФА, °С
Ас,
720
Ас3
830
Агг
365
Arz
555
Технологические свойства. Температурный интервал
деформации 1200-800 °С. Сталь флокеночувствительна. К отпускной
хрупкости мало склонна. Свариваемость ограниченная. Необходим
подогрев и последующая термообработка. Обрабатываемость резани-
180
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
ем в отожженном состоянии при < 269 НВ и ов = 880 МПа Kv = 0,5
(твердый сплав). Критический диаметр при закалке от 860 °С в воде
60 мм (44-50 HRC), в масле 60 мм (36-51 HRC).
Рекомендуемый режим термообработки: закалка с температуры
860±10 °С в масле, отпуск при температуре 620-680 °С в течение
1,5 ч, охлаждение на воздухе.
ТАБЛИЦА 3.25
Физические свойства стали 30ХН2МФА
г,°с
20
100
200
300
400
500
600
£,ГПа
216
207
206
188
176
169
а-10е, К"1
ИД
11,7
12,3
12,9
13,3
13,7
Х,Вт/(м-К)
36
35
35
34
32
31
29
Ср,Дж/(кг-К)
466
508
529
567
588
Д109,0мм
333
Коэффициент линейного расширения а-106, К *, в интервале
температур: -196 + +20 °С - 13,3; -10 + +20 °С - 15.
ТАБЛИЦА 3.26
Механические свойства проката из стали 30ХН2МФА
Термообработка
Закалка 870 °С в масле,
отпуск 640 °С - воздух
Температура
испытания,
•С (К)
-196(77)
-73 (200)
20 (293)
327 (600)
527 (800)
0*0,2
ов
МПа
1280
890
820
720
570
1370
1040
940
900
24
б5
Ф
%
25
24
22
24
24
53
63
65
65
79
KCU,
Дж/см2
50
160
190
Вид поставки. Поковки - ГОСТ 8479-70. Сортовой прокат -
ГОСТ 4543-71.
3.6. СТАЛЬ 38ХНЗМФА
Характеристика. Высококачественная конструкционная сред-
нелегированная сталь повышенной прочности, сохраняющая
высокую вязкость и пластичность при низких температурах. Магнитная,
коррозионная стойкость низкая.
Глава 3. СРЕДНЕЛЕГИРОВАННЫЕ ХРОМОНИКЕЛЕВЫЕ СТАЛИ
181
ТАБЛИЦА 3.27
Химический состав стали 38ХНЗМФА по ГОСТ 4543-71,(
С
0,33-0,40
Сг
1,20-1,50
Мп
0,25-0,50
V
0,10-0,18
Si
0,17-0,37
Си
<0,30
Ni
3,00-3,50
S
<0,025
Мо
0,35-0,45
Р
< 0,025
ТАБЛИЦА 3.28
Температуры критических точек стали 38ХНЗМФА, °С
Ас,
725
Ас3
775
Агг
250
Аг3
300
Назначение. Валы и роторы турбин, баллеры рулей судов,
детали компрессорных машин и другие особо ответственные
детали.
Технологические свойства. Температурный интервал ковки
1180-780 °С. Охлаждение поковок сечением до 100 мм - в яме,
свыше 100 мм - низкотемпературный отжиг. Не применяется для
ТАБЛИЦА 3.29
Физические свойства стали 38ХНЗМФА
Температура испытания, °С
Модуль нормальной
упругости £,ГПа
Модуль упругости при
сдвиге кручением G, Ша
Коэффициент линейного
расширения а-106, К"1
Плотность р, г/см3
Коэффициент
теплопроводности \, Вт/(м • К)
Удельное
электросопротивление R, Ом • м
Удельная теплоемкость с,
Дж/(кг-К)
20
210
83
12,0
7,90
34
300
496
100
203
80
12,5
34
321
508
200
197
77
12,9
34
365
525
300
190
75
13,3
33
437
538
400
184
72
13,6
32
516
567
500
176
69
13,8
32
613
601
600
170
66
13,8
30
750
672
700
154
60
10,7
29
897
697
800
137
53
28
1080
900
182
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
сварных конструкций. Повышенная чувствительность к образованию
флокенов. Проявляет склонность к отпускной хрупкости.
Обрабатываемость резанием в закаленном и отпущенном состоянии при
< ЗЗОНВ и Ов = 835 МПа Kv = 0,7 (твердый сплав), К, = 0,5
(быстрорежущая сталь).
ТАБЛИЦА 3.30
Механические свойства стали 38ХНЗМФА
при комнатной температуре
нтд
гост
4543-71
ГОСТ
8479-70
Режим термообработки
Операция
Отжиг
Закалка
Отпуск
Закалка
Отпуск
Нормализация
Т,°С
850
600
840-860
580-640
Охлаждающая
среда
_
Масло
Воздух
Масло
Воздух
Сечение,
мм
Св.5
До 80
Св.80
до 150
Св. 150
100-300
300-500
До 100
Он
О\>,2
МПа
б
W
%
не менее
KCU,
Дж/см2
Не определяются
1180
1180
1180
930
930
930
1080
1080
1080
785
785
785
12
10
9
11
10
12
50
45
40
35
30
40
78
70
66
49
39
59
Предел выносливости после закалки и высокого отпуска о_х =
ТАБЛИЦА 3.31
Ударная вязкость KCU (Дж/см2) стали 38ХНЗМФА
при Г, °С
+20
90
83
0
_
—
-20
85
71
-40
78
63
-60
70
57
-80
_
—
Термообработка
Закалка (850 °С, масло),
отпуск (600 °С, воздух)
Закалка (850 °С, масло),
отпуск (550 °С, воздух)
Вид поставки. Поковки - ГОСТ 8479-70.
Глава 4. ХРОМИСТЫЕ КОРРОЗИОННОСТОЙКИЕ СТАЛИ
183
Глава 4
ХРОМИСТЫЕ КОРРОЗИОННОСТОЙКИЕ СТАЛИ
4.1. СТАЛЬ 20X13
Характеристика. Сталь хромистая, мартенситного класса,
коррозионностойкая.
ТАБЛИЦА 4.1
Химический состав стали 20X13 по ГОСТ 5632-72, %
С
0,16-0,25
Сг
12,0-14,0
Мп
Si
S
Н
не более
0,8
0,8
0,025
0,030
ТАБЛИЦА 4.2
Температуры критических точек стали 20X13, °С
Ас,
810
Ас3
900
Агх
710
Аг3
660
Назначение. Сталь применяется в качестве материала с
повышенной пластичностью для изготовления деталей,
подвергающихся ударным нагрузкам: седел клапанов, тарелок, уплотнитель-
ных элементов арматуры, крепежных и других деталей, работающих
в атмосферных условиях или во влажном паре. Рекомендуемая
рабочая температура -50 -г +480 °С. Зарегистрирована в Госгортехнад-
зоре РФ в качестве материала для крепежных изделий. Сталь может
выплавляться с применением ЭШП и ВДП.
Технологические свойства. Сталь деформируется в
горячем и холодном состояниях. Перед горячей деформацией
необходим медленный нагрев до 780 °С. Температура горячей
деформации 1170-800 °С, охлаждение в песке. Температура
промежуточного отжига 730-790 °С, охлаждение с печью до 500 °С, затем на
воздухе. Оптимальная термообработка - закалка от 1030 °С с
последующим отпуском, температура которого 600-780 °С
определяется требуемым уровнем механических свойств. Сталь под-
184
РАЗДЕЛИ. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
вержена отпускной хрупкости. Сталь может подвергаться
азотированию на глубину до 0,2 мм, твердость поверхностного слоя до
HRC 56.
Свариваемость ограниченная. В случае необходимости
применения сварки предварительно производят отжиг; сварку ведут с
подогревом до 350-600 °С (в зависимости от сложности узлов); после
сварки обязателен отпуск. Обрабатываемость резанием в
закаленном и отпущенное состоянии при 241 НВ и ов = 640 МПа Kv = 0,70
(твердый сплав), Kv = 0,45 (быстрорежущая сталь).
Физико-механические свойства. Физические свойства: при
20 °С X = 23,8 Вт/(м • К); ср = 440 Дж/(кг • К). В интервале температур
-180 -f +20 °С а = 7,94 • 10~6 К"1; в интервале температур 0 -f 100 °С
а = 10,1 • 10~6, К"1. Механические свойства представлены в табл. 4.3,
4.4 и на рис. 4.1. При 20 °С предел выносливости на базе 107 циклов:
а_х = 370 МПа; о_1к = 240 МПа. При 20 °С Е = 221 ГПа; при -76 °С
£=226ГПа.
ТАБЛИЦА 4.3
Стандартизованные механические свойства стали 20X13
при комнатной температуре
Полуфабрикат
Лист толщиной
0,8-3,9 мм
Сортовой прокат
диаметром
(толщиной) до 200 мм*
Проволока
диаметром 1-6 мм
Лента
холоднокатаная толщиной
0,05-2,0 мм
Норма-
тивно-
техниче-
ский
документ
ГОСТ
5582-75
ГОСТ
5949-75
ГОСТ
18143-72
ГОСТ
4986-79
Режим термообработки
(контрольные образцы)
Отжиг или отпуск 770 °С
Закалка (1020 °С, воздух
или масло), отпуск
(670 °С, масло или вода);
диаметр заготовки 25 мм
Закалка (1030 °С, воздух
или масло), отпуск
600 °С
Состояние поставки
Отжиг или отпуск 740-
800 °С
Ов
0*0,2
МПа
500
650
850
500-
800
500
450
650
б
W
%
20
16
10
14"
163*
55
50
кси,
Дж/см2
80
60
НВ 217,
не
более
* Приведенные в таблице нормы распространяются на сортовой прокат диаметром
(толщиной) до 60 мм; при толщине (диаметре) металла 61-100 мм допускается
понижение б10 на 1 %, ф на 5 %, KCU на 10 Дж/см2.
** Расчетная длина 100 мм.
3* Значение б4.
Глава 4. ХРОМИСТЫЕ КОРРОЗИОННОСТОЙКИЕ СТАЛИ
185
К1е, МПам1/2
90
Рис. 4.1. Влияние размера зерна на
вязкость разрушения при 293 К ста- 75
ли 20X13 (после закалки и низкого
отпуска)
60 Ь
45
1/2мм"1/2
8 <Г1/2,мм
ТАБЛИЦА 4.4
Механические свойства стали 20X13
при низких температурах
Режим термообработки
Состояние поставки
Нормализация 1000 °С,
отпуск 680-750 °С
Закалка (1070 °С, вода),
отпуск 560 °С
Г,°С(К)
20 (293)
-78 (195)
-183 (90)
20 (293)
0 (273)
-20 (253)
-50 (223)
-60 (213)
20 (293)
-78 (195)
-183 (90)
-196 (77)
Ов
О"0,2
МПа
530
630
760
710
720
740
780
820
820
940
1230
1300
320
400
750
540
550
570
580
590
690
770
1060
1120
65
Ч>
%
32
33
0,3
20
29
22
23
23
18
19
13
6
71
64
0,4
61
60
59
57
57
65
62
-
—
кси,
Дж/см2
153
4,2
1,2
78
64
55
50
42
80
20
5
5
Вид поставки стали указан в табл. 4.5.
ТАБЛИЦА 4.5
Вид поставки стали 20X13
Полуфабрикат
Лист горячекатаный толщиной
4-50 мм
Лист холоднокатаный толщиной
0,5-5 мм
Состояние поставки
Термообработанный;
без термообработки
Термообработанный
Нормативно-
технический
документ
ГОСТ 19903-74
ГОСТ 19904-90
186
РАЗДЕЛ II. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
Полуфабрикат
Лента холоднокатаная толщиной
0,05-2 мм
Сортовой прокат горячекатаный,
кованый с диаметром (толщиной)
до 200 мм
Проволока диаметром 0,2-6,0 мм
Состояние поставки
Термообработанная
Термообработанный;
без термообработки
Термообработанная
Нормативно-
технический
документ
ГОСТ 4986-79
ГОСТ 1133-71
ГОСТ 2590-88
ГОСТ 2591-89
ГОСТ 18143-72
4.2. СТАЛЬ 30X13
Характеристика. Сталь хромистая, мартенситного класса, кор-
розионностойкая.
ТАБЛИЦА 4.6
Химический состав стали 30X13 по ГОСТ 5632-72, %
С
0,26-0,35
Сг
12,0-14,0
Мп
Si
S
Н
не более
0,8
0,8
0,025
0,030
ТАБЛИЦД 4.7
Температуры критических точек стали 30X13, °С
Ас,
81G
Ас,
860
Art
710
Аг3
660
Назначение. Сталь применяется для изготовления деталей
повышенной твердости: клапанов арматуры, штоков, втулок,
цилиндров, а также пружин, крепежных деталей и т. п.
Рекомендуемый интервал рабочих температур -30 -=- +480 °С. Сталь
зарегистрирована в Госгортехнадзоре РФ в качестве материала для крепежных
изделий.
Технологические свойства. Сталь деформируется в горячем
и холодном состояниях. Штампуемость при холодной деформации
пониженная. Температура горячей деформации 1180-900 °С.
Охлаждение после деформации медленное. Рекомендуемая
термообработка деталей: закалка от 1000 °С (охлаждение на воздухе или в
Глава 4. ХРОМИСТЫЕ КОРРОЗИОННОСТОЙКИЕ СТАЛИ
187
масле) и отпуск на требуемую твердость. Для получения
повышенных антикоррозионных свойств отпуск рекомендуется проводить
при температурах до 300 °С или выше 500 °С, с этой же целью
детали, как правило, подвергают шлифованию или полированию. Сталь
окалиностойкая при длительном сроке службы при температуре до
600 °С. Свариваемость низкая, не применяется для сварных
конструкций. Обрабатываемость резанием: в закаленном и отпущенном
состоянии при 241 НВ и ов = 735 МПа Ки = 0,70 (твердый сплав),
Ки = 0,45 (быстрорежущая сталь).
Физико-механические свойства. Физические свойства: в
интервале температур 0-100 °С а = 9,98-10~6 К"1; в интервале
температур 0-200 °С X = 25,2 ВтДмК), сР = 514 Дж/(кгК).
Механические свойства приведены в табл. 4.8 и 4.9. При 27°СЕ= 223 ГПа.
Вид поставки стали указан в табл. 4.10.
ТАБЛИЦА 4.8
Стандартизованные механические свойства стали 30X13
при температуре 20 °С (не менее)
Полуфабрикат
Лист толщиной 0,8-
3,9 мм
Сортовой прокат
диаметром (толщиной)
до 200 мм
Лента толщиной
0,05-2,0 мм
Проволока диаметром
0,2-6,0 мм
Нормативно-
технический
документ
ГОСТ 5582-75
ГОСТ 5949-75
ГОСТ 4986-79
ГОСТ 18143-72
Режим термообработки
(контрольные образцы)
Отжиг или отпуск 740-
780 °С
Закалка (950-1020 °С,
масло), отпуск 200-
300 °С
Отжиг или отпуск 740—
800 °С
Состояние поставки
С7в, МПа
500
55,%
15
Твердость,
не более,
HRC48
500
500-850
15
12
ТАБЛИЦА 4.9
Механические свойства стали 30X13
при низких температурах
Режим термообработки
Состояние поставки
Г,°С(К)
20 (293)
-78 (195)
-183 (90)
-196 (77)
Ов
tf<),2
МПа
700
800
1000
1040
420
520
970
970
65
W
%
24
28
0,5
0,2
55
54
0,5
KCU,
Дж/см2
100
5
1
1
188
РАЗДЕЛИ. СТАЛИ, РАБОТАЮЩИЕ ПРИ УМЕРЕННОМ ХОЛОДЕ
Продолжение
Режим термообработки
Закалка (1050 °С, вода),
отпуск 550 °С
Г, °С (К)
20 (293)
-50 (223)
-78(195)
-183 (90)
-196 (77)
Ов
МПа
990
1100
1400
1370
840
950
1270
1320
б5
Ч>
%
17
17
8
4
52
47
8
KCU,
Дж/см2
50
40
20
6
5
ТАБЛИЦА 4.10
Вид поставки стали 30X13
Полуфабрикат
Лист холоднокатаный толщиной
0,8-3,9 мм
Лента холоднокатаная толщиной
0,05-2 мм
Пруток и полоса горячекатаные и
кованые диаметром (толщиной)
до 200 мм
Проволока диаметром 0,2-6,0 мм
Состояние поставки
Термообработанные
Нормативно-
технический
документ
ГОСТ 19903-74
ГОСТ 19904-90
ГОСТ 4986-79
ГОСТ 1133-71
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 4405-75
ГОСТ 18143-72
РАЗДЕЛ III
СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Глава 1
ЛЕГИРОВАННЫЕ СТАЛИ
ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
ДЛЯ РАБОТЫ ПРИ КРИОГЕННЫХ ТЕМПЕРАТУРАХ
Современные криогенные установки характеризуются
сложностью конструкции, обусловленной необходимостью использования
вакуумных теплоизолирующих полостей, экранирующих систем,
средств компенсации температурных деформаций и др.
Условия эксплуатации криогенного оборудования определяются
применением специфических нестационарных режимов захолажи-
вания и отогрева, возникновением высоких динамических
перегрузок на переходных режимах и аварийных остановках, связанных с
проливом криопродуктов в теплые полости.
Аварийный выход из строя криогенного оборудования, обычно
входящего в состав крупных промышленных предприятий,
приводит к большим экономическим потерям. Поэтому гарантированный
ресурс и надежность работы криогенной техники играют
определяющую роль.
В настоящее время и в ближайшем будущем сталь остается
основным материалом для изготовления криогенных машин и
конструкций. Стали для криогенной техники должны обеспечивать
необходимую прочность в сочетании с высокой вязкостью и
пластичностью, обладать малой чувствительностью к концентрации
напряжений и низкой склонностью к хрупкому разрушению.
Учитывая технологию изготовления изделий, такие стали должны
обладать хорошей свариваемостью. Важной характеристикой сталей
является их коррозионная стойкость.
При снижении температуры показатели прочности сталей (ов,
ао,2> tf-i) растут, а пластичность и вязкость резко падают. Поэтому
основой выбора сталей для криогенной техники является прочность
при высшей температуре эксплуатации (обычно комнатной), а
пластичность и вязкость - при низшей температуре. Одним из критериев
хладостойкости является температура, при которой минимальный
уровень ударной вязкости составляет 30 Дж/см2. Лучшими
хладостойкими сталями являются аустенитные. Эти стали сохраняют
достаточную вязкость при температурах, близких к абсолютному нулю.
190
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Наиболее важными технологическими свойствами сталей для
криогенной техники являются свариваемость и пластичность,
необходимые для изготовления герметичной аппаратуры, труб и
тонкостенных конструкций.
1.1. СТАЛЬ 18Х2Н4МА (18Х2Н4ВА)
Характеристика. Легированная конструкционная
высококачественная цементируемая сталь мартенситного класса, сочетающая
повышенную прочность при нормальной температуре с
удовлетворительной пластичностью и вязкостью при низких температурах;
магнитная; коррозионная стойкость низкая.
ТАБЛИЦА 1.1
Химический состав стали 18Х2Н4МА по ГОСТ 4543-71, %
С
0,14-0,20
Мп
0,25-0,55
Si
0,17-0,37
Сг
1,35-1,65
Ni
4,00-4,40
Mo
0,30-0,40
s
Р
Си
не более
0,025
0,025
0,30
Примечание. В сталь 18Х2Н4ВА взамен молибдена вводят вольфрам (0,80-
1,20 %).
ТАБЛИЦА 1.2
Температуры критических точек стали 18Х2Н4МА, °С
Ас,
700
Ас3
810
An
350
Аг3
340
Назначение. Применяется для изготовления несварных
ответственных высоконагруженных деталей, работающих при
статических, циклических и динамических нагрузках с температурой
эксплуатации -73 -г +397 °С: шпилек, подвесок, осей, валов турбодетан-
деров и т. п.
В случае применения при криогенных температурах (до 77 К)
сталь рекомендуется для изготовления статически нагруженных
деталей. При этом в деталях типа шпилек целесообразно
протачивать гладкую часть до диаметра, на 0,3-0,5 мм меньшего
внутреннего диаметра резьбы.
Опробование стали при 20 К может производиться в опытных
изделиях лишь при отсутствии ударных нагрузок и концентраторов
напряжений.
Глава I ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
191
Технологические свойства. Сталь куется удовлетворительно.
Температурный интервал горячей деформации 1130-830 °С. Про-
каливаемость высокая: при торцевой закалке от 850 °С твердость на
поверхности HRC 48; на глубине 40 мм твердость металла HRC > 42
и близка к твердости на глубине 10 мм.
Термообработка для деталей с минимальной температурой
эксплуатации до -70 °С: закалка (850 °С, воздух или масло), отпуск
200 °С или 540-650 °С - в зависимости от требуемой твердости.
Флокеночувствительность высокая. К отпускной хрупкости
склонности не имеет.
Режим термообработки для деталей, эксплуатируемых при
температурах до 77 К: закалка от 870 °С с охлаждением в масле, отпуск
при 620 °С в течение 2 ч, охлаждение в масле. В результате должны
быть обеспечены свойства: ов > 770 МПа; а0>2 ^ 550 МПа; 85 > 20 96;
гр > 60 %; KCU > 50 Дж/см2 при 77 К. Допускается закалка в воде,
что несколько снижает ударную вязкость при 77 К. Свариваемость
ограниченная. Необходим подогрев и последующая термообработка.
Для улучшения обрабатываемости резанием производятся
нормализация 950 °С и высокий отпуск 650 °С; при НВ 197-269 Kv = 0,7
(твердый сплав), Kv = 0,6 (быстрорежущая сталь).
Для деталей с размером сечения до 120 мм в случае
необходимости получения поверхности высокой твердости (HRC 58-63) при
прочной и достаточно вязкой сердцевине (НВ 340-401) проводятся
цементация (910 °С, воздух), двойной отпуск (640 °С, воздух),
закалка (800 °С, масло), отпуск (160 °С, воздух).
Физико-механические свойства. Физические свойства
приведены в табл. 1.3. Механические свойства приведены в табл. 1.4-
1.8. Для стали 18Х2Н4МА (нормализация от 950 °С, закалка от
860 °С, отпуск при 200 °С, ов =1250 МПа; о0)2 =1160 МПа) при 20 °С
о_! = 540 МПа; Кю = 45 МПа-м1/2. Для стали 18Х2Н4ВА на базе 106
циклов о_! = 650 МПа и т_х = 300 МПа (цементация при 960 °С,
закалка от 850 °С в масле, отпуск при 190 °С; ав = 950 МПа); о_х =
= 620 МПа (цементация при 910 °С, закалка от 800 °С, отпуск при
160 °С,Ов=1200 МПа).
Вид поставки приведен в табл. 1.9.
ТАБЛИЦА 1.3
Физические свойства стали 18Х2Н4МА (18Х2Н4ВА)
при низких температурах
Г, К
5
10
а-10е, К"1
0,060
0,064
К
ВтДмК)
0,75
1,65
Дж/(кг-К)
0
1Д
Г, К
20
30
а-Ю6,^1
0,050
0,32
К
ВтДмК)
3,65
6,02
сР,
ДжДкгК)
5,3
15
192
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Продолжение
Г, К
40
50
60
70
80
90
100
120
140
а-10е, К"1
0,75
1,2
2,0
3,2
4,3
5,4
6,5
8,0
9,2
К
Вт/(м-К)
8,88
11,9
14,4
15,9
16,9
18,1
19,3
21,4
23,1
Ср,
ДжДкгК)
34
59
79
126
163
196
224
274
313
Г, К
160
180
200
220
240
260
280
300
а-10е, К"1
10,1
10,9
11,5
11,6
ПД
11,8
11,9
К
ВтДмК)
24,6
25,9
27,0
28,0
28,9
29,6
30,1
30,5
ДжДкгК)
343
367
389
406
420
433
443
-
ТАБЛИЦА 1.4
Стандартизованные механические свойства стали 18Х2Н4МА
при температуре 20 °С (не менее)
Полуфабрикат
Сортовой прокат
диаметром
(толщиной) до 250
мм
Поковка
диаметром (толщиной),
мм:
до 100
(18Х2Н4ВА)
от 100 до 300
(18Х2Н4МА)
от 300 до 500
(18Х2Н4МА)
* Значение б5.
Норматив-
TT/"V m/v4r«fT*
но-техни-
ческий
документ
ГОСТ
4543-71
ГОСТ
8479-70
Режим
термооораоотки
(контрольные
образцы)
Первая
закалка (950 °С),
вторая закалка
(860 °С,
воздух), отпуск
(200 °С, воздух
или масло)
Первая и
вторая закалки
(как выше),
отпуск при
550 °С (воздух
или масло)
Закалка,
отпуск
(продольные образцы)
Ов
МПа
1150
1050
950
900
850
Ob,*
850
800
800
750
700
6ю
12
12
12*
12*
1Г
W
6
50
50
40
35
33
кттт
Дж/см2
100
120
60
50
40
Глава 1. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
193
ТАБЛИЦА 1.5
Усталостные свойства стали 18Х2Н4МА
Предел выносливости, МПа
О"-!
540
475
540
470
Т-1
—
-
228
226
N
5 10'
5 10'
5-10'
5-10'
Термообработка
Закалка (850 °С, масло), отпуск 180 °С.
о0,2 = 1070 МПа; ов = 1360 МПа
Закалка (850 °С, масло), отпуск 400 °С.
о0,2 = 1140 МПа; ов = 1220 МПа
ов= 1270 МПа
Ов = 970 МПа
ТАБЛИЦА 1.6
Механические свойства стали 18Х2Н4МА
при низких температурах (средние значения)
Режим термообработки
Закалка (870 °С, масло), отпуск
(190 °С, 2 ч, воздух)
Закалка (870 °С, масло), отпуск
(610 °С, воздух)
Г,°С(К)
20 (293)
-70 (203)
-100(173)
-196(77)
-253 (20)
20 (293)
-70 (203)
-100(173)
-196(77)
-253 (20)
Ов
МПа
1420
1450
1540
1780
1720
900
1000
1010
1270
—
1210
1240
1400
1580
1720
670
870
920
1160
—
б5
W
%
14
16
15
11
7
22
23
23
27
—
62
61
61
57
24
72
71
60
57
—
кси,
Дж/см2
100
100
60
50
30
230
180
90
60
40
ТАБЛИЦА 1.7
Механические свойства стали 18Х2Н4МА
при низких температурах (средние значения)
Г/С (К)
20 (293)
-100(173)
-196 (77)
Тип образца
Гладкий с
надрезом
Тоже
г?
Ов
840
1290
970
1500
1270
1500
О"0,2
МПа
680
—
800
_
1160
—
5К
1800
1400
1840
1600
2100
1600
б5
22
—
22
_
22
—
W
6
75
18
70
10
57
5
Примечание. Режим термообработки: закалка от 950°С (вода), отпуск при
620 °С в течение 2 ч (вода). Образцы диаметром 7 мм, надрез глубиной 1 мм и радиусом у
вершины 0,15 мм.
13-312
194
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 1.8
Влияние закалочной среды на ударную вязкость стали 18Х2Н4МА
Закалочная среда
Вода
Масло
Воздух
Место вырезки
обоазпа
Центр
0,ЗЗД
0,5Я
Центр
0,ЗЗД
0,5Д
Центр
О,ЗЗД
0,5Д
КСи,Дж/см2
20 °С (293 К)
230
210
220
220
220
210
145
140
145
-196 °С (77 К)
40
50
30
65
70
55
44
28
28
Примечания. 1. Образцы диаметром 95 мм; закалка от 870°С (масло), отпуск
при 620 °С в течение 3 ч (масло).
2. Минимальные значения по данным испытаний для трех образцов.
3. R - радиус заготовки (47,5 мм).
ТАБЛИЦА 1.9
Вид поставки стали 18Х2Н4МА (18Х2Н4ВА)
Полуфабрикат
Пруток круглый диаметром до
250 мм
Пруток квадратного сечения со
стороной до 250 мм
Пруток шестигранный с
диаметром вписанной окружности
до 100 мм
Полоса толщиной 4-60 мм
Пруток круглый
калиброванный диаметром 3-100 мм
Пруток квадратного сечения
калиброванный со стороной
3-100 мм
Пруток шестигранный
калиброванный с диаметром
вписанной окружности 3-100 мм
Поковка диаметром до 100 мм
Состояние поставки
После термообработки
или без нее
После нагартовки или
термообработки
После термообработки
Нормативно-
технический
документ
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 2879-88
ГОСТ 103-76
ГОСТ 7417-75
ГОСТ 8559-75
ГОСТ 8560-78
ГОСТ 7062-90
ГОСТ 7829-70
Глава I ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
195
1.2. СТАЛЬ 07Х16Н6 (ЭП 288)
Характеристика. Нержавеющая высокопрочная свариваемая
хромоникелевая сталь аустенитно-мартенситного класса.
Применяется для силовых элементов, работающих в интервале температур
-253 -г +427 °С (20-700 К).
ТАБЛИЦА 1.10
Химический состав стали 07Х16Н6 по ГОСТ 5632-72, \
С
0,05-0,09
Si
<0,80
Мп
<0,80
S
< 0,020
Р
< 0,035
Сг
15,5-17,5
Ni
5,0-8,0
Температура начала мартенситного превращения Мн = 30-
70 °С.
Назначение. Силовые детали, работающие длительное время
при температуре до 400 °С и кратковременно до 500 °С в контакте с
топливом или в атмосферных условиях. Применяется для
изготовления силовых деталей, в том числе сварных, работающих в
криогенных установках до температуры -253 °С (20 К).
Технологические свойства. Температурный интервал ковки
1200-800 °С, охлаждение на воздухе. Режим термообработки стали
для применения при низких температурах: закалка 990 ± 10 °С с
охлаждением в воде, обработка холодом при -70 °С - 2 ч, отпуск
250 °С - 1 ч. Время перерыва между операциями закалки и
обработки холодом не должно превышать 48 ч. Оптимальная
коррозионная стойкость достигается после термообработки по
приведенному режиму. Свариваемость стали без ограничений. При
сварке плавящимся электродом применяется проволока того же состава
(07Х16Н6). Сварные соединения для работы при температуре -196 °С
(77 К) и ниже должны подвергаться полной упрочняющей
обработке. Обрабатываемость резанием в закаленном и отпущенном
состоянии при Ов = 1080 МПа Ку = 0,8 (твердый сплав), Kv = 0,3
(быстрорежущая сталь).
Физико-механические свойства. Физические свойства:
коэффициент линейного расширения в диапазоне 77-293 К а =
= 8,9-10~6 К"1, коэффициент теплопроводности при 20 и 77 К
составляет 2,5 и 7,8 Вт/(м- К) соответственно. Данные получены после
термообработки стали, состоящей из закалки при 990 °С, обработки
холодом при -70 °С - 2 ч, отпуска 250 °С - 1 ч.
13*
196
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 1.11
Механические свойства стали 07Х16Н6 при комнатной
температуре
нтл
11J./J,
гост
5582-75
ГОСТ
5949-75
ГОСТ
7350-77
Режим термообработки
Операция
Закалка
Закалка
Обработка
холодом, 2 ч
Отпуск, 1 ч
Закалка
Обработка
холодом, 2 ч
или
обработка
холодом, 4 ч и
старение, 1 ч
Нормализация
Нормализация
Обработка
холодом, 2 ч
Отпуск, 1 ч
Г,°С
1030-1070
960-990
-70
350-400
975-1000
-70
-50
350-400
1040±10
975±10
-70
425±10
Охлаждающая
среда
Вода или
воздух
Воздух
Воздух
Вода,
воздух или
масло
Воздух
Воздух
Воздух
Воздух
Сечение,
мм
1,5-3,9
Образцы
Образцы
4-50
Образцы
ав
ст
МПа
>1180
1080
1080
>1180
1080
б
%
кси,
Дж/
см2
не менее
835
880
>390
835
20
12
12
15
10
-
50
-
-
-
69
-
-
ТАБЛИЦА 1.12
Механические свойства стали 07Х16Н6 при низкой температуре
после закалки от 990 °С, обработки холодом при —70 °С — 2 ч
и отпуска при 250 °С — 1 ч
Температура испытания, °С (К)
0*0.2
МПа
KCU
KCV
Дж/см2
Тонколистовой материал
-253 (20)
-196 (77)
20 (293)
2100
1880
1260
1480
1260
980
18
25
22
120
120
120
39
42
65
Прутковый материал
-253 (20)
-196 (77)
20 (293)
2150
1900
1320
1730
1400
1100
i
13
24
23
120
85
130
56
65
112
Глава 1. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
197
Вид поставки. Лист толстый - ГОСТ 7350-77. Лист тонкий -
ГОСТ 5582-75. Сортовой прокат - ГОСТ 5949-75.
1.3. СТАЛЬ 05Х14Н5ДМ
Характеристика. Высоколегированная, коррозионностойкая,
одновременно тепло- и хладостойкая, работающая в температурном
диапазоне -196 -г +550 °С, ограниченно свариваемая.
ТАБЛИЦА 1.13
Химический состав стали 05Х14Н5ДМ, *
С
<0,05
Мп
0,40-0,80
Si
<0,40
Сг
13,5-15,0
Ni
4,50-5,50
Mo
0,60-1,5
Си
0,80-1,10
S
< 0,025
Р
< 0,025
ТАБЛИЦА 1.14
Температуры критических точек стали 05Х14Н5ДМ, °С
Ас,
620-650
Ас3
720-790
-
Аг3
-
М„
180-250
Мк
50
Назначение. Корпусные детали насосов, коллекторов, диски I
и IV ступеней газовых турбин, сварно-кованые конструкции рабочих
колес гидротурбин, а также сосуды и аппараты, работающие при
температуре -196 °С, и другие детали криогенной техники.
Технологические свойства. Температурный интервал
обработки давлением 1200-850 °С. Условия охлаждения после ковки
при диаметре сечения до 1200 мм и более - копеж при 600-650 °С,
охлаждение до температуры 100-150 °С. Термообработка:
предварительная - гомогенизация 1030-1050 °С, отпуск 600-620 °С,
охлаждение с печью; окончательная - нормализация 960-980 °С,
воздух, отпуск 600-620 °С, охлаждение с печью. Сталь
ограниченно свариваемая. Необходим подогрев и последующая
термообработка. Обрабатываемость резанием после нормализации и отпуска
при Ов = 935-955 МПа Kv = 0,42 (твердый сплав), Ку = 0,17
(быстрорежущая сталь).
Предел выносливости о_х = 375 МПа (ЛГ = 107) после двойной
нормализации при 950 и 800 °С, отпуска при 620 °С.
Вид поставки. Поковки. Толстый лист - НД
заводов-изготовителей.
198
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 1.15
Механические свойства стали 05Х14Н5ДМ
Режим термообработки
Операция
Нормализация
Отпуск
Т,°С
1030-1050
570-580
Охлаждающая
среда
Воздух
Сечение,
мм
200
О"о,2
МПа
1078
1049
921
907
1019
996
804
823
б | Ф
%
12,4
14,0
10,0
10,0
Лист
43,7
48,6
47,4
43,7
KCU,
Дж/см2
111
117
96
96
Тисп, °С
20
360
ТАБЛИЦА 1.16
Ударная вязкость KCU (Дж/см2) стали 05Х14Н5ДМ при Т, °С
+20
148-157
148
161
0
153-156
125
156
-20
143-146
153
147
-40
132-137
140
136
-60
118-127
140
128
-80
116-117
117
116
-196
46-48
49
52
Термообработка
Нормализация 970 °С,
отпуск 610 °С
Нормализация 970 °С,
2-я нормализация
790 °С, отпуск 590 °С
1.4. НИКЕЛЕВЫЕ НИЗКОУГЛЕРОДИСТЫЕ СВАРИВАЕМЫЕ СТАЛИ
В криогенной технике применяют низкоуглеродистые
никелевые стали 0Н6 и 0Н9.
Термическая обработка этих сталей обычно производится в
режиме двойной нормализации с нагревом: при первой - до 900 °С,
при второй - до 790 °С, далее отпуск при 560-590 °С с охлаждением
на воздухе. Первая нормализация проводится с целью
гомогенизации стали в области твердого ураствора, вторая - для получения
мелкозернистой структуры. В некоторых случаях вторую
нормализацию заменяют закалкой в воде, начиная с 830 °С. Увеличение
скорости охлаждения из аустенитной области увеличивает ударную
вязкость при низких температурах.
Структура стали после термообработки представляет собой
легированный феррит с 10-15 % остаточного аустенита и небольшим
количеством карбидов. Остаточный аустенит увеличивает вязкость
стали.
Никелевые стали имеют хорошие технологические свойства.
Они удовлетворительно штампуются в горячем и холодном состоя-
Глава /. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
199
пнях, хорошо свариваются и обрабатываются резанием. После
сварки термообработка необязательна.
Стали 0Н6 и 0Н9 по сравнению с аустенитными хромоникеле-
выми сталями имеют в 3-4 раза более высокую теплопроводность и
меньший (на 30 %) коэффициент линейного расширения.
Никелевые низкоуглеродистые стали имеют недостаточную
стойкость против атмосферной коррозии. Для защиты от коррозии
на морском воздухе и в атмосфере промышленных районов
поверхности емкостей и трубопроводов, не контактирующие с жидким
криогенным продуктом, покрывают хладостойкими эмалями типа
АС-730.
Ферритные никельсодержащие низкоуглеродистые стали
содержат до 9 % никеля. Учитывая низкое содержание углерода и
ограниченную концентрацию других элементов, фактически эти стали
представляют собой железоникелевые сплавы.
Используя положительное влияние никеля на хладостойкость,
можно получать никельсодержащие низкоуглеродистые стали с
различными значениями порога хладноломкости Тдо и Г50 (табл. 1.17).
ТАБЛИЦА 1.17
Влияние никеля на механические свойства
и порог хладноломкости нормализованных сталей,
содержащих 0,05 % С
Содержание Ni, %
0
1
2
3
4
5
6
7
9
Порог хладноломкости, К
т
-*90
273
250
230
220
200
180
170
150
140
т
-*50
230
210
180
150
130
120
90
77
77
Механические свойства
ав, МПа
(при 293 К)
420
450
500
500
520
550
600
600
650
КСи,Дж/см2
(при 77 К)
5
10
15
23
31
38
80
120
120
Г90 - температура, соответствующая началу появления хрупкой
составляющей в изломе, а Г50 - температура, при которой хрупкая
составляющая занимает 50 % площади излома. В первом
приближении допустимая рабочая температура конструкций,
испытывающих статическую нагрузку, соответствует значению Г50, а
динамически нагруженных конструкций - значению Т90. Поэтому ориен-
200
РАЗДЕЛ II!. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
тировочные преимущественные температурные области
применения ферритных сталей в зависимости от содержания никеля
составляют:
Среднее содержание Ni, %
Температура применения, К, не ниже:
при статической нагрузке
при динамической нагрузке
150 90 77
220 170 120
При температуре ниже 77 К применение стали с б % никеля не
рекомендуется, а с 9 % никеля должно быть ограничено и требует
тщательной проработки конструкции.
После термообработки стали имеют структуру феррита с 10-
15 % аустенита и небольшим количеством карбидов.
1.4.1. СТАЛЬ 0Н6
Характеристика. Конструкционная сталь повышенной
прочности с низким порогом хладноломкости, магнитная, свариваемая;
коррозионная стойкость низкая.
ТАБЛИЦА 1.18
Химический состав стали 0Н6 по ТУ 14-1-2236-77, %
С
S
Р
не более
0,10
0,015
0,02
Мп
0,30-0,60
Si
0,15-0,35
Ni
6,5-8,0
Назначение. Применяется для изготовления обечаек, днищ,
патрубков статически нагруженных сосудов и аппаратов,
работающих под давлением при температуре до 120 К. Работоспособность
стали при высоких температурах (выше 230 °С) не исследована. При
наличии динамических нагрузок рекомендуемая минимальная
рабочая температура эксплуатации сварных соединений 170 К.
Сталь зарегистрирована в Госгортехнадзоре РФ в качестве
материала для сосудов давления, температура эксплуатации которых
составляет 120-475 К.
Технологические свойства. Сталь штампуется в горячем и
холодном состояниях удовлетворительно. Температура горячей
деформации 1100-850 °С. Термообработка стали: нормализация от
900 °С, вторая нормализация от 790 °С, отпуск при 570 °С.
Получаемая в результате термообработки структура - феррит. Допускается
термообработка по режиму: закалка и последующий высокий
отпуск.
Глава /. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
201
Свариваемость удовлетворительная. После сварки
термообработка необязательна. Применяемая сварка: ручная дуговая, ручная
и автоматическая аргонодуговая, автоматическая под слоем флюса.
Присадочная проволока Св-06Х15Н60М15, электроды ОЗЛ-25Б;
допускается применение проволоки Св-10Х16Н25АМ6 и электродов
ЭА-ЗМ6. Временное сопротивление сварного соединения,
выполненного автоматической сваркой, не менее 0,95 от временного
сопротивления основного металла. Угол загиба сварных образцов при
температурах 293 и 77 К более 120°. Обрабатываемость резанием
удовлетворительная.
В среде, имитирующей осадки промышленного района,
коррозионная стойкость стали в пять раз выше, чем стали СтЗ. Во
влажной минеральной вате коррозионная стойкость на уровне
стали СтЗ.
Для защиты от коррозии необходимо поверхности, не
контактирующие с жидким криогенным продуктом, покрывать хладостойкой
эмалью типа АС-730.
Физико-механические свойства. Физические свойства
приведены в табл. 1.19. Механические свойства в соответствии с ТУ 14-
1-2236-77 следующие: при 293 К ов > 600 МПа, ао,2 > 450 МПа, 810 >
> 20 96, KCU >150 Дж/см2; при 77 К KCU > 100 Дж/см2. При 20 °С
Е = 191 ГПа, при 77 КЕ = 197 ГПа.
ТАБЛИЦА 1.19
Физические свойства стали 0Н6
Г,°С(К)
20 (293)
-196 (77)
а-ЮМС"1
11,5
5Д
Х,Вт/(мК)
78
42
сР,Дж/(кгК)
540
190
Влияние термообработки на
механические свойства показано в табл. 1.20.
Свойства сварных соединений даны в
табл. 1.21, значения К\с - на рис. 1.1.
Сталь поставляется по ТУ 14-1-
2236-77 в виде листа толщиной 10-
20 мм.
Рис. 1.1. Вязкость разрушения стали 0Н6
при низкой температуре
К1с, МПам1/2
250
200 -
14-312
202
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 1.20
Влияние термообработки на механические свойства стали 0Н6
Режим термообработки
(контрольные образцы)
Нормализация 830 °С
Закалка (820 °С, вода), отпуск 600 °С
Нормализация 930 °С, вторая
нормализация 820 °С, отпуск 590 °С
Т°,К
290
77
290
77
290
77
Ов
О"0,2
МПа
550
850
570
870
650
950
400
700
430
750
450
880
б
Ф
%
24
27
26
26
27
28
70
68
72
70
75
72
кси,
Дж/см2
260
25
270
65
290
100
Примечание. Материал - лист толщиной 10 мм.
ТАБЛИЦА 1.21
Механические свойства сварных соединений из стали 0Н6
Вид сварки (присадочный материал)
Ручная (электроды ЭА-ЗМ6)
Автоматическая под слоем флюса
(проволока Св-10Х16Н25АМ6, флюс
АН-26)
Ручная аргонодуговая (проволока
Св-10Х16Н25АМ6)
Г,°С(К)
20 (293)
-196 (77)
20 (293)
-196 (77)
20 (293)
-196 (77)
о?, МПа
620
930
600
900
650
950
кси*,
Дж/см2
210
60
190
60
240
60
* Значение KCU определено в зоне термического влияния.
Примечание. Для основного металла при 20 °С ов > 650 МПа; KCU > 250 Дж/см2.
1.4.2. СТАЛЬ 0Н9
Характеристика. Хладостойкая никельсодержащая сталь
повышенной прочности, магнитная, свариваемая; коррозионная
стойкость низкая.
ТАБЛИЦА 1.22
Химический состав стали 0Н9 по ТУ 14-1-2236-77, %
С
S
Р
не более
0,10
0,015
0,02
Мп
0,30-0,60
Si
0,15-0,35
Ni
8,5-10,0
Глава I ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА 203
Назначение. Рекомендуется для изготовления деталей сосудов
и трубопроводов, работающих под давлением при минимальных
температурах до 70 К (для статически нагруженных) и 120 К (для
динамически нагруженных). Сталь зарегистрирована в Госгортех-
надзоре РФ в качестве листового материала, допустимая
температура эксплуатации которого 120-475 К.
Ферритная сталь, легированная 9 % никеля, широко
используется в криогенном машиностроении. Вошла в стандарты США,
Японии, ФРГ, Франции и других стран для оборудования,
работающего при температуре до 77 К. Сталь с 9 % никеля обычно
называют "Криогеник-9". В этих странах ее применяют для
изготовления емкостей и резервуаров, предназначенных для хранения и
транспортировки сжиженных газов, в частности для
оборудования танкеров, осуществляющих дальние перевозки жидкого
природного газа. В США из стали с 9 % никеля изготовляют
резервуары для хранения жидкого кислорода на металлургических
заводах, азотные емкости, регенераторы воздухоразделительных
установок.
Технологические свойства. Сталь деформируется в горячем
и холодном состояниях удовлетворительно. Температурный
интервал горячей деформации 1130-880 °С. Рекомендуемый режим
термообработки: нормализация от 900 °С, повторная
нормализация от 790 °С (охлаждение в воде или на воздухе), отпуск при
600 °С.
В случае отпуска при 690 °С вследствие выделения карбидов на
границах первичных зерен аустенита ударная вязкость при -196 °С
(77 К) будет пониженной (KCU > 20 Дж/см2). Повышение
температуры отпуска с 570-590 °С приводит к увеличению количества
остаточного аустенита в структуре с 2 до 10 %, при этом значение KCU
при 77 К возрастает с 60 до 110 Дж/см2.
Свариваемость удовлетворительная. С целью обеспечения
работоспособности при криогенных температурах требуется применение
присадочных материалов, содержащих до 80 % никеля: проволоки
Св-06Х15Н60М15, электродов 10Х20Н70Г2М2Б2В (на базе
проволоки Св-ХН78Т). При наличии отработанной технологии сварки
листов малой толщины (до 4 мм) допустимо применение
присадочных материалов, содержащих 15-25 % никеля, например
проволоки Св-10Х16Н25АМб. Обрабатываемость резанием
удовлетворительная.
Физико-механические свойства. Физические свойства
приведены в табл. 1.23. Механические свойства в соответствии с ТУ 14-
1-2236-77 следующие: при 20 °С ов > 600 МПа, о0>2 > 480 МПа, б10 >
> 20 %, KCU > 180 Дж/см2; при 77 К KCU > 100 Дж/см2. При 20 °С
Е = 191 ГПа; при 77 КЕ = 197 ГПа.
14*
204
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
К1с, МПам1/2
200
101
104 105
УУ,цикл
Рис. 1.2. Малоцикловая усталость стали 0Н9 при 20 °С (плоский изгиб
образцов с надрезом):
1 - надрез по основному металлу; 2 - надрез по сварному шву с усилением; 3 - надрез
по сварному шву со снятым усилением; 4 - надрез по сварному шву при наличии в
нем дефекта
Рис. 1.3. Вязкость разрушения стали 0Н9 при низкой температуре
ТАБЛИЦА 1.23
Физические свойства стали 0Н9
г,°с
20 (293)
-196 (77)
а-10е, К"1
14,6
5,5
Х,Вт/(мК)
54
14
сР,Дж/(кгК)
460
210
ТАБЛИЦА 1.24
Влияние термообработки на механические свойства стали 0Н9
Режим термообработки
(контрольные образцы)
Нормализация 790 °С
Закалка (790 °С, вода), отпуск
580 °С
Нормализация 900 °С, вторая
нормализация 790 °С, отпуск
560 °С
Г,°С(К)
17(290)
-196 (77)
17(290)
-196 (77)
17(290)
-196 (77)
Ов
О0,2
МПа
590
1000
650
1100
720
1250
Примечание. Материал - лист толщиной 10 мм.
430
900
550
950
580
980
б
Ч>
%
26
28
29
26
30
29
71
69
73
65
76
70
KCU,
Дж/см2
290
40
260
80
300
130
Глава 7. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА 205^
ТАБЛИЦА 1.25
Механические свойства сварных соединений из стали 0Н9
Вид сварки (присадочный материал)
Ручная (электроды ЭА-ЗМ6
Автоматическая под слоем флюса
(проволока Св-10Х16Н25АМ6, флюс
АН-26)
Ручная аргонодуговая (проволока
Св-10Х16Н25АМ6)
Г,°С(К)
20 (293)
-196 (77)
20 (293)
-196 (77)
20 (293)
-196 (77)
<fBB, МПа
640
940
650
1000
680
1050
KCU*,
Дж/см2
220
80
210
80
240
80
* Значение KCU определено в зоне термического влияния.
Примечание. Для основного металла при 20 °С ов = 680 МПа; KCU = 250 Дж/см2.
Сталь поставляется в виде листа толщиной 10-20 мм.
1.5. НЕРЖАВЕЮЩИЕ СТАРЕЮЩИЕ СТАЛИ
В криогенной технике нашли применение нержавеющие диспер-
сионно-твердеющие стали аустенитного класса марок 08Х15Н24В4ТР
(ЭП164) и 10Х11Н23ТЗМР (ЭПЗЗ). Упрочнение сталей этого типа
происходит в процессе старения за счет выделений дисперсных ин-
терметаллидных фаз.
Стали ЭП164 и ЭПЗЗ разрабатывались и широко используются
в качестве жаропрочных конструкционных материалов. После
термообработки и старения они имеют повышенную прочность,
сохраняя удовлетворительную вязкость и пластичность при температурах
до-253°С(20К),
При закалке мартенситно-стареющей стали ЭП921 образуется
практически безуглеродистый мартенсит, имеющий сравнительно
низкую прочность и высокую пластичность. В закаленном
состоянии сталь удовлетворительно обрабатывается резанием.
Окончательное упрочнение достигается при старении. Предел текучести
при 20 °С увеличивается до 1300 МПа, временное сопротивление -
до 1400 МПа. С понижением температуры прочностные
характеристики растут при сохранении вязкости и пластичности на
приемлемом уровне. При -196 °С ударная вязкость KCU составляет около
45 Дж/см2, относительное удлинение - 20 %. Сталь ЭП921
допускает применение сварки. После старения временное сопротивление
сварного шва не опускается ниже 1200 МПа при
удовлетворительной пластичности.
206
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
1.5.1. СТАЛЬ 08Х15Н24В4ТР (ЭП 164)
Характеристика. Нержавеющая дисперсионно-твердеющая
сталь аустенитного класса, имеющая повышенную прочность и
удовлетворительные пластичность и вязкость при криогенных
температурах; немагнитная. Разрабатывалась и широко используется
как жаропрочная сталь, обладающая высокой релаксационной
стойкостью при температурах до 650 °С и жаростойкостью до 830 °С.
ТАБЛИЦА 1.26
Химический состав стали 08Х15Н24В4ТР по ГОСТ 5632-72, %
С
Si
не более
0,08
Ti
1,4-1,8
0,6
w
4,0-5,0
Mn
0,5-1,0
s
Cr
14,0-16,0
P
Ni
22,0-25,0
В
Се
не более
0,020
0,035
0,005
0,025
Назначение. В криогенной технике применяется для
изготовления нагруженных несварных деталей: подвесок внутренних
сосудов криогенных емкостей, штоков арматуры, крепежа и т. п.
Рекомендуемая рабочая температура 4-1000 К. Зарегистрирована в Гос-
гортехнадзоре РФ в качестве материала для крепежных деталей
фланцевых соединений, работающих при температуре до 14 К.
Технологические свойства. Сталь удовлетворительно
деформируется при высоких температурах. Температура ковки 1200-
1000 °С. Сталь термически упрочняется за счет дисперсионного
твердения, обусловленного высоким содержанием титана.
Рекомендуются два режима термообработки: 1) горячая деформация и
старение (при 730 ± 25 °С в течение 16 ч, охлаждение на воздухе);
2) аустенитизация (нагрев до ИЗО ± 25 °С, выдержка 1-2 ч,
охлаждение на воздухе) и старение (при 730 ± 25 °С в течение 16 ч,
охлаждение на воздухе). После старения обрабатываемость резанием
(точение, фрезерование) удовлетворительная. В термообработанном
состоянии при 215-228 НВ и ав = 760 МПа Kv = 0,7 (твердый сплав),
Kv = 0,7 (быстрорежущая сталь). Свариваемость ограниченная.
После сварки рекомендуется последующая термообработка.
Физико-механические свойства. Физические свойства
стали приведены в табл. 1.27. Плотность при 20 °С у = 8,230 г/см3. Me-
Глава I ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
207
ханические свойства поставляемого металла при 20 °С (режим
термообработки контрольных образцов: состояние поставки с
последующим старением при 700 °С в течение 16 ч, охлаждение на
воздухе): ов > 750 МПа; о0>2 > 450 МПа; 85 > 18 %; гр > 35 96; KCU >
> 80 Дж/см2. Модуль нормальной упругости при 20 °СЕ = 212 ГПа.
Механические свойства стали при низких температурах
приведены в табл. 1.28,1.29 и на рис. 1.4,1.5.
ТАБЛИЦА 1.27
Физические свойства стали 08Х15Н24В4ТР
при низких температурах
Г, К
4
10
20
30
40
50
60
70
80
90
100
а-10е, К"1
-0,12
-0,24
-0,15
-0,42
1,27
2,50
3,87
5,18
6,43
7,53
8,48
К
ВтДм-К)
0,5
1,4
2,7
3,8
4,8
5,7
6,5
7,2
7,6
7,9
8,2
сР,
ДжДкгК)
_
6,2
17,0
26,6
55
87
121
160
201
230
268
Г, К
120
130
140
160
180
200
220
240
260
280
300
а-10е, К"1
9,98
10,63
11,20
12,19
12,96
13,57
14,13
14,58
14,96
15,30
15,60
К
ВтДмК)
8,6
8,8
9,1
9,8
10,5
11,3
12,1
13,0
13,9
14,9
15,9
Дж/Скг-К)
_
343
-
392
—
452
475
477
478
—
—
ТАБЛИЦА 1.28
Механические свойства стали 08Х15Н24В4ТР
при низких температурах
Режим термообработки
Горячая деформация, старение
(750 °С, 16 ч, воздух)
Закалка (1150 °С, 2 ч, масло),
старение (750 °С, 16 ч, воздух)
Г,°С(К)
20 (293)
-196 (77)
-253 (20)
20 (293)
-196(77)
-253 (20)
Ов
О"СЬ2
МПа
850
1270
800
1100
650
830
600
800
б
W
%
18
28
20
12
48
28
26
14
KCU,
Дж/см2
80
60
60
110
100
90
Для прутка диаметром 20 мм после горячей деформации и
старения при 700 °С в течение 16 ч (ав = 1200 МПа) предел
выносливости на базе 5 • 106 циклов (знакопеременный изгиб с вращением): а1и =
= 500 МПа при 20 °С; а1и = 680 МПа при 77 К. При наличии концен-
208
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
тратора напряжений на образце диаметром 17 мм (надрез глубиной
2,5 мм и радиусом у вершины ОД мм) предел выносливости для тех
же условий испытаний составляет соответственно 200 и 270 МПа.
ТАБЛИЦА 1.29
Механические свойства образцов с надрезом из стали
08Х15Н24В4ТР
, МПа
20 (293)
196 (77)
1240
1480
15
8
Примечание. Режим термообработки: аустенитизация + старение. Образцы
диаметром 7 мм, надрез глубиной 1 мм и радиусом у вершины 0,15 мм.
Циклическая вязкость разрушения того же материала: К\с =
= 41 МПа • м1/2 при температуре 20 °С.
При статическом нагружении временное сопротивление
образцов типа шпилек практически не зависит от перекоса на угол до 5 °
при температурах 20 °С (293 К) и -196 °С (77 К).
Вид поставки. Сталь сортовая и калиброванная - ГОСТ 5949-
79. Сталь поставляется в виде прутка круглого (квадратного)
сечения диаметром (стороной) от 8 до 150 мм, горячекатаного или
кованого, без термообработки.
, МПа
25
20
15
10
KCU, Дж/см2
200
а, МПа
800
100 200 300 Г, К
106 107
/V, цикл
Рис. 1.4. Влияние низких температур на свойства стали 08Х15Н24В4ТР:
1 - ао,2; 2-ов;3- б10; 4 - KCU
Рис. 1.5. Циклическая прочность стали 08Х15Н24В4ТР
(знакопеременный изгиб с вращением):
1 - при 293 К; 2 - при 77 К
Глава /. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
209
1.5.2. СТАЛЬ 10Х11Н23ТЗМР (ЭПЗЗ)
Характеристика. Нержавеющая дисперсионно-твердеющая
сталь аустенитного класса, имеющая повышенную прочность и
удовлетворительные пластичность и вязкость при криогенных
температурах; немагнитная. Разрабатывалась и используется в качестве
жаропрочного материала, работоспособного в течение
ограниченного срока при температурах до 730 °С.
ТАБЛИЦА 1.30
Химический состав стали 10Х11Н23ТЗМР по ГОСТ 5632-72, %
С
Si
не более
одо
Ti
2,6-3,2
0,6
Mo
1,6-1,9
Mn
0,6
Al
Cr
10,0-12,5
S
Ni
21,0-25,0
P
В
не более
0,8
0,010
0,025
0,002
Назначение. Детали турбин, пружины, крепеж, работающие
ограниченное время при температуре 700 °С. В криогенной технике
применяется для изготовления тяжелонагруженных несварных
деталей, крепежа, пружин. Рекомендуемая рабочая температура
-253 -г +597 °С (20-870 К). Зарегистрирована в Госгортехнадзоре РФ
в качестве материала для крепежных деталей.
Технологические свойства. Сталь удовлетворительно
деформируется в горячем состоянии (температурный интервал 1100—
800 °С). Охлаждение после деформации на воздухе.
Сталь термически упрочняется за счет дисперсионного
твердения, обусловленного высоким содержанием титана и алюминия.
Для деталей, работающих при криогенных температурах,
используют два вида термообработки: 1) горячая деформация и старение;
2) аустенитизация и старение. Обрабатываемость резанием после
старения удовлетворительная.
При изготовлении крепежных деталей с целью предохранения
резьбы от заедания рекомендуется следующая технология: закалка
заготовок от температуры 1000 °С в масле с последующим
старением при 750 °С в течение 16 ч; изготовление деталей по чертежу;
старение окончательно изготовленных деталей при 650 °С в течение
16 ч, охлаждение на воздухе. В процессе старения на поверхности
деталей образуется плотная оксидная пленка, обладающая защит-
210
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ными свойствами против коррозии и уменьшающая заедание
резьбы. Свариваемость неудовлетворительная.
Физико-механические свойства. Физические свойства
приведены в табл. 1.31. Плотность при 20 °С у = 7,95 г/см3.
Механические свойства приведены в табл. 1.32-1.34 и на рис. 1.6, 1.7.
Модуль нормальной упругости: Е = 188 ГПа при 20 °С. Е = 195 ГПа при
-75 °С (198 К), Е = 200 ГПа при -196 °С (77 К). Вязкость
разрушения при 20 °С и -196 °С (77 К) одинакова: Кь = 64,5 МПа • м1/2.
Вид поставки стали указан в табл. 1.35.
ТАБЛИЦА 1.31
Физические свойства стали 10Х11Н23ТЗМР
при низких температурах
Г, К
5
10
20
30
40
50
60
70
а-10е, К"1
0,03
-
0,09
0,14
0,45
1,46
2,92
4,40
К
Вт/(м-К)
0,6
1,2
2,4
3,6
4,5
5,2
5,9
6,5
ДжДкгК)
_
6,2
17,0
26,6
55
87
121
160
Г, К
80
90
100
150
200
250
300
а-10е, К"1
6,0
7,40
9,10
12,0
14,2
15,3
16,00
К
ВтДмК)
7,0
7,4
9,10
12,0
14,2
15,3
16,00
ДжДкгК)
205
236
265
370
418
450
467
ТАБЛИЦА 1.32
Стандартизованные механические свойства стали 10Х11Н23ТЗМР
при температуре 20 °С (не менее)
Полуфабрикат
Пруток, шайба
кованые, катаные
Пруток
калиброванный,
шлифованный, со
специальной
отделкой (серебрянка)
Пруток, штанга,
полоса
горячекатаные, кованые
диаметром
(толщиной) до 200 мм
Нормативно-
технический
документ
ТУ14-1-312-72
ТУ 14-1-378-72
ГОСТ 5949-75
ГОСТ 20072-74
Режим
обработки*
1
2
3
4; 5
Он
ОЬ,2
МПа
900
1000
1100
900
600
700
800
600
б
ч>
%
8
10
13
8
10**
12**
20
10
кси,
Дж/
см2
30
30
403*
30
нв
255-301
302-363
286-340
Глава 7. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
211
Продолжение
Номер
режима
1
2
3
4
5
Ппопесс
Л. A LSVSJLJiV^VsV"
Закалка
Старение
Закалка
Первое старение
Второе старение
Закалка
Первое старение
Второе старение
Закалка
Старение
Закалка
Первое старение
Второе старение
Г, °С
1120
770
1000
750
630
1100
780
650
1180
780
1000
750
630
Выдержка при
температуре Г, ч
2-5
16-25
2-5
16
10-16
1-2
16
16
1-5
16-25
2-5
16
10-16
Охлаждающая
среда
Воздух или масло
Воздух
Масло
Воздух
Воздух
Масло
Воздух
Воздух
Воздух
Воздух
Масло
Воздух
Воздух
* Характеристики режимов термообработки.
** Для металла вакуумно-дугового переплава относительное сужение ip выше на 2 %.
3* Пруток калиброванный диаметром менее 16 мм на ударную вязкость не испыты-
МПа
1400
1200
1000
800
600
- 28
- 24-
12
100
200 300
Г, К
а, МПа
1800
1000
102 103
, цикл
Рис. 1.6. Влияние температуры на механические свойства стали
10Х11Н23ТЗМР:
l-aO)2;2-cB;3-5lo;4-KCU
Рис. 1.7. Малоцикловая усталость стали 10Х11Н23ТЗМР
(пульсирующее растяжение образцов с надрезом):
1 - при 300 К; 2 - при 77 К; 3 - при 20 К
212
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 1.33
Механические свойства стали 10Х11Н23ТЗМР
Режим термообработки
Закалка (1160 °С, 2 ч, масло),
старение (750 °С, 16 ч, воздух)
Ковка, старение (700 °С, 3 ч,
воздух)
Г,°С(К)
20 (293)
-196(77)
-253 (20)
20 (293)
-196(77)
-253 (20)
Ов
О"(Ь2
МПа
1100
1410
1540
1260
1660
1900
850
1000
1140
1040
1300
1520
б
W
%
20
15
5
21
29
9
24
17
9
42
44
10
KCU,
Дж/см2
50
48
45
100
75
50
ТАБЛИЦА 1.34
Механические свойства пружинной проволоки из стали
10Х11Н23ТЗМР при 293 К
Режим термообработки
Закалка (ИЗО °С, 30 мин, воздух или
вода), холодное волочение
Закалка (ИЗО °С, 30 мин, воздух или
вода), холодное волочение, старение
(700 °С, 5 ч)
е, % (при
волочении)
20
40
20
40
С7в, МПа
750
1100
100
1450
HRC
25
30
35
40
ТАБЛИЦА 1.35
Вид поставки стали 10Х11Н23ТЗМР
Полуфабрикат
Пруток круглый диаметром до
240 мм
Пруток круглый калиброванный
диаметром вписанной окружности
8-30 мм
Пруток шестигранный
калиброванный диаметром 3-100 мм
Пруток со специальной отделкой
поверхности (серебрянка)
Полоса шириной 12-200 мм и
толщиной 4-60 мм
Состояние поставки
Без термообработки
Без термообработки
или в отожженном
состоянии (по
соглашению сторон)
Без термообработки
Нормативно-
технический
документ
ГОСТ 1133-71
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 4693-77
ГОСТ 7417-75
ГОСТ 8560-78
ГОСТ 14955-77
ГОСТ 103-76
Глава /. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА ]^
1.6. ВЫСОКОПРОЧНЫЕ МАРТЕНСИТНО-СТАРЕЮЩИЕ СТАЛИ
ДЛЯ КРИОГЕННОЙ ТЕХНИКИ
Широкое распространение мартенситно-стареющих сталей
обусловлено удачным сочетанием высоких прочностных и
пластических свойств, хорошей тепло- и хладостойкости, достаточного
сопротивления хрупкому разрушению, размерной стабильности при
термической обработке.
Мартенситно-стареющие стали - это особый класс материалов,
превосходящих по конструкционной прочности и технологичности
рассмотренные ранее легированные низкоотпущенные и дисперси-
онно-твердеющие стали.
Мартенситно-стареющие стали характеризуются высокими
значениями вязкости разрушения К\с при одновременно высоких
значениях предела текучести о0)2.
Их основа - безуглеродистые сплавы железа с высоким
содержанием никеля (до 20 %), дополнительно легированные Со, Mo, Ti,
Al, Cr и другими элементами.
Особенностью этой группы сталей является получение при
закалке практически безуглеродистого легированного мартенсита и
его последующее старение при температуре около 500 °С,
сопровождающееся выделением интерметаллидных фаз. Это обеспечивает
сочетание высоких прочностных свойств с достаточной
пластичностью и вязкостью. Опасность хрупких разрушений при низких
температурах, в отличие от других высокопрочных сталей, уменьшается
благодаря присутствию никеля и низкому содержанию углерода (не
более 0,03-0,04 %).
Мартенситно-стареющие стали закаливают от 800-860 °С на
воздухе. При нагреве легирующие элементы переходят в у-раствор и
при охлаждении не выделяются. Закалка фиксирует пересыщенный
железоникелевый безуглеродистый мартенсит с высокой
подвижностью дислокаций. Поэтому железоникелевый мартенсит при
прочности ав « 1000 МПа имеет высокую пластичность (5 = 18-20 %, \р =
= 75-85 %) и малую способность к упрочнению при холодной
деформации. После закалки эти стали можно деформировать с
большими степенями обжатия.
В закаленном состоянии сталь хорошо обрабатывается
давлением, резанием и хорошо сваривается.
Мартенситно-стареющие стали получают основное упрочнение
при старении, т. е. отпуске при 450-500 °С. Упрочнение при
старении связано с выделением из мартенсита дисперсных частиц ин-
терметаллидов типа NiTi, Fe2Mo, Ni3(Ti, Al). Если интерметаллидные
фазы находятся на стадии предвыделения, когда они еще
когерентно связаны с твердым раствором и имеют очень малые размеры, то в
этом случае достигается наибольшее упрочнение.
214
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
2, МПа
3000
2000
1000
0'
1 уГ
5,
j 2
G
/
F,D
Рис. 1.8. Вклады основных механизмов в
предел текучести мартенситно-стареющей
стали (Fe + 28 % (ат.) Ni + 12 % (ат.) А1):
1-2 - твердорастворное упрочнение, 2-3 -
упрочнение дефектами (мартенситное превращение);
3-4 - упрочнение дисперсионными частицами; 5 -
мартенситное превращение
Вклады основных механизмов в упрочнение мартенситно-ста-
реющих сталей приведены на рис. 1.8.
Мартенситно-стареющие стали применяют в самолетостроении и
ракетостроении, т. е. в тех отраслях, в которых важна удельная
прочность, а также в криогенной технике, где они нашли применение
благодаря высокой пластичности и вязкости при низких температурах.
Для изготовления криогенной техники в России применяют
мартенситно-стареющие стали следующих марок: 03Х9К14Н6МЗД
(ЭП 921), 03Х14К14Н4МЗ (ЭП 767) и разработанную в последние
годы сталь 05Х12Н7К6М45.
1.6.1. СТАЛЬ 03Х9К14Н6МЗД (ЭП 921)
Характеристика. Нержавеющая сталь мартенситного класса,
сочетающая высокие прочность и твердость с удовлетворительными
пластичностью и вязкостью при низких температурах.
ТАБЛИЦА 1.36
Химический состав стали 03Х9К14Н6МЗД по ТУ 14-1-1785-76, %
С
Si
не более
0,03
Мо
3,0-4,0
од
Си
1,0-1,5
Сг
8,5-9,5
Мп
0,2-0,6
Со
13,0-14,9
V
0,10-0,25
Ni
6,0-7,0
S
Р
не более
0,01
0,01
Назначение. Применяется для изготовления высоконагру-
женных деталей, в том числе деталей ушютнительных узлов
арматуры: седел, клапанов и др., а также элементов турбодетандеров:
валиков, подпятников и т. п., где требуется сочетание высокой
твердости и эрозионной стойкости. Рекомендуемая рабочая температура
77-670 К.
Глава I ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА 215
Технологические свойства. Сталь удовлетворительно
деформируется в горячем состоянии, температурный интервал ковки
1150-900 °С. При сечениях размером более 100 мм первую осадку
при ковке необходимо осуществлять со степенями обжатия не более
20 %. Промежуточный подогрев до 1000 °С.
Сталь упрочняется при термообработке. Рекомендуемый режим
термообработки: первая закалка от температуры 860 °С в воде,
вторая закалка от температуры 730 °С в воде, старение при 540 °С в
течение 3 ч, охлаждение в воде. В закаленном состоянии сталь
механически обрабатывается удовлетворительно. В закаленном и
состаренном состоянии для механической обработки необходимо
применение твердосплавного инструмента, при этом скорости
обработки должны быть понижены. В закаленном состоянии сталь
ЭП921 сваривается удовлетворительно с присадкой проволоки Св-
03Х12Н9М2С. Возможна также аргонодуговая сварка со сталью
типа 12Х18Н10Т с применением проволоки Св-04Х19Н9 (ГОСТ 2246-
70) или Св-03Х19Н15Г6М2АВ2 (ТУ 14-1-1595-76).
Для ручной электродуговой сварки стали 03Х9К14Н6МЗД со
сталью 12Х18Н10Т рекомендуются электроды Э-07Х20Н9 (O3JI-8)
или Э-10Х25Н13Г2 (ОЗЛ-6). При этом рекомендуется соблюдать
следующие требования: сварку производить с минимальным проплав-
лением кромок и максимальной долей участия присадочного
материала; для компенсации отклонения сварочной дуги, связанного с
ферромагнитными свойствами стали, ось электрода следует смещать в
сторону немагнитной стали 12Х18Н10Т; после окончания сварки
разогретый участок шва держать под защитой аргона до потемнения
металла шва. Старение после сварки позволяет получить прочность
ов > 1200 МПа при сохранении удовлетворительной пластичности.
При изготовлении деталей из стали ЭП921 может применяться
пайка серебряными припоями на медно-никелево-марганцевой
основе и др.
Физико-механические свойства. Физические свойства
приведены в табл. 1.37. Механические свойства приведены в табл. 1.38-
1.42, на рис. 1.9 и 1.10, а. При 20 °С Е =
= 226 ГПа. Для стали, прошедшей
термообработку по режиму: первая закалка
от 880 °С, вторая закалка от 730 °С:
Г,°С(К) 20(293; -196(77)
а_1и,МПа 550 650
2 38 51
Рис. 1.9. Влияние температуры старения Тег
на твердость стали 03Х9К14Н6МЗД (исход- 670
ная твердость HRC 32)
216
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Для стали, прошедшей термообработку по режиму: первая
закалка от 880 °С, вторая закалка от 730 °С, старение при 530 °С в
течение 3 ч: при 293 К о^ = 690 МПа и Кь = 54 МПа-м1/2 и при 77 К
Kic = 63,5 МПа • мУ2; при 20 К Кгс = 58 МПа • м1/2.
ТАБЛИЦА 1.37
Физические свойства стали 03Х9К14Н6МЗД
при низких температурах
Г, К
5
10
14
20
30
40
50
60
70
80
100
а-10е, К"1
0
-0,08
-0,04
0,13
0,66
1,59
2,60
3,72
4,40
5,20
6,70
К
ВтДмК)
0,3
1,0
1,5
2,3
3,6
4,7
5,7
6,7
7,6
8,6
10,0
ДжДкгК)
_
4
16
11
23
43
78
113
147
182
240
Г, К
120
140
160
180
200
220
240
260
280
300
а-10е, К"1
8,02
9,23
10,3
11,3
11,9
12,3
12,65
12,9
13,1
13,2
К
ВтДмК)
10,9
116
12,2
12,9
13,5
14,1
14,7
15,3
15,9
16,5
Ср,
ДжДкг-К)
290
326
356
379
397
412
424
433
441
-
ТАБЛИЦА 1.38
Стандартизованные механические свойства холоднокатаных
листов из стали 03Х9К14Н6МЗД при температуре 293 К
по ТУ 14-1-2071-77 (не менее)
Режим термообработки
Без термообработки (состояние поставки)
Закалка (730 °С, вода), старение (540 °С, 3 ч, вода)
Оо,2
Ов
МПа
850
1300
1000
1400
55,%
20
15
ТАБЛИЦА 1.39
Механические свойства кованой стали 03Х9К14Н6МЗД
при низких температурах (не менее)
Г,°С(К)
20 (293)
-196 (77)
ав
О"о,2
СТвк
МПа
1420
1940
850
1000
1790
2030
б5
W
%
18
20
56
25
КСи,Дж/см2
55
45
Примечание. Поковка диаметром 300 мм. Термообработка: первая закалка
(нагрев до 860 °С, выдержка 1 ч, охлаждение в воде), вторая закалка (нагрев до 730 °С,
выдержка 1 ч, охлаждение в воде), старение при 540 °С в течение 3 ч. Твердость HRC 40-42.
Глава 1. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
217
ТАБЛИЦА 1.40
Механические свойства кованой стали 03Х9К14Н6МЗД
в состоянии поставки при низких температурах (не менее)
Г, "С (К)
20 (293)
-100(173)
-253 (20)
оа
°0,2
(Jb.k
МПа
1080
1270
1700
770
940
1530
1680
1780
1410
65
W
ipK
%
12
12
16
42
24
10
8
KCU,
Дж/см2
80
50
30
Примечание. Кованый пруток диаметром 140 мм в состоянии поставки; HRC
36-37.
ТАБЛИЦА 1.41
Механические свойства горячекатаных листов из стали
03Х9К14Н6МЗД при низких температурах (не менее)
Г, К
293
77
20
0-0,2
Ов
МПа
1400
1650
1740
1500
1850
1900
б5
W
%
20
15
12
60
52
45
KCU
KCV
КСТ
Дж/см2
75
55
35
65
40
28
40
15
12
Примечания. 1. Лист толщиной 12 мм. Термообработка: первая закалка (860 °С,
вода), вторая закалка (730 °С, вода), старение при 520 °С в течение 3 ч (охлаждение
в воде). 2. В случае старения при 570 °С в течение 3 ч ударная вязкость при 20 К KCV =
= 20 Дж/см2.
ТАБЛИЦА 1.42
Механические свойства холоднокатаных листов из стали
03Х9К14Н6МЗД и ее сварных соединений при низких
температурах (не менее)
Мятрпиял
XVXd X wL/xTCL/1
Лист
в состоянии
поставки
Рржим трпмоойпяйоттси
X C/ZVXllVX 1 CJLJIVIV-JV-'V-J L/ClUv/ 1 Ivrl
Закалка (860 °C, вода)
Закалка (760 °С, вода), старение
(530 °С, 3 ч)
Нагрев до 1050 °С, медленное
охлаждение
Нагрев до 1050 °С, медленное
охлаждение, старение (570 °С, 3 ч)
Т К
293
77
20
293
77
293
77
293
77
ас,
Ов
МПа
900
1320
-
1020
1370
740
1050
1070
1330
1080
1620
1720
1340
1840
1050
1450
1420
1840
а,.х
11
16
-
8
11
6
10
13
19
218
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Продолжение
Материал
Сварное
соединение
Режим термообработки
Без термообработки
Нагрев до 1050 °С, медленное
охлаждение
Нагрев до 1050 °С, медленное
охлаждение, старение (570 °С, 3 ч)
Г, К
293
77
20
293
77
20
293
77
20
Оо,2
Ов
МПа
—
—
—
-
-
-
-
-
-
1030
1600
1670
1000
1400
1600
1070
1640
1720
б10, %
—
—
-
-
-
-
-
-
-
Примечания. 1. Толщина листа 0,8 мм. 2. Сварное соединение получено ар-
гонодуговой сваркой листов в состоянии поставки с применением проволоки типа Св-
Х12Н9М2.
Сталь поставляется в виде горячекатаных прутков диаметром 35
и 55 мм, кованых прутков круглого и квадратного сечений
диаметром (стороной) 60-180 мм (ТУ 14-1-1785-76), горячекатаного
листа толщиной 3-16 мм (ТУ 14-1-2070-77), холоднокатаного листа
толщиной 1,5-3 мм (ТУ 14-1-2071-77). Лист может поставляться из
металла вакуумно-дугового или электрошлакового переплава.
1.6.2. СТАЛЬ 03Х14К14Н4МЗТ (ЭП 767)
Характеристика. Нержавеющая мартенситно-стареющая сталь,
сочетающая высокую прочность с высокой вязкостью при низких
температурах.
ТАБЛИЦА 1.43
Химический состав стали 03Х14К14Н4МЗТ по ТУ 14-123-22-73, %
С
<0,03
Ti
0,15-0,20
Сг
13,5-14,5
V
0,10-0,15
Ni
3,8-4,8
S
<0,01
Со
13,0-14,0
р
<0,01
Мо
2,3-3,0
Мп
<0,20
Si
<0,20
Назначение. Сталь ЭП 767 широко используется в ракетно-
космической технике для изготовления тонколистовых сварных
конструкций сложной конфигурации и деталей арматуры, работающих
Глава /. ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
219
при температуре до 77 К (золотники, втулки, штоки, опоры,
стаканы, клапаны, тарелки и др.).
Сталь ЭП 767 выплавляется в обычных промышленных
электропечах с последующим вакуумно-дуговым переплавом литых
электродов. Переплав электродов методом вакуумно-дугового переплава
не вызывает каких-либо технологических затруднений. Металл
характеризуется хорошей технологической пластичностью. Ковка
слитков на сортовой профиль и прокатка листа происходят
удовлетворительно.
Высокий уровень свойств стали 03Х14К14Н4МЗТ (ЭП 767)
определяется условиями формирования ее структуры.
Оптимальное сочетание прочности, пластичности и вякости
достигается при термической обработке, состоящей из закалки при
1050 °С, обработки холодом и старения при 520 °С в течение б ч.
Сталь обладает удовлетворительной свариваемостью и паяе-
мостью. Сварка выполняется проволокой того же состава. Сталь и
ее сварные соединения коррозионностойки в атмосферных
условиях при повышенной температуре и относительной влажности
96-98 %.
Механические свойства. В результате термической
обработки механические свойства стали при комнатной температуре
составляют (не менее): ов = 1450 МПа, ао,2 = 1350 МПа, 6 = 15%, KCV =
= 70 Дж/см2. Высокий уровень вязкости KCV > 50 Дж/см2 при
температуре 77 К (табл. 1.44) сохраняется благодаря присутствию в
структуре 20-30 % остаточного аустенита.
ТАБЛИЦА 1.44
Механические свойства стали 03Х14К14Н4МЗТ
Состояние
Прутки
Сварные соединения
Оо,
Ов
МПа
1400
1300
1600
1500
15
11
кси20
КОТ196
Дж/см2
90
60
50
40
Уже на начальных этапах старения наблюдается интенсивное
упрочнение. Это связано с процессами перераспределения
легирующих элементов и природой упрочнения стареющего мартенсита,
имеющего высокую плотность дефектов упаковки. Повышение
температуры старения увеличивает диффузионную подвижность атомов
и количество дисперсных частиц новой фазы. Старение при 520 °С
в течение 6 ч приводит к наиболее эффективному упрочнению. При
220
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
5, %
22 г
20
18
16
14
<7В; ст0 2, МПа
2000
1800-
1600 -
1400
1200-
КСУ,Дж/см2
12L 1000
100
200
300 100
Температура, К
200
-40
20
300
Рис. 1.10. Влияние температуры на механические свойства мартен-
ситно-стареющих хладостойких сталей:
а - сталь 03Х9К14Н6МЗД (ЭП 921); б - сталь 03Х14К14Н4МЗТ (ЭП 767); 1 - о0>2;
2 - ав; 3 - б; 4 - KCV
этом ударная вязкость сохраняет высокие значения при температуре
77 К (-196 °С).
На рис. 1.10 приведен характер изменения механических свойств
мартенситно-стареющих хладостойких сталей ЭП 921 и ЭП 767.
Из графиков видно, что обе марки стали сохраняют высокую
вязкость и пластичность при криогенных температурах.
Термообработанные сварные соединения при 20 °С имеют ав
не менее 1300 МПа при хорошей ударной вязкости. При -196 °С
(77 К) вязкость металла шва снижается, но составляет не менее
30 Дж/см2.
Вид поставки. Сталь сортовая и калиброванная - ГОСТ 5949-
76. Лист тонкий - ГОСТ 5582-75, ТУ 14-123-21-73. Лист толстый -
ГОСТ 7350-77, ТУ 14-123-21-73.
Недостатками сталей ЭП 921 и ЭП 767 является повышенное
содержание дорогого и дефицитного кобальта, а также ограничение
нижнего предела применения температурой 77 К.
Глава I ЛЕГИРОВАННЫЕ СТАЛИ ФЕРРИТНО-МАРТЕНСИТНОГО КЛАССА
221
1.6.3. СТАЛЬ 05Х12Н7К6М4Б (ПАТЕНТ РФ № 2275439 ОТ 09.04.2003)
Современная авиакосмическая техника требует расширения
диапазона применения высокопрочных мартенситно-стареющих сталей
сав > 1300 МПа до температуры кипения жидкого водорода 20 К
при сохранении ударной вязкости KCV > 25 Дж/см2 с
одновременным снижением содержания дефицитного кобальта.
Характеристика. Высокопрочная коррозионностойкая,
свариваемая мартенситно-стареющая сталь для авиакосмической
техники, работающая при криогенных температурах до 20 К.
ТАБЛИЦА 1.45
Химический состав стали 05Х12Н7К6М4Б, %
С
<0,05
Сг
11,2-12,5
Ni
7,0-8,0
Со
5,6-7,0
Мо
3,7-4,5
Nb
<0,5
S
<0,01
р
<0,01
Сталь дополнительно модифицирована церием, кальцием и
барием.
Назначение. Сталь 05Х12Н7К6М4Б предназначена для
изготовления сварных конструкций сложной конфигурации, шаробал-
лонов и других ответственных деталей авиакосмической техники,
работающих при температуре жидкого водорода до -253 °С (20 К).
Технологические свойства. Сталь 05Х12Н7К6М4Б
выплавляется в обычных электродуговых печах с последующим вакуум-
но-дуговым переплавом литых электродов. Переплав электродов
производится по обычной технологии и не вызывает каких-либо
затруднений. Металл характеризуется хорошей технологической
пластичностью. Оптимальный температурный режим горячей
деформации составляет 1000-1050 °С. При этом относительное
удлинение стали составляет более 50 %, относительное сужение гр >
> 80 %, а сопротивление деформации умеренное и составляет ов =
= 170-200 МПа.
Сутунка стали была прокатана на листы толщиной б и 1,5 мм
по следующей схеме: нагрев до температуры 1050 °С, прокатка до
6 мм и далее до толщины 1,5 мм при комнатной температуре.
Малый коэффициент деформационного упрочнения позволил
получать тонкие листы из стали без промежуточного отжига с высокой
степенью обжатия до 70-80 %.
После прокатки на поверхности листов дефектов, макро- и мик-
ронесплошностей не наблюдалось.
Коэффициент анизотропии свойств листового металла вдоль и
поперек прокатки невысокий: для прочностных характеристик
средний коэффициент анизотропии 1,07, для пластичности 0,9.
222
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Холоднодеформированный металл имеет высокий уровень
прочности ав = 1407-1439 МПа, о0)2 > 1300 МПа (вдоль прокатки) при
сохранении пластичности б = 10,5-11,7 %. В поперечном
направлении уровень прочности несколько выше: ав = 1490-1539 МПа
(табл. 1.46).
ТАБЛИЦА 1.46
Механические свойства проката из стали 05Х12Н7К6М4Б
при комнатной температуре
Вдоль направления прокатки
Оз
О*(Ь2
МПа
1439
1413
1407
1390
1390
1380
5,%
11,7
11,2
10,5
Поперек направления прокатки
Ов
О"0-2
МПа
1539
1517
1491
1390
1405
1422
б,%
10,5
9,5
10,5
Оптимальный режим термообработки: закалка 1000 °С,
обработка холодом -70 °С и старение при температуре 520 °С, 5 ч. Точка
начала мартенситного превращения находится в области
комнатной температуры, а конца - ниже 0 °С, аустенит при охлаждении из
у-области до комнатной температуры не претерпевает полного
Су-»а)-превращения. Для обеспечения более полного превращения
аустенита в мартенсит после закалки необходимо проведение
дополнительной обработки холодом при -70 °С. Содержание
стабилизированного остаточного аустенита после оптимальной
термообработки составляет 30-35 %. Это позволяет, наряду с высокой
прочностью, сохранять высокую вязкость и пластичность при температуре
кипения жидкого водорода 20 К. Сталь обладает хорошей
свариваемостью. Сварка производится проволокой того же состава.
Механические свойства сварных соединений подтвердили высокую
надежность стали 05Х12Н7К6М4Б.
Сталь обладает высокой стойкостью против коррозионного
растрескивания в 3 96-м растворе NaCl, а также при высокой
температуре в атмосфере солевого тумана при напряжениях, составляющих
90 % от предела текучести.
Механические свойства листового материала из стали
05Х12Н7К6М4Б: влияние на механические свойства стали
температуры закалки с последующей обработкой холодом до и после
старения при 520 °С, 5 ч приведено на рис. 1.11.
Гарантированные механические свойства при комнатной
температуре: о0)2 > 1200 МПа, ав > 1300 МПа, б > 13 %, KCU > 75 Дж/см2,
KCV > 50 Дж/см2. Сварные соединения стали, подвергнутые термо-
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
223
1500
900 950 1000 1050
Температура закалки, °С
Рис. 1.11. Влияние температуры закалки с последующей обработкой
холодом при -70 °С и старением при 520 °С (5 ч) на механические
свойства стали 05Х12Н7К6М4Б
обработке, имеют механические свойства при комнатной
температуре: о0)2 = 1200 МПа, ов = 1340 МПа, KCV при -253 °С (20 К)
составляет 30 Дж/см2.
Химический состав стали и режимы термической обработки
позволили получить заданный уровень механических свойств
при -253 °С (20 К) при одновременном снижении содержания
кобальта.
Использование стали позволит снизить массу узлов ракетно-
космической техники на 15-20 96, повысить их надежность и
снизить себестоимость конструкции.
Вид поставки. Сталь сортовая - ГОСТ 5949-75. Лист тонкий -
ГОСТ 5582-75. Лист толстый - ГОСТ 7350-77.
Глава 2
ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
Хромоникелевые аустенитные стали благодаря сохранению
высокой пластичности и вязкости вплоть до температур, близких к
абсолютному нулю, высокой коррозионной стойкости и хорошим
технологическим свойствам являются основным материалом во многих
областях криогенной техники.
224 РАЗДЕЛ HI. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Аустенитное состояние стали в широком температурном
диапазоне стабилизируется благодаря введению в железо-хромистую
основу достаточных количеств никеля.
Стабильность аустенитной структуры зависит от химического
состава и внешних условий, температуры и деформации. Под
влиянием низких температур и деформации хромоникелевые аустенит-
ные стали могут испытывать мартенситное (у—>а)-превращение.
Это приводит к увеличению твердости, снижает пластичность и
вязкость стали.
В зависимости от содержания основных легирующих элементов
различают два типа хромоникелевых сталей: 1) стали,
претерпевающие заметное мартенситное превращение при охлаждении и
деформации; 2) стали, в которых это превращение почти полностью
подавлено. Аустенитные стали, в которых имеет место заметное
мартенситное превращение, содержат 18-20 % хрома и 8-12 %
никеля. К ним относятся стали марок 04X18Н10, 08Х18Н10Т,
12Х18Н8,12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т.
При необходимости полного подавления мартенситного
превращения и сохранения аустенитной структуры вплоть до самых
низких температур используют хромоникелевые стали, содержащие
18-25 % хрома и 16-25 % никеля.
Все хромоникелевые аустенитные стали благодаря высокому
содержанию хрома имеют высокую коррозионную стойкость. Однако
при повторных нагревах, например при сварке, из-за образования
карбидов хрома по границам зерен и обеднения границ хромом эти
стали склонны к межкристаллитной коррозии. Лист нержавеющей
стали, подвергшийся действию межкристаллитной коррозии, при
постукивании не издает металлического звука и легко разрушается
под действием небольших нагрузок. Склонность к межкристаллитной
коррозии может быть устранена снижением содержания углерода и
введением сильных карбидообразующих элементов: титана и ниобия.
Хромоникелевые аустенитные стали отличаются высокой
технологичностью. Они хорошо деформируются в горячем и холодном
состояниях. В холодном состоянии они допускают глубокую
вытяжку. Эти стали хорошо подвергаются пайке и свариваются. После
сварки хромоникелевые аустенитные стали, содержащие малое
количество углерода (< 0,04 %) или стабилизированные титаном, не
образуют охрупченных околошовных зон и не требуют
термообработки после изготовления конструкций. Для сварки обычно
используют присадочную проволоку Св-04Х19Н9.
Пайку производят серебряными припоями типа ПСр40, оловян-
но-свинцовыми и свинцово-кадмиевыми припоями. Из всех
низкотемпературных припоев последние обладают наиболее высокой
прочностью при большом запасе пластичности.
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ 225
Термообработка аустенитных хромоникелевых сталей проста и
заключается в закалке в воде от температуры 1050-1150 °С.
Быстрое охлаждение не дает выделиться карбидам и фиксирует
состояние пересыщенного твердого раствора. Предотвращение
выделения карбидов позволяет сохранить коррозионную стойкость и
пластичность сталей этого класса.
Хромоникелевые аустенитные стали сохраняют высокую
вязкость после значительного пластического деформирования. Они
нечувствительны к эффектам старения во времени, и их ударная
вязкость остается на высоком уровне даже после многолетней
эксплуатации в условиях низких температур. Эти стали
характеризуются высокими значениями вязкости разрушения в широком
температурном диапазоне.
Сталь 12Х18Н10Т, характерная для этого класса сталей,
обладает высоким сопротивлением ползучести, термической
усталости под нагрузкой и высокой усталостной прочностью. При
температуре -196 °С (77 К) накапливаемая пластическая деформация
при расчетном напряжении 130-140 МПа для десятилетнего
срока эксплуатации не превышает 0,2 %. При температуре -253 °С
(20 К) напряжение 200 МПа вызывает крайне незначительную
деформацию - 0,02 %, находящуюся на грани точности измерений
и практически не изменяющуюся во времени. Лишь напряжение
500 МПа дает начальную пластическую деформацию 0,5 %,
увеличивающуюся при продолжительности испытания 100 ч до 0,7%.
Однако даже при таком высоком уровне напряжений для
рассматриваемой стали суммарная деформация за период эксплуатации не
превышает 2 %.
Изделия из сталей этого типа характеризуются высокой
эксплуатационной надежностью при длительном статическом нагру-
жении в области низких температур.
Кроме того, для этих сталей характерна относительно малая
чувствительность к многократно повторяемым охлаждениям и
отогревам под нагрузкой. При испытании образцов с концентраторами
напряжений снижение исходного напряжения до значения, равного
0,85 от их временного сопротивления разрыву, позволяет избежать
разрушений при числе циклов более 103. Приведенные данные
подтверждаются анализом микроструктуры и свойств основного
металла и сварного соединения из стали 12Х18Н10Т, взятых из донной
части резервуара для хранения жидкого кислорода, где напряжения
(без учета термических напряжений) составляли ориентировочно
100 МПа. Резервуар был в эксплуатации 65 тыс. ч.
Предел текучести образцов после длительной работы на 12 %
выше, чем аустенитизированных образцов, что можно объяснить в
основном наклепом металла при изготовлении днищ. Показатели
15-312
226 РАЗДЕЛ 111. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
пластичности практически не изменились; при температуре -196 °С
(77 К) они достаточно высокие для стали в обоих состояниях (б5 >
> 40 %; \р > 50 %). Отношение значений временного сопротивления
образцов с надрезом и гладкого также практически одинаково.
Фрактографические исследования показали, что разрушение во всех
случаях имеет вязкий характер.
В целом по результатам статических и динамических испытаний
было установлено, что длительная эксплуатация металла при
температуре -183 °С (90 К) не привела к существенному изменению его
характеристик прочности, пластичности и вязкости.
Согласно данным испытаний, при -196 °С (77) К для
крупногабаритных дисков, вырезанных из листового проката толщиной
20 мм без нарушения поверхности листа и имеющих в
поверхностном слое двухосное растяжение, при знакопостоянном цикле
(отношение минимального напряжения к максимальному Ro =
= 0,2) условный предел выносливости на базе 106 циклов
составляет 500 МПа.
К недостаткам аустенитных хромоникелевых сталей
относятся низкая прочность (особенно по пределу текучести) при
комнатной температуре, а также сравнительно высокая стоимость,
обусловленная высоким содержанием дорогого и дефицитного
никеля.
В последние годы разработано большое количество сталей для
криогенной техники, в которых для стабилизации у-твердого
раствора никель полностью или частично заменен марганцем.
Хромоникелевые аустенитные стали ранее других сталей
начали использовать в криогенной технике и они до сих пор
сохранили свое значение. Основными областями их применения
являются производство, хранение и транспортировка
криогенных жидкостей, экспериментальная физика, ракетно-космическая
техника.
Для изготовления криогенных емкостей и трубопроводов
применяют стали с различной стабильностью аустенита.
В экспериментальной физике обычно используют
хромоникелевые стали с содержанием никеля не менее 15 %, обладающие
высокой стабильностью аустенита. В сталях этого назначения
недопустимы даже небольшие количества ферромагнитных фаз при
температурах эксплуатации, близких к абсолютному нулю.
Хромоникелевые аустенитные стали наряду с титановыми и
алюминиевыми сплавами широко применяют для изготовления
ракет и космических аппаратов. В опубликованных в США работах
содержатся сведения об использовании этих сталей для топливных
баков ракет, деталей жидкостных ракетных двигателей (ЖРД),
оболочек ракет.
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
227
2.1. СТАЛЬ 08Х18Н10
Характеристика. Коррозионностойкая свариваемая сталь ау-
стенитного класса, немагнитная, жаростойкая, хладостойкая.
ТАБЛИЦА 2.1
Химический состав стали 08Х18Н10 по ГОСТ 5632-72, %
С
<0,08
Si
<0,80
Мп
1,0-2,0
S
<0,20
Р
< 0,035
Сг
17,0-19,0
Ni
9,0-11,0
Назначение. Детали из тонкого листа и ленты в
автомобилестроении, торговом машиностроении, для товаров ширпотреба, для
изделий, подвергаемых закалке, для сварных аппаратов и сосудов
химического машиностроения, для работы в средах, не
вызывающих межкристаллитную коррозию. В криогенной технике
применяется для изготовления сварных баллонов для кислорода. Рабочая
температура от -269 °С (4 К) до 580 °С (850 К), давление среды не
ограничено. Сталь зарегистрирована в Госгортехнадзоре РФ для
листа и крепежа.
Технологические свойства. Сталь деформируется в горячем
состоянии при температуре 1200-850 °С с охлаждением после
деформации на воздухе. Рекомендуемая термообработка - закалка на
аустенит с температуры 1050-1100 °С в воде. При длительной
работе в агрессивных средах сталь подвержена межкристаллитной
коррозии. В толщинах до 50 мм свариваемость без ограничений, при
большей толщине целесообразно проведение термообработки.
Обрабатываемость резанием в состоянии поставки при 143 НВ и ов =
= 510 МПа Kv = 1,1 (твердый сплав), К» = 0,35 (быстрорежущая сталь).
Физико-механические свойства. Физические свойства: при
20 °С а = 15,5 • КГ6 К"1, X = 14,7 Вт/(м • К), ср = 0,598 ДжДкг- К), при
-253 °С (20 К) а = 0,3-10"6 К"1, X = 2,1 Вт/(мК).
ТАБЛИЦА 2.2
Механические свойства стали 08Х18Н10
при комнатной температуре
нд
ГОСТ 4986-79
Лента
холоднокатаная
Режим термообработки
Операция
Закалка
Г,°С
1050-1080
Охлаждающая
среда
Вода или
воздух
Сечение,
мм
0,05-0,2
0,2-2,0
Ов
МПа
8,96
не менее
530
20
40
15*
228
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Продолжение
нд
ГОСТ 5582-75
Лист тонкий
ГОСТ 5949-75
Сортовой прокат
ГОСТ 7350-77
Лист толстый
ГОСТ 9940-81
Трубы
ГОСТ 9941-81
Трубы
Режим термообработки
Операция
Закалка
Закалка
Закалка
Т °С
1050-1080
1020-1100
1000-1080
Охлаж-
яятотттяст
среда
Вода или
воздух
Воздух,
масло или
вода
Вода или
воздух
Без термообработки
В состоянии поставки термооб-
работанные
Сечение,
мм
0,7-3,9
До 60
4-50
057-325
05-273
Он
О"0.2
МПа
не менее
_
196
205
-
-
530
490
510
510
549
б %
40
40
40
40
37
ТАБЛИЦА 2.3
Механические свойства стали 08Х18Н10 при низких температурах
Температура
испытания,
Г,°С(К)
20 (293)
-196 (77)
-253 (20)
20 (293)
-78(195)
20 (293)
-78(195)
Состояние материала
После закалки на
аустенит
Горячекатаный
Холоднокатаный
ав
O-Q.2
МПа
600
1440
1710
820
1290
1070
1380
230
400
410
570
590
640
720
б5 V
%
60
43
48
38
36
22
29
70
45
43
73
68
64
67
KCU,
Дж/см2
__
100
100
190
190
80
70
Вид поставки. Сортовой прокат - ГОСТ 5949-75. Прутки -
ГОСТ 18907-73. Поковки - ГОСТ 25054-81. Лист - ГОСТ 5582-75.
Трубы - ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 10498-82, ГОСТ
11068-81. Трубки (капиллярные) - ГОСТ 14162-79. Лента - ГОСТ
4986-79, ГОСТ 24030-80.
2.2. СТАЛЬ 12Х18Н9
Характеристика. Коррозионностойкая свариваемая сталь ау-
стенитного класса, немагнитная, хладостойкая. Склонна к межкри-
сталлитной коррозии при нагреве.
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
229
ТАБЛИЦА 2.4
Химический состав стали 12Х18Н9 по ГОСТ 5632-72, %
С
<0,12
Si
<0,80
Мп
1,0-2,0
Сг
17,0-19,0
Ni
8,0-10,0
S
<0,02
Р
< 0,035
Назначение. Сварные детали и конструкции различного
назначения, муфели термических печей, детали крепежа
теплообменников, опорные элементы кладки печей.
В криогенной технике применяется для изготовления деталей
холодной арматуры (шпинделей, удлинителей и т. д.).
Рекомендуемые температурные пределы применения -196 -г +580 °С (77-
850 К).
Технологические свойства. Сталь деформируется в
горячем и холодном состояниях. Температурный интервал деформации
1200-850 °С. Термообработка состоит из закалки с температуры
1000-1100 °С в воде. Сталь сваривается хорошо всеми видами
сварки в толщинах до 50 мм. При большей толщине заготовок
целесообразно проведение термообработки в виде закалки при температуре
около 1100 °С с охлаждением на воздухе или в воде. Быстрое
охлаждение уменьшает опасность межкристаллитной коррозии.
Обрабатываемость резанием в горячекатаном состоянии при 179 НВ Ки =
= 1,0 (твердый сплав).
Физико-механические свойства. Физические свойства: при
20 °С а = 16,0 • 10~6 К"1, X = 12,9 Вт/(м • К), ср = 502,4 Дж/(кг • К), при
-196°С(77К)а=5,010-6К-1Д=7,15Вт/(мК).
ТАБЛИЦА 2.5
Механические свойства стали 12Х18Н9
при комнатной температуре
нтд
гост
25054-81
Режим термообработки
Операция
Закалка
Т,°С
1050-1100
Охлаждающая
среда
Вода
Сечение,
мм
До 200
Св. 200-500
Св. 500-1000
Оь
О\>,2
МПа
б
W
%
не менее
196
490
40
37
35
48
44
40
230
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 2.6
Механические свойства стали 12Х18Н9 при низких температурах
Г„сн,°С(К)
20 (293)
-78 (195)
-183 (90)
-196 (77)
Режим термообработки
После закалки при 1100 °С,
охлаждение на воздухе
о»
МПа
680
1290
1720
1770
250
350
410
430
б10
W
%
68
46
37
40
78
67
61
61
кси,
Дж/см2
340
340
340
320
Вид поставки. Тот же, что для стали 08Х18Н10 (см. разд. 2.1).
2.3. СТАЛЬ 04Х18Н10
Характеристика. Особо низкоуглеродистая коррозионностой-
кая свариваемая сталь аустенитного класса, немагнитная,
хладостойкая, сохраняющая высокую вязкость во всем интервале низких
температур.
ТАБЛИЦА 2.7
Химический состав стали 04Х18Н10 по ГОСТ 5632-72, %
С
<0,04
Si
<0,80
Мп
1,0-2,0
Сг
17,0-19,0
Ni
9,0-11,0
S
< 0,020
Р
< 0,035
Назначение. В криогенной технике используется для
изготовления труб, теплообменников, обечаек днищ, фланцев и др. Рабочая
температура -253 -г +430 °С (20-700 К), давление не ограничено.
Может быть использована до -269 °С (4 К). Сталь зарегистрирована
в Госгортехнадзоре РФ для листового материала и поковок.
Технологические свойства. Сталь хорошо деформируется в
горячем и холодном состояниях. Температурный интервал горячей
деформации 1180-850 °С, охлаждение после деформации на
воздухе, в воде. Рекомендуемая термообработка: аустенитизация (нагрев
до температуры 1080 9С, охлаждение в воде или на воздухе).
Обрабатываемость резанием удовлетворительная.
Коррозионная стойкость повышенная. Свариваемость хорошая. В отдельных
случаях, когда требуется сохранение размеров деталей в процессе
эксплуатации, перед механической обработкой рекомендуется
термообработка сварных деталей.
Временное сопротивление сварных соединений,
выполненных качественно автоматической сваркой, не ниже нижнего пре-
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
231
дела, допускаемого техническими условиями для основного
металла.
Физико-механические свойства. Физические свойства
приведены в табл. 2.8. Механические свойства приведены в табл. 2.9,
2.10 и на рис. 2.1, 2.2. При 20 °С модуль нормальной упругости Е =
= 200 ГПа; ср = 597 Дж/(кг • К).
Вид поставки стали указан в табл. 2.11.
ТАБЛИЦА 2.8
Физические свойства стали 04Х18Н10 при низких температурах
Г, К
20
50
100
150
а-10е, К"1
3,0
8,0
10,8
12,8
Х,Вт/(м-К)
2,09
5,65
8,6
9,7
Г, К
200
250
293
а-ЮМС"1
15,4
15,5
15,5
А,Вт/(мК)
12,6
14,0
14,7
ТАБЛИЦА 2.9
Стандартизованные механические свойства стали 04Х18Н10
при температуре 20 °С (не менее)
Полуфабрикат
Лист толщиной
0,5-3,9 мм
Лист толщиной
4-50 мм
Сортовой прокат
диаметром или
толщиной до
200 мм*
Труба
холоднокатаная диаметром
5-250 мм
Труба
горячекатаная диаметром
57-325 мм
Нормативно-
технический
документ
ГОСТ
5582-75
ГОСТ
1542-71
ГОСТ
5949-75
ГОСТ
9941-81
ГОСТ
9940-81
Режим термообработки
(контрольные образцы)
Закалка (1070 °С, вода)
Закалка (1080 °С, воздух
или вода)
Закалка (1080 °С, воздух,
масло или вода)
Состояние поставки
(термообработанная)
Состояние поставки (без
термообработки или
термообработанная)
а0)2
ав
МПа
500
500
480
500
450
180
200
б
V
%
45
45
40
45
40
55
* Приведенные нормы распространяются на сортовую сталь диаметром или
толщиной до 60 мм; при толщине или диаметре 61-100 мм допускается понижение б5 на 1 %,
Ц) на 5 %.
232
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 2.10
Механические свойства стали 04Х18Н10 при низких температурах
Г,°С(К)
20 (293)
-196 (77)
-253 (20)
Ов
МПа
600
1440
1710
230
400
410
б
W
%
60
45
40
70
50
45
КСи,Дж/см2
250
200
150
Примечание. Режим термообработки: аустенитизация при 1080 °С.
ТАБЛИЦА 2.11
Вид поставки стали 04Х18Н10
Полуфабрикат
Лист толщиной 0,5-3,9 мм
Лист толщиной 4-50 мм
Сортовой прокат диаметром
или толщиной 200-250 мм
Труба бесшовная диаметром
5-325 мм
Состояние поставки
Термообработанный
Термообработанный
(травленый)
Термообработанный
Термообработанная
или без
термообработки
Нормативно-
технический документ
ГОСТ 5582-75
ГОСТ 7350-77
ГОСТ 5949-75-71
ГОСТ 9940-81
ГОСТ 9941-81
К1с, МПам1/2
225
Рис. 2.1. Вязкость разрушения стали
04Х18Н10 при низких температурах
Рис. 2.2. Скорость роста трещин в стали
04Х18Н10 при 4Kb случае циклического
нагружения
dZ/d/г, мм/цикл
КГ4-
5-1(Г5-
10
5 10
42 56 70 84
Ке9 МПам1/2
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
233
2.4. СТАЛЬ 12Х18Н10Т
Характеристика. Наиболее распространенная сталь аустенит-
ного класса, коррозионностойкая, немагнитная, сохраняющая
высокую пластичность и вязкость при низких температурах. При
низкотемпературной деформации сталь может претерпевать заметное
мартенситное превращение, т. е. переходить в метастабильное
состояние. Появление в аустенитной матрице участков мартенсита
приводит к повышению прочности и к снижению пластичности и вязкости.
ТАБЛИЦА 2.12
Химический состав стали 12Х18Н10Т по ГОСТ 5632-72, %
С
Si
Мп
S
Р
не более
0,12
0,8
2,0
0,020
0,035
Сг
17,0-19,0
Ni
9,0-11,0
Ti
5 С-0,02
Назначение. Детали и узлы основного оборудования и
трубопроводов АЭУ с водяным теплоносителем. Лопатки, трубы и другие
детали энергетического машиностроения, работающие при
температуре до 600 °С. Сварные аппараты и сосуды, работающие в
разбавленных растворах азотной, уксусной, фосфорной кислот,
растворах щелочей и солей, днища адсорберов, регенераторы,
теплообменники и др.
В холодильной и криогенной технике применяется для
изготовления сварных элементов аппаратов, емкостей, трубопроводов
(обечаек, днищ, патрубков, фланцев и т. п.), деталей арматуры (штоков,
клапанов, седел и т. п.). Рекомендуемая температура эксплуатации
сварных соединений -253 ч-+597 °С (14-870 К) в общем случае без
ограничения давления; если рабочая среда - газообразный
кислород, допускаемое давление должно соответствовать значениям,
приведенным в табл. 2.13.
ТАБЛИЦА 2.13
Допускаемое давление (МПа) кислорода в оборудовании,
изготовленном из стали 12Х18Н10Т
Толщина стенки, мм
2
5
10
Скорость потока, м/с
<0Д
1,6
6,4
16
<0,5
1,0
4,0
8,0
>5
0,64
2,0
4,0
16-3 L2
234
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Сталь 12Х18Н10Т зарегистрирована в Госгортехнадзоре РФ в
качестве листового материала, поковок, материала для труб и
крепежа.
Технологические свойства. Сталь удовлетворительно
деформируется в горячем и холодном состояниях. Температурный
интервал горячей деформации 1200-850 °С. Рекомендуемый режим
термообработки: нагрев и выдержка при температуре 1050 °С,
охлаждение на воздухе или в воде.
Недопустима (без последующей термообработки) длительная
выдержка при охлаждении металла в интервале температур 850-
650 °С вследствие возможности выпадения карбидной фазы и
понижения вязкости металла при низких температурах.
Пластичность металла в аустенитизированном состоянии
высокая. Сопротивление межкристаллитной коррозии
удовлетворительное. Свариваемость хорошая (сваривается всеми видами сварки, в
том числе электродуговой, автоматической под слоем флюса, арго-
нодуговой, электрошлаковой). В отдельных случаях при сложной
форме сварных элементов рекомендуется термообработка после
сварки. Временное сопротивление сварных соединений,
выполненных автоматической сваркой, не ниже нижнего предела,
допускаемого техническими условиями для основного металла. Сталь
упрочняется при холодной деформации. Обрабатываемость резанием
удовлетворительная. В закаленном состоянии при 169 НВ и ов =
= 608 МПа Ки = 0,60 (твердый сплав), Kv = 0,35 (быстрорежущая
сталь).
Физико-механические свойства. Физические свойства
приведены в табл. 2.14. При 20 °С р = 7,80 г/см3. Механические
свойства приведены в табл. 2.15-2.17 и на рис. 2.3-2.7. Предел
выносливости стали 12Х18Н10Т в отличие от высокопрочных аустенитных
ТАБЛИЦА 2.14
Физические свойства стали 12Х18Н10Т при низких температурах
Г, К
10
20
40
60
80
100
120
140
а-10е, К"1
_
0,8
2,5
4,4
6,6
9,2
10,2
11,8
К
ВтДм-К)
1,5
3,7
5,4
6,8
8,2
9,3
10,0
10,7
ДжДкг.К)
_
11
56
105
202
262
305
348
Г, К
160
180
200
220
240
260
280
300
а-10е, К"1
13,3
13,9
14,5
14,9
15,3
15,7
16,0
16,2
К
Вт/(м К)
11,4
12,2
13,1
13,9
14,5
14,8
15,0
15,1
Дж/(кг.К)
378
397
417
432
448
465
—
—
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
235
сталей слабо зависит от диаметра образца. При изгибе с вращением
при 20 °С а_1и = 250 МПа, при 77 К а_1и = 470 МПа. При 20 °С Къ =
= 21,5 МПа-м1/2; при -196 °С (77 К) Кю = 40,5 МПам1/2. При
20 °С ог = а0)2 + 25 МПа, где а0)2 - нормируемый ГОСТом предел
текучести.
ТАБЛИЦА 2.15
Стандартизованные механические свойства стали
при температуре 20 °С (не менее)
Полуфабрикат
Сортовой прокат
диаметром до
200 мм
Лист толщиной
0,5-3,9 мм
Лист толщиной
4-50 мм
Лист толщиной
50-75 мм
Лист толщиной
51-160 мм
Труба
горячекатаная диаметром
57-325 мм
Труба
холоднокатаная
диаметром 5-250 мм
Труба
холоднокатаная
тонкостенная
диаметром 100-250 мм
Лента толщиной
0,05-2 мм
Проволока
диаметром 1,0-
6,0 мм
Нормативно-
технический
документ
ГОСТ 5949-75
ГОСТ 5582-75
ГОСТ 7350-77
ТУ 14-1-394-72
ТУ 108-390-80
ГОСТ 9940-81
ГОСТ 9941-81
ТУ 14-3-365-75
ГОСТ
4986-86
ГОСТ
18143-72
Режим
термообработки
(контрольные
образцы)
Закалка (1080 °С,
вода, воздух или
масло)
Закалка (1080 °С,
вода или воздух)
Закалка (1040 °С,
вода или воздух)
Состояние
поставки
Закалка (1070 °С,
вода или воздух)
Термообрабо-
танная
(состояние поставки)
12Х18Н10Т
МПа
520
540
540
540
500
540
560
560
540
550-900
1100
200
200
240
240
200
—
—
-
-
б
W
%
40
40
38
38
38
40
35
35
35
20
55
-
-
-
50
—
—
-
-
236
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 2.16
Механические свойства стали 12Х18Н10Т
при низких температурах
Термообработка
Закалка (1100 °С, воздух)
Закалка, деформация 60 %
Г,°С(К)
20 (293)
-70 (203)
-196 (77)
-253 (20)
20 (293)
-70 (203)
-196 (77)
-253 (20)
ав
МПа
660
1000
1520
1420
1330
1450
1770
1800
250
380
450
520
1200
1390
1530
1530
б
W
%
58
53
43
28
10
10
-
—
12
69
55
26
_
—
-
—
кси,
Дж/см2
310
280
250
230
50
60
70
80
ТАБЛИЦА 2.17
Механические свойства сварных соединений из стали 12Х18Н10Т
при низких температурах
Вид сварки
Односторонняя
Двусторонняя
Г,°С(К)
20 (293)
-196 (77)
20 (293)
-196 (77)
as8, МПа
Шов
с усилением
600
800
620
960
Шов со снятым
усилением
550
580
920
кси*,
Дж/см2
150
60
* Значение KCU определено по центру шва.
Примечание. Сварка - автоматическая под слоем флюса, лист толщиной 12 мм.
Модуль упругости стали 12Х18Н10Т при низких температурах:
Г, °С (К) 27 (300) -33 (240) -73 (200) -193 (80) -253 (20)
£,ГПа 203 204 209 212 223
102 Л03 104
Время испытаний, ч
Рис. 2.3. Изменение
относительной остаточной
деформации Ео во времени
для стали 12Х18Н10Т при
77Киа=150МПа:
1 - основной металл; 2 - свар-
ное соединение
10"
10°
10l 102 103 104
Время испытаний, ч
102 103
N, цикл
Рис. 2.4. Влияние продолжительности нагружения при 20 К на
величину относительной остаточной деформации Eq:
1 - сталь 12Х18Н10Т, а = 500 МПа; 2 - сталь 12Х18Н10Т, а = 200 МПа; 3 - сталь
03Х20Н16АГ6, ст = 500 МПа
Рис. 2.5. Термическая усталость (293 <-> 77 К) сталей аустенитного
класса (образцы с надрезом):
1 - сталь 03Х20Н16АГ6; 2 - сталь 07Х13АГ19; 3 - сталь 12Х18Н10Т
ав; GQ2 , МПа
900
Рис. 2.6. Влияние пластической
деформации при 20 °С на механические
свойства стали 12Х18Н10Т:
1 -а*;2- а0>2
700-
300
10 20 30
Степень деформации, %
к, МПа
б
ix, МПа
400
0,5 10° 101 102 103 104 105
Л^, цикл
10° 101 102 103 104
Л^, цикл
Рис. 2.7. Малоцикловая усталость стали 12Х18Н10Т (пульсирующий
цикл):
а - образцы гладкие; б - образцы с надрезом; 1 - при 293 К; 2 - при 77 К
238
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Влияние термоциклирования при -269 -г +730 °С (4,2-1000 К)
на эксплуатационную надежность стали 12Х18Н10Т
Одно из направлений использования хромоникелевых сталей -
создание оборудования газопереработки, очистки и сжижения
газов, в частности гелия. Особенность работы такого оборудования -
это температурный цикл, когда в ходе эксплуатации металл захола-
живается до -269 °С (4,2 К), а при регенерации системы очистки и
катализа разогревается до 730 °С. Дополнительные проблемы
вызывают химические процессы, связанные со сжиганием большого
количества природного газа при получении гелия. Высокая степень
насыщенности природного газа сероводородом приводит к
возникновению в продуктах горения сернистого и серного ангидридов.
При взаимодействии серного ангидрида с парами воды образуется
серная кислота, которая проникает сквозь защитную изоляцию
колонн и сосудов, создавая на границе раздела металл - изоляция
разбавленную сернокислотную среду. Наибольшую опасность это
представляет в периоды регенерационных и ремонтных циклов,
когда металл оборудования разогревается до температур, при которых
возникают условия, провоцирующие склонность стали к МКК.
Периодические высокотемпературные нагревы хромоникелево-
го аустенита, пересыщенного углеродом, приводят, с одной стороны,
к возникновению и развитию на границах зерен стали карбидных
включений типа Сг23С6, а с другой - к снижению содержания хрома
в приграничных областях зерен, облегчая процесс МКК (табл. 2.18).
ТАБЛИЦА 2.18
Химический состав, объемное содержание карбидной фазы
и концентрация хрома в твердом растворе приграничных
областей стали 12Х18Н10Т
Режим отпуска
Г,°С
800
850
900
950
1000
т, ч
10
Тоже
it
Состав карбидной фазы
С
20,4
20,4
20,6
20,6
20,7
Fe
31,3
30,0
27,2
25,4
21,3
Сг
47
49
50,3
53,3
56,2
Ti
1,3
1,2
1,3
1,3
1,4
Объемное
содержание
карбидов
в стали, %
0,25
0,33
0,41
0,47 *
0,70
Содержание хрома
в приграничном слое
зерна толщиной
100 нм, %
16,9
16,0
15,2
13,7
11,6
В табл. 2.19 приведены значения механических свойств стали
после провоцирующих циклических разогревов стали по режиму,
имитирующему ремонтный цикл оборудования: охлаждение 4,2 К -
разогрев от 750 до 1000 °С, 1 ч - охлаждение 4,2 К. Установлено, что
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
239
эксплуатация оборудования в условиях насыщения изоляции
разбавленной серной кислотой приводит к резкому охрупчиванию
стали, особенно при криогенных температурах, что связано с
появлением и развитием МКК в поверхностном слое металла
оборудования. Увеличение числа циклов способствует усилению МКК и тем
самым еще значительнее охрупчивает сталь. Минимальные
значения ударной вязкости и пластичности стали как при комнатной, так
и при повышенной температуре были получены после разогрева до
950 °С - зоны минимальной устойчивости стали против МКК.
ТАБЛИЦА 2.19
Устойчивость против МКК и механические свойства стали
12Х18Н10Т
Режим
нагрева
Г,°С
850
900
950
1000
т,ч
2
5
10
2
5
10
2
5
10
2
5
10
Склонность
к МКК
Нет
Есть
Есть
Нет
Есть
Есть
Нет
Есть
Есть
Нет
Есть
Есть
Механические свойства стали при Г, К
293
Ов, МПа
590
650
730
610
670
730
615
695
730
645
715
730
б,%
39
24
9
37
22
8
37
17
7
31
14
6
КСУ,Дж/см2
300
190
100
290
190
100
300
160
90
220
110
60
4,2
Ов, МПа
1800
2150
2350
1800
2100
2350
1800
2100
2150
1950
2250
2500
6,96
21
11
5
21
10
5
19
9
5
18
7
0
20
КСУ,Дж/см2
200
100
40
180
90
30
170
80
30
150
40
—
Вид поставки приведен в табл. 2.20.
ТАБЛИЦА 2.20
Вид поставки стали 12Х18Н10Т
Полуфабрикат
Сортовой прокат диаметром
или толщиной до 200 мм
Состояние поставки
Термообработанный
Нормативно-
технический
документ
ГОСТ 2590-88
ГОСТ 2879-88
ГОСТ 4693-77
ГОСТ 7417-75
ГОСТ 8560-78
240
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Продолжение
Полуфабрикат
Лист толщиной 0,5-3,9 мм
Лист толщиной 4-50 мм
Лист толщиной 50-75 мм
Труба горячекатаная
диаметром 57-325 мм
Труба холоднокатаная
диаметром 5-250 мм
Труба плоскоовальная
Труба холоднокатаная
тонкостенная
Лента холоднокатаная
толщиной 0,05-2,0
Проволока холоднотянутая
диаметром 1,0-6,0
Состояние поставки
Термообработанный
Термообработанный
(травленый,
полированный, без травления)
Термообработанный
I ТЧЛО ТЭ TT£iT-Tt ТТТ 1
^травленый j
Без термообработки; тер-
мообработанная
Термообработанная
Тоже
»
Термообработанная
Нагартованная
термообработанная
Нормативно-
технический
документ
ГОСТ 19903-74
ГОСТ 19904-90
ГОСТ 19903-74
ТУ 14-1-394-72
ГОСТ 9940-81
ГОСТ 9941-81
ГОСТ 8644-68
ТУ 14-3-365-75
ГОСТ 4986-79
ГОСТ 18143-72
2.5.СТАЛЫ2Х18Н12Т
Характеристика. Коррозионностойкая сталь аустенитного
класса, немагнитная, свариваемая, обладающая высокой вязкостью
и пластичностью при низких температурах.
ТАБЛИЦА 2.21
Химический состав стали 12Х18Н12Т по ГОСТ 5632-72, %
С
<0,12
Si
<0,80
Мп
<2,00
S
< 0,020
Р
< 0,035
Сг
17,0-19,0
Ni
11,0-13,0
Ti
5 • С - 0,70
Назначение. Детали и узлы основного оборудования и
трубопроводов АЭУ с водяным теплоносителем; трубы для
перегревателей коллекторов тепловых электростанций, работающие при
температуре 610-640 °С. Сварные аппараты и сосуды, работающие
в коррозионно-активных средах (разбавленные растворы азотной,
уксусной и фосфорной кислот, растворы щелочей и солей). Сталь
коррозионностойкая, жаростойкая и жаропрочная аустенитного
класса.
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
241
В криогенной технике применяется для изготовления сосудов,
труб, теплообменников. Рабочая температура -269 ч- +480 °С (4-
750 К), давление в трубах не ограничено. Сталь зарегистрирована в
Госгортехнадзоре РФ для листа и труб.
Технологические свойства. Сталь хорошо прокатывается,
куется, штампуется. Температурный интервал деформации 1200-
800 °С. Охлаждение после деформации производится на воздухе.
Рекомендуемая термообработка: закалка на аустенит с
температуры 1050-1100 °С с охлаждением в воде. Сталь обладает
повышенной сопротивляемостью межкристаллитной коррозии.
Данные по коррозионной стойкости приведены в табл. 2.22.
ТАБЛИЦА 2.22
Коррозионная стойкость стали 12Х18Н12Т
Вид коррозии
Общая
Точечная
Коррозионное
растрескивание
Межкристал-
литная
Среда
Вода, содержащая до
50 мг/кг ионов СГ и
0,3-6,0 мг/кг О2
Вода, содержащая до
50 мг/кг ионов СГ и
0,3-6,0 мг/кг О2
Вода, содержащая до
5 мг/кг ионов СГ и
0,3-6,0 мг/кг О2
Вода, содержащая до
200 мг/кг ионов СГ и
0,3-6,0 мг/кг О2
Г,°С
350
350
350
350
Длительность^
3000
3000
3000
1000
Балл стойкости
1
Питтинги
отсутствуют
Трещин не
обнаружено
Коррозионные
трещины
Сталь не склонна к МКК при испытании по методам AM
и АМУ ГОСТ 6032-89 в закаленном состоянии после
провоцирующего нагрева при температуре 650 °С
Сталь удовлетворительно сваривается без ограничений.
Обрабатываемость резанием в закаленном состоянии при 170 НВ и
ав = 350 МПа Kv = 0,6 (твердый сплав), Kv = 0,35 (быстрорежущая
сталь).
В процессе эксплуатации трубы и другое оборудование из сталей
типа 12Х18Н12Т могут подвергаться ремонтным разогревам и
пластическим деформациям.
Именно коррозионные повреждения, связанные как с
термическим воздействием (МКК), так и с пластическими деформациями
(стресс-корозия), оказываются наиболее опасными для снижения
надежности оборудования.
242
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
В табл. 2.23 приведены данные испытаний механических свойств
стали 12Х18Н12Т после различных режимов провоцирующих
нагревов, обеспечивающих наступление склонности к МКК. В том
случае, когда интенсивность провоцирующего нагрева была ниже
требуемого для МКК уровня 600 °С (873 К), 3 ч, сталь сохранила
высокие пластичность и вязкость до температур жидкого гелия
(при 4 К б5 = 11 %, KCV = 100 Дж/см2). Появление в металле
трещин МКК охрупчивает сталь как при комнатной температуре,
когда пластичность снижается до 3-6 % от 24 % при нагревах до
600 °С, 3 ч, так и при температуре жидкого гелия, когда материал
разрушается хрупко - без остаточной деформации: при 4 К б5 =
= 0%.
ТАБЛИЦА 2.23
Механические свойства плавок стали 12Х18Н12Т,
поврежденных МКК
Режим
провоцирующего нагрева
Г,°С
600
700
800
т, ч
3
8
5
8
5
8
ГИси = 20°С(293К)
Ов, МПа
660
690
700
700
690
700
б5,%
24
8
6
4
5
3
KCV, Дж/см2
190
70
50
30
50
20
-/исп
ав, МПа
2150
2100
1950
1740
1710
1670
= -269°С(4,2К)
б5,%
11
2
2
0
1
0
KCV, Дж/см2
100
0
0
0
0
0
Существующие методы контроля, выявляющие подобные
дефекты на стадии их роста, например акустическая эмиссия, могут
оказаться неэффективными в условиях эксплуатации криосистем
из-за ускоренного роста дефекта в материале при низких
температурах. В данном случае требуется использование упреждающего
метода, позволяющего выявить зоны, потенциально склонные к
возникновению коррозионных трещин различных типов. Определение
таких зон позволит разработать систему их дополнительного
контроля, отмечать динамику изменений и предупредить появление
опасного для эксплуатации дефекта, установить объем и сроки
ремонта оборудования.
Причинами коррозионных повреждений аустенитных
сталей криогенного назначения можно считать структурные
изменения, приводящие к возникновению карбидных сеток по
границам зерен при МКК и зон с высоким уровнем напряжения
Глава 2. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
243
при коррозионном растрескивании. Карбидные ферромагнитные
включения и зоны статического деформирования металла
достаточно надежно выявляются методом магнитного анализа - по
изменению магнитной проницаемости. Критерий |икр учитывает
химический состав стали, напряженность магнитного поля и
температуру исследования +20 -г -269 °С (293-4,2 К), степень
пластической деформации материала и влияние температуры и
времени межэксплуатационных технологических и ремонтных
разогревов.
На основании этого может быть предложен метод
магнитометрического контроля криосистем, определяющий зоны "повышенной
опасности" и позволяющий регламентировать объемы и сроки
ремонтных работ.
Физико-механические свойства. Физические свойства: при
20 °С а = 16,14 Ю"6 К"1, ср = 0,5976 ДжДкгК), X = 14,7 Вт/(м-К);
при -196 °С (77 К) а = 6,34-10~6 К1; при -269 °С (4 К) а = минус
0,025 10"6 К1.
ТАБЛИЦА 2.24
Механические свойства стали 12Х18Н12Т при комнатной
температуре
фабрикат
Прокат
Лист
толстый
Трубы
Трубы
нтд
ГОСТ
5949-75
ГОСТ
7350-77
ГОСТ
9940-81
ГОСТ
9941-81
Режим термообработки
Операция
Закалка
Закалка
Г,°С
1020-1100
1030-1080
Охлаждающая
среда
Воздух,
масло или
вода
Вода или
воздух
В состоянии поставки термооб-
работанные
Сечение,
мм
До 60
4-50
057-325
s 3,5-22
05-273
s 0,2-22
Ов,
О"02
МПа
196
235
-
-
540
530
529
549
б
%
40
38
40
35
55
-
-
-
Механические свойства при низких температурах те же, что у
стали марки 12Х18Н10Т.
Вид поставки. Сортовой прокат - ГОСТ 5949-75. Лист
толстый - ГОСТ 7350-77. Лист двухслойный - ГОСТ 10885-85.
Трубы - ГОСТ 9940-81, ГОСТ 9941-81. Трубки капиллярные - ГОСТ
14162-79.
244 РАЗДЕЛ 111. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Глава 3
ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ
АУСТЕНИТНЫЕ СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Высокая стоимость никеля привела к созданию сталей, в
которых никель полностью или частично заменен марганцем, также
являющимся стабилизатором аустенита.
Из рассмотрения фазовой диаграммы при 20 °С (рис. 3.1)
сплавов железо-хром-марганец после закалки от 1200 °С видно, что для
обеспечения однофазной аустенитной структуры содержание
марганца должно быть более 8 96, содержание хрома при этом не
должно превышать 15 96. Однако в результате охлаждения стали такого
типа до температуры -196 °С (77 К) происходит распад у-фазы с
образованием мартенситных а- и г-фаз. Для обеспечения стабильной
при охлаждении -196 °С у-фазы содержание марганца должно быть
не менее 27 96.
В США для работы при температуре до -196 °С рекомендуют
сталь следующего химического состава: Мп - 15-20 96; Сг - 14-
18 96; Си - до 3 96. Введение меди также обусловлено
необходимостью стабилизации аустенита. Суммарное содержание углерода и
азота составляет 0,075 (Сг - 12,5) 96 или 0,11 96 при минимальном
содержании хрома. После закалки от температуры 1180°С предел
текучести стали при 20 °С составляет 360 МПа, временное
сопротивление разрыву 880 МПа при относительном удлинении 45 96.
В Англии для криогенной техники запатентована сталь,
содержащая 17-26 96 марганца, 15 96 хрома, до 3 96 кремния, 0,045-
0,08 96 углерода. Разработана также сталь, содержащая 16 96 хрома,
30.
Рис. 3.1. Фазовая диаграмма при 20 °С
сплавов железо-xpoi
Содержание Мп, % еле закалки от 1200 °С
5 10 15 20 25 сплавов железо-хром-марганец по-
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
245
рис. 3.2. Циклическая прочность
сталей 12Х18Н10Т (о) и 10Х14Г14Н4Т (•)
при 20 °С (образцы - шарнирно-опер-
тые диски; нагрузка знакопостоянная;
100 МПа)
10 % марганца, 3 96 меди, имеющая
свойства, близкие к свойствам
указанной выше стали.
Во Франции для работы при
низких температурах предложена аусте-
нитная коррозионностойкая сталь
следующего химического состава: Сг -
12-16 96; С - 0,02-0,3 96; Мп - 8-17 96;
Si -0,1 -3 96; N-0,05-0,3 96.
В Чехии для температур до -196 °С рекомендуется аустенитная
хромо-марганцевая сталь, содержащая 0,05-0,12 96 углерода. Для
листов толщиной до 30 мм гарантируется предел текучести более
350 МПа при 20 °С и ударная вязкость на образцах с ключевым
надрезом 50 Дж/см2 при -196 °С. Стали подобного типа разработаны
также в ФРГ и Японии.
В результате исследования раздельного и совместного влияния
марганца и хрома на механические свойства при низких
температурах выявлено, что оптимальными являются стали, содержащие 12-
14 % хрома и 17-20 96 марганца.
Однако стали на только хромомарганцевой основе в циклически
нагруженных сварных конструкциях работоспособны, по-видимому,
до температур не ниже -140 °С (130 К).
Более перспективными являются аустенитные стали, в которых
присутствует никель. Как показывают эксперименты по оценке
работоспособности при усталостном нагружении, содержание никеля
для промышленных сталей должно быть не менее 3-4 96.
Сопоставление циклической прочности при 20 °С сварных
соединений сталей 10Х14Г14Н4Т и 12Х18Н10Т показало их
фактическую идентичность (рис. 3.2).
Сталь 10Х14Г14Н4Т, обладая высокой вязкостью,
исключающей хрупкое разрушение при сложных условиях нагружения, имеет,
как и сталь 12Х18Н10Т, относительно невысокий предел текучести
при 20 °С (ао,2 > 250 МПа), слабо увеличивающийся при переходе к
температурам -196 °С (77 К).
Одним из путей повышения прочности аустенитных сталей ддя
криогенной техники является легирование их азотом, образующим,
как и углерод, твердые растворы внедрения. Растворимость азота в
у-железе при температуре 830 °С составляет всего лишь 0,027 96.
Присутствие хрома и особенно марганца способствует увеличению
246 РАЗДЕЛ 111. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
его растворимости в стали. Кроме того, азот упрочняет аустенитные
стали за счет воздействия на их дислокационную структуру, образуя
зоны с упорядоченной структурой наряду с неупорядоченной
матрицей. Повышая стабильность аустенита при высоких температурах,
азот препятствует образованию б-феррита. Процесс растворения
нитридов при температурах выше 1050 °С протекает быстро, что
делает время выдержки при аустенитизации приемлемо коротким.
Являясь стабилизатором аустенита, азот способствует
одновременному росту прочности стали и особенно сопротивления
пластической деформации. Так, введение азота до 0,20 % в хромоникелевые
стали приводит к повышению предела текучести при 20 °С на 50 %.
В сталях, содержащих азот, наблюдается более интенсивное
увеличение предела текучести с понижением температуры. Например,
при понижении температуры от +20 до -253 °С (от 293 до 20 К)
предел текучести стали 12Х18Н10Т возрастает на 80%, а стали
07Х21Г7АН5-на200%.
С введением азота в сталь ее пластичность и вязкость несколько
снижаются, но остаются на достаточно высоком уровне,
характерном для аустенитных сталей (относительное удлинение более 30 %).
В отличие от углерода азот в количестве до 0,25 % не ухудшает
коррозионную стойкость стали.
К недостаткам азота как легирующего элемента относится его
повышенная склонность к ликвации при кристаллизации слитка.
Так, содержание азота в листах из стали 03Х20Н16АГ6 составляло
0,32 % при ковшовой пробе 0,25 %.
Введение азота в сталь осложняет ее сварку. Высокое
содержание его в сварочной ванне (0,30-0,35 %) приводит к образованию
пористости в швах, если не приняты специальные меры по ее
предотвращению. Присутствие азота в стали требует определенного
ограничения погонной энергии во избежание обильного выпадения
карбонитридов по границам зерен, что приводит к снижению
пластичности зоны сварного соединения и повышению ее
чувствительности к концентраторам напряжений.
В сталях с азотом необходимо ограничивать содержание
углерода. Так, при изготовлении листа толщиной до 20 мм переход от
стали 12Х18Н10Т к более прочной 03Х19Н10АГЗ потребовал
ограничения содержания углерода до 0,03 %.
3.1. СТАЛЬ 10Х14Г14Н4Т (ЭИ 711)
Характеристика. Экономнолегированная никелем коррози-
онностойкая аустенитная сталь с содержанием феррита до 15%;
имеет низкую прочность, но высокие пластичность и ударную
вязкость при низких температурах.
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
247
ТАБЛИЦА 3.1
Химический состав стали стали 10Х14Г14Н4Т по ГОСТ 5632-72, %
С
Si
не более
од
0,8
Мп
13,0-15,0
Сг
13,0-15,0
Ni
2,8-4,5
Ti
От (С-0,02)-5
ДО 0,6
S
Р
не более
0,020
0,035
Назначение. Применяется для изготовления сварных
элементов сосудов и аппаратов (обечаек, днищ, фланцев, патрубков и т. п.)
и трубопроводов, работающих при температурах -203 ■=- +497 °С
(70-770 К). Зарегистрирована в Госгортехнадзоре СССР в качестве
материала для труб и листового материала для сосудов, работающих
под давлением.
Технологические свойства. Сталь удовлетворительно
деформируется в горячем и холодном состояниях. Температурный
интервал горячей деформации 1150-850 °С, охлаждение на воздухе.
Холодная деформация ведет к распаду аустенита; снижение
температуры деформации усиливает этот процесс (рис. 3.3).
При холодной деформации с большими степенями обжатия
вследствие высокого упрочнения и соответственно снижения
пластичности требуется промежуточная термообработка.
Рекомендуемый режим: закалка от 1050 °С в воде или на воздухе.
Свариваемость удовлетворительная. Рекомендуемые
присадочные материалы: электроды типа Э-03Х15Н9АГ4 (АНВ-24),
сварочная проволока Св-05Х15Н9Г6АМ, также сварочные материалы на
базе проволоки Св-04Х19Н19Н9. Желательна термообработка
сварных швов. Обрабатываемость
резанием удовлетворительная. В
состоянии закалки при ов = 640 МПа
Ки = 0,6 (твердый сплав), Kv = 0,3
(быстрорежущая сталь).
Данные по коррозионной
стойкости приведены в табл. 3.2.
Количество а-фазы, %
80
40
Рис. 3.3. Влияние пластической
деформации при низких
температурах на количество а-фазы в стали
10Х14Г14Н4Т:
1 - при 293 К; 2 - при 77 К; 3 - при 20 К
20 40
Степень деформации, %
248
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 3.2
Коррозионная стойкость стали 10Х14Г14Н4Т
Вид коррозии
Общая
Коррозионное
растрескивание
Межкристаллит-
ная
Среда
Уксусный ангидрид
Парафин
20 % Н2О2
Вода дистиллированная
Вода, содержащая ионы
СГиО2
Г,°С
20
80
100
20
20
20
Длительность, ч
Разрушение
через 100 ч
Балл
стойкости
1
2
1
1
2
Напряжение
300-200 МПа
Сталь не склонна к МКК в закаленном состоянии. После
нагрева в интервале температур 600-650 °С может приобрести
склонность к МКК. Проверка на склонность к МКК
производится по ГОСТ 6032-89 (метод А) после закалки и
провоцирующего нагрева до 650 °С, выдержка 1 ч
По коррозионной стойкости в атмосферных условиях сталь
равноценна стали 12Х18Н10Т; сопротивляемость межкристаллитной
коррозии удовлетворительная.
Физико-механические свойства. Физические свойства
приведены в табл. 3.3. Механические свойства представлены в табл. 3.4-
3.6 и на рис. 3.4, 3.5. Статическое нагружение при низких
температурах приводит к накоплению пластической деформации
(ползучести), величина которой определяется уровнем приложенного
напряжения и временем его действия. При 20 °С о_х = о0,2 + 30 МПа,
где ао,2 - нормируемое ГОСТом или техническими условиями
значение предела текучести.
ТАБЛИЦА 3.3
Физические свойства стали 10Х14Г14Н4Т
при низких температурах
Г, К
10
23
20
78
100
150
а-10е, К"1
_
—
10,0
10,7
12,3
К
Вт/(м-К)
—
—
8,3
—
ДжДкгК)
2
4
8
209
278
382
Г, К
190
200
230
270
293
а-10е, К"1
13,3
13,6
14,2
14,4
К
ВтДмК)
—
-
—
14,8
ДжАвг-К)
425
435
465
520
550
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
249
ТАБЛИЦА 3.4
Стандартизованные механические свойства стали 10Х14Г14Н4Т
при температуре 20 °С (не менее)
Полуфабрикат
Лист толщиной 0,6-3,9 мм
Лист толщиной 4-350 мм
Сортовой прокат диаметром
до 200 мм
Нормативно-
технический
документ
ГОСТ
5582-75
ГОСТ
7350-77
ГОСТ
5949-75
Режим
термообработки
(контрольные образцы)
Закалка (1040 °С,
вода)
Закалка (1040 °С,
вода или воздух)
Закалка (1040 °С,
вода, масло или
воздух)
СТв
МПа
700
588
650
300
245
250
б
W
%
35
40
35
50
ТАБЛИЦА 3.5
Механические свойства стали 10Х14Г14Н4Т при низких
температурах после закалки в воде от 1070 °С
Г, К
293
90
77
20
Ов
О"0,2
МПа
710
1330
1360
1400
270
430
430
450
б5
W
%
61
49
40
20
67
60
55
35
КСи,Дж/см2
210
200
170
ТАБЛИЦА 3.6
Механические свойства образцов с надрезом из стали
10Х14Г14Н4Т
Место вырезки образца
Г,°С(К)
ав.к, МПа
Основной металл
Сварной шов*
293
77
77
910
1250
940
32
11
5
* Автоматическая сварка под слоем флюса, присадочная проволока Св-10Х14Г14Н4Т,
флюсАН-26с.
Примечание. Диаметр образца 7 мм, надрез глубиной 1 мм с радиусом у
вершины 0,15 мм.
250
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ffmax, МПа
850
10"1 10° 101 102 103 Ю4
Время нагружсния, ч
750
10
102
103 104
N, цикл
Рис. 3.4. Влияние продолжительного нагружения при 77 К на
величину относительной деформации ео стали 10Х14Г14Н4Т:
1-cj= 180 МПа; 2 - а = 350 МПа
Рис. 3.5. Термическая усталость (293 <-> 77 К) стали 10Х14Г14Н4Т
(образцы с надрезом)
Вид поставки. Поковки - ГОСТ 25054-81. Сортовой прокат -
ГОСТ 5949-75. Лист тонкий - ГОСТ 5582-75. Лист толстый - ГОСТ
7350-77. Лист двухслойный - ГОСТ 10885-85. Прутки - ГОСТ
18907-73. Лента - ГОСТ 4986-79. Трубы - ГОСТ 9940-81, ГОСТ
9941-81, ГОСТ 11068-81. Проволока - ГОСТ 18143-72.
3.2. СТАЛЬ 07Х21Г7АН5 (ЭП 222)
Характеристика. Экономнолегированная никелем
нержавеющая аустенитная сталь с содержанием б-феррита от 5 до 20 %,
сочетающая повышенную прочность с удовлетворительной
вязкостью при криогенных температурах.
Назначение. Применяется, как правило, для изготовления
несварных термообработанных деталей: шпинделей, подвесок, шпилек
и др., работающих при температурах 20-670 К. Зарегистрирована
ТАБЛИЦА 3.8
Химический состав стали 07Х21Г7АН5 по ГОСТ 5632-72, %
С
Si
не более
0,07
0,7
Мп
6,0-7,5
Сг
19,5-21,0
Ni
5-6
N
0,15-0,25
S
р
не более
0,030
0,030
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
251
Количество ос-фазы, %
20 40
Степень деформации, %
Рис. 3.6. Влияние пластической
деформации при низких температурах на
количество а-фазы в стали 07Х21Г7АН5:
1 - при 293 К; 2 - при 77 К; 3 - при 20 К
в Госгортехнадзоре СССР в качестве
материала для крепежных деталей.
Технологические свойства.
Сталь обладает удовлетворительной
технологичностью при горячей
обработке давлением: прокатке,
штамповке, ковке. Температура горячей
обработки 1100-900 °С. Режим
термообработки стали: закалка от 1030 ± 20 °С,
охлаждение в воде или на воздухе.
Сталь упрочняется при деформировании. При этом происходит
мартенситное превращение, полнота которого определяется
температурой и степенью деформации (рис. 3.6). Обрабатываемость
резанием удовлетворительная. При содержании углерода до 0,03 %
сталь не склонна к межкристаллитной коррозии. Сталь склонна к
резкому снижению вязких свойств при низких температурах в
случае длительного нагрева в интервале 650-900 °С. Свариваемость
стали удовлетворительная. Рекомендуемые присадочные
материалы: сварочная проволока Св-10Х16Н25М6 по ГОСТ 2246-70 и
электроды ЭА-ЗМ6 (Э-11Х15Н25М6АГ2А).
При содержании в стали углерода менее 0,03 % после сварки
термообработка не требуется; в остальных случаях после сварки
изделия необходимо подвергать закалке по указанному выше режиму
в целях повышения их ударной вязкости при низких температурах и
сопротивляемости межкристаллитной коррозии. Исключение
составляют точечный и роликовый способы сварки (при толщине
листа до 2,0 мм), после которых термообработка не требуется.
Физико-механические свойства. Физические свойства
приведены в табл. 3.9, механические свойства - в табл. 3.10-3.12.
Учитывая, что сталь 07Х21Г7АН5 используется в основном
как материал для изготовления крепежных деталей, важными
характеристиками являются данные по релаксационной
стойкости: при -20 °С за 24 ч напряжение падает с 380 до 250 МПа;
охлаждение до -196 °С (77 К) и выдержка при этой температуре в
течение 2000 ч приводит к дальнейшему снижению напряжения
до 220 МПа.
Модуль нормальной упругости при низких температурах:
Г,°С(К) 20(293) -78(195) -197(76) -253(20)
£,ГПа 202 208,5 211 223
252
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Вид поставки стали указан в табл. 3.13.
ТАБЛИЦА 3.9
Физические свойства стали 07Х21Г7АН5 при низких
температурах
г,к
4
13
20
76
86
100
а-10е, К"1
-0,03
-0,05
-0,13
3,47
4,26
5,13
К
ВтДмК)
0,5
2,0
3,4
8,6
9,1
9,7
Дж/(кг-К)
3
4
9,6
200
235
263
Г, К
120
170
195
250
273
293
а-10е, К"1
7,35
11,70
12,83
14,46
14,90
15,41
К
Вт/(мК)
10,7
13,0
14,2
17,0
18,5
19,4
Дж/(кг-К)
305
372
394
421
426
430
ТАБЛИЦА 3.10
Стандартизованные механические свойства стали 07Х21Г7АН5
при температуре 20 °С (не менее)
Полуфабрикат
Сортовой прокат
открытой
выплавки
Сортовой прокат
электрошлакового переплава
Нормативно-
технический
документ
ТУ 14-1-1141-74
ТУ 14-1-952-74
Режим
термообработки
(контрольные
образцы)
Закалка
(1030 °С, вода
или воздух);
диаметр
заготовки 25 мм
Ов
Oq,2
МПа
700
670
370
340
б
W
%
40
40
50
50
кси,
Дж/см2
130
130
ТАБЛИЦА 3.11
Механические свойства стали 07Х21Г7АН5 при низких
температурах
Г, «С (К)
20 (293)
-196(77)
-253 (20)
Ов 1 О0,2
МПа
770
1300
1500
430
1000
1300
о5
W
%
45
35
25
60
30
KCU, Дж/см2
150
100
90
Примечание. Режим термообработки: закалка от температуры 1050 °С
(охлаждение на воздухе).
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
ТАБЛИЦА 3.12
Влияние концентратора напряжений (надреза)
на механические свойства стали 07Х21Г7АН5
253
Испытываемый материал
Горячекатаный пруток
диаметром 15 мм
Лист толщиной 12 мм
после аустенитизации
Лист толщиной 12 мм,
сварное соединение
(присадка Св-10Х16Н25М6)
Г,°С(К)
293
77
293
77
293
77
ав
МПа
750
1610
790
1580
1320
980
1750
1040
1780
90
1790
б5
W
%
77
34
78
28
52
34
28
8
47
4
20
11
KCU,
Дж/см2
350
220
320
160
190
110
Примечания. 1.Диаметр образца 7 мм, надрез глубиной 1 мм с радиусом у
вершины 0,15 мм. 2. Содержание углерода в прутковом материале 0,07 %, в листовом -
0,029 %.
ТАБЛИЦА 3.13
Вид поставки стали 07Х21Г7АН5
Полуфабрикат
Сортовой прокат открытой
выплавки диаметром 10-180 мм
Сортовой прокат
электрошлакового переплава диаметром 10-
180 мм
Состояние поставки
Без термообработки
Нормативно-технический документ
ТУ 14-1-1141-74
ГОСТ 2590-88
ГОСТ 2591-88
ТУ 14-1-952-74
3.3. СТАЛЬ 07Х13Н4АГ20 <ЧС 52)
Характеристика. Экономнолегированная никелем
нержавеющая сталь аустенитного класса с повышенным пределом
текучести, немагнитная.
ТАБЛИЦА 3.14
Химический состав стали 07Х13Н4АГ20 по ТУ 14-1-2508-78
С
Si
S
Р
не более
0,07
0,6
0,025
0,035
Ni
3,8-5,3
Мп
19,0-22,0
Сг
12,0-14,8
N
0,08-0,18
254 РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
Назначение. Применяется для изготовления листовых
сварных элементов сосудов и аппаратов: обечаек, днищ, патрубков и т. п.
Рекомендуемый температурный интервал применения 70-670 К.
Зарегистрирована в Госгортехнадзоре РФ в качестве материала для
сосудов, работающих под давлением. В газообразном кислороде
может применяться при давлениях до 2,5 МПа.
Технологические свойства. Сталь удовлетворительно
деформируется в горячем и холодном состояниях. Температура
горячей деформации 1100-850 °С.
В случае холодной деформации со степенями более 30 %
необходимо проведение промежуточной смягчающей термообработки -
аустенитизации. Рекомендуемый режим термообработки: нагрев до
990 °С, выдержка, охлаждение в воде или на воздухе при
интенсивном обдуве. В случае длительного нагрева выше 1050 °С склонна к
росту зерна и, следовательно, понижению предела текучести. В
случае охлаждения при длительной выдержке (более 0,5 ч) в интервале
температур 830-630 °С склонна к выделению карбонитридов по
границам зерен, что приводит к снижению низкотемпературной
вязкости стали. В связи с этим охлаждение необходимо производить
достаточно быстро.
Обрабатываемость резанием удовлетворительная.
Свариваемость хорошая. Применяемые присадочные материалы: при
автоматической сварке под слоем флюса и аргонодуговой сварке -
сварочная проволока Св-05Х15Н9Г6АМ по ТУ 14-1-1595-76, при
ручной электродуговой сварке - электроды АНВ-24 по ТУ 14-290-8-74.
Коэффициент прочности для автоматической двусторонней сварки
Ф = 1, для ручной сварки ф = 0,95. Допускается применение
проволоки Св-04Х19Н9 по ГОСТ 2246-70 и электродов Э-07Х20Н9. При
этом снижение статической прочности сварных соединений может
составлять около 30 МПа. Приведенные выше присадочные
материалы применяются для сварки стали 07Х13Н4АГ20 со сталями
типа 12Х18Н10Т, 04Х18Н10 и т. п.
В зоне термического влияния сварки при многократных (более
двух) подварках в стали 07Х13Н4АГ20 происходит выделение
карбонитридов, что снижает низкотемпературную вязкость, в том
числе при циклическом нагружении в условиях криогенных
температур.
Физико-механические свойства. Физические свойства
приведены в табл. 3.15. Механические свойства приведены в табл. 3.16-
3.18 и на рис. 3.7. Циклическая прочность основного металла на
базе 5 • 106 циклов: а_1и = 280 МПа при 20 °С; а_1и = 560 МПа при 77 К.
Вязкость разрушения; Кь = 22 МПа • м1/2 при 20 °С; К\с = 46 МПа • м1/2
при 77 К.
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
ТАБЛИЦА 3.15
Физические свойства стали 07Х13Н4АГ20 при низких
температурах
255
Г, К
10
20
30
40
50
60
70
80
90
100
а-10е, К"1
-0,11
-0,20
0,13
0,51
1,10
2,0
2,8
3,6
4,6
5,5
К
ВтДмК)
1,12
2,40
3,68
4,98
6,02
6,84
7,52
8,05
8,53
9,00
Дж/(£г-К)
_
8,0
20,8
46,1
81,5
122
161
200
234
265
Г, К
120
140
160
180
200
220
240
260
280
300
а-ЮМС"1
6,7
7,6
8,1
8,6
9Д
10,0
11,3
13,0
14,2
15,3
К
ВтДм-К)
9,82
10,53
11,18
11,88
12,35
12,88
13,38
13,88
14,34
14,81
Дж/(кгК)
318
359
393
423
447
468
478
478
478
—
ТАБЛИЦА 3.16
Механические свойства стали 07Х13Н4АГ20 при низких
температурах
Г,°С(К)
20 (293)
-196 (77)
-253 (20)
(Тв
(Jb.k
<J(>,2
МПа
680
1000
1370
910
1270
1620
1850
360
550
840
б5
W
грк
%
70
52
50
60
50
40
23
10
6
4
KCU
KCV
Дж/см2
170
130
110
60
120
80
60
50
Примечания. 1.Материал - лист, режим термообработки - аустенитизация
(990 °С, вода). 2. Значения ав.к и ipK определены на круглых образцах диаметром 7 мм с
надрезом глубиной 1 мм и радиусом у вершины 0,15 мм.
При 20 °С механические характеристики стали (не менее): ов =
= 650 МПа; о0,2 = 340 МПа; 85 = 40 %. KCU = 100 Дж/см2 при 77 К.
При 20 °С а_! = ао,2 + 40 МПа, где о0,2 - нормируемое техническими
условиями значение предела текучести.
Циклическая прочность при пульсирующем цикле сварного
соединения, выполненного автоматической двусторонней сваркой под
слоем флюса с присадкой проволоки Св-05Х15Н9Г6АМ или Св-
04X19Н9, составляет о0 = 110 МПа.
Сравнение циклической прочности на базе 106 циклов сварных
соединений, выполненных автоматической двусторонней сваркой
под слоем флюса и испытанных в условиях, приближенных к
условиям работы реальных сварных элементов, показало практическую
равнопрочность при 20 °С сталей 07Х13Н4АГ20 и 12Х18Н10Т.
256
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
а, МПа
600-
107 10*
N, цикл
Рис. 3.7. Циклическая прочность стали
07Х13Н4АГ20 (знакопеременный
изгиб с вращением):
1 - при 293 К; 2 - при 77 К
При переходе от 20 °С к 77 К
циклическая прочность сварных
соединений возрастает на 15 %, т. е.
значительно меньше, чем это наблюдается
при испытании гладких образцов из
основного металла, для которых
повышение составляет 100 %.
Модуль нормальной упругости
при 20 °С Е = 203 ГПа.
Вид поставки стали указан в
табл. 3.19.
ТАБЛИЦА 3.17
Механические свойства металла шва сварных соединений
из стали 07Х13Н4АГ20
Г, К
293
77
СГв
ав.к
<?0,2
МПа
683
1200
810
1340
350
760
Примечание. Автоматическая сварка под слоем флюса, проволока Св-
05Х15Н9Г6АМ, флюс АН-26С.
ТАБЛИЦА 3.18
Механические свойства сварных соединений
автоматической сваркой под флюсом стали 07Х13Н4АГ20
Присадочный
материал
Проволока
Св-05Х15Н9Г6АМ
Проволока
Св-04Х19Н9
Вид шва
С усилением
Со снятым
усилением
С усилением
Со снятым
усилением
Г, К
293
77
293
77
293
77
293
77
о™, МПа
640
1200
620
1140
660
1240
630
1210
Место
разрушения
По основному
металлу
По шву
По основному
металлу
По зоне
сплавления
По шву
KCU,
Дж/см2
150
60
150
60
160
80
160
80
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
ТАБЛИЦА 3.19
Вид поставки стали 07Х13Н4АГ20
257
Полуфабрикат
Лист горячекатаный 6-20 мм
Лист горяче- и
холоднокатаный толщиной 1,5-3,9 мм
Состояние поставки
Термообработанный
Нормативно-
технический документ
ТУ 14-1-2508-78
ГОСТ 19903-74
ТУ 14-134-171-80
3.4. СТАЛЬ 03Х20Н16АГ6
Характеристика. Особо низкоуглеродистая нержавеющая
хромоникельмарганцевая упрочненная азотом сталь аустенитного
класса, обладающая высокими пластичностью и вязкостью во всем
интервале криогенных температур, немагнитная.
ТАБЛИЦА 3.20
Химический состав стали 03Х20Н16АГ6 по ТУ 14-1-213-72, %
С
Si
S
Р
А1
не более
0,03
0,6
0,020
0,025
0,04
Сг
20,0-22,0
Ni
14,5-16,5
Мп
5,0-7,5
N
0,20-0,30
Назначение. Применяется для изготовления криогенных
сосудов, оболочек теплообменных аппаратов, трубопроводов,
арматуры, работающих под давлением. Минимальная температура
эксплуатации не ограничена. В соответствии с "Правилами устройства
и безопасной эксплуатации сосудов, работающих под давлением",
утвержденными Госгортехнадзором РФ, сталь рекомендуется
применять в качестве материала для изготовления сосудов, работающих
под давлением (без ограничения последнего) при температурах 4-
870 К, а также для силовых элементов сверхпроводящих устройств.
Технологические свойства. Сталь куется, штампуется,
прокатывается удовлетворительно. Температура горячей деформации
стали 1150-900 °С. После штамповки или гибки рекомендуется
производить промежуточную закалку от температуры (1050±20)°С
(время выдержки для толщин до 12 мм - 30 мин, свыше 12 мм -
45 мин) с интенсивным охлаждением (в воде или на воздухе с
обдувом). Длительное пребывание стали в интервале температур 600-
800 °С сопровождается выделением карбонитридов по границам
зерен, что приводит к снижению ударной вязкости (особенно при
17-312
258
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
низких температурах). Восстановление свойств производится
повторной закалкой от температуры 1050±20 °С.
В случае изготовления деталей холодной деформацией со
степенями более 20% необходима промежуточная закалка (особенно при
наличии сварных швов) для восстановления пластических свойств
металла.
Обрабатываемость резанием удовлетворительная. Сталь хорошо
сваривается ручной электродуговой сваркой, ручной и
автоматической аргонодуговой, автоматической под слоем флюса. В целях
предотвращения выпадения карбонитридов в околошовной зоне не
рекомендуется более чем двукратная подварка в зоне
исправления дефектов. Для сварки рекомендуются электроды АНВ-20 по
ТУ 14-4-597-75 и сварочная проволока Св-03Х19Н15Г6АМВ2
по ТУ 14-1-1595-76, флюс АН-26 по ГОСТ 9087-69;
допускается применение сварочной проволоки Св-01Х19Н18Г10АМ4 по
ТУ 14-1-100-71. Применение последней приводит к получению
несколько меньших (на 5-10 %) значений предела текучести и
временного сопротивления металла шва.
Сталь 03Х20Н16АГ6 сваривается со сталями аустенитного
класса, в том числе со сталями 04Х18Н10 и 12Х18Н10Т, с применением
тех же сварочных материалов, что и для сварки самой стали.
Для ручной сварки с углеродистыми сталями типа стали 20 и
низколегированными типа 09Г2С применяют электроды АНВ-20.
Для автоматической сварки с указанными сталями (угловые, на-
хлесточные, тавровые соединения) рекомендуется проволока Св-
10Х16Н25АМ6 по ГОСТ 2246-70.
Физико-механические свойства: Физические свойства
приведены в табл. 3.21. Механические свойства приведены в табл. 3.22-
3.25 и на рис. 3.8-3.10. При 20 °С модуль нормальной упругости
Е = 210 ГПа; предел выносливости при изгибе с вращением а_1и =
= 310 МПа и Kic = 21,5 МПа-м1/2; a_j = ao,2 + 40 МПа, где ао,2 -
нормируемое техническими условиями значение предела текучести.
При 77 К о_1и = 605 МПа и Кь = 38 МПа • м1/2.
Вид поставки стали указан в табл. 3.26.
ТАБЛИЦА 3.21
Физические свойства стали 03Х20Н16АГ6 при низких
температурах
Г, К
4
13
а-10е, К"1
0,01
0,04
К
ВтДм-К)
0,65
2,5
Дж/(кг.К)
4,7
Г, К
20
30
а-10е, К"1
0,06
0,13
К
Вт/(мК)
3,8
5,2
Дж/(кгК)
5
25
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
259
Продолжение
Г, К
40
50
60
70
77
100
а-ЮМС"1
0,75
1,78
3,22
4,84
5,73
8,27
\
ВтДмК)
6,3
6,9
7,4
7,7
8,0
8,6
ДжДк'г-К)
50
85
130
170
190
263
Г, К
150
200
250
273
293
а-106, К"1
11,93
13,91
15,20
16,64
16,10
К
Вт/(мК)
10,2
12,2
14,1
15,4
17,5
ДжДкгК)
369
424
458
467
481
ТАБЛИЦА 3.22
Стандартизованные механические свойства стали 03Х20Н16АГ6
при температуре 20 °С (не менее)
Полуфабрикат
Лист толщиной 8-20 мм
Пруток горячекатаный
или кованый
диаметром, мм:
до 50
св.50
Нормативно-
технический
документ
ТУ 14-1-213-72
ТУ 14-1-2922-80
Режим
термообработки
(контрольные
образцы)
Закалка от (1050 ±
± 20) °С в воде или
на воздухе;
образцы толщиной
25 мм
Ов
О"0>2
МПа
670
670
650
370
370
350
б5,%
со со со
о о о
Примечание. При 77 К KCU > 120 Дж/см2.
ТАБЛИЦА 3.23
Механические свойства листовой стали 03Х20Н16АГ6 при низких
температурах (не менее)
т к
293
77
20
4
Ов
Оо,2
МПа
680
1250
1470
1500
370
800
950
1000
б5
W
%
60
32
30
25
75
45
35
-
KCU, Дж/см2
150
120
100
60
Примечание. Термообработка: закалка от 1050 °С в воде или на воздухе.
17*
260
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 3.24
Механические свойства поковок из стали 03Х20Н16АГ6 при 20 °С
Размер поковки, м
0,13x0,73x1,50
00,21 х 1,00
Направление
вырезки образцов
По толщине
По ширине
По длине
По радиусу
По длине
Ов
°"0.2
МПа
580
560
610
630
660
400
400
410
450
400
б5
V
•96
48
46
47
43
49
52
69
71
62
79
ТАБЛИЦА 3.25
Механические свойства сварных стыковых соединений
из стали 03Х20Н16АГ6 при низких температурах (не менее)
Вид сварки (присадочный материал)
Автоматическая под слоем флюса
(присадочная проволока Св-
03Х19Н15Г6М2АВ2
Ручная аргонодуговя (электрод АНВ-20)
Г, К
293
77
20
4
293
77
20
4
о?, МПа
680
1190
1360
1420
640
1300
1610
1520
Угол
загиба,
град
180
180
KCU,
Дж/см2
120
50
40
30
100
50
40
30
600
0,1
0,2 0,3
I (С + N), %
0,2 0,3
I (С + N), %
Рис. 3.8. Влияние суммарного содержания азота и углерода на
временное сопротивление (а) и предел текучести (б) стали 03Х20Н16АГ6
Глово 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
261
(Ушах, МПа
1200-
800-
400
0,5 10° 101 102 103 104 105
N, цикл
атах, МПа
640
620-
300
МО4 105
7V, цикл
Рис. 3.9. Малоцикловая усталость стали 03Х20Н16АГ6 (пульсирующее
растяжение):
1 - при 293 К; 2 - при 77 К
Рис. 3.10. Циклическая прочность стали 03Х20Н16АГ6
(знакопеременный изгиб с вращением):
1 - при 293 К; 2 - при 77 К
ТАБЛИЦА 3.26
Вид поставки стали 03Х20Н16АГ6
Полуфабрикат
Лист горячекатаный
толщиной 8-20 мм
Пруток горячекатаный,
кованый диаметром 30-180 мм
Состояние поставки
Термообработанный
Без термообработки
Нормативно-
технический документ
ТУ 14-1-213-72
ТУ 14-1-2922-80
Примечание. Пруток поставляется из металла электрошлакового переплава
(ЭШП).
3.5. ОПЫТНАЯ СТАЛЬ 04Х21Н16АГ8М2ФД
При увеличении содержания азота и дополнительном
легировании молибденом на стали 04Х21Н16АГ8М2ФД были получены
более высокие прочностные свойства (патент РФ № 2102522 от
20.01.1998).
Назначение. Стабильную аустенитную сталь высокой
прочности 04Х21Н16АГ8М2Ф рекомендуется использовать при
изготовлении сверхпроводящих магнитов, установок термоядерного синтеза,
криогенных оболочек сверхпроводящих устройств, установок для
262
РАЗДЕ/
v III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 3.27
Химический состав стали 04Х21Н16АГ8М2ФД, %
С
<0,04
Сг
20-22
Мп
8-10
№
15-17
N
0,35-0,45
Мо
1,8-2,2
V
0,2-0,3
Si
<0,6
S
<0,02
Р
< 0,025
специальных физических экспериментов, работающих при
температуре до -269 °С (4 К).
По сравнению со сталью 03Х20Н16АГ6 в новой стали увеличено
содержание азота более чем в 1,5 раза. Дополнительное
легирование молибденом повысило стойкость против точечной коррозии за
счет подавления им действия марганцевосодержащих сульфидов
типа MnS и (Mn^Fei_.v)S.
Технологические свойства сталей 03Х20Н16АГ6 и
04Х21Н16АГ8М2Ф близки между собой. Сталь 04Х2Ш16АГ8М2Ф
имеет удовлетворительную обрабатываемость давлением и
резанием, хорошо сваривается с применением всех видов сварки. Сварку
проводят с использованием проволоки Св-03Х19Н15Г6М2АВ2.
ТАБЛИЦА 3.28
Механические свойства стали 04Х21Н16АГ8М2ФД
при низких температурах
Г, К
Основной металл
СТв
О0,2
МПа
293 890
77 1700
20 2000
4 —
520
1200
1250
5
W
%
54
45
24
12
43
33
KCV,
Дж/см2
390
210
160
100
Сварное соединение
ав, МПа
880
1650
1950
KCU
KCV
Дж/см2
280
200
140
80
180
145
75
3.6. СТАЛЬ 03Х13АГ19 (ЧС 36)
Характеристика. Особо низкоуглеродистая нержавеющая
хромомарганцевая упрочненная азотом сталь аустенитного класса,
сохраняющая удовлетворительную пластичность при температурах
до 77 К, немагнитная.
Назначение. Применяется для изготовления элементов
сварных конструкций: обечаек, днищ, патрубков, фланцев и т. п.,
работающих при температурах до 400 °С. Минимальная температура
эксплуатации для конструкций, нагруженных статически, -196 °С
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
263
ТАБЛИЦА 3.29
Химический состав стали 03Х13АГ19 по ТУ 14-1-743-73, %
С
S
Р
Si
Ni
не более
0,030
0,025
0,030
0,6
1,0
Cr
12-15
Mn
18-21
N
0,10-0,18
(77 К), динамически 135 °С (142 К). Сталь зарегистрирована в
Госгортехнадзоре РФ в качестве материала для сосудов, работающих
под давлением; рекомендуется также в качестве металла для
изделий вакуумной техники.
Технологические свойства. Сталь деформируется хорошо в
горячем и удовлетворительно в холодном состоянии.
Температурный интервал горячей деформации 1100-850 °С. При проведении
холодной штамповки и гибки со степенями деформации более 20 %
рекомендуется промежуточный нагрев до температуры 980 °С с
последующим быстрым охлаждением в воде (на воздухе с обдувом) с
целью снятия наклепа. Рекомендуемый режим термообработки:
нагрев до 980 °С, охлаждение в воде. При длительной выдержке при
температурах выше 1100 °С сталь склонна к росту зерна. В случае
длительного пребывания в области температур 600-850 °С склонна
к выделению нитридов по границам зерен и, как следствие, к потере
низкотемпературной вязкости.
Обрабатываемость резанием удовлетворительная. Сталь
является коррозионностойкой в промышленной атмосфере и в
неагрессивных средах.
Газовыделение стали (при эксплуатации в вакууме) - на уровне
стали 12Х18Н10Т, в качестве заменителя которой и рекомендуется
рассматриваемая сталь.
Свариваемость стали хорошая при всех видах сварки: ручной ар-
гонодуговой и электродуговой, автоматической под слоем флюса и в
среде защитных газов. Рекомендуемые сварочные материалы:
проволока сварочная Св-05Х15Н9Г6АМ по ТУ 14-1-1595-76; флюс
АН-26с или АН-26сп по ГОСТ 9087-81; защитный газ - аргон,
гелий или их смесь; электроды типа Э-03Х15Н9АГ4 (марка АНВ-24)
по ГОСТ 9466-75. Допускается применение сварочной проволоки
Св-01Х19Н9, Св-04Х19Н9, Св-08Х2Ш10Г6 по ГОСТ 2246-70,
электродов Э-07Х20Н9 (ОЗЛ-8) по ГОСТ 9466-75, флюса АН-45 по
ТУ 14-1-2372-78.
Указанные присадочные материалы рекомендуется также
применять при сварке стали 03Х13АГ19 со сталью типа 18-10,
например 12XI8H10T, а также со сталями 07Х13Н4АГ20 (ЧС 52) и
10Х14Г14Н4Т(ЭИ711).
264
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
При сварке со сталями СтЗ, 20, 09Г2С рекомендуется применять
электроды Э-11Х15Н25М6АГ2 (ЭА-ЗМ6) по ГОСТ 9466-75.
Коэффициенты прочности сварных соединений стали 03Х13АГ19
со сталями, указанными выше, зависят от вида сварки,
присадочных материалов и других факторов. Для двусторонних
стыковых соединений со скосом кромок при автоматической сварке
Ф > 0,95.
При наличии трех и более подварок в зоне сварки происходит
выделение карбонитридной фазы и укрупнение зерна, в связи с чем
может снижаться низкотемпературная пластичность сварного
соединения.
Физико-механические свойства. Физические свойства
приведены в табл. 3.30. Механические свойства приведены в табл. 3.31-
3.34 и на рис. 3.11-3.15. При 20 °С ог = ао,2 + 30 МПа, где ао,2 -
нормируемое техническими условиями значение предела
текучести.
Вид поставки стали указан в табл. 3.35.
ТАБЛИЦА 3.30
Физические свойства стали 03Х13АГ19
Г, К
10
20
30
40
45
50
60
70
80
90
100
110
120
130
140
150
а-10е, К"1
0,05
од
0,2
0,4
-
0,9
1,6
2,7
зд
-
4,3
5,0
5,7
-
6,0
6,3
К
ВтДмК)
_
-
4,9
-
5,9
6,8
7,4
8,3
8,8
9,2
9,6
10,0
10,4
10,7
11,1
Дж/(£г-К)
2
6
14
-
40
66
105
145
184
223
260
282
303
324
346
368
Г, К
160
170
180
190
200
210
220
230
240
250
260
265
270
280
290
300
а-10е, К"1
_
6,8
7,0
7,3
7,4
7,6
7,9
8,1
8,3
8,8
9,5
-
11,9
13,4
14,0
14,4
К
ВтДмК)
11,3
11,8
12,1
12,5
12,9
13,3
13,6
13,9
14,2
14,5
14,9
-
15,1
15,5
-
—
Дж/(£г-К)
384
400
414
426
447
457
469
479
489
499
507
509
507
498
493
—
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
265
ТАБЛИЦА 3.31
Стандартизованные механические свойства стали 03Х13АГ19
при температуре 20 °С (не менее)
Полуфабрикат
Лист толщиной 6-20 мм
Пруток диаметром 90-180 мм
Нормативно-
технический
документ
ТУ 14-1-743-73
ТУ 14-1-2595-79
Ов
0"о-2
МПа
670
650
370
350
65,%
40
40
КОТ196,
Дж/см2
100
100
Примечание. Термообработка: закалка в воде от 1260 К.
ТАБЛИЦА 3.32
Механические свойства листового проката из стали 03Х13АГ19
при низких температурах (не менее)
Направление
вырезки образца
Продольное
Поперечное
Г, К
293
195
77
293
195
77
Ов,
О"о,2,
МПа
730
1050
1330
790
1020
1300
370
490
730
410
480
730
65,
ч>>
%
60
70
30
60
66
31
763
75
20
463
68
22
KCU
KCV
Дж/см2
320
320
220
230
200
140
300
310
100
150
130
70
ТАБЛИЦА 3.33
Механические свойства сварных соединений из стали 03Х13АГ19
Вид шва
С усилением
Со снятым усилением
С усилением
Со снятым усилением
С усилением
Со снятым усилением
Г, К
293
193
77
293
193
77
293
77
293
77
293
77
293
77
Овсв
От у
МПа
770
980
1180
680
940
1240
760
ИЗО
630
1160
770
1150
710
1050
370
380
380
380
390
370
660
б,%
37
25
8
24
24
13
38
8
27
16
45
10
38
8
Место разрушения
По основному металлу
Смешанное
По зоне сплавления
По центру шва
По зоне сплавления
По сварному шву
По основному металлу
По зоне сплавления
По сварному шву
По зоне сплавления
1S-312
266
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 3.34
Ударная вязкость (Дж/см2) сварных соединений из стали
03Х13АГ19 (не менее), выполненных двусторонней
автоматической сваркой под слоем флюса АН-26с
Присадочная проволока
Св-01Х19Н18Г10АМ4
Св-05Х15Н9АГ6
Г, К
293
193
77
20
293
193
77
Надрез по шву
KCU
150
110
55
50
130
80
50
KCV
140
90
50
40
120
80
50
Надрез
по линии
сплавления
KCU
—
—
_
120
60
30
KCV
—
70
~
160
110
60
Надрез по зоне
термического
влияния
KCU
300
340
170
120
-
-
—
KCV
300
290
110
90
-
-
—
ТАБЛИЦА 3.35
Вид поставки стали 03Х13АГ19
Полуфабрикат
Лист горячекатаный толщиной
6-20 мм
Пруток кованый диаметром 90-
180 мм
Состояние поставки
Термообработанный
(травленый)
Без термообработки
Нормативно-
технический
документ
ТУ 14-1-743-73
ТУ 14-1-2595-79
Рис. 3.11. Малоцикловая усталость
стали 03Х13АГ19 (пульсирующее
растяжение):
1 - при 293 К; 2 - при 77 К. образцы
круглые гладкие диаметром 5 мм;
образцы диаметром 7 мм с надрезом
глубиной 1 мм и радиусом у вершины 0,10 мм
N, цикл
Klc, МПам1/2
250
105 10'
TV, цикл
100
200 T, К
Рис. 3.12. Циклическая прочность стали 03Х13АГ19
(знакопеременный изгиб с вращением):
1-при293К;2-при77К
Рис. 3.13. Вязкость разрушения стали 03Х13АГ19 при низких
температурах
dl/dN, мм/цикл
Ю
10 20 40 60
Л:.,МПам1/2
ю° ю1 id2 ю3 ю4
7V, цикл
Рис. 3.14. Скорость роста трещины в стали 03Х13АГ19 при
циклическом нагружении в зависимости от размаха интенсивности
напряжений:
1 - при 293 К; 2 - при 77 К; 3- при 4 К
Рис. 3.15. Термическая усталость (293 о 77 К) стали 03Х13АГ19 (лист
14 мм; образцы с надрезом):
1 - основной металл; 2 - сварное соединение
18*
268
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
3.7. ОПЫТНАЯ МЕТАСТАБИЛЬНАЯ АУСТЕНИТНАЯ СТАЛЬ
06Х15Н9Г8АФ
Существует ряд деталей и узлов, стабильность структуры
которых в процессе эксплуатации не требуется. Для их изготовления
применяют аустенитные метастабильные стали. Широкому их
использованию в криогенной технике препятствует то, что
образующийся в процессе низкотемпературного деформирования мартенсит
может оказывать как положительное, так и отрицательное
воздействие на механические свойства.
Критерием интенсивности фазовых превращений служит
средняя скорость образования а-мартенсита при равномерной
деформации статическим растяжением в заданных температурных
условиях. Критерий М = а/б представляет собой отношение а -
количества мартенсита, образовавшегося в зоне равномерной
деформации образца при данной температуре, к б - относительному
удлинению при той же температуре. Такой критерий наиболее
полно связывает кинетику фазовых превращений с механическими
свойствами метастабильных аустенитных сталей.
На рис. 3.16 приведена зависимость прочности и ударной
вязкости на образцах Шарпи от степени нестабильности аустенита при
температурах 293, 77 и 20 К. Максимальными значениями ударной
вязкости обладают стали, характеризующиеся критерием
интенсивности фазовых превращений около 1,2 и 1,8 при температурах 77 и 20 К
1500
1000
500
„МПа
/2
. А/ .
А/. . А/
о
1
м
KCV, Дж/см2
50 -
М
Рис. 3.16. Зависимость временного сопротивления (а) и ударной
вязкости (б) от степени нестабильности аустенита в метастабильных
сталях:
1-20К;2-77К;3-293К
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ
269
ств, МПа
а0 2, МПа
КС^Дж/см2
V(C + N)
190
180
V(C + N)
Рис. 3.17. Зависимость прочности (а) и ударной вязкости (б) Cr-Ni-Mn
метастабильных аустенитных сталей с азотом и ванадием от
отношения [V]/[C + N] после аустенитизации 1050°С и старения 690 °С, 25 ч
соответственно. Отклонение от этих оптимальных значений в
сторону как стабилизации, так и дестабилизации твердого раствора
приводит к снижению ударной вязкости. Причем, если при 77 К
М < 1,2 и при 20 К М < 1,8, то шейка не успевает упрочняться
настолько, чтобы перестать быть самым слабым местом образца. При
значениях при 77 КМ > 1,2 и при 20 КМ > 1,8 происходит слишком
интенсивный ход мартенситного превращения, что может привести
к преждевременному разрушению по мартенситной структуре,
которая обладает меньшей пластичностью.
Этим значениям критерия М отвечает условие [V]/[N + С] = 3,1,
при соблюдении которого происходит наиболее полное связывание
азота, углерода и ванадия в карбонитрид V(C, N).
В процессе старения одновременно протекают два
противоположных процесса: разупрочнение твердого раствора в результате
выведения из матрицы упрочняющего элемента - азота с
одновременным повышением прочности материала за счет выделения кар-
бонитридных фаз V(C, N). Однако упрочняющее влияние карбонит-
ридной фазы существенно выше, чем разупрочняющее влияние
выведения азота из твердого раствора. В результате этого временное
сопротивление и особенно предел текучести стали после старения
возрастают. На рис. 3.17 показано влияние отношения [V]/[C + N]
на механические свойства метастабильных аустенитных сталей на
основе Cr-Ni-Mn с азотом и ванадием.
270
РАЗДЕЛ 1
II. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 3.36
Химический состав опытной стали 06Х15Н9Г8АФ, %
С
<0,06
Сг
14-16
Ni
8,5-9,5
N
0,2-0,4
Мп
7-9
V
1,0-1,5
S
< 0,025
Р
< 0,025
ТАБЛИЦА 3.37
Механические свойства метастабильной стали
06Х15Н9Г8АФ
Г,°С(К)
20 (293)
-173(100)
-196 (77)
Ов
0<Ь2
МПа
725
1120
1600
375
540
800
85
W
%
61
60
58
77
75
75
КСУ,Дж/см2
275
240
210
ТАБЛИЦА 3.38
Механические свойства и результаты испытаний внутренним
давлением сосудов из сталей 12Х18Н10Т и 06Х15Н9Г8АФ
Сталь
12Х18Н10Т
06Х15Н9Г8АФ
Ов
00,2
МПа
293
660
900
65,%
КСУ,Дж/см2
При температуре
293
260
500
77
37
46
20
32
36
77
300
242
20
280
220
Удельная
прочность
(<W
r\ff) jcjjr
3,0
6,4
Давление
разрушения, МПа
9,8-13,2
18,0-21,0
Напряжение
в стенке
в момент
разрушения МПа
AAXMJT&y 1'XIAU
490-660
1038-1240
Место
разрушения
Зона
термического
влияния
продольного шва
Кольцевой
шов
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ 271
Термообработка состоит из горячей прокатки листа при
температуре 1200-900 °С, аустенитизации при 1150 °С с
охлаждением в масле. Механические свойства стали приведены в
табл. 3.37.
Для сопоставления были проведены испытания механических
свойств и надежности сосудов и сталей 12Х18Н10Т и 06Х15Н9Г8АФ
(табл. 3.38). Давление в момент разрушения при -196 °С (77 К)
сварных баков из стали 06Х15Н9Г8АФ с толщиной стенки 2,5 мм
составляет 18-21 МПа, а из стали 12Х18Н10Т- 9,8-13,2 МПа.
Полученные в ходе испытаний положительные результаты,
отработанная технология производства и обработки позволили
рекомендовать сталь 06Х15Н9Г8АФ в качестве материала для
топливных баков автотранспорта, работающего на сжиженном природном
газе.
В перспективе сталь может быть использована для изготовления
топливных баков для жидкого водорода.
3.8. ОПЫТНАЯ ЛИТЕЙНАЯ СТАЛЬ 07Х13Г28АНФЛ
Стальные отливки сравнительно редко применяют в криогенной
технике. Их применение целесообразно для изготовления
регулирующей запорной арматуры для перекачки криогенных жидкостей.
Изготовление корпусов вентилей из кованых заготовок путем
механической обработки и сварки связано с большими затратами труда.
Применение литья позволяет уменьшить трудоемкость их
изготовления.
Помимо хладостойкости стали этого назначения должны иметь
высокий комплекс литейных свойств, обеспечивать плотность и
герметичность материала отливки. Они должны обладать высоким
сопротивлением механической и термической усталости,
выдерживая до 5000 циклов захолаживания - отогрева в диапазоне
температур криопродукта и окружающей среды. По условиям эксплуатации
корпус арматуры может испытывать как статические, так и
динамические нагрузки. Статические нагрузки действуют на корпус при
непрерывном прохождении криопродуктов под давлением.
Кратковременные динамические нагрузки происходят на переходных
режимах, а также в случае гидравлического удара, связанного с
резким торможением потока жидкости при подходе к местным
сопротивлениям.
Обычно применяемые хромоникелевые стали хорошо
сопротивляются динамическим нагрузкам в криогенных условиях, но
имеют низкую прочность при комнатной температуре. Кроме того,
они не обеспечивают высокую герметичность изделий из-за высо-
272
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
кой склонности к пористости и пленообразованию, дополнительно
снижающим жидкотекучесть. Эти стали склонны к образованию
развитой литой дендритной структуры, оказывающей
отрицательное влияние на хладостойкость отливок.
Более высокий уровень комплекса механических и литейных
свойств имеют аустенитные стали хромомарганцевой системы
легирования. Разработанная в Японии литая сталь с 5 % хрома и 25 %
марганца имеет более высокую прочность и ударную вязкость
вплоть до -269 °С (4 К) - на 25 % выше, чем лучшая из литых хро-
моникелевых аустенитных сталей.
Сопоставление характера разрушения литых аустенитных
хромоникелевых и хромомарганцевых сталей с 10 % хрома и 25 %
марганца показало в изломе хромоникелевых сталей
выраженную дендритную структуру, в то время как хромомарганцевые
стали сохранили вязкий характер разрушения вплоть до -269 °С
(4 К).
Стали с содержанием до 5-13 % хрома и до 28 % марганца
имеют хорошие литейные свойства.
ТАБЛИЦА 3.39
Химический состав опытной стали 07Х13Г28АНФЛ, %
С
<0,07
Сг
12-14
Ni
0,5-1,5
N
0,2-0,3
Мп
27-29
V
0,1-0,2
S
< 0,025
Р
< 0,025
ТАБЛИЦА 3.40
Механические свойства сталей и результаты испытаний корпусов
внутренним давлением
Марка стали
07Х13Г28АНФЛ
12Х18Н10ТЛ
литой вариант
Г,°С(К)
20 (293)
-196 (77)
-253 (20)
20 (293)
-196 (77)
-253 (20)
СГВ
Механические свойства
О"о>2
МПа
600
1160
1190
575
885
900
300
660
815
220
530
610
б5
W
%
77
42
23
66
17
8
62
28
17
56
13
6
KCV,
Дж/см2
140
90
80
115
25
20
Давление
в момент
разрушения,
МПа
360
410
-
80
130
—
Глава 3. ХРОМОНИКЕЛЬМАРГАНЦЕВЫЕ И ХРОМОМАРГАНЦЕВЫЕ СТАЛИ 273
Оптимальное сочетание прочностных, пластических и вязких
свойств, высоких литейных свойств и коррозионной стойкости
обеспечивают стали типа 07Х13Г28АНФЛ.
Сталь 07Х13Г28АНФЛ хорошо сваривается без горячих и
холодных трещин. Отношение прочности сварного соединения к
прочности основного металла находится в пределах 0,95-0,98.
Жидкотекучесть этой стали в 1,5 раза выше, чем литой стали
12Х18Н10Т.
Из табл. 3.40 следует, что корпуса из стали 07Х13Г28АНФЛ
имеют более высокие свойства и выдерживают более высокое
внутреннее давление по сравнению с корпусами из литой стали
12Х18Н10Т.
Разрушение корпусов из стали 07Х13Г28АНФЛ происходило с
образованием вязкого излома. Низкие механические свойства литой
стали 12Х18Н10ТЛ обусловлены разрушением сколом из-за
наличия пленки и грубой литой структуры.
3.9. ОПЫТНЫЕ МАЛОМАГНИТНЫЕ СТАЛИ
КРИОГЕННОЙ ТЕХНИКИ
В криогенном энергомашиностроении и прецизионной технике
используются материалы, обладающие стабильной маломагнитной
структурой, магнитная проницаемость которых не должна
превышать порог маломагнитности (ц < 1,01) в ходе длительной
эксплуатации в магнитных полях различной напряженности. Классические
хромоникелевые аустенитные стали непригодны для этих целей -
их температурные зависимости очень сложны, а величина
магнитной проницаемости нестабильна. Она может составлять до 2,15 и
зависит от содержания никеля, напряженности магнитного поля и
температуры.
Для такого типа оборудования целесообразно использовать
стабильные высокоуглеродистые стали системы Mn-Cr-AI.
Анализ совместного влияния легирования сталей марганцем и
углеродом позволяет выделить группу сплавов с наилучшим
сочетанием прочности, пластичности и вязкости в области криогенных
температур. Эта концентрационная область ограничена
содержанием углерода 1,0-1,2 %, марганца - 25-28 %. Такие сплавы при
криогенных температурах обеспечивают пластичность, равную 25-28 96,
временное сопротивление 1580-1620 МПа, предел текучести 1240-
1340 МПа (при 4 К) и ударную вязкость на уровне 80 Дж/см2 при
20 К.
Этим условиям соответствуют стали 120Г25Х5Ю7и 105Г25Х5Ю5,
механические свойства и магнитная проницаемость которых
приведены в табл. 3.41.
274
РАЗДЕЛ III. СТАЛИ КРИОГЕННОЙ ТЕХНИКИ
ТАБЛИЦА 3.41
Механические свойства и магнитная проницаемость опытных
Fe-Mn-Cr-Al-сплавов
Сплав
120Г25Х5Ю7
105Г25Х5Ю5
Г,°С(К)
20 (293)
-269 (4,2)
20 (293)
-269 (4,2)
Механические свойства
СУв
°0,2
МПа
1030
1900
1000
1850
800
1650
800
1650
43
19
42
20
KCV,
Дж/см2
165*
60
185
100
Магнитная
проницаемость в полях
напряженностью (кА/м)
40
1,0035
1,0065
1,0030
1,0038
300
1,0022
1,0038
1,0024
1,0030
900
1,0019
1,0020
1,0021
1,0021
* При 20 К
РАЗДЕЛ IV
ЛИТЕЙНЫЕ СТАЛИ
УМЕРЕННОГО ХОЛОДА
Глава 7
ОБЩИЕ СВЕДЕНИЯ
Сибирь, Заполярье, Якутия, Дальний Восток характеризуются
большими запасами полезных ископаемых и являются
перспективными в промышленном отношении. Однако эффективность работы
оборудования и транспорта в зимнее время резко снижается.
Важнейшим фактором повышения надежности техники,
эксплуатируемой в этих условиях, является использование материалов,
пригодных для низкотемпературной службы.
Сталь является основным конструкционным материалом для
техники северного исполнения.
Сталь для низких температур должна обладать малой
чувствительностью к концентраторам напряжений и низкой склонностью к
хрупким разрушениям. Особенно это относится к литейным сталям,
имеющим более высокую исходную дефектность по сравнению с
деформированным металлом.
Эксплуатационная надежность литых деталей по сравнению с
деформированными в большей степени зависит от технологии
производства. Литая сталь отличается от деформированной более
сильной поврежденностью в виде микропор, раковин и трещин. Она
имеет более крупное первичное зерно и его измельчение
представляет более сложную задачу. Разнозернистость литой структуры
также более выражена. Термическая обработка не устраняет в полной
мере структурные несовершенства литого металла. Для снижения
химической неоднородности целесообразно проведение
высокотемпературной гомогенизации с последующей нормализацией для
подготовки металла к окончательной термообработке. Однако
проведение таких операций не всегда возможно. К массивным литым
деталям или к отливкам массового изготовления сложно применить
даже термическую операцию улучшения и термообработку обычно
ограничивают нормализацией. На границах первичных крупных
зерен могут образовываться межкристаллитные пленки оксидов,
сульфидов и нитридов, по которым хрупкие трещины
распространяются легче, чем по основному металлу.
В процессе термической обработки размер зерен первичной
кристаллизации может изменяться, но полного разрушения
пограничных зон практически не происходит. Повышенные локальные
напряжения пограничных участков и искажение кристаллической
276 РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
решетки в них остаются, как правило, при любых режимах
термической обработки. Это оказывает значительное влияние на свойства
литого металла даже в тех случаях, когда внутри первичных
кристаллов строение такое же, как и в деформируемом металле. Все это
приводит к тому, что разрушение литого металла часто происходит
по границам зерен и характеризуется малой энергоемкостью.
Уменьшить размер зерна литой стали можно легированием.
Однако влияние любого элемента на измельчение строения при
вторичной кристаллизации только тогда будет эффективно, когда
обеспечивается сравнительно мелкозернистое строение при первичной
кристаллизации. В противном случае наблюдается хрупкое межкри-
сталлитное разрушение и высокое качество каждого кристаллита в
отдельности не реализуется.
Отмеченные выше особенности литого металла оказывают
влияние на склонность его к хрупкому разрушению.
В настоящей главе рассмотрены вопросы хладноломкости
литейных сталей и особенности их разрушения под действием низких
температур. Рассмотрены наиболее хорошо зарекомендовавшие
марки сталей, вошедшие в ГОСТ 21357-87 "Отливки из хладостойкой и
износостойкой стали".
Рекомендуемая ГОСТом 24357-87 технология выплавки
и раскисления хладостойких литых сталей
Приведены особенности технологии выплавки и конечного
раскисления хладостойкой стали с гарантированной ударной
вязкостью при температуре -60 °С.
Стали выплавляют в дуговых электропечах с основной
футеровкой двухшлаковым процессом с использованием стандартных
ферросплавов.
Основность шлака в период плавления в электродуговых печах
должна быть в пределах 2,5-3,0. К моменту выпуска основность
шлака должна быть не менее 2,5, а содержание закиси железа - не
более 0,6-0,8 %. Основность шлака обеспечивается применением
свежеобожженной извести; допускается заменять ее известняком из
расчета 1,4 т на 1 т извести.
В течение окислительного периода должно быть окислено не
менее 0,3 % углерода до получения содержания углерода на нижнем
пределе или на 0,05 % ниже нижнего предела в заданной марке стали.
В случае недостаточного удаления фосфора или высокого
содержания хрома (в стали, не легированной хромом) необходимо
проводить повторное скачивание шлака.
В процессе электродуговой плавки предварительное
раскисление металла необходимо проводить в начале восстановительного
периода после максимального удаления окислительного шлака при-
Глава 1. ОБЩИЕ СВЕДЕНИЯ 277^
садкой кускового алюминия (0,03-0,05 %). Легирующие присадки
(никель, медь, ферросилиций, ферромолибден, ферромарганец,
феррохром) вводят из расчета на среднее марочное содержание без
учета угара, а затем дают шлакообразующие в количестве 2,5-3,5 % от
массы расплава.
Кусковой алюминий для конечного раскисления из расчета 0,20 %
от массы расплава (для стали с содержанием углерода до 0,30 %) и
0,15 % (для стали с содержанием углерода более 0,30 %)
рекомендуется вводить в печь на штангах за 1-2 мин до выпуска.
Металл из электродуговой печи выпускают в ковш вместе со
шлаком.
При наполнении ковша примерно на 1/3 высоты под струю
присаживают лигатуру со щелочноземельными металлами (ЩЗМ)
из расчета введения 0,025-0,035 % кальция, а затем вводят ферро-
титан на верхний предел марочного содержания его в стали без
учета угара, феррованадий и феррониобий - из расчета на среднее
содержание в заданной марке стали.
При раскислении (модифицировании) стали титаном
количество вводимого кускового алюминия необходимо откорректировать в
сторону уменьшения.
Массовая доля алюминия в сталях всех марок рекомендуется в
пределах 0,03-0,06 96. Для сталей марок 27ХГСНМДТЛ, 30ХГ2СТЛ
рекомендуется частичная (или полная) замена алюминия титаном
из расчета суммарного содержания алюминия и титана в пределах
0,03-0,06 96.
Для повышения уровня и стабилизации ударной вязкости при
температуре -60 °С рекомендуется дополнительно модифицировать
сталь сплавами редкоземельных металлов (РЗМ). Сплавы РЗМ
(0,05 96 РЗМ по расчету) вводят в ковш на штанге после его
наполнения. Рекомендуется вводить лигатуры ЩЗМ и РЗМ вдуванием
порошкообразных материалов в струе аргона.
Разливку стали рекомендуется приводить через стакан
диаметром не менее 50 мм.
Глава 2
УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
2.1. СТАЛЬ 20Л
Характеристика. Низкоуглеродистая нелегированная
умеренно хладостойкая свариваемая литейная сталь. Коррозионная
стойкость низкая.
278
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 2.1
Химический состав стали 20Л по ГОСТ 977-88,(
С
0,17-0,25
Si
0,20-0,52
Мп
0,45-0,90
S
< 0,050
< 0,045
< 0,045
Р
< 0,050
< 0,040
< 0,040
Группа
отливок
I
II
III
нтд
гост
977-88
ТАБЛИЦА 2.2
Температуры критических точек стали 20Л, °С
Ас,
735
Ас3
854
Агх
680
Аг3
835
Назначение. Арматура, детали трубопроводов, фасонные
отливки, изготовляемые методом выплавляемых моделей,
неответственные сварнолитые конструкции с большим объемом сварки,
работающие под действием средних статических и динамических
нагрузок при температуре от -40 до + 450 °С под давлением.
Технологические свойства. Температура начала
затвердевания стали 1510-1520 °С. Линейная усадка 2,2-2,3 96. Жидкотеку-
честь, определенная по спиральной пробе, Кжт = 0,9 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемая термообработка:
нормализация (870-890 °С, воздух), отпуск (630-650 °С, воздух).
Свариваемость без ограничений. Обрабатываемость резанием в
нормализованном состоянии при 121-126 НВ и ов = 392 МПа Kv = 1,50
(твердый сплав), Ку = 1,35 (быстрорежущая сталь). Не
чувствительна к образованию флокенов и не склонна к отпускной хрупкости.
ТАБЛИЦА 2.3
Физические свойства стали 20Л
г,°с
20
100
200
300
400
500
600
Е, ГПа
201
196
188
183
173
165
152
а-10е, К"1
12,2
12,7
13Д
13,5
13,9
14,4
Л,Вт/(м-К)
54
53
51
48
43
39
35
р, г/см3
7,85
сР,
ДжДкгК)
487
500
517
533
559
588
Д-109,
Омм
170
220
294
385
490
604
761
Глава 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
279
Продолжение
т,°с
700
800
900
Е,ГПа
132
120
а-10е, К"1
14,9
12,6
12,4
Х,Вт/(м-К)
32
27
27
р, г/см3
Ср,
ДжДкгК)
638
706
706
Д109,
Омм
932
1101
1139
ТАБЛИЦА 2.4
Механические свойства стали 20Л при комнатной температуре
Режим термообработки
Операция
Нормализация
Нормализация
и отпуск
Г,°С
880-900
880-900
630-650
Охлаждающая
среда
Воздух
Воздух
Воздух
Сечение,
мм
До 100
Ов
МПа
6
W
%
кси,
не менее
412
216
22
35
49
НВ
116-144
Предел выносливости о_х = 211 МПа (N= 107) при ав = 470 МПа.
Вид поставки. Отливки по ГОСТ 977-88.
ТАБЛИЦА 2.5
Ударная вязкость KCU (Дж/см2) стали 20Л при Г, °С
+20
-20
-60
-80
Термообработка
55-83
41-64
6-12
3-5
Отливки сечением 30 мм
Нормализация (870-890 °С, воздух),
отпуск (630-650 °С, воздух)
2.2. СТАЛЬ 20ГЛ
Характеристика. Конструкционная низколегированная
хладостойкая литейная хорошо свариваемая сталь. Коррозионная
стойкость низкая.
ТАБЛИЦА 2.6
Химический состав стали 20ГЛ по ГОСТ 21357-87, %
С
0,17-0,25
Si
0,30-0,50
Мп
1,10-1,40
S
< 0,030
р
< 0,030
Сг
< 0,030
Ni
< 0,030
Си
< 0,030
280
Р А 3 Д Е Л IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 2.7
Температуры критических точек стали 20ГЛ, °С
Ас,
720
Ас,
860
Агх
-
* Температура нагрева 900 °С.
Аг3
-
Мп
420
Назначение. Диски, звездочки, зубчатые венцы, барабаны и
другие детали, к которым предъявляются требования по прочности
и вязкости, работающие под действием статических и динамических
нагрузок.
Технологические свойства. Температура начала
затвердевания стали 1490-1500 °С. Линейная усадка 2,2%. Жидкотекучесть,
определенная по спиральной пробе, К^г = 0,8 по отношению к
эталону - стали марки 30 Л. Рекомендуемые режимы термообработки:
нормализация 920-940 °С и закалка с 920-940 °С в воде, отпуск при
600-620 °С. Свариваемость без ограничений. Обрабатываемость
ТАБЛИЦА 2.8
Физические свойства стали 20ГЛ
т,°с
20
100
200
300
400
600
Я,ГПа
204
а-10е, К"1
12,5
13,4
14,4
15,1
15,2
Х,Вт/(мК)
78
67
48
р, г/см3
7,82
сР,Дж/(кгК)
525
554
689
ТАБЛИЦА 2.9
Механические свойства стали 20ГЛ
Режим термообработки
Операция
Нормализация
Закалка и
отпуск
Г,°С
920-940
820-940
600-620
Охлаждающая
среда
Воздух
Вода
Воздух
Ов
О-0,2
МПа
б
W
%
КС1Г60,
Дж/см2
не менее
300
400
500
550
20
15
35
30
29
29
KCV'60,
Дж/см2
20
20
Глава 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
281
резанием в закаленном и отпущенном состоянии при 197-277 НВ и
ав = 637 МПа К^ = 1,15 (твердый сплав), Kv = 1,0 (быстрорежущая
сталь). Сталь не флокеночувствительна и не склонна к отпускной
хрупкости.
Вид поставки. Отливки по ГОСТ 21357-87
2.3. СТАЛЬ ЗОГЛ
Характеристика. Конструкционная среднеуглеродистая
низколегированная литейная сталь, умеренно хладостойкая,
ограниченно свариваемая.
ТАБЛИЦА 2.10
Химический состав стали ЗОГЛ по ГОСТ 21357-87, %
С
0,30-0,40
Si
0,20-0,4 0
Мп
1,20-1,60
S
< 0,040
р
< 0,040
ТАБЛИЦА 2.11
Температуры критических точек стали ЗОГЛ, °С
Ас,
730
Ас3
800
Аг,
-
АП
-
Mi
* Температура нагрева 900 °С.
355
Назначение. Диски, звездочки, зубчатые венцы, барабаны,
шкивы, крестовины, траверсы, ступицы, вилки. Ковши
драглайнов, решетчатые стрелы и другие тяжелонагруженные детали
экскаваторов, крышки пошипников, цапфы. Щеки дробилок,
бандажи бегунов и другие детали дробильно-размольного
оборудования.
Технологические свойства. Температура начала
затвердевания стали 1500-1510 °С. Линейная усадка 2,2-2,4. Жидкотекучесть,
определенная по спиральной пробе, Кжт = 0,9 по отношению к
эталону - стали марки 30 Л. Рекомендуемые режимы термообработки:
нормализация 880-900 °С, воздух, отпуск при 600-650 °С. Сталь
ограниченно свариваемая. Рекомендуется подогрев и последующая
термообработка. Сталь не флокеночувствительна и не склонна к
отпускной хрупкости.
Вид поставки. Отливки по ГОСТ 977-88.
282
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 2.12
Физические свойства стали ЗОГЛ
г,°с
20
100
200
300
400
500
600
700
£, ГПа
204
а-10е, 1С1
12,6
13,9
14,6
15,0
15,5
15,6
14,8
Х,Вт/(мК)
76
65
53
44
38
р, г/см3
7,81
сР,Дж/(кгК)
470
483
546
601
764
ТАБЛИЦА 2.13
Механические свойства стали ЗОГЛ при комнатной температуре
Режим термообработки
Операция
Нормализация
и отпуск
Закалка и
отпуск
Г,°С
880-900
600-650
850-860
600-650
Охлаждающая
среда
Воздух
Воздух
Вода
Воздух
Сечение,
мм
До 100
До 100
ав
°"0,2
МПа
б
Ф
%
кси,
Дж/см2
не менее
294
343
540
589
12
14
20
30
29
49
ТАБЛИЦА 2.14
Ударная вязкость KCU (Дж/см2) стали ЗОГЛ при Г, °С
+20
80
0
-
-20
71
-30
-
-40
41
-60
16
Термообработка
Нормализация 900 °С, отпуск
650 °С
2.4. СТАЛЬ ЗОХЛ
Характеристика. Конструкционная среднеуглеродистая
низколегированная хладостойкая ограниченно свариваемая сталь.
Назначение. Различные детали вагоностроения, а также
кронштейны, балансиры, катки, другие ответственные детали со стенкой
толщиной до 50 мм и общей массой детали до 80 кг.
Глава 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
283
ТАБЛИЦА 2.15
Химический состав стали ЗОХЛ по ГОСТ 977-88, \
С
0,25-0,35
Si
0,20-0,40
Мп
0,40-0,90
Сг
0,50-0,80
S
< 0,050
Р
< 0,050
ТАБЛИЦА 2.16
Температуры критических точек стали ЗОХЛ, °С
Ас,
755
Ас3
810
Агг
—
Аг3
_
Мн*
350
* Температура нагрева 850 °С.
Технологические свойства. Температура начала
затвердевания стали 1500-1510 °С. Линейная усадка 1,8%. Жидкотекучесть,
определенная по спиральной пробе, Кжт = 1,6 по отношению к
эталону - стали марки 30. Рекомендуемые режимы термообработки:
закалка 910-920 °С, вода; отпуск 650 °С, вода; нормализация 900 °С.
Сталь ограниченно свариваемая. Рекомендуется подогрев и
последующая термообработка. Сталь не флокеночувствительна и не
склонна к отпускной хрупкости.
ТАБЛИЦА 2.17
Физические свойства стали ЗОХЛ
г,°с
20
100
200
300
400
500
600
700
800
900
1100
1200
Е, ГПа
208
211
197
175
а-10е, К"1
12,4
12,9
13,3
13,8
14,1
14,5
14,8
Х,Вт/(мК)
46,5
44,4
42,3
38,5
35,6
31,9
28,8
26
26,7
р, г/см3
7,82
7,80
7,77
7,74
7,70
7,67
7,63
7,59
7,61
7,56
7,47
7,43
сР,Дж/(кг-К)
482
496
513
532
555
583
620
703
687
670
670
#Ю9, Омм
210
259
330
417
517
636
778
934
1106
1146
1205
1230
284
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 2.18
Механические свойства стали ЗОХЛ при комнатной температуре
Режим термообработки
Операция
Закалка и
отпуск
Г,°С
890-910
620-660
Охлаждающая среда
Масло
Воздух
Сечение,
мм
До 100
Ов
МПа
б
W
%
кси,
Дж/см2
не менее
638
441
10
20
49
ТАБЛИЦА 2.19
Ударная вязкость KCU (Дж/см2) стали ЗОХЛ при Т, °С
+20
51
80
0
__
-
-20
22
70
-40
13
67
-60
8
58
-80
_
-
Термообработка
Нормализация 900 °С,
выдержка 2-2,5 ч.
Отливка сечением 20 мм
Закалка (вода), отпуск 650 °С
(вода)
Отливка сечением 20 мм
Вид поставки. Отливки по ГОСТ 977-88.
2.5. СТАЛЬ 08Г2ДНФЛ
Характеристика. Низколегированная хладостойкая
свариваемая литейная сталь. Коррозионная стойкость низкая.
ТАБЛИЦА 2.20
Химический состав стали 08Г2ДНФЛ по ГОСТ 21357-87, %
С
0,05-0,10
Si
0,15-0,40
Мп
1,30-1,70
Си
0,8-1,10
Ni
1,15-1,55
V
0,02-0,08
S
<0,20
Р
< 0,020
Cr
<0,00
ТАБЛИЦА 2.21
Температуры критических точек стали 08Г2ДНФЛ, °С
Ас,
750
Ас3
830
Агх
640
Ar3
725
Глава 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
285
Назначение. Литые детали, работающие при температуре до
-60 °С. Детали судостроения с толщиной стенки до 800 мм и
черновой массой до 90 т. Крупногабаритные корпусные отливки, литые
детали экскаваторов большой грузоподъемности, сварные
конструкции, к которым предъявляются требования высокой прочности и
вязкости.
Технологические свойства. Температура начала
затвердевания стали 1515 °С. Линейная усадка 2,1 96. Жидкотекучесть,
определенная по спиральной пробе, Кжт = 1,8 по отношению к эталону -
стали марки ЗОЛ. Рекомендуемый режим термообработки:
нормализация 920-930 °С, отпуск 580-600 °С. Свариваемость без
ограничений. При значительном объеме сварки рекомендуется
последующий отпуск. Обрабатываемость резанием в нормализованном и
отпущенном состоянии при > 130 НВ и ов = 440 МПа Ку = 1,6 (твердый
сплав), Ку = 1,3 (быстрорежущая сталь). Сталь не чувствительна к
образованию флокенов и не склонна к отпускной хрупкости.
Примечание. В стали марки 08Г2ДНФЛ массовая доля РЗМ
(иттрий, церий и др.) должна быть в пределах 0,02-0,05 %.
ТАБЛИЦА 2.22
Механические свойства стали 08Г2ДНФЛ
при комнатной температуре по ГОСТ 21357-87
Режим термообработки
Операция
Нормализация
Нормализация
и отпуск
Г,°С
930-970
920-950
590-630
Охлаждающая
среда
Воздух
Воздух
Воздух
Сечение,
мм
До 800
ав
О-0.2
МПа
б
W
%
КОТ60
КСУ60
Дж/см2
не менее
500
400
20
45
40
25
ТАБЛИЦА 2.23
Ударная вязкость KCU (Дж/см2) стали 08Г2ДНФЛ при Г, °С
+20
186-220
0
-
-20
71-176
-40
68-169
-60
43-51
-80
6-18
Термообработка
Нормализация 920-930 °С;
отпуск 580-600 °С
Вид поставки. Отливки по ГОСТ 21357-87.
286
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
2.6. СТАЛЬ 12ХГФЛ
Характеристика. Конструкционная низкоуглеродистая
низколегированная ферритно-перлитная хладостойкая свариваемая
сталь. Коррозионная стойкость низкая.
ТАБЛИЦА 2.24
Химический состав стали 12ХГФЛ по ГОСТ 21357-87, %
С
0,10-0,16
Si
0,20-0,50
Сг
0,20-0,60
Мп
0,90-1,30
V
0,05-0,10
S
< 0,020
Р
< 0,020
Ni
<0,30
Си
<0,30
Назначение. Сталь используют в нормализованном состоянии
для изготовления детелей, работающих в условиях низких
температур при статических, динамических и циклических нагрузках. Из
этой стали изготовляют ответственные литые детали тракторов,
сварнолитые несущие конструкции.
Технологические свойства. Количество остаточного
алюминия в стали рекомендуется в пределах 0,03-0,06 %. Для повышения
и стабилизации ударной вязкости при -60 °С проводят
модифицирование стали сплавами ЩЗМ и РЗМ. Рекомендуемая термическая
обработка: нормализация при 930-950 °С.
Сталь имеет высокие литейно-технологические свойства,
позволяющие практически ликвидировать брак отливок по горячим
трещинам. Жидкотекучесть стали 12ХГФЛ, определенная по
спиральной пробе, составила в среднем 360 мм по сравнению с 316 мм для
стали 20Л. Усадка составила 2,27%. Повышение жидкотекучести
связано, по-видимому, с влиянием ЩЗМ и образованием
неметаллических включений глобулярной формы. Сталь не склонна к
образованию горячих и холодных трещин при сварке, а механические
ТАБЛИЦА 2.25
Механические свойства стали 12ХГФЛ по ГОСТ 21357-87
после нормализации при 930—950 °С
Ов
340
418
ат
МПа
470
533
б
W
%
не менее
20
средние знач
24,7
35
ения свойств
44,8
KCU"60
Дж/см2
30
KCV-60
20
43
Глава 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
287
свойства и хладостойкость сварных соединений отвечают
предъявляемым требованиям. Сталь обладает хорошей обрабатываемостью
резанием. Износ режущего инструмента по сравнению со сталью
20Л при обработке деталей из стали 12ХГФЛ снижается до 30 %.
Критический коэффициент интенсивности напряжений при
динамическом нагружении стали 12ХГФЛ составил Ки = 80 МПа ■ м1/2,
что характеризует ее как высоковязкий материал. Предел
выносливости нормализованной стали о_х = 251 МПа при ав = 500 МПа.
Вид поставки. Отливки по ГОСТ 21357-87.
2.7. СТАЛЬ 14Х2ГМРЛ
Характеристика. Конструкционная низколегированная
хладостойкая литейная ограниченно свариваемая сталь. Коррозионная
стойкость ограниченная.
ТАБЛИЦА 2.26
Химический состав стали 14Х2ГМРЛ по ГОСТ 21357-87, %
С
0,10-0,17
Сг
1,40-1,70
Si
0,20-0,4 2
Ni
<0,30
Мп
0,90-1,20
Мо
0,45-0,55
S
<; 0,020
В
<; 0,004
Р
<: 0,020
Си
£0,30
ТАБЛИЦА 2.27
Температуры критических точек стали
Ас,
720-750
Ас,
780-820
Агг
-
14Х2ГМРЛ,
Аг3
-
°С
Назначение. Тяжело нагруженные литые и сварные детали
больших сечений для карьерных и шагающих экскаваторов.
Технологические свойства. Температура начала
затвердевания стали 1510-1515 °С. Линейная усадка 2,4-2,5%.
Рекомендуемая термическая обработка: нормализация 930 °С, закалка (930 °С,
вода), отпуск 640 °С. Свариваемость ограниченная. Рекомендуется
подогрев и последующая термообработка. Обрабатываемость
резанием в нормализованном и закаленном состоянии при 217-241 НВ
иов= 700 МПа К» = 0,75 (твердый сплав), Ки = 0,5 (быстрорежущая
сталь). Сталь чувствительна к образованию флокенов, к отпускной
хрупкости мало склонна.
288
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 2.28
Механические свойства стали 14Х2ГМРЛ
при комнатной температуре по ГОСТ 21357—87
Режим термообработки
Операция
Закалка
Отпуск
Нормализация
Закалка
Отпуск
Т,°С
920-930
630-650
940-950
920-980
610-640
Охлаждающая
среда
Вода
или
масло
Воздух
Воздух
Вода
Воздух
Сечение,
мм
До 100
Св
°\),2
МПа
б | у
%
кси4*
КСу-60
Дж/см2
не менее
700
690
600
590
14
14
25
25
40
49
29
ТАБЛИЦА 2.29
Ударная вязкость стали 14Х2ГМРЛ при низких температурах
Сечение,
мм
30-60
100
140
Ударная вязкость KCU, Дж/см2, при Г, °С
+20
117-196
134
127
121
0
I I l I
-40
39-78
93
43
61
-50
29-49
-60
61
33
53
Термообработка
Нормализация 930 °С,
закалка (930 °С, вода),
отпуск 640 °С
Вид поставки. Отливки по ГОСТ 21357-87.
2.8. СТАЛЬ 20ФЛ
Характеристика. Низкоуглеродистая микролегированная
ванадием хладостойкая свариваемая некоррозионностойкая литейная
сталь для подвижного железнодорожного состава.
ТАБЛИЦА 2.30
Химический состав стали 20ФЛ по ГОСТ 977-88, %
С
0,14-0,25
Сг
<0,30
Si
0,20-0,52
Ni
<0,30
Мп
0,70-1,20
Мо
-
S
< 0,050
V
0,06-0,12
Р
< 0,050
Си
<0,30
Глава 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
289
ТАБЛИЦА 2.31
Температуры критических точек стали 20ФЛ, °С
Ас,
725
Ас3
860
An
-
Аг3
-
Назначение. Детали вагонов: корпуса автосцецки, тяговый
хомут, надрессорная балка и боковая рама тележек, а также детали
металлургического и горнодобывающего оборудования.
Технологические свойства. Температура начала
затвердевания стали 1495-1505 °С. Линейная усадка 2,27 %. Жидкотекучесть,
определенная по спиральной пробе, К*т = 0,8 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемая термическая обработка:
нормализация 920-960 °С, воздух; отпуск 600-650 °С, воздух.
Свариваемость без ограничений. Рекомендуется подогрев и последующая
термообработка. Обрабатываемость резанием при ав = 620 МПа К, =
= 1,15 (твердый сплав), Kv =1,0 (быстрорежущая сталь).
Нечувствительна к образованию флокенов и не склонна к отпускной хрупкости.
ТАБЛИЦА 2.32
Механические свойства стали 20ФЛ при комнатной температуре
по ГОСТ 21357-87
нтд
гост
977-88
Режим термообработки
Операция
Нормализация
Отпуск
Нормализация
Нормализация
Отпуск
Т,°С
920-960
600-650
1170
940
650
Охлаждающая
среда
Воздух
Воздух
Ов
О"0,2
МПа
491
690
294
590
б
W
%
не менее
18
14
35
25
KCU
КОТ60
Дж/см2
49
25
Предел выносливости о_г - 245 МПа (N= 107) при а02 = 350 МПа,
ав = 550 МПа.
Вид поставки. Отливки по ГОСТ 977-88, ГОСТ 22703-77.
2.9. СТАЛЬ 15ГНЛ
Характеристика. Низкоуглеродистая среднелегированная
хладостойкая литейная свариваемая сталь. Коррозионная стойкость
низкая.
19-312
290
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 2.33
Химический состав стали 15ГНЛ по ТУ 24.11.01.092-84,!
С
0,12-0,20
Si
0,20-0,40
Мп
0,80-1,40
S
< 0,030
р
< 0,030
Сг
< 0,030
Ni
0,80-1,20
ТАБЛИЦА 2.34
Температуры критических точек стали 15ГНЛ, °С
Асх
720
Ас3
800
Агх
—
Аг3
—
м:
350
* Температура нагрева 840 °С.
Назначение. Отливки деталей тяжелого и транспортного
машиностроения для эксплуатации в условиях низких температур и
при высоких скоростях нагружения.
Технологические свойства. Термическая обработка:
нормализация 900-920 °С, отпуск 600-650 °С, закалка 900-920 °С, отпуск
600-650 °С. Сталь свариваемая без ограничений. Обрабатываемость
резанием в закаленном и отпущенном состоянии при 150 НВ и ав =
= 500 МПа Kv = 1,2 (твердый сплав), Kv = 0,85 (быстрорежущая
сталь). Сталь мало флокеночувствительна и мало склонна к
отпускной хрупкости.
ТАБЛИЦА 2.35
Механические свойства стали 15ГНЛ при комнатной
температуре
Режим термообработки
Операция
Нормализация
Отпуск
Закалка
Отпуск
Т,°С
900-920
600-650
900-920
600-650
Охлаждающая
среда
Воздух
Воздух
Вода
Воздух
Оь
О"0,2
МПа
б
W
%
KCU,
Дж/см2
не менее
450
500
350
400
18
14
35
45
60
60
Глава 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
291
ТАБЛИЦА 2.36
Ударная вязкость KCU (Дж/см2) стали 15ГНЛ при Г, °С
+20
60
60
0
-
-20
-
-40
45
50
-60
40
40
Термообработка
Нормализация 900-920 °С, отпуск
600-650°С
Закалка 900-920 °С, отпуск 600-
650 °С
Вид поставки. Отливки по ТУ 24.11.092-84.
2.10. СТАЛЬ 20ХМЛ
Характеристика. Конструкционная среднелегированная
умеренно хладостойкая ограниченно свариваемая литейная сталь.
Коррозионная стойкость низкая.
ТАБЛИЦА 2.37
Химический состав стали 20ХМЛ по ГОСТ 977-88, %
С
0,15-0,25
Si
0,20-0,42
Мп
0,40-0,90
Сг
0,40-0,70
Мо
0,40-0,60
S
< 0,040
ТАБЛИЦА 2.38
Температуры критических точек стали 20ХМЛ,(
Ас,
745
•
Ас3
845
Аг,
-
* Температура нагрева 920 °С.
Аг3
-
Р
< 0,030
эс
Mi
435
Назначение. Фланцы, шестерни, крестовины, втулки,
зубчатые колеса, цилиндры и другие детали, работающие от -40 до
+540 °С.
Технологические свойства. Температура начала
затвердевания стали 1490-1510 °С. Линейная усадка 2,2-2,3%. Жидкотеку-
честь, определенная по спиральной пробе, Кжт = 1,1 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемый режим
термообработки: нормализация 880-890 °С, воздух; отпуск 600-650 °С, воздух.
1Q*
292
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
Свариваемость ограниченная. Рекомендуется подогрев и
последующая термообработка. Обрабатываемость резанием в
нормализованном и отпущенном состоянии при 149-229 НВ ов = 440 МПа Kv =
= 1,1 (твердый сплав), Kv =0,8 (быстрорежущая сталь). Сталь не фло-
кеночувствительна и не склонна к отпускной хрупкости.
ТАБЛИЦА 2.39
Механические свойства стали 20ХМЛ
при комнатной температуре по ГОСТ 977—88
Режим термообработки
Операция
Нормализация
Отпуск
Г,°С
880-890
600-650
Охлаждающая
среда
Воздух
Воздух
Сечение,
мм
До 100
Ов
О"0,2
МПа
б
W
%
кси,
Дж/см2
не менее
441
245
18
30
29
Вид поставки. Отливки по ГОСТ 977-88.
Глава 3
СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
3.1. СТАЛЬ 25Х2НМЛ
Характеристика. Конструкционная среднелегированная
хладостойкая ограниченно свариваемая литейная сталь. Коррозионная
стойкость низкая.
ТАБЛИЦА 3.1
Химический состав стали 25Х2НМЛ по ГОСТ 21357-87, %
С
0,22-0,30
Si
0,20-0,40
Мо
0,20-0,30
Мп
0,50-0,80
S
< 0,020
Сг
1,60-1,90
Р
< 0,020
Ni
0,60-0,90
Си
<0,30
Глава 3. СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
293
ТАБЛИЦА 3.2
Температуры критических точек стали 25Х2НМЛ, °С
Ас,
720
Ас3
800
Лгг
-
* Температура нагрева 860 °С.
Аг3
-
Мн
320
Назначение. Ответственные сварнолитые конструкции
больших сечений карьерных и шагающих экскаваторов, работающие
при температуре до -70 °С.
Технологические свойства. Температура начала
затвердевания стали 1475-1485 °С. Линейная усадка 2,1-2,2%. Жидкотеку-
честь, определенная по спиральной пробе, Кжт = 0,9 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемый режим
термообработки: закалка с 860-880 °С в воде, отпуск при 580-600 °С, воздух.
Свариваемость ограниченная. Рекомендуется подогрев и последующая
термообработка. Обрабатываемость резанием в состоянии закалки и
отпуска при ав = 800 МПа Kv = 0,63 (твердый сплав), Ку =0,36
(быстрорежущая сталь). Сталь мало флокеночувствительна и мало склонна
к отпускной хрупкости.
ТАБЛИЦА 3.3
Механические свойства стали 25Х2НМЛ
Режим термообработки
Операция
Отжиг
Закалка
Отпуск
Т,°С
850-870
880-890
600-650
Охлаждающая
среда
С печью
Вода
Воздух
Сечение,
мм
До 100
ов
О"0,2
МПа
б
%
кси-60
ксу-бо
Дж/см2
не менее
800
I
700
ieon
12
)едел
25
яются
30
1
25
Вид поставки. Отливки по ГОСТ 21357-87.
3.2. СТАЛЬ 27ХН2МФЛ
Характеристика. Конструкционная среднелегированная
хладостойкая ограниченно свариваемая литейная сталь.
Коррозионная стойкость низкая. Возможно применение в качестве
износостойкой.
294
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 3.4
Химический состав стали 27ХН2МФЛ по ГОСТ 21357-87,!
С
0,23-0,30
Мо
0,30-0,50
Si
0,20-0,42
S
< 0,020
Мп
0,60-0,90
Р
< 0,020
Сг
0,80-1,20
V
0,08-0,15
Ni
1,65-2,00
Си
<0,30
ТАБЛИЦА 3.5
Температуры критических точек стали 27ХН2МФЛ, °С
Ас,
680
Ас3
800
An
—
Аг3
—
Mi
325
* Температура нагрева 830 °С.
Назначение. Наконечники рыхлителей мерзлых грунтов,
опорные катки тяжелых бульдозеров, ведущие шестерни, звездочки
гусеничных машин, элементы крепления цельнотянутых зубьев
(скобы, клинья) одноковшовых экскаваторов.
Технологические свойства. Температура начала
затвердевания стали 1490-1505 °С. Линейная усадка 2,1-2,2%. Жидкотеку-
честь, определенная по спиральной пробе, Кжт = 0,9 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемый режим
термообработки: закалка с 880-920 °С в воде, отпуск при 570-590 °С, воздух.
Свариваемость ограниченная. Рекомендуется подогрев и последующая
термообработка. Обрабатываемость резанием при < 265 НВ и ов =
= 1000 МПа Ку = 0,50 (твердый сплав). Сталь флокеночувствительна
и мало склонна к отпускной хрупкости.
ТАБЛИЦА 3.6
Механические свойства стали 27ХН2МФЛ
Режим термообработки
Операция
Закалка
Отпуск
Т,°С
880-920
570-590
Охлаждающая
среда
Вода
Воздух
Сечение,
мм
До 100
Ов
О"0,2
МПа
б |Ф
%
кси-60
КСу-60
Дж/см2
не менее
1000
800
10
22
30
25
НВ
<265
Глава 3. СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
295
ТАБЛИЦА 3.7
Ударная вязкость KCU (Дж/см2) стали 27ХН2МФЛ при Г, °С
+20
70
0
66
-20
62
-30
—
-40
55
-50
42
Термообработка
Закалка 900-920 °С (вода), отпуск
при 600 °С
Вид поставки. Отливки по ГОСТ 21357-87.
3.3. СТАЛЬ 35ХМФЛ
Характеристика. Конструкционная среднелегированная
хладостойкая несвариваемая литейная сталь. Коррозионная стойкость
низкая. Возможно применение в качестве износостойкой стали.
ТАБЛИЦА 3.8
Химический состав стали 35ХМФЛ по ГОСТ 21357-87, %
С
0,30-0,40
V
0,06-0,12
Si
0,20-0,40
S
< 0,040
Мп
0,40-0,60
Р
< 0,040
Сг
0,80-1,10
Ni
< 0,030
Мо
0,08-0,15
Си
< 0,030
ТАБЛИЦА 3.9
Температуры критических точек стали 35ХМФЛ, °С
Ас,
735
Ас3
830
Агх
-
Аг9
-
Мн
* Температура нагрева 970 °С.
320
Назначение. Детали вагоностроения, тяжелого и
транспортного машиностроения. Ответственные литые детали горнометаллур-
гического оборудования.
Технологические свойства. Температура начала
затвердевания стали 1510-1530 °С. Линейная усадка 2,2-2,3%. Жидкотеку-
честь, определенная по спиральной пробе, Кжг = 0,9 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемые режимы термической
обработки: нормализация при 900-910 °С, отпуск при 640-670 °С;
закалка с 890-910 °С в воде, отпуск при 650-670 °С. Свариваемость
296
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ограниченная. Рекомендуется подогрев и последующая
термообработка. Обрабатываемость резанием в термообработанном состоянии
при 175-185 НВ Ки = 0,8 (твердый сплав), Kv = 0,7 (быстрорежущая
сталь). Сталь флокеночувствительна. Не склонна к отпускной
хрупкости.
ТАБЛИЦА 3.10
Механические свойства стали 35ХМФЛ при комнатной
температуре
Режим термообработки
Операция
Нормализация
Отпуск
Закалка
Отпуск
т,°с
920
640-700
910
640-680
Охлаждающая среда
Воздух
Воздух
Вода или
масло
Воздух
Сечение,
мм
До 100
До 100
Ов
°0,2
МПа
б
W
%
кси,
Дж/см2
не менее
620
690
410
540
12
12
20
25
34
44
ТАБЛИЦА 3.11
Ударная вязкость KCU (Дж/см2) стали 35ХМФЛ при Г, °С
+20
61
0
-
-20
-
-40
-
-60
25
-80
-
Термообработка
Закалка с 910 °С, отпуск 650 °С
Вид поставки. Отливки по ГОСТ 21357-87.
3.4. СТАЛЬ 35ХМЛ
Характеристика. Среднелегированная среднеутлеродистая
хладостойкая литейная сталь повышенной твердости, ограниченно
свариваемая, работающая при повышенных нагрузках.
Коррозионная стойкость низкая.
ТАБЛИЦА 3.12
Химический состав стали 35ХМЛ по ГОСТ 21357-87, %
Si
Мп
Сг
Мо
Ni
Си
0,30-0,40 0,20-0,40 0,40-0,90 0,90-1,10 0,20-0,30
< 0,020
< 0,020
<0,30
< 0,030
Глава 3. СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
297
ТАБЛИЦА 3.13
Температуры критических точек стали 35ХМЛ, °С
Ас,
730-757
Ас3
780-802
* Температура нагрева 850 °С.
Агг
693
Аг3
750
м„*
385
Назначение. Шестерни, крестовины, втулки, зубчатые венцы,
детали насосов и другие детали, работающие с повышенными
нагрузками и требующие повышенной твердости. Ответственные
литые детали горнометаллургического оборудования, работающие при
температурах до -60 °С.
Технологические свойства. Температура начала
затвердевания стали 1490-1500 °С. Линейная усадка 2,2-2,3%. Жидкотеку-
честь, определенная по спиральной пробе, Кжт = 1,0 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемые режимы
термообработки: нормализация при 860-880 °С, воздух, отпуск при 600-650 °С,
воздух; закалка с 890-910 °С (масло или вода), отпуск 620-640 °С.
Сталь ограниченно свариваемая. Рекомендуется подогрев и
последующая термообработка. Обрабатываемость резанием в термообра-
ботанном состоянии при 174-179 НВ и ов = 850-980 МПа Kv = 0,8
(твердый сплав), Kv = 0,75 (быстрорежущая сталь). К образованию
флокенов чувствительна. К отпускной хрупкости не склонна.
ТАБЛИЦА 3.14
Физические свойства стали 35ХМЛ
Температура
испытания, °С
Модуль
нормальной
упругости Е, ГПа
Модуль
упругости при
сдвиге кручением
G,rilA
Плотность р,
г/см3
Коэффициент
теплопроводности к, Вт/
(м-К)
20
215
83
7,84
47
100
212
81
44
200
207
79
42
300
203
77
40
400
192
74
37
500
179
69
34
600
166
63
31
700
141
53
28
800
130
49
27
900
27
20-312
298
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
Продолжение
Температура
испытания, °С
Коэффициент
линейного
расширения
а-10е, К"1
Удельное
электросопротивление R,
Омм
Удельная
теплоемкость с,
Дж/Скг-К)
20-100
12,2
242
479
20-200
12,6
273
500
20-300
13,4
337
512
20-400
14,3
438
529
20-500
14,5
549
550
20-600
14,6
674
580
20-700
14,7
830
617
20-800
12,2
983
689
20-900
12,7
1120
685
20-1000
1201
ТАБЛИЦА 3.15
Механические свойства стали 35ХМЛ при комнатной температуре
нтд
гост
977-88
ГОСТ
21357-87
Режим термообработки
Операция
Нормализация
Отпуск
Закалка
Отпуск
Закалка
Отпуск
Г,°С
860-880
600-650
860-870
600-650
890-910
620-640
Охлаждающая
среда
Воздух
Воздух
Вода или
масло
Воздух
Масло
или вода
Воздух
Сечение,
мм
До 100
До 100
оа
МПа
6
W
%
KCU
ксу-бо
Дж/см2
не менее
589
687
600
392
540
700
12
12
10
20
25
18
29
39
30*
20
KCU при минус 60 °С.
Ударная
+20
0
-20
30-44
ТАБЛИЦА 3.16
вязкость KCU (Дж/см2) стали 35ХМЛ при Т, °С
-30
—
-40
24-38
-50
-60
9-30
-80
12-19
Термообработка
Нормализация 880-890 °С,
отпуск 600 °С, воздух.
Сечение до 30 мм
Вид поставки. Отливки ГОСТ 977-88, ГОСТ 21357-87.
Глава 3. СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
299
3.5. СТАЛЬ 20НЗДМЛ
Характеристика. Конструкционная среднелегированная
хладостойкая, коррозионностойкая в воздушной среде, ограниченно
свариваемая сталь.
ТАБЛИЦА 3.17
Химический состав стали 20НЗДМЛ по ТУ 54.41-866-96, %
С
0,17-0,22
Si
0,17-0,37
Мп
0,40-0,70
Ni
?, 50-4,00
Си
0,60-1,25
Мо
0,25-0,65
S
< 0,025
Р
< 0,025
ТАБЛИЦА 3.18
Температуры критических точек стали 20НЗДМЛ, °С
Ас,
680-690
Ас3
765-780
Агх
360-375
Аг3
500-510
Сг
<0,40
Назначение. Высоконагруженные коррозионностойкие детали
судостроения, общего и тяжелого машиностроения,
нефтегазодобывающей и других отраслей промышленности, используемые при
температурах до -50 °С.
Технологические свойства. Данные по температуре начала
затвердевания, линейной усадке, жидкотекучести отсутствуют.
Рекомендуемая термообработка: нормализация, отпуск; закалка,
отпуск. Сталь ограниченно свариваемая. Рекомендуется подогрев и
последующая термообработка. Обрабатываемость резанием при ав =
= 590 МПа Ку = 0,98 (твердый сплав), Kv = 0,65 (быстрорежущая
ТАБЛИЦА 1.19
Механические свойства стали 20НЗДМЛ при комнатной
температуре
Режим термообработки
Операция
Нормализация
Отпуск
Закалка
Отпуск
Г,°С
900
600
900
600
Охлаждающая
среда
Воздух
Воздух
Вода
Воздух
ав
О"0,2
МПа
б
W
%
KCU,
Дж/см2
НВ
не менее
590
687
491
589
40
40
15
17
49
88
187-241
197-255
20*
300
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 3.20
Ударная вязкость KCU (Дж/см2) стали 20НЗДМЛ при Г, °С
+20
-
0*
30
61
-20
—
-40* .
15
35
* Приведена работа удара, Дж.
-60
39
59
-80
_
Термообработка
Нормализация и отпуск
Закалка и отпуск
сталь). Чувствительна к образованию флокенов. К отпускной
хрупкости мало склонна.
Вид поставки. Отливки по ТУ 54.41-866-96.
3.6. СТАЛЬ 08Х15Н4ДМЛ
Характеристика. Высоколегированная хладостойкая корро-
зионностойкая ограниченно свариваемая сталь мартенситно-аусте-
нитного класса, работающая в морской воде.
ТАБЛИЦА 3.21
Химический состав стали 08Х15Н4ДМЛ по ГОСТ 977-88, %
С
<0,08
Si
<0,40
Мп
1,00-1,50
Сг
14,0-16,0
Ni
3,50-3,90
Си
1,00-1,40
Мо
0,30-0,45
S
< 0,025
ТАБЛИЦА 3.22
Температуры критических точек стали 08Х15Н4ДМЛ, °
Ас,
670
Ас3
810
Агг
-
Аг3
-
Мн
230
Р
< 0,025
С
Мк
100
Назначение. Отливки для деталей гидротурбин (сварнолитые
рабочие колеса, лопасти, корпусы насосов). Детали, работающие в
морской воде (тяжелонагруженные гребные винты ледоколов и др.).
Технологические свойства. Температура начала
затвердевания стали 1455-1460 °С. Линейная усадка 2,35 %. Рекомендуемая
термообработка: нормализация 970 °С, закалка 850 °С (масло),
отпуск 620 °С (воздух). Свариваемость ограничена. Целесообразно
проведение подогрева и последующей термообработки.
Обрабатываемость резанием в закаленном и отпущенном состоянии при ав =
= 738 МПа Ку = 0,55 (твердый сплав). К образованию флокенов
нечувствительна и не склонна к отпускной хрупкости.
Глава 3. СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
301
ТАБЛИЦА 3.23
Механические свойства стали 08Х15Н4ДМЛ при комнатной
температуре
нтд
гост
977-88
Режим термообработки
Операция
Закалка
Отпуск
Т,°С
1030-1050
600-650
Охлаждающая
среда
Воздух
Воздух
Сечение,
мм
До 100
ав
О"0.2
МПа
б
W
%
KCU,
Дж/см2
не менее
736
589
17
45
98
Предел выносливости о_х = 370 МПа (N = 107) при ав = 885 МПа
на воздухе; а_х = 310 МПа (ЛГ= 107) при 285 НВ в воде.
ТАБЛИЦА 3.24
Ударная вязкость KCV (Дж/см2) стали 08Х15Н4ДМЛ при Г, °С
+20
125
0
125
-20
121
-40
115
-60
118
Термообработка
Нормализация 970 °С
Вид поставки. Отливки по ГОСТ 977-88.
3.7. СТАЛЬ 110Г13Л
Характеристика. Высоколегированная литейная
хладостойкая износостойкая сталь. Не применяется для сварных
конструкций.
ТАБЛИЦА 3.25
Химический состав стали 110Г13Л, %
С
0,90-1,20
Si
0,40-0,90
Мп
11,5-14,5
S
< 0,030
р
< 0,030
Сг
<0,30
Ni
<0,30
Си
<0,30
Для повышения износостойкости отливок допускается
микролегирование стали Ti в количестве 0,05 %.
302
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
Назначение. Детали, работающие на износ в условиях
ударных нагрузок и высоких давлений: корпуса и бронефутерованные
плиты дробилок и шаровых мельниц, зубья и передние стенки
ковшей экскаваторов, черпаки и козырьки драг, звенья гусениц
тракторов и экскаваторов, малые конусы загрузочных устройств доменных
печей, трамвайные и железнодорожные стрелки и крестовины,
корпуса вихревых мельниц.
Технологические свойства. Температура начала
затвердевания стали 1350-1370 °С. Линейная усадка 2,6-2,7 96. Жидкотеку-
честь, определенная по спиральной пробе, Кжт = 0,8 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемый режим
термообработки: закалка с 1050-1100 °С в воде. После термообработки сталь
имеет аустенитную структуру. Для сварных конструкций не
применяется. Обрабатываемость резанием в закаленном состоянии при
< 220 НВ Kv = 0,8 (твердый сплав). Сталь не флокеночувствительна
и не склонна к отпускной хрупкости.
ТАБЛИЦА 3.26
Механические свойства стали 110Г13Л при комнатной
температуре
Режим термообработки
Операция
Закалка
Г,°С
1050-1100
Охлаждающая
среда
Вода
Сечение,
мм
До 100
СГв
О-0.2
МПа
б
W
%
KCU,
Дж/см2
не менее
800
400
25
35
70
HRC
-
НВ
<190
Предел выносливости a_j = 176-196 МПа (JV = 106) при ов =
= 640-670 МПа; о_х = 333 МПа (N= 106) при 192 НВ; а_х = 804 МПа
0\Г=106)при616НВ.
ТАБЛИЦА 3.27
Ударная вязкость KCU (Дж/см2) стали 110Г13Л при Г, °С
+20
280-350
0
-
-20
240-320
-60
190-300
-80
90-120
Термообработка
Закалка 1080-1100 °С, в воду
(отливки сечением до 30 мм)
Вид поставки. Отливки по ГОСТ 21357-87.
Глава 3. СРЕДНЕ- И ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
303
3.8.СТАЛЫ10Г13ХБРЛ
Характеристика. Высоколегированная литейная хладостойкая
износостойкая сталь. Не применяется для сварных конструкций.
ТАБЛИЦА 3.28
Химический состав стали 110Г13ХБРЛ по ГОСТ 21357-87, %
С
0,90-1,30
В
0,002-0,005
Si
0,30-0,90
S
<0,05
Мп
11,50-14,50
Р
<0,12
Сг
1,00-1,50
Ni
<0,30
Nb
0,06-0,10
Си
<0,30
Назначение. Спецпродукция (высокое сопротивление износу
при одновременном воздействии высоких давлений или ударных
нагрузок). Корпуса вихревых и шаровых мельниц, щеки дробилок,
трамвайные и железнодорожные стрелки и крестовины, гусеничные
траки, звездочки, зубья ковшей экскаваторов. Сталь имеет высокую
хладостойкость, высокую стойкость против абразивного
изнашивания.
Технологические свойства. Температура начала
затвердевания стали 1350-1380 °С. Линейная усадка 2,6-2,7%. Жидкотеку-
честь, определенная по спиральной пробе, Кжт = 0,8 по отношению к
эталону - стали марки ЗОЛ. Рекомендуемый режим
термообработки: закалка с 1050-1100 °С в воде. После термообработки сталь
имеет аустенитную структуру. Сталь для сварных конструкций не
применяется. Обрабатываемость резанием в закаленном состоянии
при < 220 НВ Kv = 0,25 (твердый сплав). Сталь не флокеночувстви-
тельна и не склонна к отпускной хрупкости.
ТАБЛИЦА 3.29
Механические свойства стали 110Г13ХБРЛ при комнатной
температуре
Режим термообработки
Операция
Закалка
Г,°С
1050-1100
Охлаждающая
среда
Вода
Сечение,
мм
До 100
Ов
<7о,2
МПа
б
Ф
%
кси
KCV450
Дж/см2
не менее
-
491
22
30
196
-
НВ
190
Вид поставки. Отливки по ГОСТ 21357-87.
304
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
3.9. СТАЛЬ 40Х2ГНМФЛ
Характеристика. Среднелегированная высокопрочная
износостойкая хладостойкая сталь.
ТАБЛИЦА 3.30
Химический состав стали 40Х2ГНМФЛ, %
С
0,38-0,45
V
0,10-0,15
Si
0,40-0,50
Са
0,005-0,02
Мп
0,80-1,20
Се
0,005-0,02
Сг
2,00-2,50
А1
0,03-0,06
Мо
0,20-0,30
S
< 0,020
Ni
1,30-1,60
р
< 0,020
Температуры критических точек: Асх = 680 °С,Ас3 = 820 °С.
Назначение. Отливки стальные фасонные, предназначенные
для зубьев ковшей крупных карьерных экскаваторов и другой
техники, работающей в абразивной среде при низких климатических
температурах.
Технологические свойства. Для получения качественной
стали применяется выплавка в электродуговых печах с
последующей внепечной обработкой металла. Выплавку стали можно
производить как на свежих материалах, так и с добавлением отходов
никель-молибденовых марок сталей. Выплавку осуществляют
традиционным двухшлаковым процессом: с окислительным и
восстановительным периодами. После окончания окислительного
периода - получения требуемого содержания углерода и фосфора в
пробе - шлак окислительного периода скачивается во избежание
рефосфорации. Восстановительный период проводят на хорошо
раскисленных высокоосновных шлаках. После достижения
содержания серы не более 0,015 % и температуры металла 1640-1660 °С
шлак скачивается и металл выпускается в ковш. При выпуске на
струю металла производится присадка кусковых силикокальция и
цериевой лигатуры по расчету на марочный предел.
С целью удаления неметаллических включений рекомендуется
небольшая выдержка стали в ковше перед заливкой с мягкой
продувкой аргоном в течение 12-15 мин без оголения металла снизу
через пористую пробку или фалып-стопор. Перед разливкой
производится измерение температуры, которая должна быть на уровне
1560-1570 °С. Термическая обработка: для твердых пород
предусмотрена закалка 890-920 °С с охлаждением в масле и низкий
отпуск при температуре 200 °С, для мягких пород температура отпуска
может быть повышена до 600 °С.
Глава 4
ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ СТАНДАРТОВ НА ЛИТЫЕ СТАЛИ
305
ТАБЛИЦА 3.26
Механические свойства стали 40Х2ГНМФЛ
после термической обработки
Ов
<70,2
МПа
б
Ф
%
KCV+20
KCV-40
Дж/см2
НВ
HRC
не менее
1700
1500
6
12
35
20
600
53
Эксплуатационные испытания показали, что расход зубьев
снизился в 1,5-2,0 раза, а износостойкость повысилась в 1,4 раза по
сравнению с ранее применявшейся сталью 110Г13Л.
Вид поставки. Отливки.
Глава 4
ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ СТАНДАРТОВ
НА ЛИТЫЕ ХЛАДОСТОЙКИЕ СТАЛИ
Требования к хладостойким сталям для отливок определяются
соответствующими стандартами, в которых представлены
нормативные сведения о материалах и производстве отливок, работающих
в условиях климатического холода. В стандартах, как правило,
регламентируются химический состав сталей, режимы термической
обработки, механические характеристики, методы и температуры
испытаний, минимальная температура эксплуатации. В некоторых
стандартах даются рекомендации по производству сталей.
Стандарты на литую хладостойкую сталь существуют в США,
Японии, Великобритании, Франции, ФРГ и некоторых других
странах. Характер этих стандартов примерно одинаков. Стандарты,
разработанные в США, широко используются и в других странах.
Стандарты США А352/А352М-84а и А757/А757М-84а распространяются
на стали для отливок, работающих под давлением в условиях
низких температур. Стандарты предусматривают по 10 градаций стали
по химическому составу и минимальной температуре испытаний,
предельные значения механических характеристик и условия их
определения, а также рекомендации по термической обработке,
обнаружению и исправлению дефектов и дополнительные методы
испытаний по соглашению между поставщиком и заказчиком.
Химический состав сталей и их механические свойства в
соответствии со стандартом А352/А352М-84а приведены в табл. 4.1 и 4.2.
306
Р А 3 А Е Л IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
Анализ данных табл. 4.1 и 4.2 показывает следующеее.
Максимальное содержание углерода в нелегированной стали составляет
0,25 % (сталь LCA) или 0,30 % (сталь LCB); минимальная
температура испытаний на ударный изгиб принята равной минус 32 °С
ТАБЛИЦА 4.1
Химический состав сталей по стандарту А352/А352М-84а
Марка
стали
LCA
LCB
LCC
LCI
LC2
LC2-1
LC3
LC4
LC9
CA6NM
п
Содержание элементов, %
С
0,25
0,30
0,25
0,25
0,25
0,22
0,15
0,15
0,13
0,06
^Si
0,60
0,60
0,60
0,60
0,60
0,50
0,60
0,60
0,30
1,00
Мп
0,70
1,00
1,20
0,50-0,80
0,50-0,80
0,55-0,75
0,50-0,80
0,50-0,80
0,90
1,00
Р
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
S
0,045
0,045
0,045
0,045
0,045
0,045
0,045
0,045
0,045
0,03
Ni
0,50
0,50
0,50
-
2,0-3,0
2,5-3,5
3,0-4,0
4,0-5,0
8,5-10,0
3,5-4,5
Сг
0,50
0,50
0,50
-
-
1,35-
1,85
-
-
0,50
11,5-
14,0
Мо
0,20
0,20
0,20
0,45-
0,65
-
0,30-
0,60
-
-
0,20
0,4-1,0
Си
0,30
0,30
0,30
-
-
-
-
-
0,30
-
V
0,03
0,03
0,03
-
-
-
-
-
0,03
-
римечание.В случае, если не заданы пределы содержания элементов, указа-
на их предельная концентрация.
ТАБЛИЦА 4.2
Механические свойства сталей по стандарту А352/А352М-84а
Марка
стали
LCA
LCB
LCC
LC1
LC2
LC2-1
LC3
LC4
LC9
CA6NM
Механические характеристики
ав
МГТа
415-585
450-620
485-655
450-620
485-655
725-895
485-655
485-655
585 (min)
760-930
0-min
205
240
275
240
275
550
275
275
515
550
Omin
о
24
24
22
24
24
18
24
24
20
15
V-
35
35
35
35
35
30
35
35
30
35
Минимальная энергия
разрушения, Дж
для 2-3
образцов
18
18
20
18
20
41
20
20
27
27
ддя1
образца
14
14
16
14
16
34
16
16
20
20
Температура
испытаний, °С
-32
-46
-46
-59
-73
-73
-101
-115
-196
-73
Глава 4. ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ СТАНДАРТОВ НА ЛИТЫЕ СТАЛИ 307
и минус 46 °С соответственно. Это объясняется, вероятно, более
высоким содержанием марганца в стали LCB (1 %) по сравнению с
0,70 % марганца в стали LCA.
В стали LCC при содержании углерода до 0,25 % концентрация
марганца составляет до 1,20%, что обеспечивает более высокий
уровень прочности, а минимальная температура испытаний на
ударный изгиб - минус 46 °С. Необходимо отметить, что все эти
стали (LCA, LCB и LCQ содержат до 0,20 % молибдена. Кроме того, для
сталей LCA и LCC допускается уменьшение содержания углерода
при одновременном увеличении концентрации марганца. Причем
уменьшение содержания углерода на каждые 0,01 % ниже
максимально указанного предела должно компенсироваться повышением
концентрации марганца на 0,04% выше максимально указанной
величины. Однако максимальное количество марганца не должно
превышать 1,10 % в стали LCA и 1,40 % в стали LCC.
При необходимости понижения минимальной температуры
испытаний до минус 59 °С в сталь LC1 добавляется 0,45-0,65 %
молибдена, а если ударные испытания должны проводиться при
температуре минус 73 °С, то сталь LC2 должна содержать 2,0-3,0 % никеля. Для
одновременного повышения прочности и вязкости разрушения при
температуре минус 73 °С в сталь LC2-1 вводят 2,5-3,5 % никеля,
1,35-1,85 % хрома и 0,30-0,60 % молибдена. С дальнейшим
понижением минимальной температуры испытаний уменьшается
содержание углерода в стали и увеличивается содержание никеля. Так, сталь
LC3 содержит 3,0-4,0 %, а сталь LC4 4,0-5,0 % никеля. Температуры
испытаний этих сталей приняты равными -101и-115°С.
В стандарт включена сталь LC9 мартенситного класса,
содержащая не более 0,13 % углерода, 8,5-10,0 % никеля и до 0,20 %
молибдена, и сталь CA6NM ферритного класса, в которой предельная
концентрация углерода снижена до 0,06 %, повышено предельное
содержание марганца до 1,0 %. При этом в стали содержится 3,5-
4,5 % никеля, 11,5-14,0 % хрома и 0,4-1,0 % молибдена.
Предельная температура испытаний стали LC9 составляет минус 196 °С, а
стали CA6NM - минус 73 °С при значительно более высоком уровне
прочности.
В некоторых сталях (LCA, LCB, LCC) допускается до 0,03 %
ванадия, содержание которого определяется только по требованию
заказчика. Только в мартенситной стали LC9 концентрация ванадия
до 0,03 % является обязательной.
Предельная концентрация фосфора во всех сталях допускается
0,04 %, а серы 0,045 % (только в стали CA6NM содержание серы не
должно превышать 0,03 %), хотя практика показывает, что
концентрация вредных примесей в отливках обычно существенно меньше
допускаемой.
308
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
Химический состав сталей и их механические свойства в
соответствии со стандартом А757/А757М-84а приведены в табл. 4.3 и
4.4, анализ которых показывает, что указанный стандарт имеет ряд
общих закономерностей со стандартом А352/А352М-84а, но при
этом существуют и отличительные особенности.
Из общих закономерностей отметим следующие. С понижением
температуры испытаний, а следовательно, температуры
эксплуатации увеличивается содержание никеля в стали. Так, в углеродистых
сталях (A1Q, А2(2)максимальная концентрация этого элемента не
превышает 0,50 %, а минимальная температура испытаний минус
46 °С. Для работы при температуре до минус 73 °С сталь (B2N, B2Q)
должна содержать 2,0-3,0 % никеля, а для изготовления деталей,
эксплуатирующихся при температурах до минус 101 °С и минус
115 °С, используются стали (B3N, B3Q, B4N, B4Q), содержащие
никель в количествах 3,0-4,0 и 4,0-5,0 % соответственно. С
повышением концентрации никеля в стали снижается содержание углерода
(с 0,30 до 0,15%).
ТАБЛИЦА 4.3
Химический состав сталей по стандарту А757/А757М-84А
Марка
стали
A1Q
A2Q
B2N
B2Q
B3N
B3Q
B4N
B4Q
C1Q
D1N1
D1Q1
D1N2
D1Q2
D1N3
D1Q3
E1Q
E2N
E2Q
E3N
Содержание элементов, %
С
0,30
0,25
0,25
0,15
0,15
0,25
0,20
0,22
0,20
0,06
Si
0,60
0,60
0,60
0,60
0,60
0,60
0,60
0,60
0,60
1,00
Мп
1,00
1,20
0,50-0,80
0,50-0,80
0,50-0,80
1,20
0,40-0,80
0,50-0,80
0,40-0,80
1,00
Р
0,025
0,025
0,025
0,025
0,025
0,025
0,025
0,025
0,020
0,030
S
0,025
0,025
0,025
0,025
0,025
0,025
0,025
0,025
0,020
0,030
Ni
0,50
0,50
2,0-3,0
3,0-4,0
4,0-5,0
1,5-2,0
0,50
2,5-3,5
2,75-3,90
3,5-4,5
Сг
0,40
0,40
0,40
0,40
0,40
0,40
2,0-2,75
1,35-1,85
1,50-2,00
11,5-14,0
Мо
0,25
0,25
0,25
0,25
0,25
0,15-0,30
0,90-1,20
0,35-0,60
0,40-0,60
0,40-1,0
V
0,03
0,03
0,03
0,03
0,03
0,03
0,03
0,03
0,03
-
Примечания. 1.В случае, если не заданы пределы содержания элемента,
указана их предельная концентрация. 2. Для стали A2Q при уменьшении содержания
углерода на каждые 0,01 % ниже максимального допускается увеличение содержания марганца
на 0,04 % выше максимального, но не более 1,40 %. 3. Предельная концентрация меди во
всех сталях 0,50 %. 4. В сталях типа DNn EN допускается до 0,10 % вольфрама.
Глава 4. ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ СТАНДАРТОВ НА ЛИТЫЕ СТАЛИ
309
ТАБЛИЦА 4.4
Механические свойства сталей по стандарту А352/А352М-84а
Марка
стали
A1Q
A2Q
B2N
B2Q
B3N
B3Q
B4N
B4Q
C1Q
D1N1
D1Q1
D1N2
D1Q2
D1N3
D1Q3
E1Q
E2N1
E2Q1
E2N2
E2Q2
E2N2
E2Q3
E3N
Вия
игщ
термической
обработки
3 + 0
3 + 0
Н + Оили
3 + 0
Н + 0или
3 + 0
Н + 0или
3 + 0
3 + 0
Н + Оили
3 + 0
Н + Оили
3 + 0
Н + Оили
3 + 0
3 + 0
Н + Оили
3 + 0
Н + Оили
3 + 0
Н + Оили
3 + 0
Н + 0
Механические характеристики
Ов
МГТя
IVllld.
450
485
485
485
485
515
585-795
655-860
725-930
620
620-825
725-930
795-1000
760
Oynin
240
275
275
275
275
380
380
515
585
450
485
585
690
550
Omin
с
24
222
24
24
24
22
20
18
15
22
18
15
13
15
XPmin
/
0
35
35
35
35
35
35
35
35
30
40
35
30
30
35
Минимальная
энергия
разрушения, Дж
для 2-3
образцов
17
20
20
20
20
20
—
-
-
41
41
27
20
27
ДДЯ1
образца
14
16
16
16
16
16
-
-
-
34
34
20
16
20
1 исп, У-*
-46
-46
-73
-101
-115
-46
_
-
-
-73
-73
-73
-73
-73
Примечания. 1. Если не заданы пределы, указана минимальная величина
характеристик. 2. Неуказанные значения энергии разрушения и температуры испытаний
согласовываются между заказчиком и исполнителем. 3. Принятые обозначения: 3 -
закалка; Н - нормализация; О - отпуск.
Высокое сопротивление хрупкому разрушению
малоуглеродистых никельсодержащих сталей при низких температурах
обусловлено высокой вязкостью матрицы благодаря введению никеля,
измельчением структуры, наличием стабильного остаточного аустени-
та. Следует отметить, что легирование никелем также способствует
протеканию релаксационных процессов в феррите, находящемся
под действием нагрузки.
310
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
Стали повышенной прочности кроме никеля дополнительно
легированы хромом и молибденом, а в некоторых случаях содержат до
0,10 % ванадия; при этом требования к их минимальному уровню
энергии разрушения более высокие.
В качестве отличительных особенностей этих сталей
необходимо указать более низкие предельные концентрации серы и фосфора
(как правило, до 0,025 % каждого элемента); в сталях, не
легированных молибденом, допускается максимальная концентрация
этого элемента до 0,25 96; максимальная суммарная концентрация
примесных элементов (серы, фосфора, никеля, хрома, молибдена,
ванадия, меди) должна быть не более 1,0 96, а в некоторых случаях -
не более 0,50 или 0,70 96.
ТАБЛИЦА 4.5
Допускаемые отклонения по содержанию элементов в сталях
Элемент
Углерод
Марганец
Кремний
Фосфор
Сера
Никель
Хром
Содержание
элементов^
<0,65
>0,65
<1,0
>1,0
<0,60
>0,60
<2,0
>2,0
<2,0
>2,0
по стандарту А352/А352М-84а
Выбор
допускаемых
отклонений, %
0,03 • С + 0,02
0,04
0,08 Мп +0,01
0,09
0,22-Si-0,01
0,15
0,13- Р + 0,005
0,36-S+ 0,001
0,10 Ni +0,03
0,25
0,07 Сг +0,04
0,18
Элемент
Молибден
Ванадий
Вольфрам
Медь
Алюминий
Содержание
элементов^
<0,60
>0,60
<0,25
>0,25
<0,10
>0,010
<0,15
> 0,015
<0,10
> 0,010
Выбор
допускаемых
отклонений, %
0,04 -Мо + 0,03
0,06
0,23-V+0,004
0,06
0,08 W +0,02
0,02
0,18 Си + 0,02
0,05
0,08 А1 +0,02
0,03
Одной из особенностей стандарта являются рекомендации по
выбору отклонений от заданного химического состава (табл. 4.5).
Например, для стали E1Q содержание марганца должно быть в
пределах 0,50-0,80 96. В соответствии с рекомендациями
максимальное допускаемое отклонение выше верхнего предела составляет:
0,08 • 0,80 + 0,01 = 0,074 96, т. е. содержание марганца не должно
превышать 0,874 96. Максимальное допускаемое отклонение ниже
нижнего предела должно быть: 0,08 • 0,50 + 0,01 = 0,05 96, т. е.
минимальная концентрация марганца в стали не может составлять ме-
Глава 4. ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ СТАНДАРТОВ НА ЛИТЫЕ СТАЛИ
311
нее 0,45 %. Для стали C1Q максимальное отклонение по
содержанию марганца допускается 0,09 %, т. е. предельная концентрация
марганца может быть не выше 1,29 %.
В стандарте указываются следующие рекомендации по
термической обработке. Все отливки должны быть подвергнуты
термической обработке - нормализации и отпуску или закалке и отпуску.
Температура отпуска для сталей марок B4N и B4Q должна быть не
ниже 565 °С; для стали E3N температура отпуска составляет 565-
620 °С; для всех остальных сталей минимальная температура
отпуска 595 °С.
ТАБЛИЦА 4.6
Требования стандарта JISG 5152 к химическому составу
сталей
Класс
I
II
21
31
Обозначение
SCPL1
SCPL11
SCPL21
SCPL31
Химический состав, %
С
0,30
0,25
0,25
0,15
Si
0,60
0,60
0,60
0,60
Мп
1,0
0,50-0,80
0,50-0,80
0,50-0,80
Р
0,04
0,04
0,04
0,04
S
0,04
0,04
0,04
0,04
Ni
2,0-3,0
3,0-4,0
Mo
0,45
Примечание. Содержание элементов, указанное одной величиной
соответствует их предельной концентрации.
Японский стандарт JISC 5152 (табл. 4.6) (1978 г.)
предусматривает использование сталей четырех классов для изготовления
отливок для деталей (например, клапанов, фланцев, цилиндров),
работающих при высоких давлениях и низких температурах. Требования
стандарта к химическому составу сталей и механическим
характеристикам приведены в табл. 4.6-4.8.
Анализ стандарта показывает, что минимальная температура
испытаний углеродистой стали SCPL1 (предельные концентрации
углерода 0,30 %, марганца 1,00 %) составляет минус 45 °С. Для
обеспечения требований стандарта при понижении температуры
испытаний до минус 60 °С в сталь SCPL11 вводится 0,45-0,65 %
молибдена при одновременном снижении предельной концентрации
углерода до 0,25 % и ограничении содержания марганца до 0,50-
0,80 %. Дальнейшее понижение температуры испытаний до минус 75
и минус 100 °С вызывает необходимость введения 2,0-3,0 %
никеля (сталь SCPL21) или 3,0-4,0 % (сталь SCPL31) соответственно.
Причем в стали SCPL31 предельная концентрация углерода
снижена до 0,15 %.
312
РАЗДЕЛ IV. ЛИТЕЙНЫЕ СТАЛИ УМЕРЕННОГО ХОЛОДА
ТАБЛИЦА 4.7
Требования стандарта JISG 5152 к механическим свойствам,
определяемым при испытании на растяжение (не менее)
Класс
I
II
21
31
Обозначение
SCPL1
SCPL11
SCPL21
SCPL31
Предел
текучести
Временное
сопротивление
МПа
245
245
275
275
451
451
481
481
Относительное
удлинение
Относительное
сужение
%
21
21
21
21
35
35
35
35
ТАБЛИЦА 4.8
Требования стандарта JISG 5152 к количеству поглощенной
энергии (по Шарпи) при ударных испытаниях, Дж (не менее)
Класс
I
II
21
31
Обозначение
SCPL1
SCPL11
SCPL21
SCPL31
Температура
испытаний, °С
-45
-60
-75
-100
Поглощенная энергия по Шарпи, Дж,
для образцов сечением, мм
10x10
17,7/13,7
17,7/13,7
20,6/16,7
20,6/16,7
10x7,5
14,7/11,8
14,7/11,8
17,7/13,7
17,7/13,7
10x5
11,8/8,8
11,8/8,8
13,7/10,8
13,7/10,8
Примечания.1.В числителе приведена средняя величина поглощенной
энергии по трем образцам; в знаменателе — минимальная величина. 2. Ударные испытания
образцов сечением 10x7,5 и 10x5 мм проводятся только для стальных отливок
центробежного литья, для которых не могут быть проведены ударные испытания образцов
10x10 мм.
Содержание вредных примесей (фосфора и серы), как и в
стандартах других стран, ограничено 0,04 % каждого элемента. Кроме
того, в стандарте ограничено количество посторонних примесей:
0,50 % меди, 0,50 % никеля (в безникелевых сталях) и 0,25-0,35 %
хрома. При этом общее содержание посторонних примесей не
должно превышать 1,0 %.
Если обобщить требования зарубежных стандартов, то можно
сделать вывод о том, что углеродистые стали для отливок
рекомендуется использовать при эксплуатации до температур не ниже
минус 30-40 °С. При температурах до минус 50 °С используются стали,
легированные 0,45-0,65 % молибдена, а стали, легированные 2,0-
4,0 % никеля, применяются при рабочей температуре до минус 60 °С.
В эти стали иногда добавляют до 2,0 % хрома.
Глава 4. ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ СТАНДАРТОВ НА ЛИТЫЕ СТАЛИ 313
Необходимость использования никеля и молибдена в качестве
легирующих элементов повышает стоимость шихты для
производства стали. Достигаемая при этом достаточно высокая хладостой-
кость сталей позволяет предусмотреть возможность плавки металла
с менее тщательной очисткой его от вредных примесей (предельная
концентрация фосфора и серы до 0,04 %), что упрощает и
удешевляет сталеплавильный процесс.
Как правило, зарубежные стандарты не регламентируют режим
термической обработки; при этом указывается, что отливки могут
быть подвергнуты любому из следующих видов термообработки:
отжигу, нормализации, отпуску после нормализации и отпуску
после закалки.
Во всех анализируемых стандартах в качестве критерия хладо-
стойкости стали принят определенный уровень поглощенной
энергии при ударном изгибе образцов Шарпи при заданной температуре
эксплуатации. Предельные значения принятого критерия хладо-
стойкости стали при различных рабочих температурах и уровнях
прочности обосновываются соотношением вязкой и хрупкой
составляющих в изломах образцов. Очевидно, применимость этого
критерия должна быть обоснована натурными испытаниями.
Испытания на ударный изгиб в соответствии со всеми
зарубежными стандартами должны проводиться только на образцах с
острым надрезом при заданной температуре, близкой к температуре
эксплуатации. Обычно применяют три образца, причем средний
уровень поглощенной энергии в этом случае не должен быть ниже
указанного в стандарте. При этом допускается не более одного
значения ниже заданного уровня и не допускается ни одного значения
ниже минимума для случая, когда испытания проводятся с
использованием только одного образца.
Технологические рекомендации в зарубежных стандартах
отражены в минимальном объеме, так как технология производства на
отдельных предприятиях часто является секретом фирмы и не
подлежит государственной инспекции. Стандартами многих стран
предусмотрено установление технологии производства и обработки
отливок по соглашению между заказчиком и изготовителем, а в
соответствии со стандартами некоторых стран (например, Франции)
технологические вопросы являются компетенцией только
изготовителя.
РАЗДЕЛ V
АЛЮМИНИЙ И ЕГО СПЛАВЫ
В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Глава 1
ПРОИЗВОДСТВО И ОСНОВНЫЕ СВОЙСТВА АЛЮМИНИЯ
И ЕГО СПЛАВОВ
Основным сырьем для производства алюминия являются
следующие рудные минералы: бокситы (смесь гидроксидов алюминия
А100Н и А1(0Н)3), алунит (Na, K)2SO4 • A12(SO4)3 • 4А1(ОН)3 и нефелин
(Na, K)2OAl2O3-2SiO2. Особое значение имеют бокситы - это
наиболее концентрированный вид алюминиевого рудного сырья,
содержащий до 60 % чистого глинозема А12О3. Алюминий получают
электролизом глинозема в расплавленном криолите Na3[AlF6] с
добавлением фтористых алюминия и кальция (A1F3, CaF2).
Производство алюминия включает получение безводного, свободного от
примесей оксида алюминия (глинозема); получение криолита из
плавикового шпата; электролиз глинозема в расплавленном
криолите. Глинозем получают из бокситов путем их обработки щелочью:
А12О3 • лН2О + 2NaOH = 2NaA102 + (n + 1)Н2О
Полученный алюминат натрия NaA102 подвергают гидролизу:
NaA102 + 2Н2О = NaOH + А1(ОН)31
В результате в осадок выпадает гидроксид алюминия А1(ОН)3.
Гидроксид алюминия обезвоживают во вращающихся печах при
температуре 1150-1200 °С и получают обезвоженный глинозем
А12О3.
Для производства криолита сначала из плавикового шпата
получают фтористый водород, а затем плавиковую кислоту. В раствор
плавиковой кислоты вводят А1(ОН)3, в результате чего образуется
гексафтороалюминиевая кислота, которую нейтрализуют содой и
получают криолит, выпадающий в осадок:
А1(ОН)3 + 6HF = H3[A1F6] + ЗН2О
2H3[A1F6] + 3Na2CO3 = 2Na3[AlF6H + ЗСО2 + ЗН2О
Его отфильтровывают и просушивают в сушильных барабанах.
Электролиз глинозема А12О3 проводят в электролизере, который
представляет собой стальной кожух, выложенный изнутри
огнеупорным кирпичом. Его дно (под), собранное из блоков
спрессованного угля, служит катодом. Анодное устройство, расположенное в
верхней части электролизера, состоит из одного или нескольких
Глава 7. ПРОИЗВОДСТВО И ОСНОВНЫЕ СВОЙСТВА АЛЮМИНИЯ 315
алюминиевых каркасов, заполненных угольными брикетами.
Постоянный ток силой 70-75 кА и напряжением 4-4,5 В подводится
для электролиза и разогрева электролита до температуры 1000 °С.
Электролит состоит из криолита, глинозема, A1F3 и CaF2.
Криолит и глинозем в электролите диссоциируют на ионы; на катоде
разряжается ион А13+ и образуется алюминий, а на аноде - ион О2",
который окисляет углерод анода до СО и СО2, удаляющихся из
ванны через вентиляционную систему. Алюминий собирается на дне
ванны под слоем электролита. Его периодически извлекают,
используя специальное устройство. Для нормальной работы ванны на
ее дне оставляют немного алюминия.
Алюминий, полученный электролизом, называют алюминием-
сырцом. В нем содержатся металлические и неметаллические
примеси, газы. Примеси удаляют рафинированием, для чего
осуществляют продувку хлором через расплав алюминия. Образующийся
парообразный хлористый алюминий, проходя через расплавленный
металл, обволакивает частички примесей, которые всплывают на
поверхность металла, и их удаляют. Хлорирование алюминия
способствует также удалению Na, Ca, Mg и газов, растворенных в алюминии.
Затем жидкий алюминий выдерживают в ковше или
электропечи в течение 30-45 мин при температуре 690-730 °С для всплыва-
ния неметаллических включений и выделения газов из металла.
После рафинирования чистота первичного алюминия составляет
99,5-99,85 %.
Алюминий и алюминиевые сплавы - первые металлические
конструкционные материалы, которые были использованы в
самолетостроении. Свое значение в самолетостроении алюминиевые сплавы
сохранили и в настоящее время, занимая первое место среди
металлов: до 75 % массы современных самолетов изготавливают из
алюминия.
Практически нет ни одной отрасли машиностроения, в которой
не использовали бы в той или иной мере алюминиевые сплавы. Их
применяют в строительных конструкциях, судостроении,
железнодорожном и автомобильном транспорте, летательных аппаратах,
нефтяном и химическом машиностроении, электротехнике и т. д.
Из алюминиевых сплавов изготавливают самые разнообразные
детали холодильной и криогенной техники. Их применяют для
изготовления хранилищ и емкостей для транспортировки жидких
газов: кислорода, азота, водорода и гелия, не говоря уже об установках
сжижения и хранения природного газа. Алюминиевые сплавы
используют в качестве материалов для ректификационных колонн и
трубных систем.
Алюминиевые сплавы находят широкое применение для
криогенного оборудования, используемого в космосе. Из них изготавли-
316 РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
вают баки для жидкого кислорода и водорода, баллоны для сжатого
гелия.
По масштабам производства и потребления алюминиевые
сплавы прочно занимают второе место после сплавов на основе железа.
Алюминиевые сплавы имеют низкую плотность, обладают
коррозионной стойкостью и довольно высокими механическими
свойствами. Способность этих сплавов сохранять прочность,
пластичность и вязкость при криогенных температурах послужила основой
для их широкого использования при изготовлении
низкотемпературного оборудования. В криогенной технике относительное
потребление алюминиевых сплавов, главным образом в виде
горячекатаных листов, составляет около 30 % от потребления металла,
используемого при температурах ниже -150 °С (123 К).
Чистый алюминий имеет следующие основные физические
свойства:
Относительная атомная масса (атомный вес) 26,97
Плотность р при 20 °С, г/см3 2,71
Температура плавления Г™, °С 660
Удельная теплоемкость сР, Д ж/(кг -К) 895
Коэффициент теплопроводности X, Вт/(м • К) 226
Удельное электросопротивление R при 20 °С, нОм • м 27
Температурный коэффициент линейного расширения а 24 • 10~6
(20-100 °С), К"1
Модуль нормальной упругости Е, ГПа 70
Предел прочности ав, МПа 40-60
Относительное удлинение б, % 40-50
Твердость по Бринеллю НВ 25
Алюминий кристаллизуется в решетке гранецентрированного
куба с периодом а = 0,4041 нм и не имеет полиморфных
превращений. Это обуславливает применимость алюминия и его сплавов для
работы при низких температурах.
Алюминий обладает хорошей тепло- и электропроводностью.
Благодаря высокой теплопроводности алюминиевые сплавы
применяют для изготовления различных теплообменников. Высокий
коэффициент теплопроводности алюминиевых сплавов часто
заставляет отказываться от применения их в деталях, которые
определяют теплопритоки к охлажденным элементам. Например,
горловины криостатов выполняют из аустенитных сталей или
полимерных материалов, хотя сам внутренний сосуд
изготавливают из алюминиевого сплава.
При понижении температуры теплоемкость и теплопроводность
алюминия уменьшаются, причем ниже -100 °С (173 К) они падают
более резко. Теплопроводность алюминиевых сплавов существенно
зависит от степени их легирования.
Глава!. ПРОИЗВОДСТВО И ОСНОВНЫЕ СВОЙСТВА АЛЮМИНИЯ 317
Сплавы алюминия имеют более высокую удельную теплоемкость,
чем аустенитные стали, во всем диапазоне низких температур.
Алюминиевые сплавы имеют более высокий температурный
коэффициент линейного расширения, чем аустенитные стали. Это
способствует увеличению термических напряжений, особенно в же-
сгкозащемленных элементах конструкций в случае их охлаждения
от комнатной до рабочей температуры. Поэтому в трубопроводах
для перекачки сжиженных газов в случае отсутствия возможности
применения компенсаторов деформации, обусловленной
изменением температуры, предпочтительнее использование сплавов на
основе железа, например инвара.
Временное сопротивление деформируемых термообработанных
алюминиевых сплавов может достигать 500 МПа и более при
плотности менее 2,85 г/см3. Удельная прочность алюминиевых сплавов
имеет высокие значения и приближается к удельной прочности
высокопрочных сталей. При понижении температуры механические
свойства алюминиевых сплавов не ухудшаются.
Прочность при растяжении деформируемых алюминиевых
сплавов с понижением температуры от комнатной до -196 °С (77 К)
увеличивается на 35-60 %, а предел текучести - на 15-25 %.
Пластичность при снижении температуры обычно даже несколько возрастает
или остается на уровне пластичности при комнатной температуре.
Алюминиевые сплавы не имеют порога хладноломкости:
вязкость при ударном изгибе у них равномерно понижается с падением
температуры; по сравнению с аустенитными сталями значение ее
ниже. Это объясняется тем, что вязкость является интегральной
характеристикой, зависящей от пластичности и прочности материала.
Зависимость ударной вязкости и работы развития трещины от
относительного сужения близка к линейной. При низких температурах
алюминиевые сплавы имеют вязкий излом при относительно малой
ударной вязкости.
Усталостная прочность, определенная как на гладких, так и на
надрезанных образцах, с понижением температуры также
увеличивается. Для сплава АМгб на базе 105 циклов при пульсирующей
растягивающей нагрузке предел выносливости возрастает с 200 до
250 МПа при переходе от 20 к -196 °С (от 293 к 77 К). По другим
источникам, для того же сплава при консольном высокочастотном
изгибе образцов переход от 20 к -269 °С (от 293 к 4 К) ведет к росту
предела выносливости с 200 до 340 МПа.
Вязкость разрушения К\с алюминиевых сплавов в условиях
плоской деформации почти не уменьшается, а иногда даже
увеличивается при криогенных температурах по сравнению с вязкостью
разрушения при комнатной температуре. Вязкость разрушения зависит
от чистоты металла.
318 РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Технический алюминий ввиду низкой прочности применяют
для изготовления элементов конструкций, несущих малую нагрузку.
В общем объеме потребления доля его достаточно велика; из него
изготавливают алюминиевые насадки регенераторов и паяных теп-
лообменных аппаратов воздухоразделительных установок.
Из низколегированных сплавов в криогенной технике нашел
применение сплав АМц, особенно для деталей, изготавливаемых
глубокой вытяжкой. Его прочность невелика, повышение ее
возможно за счет нагартовки, однако при этом снижается пластичность
(относительное удлинение падает с 20 до 2 %); кроме того, при
сварке упрочнение от нагартовки снимается. Поэтому в нагартованном
виде в криогенной технике сплав.потребляется крайне редко.
Наибольшее применение в криогенном машиностроении
получили сплавы алюминия с магнием - магналии - ввиду удачного
сочетания в них прочности, пластичности, свариваемости,
коррозионной стойкости. Увеличение содержания магния ведет к росту
прочности сплава. Применяемые термически неупрочняемые сплавы
содержат не более 7 % магния.
Из магналиев как за рубежом, так и в России предпочтение в
машиностроении отдают сплаву АМгб: по свариваемости он
превосходит сплавы типа АМг2, хотя несколько уступает им по
пластичности; по прочности он мало уступает сплаву АМгб, выгодно отличаясь
от него большей пластичностью.
В криогенной технике также используют термически
упрочняемые сплавы алюминия, легированные медью, магнием, марганцем
и другими элементами. Это позволяет после термообработки
получить предел текучести до 400 МПа и временное сопротивление до
500 МПа при относительном удлинении до 10 %. Однако, как
правило, такие сплавы склонны к коррозии под напряжением, и,
несмотря на то что их временное сопротивление приближается к
временному сопротивлению аустенитных сталей и поэтому во многих
случаях они могли бы быть их заменителями, высокопрочные
сплавы должны применяться после тщательной проверки конкретных
деталей. Кроме того, эти сплавы разупрочняются в зоне сварного
шва.
Наряду с деформируемыми в криогенной технике применяют
литейные алюминиевые сплавы, главным образом для
изготовления сложных по конфигурации деталей типа корпусов арматуры.
Разработано большое количество литейных сплавов. Наибольшее
распространение получили сплавы, легированные 6-13 %
кремния, - силумины, обладающие высокими литейными
свойствами. Прочность их невелика: временное сопротивление 140 МПа.
Легирование магнием, титаном, бериллием позволяет поднять
временное сопротивление до 390 МПа.
Глава I ПРОИЗВОДСТВО И ОСНОВНЫЕ СВОЙСТВА АЛЮМИНИЯ 319
Объем производства деформируемых сплавов существенно
выше, чем литейных. Например, в самолетах, деформируемые
сплавы составляют более 60-70 % массы планера, литейные - только
3-5%.
При общем рассмотрении алюминиевых сплавов необходимо
отметить следующее. Учитывая, что кислород является одним из
наиболее распространенных криогенных продуктов, обычно
рассматривают поведение материала в контакте с ним. С этой точки
зрения алюминиевые сплавы, эксплуатируемые при температурах
не выше 200 °С, можно применять в конструкциях с давлением до
20 МПа.
Коррозионная стойкость большинства применяемых
алюминиевых сплавов в промышленной атмосфере достаточно высока. Для
высокопрочных сплавов характерно понижение коррозионной
стойкости под напряжением по сравнению со сплавами средней
прочности.
Сварка изделий из алюминиевых сплавов имеет ряд
особенностей, зависящих от свойств алюминия. Высокие теплопроводность и
теплоемкость алюминия обусловливают необходимость
обеспечения достаточно интенсивного и концентрированного нагрева при
сварке, а следовательно, выбора соответствующих источников
нагрева - сварочных установок. При сварке плавлением дуга должна
быть надежно защищена инертным газом.
Для повышения качества сварки алюминиевых сплавов важны
хорошая предварительная разделка и тщательная зачистка
соединяемых кромок, что вызвано отрицательным влиянием оксидной
пленки на качество сварного шва. Температура плавления оксидной
пленки алюминия 2050 °С. Обычно ее первоначальная толщина
составляет 1 нм, после длительного хранения она достигает 10 нм.
Для удаления оксидной пленки предварительно производят
травление металла в щелочном растворе, промывку водой,
осветление в растворе азотной кислоты и снова промывку водой. Кромки
металла в зоне сварки зачищают щетками из нержавеющей стали.
Окончательно оксидная пленка разрушается электрической дугой в
процессе сварки.
В настоящее время промышленностью освоен ряд сварочных
процессов, в том числе дуговая сварка алюминиевых сплавов
вольфрамовым электродом в среде инертных газов. Торированием
вольфрамовых электродов удалось улучшить зажигание дуги при
одновременном повышении стойкости самих электродов.
Импульсно-дуговой, электронно-лучевой, плазменный способы
сварки обеспечили дальнейшее улучшение качества швов. Одним из
основных дефектов сварных швов являются поры, образование
которых связано с условиями насыщения металла газами и выделени-
320 РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ем последних при кристаллизации. Наибольшее влияние на
пористость оказывает некачественная подготовка свариваемых
поверхностей металла и сварочной проволоки. Удаление оксидной пленки,
уменьшение площади поверхности присадочной проволоки,
повышение ее чистоты способствуют снижению пористости.
Включения вольфрама в швах образуются чаще всего при
кратковременном нарушении стабильности горения дуги или в случае
касания вольфрамовым электродом сварочной ванны. Размер
включений может достигать 3-5 мм. По отрицательному влиянию
на прочность сварных швов они близки к порам.
С ростом толщины свариваемого металла (более 5 мм)
увеличивается роль оксидных включений, составляющих до 30 % общего
количества дефектов. Причиной их образования являются высокая
скорость окисления и значительное увеличение толщины оксидной
пленки на участках, подогретых до 150 °С и выше, находящихся
впереди сварочной дуги. Сравнение результатов визуального
осмотра изломов образцов с целью обнаружения оксидных пленок и
рентгеновских снимков показывает, что до 30 % дефектов этого типа по
длине шва не выявляются при визуальном контроле.
Наибольшую опасность представляют несплавления и непро-
вары в швах, заканчивающиеся ответвлениями в наплавленном
металле, имеющими вид трещин с радиусом в вершине менее
0,001 мм. Другим опасным дефектом являются микротрещины,
вероятность появления которых возрастает при повторных подварках.
Для сохранения прочности сварных швов во избежание
образования микротрещин в отдельных случаях оставляют поры и
включения в шве, если они не превышают определенных размеров, не
производя выборки их и подварки. Для предотвращения
образования кристаллизационных трещин в сплаве типа АМц должно быть
минимальное количество кремния; при этом содержание его
должно быть меньше, чем железа.
В целом при качественной сварке статическая прочность
сварных соединений низко- и среднепрочных термически неупрочняе-
мых алюминиевых сплавов близка к прочности основного металла.
Переход в сварных конструкциях к термически упрочняемым
сплавам, имеющим более высокие значения временного
сопротивления и предела текучести по сравнению с термически неупрочняе-
мыми сплавами, в отдельных случаях оказывается технически
нецелесообразным ввиду относительно низкой прочности сварных
соединений. Обычно коэффициент прочности сварного соединения
Ф = 0,6. Поэтому для создания равнопрочного соединения
необходимо иметь утолщенные свариваемые кромки. Новые методы
сварки, в частности электронно-лучевая, позволяют повысить значение
Ф до 0,75, а в случае прокатки роликами зоны шва - даже до 0,85,
Глава /. ПРОИЗВОДСТВО И ОСНОВНЫЕ СВОЙСТВА АЛЮМИНИЯ 321
т. е. приблизиться к коэффициентам прочности сварных швов,
характерных для магналиев. Однако это требует совершенствования
существующей производственной технологии.
Удовлетворительная прочность основного металла и сварных
соединений в сочетании с технологичностью определили
наибольшее распространение в криогенной технике магналиев - сплавов
алюминия с магнием, главным образом отечественного АМгб -
аналога американского 5056.
При понижении температуры эксплуатации статическая
прочность сварных соединений возрастает, однако этот рост значительно
меньше, чем для основного металла. С достаточной степенью
надежности можно принимать повышение прочности сварных
соединений при переходе от комнатной температуры к -196 °С (77 К)
равным 25 % для однородных металлов в свариваемой композиции
(АМг2 + АМг2, АМгб + АМгб и т. п.) и 20 % для разнородных (АД1 +
+ АМц, АМц + АМгб т. д.). При этом во всех случаях сварки
разнородных металлов коэффициент прочности ф и низкотемпературное
упрочнение принимают по наименее прочному в рассматриваемой
композиции металлу.
Наряду со статической прочностью важную роль играет
циклическая прочность сварных соединений. Вследствие влияния
сварочных остаточных напряжений, концентраторов напряжений,
создаваемых формой соединения и дефектами сварки, прочность
сварных соединений может быть значительно ниже прочности
основного металла. Так, для сплава АМгб минимальный предел
выносливости при 20 °С на базе 5 • 106 циклов составляет 120 МПа, для
сварного соединения - 50 МПа. Для сварного соединения
повышение циклической прочности с понижением температуры значительно
меньше, чем для основного металла. Рекомендаций по увеличению
расчетных напряжений в конструкциях при циклическом нагруже-
нии в условиях криогенных температур в литературе не обнаружено
По-видимому, реальное повышение предела выносливости при
переходе от комнатной температуры к -196 °С (77 К) составляет
20-30 % для сплавов средней прочности (типа сплава АМгб).
Если оценивать в целом процесс сварки, качество швов и их
относительную прочность для алюминиевых сплавов и аустенитных
сталей, то последние оказываются в более выгодном положении.
В отдельных случаях при сопоставлении рекомендуемых к
применению металлов преимущества сталей при сварке являются
решающими. Тем не менее дефицитность таких элементов, как
никель, заставляет серьезно работать над проблемой внедрения
алюминиевых сплавов в криогенную технику.
Упрочнение деформируемых алюминиевых сплавов, а также
изменение физических, коррозионных, технологических свойств дос-
21-312
322
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
тигаются с помощью различных методов: нагартовки, термической
обработки (закалка с последующем старением), термомеханической
обработки (сочетания термической обработки и пластической
деформации), закалки из жидкого состояния и упрочнения
нерастворимыми частицами оксида алюминия, интерметаллидов и др.
(порошковые материалы).
Состояние полуфабрикатов из алюминиевых деформируемых
сплавов обозначается буквенно-цифровой маркировкой (табл. 1.1).
ТАБЛИЦА 1.1
Состояние (обработка) полуфабрикатов из деформируемых
алюминиевых сплавов
Маркировка
Россия
Без ТО*
ГК
га
М
Н
Н4
НЗ
Н2(П)
HI
3
т
Т1
Т12
Т2
ТЗ
США
F
О
Н18
Н16
Н14
Н12
W
ТЗ,Т4
Т6
Т77
Т76
Т73
Состояние, назначение
После изготовления, без дополнительной термической
обработки. Степень нагартовки и механические свойства
не контролируются
Горячекатаное
Горячепрессованное
Отожженное (мягкое). Наиболее высокая пластичность и
стабильность размеров
Нагартованное(холоднодеформированное)
Усиленно нагартованное (прокаткой листов около 20 %,
для максимального упрочнения)
На три четверти (3/4) нагартованное, повышение
прочности
Полунагартованное (1/2), повышение прочности
На четверть (1/4) нагартованное, повышение прочности
Закаленное** (нестабильное, обычно указывается
длительность естественного старения после закалки),
повышение прочности
Закаленное + естественно состаренное. Получение
достаточно высокой прочности, повышенной пластичности,
трещиностойкости и сопротивления усталости
Закаленное + искусственно состаренное на максимальную
прочность
Закаленное + искусственно перестаренное. Улучшение
характеристик сопротивления коррозии,
трещиностойкости, пластичности, при некотором снижении
прочности. В русской маркировке возрастание первой цифры
при букве указывает на увеличение степени перестари-
вания и разупрочнения
Глава I ПРОИЗВОДСТВО И ОСНОВНЫЕ СВОЙСТВА АЛЮМИНИЯ
323
Продолжение
Маркировка
Россия
ТН3*
ТШ3*
Т1Н13*
США
Т31,Т36,
Т37,Т39
Т81,Т83,
Т8б,Т87
Т9
Состояние, назначение
Закаленное + естественно состаренное + нагартованное.
На степень деформации (нагартовки) указывает вторая
цифра. Повышение прочности при снижении
характеристик пластичности, трещиностойкости
Закаленное + нагартованное + искусственно
состаренное. На степень деформации (нагартовки) указывает
вторая цифра. Повышение прочности
Закаленное + искусственно состаренное +
нагартованное. Повышение прочности, особенно при совмещении
с процессом формообразования детали
* ТО - термическая обработка.
** В свежезакаленном состоянии длинномерные полуфабрикаты (катаные,
прессованные), как правило, подвергаются регламентированному растяжению со степенью
остаточной деформации 1-3 % для правки и снижения закалочных напряжений, а также
некоторого повышения прочностных свойств, особенно предела текучести. Для этих целей
кованые полуфабрикаты (поковки, штамповки) в ряде случаев подвергаются обжатию
или обжатию - растяжению с остаточной деформацией 1-5 %.
3* Низкотемпературная термомеханическая обработка (НТМО).
Маркировка сплавов. Для деформируемых алюминиевых
сплавов изначально принята и в настоящее время в основном
применяется смешанная буквенная и буквенно-цифровая маркировка.
Происхождение букв и цифр довольно случайное, строгой системы
обозначения нет. В сплаве АМц буквы Мц символизируют марганец;
сплавы типа магналий обозначают АМг (алюминий - магний), а
цифры, следующие за буквами, приблизительно соответствуют
содержанию магния в этих сплавах (AMrl-АМгб); сплав алюминия с
магнием, кремнием и медью обозначается АВ (авиаль); дуралюми-
ны - Д16, Д1 и т. д. Для группы сплавов первые цифры после букв
обозначают систему легирования: 1 - сплавы, легированные медью
и магнием (Д16), 2 - медью и марганцем или медью (Д20), литием,
марганцем, кадмием (ВАД-23); 3 - магнием и кремнием (АД31); 9 -
цинком и магнием или цинком, магнием и медью (В95) и т. д.
Некоторые ковочные сплавы обозначены буквами АК (алюминий
ковочный) - АКб, АК8 и АК4-1 и т. д.
Алюминий, специально насыщенный пузырьками водорода,
называется пеноалюминием.
В 1960-е гг. разработана единая цифровая маркировка
алюминиевых сплавов, которая позволяет вести и автоматизированный
учет сплавов. Она присваивается всем новым сплавам, постепенно
21*
324 РАЗДЕЛУ, АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
внедряется в практику, введена в стандарты. Для обозначения
применяют систему в основном из четырех цифр (табл. 1.2). Первая
цифра 1 обозначает основу всех сплавов - алюминий. Следующая
(вторая) цифра характеризует главный легирующий элемент или
группу главных легирующих элементов. В ряде случаев делается
попытка сгруппировать сплавы по принципу упрочняющих фаз. Все
алюминиевые сплавы можно разделить на десять групп; пока
использованы семь вторых цифр, три цифры (6, 7 и 8) остаются в резерве.
Последние две цифры характеризуют номер сплава. Таким образом,
в каждой группе может насчитываться до ста сплавов. Общее число
всех сплавов может достигать 1000. В настоящее время число всех
промышленных и опытных сплавов не превышает 100-150.
Последняя цифра имеет дополнительный смысл: все
деформируемые алюминиевые сплавы обозначаются нечетными цифрами
(включая ноль). Порошковый способ получения характеризуется
последней цифрой 9. Опытные сплавы обозначают цифрой 0,
которая ставится впереди единицы; таким образом, для опытных
сплавов вводится пятизначная маркировка. Опытный сплав может
находиться в стадии опробования и испытания не более 10 лет, после
этого сплав становится серийным, если он себя оправдал, и
обозначение 0 снимается.
Для удобства общения большинством стран для
деформируемых алюминиевых сплавов (при сохранении национальных
маркировок) принята четырехзначная цифровая международная
система регистрации и обозначений, предложенная и осуществляемая
Aluminum Association of USA. Далее в таблицах с химическими
составами российских сплавов приведены сопоставимые зарубежные
марки по международной системе.
ТАБЛИЦА 1.2
Цифровая маркировка деформируемых алюминиевых сплавов
Марка
1000-1018
1019,1029 и т. д.
1020-1025
1100-1190
1200-1290
1300-1390
1319,1329 и т. д.
1400-1419
1420-1490
1500-1590
1900-1990
Группа сплавов, основная система легирования
Технический алюминий
Порошковые сплавы САП
Пеноалюминий
Al-Cu-Mg, Al-Cu-Mg-Fe-Ni
Al-Cu-Mn, Al-Cu-Li-Mn-Cd
Al-Mg-Si, Al-Mg-Si-Cu
Al-Si, порошковые сплавы САС
Al-Mn, Al-Be-Mg
Al-Li
Al-Mg
Al-Zn-Mg, Al-Zn-Mg-Cu
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
325
Глава 2
ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
2.1. ТЕХНИЧЕСКИЙ АЛЮМИНИЙ АД1 (1013) -
МЕЖДУНАРОДНОЕ ОБОЗНАЧЕНИЕ 1230
Характеристика. Технический алюминий обладает в
отожженном состоянии низкой прочностью, высокой пластичностью и
вязкостью; высокой тепло- и электропроводностью, высокой
коррозионной стойкостью. Отсутствует склонность к межкристаллической
коррозии и коррозионному растрескиванию. Вместе с тем
технический алюминий обнаруживает склонность к точечной коррозии.
Защита от коррозии в зависимости от назначения детали
осуществляется аноднооксидными, химическими и лакокрасочными
покрытиями. Алюминий высокой чистоты, применяемый для
лабораторных целей, содержит 99,995 % А1, для технических целей 99,30 % А1.
Максимальное содержание примесей в техническом алюминии
АД1 приведено в табл. 2.1.
ТАБЛИЦА 2.1
Максимальное содержание примесей
в техническом алюминии АД1 (ГОСТ 4784—97), %
С
0,30
Si
0,30
Си
0,05
Mg
0,05
Мп
0,025
Zn
од
Ti
0,15
Назначение. Применяется для малонагруженных элементов
конструкций, например труб теплообменных аппаратов,
работающих во всем интервале температур ниже 150 °С (423 К). Алюминий
АД1 зарегистрирован в Госгортехнадзоре РФ в качестве листового
материала для деталей при температуре -253 + +150 °С (20-423 К)
(давление до 1,6 МПа) и материала для труб при температуре -269 +
+150 °С (4-423 К) (давление до 1,6 МПа).
Технологические свойства. Хорошо деформируется в
горячем и холодном состояниях. Температурный интервал горячей
деформации 450-300 °С. Термическая обработка: отжиг при
температуре 350-410 °С, охлаждение на воздухе. Обрабатываемость резанием
в отожженном состоянии неудовлетворительная, в нагартованном -
удовлетворительная.
Технический алюминий хорошо сваривается газовой, аргоноду-
говой, контактной сваркой, при этом используется сварочная про-
326
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
волока Св-А5 (ГОСТ 7871-75). Упрочняется нагартовкой с
повышением временного сопротивления до ав = 200 МПа.
Физико-механические свойства. Физические свойства
технического алюминия при низких температурах приведены в табл. 2.2.
Механические свойства приведены в табл. 2.3 и 2.4 и на рис. 2.1-
2.3.При20°С£=71ГПа.
ТАБЛИЦА 2.2
Физические свойства технического алюминия АД1
при низких температурах
г,к
4
10
20
30
40
50
60
70
80
90
100
а-10е, К"1
_
0,8
1Д
1,2
1,3
3,9
6,1
8,05
9,4
11,9
К
ВтДм-К)
46
142
270
325
322
304
282
263
248
236
226
Ср,
ДжДкг-К)
_
—
30
37
77
141
211
286
357
422
481
Г, К
120
140
160
180
200
220
240
260
280
300
а-10е, К"1
15,6
16,8
18,1
19,8
20,2
20,8
21,8
22,8
23,5
23,7
К
ВтДм-К)
214
209
209
209
208
206
205
203
200
196
Ср,
Дж/(кг-К)
580
654
714
760
800
820
84 8
870
880
901
ТАБЛИЦА 2.3
Стандартизованные механические свойства алюминия АД 1
при температуре 20 °С (не менее)
Полуфабрикат
Лист толщиной, мм:
от 0,3 до 0,5
от 0,6 до 0,9
св. 0,9 до 10,5
Лист толщиной 0,8-4,5 мм
Лист толщиной, мм:
от 0,3 до 0,8
св. 0,8 до 3,5
св. 3,5 до 10,5
Лист толщиной 5,0-10,5 мм
Нормативно-
технический
документ
ГОСТ
21631-76
Режим
термообработки
(контрольные
образцы)
Отжиг
Полунагартовка
Нагартовка
Без
термообработки
о,, МПа
60
60
60
100
150
150
130
70
б,%
20
25
28
6
3
4
5
15
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
327
Продолжение
Полуфабрикат
Плита толщиной, мм: •
от 11 до 25
св. 25 до 80
Профиль прессованный
Пруток прессованный
диаметром до 300 мм
Труба круглая катаная и
тянутая диаметром 6-180 мм
Труба круглая диаметром, мм:
до 2,0
от 2,5 до 5,0
Труба прессованная
толстостенная
Лента толщиной, мм:
от 0,25 до 0,5
св. 0,5 до 0,9
св. 0,9 до 10,5
Лента толщиной, мм:
от 0,25 до 0,8
св. 0,8 до 3,5
св. 3,5 до 4,0
Лента толщиной 5,0-10,5 мм
Фольга рулонная толщиной,
мм:
от 0,005 до 0,006
св. 0,006 до 0,011
от 0,012 до 0,045
св. 0,045 до 0,200
Фольга рулонная толщиной,
мм:
св. 0,005 до 0,006
св. 0,006 до 0,200
Проволока для заклепок
диаметром 1,4-10,0 мм
* Значение б5.
Нормативно-
технический
документ
ГОСТ
17232-99
ГОСТ
8617-81
ГОСТ
21418-97
ГОСТ
18475-82
ГОСТ
18482-79
ГОСТ
13726-97
ГОСТ
618-73
ГОСТ
14838-78
Режим
термообработки
(контрольные
образцы)
Без
термообработки
Отжиг
Нагартовка
Отжиг
Нагартовка
Без
термообработки
Отжиг
Нагартовка
Нагартовка
ав, МПа
80
65
130
(не более)
60
60-110
110
100
60-110
60
60
60
150
150
130
70
30
30
30
30
100
100
б,%
18
15
16
25*
20
4
5
20
20
25
28
3
4
5
15
Не
ментируется
2
3
Не
ментируется
Сопротивление
срезу не менее
60 МПа
Примечание. Механические свойства плит толщиной св. 80 мм не нормируются.
328 РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
400
300
200
100
\
-
i
3
1
о
100 200 Г, К
Рис. 2.1. Влияние температуры на временное сопротивление
алюминиевых сплавов:
1 - АД1; 2 - АМг2; 3 - АМгб; 4 - Д16
Рис. 2.2. Влияние температуры на предел текучести алюминиевых
сплавов:
1 - АД1; 2 - АМг2; 3 - АМгб; 4 - Д16
ТАБЛИЦА 2.4
Механические свойства отожженного алюминия АД1
при низких температурах
Г,°С(К)
20 (293)
-70 (203)
-196 (77)
-253 (20)
Ов
О0,2
МПа
70
90
160
250
30
35
40
50
Sio
W
%
36
42
50
40
89
85
60
50
KCU,
Дж/см2
90
110
160
200
Рис. 2.3. Влияние температуры на
относительное удлинение алюминиевых
сплавов:
1-АД1;2-Д16
150
250 Г, К
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
329
ТАБЛИЦА 2.5
Вид поставки технического алюминия АД1
Полуфабрикат
Л ист толщиной, мм:
от 0,3 до 10,5
от 0,5 до 10,5
Плита толщиной 11-200 мм
Проволока для заклепок
Профиль прессованный
общего назначения
Пруток прессованный
круглый диаметром 5-300 мм,
квадратного и
шестигранного сечений с диаметром
вписанной окружности
соответственно 7-150 и 7-100 мм
Труба круглая катаная и
тянутая диаметром 6-120
мм
Труба прессованная толсто-
и тонкостенная диаметром
18-280 мм
Лента
Фольга рулонная шириной
10-450 мм
Состояние поставки
Отожженный; полунагарто-
ванный; нагартованный
Без термообработки
Без термообработки
Нагартованная (допускается
в отожженном состоянии)
Без термообработки
Отожженная; нагартованная
Без термообработки
Отожженная; нагартованная
Отожженная; нагартованная
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 17232-94
ГОСТ 14838-78
ГОСТ13616-97
ГОСТ13624-90
ГОСТ13737-90
ГОСТ13738-91
ГОСТ 21488-97
ГОСТ 18475-82
ГОСТ 18482-79
ГОСТ 13726-97
ГОСТ 618-73
2.2. СПЛАВЫ АМц (1400) И АМцС (1401)
Характеристика. Деформируемые термически неупрочняемые
сплавы системы алюминий - марганец, обладающие повышенной
пластичностью во всем интервале низких температур и высокой
коррозионной стойкостью.
В сплаве АМцС отношение содержания железа к содержанию
кремния должно быть больше единицы.
Назначение. Применяют в качестве материала для малона-
груженных элементов трубопроводов, обечаек, днищ и других
деталей, изготавливаемых гибкой и глубокой вытяжкой. Сплавы
являются основным материалом для пластинчато-ребристых
теплообменников. Для сварных изделий используют сплав АМцС.
22-312
330
Р А 3 А Е Л V. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 2.6
Химический состав алюминиевых сплавов АМц и АМцС
Марка сплава
российская
буквенная
АМц
АМцС
цифровая
1400
1401
международная
3003
по]
Мп
1-1,6
1-1,4
ГОСТ 4784-97,%
Si
<0,6
0,15-0,35
Fe
<0,7
0,25-0,45
Си
Mg
Zn
Ti
не более
0,15
0,10
0,20
0,05
0,10
0,10
0,20
0,10
Рекомендуемая рабочая температура -253 + +200 °С (4-473 К).
Сплав АМцС зарегистрирован в Госгортехнадзоре РФ в качестве
материала для сосудов, работающих под давлением до 1,6 МПа и
имеющих температуру стенки -253 + +200 °С (20-423 К) (для листа
в отожженном состоянии) или -196 + +150 °С (77-423 К) (для плит
в горячекатаном состоянии).
Технологические свойства. Сплавы хорошо деформируются
в горячем и холодном состояниях. Температурный интервал
горячей деформации 470-320 °С. Термическая обработка: нагартован-
ный металл подвергается отжигу при температуре 350-410 °С,
охлаждение на воздухе. Сплавы упрочняются нагартовкой; при этом
резко снижается их пластичность (с 20 до 2 %), поэтому в нагарто-
ванном состоянии сплавы мало используются в криогенном
машиностроении. Обрабатываемость резанием в нагартованном
состоянии удовлетворительная, в отожженном - неудовлетворительная.
Сплав АМцС сваривается газовой, аргонодуговой и другими
видами сварки. В качестве присадочного материала используют
проволоку того же состава. Для сварки сплава АМцС с магналиями
применяют проволоку Св-АМг5 (сварка со сплавами АМг2 и АМгЗ)
и Св-АМгб (сварка со сплавами АМг5 и АМгб).
Большое содержание кремния (до 0,6 %) в сплаве АМц может
приводить к образованию кристаллизационных трещин в процессе
сварки. Отрицательное влияние кремния снижается, если
содержание железа в сплаве больше, чем кремния. Поэтому в металле,
предназначенном для сварки, уменьшают содержание кремния и,
кроме того, предусматривают, чтобы отношение содержания железа
к содержанию кремния было более единицы.
При автоматической аргонодуговой сварке с присадкой
проволоки Св-АМц прочность металла шва достигает прочности
основного металла как при комнатной, так и при низких температурах.
Особые затруднения возникают при сварке изделий малых
толщин, однако при толщине 0,8 мм и более в случае применения не-
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
331
прерывно горящей дуги переменного тока, а также подкладки
удается получить шов удовлетворительного качества. При меньших
толщинах требуются более стабильные и концентрированные
источники теплоты во избежание прожогов металла.
Сплав АМцС сваривают также с аустенитными сталями ввиду
наличия в конструкциях узлов, например переходников в
трубопроводах, где имеется необходимость сочетания таких разнородных
металлов. В соответствии с технологией, разработанной в ИЭС
им. Е. О. Патона, поверхность стали покрывают цинком, алитируют
и далее сваривают сплав АМцС с алитированным слоем неплавя-
щимся вольфрамовым электродом с присадкой проволоки Св-АМц
в защитной атмосфере аргона.
Для соединения плит из алюминиевого сплава с листами из ау-
стенитной стали используют также переходные элементы в виде
прокатанных биметаллических плит алюминий - сталь.
Сплав хорошо паяется. Пайку пластинчато-ребристых
теплообменников производят главным образом в соляных ваннах. Для
пайки используют листы сплава АМц, плакированные силумином (лист
АМцАС по ТУ 1-801-79-78).
Обрабатываемость резанием неудовлетворительная, особенно в
отожженном состоянии.
Физико-механические свойства. Физические свойства
приведены в табл. 2.7. При 20 °С плотность р = 2,73 г/см3.
Механические свойства приведены в табл. 2.8-2.10 и на рис. 2.4. При 20 °С
£=71ГПа.
ТАБЛИЦА 2.7
Физические свойства сплава АМцС
Г, К
5
10
20
30
40
50
60
70
80
90
100
а-ЮМГ1
0,02
0,07
0,33
0,82
2,00
3,43
5,13
7,01
8,71
10,0
П,7
К
ВтДм-К)
5,9
12,8
26,4
40,3
51,2
59,7
67,2
74,5
81,2
87,2
92,6
ДжДкгК)
4,5
18,5
41,6
79
140
211
295
377
436
490
Г, К
120
140
160
180
200
220
240
260
280
300
а-10е, К"1
14,1
15,8
17,2
18,3
19,4
20,3
21,0
21,5
22,0
22,6
К
Вт/(м-К)
101,7
109,6
114,2
120,1
125,6
131,2
136,3
141,2
146,0
150,4
Дж/(кг-К)
580
644
703
752
788
818
840
856
870
879
22*
332
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 2.8
Гарантированные механические свойства (не менее) полуфабрикатов
из сплавов АМц и АМцС при комнатной температуре
Полуфабрикат
Лист толщиной, мм:
от 0,5 до 0,8
св. 0,8 до 3
св. 3 до 10,5
Лист толщиной, мм:
от 0,5 до 3,5
св. 3,5 до 10,5
Лист толщиной, мм:
до 0,5
от 0,5 до 0,8
св. 0,8 до 1,2
до 1,2 до 10,5
Плита толщиной, мм:
от 11 до 25
св. 25 до 80
Профиль прессованный
Пруток прессованный
Труба катаная и тянутая
круглая
Труба прессованная
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 17232-77
ГОСТ 8617-81
ГОСТ 21488-97
ГОСТ 18475-82
ГОСТ 18482-79
Режим термообработки
(контрольные образцы)
Отжиг М
Полунагартовка Н1Ч
Нагартовка Н
Без термообработки
Отжиг М
Нагартовка Н
Отжиг М
ов,
МПа
90
90
90
150
150
190
190
190
190
120
110
100
100
90
140
100
61О,%
18
22
22
5
6
1
2
3
4
15
12
16
20
-
-
—
ТАБЛИЦА 2.9
Механические свойства отожженного сплава АМцС
при низких температурах
Г,°С(К)
20 (293)
-70 (203)
-196 (77)
-253 (20)
Ов 1 о0>2
МПа
110
130
220
300
45
55
70
100
б5
V
%
30
33
44
45
60
65
40
KCU,
Дж/см2
60
60
50
50
ТАБЛИЦА 2.10
Временное сопротивление сварных соединений из сплава АМцС
Г,°С(К)
20 (293)
-196 (77)
о™, МПа
125
230
Г,°С(К)
-253 (20)
of, МПа
280
Примечание. Металл отожженный. Сварка автоматическая аргонодуговая;
усиление шва не снято.
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
333
Рис. 2.4. Влияние температуры на
ударную вязкость сплава АМц при
разных радиусах надреза образцов:
1-1 мм; 2 - 0,35 мм
KCU, Дж/см2
70
о
100
200
ТАБЛИЦА 2.11
Вид поставки сплавов АМц и АМцС
Полуфабрикат
Лист толщиной 0,5-10,5 мм
Плита толщиной 11-200 мм
Профиль прессованный
(угольник, швеллер)
Профиль прессованный
общего назначения
Угольник гнутый
Пруток прессованный
круглый диаметром 5300 мм,
квадратного и
шестигранного сечений с диаметром
вписанной окружности
соответственно 7-150 и 7-100 мм
Труба диаметром 6-120 мм с
толщиной стенки менее 5 мм
Труба прессованная тонко-
и толстостенная диаметром
18-280 мм
Проволока сварочная
диаметром 0,8-12 мм
Марка
сплава
АМцС;
АМц
АМцС
АМц
АМцС
АМцС;
АМц
АМц;
АМцС
АМц
Состояние поставки
Без термообработки;
отожженный; полуна-
гартованный; нагарто-
ванный
Без термообработки
Лист перед гибкой
отжигается
Без термообработки
Отожженная; нагарто-
ванная
Отожженная;
без термообработки
Нагартованная;
без термообработки
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 17232-99
ГОСТ 13623-90
ГОСТ 13737-90
ГОСТ 13616-97
ГОСТ 13624-90
ГОСТ 13737-90
ГОСТ 13738-91
ГОСТ 21631-76
ГОСТ 21488-97
ГОСТ 18475-82
ГОСТ 18482-79
ГОСТ 7871-75
2.3. СПЛАВЫ СИСТЕМЫ Al-Mg (МАГНАЛИИ)
Характеристика. Деформируемые Al-Mg-сплавы термически
не упрочняются. Поэтому они имеют сравнительно низкую
прочность, но более высокую пластичность в широком интервале низких
334
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
температур и отличаются хорошей коррозионной стойкостью в
различных средах, хорошо свариваются аргонодуговой сваркой. Из
этих сплавов выпускаются все виды деформированных
полуфабрикатов: катаные плиты, листы, ленты, прессованные панели,
профили, прутки, трубы, а также поковки и штамповки. Полуфабрикаты
могут выпускаться как в термически необработанном, так и в нагар-
тованном состоянии.
В табл. 2.12 приведен химический состав ряда магналиев,
серийно выпускаемых металлургическими заводами.
ТАБЛИЦА 2.12
Химический состав деформируемых сплавов системы Al-Mg
по ГОСТ 4784-97,%
Марка сплава
российская
буквенная
АМг2
АМгЗ
АМг4
АМг5
АМгб
АМг61
—
цифровая
1520
1530
1540
1550
1560
1561
01570
родная
5251
5754,
5954
5083,
5086
5056
-
-
—
Марка сплава
российская
буквенная
АМг2
АМгЗ
АМг4
АМг5
АМгб
АМг61
-
цифровая
1520
1530
1540
1550
1560
1561
01570
Примечай
родная
5251
5754,
5954
5083,
5086
5056
-
-
-
Си
од
од
од
од
од
од
од
Si
0,4
0,5
0,4
0,5
0,4
0,4
0,3
и е . Элементы, для
Mg
1,8-2,6
3,2-3,8
3,8-4,5
4,8-5,8
5,8-6,8
5,5-6,5
5,3-6,3
Ti
од
од
0,02-0,10
0,02-0,10
0,02-0,10
-
-
Mn
0,2-0,6
0,3-0,6
0,5-0,8
0,3-0,8
0,5-0,8
0,7-1,1
0,2-0,6
Сг
0,05
0,05
0,05-0,25
0,02-0,12 Zr
0,05-0,15 Zr
0,15-0,35 Sc
Zn
од
0,2
0,2
0,2
0,2
0,2
од
Fe
0,4
0,5
0,4
0,5
0,4
0,4
0,3
Be.
0,0002-0,005
0,0002-0,005
0,0002-0,005
0,0001-0,003
0,0002-0,005
которых указано одно значение (максимально
допустимое), являются примесями, те элементы, для которых указан интервал
содержания, являются легирующими.
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ 335
Сплавы в таблице расположены в порядке увеличения
содержания основного легирующего элемента - магния. Увеличение
содержания магния способствует росту прочностых свойств; каждый
процент магния повышает временное сопротивление на 30 МПа.
Добавка марганца также увеличивает прочность, а добавка титана
используется в качестве модификатора, уменьшающего склонность
к образованию трещин при литье и аргонодуговой сварке.
Микродобавки бериллия предохраняют алюминиевый расплав от
интенсивного окисления во время плавки и литья слитков.
Легирование скандием и цирконием способствует повышению
прочности сплавов.
Назначение. Сплавы АМг2, АМгЗ применяют в слабонагру-
женных сварных конструкциях, способных работать длительное
время в достаточно агрессивной коррозионной атмосфере.
Рекомендуемая рабочая температура сплава АМг2 -269 -г +150 °С
(4-423 К). Зарегистрирован в Госгортехнадзоре в качестве
материала для элементов сосудов, работающих под давлением до 1,6 МПа и
имеющих температуру стенки -253 ++150 °С (20-423 К) в случае
применения отожженного листа.
Из магналиев как в России, так и за рубежом предпочтение
отдается сплаву АМгб: по свариваемости он провосходит сплав АМг2,
хотя несколько уступает ему по пластичности. Сплавы АМгб, АМгб
используют в сварных конструкциях для изготовления емкостей.
Сплав АМгб применяется для изготовления нагруженных деталей,
в том числе сварных: обечаек, днищ, фланцев, трубных решеток и т. п.
Рекомендуемая температура эксплуатации -263 + +150 °С (20-423 К).
Зарегистрирован в Госгортехнадзоре РФ в качестве материала для
сосудов, работающих под давлением до 1,6 МПа с температурой
стенки -253 + +150 °С (20-423 К) для листа в отожженном состоянии и
-196 + +150 °С (77-423 К) для плит в горячекатаном состоянии.
Периодические нагревы до температуры 150-200 °С отрицательно
влияют на механические свойства металла и сварных соединений
при низких температурах, при этом снижаются предел текучести,
относительное удлинение и особенно вязкость при ударном изгибе.
Сплав АМгб применяется для изготовления сварных деталей
емкостей и трубопроводов: обечаек, днищ, фланцев, трубных решеток и т. п.
Зарегистрирован в Госгортехнадзоре РФ в качестве листового
материала (в отожженном состоянии) для сосудов, работающих под давлением
до 1,6 МПа и имеющих температуру стенки -253 + +150 °С (20-423 К).
Полуфабрикаты из сплава АМг61 нашли применение в
судостроении. Сплав 01570 является сравнительно новым,
полуфабрикаты из него применяются в ракетно-космической технике.
Технологические свойства всех Al-Mg-сплавов близки
между собой. Ниже рассмотрены свойства наиболее широко используе-
336 РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
мых сплавов в криогенной технике АМг2, АМгб и АМгб. Сплав
АМг2 хорошо деформируется в горячем и холодном состояниях.
Температурный интервал горячей деформации 430-320 °С.
Применяемая термообработка: отжиг при температуре 350-410 °С,
охлаждение на воздухе. Пластичность в отожженном состоянии высокая.
Сплав упрочняется нагартовкой. Обрабатываемость резанием в по-
лунагартованном и нагартованном состояниях удовлетворительная,
в отожженном - неудовлетворительная. Свариваемость аргонодуго-
вой сваркой удовлетворительная; присадочная проволока Св-АМг5
по ГОСТ 7871-75. Применяется также контактная, точечная,
роликовая сварка. Термическая обработка после сварки не требуется.
Сплав АМг5 удовлетворительно деформируется в горячем и
холодном состояниях. Интервал температур горячей деформации 430-
320 °С, при этом ковку ведут с малыми степенями обжатия. После
горячей деформации проводят отжиг: нагрев до температуры 310-
340 °С, выдержка, охлаждение на воздухе. Изготовление деталей с
применением глубокой вытяжки при комнатной температуре,
например изготовление (из несварных заготовок) днищ штамповкой с
последующей закаткой цилиндрического участка, возможно при
наличии промежуточного отжига. Обрабатываемость резанием в
нагартованном состоянии удовлетворительная, в отожженном - пониженная.
Применяются многие виды сварки, из которых наиболее
распространена аргонодуговая. Следует отметить, что многократные подвар-
ки, проводимые при исправлении дефектов, снижают все
механические характеристики сварных соединений вследствие огрубления
структуры (увеличения размера зерна), локализации и коагуляции фаз
по границам зерен, а также появления новых оксидных включений.
В случае выполнения тавровых соединений, как правило,
применяют двусторонний скос кромок, обеспечивающий полное про-
плавление. Наличие непровара, особенно при односторонней
сварке, резко снижает прочность соединения; непровар недопустим при
циклическом нагружении.
Сплав АМгб удовлетворительно деформируется в горячем
состоянии при температурах 470-320 °С, деформируемость при нормальной
температуре пониженная. Температура нагрева под деформацию 530-
400 °С. Ковку производят с малыми обжатиями, после ковки детали
отжигают. Температура отжига 310-340 °С, охлаждение на воздухе.
Сплав упрочняется нагартовкой в холодном состоянии.
Обрабатываемость резанием в отожженном состоянии пониженная, в
нагартованном - удовлетворительная. Сплав хорошо сваривается ар-
гонодуговой, точечной и роликовой сваркой, удовлетворительно -
газовой. При аргонодуговой сварке в качестве присадочного
материала рекомендуется применять проволоку Св-АМгб.
Термообработка после сварки не требуется.
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
337
ТАБЛИЦА 2.13
Типичные физические свойства промышленных А1—Mg-сплавов
в отжженном состоянии
Марка
сплава
АМг2
АМгЗ
АМг4
АМг5
АМгб
К
ВтДмК)
155
147
134
121
118
R, нОм • м
48
49
59
64
68
р, г/см3
2,68
2,67
2,65
2,65
2,64
а-106, К"1
24,7
23,5
24,1
24,7
ДжДкг-К)
970
880
910
920
Интервал
температур
плавления, °С
627-652
593-643
571-638
ТАБЛИЦА 2.14
Теплопроводность сплава АМг2 при низких температурах
Г, К
4
10
20
30
40
50
А,Вт/(м-К)
4,55
12,1
25,0
37,9
48,7
57,8
Г, К
60
70
80
90
100
Х,Вт/(мК)
65,5
71,9
76,8
80,9
85,9
Г, К
120
140
160
180
200
Л,Вт/(м-К)
93,9
98,9
105
113
121
Г, К
220
240
260
280
300
Х,Вт/(мК)
123
125
127
129
130
Примечание. Металл отожженный.
ТАБЛИЦА 2.15
Физические свойства сплава АМгб при низких температурах
Г, К
10
20
30
40
50
60
70
80
90
100
а-10е, К"1
—
—
—
—
9,2
10,2
11,2
12,2
К
ВтДмК)
_
27
37
39
44
49
54
57
61
65
ДжДкгК)
5,0
19
40
86
149
221
301
375
442
501
Г, К
120
140
160
180
200
220
240
260
280
300
а-10е, К"1
14,3
16,3
18,2
19,7
20,9
21,8
22,4
22,6
22,8
23,0
К
ВтДмК)
72
76
82
86
92
97
100
105
—
-
ДжДкг-К)
595
674
732
780
820
852
882
907
932
954
Примечание. Значения а и сР - для горячекатаного металла; А - для нагарто-
ванного (1/2) металла.
338
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 2.16
Физические свойства сплава АМгб при низких температурах
Г, К
4
10
20
30
40
50
60
70
80
90
100
а-10е, К"1
—
—
—
-
1,4
2,9
5Д
9,05
14,0
19,3
К
Вт/(мК)
_
5,5
13,6
22,0
27,9
32,4
36,1
39,8
43,5
47,2
61,0
Дж/(кг-К)
2
5
16
39
83
152
220
320
390
454
515
Г, К
120
140
160
180
200
320
240
260
280
300
а-10е, К'1
19,7
20,1
20,5
20,9
21,8
22,0
22,2
22,4
22,6
22,8
К
ВтДм-К)
58,4
65,5
72,0
78,4
84,2
88,8
91,3
92,3
92,6
92,6
ДжДюг-К)
612
700
769
824
868
904
933
959
983
1006
ТАБЛИЦА 2.17
Гарантируемые механические свойства (не менее)
прессованных прутков и профилей из сплавов системы Al-Mg
в состоянии без термической обработки
Сплав
АМг2
АМгЗ
АМг5
АМгб
АМг61 (1561)
01570
Полуфабрикаты
Прутки
Профили
Прутки
Профили
Прутки
Профили, прутки
Панели
Профили
Прутки
Панели
Прутки
Профили
Ов
О*0.2
МПа
175
175
175
255
265
315
315
330
330
330
402
392
_
75
75
115
118
155
155
205
155-205
185
245
255
6,96
13
12
13
15
15
15
15
11
11
11
14
14
ТАБЛИЦА 2.18
Гарантируемые механические свойства (не менее) катаных
и тянутых труб из сплавов системы А1—Mg
Сплав и его
состояние
АМг2М
АМг2Н
АМгЗМ
АМгЗН
Ов
0*0,2
МПа
<155
225
<185
225
70
100
6,96
15
Сплав и его
состояние
АМг5М
АМг5Н
АМгбМ
АМгбН
Ов 1 О0>2
МПа
<265
315
<315
345
<200
165
<145
195
8,%
15
15
15
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
339
ТАБЛИЦА 2.19
Типичные механические свойства листов толщиной 2 мм
в отожженном состоянии при 20 °С
Сплав
AMrl
АМг2
АМгЗ
АМг5
АМгб
01570
р, г/см3
2,70
2,68
2,67
2,66
2,64
2,64
£,ГПа
69
69
68
69
69
70
(Jb
<*02
МПа
120
190
230
300
340
430
50
100
120
150
170
320
6,96
28
23
23
20
19
16
CFnu
o-i
МПа
80
120
100
55
85
90
105
90
кси
KCV
Дж/см2
40
40
30
30
25
25
20
20
ТАБЛИЦА 2.20
Гарантируемые механические свойства штамповок из сплавов
системы Al-Mg в отожженном состоянии в зависимости от
направления волокна: долевое (Д), поперечное (П), высотное (В)
Сплав
АМг2
АМгЗ
АМг5
АМгб
Толщина,
мм
До 75
До 75
До 75
До 75
76-100
100-300
ств, МПа
Д
165
185
275
315
295
285
П
145
165
305
295
285
В
135
155
305
295
285
а02, МПа
Д
70
145
155
130
120
П
130
130
120
б,%
Д
15
15
15
15
14
11
П
12
12
14
14
11
В
10
10
14
14
11
НВ
44,0
44,0
63,5
63,5
63,5
63,5
ТАБЛИЦА 2.21
Типичные механические свойства листов толщиной 2 мм
в отожженном состоянии из сплавов системы Al-Mg
при температурах -70 и -196 °С
Сплав
AMrl
АМг2
АМгЗ
АМг5
АМгб
ав, МПа
-70
150
200
230
310
350
-196
230
310
330
400
460
а0>2, МПа
-70
95
160
-196
100
190
8,96
-70
35
29
24
26
-196
45
43
28
33
340
Р А 3 Д Е Л V. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 2.22
Механические свойства сплава АМг5 после 20-кратного
периодического нагрева при Г, °С
Место
вырезки
образца
Основной
металл
Сварное
соединение
Состояние
металла
Исходное
(горячекатаное)
Нагрев до 150 °С
Нагрев до 200 °С
Исходное
Нагрев до 150 °С
Нагрев до 200 °С
ств, МПа
-70
295
283
275
240
260
170
-196
395
385
355
340
340
275
ао,2, МПа
-70
135
125
112
120
120
110
-196
160
130
127
145
140
120
б5,%
-70
23
23
27
15
9
16
-196
36
23
16
18
11
8
KCU,
Дж/см2
20
52
52
44
38
38
15
-196
46
43
17
15
4
4
ТАБЛИЦА 2.23
Механические свойства сварных соединений из сплава АМгб
Г,°С(К)
20 (293)
-196 (77)
о™, МПа
310
400
KCU, Дж/см2
30
20
Г,°С(К)
-253 (20)
о™, МПа
420
KCU, Дж/см2
-
Примечание. Металл до сварки в отожженном состоянии. Сварка
автоматическая аргонодуговая, усиление шва не снято.
ТАБЛИЦА 2.24
Модули упругости и сдвига сплава АМгб при низких температурах
Г,°С(К)
20 (293)
-50 (223)
-100(173)
£,ГПа
72,0
75,8
78,5
G,ma
28,0
28,8
29,2
Г,°С(К)
-150(123)
-183 (90)
Е,ГПа
80,0
81,6
О,ГПа
30,2
30,7
ТАБЛИЦА 2.25
Свойства сварных соединений толщиной 2 мм сплавов
системы А1—Mg
Сплав
АМг2
АМгЗ
АМг5
АМгб
01570
of, МПа
170
210
240
290
400
Коэффициент
ослабления сварного
соединения Овсв/ов
0,9
0,9
0,9
0,85
0,85
Коэффициент
трещинообразования
Ктр,%
10
5
10
5
0
120
120
90
90
100
Глава 2. ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
341
Вид поставки приведен в табл. 2.26-2.28.
ТАБЛИЦА 2.26
Вид поставки сплава АМГ2
Полуфабрикат
Лист толщиной, мм:
от 0,5 до 10
от 5,0 до 10,5
Плита горячекатаная
толщиной 11-200 мм
Профиль прессованный общего
назначения
Пруток прессованный
диаметром 5-300 мм,
квадратного и шестигранного сечений с
диаметром вписанной
окружности соответственно 7-150
и 7-100 мм
Труба круглая катаная и
тянутая диаметром 6-120 мм
Труба круглая прессованная
тонкостенная диаметром 18-
280 мм
Проволока для холодной
высадки диаметром 1,60-10,0 мм
Состояние поставки
Отожженный; нагартован-
ный; полунагартованный
Без термообработки
Без термообработки
Отожженный; без
термообработки
Без термообработки
Отожженная; нагартованная
Без термообработки
Нагартованная
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 21631-99
ГОСТ 13616-97
ГОСТ 13624-90
ГОСТ 13737-90
ГОСТ 13738-91
ГОСТ 21488-77
ГОСТ 18475-82
ГОСТ 18482-79
ГОСТ 14838-78
ТАБЛИЦА 2.27
Вид поставки сплава АМгб
Полуфабрикат
Лист толщиной, мм:
от 0,5 до 10,5
от 5,0 до 10,5
Плита толщиной 11-200 мм
Профиль прессованный
общего назначения
Состояние поставки
Отожженный
Без термообработки
Без термообработки
Без термообработки;
отожженный
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 17232-99
ГОСТ13616-97
ГОСТ13624-90
ГОСТ13737-90
ГОСТ13738-91
342
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Продолжение
Полуфабрикат
Пруток круглый прессованный
диаметром 5-400 мм,
квадратного и шестигранного сечений
с диаметром вписанной
окружности соответственно 7-150 и
7-100 мм
Труба круглая катаная и
тянутая диаметром до 120 мм
Труба прессованная толсто-
и тонкостенная диаметром 18-
280 мм
Штамповка и поковка массой
до 30 кг
Состояние поставки
Без термообработки;
отожженный
Отожженная; нагартованная
Без термообработки;
отожженная
Тоже
Нормативно-
технический
документ
ГОСТ 21488-97
ГОСТ 18475-82
ГОСТ 18482-79
ОСТ 1-90073-72
ТАБЛИЦА 2.28
Вид поставки сплава АМгб
Полуфабрикат
Лист толщиной, мм:
от 0,5 до 10,5
от 5,0 до 10,5
Плита толщиной 11-200 мм
Проволока сварочная
Профиль прессованный
общего назначения
Пруток прессованный круглый
диаметром 5-400 мм,
квадратного и шестигранного сечений
с диаметром вписанной
окружности соответственно 7-150 и
7-100 мм
Труба круглая катаная и
тянутая диаметром 6-120 мм
Труба прессованная диаметром,
мм г
до 770
от 18 до 280
Штамповка массой до 250 кг
Поковка массой до 2500 кг
Состояние поставки
Отожженный
Без термообработки
Без термообработки
Нагартованная; без
термообработки
Отожженный
Без термообработки
Отожженная; нагартованная
Без термообработки
Без термообработки;
отожженная
Отожженная
Тоже
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 17232-94
ГОСТ 7871-75
ГОСТ 13616-77
ГОСТ 13624-90
ГОСТ 13737-90
ГОСТ 13738-91
ГОСТ 21488-97
ГОСТ 18475-87
ОСТ 1-92048-76
ГОСТ 18482-79
ОСТ 1-90073-72
Тоже
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
343
Глава 3
ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
3.1. СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
И КОРРОЗИОННОЙ СТОЙКОСТИ СИСТЕМЫ Al-Mg-Si
Общая характеристика. Сплавы системы Al-Mg-Si относятся
к термически упрочняемым сплавам. Сплавы обладают комплексом
ценных свойств: хорошей коррозионной стойкостью, высокой
пластичностью в горячем состоянии, позволяющей изготавливать
сложные по конфигурации тонкостенные полые изделия. Сплавы
обладают способностью подвергаться цветному анодированию,
эмалированию с окрашиванием в любой цвет.
Химический состав сплавов этой системы приведен в табл. 3.1.
ТАБЛИЦА 3.1
Химический состав сплавов системы Al-Mg-Si, %
]
Марка сплава
российская
буквенная
АД31
АДЗЗ
АД35
АВ
цифровая
1310
1330
1350
1340
международная
6101,6063
6061
6082
6151,6351
Си
0,15-0,14
0,1-0,5
Mg
0,4-0,9
0,8-1,2
0,8-1,4
0,45-0,9
Мп
0,3-0,7
0,4-0,8
0,5-0,9
0,15-0,35
Si
0,8-1,2
0,5-1,2
Zn
Fe
■п
не более
0,2
0,25
0,2
0,2
0,5
0,7
0,5
0,5
0,15
0,15
0,15
0,15
Назначение. Сплав АД31 применяется для деталей, от
которых требуется невысокая прочность (ов > 200 МПа), хорошая
коррозионная стойкость и декоративный вид, работающих в интервале
температур -70 -f +50 °С. Широко используется в гражданском
строительстве для оконных витражей, дверных рам, перегородок
эскалаторов, а также в мебельной, автомобильной, легкой
промышленности, для отделки кабин самолетов и вертолетов.
Сплав АДЗЗ применяется для деталей средней прочности (ов >
> 270 МПа), от которых требуется удовлетворительная
коррозионная стойкость во влажной воздушной и морской средах (лопасти
вертолетов, барабаны колес гидросамолетов). Этот сплав
применяется в криогенной технике в виде прессованных полуфабрикатов,
трубопроводов и патрубков, а также в судостроении и
гражданском строительстве.
344
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
В судостроении для различных деталей и конструкций
используются профили из сплава АД35 в закаленном и естественно
состаренном состояниях.
Сплав АВ (авиаль) - высокопрочный сплав (ав > 300 МПа)
применяется для силовых деталей самолетов и вертолетов, от которых
при изготовлении требуется высокая пластичность в холодном и
горячем состояниях.
Применяется для изготовления нагруженных деталей
криогенной техники, получаемых деформаций в холодном или горячем
состоянии: корпусов и рабочих колес турбодетандеров, клапанов и
т. п., работающих в интервале температур -269 -г +150 °С (4-425 К).
Технологические свойства. Сплавы системы Al-Mg-Si
хорошо деформируются в горячем и холодном (после отжига)
состояниях. Пластичность сплавов при температуре обработки давлением
450-500 °С высокая. Допустимая степень деформации за один
нагрев составляет до 85 96. Благодаря этому из таких сплавов можно
изготовлять сложные по конфигурации тонкостенные полые
прессованные полуфабрикаты.
Для промышленных сплавов системы Al-Mg-Si рекомендуется
нагрев под закалку осуществлять при температурах 510-535 °С. Эти
температуры, обеспечивая максимальное растворение легирующих
элементов, существенно ниже температуры начала оплавления.
Термообработка сплава АВ состоит из закалки от температуры (520 ±
±5)°С, искусственного старения при (150±5)°С в течение 6 ч или
естественного старения. Отжиг производится при температуре 350 °С.
Обрабатываемость сплавов в закаленном и состаренном
состояниях удовлетворительная, в отожженном - неудовлетворительная.
Сплав АВ характеризуется хорошей свариваемостью при дуговой
и контактной сварке. Для сплава рекомендуется присадочная
сварочная проволока Св-АК5. Временное сопротивление ов сварного
соединения после закалки и искусственного старения не ниже 0,8-
0,9 от Ов основного металла.
ТАБЛИЦА 3.2
Физические свойства сплавов системы Al-Mg-Si
Сплав
АД31
АДЗЗ
АД35
АВ
р, г/см3
2,71
2,71
2,72
2,70
Х,Вт/(мК),
при Г, °С
25
192
142
170
176
100
192
151
174
180
сР,Дж/(кг-К),
при Г, °С
100
920
920
838
797
200
964
1000
879
880
а-ЮМС"1,
при Г, °С
20-100
23,4
23,2
23,6
23,5
R,
нОм-м
34,4
39,2
37,0
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
345
При криогенных температурах наиболее широкое применение
находит сплав АВ (авиаль).
ТАБЛИЦА 3.3
Стандартизованные механические свойства сплава АВ
при температуре 20 °С (не менее)
Полуфабрикат
Лист толщиной, мм:
от 0,5 до 5,0
св. 5,0 до 10,5
Лист толщиной, мм:
от 0,5 до 0,6
св. 0,6 до 3,0
св. 3,0 до 5,0
св. 5,0 до 10,5
Лист толщиной, мм:
от 0,5 до 5,0
св. 5,0 до 10,5
Плита толщиной, мм:
от 11 до 25
св. 25 до 40
св. 40 до 80
Плита толщиной, мм:
от 11 до 25
св. 25 до 40
св. 40 до 80
Лента толщиной, мм:
от 0,3 до 5,0
св. 5,0 до 10,5
Лента толщиной 5,0-
10,5 мм
Пруток прессованный
Труба катаная и
тянутая с толщиной стенки
до 5 мм включительно
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 17232-99
ГОСТ 13726-97
ГОСТ 21488-97
ГОСТ 18475-82
Режим термообработки
(контрольные образцы)
Отжиг
Закалка и естественное
старение
Закалка и искусственное
старение
Закалка и естественное
старение
Закалка и искусственное
старение
Отжиг
Закалка и естественное
старение
Закалка и искусственное
старение
Закалка и естественное
старение
Закалка и искусственное
старение
Закалка и искусственное
старение (повышенная
прочность: о0,2 = 225 МПа)
Отжиг
Закалка и естественное
старение
Закалка и искусственное
старение
ов,
МПа
150
150
200
200
200
180
300
300
180
170
170
300
290
280
150
150
180
300
180*
300*
320*
150*
210*
310*
б10,
%
20
15
18
20
18
14
10
7
14
12
10
7
6
6
20
15
14
7
14*
12*
8*
17*
14*
8*
346
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Продолжение
Полуфабрикат
Профиль
прессованный
Штамповка массой до
200 кг
Поковка массой до
1500 кг
Нормативно-
технический
документ
ГОСТ 8617-81
ОСТ 1-90073-72
Режим термообработки
(контрольные образцы)
Закалка и естественное
старение
Закалка и искусственное
старение (о0>2 = 225 МПа)
Закалка и искусственное
старение (НВ > 85)
ав,
МПа
180*
300*
300*
270
280
14*
(б5)
10*
(б5)
12*
4
10
* Продольные образцы.
ТАБЛИЦА 3.4
Механические свойства сплавов системы А1—Mg—Si
в состоянии Т1 при 20 °С и низких температурах
Сплав
АД31
АДЗЗ
АД35
АВ
Полуфабрикат
Профиль,
пруток
Профиль
Лист
Пруток
Лист
Профиль,
пруток
Лист
Толщина
или
диаметр,
мм
Все
размеры
s<20
s = 2
d = 20
s = 2
s = 20
d=20
s = 20
^C ЯТ)Я TCTPDW—
yVd JJCUY1С |JxT
СТИКИ
Ов, МПа
a0)2, МПа
б,%
ав, МПа
o0,2, МПа
б,%
ав, МПа
ao,2, МПа
б,%
Ов, МПа
о0 2, МПа
б,%
Ов, МПа
ао,2, МПа
б,%
ав, МПа
аОг2, МПа
б,%
Ов, МПа
о0,2, МПа
б,%
кеи,дж/см2
Направление
вырезки
образцов
д
д
д
д
д
д
д
Температура испытания, °С
20
240
220
12
330
270
12
300
250
15
330
300
8
300
250
12
350
320
12
250
160
23
27
-70
250
-
11
350
290
14
330
270
16
370
350
8
310
250
10
400
380
13
-
-
-
—
-196
—
-
-
430
310
16
400
290
22
430
410
8
360
280
15
450
430
14
370
200
30
29
-253
-
-
-
560
350
16
480
330
15
-
-
-
-
-
-
-
-
-
500
260
28
30
Вид поставки приведен в табл. 3.5.
Глово 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
347
ТАБЛИЦА 3.5
Вид поставки сплава АВ
Полуфабрикат
Лист толщиной, мм:
от 5 до 10,5
от 0,5 до 10,5
Плита толщиной 11-80 мм
Лента толщиной, мм:
от 0,3 до 10,5
от 5 до 10,5
Пруток прессованный
круглый (5-400 мм), квадратного
(7-150 мм) и шестигранного
(7-100 мм) сечений*
Пруток прессованный
круглый (5-100 мм), квадратного
(7-100 мм) и шестигранного
(7-100 мм) сечений*
Труба прессованная
Труба катаная и тянутая
Профиль прессованный
Штамповка и поковка
максимальной толщиной, мм:
до 150
св. 150
Состояние поставки
Без термообработки
Отожженный; закаленный и
состаренный
Без термообработки
Отожженная
Без термообработки
Без термообработки
Закаленный и состаренный
(искусственно или естественно)
Без термообработки
Отожженная; закаленная и
состаренная
Без термообработки;
закаленный и состаренный
Закаленная и искусственно
состаренная
Без термообработки
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 7232-99
ГОСТ 13726-97
ГОСТ 21488-97
ГОСТ 18482-79
ГОСТ 18475-82
ГОСТ 13616-97
ГОСТ 17575-90
ГОСТ 17576-97
ОСТ 1-90073-72
* Указанные размеры: для круглого прутка - диаметр; для прутка квадратного
сечения - размер стороны сечения; для прутка шестигранного сечения - диаметр вписанной
окружности.
3.2. КОВОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu-Mg-Si
К сплавам этой системы относятся сплавы типа АКб и АК8,
нашедшие применение в криогенной технике.
Характеристика. Сплав АКб является деформируемым
(ковочным) термически упрочняемым сплавом системы алюминий -
медь - магний - кремний, обладающим высокой прочностью;
сопротивляемость коррозии удовлетворительная; вместе с тем
склонен к коррозионному растрескиванию под напряжением. Сплав АК8,
термически упрочняемый сплав той же системы, обладает еще более
348
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
высокой прочностью; сопротивление коррозии пониженное,
склонен к коррозии под напряжением.
ТАБЛИЦА 3.6
Химический состав деформируемых сплавов
системы Al-Cu-Mg-Si (остальное - А1) по ГОСТ 4784-97, %
]
Марка сплава
российская
буквенная
АК6
АКбч
АК8
цифровая
новая
1360
1380
международная
2014
Си
1,8-2,6
1,8-2,6
3,9-4,8
Mg
0,4-0,8
0,4-0,8
0,4-0,8
Мп
0,4-0,8
0,4-0,8
0,4-1,0
Si
0,7-1,2
0,7-1,2
0,6-1,2
Zn
0,3
0,3
0,3
Fe
0,7
0,4
0,7
Si
од
0,1
од
Сплав 2014 (AK8) особенно широко применяется за рубежом,
причем не только в виде кованых, но и катаных, и прессованных
полуфабрикатов.
В сплаве АКбч ограничено содержание Fe до 0,4 % по сравнению
с 0,7 % в сплаве АК6 с целью уменьшения количества
нерастворимых избыточных частиц и повышения трещиностойкости и
пластичности.
Небольшие добавки титана (до 0,1 %) и хрома (до 0,2 %)
позволяют устранить столбчатую структуру в слитках сплава АК6 и
повысить пластичность в горячем состоянии.
После термообработки сплав с этими добавками имеет сильно
измельченную структуру и повышенные механические свойства.
Назначение. Сплавы системы Al-Cu-Mg-Si широко
используют в строительстве, транспорте, электротехнике и других отраслях
промышленности.
Сплавы АК6 и АК8 используют для ответственных силовых
деталей авиационной техники длительного ресурса, в частности в
крыльях пассажирских самолетов. Сплав АКб благодаря высокой
пластичности в горячем состоянии применяют для изготовления
сложных штамповок: крыльчаток компрессора, крыльчаток
вентилятора для компрессоров реактивных двигателей, корпусных
деталей агрегатов.
В криогенной технике АК6 применяется для изготовления
штампованных и кованых нагруженных деталей сложной формы.
Рекомендуемые температуры эксплуатации -253 -г+150 °С.
Сплав АК8 не нашел широкого применения в отечественном
авиастроении, хотя его аналог - сплав 2014 широко применяется за
рубежом не только в виде штампованных, но и в виде катаных и
прессованных полуфабрикатов.
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
349
В криогенной технике сплав АК8 применяется для изготовления
высоконагруженных кованых и штампованных деталей.
Рекомендуемые температуры эксплуатации -253 ч- +150 °С.
Технологические свойства. Сплав АКб хорошо
деформируется в горячем состоянии при температуре 470-350 °С и
удовлетворительно в холодном состоянии. Отжиг проводят при температуре
(400±20) °С с охлаждением на воздухе.
Сплав АК8 также хорошо деформируется в горячем состоянии в
интервале температур 470-380 °С. Отжиг полуфабрикатов проводят
при (380±25) °С с охлаждением на воздухе.
Свариваемость обеих сплавов неудовлетворительная; в
отдельных случаях применяют точечную и роликовую сварку.
Обрабатываемость резанием хорошая.
Сплавы АКб и АК8 применяются в закаленном и, как правило, в
искусственно состаренном состоянии. Температурные интервалы
нагрева под закалку: 505-525 °С для сплавов АКб, АКбч и 495-505 °С
для сплава АК8. Для получения высоких механических свойств
полуфабрикатов и деталей из этих сплавов охлаждение при закалке
проводят в воде с температурой не выше 40 °С.
Распад твердого раствора при старении протекает в этих сплавах
с образованием при высоких температурах стабильных фаз 6 (СиА12)
и Р (Mg2Si). При наибольшем упрочнении при старении сплава АКб
наблюдается фаза 0", а сплава АК8 - фаза 0'. В сплавах АКб, АК8
могут быть частицы избыточной фазы Mg2Si, а в сплаве АК8 еще
и фазы со (AlCuMgSi), а также частицы нерастворимого соединения
AlFeMnCuSi, кристаллизующегося в виде иероглифов.
Физико-механические свойства. При комнатной
температуре плотность сплава АКб составляет 2,75 г/см3, сплава АК8 -
2,80 г/см3. Физические свойства сплавов при низких температурах
приведены в табл. 3.7 и 3.8.
ТАБЛИЦА 3.7
Физические свойства сплава АКб при низких температурах
Г, К
20
30
40
50
60
70
80
а-10е,
К"1
_
-
-
5,0
6,3
7,6
8,9
К
ВтДмК)
35
46
58
09
77
85
90
Г, К
90
100
120
140
160
180
а-106,
к-1
10,2
11,5
13,5
15,0
15,7
16,3
К
ВтДм-К)
98
109
124
134
150
164
Г, К
200
220
240
260
280
300
а-10е,
К"1
17,0
17,4
17,8
18,2
18,5
19,0
К
ВтДм-К)
178
192
205
215
225
230
Примечание. Удельная теплоемкость ср = 915 Дж/(кг • К) при 293 К.
350
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 3.8
Физические свойства сплава АК8 при низких температурах
Г, К
20
30
40
50
60
70
80
а 106,
К"1
_
-
-
-
-
3,02
7,2
К
ВтДм-К)
50
61
72
82
89
96
100
Г, К
90
100
120
140
160
180
а 106,
К"1
9,4
10,7
3,5
15,5
7,2
18,3
К
ВтДм-К)
102
107
116
122
127
132
Г, К
200
220
240
260
280
300
а-10е,
К"1
19,2
20,0
21,0
21,7
22,1
22,2
К
Вт/(м-К)
135
145
149
152
Примечания. 1.Режим термообработки: закалка и искусственное старение.
2. Значение а определено для металла в состоянии после отжига. 3. Удельная
теплоемкость сР = 990 ДжДкг • К) при 293 °С.
Механические свойства при 20 °С и низких температурах
приведены в табл. 3.9-3.11.
ТАБЛИЦА 3.9
Типичные механические свойства поковок и штамповок
из сплавов АК6 и АК8 в долевом и высотном направлениях
Характеристика
0в, МПа
ао,2, МПа
8,%
й^МПа-м1/2
АК6
Режим старения
160 °С, 12 ч
Д
420
330
13
39
В
390
310
7
31
200°СД2ч
Д
390
310
11
36
В
360
290
5
31
АК8
Режим старения
160 °С, 12 ч
Д
490
420
10
29,5
В
460
400
5
20
200 °С, 12 ч
Д
450
380
8
25
В
420
360
4
20
175 °С, 24 ч
Д
470
430
8
25
В
450
410
4
20
ТАБЛИЦА 3.10
Механические свойства сплава АК6 Т1* в долевом направлении
при 20 °С и низких температурах
Характеристика
Г,°С
Ов, МПа
а0>2, МПа
Пруток прессованный
диаметром 30 мм
20
390
295
-70
415
315
-196
550
415
Характеристика
Г,°С
б5,°/о
W,%
Пруток прессованный
диаметром 30 мм
20
12
25
-70
10
22
-196
10
22
* Старение при 155 °С, 6 ч.
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
351
ТАБЛИЦА 3.11
Механические свойства сплава АК8 Т1 в долевом направлении
при 20 °С и низких температурах
Характеристика
Направление
вырезки образца
Г,°С
ав, МПа
о0|2, МПа
85,%
8ю,9б
Ч>,%
Прессованный пруток
диаметром 50 мм
Прессованный
профиль
толщиной 30-50 мм
Д
20
530
450
12
-70
540
480
12
-196
645
570
14
-253
765
620
14
20
480
440
7
15
-70
500
450
8
16
-196
600
520
10
14
Лист толщиной 3 мм
П
20
460
400
10
-70
480
420
10
-196
550
450
14
-253
630
510
17
Состояние поставки. Сплав АКб поставляется в виде прутка
(круглого диаметром 5-300 мм, квадратного и шестигранного с
диаметром вписанной окружности соответственно 7-150 и 7-100 мм)
по ГОСТ 21488-97 и поковок (штамповок) по ОСТ 1-90073-72.
Сплав АК8 поставляется в виде прутка по ГОСТ 21488-77 и
поковок (штамповок) по ОСТ 1-90073-72 в закаленном и состаренном
(искусственно или естественно) состоянии, а также без
термообработки.
3.3. СПЛАВЫ ТИПА ДУРАЛЮМИНОВ Д1, Д1ч, Д16, Д16ч
Характеристика. К системе Al-Cu-Mg относятся сплавы типа
дуралюминов Д1, Д16, являющиеся одними из основных
конструкционных материалов в авиастроении. На базе самого
распространенного сплава Д16 разработана его улучшенная модификация с
повышенной вязкостью разрушения - сплав Д16ч.
Деформируемые сплавы системы Al-Cu-Mg обладают высокой
прочностью. Они склонны к межкристаллитной коррозии и
коррозии под напряжением при нагреве выше 100 °С; их коррозионная
стойкость пониженная. Химический состав сплавов Д1 и Д16
приведен в табл. 3.12.
Назначение. Из сплавов типа Д1 и Д1ч изготовляют
штамповки лопастей воздушных винтов, а также различные узлы крепления,
болты и другие детали.
Сплавы Д16, Д16ч наиболее широко применяются в естественно
состаренном состоянии, при котором их температура применения
ограничена 80 °С.
352
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 3.12
Химический состав деформируемых сплавов системы
Al-Cu-Mg, %
Марка сплава
российская
буквенная
Д1
Д1ч
Д16
Д16ч
цифровая
новая
1110
1160
международная
2017
2017А
2024
2124
Си
3,8-4,8
3 8-4 8
3,8-4,9
3 8-4 9
Mg
0,4-0,8
0,4-0,8
1,2-1,8
1,2-1,8
Мп
0,4-0,8
0 4-0,8
0,3-0,9
0 3-0 9
Zn I Fe
Si
Ni
Ti
не более
0,3
0,3
0,3
од
0,7
0,4
0,5
0,3
0,7
0,5
0,5
0,2
од
од
од
0,05
од
од
0,1
0,1
В криогенной технике сплавы типа Д16 применяются для
изготовления нагруженных несвариваемых деталей: крепежа, фланцев и
т. п. Рекомендуемые температуры эксплуатации -253 -f +230 °С.
Технологические свойства. Сплав удовлетворительно
деформируется в горячем и холодном (после отжига) состояниях.
Оптимальный интервал температур горячей деформации 450-350 °С,
температура нагрева под ковку не выше 500 °С. Отжиг производят
при температуре 390-430 °С, охлаждение на воздухе, при этом до
температуры 280-250 °С со скоростью не более 30°С/ч.
Пластичность в отожженном состоянии удовлетворительная.
Рекомендуемые режимы термической обработки (закалки и
старения) и температура начала оплавления сплавов (температура
пережога) приведены в табл. 3.13. Температура пережога сплава
зависит от его химического состава: для одного и того же сплава
эта температура колеблется в широких пределах в зависимости от
содержания легирующих элементов, главным образом тех, которые
входят в состав легкоплавких эвтектик.
ТАБЛИЦА 3.13
Режимы термической обработки промьшленных сплавов
типа дуралюминов
Сплав
Д1,Д1ч
Д16,
Д16ч
Полуфабрикаты
Все виды
Прессованные
плиты
Холоднодефор-
мированные
трубы, листы
Температура
нагрева под
закалку, °С
495-510
490-498
492-500
значение
Т
Т
Т1
Т
Т1
Режим старения
Г,°С
20
20
185-195
20
185-195
т, ч
96
96
11-13
96
11-13
Температура
начала
оплавления, °С
514
503
503
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
353
Полуфабрикаты из сплавов типа Д16 должны закаливаться в
холодной воде (до 40 °С) при интенсивном ее перемешивании для
предотвращения распада пересыщенного раствора. После закалки
необходима правка для снятия внутренних напряжений, особенно в
массивных полуфабрикатах.
Сплавы системы Al-Cu-Mg имеют удовлетворительную
пластичность в отожженном и свежезакаленном состояниях.
Период времени после закалки, в котором сохраняется
удовлетворительная технологическая пластичность, увеличивается с
понижением температуры: 1,5 ч при 20 °С; 24 ч при 0 °С; 3 сут при
-5 °С; 5 сут при -10 ч- -18 °С.
Сплавы системы Al-Cu-Mg имеют хорошую обрабатываемость
резанием в термообработанном состоянии и пониженную - в
отожженном. Эти сплавы удовлетворительно обрабатываются
химическим фрезерованием (размерным травлением).
При закалке по сравнению с отожженным состоянием
временное сопротивление повышается на 110 МПа, при старении
происходит дополнительное повышение временного сопротивления на
100 МПа и предела текучести на 110 МПа. Нагартованные листы
подвергают искусственному (фазовому) старению при температуре
(130±5)°С в течение 20 ч. Обрабатываемость резанием в
отожженном и свежезакаленном состояниях пониженная, в состаренном и
нагартованном - удовлетворительная.
Свариваемость неудовлетворительная. При изготовлении
конструкций в отдельных случаях применяют точечную и роликовую
сварку.
Физико-механические свойства. Физические свойства
приведены в табл. 3.14. Механические свойства приведены в
табл. 3.15-3.18. При 20 °С после закалки и естественного старения
G = 28,4 ГПа; коэффициент Пауссона v = 0,31; предел выносливости
при симметричном изгибе на базе 5 106 циклов сг_1И =115 МПа;
вязкость разрушения К\с = 33 МПа-м1/2. Влияние надреза на
прочность сплава Д16 после закалки и естественного старения:
Г,°С(К) 25(298) -73(200) -176(77) -253(20)
Ов.к/ов 0,87 0,87 0,85 0,83
ТАБЛИЦА 3.14
Физические свойства сплава Д16 при низких температурах
Г, К
4
10
а-10е, К"1
—
К
ВтДмК)
3,20
9,02
Дж/(кгК)
—
Г, К
20
30
а-10е, К"1
—
К
ВтДм-К)
18,6
28,3
Дж/(кг-К)
5,5
31,4
23-312
354
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Продолжение
т,к
40
50
60
70
80
90
100
120
140
а-НР.К"1
_
_
—
9,0
9,7
10,6
11,6
13,6
15,7
К
ВтДмК)
37,4
44,3
50,0
55,6
61,2
66,0
70,6
79,2
87,0
ДжДкгК)
80
140
210
280
347
409
450
550
630
Г, К
160
160
200
220
240
260
280
300
а-10е, К"1
17,9
19,6
20,7
21,5
21,9
22,3
22,6
22,7
К
ВтДмК)
93,6
100
106
113
119
123
123
123
Дж/(кгК)
702
740
785
826
850
862
—
—
Примечание. Значения а и X - для сплава в закаленном и естественно
состаренном состоянии, сР - в отожженном состоянии.
Плотность сплавов Д1, Д1ч - 2,80 г/см3, Д16, Д16ч - 2,78 г/см3.
ТАБЛИЦА 3.15
Стандартизованные механические свойства сплава Д16
при температуре 20 °С (не менее)
Полуфабрикат
Лист плакированный (Б)
толщиной, мм:
от 0,5 до 1,5
от 1,6 до 6,0
св. 6,0 до 10,0
Лист плакированный (Б)
толщиной 0,5-10,0 мм
Плита толщиной, мм:
от Идо 25
св. 25 до 40
св. 40 до 70
св. 70 до 80
Профиль с толщиной
полки, мм:
до 5,0
от 5,1 до 10,0
св. 10,0
Профиль с толщиной
полки всех размеров
Нормативно-
технический
документ
ГОСТ
21631-76
ГОСТ
17232-99
ГОСТ
8617-81
Режим
термообработки
(контрольные
образцы)
Закалка и
естественное старение
Отжиг
Закалка и
естественное старение
Закалка и
естественное старение
Отжиг
ав
О"0,2
МПа
450
450
450
150
430
400
380
350
380
400
420
300
(не более)
290
290
290
-
280
260
250
250
280
280
290
-
бю,
%
13
11
10
10
7
5
4
3
10
10
10
12
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
355
Продолжение
Полуфабрикат
Пруток прессованный
твердый (Т) с диаметром
вписанной окружности, мм:
до 22
св. 22 до 130
св. 130 до 300
св. 300 до 400
Пруток прессованный
специального назначения
диаметром 18-200 мм
Проволока для холодной
высадки
Труба катаная и тянутая
круглая метром, мм:
до 22
св. 22 до 50
св.50
Труба катаная и тянутая
фасонная
Труба катаная и тянутая
круглая и фасонная
Труба прессованная
тонкостенная
Труба прессованная
толстостенная диаметром, мм:
120
св. 120
Нормативно-
технический
документ
ГОСТ
21488-97
ГОСТ
14838-78
ГОСТ
18475-82
ГОСТ
18482-79
Режим
термообработки
(контрольные
образцы)
Закалка и
естественное старение
Отжиг
Закалка и
естественное старение
Ов
МПа
400
430
420
400
460
-
420
430
430
430
250
(не более)
370
400
430
280
300
280
250
330
-
260
290
290
270
-
-
260
280
бю,
%
10
10
8
6
8
-
13
12
10
16
10
12
12
10
ТАБЛИЦА 3.16
Механические свойства сплава Д16 при низких температурах
Г, К
О"0,2
МПа
б5, %
300
200
77
20
470
490
560
660
300
300
380
450
19
22
27
16
Примечание. Образцы после закалки и естественного старения.
23*
356
Р А 3 Л Е Л V. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 3.17
Прочность сварных точек сплава Д16
г, к
293
223
о?
is
МПа
110
148
282
364
Г, К
173
79
о?
МПа
94
88
318
310
Примечание. Материал - листы толщиной 1,5 мм.
ТАБЛИЦА 3.18
Модуль упругости Е (ГПа) сплава Д16 при низких температурах
Состояние металла
Отожженный
Закаленный и естественно состаренный
Г, К
293
69,0
72,8
223
72,7
74,0
173
73,0
77,5
80
76,4
81,9
20
82,7
ТАБЛИЦА 3.19
Вид поставки сплава Д16
Полуфабрикат
Лист толщиной 0,5-10,5
Лист толщиной 1,5-7,5
Плита толщиной 11-200 мм
Профиль прессованный
Пруток прессованный
круглый диаметром 5-400 мм,
квадратного и
шестигранного сечений с диаметром
вписанной окружности соотве-
ственно 7-150 и 7-100 мм
Проволока для холодной
высадки
Труба катаная и тянутая
круглая и фасонная
Труба прессованная тонко и
толстостенная диаметром
18-280 мм
Труба диаметром до 510 мм
Состояние поставки
Отожженный; закаленный и
естественно состаренный
Нагартованный после закалки и
естественного старения
Без термообработки
Закаленный и естественно
состаренный; отожженный; без
термообработки
Закаленный и естественно
состаренный; без термообработки
Нагартованная
Закаленная и естественно
состаренная; отожженная
Закаленная и естественно
состаренная; без термообработки
Тоже
Нормативно-
технический
документ
ГОСТ 21631-76
ГОСТ 7232-99
ГОСТ 13616-97
ГОСТ 13624-90
ГОСТ 13737-90
ГОСТ 13738-91
ГОСТ 21488-76
ГОСТ 14838-76
ГОСТ 18475-82
ГОСТ 18482-79
ОСТ 1-92048-76
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
357
3.4. СПЛАВ 1201
Характеристика. Сплав 1201 относится к системе Al-Cu-Mn.
В отличие от сплавов типа дуралюмин Д16 имеет повышенную
концентрацию меди, небольшую добавку Mg, а также дополнительно
легирован добавками ряда тугоплавких элементов Zr, V, Ti. Сплав
1201 относится к группе деформируемых термически упрочняемых
сплавов, обладающих высокой прочностью и пониженной
коррозионной стойкостью. Сплав имеет высокие механические свойства при
криогенных температурах и не охрупчивается вплоть до
температуры-253 °С (20 К).
ТАБЛИЦА 3.20
Химический состав алюминиевого сплава 1201 (ОСТ 1-90048-76)
и сварочной проволоки Св-1201 (ГОСТ 7871-75), %
Марка сплава
российская
буквенная
цифровая
новая
1201
Св-1201
международная
2219
Марка сплава
российская
буквенная
цифровая
новая
1201
Св-1201
международная
2219
Си
5,8-6,8
6,0-6,8
Мп
0,2-0,4
0,2-0,4
Fe
Zr
0,10-0,25
0,10-0,25
Si
V
0,05-0,15
0,05-0,15
Mg
Ti
0,02-0,10
0,1-0,2
Zn
не более
0,3
0,15
0,
о,
2
08
(
(
3,02
3,02
од
0,05
Примечание. Проволока Св-1201 дополнительно содержит бериллий (0,0001-
0,0008 %).
Назначение. Сплав 1201 используют как жаропрочный в
конструкциях, работающих длительно до 200 °С. В криогенной технике
его применяют для изготовления сварных деталей обечаек, днищ,
фланцев и т.п., эксплуатируемых при температурах -253-ь+200°С
(в случае кратковременного нагружения - до +300 °С).
Технологические свойства. Сплав хорошо деформируется в
горячем состоянии, удовлетворительно в холодном. Отжиг
производится при температуре 350-370 °С в течение 2-4 ч с последующим
охлаждением на воздухе.
358
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Закалку деталей производят от температуры 530±5 °С. Холодная
деформация (1-3 %) после закалки повышает временное
сопротивление и предел текучести примерно на 50 МПа; увеличение
деформации от 3 до 50 % вызывает примерно такое же увеличение
прочностных свойств, пластичность при этом слабо меняется. Такое
поведение сплава является важным для деталей, подвергаемых при
сборке пластической деформации (подгонке).
Сплав 1201 слабо упрочняется при естественном старении.
Оптимальные прочностные свойства достигаются после
искусственного старения при температуре 165-195 °С.
Для полуфабрикатов из сплава 1201 (аналог 2219, США)
разработаны три режима старения в зависимости от деформации после
закалки, обеспечивающие оптимальные прочностные свойства и
коррозионную стойкость (табл. 3.21).
ТАБЛИЦА 3.21
Режимы старения сплава 1201
Полуфабрикаты
Листы
Прессованные
полуфабрикаты
Плиты
Поковки,
штамповки
Вариант
старения
Первый
режим
Второй
режим
Третий
режим
Первый
режим
Второй
режим
Первый
режим
Второй
режим
Третий
режим
Первый
режим
Второй
режим
Г,°С
185-195
175-185
165-175
185-195
185-195
185-195
175-185
175-185
185-195
175-185
Продолжительность, ч
20-36
18-20
16-24
20-36
18-20
20-36
18-20
16-18
22-30
18-20
Применение
Для неправленных и нагарто-
ванных после закалки
полуфабрикатов и деталей
Для правленных
полуфабрикатов с остаточной
деформацией: 1,5-3 % для листов и
плит, 1-3 % для прессованных
полуфабрикатов и 1-5% для
поковок и штамповок
Для нагартованных на 7-10 %
полуфабрикатов и деталей
То же, что и для листов
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
359
Основной упрочняющей фазой при термообработке является
фаза СиА12.
Наличие циркония, ванадия и титана обусловливает
мелкозернистую структуру, что обеспечивает однородный мелкозернистый
излом (при испытании на ударный изгиб) образцов вплоть до
значений температуры 4 К.
Наличие концентратора напряжения (надреза) может
приводить при криогенных температурах к снижению временного
сопротивления (до 10 %) по сравнению с металлом без надреза.
Сплав 1201 удовлетворительно сваривается всеми видами
сварки, включая аргонодуговую, с применением присадочной
проволоки Св-1201. Склонность к образованию трещин при сварке
незначительная. Предел прочности сварных соединений без термической
обработки после сварки составляет 65-70 % от прочности основного
маталла для листов толщиной 2-4 мм и 50-60 % - для листов
толщиной более 4 мм. Для создания равнопрочных сварных
конструкций необходимо местное утолщение сварных кромок не_менее чем
на 50 96.
Применяют аргонодуговую, гелиево-дуговую,
электронно-лучевую, роликовую, точечную сварку. С целью обеспечения
свариваемости содержание магния в сплаве не должно превышать 0,02 %.
Искусственное старение после сварки повышает прочность, но
понижает пластичность сварных швов.
Обрабатываемость резанием в отожженном состоянии
удовлетворительная, в термически упрочняемом - хорошая.
Физико-механические свойства. Физические свойства
приведены в табл. 3.22. При 20 °С плотность р = 2,84 г/см3.
Механические свойства приведены в табл. 3.23-3.26 и на рис. 3.1-3.5.
При комнатной температуре К\с = 22 МПа-м1/2; о_х = 130 МПа;
о_1к = 70 МПа.
ТАБЛИЦА 3.22
Физические свойства сплава 1201 при низких температурах
Г, К
20
30
40
50
60
70
80
а 106,
К"1
0,55
0,65
1,6
2,9
4,5
5,7
7Д
К
ВтДмК)
27,0
32,0
38,0
44,0
50,0
56,0
61,0
Г, К
90
100
120
140
160
180
а-106,
к-1
8,5
9,9
13,8
16,9
17,3
18,5
К
ВтДмК)
66,0
71,0
77,0
82,0
89,0
94,5
Г, К
200
220
240
260
280
300
а-10е,
к-1
19,4
20,3
20,8
21,4
22,1
-
К
ВтДмК)
100
107
110
115
123
138
Примечание. Режим термообработки: закалка и искусственное старение.
360
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 3.23
Стандартизованные механические свойства сплава 1201
при комнатной температуре
Полуфабрикат
Лист плакированный с нормальной
плакировкой толщиной 2,0-10,5 мм
Лист плакированный с нормальной
плакировкой толщиной, мм:
от 2,0 до 8,0
св. 8,0 до 10,5
Лист плакированный с нормальной
плакировкой толщиной, мм:
от 2,0 до 4,0
св. 4,0 до 10,5
Плита толщиной 11-90 мм
Плита толщиной, мм:
от 11 до 55
св. 55 до 75
св. 75 до 90
Плита толщиной 11-25 мм
Профиль с площадью сечения до
200 см2
Пруток прессованный диаметром до
300 мм
Поковка массой до 200 кг
Штамповка массой до 100 кг
Режим термообработки
(контрольные образцы)
Отжиг
Закалка и
искусственное старение
Закалка, правка и
искусственное старение
Нагартовка после
закалки и
искусственного старения
Без термообработки;
отжиг
Закалка и
искусственное старение
Закалка, правка и
искусственное старение
Нагартовка после
закалки и искусственное
РФС1"ПОиЫР
Lld.JJcrl.rl С
Закалка и
искусственное старение
Ов
<*0,2
МПа
220
360
410
420
410
420
220
360
430
430
420
450
360
370
350
350
110
240
320
320
330
340
110
240
320
315
305
350
280
250
250
250
5ю>
%
12
7
6
6
6
6
12
6
6
6
5
5
7
6
3
5
ТАБЛИЦА 3.24
Механические свойства сплава 1201 при низких температурах
Г/С (К)
20 (293)
-196 (77)
-253 (20)
Ов
О"о,2
О1к
МПа
440
550
650
350
400
400
550
650
710
б10, %
8
10
12
Ов.к/ Ов
1,25
1,18
1,11
* Надрез с радиусом у вершины ОД мм.
Примечание. Материал - плита; режим термообработки: закалка, правка на 1-
3 %, искусственное старение при 180 °С в течение 18 ч.
400-
200
0,5 10° 10
103 104
N, цикл
Рис. 3.1. Малоцикловая усталость сплава 1201 (пульсирующее
растяжение):
1 - при 293 К; 2 - при 77 К
Рис. 3.2. Модуль упругости сплава 1201 (состояние: закалка + наклеп
7 % + искусственное старение)
0,5 10° 101
103 104
N, цикл
100
200 Г, К
Рис. 3.3. Малоцикловая усталость при 20 °С сварного соединения
сплава 1201 (пульсирующее растяжение):
1 - шов с усилием; 2 - шов со снятым усилием
Рис. 3.4. Предел выносливости на базе 106 циклов сплава 1201
(состояние: закалка + наклеп 7 % + искусственное старение) при осевом
растяжении - сжатии
Рис. 3.5. Вязкость разрушения сплава
1201 СО и его сварного соединения (2)
К1с, МПа-м
45
1/2
100
200
24-312
362
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 3.25
Механические свойства сварных соединений из сплава 1201
при низких температурах
Полуфабрикат
Лист толщиной
2 мм
Плита толщиной
10-15 мм
Поковка массой
менее 100 кг
Состояние материала
до сварки
Закаленный, правленый и
искусственно состаренный
Тоже
Закаленный и
искусственно состаренный
Г, °С (К)
20 (293)
-196 (77)
-53 (20)
20 (293)
-196 (77)
-253 (20)
20 (293)
-196 (77)
о£в,
МПа
300
400
430
250
350
420
300
400
Угол
загиба,
град.
70
-
-
40
50
—
О1в/О"в
0,70
0,75
0,80
0,63
0,65
0,67
0,70
0,80
ТАБЛИЦА 3.26
Механические свойства сварных соединений из сплава 1201
в зависимости от способа сварки
Толщина
металла, мм
3
8
15
Сварка
АД
гд
ЭЛ
АД
гд
ЭЛ
АД
гд
ЭЛ
о$в, МПа
318
324
330
305
320
328
244
292
324
Угол загиба,
град.
68
50
54
59
38
41
20
35
30
КСи,Дж/см2
18
20
23
19
24
26
14
20
26
о?/ав
0,70
0,70
0,72
0,70
0,73
0,74
0,56
0,65
0,70
Примечание. Обозначение сварки: АД - аргонодуговая; ГД - гелиево-дуговая;
ЭЛ - электронно-лучевая.
Вид поставки. Сплав 1201 поставляется в виде
плакированного листа, плит, прутков, поковок.
3.5, СПЛАВ 1915
Характеристика. Деформируемый термически упрочняемый
сплав 1915 относится к сплавам системы AI-Zn-Mg. Сплавы этой
системы обладают хорошими эксплуатационными свойствами
(благоприятным сочетанием механических и коррозионных
характеристик, хорошей свариваемостью) и высокой технологичностью в
металлургическом производстве. Из них получают различные
полуфабрикаты (листы, штамповки, прессованные профили) в структурно
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
363
упрочненном состоянии за счет сохранения нерекристаллизованной
структуры. Сплавы не охрупчиваются при криогенных
температурах, хорошо полируются и анодируются, упрочняются
термообработкой.
ТАБЛИЦА 3.27
Химический состав сплава 1915 (ГОСТ 4784-97), %
(остальное — А1)
Марка сплава
российская
1915
международная
7005
Марка сплава
российская
1915
международная
7005
Мп
0,20-0,70
Ti
0,01-0,06
Mg
1,0-1,8
Zr
0,08-0,20
Cr
0,06-0,20
Si
Zn
4,0-5,0
Fe
Cu
не более
0,35
0,4
0,10
Назначение. Сплав 1915 используют в основном ддя
изготовления прессованных профилей, труб и листов. Они находят
широкое применение в строительстве и транспортном машиностроении
(товарные и пассажирские вагоны, вагоны метро, грузовые
автомобили, автобусы и др.).
В криогенной технике сплав 1915 рекомендуется для
изготовления элементов сварных конструкций, работающих при
температурах -196 ч-+150 °С.
Технологические свойства. Сплав хорошо деформируется в
горячем состоянии и удовлетворительно в холодном (после отжига).
Режим отжига: нагрев до температуры (330±25) °С, выдержка 1-2 ч,
охлаждение с печью со скоростью не более 30 °С/ч до 200 °С, затем
на воздухе.
Сплавы очень технологичны при горячей обработке давлением.
Скорость истечения металла при прессовании составляет около 15-
40 м/мин, что на порядок выше, чем для других алюминиевых
сплавов. Это позволяет существенно повысить объемы производства
на существующем оборудовании.
Способность прессованных профилей и труб (толщиной менее
10 мм) к самозакаливанию позволяет существенно удешевить и
упростить технологию их производства. Профили из сплава 1915
получают следующим образом: слиток нагревают до 400-430 °С;
прессуют со скоростью 15-20 м/мин; полученные профили охлаждают на
спокойном воздухе (закалка); правят растяжением; режут на
заданный размер и отправляют на склад (старение при вылеживании).
24*
364
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Термообработка сплава 1915 состоит из закалки и старения.
Закалка. Эти сплавы обладают широким интервалом
гомогенности (« 420-600 °С), что позволяет снизить жесткие требования к
температуре закалки (табл. 3.28) и совмещать нагрев под закалку с
нагревом для горячей обработки давлением. Относительно малая
критическая скорость охлаждения (около 5 °С/с) позволяет
проводить охлаждение при закалке тонкостенных полуфабрикатов
(толщиной до 10 мм) не в воде, а на воздухе.
Старение. Естественное старение происходит очень медленно:
основной прирост прочности и твердости наблюдается в течение
месяца. Естественное старение обеспечивает сочетание высокой
прочности и пластичности, а также удовлетворительной
коррозионной стойкости.
Искусственное старение (режимы указаны в табл. 3.28) по
сравнению с естественным обеспечивает более высокий предел
текучести и лучшую коррозионную стойкость.
ТАБЛИЦА 3.28
Режимы термообработки сплавов системы Al-Zn-Mg
Сплав
1915*
Температура
нагрева под
закалку, °С
440-460**
Старение
Вид
Естественное
Искусственное (первый режим Т1):
I ступень
II ступень
Искусственное (второй режим Т1):
I ступень
II ступень
Температура,^
20
95-105
145-155
95-105
170-180
Продолжительность, ч
720
23-253*
10-12
23-243*
4-6
* Все виды полуфабрикатов.
** Прессованные полуфабрикаты толщиной до 10 мм можно охлаждать при закалке
на столе пресса на спокойном воздухе.
3* Выдержку на первой ступени можно сократить до 10 ч, если перерыв между
закалкой и старением не более 3 сут.
Сплав обладает хорошей свариваемостью всеми видами сварки,
при этом проявляет малую склонность к образованию трещин, и
сварные швы имеют высокие механические и коррозионные
свойства.
Обрабатываемость резанием удовлетворительная.
Физико-механические свойства. Физические свойства
приведены в табл. 3.29. При 20 °С плотность р = 2,77 г/см3.
Механические свойства приведены в табл. 3.30-3.32.
Глава 3. ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ СПЛАВЫ
365
ТАБЛИЦА 3.29
Физические свойства сплава 1915 при низких температурах
Г, К
4
10
20
30
40
50
60
70
80
90
100
а-10е, К"1
0,01
0,04
0,28
0,96
2,16
3,82
5,60
7,52
9,18
10,80
12,35
К
ВтДмК)
4
11
20
29
36
43
49
55
61
66
70
ДжДкгК)
_
1,3
10
41
84
146
212
285
360
-
—
Г, К
120
140
160
180
200
220
240
260
280
300
а-10е, К"1
14,57
16,36
17,68
18,73
19,60
20,37
21,02
21,64
22,24
22,77
К
ВтДмК)
79
86
91
95
98
101
105
110
116
123
ДЖ/&.К)
_
—
—
—
_
—
—
—
—
—
Гарантируемые механические свойства прессованных и катаных
полуфабрикатов из сплава 1915 системы Al-Zn-Mg приведены в
табл. 3.30
ТАБЛИЦА 3.30
Гарантируемые механические характеристики (не менее)
полуфабрикатов из сплава 1915
Состояние
М
Т*
Т1
Прессованные профили
Стандарт
ГОСТ
8617-81
Ов
0-0,2
МПа
<275
345
375
<175
215
245
810,
%
12
10
8
Прессованные трубы
Стандарт
ГОСТ
18482-79
ав
О"о.2
МПа
355
215
б10,
%
10
Листы
Стандарт
ГОСТ
21631-76
Ов
О"0,2
МПа
<245
315
195
б10,
%
10
10
* Свойства профилей и труб с толщиной стенки до 10 мм в состоянии Т (закалка +
естественное старение) обеспечиваются при охлаждении с температуры прессования на
воздухе и естественного старения > 30 сут.
ТАБЛИЦА 3.31
Механические свойства сплава 1915 при низких температурах
Режим термообработки
Естественное старение
Искусственное старение
Г,°С(К)
20 (293)
-70 (203)
-196 (77)
20 (293)
-70 (203)
-196 (77)
ав
О"0>2
МПа
340
370
470
350
410
480
200
240
290
280
320
350
65,%
15
16
24
10
11
16
KCU,
Дж/см2
20
20
20
20
19
19
366
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 3.32
Механические свойства сварных соединений
из сплава 1915
Г,°С(К)
20(293)
-196(77)
of, МПа
310
400
о?/ов
0,90
0,85
Примечание. Шов с усилением.
ТАБЛИЦА 3.33
Вид поставки сплава 1915
Полуфабрикат
Лист толщиной, мм:
от 1,0 до 4,5
от 5,0 до 10,0
от 1,0 до 10,0
Плита толщиной, мм:
от 11 до 40
от 12 до 16
Пруток прессованный
круглый (5-400 мм), квадратного
(7-150 мм) и шестигранного
(7-100 мм) сечений*
Пруток прессованный
круглый (5-300 мм), квадратного
(7-150 мм) и шестигранного
(7-100 мм) сечений*
Профиль прессованный
Труба прессованная
Труба прессованная
крупногабаритная диаметром 290-
770 мм
Состояние поставки
Отожженный
Без термообработки
Закаленный и естественно
состаренный
Без термообработки
Закаленная и естественно
состаренная
Без термообработки
Закаленный и естественно
состаренный
Без термообработки;
закаленный и естественно
состаренный
Без термообработки
Закаленная и естественно
состаренная
Нормативно-
технический
документ
ТУ 1-2-84-78
ГОСТ 17232-99
ТУ 1-2-84-78
ГОСТ 21488-97
ГОСТ 13616-97
ГОСТ 13617-97
ГОСТ 13624-90
ГОСТ 13737-90
ГОСТ 13738-91
ГОСТ 17575-90
ГОСТ 17576-97
ГОСТ 18482-79
ОСТ 1-92048-76
* Указанные размеры: для круглого прутка - диаметр, для прутка квадратного
сечения - размер стороны сечения, для прутка шестигранного сечения - диаметр вписанной
окружности.
Глава 4. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
367
Глава 4
АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Алюминиевые литейные сплавы отличаются высокой
технологичностью, имеют хорошие литейные свойства, позволяющие
получать сложные фасонные отливки различными способами литья,
легко поддаются обработке резанием.
Литейные алюминиевые сплавы согласно ГОСТ 1583-93 имеют
буквенно-цифровую маркировку, в которой первая буква "А" означает
металлическую основу сплава (алюминий), последующие буквы -
основные легирующие компоненты ("К" - кремний, "М" - медь, "Ц" -
цинк, "Мг" - магний, "Кд" - кадмий и др.), а цифры - среднее
содержание компонентов. Одновременно в ГОСТе приведена и старая
маркировка сплавов, которая включает буквы "АЛ" (алюминий
литейный) и порядковый номер.
Широкое применение имеют особо технологичные герметичные
сплавы на основе системы Al-Si (силумины) марок АК12, АК9, АК8,
АК7 и др.
Отливки из этих сплавов подвергаются, как правило,
термической обработке с целью повышения характеристик прочности и
долговечности, а также в ряде случаев для улучшения
обрабатываемости, повышения коррозионной стойкости, уменьшения литейных
напряжений.
Обозначение термообработки для литейных сплавов несколько
отличается от деформируемых сплавов и приведено в табл. 4.1.
ТАБЛИЦА 4.1
Обозначение, виды и назначение термической обработки
литейных сплавов
значение
Т1
Т2
Т4
Т5
Вид
Искусственное старение (без
предварительной закалки)
Отжиг
Закалка
Закалка и кратковременное
(неполное) искусственное
старение
Назначение
Улучшение обрабатываемости
резанием литых деталей
Уменьшение литейных остаточных
напряжений
Повышение прочностных
характеристик
Получение достаточно высокой
прочности и сохранение повышенной
пластичности
368
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
Продолжение
значение
Тб
Т7
Т8
Вид
Закалка и полное
искусственное старение до получения
максимальной прочности
Закалка и стабилизирующий
отпуск
Закалка и смягчающий отпуск
Назначение
Получение максимальной прочности
при некотором снижении пластичности
Получение достаточной прочности и
сравнительно высокой стабильности
структуры и геометрических размеров
Получение повышенной пластичности
и стабильности геометрических
размеров вследствие снижения прочностных
характеристик по сравнению с
полученными при обработке по режимам
Т5-Т7
4.1. СПЛАВ АК12(АЛ2)
Характеристика. Сплав системы Al-Si (силумин),
обладающий высокими литейными свойствами, пониженной прочностью,
удовлетворительной коррозионной стойкостью.
ТАБЛИЦА 4.2
Химический состав сплава АК12 по ГОСТ 2685-75, %
Si
10,0-13,0
Примеси, не более
Fe
3;О;В
0,7
К
1,0
Д
1,5
Mg
од
Мп
0,5
Zn
0,3
Си
0,6
Обозначения способов изготовления отливок:
3 - литье в песчаную форму;
О - литье в оболочковую форму;
В - литье по выплавляемым моделям;
К - литье в кокиль;
Д - литье под давлением.
Назначение. Применяется для изготовления литых
тонкостенных и сложных по конфигурации малонагруженных деталей, в
том числе испытывающих ударную нагрузку. Рекомендуемые
температуры эксплуатации -196 ч-+150 °С.
Технологические свойства. Обладает высокой жидкотекуче-
стью, минимальной линейной усадкой (0,9 %), герметичность от-
Глава 4. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
369
ливок хорошая; не склонен к образованию горячих трещин в
отливках. Температура литья (700 ± 20) °С. Литье осуществляется в
землю (3), оболочковые формы (О), по выплавляемым моделям (В), в
кокиль (К), под давлением (Д), с модифицированием (М) и без
модифицирования. Отжиг производится при температуре (300 ± 10) °С
в течение 2-4 ч (режим Т2), охлаждение на воздухе или вместе с
печью. Сплав мало восприимчив к упрочняющей термообработке.
Обрабатываемость резанием пониженная. Сплав хорошо
сваривается газовой и аргонодуговой сваркой. В качестве присадочного
материала рекомендуется применять проволоку марок Св-АК5 или
Св-АК10 по ГОСТ 7871-75. Сплав паяется с использованием
припоя 34А.
Физико-механические свойства. Физические свойства:
значения а приведены в табл. 4.3. При 20 °С коэффициент
теплопроводности X = 166 Вт/(мК); удельная теплоемкость ср -
= 1000 Дж/(кгК); плотность р = 2,65 г/см3. Механические
свойства приведены в табл. 4.4-4.6. При 20 °С Е = 72 ГПа.
ТАБЛИЦА 4.3
Температурный коэффициент линейного расширения сплава
при низких температурах
Г, К
70
80
90
100
120
а-106, К"1
7,2
8,3
9Д
10,0
11,7
Г, К
140
160
180
200
220
а-10е, К"1
13,4
15,0
16,3
17,3
18,1
Г, К
240
260
280
300
а-10е, К"1
18,5
18,8
19,2
19,4
ТАБЛИЦА 4.4
Стандартизованные механические свойства (не менее) сплава
АК12 при комнатной температуре (отдельно отлитые образцы)
Режим термообработки
Без термообработки
Отжиг
Способ литья
ЗМ; ОМ; ВМ; КМ
К
Д
ЗМ; ОМ; ВМ; КМ
К
д
Ов, МПа
150
160
160
140
150
150
б,%
4
2
1
4
3
2
НВ
50
50
50
50
50
50
370
РАЗДЕЛУ. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
ТАБЛИЦА 4.5
Механические свойства сплава АК12
при низких температурах
Г/С (К)
20 (293)
-196 (77)
ав, МПа
150
180
б10, %
со со
КСи,Дж/см2
5
4
ТАБЛИЦА 4.6
Ударная вязкость KCU (Дж/см2) сварного соединения сплава АК12
при низких температурах
г,°с(Ю
-20 (253)
-70 (203)
Основной
металл
17
14
Сварной шов
14
13
Г,°С(К)
-120(153)
-195 (78)
Основной
металл
12
10
Сварной шов
12
10
Примечание. Сварное соединение сплава АК12 выполнено газовой сваркой с
присадкой проволоки того же состава.
Вид поставки. Отливки.
4.2. СПЛАВ АК7 (АЛ9)
Характеристика. Термически упрочняемый сплав системы
Al-Si-Mg, обладающий высокими литейными свойствами,
повышенной прочностью по сравнению с силумином АК12,
удовлетворительной коррозионной стойкостью.
ТАБЛИЦА 4.7
Химический состав сплава АК7 (ГОСТ 2685-75), %
Mg
0,2-0,4
Si
6-8
Примеси, не более
Fe
3;О;В
0,6
К
1,0
д
1,5
Мп
0,5
Си
0,2
Zn
0,3
Ti
0,15
Sn
0,01
Pb
0,05
Be
0,1
Назначение. Применяется для изготовления литых, сложной
конфигурации нагруженных деталей, например корпусов арматуры
воздухоразделительных установок. Рекомендуемые температуры
эксплуатации -196-^+150 °С.
Технологические свойства. Сплав обладает высокой жидко-
текучестью, малой линейной усадкой (1 %), герметичность отливок
Глава 4. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
371
высокая; склонен к образованию газовой пористости; не склонен к
образованию горячих трещин в отливках; температура литья 690-
750 °С. Литье осуществляется в землю (3), кокиль (К), под
давлением (Д)> в оболочковые формы (О), по выплавляемым моделям (В), с
модифицированием (М) и без модифицирования.
Применяют следующие режимы термообработки: Т2 - отжиг
при температуре (300 ±10) °С в течение 2-4 ч, охлаждение на воздухе
или вместе с печью; Т4 - закалка, нагрев до температуры (540±5) °С,
выдержка 2-6 ч, охлаждение в воде (20-100) °С и естественное
старение; Т5 - закалка (по приведенному выше режиму) и
кратковременное искусственное старение при (150±5) °С в течение 1-3 ч; Тб -
закалка (по приведенному выше режиму) и полное искусственное
старение при (200 ± 5) °С в течение 2-5 ч; Т7 - закалка от (540±5) °С,
охлаждение в воде (80-100) °С и стабилизирующий отпуск при
(230±10)°С в течение 3-5 ч; Т8 - закалка (по режиму Т7) и
смягчающий отпуск при (250±10) °С в течение 3-5 ч.
Обрабатываемость резанием удовлетворительная. Сплав
сваривается газовой и аргонодуговой сваркой. В качестве присадочного
материала рекомендуется применять проволоку марок Св-АК5 и Св-
АК10 по ГОСТ 7871-75 (табл. 4.8). В случае сварки со сплавом
АМцС используют проволоку Св-АК5, со сплавом АМг5 -
проволоку Св-АМгб. Сплав паяется с использованием припоя 34А.
Физико-механические свойства. Физические свойства
приведены в табл. 4.9. При 20 °С X = 151 Вт/(м • К); ср = 1000 Дж/(кг • К);
ТАБЛИЦА 4.8
Химический состав сварочной проволоки по ГОСТ 7871-75, %
Марка
Св-АК5
Св-АКЮ
Si
4,5-6,0
7,0-10,0
Ti
0,1-0,2
Примеси, не более
Fe
0,6
0,6
Zn
од
0,2
Си
0,2
од
Mg
0,10
ТАБЛИЦА 4.9
Температурный коэффициент линейного расширения
сплава АК7 при низких температурах
Г, К
70
80
90
100
110
а-10е, К"1
7,4
8,6
10,0
11,2
12,4
Г, К
120
140
160
180
200
а-10е, К"1
13,5
15,4
17Д
18,2
18,8
Г, К
220
240
260
280
300
а-10е, К"1
19,2
19,6
19,8
20,1
20,4
372
Р А 3 Д Е Л V. АЛЮМИНИЙ И ЕГО СПЛАВЫ В ТЕХНИКЕ НИЗКИХ ТЕМПЕРАТУР
р = 2,60 г/см3. Механические свойства приведены в табл. 4.10 и
4.11. При 20 °С Е = 65 ГПа. При термообработке по режиму Т5 на
базе испытаний 107 циклов о_г = 77 МПа; на базе испытаний 108
циклов о_х = 70 МПа.
ТАБЛИЦА 4.10
Стандартизованные механические свойства
по ГОСТ 2685-75 (не менее) сплава АК7 при температуре 20 °С
(отдельно отлитые образцы)
Режим
термообработки
Без
термообработки
Т2
Т4
Т5
Т6
Т7
Т8
Способ литья
3; О; В; К
Д
3;О;В;К;Д
К; КМ
3;О;В
К; КМ
3; О; В; ЗМ; ОМ; ВМ
ЗМ; ОМ; ВМ
Ов, МПа
160
170
140
190
180
210
200
230
200
160
о5,%
2
1
2
4
4
2
2
1
2
3
НВ
50
50
45
50
50
60
60
70
60
55
ТАБЛИЦА 4.11
Механические свойства сплава АК7 и его сварных соединений
при комнатной и низкой температурах (минимальные значения)
Сочетание металлов
в сварном соединении
Основной металл АК7 (режим
термообработки Т4)
АК7 + АК7 (проволока Св-АК5)
АК7 + АМцС (проволока Св-АК5)
АК7 + АМг5 (проволока Св-АМгб)
Т °Г СКЛ
1, Ly V.*V
20 (293)
-196 (77)
20 (293)
-196 (77)
20 (293)
-196 (77)
20 (293)
-196 (77)
Ов,
МПа
200
227
145
210
127
182
150
209
Угол загиба,
град.
8
8
25
18
41
16
11
7
кси
KCV
Дж/см2
8
8
6
6
10
7
7
4
8
6
6
5
8
6
6
3
Вид поставки. Отливки.
РАЗДЕЛ VI
ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Глава 1
ОСНОВНЫЕ СВОЙСТВА ТИТАНА
Титан широко распространен в земной коре, где его содержится
около 0,6 %, и по распространенности среди конструкционных
металлов он занимает четвертое место после алюминия, железа и
магния. Однако промышленный способ его извлечения был разработан
лишь в 1940-х гг. Благодаря прогрессу в области самолето- и
ракетостроения производство титана и его сплавов интенсивно
развивалось. Если в 1947 г. в мире производили менее 3 т титана, то в конце
XX века - около 100 тыс. т. Рост производства объясняется
сочетанием таких ценных свойств титана, как малая плотность, высокая
удельная прочность (aB/pg), коррозионная стойкость,
технологичность при обработке давлением и сварке, хладостойкость, немаг-
нитность и ряд других ценных физико-механических
характеристик.
Титановые сплавы относятся к числу наиболее перспективных
материалов для техники низких температур. Титановые сплавы
определенных марок обладают удовлетворительной пластичностью и
вязкостью вплоть до 4 К. Благодаря низкой плотности в сочетании с
высокой прочностью и достаточной пластичностью применение
титановых сплавов при низких температурах позволяет уменьшить
массу конструкций по сравнению с коррозионностойкими Cr-Ni-
сталями на 20-25 % и алюминиевыми сплавами - на 40-45 96.
Поэтому титановые сплавы все чаще применяют для изготовления
деталей и узлов; работающих при криогенных температурах в
летательных аппаратах, самолетах, ракетах, космических кораблях.
Химическая активность титана требует определенной
осторожности при использовании титановых сплавов в конструкциях, где
рабочей средой является газообразный или жидкий кислород. Для
технического титана горение проволоки диаметром 0,5 мм
происходит уже при давлении 0,1 МПа, с увеличением давления кислорода
скорость горения возрастает. В этом титановые сплавы уступают
медным сплавам и хромоникелевым сталям, для которых возможно
значительно более высокое минимальное давление кислорода.
Характеристики физико-механических свойств чистого
титана (ВТ1-00):
Относительная атомная масса (атомный вес) 47,9
Плотность р, г/см3 4,5
Температура плавления Тпл, °С 1668±4
374 РАЗДЕЛ VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Коэффициент линейного расширения а • 106, К"1 8,9
Теплопроводность X, Вт/(м К) 16,76
Предел прочности при растяжении ов, МПа 300-450
Условный предел текучести о0)2, МПа 250-380
Удельная прочность (oB/pg) • 10~3, км 7-10
Относительное удлинение б, % 25-30
Относительное сужение ip, % 50-60
Модуль нормальной упругости Е, ГПа 110,25
Модуль сдвига G, ГПа 41
Коэффициент Пуассона v 0,32
Твердость НВ 103
Ударная вязкость KCU, Дж/см2 120
Титан имеет две полиморфные модификации: а-титан с
гексагональной плотноупакованной решеткой с периодами а = 0,296 нм,
с = 0,472 нм и высокотемпературную модификацию - Р-титан с
кубической объемно-центрированной решеткой с периодом а =
= 0,332 нм при 900 °С. Температура полиморфного (а <-> Р)-превра-
щения составляет 882 °С.
Обе кристаллические модификации в отожженном состоянии
имеют полиэдрическую структуру. При быстром охлаждении в
результате закалки или после заливки формы титан приобретает
игольчатое строение с а'-фазой, имеющей искаженную
гексагональную структуру и напоминающей мартенсит в сталях.
Титан и его сплавы имеют сравнительно малый коэффициент
линейного расширения. При комнатной температуре он почти в
два раза меньше, чем у нержавеющих сталей типа 12Х18Н10Т.
С понижением температуры до 77 К коэффициент линейного
расширения уменьшается еще в два раза: от (8^-10) •10~6 до (3,5-г
4-5,5) Ю"6 К1.
Титан имеет низкие теплоемкость ц теплопроводность;
электропроводность титана составляет около 3 % от электропроводности
меди. С понижением температуры теплопроводность и
теплоемкость титана и его сплавов уменьшаются.
Титан имеет низкое значение модуля нормальной упругости -
почти в два раза меньшее, чем у железа и никеля, поэтому для
создания достаточно жестких конструкций из титана приходится
увеличивать толщину деталей, что приводит к увеличению массы
конструкции.
Титан высокой чистоты - относительно низкопрочный металл;
его предел текучести составляет около 100 МПа при временном
сопротивлении 230 МПа, т. е. его прочностные характеристики
находятся на уровне алюминиевых сплавов типа АМгЗ. Чистый
титан обладает высокой пластичностью (б > 50 %; гр > 70 %). При
снижении температуры прочность его монотонно возрастает, при-
Глава /. ОСНОВНЫЕ СВОЙСТВА ТИТАНА 375
чем прочность образца с концентратором напряжений в виде
острого надреза всегда выше прочности гладкого образца.
Технический титан, например отечественный сплав типа ВТ1-0,
имеет более высокую прочность, чем чистый титан: его временное
сопротивление (ов > 350 МПа при 20 °С) соизмеримо с временным
сопротивлением сталей.
Кроме того, если для чистого титана пластичность
монотонно возрастает при снижении температуры до абсолютного нуля,
то для технического титана при температуре ниже 77 К она
начинает снижаться, хотя ее значения при 20 К часто выше, чем
при 20 °С.
Механические свойства титана существенно зависят от
содержания примесей в металле. Различают примеси внедрения - кислород,
азот, углерод, водород и примеси замещения, к которым относятся
железо и кремний. Хотя примеси повышают прочность, но
одновременно резко снижают пластичность, причем наиболее сильное
отрицательное действие оказывают примеси внедрения, особенно
газы. При введении всего лишь 0,003 % водорода, 0,02 % азота или
0,7% кислорода титан полностью теряет способность к
пластическому деформированию и хрупко разрушается. Особенно вреден
водород, вызывающий водородную хрупкость титановых сплавов.
Действие водорода связано с его способностью диффундировать к
зонам высоких напряжений в металле.
При понижении температуры от комнатной до криогенных
прочностные свойства титана растут при сохранении высокого
уровня пластичности.
Чистый титан с малым содержанием водорода (менее 0,002 96)
не обладает хладноломкостью при прочности ов = 1300 МПа и
сохраняет высокую пластичность даже при температуре жидкого
гелия (8= 15-20 %).
По удельной прочности в интервале температур 300-600 °С
сплавы титана не имеют себе равных. При температуре ниже 300 °С
сплавы титана уступают алюминиевым сплавам, а выше 600 °С -
сплавам на основе железа и никеля.
Ряд элементов - таких, как алюминий (а-стабилизатор), олово,
цирконий (нейтральные упрочнители) - обладают высокой
растворимостью в а-фазе. При одновременном введении нескольких из
них удается значительно повысить прочность сплава без
существенного снижения его пластичности.
При переходе Р-фазы в а-фазу возможно образование
промежуточных фаз, так как превращение, особенно при высоком
содержании легирующих элементов, происходит медленно. При наличии
легирования в случае закалки возможно образование а'-фазы -
перенасыщенного а-твердого раствора.
376 Р А 3 Д Е Л VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
По микроструктуре, образующейся после обычных режимов
деформирования и термообработки, различают а, Р, и (а + (З)-сплавы
(с различным отношением а- и р-фаз). При этом а-сплавы
отличаются хорошей пластичностью; как правило, они не склонны к
старению. Пластичность (а + Р)- и р-сплавов ниже; многие из них
подвержены старению.
Хотя титан относится к числу химически активных металлов, он
обладает высокой коррозионной стойкостью, так как на его
поверхности образуется стойкая пассивная пленка ТЮ2, прочно связанная
с основным металлом и исключающая его непосредственный
контакт с электролитом. Оксидная пленка на титане возникает при
окислении на воздухе, анодном окислении и самопассивации его не
только в сильно кислотных, но и в слабокислотных и нейтральных
растворах. Толщина оксидной пленки, образующейся на титане
после длительного пребывания на воздухе, обычно составляет 5-6 нм.
Благодаря оксидной пленке титан и его сплавы не корродируют
в промышленной атмосфере, пресной и морской воде, устойчивы
против кавитационной коррозии и коррозии под напряжением, а
также в кислотах органического происхождения.
Производство изделий из титана и его сплавов имеет ряд
технологических особенностей. Из-за высокой химической активности
расплавленного титана его выплавку, разливку и дуговую сварку
производят в вакууме или в атмосфере инертных газов. Титан и его
сплавы хорошо обрабатываются давлением, однако при
температурах нагрева под ковку или горячую штамповку из-за высокой
химической активности поверхностные слои загрязняются кислородом и
азотом, что особенно отражается на тонкостенных деталях.
Горячую штамповку из листовых полуфабрикатов применяют
практически для всех используемых в криогенной технике сплавов.
Что касается холодной штамповки, то возможность ее применения
ухудшается с ростом прочности сплавов.
Титановые сплавы подвергают термической обработке - рекри-
сталлизационному отжигу, закалке и старению, а также химико-
термической обработке. При термообработке титановых сплавов
необходимо использование или вакуумных печей, или печей с
инертной средой.
Отжиг титановых сплавов проводят после холодной
деформации. Температура их рекристаллизации составляет в среднем 500 °С,
и отжиг при температуре 700-800 °С вполне достаточен для
устранения наклепа.
Превращения при закалке и старении в титановых сплавах в
принципе похожи на соответствующие превращения в стали.
Однако из-за того, что а'-мартенсит в титановых сплавах мало отличается
по прочности от равновесной а-фазы, столь существенного упроч-
Глово /. ОСНОВНЫЕ СВОЙСТВА ТИТАНА
377
нения, как в сталях, в титановых сплавах не происходит. В
результате фазовой перекристаллизации происходит измельчение зерна, что
положительно сказывается на их пластических свойствах.
В табл. 1.1 приведены марки основных промышленных
титановых сплавов. За основу классификации приняты соотношение а- и
(3-фаз в структуре сплава и особенности структурных превращений,
происходящих при их термической обработке.
ТАБЛИЦА 1.1
Классификация титановых сплавов (ГОСТ 19807-91)
Группа сплавов
а-Сплавы (Кр = 0)
Псевдо а-сплавы (Кр < 0,25)
(а + Р)-Сплавы мартенситного
класса (Кр = 0,3-0,9)
(а + Р)-Сплавы переходного
класса (Кр = 1,0-1,4)
Псевдо Р-сплавы
(Кр= 1,5-2,4)
р-Сплавы (Кр = 2,5-3,0)
Марка
сплава
ВТ1-00
ВТ1-0
ВТ5
ВТ5-1
ОТ4-0
ОТ4-1
ОТ4
ВТ20
ВТ6С
ВТ6
ВТЗ-1
ВТ14
ВТ16
ВТ23
ВТ22
ВТ22И
ВТЗО
ВТ35
ВТ32
ВТ15
4201
Средний химический состав, % (мае.)
Нелегированный титан
Тоже
Ti-5Al-2,5Sn
Ti-5Al-2,5Sn
Ti-0,8Al-0,8Mn
Ti-l,5Al-l,0Mn
Ti-3,5Al-l,5Mn
Ti-6,0Al-l,0Mo-2Zr
Ti-5A1-4,OV
Ti-6A1-4,5V
Ti-6Al-2,5Mo-l,5Cr-0,25Si-0,25Fe
Ti-4,5Al-3Mo-lV
Ti-2,5Al-5Mo-5V
Ti-5,5Al-2Mo-4,5V-lCr-0,7Fe
Ti-5Al-5Mo-5V-lFe-lCr
Ti-2,5Al-5Mo-5V-lFe-lCr
Ti-llMo-6Sn-4Zr
Ti-3Al-l,5Mo-15V-3Sn-3Cr
Ti-2,5Al-8,5Mo-8,5V-l,2Fe-l,2Cr
Ti-3Al-7Mo-llCr
Ti-33Mo
Отдельные группы титановых сплавов различаются по величине
условного коэффициента стабилизации Кр, который показывает
отношение содержания Р-стабилизирующего легирующего элемента к
его содержанию в сплаве критического состава. При содержании в
сплаве нескольких р-стабилизирующих элементов их Щ
суммируются.
Титановые сплавы обладают высокой чувствительностью к
концентраторам напряжений и характеризуются высокой степенью
упрочнения при деформировании, поэтому необходимо обращать
серьезное внимание на тщательность подготовки поверхности под
378 РАЗДЕЛУ!. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
штамповку и вводить дополнительную зачистку, а также применять
промежуточные отжиги.
Вязкость разрушения титановых сплавов при понижении
температуры уменьшается. Так, для сплава типа ВТ5-1 при переходе от
испытания на воздухе при 20 °С к испытанию в жидком водороде
значение коэффициента интенсивности напряжений падает вдвое:
от124до62МПамх/2.
Длительное нагружение технического титана и его сплавов при
комнатной температуре сопровождается ползучестью. В связи с
этим при переходе от 10 тыс. ч эксплуатации к 100 тыс. ч снижают
допускаемое напряжение с 250 до 220 МПа, т. е. более чем на 10 96.
Титановые сплавы склонны к повышенному налипанию на
режущий инструмент, что в сочетании с их низкой теплопроводностью
затрудняет процесс механической обработки. При обработке
резанием целесообразно применять инструмент с твердосплавными
пластинами.
При шлифовании с помощью абразивного инструмента важно
избежать так называемых прижогов, возникающих вследствие
низкой теплопроводности титановых сплавов. Наличие прижогов
снижает прочность деталей при многократном нагружении (мало- и
многоцикловую выносливость). Разработанные методики травления
поверхности позволяют определять присутствие таких дефектов в
деталях.
При сварке титановых сплавов необходимо соблюдать ряд
требований. Во избежание появления дефектов в швах, основными из
которых являются поры и холодные трещины, необходимо
тщательное удаление поверхностной оксидной пленки с основного и
присадочного металла, что достигается, как правило, механической
зачисткой. Химическая активность титана определяет
обязательность защиты сварочной ванны и остывающих участков от
соприкосновения с воздушной атмосферой, поэтому не все известные
способы сварки плавлением применимы для титановых сплавов, в
частности применима сварка вручную покрытыми электродами.
Низкая теплопроводность требует уменьшения погонной энергии
по сравнению со сталями; последнее вынуждает переходить от арго-
нодуговой сварки к сварке под слоем флюса.
Наибольшее распространение получила сварка в защитных
газах. Разработанные методы импульсно-дуговой сварки обеспечили
возможность ведения работ во всех пространственных положениях,
в том числе и потолочном.
При сварке с применением флюсов используют тугоплавкие
бескислородные флюсы, например АН-Т2, однако при этом на
поверхность шлаковой ванны дополнительно подается аргон во
избежание загрязнения металла шва газами атмосферы.
Глава /. ОСНОВНЫЕ СВОЙСТВА ТИТАНА 379
Титановые сплавы с а-структурой (типа ВТ1-0, ВТ5-1) при
сварке не изменяют фазовый состав, в связи с чем они не требуют
стабилизирующего отжига после сварки. Не обязателен
стабилизирующий отжиг и для сплавов, имеющих небольшое количество (3-фазы
(сплав ОТ4).
В случае высокого содержания р-фазы (сплав ВТЗ-1) сварной
шов имеет пониженную пластичность, вызванную наличием
хрупкой а'-фазы в шве. Как следствие, сварные соединения таких
сплавов склонны к образованию холодных трещин, поэтому для
высокопрочных титановых сплавов обязателен стабилизирующий отжиг
непосредственно после сварки.
Прочность сварных соединений титановых сплавов при
отработанной технологии сварки близка к прочности основного металла.
При циклическом нагружении, особенно при низких
температурах, прочность сварных соединений ниже, чем прочность основного
металла. Например, при температуре 20 К предел выносливости
сварного соединения сплава типа ВТ5-1 составляет лишь 420 МПа
по сравнению с 900 МПа для основного металла (лист толщиной
2,5 мм, осевое растяжение, коэффициент асимметрии R = 0,25).
Причиной разупрочнения является наличие в сварном соединении
структурной неоднородности, геометрического концентратора
напряжений, а также высокого уровня остаточных сварочных
напряжений.
Поверхностная оксидная пленка затрудняет процесс пайки
титана и его сплавов. Наибольшее применение находит пайка в
вакууме (1,3 • 10~3-1,3 • 10~4 Па) или в чистом аргоне (марка А) при
температуре 800-900 °С серебром, медью, припоями на базе серебра и
рядом других металлов и сплавов. Используют также пайку
легкоплавкими припоями с применением предварительного лужения
серебром, медью, оловом. Недостатком таких соединений является
наличие хрупких прослоек.
Маркировка титановых сплавов. Современная
отечественная промышленность располагает большой номенклатурой
титановых сплавов различного типа и назначения. Исторически сложилась
система маркировки титановых сплавов, отражающая
наименование организации-разработчика и порядковый номер разработки
сплава.
Марка ВТ означает "ВИАМ титан", затем следует порядковый
номер сплава.
Марка ОТ означает "Опытный титан" - сплавы, разработанные
совместно ВИАМом и заводом ВСМПО (г. Верхняя Салда
Свердловской области).
Марка ПТ означает "Прометей титан" - разработчик ЦНИИ КМ
("Прометей", г. Санкт-Петербург).
380
Р А 3 Д Е Л VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Иногда в марку сплава добавляют буквы "У" - улучшенный,
"М" - модифицированный, "И" - специального назначения.
Буква "Л" означает литейный сплав, "В" - сплав, где марганец
заменен эквивалентным количеством ванадия. Встречаются и
другие обозначения.
Механические свойства некоторых зарубежных титановых
сплавов приведены в табл. 1.2.
ТАБЛИЦА 1.2
Основные характеристики зарубежных сплавов на основе титана
Сплав
Ti-6A1-4V
Ti-6Al-6V-2Sn
Ti-3A1-2,5V
Ti-4Al-3Mo-lV
Ti-8Al-lMo-lV
Ti-13V-llCr-3Al
Изделия
Листы, прутки,
прессованные
изделия,
проволока, поковки,
трубы, полосы,
плиты
Прутки, листы,
прессованные
изделия
Листы,
прессованные изделия,
трубы,
проволока, поковки
Листы
Листы, прутки,
полосы, плиты
Прутки, листы,
проволока,
трубы, фольга,
поковки,
прессованные изделия
Механические
свойства
ав,
МПа
1030
1270
700
940
1040
890
Оо,2,
МПа
930
1200
600
870
960
850
6,96
13
6
15
11
16
10
Характерные свойства
Высокая прочность при
повышенных
температурах, стабильность
свойств, хорошая
обрабатываемость резанием
Хорошая свариваемость
и обрабатываемость
Хорошая свариваемость
После термообработки
ав = 1100 МПа и
хорошая обрабатываемость
Хорошее сопротивление
ползучести при
повышенных температурах,
максимальная рабочая
температура на 65 °С выше,
чем у сплава Ti-6A1-4V
Свариваемость,
способность подвергаться
термообработке
Титан является в принципе коррозионностойким металлом,
однако в некоторых средах, например в бескислородных кислотах,
имеет недостаточную стойкость. Она может быть повышена
легированием большим количеством молибдена (до 33 %). Такой сплав с
молибденом выпускается в России под маркой 4201.
Глава 7. ОСНОВНЫЕ СВОЙСТВА ТИТАНА 381
В специальных отраслях химической промышленности
используют сплавы с добавками палладия или платины. В Японии
запатентован двойной сплав титана с 5 % тантала, который в ряде
случаев заменяет платину.
К группе специальных сплавов относят титановые сплавы для
криогенных температур. Известно, что все конструкционные
металлы, в том числе и обычные титановые сплавы, под действием очень
низких температур могут переходить в хрупкое состояние. Но при
низком содержании примесей, прежде всего кислорода, титан и
титановые сплавы на основе а-структуры можно применять даже при
температурах жидкого водорода, не опасаясь охрупчивания. За
рубежом для этой цели применяют сплав марки 5-2,5 (ВТ5-1), а для
жидкого азота - сплав марки 6-4 (ВТ6). Такие сплавы повышенной
степени чистоты обозначаются буквами ELI перед обычной
маркировкой сплава.
Особенностью криогенных сплавов является сравнительно
невысокая прочность при комнатной температуре. При низких
температурах прочность этих сплавов значительно возрастает, но в
некоторых случаях, например для космической техники, требуется
сохранение прочности и при повышенных температурах.
Низкая упругость паров и практическое отсутствие
хладноломкости наряду с высокой удельной прочностью позволяют считать,
что титан будет успешно применяться в условиях глубокого вакуума
и низких температур.
Для практической работы удобна классификация
конструкционных титановых сплавов по их функциональным качествам:
• Конструкционные высокопластичные низкопрочные. К этой
группе относятся титановые сплавы с гарантированным
пределом прочности до 650 МПа, включая все марки
технического титана. Это сплавы на основе а-структуры или а-структуры с
небольшим количеством Р-фазы (псевдо а-сплавы);
• Средней прочности. Эта группа титановых сплавов имеет
гарантированный предел прочности 700-950 МПа. Сплавы
основаны как на а-, так и на Р-структурах. Сплавы используют в
конструкциях, главным образом в отожженном состоянии;
• Высокопрочные сплавы. К этой группе сплавов относятся
титановые сплавы, используемые в машиностроении с
гарантированным временным сопротивлением более 1050 МПа. Такая
прочность достигается путем упрочняющей термической
обработки: закалки и старения.
Высокопрочные термически упрочняемые титановые сплавы
целесообразно разделить на две группы: высокопрочные среднеле-
гированные сплавы мартенситного класса и псевдо р-сплавы.
Последние являются высоколегированными Р-стабилизирующими эле-
382
Р А 3 Д Е Л VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
ментами сплавами, обладающими хорошей пластичностью в
отожженном и закаленном состоянии.
В табл. 1.3 приведены основные свойства отечественных
титановых сплавов.
ТАБЛИЦА 1.3
Гарантируемые механические свойства конструкционных
титановых сплавов (ГОСТ 19807-91)
Типы сплавов
Низкопрочные
высокопластичные
Среднепрочные
Высокопрочные
Марка
РТТ7ТЯИЯ
VslJu/lCLod
ВТ1-00
ВТ1-0
ПТ-7М
ОТ4-0
ОТ4-1
ОТ4-1В
ОТ4
ВТ5-1
ВТ6С
ВТ20
ВТ6
ВТ14
L> J. It
ВТ16
JJ J. X VJ
RT9Q
DIZO
BT22
фабрикат
Лист
Лист
Пруток
Состояние
Отоженное
Отоженное
Отожженное
Закаленное
ав, МПа
300-450
400-550
500-650
500-650
600-750
600-750
700-900
800-1000
850-1000
950-1100
920-1070
1050
900-1070
1120
830-950
1050-1200
1050-1200
1250
1100-1250
1300
Оо,2,
МПа,
не менее
200
350
450
450
550
550
850
750
800
900
я^п
оои
850
OOVJ
750
4 O\J
ОСЛ
*7UU
1000
б
9
Ф
не менее
25
20
20
20
15
15
11
10
10
10
10
6
10
6
16
12
10
6
9
6
55
50
-
45
35
30
30
25
25
25
30
20
35
12
60
50
30
18
25
16
Глава 2
НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
2.1. ТЕХНИЧЕСКИЙ ТИТАН ВТ1-0
Характеристика. Технический титан, имеющий невысокую
прочность, хорошую пластичность и высокую вязкость во всем
интервале низких температур; коррозионная стойкость высокая.
Глава 2. НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
383
Fe
0,30
ТАБЛИЦА 2.1
Содержание примесей в техническом титане ВТ1-0
по ОСТ 1-90013-78, % (не более)
Si
0,10
с
0,07
Н
0,01
N
0,04
0
0,20
Назначение. Применяется для изготовления несварных и
сварных элементов конструкций: обечаек, фланцев и т. п.,
работающих при низких температурах. В соответствии с "Правилами
устройства и безопасной эксплуатации сосудов, работающих под
давлением", утвержденными Госгортехнадзором РФ, в отожженном
состоянии разрешен в качестве материала (листы, трубы) для
сосудов, работающих под давлением при температурах -269-4-+250 °С
(4-523 К).
Технологические свойства. Технический титан хорошо
деформируется в горячем и холодном состояниях. Температурный
интервал горячей деформации 900-700 °С. После горячей
деформации (ковки, штамповки) металл подвергают отжигу при 670-730 °С,
в случае горячей штамповки деталей из листа отжиг проводят при
520-540 °С. Предпочтителен нагрев в вакуумных печах или печах с
инертной атмосферой.
Штамповку деталей сложной формы из листового металла
проводят с предварительным подогревом до 300-400 °С.
Сплав ВТ1-0 упрочняется нагартовкой, наибольшее упрочнение
растяжением достигается при деформации до 40 %, после чего темп
упрочнения замедляется (рис. 2.1); при протяжке наибольший
эффект упрочнения достигается при степенях ств;а02,мпа а
деформации более 50 %.
Обрабатываемость резанием с
применением твердосплавных пластин ВК8
удовлетворительная.
Свариваемость технического титана
хорошая; сварку осуществляют при малой
погонной энергии; защите от контакта с
атмосферой воздуха подлежат сварной шов и
зона металла, где температура более 400 °С.
Применяют сварку в защитной атмосфере
плавящимся и неплавящимся электродами
900
700
500
а0,2
Рис. 2.1. Влияние пластической деформации
при 20 °С на механические свойства
технического титана:
а - Ств, а0>2; б - а10, vj/
20 40 60
Степень деформации, %
384
Р А 3 Д Е Л VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
с применением флюсов-паст типа АН-Т, электрошлаковую сварку
при толщинах более 30 мм и другие методы. Прочность качественно
выполненного сварного соединения при 20 °С не менее прочности
основного металла. В случае необходимости снятия сварочных
напряжений сварные детали отжигают при 440-480 °С в течение 3-5 ч;
возможен отжиг при 600-650 °С в течение 0,5-0,7 ч.
Для соединения деталей из титана друг с другом, а также с
деталями из других металлов, например алюминия, применяют пайку в
вакууме, в аргоне, диффузионную пайку. Наименьшую хрупкость
имеют паяные соединения с присадкой серебра.
Физико-механические свойства. Физические свойства
приведены в табл. 2.2. При 20 °С плотность р = 4,51 г/см3. Механические
ТАБЛИЦА 2.2
Физические свойства технического титана ВТ1-0
при низких температурах
Г, К
4
10
20
30
40
50
60
70
80
90
100
а-10е, К"1
0,02
0,09
-
-
—
4,5
4,7
4,9
5,2
5,4
К
ВтДмК)
4,2
5,5
10,0
12,0
13,7
15,0
16,0
17,0
18,0
18,5
19,0
Дж/Скг-К)
0,3
3
8
24
55
95
147
193
238
275
305
Г, К
120
140
160
180
200
220
240
260
280
300
а-ЮМС"1
5,95
6,25
6,5
6,8
7,1
7,35
7,65
7,95
8,2
8,5
Вт/(мК)
19,5
19,9
20,0
19,9
19,5
18,9
18,0
17,2
16,3
15,5
Дж/Скг-К)
358
398
427
450
470
483
498
508
519
530
ТАБЛИЦА 2.3
Стандартизованные механические свойства
при температуре 20 °С (не менее, если не оговорен верхний
предел) и вид поставки технического титана
Полуфабрикат
Нормативно-
технический
документ
ав, МПа
-
390-540
-
390-540
390-540
Sio
%
25
30
25
20
20
20
—
—
—
50
50
кси,
Дж/см2
Лист толщиной, мм:
от 0,3 до 0,4
св. 0,4 до 1,8
св. 1,8 до 6,0
св. 6,0 до 10,5
Пруток горячекатаный
диаметром 10-60 мм
Пруток горячепрессованный
диаметром 15-100 мм
ГОСТ 22178-76
ГОСТ 26492-85
98
98
Глава 2. НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
385
Продолжение
Полуфабрикат
Пруток кованый диаметром, мм:
до 150
от 151 до 250
Штамповка, поковка толщиной,
мм:
до 100
св. 100 до 150
св. 150 до 250
Труба диаметром 6-62 мм
Нормативно-
технический
документ
ОСТ В 1-90000-70
ОСТ 1-90050-72
ств, МПа
350-540
350-540
390-540
350-540
350-540
390-540
<
17
15
20
17
15
15
V
Уо
32,5
30
50
32,5
30
-
кси,
Дж/см2
—
49
98
49
49
Примечание. Механические свойства получены на отожженных образцах.
свойства приведены в табл. 2.3-2.6 и на рис. 2.1-2.3. Временное
сопротивление сварных соединений из технического титана ВТ1-0
при низких температурах (лист толщиной 1-2 мм; сварка аргоноду-
говая; при 20 °С угол загиба 90 °, КСТ= 98 Дж/см2):
Г, К 293 77 20
о£в,МПа 400 800 950
ТАБЛИЦА 2.4
Механические свойства отожженного технического титана ВТ1-0
при низких температурах
Полуфабрикат
Лист толщиной 1 мм
Пруток диаметром 20 мм
Г, К
293
77
20
293
77
20
СТв
<*0,2
МПа
460
870
1200
470
920
1310
380
690
820
400
700
920
610
W
%
30
50
43
30
48
24
_
_
65
60
17
кси,
Дж/см2
_
_
_
200
220
130
ТАБЛИЦА 2.5
Модули упругости и сдвига отожженного технического титана
ВТ1-0 при низких температурах
Г, К
293
195
Е
106-112
115-120
G
ГПа
40,1-44,5
44,3-47,0
Г, К
77
20
Е
120
121,5
ГПа
G
45,7
46,4
25-312
386
Р А 3 Д Е Л VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
КСи,Дж/см2
160
0,01 0,02 0,03 0.04
Содержание Н2, %
Q5 10° 10
105
N, цикл
Рис. 2.2. Влияние содержания водорода на ударную вязкость
технического титана при 20 °С
Рис. 2.3 Малоцикловая усталость технического титана
(пульсирующее растяжение):
1 - при 293 К; 2 - при 77 К; 3 - при 4 К
ТАБЛИЦА 2.6
Влияние концентраторов напряжений на механические свойства
технического титана ВТ1-0 при низких температурах
Г, К
293
77
20
а», МПа
530
970
1260
б5
W
%
24
40
29
60
71
61
Кт =
О"в.к
800
1400
1600
1,4
фк
13
16
38
Кт=4,5
ав.к
900
1530
1580
грк
16
12
9,5
Примечание. Заготовка кованая квадратного сечения 14 х 14 мм; отжиг в
течение 30 мин при 600 °С. Геометрические размеры в зоне надреза: наружный диаметр 8 мм,
внутренний-5 мм, радиус дна надреза г = 2 мм (Кт = 1,4) и г = ОД мм (Кт = 4,5).
2.2. СПЛАВ ОТ4-1
Характеристика. Деформируемый термически неупрочняе-
мый титановый а-сплав с небольшим содержанием Р-фазы,
легированный алюминием и марганцем, сочетающий повышенную
прочность с удовлетворительными пластичностью и вязкостью при
низких температурах; коррозионная стойкость высокая.
Назначение. Сплав рекомендуется для изготовления деталей,
в том числе сварных, работающих при температурах -196 ч-+400 °С
(77-673 К). При содержании легирующих элементов на нижнем
пределе, допускаемом техническими условиями, сплав может быть
применен при температурах до 20 К.
Глава 2. НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
387
ТАБЛИЦА 2.7
Химический состав сплава ОТ4-1 по ГОСТ 19807-91,(
А1
1,5-2,5
Мп
0,7-2,0
Fe
Zr
Si
С
0
N
Н
не более
0,30
0,30
0,12
0,10
0,15
0,05
0,012
Госгортехнадзором РФ разрешено применение сплава в сосудах,
работающих под давлением при температурах -196-г+350 °С (77-
623 К), в виде труб (в отожженном состоянии), а также листов (в
отожженном состоянии) из сплава ОТ4, отличающегося от сплава
ОТ4-1 большим содержанием алюминия (3,0-4,5 96).
Технологические свойства. Сплав имеет высокую
пластичность при горячем деформировании: ковка деталей из него
производится при 1000-800 °С. Поковки отжигают при 740-760 °С.
Пластичность при холодном деформировании хорошая. Штамповка
деталей из листа осуществляется в холодном состоянии; при
штамповке сложных по форме деталей для снятия нагартовки
производят промежуточный отжиг.
Сплав упрочняется нагартовкой. Для снятия наклепа сплав
отжигается при 640-660 °С, для снятия внутренних напряжений - при
520-560 °С.
Сплав удовлетворительно сваривается аргонодуговой сваркой,
сваркой под слоем флюса, контактной сваркой. Термообработка
после сварки не обязательна.
Для дегазирования металла, главным образом удаления
водорода, проводят при необходимости вакуумный отжиг (давление
порядка 10~2 Па). Такая термообработка перед сваркой уменьшает
вероятность замедленного хрупкого разрушения сварных соединений,
хотя она может несколько ухудшить сопротивление повторному
статическому нагружению.
Минимальное временное сопротивление сварного соединения
(лист толщиной 2 мм; ручная аргонодуговая сварка):
Г, К
о£в, МПа
293
590
77
1100
Возможна пайка деталей. Обрабатываемость резанием с
применением резцов из сплавов ВК8 хорошая.
Физико-механические свойства. Физические свойства: при
20 °С X = 9,62 Вт/(мК) и р = 4,55 г/см3; значения а приведены в
табл. 2.8. Механические свойства приведены в табл. 2.9-2.11 и на
рис. 2.4.
25*
388
РАЗДЕЛУ!. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
ТАБЛИЦА 2.8
Температурный коэффициент линейного расширения сплава
ОТ4-1 при низких температурах
Г, К
50
60
70
80
90
100
а-10е, К"1
3,2
4,0
4,75
5,3
5,75
6,1
Г, К
120
140
160
180
200
а-10е, К"1
6,5
6,8
7Д
7,3
7,45
Г, К
220
240
260
280
300
а-10е, К"1
7,6
7,7
7,8
7,9
8,0
ТАБЛИЦА 2.9
Стандартизованные механические свойства при температуре
20 °С (не менее) и вид поставки сплава ОТ4-1
Полуфабрикат
Нормативно-
технический
документ
ств, МПа
590-730
-
—
590-730
590-730
540-730
540-730
540-730
540-730
540-730
590-730
Менее
780
$10
°/
25
20
15
13
15
15
12
10
15
12
10
12
7,5
9,0
12,0
э
-
-
35
35
23
35
23
23
—
-
кси,
Дж/см2
Лист толщиной, мм: ГОСТ 22178- 76
от 0,3 до 0,7
св. 0,7 до 1,8
св. 1,8 до 6,0
св. 6,0 до 10,5
Пруток горячекатаный диамет- ГОСТ 26492-85 590-730 15 35 44
ром 10-60 мм
Пруток горячепрессованный 590-730 15 35 44
диаметром 15-100 мм
Пруток кованый диаметром, мм:
до 150
от 151 до 250 540-730 10 23 39
Штамповка, поковка толщиной, ОСТ В1-90000-70
мм:
до 100 540-730 15 35 44
св. 100 до 150 540-730 12 23 39
св. 150 до 250 540-730 10 23 39
Труба диаметром 6-62 мм ОСТ 1-90050-72
Проволока сварочная диамет- ГОСТ 27265-87
ром, мм:
от 1,0 до 1,4
св. 1,4 до 3,0
св. 3,0 до 7,0
Примечание. Механические свойства получены на отожженных образцах.
Глава 2. НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
389
ТАБЛИЦА 2.10
Механические свойства сплава ОТ4-1 при низких температурах
Полуфабрикат
Лист отожженный
(650 °С)
Пруток
отожженный (750 °С)
Г, К
293
77
20
4,2
293
77
20
(Jb
МПа
700
1150
1390
1330
650
1080
1370
580
940
ИЗО
1090
510
830
1150
6ю
%
11,5
15
7
11
21
17
15
-
—
-
42
21
11
KCU,
Дж/см2
-
—
-
50
23
27
СГв.к,
МПа
-
_
-
970
1420
1530
Ов.к/Ов
—
—
-
1,47
1,31
1,12
Примечание. Образец с надрезом: диаметр образца 6 мм, глубина надреза
1 мм, радиус у вершины надреза 0,1 мм.
ТАБЛИЦА 2.11
Влияние содержания легирующих элементов на механические
свойства сплава ОТ4-1 при низких температурах
А1
Мп
%
1,3
2,49
0,8
1,18
т к
1 , П.
293
77
20
293
77
20
С7в
0*0,2
МПа
500
970
1230
650
1150
1350
440
780
-
630
1090
—
610
W
%
30
47
15
21
5
14
54
62
-
54
49
—
кси,
Дж/см2
170
115
85
105
23
30
Типичные механические свойства сварных соединений при
20 °С (лист толщиной 2 мм; сварка аргонодуговая без присадки):
ogB = 670 МПа; угол загиба не менее 80°; КСТ = 60 Дж/см2.
Для листа толщиной 1,5 мм
во всем интервале температур
-253 + +20°С (20-293 К) сварное
соединение равнопрочно с
основным металлом.
Рис. 2.4. Малоцикловая усталость
сплава ОТ4-1 при 20 °С
(пульсирующее растяжение)
390
Р А 3 Д Е Л VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Глава 3
СРЕДНЕПРОЧНЫЕ СПЛАВЫ
3.1. СПЛАВ ВТ5-1
Характеристика. Титановый а-сплав, легированный
алюминием и оловом, сочетающий повышенную прочность с
удовлетворительными пластичностью и вязкостью при низких температурах;
коррозионная стойкость высокая.
ТАБЛИЦА 3.1
Химический состав сплава ВТ5-1 по ГОСТ 19807-91, %
А1
4,3-2,6
Sn
2,0-3,0
Fe
Zn
Si
С
О
N
Н
не более
0,30
0,30
0,12
0,10
0,15
0,05
0,015
Назначение. Сплав применяют для изготовления деталей,
в том числе сварных, рабочая температура которых составляет
-253-г+500 °С (20-773 К). Сплав в отожженном состоянии
зарегистрирован в Госгортехнадзоре РФ в качестве материала для
сосудов, работающих под давлением при указанных
температурах.
Технологические свойства. Сплав ВТ5-1 удовлетворительно
деформируется в горячем состоянии при температуре 1150-900 °С.
Поковки и полуфабрикаты отжигают при 800-850 °С, листовые
полуфабрикаты отжигают при 700-750 °С. Сплав ВТ5-1 упрочняется
нагартовкой.
ТАБЛИЦА 3.2
Виды и режимы термической обработки сплава ВТ5-1
Термическая обработка
Отжиг листов
Отжиг прутков, поковок,
штамповок и профилей
Неполный отжиг
Температура, °С
700-750
800-850
500-600
Выдержка, ч
0,25-1,0
0,25-1,0
0,5-4,0
Условия
охлаждения
На воздухе
Глава 3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ
391
Рост содержания легирующих элементов (в пределах
химического состава по технической документации) ведет к росту
прочностных показателей и уменьшению пластических.
Возможна холодная штамповка деталей простой формы.
Коэффициент вытяжки при подогреве листа увеличивается (от 1,5 при
20 °С до 2,0 при 500 °С).
Обрабатываемость резанием с применением резцов из сплава
ВК8 хорошая. Сплав хорошо сваривается; применяют аргонодуго-
вую сварку, сварку под слоем флюса, электрошлаковую и другие
виды сварки. При хорошей защите твердость металла шва не
превосходит твердости основного металла. Для снятия внутренних
напряжений проводят отжиг сварных соединений при температуре
550-600 °С. Возможно применение пайки; наиболее
распространена пайка в вакууме.
В случае применения сплава ВТ5-1 для крепежных деталей
проводят его оксидирование при 880 °С в течение б ч; ударная вязкость
при 77 К металла после такой обработки практически не изменяется
по сравнению с исходным состоянием.
Физико-механические свойства. Физические свойства: при
20°СX = 8,79 Вт/(м• К) и р = 4,46 г/см3; значенияаисрприведены в
табл. 3.3. Механические свойства приведены в табл. 3.4-3.9 и на
рис. 3.1-3.3. При 20 °С Е = 109 ГПа; G = 41,5 ГПа; v = 0,3. С
понижением температуры от +20 до -160 °С модули упругости и сдвига
увеличиваются на 8 %.
Длительная (2250 ч) выдержка в жидком азоте образцов без
нагрузки не изменяет механических свойств металла.
ТАБЛИЦА 3.3
Физические свойства сплава ВТ5-1
при низких температурах
Г, К
10
20
30
40
50
60
70
а-10е,
К"1
—
-
-
-
3,8
4,5
5,0
Дж/(кг-К)
3
10
30
61
104
150
200
Г, К
80
90
100
120
140
160
180
а-10е,
к-1
5,4
5,7
5,9
6,15
6,35
6,65
7,65
ДжДет.К)
244
282
315
370
416
453
481
Г, К
200
220
240
260
280
300
а-10е,
К"1
8,20
8,25
8,29
8,31
8,31
8,32
ДжДкг-К)
504
525
542
556
566
576
392
Р А 3 Д Е Л VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
ТАБЛИЦА 3.4
Стандартизованные механические свойства при температуре
20 °С (не менее) и вид поставки сплава ВТ5-1
Т|л TT*t Т'/Т^О^^Т^ТХТ/'ОТР
1 шлуфаорикат
Лист толщиной, мм:
от 0,8 до 1,2
св. 1,2 до 1,8
св. 1,8 до 6,0
св. 6,0 до 10,5
Пруток горячекатаный диаметром
10-60 мм
Пруток горячепрессованный
диаметром 15-100 мм
Пруток кованый диаметром 140-
250 мм
Штамповка и поковка толщиной, мм:
до 100
св. 101 до 250
Нормативно-
технический
документ
ГОСТ 22178-76
ГОСТ 26492-85
ОСТ В1-90000-70
гт ЛДТТо
CJb, iVllid.
795-930
795-930
795-930
795-930
780-980
780-980
740-980
780-980
740-980
б10
9
15
12
10
8
10
10
6
10
6
W
6
-
-
-
-
26
26
16
26
16
KCU,
тт /
Дж/
см2
-
-
-
-
39
39
14
39
44
Примечание. Механические свойства получены на отожженных образцах.
ТАБЛИЦА 3.5
Влияние содержания алюминия на механические свойства
ВТ51 (S 25 %) 293 7 К
сплава ВТ5-1 (Sn = 2,5 °/
А1,о/О
4,5
5,5
ав, МПа
293
750
833
77
1200
1285
ь) при температурах 293 и 77 К
о0г2, МПа
293
695
775
77
1175
1268
б5,%
293
13,5
14,4
77
25,0
14,0
ТАБЛИЦА 3.6
Механические свойства титанового сплава ВТ5-1
при низких температурах
Полуфабрикат
Пруток диаметром 20 мм
Лист толщиной 2 мм
Лист толщиной 3 мм
Г, К
293
77
20
293
77
20
4
293
77
4
Ов
МПа
820
1320
1580
940
1440
1780
1630
780
1300
1400
800
1310
1400
770
1220
1550
1590
—
_
-
бю
V
%
21
16
15
13
27
8
2,5
13
14
3
55
27
9
_
-
-
_
-
_
-
кси,
Дж/см2
100
40
40
_
—
-
—
_
_
-
Примечание. Механические свойства определены на отожженных образцах.
Глава 3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ
393
ТАБЛИЦА 3.7
Влияние концентратора напряжений на механические свойства
сплава ВТ5-1 при низких температурах
г, к
293
77
20
Ов
Оо,2
МПа
800
1320
1510
750
1240
1440
б5
V
%
14,0
14,5
10,4
27,5
24
15
кт =
Он к, МПа
1270
1780
1970
1,4
23,5
14
0
Кт =
Ов к, МПа
1390
1900
1920
4,5
грк,°/о
9,2
3,7
0
Примечание. Пруток кованый отожженный; образцы с концентраторами
напряжений диаметром 8 мм; глубина надреза 1,5 мм; радиус у вершины надреза 2 мм
(Кт = 1,4) и 0,1 мм (Кт = 4,5).
ТАБЛИЦА 3.8
Прочность сварных соединений из сплава ВТ5-1
при низких температурах
Толщина
свариваемого
листа, мм
0,8
Г, К
293
200
77
20
о?, МПа
850
990
1350
1630
о?/ав
1
1
0,98
0,94
Толщина
свариваемого
листа, мм
2
3,2
Г, К
293
11
293
77
20
of, МПа
760
1290
890
1450
1450
о?/а.
-
_
-
Примечание. Сварка ручная аргонодуговая встык сплавлением.
ТАБЛИЦА 3.9
Временное сопротивление и предел выносливости сплава ВТ5-1
и его сварных соединений при низких температурах
Г, К
293
77
20
Ов
о?
Or
о?
МПа
810
1260
1620
90
1260
1550
490
840
900
490
550
420
OTr/Ob
0,60
0,65
0,55
off/o?
0,62
0,44
0,26
Примечания. 1. Материал - лист толщиной 2,5 мм. 2. Сварка аргонодуговая
неплавящимся электродом с присадкой проволоки из сплава ВТ5-1. 3. Осевое растяжение
с коэффициентом асимметрии R = 0,25.
2G-3L2
1000 -
600
0,5 10°
1OZ
103 104
N, цикл
Рис. 3.1. Зависимость коэффициента интенсивности напряжений от
температуры для титановых сплавов:
1-ВТ1-0;2-ВТЗ-1
Рис. 3.2. Малоцикловая усталость сплава ВТ5-1 (пульсирующее
растяжение):
1 - при 293 К; 2 - при 77 К; 3 - при 4 К; 4 - испытания при 293 К образцов после
дополнительной пескоструйной обработки
сттах,МПа
1600
1200 -
103 104 105 106
N, цикл
400
103
Iff
Рис. 3.3. Усталость при осевом растяжении (R = 0,25):
а - лист толщиной 2,5 мм из сплава ВТ5-1; б - сварное соединение из сплава ВТ5-1,
выполненное вольфрамовым электродом в аргоне.
1 - при 293 К; 2 - при 77 К; 3- при 20 К
Глава 3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ
395
3.2. СПЛАВ ВТ6С
Характеристика. Термически упрочняемый (а + Р)-сплав
титана, легированный алюминием и ванадием, сочетающий высокую
прочность с удовлетворительными вязкостью и пластичностью при
низких температурах; коррозионная стойкость высокая.
ТАБЛИЦА 3.10
Химический состав сплава ВТ6С по ГОСТ 19807-91, %
А1
5,3-6,5
V
3,5-4,5
Fe
Zr
Si
С
О
N
Н
не более
0,25
0,30
0,10
0,10
0,15
0,05
0,015
Назначение. Сплав рекомендуется для изготовления тяжело-
нагруженных деталей, работающих при температурах -196^+550°С
(77-823 К).
Технологические свойства. Сплав обладает хорошей
деформационной способностью при высоких температурах; температура
горячей деформации 1000-830 °С. Рекомендуемый режим
термообработки приведен в табл. 3.11. Отжиг проводится при 750-800 °С
(неполный отжиг при 600-650 °С), закалка с нагревом до 880-
930 °С, охлаждением в воде с последующим старением при 450-
500 °С. Наличие ванадия позволяет повысить способность а-фазы к
пластической деформации и затрудняет образование
неблагоприятных сверхструктур (типа <х"-фазы).
ТАБЛИЦА 3.11
Виды и режимы термической обработки сплава ВТ6С
Термическая обработка
Неполный отжиг
(листы, плиты)
Отжиг
Изотермической отжиг
Закалка
Старение
Индукционный отжиг
сварных соединений
Температура, °С
600-650
750-800
850
750
800
880-930
450-500
800
Выдержка, ч
0,5-4,0
0,4-1,0
0,5
0,5
0,5
5-60 мин
2-4,0
7-12 мин
Условия охлаждения
В защитной атмосфере
Тоже
В печи до 750 °С
В защитной атмосфере
В печи до 500 °С, далее
в защитной атмосфере
В воде, в масле
В защитной атмосфере
Тоже
26*
396
РАЗДЕЛ VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Обрабатываемость резанием удовлетворительная. Свариваемость
лучше, чем у других (а + (З)-сплавов. Перед сваркой деталь
подвергают отжигу. Применяют аргонодуговую стыковую сварку, сварку
под слоем флюса, а также точечную. После сварки для
восстановления пластичности рекомендуется отжиг при 700-800 °С.
Физико-механические свойства. Физические свойства:
значения а и ср приведены в табл. 3.12; при 20 °С плотность р =
= 44,3 г/см3. Механические свойства приведены в табл. 3.13-3.16 и
на рис. 3.4. Kic = 75 МПа • м1/2 при 20 °С и Кю = 62 МПа • м1/2 при 4 К.
Условный предел выносливости на базе 103 циклов в
условиях знакопостоянного пульсирующего растяжения при 20 °С а_х =
= 900 МПа. Сплав чувствителен к концентрации напряжений при
низких температурах: например, для образцов с надрезом (Кт = 4)
ав.к/<*в = 0,95 при 77 К и ов.к/ов = 0,70 при 20 К.
При 20 °С ф > 0,9, где ф = olB/oB - коэффициент прочности
сварного соединения. Типичные механические свойства сварного
соединения из листа толщиной 2 мм, выполненного автоматической ар-
гонодуговой сваркой без присадки: без термообработки после
сварки о£в = 870 МПа, угол загиба более 50°.
ТАБЛИЦА 3.12
Физические свойства сплава ВТ6С при низких температурах
Г, К
20
30
40
50
60
70
80
а 106,
К"1
0,45
0,63
0,88
1,2
1,5
1,9
2,5
ДжДкгК)
8
28
58
98
144
188
229
Г, К
90
100
120
140
160
180
а-10е,
К'1
3,2
3,8
4,8
5,7
6,7
7,4
Дж/(кг-К)
267
301
357
399
433
458
Г, К
200
220
240
260
280
300
а-10е,
К"1
7,8
8,4
8,9
8,95
9,0
9,15
Дж/(£г-К)
476
495
508
520
530
539
ТАБЛИЦА 3.13
Модули упругости и сдвига и предел выносливости
при симметричном изгибе для сплава ВТ6С
Г, К
293
200
77
20
Е
ГПа
112
124
124,5
* Лист толщиной 2 мм.
Примечание. Металл отожженный.
G
42,5
47,5
48,5
а*1н, МПа
350
380
550
530
Глава 3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ
397
ТАБЛИЦА 3.14
Стандартизованные механические свойства при температуре
20 °С (не менее) и вид поставки сплава ВТ6С
Полуфабрикат
Лист толщиной,
мм:
от 1,0 до 6,0
св. 6,0 до 10,5
от 1,0 до 10,5
Пруток
горячекатаный диаметром
10-60 мм
Пруток горяче-
прессованный
круглый или
квадратного
сечения
размерами* до 100 мм
Пруток кованый
диаметром 140-
250 мм
Поковка и
штамповка толщиной,
мм:
до 100
от 101 до 250
Нормативно-
технический
документ
ГОСТ
2278-76
ГОСТ
26492-85
ОСТ
1-90000-70
Состояние
поставки
Правленый после
отжига
Без
мообработки
Тоже
••
it
Состояние
контрольных
образцов
Отожженные
Тоже
Закаленные
и
искусственно соста-
ренныс
Отожженные
Закаленные
и
состаренные
Отожженные
Тоже
м
ав,
МПа
850
850
1050
850
1050
850
770
850
770
б
W
%
12
10
8
10
6
10
6
10
6
—
-
-
30
20
30
20
30
20
KCU,
Дж/см2
—
-
-
40
30
40
40
40
40
НВ
_
-
-
241
302
241
241
241
* Указанные размеры: для круглого прутка - диаметр, для прутка квадратного
сечения - размер стороны сечения.
Примечание. Механические свойства для листа и кованых прутков получены
на образцах, вырезанных поперек волокон, для поковок толщиной от 101 до 250 мм - на
тангенциальных образцах, остальные — на продольных образцах.
ТАБЛИЦА 3.15
Механические свойства сплава ВТ6С при низких температурах
Полуфабрикат
Лист толщиной 2 мм
Пруток диаметром 20 мм
Г, К
293
77
4,2
293
77
сгв
О"о,2
МПа
990
1540
1590
860
1310
920
1470
1590
810
1270
$10
W
%
11
11
3
17
16
40
15
9
55
88
KCU,
Дж/см2
140
60
Примечание. Механические свойства получены на образцах в отожженном
состоянии.
398
Р А 3 А Е Л VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
, МПа
Рис. 3.4. Малоцикловая усталость
сплава ВТ6С (пульсирующее растяжение):
1-при293К;2-при77К
101 102 103 104 105
К цикл
ТАБЛИЦА 3.16
Влияние термообработки на механические свойства при 20 °С
сварного соединения из сплава ВТ6С
Состояние сварного соединения
Без термообработки
Закалка от 850 °С и старение при 500 °С в
течение 2ч
о?,
МПа
1040
1230
б
W
%
12
8
31
16
кси,
Дж/см2
43
36
Примечание. Материал - лист толщиной 4 мм; сварка под слоем флюса АН-Т1
проволокой из сплава RT6C.
3.3. СПЛАВ ВТЗ-1 СО СТРУКТУРОЙ (а + Р)-ФАЗЫ
Характеристика. Сложнолегированный жаропрочный
термически упрочняемый высокопрочный титановый (а + р)-сплав,
сохраняющий удовлетворительную пластичность при температурах до
77 К; коррозионная стойкость высокая.
ТАБЛИЦА 3.17
Химический состав сплава ВТЗ-1 по ГОСТ 19807-91, %
А1
5,5-7,0
Сг
0,8-2,3
Мо
2,0-3,0
Fe
0,2-0,7
Si
0,15-0,40
Zr
С
О
N
Н
не более
0,50
одо
0,15
0,05
0,015
Глава 3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ
399
Назначение. Сплав применяется для изготовления кованых
и штампованных деталей, работающих при температурах -196-н
+500 °С (77-773 К).
Технологические свойства. Сплав хорошо деформируется:
куется, штампуется (в горячем состоянии). Температурный
интервал горячей деформации 1050-850 °С. Полная прокаливаемость
обеспечивается для деталей с размером сечения до 60 мм.
ТАБЛИЦА 3.18
Режимы термической обработки жаропрочного титанового
сплава ВТЗ-1
Термическая
обработка
Неполный отжиг
Изотермической
отжиг
Двойной отжиг
Закалка
Старение
Температура, °С
530-620
870-920
600-650
870-920
550-600
840-900
500-620
Выдержка,
ч
0,5-4,0
1,4
2
1-4
2-5
1-4
1-6
Условия охлаждения
В защитной атмосфере при
комнатной температуре
В печи (или перенос в другую
печь) до 650 °С
В защитной атмосфере при
комнатной температуре
Тоже
it
и
Вводе
Обрабатываемость резанием с применением инструмента с
твердосплавными пластинами ВК8 удовлетворительная.
Свариваемость неудовлетворительная; в случае необходимости сварки
непосредственно после нее проводят отжиг по указанному выше режиму.
Возможна пайка деталей; лучшие по прочности результаты дает
пайка серебряными припоями типа ПСр72 по кобальтоникелево-
му покрытию. Для уменьшения задиров в резьбовых соединениях
возможно проведение оксидирования: нагрев при 770-790 °С в
течение б ч.
Физико-механические свойства. Физические свойства: при
20 °С X = 7,95 Вт/(м • К) и р = 4,5 г/см3, значения а и ср приведены в
табл. 3.19. Механические свойства приведены в табл. 3.20-3.24 и
на рис. 3.5, 3.6.
Сплав в состоянии после закалки от 870 °С и старения при 620 °С
в течение 2 ч имеет вязкость разрушения:
Т К
293
52
77
34
400
РАЗДЕЛУ!. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
При 20 °С механические свойства: ав = 1100 МПа; ао,2 = 1020 МПа;
б10 = 18 %; ц> = 47 %; KCU = 70 Дж/см2.
Минимальная ударная вязкость KCU = 40 Дж/см2 при 20 °С и
KCU = 25 Дж/см2 при 77 К.
Выдержка в жидком азоте в течение 2200 ч без нагружения не
приводит к изменению механических свойств.
Сопротивление срезу паяного соединения тср = 165 МПа
(толщина листа 1,5 мм; никелирование поверхности; припой ПСр40,
флюс № 209).
ТАБЛИЦА 3.19
Физические свойства сплава ВТЗ-1 при низких температурах
Г, К
10
20
30
40
50
60
70
а-10е,
к-1
_
-
-
—
3,1
4,6
4,7
Ср,
ДжДкг-К)
3
10
30
60
102
146
186
Г, К
80
90
100
120
140
160
180
а-10е,
К"1
5,2
5,7
6,1
6,8
7,4
7,8
8,1
сР,
Дж/(кгК)
225
262
297
353
404
444
480
Г, К
200
220
240
260
280
300
а-106,
к-1
8,3
8,35
8,4
8,5
8,55
8,6
Ср,
ДжДкгК)
508
536
557
579
599
619
ТАБЛИЦА 3.20
Стандартизованные механические свойства при комнатной
температуре (не менее) и вид поставки сплава ВТЗ-1
Полуфабрикат
Пруток
горячекатаный
диаметром, мм:
от 10 до 40
св.40
Пруток горяче-
прессованный
диаметром 15—
100 мм
Пруток кованый
диаметром 140-
250 мм
Штамповка и
поковка
толщиной, мм:
до 100
св. 100 до 250
Нормативно-
т/|\ггттгтт/т¥^тУтг
технический
документ
ГОСТ
22178-76
ГОСТ
26492-85
ОСТ
1-90000-70
Состоя-
*Т**л ТТУЧ
ние
поставки
Без
обработки
Тоже
к
м
Состояние
тлАттгт/л ттт tutv
контрольных
образцов
Закаленные
и
состаренные
Отожженные
Тоже
и
п МТТя
Ub> 1VJ.1 la
980-1170
930-1170
980-1170
930-1170
б
9
-
6
10
8
10
8
W
6
20
16
30
20
25
20
KCU,
Дж/см2
19
17
29
29
29
Глава 3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ
401
ТАБЛИЦА 3.21
Механические свойства жаропрочного титанового сплава ВТЗ-1
при 20 °С после длительных нагревов
Состояние
Отожженное
Закаленное и
состаренное
Режим нагрева
Г,°С
20
400
450
400
т, ч
_
10000
15000
20000
30000
2000
6000
10000
15000
30000
ав, МПа
1100
1150
1200
1200
1200
1180
1300
1300
1350
1350
б
Ф
%
16
15
12
8
5
8
12
10
4
2
45
35
20
10
8
15
30
20
7
5
кси,
Дж/см2
40
30
20
20
20
30
20
20
12
7
ТАБЛИЦА 3.22
Модули упругости и сдвига и коэффициент Пуассона для сплава
ВТЗ-1 при низких температурах
Г, К
293
248
211
Е
G
ГПа
129,8
132,6
133,9
48,0
49,1
50,1
V
0,35
0,35
0,34
Г, К
171
133
98
Е
G
ГПа
136,0
138,9
141,0
51,2
52,2
52,8
V
0,33
0,33
0,33
КСТ, Дж/см2
200
атах,МПа
1600
200 300
Г, К
0,5 10° 101 Ю2 103 104 Ю5
N, цикл
Рис. 3.5. Работа развития трещины в сплаве ВТЗ-1 при низких
температурах
Рис. 3.6. Малоцикловая усталость сплава ВТЗ-1 при 20 °С
(пульсирующее растяжение):
1 - основной металл; 2 - сварной шов с усилием
402
РАЗДЕЛ VI. ТИТАН И ЕГО СПААВЫ В КРИОГЕННОЙ ТЕХНИКЕ
ТАБЛИЦА 3.23
Механические свойства сплава ВТЗ-1 при низких температурах
г, к
293
203
77
20
(7в
О0,2
МПа
1080
1250
1670
1880
1010
1190
1540
1680
55
W
о/о
15
12
6
3,5
38
31
21
20
Qbk,
МПа
1630
1770
1790
1370
3,8
2,8
1,8
0,9
СХв к/Ов
1,51
1,41
1,07
0,73
0,1
0,1
0,1
0,05
Примечания.1. Материал - кованая заготовка 14x14 мм, образцы после
отжига. 2. Надрез выполнен на образцах диаметром 10 мм; глубина надреза 2,5 мм;
радиус у вершины надреза 0,1 мм; теоретический коэффициент концентрации напряжений
Кт = 6,3.
ТАБЛИЦА 3.24
Влияние концентратора напряжений на механические свойства
сплава ВТЗ-1 при низких температурах
Г, К
293
77
20
ав, МПа
1000
1550
2060
б5
V
о/о
14
8
7,5
55
34
29
Кт =
Ов, МПа
1440
2190
2780
1,4
Ф,%
28
9
6
Кт = 4,5
ав, МПа
1620
2080
2300
V,*
9
4
Примечания. 1. Материал - пруток кованый отожженный. 2. Надрез
выполнен на образцах диаметром 8 мм; глубина надреза 1,5 мм; радиус у вершины надреза 2 мм
(Кт = 1,4) и 0,1 мм (Кт = 4,5).
3.4. ПОРОШКОВЫЕ ТИТАНОВЫЕ СПЛАВЫ
Порошковая металлургия титановых сплавов пока не нашла
широкого применения, однако она открывает широкие
перспективы благодаря возможности существенно повысить качество
полуфабрикатов и изделий.
Применение быстрозакаленных порошков - гранул позволяет
получить пересыщенные твердые растворы, свести до минимума
ликвационные явления, обеспечить мелкозернистую структуру и
равномерный химический состав независимо от размеров детали
или полуфабриката.
Глава 3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ
403
Порошковая металлургия открывает возможности получения
точных заготовок при высоком коэффициенте использования
металла по сравнению с традиционной технологией получения
заготовок или деталей.
Современная технология производства заготовок или деталей
методом гранульной металлургии состоит из следующих основных
операций: получения гранул методом распыления из жидкого
состояния; компактирования гранул в газостате; последующей
пластической деформации.
Для производства деталей или заготовок из гранул
используют обычно промышленные титановые сплавы. Гранульная
металлургия наиболее эффективна для сложнолегированных
сплавов.
В табл. 3.25 приведены механические свойства компактов
диаметром 100 мм из сплава ВТ5-1, полученных газостатированием
при температуре 960 °С в течение 3 ч и давлении 180-200 МПа
и отожженных по режиму: нагрев до 800 °С, 1 ч, охлаждение на
воздухе.
ТАБЛИЦА 3.25
Механические свойства деформированных компактов
из сплава ВТ5-1
Характеристика
ав, МПа
ао,2, МПа
8,96
щ%
КСи,Дж/см2
КСТ,Дж/см2
Статическая чувствительность
к надрезу о$/ов (гн = 0,1 мм)
Температура испытания, °С (К)
20 (293)
780-820
720-760
11-16
33-43
70-110
60-90
0,15-0,16
-253 (20)
1390-1440
1310-1380
12-15
20-31
18-22
-
0,12-0,13
Дополнительная деформация компактов позволяет еще
больше улучшить их механические свойства. Особенно заметно
положительное влияние деформации сказывается на сопротивлении
усталости.
Так, если у компакта из гранулированного сплава ВТ5-1 о_х =
= 360 МПа на базе 107 циклов, то такая же заготовка,
подвергнутая последующей горячей пластической деформации, имеет о_г =
= 400 МПа.
404 РАЗДЕЛ VI. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Глава 4
ПРИМЕНЕНИЕ ТИТАНА И ЕГО СПЛАВОВ
Титановые сплавы являются перспективным конструкционным
материалом для роторов криотурбогенераторов. Они немагнитны,
обладают высокой прочностью и хорошей пластичностью в
диапазоне температур 4,2-300 К, имеют низкий модуль упругости, низкие
коэффициенты теплового расширения и теплопроводности.
Показано, что для всех исследованных сплавов с изменением
температуры от 300 до 4,2 К прочностные свойства повышаются, а
пластические, как правило, изменяются незначительно.
При исследовании малоцикловой усталости титановых сплавов
для криогенной техники установлено, что с понижением
температуры от 300 до 4,2 К статическая и циклическая прочность сплавов
значительно возрастает. Понижение температуры в указанном
интервале замедляет процессы циклической ползучести, протекающие
в сплавах при пульсирующем нагружении, и вызывает повышение
их сопротивляемости квазистатическому разрушению.
Исследование ползучести при низких температурах показало,
что накопление деформации ползучести не происходит при
напряжениях ниже предела текучести материала при данной температуре.
Важнейшими преимуществами титановых сплавов перед
другими конструкционными материалами являются их высокая
удельная прочность в сочетании с высокой коррозионной стойкостью.
Кроме того, титан и его сплавы хорошо свариваются, парамагнитны
и обладают некоторыми другими свойствами, имеющими важное
значение в ряде отраслей техники. Перечисленные качества
титановых сплавов открывают большие перспективы их применения в тех
областях машиностроения, где требуется высокая удельная
прочность и жаропрочность в сочетании с высокой коррозионной
стойкостью. Это относится, в первую очередь, к таким отраслям техники,
как авиастроение, ракетостроение, судостроение, химическое,
пищевое и транспортное машиностроение.
Из сплавов титана делают обшивку фюзеляжа и крыльев
сверхскоростных самолетов, панели и шпангоуты ракет, диски и лопатки
турбин. Первым потребителем титана стала авиационная
промышленность. Применение высокопрочных титановых сплавов для
изготовления ряда узлов и деталей вместо алюминиевых позволило
самолетам преодолеть звуковой барьер.
В самолете большинство стальных деталей могут быть заменены
деталями из титана с выигрышем в массе на 30-35 %.
Единственными недостатками титана по сравнению со сталью являются его более
низкие модуль нормальной упругости и фрикционные свойства.
Глава 4. ПРИМЕНЕНИЕ ТИТАНА И ЕГО СПЛАВОВ 405
Титановые сплавы пригодны для изготовления планеров
летательных аппаратов, имеющих скорость полета порядка 4000 км/ч.
Из титана могут изготавливаться статоры и роторы двигателей,
лонжероны, шпангоуты, детали шасси, что позволяет снизить их
массу на 40 % по сравнению с массой стальных деталей.
Ракетостроение. С самого начала развития
ракетно-космическая техника всех стран широко использует титановые сплавы. Сплав
Ti-6A1-4V применен для изготовления баллонов высокого
давления ракет США.
Титановые сплавы широко использовались в пилотируемых
ракетных комплексах "Восток" и "Союз", беспилотных "Луна", "Марс",
"Венера", а также в более поздних космических системах -
"Энергия" и орбитальном корабле "Буран". Применение титана в этих
конструкциях было весьма эффективно вследствие уменьшения
массы, особенно в многоступенчатых ракетных конструкциях.
Основными объектами применения титана являются
твердотопливные и жидкостные ракетные двигатели, обшивки, корпуса
пороховых двигателей, трубчатые конструкции стыковки отсеков,
агрегаты различного назначения, в частности газовые баллоны
высокого давления, детали креплений и др.
В ракетно-космической и авиационной технике в настоящее
время используется до 75-80 % от общего объема производства
титана.
Благодаря высокой коррозионной стойкости в морской воде,
хорошему сопротивлению эрозии и кавитации, титан и его сплавы
относятся к материалам, практически идеально подходящим для
строительства судов и морских сооружений.
Из титановых сплавов изготовляют обшивку судов, гребные
винты, теплообменники и другую судовую аппаратуру. Как правило,
используют низкопрочиые и среднепрочные сплавы, хорошо
сваривающиеся всеми видами сварки и обладающие удовлетворительной
технологической пластичностью. Существует специальная
номенклатура титановых сплавов для судостроения, включающая сплавы
ПТ-7М,ПТ-ЗВидр.
В первую очередь титановые сплавы нашли применение для
оборудования подводных лодок. Еще в 1980-х гг. подводные
лодки США класса "Sea Wolf были оснащены деталями и узлами из
титановых сплавов. После военного конфликта в Персидском
заливе принято решение о широком применении титана для
строительства надводных кораблей ВМФ США. В Норвегии, США,
Японии и России ведутся работы по использованию титановых
сплавов для морских платформ, предназначенных для добычи
нефти, газа и железомарганцевых конкреций со дна мирового
океана.
406 РАЗДЕЛУ!. ТИТАН И ЕГО СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
В отечественной промышленности титановые сплавы
применяются главным образом в химическом, тяжелом, энергетическом и
транспортном машиностроении, машиностроении для легкой,
пищевой промышленности и в бытовых приборах.
Стандартное оборудование в основном изготовляется заводами
химического машиностроения. Номенклатура этих заводов
достаточно широка и включает в себя запорную (вентили, шаровые
краны), перекачивающую (насосы), емкостную и специальную
аппаратуру.
Титан используется в медицине благодаря полной
биологической совместимости с тканями человеческого организма. Титан не
отторгается костной и мышечной тканями и легко обрастает ими.
По своей биологической инертности он превосходит все известные
коррозионностойкие стали и сплавы. Титан и его сплавы (например,
ВТ6 и ВТ14) являются идеальным материалом для протезирования.
Сочетание высокой удельной прочности и практически идеальной
совместимости титана и его сплавов с тканями человеческого
организма делает их наиболее перспективным материалом для
изготовления протезов (замена костей), имплантатов, зубных металлоке-
рамических коронок и каркасов мостовидных протезов, базисов
съемных зубных протезов. В ортопедической хирургии титановые
сплавы используют в качестве протезов плечевых, бедренных,
коленных суставов, а также для соединения и сращивания переломов,
Их применяют для изготовления сердечно-сосудистых клапанов и
электронных стимуляторов.
На титановых изделиях методом анодного окисления можно
образовывать слои оксидов различной толщины, изменяющие цвет
их поверхности. Регулируя уровень напряжения и время обработки,
можно получить темно-синий, светло-синий, желтый, розовый,
бирюзовый, зеленый цвета. Отжиг титановых изделий в атмосфере
азота или ионно-плазменная обработка позволяют формировать
на поверхности стойкие нитриды титана золотых оттенков. Эта
технология использована для реставрации памятников и
изготовления крестов на восстанавливаемых церковных зданиях Санкт-
Петербурга.
Широкое внедрение титановых сплавов пока сдерживается их
сравнительно высокой стоимостью. Объясняется это высоким
сродством титана ко многим элементам и прочностью химических
связей в его природных соединениях. Совершенствование
технологических процессов производства и широкие перспективы применения
титановых сплавов в различных отраслях позволяют с уверенностью
утверждать, что они станут важнейшими конструкционными
материалами ближайшего будущего (рис. 4.1).
Глава 4. ПРИМЕНЕНИЕ ТИТАНА И ЕГО СПЛАВОВ
407
I960
1970
1980
1990 2000
Годы
Рис. 4.1. Зона применения титана (освоение и перспектива):
1 - самолето-, вертолето-, ракетостроение, космическая техника; 2 - химия,
нефтехимия, металлургия, гальванотехника, целлюлозно-бумажная промышленость,
красильные и полиграфические производства, пищевая, фармацевтическая,
микробиологическая отрасли промышленности, вооружение; 3 - паровые турбины; 4 - тепло-
обменная и опреснительная техника; 5 - ортопедия, стоматология, травматология;
6 - системы очистки; 7 - оборудование нефте- и газодобывающих платформ,
газотермальная техника, захоронение радиоактивных отходов; 8 - судостроение, рыбодо-
быча, электронная и акустическая техника, велосипедостроение, железнодорожный
транспорт, спорттовары, строительство и архитектура, станкостроение для легкой
промышлености, ювелирное дело, изделия музыкального и изобразительного
искусства, товары народного потребления; 9 - автомобилестроение
Титан успешно используется и как броневой материал. Масса
конструкций из титанового сплава Ti-696A1-4%V на 30-45 %
меньше массы конструкций из катаной броневой стали и
алюминия.
Титановые сплавы обладают высокой хладостойкостью (их
механические свойства при низких температурах существенно не
меняются), что позволяет рекомендовать их заводам горного
оборудования для использования в бурильных перфораторах, работающих
на рудниках Крайнего Севера и Заполярья.
РАЗДЕЛ VII
МЕДЬ И ЕЕ СПЛАВЫ
В КРИОГЕННОЙ ТЕХНИКЕ
Глава 1
ОСНОВНЫЕ СВОЙСТВА МЕДИ
Медь - металл розовато-красного цвета, плотность меди 8,95 г/см3,
температура плавления 1083 °С. Медь кристаллизуется в гранецен-
трированной решетке с периодом а = 0,3615 нм и не имеет
полиморфных превращений. На воздухе при наличии влаги и
углекислого газа медь медленно окисляется, покрываясь пленкой так
называемой патины зеленого цвета, которая является основным
карбонатом меди (СиОН)2СО3. Эта пленка в определенной мере
защищает медь от дальнейшей коррозии.
Чистая медь обладает высокой электрической проводимостью
(на втором месте после серебра), пластичностью, коррозионной
стойкостью в пресной и морской воде, а также в ряде химических
сред. Медь принято считать эталоном электрической проводимости
и теплопроводности по сравнению с другими металлами.
Характеристики этих свойств меди принимаются за 100 %, в то время как у
алюминия, магния и железа они составляют соответственно 60, 40 и
17 % от соответствующих свойств меди. Механические свойства
чистой меди в литом состоянии: ав = 160 МПа, о0,2 = 35 МПа, б = 25 %; в
горячедеформированном: ов = 250 МПа, о0)2 = 95 МПа, б = 50 %. Из-
за низких значений предела текучести и высокой стоимости чистая
медь как конструкционный материал не применяется. Около
половины производимой меди используется в электро- и радиотехнике.
Электрическая проводимость меди зависит от содержания
примесей. При наличии даже небольшого количества примесей
электрическая проводимость резко падает.
Медь обладает отличной обрабатываемостью давлением в
холодном и горячем состояниях, хорошими литейными свойствами и
удовлетворительной обрабатываемостью резанием.
Чистая медь имеет следующие основные физические свойства:
Относительная атомная масса (атомный вес) 63,5
Плотность р, г/см3 8,95
Температура плавления Тпл, °С 1083
Теплопроводность X, Вт/ (м • К), при 20-100 °С 390
Удельная теплоемкость сР, Дж/ (кг • К), при 20-100 °С 375
Коэффициент линейного расширения а • 106, К"1, 16,8
при 0-100 °С
Глава 7. ОСНОВНЫЕ СВОЙСТВА МЕДИ 409
Медь и ее сплавы являются традиционными материалами,
используемыми в технике низких температур. Применение меди и ее
сплавов обусловлено высокими характеристиками их механических
свойств при низких температурах, хорошей коррозионной
стойкостью и высокой теплопроводностью.
Вредными примесями, снижающими механические и
технологические свойства меди и ее сплавов, являются висмут и свинец,
сера и кислород. Висмут и свинец почти нерастворимы в меди и
образуют легкоплавкие эвтектики по границам зерен, что способствует
красноломкости и ухудшает способность к горячей деформации. Из-
за отрицательного влияния на пластичность меди содержание
висмута не должно превышать 0,002 %. Сера с медью образует
эвтектику Cu-Cu2S, обладающую повышенной хрупкостью. Особо вредной
примесью является кислород, образующий даже в небольших
количествах хрупкую эвтектику Cu-Cu2O по границам зерен. При
нагреве металла с включениями эвтектики в атмосфере, содержащей
водород, диффундирующий в глубь меди, проявляется ее так
называемая водородная болезнь: Си2О + Н2 = 2Си + Н2О, в результате
чего пары воды создают высокое давление и возможно образование
трещин.
Соединение деталей из меди и ее сплавов часто выполняют
посредством твердой и мягкой пайки. Твердые припои изготавливают
на основе меди и цинка с добавкой серебра; их температура
плавления составляет 600-1000 °С. Мягкие припои изготавливают из
сплавов олова со свинцом; их температура плавления 200-300 °С.
Паяные медные соединения обычно применяют в криостатах
исследовательских установок.
Сплавы меди устойчивы против коррозии, обладают хорошими
антифрикционными, технологическими и механическими
свойствами и широко используются в качестве конструкционных
материалов. По технологическим характеристикам различают
деформируемые и литейные медные сплавы, по химическому составу их делят
на латуни и бронзы. Латуни представляют собой сплавы меди с
цинком, а бронзы - сплавы меди с другими элементами.
Порядок цифр в обозначениях марок деформируемых и
литейных сплавов различен. В марках деформируемых латуней и бронз
цифры, отделенные друг от друга дефисом, ставятся в конце
обозначения и расположены в той же последовательности, что и буквы,
например ЛАЖ60-1-1 или БрОЦ4-3.
В литейных латунях и бронзах содержание всех компонентов
сплавов в процентах, в том числе содержание цинка, приведены сразу
же после обозначающих их букв. Содержание меди в литейных
сплавах определяется по разности от 100 %. Например, ЛЦ16К4 -
литейная латунь, содержащая 16% Zn, 4% Si, остальное медь;
410
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
БрО5Ц5С5 - литейная бронза, содержащая 5 % Sn, 5 % Zn, 5 % Pb,
остальное - медь
Медь и ее сплавы являются в криогенной технике
традиционным материалом, одним из первых нашедших применение в
лабораторном и промышленном криогенном оборудовании. Применение
меди обусловлено тем, что наряду с высокой теплопроводностью и
хорошими технологическими свойствами она не имеет порога
хладноломкости и нижний температурный предел ее использования
близок к абсолютному нулю.
Из-за высокой стоимости и дефицитности меди применение
медных сплавов в криогенной технике в последнее время
сократилось.
Технически чистая медь имеет невысокие прочностные
свойства: предел текучести 70 МПа, временное сопротивление 200 МПа.
При снижении температуры от 293 до 20 К прочность и
твердость повышаются почти в два раза; пластичность сохраняется на
том же уровне; ударная вязкость даже увеличивается, сохраняя при
20 К столь высокие значения, что надрезанные образцы не
разбиваются копром.
Наибольшую прочность имеют медно-бериллиевые сплавы,
временное сопротивление которых в термообработанном состоянии
может превышать 1000 МПа. Поэтому бронза БрБ2, сочетающая
высокую прочность с высокой релаксационной стойкостью, нашла
широкое применение для изготовления пружинящих элементов
криогенной арматуры.
Глава 2
ТЕХНИЧЕСКАЯ МЕДЬ
Характеристика. Промышленность России выпускает
четырнадцать марок меди, которые приведены в табл. 2.1 в сопоставлении
с близкими по составу зарубежными марками меди.
ТАБЛИЦА 2.1
Марки меди по национальным стандартам
Россия
ГОСТ 859-2001
МООк
МОк
США
ASTM: 58A-77, В133,
В152, В359
-
Германия
DIN 1787-73
-
Япония
Н3510-86 НЗЮО-86
Н3300
-
Глава 2. ТЕХНИЧЕСКАЯ МЕДЬ
411
Продолжение
Россия
ГОСТ 859-2001
М1к
М006
М06
МОО
МО
Ml
Mlp
М1ф
М2р
МЗр
М2
МЗ
США
ASTM: 58A-77, В133,
В152,В359
__
С10100
С10300
С10200
—
С11000
С12000, С12900
С12200
С12900
-
С12500
—
Германия
DIN 1787-73
_
_
—
—
—
Е Cu57, E Cu58
SW-Cu
SF-Cu
-
-
-
—
Япония
Н3510-86,
НЗЮО-86, Н3300
_
—
С1020
—
С1100
С1201
С1220
-
—
—
С1221
Наиболее широкое промышленное применение имеют четыре
марки технической меди (Ml, M2, МЗ, МЗр). Техническая медь
имеет низкую прочность, высокие пластичность и вязкость во всем
интервале низких температур; коррозионная стойкость высокая.
Химический состав приведен в табл. 2.2.
ТАБЛИЦА 2.2
Химический состав технической меди по ГОСТ 859-2001
Марка меди
Ml
М2
МЗ
МЗр
Марка меди
Ml
М2
МЗ
МЗр
Содержание меди,
%, не менее
99,9
99,7
99,5
99,5
Содержание меди,
%, не менее
99,9
99,7
99,5
99,5
Содержание примесей, %, не более
О
0,07
0,08
0,01
Bi
0,001
0,002
0,003
0,003
Sb
0,002
0,005
0,05
0,05
As
0,002
0,01
0,01
0,005
Fe
0,005
0,05
0,05
0,05
Содержание примесей, %, не более
Ni
0,002
0,2
0,2
0,2
Pb
0,005
0,01
0,05
0,02
Sn
0,002
0,05
0,05
0,05
s
0,004
0,01
0,01
0,01
Zn
0,004
Назначение. Техническая медь может применяться для
изготовления элементов криогенных установок: днищ, обечаек, трубча-
412
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
тых теплообменников и т. п., работающих в интервале температур
0-523 К.
Технологические свойства. Температура литья меди 1150-
1250 °С. Линейная усадка при затвердевании 2,1 %. Медь хорошо
деформируется в горячем и холодном состояниях. Температура
горячей деформации 1050-750 °С. Отжиг может производиться в
широком интервале температур: 500-700 °С. В холодном состоянии
при деформации медь нагартовывается. Металл поставляется в
отожженном ("мягком") и неотожженном ("твердом") состояниях.
Обрабатываемость резанием неудовлетворительная. Основной вид
соединений - паяные; используются как мягкие припои (типа ПОС),
так и твердые (типа ПСр). Применяется также и сварка, однако при
этом встречается ряд трудностей, обусловленных химическими и
физическими свойствами меди.
Ввиду легкой окисляемости меди в расплавленном состоянии и
во избежание образования легкоплавкой эвтектики содержание
кислорода в основном и присадочном металле не должно превышать
0,01 %; в связи с этим для сварки применяют только
рафинированную медь, например марки МЗр.
При сварке деталей толщиной более 10 мм необходим
сопутствующий подогрев. В криогенном машиностроении применяют
ручную сварку плавящимся покрытым электродом, возможно также
применение сварки под слоем флюса или в защитных средах.
ТАБЛИЦА 2.3
Физические свойства технической меди М2 при низких
температурах
Г, К
4
20
30
40
50
60
70
80
90
100
110
120
130
140
150
а-10е, К"1
—
—
—
—
-
-
12,2
12,3
12,5
12,7
12,8
13,1
13,3
13,6
13,9
К
ВтДмК)
—
—
—
—
-
-
755
—
—
-
-
—
-
-
412
Дж/(кг-К)
0,418
7,50
37,5
69,0
99,5
135
367
178
188
197
207
215
224
234
243
Г, К
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
a-lOMC1
14,2
14,5
15,0
15,3
15,6
16,0
16,2
16,3
16,4
16,5
16,55
16,6
16,7
16,8
16,85
К
ВтДмК)
407
404
402
400
393
393
392
392
391
391
391
390
390
389
385
ДжДкг-К)
251
260
270
288
297
305
315
325
335
345
354
363
374
384
385
Глава 2. ТЕХНИЧЕСКАЯ МЕДЬ
413
Физико-механические свойства технической меди.
Физические свойства приведены в табл. 2.3. Механические свойства
приведены в табл. 2.4-2.7 и на рис. 2.1-2.3. В отожженном
состоянии при 20 °С G = 42,4 ГПа; v = 0,34; тср = 190 МПа; НВ 35-45; в
деформированном состоянии НВ 80-130.
Механические свойства технической меди при комнатной
температуре:
Предел прочности ав, МПа:
мягкой меди (в отожженном состоянии) 190-215
твердой меди (в нагартованном состоянии) 280-360
Относительное удлинение б, %:
мягкой меди (в отожженном состоянии) 60
твердой меди (в нагартованном состоянии) 6
Твердость по Бринеллю НВ, МПа:
мягкой меди (в отожженном состоянии) 45
твердой меди (в нагартованном состоянии) 110
Предел текучести от, МПа:
мягкой меди (в отожженном состоянии) 60-75
твердой меди (в нагартованном состоянии) 280-340
Ударная вязкость KCU, Дж/см2 630-470
Модуль сдвига G, ГПа 42-46
Модуль упругости Е, ГПа:
мягкой меди (в отожженном состоянии) 117-126
твердой меди (в нагартованном состоянии) 122-135
ТАБЛИЦА 2.4
Механические свойства технической меди МЗ при низких
температурах
Г, К
293
90
77
20
Ов
О<>,2
МПа
200
300
330
470
60
80
80
130
б5
W
%
45
50
52
58
85
84
83
74
кси,
Дж/см2
170
210
210
210
Примечание. Металл отожженный.
ТАБЛИЦА 2.5
Предел выносливости на базе 106 циклов и модуль нормальной
упругости технической меди при низких температурах
Г, К
293
90
а_ь МПа
120
170
£, ГПа
125
140
Г, К
20
4
а_ь МПа
240
260
£,ГПа
145
414
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
, МПа
1400
1200-
100
200 Г, К
200 Г, К
Рис. 2.1. Временное сопротивление меди и ее сплавов при низких
температурах:
1 - медь; 2 - отожженная латунь; 3 - полутвердая бериллиевая бронза
Рис. 2.2. Предел текучести меди и ее сплавов при низких
температурах:
1 - медь; 2 - латунь ЛС59-1; 3 - бронза БрАЖНЮ-4-4; 4 - бронза БрБ2 (твердая)
ТАБЛИЦА 2.6
Механические свойства сварных соединений из технической
меди МЗр при низких температурах
Сварка
Газовая ручная
Автоматическая под слоем
флюса АН-26
Г,К
293
90
293
90
О"0,2
МПа
200
250
170
260
80
90
61О,%
17
18
35
50
кси,
Дж/см2
90
100
Примечание. Материал - лист толщиной 10 мм.
КС V, Дж/см2
450
Рис. 2.3. Ударная вязкость меди и ее
сплава при низких температурах:
1 - отожженная медь; 2 - полутвердая
бериллиевая бронза
Глава 2. ТЕХНИЧЕСКАЯ МЕДЬ
415
ТАБЛИЦА 2.7
Прочность паяных соединений из технической меди МЗ
при температурах 293 и 77 К
11 липой
Чистое олово
ПОС61
ПСр 2,5
ПСр72
ПОС 40*
293
50
60
65
110
27
ав, МПа
77
120
100
70
120
35
293
50
60
50
120
-
Тер, МПа
77
100
80
60
140
—
* Пайка горелкой, остальное пайка в вакууме.
ТАБЛИЦА 2.8
Вид поставки полуфабрикатов технической меди марок Ml, M2, МЗ
Полуфабрикат
Лента холоднокатаная толщиной
0,05-2 мм
Лист холоднокатаный толщиной
0,4-12 мм
Лист горячекатаный
Пруток тянутый диаметром 5-
40 мм
Пруток прессованный диаметром
л л 1 9П ляля
Irt—LlAj MM
Пруток катаный диаметром 35-
100 мм
Труба тянутая и холоднокатаная
диаметром 3-360 мм
Труба прессованная диаметром
30-280 мм
Труба диаметром, мм:
от 3 до 360
от 30 до 280
Труба тянутая тонкостенная
диаметром 1,5-28 мм
Проволока диаметром 1,0-10 мм
Нормативно-
технический
документ
ГОСТ
1173-93
ГОСТ
495-92
ГОСТ
1535-91
ГОСТ
617-90
ГОСТ
617-90
ГОСТ
11383-75
ГОСТ
2112-79
Состояние
поставки
металла
Мягкая
Твердая
Мягкий
Твердый
Мягкий
Мягкий
Твердый
Мягкий
Полутвердый
Мягкая и
твердая
Мягкая
Тянутая
или
лоднокатаная
(мягкая и
твердая)
Прессованная
Мягкая
Твердая
Мягкая
Твердая
Ов, МПа
210
300
200
300
200
200
270
200
250
210
190
210
190
210
350
200-270
360-400
б10, %
30
3
30
3
30
38
6
30
8
35
30
35
30
35
30
25-35
1,0-2,0
416 РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Глава 3
СПЛАВЫ МЕДИ С ЦИНКОМ, ИЛИ ЛАТУНИ
Латуни - это двойные и многокомпонентные медные сплавы, в
которых основной легирующий компонент - цинк (содержание не
превышает 45 %). Среди медных сплавов латуни получили
наибольшее распространение в промышленности благодаря сочетанию
высоких механических и технологических свойств. По сравнению с
медью латуни обладают более высокой прочностью, коррозионной
стойкостью, лучшими литейными свойствами, имеют более
высокую температуру рекристаллизации. Латуни - наиболее дешевые
медные сплавы.
На рис. 3.1, а приведена левая часть диаграммы состояния
системы Cu-Zn, содержащая область однофазных (а-) и двухфазных
(а + Р)-латуней.
Однофазная а-латунь представляет собой твердый раствор
цинка в меди с решеткой ГЦК и может содержать до 39 % Zn.
Однофазная а-латунь характеризуется высокой пластичностью. При
содержании более 39 % Zn в структуре проявляется хрупкая Р-фаза,
представляющая собой твердый раствор с решеткой ОЦК на базе
соединения CuZn с электронным типом связи.
Существуют две модификации (3-фазы: выше 454-486 °С
устойчива гомогенная пластичная р-фаза, имеющая неупорядоченное
расположение атомов, ниже этих температур - более твердая и
хрупкая Р'-фаза, характеризующаяся упорядоченным
расположением атомов меди и цинка.
Двухфазные (а + Р)-латуни могут содержать до 45 % Zn. Так как
Р'-фаза, существующая при комнатной температуре, имеет большую
хрупкость и твердость, то двухфазные латуни менее пластичны и
более прочны.
Влияние химического состава на свойства латуней показано
на рис. 3.1, б. В отличие от равновесного состояния Р'-фаза
практически появляется уже при концентрации цинка более 30 96.
Поэтому в сплавах, содержащих менее 30 % Zn, увеличение его
концентрации повышает и прочность, и пластичность. При
увеличении содержания цинка выше 30 % пластичность сплавов
начинает уменьшаться, а после появления в структуре
значительных количеств р'-фазы происходит резкое падение пластичности.
Прочность при увеличении содержания цинка растет до 45 %, а
потом также резко падает. При дальнейшем увеличении
содержания цинка (области р, а + Р и т. д.) свойства сохраняют свои
низкие значения.
Глава 3. СПЛАВЫ МЕДИ С ЦИНКОМ, ИЛИ ЛАТУНИ
417
Латуни обычно хорошо обрабатываются давлением.
Однофазные а-латуни высокопластичны и хорошо деформируются в
холодном состоянии. Двухфазные (а + Р')-латуни лучше деформируются
при нагреве выше температуры (р о Р')-превращения. Обычно их
деформируют при температуре несколько выше 700 °С.
По технологическим признакам различают деформируемые и
литейные латуни (табл. 3.1).
о
Си
10 20 30 UO 50 50 70 60 30
Zn,%
б
Рис. 3.1. Диаграмма
состояния системы
Cu-Zn (а) и влияние
содержания цинка
на механические
свойства латуни (б)
иго
350
2вО
210
МО
7О
а.
^г
i ini
s~AA
Л\
!\!
-
I -
-
, krM
60
50
UO
30
20
10
О 10 20 30 UO 50 60
Си Zn,% Zn
27-312
418
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
ТАБЛИЦА 3.1
Химический состав и механические свойства
некоторых марок латуней
Марка латуни
Структура
Содержание, %
Си
легирующие
элементы
МПа
6,96
НВ
Назначение
Деформируемые латуни (ГОСТ 15527-70)
Л90 (томпак)
Л80
Л63
ЛС59-1
ЛЖМц59-1-1
ЛАЖ60-1-1
а+р
а+Р
а+(3
а+Р
88-91
79-81
62-65
57-60
57-60
58-61
0,8-1,9 РЬ
0,6-1,2 Fe;
0,1-0,4 А1;
0,3-0,7 Sn;
0,5-0,8 Mn
0,75-1,5 Al;
0,75-1,5
Fe;
0,1-0,6 Mn
260
320
330
400
450
450
45
52
50
45
50
45
530
550
560
900
880
Ленты, листы, трубы,
художественные
изделия, мембраны,
змеевики
Ленты, проволока,
трубы конденсаторов,
теплообменников
Ленты, проволока,
прутки, трубы
деталей радиаторов,
патрубков, прокладки
Полосы, прутки,
втулки, краны, тройники,
прокладки
Проволока, трубы
Трубы, прутки,
свариваемые элементы
аппаратуры
Литейные латуни (ГОСТ 17711-93)
ЛЦ16К4
ЛЩОМцЗЖ
ЛЦ23А6ЖЗМц2
а+Р
а+Р
а+р
78-81
53-58
64-68
3,0-4,5 Si
3,0-4,0 Mn;
0,5-1,5 Fe
4,0-7,0 Al;
2,0-4,0 Fe;
1,5-3,0 Mn
300
500
700
15
10
7
100
100
160
Арматура, детали
приборов
Детали
ответственного назначения,
гребные винты и их
лопасти
Гайки нажимных
винтов, червячные
винты
а-Латуни редко легируют дополнительно другими элементами;
они представляют собой обычно двойные сплавы меди с цинком.
В марках этих латуней Л62, Л68, Л80, Л90 цифры показывают
среднее содержание меди. Цинк дешевле меди. Чем больше цинка в
латуни, тем ниже ее стоимость. Из однофазных а-латуней холодным
деформированием изготовляют ленты, гильзы патронов, трубки
теплообменников, проволоку.
Глава 3. СПЛАВЫ МЕДИ С ЦИНКОМ. ИЛИ ЛАТУНИ 419
Латунь, содержащая до 10 % Zn, так называемый томпак, имеет
цвет золота и применяется для изготовления украшений.
(а + (З)-Латуни легируют дополнительно алюминием, железом,
никелем для увеличения прочности, а также для улучшения
обрабатываемости на станках. Высоким сопротивлением коррозии
обладают латуни, легированные оловом (ЛО70-1, ЛО62-1) и называемые
морскими латунями. Наибольшей прочностью обладают латуни,
дополнительно легированные алюминием, железом, марганцем.
Отрицательным свойством деформированных латуней,
содержащих более 20 % Zn, является склонность к растрескиванию при
вылеживании во влажной атмосфере, содержащей следы аммиака.
"Сезонное растрескивание" обусловлено коррозией по границам
зерен в местах неравномерной концентрации примесей. Для
снижения возможности образования этого дефекта после деформации
латуни подвергают отжигу при температурах ниже температуры
рекристаллизации (обычно около 250 °С).
Из деформированных латуней изготовляют трубы, прутки,
полосы, проволоку. Литейные латуни отливают в землю, в кокиль, под
давлением, они идут на изготовление арматуры и деталей для
судостроения, гаек нажимных болтов для сложных условий работы,
втулок, вкладышей и подшипников.
В России принята буквенно-цифровая маркировка латуней, в
которой буквы обозначают основные компоненты сплава, числа - их
примерное содержание в процентах. Марка латуни начинается с
буквы "Л". В двойных (простых) латунях число после буквы "Л"
определяет среднее содержание меди. В марках многокомпонентных
латуней после буквы "Л" указаны легирующие элементы, которым даны
следующие обозначения: О - олово; А - алюминий; Н - никель; К -
кремний; Ж - железо и т. д. Порядок букв и чисел в деформируемых
и литейных латунях различен. В деформируемой латуни первое
число после букв указывает среднее содержание меди, последующие
числа, отделенные дефисом, указывают среднее содержание
легирующих элементов. Например, латунь ЛА77-2 имеет следующий
состав: 77 % Си, 2 % А1, остальное Zn. В литейных латунях среднее
содержание компонентов сплава указывается сразу после буквы,
обозначающей его название; цинк обозначается буквой "Ц". Например,
литейная латунь ЛЦЗОАЗ содержит 30 % Zn, 3 % Al, Си - основа.
3.1. ЛАТУНЬ ЛЦ16К4 (СТАРОЕ НАЗВАНИЕ ЛК80-ЗЛ)
Характеристика. Литейная латунь - сплав меди с цинком и
кремнием, обладающая наилучшей жидкотекучестью, что
позволяет методом литья получать тонкостенные детали сложной формы.
Сохраняет удовлетворительную пластичность при криогенных
температурах. Имеет высокую коррозионную стойкость и хорошие
антифрикционные свойства.
21*
420
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
ТАБЛИЦА 3.2
Химический состав латуни ЛЦ16К4 по ГОСТ 17711-93, %
Си
78-81
Si
3,0-4,5
Zn
Остальное
Pb
Sn
Sb
Mn
Al
Fe
Ni
P
Всего
примесей
не более
0,5
0,3
од
0,8
0,04
0,6
0,2
0,1
2,8
Назначение. Детали приборов и арматуры сложной
конфигурации, работающие при температуре до 250 °С и подвергающиеся
гидровоздушным испытаниям; детали, работающие в морской воде при
условии обеспечения протекторной защиты (шестерни, детали узлов
трения и др.). Сплав применяется для изготовления литых деталей:
корпусов арматуры и детандеров, разъемных фланцевых соединений,
шестерен и других, работающих при температурах 20-525 К.
Технологические свойства. Температура плавления
сплава 900 °С, температура нагрева металла под заливку форм 950-
1000 °С, линейная усадка 1,7 %. Гомогенизация при (755±5) °С в
течение 1-1,5 ч. Отжиг для снятия напряжений при (400±50) °С в
течение 1-3 ч.
Обрабатываемость резанием удовлетворительная. Применяется
сварка угольным электродом, в среде защитных газов, а также
покрытыми электродами, например марки ЗТ, главным образом для
исправления дефектов литья. При толщине кромок более 10 мм
необходим предварительный подогрев металла до температуры 300-350 °С.
Особенностью пайки является необходимость предотвращения
интенсивного образования оксида цинка, поэтому предпочтительны
горелки с восстановительным пламенем. Используют в основном
серебряные припои типа ПСр40.
Физико-механические свойства. Физические свойства:
значения а и ср приведены в табл. 3.3; при 20 °С X = 41,9 Вт/(м • К) и
р = 8,50 г/см3. Механические свойства приведены в табл. 3.4, 3.5 и
на рис. 3.2, 3.3. При 20 °С Е = 98 ГПа; коэффициент трения в паре со
сталью (без смазки) 0,19; со смазкой 0,01.
Временное сопротивление и предел текучести сплава при 20 °С
значительно повышаются при росте содержания кремния (в
пределах марочного состава); одновременно падает ударная вязкость;
пластичность (относительные удлинение и сужение) наименее
чувствительна к содержанию кремния, хотя она несколько падает при
повышении содержания кремния.
Железо, являющееся неизбежной примесью литья, наиболее
отрицательно влияет на пластичность, особенно при криогенных
температурах, и ударную вязкость. В случае испытания образцов на од-
Глава 3. СПЛАВЫ МЕДИ С ЦИНКОМ, ИЛИ ЛАТУНИ
421
ноосное растяжение при температуре ниже 90 К разрушение их
происходит без заметной макропластической деформации, если
содержание железа в сплаве составляет 0,3-0,4 %, В этом случае
временное сопротивление становится малочувствительным к росту
содержания кремния (в пределах марочного состава). В связи с этим
для деталей, работающих при температуре ниже 90 К, литье должно
содержать минимальное количество железа (менее 0,1 %).
ТАБЛИЦА 3.3
Физические свойства латуни при низких температурах
Г, К
10
20
30
50
70
80
а-10е,
К'1
-
-
—
-
13,8
сР,
Дж/(кг-К)
3
11
34
118
191
222
Г, К
93
113
133
153
173
193
а-10е,
К"1
14,0
14,1
14,2
14,6
15,6
17,3
Дж/(кг-К)
250
295
328
358
384
404
Г, К
213
233
253
273
293
а-10е,
К"1
18,5
18,8
18,9
19,0
19,1
ДжДет.К)
418
429
438
444
448
ТАБЛИЦА 3.4
Механические свойства (не менее) фасонного литья из латуни
ЛЦ16К4 (без термообработки) при температуре 20 °С
по ГОСТ 17711-93
Вид отливки
В песчаную форму
В кокиль
Си, МПа
294
343
61О,%
15
15
НВ
100
ПО
ТАБЛИЦА 3.5
Механические свойства латуни ЛЦ16К4 при низких температурах
Режим термообработки
Без термообработки
Отжиг (450 °С, 12 ч)
Г, К
293
77
20
293
77
20
Ов
О"0,2
МПа
420
480
530
360
420
440
150
250
210
150
240
210
б5
W
%
40
27
33
20
13
10
41
29
40
30
21
19
KCU,
Дж/см2
90
50
-
100
60
-
Примечание. Материал - отливка (литье в песчаную форму); кремний - 3 %,
железо - следы.
422
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
KCU, Дж/см2
2 3 4
Содержание Si, %
150
250 Г, К
Рис. 3.2. Механические свойства при 20 °С латуни ЛК80-ЗЛ в
зависимости от содержания кремния (железо - следы)
Рис. 3.3. Изменение пластичности латуни ЛК80-ЗЛ при понижении
температуры в зависимости от содержания железа:
/ - железо - следы; 2 - железо 0,4 % (содержание кремния в обоих случаях 3,5 %)
3.2. ЛАТУНЬ Л63
Характеристика. Медно-цинковый сплав повышенной
прочности, сохраняющий пластичность и вязкость во всем интервале
низких температур; упрочняется нагартовкой, в таком состоянии
склонен к растрескиванию при длительном нагружении в
промышленной атмосфере.
ТАБЛИЦА 3.6
Химический состав латуни Л63 по ГОСТ 15527-70, %
Си
78-81
Zn
Остальное
РЬ
Fe
Sb
Bi
Р
Всего примесей
не более
0,07
0,2
0,005
0,002
0,01
2,8
Назначение. В обычных условиях основными областями
применения являются листы, ленты, прутки, трубы, проволока. Сплав
используют для изготовления винтов, гаек, болтов, шайб,
прокладок, заклепок, деталей, получаемых глубокой вытяжкой. В
криогенной технике сплав может применяться для изготовления сварных и
паяных деталей криогенных аппаратов: обечаек днищ, фланцев и
других, работающих при температуре до 250 °С. Зарегистрирован в
Глава 3. СПЛАВЫ МЕДИ С ЦИНКОМ. ИЛИ ЛАТУНИ
423
Госгортехнадзоре РФ в качестве материала (лист и трубы) в мягком
и полутвердом состояниях для сосудов, работающих под давлением
до 4 МПа при температуре 20 К.
Технологические свойства. Сплав хорошо деформируется в
горячем и холодном состояниях. Температурный интервал горячей
деформации 850-750 °С. После холодной деформации сплав
подвергают отжигу при температуре 600-700 °С, для снятия внутренних
напряжений применяют отжиг при температуре (290±15) °С.
Обрабатываемость резанием удовлетворительная. Свариваемость
удовлетворительная. Во избежание испарения и сгорания цинка, что
снижает его содержание в шве и ведет к пористости и снижению
прочности сварного соединения, требуется специальная защита шва.
Для автоматической сварки можно использовать проволоку из
бронзы БрОЦ4-3 и флюс АН-20; с применением указанной проволоки, а
также проволоки из латуни ЛК62-0,5 возможна сварка в среде
защитных газов. При сварке кромок толщиной более 10 мм
необходим предварительный подогрев детали. Это же требуется и при
сварке деталей, имеющих свариваемые кромки, резко
отличающиеся по толщине.
Паяемость латуни ЛбЗ хорошая, в качестве припоев используют
как низкотемпературные оловянно-свинцовые припои (например,
ПОС40), так и свинцово-серебряные припои типа ПСр1,5. Для
ответственных соединений применение припоев типа ПОС40
рекомендуется до температуры не ниже 150-170 К ввиду охрупчивания
соединений при более низких температурах.
Физико-механические свойства. Физические свойства:
значения аи ср приведены в табл. 3.7. При 20 °С р = 8,43 г/см3 и X =
= 108,9 Вт/(м • К); при 80 К X = 67 Вт/(м • К). Механические
свойства приведены в табл. 3.8-3.10. При 20 °СЕ = 110 ГПа.
ТАБЛИЦА 3.7
Физические свойства латуни Л63 при низких температурах
Г, К
10
20
30
40
50
60
70
а-10е,
К"1
—
-
-
-
-
-
14,1
Дж/(кг-К)
4,0
16,0
41,0
82,0
134
180
218
Г, К
80
90
100
120
140
160
180
а-106,
К'1
14,3
14,4
14,7
15,1
15,5
16,0
16,7
Ср,
ДжДкг-К)
246
269
289
322
345
360
372
Г, К
200
220
240
260
280
300
а-10е,
К"1
17,7
19,0
19,6
19,8
20,1
20,4
Дж/(кг-К)
381
388
390
391
391
391
424
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
ТАБЛИЦА 3.8
Стандартизованные механические свойства (не менее)
при температуре 293 К и вид поставки латуни Л63
Полуфабрикат
Лист холоднокатаный
толщиной 0,4-12 мм
Лист горячекатаный
толщиной 5-25 мм
Пруток тянутый
диаметром, мм:
от 3 до 50
от 3 до 40
от 3 до 12
Пруток прессованный
диаметром 10-160 мм
Труба тянутая и
холоднокатаная диаметром
3-100 мм
Труба прессованная
диаметром 19-21 мм
Проволока диаметром
0,1-1,2 мм
Нормативно-
технический
документ
ГОСТ 931-90
ГОСТ 2060-73
ГОСТ 494-76
ГОСТ 1066-90
Состояние поставки
Мягкий
Четвертьтвердый
Полутвердый
Твердый
Особотвердый
Мягкий
Мягкий
Полутвердый
Твердый
Мягкий
Мягкая
Полутвердая
Мягкая
Мягкая
Полутвердая
Твердая
* Удлинение для проволоки определено на длине образца /0 = 100 мм.
О"в,
МПа
300
350
420
500
600
300
300
380
450
300
300
380
280
320
360
560
61О,%
38
20
10
4
-
30
40
15
10
30
40
25
38
18*
5*
-
ТАБЛИЦА 3.9
Механические свойства латуни Л63 при низких температурах
Режим термообработки
Без термообработки (состояние
поставки)
Отжиг
Г, К
300
77
4
293
177
77
Ов
МПа
430
570
670
360
410
510
220
300
380
135
152
183
б5
W
%
25
32
36
55
72
79
68
61
66
62
67
66
кси,
Дж/см2
_
-
—
120
130
150
Примечание. Материал - пруток диаметром 10-12 мм.
Глава 3. СПЛАВЫ МЕДИ С ЦИНКОМ, ИЛИ ЛАТУНИ
425
ТАБЛИЦА 3.10
Механические свойства сварных соединений из латуни Л63
при температурах 293 и 90 К
Присадочная проволока
Св-Л62
Св-ЛК62-0,5
о
293
300
400
5,МПа
90
400
500
КСи,Дж/см
293
56
78
2
90
72
96
Примечание. Сварка ацетилено-кислородная.
Прочность паяного соединения из латуни Л63 при низких
температурах (припой ПОС40):
г, к
Ов, МПа
293
22
213
27
90
29
77
29
3.3. ЛАТУНЬ ЛЖМц59-1-1
Характеристика. Медно-цинковый сплав, содержащий
железо, марганец, алюминий и олово, обладающий повышенной
прочностью и сохраняющий пластичность при криогенных
температурах. Повышенная прочность и вязкость обусловлены
мелкозернистой структурой, являющейся следствием легирования железом.
Склонен к растрескиванию при длительном нагружении в
промышленной атмосфере.
ТАБЛИЦА 3.11
Химический состав латуни ЛЖМц59-1-1 по ГОСТ 15527-70, %
Си
57,0-60,0
Fe
0,6-1,2
Мп
0,5-0,8
А1
0,1-0,4
Sn
0,3-0,7
Zn
Остальное
Pb
Sb
Bi
Р
Всего
приме-
сей
не более
0,02
0,01
0,003
0,01
0,25
Назначение. Сплав обладает высокими коррозионными
свойствами в атмосферных условиях, в пресной и морской воде и
применяется в криогенной технике. Сплав может применяться для
изготовления различных деталей: фланцев, трубных решеток, крепежа и
других, работающих под нагрузкой при температурах -253 ч- +250 °С
(20-523 К). Зарегистрирован в Госгортехнадзоре РФ в качестве
материала (трубы тянутые в мягком состоянии и прессованные в по-
28-312
426
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
лутвердом состоянии) для сосудов, работающих подавлением до
4 МПа при температуре 20 К.
Технологические свойства. Температура литья 1040-1080 °С.
Температура горячей деформации 680-730 °С. Температура отжига
(600 ±25) °С. Обрабатываемость резанием хорошая. Свариваемость
удовлетворительная.
Физико-механические свойства. Физические свойства
приведены в табл. 3.12; при 20 °С X = 100,5 Вт/(м • К) и р = 8,5 г/см3.
Механические свойства приведены в табл. 3.13-3.15. При 20 °С Е =
= 106 ГПа.
ТАБЛИЦА 3.12
Физические свойства латуни ЛЖМц59-1-1 при низких
температурах
Г, К
10
20
30
40
50
60
70
а-10е,
К"1
_
-
-
-
—
—
13,0
Дж/(кгК)
2,6
13,6
38
78
126
172
208
Г, К
80
90
100
120
140
160
180
а-10е,
к-1
13,4
14,1
14,8
15,9
16,8
17,7
18,8
Дж/(кг-К)
238
263
285
323
352
374
390
Г, К
200
220
240
260
280
300
а-10е,
К"1
20,1
20,35
20,45
20,55
20,65
20,8
Дж/(кгК)
402
407
411
413
414
414
ТАБЛИЦА 3.13
Стандартизованные механические свойства при температуре
20 °С и вид поставки латуни ЛЖМц59-1-1
Полуфабрикат
Пруток тянутый диаметром, мм:
от 5 до 12
св. 12 до 40
Пруток прессованный
диаметром 10-160 мм
Труба прессованная диаметром
21-195 мм
Полоса прессованная
размерами от 5 х 20 до 25 х 60 мм
Плита горячекатаная
толщиной 10-150 мм
Нормативно-
технический
документ
ГОСТ 2060-90
ГОСТ 494-90
ГОСТ 6688-91
ОСТ 48-24-72
Состояние
поставки
Без
термообработки
Тоже
Термообра-
ботанная
Без
термообработки
Тоже
ав, МПа
490
440
430
430
430
430
б10, %
15
17
28
28
31
20
Глава 4. БРОНЗЫ
427
ТАБЛИЦА 3.14
Механические свойства латуни ЛЖМц59-1-1 при низких
температурах
Полуфабрикат
Плита горячекатаная
Пруток горячекатаный
отожженный
Г, К
293
195
90
77
20
293
195
90
77
ав
00,2
МПа
440
490
570
590
710
480
500
590
630
170
200
250
260
320
210
230
270
310
85
%
34
33
36
36
38
37
35
41
41
41
42
40
39
39
52
48
45
42
KCU,
Дж/см2
120
120
100
100
_
65
70
70
70
ТАБЛИЦА 3.15
Механические свойства сварных соединений из латуни
ЛМц59-1-1 при низких температурах
Сварочная проволока
Св-Л59
Св-ЛК65-05
Толщина
плиты, мм
20
40
40
Г, К
293
80
293
90
293
77
о?, МПа
380
440
260
350
420
520
б,%
20
14
14
10
34
30
KCU, Дж/см2
105
95
50
60
70
-
Примечание. Сварка ацетилено-кислородная.
Глава 4
БРОНЗЫ
Двойные или многокомпонентные сплавы меди с оловом,
алюминием, свинцом, бериллием, кремнием, хромом и другими
элементами, среди которых цинк не является основным легирующим,
называются бронзами. По главному легирующему элементу
различают бронзы оловянные, алюминиевые, бериллиевые, кремниевые
и т. д.
В марке бронз, обрабатываемых давлением, после букв "Бр" стоят
буквенные обозначения названий легирующих элементов в порядке
2S*
428
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
убывания их концентрации, а в конце марки в той же
последовательности указаны средние концентрации соответствующих
элементов (например, БрОЦС4-4-2,5). В марке литейных бронз после
каждого обозначения легирующего элемента указано его содержание.
Бронзы по сравнению с латунями обладают более высокой
прочностью, коррозионной стойкостью и антифрикционными
свойствами. Они достаточно коррозионностойки в морской воде, в
растворах большинства органических кислот, углекислых растворах.
Особенно широко применяются в машиностроении оловянные
бронзы, в которых олово является основным легирующим
элементом, а в качестве легирующих добавок используют цинк, свинец,
никель и др.
Различают деформируемые и литейные оловянные бронзы
(табл. 4.1). Деформируемые оловянные бронзы содержат 3-7 % Sn,
до 5 % Zn и РЬ и до 0,4 % Р. Они состоят из однородного твердого
раствора и после отжига имеют однофазную структуру. Благодаря
хорошей пластичности они легко подвергаются обработке
давлением и поставляются в виде прутков, труб и лент. Этот вид бронз
используется также для изготовления различных деталей с высокими
упругими свойствами. Их прочность ав = 320-350 МПа при
относительном удлинении 8 = 30-50 %.
ТАБЛИЦА 4.1
Химический состав и механические свойства некоторых марок
оловянных бронз
Марка сплава
Содержание, %
Sn
Zn
Pb
МПа
8, И
НВ
Назначение
Бронзы, обрабатываемые давлением (ГОСТ 5017-74)
БрОФ4-0,25
БрОФ6,5-0,15
БрОЦ4-3
БрОЦС4-2,5
3,5-4,0
6-7
3,5-4,0
3-5
-
-
2,7-3,3
3,5
-
-
-
1,5-3,5
0,2-0,3
0,1-0,25
-
-
340
400
350
350
52
65
40
40
650
700
600
600
Трубки аппаратов
и приборов
Ленты, полосы,
пружинящие
контакты
электрооборудования,
мембраны, сетки
Ленты, полосы,
прутки, проволока
для пружин,
крепежные детали
Ленты и полосы
для прокладок во
втулках и
подшипниках
Глава 4. БРОНЗЫ
429
Продолжение
Марка сплава
Содержание, %
Sn
Zn
Pb
Р
СТв,
МПа
Ь,%
НВ
Назначение
Литейные бронзы (ГОСТ 613-79)
БрО10Ф1
БрО5Ц5С5
БрО6Ц6С2
9-11
4-6
5-7
—
4-6
5-7
—
4-6
1-3
0,4-1,1
-
-
250
180
-
7
4
-
800
600
-
Сложное литье,
подшипники,
шестерни, червячные
передачи
Водная и паровая
арматура,
шестерни
Сложные отливки,
художественное
литье
При концентрации олова 9-11 % в структуре увеличивается
количество хрупкой составляющей - эвтектоида, содержащего
соединение Cu31Sn8, что исключает возможность пластической
деформации. Такие бронзы применяются только в литом состоянии.
Литые оловянные бронзы с цинком и свинцом имеют высокие
литейные свойства: малую объемную усадку (менее 1 96) и хорошую
жидкотекучесть. Из бронзы изготавливают сложные отливки, в
частности художественное литье.
Высокая коррозионная стойкость позволяет использовать
литейные бронзы в качестве арматуры, работающей в агрессивных
средах и обладающей высокой электрической проводимостью и
теплопроводностью.
Наличие включений твердого эвтектоида обеспечивает высокую
стойкость против истирания, а мягкие частицы облегчают
"приработку" и образуют на поверхности мельчайшие каналы, по которым
может циркулировать смазка. Поэтому бронзы, содержащие 9-10 %
Sn, являются одним из лучших антифрикционных материалов и
применяются для изготовления подшипников. Для улучшения
антифрикционных свойств в состав бронз также вводят свинец.
Литые оловянные бронзы имеют предел прочности ав = 170-
200 МПа при относительном удлинении б = 5-10 %.
Среди оловянных бронз следует выделить так называемую
колокольную бронзу. Она содержит около 20 % Sn с небольшими
добавками других элементов.
Из безоловянных бронз наибольшее применение в криогенной
технике нашли алюминиевые и бериллиевые бронзы.
Алюминиевые бронзы, содержащие до 11—12 96 А1, имеют
гетерогенную структуру, состоящую из мягкой основы - а-твердого рас-
430
РАЗДЕЛ VI!. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
твора алюминия в меди и твердых дисперсных включений
электронного соединения Си33А119. Гетерогенная структура обеспечивает
высокие антифрикционные свойства алюминиевых бронз, которые
применяются для изготовления деталей, работающих в условиях трения.
При нагреве до температуры около 900 °С они приобретают
однофазное строение пересыщенного (3-твердого раствора, который в
результате закалки переходит в игольчатую структуру, подобную
мартенситной. Отпуск позволяет в широких пределах менять
свойства алюминиевых бронз.
Алюминиевые бронзы по коррозионной стойкости в морской
воде и тропической атмосфере превосходят оловянные бронзы и
латуни и конкурируют в этом отношении с хромоникелевыми ау-
стенитными коррозионностойкими сталями.
Дополнительное легирование алюминиевда бронз железом (до
5,5 %), марганцем (до 2 %) и никелем (до 5,5 %) повышает их
механические свойства; введение никеля, кроме того, увеличивает
жаропрочность и сопротивляемость коррозии.
Алюминиевые бронзы применяют для изготовления
нагруженных деталей, работающих в тяжелых условиях повышенного
нагрева, износа и коррозионного воздействия среды. Из них
изготавливают фрикционные шестерни, зубчатые колеса, втулки, краны,
детали водяных и паровых турбин.
Алюминиевые бронзы нашли применение в технике низких
температур.
4.1. БРОНЗА БрАЖМцЮ-3-1,5
Характеристика. Литейный и деформируемый сплав системы
Си-А1, содержащий железо и марганец, обладающий повышенной
прочностью, сохраняющий пластичность и вязкость при низких
температурах. Упрочняется нагартовкой, имеет высокую
износостойкость, коррозионностоек.
ТАБЛИЦА 4.2
Химический состав бронзы БрАЖМц 10-3-1,5 по ГОСТ 18175-78, %
А1
9,0-11,0
Fe
2,0-4,0
Мп
1,0-2,0
Си
Остальное
Sn
Si
РЬ
р
Zn
Всего примесей
не более
од
од
0,03
0,01
0,5
0,75
Назначение. Сплав применяется для изготовления статически
и циклически нагруженных деталей, в том числе узлов, где требуется
малый коэффициент трения: шестерен, элементов подшипников,
Глава 4. БРОНЗЫ
431
направляющих втулок, фасонного литья, деталей арматуры,
работающих при температурах 77-425 К.
Технологические свойства. Сплав обладает
удовлетворительными литейными свойствами. Температура плавления 1025 °С,
температура заливки 1120-1150 °С, линейная усадка 2,2-2,4 96.
Сплав хорошо обрабатывается давлением в горячем состоянии:
куется, прессуется; температура горячей деформации 750-850 °С.
В кованом и прессованном состояниях имеет лучшие пластические
характеристики при низких температурах по сравнению с
состоянием после закалки и отпуска.
Температура полного отжига 650-750 °С, охлаждение с печью.
Рекомендуется закалка в воде от 850 °С и отпуск при (400±50) °С
(охлаждение на воздухе), что позволяет обеспечить твердость НВ
240-170.
Обрабатываемость резанием удовлетворительная. Сплав
сваривается и паяется. Применяют угольный и покрытый электроды с
проволокой близкого химического состава. В изделиях толщиной до
4 мм возможно применение всех видов дуговой сварки без
предварительного подогрева; при автоматической сварке используют флюс
АН-20 и проволоку близкого химического состава. При пайке следует
применять быстрые способы нагрева во избежание образования
хрупких интерметаллидов. Применяют как низкотемпературные оловян-
но-свинцовые, так и высокотемпературные серебряные припои.
Физико-механические свойства. Физические свойства: при
20 °С плотность р = 8,35 г/см3, удельная теплоемкость (литье) ср =
= 640 Дж/(кг • К); при 80 К ср = 252 Дж/(кг • К); значения а и X
приведены в табл. 4.3. Механические свойства приведены в табл. 4.4 и
4.5. Модуль нормальной упругости:
Г, К
£,ГПа
290
102
190
113
90
113
ТАБЛИЦА 4.3
Физические свойства бронзы БрАЖМцЮ-3-1,5
при низких температурах
Г, К
10
20
30
40
50
60
70
а-10е,
К'1
—
-
—
—
-
—
11,9
ДжДкгК)
2,9
6,0
8,4
11
13
16
17
Г, К
80
90
100
120
140
160
180
а-10е,
К"1
12,4
12,9
13,3
13,7
14,0
14,2
14,6
ДжДкгК)
19
20
21
24
27
30
33
Г, К
200
220
240
260
280
300
а-10е,
К"1
14,9
15,2
15,5
16,1
16,7
17,2
ДжДкгК)
36
38
41
44
47
50
432
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
ТАБЛИЦА 4.4
Стандартизованные механические свойства (не менее)
при температуре 20 °С и вид поставки бронзы БрАЖМцЮ-3-1,5
Полуфабрикат
Пруток прессованный
диаметром 16-160 мм
Труба прессованная
диаметром 50-220 мм
Литье фасонное:
в кокиль
в песчаную форму
Нормативно-
технический
документ
ГОСТ
1628-78
ГОСТ
1208-90
ГОСТ
493-79
Состояние
поставки
Без
термообработки
Тоже
Термообрабо-
танное
о-в,
МПа
590
590
490
390
61О,%
12
12
12
10
НВ
130
130
120
100
Примечание. Образцы в состоянии поставки.
ТАБЛИЦА 4.5
Механические свойства бронзы БрАЖМцЮ-3-1,5
при низких температурах
Полуфабрикат
Пруток прессованный
диаметром 65 мм*
Пруток диаметром 65 мм,
перекованный на квадрат
размерами 12 х 12 мм
Режим
термообработки
Без термообработки
Без термообработки
Закалка от 850 °С
Закалка от 850 °С и
отпуск при 400 °С
Отжиг при 700 °С
Г, К
293
90
77
293
90
77
293
90
77
293
90
77
293
90
77
Ов
0*0.2
МПа
580
710
730
760
920
950
830
980
1000
820
930
950
620
730
740
200
280
300
410
510
560
340
480
460
340
420
450
310
390
400
б5
W
%
28
24
26
23
22
16
17
16
12
22
-
-
29
27
26
31
32
32
30
30
21
20
19
17
35
-
-
36
29
27
* Ударная вязкость:
Г, К
КСи,Дж/см2
КСУ,Дж/см2
293
100
65
90
90
55
77
85
Глава 4. БРОНЗЫ
433
Для литья в кокиль механические свойства при 20 °С при
растяжении апц =170 МПа и ат = 210 МПа; при сжатии ав = 1150 МПа
и От = 340 МПа; при срезе тср = 380 МПа; ударная вязкость KCU =
= 60 Дж/см2. Для бронзы в твердом состоянии при 20 °С предел
выносливости на базе 1,5 • 107 циклов а_х = 280 МПа.
Коэффициент трения без смазки 0,21, со смазкой 0,012.
Механические свойства сварных соединений (автоматическая сварка под
слоем флюса АН-20 с присадкой проволоки Св-БрАМц9-2) при 20 °С
ав = 600 МПа; а0)2 = 290 МПа; KCU = 30 Дж/см2; при 90 К KCU =
= 26 Дж/см2.
4.2. БРОНЗА БрАЖНЮ-4-4
Характеристика. Литейный и деформируемый сплав системы
Си-А1, содержащий железо и никель, обладающий повышенной
прочностью, сохраняющий пластичность и вязкость (в отожженном
состоянии) при низких температурах, имеющий высокие
износостойкость и коррозионностойкость.
ТАБЛИЦА 4.6
Химический состав бронзы БрАЖНЮ-4-4 по ГОСТ 18175-78, %
А1
9,5-11,0
Fe
3,5-4,5
Ni
3,5-5,5
Си
Остальное
Мп
Sn
Si
Pb
Zn
Р
Всего
примесей
не более
0,3
од
0,1
0,02
0,3
0,01
0,8
Назначение. Детали ответственного назначения в
авиапромышленности (седла клапанов, направляющие втулки выпускных
клапанов, шестерни), трубные доски конденсаторов, детали
химической аппаратуры. В криогенной технике сплав может применяться
для нагруженных литых и кованых деталей: втулок, шестерен, седел
клапанов и других, работающих при температурах -196-ь+150°С
(77-423 К).
Технологические свойства. Температура литья слитков
1130-1200 °С, температура заливки фасонных отливок 1130-1240 °С,
линейная усадка 1,8 %, Сплав деформируется в горячем состоянии
удовлетворительно; температура ковки 900-800 °С. Сплав отжигают
при 700-750 °С. Возможно также проведение закалки в воде от
920 °С и отпуска при 400 °С.
Обрабатываемость резанием удовлетворительная. Применяют
электродуговую и газовую сварку, а также пайку мягкими и
твердыми припоями (аналогично бронзе БрАЖМцЮ-3-1,5).
434
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Физико-механические свойства. Физические свойства:
значения а приведены в табл. 4.7. Механические свойства приведены в
табл. 4.8, 4.9.
ТАБЛИЦА 4.7
Температурный коэффициент линейного расширения бронзы
БрАЖН10-4-4 при низких температурах
Г, К
70
80
90
100
120
а-10е, К"1
11,4
11,8
12,3
12,7
13,2
Г, К
140
160
180
200
220
а-10е, К"1
13,5
13,8
14,3
14,7
15,1
Г, К
240
260
280
300
а-Ю6,^1
15,5
16,1
16,7
17,2
ТАБЛИЦА 4.8
Стандартизованные механические свойства (не менее)
при температуре 293 К и вид поставки бронзы БрАЖН10-4-4
Полуфабрикат
Пруток прессованный
диаметром 20-160 мм
Труба прессованная
диаметром 42-300 мм
Литье фасонное в кокиль
Нормативно-
технический
документ
ГОСТ 1628-78
ГОСТ 1208-98
ГОСТ 493-79
Состояние
поставки .
Без
термообработки
Тоже
Термообрабо-
танное
<Jb,
МПа
640
640
590
§10,
%
5
5
5
НВ
170
170
170
ТАБЛИЦА 4.9
Механические свойства бронзы БрАЖН10-4-4 при низких
температурах
Полуфабрикат
Пруток прессованный
диаметром 80 мм
Пруток прессованный
диаметром 80 мм,
перекованный на квадрат
размерами 12 х 12 мм
Термообработка
Без
термообработки
Без
термообработки
Отжиг при
750 °С
Г, К
293
90
77
293
90
77
293
90
77
Ов
О"0.2
МПа
710
780
780
950
1100
1100
750
900
900
340
420
420
760
840
870
460
560
560
б5
W
%
8
4
3
9
6
3
26
19
19
12
9
5
16
8
8
33
22
22
KCU,
Дж/см2
28
15
15
18
13
13
39
23
23
Глава 4. БРОНЗЫ
435
Для литья в кокиль механические свойства при 20 °С: при
растяжении апц = 260 МПа; при сжатии ав = 1170 МПа. Для бронзы в
твердом состоянии (лента) при 20 °С Е = 130 ГПа; апц = 290 МПа;
предел выносливости на базе 5 107 циклов а_2 = 150 МПа. Для
бронзы в мягком состоянии при 20 °С ащ = 110 МПа. При 20 °С
коэффициент трения без смазки 0,23, со смазкой 0,011.
4.3. БРОНЗА БрБ2
Характеристика. Термически упрочняемый сплав меди с
бериллием, обладающий высоким пределом упругости, высокой
прочностью, релаксационной стойкостью, выносливостью,
износостойкостью, химической стойкостью, высоким сопротивлением
ползучести, сохраняющий пластичность и вязкость во всем диапазоне
низких температур.
ТАБЛИЦА 4.10
Химический состав бронзы БрБ2 по ГОСТ 18175-78, %
Be
1,8-2,1
Ni
0,2-0,5
Си
Основа
Fe
А1
Si
Pb
Всего примесей
не более
0,15
0,15
0,15
0,005
0,5
Назначение. Сплав применяется для изготовления пружин и
упругих элементов, работающих при температурах 4-525 К.
Зарегистрирован в Госгортехнадзоре РФ в качестве материала для
элементов сосудов, работающих под давлением до 4 МПа во всем
диапазоне низких температур (лист и полоса в мягком состоянии).
Применяется также как искробезопасный материал при изготовлении
специального инструмента.
Технологические свойства. Сплав прокатывается, куется,
прессуется, штампуется удовлетворительно. Температура горячей
деформации 780-800 °С. Сплав термически обрабатывается по
режиму: закалка (нагрев до 760-780 °С, выдержка до 5 мин на 1 мм
толщины детали, охлаждение в воде), облагораживание (нагрев до
(320±10) °С в течение 2-3,5 ч, охлаждение на воздухе). Лучшие
механические свойства бронза приобретает после следующей
обработки: закалка, холодная деформация, облагораживание.
Обрабатываемость резанием удовлетворительная. Паяемость удовлетворительная,
пайку проводят серебряными припоями сразу после механической
обработки.
Физико-механические свойства. Физические свойства:
значения а и X приведены в табл. 4.11; при 20 °С плотность р = 8,23 г/см3.
436
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
Механические свойства приведены в табл. 4.12-4.14 и на рис. 4.1,
4.2. Предел выносливости на базе 5 • 106 циклов а_х = 260 МПа. При
20 °С релаксационная стойкость: при начальном напряжении о0 =
= 600 МПа через 103 ч от = 588 МПа; при о0 = 700 МПа через 105 ч
ат = 660 МПа.
ТАБЛИЦА 4.11
Физические свойства бронзы БрБ2 при низких температурах
Г, К
4
10
20
30
40
50
60
а-10е,
К'1
_
-
11,5
12,1
12,4
12,8
13,3
Дж/Скг-К)
4,2
8,5
16
23
29
35
41
Г, К
70
80
90
100
120
140
160
а-106,
К"1
13,6
14,0
14,1
14,3
14,8
15,1
15,4
ДжДкг.К)
45
50
53
57
64
71
78
Г, К
180
200
220
240
260
280
300
а-10е,
к-1
15,7
15,8
16,0
16,2
16,6
16,8
17,0
ДжДкг.К)
85
91
96
102
108
113
119
ТАБЛИЦА 4.12
Стандартизованные механические свойства (не менее)
при температуре 20 °С и вид поставки бронзы БрБ2
Полуфабрикат
Полоса, лента катаные
толщиной 0,15-6 мм
Пруток тянутый
диаметром 5-40 мм
Пруток тянутый
диаметром, мм:
от 5 до 15
от 16 до 40
Пруток прессованный
диаметром 42-100 мм
Нормативно-
технический
документ
ГОСТ
1789-70
ГОСТ
15835-70
Состояние
поставки
Мягкая
Твердая
Облагороженная
Облагороженная
после деформации
на 30-40 %
Мягкий
Облагороженный
после закалки
Облагороженный
после закалки и
холодной деформации
Твердый (холодно-
деформированный
после закалки)
Мягкий
ав,
МПа
390
640
ИЗО
1170
390
1080
1170
750
650
440
б10, %
30
2,5
2
1,5
25
2
2
1
1
20
НВ
130*
170*
330*
360*
100
320
340
150
150
-
Глава 4. БРОНЗЫ
437
Продолжение
Полуфабрикат
Проволока диаметром
0,06-12 мм
Нормативно-
технический
документ
ГОСТ
15834-77
Состояние
поставки
Облагороженная
после закалки
Твердая (холодно-
деформированная
после закалки или
отжига)
Ов,
МПа
980
640
610,%
1
нв
-
* Значения HV.
Примечание. Образцы в состоянии поставки.
ТАБЛИЦА 4.13
Механические свойства бронзы БрБ2 при низких температурах
Полуфабрикат
Пруток
Лист
Режим
термообработки
Закалка
Закалка и нагар-
товка
Закалка и
облагораживание
Г, К
293
213
143
90
293
195
77
20
293
77
20
Ов
Оо>2
МПа
510
520
590
680
630
660
820
950
1400
1600
1720
240
270
320
400
560
610
700
750
1260
1470
1440
V*
51
54
50
50
15
20
37
45
9
10
9
KCU,
Дж/см2
_
-
-
-
-
-
-
-
22
30
28
Примечание. Значение KCU определено на плоских образцах размерами
2x8x55 мм.
Рис. 4.1. Релаксация
напряжений при 20 °С в бронзе БрБ2:
Закалка от 790 °С, старение при 320 °С
в течение 2 ч; начальное напряжение
сто = 700 МПа
660
510
104
т,ч
438
РАЗДЕЛ VII. МЕДЬ И ЕЕ СПЛАВЫ В КРИОГЕННОЙ ТЕХНИКЕ
2105
Рис. 4.2. Циклическая прочность при
20 "С бронзы БрБ2 (закалка и старение)
5-Ю6
, цикл
ТАБЛИЦА 4.14
Модуль нормальной упругости и модуль сдвига,
предел выносливости при изгибе на базе 106 циклов
бронзы БрБ2 при низких температурах
Г, К
293
200
Е
123
125
ГПа
G
45
46
а_1п, МПа
400
450
Г, К
77
20
Е
132
137
ГПа
G
48
49
а_1и, МПа
550
570
РАЗДЕЛ VIII
ПРОМЫШЛЕННЫЕ СПЛАВЫ МЕТАЛЛОВ
НАИМЕНЬШЕЙ ПЛОТНОСТИ
Глава 1
МАГНИЙ И ЕГО СПЛАВЫ
1.1. ОСНОВНЫЕ СВОЙСТВА МАГНИЯ
Магний - металл светло-серого цвета, второй группы
периодической системы элементов Д. И. Менделеева. Среди промышленных
металлов он обладает наименьшей плотностью (1,74 г/см3). Магний
имеет невысокую температуру плавления: 651 °С. Он
кристаллизуется в гексагональной плотноупакованной решетке и не
претерпевает полиморфных превращений. В литом состоянии магний имеет
низкие значения прочности (ав «100 МПа) и пластичности (б «
« 7 %), в деформированном и отожженном состоянии ов ~ 180 МПа
и 8 «15 56.
Чистый магний характеризуется высокой химической
активностью и легко окисляется. Оксидная пленка MgO имеет значительно
большую плотность (3,2 г/см3), чем чистый магний, и склонна к
растрескиванию. При нагреве оксидная пленка теряет свои защитные
свойства, скорость окисления магния быстро возрастает, а при
623 °С магний воспламеняется на воздухе.
Из-за низких механических свойств технический магний как
конструкционный материал не применяется. Его используют в
пиротехнике и химической промышленности для синтеза
органических препаратов, а также в металлургии в качестве раскислителя,
восстановителя и модификатора.
1.2. КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА
МАГНИЕВЫХ СПЛАВОВ
Свойства магния значительно улучшаются при легировании.
Сплавы магния характеризуются низкой плотностью, высокой
удельной прочностью, способностью хорошо поглощать вибрации,
работоспособностью при температурах климатического холода.
Прочность сплавов ав при соответствующем легировании и термической
обработке может достигать 350-400 МПа. Достоинствами
магниевых сплавов являются их хорошая обрабатываемость резанием и
свариваемость. К недостаткам относятся меньшая коррозионная
стойкость, чем у алюминиевых сплавов, трудности при выплавке и
литье и необходимость нагрева при обработке давлением.
440
РАЗДЕЛ VIII. СПЛАВЫ МЕТАЛЛОВ НАИМЕНЬШЕЙ ПЛОТНОСТИ
а , МПа
300
200
100
6,%
10
и
Ч
Si'
Si
Mn
^ -^
Мп ^--
/
**<
ь*.
1 1
7^*
— ■■
"^
7^
J
Се
i
А1^^-
Се
/Zn
>\
i
4 6 8 10
Легирующий элемент, %
Рис. 1.1. Влияние легирующих
элементов на механические
свойства магния при 20 °С
(прессованные прутки)
Основными упрочняющими
легирующими элементами в
магниевых сплавах являются
алюминий и цинк. Марганец слабо
влияет на прочностные свойства.
Его вводят главным образом для
повышения коррозионной
стойкости и измельчения зерна.
Повышение коррозионной
стойкости объясняется
образованием защитной пленки гидра-
тированного оксида MgO.
Цирконий и церий уменьшают размер
зерен, а также оказывают эффек-
тивное модифицирующее действие на их структуру. Влияние
легирующих элементов на механические свойства прессованных
прутков магния показано на рис. 1.1.
Наиболее вредными примесями, снижающими коррозионную
стойкость магния, являются никель и железо и в меньшей степени -
медь и кремний. Цирконий и марганец снижают отрицательное
действие вредных примесей. Основными структурными
составляющими сплавов систем Mg-Al-Zn-Mn являются первичные
кристаллы а-твердого раствора алюминия и цинка в магнии, у-фаза Mg17Al12
и г|-фаза MnAl. Растворимость легирующих элементов, как и в
случае алюминиевых сплавов, падает с уменьшением температуры, что
позволяет применять к магниевым сплавам термическую обработку,
состоящую из закалки с последующим старением.
Сплав ВМД-1, легированный торием, относится к числу
жаропрочных сплавов. Он предназначен для длительной работы при
температурах до 350 °С. Сплав хорошо обрабатывается давлением,
сваривается и обладает коррозионной стойкостью под напряжением.
Термическая обработка магниевых и алюминиевых сплавов
имеет много общего. Это объясняется близкими температурами
плавления и отсутствием полиморфных превращений. Особенностью
магниевых сплавов является пониженная скорость диффузии
большинства компонентов в магниевом твердом растворе. Низкие скорости
диффузионных процессов способствуют развитию дендритной
ликвации, требуют больших выдержек при нагреве, облегчают
фиксацию твердых растворов при закалке и затрудняют распад
пересыщенных растворов при старении.
Глава 7. МАГНИЙ И ЕГО СПЛАВЫ
441
Для снижения уровня ликвации и повышения технологической
пластичности перед деформацией слитки подвергают
гомогенизирующему отжигу. Деформированные полуфабрикаты из магниевых
сплавов отжигают для снятия остаточных напряжений.
Для повышения прочностных свойств магниевые сплавы
подвергают закалке и старению. Из-за низкой скорости диффузии
закалку обычно проводят на воздухе, применяют искусственное
старение при сравнительно высоких температурах (до 200-250 °С) и
более длительных выдержках (16-24 ч).
При использовании магниевых сплавов в качестве
жаропрочных температура старения во избежание коагуляции упрочняющих
фаз должна быть выше рабочей температуры.
ТАБЛИЦА 1.1
Химический состав и механические свойства
некоторых отечественных магниевых сплавов
Марка
сплава
Содержание элемента,
А1
Мп
Zn
Другие
элементы
Режим
термообработки
Оо,2
МПа
Деформируемые сплавы (ГОСТ 14957-76)
МА1
МА2
МА5
МА14
МА18
МА19
МА20
ВДМ-1
3,0-4,0
7,8-9,2
0,5-1,0
1,3-2,5
0,15-0,5
0,15-0,5
0,1-0,4
0,2-0,8
0,2-0,8
5-6
2,0-2,5
5,5-7,0
1,0-1,5
1,272,0
0,3-0,9 Zr
10-11,5 Li;
0,15-0,35 Се
0,5-1,0 Zr,
0,2-1,0 Cd;
1,4-2,0 Nd
0,05-0,12 Zr;
0,12-0,25 Се
2,5-3,5 Th
Отжиг
Тоже
Закалка-
старение
Тоже
Отжиг
Закалка-
старение
Отжиг
Тоже
200
270
320
350
170
380
250
300
130
170
220
300
130
330
160
250
Литейные сплавы (ГОСТ2856-79)
8
10
14
9
30
20
5
МЛ5
МЛ8
МЛ10
МЛ19
7,5-9,0
_
-
0,15-0,5
-
_
0,2-0,8
5,5-6,6
0,1-0,7
0,1-0,6
0,7-1,1 Zr,
0,1-0,8 Cd
0,4-1,0 Zr,
2,2-2,8 Nd
0,4-1,0 Zr,
1,6-2,3 Nd;
1,4-2,2 Y
Отжиг
Закалка -
старение
Закалка -
старение
Тоже
160
255
255
230
220
85
120
155
140
120
3
6
5
3
3
442 РАЗДЕЛ VIII. СПЛАВЫ МЕТАЛЛОВ НАИМЕНЬШЕЙ ПЛОТНОСТИ
Прочностные характеристики магниевых сплавов существенно
повышаются при термомеханической обработке, состоящей в
пластической деформации закаленного сплава перед его старением.
Магниевые сплавы обладают высокой пластичностью в горячем
состоянии и хорошо деформируются при нагреве. Для
деформированных сплавов диффузионный отжиг обычно совмещают с
нагревом для обработки давлением. Магниевые сплавы хорошо
обрабатываются резанием, легко шлифуются и полируются. Они
удовлетворительно свариваются контактной роликовой и дуговой сваркой,
которую рекомендуется проводить в защитной атмосфере.
Недостатками магниевых сплавов являются плохие литейные
свойства и склонность к газонасыщению, окислению и
воспламенению при литье. Для предотвращения дефектов при выплавке
используют специальные флюсы, для уменьшения пористости
применяют небольшие добавки кальция (0,2 96), а для снижения окисляе-
мости - добавки бериллия (0,02-0,05 %).
Различают деформируемые и литейные магниевые сплавы.
Деформируемые сплавы маркируются буквами МА, литейные -
буквами МЛ, далее следует номер сплава. Состав и свойства некоторых
российских магниевых сплавов приведены в табл. 1.1.
1.3. ДЕФОРМИРУЕМЫЕ МАГНИЕВЫЕ СПЛАВЫ
В основном деформируемые магниевые сплавы применяют в
.виде прутков и фасонных профилей для изготовления деталей
горячей штамповкой. Для улучшения их пластичности обработку
давлением проводят при температурах 350-450 °С, так как
гексагональная решетка магния затрудняет их деформацию при комнатной
температуре.
Из магниевых сплавов изготавливают кованые и штампованные
детали сложной формы, такие как крыльчатки и жалюзи капота
самолета, автомобильные диски.
Наиболее прочными деформируемыми сплавами являются
сплавы магния с алюминием (МА5) и магния с цинком,
дополнительно легированные цирконием (МА14, аналог американского сплава
ZK60A), кадмием, РЗМ и другими элементами (МА15, МА19 и др.).
Алюминий и цинк являются эффективными упрочнителями
твердого раствора. Однако их концентрация не должна превышать
10 и б % соответственно. При большем содержании этих элементов
пластичность резко снижается. Появление при старении в
структуре упрочняющих фаз Mg4Al3 и MgZn2 ведет к дополнительному
упрочнению. Цирконий измельчает зерно, а кадмий и
редкоземельные элементы одновременно повышают и прочность, и
пластичность.
Глава 7. МАГНИЙ И ЕГО СПЛАВЫ 443
Временное сопротивление высокопрочных магниевых сплавов
после термической обработки составляет около 350 МПа.
Сравнительно небольшой эффект упрочнения объясняется склонностью
упрочняющих интерметаллидных фаз к коагуляции в процессе
распада твердого раствора.
Сплав МА1, содержащий около 2 % Мп без других компонентов,
характеризуется высокой пластичностью и применяется как
листовой материал.
Самыми легкими конструкционными материалами являются
сплавы магния с литием (МА18, МА21). Плотность сплава МА18
(аналог американского сплава LA91) составляет 1,3-1,65 г/см3. Маг-
ниеволитиевые сплавы обладают повышенной пластичностью и
ударной вязкостью и могут обрабатываться давлением в холодном
состоянии. Эти сплавы хорошо свариваются и имеют
удовлетворительную коррозионную стойкость.
1.4. ЛИТЕЙНЫЕ МАГНИЕВЫЕ СПЛАВЫ
Литейные магниевые сплавы по химическому и фазовому
составу близки к деформируемым (табл. 1.1).
По сравнению с деформируемыми литые детали позволяют
существенно экономить металл. Высокая точность размеров и
хорошее качество поверхности позволяют практически исключить
операции механической обработки. Недостатком литейных магниевых
сплавов являются более низкие механические свойства из-за
грубозернистой структуры и усадочной пористости, связанной со
сравнительно широким интервалом кристаллизации.
Для повышения прочности и модифицирования вводят кальций
и цирконий. Дополнительное легирование кадмием повышает
уровень механических и технологических свойств.
Наиболее распространенным магниевым литейным сплавом
является МЛ5, характеризующийся хорошей жидкотекучестью, малой
склонностью к пористости и хорошей обрабатываемостью резанием.
Отливки из этого сплава получают литьем в землю, в металлические
формы и под давлением. Он идет на изготовление
крупногабаритных отливок картеров двигателей, корпусов приборов, насосов,
коробок передач для автомобилей и самолетов.
Для снижения массы деталей используют магниевые сплавы,
легированные 12-13 % лития. Их жидкотекучесть находится на
уровне сплава МЛ5. Сплавы Mg-Ii не имеют склонности к
образованию горячих трещин. Плотность сплава р = 1,42 г/см3,
механические свойства в литом состоянии при комнатной температуре ав =
= 160 МПа, 5 = 8%. При плавке и рафинировании металл
защищается от атмосферы специальным флюсом, состоящим из LiCl и LiF.
444 РАЗДЕЛ VIII. СПЛАВЫ МЕТАЛЛОВ НАИМЕНЬШЕЙ ПЛОТНОСТИ
1.5. ПРИМЕНЕНИЕ МАГНИЕВЫХ СПЛАВОВ
Благодаря малой плотности и высокой удельной прочности
магниевые сплавы широко применяются в авиастроении. Из них
изготавливают корпуса приборов, насосов, фонари и двери кабин.
Фюзеляжи вертолетов фирмы Сикорского (США) почти
полностью изготовлены из магниевых сплавов. В ракетной технике
магниевые сплавы идут на изготовление корпусов ракет, обтекателей,
стабилизаторов, топливных баков. Теплоемкость магния
примерно в 2,5 раза больше, чем у стали. Поглотив одинаковое
количество тепла, он нагреется в 2,5 раза меньше. В кратковременном
полете магниевые сплавы не успевают перегреться, несмотря на
низкую температуру плавления. В кратковременно работающих
ракетах типа "воздух - воздух" и управляемых снарядах
магниевые сплавы составляют основную массу конструкции.
Применение магниевых сплавов позволило снизить массу ракет на 20-
30%.
Из литейных сплавов изготавливают кронштейны, элементы
крепления, элероны, детали хвостового оперения, из
деформируемых - обшивки корпусов, стрингеры, лонжероны, опорные
конструкции тормозов, волноводов и другие детали.
Магниевые сплавы находят применение в транспортном
машиностроении для изготовления картеров двигателей и коробок
передач автомобилей.
С 1967 г. фирма "Фиат" применяет для своих автомобилей диски
колес из магниевых сплавов, отливаемых под давлением. Такие
колеса в последнее время применяются многими
автомобилестроительными фирмами разных стран.
Магниевые сплавы применяют в конструкциях переносных
ручных и механизированных инструментов и машин (сверлильные и
шлифовальные машины, пилы ддя лесной промышленности,
газонные косилки, пневматические инструменты и др.).
Их используют в электротехнике и радиотехнике (корпуса
приборов, электродвигателей), в текстильной промышленности
(бобины, шпульки, катушки и др.) и других отраслях.
В связи с малой устойчивостью против коррозии изделия из
магниевых сплавов подвергают оксидированию. На
оксидированную поверхность дополнительно наносят лакокрасочные
покрытия.
Важной областью применения магния является ядерная
энергетика. Благодаря способности поглощать тепловые нейтроны,
отсутствию взаимодействия с ураном и хорошей теплопроводности
магниевые сплавы используют для изготовления оболочек
тепловыделяющих элементов в атомных реакторах.
Глава 2. БЕРИЛЛИЙ И ЕГО СПЛАВЫ 445
Высокий электроотрицательный потенциал магниевых сплавов
позволяет применять их для протекторной защиты от морской
коррозии судов и сооружений, эксплуатирующихся в морской воде, и
для защиты от подземной коррозии находящихся в грунте
газопроводов, нефтепроводов и т. п.
Глава 2
БЕРИЛЛИЙ И ЕГО СПЛАВЫ
2.1. ОСНОВНЫЕ СВОЙСТВА БЕРИЛЛИЯ
Бериллий - светло-серый металл второй группы периодической
системы элементов Д. И. Менделеева. Порядковый номер
бериллия 4, атомная масса 9,01, температура плавления 1284 °С.
Бериллий может существовать в двух полиморфных модификациях.
Низкотемпературная модификация, существующая до 1250 °С, имеет
гексагональную плотноупакованную решетку,
высокотемпературная - решетку объемно-центрированного куба. Плотность бериллия
1,845 г/см3.
Бериллий - редкий металл. Его содержание в земной коре
составляет 5 • 10~4 %. Известно около 40 минералов бериллия;
наибольшее практическое значение имеет берилл, который после
обработки переводят в форму хлорида или фторида. Металлический
бериллий получают восстановлением фторида магнием при высокой
температуре (900-1300 °С) или электролизом его хлорида в смеси с
хлоридом натрия. Дальнейшей вакуумной дистилляцией бериллий
очищают до 99,98 96.
Размеры атома бериллия малы (атомный диаметр 0,226 нм).
Даже небольшие количества примесей сильно охрупчивают
бериллий. Пластичный бериллий, содержащий не более 10~4 % примесей,
получают электролизом хлоридных расплавов с последующей
зонной плавкой. Многократное повторение зонной плавки (до 8
проходов) позволяет получать особо чистый бериллий с чрезвычайно
высокой пластичностью (8 = 140 %). Введение в очищенный бериллий
всего 0,001 % Si приводит к охрупчиванию металла.
Для производства компактного бериллия в виде заготовок
применяют методы порошковой металлургии. В безокислительной
среде бериллий измельчают в порошок и подвергают горячему
прессованию в вакууме. Чем мельче зерна порошка, тем выше
прочностные и пластические свойства металла. Бериллий и его
соединения в виде порошков, пыли и паров остро токсичны, они
вызывают расстройство дыхания и дерматиты, поэтому при работе
446
РАЗДЕЛ VIII. СПЛАВЫ МЕТАЛЛОВ НАИМЕНЬШЕЙ ПЛОТНОСТИ
Рис. 2.1. Профили заготовок,
выдавливаемых из бериллия
с ними прибегают к
специальным методам защиты. Вместе
с тем обработанные детали из
бериллия вполне безопасны.
Для предотвращения
взаимодействия с воздухом горя-
чепрессованные заготовки
бериллия помещают в стальные
оболочки, нагревают до
температуры 800-1100 °С и в таком виде проводят обработку
давлением. Прокаткой производят листовой бериллий - основной вид
продукции, используемый в ракетной технике. Трубы и прутки
получают теплым (400-500 °С) или горячим (900-1100 °С) выдавливанием.
Степень обжатия при выдавливании 5:1 и более. Выдавливанием
получают заготовки не только круглого или квадратного сечения, но
и более сложного профиля (рис. 2.1).
Бериллий плохо обрабатывается резанием и требует
применения твердосплавного инструмента. Соединения бериллия получают
пайкой и дуговой сваркой в аргоне или вакууме.
Механические свойства бериллия зависят от чистоты металла,
технологии производства, размера зерна. После горячего
прессования при исходной крупности порошка менее 70 мкм ов = 240-
300 МПа, б = 1-2 %. Свойства горячевыдавленного бериллия
значительно выше: Ов = 500-700 МПа и 8 = 7-10 %. Деформированные
полуфабрикаты имеют развитую текстуру деформации,
вызывающую сильную анизотропию свойств.
ТАБЛИЦА 2.1
Удельная прочность и жесткость бериллия по сравнению
с другими материалами
Материал
Магниевый сплав МАЮ
Алюминиевый сплав В95
Титановый сплав ВТ6
Сталь 03Н18К9М5Т
Бериллий
ав, МПа
430
700
1500
1750
680
р, г/см3
1,8
2,9
4,5
7,8
1,8
Ов/Ср^)*, КМ
24
21
22
23
38
[Е/(рй].10-3,км
2,3
2,4
2,6
2,6
16,1
* Удельная прочность, полученная делением прочности ав на произведение
плотности р и ускорения свободного падения д, одновременно представляет собой разрушающую
длину в километрах. Проволока длиной 23 км из стали 03Н18К9М5Т разрушится под
действием собственного веса.
Глава 2. БЕРИЛЛИЙ НЕГО СПЛАВЫ
447
рис. 2.2. Влияние температуры
на удельный модуль упругости
различных материалов
По сравнению с другими
легкими материалами бериллий -
обладает уникальным
сочетанием физических и механических
свойств. По удельной прочности
и жесткости он превосходит все
другие металлы (табл. 2.1).
Благодаря высокому значению
модуля упругости (Е = 300 ГПа)
и низкой плотности бериллий
по удельной жесткости
превосходит все известные материа-
i ю
I 9
Бериллий
Углеродные волокна-
"~ эпоксидная матрица
Волокна бора—
f эпоксидная матрица
Сталь
- Магниевые
сплавы
Титановые сплавы
Алюминиевые сплавы
0 100 200 300 400 Т,°С
лы, сохраняя это преимущество до 500-600 °С (рис. 2.2).
Бериллий отличается высокой электро- и теплопроводностью,
приближающейся к теплопроводности алюминия, а по удельной
теплоемкости [» 2500 Дж/(кг • К)] превосходит все остальные
металлы. Бериллий стоек к коррозии. Подобно алюминию при
взаимодействии с воздухом на поверхности бериллия образуется тонкая
оксидная пленка, защищающая металл от действия кислорода даже
при высокой температуре. Лишь при температуре выше 700 °С
обнаруживаются заметные признаки коррозии, а при 1200 °С
металлический бериллий сгорает, превращаясь в белый порошок оксида
бериллия.
Бериллий имеет высокие ядерные характеристики - самое
низкое среди металлов эффективное поперечное сечение захвата
тепловых нейтронов и самое высокое поперечное сечение их рассеяния.
Недостатками бериллия являются высокая стоимость,
обусловленная дефицитностью исходного сырья и сложностью его
переработки, а также низкая хладостойкость. Ударная вязкость
технического бериллия ниже 5 Дж/см2.
Несмотря на эти недостатки, уникальная совокупность
технических преимуществ позволяет относить бериллий к числу
выдающихся аэрокосмических материалов.
2.2. СПЛАВЫ БЕРИЛЛИЯ
Главная сложность при легировании бериллия состоит в малых
размерах его атомов, в результате чего большинство элементов при
растворении сильно искажают кристаллическую решетку, сообщая
сплаву повышенную хрупкость. Легирование возможно лишь теми
448
РАЗДЕЛ VIII. СПЛАВЫ МЕТАЛЛОВ НАИМЕНЬШЕЙ ПЛОТНОСТИ
элементами, которые образуют с бериллием механические смеси с
минимальной взаимной растворимостью.
Серьезный недостаток бериллия, заключающийся в низкой
ударной вязкости и хладноломкости, может быть преодолен
использованием сплавов с алюминием. Из диаграммы состояния А1-Ве
видно, что эти элементы практически взаимно нерастворимы. В
таких сплавах эвтектического типа твердые частицы бериллия
равномерно распределены в пластичной алюминиевой матрице. Сплавы
содержат 24-43 % алюминия, остальное - бериллий. Фирмой "Лок-
хид" (США) разработан сплав, содержащий 62 % Be, названный ло-
келлоем. Сплавы Ве-А1 имеют структуру, состоящую из мягкой
пластичной эвтектики и твердых хрупких включений первичного
бериллия. Эти сплавы сочетают высокую жесткость, прочность и
малую плотность, характерные для бериллия, с пластичностью
алюминия (рис. 2.3). Благодаря пластичности матрицы снижается
концентрация напряжений у частиц бериллиевой фазы и уменьшается
опасность образования трещин, что позволяет использовать сплавы
в условиях более сложного напряженного состояния.
Для получения бериллиево-алюминиевых сплавов также
используют методы порошковой металлургии. Деформацию
осуществляют выдавливанием с последующей ковкой и штамповкой в
оболочках. Механические свойства труб из локеллоя (Be + 38 % А1) при
комнатной температуре: ав = 600 МПа, а0>2 = 570 МПа, 5 = 1%.
Для увеличения прочности сплавы Ве-А1 дополнительно
легируют магнием и серебром - элементами, растворимыми в
алюминиевой фазе. В этом случае матрица представляет собой более
прочный и вязкий сплав Al-Mg или Al-Ag.
Пластичную матрицу можно получить, используя композицию
Be-Ag, содержащую до 60 % серебра. Сплавы с серебром
дополнительно легируют литием и лантаном.
За исключением сплавов с пластичной матрицей, легирование
другими элементами не устраняет хладноломкость бериллия.
Максимальную пластичность имеет бериллий высокой чистоты.
Широкое распростране-
£, ГПа qR, МПа 5//о ние получили сплавы меди
с 2-5 96 Be, так называемые
бериллиевые бронзы. В Рос-
-20 сии широко применяется
бериллиевая бронза БрБ2
200
150
100
- 500
- зоо
■ 100
>
/ 1
v^.
""■■"■--
-10
10
30 50 70 Ве,%
Рис. 2.3. Зависимость
механических свойств сплавов
А1-Ве от содержания
бериллия
Глава 2. БЕРИЛЛИЙ И ЕГО СПЛАВЫ
449
рис. 2.4. Диаграмма состояния
системы Си-Ве
с 2 % Be. Из диаграммы
состояния (рис. 2.4) видно, что этот
сплав дисперсионно-твердеющий
и может упрочняться закалкой с
последующим старением.
Закалка с 800 °С фиксирует
пересыщенный однородный а-твердый
раствор, из которого при
старении (300-350 °С) выделяются
дисперсные частицы СиВе,
образующие регулярную, так
называемую квазипериодическую
структуру. После закалки
свойства бериллиевой бронзы БрБ2:
ов = 500 МПа, б = 30 %, после
старенияов = 1200МПа, 8 = 4%.
ж
600
500 -
400
300
4 6 8
Be, % (ат.)
ТАБЛИЦА 2.2
Химический состав бронзы БрБ2 по ГОСТ 18175-88, !
Be
1,8-2,1
Ni
0,2-0,5
Си
Основа
Fe
0,15
А1
0,15
Si
не более
0,15
РЬ
0,005
Всего
примесей
0,5
ТАБЛИЦА 2.3
Механические свойства бронзы БрБ2 при низких температурах
Полуфабрикат
Пруток
Лист
Режим термообработки
Закалка
Закалка и нагартовка
Закалка и
облагораживание
Г, К
298
213
143
90
293
195
77
20
293
77
20
Ов
Оо,2
МПа
510
520
590
680
630
660
820
950
1400
1600
1720
240
270
320
400
560
610
700
750
1260
1470
1440
510,%
51
54
50
50
15
20
37
45
9
10
9
кси,
Дж/см2
-
—
-
_
_
-
22
30
28
Примечание. Значение KCU определено на плоских образцах с размерами
2x8x55 мм.
29-312
450 РАЗДЕЛ VIII. СПЛАВЫ МЕТАЛЛОВ НАИМЕНЬШЕЙ ПЛОТНОСТИ
Бериллиевые бронзы обладают высокими упругими свойствами.
Их используют для изготовления пружин, сохраняющих упругость в
широком интервале температур, в том числе в криогенных
условиях. Они хорошо сопротивляются усталости и коррозии, они
технологичны при сварке и обработке резанием.
Бериллиевые бронзы немагнитны и не искрят при ударе. Из них
изготавливают инструменты для работы во взрывоопасных средах -
в шахтах, на газовых заводах, где нельзя использовать обычные
стали. Бериллиевые бронзы применяют для изготовления пружин и
упругих элементов, работающих при температурах 4-525 К.
2.3. ПРИМЕНЕНИЕ БЕРИЛЛИЯ
Сочетание таких технически важных свойств, как малая
плотность, высокие удельная прочность и жесткость, сохраняющиеся до
температур 500-600 °С, высокие теплоемкость и теплопроводность,
обусловило преимущественное применение бериллия и его сплавов
в авиационной и ракетно-космической технике.
При использовании бериллия в конструкциях необходимо
учитывать его хрупкость и чувствительность к надрезу в условиях
растягивающих напряжений. Бериллий целесообразно применять в
конструкциях, в основном работающих на сжатие, когда компоненты
растягивающих усилий и моментов изгиба отсутствуют или малы по
величине. У конструкций, работающих в условиях осевого сжатия,
сопротивление потери устойчивости пропорционально корню
квадратному из модуля упругости. В первом приближении выигрыш в
массе Am при замене используемого металла бериллием составляет:
Рве
где рмет, рВе - плотность заменяемого металла и бериллия; £мет, ЕВе - их
модули упругости.
Оценка по этой формуле, сделанная И. И. Папировым,
показывает, что бериллий обеспечивает трехкратный выигрыш в массе по
сравнению с алюминиевыми и магниевыми сплавами,
четырехкратный - по сравнению с титаном и пятикратный - по сравнению
со сталью. С увеличением температуры эффективность применения
бериллия возрастает.
В настоящее время многие детали самолетов изготавливают из
бериллия и его сплавов (рис. 2.5). Расчеты показали, что самолет,
построенный на 4/5 из бериллия и его сплавов, был бы
наполовину легче самолета из алюминия. Это позволило бы увеличить
грузоподъемность и дальность полета на 40 %. Сравнение затрат
на материалы с достигаемым эффектом показало экономическое
Глава 2. БЕРИЛЛИЙ И ЕГО СПЛАВЫ 451
Рис. 2.5. Детали самолета, изготовленные из бериллия и его сплавов
(указаны стрелками)
превосходство такого самолета с преимущественным
использованием бериллия как конструкционного материала.
Теплоемкость бериллия в 2 раза выше, чем у алюминия, почти в
3 раза - чем у железа и в 3,5 раза - чем у титана. В то же время
теплопроводность бериллия примерно такая же, как у алюминия.
Благодаря этим свойствам, а также высокой жаропрочности его
используют в теплозащитных конструкциях ракет и космических
кораблей. Из сплава бериллия с алюминием была изготовлена
обшивка управляемых снарядов.
Бериллий и материалы на его основе применяют при
изготовлении ракетных двигателей, в том числе камер сгорания и сопел.
Благодаря очень высокой теплоемкости и теплопроводности сопло
выдерживает рабочие температуры до 3000 °С. Масса двигателя
снижается при двукратном увеличении тяги.
Из бериллия делают системы антенн космических кораблей и
спутников, рули космических аппаратов, теплозащитную обшивку
космических аппаратов, возвращаемых на Землю, особенно с
экипажем на борту. Из бериллия делают зеркала оптических телескопов,
устанавливаемых на космических кораблях. Масса бериллиевого
зеркала в 5 раз меньше, чем у обычных зеркал, используемых в земных
условиях. Из бериллия был изготовлен оптический телескоп
американского космического корабля "Аполлон". Применение бериллия
позволяет уменьшить массу искусственных спутников Земли на 35-40 %.
Тормозные диски самолетов помимо прочности и
износостойкости должны обладать хорошими тепловыми характеристиками, так
как при торможении возникает высокая температура. Благодаря
высокой теплоемкости и теплопроводности бериллиевые тормоза
нагреваются до 240 °С, в то время как стальные - до 670 °С. Поэтому
на высоких скоростях бериллиевые тормоза имеют лучшие
характеристики, чем стальные. Тормозная система из бериллия дала
экономию в массе американского транспортного самолета С-5А на 725,7 кг.
Бериллиевые тормоза широко используются ВВС США, их начинают
применять и в гражданской авиации, и в автомобилестроении.
29*
452 РАЗДЕЛ VIII. СПЛАВЫ МЕТАЛЛОВ НАИМЕНЬШЕЙ ПЛОТНОСТИ
Потенциальной областью применения бериллия являются
оболочки глубоководных торпед, сбрасываемых самолетами. Торпеды
из бериллия могут достигать больших глубин при таком же
внутреннем объеме, что и торпеды из других материалов.
Благодаря низкому поперечному сечению захвата нейтронов и
высокому поперечному сечению их рассеяния бериллий находит
применение в атомной технике для изготовления отражателей,
замедлителей и оболочек ТВЭЛов. Из имеющихся в природе элементов
только четыре: водород (дейтерий), углерод, кислород и
единственный из металлов - бериллий - обладают благоприятным сочетанием
ядерных характеристик. Поэтому обычная и тяжелая вода, графит и
бериллий используются в качестве замедлителей и отражателей.
Кроме специфических ядерных характеристик материалы
замедлителей, отражателей и оболочек ТВЭЛов должны обладать
высокой теплопроводностью, жаропрочностью, коррозионной
стойкостью, сопротивлением ползучести. Бериллий лучше других
материалов, в том числе графита, удовлетворяет этим требованиям.
Благодаря низкой поглощающей способности бериллий
применяют для изготовления окон рентгеновских трубок.
Для ориентации и стабилизации ракет и космических кораблей
используют гироскопы - приборы, помогающие кораблю двигаться
в заданном направлении. В электростатических гироскопах из
бериллия изготовляют наиболее ответственную деталь - так
называемый инерциальный элемент. Он представляет собой сферу из
бериллия, заключенную в оболочку из керамики, внутри которой
создаются вакуум и электрическое поле. В этом поле подвешивается
бериллиевая сфера-ротор. Зазор между вращающимся с высокой
скоростью ротором и электродами составляет несколько сотых долей
миллиметра. Ротор должен иметь идеально отполированную
поверхность. Изготовленный из бериллия миниатюрный ротор сохраняет
стабильность размеров в условиях высоких скоростей и перегрузок.
Использование бериллия в основных конструкциях гироскопов
позволяет существенно уменьшить их массу и объем. Помимо
ракетно-космических объектов гироскопы с бериллием
использовались в инерциальной навигационной системе подводных лодок,
вооруженных ракетами "Поларис", а также военной авиации и
самолетах-метеоразведчиках.
Высокая стоимость и токсичность бериллия пока еще
сдерживает его широкое применение. Однако его уникальные свойства
несомненно будут способствовать увеличению спроса на этот металл.
Рост потребления приведет к технологическим
усовершенствованиям, которые будут способствовать уменьшению издержек
производства и снижению цены на бериллий. Бериллий является
перспективным материалом ближайшего будущего.
РАЗДЕЛ IX
СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Глава 1
СВЕРХПРОВОДИМОСТЬ И СВЕРХПРОВОДЯЩИЕ
МАТЕРИАЛЫ
1.1. ФИЗИЧЕСКИЕ ОСНОВЫ СВЕРХПРОВОДИМОСТИ
С понижением температуры наблюдается монотонное падение
электросопротивления. Вблизи абсолютного нуля у многих
металлов и сплавов происходит резкое падение электросопротивления и
они становятся сверхпроводниками (рис. 1.1).
Сверхпроводимость - способность материалов не оказывать
сопротивления электрическому току при температурах ниже
характерной для них критической температуры Тк.
Впервые сверхпроводимость обнаружил в 1911 г. голландский
ученый Гейке Каммерлинг-Оннес (Нобелевская премия 1913 г.),
который наблюдал скачкообразное исчезновение сопротивления
ртути до неизмеримо малой величины при температуре 4,2 К.
К настоящему времени сверхпроводимость обнаружена у
большинства чистых металлов, причем сверхпроводящее состояние
легче всего возникает в металлах с низкой обычной проводимостью.
Открыто и изучено около трех тысяч сверхпроводящих сплавов и
интерметаллических соединений, и их число непрерывно растет.
Чистые металлы принято относить к сверхпроводникам первого
рода, а сплавы и соединения - к сверхпроводникам второго рода.
Магнитное поле в объеме сверхпроводников при температурах
ниже критической равно нулю. Металл становится диамагнетиком -
материалом, приобретающим во внешнем магнитном поле
магнитный момент, направленный против намагничивающего поля.
Поэтому при переходе материала в
сверхпроводящее состояние внешнее
магнитное поле "выталкивается" из
его объема и остается лишь в тонком
поверхностном слое толщиной около
1СГ5 мм. Это явление называется
эффектом Мейснера.
Рис. 1.1. Влияние температуры на
электросопротивление
сверхпроводящих материалов
454 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Подтверждением того, что сверхпроводник становится диамаг-
нетиком, является известный эффектный опыт свободного парения
постоянного магнита над сверхпроводящей свинцовой пластиной.
По преданию, гроб с телом пророка Магомета висел в пространстве
без всякой поддержки, поэтому этот опыт называют экспериментом
с "магометовым гробом".
Перевод материала в сверхпроводящее состояние связан с
фазовым переходом. Это открытие было сделано Бардиным, Купером
и Шриффером - "Теория БКШ" (Нобелевская премия 1972 г.).
Новое фазовое состояние характеризуется тем, что свободные
электроны перестают взаимодействовать с ионами кристаллической
решетки и вступают во взаимодействие между собой. Электроны с
противоположными спинами объединяются в пары, и
результирующий спиновый момент становится равным нулю. Электронные
пары называют куперовскйми по имени Леона Купера, впервые
показавшего, что сверхпроводимость в металлах связана с их
образованием.
В обычном, неспаренном состоянии электроны рассеиваются
на примесях, имеющихся в металле, или на тепловых колебаниях
кристаллической решетки - фононах. Рассеивание электронов
приводит к возникновению электрического сопротивления. Купе-
ровские пары не рассеиваются, так как энергия фононов, которую
пара может получить от взаимодействия с ними или дефектами
решетки при криогенных температурах, слишком мала. Не
испытывая рассеяния, куперовские пары движутся сквозь решетку
кристалла без сопротивления, что и приводит к явлению
сверхпроводимости.
Сверхпроводящее состояние может быть разрушено как при
нагреве материала до температуры выше критической, так и в
результате воздействия сильных внешних магнитных полей с
напряженностью Вк, превышающей критическое значение.
Критическое магнитное поле подобно критической температуре
является основной характеристикой сверхпроводящего материала.
При превышении Тк или Вк происходит скачкообразное
восстановление электросопротивления, и магнитное поле проникает в
металл.
Одним из главных преимуществ сверхпроводников является
возможность достижения высоких плотностей тока. Чем выше
плотность тока, тем компактнее приборы, меньше расход
дорогостоящих сверхпроводящих материалов и меньше объем и масса,
которые необходимо охлаждать. Высокая плотность тока
позволяет снизить капитальные и эксплуатационные расходы для
установок, работающих на сверхпроводниках.
Глава I СВЕРХПРОВОДИМОСТЬ И СВЕРХПРОВОДЯЩИЕ МАТЕРИАЛЫ
455
1.2. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВЕРХПРОВОДЯЩИХ
МАТЕРИАЛОВ И ИХ СВОЙСТВА
Из всех чистых металлов, способных переходить в
сверхпроводящее состояние, наивысшую критическую температуру перехода
имеет ниобий (Тк = 9,2 К). Однако для ниобия характерны низкие
значения критического магнитного поля (около 0,24 Тл), что
недостаточно для его широкого применения. Хорошим сочетанием
критических параметров Тк и Вк отличаются сплавы и интерметал-
лидные соединения ниобия с цирконием, титаном, оловом и
германием. В табл. 1.1 приведены критические параметры
сверхпроводников, представляющих практический интерес.
ТАБЛИЦА 1.1
Критические параметры сверхпроводящих материалов
Сверхпроводящий
материал
Nb-Zr
Nb-Ni
Nb3Sn
Nb3Ali_a£e*
Критические параметры
ГК,К
9-11
8-10
18,0
20,3-20,5
Вк, Тл, при
ГК = 4,2К
7-9
9-13
22-25
40
Сверхпроводящий
материал
Nb3Ga
Nb3Ge
V3Ga
V3Si
Критические параметры
ГК,К
20,2
23,2
14,5-15,0
17,0
Вк, Тл, при
ГК = 4,2К
34
37
21
23
Сплавы и соединения ниобия переходят в сверхпроводящее
состояние при достаточно высоких температурах. Они могут
выдерживать довольно сильные магнитные поля и характеризуются
высокой плотностью тока. В жидком гелии при внешнем поле с
индукцией 2,5 Тл критическая плотность тока составляет (кА/мм2):
для Nb-Zr - 1; Nb-Ti - 2,5; Nb3Sn - 17; V3Ga - 5.
Основу технических сверхпроводящих материалов составляют
два материала. Первый из них - деформируемый сплав Nb-Ti со
следующими параметрами: критическая температура 9,6 К при
нулевых магнитном поле и токе; критическое магнитное поле 12 Тл
при 4,2 К (температура кипения жидкого гелия при нормальном
давлении) и нулевом токе; критическая плотность тока 3 кА/мм2
при 4,2 К и в магнитном поле 5 Тл. Стоимость такого материала не
превышает нескольких долларов за 1 кА- м.
Вторым сверхпроводником, освоенным промышленностью
несколько позже, было интерметаллическое соединение Nb3Sn,
которое расширило диапазон рабочих температур и магнитных полей
для сверхпроводниковых устройств. Материал на основе Nb3Sn
имеет критическую температуру 18,3 К при нулевых магнитном поле и
456 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
токе, критическое магнитное поле около 22 Тл при 4,2 К и нулевом
токе, критическую плотность тока более высокую, чем в материалах
на основе сплава Nb-Ti; в частности, при 4,2 К в поле 10 Тл
плотность тока в нем превышала 1 кА/мм2. Его стоимость составляет
примерно 10 долл. за 1 кА- м.
Технические сверхпроводящие провода представляют собой
сложные композитные конструкции из разнородных материалов с
ультратонкими (до долей микрона) нитями сверхпроводника.
Наукоемкая технология их изготовления была освоена Россией, США,
Японией, ФРГ и другими индустриально развитыми странами.
Наиболее распространенным сверхпроводящим материалам
является сплав Nb - 46,5 % (мае.) Ti. Этот сплав отличается высокой
технологичностью, из него обычными методами плавки, обработки
давлением и термической обработки можно изготавливать
проволоку, кабели, шины. Интерметаллиды, хотя и обладают более
высокими критическими параметрами, имеют высокую хрупкость, что
затрудняет изготовление из них длинномерных проводов
традиционными методами металлургической технологии.
При изготовлении сверхпроводящего кабеля в бруске меди
просверливают множество отверстий, и в них вводят Nb-Ti тонкие
стержни. Брусок протягивают в тонкую проволоку, вновь разрезают
ее на куски, которые снова вводят в новые бруски. Повторяя
многократно эту операцию, получают кабель с большим числом
сверхпроводящих жил, из которого делают катушки для электромагнитов
(рис. 1.2).
Если в какой-либо жиле сверхпроводимость случайно
нарушится, то высокая электро- и теплопроводность медной матрицы дает
возможность осуществить термическую стабилизацию
сверхпроводника в докритическом режиме.
Применение хрупких интерметаллидов значительно усложняет
изготовление кабеля. Для получения проводов из
сверхпроводящего соединения Nb3Sn применяют так называемую бронзовую
технологию, основанную на селективной
твердофазной диффузии. Тонкие нити
пластичного ниобия запрессовывают
в матрицу из бронзы, содержащую
10-13 % Sn. В результате
многократного волочения и повторяющихся
запрессовок с промежуточными
отжигами и последующей термической
Рис. 1.2. Поперечное сечение
многожильного сверхпроводящего
композита с 361 ниобий-титановой жилой в
медной матрице
Глава /. СВЕРХПРОВОДИМОСТЬ И СВЕРХПРОВОДЯЩИЕ МАТЕРИАЛЫ
457
Nb.Sn
Рис. 1.3. Схема бронзовой технологии изготовления многожильных
проводов на основе Nb3Sn:
А - сборка, волочение и отжиг; Б - термообработка
обработки происходит диффузия олова в ниобий и на его
поверхности образуется тонкая пленка Nb3Sn. Из-за ничтожной
растворимости медь в ниобий практически не диффундирует. Схема бронзовой
технологии представлена на рис. 1.3. Полученные провода
достаточно пластичны, легко гнутся и укладываются плетением в кабель,
сохраняя целыми пленки Nb3Sn.
Для получения сверхпроводящих лент из соединений интерме-
таллидов, кроме того, применяют метод химического осаждения из
газовой фазы. Его использование позволяет синтезировать
соединение Nb3Ge, имеющее наиболее высокую критическую температуру
перехода в сверхпроводящее состояние.
Простота изготовления, благоприятное сочетание
электрических и механических свойств и сравнительно низкая стоимость
позволяют рекомендовать сверхпроводники на основе твердого
раствора Nb-Ti в качестве основных материалов в полях до Вк = 8 Тл
при Гк = 4,2 К. В более сильных полях, когда плотность тока
существенно падает, целесообразно использовать интерметаллические
соединения типа Nb3Sn.
В конце 1980-х гг. была открыта высокотемпературная
сверхпроводимость в керамических материалах.
В 1986 г. швейцарские физики Дж. Беднорц и К. Мюллер
впервые получили сверхпроводящие керамические оксидные образцы
системы La-Ba-Cu-0 с температурой перехода в сверхпроводящее
состояние Гк = 35 К. За это открытие, положившее начало
исследованию высокотемпературной сверхпроводимости, в 1987 г. они
были удостоены Нобелевской премии по физике. Позднее на иттрие-
вых керамиках системы Y-Ba-Cu-О в Китае, США, Японии и России
была достигнута температура сверхпроводящего перехода Тк около
90 К, дающая возможность использовать дешевый и доступный
жидкий азот в качестве хладагента. Керамика на основе соединений
оксида меди с оксидами стронция, висмута и щелочноземельных
элементов, например, состава 2SrO • СаО • Bi2O3 • 2CuO имеет еще
более высокую Тк - до 100-115 К. В настоящее время исследовате-
458 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
лями ряда стран разработано большое число керамических
материалов с переходом при температурах до 250 К. В отличие от
традиционных низкотемпературных сверхпроводников (НТСП), эти
соединения были названы высокотемпературными
сверхпроводниками - ВТСП. Однако значительная часть разработанных
материалов характеризуется нестабильностью и большой хрупкостью, что
затрудняет их практическое использование. Одновременно явление
сверхпроводимости при относительно высоких температурах
было обнаружено у органических веществ, в частности фуллеренов.
Сверхпроводимость в органических соединениях была открыта в
1990-х гг.
После открытия фуллеренов сверхпроводимость была
обнаружена у их соединений со щелочными металлами - фуллеритов
M3C60(M = K,Rb,Cs).
2001 год ознаменовался рядом крупных достижений. Прежде
всего надо отметить рекорд критической температуры
сверхпроводящего перехода в фуллеритах, установленный учеными из "Bell
Laboratories" (исследовательский центр компании "AT&T"):
расширением решетки монокристаллов Сб0 был достигнут уровень
критической температуры Тк = 117 К, а позднее получена Тк = 80 К.
В 2001 г. сверхпроводимость при высоких температурах была
обнаружена в углеродных нанотрубках. Позже был разработан новый
сверхпроводник, имеющий серьезные технологические
преимущества перед ВТСП, - диборид магния MgB2 с критической
температурой 39 К.
Поиск новых сверхпроводников продолжается, хотя пока
проблема остается чисто научной. В перспективе для того, чтобы придать
ей технический характер, необходимо разработать технологию
производства и применения высокотемпературных сверхпроводников.
1.3. ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ СВЕРХПРОВОДЯЩИХ
МАТЕРИАЛОВ
Наиболее важными областями применения сверхпроводников
являются создание сильных магнитных полей, получение и
передача электроэнергии.
Соленоид из сверхпроводящего материала может работать без
подвода энергии извне сколь угодно долго, поскольку однажды
возбужденный в нем ток не затухает. Поддержание соленоида в
сверхпроводящем состоянии не требует больших энергетических затрат.
При нулевом сопротивлении легко решается проблема теплоотвода.
Сверхпроводящие магниты намного компактнее обычных. Каждый
килограмм массы сверхпроводящего магнита создает магнитное
поле, эквивалентное по силе полю 20-тонного электромагнита с же-
Глава I СВЕРХПРОВОДИМОСТЬ И СВЕРХПРОВОДЯЩИЕ МАТЕРИАЛЫ 459
лезным сердечником. Сверхпроводящие магниты используют для
исследований в области физики высоких энергий, создания мощных
магнитных кольцевых ускорителей частиц и систем управления
движением пучков частиц на выходе из ускорителя. Сверхпроводящие
магнитные системы применяют в жидководородных пузырьковых
камерах, в которых по кривизне траекторий от пузырьков вскипающей
жидкости определяют знак заряда и импульс пролетающих частиц.
Проблемы термоядерной энергетики не могут быть решены без
применения мощных сверхпроводящих магнитов. Для
осуществления управляемого термоядерного синтеза ядер гелия из ядер
дейтерия и трития необходимо удерживать в реакционном пространстве
горячую тритий-дейтериевую плазму, нагретую до 108-109 °С. Только
сверхпроводящие магниты способны создать поля такой мощности.
Наиболее перспективными термоядерными реакторами являются
установки типа "Токамак", интенсивно разрабатываемые
исследователями в разных странах, в том числе в России, США, Японии.
В ближайшем будущем большой вклад в решение
энергетической проблемы возможен с использованием МГД-генераторов за
счет повышения термодинамического коэффициента полезного
действия тепловых электростанций. Ионизированные горячие
продукты сгорания топлива в виде низкотемпературной плазмы с
температурой около 2500 °С пропускают с большой скоростью через
сильное магнитное поле (рис. 1.4). Образовавшуюся электроэнергию
снимают электродами, расположенными вдоль плазменного
канала. Таким образом, с помощью МГД-генератора осуществляется
прямое преобразование тепловой энергии в электрическую.
Эффект сверхпроводимости может быть использован для
изготовления сверхпроводящих генераторов электроэнергии
значительно большей единичной мощности, чем применяемые генераторы
традиционной конструкции. Ротор генератора представляет собой
экранированный в тепловом и электромагнитном отношениях
вращающийся криостат с заключенной в нем сверхпроводящей
обмоткой возбуждения. Криостатирование обмотки возбуждения
осуществляется по замкнутому циклу жидким гелием при температуре
кипения 4,2 К (рис. 1.5). Сверхпроводящие турбогенераторы имеют
более высокий коэффициент полезного действия при меньших
размерах и в три раза меньшей массе.
В перспективе передачу энергии большой мощности
целесообразно осуществлять с помощью сверхпроводящих кабельных
подземных линий. Расчеты показали, что по сверхпроводящему кабелю
толщиной в руку можно пропускать всю пиковую мощность,
вырабатываемую электростанциями США. Из
технико-экономического анализа следует, что при передаче энергии большой мощности
(порядка 3-4 ГВ • А), благодаря малой удельной материалоемкости
460
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
I I I П
12 3 4 5
Рис. 1.4. Принципиальная схема МГД-генератора:
1 - потребитель; 2 - соленоид; 3 - электрод; 4 - поток плазмы
Рис. 1.5. Принципиальная схема синхронного генератора со
сверхпроводящей обмоткой:
1 - обмотка возбуждения; 2 - экран; 3 - внешний цилиндр; 4 - обмотка якоря; 5 -
магнитная экранировка; 6 - охлаждение гелием
и меньшей ширине трассы, сверхпроводящий кабель будет в 2-3
раза дешевле обычного. При этом он характеризуется большей
пропускной способностью и меньшими потерями.
Принципиально конструкции сверхпроводящих кабелей
постоянного и переменного тока не отличаются друг от друга (рис. 1.6).
Сверхпроводящие кабели имеют поперечное сечение в виде
ряда многослойных труб с вакуумной изоляцией между ними.
Внутренние трубы покрыты слоем сверхпроводящего материала
толщиной около 0,3 мм и заполнены жидким гелием. В качестве
сверхпроводника может быть использован сплав ниобия с титаном или
цирконием. Кабели подобной конструкции прошли
производственные испытания в России, США и Японии.
Рис. 1.6. Схема сечения сверхпроводящих кабелей трехфазного тока с
коаксиальными парами проводников (а) и постоянного тока с
концентрически расположенными проводниками (б):
1 - вакуумное пространство; 2 - каналы для жидкого азота; 3 - термостатирующая
изоляция; 4 - каналы для жидкого гелия; 5 - сверхпроводник; 6 - электрическая
изоляция
Глава I СВЕРХПРОВОДИМОСТЬ И СВЕРХПРОВОДЯЩИЕ МАТЕРИАЛЫ
461
Сверхпроводимость также позволяет решить проблему запаса
электроэнергии впрок с выдачей ее при пиковых нагрузках.
Индуктивный накопитель энергии представляет собой тороидальный
криостат диаметром несколько метров, по виткам обмотки которого
практически без потерь циркулирует ток.
Обычный железнодорожный поезд, движущийся по стальным
рельсам, имеет принципиальный предел скорости около 350 км/ч.
При его превышении нарушается надежное сцепление колес с
рельсами, резко возрастает сила аэродинамического сопротивления,
появляется "токосъемный барьер", препятствующий нормальному
функционированию системы подвески контактного провода
вследствие слишком больших вибраций.
Использование эффекта сверхпроводимости позволяет создать
поезд без колес с магнитной подвеской и тягой - поезд на
магнитной подушке (рис. 1.7). В днище вагонов поезда установлены
сверхпроводящие электромагниты 4, охлаждаемые жидким гелием 5.
При движении поезда в алюминиевых полосах-рельсах 1 наводятся
токи, в свою очередь создающие магнитные поля. Согласно
правилу Ленца, магнитное поле индуцированного тока противоположно
Рис. 1.7. Эскиз
магнитоплана
462 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
по направлению внешнему магнитному полю и между магнитом
и алюминиевой полосой возникают силы отталкивания,
приподнимающие вагон над эстакадой. Применение сверхпроводящих
магнитов позволяет поднять вагон над дорогой на высоту более 100 мм.
Тяга создается с помощью линейного бесконтактного
электродвигателя. Линейный двигатель 3 можно представить как
модификацию обычного вращающегося двигателя, который разрезали вдоль
образующей, развернули и уложили на плоскости. На полотно дороги
между алюминиевыми полосами проложен третий активный рельс,
который играет роль статора, а сверхпроводящая катушка вагона -
ротора. Вдоль пути движется тянущая поезд магнитная волна,
скорость которой пропорциональна частоте переменного тока в рельсе.
Колеса 2 в поезде на магнитной подушке используются, как в
самолете, только для разгона и торможения. По аналогии такие
поезда называют магнитопланами.
Мировой рекорд скорости для железных дорог установлен в
1999 г. на экспериментальной трассе в японской префектуре Яман-
си. Состав из пяти вагонов на магнитной подушке развил скорость
552 км/ч. При таких скоростях использование традиционного
железнодорожного полотна становится невозможным, альтернатива -
поезд на магнитной подушке и технологии, основанные на явлении
сверхпроводимости. Поезд на магнитной подушке запущен в
коммерческую эксплуатацию в Китае. В Японии, где появилась первая
скоростная трасса, сейчас построено уже несколько тысяч
километров таких дорог, поезда двигаются по ним со скоростью до 350 км/ч.
На германской трассе Франкфурт-на-Майне - Кёльн поезда
развивают скорость до 300 км/ч, в Англии и в тоннеле под Ла-Маншем
зафиксирована скорость 335 км/ч.
Криогенные сверхпроводящие материалы, находящие
применение в электродвигателях и трансформаторах, позволяют уменьшить
их объем, снизить массу на 80 96, доведя при этом коэффициент
полезного действия до 98 %.
Вращающийся сверхпроводящий шар из сплавов ниобия при
взаимодействии с внешним магнитным полем способен парить без опор
в воздухе или в вакууме. Такой шар является идеальным ротором
гироскопа - основного прибора для ориентации космических кораблей.
Сильные магнитные поля криогенных сверхпроводящих
устройств позволяют защищать космические корабли от повышенной
радиации.
Перечень применений сверхпроводящих криогенных систем не
исчерпывается приведенными примерами. Столь широкий спектр
использования явления сверхпроводимости и особых свойств
сверхпроводящих материалов говорит о создании новой области техники,
имеющей огромные перспективы.
Глава 2. Fe-NI СПЛАВЫ С НИЗКИМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ 463
Глава 2
ЖЕЛЕЗОНИКЕЛЕВЫЕ СПЛАВЫ С НИЗКИМ
КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ
Для изготовления некоторых узлов криогенных установок,
размеры которых не должны меняться с изменением температуры,
используют высоколегированные инвары - сплавы с никелем. Сплав с
36 % Ni имеет коэффициент линейного расширения при
температурах 50-300 К в 10-20 раз меньше, чем никелевые и хромоникеле-
вые стали, а также алюминиевые сплавы.
Из инваров изготавливают жесткозакрепленные трубопроводы
сложной пространственной формы, работающие при температурах
до -253 °С (20 К) (например, трубопроводы жидкостных ракетных
двигателей), некоторые элементы арматуры, которые по
условиям работы должны иметь минимальные изменения размеров при
изменении температуры. Малое значение коэффициента
линейного расширения материала позволяет уменьшить напряжения в
трубопроводах и предотвратить возможность их разрушения.
Отпадает необходимость установки сильфонных узлов для
компенсации деформаций, что упрощает конструкцию и делает ее более
надежной.
Из рис. 2.1 следует, что при 20 °С в области концентраций
никеля около 36 % наблюдается минимум температурного
коэффициента линейного расширения а. При понижении температуры
до -100 °С (173 К) отмечено небольшое смещение положения
минимума в направлении меньших концентраций никеля.
Инвары ферромагнитны, имеют кристаллическую гранецен-
трированную решетку, они не упрочняются термической
обработкой и слабо упрочняются при пластической деформации. Инвар
имеет низкую теплопроводность, почти вдвое меньшую, чем у ау-
стенитных сталей, что особенно важно при использовании его в
узлах, где необходимо уменьшить al06 Ki
притоки теплоты.
Прочностные свойства инвара
невысоки: предел текучести
составляет около 240 МПа,
временное сопротивление 420 МПа.
При охлаждении до -253 °С (20 К)
Рис. 2.1. Влияние содержания
никеля в железо-никелевых сплавах
на величину а: " 20 40 60 80 100
при 293 К; - - - при 173 К Содержание Ni, %
-
1
/у*
V /
\ 7
i
^ ~
1 i
464 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
о0)2 возрастает в 3 раза, а ав - в 2 раза. Модуль упругости сплава ниже,
чем для стали: при 20 °С Е = 145 ГПа. По циклической прочности
инвар близок к коррозионной стали 12Х18Н10Т. Хотя ударная
вязкость и уменьшается с понижением температуры, однако сплав
сохраняет ее высокие значения и разрушается вязко вплоть до 4 К.
По сравнению с хромоникелевыми аустенитными сталями
инвар имеет пониженную коррозионную стойкость. Никель, хотя и в
меньшей степени, чем железо, склонен к коррозии, в том числе в
атмосферных условиях. Скорость коррозии инвара в 5-6 раз
меньше, чем для углеродистых сталей.
Железоникелевые сплавы удовлетворительно штампуются,
куются, прокатываются, обрабатываются резанием. Для
дополнительного снижения температурного коэффициента линейного
расширения проводят термическую обработку инваров, состоящую из
закалки от 840 °С в воде, отпуска при 315 °С и старения в течение
50-100 ч при 100 °С. Железоникелевые сплавы удовлетворительно
свариваются. Обычно применяется дуговая сварка в среде аргона.
В качестве присадочного материала используют проволоку близкого
состава. Сварные соединения не требуют термической обработки, их
прочность близка к прочности основного металла.
Недостатком железоникелевых сплавов является их высокая
стоимость, превышающая стоимость сталей типа 12Х18Н10Т в 5-10 раз.
Более низкий температурный коэффициент линейного
расширения по сравнению с инваром имеют так называемые
суперинвары, в которых часть никеля заменена кобальтом. Так, для сплава
Fe - 31 % Ni - 5 % Со при 20 °С а = 0,3 • 106 К"1, в то время как для
инвара а = 1,5 • 106 К"1. Однако, как и в случае обычных инваров,
высокая стоимость сдерживает их применение в криогенных установках.
В России получил распространение сплав ЗбНХ. Для
стабилизации у-раствора при криогенных температурах сплав дополнительно
легирован хромом (0,4-0,6 96).
Меняя в железо-никелевых сплавах содержание никеля, можно
получить любой требуемый температурный коэффициент
линейного расширения. Сплавы с заданным коэффициентом линейного
расширения нашли некоторое применение и в криогенной технике.
В частности, в конструкциях электрических разъемов, где требуется
обеспечение работоспособности при температурах до -269 °С (4 К)
при сохранении вакуума, использован сплав 47НД.
2.1. СПЛАВ 36НХ
Характеристика. Железо-никелевый аустенитный сплав с
малым коэффициентом линейного расширения при низких
температурах, имеющий высокую пластичность и вязкость до температуры
жидкого гелия включительно; магнитный.
Глава 2. Fe-Ni СПЛАВЫ С НИЗКИМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ 465
ТАБЛИЦА 2.1
Химический состав сплава 36НХ по ГОСТ 19904-90, %
с
Si
S
Р | Си
не более
0,05
0,30
0,020
0,020
0,025
Мп
0,3-0,6
Сг
0,4-0,7
Ni
35-37
Fe
Основа
Примечание. Для металла, полученного с применением электрошлакового
или вакуумно-дугового переплава, допускается уменьшение хрома и марганца на 0,1 %
каждого.
Назначение. Сплав применяется для изготовления элементов
криогенных конструкций: трубопроводов, фланцев,
компенсирующих проставок во фланцевых соединениях и т. п., которые при
охлаждении должны иметь минимальное изменение размеров.
Зарегистрирован в Госгортехнадзоре РФ в качестве материала для труб с
рабочей температурой 4-470 К.
Технологические свойства. Сплав хорошо деформируется в
горячем и в холодном состоянии. Температура ковки 1100-900 °С.
Температура нагрева труб при гибке до 600-900 °С.
Рекомендуемый режим термообработки: закалка (нагрев до
840 ± 10 °С, выдержка, охлаждение в воде), низкий отпуск для снятия
внутренних напряжений (нагрев до 315 ± 15 °С, выдержка 1 ч,
охлаждение на воздухе), стабилизирующий отпуск 100± 10 °С, выдержка 48 ч.
Свариваемость при толщине до 5 мм хорошая; применяется
ручная сварка в среде аргона.
Удовлетворительно сваривается со сплавами 39Н и 36Н, а также
со сталями 12Х18Н10Т (и ее аналогами) и 03Х20Н16АГ6.
Коэффициент прочности сварного соединения 0,95-1,00.
Коррозионная стойкость сплава 36НХ низкая, в связи с чем
хранить продукцию из него рекомендуется в сухом отапливаемом
помещении.
Обрабатываемость сплава резанием удовлетворительная.
Физико-механические свойства. Физические свойства: при
20 °С ср = 495 ДжДкг-К); температурный коэффициент линейного
расширения а приведен в табл. 2.2. Длительное приложение
нагрузки при низких темпераратурах несколько уменьшает
коэффициент а (рис. 2.2). Механические свой- а ш6, кг1
ства приведены в табл. 2.3,2.4 и на 2
рис. 2.3. При 20 °СЕ = 1,50 • 105 МПа.
1 -
Рис. 2.2. Изменение
температурного коэффициента линейного
расширения сплава 36НХ:
1-е исходном состоянии; 2 - после на-
гружения напряжением о = 250 МПа при
20 К в течение 100 ч
466
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
ТАБЛИЦА 2.2
Температурный коэффициент линейного расширения
инвара 36НХ при низких температурах
Г, К
4,2
10
20
30
40
50
а-10е, К"1
-0,5
-1,3
-1,6
-1,5
-0,19
-0,2
Г, К
60
70
80
90
100
а-10е, К"1
0,4
0,9
1,2
1,55
1,9
Г, К
120
140
160
180
200
а-10е, К"1
2,3
2,4
2,3
2,1
1,9
Г, К
220
240
260
280
300
а-10е, К"1
1,6
1,5
1,6
1,7
1,9
ТАБЛИЦА 2.3
Вид поставки и стандартизованные механические свойства
сплава 36НХ при 20 °С (не менее)
Полуфабрикат
Заготовка трубная диаметром, мм:
85-160
140
180; 215
Труба диаметром 159 х 8,219 х 10,
273x11 мм
Труба диаметром 25 х 2, 36 х 2,
56x2 мм
Труба диаметром 100 х 2; 150 х 2,5;
200 х 2,5; 220 х 4,0; 250 х 4,5;
406 х 5 мм
Режим термообработки
полуфабриката (состояние
поставки)
Нагрев до 880 °С,
выдержка, охлаждение на воздухе
или с печью
Нагрев до 850 °С,
выдержка, охлаждение в воде
Нагрев до 930 °С,
охлаждение в воде, отпуск при
320 °С, второй отпуск при
100 °С в течение 48 ч
Нагрев до 870 °С,
выдержка, охлаждение спреерное
водой
а
°0,2
МПа
400
400
400
400
400
420
250
200
200
220
250
240
28
38
38
30
23
30
ТАБЛИЦА 2.4
Механические свойства прутка диаметром 14 мм из сплава 36НХ
при низких температурах
Режим термообработки
Закалка (830 °С, вода), отпуск 315 °С,
второй отпуск (100 °С)
Закалка (950 °С, вода)
Г, К
293
77
20
300
77
20
Ов
Оо,2
МПа
440
930
1020
430
850
970
250
620
740
260
570
690
б5
W
%
49
43
40
50
43
50
75
72
66
83
72
68
KCU,
Дж/см2
300
180
160
280
260
230
Глава 2. Fe-Ni СПЛАВЫ С НИЗКИМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ 467
Рис. 2.3. Малоцикловая усталость
сплава 36НХ (пульсирующее
растяжение):
1 - при 293 К; 2 - при 77 К;
образцы гладкие; --- образцы с надрезом
(диаметр 7 мм, глубина надреза 1 мм,
радиус надреза 0,15 мм)
а,МПа
900
700-
500-
2 5
\
\ч
i
ч
1
V
i
i
V
1
/
л
-^
1 i
103
5 104 2
N, цикл
2.2. СПЛАВ 36Н
Характеристика. Железо-никелевый сплав аустенитного класса
с низким коэффициентом линейного расширения, имеющий
высокие пластичность и вязкость при низких температурах; магнитный,
свариваемый, коррозионная стойкость низкая.
ТАБЛИЦА 2.5
Химический состав сплава 36Н по ГОСТ 19904-90, %
С
Si
S
Р
не более
0,05
0,3
0,02
0,02
Ni
35,0-37,0
Мп
0,3-0,6
Fe
Основа
Назначение. Сплав применяется для изготовления деталей, в
том числе сварных, которые по условиям работы не должны
изменять размеры при нагреве до 100 °С и охлаждении до минус 200 °С
(73 К): трубопроводов без специальных компенсаторов, узлов
арматуры и др.
Технологические свойства. Технологические свойства
аналогичны свойствам сплава ЗбНХ. Особенностью сплава является
частичное превращение у-фазы в а-фазу при температуре -269 °С
(4,2 К). Приложение напряжения повышает температуру начала
указанного превращения. При механической обработке резанием
следует учитывать повышенную вязкость сплава.
Физико-механические свойства. Физические свойства
приведены в табл. 2.6 и на рис. 2.4, механические свойства - в табл. 2.7.
Вид поставки сплава указан в табл. 2.8.
468
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
•К)
Рис. 2.4. Температурная зависимость
теплопроводности сплава 36Н
10 20 50 100 200 Г, К
ТАБЛИЦА 2.6
Физические свойства сплава 36Н при низких температурах
Г, К
10
50
а-10е, К"1
-1,0
-0,5
Х,Вт/(м-К)
0,8
5,3
Г, К
100
200
а-10*, Кг1
1,4
1,5
А,Вт/(мК)
8,4
11,2
ТАБЛИЦА 2.7
Механические свойства сплава 36Н при низких температурах
Г, К
293
173
77
20
Ов
О"(Ь2
МПа
450
680
870
1000
250
460
600
730
б5
W
%
51
54
КСи,Дж/см2
300
170
150
ТАБЛИЦА 2.8
Вид поставки сплава 36Н
Полуфабрикат
Полоса горячекатаная
толщиной 2,8-22 мм
Пруток горячекатаный,
кованый диаметром 8-
200 мм
Пруток шлифованный
диаметром 1,0-7,5 мм
Состояние поставки
Без термообработки
Нормативно-
технический
документ
ГОСТ 14082-78
Глава 2. Fe-Ni СПЛАВЫ С НИЗКИМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ 469
Продолжение
Полуфабрикат
Состояние поставки
Нормативно-
технический
документ
Проволока диаметром
0,1-3,5 мм
Лента холоднокатаная
толщиной 0,10-2,5 мм
Термообработанная при
диаметре 0,4 мм и менее; без
термообработки при диаметре
более 0,4 мм
Без термообработки; по
требованию потребителя лента
толщиной 0,3-2,5 мм - с
термообработкой
ГОСТ 14081-78
ГОСТ 14080-78
2.3. СПЛАВ 47НД
Характеристика. Железо-никелевый сплав с температурным
коэффициентом линейного расширения (ТКЯР), близким к ТКЛР
стекла; магнитный; коррозионная стойкость пониженная.
Назначение. Сплав применяется в криогенной технике в
качестве материала для корпусов герметичных электрических вводов.
Рекомендуется к применению в качестве металла компенсирующих
проставок в узлах фланцевых соединений. Минимальная
температура эксплуатации -269 °С (4 К).
Технологические свойства. Сплав удовлетворительно
обрабатывается давлением. Температура горячей деформации 100-
900 °С. При холодной обработке давлением следует избегать малых
степеней деформации (10-15 %), так как при последующем нагреве
это приводит к сильному росту зерна и в связи с этим к понижению
пластичности, а для тонких сечений даже к потере герметичности.
Применяют металл в отожженном состоянии. Температура отжига
(900±10)°С.
Термическое расширение сплава близко к термическому
расширению стекла в широком интервале температур. Вакуумно-плотный
спай сплава 47НД и стекла сохраняет работоспособность при
охлаждении до 4 К.
ТАБЛИЦА 2.9
Химический состав сплава 47НД по ГОСТ 19904-90, %
С
0,05
Si
0,30
S
не более
0,020
Р
0,020
Мп
0,4
Ni
46,0-48,0
Си
4,5-5,0
Fe
Основа
470
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
HV ств,МПа
200
160
120
Рис. 2.5. Влияние
пластической деформации
при 20 °С на
механические свойства сплава
47НД:
l-aB;2-610;3-HV
400
20 40 60
Степень деформации, %
Ввиду высокой вязкости металла при обработке резанием
необходим подбор режима для обеспечения заданной шероховатости
поверхности.
Сплав удовлетворительно сваривается при толщине до 6 мм со
сталью 12Х18Н10Т с применением присадочной проволоки Св-ЗбНГТ;
в качестве присадки можно применять проволоку из сплава 47НД.
Прочность стыкового сварного соединения, выполненного на
пластинах толщиной 6 мм с разделкой кромок, близка к прочности
основного металла.
Для соединения корпусов герметичных электрических
разъемов, выполняемых из сплава 47НД, применяют ручную
электродуговую сварку неплавящимся электродом в среде аргона. При сварке
со сталями перлитного класса (например, сталью 20) присадочную
проволоку не используют. Для корпусов из аустенитных
азотсодержащих сталей (типа 03Х20Н16АГ6) удовлетворительные
результаты дает присадка проволоки типа Св-04Х19Н9.
Во избежание нагрева металла в зоне спая и образования
трещин в стекле при сварке необходимо применять теплосъемник.
Ввиду пониженной коррозионной стойкости сплава изделия из
него подвергают химическому никелированию. Для обеспечения
свариваемости указанное покрытие должно быть удалено с
расплавляемых кромок. В противном случае наблюдается растрескивание
сварного шва.
Физико-механические свойства. Физические свойства: при
20 °С X = 18,8 Вт/(м • К), значения а приведены в табл. 2.10.
Механические свойства приведены в табл. 2.11, 2.12 и на рис. 2.5. При
20°С£=1,50 105МПа.
Вид поставки. Сплав поставляется в виде ленты толщиной
0,02-2,50 мм (ГОСТ 14080-78), полосы толщиной 2,8-22 мм (ГОСТ
14082-78), прутка диаметром 1-110 мм (ГОСТ 14082-78),
проволоки диаметром 0,1-3,5 мм (ГОСТ 14081-78).
Глава 2. Fe-Ni СПЛАВЫ С НИЗКИМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ 47 \
ТАБЛИЦА 2.10
Температурный коэффициент линейного расширения
сплава 47НД при низких температурах
г,к
4,2
6
8
10
12
14
16
18
а-10е, К"1
0,005
0,01
0,02
0,02
0,03
0,04
0,04
0,07
Г, К
20
24
28
32
36
40
50
60
а-10е, К"1
0,12
0,21
0,37
0,59
0,89
1,20
2,09
3,11
Г, К
70
80
90
100
120
140
160
а-10е, К"1
4,06
5,02
5,85
6,52
7,46
8,27
8,88
Г, К
180
200
220
240
260
280
300
а-10е, К"1
9,30
9,59
9,80
9,98
10,12
10,28
10,38
ТАБЛИЦА 2.11
Механические свойства сплава 47НД при низких температурах
Г,°С(К)
20 (293)
-196 (77)
-253 (20)
CJb
О"0,2
МПа
480
750
820
210
320
350
§5
W
%
37
45
49
69
64
ав.к, МПа
680
960
1000
KCU,
Дж/см2
330
300
250
ТАБЛИЦА 2.12
Механические свойства стыковых сварных соединений
сплава 47НД со сталью 12Х18Н10Т
Присадочная
проволока
Св-ЗбНГТ
Св-47НД
Г,°С(К)
20 (293)
-196 (77)
-253 (20)
20 (293)
-196 (77)
-253 (20)
(Тв
От
МПа
480
750
790
420
560
600
240
470
490
300
420
-
б5,%
25
23
20
23
16
-
кси,
Дж/см2
80
60
50
80
60
50
Примечание. Сварка ручная аргонодуговая.
472 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Глава 3
МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ
3.1. МЕХАНИЗМ ЭФФЕКТА ПАМЯТИ ФОРМЫ
Долгое время неупругую деформацию считали полностью
необратимой. В начале 1960-х годов был открыт обширный класс
металлических материалов, у которых элементарный акт неупругой
деформации осуществляется за счет структурного превращения.
Такие материалы обладают обратимостью неупругой деформации.
Явление самопроизвольного восстановления формы - эффект
памяти формы (ЭПФ) - может наблюдаться как в изотермических
условиях, так и при температурных изменениях. При теплосменах
такие металлические материалы могут многократно обратимо
деформироваться.
Способность к восстановлению деформации не может быть
подавлена даже при высоком силовом воздействии. Уровень
реактивных напряжений некоторых материалов с ЭПФ может составлять до
1000-1300 МПа.
Металлы, обладающие ЭПФ, относятся к числу наиболее ярких
представителей материалов со специальными свойствами.
Повышенный интерес к этому металлургическому феномену конца XX
века обусловлен уникальным сочетанием высоких обычных
механических характеристик, сопротивления усталости, коррозионной
стойкости и необычных свойств, таких как термомеханическая
память и реактивное напряжение, основанных на термоупругом мар-
тенситном превращении. Особенностью сплавов с ЭПФ является
ярко выраженная зависимость большинства свойств от структуры.
Значения физико-механических характеристик меняются несколько
раз при обратимом фазовом переходе аустенит ^^ мартенсит для
разных сплавов в интервале температур обычно от -150 до +150 °С.
Из большого числа сплавов с ЭПФ наиболее перспективными
для практического применения являются сплавы Ti-Ni эквиатомно-
го состава (примерно 50:50 %), обычно называемые никелидом
титана или нитинолом. Реже используют более дешевые сплавы на
основе меди Cu-Al-Ni и Cu-Al-Zn.
Эффект памяти формы состоит в том, что образец, имеющий
определенную форму в аустенитном состоянии при повышенной
температуре, деформируют при более низкой температуре мартен-
ситного превращения. После нагрева, сопровождающегося
протеканием обратного превращения, исходная характерная форма
восстанавливается. ЭПФ проявляется в сплавах, характеризующихся тер-
моупрутим мартенситным превращением, когерентностью решеток
Глава 3. МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ
473
исходной аустенитной и мартенситной фаз, сравнительно
небольшой величиной гистерезиса превращения, а также малыми
изменениями объема при превращениях. В никелиде титана объемные
изменения составляют около 0,34 %, что на порядок меньше, чем в
сталях (около 4 %).
В этих условиях при деформации образуются когерентные с
исходной структурой двойниковые мартенситные кристаллы, а при
отогреве и обратном превращении эти мартенситные кристаллы
исчезают и плавно переходят в решетку исходной фазы. Обратимое
движение когерентных межфазных границ при обратном
превращении приводит к восстановлению первоначальной формы.
Для полного восстановления формы необходимо, чтобы мартен-
ситное превращение являлось кристаллографически обратимым.
Кристаллографическая обратимость превращения предполагает не
только восстановление кристаллической структуры, зависящей от
обратного превращения, но и восстановление
кристаллографической ориентировки исходной фазы перед превращением. Кроме
того, необходимо, чтобы деформация осуществлялась без участия
скольжения, так как скольжение является необратимым процессом
и при нагреве деформация не устраняется.
Учитывая, что ЭПФ определяется термоупругими мартенсит-
ными превращениями, с научной и практической позиций весьма
важно определение температурных интервалов мартенситных
превращений при нагреве - охлаждении без нагрузки и при
охлаждении - нагреве под механическим напряжением с максимальным
приближением условий испытаний к условиям эксплуатации.
Схема влияния температуры на фазовый состав сплавов с
обратимыми мартенситными превращениями приведена на рис. 3.1.
При охлаждении материала из аустенитного состояния
мартенсит начинает образовываться с некоторой температуры Мн. При
100
и
К
\
\
\
1.
к
-^ н
ч\
\
\
\
\
Рис. 3.1. Зависимость фазового состава сплава от температуры:
а - широкий гистерезис; б - узкий гистерезис
474 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
дальнейшем охлаждении количество мартенситной фазы
увеличивается, и полное превращение аустенита в мартенсит заканчивается
при некоторой температуре Мк. Ниже этой температуры
термодинамически устойчивой остается только мартенситная фаза.
При нагреве превращение мартенсита в аустенит начинается с
некоторой температуры Ан и полностью заканчивается при
температуре Ак. При полном термоциклировании получается гистерезисная
петля. Ширина гистерезисной петли по температурной шкале Ак-Мн
или Ан-Мк может быть различной для разных материалов: широкой
или узкой (рис. 3.1).
Кроме этих температур обычно рассматривают еще три
характеристические температуры: Го, Мд, Ад, где То - температура
термодинамического равновесия, Мд - температура, ниже которой мартенсит
может возникнуть не только вследствие понижения температуры, но
и под действием механического напряжения, Ад - температура, выше
которой аустенит может появиться не только под действием
температуры, но и под действием механических напряжений.
Расположение этих температур относительно петли гистерезиса оказывает
влияние на поведение материала при термосиловом воздействии.
В случае узкого гистерезиса (рис. 3.1, б) температура Мд может
оказаться правее температуры конца аустенитного превращения Ак, а
при широком гистерезисе - левее этой температуры (рис. 3.1, а).
Тогда для материала с узким гистерезисом наведенный механо-
мартенсит, т. е. мартенсит, образованный под действием внешней
нагрузки при температуре ниже Мд (но выше Ак), будет
термодинамически неустойчивым и при разгрузке он должен исчезнуть. На рис. 3.1
превращение аустенит -zzz. мартенсит условно обозначено
вертикальными стрелками. В таких материалах наблюдается эффект так
называемой сверхупругости, очевидно, связанный с этими явлениями.
В случае широкого гистерезиса наведенный механомартенсит
будет термодинамически устойчивым и сохраняется при разгрузке.
Деформации в этом случае исчезнут только после нагрева, т. е. после
завершения реакции мартенсит -> аустенит.
Характеристические температуры превращений ряда двойных
сплавов Ti-Ni с ЭПФ разного состава приведены в табл. 3.1.
Из табл. 3.1 следует, что даже малые отклонения состава
сплавов Ti-Ni от стехиометрического приводят к значительному
изменению характеристических температур как по величине, так и по
знаку.
Таким образом, варьируя соотношение титана и никеля, можно
существенно менять температуры фазовых переходов и влиять на
ширину гистерезиса фазовой диаграммы. В разных сплавах с ЭПФ
интервал температур фазовых переходов может находиться в
пределах от 4,2 до 1300 К.
Глава 3. МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ
475
ТАБЛИЦА 3.1
Характеристические температуры сплавов Ti—Ni
Состав,
Ti
52,8
50,0
49,5
49,25
49,0
% (ат.)
Ni
47,2
50,0
50,5
50,75
51,0
Температура, °С
Мн
90
50
25
0
-55
Мк
60
20
5
-20
-90
Аа
100
55
35
10
-50
А*
135
75
60
30
-25
Температуры мартенситных превращений зависят от состава
сплава. Легирование никелида титана железом, марганцем, хромом,
ванадием, кобальтом приводит к снижению Мн и Мк вплоть до
минус 196 °С, а введение Zr, Та, Nb - к их повышению (до +100 °С).
Медь и кремний в довольно широком интервале составов слабо
сказываются на температурах превращений.
3.2. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА И СВОЙСТВА СПЛАВОВ
С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
Никелид титана в жидком состоянии легко поглощает газы и
взаимодействует со многими веществами. Поэтому его выплавка
производится в вакууме или атмосфере чистого инертного газа.
К слиткам предъявляются высокие требования по однородности
химического состава и чистоте от примесей. Хорошее качество
металла достигается применением комбинированного способа плавки,
при котором вначале плавка производится в вакуумной гарнисаж-
ной печи, после чего полученный электрод вторично переплавляют
в электродуговой вакуумной печи в слитки массой до 1 т.
Никелид титана подвергают обработке давлением в интервале
температур 700-900 °С. Нагрев до более высоких температур опасен
из-за сильного окисления и образования хрупкого газонасышенного
поверхностного слоя.
Особенно важную роль играет технологическая операция
термофиксации. Сложность этой операции обусловлена проявлением
эффекта памяти после придания заготовке из никелида титана
требуемой формы. Заготовку деформируют при комнатной
температуре. Для сохранения формы и размеров производят жесткое
фиксирование по всем степеням свободы (заневоливание) с последующим
нагревом в вакууме до температуры 650-700 °С, т. е. до аустенитно-
го состояния. В результате такой операции достигается стабильное
состояние структуры и формы, которые объект "запоминает".
476
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Для повышения триботехнических характеристик проводится
химико-термическая обработка, состоящая из оксидирования и
азотирования трущихся поверхностей. Сплавы никелида титана
свариваются такими же способами, как и другие титановые сплавы: арго-
но-дуговым, электронно-лучевым и др.
Сплавы на основе никелида титана плохо поддаются
механической обработке, особенно сплавы типа ТН-1, в которых интервал
прямого мартенситного превращения (Мц-Мк) находится вблизи
комнатной температуры. В процессе резания происходят
структурные превращения в поверхностном слое, приводящие к появлению
эффекта памяти и резкому изменению механических свойств. Для
механической обработки следует применять твердосплавные резцы
с оптимальной геометрией и специальные охлаждающие среды.
Промышленностью освоен выпуск сплавов на основе никелида
титана. Химический состав двух сплавов, наиболее широко
используемых на отечественных предприятиях, приведен в табл. 3.2.
ТАБЛИЦА 3.2
Химический состав сплавов никелида титана, % (мае.)
Марка
сплава
ТН-1
ТН-1К
Основные элементы
Ni
53,5-56,5
50,0-53,5
Ti
Остальное
Тоже
Примеси, не более
Fe
0,3
2,5-4,5
Si
0,15
0,15
С
0,10
0,10
N
0,05
0,05
О
0,2
0,2
Н
0,013
0,030
Со
0,2
Остальные
0,30
0,30
Из сплавов никелида титана производят листы толщиной до
10 мм, проволоку, прессованные прутки диаметром до 110 мм и
трубы с наружным диаметром до 50 мм.
Основные свойства сплавов никелида титана приведены ниже:
Плотность, г/см3
Температура плавления, °С
Коэффициент термического
расширения а-106, К"1
Удельное электросопротивление,
ДЮ8,0мм
Коэффициент Пуассона
Временное сопротивление при
растяжении, МПа
Предел текучести, МПа
Фазовый предел текучести, МПа
ТН-1
6,45-6,50
1205-1310
6,0*-10,4
55*-60
0,48*
600-800
400-600
150-200
ТН-1К
12,0-14,0
70-80
0,33
800-1000
500-700
Не проявляется
при 20 °С
Глава 3. МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ 477
Относительное удлинение, % 20-40 20-40
Эффект памяти формы:
предельная деформация, при 6-8
которой происходит полное
восстановление формы, %
реактивное напряжение, МПа 300-500
* Данные относятся к мартенситному состоянию сплава.
Две характеристики предела текучести обусловлены
возможностью разного структурного состояния сплава ТН-1 при комнатной
температуре. При стабильно аустенитной структуре поведение ни-
келида титана при нагружении типично для большинства металлов.
Если же под напряжением происходит мартенситное превращение
и структура становится мартенситно-аустенитной или мартенсит-
ной, то кроме условного предела текучести о0}2 = 400-600 МПа
наблюдается еще один предел текучести при значительно меньшей
величине напряжения, называемый фазовым пределом текучести
oft2. Величина о$,2 зависит от положения температуры
деформирования Тд относительно характеристических температур мартенсит-
ных превращений. Установлено, что минимальные значения а$,2
наблюдаются при Гд, близкой к Мн. При чисто мартенситной
структуре о&2 = 150-200 МПа, при двухфазной - о$2 = 200-400 МПа.
Поэтому для никелида титана характерны три вида диаграмм
растяжения (рис. 3.2).
Никелид титана в зависимости от состава и условий
деформирования может иметь как однократно, так и многократно обратимый
ЭПФ. Многократно обратимый эффект памяти проявляется при
термоциклировании через интервалы прямого и обратного мартен-
ситных переходов. Этот эффект проявляется как в нагруженном, так
и в ненагруженном состоянии материала и сохраняется практически
независимо от числа теплосмен.
Материалы, обладающие свойством памяти формы и
сверхупругости, при воспрепятствовании
восстановлению исходной формы при нагреве
генерируют механические усилия,
называемые реактивными. Реактивные
усилия могут достигать значительных
величин. Сплав ТН-1 в конструкции гайко-
Рис. 3.2. Диаграммы растяжения для
сплавов на основе никелида титана с
различным структурным состоянием при
испытании:
1 - стабильный аустенит; 2 - аустенит +
мартенсит; 3 - мартенсит Деформация
478 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
верта главного разъема корпуса ядерного реактора развивает
реактивные усилия в силовом элементе в процессе формовосстановле-
ния до б МН.
Эффект генерации реактивных сил может быть использован для
создания силовых и энергетических установок.
Помимо никелида титана ЭПФ обнаружен во многих сплавах.
Однако, как показали исследования, практическое применение
кроме никелида титана имеют только сплавы на основе меди, такие как
тройные сплавы Cu-Al-Ni и Cu-Zn-Al. Эти сплавы привлекли
внимание в связи с резким расширением сферы применения сплавов с
ЭПФ и необходимостью обеспечения экономичности их
производства. Стоимость сплавов на основе меди по данным японских фирм
составляет не более 10 % от стоимости никелида титана.
Основным недостатком сплавов на основе меди является их
высокая хрупкость. Сплав Ti-Ni может быть деформирован до
разрушения приблизительно на 50 %. Разрушение происходит с
образованием шейки и ямочным рельефом, т. е. наблюдается типично
вязкое разрушение. Поликристаллические образцы из сплавов на
основе меди чрезвычайно хрупки, после деформации на 2-3 %
происходит интеркристаллитное разрушение. Высокая хрупкость
существенно затрудняет обработку давлением сплавов с ЭПФ на
основе меди при комнатной температуре. Кроме того, сплавы на
основе меди могут менять температуру превращения и свойства в
результате старения при температурах ниже эксплуатационных. Это
ограничивает возможность их применения при высоких
температурах. Сплавы на основе меди характеризуются более низким
сопротивлением усталости.
Эти обстоятельства, а также высокая коррозионная стойкость и
стойкость к коррозионному растрескиванию под напряжением
делают, несмотря на более высокую стоимость на уровне современной
технологии, сплавы на основе никелида титана практически
незаменимыми для изделий ответственного назначения.
3.3. ОБЛАСТИ ПРИМЕНЕНИЯ СПЛАВОВ
С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
Сплавы с ЭПФ часто относят к так называемым
интеллектуальным материалам, позволяющим создавать принципиально новые
конструкции и технологии в различных отраслях машиностроения,
авиакосмической и ракетной техники, приборостроения,
энергетики, медицины и др.
Освоение ближнего и дальнего космоса связано с созданием
орбитальных станций и крупным космическим строительством.
Необходимо сооружение таких громозких объектов, как антенны.
Глава 3. МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ
479
рис. 3.3. Схема космического аппарата
с самотрансформирующимися
элементами:
1 - антенна; 2 - механический стабилизатор;
3 - излучатель энергии; 4 - солнечная батарея
На рис. 3.3 приведена схема
космического аппарата с антеннами
саморазворачивающейся конструкции.
Антенны состоят из листа и стержня из
сплава Ti-Ni, которые свернуты в
виде спирали и помещены в углубление
в искусственном спутнике. После
запуска спутника и выведения его на
орбиту антенна нагревается с
помощью специального нагревателя или
тепла солнечного излучения, в результате чего антенна выходит в
космическое пространство.
Для размещения различных технических объектов, жилых и
производственных модулей необходимо строительство в условиях
открытого космического пространства больших платформ. Доставка
в открытый космос громоздких агрегатов технически возможна
только по частям с последующими монтажными работами.
Используемые в массовом производстве способы соединения
деталей, такие как сварка, пайка, склеивание, клепка и другие,
непригодны в космических условиях. Особые требования предъявляются
к обеспечению исключительно высокого уровня безопасности.
С учетом этих особенностей в нашей стране была создана
уникальная технология соединения элементов в открытом космосе с
использованием муфт из сплава ТН-1. Эта технология была
успешно использована при сборке конструкции фермы из алюминиевых
сплавов общей длиной 14,5 м и поперечным сечением в виде
квадрата со стороной 0,5 м. Ферма состояла из отдельных трубчатых
деталей диаметром 28 мм, которые соединялись между собой с
помощью муфт из металла с памятью формы (рис. 3.4).
Рис. 3.4. Соединение трубчатых деталей (i) с помощью муфты (2) из
металла с памятью формы:
а - до сборки; б - после нагрева
480
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
=
_
7
=^=
h*^~\
=3
Рис. 3.5. Схема орбитального
комплекса "Мир" массой 100 т с
пристыкованными кораблями "Союз-ТМ12" и "Про-
гресс-Т8" во время сооружения фермы
с использованием сплавов с памятью
формы:
1 - "Мир"; 2 - "Квант"; 3 - "Союз"; 4 - стапель; 5 - ферма; 6 - солнечная батарея; 7 -
выходной люк; 8 - "Квант-2"; 9 - "Прогресс"; 10- "Кристалл"; 11 - грузовая стрела
Муфту с помощью дорна деформировали при низкой
температуре таким образом, чтобы ее внутренний диаметр был больше
наружного диаметра соединяемых элементов. После нагрева выше
температуры обратного мартенситного превращения внутренний
диаметр муфты восстанавливался до того диаметра, который муфта
имела перед расширением. При этом генерировались значительные
обжимающие реактивные усилия, соединяемые элементы
пластически деформировались, что обеспечивало их прочное соединение.
Сборка фермы и установка ее на астрофизическом модуле "Квант"
орбитального комплекса "Мир" была произведена в 1991 г. всего за
четыре выхода в открытый космос и заняла в общей сложности
около суток. На рис. 3.5 представлена схема станции "Мир" в том виде,
как она выглядела во время сооружения фермы. Для поддержания
пространственной ориентации станции на ферме, как на рычаге,
была смонтирована специальная двигательная установка.
Эти же принципы строительства могут быть использованы для
монтажа на больших глубинах крупногабаритных морских
подводных конструкций.
Муфты для термомеханического соединения труб применяют
во многих конструкциях (рис. 3.6). Их используют для соединения
Глава 3. МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ
481
—JS^^
i
Рис. 3.6. Соединение труб с
использованием эффекта памяти формы:
1 - введение труб после расширения муфты;
2 - нагрев
трубопроводов гидросистем
реактивного истребителя F-14, причем
каких-либо аварий, связанных с
утечкой масла, не отмечено.
Преимуществом муфт, изготовленных
из сплавов с памятью формы,
помимо их высокой надежности,
является отсутствие
высокотемпературного нагрева (в отличие от сварки). Поэтому свойства
материалов вблизи соединения не ухудшаются. Муфты такого типа
применяются для трубопроводов атомных подводных лодок, надводных
кораблей, для ремонта трубопроводов для перекачки нефти со дна
моря, причем для этих целей используются муфты большого
диаметра - порядка 150 мм. В некоторых случаях для изготовления
муфт применяется также сплав Cu-Zn-Al.
Для неподвижного соединения деталей обычно применяются
заклепки и болты. Однако, если невозможно осуществлять какие-
либо действия на противоположной стороне скрепляемых деталей
(например, в герметичной пустотелой конструкции), выполнение
операций крепления вызывает трудности. Стопоры из сплава с
эффектом памяти формы позволяют в этих случаях осуществить
крепление с использованием пространственного восстановления
формы. Стопоры изготавливаются из сплава с эффектом памяти
формы, причем в исходном состоянии стопор имеет раскрытый торец
(рис. 3.7, а). Перед осуществлением операции крепления стопор
погружается в сухой лед или жидкий азот и в достаточной степени
охлаждается, после чего выпрямляются торцы (рис. 3.7, б). Стопор
вводится в неподвижное отверстие для крепления (рис. 3.7, в), при
повышении температуры до комнатной происходит восстановление
формы, торцы штифта расходятся (рис. 3.7, г) и операция
крепления завершается.
На рис. 3.8 показан электрический соединитель, который
является разновидностью муфты. Однако в отличие от описанной выше
(0=3
d
Рис. 3.7. Принцип действия стопора с эффектом памяти формы
31-312
482
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Рис. 3.8. Электрический соединитель
из сплава с эффектом памяти
формы:
1 - соединение деталей после охлаждения;
2 - зажим при комнатной температуре
муфты для соединения труб в соединителях используются сплавы с
памятью формы двунаправленного действия. Втулка, которая
является гнездом соединения, изготавливается из бериллиевой бронзы,
имеющей хорошую упругость. В ней в свободном состоянии
прорезается торцевая щель (рис. 3.9). На втулку надевается кольцо из
сплава Ti-Ni, у которого Ак = -20 °С. При комнатной температуре
торцевая часть сжимается, при низкой - торцевая часть и кольцо
расширяются. Таким образом, втулка действует как пружина
смещения.
Соединение целесообразно осуществлять, охладив соединитель
целиком, и вводить штекер в тот момент, когда втулка открыта. При
повышении температуры до комнатной кольцо восстанавливает
форму, втулка и штекер зажимаются кольцом. Для охлаждения
соединителя на практике применяется обдувка охлаждающим газом
или холодным сжатым воздухом.
Материалы с ЭПФ могут быть использованы не только для
монтажа, но и для ремонта трубопроводов, находящихся в аварийном
состоянии (рис. 3.10). На участок трубы с трещиной надвигают
разъемную вставку, которую обжимают свертывающимися в кольцо
спиральными лентами или проволокой из материала с ЭПФ.
Трещина
/ / //
Рис. 3.9. Метод сборки соединителя из сплава с эффектом памяти
формы:
1 - изготовление щели; 2 - разгибание торцевой части; 3 - надевание колец из
сплава с эффектом памяти формы; 4 - деталь в собранном виде
Рис. 3.10. Схема устройства для ремонта трубы с трещиной:
1 - труба; 2 - разъемная вставка; 3, 4 - элементы из материала с ЭПФ (7, //, /// -
последовательность сборки)
Глава 3. МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ
483
Рис. 3.11. Приводы одноразового
срабатывания для расстыковки
блоков космических кораблей
(вверху) и разблокировки
запирающего (замкового) устройства
(внизу):
а - исходное положение; б - положение
после нагрева элемента с ЭПФ;
1 - стопор; 2 - контейнер; 3 - запорная
шайба; 4 - пружина с ЭПФ
Сплавы с ЭПФ используют в
качестве силовых элементов
блокировочных устройств,
срабатывающих как на запирание
(собственно блокировка), так и в обратном направлении. Обычно это
приводы одноразового срабатывания для приведения в действие
исполнительных механизмов (рис. 3.11).
Сплавы с ЭПФ используют в силовых конструкциях прессов,
домкратов. Трубчатый силовой элемент пресса с наружным диаметром
14 мм и толщиной стенки 1 мм развивает усилие до 2 т. С целью
экономии полезного пространства можно использовать комбинированные
конструкции, в которых все рабочие элементы являются активными.
Примером такой конструкции является телескопический
малогабаритный домкрат, в котором простые цилиндры развивают
деформацию сжатия, а фигурные - деформацию растяжения (рис. 3.12).
Особенностью исполнительных элементов из сплавов является
их миниатюрность. Это обусловлено простотой механизма их
действия, а также тем, что элемент состоит из одного сплава. На действие
таких исполнительных механизмов не влияет среда или атмосфера,
а влияет только температура. Следовательно, возможна установка
этих элементов в таких средах, как вакуум или вода, при этом нет
необходимости в герметизированном подвижном узле, как при
установке двигателей или гидропневматических цилиндров.
б
Рис. 3.12. Телескопический малогабаритный домкрат, состоящий из
простых (в) и фигурных (г) цилиндров:
а - компактный вид (исходное состояние); б - после восстановления формы; в, г -
элементы, восстанавливающие деформацию сжатия (в) и растяжения (г)
31*
484
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Рис. 3.13. Схема робота, действующего
с помощью сплава с эффектом памяти
формы:
1 - шарнир; 2 - ролик; 3 - проволока из
сплава Ti-Ni; 4 - спираль из сплава Ti-Ni; 5 -
захват; 6 - пружина смещения; 7 - плечевая
опора
В Японии создан робот (рис. 3.13)
с плечевой опорой, локтевым
шарниром, запястьем и захватом, имеющий
пять степеней свободы. Сгибание
запястья, сжимание и разжимание
захвата обеспечивается спиралями из
сплава Ti-Ni, а действие шарнира и
плечевой опоры - удлинением или
сокращением проволоки из того же
сплава. Положение руки и скорость
действия регулируются прямым
пропусканием тока с модулированной
шириной импульса. Плавность
действия робота обусловлена тем, что
заданная величина усилия (сила
восстановления памяти формы)
соответствует величине регулируемого параметра (ток). Действия робота
приближаются к действию мускульного механизма.
Использование сплавов с памятью формы в медицине
представляет особый интерес. Их применение открывает широкие
возможности создания новых эффективных методов лечения.
Сплавы, используемые в медицине, должны иметь не только высокие
механические характеристики. Они не должны подвергаться
коррозии в биологической среде, должны обладать биологической
совместимостью с тканями человеческого организма, обеспечивать
отсутствие токсичности, канцерогенности, оказывать сопротивление
образованию тромбов, сохраняя эти свойства в течение длительного
времени. Если имплантируемый орган, изготовленный из металла,
является активным относительно биологической структуры, то
происходят вырождение (мутация) биологических клеток
периферийной структуры, воспалительный прилив крови, нарушение
кровообращения, затем омертвление биологической структуры. Если
имплантируемый орган инертен, то вокруг него возникает волокнистая
структура, обусловленная коллагеновыми волокнами,
образующимися из волокнистых зародышевых клеток. Имплантируемый орган
покрывается тонким слоем этой волокнистой структуры и может
стабильно существовать в биологических организмах.
Глава 3. МЕТАЛЛЫ С ПАМЯТЬЮ ФОРМЫ 485
Специальные эксперименты, проведенные на животных,
показали, что сплавы на основе Ti-Ni имеют биологическую
совместимость на уровне и даже выше обычно применяемых нержавеющих
сталей и кобальтхромовых сплавов и могут быть использованы в
качестве функциональных материалов в биологических организмах.
Использование сплавов с ЭПФ для лечения показало их хорошую
совместимость с тканями и отсутствие реакций отторжения
биологических структур человеческого организма.
Коррекция позвоночника. Различные искривления
позвоночника, как врожденные, так и обусловленные привычкой или
болезненным состоянием, приводят к сильной деформации
позвоночника при ходьбе. Это не только вызывает сильную боль, но и
оказывает вредное влияние на внутренние органы. При
ортопедической хирургической операции коррекцию позвоночника обычно
осуществляют с помощью стержня Харинтона, изготовленного из
нержавеющей стали. Недостатком этого метода является уменьшение
во времени первоначального корректирующего усилия. Через 20 мин
после установки корректирующая сила уменьшается на 20 %, а через
10-15 дней - до 30 % от первоначальной. Дополнительная
корректировка силы требует повторных болезненных операций и не
всегда достигает цели. Если для стержня Харинтона применить
сплав с ЭПФ, то установить стержень можно за один раз,
необходимость в повторной операции отпадает. Если после операции
стержень Харинтона нагреть до температуры, несколько
превышающей температуру тела, то можно создать необходимую
корректирующую силу. Эффективны для этой цели сплавы на основе Ti-Ni
с добавками Си, Fe и Мо, проявляющие после восстановления
формы высокую эластичность в интервале температур от 35 до 41 °С.
Корректирующие устройства с такими сплавами создают
постоянное по величине напряжение воздействия на позвоночник в
течение всего периода лечения независимо от смещения точек опоры
устройства.
Пластинка для соединения кости. Методы
медицинской помощи в случае костных переломов заключаются в том,
чтобы с помощью пластинок из нержавеющей стали или сплавов
Со-Cr зафиксировать зону перелома в таком состоянии, когда на
кость действует сила сжатия. Если для соединительной пластинки
применить сплав с эффектом памяти формы, то становится
возможной прочная фиксация зоны перелома путем внешнего нагрева
пластинки до температуры несколько выше температуры тела после
операции, при этом отпадает необходимость осуществлять
продольное сжатие кости во время операции.
Внутрикостные шпильки. Такие шпильки
применяются при оказании медицинской помощи при переломах большой бер-
486 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
цовой кости. Причем шпильки, главным образом из нержавеющей
стали, вводят до костного мозга, тем самым фиксируя кость. При
применении этого метода кость фиксируется за счет упругих свойств
нержавеющей стали, поэтому необходимо ввести шпильку большего
диаметра, чем диаметр отверстия, для создания большой степени
деформации. В этой связи существует риск повредить ткани в зоне, в
которую вводится шпилька.
Хирургическая операция упрощается при использовании для
шпилек сплавов с эффектом памяти формы на основе Ti-Ni.
Предварительно охлажденные шпильки восстанавливают исходную
форму при температуре тела, что увеличивает степень фиксации.
Устройства для скелетного вытяжения.
Используется свойство материала при восстановлении формы создавать
в заданном температурном интервале значительные напряжения.
Устройства применяют для эффективного лечения переломов
костей путем как постоянного, так и дискретного скелетного
вытяжения.
Проволока для исправления положения зубов.
Для исправления положения зубов, например неправильного
прикуса, применяют проволоку из нержавеющей стали, создающую
упругое усилие. Ее недостаток состоит в малой величине упругого
удлинения и, как следствие, в возможной пластической
деформации корректирующей проволоки. При изготовлении проволоки из
сплава Ti-Ni даже при 10 % упругой деформации пластическая
деформация не возникает и оптимальная корректирующая сила
сохраняется.
Глава 4
АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ
МАТЕРИАЛЫ
Появление в справочнике по материалам для
низкотемпературной и криогенной техники сведений по аморфным и наноматериалам
вполне закономерно. Хотя до настоящего времени эти материалы
и не нашли широкого применения в низкотемпературном
оборудовании, тем не менее уровень их механических свойств,
коррозионная стойкость, сопротивляемость циклическому и динамическому
нагружению позволяют предположить, что уже в ближайшие годы
они найдут широкое применение в ракетостроении, криомедицине,
криоэнергетике и пищевой, в частности холодильной,
промышленности.
£лова4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 487^
4.1. АМОРФНЫЕ МАТЕРИАЛЫ
4.1.1. УСЛОВИЯ ОБРАЗОВАНИЯ АМОРФНОЙ СТРУКТУРЫ
Аморфные металлические сплавы (АМС) получают быстрой
закалкой расплавов при скоростях охлаждения жидкого металла
около 106 К/с и при условии, что сплав содержит достаточное
количество элементов-аморфизаторов. Аморфизаторами обычно служат
неметаллы: бор, фосфор, кремний, углерод.
Структура аморфных сплавов подобна структуре замороженной
жидкости. Затвердевание происходит настолько быстро, что атомы
вещества оказываются замороженными в тех положениях, которые
они занимали, будучи в жидком состоянии. Аморфная структура
характеризуется отсутствием дальнего порядка в расположении
атомов, благодаря чему в ней нет кристаллической анизотропии,
отсутствуют границы блоков, зерен и другие дефекты структуры,
типичные для поликристаллических сплавов.
Следствием такой аморфной структуры являются необычные
магнитные, механические, электрические свойства и коррозионная
стойкость аморфных металлических сплавов. Уровень
электромагнитных потерь в аморфных сплавах с высокой магнитной
индукцией оказывается существенно ниже, чем во всех известных
кристаллических сплавах. Эти материалы проявляют исключительно
высокие механическую твердость и прочность при растяжении, в ряде
случаев имеют близкий к нулю коэффициент теплового
расширения, а удельное электросопротивление их в 3-4 раза выше его
значения для железа и его сплавов. Некоторые из аморфных сплавов
характеризуются высокой коррозионной стойкостью.
Затвердевание с образованием аморфной структуры
принципиально возможно для всех металлов и сплавов. Для практического
применения обычно используют сплавы переходных металлов (Fe,
Со, Mn, Cr, Ni и др.), в которые для образования аморфной
структуры добавляют аморфизаторы. Такие аморфные сплавы обычно
содержат около 80 % (ат.) одного или нескольких переходных
металлов и 20 % аморфизаторов. Состав аморфных сплавов близок
по формуле к М80Х20, где М - один или несколько переходных
металлов, аХ- один или несколько аморфизаторов. Известны
аморфные сплавы, состав которых отвечает приведенной формуле:
Fe70Cr10P15B5, Fe40Ni40S14B6, Fe80P13B7 и др. Аморфизаторы
понижают температуру плавления и обеспечивают достаточно быстрое
охлаждение расплава так, чтобы в результате образовалась
аморфная фаза.
Аморфные сплавы находятся в термодинамически
неравновесном состоянии. При нагреве в них проходят структурная релакса-
488
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
ция, "расстекловывание" и кристаллизация. Поэтому для
стабильной работы изделий из аморфных сплавов необходимо, чтобы их
температура не превышала некоторой заданной для каждого сплава
рабочей температуры.
4.1.2. МЕТОДЫ ПОЛУЧЕНИЯ АМОРФНЫХ МАТЕРИАЛОВ
Сверхвысокие скорости охлаждения жидкого металла для
получения аморфной структуры можно реализовать различными
способами. Общим в них является необходимость обеспечения скорости
охлаждения не ниже 106 К/с. Использование этих методов
позволяет получать ленту различной ширины и толщины, проволоку и
порошки.
Наиболее эффективными способами промышленного
производства аморфной ленты являются охлаждение струи жидкого
металла на внешней (закалка на диске) или внутренней
(центробежная закалка) поверхностях вращающихся барабанов или прокатка
расплава между холодными валками, изготовленными из
материалов с высокой теплопроводностью.
На рис. 4.1 приведены принципиальные схемы этих методов.
При использовании методов центробежной закалки и закалки на
диске расплав охлаждается только с одной стороны, что не
обеспечивает получение достаточной степени чистоты внешней
поверхности, которая не соприкасается с холодильником. Метод прокатки
расплава позволяет получить хорошее качество обеих поверхностей
ленты, что особенно важно для аморфных лент, используемых для
головок магнитной записи.
Если при центробежной закалке ширина ленты составляет до
5 мм, то прокаткой получают ленты шириной 10 мм и более. Метод
закалки на диске позволяет изготавливать как узкие ленты
шириной 0,1-0,2 мм, так и широкие - до 100 мм, причем точность
поддержания ширины может быть ±3 мкм.
/
Рис. 4.1. Методы получения тонкой ленты путем закалки из расплава:
а - центробежная закалка; б - закалка на диске; в - прокатка расплава; г -
центробежная закалка; д - планетарная закалка на диске
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
489
Рис. 4.2. Устройства для увеличения времени контакта
затвердевающей ленты с диском:
а - использование газовых струй; б - применение прижимного ремня
Увеличение длительности контакта затвердевающего металла с
диском может быть достигнуто с помощью специальных
приспособлений: газовых струй, прижимающих ленту к диску, или
движущегося с одинаковой скоростью с диском ремня из сплава меди с
бериллием (рис. 4.2).
Для получения тонкой аморфной проволоки используют разные
методы вытягивания волокон из расплава.
Для производства порошков аморфных сплавов можно
воспользоваться методами и оборудованием, применяемым для
изготовления обычных металлических порошков, в первую очередь хорошо
зарекомендовавшими себя методами распыления.
4.1.3. СВОЙСТВА И ПРИМЕНЕНИЕ АМОРФНЫХ СПЛАВОВ
Для маркировки аморфных сплавов используется буквенно-
числовая система обозначений.
Химический состав аморфных сплавов обозначают также
символами химических элементов с цифровыми индексами,
которые указывают содержание данного элемента в % (ат.), например
Fe81B13Si4C2. Сплавы, производимые в промышленных масштабах,
в США называются Metglas, в Германии - Vitrovac, в Японии -
Amomet, к этим названиям добавляется кодовое число.
Уникальный характер металлических стекол проявляется в
физико-механических и химических свойствах. Отсутствие
свойственной кристаллам периодичности в структуре оказывается причиной
высокой прочности, магнитомягкого поведения, крайне низких аку-
3>2-312
490 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
стических потерь и высокого электросопротивления. Химическая
однородность обусловливает высокую коррозионную стойкость
некоторых металлических стекол в кислых средах, а также в растворах,
содержащих ионы хлора. Почти неограниченная взаимная
растворимость элементов в стеклообразном состоянии представляет
большой интерес для изучения процессов электронного переноса при
низких температурах.
Особенно важной характеристикой является ферромагнитное
состояние.
АМС являются более магнитомягкими материалами, чем
соответствующие им кристаллические аналоги. Для них характерна
меньшая площадь петли гистерезиса, они имеют более высокую
проницаемость и меньшую коэрцитивную силу. Для большинства
АМС магнитное насыщение составляет 0,5-1,8 Тл, что достигается
при значительном внешнем магнитное поле. Свойства магнитомяг-
ких АМС находятся на уровне лучших магнитомягких материалов
типа пермаллоев, которые получают путем сложной
металлургической и термической обработки, в то время как АМС имеют те же
свойства непосредственно после их разливки.
Вследствие металлического характера связи многие свойства
металлических стекол значительно отличаются от свойств
неметаллических стекол. К ним относятся вязкий характер разрушения,
высокие электро- и теплопроводность, оптические характеристики.
Аморфные металлы являются высокопрочными материалами.
Они обнаруживают экстремально высокую твердость,
превышающую твердость материала в кристаллическом состоянии в 2-4 раза,
а их прочность близка к прочности нитевидных кристаллов.
Последняя, как известно, приближается к теоретической прочности.
Предел текучести составляет 0,1-0,2 Е. Наряду с высокой
прочностью они характеризуются хорошей пластичностью при сжатии (до
50 %) и изгибе. При комнатной температуре аморфные сплавы
подвергаются холодной прокатке в тонкую фольгу. Лента аморфного
сплава jN^gFeagP^BeAlg толщиной 25 мкм без образования
микротрещин может быть согнута вокруг острия бритвенного лезвия.
Однако при растяжении их относительное удлинение составляет не
более 1-2 %. Это объясняется тем, что пластическая деформация
происходит в узко (10-40 нм) локализованных полосах сдвига, а за
пределами этих полос деформация практически не имеет развития,
что и приводит к низким значениям макроскопической
пластичности при растяжении. Лиу и Ли предложили механизм повышения
прочности аморфных металл-металлоидных сплавов, получаемых
закалкой из расплава. Этот механизм связан со взаимодействием
областей с ближним порядком и элементов в виде сеток
микродислокаций (рис. 4.3).
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
491
Рис. 4.3. Структура аморфного
сплава по модели Лиу - Ли:
1 - микродислокационные элементы;
2 - сетка микродислокационных
элементов; 3 - малые агрегаты с ближним
порядком
Если в сплаве отсутствуют
подвижные
микродислокационные элементы, то его
прочность будет зависеть только от
прочности границ таких
областей. Управление свойствами этих
границ возможно путем
легирования. Предел текучести
аморфных сплавов на железной основе Fe^Ni^PuBe, Fe80B20, Fe60Cr6Mo6B28
составляет соответственно 2400, 3600, 4500 МПа, в то время как
предел текучести высокопрочных сталей обычно менее 2000 МПа.
Для аморфных сплавов характерна четкая линейная
зависимость между твердостью и прочностью. Для сплавов на основе Fe,
Ni, Co справедливо выражение HV = 3,2от, что позволяет с
достаточной точностью использовать показания твердомера для
определения прочностных характеристик. Энергия разрушения и ударная
вязкость аморфных сплавов также значительно превышают эти
характеристики для обычных кристаллических материалов - сталей и
сплавов. Характер излома свидетельствует о вязком разрушении
металлических стекол.
Сплавы на основе железа характеризуются высокой магнитной
индукцией насыщения (Bs = 1,5-1,6 Тл) и низкими потерями на пе-
ремагничивание при обычных и повышенных частотах (табл. 4.1).
АМС на основе железа применяются как материалы для
сердечников высокочастотных трансформаторов различного назначения,
дросселей, магнитных усилителей.
Это обусловлено низкими суммарными потерями, которые в
лучших АМС данного класса оказываются на порядок ниже, чем у
кремнистых электротехнических сталей.
ТАБЛИЦА 4.1
Магнитные свойства электротехнических аморфных сплавов
Сплав
He, A/m
Удельные
потери, Вт/кг
р,мк,
Ом см
) (Amomet)
nomet)
Fe8iBi3Si4,5Ci,5 (Metglas 2605SC)
1,60
1,60
1,60
2,4
0,6
4,8
Pi,6/6o = 0,24
Pl,63/50 = 0,06
Л.26/60 = 0,26
155
125
125
33
40
40
32*
492 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Высококобальтовые сплавы обладают магнитострикцией,
близкой к нулю. Основным достоинством этой группы АМС являются их
высокие магнитные свойства в полях с малой коэрцитивной силой,
соответствующие уровню этих свойств в лучших пермаллоях.
Ленты из аморфных кобальтовых сплавов применяют в
сердечниках малогабаритных высокочастотных трансформаторов
различного назначения, в частности для источников вторичного питания и
магнитных усилителей.
Многие металлические стекла на основе Fe, Co и Ni переходят в
кристаллическое состояние при 700 К (приблизительно 0,5 Г™) в
течение нескольких минут. Длительная эксплуатация этих
материалов в течение нескольких лет возможна лишь при температурах
ниже указанной приблизительно на 300 К.
Таким образом, аморфные сплавы являются высокопрочными
материалами с высокими упруго-пластическими характеристиками.
Аморфные элинвары используют для изготовления сейсмодат-
чиков, мембран манометров, датчиков скорости, ускорения и
крутящего момента, пружин часовых механизмов, весов, индикаторов
часового типа и других прецизионных пружинных устройств. В ФРГ
разработан сплав марки Vitrovac-0080, содержащий 78 %
никеля, бор и кремний. Сплав имеет прочность при растяжении ов =
= 2000 МПа, модуль Юнга 150 ГПа, плотность 8 г/см3,
электросопротивление 0,9 Ом • мм2/м, предел выносливости при изгибе около
800 МПа на базе 107 циклов. Сплав рекомендуется для изготовления
пружин, мембран и контактов.
Высокая прочность в сочетании с коррозионной стойкостью
позволяют использовать аморфные сплавы для изготовления кабелей,
работающих в контакте с морской водой, а также изделий, условия
эксплуатации которых связаны с воздействием агрессивных сред.
Из аморфной ленты изготавливают предметы бытового
назначения - бритвенные лезвия, рулетки и др.
Аморфные высокоуглеродистые стали, содержащие Cr, Mo, W,
обладают высоким сопротивлением разрушению и термической
стабильностью: например, Fe54Cr16Mo12C18 имеет предел прочности
при растяжении 3800 МПа и температуру кристаллизации 880 К.
При этом такие высокоуглеродистые сплавы имеют высокие
коррозионные характеристики и не подвержены охрупчиванию при
старении. Такие сплавы целесообразно использовать в высокопрочных
композитах.
Потери в сердечниках из разработанного в Японии аморфного
сплава Fe81B13Si4C2 составляют 0,06 Вт/кг, т. е. примерно в 20 раз
ниже, чем потери в текстурированных листах трансформаторной
стали. Экономия за счет снижения гистерезисных потерь энергии
при использовании сплава Fe83B15Si2 вместо трансформаторных ста-
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
493
лей составляет только в США более 300 млн. долл/год. Эта область
применения металлических стекол имеет широкую перспективу.
Поскольку стекла представляют собой сильно переохлажденную
жидкость, их кристаллизация при нагреве обычно происходит с
сильным зародышеобразованием, что позволяет получать
однородный чрезвычайно мелкозернистый металл. Такая кристаллическая
фаза не может быть получена обычными методами обработки. Это
открывает возможность получения специальных припоев в виде
тонкой ленты. Лента легко изгибается, ее можно резать и
подвергать штамповке для получения оптимальной конфигурации. Весьма
важным для пайки является то, что лента гомогенна по составу и
обеспечивает надежный контакт во всех точках изделий,
подвергаемых пайке. Припои имеют высокую коррозионную стойкость. Они
используются в авиационной и космической технике.
Скорость коррозии аморфного сплава, содержащего 8 % Сг и
более, не фиксируется микровесами после выдержки в течение
168 ч.
Аморфные сплавы практически не подвержены питтинговой
коррозии, даже в случае анодной поляризации в соляной
кислоте.
Аморфные сплавы на основе железа и никеля, содержащие
хром, обладают необычайно высоким сопротивлением коррозии в
самых различных коррозионно-агрессивных средах. На рис. 4.4
представлены скорости коррозии кристаллических образцов хромистых
сталей и аморфных сплавов Fe80.rCryP13C7, определенные по потере
массы образцов, выдержанных в концентрированном растворе NaCl.
Коррозионная стойкость сплавов с содержанием хрома выше 8 % на
несколько порядков превышает
стойкость классических коррози-
онностойких сталей.
Высокая стойкость против
коррозии обусловлена образованием
на поверхности пассивирующих
пленок, обладающих высокими
защитными свойствами, высокой
степенью однородности и
быстротой образования. Помимо хрома
повышению коррозионной
стойкости способствует введение фосфора.
1,0
0,8
0,6
0,4
0,2
0,15
0,10
Рис. 4.4. Влияние содержания
хрома на скорость коррозии
аморфного сплава Fe80_xCrjrP13O7 (1) и
кристаллического Fe-Сг (2) в 1 н. NaCl
при 30 °С
0,05
8 12
Сг,%(ат.)
494
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
В пленке высокохромистых кристаллических сталей всегда
присутствуют микропоры, которые со временем преобразуются в очаги
коррозии. На аморфных сплавах, содержащих определенное
количество хрома и фосфора, образуется пассивирующая пленка
высокой степени однородности. Образование однородной
пассивирующей пленки обеспечивается химической и структурной
однородностью аморфной фазы, лишенной кристаллических дефектов, таких
как выделения избыточной фазы, сегрегационные образования и
границы зерен.
Сплав Fe45Cr25Mo10P13C7 вообще почти не корродирует. По
коррозионной стойкости этот сплав превосходит даже металлический
тантал.
Аморфные металлы часто называют материалами будущего, что
обусловлено уникальностью их свойств, не встречающихся у
обычных кристаллических металлов (табл. 4.2).
Широкому распространению аморфных металлов препятствуют
высокая себестоимость, сравнительно низкая термическая
устойчивость, а также малые размеры получаемых лент, проволоки, гранул.
Кроме того, применение аморфных сплавов в конструкциях
ограничено из-за их низкой свариваемости.
ТАБЛИЦА 4.2
Свойства и основные области применения аморфных
металлических материалов
Свойства
Высокая прочность,
высокая вязкость
Высокая коррозионная
стойкость
Высокая магнитная
индукция насыщения,
низкие потери
Высокая магнитная
проницаемость, низкая
коэрцитивная сила
Постоянство модулей
упругости и температурного
коэффициента линейного
расширения
Применение
Проволока, армирующие
материалы, пружины, режущий
инструмент
Электродные материалы,
фильтры для работы в
растворах кислот, морской воде,
сточных водах
Сердечники
трансформаторов, преобразователи,
дроссели
Магнитные головки и
экраны, магнетометры,
сигнальные устройства
Инварные и элинварные
материалы
Состав сплава
Fe75Si10B15
Fe45Cr25Mo10P13C
Fe81B13Si4C2
Fe5Co70Si10Bl5
Fe83B17
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 495^
4.2. НАНОКРИСТАЛЛИЧЕСКИЕ МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
4.2.1. НАНОТЕХНОЛОГИИ - СЛЕДУЮЩАЯ ПРОМЫШЛЕННАЯ РЕВОЛЮЦИЯ
До последнего времени материаловеды, занимающиеся
проблемами разработки и исследования свойств новых материалов, почти
всегда имели дело с макроскопическими объемами веществ. В
последние годы наблюдается быстрый рост научного и
промышленного интереса к новому классу материалов с ультрамелкозернистым
строением - нанокристаллическим материалам. Термин "нанотех-
нологии" в 1974 г. предложил японский ученый Норе Танигути для
описания процесса построения новых объектов и материалов при
помощи манипуляций с отдельными атомами.
Приставка "нано" (от греческого nannosi - карлик) означает
одну миллиардную долю метра - 1 нанометр (нм) = 10~9м. К объектам
нанотехнологии относятся материалы с размерами зерен от долей
нанометра до 100 нм. Верхний предел этого интервала - до 100 нм
условен, а нижний определяется близкими размерами атомов или
молекул.
Нанонауку можно определить как совокупность знаний о
свойствах вещества в нанометровом масштабе, а нанотехнологию - как
умение целенаправленно создавать объекты с заранее заданными
составами, размерами и структурой в диапазоне приблизительно 1-100 нм.
Нанотехнологическая гонка, в которую сегодня включились все
страны с развитым научно-техническим потенциалом, была
порождена двумя почти совпавшими по времени выдающимися
достижениями фундаментальной науки - открытием низкоразмерных
углеродных наночастиц (фуллеренов и трубок) и созданием
сканирующего туннельного микроскопа (СТМ).
Открытие фуллеренов (Крото и Смолли, 1985 г., Нобелевская
премия по химии за 1996 г.) и вскоре последовавшее за этим
обнаружение углеродных нанотрубок (Инджима, 1991 г.)
продемонстрировали основную особенность этих наночастиц - способность к
качественным изменениям всех физико-химических свойств при
минимальных вариациях атомно-структурных параметров. Открылись
безграничные возможности синтеза новых материалов, химически
чистых, легированных и композитных с рекордными
характеристиками и уникальными свойствами, перспективными доя приложений
в самых различных областях науки, техники и медицины.
Образно говоря, на рубеже тысячелетий открылся новый
материальный мир - неисчерпаемый мир наномасштабных частиц и
явлений, живущий по законам квантовой механики, на языке
которой написано все современное естествознание. Сканирующий
туннельный микроскоп (СТМ Бинниг и Рорер, 1982 г. Нобелевская
496 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
премия по физике за 1986 г.) был сразу же воспринят как
революция в исследовании наноструктур.
Скорость перехода от первых экспериментов к практической
реализации нанотехнологий не имеет прецедентов в области научных
открытий. До 1998 г. возможности использования нанотехнологий
еще относили к области фантастики, а возможные сроки их
применения предполагались не ранее 30 лет. Однако уже через 4 года
появились материалы, синтезированные на базе нанотехнологий.
В 2005 г. спрос на услуги рынка нанотехнологий составил
100 млрд. долл., а по прогнозам к 2015 г. вырастет в 10 раз.
По прогнозам в ближайшей перспективе развития
нанотехнологий и создания новых наноматериалов можно ожидать:
- расширения памяти ЭВМ - большей емкости, до памяти мно-
готерабайтного объема, что повысит возможность хранения
информации в памяти на единицу объема в тысячи раз;
- разработки технологии и организации производства
легированных порошковых сталей и сплавов с наноструктурой для
высокопрочных износо- и теплостойких деталей машин и механизмов;
- создания новых легких материалов с внутренней
наноструктурой в десятки раз прочнее стали для изготовления всех видов
наземных, воздушных и космических систем;
- очистки от загрязнителей высочайшей дисперсности для
создания ультрачистых помещений в условиях производственных
систем и с целью защиты окружающей среды.
4.2.2. ОСОБЕННОСТИ СТРУКТУРЫ НАНОКРИСТАААИЧЕСКИХ МАТЕРИАЛОВ
При малых размерах нанообъекты характеризуются сложной
внутренней организацией, плотной упаковкой, а также очень
высоким отношением площади поверхности к объему.
При уменьшении размера зерен или частиц до наноразмеров все
большая доля атомов оказывается на границах зерен.
Структурная модель нанокристаллического материала,
состоящего из атомов одного вида, приведена на рис. 4.5. Согласно этой
модели нанокристалл состоит из двух структурных составляющих:
кристаллитов-зерен (атомы представлены светлыми кружками) и
зернограничных областей (черные кружки). Зернограничные
области характеризуются пониженной атомной плотностью. Их ширина
обычно не превышает 2-5 межамтомных расстояний.
Ультрамелкая микроструктура в объемных наноматериалах
определяет их необычные свойства.
Температуры плавления и параметры кристаллических решеток
наноматериалов и материалов с обычной структурой различаются.
С уменьшением размеров частиц растет их суммарная
поверхностная энергия, что приводит к понижению температуры плавления.
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
497
Рис. 4.5. Атомная модель наноструктур-
ного материала
Черным обозначены атомы в зернограничных
областях, смещение которых превышает 10 % от
межатомных расстояний
Наноструктурные металлы и сплавы
могут обладать высокой коррозионной
стойкостью. Обычные углеродистые
стали в наноструктурном состоянии
обладают более высокими коррозионными
свойствами, чем специальные
нержавеющие стали.
Сравнение электрохимических
характеристик аморфных, наноструктур-
ных и кристаллических сплавов с 5 и
10 % (ат.) молибдена показало, что
увеличение его содержания в кристаллических сплавах практически не
изменяет их коррозионных свойств, в то время как аморфный и
нанокристаллический сплавы с таким же количеством молибдена
коррозионностойки как в серной, так и в соляной кислотах.
При диффузионной сварке использование между свариваемыми
деталями тонкой прослойки нанопорошков соответствующего
состава позволяет сваривать разнородные материалы, в том числе
некоторые трудносвариваемые сплавы металла с керамикой, а также
снижать температуру диффузионной сварки.
До недавнего времени были известны две полиморфные
модификации углерода - алмаз и графит. Но во второй половине
прошлого столетия были теоретически предсказаны, а затем впервые
синтезированы еще две модификации углерода - карбин (1967 г.) и
фуллерен (1985 г.).
Карбин представляет собой молекулы углерода, получаемые
испарением графита при очень высоких температурах (^10000 °С) и
последующей конденсации и кристаллизации. В карбине
расположение атомов углерода линейное, в виде цепочек, способных
образовывать кольцевые структуры.
Фуллерен был вначале (1985 г.) смоделирован группой ученых
США, а позднее теми же учеными экспериментально получен так
же, как и карбин, из паров графита.
Фуллерен - форма углерода, получившая название в честь
американского архитектора Фуллера (1892-1983), проектировавшего
дома-купола на основе пяти- и шестиугольных элементов. Фуллере-
ны представляют полые симметричные структуры, замкнутая
сферическая поверхность которых образована правильными
многоугольниками из углеродных атомов (рис. 4.6).
498
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Рис. 4.6. Структура фуллеренов, составленных из пяти- и
шестиугольных колец углерода
Число атомов углерода в фуллерене: 28 (а); 32 (б); 50 (в); 60 (г); 70 (д) - эти числа
являются "магическими" для кластеров углерода
Разные фуллерены этого семейства отличаются числом атомов
углерода и соответственно числом многоугольников и диаметром
шара (сферы). Общий символ фуллеренов - Сп, где п - число атомов
углерода, образующих данный фуллерен.
Наиболее изучены структура, свойства и технология получения
фуллерена С60, который состоит из 20 шестиугольников и 12
пятиугольников. Радиус молекулы Сб0 равен 0,357 нм при толщине
оболочки сферы «0,1 нм.
Так как шестиугольник, в вершинах которого расположены
атомы углерода, является основным элементом структуры как
фуллерена, так и графита, логично предположить, что графит -
оптимальное исходное сырье для синтеза фуллеренов. В настоящее
время наиболее эффективным способом синтеза является термическое
разложение слоистой структуры графита на фрагменты, из которых
затем формируются С60 и другие фуллерены. Термическое
разложение при испарении графита, впервые реализованное в 1990 г.,
достигается либо омическим нагревом графитового электрода, либо
лазерным облучением.
Схема установки для синтеза фуллеренов показана на рис. 4.7 -
основу составляет пара графитовых электродов, одним из которых яв-
__^ ляется плоский диск, а другим -
заточенный стержень, прижимаемый
к диску пружиной. Электроды
помещены в медный охлаждаемый
кожух цилиндрической формы.
Распыление графита осуществляется
Рис. 4.7. Схема установки для
производства Сед в граммовых
количествах:
1 - графитовые электроды; 2 - медная
шина, охлаждаемая водой; 3 - охлаждаемая
поверхность, на которой осаждается
конденсат; 4 - пружины
1
2
/^
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
499
Рис. 4.8. Элементарная ячейка ГЦК-решетки фуллерена
Рис. 4.9. Эндометаллофуллерен
при пропускании через электроды переменного тока 100-200 А,
частотой 60 Гц, напряжением 10-20 В. В результате горения дуги
поверхность кожуха через несколько часов покрывается графитовой
сажей, которую соскабливают и обрабатывают кипящим толуолом.
Полученную жидкость выпаривают, в результате образуется черная
"пудра", практически полностью состоящая из Сб0 и С70 в отношении
10:1.
Для конденсированного углерода, состоящего из кластеров С60,
применима модель жестких шаров, отвечающая структуре
кубической гранецентрированной (ГЦК) плотной упаковки (рис. 4.8).
Фуллерен С60 имеет диаметр внутренней (свободной) сферы
«0,5 нм. Так как значения атомных и ионных радиусов металлов
находятся в интервале 0,1-0,3 нм, это создает возможность для их
размещения внутри сферы.
Легированные металлом фуллерены называют эндометалао-
фулперенами. Их схема приведена на рис. 4.9.
Кристаллы Сб0, легированные атомами щелочных металлов,
обладают металлической проводимостью и переходят в
сверхпроводящее состояние в диапазоне температур 19-55 К. Этот диапазон
являлся рекордным для молекулярных сверхпроводников, пока в
1994 г. не был обнаружен металлофуллерен CunC60 с температурой
перехода около 120 К, т. е. выше температуры жидкого азота.
Синтезированные из фуллеренов углеродные частицы имеют
твердость около 40 ГПа и аномально высокую упругость, что
обеспечивает очень перспективные свойства материалов: абразивный
износ композита в 10 раз меньше, чем стали ШХ15, его
коэффициент трения (-0,1) соответствует уровню алмазоподобных покрытий.
Полученный композит имеет твердость HRC 62-65, предел прочно-
500 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
сти при сжатии 2500 МПа. Преимущества композита возрастают с
повышением жесткости условий износа.
Превращение фуллерена в алмаз происходит в более мягких
условиях по сравнению с графитом. Это превращение при комнатной
температуре реализуется уже при давлении 20 ГПа, в то время как
для перевода графита в алмаз необходимо приложить давление 35-
40 ГПа при температуре -900 °С.
Под давлением были синтезированы образцы фуллеренов,
объемно-прошитые ковалентными связями. Такие материалы могут
царапать алмаз.
4.2.3. УГЛЕРОДНЫЕ НАНОТРУБКИ
Важное значение, помимо фуллеренов, имеют близкие по
механизму образования наноразмерные углеродные трубки (УНТ), схема
которых показана на рис. 4.10. Они были экспериментально
обнаружены одновременно с фуллеренами в 1991 г. УНТ обычно
получают при конденсации углеродно-металлического пара путем
каталитического пиролиза углеводородных композиций из СО, СН4, С2Н4,
С2Н2.
В простейшем случае УНТ можно представить как свернутый в
цилиндр лист графита моноатомной толщины, в котором атомы
углерода расположены в вершинах шестиугольников. УНТ
различаются по диаметру и размещению шестиугольников по длине
трубки. На концах нанотрубок образуются шапочки конической или
полусферической формы (см. рис. 4.10).
Нанотрубки могут быть однослойными и многослойными.
Многослойные трубки имеют внешний диаметр 4-5 нм и состоят из
вставленных одна в другую многослойных трубок все меньшего
диаметра (по типу "матрешек").
Углеродные нанотрубки сочетают аномально высокие значения
прочностных и упругих свойств - предел прочности на разрыв равен
30-100 ГПа при значениях модуля упругости Юнга до 60,0 ГПа.
В табл. 4.3 приведены сравнительные данные прочностных и
упругих характеристик ряда волоконных материалов (для кабеля из
НТ данные получены расчетом).
Рис. 4.10. Схема
однослойной нанотрубки:
а - открытой; б - закрытой
с одной стороны
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 4.3
Свойства некоторых волоконных материалов
501
Материал
Сталь
Бериллиевое волокно
Борное волокно
Стекловолокно
Кевлар
Кабель из УНТ
Предел прочности
на разрыв, ГПа
1-5
3,3
3,5
2,4-4,5
3,6
150
Модуль Юнга,
ГПа
200
310
400
72,4-85,5
130
630
Плотность,
г/см3
7,8
1,87
2,45
2,5
1,44
1,30
Учитывая, что прочность на разрыв УНТ примерно в 100 раз
превышает прочность стали, а их плотность составляет 1/6 от
плотности стали, углеродные нанотрубки являются наиболее прочным
веществом из всех известных на сегодняшний день. Они обладают
максимальным отношением прочности к плотности, т. е.
обеспечивают максимальную прочность при заданной массе. Поэтому
дальнейшие перспективы их практического применения зависят лишь
от технологической возможности получать более длинные
углеродные нановолокна, сплетать или перекручивать их для изготовления
канатов и создавать композитные материалы на этой основе.
Это дает возможность осуществления таких фантастических
проектов, как создание космической башни или лифта с канатом
протяженностью около 100 тысяч километров. Лифт может быть
смонтирован на экваторе планеты, а его натяжение должна обеспечивать
центробежная сила вращения Земли при воздействии на "хвост" каната,
простирающийся за границу геостационарной орбиты (более 36 тыс.
км). Такой лифт позволит не только выводить на орбиту требуемые
грузы или геостационарные и другие спутники, но и выбрасывать в
космос с орбиты (подобно гигантской "праще") автоматические
станции к другим планетам или даже иным звездным системам.
УНТ имеют огромный потенциал их технического применения.
Цена этих материалов снижается на 25 % каждые 9 месяцев, и
производство однослойных УНТ в 2005 г. составило «30 т, а
многослойных в 2007 г. составит 270 т.
4.2.4. ПОЛУЧЕНИЕ ПОРОШКОВЫХ НАНОЧАСТИЦ
Выбор метода получения наноматериалов определяется
областью их применения, желательным набором свойств конечного
продукта. Характеристики получаемого продукта -
гранулометрический состав и форма частиц, содержание примесей, величина
удельной поверхности - могут колебаться в зависимости от способа
получения в весьма широких пределах.
502 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Методы получения ультрадисперсных материалов разделяют на
химические, физические и механические.
Химические методы синтеза включают различные реакции и
процессы, в том числе процессы осаждения, термического
разложения, восстановления, гидролиза или электроосаждения.
Такими способами получают порошки металлов, размеры
частиц которых находятся в пределах 10-30 нм.
Физические методы получения нанопорошков металлов
основаны на испарении металлов, сплавов или оксидов с
последующей их конденсацией в реакторе с контролируемой температурой и
атмосферой.
При использовании физических методов исходное вещество
испаряется путем интенсивного нагрева, с помощью газоносителя
подается в реакционное пространство, где резко охлаждается.
В зависимости от вида исходных материалов и получаемого
продукта испарение и конденсацию проводят в вакууме, в инертном
газе, в потоке газа или плазмы. Размер и форма частиц зависят от
температуры процесса, состава атмосферы и давления в
реакционном пространстве.
Механические методы измельчения материалов
осуществляются в мельницах различного типа - шаровых, планетарных,
центробежных, вибрационных, аттриторах (это высокоэнергетические
измельчительные аппараты с неподвижным корпусом - барабаном
с мешалками, передающими движение шарам в барабане).
Измельчение размалываемого материала размалывающими шарами (в
отличие от других типов измельчающих устройств) происходит
главным образом не за счет удара, а по механизму истирания. Емкость
барабанов в установках достигает 400-600 л.
Механическим путем измельчают металлы, керамику,
полимеры, оксиды, хрупкие материалы. Степень измельчения зависит от
вида материала. Так, для оксидов вольфрама и молибдена получают
крупность частиц порядка 5 нм, для железа - порядка 10-20 нм.
Преимуществами механических способов измельчения является
сравнительная простота установок и технологии, возможность
измельчать различные материалы и получать порошки сплавов, а также
возможность производить материал в большом количестве.
4.3. НАНОМАТЕРИАЛЫ КОНСТРУКЦИОННОГО НАЗНАЧЕНИЯ
4.3.1. ПОРОШКОВАЯ МЕТАЛЛУРГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Методы порошковой металлургии широко используются для
получения нанопорошков и объемных наноматериалов.
Контролируемая кристаллизация из аморфного состояния
состоит в испарении и конденсации наночастиц, осаждаемых на хо-
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
503
лодную поверхность вращающегося цилиндра в атмосфере
инертного газа, обычно гелия.
Для получения компактных материалов с малой пористостью
применяют метод горячего прессования, когда прессование
происходит одновременно со спеканием.
Однако повышение температуры компактирования приводит к
быстрому росту зерен и выходу из нанострукгурного состояния, а
консолидация нанопорошков при низких температурах, даже в
условиях высоких приложенных давлений, может привести к
остаточной пористости.
Интенсивная пластическая деформация (ИПД), благодаря
большим деформациям в условиях высоких приложенных давлений,
способствует измельчению микроструктуры сплавов до наноразмеров и
получению беспористых заготовок без изменения формы и размеров.
Различают два метода ИПД - кручение под высоким давлением
и равноканальное угловое прессование (РКУП) (рис. 4.11).
При использовании метода кручения (рис. 4.11, а) под высоким
давлением образец помещается между бойками и сжимается под
приложенным давлением (Р) в несколько гигапаскалей, затем
прилагается деформация с очень большими степенями (10 и более).
Нижний боек вращается, и силы поверхностного трения заставляют
образец деформироваться сдвигом.
Образцы имеют форму дисков диаметром до 20 мм и толщиной
0,2-0,5 мм. Однородная наноструктура достигается при
деформации в несколько оборотов.
а
Рис. 4.11. Схема методов интенсивной пластической деформации:
а - метод кручения под высоким давлением; б - метод равноканального углового
прессования; 1 - пуансон; 2 - образец; 3 - суппорт; 4 - заготовка
504
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Конечный размер зерен в структуре зависит от условий
интенсивной деформации - величины приложенного давления,
температуры, скорости деформации, а также вида исследуемого
материала.
Для получения массивных наноструктурных материалов
используется другой метод, основанный также на деформации
сдвигом, - равноканальное угловое прессование (рис. 4.11, б). При РКУП
заготовка неоднократно продавливается в специальной оснастке
через два пересекающихся канала с одинаковыми поперечными
сечениями при комнатной или повышенной температурах, в
зависимости от деформируемости материала.
Этот метод позволяет сохранять целостность заготовок даже для
малопластичных материалов. Геометрические размеры заготовок:
диаметр - до 60 мм и длина - до 200 мм.
Длинномерные наноструктурные заготовки могут быть
сформированы даже из труднодеформируемых и малопластичных
металлов и сплавов.
Вид объемных наноструктурных заготовок титана представлен
на рис. 4.12.
Нанокристаллические материалы конструкционного
назначения получают методами порошковой металлургии,
кристаллизацией из аморфного состояния, интенсивной пластической
деформацией и различными методами нанесения наноструктурных покрытий.
Особенности структуры наноматериалов (размер зерен, значительная
доля границ раздела и их состояние (дефектность структуры)
определяются методами получения и оказывают существенное влияние
на их свойства (табл. 4.4).
Рис. 4.12. Объемные заготовки наноструктурного титана
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
505
ТАБЛИЦА 4.4
Методы получения нанокристаллических материалов
конструкционного назначения
Метод
Кристаллизация
аморфных сплавов
Компактирование
нанопорошков
Интенсивная
пластическая
деформация
Методы нанесения
структурных
покрытий
Способы
Прессование и спекание.
Спекание под давлением
Кристаллизация аморфных
сплавов. Консолидация
аморфных порошков с
последующей кристаллизацией
Равноканальное угловое
прессование.
Деформация кручением при
высоких давлениях.
Всесторонняя ковка
Электролитическое
осаждение, химическое и
физическое осаждение из газовой
фазы и др.
Материалы
Металлические
материалы, керамика, керметы,
композиционные
материалы, полимеры
Аморфизующиеся
металлические материалы
Металлические
материалы
Металлические
материалы, керамика,
композиционные материалы
4.3.2. ХАРАКТЕРИСТИКА МЕХАНИЧЕСКИХ СВОЙСТВ НАНОМАТЕРИАЛОВ
Известно, что измельчение зерен способствует увеличению
твердости и прочности металлических материалов. Логично
предположить, что нанокристаллические материалы должны обладать
наиболее высокой прочностью. Однако обычно это снижает
пластичность. Прочность и пластичность, как правило, являются
противоположными характеристиками. Материалы могут быть
прочными или пластичными, но чаще всего не обладают обоими
свойствами одновременно. Однако наноструктурирование материалов может
привести к уникальному сочетанию особо высокой прочности и
пластичности.
Механические свойства объемных наноматериалов
представляют особый интерес. Если в обычных кристаллических
материалах рост прочности с уменьшением размера зерен обусловлен
введением дополнительных границ зерен, которые являются
препятствиями для движения дислокаций, то при наноразмерных
зернах рост прочности обусловлен низкой плотностью существующих
дислокаций и трудностью образования новых дислокаций. Твердость
нанокристаллических материалов в 2-1 раз выше, чем твердость
крупнозернистых аналогов, причем это не зависит от метода
получения материала.
506
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Наноматериал
Крупнозернистый
материал
Пластичность
Рис. 4.13. Схема соотношения между
прочностью и пластичностью
Прочность нанокристаллических
металлических материалов при
растяжении существенно превышает
прочность крупнозернистых аналогов,
как для чистых металлов, так и для
сплавов, при этом значения
пластичности достаточно высоки, что
является следствием значительной зерно-
граничной деформации (рис. 4.13).
Например, предел текучести и
твердости нанокристаллической меди в 4 раза выше, чем
крупнозернистой меди.
В табл. 4.5 приведены механические свойства крупно-, мелко- и
нанокристаллических материалов. Из представленных данных
видно, что прочностные свойства мелкокристаллических и наномате-
риалов выше, чем для крупнозернистых материалов.
Основным механизмом деформации сплавов с мелким и
ультрамелким зерном при умеренно низких температурах является
дислокационное скольжение, сопровождающееся действием зерногра-
ничного проскальзывания.
ТАБЛИЦА 4.5
Механические свойства материалов
с различным размером зерна
Материал
Титановый сплав ВТ1-100
Титановый сплав ВТ6
Титановый сплав ВТ8
Никелевый сплав RSR Rene 80
Сплав Al-Mg-Li-Sc-Zr
Сталь 0,12 %C-25%Cr-0,2%TiO
Размер
зерна,
мкм
50
0,1
10
0,4
10
0,4
5
0,06
100
0,2
10
0,2
50
0,2
г,°с
20
20
20
20
600
600
20
20
20
20
20
20
20
20
Предел
прочности,
МПа
380
730
1050
1300
585
200
1050
1400
375
850
450
600
485
730
Относительное
удлинение, %
29
18
9
7
46
200
45
53
30
33
5
6
26
17
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 507
Создание наноструктур в материалах с целью увеличения их
прочности и пластичности способствует повышению их
сопротивления усталости и трещиностойкости. В наноматериалах
наблюдается увеличение как малоцикловой, так и многоцикловой усталости.
4.3.3. МЕХАНИЧЕСКИЕ СВОЙСТВА ОТДЕЛЬНЫХ ВИДОВ МАТЕРИАЛОВ
С УЛЬТРАМЕЛКИМ ЗЕРНОМ
Стали
Коррозионностойкая аустенитная сталь 12Х18Н10Т после рав-
ноканального углового прессования (РКУП) при комнатной
температуре с размером зерна 100 нм имеет предел текучести 1340 МПа,
практически в б раз превышающий предел текучести этой стали
после термообработки. При этом пластичность сохраняется на
достаточно высоком для такой прочности уровне 6 = 27%.
Прочность низкоуглеродистых малолегированных сталей при
комнатной температуре в 2-2,5 раза выше, чем серийно выпускаемых,
при сохранении удовлетворительной пластичности и высокой
вязкости. Такие стали сочетают высокие прочностные свойства и высокие
показатели пластичности и ударной вязкости при низких
температурах, поэтому они могут эффективно применяться, например, для
изготовления деталей машин, работающих в условиях Крайнего Севера.
Титан и его сплавы
Наноструктурный чистый титан, полученный методом
интенсивной пластической деформации, имеет более высокие
прочностные свойства (ав =1100 МПа) и значения пластичности (б = 10 96) по
сравнению с широко используемым в медицине сплавом Ti-6A1-4V.
При этом циклическая прочность повышается в области как
многоцикловой, так и малоцикловой усталости по сравнению с
крупнозернистым титаном.
Титановые наноматериалы и никелид титана весьма
перспективны для применения в медицине вследствие их полной
биосовместимости с живой тканью человеческого организма.
Твердые сплавы
Технология получения наноструктурных твердых сплавов
включает синтез нанопорошков заданного фракционного и фазового
состава, прессование и спекание. К настоящему времени разработаны
различные способы получения нанопорошков тугоплавких
металлов, карбидов и нитридов вольфрама, титана, ванадия, тантала и др.
Консолидация порошка осуществляется различными методами
спекания под давлением. В табл. 4.6 приведены свойства сплава WC-
6 % Со при различном среднем размере зерна карбида вольфрама.
508
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
ТАБЛИЦА 4.6
Свойства сплава WC—6 % Со
Свойства
Предел прочности при сжатии, МПа
Предел прочности при трехточечном
изгибе, МПа
Твердость HV30
Абразивная износостойкость
Средний размер зерна WC, мкм
0,5-0,6
7200
3800
2040
2,78
0,8-0,9
6000
3000
1800
2,08
1,4-1,8
5500
2000
1580
1,26
При уменьшении среднего размера зерна карбида вольфрама
прочность, твердость и износостойкость твердого сплава возрастают.
Керамика
Керамика относится к наиболее перспективным материалам,
позволяющим получать высокое сочетание свойств и
функциональных возможностей.
По сравнению с металлическими материалами тонкие
технические керамики обладают ярко выраженными преимуществами в
отношении жаропрочности, сопротивляемости износу и эрозии,
теплоизоляционной способности, коррозионной стойкости и многих
других свойств.
Однако реализации многих уникальных возможностей керамики
препятствует ряд ее недостатков, в частности хрупкость, малая
надежность, плохая воспроизводимость свойств и трудность обработки.
Наноструктурное состояние керамики позволяет преодолеть
многие из этих недостатков. Для наноструктурной керамики возможно
использовать эффект сверхпластичности, который позволяет
осуществлять ее пластическую деформацию (прокатку, штамповку и др.).
Сверхпластичность определяется как вязкопластическая
деформация материала в особом, ультрамелкозернистом структурном
состоянии. Это проявляется в способности материала
деформироваться с большими удлинениями до разрушения и высокой скоростью
деформации. В поликристаллических металлических материалах
сверхпластичность проявляется при размерах зерен менее 10 мкм.
Современные нанокристаллические керамики имеют размер
структурных составляющих до 10 нм, что способствует проявлению их
сверхпластичности.
Помимо размеров структурных составляющих не менее важна
стабильность структуры керамического материала в процессе
деформирования.
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
509
Технология получения керамических деталей с использованием
эффекта сверхпластичности состоит из четырех основных этапов:
- выбор и получение исходного материала в виде нанокристал-
лического порошка заданного химического, фазового и
гранулометрического состава;
- изготовление исходной заготовки нужной формы;
-изготовление штамповой оснастки и сверхпластическое
деформирование;
- финишная обработка поковки, включая обработку
поверхности и контроль готовой детали.
Композиционные материалы
Металлополимеры - композиционные материалы, содержащие
частицы металла в полимерной матрице, - получают несколькими
методами: термическим разложением металлсодержащих
соединений в растворе-расплаве полимера, конденсацией паров металла на
полимерную подложку.
Композиты на основе политетрафторэтилена,
модифицированные оксидными нанопорошками, имеют большую износостойкость,
нежели традиционные антифрикционные материалы (табл. 4.7).
ТАБЛИЦА 4.7
Механические и трибологические свойства
модифицированного оксидами ПТФЭ
Состав
ПТФЭ
ПТФЭ + MoS2
ПТФЭ + 2 % (мае.) А12О3
ПТФЭ + 2-5 % (мае.) MgAl2O4
ПТФЭ + 2-5 % (мае.) 2MgOAl2O3- 5SiO2
Предел
прочности
при
растяжении,
МПа
20-22
18-20
20-25
18-22
22-23
Относительное
удлинение
при
разрыве, %
300-320
160-180
300-320
300-310
310-320
Скорость
изнашивания,
мг/ч
70-75
40-45
0,4-1,2
0,6-3,4
3,0-5,4
Коэффициент
трения
0,04
0,20-0,30
0,18-0,20
0,17-0,19
0,18-0,19
4.4. ОБЛАСТИ ПРИМЕНЕНИЯ НАНОМАТЕРИАЛОВ
4.4.1. СВЕРХПРОЧНЫЕ НАНОСТРУКТУРНЫЕ МАТЕРИАЛЫ
Согласно соотношению Холла - Петча от = о0 + kd~1/2, где d -
размер зерна, механическая прочность растет с измельчением
зернистой структуры. Если в обычных кристаллических материалах
рост прочности сопровождается падением пластичности, в
материалах нанометрового диапазона такая зависимость отсутствует.
Благодаря увеличению поверхностей раздела зерен и интенсивным зер-
510
РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
нограничным процессам наноматериалы обладают не только
высокой прочностью, но и значительной пластичностью.
Высокопрочное состояние с пределом прочности более 800 МПа
было реализовано в наноструктурных алюминиевых сплавах, что
позволяет получать характеристики прочности более высокие, чем у
некоторых сталей.
Эти результаты показывают, что при переходе к наноструктур-
ным материалам отношение прочность/пластичность может стать
значительно большим, чем у современных конструкционных
материалов (рис. 4.14).
Развитие космической техники сдерживается высокой
стоимостью вывода грузов на орбиту, особенно для полетов на большие
расстояния (например, за пределы Солнечной системы). Эти
сложности стимулируют поиски новых методов снижения размеров и
массы космических аппаратов, а также повышения эффективности
систем запуска. Наноматериалы могут быть особенно полезны при
изготовлении легких, прочных и термостойких деталей самолетов,
ракет, космических станций и исследовательских зондов для
дальних космических полетов.
Использование наноструктур позволит получать более легкие
и прочные материалы с программируемыми характеристиками,
снизить стоимость эксплуатации устройств благодаря повышению их
качества, создать принципиально новые виды оборудования,
основанные на новых принципах.
5
о.
CZ
Теоретическая прочность
Перспективные
материалы
Слоистые материалы
(ламинаты) Cu-Cr
• Уменьшение
зерен Современные
конструкционные
материалы
Ударная вязкость или пластичность
Рис. 4.14. Схема влияния размера структурных элементов на прочность и
пластичность
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 511
Перспективным направлением использования наноматериалов
является введение их в жидкий расплав, а также добавка
ультрадисперсных порошков к обычным порошкам при их прессовании и
спекании.
При получении порошковой никель-молибденовой стали в
твердом состоянии замена карбонильного никеля на его
ультрадисперсный порошок повысила прочность изделий в 1,5 раза, а их
пластические свойства - в 4 раза. Добавка ультрадисперсного порошка
состава 0,5 % Ni + (0,5-1) % Си + 0,3 % С к порошку стали ПХ17Н2
позволяет получать порошковую сталь с ударной вязкостью 110-
115 Дж/см2, что в 1,5 раза превышает уровень ударной вязкости для
кованой стали Х17Н2. Пористость стали снижается при введении
такой добавки с 10 до 5-6 %, твердость растет в 1,5 раза, достигая
значений 1200-1600 МПа.
Результатом модифицирования неметаллических композиций
нанопорошковыми материалами является улучшение
технологических свойств на стадии получения изделий, а также увеличение
прочностных и пластических характеристик готовых изделий.
Металлические нанопорошки добавляют к моторным маслам
для восстановления трущихся поверхностей. Наноматериалы
используют в качестве сверхпрочных конструкционных материалов и
износостойких покрытий. Пленочные наноматериалы плоской и
сложной формы из магнитомягких сплавов используются для
видеоголовок видеомагнитофонов, существенно превосходя по служебным
свойствам традиционные материалы.
Наноматериалы широко используются в защитных системах
поглощения ВЧ- и рентгеновского излучений, в качестве
катализаторов (чему способствует огромная, порядка 5-Ю7 м"1, удельная
поверхность нанопорошков).
4.4.2. МЕДИЦИНА И ЗДРАВООХРАНЕНИЕ
Применение нанотехнологий может повысить эффективность
анализа в столь трудоемкой области биологии, как расшифровка
генетического кода. Развитие методов определения
индивидуальных генетических особенностей может привести к революции в
диагностике и лечении болезней. Помимо оптимизации назначения
лекарственных препаратов нанотехнология позволит разработать
новые методы доставки лекарств к больным органам, а также
значительно увеличить степень их лечебного воздействия.
Кроме того, регулируемое создание наноструктур должно
привести к разработке новых биосовместимых материалов с
повышенными характеристиками.
Наноконтейнеры с антенной из антител могут перемещаться по
организму, направляясь с лекарством непосредственно к источнику
512 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
заболевания, чтобы свести к минимуму побочные эффекты. Это,
например, означает революцию в онкологии, причем некоторые
методы уже проходят клинические испытания. Возможно
осуществление нейропротезирования для частичного восстановления зрения
и слуха. Это предполагает создание человеко-машинной
унифицированной системы связей и сигналов так называемого интерфейса
(interface - система связей устройств вычислительной системы).
Разрабатываются наносистемы, которые улучшат уход за
пациентами преклонного возраста. Наноэлектронные датчики,
вплетенные в ткань одежды, смогут контролировать состояние здоровья
пожилых людей и в случае необходимости подавать аварийный сигнал.
В последние годы для имплантации все шире используют
легкие и прочные титановые сплавы. В отличие от нержавеющих
сталей и кобальтовых сплавов, применение титановых сплавов резко
снижает аллергические реакции. Еще более высокую совместимость
с тканями человеческого организма по сравнению со сплавами
имеет чистый титан.
Наноструктурный титан обладает более высокими значениями
прочности, ударной вязкости, усталости в сравнении с
используемыми в настоящее время промышленными материалами.
Наноструктурный технически чистый титан ВТ1-0 после интенсивной
пластической деформации проявляет очень высокие значения предела
прочности ав = 1010-1040 МПа и выносливости а_х = 591 МПа, что
превышает аналогичные параметры высоколегированного Ti сплава
ВТ-6 (Ов = 990-1000 МПа и о_х = 567 МПа). Это открыло путь для
создания нового класса конструкционных материалов
медицинского назначения с высокими усталостными характеристиками и
ударной вязкостью - имплантатов, используемых в травматологии и
ортопедии для несущих конструкций и устройствах
травматологических аппаратов (рис. 4.15).
При этом, в отличие от титановых сплавов, широко
используемых в медицине, чистый титан обладает полной биологической
совместимостью с живой тканью человека.
Наноструктурный сплав никелида титана Ni-Ti (нитинол)
относится к группе сплавов, для которых характерны термоупругое мар-
тенситное превращение и эффект памяти формы (ЭПМ). Нитинол
применяют в технике и медицине в качестве имплантируемых в
организм и длительно функционирующих материалов.
Сплавы Ni-Ti с наноструктурным строением обладают
повышенными характеристиками GA (обратимой деформацией),
повышенным реактивным напряжением, сочетанием необычно высокой
прочности и пластичности. Их применение особенно целесообразно
для изготовления некоторых имплантатов и устройств благодаря
существенному уменьшению размеров и массы конструкций при
сохранении высоких прочностных характеристик.
Глава 4. АМОРФНЫЕ И НАНОКРИСТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
513
Рис. 4.15. Медицинские имплантаты, изготовленные из нанострук-
турного титана:
а, б - имплантаты для остеосинтеза; в - конусообразный винт для выправления
позвоночника; г - устройство для коррекции и восстановления позвоночника
4.4.3. ВОЕННЫЕ ТЕХНОЛОГИИ
Композиционные материалы давно используются в оборонной
промышленности. Например, для повышения прочности и
уменьшения массы авиационной техники широко применяют пластики,
армированные стекловолокном и углеродными волокнами. Развитие нано-
технологий привело в последние годы к возникновению совершенно
нового класса таких материалов с повышенными характеристиками,
а именно - нанокомпозитов или композитов с нанопримесями.
Введение наноматериалов в некоторые композиты позволяет
почти вдвое повысить коэффициенты упругости и твердости,
увеличить на 50% прочность на растяжение и вязкость, а также в 10 раз
(на порядок!) снизить их проницаемость для различных жидких
веществ. Чередование в гибридных материалах тонких слоев жестких
и пластичных полимеров позволяет создать очень легкие и
прозрачные щиты для индивидуальной защиты.
Так называемые многофункциональные полимерные
материалы могут быть использованы при изготовлении ракетных
двигателей, динамичных и разворачивающихся в пространстве
конструкций, а также при производстве многих стандартных предметов
армейского оборудования (например, резервуаров, шин и т. п.).
В военном деле наноматериалы применяются в качестве радио-
поглощающего покрытия самолетов-невидимок "Стеле", в новых
видах взрывного оружия. В "графитовой бомбе" используются
углеродные нановолокна, выводящие из строя энергосистемы противника.
Для баллистических ракет, самолетов и разнообразных
летательных аппаратов использование более легких и прочных наноматериа-
33-312
514 РАЗДЕЛ IX. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
лов будет означать повышение скорости и дальности полета,
повышение нагрузки и/или уменьшение размеров и массы всей установки.
Современные ракеты среднего класса "Земля-Земля" дальностью
полета несколько сотен километров имеют обычно длину более 10 м,
а их боеголовка весит около 1 т. Внедрение нанотехнологий в
производство оружия этого класса обеспечит (при сохранении массы
боеголовки) некоторое сокращение общей массы и размеров прежде
всего за счет использования более легких конструкционных
материалов.
Применение наноматериалов может привести к снижению
массы беспилотного истребителя на тонны, что обеспечит повышение
его боевых характеристик. Отсутствие ограничений на значения
перегрузки таких самолетов повышает их эффективность.
4.4.4. БРОНЯ И СРЕДСТВА ЗАЩИТЫ
Бронирование и средства защиты полицейских и солдат всегда
были одной из важнейших задач. Применявшаяся ранее так
называемая тяжелая защита традиционно представляла собой просто
толстый слой прочного и плотного вещества (например, стали), иногда
защищенного с внешней стороны тонким слоем другого материала.
В 60-х годах XX века американской компанией "Дюпон" был
предложен материал высокой прочности - синтетическое волокно кевлар.
Благодаря прочным межмолекулярным связям кевлар был
существенно прочнее стали и намного легче любого высокопрочного сплава.
Кевлар был принят на вооружение для изготовления
бронежилетов для защиты от пуль солдат и полицейских. В ткань вшивали
металлические пластины для дополнительного увеличения прочности.
Все дальнейшие разработки также были направлены на
увеличение прочности и снижение массы. Японские ученые разработали
для легких и удобных бронежилетов материал цейлон.
Однако ни кевлар, ни цейлон, как показала баллистическая
экспертиза, не давали полной гарантии защиты персонала.
Нанотехнологий и создаваемые на их основе новые материалы
могут принципиально изменить классические виды бронезащиты.
На основе нанокомпозитов или структурированных волокон
создают очень легкие и прочные костюмы, доспехи или "униформы" из
материалов, которые можно назвать легкобронированными. Такие
вещества и материалы становятся все более популярными в
сухопутных войсках и авиации, которые разрабатывают планы их
дальнейшего развития и использования в будущем. Надежную защиту
от стрелкового оружия может обеспечить уже сейчас одежда из на-
новолокнистой ткани, предназначенной для изготовления
сверхлегкой брони или доспехов, вдвое превосходящих по
характеристикам все существующие образцы материалов.
РАЗДЕЛ X
НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ
МАТЕРИАЛЫ
Глава 1
ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
Неметаллические материалы (пластмасса, резина, керамика,
стекло, клей, лакокрасочные покрытия, древесина, ткань и др.) в
качестве конструкционных материалов служат важным
дополнением к металлам и сплавам, в ряде случаев с успехом заменяют их,
а иногда неметаллические материалы сами являются
незаменимыми.
Достоинством неметаллических материалов является сочетание
требуемого уровня химических, физических и механических свойств
с низкой стоимостью и высокой технологичностью при
изготовлении изделий сложной конфигурации. Трудоемкость при
изготовлении изделий из неметаллических материалов в 5-6 раз ниже, и они
в 4-5 раз дешевле по сравнению с металлическими. В связи с этим
непрерывно возрастает использование неметаллических
материалов в машиностроении, автомобилестроении, авиационной,
пищевой, холодильной и криогенной технике и др.
В основе неметаллических материалов лежат полимеры.
Полимерами называются высокомолекулярные химические соединения,
состоящие из многочисленных низкомолекулярных звеньев
(мономеров) одинакового строения. Макромолекулы представляют собой
длинные цепи из мономеров, что определяет их большую гибкость.
Например, мономеры этилен СН2=СН2 или винилхлорид СН2=СНС1
после разрыва двойных ковалентных связей создают цепь из
мономерных звеньев (меров), т. е. полимеры, которые называются
соответственно полиэтилен и поливинилхлорид.
В зависимости от способа образования высокомолекулярных
синтетических соединений различают полимеры, получаемые в
процессах полимеризации и поликонденсации либо в результате
реакции полиприсоединения.
Полимеризация - это процесс соединения низкомолекулярных
соединений в высокомолекулярные с образованием длинных цепей.
Величиной степени полимеризации является количество меров в
молекуле полимера. В большинстве полимеров степень
полимеризации составляет 103-104. В результате полимеризации получают
такие часто применяемые полимеры, как полиэтилен,
полипропилен, полистирол, поливинилхлорид, политетрафторэтилен,
полибутадиен и др.
33 •
516 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Поликонденсация - это ступенчатая реакция, заключающаяся
в соединении большого количества одинаковых мономеров (типа
A—R—В) или двух различных мономеров (типа A—Rx—А и В—R2—В)
в макромолекулы (поликонденсаты) с одновременным
образованием побочных продуктов (вода, аммиак, хлороводород, диоксид
углерода, метиловый спирт и др.). В первом случае полимеры
образуются по такой схеме:
лА-R-B -> A-(R)n-B + (n-l)AB
мономер поликонденсат побочный
(полимер) продукт
Во втором случае полимеры образуются по иной схеме:
пА—К{-А + пВ—R2—В -> A—(Ri - R2)n~В + (2п - 1)АВ
мономер 1 мономер 2 поликонденсат побочный
(полимер) продукт
С помощью реакции поликонденсации получают полиамиды,
полиэстеры, фенопласты, аминопласты, поликарбонаты, полисуль-
фоны, силиконы и другие полимеры.
Полиприсоединение - процесс образования полимера в
результате реакции множественного присоединения мономеров,
содержащих предельные реакционные группы, к мономерам,
содержащим непредельные группы (двойные связи или активные циклы).
В отличие от поликонденсации полиприсоединение протекает без
выделения побочных продуктов.
По химическому составу все полимеры делятся на органические,
элементоорганические и неорганические.
Органические полимеры, составляющие наиболее обширную
группу соединений, состоят из атомов углерода, водорода,
кислорода, азота, серы, фосфора и галогенов. По строению основной
цепи они подразделяются на карбоцепные (содержащие только
атомы углерода) и гетероцепные (содержащие помимо атомов
углерода также атомы кислорода, азота, серы и фосфора).
Органические полимеры бывают природные (например, белки, нуклеиновые
кислоты, полисахариды) и синтетические (например,
полиэтилен, поливинилхлорид, фенолоформальдегидные смолы).
Природные полимеры содержат в своем составе только атомы
углерода, водорода, кислорода, азота, серы и фосфора. Синтетические
помимо перечисленных могут содержать и другие атомы,
например галогены.
Элементоорганические полимеры содержат в основной цепи
помимо С, О, N, S, Р также атомы неорганогенных элементов,
например Si, Al, Ti, сочетающиеся с органическими радикалами.
Они могут не содержать атомов углерода в основной цепи, что
принципиально отличает их от органических полимеров. Это чисто
Глава 1. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
синтетические полимеры. Их характерными представителями
являются кремнийорганические соединения, основная цепь которых
построена из атомов кремния и кислорода.
Неорганические полимеры (силикатное стекло, керамика,
слюда, асбест и др.) не содержат атомов углерода. Основой их являются
оксиды кремния, алюминия, магния и др.
По составу исходных мономеров все полимеры могут быть
разделены на гомополимеры, образованные только одним мономером
(например, полиэтилен, полистирол) и сополимеры, образованные
по крайней мере из двух различных мономеров (например, фено-
лоформальдегидные смолы, бутадиен-стирол ьный каучук).
Для получения материалов с заданными свойствами в технике
часто используют не сами полимеры, а их сочетания с другими
материалами как органического, так и неорганического
происхождения (металлопласты, пластмассы, полимербетоны, стеклопластики
и др.).
Своеобразие свойств полимеров обусловлено их структурой.
Различают следующие типы полимерных структур: линейную,
линейно-разветвленную, лестничную и пространственную с
громоздкими молекулярными группами и специфическими
геометрическими построениями. Для макромолекул полимеров с линейной
структурой характерна высокая гибкость. Гибкость - основное
свойство полимерных цепей, приводящее к качественно новым
свойствам: высокой эластичности и отсутствию хрупкости в твердом
состоянии. Полимеры с линейно-разветвленной структурой помимо
основной цепи имеют боковые ответвления. К типичным
полимерам с линейной структурой относится полиэтилен, с линейно-
разветвленной - полиизобутилен и полипропилен:
[-СН2-СН2-]п [-СН2-С(СН3)2-]п [-СН2-СН(СН3)-]п
полиэтилен полиизобутилен полипропилен
Здесь в скобках приведена химическая структура звена, а индекс
п указывает степень полимеризации.
Молекула полимера с лестничной структурой состоит из двух
цепей, соединенных химическими связями. Полимеры с
лестничной структурой, к которым относятся, например,
кремнийорганические полимеры, характеризуются повышенной
термостойкостью, жесткостью, они нерастворимы в органических
растворителях.
Полимеры с пространственной структурой образуют при
соединении макромолекул между собой в поперечном направлении
прочные химические связи. В результате такого соединения
макромолекул образуется сетчатая структура с различной густотой сетки
или пространственная сетчатая структура.
518 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Полимеры с пространственной структурой обладают большей
жесткостью и теплостойкостью, чем полимеры с линейной
структурой. Полимеры с пространственной структурой являются основой
конструкционных неметаллических материалов.
По фазовому составу полимеры представляют собой системы,
состоящие из кристаллических и аморфных областей.
Кристаллическое состояние характеризуется наличием дальнего порядка в
расположении макромолекул. Такое упорядочение кристаллических
полимеров приводит к образованию монокристаллов, первичными
элементами которых являются кристаллические ячейки.
Кристаллические полимеры по своему строению похожи на обычные
кристаллические твердые тела, но сложнее, поскольку наряду с
кристаллической фазой имеют в объеме аморфную фазу с межфазными
слоями.
Аморфные полимеры по строению близки к жидкостям. В них
существуют упорядоченные участки, в которых наблюдается
ближний порядок в расположении молекул. Эти участки
термодинамически неустойчивы, имеют флуктуационный характер, могут
многократно разрушаться и вновь возникать. Но и в аморфном состоянии
полимер может быть весьма упорядоченным.
В зависимости от того, как ведут себя полимеры при нагреве, они
делятся на термопластичные и термореактивные. Термопластичные
полимеры при нагреве размягчаются и плавятся, а при охлаждении
затвердевают. При этом материал не претерпевает химических
превращений, что делает процесс плавления - затвердевания
полностью обратимым. Термопластичные полимеры имеют линейную
или линейно-разветвленную структуру макромолекул. Между
молекулами действуют слабые силы и нет химических связей. К
термопластам относятся полиэтилен, полистирол, полиамиды и др.
Термореактивные полимеры сначала имеют линейную
структуру и при нагреве размягчаются, затем в результате протекания
химических реакций приобретают пространственную структуру и
превращаются в твердое вещество, сохраняя и в дальнейшем высокую
твердость. Последующий нагрев не размягчает их и может привести
только к их разложению. Готовый термореактивный полимер не
плавится и не растворяется, поэтому в отличие от термопластичного
не может подвергаться повторной переработке. К термореактивным
полимерам относятся фенолоформальдегидная, кремнийорганиче-
ская, эпоксидная и другие смолы.
Полимеры (искусственные материалы) в соответствии с
международным стандартом (ISO) обозначают условными символами,
которые облегчают маркировку торговых изделий. Ниже в
алфавитном порядке представлен ряд международных обозначений
важнейших полимеров, применяемых в технике (табл. 1.1).
Глава 7. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
519
ТАБЛИЦА 1.1
Таблица условных обозначений полимеров
Обозначение
ABS
АР
СА
CAB
ЕР
FP
РА
PC
РЕ
PTFE
PI
РММ
РОМ
Полимер
Сополимер акрилонитрил -
бутадиен - стирол
Аминопласты (аминоальде-
гидные смолы)
Ацетат целлюлозы
Ацетатобутират целлюлозы
Эпоксидная смола
Фенопласты (фенолоальде-
гидные смолы)
Полиамиды
Поликарбонаты
Полиэтилен
Политетрафторэтилен
Полиимиды
Полиметилметакрилат
Полиформальдегид, полиок-
симетилен
Обозначение
РР
РРО
PS
PSO
PUR
PVAC
PCV
SAN
SB
SI
TS
UP
Полимер
Полипропилен
Полиоксифенилен
Полистирол
Полисульфон
Полиуретан
Поливинилацетат
Поливинилхлорид
Сополимер стирол -
акрилонитрил
Сополимер стирол -
бутадиен
Силиконы
Искусственный материал
Ненасыщенные
полиэстры
Основные ингредиенты, входящие в состав пластмасс.
В состав большинства пластических масс, кроме полимерного
связующего, могут входить отвердители, пластификаторы,
наполнители, красители, порообразователи, смазывающие вещества и другие
добавки.
Отвердители, входящие в рецептуру многих термореактивных
пластмасс, являются необходимой их составной частью, без которой
невозможно изготовление детали (пластика), обладающей
заданным комплексом свойств. Химический состав и свойства отвердите-
лей могут определенным образом влиять на технологические
параметры процесса переработки, а также на некоторые характеристики
готовой детали.
Не менее важной составной частью реактопластов являются
наполнители. Внешний вид наполнителей, использующихся в составе
пластмасс, различен: тонко- и грубозернистые порошки; микро- и
макроволокна, кусочки нарезанных нитей, тканей и шпона, листы
тканей и шпона.
По химическому признаку наполнители разделяются на
органические и неорганические. К органическим наполнителям
относятся древесная мука (наиболее часто применяемая в составе
фенопластов и аминопластов), порошкообразные
карбонизированные соединения (коксы, графиты), хлопковые очесы, сульфитная
520 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
целлюлоза, кусочки хлопчатобумажных тканей и древесного
шпона и др. К неорганическим наполнителям относятся: молотый
кварц, слюда, тальк; тонкодисперсные порошки металлов,
оксидов, солей.
Катализаторы и ускорители (оксид магния, известь и др.)
вводятся в некоторые виды термореактивных пластмасс (например, в
фенольные пресспорошки) для ускорения процессов отверждения,
для сокращения времени выдержки при прессовании и т. п.
Стабилизаторы - вещества, повышающие устойчивость
пластмассовых деталей к воздействию теплоты, световой и лучевой
радиации, микологических поражений, воды, жидких и газообразных
сред и т. п.
Смазывающие вещества (стеарин, воск, олеиновая кислота и др.)
предотвращают прилипание изготовленной детали к стенкам
оформляющего устройства (пресс-формы и т. п.).
Красители придают соответствующую окраску пластмассовым
деталям. Их подбирают с учетом химических свойств реактопласта и
условий его переработки. Наиболее часто красители используются в
составе карбамидных пластмасс (светлые тона) и фенопластов (тем-
ноокрашенные детали).
Пластификаторы обычно вводятся в термопласты.
Использование их позволяет повысить пластичность массы при переработке и
повышенной температуре, увеличить хладостойкость и
относительное удлинение при разрыве. Однако наличие пластификатора в
пластмассе снижает прочность при растяжении и увеличивает ее
ползучесть.
Полимерным связующим и пластическим массам на их основе
обычно присущи три физических состояния: вязко-текучее,
высокоэластическое и твердое или стеклообразное. Тип состояния зависит
от температуры и определяется величиной деформации. На
температуру перехода полимера из одного состояния в другое оказывают
влияние молекулярная масса и структура полимера, наличие
пластификаторов, наполнителей и другие факторы. Переработка
пластических масс осуществляется в основном, когда они находятся в
вязко-текучем или высокоэластическом состоянии.
Основными способами получения изделий и деталей из
пластических масс являются:
• прессование (прямое и литьевое);
• литье под давлением - инжекционное прессование;
• экструзия и шприцевание;
• формование из листов (формование штампованием, пневмо-
формование, вакуумное формование);
• формование крупногабаритных изделий из слоистых
пластмасс (контактное, вакуумное, автоклавное формование, фор-
Глава 1. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ 521
мование способом пресскамеры, изготовление изделий
намоткой);
• сварка;
• механическая обработка.
Основные свойства пластмасс. Основные свойства
пластмасс можно подразделить на физические, механические и
химические.
К важнейшим физическим свойствам пластмасс,
эксплуатируемых при пониженных температурах, следует отнести их плотность,
диэлектрические характеристики, теплофизические свойства,
коэффициент линейного расширения, сохранение работоспособности
в условиях ионизирующего излучения.
Плотность пластических масс зависит от химической
природы полимерного связующего, вида наполнителя, соотношения
компонентов в пластмассе, условий переработки изделия. В среднем
плотность пластических масс в 2 раза меньше, чем у алюминия, в
5-8 раз меньше, чем у стали, меди и других металлов. Особо низкой
плотностью обладают поро- и пенопласты.
Диэлектрические свойства. Все пластические массы
являются диэлектриками (за исключением случая введения
специальных наполнителей или применения специальных полимеров).
Диэлектрические свойства пластических масс определяются в
основном химическим строением и структурой полимерного связующего,
а также структурой и свойствами наполнителя. Наилучшими
диэлектриками являются полиэтилен, полистирол,
политетрафторэтилен.
Теплофизические свойства. Теплопроводность
пластических масс лежит в широких пределах и она во много раз меньше,
чем у металлов и керамики. Наименьшей теплопроводностью
обладают пенопласты, наибольшей - пластические массы, наполненные
минеральными наполнителями. Низкая теплопроводность
пластических масс должна учитываться не только при их эксплуатации, но
и при производстве изделий на их основе. Для слоистых пластмасс
наблюдается анизотропия теплопроводности вдоль и поперек
пластмассы. Удельная теплоемкость пластических масс значительно
больше, чем у металлов. Температуропроводность пластических масс
во много раз меньше, чем у других конструкционных материалов.
Благодаря низкой теплопроводности и температуропроводности
пластмассы обладают высокими теплоизолирующими свойствами.
Коэффициент линейного расширения пластических масс лежит
в широких пределах, и его величина зависит от структуры
материала и наличия в нем наполнителя. Эта характеристика пластмасс во
много раз больше, чем у металлов, стали и других материалов, и это
необходимо учитывать при армировании деталей из пластмасс ме-
34-312
522 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
таллическими элементами или при использовании в конструкции
различных материалов.
Механические свойства. Прочность пластических масс
лежит в широких пределах и зависит от полимерного связующего,
вида наполнителя и их соотношения. К важнейшим механическим
свойствам пластмасс следует отнести прочностные свойства, в
частности удельную прочность пластмасс, их вязкость, деформационную
способность и эластичность, сопротивление усталостному нагруже-
нию, длительную прочность и ползучесть при повышенных
температурах, антифрикционные и фрикционные свойства.
Удельная прочность, т. е. прочность, отнесенная к удельному
весу (рд), для ряда пластмасс выше, чем у металлов, однако их модуль
упругости заметно ниже.
Временное сопротивление и модуль упругости ненаполненных
полимеров или пластмасс, имеющих порошкообразные или
волокнистые (органические) наполнители, значительно ниже, чем у
слоистых пластмасс или пластмасс, армированных стеклянным волокном.
Волокнистые и слоистые пластмассы хорошо противостоят
действию ударных и динамических нагрузок. Удельная усталостная
прочность стеклопластиков близка к аналогичным характеристикам
для металлов. Благодаря высокой демпфирующей способности
слоистые пластики и особенно стеклопластики с успехом могут
применяться в конструкциях, подвергаемых вибрации. Демпфирующая
способность материалов - способность к поглощению энергии
вибрации - зависит от напряжений в них. Демпфирующая способность
текстолита и гетинакса при более низких уровнях напряжений
выше, чем у стеклотекстолита. Длительная прочность пластических
масс ниже, чем у металлов. Для ряда пластмасс (особенно
ненаполненных) при нагружении наблюдается ползучесть, которая
проявляется даже при нормальных температурах.
Антифрикционные свойства. Многие пластмассы имеют
малый коэффициент трения (0,02-0,1) и высокую износостойкость.
К лучшим антифрикционным материалам относятся фторопласты,
полиамиды, текстолит, древесно-слоистые пластики.
Антифрикционные свойства могут быть улучшены при введении в некоторые
из них графита. Благодаря высоким антифрикционным свойствам
пластмассы широко применяются в подшипниках скольжения.
Фрикционные свойства. Наилучшими фрикционными
свойствами (наибольшим коэффициентом трения и износостойкостью)
обладают асбопластики - пластические массы на основе феноло-
формальдегидных смол с асбоволокнистым наполнителем.
Коэффициент трения этих материалов лежит в пределах 0,2-0,6. Для
улучшения эксплуатационных свойств фрикционных материалов в
состав их вводят металлические наполнители (стружку, сетку).
Глава 7. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ 523^
Химические свойства. Среди химических свойств пластмасс
следует выделить их поведение в различных средах. Пребывание
пластмасс в воде и при высокой влажности сопровождается
поглощением воды, а в некоторых случаях и вымыванием отдельных
продуктов или компонентов материала, вследствие чего пластмасса
растрескивается или коробится, изменяются ее размеры. Наиболее
водо- и влагостойкими являются ненаполненные пластики
(полиэтилен, фторопласты, полистирол и др.), наибольшее водопоглоще-
ние отмечено у древесно-слоистых пластиков и пластмасс на основе
мочевиноформальдегидных смол.
Большинство пластических масс стойко к действию
минеральных масел, керосина и бензина и может работать в этих средах.
Исключение составляют полиэтилен, полиизобутилен, винипласт.
Стойкими к сильно агрессивным средам являются полиэтилен,
полипропилен, фторопласты, винипласты, пластмассы на основе
эпоксидных, полиэфирных и фенолоформальдегидных смол с
минеральными наполнителями и некоторые другие пластики.
Основные области применения термопластических пластмасс
приведены в табл. 1.2.
Методы испытания полимерных материалов. Ряд
методов исследования свойств полимерных материалов отличается от
принятых для металлических - сталей, сплавов, цветных металлов,
и требует дополнительного описания.
Абразивная износостойкость (мм3/м). За показатель
истирания образца пластмассы принимается величина уменьшения
объема его в кубических миллиметрах на 1 м пути истирания
шлифовальной шкуркой № 2 при скорости 30 м/с и нагрузке 10-50 МПа.
Водопоглощение. Водопоглощение характеризуется массой
воды, поглощенной образцом при пребывании его в холодной
(23 °С) или кипящей воде (для пластмасс с теплостойкостью
выше 100 °С) в течение 24 ч (если иное время не оговаривается
особо). Определяется взвешиванием предварительно высушенного
образца, выдержкой его в воде, вторичным взвешиванием и
подсчетом чистого водопоглощення как разности полученных
результатов или относительного водопоглощения - изменения массы
образца после испытания отнесенного к массе образца до
испытания (Am/m0).
Водопоглощение ячеистых жестких пластмасс.
Испытание заключается в измерении количества воды, поглощенной
испытуемым образцом, гидростатическим взвешиванием образца
после пребывания его в течение заданного времени в
дистиллированной воде при 20 ±2 °С и нормальном давлении.
Вязкость - свойство полимерных материалов оказывать
сопротивление необратимому изменению формы.
34*
524
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 1.2
Области применения некоторых термопластичных пластмасс
Пластмасса
Интервал
рабочих
температур, °С
Область применения
Полиэтилен
высокого давления
Полиэтилен низкого
давления
Полистирол
Полипропилен
Поливинилхлорид
Полиамид
Полиметилметакри-
лат (органическое
стекло)
Поликарбонаты
Политетрафторэтилен (тефлон)
-70 + +70
-70 -+80
-40 ++65
-20 ++130
-40-+70
-60 ++100
-60^+100
-100^+135
-269-+260
Упаковка, ненагруженные детали
машин и оборудования, футляры,
покрытия, фольги
Упаковка, ненагруженные детали
машин и оборудования, футляры,
покрытия, фольги
Оборудование радиотехники и
фотографии, электроизоляция, пенящиеся
изоляционные материалы (стиропиан)
Трубы, детали автомобилей, элементы
холодильников, емкости, упаковка
Химическое оборудование, трубы,
профили, детали машин, элементы насосов
и вентиляторов, упаковка, покрытие
полов, искусственная кожа, оконные рамы
и т. п.
Детали машин, канаты, шнуры, одежда
Детали освещения и оптики, остекление
в самолетостроении, на наземном и
водном транспорте
Точные детали машин и аппаратуры,
радио- и электротехника,
фотографические пленки и др.
Химическая, электротехническая,
машиностроительная (подшипники)
промышленность
Деструкция полимерного материала - процесс
разрушения макромолекул полимерного материала, приводящий к
изменению его свойств.
Динамические модули упругости и коэффициенты
механических потерь при колебаниях консольно закрепленного
образца определяются на резонансной установке, обеспечивающей
возбуждение колебаний при изгибе и кручении консольно
закрепленного образца в интервале частот от 20 до 200 Гц.
Динамический модуль сдвига и тангенс угла
механических потерь определяются для установления температуры
стеклования, оценки степени поперечного сшивания сетчатых
полимеров и границы совместимости полимеров с пластификаторами, изу-
Глава 7. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ 525
чения влияния кристалличности и ориентации на вязкоупругое
поведение полимеров.
Долговечность (статическая усталость, замедление
разрушения) - фундаментальная характеристика свойств полимеров,
определяемая продолжительностью времени от момента нагружения до
разрушения полимерного тела при постоянных нагрузке и температуре.
Изгиб статический определяется путем приложения
нагрузки к середине стандартного образца (80x10x4 мм), лежащего
на двух опорах. При этом проводятся измерения: а) разрушающего
напряжения (МПа) при изгибе; б) изгибающего напряжения (МПа)
при заданной величине прогиба, равной 1,5 толщины образца для
пластмасс, не разрушающихся при изгибе; в) максимального
напряжения (МПа) при изгибе. Изгиб статический жестких пластмасс
определяют на образцах размером 15x10x1,5 мм. При таких
испытаниях обычно определяют: а) временное сопротивление (МПа) при
изгибе; б) прогиб в градусах после приложения нагрузки; в)
изгибающее напряжение (МПа) при заданной величине прогиба.
Результаты испытания используются для сравнительной
характеристики пластмасс, однако эти результаты не могут являться
исходными данными для расчета на прочность изделий из пластмасс.
Изгиб статический ячеистых жестких пластмасс.
Испытание производится (путем разрушения или прогибом
стандартных образцов (120 х 25 х 20 мм), лежащих на двух опорах.
Определяются: а) разрушающее напряжения (МПа) и его прогиб (мм)
в момент разрушения; б) изгибающее напряжение (МПа) при
прогибе 20±0,2 мм.
Кристалличность (степень или коэффициент
кристалличности, %) - показатель кристаллического состояния полимеров,
характеризующий, какая часть полимера закристаллизована и входит в состав
кристаллических областей (кристаллитов). Значение этого показателя
(20-80 96) зависит от способов обработки. Соотношение
кристаллических и аморфных областей определяет основные свойства полимеров.
Модуль упругости - отношение напряжения (МПа) к
соответствующей относительной деформации при растяжении или
изгибе в пределах пропорциональности; особо выделяется модуль
упругости при сжатии ячеистых жестких пластмасс. Метод
распространяется на ячеистые жесткие пластмассы с модулем упругости не
ниже 5000 МПа и сводится к сжатию образца в виде прямоугольной
призмы (30 х 30 х 60 мм) на испытательной машине с замером
нагрузок и деформаций.
Морозостойкость ячеистых эластичных пластмасс
определяется коэффициентом морозостойкости: а) по деформации путем
определения отношения деформации сжатия образца на 60 % при
20 °С к деформации при заданной пониженной температуре; б) по
526 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
сравнению величин нагрузки, вызывающей деформацию образца
60 % при 20 °С; при заданной температуре. Метод характеризуется
величиной изменения жесткости материала при пониженной
температуре по сравнению с его жесткостью при 20 °С.
Относительнее, деформация при сжатии ячеистых
эластичных пластмасс. Метод определения заключается в
измерении высоты образца перед испытанием, выдержке его под
ручным прессом с 50 % сжатием при 20 °С в течение 72 ч или при 70 °С
в течение 22 ч. По истечении заданного времени нагрузку на
образец снимают и через 30 мин измеряют высоту. Разность высот
относят к первоначальной высоте и выражают в процентах.
Плотность кажущаяся ячеистых пластмасс и
губчатых резин. Метод определения заключается в точном
измерении объема высушенного до постоянной массы образца точной
геометрической формы, взвешивании его в воздухе и подсчете
отношения массы образца к его объему.
Прочность полимера на срез. Метод испытания
заключается в определении перерезывающей силы при срезе образца
(100x15x10 мм) одновременно по двум плоскостям (образец
разрезается на три части).
Растяжение полимерных пленок. Производится на
образцах толщиной не более 1,0 мм. При испытаниях используются
образцы длиной 150 мм, шириной 10-25 мм при толщине,
свойственной данной пленке, при одноосном статическом растяжении.
Определяют: разрушающее напряжение (временное
сопротивление) - МПа; предел текучести (МПа); условный предел текучести
(МПа); относительное удлинение при разрыве (96); относительное
удлинение при достижении предела текучести (%).
Растяжение ячеистых жестких пластмасс. При
испытании определяют: разрушающее напряжение (временное
сопротивление) - МПа; максимальное напряжение (МПа); относительное
удлинение при максимальном напряжении (%); относительное
удлинение при разрыве (%).
Растяжение ячеистых эластичных пластмасс. При
испытании определяют: разрушающее напряжение при растяжении -
отношение нагрузки, при которой разрушился образец, к начальной
площади его поперечного сечения; относительное удлинение (%)
при разрыве - отношение приращения длины образца, измеренной
в момент разрыва, к его первоначальной длине.
Стабильность размеров ячеистых жестких
пластмасс. Метод заключается в определении изменения линейных
размеров образцов после их выдержки при определенной температуре
(в пределах -50 -*- +300 °С) и влажности. Результат изменения
размеров (%) определяется после 20, 48 ч, 7 и 28 сут испытаний.
Глава 7. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ 527
Стеклование полимеров - переход полимера из
высокоэластического состояния в стеклообразное при охлаждении.
Характеризуется точкой стеклования - температурой, при которой
скачкообразно изменяется коэффициент теплового расширения полимера;
изменение же эластических свойств происходит значительно более
плавно и может происходить в интервале температур в 50 °С
(температура стеклования).
Температура плавления - максимальная температура
интервала плавления кристаллической фазы кристаллизующихся
пластмасс. Используются три метода определения температуры
плавления: поляризационно-оптический (ПОА),
дифференциально-термический ЩТА) и визуальный (ВА).
Температура потери прочности (ТПП) - температура,
при которой стандартный образец разрывается в месте надреза под
действием небольшой нагрузки (2,5 МПа).
Температура размягчения по Вика (теплостойкость
по Вика) - температура, при которой стандартный индентор под
действием нагрузки (10 или 50 МПа) внедряется в испытуемый
образец, нагреваемый с постоянной скоростью, на глубину 1 мм.
Температура хрупкости при сдавливании сложенного
петлей образца (толщиной не более 0,5 мм). Используется для
пластмасс с температурой хрупкости ниже нормальной.
Регламентируются два режима испытания: статический со скоростью нагружения
0,75 см/с и динамический со скоростью 2 м/с и три варианта: А -
полный (определяется температура хрупкости, при которой
разрушились 50 % образцов), Б и В - неполные (при одной определенной
температуре учитывается количество разрушившихся образцов).
Теплостойкость (°С) по Мартенсу. Метод испытания
предусматривает определение температуры, при которой образец
(120 х 15 х 10 мм), нагреваемый со скоростью 5 °С за б мин, под
действием постоянного изгибающего момента деформируется на
заданную величину. Метод неприменим для материалов с
теплостойкостью по Мартенсу ниже 40 °С и если кривые зависимости
деформации от температуры имеют S-образную форму.
Толщина пленок и листов. Плоские изделия толщиной до
1,0 мм относят к пленкам, толщиной свыше 1,0 мм - к листам.
Измерение толщины производят при 20 ±2 °С и относительной
влажности 65 % стандартными толщиномерами в нескольких местах
испытуемого материала.
Ударная вязкость определяется на приборе типа диностата
на образцах (15 х 10 х 1,5 - 4,5 мм) с надрезом или без надреза.
Ударная вязкость (ударное разрушение) по Изоду определяется
испытанием на ударный изгиб консольно закрепленного образца
(размером 12,7x12,7x63,5 мм) или плоского (толщиной не менее
528 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
3,2 мм). Испытание производится на маятниковом копре.
Ударная вязкость при двухопорном изгибе определяется на образцах
120x15x10 и 50x6x4 мм без надреза и с надрезом с указанием
положения надреза по отношению к слоям слоистого пластика.
Устсиаость при циклическом, сжатии ячеистых
эластичных пластмасс. Метод испытания заключается в определении
остаточной деформации материала после его многократного сжатия
с частотой 55 цикл/мин и амплитудой деформации 50 96. После
25 тыс. циклов по истечении 30 мин замеряют высоту h образца и
вычисляют остаточную деформацию (%): 8 = [(Ло -
где h0 - высота образца перед испытанием.
Глава 2
ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ
И ПЛАСТИЧЕСКИЕ МАССЫ НА ИХ ОСНОВЕ
Пластические массы - это материалы на основе природных или
синтетических высокомолекулярных соединений, способные
перерабатываться в изделия в результате пластической деформации под
влиянием нагревания и давления и затем сохранять
закрепленную в результате охлаждения или отверждения форму. Наиболее
полно отражают специфические особенности полимерных
материалов принципы, основанные на химических свойствах связующего
компонента пластмассы. Исходя из этого принципа, все полимеры и
пластические массы на их основе могут быть разбиты на две
принципиально отличные группы - термопластические, или
термообратимые (термопласты) и термореактивные, или термонеобратимые
(реактоп ласты).
Термопласты - полимерные материалы, способные при
нагревании переходить из стеклообразного (твердого) в вязко-текучее
состояние, не изменяя существенно при этом своей химической
структуры. При охлаждении термопласты (или детали из них) снова
становятся твердыми и могут быть повторно переработаны с
некоторым ухудшением своих свойств.
Указанные особенности термопластов определяют возможность
получения из них деталей различными методами горячего
формования, литьем под давлением, прессованием, экструзией,
выдуванием, вальцеванием. Готовые детали из термопластов, а также
заготовки (так называемые поделочные пластмассы - листы, трубки,
стержни и т. п.) могут обрабатываться резанием на токарных,
фрезерных и других станках, подвергаться свариванию и склеиванию.
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
529
По физико-механическим свойствам (в основном, по модулю
упругости) пластические массы могут быть жесткими,
полужесткими и мягкими.
2.1. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ ПОЛИОЛЕФИНОВ
К полиолефинам относятся продукты полимеризации этилена,
пропилена, бутенов и их сополимеры. Широкое применение этих
материалов обуславливается сочетанием высоких
эксплуатационных и технологических свойств и самой низкой стоимостью среди
всех полимерных материалов.
К основным представителям этого класса полимеров относятся
такие материалы, как полиэтилен, полипропилен, полистирол и по-
лиизобутилен.
Полиэтилен - полимер аморфно-кристаллического строения,
состоящий из линейных (цепных) и линейно-разветвленных
макромолекул. Выпускается в виде гранул или тонкодисперсных
порошков (неокрашенных или окрашенных в разные цвета), а также в
виде пленок (тонкие пленки прозрачны), листов, блоков, труб,
фасонных деталей и т. п. Различают полиэтилены: высокого (ПВД),
среднего (ПСД) и низкого (ПНД) давления.
Свойства полиэтилена. Физико-механические свойства
полиэтилена приведены в таблицах 2.1-2.4 и на рис. 2.1 и 2.2.
ТАБЛИЦА 2.1
Физико-механические свойства полиэтилена
Показатели
Плотность, г/см3
Временное сопротивление при растяжении ав, МПа
Временное сопротивление при изгибе аИЗг, МПа
Временное сопротивление при срезе аФ,МПа
Предел текучести, МПа
Относительное удлинение, %
Модуль упругости при изгибе, МПа
Ударная вязкость образца с надрезом, Дж/см2
Тангенс угла диэлектрических потерь при 106 Гц
Диэлектрическая проницаемость при 106 Гц
Электрическая прочность для пленок толщиной
1 мм, кВ/мм
Удельное электросопротивление:
поверхностное, Ом
объемное, Ом-м
ПВД
0,922
12-15
12
14-17
9-16
400-600
150-200
-
(2-4)-ИГ4
2,2-2,3
45-60
;>1014
1015
ПНД
0,94-0,96
22-40
20-38
-
200-900
650-750
0,29-1,50
(2-6) Ю'4
2,3-2,4
45-60
>1014
1015
530
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Продолжение
Показатели
Температура хрупкости, °С
Температура размягчения, °С
Теплопроводность, Вт/(м • К)
Удельная теплоемкость при 25 °С, кДжДкг- К)
Коэффициент объемного расширения Р • 106, К"1,
в интервале, °С:
0-50
50-100
Усадка, %
Водопоглощение за 30 сут при 20 °С
пвд
-70 и ниже
108-115
0,29
2,1-2,8
6,7
5,2
1,0-2,0
0,035
пнд
-70 и ниже
Выше 125
0,40
2,3
21
5,5
3,0
0,022
ТАБЛИЦА 2.2
Модуль упругости полиэтилена при изгибе
Температура, °С
Модуль упругости
при изгибе, МПа
пвд
пнд
-120
3180
-100
2750
-80
2430
-60
1920
2310
-40
1360
2108
-20
740
1680
0
305
1010
20
220
570
50
97
166
-80 -40 0 40 80 120
Температура, °С
-80 -40 0 40 80 120
Температура, °С
Рис. 2.1. Зависимость разрушающего напряжения при растяжении от
температуры:
1 - полиэтилен высокого давления; 2 - полиэтилен низкого давления с
относительной молекулярной массой 30 000; 3 - полиэтилен низкого давления с относительной
молекулярной массой 350 000
Рис. 2.2. Зависимость относительного удлинения при разрыве от
температуры:
1 - полиэтилен высокого давления; 2 - полиэтилен низкого давления с
относительной молекулярной массой 30 000; 3 - полиэтилен низкого давления с относительной
молекулярной массой 350 000
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
531
ТАБЛИЦА 2.3
Теплоемкость и температурный коэффициент линейного
расширения полиэтилена
Г, К
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
273
280
290
300
Свойства полиэтилена
Теплоемкость
молярная СР, ДжДмоль • К)
кристаллический
полиэтилен
11,05
11,76
12,47
13,14
13,89
14,56
15,31
15,98
16,65
17,32
17,57
17,91
18,12
18,70
19,04
19,66
19,92
20,54
21,13
22,01
аморфный
полиэтилен
11,05
11,76
12,47
13,14
13,89
14,56
15,31
15,98
16,65
17,32
19,87
21,63
24,77
29,08
30,50
30,84
30,92
31,13
31,46
31,80
Теплоемкость
удельная сР, Дж/(кг • К)
ПВЛ
—
-
-
1167
1170
1173
1180
1188
1200
1220
1260
1320
1410
1600
1830
1900
2060
—
—
пнл
S.11X/J,
_
—
-
-
1046
1050
1056
1065
1080
1100
ИЗО
1180
1240
1315
1415
1530
1565
1650
_
—
Температурный
коэффициент
ТТТ ТТ Т/1ТУТТ/ЧТУ\
линейного
расширения
а-10е, К-1
1,012
1,035
1,060
1,080
1,105
1,125
1,145
1,165
1183
1,202
1,221
1,240
1,260
1,275
1,292
1,310
1,312
1,325
1,340
1,350
ТАБЛИЦА 2.4
Изменение свойств светостабилизированного полиэтилена
при атмосферном старении
Свойства
аР, МПа
аР.с, МПа
8р,%
Гхр,оС
Без стабилизатора
исходное
состояние
13
9,5
560
-70
после старения
в течение 1 года
12
1,1
60
-35
Со стабилизатором - сажа ДП100
исходное
состояние
15
9,5
550
-70
после старения
в течение 1 года
15
1,1
80
-65
532 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ПНД, обладающий более высокой плотностью, называют
полиэтиленом высокой плотности (ПВП), а ПВД, имеющий меньшую
плотность, - полиэтиленом низкой плотности (ПНП).
Молекулярная масса полиэтилена зависит от технологии его получения и
колеблется в широких пределах: 18 000-25 000 (полиэтилен I),
25 000-35 000 (полиэтилен II) и выше 70 000 (полиэтилен III).
При комнатной температуре ПВД и ПСД состоят из 55-70 %
кристаллической фазы, а у ПНД она достигает 80-90 96.
Одной из проблем применения полимерных материалов
является их старение под действием внешних условий. В табл. 2.4
приведены данные о влиянии атмосферного старения в условиях Санкт-
Петербурга на свойства светостабилизированного полиэтилена.
Технологические свойства полиэтилена. Основными
видами обработки ПВД и ПНД для получения из него изделий,
полуфабрикатов и заготовок являются литье под давлением и экструзия,
а также вакуумное и пневматическое формование, экструзия с
последующим раздувом (раздувное формование)
Для литья под давлением ПВД применяют марки и рецептуры с
хорошей текучестью (высоким показателем текучести расплава). На
соотношение между аморфной и кристаллической фазами ПВД в
отлитом изделии оказывают влияние степень кристалличности
исходного полимера (гранулята), режим охлаждения расплава и
температура литьевой формы. В зависимости от размера и формы детали,
текучести расплава ПВД температура литья находится в
пределах от 160 до 230 °С, а температура формы от 20 до 70 °С. С
повышением температуры литья и формы достигается более высокая
степень кристалличности полиэтилена и улучшается глянец изделия.
Усадка при литье в зависимости от условий впрыска у низковязких
полиэтиленов достигает 1,5-3,5 96, а при плохой текучести - 2-4 96.
Давление впрыска для ПВД составляет примерно 50-100 МПа.
Для литья под давлением ПНД, также как и в случае ПВД,
используют марки и рецептуры с хорошей текучестью. В зависимости
от размера и формы детали, показателя текучести расплава,
температура разливки ПНД составляет от 200 до 270 °С, температура
формы от 50 до 70 °С, продолжительность цикла литья от 30 до 90 с.
При повышении температур литья и формы, у ПНД также как и у
ПВД, достигается более высокая степень кристалличности полимера
и улучшается глянец изделия. Усадка при переработке в
зависимости от условий впрыскивания находится в интервале от 2 до 3 96,
давление впрыска для ПНД составляет примерно 90-120 МПа. При
повышении температуры и давления литья усадка изделий
уменьшается.
Экструзией ПВД получают пленки и рулонные материалы,
листы, плиты, трубы, трубки, шланги (в том числе гофрированные),
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 533
различные профили. В случае ПНД температуры цилиндра и
головки экструдера находятся в пределах от 150 до 170 и от 180 до 200 °С
соответственно; давление расплава полимера в головке экструдера
при экструзии ПНД достигает 8-13 МПа. Экструзией ПНД
получают пленки и рулонные материалы, листы, плиты, трубы, трубки,
изоляцию проводов и кабелей. Основной армирующий наполнитель
для ПНД - рубленое стекловолокно; достаточно часто используют
дисперсные наполнители (тальк, мел, каолин, древесную муку и др.).
Экструзионное выдувное формование ПВД и ПНД
осуществляется идентично и применяется для производства тары (бочек,
бутылок, бутылей, канистр, флаконов). Полиэтилен с небольшим
показателем текучести расплава (от 0,2 до 1 г/10 мин) хорошо
перерабатывается этим методом. Высокая температура расплава полимера и
его ускоренное охлаждение в форме позволяют получать выдувные
изделия повышенной прозрачности.
Формование. Пленки и рулонные ПВД материалы хорошо
перерабатываются всеми видами формования (штамповки). Наибольшее
распространение получили методы пневмо- и вакуумного
формования.
Широко распространено нанесение защитных
антикоррозионных покрытий из полиэтилена на стальные поверхности, которое
производят различными методами. Наиболее распространенными
среди них являются: нанесение защитной пленки в пламени
газовых горелок, в псевдоожиженном слое (когда нагретая
металлическая деталь помещается в псевдоожиженный слой порошка ПВД) и
электростатическое нанесение.
Механическая обработка. Обработка блоков, труб и стержней
из ПВД и других полиолефинов на токарных и фрезерных станках
применяется довольно редко, для этого требуется инструмент
специальной заточки. Резку плит и листов из ПНП производят с
помощью специальных резаков или гильотинных ножниц.
Сварка. ПВД хорошо сваривается методами термоконтактной
сварки, сваркой трением, ультразвуковой сваркой и сваркой
горячим воздухом. Импульсную термоконтактную сварку используют
для соединения пленок.
Склеивание. Так как полиолефины - неполярные полимеры, то
склеивание их с другими материалами с помощью высокопрочных
полярных конструкционных клеев (эпоксидных, полиуретановых и
др.) и достижение высокой адгезионной прочности соединений
затруднено и требует предварительной обработки (модификации)
поверхности полимера.
Применение полиэтилена высокого давления. В
настоящее время ПВД является наиболее распространенным
конструкционным материалом среди полиолефинов. Из этого материала
534 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
изготавливаются пленки, применяемые в быту (для упаковки),
медицине, сельском хозяйстве. Кроме того, ПВД широко применяется
в машиностроении и транспорте в качестве противокоррозионных
покрытий, уплотнений; он используется в виде гофрированных
трубок, корпусов для электрических батарей, емкостей для топлива,
текстильных шпулей, отделки интерьеров автомобилей и самолетов,
труб различного назначения и диаметра. В электротехнике этот
материал используется как изоляция для кабелей дальней связи и
высокого напряжения, в виде установочных трубок, корпусов
распределительных коробок и корпусов бобин, крышек вентиляторов
для электродвигателей и т. п. В строительстве нашли широкое
применение полиэтиленовые трубопроводы для питьевой воды,
сточных вод и отопления, фитинги, ведра, баки, мешки и другая тара
для строительных и лакокрасочных материалов. Он также
используется в виде пленки для защитных покрытий и гофрированных
уплотнительных пленок, искусственного травяного покрова; из него
изготавливаются различные товары народного потребления -
игрушки всех видов, емкости для домашнего хозяйства, бутылки,
бочки, контейнеры, упаковочные пленки, трубки, коробки, сборники
отходов, бочки для мусора, пленки для хозяйственных сумок и др.
Полипропилен. Полипропилен является продуктом
полимеризации пропилена и представляет собой аморфно-кристаллический
неполярный термопласт со степенью кристалличности 60-70 %. Это
бесцветный, полупрозрачный полимер, иногда с легким бежевым
оттенком, окрашиваемый во все цвета. Полипропилен имеет
повышенную по сравнению с полиэтиленом жесткость, твердость и
прочность, но более низкую ударную вязкость (при испытаниях
образцов с надрезом). Ударную вязкость полипропиленовых
пластиков можно существенно повысить путем смешения полипропилена с
этиленпропиленозыми сополимерами, полиизобутиленом, бутил-
каучуком и термоэластопластами, представляющими собой
тройные этиленпропилендиеновые сополимеры. Вследствие
повышенной жесткости и высокой температуры стеклования (-5 ч--15 °С),
механические свойства полипропилена в еще большей степени, чем
у полиэтилена, чувствительны к температуре и скорости
деформирования. При высоких скоростях растяжения разрушающее
напряжение при растяжении полипропилена может стать меньше
предела его текучести, характер разрушения полимера при этом
изменится: от пластического оно перейдет к квазихрупкому.
Свойства полипропилена. Основные физико-механические
и электрические свойства полипропилена приведены в табл. 2.5, 2.6.
Полипропилен негигроскопичен, его диэлектрические свойства
практически не зависят от влажности воздуха. При комнатных
температурах он практически нерастворим в большинстве органиче-
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
535
ских растворителей, хотя в некоторых из них интенсивно набухает.
При температуре более 80 °С растворяется в ароматических
углеводородах, например в ксилоле и толуоле. Полипропилен отличается
химической стойкостью по отношению к действию различных
агрессивных сред - кислот, щелочей.
ТАБЛИЦА 2.5
Физико-механические свойства полипропилена
Свойство
Плотность, г/см3
Временное сопротивление при растяжении ов, МПа
Временное сопротивление при сжатии Осж,МПа
Временное сопротивление при изгибе аИЗг, МПа
Относительное удлинение при растяжении, %
Модуль упругости при изгибе, МПа
Предел текучести, МПа
Относительное удлинение при пределе текучести, %
Ударная вязкость образца с надрезом, Дж/см2
Тангенс угла диэлектрических потерь при 106 Гц
Диэлектрическая проницаемость при 106 Гц
Электрическая прочность, кВ/мм
Теплостойкость (без нагрузки), °С
Хладостойкость, °С
Температура плавления, °С
Величина
0,90-0,91
25-40
70-80
До 80
200-800
670-1190
25-35
10-20
0,5-0,8
(2-5) • Ю-4
2,2
28-40
150
От-5до+15
Не ниже 160
ТАБЛИЦА 2.6
Теплоемкость и температурный коэффициент линейного
расширения полиэтилена
т к
120
130
140
150
160
170
180
190
Свойства полипропилена
Теплоемкость молярная, СР, ДжДмоль • К)
Полипропилен
изотактическии
(плотность 0,937 г/см3)
31,80
33,98
36,19
38,29
40,38
42,36
44,35
46,24
Полипропилен
атактическии
(плотность 0,850 г/см3)
31,80
33,98
36,19
38,29
40,38
42,36
44,35
46,24
Теплопроводность X,
Вт/(м • К)
0,116
0,119
0,123
0,126
0,130
0,133
0,136
0,140
Температурный
коэффициент
линейного
расширения
а-Ю^К-1
0,63
0,60
0,58
0,56
0,55
0,54
0,53
0,52
536
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Продолжение
т к
200
210
220
230
240
250
260
270
273
280
290
300
Свойства полипропилена
Теплоемкость молярная СР, ДжДмоль • К)
Полипропилен
изотактический
(плотность 0,937 г/см3)
48,12
50,21
52,30
54,19
56,07
57,95
59,83
61,82
63,81
66,94
70,08
73,22
Полипропилен
атактический
(плотность 0,850 г/см3)
48,12
50,21
52,30
54,19
56,07
71,13
75,88
80,63
83,68
86,17
88,70
Теплопроводность А,
Вт/(м • К)
0,143
0,146
0,150
0,153
0,156
0,160
0,163
0,166
0,167
0,170
0,173
0,176
Температурный
коэффициент
линейного
расширения
а • 10Г, К-1
0,51
0,503
0,495
0,485
0,476
0,467
0,458
0,450
0,448
0,443
0,435
0,426
Технологические свойства полипропилена. Основными
способами получения изделий из полипропилена являются методы
литья под давлением, экструзии и прессования.
Полипропилен перерабатывается всеми методами переработки
термопластов. Операции по изготовлению из него заготовок и
деталей различного назначения, а также его обработка подобны
переработке полиэтиленов, но производятся при более высоких
температурах.
Литье под давлением. Этот метод широко используется при
получении заготовок, деталей и изделий различного назначения.
Литье под давлением выполняют при температуре расплава
полимера от 270 до 300 °С и температуре литьевой формы от 20 до
100 °С. Повышение температуры формы обеспечивает улучшенный
глянец на поверхности. Давление впрыска достигает 120 МПа, при
этом желательна длительная выдержка под давлением. Усадка в
направлении течения составляет от 1,3 до 2 96, а поперек от 0,8 до 1,8 96.
Экструзию полипропилена производят на одно- и двухшнеко-
вых машинах. Наилучшие результаты достигаются на установках со
шнековым механизмом кратковременного давления. Температура
экструзии находится в диапазоне от 235 до 270 °С, а давление в
головке экструдера от 8 до 12 МПа. Основным армирующим
наполнителем для экструзионных и литьевых марок полипропилена
является рубленое стекловолокно. Для упрочнения полипропилена, как и
полиэтиленов, чаще используют дисперсные наполнители (техни-
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 537
ческий углерод, аэросил, химически осажденный мел, тальк,
древесную муку, отходы хлопковых производств и др.).
Экструзионное выдувное формование используют для
изготовления тары различного объема. При выдувании крупногабаритных
сосудов высокую прочность изделий получают двухосной вытяжкой.
Пленки и рулонные полипропиленовые материалы хорошо
перерабатываются всеми видами формования (штамповки).
Механическая обработка. Для обработки стержней, труб, плит
или листов из полипропилена на обычных металлорежущих
токарных и фрезерных станках требуется специальная оснастка и заточка
инструмента. В большинстве случаев охлаждение не требуется.
Склеивание. Вследствие неполярности поверхности
полипропилена достижение высокой адгезионной прочности при
использовании конструкционных эпоксидных и полиуретановых клеев
невозможно без предварительной подготовки поверхности. Основные
методы модификации поверхности полипропилена такие же, что и
в случае полиэтиленов.
Сварка. Полипропилен хорошо сваривается теми же методами,
что и полиэтилены - горячим газом, фрикционным способом и
нагревательным элементом. Высокочастотная сварка ненаполненных
композиций невозможна.
Применение полипропилена. Областями применения
полипропилена являются: машиностроение и транспортное
строительство - газоходы, сильфоны, лопасти вентиляторов, корпусы
насосов, вентиляторы, тюбики для красок, гильзы для шпуль;
электротехника - корпуса трансформаторов, крепежные детали для
выводов кабеля, детали антенн, изоляция для различных по
назначению проводов и проволок и т. п. В строительстве изделия из
полипропилена представлены направляющей арматурой,
моечными баками, трубопроводами и радиаторами отопления.
2.2. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ ПОЛИСТИРОЛА
К этому классу полимеров относятся полистирол и его
сополимеры, а также модифицированный полистирол, полученный
методом блок-сополимеризации стирола с бутадиеном. В связи с низкой
стоимостью исходного сырья, удовлетворительными
физико-механическими свойствами и разнообразием технического
использования полимерные материалы на основе стирола по объему
производства занимают третье место после полиолефинов и поливинилхло-
рида. Полимерные материалы на основе стирола выпускают пяти
основных видов: полистирол общего назначения; ударопрочный
полистирол; акрилонитрилбутадиенстирольные пластики (АБС-плас-
тики); сополимеры стирола; вспенивающийся полистирол. Поли-
538 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
стирол представляет собой твердый, жесткий и прозрачный
полимер без запаха и вкуса.
Полистирол общего назначения и ударопрочный
полистирол. Полистирол общего назначения получают полимеризацией
мономерного стирола. Обычно применяются аморфный (атактиче-
ский) полистирол с молекулярной массой 50-300 тыс. Увеличение
молекулярной массы приводит к уменьшению текучести расплава,
которая может изменяться от 2 до 10 г/10 мин, повышается
прочность при растяжении и теплостойкость. В то же время такие свойства,
как твердость и модуль упругости при изгибе, от молекулярной массы
зависят незначительно. Следует отметить, что ударная вязкость
полистирола весьма мала и находится в пределах от 1,96 до 2,74 Дж/см2,
что делает его практически неприменимым для деталей
низкотемпературного назначения, эксплуатируемых в условиях динамического
нагружения, и резко сужает область его низкотемпературного
назначения. Дополнительным ограничением по применению полистирола
в качестве низкотемпературного материала является то, что в процессе
эксплуатации его хрупкость увеличивается из-за старения полимера.
Ударопрочный полистирол представляет собой продукт сопо-
лимеризации стирола с бутадиеном. Это твердый непрозрачный
продукт белого цвета. Он имеет двухфазную структуру:
непрерывная фаза (матрица) образована полистиролом; дискретная
(микрогель) - частицами овальной формы размером 1-5 мкм, окруженных
тонкой пленкой привитого сополимера стирол-каучук, внутри
частиц содержится оклюдированный полистирол. Материал обладает
свойствами термопласта и сохраняет свою структуру в расплаве. При
одинаковом содержании исходного каучука объем микрогеля в
ударопрочном полистироле можно изменять, варьируя условия
получения материала. Полистирол получают методами блочно-суспен-
зионной полимеризации и полимеризации в массе.
Свойства полистирола общего назначения и
ударопрочного полистирола. В зависимости от методов получения
различают полистиролы: блочный (отличается высокими
показателями диэлектрических свойств), эмульсионный (имеет повышенные
механические характеристики) и суспензионный (по
электроизоляционным свойствам приближается к блочному, а по механическим к
эмульсионному полистиролу).
Основными достоинствами полистирола являются: отличные
диэлектрические характеристики, высокий коэффициент
лучепреломления, отсутствие хладотекучести, абсолютная стойкость к воде.
В то же время полистирол имеет низкую деформационную
теплостойкость (70-80 °С по Мартенсу) и невысокие значения удельной
ударной вязкости (до 200 Дж/см2) и химической стойкости.
Основные свойства полистирола приведены в табл. 2.7 и 2.8.
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
539
ТАБЛИЦА 2.7
Основные свойства полистирола
Свойства полистирола
Плотность, г/см3
Временное сопротивление при растяжении, МПа
Временное сопротивление при изгибе, МПа
Относительное удлинение при растяжении, %
Модуль упругости, МПа
Ударная вязкость, Дж/см2:
без надреза
с надрезом
Удельная ударная вязкость, Дж/см2
Теплоскойкость по Вика, °С
Температура плавления, °С
Температура стеклования, °С
Теплопроводность, Вт/(м • К)
Удельная теплоемкость, кДжДкг • К)
Деформационная теплоемкость при нагрузке
1,85 МПа, °С
Тангенс угла диэлектрических потерь
Удельное объемное электрическое сопротивле^
ние, Ом • м
Водопоглощение за 24 ч, %
Общего
назначения
1,050-1,070
Не ниже 39
Не ниже 70
2-3
—
-
-
Не ниже 100
Не ниже 100
Не ниже 175
80-82
0,09-0,14
1,26-1,34*
78-80
Ударопрочного
1,050-1,080
35-45
-
15-40
2000-2500
3,5-7,0
0,7-1,5
65-74
-
-
-
-
-
Не более 0,05
Не менее 1011
0,01-0,07
—
ТАБЛИЦА 2.8
Теплоемкость различных видов полистирола
Г К
120
130
140
150
160
170
180
190
200
Свойства полистирола
Теплоемкость
молярная СР,
ДжДмоль • К)
(полистирол
атактический)
54,52
—
—
64,0
68,37
72,4
76,40
80,2
84,2
Теплоемкость удельная сР, Дж/(кг • К)
Полистирол
общего назначения
520
551
585
619
655
698
730
770
805
Полистирол
блочный
_
_
_
—
—
957
976
1001
1016
Полистирол
ударопрочный
__
_
—
_
—
1045
1052
1061
1084
540
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Продолжение
т к
210
220
230
240
250
260
270
273
280
290
300
Свойства полистирола
Теплоемкость
молярная СР,
ДжДмоль • К)
(полистирол
атактический)
88,4
92,8
97,1
101,5
105,6
109,7
114,2
115,1
118,7
123,0
127,2
Теплоемкость удельная сР, Дж/(кг • К)
Полистирол
общего назначения
844
885
957
970
1021
1050
1098
1112
1135
1176
1215
Полистирол
блочный
1041
1060
1082
1106
1128
1164
1203
1215
1236
1252
1266
Полистирол
ударопрочный
1110
1136
1158
1182
1205
1228
1251
1257
1280
1302
1325
Ударопрочный полистирол обладает высокой ударной
вязкостью и способен выдерживать значительные ударные нагрузки без
разрушения. По ударной прочности его подразделяют на три
группы: высокой, средней и низкой ударопрочности.
Электрические свойства ударопрочного полистирола такие же,
как у полистирола общего назначения. Ударопрочный полистирол
растворим в ароматических и хлорированных углеводородах. Он
устойчив к действию растворов солей, минеральные и растительные
масла оказывают на него слабое действие. При действии бензина,
керосина, кетонов, высших спиртов, этилового спирта, эфирных
масел его физико-механические свойства ухудшаются. Особенно вредно
действие окислителей и ультрафиолетового излучения. Основным
недостатком ударопрочного полистирола являются низкие термо- и
светоустойчивость, что обусловлено наличием каучуковой фазы.
Технологические свойства полистирола общего
назначения и ударопрочного полистирола. Полистирол
общего назначения легко перерабатывается в изделия обычными
методами, применяемыми для термопластов. Основными методами
переработки являются литье под давлением и экструзия. Изделия из
полистирола склеивают (при помощи растворителей) и сваривают.
Полистирол окрашивается неорганическими пигментами,
растворимыми органическими красителями, а также их концентратами.
Ударопрочный полистирол также перерабатывается в изделия
обычными для термопластов методами, и в первую очередь
экструзией в интервале температур от 130 до 190 °С и литьем под давле-
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 541
нием в интервале температур от 190 до 230 °С. Экструзией получают
листы, пленки, трубы, профильные и полые изделия. Такие изделия
легко склеиваются и свариваются.
Ударопрочный полистирол подвергается механической
обработке (обточке, распиловке и т. п.). Поверхность материала лакируется
и металлизируется.
Применение полистирола общего назначения и
ударопрочного полистирола. Полистирол общего назначения
широко применяют как литьевой и декоративный материал главным
образом для изготовления предметов народного потребления
(посуды, игрушек, осветительной аппаратуры, упаковки для пищевой и
медицинской промышленности, авторучек, панелей приборов,
кассет и др.).
Полистирольную пленку и нити используют в электротехнике
для изоляции и изготовления конденсаторов, а пленку - и для
упаковки. Полистирол используют в производстве строительных
материалов для изготовления изделий, работающих под небольшими
механическими нагрузками (панелей, облицовочных плиток,
дверных ручек и др.). Блочный полистирол имеет самое высокое
содержание остаточного мономера, поэтому применение его в пищевой
промышленности ограничено.
Для производства изделий, контактирующих с пищевыми
продуктами, используется главным образом суспензионный полистирол.
Акрилонитрилбутадиенстирольные пластики и
материалы на основе сополимера стирола.
Акрилонитрилбутадиенстирольные пластики (АБС-пластики) - группа конструкционных
материалов, аналогичных по строению ударопрочному полистиролу.
Получают их сополимеризацией стирола с акрилонитрилом
(сополимер АБС) или метилметакрилатом (сополимеры МСП) в
присутствии бутадиенового или бутадиен-стирольного каучука.
АБС-пластики содержат 5-25 % бутадиенового или бутадиен-стирольного
каучука, 15-30 % акрилонитрила и стирола.
Сополимеры стирола представляют собой сополимеры с
акрилонитрилом (САН), метилметакрилатом (МС) и с
метилметакрилатом и акрилонитрилом (МСН). Сополимеры САН - аморфные,
прозрачные, твердые материалы; содержат обычно 24 %
акрилонитрила, выпускаются также сополимеры, содержащие 5-30 %
акрилонитрила.
Свойства АБС-пластиков материалов на основе
сополимеров стирола. АБС-пластики различных марок
отличаются друг от друга прочностью, текучестью расплава, деформационной
способностью, теплостойкостью, ударной прочностью.
АБС-пластики характеризуются значительно более высокими
прочностью при растяжении и жесткостью, устойчивостью к дей-
542
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ствию динамических нагрузок, чем ударопрочный полистирол.
АБС-пластики по сравнению с ударопрочным полистиролом имеют
большую ударную прочность, термо- и химическую стойкость. Они
обладают большей твердостью и прочностью при изгибе, чем
полиэтилен и поливинилхлорид. Основные свойства пластиков
приведены в табл. 2.9.
Технологические свойства АБС-пластиков и
материалов на основе сополимеров стирола. АБС-пластики
перерабатывают теми же способами, что и ударопрочный полистирол,
однако температуры и давления при переработке из-за более
высокой вязкости расплава АБС-пластика должны быть повышены.
Сополимеры стирола легко перерабатываются обычными методами, в
первую очередь литьем под давлением.
АБС-пластики, и особенно материалы на основе сополимеров
стирола, перед переработкой рекомендуется подсушивать при
температуре от 75 до 80 °С в течение от 3 до 4 ч в слое толщиной не
более 2-3 см. Наличие влаги в сополимере приводит к получению
изделий с пониженной механической прочностью и дефектом
поверхности (расслоением, трещинами, раковинами, пузырями).
ТАБЛИЦА 2.9
Основные свойства АБС- и МСП-пластиков
Свойство
Плотность, г/см3
Временное сопротивление при растяжении, МПа
Временное сопротивление при изгибе, МПа
Относительное удлинение при растяжении, %
Модуль упругости при изгибе, МПа
Теплостойкость по Вика, °С
Водопоглощение за 24 ч, не более, %
АБС-пластики
1,020-1,040
40-50
50-80
15-30
1500-3000
104-115
0,02
МСП-пластики
1,050-1,100
60-70
90-100
15-25
-
100-110
—
Применение АБС-пластиков и материалов на основе
сополимеров стирола. АБС-пластики широко применяют для
изготовления крупных деталей автомобилей - деталей корпусов и
отделки, корпусов приборов теле- и радиоаппаратуры, телефонов,
деталей машин, механизмов, труб, арматуры и другого
оборудования, в том числе и низкотемпературного назначения.
Из МСП-пластиков изготовляют прозрачные и замутненные
мелкие и крупногабаритные изделия сложной формы. Сополимеры
стирола широко используются во всех отраслях промышленности.
Сополимеры САН применяют для изготовления оптических деталей
черного цвета, технических изделий, в том числе с повышенными
диэлектрическими свойствами.
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 543
2.3. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
НА ОСНОВЕ ПОЛИВИНИЛХЛОРИДА
Поливинилхлорид (ПВХ) - высокомолекулярный продукт
полимеризации винилхлорида, представляет собой
термопластичный полимер преимущественно линейного строения. ПВХ -
твердый продукт белого цвета; имеет температуру стеклования 70-80 °С,
температуру вязкого течения 150-200 °С. Степень полимеризации
промышленного поливинилхлорида составляет 100-2500, степень
кристалличности такого полимера достигает 10 %. В особых
лабораторных условиях удается получить полимер со степенью
кристалличности до 35 96.
Поливинилхлорид нерастворим в мономере (винилхлориде), в
воде, спирте, бензине и многих других растворителях. Его
растворимость уменьшается с увеличением степени полимеризации и
зависит от метода получения.
Свойства поливинилхлорида можно модифицировать
смешением его с другими полимерами или сополимерами. Так, ударная
прочность повышается при смешении поливинилхлорида с
хлорированным полиэтиленом, хлорированным или сульфохлорирован-
ным бутилкаучуком и сополимерами стирола.
Винипласты. Винипласты - жесткие полимерные материалы
на основе поливинилхлорида, изготавливаются на основе непласти-
фицированного или частично пластифицированного
поливинилхлорида. Для изготовления винипласта применяют суспензионный
поливинилхлорид. Изделия более высокого качества и с меньшими
затратами труда получают на основе суспензионного
поливинилхлорида. В состав винипласта входят поливинилхлорид,
стабилизаторы (до 10 % от массы ПВХ), смазывающие вещества (до 1,0 96) и
красители (до 10 96). Дополнительно в состав винипласта могут быть
введены наполнители (до 200 96), модификаторы (до 35 96) и
пластификаторы (до 10 96).
Рационально использование смеси различных стабилизаторов,
эффективность которых, в первую очередь, зависит от их
дисперсности (чем больше активная поверхность, тем сильнее
стабилизирующее действие), от тщательности распределения в массе полимера и
от присутствия в композиции других компонентов.
В качестве смазывающих веществ применяют алифатические
карбоновые кислоты и их кальциевые, свинцовые и другие соли,
низкомолекулярный полиэтилен, а также различные природные и
синтетические воска и минеральные масла.
Для окрашивания изделий из винипластов используются
пигменты и красители на основе фталоцианина, свинцовые белила,
трехосновный сульфат свинца (PbSO4 • ЗРЬО • Н2О), двухосновный
фосфат свинца (РЬ3(РО4)2 • 2РЬ0 • хН2О) и диоксид титана.
544
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Наполнители и модификаторы вводят в композицию для
удешевления изделий и улучшения их эксплуатационных свойств. В
качестве наполнителей применяют карбонат кальция, асбест, молотый
кварц, древесную муку, активные глины, газовую сажу.
Модификаторы, например хлорированный полиэтилен,
некоторые виды каучуков, карбонат кальция, обработанный воском,
значительно улучшают прочность винипласта, но одновременно
снижают его стойкость в агрессивных средах и атмосферном воздухе.
Пластификаторы применяют для повышения технологических
свойств и улучшения обрабатываемости винипластов.
Физико-механические свойства винипластов.
Основные свойства винипластов приведены в табл. 2.10. Механические
свойства винипластов при пониженных и высоких температурах
приведены в табл. 2.11. При применении винипластов следует
учитывать, что их прочностные свойства при температуре выше 60 °С
резко ухудшаются; при низких температурах повышается хрупкость
винипластов.
ТАБЛИЦА 2.10
Основные свойства винипластов
Свойство
Плотность, г/см3
Временное сопротивление при растяжении араст, МПа
Временное сопротивление при статическом изгибе аИзг, МПа
Временное сопротивление при сжатии Осж, МПа
Временное сопротивление при кручении Окр, МПа
Относительное удлинение при растяжении, %
Удельная ударная вязкость для пластин с надрезом, Дж/см2
Модуль упругости при растяжении, МПа
Теплостойкость по Мартенсу, °С
Температура размягчения по Вика, °С
Температура хрупкости, °С
Морозостойкость, °С
Теплопроводность, Вт/(м • К)
Удельная теплоемкость, кДжДкг • К)
Водопоглощение за 24 ч при 20 °С, %
Тангенс угла диэлектрических потерь при частоте:
50 Гц
1МГц
Удельное электрическое сопротивление:
объемное, Ом • м
поверхностное, Ом
Величина
1,38-1,40
45-70
70-120
60-90
40-50
10-50
0,7-1,5
2600-3000
65-70
75-90
75
Не более -10
0,15-0,16
1,13-1,26
0,4-0,6
0,04
0,025
Ю10-1015
1016
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
545
ТАБЛИЦА 2.11
Механические свойства винипластов
Свойство
Временное сопротивление
при растяжении, МПа
Относительное удлинение
при растяжении, %
Длительная прочность при
растяжении, МПа
Температура, °С
-196
110
0
-75
120
0
-20
90
0
0
70
8
25
20
50
20
20
40
40
30
10
60
30
60
4
75
20
200
15
100
4
350
130
2
80
150
1
50
Технологические свойства винипласта. Изделия из
винипласта получают каландрованием, прессованием, экструзией,
литьем под давлением, пневмо- и вакуумным формованием.
Винипласт хорошо поддается механической обработке на обычных
станках; легко сваривается с помощью сварочного прутка горячим
воздухом при температуре 230-250 °С и хорошо склеивается
различными клеями (в основном, на основе поливинилхлорида и пер-
хлорвиниловой смолы). Прочность сварных и клеевых соединений
достигает 80-90 % прочности основного материала.
Применение винипласта. Винипласт применяют в качестве
конструкционного материала в химической промышленности для
изготовления ванн, емкостей, трубопроводов, запорной арматуры,
футеровки (табл. 2.12).
Изделия из винипласта используются в системах
коммунального водоснабжения, канализации, в строительстве в качестве
отделочных материалов, кровельных листов, оконных переплетений.
ТАБЛИЦА 2.12
Основные области применения винипласта
Суспензионный поливинилхлорид
Латексный поливинилхлорид
Кабельный материал, свето- и
термостойкий изоляционный материал,
пленки, искусственная кожа, медицинский
пластикат, свето- и термостойкий
шланговый материал, пленки,
галантерейные изделия, лаковый перхлорвинил,
производство винипласта.
Кордоленты, искусственные подошвы,
линолеум, производство
низкомолекулярного перхлорвинила
Прочные пластикаты и мягкие
пленки, изоляция, искусственная
кожа, фольга, щетина, техническая
паста для уплотнения, жесткая
пленка, микропористые
сепараторы, производство труб, стержней,
твердых формовочных деталей,
пенопластов, формопластов,
лаков
35-312
546 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Винипласт используют в качестве материала для тары и
бытовых товаров - сосудов, контейнеров, флаконов. Еще одна область
применения винипласта - защитные покрытия.
Эластичные массы на основе поливинилхлорида (пла-
стикаты). Пластикат - техническое название термопластичных
смесей пластифицированного и подвергнутого термомеханической
пластикации поливинилхлорида. В состав пластиката кроме ПВХ и
пластификатора входят стабилизаторы (термостабилизаторы и ан-
тиоксиданты), наполнители, смазки и пигменты. В производстве
пластикатов используют ПВХ, полученный суспензионной
полимеризацией или полимеризацией в массе, со среднечисловой
молекулярной массой 90-115 тыс.
Для получения пластиката с высоким электрическим
сопротивлением и морозостойкостью до -40 °С применяют фталаты, а с
морозостойкостью до -60 °С - смеси ограниченно совместимых
низкомолекулярных пластификаторов с хорошо совместимыми
пластификаторами. Весьма эффективный способ повышения
морозостойкости пластификатора - введение в композицию бутадиен-
нитрильного каучука.
Основные свойства поливинилхлоридного пластиката
представлены в табл. 2.13 и 2.14. Пластифицированный поливинилхлорид
имеет высокие электроизоляционные свойства, обладает атмосфе-
ростойкостью, влагонепроницаемостью, хорошей эластичностью.
Изоляционный пластикат и пластикат для защиты оболочек на
проводах, кабелях и телефонных шнурах эксплуатируются в
интервале температур -60 ч-+70 °С, а спиральные телефонные шнуры -
-ЗО-н+55 °С.
Полимерные материалы на основе хлорированного
поливинилхлорида. Поливинилхлорид подвергают хлорированию
с целью улучшения растворимости и повышения теплостойкости.
С увеличением содержания хлора возрастает устойчивость
поливинилхлорида к действию агрессивных сред. В России продукты
ограниченного хлорирования поливинилхлорида, содержащие 62,5-
64,5 % связанного хлора, принято называть перхлорвиниловыми
смолами.
Перхлорвиниловая смола - аморфный полимер. Ее
молекулярная масса зависит от молекулярной массы исходного
поливинилхлорида, находящейся обычно в диапазоне от 40 до 80 тыс.,
и способа хлорирования. В результате гомогенного
хлорирования поливинилхлорида в его макромолекуле в среднем у каждой
третьей метиленовой группы водород заменяется на хлор. Такой
состав соответствует содержанию в полимере 64 % хлора, тогда
как в исходном поливинилхлориде содержится не более 56 %
хлора.
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
ТАБЛИЦА 2.13
Свойства поливинилхлоридного пластиката различного
547
назначения
Свойство
Плотность, г/см3
Временное
сопротивление при
растяжении, МПа (20 °С)
Относительное
удлинение при
растяжении, % (20 °С)
Удельное объемное
электрическое
сопротивление, ГОм • м:
при 20 °С
при 40 °С
Электрическая
прочность, кВ/мм
Морозостойкость, °С
Температура
разложения, °С
Водопоглощение за
24 ч при 20 °С, %
Оптимальная
температура расплава при
переработке, °С
Изоляция проводов
общего
назначения
1,27-1,30
20-25
260-360
1,10-5,10
1,10-7,10
27-37
До-50
220-250
0,05-0,2
165-175
температурная
(до
105 °С)
1,23-1,29
14-22
250-380
1,10-8,10
3,10-5,10
29-40
До-50
243-255
0,1
170-175
Оболочки кабелей
обшего
назначения
1,22-1,29
14-18
220-350
1-10
-
-
До-50
210-230
0,3
155-180
для
арктических
условий
1,15-1,17
11-18
120-440
1-10
-
-
До-65
220-240
0,6
175-185
Электро-
проводя-
тиир ТТ7ТЯ-
1Цг1С XL/Id
стикаты
2,90-4,10
10-26
70-250
1-10
-
-
До-45
-
-
-
Прочие
ТТ ТТО/'*1Ч.ХТ/>О>1*1— Т
IL/IdCntKdTbl
(прокладки,
трубки,
профили,
эластичные
резервуары)
_
5-18
60-300
-
-
-
До-50
165-200
1,5
155-180
Физико-механические свойства перхлорвиниловых
смол. Физические свойства хлорированного поливинилхлорида
зависят от способа хлорирования, типа исходного
поливинилхлорида и содержания хлора. Физико-механические, теплофизические
и электрические свойства перхлорвиниловых смол приведены в
табл. 2.15.
При нормальной температуре перхлорвиниловая смола
относительно устойчива к действию хромовой смеси, царской водки,
фосфорных кислот, окислителей типа гипохлорита, перманганата
калия и растворов различных солей. К щелочам перхлорвиниловая
смола менее устойчива, чем к кислотам. С повышением
температуры до 80 °С устойчивость к кислотам снижается. Нагревание в
инертной атмосфере при температуре ниже 330 °С сопровождается
выделением НС1.
35 •
548
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 2.14
Теплопроводность, температуропроводность и объемная
теплоемкость поливинилхлорида с пластификатором
Г, К
250
260
273
280
290
300
Свойства* поливинилхлорида с гластификатором**
Массовое содержание бутилбензинфталата-160 в поливинилхлориде, %
19,1
К
Вт/(м-К)
1,32
1,35
1,38
1,40
1,42
1,45
су, МДж/
(м»-Ю
1,21
1,22
1,25
1,27
1,32
1,44
а,
м2/ч
41,1
40,6
40,0
39,6
39,1
38,61
16,7
К
Вт/(м-К)
1,30
1,41
1,56
1,64
1,76
1,88
Ск,МДж/
(м3К)
1,18
1,29
1,44
1,52
1,64
1,75
а,
м*/ч
43,5
41,9
40,0
38,9
37,4
36,0
23,0
К
Вт/(м-К)
1,31
1,38
1,48
1,53
1,61
1,68
cv, МДж/
(м3К)
1,09
1,20
1,34
1,42
1,52
1,63
а,
м*/ч
42,3
41,3
40,0
39,3
38,3
37,3
* X — теплопроводность; су— объемная теплоемкость; а — температуропроводность.
** Поливинилхлорид на основе смеси РС40 с добавкой пластификатора
бутилбензинфталата-160 (США).
ТАБЛИЦА 2.15
Основные свойства перхлорвиниловых смол
Свойство
Плотность, г/см3
Насыпная масса, г/см3
Вязкость (в дихлорэтане
при 20 °С)
абсолютная, МПа • с
характеристическая
Временное сопротивление при растяжении о расг, МПа
Временное сопротивление при изгибе о изг, МПа
Относительное удлинение при растяжении, %
Температура стеклования, °С
Температура разложения, °С
Удельная ударная вязкость,
Дж/см2
с надрезом
без надреза
Модуль упругости при растяжении, МПа
Теплостойкость по Мартенсу, °С
Теплостойкость по Вика, °С
Морозостойкость, °С
Диэлектрическая проницаемость при частоте 50 Гц
Водопоглощение за 168 ч при 20 °С, %
Тангенс утла, диэлектрических потерь
Удельное электрическое поверхностное
сопротивление, Ом
Величина
1,47-1,50
0,2-0,25
1,23
0,12
65-75
110
4-6
85-95
130-145
0,5
40
3200
70
120
Не менее -45
3,0
10
>110"2
108
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 549
Технологические свойства и применение перхлорви-
ниловых смол. Суспензионные хлорированные поливинилхлори-
ды перерабатывают экструзией, каландрованием, литьем под
давлением. Из них изготовляют трубы для транспортировки горячих
(вплоть до 100 °С) и агрессивных жидкостей, например трубы для
центрального отопления и канализации, контейнеры, ванны и
другие конструкции в химическом машиностроении. Растворы
перхлорвинила являются хорошими клеями для поливинилхлоридных
пластиков и применяются в качестве антикоррозионных лаков.
Перхлорвиниловые краски можно применять для наружной
окраски зданий даже зимой, кроме того, на основе хлорированного ПВХ
изготовляют электроизоляционные и упаковочные пленки и
синтетические волокна.
Полимерные материалы на основе сополимеров ви-
нилхлорида. Сополимеры винилхлорида - это продукты,
получаемые сополимеризацией винилхлорида с одним или несколькими
мономерами, прививкой одного или нескольких мономеров на
макромолекулы поливинилхлорида либо прививкой винилхлорида на
макромолекулы других полимеров или сополимеров (привитые
сополимеры), а также взаимодействием поливинилхлорида с
полимерами различной химической природы (привитые и
блок-сополимеры). Сополимеры винилхлорида синтезируют с целью
модификации свойств поливинилхлорида, придания ему особых физических,
химических или механических свойств.
Практически все сополимеры винилхлорида - твердые
продукты белого цвета различной молекулярной массы. Сополимеры
винилхлорида используют преимущественно для производства
лаков, эмалей, волокон, пленок. К числу наиболее важных и
широко применяемых сополимеров винилхлорида относятся продукты
совместной полимеризации винилхлорида с винилиденхлоридом,
винилацетатом, акрилонитрилом, метилметакрилатом и бутилак-
рилатом.
Наибольшее распространение получили сополимеры винил-
хлорида с винилиденхлоридом, содержащие от 5 до 95 % винили-
денхлорида. При содержании винилиденхлорида не более 70 %
сополимеры аморфны, имеют высокое относительное удлинение
при разрыве, обладают повышенной растворимостью и лучшей
совместимостью с пластификаторами и бутадиеннитрильными
каучуками, чем поливинилхлорид. Если содержание
винилиденхлорида превышает 70 %, то сополимеры винилхлорида с
винилиденхлоридом кристалличны. Основные свойства кристаллических
сополимеров винилхлорида с винилиденхлоридом приведены в
табл. 2.16.
550
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 2.16
Основные свойства кристаллических сополимеров винилхлорида
с винилиденхлоридом
Свойство
Плотность, г/см3
Временное сопротивление отпрессованного образца при
растяжении оРаст, МПа
Временное сопротивление отпрессованного образца при
сжатии Осж, МПа
Модуль упругости при растяжении, МПа
Температура размягчения, °С
Теплопроводность, Вт/(м • К)
Удельная теплоемкость, кДжДкг • К)
Максимально допустимая рабочая температура, °С
Диэлектрическая проницаемость при частоте 50 Гц
Тангенс угла диэлектрических потерь при частоте 1 МГц
Удельное электрическое объемное сопротивление, Ом • м
Водопоглощение за 24 ч, %
Величина
1,67-1,75
21
52
350-1400
55
130-145
1,32
71-76
3-5
0,03-0,065
1012
Не более 0,1
Сополимеры используют для производства жестких изделий и
деталей (различной арматуры, фильер для формования вискозного
волокна, медицинских инструментов, корпусов электрических
батарей и аккумуляторов, тары, антикоррозионных обкладок и т. д.),
формуемых методом прессования (при температуре 100-180 °С,
давлении 3,5-35 МПа) или литья под давлением (при температуре
130-200 °С, давлении 50-210 МПа). Методом экструзии
изготовляют жесткие и гибкие трубы, жесткие пленки (методом с раздувом
рукава), формуют моноволокна.
Сополимеры винилхлорида с метилакрилатом (хловинит)
содержат до 20 % метилового эфира акриловой кислоты. Хловинит
представляет собой негорючий белый порошок, растворимый в
дихлорэтане, диоксане, хлорбензоле, обладает хорошей
морозостойкостью (до -30 °С). Применяется в основном для изготовления
листовых материалов, шлангов для электроизоляции кабеля,
прокладочных жгутов. Эти сополимеры, содержащие 20 % метилак-
рилата, предназначены для производства непластифицированных
прозрачных эластичных листовых материалов (винипроза),
используемых в картографии, геодезии, конструкторских работах и
др., а сополимеры, содержащие 14 % метилметакрилата, - для
производства шлангов, электроизоляции кабелей и т. д. В табл. 2.17
приведена молярная теплоемкость сополимеров винилхлорида с
метилакрилатом.
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 551
ТАБЛИЦА 2.17
Молярная теплоемкость сополимеров винилхлорида
с метилакрилатом, Дж/(моль • К)
т к
1 У Гл.
80
100
120
140
160
180
200
220
240
260
273
280
300
Молярное содержание метилакрилата, %
0
22,2
25,5
28,2
31,0
33,9
36,8
40,2
43,1
46,5
50,7
53,3
55,3
59,7
11,5
25,1
28,9
32,4
36,8
38,5
42,9
46,5
50,6
54,4
57,8
59,9
61,1
64,2
34
29,7
35,2
39,8
44,4
48,8
52,9
56,9
60,2
63,2
67,0
69,6
71,2
75,2
69,5
37,7
44,0
50,8
57,8
61,8
66,6
71,2
75,8
80,4
84.2
87,5
89,6
94,1
100
' 44,4
52,8
60,2
67,4
74,1
79,3
83,7
88,5
93,4
99,2
103,5
105,9
157,9
Сополимеры винилхлорида с бутилакрилатом, содержащие 20-
25 % последнего, используют для получения электроизоляционных
пластиков и других материалов, характеризующихся повышенной
морозостойкостью (на 15-20 °С ниже, чем у обычных пластифи-
цировнных материалов на основе поливинилхлорида, причем
расход пластификаторов при изготовлении материала из сополимера
винилхлорида с бутилакрилатом в 1,5-2 раза меньше). Эти
сополимеры в виде 25 %-го раствора в ацетоне и толуоле, 30 %-го раствора
в этиленгликольацетате и ксилоле в смеси с алкидными смолами на
основе тунгового масла используют как лаки, образующие водо- и
химически стойкие покрытия.
Некоторые другие сополимеры винилхлорида (например, с
алкилвиниловыми эфирами, винилстеаратом, винилацетатом,
высшими алкилакрилатами, диоктилфталатами, дибутилфтала-
тами) получают с целью улучшения свойств поливинилхлорида.
Ряд таких сополимеров также находит применение в области
пониженных температур. Так, в табл. 2.18 и 2.19 приведены данные
по молярной теплоемкости двух сополимеров винилхлорида - с
диоктилфталатом и дибутилфталатом, первый из которых
способствует понижению температуры стеклования поливинилхлорида,
а второй - увеличивает относительное удлинение сополимерной
композиции.
552
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 2.18
Молярная теплоемкость сополимеров винилхлорида
с диоктилфталатом, ДжДмоль • К)
Г, К
80
90
100
120
140
160
180
190
200
220
240
260
273
280
300
Молярное содержание диоктилфталата, %
0
22,8
23,8
25,1
27,6
30,5
33,9
37,6
39,3
41,8
44,9
48,1
52,5
54,8
56,5
59,6
2
20,8
28,0
29,3
32,2
36,0
40,2
44,8
47,3
50,2
62,3
55,2
60,7
63,4
64,8
68,0
4
30,5
32,0
33,5
36,8
40,4
44,8
50,2
52,7
56,5
60,7
66,9
75,3
82,4
87,9
100,4
7,5
37,2
39.3
41,8
46,9
51,9
56,9
62,8
65,7
69,0
77,4
92,0
104,6
112,6
117,2
125,5
14
49,4
53,1
56,9
64,4
72,4
81,2
92,0
—
104,6
125,5
146.4
154,8
160,7
163,2
169,4
27
83,7
85,8
87,9
94,6
103,3
116,3
138,1
157,3
188,3
223,8
225,9
234,3
239,3
242,7
251,0
80
175,7
192,5
209,2
239,3
271,1
302,9
334,7
502,1
508,8
522,2
536,8
552,3
562,3
567,4
584,9
100
229,3
246,0
263,6
296,2
329,7
364,0
397,5
631,8
636,0
645,6
656,0
669,4
680,3
686,2
703,8
ТАБЛИЦА 2.19
Молярная теплоемкость сополимеров винилхлорида
Г, К
80
90
100
120
140
160
180
200
220
240
260
273
280
300
0
22,8
23,8
25,1
27,6
30,5
33,9
37,6
41,8
44,9
48,1
52,5
54,8
56,5
59,6
с дибутилфталатом,
Дждмоль •
К)
Молярное содержание дибутилфталата, %
2
25,9
27,6
29,3
32,8
36,4
40,2
43,9
48,5
51,0
54,4
58,6
61,5
62,8
64,8
7,5
34,7
37,2
39,7
44,8
49,4
54,2
58,6
62,8
69,0
75,3
83,7
100,4
104,6
110,9
27
60,0
63,2
66,9
74,0
82,8
94,1
108,8
150,6
170,3
177,8
182,0
185,8
188,3
194,6
80
143,5
147,3
154,8
172,4
195,0
230,1
359,8
368,2
376,6
384,9
393,3
405,8
412,1
426,8
100
164,0
171,5
179,9
200,0
225,9
272,0
435,1
435,1
435,1
443,5
451,9
462,8
468,6
485,3
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 553
2.4. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ
ФТОРОРГАНИЧЕСКИХ СОЕДИНЕНИЙ (ФТОРПОЛИМЕРЫ)
Фторполимеры - обширная группа фторсодержащих
полимеров. Уникальный комплекс низкотемпературных свойств
фторсодержащих полимеров и изделий на их основе обусловили их
постоянно расширяющееся производство и потребление в криогенном
машиностроении, физике высоких энергий и других отраслях
науки, техники и промышленности, технологически связанных с
низкими и сверхнизкими температурами. Группа фторполимеров
весьма многообразна по структурам и свойствам. В ней присутствуют
как жесткие пластики, так и эластомеры и эластопласты;
нерастворимые и ненабухающие полимеры и полимеры, легко
растворяющиеся в обычных растворителях; полимеры, выдерживающие
длительное воздействие ионизирующей радиации; волокна с удельной
прочностью, превышающей прочность стали; антиадгезионные и
антикоррозионные покрытия, малопроницаемые для влаги и
других коррозионных сред, стойкие к атмосферным воздействиям;
пленки с уникальными диэлектрическими свойствами и пленки,
выдерживающие температуру жидкого водорода, каучуки,
способные работать в особо жестких условиях.
Фторопласты характеризуются высокой химической и
термической стойкостью и электрической прочностью, низким
коэффициентом трения и огнестойкостью, сохранением рабочих
характеристик до температур, близких к абсолютному нулю. Из
фторопластов наиболее широко применяются
политетрафторэтилен, политрифторхлорэтилен, поливинилфторид и поливи-
нилиденфторид.
В машиностроении в основном применяются полимеры
политетрафторэтилена (фторопласт-4) и политрифторхлорэтилена (фто-
ропласт-3) и их модификации. Отличительной особенностью
указанных фторопластов является их высокая кристалличность,
достигающая во фторопласте-4 от 93 до 97 96.
Политетрафторэтилен (фторопласт-4) химически инертен
и нерастворим ни в одном из традиционных растворителей. Он
вступает в химическое взаимодействие лишь с элементарным
фтором, расплавленными щелочными металлами, с раствором натрия
в аммиаке. Его называют "органической платиной". Фторопласт-4
имеет очень высокую вязкость расплава, вследствие чего
перерабатывается методами, сходными с методами порошковой металлургии
и получения керамики. Несмотря на то, что все фторопласты
значительно дороже аналогичных не содержащих фтора полимеров, их
уникальные свойства и большой срок службы в агрессивных средах
делают оправданным их использование.
36-312
554
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Зарубежными аналогами политетрафторэтилена (фторопласта-4)
являются тефлон, алгофлон, хостафлон и др.
Физико-механические свойства фторопласта-4. Фто-
ропласт-4 - продукт полимеризации тетрафторэтилена. Его
молекулярная масса составляет от 140 тыс. до 10 млн. Фторопласт-4 -
высококристаллический полимер. Степень кристалличности
порошка, полученного полимеризацией в водной среде, может
достигать 97 96. При температуре ниже 327 °С монолитный фторопласт-4
состоит из кристаллических участков и находящихся в
высокоэластичном состоянии аморфных участков. Температура его плавления
около 327 °С. При этой температуре весь полимер переходит в
аморфное состояние, размягчается, становится полупрозрачным, ге-
леобразным. Температура стеклования аморфной фазы около 120 °С.
Степень кристалличности монолитного фторопласта-4 зависит от
скорости охлаждения ниже 327 °С. При медленном охлаждении
низкомолекулярного фторопласта-4 можно получить степень его
кристалличности до 85 96, а наиболее высокомолекулярного - не
выше 65 96. При высоких скоростях охлаждения (закалке) степень
кристалличности фторопласта-4 составляет около 50 96.
Плотность фторопласта-4 зависит от его молекулярной массы
Мп и степени его кристалличности (рис. 2.3).
Получают фторопласт-4 трех сортов в виде рыхлого
волокнистого, легко комкующегося порошка (плотностью 2,19-2,21 г/см3) с
насыпной плотностью от 0,4 до 0,5 г/см3. Кроме фторопласта-4
выпускаются другие марки порошкообразного
политетрафторэтилена: фторопласт-4Д, фторопласт-4ДП, фторопласт-4ДПТ и
фторопласт-4ДМ, отличающиеся размерами и формами частиц
порошка, предварительной термообработкой и наличием специальных
Pj кг/м3 добавок, а также водные его суспензии:
фторопласт-4Д, фторопласт-4ДП, фто-
ропласт-4ДВ с концентрацией около
60 96 полимера по массе, содержащие
от 3 до 12 96 стабилизирующей
добавки - поверхностно-активного
вещества марки ОП-7.
Физико-механические свойства
фторопласта-4 приведены в табл. 2.20.
Модуль упругости фторопласта-4
зависит от степени кристалличности и
температуры (рис. 2.4).
2240 -
2160 -
2080 -
2000
80
Рис. 2.3. Зависимость плотности
фторопласта-4 (при температуре 23 °С) от сте-
К, % пени кристалличности
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 555
Рис. 2.4. Температурные
зависимости модуля упругости Е фто-
ропласта-4 при сжатии
незакаленного образца (i) и при изгибе
закаленного (2) и незакаленного
(3) образцов
£,МПа
12
6 -
-30 0 30 60 90 Т,°С
Фторопласт-4 вплоть до температуры жидкого гелия (4,2 К)
не становится хрупким. Сопротивление сжатию (при деформации
0,2 %) и значения модуля упругости при низких температурах
приведены в табл. 2.21. В табл. 2.22 приведены температурные
зависимости нагрузки, необходимые для деформации фторо-
пласта-4.
ТАБЛИЦА 2.20
Основные свойства фторопласта-4
Свойство
Плотность,
г/см3
закаленный фторопласт, со степенью
кристалличности около 50 %
незакаленный фторопласт, со степенью
кристалличности около 60 %
Временное сопротивление при
растяжении ав, МПа
без закалки
после закалки
Временное сопротивление при статическом изгибе аизг, МПа
Относительное удлинение при растяжении, %
Удельная ударная вязкость, Дж/см2
Твердость, НВ
Температура плавления кристаллитов, °С
Температура стеклования аморфных участков, °С
Температура пиролиза, °С
Модуль упругости при статическом
изгибе при 20 °С, МПа
после закалки
без закалки
Величина
2,15
2,20
14,7-25,5
160-315
11-14
250-350
Не ниже 12,5
30-40
327
120
Более 415
470
800
36*
556
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Продолжение
Свойство
Величина
Модуль упругости при статическом после закалки
изгибе при -40 °С, МПа без закалки
Тангенс угла диэлектрических потерь
Удельное объемное электрическое сопротивление, Ом • м
Теплостойкость по Вика, °С
1320
2780
2 • Ю-4
1014
110
ТАБЛИЦА 2.21
Температурные зависимости временного сопротивления
и модуля упругости фторопласта-4 при сжатии
Температура, °С
Временное сопротивление, МПа
Модуль упругости, МПа
-93
35
-123
5250
-153
98
-193
126
-223
155,4
-269
175-195
7000
ТАБЛИЦА 2.22
Зависимость деформации фторопласта-4 при сжатии
от температуры
Деформация^
1
2
3
4
5
Нагрузка, МПа, вызывающая деформацию при Т, °С
-50
20,3
30,4
35,0
37,4
39,0
0
15,7
21,0
23,6
25,1
26,2
25
6,2
9,2
10,5
12,0
12,7
50
4,9
6,6
7,7
8,5
9,2
100
3,1
3,9
4,8
5,9
6,2
150
1,8
2,7
3,3
3,9
4,4
200
1Д
2,0
2,7
3,1
3,5
Для фторопласта-4 характерно явление псевдотекучести,
заключающееся в конечном значении деформации при действии
внешней нагрузки. Предел псевдотекучести фторопласта-4 при
растяжении при разных температурах приведен в табл. 2.23.
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ
НА ИХ ОСНОВЕ
557
ТАБЛИЦА 2.23
Предел псевдотекучести фторопласта-4 при растяжении
Температура, °С
Предел псевдотекучести, МПа
25
14,24
50
10,65
75
8,35
100
6,72
150
4,66
200
3,55
250
2,86
При нагружении фторопласт-4 пластически деформируется,
причем остаточная деформация без нарушения сплошности,
например, при прокатке может составлять до 350 %.
Основные физические и механические свойства фторопласта-4
и сополимеров фторопластов, широко используемых в
низкотемпературной технике, при низких температурах приведены в табл. 2.24-
2.26 и на рис. 2.5 и 2.6.
На рис. 2.5 представлены данные о температурном
коэффициенте линейного расширения фторопласта-4.
ТАБЛИЦА 2.24
Механические свойства фторопласта-4
Свойство
Временное
сопротивление (напряжение
разрушения), МПа
незакаленный
закаленный
Модуль упругости
при изгибе, МПа
незакаленный
закаленный
Деформация
разрушения, %
незакаленный
закаленный
-60
-
2780
1320
-
-40
35
50
2390
ИЗО
70
100
-20
32,5
44
2330
980
100
160
Температура,
0
30
33
1810
740
150
190
20
20
25
850
470
470
400
40
18
24
510
400
650
500
ЭС
60
-
480
290
-
80
13,5
20
380
218
600
500
100
11,5
19
-
540
480
120
-
245
110
-
558
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 2.25
Теплоемкость и температурный коэффициент линейного
расширения фторопласта-4
7; к
1
2
3
5
10
15
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
273
280
290
300
Теплоемкость
молярная СР,
ДжДмоль • К)
0,00226
0,01816
0,0615
0,2841
1,255
2,360
3,837
6,356
8,418
10,29
12,30
14,18
16,02
17,82
19,50
21,17
22,89
24,45
26,11
27,62
29,12
30,62
32,05
33,34
34,77
36,11
37,49
38,84
40,33
41,97
43,93
47,90
51,76
—
—
Теплоемкость
удельная сР,
ДжДкгК)
0,0452
0,363
1,23
5,66
—
47,2
76,6
127
169
206
246
284
320
356
390
423
456
489
522
553
582
609
640
668
695
724
750
775
805
830
880
960
1040
1110
1160
Температурный коэффициент
линейного расширения
Снг-293) • Ю6
а-10е
К"1
-
70,5
70,7
71,7
72,4
73,3
75,0
76,6
78,2
79,8
81,3
82,7
84,2
85,6
87,0
88,5
89,7
91,0
92,2
93,3
94,3
95,2
96,1
96,9
97,7
98,3
99,0
99,6
100,0
100,6
101,2
101,5
101,8
102,2
_
-
-
-
-
-
-
-
—
24,0
27,5
32,0
36,0
39,9
44,0
48,1
52,5
56,8
61,5
66,2
71,0
75,4
80,0
84,6
89,5
94,2
99
104
109
115
118
123
128
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
559
ТАБЛИЦА 2.26
Теплопроводность, температуропроводность
и удельная теплоемкость фторопласта-4
Г, К
83
93
103
113
123
133
143
153
163
173
183
проводность Л,
ВтДм-К)
0,23
0,232
0,2333
0,2346
0,2363
0,2377
0,2393
0,2407
0,2423
0,2437
0,2453
Теплоемкость
удельная ср,
кДжДкг • К)
0,328
0,3364
0,400
0,436
0,472
0,506
0,540
0,574
0,608
0,642
0,674
ропроводность,
а • 107, м2/с
3,305
3,004
2,749
2,538
2,359
2,214
2,088
1,976
1,878
1,789
1,715
Г, К
193
203
213
223
233
243
253
263
273
283
проводность Л,
ВтДм • К)
0,2467
0,247
0,2497
0,2511
0,2525
0,2538
0,255
0,256
0,257
0,258
Теплоемкость
удельная сР,
кДж/(кг • К)
0,708
0,742
0,766
0,800
0,830
0,860
0,890
0,912
0,937
0,960
ропроводность,
а • 107, м2/с
1,642
1,570
1,536
1,479
1,433
1,391
1,350
1,324
1,293
1,265
В табл. 2.27 приведены данные по теплопроводности одного из
зарубежных аналогов политетрафторэтилена - тефлона.
Химические свойства фторопласта-4. Фторопласт-4
является самым стойким из всех известных пластмасс, металлов,
стекол, эмалей, сплавов. На него совершенно не действуют
кислоты, окислители, щелочи, растворители. Фторопласт-4 не подвержен
60
120
180
240 Т, °С
Рис. 2.5. Температурная зависимость коэффициента линейного
расширения фторопласта-4
560
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 2.27
Теплопроводности тефлона под действием высоких давлений
р,МПа
0
100
200
300
К Вт/(м • К)
0,24
0,26
0,28
0,30
р,МПа
400
500
600
700
А, Вт/(м • К)
0,32
0,34
0,37
0,42
р,МПа
800
900
1000
—
А, Вт/(м • К)
0,46
0,52
0,56
—-
действию плесневых грибков. Фторопласт-4 недостаточно стоек к
действию ионизирующего излучения.
Технологические свойства фторопласта-4. Даже при
температуре выше температуры разложения (415 °С) фторопласт-4
не переходит в вязкотекучее состояние (при 370 °С вязкость его
расплава равна 109 Па-с, т. е. в миллион раз больше вязкости,
необходимой для литья под давлением), поэтому переработка его
возможна только методом спекания (свободного или под давлением)
отпрессованных заготовок (стержней, пластин, деталей). В
зависимости от скорости охлаждения (до температуры ниже 250 °С) после
спекания можно получать изделия со степенью кристалличности
50 % и плотностью 2,15 г/см3 или со степенью кристалличности
более 65 % и плотностью выше 2,20 г/см3.
Применение фторопласта'4. Фторопласт-4 применяется
в основном в таких отраслях промышленности, как электротехника
и машиностроение. Из него также изготовляют различные детали
химической аппаратуры, изоляцию проводов, пленки для обмотки
трансформаторов, различные трубки, уплотнители и поршневые
кольца, антиадгезионные покрытия, подшипники, подпятники и
другие детали узлов трения. Он является основным компонентом
большого количества антифрикционных материалов, обладающих
высокими триботехническими свойствами при трении без
смазочного материала в среде воздуха, других газов (в том числе
агрессивных) и в вакууме.
Политрифторхлорэтилен (фторопласт-3), зарубежные
аналоги - кельфтор, дайфлон, вольталеф. Фторопласт-3 - продукт
полимеризации трифторхлорэтилена. Этот твердый порошкообразный
продукт белого цвета с молекулярной массой от 20 до 360 тыс.
является кристаллическим термопластичным полимером с температурой
плавления около 210 °С и температурой стеклования около -50 °С.
Степень кристалличности полимера зависит от условий
термообработки и молекулярной массы полимера.
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
561
Минимальную степень кристалличности, примерно 25-35 %,
имеют образцы, быстро охлажденные из расплава (закаленные).
Такой степени кристалличности соответствует плотность 2,08-
2,09 г/см3. При медленном охлаждении из расплава можно
получить фторопласт-3 с максимальной степенью кристалличности,
достигающей 80 96, плотностью 2,15-2,16 г/см3.
Физико-механические свойства фторопласта-3.
Физико-механические свойства фторопласта-3 зависят от условий
термообработки при изготовлении из него изделий и степени
кристалличности. Закаленные фторопласты-3, имеющие невысокую
степень кристалличности, являются эластичными, сравнительно
мягкими (относительное удлинение при растяжении от 70 до 200 96,
твердость от 100 до 110 НВ). Сильно закристаллизованные,
медленно охлажденные образцы - более твердые (твердость от 120 до
130 НВ) и хрупкие (относительное удлинение при растяжении
близко к нулю) (см. рис. 2.6).
Фторопласт-3 характеризуется высокими прочностными
показателями, особенно высоким значением разрушающего
напряжения при сжатии и хорошим сопротивлением ползучести. Этот
полимер практически нехладотекуч, деформация после снятия
нагрузки в 60 МПа составляет всего 4-5 96. Физико-механические
свойства фторопласта-3 приведены в табл. 2.28, а в табл. 2.29
дан ряд его свойств в сравнении со свойствами других
фторопластов.
Фторопласт-3 отличается высокой химической стойкостью к
действию многих агрессивных сред: кислот, растворов щелочей,
окислителей, брома, газообразных фтора и хлора. Он является
негорючим материалом, относительно стоек к действию ионизирующей
радиации. Физико-механические свойства фторопласта-3 зависят
ар,МПа Е, ГПа
Рис. 2.6. Зависимость
механических свойств
закаленных (1, 3, 5) и
незакаленных (2, 4) образцов по-
литрифторхлорэтилена от
температуры:
1 - разрушающее напряжение
при растяжении; 2, 3 - модуль
упругости при изгибе; 4 -
модуль упругости при сжатии; 5 -
относительное удлинения при
разрыве
100
80
60
40
20
0
- 2,5
■ 2,0
" 1,5
- 1,0
- 0,5
- 0
-60 -20 20 60 100 Т,°С
1000
800
600
400
200
0
562
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 2.28
Основные свойства фторопласта-3
Свойство
Плотность, г/см3
Временное сопротивление при
растяжении Ов, МПа
Временное сопротивление при изгибе о изг,
Временное сопротивление при сжатии а сжг
Относительное удлинение при
растяжении, %
Удельная ударная вязкость, Дж/см2
Модуль упругости при изгибе, МПа
Твердость, НВ
Температура плавления, °С
Температура стеклования, °С
Температура рабочая, °С
Модуль упругости при статическом изгибе
при 20 °С, МПа
Модуль упругости при статическом изгибе
при -40 °С, МПа
Тангенс угла диэлектрических потерь
без закалки
после закалки
МПа
МПа
без закалки
после закалки
минимальная
максимальная
после закалки
без закалки
после закалки
без закалки
Удельное объемное электрическое сопротивление, Ом • м
Величина
2,08-2,16
35-40
30-35
60-80
200-250
20-40
70-200
2-6
1160-1450
100-130
208
-50
-195
130
470
800
1320
2780
2 • Ю-4
1014
от температуры, изменение механических свойств в интервале
температур -60ч-+100 °С приведены в табл. 2.30. В табл. 2.31
приведены данные по температурной зависимости коэффициента
линейного расширения фторопласта-3.
ТАБЛИЦА 2.29
Температурный коэффициент линейного расширения а • 105, К"1,
сополимерных фторопластов
Г, К
93
103
ИЗ
123
Молярное содержание ПТФЭ в блок-сополимере ПТФП-ПТФЭ, %
100
(ПТФЭ)*
4,0
4,3
4,5
4,4
19
7,0
7,4
7,8
7,8
42
5,5
6,2
7,0
7,3
61
6,2
6,5
6,8
7,0
0
(ПТФП)*
7,0
7,3
7,6
7,6
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
563
Продолжение
Г, К
133
143
153
163
173
183
193
203
213
223
233
243
253
263
273
283
293
303
313
Молярное содержание ПТФЭ в блок-сополимере ПТФП-ПТФЭ, %
100
(ПТФЭ)*
4,2
4,8
5,4
6,5
7,7
8,9
9,8
10,3
10,8
10,9
11,0
11,6
12,2
12,3
12,4
17,0
23,8
21,5
16,0
19
7,8
7,7
7,6
7,7
7,8
7,9
8,0
8,2
8,5
8,4
8,3
8,8
9,3
10,3
10,1
11
12
21,5
25,5
42
7,5
7,6
7,6
7,7
7,7
8,3
8,8
8,9
8,9
9,1
9,2
9,4
9,6
9,9
10,2
10,3
12
21
-
61
7,2
7,6
7,8
7,8
7,7
9,0
9,7
9,5
9,3
9,7
10
10,5
11
10,7
11
11
15,2
25
-
0
(ПТФП)*
7,6
7,7
7,8
7,6
7,4
7,9
8,3
8,2
8,1
8,3
8,5
8,6
8,6
9,0
9,5
9,5
9,5
13,4
21
* ПТФЭ - политетрафторэтилен; ПТФП - политетрафторпропилен.
ТАБЛИЦА 2.30
Механические свойства фторопласта-3
при низких температурах
Oroiiptro
Предел прочности при
растяжении, МПа
Относительное
удлинение при растяжении, %
Модуль упругости, МПа:
при сжатии
при изгибе
-60
35
21
1810
2600
-40
83
28
1780
2270
-20
73
28
1700
1970
Температура, °С
0
55
21
1630
1700
20
39
70
1500
1450
40
29
65
1270
1080
60
20
430
880
810
80
14
830
550
278
100
8
840
280
175
564
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 2.31
Коэффициент линейного расширения фторопласта-3
Г, К
5
10
15
20
30
40
50
О(Г-298)-10в,
К'1
0,2841
1,255
2,360
3,837
6,356
8,418
10,29
Г, К
60
70
80
90
100
ПО
120
°(Г-293)'Ю ,
К"1
12,30
14,18
16,02
17,82
19,50
21,17
22,89
Г, К
130
140
150
160
170
180
190
СЦг-зэзгЮ6,
К'1
24,45
26,11
27,62
29,12
30,62
32,05
33,34
Г, К
210
220
230
240
250
260
273
а<г-293)-106,
К'1
36,11
37,49
40,33
41,97
43,93
47,90
51,76
Технологические свойства фтороласта-3. Фторопласт-3
перерабатывается обычными для термопластов методами.
При получении изделий методом литья под давлением
температура цилиндра должна составлять 280-300 °С, головки 260-300 °С,
формы 130-200 °С; давление от 100 до 300 МПа,
продолжительность цикла 30-90 с. При прессовании температура нагрева
находится в пределах 230-280 °С, давление прессования 20-30 МПа,
продолжительность нагрева из расчета на 1 мм толщины изделия
составляет от 2,5 до 3,5 мин.
Тонкие изделия способны свариваться под прессом или горячим
воздухом, могут склеиваться (без специальной обработки
поверхности) эпоксидными клеями.
Заготовки из фторопласта-3 хорошо поддаются механической
обработке: распиловке, сверлению, фрезерованию, токарной
обработке, нарезке резьбы и т. д.
Применение фторопласта-3. Фторопласт-3 в основном
применяется в машиностроении для изготовления различных
прокладок, уплотнительных колец, втулок, седел и тарелок клапанов,
работающих в различных агрессивных средах, при повышенных и
криогенных температурах. Широко используются детали из
фторопласта-3 в электротехнике и измерительной технике в качестве
мембран в клапанах измерительных приборов.
Экструзионные рукавные и плоские пленки используются для
изготовления печатных схем, конвейерных лент, изоляции
трубопроводов, для упаковки медикаментов, реактивов, деталей
электронной аппаратуры и т. п.
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 565
Поливинилиденфторид (фторопласт-2) и поливинил-
фторид (фторопласт-1). Поливинилиденфторид (фторопласт-2,
зарубежные аналоги - кайнар, солеф, фарофлон и др.) - продукт
полимеризации винилиденфторида молекулярной массы от 80 до
200 тыс. Это кристаллический полимер с температурой плавления
171-180 °С. Степень кристалличности изделий из фторопласта-2
зависит от скорости их охлаждения после плавления. При быстром
охлаждении (закалке) степень кристалличности составляет 35-45 %,
при медленном охлаждении или длительном отжиге при
температуре до 140 °С степень кристалличности достигает 60-55 %.
Фторопласт-2 выпускается в виде тонкого и волокнистого легкосыпучего
порошка белого цвета.
Поливинилфторид (фторопласт-1, зарубежные аналоги - тед-
лар, дифлор-720) - полимер винилфторида с кристаллической
структурой, молекулярной массой от 70 до 140 тыс. Его получают в
виде легкосыпучего порошкообразного материала белого цвета
Физико-механические свойства фторопласта-2 и фто-
ропласта-1. Фторопласт-2 значительно уступает фторопласту-4
по теплостойкости при эксплуатации и температуре плавления,
диэлектрическим, антифрикционным и антиадгезионным свойствам.
Его преимуществами являются высокие твердость, жесткость,
механическая прочность, износостойкость, способность
перерабатываться обычными методами, применяемыми для термопластов. По
комплексу свойств фторопласт-1 близок фторопласту-2, но отличается
от него меньшей плотностью, лучшими адгезионными и
диэлектрическими свойствами и более низкой стоимостью, однако уступает
ему по термостойкости. Этот материал также сочетает высокие
твердость, прочность, стойкость к истиранию, стойкость к атмосферным
воздействиям, химическую стойкость и удовлетворительные
диэлектрические свойства. Физико-механические свойства
фторопластов приведены в табл. 2.32 и на рис. 2.7.
Фторопласт-2 достаточно теплостойкий и морозостойкий
материал. В интервале рабочих температур -60-^+150 °С изделия
сохраняют стабильность размеров. Фторопласт-1 имеет более высокую
химическую стойкость к различным агрессивным средам, чем нефтори-
рованные аналоги, но уступает по этому показателю большинству
фторопластов. Он стоек ко многим кислотам, не являющимся
сильными окислителями, к действию соляной кислоты, хлора. Пленки
из поливинилфторида обладают высокой светостойкостью для
видимых и ультрафиолетовых лучей, стойкостью к окислению и
гидролизу.
Технологические свойства фторопласта-2 и фторо-
пласта-1. Фторопласт-2 легко перерабатывается всеми
обычными методами, применимыми для термопластов. Он обладает низкой
566
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
-140 -100
Рис. 2.7. Зависимость
диэлектрической проницаемости при
103 и 5 • 103 Гц СО, удельного
объемного электрического
сопротивления (2) и тангенса угла
диэлектрических потерь (3) по-
ливинилиденфторида от
температуры
вязкостью расплава,
находящейся в пределах 103-105 Па с
при 240 °С и высокой
термостабильностью, что
обусловливает его легкую перераба-
тываемость обычными
методами (экструзией, литьем,
формованием и т. д.).
Прессование осуществляют
в интервале температур 190-
220 °С и давлений 20-30 МПа.
ТАБЛИЦА 2.32
Основные свойства фторопласта-2 и фторопласта-1
Свойство
Плотность, г/см3
Временное сопротивление при растяжении ав, МПа
Временное сопротивление при изгибе оИЗг, МПа
Временное сопротивление при сжатии Осж, МПа
Твердость, НВ
Модуль упругости при растяжении, МПа
Модуль упругости при изгибе, МПа
Модуль упругости при сжатии, МПа
Ударная вязкость образца с надрезом, Дж/см2
Диэлектрическая проницаемость при частоте 103 Гц
Тангенс угла диэлектрических потерь
при частоте, Гц
Электрическая прочность для пленок
толщиной, В/мм
103
106
109
2 мм
1 мм
100 мкм
Удельное объемное электросопротивление, Ом • м
Температура плавления, °С
Температура стеклования, °С
Температура рабочая, °С
минимальная
максимальная
Теплопроводность, Вт/(м • К)
Удельная теплоемкость, кДжДкг • К)
Фторопласт-2
1,70-1,80
45-60
80-100
90-100
13-15
1000-1600
1500-1700
1200-1400
16-19
8-9
0,016-0,021
-
-
14-16
20-30
—
2 1010-11012
170-180
-33
-60
150
0,3
1,32
Фторопласт-1
1,38-1,40
50-60
80-90
-
115-120
-
-
-
10
-
0,009
0,02
25
-
130-140
4Юп-7 1012
190-198
180
-70
110-150
-
—
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
567
Выдержка материала при температуре прессования составляет от 7
до 10 мин на 1 мм толщины изделия.
Литьем под давлением получают изделия сложной
конфигурации. Температура литья составляет 190-250 °С при давлении от 80
до 130 МПа. Цикл литья колеблется от 20 с до 2 мин. Форма может
быть нагрета до 100 °С.
Переработка фторопласта-1 является достаточно сложным
технологическим процессом, что связано с близостью температур его
вязкотекучего состояния и температуры разложения (разница
составляет около 20 °С), что может под воздействием высокой
температуры и давления привести к деструкции полимера с выделением
фтористого водорода. Для получения изделий из фторопласта-1
применяют специальные методы переработки, в том числе его
растворение в латентных растворителях.
Применение фторопласта-2. Изделия из фторопласта-2
обладают высокими механическими свойствами, твердостью,
износостойкостью, устойчивостью к ползучести и усталости,
жесткостью, стабильностью размеров в широком интервале температур,
стойкостью к атмосферным воздействиям, радиационной
стойкостью при высокой химической стойкости и
удовлетворительными диэлектрическими свойствами. Основными областями
применения этого материала являются химическая промышленность,
приборостроение, электроника, машиностроение, строительство
и медицина. Интервал температур эксплуатации фторопласта-2
находится в пределах -60 ч-+150 °С.
Сополимеры тетрафторэтилена. Практическое применение
нашли сополимеры с гексафторпропиленом, винилиденфторидом и
этиленом. Эти сополимеры
тетрафторэтилена являются
термопластами с молекулярной массой
100-500 тыс. Свойства ряда
сополимеров приведены на рис. 2.8-
2.12.
Сополимеры
тетрафторэтилена с гексафторпропиленом
(фторопласт-4М и фторопласт-
4МБ) выпускают в виде гранул
или белого сыпучего порошка с
насыпной массой 0,34-0,35 г/см3.
сп,МПа
70
40
30
20
Рис. 2.8. Зависимость
разрушающего напряжения при растяжении
ар (1) и относительного удлинения
при разрыве £тн (2) сополимера
ТФЭ-ГФП от температуры
10
0
600
500
400
300
200
100
0
-200 -100 0
100
200 300
Г,°С
568
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
20
ее
I
К
I 10
О 50 100 150 200
Температура, °С
в
50 100 150
Температура, °С
200
10
7,5
5,0
2,5
0
Рис. 2.9. Зависимость напряжения
от температуры при деформациях
растяжения (а); сжатия (б) и
сдвига (в) сополимера ТФЭ-ГФП
25
50
Температура, °С
100
Фторопласт-4МБ отличается от фторопласта-4М большим
содержанием ГФП, имеет лучшую термостабильность и более высокую
£9 та механическую прочность. Их фи-
6 зико-химические и механические
свойства близки к свойствам фто-
ропласта-4. Как и фторопласт-4,
эти сополимеры обладают
высокой химической стойкостью к
действию различных агрессивных сред,
высокой стойкостью к
термическим и термоокислительным
воздействиям. В отличие от
политетрафторэтилена они под действием
-1
-300 -200 -100 0 100 200 300
Рис. 2.10. Зависимость модуля
упругости Е при растяжении (i) и
изгибе (2) сополимера ТФЭ-ГФП от
температуры
Глава 2. ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
569
О
1012 -
-100
0
100
Т3°С
200
Рис. 2.11. Зависимость удельного объемного электрического
сопротивления pv (—) и тангенса угла диэлектрических потерь tg б ( )
сополимеров ТФЭ-ГФП (2) и ТФЭ-Э (2) от температуры при частоте
1,5-10е Гц
ионизирующей радиации не подвергаются деструкции, а
сшиваются. Температура плавления фторопластов-4М и -4МБ находится в
пределах от 270 до 295 °С. Эти сополимеры могут применяться
почти во всех тех же областях, что и фторопласт-4, но при меньшем
интервале температур: -180-*-+250 °С.
Сополимер тпетпрафтпорэтилена с этиленом (фторопааст-40)
выпускается в виде гранул размером 3-5 мм или некомкующегося и
не смачивающегося водой тонкодисперсного порошка белого цвета
с насыпной массой 0,2-0,3 г/см3. Температура плавления фторопла-
ста-40 составляет 260-275 °С. Фторопласт-40 отличается от фторо-
пласта-4 более высокими механическими свойствами, меньшей их
зависимостью от температуры, высокой радиационной стойкостью.
По химической стойкости он почти не уступает фторопласту-4.
Интервал рабочих температур фторопласта-40 составляет -100 ^+200 °С.
Основные свойства наиболее широко применяемых сополимеров
тетрафторэтилена приведены в табл. 2.33.
Сополимер тетрафторэтилена с винилиденфторидом (фто-
ропласт-42) выпускается в виде гранул или белого волокнистого
порошка с насыпной массой 0,30-
0,34 г/см3. От других фторполиме-
ров фторопласт-42 отличается
высокой стойкостью к действию
ультрафиолетового облучения и
низкими диэлектрическими свойствами.
Рис. 2.12. Зависимость
разрушающего напряжения при растяжении
Ор (1) и относительного удлинения
при разрыве еОТн (2) сополимера
ТФЭ-Э (содержание ТФЭ 55 % мол.)
от температуры
ор,МПа еота,%
570
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 2.33
Основные свойства
Свойство
Плотность, г/см3
Временное сопротивление при
растяжении - ов, МПа
Относительное удлинение, %
Температура плавления, °С
Температура
рабочая, °С
минимальная
максимальная
Фторопласт-4МБ
2,14-2,15
22-27
280-400
270-290
-190
250
Фгоропласт-40
1,63-1,70
26-49
150-300
260-275
-100
200
Фторопласт-42
1,90-1,93
34-49
400-500
150-160
-70
120
Температура его плавления 150-160 °С. По механическим
свойствам этот сополимер близок к фторопласту-40. Фторопласт-42 легко
перерабатывается прямым прессованием или литьем под
давлением. Интервал рабочих температур фторопласта-42 находится в
пределах -70^+120 °С.
Глава 3
ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ
И ПЛАСТИЧЕСКИЕ МАССЫ НА ИХ ОСНОВЕ
Термореактивные полимеры принадлежат к полимерам с
сетчатой молекулярной структурой. Их называют также сетчатыми,
трехмерными, сшитыми или пространственными полимерами, то
есть такими полимерами, молекулы которых могут достигать
макроскопических размеров и характеризуются наличием большого
числа разветвлений и циклов самого разнообразного размера.
Характерными свойствами сетчатых полимеров являются их
нерастворимость в любых растворителях и отсутствие текучего состояния.
Сетчатые полимеры получают из полифункциональных
мономеров или олигомеров путем полимеризации (поликонденсации).
Также возможно получение готовых макромолекул путем их
сшивания с помощью сшивающих агентов или путем инициирования
межцепных реакций в результате воздействия радиационного
облучения, теплового и механического воздействия.
Помимо непосредственного использования в качестве
конструкционных материалов различного назначения, термореактивные
полимеры и пластмассы широко применяются в качестве
связующих (матриц) полимерных композитных материалов.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
571
Основными компонентами композитов являются армирующие
волокна и полимерные (синтетические) связующие.
Высокопрочные волокна обеспечивают прочность и жесткость материала.
Связующее придает ему монолитность, способствует эффективному
использованию механических свойств арматуры и равномерному
распределению напряжений между волокнами, предохраняет их от
химических, атмосферных и других внешних воздействий, придает
материалу способность формоваться в изделия различной
конфигурации и размеров.
В качестве связующих для композитных материалов
применяют полимеры с жесткой сетчатой структурой: карбамидофор-
мальдегидные, меламиноформальдегидные, фенолоформальдегид-
ные, полиэфирные, эпоксидные, кремнийорганические, поли-
имидные полимеры и их модификации. Основные свойства ряда
связующих для полимерных композитных материалов
приведены в табл. 3.1.
Эпоксидные смолы обладают высокой смачивающей
способностью и адгезией к большинству наполнителей, высокой когезионной
прочностью и малой усадкой при отверждении, а также хорошими
диэлектрическими и технологическими свойствами.
Меламино-мочевино-формальдегидные смолы прозрачны,
бесцветны, легко окрашиваются, поэтому находят преимущественное
применение в декоративных слоистых пластмассах.
ТАБЛИЦА 3.1
Свойства термореактивных полимерных связующих
Свойство
Плотность,
г/см3
Удельная
теплоемкость,
кДжДкгК)
Теплопроводность, Вт/(м-К)
Диэлектрическая
проницаемость
Электрическая
прочность.
кВ/мм
Связующее
Полиэфирное
1,2-1,35
6,0-9,0
0,12-0,24
Эпоксидное
1,2-1,3
4,8-8,0
0,15-0,22
3,2-4,5
60-100
Феноло-
формаль-
дегидное
1,23-1,32
6,0-8,0
0,24-0,28
3,0-5,0
65-100
Формаль-
дегидное
1,45-1,56
4,0-7,0
Кремний-
органическое
1,35-1,4
2,0-4,2
2,6-4,2
115-130
Полиамидное
1,41-1,43
5,0-5,8
0,36-0,38
3,4-3,8
60-110
572
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 3.2
Температурный коэффициент линейного расширения а • 106, К"1,
отвержденных полиорганосилоксанов
г, к
70
80
90
100
110
120
130
140
150
160
ПФС
4,5
4,7
4,8
4,95
5,1
5,2
5,3
5,4
5,5
5,6
ПМФС-2
7,2
7,3
7,45
7,6
7,75
7,9
8,0
8,15
8,30
8,40
ПМФС-1
5,4
5,5
5,6
5,7
5,8
5,9
6,0
6,1
6,3
6,4
пмс
6,8
6,8
6,9
6,9
7,0
7,1
7,2
7,4
7,8
8,4
Г, К
170
180
190
200
220
240
260
273
280
300
ПФС
5,7
5,7
5,7
5,7
5,7
5,5
5,2
5,0
5,0
7,0
ПМФС-2
8,50
8,60
8,60
8,60
8,70
9,3
9,8
10,0
10,5
14
ПМФС-1
6,7
7,0
7,4
7,9
8,5
9,0
8,1
7,6
7,7
10
ПМС
8,5
8,5
8,5
8,4
8,0
7,8
7,8
7,9
8,5
10
Примечание. Измерения проведены при скорости нагрева 5 К/мин.
В основе структуры кремнийорганических смол лежит сило-
ксановая группировка Si-0-Si, стойкая к нагреванию. Благодаря
этому кремнийорганические смолы обладают высокой стойкостью
к высокотемпературному окислению. Кроме того,
кремнийорганические смолы характеризуются высокой водостойкостью,
повышенными диэлектрическими свойствами. Недостатком кремний-
органических смол являются высокие значения коэффициента
линейного расширения в широком диапазоне температур, что в
стекле и асбопластмассах приводит к снижению механических
свойств материала. Изготовление слоистых пластмасс на основе
кремнийорганических смол осуществляется в основном при
высоких давлениях и температурах прессования. В табл. 3.2 приведен
температурный коэффициент линейного расширения
полиорганосилоксанов.
Ненасыщенные полиэфирные смолы отверждаются без
выделения летучих продуктов и при соответствующем выборе системы от-
вердителей при комнатной температуре. Благодаря этому процесс
формования крупногабаритных изделий может производиться при
низком давлении с использованием простейшей технологической
оснастки. Водостойкость, теплостойкость, стабильность
диэлектрических свойств, длительная прочность пластмасс на основе
полиэфирных смол ниже, чем на основе эпоксидных или фенолофор-
мальдегидных смол.
Свойства слоистых пластмасс зависят от соотношения
компонентов (наполнителя и связующего), характера подготовки напол-
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 573
нителя, режима прессования и термообработки и других
технологических факторов.
В зависимости от типа наполнителя различают следующие
слоистые пластмассы: гетинакс, текстолит, стеклотекстолит, асбо-
текстолит, асболит или асбогетинакс, древеснослоистые пластмассы
(ДСП). Условно к стеклотекстолитам относят слоистые пластмассы
на основе кремнеземных, кварцевых и керамических волокон.
По типу применяемого волокна конструкционные пластики
классифицируют на: стеклопластики, органопластики,
углепластики, боропластики, поливолокнистые (гибридные) пластики,
представляющие собой сочетание в одной полимерной матрице двух и
более разнородных волокон.
По типу используемой формы армирующего наполнителя
конструкционные композитные материалы делят на пластики на
основе дискретных волокон, непрерывных жгутов или нитей, ткани и
ленты различного плетения.
3.1. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
Основу всякого реактопласта составляет химически
затвердевающая термореактивная смола - связующее вещество. Кроме того,
в состав реактопластов входят наполнители, пластификаторы, от-
вердители, ускорители или замедлители и растворители.
Наполнителями могут быть порошковые, волокнистые и гибкие листовые
материалы. В качестве порошковых наполнителей используют
молотый кварц, тальк, графит, древесную муку, целлюлозу. К
пластмассам с порошковыми наполнителями относятся: фенопласты
(ГОСТ 5689-79) и аминопласты (ГОСТ 9359-80). Из них
изготавливают несиловые конструкционные и электроизоляционные
детали (рукоятки, детали приборов, кнопки и т. д.), различные
вытяжные и формовочные штампы, корпуса сборочных и контрольных
приспособлений, литейные модели и другую оснастку.
Фенопласты. Этот тип пластмасс (бакелиты, фенолоформаль-
дегидные смолы) относится к термоупрочняемымм пластмассам.
Неупрочненные смолы получают при поликонденсации фенола с
формальдегидом. Существуют два основных типа фенолоформаль-
дегидных смол - новолаки и резолы.
Неотвержденная новолаковая смола имеет структуру типа:
ОН
1
СНо—
а неотвержденная резоловая смола - типа:
574 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
СН2ОН СН2ОН
Для получения пластмассы с хорошими потребительскими
свойствами в новолаки необходимо добавить субстанцию (обычно
уротропин), которая при нагревании разлагается с выделением
формальдегида. Формальдегид, добавляемый к новолаковой смоле,
образует упрочняющиеся гидроксиметиленовые группы. Упрочнение
термопластов в основном проводится в интервале температур 140-
180 °С, но благодаря соответствующим добавкам кислот некоторые
резолы можно отвердить уже при 25 °С.
Резолы получают в спиртовых средах, применяя избыток
формальдегида. Продукт содержит гидроксиметиленовые группы. Во
время нагревания происходит необратимое упрочнение (реакция
образования сетчатой структуры), поэтому резолы прессуют в формах.
Упрочненные фенолоформальдегидные смолы чаще носят
название бакелитов. Эта пластмасса хорошо обрабатывается
механически - инструментами для обработки металла и может
подвергаться полированию. Бакелит из новолака имеет большую
термостойкость (100-150 °С), чем бакелит из резола, но худшие
диэлектрические свойства.
Фенопласты предназначены для производства: армированных и
неармированных изделий конструкционного назначения, к
которым предъявляют повышенные требования по механической
прочности; электроизоляционных изделий; изделий слаботочной и
радиотехнической аппаратуры; деталей автомобильного и
тракторного электрооборудования и т. п. Из бакелита также изготавливают
изделия галантереи (пуговицы, пепельницы), электротехнические
элементы (вилки, розетки), корпуса радио- и телефонных
аппаратов, детали стиральных машин, защитные шлемы, корпуса
аккумуляторов, лаки, клеи.
В зависимости от состава, свойств и назначения фенопласты
делятся на типы, группы и марки. В условное обозначение марки
фенопласта входят: название материала, обозначения группы, смолы,
наполнителя и цвета (при необходимости) в соответствии с
классификатором промышленной продукции. В основном фенопласты
подразделяют на фенопласты общего назначения, фенопласты
специальные безаммиачные (табл. 3.3 и 3.4), которые в основном
применяются для изготовления деталей конструкционного назначения,
в частности для деталей низкотемпературной техники,
электроизоляционные фенопласты, влаго- и химически стойкие фенопласты,
ударопрочные и жаростойкие фенопласты.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
575
ТАБЛИЦА 3.3
Некоторые группы фенопластов
Группа (смола)
Общего назначения
новолачная без электрических
показателей 02
новолачная с повышенными
механическими и
электрическими показателями 03
Специальный безаммиачный
резольная с электрическими
показателями Сп1
резольная с повышенными
механическими показателями
Марка
02-010-02
03-010-02
Сп1-342-02
СпЗ-342-02
Основной
наполнитель
Органический
Тоже
-
-
Прессование
Компрессионное и
литьевое
Тоже
-
-
ТАБЛИЦА 3.4
Физико-механические свойства фенопластов
Цвет
Плотность, г/см3
Насыпная плотность г/см3
Временное сопротивление при
растяжении ав, МПа
Временное сопротивление при
сжатии оък, МПа
Временное сопротивление при
изгибе Оизг, МПа
Относительное удлинение при
растяжении, %
Модуль упругости при изгибе,
ГПа
Ударная
вязкость образца,
Дж/см2
Рабочая
температура, °С
с надрезом,
без надреза
по Изоду
максимальная
минимальная
Теплостойкость по Мартенсу, °С
Марка
02-010-02
цветной
1,45
0,50
32-36
150-160
64
0,6-0,8
6,9-7,8
0,19-0,23
0,49
-
-
-
125
03-010-02
черный
1,40
0,45
33-37
150-170
70
0,6-0,8
7,4-7,8
0,21-0,28
0,59
0,33-0,60
110
-50
130
Cnl-342-02
СпЗ-342-02
коричневый или
другого цвета
1,40
0,50
27
137
59
-
5,9-7,4
0,19
0,49
-
115
-60
130
1,40
0,50
26-44
145-170
60
1,4-2,1
8,1-8,8
0,25-0,30
0,54
-
110
-50
130
576
РАЗДЕЛ X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Продолжение
Or пйртя п
vsijUxll' 1 ijvJ
Тангенс угла
диэлектрических потерь при
частоте
Диэлектрическая
проницаемость при частоте
50 Гц
106Гц
50 Гц
106Гц
Электрическая прочность, кВ/мм
Удельная теплоемкость при
20-30°С,кДж/(кгК)
Теплопроводность при
20-30°С,Вт/(мК)
Температуропроводность при 20-
30 °С, м2/с
Усадка, %
02-010-02
0,1-0,7
0,03-0,05
6,0-9,0
5,0-6,0
10
1,34-1,38
0,21-0,23
-
0,4-0,8
Марка
03-010-02
0,1-0,7
0,2-0,3
6,0-9,0
4,5-8,0
10
1,34-1,38
0,21-0,23
0,2 Ю6
0,4-0,8
Сп1-342-02
0,01-0,03
0,06
10,2-10,8
5,0-6,0
-
2,35
0,16
0,18 Ю6
0,4-0,8
СпЗ-342-02
-
0,04-0,05
5,0-6,0
4,0-5,0
-
1,16
0,21
0,13 КГ6
0,4-0,8
Прессование деталей из фенопластов проводится по следующим
режимам: для групп 02, 03 (185±5) °С, для групп Сп1, СпЗ (165±5) °С;
время прессования от 0,5 до 3 мин/мм толщины образца.
Особое место при производстве деталей и изделий
низкотемпературного назначения занимает пресс-материал АГ-4, получаемый
на основе модифицированного фенолоформальдегидного
связующего и наполнителя (стеклянных нитей). Он предназначен для
изготовления прямым, литьевым прессованием, а также намоткой с
последующим отверждением деталей (изделий) конструкционного
и электротехнического назначения повышенной прочности,
пригодных для работы в интервале температур -196 ч- +200 °С.
В зависимости от внешнего вида пресс-материал выпускают
следующих марок:
АГ-4В - волокнит на основе стеклянных нитей марок БС6-100,
БС6-200, БСб-100/200 или их смеси (не более 25 % стеклянных
нитей) марок ЕС-100 ПТ, БСб-200 ПТ и БСб-100/200 ПТ.
АГ-4В-10 - волокнит на основе стеклянных нитей марки БС10-
200.
АГ-4С - лента на основе стеклянных крученых комплексных
нитей марок БСб - 6,8x1x2 (100), БС5 - 5,6x1x2 (100).
АГ-4НС - лента на основе 200- и 400-филаментных стеклянных
нитей из алюмоборосиликатного стекла с элементарным волокном
диаметром от 9 до 11 мкм.
Пресс-материал марок АГ-4В и АГ-4В-10 выпускают в брикетах,
марок АГ-4С и АГ-4НС - в рулонах, на катушках или в виде срезов с
барабана. Ширина ленты пресс-материала марки АГ-4С составляет
15-350 мм, марки АГ-4НС - от 60 до 250 мм.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
577
В табл. 3.5 приведены данные о свойствах хаотически
армированного стеклопластика АГ-4В и АГ-4В-10.
ТАБЛИЦА 3.5
Физико-механические свойства пресс-материала АГ-4В и АГ-4В-10
Свойство
Массовая доля связующего, %
Плотность, г/см3
Временное сопротивление при растяжении ав, МПа
Временное сопротивление при сжатии асж, МПа
Временное сопротивление при изгибе аИзг, МПа
Относительное удлинение при растяжении, %
Модуль упругости при изгибе, ГПа
Рабочая температура, °С
максимальная
минимальная
Тангенс угла диэлектрических потерь при частоте 106 Гц
Диэлектрическая проницаемость при частоте 106 Гц
Электрическая прочность при частоте 50 Гц, кВ/мм
Средняя удельная теплоемкость при 20-250 °С,
кДжДкг • К)
Усадка, %
Марка
АГ-4В
36-40
1,7-1,9
63
160
168
1,5
200
-196
0,04
7,0
14,0
1Д7
0,15
АГ-4В-10
36-40
1,7-1,9
130
127
-
200
-196
0,04
7,0
15,0
1Д7
0,15
Аминопласты (табл. 3.6) являются термоупрочняемыми
пластмассами. К ним относятся карбамидо-формальдегидные смолы и
меламино-формальдегидные смолы. Неупрочненная смола
получается при поликонденсации формальдегида с карбамидом (смола
карбамидо-формальдегидная) или меламином (смола меламино-
формальдегидная). Эти смолы имеют реактивные группы —СН2ОН,
которые под влиянием нагрева (или кислотных катализаторов)
способны к конденсации, в результате которой смолы упрочняются
(приобретают пространственную сетчатую структуру).
Карбамидо-формальдегидная неупрочненная смола имеет
следующую структуру:
••—N—С—N—CH2—N—С—N—СНо—-
I II I I II I
R О R R О R
где R=H при эквимолярном соотношении реагентов, R=H, CH2OH при
избытке формальдегида.
Меламино-формальдегидная неупрочненная смола имеет
структуру:
37-312
578
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
—СН2—N—
R
—N—СН2"
R
где R=H, CH2OH.
\
R—N—СНо—
ТАБЛИЦА 3.6
Некоторые типы аминопластов
Марка
Состав
Связующее
Наполнитель
Рекомендуемое назначение
Общего назначения
КФА1
КФА2
МФБ1
Карбамидо-фор-
мальдегидный
олигомер
Органический
Для просвечивающихся изделий
технического и бытового назначения, не
соприкасающихся с пищевыми
продуктами
Для непросвечивающихся изделий
технического и бытового назначения,
соприкасающихся с сыпучими
пищевыми продуктами
Технического назначения
Меламино-фор-
Органи-
ческий
мальдегидныи
олигомер
С повышенными электроизоляционными свойствами
Для изделий электротехнического
назначения и изделий пищевой
промышленности
МФВ1
МФВЗ
МФВ4
МФВ5
МФЕ1
Меламино-фор-
мальдегидный
олигомер
Меламино-фор-
мальдегидный
олигомер
Органический,
неорганический
Неорганический
Для изделий электротехнического
назначения
Для изделий электротехнического
назначения с повышенными
механическими свойствами и износостойкостью
Упрочненные аминопласты бывают твердые и жесткие. Их
можно полировать и механически обрабатывать инструментами по
металлу, они имеют хорошие электроизоляционные свойства, легко
окрашиваются.
Реактопласты с волокнистыми наполнителями представляют
собой композиции, состоящие из связующего (смолы) и волокнистого
наполнителя в виде очесов хлопка (волокниты), асбеста (асбоволок-
ниты), стекловолокна (стекловолокниты).
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
579
Волокиты применяют для изготовления деталей с
повышенной устойчивостью к ударным нагрузкам, работающих на изгиб и
кручение (втулки, шкивы, маховики и др.).
Гетинаксы, текстолиты, асбопластики. Пластмассы на
основе бумаги (гетинаксы) применяют в качестве
электроизоляционного материала, работающего длительно при температурах
-65-^+105 °С, а также как конструкционный и декоративный
материал. Для гетинаксов электротехнических марок применяют
сульфатную изоляционную пропиточную бумагу, для
электротехнического светопроницаемого гетинакса - сульфитнотряпичную бумагу,
в декоративных пластиках наряду с сульфатной бумагой для
лицевых декоративных слоев используется в основном бумага на основе
сульфитцеллюлозы.
В качестве связующих применяют резольные феноло- и крезоло-
формальдегидные смолы, анилино-фенолоформальдегидные, эпок-
сидно-фенольные, мочевино- и меламино-формальдегидные смолы.
Пластмассы на основе бумаги обладают довольно высокой
механической прочностью и хорошими электроизоляционными
свойствами, которые определяются типом связующего, его содержанием в
пластмассе и технологией изготовления материала (табл. 3.7).
С повышением температуры от -60 до +105 °С пределы
прочности при растяжении, сжатии и изгибе снижаются, а удельная
ударная вязкость растет (рис. 3.1). Длительное пребывание в условиях
повышенной влажности и воды ухудшает механические и
электроизоляционные свойства гетинаксов.
ТАБЛИЦА 3.7
Основные свойства гетинаксов
Свойство
Плотность, г/см3
Временное сопротивление при растяжении вдоль слоев
наполнителя, МПа
Временное сопротивление при растяжении поперек слоев
наполнителя, МПа
Модуль упругости при растяжении вдоль слоев наполнителя, ГПа
Модуль упругости при растяжении поперек слоев наполнителя, ГПа
Усталостная прочность при 107 циклов нагружения при изгибе, МПа
Усталостная прочность при 107 циклов нагружения при
растяжении-сжатии, МПа
Теплостойкость по Мартенсу, °С
Коэффициент линейного расширения
Величина
1,21
Не ниже 160
Не ниже 105
1,80
1,08
35-49
58
150-180
20 • 10'6
37*
580
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Рис. 3.1. Изменение
механических свойств гетинакса в
зависимости от температуры:
1 - временное сопротивление при
растяжении; 2 - при сжатии; 3 - при
изгибе; 4 - удельная ударная
вязкость
5,5
5,0
4,5
4,0
3,5
3,0
2,5
Одним из направлений применения фенолоформальдегидных
смол (связующих) является фольгированный гетинакс (на основе
электроизоляционной пропиточной бумаги).
Текстолитами называются пластмассы на основе тканевых
материалов. Для их производства применяют в основном
хлопчатобумажные (шифон, миткаль, бязь, нанка) ткани, значительно реже
льняные и синтетические материалы. Качество текстолита зависит
от веса используемой ткани. Легкие ткани (до 150 г/м2) хорошо
пропитываются, что позволяет получать материалы с высокими
механическими и диэлектрическими свойствами; текстолит на тканях
среднего веса (до 300 г/м2) и тяжелых (свыше 300 г/м2) обладает
соответственно более низкими свойствами.
Текстолит выпускают в листах (толщиной до 8 мм) и в плитах
(толщиной более 8 мм), а также в виде стержней и трубок.
Промышленность изготовляет текстолит следующего назначения:
поделочный, электротехнический, металлургический и специального
назначения. Некоторые свойства поделочного текстолита
приведены в табл. 3.8.
ТАБЛИЦА 3.8
Основные свойства текстолита
Свойство
Плотность, г/см3
Временное сопротивление при растяжении, МПа
Временное сопротивление при изгибе, МПа
Удельная ударная вязкость, Дж/см2
Водопоглощение, %
Усталостная прочность при симметричном цикле, МПа
Модуль упругости при растяжении, ГПа
Теплостойкость по Мартенсу, °С
Коэффициент линейного расширения
Величина
1,3-1,4
Не менее 100
Не менее 160
Не менее 350
Не более 0,8
20
10
Не менее 125
(3,3-4,1) • 10"6
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
581
Текстолит применяется в качестве электроизоляционного
материала для длительной работы при температурах от -65 до +105 °С,
при относительной влажности окружающей среды 65±15 % при
20±5 °С.
Асбопластики - асботекстолит и асбогетинакс (асболит) -
слоистые прессованные материалы, состоящие соответственно из слоев
асбестовой ткани или асбестовой бумаги, пропитанных раствором
синтетической смолы. Асботекстолит изготовляют в виде плит и
листов различной толщины из асбестовой ткани на основе
хризолитового асбестового волокна, на фенолоформальдегидных, реже
на меламино-формальдегидной и кремнийорганической смолах
(табл. 3.9). Содержание смолы в пропитанной асбестовой ткани
составляет 38-43 96. Из пропитанной смолами асбестовой ткани
формуют также сложные асботекстолитовые изделия.
В качестве термоизоляционного материала для изделий,
работающих кратковременно при высоких температурах, используют
плиты асботекстолитов, выпускаемые толщиной 100 мм, размером
2400x1400 мм.
Электроизоляционный асботекстолит и асбогетинакс
применяют для изготовления клиньев и распорок в роторах
турбогенераторов и в других деталях. Они должны иметь высокие теплостойкость
и механические свойства при относительно невысоких
электрических показателях.
ТАБЛИЦА 3.9
Физико-механические свойства асбопластиков
Свойство
Плотность, г/см3
Водопоглощение, %
Временное сопротивление при растяжении
вдоль основы, МПа
Временное сопротивление при растяжении
поперек основы, МПа
Временное сопротивление при изгибе
вдоль основы, МПа
Временное сопротивление при изгибе
поперек основы, МПа
Теплостойкость по Мартенсу, °С
Пластмассы на основе смол
феноло-
формаль-
дегидной
1,4-1,8
0,4-3,0
40-90
40-85
70-245
70-95
200-250
меламино-
формальдегидной
1,75-1,85
0,4-5,0
45-84
-
115-168
-
100-200
кремний-
органической
1,7-1,8
0,2-2,0
40-45
-
85
-
300
582 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Электроизоляционный асботекстолит выпускают листами
размером 965±35 х 1465±35 мм, толщиной 6-60 мм.
Основную массу деталей из асботекстолита и асбогетинакса
изготовляют путем механической обработки. Используя пропитанную
асбестовую ткань, методом вакуумного или автоклавного
формования получают крупногабаритные асботекстолитовые изделия. В этом
случае наиболее широко применяют жидкие связующие, не
содержащие или содержащие небольшое количество растворителя
(например, жидкий бакелит и др.). Крупногабаритные
асботекстолитовые изделия находят широкое применение в качестве теплозащиты
и теплоизоляции различных элементов конструкций, работающих
длительно при 200-250 °С, ограниченно (1-4 ч) при 250-500 °С и
кратковременно при 3000 °С и выше.
Листовые и слоистые стеклопластики охватывают группу стек-
лотекстолитов, ориентированных стеклопластиков и пластиков на
основе холстов или матов.
Стеклотекстолиты - слоистые пластики на основе тканых стек-
ловолокнистых материалов (обычные и жгутовые стеклоткани, из
крученых нитей) и синтетических смол (полиэфирные, эпоксидные,
фенолоформальдегидные, кремнийорганические и их
модификации).
Эпоксидные материалы и композиты. Эпоксидные смолы
отличаются повышенными прочностными, диэлектрическими и
адгезионными свойствами, что определило их широкое
использование в качестве связующих материалов для пластиков
конструкционного назначения гетерогенного (композиционного)
типа. Большинство таких пластиков конструкционного
назначения относится к числу композитных материалов, а их свойства
определяются составом полимерного связующего, типом
наполнителя и структурой граничных слоев, ответственных за
перераспределение внешних воздействий от матрицы к частицам
наполнителя.
Особый интерес представляют диэпоксиды со сложноэфирными
группами, потому что с их помощью можно преодолеть один из
основных недостатков циклоалифатических эпоксидных смол -
повышенную жесткость. Уменьшение жесткости пространственной
структуры полимеров на основе циклоалифатических диэпоксидов
может быть достигнуто путем флексибилизации их
полиангидридами с длинной алифатической цепью. Это приводит к получению
эластичных ударопрочных эпоксиполимеров с высокими
диэлектрическими характеристиками. Физико-механические свойства
некоторых материалов на базе эпоксидных композиций приведены в
табл. 3.10-3.12.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
583
ТАБЛИЦА 3.10
Теплопроводность линейных эпоксидов X, Вт/(м • К)
Темпера-
тур^К
2,5
5
10
Эпоксид
Epibond 100А
4,2 КГ5
1,8 Ю-4
5,5-10"4
Эпоксид
Stycast 1266
4,1 Ю'5
1,8 Ю"4
5,4-10"4
Температура, К
25
50
Эпоксид
Epibond 100А
3,2 • 1(Г8
1,4- КГ2
Эпоксид
Stycast 1266
з,з-ю-3
1,4-10"2
ТАБЛИЦА 3.11
Свойства ЦАЭС, отвержденных гексагидрофталевым ангидридом
Свойство
Предел прочности при изгибе, МПа
Предел прочности при растяжении,
МПа
Ударная вязкость, Дж/см2
Теплостойкость по Мартенсу, °С
Линейная усадка при отверждении, %
Удельное объемное сопротивление
при частоте 60 Гц, Ом • м
Диэлектрическая постоянная при
частоте 60 Гц и температуре, °С:
20
100
150
Электрическая прочность, кВ/мм
Смола
УП-612
(CY-175)
90
30
0,7
185
1Д
1014
3,3
3,4
3,5
50
УП-632
(CY-179)
87
30
0,34
175
1,3
1014
3,6
3,9
5Д
50
ДОДЦПД
(ЕР-207)
45
20
0,2
260
-
1014
-
—
—
48
Эпокси-
диановая
120-140
75
1,0
110
2,0
1014
4,0
4,4
5,5
38
ТАБЛИЦА 3.12
Температурный коэффициент линейного расширения
эпоксидного полимера с ситалловым наполнителем
Содержание
наполнителя,
мае. д. на 100
мае. д. смолы
0
20
40
60
80
Коэффициент
линейного
расширения
а-10е, К"1
45
43
38
34
30
Содержание
наполнителя,
мае. д. на 100
мае. д. смолы
100
120
140
160
180
Коэффициент
линейного
расширения
а-10е, К"1
27
25
24
22
20
Содержание
наполнителя,
мае. д. на 100
мае. д. смолы
200
220
240
260
280
Коэффициент
линейного
расширения
а-10е, К"1
19
18
17
16
16
584
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Продолжение
Содержание
наполнителя,
мае. д. на 100
мае. д. смолы
300
320
340
Коэффициент
линейного
расширения
а-10е, К"1
15
14
13
Содержание
наполнителя,
мае. д. на 100
мае. д. смолы
360
380
400
Коэффициент
линейного
расширения
а-10е, К"1
13
12
12
Содержание
наполнителя,
мае. д. на 100
мае. д. смолы
420
440
-
Коэффициент
линейного
расширения
а-10е, К*
12
11
-
Примечание. Эпоксидный полимер - наполненный, с малым
температурным коэффициентом линейного расширения; полимер образован на основе эпокси-
титанкремнийорганической смолы и низкомолекулярного полиамидного отверди-
теля, взятых в отношении 100 : 55 мае. д., в качестве наполнителя использовался
высокодисперсный эвкрептитовый ситалл. Приведенные значения а представляют
средние величины температурного коэффициента линейного расширения в
интервале температур 77-293 К.
3.2. СТЕКЛОПЛАСТИКИ
Стеклопластики, армированные стеклянными волокнами,
являются наиболее распространенными композитными материалами
и широко применяются в машиностроении. Одной из
разновидностей стеклопластиков являются стеклопластики на основе
дискретных волокон. Эти стеклопластики также называют стекловолокни-
тами с неориентированным (хаотическим) расположением волокон.
К ним относятся композиции, получаемые на основе: хаотически
расположенных коротких волокон в виде "путанки", соединенных
связующим; "стеклокрошек" - разрезанных на отрезки небольшой
длины и соединенных связующим однонаправленных лент или
предварительно пропитанных стеклотканей; сыпучей массы типа
дозирующихся стекловолокнитов - гранул, рубленных из пучков
волокон, предварительно соединенных связующим; премиксов -
хаотически расположенных коротких волокон в смеси с
порошковым наполнителем, соединенных в тестообразную массу связующим
жидкой консистенции; листового формовочного материала;
рубленых волокон, уложенных на форме методом напыления и стеклома-
тов (стеклохолстов).
Физико-механические свойства стеклопластиков.
Физико-механические свойства стеклопластиков с неориентированным
(хаотическим) расположением волокон приведены в табл. 3.13.
Спутанно-волокнистые стеклопластики получают путем
пропитки отрезков волокон длиной от 40 до 70 мм раствором
связующего в лопастных смесителях, распушки их на раздирочной машине
до получения рыхлого однородного материала и сушки для
удаления растворителя. По сравнению со стекловолокнитами других ти-
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
585
пов этот материал отличается меньшей текучестью и
неравномерностью распределения связующего, меньшей стабильностью свойств.
Гранулированные стекловолокниты из пропитанных некрученых
стеклонитей и стекложгутов изготовляют непрерывным способом
путем пропитки последних растворами связующих, сушки и резки
на гранулы длиной приблизительно от 5 до 6, 10, 20 и 30 мм.
Гранулы в зависимости от числа в них нитей могут быть диаметром от
0,5 до 8 мм.
ТАБЛИЦА 3.13
Физико-механические и электрические свойства стеклопластиков
с неориентированным расположением волокон
Вид полуфабриката
Спутанно-волокнистые
материалы
Гранулы, рубленные из
пропитанных нитей или
жгутов
Гранулы из
мелкодисперсной массы
Стеклокрошка
Содержание
наполнителя,
% (мае.)
55-65
56-66
55-60
68-76
Плотность
пластика,
г/см3
1,7-1,9
1,6-1,9
1,6-1,9
1,7-2,0
Предел прочности, МПа
при
изгибе
40-200
140-300
50-170
100-250
при
сжатии
40-200
13-200
70-300
100-200
при
растяжении
15-120
40-100
30-80
50-120
Премиксы - это материалы формуемые при низком давлении,
которые отличаются тем, что связующее в них находится в виде
растворов олигомеров в мономере или полимера в мономере (форпо-
лимере). Благодаря низкой вязкости связующего, заполнение
формы материалом производится при давлении значительно более
низком, зависящем от требуемой плотности и обычно не
превышающем 3-10 МПа.
Свойства премиксов в изделиях зависят от многих факторов.
Прочность повышается с увеличением длины волокон и их
содержания в пластике. Оптимальная длина волокон в премиксах общего
назначения составляет 20-25 мм, для изделий сложной
конфигурации используют премиксы с длиной волокон 6-15 мм. Прочность
изделий из премикса достигает максимального значения при
степени наполнения волокон 30-33 96.
Листовой формовочный материал представляет собой мат из
рубленых волокон, пропитанных связующим, состоящим из смолы,
инициатора полимеризации, красителя, загустителя и наполненный
порошком гидрооксидов магния, алюминия или термопластичного
полимера. Содержание связующего 23-30 % (мае). Пропитанный
3S-312
586 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
стекломат обкладывают с двух сторон полиэтиленовой пленкой и
уплотняют между валками. Такой листовой формовочный
материал перерабатывают в изделия методом прямого прессования по тем
же режимам, что и премиксы, но процесс сопровождается большей
усадкой.
Стекловолокниты, изготовляемые методом напыления. В
качестве наполнителя в этих материалах применяют рассыпающиеся
жгуты из 60 прядей непрерывных волокон диаметром 9-11 мкм с
прямыми замасливателями. В процессе напыления жгуты рубят на
отрезки 30-60 мм, которые рассыпаются на отдельные пряди,
смачивают связующими и наносят хаотично на форму до создания слоя
требуемой толщины. Свойства стекловолокнитов, изготовленных
методом напыления, приведены в табл. 3.14.
Стекловолокниты на основе матов (холстов). Эти
стеклопластики являются одними из самых дешевых. Стекловолокнистый
холст представляет собой рулонный материал, состоящий из
хаотически расположенных первичных нитей (рубленых или
непрерывных) или штапельных волокон, скрепленных между собой
эмульсией, синтетическими смолами или механическим путем
(прошивкой). Стекломаты из рубленых первичных нитей длиной 30-60 мм,
скрепленных связующим, содержание которого составляет обычно
от 4 до 10 % от общей массы, получившие название жесткого холста,
применяют при изготовлении волнистых и гладких листов,
крупногабаритных изделий методом послойной укладки с последующим
контактным или вакуумным формованием. К механически
связанным стекломатам относится мягкий холст из рубленых первичных
нитей длиной менее 30 мм, скрепленных с подложкой путем
прошивки специальными иглами с использованием нитей слоя.
Подложкой служит стеклохолст, стеклосетка, тонкий жесткий холст,
марля и др. Мягкие холсты применяют для изготовления из
стекловолокнитов деталей сложной конфигурации. Прочность при сдвиге
и сжатии стекловолокнитов из мягкого холста выше, чем из
жесткого, а при растяжении - несколько ниже. Свойства стеклопластиков
на основе холстов приведены в табл. 3.15.
ТАБЛИЦА 3.14
Свойства стекловолокнитов, изготовленных методом напыления
Свойство
Плотность, г/см3
Временное сопротивление при растяжении, МПа
Временное сопротивление при изгибе, МПа
Ударная вязкость, Дж/см2
Водопоглощение за 24 ч, %
Величина
1,50-1,60
100-130
200-220
12,5-15,0
0,2-0,3
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
587
ТАБЛИЦА 3.15
Свойства стеклопластиков на основе холстов
Свойство
Плотность, г/см3
Предел прочности при растяжении, МПа
Предел прочности при сжатии, МПа
Предел прочности при изгибе, МПа
Модуль упругости при растяжении, ГПа
Ударная вязкость, Дж/см2
Стеклопластик на основе различных
жесткого
1,4-1,6
100-150
40-210
100-200
7-10
4,4-14,0
холстов
мягкого
1,4-1,6
80-120
60-240
80-150
6-8
—
жесткого
из непрерывных
нитей
1,4-1,6
120-130
-
80-210
7-10
7,0-8,0
Стеклопластики на основе нитяных наполнителей с
ориентированным расположением волокон алюмоборосиликатного и
магнийалюмосиликатного составов широко применяются при
производстве изделий, к которым предъявляются повышенные
требования по механическим свойствам вдоль по направлению волокон,
и значительно меньшие в других направлениях. Наибольшую
прочность композиции обеспечивает параллельная укладка
элементарных волокон, вытягиваемых непосредственно из фильер
стеклоплавильного сосуда с одновременным нанесением на них связующего.
Структура нити и жгута мало влияет на модуль упругости
стеклопластика. От структуры наполнителя значительно в большей
степени зависит прочность пластика (табл. 3.16). Прочность волокон
реализуется наиболее полно в пластике на основе первичной нити.
Степень реализации прочности волокон в пластике снижается с
увеличением толщины стекложгута и стеклонити. В табл. 3.17
представлены механические характеристики однонаправленных
эпоксидных стеклопластиков, армированных отечественными ровингами
РВМН, РБ и нитями ВМПС, а также жгутами на основе стеклянных
волокон типа Е и S (США).
Стеклопластики на основе тканых наполнителей (стекло-
текстолиты). По объему потребления стеклотекстолиты
занимают более 50 % общей массы выпускаемых стеклопластиков.
Изготовление изделий из тканых стеклопластиков отличается высокой
производительностью и уже на стадии проектирования тканого
наполнителя можно регулировать структурные характеристики
материала в изделии в зависимости от условий его нагружения,
укладывая больше наполнителя в направлении действия больших нагрузок.
В производстве стеклопластиков обычно применяют ткани
переплетений следующих типов: полотняного, саржевого и сатинового.
38*
588
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 3.16
Механические характеристики однонаправленных
стеклопластиков
Плотность
стеклопластика, г/см3
Временное сопротивление
при растяжении, МПа
пластика
волокон в пластике
Модуль упругости
при растяжении, ГПа
пластика
волокон в пластике
2,00
1,92
1790
1300
Первичная стеклонить
2860 (100 96) | 51,3
Крученая стеклонить
2180 (76,2 %) | 45,8
2,01 | 1580
Стекложгут
2500 (87,4 %)
50,6
80,0(100%)
74,80 (93,5 %)
78,2 (97,8 %)
Примечание. Эпоксидное связующее - ЭДТ-10, бесщелочное АБС-воло-
кно, замасливатель - парафиновая эмульсия; содержание связующего 32-36 % (об.).
ТАБЛИЦА 3.17
Механические характеристики однонаправленных
эпоксидных стеклопластиков
Свойгтоо
Vs.DvlxXV'X BVJ
Плотность, г/см3
Модуль упругости при растяжении
вдоль волокон, ГПа
Модуль упругости при растяжении
поперек волокон, ГПа
Модуль сдвига, ГПа
Коэффициент Пуассона при
растяжении вдоль волокон
Предел прочности, МПа:
при растяжении вдоль
волокон
при сжатии вдоль волокон
при растяжении поперек
волокон
при сжатии поперек волокон
при сдвиге
РВМН
2,00
47
9
5,2
0,28
1300
400
27
72
36
Армирующий наполнитель
РБ
2,05
52
15
6,1
0,29
1200
850
60
150
50
ВМПС
2,00
55
15
7,1
0,3
1500
450
23
100
30
Е-стекло
2,08
45
12
5,5
0,21
1020
620
40
-
60
S-стекло
2,00
55
16
7,6
0,28
1620
690
40
-
60
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
589
В ткани полотняного переплетения нити утка и основы взаимно
переплетены через одну нить, в ткани саржевого переплетения нити
переплетены через две или поочередно через одну или две, в ткани
сатинового переплетения нить основы или утка проходит под
несколькими нитями утка или основы. Свойства стеклотекстолитов
зависят от химического состава стеклянного волокна, типа
переплетения исходной ткани, химического состава связующего, технологии
изготовления стеклотекстолита, типа замасливающих и
аппретирующих составов на поверхности ткани, т. е. от способа подготовки
поверхности перед нанесением полимерного связующего.
Для получения стеклопластиков с повышенной межслоевой
прочностью используют многослойные (объемно-плетеные) ткани,
слои в которых переплетены между собой.
Для изготовления стеклотекстолитов конструкционного
назначения обычно применяются ткани из алюмоборосиликатных
волокон с малым содержанием (не более 0,7-2,0 96) оксидов щелочных
металлов, обладающих повышенной прочностью и хорошими
диэлектрическими свойствами.
Для изготовления тяжело нагруженных изделий, для которых
определяющим требованием является высокая удельная прочность
пластика, применяют ткани из высокопрочных и высокомодульных
волокон магнийалюмосиликатного или другого состава, прочность
которых на 30-50 96, а модуль упругости на 20-30 96 выше, чем у
алюмоборосиликатных волокон. Для конструкций, работающих в
кислых средах (аккумуляторных баков, резервуаров, труб,
вентиляционных коробок и других конструкций химического
производства), применяют ткани из кислотостойкого боросодержащего стекла.
ТАБЛИЦА 3.18
Свойства стеклотекстолитов на основе стекловолокон
различного состава
Свойство
Плотность, г/см3
Содержание связующего, % (мае.)
Предел прочности при растяжении, МПа:
по основе
по утку
Модуль упругости при растяжении, ГПа:
по основе
по утку
Реализуемая прочность волокон, МПа
Стекловолокно
АБС
1,79
31,0
551
300
30,2
22,7
1750
Т-273
1,92
31,2
693
370
34,1
25,1
2040
ВМ-1
1,92
31,2
808
404
37,0
25,2
2340
590 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Менее дорогими листовыми стекловолокнистыми
наполнителями являются нетканые нитепрошивные материалы, при
изготовлении которых исключается операция изготовления пряжи. Такие
материалы изготовляют путем укладки друг на друга в виде
решетки нитей ровинга основы и утка с прошивкой тонкими стеклянными
нитями, составляющими около 10 % стекловолокна в материале.
Применение нетканых материалов позволяет снизить
себестоимость стеклопластиков до 25 %.
В табл. 3.18 приведены сравнительные свойства
стеклопластиков на основе ткани сатинового переплетения Т-10 с
использованием алюмоборосиликатных (АБС), титаносодержащих (Т-273) и маг-
нийалюмосиликатных волокон (ВМ-1).
3.3. ПРИМЕНЕНИЕ СТЕКЛОПЛАСТИКОВ В КРИОГЕННОЙ ТЕХНИКЕ
Высокая механическая прочность, малая плотность, низкая
теплопроводность, незначительное температурное расширение, высокая
коррозионная стойкость и хорошие электроизоляционные свойства
стеклопластиков позволяют создавать из них высокоэффективные
установки и оборудование для криогенной техники. Особенно
перспективно применение стеклопластиков для изготовления деталей
тепловых мостов низкотемпературных аппаратов и криогенной
арматуры. Стеклопластики широко применяют в ракетной и космической
технике. С использованием материалов из армированных пластиков,
изготовленных методом намотки, найден перспективный путь
решения большинства типов элементов, входящих в космические объекты.
Применение стеклопластиков в изделиях космического
назначения показало, что они отвечают не только прочностным
требованиям, но и решают многие другие задачи, связанные с тепловым
барьером и применением электроники. Существующие стеклопла-
стиковые системы позволяют создать оптимальные варианты
космических аппаратов, тепловых щитов, емкостей для топлива,
антенн, шарбаллонов и т.д. Так, капсула космического корабля
"Рейнджер" для посадки на Луну была снабжена корпусом и соплом
двигателя из армированного пластика, изготовленного методом
намотки. Корпус тормозного двигателя вместе с соплом весил всего
6,8 кг. Полный вес лунной капсулы 148 кг.
Методом намотки изготовляют и различные детали и узлы
других ракетных аппаратов, включая ракеты типа "Аркас", "Поларис" А-2
и А-3, "Рейнджер" и другие. Из стеклопластиков в этих объектах
были изготовлены корпусы двигателей твердого топлива, баки для
жидкого криогенного топлива, сопла, тепловая изоляция головных
частей, носовых конусов и т. д. Применение стеклопластиков
позволило значительно снизить взлетный вес и стоимость ракет.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
591
В последнее время в космической технике применяются
высокопрочные композиционные материалы на основе эпоксидной
смолы и высокомодульных волокон стекла и бора для изготовления
оболочек топливных баков с криогенными компонентами, малона-
груженных конструкций, в том числе ферм, и т. п.
В ракетных двигателях твердого топлива топливо химически
инертно к материалу корпуса. Однако при разработке систем
жидкого топлива возникают проблемы, связанные с возможностью
образования взрывоопасных смесей и воспламенения в жидком
кислороде. Эпоксидная смола и стекло (основные компоненты
высокопрочных стеклопластиков) химически не взаимодействуют с
жидким кислородом, но могут спровоцировать взрыв при ударе.
Жидкий водород не реагирует со стеклопластиками, поэтому эти
материалы оказываются наиболее перспективными для
изготовления топливных баков.
Еще одной проблемой криогенного оборудования являются
тепловые потери, связанные с перетоком тепловой энергии от
охлажденных (криогенных) и теплых зон по тепловым мостам. Эти потери
возникают из-за теплопритоков по трубопроводам, подвескам и
опорам, соединяющим теплые и холодные зоны криогенных устройств.
ТАБЛИЦА 3.19
Сравнительная характеристика эффективности
теплоизоляции материалов
Свойство
Предел прочности при
растяжении сгв, МПа
Предел текучести ао,2, МПа
Коэффициент
теплопроводности Х,Вт/(м-К)
Показатель эффективности*
Длительная прочность
стеклопластиков од.п, МПа
Условная эффективность
теплоизоляции**
Материал
СгЗ
380-500
220-350
65,8
3,3-5,3
-
0,3
Сталь
08Х18Н9Т
550-750
180-250
16,1
11,2-15,5
-
1
Стеклопластики
АГ-4С
500
-
0,31
970
300
62
27-83С
900
-
0,35
1540
540
100
правленный
1200
-
0,37
1950
720
113
* Для сталей показатель эффективности о0г2/Х; для стеклопластиков ад.п/Х.
** Условная эффективность теплоизоляции представляет собой отношение
показателя эффективности теплоизоляции материала к эффективности
теплоизоляции стали 08Х18Н9Т.
592
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
При эффективной теплоизоляции внутреннего сосуда с криогенным
компонентом доля теплопритока по мостам достигает 30-50 %.
Принцип конструирования эффективных тепловых мостов состоит в
использовании конструкций с малой площадью поперечного
сечения, большой длины и применении материалов с малым
коэффициентом теплопроводности. Стеклопластики имеют высокий
показатель эффективности теплоизоляции, характеризуемый отношением
эксплуатационного напряжения к коэффициенту
теплопроводности, превышающий величину показателя эффективности
теплоизоляции с применением металлов на 1,5-2 порядка (табл. 3.19).
Центрирующие опоры рекомендуется устанавливать на
расстоянии приблизительно 2 м одна от другой. Опоры должны иметь
минимальный тепловой контакт с внутренним и наружным
трубопроводами. Важной особенностью стеклопластиков для криогенной
техники является незначительное температурное линейное
удлинение. Среднее относительное температурное линейное удлинение
некоторых пластмасс приведено в табл. 3.20, а другие теплофизиче-
ские свойства в табл. 3.21. Следует учитывать, что стеклопластики
характеризуются значительной анизотропией: разница в значениях
температурного коэффициента линейного расширения вдоль и
поперек волокон достигает 5-20 96.
ТАБЛИЦА 3.20
Среднее относительное температурное линейное удлинение
некоторых пластмасс [(L - Lq)/L0} • 105
Г, К
0
20
40
60
80
100
120
140
160
180
200
220
240
273
Полиэфир,
армированный
стекловолокном
(литой стержень)
0
3
11
21
34
49
67
88
110
134
159
184
210
255
Фенольный
полимер
(литой стержень
0
14
38
70
109
154
205
261
321
385
452
524
602
749
Эпоксидный
полимер
(литой стержень)
0
10
39
78
126
181
242
310
385
467
556
651
753
939
Полистирол
0
27
82
152
235
329
432
542
658
778
900
1024
1152
1374
Фторопласт
0
45
115
200
300
410
525
650
785
940
ИЗО
1370
1620
2045
Примечание.^- минимальная длина образца при охлаждении до 0 К;
L - текущее значение длины образца при испытаниях.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
593
ТАБЛИЦА 3.21
Удельная теплоемкость, теплопроводность
и температурный коэффициент линейного расширения
текстолитов и стеклопластиков
Г, К
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
273
280
Текстолит*
а-ЮМС"1
0,10
0,40
0,55
0,70
0,82
0,95
1,10
1,20
1,25
1,30
1,35
1,39
1,43
1,49
1,55
1,61
1,67
1,73
1,80
1,86
1,92
2,02
2,12
2,21
2,30
2,50
2,70
Винипласт
Ср,Дж/(кгК)
_
—
—
—
-
-
-
-
-
-
-
—
—
-
780
795
812
829
844
860
877
892
908
923
938
958
968
СТ**
Хц Вт/(м
—
—
0,190
0,200
0,210
0,220
0,226
0,235
0,242
0,250
0,257
0,265
0,272
0,280
0,289
0,298
0,307
0,316
0,324
0,332
0,340
0,348
0,355
0,363
0,373
0,380
К)
—
—
—
—
—
—
—
0,140
0,151
0,163
0,173
0,182
0,193
0,205
0,215
0,224
0,233
0,242
0,253
0,265
0,276
0,288
0,298
0,308
0,320
0,328
СВАМ3*
сР,Дж/(кгК)
__
—
_
235
270
305
335
365
395
422
450
472
495
517
540
565
590
615
641
666
690
715
740
-
-
-
-
* Текстолит электротехнический листовой марки А-50.
** СТ - стеклолит; h. - измерено в направлении, перпендикулярном к
армирующим слоям. Теплоемкость СТ равна теплоемкости СВАМ.
3* СВАМ - стеклопластик на основе эпоксидной смолы.
Стеклопластиковые трубопроводы незаменимы в случаях,
когда необходима хорошая теплоизоляция, а также в помещениях,
содержащих коррозионно-активные пары и газы. Для
повышения химической стойкости к агрессивным средам
стеклопластиковые емкости и трубопроводы футеруют термопластами,
имеющими большую химическую стойкость, чем стеклопластики. Ны-
594 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
не широко используют стеклопластиковые трубы для
транспортировки сжиженного нефтяного газа. Стеклопластиковые трубы
весьма перспективны для создания сверхпроводящих
электрических кабелей при передаче электроэнергии на большие
расстояния.
Низкотемпературные свойства стеклопластиков.
Основными составляющими стеклопластика являются армирующий
наполнитель и полимерное связующее. В настоящее время в качестве
армирующих материалов при производстве стеклопластиков
используют стеклонити, стекложгуты (ровницу), стекломаты и
стеклоткани различных плетений. Исходным составляющим этих
материалов является стекловолокно.
Прочность стекловолокна зависит от его химического состава,
диаметра и степени вытяжки. В большинстве случаев для
армирования стеклопластиков применяют волокно диаметром 6-7 мкм из
бесщелочного алюмоборосиликатного стекла (содержание оксидов
щелочных металлов до 2 %). По сравнению с Na-Ca-Si-стеклово-
локном щелочного состава бесщелочное стекловолокно имеет
большие значения прочности и модуля упругости, также оно более
стойко к действию воды.
Одним из основных факторов, определяющих высокие физико-
механические характеристики армированных пластиков, является
прочность сцепления между стеклянными волокнами и
полимерными связующими. В стеклопластиках сильно развита поверхность
волокнистой арматуры, поэтому чем прочнее связь между
клеящей средой и этой поверхностью, тем прочнее композиционный
материал.
Адгезионная прочность связующего и стекловолокна зависит от
физико-механических процессов, происходящих на границе раздела
системы стекловолокно - полимер. Наибольшей адгезионной
прочностью (30-35 МПа) обладают эпоксидные полимеры и их
модификации с фенольными смолами и полиуретанами. Это связано с
наличием в структуре эпоксидных смол функциональных полярных
групп, вступающих во взаимодействие с группами —ОН на
поверхности стекла, приводящее к образованию ковалентных и
водородных связей.
Для получения стеклопластика с высокой механической
прочностью большое значение имеют величины относительного
удлинения стекловолокна и связующего, а также их отношение. Когда
относительное удлинение связующего меньше удлинения волокна,
прочность стекловолокна реализуется не полностью. Следует иметь
в виду, что компоненты стеклопластика (стекловолокно и
полимерные связующие) имеют весьма различающиеся по величине
физико-механические характеристики (табл. 3.22).
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
595
ТАБЛИЦА 3.22
Физико-механические характеристики компонентов
стеклопластика (стекловолокно и полимерные связующие)
Материал
Алюмоборосиликатное
бесщелочное
стекловолокно
Полиэфирные смолы
Эпоксидные смолы
Фенолоформальдегид-
ные смолы
Эпоксифенолоформаль-
дегидные компаунды
Эпокситиокольные
компаунды
Стеклопластик
Материал
Алюмоборосиликатное
бесщелочное
стекловолокно
Полиэфирные смолы
Эпоксидные смолы
Фенолоформальдегид-
ные смолы
Эпоксифенолоформаль-
дегидные компаунды
Эпокситиокольные
компаунды
Стеклопластик
Плотность,
г/смз
2,2
1,1-1,46
1,1-1,4
1,3-1,36
1,2-1,4
-
1,6-1,9
Относительный
темпева-
турный
коэффициент
линейного
расширения
5,1
70-100
31-90
20-65
23-74
-
8-18
Относительная
деформация
в момент
разрушения е,
2,5-3
До 5
2-6
1,5-2
1,8-3,2
2,0-5
1,5-2
Модуль упругости, ГПа
1 рода, Е
65-72
2,1-4,6
О Q А С
Ci ,О~ТС, С
2,8-3,1
2,8-4,1
3,2-4,(
18-63
1
L
)
2 рода, G
29
1,0-1
0,8-1
1,0-1
-
0,8-1
,9
,5
,4
,2
2,5-10
Предел прочности,
МПа
при
растяжении
2000-4000
42-70
28-91
42-63
33-86
48-75
250-1200
Предельное
адгезионное
напряжение
сдвига, МПа
_
1,4
2
1,8
-
3
—
при
сдвиге
_
38-48
42-53
-
3,4-4
—
Коэффициент
Пуассона, v
0,25
0,34
0,34
-
-
0,36
0,11-0,22
596 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
В качестве связующего для стеклопластиков наиболее
распространены полиэфирные, эпоксидные, фенолоформальдегидные и
кремнийорганические смолы. Эпоксидные смолы, обладая
высокой адгезией к наполнителям и малой усадкой при отверждении,
являются перспективными материалами для криогенных
температур.
В соответствии с макроструктурой стеклопластиков их
предельное состояние определяется напряженностью и прочностью
составляющих элементов, т. е. связующего и стекловолокон. Роль
полимерного связующего заключается в основном в обеспечении
совместной работы стеклонаполнителя и монолитности материала. Кроме
того, связующее обеспечивает работоспособность композиции в
направлении, перпендикулярном армирующим волокнам.
Поскольку прочность стекловолокна значительно выше
прочности полимерного связующего, то прочность композита
(стеклопластика) определяется в основном прочностью полимерного
связующего и прочностью адгезионной связи системы связующее -
стекловолокно.
Температура стеклования большинства полимерных
связующих, применяющихся в стеклопластиках, от +80 до -20 °С.
Поэтому при температурах ниже -60 °С полимерное связующее из
стеклообразного состояния переходит в хрупкое, для которого
характерно хрупкое разрушение - самый опасный тип разрушения
материалов.
При температурах выше температуры стеклования полимера
разрушение адгезионной связи происходит главным образом по
межмолекулярным связям вследствие подвижности длинноцепных
молекул полимера и быстро протекающих релаксационных
процессов. Адгезионная прочность с повышением температуры, как
правило, уменьшается.
Поскольку коэффициент термического расширения связующего
на порядок выше, чем у стекловолокна, то при охлаждении
стеклопластика в полимерном связующем возникают внутренние
напряжения, которые могут привести к разрушению адгезионной связи
системы стекловолокно - связующее. Прочность адгезионной связи
системы эпоксидная смола - стекловолокно при низких
температурах (от +80 до -196 °С) имеет максимум при температуре -120 °С,
которая не совпадает с температурой стеклования связующего. При
понижении температуры ниже -120 °С прочность адгезионной
связи этой системы уменьшается из-за резкого повышения действия
внутренних термических напряжений на границе раздела
стекловолокно - полимер.
Таким образом, прочность стеклопластиков при низких
температурах определяется прочностью связующего (полимера), адгези-
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
597
онной прочностью системы стекловолокно - связующее и
величиной внутренних термических напряжений, возникающих в
стеклопластике при низких температурах.
Работоспособность стеклопластиковых тепловых мостов при
низких температурах во многом определяется температурной
циклической прочностью, т. е. способностью стеклопластика выдерживать
без разрушения резкие смены температур. В данном случае
стеклопластик разрушается вследствие температурной усталости.
Особенностью температурного усталостного разрушения по сравнению с
разрушением стеклопластика под действием механических
воздействий является длительность процессов охлаждения - нагрева, за
время протекания которых в полимерном связующем происходят
структурные изменения, приводящие к повышению твердости и
хрупкости, а также проявляется эффект ползучести и релаксации
(при нагреве стеклопластика). Эти явления усложняют общую
картину разрушения стеклопластиков под действием переменных
температурных напряжений.
При действии на армированные пластики низких температур
изменяются их физико-механические свойства. Результаты
испытаний показывают общую тенденцию упрочнения стеклопластиков
при понижении температуры.
Рис. 3.2. Зависимость прочности при растяжении стеклопластиков на
основе различных связующих от температуры:
1 - фенольное; 2 — кремнийорганическое; 3 - полиэфирное; 4 - полиэфирное
(высокотемпературное); 5 - фенолсилаковое
Рис. 3.3. Влияние температуры на относительное изменение предела
прочности при растяжении (ог и о2 - пределы прочности при
растяжении соответственно при температурах испытания и 20 °С):
1 - АГ-4В; 2 - АГ-4С (1:0); 3 - АГ-4С (1:1)
598
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
4 е,%
ё
с"
(
600
400
0
_
i i
^^
i i i
Рис. 3.4. Влияние низких
температур на прочностные
свойства однонаправленного
стеклопластика (связующее - смола
ЭФБ-4, наполнитель -
стеклонить марки НС 55/8 с
парафиновым замасливателем):
а - диаграммы растяжения
(кривые 1,2, 3,4, 5,6 —
соответственно при температурах
20, 77, 283, 383, 483, 583 К);
б - зависимость прочности
при растяжении от
температуры
100
200
300
400 500
Г, К
Степень изменения прочностных свойств стеклопластиков под
влиянием низких температур зависит от вида связующего и
наполнителя, характера укладки волокон, технологии изготовления и
других особенностей материалов.
Из многочисленных свойств, характеризующих
стеклопластики, прочностные и деформационные свойства являются
основными, так как они обеспечивают сохранение формы и размеров
криогенного изделия при действии внешних нагрузок. На рис. 3.2-3.4
и в табл. 3.23 приведены результаты испытаний стеклопластиков,
изготовленных методом намотки нити на основе различных
связующих.
Эти данные показывают повышение предела прочности при
растяжении стеклопластиков при охлаждении от 293 до 77 К, так
прочность фенольных стеклопластиков возрастает в 1,55-1,7 раза
(рис. 3.3). При дальнейшем понижении температуры прочность при
растяжении имеет тенденцию к понижению или сохраняется на
прежнем уровне. С увеличением скорости деформирования
прочность при растяжении в диапазоне температур 292-77 К
увеличивается в среднем на 10-13 %.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
599
ТАБЛИЦА 3.23
Зависимость предела прочности при растяжении
некоторых стеклопластиков от температуры
Марка материала
Эпоксифенольный стеклопластик на основе ткани
ТС 8/3-250
АГ-4С(1:1)
27-83С(1:1)
Эпоксидный стеклопластик на основе ткани
объемного плетения марки МТБС-6,9
по основе
по утку
Г, К
283
77
20
4,2
203
77
20
4,2
293
77
20
293
77
293
77
Ств, МПа
407
600
720
490
260
290
360
270
360
510
510
204
371
264
514
Дальнейшее понижение температуры до температуры
жидкого водорода (20 К) и жидкого гелия (4,2 К) вызывает некоторое
уменьшение прочностных свойств. Понижение прочности при
температурах ниже 20 К связано с нарушением адгезионной связи
системы стекловолокно - полимерное связующее вследствие возрастания
внутренних термических напряжений из-за неодинакового
изменения коэффициентов линейного расширения стеклонаполнителя и
полимерного связующего при указанных температурах. При этих
температурах наблюдается волокнистый характер разрушения с
образованием распушенного пучка отслоившихся от связующего волокон.
Особенности строения стеклопластиков приводят к тому, что их
механические свойства при сжатии и растяжении могут заметно
различаться. Наиболее значительно это отклонение в стеклотексто-
литах, так как в них существует начальное переплетение волокон. Для
материалов типа СВАМ, у которых стекловолокна практически
прямолинейны, отношение предела прочности при сжатии вдоль слоев к
пределу прочности при растяжении составляет 0,9, в то время как для
некоторых стеклотекстолитов это отношение снижается до 0,3-0,6.
В табл. 3.24 представлены данные о величине упругих и
прочностных характеристик стеклопластиков при комнатной и низкой
температурах, нагруженных под различными углами а к
ориентации стеклонаполнителя. С понижением температуры прочность при
сжатии и модуль Юнга стеклопластиков возрастают.
600
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 3.24
Механические свойства стеклопластиков при сжатии
и статическом изгибе
Материал
1
а,
град
2
Г,К
3
а
So
с#95
МПа
4
5
6
Ка, /о
7
Е
SE
о£95
ГПа
8
9
10
к£,%
11
Сжатие
АГ-4С 0 293 535 43 511-559 100 33,3 3,3 31,5-35,1 100
122
100
143
240
100
176
318
33-18С 0 293 522 77 467-577 100 37,4 4,1 34,5-40,3 100
114
100
112
176
100
120
180
Изгиб
ЛГ-4С 0 293 586 52 557-615 100 32,6 2,2 31,4-33,8 100
114
162
33-18С 0 293 800 43 770-830 100 33,0 2,0 31,5-34,5 100
114
147
Примечание. Показатель 2 - угол между направлением оси образца и
ориентацией стекловолокна; показатели 4, 5, 6, 7 - величины, характеризующие предел
прочности стеклопластиков; показатели 8, 9,10,11 - величины, характеризующие модуль
упругости; показатели 4, 8 - средние значения исследуемой величины; показатели 5 и 9 -
средние квадратичные отклонения; показатели 6 и 10 - отклонения среднего
арифметического при доверительной вероятности 0,95; показатели 7 и 11 - криогенные
показатели, характеризующие приращение рассматриваемого свойства при понижении
температуры по сравнению с комнатной.
0
45
80
0
45
90
293
77
293
213
77
293
213
77
293
77
293
213
77
293
213
77
535
783
107
128
294
89
104
302
522
791
158
227
39
153
215
324
43
44
4
6
50
8
9
40
77
52
8
12
42
20
10
36
511-559
759-807
105-109
122-130
266-322
83-95
100-108
280-324
467-577
754-828
152-164
216-238
358-422
13,8-16,8
20,7-22,3
29,5-35,3
100
146
100
118
275
100
117
340
100
152
100
144
247
100
141
212
33,3
40,7
8,6
12,3
20,6
5,9
10,4
18,7
37,4
43,8
10,8
12,1
19,0
10,0
12,0
18,0
3,3
2,4
1Д
0,8
2,0
0,8
1Д
1,0
4,1
2,1
1,4
0,5
1,8
1,2
0,5
1,3
31,5-35,1
39,3-42,1
8,0-8,2
11,8-12,8
19,4-21,8
5,4-6,4
9,8-11,0
18,1-19,3
34,5-40,3
40,4-47,3
9,8-11,8
11,7-12,5
17,7-20,3
9,1-10,9
11,6-12,4
17,0-18,0
0
0
293
213
77
293
213
77
586
918
1300
800
1080
1320
52
43
190
43
82
170
557-615
894-942
1200-1400
770-830
1000-1160
1200-1440
100
156
222
100
135
165
32,6
37,2
52,7
33,0
37,6
48,4
2,2
1,3
2,7
2,0
2,6
2,6
31,4-33,8
36,5-37,9
51,1-54,3
31,5-34,5
35,7-39,5
46,4-50,4
Как видно из табл. 3.24 и рис. 3.5, анизотропия структуры
стеклопластиков существенно влияет на их прочность и жесткость при
нормальной и пониженной температурах. Характер изменения
прочностных свойств при низких температурах в зависимости от угла а
можно использовать при выборе рациональной структуры деталей
из стеклопластиков.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
601
400
200
0
100 200 300 400
Г, К
100 200 300 400
Г, К
Рис. 3.5. Влияние температуры на прочность эпоксифенольного
стеклопластика при сжатии (а) и статическом изгибе (б):
1 - однонаправленный стеклопластик; 2, 3, 4 - стеклопластики с
продольно-поперечным армированием соответственно 2:1; 1:1; 1:2; 5- однонаправленный
стеклопластик, армированный поперек оси образца. Наполнитель для всех материалов -
стеклоткань марки НС 55/6
Еще одним видом нагружения является статический изгиб.
Основными составляющими сложного напряженного состояния
стеклопластиков при статическом изгибе будет несколько видов
напряжений. Это - нормальные напряжения растяжения и сжатия,
касательные напряжения сдвига с максимальным значением в среднем
294 196 77 20
Г, К
844
562
281
0
-i
—7
-—■
Г
А
/
1
<<
294 196 77 20
Г, К
°в.изг>МПа
1125
844 -
294 196 77 20
Г, К
Рис. 3.6. Прочность стеклопластиков на основе различных
связующих при растяжении (а); сжатии (б) и изгибе (в):
2 - полимер 1-8, стекло Е-А1100; 2 - фенольный полимер 91а Д, стекло Е-Волан АА;
3 - полиэфир С, стекло Е-Волан А; 4 - эпоксидная смола 828, стекло E-HTS; 5 -
эпоксидная смола 828, стекло S-HTS
602
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
слое; контактные напряжения сжатия, изменяющиеся в плоскости
перпендикулярной образующей цилиндрической опоры. Данные
рис. 3.6 и табл. 3.25 показывают, что прочность стеклопластиков
при статических методах испытания, в частности при статическом
изгибе с понижением температуры, возрастает. Степень изменения
прочности определяется видом связующего и направлением
армирующего наполнителя. Характер разрушения при ударном изгибе
аналогичен разрушению армированных полимеров при
статическом изгибе, причем понижение температуры испытаний картину
разрушения существенно не меняет.
ТАБЛИЦА 3.25
Удельная ударная вязкость некоторых стеклопластиков
при низких температурах
Г, К
293
77
20
Ударная вязкость, Дж/см2
АГ-4В
35
48
КАСТ
по основе
95
90
по утку
90
80
Стеклотекстолит*
180
250
220
Объемноармированный**
стеклопластик
по основе
2980
3770
по утку
4440
5810
* Эпоксифенольный стеклопластик на основе ткани ТС 8/3-250.
** Стеклопластик на основе ткани объемного плетения марки МТВС-6,9 и
эпоксидного связующего.
Прочность и разрушение полимеров при ударном изгибе
определяются способностью связующего противостоять действию
скалывающих напряжений. Для ориентированных стеклопластиков и
стеклотекстолитов зона излома образцов характеризуется
расслоением материала - отслаиванием связующего от наполнителя.
Данные о поведении стеклопластиков в ходе испытаний на ударный
изгиб в зависимости от температуры испытания (табл. 3.25)
показывают, что их прочность с понижением температуры также несколько
возрастает.
Условия эксплуатации (характер нагружения и температура)
также влияют на прочностные характеристики стеклопластиковых
деталей. Так, при комнатной температуре прочность при
скоростном и ударном нагружениях значительно превышает статическую.
Повышенная прочность стеклопластиков при высоких скоростях
нагружения объясняется тем, что за время, необходимое для
разрушения, напряжение успевает достигнуть намного больших
значений, чем при медленном нагружении. Этим явлением определяется
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 603
возможность использования повышенной прочности в расчетах
конструкций, подвергаемых кратковременным импульсам нагрузки.
Изменение прочностных свойств стеклопластика на основе
различных связующих с понижением температуры показано на рис. 3.6,
из которого следует, что при растягивающем, сжимающем и
изгибающем нагружениях стеклопластики на основе эпоксидных смол
обладают лучшими механическими показателями в области
нормальных и криогенных температур. Поэтому стеклопластики на
основе эпоксидных смол особенно перспективны для изготовления
деталей, работающих при криогенных температурах.
Еще одной проблемой, которую приходится решать при
определении работоспособности стеклопластика при криогенных
температурах является его сопротивление термической усталости. Известно,
что армированные пластики довольно хорошо переносят резкое
колебание температур. На рис. 3.7 приведены данные об изменении
прочности при растяжении стеклопластика в зависимости от числа
термосмен.
Как видно из зависимости прочности от числа циклов,
последняя снижается на 10-15 % за первые 75 циклов, а затем остается
практически неизменной. Снижение прочности материала в
результате термосмен связано со снижением адгезионной прочности
системы стекловолокно - связующее, изменением структуры
связующего, приводящим к возникновению микротрещин, а также
действием влаги, которая конденсируется при смене температур на
поверхности стеклопластика и проникает в поры, капилляры и
дефектные места стеклонаполнителя, понижая его прочность. Как
известно, при длительном нагружении стеклопластиков их прочность
снижается. Даже при испытаниях на воздухе (при 295 К и
нормальной влажности) прочность стеклопластиков уменьшается вдвое при
времени нагружения 103-104 ч по сравнению с величиной
временного сопротивления, определенного при кратковременном
нагружении.
Сопротивление длительному статическому разрушению зависит
от вида стеклонаполнителя и связующего и типа напряженного
состояния. Наибольшие пределы длительной прочности имеют
стеклопластики на основе ориенти- а 5 мпа
рованных стекловолокон,
наименьшие - стекловолокниты, величина
длительной прочности которых на ззо|-\
базе 104 ч уменьшается примерно в
2-3 раза. При испытании в течение
Рис. 3.7. Зависимость прочности при
растяжении ав от числа термосмен
604
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
1000 ч при температуре 295 К стеклопластиков на основе
эпоксидной, фенольной и кремнийорганической смол (наполнитель -
стеклоткань атласного переплетения) предел длительной прочности
соответственно составил 66; 57 и 50 % от величины их временного
сопротивления.
ТАБЛИЦА 3.26
Разрушающие напряжения для образцов из стеклопластиков
АГ-4СиЗЗ-18С
Площадь
образца, мм2
25
50
100
120
Расчетное
значение
Разрушающие напряжения, МПа, при времени действия нагрузки, ч
10
АГ-4С
206
191
_
171
176
33-18С
357
378
367
—
366
100
АГ-4С
189
178
_
156
159
33-18С
351
339
330
—
328
1000
АГ-4С
171
155
141
133
33-18С
320
304
294
—
291
10000
АГ-4С
153
142
_.
129
129
33-18С
292
273
263
—
258
ТАБЛИЦА 3.27
Пределы длительной прочности стеклопластика 33-18С (1:1)
в течение 1000 ч
Площадь образца,
100
50
25
100, ф = 30°
10, ф = 45 °
50
50
25
120
50
25
50
Г, К
293
423
473
373
293
373
Коэффициент
концентрации
напряжений
1
1
1
1,3
1,75
2
4
11
1
1
1
2
1
СГв
Од.п
МПа
4280
14480
4700
4020
4075
4070
3960
1685
1430
2040
2200
3060
2450
1685
1860
2040
1325
2450
2530
2700
2310
2340
2340
2355
920
856
1225
1020
1835
1835
1215
1305
1430
920
Од.п/Ов
0,57
0,56
0,57
0,57
0,57
0,57
0,59
0,54
0,6
0,6
0,46
0,6
0,75
0,72
0,7
0,7
0,69
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
605
Сопротивление длительному статическому разрушению
описывается кривыми длительной прочности по параметру вероятности
разрушения. Данные, приведенные в табл. 3.26 и 3.27, показывают
характер изменения прочности стеклопластиков АГ-4С и 33-18С в
зависимости от времени испытания. Снижение механических
характеристик стеклопластиков в процессе длительного статического
нагружения объясняется постепенным накоплением повреждений,
являющихся следствием нарушения адгезионной связи на границе
стекловолокно - полимер, разрушением отдельных волокон или
нитей, а также растрескиванием связующего и разрушением
химических связей в полимере.
На рис. 3.8 приведены результаты испытаний образцов
стеклотекстолита СГМА на длительную прочность в вакууме и на воздухе
при различных температурах. С понижением температуры
долговечность стеклопластиков возрастает.
В случае длительного статического нагружения этого материала
прочность его снижается и после 1000 ч действия нагрузки как на
воздухе, так и в вакууме составляет приблизительно 63-85 % от
исходного значения. При прочих равных условиях долговечность
стеклопластиков в вакууме выше долговечности на воздухе.
Изменение прочности стеклопластиков во времени более
заметно при изгибе, что, вероятно, связано с большей ролью прочности
при сдвиге связующего при этом виде нагружения.
Для ускоренного определения длительной прочности
стеклопластиков в настоящее время применяют параметрические методы,
а , МПа
£„,%
б
0 100
500
х, ч
6 lg X, С
Рис. 3.8. Изменение прочности (а) и
ползучести (б) некоторых
стеклопластиков в зависимости от времени
испытания:
1, 2 - стеклотекстолиты СГМА на воздухе при температурах 373 и 283 К
соответственно; 3,4,5- стеклотекстолиты СГМА в вакууме при температурах 373,283 и 183 К;
6 - стеклопластик 33-18С при напряжении 260 МПа; 7 - стеклопластик АГ-4С при
напряжении 170 МПа
606 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
позволяющие экстраполировать на большие периоды времени
экспериментальные данные, полученные при ограниченном времени
испытаний.
Еще одним показателем низкотемпературной надежности
стеклопластиков является динамическая прочность. Под динамической
прочностью понимают разрушение или ухудшение свойств
материала после ряда повторно прилагаемых напряжений. Разрушение
стеклопластиков при знакопеременном приложении напряжений
происходит так же, как и при статическом нагружении через
зарождение и рост трещин.
Особенностью разрушения при циклическом нагружении по
сравнению со статическим является недостаточное развитие за время
цикла нагрузки релаксационных процессов, что приводит к
появлению перенапряжений, а также значительный разогрев
стеклопластика за счет периодически совершаемой над ним работы внешних сил.
Коэффициент усталости (отношение предела выносливости к
пределу прочности при статической нагрузке) армированных
пластмасс находится на уровне 20-35 % от их кратковременной
прочности, причем относительная потеря прочности для различных
типов стеклопластиков приблизительно одинакова.
Влияние низких температур на усталостные характеристики
армированных пластиков может быть описано следующим образом.
Усталостная прочность композиционных материалов при
нормальных и пониженных температурах приблизительно одинакова, в то
время как у ненаполненных полимеров наблюдается примерно
двухкратное повышение усталостной прочности при понижении
температуры до 77 К.
Одним из важнейших условий работоспособности криогенных
стеклопластиков является сохранение их работоспособности в
условиях пониженного давления и вакуума. Стеклопластики, как и
другие материалы, в вакууме обнаруживают способность к
газовыделению. Причиной газовыделения может быть поверхностная
десорбция и диффузия газа из внутренних слоев стеклопластика к
поверхности раздела с вакуумом.
Значительная часть газов (до 60 %) выделяется из материалов за
первые 8-10 ч эксплуатации, в дальнейшем количество
выделяющихся газов постепенно уменьшается. Это объясняется тем, что в
первые часы работы материала в основном выделяются газы с его
поверхности. Количество выделавшихся газов в значительной мере
зависит от условий, в которых находился материал (от условий
хранения, приготовления и т. д.). Наименьшей скоростью
газоотделения обладают материалы на основе модифицированных
эпоксидных смол, а наибольшей - материалы на основе немодифицирован-
ных смол, особенно АГ-4В и АГ-4С.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
607
Результаты испытаний образцов, вырезанных в направлении
утка, на растяжение при внешнем давлении 1-10 мм рт. ст. и при
атмосферном давлении, приведенные в табл. 3.28, показывают, что
прочность при растяжении в вакууме растет.
ТАБЛИЦА 3.28
Влияние вакуума на прочностные показатели
стеклотекстолита ФН
Температурный
режим
До обработки
Выдержка при 50 °С
в течение 6,5 сут
Нагрев от 50 до 300 °С
в течение 70 с
Охлаждение от 300 до
110 °С течение 110 с
Выдержка при 110 °С
в течение 2 сут
Нагрев от 110 до
760 °С в течение 200 с
Предел прочности
при растяжении
ов, МПа
вакуум
238
228
205
206
224
78
атм.
условия
196
204
176
201
213
Материал
сгорает
Модуль упругости
£,ГПа
вакуум
12
11
10,1
10,2
9,6
атм.
условия
9Д
10,9
8,5
10,4
9,8
Материал
сгорает
Относительное
удлинение при
разрыве е, %
вакуум
2,45
2,86
2,38
2,02
2,6
атм.
условия
2,1
2,6
2,2
2
2,88
Материал
сгорает
Из анализа зависимости разрушающего напряжения ав
эпоксидного стеклопластика СГМА от температуры (рис. 3.9) следует,
что при снижении температуры прочность образцов,
испытанных в вакууме, выше прочности образцов, испытанных на воздухе.
С уменьшением температуры эта
разница непрерывно снижается
и при температуре жидкого
азота значения разрушающего
напряжения образцов, испытанных
в вакууме и на воздухе,
становятся одинаковыми.
Рис. 3.9. Зависимость
разрушающего напряжения от
температуры:
1 - на воздухе; 2 - в вакууме
608 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
3.4. СПОСОБЫ КОНСТРУИРОВАНИЯ И ПРОИЗВОДСТВА
СТЕКЛОПЛАСТИКОВЫХ ИЗДЕЛИЙ ДЛЯ КРИОГЕННЫХ ТЕМПЕРАТУР
Способы конструирования и производства стеклопластиковых
изделий для криогенных температур и дефекты изделий,
возникающие при их производстве, зависят от их назначения,
конструкции, габаритов, типа наполнителя и связующего, а также масштабов
производства. Наиболее распространены следующие способы
производства низкотемпературных стеклопластиков: формование при
низком давлении; пропитка под давлением; экструзия; прямое
прессование; намотка. Важнейшими факторами являются
технологические параметры переработки: давление формования,
температура отверждения, время ведения процесса и т. п. Давление,
создаваемое в процессе формования стеклопластика, способствует
уплотнению наполнителя и удалению избытка связующего. Величина
давления, при котором связующее проникает внутрь нити, зависит
от его вязкости и вида наполнителя и обычно определяется
условиями оформляемости детали.
Для прессования низкотемпературных изделий из стекловолок-
нистых материалов на фенольной смоле удельное давление
принимается 20-40 МПа, на эпоксидной смоле - около 15 МПа. Намотка
стеклопластиковых изделий может производиться двумя
способами: сухим и мокрым. В первом случае предварительно пропитанная
связующим и подсушенная стеклолента проходит через
обогреваемое устройство и в размягченном виде укладывается на оправку.
При мокрой намотке стекложгут или стеклонить пропитывается
связующим непосредственно перед укладкой на оправку. Для
получения плотной структуры материала намотка стеклонитей на
оправку производится под натяжением. Величина предварительного
натяжения определяет все физико-механические характеристики
материала и технологический процесс намотки. Обычно для
получения качественного материала усилие предварительного
натяжения принимают равным от 6 до 10 % от разрушающей нагрузки,
приходящейся на нить.
Температурно-временной режим формования
стеклопластиковых изделий низкотемпературного назначения определяется
условиями отверждения полимерного связующего и выбирается
экспериментально для каждого вида изделий, руководствуясь тем, чтобы
выбранная температура не превышала температуру деструкции
полимера. Время выдержки при формовании складывается из
времени прогрева материала до температуры формования и времени
отверждения связующего при этой температуре. Скорость охлаждения
существенно влияет на величину остаточных напряжений
стеклопластика, что обусловливается различием коэффициентов линейно-
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 609
го расширения связующего и стеклонаполнителя. При охлаждении
внутренние напряжения на границе раздела связующее - стекло
могут достигать 35 МПа. Оптимальные значения скорости подъема
температуры и охлаждения изделия составляют 1-3 град/мин.
Изделия из стеклопластиков, как правило, подвергают
термообработке. При термообработке продолжаются процессы отверждения
связующего, удаления летучих и усадки материала. Режимы
термообработки определяются типом материала, технологией
изготовления и условиями эксплуатации деталей. Термообработка
способствует стабилизации размеров деталей за счет ускорения времени
дополнительной усадки материала. Термообработка деталей,
эксплуатируемых длительное время при пониженных температурах,
применяется для удаления газов и летучих составляющих из
материала.
Механические свойства стеклопластиков линейно возрастают с
увеличением содержания стеклонаполнителя до его содержания
порядка 70 % (мае). При дальнейшем увеличении содержания
стеклонаполнителя прочность и модуль Юнга снижаются. Это
объясняется неравномерностью распределения связующего в материале, что
приводит к образованию пустот и ослаблению адгезионной связи
волокна со связующим на участках, обедненных смолой.
Превышение содержания стеклонаполнителя критического уровня в 70 %
также снижает теплопроводность и приводит к увеличению
коэффициента линейного расширения стеклопластиков, что объясняется
тем, что теплопроводность связующего значительно ниже
теплопроводности стекловолокна, а коэффициент линейного расширения
смолы значительно выше.
Наличие в стеклопластиках волокнистого армирующего
наполнителя, сопротивление которого внешней нагрузке зависит от ее
направления по отношению к волокну, обусловливает анизотропию
механических свойств этих материалов. От направления волокон в
материале зависят также и другие свойства стеклопластиков:
теплопроводность, усадка, водопоглощение и т. д. Анизотропия
механических свойств стеклопластиков становится отрицательным
фактором в случаях, когда не удается соответствующим образом
согласовать поля действующих усилий и сопротивлений материала.
При конструировании стеклопластиковых изделий
руководствуются принципом: направление действия главных напряжений
должно соответствовать направлению укладки армирующего
наполнителя. Так, параллельная намотка или укладка волокон применяется
преимущественно в конструкциях, испытывающих одноосное
напряженное состояние. При изготовлении цилиндрических корпусов
двигателей, в которых напряжения в кольцевых слоях в 2 раза
превышают осевые напряжения, в продольном направлении укладыва-
34-312
610 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ется в 2 раза меньше волокон, чем в кольцевом. В листовых
стеклопластиках, армированных стеклотканью, направление действия
главных напряжений принято совмещать с направлением основы
ткани, отвечающим наибольшей прочности и жесткости ткани.
Стеклопластики как конструкционный материал весьма
неоднозначны, имея как положительные, так и отрицательные качества.
К ним относятся: слабое сопротивление межслойному сдвигу и
низкое сопротивление растяжению в направлении, перпендикулярном
поверхности армирования. Иногда при эксплуатации изделий из
стеклопластиков эти факторы оказываются решающими и приводят
к преждевременному выходу из строя тех или иных узлов. Поэтому
при конструировании детали прежде всего необходимо
соответствующим образом согласовать поля усилий, воздействующих на
деталь и сопротивление материала.
Прочность слоистых пластиков сравнима с прочностью
конструкционных сталей, но модуль упругости их значительно ниже, что
необходимо учитывать при конструировании изделий, от которых
требуется достаточная жесткость. Следует также учитывать, что
конструкции из стеклопластиков могут терять свою устойчивость
раньше, чем будет исчерпана прочность материала. Поэтому при
проектировании конструктивных элементов, работающих на изгиб, особо
важно предусмотреть, чтобы направление нагрузки совпадало с
направлением максимального модуля упругости.
При конструировании деталей из анизотропных
стеклопластиков следует указывать на чертеже расположение армирующего
наполнителя. Примеры правильного расположения армирующих
слоев в деталях из слоистых пресс-материалов приведены в табл. 3.29.
Крупногабаритные изделия изготовляют прессованием при
давлениях от 2 до 20 МПа на гидравлических прессах, при контактном
давлении, способом вакуумного формования, способом пресскаме-
ры и автоклавным методом. Выбор способа формования
определяется типом связующего, габаритами и формой изделия,
количеством выпускаемых изделий.
Формование при контактном давлении применяют при
изготовлении малых партий крупногабаритных и малонагруженных
изделий. При этом способе давление создается путем укатки роликом
пропитанного наполнителя. Материал отверждается без
приложения давления в основном при комнатной температуре. В
качестве связующих наиболее широко используют полиэфирные и
эпоксидные смолы холодного отверждения. Достоинство
метода - простота технологического процесса и оборудования,
недостаток - малая производительность, невысокое качество изделий
вследствие неравномерности укладки наполнителя и нанесения
связующего.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
611
ТАБЛИЦА 3.29
Расположение слоев наполнителя в деталях
из стеклопластиков
Наименование детали
Правильное расположение
армирующего элемента
Стержень, работающий
на растяжение
Шайба, прокладка,
работающие на сжатие
Балка, дисковая
пружина, работающие на
изгиб
Шпилька, работающая
на срез
Шпиндель вентиля,
стержень, работающие
на изгиб
Катящийся валик,
работающий на трение,
качение
Втулка, работающая на
сжатие
Отверстия под винты
Параллельно
направлению силы
Перпендикулярно
направлению силы
Тоже
Вдоль оси
Вокруг оси
Основное армирование
вдоль оси
Перпендикулярно
слоям армирующего
материала: для ткани Ъ =
= 2,5d, t - 3d; для
рогожки Ъ = 2d; t = 3d,
где d - диаметр винта
3Q*
612 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Способ пресскамеры применяется в серийном производстве.
Суммарное давление на формуемую заготовку складывается обычно
из давления сжатого воздуха, пара или воды и остаточного
давления, создаваемого в результате вакуумирования полости между
эластичным пуансоном и матрицей. Обогрев формы может
производиться паром или водой, которые используются для создания
давления прессования. Недостатком метода является необходимость
применения прочных и поэтому иногда массивных форм,
выдерживающих высокие односторонние нагрузки.
Автоклавный способ формования целесообразно применять при
изготовлении большой серии крупных и сложных изделий.
Давление прессования в данном случае создается паром или водой, реже
сжатым воздухом. Обогрев в процессе формования может
производиться паром или горячей водой, применяемыми для создания
давления, или электронагревателями, расположенными в форме. Для
автоклавного формования изделий могут использоваться
автоклавы, применяемые для вулканизации каучука в производстве
резиновых изделий.
При массовом производстве изделия сравнительно небольших
размеров и несложных форм изготовляют на гидравлических
прессах с помощью жесткого пуансона и матрицы.
Механическая обработка стеклопластиков. Значительную
часть стеклопластиков выпускают в виде плит, из которых детали
получают последующей обработкой резанием.
Изделия из стеклопластиков изготовляют различными
методами. Большое количество разнообразных, сравнительно небольших
деталей, особенно из текстолита и гетинакса получают путем
термомеханической или механической обработки: штамповкой,
точением, фрезерованием, сверлением, распиловкой, строганием и т. д.
При механической обработке стеклопластиков следует
учитывать такие особенности этих материалов, как низкую
теплопроводность, абразивное действие наполнителя на инструмент, слоистую
структуру. Не рекомендуется производить механическую обработку
параллельно слоям материала, так как в этом случае возможно
перерезание отдельных слоев наполнителя в изделии и ухудшение его
механических свойств, особенно в условиях повышенной
влажности. Охлаждение режущего инструмента водой или специальными
эмульсиями нежелательно, так как это может вызвать ухудшение
физико-механических и диэлектрических свойств большинства
материалов.
При обработке стеклопластиков резанием существуют
специфические особенности по сравнению с обработкой резанием металлов.
Резку производят гильотинными, дисковыми или
вибрационными ножницами. Максимальная толщина листов, которые могут
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
613
быть разрезаны, составляет 2-2,5 мм. Распиливание осуществляют
на ленточных или циркульных пилах из быстрорежущей стали.
Скорость резания ленточной пилы приблизительно 1000-1500 м/мин,
скорость вращения дисковой пилы 2000-2500 об/мин.
Вследствие невысоких прочностных характеристик
стеклопластиков (особенно при повышенных температурах) и сравнительно
небольшой адгезионной прочности связующего с наполнителем
пластмассы следует обрабатывать остро заточенным режущим
инструментом. Даже при незначительном износе инструмента
(приблизительно 0,15-0,2 мм по задней поверхности) наблюдается
растрескивание, расслоение и резкое ухудшение чистоты обработанной
поверхности, а при обработке некоторых пластмасс -
выкрашивание обрабатываемого материала при выходе из него инструмента.
При обработке стеклопластиков перспективно применение
алмазных кругов. При их применении заметно уменьшаются дефекты
на обработанной поверхности, что позволяет сохранить исходную
прочность стеклопластика. Кроме того, применение алмазных
кругов позволяет увеличить скорость резания в 1,5-3 раза, а стойкость
инструмента в десятки раз. При этом улучшается класс чистоты
обработанной поверхности и снижается процент отходов
обрабатываемого материала.
Обработка заготовок па токарных станках.
Стеклопластики обрабатывают резцами, снабженными пластинами
твердого сплава. Применение резцов из углеродистых, легированных и
быстрорежущих сталей для обработки стеклопластиков
неэффективно из-за их повышенного износа. Из стандартных марок твердых
сплавов для обработки стеклопластиков следует применять сплав
марки ВК8М. Скорость резания при точении не должна превышать
50-70 м/мин, глубина резания - 0,5 мм, так как увеличение
глубины резания может привести к потере точности размеров детали за
счет увеличения амплитуды колебаний радиальных сил резания.
Основные геометрические параметры заточки резца,
обеспечивающие удовлетворительную работу резца, приведены в табл. 3.30.
ТАБЛИЦА 3.30
Геометрические параметры резцов с твердосплавными
пластинками ВК2 и ВК8М
Марка
стеклопластика
СТ
ФН
СК-ЭФ
Передний
угол у, град
5
10
0
Главный
задний
угол а, град
25
10
20
Марка
стеклопластика
ЭФБ-П
П-5-2
АГ-4В
Передний
угол у, град
5
10
5
Главный
задний
угол а, град
25
25
20
614 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Точение также может производиться на автоматах и
универсальных токарных станках резцами из быстрорежущей стали или
инструментом с карбидными вставками. Резцы из быстрорежущей
стали должны иметь при точении текстолита и гетинакса передний
угол 10-15°, а задний 8-10°; для стеклотекстолитов в
зависимости от марки - передний 0-10°, задний 10-25°. Глубина подачи и
скорость резания зависят от материала, требуемой чистоты
обработки, формы и размеров детали. Глубина подачи должна быть
0,1-0,5 мм/об при скорости резания 80-250 м/мин. При обработке
стеклопластиков алмазными резцами скорость резания может быть
600-800 м/мин при подаче 0,02-0,03 мм/об.
Обработка заготовок на фрезерных станках. Фрезы,
предназначенные для обработки стеклопластиков, отличаются от
фрез для резания металлов, значительно большим диаметром
инструмента, что связано с меньшими величинами сил резания. При
обработке стеклопластиков резко возрастает величина минутных
подач в связи с большими скоростями резания, достигающими
250-800 м/мин, поэтому большое число зубьев на фрезах для
обработки стеклопластиков нецелесообразно. Фрезы для
обработки стеклопластиков должны быть сборными и оснащенными
пластинами из твердого сплава; конструкция фрез должна допускать
возможность заточки больших задних углов, углов наклона
режущих кромок, передних углов, вспомогательных углов в плане,
которые по величине превышают значение углов на фрезах для
обработки металлов.
Наиболее частыми операциями фрезерования стеклопластиков
являются разрезка и обработка плоскостей. Поэтому при обработке
стеклопластиков в основном используют отрезные дисковые и
цилиндрические фрезы. Наибольшую стойкость и производительность
при разрезке плит из стеклопластиков имеют фрезы, оснащенные
пластинками из твердых сплавов ВК4 и ВК6М. Оптимальными
геометрическими параметрами зубьев фрез являются: передний угол
Y = 5-10°, задний угол а = 20-25°. Разрезку следует производить
со скоростями резания 240-600 м/мин, с подачей на зуб не более
0,1 мм.
Обработка заготовок на сверлильных станках. Для
обработки заготовок из стеклопластика на сверлильных станках
наиболее пригодны спиральные сверла, оснащенные пластинами
твердого сплава. Для получения качественных отверстий заточку
сверла следует изменить следующим образом: уменьшить угол на
вершине сверла, удлинив при этом цилиндрическую часть
пластинки не менее чем на 3 мм; стружечную канавку расширить,
предусмотрев ее тщательную полировку; изменить геометрию заточки.
При этом следует не только увеличить углы у и а, но и создать зад-
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 615
ний угол на определенном участке цилиндрической ленточки и
выполнить подточку поперечной режущей кромки до длины,
приблизительно равной 0,1 диаметра сверла. Рекомендуется сверление
выполнять стандартными спиральными сверлами из
быстрорежущей стали, которые должны иметь угол заострения для
текстолита 55-65°, для гетинакса 100-110°, для стеклотекстолита
150°, задний угол резания на периферии сверла 10-15°. Подача
сверла 0,05-0,1 мм/об. Для избежания сильного перегрева сверл
целесообразно чаще выводить их из отверстия. Спиральные
сверла из быстрорежущих сталей рекомендуются для сверления
отверстий диаметром до 10 мм. Для получения отверстий
диаметром 10-25 мм желательно применять сверла с режущей частью
из твердого сплава.
Штамповку во избежание образования сколов и
расслаивания выполняют в штампах с прижимом штампуемого листа в
рабочий момент. Зазор между пуансоном и отверстием матрицы должен
быть 10-15% от толщины листа. Диаметр вырубаемого отверстия
не должен быть меньше толщины штампуемого материала. Для
улучшения качества штамповки рекомендуется подогрев.
Температура подогрева для пластмасс на основе фенолоформальдегидных
смол должна быть 60-130 °С.
3.5. УГЛЕПЛАСТИКИ И ОРГАНОПЛАСТИКИ
Углепластики (углеволокниты) - пластики, армированные
углеродными волокнами, - характеризуются высоким уровнем
прочности и жесткости. В качестве связующих для углепластиков
конструкционного назначения применяют эпоксидные смолы. Они
хорошо смачивают поверхность волокон и имеют высокие
адгезионные свойства. Основными факторами, определяющими физико-
механические свойства углепластиков, являются степень
наполнения, ориентация волокон в материале и их свойства. При
наполнении углепластиков некручеными углеродными жгутами,
распределенными параллельно друг другу, оптимальным содержанием их в
структуре материала является 60-70 % (об.).
В табл. 3.31 приведены физико-механические свойства
углепластиков однонаправленной и ортогональной текстуры при
различном содержании в них высокомодульного волокна.
Наибольшее распространение в настоящее время находят
углепластики, армированные жгутами из углеродных волокон
однонаправленными лентами. Однонаправленные ленты из углеродных
волокон представляют собой структуры из системы
высокомодульных нитей или жгутов в продольном направлении и разреженной
системы нитей в поперечном направлении.
616
Р А 3 А Б Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 3.31
Физико-механические свойства углепластиков
однонаправленной и ортогональной структуры
Свойство
Модуль упругости при
растяжении вдоль волокон, ГПа
Модуль упругости при сдвиге
вдоль волокон, ГПа
Модуль упругости при сдвиге
под углом 45 °, ГПа
Временное сопротивление
при растяжении вдоль
волокон, МПа
Временное сопротивление при
сжатии вдоль волокон, МПа
Временное сопротивление
при изгибе перпендикулярно
волокнам, МПа
Временное сопротивление при
изгибе под углом 45°, МПа
Временное сопротивление при
межслойном сдвиге, МПа
Укладка
1:0
1:1
Содержание волокна, % (об.)
29
7-83
1,9-2,4
2,9-3,3
230-250
400-460
310-340
30-35
42
114-121
3,5-4,0
4,6-5,2
310-350
380-460
59
162-184
3,5-4,0
8,0-9,2
720-780
700-940
27-33
26
42-52
2,1-2,4
23,8-26,6
130-131
180-220
250-310
270-330
23-28
28
51-54
3,7-3,9
17,0-20,0
220-240
240-290
320-370
240-300
Физико-механические свойства углепластиков.
В табл. 3.32 и 3.33 приведены свойства однонаправленных
эпоксидных углепластиков на основе отечественных жгутов УКН-5000, а
также зарубежных жгутов, сформированных из волокон AS4, Т300,
IM7 (США) и Т800 (Япония), а в последующих таблицах -
свойства углепластиков на основе предварительно пропитанных
однонаправленных лент отечественного производства (табл. 3.34) и
основные характеристики эпоксидных углепластиков на основе
лент, сформированных из зарубежных углеродных волокон Celion,
имеющих предел прочности 2760 МПа и модуль упругости 234 ГПа
(табл. 3.35).
Изготовление изделий из углепластиков на основе углеродных
тканей производится намоткой, прессованием и контактным
формованием.
Важной качественной характеристикой материала является его
стойкость при ударном воздействии, которая оценивается
ударной вязкостью. В процессе изготовления, транспортировки, сборки,
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
617
эксплуатации изделия могут подвергаться воздействию случайных
ударов. При этом у волокнистых композитных материалов может
произойти расслоение, разрыв волокон, сдвиговое
микрорастрескивание.
ТАБЛИЦА 3.32
Свойства однонаправленных эпоксидных углепластиков
со средним объемным содержанием волокон 60 %
Плотность, г/см3
Модуль упругости при нагружении вдоль
волокон, ГПа
Модуль упругости при нагружении поперек
волокон, ГПа
Модуль сдвига, ГПа
Коэффициент Пуассона при растяжении вдоль
волокон
Временное сопротивление при растяжении, МПа:
вдоль волокон
поперек волокон
Временное сопротивление при сжатии, МПа:
вдоль волокон
поперек волокон
Временное сопротивление при сдвиге, МПа
Углеродное волокно
УКН
1,50
130
12
4Д
0,3
1200
40
890
140
68
А34
1,58
142
10,3
7,2
0,27
1830
57
1100
230
71
Т300
1,54
132
10,8
5,7
0,24
1510
43
1500
-
—
1М7
1,56
151
9
5,6
0,3
2500
49
1600
250
80
Т800
1,57
156
8,9
5,1
0,3
2700
-
1690
-
—
ТАБЛИЦА 3.33
Физико-механические характеристики однонаправленных
углепластиков в зависимости от температуры
Свойство
Временное сопротивление
при растяжении, МПа
Временное сопротивление
при сжатии, МПа
Временное сопротивление
при изгибе, МПа
Углепластик SP(313)
(углеродное волокно Т300,
эпоксидное связующее
РР-313)
Углепластики T300/F178
(углеродное волокно ТЗОО,
полиамидное связующее
F178)
Температура, °С
-55
1029
1170
1337
22
1398
1108
1413
127
1242
1040
955
177
998
1042
678
-55
914
1408
1414
22
1103
1267
1436
177
1071
845
1261
232
1076
967
1037
-Ю-312
618
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Продолжение
Свойство
Временное сопротивление
при сдвиге в плоскости, МПа
Временное сопротивление
при межслойном сдвиге, МПа
Модуль упругости, при
растяжении, ГПа
Модуль упругости, при
сжатии, ГПа
Модуль упругости, при
изгибе, ГПа
Модуль сдвига, МПа
Коэффициент Пуассона
Углепластик SP(313)
(углеродное волокно Т300,
эпоксидное связующее
-55
86,3
102
145
151
124
6480
0,36
РР-313)
22
74,0
89,3
143
140
125
5490
0,32
Углепластики T300/F178
(углеродное волокно Т300,
полиамидное связующее
Температура, °
127
53,2
61,7
138
136
122
4290
0,32
177
38,4
50,5
137
175
114
3730
0,34
-55
55,7
112
142
120
120
535
0,31
F178)
С
22
60,5
104
142
128
119
507
0,33
177
51,4
72
138
144
130
366
0,28
232
42,8
563
136
126
128
289
0,35
ТАБЛИЦА 3.34
Свойства углепластиков на основе однонаправленных лент
Свойство
Временное сопротивление при растяжении, МПа
Модуль упругости при растяжении, ГПа
Временное сопротивление при сжатии, МПа
Временное сопротивление при сдвиге, МПа
Марка ленты
ЛУ-2
650-950
80-145
300-600
30-59
ЭЛУР
600-1050
80-120
500-900
45-65
УОЛ-300
1100-1500
90-130
700-1200
35-49
ТАБЛИЦА 3.35
Свойства углепластиков на основе лент,
сформированных из углеродных волокон Celion
Свойство
Модуль упругости при растяжении, ГПа
Модуль упругости при сжатии, ГПа
Модуль упругости при изгибе, ГПа
Временное сопротивление при растяжении, МПа
Временное сопротивление при сжатии, МПа:
Временное сопротивление при межслоевом сдвиге, МПа
Временное сопротивление при четырехточечном изгибе, МПа
Предельное удлинение при растяжении, %
Предельная деформация при сжатии, %
Величина
139-145
138-152
132-136
1645-1785
1220-1515
97-125
1750-1975
1,1-1,2
1,1-1,7
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
619
ТАБЛИЦА 3.36
Остаточная и относительная остаточная прочность углепластика
КМУ-4 при растяжении после нанесения однократного удара
Структура
армирования
Энергия ударного воздействия, Дж
0,5
1,0
1,5
2,0
Остаточная прочность, МПа
(0)12
(0,90)б
(0±45,90)3
408
266
255
191
140
187
131
ИЗ
145
Разрушение
76
97
Относительная остаточная прочность
(0)12
(0,90)б
(0±45,90)3
0,53
0,78
0,89
0,25
0,38
0,65
0,17
0,31
0,51
0
од
0,15
Такие микроповреждения снижают несущую способность
материала, образуя локальный дефект, зону концентрации напряжений,
что в дальнейшем может стать причиной разрушения. Наиболее
ударостойким является углепластик квазиизотропной структуры
армирования.
Данные табл. 3.36 свидетельствуют о снижении остаточной
прочности углепластиков различных структур армирования при
увеличении энергии ударного воздействия. Вообще, относительно
невысокий уровень ударной вязкости является одним из основных
недостатков применяемых в настоящее время углепластиков.
Несколько смягчить этот недостаток удается путем введения в
материал других высокопрочных волокон, обладающих большей
работой разрушения, чем углеродные волокна. В табл. 3.37
приведены типичные значения ударной вязкости гибридных углеоргано-
и углестеклокомпозитов.
ТАБЛИЦА 3.37
Ударная вязкость гибридных композитных материалов
с эпоксидной матрицей
Массовая доля
волокна, %
100 (УВ)
75 (УВ), 25 (кевлар)
50 (УВ), 50 (кевлар)
Ударная вязкость
по Изоду, Дж/м2
1495
1815
2349
Массовая доля
волокна, %
100 (УВ)
75 (УВ), 25 (СВ)
50 (УВ), 50 (СВ)
Ударная вязкость
по Изоду, Дж/м2
1495
2349
2989
40*
620 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Углепластики обладают высокой демпфирующей способностью,
которая определяется типом связующего и его содержанием в
композите. Ориентируя волокна под углом друг к другу, можно в
больших пределах изменять демпфирующую способность углеволокни-
тов и, тем самым, предотвратить резонансный режим деталей, не
изменяя их формы.
Степень демпфирования понижается с уменьшением
искривленности волокон в композите. Демпфирующая способность
анизотропных углепластиков существенно зависит от угла между
направлением армирования и приложения нагрузки и достигает
максимального значения при 15-30°.
Технологические свойства и применение
углепластиков. Высокие абсолютные и особенно удельные значения жесткости
и прочности, усталостные и демпфирующие характеристики,
стойкость практически ко всем агрессивным химическим: реагентам,
электропроводимость, устойчивость к жестким электромагнитным
излучениям, низкая ползучесть во многом предопределили области
применения углепластиков.
В авиационной промышленности углепластики используются для
производства верхних плоскостей несущих крыльев, створок люков
шасси, горизонтального хвостового оперения, рулей направления,
вертикальных стабилизаторов, закрылков, аэродинамических
тормозов, лопастей несущего винта и других важнейших деталей, для
которых гарантируется надежность и долговечность эксплуатации
до 25 лет при ресурсе 50 000 летных часов.
В автомобилестроении из углепластиков изготовляют
приводные (карданные) валы, рессоры, двери, бамперы, детали двигателя.
Значительное повышение экономичности двигателя достигается
благодаря снижению массы поршневых пальцев, штока толкания
клапана и других деталей. Высокая химическая стойкость
углепластика предопределяет возможность его использования в
химическом машиностроении. Углеродные волокна обладают очень
высокой стойкостью к действию концентрированных (50 96-х) горячих
водных растворов кислот и щелочей. Высокая водостойкость и
хорошая устойчивость к воздействию морской воды позволили
применить эти материалы в судостроении.
Электрофизические свойства углеродных волокнистых
материалов позволяют на их основе изготовлять гибкие и жесткие
нагреватели для обогрева помещений различного назначения. Такие
нагреватели используются, например, в космических кораблях, а
также для подогрева бетона при строительстве в зимних условиях,
в том числе и в районах крайнего Севера. Композитный материал
на основе углеродных волокон применяется для экранирования
электромагнитных волн.
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
621
Органопластики являются еще одним из представителей
группы неметаллических материалов, применяемых в области
низких температур. Они содержат в качестве армирующих элементов
синтетические органические волокна. Наиболее высокие уровни
прочности и жесткости органопластиков реализуются в
однонаправленных материалах, армированных нитями или жгутами,
сформированными из арамидных волокон. В табл. 3.38 приведены
механические характеристики однонаправленных эпоксидных
органопластиков, армированных нитями на основе волокон СВМ (Россия)
и жгутами на основе волокон армос (Россия) и кевлар (США).
ТАБЛИЦА 3.38
Свойства однонаправленных эпоксидных органопластиков
со средним объемным содержанием волокон в материале 60 %
Свойство
Плотность, г/см3
Модуль упругости вдоль волокон, ГПа
Модуль упругости поперек волокон, ГПа
Модуль сдвига, ГПа
Коэффициент Пуассона при растяжении
вдоль волокон
Временное сопротивление при растяжении
вдоль волокон, МПа
Временное сопротивление при растяжении
поперек волокон, МПа
Временное сопротивление при сжатии
вдоль волокон, МПа
Временное сопротивление при сжатии
поперек волокон, МПа
Временное сопротивление при сдвиге, МПа
Марка арамидного волокна
СВМ
1,33
85
5
2,2
0,32
2050
35
320
-
42
Армос
1,35
95
5Д
2,4
0,34
2400
30
380
130
48
Кевлар-
49
1,38
76
5,5
2,1
0,34
1380
34
590
140
44
Кевлар-
149
1,38
87
5,5
2,2
0,34
1280
30
340
160
49
Имея более низкую плотность, эти композиты превосходят по
удельной прочности стеклокомпозиты в 2-3 раза, а по удельному
модулю уступают только углепластикам. Главным недостатком ор-
ганокомпозитов является их низкая прочность на сжатие и
невысокие свойства в условиях изгибающих нагрузок и при сдвиге. При
таких видах механического воздействия происходит расслоение
композитов с разрушением не только по межфазной поверхности
волокно - матрица, но и с прохождением трещины также по самим
волокнам. Поэтому для существенного повышения показателей
прочности на сжатие и сдвиг часто применяют гибридные структу-
622
Р А 3 Д Б Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ры из параарамидных и углеродных или стеклянных волокон.
Сочетая те и другие волокна, можно получать композиты, которые будут
обладать более высокой прочностью на сжатие, чем органокомпози-
ты, и более высокой ударной прочностью, чем углекомпозиты.
Арамидные волокна отличаются хорошей способностью к
текстильной переработке. Сохранение прочности арамидных волокон
после ткачества составляет 90 % от исходной прочности, что дает
возможность применять их в качестве тканых армирующих
материалов. В зависимости от соотношения волокон в основе и утке
ткани могут обладать анизотропией механических характеристик и
варьироваться в зависимости от требуемых от материала свойств.
Физико-механические и технологические свойства.
В табл. 3.39 и 3.40 приведены некоторые физико-механические
свойства органоволокнитов на основе эпоксидного связующего,
изготовленных методами прессования и автоклавного формования.
ТАБЛИЦА 3.39
Свойства слоистых органопластиков на основе эпоксидной
матрицы и тканей из арамидных волокон кевлар-49 (намотка)
Марка
ткани
243
281
285
328
1050Х
ЮЗЗХ
Плотность
материала,
г/см3
1,31
1,29
1,28
1,34
1,28
1,30
Объемное
содержание
связующего, %
44,6
36,0
32,5
54,4
32,1
38,6
Предел прочности, МПа
при
растяжении
561
499
500
370
512
374
при
межслоевом сдвиге
36
35
31
20
32
29
Модуль
упругости при
растяжении,
ГПа
40,8
25,9
27,3
20,3
25,6
24,4
ТАБЛИЦА 3.40
Свойства слоистых органопластиков на основе волокна СВМ
и эпоксифенольных связующих (прессование)
Свойство
Плотность, г/см3
Наполнение, %
Модуль упругости при растяжении, ГПа
Модуль упругости при изгибе, ГПа
Деформация при разрушении, %
Ударная вязкость, Дж/см2
Временное сопротивление при растяжении, МПа
Временное сопротивление при изгибе, МПа
Текстолит
1,25
65
34
18
3,5
15,2
605
410
Пресс-волокнит
1,35
50
20
25
5,0
9,0
120
250
Глава 3. ТЕРМОРЕАКТИВНЫЕ ПОЛИМЕРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ 623
Для несущих конструкций, эксплуатируемых в области низких
температур, очень важны материалы, способные выдерживать
длительные статические нагрузки как при повышенных температурах,
так и температурах, близких к абсолютному нулю. Этим
требованиям хорошо удовлетворяют органопластики. Так, органокомпозиты в
течение 1000 ч выдерживают воздействие нагрузок, составляющих
90 % от предела прочности при растяжении, для них характерно
высокое сопротивление усталости и малая ползучесть, которые
находятся на уровне соответствующих показателей стеклопластиков.
В интервале температур -253 ч-+204 °С при растяжении органо-
пластиков наблюдается линейная зависимость деформации от
напряжения, а также рост модуля упругости с понижением
температуры. Эта особенность органопластиков расширяет возможности их
работы при криогенных температурах. Органопластики достаточно
устойчивы к действию знакопеременных температур (термоцикли-
рованию), что особо важно для криогенного оборудования, большая
часть которого в межэксплуатационные периоды разогревается до
температур порядка 350-800 °С, что связано с особенностями
технологии криопроцессов, например процессов очистки и сжижения
газов. Так, снижение прочности намоточного органопластика на
основе СВМ и эпоксидного связующего ЭДТ-10 после годичного
старения (2190 циклов) в режиме термоциклирования -25 °С в
течение 2ч- +25 °С в течение 2 ч составляет 9 %.
Характер теплового расширения органоволокнитов
определяется их составом и температурой эксплуатации. В области
отрицательных температур с повышением температуры во всех случаях
наблюдается удлинение образцов; при положительных
температурах возможно удлинение, усадка или даже сохранение в
определенном интервале температур стабильных размеров образцов.
Регулируя состав композиции, можно в широких пределах изменять
параметры теплового расширения органоволокнитов
Органоволокниты обладают сравнительно низкой
теплопроводностью (в 2-3 раза ниже теплопроводности стекловолокнитов),
повышенной теплоемкостью, возрастающей при нагревании.
Температуропроводность органоволокнитов в 1,5-2 раза ниже, чем
стекловолокнитов (табл. 3.41).
Органоволокниты находят достаточно широкое применение в
различных отраслях промышленности. К их числу относятся:
авиационная и космическая техника, резино-, электро- и
радиотехническая промышленности, судостроение, кабельная
промышленность.
Наиболее полно прочность арамидных волокон реализуется при
растяжении, поэтому наиболее высокоэффективными являются
композитные материалы и изделия, получаемые методами намотки
624
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 3.41
Теплофизические свойства однонаправленных микропластиков
на основе волокон кевлар-49 и эпоксидного связующего
Свойство
Теплопроводность вдоль волокон,
Вт/(м • К)
Теплопроводность поперек волокон,
Вт/(м • К)
Теплоемкость, Дж/(кг • К)
-50
2,62
-
840
Температура, °(
-25
2,84
0,27
930
0
3,05
0,33
1020
25
3,22
0,35
1120
'Ч
50
3,31
0,37
1190
75
3,44
-
1300
и работающие в условиях растягивающих нагрузок: оболочки
корпусов ракетных двигателей твердого топлива и баллоны высокого
давления различного назначения. Применительно к таким
конструкциям способность органических волокон деформироваться при
воздействии температуры и давления определяет возможность
создания предельно армированных композитов. Для таких материалов
объемное содержание волокон может превышать 95 %, а предел
прочности при растяжении составлять порядка 90 % от прочности
волокон, достигающей 4800 МПа.
На основе текстильных материалов из параарамидных волокон
созданы различные виды бронезащиты. Особенно надежную
защиту обеспечивают бронежилеты с использованием комбинированных
структур на основе керамических или металлических пластин в
сочетании с параарамидными композитами ("жесткие" бронежилеты).
Созданы защитные каски различного назначения. Текстильные
материалы из параарамидных нитей широко используются в средствах
баллистической защиты, в частности в конструкциях "мягких"
бронежилетов.
Глава 4
РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ
Эластомерными материалами, или эластомерами, называют
полимерные материалы, обладающие способностью к значительным
обратимым (высокоэластическим) деформациям. К ним относятся
каучуки, резины и термоэластопласты.
Каучуки представляют собой гибкоцепные полимеры
различной химической природы. В чистом виде в качестве технических
изделий они, как правило, не применяются, так как имеют низкие
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 625
прочностные свойства и значительную долю необратимой
(пластической) составляющей в общей их деформации. Эластомерными
материалами, нашедшими широкое применение в технике,
являются резины и термоэластопласты.
Каучук является основной составной частью резиновых
материалов. Натуральный каучук (НК) получают переработкой растений
каучуконосов. По строению натуральный каучук представляет собой
стереорегулярный полимер изопрена плотностью 0,93 г/см3. Он
обладает очень высокой пластичностью, легко растворяется в бензине,
бензоле и минеральных маслах. Недостатком натурального каучука,
помимо его низкой стойкости к воздействию нефтепродуктов,
является низкая термостойкость и способность к старению, т. е. к потере
пластичности под воздействием кислорода, теплоты и солнечных
лучей.
Вследствие дефицитности натурального каучука, а также для
придания резине специальных свойств: термостойкости, стойкости
к воздействию нефтепродуктов, - в настоящее время широкое
применение находят синтетические каучуки. Наиболее широко
применяются: бутадиеновый каучук - продукт полимеризации
бутадиена, бутадиен-нитрильный каучук - продукт совместной
полимеризации бутадиена и нитрила акриловой кислоты, бутади-
ен-стирольный каучук, получаемый совместной полимеризацией
бутадиена и стирола. Наиболее близок по пластичности к
натуральному каучуку изопреновый каучук, получаемый путем
полимеризации изопрена.
Особое место среди каучуков занимает кремнийорганический,
или полисилоксановый, каучук. В его молекулу входят атомы
кремния, кислорода и органические радикалы. Такой каучук получают
гидролитической поликонденсацией дихлорорганосиланов:
R
n Cl—Si—Cl
R'
+nH2O
-2nHCl'
R
—О—Si-
I
Rr
где R, R' - органические радикалы.
Он обладает высокой термостойкостью и позволяет получать
резину с хорошей эластичностью в диапазоне температур -60 ч- +300 °С.
Резины - продукты вулканизации (сшивания) каучуков,
являются многокомпонентными материалами, свойства которых в
основном определяются химической природой и структурой
природных каучуков.
Помимо каучука в состав резины входят следующие
составляющие: вулканизующие агенты; ускорители и активаторы вулка-
626 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
низации, а в некоторых случаях и замедлители подвулканизации;
наполнители; пластификаторы; стабилизаторы, главным образом
антиоксиданты, антиозонанты, светостабилизаторы, противоутоми-
тели, антирады. Для получения окрашенных сортов резины в ее
состав могут быть введены смеси красителей и т. п. С целью снижения
стоимости резины каучук может быть частично или полностью
заменен регенератом (измельченными отходами вулканизованной
резины).
Вулканизирующее вещество вводится в состав смеси для
придания резиновым материалам способности к вулканизации. Сущность
вулканизации состоит в "сшивании" нитевидных молекул каучука с
образованием пространственной трехмерной макромолекулы
сетчатого строения. В качестве основного вулканизирующего вещества
для изопреновых и бутадиеновых каучуков применяется сера. В
мягкие сорта резины, используемые для амортизаторов, вводится 1-3 %
серы; в более жесткие сорта, применяемые для шлангов, прокладок
и других подобных деталей, вводится 3-5 % серы, а в
электроизоляционный материал эбонит - до 45 % серы. Для ускорения процесса в
смеси вводятся ускорители вулканизации (органические вещества
коптакс, тиурам и др.) в количестве от 0,1 до 2,5 %.
При вулканизации наполнители вступают во взаимодействие с
молекулами каучука и поэтому наряду с уменьшением стоимости
резины обеспечивают повышение ее механической прочности.
Наиболее употребительными наполнителями являются сажа,
диоксид кремния, каолин, диоксид титана, оксид магния. Для придания
резиновым материалам некоторых специальных свойств в состав
смесей вводятся противостарители, пластификаторы и красители.
Противостарители уменьшают снижение пластичности под
действием кислорода воздуха, теплоты и ультрафиолетовых лучей.
Поскольку сущность старения состоит в присоединении к каучуку
атомов кислорода, в качестве противостарителей используются
вещества, например фенолы, реагирующие с кислородом с
большей скоростью, чем каучук, или образующие на поверхности
резины защитную пленку (парафин, церезин). Количество
противостарителей составляет 1-3 %.
Пластификаторы вводятся для облегчения смешивания
компонентов и улучшения эластичности резины. В качестве
пластификаторов используют стеарин, олеиновую кислоту, парафин. Красители
обеспечивают окраску резины.
Технология получения резиновых изделий включает
пластификацию каучука, приготовление смесей, формование и сборку
изделий и вулканизацию. Пластификация осуществляется путем
пропускания каучука между вальцами. Приготовление смесей состоит в
дозировке и смешении компонентов, осуществляемом пропускани-
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 627
ем каучука и компонентов смеси между вальцами. Формование
смесей может осуществляться шрицеванием (трубки, стержни, шнуры),
формовкой (штамповка или литье сложных деталей) и конфекцией
(намотка шлангов). Детали сложной формы после изготовления
элементов собираются и склеиваются.
Вулканизация является наиболее важным процессом
изготовления изделий из резиновых материалов. Вулканизацией
называется технологический процесс резинового производства, при котором
каучук превращается в резину. В результате вулканизации
повышаются прочность, твердость, эластичность, тепло- и хладостой-
кость каучука, понижается степень его набухания в органических
растворителях. При вулканизации каучук переходит из
пластического состояния в упругое и резина приобретает необходимую
прочность и твердость. Вулканизация обычно осуществляется путем
нагрева изделия до заданной температуры и выдержки его в течение
определенного времени. Оптимальная температура и время
выдержки при вулканизации зависят от состава смеси.
Наиболее простые резиновые смеси содержат пять-шесть
ингредиентов, в сложных композициях число ингредиентов может
доходить до 15-20. Выбор типа каучука и ингредиентов, их
количественное соотношение в смеси определяются назначением резины, а
также экономическими соображениями.
Для получения эластомерных материалов и изделий могут
использоваться жидкие композиции на основе олигомерных
полиуретанов, олигомерных силоксанов, олигомерных углеводородных кау-
чуков с концевыми функциональными группами.
В процессе вулканизации каучуков между макромолекулами
образуются поперечные связи различной природы, и формируется
единая пространственная вулканизационная сетка, обеспечивающая
высокий уровень прочностных и эластичных свойств резин.
Если пространственная сетка образуется между
макромолекулами за счет связей, способных при нагреве и охлаждении обратимо
разрушаться или восстанавливаться, эластомерный материал
приобретает способность к течению и переработке при повышенных
температурах подобно термопластам. Такие эластомеры получили
название термоэластопласты. Все термоэластопласты имеют ярко
выраженную двухфазную структуру, состоящую из эластичной и
жесткой фаз. Жесткая фаза выполняет роль поперечных связей,
образуя единую пространственную структуру эластомерного
материала. К широко распространенным термоэластопластам относятся,
например, термопластичные полиуретаны (витур и др.).
Применение эластомерных материалов в технике обусловлено,
прежде всего, их уникальной способностью обратимо
деформироваться на сотни процентов под действием небольших механических
628 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
нагрузок, поглощать и рассеивать механическую энергию,
длительно выдерживать динамические нагрузки при высоких значениях
деформации. Модуль эластомерных материалов при растяжении в
104-105 раз ниже модуля Юнга для стали. В то же время их
объемный модуль в 104 раз выше модуля при растяжении. Минимальная
сжимаемость эластомерных материалов обеспечивает им
коэффициент Пуассона близкий к 0,5. Для эластомерных материалов
характерны процессы релаксации, обусловливающие малую
зависимость напряжений, возникающих в процессе деформации, от
скорости действия нагрузки.
Нижней температурной границей проявления
высокоэластичных свойств резин является температура хрупкости. Выше этой
температуры лежит область стеклообразного состояния эластомера и
область перехода эластомеров из стеклообразного состояния в
высокоэластическое, характеризуемое температурой стеклования.
Разрушение эластомерных материалов при температуре выше
температуры хрупкости, но ниже температуры стеклования
сопровождается развитием вынужденных высокоэластических
деформаций, как это имеет место и для пластиков. При температуре выше
температуры стеклования эластомерные материалы разрушаются
при больших, преимущественно обратимых деформациях,
исчезающих со временем после разрушения и разгрузки.
Основные методы испытания эластомеров. Резина
обладает совокупностью ценных свойств - высокой упругостью и
способностью поглощать вибрации; она хорошо сопротивляется
истиранию и многократному растяжению и изгибу. Резина в готовом
изделии находится в термостабильном состоянии; исходная же (не-
вулканизированная) резиновая смесь обладает хорошей
пластичностью, обеспечивающей возможность формообразования различных
деталей и изделий.
Вязкость каучуков и резиновых смесей. Вязкость
определяют в условных единицах Муни на ротационном дисковом
вискозиметре. Одновременно в тех же единицах определяют перепад
вязкости за время проведения испытания и способность резиновых
смесей к преждевременной вулканизации и эластическому
восстановлению материала.
Динамический модуль резины - характеристика упругоги-
стерезисных свойств резины, определяемая отношением энергии
нагружения к произведению деформируемого объема и функции
динамической деформации. Динамический модуль определяют с
учетом вида нагружения: при ударном растяжении,
знакопеременном изгибе, качении.
Жесткость и релаксация напряжений каучуков и
резиновых смесей. Метод испытания заключается в сжатии образца
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 629
диаметром 16 мм и высотой 10 мм со скоростью 250 мм/мин до
высоты 2 мм при температуре 80 °С, измерении усилия сжатия за
время выдержки (80 с). Определяется: жесткость испытуемого
материала Ртах в момент достижения заданной величины сжатия; усилие
в релаксирующем образце по истечении времени t испытания Pt;
коэффициент относительной релаксации - Pt/Pmax-
Кольцевой модуль резиновых смесей служит критерием
оценки степени вулканизации резиновых смесей. Метод заключается в
растяжении кольцевого образца, вулканизированного по режиму,
установленному для контролируемой резиновой смеси, под
действием заданной нагрузки, и измерении его деформации после
заданного промежутка времени.
Многократное сжатие. Образцы подвергают сжатию с
определенной частотой и амплитудой деформации, при этом
производят замеры температуры и остаточной деформации и ведут счет
количеству циклов. Испытание проводят либо до разрушения
образцов, либо до заданных пределов.
Многократный изгиб. Испытание заключается в
многократном изгибе образца до появления на поверхности образца трещин
или расслоений.
Модуль внутреннего трения резины - характеристика,
определяющая гистерезисные свойства резины при многократных и
знакопеременных динамических нагружениях изделий (шин,
ремней, рукавов, амортизаторов, других изделий), приводящих к
нагреву изделий. Испытания проводят с учетом характера нагружения:
при ударном растяжении или знакопеременном изгибе с
вращением, качении.
Модуль эластичности при растяжении. Определение
модуля эластичности заключается в растяжении образцов
сечением boxhoc заданной силой Р и измерении их удлинения I по
сравнению с первоначальной длиной 10. Модуль эластичности Ео
определяется из соотношения: Ео = PlJ[boho(l - Zo)], где индекс а указывает,
при каком начальном напряжении проведены испытания.
Морозостойкость резины - способность резины сохранять
эластичность и другие свойства при низких температурах.
Морозостойкость определяют:
1. При статическом и динамическом сжатии путем измерения
деформаций образца при нормальной (комнатной) и минусовой
температуре при одних и тех же величинах и условиях нагружения и
вычисления коэффициента морозостойкости как величины
отношения деформации при отрицательных температурах к
деформации образца при нормальной (комнатной) температуре. Принято
различать два коэффициента морозостойкости - при статическом и
при динамическом способе нагружения испытуемого образца.
630 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
2. По эластическому восстановлению образца, сжатого при
комнатной температуре и выдержанного при пониженной температуре
после снятия нагрузки. Коэффициент морозостойкости вычисляют
по формуле: Кв = (h2 - h^)/(h0 - hj, где h0 - высота образца до
сжатия, мм; /гх - высота сжатого образца, мм; h2 - высота
восстановленного образца, мм.
3. Путем растяжения образца до заданного удлинения I при
23 °С и определения величины удлинения /0 того же "отдохнувшего"
образца при низкой температуре под действием того же груза.
Коэффициент морозостойкости при растяжении К определяется
отношением Ес/Е^ где Ес - модуль упругости образца при 23 °С; Ег -
модуль упругости образца при низкой температуре.
Остаточное удлинение резины определяют путем
растяжения испытуемых образцов, выдержки их в растянутом состоянии
в течение определенного времени и измерении остающегося
удлинения после освобождения образца от нагрузки и "отдыха".
Относительный гистерезис при растяжении
характеризуется отношением рассеянной энергии к энергии деформации
образца при растяжении до заданного удлинения или до заданного
напряжения.
Плотность кажущаяся губчатых резин, т. е. плотность
с учетом пор, определяется гидростатическим, пикнометрическим и
экспрессным методами с точностью до 0,01 г/см3.
Полезная упругость при растяжении, %,
характеризуется отношением возвращенной энергии к энергии деформации
образца растяжением до заданного удлинения или до заданного
напряжения.
Прочность связи при расслоении. Прочность связи между
слоями резины, резины с резиной, прорезиненных тканей между
собой и резины с другими материалами характеризуется силой
расслоения в МПа на 1 м ширины испытуемого образца.
Прочность связи резины с металлом определяют:
1. Методом отрыва круглых металлических образцов от резины;
образцы соединены при посредстве:
а) двух клеев; б) одного клея и в) бесклеевого соединения.
2. Методом отслаивания резиновой полоски от металлической
поверхности.
3. Методом деформации при сдвиге.
Прочность связи резины с кордом определяется числом циклов
многократных деформаций растяжение - сжатие до выдергивания
нити корда из образца и усилием выдергивания в МПа, отнесенным
к диаметру нити в м. Выдергивание нити корда из образца
производится без предварительного его деформирования.
Показателем прочности связи служит усилие выдергивания и сдвиговое на-
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 631
пряжение, т. е. усилие выдергивания, отнесенное к площади
контакта нити корда с образцом.
Прочность связи эластичного герметика с металлом определяют
на специальных образцах, состоящих из металлической полосы и
нанесенного на нее герметика, армированного металлической
сеткой и подвергнутого в сборе вулканизации. Измеряют силу
отслаивания (приложенную к свободному концу сетки), отнесенную к
единице ширины образца.
Предел прочности эбонита при статическом изгибе
(временное сопротивление при изгибе в Н/м2) определяют на образцах
120 х 15 х 10 мм по формуле аи = 3/2 [PL/(ba2)], где Р - максимальная
сила, вызывающая разрушение образца; L - расстояние между
опорами; Ъ - ширина и а - толщина образца.
Раздир резины - одна из характеристик прочности резин,
измеряемая разрывной нагрузкой, отнесенной к единице
действительной толщины надрезанного образца, раздираемого с
постоянной скоростью и удельной энергией раздира.
Размягчение эбонита. Температуру размягчения эбонита
при изгибе определяют в соответствии с заранее задаваемым
уровнем напряжений при испытании на образцах 110x10x4 мм.
Сдвиг губчатой резины - это сопротивление сдвигу слоя
губчатой резины при заданной деформации или деформации под
воздействием заданного усилия.
Сжатие губчатой резины. Метод испытания заключается
в определении усилия, требуемого для сжатия образца на заданную
величину деформации. Определяется силой, приложенной к
единице первоначальной площади основания образца.
Сжатие резины. Испытание заключается в кратковременном
статическом сжатии образца (диаметром 38 мм и высотой 38 мм)
между параллельными плоскостями и измерении величин
относительной и остаточной деформации в % при определенной удельной
нагрузке.
Старение резины - снижение свойств (прочности,
пластичности, электрического сопротивления и др.) под воздействием
эксплуатационных факторов (теплоты, холода, света, воздуха,
кислорода, механического нагружения и др.). Испытание на старение
обычно сводится к определению соответствующих свойств испытуемой
резины (Ах) до воздействия каким-либо фактором (факторами) и
после испытания (А2) и установлению коэффициента старения:
К = ^/^.Определяются такие виды старения, как: климатическое
старение, озонное старение, светостойкость, старение по ползучести,
старение при сжатии, старение термическое и т. п. Так, например,
климатическое (атмосферное) старение резины определяется
следующим образом. Метод испытания заключается в том, что образцы
632 РАЗДЕЛ X, НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
резин подвергают старению на климатических станциях в режимах,
близких к эксплуатационным, и определяют способность резин
сопротивляться воздействию солнечной радиации, температуры,
влажности, воздействию атмосферы и других факторов по изменению
предела прочности (временного сопротивления), удлинения,
сопротивления раздиру; времени до появления первых трещин,
степени разрастания трещин и по другим характерным показателям
старения.
Температура стеклования каучука при статической
нагрузке. Температура стеклования определяется путем
нахождения температуры стеклования каучуков, выше которой застеклован-
ный образец, находящийся под действием статической нагрузки, при
нагревании приобретает способность к эластической деформации.
Твердость резины определяют как:
1. Твердость резины в международных единицах твердости IRHD
путем измерения разности между глубиной погружения в
испытуемый образец резины (толщина образца должна быть не менее 4 мм)
шарика диаметром 2,5 мм под действием контактной силы 30 гс и
глубиной погружения под действием общей силы 580 гс на
специальном твердомере. Разность погружения, равная 0,01 мм,
соответствует твердости в 100 единиц IRHD; 1,8 мм - 30 IRHD. Образцы
толщиной не менее 2,0 мм испытывают на микротвердомере
шариком диаметром 0,395 мм с контактной силой 0,85 гс и общей 15,7 гс.
2. Твердость резины в условных единицах ТИР (ТМ-2) или по
Шору путем измерения сопротивления резины погружению инден-
тора на специальном приборе со шкалой от 0 до 100 единиц, где 100
единиц соответствуют нулевому проникновению индентора.
Рабочей частью шкалы считается диапазон от 20 до 90 единиц.
3. Твердость губчатой резины определяют сжатием
стандартного образца на 60 % от первоначальной высоты с фиксированием
потребной для этого нагрузки.
4. Твердость эбонита Н5От5 определяют вдавливанием
стального шарика диаметром 0,5 см с силой 50 кгс по формуле Н5От5 =
= 50/(я • 0,5/i), где h - глубина погружения шарика.
Упруго-прочностные свойства резины при
растяжении характеризуются:
а) условным пределом прочности (временным
сопротивлением) - отношением силы, вызывающей разрыв образца, к его
первоначальному сечению;
б) относительным удлинением - отношением длины образца в
момент разрыва к его первоначальной длине;
в) условным напряжением при заданном удлинении образца, а
также величинами истинного напряжения при заданном удлинении
и истинной прочностью.
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 633
Условно-равновесный модуль резины характеризует
деформацию, установившуюся после выдержки растянутых образцов
при +70 °С в течение 1 ч.
Усталостная выносливость резины при
знакопеременном изгибе с вращением определяется числом циклов до
разрушения образца с учетом амплитуды деформации и температуры в
испытательной камере.
Усталостная выносливость резины при многократном
растяжении определяется числом циклов до разрушения образца.
Температура хрупкости резины Гхр определяется на кон-
сольно-закрепленном образце толщиной 2 мм посредством изгиба
ударом в газовой или жидкой среде с пониженной температурой. Гхр
вычисляют как среднее арифметическое трех наивысших
температур, при которых образец разрушается, т. е. образуются видимые
трещины.
Хрупкость эбонита - oz, Дж/м3, определяют по
разрушению образца 100x15x10 или 120x15x10 мм на маятниковом
копре: Oz = A/(bsl), где А - работа разрушения образца в Дж; Ъ и s -
ширина и толщина образца; / - расстояние между опорами, м.
Остаточное сжатие губчатых резин о, %, определяют
отношением а = [(Л2 - Лх)/Л0] • 100 %, где Ло - первоначальная
высота образца; hx - высота того же образца, сжатого до указанной в
нормативной документации величины и выдержанного 22 ч при
70 °С в этом состоянии; h2 - высота образца после снятия нагрузки и
отдыха в течение 30 мин.
Эластичность - свойство резины упруго деформироваться
без разрушения под действием силы и восстанавливаться после
прекращения действия силы. Определяют на специальном приборе
(типа Шора) посредством удара бойком маятника, падающего
(качающегося) с установленной высоты, по испытуемому образцу.
Эластичность - отношение возвращенной энергии к энергии,
затраченной на деформацию образца при ударе, %.
Физико-механические и технологические свойства
резин. Резина как конструкционный материал отличается высокими
эластическими свойствами. Она способна к большим, практически
почти полностью обратимым деформациям в широком диапазоне
температур под действием относительно небольших напряжений.
Модуль упругости резины составляет 1-10 МПа, коэффициент
Пуассона 0,4-0,5. К особым свойствам резины относится ее
способность к поглощению энергии при деформации, т. е.
амортизационная способность.
Ассортимент резин, используемых только в промышленности
России, составляет десятки тысяч наименований, что обусловлено
разнообразием технологических и технических требований к рези-
634 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
новым материалам и изделиям, работающим в различных условиях
эксплуатации. С целью упорядочения их применения был
разработан ряд способов их классификации. В зависимости от эксплутаци-
онных свойств и назначения обычно выделяют следующие группы
резин: общего назначения, масло- и бензостойкие, термостойкие,
морозостойкие, стойкие к действию агрессивных сред, электоизо-
ляционные, электропроводные, теплопроводные, огнестойкие,
антифрикционные, вакуумстойкие, магнитные, пищевые,
медицинские и др. Некоторые области применения резин приведены в
табл. 4.1, а основные характеристики резин этих групп
представлены в табл. 4.2.
Еще один способ классификации резин - по твердости. По
этому способу классификации резины подразделяются на:
• мягкие для пневматических шин, резиновых изделий и
промышленных деталей, изделий широкого потребления и др.,
твердостью по Шору 35-90;
• жесткие, или эбонитовые, для некоторых специальных
электротехнических деталей, химически стойких обкладок и
других целей; модуль упругости эбонита в 1000 раз больше
модуля упругости мягкой резины;
• пористые, или губчатые, применяемые в производстве
амортизаторов различного типа, сидений, матрацев и изделий
ширпотреба;
• пастообразные для герметизации и уплотнения.
Существуют и другие классификации резин в зависимости от
видов сырья (резины из каучуков разных типов, саженаполненные и
ненаполненные и т. п.), применяемого технологического процесса
(клееные, формовые, штампованные и т. п.), от типа и конструкции
изделий (шинные, камерные, рукавные, галошные и др.).
Одной из особенностей резин является их старение. Старение
резин вызвано окислением каучука под действием кислорода
воздуха, разрушающим влиянием теплоты, света, озона,
механического утомления.
Низкотемпературное применение резин. Ряд групп резин
успешно применяется в области пониженных температур. К ним
относятся резины общего назначения, предназначенные для
производства шин, ряда резинотехнических изделий (РТИ), работающих
в обычных условиях окружающей среды (транспортерные ленты,
амортизаторы, обувь и др.). Как правило, это резины на основе
натурального и синтетических каучуков НК, СКИ, БСК и их комбинаций.
Основными характеристиками резин этой группы, определяющими
работоспособность изготовленных из них изделий, являются
прочностные, вязкоупругие и адгезионные свойства вулканизатов и их
изменение в процессе эксплуатации.
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 635
ТАБЛИЦА 4.1
Области применения резин на основе различных каучуков
Группа резин
Общего
назначения
Морозостойкие
Стойкие к
агрессивной среде
Атмосферостой-
кие
Диэлектрические
Электропроводящие
Радиационно-
стойкие
Состав каучука
и специальные
ингредиенты
ски, скд, скс, нк
и др.
СКС, НК, СКИ, СКС
в комбинации с СКД,
СКТ, СКПО
СКФ, СКЭПТ, СКЭХГ,
ХСПЭ,БК,ХК,СКС
СКЭПТ, БК,ХК СКЭХГ,
хспэ
Диэлектрические
марки СКИ, СКД, СКС,
СКЭП, СКЭПТ, БК, СКТ
с использованием
минеральных
наполнителей и неполярных
пластификаторов
НК,СКС,СКН,ХКидр.
с использованием
электропроводящего
технического углерода
СКУ, СКС, СКИ, СКН,
ХК и др. с
использованием антирадов
Назначение и
характеристика
Для
эксплуатации при
температурах от -50
до +100 °С
Для
эксплуатации при
температуре -60 °С и
ниже
Для длительной
эксплуатации в
контакте с
кислотами,
щелочами,
окислителями, паром и
т.п.
Для кровельных
и
гидроизоляционных работ,
строительства
Для работы в
условиях
высоких напряжений
Для токопрово-
дящих
покрытий,
нагревательных
элементов, печатных
схем
Для работы под
действием
рентгеновских лучей
и
ионизирующего излучения
Область
применения
Шины,
конвейерные ленты,
амортизаторы и др.,
резиновая обувь и
др.
Изделия и детали,
эксплуатируемые в
условиях
климатического холода и в
системах
криогенного назначения
Гуммировка
химической
аппаратуры, уплотнители,
шланги и др.
Строительные
профили,
гидроизоляция
трубопроводов, подвалов и др.
Изоляция
проводов и изделий,
перчатки, обувь,
ковры и др.
Антистатические
РТИ, обувь,
покрытия, защитная
одежда, медицинские
изделия,
высоковольтные кабели,
кабели дальней
связи и др.
Детали
рентгеновской аппаратуры,
защитная одежда и
др.
636
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 4.2
Свойства резин на основе различных каучуков
Crohotro
Температура
эксплуатации, °С:
минимальная
максимальная
длительная**
кратковременная**
Твердость по Шору, А
Предел прочности при
растяжении, МПа:
ненаполненные
резины
наполненные резины
Сопротивление раздиру,
кН/м
Эластичность по отскоку,
96, при 20 °С
Износостойкость3*
Свойство
V/iJ4/Xlv X АЛЧУ
Температура
эксплуатации, °С:
минимальная
максимальная
длительная**
кратковременная**
Твердость по Шору, А
Предел прочности при
растяжении, МПа:
ненаполненные
резины
наполненные резины
Сопротивление раздиру,
кН/м
Эластичность по отскоку,
%, при 20 °С
Износостойкость3*
Тип каучука*
1
-60
50-100
80-140
30-95
18-36
15-39
20-170
35-75
X
2
-60
110
150
40-90
1-15
10-25
15-70
44-58
0
3
-50
80-120
90-160
40-95
2-6
10-30
15-70
28-38
X
4
-45
80-150
130-180
35-90
3-20
8-23
20-80
8-11
У
5
-40
100-150
130-180
30-95
2-7
10-25
20-60
36-52
X
6
-45
90-130
110-160
35-95
3-7
10-30
25-85
14-44
X
Тип каучука*
7
-40
90-110
110-140
30-95
10-30
10-30
20-80
32-40
X
8
-40
150
180
40-95
4-10
10-24
30-75
20-30
О
9
-35
100
130
35-95
20-50
20-60
30-130
20-55
П
10
-40
120-130
150-175
25-80
1-2
1-9
10-15
44-56
У
11
-20
175-250
200-350
50-90
3-7
10-25
15-60
5-10
У
12
-120
150-350
400
30-90
0,2-1
4-12
10-45
20-50
О
* 1 - натуральный НК и синтетический изопреновый СКИ; 2 - бутадиеновый - СКД;
3 - бутадиен-стирольный - СКД; 4 — бутилкаучук — БК; 5 — этиленпропиленовые — СКЭП
и СКЭПТ; 6 - бутадиен-нитрильный; 7 - хлоропреновый ХП; 8 - хлорсульфированный
полиэтиленовый ХСПЭ; 9 - уретановый - СКУ; 10 - полисульфидный - ПСК; 11 -
синтетический каучук фторированный - СКФ-26; 12 - силиксановый - СКТ.
** Длительная - более 1000 ч; кратковременная - до 100 ч.
3* О - отличная; X - хорошая; У - удовлетворительная; П - плохая.
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 637
Резины этой группы, как правило, имеют удовлетворительные
адгезионные свойства, а для их надежного соединения с
конструкционными материалами (металлами, волокнами, пластиками)
могут с успехом применяться специальные модификаторы, вводимые в
рецептуру резин, клеи и адгезивы, позволяющие расширить область
их применения в зону низких температур.
Наряду с этим классом, в области низких температур
применяется специализированный тип резин, который получил название
"морозостойкие резины". Морозостойкость эластомерных
материалов определяют два физических процесса - стеклование и
кристаллизация. С понижением температуры эти материалы переходят в
твердое (некристаллическое) стеклообразное состояние, которое
характерно и для многих низкомолекулярных веществ. Скорость
развития высокоэластической составляющей деформации материала
в сотни раз меньше, чем упругой деформации даже при
повышенных температурах. При низких температурах она уменьшается еще
значительнее. Таким образом, изменяя температуру, можно
реализовать преимущественное развитие каждого из этих видов
деформации.
Изменение свойств эластомерных материалов на основе каучу-
ков с регулярной химической структурой при низких температурах
может быть следствием не только стеклования, но и
кристаллизации. В зависимости от температурных областей проявления
процессов стеклования и кристаллизации доминирующим оказывается тот
или иной процесс. При этом возможно и их непосредственное
влияние друг на друга.
К морозостойким резинам относят эластомеры, сохраняющие
способность к реализации высокоэластических деформаций при
температуре ниже -50 °С. Морозостойкость резин определяют по
температуре хрупкости, жесткости при различных видах деформаций,
восстанавливаемости после деформации и кристаллизуемости.
Основную роль в морозостойкости резин играет химическая
природа и структура каучуков. Данные по температуре стеклования
отечественных каучуков основных марок приведены в табл. 4.3, а в
табл. 4.4 приведены некоторые физические свойства резин в
интервале температур от жидкого гелия до комнатных.
Считают, что нижняя температура работоспособности уплотни-
тельных резин на основе различных каучуков составляет, °С: (-60) -
НК, (-50) - СКС, (-30) - БК, (-40) - СКЭПТ, (-40) - ХК, (-45) -
СКН-18, (-15) - СКН-40, (-20) - СКФ-26, (-60) - СКТФТ, (-120) -
СКТ. Однако эти цифры следует рассматривать как очень
приблизительные, так как реальная работоспособность эластомерного
материала зависит от рецептуры, типа и конструкции изделия, где он
применяется, а также от условий его применения.
638
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 4.3
Температура стеклования каучуков основных марок
Каучук
Марка
Тд
Каучук
Марка
Тд
Каучук
Марка
Т,
Каучук
Марка
Та
СКИ
НК
-68--73
ХК
Наирит-КР
-40--42
СКИ-3
-68--71
СКД
СКД*
-102--112
СКБ
-48--52
СКЭПиСКЭПТ
СКЭП*
-55--60
СКЭПТ**
-55--65
СКМС-10
-78
СКТВ-1*
-125--130
СКТФВ-803**
-110--115
СКУ
СКУ-8А
-30--35
СКУ
-35--40
БК
БК СКФ-26
-69 -20
СКГ
СКТФТ-100**
-78
Пропиленоксидный
СКПО
-75
СКД
СКС-30
-52-Г-54
СКФ
СКФ-32
-18
СКС-50
-30
СКФ260*
-40--4 2
СКГЭМ
-130
ПСК
Тиокол-ST
-50--55
* На морозостойкость влияет кристаллизация.
* На морозостойкость влияет микрокристаллизация.
ТАБЛИЦА 4.4
Теплопроводность (X) и удельная теплоемкость (сР) резин
при низких температурах
Г, К
5
10
15
20
30
40
50
60
70
80
90
120
140
160
1
Ср,
Дж/
(кг-К)
—
—
7,3
117
205
283
352
419
481
537
599
754
842
943
К
Вт/
£м-К)
_
-
-
-
-
-
0,118
0,118
0,119
0,119
0,120
0,122
0,124
0,128
2
cPi
Дж/
(кг-К)
_
-
73
117
204
282
352
418
476
536
588
750
845
940
\
Вт/
(мК)
_
-
-
-
-
-
-
-
—
-
0,010
0,022
0,032
0,042
3
Ср,
Дж/
(кг-К)
4,0
28
70
113
196
272
339
398
456
511
561
712
812
913
Г,К
180
190
195
200
205
210
212
220
240
260
270
280
290
300
1
Ср,
Дж/
(кг-К)
1031
1081
1102
1441
1600
1613
1616
1642
1705
1751
1792
1814
1844
1880
L
\
Вт/
£мК)
0,131
0,134
0,135
0,136
0,137
0,138
0,139
0,142
0,148
0,154
0,160
0,162
0,166
0,171
2
ср,
Дж/
(кг-К)
1030
1128
1226
1332
1436
1536
1580
1650
1720
1780
1825
1850
1886
1920
\
Вт/
£мК)
0,054
0,061
0,064
0,068
0,072
0,076
0,078
0,084
0,100
0,117
0,130
0,136
0,145
0,155
3
Ср,
Дж/
(кг-К)
1013
1060
1084
1122
1160
1340
1659
1684
1730
1780
1820
1843
1870
1900.
Примечание. Резины на основе: 1
полибутадиена; 3 - полиизопрена.
- цис-1,4-полибутадиена; 2 - транс-1,4-
Глава 4. РЕЗИНЫ И ДРУГИЕ ЭЛАСТОМЕРЫ 639
Изготовление и применение изделий из эластомеров.
Основными материалами из группы эластомеров, нашедших
широкое применение в промышленности, являются резины. Изделия,
получаемые из резины - резинотехнические изделия - обширная
группа резиновых, резинометаллических и резинотканевых
изделий. Их ассортимент насчитывает несколько десятков тысяч
наименований и типоразмеров.
По назначению резинотехнические изделия, применяемые в
области низких температур, могут быть разделены на следующие
группы:
1) передаточные элементы устройств для перемещения
различных материалов - конвейерные ленты, рукава, трубки;
2) гибкие тяговые связи передач - приводные ремни,
гусеничные ленты и др.;
3) эластичные соединения узлов машин и аппаратов - муфты
и др.;
4) уплотнители подвижных и неподвижных соединений -
сальники, манжеты, кольца, мембраны, прокладки, шнуры и др.;
5) амортизирующие детали - амортизаторы, буфера, подвески,
упоры, втулки, шарниры;
6) пыле- и грязезащитные детали - чехлы, колпачки, ковры и др.;
7) электроизоляционные детали и изделия - аккумуляторные
баки, полутвердые изоляционные трубки, диэлектрические ковры,
пластины и др.;
8) пневматические строительные конструкции -
сборно-разборные промышленные, сельскохозяйственные, общественные и
жилые здания и сооружения и др.
В производстве резинотехнических изделий применяются
практически все каучуки общего и специального назначения,
текстильные материалы из химических и натуральных волокон (нити, корд-
шнуры, ткани), металлическая проволока, корд, тросы, сетки.
Резинотехнические изделия изготовляют по единой
технологической схеме, включающей: приготовление резиновой смеси;
получение полуфабрикатов - каландрованных листов, экструдирован-
ных профилей; изготовление или сборку заготовок; вулканизацию и
финишную отделку изделий.
По технологии изготовления РТИ делят на следующие группы:
шины, конвейерные ленты и плоские приводные ленты; клиновые
ремни; рукава; формовые изделия; неформовые изделия. Шины
выпускаются двух основных типов: пневматические и массивные.
Амортизирующую способность пневматической шины создает
заключенный в ней сжатый воздух и лишь частично - эластические
свойства шинных материалов, а массивной или цельнорезиновой
шины - только эластичность самого резинового массива.
640 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Все шинные резины должны сохранять свои механические
свойства в широком интервале температур. Нижний предел обычно
составляет минус 50 °С; для эксплуатации в районах Крайнего Севера
изготовляют специальные морозостойкие шины (до -65 °С).
Верхний предел температуростойкости шин зависит главным образом
от скорости езды и механической нагрузки на шину, повышающих
внутреннее теплотообразование в ее деталях.
Еще одним из распространенных изделий из резины
являются резино-тканевые ремни и ленты. Ремни по форме сечения
делят на плоские, плоскозубчатые и клиновые. Конвейерные ленты
применяют для перемещения грузов по горизонтали или при
небольшом уклоне. Такие ленты выпускают общего и специального
(теплостойкие, морозостойкие, маслостойкие и "пищевые")
назначения.
Важнейшей группой изделий из резины являются рукава. По
своему назначению рукава делятся на напорные и всасывающие.
Широкое распространение получили монтажные резиновые
материалы и резиновые детали машин. К монтажным материалам
относятся резиновые кольца, амортизационные резиновые шнуры,
резина техническая листовая.
Глава 5
ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
Вспененные (газонаполненные) полимерные материалы
являются наиболее широко распространенным видом легких
теплоизоляционных и конструкционных полимеров. Эти пластмассы
отличаются от обычных монолитных пластмасс явно выраженным
неоднородным строением, напоминающим структуру застывшей пены.
Они состоят из пластиков или эластомеров (твердая фаза),
образующих стенки элементарных ячеек или пор - силовой скелет или
каркас материала и газообразной фазы (дисперсная или
диспергированная фаза или среда), составляющей более 50 % общего объема
вещества.
Различают газонаполненные пластмассы с преобладающей
замкнуто-ячеистой структурой, которые принято называть пенопластами,
и материалы, обладающие открытопористой структурой, которые
получили название поропласты или губчатые пластмассы.
Структура поропласта - это структура, в которой ячейки или поры
сообщаются между собой и с окружающей средой. В зависимости от
упругих свойств полимеров и эластомеров газонаполненные пластмассы
могут быть подразделены на жесткие, полужесткие и эластичные.
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ 641
Многие свойства газонаполненных полимерных материалов
обусловлены их строением: наличием твердой и газообразной
структур, что придает им легкость, относительно высокую удельную
прочность, а также высокие теплоизоляционные свойства. Пенопласты
из-за наличия большого количества несообщающихся между собой
ячеек имеют очень хорошие теплоизоляционные, прочностные и
влагозащитные свойства. Поропласты водо- и газопроницаемы и
имеют по сравнению с пенопластами пониженные
теплоизоляционные свойства, но более высокую звуко- и вибропоглощающую
способность. Свойства газонаполненных пластмасс могут колебаться
в широких пределах.
Вспененные полимерные материалы получают как путем
вспенивания полимерной заготовки, так и введением в исходную
композицию заполненных газом сферических частиц (микросфер) из
стекла, полимеров, керамики и других материалов (синтактные
пенопласты).
Для повышения прочности, упругости, непроницаемости и ряда
других физико-механических показателей изготовляют
газонаполненные полимеры с повышенной плотностью поверхностных слоев
(структурированные или интегральные пены).
Все известные приемы получения газонаполненных
пластических масс, отличающиеся друг от друга механизмом вспенивания и
протекающими при этом физико-химическими превращениями
полимеров, можно объединить в три группы.
К первой относятся методы вспенивания полимеров в
высокоэластическом состоянии при температурах, несколько
превышающих температуру стеклования. При этом предусматривается
использование полимеров в завершенном виде. Их превращение в
пенопласты связано с нагревом, что может отрицательно сказаться на
их физико-механических и химических свойствах.
Ко второй - вспенивание вязко-текучих или вязко-жидких
полимерных или олигомерных композиций и их отверждение
непосредственно в процессе вспенивания и последующей тепловой
обработки. Именно эти методы нашли наиболее широкое
распространение. В качестве исходных продуктов при данных методах
вспенивания используют олигомерные или мономерные
соединения, подвергаемые в процессе вспенивания дальнейшим
превращениям по полимеризационному или поликонденсационному
механизму.
К третьей группе методов относится вспенивание водных
дисперсий полимеров или смолообразующих веществ с последующим
отверждением жидкой пены.
К настоящему времени наиболее широкое применение нашли
методы получения вспененных полимерных материалов на основе
-U-312
642 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
полиуретана, полистирола, поливинилхлорида, фенольных и
эпоксидных смол, изоциануратов, карбодиимидов, карбамидов и
полиэтилена.
В условиях криогенной и низкотемпературной техники
наибольший интерес представляют собой пенопласты как материалы с
максимально высокой теплоизолирующей способностью и
максимально сниженной массой изолятора.
5.1. ГАЗОНАПОЛНЕННЫЕ ПЛАСТМАССЫ
НА ОСНОВЕ РЕАКТОПЛАСТОВ
Пенополиуретаны. Среди всех вспененных полимерных
материалов именно пенополиуретаны в настоящее время занимают
ведущее положение. Их получают в результате взаимодействия изо-
цианатов с гидроксилсодержащими олигоэфирами в присутствии
катализатора, поверхностно-активного вещества и вспенивающего
агента. Свойства пенополиуретанов в большей степени зависят от
химического строения полиэфира и изоцианата. Применяя
различные полиэфиры, можно в широких пределах изменять свойства этих
материалов. Для получения жестких пенопластов используют
многофункциональные полиэфиры с молекулярной массой не более
800, для получения эластичных материалов - функциональные
полиэфиры с высокой молекулярной массой (более 2000).
В Российской Федерации широко применяется азотсодержащий
полиэфир "Лапромол-294", с помощью которого можно получать
жесткие пенополиуретаны без использования катализатора.
Введение в процессе получения полиэфиров инициаторов, содержащих
фосфор или галогены, в полимерную основу пенополиуретана резко
снижает их горючесть. К таким полиэфирам относятся^ например,
"Фосполиол", "Фосдиол" и "Лапрол-503М".
В качестве вспенивающего агента при производстве
пенополиуретанов используют либо диоксид углерода, образующийся в
результате взаимодействия изоцианата с водой, либо галогензаме-
щенные углеводороды (фреоны). Применение фреонов позволяет
получать пенопласты с лучшими теплоизоляционными свойствами.
Получают пенополиуретаны различными методами: заливкой
жидких смесей; напылением; заливкой с предвспениванием;
вспениванием твердых композиций. Способ получения выбирается в
зависимости от условий производства основного (защищаемого)
изделия, технологических возможностей предприятия-изготовителя
и тех требований, которые закладываются в изготовляемую
конструкцию, экономической целесообразности.
Физико-механические и технологические свойства
пенополиуретанов. Одним из основных достоинств пенополиуре-
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
643
танов является то, что они обладают высокой адгезией ко всем
конструкционным материалам, поэтому при их применении не
требуется использовать клеи. Основными факторами, влияющими на
свойства пенополиуретанов, являются их плотность, химический состав
(исходные компоненты - изоцианат и полиэфир), а также точность
поддержания технологических параметров. Прочностные показатели
во многом определяются макроструктурой пенопласта:
геометрической формой и размером ячеек, толщиной полимерной
перегородки, возможностью перемещения газовой фазы из ячейки в ячейку.
В табл. 5.1 приведены усредненные прочностные свойства
пенополиуретанов в зависимости от плотности, а в табл. 5.2 и 5.3
физические свойства этих теплоизолирующих материалов в сравнении с
другими теплоизолирующими материалами и при низких температурах.
ТАБЛИЦА 5.1
Прочностные показатели ППУ в зависимости от плотности
Показатель
Предел прочности
при сжатии, МПа
Предел прочности
при растяжении, МПа
Предел прочности
при изгибе, МПа
Модуль упругости
при сжатии, МПа
Модуль упругости
при изгибе, МПа
Плотность, кг/м3
30-40
0,2
0,5
0,4
5Д
5,25
60-70
0,4
0,8
0,9
18,1
21,0
90-100
0,7
1,2
1,5
28,0
23,0
120-130
1,3
1,8
2Д
46,0
44,0
150-180
2,0
2,2
3,3
72,7
67,0
190-200
3,0
3,0
Причина, по которой пенополиуретаны являются на
сегодняшний день наиболее востребованными пенопластами, связана с
их теплоизолирующими свойствами. Эти материалы имеют самый
низкий коэффициент теплопроводности среди всех известных
теплоизоляционных материалов, что подтверждается данными,
приведенными в табл. 5.2. На коэффициент теплопроводности
пенополиуретанов дополнительно оказывают влияние различные
факторы: природа вспенивающего агента, размер ячеек, плотность
и температура. Теплопроводность пенополиуретанов, вспененных
фреоном, примерно в 1,5 раза ниже, чем у пенополиуретанов,
вспененных диоксидом углерода.
В табл. 5.3 приведены данные по пенополиуретанам
отечественных марок - ППУ-104Б; ППУ-305А и поролону.
644
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 5.2
Теплоизолирующие свойства пенопластов
и других теплоизолирующих материалов
Материал
Жесткий пенополиуретан
Эластичный пенополиуретан
Вспененный каучук
Фенолоформальдегидный
пенопласт
Полистирольный пенопласт
Пенополивинилхлоридный
пенопласт
Стекловолокно
Пробка
Пеностекло
Асбест
Вермикулит
Теплопроводность,
ВтДм-К)
0,02-0,023
0,038
0,029-0,036
0,031
0,03-0,037
0,038
0,035-0,042
0,037-0,043
0,055
0,046
0,065
Толщина слоя,
необходимая для
обеспечения равной
с пенополиуретаном
теплозащиты, мм
1,0
1,9
1,6
1,6
1Д
1,9
1,8
2,0
2,7
2,3
3,2
1 1 TrfVTTJi^^^IVL.
1 L/U/l liUCl Ь,
кг/м3
30-40
15-40
60-80
80-100
15-30
50-80
30-190
110-150
130-160
160
150-200
ТАБЛИЦА 5.3
Теплопроводность, температуропроводность
и удельная теплоемкость пенополиуретанов
отечественного производства
т к
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
ППУ-104Б
Х103,
Вт/(мК)
_
-
38,2
39,7
41,2
42,6
44,2
45,8
47,0
48,6
50,1
51,5
53,0
54,4
56,0
57,2
а107,м2/с
_
—
1,73
1,69
1,65
1,61
1,58
1,54
1,51
1,48
1,45
1,43
1,41
1,39
1,37
1,36
Ср,
кДжДкг-К)
_
-
0,563
0,605
0,645
0,685
0,728
0,770
0,808
0,850
0,890
0,930
0,970
1,010
1,050
1,095
ППУ-305А
Х103,
ВтДмК)
_
-
-
-
-
-
-
-
-
-
25,4
26,7
28,2
29,6
31,2
32,8
Поролон
при давлении, кПа
101
12,8
14,0
15,2
16,4
17,6
18,8
20,0
21,2
22,4
23,8
24,6
25,7
26,6
27,5
28,6
29,7
1,0
2,2
2,3
2,4
2,6
2,8
3,4
4,1
4,3
5,4
5,9
6,2
6,3
6,5
6,7
7,0
7,1
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
645
Продолжение
Г, К
240
250
260
270
280
290
300
ППУ-104Б
Х103,
ВтДмК)
58,8
60,2
61,8
63,8
64,8
66,5
68,0
а.107,м2/с
1,34
1,33
1,32
1,31
1,30
1,29
1,28
сР,
кДж/(кг-К)
1,132
1,170
1,210
1,265
1,322
1,330
1,375
ППУ-305А
Л-108,
ВтДмК)
34,3
36,0
37,6
39,0
40,7
42,4
44,0
Поролон
при давлении, кПа
101
31,0
32.2
33,8
36,0
37,4
39,2
41,7
1,0
7,4
7,6
7,8
8,0
8,6
9,2
10,2
Данные табл. 5.3 относятся к пенополиуретанам со
следующими свойствами: ППУ-104Б имел плотность 390 кг/м3, средний
размер ячеек 0,2 мм; ППУ-305А имел плотность 140 кг/м3, средний
размер ячеек 0,5 мм. Плотность поролона составляла 34 кг/м3.
Теплоемкость для других пенопластов на основе полиуретанов
близка к значениям теплоемкости для ППУ-104Б. В табл. 5.4 даны
свойства зарубежных пенополиуретов в зависимости от плотности
материала.
ТАБЛИЦА 5.4
Теплопроводность пенополиуретанов зарубежных фирм
в зависимости от их плотности Х-10, Вт/(м • К)
г,к
ЯП
90
100
110
120
130
140
150
160
170
Ячейки заполнены
диоксидом углерода
27
-
-
-
-
-
-
-
—
57
-
-
-
-
-
-
—
38
-
-
-
-
-
-
—
140
-
-
-
-
-
-
-
—
40
-
-
-
-
-
-
-
—
42
-
-
-
-
-
-
-
—
Ячейки заполнены фтортрихлорметаном
Плотность, ]
32(1)
5,4
6,5
7,6
8,7
9,9
11,0
12,1
13,2
32(И)3*
-
-
-
-
-
-
14,1
14,9
*
<г/м3
37
11,8
12,7
13,7
14,7
15,7
16,7
17,7
18,7
38
-
-
-
-
-
-
16,6
16,2
33
-
-
-
-
-
-
-
—
43
-
-
-
-
-
-
—
35,7
1О 1
13,5
14,0
14,2
14,5
15,4
16,3
17,5
18,6
19,0
**(лет)
0,5
2,0
43
11 Л
11,0
12,6
13,6
14,6
15,6
16,7
17,7
18,8
19,7
20,9
11,6
12,6
13,6
14,6
15,6
16,7
17,7
18,8
19,7
20,9
646
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Продолжение
Г,К
180
190
200
210
220
230
240
250
260
273
280
290
300
27
_
-
24,2
25,2
26,3
27,4
28,4
29,4
30,5
31,8
32,6
33,6
34,7
Ячейки заполнены
диоксидом углерода
57
_
-
-
26,8
27,8
28,8
29,7
30,7
31,6
33,0
33,7
34,7
35,7
38
_
-
-
23,5
24,8
26,2
27,6
28,9
30,3
32,0
33,0
34,4
35,8
140
_
-
-
28,4
29,6
30,8
32,0
33,2
34,4
36,0
36,8
38,0
39,3
40
22,5
23,0
23,8
24,7
25,8
27,2
28,8
30,6
32,4
35,0
36,6
39,0
41,4
42
__
-
-
-
-
-
-
-
-
39,8
41,2
43,3
45,4
Ячейки заполнены фтортрихлорметаном
Плотность,]
32(1)
14,3
15,4
16,5
17,7
18,4
18,5
17,8
16,8
15,8
14,5
14,1
14,5
15,6
32(И)3*
15,8
16,8
17,7
18,5
19,2
19,6
19,4
18,9
18,2
17,3
16,8
16,9
17,9
* Непосредственно после изготовления.
<г/м3
37
19,7
20,7
21,7
22,7
23,5
23,9
23,7
23,1
22,5
21,2
21,2
22,3
23,4
38
16,0
15,8
15,7
15,8
17,9
22,6
24,3
23,7
23,1
22,2
21,8
21,1
21,4
33
_
-
-
-
24,0
25,1
25,2
22,8
20,0
19,1
18,7
20,8
43
_
-
26,1
27,2
27,9
27,9
27,5
26,8
26,7
27,2
27,6
28,4
29,2
35,7
19,4
20,1
20,9
21,8
22,7
22,1
21,5
20,7
19,8
18,6
18,6
19,7
20,9
** с
** (лет;
0,5
2,0
43
22,0
23,3
24,6
25,8
26,4
26,2
25,6
24,4
23,4
23,4
23,8
24,7
25,8
** После хранения при 293 К и относительной влажности воздуха 65 %, годы.
3* Данные по плотности 32 кг/м3
различаются в различных источниках.
22,0
23,7
25,4
26,5
27,4
27,6
27,4
26,4
26,1
26,6
27,0
28,1
29,5
Особо следует иметь в виду влияние плотности
пенополиуретана на коэффициент его теплопроводности. Установлено, что
минимальное значение коэффициента теплопроводности
реализуется при плотности от 32 до 48 кг/м3, при более высоких или более
низких значениях плотности коэффициент теплопроводности
возрастает (табл. 5.5). При низких температурах конвекция уже не
является основным средством теплопередачи, главным фактором,
влияющим на изоляционные свойства пенополиуретана при
криогенных температурах, становятся размеры и однородность его
ячеек (табл. 5.6).
Одним из условий надежной эксплуатации оборудования,
защищенного теплоизолирующим материалом, являются
антикоррозионные свойства последнего. Пенополиуретаны, вспененные
диоксидом углерода, не проявляют коррозионной активности по
отношению к различным металлам; вспененные водородсодержа-
щими фреонами типа фреона-22 (CHF2C1) могут вызывать
коррозию металлов, поскольку такие фреоны при нагревании в
присутствии влаги могут выделять соляную кислоту.
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
647
ТАБЛИЦА 5.5
Теплопроводность
Плотность,
кг/м3
100
120
140
160
180
200
220
260
и температуропроводность полиуретана
ППУ-305А в зависимости от плотности
Х,Вт/(м-К)
0,0396
0,0410
0,0430
0,0450
0,0467
0,0486
0,0505
0,0546
а-107,м2/с
2,87
-
2,23
2,05
1,88
1,77
1,66
1,52
Плотность,
кг/м3
300
340
380
420
460
500
540
580
Х,Вт/(м-К)
0,0587
0,0630
0,0675
0,0776
0,0827
0,0875
0,0926
0,0976
а-107,м2/с
1,42
1,34
1,29
1,22
1,20
1Д7
1,16
1,14
Применение пенополиуретанов. Эти материалы находят
широкое применение в различных отраслях промышленности и в
производстве товаров народного потребления. Эластичные
пенополиуретаны применяют в мебельной и автомобильной
промышленности, жесткие - при производстве холодильников и
рефрижераторов, теплоизоляции низкотемпературных и криогенных
конструкций, а также в строительстве в качестве теплоизоляционных
материалов. Одним из определяющих условий применения
теплоизолирующих материалов в криогенной и низкотемпературной
технике является близость коэффициентов теплового расширения
основного (защищаемого) материала и теплоизолятора. В табл. 5.7
приведены сведения о коэффициентах теплового расширения
пенополиуретанов и ряда других, широко применяемых
теплоизолирующих материалов.
Высокие теплоизоляционные свойства пенополиуретанов
позволяют значительно уменьшить толщину изоляции по сравнению
с другими материалами, а низкая плотность облегчает монтаж
готовых панелей и блоков. При постройке зданий со стенами и
крышей, изолированными пенополиуретанами, экономия материалов
ТАБЛИЦА 5.6
Влияние размера пор на теплопроводность пенопласта ПС-4
плотностью 30—50 кг/м3 при комнатной температуре
Средний размер пор, мм
0,5
1,0
1,5
Х,Вт/(м-К)
0,0388
0,0410
0,0433
Средний размер пор, мм
2,0
2,5
3,0
X, Вт/(м К)
0,0454
0,0476
0,0498
648
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 5.7
Температурный коэффициент линейного расширения
ячеистых изоляционных материалов
Материал
Пенополиуретан эластичный
Пенополиуретан
Пенополиуретан
Пенополиуретан
Пробковая плита
Пробковая плита
Пробковая плита
Пеностекло
Пеностекло
Пеностекло
Вспученная резина
Вспученная резина
Вспученный эбонит
Плотность,
кг/м3
34-58
80
80
80
110
110
110
170
170
170
78
78
64
Г, К
293-80
300
77
300-77
317
247
194
315
247
193
247
193
323-148
а-10е, К"1
77
123
50
71
81
59
47
10,8
7,6
6,5
48,6
43,2
59,8
и рабочей силы составляет 25 % затрат, а затраты энергии на
обогрев или охлаждение при эксплуатации снижаются на 10-15 %.
Пенофенопласты нашли достаточно широкое
распространение в технике низких температур из-за их уникальных свойств,
формостабильности в широком температурном интервале и
высокой огнестойкости. Исходное сырье для производства этих
материалов - фенолоформальдегидные смолы - являются одним из самых
распространенных и экономически доступных видов реакционно-
способных олигомеров, производство которых опирается на
большие запасы сырья и высокоразвитую производственную базу.
Пенофенопласты получают на основе жидких резольных смол и
твердых новолачных смол. Основными компонентами композиций
для получения пенопластов являются форполимер, кислотный от-
вердитель, газообразователь и поверхностно-активное вещество.
В качестве газообразователя при их производстве из резольных смол
используются порошкообразные металлы (алюминий, магний, цинк,
железо), которые, взаимодействуя с кислотами, выделяют водород.
Кроме того, используются легколетучие органические соединения:
н-бутиловый эфир, фреоны и др. В качестве поверхностно-активных
веществ применяют алкилсульфонаты и кремнийорганические
поверхностно-активные вещества. Для отвердителей используют
минеральные кислоты: соляную, серную, фосфорную.
Наиболее распространенный в России фенольный пенопласт
типа ФРП получают на основе резольных форполимеров ФРВ (ФРВ-1,
ФРВ-1А, ФРВ-2, "резоцела"), которые представляют собой гомоген-
Глово 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
649
ные водорастворимые жидкости со слабым запахом фенола и
формальдегида, полученные в результате конденсации фенола с
формальдегидом с использованием в качестве катализатора едкого
натра. В качестве вспенивающего агента и отвердителя используются
продукты типа ВАГ (ВАГ-1, ВАГ-2, ВАГ-3), представляющие собой
смесь минеральных кислот с мочевиной, диэтиленгликолем или
продуктом конденсации сульфонилмочевины с формальдегидом.
Кроме того, в композицию вводится алюминиевая пудра. Пенофе-
нопласты имеют преимущественно открыто-ячеистую структуру
и поэтому характеризуются высокими водо- и влагопоглощением,
которые зависят от ячеистой структуры пенопласта. Так, феноль-
ный пенопласт с мелкоячеистой структурой имеет водопоглощение
2-3 °/о, а с крупноячеистой 12-14 %, что следует особо учитывать
при выборе материала для теплоизоляции низкотемпературной
техники, при размораживании которой интенсивно протекают
процессы конденсации жидкости на стенках оборудования.
В табл. 5.8 и 5.9 приведены основные характеристики
различных фенольных пенопластов.
ТАБЛИЦА 5.8
Свойства фенольных пенопластов
Свойство
Предел прочности при
сжатии, МПа
Предел прочности при
изгибе, МПа
Ударная вязкость, кДж/м2
Теплопроводность, Вт/(м • К)
Водопоглощение за 24 ч, кг/и3
Свойство
Предел прочности при
сжатии, МПа
Предел прочности при
изгибе, МПа
Теплопроводность, Вт/(м • К)
Водопоглощение за 24 ч, кг/м3
Пенопласты на основе твердых смол
ФФ
ФК-20
ФС-7,2
Плотность, кг/м3
150-190
0,8
1,5
0,2
0,05
0,2
90-230
1,0
1,8
0,3
0,06
0,2
150-190
0,8
0,8
0,05
0,2
190-230
1,0
0,9
0,05
0,2
70
0,3
0,2
0,045
100
0,4
0,2
0,05
120
0,5
0,4
0,06
Пенопласты на основе резольных смол
ФРП
ФЛ
Виларес
Плотность, кг/м3
40-60
0,05
0,04
80
0,25
0,045
0,64
100
0,25
0,05
0,064
40-60
0,08-0,15
0,05-
0,1
0,035
5
60-200
2,4-4,0
0,9-1,2
0,07
5
40-60
0,13
0,04
60-75
0,2
0,045
42-312
650
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 5.9
Теплопроводность фенольных пенопластов Х-103, Вт/(м • К)
Г, К
80
90
100
110
120
130
140
150
160
170
180
190
ФП(1)
10,8
11,6
12,5
13,3
14,2
15,0
15,7
16,5
17,4
18,2
19,0
19,9
ФП(2)
17,8
18,8
19,7
20,6
21,6
22,6
23,5
24,5
25,5
26,4
27,4
28,5
Г, К
200
210
220
230
240
250
260
273
280
290
300
ФП(1)
20,8
21,7
22,7
23,7
24,6
25,6
26,8
28,4
29,2
30,6
32,0
ФП(2)
29,6
30,8
31,8
33,0
34,2
35,5
36,6
38,0
39,0
40,4
41,4
Примечание. ФП (1), ФП (2) - пенопласгы на основе вспененной феноль-
ной смолы плотностью 27 и 104 кг/м3 соответственно. Измерения проведены при
давлении 101 кПа.
Свойства полифенольных пенопластов зависят от состава
композиции и плотности. Для них характерны пониженная прочность
при растяжении и высокая хрупкость, что объясняется тем, что фе-
нолоформальдегидные полимеры представляют собой жесткие
трехмерные сетки, состоящие из фенольных ядер, прочно связанных
друг с другом малоподвижными мостиковыми связями. Поэтому
при прочностных расчетах изделий из полифенольных пенопластов
рекомендуется вместо коэффициента Пуассона использовать
коэффициент поперечной деформации. В направлении, параллельном
вспениванию, этот коэффициент равен 0,55, а в направлении,
перпендикулярном вспениванию, - 0,37.
Эпоксидные пенопласты обладают высокими
механическими свойствами, отличной адгезией ко многим материалам, высокой
формостабильностью и химической стойкостью, хорошими
теплостойкостью и диэлектрическими показателями. Однако высокая
стоимость и несовершенство существующей технологии
производства сдерживают их применение. Физико-механические свойства
эпоксидных пенопластов близки свойствам пенополиуретанов. Их
прочность и модуль упругости при сжатии, растяжении, изгибе и
сдвиге зависят от степени отверждения, плотности, температуры и
направления вспенивания (табл. 5.10).
В табл. 5.11 приведена теплопроводность эпоксидного
пенопласта ПЭ-2Т.
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
651
ТАБЛИЦА 5.10
Основные свойства эпоксидных пенопластов
Свойство
Плотность, кг/м3
Предел прочности при
сжатии, МПа
Предел прочности при
изгибе, МПа
Ударная вязкость, кДж/м2
Теплопроводность, Вт/(м • К)
Водопоглощение за 24 ч, кг/м3
Свойство
Плотность, кг/м3
Предел прочности при
сжатии, МПа
Предел прочности при
изгибе, МПа
Ударная вязкость, кДж/м2
Теплопроводность, Вт/(м • К)
Водопоглощение за 24 ч, кг/м3
ПЭ-1, ПЭ-2
90-320
0,7-5
1,4-7
0,6-1,5
-
0,3
ПЭ-2Т
80-250
0,7-3,5
-3,6
0,3-0,6
0,05-0,08
од
ПЭ-5
20-250
0,25-2
0,55-3
0,4-0,6
0,035-0,06
0,2
пэ-з
г
ГО-300
0,3-4
-
0,5-0,7
0,035-0,08
ПЭ-6
20-50
0,03-0,11
0,07-0,18
0,09-0,15
0,025-0,04
0,3
од
ПЭ-7
40-60
ОДЗ
0,4
0,2
-
0,2
ПЭ-4
50-200
0,25-1,5
-
0,2-0,7
0,035-0,07
0,2
ПЭ-8
150-500
1,8-13
-
0,6-2
0,06-0,13
Особенно важным свойством этих материалов является их
способность сохранять прочностные показатели при низких
температурах (до -60 °С). Например, коэффициент Пуассона этих материалов
при +20 и -197 °С равен 0,41 и 0,45 соответственно.
Температура начала деформации ППЭ в условиях постоянно
действующих сжимающих нагрузок зависит от их плотности.
ТАБЛИЦА 5.11
Теплопроводность эпоксидного пенопласта ПЭ-2Т
Х103,Вт/(мК)
Г, К
250
260
273
280
290
300
Плотность, кг/м3
100
29,0
30,5
32,3
33,3
34,5
36,0
150
41,0
42,2
43,8
44.5
45,6
46,8
200
53,3
54,4
55,8
56,5
57,6
58,7
250
75,7
77,0
78,7
79,5
80,5
81,5
42*
652 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Эпоксидные пенопласты являются горючими материалами,
однако введением специальных модификаторов и добавок можно
понизить их горючесть, в частности, очень эффективно использование
галогенсодержащих эпоксидных смол, содержащих 33-40 % хлора.
Еще более эффективными являются бромсодержащие эпоксидные
соединения.
Применение в качестве вспенивающего агента фреонов
позволило заметно улучшить теплоизоляционные свойства. Помимо
обычных преимуществ фреонов перед другими газообразователями
(низкие коэффициенты теплопроводности и диффузии) они
обладают хорошей совместимостью с эпоксидными слоями.
Влаго- и водопоглощение эпоксидных пенопластов невелико и
зависит от плотности материала. Пенопласты ПЭ-1 и ПЭ-2 (100 кг/м3)
сорбируют до 0,045 % (об.) влаги при относительной влажности
воздуха 55-65 %. Водопоглощение эпоксидных пенопластов при
20 °С за 10 сут не превышает 0,25 кг/м2.
По химической стойкости эпоксидные пенопласты считаются
одними из наиболее химически стойких пенопластов.
5.2. ГАЗОНАПОЛНЕННЫЕ ПЛАСТМАССЫ
НА ОСНОВЕ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ
Пенополиолефины. Пенополиолефины выпускаются на базе
полиэтилена низкой и высокой плотности, полипропилена и
сополимеров полиэтилена и полипропилена.
На основе полиолефинов изготовляют эластичные, полужесткие и
жесткие пенопласты в широком диапазоне плотностей (10-900 кг/м3),
отличающиеся высокой демпфирующей способностью, низким во-
допоглощением, хорошими электроизоляционными свойствами,
высокой химической устойчивостью и отсутствием коррозионных
свойств. Сшитые полиолефины обладают, кроме того, повышенной
теплостойкостью, атмосферостойкостью и устойчивостью к
ультрафиолетовому облучению.
Физико-механические и технологические свойства.
Физико-механические свойства пенополиолефинов зависят в
основном от плотности и способа их получения. Материалы,
полученные методом прессования, имеют более высокие прочностные
характеристики. Сшитые пенополиэтилены, работающие на сжатие
при статических или динамических нагрузках, очень медленно
восстанавливают свои первоначальные размеры. Однако
изменение прочности при сжатии после многократных сжимающих
нагрузок весьма незначительно, что обусловливает их широкое
использование в качестве демпфирующего и упаковочного материала
(табл. 5.12).
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
653
ТАБЛИЦА 5.
L2
Физико-механические свойства пенополиэтиленов
Свойство
Плотность, кг/м3
Предел прочности при
растяжении, МПа
Предел прочности при
сжатии, МПа
Относительное
удлинение при растяжении, %
Теплопроводность,
Вт/(м-К)
Водопоглощение за
24ч,%
Радиационное
сшивание
Торей-PEF
(Япония)
25
0,32
0,035
100-200
0,035
0,77
Софтон-EF
(Япония)
35
0,31
0,05
110
0,03
0,49
Химическое сшивание
Этафоум
(США)
45-60
0,14-0,42
-
200-300
0,035-0,047
1,0
Самфоум
(Япония)
35-45
0,5-0,7
0,05-0,06
200-300
0,03
_.
ппэ-з
(Россия)
55-65
0,5-0,8
-
210-230
0,041-0,047
1,0
Пенополиэтилен на основе сшитых полимеров более устойчив к
ползучести и имеет меньшую остаточную деформацию после снятия
нагрузки, чем несшитый. Пенополипропилен обладает меньшей
ползучестью по сравнению с пенополиэтиленом. При одинаковой
плотности пенополиэтилен на основе более
высококристаллического полиэтилена имеет более высокую прочность на разрыв и сжатие.
В промышленном масштабе выпускаются три типа пенополи-
пропилена: торей-PEF-PP (Япония), минисел и микрофом (оба -
США). Физико-механические свойства этих пенопластов приведены
в табл. 5.13. Предел прочности при растяжении пенополипропиле-
на значительно выше, чем у губчатой резины той же плотности.
ТАБЛИЦА 5.13
Физико-механические свойства пенополипропилена
Свойство
Плотность, кг/м3
Нагрузка при сжатии на 25 %, МПа
Модуль упругости при растяжении, МПа
Модуль упругости при изгибе, МПа
Предел прочности при растяжении, МПа
Предел прочности при изгибе, МПа
Предел прочности при разрыве, МПа
Относительное удлинение при растяжении, %
Теплопроводность, Вт/(м • К)
Марка пенопласта
Торей-
PEF-PP
35
0,064
-
-
0,8
-
0,4
130-230
0,039
Минисел
SUM
74
0,8
17,5
67
1,2
1,6
-
25
0,039
Микрофом
10
0,02
-
-
0,3
-
0,2
50-100
0,039
654
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Основным потребителем пенополиолефинов является
электроизоляционная промышленность - жесткая и эластичная изоляция
коаксиальных кабелей, используемых в электротехнике, СВЧ-технике
и телевидении; в химической промышленности они применяются
для изготовления баков для хранения и перемешивания кислот,
кислотоупорной футеровки металлических танков и сосудов.
Мелкопористые фильтры на основе пенополиэтилена применяют для
очистки газов, низко- и высокомолекулярных жидкостей, сточных вод,
бензина, нефти, топлив и масел.
Пенополистирол и пенополивинилхлорид. Свойства пе-
нополистирола и пенополивинилхлорида зависят от плотности и
способа их получения. Ценным свойством пенополистирола
является его стойкость к влаге и действию агрессивных минеральных
кислот и щелочей, за исключением концентрированной азотной
кислоты. Наиболее высокую химическую стойкость имеет
пенополистирол, полученный беспрессовым методом.
Пенополистирол, полученный прессовым методом, имеет
равномерную замкнутоячеистую структуру и выпускается в основном
марок ПС-1 и ПС-4. Все физико-механические свойства этих пе-
нопластов зависят от плотности: с ее повышением увеличиваются
прочностные показатели, снижаются водопоглощение и
гигроскопичность. Пенополистирол ПС-4, полученный с применением
минеральных газообразователей, более жесткий по сравнению с
ПС-1. Свойства отечественных пенополистролов ПС-1 и ПС-4 в
интервале температур от -60 до +20 °С приведены в табл. 5.14, а
свойства ряда пенополистиролов, выпускаемых зарубежными
фирмами, представлены в табл. 5.15. В табл. 5.16 и 5.17
приведены низкотемпературные свойства пенополистирола и
пенополивинилхлорида, а в табл. 5.18 представлены усредненные данные
по низкотемпературным теплофизическим свойствам полисти-
ролов зарубежного производства.
ТАБЛИЦА 5.14
Свойства пенополистирола при различных температурах
Свойство
Предел прочности при сжатии, МПа
Предел прочности при растяжении, МПа
Предел прочности при сдвиге, МПа
Ударная вязкость, кДж/м2
ПС-4 плотностью
60 кг/м3
-60 °С
4,8
7,2
1,5
+20 °С
4,5
4,2
1,2
1Д
ПС-1 плотностью
200 кг/м3
-60 °С
0,6
1,9
0,5
0,9
+20 °С
0,6
1,2
0,5
1,0
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
655
ТАБЛИЦА 5.15
Свойства пенополистирола зарубежных марок
Марка
Стиропор (США)
Стиропор (Великобритания)
Полизот (Великобритания)
Сипрор (Франция)
Стюрокс (Финляндия)
Саропор (Финляндия)
Синиротекс (Голландия)
Изолите (Австрия)
Плотность,
кг/м3
16-32
16-28
20-110
15-30
15-30
15-20
15-30
15-30
Предел
прочности
при сжатии,
МПа
0,11-0,15
0,08-0,25
0,1-0,95
0,08-0,2
0,08-0,25
0,08-0,14
0,06-0.25
0,06-0,26
Ударная
вязкость,
кДж/м2
0,11-0,14
0,2-0,4
0,1-0,3
0,1-0,3
Теплопроводность,
ВтДм-К)
0,034
0,034
0,03-0,057
0,032
0,032
0,032
0,034
0,034
Пенопласты марок ПС-1 и ПС-4 обладают достаточно хорошей
био-, морозо-, воздухо- и водостойкостью, незначительной паро- и
воздухопроницаемостью, стойкостью в пресной и морской воде, в
неконцентрированных и некоторых концентрированных кислотах,
щелочах, спиртах, неароматических маслах и других веществах. Они
нестойки в органических растворителях (бензоле, дихлорэтане и
др.), бензине, дизельном топливе, сложных эфирах,
концентрированной азотной кислоте.
Низкая плотность в сочетании с относительно высокими
прочностными показателями и малая теплопроводность определили
широкое применение пенополистирола и пенополивинилхлорида
в качестве теплоизоляционного и конструкционного материала в
низкотемпературной технике; пенополистирол также нашел свое
применение в строительстве, судо-, вагоно- и авиастроении и
мебельной промышленности.
ТАБЛИЦА 5.16
Температурный коэффициент линейного расширения
пенополивинилхлорида и пенополистирола
Материал
Пенополивинилхлорид жесткий
Пенополивинилхлорид эластичный
Пенополистирол
Тоже
»»
»
1»
Плотность,
кг-м3
40-88
75-150
12-20
24,3
24,3
37,5
37,5
Г, К
293-80
293-80
293-80
288-193
193-123
288-193
193-123
а-10е, К"1
45
81
79
70
76
57
57
656
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
В табл. 5.19 приведены сравнительные данные по теплофи-
зическим свойствам вспененных полистирола и поливинилхло-
рида.
ТАБЛИЦА 5.17
Теплопроводность пенополивинилхлорида
X 103,Вт/(мК)
Г, К
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
1
_
12,0
13,2
14,3
15,4
16,5
17,6
18,7
19,8
21,0
22,1
23,2
24,3
25,4
26,5
27,7
28,7
29,9
31,4
32,1
33,2
34,4
2
_
16,4
17,6
19,0
20,3
21,6
23,0
24,3
25,7
27,0
28,4
29,7
31,1
32,5
33,8
35,2
36,5
37,9
39,6
40,6
41,9
43,3
3
14,7
15,4
16,0
16,8
17,4
18,1
18,8
19,5
20,2
20,8
21,7
22,6
23,6
24,6
25,7
27,0
28,4
29,9
32,0
33,4
35,4
37,6
4
15,9
16,3
16,8
17,3
17,8
18,4
19,0
19,6
20,3
21,0
21,7
22,6
23,6
24,6
25,7
26,6
27,6
28,8
30,6
31,8
33,5
35,4
5
—
-
-
-
-
-
-
37,3
38,3
39,4
40,5
41,5
42,6
43,8
45,0
46,1
47,2
48,4
50,0
51,0
52,0
53,1
Примечание. Ячейки поливинилхлорида наполнены воздухом. Образцы:
1 - плотность 80 кг/м3, средний размер ячеек 0,5 мм (толщина образца 5 мм);
2 - плотность 145 кг/м3, средний размер ячеек 0,6 мм (толщина образца 10 мм);
3 — плотность 43 кг/м3;
4 - плотность 70 кг/м3;
5 - плотность 190-200 кг/м3.
Глава 5. ГАЗОНАПОЛНЕННЫЕ ПЛАСТИЧЕСКИЕ МАССЫ
657
ТАБЛИЦА 5.18
Теплопроводность пенополистиролов,
выпускаемых зарубежными фирмами, в зависимости
от плотности Х-103, Вт/(м • К)
Г, К
70
80
90
100
ПО
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
273
280
290
300
27
9,6
10,5
11,3
12,2
13,3
14,5
15,3
16,8
18,0
19,2
20,0
21,0
22,4
23,9
25,3
26,8
28,1
29,1
-
-
-
-
-
-
«30
_
-
-
10,5
11,4
12,2
13,1
14,1
15,0
16,0
17,1
1£,2
19,3
20,5
21,7
23,0
24,3
25,7
27,1
28,4
30,4
31,5
33,3
35,0
33
—
10,5
ПД
12,8
13,6
14,5
15,8
17,4
19,6
21,7
22,2
22,7
24,4
26,2
27,8
29,4
31,2
33,1
34,9
36,6
38,7
40,1
42,1
44,2
Плотность,
32
-
-
4,9
6,4
7,8
9,2
10,9
12,4
13,6
15,2
16,6
18,2
19,6
21,0
22,6
24,2
25,8
27,4
29,2
31,4
32,8
34,8
36,8
_
-
-
-
-
-
-
18,6
19,0
19,4
19,9
20,3
20,9
21,4
22,1
22,8
23,4
24,3
25,2
26,2
27,6
28,6
30,0
31,6
60
—
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
25,8
26,3
27,0
27,4
28,0
28,4
29,0
29,4
кг/м3
35
_
12,0
12,8
13,7
14,6
15,5
16,5
17,4
18,5
19,5
20,6
21,7
24,8
23,7
25,2
26,3
27,5
28,7
29,8
31,0
32,5
33,3
34,5
35,6
13
_
10,8
11,8
13,0
14,0
15,1
16,2
17,4
18,6
19,8
21,2
22,4
23,8
25,2
26,6
28,1
29,7
31,4
33,0
34,6
37,0
38,1
39,8
41,6
62
_
-
14,7
15,5
16,4
17,2
18,2
19,0
20,0
20,9
21,8
22,8
23,9
24,8
26,0
27,0
27,8
28,8
29,7
30,8
32,0
32,6
33,6
34,7
24
__
-
-
-
-
15,9
17,2
18,6
20,0
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
«40
_
12,8
14,0
15,3
16,6
17,8
19,0
20,2
21,4
22,6
24,0
25,2
26,4
27,6
28,9
30,1
31,4
32,6
33,9
35,2
37,0
38,0
39,2
40,6
658
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 5.19
Теплопроводность и температуропроводность пенополистирола
и пенополивинилхлорида в зависимости от плотности при 20 °С
Плотность,
кг/м3
20
30
40
50
60
70
80
100
120
140
160
180
200
220
260
300
340
380
420
460
ПС-4
\Br/(M-K)
0,0470
0,0452
0,0439
0,0430
0,0426
0,0427
0,0431
0,0447
0,0465
-
-
-
-
-
-
-
-
-
-
-
а-107,м2/с
_
11,5
8,32
6,52
5,37
4,61
4,09
3,37
-
-
-
-
-
-
-
-
-
-
-
-
ПС-1
\Вт/(м-К)
0,0410
0,0399
0,0391
0,0386
0,0386
0,0387
0,0390
0,0404
0,0420
0,0436
0,0455
0,0474
0,0495
-
-
-
-
-
-
-
а-107,м2/с
__
10,28
7,47
5,87
4,87
4,20
3,71
3,06
2,65
2,35
2,15
2,00
-
-
-
-
-
-
-
-
Примечание. Средний размер пор, мм, для пенопластов: 1,
0,5-0,8 (ПХВ-1).
ПВХ-1
Л,Вт/(м-К)
__
-
-
-
-
-
0,0370
0,0385
0,0402
0,0422
0,0444
0,0467
0,0510
-
-
-
-
-
-
-
-
-
-
-
-
-
0,0396
0,0410
0,0430
0,0450
0,0467
0,0486
0,0505
0,0546
0,0587
0,0630
0,0675
0,0776
0,0827
5 (ПС-4); 0,5 (ПС-1);
Глава 6
КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
6.1. КЛЕЕВЫЕ КОМПОЗИЦИИ ДЛЯ НИЗКИХ ТЕМПЕРАТУР
Клеями называют композиции на основе полимеров, способные
при затвердевании образовывать прочные пленки, хорошо
прилипающие к различным материалам. По сравнению с другими видами
соединений (клепкой, сваркой, механическим креплением) клеевые
соединения имеют ряд преимуществ. Клеи позволяют соединять
разнородные материалы (металл, керамику, пластмассу, дерево) в
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 659
различных сочетаниях. Клеевые швы атмосферостойки, не
подвержены коррозии, позволяют обеспечивать герметичность
соединений. Масса конструкции при клеевой сборке почти не
увеличивается, отсутствуют снижающие прочность и являющиеся
концентраторами напряжений отверстия под болты, заклепки, гвозди. Во
многих случаях клеевое соединение металлических и
неметаллических материалов является единственно возможным решением,
обеспечивающим высокую прочность конструкции. Клеи могут
выдерживать высокие и низкие температуры, сохраняя достаточную
прочность соединения.
Недостатки клеевых соединений - сравнительно невысокая
теплостойкость при длительной эксплуатации и низкая
прочность при несимметричном нагружении и неравномерном
отрыве.
Прочность клеевых соединений определяется двумя
основными факторами: когезией (прочностью клеевого слоя) и адгезией
(сцеплением клеевого слоя - адгезива со склеиваемой
поверхностью - субстратом). Адгезионные и когезионные характеристики
определяются в основном физико-химической природой
взаимодействующих материалов. Механическая теория склеивания
объясняет процесс склеивания как затекание клея в поры
склеиваемого вещества. Эта теория совершенно не объясняет высокой
прочности сцепления при склеивании гладких поверхностей и,
следовательно, не является достаточной для объяснения явления
склеивания. Существует химическая теория склеивания, однако
в большинстве случаев природа склеиваемого материала и клея
исключает активное химическое взаимодействие между ними, а
образование химических связей между адгезивом и субстратом
является частным случаем адгезии.
Современная теория склеивания описывается в основном
тремя теориями - адсорбционной, электрической и диффузионной.
Адсорбционная теория рассматривает образование связей между
адгезивом и субстратом как результат действия
межмолекулярных сил.
Процесс образования адгезионной связи можно условно
разделить на два этапа. На первом этапе в результате микроброуновского
движения макромолекулы клеящего вещества приближаются к
активным участкам склеиваемой поверхности; на втором этапе
происходит сорбция, т. е. на достаточно близком расстоянии между
молекулами клеящего вещества и склеиваемой поверхности начинают
действовать межмолекулярные силы. Современные представления о
молекулярном взаимодействии на границе раздела адгезив -
субстрат позволили существенно дополнить и развить
адсорбционную теорию.
660 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Для объяснения явлений, не укладывающихся в рамки
адсорбционной теории, разработана электрическая теория адгезии, в
основе которой лежит представление о двойном электрическом слое,
возникающем на поверхности раздела системы адгезив - субстрат
в момент пленкообразования. Величина адгезии определяется
плотностью заряда двойного электрического слоя. Работа,
затрачиваемая на разрушение адгезионных связей, складывается из двух
составляющих: электрической и молекулярной. При этом
адсорбционные процессы принимаются во внимание потому, что в
результате их протекания происходит перераспределение электронов на
границе раздела, приводящее к образованию двойного
электрического слоя.
Согласно диффузионной теории, адгезия полимеров сводится к
диффузии цепных молекул или их участков и к образованию в
результате этого прочной связи между адгезивом и субстратом.
Процесс диффузии приводит к исчезновению резкой границы раздела
между поверхностями и образованию "спайки", имеющей
промежуточный состав.
Диффузионная теория адгезии хорошо объясняет влияние на
процесс склеивания ряда технологических факторов (например,
применение при склеивании растворителя, общего для адгезива и
субстрата, введение в адгезив пластификатора или наполнителя), но
совершенно неприменима для объяснения процесса склеивания
металлов, стекла, керамики и древесины. Как видно из приведенного
краткого обзора современных теорий склеивания, на настоящее
время не существует единой теории, удовлетворительно
описывающей все процессы склеивания, которая бы полностью объясняла все
явления, возникающие при образовании адгезионных связей между
адгезивом и субстратом.
Современные экспериментальные методы исследования дают
основание утверждать, что в клеевом соединении присутствуют все
виды связей - адсорбционная, электрическая, диффузионная.
Однако какая связь адгезива и субстрата будет преобладать в данном
соединении зависит, в первую очередь, от природы склеиваемых
материалов и применяемого для этой цели клея, состояния
поверхности субстрата, технологии склеивания.
Синтетические клеевые композиции. Синтетические
клеи - растворы высокомолекулярных органических веществ в
летучем растворителе, обладающие хорошей адгезией к склеиваемым
материалам в жидкой фазе и высокой когезией к ним после
затвердевания или отверждения.
По виду применяемых полимеров клеи подразделяются на
термореактивные и термопластичные; холодного и горячего
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 661
отверждения; низкотемпературного, обычного температурных
диапазонов и термостойкие - до 600 °С. В табл. 6.1 приведены
классификационные данные о типах синтетических клеев,
областях их рационального применения, режимах склеивания и
свойствах клеевых соединений. Клеи, применяемые в
условиях криогенных температур, выделены в отдельный раздел (см.
разд. 6.2).
Клеи на основе термопластичных полимеров дают менее
прочные соединения и используются ограниченно, обычно для
склеивания материалов, не подвергающихся тепловому воздействию
(бумаги, картона, тканей). Клеи на основе термореактивных полимеров,
содержащие также отвердители и ускорители процессов
отверждения, наполнители и пластификаторы, дают более прочные
соединения. Клеи этой группы могут быть холодного и горячего
отверждения. Клеи холодного отверждения смешиваются с отвердителями и
ускорителями непосредственно перед процессом склеивания. Клеи
горячего отверждения приготавливаются на заводе-изготовителе,
поставляются потребителю в готовом виде и могут храниться
несколько месяцев.
К группе клеев на основе термореактивных смол относятся фе-
нолоформальдегидные клеи. При наличии в их составе ускорителей
процесса (например, сульфоконтакта) эти клеи отверждаются даже
при комнатной температуре за несколько часов. К таким клеевым
составам относятся клеи Б-3, Ф-9 и др.
На базе фенолоформальдегидных смол создана гамма
универсальных клеев. В их число входят следующие: клей БФ (феноло-
формальдегидная смола, модифицированная бутваром); клей ВК-
32-ЭМ (продукт взаимодействия фенолоформальдегидной и
эпоксидной смол); клей ВК-32-200 (фенолоформальдегидная смола и
синтетический каучук); клей ВС-350 (фенолоформальдегидная
смола, полиацеталь, полисилоксан) и др.
Фенолополивинилацетальные клеи - спиртовые растворы по-
ливинилацеталей с резольными фенолоформальдегидными
смолами - представляют собой прозрачные или слегка мутные жидкости
от светло-желтого до красного цветов. Основными
представителями этих клеев являются БФ-2 и БФ-4 для склеивания цветных
металлов и сплавов, коррозионностойких сталей и других
металлических материалов с неметаллами, в частности, эксплуатирующихся
при низких температурах; БФ-2Н и БФ-4Н - для склеивания
черных металлов; БФР-2 для склеивания пакетов магнитопроводов;
БФР-4 - для производства фольгированных диэлектрических
материалов. Основные свойства фенолополивинилацетальных клеев
приведены в табл. 6.2.
662
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
S
I
3
и
О)
О
О
8
о?
5
я
О)
1
з
S
В
I
I
2
в
н
О
о
а) га
II
Is
С
S
I
S
го
Я
I
К!
а
х
!
03
о
lilt I
ю
см
ю
см
о
О vo
со см
rH iH CM
Г ! I
О
О
СМ
о
со"
со
4
8 §
СМ
!
о
ю
см
о
о
(М
0)
I
S
Is
°-g
g Ё
§§•
s e
X
о
с
CM
rH
ю
о
00
О
CO r-l
1 rH |
о
°
CM
CM
О
C4J
t-4
CO
1
о
см
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
663
I
>>
X
со
I
I!
3
I
О
О
00
СО
S
OQ
о
ю
К
2
f
Si
s
о
ей
5
\±0>
&
<D XO
з S
1 4
g СО
о
I
I
I
К
S
S
I
о
i
ю
о
5О
g
s s
i-i eg
I I
о о
о ю
о
ю
eg
s
Й
о
со"
со"
о
о
т-Н
1
О
200
1
о
eg
eg
о
eg
Я
о
eg
тН
150
ХО
d
о
о
150-4
о
ю
т-Н
О
180-2
CS3
о
eg
1
о
eg
I
I
VD ^
СО й
s« 3
я з vo
5 PQ Л
I
3
03
5
§
а
S
X
S
и
о.
о
ЛК
£3
iS
664
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 6.2
Фенолополивинилацетальные клеи,
марки и свойства
Характеристика*
Вязкость по ВЗ-1 при
20 °С
Содержание сухого
остатка, %
Предел
прочности
при сдвиге,
кгс/см2,
не менее
при 20 °С
при 80 °С
Изгиб клеевой пленки
после отвердения, мм,
не более
Термостойкость клеевой
пленки, °С
Характеристика*
Вязкость по ВЗ-1 при
20 °С
Содержание сухого
остатка, %
Предел
прочности
при сдвиге,
кгс/см2,
не менее
при 20 °С
при 80 °С
Изгиб клеевой пленки
после отвердения, мм,
не более
Термостойкость клеевой
пленки, °С
* Внешний вид клеев
БФ-2
Высший
сорт
30-60
14-17
200
90
3
-60++80
1-й сорт
30-60
14-17
170
65
3
-бО-н-80
БФ-4
Высший
сорт
30-60
10-13
200
1-й сорт
30-60
10-13
160
Не
определяется
1
-60-+60
БФ-4Н
Высший
сорт
30-60
10-13
200
-
3
-60++60
1-й сорт
30-60
10-13
160
-
3
-60++60
1
-60++60
БФР-2
<90
14-18
170
-
3
До +200
БФ-2Н
Высший
сорт
30-60
14-17
200
90
3
-60++80
БФР-4
40-80
10-14
170
-
1
До+150
1-й сорт
30-60
14-17
170
65
3
-60++80
БФР-6
>60
15-19
-
-
Не
определяется
-
всех марок — прозрачная или слегка мутная жидкость от
светло-желтого до красноватого цвета.
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 665
Однако наибольшее распространение из клеев на основе
термореактивных полимеров находят клеи на основе эпоксидных смол.
Их применяют для склеивания различных металлов, металлических
и неметаллических материалов. Клеи на эпоксидной основе могут
работать в широком температурном интервале. Отдельные
марки таких клеев выдерживают воздействие температур от -253 до
+800^+1000 °С. Клеи на эпоксидной основе длительно сохраняют
прочность в условиях эксплуатации, обеспечивают вакуумную
плотность соединений и стойкость к циклическому температурному
воздействию. Их существенными преимуществами являются низкая
(до 2 %) усадка при отверждении, высокая адгезия к большинству
конструкционных материалов и небольшой объем газовыделений в
вакууме. Эти свойства позволяют широко использовать клеи на
основе эпоксидных смол при склеивании холодильного и криогенного
оборудования.
Эпоксидные клеи холодного отверждения применяют для
склеивания древесины, многих пластмасс, керамики и резины с
металлом. Эпоксидные клеи горячего отверждения применяют для
склеивания металлических конструкций и изделий из стеклопластика.
Эпоксидные клеи с наполнителем применяют в качестве
шпатлевки, устраняющей дефекты металлического литья, а также
неровности металлических, керамических и деревянных изделий.
По внешнему виду клеи могут быть в жидком состоянии, в виде
паст или пленок (фольг), часто армированных полиамидной тканью
или другим синтетическим материалом.
Широкое распространение получили пленочные клеи на
эпоксидной основе, использование которых позволяет получать не
только прочные клеевые соединения, но и дает существенные
технологические преимущества. При применении пленочных клеев часто
используют армирующие материалы - полиамидные, стеклянные и
другие синтетические ткани.
Кроме клеев на эпоксидной основе, широко используют кремний-
органические, алюмохромфосфатные клеевые композиции, а также
полиуретановые (ПУ-2; ВК-20), резиновые и некоторые другие клеи.
Полиуретановая клеевая пленка газонепроницаемая, масло-,
бензо- и водостойкая. Она обладает высокой адгезией и
морозостойкостью, поэтому полиуретановые клеи используются также в
качестве герметиков, в частности, для оборудования,
эксплуатируемого в условиях низких температур.
К числу наиболее распространенных герметиков для
металлических изделий относится тиоколовый каучук (тиокол). Он
вулканизируется при комнатной температуре. Вулканизатором в
большинстве случаев является пероксид марганца, а активатором - ди-
фенилгуанидин. Существенным недостатком тиоколового каучука
666 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
является его низкая адгезия к металлу, поэтому при его
использовании требуется создавать подложку из резинового клея. Этот
недостаток отсутствует у жидкого тиокола (герметик ВТУР), в состав
которого входит диизоцианат.
Для герметизации отсеков ракет, самолетов и другой техники,
не соприкасающейся с маслами и топливом, применяются полиси-
локсаны с отвердителями, обеспечивающими их отверждение при
комнатной температуре (кремний- и оловоорганические
соединения). Для отсеков, соприкасающихся с маслом и топливом,
применяются фторорганические герметики.
Полисилоксановые и фторорганические герметизирующие
пленки не разрушаются при длительном воздействии на них кислорода
и озона; они сохраняют эластичность при низких температурах (до
-60 °С); имеют высокую водостойкость.
На основе жидких полиуретановых, карбоксилатных,
фторированных каучуков разработан способ герметизации вакуумирован-
ных узлов в криогенных условиях.
В радиотехнике применяют галлиевые клеи (клеи-припои).
Соединение, полученное с помощью такого клея, имеет хорошую тепло-
и электропроводность, достаточно высокую прочность и
эксплуатационную стабильность в интервале температур -196 ч-+800 °С.
Склеиваемые поверхности должны быть механически очищены,
например, наждачной бумагой, пескоструйной обработкой и
обезжирены (спиртом, ацетоном). Толщина пленки клея должна
составлять 0,1-0,6 мм. Меньшая толщина грозит нарушением
сплошности пленки, большая - уменьшает прочность соединения.
6.2. КЛЕИ ДЛЯ КРИОГЕННЫХ ТЕМПЕРАТУР:
СОСТАВЫ И СВОЙСТВА КЛЕЕВЫХ СОЕДИНЕНИЙ
В качестве конструкционных клеев криогенного назначения
применяют вещества, обладающие после отверждения достаточно
высокой механической прочностью, хорошим сцеплением с
соединяемыми материалами. Клеи могут быть приготовлены на основе
термопластичных или термореактивных полимеров. Клеи на основе
термореактивных полимеров позволяют получить более прочные
соединения. Клеи этой группы находят применение в силовых
конструкциях. Клеи на основе термопластичных полимеров обладают
меньшей прочностью и применяются в основном для несиловых
конструкций.
Криогенные клеи могут быть однокомпонентные и
многокомпонентные. Однокомпонентные клеи приготовляются на
заводе-изготовителе и поставляются потребителю в готовом виде.
Многокомпонентные клеи изготавливают непосредственно перед употреблением.
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 667
В состав многокомпонентного клея помимо основного связующего
вещества могут также входить отвердители клеевого состава,
разбавители, снижающие вязкость клеевого состава и облегчающие его
нанесение на склеиваемые поверхности, инициаторы, ускоряющие
процесс отверждения клеевого слоя, наполнители, пластификаторы и
модификаторы, позволяющие получить клеевой слой с требуемыми
физико-механическими свойствами, а также стабилизаторы,
тормозящие процесс старения клеевого слоя в процессе эксплуатации.
По технологии применения клеи можно разделить на три
основные группы:
1. Клеи, представляющие собой растворы различных полимеров
или их смесей в органических растворителях.
2. Клеи, отверждающиеся в результате процессов
полимеризации при введении в них специальных добавок (такие клеи, как
правило, приготовляются на основе термореактивных полимеров).
3. Клеи, представляющие собой расплавы полимеров.
Процесс отверждения клеев первой группы связан с удалением
растворителя. Прочность соединения в основном зависит от
полноты удаления растворителя из клеевого слоя. Наличие растворителя
в отверженном клеевом слое приводит к образованию пористости и
снижению прочности соединения. Отверждение клеев второй и
третьей групп не требует выдержки после нанесения клеевого слоя,
сопровождается незначительной усадкой; полученный клеевой слой
более плотный и прочный.
При склеивании конструкций, предназначенных для
эксплуатации при криогенных температурах, наиболее широко применяются
модифицированные наполненные эпоксидные и полиуретановые
клеи, а также клеи на основе ароматических полимеров,
содержащих гетероциклы. Выбор состава клея в каждом конкретном случае
должен определяться конструкцией склеиваемого узла и условиями
его эксплуатации.
Криогенные клеи на основе эпоксидных композиций.
В мировой практике наибольшее применение получили клеи на
основе эпоксидных композиций. Преимущество таких составов
заключается в том, что, применяя различные отвердители,
наполнители, пластификаторы и модификаторы можно получать клеи с
заранее заданными физико-механическими свойствами. В табл. 6.3
приведены свойства двух эпоксидных композиций, разработанных в
НПО "Криогенмаш" для склеивания криогенных конструкций.
Прочность и вакуумная плотность клеевых соединений не
изменяется после воздействия 30 циклов перепада температур от 77 до
293 К. Результаты промышленных испытаний подтвердили
работоспособность эпоксидных клеевых композиций при температуре
До 4 К.
668
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 6.3
Прочность клеевых соединений разнородных материалов
на основе эпоксидных смол
Эпоксидная
композиция
№1
№2
Склеиваемые материалы
Медь МЗ - сталь 12Х18Н10Т
Медь МЗ - стеклопластик СКТФ-1
Алюминий АМцС - алюминий АМцС
Алюминий АМцС - стеклопластик СКТФ-1
Предел прочности при
равномерном отрыве,
кгс/см2
293 К
40
40
56
40
77 К
72
67
101
82
Для получения вакуум-плотных соединений, работоспособных
при температуре до 4 К, применяют также элементоорганические
клеи марок криосил, ВТ-200. Физико-механические свойствах этих
клеев приведены в табл. 6.4.
В авиационной промышленности широко используются клеи
на основе эпоксидных смол. В табл. 6.5 помещены данные НИИАТ
о прочности некоторых марок клеев на основе эпоксидных смол.
Приведенные данные указывают на высокий уровень свойств
эпоксидных композиций, использование которых дает не только
существенные технологические преимущества, но и позволяет
получить клеевые соединения с высокими прочностными
показателями.
В США выпускаются эпоксиполиамидные клеи резивелд 4 и на-
рмко 3135, отверждаемые при нормальной температуре. В табл. 6.6
приведены данные о прочности клеевых соединений алюминиевого
сплава 2024-ТЗ, выполненные из этих композиций.
ТАБЛИЦА 6.4
Физико-механические свойства клеевых соединений
алюминий (АД-1) - алюминий (АД-1)
на основе элементоорганических смол
Марка
клея
ВТ-200
Криосил
Предел прочности при равномерном отрыве, МПа
293 К
25
30
77 К
47
53
После 30 термоциклов
300 «-* 77 К
22
29
Коэффициент
термического
расширения,
а • 10f, К"1
44
51
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
669
ТАБЛИЦА 6.5
Прочность клеевых соединений на основе эпоксидных смол
Марка
клея
ВК-1
ВК-1МС
ВК-9
КЛН-1
К-4С
ВК-Зб
ВК-37
ВК-39
Предел прочности при сдвиге, кгс/см2
293 К
165
238
149
149
267
330
255
199
213 К
152
219
151
148
235
305
221
185
77 К
119
135
108
125
168
255
195
138
После 100 циклов воздействия
перепада температур 293 <-> 77 К
(при 293 К)
143
195
133
—
_
235
198
156
Фирма "Narmco Materials Div. Of Whitaker Corp" (США)
разработала три эпоксиполиаминных клея для применения при
температуре до 33 К. Клеи предназначены для склеивания деталей баков
криогенного топлива и окислителей. Клей А изготовлен на основе
эпоксидных смол с полиаминным отвердителем; он отличается
высокой прочностью при умеренно низкой температуре и
удовлетворительными показателями прочности и пластичности при
низкой температуре. Клей В состоит из тефлоновой клеящей пленки
(субстрата) и эпоксидного форполимера с аминным отвердителем.
Прочность клея при повышении температуры резко снижается.
Склеивание этими клеями и их отверждение производят при
температуре 20 °С и контактном давлении. Показатели прочности
клеевого соединения представлены в табл. 6.7. Для соединения
металлов предложен пленочный эпоксидный клей аэробонд 3041
для использования при низкой температуре в авиационной и
космической технике.
ТАБЛИЦА 6.6
Прочность клеевых соединений
алюминиевого сплава 2024-ТЗ
Марка клея
Резивелд 4
Нармко3135
Предел прочности при сдвиге, МПа
300 К
22,6
18,5
77 К
13,3
12,3
670
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
ТАБЛИЦА 6.7
Прочность соединения на эпоксидных клеях фирмы "Narmco"
Марка клея
А
В
С
Предел прочности при сдвиге, МПа
300 К
24
17
13
77 К
20
28
35
После 20 термоциклов
300 «-> 77 К (при 300 К)
24
15
13
Для работы при криогенной температуре широко используются
эпоксифенольные клеи. Фирма "Narmco" разработала пленочный
эпоксифенольный клей Metlobond 306 на подложке из
стекловолокна. Температура эксплуатации 23-533 К. Клей предназначен
для получения сэндвичевых структур из стекловолокна и может
быть использован в микроволновых установках. Фирмой "American
Cyanamid" (США) разработан пленочный эпоксифенольный адгезив
НТ424 на алюминиевой подложке. Температура эксплуатации этой
композиции находится в пределах от 33 до 533 К. Клей
предназначен для склеивания несущих и сэндвичевых структур на ткани,
наполненной алюминием, что придает им высокую прочность.
Полиуретановые клеи для криогенной техники.
Прочность полиуретановых клеев возрастает при понижении
температуры. Эти клеи обладают высоким сопротивлением термическим
ударам и могут работать в контакте с жидким кислородом. Основной их
недостаток - низкий уровень механических свойств. Например, при
отсутствии наполнителя они характеризуются ползучестью, в 28 раз
превышающей ползучесть, определяемую в тех же условиях у
модифицированных эпоксидных смол.
К числу отечественных полиуретановых клеев, работоспособных
при криогенной температуре, относятся клеи марок ПУ-2, ВК-20,
ВК-5, ВИЛАД-11К. Свойства этих марок клеев приведены в табл. 6.8.
ТАБЛИЦА 6.8
Прочность клеевых соединений алюминий-алюминий,
склеенных полиуретановыми клеями
Марка клея
ПУ-2
ВК-5
Предел прочности
при сдвиге, МПа
283 К
20
10
213 К
14
13
Марка клея
ВК-20
ВИЛАД-11К
Предел прочности
при сдвиге, МПа
283 К
19
22
213 К
20
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 671
Клей марки ВИЛАД-11К незначительно изменяет прочность
после 30 термоциклов 77 «-* 323 К. Клеи марок ПУ-2 и ВК-5 можно
рекомендовать для приклеивания теплоизоляции к криогенным
сосудам.
По данным фирмы "Whittacer Corp" (США), стойкие к действию
жидкого кислорода и пригодные для применения при криогенной
температуре клеи могут быть получены на основе полиуретана из
тетрафторфенилендиизоцианата и полиэфира на основе гексафтор-
пропилена или полиэфира на основе гексафторбензола и гекса-
фторпентандиола. Фирма "Mosanto" (США) разработала полиуре-
тановый клей на основе 2,6-диэтил-п-фенилендиизоцианата.
Прочность клеевых соединений на этом клее при сдвиге составляет
31-44 МПа при 20 К, 42 МПа при 77 К и 11-13 МПапри 423 К.
В отечественной космической технике для склеивания
пластмасс нашел применение пастообразный полиуретановый клей ура-
лан 8089-А/В.
Разработаны клеи на основе ароматических полимеров,
работоспособные при температуре от 4 до 573 К. К ароматическим
полимерам, содержащим гетероциклы, относятся полибензимидазолы,
полиамиды, полибензотиазолы, полихиноксалины, полиоксадиа-
золы, политриазолы и лестничные полимеры. По прочности
соединений эти клеи не уступают эпоксидным и фенольным клеям.
Отечественным полибензимидазольным клеем является клей
марки ПБИ-1К. Этот клей используют в жидком виде, но на его
основе может быть приготовлен пленочный клей. Технология
применения отличается сравнительной сложностью: на склеиваемые
поверхности клей наносят в два слоя, давая открытую выдержку после
нанесения первого слоя при температуре 20 °С в течение 20 мин,
после нанесения второго слоя выдерживают при 20 °С в течение
20 мин, затем при 100 °С - 30 мин и при 170 °С - 1ч. Клей отвер-
ждается при 320 °С в течение 1 ч при контактном давлении 0,1 МПа.
Предел прочности клеевых соединений из клея ПБИ-1К при сдвиге
при температуре 293 К составляет 14-16 МПа.
Разработанный фирмой "Narmco" клей имидайт 850
представляет собой 34-35 %-й раствор смолы имидайт 2321 в пиридине.
Клей рекомендуется для склеивания стали, титановых и
алюминиевых сплавов, бериллия в изделиях авиационной, ракетной и
космической техники. Характеристики клеевых соединений
различных металлов, выполненных клеем имидайт 850, приведены на
рис. 6.1.
Полиамидные клеи для криогенной техники.
Полиамидный клей СП-6К применяют в жидком виде и в виде пленки,
которую получают пропиткой стеклянной ткани. Клей отверждается при
300 °С и давлении 0,2-0,3 МПа в течение 1 ч. Предел прочности
672
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
300
250
200
150
о. 100
I
50
23 173 323 473 623 Г, К
Рис. 6.1. Влияние температуры на
прочность соединения различных
металлических материалов клеем
имидайт 850:
1 - алюминиевый сплав; 2 - титановый
сплав; 3 - нержавеющая сталь
при сдвиге составляет у
соединения образцов из стали ЗОХГСА,
выполненного из этого клея, 9,3-
10 МПа, а при неравномерном
отрыве клеевых соединений - 1 МПа
при комнатной температуре.
Фирма "TRW Systems" (США)
разработала полиамидные клеи марок P4/A5F и P4A/A5FA, которые
представляют собой системы, состоящие соответственно из грунтов
Р4 и Р4А и клеев A5F и A5FA. Клеи применяют в авиационной и
ракетной технике для склеивания титановых сплавов и сотовых
конструкций. Составы клеев и грунтов приведены в табл. 6.9. Склеивание
осуществляют следующим образом: конструкцию помещают в
вакуумный мешок, находящийся в автоклаве, нагревают до 300 °С со
скоростью 2-4 °С/мин под давлением 0,7 МПа и выдерживают в
течение 1 ч. Окончательное отверждение производят на воздухе при
288 °С в течение 16 ч. Данные о прочности клеевых соединенной
при сдвиге различных металлов на клеях P4/A5F и P4A/A5FA
приведены табл. 6.9.
ТАБЛИЦА 6.9
Составы клеев марок P4/A5F и P4A/A5FA и грунтов Р4 и Р4А
Компонент
Твердая смола Р11ВА
Твердая смола А1-П37
Алюминиевый порошок
Аэросил
Оксид мышьяка (V)
Диметилформамид
Состав, мае. ч.
Р4
50
50
100
400
A5F
50
50
115
5
150
Р4А
50
80
100
5
400
A5FA
50
50
175
5
5
150
Фирма "American Cyanamid" выпускает полиамидный клей
марки FM-34B в жидком виде и в виде пленки, армированной
стеклянной тканью. Отверждение клея происходит при 260 °С и давлении
0,2-0,3 МПа в течение 1,5 ч. Клей FM-34B применяют в сочетании с
грунтом BR-34. Применение грунта позволяет значительно повы-
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
673
сить прочность клеевых соединений и стойкость к старению.
Коэффициент термического расширения клея FM-34B при 20 К а =
= 6,86 • 10~6 К"1, а при 589 К а = 25,15-10~6 К"1. Данные о прочности
клеевых соединений на клее FM-34B в сочетании с грунтом BR-34
приведены в табл. 6.10.
ТАБЛИЦА 6.10
Прочность клеевых соединений на полиамидных клеях
Клей
FM-34B
Р4/А5
FM-34B
P4/A5F
P4A/A5FA
Склеиваемый материал
Титановый сплав Ti-6A1-4V
Титановый сплав Ti-6A1-4V
Нержавеющая сталь 17-7
Нержавеющая сталь 17-7
Нержавеющая сталь 17-7
Предел прочности при сдвиге, МПа
20 К
35,0-35,5
22,1-30,1
33,7-33,9
23,2-23,7
52 К
30,4-34,5
25,3-33,5
30,6-35,0
23,2-23,7
295 К
23,5-24,7
27,6-28,7
19,8-24,0
18,6-19,1
Использование клеев на основе ароматических полимеров
требует применения повышенной температуры, контактного давления,
а в ряде случаев и грунта для повышения адгезии.
В последнее время возрос интерес к анаэробным уплотнитель-
ным составам на основе полимеризационно способных соединений
акрилового или метакрилового ряда. Характерной особенностью
анаэробных составов является их способность сохранять свои
свойства в течение длительного времени в присутствии кислорода
воздуха и быстро полимеризоваться при нарушении контакта с
кислородом с образованием прочного полимерного слоя.
ТАБЛИЦА 6.11
Физико-механические свойства анаэробных герметиков
Герметик
Унигерм-4ПР*
Унигерм-2Н
Унигерм-2С
Унигерм-1
Унигерм-1К
Вязкость,
сП
8-14
100-200
300-600
3000-6000
500-800
Предел
прочности при
сдвиге,
МПа
7**
3-4,5
3-4,5
5-12,5
6-13,5
Коэффициент
теплопроводности,
ВтДмК)
0,227
0,185
0,219
0,180
Коэффициент тем-
пературо-
проводно-
сти, м2/с
0,92
0,92
0,92
0,92
Коэффициент
термического
расширения,
а-106, К"1
1,20-1,91
1,17-1,82
1,17-1,82
1,26-1,91
Температурный
диапазон
способности, К
20-473
20-473
20-473
20-473
20-473
* Обеспечиваемая герметичность 1-10 5-1 -10 7 (л • мм рт. ст.)/с.
** Предел прочности при отрыве.
43-3 J 2
674 Р А 3 Д Е Л X, НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Анаэробные композиции применяют для законтривания
резьбовых соединений, подвергающихся вибрации, для
предотвращения утечки жидкости или газа при уплотнении соединений
трубопроводов, для герметизации пор в литье, сварных швах изделий
вакуумных систем, для защиты контактов в электроприборах и
силовых установках, при сборке фланцевых соединений.
Физико-механические свойства анаэробных уплотняющих составов,
работоспособных при криогенных температурах, представлены в табл. 6.11.
6.3. ОСНОВЫ ТЕХНОЛОГИИ СКЛЕИВАНИЯ СОЕДИНЕНИЙ,
ЭКСПЛУАТИРУЕМЫХ ПРИ НИЗКИХ И КРИОГЕННЫХ ТЕМПЕРАТУРАХ
Ресурс, надежность, работоспособность и физико-механические
свойства клеевых соединений существенно зависят от технологии
склеивания. Основные операции технологического процесса
склеивания - подготовка поверхностей склеиваемых материалов,
приготовление клеевой композиции, нанесение клея на склеиваемые
поверхности и отверждение клеевого слоя.
При склеивании металлов с металлами и с конструкционными
неметаллическими материалами клей рекомендуется наносить на
обе склеиваемые поверхности, что в большей степени гарантирует
получение равномерной толщины клеевой прослойки по всей
площади склеивания.
Способ нанесения клея на поверхность зависит от вязкости клея,
условий производства и площади склеиваемых поверхностей.
Жидкие клеи в зависимости от их вязкости наносят на склеиваемые
поверхности кистью, шпателем, роликом, клеевыми вальцами,
распылением в электрическом поле, окунанием и специальными клеена-
носящими устройствами.
Все более широкое применение при склеивании
конструкционных материалов находят пленочные клеи, являющиеся наиболее
технологичными по сравнению с другими видами клеевых
композиций. Клеевые пленки обеспечивают сплошную и равномерную по
толщине клеевую прослойку, способствуют получению стабильного
качества соединения. Они изготовляются в рулонах или в виде
листов. Пленки разрезают по картам раскроя, укладывают на
поверхность деталей и прикатывают к поверхности деталей роликами или
на специальных стендах с обогреваемой рабочей частью.
Неблагоприятно влияет на прочность соединения
неравномерная толщина клеевой прослойки. В местах утолщения возникают
повышенные напряжения из-за усадки клея, а на границе перехода
от одной толщины к другой образуется зона концентрации
напряжений. При криогенных температурах неравномерность толщины
клеевой прослойки будет приводить к еще большим перенапряже-
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 675
ниям в местах перехода от тонкой к толстой клеевой прослойке, к
еще большей потере надежности клеевого соединения.
Важными условиями получения качественного клеевого
соединения являются температура и влажность воздуха в момент
проведения операции склеивания. Наименьшие напряжения возникают в
клеевых соединениях при склеивании при нормальной температуре,
когда основными являются только усадочные напряжения.
Величина их зависит от состава клея и размеров клеевой прослойки. Так,
для эпоксидных клеев усадочные напряжения при нормальной
температуре не превышают 1,0 МПа. Остаточные напряжения в
клеевых соединениях также зависят от температуры отверждения -
время достижения максимальной величины остаточных напряжений
уменьшается с повышением температуры, а их абсолютная
величина возрастает. При прохождении 10-20 сут остаточные напряжения
в клеевых соединениях уменьшаются.
Основным фактором, обеспечивающим долговечность клееных
конструкций, является контроль технологического процесса их
изготовления. Контролировать необходимо все операции склеивания,
начиная от лабораторной проверки клеев и применяемых
материалов на соответствие их нормативным документам на изготовление и
кончая проверкой готового склеенного изделия. Можно выделить
следующие этапы контроля клеевого соединения: контроль
материалов в соответствии с требованиями технической документации,
контроль качества приготавливаемых клеев, контроль за
состоянием воздуха в помещениях, контроль за состоянием приспособления
для склеивания и нагревательных устройств, контроль качества
заготовок перед склеиванием, контроль за соблюдением режимов
склеивания, контроль качества клееных изделий.
Контроль качества клеевых соединений в готовых изделиях
может определяться по этапам. Первый этап - внешний осмотр
изделия; второй - определение качества склеивания неразрушающими
методами контроля; третий - испытания образцов-свидетелей
клеевого соединения; четвертый - периодические испытания годности
готовых соединений разрушением определенного количества
изделий из серии; пятый - испытания клеевых соединений в натурных
условиях эксплуатации клееного изделия путем разрушения
определенного количества изделий из серии.
Физико-механические свойства клеевых соединений.
В ходе эксплуатации криогенных установок клеевые соединения
могут подвергаться воздействию термических, механических
кратковременных и длительных нагрузок, термоциклическому
воздействию (термоударам). Эксплуатация может проходить в условиях
глубокого вакуума, криогенных газообразных и жидких сред и т. д.
43*
676
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Основные требования, предъявляемые к клеевым соединениям
низкотемпературных конструкций, - надежность и длительная
работоспособность в условиях эксплуатации криогенного
оборудования. Поскольку основой клеев и клеевых композиций органического
происхождения являются полимеры, то закономерности изменения
механических свойств полимерных материалов с точки зрения коге-
зионной прочности, описанные в разделах, касающихся
термопластичных и термореактивных пластических масс, сохраняются для
клеев и клеевых композиций. При криогенных температурах
клеевые прослойки в соединениях находятся в стеклообразном
состоянии, поскольку температура стеклования большинства клеевых
полимерных составов лежит в интервале -60-^+80 °С.
Разрушение твердых материалов, какими являются клеи при
криогенных температурах, происходит в результате роста трещин,
возникающих в местах, где локальные напряжения превышают ко-
гезионную прочность клея. С понижением температуры когезион-
ная прочность клеев возрастает вследствие упрочнения
полимерного связующего. Еще одним фактором, влияющим на прочность
клеевых соединений, является прочность адгезионной связи на
границе раздела адгезив - субстрат. Адгезионная прочность
клеевых соединений с понижением температуры также возрастает, что
объясняется разрушением полимера по химическим связям, более
прочным, чем межмолекулярные связи.
В табл. 6.12 приведены физико-механические характеристики
конструкционных материалов, наиболее широко применяющихся в
криогенной технике, и эпоксидного связующего. Из таблицы видно,
что прочностные показатели эпоксидного клея в несколько раз ниже,
ТАБЛИЦА 6.12
Свойства основных материалов, применяемых в криогенной
технике и наиболее распространенной клеевой композиции
для получения работоспособных низкотемпературных
клеевых соединений
Свойство
Предел прочности при
растяжении, МПа
Модуль упругости Е, ГПа
Коэффициент термического
расширения, а • 106, К"1
Коэффициент
теплопроводности, Вт/(м • К)
Сталь
12Х18Н10Т
540
200-220
14,8
16,2
Медь МЗ
230
110-123
16,5
384
Алюминиевый
сплав
АМцС
110-112
86
23,8
204
Клей
на основе
эпоксидной
композиции
50-70
2,1-2,4
40-120
0,13-0,15
fAa3o 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
677
а коэффициент термического расширения почти на порядок
выше соответствующего показателя конструкционных материалов. Так
как коэффициент термического расширения клеев значительно
выше коэффициента термического расширения металлов, то при
охлаждении клеевых соединений в полимерном слое возникают
значительные термические напряжения, которые могут привести к
его разрушению.
При больших скоростях охлаждения некоторые клеевые
соединения могут разрушаться без механической нагрузки, вследствие
действия только термических напряжений, величина которых
значительно превышает адгезионную или когезионную прочность
соединения.
Клеевые соединения при работе в условиях глубокого вакуума
обнаруживают способность к газовыделению, что нарушает
качество вакуума и ухудшает работоспособность изделий. Причиной
газовыделения клеев является поверхностная десорбция и диффузия
газов из внутренних слоев материала к поверхности раздела. Газо-
выделенне и выделение низкомолекулярных продуктов,
присутствующих в полимере, приводит к некоторой потере массы материала.
Одним из основных факторов, обеспечивающих надежность и
прочность клеевых соединений, является природа полимера. На
рис. 6.2 показана зависимость прочности соединений, склеенных
различными клеями, от температуры. Наибольшей прочностью при
сдвиге обладают клеевые соединения, полученные на основе
модифицированных эпоксидных (эпоксинайлоновые клеи) и полиурета-
новых клеев.
Кроме модифицированных эпоксидных клеев перспективными
для применения при низких температурах являются клеи на основе
полиуретанов и ароматических полимеров, содержащих гетероцик-
лы. Однако указанные клеи отличаются повышенной токсичностью
и сложностью технологии применения. Таким образом, для склеи-
Рис. 6.2. Влияние
природы полимера на
прочность при сдвиге
клеевых соединений
при криогенных
температурах:
1 - эпоксинайлоновый; 2 -
полиуретановый; 3 -
силиконовый; 4 - эпоксифеноль-
ный; 5 - винилацетальфе-
нольный; 6 - эпоксиполи-
амидный; 7 - фенольный
(эластомер)
С
420
280
140
■\^L
4
~ — '—"—^^s^
- ^*
~^____—-—
1 1
7
2
/
-L
4
$£=
^-^^^^
I
\
\
—ч 5 x
^^
1 1
21
76
131
196
241 Т, К
678
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
вания деталей, работающих при криогенных температурах,
наиболее перспективными являются клеевые составы на основе
эпоксидных смол.
При разработке криогенных клеевых композиций также
необходимо учитывать влияние наполнителей на свойства клеевых
соединений. В настоящее время промышленностью выпускается
достаточное количество наполнителей, которые можно использовать
для составления эпоксидных клеевых композиций. Физические
свойства некоторых видов неорганических, органических и
металлических наполнителей приведены в табл. 6.13. Роль наполнителей
проявляется в том, что снижение коэффициента термического
расширения, величина которого у отвержденной клеевой композиции, как
это показано в табл. 6.12, значительно выше, чем у склеиваемых
металлов, происходит пропорционально объему наполнителя,
содержащегося в клеевой композиции.
Основу клеевых композиций составляло эпоксидное связующее
состава (мае. ч.): 100 - смолы ЭД-20; 20 - смолы ДЭГ-1; 12 - отвер-
дителя ПЭПА; дисперсность наполнителей до 100 мкм.
На рис. 6.3 показано влияние наполнителей на величину
термической усадки клеевых композиций при охлаждении (среднее
значение коэффициента термического расширения). На рис. 6.4
показано влияние содержания нитрида бора на физико-механические
ТАБЛИЦА 6.13
Физические свойства наполнителей
Наполнитель
Плотность,
г/см
Коэффициент
теплопроводности X,
ВтДмК)
Коэффициент
термического расширения
ЮМС-1
Алюминий
Медь
Железо
2,72
8,91
7,8
Металлические
110-230
330-380
33-63
55-58
43
20-25
Неорганические
Оксид алюминия
Диоксид титана
Диоксид кремния
Кварц
Тальк
Нитрид бора
Графит
3,99
4,24
2,8
2,6
2,4
2,34
2,26
33
63
1,3
1,3
1,7
-
120-200
17,8
18-23,4
1,3-3,3
1,3
-
7,51
1,5-1
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
679
рис. 6.3. Влияние
наполнителей на величину
коэффициента термического
расширения клеевых композиций на
основе эпоксидной смолы:
1 - нитрид бора; 2 - алюминий; 3 -
кварц
свойства клеевой композиции:
с увеличением содержания
нитрида бора модуль
упругости, твердость и прочность
отвержденной клеевой
композиции при 293 и при 77 К
изменяются незначительно, а
плотность и модуль
упругости клеевой композиции
возрастают.
о
6
с*
s
8.
1
40-
зо-
20"
10
N.
Алюминий
Медь
Сталь
i
3
i
2
■•-«-
\
N
1
\
X
1 1
10 20 30 40
Наполнение, % (об.)
50
I
£,ГПа
15 1
10
5
>т,МПа
400-
300
200
g
о
I
ё
р, г/см3
1,4-
\ £-
.
-
-
^——
■-
3
.-——-
—
-—-—
6 ^
^
■
^~-——=
-
— 5
—*^
нв
-50
-40
-30
-20
0 10 20 30 40 50 60
Содержание нитрида бора, % (мае.)
Рис. 6.4. Влияние содержания нитрида бора на механические
свойства клеевых композиций при 293 К (кривые 2, 4, 5 и 6) и при 77 К
(кривые 1иЗ)
680
Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Наилучшие показатели прочности при низких температурах
имеют соединения с использованием клеевых композиций, в
которые был введен нитрид бора, и алюминия. Прочность клеевых
соединений медь - нержавеющая сталь с использованием
клеевой композиции, наполненной нитридом бора, значительно
превышает прочность клеевых соединений с применением клеев,
наполненных алюминиевой пудрой и порошком кварца. Кроме того,
клеевые соединения меди со сталью 12Х18Н10Т с использованием
клеевой композиции с нитридом бора имеют более стабильные
прочностные характеристики по сравнению с другими клеями, что
обуславливает большую надежность данных клеевых соединений.
Введение наполнителя в клеевые композиции,
предназначенные для склеивания металлических материалов, позволяет
повысить надежность и работоспособность клеевого соединения при
криогенных температурах. Наилучшие результаты были получены
при использовании в качестве наполнителя нитрида бора,
количество которого должно подбираться индивидуально, с учетом
требований, предъявляемых к клеевому соединению, условий
эксплуатации оборудования и, главное, химических составов склеиваемых
материалов и клеящих композиций.
Роль наполнителей в соединениях металлического и
неметаллического конструкционных материалов оказывается
несущественной, так как прочность самого неметаллического материала
сопоставима или ниже прочности клея. Так, прочность клеевых
соединений металлов с
неметаллическими материалами,
в частности со
стеклопластиками СКТФ-1 и РЭМ-К
(рис. 6.5), практически не
изменяется с увеличением
содержания нитрида бора
в клеевой композиции, что
объясняется ускоренным
разрушением
стеклопластиков, т. е. прочность
клеевого соединения метала -
I
40
60
а
50
30
10
б
i .i . . i i i
1
и*
T
i
3
~iS^
i i i i
20 40 60
Наполнение, % (мае.)
Рис. 6.5. Влияние
содержания нитрида бора на
прочность клеевых
соединений меди:
1 - со стеклопластиком СКТФ-1;
2 - со стеклопластиком РЭМ-К;
3 - со сталью 12Х18Н10Т.
а - при 77 К; б- при 293 К
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 681
стеклопластик регламентируется прочностью стеклопластиков на
отрыв в плоскости их прессования.
Таким образом, для склеивания основных конструкционных
материалов, используемых в криогенной технике, наиболее
перспективна и универсальна эпоксидная клеевая композиция,
наполненная мелкодисперсным нитридом бора. Варьируя содержание
нитрида бора в клее, т. е. изменяя его коэффициент термического
расширения, можно подобрать оптимальный состав клеевой
композиции для склеивания различных материалов. Положительные
результаты были получены также при применении клеев на основе
полиуретанов и ароматических полимеров, однако эти композиции
токсичны и технологически сложны при применении, что делает
эпоксидные клеи наиболее перспективными для применения в
области низких и сверхнизких температур.
Анализ результатов испытаний различных клеевых композиций
позволил сформулировать основные требования к клеям для
криогенного оборудования. Такие клеи должны удовлетворять
следующим требованиям. Они должны обладать высокой адгезионной и
когезионной прочностью; стойкостью к циклическому воздействию
температуры; вакуумной плотностью клеевого соединения; низкой
величиной газовыделений в вакууме; малой усадкой клеев при их
отверждении; длительной прочностью в условиях эксплуатации и
высокой технологичностью.
Основные области применения клеевых композиций в
криогенной технике. Анализ современного состояния
исследований по вопросам разработки и изготовления клееных матричных
теплообменников позволяет сделать вывод о перспективности их
применения в установках криогенной техники. На рис. 6.6
приведен разрез клееного теплообменника, который представляет собой
набор чередующихся перфорированных пластин 1 и прокладок 2,
соединенных в жесткую неразъемную конструкцию клеевыми
слоями 3. К торцовым поверхностям теплообменника приклеиваются
коллекторы 4.
Клеи все шире применяют в воздухоразделительных установках.
Известна конструкция вентиля, разработанного фирмой "Linde AG"
(ФРГ) для воздухоразделительных установок. Особенность
конструкции - резьбовое неразъемное соединение корпуса вентиля из
алюминиевого сплава и трубки из нержавеющей стали,
выполненное с использованием модифицированной эпоксидной смолы марки
ЕС14НД.
Клеи на основе эпоксидных смол широко применяют для
приклеивания стеклопластиковых стержней в опорах криогенных
трубопроводов, при изготовлении поршня-вытеснителя для
холодильных газовых машин и детандеров.
-U-312
682
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
300x300
Обратный
поток
Прямой
поток
Прямой
поток
Рис. 6.6. Клееный теплообменник с перфорированными пластинами
Клеи широко применяют для крепления теплоизоляции
резервуаров криогенных жидкостей, топливных баков ракет и
космических летательных аппаратов, а также для облицовки внутренних
поверхностей различных криогенных емкостей металлизированной
полимерной пленкой. Известна технология оклейки цистерн для
хранения и перевозки сжиженного газа пенопластом. Клеевые
составы для этих операций были приготовлены на основе эпоксидной
смолы и резорцина.
Широко применяются клеевые композиции в ракетостроении.
Так, на рис. 6.7 показана конструкция высокоэффективной
теплоизоляции топливного бака ракеты. Такая теплоизоляция состоит из
двух слоев сотовых заполнителей 3 и 4, Сотовые наборы разделены
между собой и отделены от внешнего пространства и бака корпуса
ракеты барьерными пленками 5. Все элементы теплоизоляции
соединяются клеем 2. При изготовлении теплоизолирующих
разделительных перегородок емкости с жидким кислородом и водородом в
конструкции ракеты-носителя "Сатурн" применен эпоксифеноль-
ный клей. Изоляция состоит из сотового заполнителя, который при-
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
683
соединяется клеем на подложке из стеклоткани к металлическим
стенкам емкостей. Для соединения металлизированных
полиэфирных пленок с внутренней поверхностью топливных контейнеров
ракетных систем, работающих при температуре до 4 К, применяют
полиакрилатный клей, представляющий собой полимеризованный
эфир акриловой кислоты.
С применением клеев найден перспективный путь снижения
массы космических аппаратов за счет использования сотовых
конструкций. Например, командный отсек корабля "Аполлон"
представляет собой герметичную сотовую конструкцию в форме
усеченного конуса высотой 3,66 м. Отсек имеет внутреннюю обшивку из
алюминиевого сплава 2014-Тб, алюминиевый сотовый заполнитель
из сплава 5052-Н39 и наружную обшивку из сплава 7075-Тб,
соединенные клеем. Посадочное шасси космического аппарата "Сервей-
ор" имеет опоры, представляющие собой клееные сотовые
конструкции, в космических летательных аппаратах типа "Маринер",
предназначенных для исследования планет Венера и Меркурий,
панели с солнечными элементами и антенны изготовляют с
применением клеев марок FM-96, FM-934, F-123-4.
Одной из важных областей применения клеев является
получение с их помощью вакуум-плотных соединений, работоспособных
при криогенных температурах. Например, с помощью клеев на
основе полиорганосилоксанов удалось создать соединения,
работающие при разряжении порядка в 1 • 10~5 мм рт. ст. при температуре от
20 до 77 К.
Клеевые композиции используются в качестве заливочных
компаундов сверхпроводящих магнитов. Для этой цели применяются
различные эпоксидные
композиции. Используя в качестве
наполнителя специально обработанный
клеевой порошок, удалось создать
электропроводящий клей со
стабильными электрическими
характеристиками в диапазоне
температур от 77 до 423 К.
Приклейку деталей оптики и
герметизацию фотоприемников,
работающих при температурах,
близких к температуре жидкого
Рис. 6.7. Изоляция топливного ба- 2.
ка ракеты:
1 - алюминиевая стенка бака ракеты; 2 -
клеевые слои; 3 - сотовые заполнители; 1
4 - барьерные пленки
684
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
азота, рекомендуется производить цианакрилатными клеями марок
КМ-200, КМ-201. Для приклеивания тензорезисторов, работающих
при криогенных температурах, можно рекомендовать клеи марок
БФ-2, БФ-4, циакрин, криосил.
Особое внимание следует уделить проектированию клеевых
конструкций. Конструирование клеевых соединений включает
определение формы и расчет размеров соединения. При этом учитывают
тип конструкции, величину, направление и длительность действия
нагрузки, возможность контакта соединения с агрессивными
средами, температуру его эксплуатации, а также стоимость изготовления
изделия. Необходимо стремиться к максимально возможной
поверхности соединения, обеспечивать действие нагрузки в
направлении максимальной прочности клеевого соединения, а также
исключать развитие отдирающих или расслаивающих напряжений.
Примеры клеевых соединений приведены на рис. 6.8.
Соединения плоских деталей встык с накладкой (рис. 6.8, б) выбирают в тех
случаях, когда между деталями должен быть гладкий переход.
Соединения с двойной нахлесткой (рис. 6.8, в) или встык, с двумя
ниш
ж
Рис. 6.8. Клеевые соединения различных типов:
а - внахлестку; б - встык с накладкой; в - с двойной нахлесткой; г - внахлестку со
скосом кромок; д - пазовые; е - со ступенчатой накладкой; ж - с двойной накладкой;
з, и - тавровые; к: - цилиндрическое стыковое; л - цилиндрическое внахлестку
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 685
накладками отличаются от обычного нахлесточного соединения
(рис. 6.8, а) лучшим сопротивлением нагружению. Прочность
соединений внахлестку и встык с накладками может быть повышена
при скашивании концов деталей (рис. 6.8, г) или накладок, что
сводит к минимуму вероятность отдирания кромок при нагружении.
Однако такое соединение возможно только при толщине деталей
более 2 мм, при этом угол скоса должен быть не менее 5°. Кроме того,
такое соединение сложно в подгонке и трудоемко в изготовлении.
При создании угловых соединений (рис. 6.8, е, ж) необходимо,
чтобы склеиваемые участки имели по возможности большие
размеры. Равномерное распределение напряжений в таких соединениях
достигается расположением уголковых накладок уступами (рис. 6.8, е).
При получении пазовых соединений (рис. 6.8, д) необходимо
применять клеи, отверждающиеся в зазоре без давления. Для
соединений, работающих на отслаивание, можно рекомендовать
конструкции, представленные на рис. 6.8, з, и.
Склеивание деталей круглой формы осуществляется обычно по
тем же схемам, что и плоских деталей (рис. 6.8, к, л).
В клеевом шве при нагружении круглых деталей на растяжение,
сжатие или кручение действуют только напряжения сдвига, т. е.
напряженное состояние более однородно, поэтому длина нахлестки в
таких соединениях меньше, чем в плоских. В общем виде, для
обеспечения работоспособности изделий при криогенных температурах
следует использовать клеи, имеющие низкий модуль упругости,
близкие значения коэффициентов термического расширения клея и
склеиваемого материала, а также стремиться к проектированию и
изготовлению клееных изделий возможно меньших размеров,
работающих с небольшим градиентом температур.
6.4. ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ И КОМПОЗИЦИИ
Лакокрасочные материалы и композиции предназначены для
образования лакокрасочных покрытий, служащих для защиты
машин и механизмов от воздействия среды (защитные покрытия),
придания им внешнего вида, отвечающего требованиям технической
эстетики (декоративные покрытия), а при объединении этих свойств
подобные покрытия носят название "защитно-декоративные
покрытия". Такие покрытия представляют собой наиболее
распространенную группу материалов. Отдельную категорию составляют
лакокрасочные покрытия с особыми свойствами (антиадгезионные,
электроизоляционные, токопроводящие, антисептические, тепло- и
хладостойкие, термочувствительные, светящиеся и др.).
Для ускорения и удешевления процесса окраски, связанного с
нанесением нескольких слоев, вводятся новые комбинированные
686
Р А 3 А Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
лакокрасочные материалы, например грунтшпатлевки, покрывные
эмали, хорошо сцепляющиеся с укрываемой поверхностью без
предварительного грунтования, и т. п.
Качество и срок службы лакокрасочных покрытий зависят от их
состава, природы окрашиваемого материала, подготовки
поверхности, технологии и качества нанесения покрытия. Характеристики и
области применения некоторых лакокрасочных материалов
приведены в табл. 6.14.
ТАБЛИЦА 6.14
Характеристики и области применения некоторых
лакокрасочных материалов
Лакокрасочные
МЯТРГШЯЛЫ
1VXCI1 WL/xACL/lDl
Масляные
Глифталевые
Нитроцеллю-
лозные
Эпоксидные
Перхлорвини-
ловые
Кремнийорга-
нические
значение
МА
ГФ
нц
эп
хв
ко
Основные
пленкообразующие
вещества
Масла
растительные, олифы
натуральные, "оксоль"
и
комбинированные
Смолы алкидные
глицерофталат-
ные (глифтали)
Нитроглифтали,
смолы нитроцел-
люлозоуретано-
вые, нитроамино-
формальдегидные
Смолы
эпоксидные, алкидно-
эпоксидные, нит-
роцеллюлозо-
эпоксидные
Смолы перхлор-
виниловые и ви-
нилхлоридные
Смолы кремний-
органические
Характеристика
Атмосферостой-
кие. Для
внутренних и внешних
работ
Атмосферо-
и маслостойкие
Атмосферо-,
масло- и бензо-
стойкие
Атмосферостой-
кие. Для
внутренних и внешних
работ. Стойкие к
воздействию
масла, бензина и воды
Атмосферо- и
химически стойкие.
Выдерживают
кратковременное
воздействие
масла, воды
Термостойкие до
200-300 °С.
Химически- и
водостойкие
Покрываемые
материалы
и изделия
Деревянные и
металлические
конструкции,
вагоны, аппараты
Сельхозмашины,
ракторы,
емно-транспортные машины
Металлические
детали, кузова
автомашин и
тракторов
Металлические
детали, кузова
автомашин и
тракторов
Металлические
поверхности
химической
аппаратуры
Машины и
оборудование
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 687
Основные компоненты лакокрасочных материалов - пленкооб-
разователи, растворители и пигменты.
Пленкообразователи сообщают лакокрасочным материалам
способность к образованию пленки и определяют ее основные свойства.
Пленкообразующими веществами могут быть высыхающие
растительные масла, синтетические смолы и эфиры целлюлозы.
Различают неотверждаемые термопластичные и отверждаемые
термореактивные пленкообразователи.
Растворителями лакокрасочных материалов служат скипидар,
уайт-спирит, ацетон, спирты. Растворители подбирают в
зависимости от пленкообразующего вещества: для масел используют
скипидар и уайт-спирит; для смол - спирты, ацетон и ароматические
углеводороды типа толуола или ксилола, для эфиров целлюлозы -
ацетон. Растворители при сушке полностью улетучиваются. Для
ускорения высыхания покрытий применяют каталитически
действующие сиккативы, представляющие собой растворы оксидов или
солей кобальта, цинка, свинца, марганца в растительном масле.
Пигменты (или красители) применяют для придания
определенного цвета лакокрасочному материалу. Одновременно пигменты
улучшают адгезию, повышают антикоррозионные свойства и
водостойкость пленок. По химическому составу они представляют собой
оксиды или соли металлов (охра, железный сурик, цинковые и
титановые белила), порошки алюминия, цинка и элементарного
углерода (графит, сажа). Используют также пигменты органического
происхождения (пигмент алый и др.), придающие покрытиям
красивые яркие тона.
Для удешевления лакокрасочных материалов в них добавляют
наполнители. Наполнителями служат мел, каолин, тальк и другие
вещества. Применение в качестве наполнителей слюды и асбеста
способствует повышению термостойкости покрытий.
В зависимости от состава и назначения лакокрасочные
материалы делятся на лаки, краски (в том числе эмали), грунты и шпаклевки.
Лаком называют раствор пленкообразующих веществ в
органических растворителях или в воде, образующий после высыхания
твердую прозрачную однородную пленку. Лаки используют для
получения прозрачных покрытий, защищающих поверхность от
внешней среды. Иногда лаки наносят на слой краски для большего
блеска покрытия. Грунтами, шпаклевками и красками называют
пигментированные лаки и олифы - высыхающие масла с добавкой
сиккатива, являющегося катализатором высыхания. Краски,
изготовленные на лаках, называют эмалями, а на олифах - масляными
красками.
Грунты являются нижними слоями покрытия. Они
обеспечивают прочную адгезию с окрашиваемой поверхностью. В качестве
688 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
пигмента в грунтах применяют соли хромовой кислоты, свинцовый
или железный сурик, цинковые белила и др.
Шпаклевкой называют густую и вязкую массу, состоящую из
смеси пигментов с наполнителями в связующем веществе.
Шпаклевки применяют для сглаживания неровностей поверхности
изделий. Они имеют значительно большую вязкость, чем остальные
лакокрасочные материалы за счет более высокой концентрации
пигмента и наполнителя.
Физико-механические и технологические свойства
и методы испытаний лакокрасочных материалов, композиций
и покрытий
Адгезия, Свойство лакокрасочной пленки прочно сцепляться
с укрываемой ею поверхностью. Прочность сцепления или
прилипания зависит от вида пленкообразующего и укрываемого
материала и определяется силой, потребной для отделения пленки от
поверхности. Адгезию определяют методом отслаивания
(количественная оценка), методом параллельных надрезов и методом
решетчатого надреза. Под решетчатым надрезом понимают
нанесение сетки надрезов (не менее пяти вдоль и пяти поперек) на
лакокрасочном покрытии со стороной квадратов 1,0 или 2,0 мм,
очисткой кистью и последующим определением количества прочно
сцепленных с подложкой и отслоившихся квадратов по 3-балльной
шкале.
Атмосферная устойчивость (атмосферостойкость).
Способность лакокрасочного покрытия противостоять атмосферным
воздействиям (солнечная радиация, колебания температуры,
ветровая нагрузка, туман, дождь, снег и т. п.). Атмосферостойкость
определяют по 8-балльной шкале меления. Лакокрасочные покрытия
для транспортных машин, в частности для подвижного состава
железных дорог, дополнительно испытывают на опытных
локомотивах и вагонах не менее года с обязательным пробегом в крайние
южные, северные, западные и восточные части страны в разные
времена года.
Блеск (глянец) лакокрасочных покрытий. Степень
отражения света пленкой. Чем выше степень отражения света, тем
устойчивей покрытие в атмосферных условиях. Определение блеска
заключается в измерении величины тока, возбуждаемого в
фотоэлементе пучком света, отраженного от испытуемой пленки.
Величину блеска в процентах показывает шкала специального
микроамперметра, градуированная по эталону - увиолевому стеклу.
Влага в пигменте. Вредная примесь, удлиняющая время
высыхания пленки и снижающая ее прилипаемость и качество. Коли-
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 689
чество влаги измеряют путем сушки навески пигмента а при 105 °С
до постоянной массы Ъ и определения отношения:
-^•100 %
а
Влагопоглощаемостъ пленки (гигроскопичность, набухае-
мость). Количество влаги, впитавшейся в покрытие за определенное
время нахождения его в воде. Измеряют путем взвешивания пленки
до и после выдержки ее в воде определенное время и отнесения
разности к первоначальной массе пленки.
Влагостойкость. Способность лакокрасочного покрытия
выдерживать воздействие влажной атмосферы без изменения своих
свойств при установленной степени влажности и температуре за
определенное время.
Водопропускаемость пленок (гигроскопичность).
Сопротивляемость пленки к пропусканию воды. Определяется временем в
часах до появления первых признаков пропускания воды.
Вязкость условная. Время истечения в секундах
определенного объема испытуемого лакокрасочного материала через
калиброванное сопло вискозиметра при 20 °С (если не оговорена другая
температура).
Гибкость пленки (прочность при изгибе, изгиб пленки и
т. п.), мм. Способность лакокрасочной пленки, нанесенной на
тонкую пластичную металлическую подложку, изгибаться вместе с ней
без разрушений. Испытание проводят по условной шкале гибкости
путем последовательного изгибания подложки пленкой наружу
вокруг стержней диаметром 55, 45, 40, 35, 30, 25, 20, 16, 15, 12, 10, 8,
6, 5, 4, 3, 2 и 1 мм на 180° до появления признаков трещин или
отслоений, видимых в лупу с четырехкратным увеличением.
Прочность при изгибе 10 мм означает, что разрушения возникли при
изгибании вокруг стержня диаметром 8 мм.
Интенсивность цвета (красящая сила). Свойство сухой
краски (пигмента) при смешивании с другими красками придавать
им свой цвет и оттенок. Измерение основано на сравнении с
эталонами или сравнительном осмотре двух или более конкурирующих
красок.
Истираемость покрытий. Износостойкость покрытий при
абразивном воздействии. Характеризуется количеством песка (в
граммах) определенной дисперсности, падающего с высоты 180 см
на испытуемое покрытие до стирания пленки и обнаружения
подложки.
Йодное число. Показатель, характеризующий скорость
высыхания растительного масла. Определяется количеством иода в г,
соединяющегося со 100 г испытуемого масла при обработке его
особым реактивом, приготовленным на основе иода.
690 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
Иодометрическая шкала - ряд эталонных растворов
различной концентрации иода в мг в 100 мл полунормального
раствора йодистого калия, служащих в качестве эталонов для
сравнительной оценки окрашенности прозрачных лакокрасочных материалов
(масла, олифы, лаки).
Степень окрашенности. Устанавливается числом мг иода,
содержащегося в эталонном растворе.
Качество лакокрасочного покрытия по внешнему
виду. Определяется визуально без применения увеличительной
оптики по степени гладкости и отсутствию поверхностных дефектов
(рисок, соринок, штрихов и т. д.). Укрываемая поверхность для
обеспечения качества лакокрасочного покрытия должна по гладкости
соответствовать параметрам шероховатости от Rz = (20-10) мкм
до Ra = (2,5-0,63) мкм.
Кислотное число (в мг КОН) (кислотность). Показатель
наличия в лакокрасочном материале свободных кислот, снижающих
его качество. Измеряется количеством щелочи (КОН) в мг,
необходимым для нейтрализации свободных кислот, содержащихся в 1 г
испытуемого вещества.
Малярная консистенция красок, эмалей, лаков. Рабочая
вязкость, определяющая оптимальный режим процесса
окрашивания и наилучшего качества окраски. Малярная консистенция
различается в зависимости от вида лакокрасочного материала и метода
окрашивания (кистью, распылением, аэрозольным распылением,
окунанием и т. п.).
Маслоемкость пигмента. Маслоемкость 1-го рода -
оптимальное количество льняного масла в г, необходимое для
связывания 100 г частиц пигмента в однородную пасту (густотертую
краску). Маслоемкость 2-го рода (малярная маслоемкость) определяет
минимальное количество масла, требуемое для придания краске
следуемой малярной консистенции.
Меление лакокрасочных покрытий. Меление есть
процесс поверхностного разрушения пигментированного
лакокрасочного покрытия, характеризующийся образованием легкого
снимаемого налета свободных частиц пигмента. Определяется по 8-балльной
системе меления и основывается на последовательном наложении
на мелящее покрытие специальной фотобумаги, на которой
частицы - продукты меления - образуют видимые невооруженным
глазом отпечатки, по числу которых устанавливают балл меления. 1-й
балл соответствует наибольшему числу отпечатков.
Насыпная плотность порошкообразных
лакокрасочных материалов (в г/см3) или их масса (в г) в сосуде, имеющем
определенный объем (в см3). Определяют с учетом равномерности
заполнения объема порошком.
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 691
Отражательная способность лакокрасочного
покрытия. Характеризуется коэффициентом отражения, т. е.
отношением отраженного потока света к падающему на испытуемую
пленку.
Паропроницаемость пленок, мг/см2 в сутки. Степень
недостаточной герметичности лакокрасочного покрытия. При
испытании определяют количество влаги, проходящей через 1 см2
свободной пленки толщиной 100 мкм за сутки при влажности
воздействующего воздуха 95 %. Результат испытания выводится как
среднее за 7-8 суток.
Перетир красок (растир, растертость), мкм. Показатель
однородности лакокрасочной композиции по величине (в мкм)
отдельных частиц пигментов и наполнителей и равномерному
распределению их в композиции.
Показатель преломления (коэффициент рефракции).
Характеристика чистоты и качества прозрачных лакокрасочных
материалов, основанная на определении величины угла отклонения
луча света при вхождении его в испытуемый материал.
Предел прочности (временное сопротивление) при
растяжении свободной лакокрасочной пленки. Определяют как отношение
разрушающего напряжения к начальной площади поперечного
сечения образца. Аналогично определяют относительное удлинение
в % как отношение удлинения рабочей части свободной пленки,
измеренного в момент разрыва, к ее начальной длине; модуль
упругости - как отношение напряжения к соответствующему
относительному удлинению в пределах пропорциональности.
Прочность пленок на удар. Способность лакокрасочных
покрытий выдерживать ударные нагрузки. Результат испытания
определяется числом, обозначающим максимальную высоту в см,
с которой свободно падает груз с постоянной массой 1 кг на
лакокрасочную пленку, нанесенную на металлическую подложку, не
вызывая ее механического разрушения - трещин, смятия, отслаивания
от подложки, выявленных при осмотре в лупу с четырехкратным
увеличением.
Разбеливающая способность белых пигментов, 96, т. е.
их способность передавать при смешивании другому веществу свою
окраску. Методы определения - визуальный и фотоэлектрический,
основанные на сравнении испытуемых пигментов в образцах с
разбеливающей способностью белого пигмента, принятого в качестве
эталона.
"Розлив красок" - способность лакокрасочного материала
после нанесения на подложку растекаться и выравнивать свой
поверхностный слой. Существует два метода определения "розлива"
лакокрасочных материалов, наносимых:
692 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
1) распылением - оценивают величиной шагрени и
наличием потеков, визуально и на профилографе по пятибалльной
системе;
2) кистью - оценивают сравнением со специальной шкалой
"розлива" и выражают степенно от 0 до 10 (наилучший результат).
Расход лакокрасочных материалов. Количество
лакокрасочных материалов в г, израсходованных на окрашивание 1 м2
поверхности с обеспечением требуемых толщины и свойств
лакокрасочного покрытия.
Светостойкость лакокрасочных покрытий (условная
стойкость). Способность лакокрасочных покрытий противостоять
действию света ксеноновой лампы или других излучений за
определенный отрезок времени. Результаты испытаний оценивают по
изменению цвета, потере глянца, появлению трещин и другим
дефектам отдельных участков испытуемого покрытия, подвергавшегося
различной интенсивности облучения, путем сравнения с
контрольными лакокрасочными покрытиями.
Свободная лакокрасочная пленка - тонкий высохший слой
лакокрасочной композиции, отделенный от подложки. Свободная
лакокрасочная пленка предназначена для определения прочности
на разрыв, удлинения и других механических свойств пленки.
Сорность пленки. Определятся по наличию механических
включений путем сравнения испытуемого лакокрасочного
покрытия с эталоном.
Стойкость к воде, кислотам, и щелочам.,
минеральным маслам, теплу и холоду опрделяется:
1. К воде и растворам солей (хлористого натрия, "морской соли"
и т. п.). Испытание осуществляют следующим образом. Образец с
покрытием погружают на 2/3 длины в сосуд с дистиллированной
водой или раствором соли при 20 °С и выдерживают установленное
время. Второй образец погружают в другой сосуд, а третий остается
в качестве контрольного. Оценка производится визуально путем
сравнения образцов.
2. Стойкость к кислотам и щелочам определяется тремя
методами:
А - погружения, Б - контактным и В - капельным.
A. Путем погружения на 2/3 вертикально расположенного
образца покрытия в реагент (раствор кислоты или щелочи) на 8 ч при
62 °С с последующей визуальной оценкой.
Б. Путем воздействия на отдельные участки покрытия ватного
тампона (массой 0,2-0,25 г и диаметром до 25 мм), смоченного
реагентом, в течение 7 сут при 20 °С.
B. Воздействием на отдельные участки горизонтально
расположенного покрытия капель реагента объемом 0,1 мм, наносимых пи-
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 693
петкой в количестве 10 шт. на расстоянии 20 мм одна от другой при
20 °С и влажности воздуха 65 %. Осмотр производится через час.
3. Стойкость к минеральным маслам и бензину определяется
путем выдержки двух из трех (последний контрольный) образцов в
реагенте при 20 °С в течение времени, указанного в нормативной
документации. Оценка по изменению внешнего вида и сохранности
защитных свойств производится визуально (с применением
4-кратной лупы) по сравнению с контрольным образцом.
4. Стойкость к теплу и холоду. Определяют путем переменного
выдерживания испытуемого образца лакокрасочного покрытия в
камерах тепла и холода. Результат измеряется предельными
температурами испытания и числом теплосмен до разрушения
образца.
Твердость пленки (твердость по маятниковому прибору).
Коэффициент, определяемый путем установления отношения времени
затухания колебаний маятника (в пределах угловой амплитуды - от
5 до 2 °), точки опоры которого лежат на поверхности испытуемого
лакокрасочного покрытия, ко времени затухания колебаний того же
маятника, установленного на эталонной стеклянной пластине,
равному 440 секунд ("стеклянное число").
Термостойкость покрытий (теплостойкость). Свойство
лакокрасочных покрытий выдерживать повышенную температуру в
течение определенного времени без изменения внешнего вида,
шелушения, отслаивания и растрескивания.
Укрывистость (кроющая способность). Способность
лакокрасочной пленки делать невидимым цвет укрываемой поверхности
и в случае нанесения на черно-белую подложку ("шахматная доска"
пли черно-белые полосы) уменьшать контрастность между белой и
черной поверхностями до исчезновения разницы между ними.
Укрывистость измеряют в граммах лакокрасочного материала,
необходимого для укрытия поверхности размером в 1 м2. Следует
различать укрывистость при расчете на массу: а) сухой пленки; б)
неразбавленной краски и в) разбавленной до малярной консистенции
краски.
Цвет и его оттенки пигментов, красок и эмалей.
Определяют по цветовому тону, чистоте цвета и яркости путем
сравнения накрасок, соответствующих лакокрасочных материалов, с
эталонами пли картотекой эталонов цветов.
Число коагуляции (в %). Выражает количество бензола или
толуола, которое можно добавить к 3 %-му раствору нитроклетчатки
в испытуемом растворителе до начала коагуляции, т. е. выпадения
ее в виде осадка из раствора.
Шлифуемость и полируемость лакокрасочных
покрытий. Способность лакокрасочных покрытий в результате шли-
694 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
фования и полирования образовывать высококачественную
поверхность. Шлифуемость определяется:
1) по изменению массы лакокрасочного покрытия;
2) по изменению толщины;
Полируемость определяется по величине блеска.
Эластичность пленок. Способность свободных пленок
сокращаться после растяжения.
Некоторые типы лакокрасочных покрытий,
устойчивые при пониженных температурах
К лакам и эмалям, устойчивым при пониженных температурах,
принято относить перхлорвиниловые лаки и эмали (табл. 6.15),
эпоксидные лаки и эмали, лаки и эмали на полиуретановой основе и
т. д. Эти лакокрасочные покрытия обладают хорошей стойкостью к
химическим реагентам, бензину, маслам и воде и сохраняют эти
свойства при температурах до -60 °С. Технологические достоинства
перхлорвиниловых лакокрасочных покрытий - быстрое высыхание
(1-2 ч при 20 °С) и возможность нанесения покрытий путем
распыления. Недостатки - изменение цвета под воздействием
атмосферных условий, слабая адгезия к металлам, малая твердость,
большой удельный расход.
Лакокрасочные материалы, изготовляемые на основе
эпоксидных смол, обладают высокой адгезией, малой пористостью, хорошей
атмосферостойкостыо, влагостойкостью и сохраняют указанные
свойства при понижении температуры до -60 °С. Они устойчивы к
действию щелочей и минеральных кислот средней концентрации.
Эпоксидные лакокрасочные материалы являются двухкомпонентными
композициями - собственно эпоксидный лак или эмаль, не
затвердевающая длительное время, и отвердитель, вводимый в них
непосредственно перед нанесением на защищаемую поверхность.
Полиуретановые покрытия отличаются хорошей адгезией к
металлам, высокой атмосферостойкостью и изоляционной
способностью и широко используются для окрашивания стальных
конструкций и конструкций из цветных металлов и сплавов, нанесения
покрытий на гетинакс, текстолит, керамику.
Нитроцеллюлозные лаки и краски (нитролаки и нитроэмали)
рекомендуется использовать для защиты в диапазоне температур
-40-^+60 °С. Они получили широкое применение благодаря
быстрому высыханию, способствующему созданию поточных методов
окрашивания массовых изделий с образованием пленки с
хорошими декоративными свойствами, высокой твердостью, бензо- и мас-
лостойкостью и удовлетворительной атмосферостойкостью.
Отрицательными показателями этих материалов являются пониженная
адгезия и легкая воспламеняемость.
Глово 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
695
ТАБЛИЦА 6.15
Основные свойства перхлорвиниловых лаков и красок
Марка
Вязкость
условная
при 20 °С, с
Время
высыхания,
мин
Свойства пленки
Прочность
при
ударе,
кгссм
Гибкость
(не
более),
мм
Коэффициент
твердости
Водостойкость при
20 °С, ч
Масло-
стойкость,
ч
ХВ-1100
ПВХ-4-26
ПВХ-29-35
ПВХ-69-А
ПВХ-79
ПВХ-101
ПВХ-512
ХВ-110
ХВ-113
ХВ-124
ХВ-125
ХВ-710
ХС-76
ХВ-139
ХВ-77
ХСЛ
30-70
30
10-25*
30-50
25*
25*
32-100
60-110
60-110
35-60
25-50
20
* При 60 °С.
Эмаль
60
60
180
90
120
180
180
180
1440
1440
120
50
50
50
50
50
—
—
20
20
_
—
1
1
1
1
1
5
1
1
1
3
1
1
0,25
_
_
0,17
—
—
—
0,4
0,4
0,35
0,4
0,4
6
2
6
24
2
2
—
12
8
24
24
—
24
24
5
24
5
5
24
24
24
24
20
24-30
170-230
20-50
180
60
120
60
Лак
50
_
—
-
1
1
1
-
0,4
—
0,4
4*
_
-
В производстве лаков и эмалей в качестве пленкообразующего
вещества могут быть применены фторопласты марок 32ЛВ, 32ЛН и
42Л, которые хорошо растворяются в кетонах при нормальной
температуре.
Фторопласт-32Л растворяется в сложных эфирах при
нормальной температуре, а фторопласт-42Л - при 50 °С. Свойства покрытий
зависят от температуры сушки. Фторопластовые покрытия на основе
лаков и эмалей, получаемые при 18-22 °С, имеют низкую адгезию к
металлической поверхности. Фторопластовые покрытия горячей
сушки (при 150-270 °С в течение 1 ч) отличаются хорошей
адгезией, поэтому первый слой фторопластового покрытия лучше всего
подвергать горячей сушке. Фторопластовые покрытия как холодной,
так и горячей сушки, отличаются высокой водо-, атмосферо-, тер-
мо-, морозо- и химической стойкостью к концентрированным ми-
696 Р А 3 Д Е Л X. НЕМЕТАЛЛИЧЕСКИЕ ХЛАДОСТОЙКИЕ МАТЕРИАЛЫ
неральным кислотам, щелочам, масло- и бензостойкостью, а
также хорошими электроизоляционными свойствами. Фторопластовые
лаковые покрытия выдерживают перепады температур от -60 до
+150-250 °С, а эмалевые покрытия - от -60 до +200-300 °С.
Еще одним видом лакокрасочных покрытий являются
порошковые краски. Порошковые краски выпускаются в виде твердых
порошкообразных композиций, образующих пленки после нанесения
на металлические, стеклянные, бетонные, керамические и другие
термостойкие поверхности специально разработанными методами.
Порошковые краски имеют ряд преимуществ перед другими
видами лакокрасочных материалов и покрытий: они улучшают
условия труда и снижают огнеопасность в процессах производства и
применения; могут использоваться при изготовлении красок в
качестве пленкообразователей нерастворимых полимеров; не имеют
производственных отходов; упрощают трудоемкость и технологии
изготовления; их отличает стабильность при хранении и
транспортировании.
По типу пленкообразующего вещества выделяют две группы
порошковых красок: термопластичные и термореактивные. Краски
на основе термопластичных пленкообразователей подразделяются
на поливинилбутиральные, поливинилхлоридные, полиамидные,
фторопластовые, пентапластовые и др. Краски на основе
термореактивных пленкообразователей подразделяют на эпоксидные,
полиэфирные, полиакрилатные и полиуретановые.
Эпоксидные порошковые краски предназначаются: в том числе
для защиты изделий низкотемпературной техники; оборудования
электротехнической и радиоэлектронной промышленности;
химического оборудования, автомобилей и горнодобывающей техники;
магистральных трубопроводов; для покрытия рулонного металла.
Поливинилхлоридные порошковые краски применяются для
защиты трубопроводов, ирригационных сооружений, электробытовых
приборов, деталей насосов и других изделий.
Достаточно новым направлением в создании защитных
покрытий на оборудовании, эксплуатируемом в условиях значительных
термоциклов, абразивного изнашивания поверхности, агрессивного
воздействия внешней среды являются защитные покрытия на
основе композитных материалов. Использование композитных
материалов на основе эпоксидных и полиэфирных смол и их
производных в сочетании с традиционными лакокрасочными материалами
позволяет получать покрытия со значительно более высокими
эксплуатационными качествами.
В качестве армирующих материалов композитного слоя
используются в основном стеклоткани, стеклохолсты, рубленые
стеклянные волокна, стеклянные сферы (в том числе и полые) и стеклянные
Глава 6. КЛЕЯЩИЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
697
чешуйки. Для повышения длительности защиты от коррозии
стальных конструкций используют стеклянные волокна и сферы,
покрытые алюминием или цинком.
Наиболее универсальным методом получения композитного
материала для создания защитного покрытия является использование
в качестве армирующего наполнителя стеклянных хлопьев. Для
нанесения таких композиционных составов приемлемы все основные
методы и оборудование, которые используются для нанесения
традиционных лакокрасочных материалов, в том числе кисти и валики.
Толщина слоев покрытий из композитных материалов легко
регулируется подбором стеклянных хлопьев соответствующего
размера. Наиболее доступными из хлопьевидных материалов являются
природная слюда, оксиды железа и стеклянные хлопья. Кроме
доступности эти материалы отличаются весьма невысокой стоимостью.
Наиболее широкое применение в последнее время получили
стеклянные чешуйки. Стеклянные чешуйки уменьшают коэффициент
линейного расширения, что обеспечивает стойкость
композиционного материала к растрескиванию при циклическом изменении
температуры. Уменьшение растрескивания, а следовательно,
шелушения особенно важно при защите стальных и бетонных конструкций,
эксплуатирующихся при экстремальных температурных
воздействиях. Характеристика слоя покрытия на основе ненасыщенного
полиэфира представлена в табл. 6.16.
ТАБЛИЦА 6.16
Характеристика слоя покрытия из ненасыщенного полиэфира
с различным содержанием стеклянных чешуек марки RCF-600
Содержание
чешуек, %
0
25
45
Поглощение
воды, %
0,19
0,06
0,03
Проницаемость паров,
г/(м2-сут)
5,63 • 10"2
1,73 • 10~2
0,82 • 10'2
Плотность,
кг/м3
1140
1300
1440
Пористость^
0
1,5
5,3
Сопротивление
изгибу, МПа
106
83
110
РАЗДЕЛ XI
ОСНОВЫ ВЫБОРА
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ДЛЯ РАБОТЫ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
Плохое качество конструкций и изделий часто является
следствием неправильного выбора материала для заданных условий их
эксплуатации. Особенности, характерные для низкотемпературной
работы оборудования, предъявляют ряд специфических требований
к материалам. Выбор конструкционных материалов производится
на основе их механических, физико-химических и технологических
свойств. При выборе материалов необходима информация об их
стоимости и дефицитности.
Глава 1
ОБЩИЕ ПРИНЦИПЫ ВЫБОРА МАТЕРИАЛОВ
Часто материалы работают в условиях одновременного
воздействия многих факторов: низкие или высокие температуры,
агрессивные химические среды, знакопеременные циклические
нагрузки, особые условия трения и др.
При выборе материала в первую очередь требуется
всестороннее рассмотрение условий его работы и ранжирование
факторов, воздействующих на материал, по степени их влияния на
надежность машины или механизма. Определяющие факторы
должны быть учтены обязательно, менее определяющие - по
возможности.
Следующим этапом выбора материала должен быть процесс
определения комплекса необходимых свойств материала,
обеспечивающих надежную и долговечную работу конструкций, машин и
оборудования в заданных условиях эксплуатации. Так как
конструкционные материалы характеризуются механическими, физико-
химическими и технологическими свойствами, то рассматривать
необходимо всю гамму свойств, особенно если в конструкции должны
работать разные материалы.
К сожалению, часто комплекс требуемых свойств материала,
оформленных в виде технических требований или технических
условий к материалу, составляется не на основе точного анализа и
моделирования условий работы, а на приблизительных качественных
данных или на опыте предыдущей эксплуатации аналогичного или
схожего изделия или конструкции.
Глава 1. ОБЩИЕ ПРИНЦИПЫ ВЫБОРА МАТЕРИАЛОВ
699
Геометрия проекта
• Нагрузки
• Окружающая среда
• Выбор материала
• Технологичность
Свойства материала
• Свойства
• Обрабатываемость
• Окружающая среда
• Жизненный цикл
• Стоимость
• Количество
• Жизненный цикл
• Упаковка
• Масса
• Внешний вид
Характеристики
производства
• Оборудование
• Эффективность
• Конфигурация
• Инструменты
• Стоимость
Рис. 1.1. Взаимосвязь между свойствами материала, геометрией
проекта и характеристиками производства. Общая стоимость, масса и
использование деталей в конструкциях определяются этими тремя
проектными факторами
На рис. 1.1 представлена взаимосвязь между свойствами
материала, геометрией проектируемого изделия и производственными
возможностями конкретного предприятия.
Рис. 1.2 представляет более детальную блок-схему,
используемую при выборе материалов, например, в аэрокосмической
сфере, где разработчик в первую очередь руководствуется
характером применения и конфигурацией (формой) конструкции или
сборки. Затем определяются внешние напряжения, действующие
на конструкцию в процессе транспортировки, хранения и
службы. Наконец, разрабатывается всесторонняя материальная база
данных, включающая механические и антикоррозионные
свойства, необходимые для оптимального срока службы транспортного
средства при ожидаемых эксплуатационных режимах. Эти
свойства включают:
• Временное сопротивление разрыву (предел прочности при
растяжении).
• Условный предел текучести.
• Ударную вязкость.
• Твердость.
• Вязкость разрушения (трещиностойкость).
• Коррозионную стойкость и износостойкость.
• Плотность (этот фактор очень важен для воздушных,
наземных и морских транспортных средств).
700
Р А 3 А Е Л XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Как только эти начальные параметры определены и данные
собраны, разработчик составляет список наиболее пригодных
материалов, из которых выбирается наилучший материал для
использования в конкретной конструкции. Этот список должен включать
используемые способы производства и методы гарантии качества,
осуществляемые при изготовлении каждого рассматриваемого
материала, так как это оказывает существенное влияние на его
свойства и стоимость конечного изделия. Например, в случае стальных
конструкций технологический процесс может включать различные
Применение
Главное посадочное
устройство вертолета
Условия работы
Широкие температурные
колебания, коррозионная
атмосфера
Форма
Цилиндрическая,
ударные воздействия
Требуемые свойства
Глубокая прокаливаемость,
сопротивление усталостному
и ударному воздействию,
коррозионная стойкость,
структурная однородность
Возможные материалы
Высокопрочная сталь
(напр., 28ХНЗМФА или
мартенситно-стареющие
стали)
Процессы
Термомеханическая обработка
для упрочнения до
теоретического уровня, вакуумный
переплав (дегазация),
неразрушающий контроль,
антикоррозионная обработка,
ковка и обработка резанием
Повторная
разработка
или
V Т
Утверждение цены
каждого вида сырья
Окончательное решение
о выборе наиболее
подходящего материала
Рис. 1.2. Блок-схема процесса выбора материала
Глава /. ОБЩИЕ ПРИНЦИПЫ ВЫБОРА МАТЕРИАЛОВ 701
типы термомеханической обработки, чтобы обеспечить структурные
требования для существенного увеличения прочности. В качестве
примера можно привести два конкретных случая, требующих
обеспечения очень высокой прочности, - главные механизмы шасси
самолета и лопасти винта главного ротора вертолета.
Разработчик определяет наиболее подходящий материал для
данного применения, основываясь также на стоимости
рассматриваемых материалов.
Использование при выборе материалов, ранее хорошо
зарекомендовавших себя в подобных конструкциях и изделиях из
аналогичных материалов, вполне оправдано, но может привести, с одной
стороны, к отказу от совершенствования конструкций и изделий, а с
другой - к повторению уже сделанных ошибок.
Конструктор должен ясно представлять себе причины
использования данного материала, возможности его замены,
технологические особенности производства изделий из выбранного материала и
методы контроля готовых изделий.
Однако для целого ряда изделий новой техники, особенно
специального назначения, оказывается необходимым не выбирать
материалы из существующих разработок, а разрабатывать
принципиально новые материалы с более высоким комплексом свойств, ранее
недостижимым у серийных материалов. В этом случае должен
использоваться принципиально новый методологический подход к
определению материалов для такой техники. Этот подход объединяется
в систему исследований, испытаний, разработок термином
"инжиниринг материалов" (рис. 1.3). Особенностью этого метода является
совокупность материаловедческих, технологических и
производственных аспектов, практическая реализация которых гарантирует
обеспечение требуемого уровня служебных свойств материала и его
надежность.
Для установления сложных взаимосвязей:
Химический состав -> Технология -> Структура -> Свойства -> Надежность
в данном случае обязательно используются лабораторные
исследования с применением моделирования условий эксплуатации
изделия, а оптимизация многофакторных технологий проводится с
учетом производственных возможностей и особенностей
потенциальных изготовителей изделия. Практическая эффективность работы
по этой схеме реализуется благодаря учету и максимальному
использованию всех факторов, что позволяет получить надежные
изделия с гарантированным и стабильным уровнем служебных свойств
при минимальных производственных затратах.
Разработчик имеет две экономические альтернативы в процессе
выбора материалов: материал, который имеет наименьшую стоимость
702
Р А 3 Д Е Л XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Заданный уровень служебных свойств
Химический
состав
^^
Лабораторные
исследования
Структура
г
Инжиниринг
материалов
\
Параметры
технологии
Возможности
производства
Гарантированные и воспроизводимые свойства + надежность изделия
Рис. 1.3. Схема разработки новых материалов по системе
"инжиниринг материалов"
из всех подходящих для решения данной задачи, или материал, чья
стоимость выше, но который является более простым в
производстве и обработке (и, таким образом, дешевым). Например,
использование наклепанных стальных листов - пример, когда более дорогой
материал обеспечивает пользователя наименее дорогим конечным
продуктом. Это снижение стоимости следует из изменения
требований к обработке материалов, а именно - устранения необходимости
термообработки.
Десять вопросов, задаваемых при выборе материала и
приведенных ниже, могут использоваться проектировщиком, чтобы
определить наиболее эффективный материал для конкретного
применения. При таком анализе каждый вопрос задается по отношению к
определенным материалам и процессам. Список рассматриваемых
материалов должен быть расширен, если ответ на хотя бы один из
десяти вопросов неясен.
• Есть ли необходимость в использовании данного материала?
• Превосходят ли характеристики данного материала
требуемые?
• Является ли использование данного материала экономически
выгодным?
• Имеется ли другой материал, превосходящий данный?
• Может ли это быть сделано менее дорогостоящим методом?
• Может ли использоваться стандартный материал?
• С учетом требуемого количества может ли применяться менее
дорогостоящий способ механической обработки?
• Требуется ли вложение большего, чем обычно, количества
рабочей силы, средств и затрат?
Глава 2. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И ОСНОВНЫЕ ВИДЫ ОТКАЗОВ 703
• Возможно ли снижение стоимости без влияния на качество?
• Отказались бы Вы покупать данный материал на собственные
деньги по причине высокой стоимости?
Окончательное решение о выборе материала должно быть
основано на всех данных, собранных в ходе процесса принятия решения.
И для военных и для гражданских проектов разработчики должны
хорошо знать требования к прочности, вязкости разрушения,
коррозионной стойкости и сопротивлению износу. Первичные факторы
выбора материала, далее внесенные в список, должны учитываться
в каждом случае, когда должно быть принято решение за или
против выбора конкретного конструкционного материала.
• Функциональные требования и ограничения.
• Механические свойства.
• Конструктивное решение.
• Возможные альтернативные материалы.
• Технологичность.
• Коррозионная стойкость и сопротивление износу.
• Стабильность.
• Особые свойства.
• Стоимость.
В ходе проектирования инженер, ответственный за принятие
окончательного решения о выборе материала, должен учитывать
соответствующие технические требования к изделиям, данные
спецификаций и стандартов и ссылаться на них. Особенно это
относится к военным разработкам. Конструктор должен гарантировать
соответствие изделия стандартам и должен убедиться, что
используемые стандарты гарантируют удовлетворительную работу изделия.
Глава 2
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
И ОСНОВНЫЕ ВИДЫ ОТКАЗОВ
Физические свойства определяют поведение материалов в
тепловых, гравитационных, электромагнитных и радиационных полях.
Из важных физических свойств можно выделить теплопроводность,
плотность, коэффициент линейного расширения. Низкая
теплопроводность уменьшает теплопритоки и придает материалу
теплоизолирующие свойства, а высокая теплопроводность способствует
снижению температурных градиентов в изделиях. Для летательных
аппаратов большое значение имеет уменьшение массы конструкции,
поэтому для них целесообразно использовать материалы с большой
удельной прочностью, которая определяется отношением прочно-
704 Р А 3 Д Е Л XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
сти материала к его плотности. В этом отношении более
перспективными материалами являются алюминиевые, магниевые и
титановые сплавы, а также композиционные материалы. Применение в
соединениях деталей из различных материалов обусловливает
необходимость учета термических коэффициентов линейного
расширения.
Под химическими свойствами понимают способность
материалов вступать в химическое взаимодействие с другими веществами,
сопротивляемость окислению, проникновению газов и химически
активных веществ. Детали любого изделия должны быть
совместимы с рабочей средой. Коррозия, коррозионная усталость, коррозия
под напряжением, водородное охрупчивание и т. д. могут вызвать
повреждения в металле и привести конструкцию к хрупкому
разрушению.
При эксплуатации холодильного и криогенного оборудования
существенную роль играет количество теплоты, которое необходимо
отвести при захолаживании объекта. Количество отводимой
теплоты особенно важно в случае, когда оборудование подвергается
большому числу циклов нагрева и охлаждения.
Известно, что при высоких температурах теплоемкость металлов
и других кристаллических тел почти не меняется и близка к
постоянному значению. С понижением температуры теплоемкость
начинает быстро падать. При криогенных температурах даже
малые количества теплоты существенно меняют температуру
материала.
Термическое расширение - одно из наиболее важных свойств
конструкционных материалов, применяемых в низкотемпературной
технике. Показателями термического расширения материалов
являются температурные коэффициенты объемного и линейного
расширения.
Температурный коэффициент расширения определяется
характером межатомных взаимодействий в материале. При абсолютном
нуле расстояние между атомами неизменно. С увеличением
температуры амплитуда колебаний атомов растет, расстояние между
атомами увеличивается и материал расширяется, что приводит к
увеличению объема тела.
Коэффициент линейного расширения имеет довольно высокие
значения при повышенных и умеренных температурах, с
понижением температуры резко падает и принимает весьма низкие
значения уже при температурах жидкого азота. Ниже этих температур
большинство металлов почти перестает сжиматься.
Некоторые типичные ошибки (рис. 2.1) при проектировании
криогенных емкостей могут привести к их разрушению вследствие
различий температурных коэффициентов двух деталей. В первом
Глава 2. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И ОСНОВНЫЕ ВИДЫ ОТКАЗОВ
705
Одинаковые
материалы
Разные
Воздух
Жидкий
азот
Рис. 2.1. Схема неправильной конструкции:
а - с использованием одного материала при разных температурах; б - с
использованием разных материалов при одной низкой температуре
случае два вставленных один в другой коаксиальных сосуда,
соединенных верхними кромками и имеющих зазор для теплоизоляции,
изготовлены из одного и того же материала. Внутренний сосуд,
контактирующий с криогенной жидкостью, сжимается относительно
внешнего, более теплого сосуда, что приводит к развитию
напряжений и может быть причиной разрушения.
Во втором случае приведены коаксиальные трубки из
различных материалов, соединенные на концах и находящиеся в
одинаковых температурных условиях. Учитывая различие температурных
коэффициентов расширения материалов при охлаждении, одна из
трубок окажется сжатой, а другая - растянутой. Повторные
термические циклы могут привести либо к разрушению соединения, либо
к выпучиванию одной из трубок.
Сопротивление прохождению электрического тока обусловлено
рассеянием электронов при столкновении с положительными
ионами кристаллической решетки, примесными атомами и
несовершенствами кристаллического строения. У большинства металлов при
20 К удельное электросопротивление меньше Ю-10 Ом-м и с
дальнейшим понижением температуры почти не меняется. Таким
образом, электросопротивление, измеренное при 20 К, является
остаточным сопротивлением. Определение остаточного
электросопротивления служит простым и точным методом оценки чистоты
металла от примесей и совершенства его кристаллического строе-
45-312
706 Р А 3 Д Е Л XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ния. Например, для меди обычной очистки отношение
сопротивления при комнатной температуре к сопротивлению при криогенной
температуре может составлять 100. При лучшей очистке меди это
отношение может возрасти до 200.
Наиболее часто встречающиеся виды отказов - это коррозия,
образование трещин и усталостное разрушение.
Коррозия - это разрушение материала при взаимодействии с
окружающей средой. Материалом обычно является металл, и
взаимодействие в большинстве случаев имеет электрохимическую
природу. Наиболее важные виды коррозии рассмотрены ниже.
Коррозионное растрескивание и питтинговая коррозия. В
нержавеющих сталях питтинг происходит в ограниченных областях,
чаще всего в расщелинах. Питтинг и щелевая коррозия обычно
наблюдаются в пассивированных металлах, таких как алюминий и
алюминиевые сплавы, нержавеющие стали и сплавы на основе
никеля.
Коррозия под напряжением. В этом процессе одновременное
воздействие агрессивного коррозионного агента и непрерывного
растягивающего напряжения способствует развитию трещин в
металле. Материалы, подверженные коррозии под напряжением, не
деформируются до момента разрушения. Это хрупкое разрушение
обычно происходит перпендикулярно действующим напряжениям.
Коррозия и эрозия. В этом процессе разрушение вызвано
комбинацией коррозии и эрозии. Эрозия - постепенный унос
материала с твердой поверхности из-за механического взаимодействия
между поверхностью и жидкостями, газами, твердыми частицами или
комбинацией этих сред. Коррозия и эрозия могут происходить в
орудийных стволах, газовых турбинах двигателей и соплах ракет.
Коррозия металла под органическими покрытиями. Для
оборудования наиболее важный тип этого отказа - блистеринг, или
образование вздутий и пузырей на окрашенной или анодированной
поверхности. При блистеринге на окрашенной поверхности в
дальнейший процесс вовлекаются прилегающие области, в которых
покрытие отделилось от металла. Влага скапливается в этих
ограниченных областях, в результате чего может иметь место коррозия.
Влага является основной причиной блистеринга окрашенных
поверхностей и покрытий. Анодированные покрытия разрушаются при
протекании анодных реакций коррозии под их слоем. Нитевидная
коррозия, которая проявляется в виде тонких нитей на поверхности,
является внешней формой рассматриваемого коррозионного
разрушения.
Два важных типа разрушения покрытий представляют
адгезивное и когезивное разрушение. При адгезивном разрушении, которое
имеет тенденцию развиваться в прочных покрытиях, нарушается
Глава 2 ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И ОСНОВНЫЕ ВИДЫ ОТКАЗОВ 707
их сцепление с материалом и покрытие отслаивается от
поверхности в виде пленки. Когезивное разрушение - явление, при
котором покрытие только частично твердо прилегает к подложке.
Когезивное разрушение происходит, когда материал покрытия
имеет меньшую собственную прочность по сравнению с прочностью
сцепления.
Микробиологическая коррозия. Этот тип отказа вызывается
микроорганизмами, особенно бактериями и грибками. Бактерии,
которые были недавно обнаружены с использованием различных средств
наблюдения и исследования, активно влияют на коррозию
алюминия. Грибки могут служить причиной коррозии органических
покрытий, особенно на алкидной основе. Наиболее серьезные
коррозионные разрушения происходят под влиянием как внешних
факторов (окружающая среда), так и механических нагрузок.
В табл. 2.1 сопоставлена коррозионная стойкость материалов,
используемых в качестве болтовых стыковых соединений.
ТАБЛИЦА 2.1
Коррозионностойкие материалы
Материал
Характеристики
Сталь с
покрытием
Аустенитные
Ферритные
Мартенситные
Дисперсионно-
твердеющие
Предел прочности при растяжении 550-860 МПа.
Стойкость к атмосферной коррозии низкоуглеродистых, средне-
углеродистых и низколегированных сталей может быть
повышена применением покрытий.
Нержавеющие стали
Предел прочности при растяжении 480-830 МПа.
Аустенитные стали широко распространены и более коррозион-
ностойки, чем 3 последующих вида. Немагнитны, не
подвергаются термообработке, но подвергаются холодной
обработке. Хорошие высоко- и низкотемпературные свойства.
Так, сталь 12Х18Н10Т (AISI321) может быть использована
при температуре от -253 до 700 °С
Предел прочности при растяжении 480 МПа. Не могут
быть термообработаны, но подвергаются холодной
обработке. Магнитные
Предел прочности при растяжении 480-1240 МПа. Термо-
обрабатываемые. Магнитные. Подвержены коррозии под
напряжением при неправильной термообработке
Предел прочности при растяжении 930 МПа. Термообра-
батываемые. Более пластичны, чем мартенситные
нержавеющие стали
45*
708
Материал
РАЗДЕЛ
XI.
ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Продолжение
Характеристики
Ni-Cu
Ni-Cu-Al
Титановые
сплавы
Суперсплавы
Цветные
металлы
Сплавы на никелевой основе
Предел прочности при растяжении 480-550 МПа.
Подвергается холодной обработке. Пример: монель
Предел прочности при растяжении 900 МПа.
Подвергаются холодной обработке и термообработке. Хорошие
низкотемпературные свойства. Пример: К-монель
Предел прочности при растяжении 930-1400 МПа.
Хорошая коррозионная стойкость. Низкий коэффициент
деформации. Имеют более низкую износостойкость по
сравнению с другими коррозионностойкими материалами.
Дорогостоящие. Пример: Ti-6A1-4V
Предел прочности при растяжении 1000-2000 МПа.
Высокопрочные материалы с хорошими свойствами при
высоких и низких температурах. Используются в первую
очередь в аэрокосмической промышленности. Дорогостоящие.
Некоторые материалы практически не подвержены
влиянию морской среды и коррозионному растрескиванию.
Особенно рекомендуются для криогенного применения
Многие цветные металлы обеспечивают выдающуюся
коррозионную стойкость в условиях, когда обычные
конструкционные материалы подвержены разрушению. Основной
недостаток таких материалов состоит в недостаточности
общей прочности, однако она может быть возмещена
использованием крепежа большего размера или большего
количества крепежа. Примеры: кремнистая бронза с
пределом прочности на растяжение 480-550 МПа;
алюминий и его сплавы с пределом прочности на растяжение
90-400 МПа
Излом, характеризующий разрушение, может быть хрупким или
вязким. Хрупкое разрушение происходит без заметной
пластической деформации. Хрупкое разрушение характерно для крупных,
толстостенных конструкций при больших нагрузках. Разрушение от
коррозионного растрескивания может быть охарактеризовано как
хрупкий излом, если деформации не наблюдается до момента
разрушения.
Особенностью вязкого разрушения является то, что оно
происходит при перегрузке, под углом 45° к действующему напряжению.
Разрушающийся металл при этом пластически деформируется до
разрыва.
Глава 2. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И ОСНОВНЫЕ ВИДЫ ОТКАЗОВ 709
кинэ(1итэвс1
cxioaoimaj.
хнэийиффео^
ш
О
о?
s
А
W
ё
^ иэинэжксЬген
HHeoddoHj
KHH9my(deBd чхэолекд
хнэийиффео)!
чхэолекя KBHdBiT^
чхэоньшовггц
ваюиояэ
элиа^э Hdu
иихвжэ Hdu
mooHbodu iratfgd]j
иинзжкLэвd ndu
ш
■ I
ж
710 РАЗДЕЛ XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Усталость является одной из основных причин разрушения
конструкций. Усталостное разрушение происходит при
повторяющихся переменных нагрузках деталей. Усталостные диаграммы,
называемые (а - АО-кривыми, используются проектировщиками,
чтобы предсказать поведение составляющих конструкции,
подверженных переменным нагрузкам. На этих кривых приведена
зависимость числа циклов перед разрушением от номинальных
нагрузок.
Надежность низкотемпературных конструкций, работающих в
условиях многократного подъема и сброса давления, зависит от
сопротивления материалов усталостному разрушению. База
испытаний выбирается в зависимости от условий эксплуатации
оборудования. Кроме того, металл холодильных и криогенных установок,
подвергаемых многократному захолаживанию, испытывается на
сопротивление термической усталости.
При циклическом или длительном статическом нагружении
выбор номинальных эксплуатационных напряжений производится с
введением коэффициентов запаса пд и пп, по пределам длительной
прочности и ползучести.
Важность определения свойств материалов для оценки поведения
компонентов конструкции показана в табл. 2.2, которая обобщает
некоторые из наиболее часто наблюдаемых в конструкционных
материалах видов разрушений. Она также связывает виды разрушений со
свойствам материалов, имеющими наибольшее влияние для оценки
вероятности данного вида разрушения во время работы изделия.
Глава 3
МЕХАНИЧЕСКИЕ СВОЙСТВА
Основой выбора материалов для создания надежной и
работоспособной техники являются их механические свойства, в первую
очередь прочностные, которые характеризуют способность
материалов сопротивляться деформации и разрушению под действием
различного рода нагрузок, в разных средах и при различных
температурных условиях.
Расчет конструкции на прочность производят по допустимым
напряжениям [о], определяемым из условий прочности при
статическом нагружении или долговечности при циклическом
нагружении. При статическом нагружении допускаемое напряжение равно
отношению предельного для данного материала напряжения к
коэффициенту безопасности, т. е. к коэффициенту запаса прочности п.
Глава 3. МЕХАНИЧЕСКИЕ СВОЙСТВА 711
Для пластичных материалов за предельное напряжение
принимают предел текучести, для квазихрупких - временное
сопротивление:
[а] = ат/пт или [а] = ов/пв
Значение коэффициента запаса прочности зависит от многих
факторов: разброса характеристик прочности; присутствия в
материале дефектов, допускаемых техническими условиями; степени
схематизации расчетной процедуры и т. д.
В России за допускаемое принимается минимальное
напряжение, определяемое по пределу текучести пли временному
сопротивлению. Такая же методика принята во многих странах. Однако в
некоторых странах, например в Чехии, Словакии, Германии, Польше,
для определения допускаемых напряжений расчет ведется только
по пределу текучести, а в Японии - только по временному
сопротивлению.
Коэффициент запаса прочности может меняться в широких
пределах в зависимости от условий работы оборудования и опыта
работы с данным материалом.
По данным отечественной практики, рекомендуемые значения
коэффициентов запаса для серийных материалов обычной техники
составляют: пт = 1,5 и пв = 2,4.
Для сосудов и аппаратов, работающих под давлением,
коэффициенты запаса по пределу текучести находятся в пределах от 1,5 до
1,65, а по временному сопротивлению - от 2,35 до 4.
Однако расчеты на прочность конструкций по номинальным
напряжениям с учетом коэффициентов запаса не всегда
гарантируют необходимый ресурс их работы. Это связано с тем, что
назначаемые запасы прочности не учитывают ряда факторов, которые
способствуют возникновению повреждений и разрушений несущих
элементов конструкций и машин. К таким факторам относятся:
присутствие в металле дефектов типа трещин, как исходных, так и
возникающих в процессе эксплуатации; наличие микро- и макроне-
однородностей металла по толщине, в зонах сварных швов и т. д.;
появление локальных напряжений вследствие их концентрации,
а также остаточных технологических напряжений; нестабильность
эксплуатационного нагружения из-за статических и импульсных
перегрузок, стационарных и нестационарных циклических нагрузок.
Для учета этих факторов необходим переход от расчета по
номинальным напряжениям к анализу локальных напряжений,
возникающих в отдельных зонах изделия.
Для высокопрочных и среднепрочных материалов расчет
допустимых значений следует проводить на основе принципов механики
разрушения с учетом максимальных размеров дефектов. Это связа-
712 Р А 3 Д Е Л XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
но с тем, что повышение прочности обычно сопровождается
уменьшением пластичности и вязкости материала.
Конструктор должен оценить характеристики механики
разрушения - неотделимую составляющую в процессе исследования
механических свойств.
Важным элементом подхода механики разрушения является
использование коэффициента вязкости разрушения при плоской
деформации (Kic). Знание коэффициента вязкости разрушения при
плоской деформации может помочь проектировщику при
предварительном анализе поведения конкретной конструкции в случае
начавшегося разрушения. Знание величин напряжения или
интенсивности изменения напряжения, необходимых для роста
трещины, так же как определение скорости роста самой трещины,
исключительно важно. Kic прямо связан с затратой энергии,
необходимой для начала развития трещины. Другим важным свойством
К\с является то, что его величина не зависит от формы и размеров
образца - это свойство материала. При других оценках надежности
металла (таких как ударная вязкость) результат зависит от
геометрии образца. Для большинства конструкционных материалов Kic
обратно пропорционален пределу текучести.
Повышение прочности с понижением температуры обычно
сопровождается уменьшением пластичности и вязкости металла.
Пластичность определяет способность металла подвергаться
остаточной деформации, а вязкость - способность поглощать работу
внешних сил при разрушении. Некоторые пластичные металлы,
например алюминий, могут иметь малую вязкость при высоком
относительном удлинении; наоборот, термообработанная
легированная сталь при сравнительно небольшом относительном
удлинении может иметь высокую вязкость. Пластичность и вязкость в
конструкторские расчеты не входят и являются качественными
показателями.
Пластичность характеризует способность металла к
перераспределению напряжений в зонах их концентрации. Пластическая
деформация как бы предохраняет металл от резких локальных
перегрузок вблизи концентраторов напряжений. В обычном
машиностроении принято считать пластичность удовлетворительной, если
относительное удлинение металла б5 > 15 %.
Широко принятым критерием работоспособности металлов и их
сварных соединений при низких температурах является ударная
вязкость надрезанных образцов. Принято считать, что сталь может
допускаться к эксплуатации при низких температурах, если ее
ударная вязкость, определенная на образцах Шарпи с надрезом
радиусом 0,25 мм, составляет KCV > 30 Дж/см2.
Глава 3. МЕХАНИЧЕСКИЕ СВОЙСТВА
713
100
75
50
25
-
—
Коэффициент отношения
ПРОДОЛЬНЫХ ВО'ЮКОМ
к поперечным
• 1:0
в _ .
■ 2:1
Ai 1
ШЛ * •1
О Изотропные материалы
Стальное волокно
вуТитан ^*&
^^6 Сталь ^^^**
!%<^j^^e^
Магний ^Алюминий
i i l
■ i
-
Волокна
графита
^^^6 Волокна
шя^^^^^ бора
к^^Г^ Бериллиевое
~£^ ^^^^ волокно
^Шг^ Сплав бериллия /
/о, алюминием Бериллий
1 I I
25 50 75 100 125
Удельная жесткость • 10*2, км
150
175
Рис. 3.1. Отношение предела текучести и модуля упругости к
плотности для различных материалов
Выбор из серий возможных материалов может быть более
эффективным при внимательном рассмотрении особых
механических и физических свойств. Для военной и гражданской
аэрокосмической техники необходимыми свойствами конструкционных
материалов являются: малая плотность, износостойкость, высокий
предел текучести или пропорциональности, высокий модуль
упругости и особые характеристики теплового расширения, особенно в
отношении соединений металл - стекло.
Таким образом, конструкторы военных и гражданских
аэрокосмических устройств обычно заинтересованы в выборе легких
материалов с высокими характеристиками удельной прочности и
удельной жесткости. Сравнение различных материалов на базе
отношения модуля упругости к плотности и предела текучести к плотности
приведено на рис. 3.1.
Одной из основных целей развития новых композитных
структур для аэрокосмических конструкций является оптимизация
весовых характеристик. Активное применение современных композитов
в авиационных конструкциях привело к существенному снижению
их массы, особенно в военных самолетах. Например, использование
борэпоксидного композита вместо алюминия в горизонтальном
стабилизаторе самолета F-14 привело к снижению массы
стабилизатора на 26 %.
714 Р А 3 Д Е Л XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Глава 4
СОВМЕСТИМОСТЬ С РАБОЧЕЙ СРЕДОЙ
Использование материалов в любой конструкции возможно
только в случае их совместимости с рабочей средой.
Коррозия, коррозионная усталость, коррозия под напряжением,
водородное охрупчивание и т. д. могут вызвать повреждения в
металле и привести конструкцию к хрупкому разрушению. Сочетание
низких температур и радиоактивного облучения, имеющее место в
условиях пузырьковых камер и физических установок, из-за
изменения механических свойств материалов также может создать
проблему совместимости.
Для криогенных конструкций особенно важную роль играет
химическое воздействие низкокипящих продуктов на свойства
конструкционных сталей и сплавов. Особую сложность проблема
совместимости приобретает при выборе материалов для работы в контакте
с жидким или газообразным кислородом и другими реже
применяемыми окислителями на основе фтора, используемыми в
жидкостных ракетных двигателях. Известно, что такие химически
активные металлы, как титан и его сплавы, магниевые сплавы,
алюминиевые сплавы при ударном нагружении, могут самопроизвольно
загораться при контакте с кислородом.
Основными отборочными испытаниями на совместимость с
жидким кислородом являются испытания на ударное нагружение и
на прокол падающим бойком находящейся под давлением
диафрагмы. У титановых сплавов в обоих случаях возникает активная
реакция, алюминиевые сплавы активно реагируют с кислородом
только при ударном нагружении, а медные и никелевые сплавы, а
также коррозионностойкие стали вступают в реакцию при обоих
видах испытаний. Алюминиевые сплавы можно рассматривать как
совместимые с жидким кислородом, что обусловливает их довольно
широкое применение в качестве материала для изготовления
стационарных транспортных кислородных резервуаров.
Материалы толщиной до 5 мм для изготовления оборудования,
работающего с газообразным кислородом, имеют следующие
значения предельного давления кислорода и скорости газового потока, при
которых возможно их горение при комнатной температуре (см. табл.).
При контакте с жидким кислородом вероятность загорания
ниже, чем в случае газообразного кислорода.
В тех криогенных установках, в которых вакуум используется в
качестве изоляции, важно знать величину газовыделения металлов
в вакууме в процессе длительной эксплуатации. Обеспечение
вакуума в таких конструкциях является необходимым условием их
нормальной работоспособности.
Глава 5. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
715
Материалы
Стали углеродистые и легированные
Чугун
Коррозионностойкие стали типа 30X13,
12Х18Н10Т
Алюминиевые сплавы АМг, АМц, АД1
Медь, никель и их сплавы
Давление кислорода, МПа,
при скорости потока, м/с
0
0,64
3,20
16,00
3,20
42,00
До 0,5
0,64
0,80
4,00
0,64
42,00
Свыше 0,5
0,64
0,40
2,00
0,40
42,00
Глава 5
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
При выборе материалов конструктор обязан учитывать не
только механические, физические и химические, но и технологические
свойства, а также возможности производства, где предполагается
изготавливать проектируемое изделие.
Технологичность и механические свойства материала обычно
находятся в обратной зависимости. Одним из примеров является
зависимость между содержанием элементов в сплаве, прочностью и
свариваемостью стали. По мере увеличения содержания углерода и
легирующих элементов свариваемость и обрабатываемость
уменьшаются.
Технологические свойства (литейные свойства у литейных
сплавов, обрабатываемость давлением у деформируемых сплавов,
обрабатываемость резанием, свариваемость) весьма важны и могут быть
решающими при выборе материала для изготовления
высококачественных изделий в производственных условиях. Например, нельзя
изготовить литьем тонкостенные протяженные детали из сплава с
низкой жидкотекучестью и плохой заполняемостью. Нельзя также
изготавливать сварные конструкции из сталей с высоким
содержанием углерода (высоким углеродным эквивалентом), так как в зоне
сварного шва всегда будут образовываться сварочные трещины. Все
это надо предвидеть и соответственно учитывать при выборе
материала для конкретного изделия.
При рассмотрении обрабатываемости материалов следует
исходить из условий серийности изготавливаемого изделия и
необходимости применения смягчающей термической обработки. Так, при
изготовлении изделий крупносерийного или массового
производства следует ориентироваться на их мехобработку с использованием
станков с ЧПУ и обрабатывающих центров. В этом случае твердость
716 Р А 3 Д Е Л XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
обрабатываемых деталей должна быть невысокой (до 250 НВ). Для
обеспечения низкой твердости для этих деталей может применяться
предварительная термообработка - отжиг, нормализация, высокий
отпуск.
Оценка свариваемости конструкционных материалов должна
включать анализ уровня механических свойств сварного соединения
и основного металла, определение склонности к образованию
дефектов, прежде всего трещин в металле шва и зоне термического
влияния, определение чувствительности сварного соединения к
концентраторам напряжений и склонности к хрупкому разрушению.
Для получения бездефектных равнопрочных сварных соединений,
обладающих высоким сопротивлением хрупкому разрушению,
необходима разработка специальной системы легирования сварного
шва.
Приняты следующие термины, характеризующие свариваемость
металлов: хорошая, удовлетворительная, ограниченная,
неудовлетворительная. Хорошая свариваемость характерна для
металлических материалов, не имеющих ограничений в проведении процесса
сварки при температуре окружающей среды по массе и сложности
конструкций. Такие материалы не требуют предварительного
подогрева. При удовлетворительной свариваемости сварка на
морозе не допускается и должна производиться при комнатной
температуре. В сварных элементах должны отсутствовать жесткие стыки;
для сложных узлов необходим предварительный сопутствующий
подогрев; после сварки при большом объеме наплавленного
металла необходим отпуск; при вваривании вкладышей рекомендуется
проводить промежуточную термическую обработку. Ограниченная
свариваемость подразумевает возможность сварки небольших
деталей простой формы с подогревом до 300-400 °С и проведением
отпуска после сварки; в случае жестких контуров температура
подогрева должна быть увеличена до 600 °С. Неудовлетворительная
свариваемость характерна для материалов, нуждающихся в отжиге
перед сваркой; даже при сварке простых узлов их необходимо
подогревать до температур более 450 °С с обязательным проведением
высокого отпуска после сварки.
Выбранные материалы и технологии изготовления из них
изделий обязательно должны быть привязаны к возможностям
конкретного производства. Нельзя рекомендовать для изготовления
изделия хотя и эффективную, но экзотическую технологию,
особенно если она не отработана и не освоена в производстве. Например,
не следует ориентироваться на лазерную термообработку изделий
массового производства, так как это окажется технически
невыполнимым, а следует выбрать один из видов химико-термической
обработки, который существует на предприятии-изготовителе изделий.
Глава 5. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА 717
Важный этап выбора материала - оценка его стоимости и
дефицитности. Выбранный материал должен быть по возможности
дешевым с учетом всех затрат, включающих стоимость как самого
материала, так и изготовления из него деталей, а также
эксплуатационную стойкость. Необходимо учитывать также наличие
дефицитных составляющих материала. Например, в последние годы
такие металлы, как вольфрам, кобальт, никель, являются
дефицитными и их использование в качестве легирующих добавок в сталях
должно быть ограничено. Однако в тех случаях, когда без них
нельзя обеспечить необходимые служебные свойства, их применение
оправдано (быстрорежущие стали, жаропрочные стали и сплавы).
Таким образом, основой при выборе материалов являются
назначение и условия работы изделия или конструкции. При этом
конструктор опирается на опыт изготовления и эксплуатации
изделий и конструкций данного профиля, уровень технологии
производства и контроля, а также учитывает экономические соображения.
При выборе материалов большую роль могут сыграть результаты
стендовых и натурных испытаний изделий.
Конструктор должен ясно представлять себе причины
использования данного материала, возможности его замены,
технологические особенности производства изделий из выбранного материала и
методы контроля готовых изделий.
Конструктивное решение является важным фактором при
выборе материала, так как оно существенно влияет на
эксплуатационные свойства изделий. Вероятность, например, отказа
конструкции из-за коррозии зависит от формы конструкции. Поэтому
конструкторы разрабатывают конструкции, имеющие закругленные
грани вместо острых, которые трудно защитить от износа и коррозии.
Выбор более прочного материала может показаться вначале
более простым решением, однако здесь следует учесть, что более
высокая прочность означает обычно более высокое сопротивление
пластическим деформациям. Способность материала благодаря
пластическим деформациям снижать пик напряжений,
возникающих вследствие концентрации напряжений в надрезе,
обусловленной изготовлением или неоднородностью материала, является
существенным фактором надежности. Так, вязкий,
деформирующийся материал под действием высокого пика напряжений в основании
надреза благодаря текучести может уменьшить напряжения и
образовать безопасную зону вокруг надреза.
Высокопрочный материал обладает этой способностью
снижения напряжений лишь в незначительной мере или вообще ее не
имеет. Дефекты в объеме материала, как, например, надрезы,
вызванные неточностью обработки, или небольшие трещины,
образуют затем в основании надреза высокую концентрацию напряжений,
718
Р А 3 Д Е Л XI. ОСНОВЫ ВЫБОРА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Текучесть
материала
б
Трешины
Рис. 5.1. Уменьшение пика напряжений в переходе поперечного
сечения вследствие пластического течения материала (а) и
превышение прочности на отрыв (когезивной прочности) из-за несниженного
пика напряжений в хрупком материале (б)
Рис. 5.2. Выпускной клапан двигателя легкового автомобиля.
Стержень из улучшенной стали и головка из высокотемпературного
сплава соединены сваркой трением
которая может уменьшаться только путем распространения
трещины в материале (рис. 5.1).
Часто для выполнения различных требований применяются
составные детали. Примером является выпускной клапан двигателя
легкового автомобиля (рис. 5.2).
При проектировании низкотемпературной техники принимают
во внимание не только технические, но и экономические
соображения. Экономические критерии учитывают как стоимость самих
конструкционных материалов, так и их дефицитность, сортамент
металлопродукции, затраты на обработку деталей, сварку и контроль
качества изделий. Стоимость меди непрерывно растет, что
обусловливает необходимость ее замены алюминием. Из-за дефицитности
никеля наблюдается тенденция к замене его там, где возможно,
например сталей типа 12Х18Н10Т аустенитными сталями,
легированными никелем и марганцем или даже одним марганцем.
Прогресс техники низких температур и увеличение рабочих
давлений в системе потребует в ближайшем будущем создания
новых сплавов, более прочных в широком температурном диапазоне и
менее дорогостоящих.
По прогнозу российских производителей криогенной техники
разработка свариваемых сталей - заменителей стали 12Х18Н10Т -
должна ориентироваться на достижение предела текучести 500 МПа
и временного сопротивления более 800-1000 МПа; разработка
алюминиевых сплавов должна ориентироваться на временное
сопротивление 500 МПа в сварном соединении, в котором обычно
применяемые высокопрочные алюминиевые сплавы имеют разу-
прочненную зону.
До 1960-х годов криогенные конструкции в основном
изготовлялись из медных сплавов, прежде всего латуней. В последнее время
Глава 5. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
719
75
50
25
1960 1970 1980
1990 2000
Год
Рис. 5.3. Потребление металлов в крио- ^ 100
генной технике: «
1 - медные сплавы; 2 - стали; 3 - алюминиевые
сплавы
их потребление сократилось за счет
расширения использования сталей
и алюминиевых сплавов.
Сокращение обусловлено дефицитностью
меди, специфическим коррозионным
растрескиванием латуни, а также
освоением технологии производства
сварных конструкций из аустенит-
ных сталей и алюминиевых сплавов.
В настоящее время аустенитные коррозионностойкие стали и
алюминиевые сплавы являются основными материалами для
изготовления криогенного оборудования. Из-за дефицитности никеля в
последние годы алюминиевые сплавы начинают вытеснять
коррозионностойкие стали (рис. 5.3).
Применение титановых сплавов ограничивается их высокой
стоимостью и склонностью к воспламенению в кислороде.
Таким образом, основными критериями выбора материалов
являются назначение и условия работы конструкции. Важную роль
играют опыт конструирования и эксплуатации изделий данного
профиля, уровень технологии производства и контроля, а также
экономические соображения.
Использование аналогичных материалов, ранее
зарекомендовавших себя в подобных машинах, вполне допустимо, но может
привести, с одной стороны, к отказу от совершенствования
конструкции, с другой - к повторениям уже сделанных ошибок.
Конструктор должен ясно представлять себе причины использования
данного материала, возможности его замены, технологические
особенности изготовления и методы контроля изделий.
РАЗДЕЛ XII
ПРИЛОЖЕНИЕ
ТЕРМИНОЛОГИЧЕСКИЕ
И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Глава 1
МАРКИРОВКА СТАЛЕЙ ПО РОССИЙСКИМ
И МЕЖДУНАРОДНЫМ СТАНДАРТАМ
1.1. ПРИНЦИПЫ МАРКИРОВКИ СТАЛЕЙ В РОССИИ И СТРАНАХ СНГ
В России принята буквенно-цифровая система маркировки
легированных сталей. Каждая марка стали содержит определенное сочетание
букв и цифр. Легирующие элементы обозначаются буквами русского
алфавита: X - хром, Н - никель, В - вольфрам, М - молибден, Ф - ванадий, Т -
титан, Ю - алюминий, Д - медь, Г - марганец, С - кремний, К - кобальт,
Ц - цирконий, Р - бор, Б - ниобий, Ч - редкоземельные металлы, Е - селен.
Буква А в начале марки указывает, что сталь автоматная, в середине марки
стали показывает содержание азота, а в конце марки - то, что сталь
высококачественная, в которой ограничено содержание серы и фосфора.
Нелегированные конструкционные стали обыкновенного качества в
соответствии с ГОСТ 380-94 обозначаются следующим образом: СтЗсп,
Стбкп, СтО и др.
Здесь Ст - буквы, указывающие на принадлежность стали к группе
сталей обыкновенного качества, следующая за ними цифра от 0 до 6 указывает
на процент содержания углерода (табл. 1.1), и, наконец, в конце
наименования стали приводятся буквы, определяющие степень ее раскисления (кп -
кипящая, пс - полуспокойная, сп - спокойная).
В обозначение сталей с повышенным содержанием марганца после
цифры добавляется также буква Г. Например, СтЗГсп, СтбГпс и др.
Для качественных конструкционных марок стали первые две цифры
показывают содержание углерода в сотых долях процента. Если содержание
легирующего элемента больше 1 %, то после буквы указывается его среднее
значение в целых процентах. Если содержание легирующего элемента
около 1 % или меньше, то после соответствующей буквы цифра не ставится.
ТАБЛИЦА 1.1
Содержание углерода в сталях обыкновенного качества
Обозначение
стали
СтО
Ст1
Ст2
СтЗ
Содержание
углерода, %
<0,23
0,06-0,12
0,09-0,15
0,14-0,22
Обозначение
стали
Ст4
Ст5
Стб
Содержание
углерода, %
0,18-0,27
0,28-0,37
0,38-0,49
Глава 7. МАРКИРОВКА СТАЛЕЙ 721
В качестве основных легирующих элементов в конструкционных сталях
применяют хром до 2 %, никель 1-4 %, марганец до 2 %, кремний 0,6-1,2 %.
Такие легирующие элементы, как Mo, W, V, Ti, обычно вводят в сталь в
сочетании с Сг, Ni с целью дополнительного улучшения тех или иных физико-
механических свойств. В конструкционных сталях эти элементы обычно
содержатся в следующих количествах, %: Мо 0,2-0,4; W 0,5-1,2; V 0,1-0,3;
Ti 0,1-0,2.
Например, сталь 18ХГТ содержит, %: 0,17-0,23 С, 1,0-1,3 Сг, 0,8-1,1 Мп,
около 0,1 Ti; сталь 38ХНЗМФА - 0,33-0,40 С, 1,2-1,5 Сг, 3,0-3,5 Ni, 0,35-
0,45 Мо, 0,1-0,18 V; сталь ЗОХГСА - 0,32-0,39 С, 1,0-1,4 Сг, 0,8-1,1 Мп,
1,1-1,4 Si.
В инструментальных сталях в начале обозначения марки стали ставится
цифра, показывающая содержание углерода в десятых долях процента.
Начальную цифру опускают, если содержание углерода около 1 % или более.
Например, сталь ЗХ2В8Ф содержит, %: 0,3-0,4 С, 2,2-2,7 Сг, 7,5-8,5 W,
0,2-0,5 V; сталь 5ХНМ - 0,5-0,6 С, 0,5-0,8 Сг, 1,4-1,8 Ni, 0,19-0,30 Мо;
сталь ХВГ - 0,90-1,05 С, 0,9-1,2 Сг, 1,2-1,6 W, 0,8-1,1 Мп.
Для некоторых групп сталей принимают дополнительные обозначения.
Марки автоматных сталей начинаются с буквы А, подшипниковых - с буквы
Ш, быстрорежущих - с буквы Р, электротехнических - с буквы Э, магнито-
твердых - с буквы Е.
При маркировке электротехнических сталей (1211, 1313, 2211 и т. д.)
первая цифра обозначает класс по структурному состоянию и виду
прокатки, вторая - содержание кремния, третья - потери на гистерезис,
четвертая - группу по основной нормируемой характеристике. Вместе три
первые цифры означают тип стали, а четвертая - порядковый номер этого
типа стали.
Марки стали для строительных конструкций обозначают С235, С245,
С255, С345, С590К и т.д., где буква. С означает, что сталь строительная,
цифры - предел текучести проката, буква К в конце марки стали -
повышенную коррозионную стойкость, буква Т указывает на термоупрочненный
прокат. Если в конце обозначения стоит буква Д, это значит, что сталь
дополнительно легирована 0,15-0,30 % Си, например С345Д.
Для изготовления рельсов широкой колеи типов Р75, Р65, Р50
применяют стали марок М76, М74, где буква М указывает мартеновский способ
выплавки, а цифры - среднее содержание углерода в сотых долях процента.
В конце обозначения марок особо высококачественных сталей могут
стоять буквы, показывающие способы дополнительного переплава.
Буквы ВД означают, что с целью улучшения качества сталь была подвергнута
вакуумно-дуговому переплаву, буква Ш - электрошлаковому, ПД - плаз-
менно-дуговому, ВИ - вакуумно-индукционной выплавке.
Нестандартные легированные стали, выпускаемые заводом
"Электросталь", обозначают сочетанием букв ЭИ (электросталь
исследовательская) или ЭП (электросталь пробная). Легированную сталь, выпускаемую
Златоустовским металлургическим заводом, маркируют буквами ЗИ,
заводом "Днепроспецсталь" - ДИ, Челябинским металлургическим
комбинатом - ЧС. Во всех случаях после сочетания букв идет порядковый номер
стали, например ЭИ 417, ЭП 767, ЗИ 8, ДИ 8. После освоения марки метал-
722 РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
лургическими и машиностроительными заводами условные обозначения
заменяет общепринятая маркировка, отражающая химический состав стали.
Литейные стали маркируются той же буквенно-цифровой системой, как
и деформируемые. Но в конце марки дополнительно ставится буква Л, что
означает литейную сталь.
Жесть в зависимости от назначения, качества поверхности и свойств
делится на марки ЧЖК, ЧЖР, ГЖГ, ГЖР, ЭЖК, ЭЖК-Д, ЭЖР-Д. Буквы в
обозначении марок означают: ЖК - жесть консервная, ЖР - жесть разного
назначения, кроме тары для пищевых продуктов, Ч - черная, Г - горячего
лужения, Э - электротехнического лужения, Д - жесть с
дифференциальным покрытием.
1.2. СИСТЕМЫ МАРКИРОВКИ В ЗАРУБЕЖНЫХ СТРАНАХ
1.2.1. ОСОБЕННОСТИ МАРКИРОВКИ СТАЛЕЙ В СТАНДАРТАХ США
В США используется несколько систем обозначения марок сталей и
сплавов. Наиболее популярными системами маркировки являются ASTM и
SAE.
Конструкционные стали. В соответствии с национальными
стандартами ASTM (American Society for Testing Materials) и SAE (Society of
Automotive Engineers) в США принята цифровая система маркировки
конструкционных сталей, к которой иногда добавляют буквы. Большинство
сталей, за исключением коррозионностойких и жаростойких, маркируются
четырехзначным числом. Первая цифра указывает основной легирующий
элемент, вторая - его содержание в процентах, третья и четвертая
соответствуют содержанию углерода в сотых долях процента. Первая цифра 1
принята для обозначения углеродистых сталей, в этом случае вторая цифра - 0.
Например, сталь по ASTM-SAE марки 1015 соответствует стали марки 15 по
российскому стандарту, а 1045 - марке 45.
Первая цифра 2 соответствует сталям легированным Ni; 3 - Ni и Сг; 4 -
Мо и Сг, Мо и Ni; 5 - Сг; 6 - Сг и V; 7 - Cr, A1 и V; 8 - Ni, Сг и Мо; 9 - также
Ni, Сг и Мо.
Таким образом, сталь марки 5140 по ASTM-SAE соответствует
российской стали марки 40Х, а сталь 8625, легированная Ni-Cr-Mo, содержит, %:
0,23-0,28 С; 0,4-0,7 Ni; 0,4-0,6 Сг; 0,15-0,25 Мо; 0,15-0,35 Si; 0,7-0,9 Мп;
0,035 Р; 0,040 S.
Если сталь должна обеспечивать необходимую прокаливаемость, то
после цифр ставится буква Н, например 8625Н. Выплавка сталей в
электропечах обозначается буквой Е, располагаемой перед цифрами. В случае
микролегирования бором между первой и второй парой цифр ставится буква В,
например 94В15. Шарикоподшипниковые стали маркируют пятизначным
числом, в котором три последние цифры соответствуют содержанию хрома
в сотых долях процента.
Коррозионностойкие и жаростойкие стали маркируются
трехзначным числом, в котором первая цифра соответствует сталям следующих
систем легирования: 2хх - Cr-Mn-Ni с азотом; Зхх - Cr-Ni; 4хх - Сг; 5хх -
Сг-Мо; бхх - Cr-Ni-Mo, а также Сг-Мо с иными легирующими.
Глава I МАРКИРОВКА СТАЛЕЙ
723
ТАБЛИЦА 1.2
Химический состав конструкционных сталей США,'
Марка
стали
1010
1020
1034
1045
1060
1070
4130
4150
5145
51100
8620
8650
9310
С
0,08-0,13
0,17-0,24
0,31-0,39
0,40-0,51
0,54-0,66
0,64-0,76
0,80-0,33
0,48-0,53
0,43-0,48
0,95-1,10
0,18-0,23
0,48-0,53
0,08-0,13
Si
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
0,20-0,35
Мп
0,30-0,60
0,30-0,60
0,50-0,80
0,60-0,90
0,60-0,90
0,60-0,90
0,40-0,60
0,80-1,05
0,70-0,90
0,25-0,46
0,70-0,90
0,75-1,00
0,45-0,65
Р
S
не более
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,025
0,04
0,04
0,025
0,05
0 05
0,05
0,05
0,05
0,05
0,04
0,04
0,04
0,025
0,04
0,04
0,025
Сг
0,80-1,10
0,80-1,10
0,70-0,90
0,90-1,15
0,40-0,60
0,40-0,60
1,00-1,40
Мо
0,15-0,25
0,15-0,25
0,15-0,25
0,15-0,25
0,08-0,5
Ni
-
-
0,40-0,70
0,40-0,70
3,00-3,50
ТАБЛИЦА 1.3
Химический состав инструментальных сталей США, %
Обозначения
по стандарту США
НИ
МЗ
Т1
Wl-0,8C Commercial
Wl-l,0C Extra
Wl-l,2CStandart
W2-0,9C-V Commercial
W2-l,0C-V Extra
W2-l,0C-VStandart
С
0,35
1,15
0,70
0,70-0,85
0,95-1,10
1,10-1,30
0,85-0,95
0,95-1,10
0,95-1,10
Si
1,00
0,30
0,30
<0,35
<0,35
<0,35
<0,35
<0,35
<0,35
Mn
0,30
0,30
0,30
<0,35
<0,35
<0,35
<0,35
<0,35
<0,35
Cr
5,00
4,00
4,10
<0,20
-
<0,15
<0,20
-
<0,15
Mo
1,50
5,25
-
—
-
—
-
—
—
V
0,40
3,25
1,10
—
-
—
0,15-0,35
0,15-0,35
0,15-0,35
W
__
5,75
18,00
—
—
-
—
—
ТАБЛИЦА 1.4
Химический состав коррозионностойких и жаропрочных
сталей США, %
Марка
стали
301
302
304
309
430
446
С
<0,15
<0,15
<0,08
<0,20
<0,12
<0,20
Si
<1,00
<1,00
<1,00
<1,00
<1,00
<1,00
Мп
<2,00
<2,00
<2,00
<2,00
<1,00
<1,50
S
р
не более
0,030
0,030
0,030
0,030
0,030
0,030
0,045
0,045
0,045
0,045
0,040
0,040
Сг
16,0-18,0
17,0-19,0
18,0-20,0
22,0-24,0
14,0-18,0
23,0-27,0
Ni
6,0-8,0
8,0-10,0
8,0-12,0
12,0-15,0
Мо
-
Прочие
N < 0,25
724
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Например, сталь марки 202 содержит, %: 0,15 С, 17-19 Сг, 7,5-10,0 Мп,
4-5 Ni, 0,25 N; марки 304, %: 0,15 С, 18 Сг, 8-10,5 Ni.
Буква L (например, 304L) в конце марки означает особо низкое
содержание углерода (< 0,03 %).
Химические составы некоторых сталей, применяемых в США,
представлены в табл. 1.2-1.4.
1.2.2. МАРКИРОВКА СТАЛЕЙ ПО ЕВРОНОРМАМ
Европейская система обозначений сталей приведена в стандарте
EN 10027, состоящем из двух частей: часть 1 определяет порядок
наименований сталей (присвоения им буквенно-цифровых обозначений), а часть 2 -
порядок присвоения сталям порядковых номеров.
Часть 1. Наименования сталей
Согласно EN 10027 (часть 1) стали по порядку присвоения им
наименований делятся на две группы. В первую группу включены стали,
наименования которых определяются их назначением и механическими или
физическими свойствами. Вторую группу составляют стали, наименования
которых определяются их химическим составом.
Группа 1. Наименования сталей (табл. 1.5) состоят из одной или более
букв, связанных с назначением стали, за которыми следуют цифры,
определяющие ее свойства. За цифрами могут следовать дополнительные
символы, определяющие состояние поставки стали и ее назначение.
ТАБЛИЦА 1.5
Наименования сталей группы 1 по EN 10027
Начальная
буква
(наименование
стали)
Свойство,
обозначаемое
цифрами
Дополнительные символы
подгруппа 1
подгруппа 2
Конструкционные стали
Стальное
литье
Ставится
впереди, если
необходимо
Например:
S355J0,
Свойство:
минимальный
предел
текучести (Re) в МПа
(три цифры)
Работа
разрушения при
ударе, Дж
27
JR
J0
J2
J3
J4
J5
J6
40
KR
КО
К2
КЗ
К4
К5
Кб
60
LR
L0
L2
L3
L4
L5
L6
пература,
°С
+20
0
-20
-30
-40
-50
-60
М = термомеханически
упрочненная
N = нормализованная
Q = термообработанная
G = другие качества,
если необходимо с 1 или
2 цифрами
С = с повышенной
пластичностью в холодном
состоянии
D = для нанесения
покрытий в горячем состоянии
Е = для эмалирования
F = для ковки и штамповки
L = для работы при низких
температурах
М = термомеханически
упрочненная
N = нормализованная
О = для шельфовых
конструкций
Q = термообработанная
S = для судостроения
Т = для труб
W = стойкая к
атмосферной коррозии
Глава 7. МАРКИРОВКА СТАЛЕЙ
725
Продолжение
Начальная
буква
(наименование
стали)
Стали для
котлов и
сосудов высокого
давления
Р =
G =
Стальное
литье
Ставится
впереди, если
необходимо
Стали для
трубопроводов
L =
Стали для
машиностроения
Е =
Арматурные
стали
В =
Стали для
тельно-напряженных
конструкций
Y =
Рельсовые
стали
R =
Свойство,
обозначаемое
цифрами
Например:
Р265В,
Свойство:
минимальный
предел
текучести (Re) в МПа
(три цифры)
Например:
L360Q, ранее:
360QT,
Свойство:
минимальный
предел
текучести (Re) в МПа
(три цифры)
Например:
Е295,
Свойство:
минимальный
предел
текучести (Re) в МПа
(три цифры)
Например:
B500N
Свойство:
минимальный
предел
текучести (Re) в МПа
(три цифры)
Например:
Y1770C,
Свойство:
минимальное
временное
сопротивление
(Rm) в МПа
(четыре цифры)
Например:
R0880Mn,
Свойство:
минимальное
Дополнительные символы
подгруппа 1
М = термомеханически
упрочненная
N = нормализованная
Q = термообработанная
В = баллоны со сжатым
газом
S = обычные сосуды под
давлением
G = другие качества, если
необходимо с 1 или 2
цифрами
М = термомеханически
упрочненная
N = нормализованная
Q = термообработанная
G = другие качества, если
необходимо с 1 или 2
цифрами
G = другие качества, если
необходимо с 1 или 2
цифрами
N = нормальной
вытяжки
Н = высокой вытяжки
G = другие качества, если
необходимо с 1 или 2
цифрами
С = холоднотянутая
проволока
Н = горячекатаные или
предварительно-напряженные прутки
Q = термообработанная
проволока
S = тонкий трос
G = другие качества, если
необходимо с 1 или 2
цифрами
Мп = высокое
содержание марганца
Сг = легированная
хромом
подгруппа 2
Н = высокая температура
L = низкая температура
R = комнатная
температура
X = высокая или низкая
температура
Буква и цифра, если
необходимо
Q = термообработанная
проволока
726
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
Начальная
буква
(наименование
стали)
Холоднокатаный листовой
прокат из
высокопрочных сталей
для холодной
штамповки
Н =
Если
установлен предел
текучести
НТ =
Если
установлено
временное
сопротивление
Листовой
прокат для
холодной
штамповки
D =
Упаковочные
листы и ленты
Т =
Если
установлен предел
текучести
ТН =
Если
установлена
твердость
Свойство,
обозначаемое
цифрами
временное
сопротивление
(Rm) в МПа
(четыре цифры,
возможен ноль
впереди)
Например:
Н420М,
Свойства:
минимальный
предел
текучести (Re) в МПа
(три цифры);
минимальное
временное
сопротивление
(Rm) в МПа
(три цифры и
НТ впереди)
Например:
DC12EK,
Свойства:
С =
холоднокатаный
D =
горячекатаный
X = состояние
проката (две
буквы или
цифры)
Например:
Т660,
Свойство:
заданный предел
текучести (Re)
в МПа для
двойного
обжатия (три цифры)
Например:
ТН52,
ранее: F52
Свойство:
средняя твердость
(ТН и две
цифры)
Дополнительные символы
подгруппа 1
G = другие качества, если
необходимо с 1 или 2
цифрами
М = термомеханически
упрочненная или
холоднокатаная
В = закаленная в печи
Р = легированная
фосфором
X = двухфазная
Y = с малым содержанием
элементов внедрения (С и
N)
G = другие качества, если
необходимо с 1 или 2
цифрами
D = для нанесения
покрытий в горячем
состоянии
ЕК = для эмалирования
DK = для безгрунтового
эмалирования
G = другие качества, если
необходимо с 1 или 2
цифрами
Дополнительные
символы не предусмотрены
подгруппа 2
Дополнительные
символы не предусмотрены
Глава 7. МАРКИРОВКА СТАЛЕЙ
727
Продолжение
Начальная
буква
(наименование
стали)
Электротехнические
стали
М =
Свойство,
обозначаемое
цифрами
Например:
М400-50А,
Свойство:
предельно
допустимые потери
на перемагни-
чивание в
Вт/кг,
умноженные на сто
(три цифры)
Дополнительные символы
подгруппа 1
Для магнитной индукции
от 1,5 Тл (при 50 Гц)
А = с неориентированным
зерном
D = нелегированные без
заключительного отжига
Е = легированные без
заключительного отжига
N = с нормальными
потерями на перемагничива-
ние
Для магнитной индукции
от1,7Тл(при50Гц)
S = ориентированное
зерно с ограниченными
потерями на перемагничи-
вание
Р = ориентированное
зерно с низкими потерями
на перемагничивание
подгруппа 2
Дополнительные
символы не предусмотрены
Примеры
S355J0 - конструкционная сталь с минимальным пределом текучести
355 МПа и работой разрушения при ударе 27 Дж, измеренной при
температуре 0 °С;
Р265В - сталь для баллонов со сжатым газом с минимальным
пределом текучести 265 МПа;
L360QB - термообработанная сталь для магистральных трубопроводов
с минимальным пределом текучести 360 МПа;
Е295 - машиностроительная сталь с минимальным пределом
текучести 295 МПа;
B500N - арматурная сталь с пределом текучести 500 МПа нормальной
вытяжки;
Y1770C - холоднотянутая проволока из стали для предварительно-
напряженных конструкций с минимальным временным сопротивлением
1770 МПа;
R0880Mn - рельсовая сталь с высоким содержанием марганца с
минимальным временным сопротивлением 880 МПа;
Н420М - термомеханически упрочненная листовая высокопрочная
сталь для холодной штамповки с минимальным пределом текучести 420
МПа;
DC12EK - холоднокатаная листовая сталь для холодной штамповки
для эмалирования;
728
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Т660 - упаковочный лист (лента) с заданным пределом текучести для
двойного обжатия 660 МПа;
ТН52 - упаковочный лист (лента) с твердостью 52;
М400-50А - электротехническая сталь с предельно допустимыми
потерями на перемагничивание 4 Вт/кг для магнитной индукции от 1,5 Тл при
частоте 50 Гц с неориентированным зерном.
Группа 2. В группу 2 включены стали, наименования которых
определяются их химическим составом. Группа 2 разделена на четыре
подгруппы в зависимости от назначения и содержания легирующих
элементов (табл. 1.6).
ТАБЛИЦА 1.6
Наименование сталей группы 2 по EN10027
Начальная буква
(наименование
стали)
Нелегированные
стали со средним
содержанием Мп
< 1 % (кроме
автоматных)
С =
G =
Стальное литье.
Ставится
впереди, если
необходимо
Нелегированные
стали с
содержанием Мп >1 %,
нелегированные
автоматные
стали,
легированные стали (кроме
быстрорежущих)
с солевжанием
каждого
легирующего
элемента до 5 %
Без буквы
G =
Стальное литье.
Ставится
впереди, если
необходимо
Свойство, обозначаемое
цифрами
Например: С35Е4,
Первое число: среднее
содержание углерода,
умноженное на 100
(до трех цифр)
Например: 28Мп6,
Первое число: среднее
содержание углерода,
умноженное на 100 (до
трех цифр)
Дополнительные символы
Е = заданное максимальное
содержание серы, умноженное на 100
R = заданный интервал содержания
серы, умноженный на 100
D = для тянутой проволоки
С = с повышенной пластичностью в
холодном состоянии
S = пружинная
Т = инструментальная
W = для сварочной проволоки
G = другие качества, если
необходимо с 1 или 2 цифрами
Легирующие элементы:
Буквы: символы химических
элементов
Цифры: отделены тире,
соответствуют среднему содержанию
элемента, умноженному на нижеследующие
коэффициенты
Элемент
Сг, Со, Мп, Ni, Si, W
Al, Be, Cu, Mo, Nb,
Pb,Ta,Ti,V,Zr
Ce,N,P,S
В
Коэффициент
4
10
100
1000
Глава 7. МАРКИРОВКА СТАЛЕЙ
729
Продолжение
Начальная буква
(наименование
стали)
Легированные
стали (кроме
быстрорежущих)
со средним
содержанием по
меньшей мере
одного
легирующего элемента
более 5 %
Х =
{Л _
Стальное литье.
Ставится
впереди, если
необходимо
Быстрорежущие
стали
HS =
•
Свойство, обозначаемое
цифрами
Например:
X5CrNil8-10,
Первое число: среднее
содержание углерода,
умноженное на 100
(до трех цифр)
Например: HS2-9-1-8,
Числа, отделенные
тире: содержания
легирующих элементов в
следующем порядке:
W-Mo-V-Co
Дополнительные символы
Легирующие элементы:
Буквы: символы химических
элементов, выстроенные по убыванию
содержания элементов (при
одинаковом содержании - в алфавитном
порядке)
Цифры: отделены тире,
соответствуют среднему содержанию элемента
Дополнительные символы не
предусмотрены
Примеры
С35Е4 - нелегированная сталь со средним содержанием углерода
0,35 %, с содержанием марганца менее 1 % и максимальным содержанием
серы 0,04 %;
28Мп6 — нелегированная сталь со средним содержанием углерода
0,28 % и марганца 1,5 % (6, деленное на коэффициент 4);
13СгМо4-5 — нелегированная сталь со средним содержанием:
углерода - 0,13 %, хрома - 1 %, молибдена - 0,5 % и содержанием марганца
более 1 %;
X5CrNil8-10 — легированная сталь со средним содержанием:
углерода - 0,05 96, хрома - 18,0 96, никеля - 10,0 96.
Порядковые номера
Порядок присвоения сталям порядковых номеров определяется
Европейским стандартом EN 10027 (часть 2). Порядковый номер
стали представляется в виде 1.ХХХХ, где цифра 1. определяет, что
данный материал относится к сталям. В дальнейшем при расшире-
730
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
нии принятой системы нумерации предполагается использовать
последующие цифры для обозначения других материалов (в
немецкой системе нумерации материалов, являющейся прообразом
европейской, символ 0. используется, например, для обозначения чугу-
нов, 2. - для обозначения жаропрочных сплавов на основе никеля и
кобальта, 3. - для обозначения цветных металлов и сплавов).
Следующие две цифры после 1. определяют номер группы сталей, а две
последние - порядковый номер стали в группе.
По номеру группы можно однозначно определить, к какому
типу относится та или иная сталь. В табл. 1.7 приведены интервалы
номеров, используемых для различных типов сталей. Более
подробную классификацию можно найти непосредственно в стандарте
EN 10027 (часть 2).
ТАБЛИЦА 1.7
Нумерация сталей по EN10027
Стали
Порядковые номера
Нелегированные
Обыкновенного качества
Качественные
Высококачественные
Инструментальные нелегированные
1.00ХХ
1.01ХХ-1.09ХХ
1.10ХХ-1ЛЗХХ
1.15ХХ-1.18ХХ
Легированные
Инструментальные легированные
Быстрорежущие
Износостойкие
Подшипниковые
Материалы со специальными свойствами
Коррозионностойкие
Жаропрочные и жаростойкие
Высококачественные легированные конструкционные
Свариваемые высококачественные
1.20ХХ-1.28ХХ
1.32ХХ-1.33ХХ
1.34ХХ
1.35ХХ
1.36ХХ-1.39ХХ
1.40ХХ-1.45ХХ
1.46ХХ-1.49ХХ
1.50ХХ-1.85ХХ
1.87ХХ-1.89ХХ
В европейских странах наряду с общеевропейской используются
также и собственные системы маркировки сталей.
1.2.3. МАРКИРОВКА СТАЛЕЙ В ГЕРМАНИИ
В Германии маркировка сталей осуществляется двумя
способами. Первый способ - традиционный, с помощью букв и цифр,
второй способ - с помощью пятизначных порядковых номеров.
Глава I МАРКИРОВКА СТАЛЕЙ 731^
Обозначение сталей с помощью букв и цифр
В настоящее время для маркировки сталей с помощью букв и
цифр в основном применяется общеевропейская система
обозначений в соответствии с EN 10027-1. Тем не менее в ряде случаев
используются и старые обозначения (табл. 1.8).
Стали обыкновенного качества. Маркировка указанных
сталей осуществляется следующим образом. В начале, если
необходимо, ставятся одна или две буквы, определяющие способ раскисления
стали (U - кипящая сталь, R - спокойная или полуспокойная) и ее
специальные эксплуатационные свойства, связанные с
последующим применением (Q - для отбортовки, Z - для волочения, К - для
холодного формования). Затем ставятся буквы St, а за ними цифры.
Первые две цифры характеризуют минимальный предел прочности
(временное сопротивление разрыву) в кгс/мм2 или МПа/9,8; далее,
если необходимо, ставится тире, а после него цифра, указывающая
группу качества стали. Всего этих групп качества три, при этом 3-я
группа отличается наиболее низким содержанием серы и фосфора.
В конце наименования стали могут ставиться буквы U или N,
указывающие на то, что сталь поставляется соответственно после
прокатки или после нормализации.
Примеры
St 37-2 - сталь обыкновенная с минимальным пределом прочности
37 кгс/мм2, или 360 МПа, второй группы качества;
USt 37-2 - кипящая сталь с минимальным пределом прочности
37 кгс/мм2, или 360 МПа, второй группы качества;
ZSt 37-2 - сталь с минимальным пределом прочности 37 кгс/мм2, или
360 МПа, второй группы качества, предназначенная для последующего
холодного волочения;
KSt 52-3 N - сталь с минимальным пределом прочности 52 кгс/мм2,
или 510 МПа, третьей группы качества, предназначенная для
последующего холодного формования, поставляемая после нормализации;
QSt 44-3 U - сталь с минимальным пределом прочности 44 кгс/мм2,
или 430 МПа, третьей группы качества, предназначенная для последующей
холодной отбортовки (фланцевания), поставляемая после прокатки.
Качественные конструкционные стали. Основным
признаком маркировки подобного типа сталей является то, что она
начинается с прописной буквы С. Затем может следовать одна из
строчных букв: к (для улучшаемых сталей с содержанием S и Р
менее 0,035 %), или m (для сталей с гарантированным содержанием
S 0,02-0,04 % и содержанием Р < 0,035 %), или f (для сталей с
732 РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
уменьшенным интервалом содержания углерода и содержанием
S < 0,035 % и Р < 0,025 %), определяющих качество стали. После
ставится двузначное число, отражающее среднее содержание
углерода, умноженное на 100.
Примеры
С 45 - углеродистая качественная сталь с содержанием С 0,42-0,50 %,
Р < 0,045 %, S < 0,045 %;
Ск 45 - сталь с содержанием С 0,42-0,50 %, Р < 0,035 %, S < 0,035 %;
Cm 45 - сталь с содержанием С 0,42-0,50 %, Р < 0,035 %, S 0,02-
0,04 %;
Cf 45 - сталь с содержанием С 0,43-0,49 %, Р < 0,025 %, S < 0,035 %.
Низколегированные стали. Низколегированными
признаются стали с содержанием каждого легирующего элемента менее
5 %. Такие стали маркируются в начале обозначения числом,
соответствующим содержанию углерода в стали, умноженному на 100,
далее указываются символы важнейших легирующих элементов,
далее через пробел числа, соответствующие содержанию данных
элементов, умноженному на коэффициент, приведенный в табл. 1.4.
При этом числа, определяющие содержание легирующих
элементов, отделяются друг от друга пробелом или тире.
Примеры
11 СгМо 5-5 - сталь с содержанием С 0,09-0,14 %, Сг 1,05-1,25 %,
Мо 0,48-0,62 %;
14 NiCr 14 - сталь с содержанием С 0,14-0,20 %, Ni 3,0-3,5 %, Сг 0,6-
0,9 % (так как содержание Сг менее 1 %, то в наименовании стали
присутствует только обозначение этого элемента без указания его процентного
содержания).
Высоколегированные стали (табл. 1.9).
Высоколегированные - это стали с содержанием хотя бы одного легирующего
элемента более 5 %. Обозначения таких сталей начинаются с буквы X,
затем следует число, соответствующее среднему содержанию
углерода, умноженному на 100, далее в порядке убывания содержания
следуют символы важнейших легирующих элементов и числа,
отражающие их средние содержания. Как и при обозначении
низколегированных сталей, наименования легирующих элементов и
цифры, означающие их содержание, отделяются друг от друга
пробелом. В случае, если указывается содержание в стали нескольких
легирующих элементов, то цифры, означающие их содержание,
отделяются друг от друга пробелами или тире.
Глава 7. МАРКИРОВКА СТАЛЕЙ
733
Примеры
X 12 СгМо 5 - высоколегированная сталь с содержанием С 0,08-
0,15 %, Сг 4,0-6,0 %, Мо 0,45-0,65 % (менее 1 %, поэтому содержание в
наименовании стали не указывается);
X 2 CrNiMo 10-10-5 - сталь с содержанием С < 0,03 %, Сг 8,5-10,5 %,
Ni 8,5-11,0 %, Мо 4,5-5,5 96;
X 5 CrNiCuNb 17-4-4 - сталь с содержанием С < 0,07%, Сг 15,0-
17,5 96, Ni 3,0-5,0 96, Си 3,0-5,0 %, Nb 0,15-0,45 % (менее 1 %, поэтому
содержание в наименовании стали не указывается).
ТАБЛИЦА 1.8
Группы сталей
№
0
1
2
3
4
Нелегированные стали
Базовые
стали
00
90
Стали
обыкновенного
качества
Качественные стали
01
91
Обычные
конструкционные стали с пределом
прочности до 500 МПа
02
92
Другие
конструкционные стали, не
предназначенные для
термообработки, с пределом
прочности до 500 МПа
03
93
Стали со средним
значением С < 0,12 % или
пределом прочности до
400 МПа
04 | 94
Стали со средним
значением 0,12 < С < 0,25 %
и пределом прочности
более 400 Н/мм2, но
менее 500 МПа
Специальные
стали
10
Стали с особыми
физическими
свойствами
11
Конструкционные с С < 0,5 %
12
Конструкционные сС> 0,5%
13
Конструкционные со
специальными
требованиями
14
-
Легированные стали
Качественные
стали
Инструментальные
стали
20
Сг
21
Cr-Si
Сг-Мп
Cr-Mn-Si
22
Cr-V
Cr-V-Si
Сг-V-Mn
Сг-V-Mn-Si
23
Сг-Мо
Cr-Mo-V
Mo-V
24
W
Cr-W
734
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
№
5
6
7
8
9
Нелегированные стали
Базовые
стали
Качественные стали
05
95
Стали со средним
значением 0,25 < С < 0,55 %
и пределом прочности
более 500 МПа, но
менее 700 МПа
Об
96
Стали со средним
значением С > 0,55 % и
пределом прочности
не ниже 700 МПа
07
97
Стали с повышенным
содержанием Р или S
Специальные
стали
15
Инструментальные, 1-я
группа качества
16
Инструментальные, 2-я
группа качества
17
Инструментальные, 3-я
группа качества
18
Инструментальные
специального
назначения
19
-
Легированные стали
Качественные
стали
08
98
Стали со
специальными
физическими
свойствами
09
99
Стали для
других
применений
Инструментальные
стали
25
W-V
Cr-W-V
26
W,
исключая группы
24, 25, 27
27А
cNi
28
Другие
29
-
ТАБЛИЦА 1.9
Легированные специальные стали
№
0
1
Разные
стали
30
-
31
-
Коррозионностой-
кие, жаростойкие
и жаропрочные
стали
40
Жаростойкие с
< 2,5 % Ni, без Мо,
NbnTi
41
Жаростойкие
<2,5 % Ni и Мо,
6e3NbnTi
50
Mn-Si-Cu
51
Mn-Si
Mn-Cr
Конструкционные стали
60
Cr-Ni
2,0<Cr<
<3,0%
61
-
70
CrCr-B
71
Cr-Si
Cr-Mn
Cr-Mn-B
Cr-Si-Mn
80
Cr-Si-Mo
Cr-Si-Mn-Mo
Cr-Si-Mo-V
Cr-Si-Mn-
Mo-V
81
Cr-Si-V
Cr-Mn-V
Cr-Si-Mn-V
Глава 7. МАРКИРОВКА СТАЛЕЙ
735
Продолжение
№
2
3
4
5
6
7
8
Разные
стали
32
Быстрорежущие
сСо
33
Быстрорежущие
без Со
34
Износостойкие
35
Подшипниковые
36
Материалы с
особыми
магнитными
свойствами без Со
37
Материалы с
особыми
магнитными
свойствами с Со
38
Материалы с
особыми
физическими
свойствами без Ni
Коррозионностой-
кие, жаростойкие
и жаропрочные
стали
42
—
43
Жаростойкие с
>2,5%№,безМо,
NbnTi
44
Жаростойкие с
>2,5%№иМо,без
NbnTi
45
Жаростойкие с
особыми
присадками
46
Коррозионностой-
кие и
жаропрочные сплавы с
особыми присадками
47
Жаропрочные с
<2,5%Ni
48
Жаропрочные с
>2,5%Ni
52
Mn-Cu
Mn-V
Si-V
Mn-Si-V
53
Mn-Ti
Si-Ti
54
Mo,
включая Nb, Ti,
V,W
55
В
Mn-B
<l,65%Mn
56
Ni
57
Cr-Nic
<l,O%Cr
58
Cr-Ni
1,0 < Cr <
<1,5%
Конструкционные стали
62
Ni-Si
Ni-Mn
Ni-Cu
63
Ni-Mo
Ni-Mo-Mn
Ni-Mo-V
Ni-Mn-V
Ni-Mo-Cu
64
-
65
Cr-Ni-Mo
<0,4%Mo +
+ <2,0%Ni
66
Cr-Ni-Mo
<0,4 % Mo +
+ 2,0 < Ni <
<3,5%
67
Cr-Ni-Mo
<0,4%Mo +
+ 3,5 < Ni <
< 5,0 % или
>0,4%Mo
68
Cr-Ni-V
Cr-Ni-W
Cr-Ni-V-W
72
Cr-Mo
< 0,35% Mo
Cr-Mo-B
73
Cr-Mo
>0,35%Mo
74
75
Cr-V
<2,0%Cr
76
Cr-V
>2,0 % Cr
77
Cr-Mo-V
78
-
82
Cr-Mo-W
Cr-Mo-W-V
83
-
84
Cr-Si-Ti
Cr-Mn-Ti
Cr-Si-Mn-Ti
85
Азотируемые
86
-
87
Стали, не
предназначенные для
термообработки
88
Высокопрочные
свариваемые стали,
не
предназначенные
для
термообработки
736
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
№
9
Разные
стали
39
Материалы с
особыми
физическими
свойствами с Ni
Коррозионностой-
кие, жаростойкие
и жаропрочные
стали
49
Высокотемпературные материалы
59
Cr-Ni
1,5 < Сг <
<2,0%
Конструкционные стали
69
Cr-Ni,
исключая
группы
57-68
79
Cr-Mn-Mo
Сг-Мп-
Mo-V
89
Высокопрочные
свариваемые стали,
не
предназначенные
для
термообработки
Обозначение сталей с помощью порядковых номеров
Система обозначений сталей с помощью порядковых номеров
существовала в Германии задолго до принятия подобной
общеевропейской системы и стала, по существу, ее прообразом (в Европе эта
система определяется стандартом EN 10027-2). В соответствии с
указанной системой порядковый номер стали представляется в виде
1.ХХХХ. Здесь 1. определяет, что материал является сталью (для
чугунов используется символ 0., для жаропрочных никелевых и
кобальтовых сплавов - 2., для цветных металлов - 3.). Далее следуют
две цифры, которые идентифицируют номер группы сталей (см.
табл. 1.6). Две последние цифры определяют порядковый номер
стали в группе.
1.2.4. МАРКИРОВКА СТАЛЕЙ ВО ФРАНЦИИ
Стали обыкновенного качества. Для обозначения
нелегированных конструкционных сталей обыкновенного качества в
настоящее время во Франции используется общеевропейская система
обозначений в соответствии с EN 10027-1.
Нелегированные конструкционные качественные стали.
Наименования качественных конструкционных сталей в
зависимости от предельного содержания углерода, серы и фосфора
начинаются с букв С или ХС, далее следуют цифры, соответствующие
среднему содержанию углерода в стали, умноженному на 100. С
буквы С начинаются наименования сталей с нормальным
содержанием указанных элементов, с ХС - с ограниченным.
Приведем примеры: С45 в соответствии со стандартом AFNOR
NF A37-502 - это сталь с содержанием углерода 0,4-0,5 % и
предельным содержанием серы и фосфора по 0,04 %, сталь ХС45 в
соответствии с тем же стандартом имеет содержание углерода 0,42-0,48 %,
максимальное содержание фосфора 0,035 %, а серы - 0,025 %.
Глава 1. МАРКИРОВКА СТАЛЕЙ
737
Низколегированные стали. Как и в Германии,
низколегированные стали - это стали с содержанием каждого легирующего
элемента до 5 %. Маркировка таких сталей во Франции в основном
аналогична маркировке, принятой в Германии, хотя есть и некоторые
отличия.
Наименования низколегированных сталей начинаются с числа,
определяющего среднее содержание углерода в стали, умноженное
на 100. Затем следуют буквы, указывающие основные легирующие
элементы, включенные в сталь (см. табл 1.7). Далее записывается
число, соответствующее содержанию основного легирующего
элемента, умноженному На коэффициент, приведенный в табл. 1.6.
Примеры
10 CND 6 - сталь с содержанием С 0,09-0,13 %, Сг 1,2-1,6 %, Ni 0,8-
1,2%, Mo 0,15-0,30%;
20 МС 5 - сталь с содержанием С 0,17-0,22 %, Мп 1,1-1,4%, Сг 1,0-
1,3%.
Высоколегированные стали. Маркировка
высоколегированных сталей с содержанием хотя бы одного легирующего элемента
более 5 % во Франции проводится по тем же правилам, что и в
Германии, однако для обозначения таких сталей и обозначения
легирующих элементов используются другие символы.
ТАБЛИЦА 1.10
Обозначения основных легирующих элементов во Франции
Элемент
Никель
Хром
Кобальт
Молибден
Марганец
Медь
Бор
Ниобий
Обозначение
N
С
К
D
М
и
в
Nb
Элемент
Цирконий
Кремний
Фосфор
Вольфрам
Титан
Азот
Ванадий
Алюминий
Обозначение
Zr
S
Р
W
Т
Az
V
А
Наименования французских высоколегированных сталей
начинаются с буквы Z, затем следует число, определяющее среднее
содержание углерода, умноженное на 100. После следуют
обозначения основных легирующих элементов (см. табл. 1.10) в порядке
убывания их содержания. В конце наименования ставятся числа,
определяющие средние содержания таких элементов. Между собой
указанные числа разделяются дефисом.
47-312
738 РАЗДЕЛ XII, ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Примеры
Z 3 CND 18-14-03 - высоколегированная сталь с содержанием С <
< 0,03 %, Сг 17,0-19,0 %, Ni 12,5-15,0 96, Mo 2,5-3,0 %;
Z 20 С 13 - сталь с содержанием С 0,16-0,25 %, Сг 12,0-14,0 %;
Z 8 CNNb 18-10 - сталь с содержанием С < 0,08 %, Сг 17,0-19,0 96,
Ni 9,0-11,0 %,Nb< 1,0%.
1.2.5. МАРКИРОВКА СТАЛЕЙ В ИТАЛИИ
Конструкционные стали обыкновенного качества. В
Италии стали указанного типа маркируются по признакам их
физических характеристик и делятся на две группы:
Стали с минимально гарантированным пределом прочности.
В начале наименования указывается символ Fe, далее число,
соответствующее минимально гарантированному пределу прочности (в
МПа или кгс/мм2).
Стали с минимально гарантированным пределом текучести.
Наименования начинаются с Fe, далее ставится буква Е, а после нее
число, соответствующее минимально гарантированному пределу
текучести (МПа или кгс/мм2).
Помимо указанных символов в наименования марок сталей
может включаться и дополнительная информация:
склонность стали к свариванию - обозначается заглавными
буквами А, В, С или D;
дополнительные показатели качества - обозначаются цифрами
1, 2, 3, следующими за значениями пределов прочности или
текучести через тире;
признак интервала температур, при которых используется сталь
(KG - при температуре окружающей среды, КТ - при низких
температурах, KW - при повышенных температурах).
Примеры
Fe 330 - сталь с гарантированным пределом прочности 330 МПа;
FeE 295 — сталь с гарантированным пределом текучести 295 МПа;
Fe 510 В - сталь с гарантированным пределом прочности 510 МПа и
склонностью к свариваемости;
Fe 880-2 — сталь с гарантированным пределом прочности 880 МПа и
показателем качества 2;
Fe 510-1 КТ - сталь с гарантированным пределом прочности 510 МПа
и показателем качества 1 для работы при низких температурах;
Fe E 315 KG - сталь с гарантированным пределом текучести 315 МПа
для работы при температуре окружающей среды.
Стали, предназначенные для холодной штамповки.
Маркируются буквами Fe, после чего следует буква Р, указывающая на
принадлежность стали к данной группе, а затем двузначное число от
01 до 06, определяющее степень качества стали и ее чистоты по S и Р.
Глава 7, МАРКИРОВКА СТАЛЕЙ 739
Примеры
FeP 01 - сталь для холодной штамповки с содержанием С < 0,12 %, S <
< 0,045 %, Р < 0,045 %;
FeP 06 - сталь с содержанием С < 0,02 %, S < 0,02 %, Р < 0,02 %.
Литейные стали. Наименование начинается с Fe, затем
следует буква G, после этого двузначное число - предел прочности в
кгс/мм2. После предела прочности через тире может следовать
цифра 1 или 2, характеризующая показатель качества стали.
Примеры
Fe G 52 - литейная сталь с гарантированным пределом прочности
52 кгс/мм2;
Fe G 74-1 - сталь с гарантированным пределом прочности 74 кгс/мм2
1-й группы качества.
Конструкционные качественные и легированные
стали. Принципы обозначения конструкционных качественных и
легированных сталей в Италии полностью соответствуют принципам
обозначения указанных типов сталей в Германии (см. выше).
1.2.6. МАРКИРОВКА СТАЛЕЙ ПО СТАНДАРТАМ ЯПОНИИ
Согласно JIS (Japanese Industrial Standard) марки
конструкционных сталей формируются из нескольких прописных букв и
однозначного, двузначного или трехзначного числа:
1 Углеродистые рядовые стали SSxxx, где ххх - трехзначное число,
указывающее минимальный предел прочности (МПа),
например SS140
2 Углеродистая сталь гарантированного химического состава
SxxC, где хх - двузначное число, указывающее среднее
содержание углерода в сотых долях процента, умноженное на 100,
например S20C (среднее содержание углерода 0,20 %)
3 Автоматная сталь SUMx, где х - однозначное число,
указывающее порядковый номер стали в группе
4 Углеродистая сталь для поковок SFxxx, где ххх - трехзначное
число, выражающее минимальный предел прочности (МПа),
например SF420
5 Арматурная сталь SSDxxx и SRDxxx, где ххх - трехзначное
число, выражающее минимальный предел прочности. Средние
буквы S и R обозначают расположение ребер на поверхности
арматурной стали
6 Углеродистая сталь для заклепок SVxx, где хх - двузначное
число, выражающее минимальный предел прочности
7 Углеродистая сталь для цепей SBC
8 Сталь для горячекатаного листа SPNx, где х - порядковый
номер стали в группе
740 РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
9 Сталь для холоднокатаного листа SNCx, где х - порядковый
номер стали в группе
10 Сталь для холоднокатаной полосы SPMx, где х - заглавная
буква, обозначающая степень упрочнения
11 Пружинная сталь для холоднокатаной полосы SKx, где х -
порядковый номер стали в группе
12 Сталь для катанки SMRMx, где х - порядковый номер стали в
группе
13 Сталь для трубопроводов высокого давления STPxxx, где ххх -
трехзначное число, указывающее минимальный предел
прочности (МПа)
14 Сталь для труб высокого давления STSxxx, где ххх - трехзначное
число, указывающее минимальный предел прочности (МПа)
15 Углеродистая сталь для котельных труб STBxxx, где ххх -
трехзначное число, указывающее минимальный предел прочности
(МПа)
16 Для котельных труб локомотивов STL
17 Легированная сталь для котельных труб STBAxx, где хх -
двузначное число, обозначающее класс стали
18 Сталь для труб, применяемых в химической промышленности,
STCxxx, где ххх - трехзначное число, обозначающее предел
прочности (МПа)
19 Углеродистая сталь для труб, применяемых в конструкциях,
STKxxx, где ххх - трехзначное число, указывающее
минимальный предел прочности (МПа)
20 Легированная сталь для труб, применяемых в конструкциях,
STKSx, где х - число, обозначающее класс стали
21 Сталь для труб, работающих при низких температурах, STBLxxx,
где ххх - трехзначное число, указывающее минимальный
предел прочности (МПа)
22 Пружинная сталь SUPx, где х - порядковый номер стали в группе
23 Шарикоподшипниковая сталь SUSx, где х - порядковый номер
стали в группе
24 Никельхромистая улучшаемая конструкционная сталь SNCx, где
х - порядковый номер стали в группе
25 Никельхромистая цементуемая конструкционная сталь SNCxx,
где хх - двузначное число, обозначающее порядковый номер
стали в группе
26 Никельхромомолибденовая улучшаемая конструкционная
сталь SNCMx, где х - порядковый номер стали в группе
27 Никельхромомолибденовая цементуемая конструкционная
сталь SNCMxx, где хх - двузначное число, обозначающее
порядковый номер стали в группе
28 Хромистая улучшаемая конструкционная сталь SCrx, где х -
порядковый номер стали в группе
29 Хромистая цементуемая конструкционная сталь SCrxx, где хх -
двузначное число, обозначающее порядковый номер стали в
группе
Глава 2. МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ СЛОВАРЬ СТАЛЕЙ 741
30 Хромомолибденовая улучшаемая конструкционная сталь SCMx,
где х - порядковый номер стали в группе
31 Хромомолибденовая цементуемая конструкционная сталь
SCMxx, где хх - двузначное число, обозначающее порядковый
номер стали в группе
32 Алюминийхромомолибденовая азотируемая сталь SACM
33 Коррозионностойкая сталь SUSx, где х - порядковый номер
стали в группе
34 Жаростойкая сталь SUHx, где х - порядковый номер стали в
группе
Глава 2
МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ
СЛОВАРЬ СТАЛЕЙ
2.1. ОБЛАСТИ ПРИМЕНЕНИЯ СТАЛЕЙ И ОБЩИЕ ТЕРМИНЫ
В таблицах здесь и далее приняты обозначения: Е - англ., D -
нем., F - франц.
ТАБЛИЦА 2.1
Назначение сталей
№
1
2
3
Стали (назначение)
Type of steels
(appointment)
Сталь автоматная
Е - free cutting (free
mashining)
D - Automatenstahl
F - acier de decolletage
Сталь арматурная
E - reinforcing steel
D - Beton (form) stahl
F - acier a beton
Сталь для глубокой
вытяжки
Е - deep drawing steel
D - Tiefciehstahl
F - acier pour
emboutissage
profond
№
4
5
Стали (назначение)
Type of steels
(appointment)
Сталь для
магистральных
трубопроводов
Е - pipe-line steel
D-Stahl fur Hoch-
driickgasleitungen,
Leitungsrohrstahl,
Pipe-line-Stahl
F - acier pour pipe-line
Сталь для
поверхностной закалки
Е - steel for superficial
hardening
D- Stahl fur Oberfla-
chenhartung
F - acier pour trempe
superficielle
№
6
7
8
Стали (назначение)
Type of steels
(appointment)
Сталь для холодного
выдавливания
Е - steel for cold
extrusion
D - Kaltfliesspress-
stahl
F - acier pour extrusion
afroid
Сталь жаропрочная
E - high-temperature
steel
D - warmfester Stahl
F - acier resistant a
chaud
Сталь жаростойкая
E - heat-resistant steel
D - hitzebestandiger
Stahl
F - acier refractaire
742
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
№
9
10
11
12
13
Стали (назначение)
Type of steels
(appointment)
Сталь
износостойкая
Е - wear-resistant steel
D - verschleissfester
Stahl
F - acier resistant
a l'usure
Сталь
строительная
E - building steel
D - Baustahl
F - acier de
construction
Сталь
судостроительная (листовая)
E - ship plate
D - Schiffsblech
F - tole navale
Сталь теплостойкая
E - heat-resistant steel
В - warmfester Stahl
F - acier resistant a la
chaleur
Сталь
быстрорежущая
E - high speed steel
D - schnell (arbeits)
Stahl
F - acier (a coupe)
rapide
№
14
15
16
17
18
Стали (назначение)
Type of steels
(appointment)
Сталь высокопрочная
E - high-strength steel
D - hochfester Stahl
F - acier a haute
resistance
Сталь
инструментальная
E - tool steel
D - Werkzeugstahl
F - acier a outils
Сталь
конструкционная
E - structural steel
D - Baustahl, Kon-
struktionsstahl
F - acier de construction
Сталь коррозионно-
стойкая
E - corrosion-resistant
steel
D - korrusionsbestan-
digen Stahl
F - acier resistant a la
corrosion
Сталь нержавеющая
E - stainlees steel
D - nichtrostender
(rostfreier) Stahl
F - acier inoxydable
№
19
20
21
22
23
24
Стали (назначение)
Type of steels
(appointment)
Сталь подшипниковая
E - bearing steel
D - Lagerstahl
F - acier pour paliers a
roulement
Сталь пружинная
E - spring steel
D - Federstahl
F - acier a ressorts
Сталь рельсовая
E - rail steel
D - Schienenstahl
F - acier a rails
Сталь
трансформаторная
E - transformer steel
D - Transformatoren-
stahl
F - acier pour transfor-
mateurs
Сталь
шарикоподшипниковая
E - ball-bearing steel
D - Kugellagerstahl
F - acier pour
roulements a billes
Сталь штамповая
E - die steel
D - Gesenkstahl
F - acier pour boutero-
lles et etampes
ТАБЛИЦА 2.2
Общие термины
№
1
Общие термины
Treatment of steel
and alloys
Дважды
Е-twice
D - zweimal
F - deux fois
№
2
Общие термины
Treatment of steel
and alloys
Деталь
E - part, article
D - Merksttick, Teil
F - detail, piece
№
3
Общие термины
Treatment of steel
and alloys
Диаметр
E - diameter
D - Durchmesser
F - diametre
Глава 2. МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ СЛОВАРЬ СТАЛЕЙ
743
Продолжение
№
4
5
6
7
8
9
10
11
12
Общие термины
Treatment of steel
and alloys
Допуск
E - allowance, tolerance
D - Toleranz
F - tolerance
Заготовка
E - blank, billet
D - Kniippel, Halbzeug,
Rohling, Probestat
F - billette, ebauche demi-
produit
Изделие
E - product
D - Erzeugnis, Ware,
Werstuck
F - produit
Инструмент
E - tool
D - Werkzeug
F - outil
Категория
E - category
D - Kategorie
F - categorie
Лента
E - band, belt, strip
D - Band, Streifenmaterial
F - bande, feuillard
Лист
E - sheet, plate
D-Blech
F-tole
Марка (сплава)
E - grade
D - Marke
F - marque
Маркировка
E - stenciling
D - Signierung
F - marquage
№
13
14
15
16
17
18
19
20
21
Общие термины
Treatment of steel
and alloys
Материал
E - material
D-Merkstoff
F - materiel
Минута
E - minute
D - Minute
F - minute
Обозначение
марки
E - designation
D - Bezeichnung
F - designation
Обозначение
стандарта
E - standard
D-Norm
F - norme
Плита
E - plate
D - Platte
F - plaque
Покрытие
E - coating
D - Uberzug
F - revetement
Покупатель
E - purchaser
D - Kaufer
F - acheteur, client
Полоса
E - strip, band
D - Band, Streifen
F - bande, plat,
feuillard
Порошок
E - powder
D - Pulver
F - poudre
№
22
23
24
25
26
27
28
29
30
Общие термины
Treatment of steel
and alloys
Предел
E - limit
D - Grenze
F - limite
Проволока
Е-wire
D - Draht
F-fil
Производитель
E - manufacturer
D - Produzent, Erzeu-
ger, Hersteller
F - producteur
Пружина
E - spring
D - Feder, Sprungfeder
F - ressort
Пруток
E - rod, bar
D - Stab, Stange
F - barreau, barre
Рулон
E - coil
D - Bund, Ring, Rolle
F - bobine, rouleau
Сводная таблица
E - survey
D - Ubersicht
F - tableau synoptique
Сорт
E - grade, type
D - Sorte
F - sorte
Состояние поставки
E - as-delivered state,
as-received state
D -Lieferzustand
F - etat de livraison
744
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
№
31
32
33
34
Общие термины
Treatment of steel
and alloys
Сплав
Е-alloy
D - Legierung
F - alliage
Сталь
E - steel
D - Stahl
F - acier
Стандарт Германии
E-DEU standard
D-DEU Standard
F - DEU standard
Стандарт США
Е-USA standard
D- USA Standard
F- USA standard
№
35
36
37
38
Общие термины
Treatment of steel
and alloys
Стандарт Японии
E-JPN standard
D-JPN Standard
F-JPN standard
Страна
E - country
D-Land
F - pays
Таблица
Е-table
D-Tabelle
F - tableau
Толщина
E - thickness
D - Dicke, Starke
F - epaisseur
№
39
40
41
42
Общие термины
Treatment of steel
and alloys
Трижды
E - trice
D - dreimal
F - trois fois
Труба
E - tube, pipe
D - Rohre, Rohr
F - tube, tuyau
Час
E - hour
D - Uhr, Stunde
F - heure
Ширина
Е-width
D - Weite, Breite
F - largeur
2.2. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ
ТАБЛИЦА 2.3
Методы обработки сталей и сплавов
■кто
]\У
1
2
3
Обработка сталей
и сплавов
Treatment of steel
and alloys
Атмосфера
контролируемая
E - controlled
atmosphere
D - kontrollierte
Atmosphere
F - atmosphere controlee
Аустенитизация
E - austenitizion, austen-
itizing
D - Austenitisierung
T7 Я11^1'РП1'НчЯ'НпП
X CLl&oldllLld&LHsAl
Ванна соляная
Е-salt bath
D - Salzbad
F - bain de sel
tvto
JN-
4
5
6
7
Обработка сталей
и сплавов
Treatment of steel
and alloys
Вода
E - water
D - Wasser
F-eau
Воздух
Е-air
D-luft
F-air
Волочение холодное
E - cold drawing
D - Kaltziehen
F - trefllage a froid,
etirage a froid
Закалка
E - quenching
D - Abschrecken
F - Trempe
XTo
1МУ
8
9
Обработка сталей
и сплавов
Treatment of steel
and alloys
Закалка (стали)
E - quench hardening
treatment, quench
hardening,
transformation
hardening
D - Harten
F - traitement de dur-
cissement par
trempe
Закалка
индукционная
E - induction
hardening
D- Induktionsharten
F - trempe d'induction
Глава 2. МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ СЛОВАРЬ СТАЛЕЙ
745
Продолжение
№
10
11
12
13
14
15
Обработка сталей
и сплавов
Treatment of steel
and alloys
Закалка на твердый
раствор
Е - quench annealing,
solution annealing,
solution heat
treatment
D - Losungsgliihen mit
Abschrecken
F - traitement de mise
en solution, hyper
tremper
Закалка с прокатного
нагрева
Е - direct quenching
D - Harten aus der
Warmumformhitze,
Direktharten
F - trempe directe
Масла
Е-oil
D-61
F - huile
Нормализация
E - normalizing,
normalization
D - Normalgluhen,
Normalisierung
F- normalisation
Обработка горячая
E - hot working
D - Warmformgebung
F - faconage a chaud
Обработка давлением
(металлов)
E - metal forming
D - bildsame Formge-
burn, spanlose For-
mung
F - mise en forme par
deformation plastique
JN-
16
17
18
19
20
Обработка сталей
и сплавов
Treatment of steel
and alloys
Обработка
механико-термическая
E - mechanical-termal
treatment
D - mechanisch-
termische Be-
handlung
F - traitement meca-
nothermique
Обработка на
твердый раствор
Е - solution heat
treatment
D - Losungsgliihen
mit Abschrecken
F - traitement de mise
en solution
Обработка
поверхностная
E - surface treatment
D - Oderflachenbe-
handlung
F - traitement de
surface
Обработка
стабилизирующая
E - stabilizing
treatment, stabilizing,
stabilization
D - Stabilisieren
F - traitement de
stabilisateur
Обработка
термическая
E - heat treatment,
heat treating
D - Warmebehand-
lung, Warmebe-
handeln
F - traitement thermi-
que
xjo
vi-
21
22
23
24
25
Обработка сталей
и сплавов
Treatment of steel
and alloys
Обработка
термическая объемная
E - bulk heat
treatment
D-
Volumenwarmebe
handlung
F - traitement
thermique volume
Обработка
термическая
поверхностная
E - surface heat
treatment
D - Oberflachenwar-
mebehandlung
F - traitement
thermique
superficiel
Обработка
термомеханическая
E - thermomechani-
cal treatment
(processing)
D - thermomechani-
sche Behandlung
F - traitement ther-
momecanique
Обработка химико-
термическая
E - thermochemical
treatment
D - thermochemische
Behandlung
F - traitement thermo-
chimique
Обработка холодом
E - sub-zero treatment
D - Tieftemperatur-
behandlung
F - traitement par le
froid
48-312
746
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
"МО
j\y
26
27
28
29
30
31
Обработка сталей
и сплавов
Treatment of steel
and alloys
Отпуск
E - tempering, drawing
D - Anlassen
F - revenu
Отпускная
хрупкость
E - temper brittleness
D - Anlassprodigkeit
F - fragilite de revenu
Отжиг
E - annealing
D - Gluhen, Gluhung,
Gluhbehandlung
F — recuit
Отжиг изотермиче-
Old 111
Lrluu
E - isothermal
annealing
D — isothermisches
Gluhen
F - recuit isothermique
Отжиг неполный
E - partial (uncomplete)
annealing
D - unvollstandiges
Gluhen
F - recuit incomplet
Отжиг полный
E - full annealing
D-Vollgliihen
F - recuit complet
MO
IN-
32
33
34
35
Обработка сталей
и сплавов
Treatment of steel
and alloys
Отжиг рекристал-
лизационный
E - recryslallization
annealing
D - Rekristallisati-
onsgjiihen
F - recuit de
recristallisation
Отжиг смягчающий
E - soft annealing,
softening
T\ TAT * 1* 1**T—
D - Weichgluhen
F - recuit d'adoucis-
sement
Отжиг сфероидизи-
руюший
E - spheroidizing
annealing, spher-
oidizing
D - Kugeliggltihen,
Gluhen aufkugeli-
ge Karbide
F - recuit de spheroi-
disatdon
Охлаждение
E - cooling,
refrigeration
D-Abkiihlung,Kuh-
lung
F - refroidissement
XJo
IN-
36
37
38
39
40
41
Обработка сталей
и сплавов
Treatment of steel
and alloys
Печь
E - furnace, oven, kiln
D-Ofen
F - four
Рассол
E - brine
D - Sole, Salzlosung
F - saumure
Среда закалочная
E - quenching medium
D - Hartemedium
F - milieu a tremper
Старение
(обработка)
E - ageing treatment
D - Auslagern Altern
F - traitement de
desursaturation
Старение (процесс)
E - ageing
D - Alterung
F - vieillissement
Температура
E - temperature
D - Temperatur
F - temperature
Глава 2. МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ СЛОВАРЬ СТАЛЕЙ
747
2.3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА И ХИМИЧЕСКИЙ СОСТАВ СТАЛЕЙ
ТАБЛИЦА 2.4
Способы изготовления сталей и их химический состав
Мо
IN-
1
2
3
4
5
6
7
Стали
(способ изготовления)
Type of steels
(method of production)
Столь
бессемеровская
E - Bessemer steel
D - Bessemer stahl
F - acier Bessemer
Сталь
высококачественная
E - high-quality steel
D - Edelstahl
F - acier fin
Сталь
горячекатаная
E - hot-rolled steel
D - heiss egewalzter
Stahl, Warmge-
walzter Stahl
F - acier lamine a
chaud
Сталь
калиброванная
E - cold-drawn steel
D - Blankstahl
F - acier etire (trefile)
Сталь качественная
E - quality steel
D - Qualitatsstahl
F - acier de qualite
Сталь квадратная
E - square bar
D - Vierkantstahl,
Quadratstahl
F - carres en acier,
acier caire
Сталь кипящая
E - rimming steel
D - unberuhigter (ko-
chender) Stahl
F - acier efferveiscent
"MO
IN-
8
9
10
11
12
13
14
Стали
(способ изготовления)
Type of steels
(method of production)
Сталь кованая
E - forged steel
D - Schmiedestahl
F - acier forgeable
(pour forge)
Сталь
конвертерная
E - converter steel
D - Konverterstahl
F - acier de conver-
tisseur
Сталь круглая
E - round steel
D - Rundstahl
F - rond en acier,
acier rond
Сталь листовая
E - sheet and plate
steel
D- Stahl blech
F - acier en toles
Сталь
мартеновская
E - open-hearth steel
D - Siemens-Martin-
Stahl, SM-Stahl
F - acier Martin
Сталь полосовая
E - flat (strip) steel,
flat bars
D - Flachstahl, Band-
stahl
F - acier feuillard
Сталь свариваемая
E - weldable steel
D - schweipbarer
Stahl
F - acier soudable
NTO
IN-
15
16
17
18
19
20
21
22
Стали
(способ изготовления)
Type of steels
(method of production)
Сталь сортовая
E - section steel
D - Profilstahl, Form-
stahl, Stabstahl
F - profiles d'acier, acier
profile
Сталь спеченная
E - sintered steel
D - Sinterstahl
F - acier frite
Сталь спокойная
Е-killed steel
D - beruhigter Stahl
F - acier calme
Сталь тигельная
E - crucible steel
D - Tiegelstahl
F - acier au creuset
Сталь томасовская
E - Thomas (basic
Bessemer) steel
F - Thomasstahl
D - acier Thomas
Сталь фасонная
E - section(al) steel
D - Formstahl,
Profilstahl
F - acier profile, profiles
d'acier
Сталь холоднокатаная
E - cold-rolled steel
D - kaltgewalzter Stahl
F - acier lamine a froid
Сталь
холоднотянутая
E - cold-drawn steel
D - kaltgezogener Stahl
F - acier etire a froid
48*
748
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
ТАБЛИЦА 2.5
Химический состав сталей
Мо
IN —
1
2
3
4
5
6
Стали
(химический состав)
Type of steels
(chemical composition)
Сталь вольфрамовая
Е - tungsten steel
D - Wolframstahl,
wolframlegierler
Stahl
F - acier au tungstene
Сталь
высоколегированная
E - high-alloy steel
D - hochlegierter Stahl
F - acier fortement
allie
Сталь
высокоуглеродистая
E - high-carbon steel
D - hochgekohlter
Oi I!
Stahl
F — acier a haut
carbone
(a carbone eleve)
Сталь Гадфилъда
E - Hadfield steel
D - Hadfield-Stahl
F - acier Hadfield
Сталь доэвтекто-
идная
E - hypoeutectoid
steel
D - untereutektoider
Stahl
F - acier hypoeutec-
toide
Сталь заэвтекто-
идная
E - hypereutectoid
steel
D - ubereutektoider
Stahl
F - acier
hypereutectoide
Mo
IN —
7
8
9
10
11
12
Стали
(химический состав)
Type of steels
(chemical composition)
Сталь кремнистая
E - silicon steel
D - Siliziumstahl
F - acier au silicium
Сталь легированная
E - alloy steel
D - legierter Stahl
F - acier allie
Сталь
микролегированная
E - microalloyed steel
D - mikrolegierter
Stahl
F - acier microallie
Сталь
низколегированная
E - low-alloy steel
D - niedriglegierter
(leichllegierter)
Stahl
F - acier faiblement
allie
Сталь
низколегированная
высокопрочная
E - high-strength
low-alloy steel,
HSLA steel
D - HSLA-Stahl
F - acier HSLA
Сталь
низкоуглеродистая
E - low-carbon steel
D - kohlenstoffarmer
(niedriggekohltei)
Stahl
F - acier a bas
carbone
Mo
IN —
13
14
15
16
17
18
19
Стали
(химический состав)
Type of steels
(chemical composition)
Сталь никелевая
E - nickel steel
D - Nickelstahl, nikkelle-
gierter Stahl
F - acier au nickel
Сталь природнолеги-
рованная
E - naturally alloyed steel
D - naturlegierter Stahl
F - acier d'alliage naturel
Сталь среднелегиро-
ванная
E - medium alloy steel
D - mittellegierter Stahl
F - acier moyennemen-
tallie
Сталь углеродистая
E - (plain)carbon steel
D - Kohlenstoffstahl
F - acier au carbone
Сталь хромистая
E - chromium steel
D - Chromstahl, chrom-
legieter Stahl
F - acier au chrome
Сталь хромоникелевая
E - chromium-nickel
steel
D - Chrom-Nickel-Stahl
F - acier auchromenickel
Сталь эвтектоидная
E - eutectoid steel
D - eutektoider Stahl
F - acier eutectoide
Глава 2. МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ СЛОВАРЬ СТАЛЕЙ 749^
2.4. ОСНОВНЫЕ ПОНЯТИЯ И МЕЖДУНАРОДНЫЕ ТЕРМИНЫ
ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термической обработкой называется нагрев стали и других
сплавов до температуры выше или ниже фазовых превращений;
выдержка при этой температуре и последующее охлаждение с
заданной скоростью. Термическую обработку производят с целью
изменения структуры и свойств сплавов. Основными видами
термической обработки являются: отжиг, нормализация, закалка, отпуск,
старение и обработка холодом.
Отжигом называется процесс термической обработки, при
котором деталь нагревают до заданной температуры, выдерживают, а
затем медленно охлаждают вместе с печью. Различают два вида
отжига:
отжиг I рода, который не связан с фазовой перекристаллизацией;
отжиг II рода, основанный на фазовой перекристаллизации.
Отжиг I рода. Применяют отжиги: рекристаллизационный,
диффузионный и для снятия напряжения.
Рекристаллизационный отжиг служит для устранения наклепа
после пластической деформации и осуществляется для
углеродистых сталей при 680-700 ° С, для легированных - при 700-730 ° С.
Время выдержки зависит от размеров изделий.
Отжиг для снятия напряжений проводится при 400-650 °С,
время выдержки - из расчета 2,5 мин на 1 мм толщины сечения
детали.
Диффузионному отжигу подвергаются в основном
легированные литейные стали. Температура отжига 1000-1200 °С, выдержка
8-15 ч. Охлаждение до 550-600 °С - медленное, затем с любой
скоростью. Диффузионный отжиг служит для устранения ликвации.
Отжиг II рода. Применяют полный, неполный и
изотермический виды отжига.
Для доэвтектоидных сталей температура полного отжига равна
940-960 °С, а неполного отжига 760-780 °С. Для заэвтектоидных
сталей температура полного отжига равна 1000-1050 °С, для
неполного отжига 760-780 °С.
Нормализация — разновидность полного отжига - получает все
большее распространение в силу значительного сокращения
времени на термическую обработку, так как детали охлаждают на воздухе.
При нормализации стали нагревают до 950-1000 °С. Для
низкоуглеродистых сталей вместо отжига рекомендуется нормализация, так
как у них практически отсутствует разница в свойствах после отжига
и нормализации.
Закалка - это обработка, при которой сталь нагревают до 750-
1000 °С, выдерживают при этой температуре и резко охлаждают.
750 РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
В качестве закалочных сред используют воду, минеральные масла,
водный 10 %-й раствор NaOH, расплавленные соли, щелочи и др.
После закалки выполняют отпуск, при котором закаленная
сталь нагревается до температуры ниже интервала превращений,
выдерживается и охлаждается. Существует три вида отпуска.
Низкий отпуск (нагрев и выдержка при 150-250 °С) применяется для
закаленных и химико-термически обработанных сталей, от которых
требуются высокая твердость (HRC 58-63) и износостойкость.
Конечная структура - отпущенный мартенсит. Средний отпуск (350-
450 °С) дает твердость HRC 40-50 с высокой упругостью и
достаточной прочностью. Применяется для пружин, рессор и штампов. Вы-
сокий отпуск (500-680 °С) дает твердость HRC 30-40, при этом
резко повышается ударная вязкость. Поэтому обработка: закалка +
+ высокий отпуск называется улучшением. Высокому отпуску
подвергают среднеуглеродистые стали, которые предназначены для
изготовления деталей машин, испытывающих в процессе
эксплуатации ударные нагрузки.
Один из эффективных способов поверхностного упрочнения -
химико-термическая обработка, которая представляет собой
процесс поверхностного насыщения стали химическими
элементами.
К наиболее распространенным методам этого вида обработки
относятся цементация, азотирование, цианирование и др.
Цементация - это процесс насыщения поверхностных слоев
стали углеродом. Цементации подвергаются стали, содержащие
менее 0,25 % С. Поверхностный слой насыщается углеродом до
концентрации 0,8-1,0 % С, глубина насыщения 0,8-2,0 мм.
Температура цементации 910-950 °С, время выдержки 8-16 ч. После
цементации стали подвергают закалке и низкому отпуску. Цементируют
детали с высокой контактной прочностью: кулачки, зубчатые
колеса, пальцы, распределительные валики и др.
Азотирование - процесс насыщения поверхностного слоя
изделий азотом - применяется для среднеуглеродистых легированных
сталей, легирующие элементы которых имеют высокое сродство к
азоту (молибден, хром, алюминий).
Цель азотирования - повышение коррозионной стойкости,
твердости и износостойкости. Азотирование проводится в печах в
среде аммиака при 500-550 °С в течение 24-60 ч. Толщина
азотированного слоя 0,1-0,6 мм. Азотируют детали, для которых
требуются хорошая коррозионная стойкость, высокое сопротивление
износу в условиях знакопеременных нагрузок, сохранение
поверхностной твердости до 500-600 °С.
Цианирование - это процесс одновременного диффузионного
насыщения поверхности стали углеродом и азотом. Оно делится на
Глава 2. МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ СЛОВАРЬ СТАЛЕЙ
751
высокотемпературное (900-950 °С в среде природного газа и
аммиака 5-7 %) и низкотемпературное (540-560 °С в среде
природного газа и аммиака 20-30 %). Газовое цианирование называют
нитроцементпацией. Жидкостное цианирование осуществляется в
расплаве цианистых солей при 550-570 °С. Цианирование
обеспечивает высокую поверхностную твердость, износостойкость,
уменьшение коробления деталей в процессе химико-термической
обработки.
ТАБЛИЦА 2.6
Термическая обработка сталей
№
1
2
3
4
5
Стали (термическая
обработка)
Type of steels
(heat treatment)
Сталь азотируемая
Е - nitriding steel
D - Nitrierstahl
F - acier de nitruration
Сталь высокой про-
каливаемости
Е - high-hardenability
steel
D - Stahl von hoher
Hartbarkeit
F - acier a houte
trempabilite
Сталь закаленная
E - hardened steel
D-geharteter Stahl
F - acier trempe
Сталь закаливаемая
E - quench-hardened
steel
D - hartbarer Stahl
F - acier trempant
Сталь нестареющая
E - nonaging steel
D -alterungsbestan-
diger Stahl
F - acier non
vieillissant
No
IN —
6
7
8
9
10
Стали (термическая
обработка)
ТУре of steels
(heat treatment)
Сталь низкой прокали-
ваемости
Е - low-hardenability
steel
D - Stahl mit niedriger
Hartbarkeit
F - acier a faible
trempabilite
Сталь
нормализованная
E - normalized steel
D - normalisierter Stahl
F - acier normalise
Сталь отожженная
E - annealed steel
D - gegltihter Stahl
F - acier recuit
Сталь отпущенная
E - tempered steel
D - angelassener Stahl
F - acier revenu
Сталь
самозакаливающаяся
E - air-hardening steel
D - Lufthartestahl,
Selbsthartestahl
F - acier autotrempant
№
11
12
13
14
Стали (термическая
обработка)
Type of steels
(heat treatment)
Сталь улучшаемая
E - heat treatable
steel
D - Vergutungstahl
F - acier detraite-
ment (thermique)
Сталь улучшенная
E-OT-steel,
quenched and
(highly)
tempered
D - Vergutungstahl
F - acier trempe et
revenu
Сталь устойчивая
против отпуска
Е - temper-resistant
steel
D - anlassbestandi-
ger Stahl
F - acier resistart
revenu
Сталь
цементуемая
E - carburizing steel
D - Einsatzstahl
F - acier de
cementation
752
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
ТАБЛИЦА 2.7
Значения плотности материала р (г/см3) и коэффициентов
К=р/7,85 =0,127р
Элементы
Алюминий
Бериллий
Ванадий
Висмут
Вольфрам
Галлий
Гафний
Германий
Золото
Индий
Иридий
Кадмий
Кобальт
Кремний
Литий
Магний
Марганец
Медь
Молибден
Натрий
Р
2,7
1,84
6,5-7,1
9,8
19,3
5,91
13,09
5,33
19,32
7,36
22,4
8,64
8,9
2,55
0,53
1,74
7,2-7,4
8,94
10,3
0,97
К
0,34
0,23
0,83-0,90
1,24
2,45
0,75
1,66
0,68
2,45
0,93
2,84
1,10
1,13
0,32
0,07
0,22
0,91-0,94
1Д4
1,31
0,12
Элементы
Никель
Олово
Палладий
Платина
Рений
Родий
Ртуть
Рубидий
Рутений
Свинец
Серебро
Сурьма
Таллий
Тантал
Теллур
Титан
Хром
Цинк
Цирконий
Материал
Р
8,9
7,3
12,0
21,2-21,5
21,0
12,48
13,6
1,52
12,45
11,37
10,5
6,62
11,85
16,6
6,25
4,5
7,14
7,13
6,53
Р
К
1,13
0,93
1,52
2,69-2,73
2,67
1,58
1,73
0,19
1,58
1,44
1,33
0,84
1,50
2Д1
0,79
0,57
0,91
0,91
0,82
К
Черные металлы
Сталь конструкционная
Стальное литье
Сталь быстрорежущая с содержанием
вольфрама, %:
5
10
15
18
Чугун:
серый
ковкий и высокопрочный
антифрикционный
7,85
7,80
8,10
8,35
8,60
8,90
7,0-7,2
7,2-7,4
7,4-7,6
1,0
0,99
1,03
1,06
1,09
1,13
0,89-0,91
0,91-0,94
0,94-0,97
Глава 2. МНОГОЯЗЫЧНЫЙ ТЕРМИНОЛОГИЧЕСКИЙ СЛОВАРЬ СТАЛЕЙ
753
Продолжение
Марка материала
АЛ1
АЛ2
АЛЗ
АЯ4
АЛ5
АЛ7
АЛ8
АЛ9
Б88
Б83
Б83С
БрАМц9-2Л
БрАЖ9-4Л
р
*
Марка материала
Сплавы из цветных металлов
Алюминиевые сплавы литейные
2,75
2,65
2,70
2,65
2,68
2,80
2,55
2,66
0,35
0,34
0,34
0,34
0,34
0,36
0,32
0,34
АЛИ
АЛ13
АЛ19
АЛ21
АЛ22
АЛ24
АЛ25
Баббиты оловянные и свинцовые
7,35
7,38
7,40
0,93
0,94
0,94
1 БН
Б16
1 БС6
Бронзы безоловянные, литейные
7,6
7,6
0,97
0,97
1 БрАМЖ10-4-4Л
|БрСЗО
Р
2,94
2,60
2,78
2,83
2,50
2,74
2,72
9,50
9,29
10,05
7,6
9,4
Бронзы безоловянные, обрабатываемые давлением
БрА5
БрА7
БрАМц9-2
БрАЖ9-4
БрАЖМцЮ-3-1,5
БрАЖНЮ-4-4
БрОФ8-0,3
БрОФ7-0,2
БрОФ6,5-0,4
БрОФб,5-0,15т
БрОЦСНЗ-7-5-1
БрОЦСЗ-12-5
БрОЦС5-5-5
БрБ2
БрБНТ1,9
8,2
7,8
7,6
7,6
7,5
7,5
1,04
0,99
0,97
0,97
0,95
0,95
БрБ2
БрБНТ1,7
БрБНТ1,9
БрКМцЗ-1
БрКН1-3
БрМц5
Бронзы оловянные деформируемые
8,6
8,6
8,7
8,8
1,09
1,09 1
1,11
1Д2
БрОФ4-0,25
БрОЦ4-3
БрОЦС4-4-2,5
БрОЦС4-4-4
Бронзы оловянные литейные
8,84
8,69
8,84
1Д2
1,10
1,12
БрОЦС4-4-17
БрОЦСЗ,5-7-5Г
Бронзы бериллиевые
8,2
8,2
1,04
1,04
БрБНТ1,7
8,2
8,2
8,2
8,4
8,6
8,6
8,9
8,8
8,9
9,1
9,0
8,70
8,2
К
0,37
0,33
0,35
0,36
0,32
0,35
0,35
1,21
1,18
1,29
0,97
1,19
1,04
1,04
1,04
1,07
1,09
1,09
1,13
1,12
1,13
1,16
1,14
1,10
1,04
754
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
Марка материала
Р
К Марка материала
Латуни (медно-цинковые сплавы) литейные
ЛК8О-ЗЛ
ЛКС8О-3-3
ЛАЖМц-66-6-3-2
ЛА67-2,5
ЛАЖ60-1-1Л
ЛМцС58-2-2
8,3
8,6
8,5
8,5
8,5
8,5
1,05
1,09
1,08
1,08
1,08
1,08
ЛМцНЖА60-2-1-1-1
ЛС59-1ЛД
ЛС59-1Л
ЛМцОС58-2-2-2
ЛМцЖ55-3-1
ЛВОС
Латуни, обрабатываемые давлением
Л96
Л90
Л85
Л80
Л70
Л68
Л63
Л60
8,85
8,78
8,75
8,66
8,61
8,60
8,44
8,40
1,12
1,12
1,11
1,10
1,09
1,09
1,07
1,07
ЛА77-2
ЛАЖ60-1-1
ЛАН59-3-2
ЛЖМц59-1-1
ЛН65-5
ЛМц58-2
ЛМцА57-3-1
Латунные прутки прессованные и тянутые
Л60,Л63
ЛС59-1ЛЖС58-1-1
ЛС63-3,ЛМц58-2
8,40
8,45
8,50
1,07 1
1,07
1,08 1
! ЛЖМц59-1-1
ЛАЖ60-1-1
Р
8,4
8,5
8,5
8,5
8,5
8,5
8,60
8,20
8,40
8,50
8,60
8,40
8,10
—
8,20
Медно-никелевые сплавы, обрабатываемые давлением
Монель МНМц43-0,5
Константин
МНМц40-1,5
Мельхиор
МнЖМцЗО-1-1
Сплав МНЖ5-1
Мельхиор МН19
8,9
8,9
8,9
8,7
8,9
1,13
1,13
1,13
1Д1
1,13
Сплав ТБМН16
Нейзильбер
МНЦ15-20
КуниальАМНА13-3
КуниальБМНА6-1,5
Манганин
МНМцЗ-1-2
Магниевые сплавы деформируемые
МА1
МА2
МА2-1
НК0,2
НМц2,5
НМц5
1,76
1,78
1,79
0,22
0,23
0,23
МА5
МА8
МА14
Никелевые сплавы
8,9
8,9
8,8
1,13 1
1,13
1,12
Алюмель НМцАК2-2-1
Хромель ТНХ9,5
Монель
НМЖМц28-2,5-1,5
Цинковые сплавы антифрикционные
ЦАМ9-1,5Л
ЦАМ9-1,5
6,2
6,2
0,79 1
0,79
ЦАМ10-5Л
ЦАМ10-5
9,02
8,7
8,5
8,7
8,4
1,82
1,78
1,80
8,5
8,7
8,8
6,3
6,3
к
1,07
1,08
1,08
1,08
1,08
1,08
1,09
1,04
1,07
1,08
1,09
1,07
1,03
—
1,04
1,15
1,11
1,08
1Д1
1,07
0,23
0,23
0,23
1,08
1,11
1,12
0,80
0,80
Глава 3. МЕХАНИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
755
ТАБЛИЦА 2.8
Наименование и обозначение больших и малых чисел
Множитяттъ
iy±rL\JSS\Jfx х С%/ХО
1012= 1000 000 000 000
109= 1000 000 000
106 = 1 000 000
103 = 1 000
102 = 100
101 = 10
ю-1 = 0,1
Ю-2 = 0,01
Ю-3 = 0,001
Ю-6 = 0,000 001
Ю-9 = 0,000 000 001
Ю-12 = 0,000 000 000 001
Наименование
тера
гига
мега
кило
гекто
дека
деци
санти
МИЛЛИ
микро
нано
пико
Приставка, обозначение
международное
Т
G
М
к
h
da
d
с
m
n
Р
российское
Т
Г
М
к
г
да
д
с
м
мк
н
п
Глава 3
МЕХАНИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
3.1. МЕЖДУНАРОДНЫЕ ТЕРМИНЫ
ТАБЛИЦА 3.1
Механические и технологические свойства
№
1
2
Механические
и технологические
свойства
Mechanical and
technological properties
Временное
сопротивление разрыву
(предел прочности
при растяжении)
Е - tensile strength
D - Zugfestigkeit
F - resistance a la
traction
Деформируемость
E - deformability
D - Verformbarkeit,
Fornianderungs-
verniogen
F - deformabilite
№
3
4
Механические
и технологические
свойства
Mechanical and
technological properties
Жаропрочность
E - hot (high-
temperature)
strength
D - Warmfestigkeit,
Hochtemperatur-
festigkeit
F - resistance a chaud
Жаростойкость
E - heat resistance
D - Hilzebestandig
F - resistance au feu
(a la chaleur),
resistance a chaud
№
5
5
7
Механические
и технологические
свойства
Mechanical and
technological properties
Изгиб
E - bending
D - Blegung
F - flexion
J^f^nnonrmniivnrmib
ЖЛ. «3 il\J\AJ\*t I LvJLL 9\\J\*l f CO
E - wear resistance
D - Verschleiss Festig-
keit
F — resistance a l'usure
Ковкость
E - forgeability
D - Schmiedbarkeit
F - forgeabilite
756
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
№
8
9
10
11
12
13
Механические
и технологические
свойства
Mechanical and
technological properties
Коэффициент
линейного расширения
Е - coefficient of
linear expansion
D - linearer Ausdeh-
nungskoeffizient
F - coefficient de dila-
, ,• ••• •
tation hneaire
Механические
свойства
E - mechanical
properties
D - mechanische
T1* l r.
Eigenschaften
F - propietes mecani-
ques
Модуль упругости
E - elastic modulus
D - Elastizitatsmodul
F - module
d'plftsticitp
Обрабатываемость
E - workability
D - Bearbeitbarkeit,
Verarbeitbarkeit
F - aptitude au
fagonnage
Обрабатываемость
в горячем состоянии
Е - hot workability
D - Marraverarbeit-
barkeit
F - aptitude a la
deformation
a chaud
Обрабатываемость
резанием
E - machinability
D - Zerspanbarkeit
Schneidbarkeit
F - usinabilite
№
14
15
16
17
18
19
20
Механические
и технологические
свойства
Mechanical and
technological properties
Образец
E - sample, specimen
D - Probe, Muster
F - echantillon
Образец стандартный
E - standard sample,
standard specimen
D - Standardmuster,
Standardprobe
F - echantillon standar-
tise
Пластичность
E - plasticity, ductility
D - Plastizitat, Duktilitat
F - plasticite, duclilite
Плотность
E — densitv
D - Dichte
F - densite
Предел выносливости
E - fatigue (endurance)
limit, fatigue
strength
D - Dauerschwing-
(ungs)festigkeit
Dauer(wechsel)-
festigkeit
F - resistance a la fatique,
limite dendurance
Ползучесть
E - creep
D - Knechen
F - fluage
Предел длительной
прочности
E - stress-rupture
strength
D - Dauerstandfestig-
keit
F - charge de rupture a
temps
№
21
22
23
24
25
26
27
Механические
и технологические
свойства
Mechanical and
technological properties
Предел ползучести
E - creep limit
D - Knechgrenze
F - limite de fluage
Предел прочности
при изгибе
Е - transverse rupture
strength
D - Biegungsfestigkeit
F - resistance a la
flexion
Предел прочности
при сжатии
Е - compressive
strength
D - Druckfestigkeit
F - resistance a la
compression
Предел текучести
E - yield stress, yield
strength
D - Streckgrenze,
Fliessgrenze
F - limite d'ecoule-
ment (elastique)
Предел упругости
Е-elastic limit
D - Elastizitatsgrenze
F - limite d'elasticite
Предел текучести
условный
E - proof stress, yield
strength, offset
yield stress
D - Dehngrenze
F - limite d'elasticite
conventionnelle
Прочность
E - strength
D - Festigkeit
F - resistance
Глово 3. МЕХАНИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
757
Продолжение
№
28
29
30
31
32
33
Механические
и технологические
свойства
Mechanical and
technological properties
Прочность
длительная
Е - stress-rupture
strength
D - Zeitstandfestig-
keit
F - resistance au
fluage pour une
duree flnie
Прочность при из-
зибе
E - bending strength
D - Biegungsfestig-
keit
F - resistance a la
flexion
Разгаростойкостъ
E - thermal fatigue
resistance
F - resistance a la
fatigue a chaud
Разрушение
E - fracture, rupture,
failure,
destruction
D - Bruch,
Destruction
F - rupture,
ciebiruciiun
Разрушение устало-
стпиор
О/ 1 l/TvC
Е - fatigue fracture,
fatigue failure
D - Dauerbruch,
Ermudungsbruch
F - rupture de fatigue
d'endurance
Свариваемость
E - weldabilily
D - Schweiss barkeit
F - soudabilite
№
34
35
36
37
38
39
Механические
и технологические
свойства
Mechanical and
technological properties
Сопротивление
ползучести
E - creep strength
D - Kriechfestigkeit,
Dauerstandfestig-
keit
F - resistance au
fluage
Сужение
относительное
E - reduction of area
D - Einschnurung,
Ouerschnittver-
mindetung
F - striction
Сужение
относительное при
разрыве
Е - reduction of area
D - Brucheinschnu-
rung
F - striction de
rupture
Твердость
E - hardness
D - Harte
F - durete
Трещиностойкостъ
E - cracking
resistance
D - Rissbestandigkeit
F - resistance a la
fissuration
Ударная вязкость
E - impact strength
D-
Kerbschlagzahigkei
t
F - resilience
№
40
41
42
43
44
Механические
и технологические
свойства
Mechanical and
technological properties
Удлинение
E - elongation
D - Dehnung, Verlan-
gerung
F - allongement
Технологические свой-
PTiifKCi
tf/iOU
E - technological
properties, processing
properties
D - technologische
Eigenschaften
F - proprietes techno-
logiques
Удлинение
относительное
E - specific elongation
D - prozentuale
Dehnung
F - allongement (rela-
tif)
Удлинение при
разрыве
E - elongation at
fracture
D - Brupdehnung
F - allongement apres
la rupture
Упругость
E - elasticity
D - Elastizitat
F - elasticite
758 РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
3.2. ХАРАКТЕРИСТИКИ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ СТАЛЕЙ*
Обрабатываемость резанием приведенных в Марочнике сталей
и сплавов определена для условий получистового точения без
охлаждения по чистому металлу резцами, оснащенными твердыми
сплавами Т5К10, ВК8 (для аустенитных сталей и сплавов на
никелевой основе), резцами из быстрорежущей стали марок Р18 (63-65
HRC) и равной ей по свойствам маловольфрамовой стали Р6М5Ф2
(64-66 HRC) при постоянных значениях глубины резания 1,5 мм,
подачи на оборот 0,2 мм и главного угла в плане 60°.
Обрабатываемость сталей и сплавов резанием оценена по
скорости резания, соответствующей 60-минутной стойкости резцов, v60 и
выражена коэффициентом Kv для условий точения твердосплавным
инструментом и инструментами из быстрорежущей стали по
отношению к эталонной стали. В качестве эталонной стали принята
углеродистая сталь 45 (179 НВ и ов = 650 МПа), скорость резания v60
которой принята за единицу. Коэффициент относительной
обрабатываемости данной стали Kv для условий точения твердосплавными
резцами:
K
где и60 - скорость резания, соответствующая 60-минутной стойкости резцов
при точении данного материала, м/мин; 145 - значение скорости резания
при 60-минутной стойкости твердосплавных резцов при точении эталонной
стали марки 45.
Коэффициент обрабатываемости Kv для условий точения
резцами из быстрорежущей стали:
где 70 - значение скорости резания при 60-минутной стойкости
быстрорежущих резцов при точении эталонной стали марки 45.
Для принятых условий резания абсолютное значение скорости
резания v60 данной стали (сплава) определяется умножением ее
коэффициента Kv на соответствующее значение v60 эталонной стали 45.
Сварка. Свариваемость сталей и сплавов является
комплексной характеристикой, определяющейся, с одной стороны,
технологическими трудностями, возникающими при сварке, и, с
другой - эксплуатационной надежностью сварных соединений.
В Марочнике даны характеристики так называемой
технологической свариваемости, по которой материал условно разделен на
следующие 4 группы:
- материал, свариваемый без ограничений (при сварке нет
необходимости применения каких-либо дополнительных технологи-
* Марочник сталей и сплавов: Справочное издание / Под ред. А. С. Зуб-
ченко. М.: Машиностроение, 2003. 784 с.
Глава 3. МЕХАНИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
759
ческих операций, например подогрева, промежуточной
термообработки и т. п.);
- ограниченно свариваемый материал (при сварке
рекомендуются или необходимы дополнительные операции);
- трудно свариваемый материал (невозможно получить
качественное соединение без обязательного применения дополнительных
операций);
- материалы, не применяемые для сварных конструкций.
По технологической свариваемости аустенитные стали и сплавы
также могут быть условно разбиты на следующие группы.
1. Материалы, свариваемые без ограничений. К этой группе
относятся стали марок 08Х16Н9М2, 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т
и др., химический состав которых характеризуется отношением
эквивалентов хрома и никеля, равным 1,3-1,6. Для сварки этих сталей
применяются аустенитно-ферритные электроды или сварочные
проволоки, обеспечивающие высокую трещиностойкость металла
шва. В околошовной зоне сталей этой группы горячих трещин, как
правило, не наблюдается. Стали этой группы в меньшей степени
склонны к локальным разрушениям.
2. Материалы ограниченно свариваемые. К этой группе
отнесены стали марок типа 12Х18Н12Т, химический состав которых
характеризуется отношением эквивалентов хрома и никеля, близким
к единице. При их сварке возможно появление околошовных
трещин. Сварка осуществляется аустенитно-ферритными электродами,
применение которых позволяет получить швы, свободные от
горячих трещин.
3. Материалы трудно свариваемые (табл. 3.2, 3.3). К этой
группе отнесены стали и сплавы марок типа 08Х15Н24В4ТР с
отношением эквивалентов хрома и никеля меньше единицы. Эти
материалы склонны к образованию горячих трещин в околошовной
зоне при сварке жестких толстостенных конструкций.
ТАБЛИЦА 3.2
Температуры подогрева при сварке
Сталь
Низкоуглеродистая, до 0,22 % С
Среднеуглеродистая, до 0,45 % С
Высокоуглеродистая
Низколегированная
Легированная конструкционная
Толщина стенки
изделия, мм
>100
>60
-
>30
Температура
подогрева, °С
100-150 (при
многослойных швах)
100-250
250-400
150-200
до 350
760
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
ТАБЛИЦА 3.3
Режимы термообработки сварных соединений
Группа стали
Режим и назначение термообработки
Углеродистая
20 (трубная)
Низколегированная
15ГС (трубная)
Коррозионностойкая
Отпуск при 610-650 °С (для снятия сварочных
напряжений). В некоторых случаях нормализация (920-940 °С)
или закалка с отпуском
Отпуск при 610-650 °С при толщине стенки свыше 36 мм
Отпуск при 630-660 °С для снятия сварочных
напряжений
Отпуск при 635-660 °С при толщине стенки свыше 30 мм
Сварные соединения стали аустенитного класса:
стабилизация при 780-820 °С или аустенитизация при 1000-
1100 °С для снятия напряжений и выравнивания структуры
Коррозионная стойкость марок сталей оценивается по
пятибалльной шкале (табл. 3.4).
Балл
1
2
3
Скорость
коррозии,
мм/год
<0,1
0,1-1
1-3
ТАБЛИЦА 3.4
Шкала коррозионной стойкости
Группа стойкости
Весьма стойкие
Стойкие
Пониженно-стойкие
Балл
4
5
Скорость
коррозии,
мм/год
3-10
>10
Группа
стойкости
Малостойкие
Нестойкие
Пятибалльная шкала принята в настоящем Марочнике для
оценки как общей, так и точечной коррозии стали в воде и водных
растворах.
Склонность сталей к коррозионному растрескиванию
оценивается по времени до разрушения в данной среде при заданном
напряжении и в большинстве случаев выше предела текучести.
Склонность сталей к отпускной обратимой хрупкости,
проявляющаяся в снижении ударной вязкости при медленном
охлаждении или при длительной эксплуатации деталей в интервале
температур 450-650 °С, в Марочнике оценена качественно. Для сталей,
склонных к обратимой отпускной хрупкости, требуется быстрое
охлаждение после отпуска.
Флокеночувствительность дана для поковок и проката
сечением более 100 мм.
По флокеночувствительности стали и сплавы всех марок
условно разбиты на четыре группы:
- нефлокеночувствителъные - углеродистые и легированные
марганцем и кремнием с содержанием углерода до 0,35 %;
Глава 3. МЕХАНИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
761
- мааофлокеночувствителъные - углеродистые и
легированные марганцем и кремнием с содержанием углерода свыше 0,35 96;
- флокеночувствителъные - хромистые и хромомолибденовые;
- повышенной флокеночувствительности - хромоникеле-
вольфрамовые и хромоникелемолибденовые.
3.3. МЕЖДУНАРОДНЫЕ ОБОЗНАЧЕНИЯ И ОПРЕДЕЛЕНИЯ
ОСНОВНЫХ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛА
Прочность - сопротивление материала деформации и
разрушению.
Упругость — способность материала восстанавливать свою
форму и объем после прекращения действия внешних сил.
Пластичность — способность материала под действием
внешних сил изменять, не разрушаясь, свою форму и размеры и
сохранять остаточные деформации после устранения этих сил.
Твердость — сопротивление материала местной пластической
деформации, возникающей при внедрении в нее более твердого
тела.
Ударная вязкость - способность материала сопротивляться
действию ударных нагрузок.
Износ - изменение размеров, формы, массы и состояния
поверхности изделия вследствие разрушения (изнашивания)
поверхностного слоя изделия при трении.
Механические свойства определяются по результатам
механических испытаний (табл. 3.5). Прочность, упругость и пластичность
определяются при испытании металлов на растяжение. Твердость
определяют при проникновении в испытуемый металл более
твердого материала. Ударную вязкость определяют при испытании
металла на разрушение с помощью удара.
ТАБЛИЦА 3.5
Основные механические свойства металлов
Свойство
Модуль
упругости
Обозначение
отечественное
Е
зарубежное
Е
Определение
Отношение приращения
напряжения к
соответствующему приращению
удлинения в пределах
упругой деформации
Вспомогательная
формула
762
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
Свойство
Предел
текучести физический
Предел
текучести условный
Временное
сопротивление,
или предел
прочности
Относительное
удлинение
Относительное
сужение
Предел
ползучести по
удлинению
Предел
длительной
прочности
Обозначение
отечественное
От
ао,2
Ов
б
W
700
On о /1ПП
U, с> 1 1UU
700
^1000
зарубежное
Re
Rp0'2
Rm
А5, А10
Z
о700
,2/100
R700
1000
Определение
Напряжение, при
котором материал изменяет
свою длину при
постоянной нагрузке
Напряжение для
материалов, не имеющих
площадки текучести,
при котором остаточное
удлинение составляет
0,2 % первоначальной
длины
Напряжение,
соответствующее наибольшей
нагрузке,
предшествующей разрушению
образца
Отношение
приращения расчетной длины
образца после
разрушения к начальной
расчетной длине в
процентах
Отношение разности
первоначального
сечения и минимальной
площади поперечного
сечения образца после
разрушения к
первоначальной площади, %
Пример: напряжение,
которое вызывает
деформацию 0,2 % за 100 ч
при 700 °С
Пример: напряжение,
вызывающее
разрушение металла за 1000 ч
испытания при
постоянной температуре
700 °С
Вспомогательная
формула
От = Ft/Sq, где Ft -
нагрузка, Sq -
начальная площадь
сечения образца
о0>2 = FOt2/So
Оъ = Fmax/S0
/к_/0
'о
где /0 -
первоначальная длина
образца, /к -
длина образца после
испытания
S0-SK
V- g- (о),
где So -
первоначальная площадь
поперечного
сечения образца, 5К -
площадь сечения
в месте разрыва
-
-
Глава 4. СТАНДАРТЫ
763
Продолжение
Свойство
Предел
выносливости
Твердость (по
Бринеллю)
Работа удара
Ударная
вязкость
Обозначение
отечественное
OR
НВ
КГ, ЮГ,
KV
КСТ,
кси,
KCV
зарубежное
OR, TR
кт,ки,
KV
КСТ,
кси,
KCV
Определение
Максимальное
напряжение, которое
выдерживает материал, не
разрушаясь, при достаточно
большом числе
повторно-переменных нагруже-
ний (циклов)
Отношение нагрузки,
вдавливающей стальной
шарик в испытуемый
материал, к площади
поверхности
сферической лунки в металле
Работа, затраченная на
разрушение образца
Работа удара,
отнесенная к начальной
площади поперечного
сечения образца в месте
концентратора (Т -
трещина; U - надрез с
радиусом 1 мм; V - с
радиусом 0,25 мм)
Глава 4
СТАНДАРТЫ
Вспомогательная
формула
-
HB = 2F/7tDx(D-
- Jd d2 ) где
F- нагрузка, D-
диаметр шарика,
d — диаметр лунки
в металле
КС = K/S0, где К-
работа удара, So-
начальная
площадь сечения
образца в месте
концентратора
4.1. СТАНДАРТЫ РАЗЛИЧНЫХ СТРАН
ТАБЛИЦА 4.1
Таблица однотипных стандартов различных стран
Принятые coKpameHHH:DIN-D,SEW-W,UNS-U,SAE/AISI-S,ASTM-A
Действующие
стандарты
в России
ГОСТ
380-94
Наименование
стандарта
Сталь углеродистая
обыкновенного
качества. Марки
Международные нормы
Евро-
нормы
EN,EU
EU30
Германия
DIN,
SEW
D17100
Великобритания
B.S.
4360
Франция
AFNOR
NF
35-501
Япония
JIS
G3101
G3106
США
UNS,
ASTM,
SAE/AISI
A 570
764
РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
Продолжение
Действующие
стандарты
в России
ГОСТ
1050-88
14959-79
4543-71
5632-72
977-88
Наименование
г*тя н ля птя
v* А яп/^ар х а
Прокат сортовой,
калиброванный со
специальной
отделкой поверхности из
углеродистой
качественной
конструкционной стали.
Общие технические
ЛТРТТЛПМО"
jrwlUi5H>l
Прокат из рессорно-
пружинной
углеродистой
легированной стали. Техниче-
rtji«f туч « У/"Ь ТТ/"\Т"*ТХ<ТГ
ские условия
Сталь легированная
конструкционная.
Технические
условия
Стали
высоколегированные и сплавы
коррозионностой-
кие, жаростойкие и
жаропрочные.
Марки и технические
требования
Отливки стальные.
Общие технические
условия
Литейные
конструкционные
нелегированные стали
Литейные
конструкционные
легированные стали
Коррозионностой-
кие литейные стали
Литейные
износостойкие стали
Международные нормы
Евро-
нормы
EN,EU
EU83
EU89
EN1008S
EU 87-70
EN 10088
EU90
EU95
EN
10.213.2
EN
10.213.3
Германия
DIN,
SEW
D161412
D1652
D17210
D17221
D17200
D17210
W550
W555
D17145
D17240
D17480
W470
D1681
D17245
D17182
D17245
D17445
W515W
520 W
685
Великобритания
B.S.
970-1
970-2
970-1
970-83
970/1
970/4-70
1502-82
1506-90
1554-81
2901/5
3100
3146/2
Франция
AFNOR
NF
35-551
35-552
35-553
35-571
35-551
35-552
35-558
35-574
35-578
35-579
54-301
32-053
32-60
32-61
32-051
32-054
32-053
32-059
35-586
35-554(8)
Япония
JIS
G3131
G4801
G4102
G4105
G4301
G4302
G5101
G5111
G5151
G5111
G5151
G5121
G5122
G5131
США
UNS,
ASTM,
SAE/AISI
A621
A622
S1010
S1035
S1045
S9260
S9261
S4130
S4615
US 20100
US 30100
US31000
US31400
US 43100
A27M
A216M
A352M
A356M
A 732
A732M
A757M
A216M
A352M
A356M
A389M
A487M
A732M
A 352
A 356
A487
A487M
A 743
A 757
A128
Глава 4. СТАНДАРТЫ 765^
4.2. ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ ОТЕЧЕСТВЕННЫХ
ГОСУДАРСТВЕННЫХ СТАНДАРТОВ
ГОСТ 25.502-79 Расчеты и испытания на прочность в машиностроении.
Методы механических испытаний металлов. Метод испытания на
усталость.
ГОСТ 25.506-85 Расчеты и испытания на прочность. Методы
механических испытаний металлов. Определение характеристик трещиностой-
кости (вязкости разрушения) при статическом нагружении.
ГОСТ 82-70 Прокат стальной горячекатаный широкополосный
универсальный. Сортамент.
ГОСТ 103-76 Полоса стальная горячекатаная. Сортамент.
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки.
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали.
Технические условия.
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой
обыкновенного качества. Общие технические условия.
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и
нефтехимической промышленности. Технические условия.
ГОСТ 977-88 Отливки стальные. Общие технические условия.
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной
отделкой поверхности из углеродистой качественной конструкционной
стали. Общие технические условия.
ГОСТ 1051-73 Прокат калиброванный. Общие технические условия.
ГОСТ 1071-81 Проволока стальная пружинная термически обработанная.
Технические условия.
ГОСТ 1497-84 Металлы. Методы испытания на растяжение.
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из
конструкционной качественной стали. Технические условия.
ГОСТ 2283-79 Лента холоднокатаная из инструментальной и пружинной
стали. Технические условия.
ГОСТ 2284-79 Лента холоднокатаная из углеродистой конструкционной
стали. Технические условия.
ГОСТ 2590-88 Прокат стальной горячекатаный круглый. Сортамент.
ГОСТ 2591-88 Прокат стальной горячекатаный квадратный. Сортамент.
ГОСТ 2879-88 Прокат стальной горячекатаный шестигранный.
Сортамент.
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Вик-
керсу.
ГОСТ 3248-81 Металлы. Метод испытания на ползучесть.
ГОСТ 3728-78 Трубы. Метод испытания на загиб.
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим
давлением.
ГОСТ 4041-71 Прокат листовой для холодной штамповки из
конструкционной качественной стали. Технические условия.
ГОСТ 4543-71 Прокат из легированной конструкционной стали.
Технические условия.
766 РАЗДЕЛ XII. ТЕРМИНОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СЛОВАРИ
ГОСТ 4986-79 Лента холоднокатаная из коррозионностойкой и
жаростойкой стали. Технические условия.
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и
легированной стали для котлов и сосудов, работающих под
давлением. Технические условия.
ГОСТ 5582-75 Прокат тонколистовой коррозионностойкий, жаростойкий
и жаропрочный. Технические условия.
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие,
жаростойкие и жаропрочные. Марки.
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионностойкая,
жаростойкая и жаропрочная. Технические условия.
ГОСТ 6032-89 Стали и сплавы коррозионностойкие. Методы испытания
на стойкость против межкристаллитной коррозии.
ГОСТ 6713-91 Прокат низколегированный конструкционный для
мостостроения. Технические условия.
ГОСТ 7350-77 Сталь толстолистовая, коррозионностойкая, жаростойкая и
жаропрочная. Технические условия.
ГОСТ 7417-75 Сталь калиброванная круглая. Сортамент.
ГОСТ 7419-90 Прокат стальной горячекатаный для рессор. Сортамент.
ГОСТ 8479-70 Поковки из конструкционной углеродистой и
легированной стали. Общие технические условия.
ГОСТ 8639-82 Трубы стальные квадратные. Сортамент.
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные.
Технические требования.
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные.
Сортамент.
ГОСТ 8733-74 Трубы стальные бесшовные холоднодсформированные и
теплодеформированные. Технические требования.
ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные.
Сортамент.
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю.
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу.
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из
низкоуглеродистой качественной стали для холодной штамповки. Технические
условия.
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при
пониженных, комнатной и повышенных температурах.
ГОСТ 9567-75 Трубы стальные прецизионные. Сортамент.
ГОСТ 9940-81 Трубы бесшовные горячедеформированные из
коррозионностойкой стали. Технические условия.
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из
коррозионностойкой стали. Технические условия.
ГОСТ 10498-82 Трубы бесшовные особотонкостенные из коррозионно-
стойкой стали. Технические условия.
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-
стойкая. Технические условия.
ГОСТ 11068-81 Трубы электросварные из коррозионностойкой стали.
Технические условия.
Глава 4. СТАНДАРТЫ 767
ГОСТ 11268-76 Прокат тонколистовой специального назначения из
конструкционной легированной высококачественной стали. Технические
условия.
ГОСТ 11269-76 Прокат листовой и широкополосный универсальный
специального назначения из конструкционной легированной
высококачественной стали. Технические условия.
ГОСТ 13663-86 Трубы стальные профильные. Технические требования.
ГОСТ 14019-80 Металлы. Методы испытания на изгиб.
ГОСТ 14162-79 Трубки стальные малых размеров (капиллярные).
Технические условия.
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали
обыкновенного качества. Технические условия.
ГОСТ 14955-77 Сталь качественная круглая со специальной отделкой
поверхности. Технические условия.
ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и
легированной стали. Технические условия.
ГОСТ 14963-78 Проволока стальная легированная пружинная.
Технические условия.
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали
качественной и обыкновенного качества общего назначения. Технические
условия.
ГОСТ 17066-94 Прокат тонколистовой из стали повышенной прочности.
Технические условия.
ГОСТ 18143-72 Проволока из высоколегированной коррозионностойкой
и жаростойкой стали. Технические условия.
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие
технические условия.
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент.
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент.
ГОСТ 21357-87 Отливки из хладостойкой и износостойкой стали. Общие
технические условия.
ГОСТ 21996-76 Лента стальная холоднокатаная термообработанная.
Технические условия.
ГОСТ 22411-77 Прутки из сплавов горячекатаные и кованые. Сортамент.
ГОСТ 23304-78 Болты, шпильки, гайки и шайбы для фланцевых
соединений атомных энергетических установок. Технические требования.
Приемка. Методы испытаний. Упаковка, маркировка,
транспортирование и хранение.
ГОСТ 24030-80 Трубы бесшовные из коррозионностойкой стали для
энергомашиностроения. Технические условия.
ГОСТ 24982-81 Прокат листовой из коррозионностойких, жаростойких и
жаропрочных сплавов. Общие технические условия.
ГОСТ 25054-81 Поковки из коррозионностойких сталей и сплавов. Общие
технические условия.
ГОСТ 26007-83 Расчеты и испытания на прочность. Методы механических
испытаний металлов. Методы испытаний на релаксацию напряжений.
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие
технические условия.
СПРАВОЧНИК
СОЛНЦЕВ Юрий Порфирьевич
ЕРМАКОВ Борис Сергеевич
СЛЕПЦОВ Олег Ивкентьевич
МАТЕРИАЛЫ
для низкий
U КРИОГЕННЫМ
ТЕМПЕРАТУР
Редакторы А. М. Комендантов, Л, М. Танезер
Корректор Л. А. Яшина
Компьютерная верстка Т. М. Лебедевой
Компьютерная графика Е. Н. Березиной
Подписано в печать 15.05.08. Формат бумаги 60x88/16.
Бумага офсетная № 1. Печать офсетная. Усл. печ. л. 47,04.
Уч.-изд. л. 52,17. Тираж 1000 экз. Зак. № 312. С. 3.
ХИМИЗДАТ
191023, Санкт-Петербург, Апраксин пер., 4
Тел. коммерческой группы для оптовых покупателей
(812) 570-39-46
Отпечатано с готовых диапозитивов в ООО «Типография Правда 1906»,
195299. Санкт-Петербург, Киришская ул., 2.
Тел.: (812) 531-20-00. 531-25-55