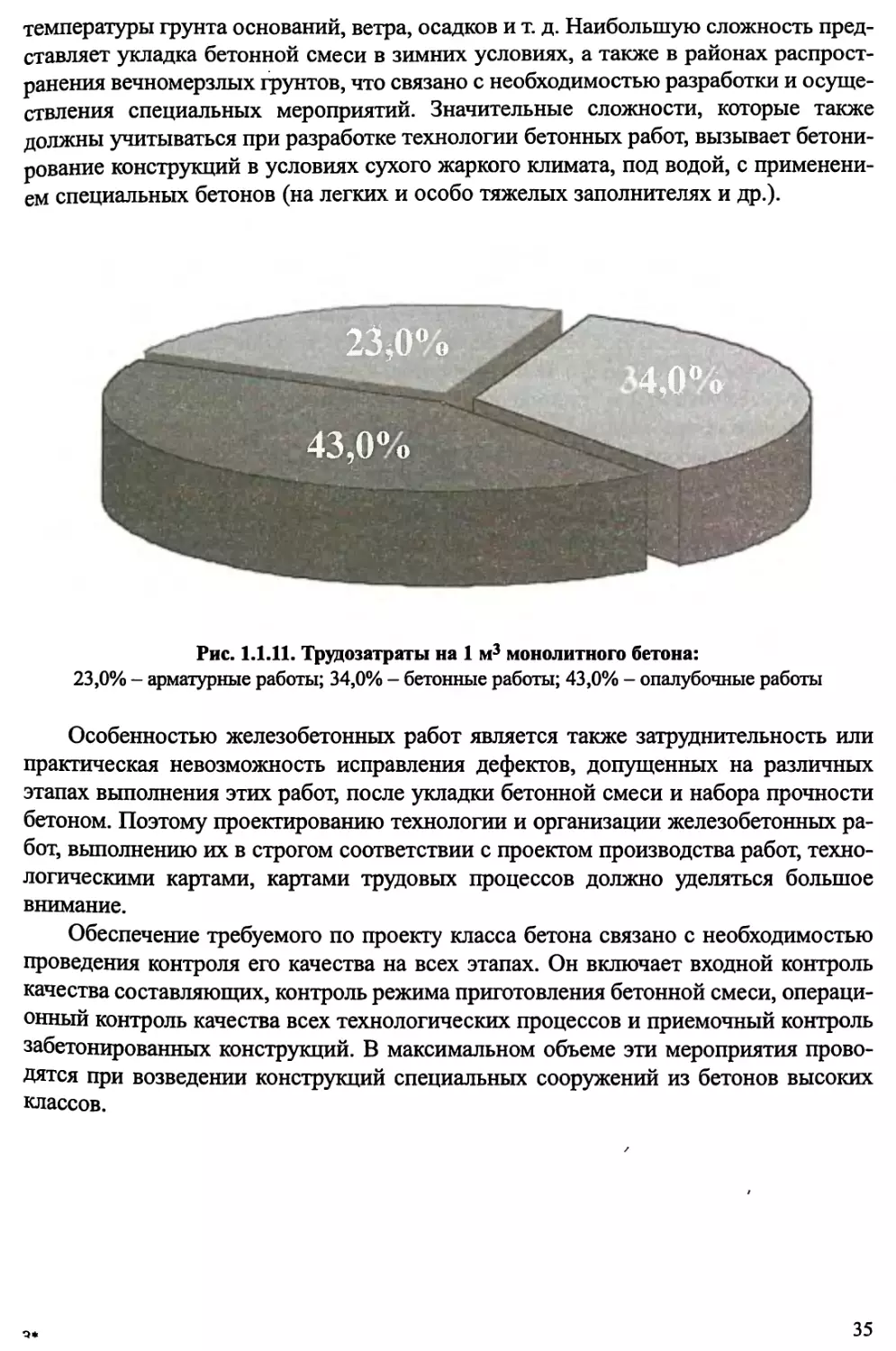
/










































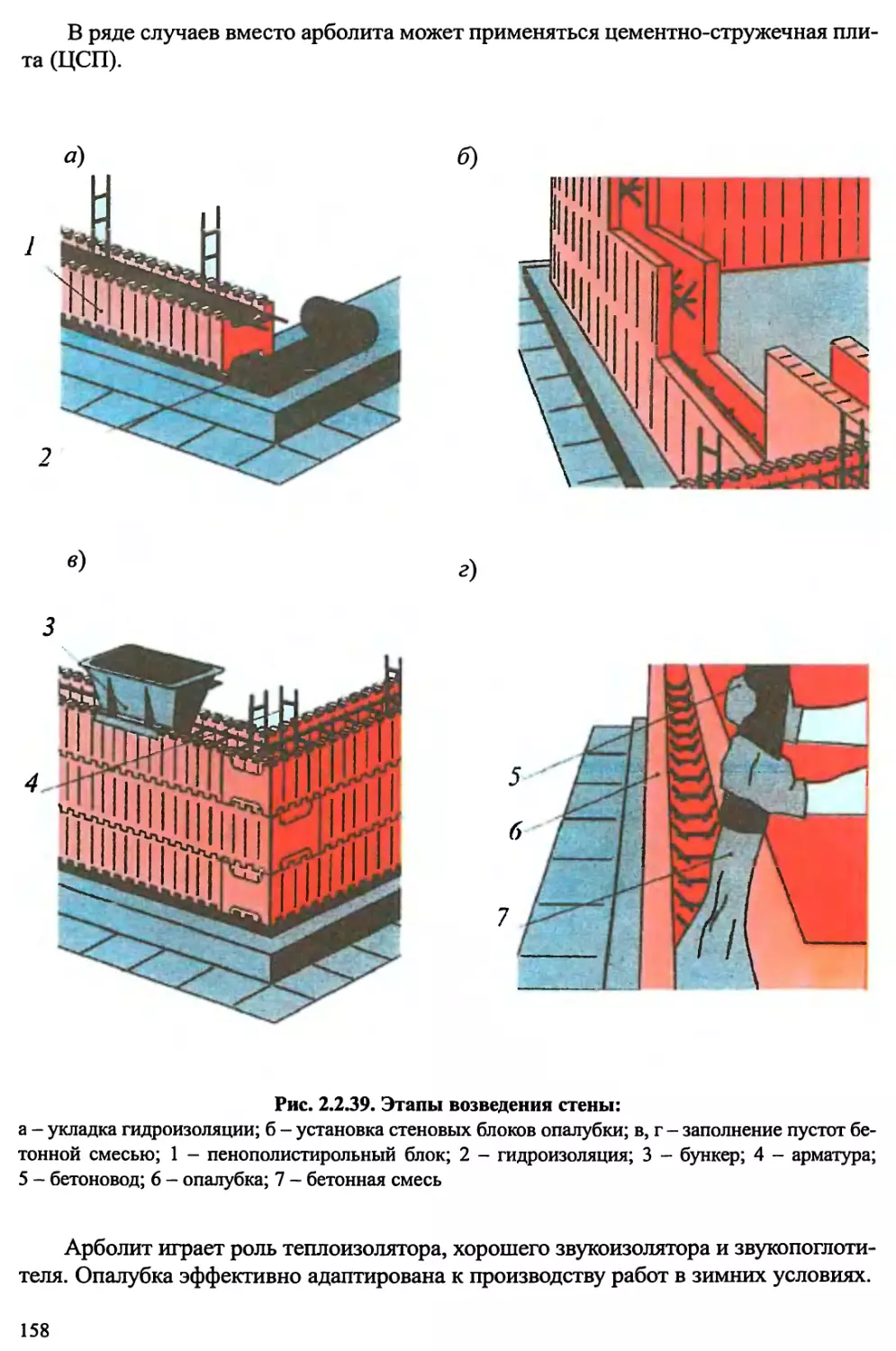


































































































































Автор: Анпилов С.М.
Теги: строительство строительные конструкции железобетонные конструкции строительное проектирование
ISBN: 978-5-93093-590-5
Год: 2010




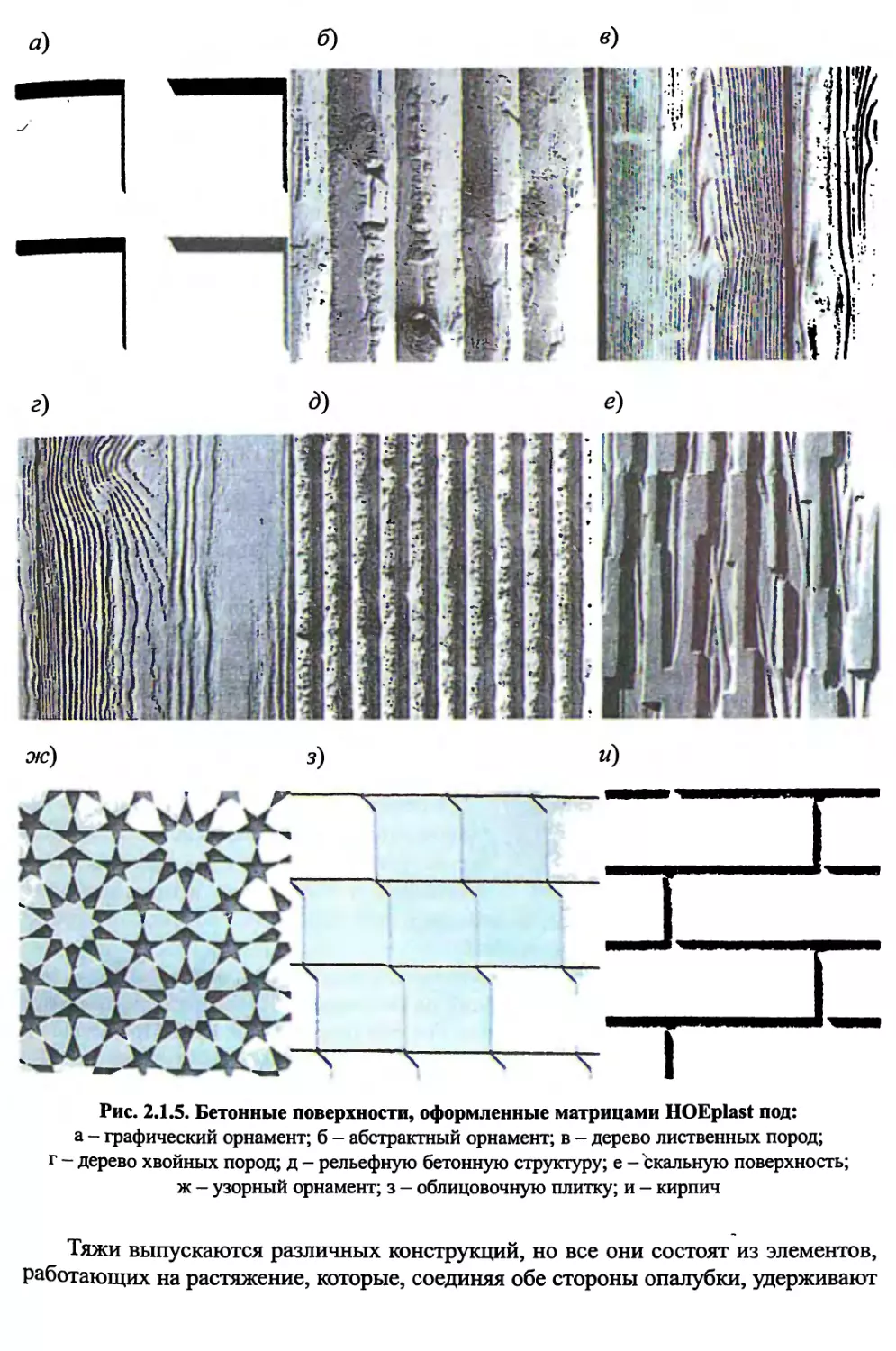
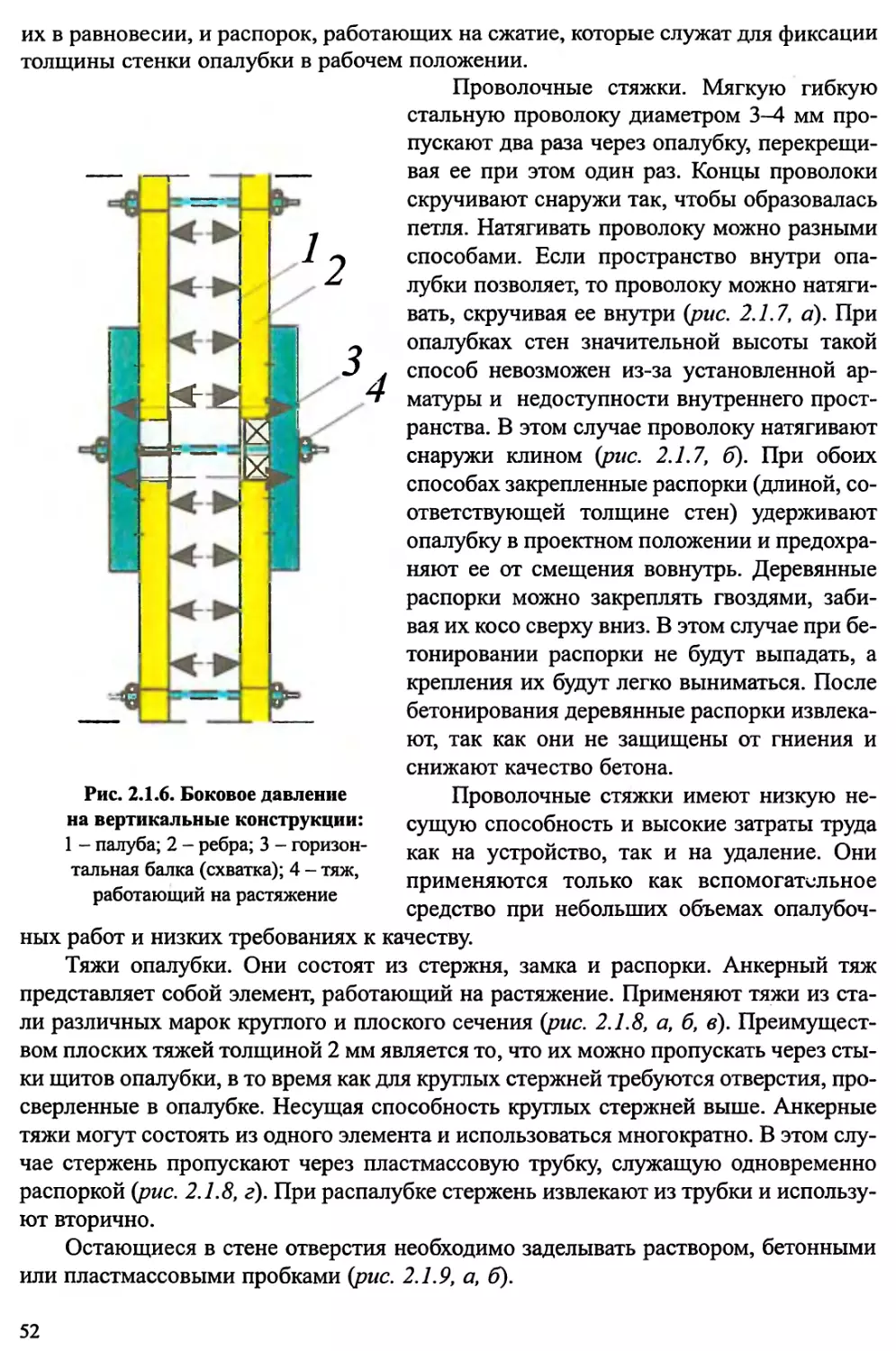
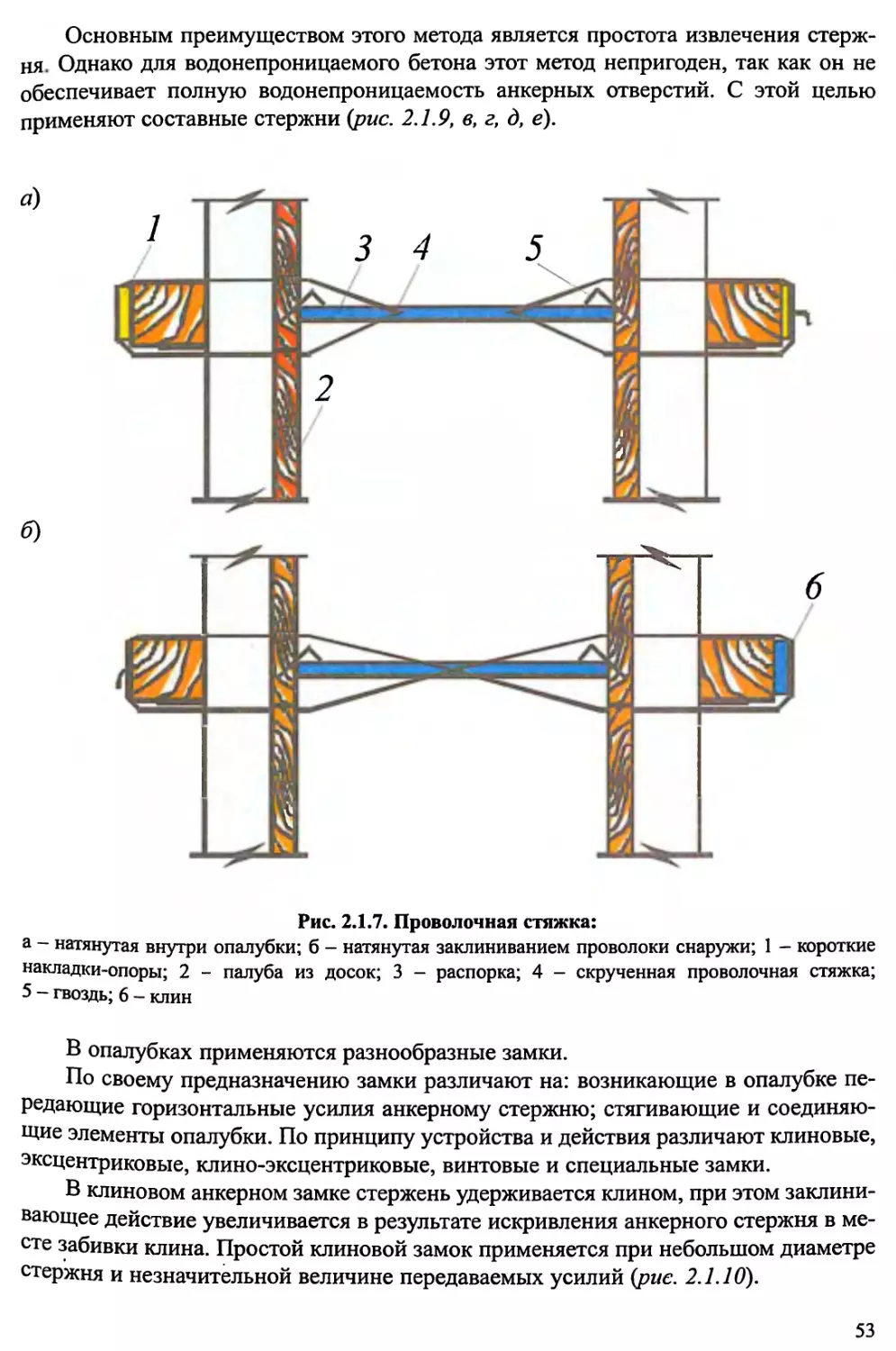
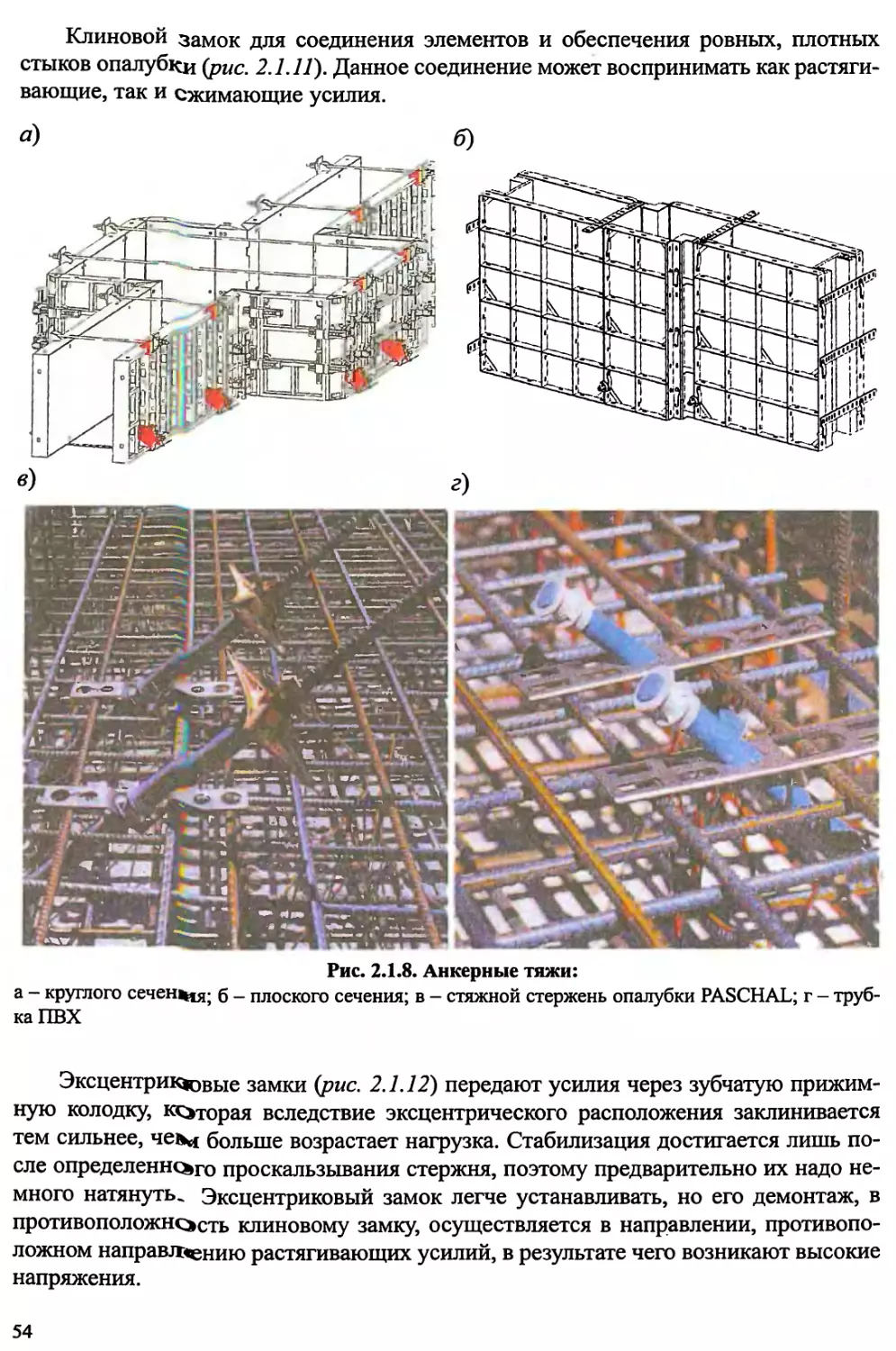
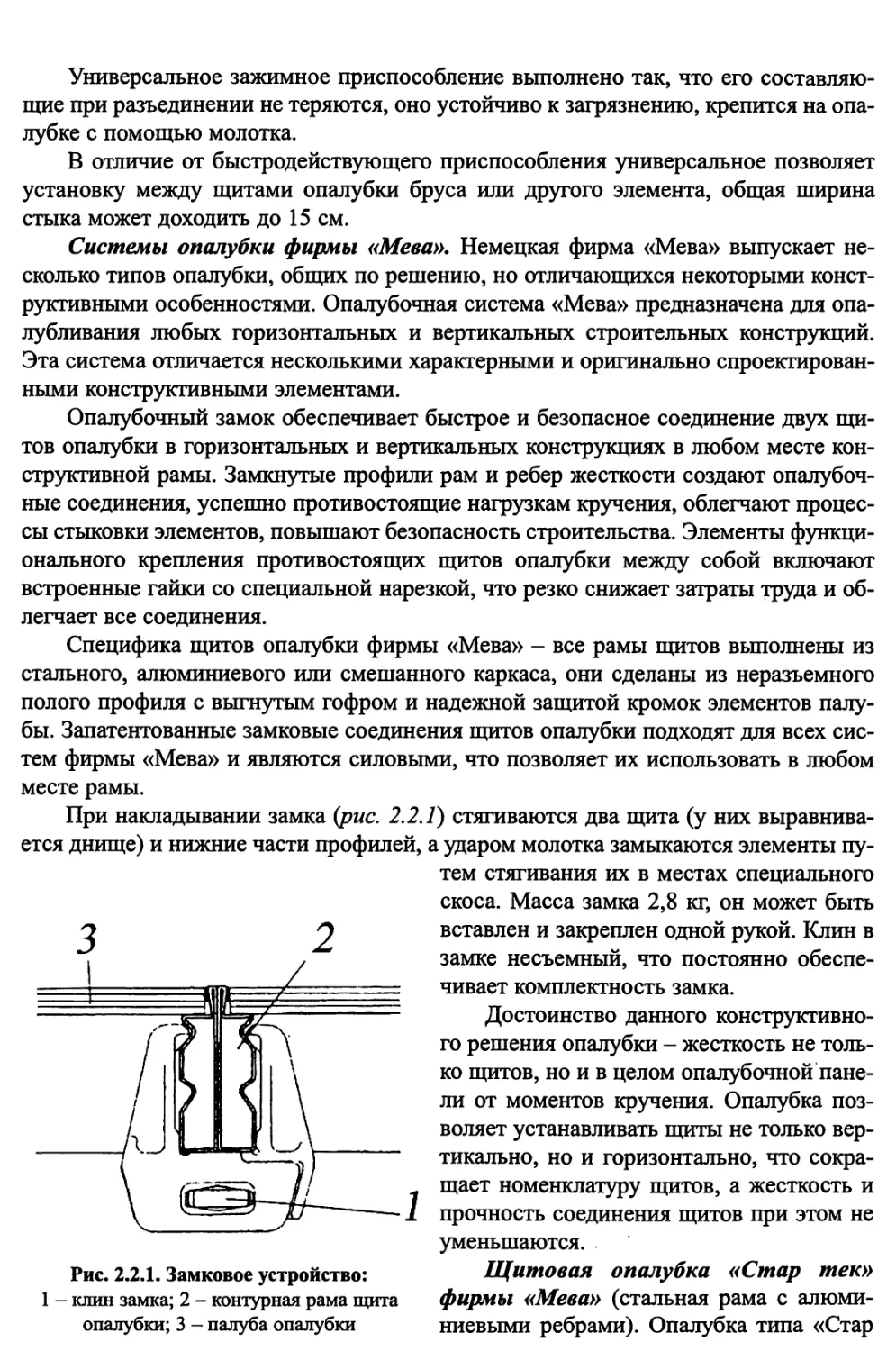
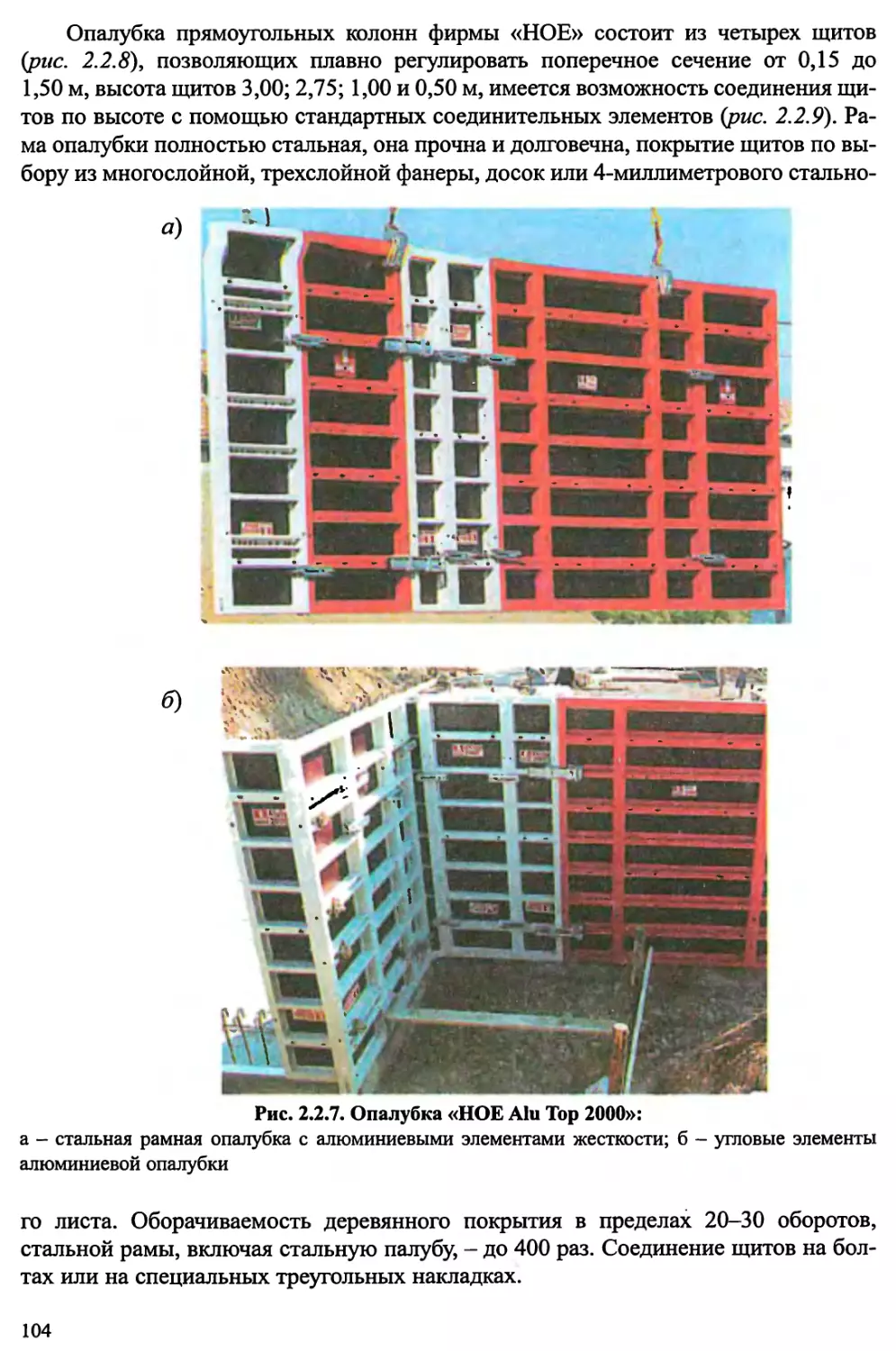
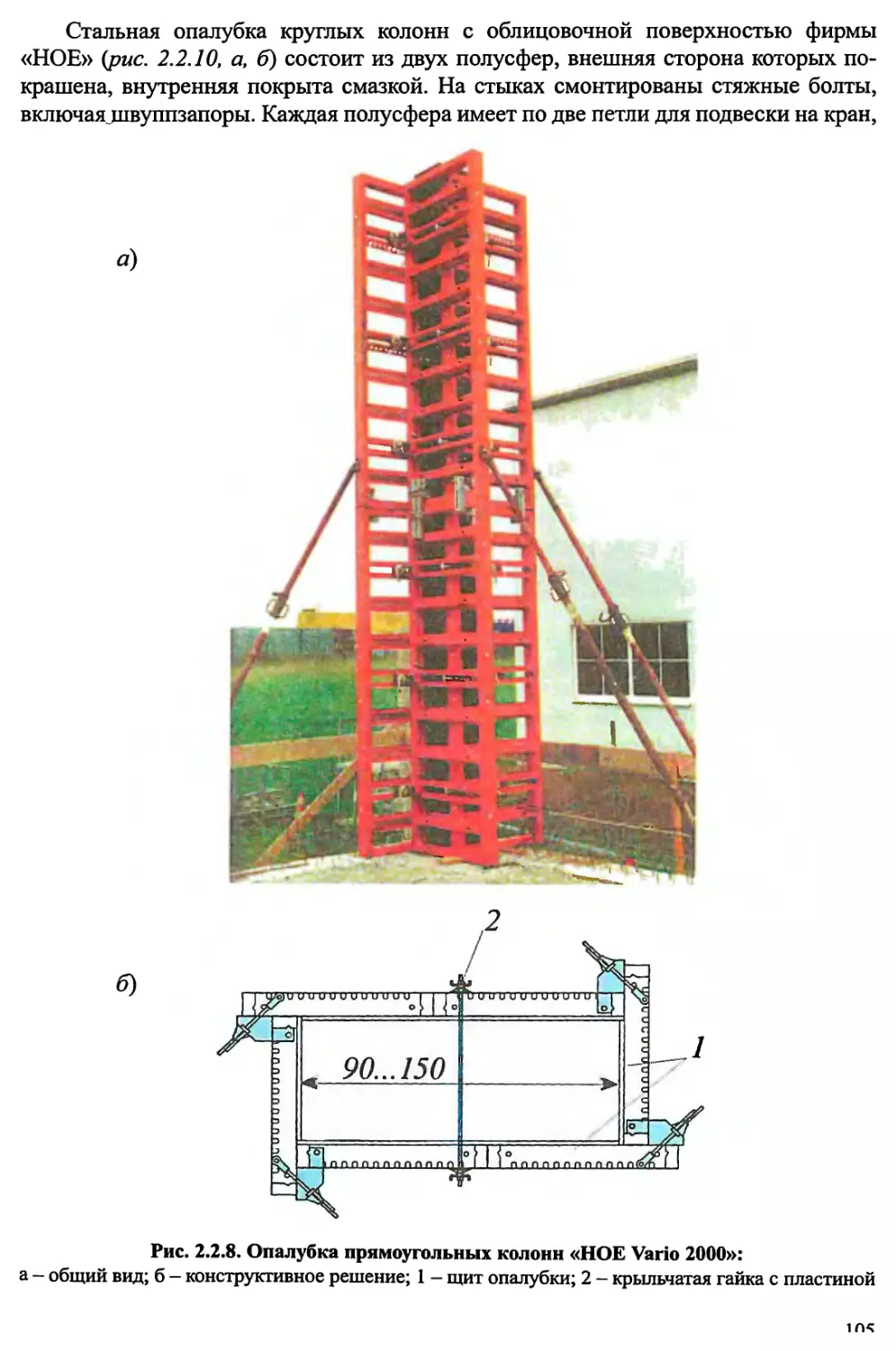
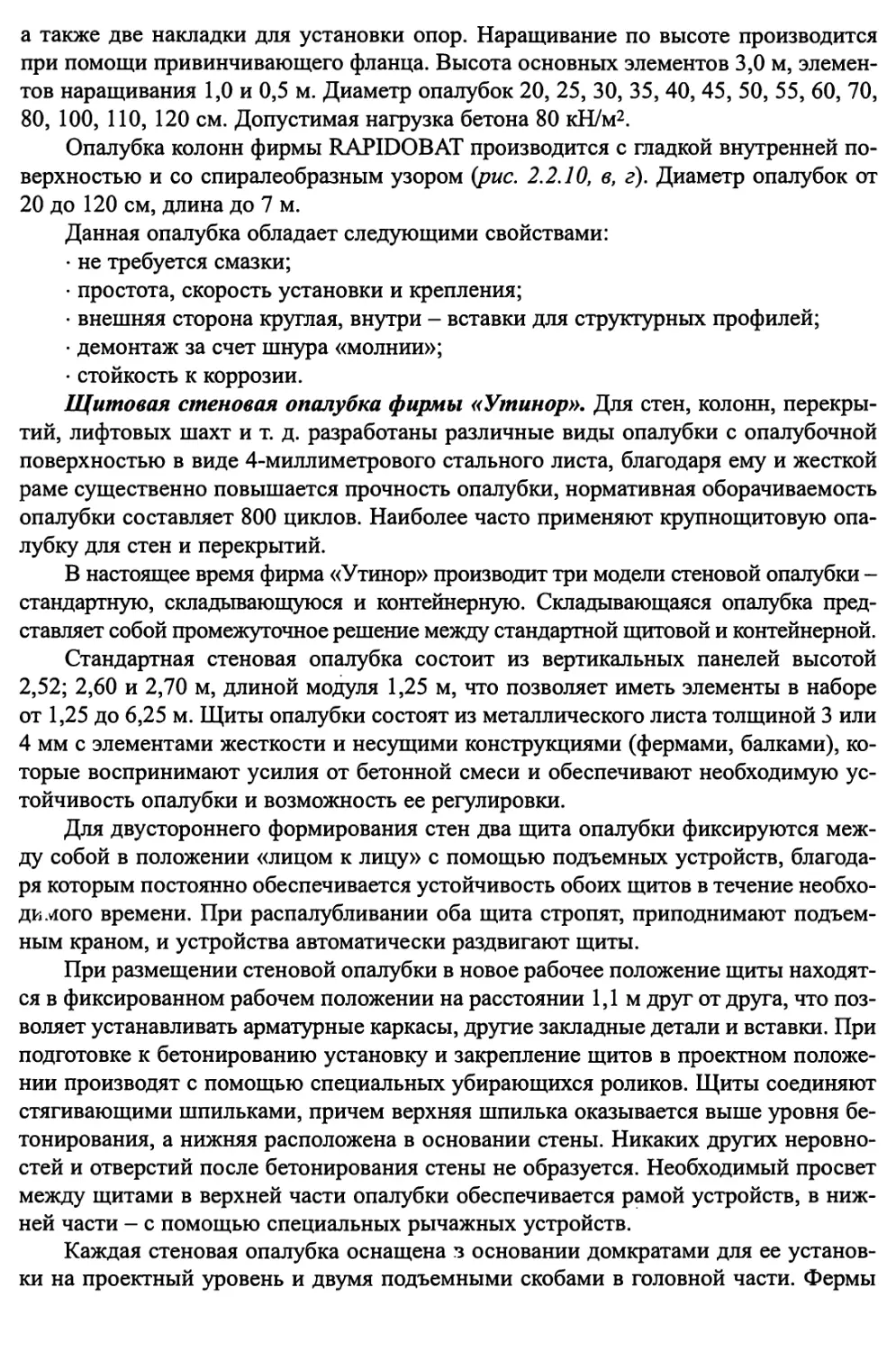
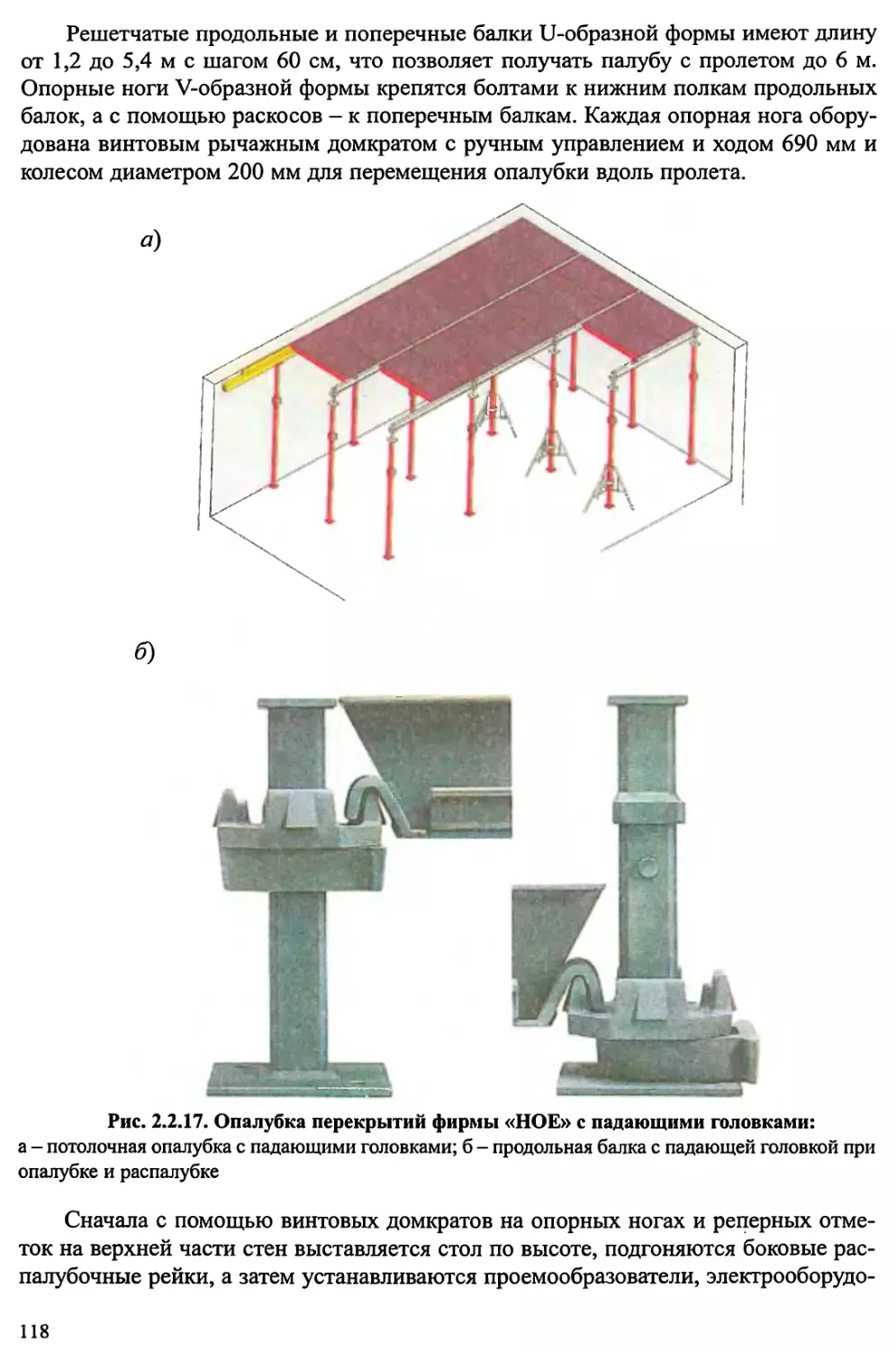
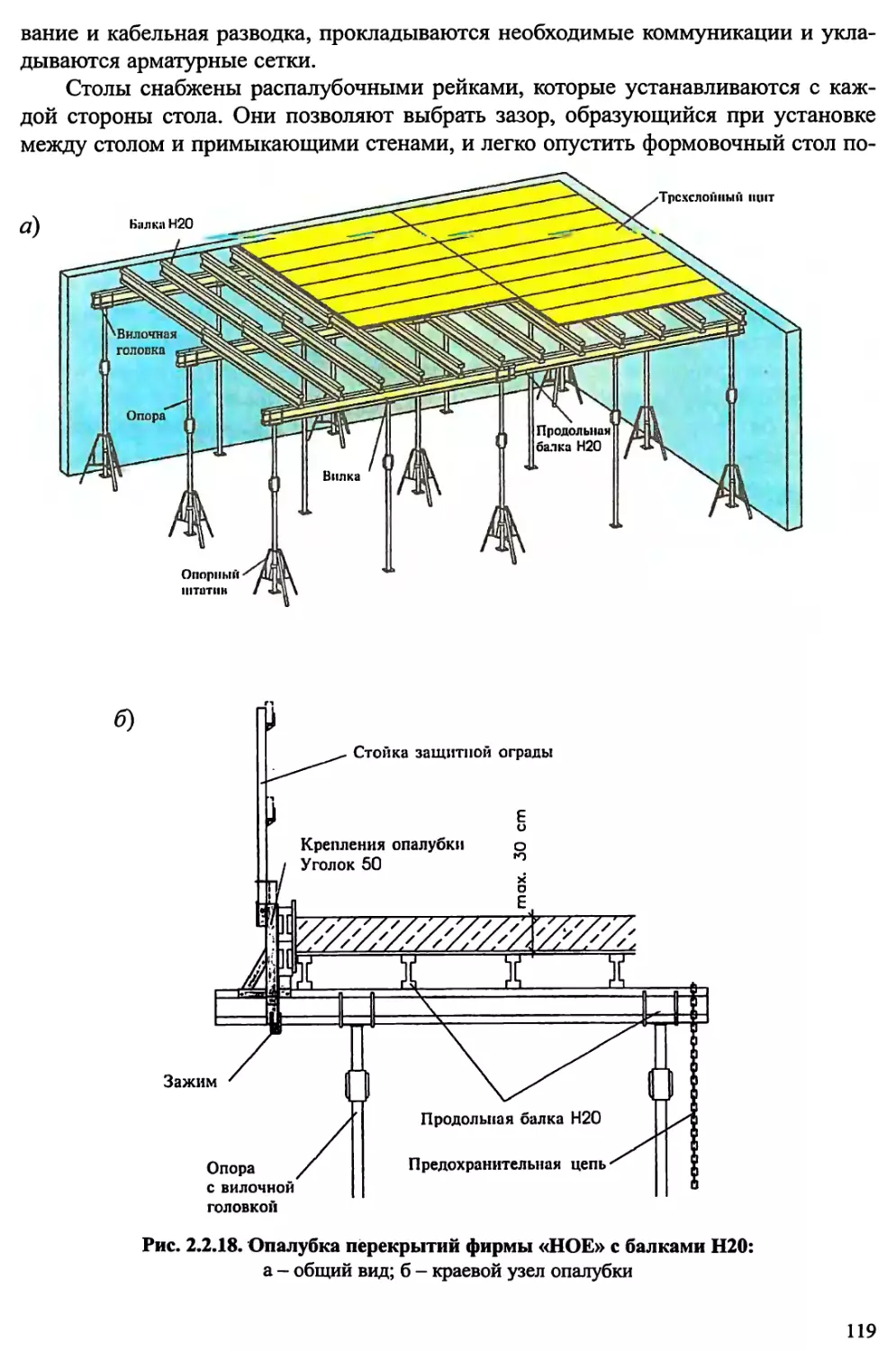
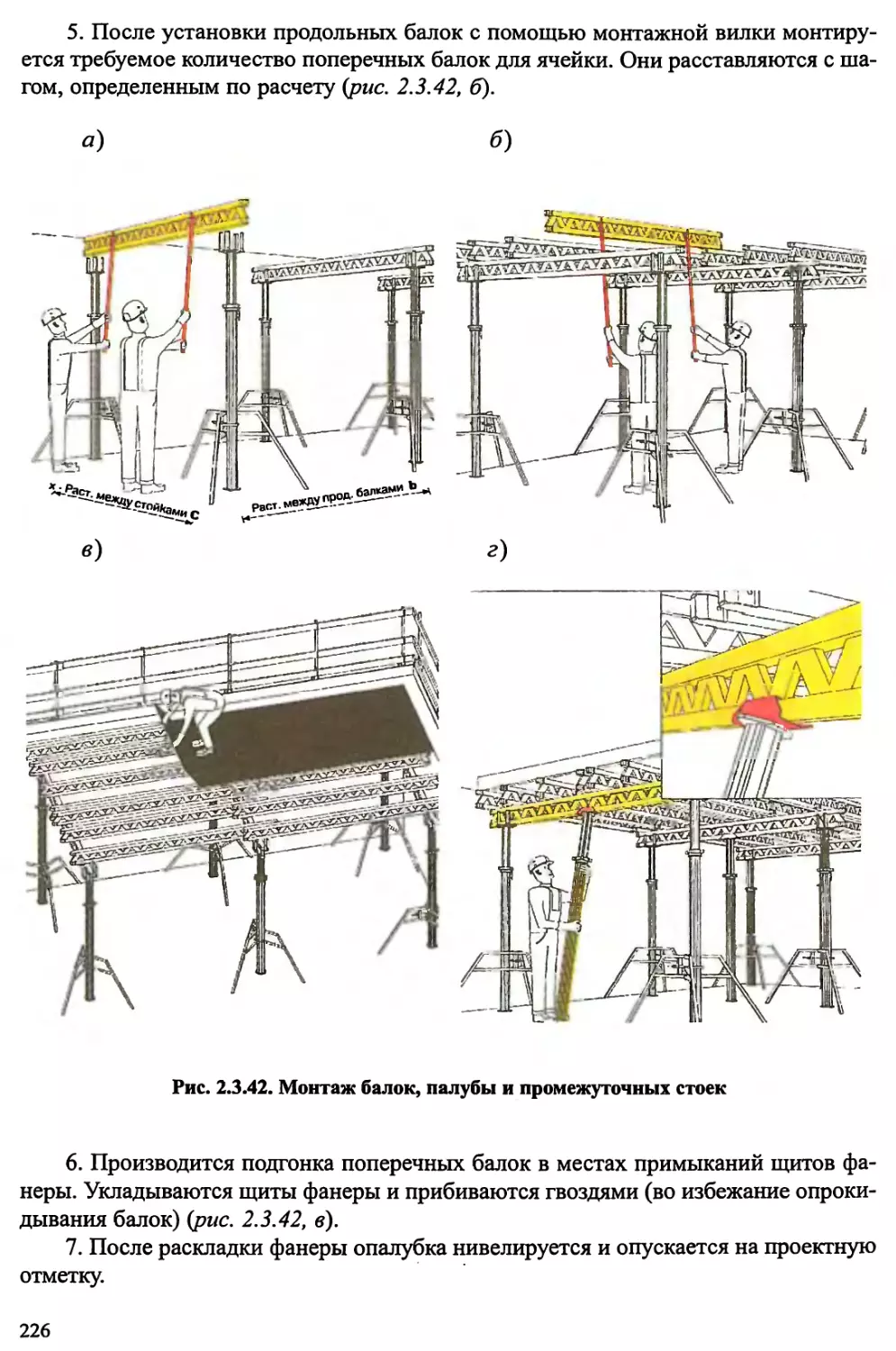
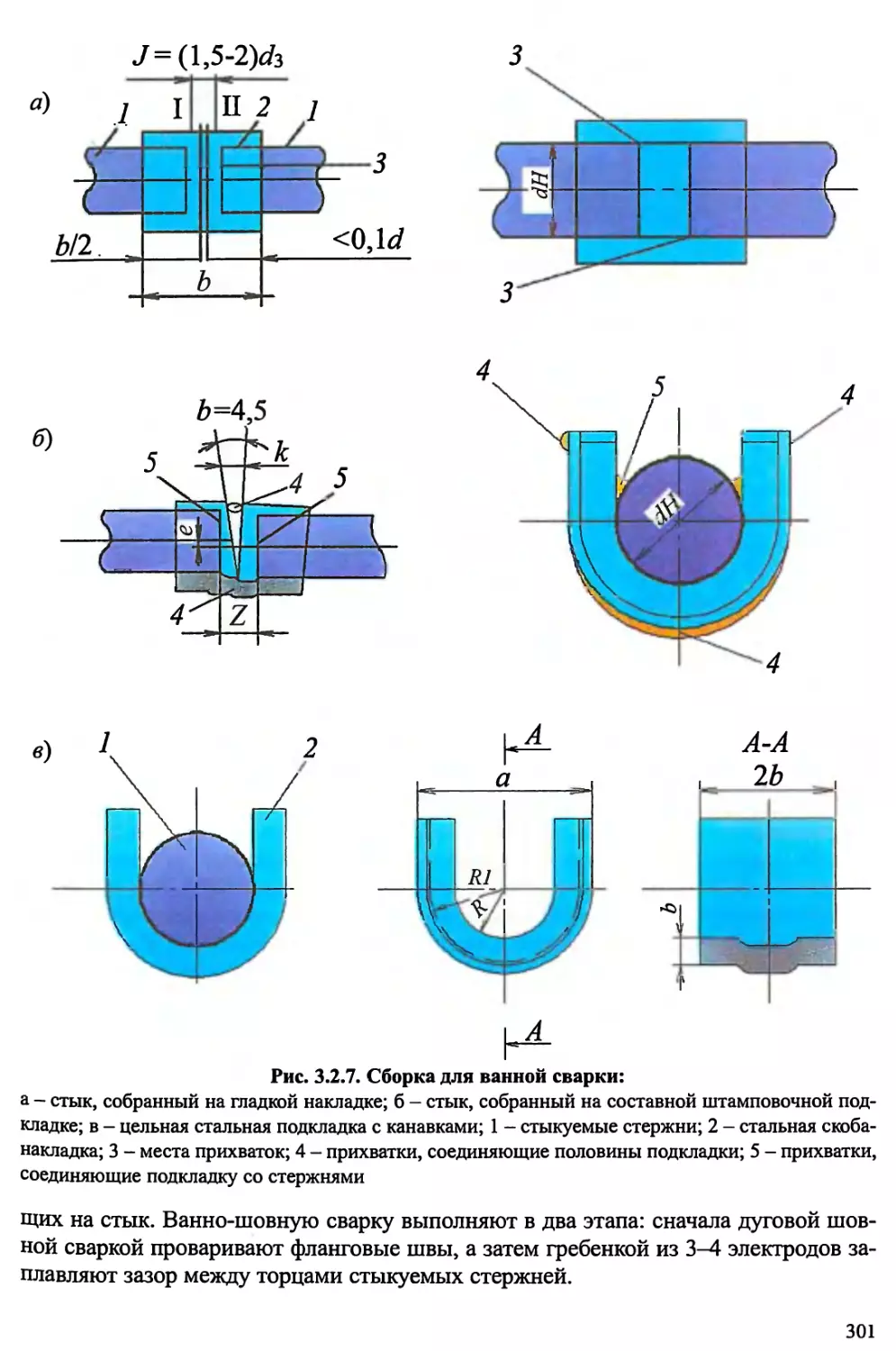
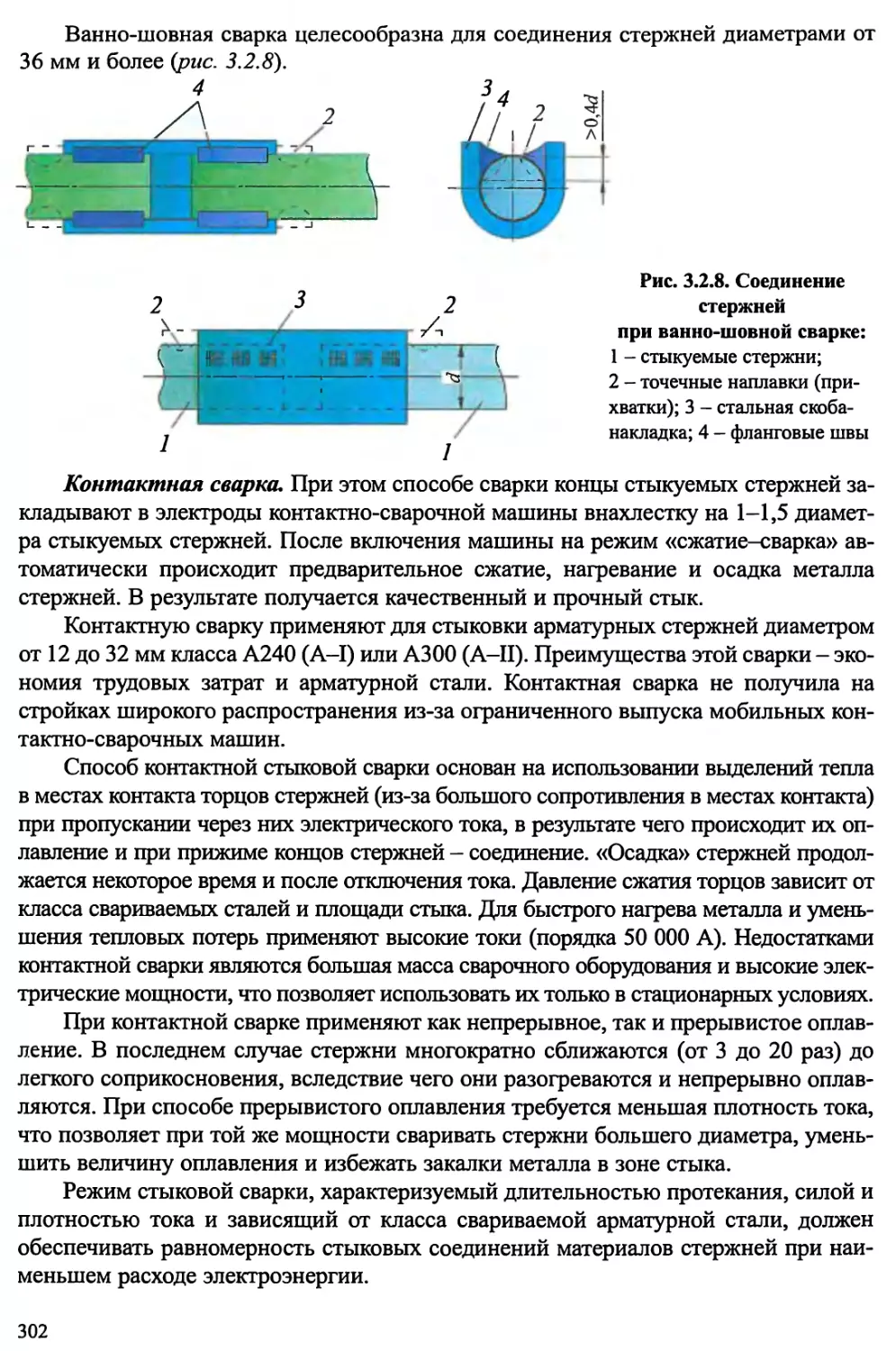
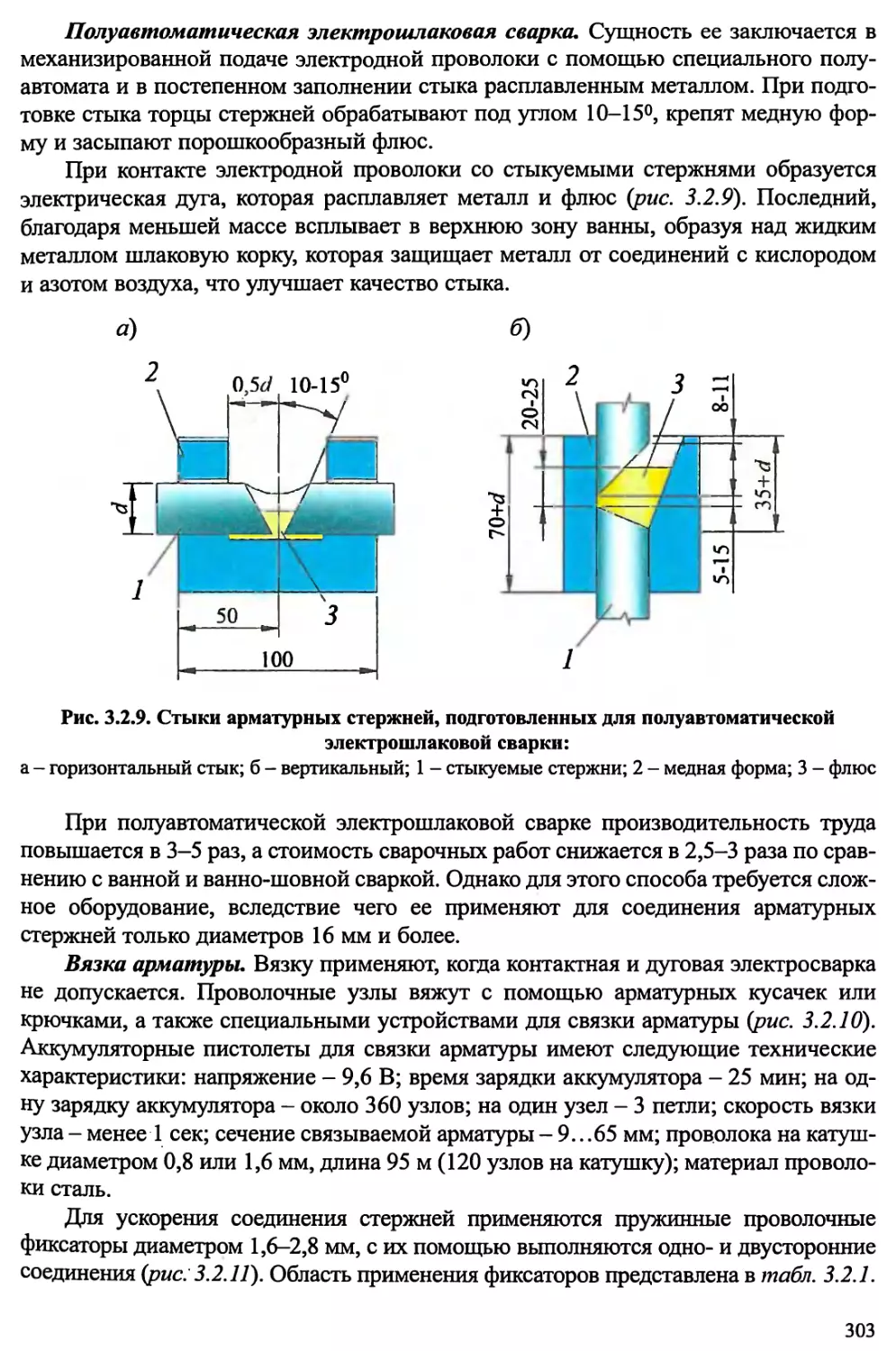
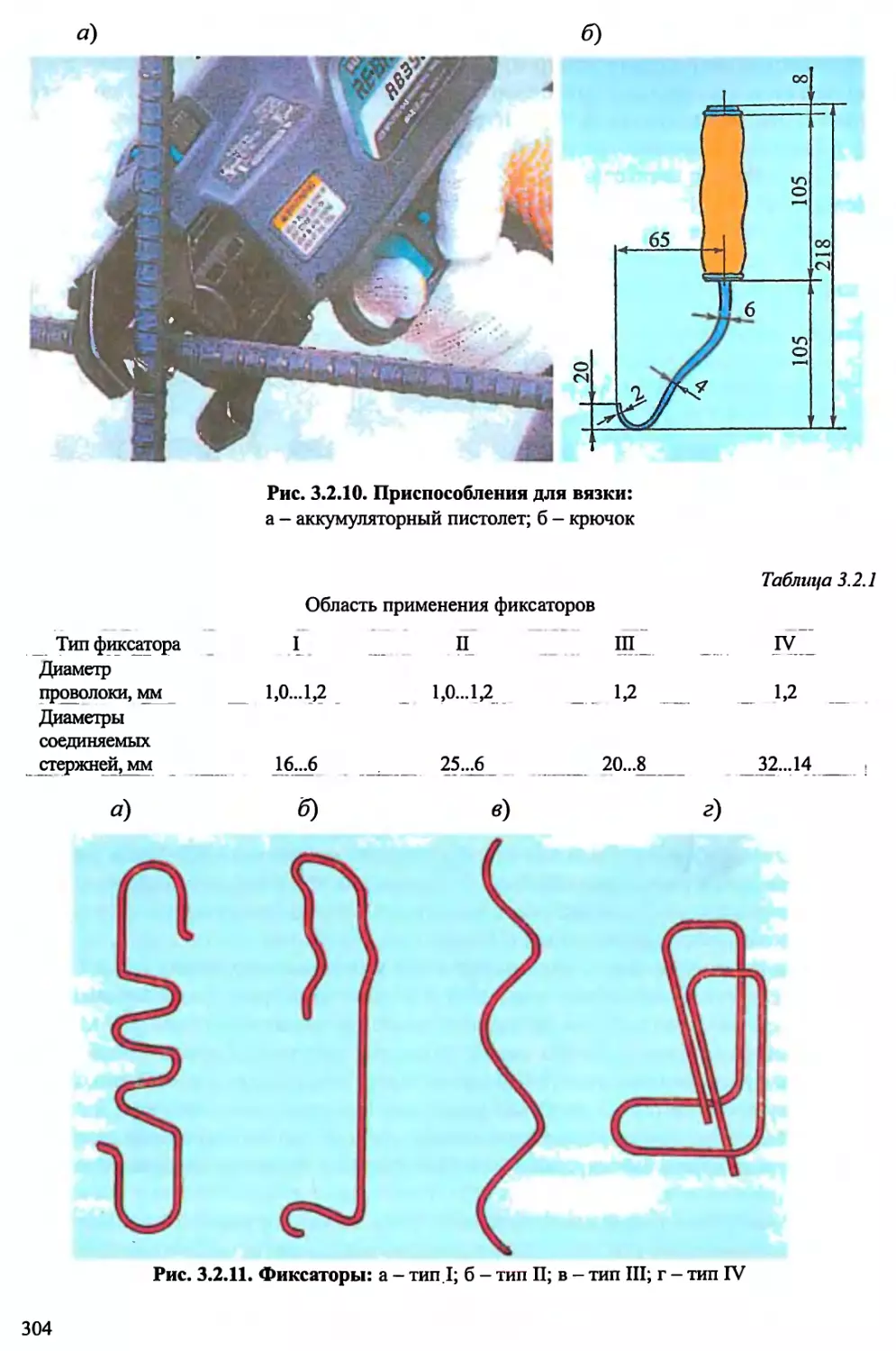
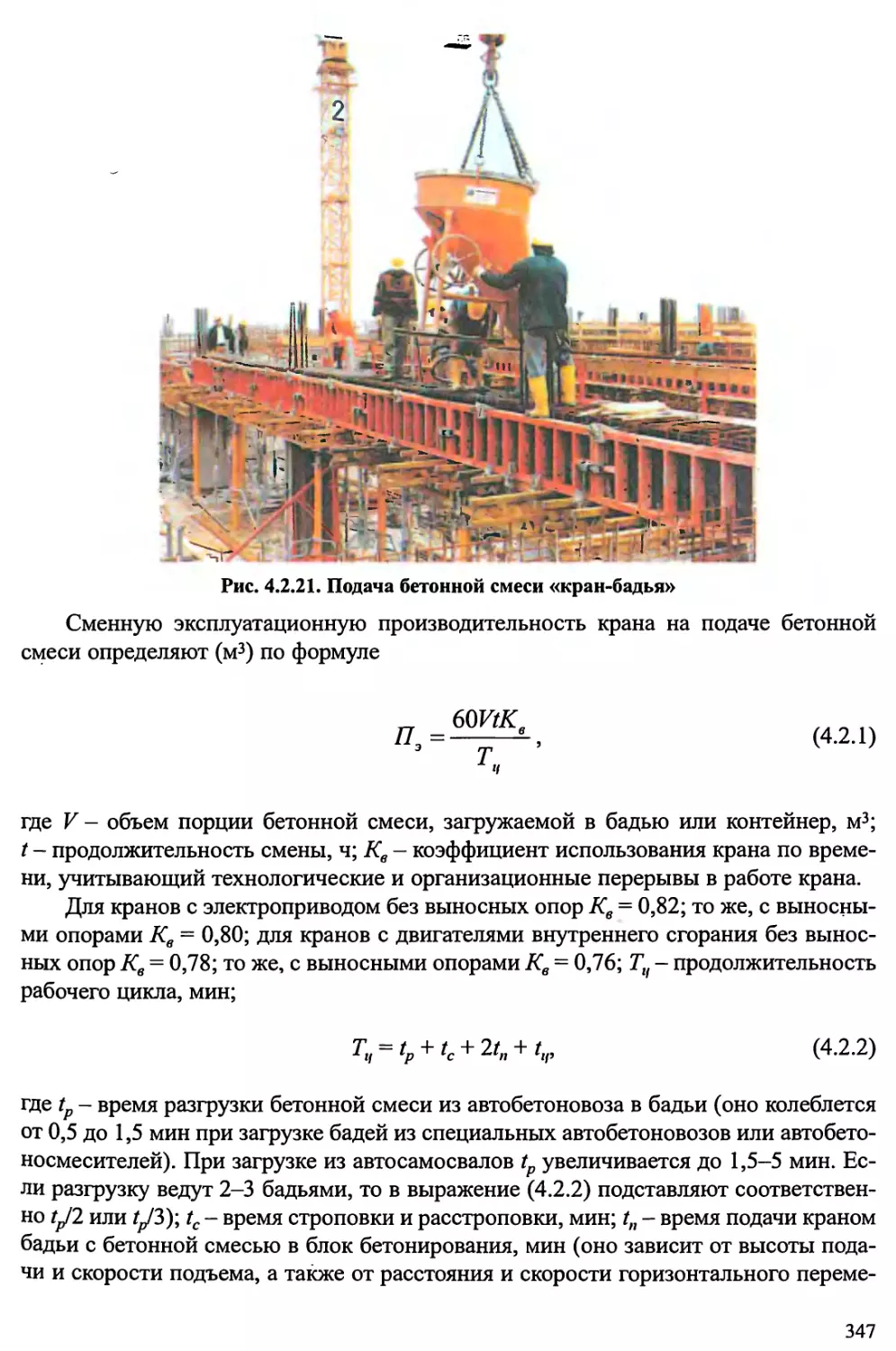
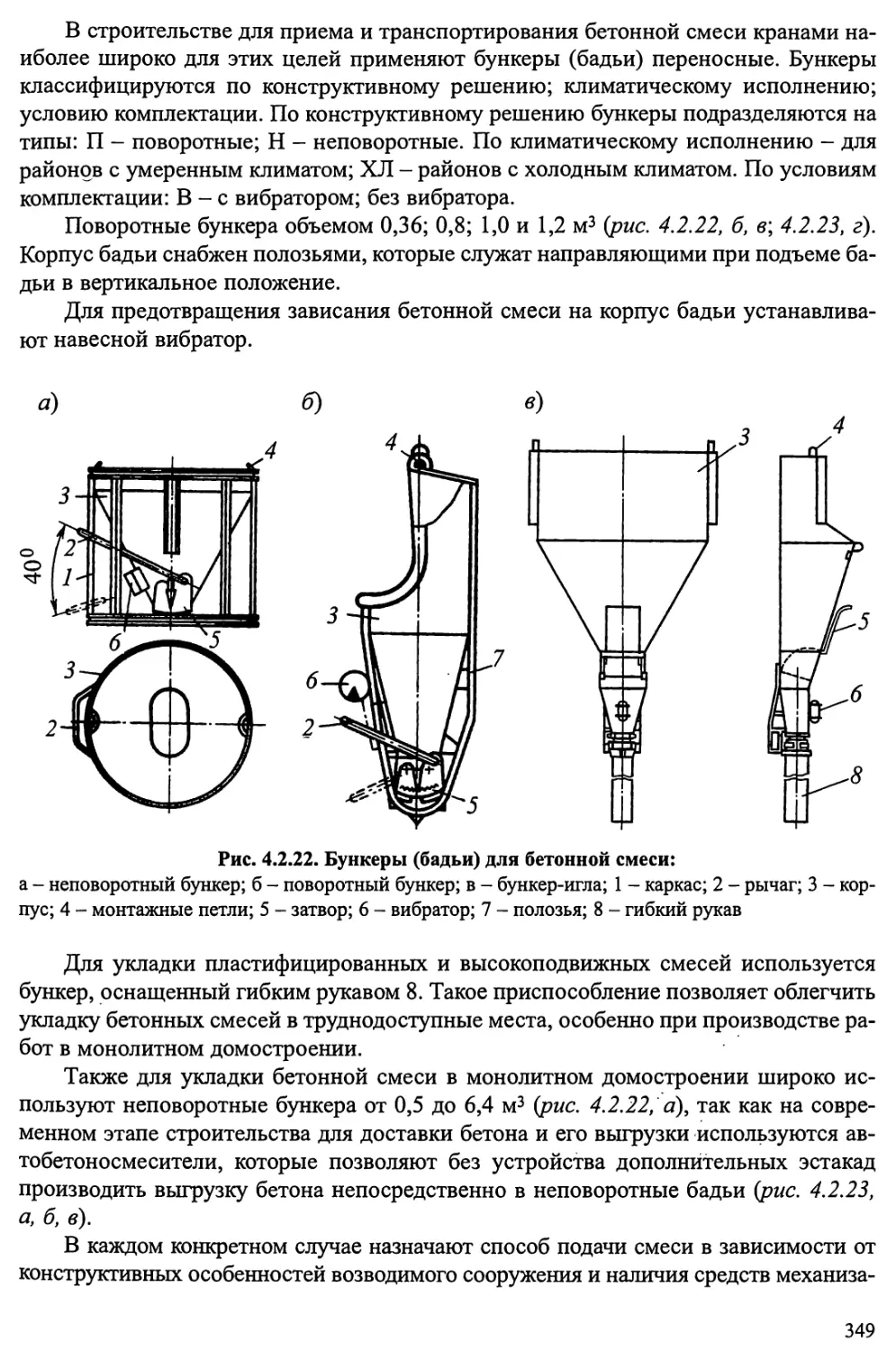
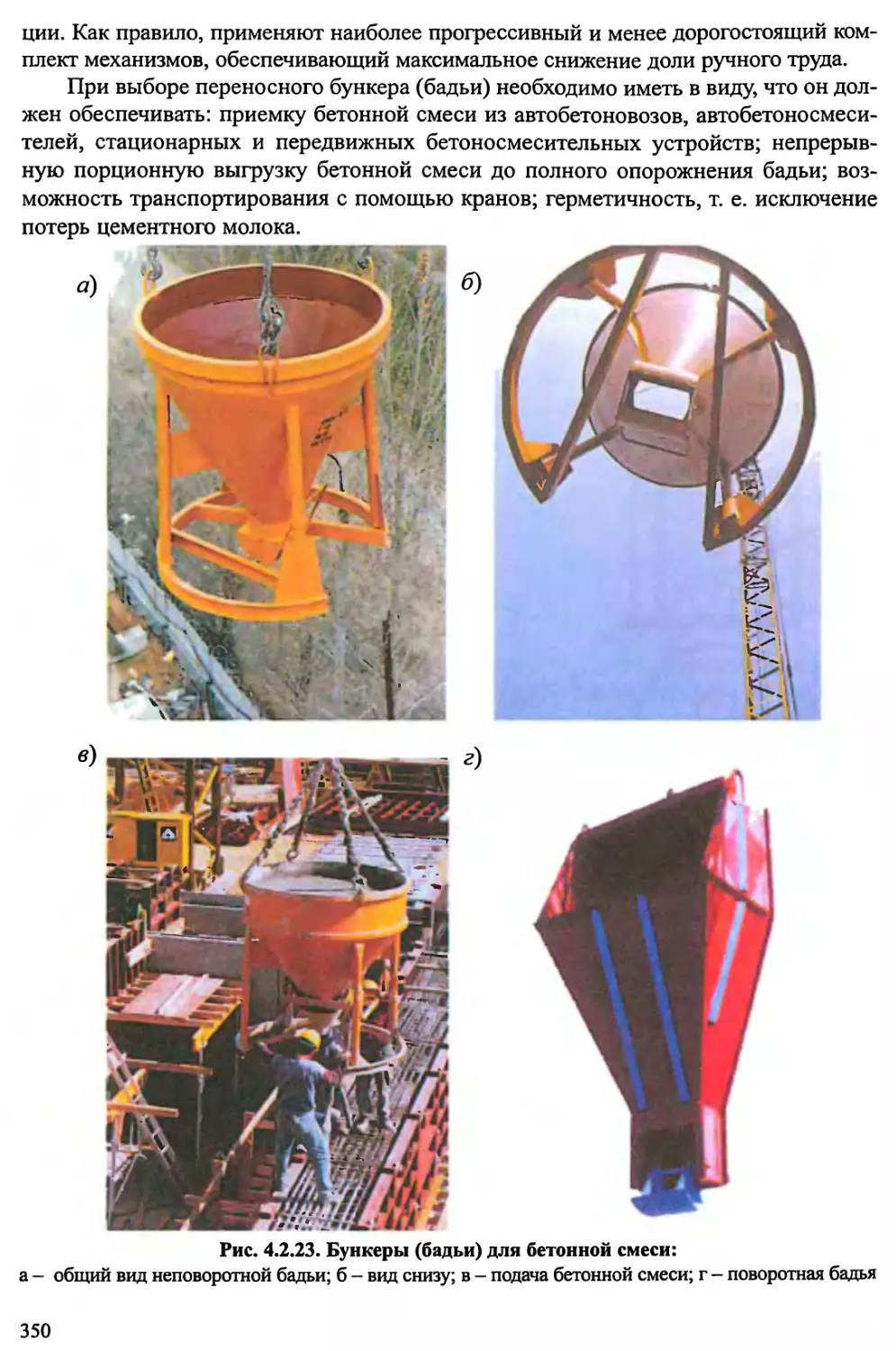
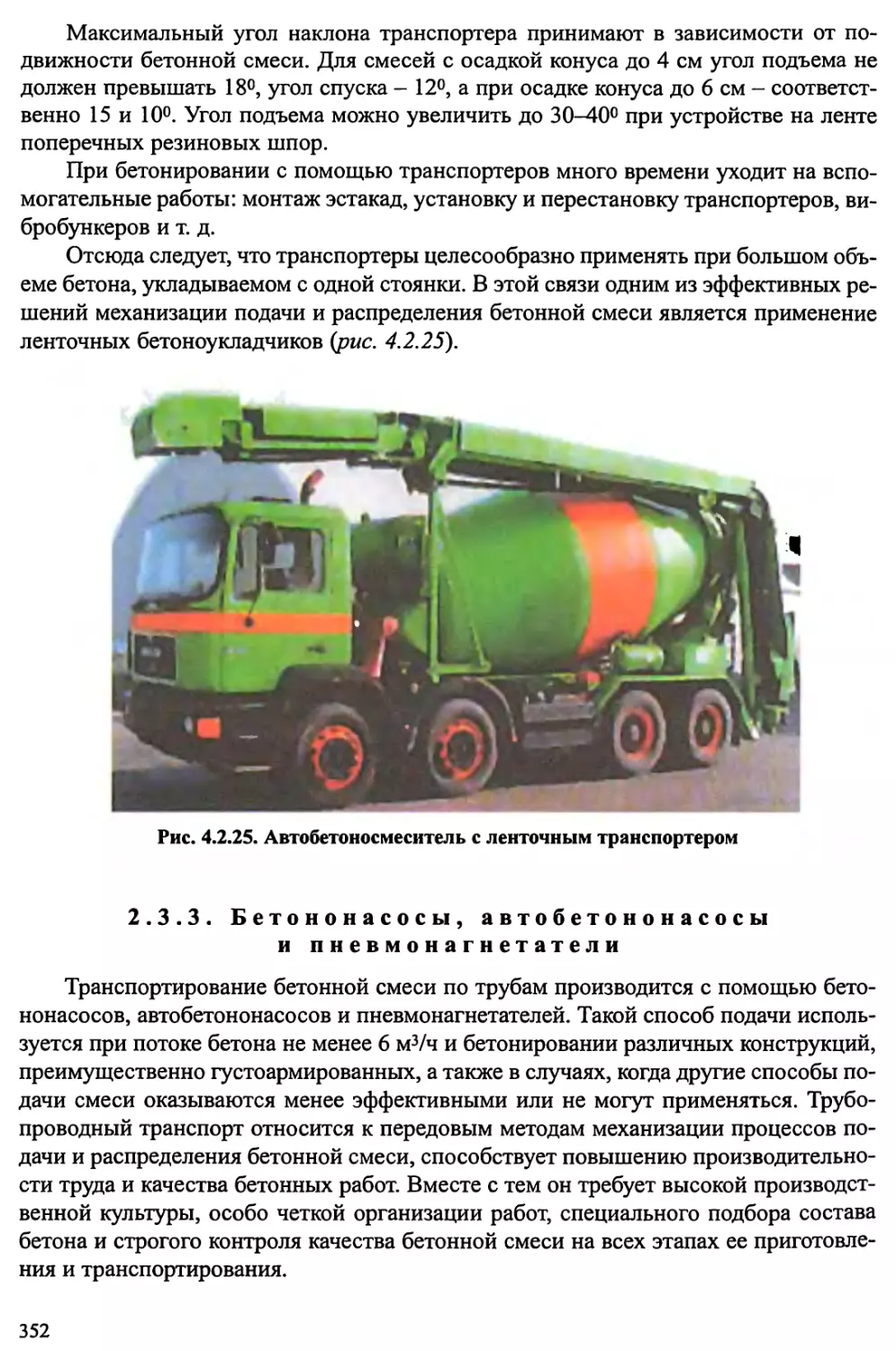
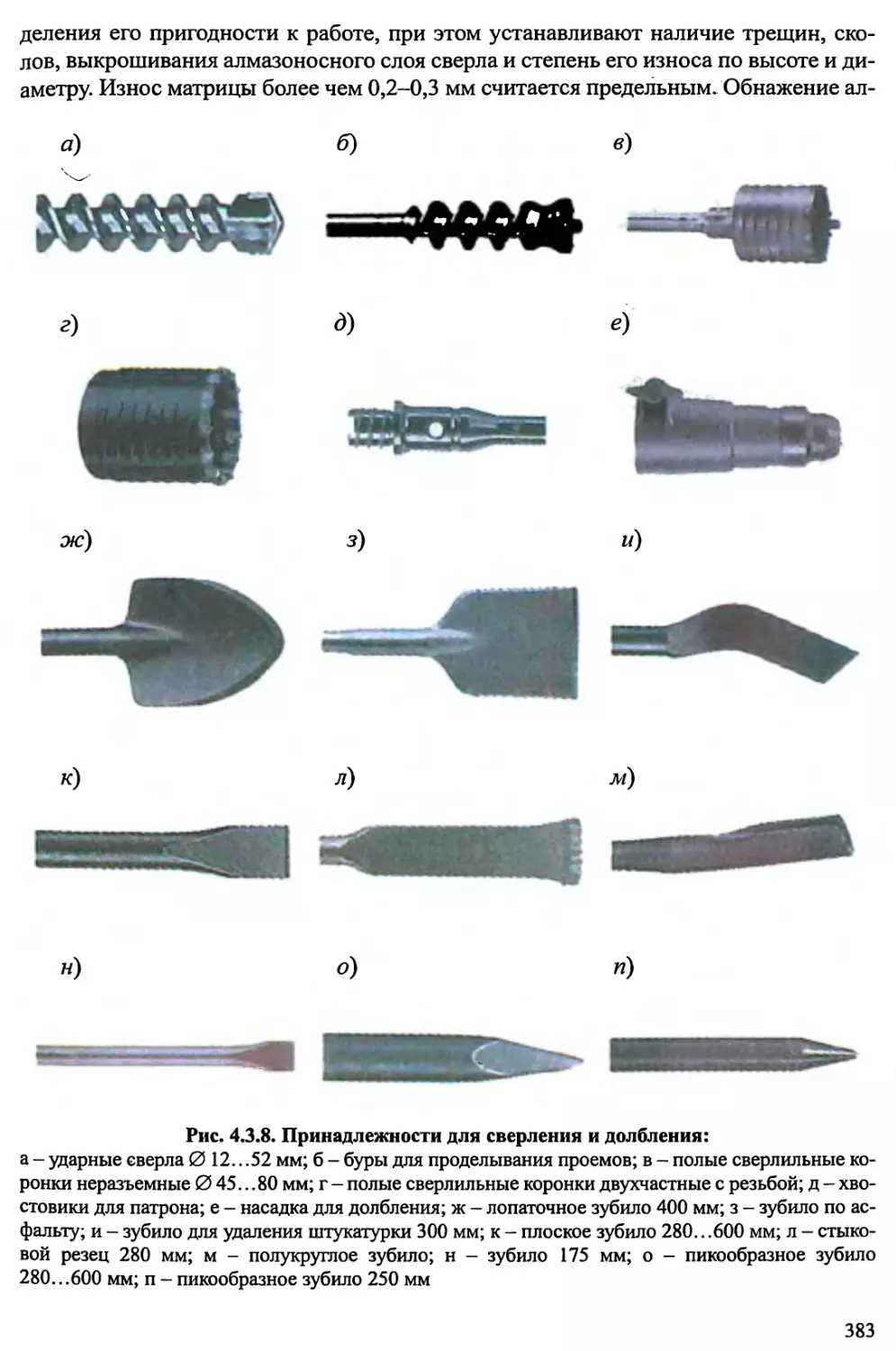
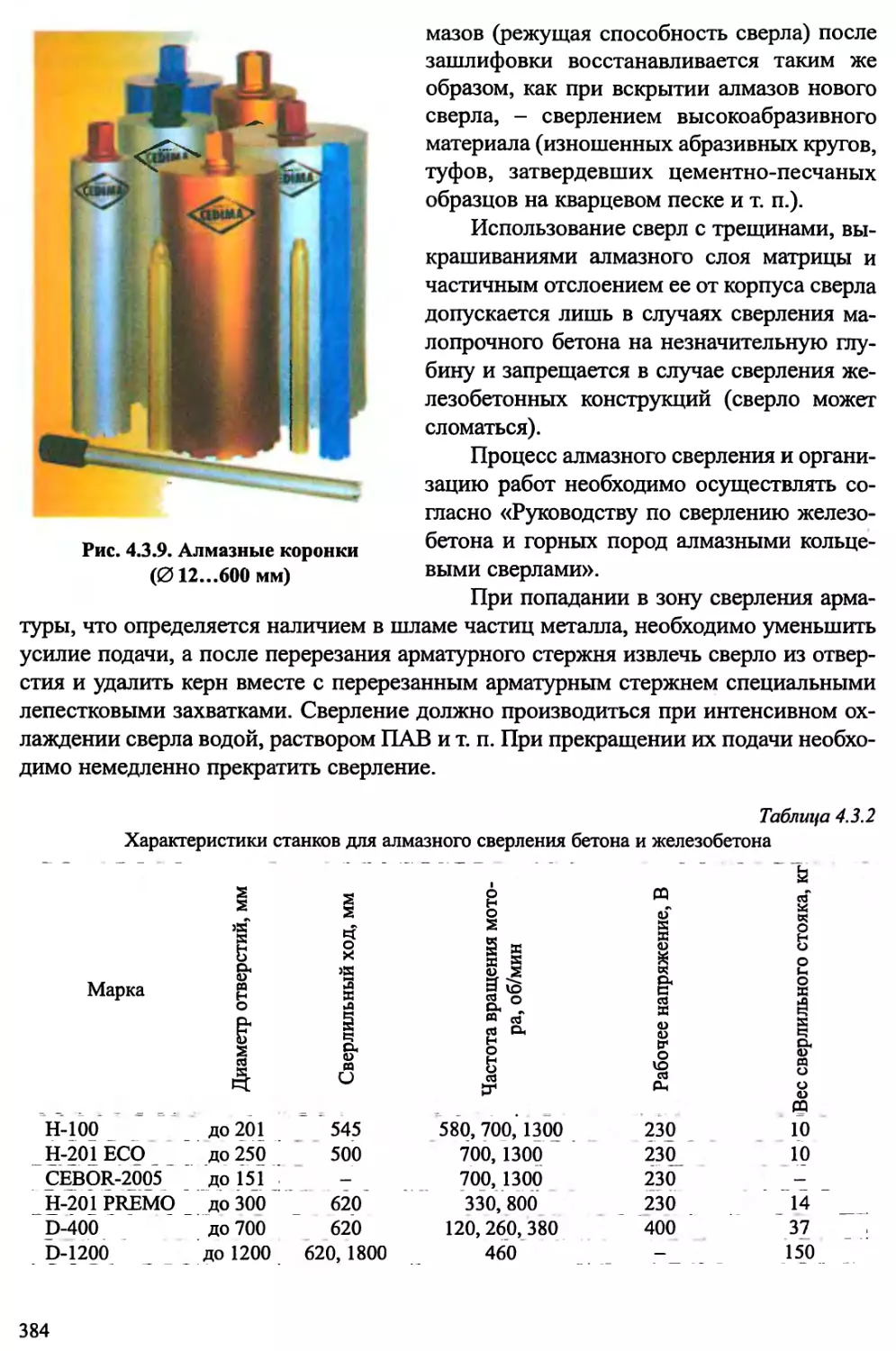
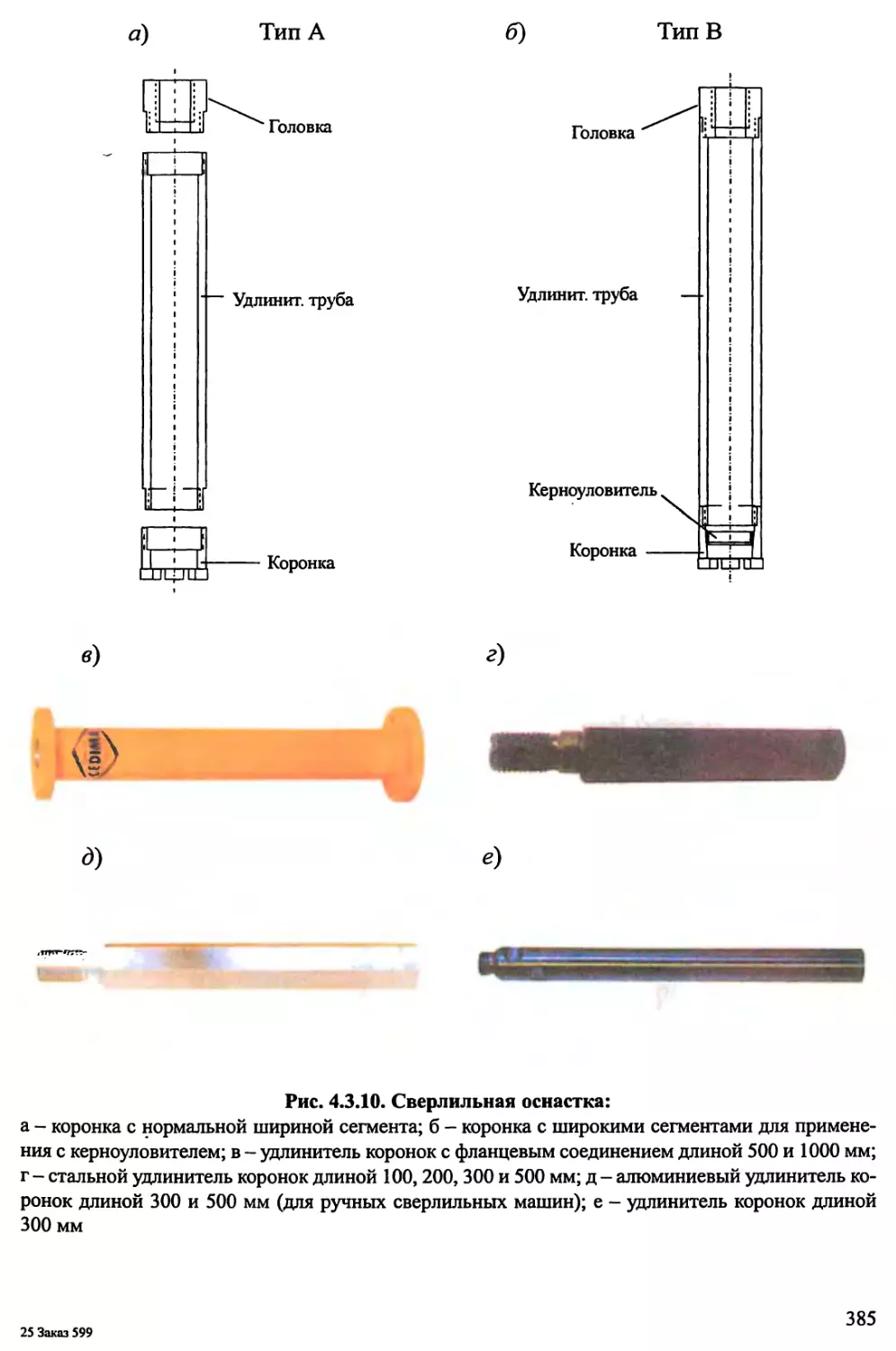
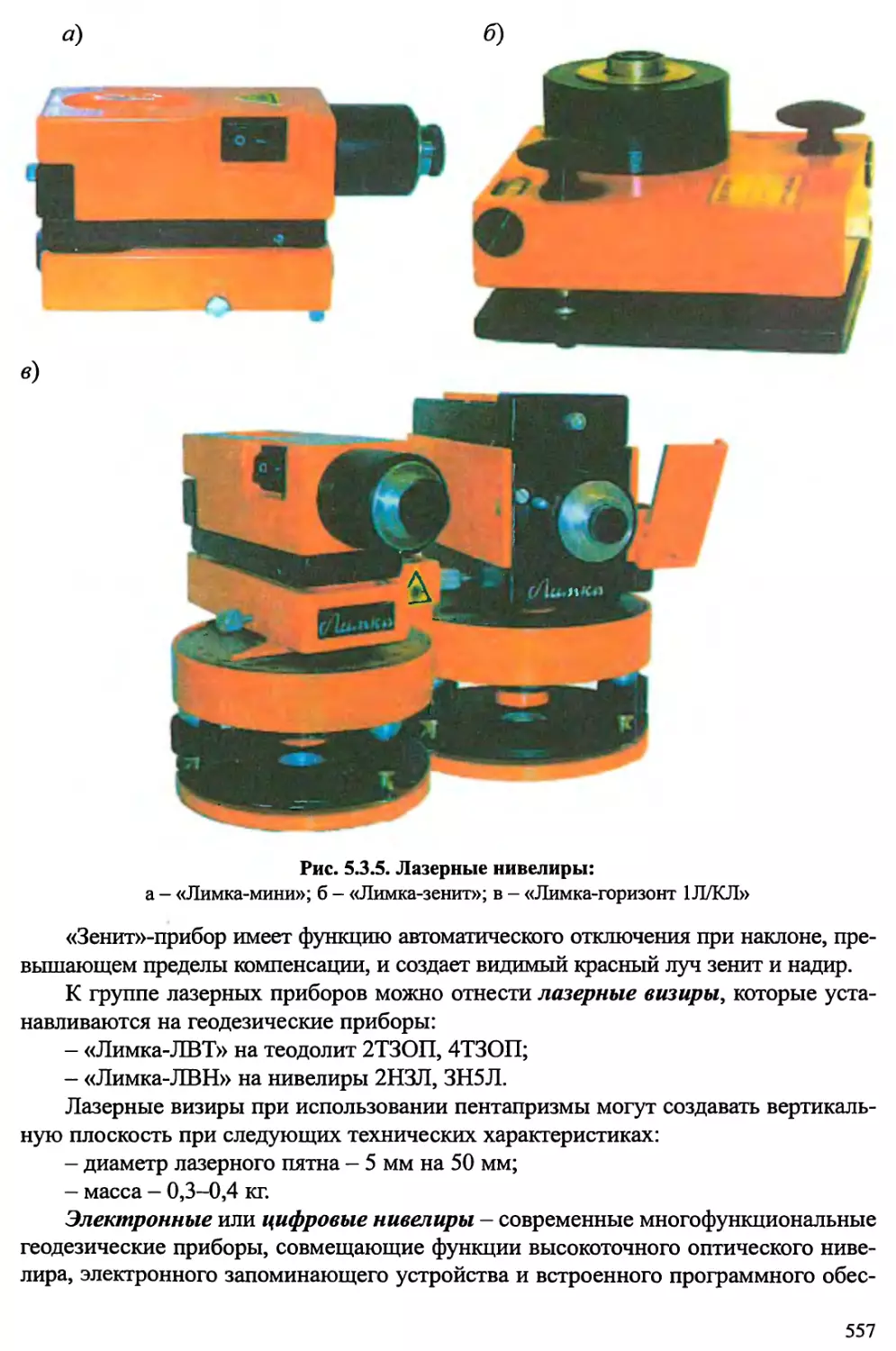
Текст
С.М. Анпилов
ТЕХНОЛОГИЯ ВОЗВЕДЕНИЯ ЗДАНИЙ И
СООРУЖЕНИЙ ИЗ МОНОЛИТНОГО
ЖЕЛЕЗОБЕТОНА
С.М. Анпилов
ТЕХНОЛОГИЯ ВОЗВЕДЕНИЯ ЗДАНИЙ
И СООРУЖЕНИЙ ИЗ МОНОЛИТНОГО
ЖЕЛЕЗОБЕТОНА
Издательство Ассоциации строительных вузов
Москва
2010
Рецензенты:
зав. лабораторией НИИЖБ, Академик РААСН,
доктор технических наук, профессор Крылов Б.Л.;
зав. кафедрой «Железобетонные и каменные конструкции» СамГАСУ,
член-корреспондент РААСН, доктор технических наук, профессор Мурашкин Г.В.;
зав. кафедрой «Строительные конструкции» ПГУАС,
член-корреспондент РААСН, доктор технических наук, профессор Баранова Т.И..
Анпилов С.М.
Технология возведения зданий и сооружений из монолитного железобетона. Учебное
пособие. - М.: Издательство Ассоциации строительных вузов, 2010. - 576 с.
ISBN 978-5-93093-590-5
В учебном пособии изложены основные положения по технологии возведения
зданий и сооружений из монолитного железобетона. Систематизированы положения об
основных аспектах опалубочных, арматурных, бетонных, геодезических работ, тепло-
вой обработке бетона и контролю качества на строительной площадке. Освещены ос-
новные вопросы: квалификация и требования к опалубкам; элементы и конструкции
опалубок; технология монтажа и демонтажа системной опалубки; ее методика расчета;
виды и классы арматуры; соединение арматурных элементов; условия совместной рабо-
ты бетона и арматуры; приготовление, транспортировка и подача бетонной смеси; меха-
ническая и тепловая обработка бетона; требования техники безопасности при произ-
водстве работ. Отражены современные методы возведения зданий и сооружений из мо-
нолитного железобетона, технология выполнения строительно-монтажных работ.
Рекомендовано для студентов и аспирантов, строительных ВУЗов, инженерно-
технических работников проектных, строительных и научно-исследовательских органи-
заций.
ISBN 978-5-93093-590-5
© Издательство АСВ, 2010
© Анпилов С.М., 2010
Оглавление
ПРЕДИСЛОВИЕ....................................................... 10
ВВЕДЕНИЕ.......................................................... 12
РАЗДЕЛ I. ОБЩИЕ ПОЛОЖЕНИЯ
ГЛАВА 1. Общие сведения о бетонных и железобетонных работах......... 13
1.1. Исторический обзор................................. 13
1.2. Бетон и железобетон в современном строительстве...... 18
1.3. Общие сведения о материалах для железобетонных работ. 28
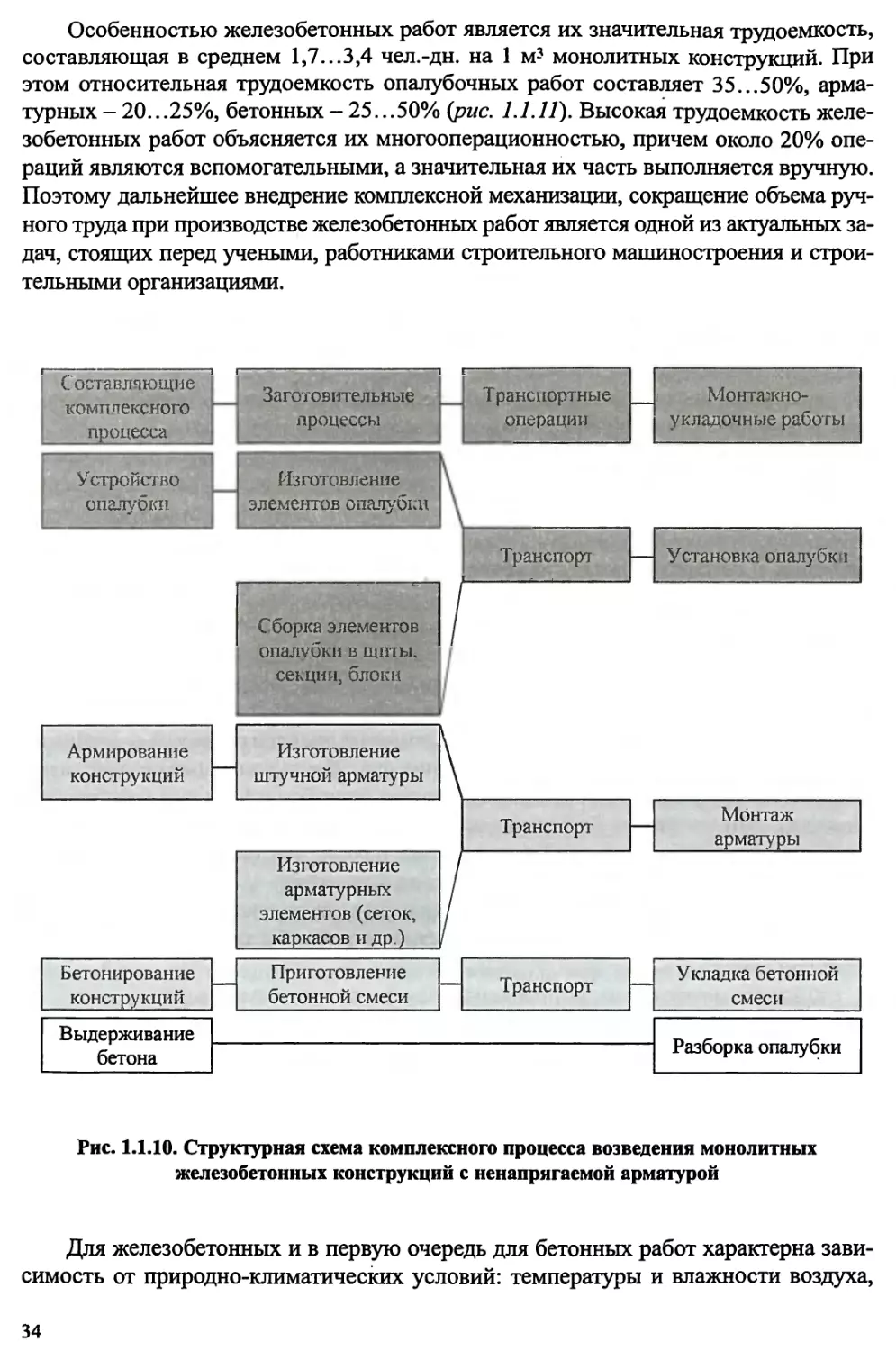
1.4. Состав железобетонных работ и особенности
их выполнения........................................... 33
РАЗДЕЛ И. ИНДУСТРИАЛЬНЫЕ ОПАЛУБОЧНЫЕ СИСТЕМЫ
ГЛАВА 1. Общие сведения........................................... 36
1.1. Классификация опалубок............................. 37
1.2. Требования к опалубкам............................. 40
1.3. Основные элементы опалубки......................... 41
1.3.1. Палуба....................................... 41
1.3.1.1. Доски для опалубки.................... 42
1.3.1.2. Деревянные щиты опалубки.............. 42
1.3.1.3. Крупноразмерные щиты опалубки
из клееной древесины........................... 44
1.3.1.4. Древесностружечные плиты.............. 46
1.3.1.5. Древесноволокнистые плиты............. 47
1.3.1.6. Стальные опалубки..................... 48
1.3.1.7. Алюминиевые опалубки.................. 48
1.3.1.8. Металлическая сетка................... 49
1.3.1.9. Пластмассы для опалубки............... 49
1.3.1.10. Матрицы.............................. 50
1.3.2. Элементы поддерживающих конструкций.......... 50
1.3.2.1. Крепление вертикальных поверхностей
опалубки....................................... 50
1.З.2.2. Опоры опалубки........................ 61
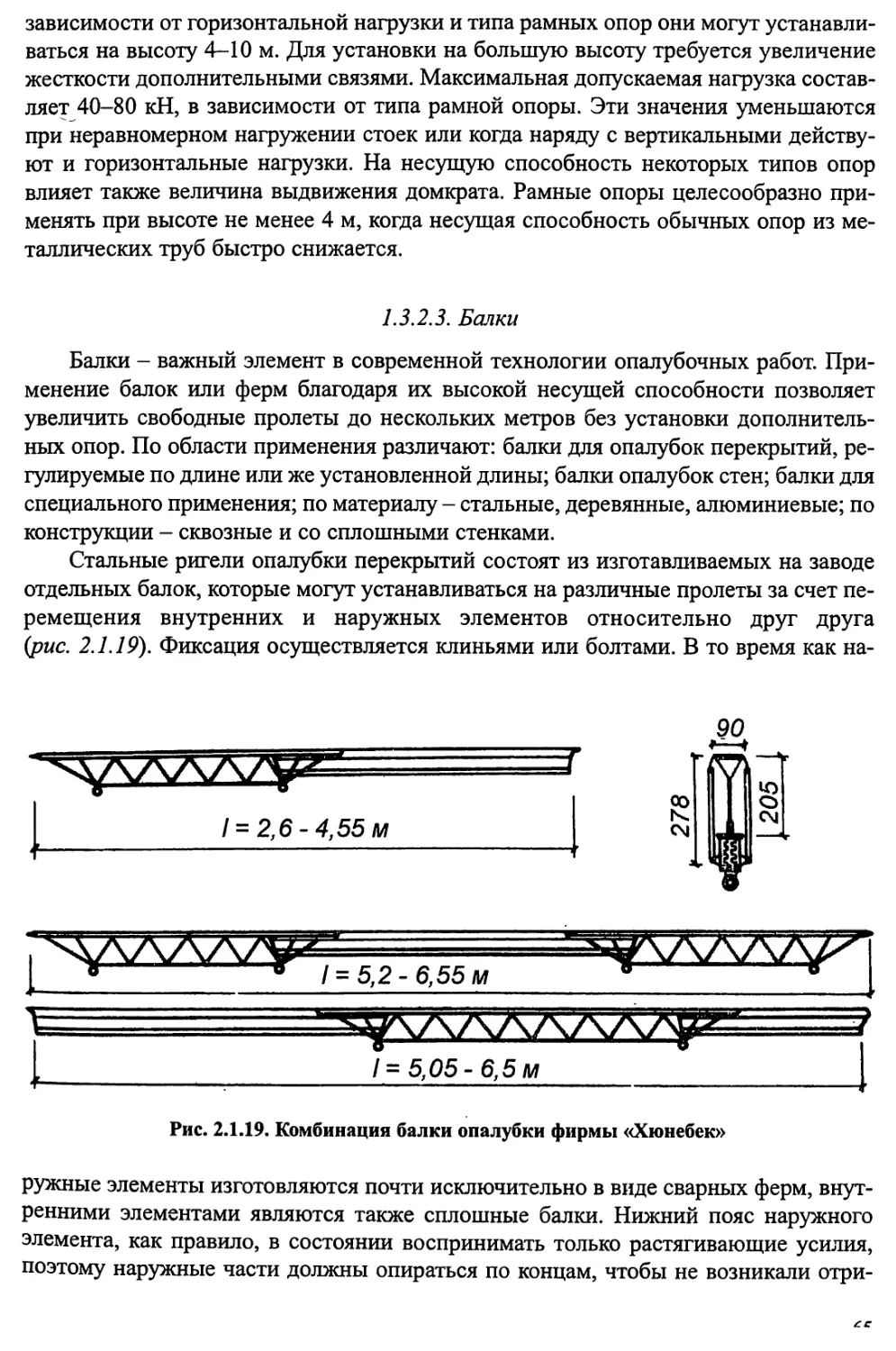
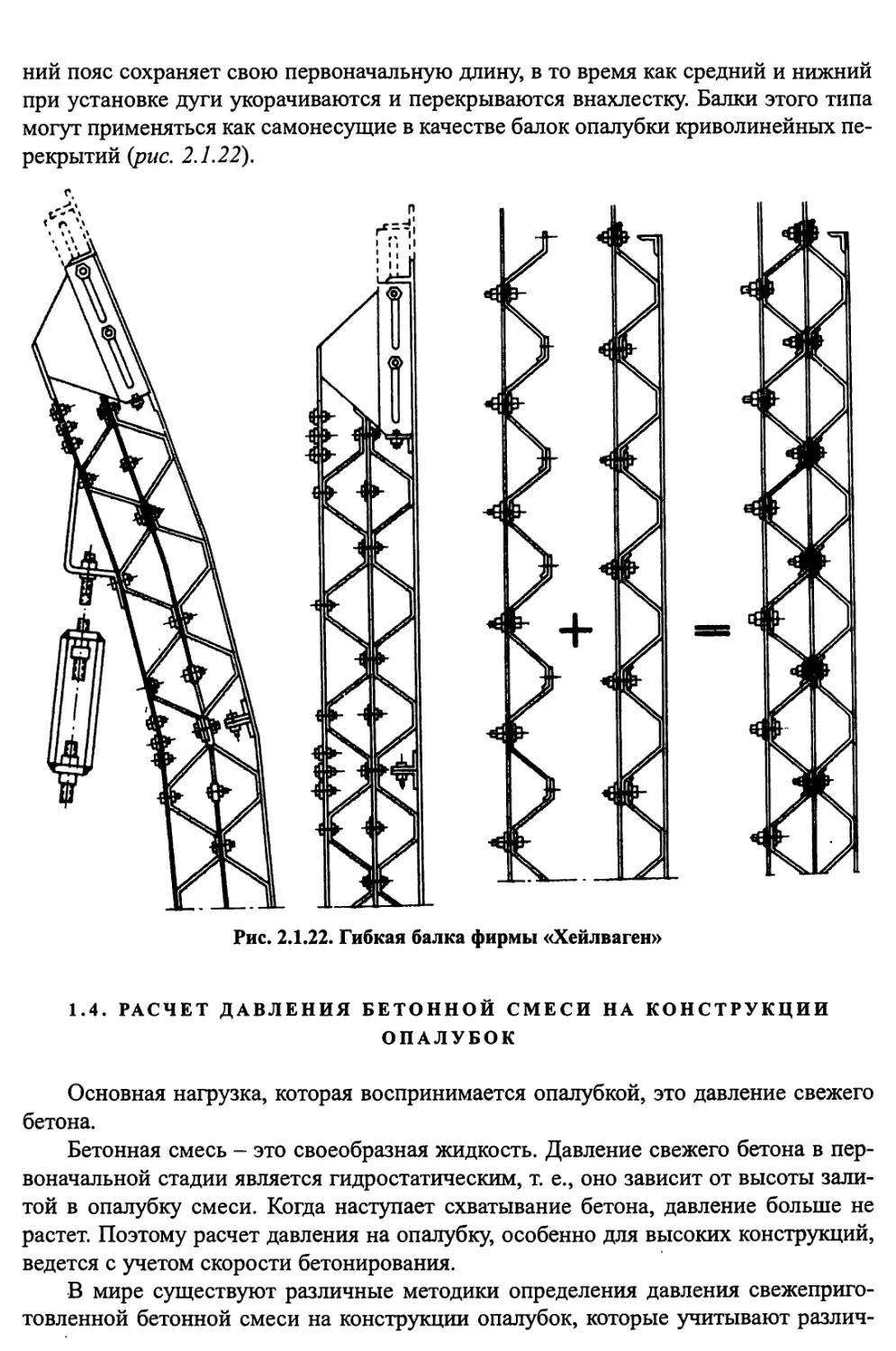
1.З.2.З. Балки................................. 65
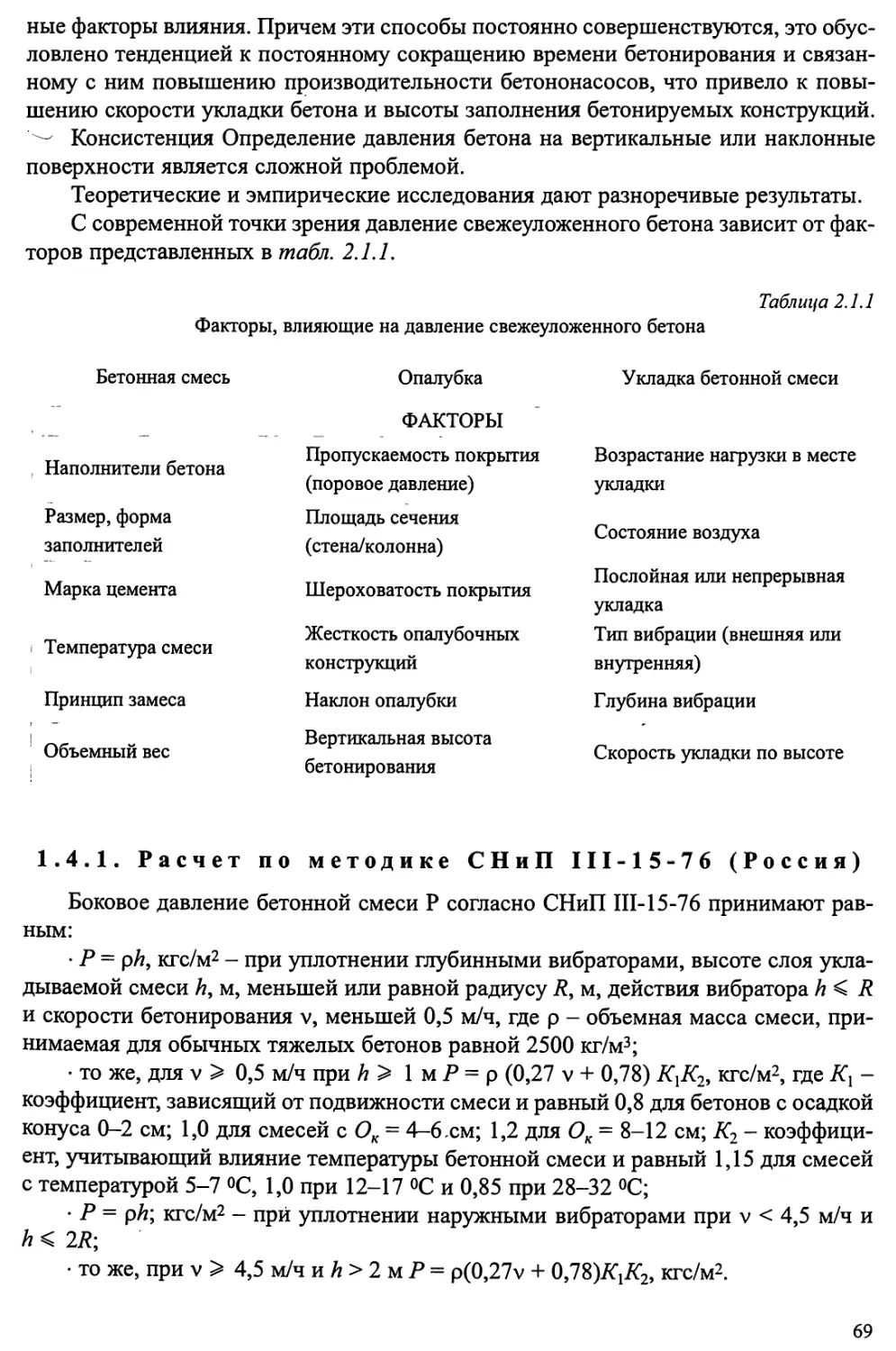
1.4. Расчет давления бетонной смеси на конструкции
опалубок................................................ 68
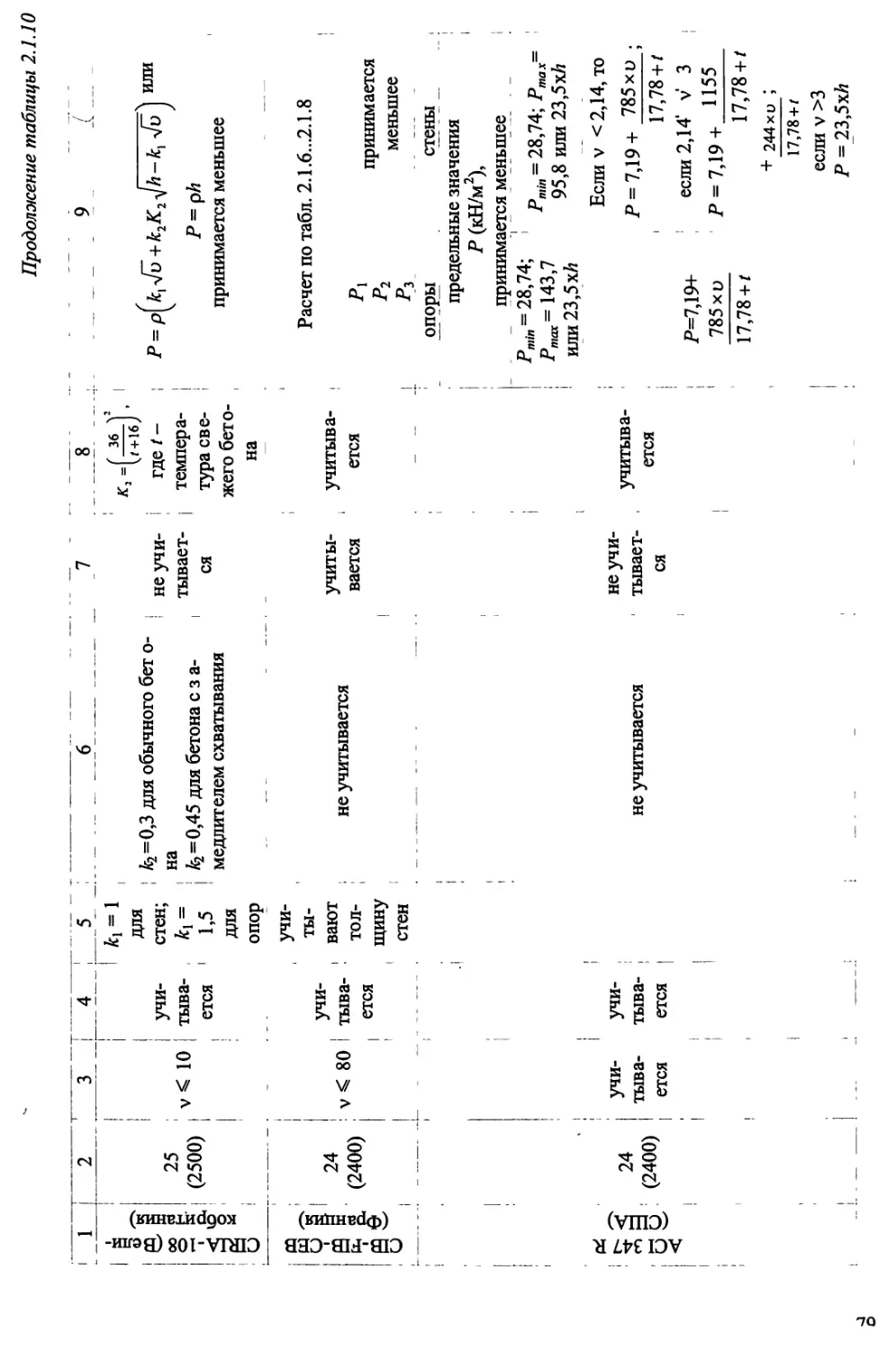
1.4.1. Расчет по методике СНиП III-15-76 (Россия)... 69
1.4.2. Расчет по методике DIN 18218 (Германия)...... 70
1.4.3. Расчет по методике CIRIA-REPORT 108
(Великобритания).................................... 74
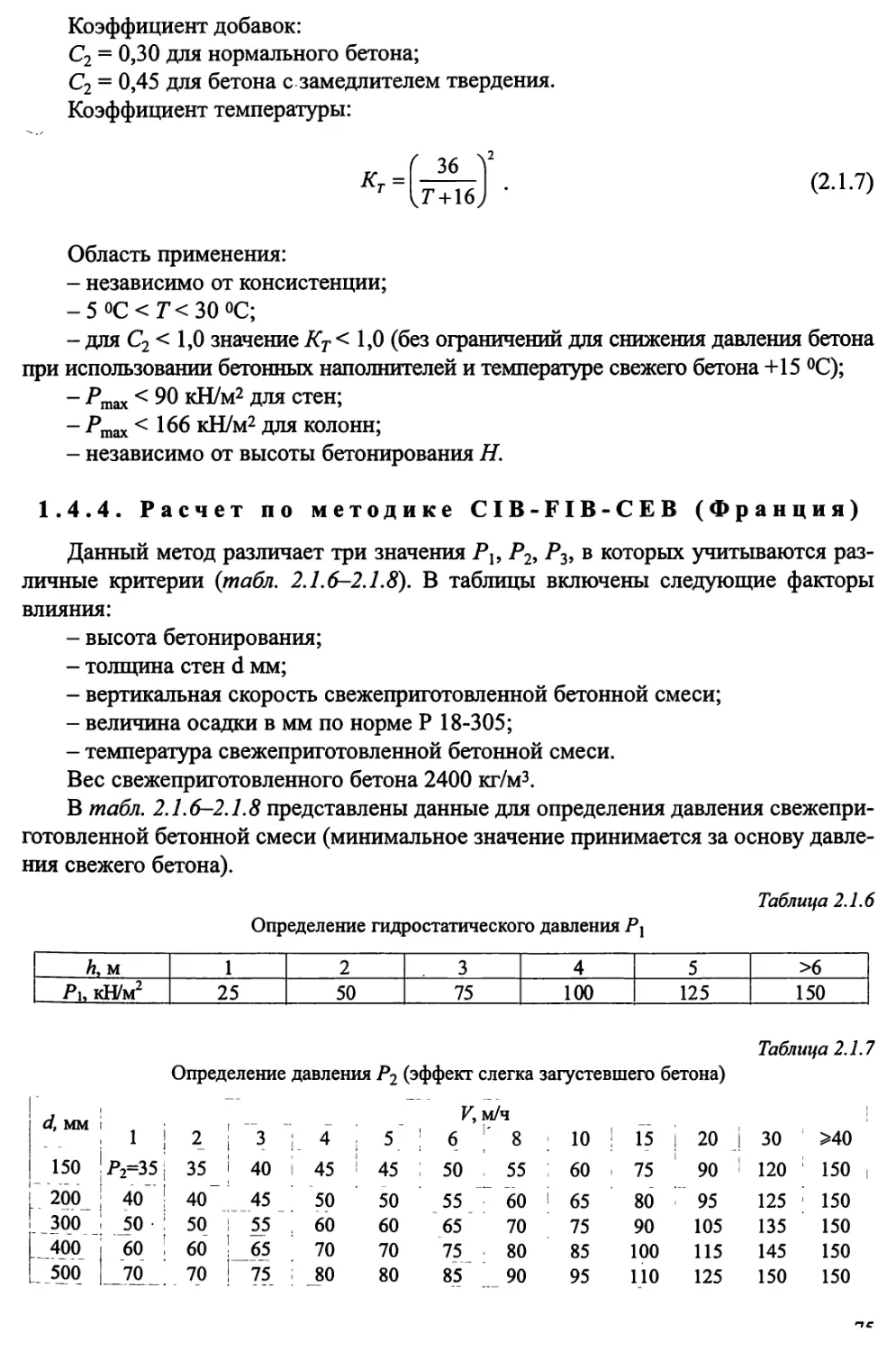
1.4.4. Расчет по методике CIB-FIB-CEB (Франция)..... 75
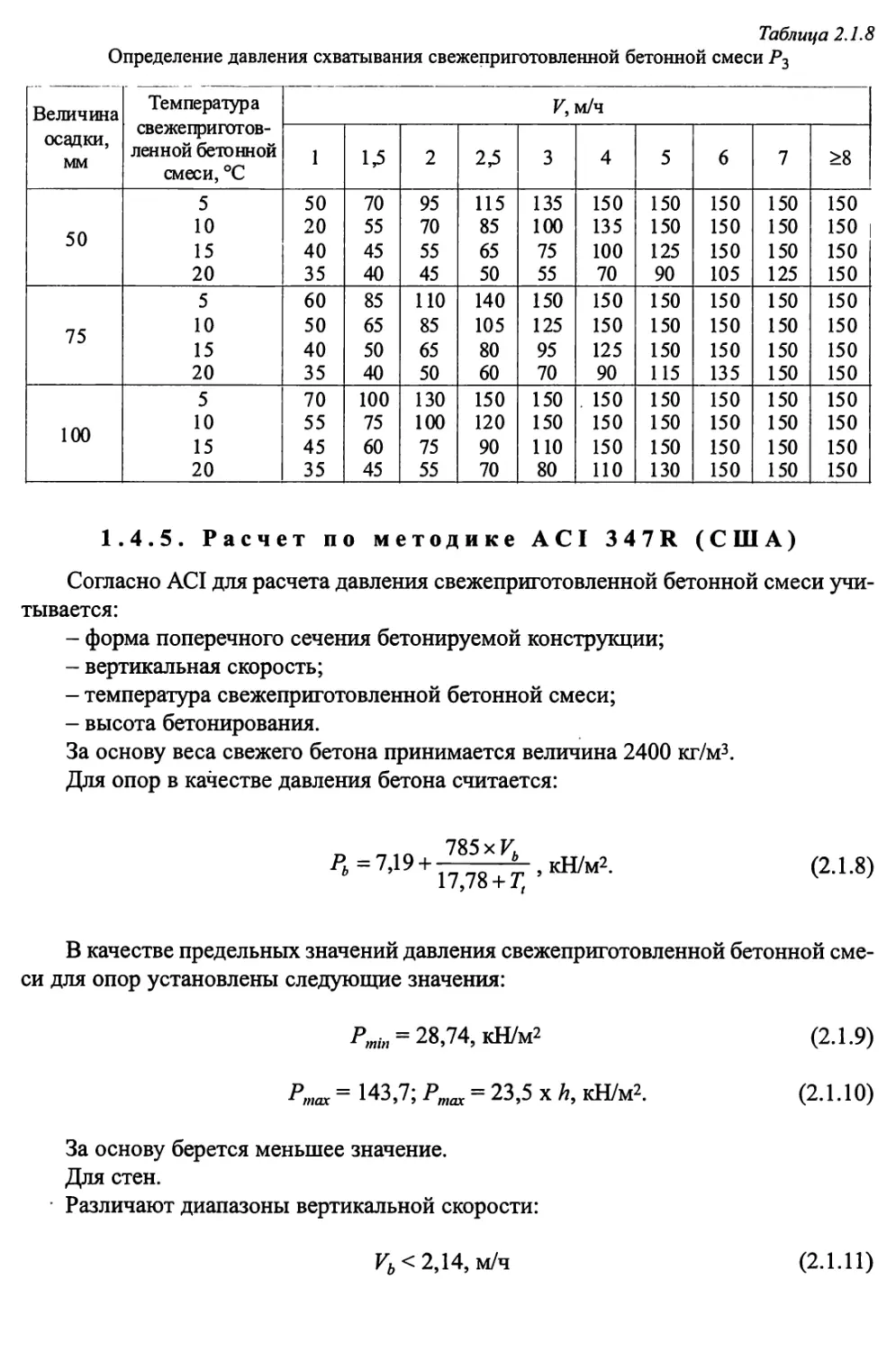
1.4.5. Расчет по методике ACI 347R (США)............ 76
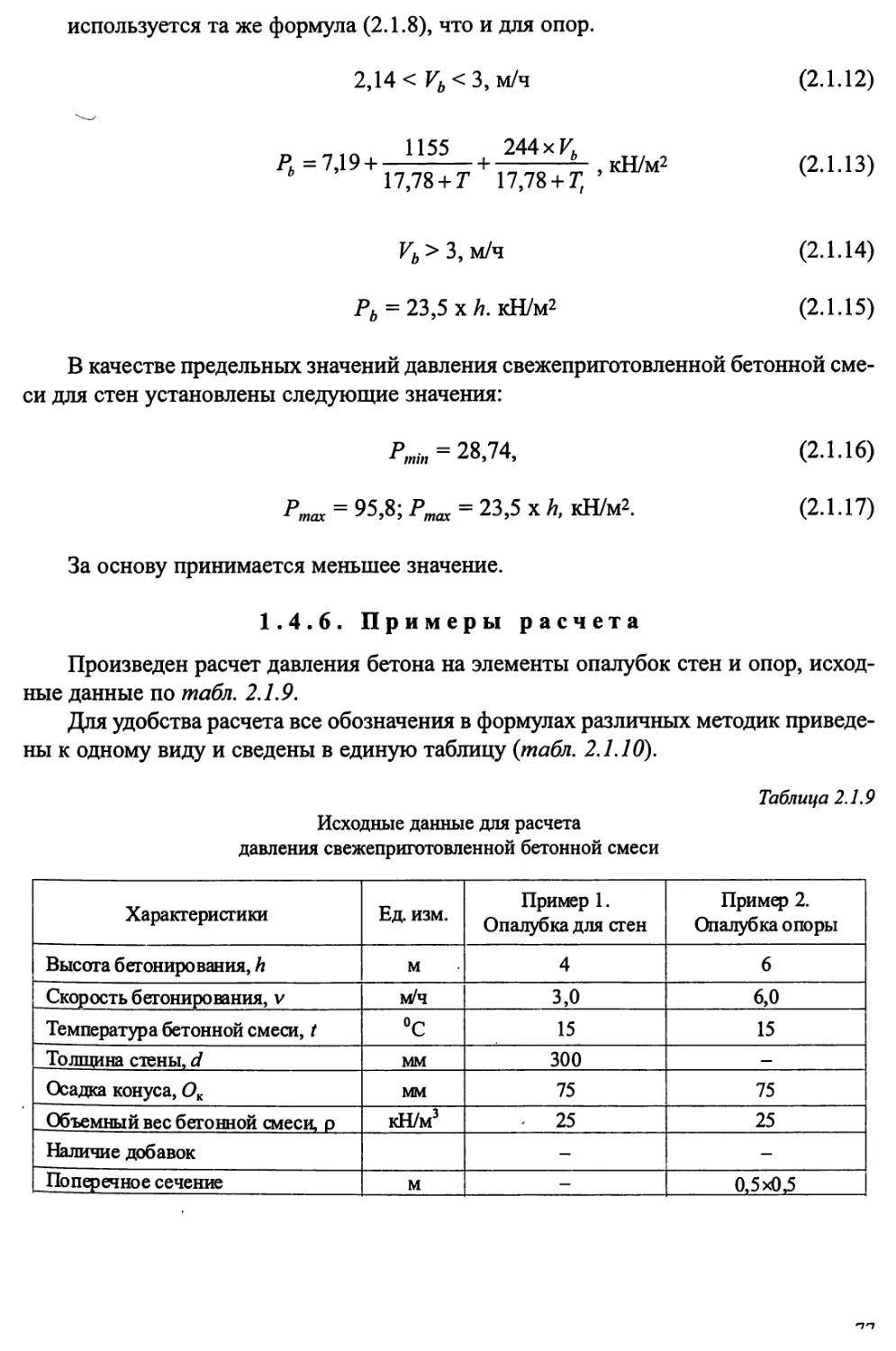
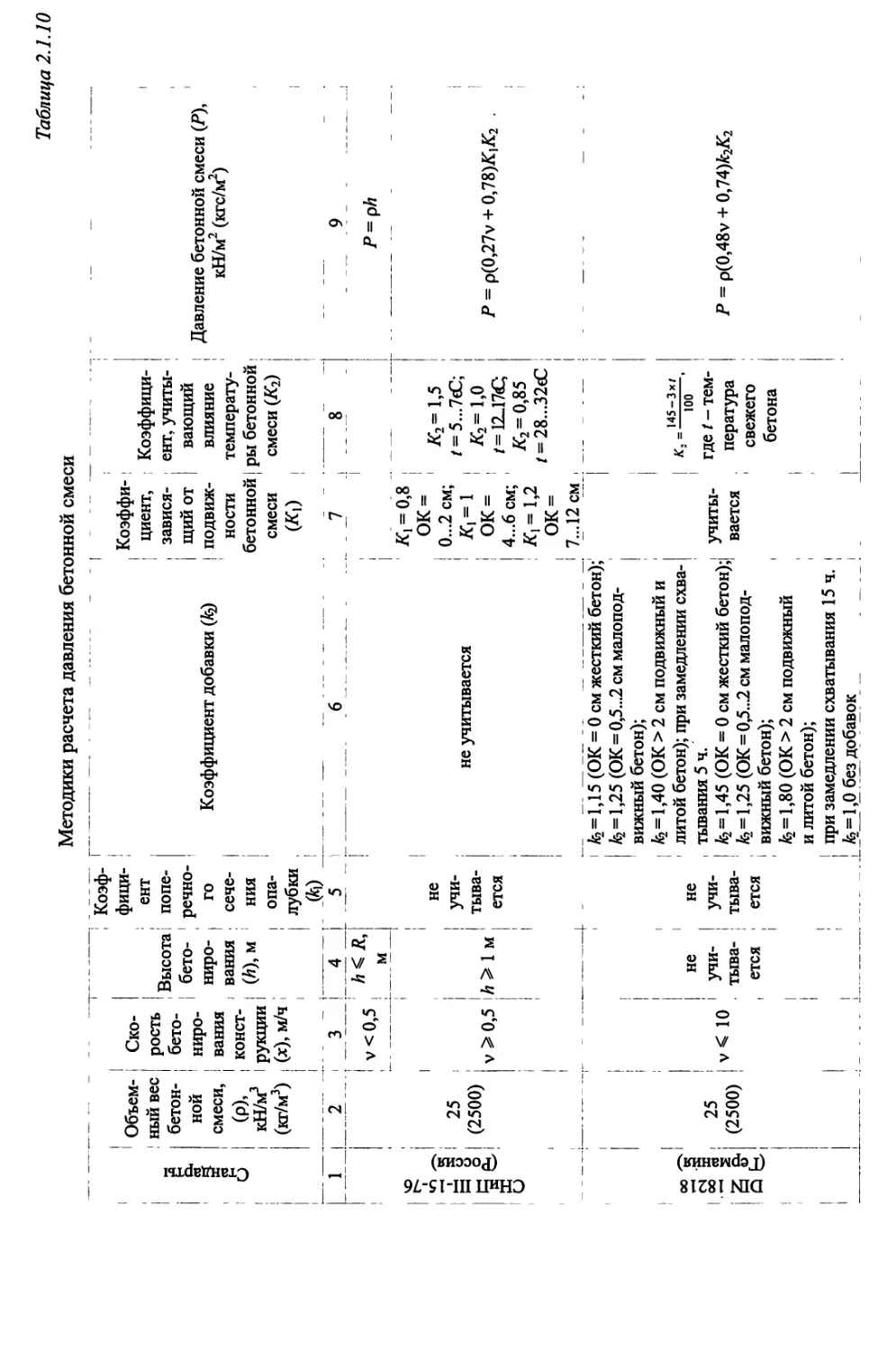
1.4.6. Примеры расчета.............................. 77
1.5. Меры по снижению сцепления бетона с опалубкой...... 82
3
ГЛАВА 2. Конструкции опалубок......................................... 89
2.1. Разборно-переставные опалубки........................... 89
2.1.1. Опалубки стен и колонн............................ 89
2.1.1.1. Мелкощитовая опалубка................;.... 89
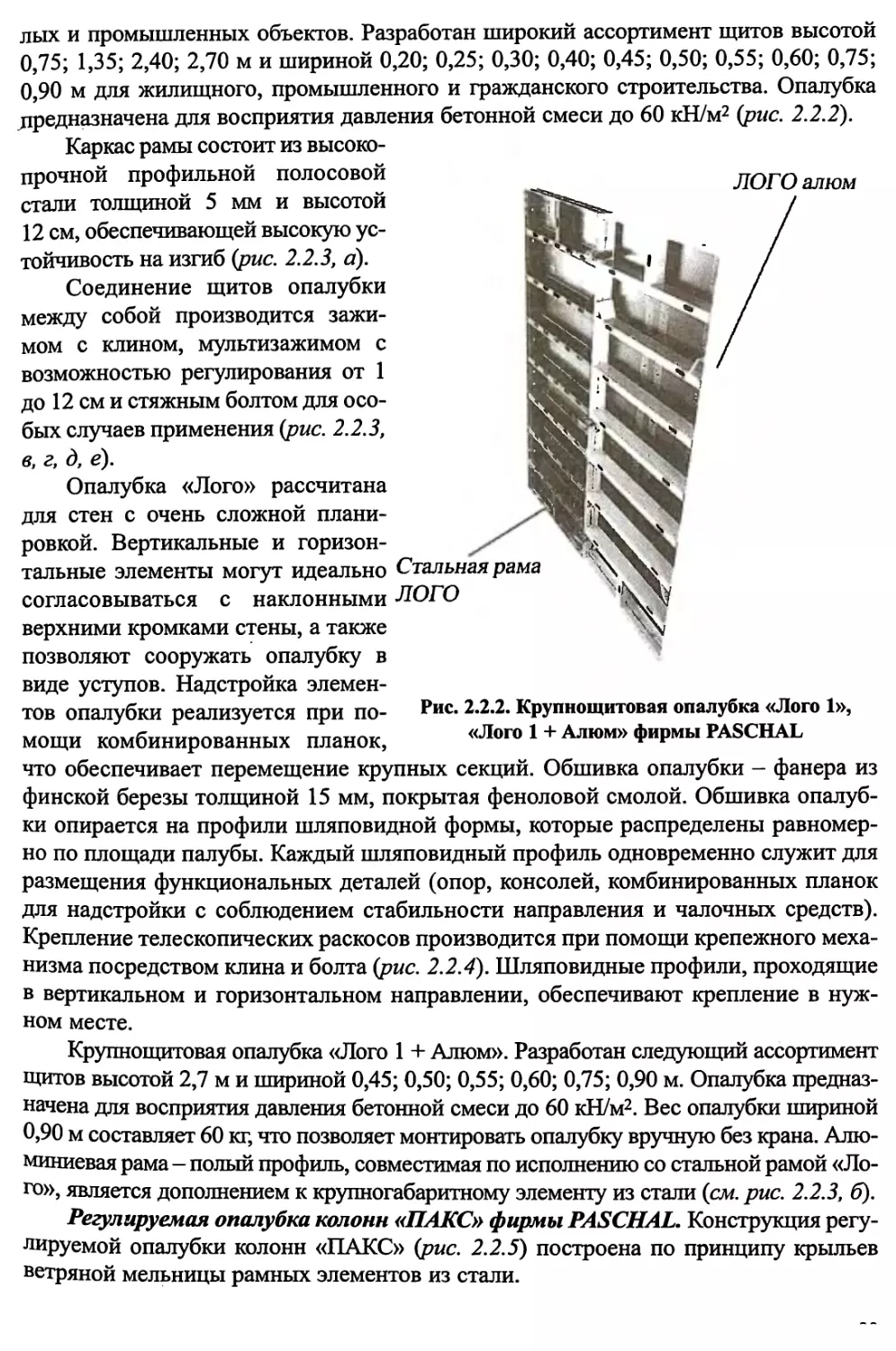
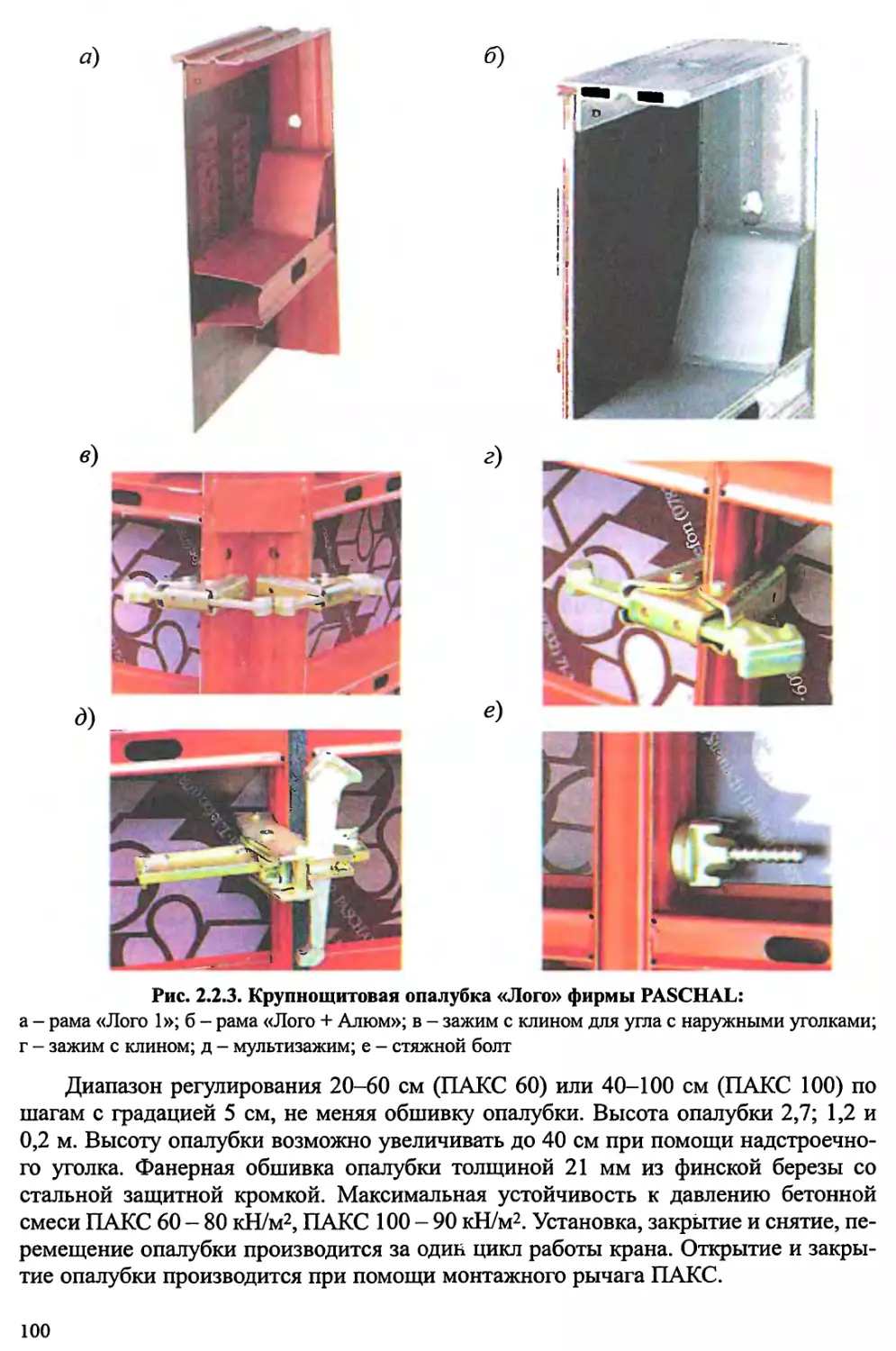
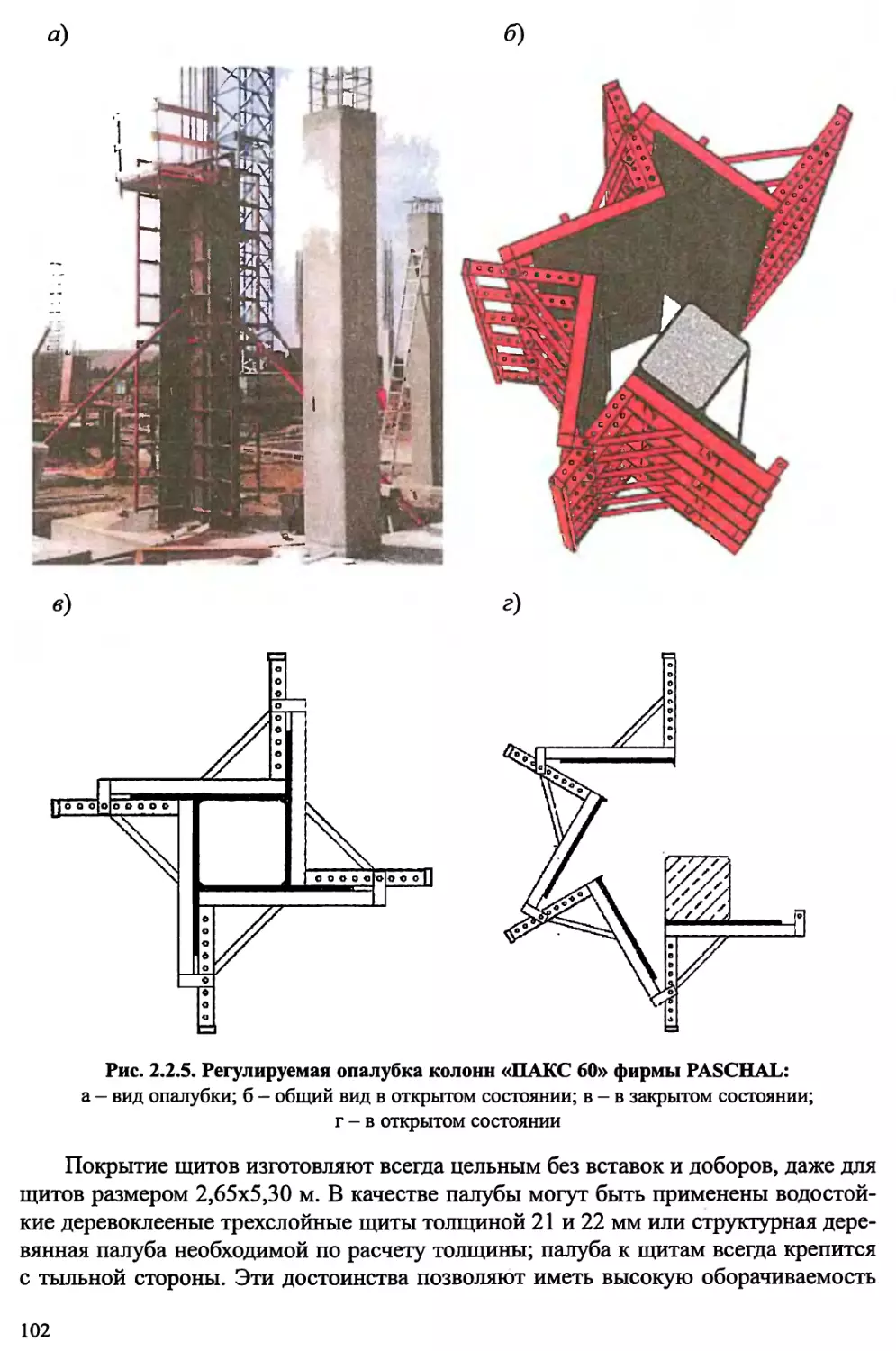
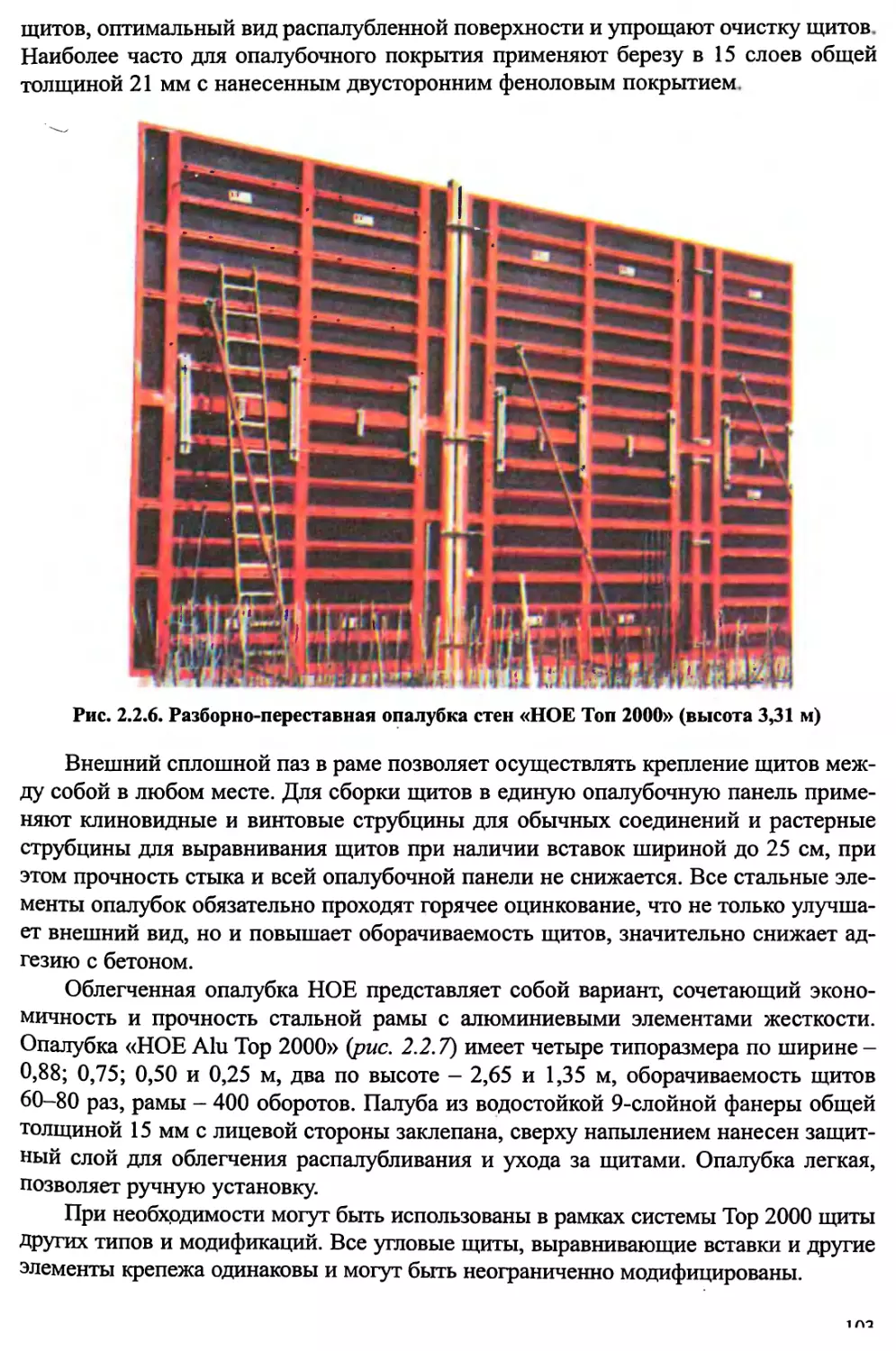
2.1.1.2. Крупнощитовая опалубка.................... 96
2.1.2. Опалубка перекрытий.............................. 110
2.2. Горизонтально перемещаемые опалубки.................... 120
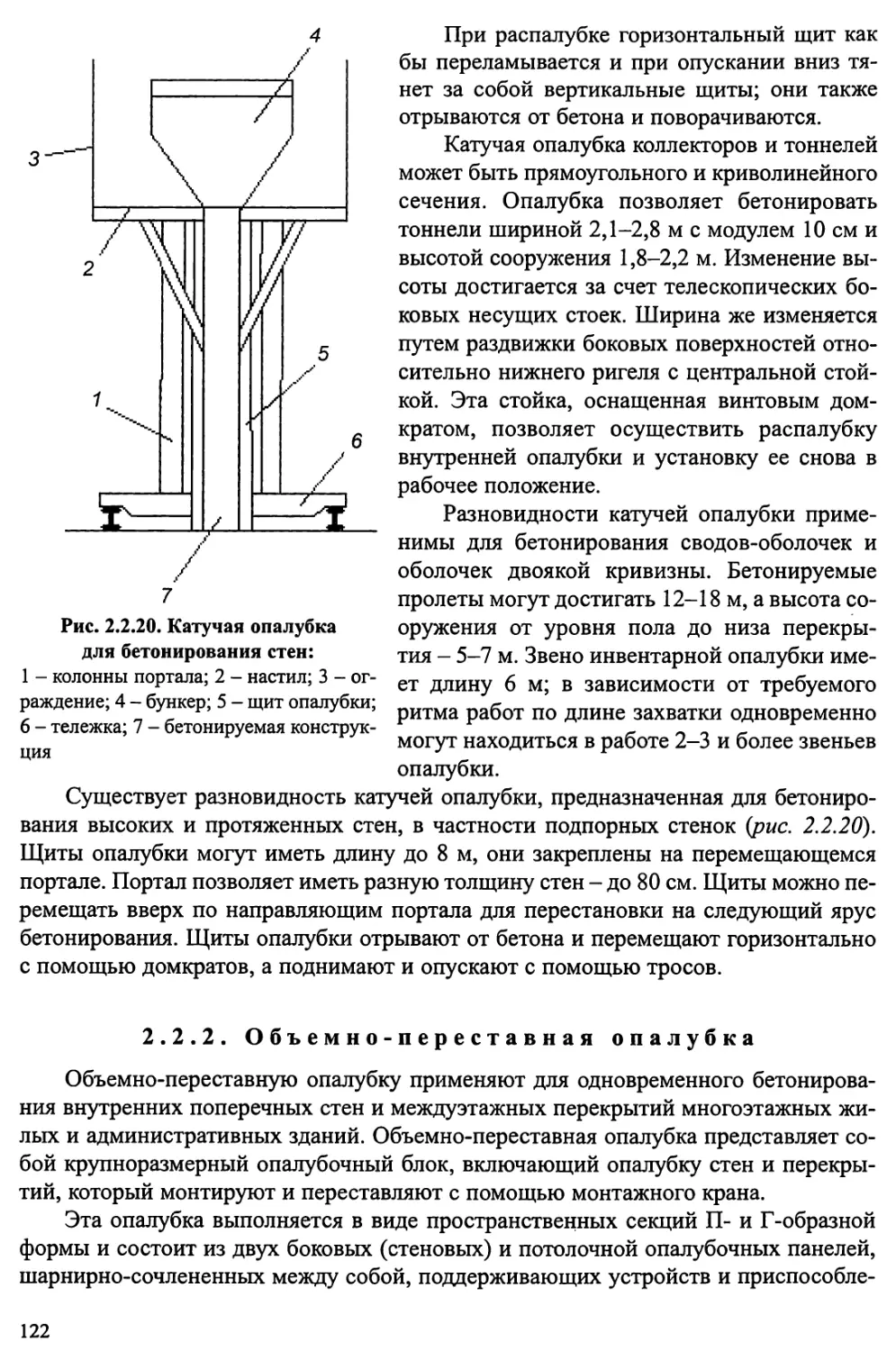
2.2.1. Катучая опалубка................................. 120
2.2.2. Объемно-переставная опалубка..................... 122
2.2.3. Тоннельная опалубка.............................. 122
2.2.3.1. Тоннельная опалубка фирмы «НОЕ».......... 128
2.2.3.2. Тоннельная опалубка фирмы «Утинор»....... 129
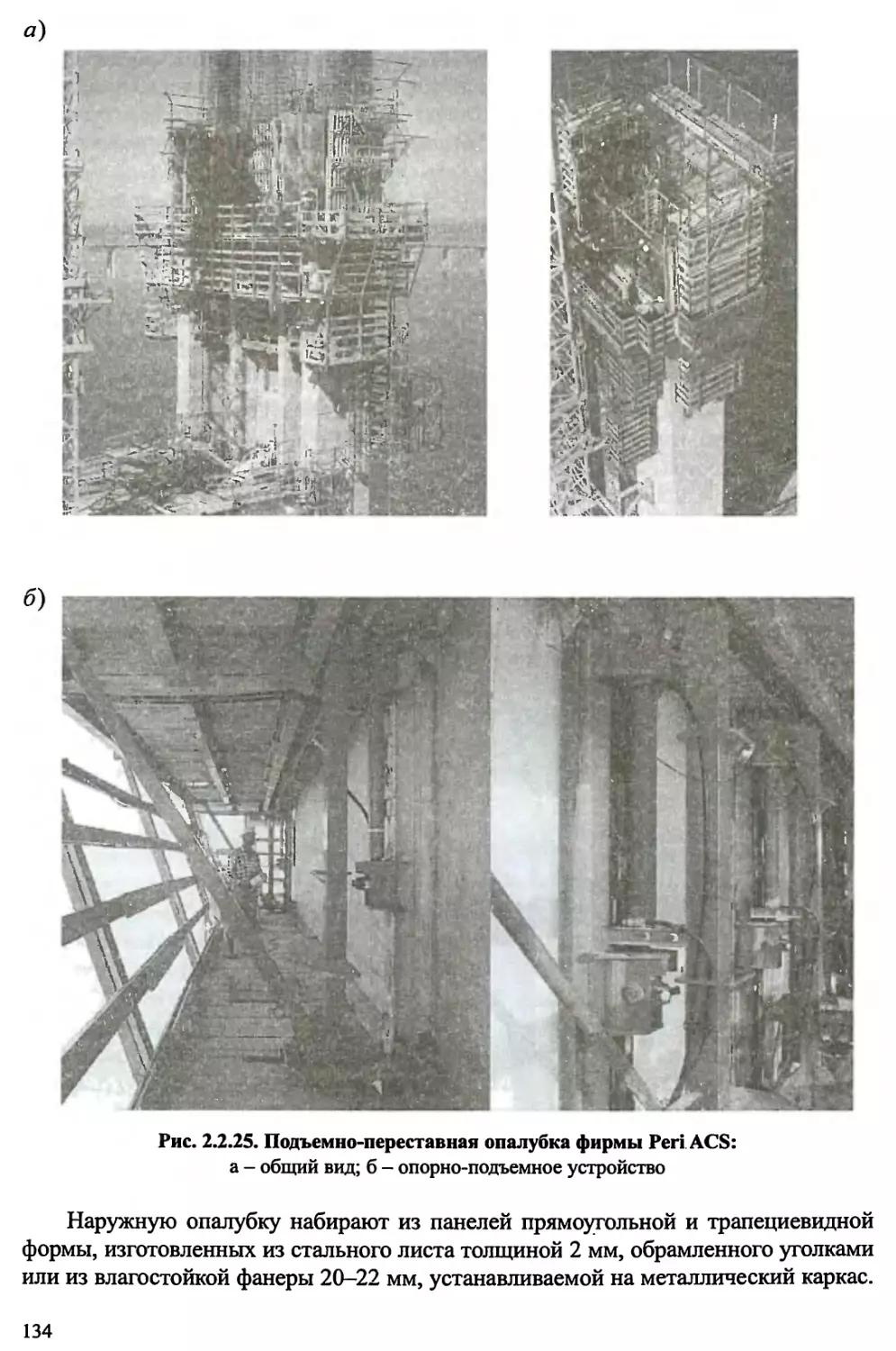
2.3. Вертикально перемещаемые опалубки...................... 133
2.3.1. Подъемно-переставная опалубка.................... 133
2.3.2. Скользящая опалубка.............................. 135
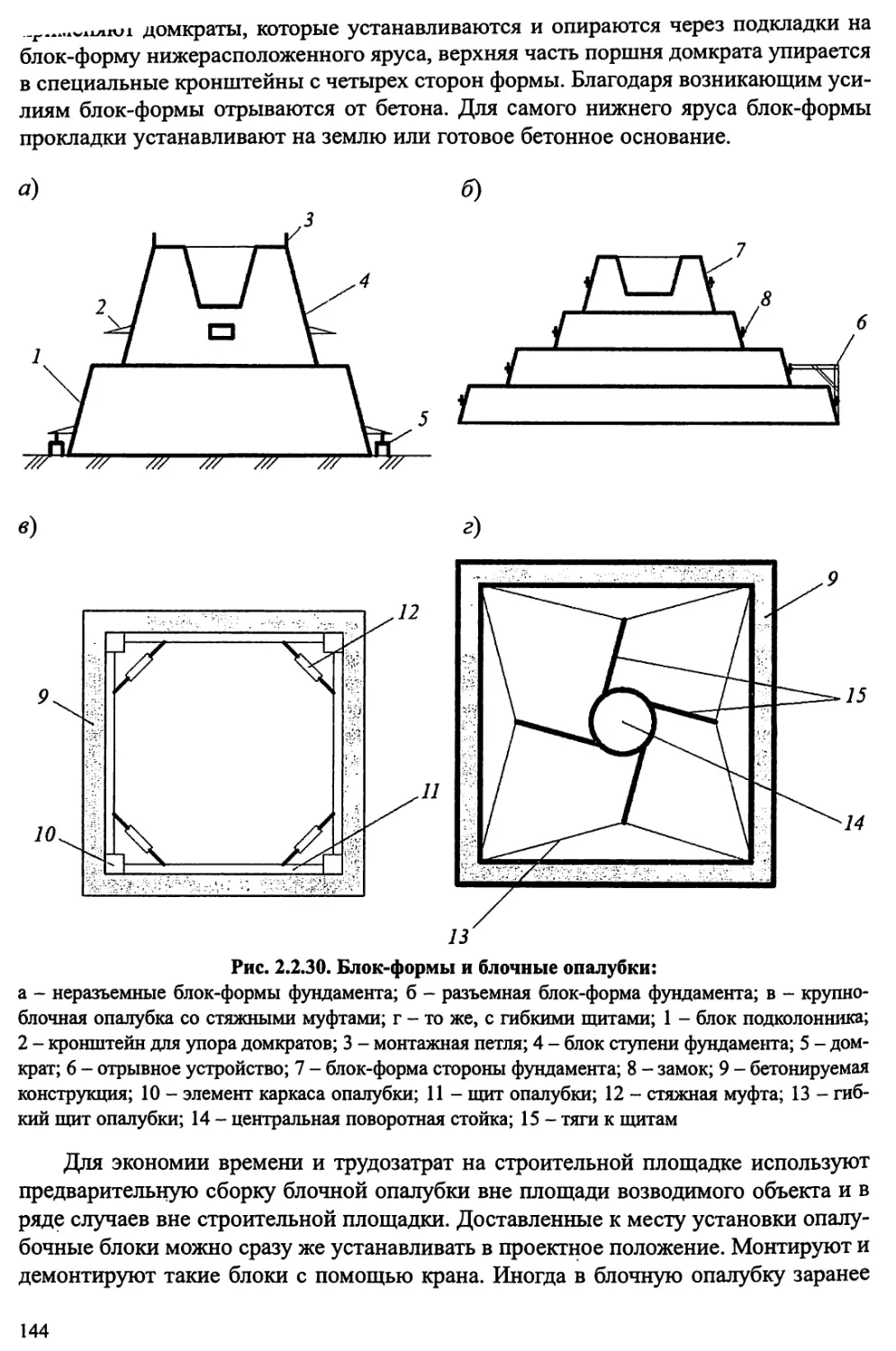
2.3.3. Блок-формы....................................... 143
2.3.4. Блочная опалубка................................. 145
2.3.5. Крупноблочная опалубка для шахт.................. 147
2.4. Специальные опалубки................................... 150
2.4.1. Пневматическая опалубка.......................... 150
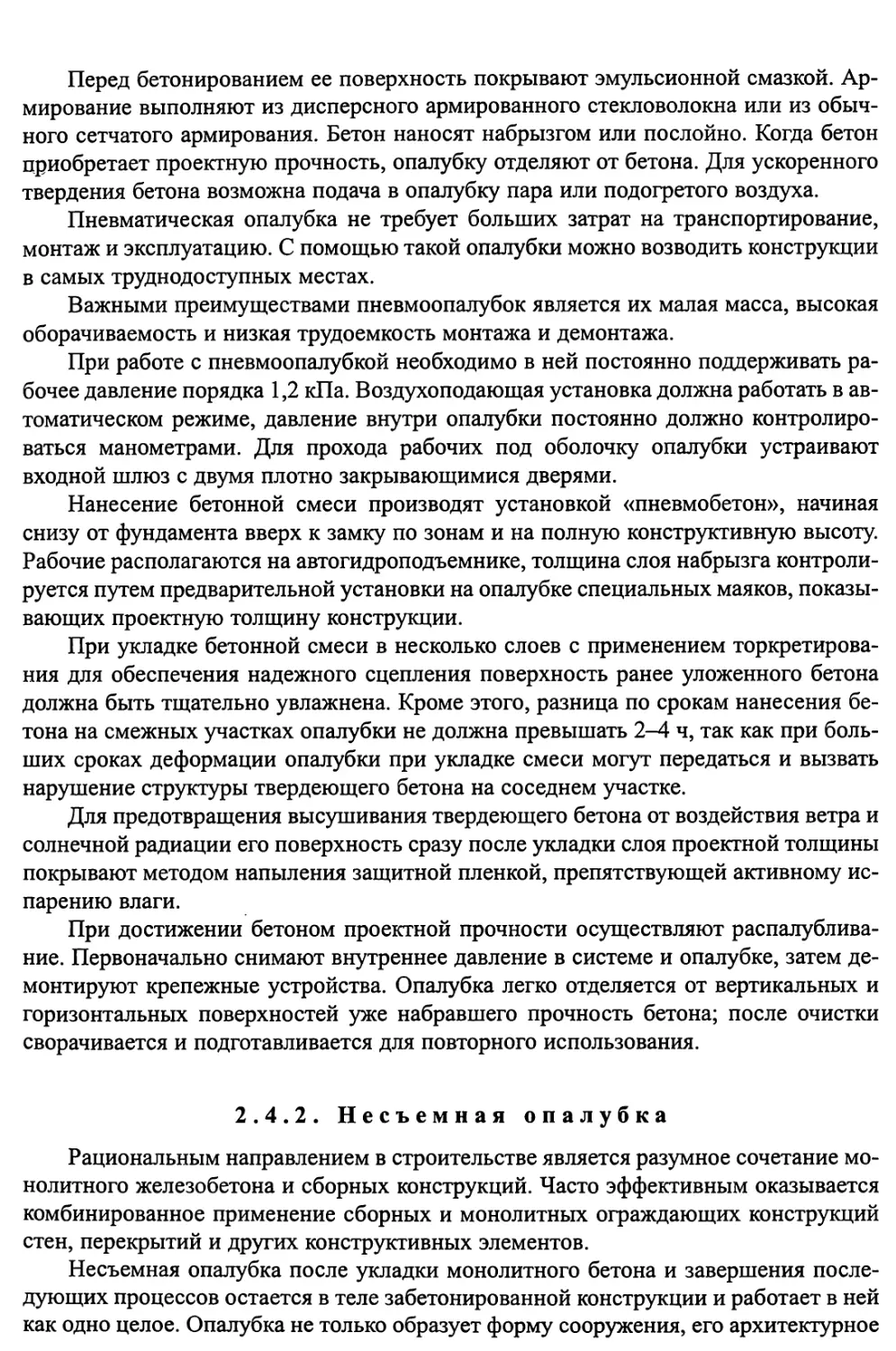
2.4.2. Несъемная опалубка................................ 151
2.5. Охрана труда........................................... 160
ГЛАВА 3. Технология опалубки PERI.................................... 162
3.1. Общие сведения......................................... 162
3.1.1. Нагрузки на опалубку............................. 162
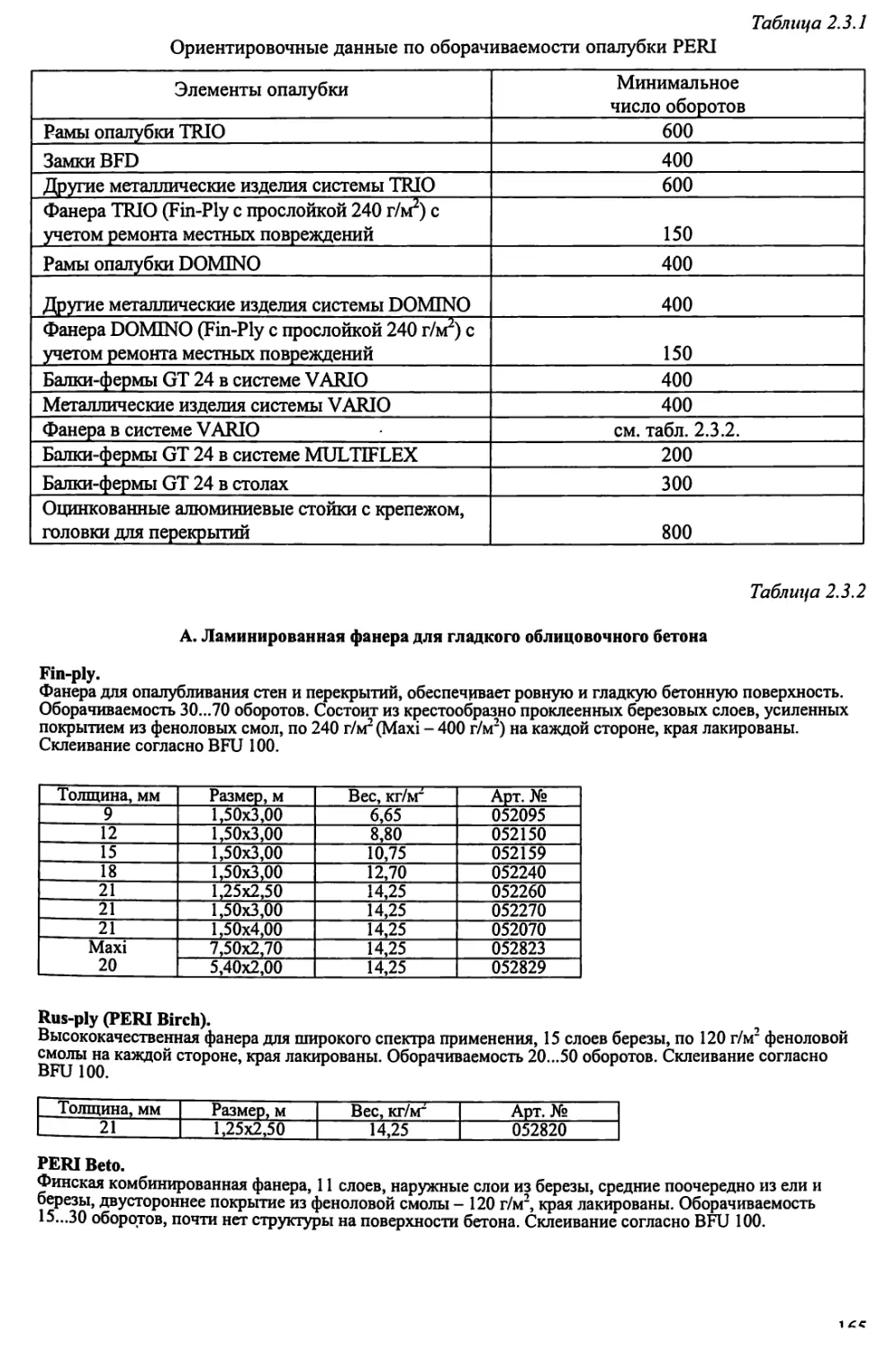
3.1.2. Подход к раскладке опалубки...................... 164
3.1.3. Правила обращения с системными опалубками........ 164
3.2. PERI TRIO - рамная опалубка для стен и фундаментов..... 168
3.2.1. Общие положения.................................. 168
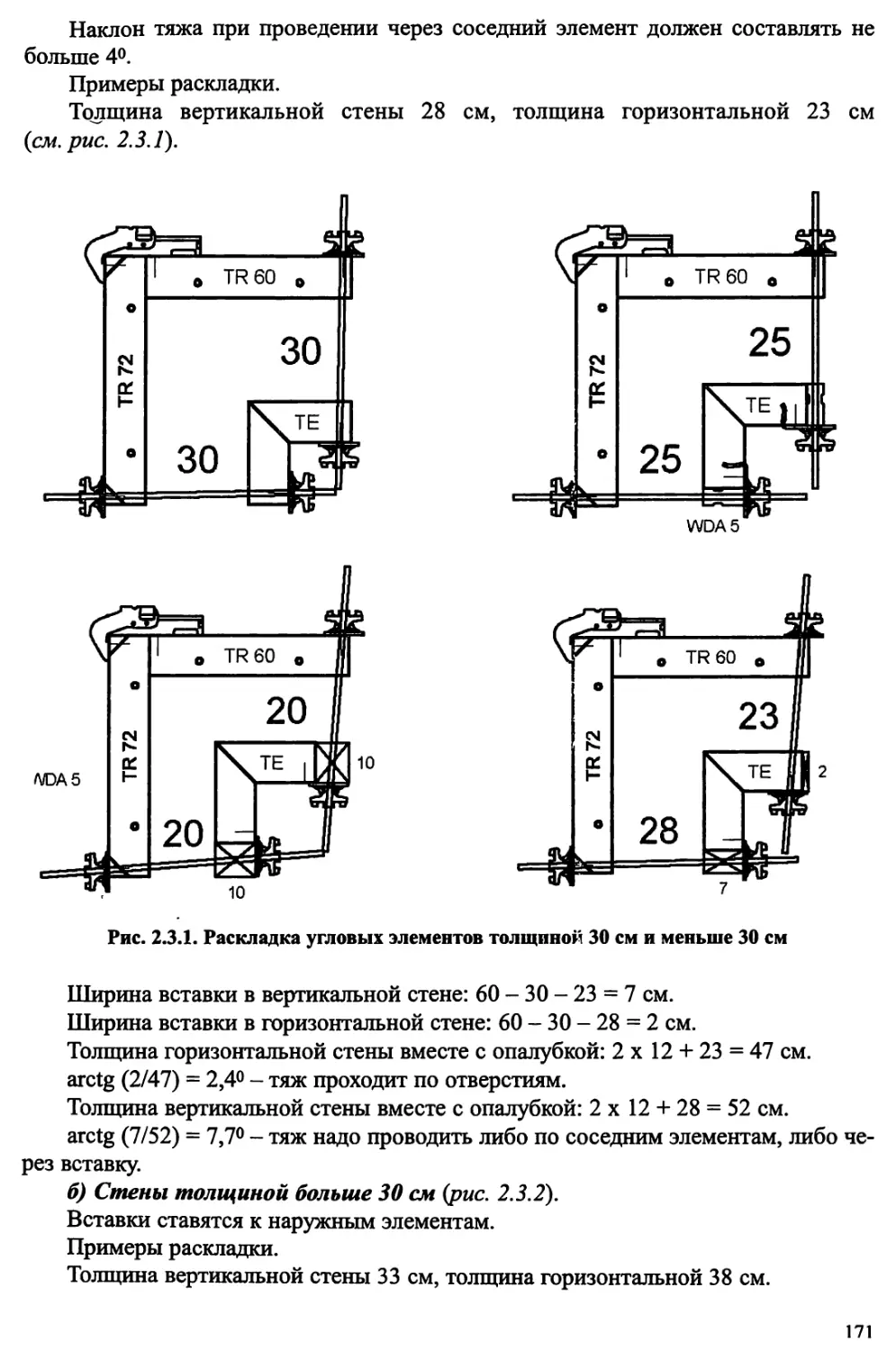
3.2.2. Правила раскладки................................ 170
3.2.2.1. Прямые углы.............................. 170
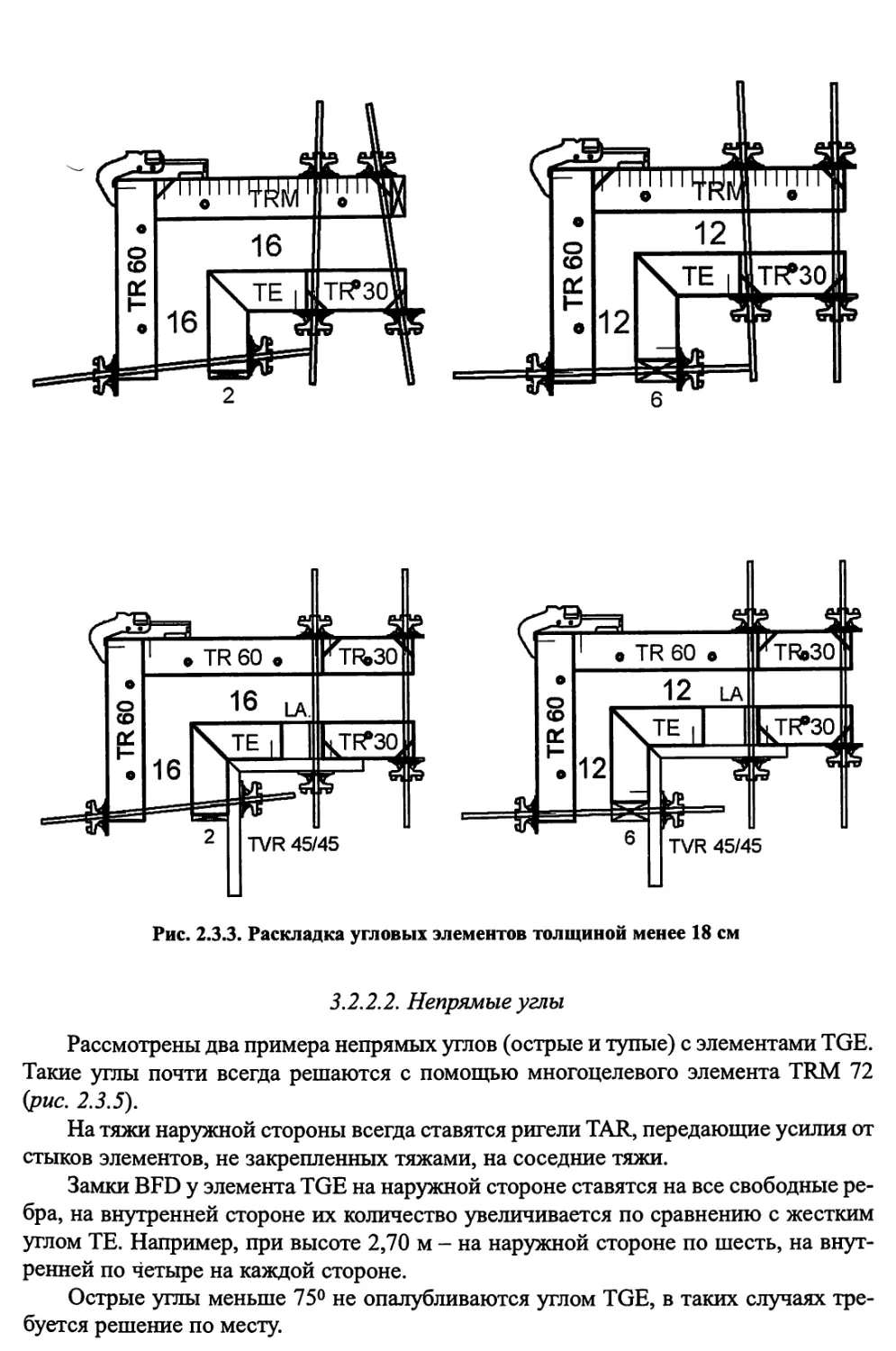
3.2.2.2. Непрямые углы............................ 173
3.2.2.3. Разветвление стен........................ 175
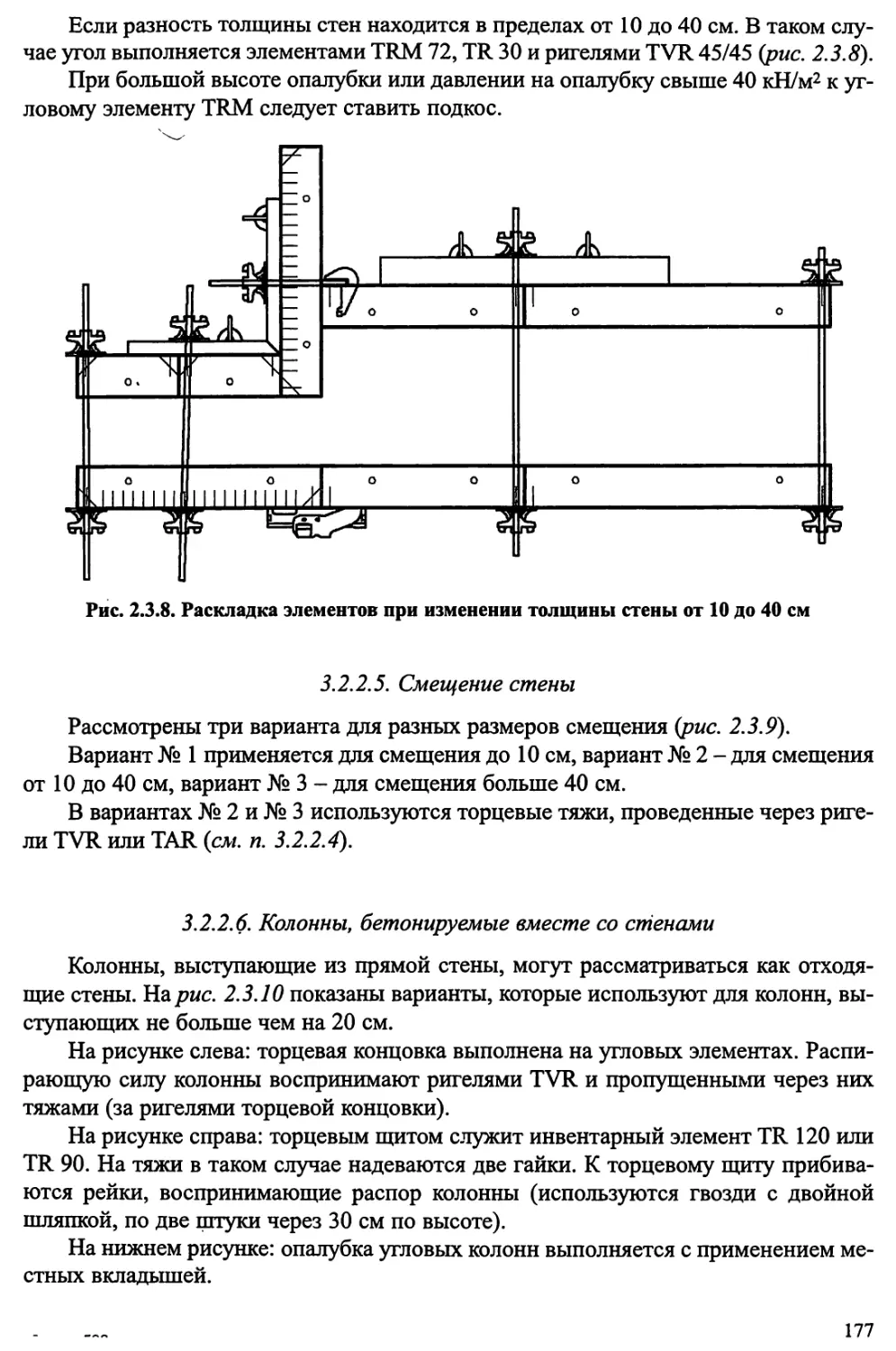
3.2.2.4. Изменение толщины стены.................. 176
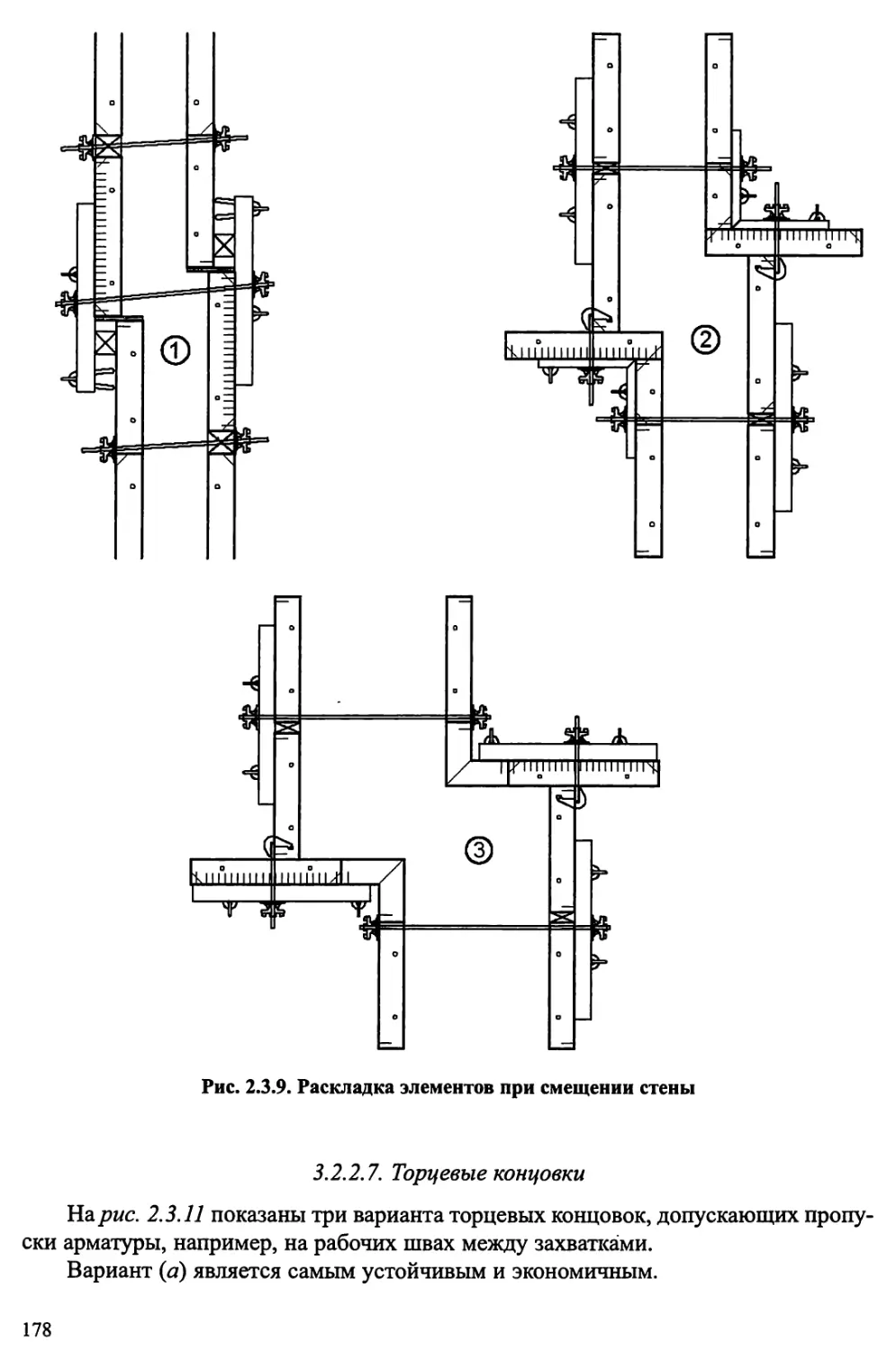
3.2.2.5. Смещение стены........................... 177
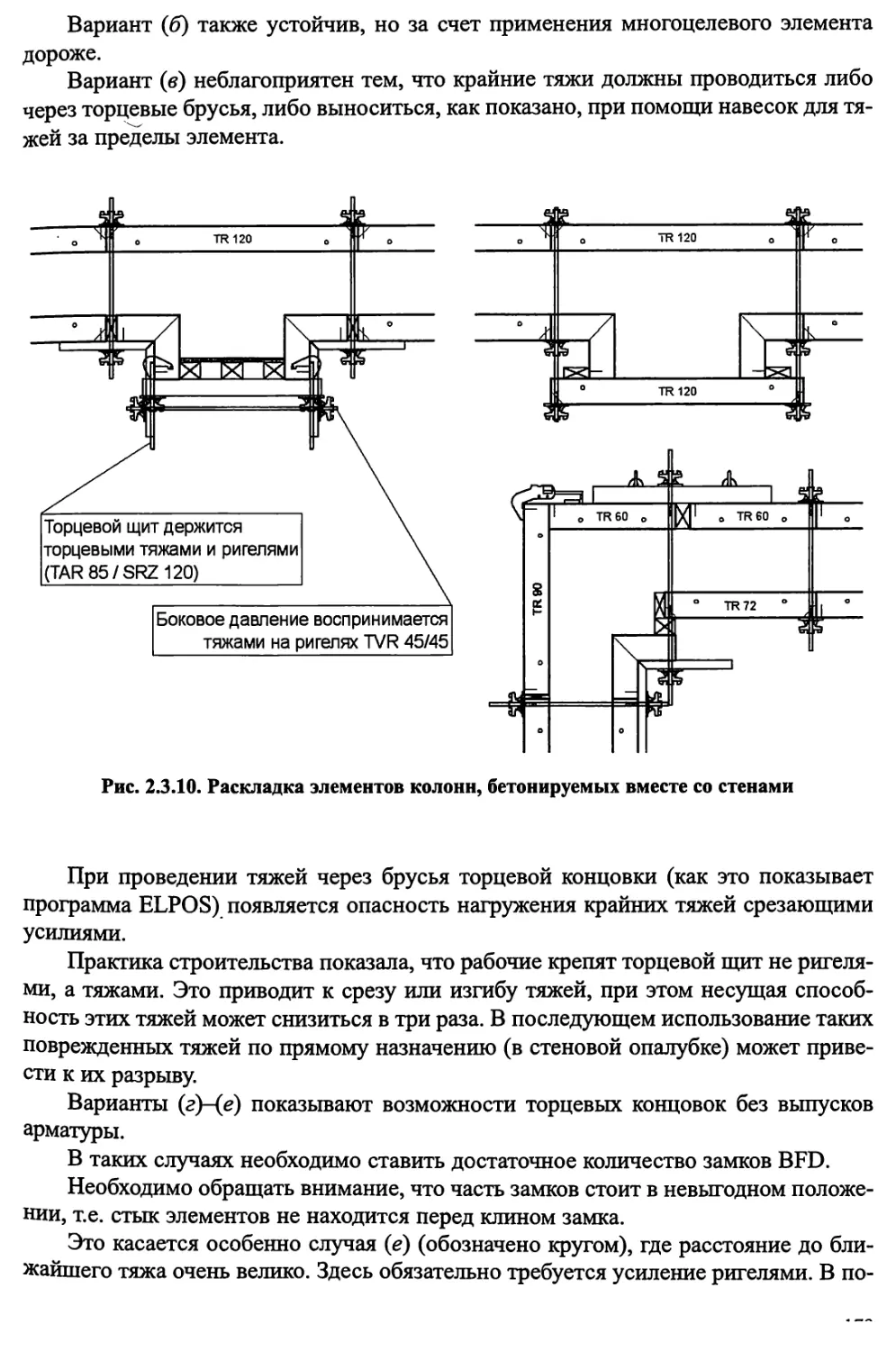
3.2.2.6. Колонны, бетонируемые вместе со стенами... 177
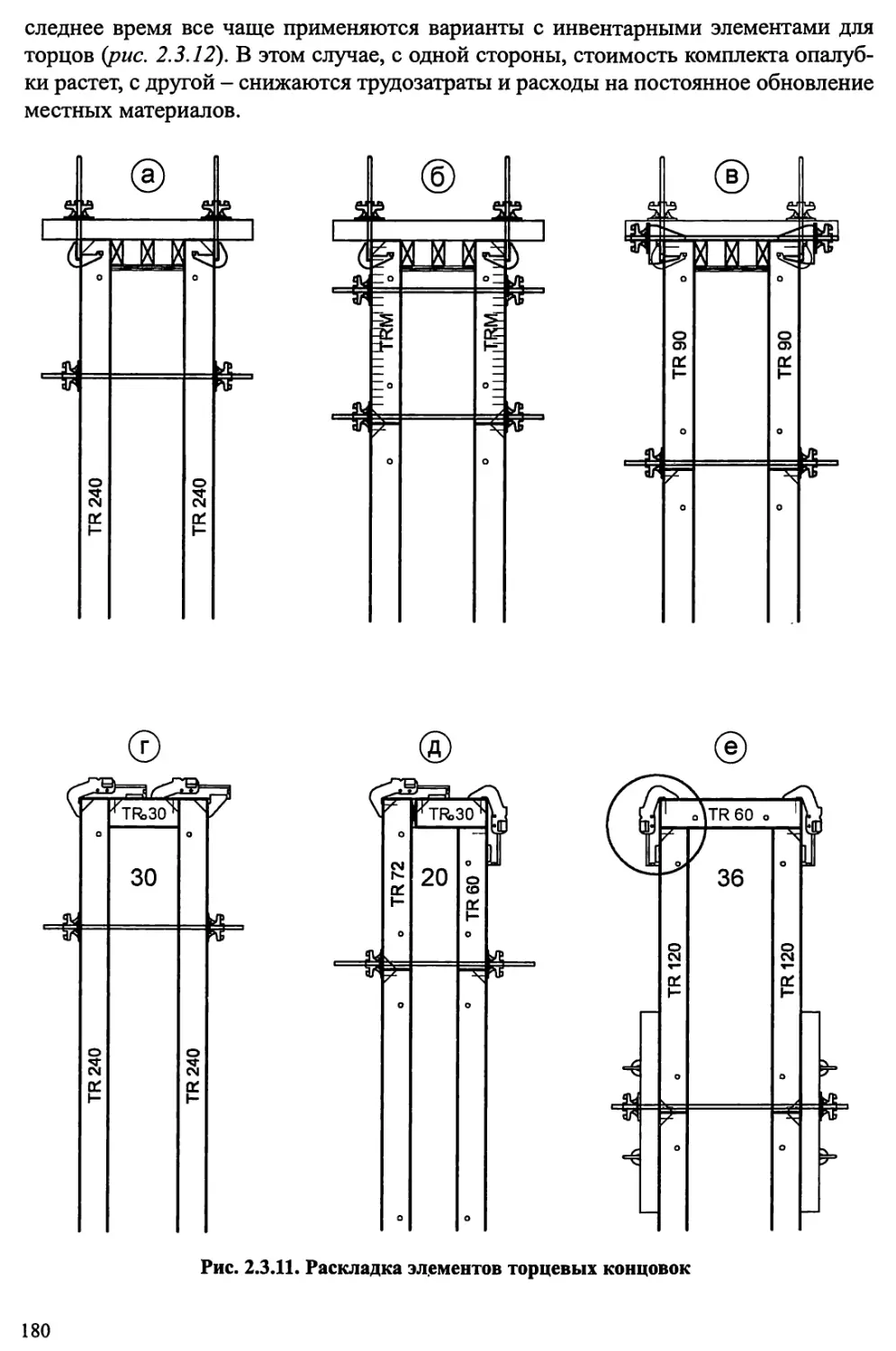
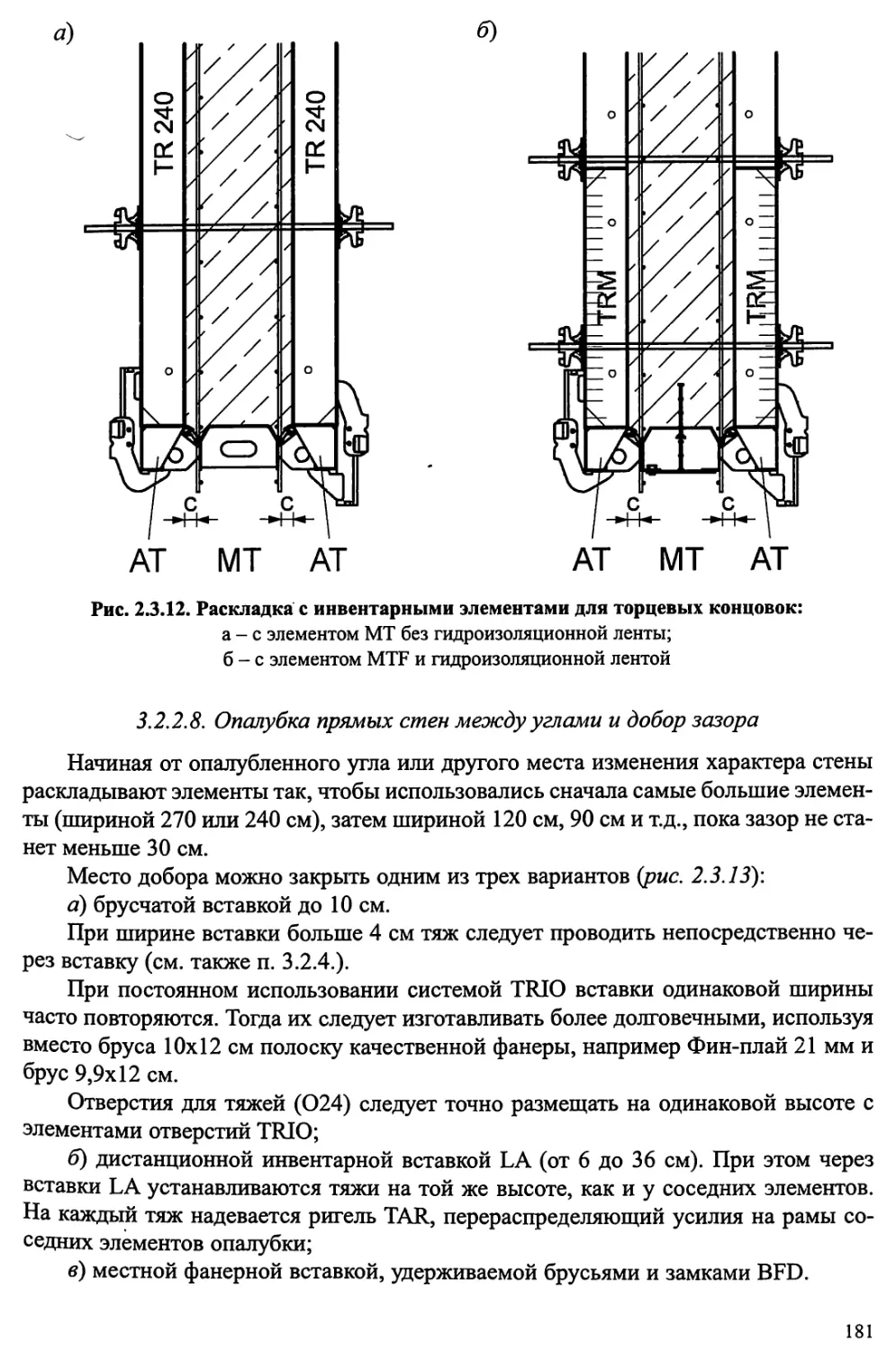
3.2.2.7. Торцевые концовки........................ 178
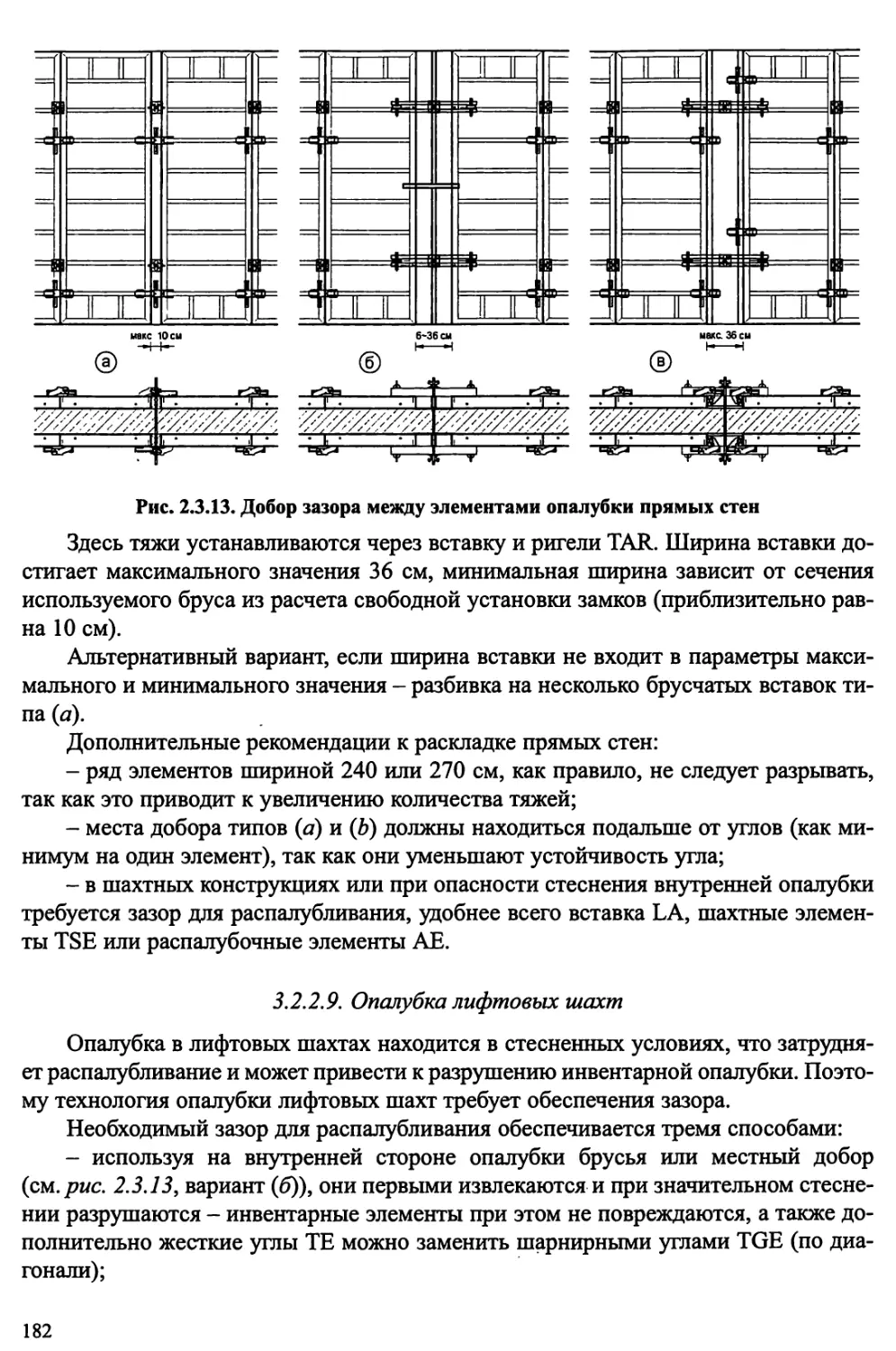
3.2.2.8. Опалубка прямых стен между углами 181
и добор зазора..............................
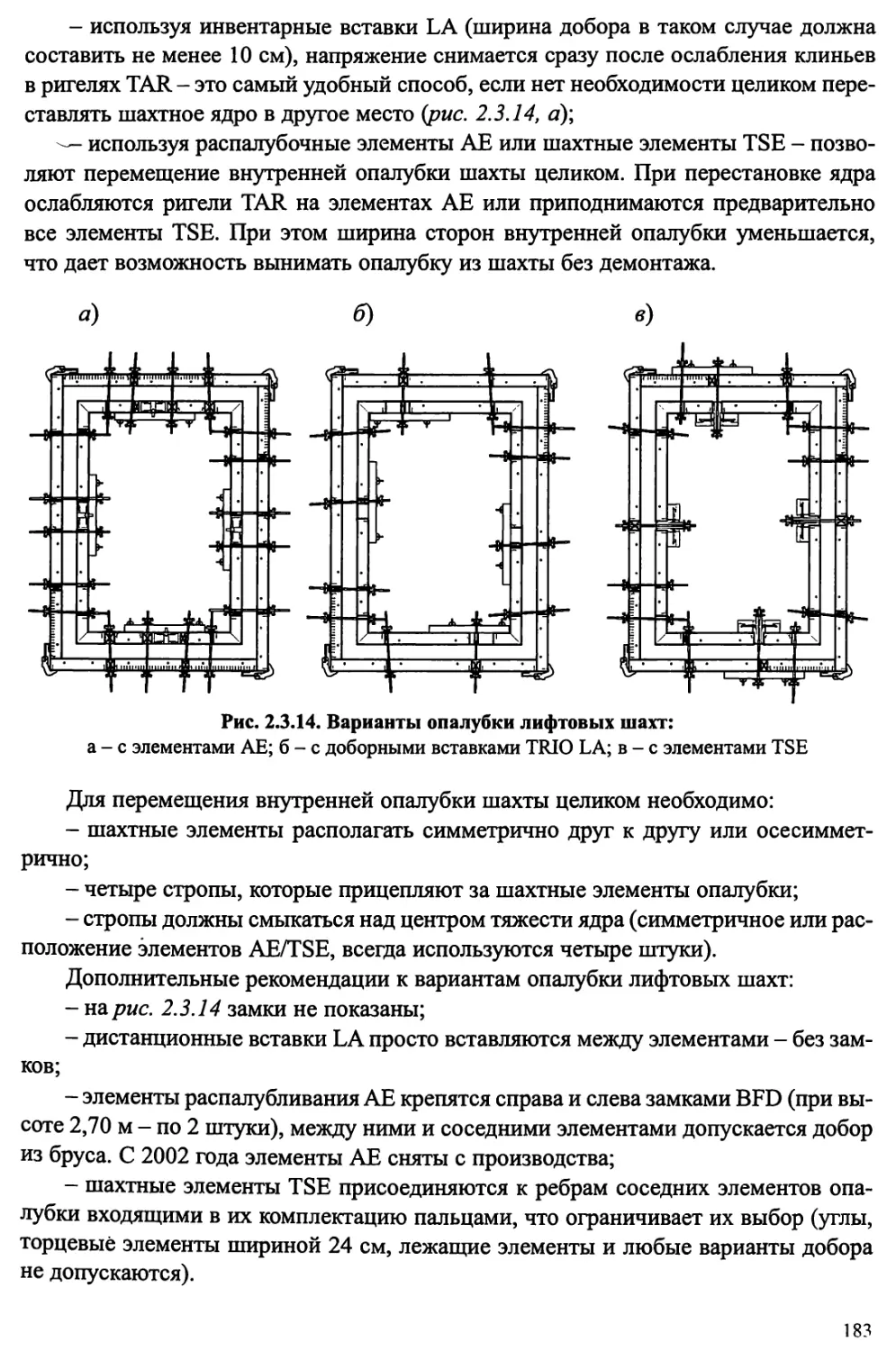
3.2.2.9. Опалубка лифтовых шахт................... 182
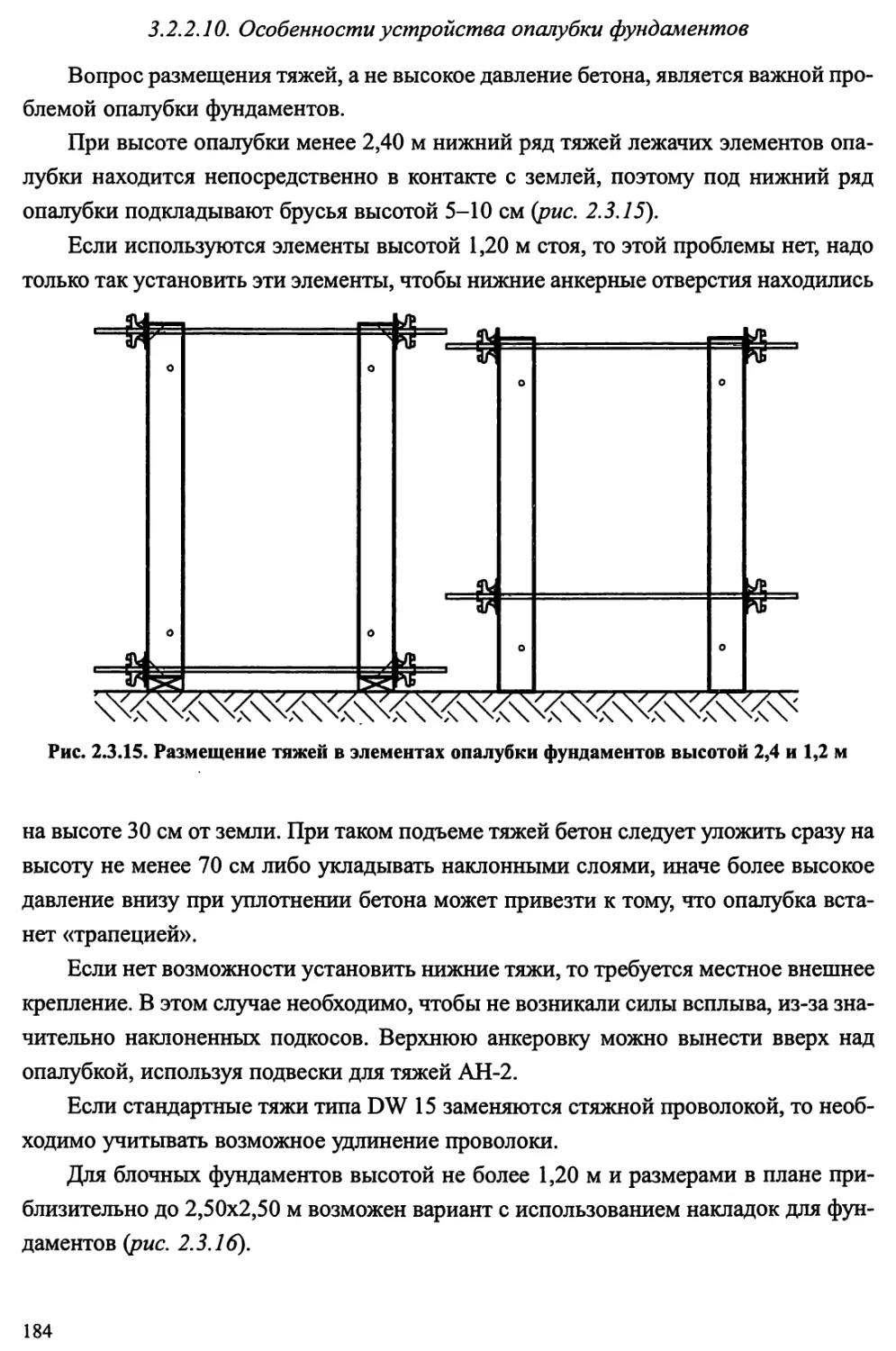
3.2.2.10. Особенности устройства опалубки
фундаментов........................................ 184
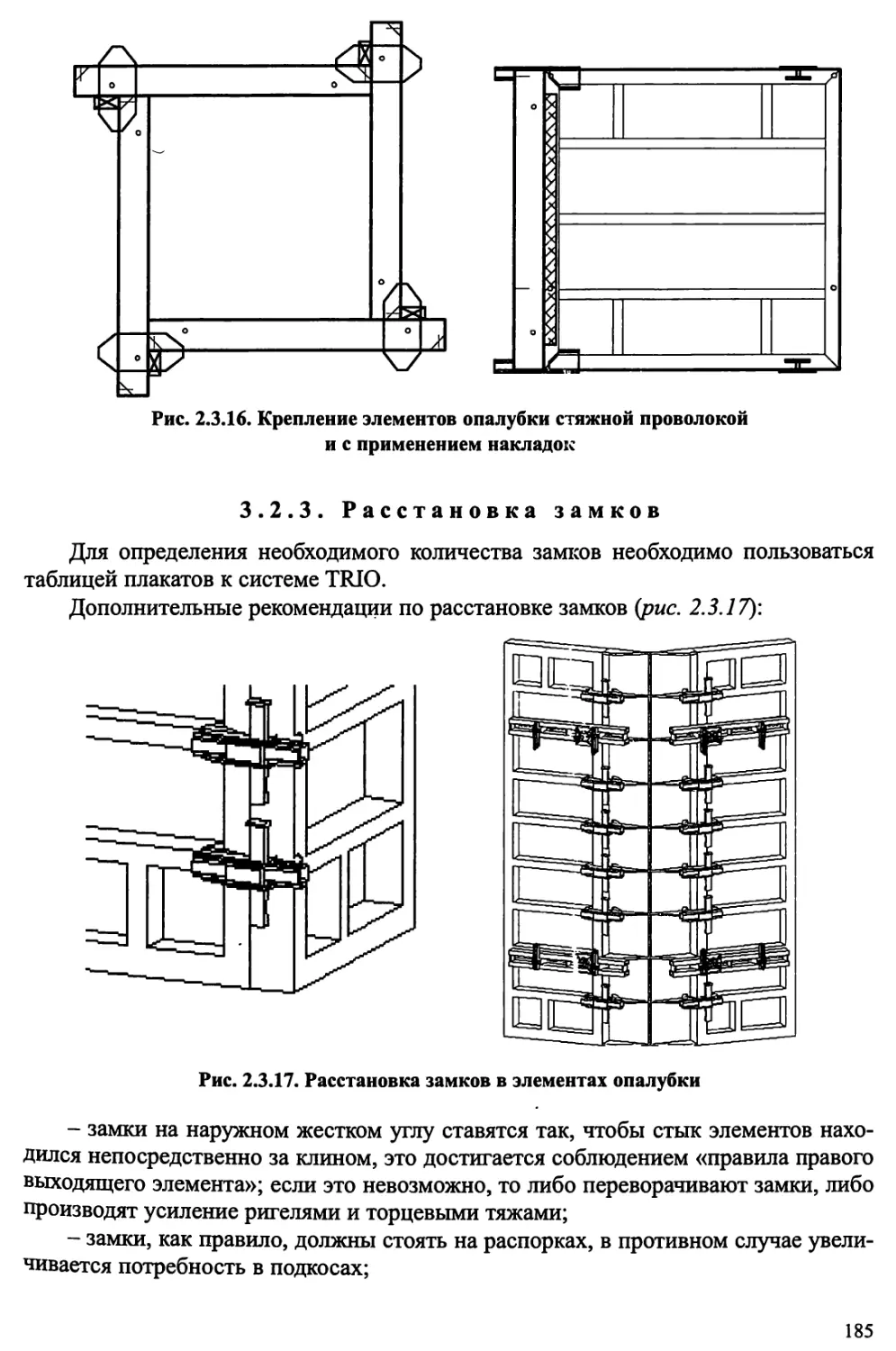
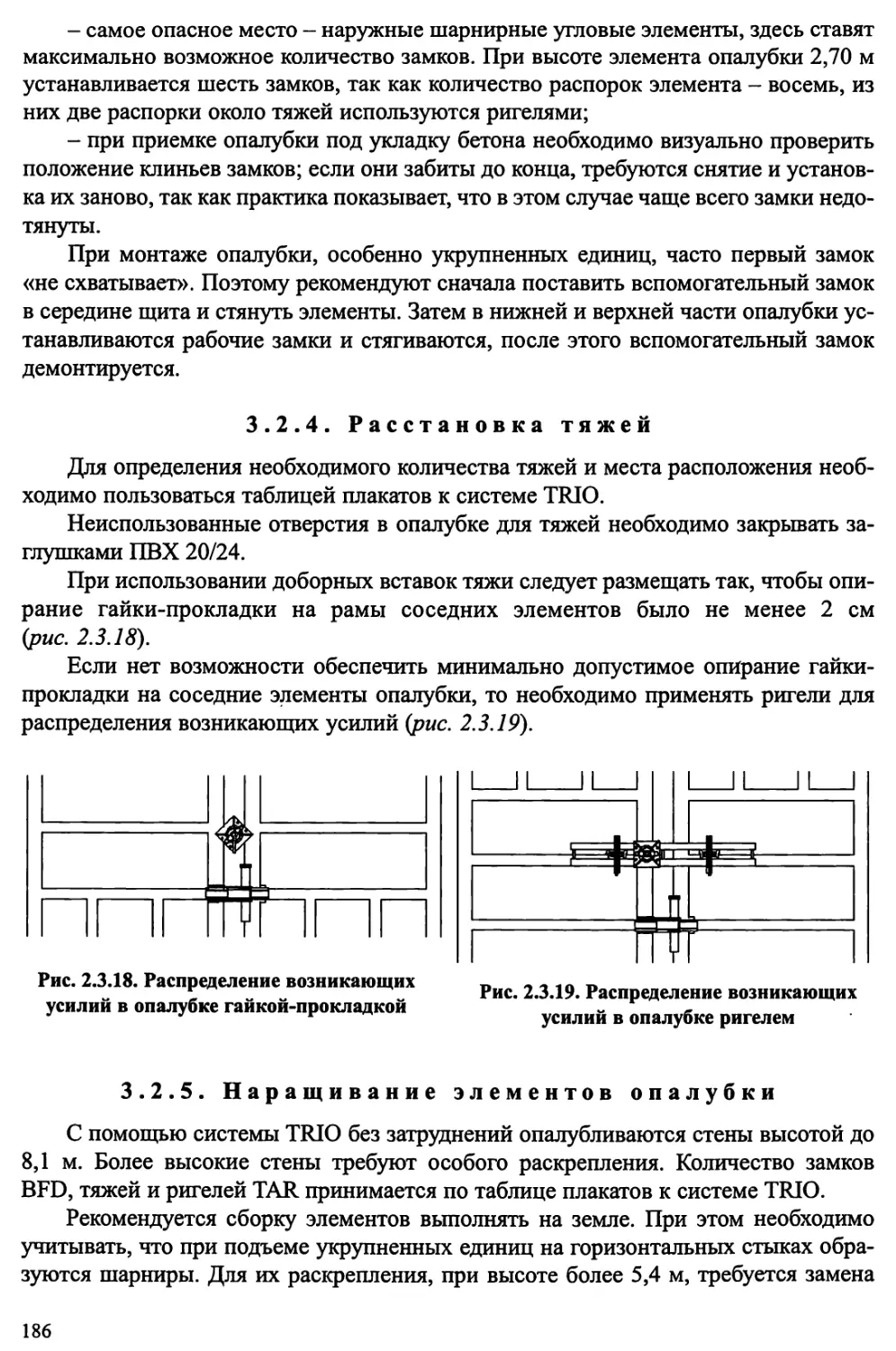
3.2.3. Расстановка замков............................... 185
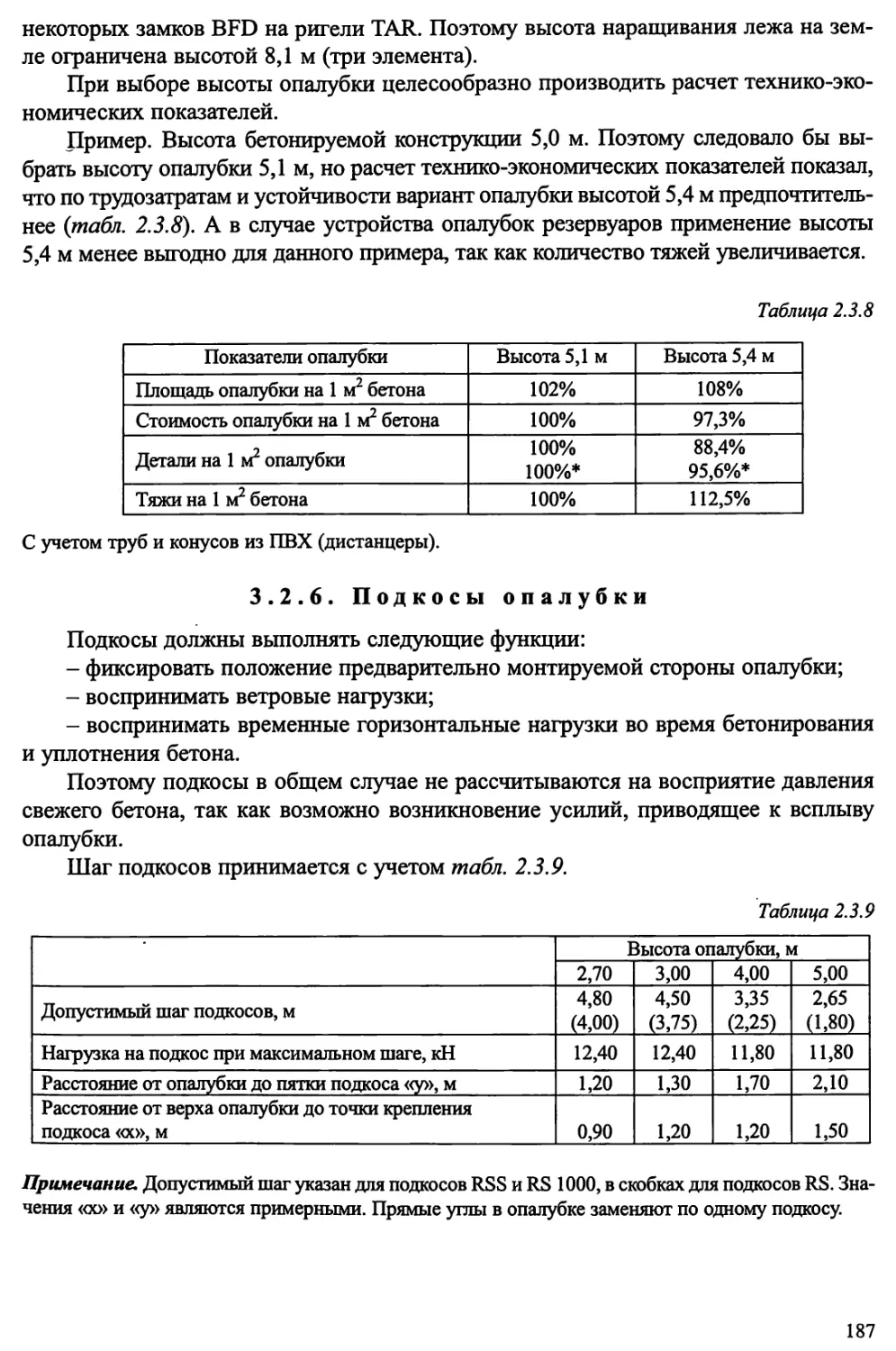
3.2.4. Расстановка тяжей................................ 186
3.2.5. Наращивание элементов опалубки................... 186
3.2.6. Подкосы опалубки................................. 187
3.2.7. Указания по технике безопасности.................. 188
4
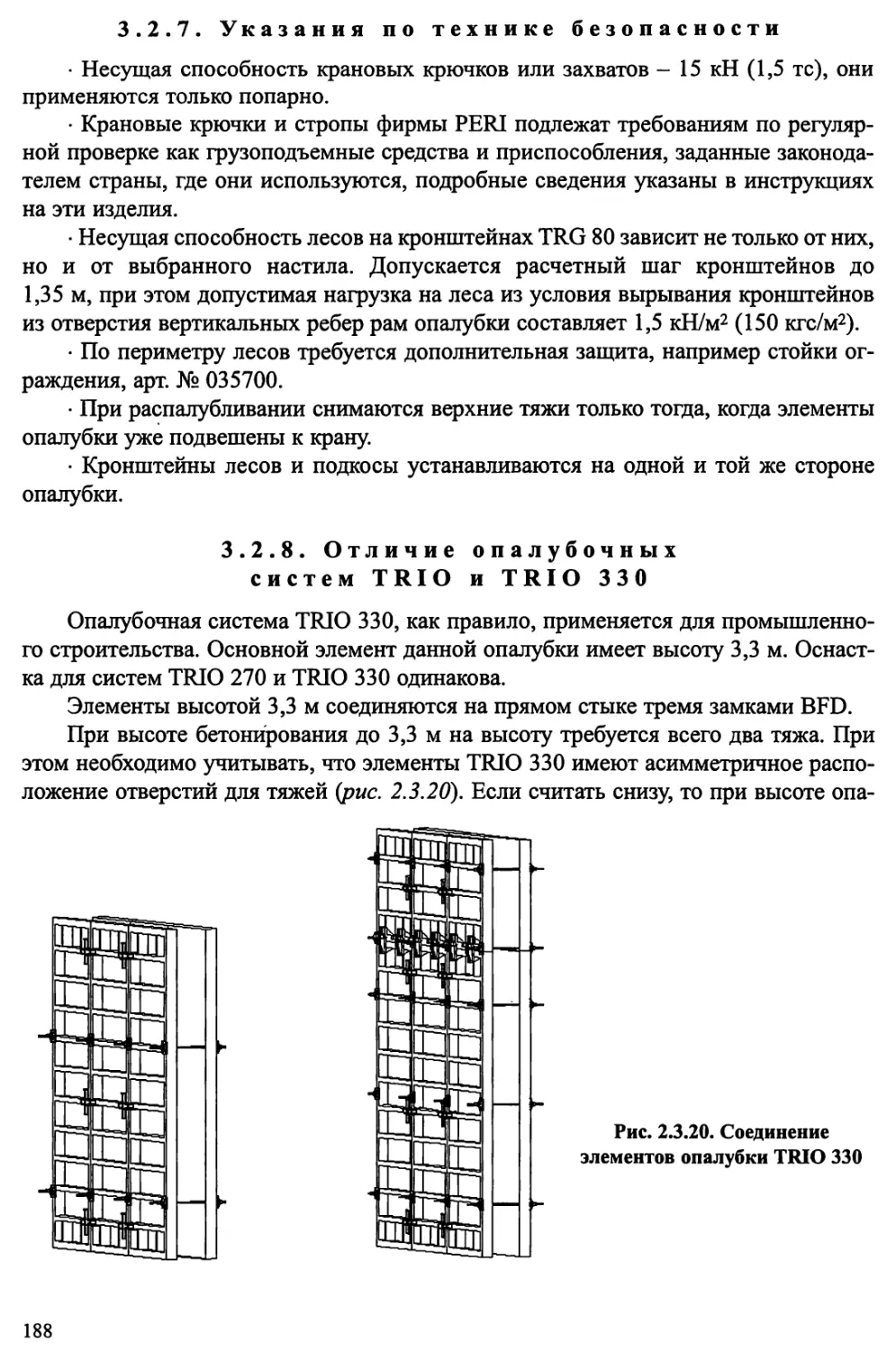
3.2.8. Отличие опалубочных систем TRIO и TRIO 330........ 189
3.3. PERI MULTIPLEX - балочная опалубка перекрытий........... 189
3.3.1. Элементы опалубки перекрытия...................... 189
3.3.1.1. Рабочий слой палубы....................... 189
3.3.1.2. Балки опалубки перекрытия и стен.......... 190
3.3.1.3. Стойки.................................... 191
3.3.1.4. Вспомогательные и монтажные приспособления.... 191
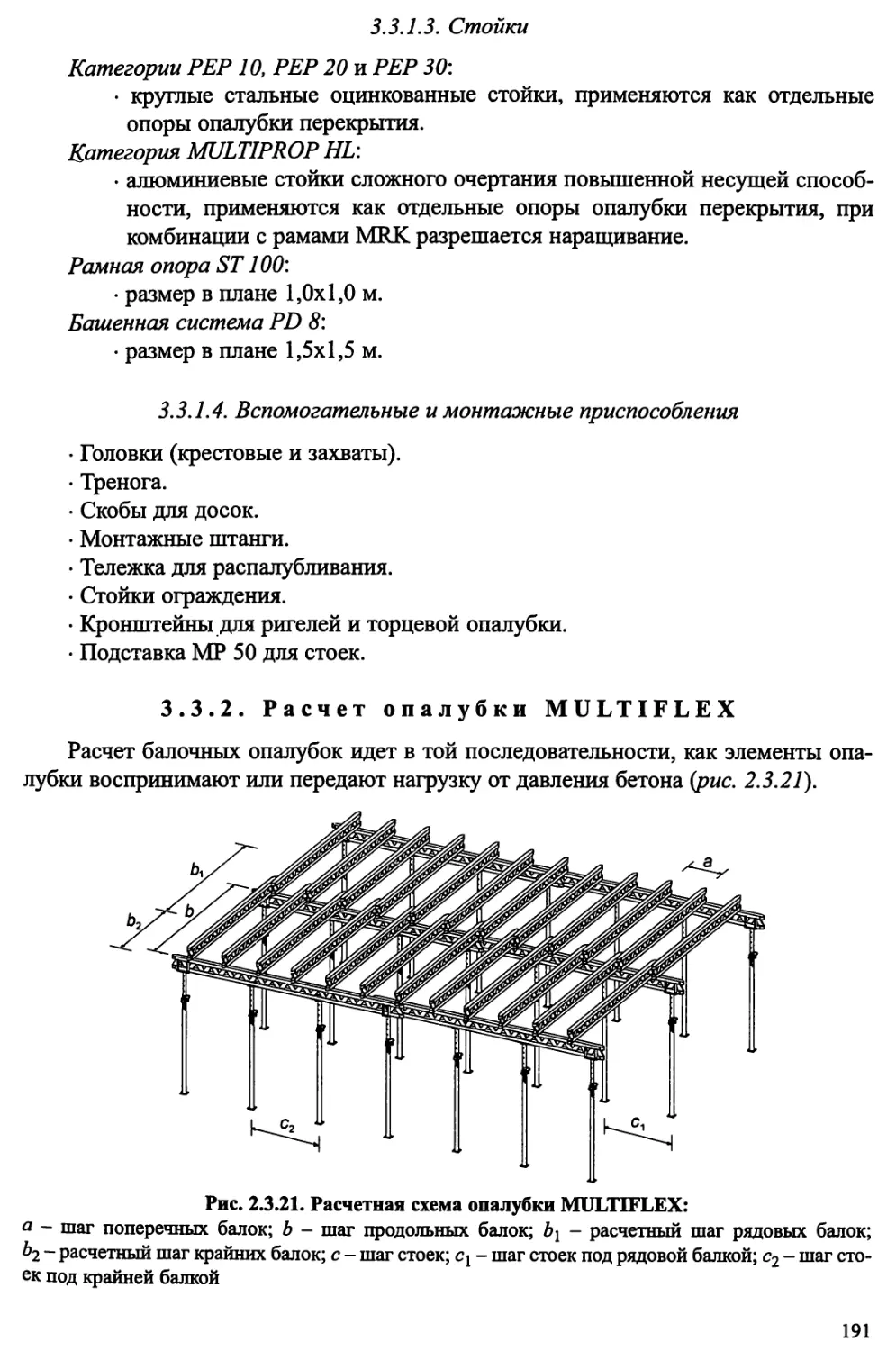
3.3.2. Расчет опалубки MULTIPLEX......................... 191
3.3.2.1. Методика расчета опалубки перекрытия...... 192
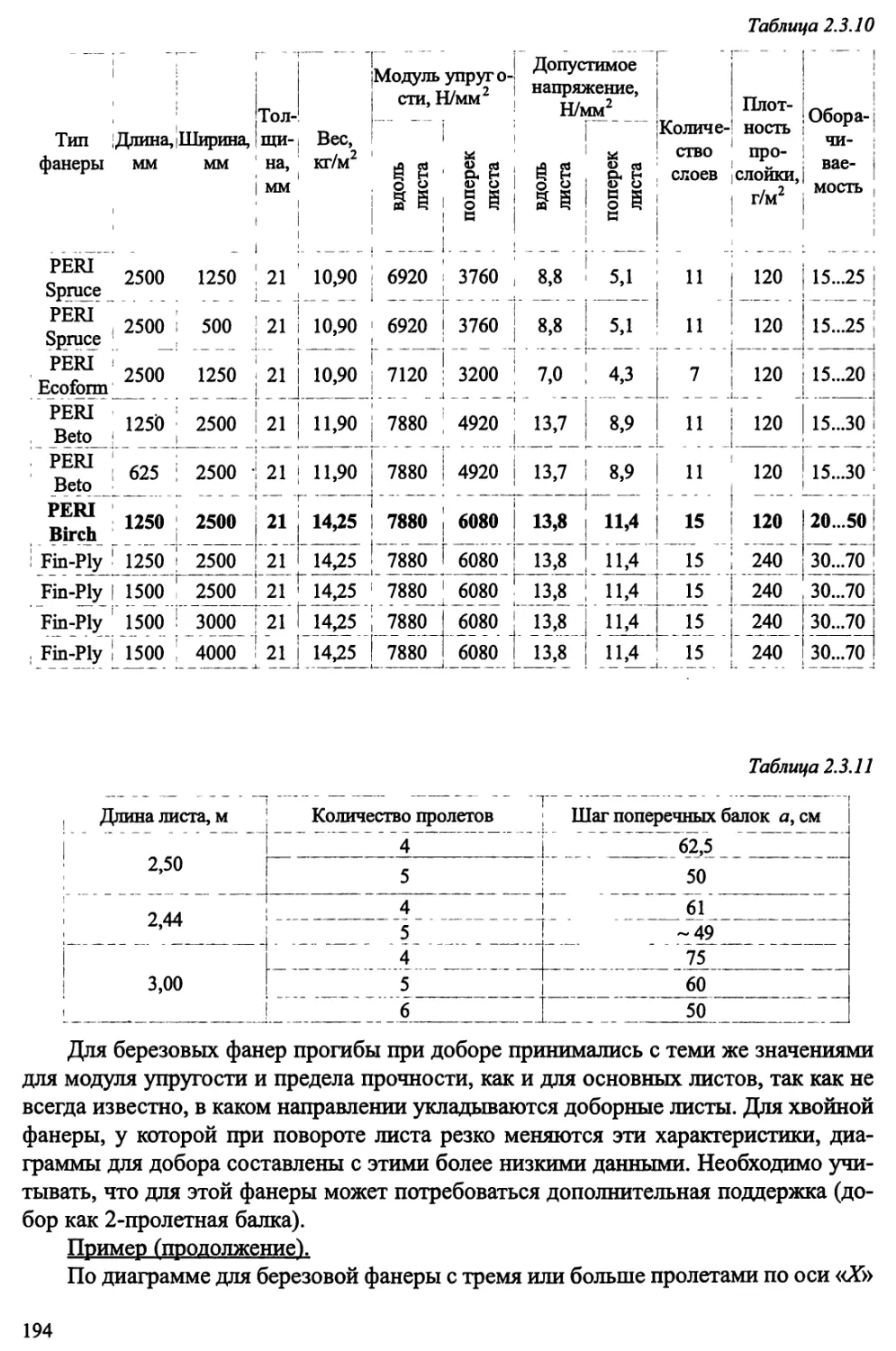
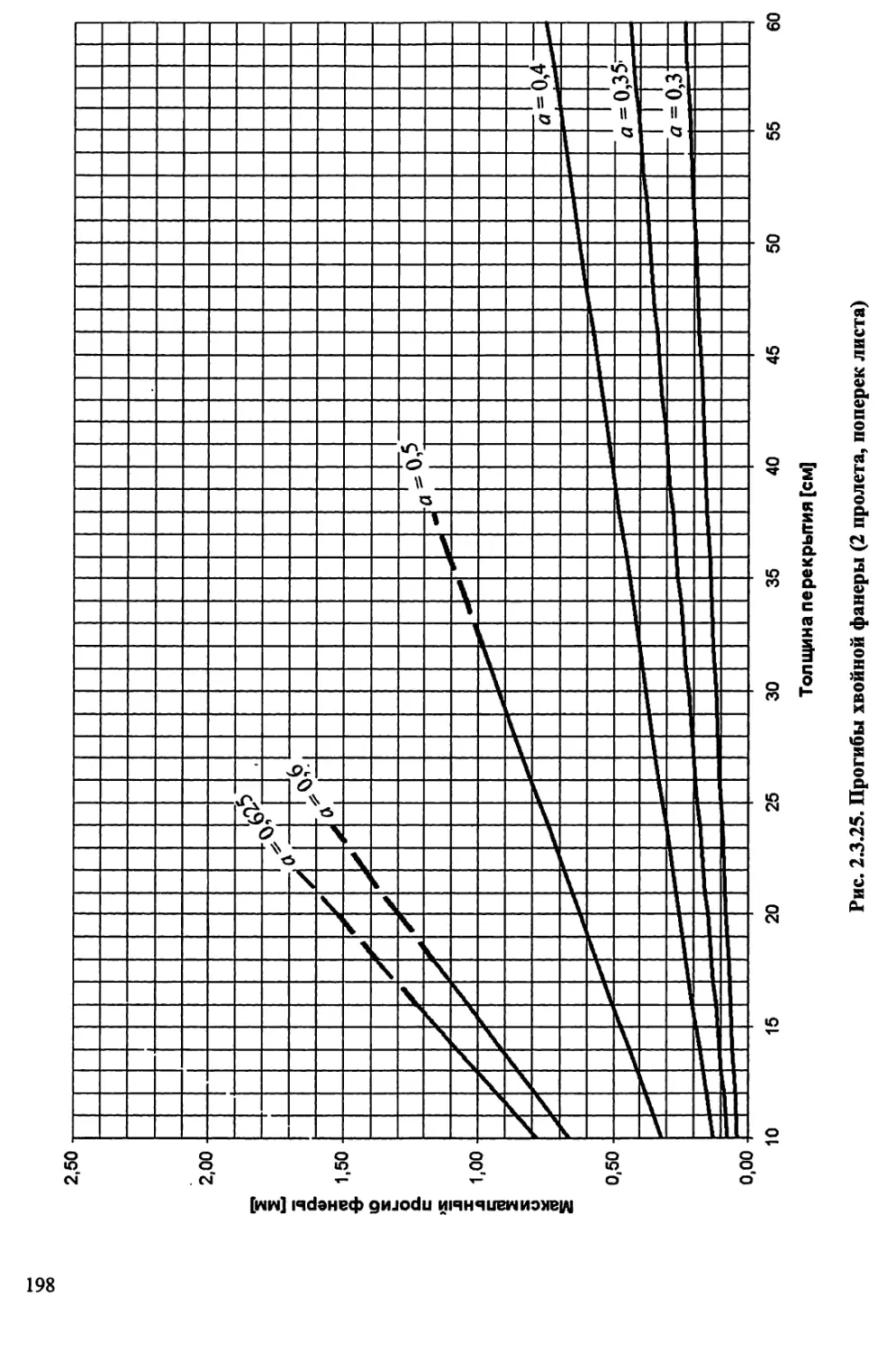
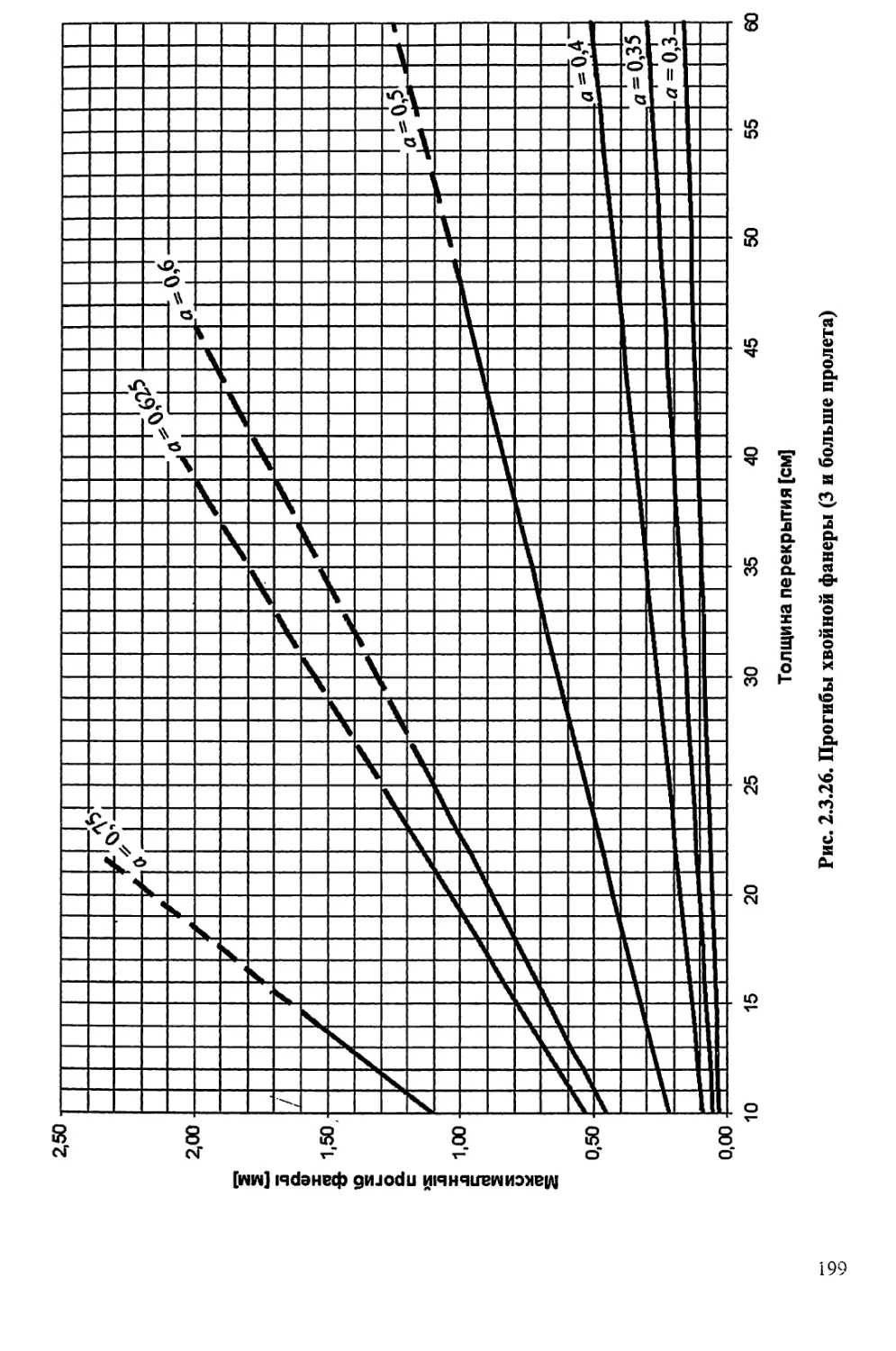
3.3.2.2. Расчет допустимых пролетов фанеры
палубы опалубки..................................... 193
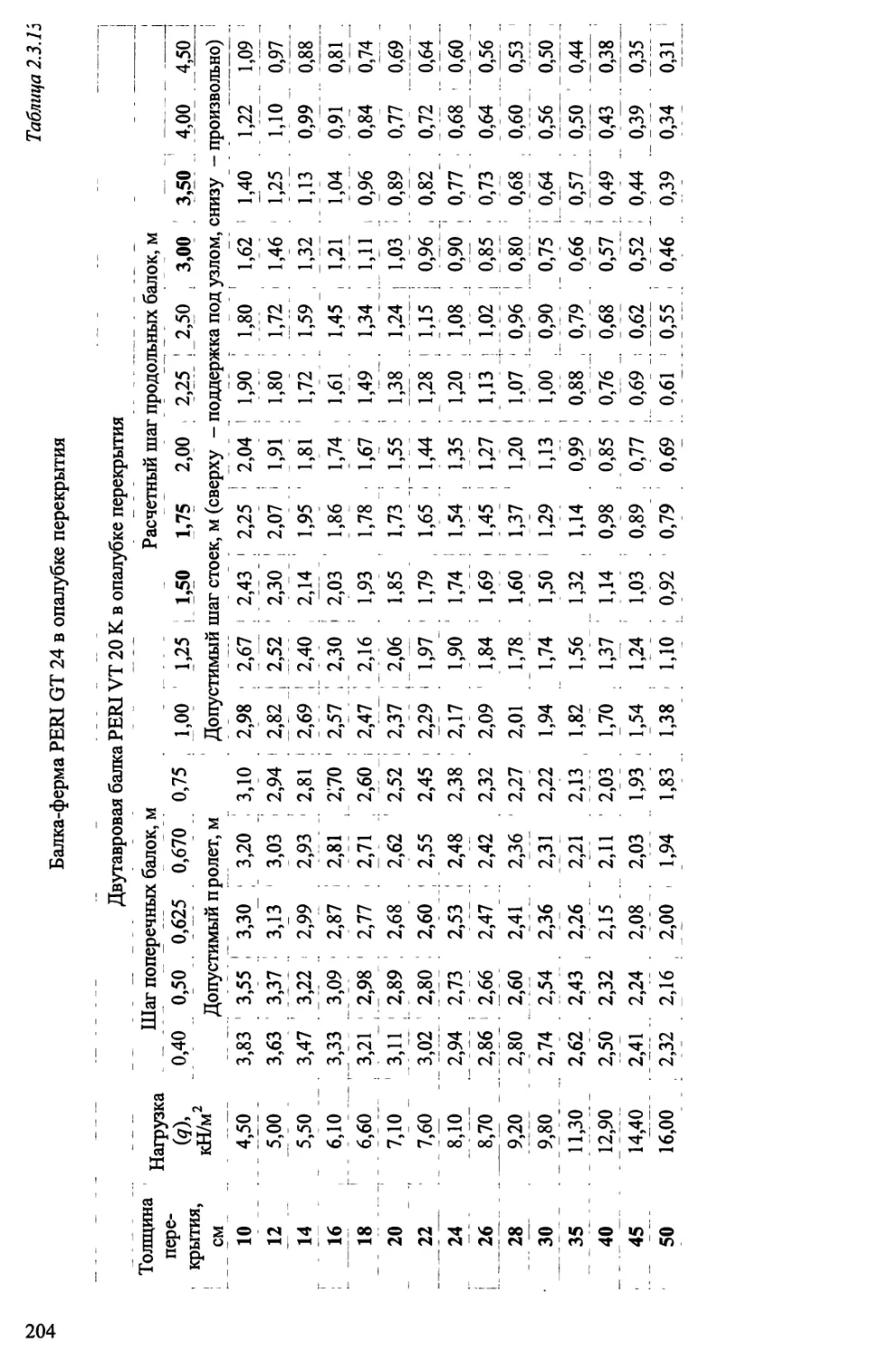
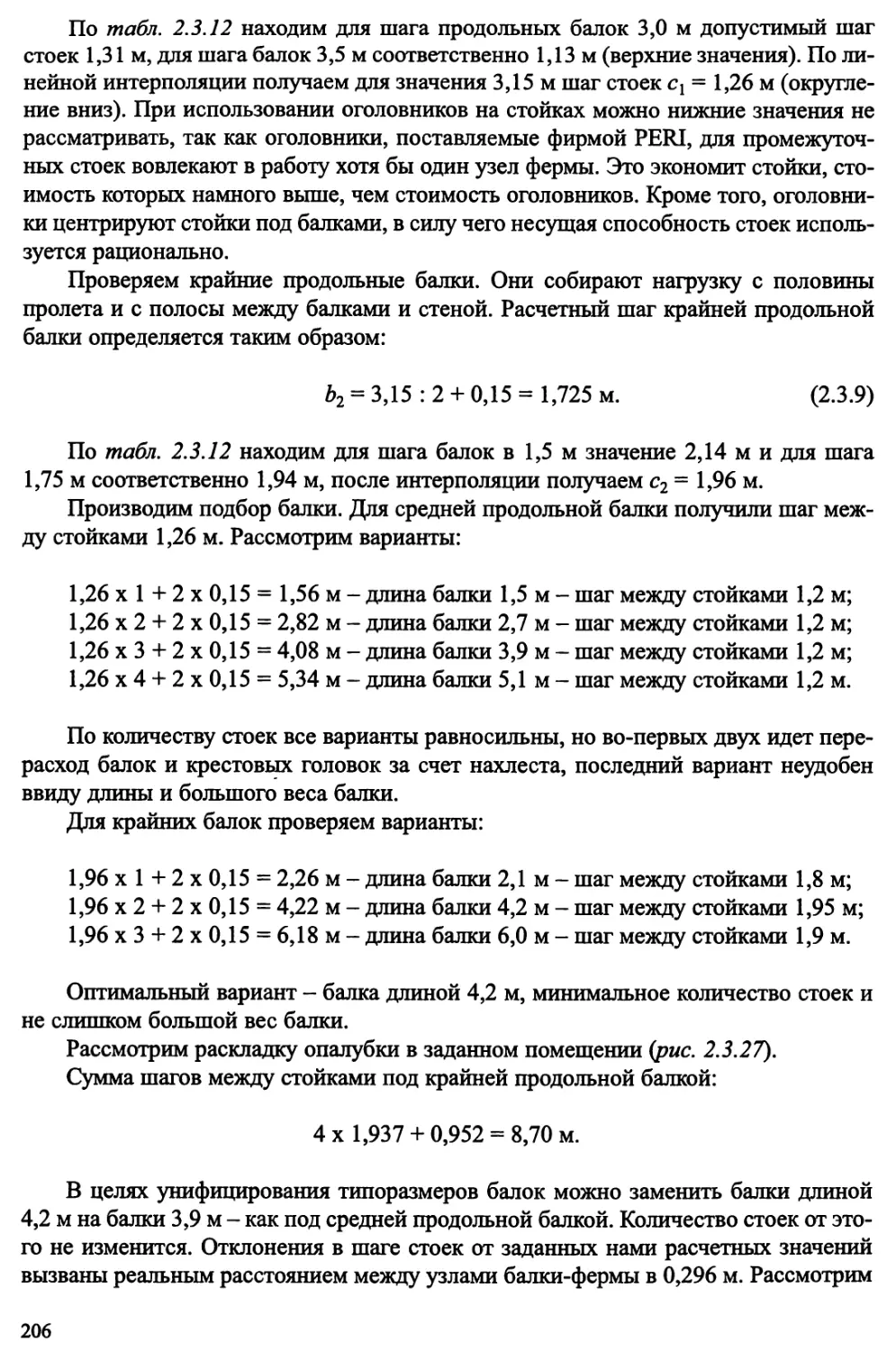
3.3.2.3. Определение пролета поперечных балок опалубки ... 200
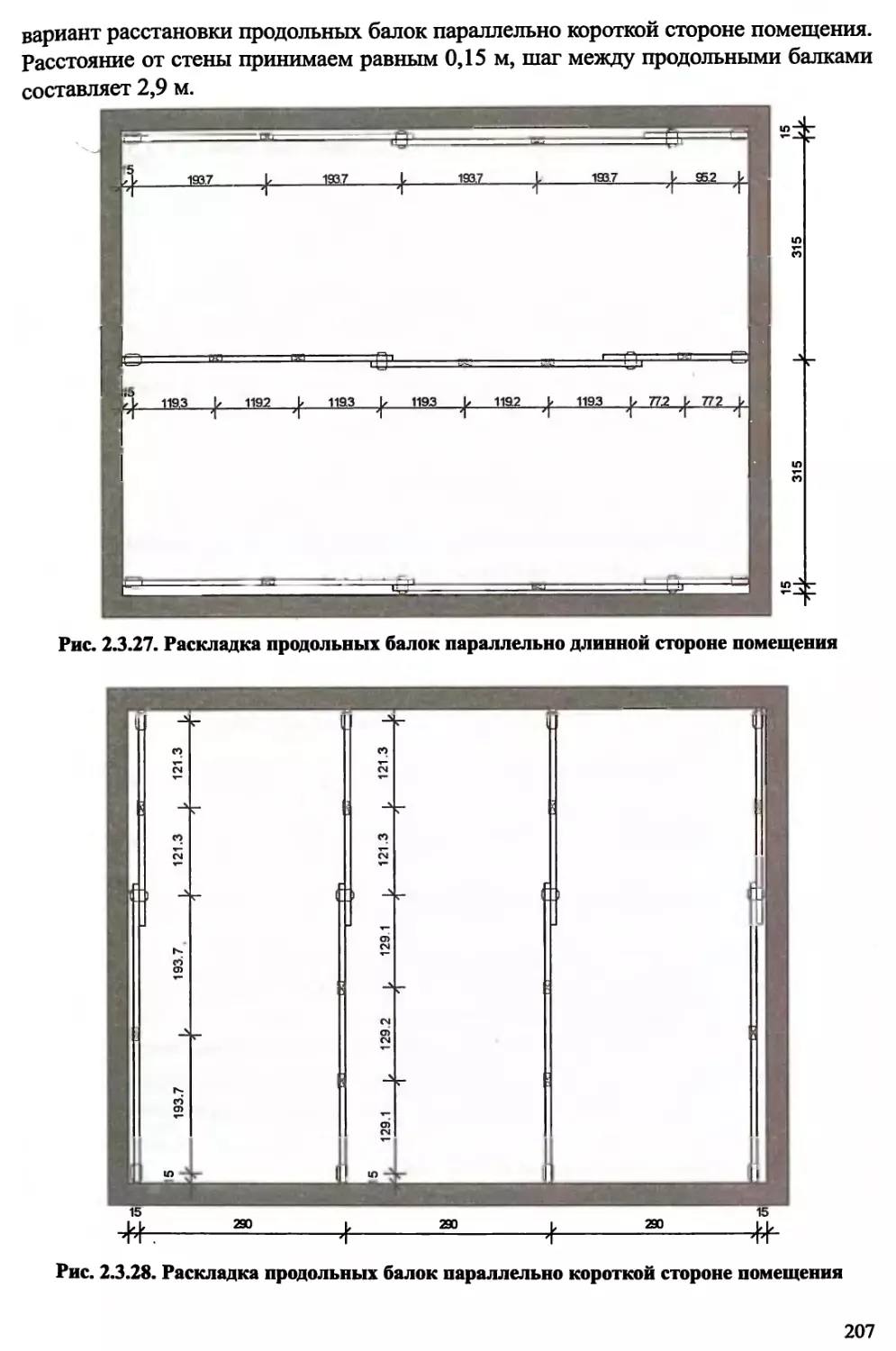
3.3.2.4. Определение шага стоек.................... 205
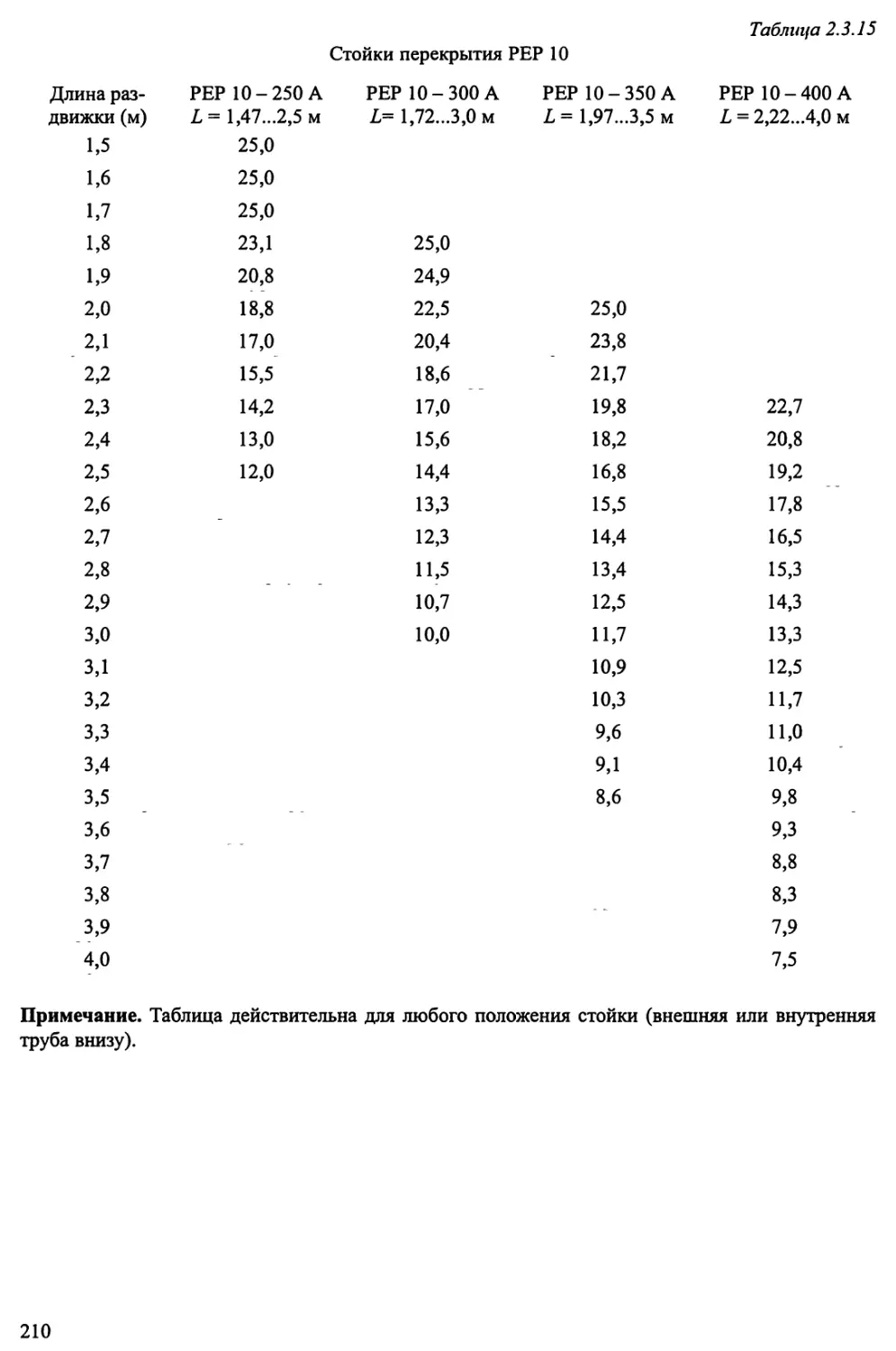
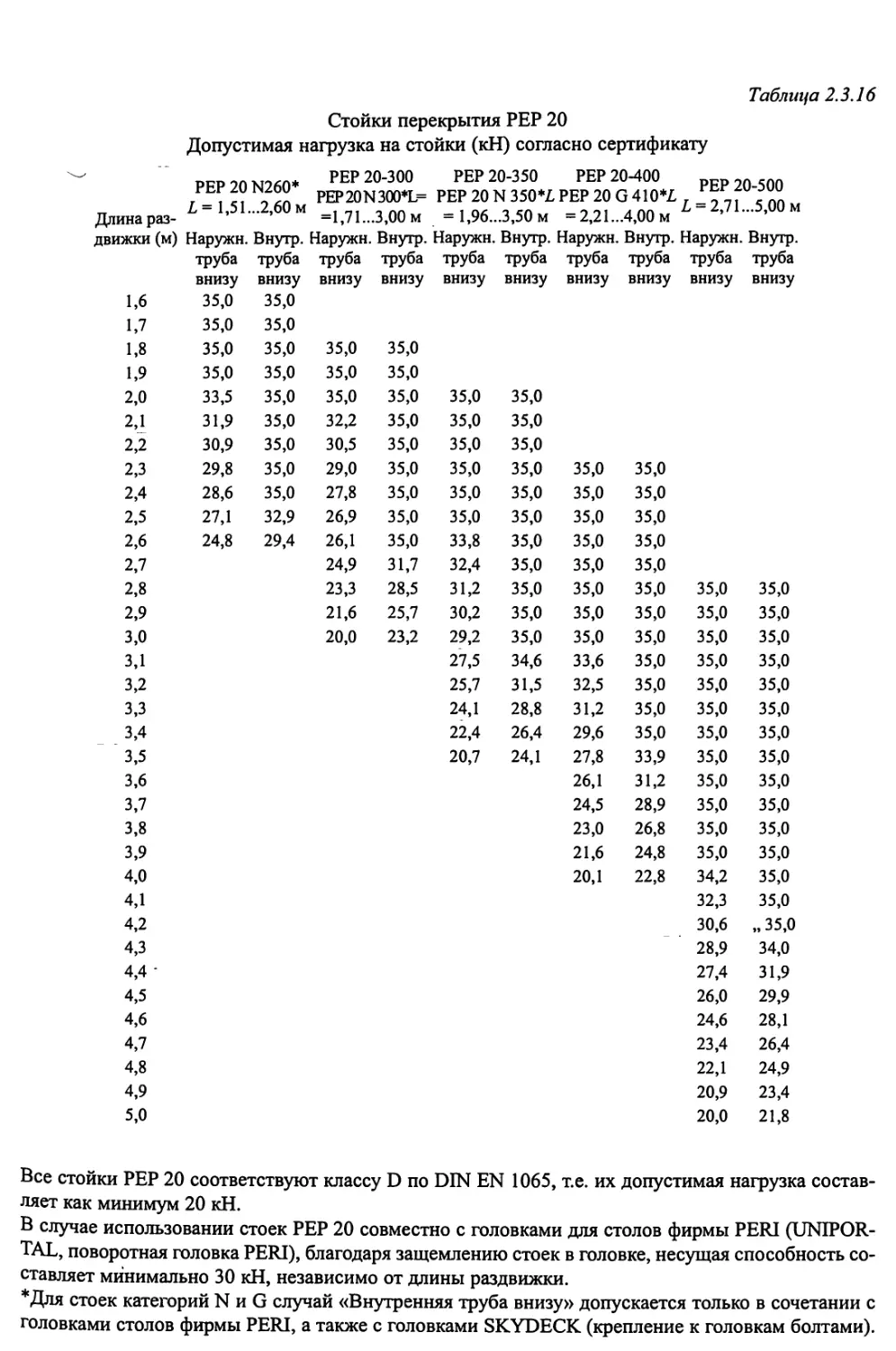
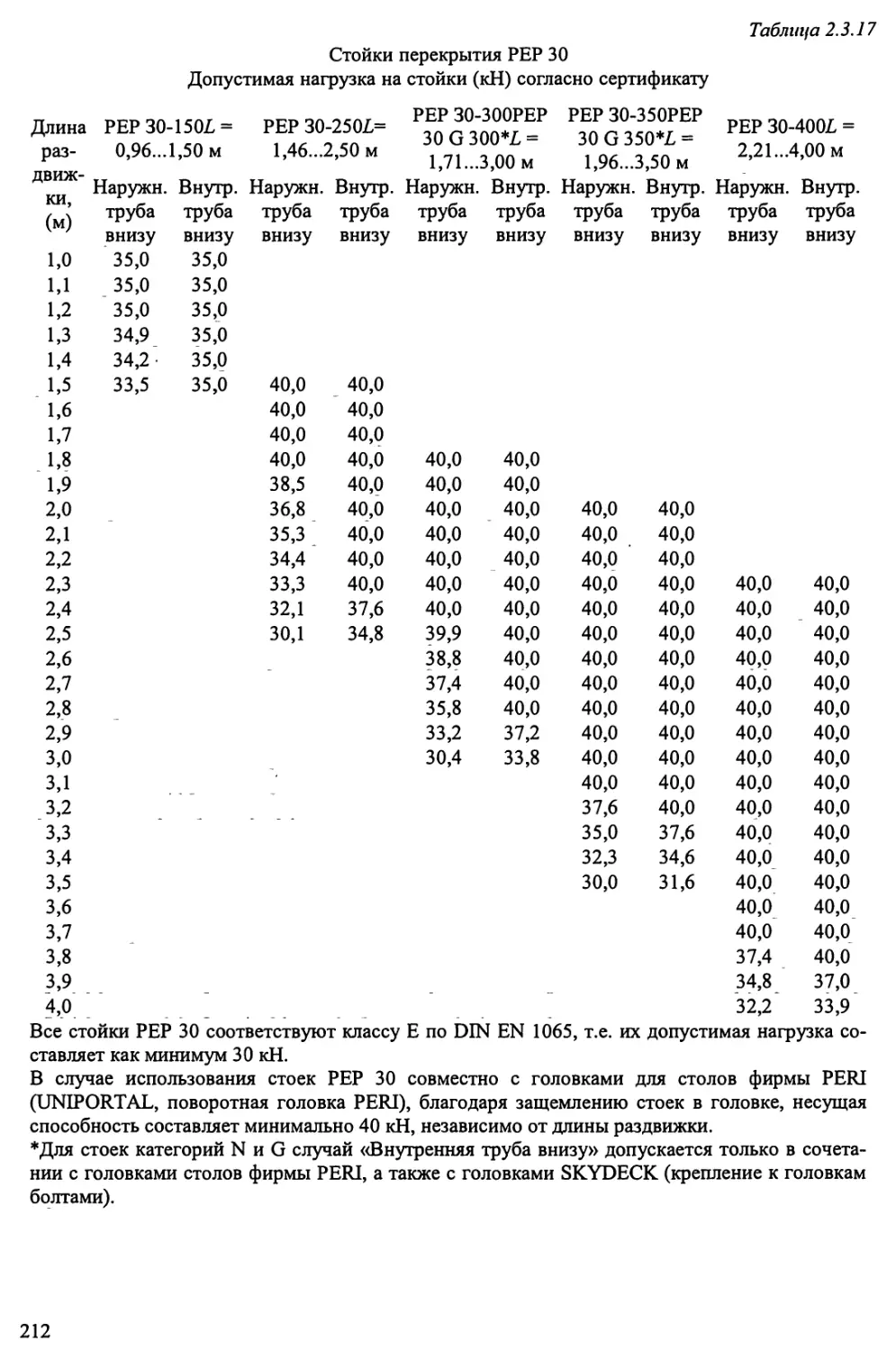
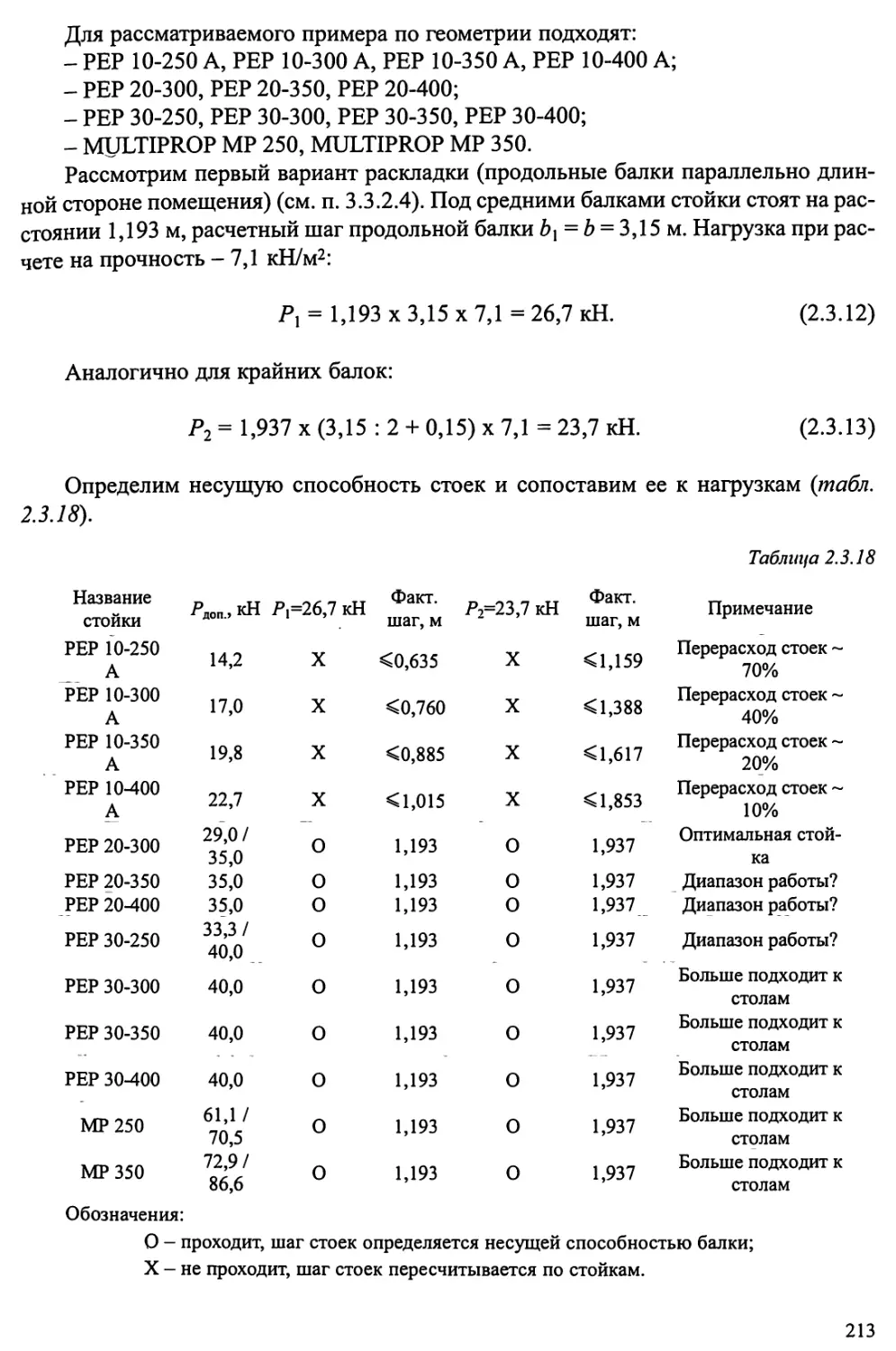
3.3.2.5. Проверка и выбор стоек.................... 208
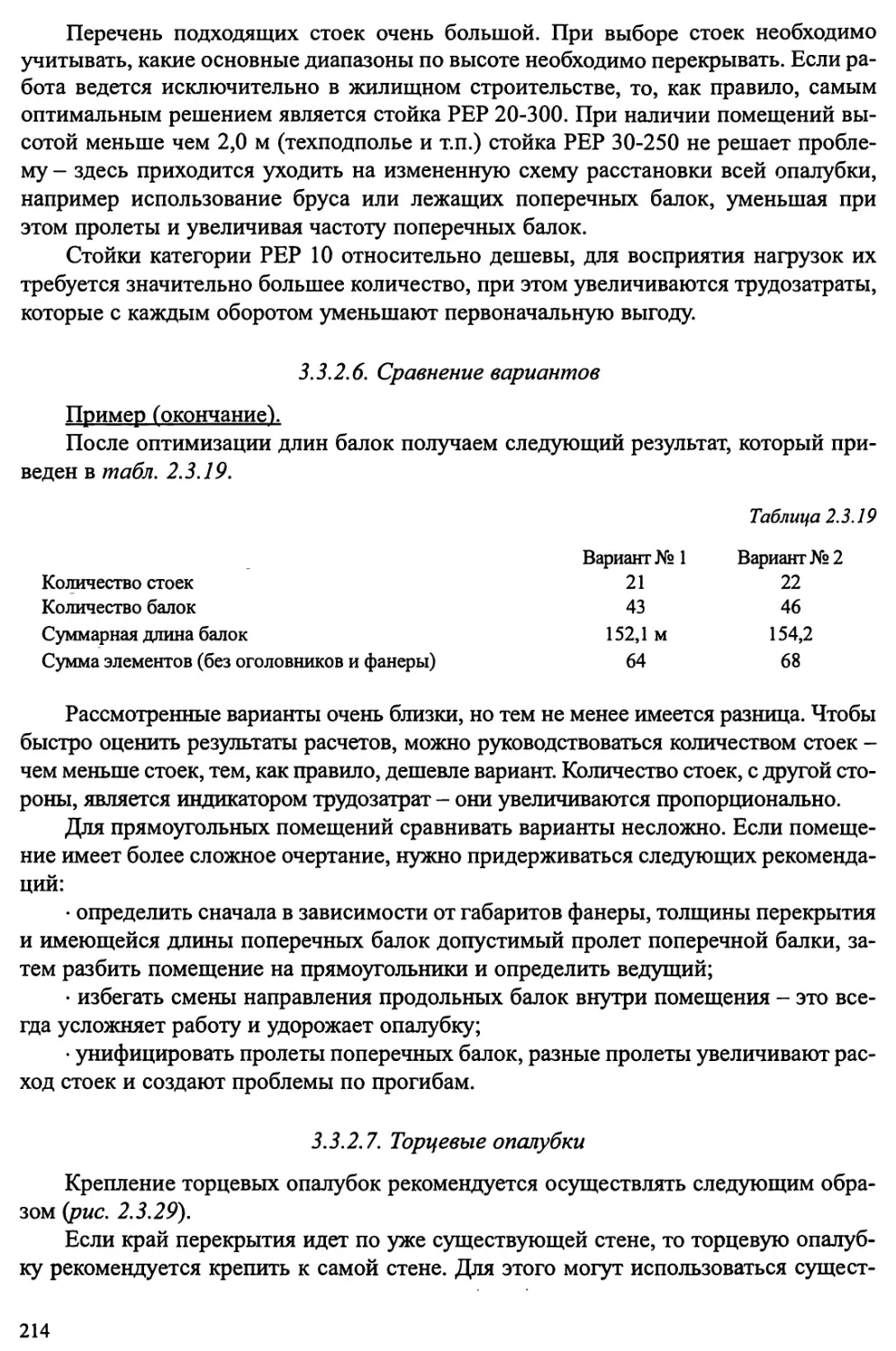
3.3.2.6. Сравнение вариантов....................... 214
3.3.2.7. Торцевые опалубки......................... 214
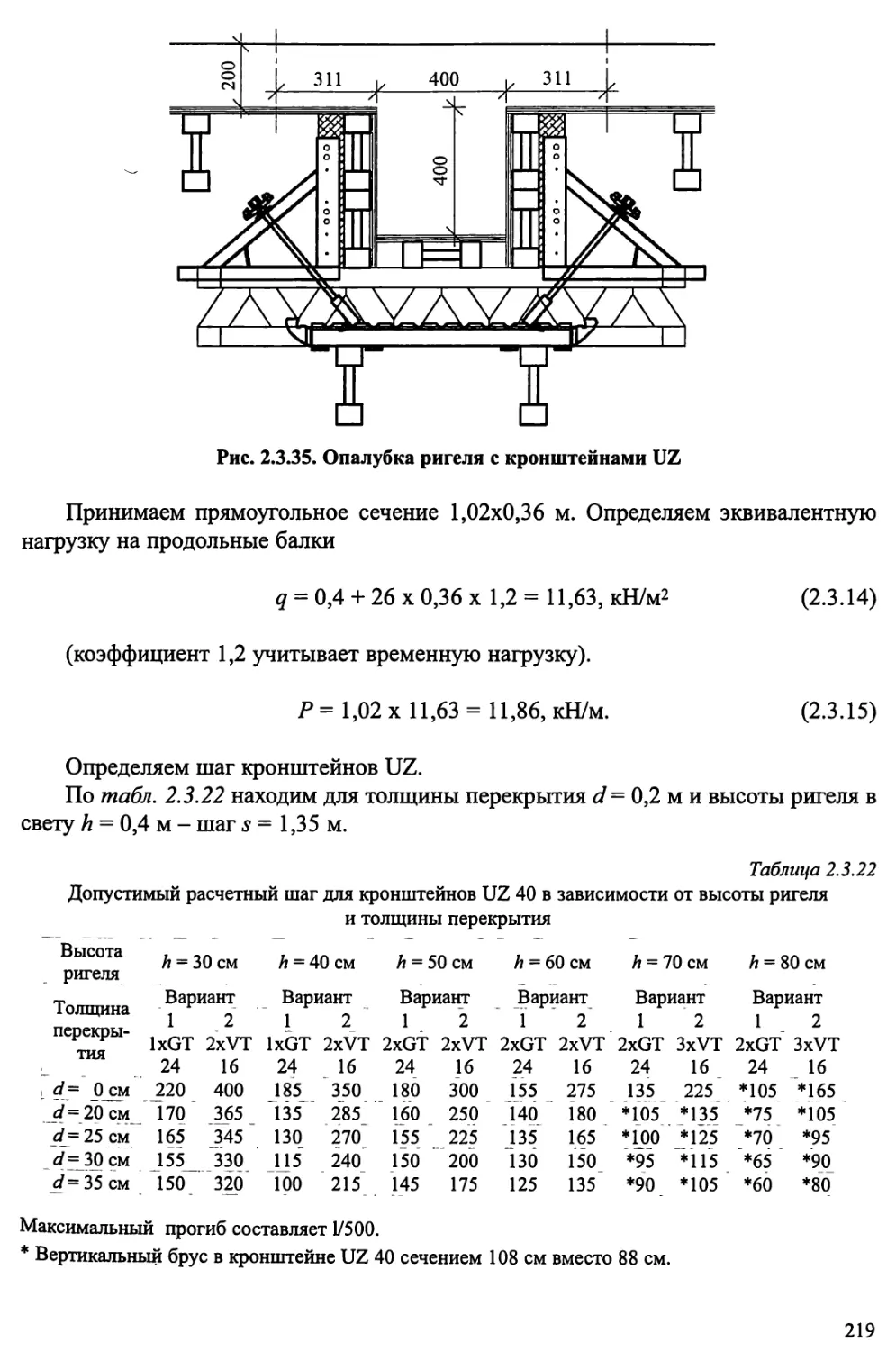
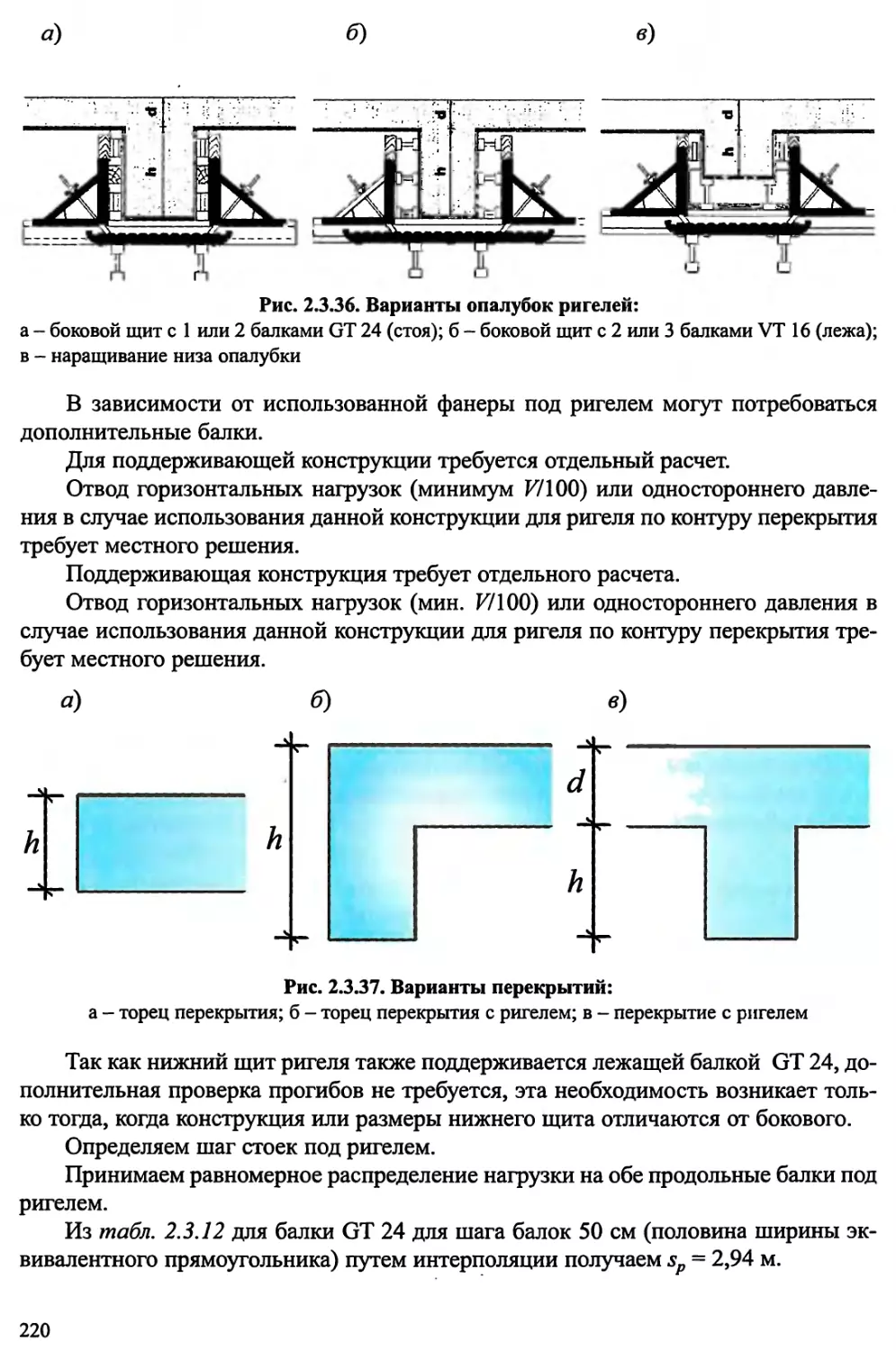
3.3.2.8. Опалубка ригелей.......................... 217
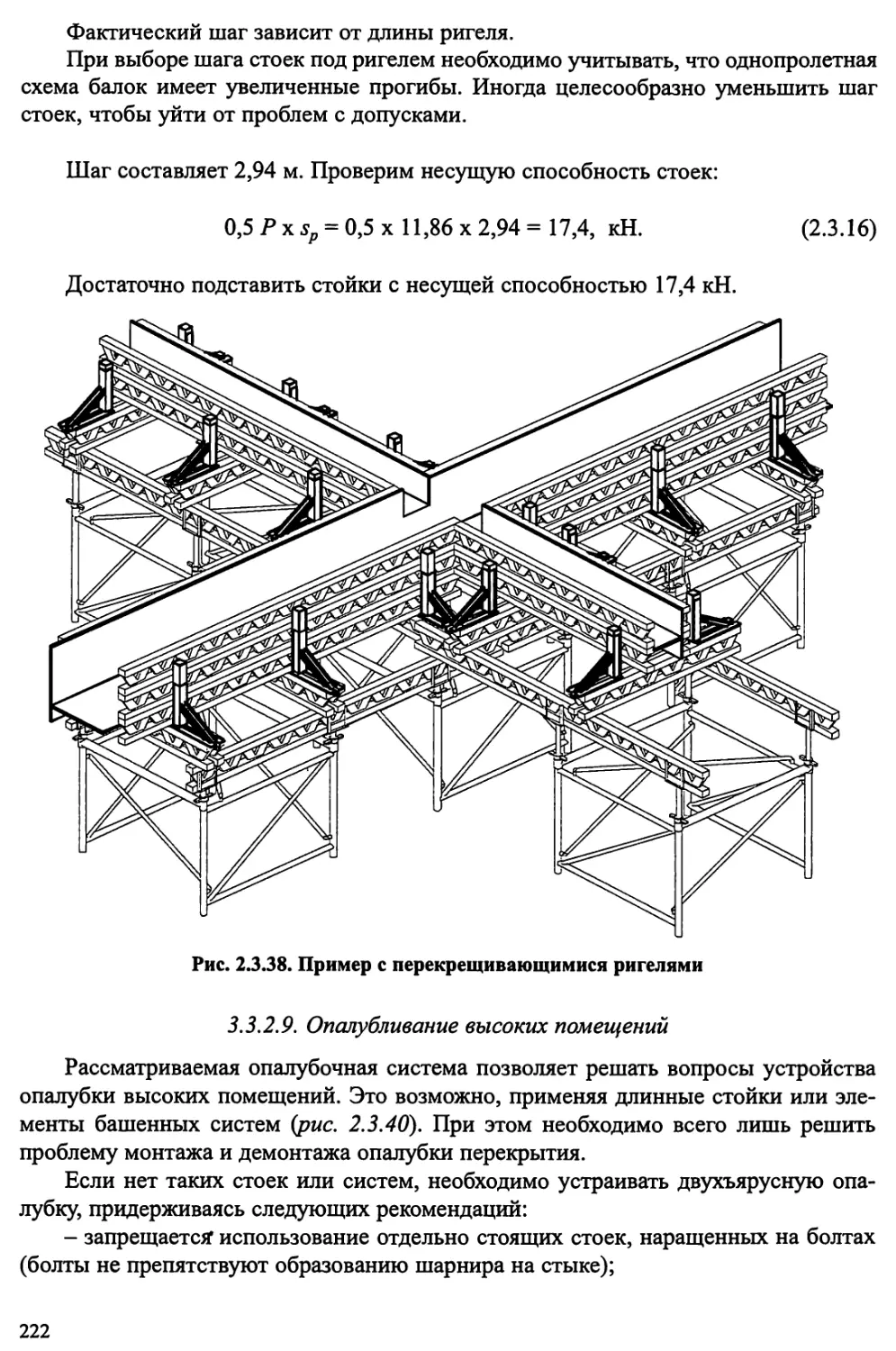
3.3.2.9. Опалубливание высоких помещений........... 222
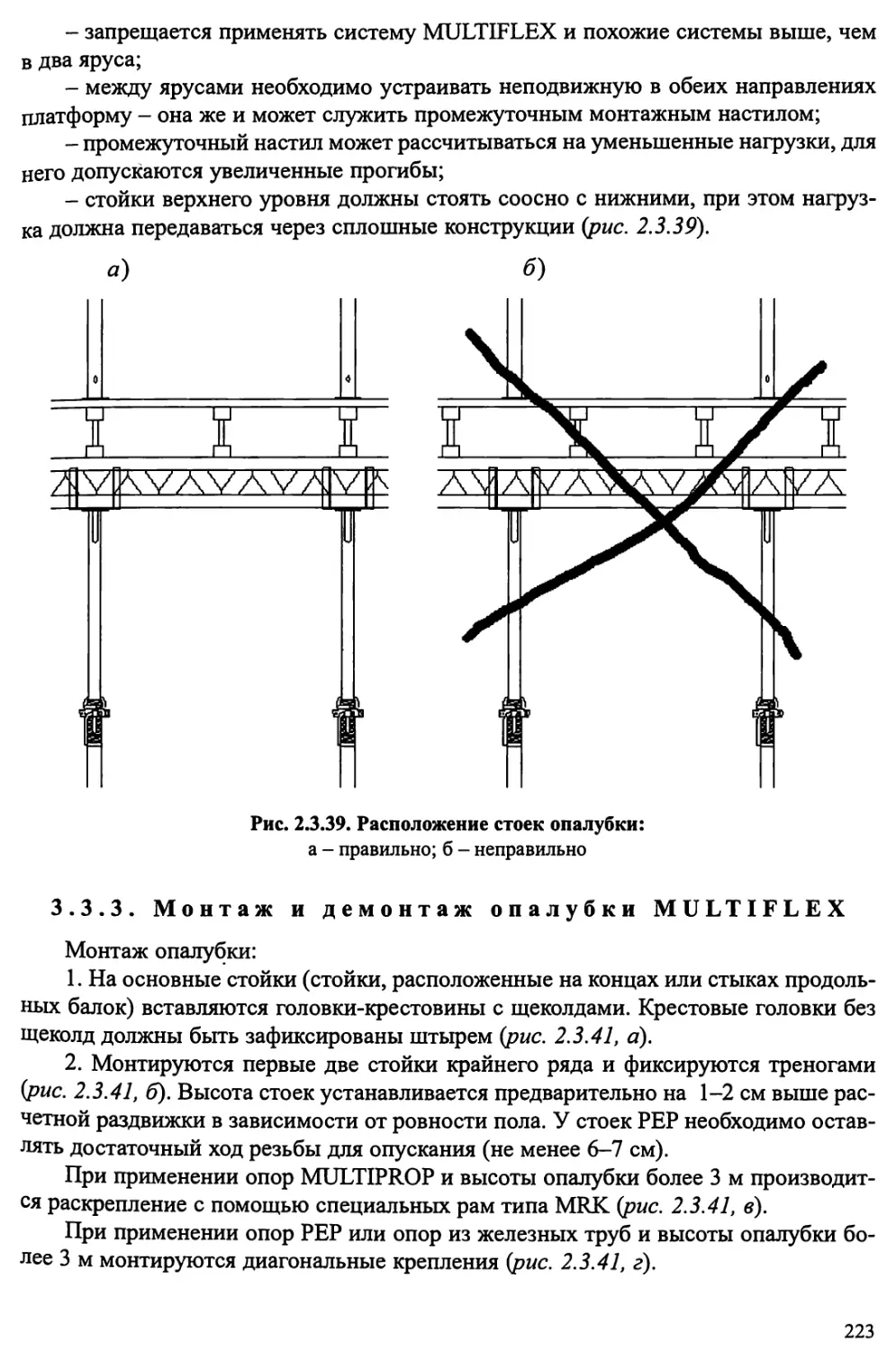
3.3.3. Монтаж и демонтаж опалубки MULTIPLEX.............. 223
3.3.4. Временная поддержка............................... 229
3.3.5. Техника безопасности при опалубливании перекрытий. 231
3.4. Столы для перекрытия.................................... 232
3.4.1. Общие сведения.................................... 232
3.4.2. Конструкции столов................................ 233
3.4.2.1. Столы на поворотных головках.............. 234
3.4.2.2. Столы UNIPORTAL........................... 235
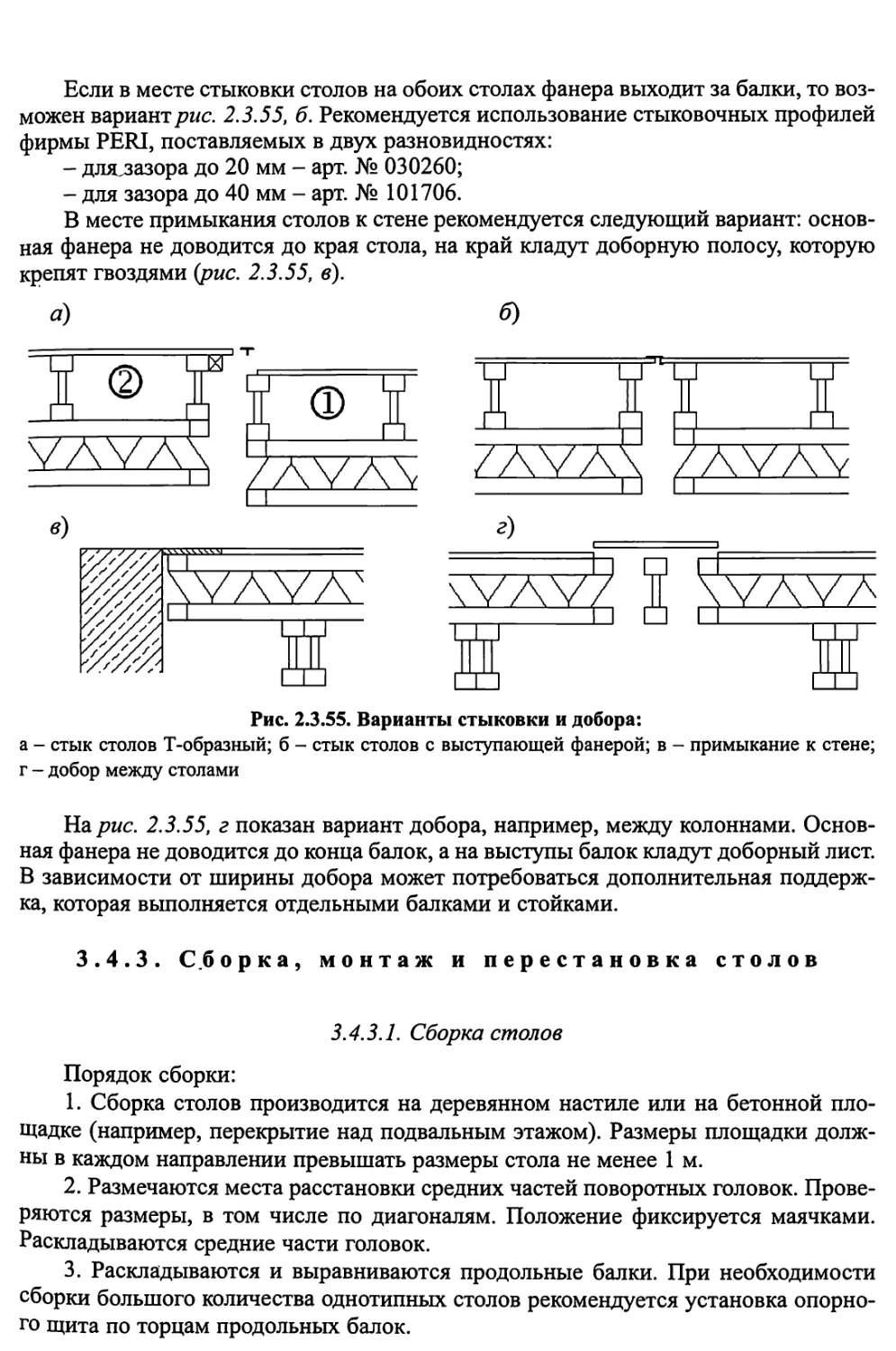
3.4.2.3. Стыковка столов и добор.................. 236
3.4.3. Сборка, монтаж и перестановка столов.............. 237
3.4.3.1. Сборка столов............................. 237
3.4.3.2. Монтаж и перестановка столов.............. 238
3.4.3.3. Техника безопасности при работе со столами
UNIPORTAL.......................................... 239
3.5. MULTIPROP - стойки, башни............................... 239
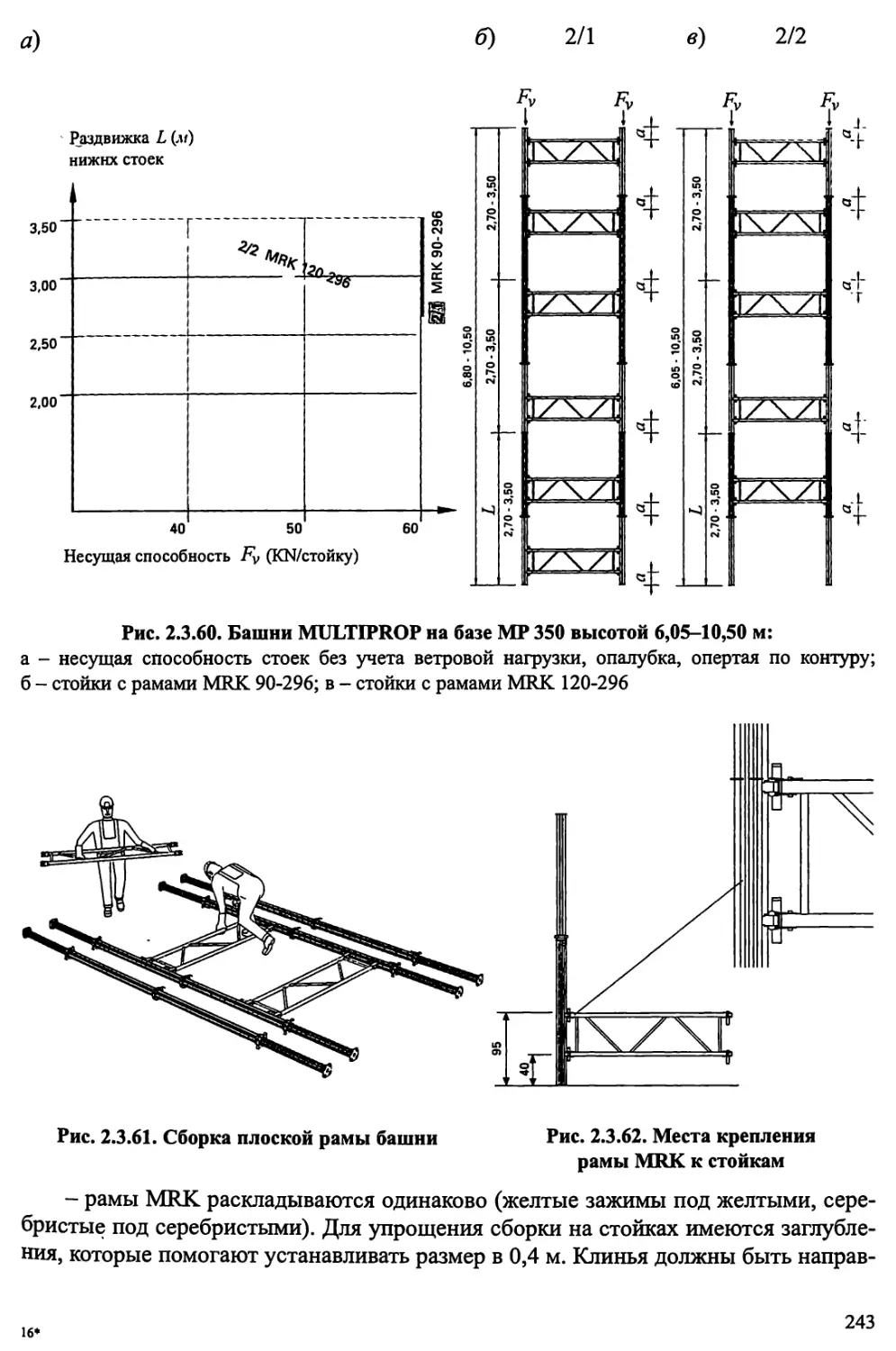
3.5.1. Общие сведения и несущая способность.............. 239
3.5.2. Монтаж башен...................................... 242
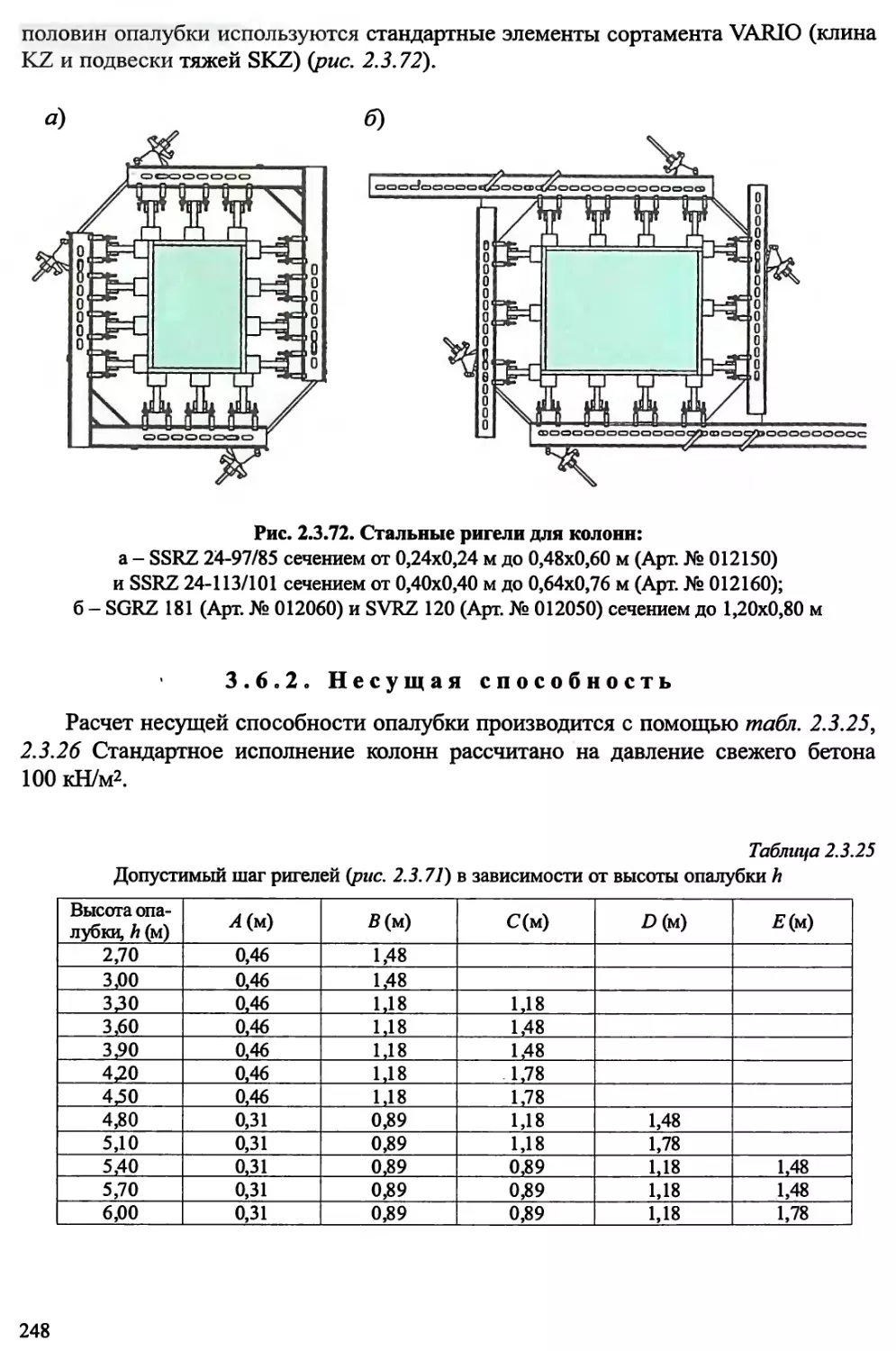
3.6. VARIO - опалубка колонн................................. 246
3.6.1. Общие сведения.................................... 246
3.6.2. Несущая способность............................... 248
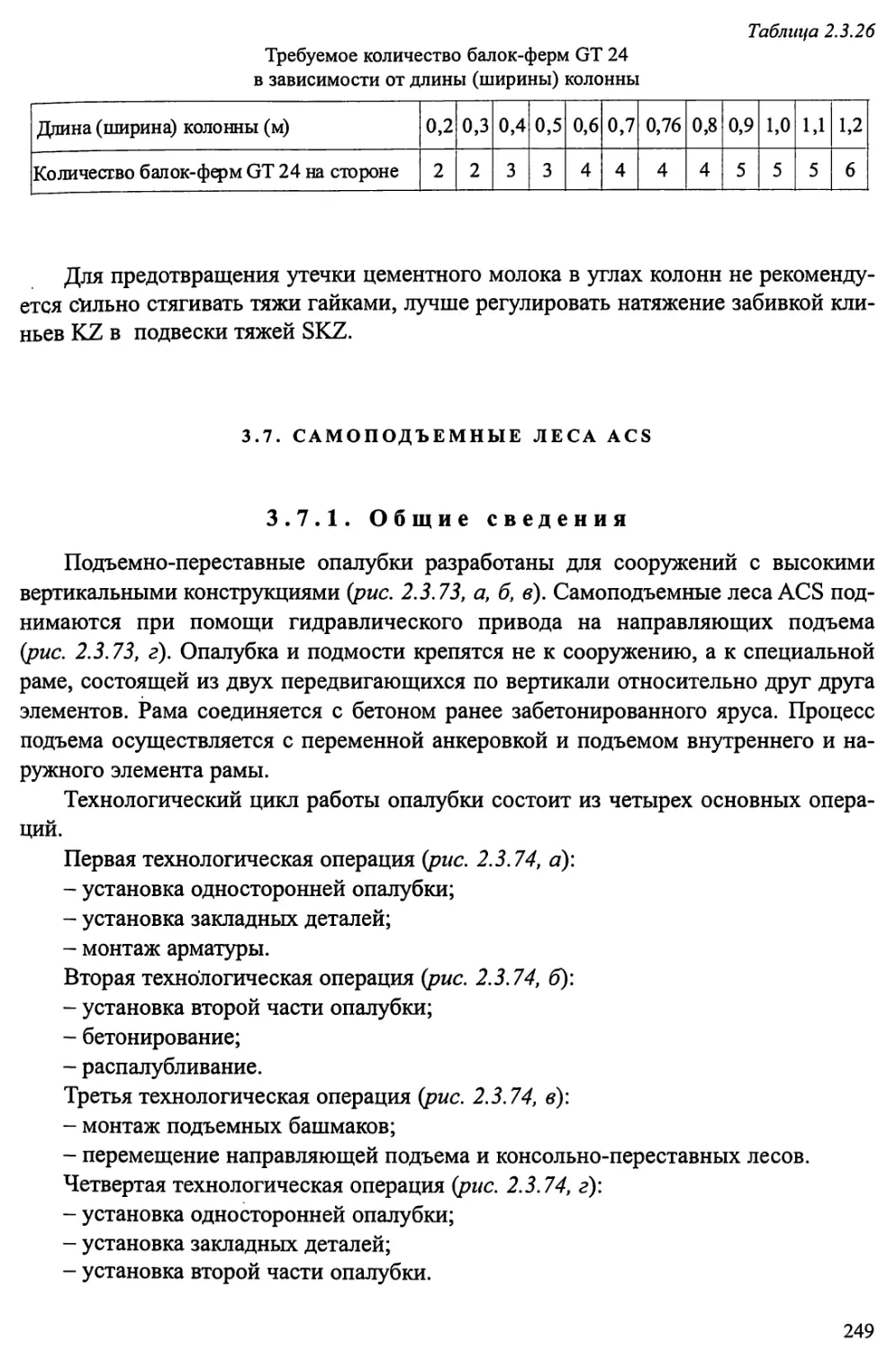
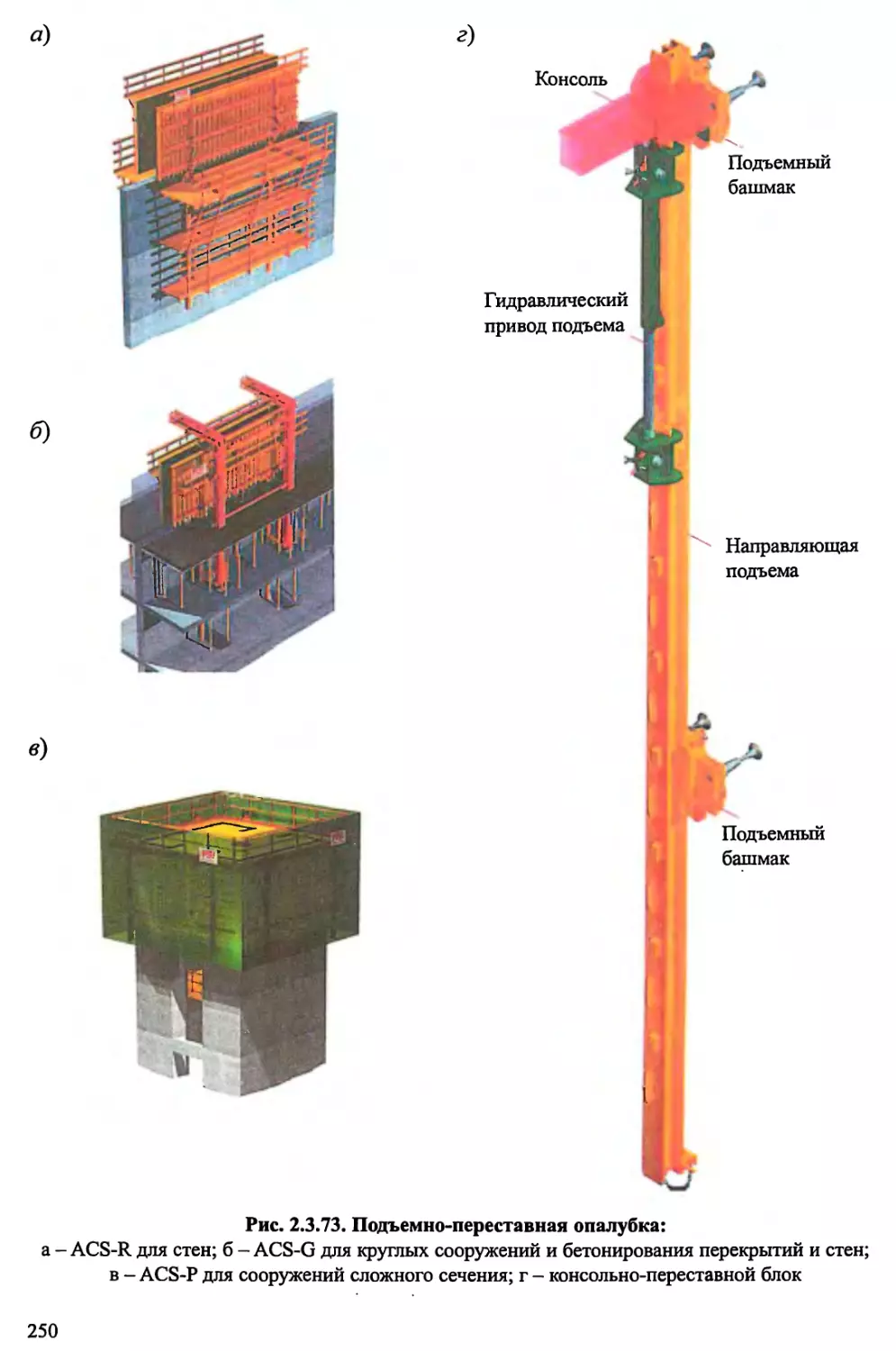
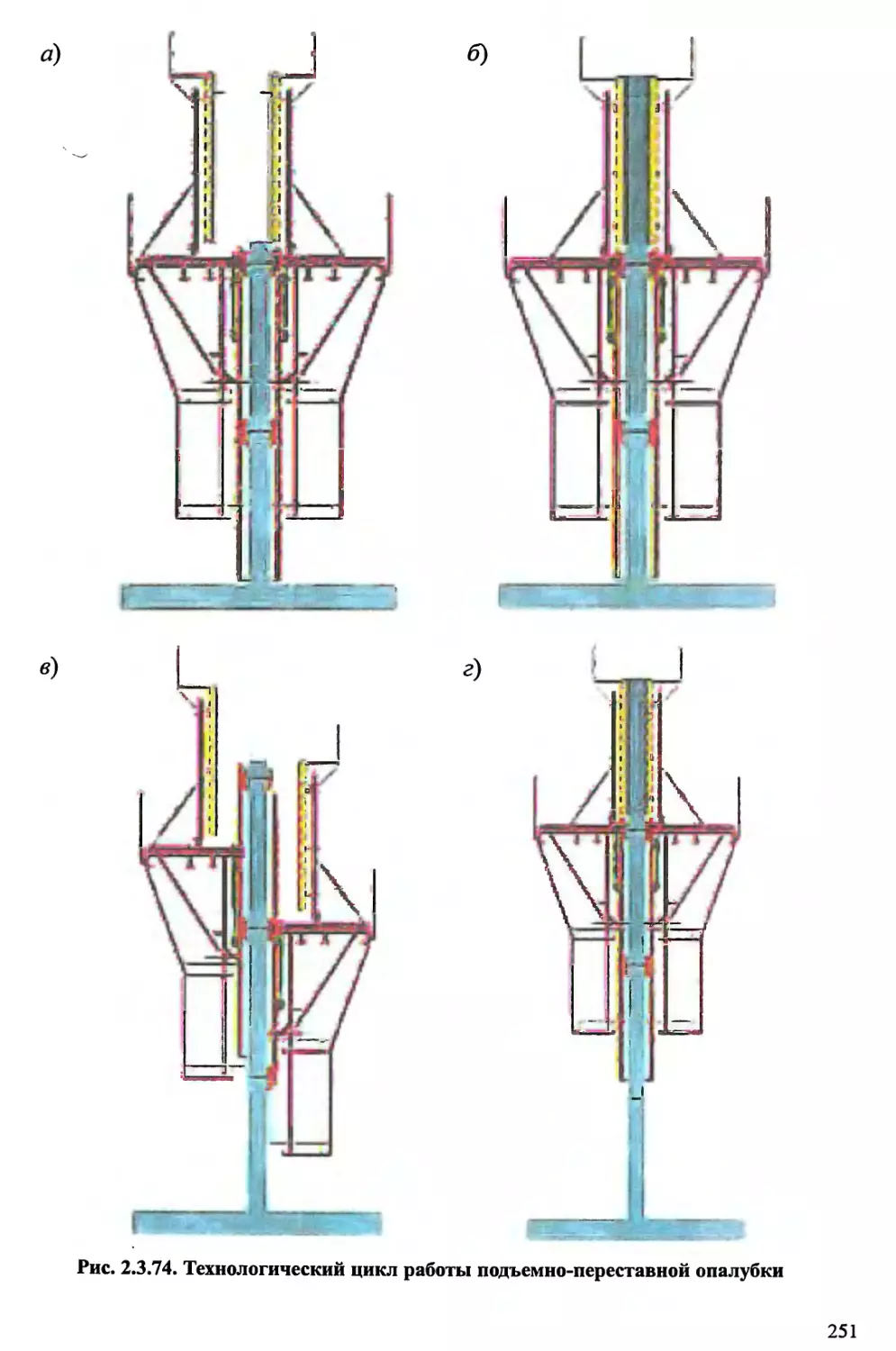
3.7. Самоподъемные леса ACS.................................. 249
3.7.1. Общие сведения.................................... 249
3.7.2. Несущая способность............................... 252
3.8. Трудозатраты по устройству опалубок..................... 253
РАЗДЕЛ III. АРМАТУРНЫЕ РАБОТЫ
ГЛАВА 1. Арматура и арматурные изделия............................ 254
1.1. Общие требования.................................... 254
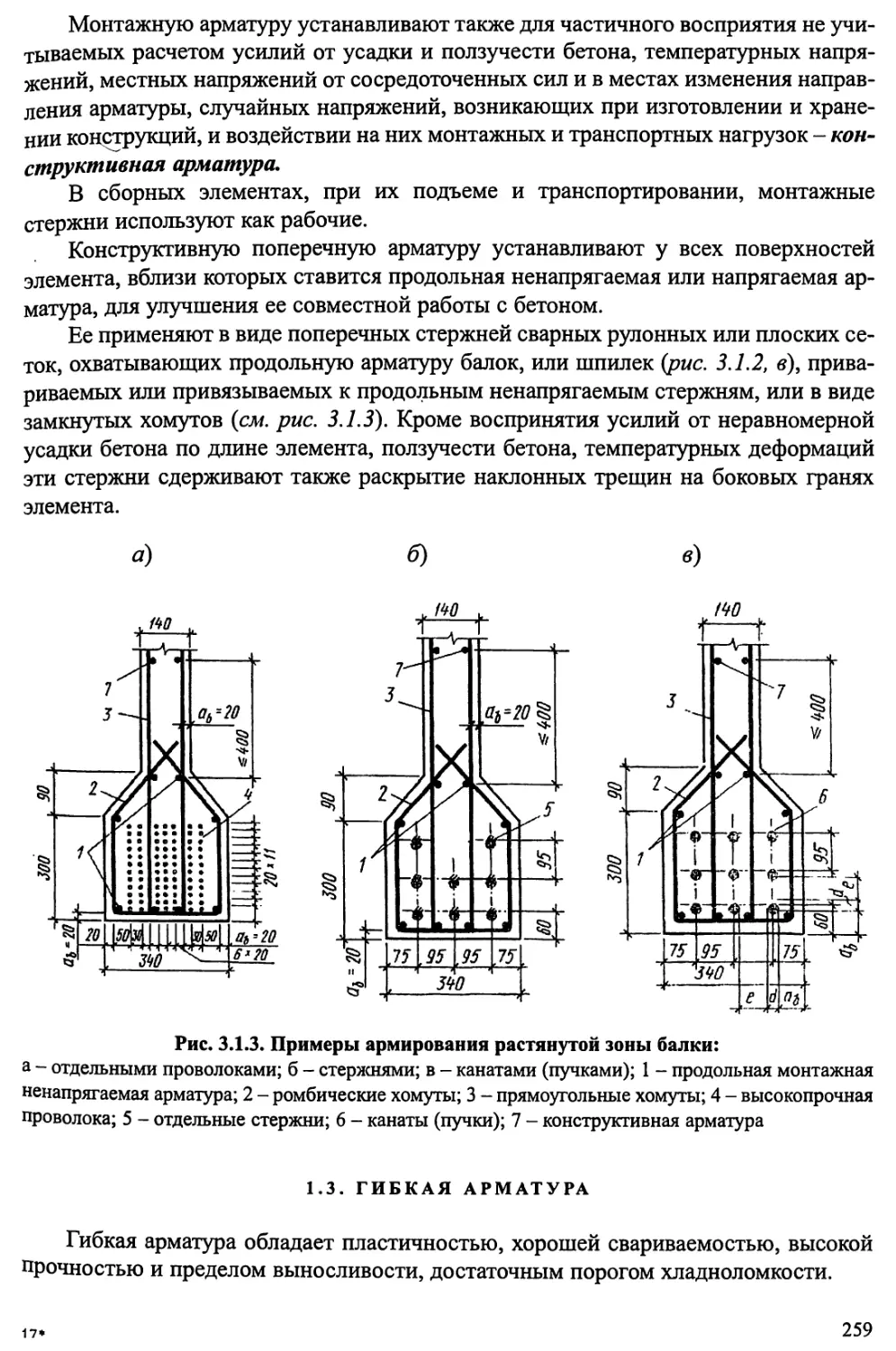
1.2. Назначение.......................................... 256
5
1.3. Гибкая арматура..................................... 259
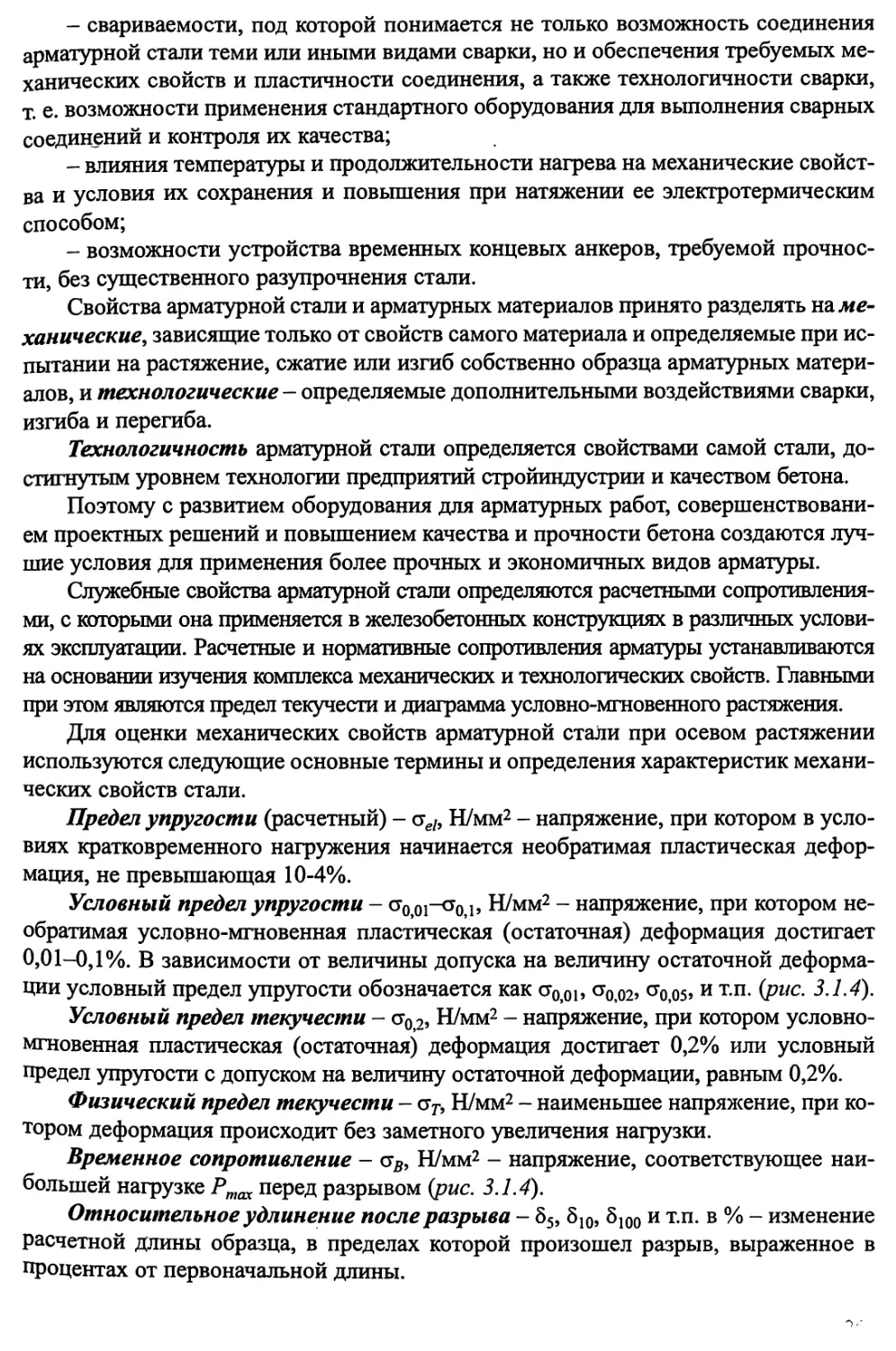
1.4. Характеристики механических свойств арматурной стали.... 260
1.5. Вид и классы...................................... 263
1.6. Ненапрягаемая арматура.............................. 269
1.6.1. Стыкование ненапрягаемой арматуры.............. 270
1.6.2. Ненапрягаемые арматурные изделия............... 273
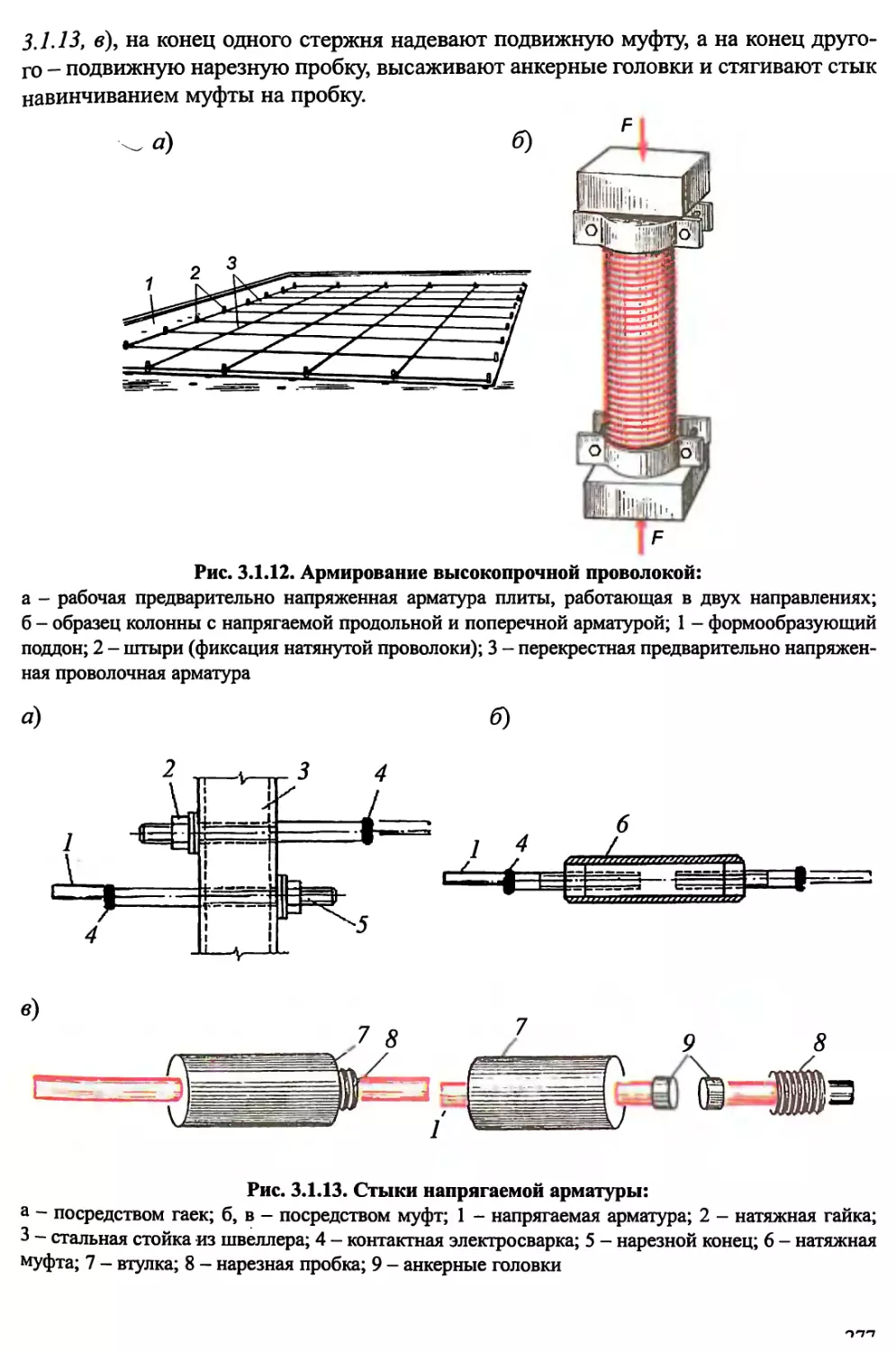
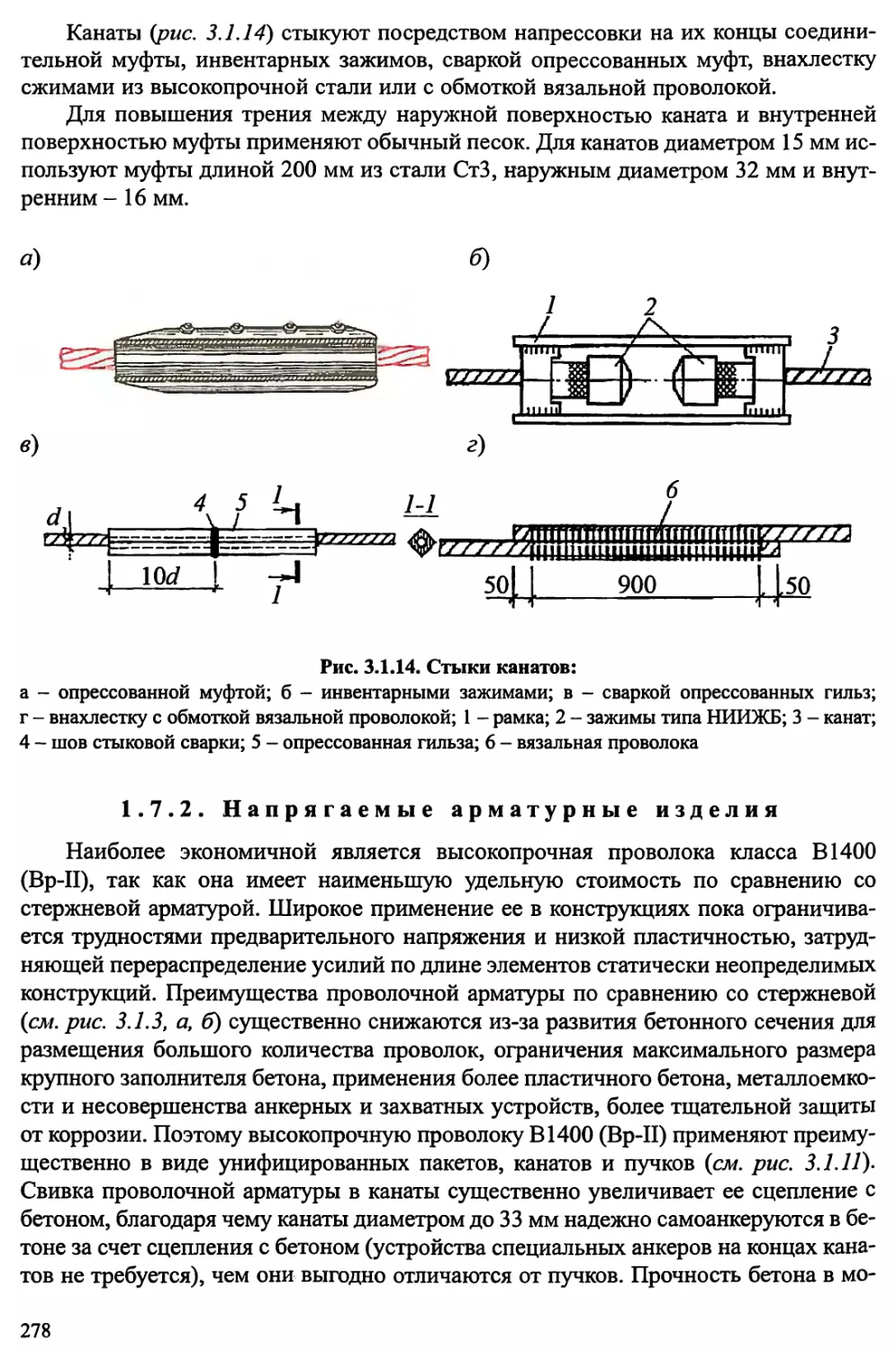
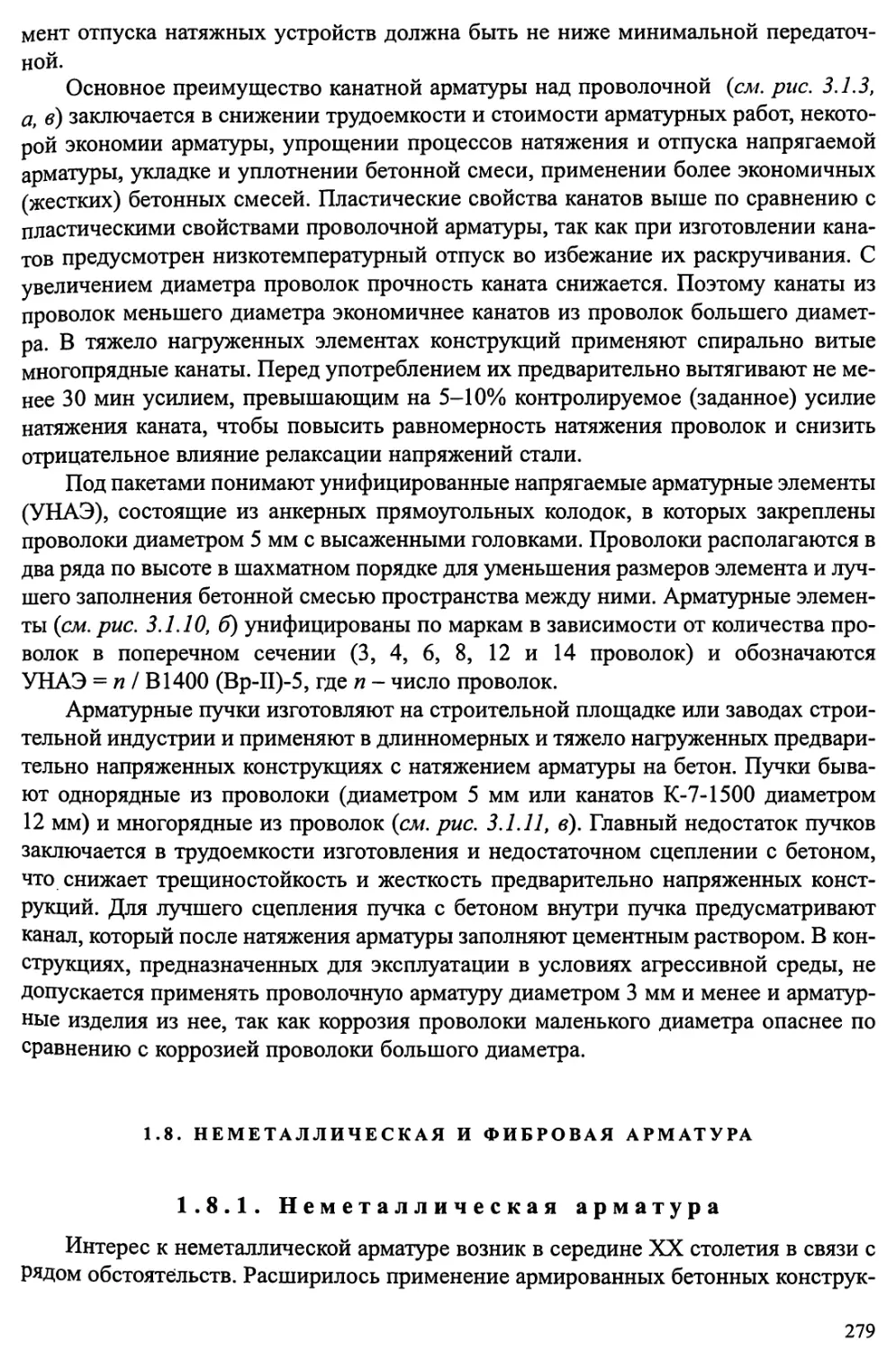
1.7. Напрягаемая арматура................................ 275
1.7.1. Стыкование напрягаемой арматуры................ 276
1.7.2. Напрягаемые арматурные изделия................. 278
1.8. Неметаллическая и фибровая арматура................. 279
1.8.1. Неметаллическая арматура....................... 279
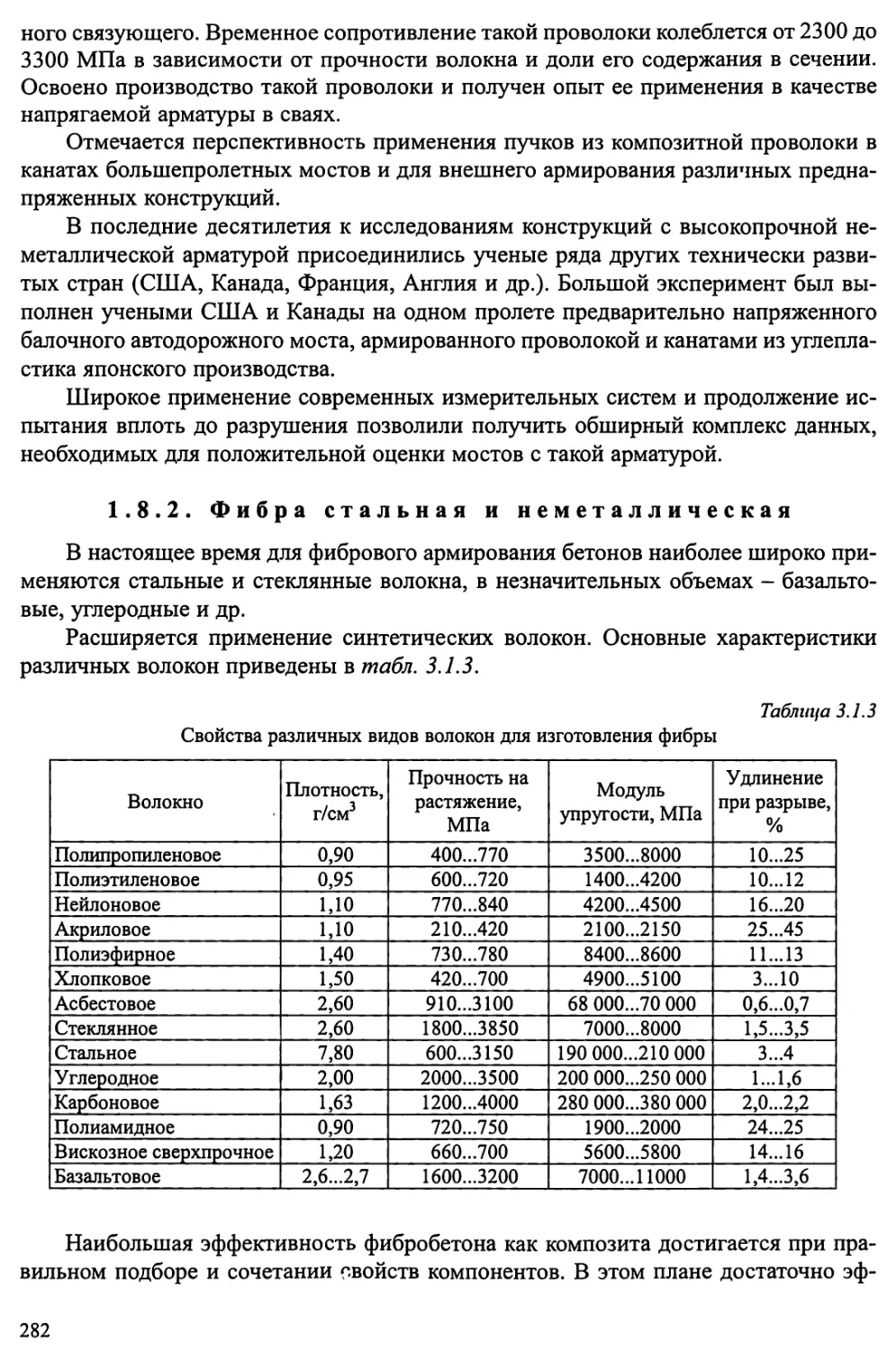
1.8.2. Фибра стальная и неметаллическая............... 272
1.9. Сцепление арматуры с бетоном........................ 287
1.9.1. Условия совместной работы бетона и арматуры.... 288
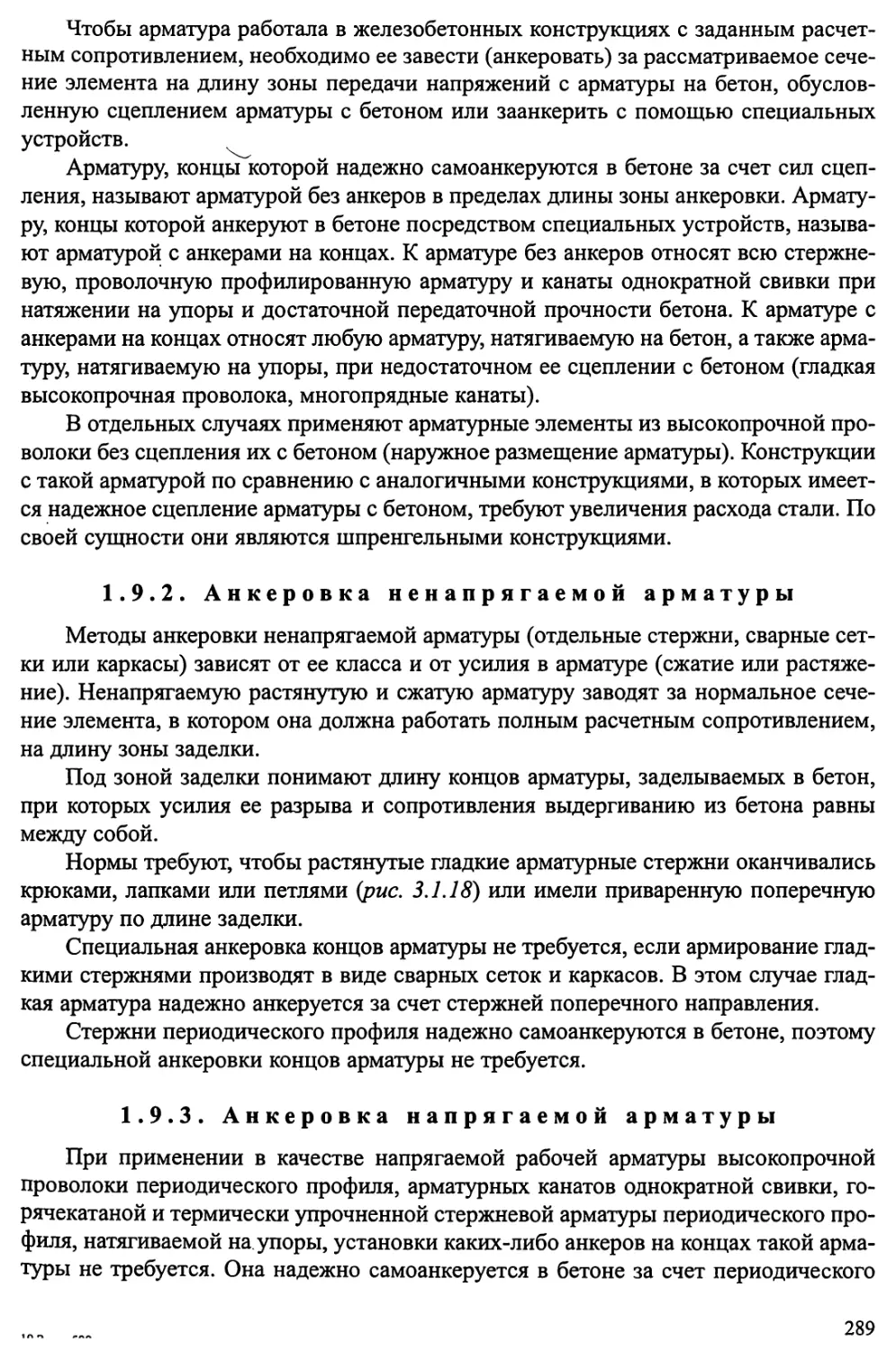
1.9.2. Анкеровка ненапрягаемой арматуры............... 289
1.9.3. Анкеровка напрягаемой арматуры................. 289
ГЛАВА 2. Производство арматурных работ............................ 293
2.1. Условия поставки арматурной стали................... 293
2.2. Транспортирование и складирование арматуры.......... 294
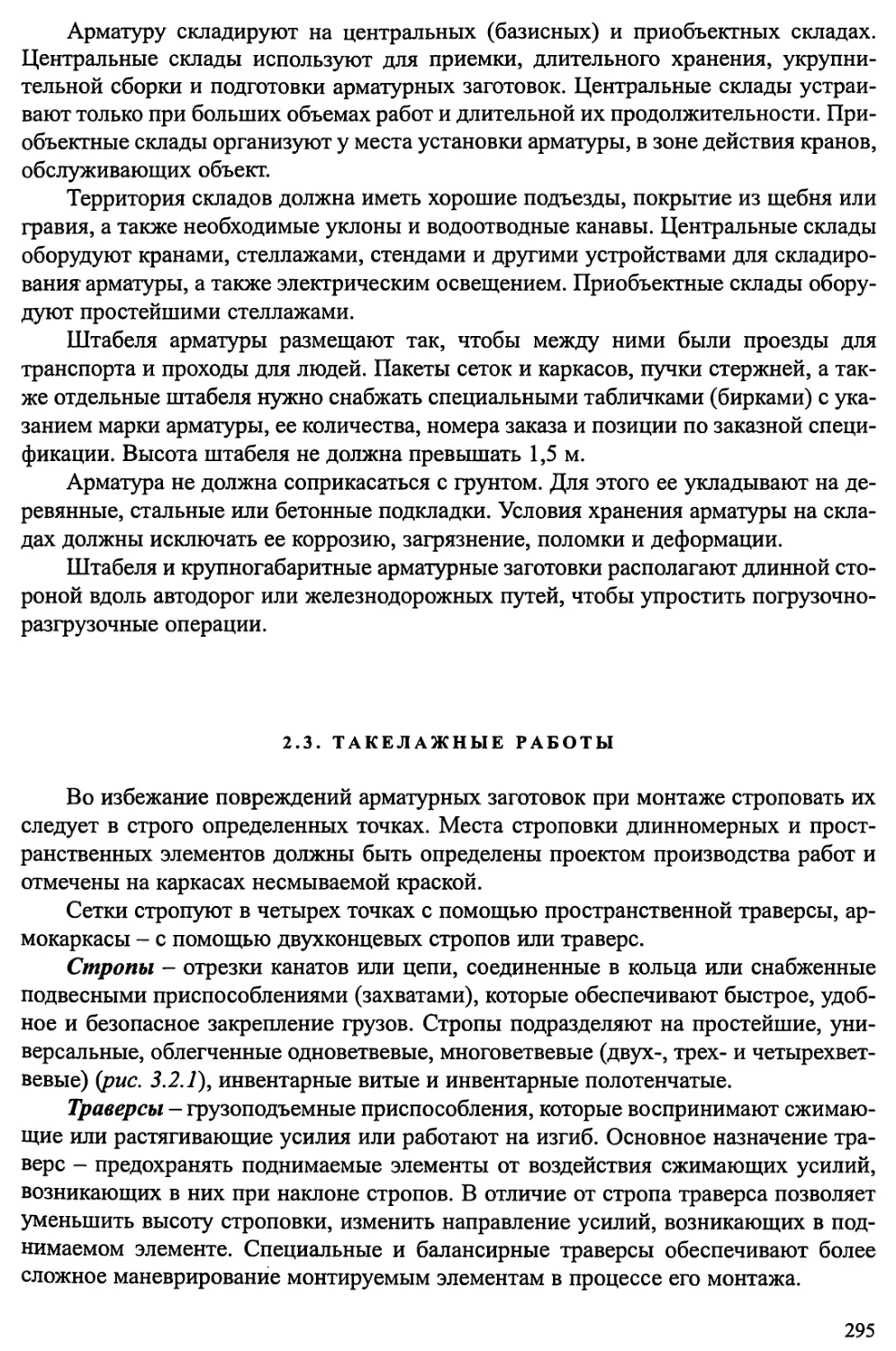
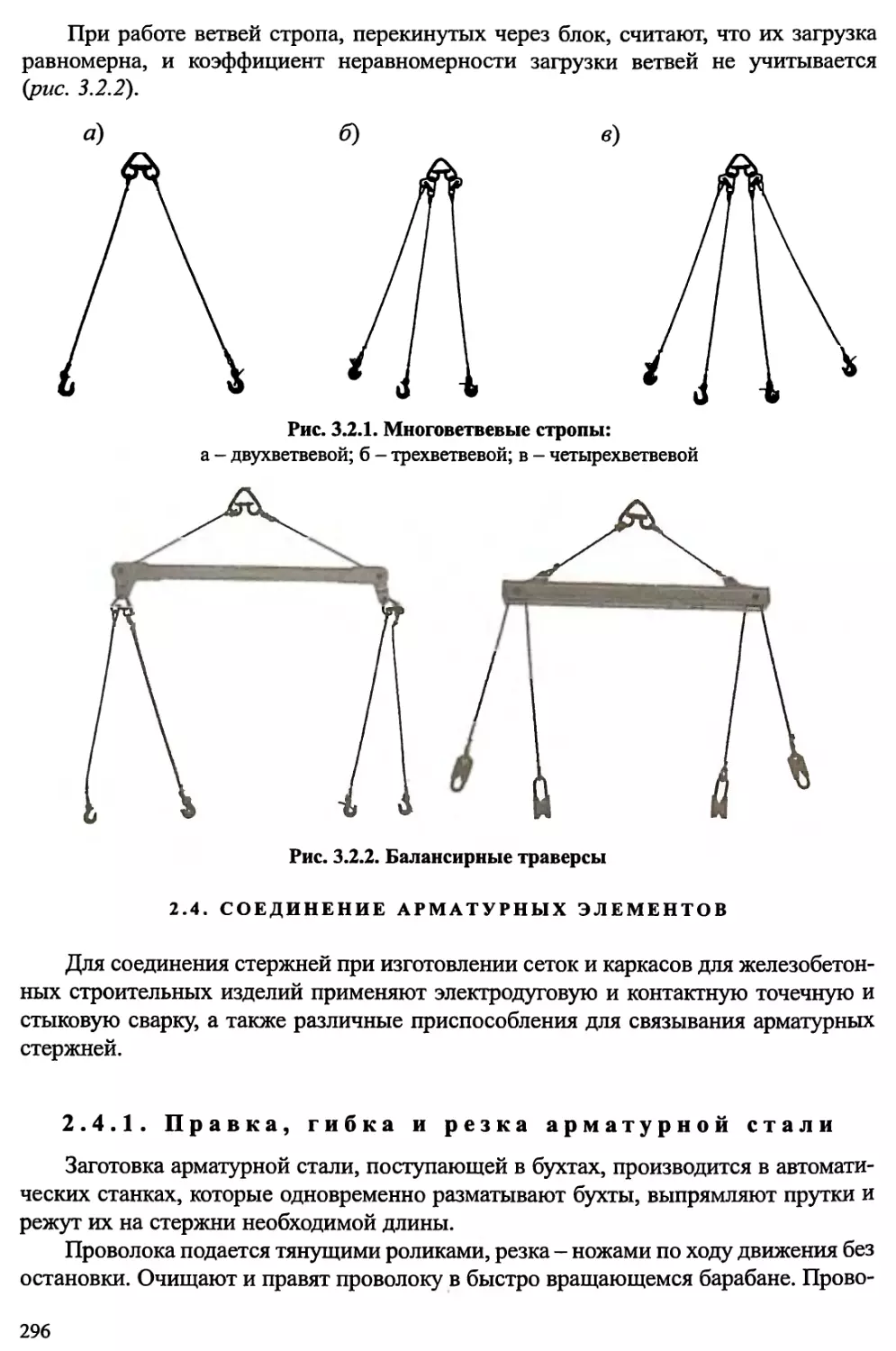
2.3. Такелажные работы................................... 295
2.4. Соединение арматурных элементов..................... 296
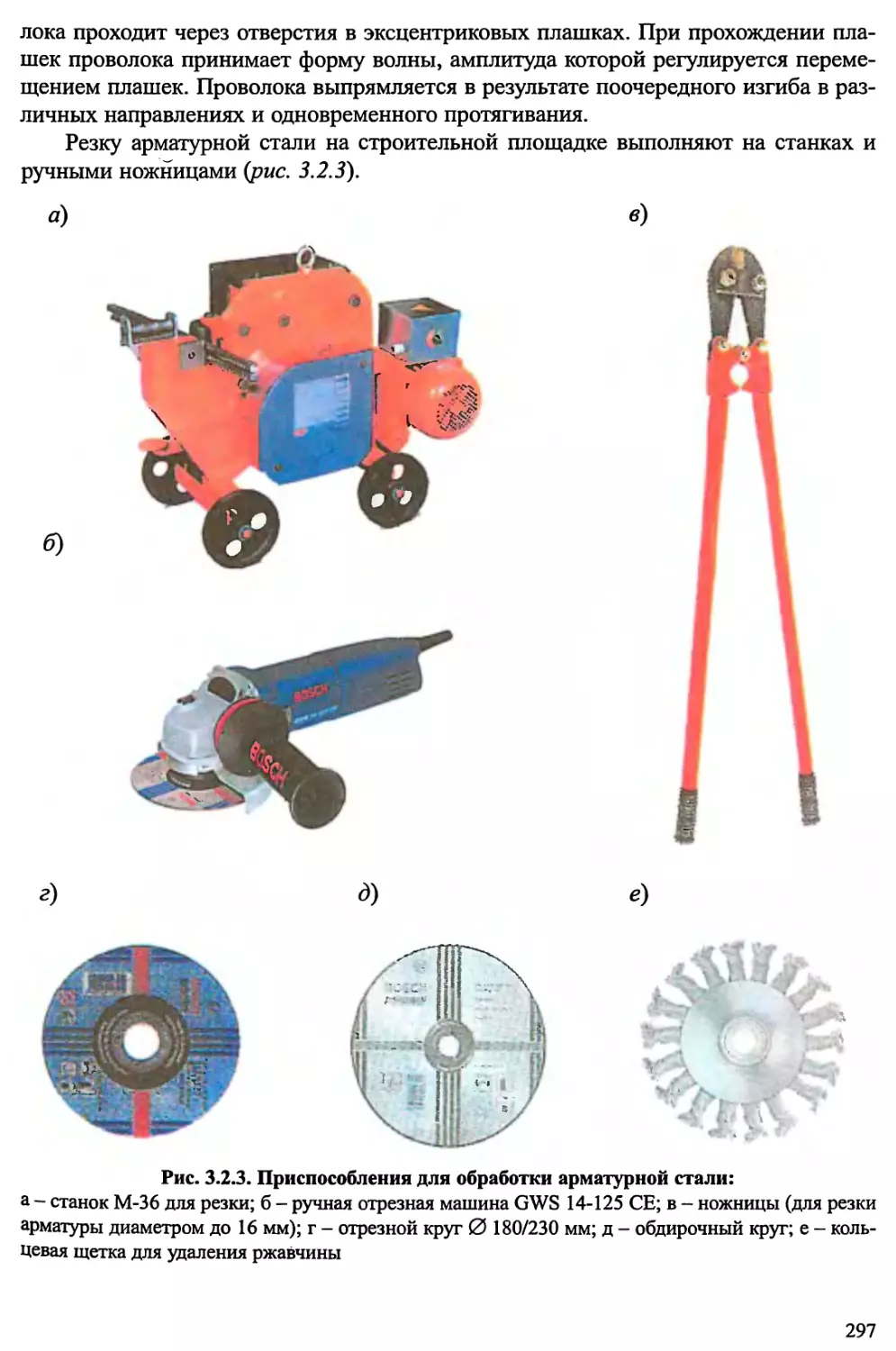
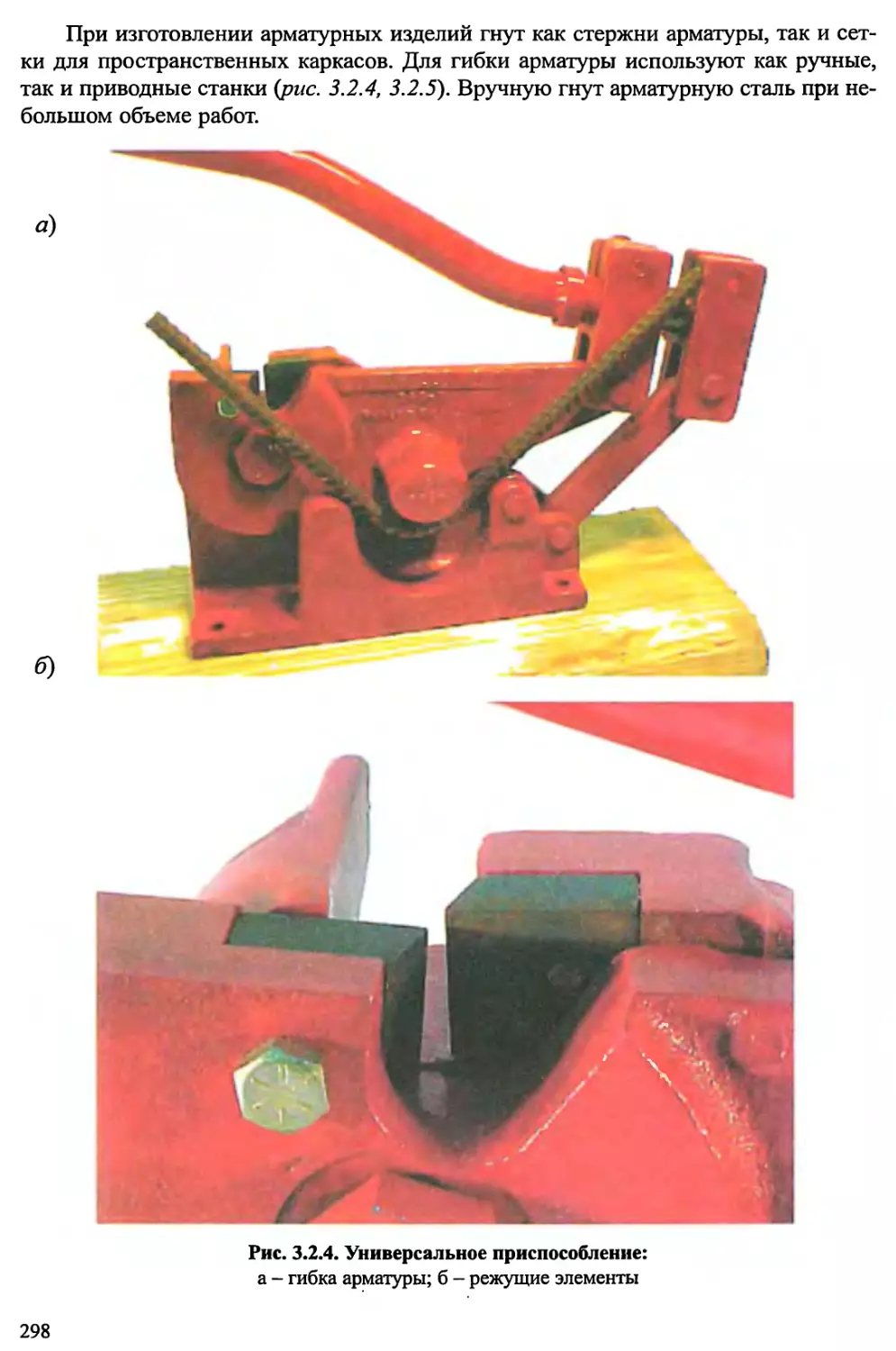
2.4.1. Правка, гибка и резка арматурной стали......... 296
2.4.2. Электросварка и вязка арматуры................. 299
2.5. Установка арматуры и виды армирования............... 305
2.6. Предварительное натяжение арматуры.................. 309
2.7. Приемка смонтированной арматуры..................... 312
2.8. Охрана труда........................................ 317
РАЗДЕЛ IV. БЕТОННЫЕ РАБОТЫ
ГЛАВА 1. Приготовление бетонной смеси............................. 318
1.1. Свойства бетонной смеси............................. 318
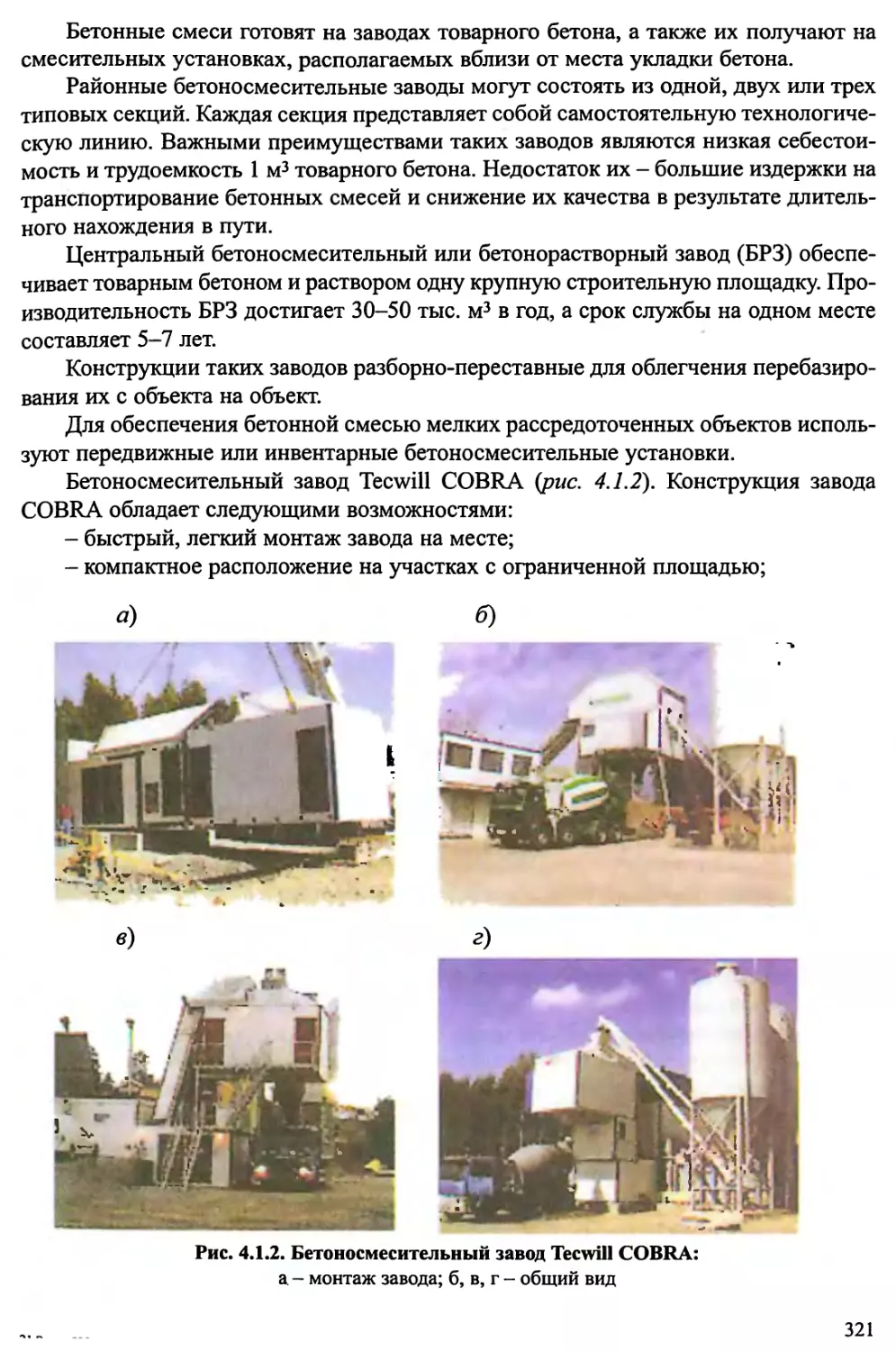
1.2. Приготовление бетонной смеси........................ 320
1.3. Охрана труда........................................ 330
ГЛАВА 2. Транспортирование и подача бетонной смеси................ 332
2.1. Общие сведения...................................... 332
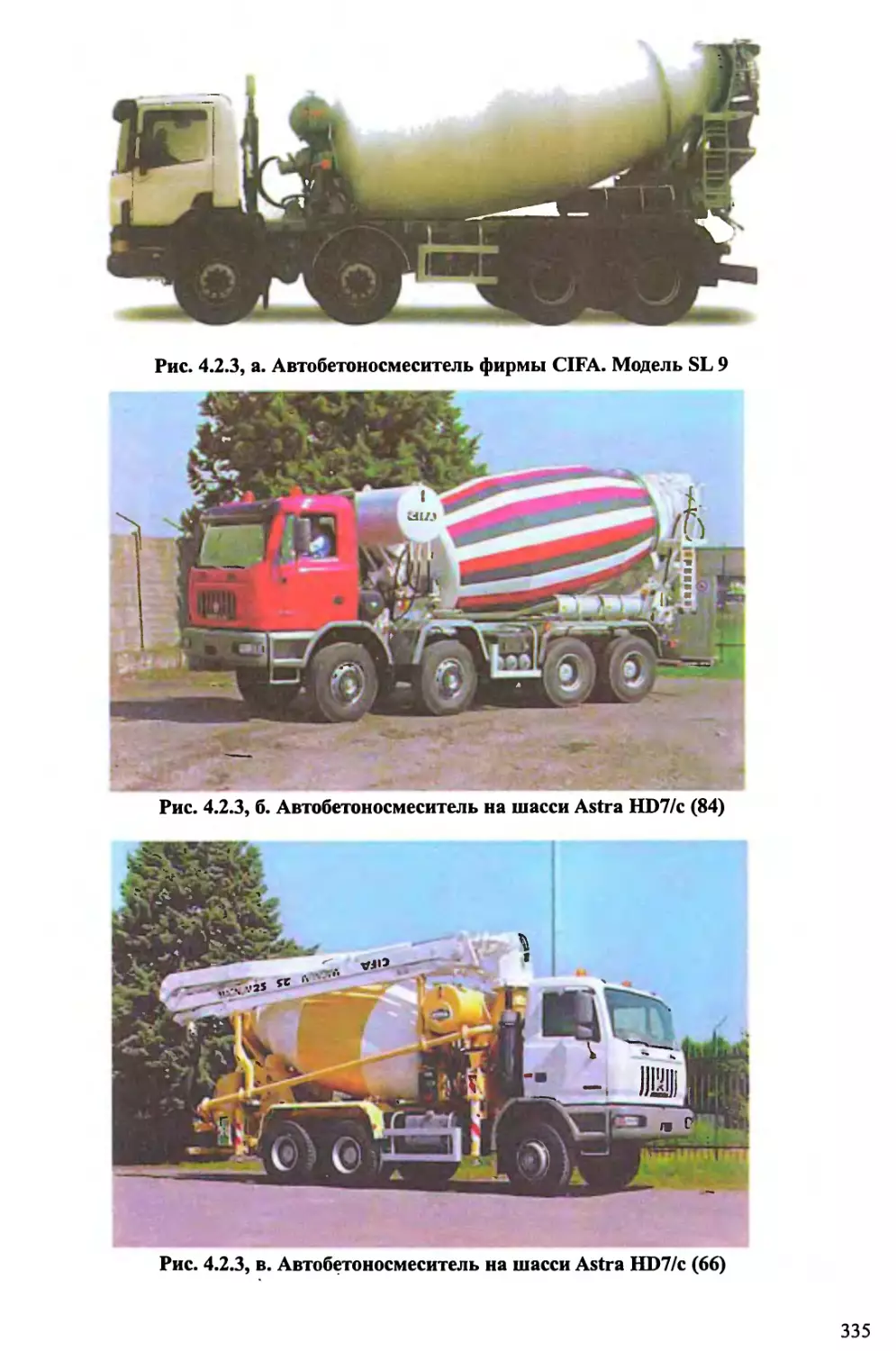
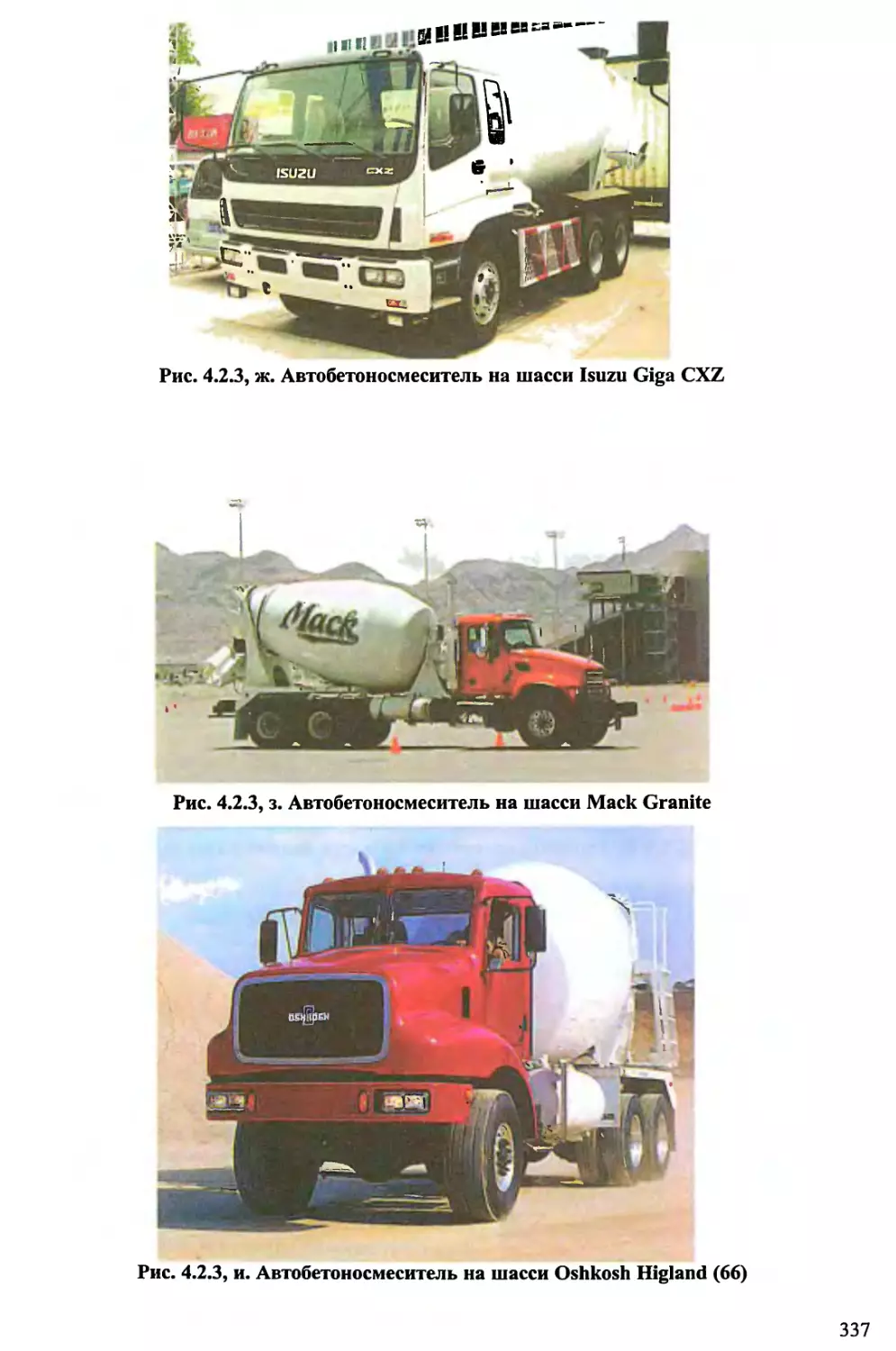
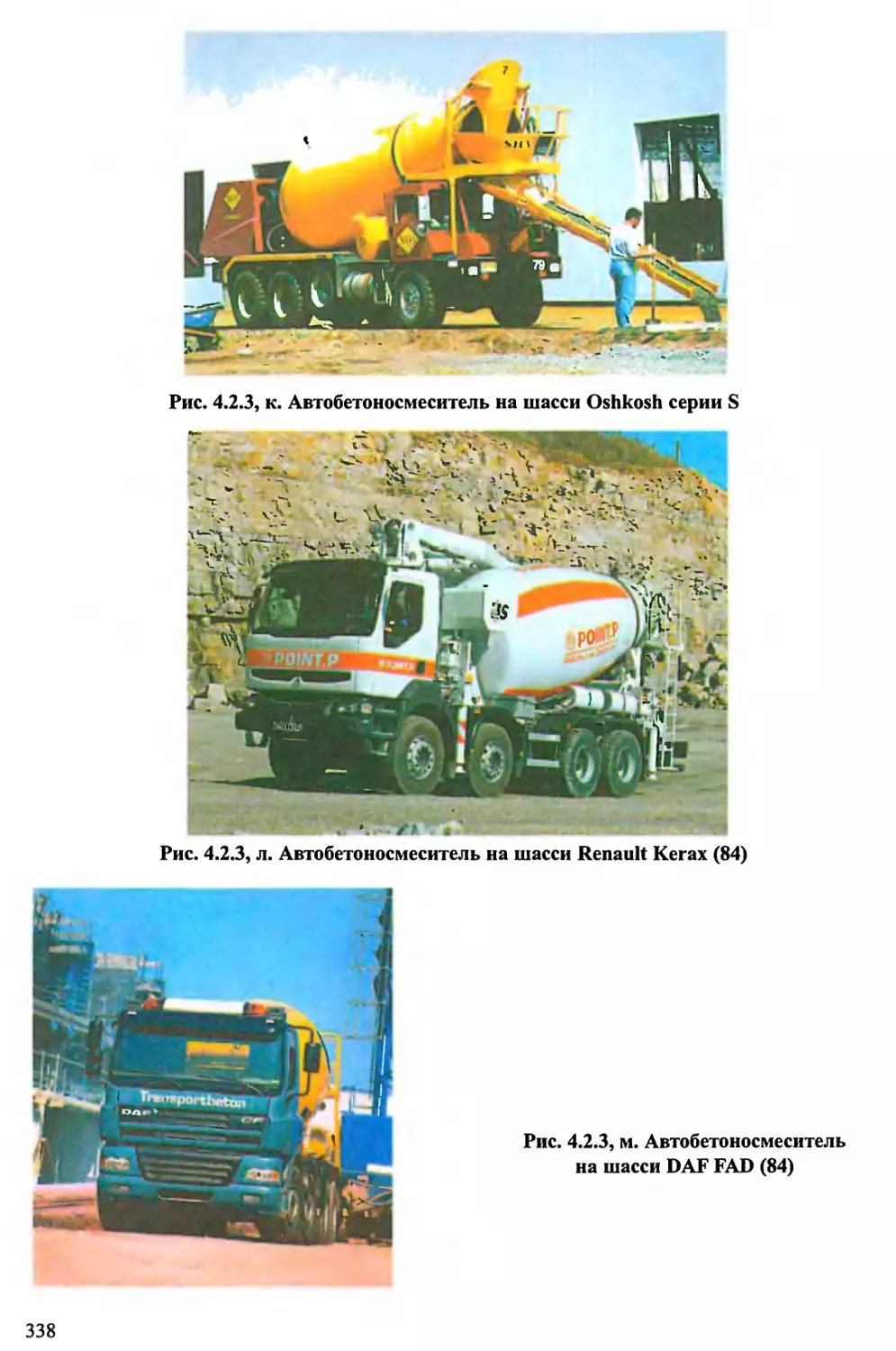
2.2. Перевозка бетонной смеси автотранспортом............ 333
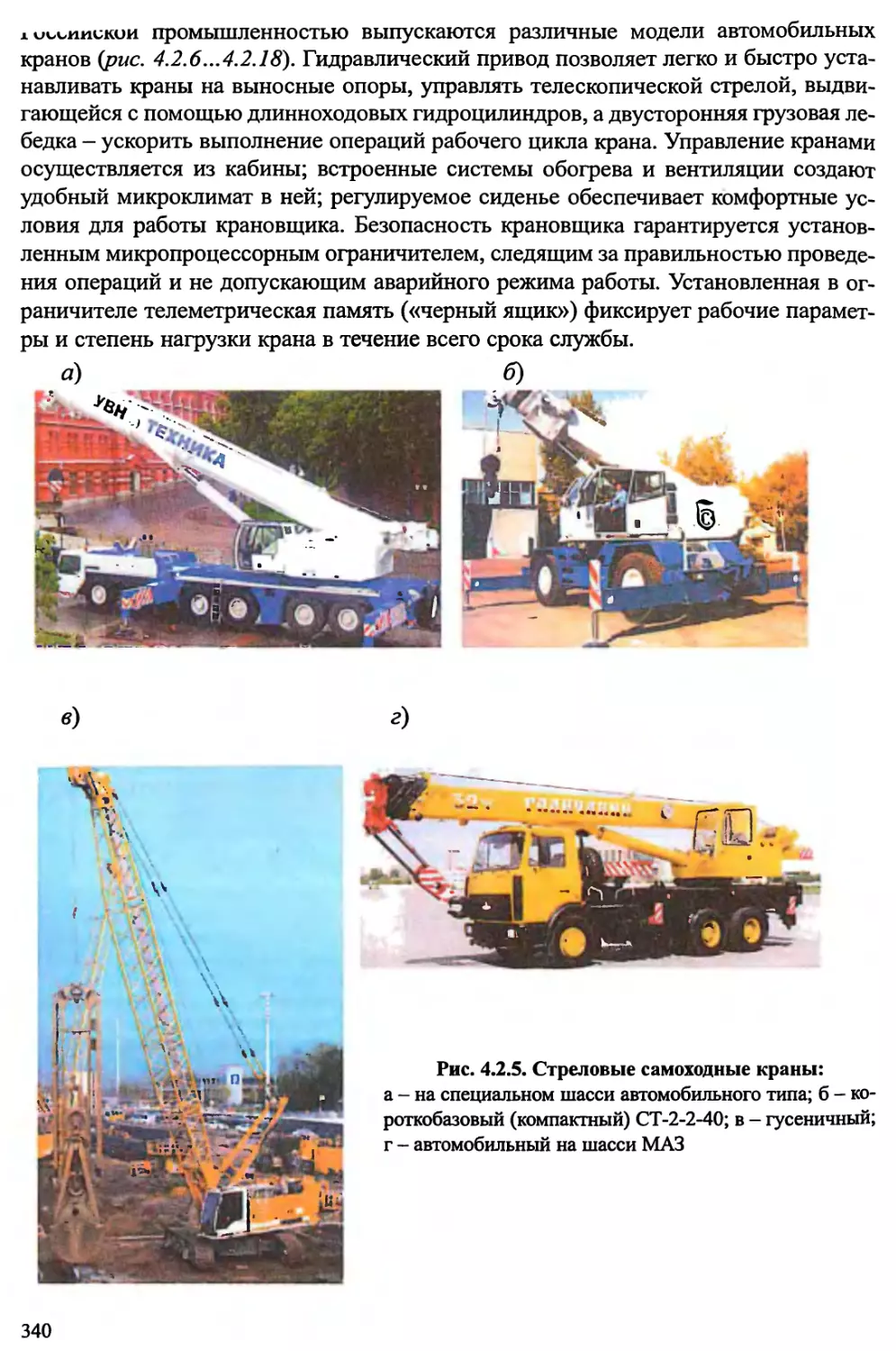
2.3. Подача бетонной смеси............................... 339
2.3.1. Подача бетонной смеси кранами.................. 339
2.3.2. Ленточные транспортеры бетонной смеси.......... 351
2.3.3. Бетононасосы, автобетононасосы и пневмонагнетатели. 352
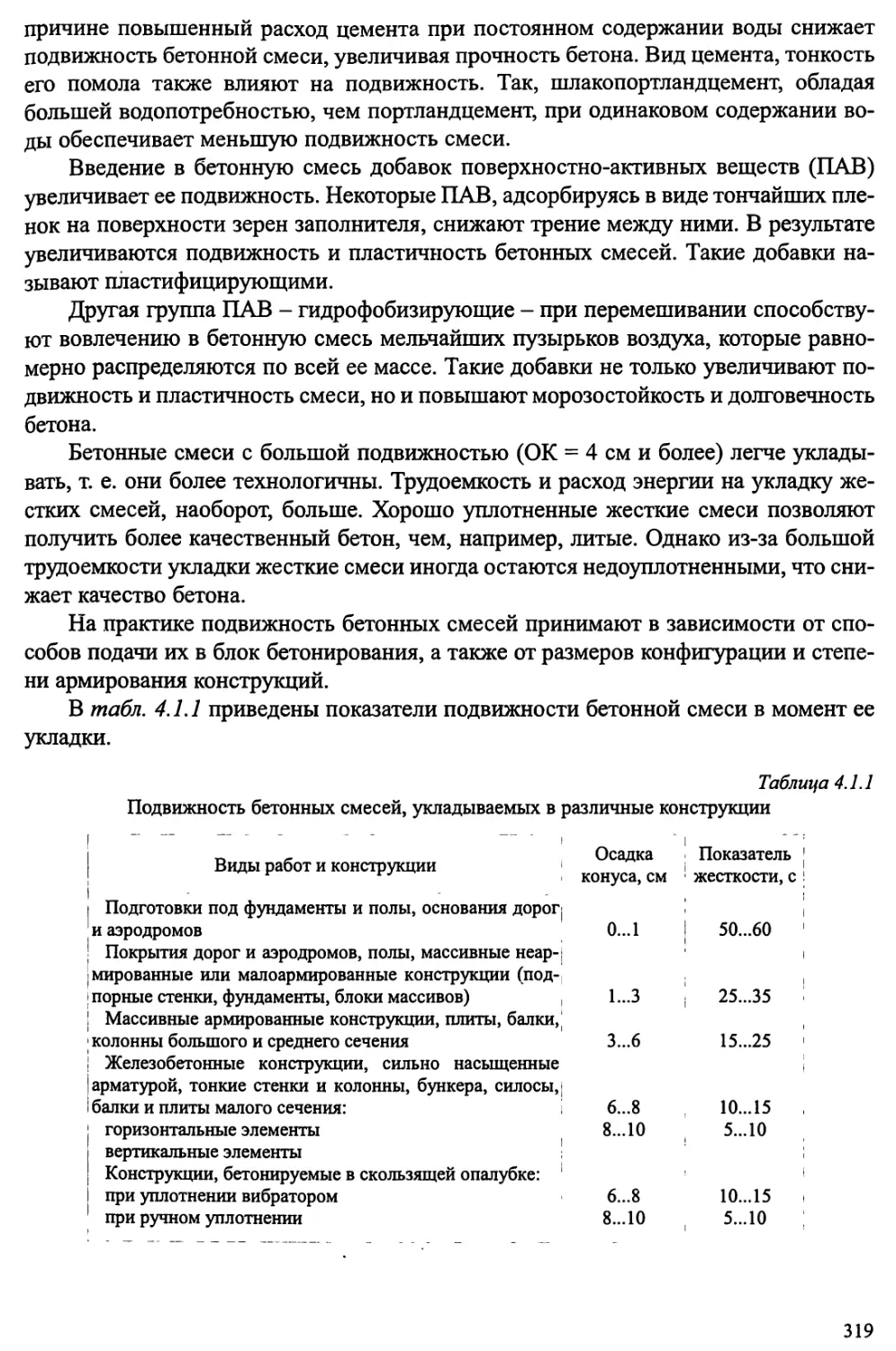
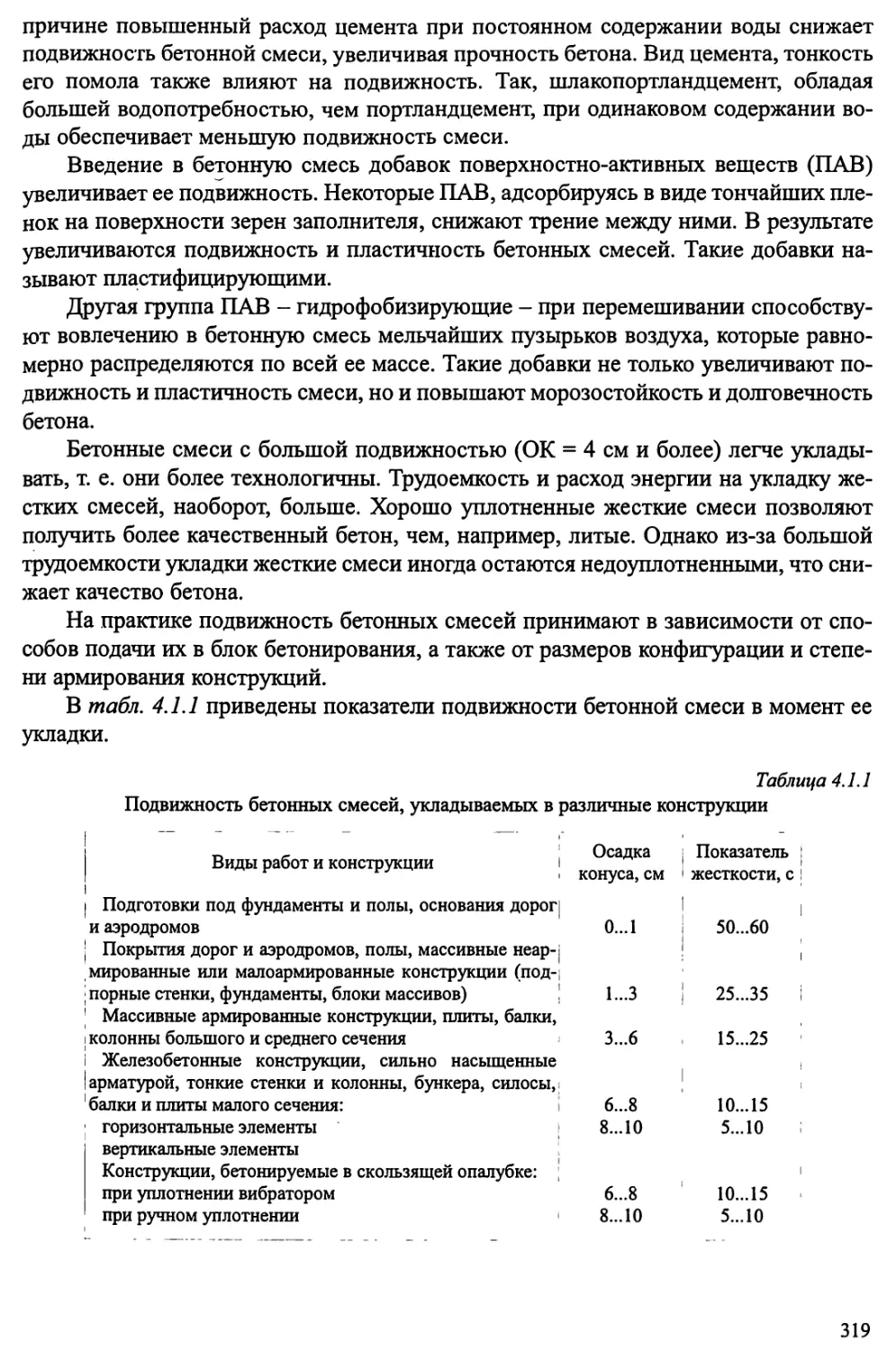
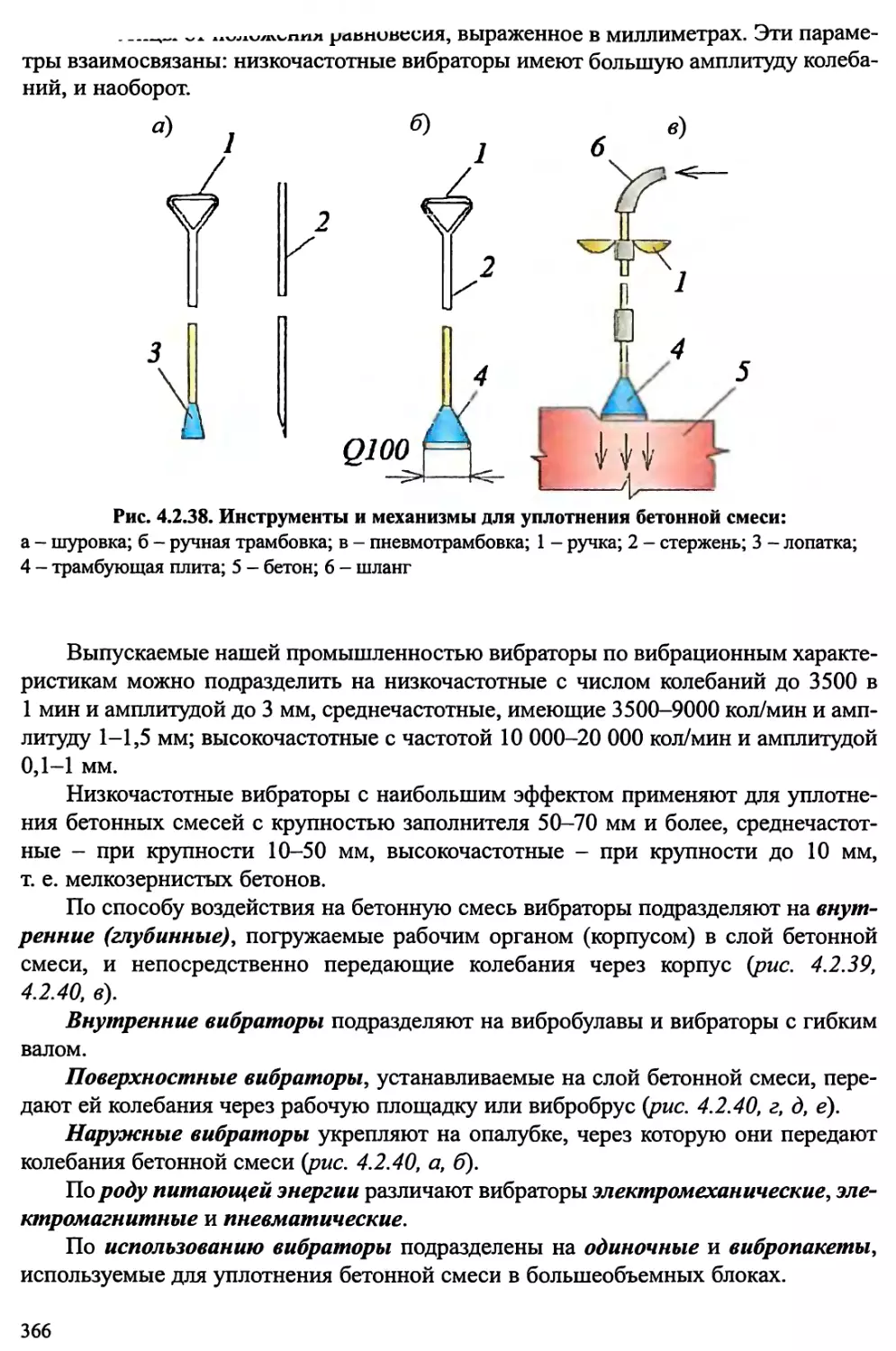
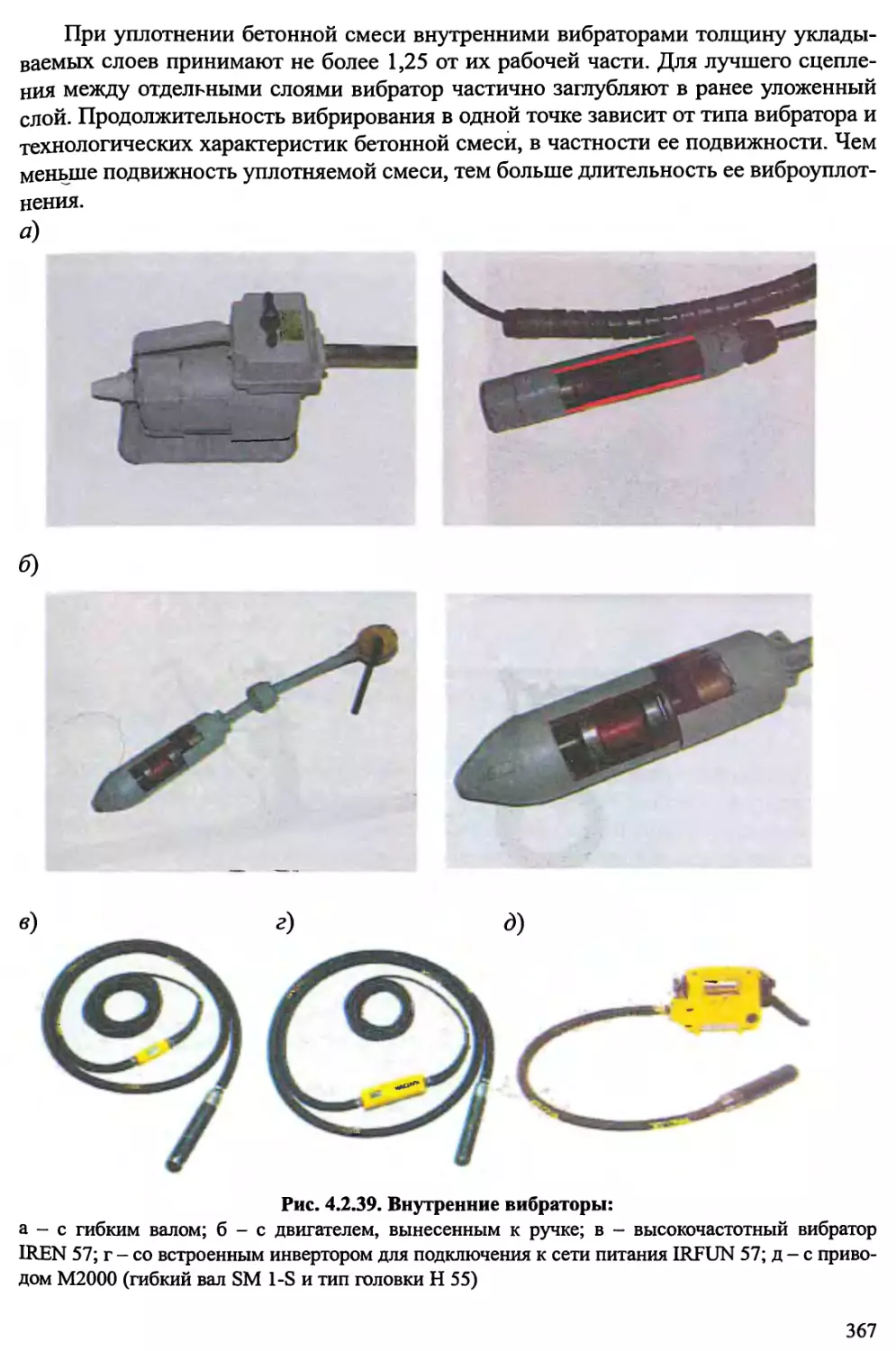
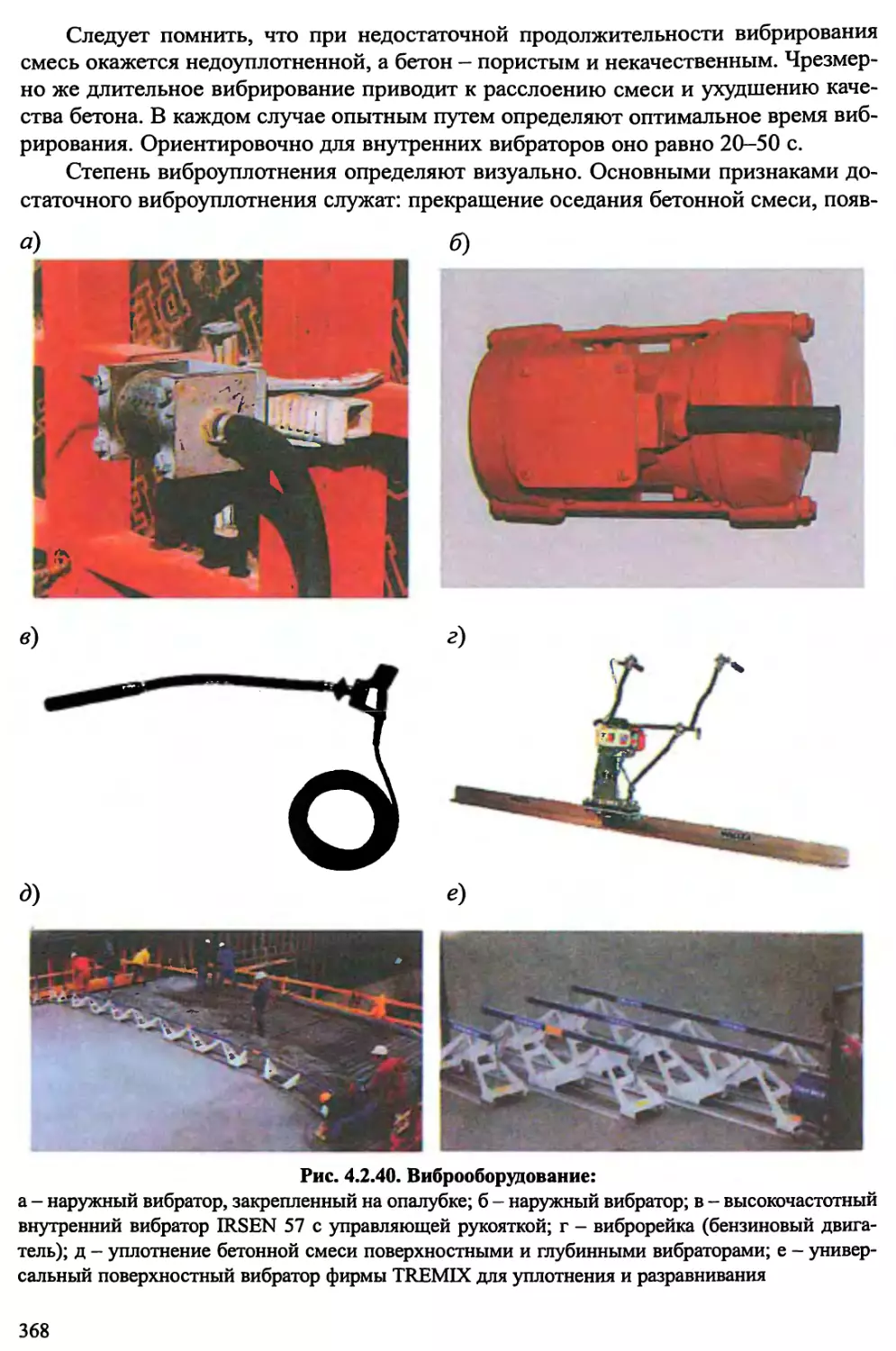
2.4. Методы уплотнения бетонной смеси.................... 363
2.5. Применение бетонной смеси с добавками............... 371
2.6. Охрана труда........................................ 372
6
ГЛАВА 3. Механическая обработка бетона............................. 373
3.1. Затирка и заглаживание бетонной поверхности.......... 373
3.2. Обработка затвердевших бетонных поверхностей......... 376
ГЛАВА 4. Возведение основных монолитных конструкций зданий............ 392
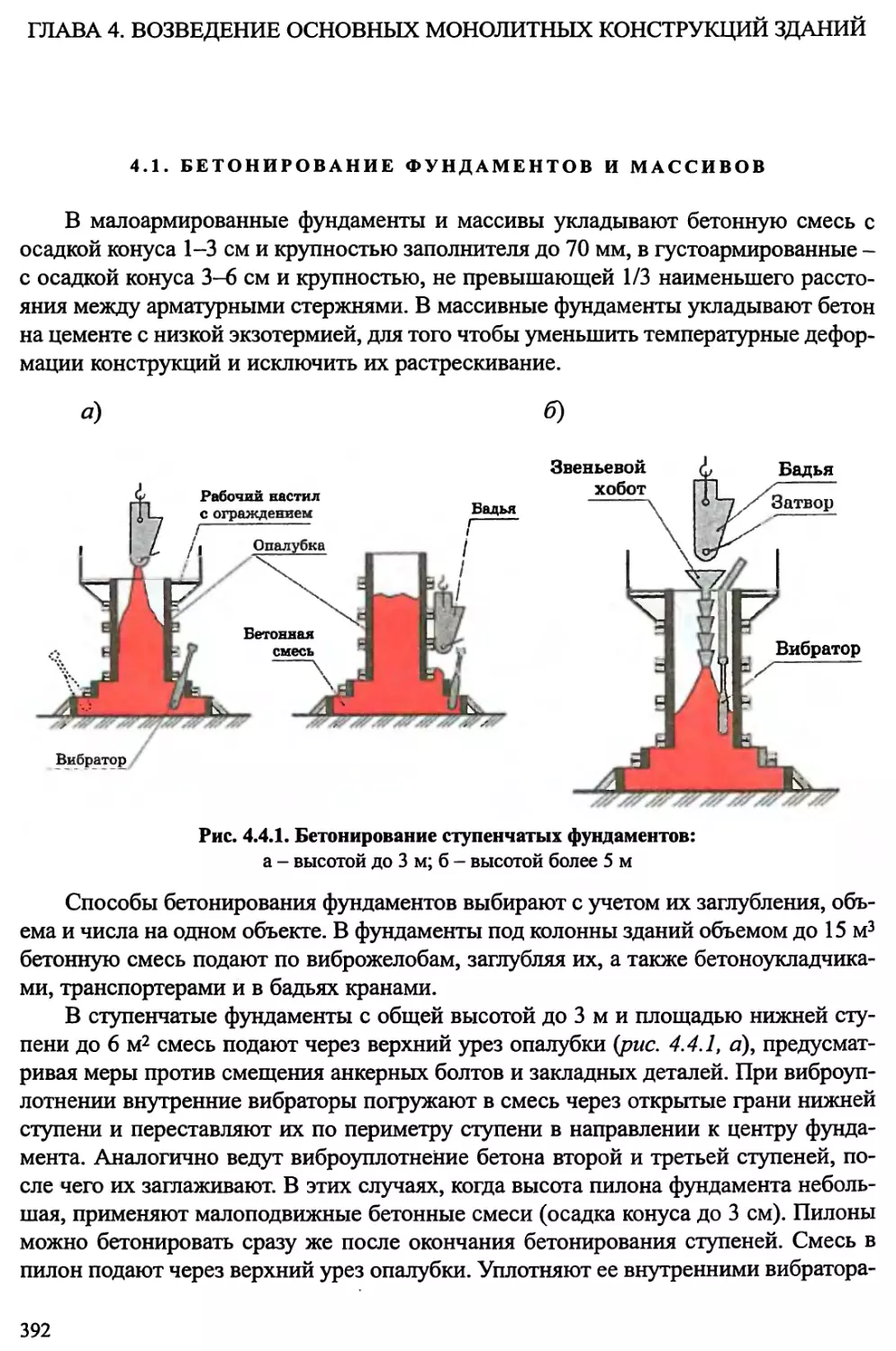
4.1. Бетонирование фундаментов и массивов................. 392
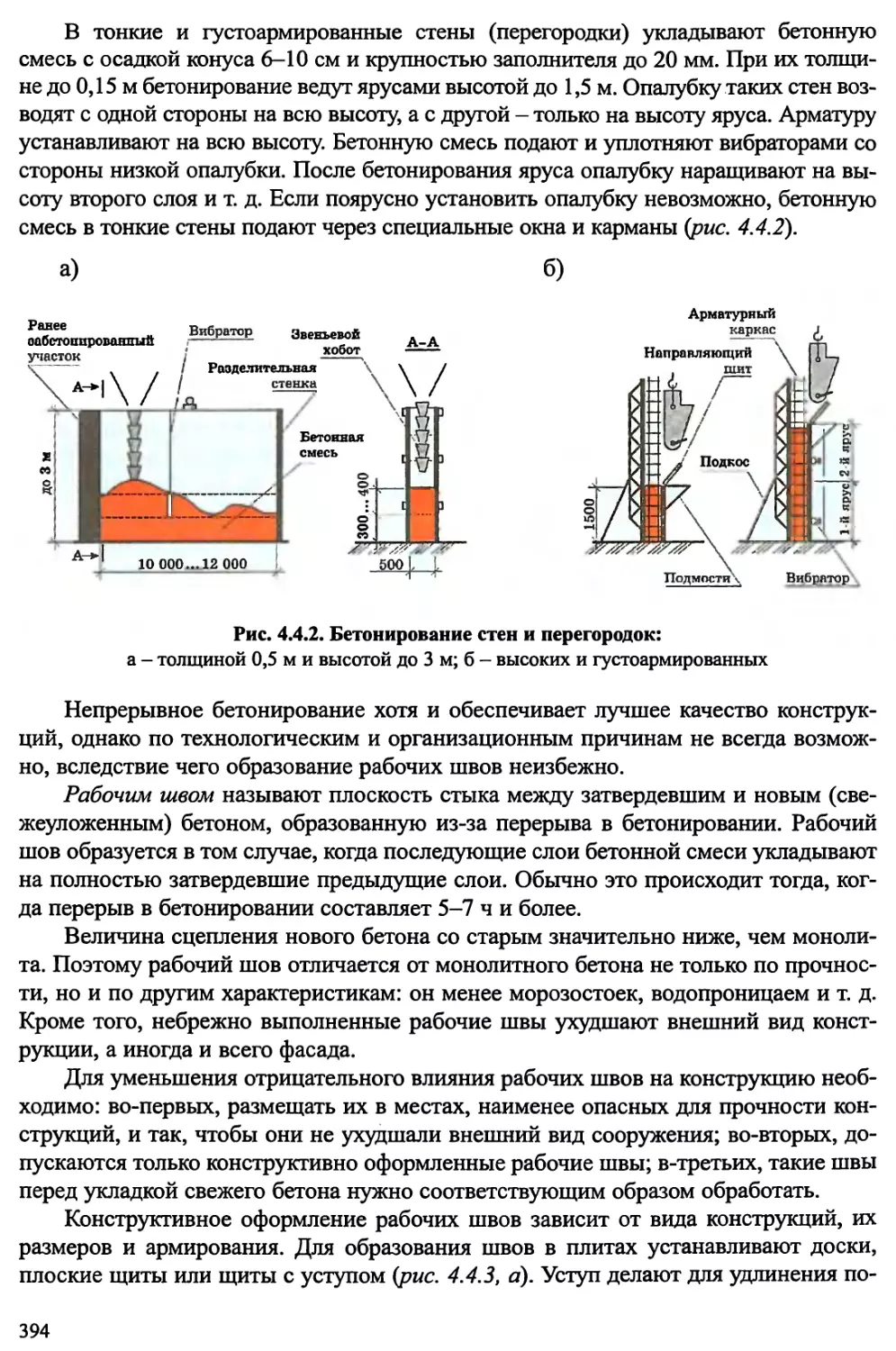
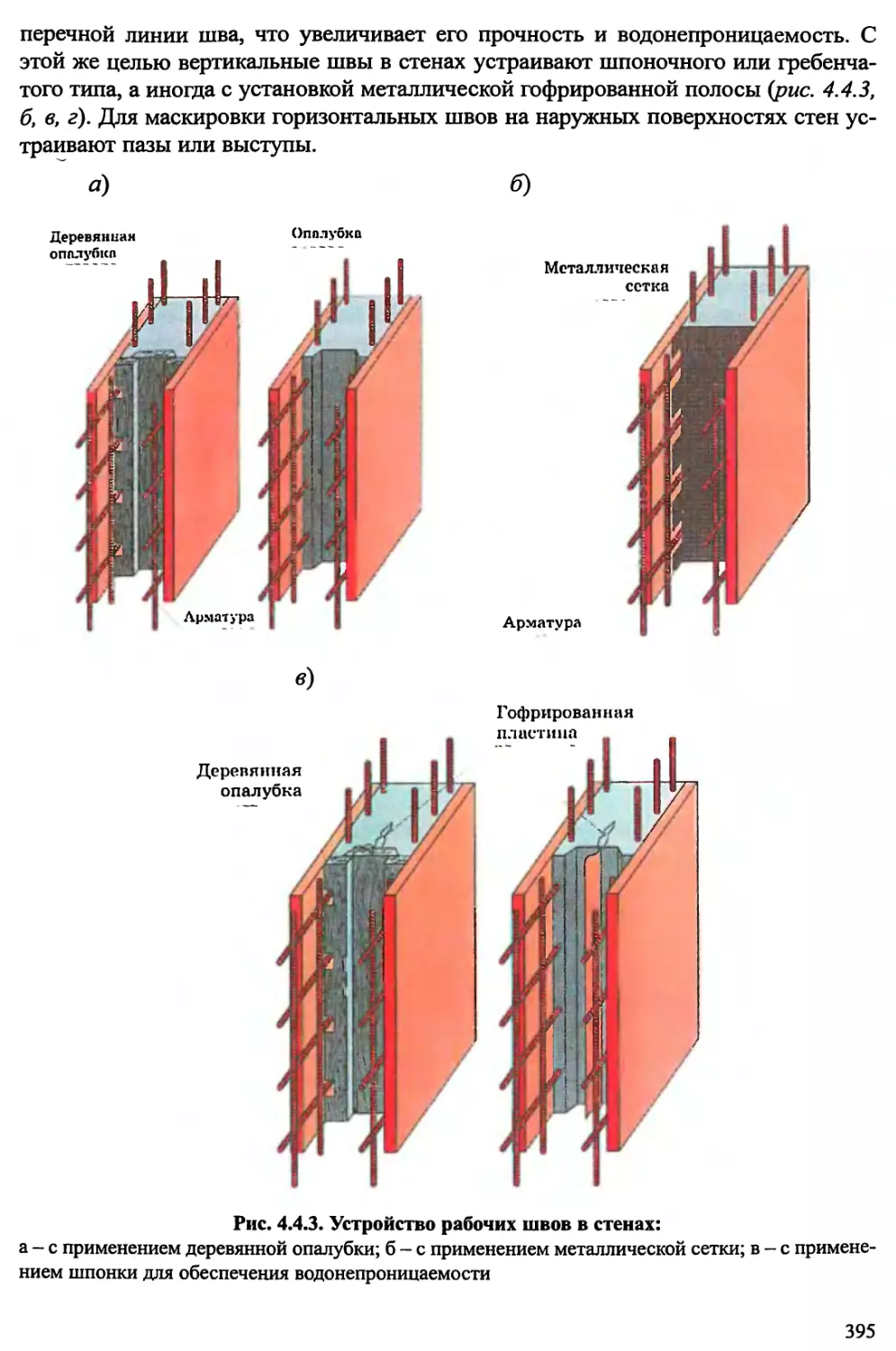
4.2. Бетонирование стен и перегородок..................... 393
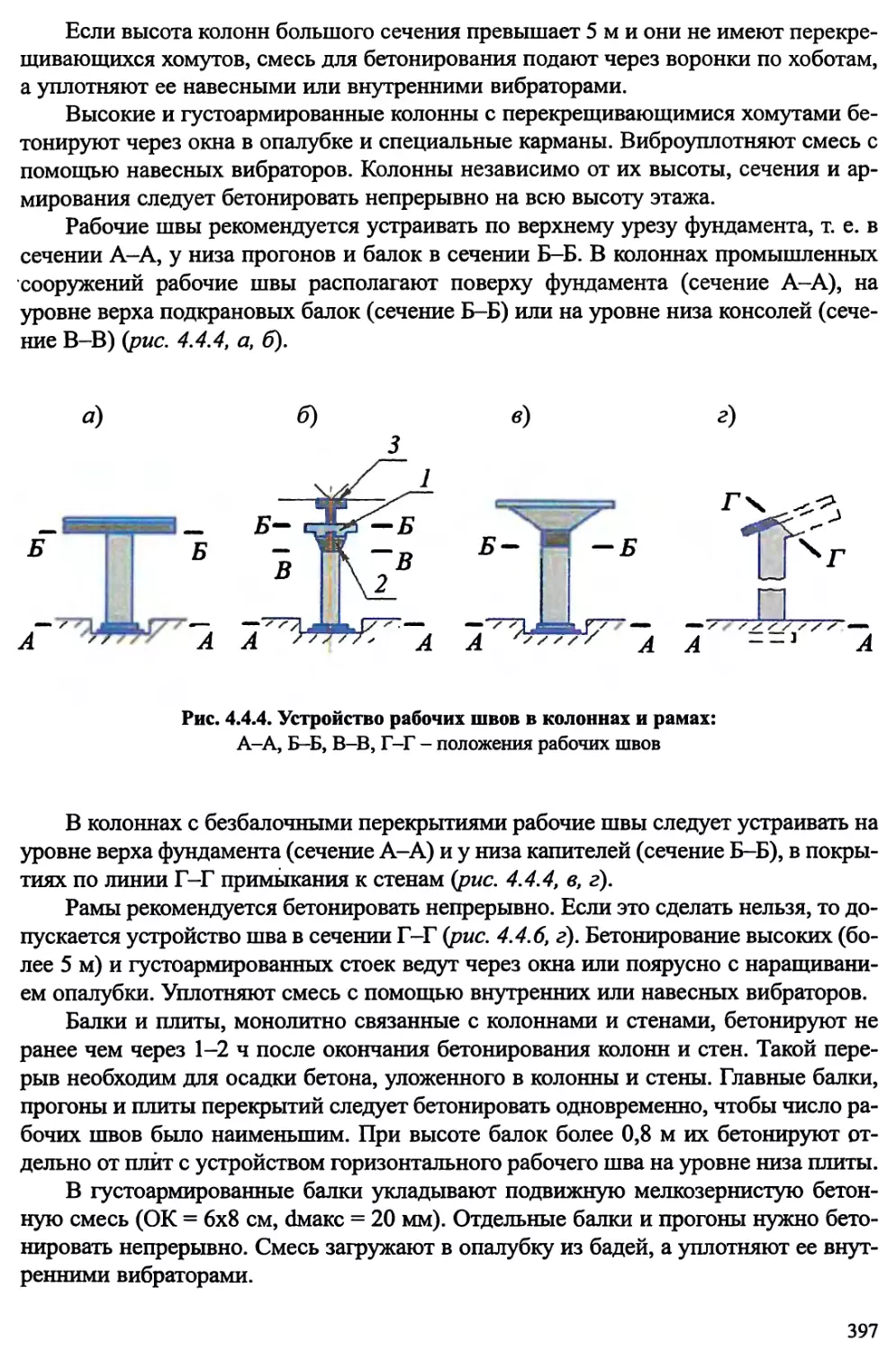
4.3. Бетонирование колонн, перекрытий..................... 396
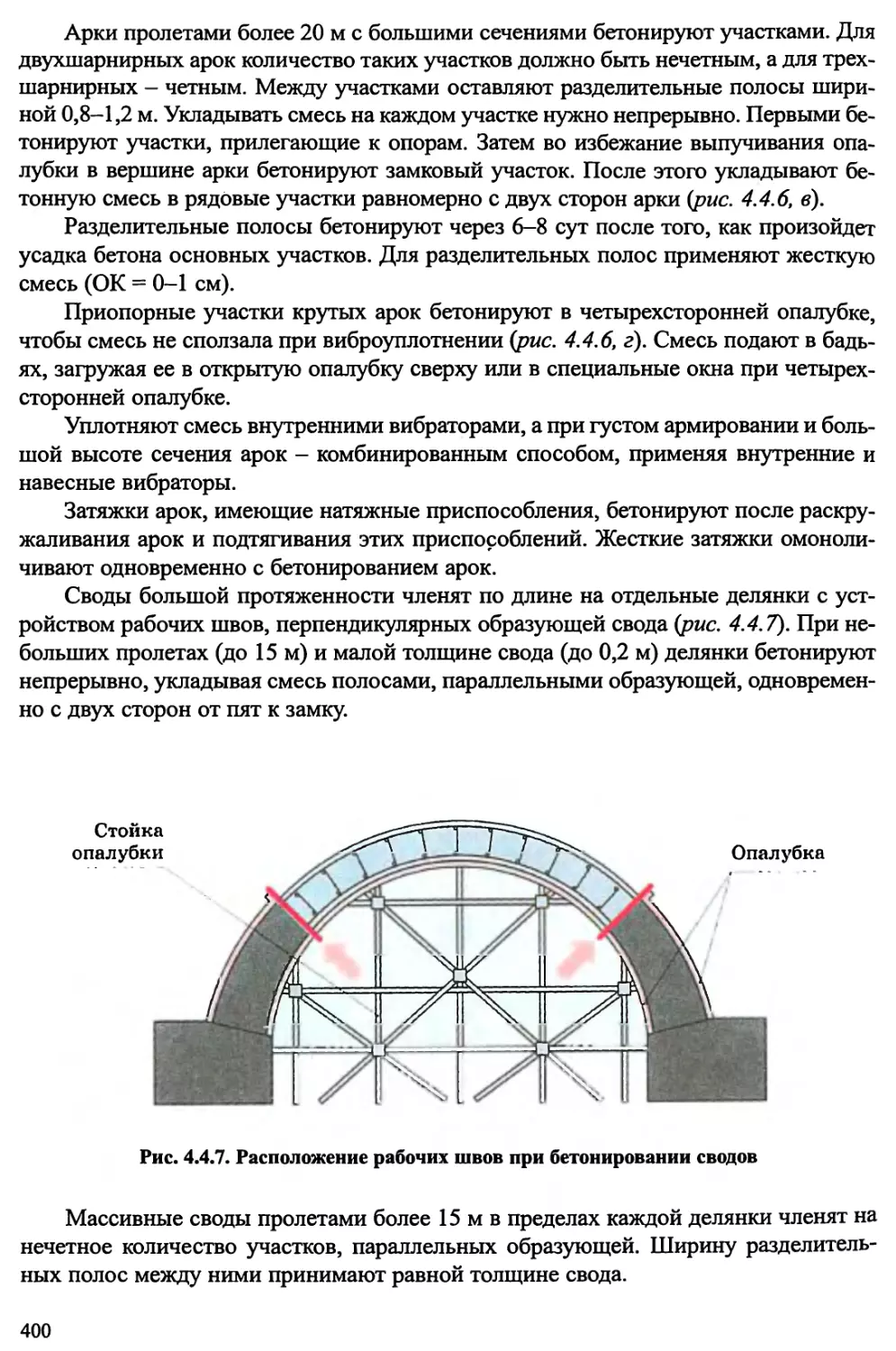
4.4. Бетонирование арок, сводов, куполов и оболочек....... 399
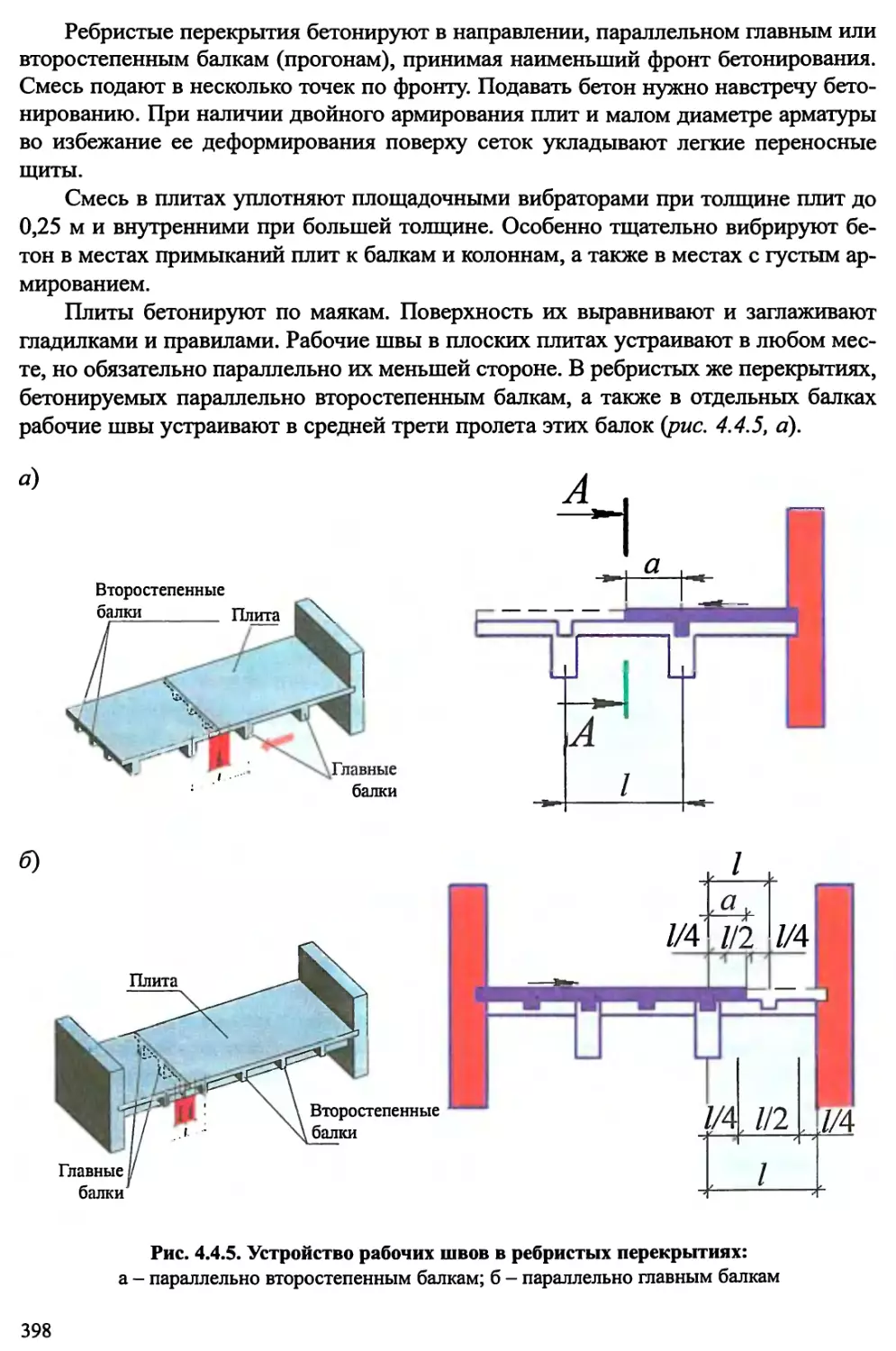
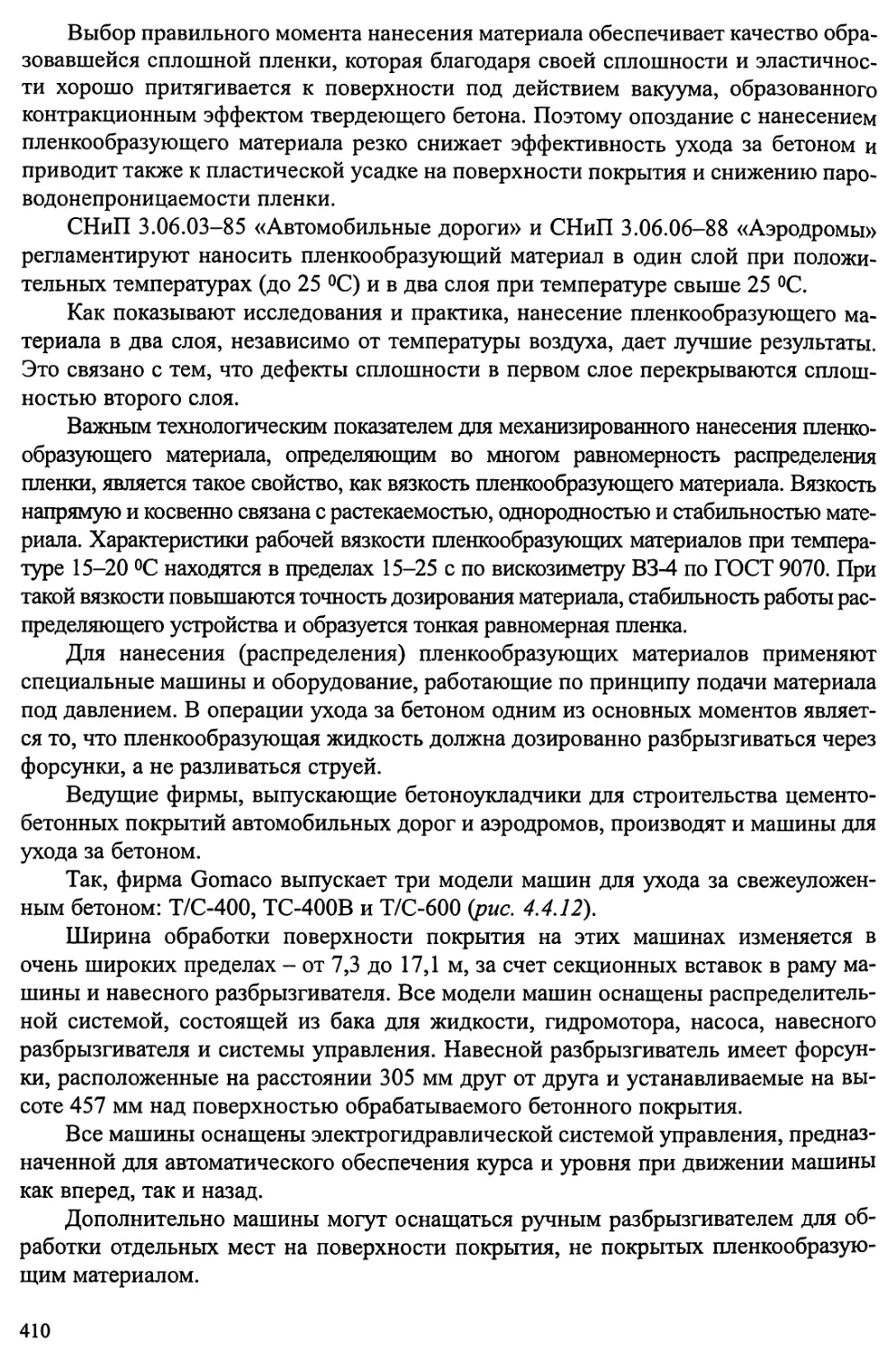
4.5. Бетонирование плоских конструкций.................... 401
4.6. Распалубливание конструкций.......................... 413
4.7. Организация железобетонных работ на объекте.......... 414
4.7.1. Поточный метод производства работ.............. 414
4.7.2. Определение потока бетонной смеси и ее составляющих.... 417
4.8. Охрана труда......................................... 420
РАЗДЕЛ V. ТЕПЛОВАЯ ОБРАБОТКА БЕТОНА
ГЛАВА 1. Уход за уложенным бетоном................................. 421
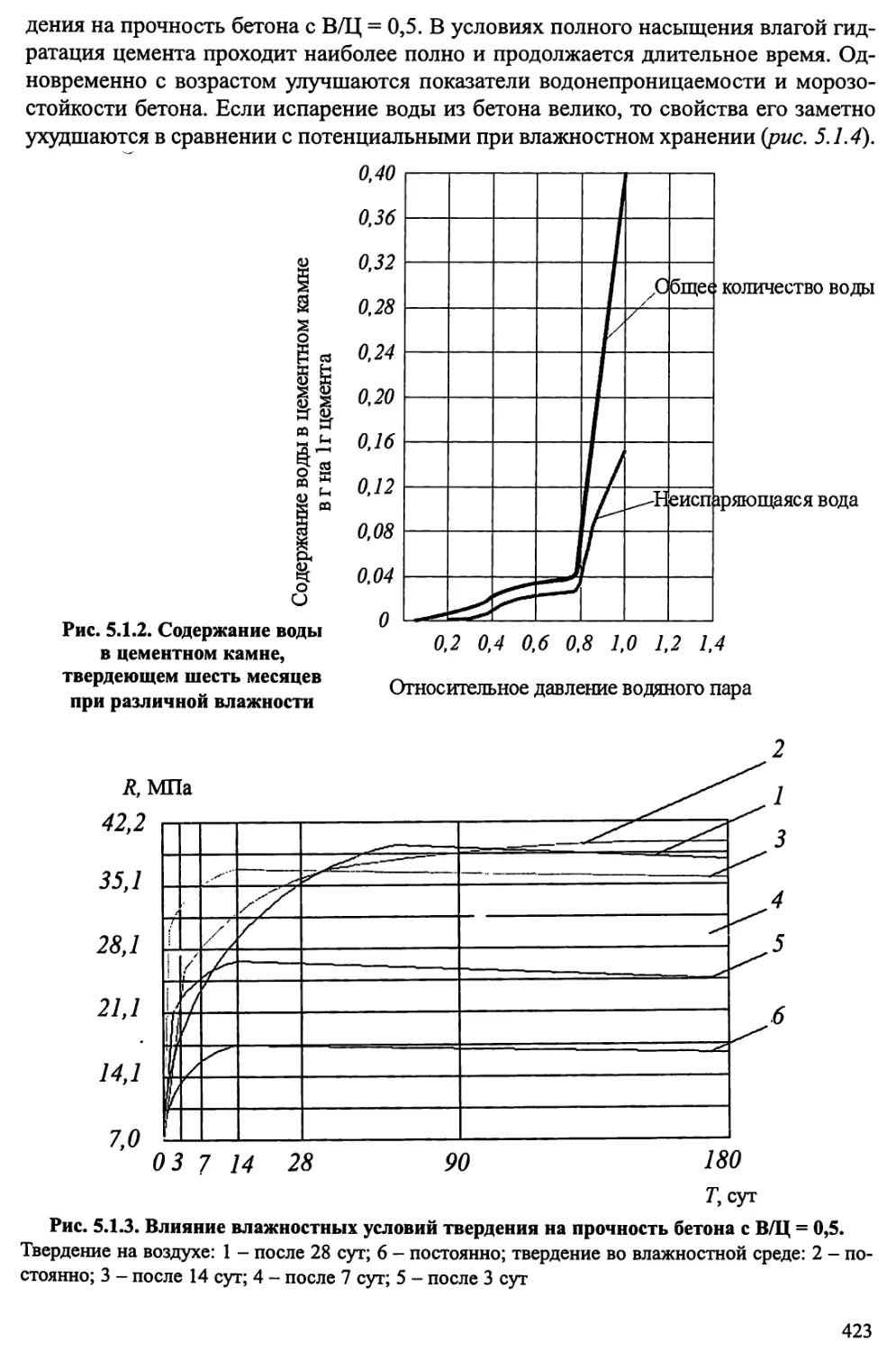
1.1. Влияние влажности.................................... 421
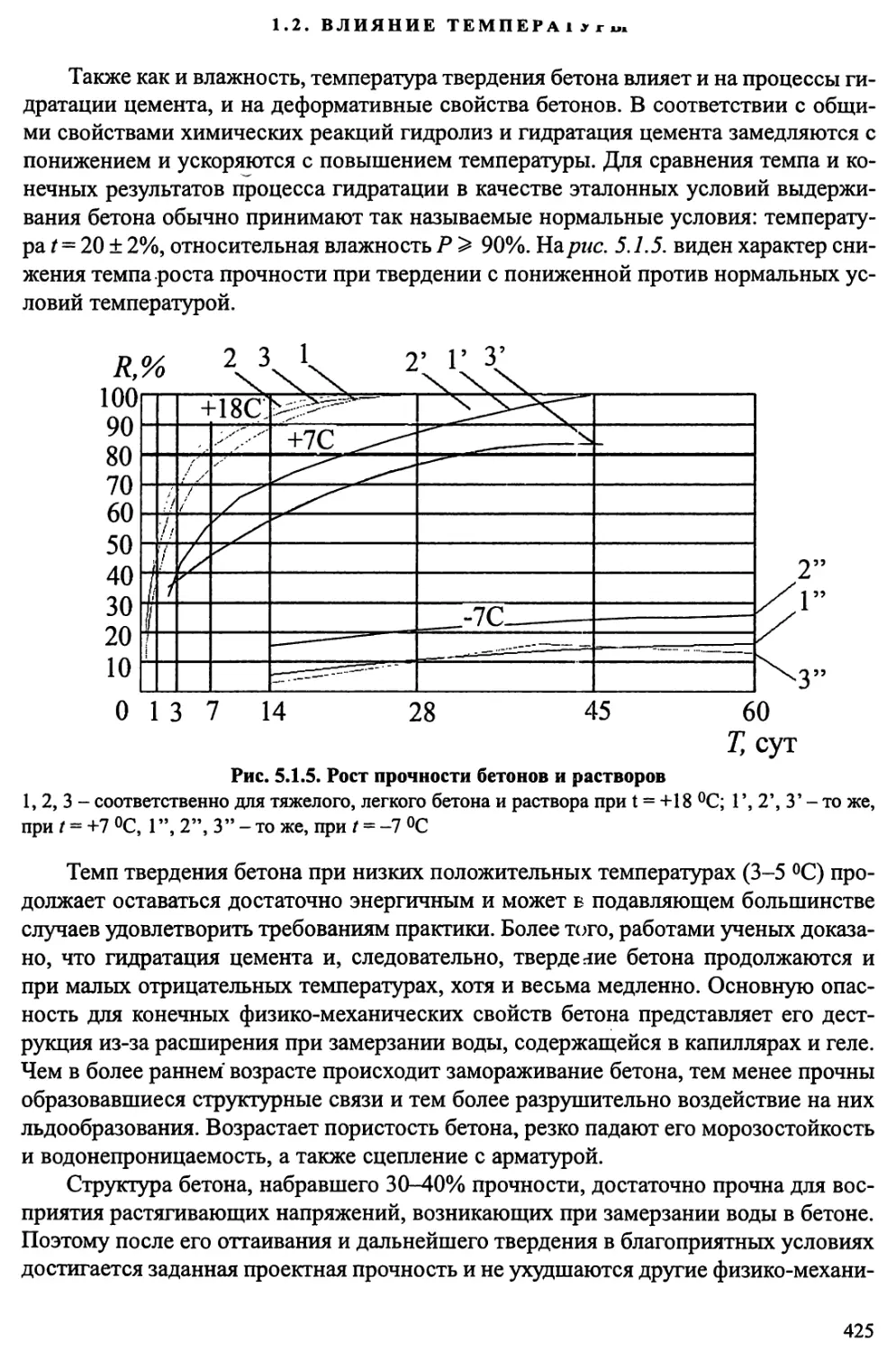
1.2. Влияние температуры.................................. 425
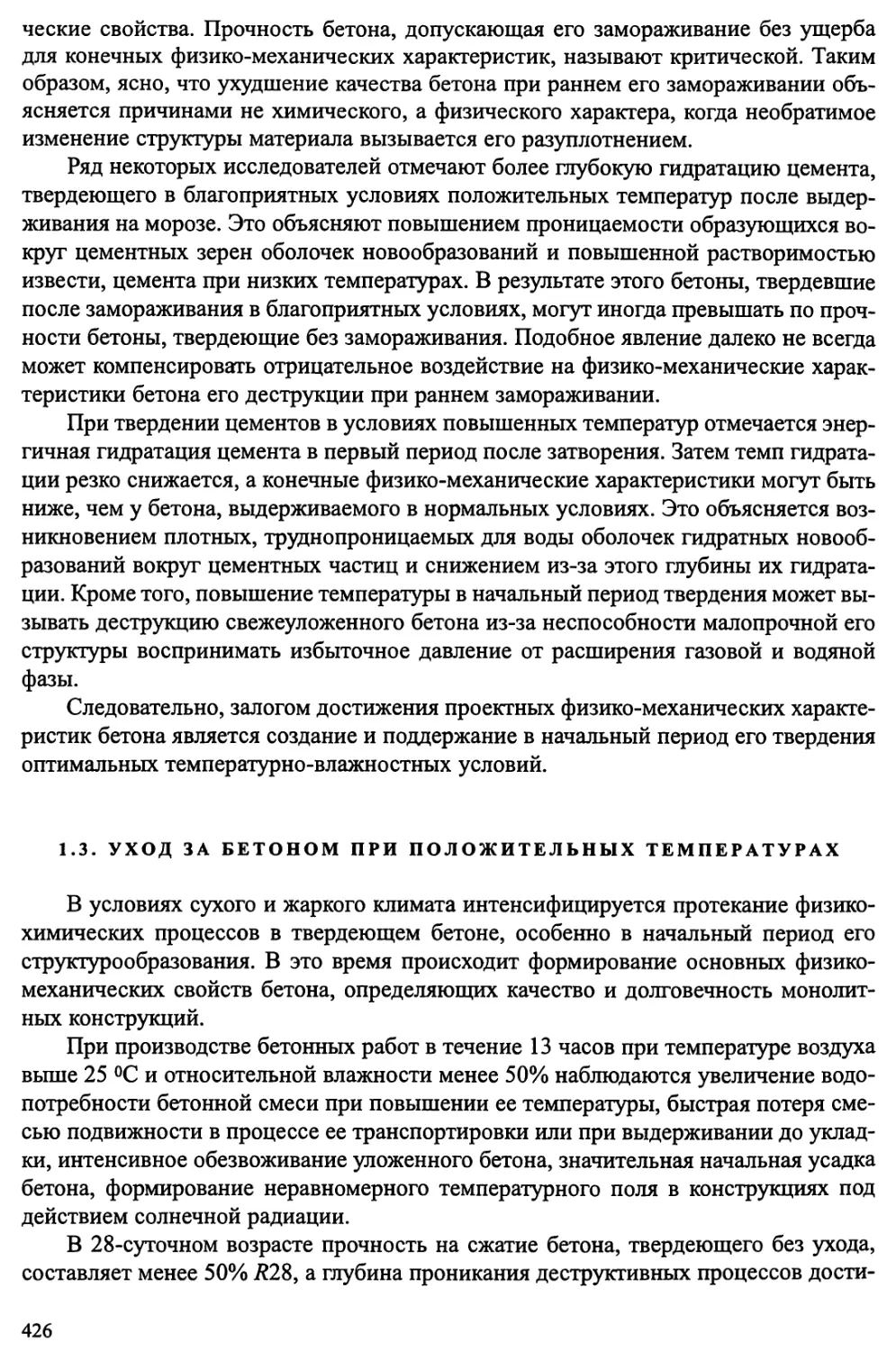
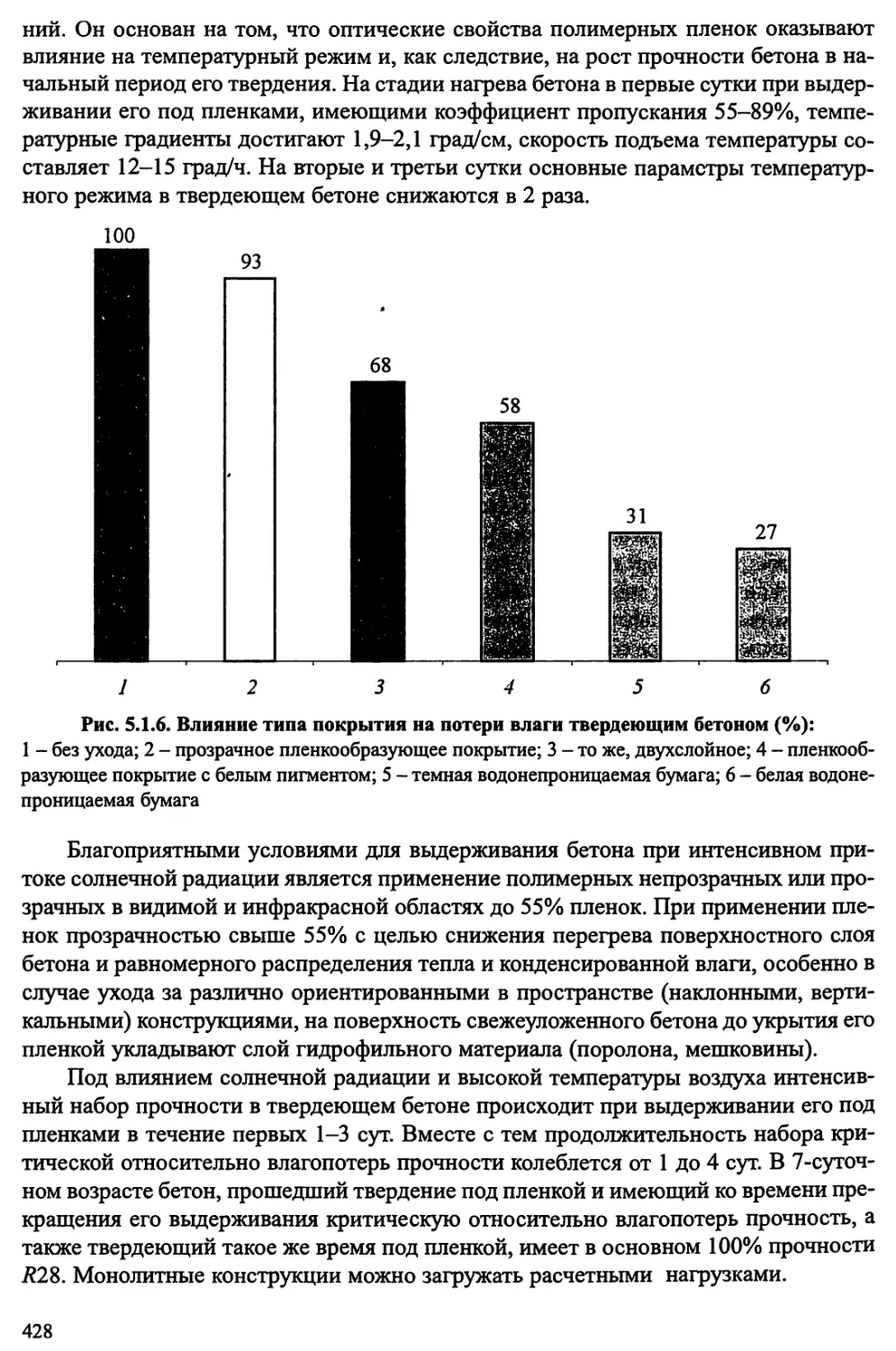
1.3. Уход за бетоном при положительных температурах....... 426
1.4. Прогрев бетона в монолитных конструкциях............. 429
1.4.1. Общие положения................................ 430
1.4.1.1. Тепловая обработка для интенсификации
твердения бетона................................. 430
1.4. 1.2. Критерии эффективности прогрева бетона.. 430
1.4.1.3. Материалы для бетонов подвергаемых
термообработке................................... 431
1.4.1.4. Ускорение твердения бетона методами
электротермообработки............................ 432
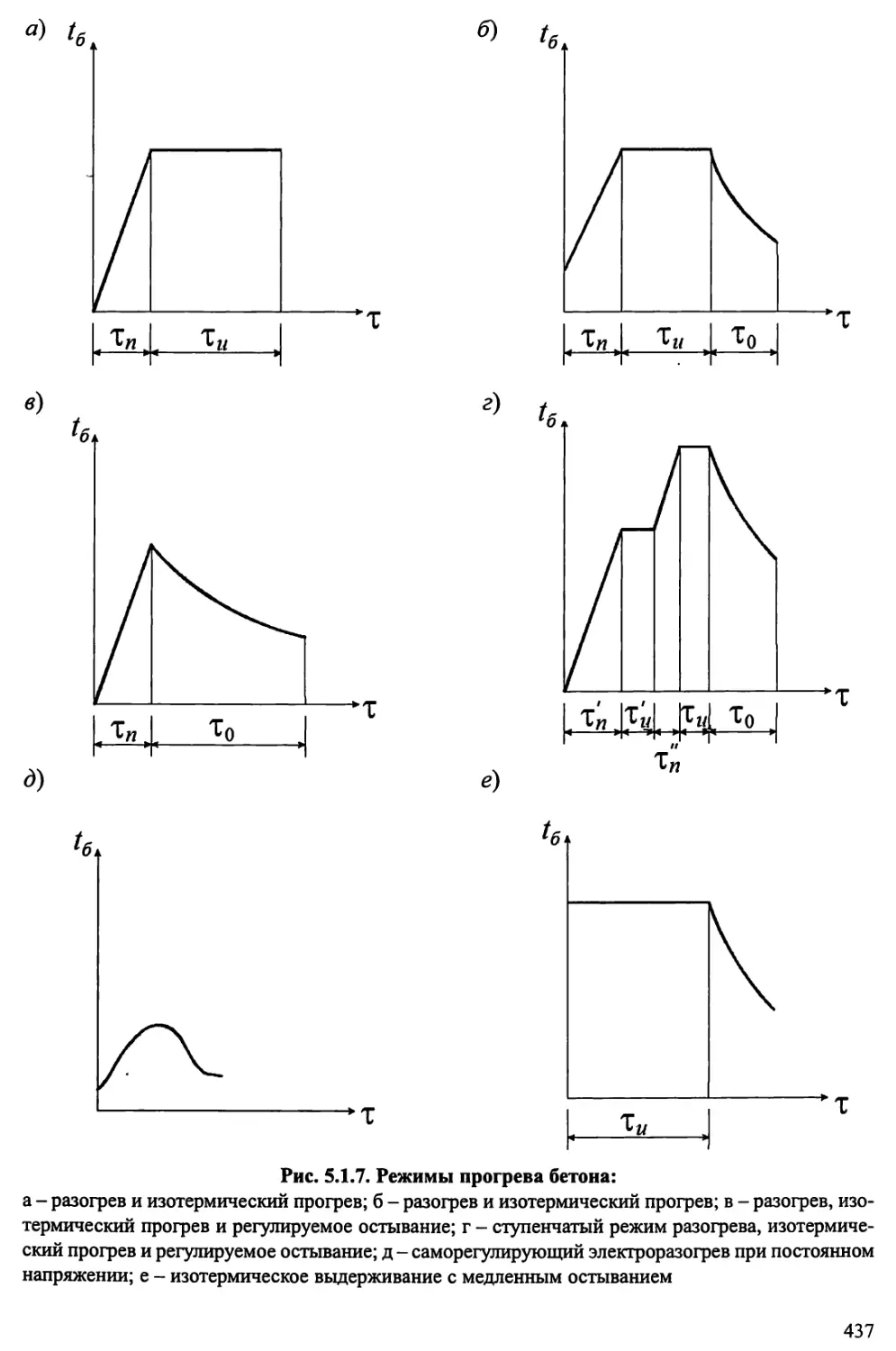
1.4.1.5. Режимы прогрева бетона.................. 436
1.4.1.6. Расчет основных параметров прогрева бетона. 438
1.4.1.7. Влияние режимов прогрева на формирование
структуры бетона................................. 440
1.4.1.8. Методы тепловой обработки бетона... 444
1.4.2. Электропрогрев бетона.......................... 448
1.4.2.1. Общие положения......................... 448
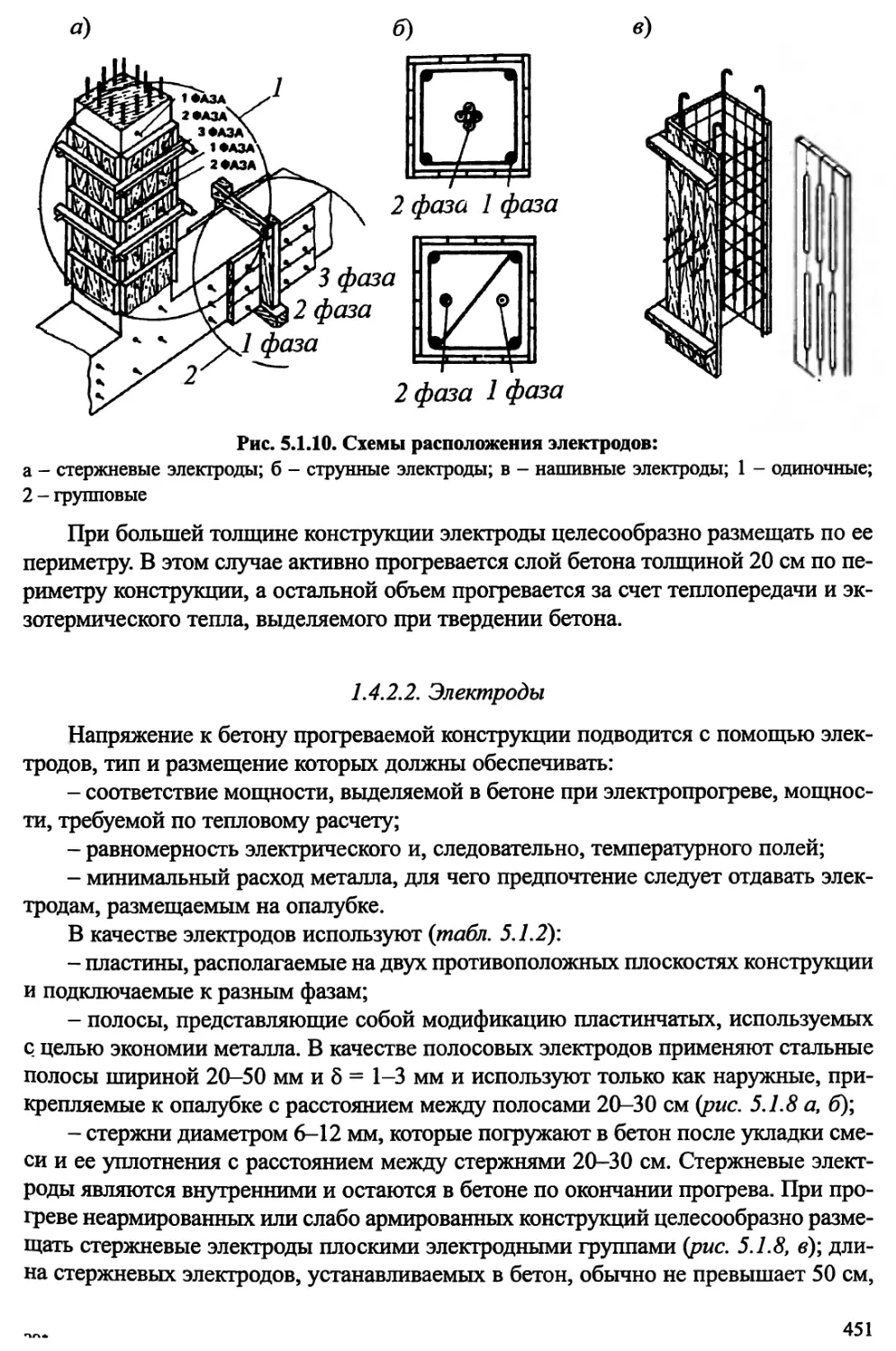
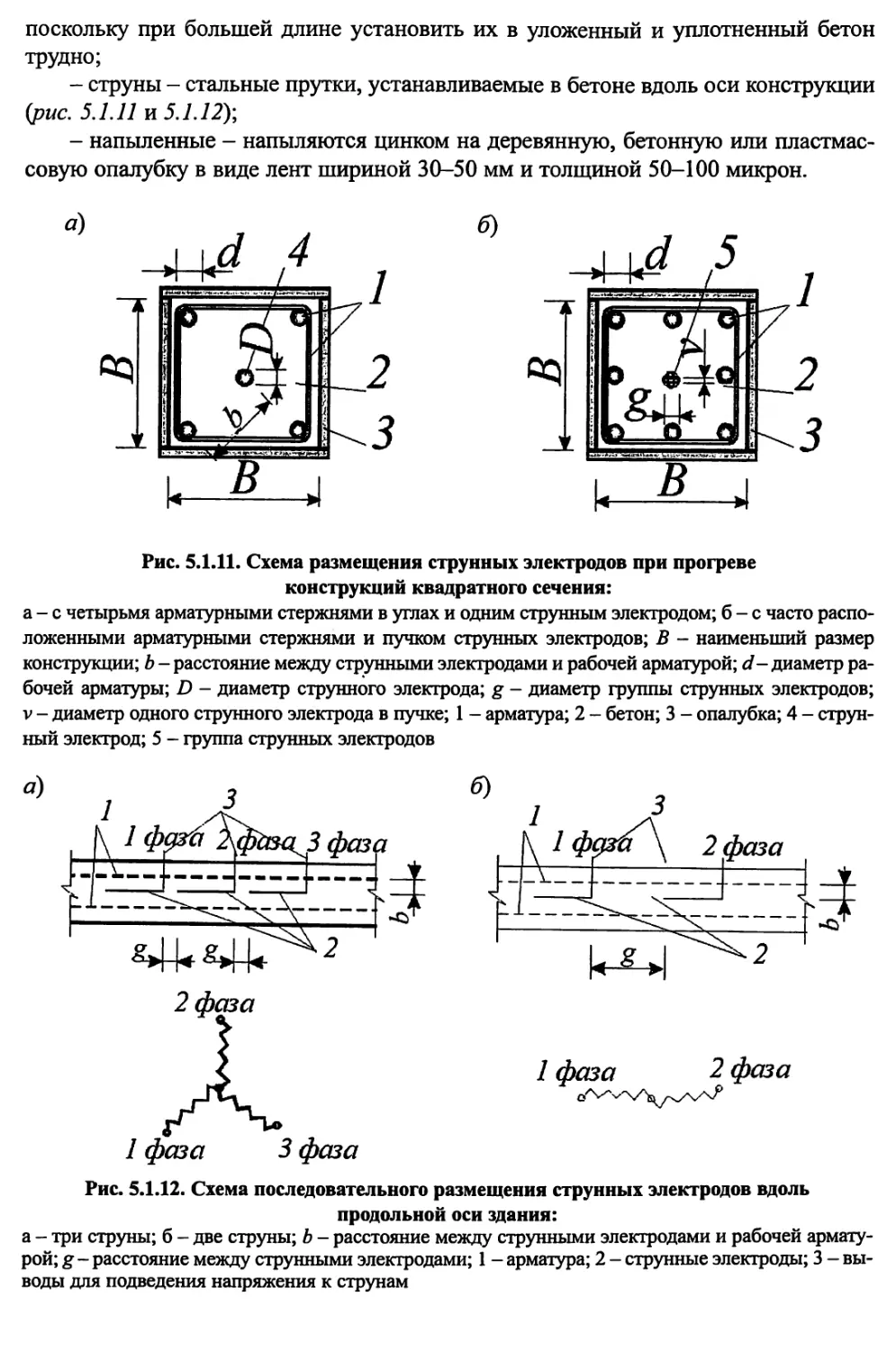
1.4.2.2. Электроды............................... 451
1.4.2.3. Параметры электропрогрева бетона........ 455
1.4.2.4. Последовательность расчета параметров
электропрогрева.................................. 458
1.4.2.5. Электропрогрев бетонов
с противоморозными добавками..................... 458
1.4.2.6. Производство работ при электропрогреве бетона... 461
1.4.2.7. Техника безопасности при электропрогреве
бетона........................................... 464
7
1.4.3. Предварительный электроразогрев бетонных смесей....... 465
1.4.3.1. Сущность метода и область применения........... 465
1.4.З.2. Технология производства работ.................’. 466
1.4.3.3. Особенности применения в построечных условиях....... 470
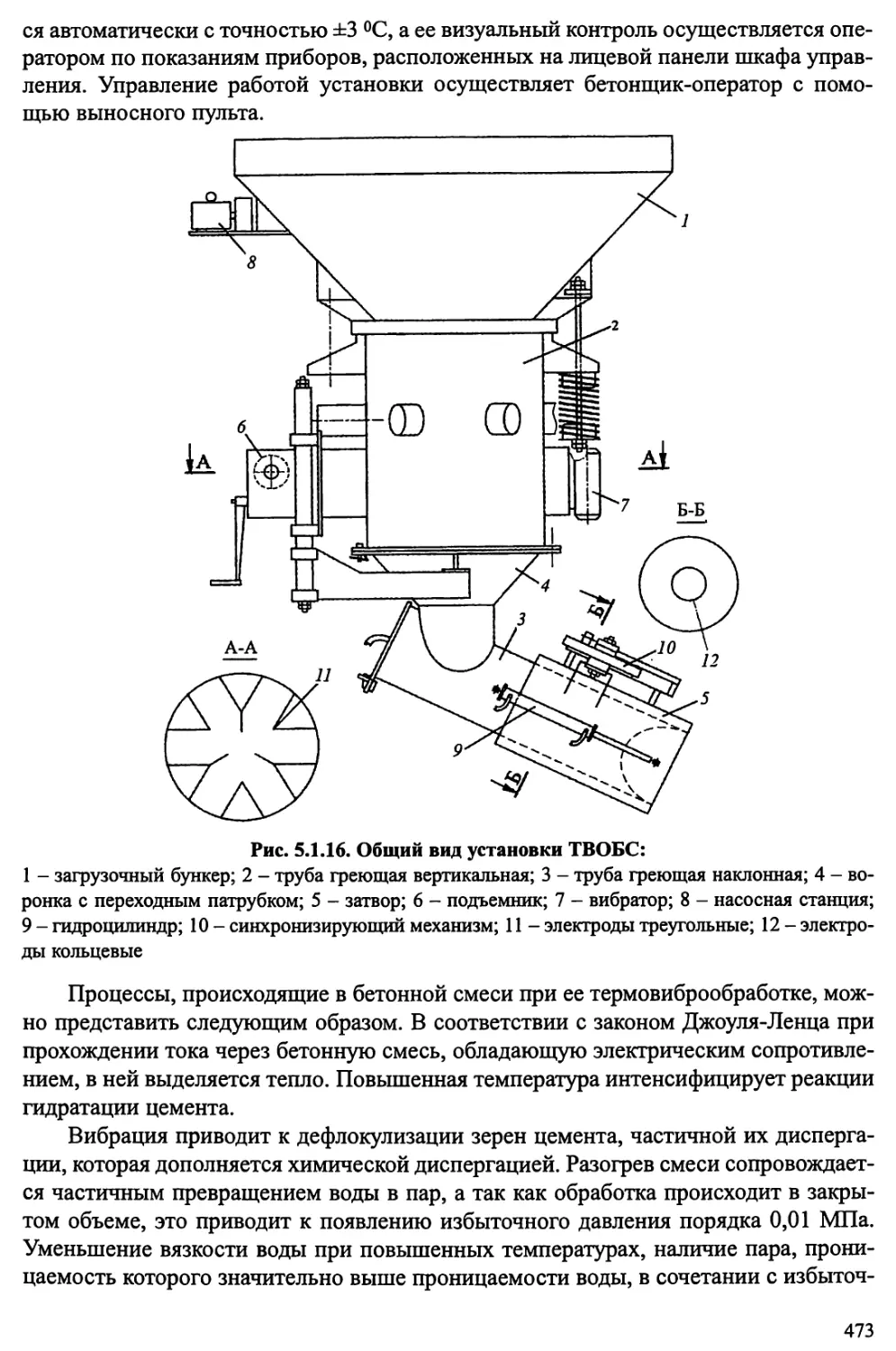
1.4.3.4. Установки непрерывного действия................ 472
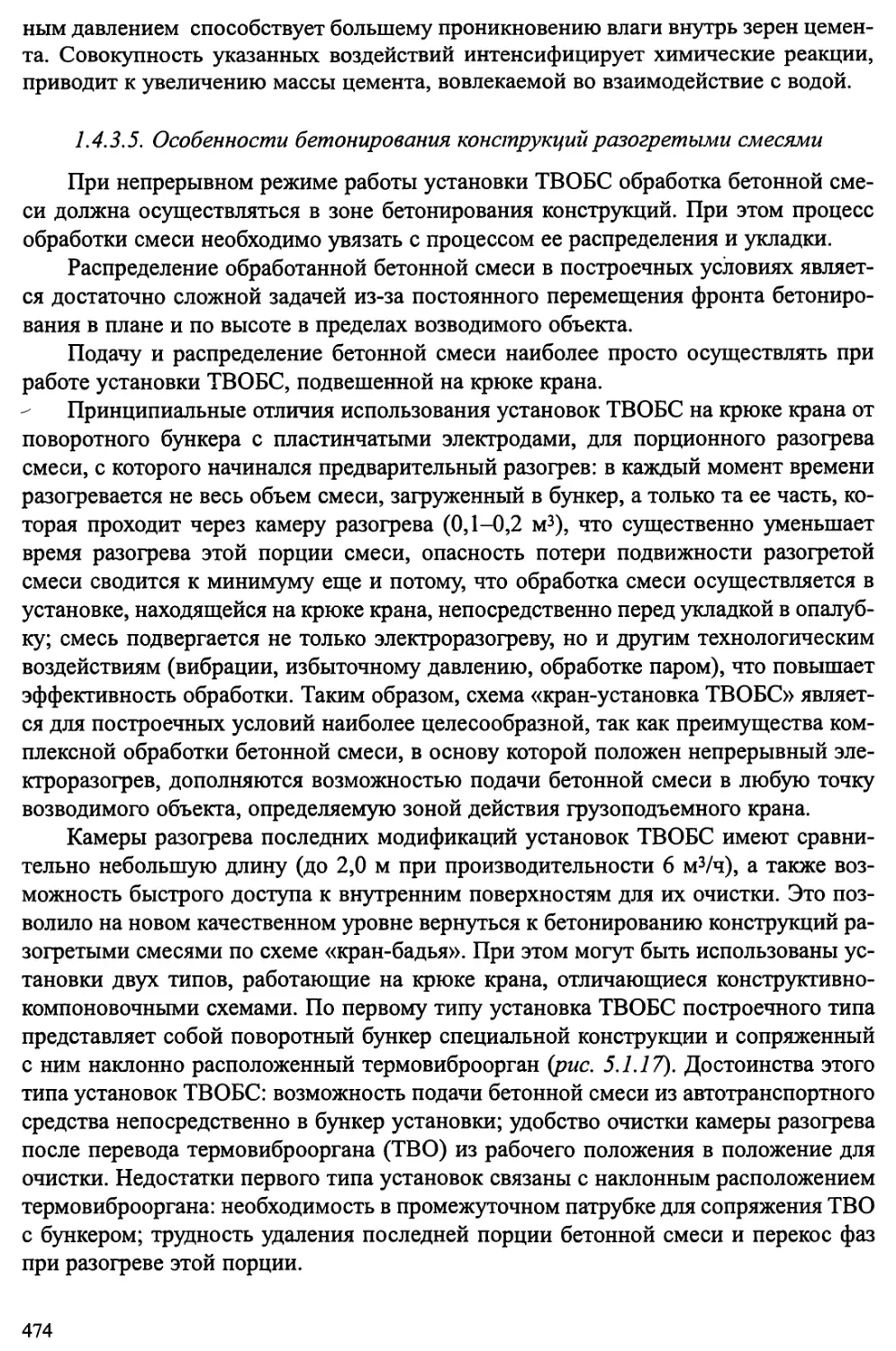
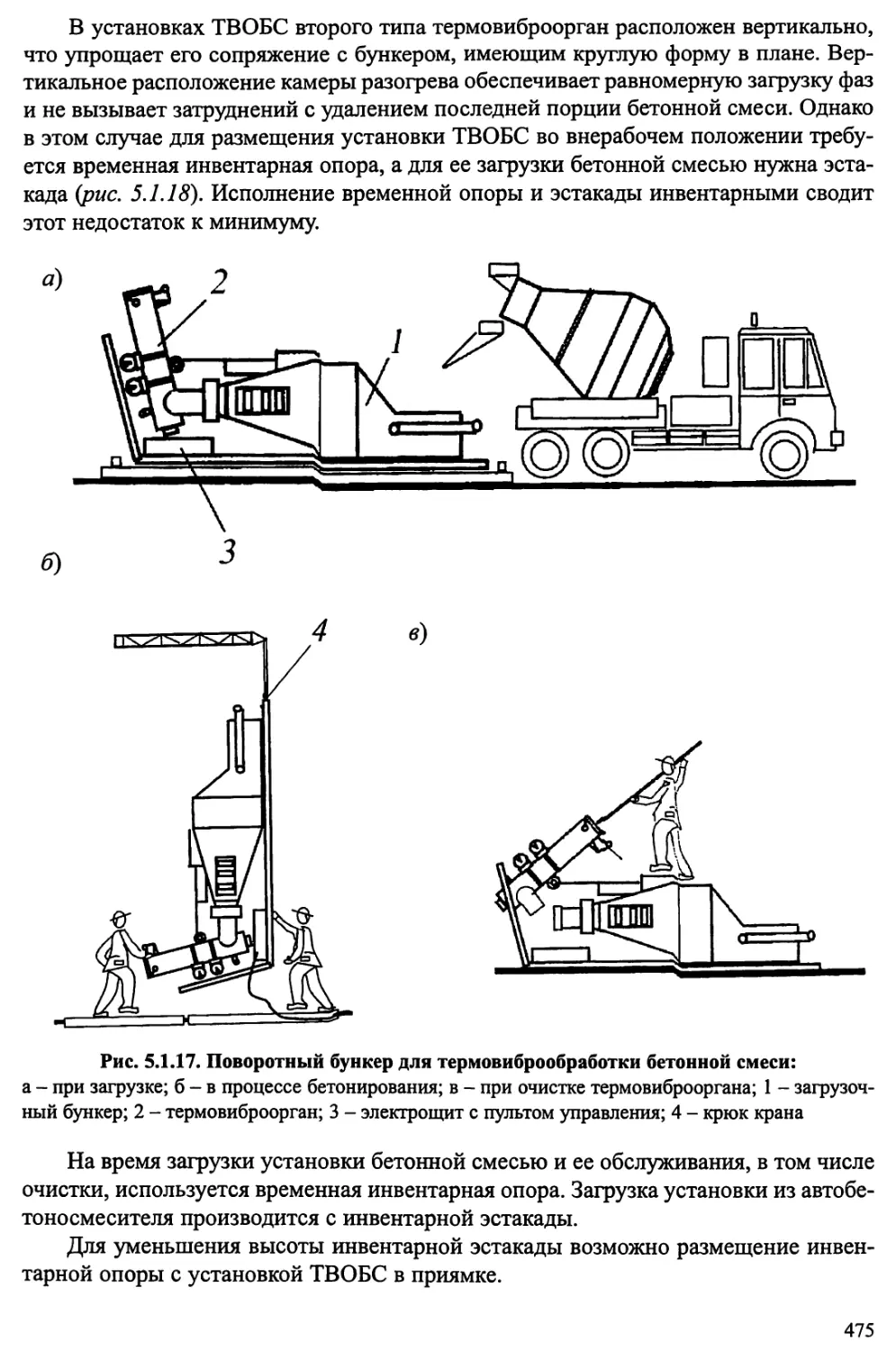
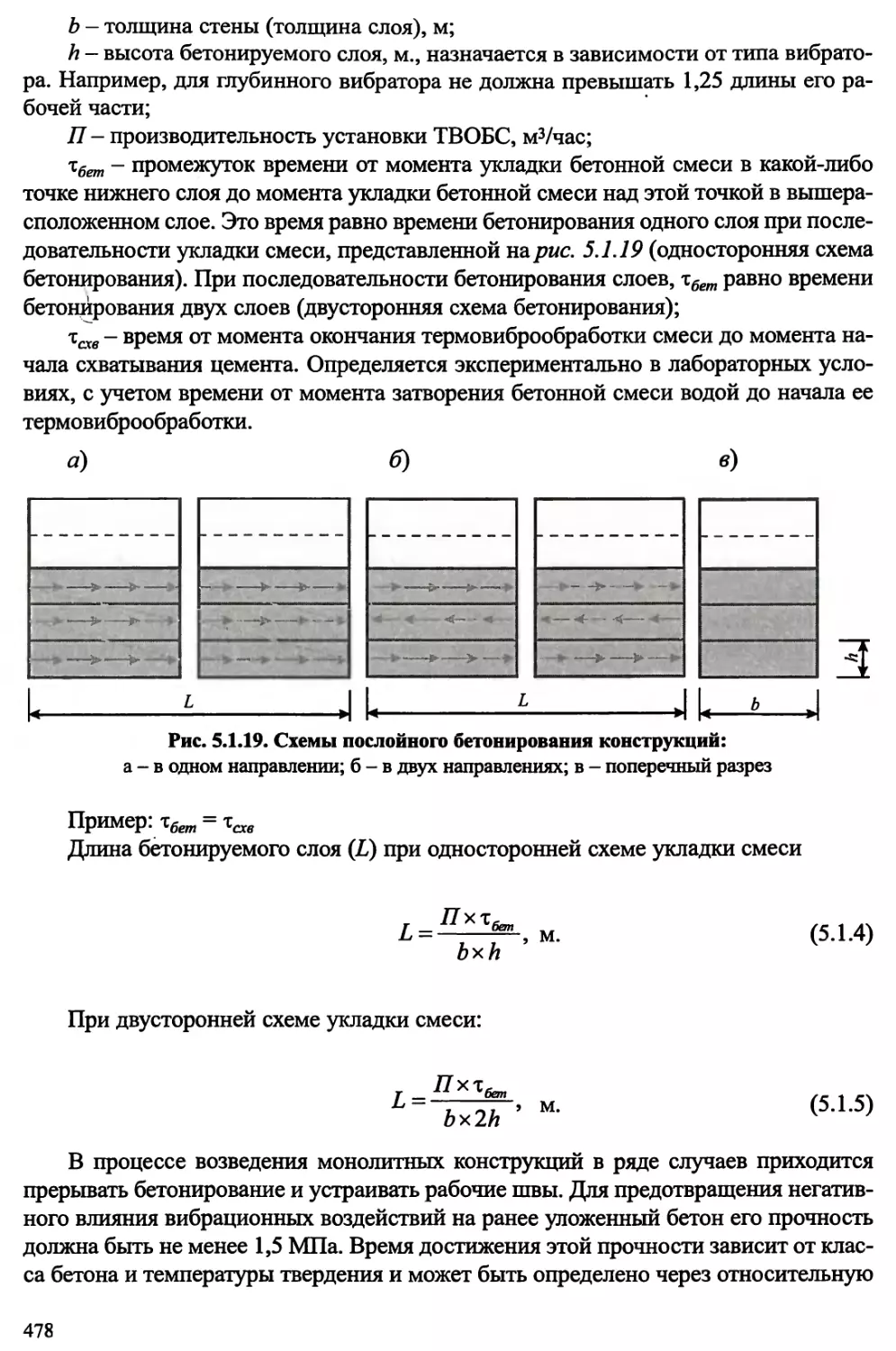
1.4.3.5. Особенности бетонирования конструкций
разогретыми смесями..................................... 474
1.4.3.6. Бетонирование термовиброобработанными смесями....... 477
1.4.3.7. Техника безопасности при предварительном
электроразогреве бетонной смеси......................... 479
1.4.4. Форсированный электроразогрев бетона в конструкциях........ 480
1.4.4.1. Сущность метода................................ 480
1.4.4.2. Укладка бетонной смеси и форсированный
ее электроразогрев...................................... 482
1.4.4.3. Выдерживание бетона в конструкциях
и контроль за температурным режимом твердения......... 483
1.4.4.4. Техника безопасности при форсированном
электроразогреве бетона в конструкциях.................. 484
1.4.5. Прогрев бетона греющими изолированными проводами........... 485
1.4.5.1. Сущность метода и область применения........... 485
1.4.5.2. Технология производства работ.................. 487
1.4.5.3. Прогрев бетона с использованием
полимерного греющего провода............................ 491
1.4.5.4. Контроль качества при прогреве бетона
греющими изолированными проводами....................... 492
1.4.5.5. Техника безопасности при прогреве бетона
греющими проводами...................................... 493
1.4.6. Обогрев бетона в греющей опалубке..................... 494
1.4.6.1. Сущность метода и область применения........... 494
1.4.6.2. Конструкции греющих опалубок................... 495
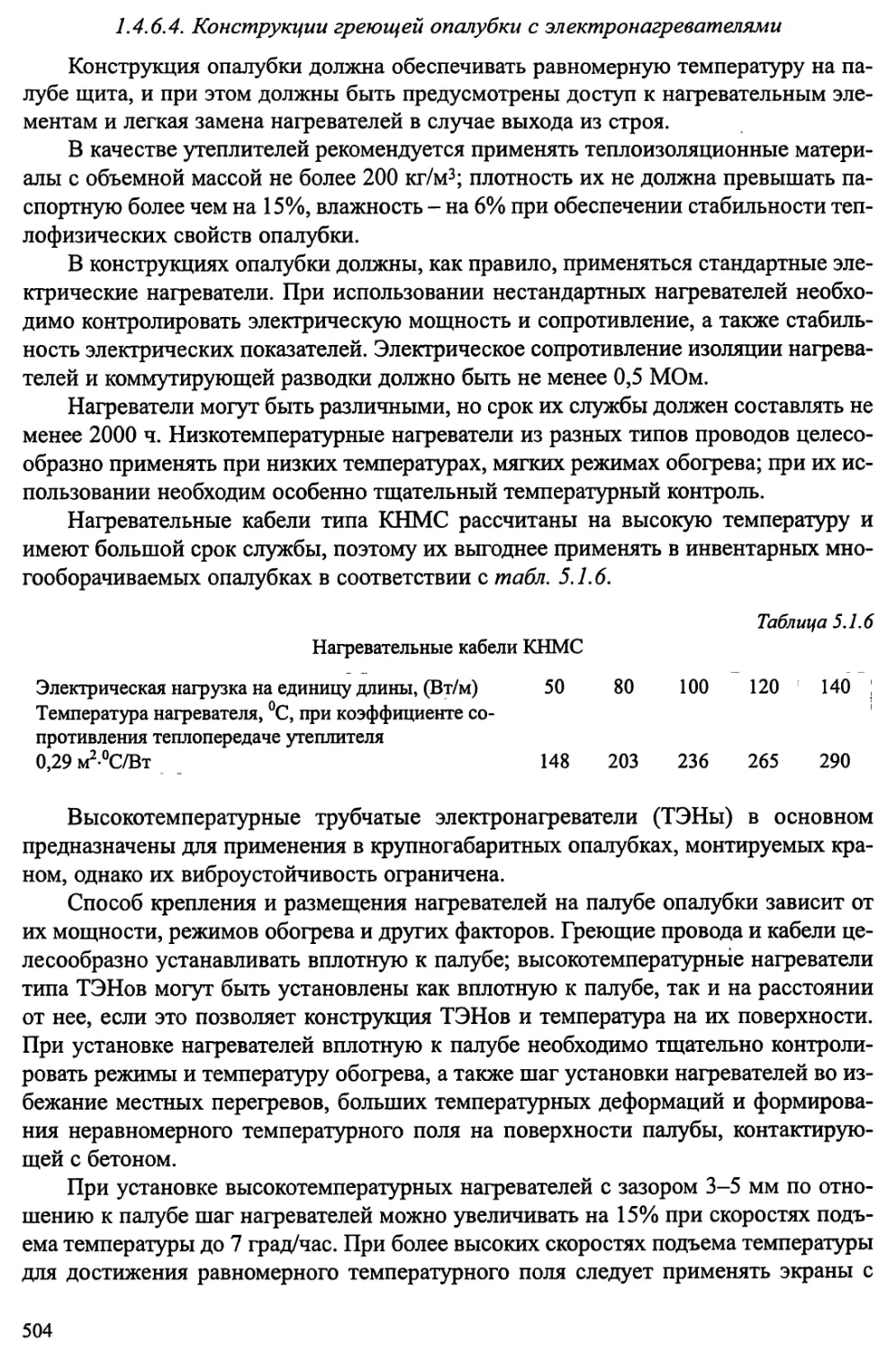
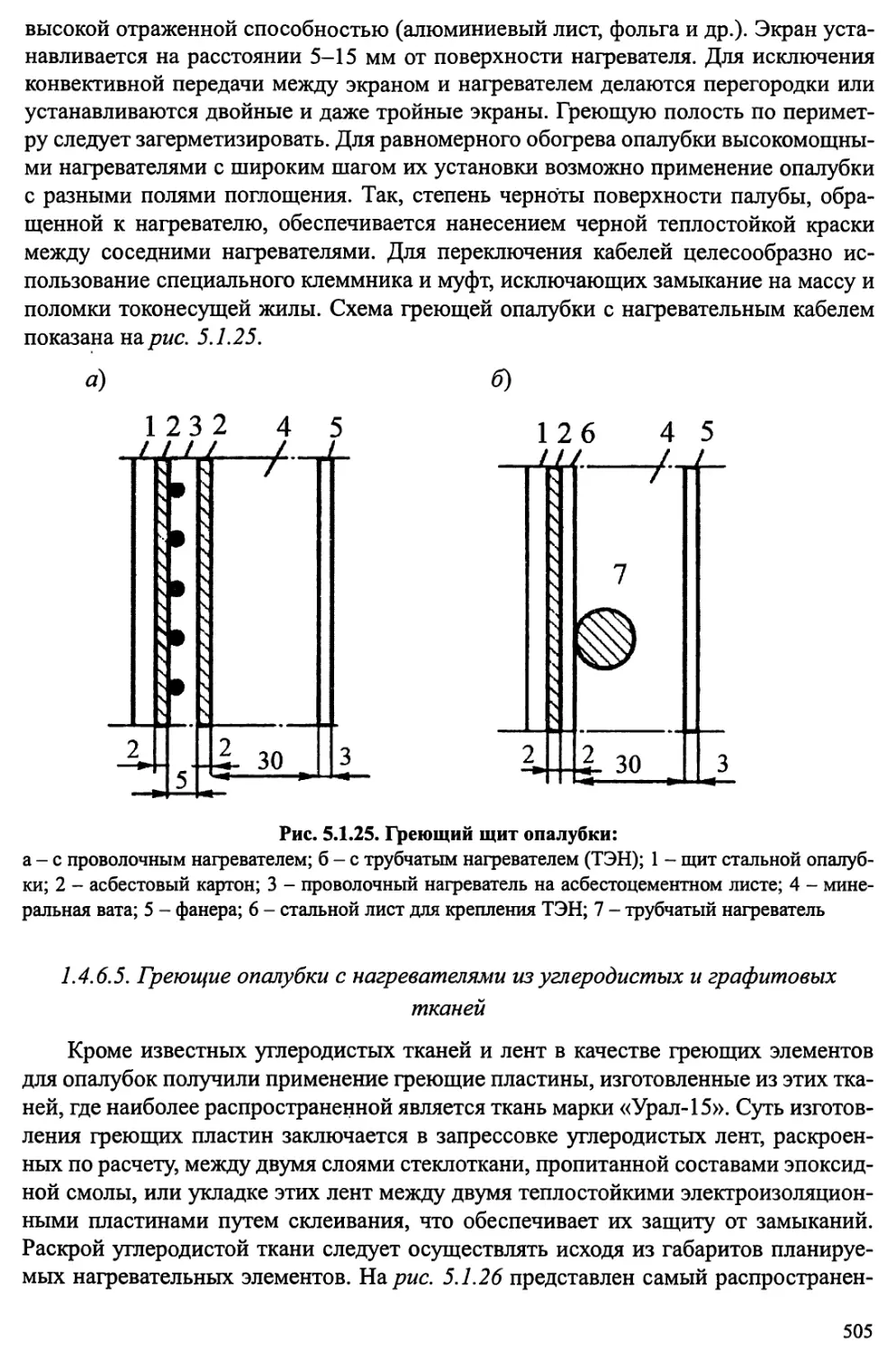
1.4.6.3. Нагреватели для греющей опалубки............... 498
1.4.6.4. Конструкции греющей опалубки с электронагревателями. 504
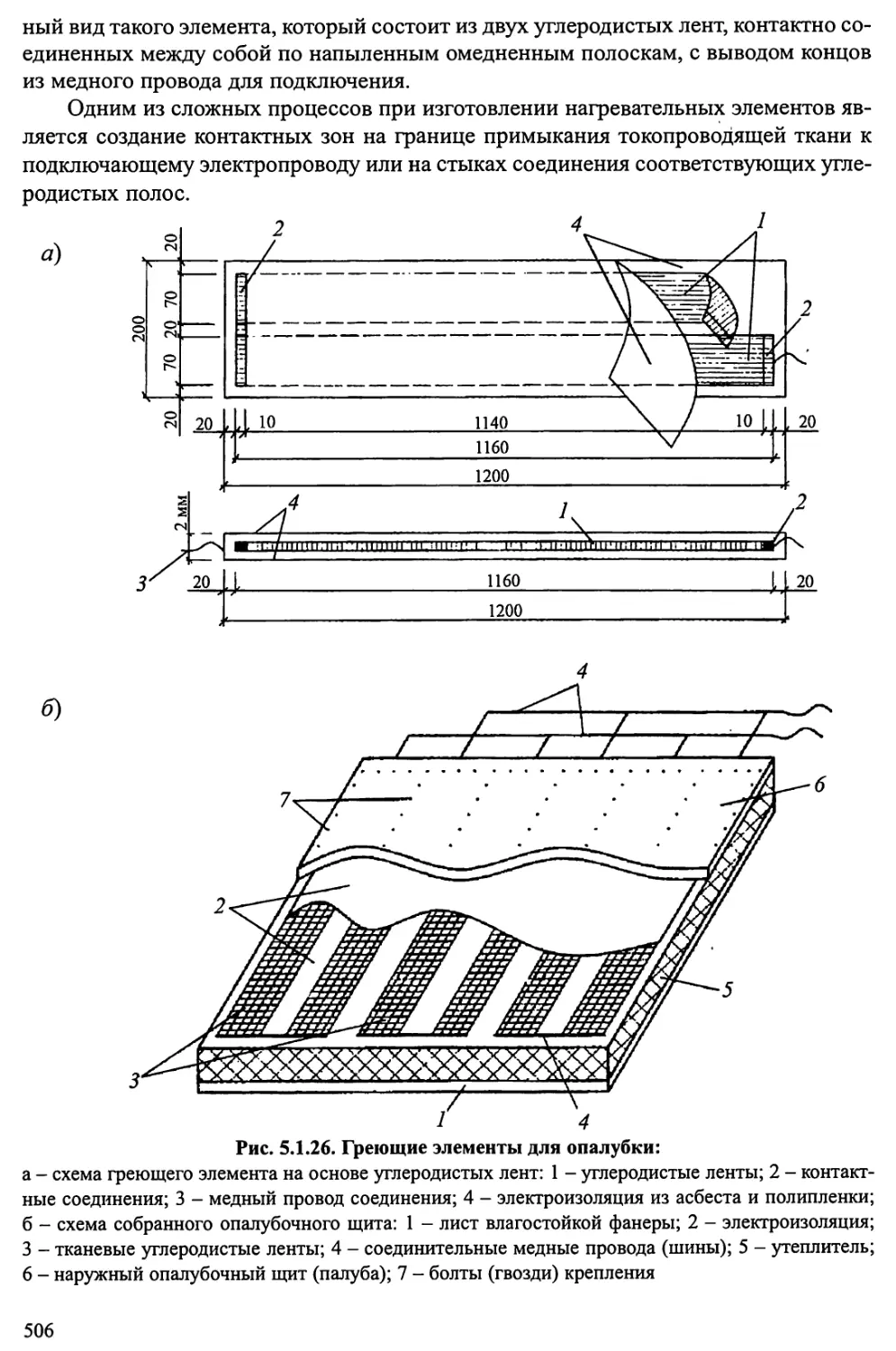
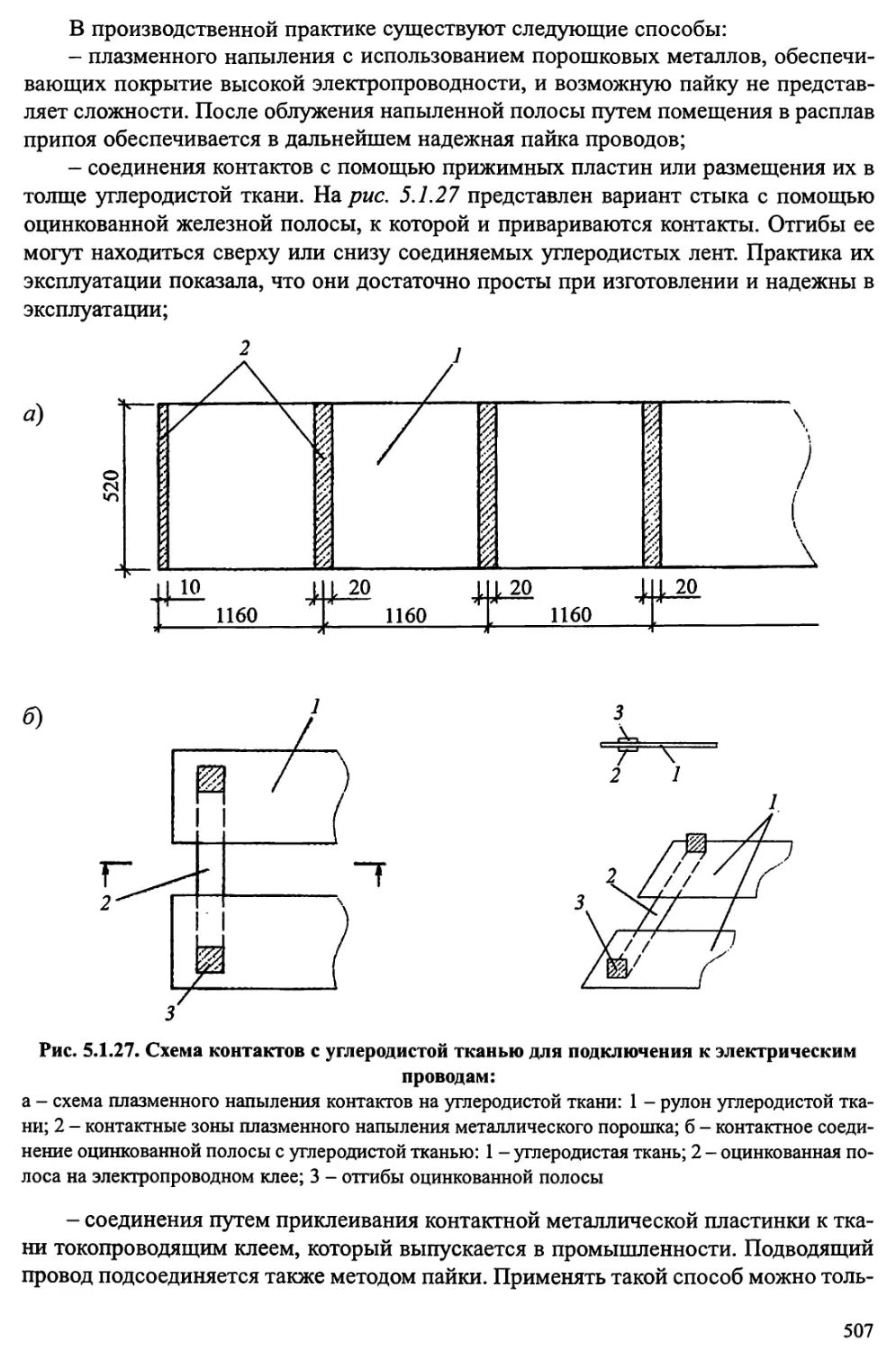
1.4.6.5. Греющие опалубки с нагревателями
из углеродистых и графитовых тканей..................... 505
1.4.6.6. Опалубка с токопроводящим греющим покрытием......... 509
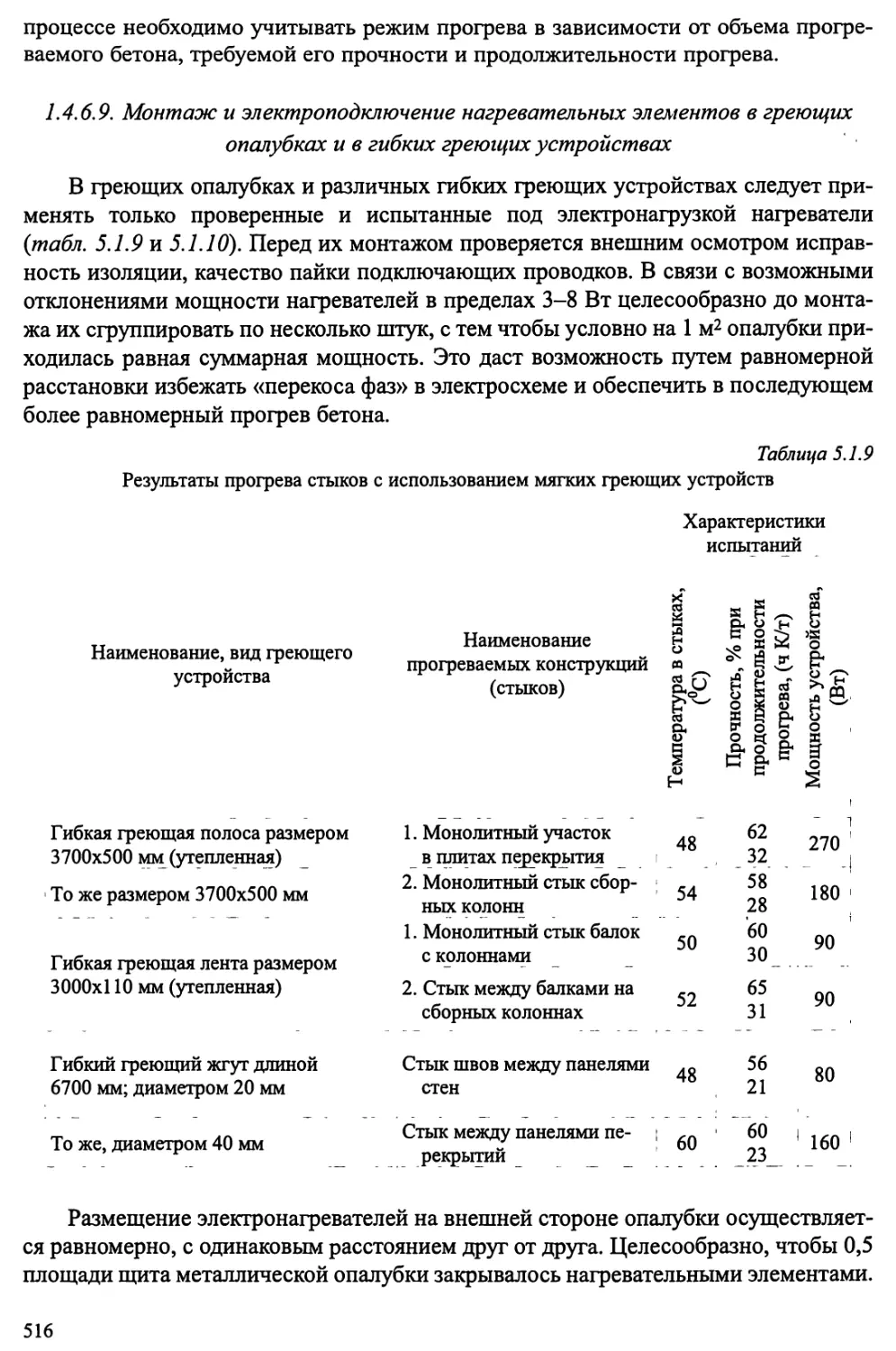
1.4.6.7. Конструкции инвентарных греющих гибких покрытий..... 512
1.4.6.8. Гибкие устройства из греющего провода
с полимерной жилой...................................... 514
1.4.6.9. Монтаж и электроподключение нагревательных
элементов в греющих опалубках и в гибких греющих
устройствах............................................. 516
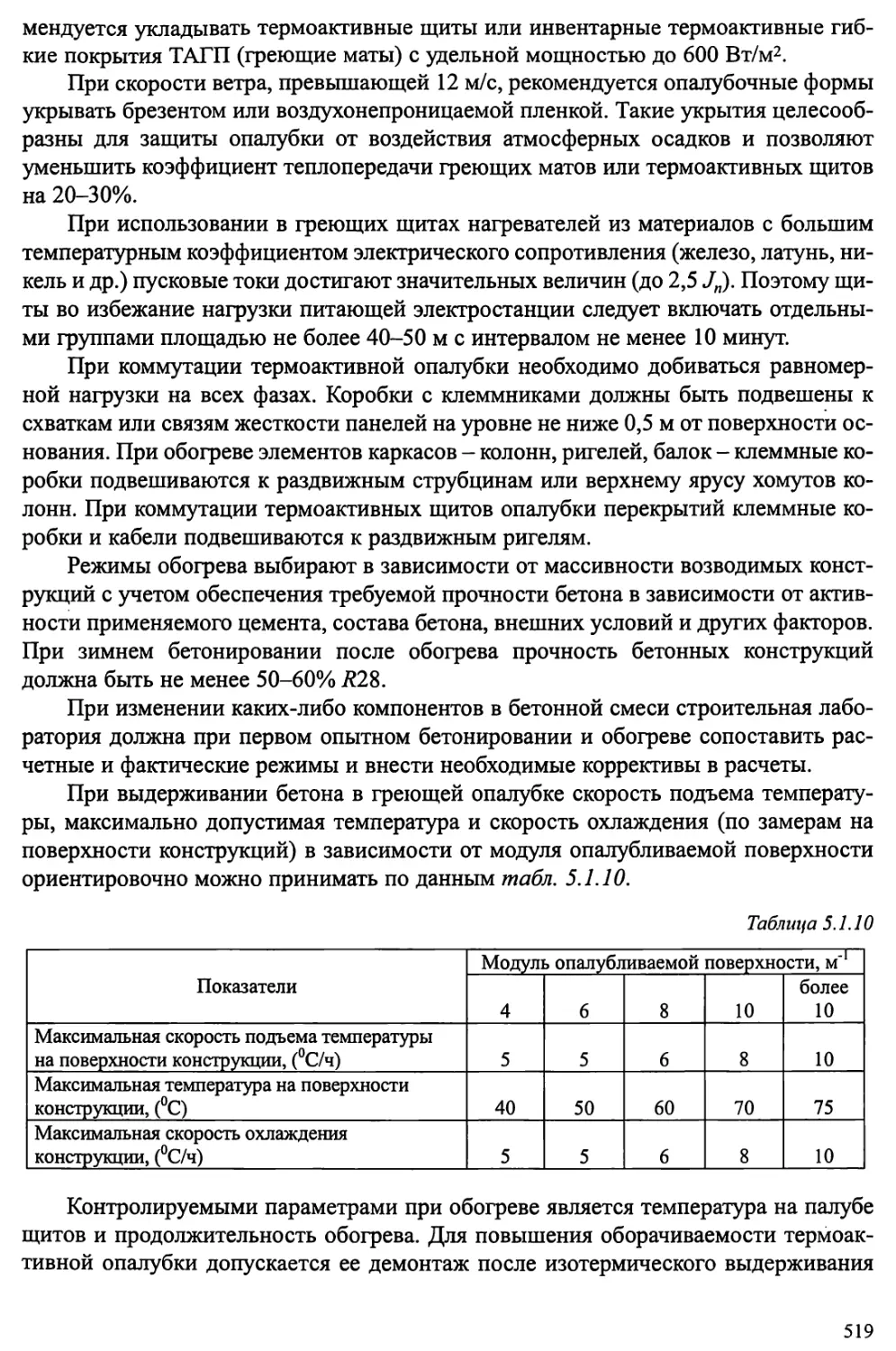
1.4.6.10. Технология обогрева бетона в греющей
опалубке и при применении греющих матов.................. 518
1.4.6.11. Обогрев бетона при возведении специальных
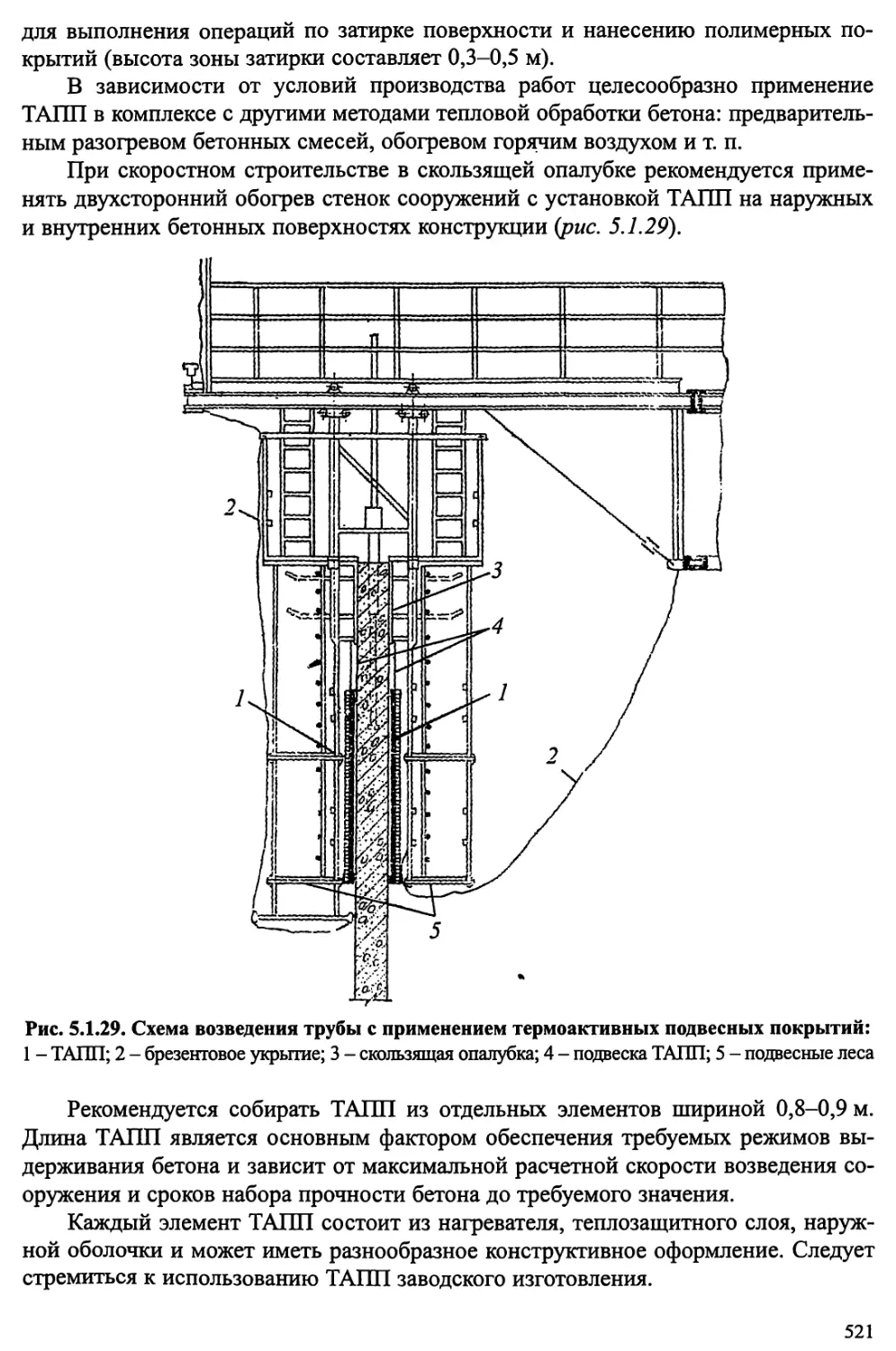
монолитных конструкций в скользящей опалубке............. 520
1.4.6.12. Производство работ по прогреву бетона
в греющей опалубке...................................... 523
8
1.4.7. Воздушный конвективный прогрев монолитных
тонкостенных конструкций...................................... 524
1.4.7.1. Сущность метода и разновидности конвективного прогрева 524
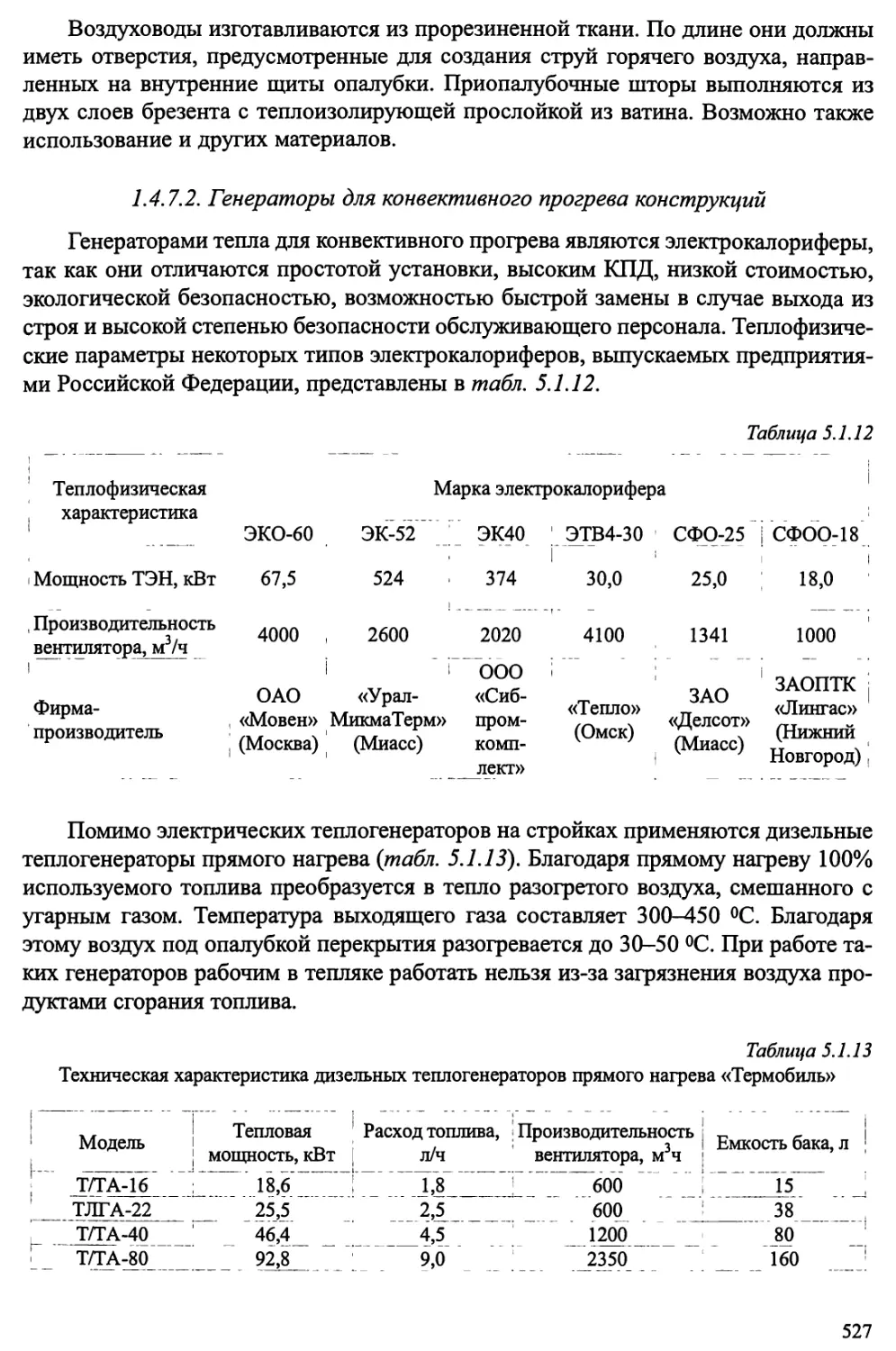
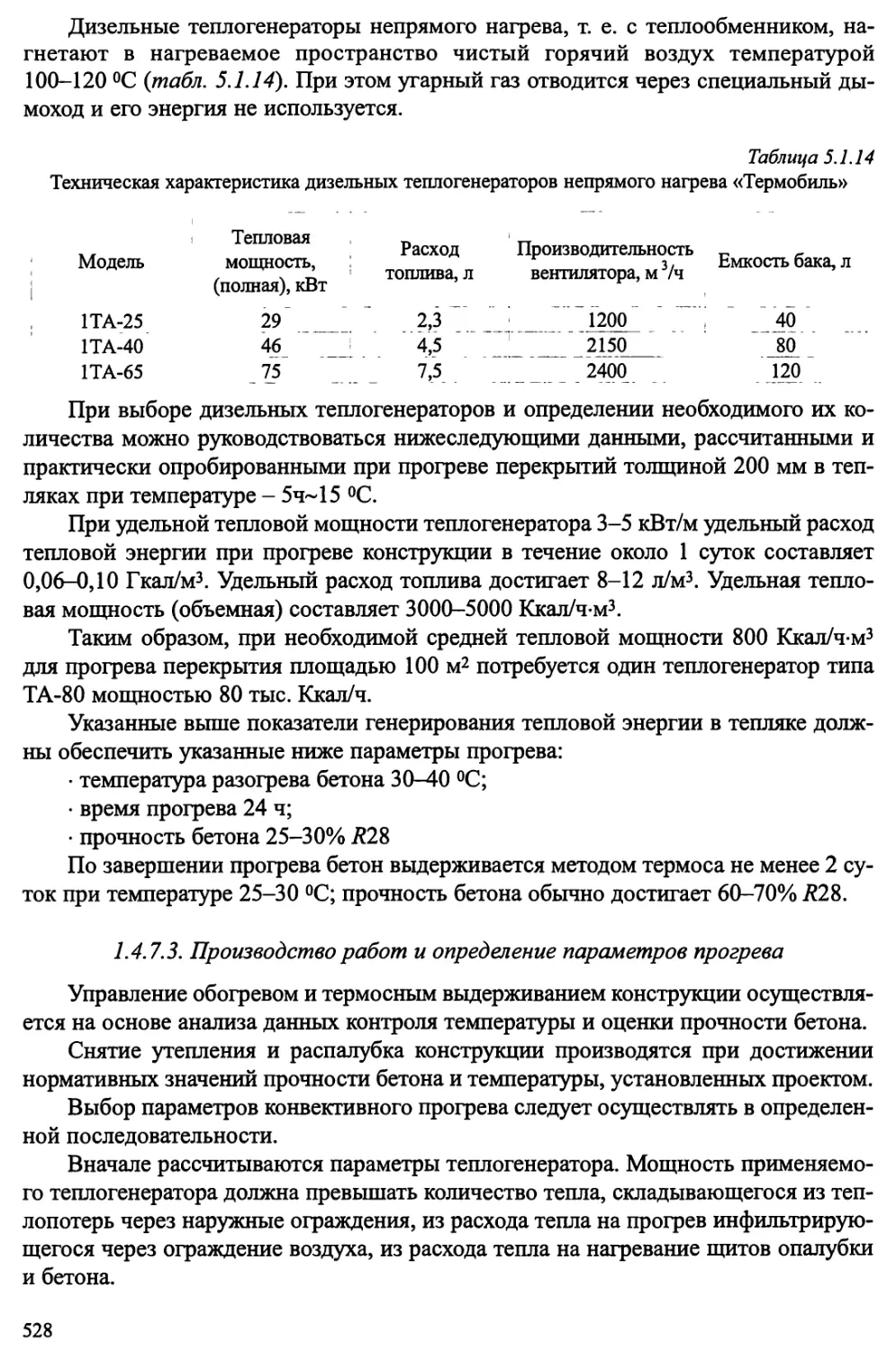
1.4.7.2. Генераторы для конвективного прогрева конструкций.... 527
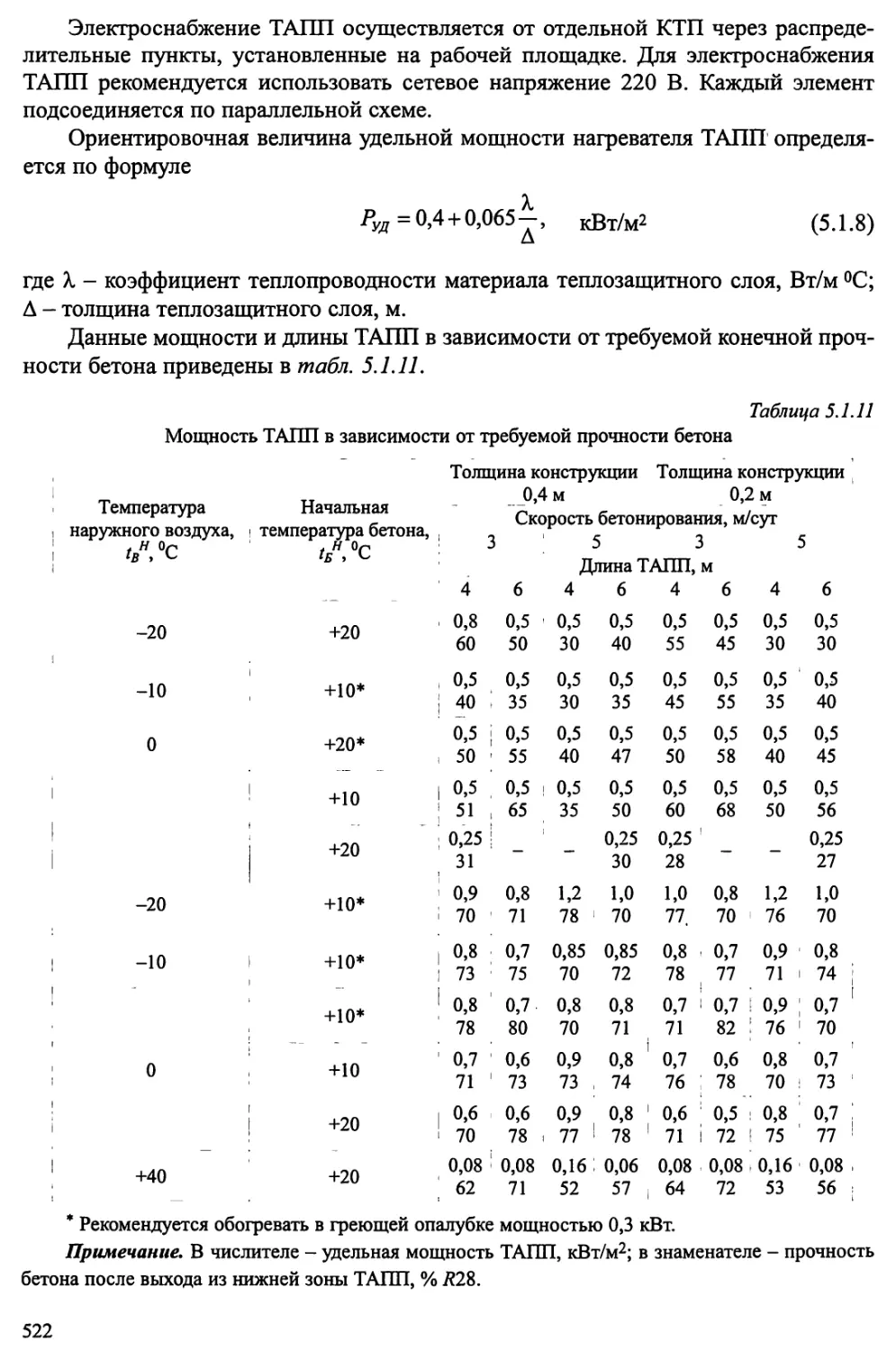
1.4.7.3. Производство работ и определение параметров прогрева. 528
1.4.7.4. Техника безопасности при конвективном прогреве....... 529
1.4.8. Тепловая обработка железобетонных конструкций
в электромагнитном поле (индукционный прогрев)............... 530
1.4.8.1. Сущность метода и область применения........... 530
1.4.8.2. Технология производства работ при прогреве
бетона в электромагнитном поле.......................... 530
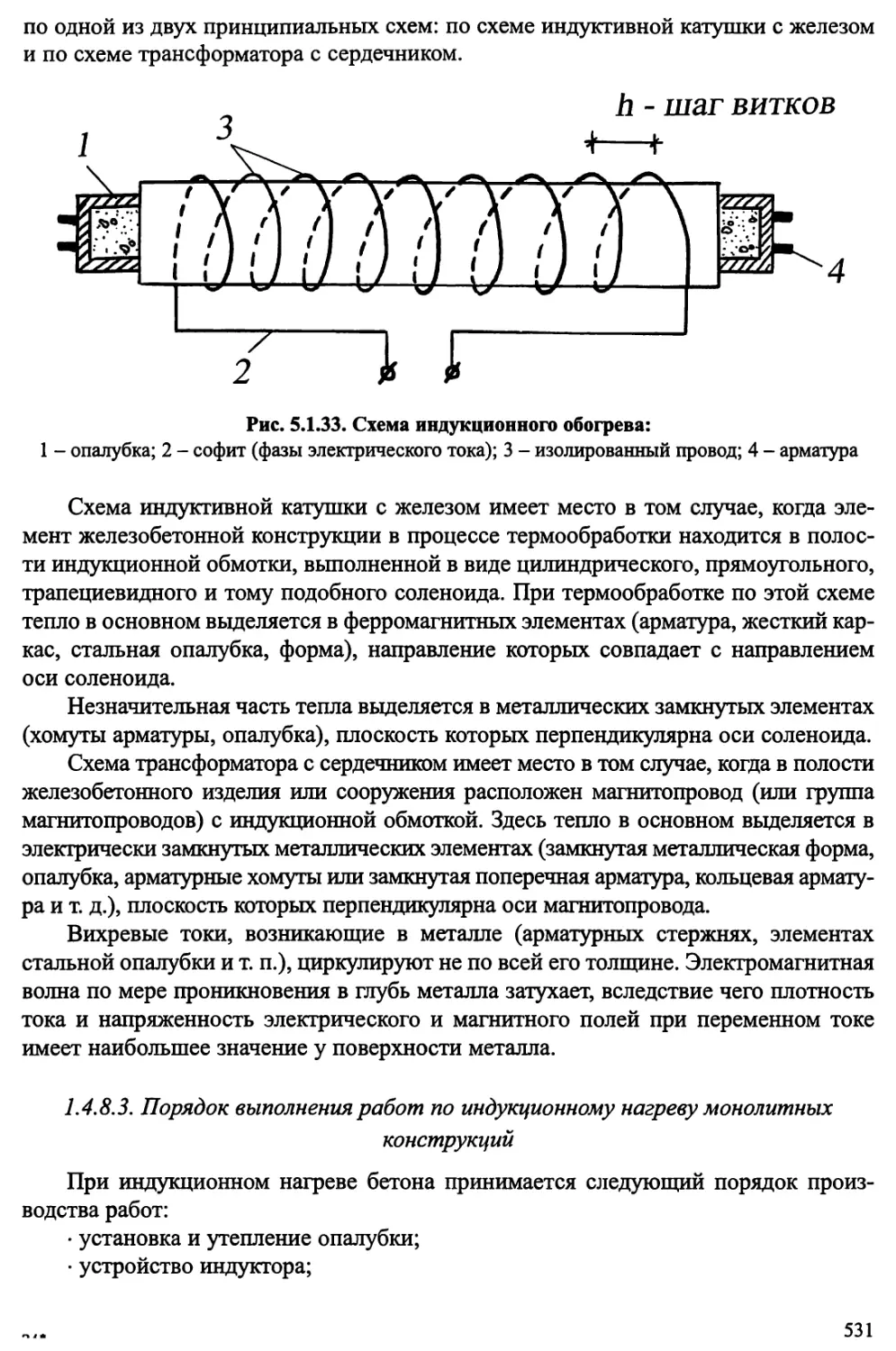
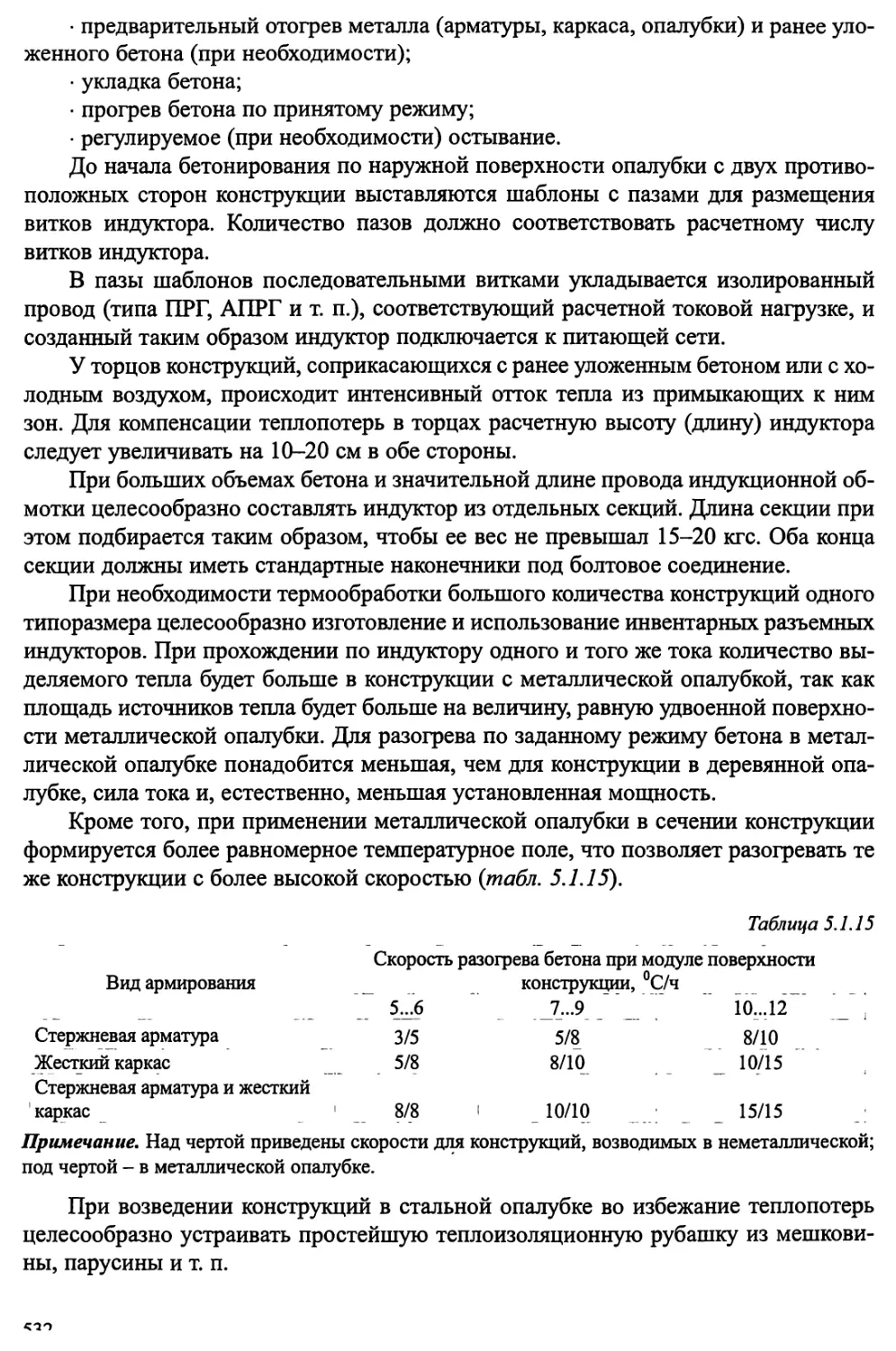
1.4.8.3. Порядок выполнения работ по индукционному
нагреву монолитных конструкций................................ 531
1.4.8.4. Контроль температурного режима и набора прочности бетона.. 534
1.4.8.5. Техника безопасности........................... 534
1.4.9. Предварительный электроразогрев бетонных смесей
в автобетоносмесителях........................................ 534
ГЛАВА 2. Контроль качества на строительной площадке................... 536
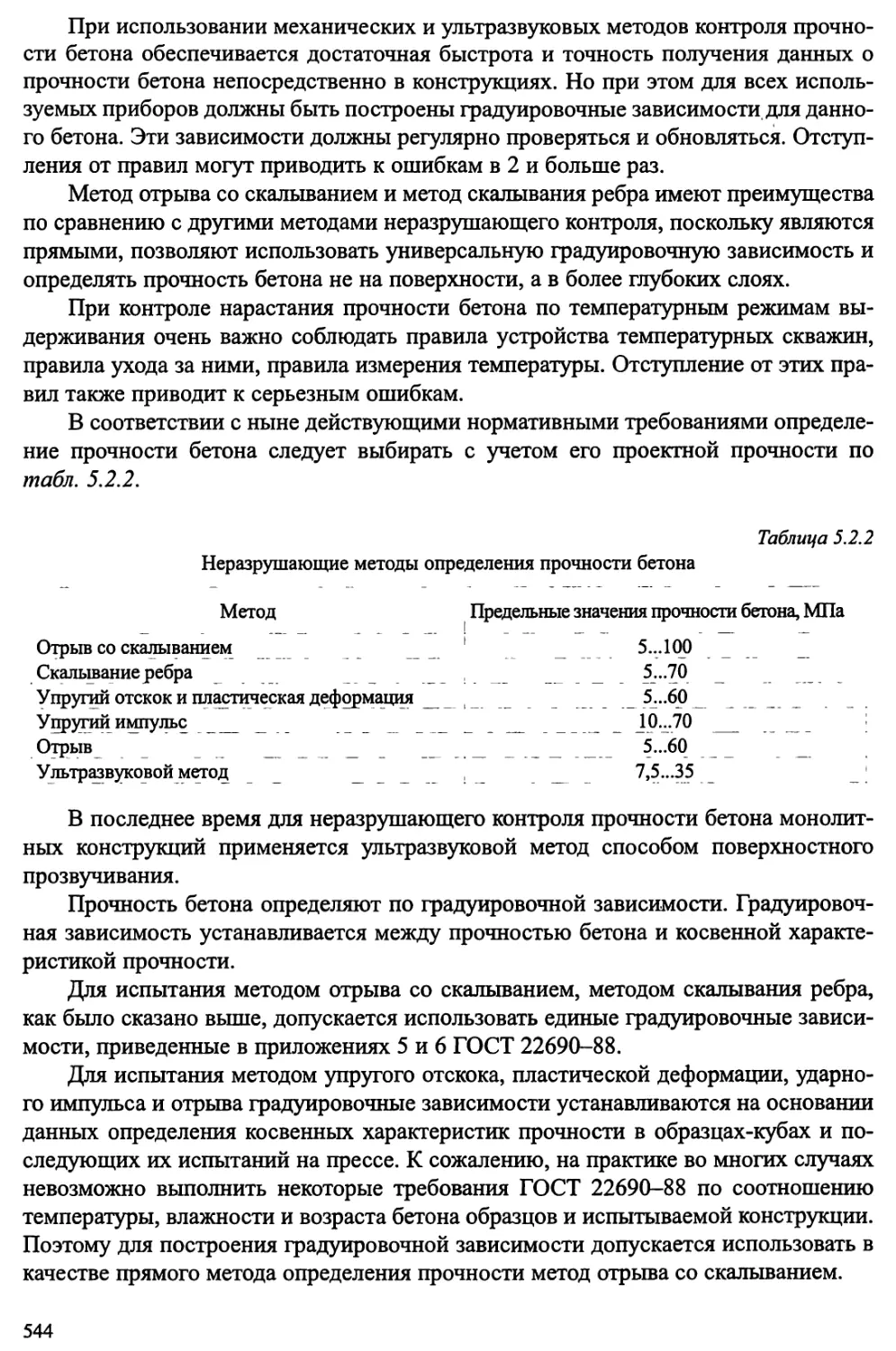
ГЛАВА 3. Организация геодезических работ в строительстве............ 546
3.1. Организация геодезических работ........................... 546
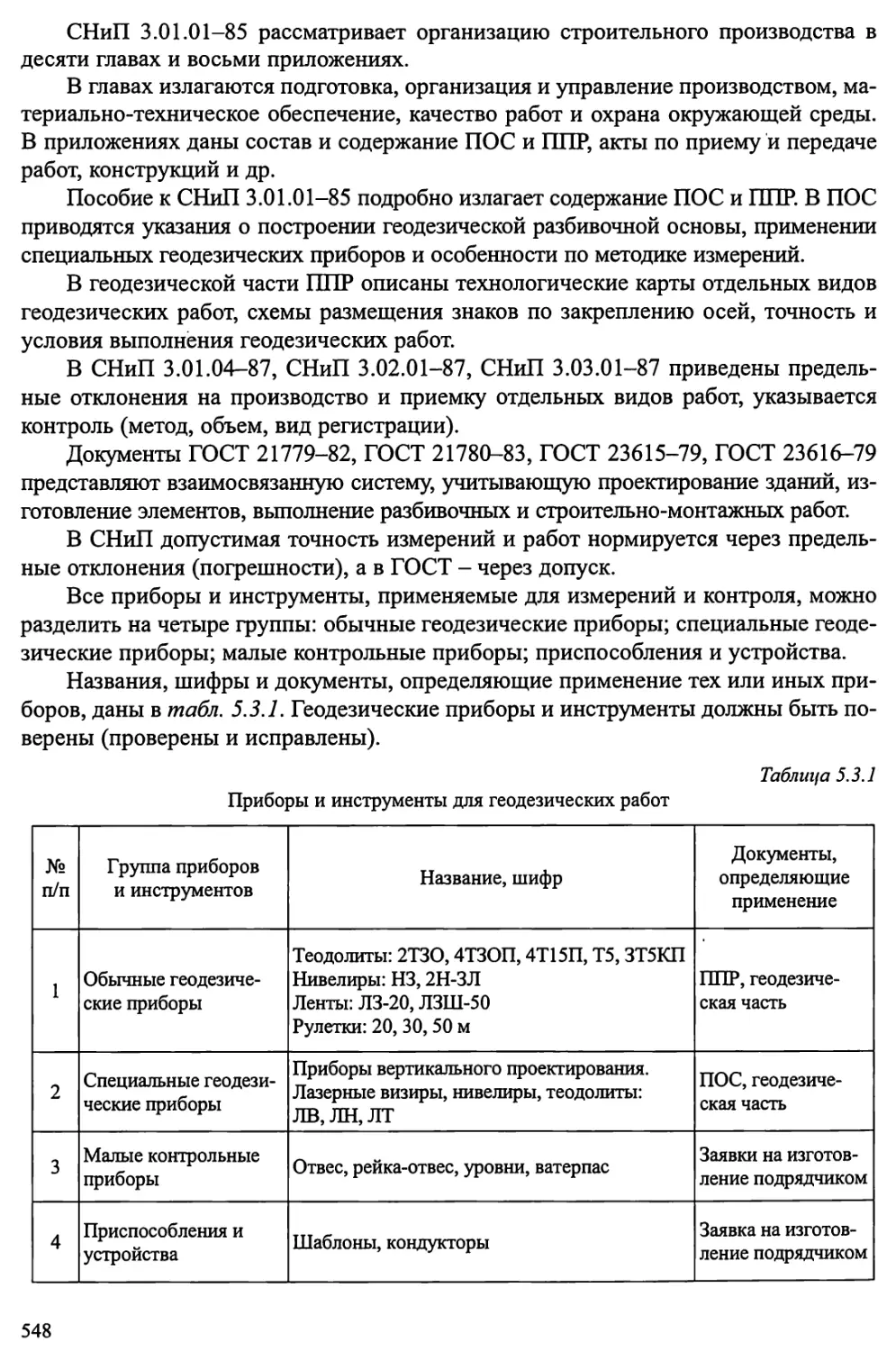
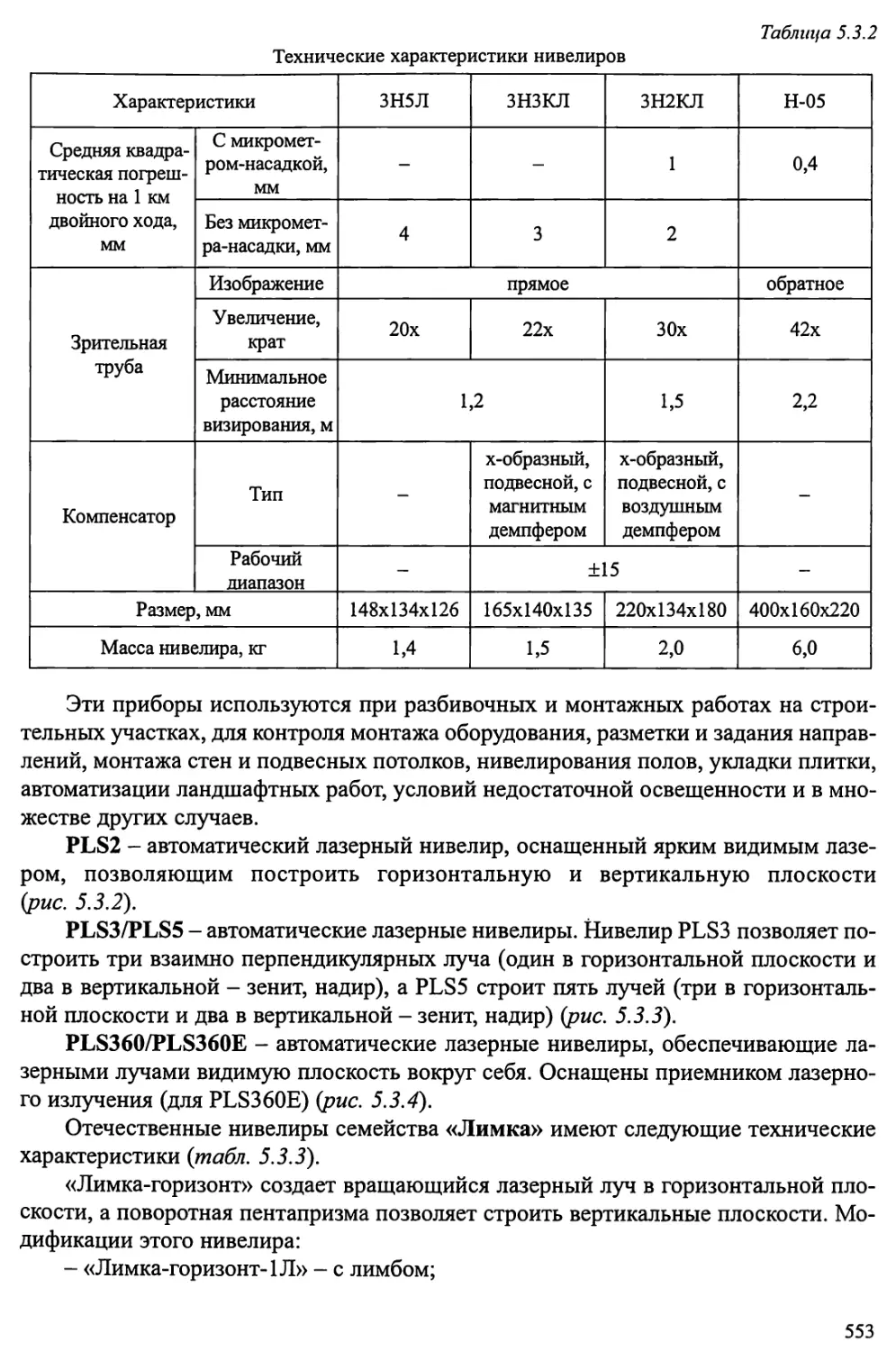
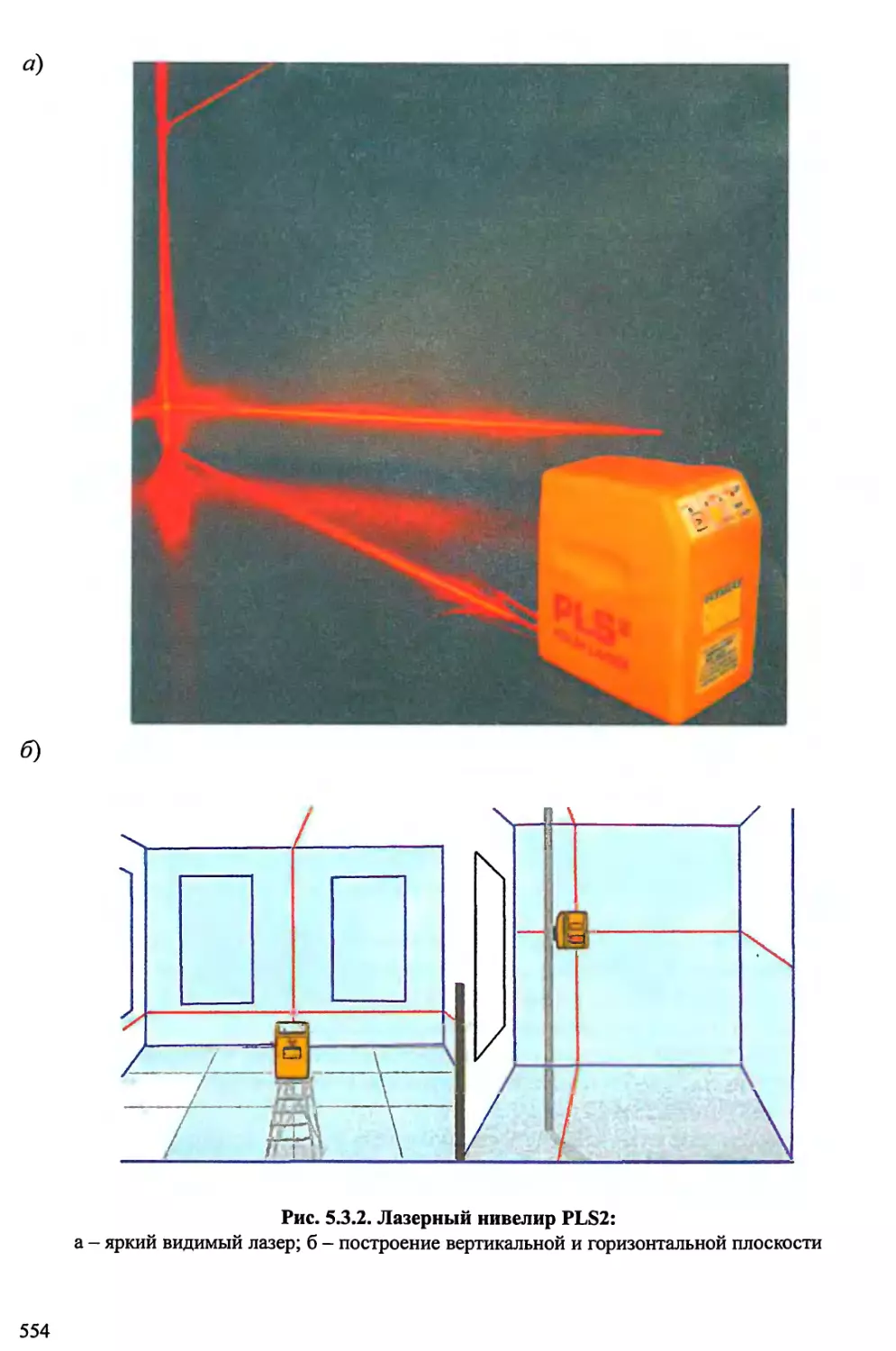
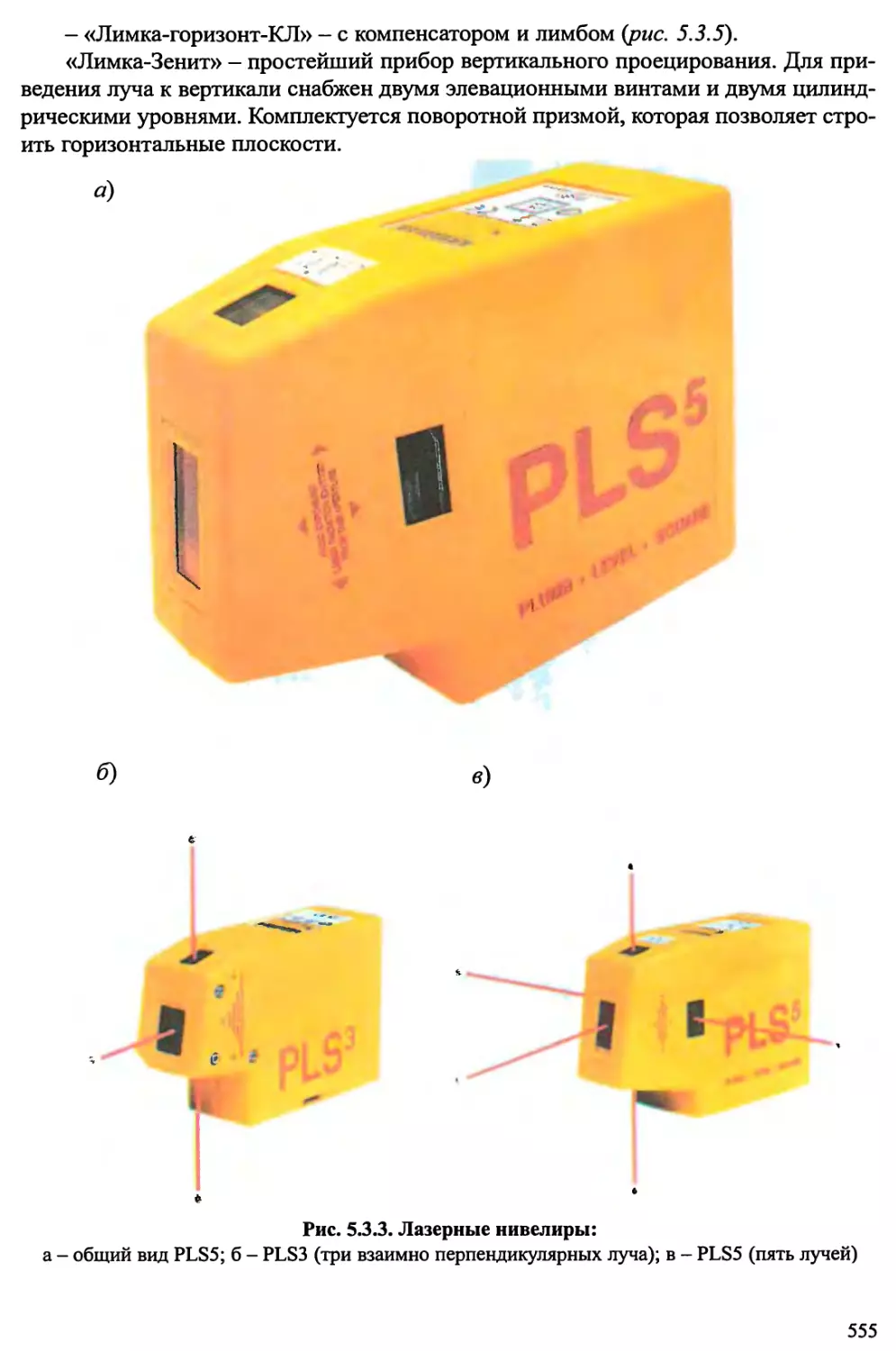
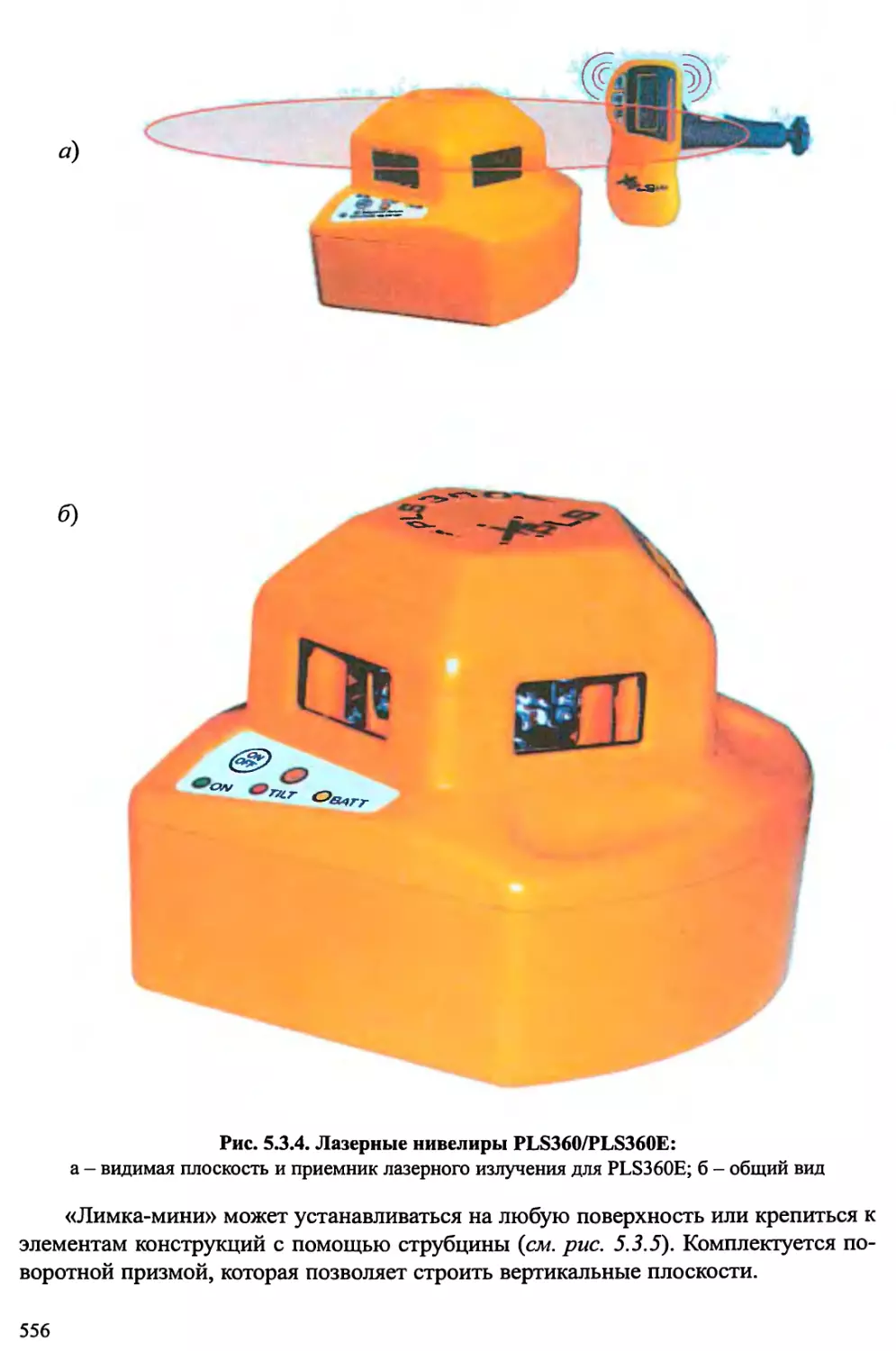
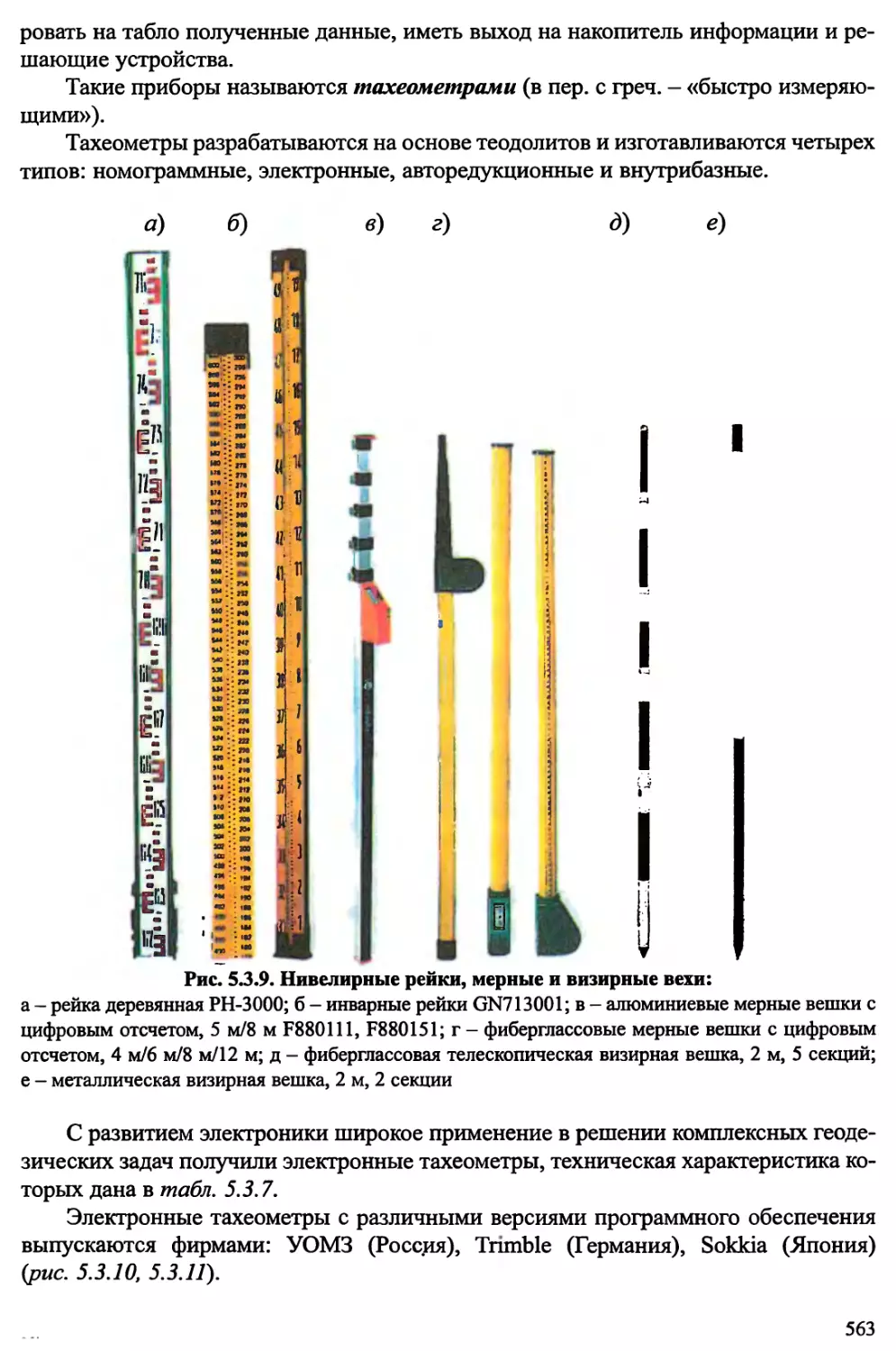
3.2. Приборы и инструменты для геодезических работ............. 551
ЛИТЕРАТУРА............................................................ 567
9
ПРЕДИСЛОВИЕ
Сегодня перед строительным комплексом России стоит серьезная задача - рез-
ко увеличить объемы ввода жилья для реализации приоритетного Национального
проекта «Доступное и комфортное жилье - гражданам России». Подсчеты показы-
вают, что необходимо ежегодно увеличивать объемы строительства жилья, более
чем на 5 млн. кв. метров.
Столь стремительно наращивать темпы возведения жилья на существующей
домостроительной базе практически невозможно. Нужно, прежде всего, эту базу
восстановить, что требует не только значительного времени, но и больших средств.
Тем более, восстанавливать эту базу нужно на новом техническом и технологичес-
ком уровне, поскольку прежние технологии строительства уже устарели физически
и морально.
Как один из вариантов реального выхода из сложившегося положения - это ши-
рокое использование в жилищном строительстве монолитного домостроения. Мо-
нолит позволяет резко увеличить объемы строительства жилья без затрат на восста-
новление заводской базы индустриального домостроения.
Многие годы монолитный способ возведения зданий в нашей стране не мог со-
перничать со сборным строительством по двум важным показателям - трудозатра-
там и срокам возведения. Существенную проблему представляло и ведение бетон-
ных работ на стройплощадке в зимний период.
В строительном комплексе страны в последние годы происходят заметные из-
менения. Рынок пополнился новыми технологиями, большим количеством матери-
алов, машин и механизмов.
С внедрением новых строительных технологий, средств механизации и перехо-
дом строительного комплекса России к рыночным отношениям, интерес к монолит-
ному строительству начал значительно расти. Широкие возможности технологии
монолитного домостроения позволяют улучшать объемно-планировочные решения
квартир и предлагают потребителям более разнообразное и комфортное жилье.
Вместе с тем, монолитное домостроение на сегодняшний день не является еще
приоритетно экономичным, так как:
не используются или слабо используются различные добавки в бетон для со-
кращения сроков схватывания;
нет дешевых способов выполнения работ в зимний период;
низкий уровень контроля качества материалов на строительной площадке;
достаточная дороговизна применяемых опалубок и оснасток;
недостаточный уровень квалификации инженерно-технических работников и
рабочих. Работники часто не имеют достаточных теоретических знаний, практиче-
ского опыта и навыков по наладке процесса производства из монолитного железо-
бетона.
Монолитное домостроение технологически сложнее, чем возведение зданий с
несущими кирпичными стенами и сборными железобетонными перекрытиями и
требует от исполнителей специальных знаний и навыков, внимательности, ответст-
венности и технологической дисциплинированности. Высокий уровень конкурен-
ции стимулирует постоянное освоение и внедрение современных технологий, по-
10
вышение качества предоставляемых услуг и выпускаемой продукции, и самое глав-
ное - повышению квалификации персонала.
С целью обобщения опыта, для прогрессивного развития строительной отрас-
ли России у автора, как у руководителя проектно-строительного Предприятия ус-
пешно применяющего в практике строительства технологию возведения зданий и
сооружений из монолитного железобетона с использованием безригельного карка-
са, возникла идея написания данной книги.
Настоящая книга включает в себя обзорный материал, с анализом историческо-
го и современного опыта монолитного домостроения. Является дополнением к ра-
нее выпущенному в 2005 году Издательством Ассоциация строительных вузов
учебному изданию «Опалубочные системы для монолитного строительства». Осо-
бое внимание в этом учебном, нормативно-справочном издании уделено главным
проблемам, решающим главную роль в технологии возведения монолитных желе-
зобетонных конструкций:
- индустриальным опалубочным системам;
- арматурным, бетонным работам и тепловой обработке бетона;
- контролю качества выпускаемой продукции и организации геодезических работ;
- технике безопасности при подготовке и производстве работ.
Книга подробно иллюстрирована и написана с учетом современных требова-
ний, предъявляемых к технологии строительного производства. Она рассчитана на
инженерно-технических работников, специалистов, студентов строительных специ-
альностей, и может быть интересна широкому кругу читателей - от строителя-прак-
тика, повышающего свою квалификацию, профессиональный уровень и использу-
ющего полученные знания в своей повседневной деятельности, до научного сотруд-
ника.
Автор выражает благодарность Академику РААСН, заведующему лаборатори-
ей НИИЖБ, доктору технических наук, профессору Б. А. Крылову, члену корреспон-
денту РААСН, заведующему кафедрой «Железобетонных и каменных конструкций»
СГАСУ, доктору технических наук, профессору Г.В.Мурашкину, члену корреспон-
денту РААСН, заведующему кафедрой «Строительные конструкции» 111 УАС, док-
тору технических наук, профессору Т.Н. Барановой за ценные замечания при рецен-
зировании рукописи.
Автор будет признателен всем читателям, кто пришлет в редакцию свои заме-
чания и пожелания по улучшению структуры и содержанию настоящего издания.
11
ВВЕДЕНИЕ
Строительство является одной из основных сфер производственной деятельно-
сти человека.
В результате строительного производства создается законченная строительная
продукция - здание или сооружение. Многообразие конструкций зданий и сооруже-
ний порождает необходимость разработки и применения широкого спектра строи-
тельных технологий.
Для решения задач по обеспечению жилья, стоящих перед строительной отрас-
лью, России необходим решительный вывод строительного производства на новый
этап технического прогресса, одним из важных направлений которого является при-
менение эффективных бетонных и железобетонных конструкций. Из железобетона
возводят каркасы жилых, гражданских и промышленных зданий, оболочки, гидро-
технические сооружения и многое другое.
За последние годы наряду с развитием сборного железобетона все более широ-
кое применение получают методы строительства из монолитного железобетона,
имеющие большие потенциальные возможности снижения ресурсоемкое™ строи-
тельства.
Сторонники активного использования монолитного бетона обоснованно гово-
рят об увлечении сборным железобетоном, замедлившем развитие методов строи-
тельства из монолитного бетона.
При всем том наряду с увеличением объемов применения сборного железобе-
тона и его качественной трансформацией доля возводимых монолитных конструк-
ций неизменно возрастает.
Очевидно, что по мере внедрения новых строительных технологий, средств ме-
ханизации и совершенствования конструктивных решений зданий и сооружений
область применения монолитного бетона в строительстве будет расширена.
Строительство из монолитного бетона было бы неправильно противопостав-
лять полносборному, основываясь на тех или иных отдельных достоинствах или не-
достатках.
Видимо, на смену подчас поверхностным оценкам при необходимости выбора
между монолитным и сборным бетоном должен прийти взвешенный экономичес-
кий и технический анализ рассматриваемых вариантов.
За последние годы строительный комплекс России перешел на рыночные отно-
шения, что дает все основания полагать, что уже в ближайшие годы произойдет за-
метный количественный и качественный сдвиг в сторону повышения технического
уровня строительства из монолитного бетона.
Настоящая книга - это результат обобщения имеющегося опыта и варианты
рассмотрения, с современных позиций направления перспективного развития, тех-
нологии строительства из монолитного бетона для достижения основной цели: сде-
лать монолитное строительство одним из привлекательных для инвесторов и самое
главное - квалифицированно обучить кадры строительного комплекса.
В книге рассматривается широкий диапазон условий, обеспечивающих строи-
тельство из монолитного бетона.
12
РАЗДЕЛ I. ОБЩИЕ ПОЛОЖЕНИЯ
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ О БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ РАБОТАХ
1.1. ИСТОРИЧЕСКИЙ ОБЗОР
Бетон - один из древнейших строительных материалов. История существова-
ния бетона насчитывает тысячелетия. Еще во II в. до н. э. римляне применяли бе-
тонные массивы при строительстве портовых сооружений близ Неаполя. Сеть бе-
тонных дорог в Римской империи во II в. н. э. составляла более 120 тыс. км.
Главными вяжущими материалами в те времена были гипс, известь, глина. С
падением Римской империи применение бетона прекратилось и возобновилось
лишь с появлением гидравлических вяжущих в начале IX в.
Лишь в XIX в. был применен цементный бетон. Он был стоек к воде, прочен на
сжатие, но имел существенный недостаток - плохо сопротивлялся растяжению. В
1865 году в Англии был выдан первый патент на возведение бетонных сооружений в
деревянной опалубке. В 1885 году появились первые железобетонные конструкции.
Есть мнение, что открытие железобетона принадлежит парижскому садовнику
Иосифу Монье, который решил вместо деревянных кадок для цветов сделать бетон-
ные. Для прочности он уложил в бетон проволоку. Получились очень прочные и
долговечные изделия. Но исследования покрытий Царскосельского дворца показа-
ли, что русские мастера еще в 1802 году применяли армированный бетон, однако не
считали, что получили новый строительный материал, и не патентовали его. Так по-
явился железобетон, в котором сталь и цементобетон дополняли и защищали друг
друга. Металл предотвращает образование трещин в бетоне и воспринимает растя-
гивающие усилия, а цементный камень защищает металл от коррозии и восприни-
мает сжимающие усилия.
В Санкт-Петербурге в 1861 году было построено первое здание Госбанка из мо-
нолитного железобетона. К началу XX века был уже накоплен значительный опыт
строительства из монолитного железобетона во всем мире.
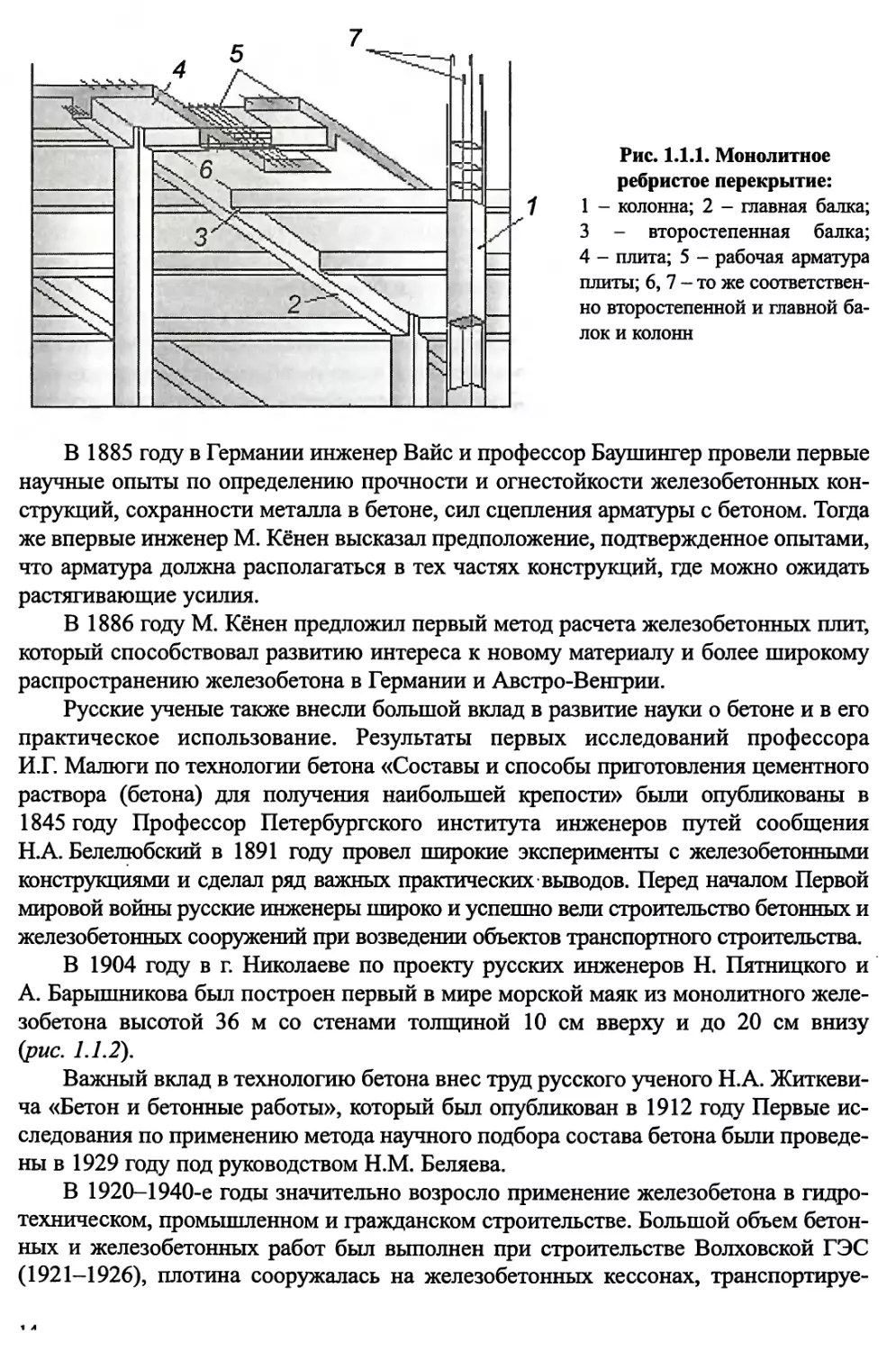
В 1892 году французский инженер Ф. Геннебик предложил монолитные желе-
зобетонные ребристые перекрытия (рис. 1.1.1) и ряд других рациональных строи-
тельных конструкций.
Для гражданских и общественных зданий железобетон в основном использо-
вался в колоннах и ребристых перекрытиях. Преимущество ребристых перекрытий
заключалось в относительной простоте и ясности расчетной схемы. Однако ребри-
стые перекрытия для жилых зданий создавали целый ряд неудобств, связанных с
прокладкой инженерных сетей, неровными потолками, санитарными требованиями
и т.д. Устраняя эти неудобства, конструкторы стали разрабатывать монолитное без-
балочное перекрытие.
13
Рис. 1.1.1. Монолитное
ребристое перекрытие:
1 - колонна; 2 - главная балка;
3 - второстепенная балка;
4 - плита; 5 - рабочая арматура
плиты; 6, 7 - то же соответствен-
но второстепенной и главной ба-
лок и колонн
В 1885 году в Германии инженер Вайс и профессор Баушингер провели первые
научные опыты по определению прочности и огнестойкости железобетонных кон-
струкций, сохранности металла в бетоне, сил сцепления арматуры с бетоном. Тогда
же впервые инженер М. Кёнен высказал предположение, подтвержденное опытами,
что арматура должна располагаться в тех частях конструкций, где можно ожидать
растягивающие усилия.
В 1886 году М. Кёнен предложил первый метод расчета железобетонных плит,
который способствовал развитию интереса к новому материалу и более широкому
распространению железобетона в Германии и Австро-Венгрии.
Русские ученые также внесли большой вклад в развитие науки о бетоне и в его
практическое использование. Результаты первых исследований профессора
И.Г. Малюги по технологии бетона «Составы и способы приготовления цементного
раствора (бетона) для получения наибольшей крепости» были опубликованы в
1845 году Профессор Петербургского института инженеров путей сообщения
Н.А. Белелюбский в 1891 году провел широкие эксперименты с железобетонными
конструкциями и сделал ряд важных практических выводов. Перед началом Первой
мировой войны русские инженеры широко и успешно вели строительство бетонных и
железобетонных сооружений при возведении объектов транспортного строительства.
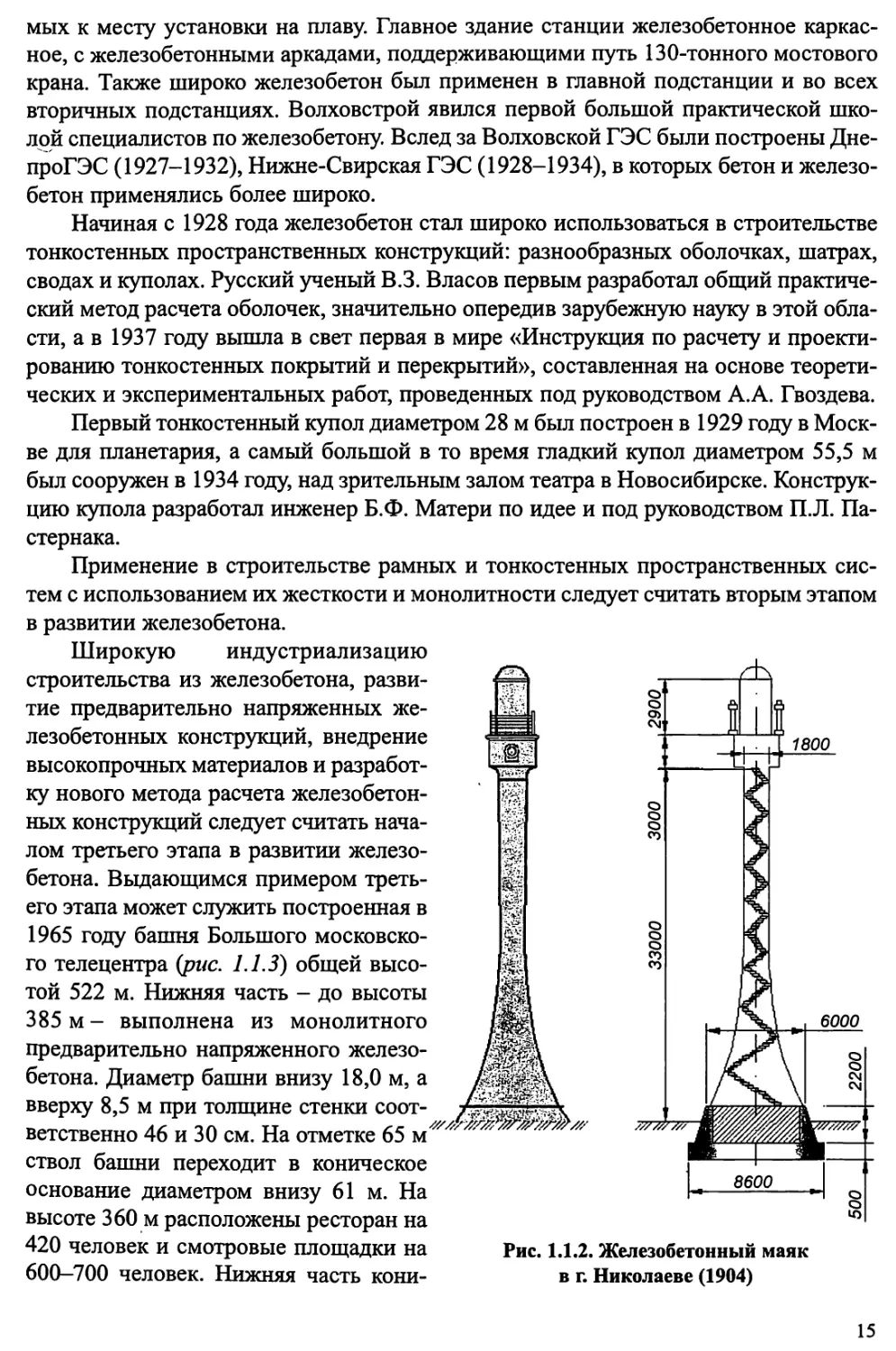
В 1904 году в г. Николаеве по проекту русских инженеров Н. Пятницкого и
А. Барышникова был построен первый в мире морской маяк из монолитного желе-
зобетона высотой 36 м со стенами толщиной 10 см вверху и до 20 см внизу
(рис. 1.1.2).
Важный вклад в технологию бетона внес труд русского ученого Н.А. Житкеви-
ча «Бетон и бетонные работы», который был опубликован в 1912 году Первые ис-
следования по применению метода научного подбора состава бетона были проведе-
ны в 1929 году под руководством Н.М. Беляева.
В 1920-1940-е годы значительно возросло применение железобетона в гидро-
техническом, промышленном и гражданском строительстве. Большой объем бетон-
ных и железобетонных работ был выполнен при строительстве Волховской ГЭС
(1921-1926), плотина сооружалась на железобетонных кессонах, транспортируе-
мых к месту установки на плаву. Главное здание станции железобетонное каркас-
ное, с железобетонными аркадами, поддерживающими путь 130-тонного мостового
крана. Также широко железобетон был применен в главной подстанции и во всех
вторичных подстанциях. Волховстрой явился первой большой практической шко-
лой специалистов по железобетону. Вслед за Волховской ГЭС были построены Дне-
прогэс (1927-1932), Нижне-Свирская ГЭС (1928-1934), в которых бетон и железо-
бетон применялись более широко.
Начиная с 1928 года железобетон стал широко использоваться в строительстве
тонкостенных пространственных конструкций: разнообразных оболочках, шатрах,
сводах и куполах. Русский ученый В.З. Власов первым разработал общий практиче-
ский метод расчета оболочек, значительно опередив зарубежную науку в этой обла-
сти, а в 1937 году вышла в свет первая в мире «Инструкция по расчету и проекти-
рованию тонкостенных покрытий и перекрытий», составленная на основе теорети-
ческих и экспериментальных работ, проведенных под руководством А. А. Гвоздева.
Первый тонкостенный купол диаметром 28 м был построен в 1929 году в Моск-
ве для планетария, а самый большой в то время гладкий купол диаметром 55,5 м
был сооружен в 1934 году, над зрительным залом театра в Новосибирске. Конструк-
цию купола разработал инженер Б.Ф. Матери по идее и под руководством П.Л. Па-
стернака.
Применение в строительстве рамных и тонкостенных пространственных сис-
тем с использованием их жесткости и монолитности следует считать вторым этапом
в развитии железобетона.
Широкую индустриализацию
строительства из железобетона, разви-
тие предварительно напряженных же-
лезобетонных конструкций, внедрение
высокопрочных материалов и разработ-
ку нового метода расчета железобетон-
ных конструкций следует считать нача-
лом третьего этапа в развитии железо-
бетона. Выдающимся примером треть-
его этапа может служить построенная в
1965 году башня Большого московско-
го телецентра (рис. 1.1.3) общей высо-
той 522 м. Нижняя часть - до высоты
385 м- выполнена из монолитного
предварительно напряженного железо-
бетона. Диаметр башни внизу 18,0 м, а
вверху 8,5 м при толщине стенки соот-
ветственно 46 и 30 см. На отметке 65 м
ствол башни переходит в коническое
основание диаметром внизу 61 м. На
высоте 360 м расположены ресторан на
420 человек и смотровые площадки на
600—700 человек. Нижняя часть кони-
Рис. 1.1.2. Железобетонный маяк
в г. Николаеве (1904)
15
ческого основания выполнена в виде опорных конструкций (ног) высотой 17,3 м. На
отметке 42 м оболочка конического основания имеет диафрагмовое кольцо, воспри-
нимающее усилие от анкеровки канатов предварительно напряженной арматуры.
Отечественные инженеры и ученые осуществляли плодотворные научные и
конструкторские исследования по всем направлениям теории и практики железобе-
тона. Разработке общих вопросов механического сопротивления бетона и железобе-
тона посвящены труды О.Я. Берга, А.А. Гвоздева, А.Ф. Лолейта, А.К. Малмейтера,
Я.В. Столярова, С.Е. Фрайфельда, а учету динамических и других нетрадиционных
воздействий - труды Н.Н. Попова, Б.С. Расторгуева, А.В. Забегаева, А.И. Цейтлина,
П.И. Васильева, P.O. Бакирова, А.Ф. Милованова, А.Л. Кириллова, Т.Ж. Жунусова,
А.Я. Барапшикова, А.М. Курганова, А.П. Кудзиса. Нелинейная теория железобето-
на разработана А.А. Гвоздевым, В.И. Мурашовым, П.И. Васильевым, В.М. Бонда-
Рис. 1.1.3. Останкинская башня
ренко, В.Г. Назаренко, С.М. Крыловым,
Р.С. Санжаровским, Ю.П. Гущей, Г.А. Гени-
евым. Теория ползучести бетона и железо-
бетона развита Н.Х. Арутюняном,
И.И. Гольденблатом, С.В. Александров-
ским, А.А. Гвоздевым, Н.Я. Панариным,
Н.А. Будановым, С.Е. Фрайфельдом,
В.Д. Харлабом, И.Е. Прокоповичем,
А.Б. Голышевым, Я.Д. Лившицем,
В.М. Бондаренко, А.В. Косаревым,
А.М. Проценко, И.И. Улицким, Г.В. Кизи-
рия, В.Г. Назаренко, Р.Л. Серых,
Ю.Н. Храмцом, В.И. Римшиным и др.
Сопротивление железобетонных конст-
рукций при силовом сложном напряженном
состоянии рассмотрено А.А. Гвоздевым,
С.В. Бондаренко, Н.И. Карпенко,
В.Н. Байковым, Ю.В. Зайцевым, Б.С. Соко-
ловым, В.С. Здоренко, Л.К. Лукшей,
В.А. Ерышевым, Н.В. Колкуновым, Т.И. Ба-
рановой, В.И. Колчуновым, Х.Х. Лаулем,
А.С. Зелесовым, В.П. Митрофановым,
А.В. Яшиным, П.Ф. Вахненко, К.Л. Суро-
вым, Г.В. Мурашкиным, а при температур-
но-влажностном - С.Е. Фрайфельдом,
С.В. Александровским, П.И. Васильевым,
З.П. Цилосани, Г.Д. Вишневским,
Е.Н. Щербаковым, В.С. Федоровым. Вопро-
сы армирования железобетонных конструк-
ций и сцепления арматуры с бетоном изло-
жены С.А. Дмитриевым, К.В. Михайловым,
Н.М. Мулиным, С.А. Мадатяном, А.И. Се-
меновым, Н.А. Макаровым, И.П. Тегино-
16
вым, Г.И. Бердичевским, П.Я. Клименко, М.М. Холмянским, А.А. Оатулом, В.Г. Ве-
селовым, П.А. Школьным. Легкие и специальные бетоны и конструкции изучены
М.З. Симоновым, В.И. Гусаковым, К.С. Карапетяном, Ю.В. Чиненковым, С.С. Да-
выдовым, Р.Л. Маиляном, А.В. Пинаджаном, А.В. Косаревым, А.И. Чебаненко,
Ю.М. Баженовым, А.Г. Комаром, В.И. Соломатовым, С.Ф. Кореньковой, Р.З. Кари-
мовым, А.Л. Шагиным, А.Б. Пирадовым, Г.Н. Щоршневым, В А. Пахомовым.
Методы оптимального проектирования железобетонных конструкций разрабо-
таны В.Н. Байковым, Н.Н. Складневым, P.O. Бакировым, В.Г. Назаренко и др.
Одновременно усилиями ученых и инженеров совершенствовались бетонные и
железобетонные конструкции. Здесь необходимо отметить вклад Г.К. Хайдукова,
В.Н. Байкова, А.И. Васильева, С.Н. Булгакова, Г.А. Гениева, А.И. Звездова,
В.И. Травуша, В.П. Чиркова, Г.Н. Шоршнева, В.А. Клевцова, ГВ. Мурашкина,
Р.И. Мацелинского, А.П. Кудзиса, В.М. Баташова, А.П. Кириллова, В.В. Шугаеда,
А.Л. Шагина, Э.Д. Чихладзе, В.С. Шмуклера и др.
Методы статического и динамического расчета железобетонных конструкций,
заглубленных в грунт, разработаны в трудах С.С. Давыдова, P.O. Бакирова,
В.Ш. Барбакадзе, Г.И. Глучикова, В.А. Ильичева, В.А. Котляровского, Б.В. Гусева,
В.И. Ресина, В.И. Соломина, С.Б. Ухова, М.В. Берлинова, В.А. Ивахнюка и др.
Большой вклад в технологию строительного производства внесли С.С. Атаев,
А.А. Афанасьев, В.И. Теличенко, О.М. Терентьев, А.А. Лапидус, В.И. Феклин,
А. Абарцумян, Г.И. Вайнгартен, А.И. Звездов, К.В. Михайлов, В.Г. Батраков,
Ю.С. Волков, Н.И. Карпенко, В.А. Клевцов, Б.А. Крылов, ГВ. Мурашкин, Л.А. Ма-
линина, В.Ф. Степанова, В.Р. Фаликман, Б.И. Петраков, С.Н. Боровиков, В.Н. Само-
дуров, М.В. Романенко, В.О. Гунин, М.М. Гайнуллин, В.Н. Сизов, Ю.Г. Хаютин,
С.В. Масюк, В.А. Отрепьев, Н.А. Смирнов, Б.В. Березовский, Н.И. Евдокимов,
Б.В. Жадановский.
Наряду с основным направлением наращивания производства строительных
конструкций и изделий полной заводской готовности дальнейшее развитие получа-
ет возведение зданий и сооружений из монолитного железобетона. Практика под-
твердила технико-экономические преимущества строительства жилых и общест-
венных зданий, отдельных элементов и конструкций промышленного и производст-
венного назначения в монолитном исполнении. Монолитное строительство позво-
ляет реализовать его ресурсосберегающую возможность, повысить качество и архи-
тектурную выразительность отдельных зданий и комплексов.
В ряде случаев монолитный железобетон более эффективен по расходу металла,
суммарной трудоемкости, характеризуется меньшим расходом цемента. Его приме-
нение может быть рационально в первую очередь в районах со сложными геологи-
ческими условиями, при повышенной сейсмичности, там, где отсутствуют или недо-
статочны мощности полносборного домостроения, имеет место слабое развитие до-
рог. Увеличение объемов монолитного строительства стало возможным благодаря
интенсивному развитию средств комплексной механизации и автоматизации произ-
водства. К ним относятся применение бетонных заводов с автоматизированной сис-
темой управления; широкое использование мобильных бетононасосных установок и
средств транспортирования; применение прогрессивных конструкций опалубок и
опалубочных систем, обеспечивающих высокую индустриальность работ.
17
1.2. БЕТОН И ЖЕЛЕЗОБЕТОН В СОВРЕМЕННОМ СТРОИТЕЛЬСТВЕ
Бетон и железобетон в строительстве России занимают ведущее место. Мас-
штабность применения бетона и железобетона обусловлена их высокими физико-
механическими показателями, долговечностью, хорошей сопротивляемостью тем-
пературным и влажностным воздействиям, возможностью получения конструкций
сравнительно простыми технологическими методами, использованием в основном
местных материалов (кроме стали), сравнительно невысокой стоимостью.
По способу выполнения бетонные и железобетонные конструкции разделяют
на сборные, монолитные и сборно-монолитные. Сборные конструкции изготовляют
на заводах, затем доставляют на строящийся объект и устанавливают в проектное
положение. Монолитные конструкции возводят непосредственно на строящемся
объекте. Сборно-монолитные конструкции выполняют из сборных элементов за-
водского изготовления и монолитной части, объединяющей эти элементы в единое
целое.
Наряду с увеличением объема применения сборного бетона и железобетона
возрастает число сооружений, выполняемых с применением монолитных конструк-
ций. Так, в промышленном и гражданском строительстве применение монолитного
железобетона эффективно при возведении массивных фундаментов, подземных ча-
стей зданий и сооружений, массивных стен, различных пространственных конст-
рукций, стенок и ядер жесткости, дымовых труб, резервуаров, зданий повышенной
этажности (особенно в сейсмических районах) и многих других конструкций и ин-
женерных сооружений.
В настоящее время ежегодное производство бетона для монолитного строи-
тельства в мире превышает полтора миллиарда кубометров. По объему производст-
ва и применения монолитный бетон намного опережает другие виды строительных
материалов. В наиболее развитых странах душевой показатель применения моно-
литного бетона составляет: в США - 0,75 м3; в Японии - 1,20 м3; в Германии -
0,80 м3; во Франции - 0,50 м3; в Италии - 1,10 м3; в Израиле - 2,00 м3 и т. д. В Рос-
сии, для сравнения, - 0,15-0,20 м3.
На изготовление бетона для монолитного строительства расходуется больше
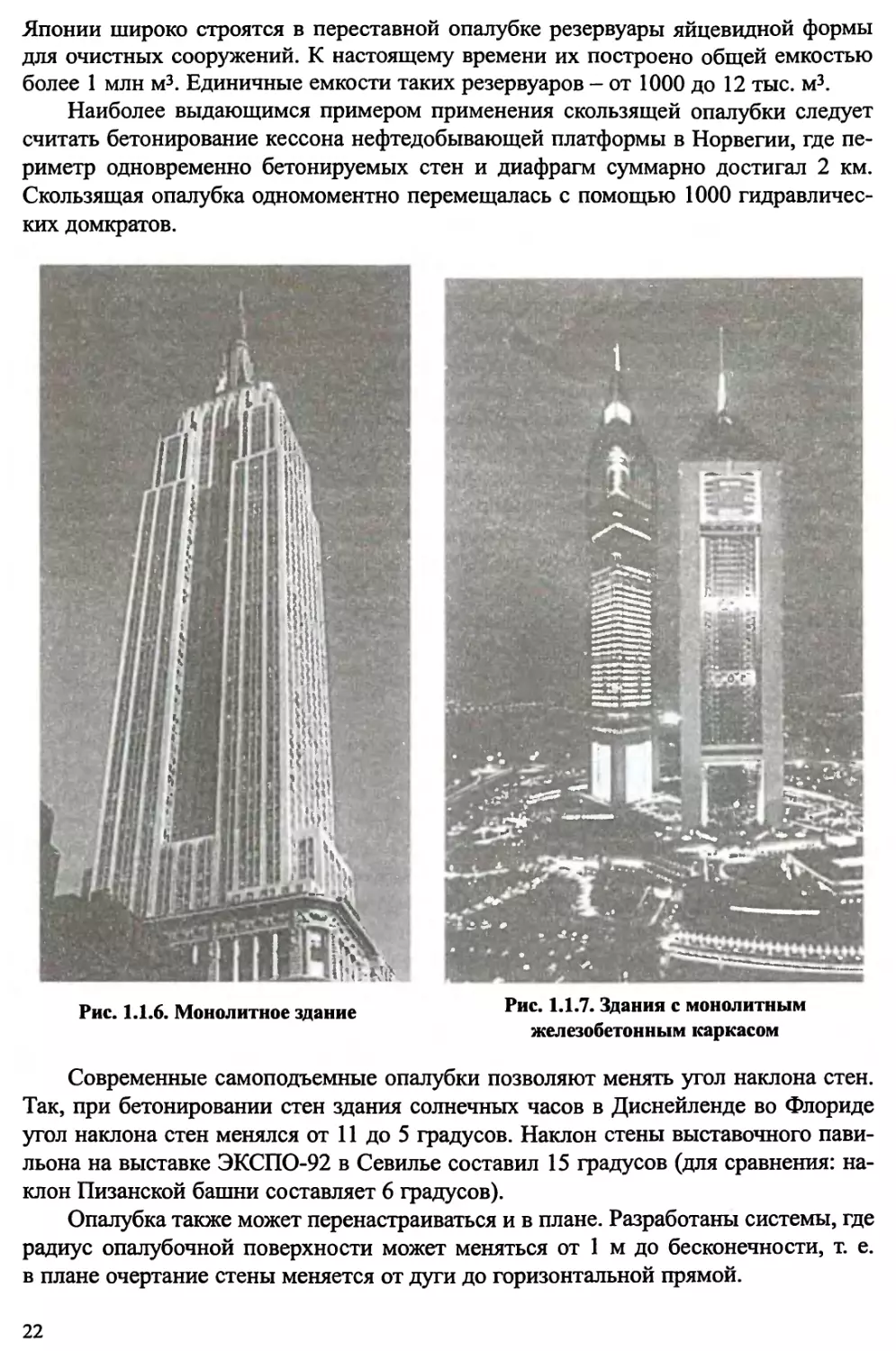
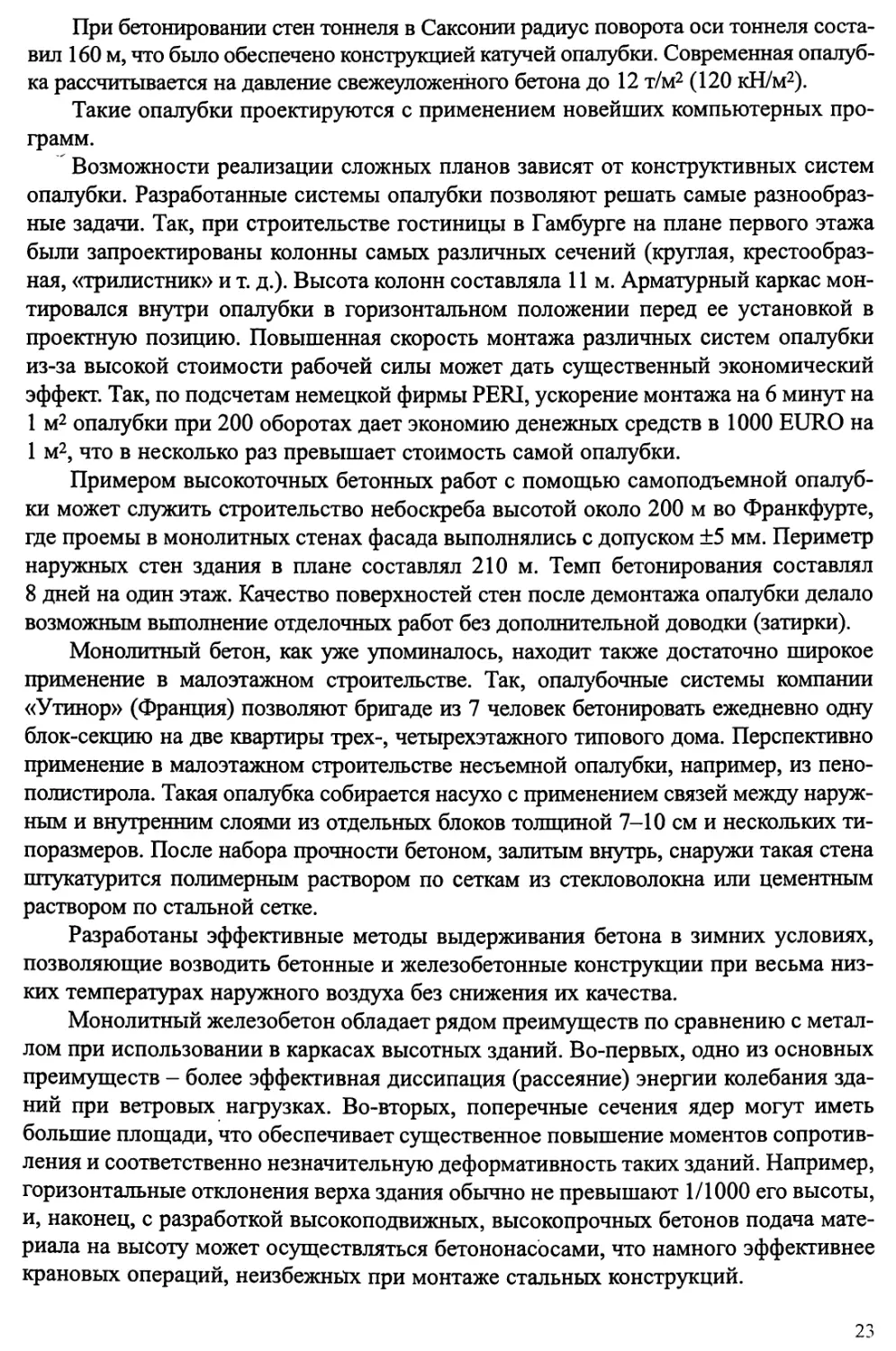
половины мирового производства цемента. В монолитном исполнении возводятся
промышленные и жилые здания, плотины, энергетические комплексы, телебашни и
т. д. (рис. 1.1.6, 1.1.7). Самая высокая в мире телебашня построена из монолитного
бетона. Самые высокие здания на всех континентах построены с монолитным же-
лезобетонным каркасом, в том числе мировые рекордсмены - два небоскреба неф-
тяного концерна «Петронас» в Куала-Лумпуре, (Малайзия) (432 м). В США постро-
ено уже более 100 небоскребов с монолитным каркасом, бетон уверенно вытесняет
сталь из этой области строительства. Обширной областью применения монолитно-
го бетона являются инженерные сооружения (градирни, трубы, резервуары, защит-
ные оболочки АЭС и т. д.). Современные градирни достигают высоты 150 м при ди-
аметре основания 120 м. При этом толщина стены сооружения может составлять
всего 19 см.
Резервуары для хранения воды, сжиженного газа и т. д. могут достигать объе-
ма в несколько сот тысяч кубометров. Ярким примером строительных возможнос-
18
тей монолитного бетона являются морские платформы для добычи нефти высотой
в несколько сотен метров.
В России в последние годы также наметилась тенденция к увеличению приме-
нения монолитного бетона и железобетона в жилищно-гражданском строительстве
с использованием инвентарной опалубки, высокопроизводительной технологии и
комплексной механизации приготовления, транспортировки и укладки бетонной
смеси.
Строительство жилых и общественных зданий с использованием монолитного
бетона подтвердило возможность повышения качества архитектурных решений мас-
совой застройки, при относительно меньших приведенных затратах и снижении рас-
хода металла и энергоресурсов, по сравнению с другими видами индустриального
строительства.
Все шире используется монолитный бетон при возведении не только общест-
венных и жилых зданий, но и индивидуальных многоэтажных усадебных домов и
хозяйственных построек.
Применение монолитного железобетона может быть рационально и экономиче-
ски выгоднее использования сборного железобетона в первую очередь в районах со
сложными геологическими условиями, при повышенной сейсмичности, в местах,
где отсутствуют или недостаточны мощности полносборного домостроения без раз-
витой сети автодорог, в сельских районах при наличии местных заполнителей и др.
Строительство из монолитного бетона целесообразно по индивидуальным про-
ектам для зданий и комплексов, выполняющих роль градостроительных акцентов, ис-
торических центров городов, для зданий при комплексной застройке монолитными
домами микрорайонов в городах и поселках на основе типизированных условий ар-
хитектурно-планировочных элементов; для зданий комбинированных систем, преду-
сматривающих сочетание монолитных конструкций со сборными, кирпичными и др.
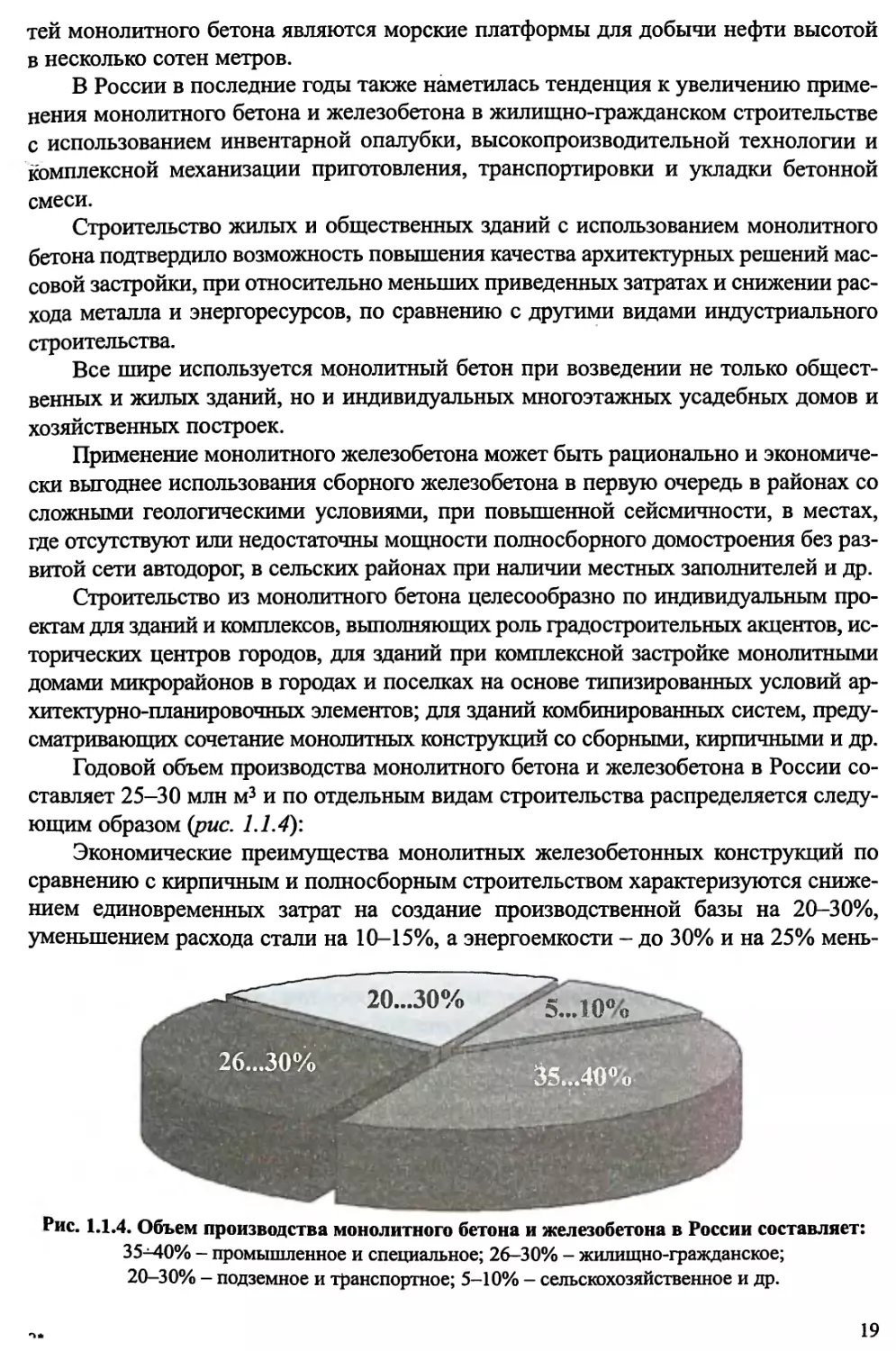
Годовой объем производства монолитного бетона и железобетона в России со-
ставляет 25-30 млн м3 и по отдельным видам строительства распределяется следу-
ющим образом (рис. 1.1.4):
Экономические преимущества монолитных железобетонных конструкций по
сравнению с кирпичным и полносборным строительством характеризуются сниже-
нием единовременных затрат на создание производственной базы на 20-30%,
уменьшением расхода стали на 10-15%, а энергоемкости - до 30% и на 25% мень-
Рис. 1.1.4. Объем производства монолитного бетона и железобетона в России составляет:
35^40% - промышленное и специальное; 26-30% - жилищно-гражданское;
20-30% - подземное и транспортное; 5-10% - сельскохозяйственное и др.
19
шими по сравнению с кирпичными зданиями той же этажности, суммарными тру-
довыми затратами. Суммарные трудовые затраты на возведение монолитных конст-
рукций по сравнению с крупнопанельными примерно такие же.
Монолитный бетон и железобетон характеризуются несколько меньшими сред-
ними расходами цемента на 1 м3 бетонной смеси по сравнению со сборным железо-
бетоном. Однако в целом средняя прочность бетона для монолитных железобетон-
ных конструкций ниже средней прочности бетона на тяжелых плотных заполните-
лях для сборных конструкций. Расход арматуры для отдельных конструкций в мо-
нолитном варианте может быть ниже, чем в сборном, за счет использования конст-
руктивных неразрезных элементов, исключения закладных деталей и монтажных
петель, отсутствия расчетной арматуры на транспортные и монтажные нагрузки и
др. Расход металла в монолитных конструкциях по сравнению со сборными реше-
ниями, как правило, ниже для ленточных фундаментов жилых домов на 20%, фун-
даментов промышленных зданий - на 10%, безбалочных перекрытий многоэтаж-
ных промышленных зданий - на 25%. При строительстве 9-16-этажных зданий из
монолитного железобетона в сейсмических условиях экономия арматурной стали
может достигать 18-20%. В массовом жилищном строительстве при возведении
5-9-этажных домов из монолитного железобетона экономия арматуры составляет
менее 5%. Если же при этом учесть, что фактическая оборачиваемость опалубки в
монолитном домостроении ниже, чем в сборном, то суммарный расход стали вы-
равнивается.
Трудоемкость арматурных работ в монолитном строительстве в 1,5-2 раза вы-
ше, чем при производстве сборного железобетона.
Наиболее рациональные области применения монолитных железобетонных
конструкций в производственных зданиях - это фундаменты под колонны и под
оборудование; подземные конструкции (подвалы, тоннели и др.); несущие конст-
рукции зданий с сеткой колонн 6x6 м и 6x12 м при нормативных временных нагруз-
ках более 30 кН/м2; каркасы и перекрытия (в том числе безбалочные) многоэтажных
зданий при нормативных временных нагрузках свыше 25 кН/м2, а также конструк-
ции зданий для горнорудной, горно-химической, цементной, угольной промышлен-
ности; стволы жесткости сборно-монолитных многоэтажных зданий и т. д.
В жилищно-гражданском строительстве монолитными целесообразно выполнять:
многоэтажные здания разнообразного назначения; различные фундаменты, ростверки
свайных фундаментов; стены подвалов; безбалочные перекрытия, в том числе ребрис-
тые, по стальному профилированному настилу; перекрытия, выполняемые методом
подъема; стволы жесткости для каркасных зданий большой этажности; пространствен-
ные покрытия типа оболочек, для большепролетных сооружений спортивного, зрелищ-
ного назначения, рынков.
Расход основных строительных материалов в зданиях повышенной этажности
в монолитном железобетоне различается довольно широко, в зависимости от конст-
руктивной схемы, прочностных характеристик материалов, величины действующих
нагрузок и других факторов. В среднем расход бетона на 1 м2 общей площади эта-
жей составляет от 0,4 до 0,7 м3, а стали - от 25 до 70 кг. Монолитные решения це-
лесообразны в инженерных сооружениях, это - емкостные сооружения, силосы, ды-
мовые трубы, градирни и др. В транспортном и подземном строительстве - автодо-
.20
роги (за исключением временных), мосты (средних пролетов), тоннели при соору-
жении открытым способом.
В энергетическом строительстве только монолитными могут возводиться плоти-
ны ГЭС, фундаменты, реакторные отделения АЭС, корпуса реакторов и защитных
оболочек.
В сельскохозяйственном строительстве в монолитном исполнении строятся столб-
чатые и ленточные фундаменты, склады, коллекторы, полы зданий производственного
назначения.
В России объем арматуры, перерабатываемой для монолитного железобетона,
составляет примерно 50% от общего объема применяемой арматуры. Основная об-
ласть применения монолитного бетона и железобетона в России - фундаменты, под-
земные и другие массивные строительные сооружения. Только 25-30% от общего
объема монолитного железобетона расходуется на надземные части зданий и соору-
жений. В будущем эта доля будет увеличиваться, так как монолитный железобетон
особенно эффективен при реконструкции зданий и сооружений.
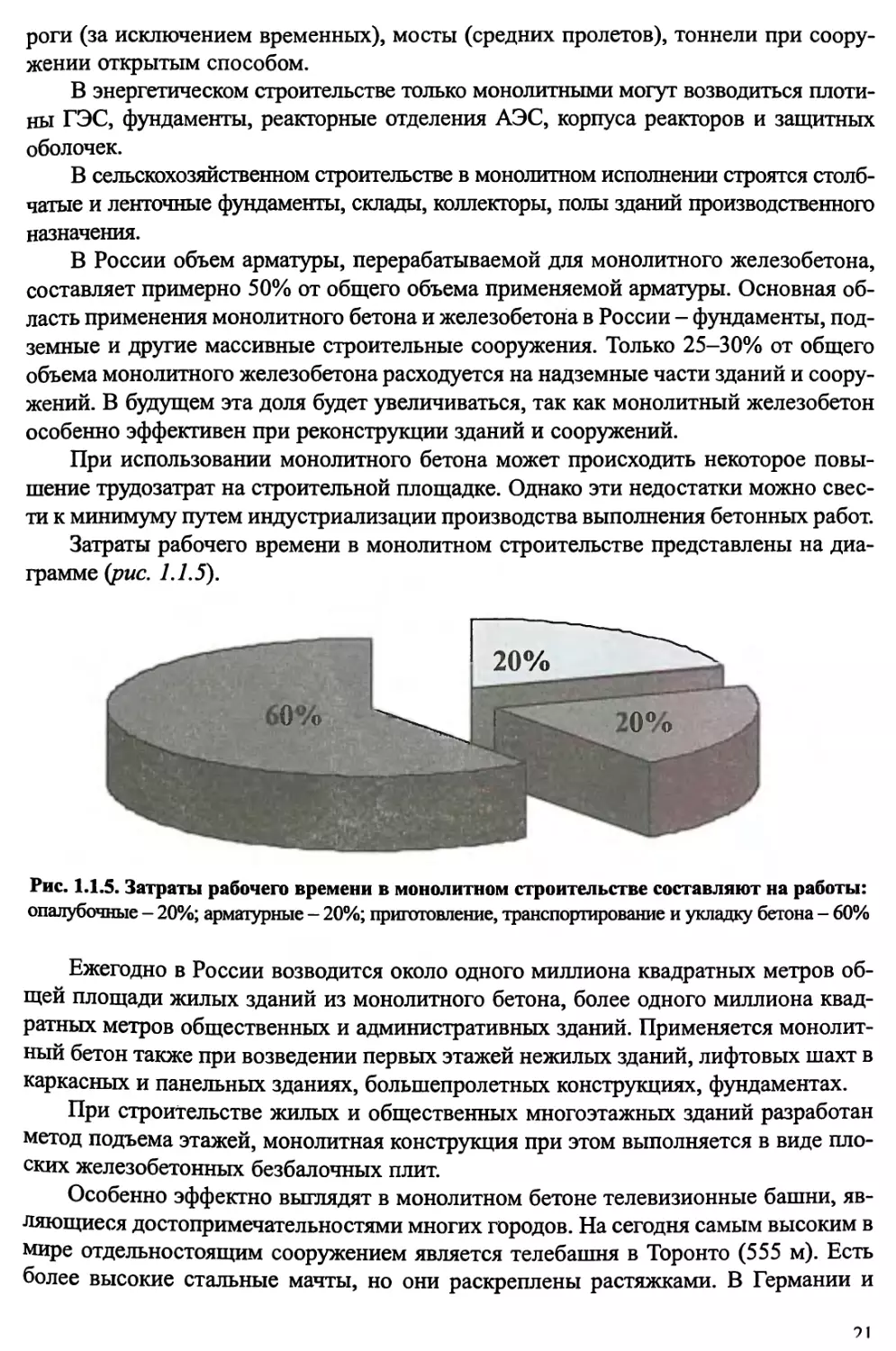
При использовании монолитного бетона может происходить некоторое повы-
шение трудозатрат на строительной площадке. Однако эти недостатки можно свес-
ти к минимуму путем индустриализации производства выполнения бетонных работ.
Затраты рабочего времени в монолитном строительстве представлены на диа-
грамме (рис. 1.1.5).
Рис. 1.1.5. Затраты рабочего времени в монолитном строительстве составляют на работы:
опалубочные - 20%; арматурные - 20%; приготовление, транспортирование и укладку бетона - 60%
Ежегодно в России возводится около одного миллиона квадратных метров об-
щей площади жилых зданий из монолитного бетона, более одного миллиона квад-
ратных метров общественных и административных зданий. Применяется монолит-
ный бетон также при возведении первых этажей нежилых зданий, лифтовых шахт в
каркасных и панельных зданиях, большепролетных конструкциях, фундаментах.
При строительстве жилых и общественных многоэтажных зданий разработан
метод подъема этажей, монолитная конструкция при этом выполняется в виде пло-
ских железобетонных безбалочных плит.
Особенно эффектно выглядят в монолитном бетоне телевизионные башни, яв-
ляющиеся достопримечательностями многих городов. На сегодня самым высоким в
мире отдельностоящим сооружением является телебашня в Торонто (555 м). Есть
более высокие стальные мачты, но они раскреплены растяжками. В Германии и
?i
Японии широко строятся в переставной опалубке резервуары яйцевидной формы
для очистных сооружений. К настоящему времени их построено общей емкостью
более 1 млн м3. Единичные емкости таких резервуаров - от 1000 до 12 тыс. м3.
Наиболее выдающимся примером применения скользящей опалубки следует
считать бетонирование кессона нефтедобывающей платформы в Норвегии, где пе-
риметр одновременно бетонируемых стен и диафрагм суммарно достигал 2 км.
Скользящая опалубка одномоментно перемещалась с помощью 1000 гидравличес-
ких домкратов.
Рис. 1.1.6. Монолитное здание
Рис. 1.1.7. Здания с монолитным
железобетонным каркасом
Современные самоподъемные опалубки позволяют менять угол наклона стен.
Так, при бетонировании стен здания солнечных часов в Диснейленде во Флориде
угол наклона стен менялся от 11 до 5 градусов. Наклон стены выставочного пави-
льона на выставке ЭКСПО-92 в Севилье составил 15 градусов (для сравнения: на-
клон Пизанской башни составляет 6 градусов).
Опалубка также может перенастраиваться и в плане. Разработаны системы, где
радиус опалубочной поверхности может меняться от 1 м до бесконечности, т. е.
в плане очертание стены меняется от дуги до горизонтальной прямой.
22
При бетонировании стен тоннеля в Саксонии радиус поворота оси тоннеля соста-
вил 160 м, что было обеспечено конструкцией катучей опалубки. Современная опалуб-
ка рассчитывается на давление свежеуложенного бетона до 12 т/м2 (120 кН/м2).
Такие опалубки проектируются с применением новейших компьютерных про-
грамм.
Возможности реализации сложных планов зависят от конструктивных систем
опалубки. Разработанные системы опалубки позволяют решать самые разнообраз-
ные задачи. Так, при строительстве гостиницы в Гамбурге на плане первого этажа
были запроектированы колонны самых различных сечений (круглая, крестообраз-
ная, «трилистник» и т. д.). Высота колонн составляла 11м. Арматурный каркас мон-
тировался внутри опалубки в горизонтальном положении перед ее установкой в
проектную позицию. Повышенная скорость монтажа различных систем опалубки
из-за высокой стоимости рабочей силы может дать существенный экономический
эффект. Так, по подсчетам немецкой фирмы PERI, ускорение монтажа на 6 минут на
1 м2 опалубки при 200 оборотах дает экономию денежных средств в 1000 EURO на
1 м2, что в несколько раз превышает стоимость самой опалубки.
Примером высокоточных бетонных работ с помощью самоподъемной опалуб-
ки может служить строительство небоскреба высотой около 200 м во Франкфурте,
где проемы в монолитных стенах фасада выполнялись с допуском ±5 мм. Периметр
наружных стен здания в плане составлял 210 м. Темп бетонирования составлял
8 дней на один этаж. Качество поверхностей стен после демонтажа опалубки делало
возможным выполнение отделочных работ без дополнительной доводки (затирки).
Монолитный бетон, как уже упоминалось, находит также достаточно широкое
применение в малоэтажном строительстве. Так, опалубочные системы компании
«Утинор» (Франция) позволяют бригаде из 7 человек бетонировать ежедневно одну
блок-секцию на две квартиры трех-, четырехэтажного типового дома. Перспективно
применение в малоэтажном строительстве несъемной опалубки, например, из пено-
полистирола. Такая опалубка собирается насухо с применением связей между наруж-
ным и внутренним слоями из отдельных блоков толщиной 7-10 см и нескольких ти-
поразмеров. После набора прочности бетоном, залитым внутрь, снаружи такая стена
штукатурится полимерным раствором по сеткам из стекловолокна или цементным
раствором по стальной сетке.
Разработаны эффективные методы выдерживания бетона в зимних условиях,
позволяющие возводить бетонные и железобетонные конструкции при весьма низ-
ких температурах наружного воздуха без снижения их качества.
Монолитный железобетон обладает рядом преимуществ по сравнению с метал-
лом при использовании в каркасах высотных зданий. Во-первых, одно из основных
преимуществ - более эффективная диссипация (рассеяние) энергии колебания зда-
ний при ветровых нагрузках. Во-вторых, поперечные сечения ядер могут иметь
большие площади, что обеспечивает существенное повышение моментов сопротив-
ления и соответственно незначительную деформативность таких зданий. Например,
горизонтальные отклонения верха здания обычно не превышают 1/1000 его высоты,
и, наконец, с разработкой высокоподвижных, высокопрочных бетонов подача мате-
риала на высоту может осуществляться бетононасосами, что намного эффективнее
крановых операций, неизбежных при монтаже стальных конструкций.
23
При возведении высотных монолитных зданий применяются различные конст-
руктивные системы. Наиболее распространенными являются системы с ядрами
(стволами) жесткости. Обычно в ядре жесткости находятся лифтовые шахты. Ядро,
или ствол, имеет по периферии плана каркас или систему диафрагм для обеспече-
ния пространственной работы здания. Вертикальные и горизонтальные нагрузки
воспринимаются стволом и диафрагмами.
Нередко вместо ядра жесткости по периметру плана здания бетонируется прост-
ранственный контур-оболочка, работающий совместно с дисками перекрытий и рас-
положенными внутри колоннами, воспринимающими в основном вертикальную на-
грузку.
К другим конструктивным системам относится этажерочный каркас, когда не-
сколько ядер (стволов) жесткости соединены массивными поперечными архитрава-
ми в нескольких уровнях по высоте здания. На архитравы опирается блок из 10-20
этажей.
Для таких зданий применяют бетон высокой прочности. В г. Далласе (США)
при строительстве 58-этажного административного здания «Ту Юнион Сквер» в ко-
лоннах использован бетон прочностью 160 МПа. Применение сверхпрочного бето-
на позволило уменьшить расход стали более чем в 2 раза и на 30% снизить стои-
мость строительства. Обычной же практикой является использование для этих це-
лей бетона прочностью 60 МПа и выше.
Для зарубежного строительства характерна высокая культура работы с бетоном.
Так, при возведении небоскреба «Уотер Тауэр» в г. Чикаго (74 этажа) были применены
24 состава бетонной смеси, различных по высоте здания. Для ствола жесткости и ко-
лонн каркаса наружных стен с 1-го по 25-й этаж - бетон прочностью 62 МПа, с 25-го
по 74-й этаж прочность снижалась последовательно до 52,41, 34 и 28 МПа. В между-
этажных перекрытиях применяли легкий бетон прочностью 45, 38 и 34 МПа. Это поз-
волило на 26% снизить нагрузку от собственного веса, уменьшить глубину заложения
фундамента, получить существенный экономический эффект (рис. 1.1.8).
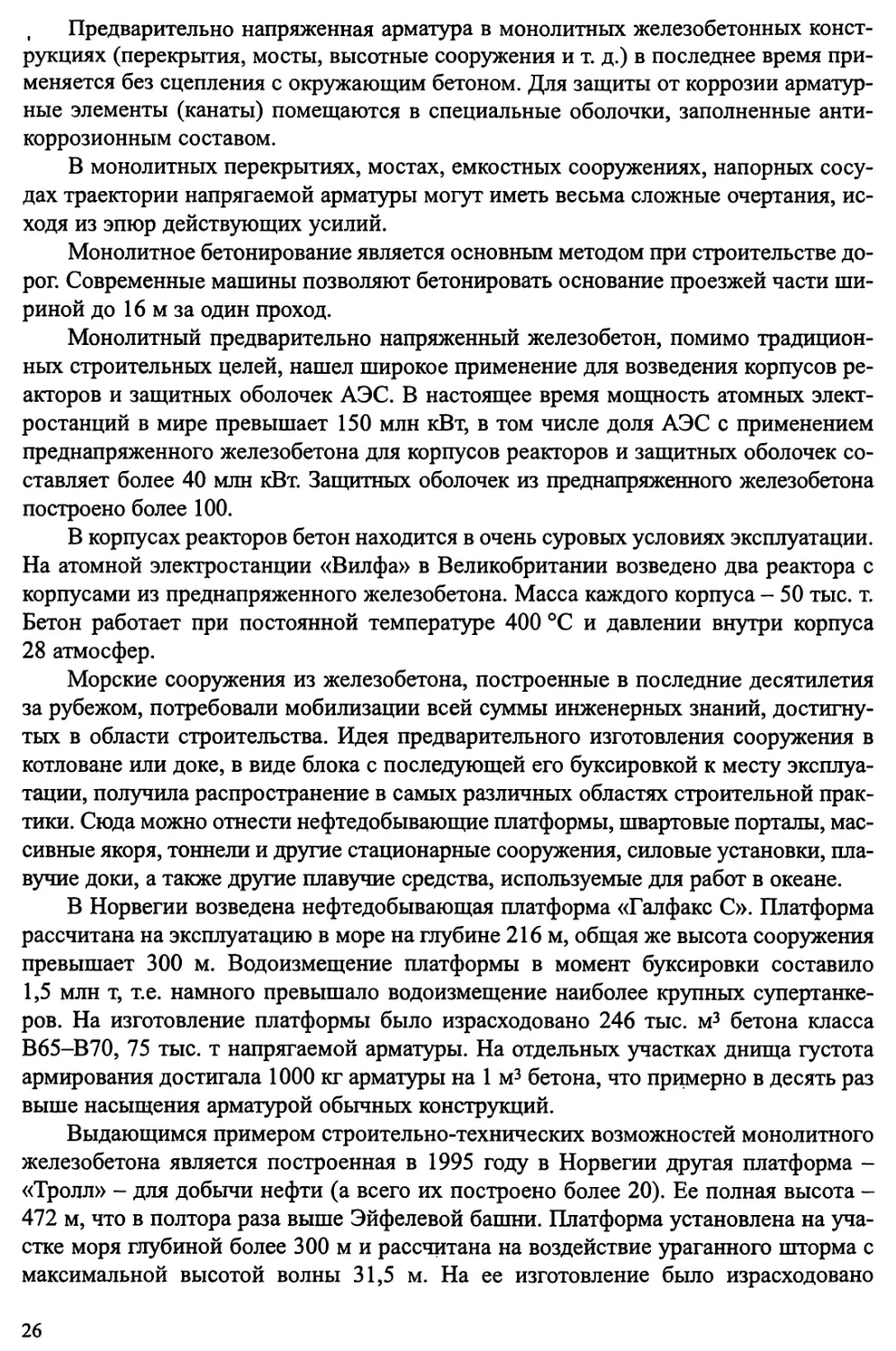
Здание нефтяной компании «Петронас» в Куала-Лумпуре (рис. 1.1.9) на сегодня
один из мировых рекордсменов среди небоскребов. Небоскреб «Петронас» выполнен
в виде двух рядом стоящих башен, соединенных примерно посередине стальным мос-
тиком.
Каждая башня - круглого очертания в плане, имеет по периметру 16 железобе-
тонных колонн диаметром 2,4 м каждая, связанных в уровне каждого этажа кольце-
выми балками, образуя внешний несущий каркас. Перекрытия выполнены монолит-
ными по стальному профилированному настилу и опираются на кольцевые балки и
ствол жесткости по центру сечения. Полная высота сооружения от основания свай-
ного фундамента до верхней точки телеантенны на крыше - 582 м. Бетонирование
велось в переставной опалубке с помощью бетононасосов.
В США самый высокий небоскреб с железобетонным каркасом - «Саут Вакер»
в Чикаго (296 м, или всего на 4 м ниже Эйфелевой башни в Париже). Общий объем
уложенного бетона при его возведении составил 84 тыс. м3 при средней прочности
84 МПа. Ежедневный объем укладки составлял 535 м3. Строительство обслужива-
лось всего одним насосом (фирмы «Швинг»), с вылетом стрелы с бетоноводом на ме-
сте укладки в 32 м.
24
Укладку значительных объемов бетона производят, как правило, с помощью
мощных бетононасосов. Так, в Германии 35% всего монолитного бетона укладыва-
ют с помощью бетононасосов, в Швеции - 55%, высота стрелы крупных автобето-
нонасосов достигает 60 м, а производительность - 150 м3/ч и более.
Рис. 1.1.8. Небоскреб «Уотер Тауэр» Рис-1Л 9- Здание неФтяной компании
«Петронас»
Мировой рекорд подачи бетонной смеси на высоту 500 м был достигнут насо-
сом фирмы «Пуцмайстер» в Альпах (Италия). При возведении небоскребов «Петро-
нас» в Малайзии высота подачи смеси составила 432 м. Мировой рекорд перекачки
бетона по горизонтали превышает 2 км.
За последние годы в США было построено более 100 млн м2 монолитных пе-
рекрытий с натяжением арматуры на бетон. Значительный объем таких перекрытий
возведен в Канаде.
25
, Предварительно напряженная арматура в монолитных железобетонных конст-
рукциях (перекрытия, мосты, высотные сооружения и т. д.) в последнее время при-
меняется без сцепления с окружающим бетоном. Для защиты от коррозии арматур-
ные элементы (канаты) помещаются в специальные оболочки, заполненные анти-
коррозионным составом.
В монолитных перекрытиях, мостах, емкостных сооружениях, напорных сосу-
дах траектории напрягаемой арматуры могут иметь весьма сложные очертания, ис-
ходя из эпюр действующих усилий.
Монолитное бетонирование является основным методом при строительстве до-
рог. Современные машины позволяют бетонировать основание проезжей части ши-
риной до 16 м за один проход.
Монолитный предварительно напряженный железобетон, помимо традицион-
ных строительных целей, нашел широкое применение для возведения корпусов ре-
акторов и защитных оболочек АЭС. В настоящее время мощность атомных элект-
ростанций в мире превышает 150 млн кВт, в том числе доля АЭС с применением
преднапряженного железобетона для корпусов реакторов и защитных оболочек со-
ставляет более 40 млн кВт. Защитных оболочек из преднапряженного железобетона
построено более 100.
В корпусах реакторов бетон находится в очень суровых условиях эксплуатации.
На атомной электростанции «Вилфа» в Великобритании возведено два реактора с
корпусами из преднапряженного железобетона. Масса каждого корпуса - 50 тыс. т.
Бетон работает при постоянной температуре 400 °C и давлении внутри корпуса
28 атмосфер.
Морские сооружения из железобетона, построенные в последние десятилетия
за рубежом, потребовали мобилизации всей суммы инженерных знаний, достигну-
тых в области строительства. Идея предварительного изготовления сооружения в
котловане или доке, в виде блока с последующей его буксировкой к месту эксплуа-
тации, получила распространение в самых различных областях строительной прак-
тики. Сюда можно отнести нефтедобывающие платформы, швартовые порталы, мас-
сивные якоря, тоннели и другие стационарные сооружения, силовые установки, пла-
вучие доки, а также другие плавучие средства, используемые для работ в океане.
В Норвегии возведена нефтедобывающая платформа «Галфакс С». Платформа
рассчитана на эксплуатацию в море на глубине 216 м, общая же высота сооружения
превышает 300 м. Водоизмещение платформы в момент буксировки составило
1,5 млн т, т.е. намного превышало водоизмещение наиболее крупных супертанке-
ров. На изготовление платформы было израсходовано 246 тыс. м3 бетона класса
В65-В70, 75 тыс. т напрягаемой арматуры. На отдельных участках днища густота
армирования достигала 1000 кг арматуры на 1 м3 бетона, что примерно в десять раз
выше насыщения арматурой обычных конструкций.
Выдающимся примером строительно-технических возможностей монолитного
железобетона является построенная в 1995 году в Норвегии другая платформа -
«Тролл» - для добычи нефти (а всего их построено более 20). Ее полная высота -
472 м, что в полтора раза выше Эйфелевой башни. Платформа установлена на уча-
стке моря глубиной более 300 м и рассчитана на воздействие ураганного шторма с
максимальной высотой волны 31,5 м. На ее изготовление было израсходовано
26
250 тыс. м3 высокопрочного бетона класса В80, 100 тыс. т обычной стали и
11 тыс. т напрягаемой арматурной стали. Расчетный срок эксплуатации платфор-
мы - 70 лет. Скорость перемещения скользящей опалубки при бетонировании ко-
лонн составляла 4—5 м в день.
За рубежом возведен ряд интереснейших объектов с применением пространст-
венных конструкций из монолитного железобетона, относящихся к наиболее при-
мечательным достижениям строительной практики. Так, в Сиэтле (США) построен
ребристый железобетонный купол с пролетом 220 м. Монолитные оболочки обла-
дают эффектной архитектурной выразительностью, например здание Национально-
го центра техники и промышленности в Париже в районе площади Дефанс с проле-
том 216 м имеет опирание на три точки.
Обширной областью применения железобетона, и прежде всего предваритель-
но напряженного железобетона, является мостостроение. Только в США построено
более 500 тыс. железобетонных автодорожных мостов с различными пролетами. За
последнее время построено около 20 вантовых мостов длиной 600-700 м с цент-
ральными пролетами от 192 до 400 м. Из общего числа вантовых мостов только че-
тыре - стальные, остальные - из железобетона.
В г. Брисбен (Австралия) построен балочный мост с центральным пролетом
260 м, наибольшим среди мостов этого типа (возведенный недавно мост аналогично-
го типа в России, в Москве, на кольцевой автодороге имеет наибольший пролет
144 м). Мост «Баррнос де Луна» в Испании имеет пролет 440 м, мост «Анасис» в Ка-
наде - 465 м, мост в Гонконге - 475 м. Арочный мост в Южной Африке - наибольший
пролет 272 м и т. д. Мировой рекорд для вантовых мостов принадлежит мосту «Нор-
мандия», где достигнут пролет 864 м. Ненамного ему уступает мост «Васко да Гама»
в Лиссабоне, построенный к Всемирной выставке ЭКСПО-98. Общая протяженность
мостового перехода превышает 18 км.
Разработаны методы возведения мостов путем поворота пролетного строения в
проектное положение в горизонтальной и вертикальной плоскостях. Причем в по-
следнем случае пролетное строение первоначально бетонируют вертикально в
скользящей опалубке.
Из конструктивно-технологических приемов следует отметить дифференциро-
вание расхода цемента в различных частях сечения пролетного строения, бетониру-
емых разновременно (нижней плите, стенах, верхней плите) для достижения одина-
ковой прочности бетона к моменту предварительной: напряжения арматуры.
При сооружении висячего моста «Акаши Кайко» в Японии близ г. Кобе со
стальными пилонами были забетонированы опоры под пилонами диаметром почти
80 м и высотой 70 м. Центральный пролет этого моста длиной 1990 м сразу более
чем на 500 м перекрывает по длине мировой рекорд для этого типа мостов. Объем
бетона со специальными добавками, уложенного в каждую опору, составил почти
0,5 млн м3.
Из крупных инженерных сооружений, выполненных в монолите, следует отме-
тить построенный в Японии подводный тоннель из девяти сборных секций длиной
115 м, шириной 37 м, высотой 8,8 м и массой 38 тыс. т каждая. Технология строи-
тельства таких тоннелей предусматривает изготовление сборных секций в котлова-
не, затем транспортировку их в плавучем состоянии к месту установки, затаплива-
27
ние в траншею, вырытую на дне пересекаемого водоема. Всего по этой технологии
в мире построено около 70 тоннелей, в том числе 24 - в Европе.
Американские специалисты изучали возможность строительства станций из
бетона на Луне. Произведенные расчеты показали, что бетон на заполнителе из лун-
ного грунта является полноценным строительным материалом и обладает прочнос-
тью на сжатие 78 МПа (обычный бетон того же состава - 56 МПа), динамический
модуль соответственно 21200 и 28100 МПа, прочность на растяжение - 9,4 и
9,6 МПа. Был сделан вывод, что бетон для строительства станций на Луне предпо-
чтительнее, чем другие материалы, из-за высокой радиационной непроницаемости,
и главное - почти все компоненты для его приготовления могут быть изысканы на
месте, в том числе произведен и цемент. Так, для возведения круглого трехэтажно-
го здания диаметром 62 м потребуется 1,5 тыс. т цемента. Воду можно получить со-
единением водорода, извлекаемого из некоторых лунных минералов, и кислорода,
доставляемого с Земли. Для получения необходимых материалов на строительство
этого здания потребуется доставить с Земли всего 55 т кислорода.
Таким образом, монолитное строительство будет развиваться по следующим
направлениям:
• дальнейшее вытеснение стали в качестве материала для каркасов высотных
зданий. До 2010 года можно ожидать появления небоскребов с железобетонным
каркасом высотой 500-600 м;
• поскольку значительная доля потребности в мостах относится к пролетам до
1 км, то здесь вантовые системы с железобетонной балкой жесткости обладают су-
щественными преимуществами перед висячими системами. Поэтому монолитный
железобетон для таких мостов будет основным материалом - как для пилонов, так
и для пролетных строений;
• расширение применения монолитного бетона при возведении престижных
жилых и административных зданий, реконструкции сложившейся городской заст-
ройки, а также для создания архитектурных акцентов.
1.3. ОБЩИЕ СВЕДЕНИЯ О МАТЕРИАЛАХ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ
РАБОТ
Бетонами называют искусственные каменные материалы конгломератной
структуры, получаемые в результате затвердевания рационально подобранных и уп-
лотненных смесей из цементирующего компонента и заполнителей. Эти смеси до
уплотнения и затвердевания называют бетонными смесями. Одно из основных
свойств бетона - высокая сопротивляемость сжимающим нагрузкам и низкая растя-
гивающим; прочность бетона на сжатие в 10-12 раз выше, чем на растяжение. Для
повышения сопротивляемости растяжению в бетонные конструкции укладывают
арматуру, которая в основном воспринимает растягивающие усилия. Армирован-
ный бетон называют железобетоном, он обладает свойствами стали и бетона, хоро-
шо сопротивляется как сжатию, так и растяжению.
В строительной практике широко применяют предварительно напряженный
железобетон. Сущность предварительного напряжения состоит в том, что зона бе-
28
тона, подверженная растяжению, обжимается натянутой арматурой. Поэтому при
воздействии на конструкцию растягивающие силы воспринимаются арматурой,
уменьшая напряжение сжатия в бетоне. Таким приемом обеспечивают высокую
трещиностойкость бетона. Предварительно напряженные железобетонные конст-
рукции по сравнению с обычными железобетонными экономичнее, так как в резуль-
тате эффективного использования высокопрочных материалов (стали и бетона) рас-
ход арматурной стали снижается.
Фибробетоны, как и бетон, являются композиционными материалами, или ком-
позитами. Композиты, по определению, состоят из двух материалов и обладают
свойствами, которых не имеют исходные материалы.
Характерными свойствами бетона, снижающими его конструктивную эффек-
тивность, являются относительно низкая прочность на растяжение и хрупкость раз-
рушения.
Дисперсное фибровое армирование бетона позволяет в значительной степени
компенсировать эти недостатки.
Основной принцип работы фибробетона как композита состоит в том, что вво-
димые в бетонную смесь фибры после твердения бетона оказываются надежно свя-
занными с ним за счет сил адгезии, шпоночного зацепления по поверхности криво-
линейной формы или анкеров на концах фибр. В дальнейшем при воздействии рас-
тягивающих или сжимающих напряжений фибра и бетон работают совместно, со-
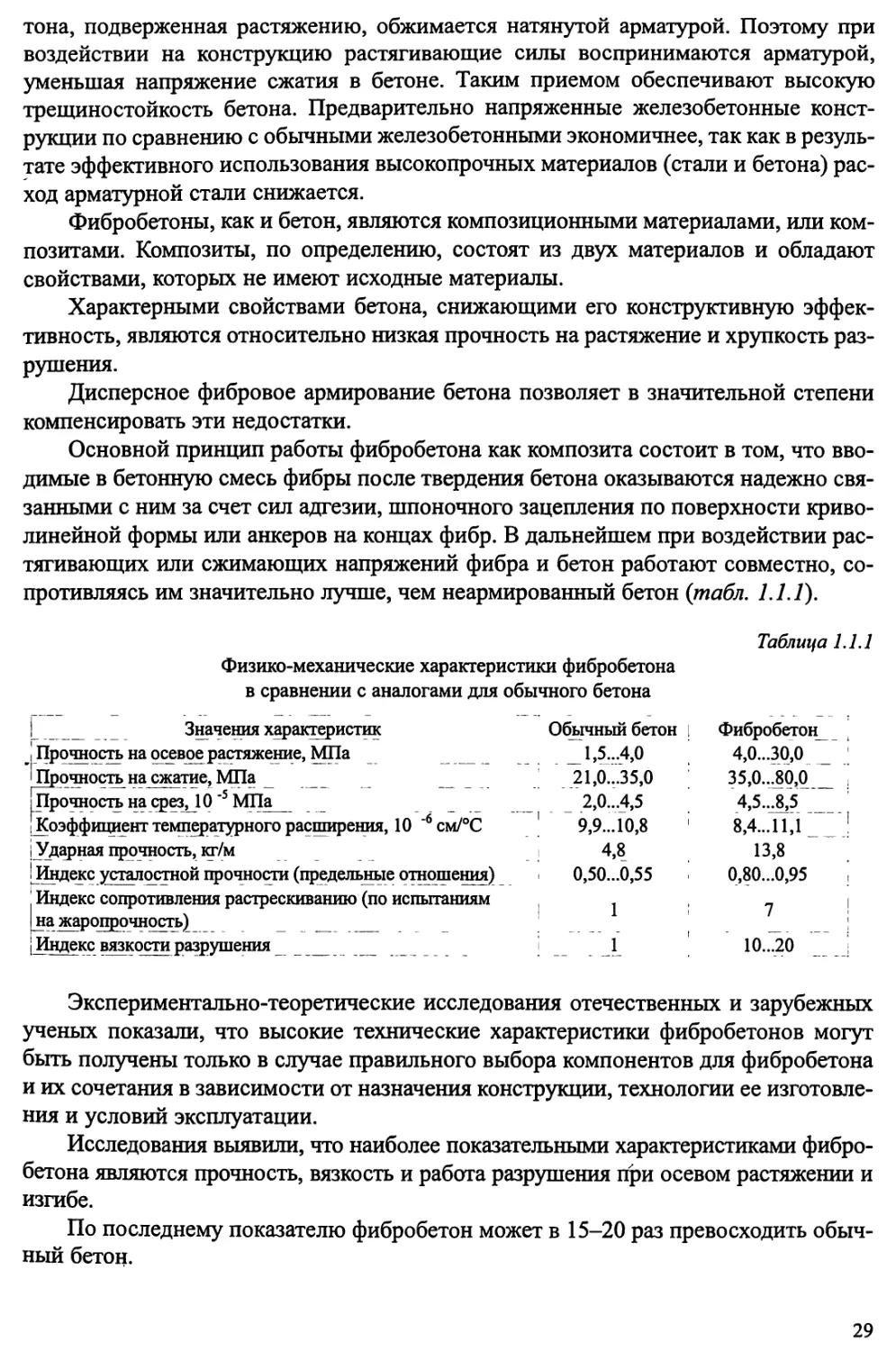
противляясь им значительно лучше, чем неармированный бетон (табл. 1.1.1).
Таблица 1.1.1
Физико-механические характеристики фибробетона
в сравнении с аналогами для обычного бетона
I Значения характеристик Обычный бетон | Фибробетон
Прочность на осевое растяжение, МПа _1,5...4,0 4,0...30,0
Прочность на сжатие, МПа 21,0.35,0 35,0..J0,0 _
Прочность на срез, 10 ~5 МПа Коэффициент температурного расширения, 10 '6см/°С 2,0...4,5 4,5. ..8,5
' 9,9.10,8 ' 8,4...11,1
[Ударная прочность, кг/м i 4,8 13,8
1 Индекс усталостной прочности (предельные отношения) i 0,50...0,55 0,80...0,95
Индекс сопротивления растрескиванию (по испытаниям на жаропрочность) _ _ 1 1 i 7
Индекс вязкости разрушения । 1 10..20 "
Экспериментально-теоретические исследования отечественных и зарубежных
ученых показали, что высокие технические характеристики фибробетонов могут
быть получены только в случае правильного выбора компонентов для фибробетона
и их сочетания в зависимости от назначения конструкции, технологии ее изготовле-
ния и условий эксплуатации.
Исследования выявили, что наиболее показательными характеристиками фибро-
бетона являются прочность, вязкость и работа разрушения при осевом растяжении и
изгибе.
По последнему показателю фибробетон может в 15-20 раз превосходить обыч-
ный бетон.
29
Свойства фибробетона зависят:
• от размеров, формы, прочности и деформативности фибры;
• процента (интенсивности) фибрового армирования;
• прочности, деформативности, вида и состава бетона-матрицы;
• размера и формы сечения фибробетонного элемента;
• условий твердения и эксплуатации фибробетона.
Фибробетоны отличаются от неармированных бетонов не только прочностны-
ми и деформативными свойствами, но и характеристиками фибробетонных смесей,
которые должны учитываться в технологии производства конструкций. Важным
фактором в обеспечении требуемых эксплуатационных свойств фибробетона явля-
ется правильный выбор состава смеси. При этом должно быть обеспечено правиль-
ное сочетание размеров, вида фибры и ее количества с размером и количеством за-
полнителя. Оптимальный размер зерен заполнителя для сталефибробетона не дол-
жен превышать 1/3 длины фибры. При этом относительный расход крупного и мел-
кого заполнителя должен быть значительно ниже, чем для обычного бетона, и нахо-
диться в пределах 0,4-0,8.
Стеклофибробетон изготавливается только на мелкозернистом бетоне. Фибро-
бетоны на синтетических или базальтовых волокнах могут изготавливаться на ос-
нове как обычных, так и мелкозернистых бетонов, в зависимости от диаметра и дли-
ны фибры. Выбор оптимального сочетания производится, как правило, эксперимен-
тальным путем.
Для дисперсного армирования бетона применяется фибра из стальных, стек-
лянных, базальтовых, углеродных, синтетических и других волокон. Наиболее изу-
чены и находят применение в строительной практике сталефибробетон и стеклофи-
бробетон. В стадии изучения находятся базальтофибробетон, фибробетон на синте-
тических и углеродных волокнах.
Сталефибробетон - бетон, армированный отрезками стальной проволоки, -
предложен профессором В.П. Некрасовым в 1907 году. В начале 50-х годах XX сто-
летия в СССР был разработан стеклофиброцемент на основе фибры из отрезков
алюмоборосиликатного волокна, которое, однако, оказалось нестойким в щелочной
среде твердеющего бетона. Используя эту идею, в Англии было разработано щело-
честойкое стекловолокно марки «Цем-Фил», нашедшее в дальнейшем широкое
применение в мировой строительной практике. Позднее в СССР было разработано
отечественное щелочестойкое стекловолокно марок Щ-15ЖТ, СЦ-6 и др.
Матрицей в фибробетоне служит, как правило, мелкозернистый или обычный
тяжелый бетон, хотя в настоящее время ведутся разработки легких, ячеистых и по-
лимерных фибробетонов.
Минимальные и максимальные значения объемного содержания фибры, при кото-
рых обеспечивается прочность бетона, вязкость его разрушения и исключается воз-
можность разуплотнения при формовании, находятся в пределах для сталефибробето-
на - 0,5-2,0%; стеклофибробетона - 1,2-4,0%, фибробетонов на синтетической фиб-
ре - 1,5-5,0%. При специальных методах приготовления смеси и формования изделий
возможно повышение значений максимального содержания фибры до 8-12%.
Важной характеристикой фибробетона является удобоукладываемость фибробе-
тонной смеси. Она в значительной мере определяет энергоемкость, трудоемкость и
30
технологичность изделия, конструкции или монолитного сооружения. При этом она
должна оптимально отвечать выбору машин, механизмов и оборудования для произ-
водства работ.
Для фибробетонов, как правило, используются те же заполнители, вяжущие и
химические добавки, что и для обычных тяжелых или мелкозернистых бетонов. Од-
нако при подборе материалов учитываются особенности применяемого вида и
свойств фибры в сочетании, например, с видом вяжущего. Так, если среда твердею-
щего бетона на портландцементе с обычной степенью щелочности не вредна для
стальной или синтетической фибры, то она вызывает коррозию фибры из стеклян-
ного или базальтового волокна. Поэтому для стеклофибробетонов применяют спе-
циальное щелочестойкое стекловолокно, а также низкощелочные цементы, гипсо-
цементно-пуццолановое или магнезиальное вяжущее, характеризующиеся пони-
женными показателями щелочестойкости среды твердеющего бетона.
Анализ накопленного опыта показал, что для изготовления сталефибробетон-
ных конструкций в большинстве случаев могут применяться те же технологические
приемы, что и для конструкций из тяжелого бетона. Для изготовления стеклофиб-
робетонных конструкций наиболее эффективным является метод напыления на же-
сткую или надувную опалубку.
Разработана технология приготовления удобоукладываемых стеклофибробе-
тонных смесей в спирально-вихревых смесителях, позволяющих вводить стеклово-
локно в количестве до 4% по объему. АрмНИИСА совместно с НИИЖБ разработа-
ны высокоэффективные спирально-шнековые смесители для стеклофибробетона с
высокой степенью фибрового армирования. Во Франции и Великобритании в по-
следнее время применяются высокооборотные смесители для стеклофибробетон-
ных смесей с высоким содержанием стекловолокна.
Бетоны классифицируют по ряду признаков.
По назначению различают конструкционные бетоны, из которых изготовляют
несущие и ограждающие конструкции, не выполняющие теплозащитных функций
(колонны, балки, стеновые и фундаментные блоки, панели неотапливаемых зданий
и сооружений), и специальные.
К специальным бетонам относятся следующие:
гидротехнический - для возведения гидротехнических сооружений, который
характеризуется стойкостью к увлажнению, многократному замораживанию и отта-
иванию, водонепроницаемостью;
для дорожного строительства и покрытий, аэродромных полей - обладает вы-
сокой морозостойкостью и износоустойчивостью, способен воспринимать динами-
ческие знакопеременные нагрузки;
жаростойкий - для выполнения специальных конструкций и сооружений, экс-
плуатируемых при высоких температурах, который изготовляют на жаростойких за-
полнителях (бой глиняного кирпича, доменных шлаков, хромита) с тонкомолотыми
добавками из шамота, глиняного и магнезитового кирпича. Наибольшую темпера-
туру (до 1700 °C) выдерживает жаростойкий бетон на портландцементе с добавкой
молотого хромита и магнезита. Бетон на глиноземистом цементе и хромитовом за-
полнителе используют в конструкциях, нагреваемых до 1400 °C, а на шлакопорт-
ландцементе - до 700 °C.
31
Кроме того, выпускают химически стойкие бетоны, радиационно-защитные,
теплоизоляционные и др.
По плотности бетоны делят на особо тяжелые (более 2500 кг/м3), тяжелые
(1800-2500 кг/м3), легкие (500-1800 кг/м3), особо легкие (менее 500 кг/м3).
Для приготовления особо тяжелых бетонов используют заполнители в виде сталь-
ных опилок или стружек, чугунной дроби, окалины, железной руды. Такие бетоны при-
меняют для радиационной защиты при строительстве атомных электростанций.
Защитные свойства особо тяжелых бетонов повышают введением добавок, со-
держащих легкие элементы (водород, бор, кадмий, литий, карбид бора, хлористый
литий).
Наибольшее применение в практике строительства для возведения подземных
и надземных несущих конструкций и сооружений (фундаментов, стен, колонн, ба-
лок, ферм, плит перекрытий и покрытий и др.) получил тяжелый бетон, в качестве
заполнителя для которого используют щебень плотных горных пород (гранита, из-
вестняка, диабаза и др.).
Легкие и особо легкие бетоны получают с использованием легких заполнителей
(пемзы, туфа, шлака, керамзита) или путем придания пористой структуры (поризо-
ванные бетоны) цементному камню, введением в бетонную смесь воздухововлекаю-
щих добавок (микропенообразователей), предварительно взбитой пены или газообра-
зующих добавок.
К числу легких бетонов относят также ячеистые, которые обладают высокопо-
ристой структурой. Объем пор в таких бетонах достигает 80%, а плотность - 300-
1200 кг/м3. Такие бетоны обладают низкой теплопроводностью и используются как
эффективный теплоизоляционный материал.
По виду вяжущего вещества различают бетоны: цементные, силикатные, гипсо-
вые, шлакощелочные, полимербетоны, полимерцементные и специальные бетоны.
Среди цементных бетонов основное место (около 65% общего объема произ-
водства) занимают бетоны на портландцементе и его разновидностях, а бетоны на
шлакопортландцементе и пуццолановом цементе не более 20%.
С применением известкового вяжущего изготовляют силикатные бетоны. Для
обеспечения процесса твердения таких бетонов используют автоклавы, где бетон
подвергают тепловой обработке под давлением.
Гипсовые бетоны обладают малой водостойкостью, поэтому из них изготовля-
ют конструкции, находящиеся внутри здания (например, перегородки).
Шлакощелочные бетоны (вяжущее - молотые шлаки и щелочные растворы) об-
ладают высокой прочностью и стойкостью к агрессивным средам.
Полимербетоны (вяжущее - эпоксидные, полиэфирные, фурановые и другие
смолы) высокостойки к агрессивным средам, поэтому их применяют при возведе-
нии сооружений медеплавильной и химической промышленности, предприятий по
переработке сельскохозяйственной продукции (сахарные и пивоваренные заводы),
емкостей для хранения кислот, минеральных вод и др.
Полимерцементные бетоны изготовляют с добавкой водных дисперсий различ-
ных полимеров (латексов, винилацетата, винилхлорида, водорастворимых модифи-
каций диоксидных и полиамидных смол), которые вводят в смесь вместе с водой за-
творения.
32
Полимеры осаждаются в виде пленки на поверхности заполнителя, увеличивая
сцепление между элементами структуры бетона. Такие бетоны хорошо сопротивля-
ются растяжению, обладают повышенной морозостойкостью, водонепроницаемос-
тью и химической стойкостью.
По виду заполнителей бетоны могут быть на плотных, пористых и специаль-
ных заполнителях.
По структуре бетоны бывают с плотной, поризованной, ячеистой и крупнопо-
ристой структурой.
1.4. СОСТАВ ЖЕЛЕЗОБЕТОННЫХ РАБОТ И ОСОБЕННОСТИ
ИХ ВЫПОЛНЕНИЯ
Железобетонные работы имеют ряд особенностей, которые необходимо учиты-
вать в ходе проектирования производства и выполнения этих работ.
Прежде всего железобетонные работы являются комплексными и включают в
свой состав большое количество простых процессов на всех стадиях их осуществ-
ления. Возведение монолитных железобетонных конструкций сводится к последо-
вательному и взаимосвязанному выполнению трех видов работ: опалубочных, ар-
матурных и бетонных, каждая из которых, в свою очередь, является комплексным
процессом.
Технологический процесс по возведению монолитных бетонных и железобе-
тонных конструкций состоит из заготовительных и монтажно-укладочных (основ-
ных) процессов, связанных между собой транспортными операциями (рис. 1.1.10).
В общем виде в состав железобетонных работ входят:
а) заготовительные процессы, выполняемые на предприятиях или в специали-
зированных цехах и мастерских: изготовление опалубок и закладных деталей; изго-
товление арматурных конструкций и арматурно-опалубочных блоков (при необхо-
димости); приготовление бетонной смеси или цементно-песчаного раствора (при
раздельных способах укладки бетона); кроме того, к заготовительным процессам
могут быть отнесены заготовка и обработка заполнителей;
б) транспортные процессы, куда входят перевозки от предприятий изготовите-
лей до объектов опалубочных и арматурных конструкций с закладными частями и
бетонной смеси;
в) основные процессы, выполняемые на строительной площадке:
• опалубочные работы: установка опалубки и закладных частей со всеми под-
держивающими конструкциями, а после бетонирования - распалубка;
• арматурные работы: установка арматурных конструкций, соединение стыков
арматуры, натяжение напрягаемой арматуры;
• бетонные работы: подача, распределение, укладка и уплотнение бетонной сме-
си, отделка лицевых поверхностей, уход за бетоном, исправление дефектов.
В зимнее время в состав бетонных, а иногда и опалубочных работ включаются
процессы, обеспечивающие мероприятия по зимнему бетонированию (установка обо-
рудования для прогрева бетона, утепление опалубки и открытых поверхностей бето-
на и т. д.).
«;оо
33
Особенностью железобетонных работ является их значительная трудоемкость,
составляющая в среднем 1,7...3,4 чел.-дн. на 1 м3 монолитных конструкций. При
этом относительная трудоемкость опалубочных работ составляет 35...50%, арма-
турных - 20...25%, бетонных - 25...50% (рис. 1.1.11). Высокая трудоемкость желе-
зобетонных работ объясняется их многооперационностью, причем около 20% опе-
раций являются вспомогательными, а значительная их часть выполняется вручную.
Поэтому дальнейшее внедрение комплексной механизации, сокращение объема руч-
ного труда при производстве железобетонных работ является одной из актуальных за-
дач, стоящих перед учеными, работниками строительного машиностроения и строи-
тельными организациями.
Рис. 1.1.10. Структурная схема комплексного процесса возведения монолитных
железобетонных конструкций с ненапрягаемой арматурой
Для железобетонных и в первую очередь для бетонных работ характерна зави-
симость от природно-климатических условий: температуры и влажности воздуха,
34
температуры грунта оснований, ветра, осадков и т. д. Наибольшую сложность пред-
ставляет укладка бетонной смеси в зимних условиях, а также в районах распрост-
ранения вечномерзлых грунтов, что связано с необходимостью разработки и осуще-
ствления специальных мероприятий. Значительные сложности, которые также
должны учитываться при разработке технологии бетонных работ, вызывает бетони-
рование конструкций в условиях сухого жаркого климата, под водой, с применени-
ем специальных бетонов (на легких и особо тяжелых заполнителях и др.).
Рис. 1.1.11. Трудозатраты на 1 м3 монолитного бетона:
23,0% - арматурные работы; 34,0% - бетонные работы; 43,0% - опалубочные работы
Особенностью железобетонных работ является также затруднительность или
практическая невозможность исправления дефектов, допущенных на различных
этапах выполнения этих работ, после укладки бетонной смеси и набора прочности
бетоном. Поэтому проектированию технологии и организации железобетонных ра-
бот, выполнению их в строгом соответствии с проектом производства работ, техно-
логическими картами, картами трудовых процессов должно уделяться большое
внимание.
Обеспечение требуемого по проекту класса бетона связано с необходимостью
проведения контроля его качества на всех этапах. Он включает входной контроль
качества составляющих, контроль режима приготовления бетонной смеси, операци-
онный контроль качества всех технологических процессов и приемочный контроль
забетонированных конструкций. В максимальном объеме эти мероприятия прово-
дятся при возведении конструкций специальных сооружений из бетонов высоких
классов.
35
РАЗДЕЛ 11. ИНДУСТРИАЛЬНЫЕ ОПАЛУБОЧНЫЕ
СИСТЕМЫ
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ
На ранней стадии строительства бетонных сооружений опалубке и опалубоч-
ным работам не придавали должного значения. Опалубку, как правило, выполняли
непосредственно на строительной площадке без предварительного проектирования.
С развитием строительных технологий бетонные конструкции стали менее массив-
ными и состояли из большого числа элементов, в результате чего сильно увеличил-
ся расход опалубки на 1 м3 уложенного бетона. Строительная практика монолитного
бетона показала необходимость в проектировании, в промышленном изготовлении
конструкций и выборе материалов опалубок; сравнительного анализа технико-эконо-
мических показателей.
Опалубка - важный фактор, влияющий на технологию и стоимость строительства.
Анализ затрат на возведение железобетонного каркаса здания показывает, что
для снижения стоимости строительства, необходимо первоочередное значение уде-
лять опалубкам и опалубочным работам (рис. 2.1.1).
Рис. 2.1.1. Затраты на возведение
железобетонного каркаса здания:
6,0% - опалубка, материалы; 7,8% - бетонные
работы, зарплата; 8,7% - арматура, зарплата;
9 - арматура, материалы; 21,8 - бетонные
работы, материалы; 46,7 - опалубка, зарплата
Опалубка - совокупность эле-
ментов и деталей, предназначенных
для образования формы монолит-
ных бетонных или железобетонных
конструкций и сооружений, возво-
димых на строительной площадке.
Опалубка определяется характером
бетонируемых конструкций (соору-
жений), соотношением их геометри-
ческих размеров, принятой техноло-
гией производства работ, климати-
ческими условиями.
Опалубка должна обеспечивать
заданные размеры и форму возводи-
мой конструкции; быть прочной,
жесткой и неизменяемой в рабочем
положении и при воздействии всех
производственных нагрузок; иметь
минимальную адгезию (сцепление)
поверхности с бетоном; быть индус-
триальной и многооборачиваемой,
экономичной и технологичной при
сборке и разборке, а также не созда-
вать затруднений при установке ар-
36
матуры и укладке бетонной смеси. Опалубка определяет также качество поверхно-
сти бетона, его прочность и другие свойства. Всем этим требованиям в наибольшей
мере отвечает унифицированная опалубка заводского изготовления.
1.1. КЛАССИФИКАЦИЯ ОПАЛУБОК
Опалубку подразделяют:
• по конструктивным признакам;
• функциональному назначению;
• материалам формообразующих элементов;
• классу обеспечения точности геометрических параметров;
• применяемости при различной температуре наружного воздуха и характеру ее
воздействия на бетон.
По конструктивным признакам опалубку подразделяют:
• на разборно-переставную мелкощитовую;
• разборно-переставную крупнощитовую;
• подъемно-переставную;
• блочную;
• объемно-переставную;
• скользящую;
• горизонтально-перемещаемую (катучую, тоннельную);
• пневматическую;
• несъемную.
Опалубку классифицируют по функциональному назначению в зависимости от
типа бетонируемых конструкций. В этих случаях различают опалубку: для получе-
ния вертикальных поверхностей (в том числе стен); для горизонтальных и наклон-
ных поверхностей; для образования криволинейных поверхностей (например, пнев-
матическая); для одновременного бетонирования стен и перекрытий, комнат и це-
лых квартир.
По материалам формообразующих элементов опалубку подразделяют:
• на металлическую;
• деревянную;
• фанерную;
• пластмассовую;
• несъемную (пенополистирол, фибролит и т. п.).
По применяемости при различной температуре наружного воздуха и характеру
ее воздействия на бетон опалубку подразделяют:
• на не утепленную;
• утепленную;
• греющую (термоактивную).
Опалубку для бетонирования стен изготовляют следующих видов: мелкощитовую
и крупнощитовую; подъемно-переставную; блок-формы; блочную;,скользящую.
Для бетонирования перекрытий используют разборно-переставную опалубку с
поддерживающими элементами; крупнощитовую, в которой опалубочные поверх-
37
ности и поддерживающие элементы объединены в панель, целиком переставляе-
мую краном.
Для одновременного бетонирования стен и перекрытий или части зданий при-
меняют объемно-переставную опалубку.
Горизонтально перемещаемую, в том числе катучую, опалубку применяют для
бетонирования вертикальных, горизонтальных и наклонных поверхностей, а также
для одновременного бетонирования стен и перекрытий.
Кроме того, в связи со специфичностью жилищно-гражданского строительства
и особенностями монолитных тонкостенных конструкций, которые характеризуют-
ся большим модулем поверхности, можно выделить большую группу опалубки. К
опалубкам этого назначения предъявляют также дополнительные требования, на-
пример повышенную жесткость, обеспечивающую точность геометрических разме-
ров и хорошие эстетические качества поверхностей стен и потолков.
Мелкощитовая опалубка состоит обычно из набора элементов небольшого разме-
ра массой до 50 кг, что позволяет устанавливать и разбирать их вручную. Частями опа-
лубки являются щиты площадью до 1 м2, несущие элементы (схватки, элементы жест-
кости), поддерживающие элементы опалубки горизонтальных и наклонных поверхно-
стей, элементы крепления и соединения. Из элементов мелкощитовой опалубки мож-
но собирать крупные панели и блоки, монтируемые и демонтируемые краном без раз-
борки на элементы.
Опалубку универсального назначения применяют для возведения монолитных раз-
личных конструкций с переменными, небольшими или повторяющимися размерами.
Крупнощитовая опалубка состоит из крупноразмерных щитов, элементов со-
единения и крепления. Щиты опалубки воспринимают технологические нагрузки
без установки дополнительных несущих или поддерживающих элементов. Такие
щиты включают палубу, элементы жесткости и несущие элементы; их оборудуют
подмостями для бетонирования, подкосами для установки и устойчивости, регули-
ровочными и установочными домкратами. Крупнощитовую опалубку применяют
для бетонирования протяженных стен, тоннелей, перекрытий (например, в каркас-
ных сооружениях, откуда можно извлекать опалубку после бетонирования).
Подъемно-переставная опалубка монтируется из щитов, специальных креплений
и приспособлений для подъема. Опалубку применяют для возведения железобетонных
сооружений с переменной толщиной стен типа дымовых труб, градирен и др.
Горизонтально перемещаемая (катучая) опалубка состоит из каркаса (рамы) и
закрепленных на нем, большей частью неподвижно, опалубочных щитов. Каркас
устанавливается на тележках или других приспособлениях и перемещается вдоль
возводимой конструкции. Применяется для бетонирования протяженных конструк-
ций прямо- или криволинейного, в том числе замкнутого очертания, типа подпор-
ных стен, тоннелей, коллекторов, водоводов, возводимых открытым способом.
Блок-формы представляют собой пространственные замкнутые блоки, неразъ-
емные и жесткие (выполненные на конус) или разъемные и раздвижные. Применя-
ют их для бетонирования замкнутых конструкций относительно небольшого объе-
ма типа ростверков, ступенчатых фундаментов и др.
Объемно-переставная опалубка состоит из секций П-образной формы, которые
при соединении по длине образуют тоннели. Система тоннелей, установленных па-
38
раллельно, перпендикулярно друг другу и т. д., в соответствии с планом конструк-
ций образует опалубку для бетонирования стен и перекрытий. При распалубке сек-
ции сдвигают (сжимают) внутрь и выкатывают к проему для извлечения краном.
Применяют для бетонирования главным образом поперечных несущих стен и моно-
литных перекрытий жилых и гражданских зданий.
Блочная опалубка монтируется из блоков замкнутого сечения; при распалубке
их сдвигают внутрь и переставляют краном или с помощью домкратов. Применяют
ее для бетонирования замкнутых конструкций или ячеек типа лифтовых шахт, лест-
ничных клеток и др.
Скользящая опалубка состоит из щитов, закрепленных на домкратных рамах,
рабочего пола, домкратов, приводных станций и других элементов. Всю систему пе-
риодически поднимают домкратами по мере бетонирования. Применяют ее для бе-
тонирования вертикальных элементов железобетонных зданий и сооружений отно-
сительно большой высоты.
Пневматическая опалубка имеет вид гибкой воздухонепроницаемой оболочки,
раскроенной в соответствии с типом сооружения. Устанавливают ее в рабочее поло-
жение и заполняют бетоном после создания внутри избыточного давления воздуха
или газа и поднимают в рабочее положение после бетонирования.
Применяют также пневматические баллоны, поддерживающие несущие эле-
менты опалубки. Такую опалубку используют для бетонирования сооружений отно-
сительно небольшого объема криволинейных очертаний.
Термоактивная опалубка - любая система опалубки с установленными на ней
нагревательными элементами для прогрева бетона.
Несъемная опалубка. Элементы ее остаются после бетонирования в конструкции
и выполняют в ряде случаев функции гидроизоляции, облицовки, утеплителя. Для из-
готовления используют различные материалы: тканую сетку, металл, пластмассу, ар-
моцемент, стеклоцемент, железобетон, пенополистирол, фибролит, ЦСП и т. п.
Специальная опалубка служит для бетонирования малоповторяемых нетиповых
или сложных конструкций небольшого объема со специальной поверхностью и рель-
ефом, например лестничных маршей, карнизов, малых архитектурных форм, отделки
интерьеров.
Тоннельная опалубка, применяемая для бетонирования монолитных сводов,
оболочек тоннелей, возводимых закрытым способом, включает в себя формующие
и поддерживающие секции. Перемещается она с помощью механизмов с механиче-
ским или гидравлическим приводом. Бетонная смесь подается на формующую сек-
цию и уплотняется прессованием с помощью механизма прессования. Перемещает-
ся опалубка, упираясь в затвердевший бетон. Поддерживающие секции, для умень-
шения разрушения незатвердевшего бетона, выполняют податливыми и соединяют
их с жесткой формующей секцией.
Тип опалубки выбирают с учетом вида бетонируемых конструкций, а также
способа выполнения работ. Для выбора необходим всесторонний экономический
анализ с учетом сроков строительства, темпа оборачиваемости опалубки, повторяе-
мости конструкций, наличия механизмов.
39
1.2. ТРЕБОВАНИЯ К ОПАЛУБКАМ
Опалубка должна изготовляться в соответствии с требованиями стандартов или
технических условий на опалубку конкретных типов.
При возведении монолитных конструкций жилых и гражданских зданий требу-
ется повышенное качество поверхности, и поэтому к опалубке предъявляют допол-
нительные требования.
От деформативности опалубки зависят прочность и качество выполнения моно-
литных конструкций, а также трудоемкость опалубочных и отделочных работ, долго-
вечность и стоимость опалубки. Кроме искривлений поверхности, нарушения геоме-
трических размеров и других отклонений при недостаточно жесткой опалубке обра-
зуются раковины на поверхности и воздушные пузырьки при уплотнении бетона.
Важным требованием к опалубке является равномерность деформации элемен-
тов одного функционального назначения (например, крупноразмерных щитов стен
или перекрытий). При термообработке бетона в термоактивной опалубке нужно
учитывать дополнительные нагрузки и деформации опалубки при прогреве.
При возведении монолитных конструкций для уплотнения бетона, вертикаль-
ных конструкций, как правило, применяют внутренние вибраторы. Использование
наружных вибраторов позволяет снизить трудовые затраты на бетонных работах.
Однако опалубка значительно утяжеляется и, кроме того, ухудшается качество по-
верхностей бетона вследствие засасывания воздуха при вибрировании.
Все соединения опалубки рекомендуется выполнять быстроразъемными, они
должны быть достаточно плотными и непроницаемыми. Сварные швы, а также ос-
трые углы и кромки опалубки должны быть обработаны.
Класс точности смонтированной опалубки должен быть на один класс выше
класса точности бетонируемых конструкций, а класс точности изготовления эле-
ментов опалубки должен назначаться на один класс выше класса точности монта-
жа. Класс точности бетонируемых конструкций назначают в проекте в соответствии
с ГОСТ 21779-82.
Для возведения монолитных конструкций с поверхностями, готовыми под ок-
раску или оклейку обоями, следует применять опалубку, обеспечивающую получе-
ние бетонных поверхностей по СНиП 3.04.01-87.
Более высокие допуски назначают для термоактивной опалубки, так как кроме до-
полнительных деформаций формы следует учитывать изменение размеров при охлаж-
дении и нагревании. Большинство конструкций опалубки изготовляют по 7 классу точ-
ности. Универсальные системы опалубки, рассчитанные на длительный срок службы,
высокий темп оборачиваемости и применение в разных условиях, должны выполнять-
ся по более высокому классу точности. Следует иметь в виду, однако, что необоснован-
ное завышение точности изготовления намного увеличивает стоимость опалубки.
Значительное влияние на качество поверхности оказывает поверхность опалуб-
ки, соприкасающаяся с бетоном.
Хорошие поверхности получаются при нанесении слоя смазки на металличес-
кую опалубку.
Опалубка из специально подобранной древесины позволяет в ряде случаев по-
лучить красивую текстуру. Хорошие результаты дают специальные поглощающие
40
облицовки. При увеличении степени поглощения материала уменьшается количест-
во раковин и пустот на поверхности бетона. Различная степень поглощения обли-
цовки приводит к появлению ясно видимых темных и более светлых пятен на по-
верхности бетона. Кроме того, повторное применение опалубки также изменяет
степень поглощения и цвет бетонной поверхности. Изменяют цвет также состав бе-
тона, технология укладки и способ уплотнения.
Красивую поверхность бетона можно получить при использовании твердых
древесноволокнистых плит и фанеры, покрытых смазкой. Поверхность в этом слу-
чае несколько лучше, чем при металлической поверхности опалубки. Опалубка с
полностью непроницаемой поверхностью часто служит причиной появления пус-
тот и раковин. Для снижения их нужно больше расходовать эмульсионной смазки.
По этим соображениям желательно применять смазки и для поверхностей, имею-
щих небольшую адгезию к бетону (пластиковые опалубки, фанера с синтетическим
покрытием).
1.3. ОСНОВНЫЕ ЭЛЕМЕНТЫ ОПАЛУБКИ
Опалубка для монолитного бетона состоит из двух основных элементов - палу-
бы (обшивки опалубки) и поддерживающих конструкций.
1.3.1. Палуба
Палуба непосредственно соприкасается с бетоном, придавая ему заданные раз-
меры и форму, а также фактуру поверхности. Кроме того, палуба должна передавать
возникающие при бетонировании усилия без значительных деформаций поддержи-
вающей конструкции. Для выполнения этих функций палуба должна соответство-
вать следующим требованиям: изготовляться из совместимых с бетонной смесью
материалов (чтобы, с одной стороны, он не мешал протеканию химических реакций
при твердении, а с другой - не подвергался разрушающему воздействию свежеуло-
женного или затвердевшего бетона); быть герметичной, чтобы в нее не проникали
компоненты бетонной смеси (особенно цементное молоко и мелкие фракции), ухуд-
шая в результате качество бетона и его поверхности; обладать способностью прида-
вать требуемую форму и выдерживать заданные размеры; сохранять форму под на-
грузкой; иметь незначительное сцепление с бетоном для облегчения распалубки и
очистки и уменьшения износа материала; быть экономичной - иметь низкую стои-
мость и трудоемкость работ. Оптимальной универсальной опалубки для всех видов
опалубочных работ нет, поэтому на практике для разных видов работ применяют
различные типы опалубок. Различают следующие опалубки: по основному матери-
алу - опалубки из древесины, древесных материалов, металлические, пластиковые;
по свойствам поверхности - для конструктивного бетона, для отделки поверхности,
специальные опалубки, водоотталкивающие; по числу оборотов - разового пользо-
вания (несъемные), многократного и с большим числом оборотов.
41
1.3.1.1. Доски для опалубки
Доски обычно заготовляют из древесины хвойных пород (сосны, ели, листвен-
ницы). Непригодна для изготовления палубы древесина березы из-за растрескива-
ния, а также древесина дуба, так как ее высокая кислотность препятствует тверде-
нию бетона и вызывает отслаивание его поверхности. Древесина является порис-
тым негомогенным и анизотропным материалом, поглощающим или отдающим
влагу в зависимости от условий окружающей среды. При влажности выше или ни-
же точки насыщения волокон (25-30%) объем древесины изменяется. В результате
изменений объема (разбухание или усушка) происходят характерные для древеси-
ны деформации, которые необходимо учитывать при установке опалубки.
По характеру поверхности различают пиленые доски с шероховатой поверхно-
стью, строганные с одной или двух сторон и профилированные.
Пиленые доски из-за шероховатой поверхности имеют высокое сцепление с бе-
тоном и поэтому требуют тщательной обработки разделительным средством (смаз-
ки опалубки) перед бетонированием. Оборачиваемость составляет 3-5 раз.
Строганые доски имеют меньшее сцепление с бетоном. Применяя строганые
доски, получают сравнительно гладкую поверхность.
Обычно доски опалубки имеют прямоугольное поперечное сечение. Так как
стык досок должен быть плотным, допускается применение досок только парал-
лельной распиловки с непрерывными кромками (обрезные доски). Для получения
более плотного стыка необходимо применять шпунтовые доски. Доски должны
иметь ширину не более 150 мм. Толщину досок назначают не менее 19 мм.
Дощатые опалубки пригодны для всех видов работ. В связи с возможностью из-
менения форм и размеров в широком диапазоне они особенно хороши для опалубки
асимметричных, криволинейных и сводчатых поверхностей, а также доборных и не-
модульных поверхностей в комбинации с крупноразмерными элементами опалубки.
Доски, особенно с шероховатой поверхностью, образуют водопогпощающую опалуб-
ку, что способствует удалению воздуха из бетонной смеси при ее уплотнении. В ре-
зультате уменьшается число пузырьков на поверхности бетона. Недостатком таких
опалубок является то, что они отнимают у свежеуложенного бетона воду затворения, и
это может вызвать отслаивание на поверхности бетона или обрушение кромок. Поэто-
му перед бетонированием деревянную опалубку надо тщательно увлажнять, а в жар-
кую погоду поддерживать во влажном состоянии ее наружную сторону.
Преимуществом деревянной опалубки является сравнительно низкая тепло-
проводность, благодаря чему в холодное время года она лучше защищает бетон от
охлаждения, чем металлическая опалубка. Доски легко распиливаются, скрепляют-
ся и сверлятся, имеют небольшую массу. К недостаткам относятся низкая оборачи-
ваемость и высокие трудозатраты при переработке.
1.3.1.2. Деревянные щиты опалубки
Щиты представляют собой плоские прямоугольные элементы, изготовляемые
промышленным способом из древесных материалов.
Щиты различаются по конструкции. Щиты из цельной древесины состоят из
отдельных досок, склеенных по длинной стороне. Оборачиваемость 20-30 раз.
42
Многослойные трехслойные щиты (состоящие из трех склеенных крест-накрест до-
сок) и многослойные (состоящие из фанеры более чем трех слоев, также склеенных
крест-накрест) (рис. 2.1.2).
Рис. 2.1.2. Щиты опалубки:
а - щит из цельной древесины; б - щит из фанеры толщиной 22 мм;
в - то же, 21 мм; г - то же, 10 мм
Такие щиты при соответствующей обработке долговечнее и лучше сохраняют
форму, чем щиты из цельной древесины. Для защиты кромок от механических по-
вреждений щиты из цельной древесины, а часто и многослойные щиты окантовы-
ваются металлическими профилями. Профили прочно в заподлицо соединяются с
плитами, не препятствуя их разбуханию и усушке. Профили защищены от корро-
зии. Часто в них делают отверстия для облегчения крепления щитов гвоздями. До-
полнительно можно защитить щиты металлическими уголками. Щиты опалубки
поставляются со строгаными поверхностями. В некоторых случаях поверхность
Щитов пропитывается на заводе-изготовителе, т. е. выпускается с защитным слоем.
Щиты имеют такие размеры и массу, что их можно свободно устанавливать
вручную, в то же время за счет большей площади по сравнению с досками умень-
шается число креплений. Так как щиты служат дольше, более высокая закупочная
стоимость с избытком компенсируется большим числом оборотов. Щитами можно
опалубливать только плоские поверхности. Криволинейные поверхности при до-
статочно большом радиусе кривизны можно выполнять с их применением лишь в
виде многоугольника. Целесообразно их применять вместе с поддерживающими
элементами опалубки для устройства плит перекрытий. Щиты можно применять и
Для опалубки стен, выбирая при этом такой тип тяжей и способ их установки, что-
бы избежать большого числа отверстий при пропуске стяжек через стенки плит не
43
должны образовываться слишком широкие швы и, как результат, выступы на по-
верхности бетона. Для устройства лицевых поверхностей щиты непригодны, так
как на поверхности бетона отпечатываются защитные профили, придавая ей неэс-
тетичный вид. Их часто применяют для укладки конструктивного бетона.
1.3.1.3. Крупноразмерные щиты опалубки из клееной древесины
Клееная древесина - понятие, охватывающее различные типы многослойных
плит, из которых для опалубки применяют щиты из фанеры и столярные плиты. Их
изготовляют промышленным способом, и по своей конструкции, упруго-механиче-
ским свойствам, а также характеру поверхности они должны соответствовать тре-
бованиям, предъявляемым к бетонным конструкциям.
Фанера является основным элементом крупноразмерного щита опалубки из
клееной древесины. Она представляет собой тонкие листы древесины толщиной до
10 мм (чаще толщиной 1 мм). Их получают из древесины распиловкой (пиленая фа-
нера), строганием (строганая фанера) или лущением по спирали (шпон). Щиты из
клееной фанеры состоят из трех и более листов, как правило, шпона. Щиты, состо-
ящие из пяти и более листов, называются многослойными. Сверху листы фанеры,
как правило, покрыты древесиной очень прочных пород тропических или сканди-
навских деревьев (макоре, лимба, габун, махагони, северная береза) (рис. 2.1.3).
Плиты толщиной до 10 мм не очень жесткие и их можно применять только в
качестве облицовки опалубки в комбинации с рамами достаточной жесткости с мел-
кими ячейками (пролетами) или при установке по разреженному настилу из досок
толщиной 4—5 см, шириной 12-14 см. Листы толщиной 4 мм гибкие, их применяют
для опалубливания криволинейных поверхностей. Листы толщиной 21 мм и более
можно рассматривать как самонесущие. Фанера отличается от плит из цельной дре-
весины меньшей деформацией от усушки и разбухания, особенно если ее поверх-
ность и торцовые кромки защищены пластиками от проникания влаги.
Крупноразмерные щиты опалубки из столярных плит состоят из среднего слоя
в виде брусков или полос фанеры (бруски шириной 24—30 мм, полосы фанеры мак-
симальной толщиной 8 мм, поставленных на ребро) и наружных - из одного или бо-
лее слоев фанеры.
Крупноразмерные столярные плиты обычно имеют толщину 19-30 мм при раз-
мере 7-10 м2. Их в основном применяют в качестве опалубки при сравнительно
большом расстоянии между опорами.
Щиты опалубки из клееной древесины изготовляют с необработанной или
улучшенной поверхностью. Необработанные поверхности плит, как правило, шли-
фуются с обеих сторон. Шлифованные поверхности поглощают больше воды, чем
улучшенные поверхности, но меньше, чем плиты из цельной древесины. Таким об-
разом, они занимают промежуточное место между водопоглощающими и водонепо-
глощающими опалубками. Число оборотов зависит от их износостойкости, которая
прежде всего определяется жесткостью верхнего слоя фанеры. Улучшение поверх-
ности производится для исключения или снижения водопоглощения, повышения
устойчивости против механических воздействий и снижения сцепления с бетоном.
Число оборотов опалубки из клееной древесины зависит от качества ее поверхности.
44
Рис. 2.1.3. Виды фанеры:
а - ламинированная фанера для гладкого облицовочного бетона;
б - трехслойные плиты для облицовочного бетона; в - доборная необработанная фанера
Опалубки этого типа относятся к водонепроницаемым, они дают плотную глад-
кую поверхность бетона. Для улучшения поверхности применяют синтетические
смолы, полиэтиленовые пленки и листы. Эти материалы должны быть прочно со-
единены по всей поверхности с фанерой и не должны отрицательно влиять на схва-
тывание цемента и процесс твердения бетона, а также изменять цвет бетона.
При обработке смолой ее наносят на поверхность фанеры с последующим го-
рячим прессованием (чаще применяют феноловые смолы). В результате получается
не совсем закрытая поверхность, в которой из-за низкой упругости через некоторое
время могут образовываться трещины. При таком способе обработки получают
гладкие и сетчатые поверхности. Последние получаются, если при прессовании
смолы на нее поместить сито; в зависимости от размеров отверстий сита получает-
ся различная шероховатость поверхности. Изготовленный в такой опалубке бетон
лучше сцепляется со штукатуркой или другим покрытием, а для облицовочного
слоя получается более равномерная, но часто более темная поверхность.
45
В качестве покрытий применяются различные пленки на основе, например, бу-
маги, пропитанной фенолформальдегидной смолой. Такую пленку наносят на по-
верхность при высоком давлении и температуре, получая при этом упругий слой с
закрытой поверхностью. Качество поверхности зависит от толщины пленки.
Наиболее высококачественными являются плиты с полиэфирным покрытием.
В сочетании со стекловолокном можно получить покрытие из упрочненной стекло-
волокном пластмассы толщиной 1 мм, которое благодаря шелковисто-матовой по-
верхности пригодно для устройства облицовочного слоя. Такое покрытие обладает
высокой износостойкостью и предназначается для опалубок с высоким числом обо-
ротов. Плиты с таким покрытием можно использовать 150 и более раз.
Для покрытий используют также получаемые прессованием пластмассовые листы.
Они отличаются высокой износостойкостью и гладкой поверхностью. Так как число
оборотов улучшенных таким способом плит более 200, то их целесообразно применять
для изготовления сборного бетона. Для монолитного бетона их используют редко.
Плиты из клееной древесины в связи с их размерами и высокой оборачиваемо-
стью в первую очередь целесообразно применять для крупнощитовой опалубки.
Плиты из фанеры с улучшенной поверхностью можно применять для всех видов
опалубочных работ, включая опалубку для получения высококачественных бетон-
ных поверхностей. Опыт показал, что при использовании трехслойных столярных
плит бруски среднего слоя могут отпечататься через фанеру на поверхности бетона,
что неблагоприятно сказывается на ее фактуре. При пятислойных плитах такого не
наблюдается.
Торцевые кромки плит из клееной древесины с улучшенной поверхностью
обычно защищают от попадания влаги на заводе. Поэтому на строительной площад-
ке плиты надо как можно меньше распиливать и резать. Если кромки обнажены в
результате большого числа оборотов опалубки, их необходимо снова защищать.
1,3.1.4. Древесностружечные плиты
Древесностружечные плиты состоят из небольших древесных стружек, соеди-
ненных различными вяжущими на основе синтетических смол (рис. 2.1.4). Они под-
разделяются на плиты плоского и профильного прессования. Во-первых, стружки
располагаются преимущественно вдоль, во-вторых - поперек плиты. Плиты плос-
кого прессования меньше разбухают в продольном направлении, но больше по тол-
щине, чем плиты профильного прессования. Водостойкость плит зависит прежде
всего от применяемого вяжущего.
Для опалубки обычно применяют плиты плоского прессования толщиной
22 мм как самонесущий материал; при этом поверхность может быть необработан-
ной, покрыта маслом или полимерной пленкой.
Плотность этих плит, равная 650-800 кг/м3, на 30-60% выше, чем у плит из
клееной древесины, тогда как показатели механических свойств ниже. Механичес-
кие свойства древесностружечных плит, в противоположность плитам из клееной
древесины, одинаковы как в продольном, так и в поперечном направлениях.
Необработанные древесностружечные плиты относятся к водопоглощающим
опалубкам. Поглощая воду, они разбухают, в результате чего число их оборотов ог-
46
раничивается 10. Плиты, покрытые пленкой, значительно меньше поглощают воду,
и соответственно возрастает их оборачиваемость.
а) б)
Рис. 2.1.4. Необработанная древесностружечная плита:
а - толщиной 22 мм; б - структура плиты
1.3.1.5. Древесноволокнистые плиты
Древесноволокнистые плиты изготовляют промышленным способом путем
прессования древесных волокон, которые получают различными средствами из от-
ходов древесины с добавкой вяжущего или без.
В зависимости от исходного материала, способа изготовления и свойств про-
дукта получают жесткие, полужесткие и пористые плиты. Жесткие плиты применя-
ют для опалубок.
Древесноволокнистые плиты с необработанной поверхностью, называемые
также стандартными древесноволокнистыми плитами, имеют размер до 520x200 см
и толщину до 6 мм. Стабильность их сравнительно низкая, кроме того, они неводо-
стойкие и поэтому подвержены деформациям - разбуханию, вспучиванию, волно-
образованию, которые при неблагоприятных погодных условиях могут возникнуть
еще до бетонирования.
Древесноволокнистые плиты, обработанные водоотталкивающими составами,
менее чувствительны к влаге, чем необработанные. Обычно их размеры составляют
275x122 см при толщине 4-6 мм.
Необработанные древесноволокнистые плиты из-за указанных недостатков це-
лесообразно применять однократно в виде палубы при достаточно часто установ-
ленных поддерживающих элементах, в частности для криволинейных поверхнос-
тей, или как несъемную опалубку.
Плиты, обработанные маслом, можно повторно применять до пяти раз, если не
предъявляются особые требования к качеству поверхности бетона, в частности в от-
ношении пятен и разницы в цвете.
Древесноволокнистые плиты с пластмассовым покрытием по своим технологи-
ческим свойствам аналогичны клееным щитам.
47
1.3.1.6. Стальные опалубки
Прочность стали в 14 раз, а модуль упругости в 20-30 раз выше этих же пока-
зателей для древесины и соответственно древесных материалов, но и масса их в
12 раз больше.
Сталь меньше деформируется, не подвержена воздействию влаги, значительно
более износостойкая, чем древесина, и обеспечивает длительное постоянство раз-
меров даже при очень высоком числе оборотов.
Первоначально стальные опалубки применялись только при строительстве
сложных инженерных сооружений, таких как плотины или шлюзы. То есть там, где
должны восприниматься высокие нагрузки и поверхность опалубки подвергается
сильному истиранию и где их большая масса благодаря имеющимся на объекте
мощным подъемным механизмам не является недостатком. В дальнейшем они на-
шли применение и в других областях строительства, в частности таких, как опалуб-
ки стен и объемные опалубки в строительстве гражданских и промышленных со-
оружений. Из-за плохой комбинируемое™ с древесиной и другими материалами
стальные опалубки устанавливаются почти как единая конструкция, т. е. палуба, не-
сущая конструкция и принадлежности к ней должны соответствовать друг другу.
Для палубы применяют листовую сталь толщиной 2-5 мм.
Щиты соединяют болтами, клиновыми замками или скобами, для повышения
жесткости щитов применяют стальные профили. Стандартные размеры - 1,5x0,5 м
или 5x3 м. Наряду с этими стандартными элементами в некоторых конструкциях
имеются доборные щиты небольших типоразмеров.
При использовании стальной опалубки поверхность бетона получается глад-
кой, но, как и при всех водонепоглощающих опалубках, могут получиться воздуш-
ные поры.
Теплоизоляционная способность стали в 400 раз меньше древесины, поэтому
при использовании стальной опалубки в холодную погоду могут возникнуть затруд-
нения с укладкой бетонной смеси из-за ее быстрого охлаждения. В этом случае мо-
гут потребоваться дополнительные мероприятия, например прогрев или теплоизо-
ляция.
Опалубки из листовой стали применяются в виде обычных щитов или спираль-
ных труб. Щиты состоят из листов высокой износостойкости толщиной 1-2 мм и
применяются преимущественно для облицовки.
Спиральные трубы диаметром до 60 см и длиной в несколько метров изготов-
ляют на заводах из полосовой стали с расположением стыков по спирали. Их при-
меняют при необходимости получения полостей в конструкции, оставляя в бетоне,
или для опалубки круглых колонн. При распалубке трубы отделяются от бетона уз-
кими полосами.
Для облицовочного слоя применение их ограничено, так как на поверхности
бетона отпечатываются стыки полос.
1.3.1.7. Алюминиевые опалубки
Алюминий характеризуется малой устойчивостью против щелочей, поэтому на
первый взгляд его нельзя применять для изготовления опалубок, так как бетонная
48
Рис. 2.1.2. Щиты
опалубки:
а - щит из цельной древ<
сины; б - щит из фанер
толщиной 22 мм; в - т
же, 21 мм; г - то ж
10 мм
Рис. 2.1.3. Виды
фанеры:
а - ламинированная
фанера для гладкого
облицовочного бетона;
б - трехслойные плиты
для облицовочного бе-
тона; в - доборная не-
обработанная фанера
Рис. 2.1.4. Необработанная
древесностружечная
плита:
а - толщиной 22 мм;
б - структура плиты
Рис. 2.1.28. Смазка элементов опалубки:
а - нанесение смазки распылителем; б - бачок-распылитель фирмы PERI
Рис. 2.1.29. Очистка элементов опалубки:
а - установка для очистки элементов; б - загрязненные элементы опалубки; в - очистка водой под
высоким давлением; г - очищенные элементы опалубки; д - универсальный скребок 100x850 мм;
е - универсальный скребок со стальными съемными полотнами от 50x850 мм до 175x1300 мм
смесь имеет щелочную среду. Однако легирование алюминия кремнием, магнием и
цинком обеспечивает его достаточную устойчивость против щелочей и позволяет
использовать его в качестве материала для опалубки. По своим свойствам алюми-
ний занимает среднее положение между древесиной и сталью.
В зависимости от состава предел прочности на изгиб алюминия в 6-10 раз вы-
ше, чем у древесины, а модуль упругости в 7 раз выше. По отношению к стали эти
показатели составляют 90 и 33% соответствующих величин. Масса алюминия на
65% меньше массы стали. На воздухе поверхность алюминия быстро покрывается
окисной пленкой, которая герметизирует нижележащий материал, предотвращая
его дальнейшее окисление, поэтому алюминий не надо, подобно стали, защищать
от коррозии.
1.3.1.8. Металлическая сетка
Для опалубки используют сетки, усиленные поясами толщиной 0,5 мм. Опа-
лубка из сетки дает большие преимущества, так как отверстия, с одной стороны,
способствуют удалению воздуха, а с другой - препятствуют расслаиванию смеси.
При правильном выполнении работ лишь небольшая часть мелкого заполнителя
проникает через опалубку. После затвердевания бетона получается шероховатая по-
верхность, обеспечивающая хорошее сцепление со слоями штукатурки. Сетка в ка-
честве торцевой опалубки обеспечивает надежное сцепление рабочих швов отдель-
ных блоков бетонирования.
Сетки поставляют в виде листового материала. Они легко приобретают нужную
форму и просто устанавливаются, что дает особые преимущества при опалубке криво-
линейных поверхностей. Так как опалубка практически «прозрачная», есть возмож-
ность непрерывно контролировать процесс укладки бетонной смеси. Гранулометриче-
ский состав заполнителя необходимо подбирать исходя из размеров отверстий в опа-
лубке, а бетонная смесь должна иметь пластичную оптимальную консистенцию.
1.3.1.9. Пластмассы для опалубки
Существуют разнообразные виды пластмасс, отличающихся по своим свойст-
вам. При опалубочных работах их используют в качестве проемообразователей,
собственно опалубки, матриц, оболочек пневматической опалубки.
Проемообразователи из пластмассы применяют для выполнения полостей и
выемок. Из пластика прямоугольного или круглого сечения на строительной пло-
щадке путем пиления, нарезания или с помощью раскаленной проволоки получают
элементы требуемых размеров и устанавливают их в опалубку. Из-за небольшой
массы они всплывают при бетонировании, поэтому их надо крепить к опалубке или
арматуре.
Наряду с пластмассовыми проемообразователями однократного применения
имеются элементы, покрытые этиленовой пленкой, позволяющие применять их
многократного.
Для изготовления опалубок прежде всего представляют интерес пластмассы,
обладающие высокими показателями прочности при статической нагрузке, устой-
49
чивости к истиранию, твердости, химической совместимости с бетоном. Этим тре-
бованиям отвечают пластмассы, армированные стекловолокном (стеклопластики).
Основным преимуществом стеклопластиков по сравнению с другими материа-
лами является возможность получения конструкций любой формы. Наряду с этим
они отличаются небольшой массой, большой стабильностью формы при нормаль-
ной температуре и устойчивостью против коррозии. Устойчивость против истира-
ния и износостойкость меньше, чем у металлических опалубок, однако поврежде-
ния поверхности легко устраняются нанесением нового покрытия. Щиты опалубок
из стеклопластика изготовляют целиком вместе с ребрами жесткости. Толщина па-
лубы при нормальной нагрузке может составить 5-12 мм при расстоянии между ре-
брами 20-50 см. При температуре выше 50°С несущая способность снижается, по-
этому опалубки этого типа не следует применять при термообработке бетона. Обо-
рачиваемость достигает 60-100 раз. Бетонную смесь рекомендуется уплотнять вну-
тренними вибраторами, так как при использовании наружных вибраторов пластико-
вые опалубки поглощают больше колебательной энергии, чем опалубки из других
материалов.
1.3.1.10. Матрицы
Матрицы служат для придания лицевой поверхности бетонным конструкциям
требуемой фактуры и формы (рис. 2.1.5'). Их устанавливают перед бетонированием
в опалубку. В зависимости от материала возможно их разовое или многократное ис-
пользование. Многократно применяются гибкие матрицы размером до 3x10 м из по-
лиуретана, полисульфида или натурального каучука, армированного нейлоновой
тканью.
После распалубки их снимают с бетона и после очистки, если она необходима,
их можно снова устанавливать в опалубку. Получается фактура от имитирующей
дерево до грубой, абстрактной, которая предлагается изготовителем в готовом виде
или с дальнейшим покрытием в соответствии с проектом. Плиты опалубки из пени-
стого полистирола остаются после распалубки в бетоне, защищая лицевую поверх-
ность в период ухода за бетоном, после чего их удаляют.
1.3.2. Элементы поддерживающих конструкций
Поддерживающие конструкции служат опорой для палубы, а также для крепле-
ния опалубки. Они должны обладать достаточной прочностью и неизменяемостью
в рабочем положении и передавать нагрузки на основание или несущие элементы
конструкции. Тип поддерживающих элементов зависит от местоположения опалуб-
ки и величины действующей нагрузки.
1.3.2.1. Крепление вертикальных поверхностей опалубки
На вертикальные или наклонные поверхности опалубки бетон оказывает значи-
тельное боковое давление. Через палубу и ребра давление передается схваткам и
воспринимается тяжами (рис. 2.1.6).
Рис. 2.1.5. Бетонные поверхности, оформленные матрицами HOEplast под:
а - графический орнамент; б - абстрактный орнамент; в - дерево лиственных пород;
г - дерево хвойных пород; д - рельефную бетонную структуру; е - скальную поверхность;
ж - узорный орнамент; з - облицовочную плитку; и - кирпич
Тяжи выпускаются различных конструкций, но все они состоят из элементов,
работающих на растяжение, которые, соединяя обе стороны опалубки, удерживают
их в равновесии, и распорок, работающих на сжатие, которые служат для фиксации
толщины стенки опалубки в рабочем положении.
Проволочные стяжки. Мягкую гибкую
Рис. 2.1.6. Боковое давление
на вертикальные конструкции:
1 - палуба; 2 - ребра; 3 - горизон-
тальная балка (схватка); 4 - тяж,
работающий на растяжение
стальную проволоку диаметром 3-4 мм про-
пускают два раза через опалубку, перекрещи-
вая ее при этом один раз. Концы проволоки
скручивают снаружи так, чтобы образовалась
петля. Натягивать проволоку можно разными
способами. Если пространство внутри опа-
лубки позволяет, то проволоку можно натяги-
вать, скручивая ее внутри (рис. 2.1.7, а). При
опалубках стен значительной высоты такой
способ невозможен из-за установленной ар-
матуры и недоступности внутреннего прост-
ранства. В этом случае проволоку натягивают
снаружи клином (рис. 2.1.7, 6). При обоих
способах закрепленные распорки (длиной, со-
ответствующей толщине стен) удерживают
опалубку в проектном положении и предохра-
няют ее от смещения вовнутрь. Деревянные
распорки можно закреплять гвоздями, заби-
вая их косо сверху вниз. В этом случае при бе-
тонировании распорки не будут выпадать, а
крепления их будут легко выниматься. После
бетонирования деревянные распорки извлека-
ют, так как они не защищены от гниения и
снижают качество бетона.
Проволочные стяжки имеют низкую не-
сущую способность и высокие затраты труда
как на устройство, так и на удаление. Они
применяются только как вспомогательное
средство при небольших объемах опалубоч-
ных работ и низких требованиях к качеству.
Тяжи опалубки. Они состоят из стержня, замка и распорки. Анкерный тяж
представляет собой элемент, работающий на растяжение. Применяют тяжи из ста-
ли различных марок круглого и плоского сечения (рис. 2.1.8, а, б, в). Преимущест-
вом плоских тяжей толщиной 2 мм является то, что их можно пропускать через сты-
ки щитов опалубки, в то время как для круглых стержней требуются отверстия, про-
сверленные в опалубке. Несущая способность круглых стержней выше. Анкерные
тяжи могут состоять из одного элемента и использоваться многократно. В этом слу-
чае стержень пропускают через пластмассовую трубку, служащую одновременно
распоркой (рис. 2.1.8, г). При распалубке стержень извлекают из трубки и использу-
ют вторично.
Остающиеся в стене отверстия необходимо заделывать раствором, бетонными
или пластмассовыми пробками (рис. 2.1.9, а, б).
52
Основным преимуществом этого метода является простота извлечения стерж-
ня. Однако для водонепроницаемого бетона этот метод непригоден, так как он не
обеспечивает полную водонепроницаемость анкерных отверстий. С этой целью
применяют составные стержни (рис. 2.1.9, в, г, д, ё).
Рис. 2.1.7. Проволочная стяжка:
а - натянутая внутри опалубки; б - натянутая заклиниванием проволоки снаружи; 1 - короткие
накладки-опоры; 2 - палуба из досок; 3 - распорка; 4 - скрученная проволочная стяжка;
5 — гвоздь; 6 - клин
В опалубках применяются разнообразные замки.
По своему предназначению замки различают на: возникающие в опалубке пе-
редающие горизонтальные усилия анкерному стержню; стягивающие и соединяю-
щие элементы опалубки. По принципу устройства и действия различают клиновые,
эксцентриковые, клино-эксцентриковые, винтовые и специальные замки.
В клиновом анкерном замке стержень удерживается клином, при этом заклини-
вающее действие увеличивается в результате искривления анкерного стержня в ме-
сте забивки клина. Простой клиновой замок применяется при небольшом диаметре
стержня и незначительной величине передаваемых усилий (рис. 2.1.10).
53
Клиновой замок для соединения элементов и обеспечения ровных, плотных
стыков опалубки (рис. 2.1.11). Данное соединение может воспринимать как растяги-
вающие, так и сжимающие усилия.
Рис. 2.1.8. Анкерные тяжи:
а - круглого сеченая; б - плоского сечения; в - стяжной стержень опалубки PASCHAL; г - труб-
ка ПВХ
Эксцентриковые замки (рис. 2.1.12) передают усилия через зубчатую прижим-
ную колодку, которая вследствие эксцентрического расположения заклинивается
тем сильнее, чейм больше возрастает нагрузка. Стабилизация достигается лишь по-
сле определенного проскальзывания стержня, поэтому предварительно их надо не-
много натянуть. Эксцентриковый замок легче устанавливать, но его демонтаж, в
противоположность клиновому замку, осуществляется в направлении, противопо-
ложном направлению растягивающих усилий, в результате чего возникают высокие
напряжения.
54
Рис. 2.1.9. Анкерная система фирмы PERI и технология заделки отверстий:
а - вклеивание бетонного конуса; б — удаление излишков клея; в — уплотняющие конусы; г — за-
делка отверстий, обеспечивающая водонепроницаемость, огнестойкость, звукоизоляцию
(1 - трубка ПВХ; 2 — уплотняющий конус; 3 — бетонный конус); д — анкерные конусы; е — заделка
отверстий, обеспечивающая водонепроницаемость, огнестойкость, звукоизоляцию, защиту от ра-
диации (1 — забетонированный тяж; 2 — анкерный конус; 3 — бетонный конус; 4 — трубка ПВХ)
55
Рис. 2.1.10. Клиновой замок:
а - общий вид; б - схема работы
Клино-эксцентриковые замки (рис. 2.1.13) представляют собой комбинацию
двух вышеописанных устройств. Наиболее простой считается конструкция с за-
жимной колодкой, служащей упором для анкерного стержня. Заклинивание осуще-
ствляется эксцентриковым клином. При действии на анкерный стержень растягива-
ющих нагрузок эксцентриковый клин вращается вокруг своей продольной оси, уве-
личивая заклинивающее действие. При высоких нагрузках упором служит эксцент-
риковый клин, при этом на противоположной стороне находится вторая колодка, за-
жатая клином, которая при его забивке прижимается к стержню, и поэтому не тре-
буется проскальзывания стержня до начала срабатывания зажима.
При винтовом замке (рис. 2.1.14) усилия воспринимаются гайками, навинчен-
ными на концы стержня. Этот вид замка применяют прежде всего в крупноразмер-
ных опалубках, где небольшое число анкеров должно воспринимать большие уси-
лия. Гайки часто выполняются как барашки, которые можно отвинчивать без гаеч-
ного ключа вручную или легким ударом молотка.
Для обеспечения расстояния в свету между стенками опалубки и предотвраще-
ния смещения стенок при натяжении используют распорки. В качестве распорок
применяются трубы из совместимых с бетоном материалов, таких как пластмасса,
асбестоцемент, бетон или сталь, обрезаемые на толщину стены (рис. 2.1.14, д). Они
могут иметь круглое, шестиугольное или звездчатое поперечное сечение. Площадь
поперечного сечения, исходя из величины прижимного усилия до 1,5 кН, должна
составлять не менее 5 см2. Они не должны также иметь предельного изгиба или дру-
гих неконтролируемых деформаций. Распорки этого типа имеют преимущества по
д)
Контрклин
Тянущий
клин
Рис. 2.1.11. Клиновые замки:
а, б - опалубок AGS-80AL; в, г - опалубок PERI; д - схема работы клинового замка опалубки PERI
57
Рис. 2.1.13. Замок клино-эксцентриковый:
а - в холостом положении; б - в рабочем положении; в - с зажимной колодкой
58
Рис. 2.1.14. Винтовой замок:
а - общий вид; б - тяж; в - гайка специальная; г - шайба для стяжки; д - пластмассовые комплек-
тующие (конус, трубка)
59
сравнению с деревянными, применяемыми при проволочных стяжках. Они не нуж-
даются в специальном закреплении на опалубке, так как анкерный стержень, прохо-
дя внутри трубки, предотвращает ее смещение. Бетон не соприкасается со стерж-
нем, поэтому при распалубке он легко извлекается. Наконец, распорки благодаря их
совместимости с бетоном можно оставлять в затвердевшем бетоне. Отверстие труб-
ки необходимо заделывать раствором или закрывать специальной пробкой. Если из-
влечение анкерного стержня нежелательно или невозможно (например, в водоне-
проницаемом бетоне), то стабильность положения достигается с помощью анкерно-
го стержня в сочетании с винтовым конусом (см. рис. 2.1.9). Винтовые конусы, из-
влекаемые из бетона, служат соединительной муфтой между внутренней и наруж-
ной частями составного тяжа, причем одновременно они выполняют функцию рас-
порки, что делает использование для этой цели трубок или деревянных распорок из-
лишним.
Хомуты опалубки служат для придания жесткости и способности восприни-
мать нагрузки опалубкам прямоугольных опор, фундаментов и балок. В противопо-
ложность тяжам усилие на них передается не в точке, а по линии, поэтому они ис-
пытывают не только напряжения сжатия, но и изгиба.
Наиболее распространены хомуты при установке опалубки колонн
(рис. 2.1.15). Они состоят из четырех элементов, скрепляемых клиньями и образу-
ющих вокруг опалубки замкнутую раму. Расположение прорезей позволяет легко
производить установку под типовые размеры колонн.
Рис. 2.1.15. Опалубка колонн AGS-80AL:
а - крепление щитов хомутами; б - хомут универсальный
1.3.2.2. Опоры опалубки
Опоры опалубки служат для поддерживания опалубок и восприятия вертикаль-
ных нагрузок при бетонировании конструкций с горизонтальными или наклонными
поверхностями. Наряду с достаточной несущей способностью они должны иметь
переменную высоту, легко устанавливаться вручную. Опоры опалубки изготавлива-
ются из дерева и стали.
Деревянные стойки. Материалом для деревянных стоек служат бревна и бру-
сья. Стойки из кругляка должны иметь опору в верхней части не менее 70 мм. При
необходимости свободный пролет можно уменьшить с помощью двойных диаго-
нальных связей в двух взаимно перпендикулярных направлениях или горизонталь-
ных связей, которые не должны смещаться.
Недостаток деревянных стоек - их низкая несущая способность, результатом
чего являются частая их установка, большой расход материала, а также трудность
изменения размеров по высоте.
Для точной установки подкладывают клинья, что позволяет осуществлять ре-
гулировку по высоте только в пределах нескольких сантиметров. Поэтому при каж-
дой установке приходится обрезать опоры до определенной длины, что дает много
отходов. Чтобы их уменьшить, под плитами перекрытий допускается каждую вто-
рую, а под балками каждую третью опору устанавливать с одним стыком, если он
отвечает следующим требованиям. Плоскости среза горизонтальны и плотно при-
гнаны; место стыка защищено от продольного изгиба гвоздевыми накладками дли-
ной не менее 70 см, при этом для опор из бревен должны предусматриваться для
каждого стыка три, а из брусьев - четыре накладки; из-за опасности продольного
изгиба стык не должен находиться на расстоянии 1/3 длины опоры.
Стальные опоры подразделяются на следующие типы: опоры из составных сто-
ек, рассчитанных на высокие нагрузки (рис. 2.1.16); строительные опоры из раз-
движных стоек; рамные опоры.
Стальные строительные опоры (трубчатые опоры) изготовляются промышлен-
ным способом. Они состоят из телескопических стоек, выполненных из труб. Ниж-
няя часть стоек оборудована опорной плитой. Опора оголовника выполнена из пла-
стины или швеллерообразного профиля.
Регулировка высоты осуществляется в две стадии: грубое регулирование вы-
полняется при перестановке выдвижной части стойки относительно основания с
фиксированием ее положения с помощью пальца, пропускаемого в отверстия.
Точная установка выполняется с помощью гайки, служащей опорой для фикси-
рующего пальца. Установочная гайка может выполняться с наружной (рис. 2.1.17) и
внутренней резьбой (рис. 2.1.18, а).
Внутренняя резьба лучше защищена от повреждений и загрязнений, однако
при наружной резьбе легче осуществляется рихтовка с помощью опорной гайки.
Внутреннюю выдвижную часть стойки можно фиксировать по высоте также с по-
мощью зажимного механизма.
Опоры из металлических труб изготавливаются преимущественно оцинкован-
ными и благодаря такой защите от коррозии они долговечнее. Вручную они уста-
навливаются быстрее деревянных опор и с меньшими затратами труда; причем при-
Рис. 2.1.16. Алюминиевая опора HD 200 для больших нагрузок до 200 кН фирмы PERI:
а - общий вид; б, в - монтаж секций; г - устройство спуска
62
Рис. 2.1.17. Алюминиевая стойка фирмы PERI:
а - общий вид; б - крепление рам на внешней трубе; в - крепление рам на внутренней трубе;
г - регулировка высоты стойки гайкой; д - гайка очищает резьбу
63
меняется меньшее число опор благодаря их более высокой несущей способности.
В видоизмененной форме строительные опоры можно применять в наклонном по-
ложении в качестве подкосов, например для раскрепления опалубок стен и опор.
Вместо верхней и нижней опорных плит они снабжены шарнирными соединения-
ми для работы не только на сжатие, но и на растяжение (рис. 2.1.18, б).
а) б) в)
Рис. 2.1.18. Опоры:
а - стальные стойки фирмы PERI; б - подкос монтажный; в - рамная опора фирмы НОЕ
Рамные опоры состоят из отдельных металлических рам заводского изготовле-
ния, которые монтируются с использованием диагональных связей в трех- или че-
тырехугольные башни с базисным размером 1-2 м. Соединение между отдельными
элементами обеспечивает быстрый и нетрудоемкий монтаж и демонтаж
(рис. 2.1.18, в). Для восприятия более высоких нагрузок число стоек в некоторых ра-
мах этого типа может быть увеличено с помощью приставных рам.
Изменение высоты достигается с помощью доборных рам. Для точной установ-
ки рамные опоры оснащены в верхней и нижней частях винтовыми домкратами. В
зависимости от горизонтальной нагрузки и типа рамных опор они могут устанавли-
ваться на высоту 4-10 м. Для установки на большую высоту требуется увеличение
жесткости дополнительными связями. Максимальная допускаемая нагрузка состав-
ляет 40-80 кН, в зависимости от типа рамной опоры. Эти значения уменьшаются
при неравномерном нагружении стоек или когда наряду с вертикальными действу-
ют и горизонтальные нагрузки. На несущую способность некоторых типов опор
влияет также величина выдвижения домкрата. Рамные опоры целесообразно при-
менять при высоте не менее 4 м, когда несущая способность обычных опор из ме-
таллических труб быстро снижается.
1.3.2.3. Балки
Балки - важный элемент в современной технологии опалубочных работ. При-
менение балок или ферм благодаря их высокой несущей способности позволяет
увеличить свободные пролеты до нескольких метров без установки дополнитель-
ных опор. По области применения различают: балки для опалубок перекрытий, ре-
гулируемые по длине или же установленной длины; балки опалубок стен; балки для
специального применения; по материалу - стальные, деревянные, алюминиевые; по
конструкции - сквозные и со сплошными стенками.
Стальные ригели опалубки перекрытий состоят из изготавливаемых на заводе
отдельных балок, которые могут устанавливаться на различные пролеты за счет пе-
ремещения внутренних и наружных элементов относительно друг друга
(рис. 2.1.19). Фиксация осуществляется клиньями или болтами. В то время как на-
1 = 2,6- 4,55 м
/ = 5,05 - 6,5 м
Рис. 2.1.19. Комбинация балки опалубки фирмы «Хюнебек»
ружные элементы изготовляются почти исключительно в виде сварных ферм, внут-
ренними элементами являются также сплошные балки. Нижний пояс наружного
элемента, как правило, в состоянии воспринимать только растягивающие усилия,
поэтому наружные части должны опираться по концам, чтобы не возникали отри-
дательные изгибающие моменты и сжимающие усилия в нижнем поясе. Нижний
пояс внутреннего элемента, наоборот, способен воспринимать напряжения сжатия,
возникающие, например, при установке промежуточных опор. Ригели устанавлива-
ют со строительным подъемом для компенсирования прогиба под нагрузкой и со-
здания строительного подъема в перекрытии.
Балки опалубок перекрытий - это облегченные балки, работающие на изгиб, из-
готовленные из стали, дерева или алюминия (рис. 2.1.20), разработанные для примене-
ния в строительстве гражданских, промышленных и инженерных сооружений, где
должны восприниматься небольшие и средние нагрузки с пролетами менее 10 м.
Вследствие этого их изгибающий момент ниже 30 кНм. Балки с более высокими изги-
бающим моментом и строительной высотой называются балками подмостей или вися-
чими подмостями. Они изготовляются утяжеленными и предназначены для больших
нагрузок и пролетов при установке опалубки (например, в мостостроении).
Деревянные балки опалубок перекрытий. Промышленностью выпускаются
клееные решетчатые деревянные балки и сплошные балки таврового сечения
(рис. 2.1.20, а, б), причем большую их часть можно применять для опалубок как пе-
рекрытий, так и стен.
а) б)
Рис. 2.1.20. Балки опалубки:
а - решетчатая деревянная балка фирмы PERI таврового сечения; б - сплошная деревянная балка
фирмы PERI таврового сечения; в - продольная металлическая балка фирмы НОЕ; г - балка алю-
миниевая системы miniMAX фирмы PASCHAL
Для защиты дерева от повреждений и сохранения несущей способности в тече-
ние всего срока эксплуатации их пропитывают на заводе средством для защиты дре-
весины.
Иногда один пояс балки выполняется со строительным подъемом для опалубок
перекрытий, другой выполняется прямым. Так как оба пояса обладают одинаковой
прочностью на растяжение и сжатие, можно одну и ту же балку, лишь меняя места-
ми верхний и нижний пояса, применять также для опалубки стен. Чтобы избежать
при этом путаницы, пояс с выпуклостью помечают канавкой, краской или другим
способом. По длине деревянные балки соединяют внахлестку, причем в месте со-
единения устанавливают дополнительную опору.
Балки опалубки из алюминия. Их изготовляют прессованием, позволяющим
получить требуемую для данной области применения форму поперечного сечения
(рис. 2.1.20, г).
Балки опалубки стен. Опалубка стен отличается от опалубки перекрытий по
многим аспектам. Так, например, вследствие высокого бокового давления бетонной
смеси опалубка стены должна воспринимать значительно более высокие нагрузки;
палуба не может свободно опираться, а должна жестко соединяться с поддержива-
ющей конструкцией; балки должны быть раскреплены схватками или тяжами.
Разработаны специальные стальные бал-
ки опалубки стен, прежде всего для крупно-
щитовых опалубок. Они могут быть выполне-
ны как балки со сплошными стенками с попе-
речными отверстиями или как решетчатая
балка с конструктивной высотой до 75 см и
допускаемым изгибающим моментом до 70
кНм (рис. 2.1.21). Их длина соответствует про-
ектной высоте стен; при необходимости их
можно наращивать путем соединения внахле-
стку или с помощью соединительных накла-
док. Они не имеют выгибов, так как стены, в
противоположность перекрытиям, изготовля-
ются, как правило, без изгиба.
В некоторых типах балок на любой высоте
можно установить тяжи, чем достигается наи-
большее использование несущей способности
и удобство установки в свободном пространст-
ве при значительном армировании.
Балки для специального применения - это
гибкие балки, которые можно устанавливать с
разным радиусом кривизны, что дает возмож-
Рис. 2.1.21. Стальная балка
опалубки стены фирмы НОЕ
ность использовать их для опалубки криволинейных поверхностей. Они состоят из
раскосной решетчатой конструкции с двумя или тремя поясами, выполненными из
гибкой, упруго деформирующейся листовой стали. Волнообразные раскосы жестко
связаны только с поясом. В среднем и нижнем поясах они закрепляются болтами че-
рез отверстия или на шлицах с возможностью перемещения. Таким образом, верх-
67
ний пояс сохраняет свою первоначальную длину, в то время как средний и нижний
при установке дуги укорачиваются и перекрываются внахлестку. Балки этого типа
могут применяться как самонесущие в качестве балок опалубки криволинейных пе-
рекрытий (рис. 2.1.22).
Рис. 2.1.22. Гибкая балка фирмы «Хейлваген»
1.4. РАСЧЕТ ДАВЛЕНИЯ БЕТОННОЙ СМЕСИ НА КОНСТРУКЦИИ
ОПАЛУБОК
Основная нагрузка, которая воспринимается опалубкой, это давление свежего
бетона.
Бетонная смесь - это своеобразная жидкость. Давление свежего бетона в пер-
воначальной стадии является гидростатическим, т. е., оно зависит от высоты зали-
той в опалубку смеси. Когда наступает схватывание бетона, давление больше не
растет. Поэтому расчет давления на опалубку, особенно для высоких конструкций,
ведется с учетом скорости бетонирования.
В мире существуют различные методики определения давления свежеприго-
товленной бетонной смеси на конструкции опалубок, которые учитывают различ-
ные факторы влияния. Причем эти способы постоянно совершенствуются, это обус-
ловлено тенденцией к постоянному сокращению времени бетонирования и связан-
ному с ним повышению производительности бетононасосов, что привело к повы-
шению скорости укладки бетона и высоты заполнения бетонируемых конструкций.
Консистенция Определение давления бетона на вертикальные или наклонные
поверхности является сложной проблемой.
Теоретические и эмпирические исследования дают разноречивые результаты.
С современной точки зрения давление свежеуложенного бетона зависит от фак-
торов представленных в табл. 2.1.1.
Таблица 2.1.1
Факторы, влияющие на давление свежеуложенного бетона
Бетонная смесь
, Наполнители бетона
Размер, форма
заполнителей
Марка цемента
। Температура смеси
Принцип замеса
I ™
Объемный вес
Опалубка
ФАКТОРЫ
Пропускаемое™ покрытия
(поровое давление)
Площадь сечения
(стена/колонна)
Шероховатость покрытия
Жесткость опалубочных
конструкций
Наклон опалубки
Вертикальная высота
бетонирования
Укладка бетонной смеси
Возрастание нагрузки в месте
укладки
Состояние воздуха
Послойная или непрерывная
укладка
Тип вибрации (внешняя или
внутренняя)
Глубина вибрации
Скорость укладки по высоте
1.4.1. Расчет по методике СНиП III-15-76 (Россия)
Боковое давление бетонной смеси Р согласно СНиП III-15-76 принимают рав-
ным:
• Р = ph, кге/м2 - при уплотнении глубинными вибраторами, высоте слоя укла-
дываемой смеси h, м, меньшей или равной радиусу R, м, действия вибратора h < Л
и скорости бетонирования v, меньшей 0,5 м/ч, где р - объемная масса смеси, при-
нимаемая для обычных тяжелых бетонов равной 2500 кг/м3;
• то же, для v > 0,5 м/ч при Л > 1 м Р = р (0,27 v + 0,78) КХК2, кге/м2, где К} -
коэффициент, зависящий от подвижности смеси и равный 0,8 для бетонов с осадкой
конуса 0-2 см; 1,0 для смесей с Ок = 4-6 хм; 1,2 для Ок = 8-12 см; К2 - коэффици-
ент, учитывающий влияние температуры бетонной смеси и равный 1,15 для смесей
с температурой 5-7 °C, 1,0 при 12-17 °C и 0,85 при 28-32 °C;
• Р = ph; кге/м2 - при уплотнении наружными вибраторами при v < 4,5 м/ч и
h < 2R;
• то же, при v > 4,5 м/ч и h > 2 м Р = p(0,27v + OJSX^, кге/м2.
69
Кроме того, учитывают горизонтальные нагрузки. Ветровые нагрузки прини-
мают в соответствии со СНиП 2.01.07-85*.
Нагрузки от сотрясений при выгрузке бетонной смеси учитывают по данным
табл. 2.1.2, а нагрузки от вибрирования смеси принимают равными 400 кгс/м2 по-
верхности.
Таблица 2.1.2
Нагрузка от сотрясений при выгрузке бетонной смеси
Способ укладки смеси
Спуск по лоткам и хоботам, а также из бетоноводов
Выгрузка из бадей емкостью от 0,2 до 0,8 м3
Выгрузка из бадей емкостью более 0,8 м3
Горизонтальная нагрузка, кгс/м2
400
400
600
При использовании наружных вибраторов несущие элементы опалубки, креп-
ления и соединения дополнительно рассчитывают на местные воздействия вибрато-
ров.
Кроме того, опалубку рассчитывают на следующие вертикальные нагрузки:
собственную массу опалубки; массу бетонной смеси, принимаемую равной
2500 кг/м3 для тяжелых бетонов; массу арматуры.
Нагрузку от людей и транспортных средств при расчете палубы, настилов и
кружал опалубки перекрытий принимают равной 250 кгс/м2, нагрузку при расчете
конструкций, поддерживающих кружала, берут 150 кгс/м2, при расчете стоек ле-
сов - 100 кгс/м2.
При учете всех нормативных нагрузок вводят коэффициенты перегрузки, при-
веденные в табл. 2.1.3.
Таблица 2.1.3
Коэффициенты перегрузки опалубки
Нормативные нагрузки
Коэффициенты
перегрузки
Собственная масса опалубки и лесов 1,1
! Масса бетона и арматуры 1,2
Нагрузки от движения людей и транспортных средств 1,3
Боковое давление бетонной смеси . 1,3
Динамические нагрузки от сотрясений при выгрузке бетонной смеси 1,3
Прогиб элементов опалубки не должен превышать: для опалубки открытых ли-
цевых поверхностей - 1/400 пролета, то же, для закрытых поверхностей - 1/250
пролета; просадка поддерживающих элементов и лесов - 1/1000 пролета монолит-
ной конструкции.
1.4.2. Расчет по методике DIN 18218 (Германия)
Расчет давления свежеуложенной бетонной смеси по методике DIN 18218
«Давление свежеуложенного бетона на вертикальные опалубки».
70
Согласно DIN 4235 до глубины HR + 0,2 м в зоне действия вибратора имеет ме-
сто гидростатическое давление (рис. 2.1.23, а). График давления «спокойного» бе-
тона показывает, что при опускании вибратора линия давления перемещается па-
раллельно и достигает в самом низу максимального давления Ртах (рис. 2.1.23, б, в).
Расчет по системе DIN 18218 приближается к этому графику, но по прямой
(рис. 2.1.23, г).
Расчет давления бетона:
Ртах = G х С2 х КТ х (0,48 х К+ 0,74), (кН/м2) (2.1.1)
2,08 х р
GxC2 хКт
-1,54, (м/ч)
(2-1.2)
Коэффициент поперечного сечения во внимание не принимается.
Таблица 2.1.4
Давление бетона в зависимости от глубины вибрирования
Давление бетона Р,пах для объемного веса 5 = 25 кН/м3 Г идростатическая высота давления Яув(м) Допустимая глубина вибрации HR в (м) Допустимая скорость бетонирования при Т+ 15 °C для К2/К3 по DIN 18218 b Vb (м/ч)
30 1,20 1,00 0,96
40 1,60 1,40 1,79
50 2,00 1,80 2,63
60 2,40 2,20 3,46
70 2,80 2,60 4,29
80 3,20 3,00 5,13
100 4,00 3,80 6,79
Коэффициент добавок:
С2 = 0,065 х7>+1, (2.1.3)
где Tv- замедление твердения в часах.
Коэффициент температуры:
_ 145-ЗхТ
100
(2.1.4)
где Т— температура свежего бетона.
Область применения:
- консистенция бетона: К2 - пластичный, К3 - мягкий;
- 5 °C < Т< 30 °C;
- С2 = 1,0 для бетона без добавок замедления схватывания;
- Лпах < 80 кН/м2 для стен;
71
Рис. 2.1.23. Соотношение между глубиной уплотнения бетонной смеси (HR) внутренним
вибратором и давлением бетона (Ртах) на вертикальные конструкции опалубок:
а - эпюра давления «возбужденного» бетона (в зоне действия уплотнения HR + 0,2 м); б - суммар-
ная эпюра давления «возбужденного» и «спокойного» бетона; в - эмпирическая эпюра перемеще-
ния линии при погружении вибратора; г - аппроксимированная эпюра распределения давления
при уплотнении по DIN 18218
- Pmax <100 кН/м2 для колонн;
- независимо от высоты бетонирования Н.
Определение давления бетона по диаграммам DIN 18218 действительно в сле-
дующих условиях (рис. 2.1.24):
- объемный вес бетонной смеси: 25 кН/м3;
- конец схватывания бетона: через 5 часов;
- температура свежего бетона: +15 °C;
- уплотнение глубинными вибраторами;
- плотная опалубка.
Линии в диаграмме (см. рис. 2.1.24) построены для следующих областей кон-
систенции (табл. 2.1.5):
Таблица 2.1.5
По старой номенклатуре
Текучий бетон а = 51 60 см
КЗ а = 41 50см
К 2 а < 40 см
KI v=l,45 1,60
где: v - размер уплотнения по Вальтцу;
а - размер расплыва.
По новой номенклатуре
KF (текучий)
KR (мягкий)
КР (пластичный)
KS (жесткий)
а = 49
а = 42
а = 35
60 см
48 см
41 см
,20
Рис. 2.1.24. Давление свежего бетона Рь в зависимости от скорости бетонирования V
при температуре свежей бетонной смеси Г = 15 °C
73
Чаще всего используется консистенция КЗ (KR), так как такая бетонная смесь
удобоукладываема.
При расчете давления необходимо обращать внимание на зависимость замедле-
ния схватывания бетона от температуры, следствием чего является возрастание дав-
ления на элементы опалубки (рис. 2.1.25).
Рис. 2.1.25. Давление свежего бетона Рь в зависимости от скорости бетонирования V
при температуре свежей бетонной смеси Т = 5 °C (все остальные условия см, рис, 2,1,24)
1.4.3. Расчет по методике CIRIA-REPORT 108
(Великобритания)
P^=G(CxJv + C2KT.jH-Cx4v , (кН/м2) (2.1.5)
(2.1.6)
Коэффициент поперечного сечения:
Q = 1,0 для стен;
Cj = 1,5 для колонн (сечения рассматриваются как колонны, если размер грани
меньше 2,0 м).
74
Коэффициент добавок:
С2 = 0,30 для нормального бетона;
С2 = 0,45 для бетона с замедлителем твердения.
Коэффициент температуры:
IT + 16J
(2.1.7)
Область применения:
- независимо от консистенции;
- 5°С<Т<30 ОС;
- для С2 < 1,0 значение Кт < 1,0 (без ограничений для снижения давления бетона
при использовании бетонных наполнителей и температуре свежего бетона +15 °C);
- Ртах < 90 кН/м2 для стен;
- Ртах <166 кН/м2 для колонн;
- независимо от высоты бетонирования Н.
1.4.4. Расчет по методике CIB-FIB-CEB (Франция)
Данный метод различает три значения Рь Р2, Р3, в которых учитываются раз-
личные критерии (табл. 2.1.6-2.1.8). В таблицы включены следующие факторы
влияния:
- высота бетонирования;
- толщина стен d мм;
- вертикальная скорость свежеприготовленной бетонной смеси;
- величина осадки в мм по норме Р 18-305;
- температура свежеприготовленной бетонной смеси.
Вес свежеприготовленного бетона 2400 кг/м3.
В табл. 2.1.6-2.1.8 представлены данные для определения давления свежепри-
готовленной бетонной смеси (минимальное значение принимается за основу давле-
ния свежего бетона).
Таблица 2.1.6
Определение гидростатического давления Р\
Л, м 1 2 3 4 5 >6
Л, кН/м2 25 50 75 100 125 150
Таблица 2.1.7
Определение давления Р2 (эффект слегка загустевшего бетона)
d, мм ' 1 i 2 3 4 i : 5 ; V, м/ч ! 1’5 1 20 J 30 >40
6 , 8 1°
150 !р2=35! 35 40 45 ! 45 : 50 . 55 : 60 . 75 90 i 120 : 150
Г 200 ! 40 ! 40 45 50 50 55 60 I 65 80 ’ 95 125 ' 150
f 300 : jo ! 50 г 55 : 60 60 65 70 75 90 105 135 150
400 j 60 I 60 !_65 70 70 75 80 85 100 115 145 150
500 70 70 ! 75 : 80 80 85 90 95 110 125 150 150
Таблица 2.1.8
Определение давления схватывания свежеприготовленной бетонной смеси Р3
Величина осадки, мм Температура свежеприготов- ленной бетонной смеси, °C V, м/ч
1 1,5 2 2,5 3 4 5 6 7 >8
5 50 70 95 115 135 150 150 150 150 150
10 20 55 70 85 100 135 150 150 150 150 ।
□и 15 40 45 55 65 75 100 125 150 150 150
20 35 40 45 50 55 70 90 105 125 150
5 60 85 ПО 140 150 150 150 150 150 150
10 50 65 85 105 125 150 150 150 150 150
/ j 15 40 50 65 80 95 125 150 150 150 150
20 35 40 50 60 70 90 115 135 150 150
5 70 100 130 150 150 . 150 150 150 150 150
1 лл 10 55 75 100 120 150 150 150 150 150 150
1 ии 15 45 60 75 90 ПО 150 150 150 150 150
20 35 45 55 70 80 НО 130 150 150 150
1.4.5. Расчет по методике ACI 347R (США)
Согласно ACI для расчета давления свежеприготовленной бетонной смеси учи-
тывается:
- форма поперечного сечения бетонируемой конструкции;
- вертикальная скорость;
- температура свежеприготовленной бетонной смеси;
- высота бетонирования.
За основу веса свежего бетона принимается величина 2400 кг/м3.
Для опор в качестве давления бетона считается:
Р6=7,19 +
785 хК6
17,78 + 7]
,кН/м2.
(2.1.8)
В качестве предельных значений давления свежеприготовленной бетонной сме-
си для опор установлены следующие значения:
Pmin = 28,74, кН/м2 (2.1.9)
Ртах = 143,7; Ртах = 23,5 х Л, кН/м2. (2.1.10)
За основу берется меньшее значение.
Для стен.
Различают диапазоны вертикальной скорости:
К* <2,14, м/ч
(2.1.11)
используется та же формула (2.1.8), что и для опор.
2,14 < Vb < 3, м/ч (2.1.12)
л = 7,19+^2^+2^>кН/м2 ь 17,78 +Г 17,78 +Г, ’ (2.1.13)
Vb > 3, м/ч (2.1.14)
Рь = 23,5 х h. кН/м2 (2.1.15)
В качестве предельных значений давления свежеприготовленной бетонной сме-
си для стен установлены следующие значения:
Pmin = 28,74, (2.1.16)
Ртах = 95,8; Ртах = 23,5 х h, кН/м*. (2.1.17)
За основу принимается меньшее значение.
1.4.6. Примеры расчета
Произведен расчет давления бетона на элементы опалубок стен и опор, исход-
ные данные по табл. 2.1.9.
Для удобства расчета все обозначения в формулах различных методик приведе-
ны к одному виду и сведены в единую таблицу (табл. 2.1.10).
Таблица 2.1.9
Исходные данные для расчета
давления свежеприготовленной бетонной смеси
Характеристики Ед. изм. Пример 1. Опалубка для стен Пример 2. Опалубка опоры
Высота бетонирования, h м 4 6
Скорость бетонирования, v м/ч 3,0 6,0
Температура бетонной смеси, t °C 15 15
Толщина стены, d мм 300 —
Осадка конуса, Ок мм 75 75
Объемный вес бетонной смеси, р кН/м3 25 25
Наличие добавок - -
Поперечное сечение м — 0,5x0,5
Методики расчета давления бетонной смеси
Таблица 2.1.10
DIN 18218 СНиП Ш-15-76 | । _
(Германия) I (Россия) I | тандарты
Объем- 1 Ско- 1 Коэф- ' фици- ент попе- речно- го сече- j
ный вес бетон- ной смеси, (р). кН/м3 (кг/м3) рость I бето- ниро- 1 вания конст- ; 1 рукции 1 । (х), м/ч ! i । Высота 1 бето- 1 ниро- । вания
(А),м ! । i НИЯ опа- 1 лубки , . .(ГО J _ __5 _ !
и’Г/ ' _aJ_l 4 ~
1 j v < 0,5 , h<R, ___м_
25 : j учи-
(2500) i v > 0,5 1а>1м тыва- ется
i i I
! I
J---------------------------------------------------------------------------------------------------------------------------1- .
I i : :
| | не не
25 !v<1o' У4”' I У™" I
(2500) V тыва- j тыва- i
t ется ; ется [
Коэффициент добавки (к^
I
не учитывается '
I
I
к2=1,15 (ОК = 0 см жесткий бетон);
к2=1,25 (ОК = 0,5..,2 см малопод- '
вижный бетон); |
к2=1,40 (ОК > 2 см подвижный и '
литой бетон); при замедлении схва-1
тывания 5 ч.
Аг=1,45 (ОК = 0 см жесткий бетон);|
к2=1,25 (ОК = 0,5..2 см малопод-
вижный бетон); (
к2=1,80 (ОК > 2 см подвижный
и литой бетон); ।
при замедлении схватывания 15ч.*
А^ = 1,0 без добавок ___i
Коэффи-1
циент, Коэффици-
завися- । ент, учиты-
щийот 1 вающий
подвиж- влияние
ности температу-
бетонной I ры бетонной ।
Давление бетонной смеси (Р),
кН/м2 (кгс/м2)
смеси смеси (#2)
/...8
I
#! = 0,8
ОК =
0...2 см;
Kj=l
ОК =
4...6 см;
#1=1,2
ОК =
7...12 см
1 #2=1,5
/ = 5...7сС;
' #2=1,0
#2=0,85
/ = 28...32сС
I
учиты-
вается
„ 145-Зх/
-—ioo-’
где t - тем-
пература
свежего
бетона |
I
9
Р=рЛ
Р = p(0,27v + 0,78)#!#2 .
Р = p(0,48v + 0,74)£2#2
Продолжение таблицы 2.1.10
ACI347 R | CIB-FIB-CEB CIRIA-108 (Вели- '
(CIIIA) I (Франция) кобритания)
J 2 1 з i 4 ; 5 6 7
1*1 = 1 ,
25 1 (2500) ! ! 1 ( v < 10 I 1 ! ' учи- тыва- ется для , стен; 1 *1= 1 1,5 1 ДЛЯ к2=0,3 для обычного бет о- i на к2=0,45 для бетона с з a- । медлителем схватывания не учи- тывает- ся
опор
, УЧИ-
1 24 (2400) ! v < 80 1 учи- тыва- ется ТЬ!- । вают тол- ; щину не учитывается 1 учиты- вается
1 стен
i где t - ;
। темпера- [
тура све- I
жего бето-
на
учитыва-
ется
I I '
24 I учи- учи- ;
•400) I ТЪ1ва‘ TbIBa" ’
7 । ется ется |
не учитывается
не учи-
тывает-
ся
8
учитыва-
ется
. 9
Р = + к2К2 10111
P = ph
принимается меньшее
Расчет по табл. 2.1.6...2.1.8
I
D принимается
*2
D меньшее
<з_
опоры стены
предельные значения
Р (кН/м2),
Pmi„ = 28,74;
Рта1= 143,7
или 23,5 xh
принимается меньшее
Pmin = 28,74; Ртах:
95,8 или 23,5хА
Если v <2,14, то
р = 7Д9 + 785хи .
• ’ 17,78 + /’
р=7 19+ если 2,14* у 3
785xo Р = 7.19 + 1155
17,78 + / 17,78 + /
+ 244хи ;
17,78 + /
если v >3
Р = 23,5хй
Расчет «Стены»
По СНиП III-15-76:
Р = p(0,27v + 0,78) К{К2, так как v > 0,5 м/ч,
где К{ = 1,2, так как ОК = 75 мм, К2 =1,0, так как t = 15 °C.
Р = 25,0(0,27 х 3+0,78) х 1,2 х 1,0 = 47,7 кН/м2.
По DIN 18218:
Р = p(0,48v + 0,74) k2K2, кН/м2,
где к2 = 10, так как бетонная смесь без добавок
„ 145-Зх/ 145-3x15
./С-, — — —
2 100 100
Р = 25,0 х 1,0 х 1,0 х (0,48 х 3 + 0,74) = 54,5, кН/м2.
По CIRIA 108:
Р = pfkt -Ju + А - A, Vo'I, кН/м2,
где = 1,0 - для стен; к2 = 0,3 - так как бетонная смесь без добавок.
jq=pLY=1)35
,/ + 16j <15 + 16,1
Р = 25,0 х (1,0л/з+0,3 х 1,35 х ^4-1,0^) = 58,55, кН/м2.
По CIB-FIB-CEB: Р{ = 100 кН/м2, Р2 = 55 кН/м2.
Принимаем меньшее Р = 55 кН/м2, Р3 = 95 кН/м2.
ПоАС1347 R:
Р = 7,19 + 1155 + 244‘V = 7,19 + 35,23 + 22,33 = 64,75. кН/м2
17,78 + t 17,78 + t
Расчет «Опор»
По СНиП Ш-15-76: Р = p(0,27v + 0,78) К{К2, кН/м2,
где К{ = 1,2, так как ОК = 75 мм; К2 = 1,0, так как t = 15 °C;
80
Р = 25,0(0,27 х 6 + 0,78) х 1,2 х 1,0 = 72, кН/м*.
По DIN 18218:
Р = р х к2 х К2 х (0,48v + 0,74), кН/м2,
где к2 = 1,0, так как бетонная смесь без добавок
145-Зх,
2 100
Р = 25,0 х 1,0 х 1,0 х (0,48 х 6 + 0,74) = 90,5, кН/м2.
По CIRIA-108:
Р = р{*, Vv + k^h-kjv^ = 25^1,5>/б + 0,3 • 1,35^6-1,5^6 ) = 109. кН/м2
По CIB-FIB-CEB:
Р,=150 кН/м2
Р2 = 85 кН/м2 Принимаем меньшее Р = 85 кН/м2
Р3=150 кН/м2
ПоАС1347Я:
Р = 23,5 х h = 23,5 х 6 = 141, кН/м2.
Принимаем Ртах = 95,8, кН/м2.
Таблица 2.1.11
Сравнение результатов расчета давления бетонной
смеси по различным методикам
I । Разница с величиной давления
! Методрасчета , ____noJ)IN 18218 в %_ ___
I _______________ __________ Стена_______ ! Опора
СНиП Ш-15-76 ”! .22,5 ! -20,4 1
_РР418218 ~ ~ ~ । ~ '
CIRIA-108 +7,3 ! +20,4
CIB- FIB- СЕВ - i +0,9 ~ i 2 +6,j_ !
! ACI347R “‘I +18,8 ;
1----------------------1 —---- ---------------- - i ____ - -____ - — -!
1.5. МЕРЫ ПО СНИЖЕНИЮ СЦЕПЛЕНИЯ БЕТОНА С ОПАЛУБКОЙ
Величина сцепления бетона с опалубкой достигает нескольких кгс/см2. Это за-
трудняет работы по распалубке, ухудшает качество бетонных поверхностей и при-
водит к преждевременному износу опалубочных щитов.
На сцепление бетона с опалубкой оказывают влияние адгезия и когезия бетона,
его усадка, шероховатость и пористость формующей поверхности опалубки.
Под адгезией (прилипанием) понимают обусловленную молекулярными сила-
ми связь между поверхностями двух разнородных или жидких соприкасающихся
тел. В период контакта бетона с опалубкой создаются благоприятные условия для
проявления адгезии. Клеящее вещество (адгезив), которым в данном случае являет-
ся бетон, в период укладки находится в пластичном состоянии. Кроме этого, в про-
цессе виброуплотнения бетона пластичность его еще более увеличивается, вследст-
вие чего бетон сближается с поверхностью опалубки и сплошность контакта меж-
ду ними увеличивается. Бетон прилипает к деревянным и стальным поверхностям
опалубки сильнее, чем к пластмассовым, из-за слабой смачиваемости последних. В
табл. 2.1.12 приведены значения нормального сцепления бетонов с некоторыми
опалубочными материалами.
Таблица 2.1.12
Сцепление бетонов с различными опалубочными материалами
Нормальное сцепление бетонов в возрасте ’
1 Материалы । _ Ijcyr, МПа । тяжелый бетон J _ керамзитобетон |
В12.5 _В7,5 B12,5 B15 1
Сталь без обработки и без смазки 1,85 ! 1,31 1,81 i 2,41 j
Сталь со смазкой ; 0,47 0,35 ’ 0,39 0,45 !
Сосна строганная , 1,25 i 1,12 i Д,17 132
Фанера водостойкая _Д,15 1 k08_ i 1,11_ i _13?_
Древесностружечнаяплита j 1,20 J 1,16 i 1,18 i 1,20
Текстолит । 0,29 ; 0,20 1 0,24 I 0,26
Гетинакс _ . 0,57 ; 0,42 । 0,52 ' 0,56 . i
Фторопласт-4 0,19 0,13 | ° Д4 0,15 J
Стеклопластик полиэфирный 1 0,31 | 0,23 0,24 1 0,26 j
Усилие отрыва опалубки, кгс, определяют по формуле
^от Кс* Рщ,
(2.1.18)
где - нормальное сцепление, кгс/см2; Рщ - площадь отрываемого щита (панели),
м2; Кс - коэффициент, учитывающий жесткость щитов (панелей). Значения Кс для
разных видов опалубки равны: мелкощитовой - 0,15, деревянной - 0,35, стальной -
0,40, крупнопанельной (панели из мелких щитов) - 0,25, крупнощитовой - 0,30,
объемно-переставной - 0,45, для блок-форм - 0,55.
82
Дерево, фанера, сталь без обработки и стеклопластики хорошо смачиваются и
сцепление бетона с ними достаточно большое, со слабо смачиваемыми (гидрофоб-
ными) гетинаксом и текстолитом бетон сцепляется незначительно.
Краевой угол смачивания (рис. 2.1.26) шлифованной стали больше, чем у необ-
работанной. Однако сцепление бетона со шлифованной сталью снижается незначи-
тельно. Объясняется это тем, что на границе бетона и хорошо обработанных по-
верхностей сплошность контакта более высокая.
При нанесении на поверхность пленки смазки она гидрофобизуется, что резко
уменьшает адгезию.
а) б) -------
, С~—s' 1
.....ZL И.................
Рис. 2.1.26. Краевой угол смачивания различных поверхностей:
а - гидрофильной; б - гидрофобной (со смазкой)
Усадка отрицательно влияет на адгезию, а следовательно, и на сцепление. Чем
больше величина усадки в пристыковых слоях бетона, тем вероятнее появление в
зоне контакта усадочных трещин, ослабляющих сцепление.
Под когезией в контактной паре опалубка - бетон следует понимать прочность
на растяжение пристыковых слоев бетона.
Шероховатость поверхности опалубки увеличивает ее сцепление с бетоном.
Это происходит потому, что шероховатая поверхность имеет большую фактическую
площадь контакта по сравнению с гладкой.
Высокопористый материал опалубки тоже увеличивает сцепление, так как це-
ментный раствор, проникая в поры, при виброуплотнении образует точки надежно-
го соединения.
При снятии опалубки может быть три варианта отрыва.
При первом варианте адгезия очень мала, а когезия достаточно велика. В этом
случае опалубка отрывается точно по плоскости контакта.
Второй вариант - адгезия больше, чем когезия. При этом опалубка отрывается
по клеящему материалу (бетону).
Третий вариант - адгезия и когезия по своим величинам примерно одинаковы.
Опалубка отрывается частично по плоскости контакта бетона с опалубкой, частич-
но по самому бетону (смешанный или комбинированный отрыв).
При адгезионном отрыве опалубка снимается легко, поверхность ее остается
чистой, а поверхность бетона имеет хорошее качество. Вследствие этого необходи-
мо стремиться к обеспечению адгезионного отрыва. Для этого формующие поверх-
ности опалубки выполняют из гладких плохо смачиваемых материалов или наносят
на них смазки и специальные антиадгезионные покрытия.
Смазки наносятся на опалубку для уменьшения сцепления ее с бетоном и пре-
дотвращения, таким образом, повреждений как поверхности бетона, так и опалуб-
ки. Они могут содержать активные вещества для одновременной защиты материала
опалубки от коррозии или гниения. Смазки для опалубки в зависимости от их со-
става, принципа действия и эксплуатационных свойств можно разделить на четыре
группы (рис. 2.1.27):
Рис. 2.1.27. Классификация смазок для опалубок
Водные суспензии порошкообразных веществ, инертных по отношению к бето-
ну, являются простым и дешевым, но не всегда эффективным средством для устра-
нения прилипания бетона к опалубке. Принцип действия основан на том, что в ре-
зультате испарения воды из суспензий до бетонирования на формующей поверхно-
сти опалубки образуется тонкая защитная пленка, препятствующая прилипанию бе-
тона.
Для смазки опалубки еще применяют известково-гипсовую суспензию, которую
готовят из полуводного гипса (0,6-0,9 вес. ч.), известкового теста (0,4-0,6 вес. ч.),
сульфитно-спиртовой барды (0,8-1,2 вес. ч.) и воды (4-6 вес. ч.).
Суспензионные смазки стираются бетонной смесью при виброуплотнении и за-
грязняют бетонные поверхности, вследствие чего их применяют редко.
Наиболее распространены гидрофобизирующие смазки на основе минераль-
ных масел, эмульсола ЭКС или солей жирных кислот (мыл).
После их нанесения на поверхность опалубки образуется гидрофобная пленка
из ряда ориентированных молекул (см. рис. 2.1.26), которая ухудшает сцепление ма-
териала опалубки с бетоном. Недостатком таких смазок является загрязнение по-
верхности бетона, высокая стоимость и пожароопасность. Примером удачного со-
става (отсутствие растворителей, возможность выполнения работ при отрицатель-
ных температурах, не загрязняет поверхность) является смазка АСОКА-СО/5005,
которая может применяться для любого вида опалубки.
В третьей группе смазок используются свойства бетона схватываться замедлен-
но в тонких пристыковых слоях. Для замедления схватывания в состав смазок вво-
дят мелассу, танин и др. Недостаток таких смазок - сложность регулирования тол-
щины слоя бетона, в котором замедляется схватывание.
R4
Наиболее эффективны комбинированные смазки, в которых используются
свойства формующих поверхностей в сочетании с замедлением схватывания бето-
на в тонких пристыковых слоях. Такие смазки готовят в виде так называемых обрат-
ных эмульсий. В некоторые из них помимо гидрофобизаторов и замедлителей схва-
тывания вводят пластифицирующие добавки: сульфитно-дрожжевую барду (СДБ)
или мылонафт. Эти вещества при виброуплотнении пластифицируют бетон в при-
стыковых слоях и снижают его поверхностную пористость.
Состав некоторых комбинированных смазок типа обратных эмульсий и усло-
вия их применения указаны в табл. 2.1.13.
Таблица 2.1.13
Составы комбинированных смазок типа ЭСО-ГИСИ
Тип смазки Количество компонентов, вес. ч. Применение
Отработанное масло Известковое молоко Вода 10%-ный раствор азотнокислого цинка Эмульсия «Оксален-30» 3 %-ный раствор СДБ 3%-ный раствор мылонафта
ЭСО-24 2,5 1,2 - 4,0 - - - Для фанерной и дощатой опалубок
ЭСО-25 2,5 1,25 - 1,25 - 0,5 - Для деревянной и металлической опалубок
ЭСО-27 2,5 1,2 — 1,0 0,5 1,0 — —
ЭСО-27А 2,5 1,2 0,5 1,0 0,25 — 1,0 —
ЭСО-29 2,5 1,0 - 1,0 0,15 - 0,5 -
Смазки ЭСО-ГИСИ готовят в ультразвуковых гидродинамических смесителях,
в которых механическое перемешивание компонентов сочетается с ультразвуковым.
Установка для ультразвукового перемешивания состоит из циркуляционного
насоса, всасывающего и напорного трубопроводов, распределительной коробки и
трех ультразвуковых гидродинамических вибраторов - ультразвуковых свистков с
резонансными клиньями. Жидкость, подаваемая насосом под избыточным давлени-
ем 3,5-5 кгс/см2, истекает с большой скоростью из сопла вибратора и ударяется о
клиновидную пластину. При этом пластина начинает вибрировать с частотой
25-30 кГц. В результате в жидкости образуются зоны интенсивного ультразвуково-
го перемешивания с одновременным делением компонентов на мельчайшие капель-
ки. Длительность перемешивания 3-5 мин.
Эмульсионные смазки обладают стабильностью, они не расслаиваются в тече-
ние 7-10 суток. Применение их полностью устраняет прилипание бетона к опалуб-
ке; они хорошо удерживаются на формующей поверхности и не загрязняют бетон.
Наряду с правильным выбором смазки важно также их правильное нанесение.
Способ нанесения зависит от вязкости, положения поверхности и погодных усло-
вий, жидкие смазки рекомендуется наносить обычными распылителями, обеспечи-
вающими получение равномерного слоя с небольшим расходом при любом положе-
нии поверхности опалубки (рис. 2.1.28). Можно также применять кисти, щетки, ва-
лики. Горизонтальные или слабо наклонные опалубки целесообразно обрабатывать
механическими щетками, снижающими трудозатраты и улучшающими распределе-
ние особенно смазок жесткой консистенции.
Рис. 2.1.28. Смазка элементов опалубки:
а - нанесение смазки распылителем; б - бачок-распылитель фирмы PERI
Эмульсии нельзя наносить во время дождя, так как при этом сильно замедляет-
ся процесс распада и возникает опасность стекания эмульсии с опалубки и ее раз-
жижения. Их необходимо защищать от мороза и не следует наносить при низких
температурах. Образующийся в отдельных местах избыток смазки необходимо уда-
лять губкой или резиновыми щетками и опалубку в этом месте дополнительно об-
работать.
Применение эффективных смазок снижает вредное воздействие на опалубку
некоторых факторов. В ряде же случаев использовать смазки нельзя. Так, при бето-
нировании в скользящей или подъемно-переставной опалубке применять такие
смазки запрещено из-за их попадания в бетон и снижения его качества.
Хороший эффект дают антиадгезионные защитные покрытия на основе поли-
меров. Их наносят на формующие поверхности щитов при их изготовлении, и они
выдерживают 20-35 циклов без повторного нанесения и ремонта. Такие покрытия
полностью устраняют прилипание бетона к опалубке, улучшают качество его по-
верхности, а также защищают деревянную опалубку от намокания и коробления, а
86
металлическую - от коррозии. Для металлических щитов в качестве антиадгезион-
ного покрытия рекомендуется эмаль СЭ-3, в состав которой входит эпоксидная смо-
ла (4-7 вес. ч.), метилполисилоксановое масло (1-2 вес. ч.), свинцовый глет
(2-4 вес. ч.) и полиэтиленполиамин (0,4-0,7 вес. ч.). Сметанообразную пасту из
этих компонентов наносят на тщательно очищенную и обезжиренную металличес-
кую поверхность кистью или шпателем.
Покрытие твердеет при 80-140 °C в течение 2,5-3,5 ч. Оборачиваемость такого
покрытия достигает 50 циклов без ремонта.
Для дощатой и фанерной опалубки разработано покрытие на основе фенолфор-
мальдегида. Его напрессовывают на поверхность щитов при давлении до 3 кгс/см2
и температуре +80 °C. Это покрытие полностью устраняет прилипание бетона к
опалубке и выдерживает до 35 циклов без ремонта.
Несмотря на довольно высокую стоимость, антиадгезионные защитные покры-
тия выгоднее смазок в связи с их многократной оборачиваемостью.
Очистка опалубки. После распалубки из опалубки вытаскивают гвозди и очи-
щают ее от прилипшего бетона. Для очистки применяют скребки, ручные устройст-
ва и очистительные машины (рис. 2.1.29).
Применение того или иного способа зависит от вида поверхности опалубки,
размеров элементов, степени загрязнения, объема работ по очистке. Скребок силь-
но истирает поверхность опалубки и пригоден только для обработки досок и щитов
с шероховатой поверхностью, но его нельзя применять для опалубок с улучшенной
поверхностью. Применение скребка дает низкую производительность работ по очи-
стке и требует больших трудозатрат, поэтому его следует применять только при не-
больших объемах работ.
Очистительные машины бывают подвижные или стационарные. Рабочий орган
подвижной машины состоит из сменных вращающихся щеток из проволоки, перло-
на или естественного волокна и их сочетания, а также шлифовальных дисков. В
комплекте - набор для всех видов поверхности. Эти машины можно устанавливать
только на горизонтальной поверхности. Их также применяют для последующего
нанесения смазок. В стационарных машинах опалубку помещают в машину, где она
очищается с двух или четырех сторон стальными молоточками, валками, циклевка-
ми, вращающимися щетками или комбинацией этих элементов (рис. 2.1.29, а). Опа-
лубку после этого пропускают через установку для пропитки, где она снова покры-
вается смазкой.
87
а) б)
Рис. 2.1.29. Очистка элементов опалубки:
а - установка для очистки элементов; б - загрязненные элементы опалубки; в - очистка водой под
высоким давлением; г - очищенные элементы опалубки; д - универсальный скребок 100x850 мм;
е - универсальный скребок со стальными съемными полотнами от 50x850 мм до 175x1300 мм
ГЛАВА 2. КОНСТРУКЦИИ ОПАЛУБОК
2.1. РАЗБОРНО-ПЕРЕСТАВНЫЕ ОПАЛУБКИ
Разборно-переставные опалубки бывают двух типов: мелкощитовые и крупно-
щитовые. Установка первых может осуществляться вручную, крупнощитовая опа-
лубка требует кранового монтажа. Современные системы опалубок применимы для
бетонирования фундаментов, колонн, ригелей, стен, перекрытий и других конструк-
тивных элементов зданий.
2.1.1. Опалубки стен и колонн
2.1.1.1. Мелкощитовая опалубка
Она состоит из нескольких типов небольших по размеру щитов, выполненных
из стали, фанеры, или комбинированных, а также элементов креплений и поддержи-
вающих устройств. Щиты имеют площадь не более 3 м2, масса одного элемента та-
кой опалубки не должна превышать 50 кг, что позволяет при необходимости уста-
навливать и разбирать опалубку вручную. При этом выдерживается боковое давле-
ние бетонной смеси на опалубку до 60 кН/м2. Для использования механизмов и сни-
жения трудозатрат щиты опалубки можно предварительно собрать в крупноразмер-
ные плоские опалубочные панели или пространственные блоки, которые будут ус-
танавливаться и сниматься с помощью кранов.
Мелкощитовые опалубки отличаются высокой универсальностью, их можно
использовать для возведения самых различных конструкций - фундаментов, ко-
лонн, стен, балок, перекрытий.
Тщательная обработка поверхности фанерной палубы дает возможность ее экс-
плуатировать до 200 циклов. Простота крепления щитов к каркасу позволяет быст-
ро заменять изношенную палубу.
Технологичность монтажа и демонтажа опалубочных систем определяется
прежде всего конструкцией соединительных элементов
Применение замковых соединений в виде муфт или металлических стержней с
чекой и болтовых соединений при разборке, а особенно при заклинивании требует
больших усилий и значительных трудозатрат. При укрупнительной сборке необхо-
димо использовать соединения, исключающие болтовые.
Существенным недостатком мелкощитовых опалубок являются большие тру-
дозатраты на установку и снятие опалубки, низкий уровень механизации этих про-
цессов.
Мелкощитовая опалубка «Фрамакс» фирмы «Дока». Рамная мелкощитовая
опалубка «Фрамакс» предназначена для бетонирования стен, фундаментов и ко-
лонн. При едином конструктивном решении опалубка имеет ряд модификаций. При
боковом давлении бетонной смеси до 80 кН/м2 может быть использована стальная
20
горячеоцинкованная рама, благодаря закрытому контуру и порошкообразному по-
крытию поверхность конструкции легко и быстро очищается от бетонной смеси.
При давлении, не превышающем 60 кН/м2, и установке элементов вручную приме-
няют аналогичную алюминиевую рамную опалубку «Алю-Фрамакс». Палуба для
этих двух вариантов одинаковая, зажимные и крепежные приспособления и ком-
плектующие детали те же самые.
Особенностью опалубочной системы «Фрамакс» является малое количество
опалубочных элементов. Применимы три высоты: 1,35; 2,70 и 3,30 м, по ширине
элементы имеют размеры 1,35; 0,90; 0,60; 0,45 и 0,30 м, или пять типоразмеров.
Конструкция элементов и их стыков позволяет располагать их как вертикально, так
и горизонтально, что облегчает опалубливание поверхностей самых разных разме-
ров. Для больших площадей опалубливания и при объединении щитов в крупнопа-
нельную опалубку целесообразно использовать крупноразмерный щит 2,7x2,4 м
{табл, 2.2.1).
Таблица 2.2.1
Рамные элементы «Фрамакс»
1 Размеры, м Масса, кг Размеры, м Масса, кг Размеры, м । Масса, кг |
0,3x2,7 £0 1 0,3x1,35 | 1 31Л । 0,3x3,3 769
0,45x2,7 74 0,45x1,35 ' 39,3 ! 0,45x33 1 - 95,4
0,6x2,7 88,5 0,6x1,35 47,1 | 0,6x3,3 112,8
0,9x2,7 116^8 0,9x1,35 64,8 I 0,9x3,3 _ 156 '
_ 1,35x2/7 I 201,2_ 1,35x1,35 । 101,5 1,35x3,3 | 251>5 ;
Универсальные элементы
2,4x2,7 379,0 0,9x2,7 141,0 0,9x1,35 76,2 |
0,9x0,9 60,5 0,9x3,3 179,5
Палуба может быть изготовлена в нескольких вариантах - из водостойкой фа-
неры толщиной 21 мм, алюминиевых и стальных оцинкованных листов, которые
крепятся к каркасу с тыльной стороны на винтах, что обеспечивает чистую и глад-
кую поверхность бетонируемой конструкции и облегчает замену палубы.
Соединение элементов опалубки между собой можно осуществлять в любом ме-
сте рамы быстро и надежно благодаря тому, что контурная рама элемента опалубки
имеет специальный желоб, проходящий по внешнему профилю рамы. Для соедине-
ния двух элементов между собой применяют быстродействующие и универсальные
зажимные приспособления (если между щитами опалубки располагается вставка), ко-
торые позволяют фиксировать соединение элементов простым ударом молотка.
Фирма «Дока» использует быстроразъемные зажимные приспособления. Для
восприятия горизонтального распора применяют винтовые замки с барашками, что
обеспечивает быструю установку и снятие.
Опалубка приспособлена для возведения мелких и крупных строений.
Для соединения щитов опалубки между собой в единую опалубочную систему
применяют анкерные стержни с винтовой нарезкой, вставляемые в специально ос-
тавленные в каркасе опалубки анкерные втулки.
90
Закрепление и фиксация анкерных болтов происходят с помощью специальных
анкерных пластин с большой площадью прилегания к поверхности и анкерных га-
ек, составляющих с пластинами единое целое. Анкерная гарнитура решена таким
образом, что позволяет анкерным стержням, проходя через коническую анкерную
втулку, крепить элементы каркаса наклонно друг к другу. Конструкция анкерной
пластины обеспечивает жесткое прилегание к опалубке и надежное крепление ан-
керных гаек.
Высокопрочные рамы каркаса и жесткая конструкция палубы делают щиты ус-
тойчивыми и малодеформируемыми, что позволяет соединять противостоящие щи-
ты опалубки с помощью всего двух анкеров, обеспечивая тем самым высокую гиб-
кость системы.
Мелкощитовая опалубка «Фрамэко» фирмы «Дока». В настоящее время фир-
ма «Дока» рекомендует для применения улучшенную рамную опалубочную систе-
му «Фрамэко». Стальная рама опалубки из коробчатого профиля, горячеоцинкован-
ная, обеспечивает высокую прочность и жесткость, предохраняет торцы плиты опа-
лубки от повреждений. Имеющийся желоб по внешнему профилю рамы позволяет
соединять примыкающие элементы опалубки в любом месте, в вертикальном и го-
ризонтальном положении. В качестве соединительных деталей и комплектующих
элементов можно использовать изделия системы «Фрамакс». Рамные профили сис-
тем одинаковые, опалубочная плита системы «Фрамэко» тоньше, толщиной 18 мм.
Единственный крупный элемент 2,4x3,0 м массой 330 кг, остальные элементы,
рассчитанные на нагрузку 60 кН/м2, имеют три параметра ширины - 1,0; 0,75 и
0,5 м и два параметра высот - 3,0 и 1,2 м {табл. 2.2.2}.
Таблица 2.2.2
Рамные элементы «Фрамэко»
Размеры, м Масса, кг Размеры, м Масса, кг Размеры, м Масса, кг
1,0x3,0 123,3 0,75x3,0 99,5 0,5x3,0 75,5
1,0x1,2 54,5 0,75x1,2 43,5 0,5x1,2 32,5
Универсальные элементы
0,9x3,0 102,5 0,9x1,8 89,5 0,9x1,2 48,5
Для опалубки колонн разработаны специальные элементы, допускающие давле-
ние бетонной смеси до 90 кН/м2. Щиты опалубки имеют ширину 0,9 м и три парамет-
ра высот - 3,0,1,8 и 1,2 м, что позволяет оптимально подогнать опалубку к необходи-
мой высоте колонны. Удобное расположение отверстий на щитах опалубки дает воз-
можность опалубить колонны с поперечным сечением до 75x75 см с шагом 5 см.
Быстродействующие зажимные приспособления позволяют быстро и жестко со-
единять все элементы системы. Детали приспособления прикреплены друг к другу,
их невозможно потерять. Они устойчивы против загрязнения. Элементы между со-
бой соединяют специальным штырем, который забивают в специальное отверстие
молотком. При этом соединяемые элементы стягиваются, зажимное приспособление
предохраняет стык от растяжения, благодаря наличию желобов у рамы щитов они
рихтуются, обеспечивая ровную поверхность наружной стороны палубы.
91
Универсальное зажимное приспособление выполнено так, что его составляю-
щие при разъединении не теряются, оно устойчиво к загрязнению, крепится на опа-
лубке с помощью молотка.
В отличие от быстродействующего приспособления универсальное позволяет
установку между щитами опалубки бруса или другого элемента, общая ширина
стыка может доходить до 15 см.
Системы опалубки фирмы «Мева». Немецкая фирма «Мева» выпускает не-
сколько типов опалубки, общих по решению, но отличающихся некоторыми конст-
руктивными особенностями. Опалубочная система «Мева» предназначена для опа-
лубливания любых горизонтальных и вертикальных строительных конструкций.
Эта система отличается несколькими характерными и оригинально спроектирован-
ными конструктивными элементами.
Опалубочный замок обеспечивает быстрое и безопасное соединение двух щи-
тов опалубки в горизонтальных и вертикальных конструкциях в любом месте кон-
структивной рамы. Замкнутые профили рам и ребер жесткости создают опалубоч-
ные соединения, успешно противостоящие нагрузкам кручения, облегчают процес-
сы стыковки элементов, повышают безопасность строительства. Элементы функци-
онального крепления противостоящих щитов опалубки между собой включают
встроенные гайки со специальной нарезкой, что резко снижает затраты труда и об-
легчает все соединения.
Специфика щитов опалубки фирмы «Мева» - все рамы щитов выполнены из
стального, алюминиевого или смешанного каркаса, они сделаны из неразъемного
полого профиля с выгнутым гофром и надежной защитой кромок элементов палу-
бы. Запатентованные замковые соединения щитов опалубки подходят для всех сис-
тем фирмы «Мева» и являются силовыми, что позволяет их использовать в любом
месте рамы.
При накладывании замка (рис. 2.2.1) стягиваются два щита (у них выравнива-
ется днище) и нижние части профилей, а ударом молотка замыкаются элементы пу-
Рис. 2.2.1. Замковое устройство:
1 - клин замка; 2 - контурная рама щита
опалубки; 3 - палуба опалубки
тем стягивания их в местах специального
скоса. Масса замка 2,8 кг, он может быть
вставлен и закреплен одной рукой. Клин в
замке несъемный, что постоянно обеспе-
чивает комплектность замка.
Достоинство данного конструктивно-
го решения опалубки - жесткость не толь-
ко щитов, но и в целом опалубочной пане-
ли от моментов кручения. Опалубка поз-
воляет устанавливать щиты не только вер-
тикально, но и горизонтально, что сокра-
щает номенклатуру щитов, а жесткость и
прочность соединения щитов при этом не
уменьшаются.
Щитовая опалубка «Стар тек»
фирмы «Мева» (стальная рама с алюми-
ниевыми ребрами). Опалубка типа «Стар
тек» является универсальной системой, она имеет в основе стальные рамы из неразъ-
емных полых профилей с формированным гофром. Ширина профиля - 4 см, высота -
12 см, толщина профиля определена по условиям статической работы и принята до
3,6 мм. Поверхность рамы лакированная. Для уменьшения массы внутренние элемен-
ты жесткости - подкосы и распорки - выполнены из алюминия и крепятся к стальной
раме методом клеевого сцепления. Такое решение каркаса обеспечивает жесткость
конструкции для кранового монтажа при площади щитов до 40 м2 и позволяет осуще-
ствлять ручной монтаж отдельных элементов. Опалубка рассчитана на статическую
нагрузку 70 кН/м2. Оптимальное применение - для стен и фундаментов.
Выпускают элементы трех высот - 2,70; 1,35 и 0,90 м, ширина элементов име-
ет девять типоразмеров - 2,70; 1,35; 0,90; 0,75; 0,55; 0,50; 0,45; 0,30; 0,25 м. Масса
элементов для типоразмеров 2,70 и 1,35 м составляет 55 кг на 1 м2, для остальных
элементов масса не превышает 40 кг.
В качестве палубы принята высококачественная многослойная фанера, для эле-
ментов шириной до 0,90 м толщина фанеры составляет 15 мм, для элементов шири-
ной 1,35 и 2,70 м толщина фанеры увеличена до 18 мм. Фанера имеет двустороннее
покрытие из синтетической смолы. Листы к раме крепятся с наружной стороны с
помощью винтов с режущей кромкой, все отверстия заделывают пластмассовыми
гильзами, примыкания щитов к раме обработаны силиконом.
Комплектующие и замковые соединения аналогичны соединениям фирмы «До-
ка». Быстродействующее зажимное приспособление устанавливают одной рукой,
оно стягивает примыкающие щиты, при легком ударе молотком по штырю-зажиму
щиты выравниваются без смещения, образуется жесткий узел. Для соединения и
раскрепления щитов опалубки предусмотрены фланцевые винты, для установки ко-
торых в рамах опалубки имеются сквозные отверстия.
Мелкощитовая опалубка «Алу стар» фирмы «Мева» (каркас опалубочных
щитов из алюминия). Опалубка «Алу стар» фирмы «Мева» имеет рамы, выполнен-
ные из алюминиевых неразъемных двухкамерных профилей. Ширина профиля при-
нята 4 см, высота - 12 см. Толщина профиля для элементов различной площади увя-
зана со спецификой статической работы. Рама дополнительно усилена посредством
поперечного ребра, которого нет в металлическом каркасе системы «Стар тек». По-
верхность профиля защищена пластмассовым напылением, что повышает его уда-
ростойкость, устойчивость к царапинам. Расчетная нагрузка 60 кН/м2.
Номенклатура элементов включает две высоты - 2,70 и 1,35 м, по ширине для
обеих высот приняты только семь размеров - 0,90; 0,75; 0,55; 0,50; 0,45; 0,30 и
0,25 м. Максимальную массу 48 кг имеют элементы размером 2,70x0,90 м, для ос-
тальных элементов масса находится в пределах 30 кг на 1 м2.
Для палубы используют многослойную высококачественную фанеру толщиной
15 мм с двусторонним покрытием синтетической смолой - пластмассовым порош-
ковым покрытием, отталкивающим бетон, что значительно снижает затраты на очи-
стку опалубки. Фанеру крепят к раме винтами с режущей кромкой, отверстия заде-
лывают коническими пластмассовыми гильзами, примыкание щитов к раме предо-
хранено силиконом.
Использованы комплектующие аналогичные фирмы «Дока». Для соединения
Щитов между собой достаточно два замковых соединения на щит. Фланцевые вин-
ты применяют для крепления всех вспомогательных частей к элементам и для уст-
ройства распора опалубки. Для заключительного выравнивания установленной опа-
лубочной панели используют ригели длиной 50 см.
Опалубка имеет следующие достоинства. Благодаря применению двухкамерно-
го и неразъемного профиля рама оказалась жесткой и прочной. Использование в
каркасе рамы из алюминия снизило массу изделий, все щиты можно устанавливать
вручную, т. е. отсутствует крановый монтаж опалубки. Применены легкие замковые
соединения. Пластмассовое покрытие палубы адгезиестойкое, ударостойкое, устой-
чивое к царапинам. При легком ударе молотком исключаются механические по-
вреждения на поверхности щитов.
Мелкощитовая рамная опалубка «ЭкоАз» предназначена для опалубки фун-
даментов ленточного и стаканного типов и предусматривает ручную сборку. Щиты
имеют высоту 2,40; 1,60; 1,20 и 0,80 м; ширину от 2,50 до 0,80 м, максимальная мас-
са щита составляет 60 кг, нагрузка на опалубку 50 кН/м2.
Мелкощитовая опалубка «Расто» фирмы «Тиссен». Немецкая фирма «Тис-
сен» широко внедряет свои опалубочные системы. В частности, ею разработаны
комплекты опалубки, взаимодополняющие друг друга: мелкощитовая опалубка
«Расто», крупнощитовая опалубка «Манто» и опалубка для перекрытий «Компакт».
Опалубка «Расто» предназначена для ручной установки щитов. Она проста в
использовании, прочна, выдерживает давление бетонной смеси до 60 кН/м2, много-
профильна, может применяться в различных областях строительства.
Основной элемент - щит высотой 2,70 м, для сооружений повышенной высоты
применимы доборные щиты высотой 1,50 м, шириной от 0,45 до 0,90 м с градаци-
ей через 5 см. Щиты легко комбинировать по вертикали и горизонтали, подгонка
осуществляется по длине при модуле 5 см, наращивание щитов возможно как при
совпадении горизонтальных швов, так и при их смещении.
Система «Расто» выполняется из горячеоцинкованной стали, элементы опалуб-
ки обладают высокой выносливостью и прочностью. Рама опалубки выполнена из
металлического профиля высотой 12 см, по периметру рама имеет выступ высотой
14 мм, который предохраняет торцы палубы со всех сторон. Рама снабжена про-
дольными ребрами через 30 см, в зависимости от ширины щитов имеет 1-2 попе-
речных ребра. Наличие в определенных местах уголковых креплений обеспечивает
высокую жесткость и устойчивость щитов, а применение полых профилей для ра-
мы значительно снижает их массу. Щит размером 2,7x0,75 м весит 60 кг и допуска-
ет перемещение и монтаж вручную.
Для соединения щитов применяют универсальные расто-сжимы. Комби-сжим
длиной 40 см соединяет два примыкающих элемента за один рабочий поворот ба-
рашка стык в стык, противодействуя растяжению, возможной вибрации и давлению
бетонной смеси. Сжим не только выверяет и обеспечивает соосность щитов, жест-
кость стыка позволяет крановый подъем щитов общей площадью до 40 м2. Когда не-
обходимо соединять «стоящие» и «лежащие» щиты или между щитами устанавли-
вать вставку шириной до 15 см, применяют раздвижные комби-сжимы длиной
55 см. Разработаны и специальные угловые раздвижные сжимы с люфтом до 6 см.
Замковые соединения опалубки «Расто» позволяют одним движением планки заце-
пить зажимные колодки, обеспечивающие плотное соединение соседних щитов. Де-
94
монтаж этих клино-эксцентриковых замков прост и не требует сверхусилий. Замковые
соединения располагаются при монтаже по месту необходимости и позволяют легко
осуществлять демонтаж без нарушения устойчивости общей системы опалубки.
Если при производстве работ используется не вся номенклатура изделий мел-
кощитовой опалубки «Расто», то применяются 5-сантиметровые компенсаторы для
закрепления в опалубке по длине стены и в угловых частях. В комплект опалубки
могут входить специальные щиты опалубки колонн, которые позволяют иметь пря-
моугольные и квадратные формы размерами от 0,15x0,15 до 0,55x0,55 м.
Предусмотрены анкеры для соединения щитов опалубки между собой, рас-
крепления опалубки колонн, стен и перегородок. Имеются распорки разной длины
для выверки щитов опалубки, обеспечения пространственной жесткости системы
щитов - блока опалубки при установке и бетонировании.
Мелкощитовая опалубка фирмы «Долли». Опалубка фирмы «Далли» состоит
из модульных элементов, что позволяет комплектовать опалубочную панель при
вертикальном и горизонтальном расположении щитов. Основное достоинство опа-
лубки в том, что из минимального количества элементов и оригинального крепежа
можно собирать вручную опалубку самых различных горизонтальных и вертикаль-
ных конструкций. Щиты выпускают трех размеров по высоте 2,64; 1,32 и 0,88 м и
10 размеров по ширине от 0,75 до 0,20 м с градацией через 5 см, стандартные щи-
ты размером 2,64x0,75 м весят 60 кг, допускается ручной монтаж элементов опалуб-
ки. На торцах каждого щита предусмотрены две приваренные шестигранные гайки
для прочного штыревого соединения двух примыкающих щитов.
Рабочая поверхность опалубки представляет собой 5-слойную деревянную
плиту толщиной 21 мм с двусторонней усиленной облицовкой, что позволяет при
регулярной очистке и смазке применять каждый элемент опалубки не менее 350 раз.
Элементы рамы щитов выполнены из листовой стали с накладками и косынками,
что делает каркас достаточно жестким и значительно снижает массу щита. Каждый
щит крепится всего двумя стяжными штырями, окончательное закрепление с помо-
щью крыльчатой гайки вручную. Фирмой разработаны собственные болтовые (без-
замковые) зажимы, которые вставляются в сквозное отверстие двух соседних щитов
и крепко их сжимают одним ударом молотка. Если два соседних щита смещены по
вертикали, то можно использовать специальную скобу, которую закрепляют в лю-
бом месте также одним ударом молотка. Такое закрепление происходит за счет двух
кулачков, с помощью которых профили опалубок будут сжаты вместе. Опалубоч-
ную скобу снимают ударом молотка в обратном направлении.
Для образования угловых соединений предусмотрены наружные и внутренние
уголковые элементы, позволяющие стыкование щитов осуществлять под любым уг-
лом. Разработаны специальные переставные жестяные листовые выравниватели-
вставки, благодаря которым можно образовать опалубочную панель точно по требу-
емым размерам. Специфика щитов и угловых соединений позволяет применять опа-
лубку «Далли» из стандартных элементов для стен разной толщины, высоты, раз-
личного очертания сооружения в плане.
Соединецие противоположных щитов опалубки и их взаимная фиксация осуще-
ствляется с помощью специальных штырей с крыльчатой гайкой; штырь пропускает-
ся через специальное половинное отверстие, специально запроектированное на тор-
цевых поверхностях опалубки. Опалубка для колонн фирмы «Далли» разработана для
четырех высот элементов: 3,0; 2,64; 1,32 и 1,0 м, конструкция позволяет осуществлять
наращивание по высоте, размеры колонн от 0,1x0,1 до 0,8x0,8 м с шагом 2,5 см.
2.1.1.2. Крупнощитповая опалубка
Опалубка включает щиты размером 3-20 м2 повышенной несущей способнос-
ти и применяется для конструкций с большими опалубливаемыми поверхностями.
Элементы опалубки совмещают в себе палубу с поддерживающими прогонами и ре-
брами. Увеличение размеров щитов опалубки позволяет резко снизить трудоем-
кость работ по опалубливанию конструкций и более полно реализовать комплекс-
ную механизацию процессов. Крупнощитовая опалубка наиболее универсальна и
мобильна в использовании и позволяет существенно улучшить качество конструк-
ций за счет снижения количества сопряжений, при этом высота щита принимается
равной высоте яруса бетонирования.
Опалубка предназначена для возведения крупноразмерных монолитных конст-
рукций самых разнообразных сооружений, установка и снятие опалубки осуществ-
ляются только кранами. Конструктивно опалубка состоит из четырех элементов.
Щиты опалубки являются самонесущими и включают палубу, элементы жесткости
щита и несущие конструкции. Такие щиты оборудуют подмостями, подкосами для
установки и первоначальной выверки, регулировочными домкратами.
Крупнощитовая опалубка применима практически для всех конструктивных
элементов зданий и сооружений: фундаментов, наружных и внутренних стен, ко-
лонн, перекрытий. Наибольшее распространение опалубка нашла при строительст-
ве жилых и гражданских зданий.
В многоэтажном жилищном строительстве при использовании крупнощитовой
опалубки предпочтительнее иметь наружные стены из сборных панелей заводского
изготовления - трехслойных с эффективным утеплителем, керамзитобетонных или
из кирпича. Внутренние несущие стены выполняют из монолитного железобетона.
Распространенной является конструктивная схема, при которой несущими бывают
железобетонные колонны при балочном или безбалочном перекрытии.
Для сборных и кирпичных наружных стен целесообразно отставание монтажа
на один этаж от бетонных работ.
В зависимости от толщины бетонируемой конструкции и требований к качест-
ву поверхностей щит опалубки выполняют из несущего каркаса и палубы на всю
плоскость опалубливания или из отдельных инвентарных щитов, объединяемых си-
стемой схваток или горизонтальных стяжек, пропускаемых через тело будущей бе-
тонной конструкции и устанавливаемых до бетонирования. Для обеспечения устой-
чивости опалубки и выверки ее в проектное положение используют различные си-
стемы подкосов и раскосов, снабженные механическими винтовыми домкратами и
регулировочными устройствами.
Опалубку стен устанавливают в два этапа. Сначала монтируют арматурный
каркас, затем - опалубку с одной стороны стены на всю высоту этажа и на послед-
нем этапе - опалубку со второй стороны. При приемке опалубки контролируют ге-
ометрические размеры, совпадение осей, вертикальность и горизонтальность опа-
лубочных щитов, закладные детали, плотность стыков и швов.
Бетонную смесь в опалубку укладывают сверху с закрепленных на ней консоль-
ных подмостей, располагаемых с наружной стороны щита. Бетонирование стен ведут
участками, границами обычно служат дверные проемы. Разгрузку бункера с бетонной
смесью осуществляют всегда в нескольких точках, при этом смесь в опалубку укла-
дывают слоями толщиной 30—40 см с уплотнением внутренними вибраторами сразу
при укладке. Для восприятия давления бетонной смеси при установке опалубки ис-
пользуют специальные инвентарные стяжки, а иногда и дополнительные вкладыши.
Щиты опалубки для стен и перекрытий часто выполняют на размер бетонируемой
площади (ячейки здания); эта площадь не должна превышать 70 м2.
Опалубку устанавливают в последовательности, определяемой ее конструкци-
ей и обеспечением устойчивости отдельных элементов и опалубки в целом в про-
цессе производства работ.
Крупнощитовая опалубка «Маммут» фирмы «Мева» (для массивных конст-
рукций). Опалубка «Маммут» применима для всех видов строительства, но наи-
большее распространение получила в жилищном строительстве.
Для расчетного давления бетонной смеси до 100 кН/м2 разработана опалубоч-
ная система «Маммут» усиленного профиля. Рамы опалубки выполнены из сталь-
ных высокопрочных неразъемных полых профилей с формированным гофром. Вы-
сота профиля - 12 см, ширина - 6 см; толщина профиля у отдельных щитов дости-
гает, по условиям статической работы 3,8 мм. Поверхность рамы лакированная.
По высоте принято три размера - 3,00; 2,50 и 1,25 м, для каждой высоты при-
нято четыре ширины элементов - 2,50; 1,25; 1,00 и 0,75 м, но при необходимости
могут быть поставлены элементы той же высоты при ширине от 0,60 до 0,25 м с ша-
гом 5 см. Принятые типоразмеры позволяют получать опалубочную панель практи-
чески любых размеров. Предусмотрен только крановый монтаж опалубки, масса
щитов в пределах 62 кг на 1 м2. Конструктивное решение опалубки позволяет обес-
печивать заданную жесткость системы при давлении бетонной смеси до 97 кН/м2.
Для данной опалубки приемлемо применение наружных вибраторов для уплотне-
ния бетонной смеси.
Исходя из расчетного давления бетонной смеси используют многослойную вы-
сококачественную фанеру толщиной 21 мм, обработанную с двух сторон синтети-
ческой смолой - пластмассовое покрытие.
Крепление к раме со стороны настила винтами с режущей кромкой, отверстия
заделываются пластмассовыми гильзами, соединение щитов с каркасом предохра-
нено силиконом.
В качестве комплектующих применены по аналогии с другими системами зам-
ковые соединения - по две штуки на элемент, универсальные замковые соединения
(при необходимости фланцевые винты) для крепления всех вспомогательных час-
тей к элементам и для устройства распора опалубки. В комплекте имеются ригели
для поперечного выравнивания и нивелирования поверхности.
Замковые соединения можно устанавливать в любом месте рамы. Фланцевые
винты - типовые. Все комплектующие долговечны благодаря горячей оцинковке.
Достоинствами опалубки является допустимая высота устройства до 4,5 м без
дополнительных креплений и раскосов, опалубка выдерживает скоростные режимы
бетонирования.
цевых поверхностях опалубки. Опалубка для колонн фирмы «Далли» разработана для
четырех высот элементов: 3,0; 2,64; 1,32 и 1,0 м, конструкция позволяет осуществлять
наращивание по высоте, размеры колонн от 0,1x0,1 до 0,8x0,8 м с шагом 2,5 см.
2.1.1.2. Крупнощитповая опалубка
Опалубка включает щиты размером 3-20 м2 повышенной несущей способнос-
ти и применяется для конструкций с большими опалубливаемыми поверхностями.
Элементы опалубки совмещают в себе палубу с поддерживающими прогонами и ре-
брами. Увеличение размеров щитов опалубки позволяет резко снизить трудоем-
кость работ по опалубливанию конструкций и более полно реализовать комплекс-
ную механизацию процессов. Крупнощитовая опалубка наиболее универсальна и
мобильна в использовании и позволяет существенно улучшить качество конструк-
ций за счет снижения количества сопряжений, при этом высота щита принимается
равной высоте яруса бетонирования.
Опалубка предназначена для возведения крупноразмерных монолитных конст-
рукций самых разнообразных сооружений, установка и снятие опалубки осуществ-
ляются только кранами. Конструктивно опалубка состоит из четырех элементов.
Щиты опалубки являются самонесущими и включают палубу, элементы жесткости
щита и несущие конструкции. Такие щиты оборудуют подмостями, подкосами для
установки и первоначальной выверки, регулировочными домкратами.
Крупнощитовая опалубка применима практически для всех конструктивных
элементов зданий и сооружений: фундаментов, наружных и внутренних стен, ко-
лонн, перекрытий. Наибольшее распространение опалубка нашла при строительст-
ве жилых и гражданских зданий.
В многоэтажном жилищном строительстве при использовании крупнощитовой
опалубки предпочтительнее иметь наружные стены из сборных панелей заводского
изготовления - трехслойных с эффективным утеплителем, керамзитобетонных или
из кирпича. Внутренние несущие стены выполняют из монолитного железобетона.
Распространенной является конструктивная схема, при которой несущими бывают
железобетонные колонны при балочном или безбалочном перекрытии.
Для сборных и кирпичных наружных стен целесообразно отставание монтажа
на один этаж от бетонных работ.
В зависимости от толщины бетонируемой конструкции и требований к качест-
ву поверхностей щит опалубки выполняют из несущего каркаса и палубы на всю
плоскость опалубливания или из отдельных инвентарных щитов, объединяемых си-
стемой схваток или горизонтальных стяжек, пропускаемых через тело будущей бе-
тонной конструкции и устанавливаемых до бетонирования. Для обеспечения устой-
чивости опалубки и выверки ее в проектное положение используют различные си-
стемы подкосов и раскосов, снабженные механическими винтовыми домкратами и
регулировочными устройствами.
Опалубку стен устанавливают в два этапа. Сначала монтируют арматурный
каркас, затем - опалубку с одной стороны стены на всю высоту этажа и на послед-
нем этапе - опалубку со второй стороны. При приемке опалубки контролируют ге-
ометрические размеры, совпадение осей, вертикальность и горизонтальность опа-
лубочных щитов, закладные детали, плотность стыков и швов.
Q6
Бетонную смесь в опалубку укладывают сверху с закрепленных на ней консоль-
ных подмостей, располагаемых с наружной стороны щита. Бетонирование стен ведут
участками, границами обычно служат дверные проемы. Разгрузку бункера с бетонной
смесью осуществляют всегда в нескольких точках, при этом смесь в опалубку укла-
дывают слоями толщиной 30-40 см с уплотнением внутренними вибраторами сразу
при укладке. Для восприятия давления бетонной смеси при установке опалубки ис-
пользуют специальные инвентарные стяжки, а иногда и дополнительные вкладыши.
Щиты опалубки для стен и перекрытий часто выполняют на размер бетонируемой
площади (ячейки здания); эта площадь не должна превышать 70 м2.
Опалубку устанавливают в последовательности, определяемой ее конструкци-
ей и обеспечением устойчивости отдельных элементов и опалубки в целом в про-
цессе производства работ.
Крупнощитовая опалубка «Маммут» фирмы «Мева» (для массивных конст-
рукций). Опалубка «Маммут» применима для всех видов строительства, но наи-
большее распространение получила в жилищном строительстве.
Для расчетного давления бетонной смеси до 100 кН/м2 разработана опалубоч-
ная система «Маммут» усиленного профиля. Рамы опалубки выполнены из сталь-
ных высокопрочных неразъемных полых профилей с формированным гофром. Вы-
сота профиля - 12 см, ширина - 6 см; толщина профиля у отдельных щитов дости-
гает, по условиям статической работы 3,8 мм. Поверхность рамы лакированная.
По высоте принято три размера - 3,00; 2,50 и 1,25 м, для каждой высоты при-
нято четыре ширины элементов - 2,50; 1,25; 1,00 и 0,75 м, но при необходимости
могут быть поставлены элементы той же высоты при ширине от 0,60 до 0,25 м с ша-
гом 5 см. Принятые типоразмеры позволяют получать опалубочную панель практи-
чески любых размеров. Предусмотрен только крановый монтаж опалубки, масса
щитов в пределах 62 кг на 1 м2. Конструктивное решение опалубки позволяет обес-
печивать заданную жесткость системы при давлении бетонной смеси до 97 кН/м2.
Для данной опалубки приемлемо применение наружных вибраторов для уплотне-
ния бетонной смеси.
Исходя из расчетного давления бетонной смеси используют многослойную вы-
сококачественную фанеру толщиной 21 мм, обработанную с двух сторон синтети-
ческой смолой - пластмассовое покрытие.
Крепление к раме со стороны настила винтами с режущей кромкой, отверстия
заделываются пластмассовыми гильзами, соединение щитов с каркасом предохра-
нено силиконом.
В качестве комплектующих применены по аналогии с другими системами зам-
ковые соединения - по две штуки на элемент, универсальные замковые соединения
(при необходимости фланцевые винты) для крепления всех вспомогательных час-
тей к элементам и для устройства распора опалубки. В комплекте имеются ригели
для поперечного выравнивания и нивелирования поверхности.
Замковые соединения можно устанавливать в любом месте рамы. Фланцевые
винты - типовые. Все комплектующие долговечны благодаря горячей оцинковке.
Достоинствами опалубки является допустимая высота устройства до 4,5 м без
дополнительных креплений и раскосов, опалубка выдерживает скоростные режимы
бетонирования.
97
Опалубка перекрытий «МеваДек» предусматривает четыре различных реше-
ния: система главных и вспомогательных балок с опалубочным покрытием; перехле-
стывающиеся поперечные балки в виде системы из деревянных брусьев с опалубоч-
ным покрытием из готовых щитов или ламинированной фанеры; панельная система;
использование стоек с падающей головкой для упрощения распалубливания.
Крупнощитовая опалубка «Манто» фирмы «Тиссен». Крупнощитовая опа-
лубка «Манто» предназначена для строительства крупных жилых и промышленных
объектов. Разработан широкий ассортимент щитов высотой 2,7 м для жилищного и
3,3 м для промышленного и гражданского строительства. Опалубка предназначена
для восприятия давления бетонной смеси до 80 кН/м2.
Каркас рамы состоит из оцинкованного металлического профиля сложной фор-
мы высотой 14 см, обеспечивающего высокую устойчивость на изгиб. Горячая
оцинковка исключает коррозию, резко снижает адгезию каркаса. Принятые разме-
ры рамы в сочетании с другими элементами устойчивости придают щитам особую
прочность, позволяют выдерживать гидростатическое давление бетонной смеси вы-
сотой до 3,3 м. Конструкция рам, соединение их между собой самовыверяющими-
ся сжимами создают высокую жесткость и устойчивость системе. Щиты высотой до
5,4 м могут обходиться без раскрепления подкосами.
Рядовые щиты опалубки выпускают высотой 3,30; 2,70; 1,20 и 0,60 м и шири-
ной щитов от 0,45 до 3,30 м. Все щиты в любом положении комбинируются друг с
другом горизонтально и вертикально, со смещением по высоте или горизонтали.
Щиты опалубки универсальные, так как имеющиеся с внутренней стороны обрам-
ления щитов два функциональных желобка гарантируют оптимальное применение
различных соединительных средств, разработанных разными фирмами. Все щиты
имеют по контуру стальной обрамляющий профиль, который предохраняет покры-
тый пластмассой многослойный щит из ценных пород древесины от ударов и по-
вреждений.
Для соединения щитов между собой применяют специальные сжимы, которые
обеспечивают простое, быстрое, надежное, хорошо противостоящее растяжению и
вибрации соединение двух элементов. Жесткость и прочность соединения позволя-
ют при крановом монтаже поднимать опалубочные панели площадью до 40 м2 без
дополнительного раскрепления. Кроме соединения сжимы одновременно вырихто-
вывают и выверяют щиты. Их можно применять при смещении щитов по высоте,
при их наращивании. Для соединения двух щитов опалубки максимальных разме-
ров достаточно двух сжимов.
Для бетонирования ленточных и столбчатых фундаментов и колонн можно обхо-
диться минимальным количеством элементов. Для опалубливания фундаментов щи-
ты укладывают «лежа». Для бетонирования колонн можно использовать специально
разработанную опалубку, но допустимо применять обычные щиты и угловые сжимы.
В зависимости от давления бетона применяют стержни Дивидаг ДВ15 и ДВ20.
Большие анкер-гайки обеспечивают хорошее распределение нагрузки, эффективное
использование несущей способности анкеров, надежное противостояние давлению
бетонной смеси.
Крупнощитовая опалубка «Лого 1», «Лого 1 + Алюм» фирмы PASCHAL.
Крупнощитовая опалубка «Лого 1» предназначена для строительства крупных жи-
98
Рис. 2.2.2. Крупнощитовая опалубка «Лого 1»,
«Лого 1 + Алюм» фирмы PASCHAL
лых и промышленных объектов. Разработан широкий ассортимент щитов высотой
0,75; 1,35; 2,40; 2,70 м и шириной 0,20; 0,25; 0,30; 0,40; 0,45; 0,50; 0,55; 0,60; 0,75;
0,90 м для жилищного, промышленного и гражданского строительства. Опалубка
^предназначена для восприятия давления бетонной смеси до 60 кН/м2 (рис. 2.2.2).
Каркас рамы состоит из высоко-
прочной профильной полосовой
стали толщиной 5 мм и высотой
12 см, обеспечивающей высокую ус-
тойчивость на изгиб (рис. 2.2.3, а).
Соединение щитов опалубки
между собой производится зажи-
мом с клином, мультизажимом с
возможностью регулирования от 1
до 12 см и стяжным болтом для осо-
бых случаев применения (рис. 2.2.3,
в, г, д, ё).
Опалубка «Лого» рассчитана
для стен с очень сложной плани-
ровкой. Вертикальные и горизон-
тальные элементы могут идеально
согласовываться с наклонными
верхними кромками стены, а также
позволяют сооружать опалубку в
виде уступов. Надстройка элемен-
тов опалубки реализуется при по-
мощи комбинированных планок,
что обеспечивает перемещение крупных секций. Обшивка опалубки - фанера из
финской березы толщиной 15 мм, покрытая феноловой смолой. Обшивка опалуб-
ки опирается на профили шляповидной формы, которые распределены равномер-
но по площади палубы. Каждый шляповидный профиль одновременно служит для
размещения функциональных деталей (опор, консолей, комбинированных планок
для надстройки с соблюдением стабильности направления и чалочных средств).
Крепление телескопических раскосов производится при помощи крепежного меха-
низма посредством клина и болта (рис. 2.2.4). Шляповидные профили, проходящие
в вертикальном и горизонтальном направлении, обеспечивают крепление в нуж-
ном месте.
Крупнощитовая опалубка «Лого 1 + Алюм». Разработан следующий ассортимент
щитов высотой 2,7 м и шириной 0,45; 0,50; 0,55; 0,60; 0,75; 0,90 м. Опалубка предназ-
начена для восприятия давления бетонной смеси до 60 кН/м2. Вес опалубки шириной
0,90 м составляет 60 кг, что позволяет монтировать опалубку вручную без крана. Алю-
миниевая рама - полый профиль, совместимая по исполнению со стальной рамой «Ло-
го», является дополнением к крупногабаритному элементу из стали (см. рис. 2.2.3, б).
Регулируемая опалубка колонн «ПАКС» фирмы PASCHAL. Конструкция регу-
лируемой опалубки колонн «ПАКС» (рис. 2.2.5) построена по принципу крыльев
ветряной мельницы рамных элементов из стали.
Рис. 2.2.3. Крупнощитовая опалубка «Лого» фирмы PASCHAL:
а - рама «Лого 1»; б - рама «Лого + Алюм»; в - зажим с клином для угла с наружными уголками;
г - зажим с клином; д - мультизажим; е - стяжной болт
Диапазон регулирования 20-60 см (ПАКС 60) или 40-100 см (ПАКС 100) по
шагам с градацией 5 см, не меняя обшивку опалубки. Высота опалубки 2,7; 1,2 и
0,2 м. Высоту опалубки возможно увеличивать до 40 см при помощи надстроечно-
го уголка. Фанерная обшивка опалубки толщиной 21 мм из финской березы со
стальной защитной кромкой. Максимальная устойчивость к давлению бетонной
смеси ПАКС 60 - 80 кН/м2, ПАКС 100-90 кН/м2. Установка, закрытие и снятие, пе-
ремещение опалубки производится за один цикл работы крана. Открытие и закры-
тие опалубки производится при помощи монтажного рычага ПАКС.
100
Разборно-переставная опалубка стен и колонн фирмы «НОЕ». Опалубочная
система «НОЕ Тор 2000» для нужд строительства выпускается четырех модифика-
ций - основная стальная рамная опалубка с любым требуемым покрытием, рассчи-
танная на нагрузку до 80 кН/м2 с высотой щитов до 3,31 м (рис. 2.2.6) и максималь-
ной опалубочной площадью щита до 14,05 м2; облегченная система со стальной ра-
мой, допускающая бескрановую установку; алюминиевая опалубка, предназначенная
исключительно для работ вручную, и универсальная опалубка для колонн, допускаю-
щая давление бетонной смеси до 125 кН/м2. Опалубку для стен можно собирать в раз-
ных комбинациях при вертикальном или горизонтальном расположении щитов.
стрелки)
(по часовой стрелке)
Рис. 2.2.4. Крепежный механизм для раскосов
Стандартные размеры стальной рамной опалубки - ширина элементов 2,65; 1,35;
1,25; 1,00-0,25 м (шаг 25 см), высота 3,31; 3,00 и 2,65 м, оборачиваемость палубы
70-90 раз, стальной рамы - 500 оборотов. Для облегченной системы дополнительно
применимы элементы шириной 5,30 и 3,31 м и высотой 2,65; 1,35 и 0,66 м.
б)
Рис. 2.2.5. Регулируемая опалубка колонн «ПАКС 60» фирмы PASCHAL:
а - вид опалубки; б - общий вид в открытом состоянии; в-в закрытом состоянии;
г - в открытом состоянии
Покрытие щитов изготовляют всегда цельным без вставок и доборов, даже для
щитов размером 2,65x5,30 м. В качестве палубы могут быть применены водостой-
кие деревоклееные трехслойные щиты толщиной 21 и 22 мм или структурная дере-
вянная палуба необходимой по расчету толщины; палуба к щитам всегда крепится
с тыльной стороны. Эти достоинства позволяют иметь высокую оборачиваемость
102
щитов, оптимальный вид распалубленной поверхности и упрощают очистку щитов.
Наиболее часто для опалубочного покрытия применяют березу в 15 слоев общей
толщиной 21 мм с нанесенным двусторонним феноловым покрытием.
Рис. 2.2.6. Разборно-переставная опалубка стен «НОЕ Топ 2000» (высота 3,31 м)
Внешний сплошной паз в раме позволяет осуществлять крепление щитов меж-
ду собой в любом месте. Для сборки щитов в единую опалубочную панель приме-
няют клиновидные и винтовые струбцины для обычных соединений и растерные
струбцины для выравнивания щитов при наличии вставок шириной до 25 см, при
этом прочность стыка и всей опалубочной панели не снижается. Все стальные эле-
менты опалубок обязательно проходят горячее оцинкование, что не только улучша-
ет внешний вид, но и повышает оборачиваемость щитов, значительно снижает ад-
гезию с бетоном.
Облегченная опалубка НОЕ представляет собой вариант, сочетающий эконо-
мичность и прочность стальной рамы с алюминиевыми элементами жесткости.
Опалубка «НОЕ Alu Тор 2000» (рис. 2.2.7) имеет четыре типоразмера по ширине -
0,88; 0,75; 0,50 и 0,25 м, два по высоте - 2,65 и 1,35 м, оборачиваемость щитов
60-80 раз, рамы - 400 оборотов. Палуба из водостойкой 9-слойной фанеры общей
толщиной 15 мм с лицевой стороны заклепана, сверху напылением нанесен защит-
ный слой для облегчения распалубливания и ухода за щитами. Опалубка легкая,
позволяет ручную установку.
При необходимости могут быть использованы в рамках системы Тор 2000 щиты
Других типов и модификаций. Все угловые щиты, выравнивающие вставки и другие
элементы крепежа одинаковы и могут быть неограниченно модифицированы.
1 m
Опалубка прямоугольных колонн фирмы «НОЕ» состоит из четырех щитов
(рис. 2.2.8), позволяющих плавно регулировать поперечное сечение от 0,15 до
1,50 м, высота щитов 3,00; 2,75; 1,00 и 0,50 м, имеется возможность соединения щи-
тов по высоте с помощью стандартных соединительных элементов (рис. 2.2.9). Ра-
ма опалубки полностью стальная, она прочна и долговечна, покрытие щитов по вы-
бору из многослойной, трехслойной фанеры, досок или 4-миллиметрового стально-
а)
Рис. 2.2.7. Опалубка «НОЕ Alu Тор 2000»:
а - стальная рамная опалубка с алюминиевыми элементами жесткости; б - угловые элементы
алюминиевой опалубки
го листа. Оборачиваемость деревянного покрытия в пределах 20-30 оборотов,
стальной рамы, включая стальную палубу, - до 400 раз. Соединение щитов на бол-
тах или на специальных треугольных накладках.
104
Стальная опалубка круглых колонн с облицовочной поверхностью фирмы
«НОЕ» (рис. 2.2.10, а, б) состоит из двух полусфер, внешняя сторона которых по-
крашена, внутренняя покрыта смазкой. На стыках смонтированы стяжные болты,
включаязпвуппзапоры. Каждая полусфера имеет по две петли для подвески на кран,
Рис. 2.2.8. Опалубка прямоугольных колонн «НОЕ Vario 2000»:
а — общий вид; б — конструктивное решение; 1 — щит опалубки; 2 — крыльчатая гайка с пластиной
а также две накладки для установки опор. Наращивание по высоте производится
при помощи привинчивающего фланца. Высота основных элементов 3,0 м, элемен-
тов наращивания 1,0 и 0,5 м. Диаметр опалубок 20, 25, 30, 35, 40, 45, 50, 55, 60, 70,
80, 100, 110, 120 см. Допустимая нагрузка бетона 80 кН/м2.
Опалубка колонн фирмы RAPIDOBAT производится с гладкой внутренней по-
верхностью и со спиралеобразным узором (рис. 2.2.10, в, г). Диаметр опалубок от
20 до 120 см, длина до 7 м.
Данная опалубка обладает следующими свойствами:
• не требуется смазки;
• простота, скорость установки и крепления;
• внешняя сторона круглая, внутри - вставки для структурных профилей;
• демонтаж за счет шнура «молнии»;
• стойкость к коррозии.
Щитовая стеновая опалубка фирмы «Утинор». Для стен, колонн, перекры-
тий, лифтовых шахт и т. д. разработаны различные виды опалубки с опалубочной
поверхностью в виде 4-миллиметрового стального листа, благодаря ему и жесткой
раме существенно повышается прочность опалубки, нормативная оборачиваемость
опалубки составляет 800 циклов. Наиболее часто применяют крупнощитовую опа-
лубку для стен и перекрытий.
В настоящее время фирма «Утинор» производит три модели стеновой опалубки -
стандартную, складывающуюся и контейнерную. Складывающаяся опалубка пред-
ставляет собой промежуточное решение между стандартной щитовой и контейнерной.
Стандартная стеновая опалубка состоит из вертикальных панелей высотой
2,52; 2,60 и 2,70 м, длиной модуля 1,25 м, что позволяет иметь элементы в наборе
от 1,25 до 6,25 м. Щиты опалубки состоят из металлического листа толщиной 3 или
4 мм с элементами жесткости и несущими конструкциями (фермами, балками), ко-
торые воспринимают усилия от бетонной смеси и обеспечивают необходимую ус-
тойчивость опалубки и возможность ее регулировки.
Для двустороннего формирования стен два щита опалубки фиксируются меж-
ду собой в положении «лицом к лицу» с помощью подъемных устройств, благода-
ря которым постоянно обеспечивается устойчивость обоих щитов в течение необхо-
димого времени. При распалубливании оба щита стропят, приподнимают подъем-
ным краном, и устройства автоматически раздвигают щиты.
При размещении стеновой опалубки в новое рабочее положение щиты находят-
ся в фиксированном рабочем положении на расстоянии 1,1м друг от друга, что поз-
воляет устанавливать арматурные каркасы, другие закладные детали и вставки. При
подготовке к бетонированию установку и закрепление щитов в проектном положе-
нии производят с помощью специальных убирающихся роликов. Щиты соединяют
стягивающими шпильками, причем верхняя шпилька оказывается выше уровня бе-
тонирования, а нижняя расположена в основании стены. Никаких других неровно-
стей и отверстий после бетонирования стены не образуется. Необходимый просвет
между щитами в верхней части опалубки обеспечивается рамой устройств, в ниж-
ней части - с помощью специальных рычажных устройств.
Каждая стеновая опалубка оснащена з основании домкратами для ее установ-
ки на проектный уровень и двумя подъемными скобами в головной части. Фермы
на опалубке закрепляют с шагом 1,25 м (три элемента на щит длиной 3,75 м) и име-
ют в основании домкрат для выставления уже всей опалубочной панели строго по
вертикали. Каждый стеновой щит оборудован рабочей площадкой и лестницей.
Рис. 2.2.9. Наращивание опалубки колонн «НОЕ Vario 2000» при помощи соединительных
клиновидных и растерных струбцин системы НОЕ Топ 2000»
Металлическая опалубка обладает высоким качеством формующей поверхнос-
ти. Идеальная стыковка формующих поверхностей двух стеновых щитов обеспечи-
вается специальными направляющими и соединительными рычагами и фиксирую-
щими пальцами. Шпильки (стяжки с резьбой), распределительные пластины и
крыльчатые гайки обеспечивают жесткую взаимную установку двух противополож-
ных щитов и воспринимают давление заливаемой в опалубку бетонной смеси. На
каждую шпильку надевают специальные конусы, которые жестко фиксируют рас-
стояние между двумя стеновыми щитами, конусы располагают под каждой фермой
в нижней и верхней частях щита.
В тех случаях, когда необходимая высота возводимой бетонной стены превы-
шает высоту стандартной стеновой опалубки, используют верхние доборные пане-
ли, вставляемые в верхние части основного щита. При высоте добора не более
0,35 м регулировку их положения производят с помощью винтов, опирающихся на
внутреннюю поверхность ребра жесткости опалубки, для вставок до 1,0 м применя-
ют специальные стабилизаторы с регулировочными винтами. При высоте доборных
элементов более 1 м используют специальные доборные фермы, соединяемые с ос-
новными несущими фермами. Все усилия от давления бетонной смеси передаются
с доборных элементов на основные щиты опалубки.
Важным элементом качественного и соосного бетонирования сооружения по
вертикали является бетонирование на нулевом уровне сооружения цоколей высотой
60-100 мм с выпущенной арматурой.
107
Цоколи должны бетонироваться одновременно с плитами перекрытия над под-
валом, при бетонировании перекрытия первого этажа должны быть оставлены цо-
коли стен второго этажа.
Рис. 2.2.10. Опалубка для круглых колонн:
а - фирмы «НОЕ» общий вид; б - соединения полусфер опалубки; в, г - фирмы RAPIDOBAT
В стандартной стеновой опалубке необходимо демонтировать навесные пло-
щадки, фермы жесткости и другие элементы каркаса при транспортировании на но-
вую строительную площадку.
Складывающаяся опалубка снабжена поворотными и откидывающимися в сто-
рону элементами оснастки, что позволяет сократить габариты опалубки при транс-
портировке.
Получаемые в результате бетонирования поверхности практически не требуют
какой-либо доработки, благодаря чему значительно сокращается объем отделочных
работ.
Металлическая опалубка позволяет использовать оконные, дверные и другие
проемообразователи, которые крепятся с помощью магнитных фиксаторов прямо
на металлических щитах, что дает возможность быстро и качественно устанавли-
вать в этих проемах оконные и дверные рамы и каркасы. Проемообразователи мо-
гут иметь жесткую конструкцию и изготавливаться под определенные размеры ли-
бо быть раздвижными и использоваться под меняющиеся размеры. Они могут сра-
зу содержать оконные и дверные коробки, которые в этом случае автоматически
встраиваются в бетонную конструкцию, либо просто обозначают проемы, в которые
позднее монтируются те же оконные и дверные коробки.
Демонтаж и монтаж на новом рабочем месте ранее собранной опалубки не
представляют особой сложности, но должны проводиться с учетом выполняемых
на стройке работ.
При распалубливании накануне забетонированной стенной опалубки снимают
шпильки и винты проемообразователей, ослабляют домкраты ферм, отсоединяют
торцевые отсечки стен и разъединяют (раздвигают) панели, которые затем переме-
щают на следующую захватку.
Демонтаж опалубки начинают со снятия домкратов ферм после их предвари-
тельного ослабления, после чего щиты отделяются от бетонной поверхности, откло-
няются назад, но благодаря устройствам сохраняют при этом необходимую устой-
чивость.
После распалубливания рабочая поверхность должна быть промыта струей во-
ды, очищена скребком и смазана специальным составом. Опалубку устанавливают
на новое место над уже забетонированным цоколем. На щите в нужных местах мон-
тируют все необходимые проемообразователи, снятые с уже забетонированных
стен, бригада электриков размещает распределительные коробки, выключатели и
осуществляет кабельную разводку.
Арматурщики устанавливают арматурные сетки и каркасы, соединяя их между
собой со стержнями арматуры, выпущенными из цоколя.
Затем щиты опалубки прижимают к цоколю, соединяют друг с другом и вырав-
нивают по вертикали и горизонтали с помощью домкратов.
После этого вставляют шпильки, на них надевают конусы, щиты окончательно
вплотную притягивают к цоколю и стягивают шпильками.
Окончательное положение опалубки фиксируется после регулировки горизон-
тальности и вертикальности опалубки. На заключительном этапе установки опа-
лубки торцы стен закрывают отсечками, которые после регулировки жестко фикси-
руются по краям опалубки.
Контейнерная стеновая опалубка фирмы «Утинор». Ее выпускают в мо-
дульном исполнении длиной 1,25 и 2,5 м для стандартных высот 2,52 и 2,60 м. Верх-
ние доборные панели по 0,23 м и нижние доборы по 0,5 и 1,5 м позволяют получать
то
большое число комбинаций опалубки по высоте. Ребра жесткости опалубочной ра-
мы решены в форме кессона с шагом ребер 15 см, что гарантирует палубе из фор-
мующего листа толщиной 4 мм повышенную жесткость и прочность.
Все углы опалубки снабжены специальными контейнерными клиньями (глав-
ным элементом соединения щитов между собой). Благодаря им щиты хорошо защи-
щены от деформаций, соседние панели соединяются затягиванием специальных
шпилек. При этом гарантируются стыковка и выравнивание соединяемых щитов
опалубки без дополнительной регулировки. Опалубка складывается полностью, ра-
бочая площадка (платформа и ограждение) и стабилизирующие подкосы не демон-
тируют при транспортировке.
Важное достоинство металлической опалубки фирмы «Утинор» состоит в том,
что ее можно трансформировать по высоте, ширине и длине, т. е. ее можно приме-
нять для реализации самых разных проектов при разной толщине стен, высоте эта-
жей и пролетах до 8,2 м.
2.1.2. Опалубка перекрытий
При установке опалубки балочного перекрытия последовательность работ бу-
дет следующей. Сначала устанавливают арматурный каркас колонн, на них опалуб-
ку колонн с закреплением хомутами и раскреплением в 2-3 уровнях раскосами. Для
сопряжения с вышерасположенными конструкциями арматуру колонн выпускают
выше верхнего обреза опалубки на 40-50 см. Далее бетонируют колонны. После
этого к опалубке колонн устанавливают щиты днища балок или прогонов, под них
устанавливают и выверяют по высоте поддерживающие стойки или пространствен-
ные опоры. Стойки для пространственной жесткости устанавливают на треногах.
После установки боковых щитов опалубки балок и соединения горизонтальными
стяжками их скрепляют со щитом днища. На следующем этапе под перекрытие под-
водят деревянные опалубочные балки, также устанавливаемые на стойках или про-
странственных опорах, по ним расстилают палубу из влагостойкой фанеры. После
укладки арматурных каркасов и сеток, прокладки трубок для внутренних проводок
осуществляют бетонирование. Разборку опалубки рекомендуется выполнять после
набора бетоном распалубочной прочности и в последовательности, обратной уста-
новке опалубки.
Опалубка ЦНИИОМТП для перекрытий. Опалубка стен состоит из щитов
высотой на этаж при модульной ширине от 0,3 до 1,8 м, а также доборных - торце-
вых и угловых.
Щит состоит из металлической палубы, горизонтальных балок и вертикальных
фермочек. В нижней части щитов предусмотрены винтовые домкраты. В опалубке
можно бетонировать стены толщиной 0,12; 0,16 и 0,20 м при высоте до 3 м и пере-
крытия толщиной 0,1-0,22 м.
Монолитное перекрытие устраивают после возведения стен и набора ими необхо-
димой начальной прочности. Опалубку перекрытий монтируют на телескопические
стойки, укладывают арматурные сетки в двух уровнях, осуществляют бетонирование.
Для крупнощитовой опалубки разработана универсальная опалубка перекры-
тий, так называемая «столовая опалубка». Она состоит из набора модульных эле-
1 1Л
ментов, позволяющих собирать опалубку при длине щита до 12 м, ширине до 5,6 м
и высоте от уровня стоянки от 1,75 до 10 м. Распалубливание осуществляют за счет
снижения высоты опор стола. Далее опалубку выкатывают из-под перекрытия и пе-
реставляют на другое место. Монтаж и перестановку выполняют траверсой «ути-
ный нос».
Опалубка для перекрытий «Компакт» фирмы «Тиссен». Она позволяет уст-
раивать опалубку для перекрытий любой длины, ширины и толщины. Это достига-
ется за счет того, что все составляющие опалубки подогнаны друг к другу. Элемен-
ты опалубки имеют значительную прочность, долговечны. В целом опалубка состо-
ит из следующих элементов: компакт-балки С20, применимые для устройства лю-
бых перекрытий; раздвижные треноги со стальными стойками с встроенным лег-
ким разжимом для распалубки и «падающая» головка для установки на ней несу-
щих балок.
Монтаж опалубки осуществляют в следующей последовательности. «Падаю-
щую» головку устанавливают сверху в стойку, стойку закрепляют в проектном по-
ложении, с помощью раздвижки треноги она получает необходимую пространст-
венную устойчивость. В головку стойки устанавливают несущие продольные бал-
ки, по которым раскладывают поперечные балки, сверху которых располагают щи-
ты или просто листы опалубки. Для проведения распалубливания «падающая» го-
ловка опускается вниз на 6 см, а вместе с ней и вся опалубочная система.
Особенностью опалубочной системы является то, что «падающая» головка мо-
жет держать сразу две балки, расположенные внахлест, легко могут перемещаться
по этой головке, поэтому конструкция применима к любым очертаниям опалубки в
плане. Стойки треноги, устойчивые сами по себе, а также расположенные по ним
продольные и поперечные балки можно расставлять на расстояниях, соответствую-
щих требованиям нагрузки, которую они будут воспринимать. Для значительных
нагрузок расстояния должны быть меньше; для перекрытий меньшей толщины и
меньших нагрузок на опалубку расстояния между стойками и расположенными
сверху прогонами могут быть увеличены.
В данной опалубочной системе применены деревянные балки. Они изготовле-
ны из северной высокопрочной ели, имеют форму двутавра с «выпуклыми» боками
и достаточно широкими и устойчивыми поясами. Такая компактная форма делает
балку прочной и устойчивой, а пятислойное склеивание увеличивает общую жест-
кость. Балка, даже если гвозди прибиваются по краям, не раскалывается. При необ-
ходимости ее можно распилить в любом месте, даже наискось, что не уменьшает
прочностных характеристик. Балка не деформируется при падении, мало подверже-
на износу, пропитка предохраняет от гниения. Деревянные прогоны относительно
легкие, их могут устанавливать вручную два человека. Поперечное сечение балок
позволяет их легко кантовать и устанавливать в нужное место.
Опалубочная система «МеваДек». Она предназначена для горизонтальных
конструкций и перекрытий. Главным преимуществом этой системы является то, что
в ней использованы все известные технологии горизонтального опалубливания, что
позволяет создавать четыре различные системы опалубки.
Комбинация этих систем дает возможность для каждого конкретного случая
минимизировать поверхность добора, а применение стоек с падающими головками
111
позволяет при ускоренном варианте распалубливания оставлять только отдельные
промежуточные стойки.
В опалубке применяется деревянная клееная балка Н20, предназначенная для
сборки по металлическим стойкам с падающей головкой.
Стандартные размеры балок (при высоте 0,20 м) составляют 250,330,390 и 450 мм.
Опалубка перекрытий системы «PASCHAL Дек» (рис. 2.2.1 Г). Опалубка со-
стоит из трех основных компонентов: обшивки опалубки, балок Н20 и опор конст-
рукции. Адаптация опалубки к пространствам различных размеров обеспечивается
за счет соединения внахлестку балок Н20.
Рис. 2.2.11. Общий вид опалубки «PASCHAL Дек»
Система состоит из стоек свайной опоры с вильчатыми головками, которые ис-
ключают опрокидывание балок Н20.
Промежуточные опоры подвешиваются к балке свайной опоры через головку
опоры Н20. Удаление опалубки производится за счет опускания опор конструкции,
опрокидывания и вытягивания балок Н20.
Технологическая последовательность монтажа опалубки перекрытий представ-
лена на рис. 2.2.12.
Опалубка перекрытий фирмы PASCHAL со складной рамой stellMAX
(рис. 2.2.13, 2.2.14). Опалубка состоит из складных рам со встроенными ножками.
Две рамы соединяются посредством одного подвесного приспособления, образуя
квадрат или треугольник. Опоры рамы устанавливаются по углам аналогично креп-
лению на треноги.
Плита столешницы состоит из обшивки опалубки с поддерживающими балка-
ми Н20. Столешница и балки свайной опоры соединяются между собой посредст-
вом зажимных деталей, в результате чего стол можно транспортировать как единое
целое (рис. 2.2.14, а).
112
Конструкция опалубки позволяет удлинить палубу, что сокращает объем работ
по изготовлению дополнительной опалубки.
Стол для перекрытия удлиняется при помощи вставной балки miniMAX, кото-
рая является балкой свайной опоры (рис. 2.2.14, г). Тем самым стол становится те-
лескопическим и адаптируется к имеющимся размерам.
Рис. 2.2.12. Последовательность монтажа опалубки «PASCHAL Дек»:
а - операция № I; б - № 2; в - № 3; г - № 4; д - № 5; е - № 6
Опалубки перекрытий системы «НОЕ». Опалубка из главных балок и опалу-
бочных щитов. Система состоит из стоек с падающими головками, потолочных ба-
лок и опалубочных щитов (рис. 2.2.15).
Опалубочные щиты имеют длину 1,50 и 1,20 м при ширине от 0,90 до 0,30 м
через 15 см. Продольные потолочные балки по осям опор могут иметь размеры
113
3,00; 2,10; 1,80; 1,50 и 1,20 м, падающая головка стальная оцинкованная высотой
0,36 м, опускание головки при необходимости до 17 см.
Опалубка может быть смонтирована вручную, включая закрытые помещения
при минимальных доборах.
Рис. 2.2.13. Общий вид опалубки PASCHAL со складной рамой stellMAX
На стандартные стойки с падающей или поворотной головкой укладывают про-
дольные балки, а по нижним поясам - поперечные ригели. Решение позволяет
иметь свободный выбор опалубочного покрытия.
В зависимости от установки поперечных балок опалубку (опалубочные листы
или щиты) можно укладывать как между продольными балками, так и сверху них.
Опалубка с раздвижными второстепенными балками. Потолочная фасонная си-
стема фирмы «НОЕ» (рис. 2.2.16), совместимая с алюминиевой опалубкой, являет-
ся ее дальнейшим развитием и совершенствованием.
Стойки с падающей головкой принимают нагрузку от щитов покрытия даже
при одностороннем загружении только центрально, без изгибающего момента опор.
Второстепенные балки раздвижные от 1,0 до 1,5 м телескопического типа. Как ва-
риант применима фасонная система из крупноразмерных щитов, опирающихся не-
посредственно на полки главных балок, что позволяет осуществлять легкий монтаж
и демонтаж щитов.
Сортамент щитов имеет шаг 15 и 30 см, что дает возможность оптимально раз-
ложить опалубку по всей площади помещения с минимальными доборами. Конст-
руктивное решение позволяет иметь плотное прилегание к стене и надежное креп-
ление с ней. При необходимости допустимо применение продольных балок длиной
3 м, что значительно сокращает количество потребных стоек и упрощает процесс
установки их под опалубочные потолочные панели.
114
Потолочная опалубка с падающими головками. Данное решение универсально,
оно включает потолочную опалубку с падающими головками и несущей системой
продольных балок и потолочных панелей (рис. 2.2.17).
б)
г)
Рис. 2.2.14. Опалубка PASCHAL со складной рамой stellMAX:
а - транспортировка опалубки краном; б - перемещение опалубки подъемными тележками;
в - монтаж и демонтаж палубы; г - удлинение стола опалубки
Балки подвешивают на падающие головки, которые предварительно крепят на
головки опорных стоек. В падающих головках защемляют несущие ригели, штати-
вы стоек обеспечивают стабильность в течение монтажа.
115
В собранную несущую конструкцию вкладывают опалубочные панели. Досто-
инство данного решения - возможность раннего распалубливания, при этом стойки
с падающей головкой постоянно подпирают распалубленный потолок. Снятая пото-
лочная опалубка может в это время быть смонтированной на соседней захватке на
запасных опорах.
Рис. 2.2.15. Опалубка перекрытий фирмы «НОЕ» с несущими элементами
из алюминиевых сплавов
Опалубка с балками Н20. Широкое применение нашли деревянные балки Н20
в системе опалубок «НОЕ». Вся система состоит из деревянных балок, вилочных
головок, стандартных опор, штативов и покрытия в виде щитов или листов много-
слойной фанеры (рис. 2.2.18). Опалубку устанавливают вручную. Она особенно
подходит для закрытых помещений.
Недостатком этой системы является пониженная оборачиваемость балок
(до 50 оборотов) и щитов (до 20 оборотов).
Опалубка фирмы «Долли» для перекрытий. Конструктивное решение опалуб-
ки традиционное - раздвижные стойки, деревоклееные балки Н20, по верхним пол-
кам которых укладывают щиты опалубки, предназначенные для стен, а также ана-
логичных размеров (но длиной только 1,32 и 0,88 м) специальные щиты.
Стойки трех типоразмеров переменной длины 1,15-3,0 м; 2,0-3,5 м и 2,3-4,1 м,
балки Н20 стандартных размеров, для распалубливания на раздвижные стойки ус-
танавливают U-образный держатель балки с падающей головкой.
116
Опалубка перекрытий фирмы «Утинор». Фирма «Утинор» предлагает три са-
мостоятельных варианта опалубки для бетонирования перекрытий: несъемная опа-
лубка из самонесущих элементов, которые при наличии временных промежуточных
опор могут выдерживать не только свой вес, но и вес укладываемой бетонной смеси;
мелкощитовая опалубка для бескрановой установки и формовочные столы.
Рис. 2.2.16. Опалубка перекрытий фирмы «НОЕ» с раздвижными
телескопическими второстепенными балками и «поворотной головкой»
Мелкощитовая опалубка содержит три основных элемента: стандартную стой-
ку с закрепляемой сверху стоечной головкой, металлическую профильную балку и
щиты, состоящие из стальной рамы и ламинированного фанерного листа. Раздвиж-
ные стойки дают возможность использовать опалубку для помещений с высотой
этажа от 2 до 5,2 м. Несущие балки длиной 1,0 и 1,6 м позволяют при необходимо-
сти наращивать их в пределах 0,6-0,9 м. Щиты имеют ширину 0,3 и 0,6 м и длину
от 0,9 до 1,5 м (самый тяжелый элемент опалубки весит 26 кг). Забетонированную
плиту после демонтажа щитов и балок поддерживают с помощью стандартных сто-
ек с головками.
Стандартный формовочный стол фирмы «Утинор». Конструктивное решение
стола позволяет применять его при высотах помещения от 2,0 до 2,5 м и при проле-
тах от 1,9 до 6,0 м. Рабочая поверхность выполняется в виде металлического листа
толщиной 3 мм или крупноразмерных листов фанеры толщиной 18-21 мм. Стол со-
стоит из раздвижных поперечных балок, установленных на продольных балках кар-
каса стола. Металлическое покрытие прикрепляется к раздвижным балкам через
приваренные элементы жесткости, фанера - с помощью скоб и болтов с потайной
головкой.
117
Решетчатые продольные и поперечные балки U-образной формы имеют длину
от 1,2 до 5,4 м с шагом 60 см, что позволяет получать палубу с пролетом до 6 м.
Опорные ноги V-образной формы крепятся болтами к нижним полкам продольных
балок, а с помощью раскосов - к поперечным балкам. Каждая опорная нога обору-
дована винтовым рычажным домкратом с ручным управлением и ходом 690 мм и
колесом диаметром 200 мм для перемещения опалубки вдоль пролета.
Рис. 2.2.17. Опалубка перекрытий фирмы «НОЕ» с падающими головками:
а - потолочная опалубка с падающими головками; б - продольная балка с падающей головкой при
опалубке и распалубке
Сначала с помощью винтовых домкратов на опорных ногах и реперных отме-
ток на верхней части стен выставляется стол по высоте, подгоняются боковые рас-
палубочные рейки, а затем устанавливаются проемообразователи, электрооборудо-
118
вание и кабельная разводка, прокладываются необходимые коммуникации и укла-
дываются арматурные сетки.
Столы снабжены распалубочными рейками, которые устанавливаются с каж-
дой стороны стола. Они позволяют выбрать зазор, образующийся при установке
между столом и примыкающими стенами, и легко опустить формовочный стол по-
Рис. 2.2.18. Опалубка перекрытий фирмы «НОЕ» с балками Н20:
а - общий вид; б - краевой узел опалубки
119
еле схватывания бетона. Распалубка стола производится под действием силы тяже-
сти и исключительно за счет опорных ног стола и создаваемого с их помощью при
опускании на домкратах зазора между столом и низом перекрытия в несколько сан-
тиметров. При раскружаливании домкратов стол оказывается на встроенных коле-
сах или шаровых опорах и легко подкатывается к краю плиты для последующего
выдвижения и перестановки. Одновременно в освобожденном пролете устанавли-
ваются временные опорные стойки для поддержания еще не набравшей прочности
бетонной плиты.
При бетонировании перекрытий второго этажа для извлечения столов следует
использовать распалубочные площадки или консольные подмости, нагрузка от ко-
торых передается на успевшую набрать достаточную прочность плиту перекрытия
первого этажа. Существует несколько вариантов извлечения столов краном. Стол
может выкатываться на подмости, служащие продолжением плиты, а с них подни-
маться краном с помощью четырехветвевого стропа. Стол также может быть поднят
краном и без подмостей, с помощью специальной траверсы или уравновешивающе-
го устройства.
2.2. ГОРИЗОНТАЛЬНО ПЕРЕМЕЩАЕМЫЕ ОПАЛУБКИ
2.2.1. Катучая опалубка
Катучая - горизонтально перемещаемая опалубка - периодически передвига-
ется в горизонтальном направлении по мере приобретения бетоном достаточной
прочности. Ее применяют для бетонирования линейно протяженных сооружений,
имеющих постоянное поперечное сечение и типовые повторяющиеся элементы
ячейки: подпорные стенки, тоннели и коллекторы для подземных сооружений и
коммуникаций, возводимых открытым способом. В зависимости от типа и объемно-
планировочного решения сооружения катучая опалубка может иметь свои техноло-
гические особенности, но в целом основное конструктивное решение не меняется.
Главная задача данной опалубки - обеспечить непрерывность бетонирования
(допустимы незначительные перерывы). Возможны два варианта технологии: не-
прерывное скольжение опалубочных щитов по поверхности возводимой конструк-
ции и последовательная перестановка щитов с предварительным их отрывом от бе-
тона на предыдущей захватке.
Современные типы опалубок позволяют перемещать опалубочные щиты вдоль
оси бетонируемой конструкции, поднимать щиты по вертикали для поярусного бе-
тонирования, регулировать уклон бетонируемых поверхностей.
Катучая опалубка для бетонирования линейно-протяженного сооружения (тон-
неля) состоит из внутренней и наружной частей (рис. 2.2.19).
Нижняя, внутренняя часть опалубки, смонтированная на рельсовом пути, со-
стоит из тележки с закрепленными на ней подъемными устройствами - домкратами
двух типов, подъемно-опускными опорами, которые несут инвентарную опалубку.
На тележке имеются горизонтальные домкраты, позволяющие установить в
проектное положение внутренние боковые щиты опалубки. На перемещаемой те-
120
лежке установлены также центральные стойки с винтовыми домкратами. Верхний
щит составной, он шарнирно закреплен на стойке. Вертикальные щиты соединены
с горизонтальными также на шарнирах. Верхние щиты устанавливают в рабочее по-
ложение и распалубливают вращением домкратов, расположенных на стойках.
Рис. 2.2.19. Катучая опалубка для бетонирования тоннелей:
а - установка опалубки; б - распалубливание; 1 - внутренняя опалубка; 2 - бетонируемый тоннель;
3 - наружная опалубка; 4 - центральная стойка; 5 - домкрат; 6 - катки; 7 - тележка; 8 - днище
Наружная опалубка состоит из двух боковых рам, соединенных шарнирно, они
могут поворачиваться при установке в рабочее положение и при распалубливании.
Наружная опалубка переставляется краном, внутренняя на тележке перемещается
по рельсам с помощью лебедок. После укладки и твердения бетона производят от-
рыв от него опалубочных щитов с приведением их в транспортное положение. За-
тем опалубку по направляющим перемещают вдоль возводимого сооружения на но-
вую стоянку.
121
__________________________j upviuuv/^Miьл 1ю,ц /диис гвием. силы тяже-
сти и исключительно за счет опорных ног стола и создаваемого с их помощью при
опускании на домкратах зазора между столом и низом перекрытия в несколько сан-
тиметров. При раскружаливании домкратов стол оказывается на встроенных коле-
сах или шаровых опорах и легко подкатывается к краю плиты для последующего
выдвижения и перестановки. Одновременно в освобожденном пролете устанавли-
ваются временные опорные стойки для поддержания еще не набравшей прочности
бетонной плиты.
При бетонировании перекрытий второго этажа для извлечения столов следует
использовать распалубочные площадки или консольные подмости, нагрузка от ко-
торых передается на успевшую набрать достаточную прочность плиту перекрытия
первого этажа. Существует несколько вариантов извлечения столов краном. Стол
может выкатываться на подмости, служащие продолжением плиты, а с них подни-
маться краном с помощью четырехветвевого стропа. Стол также может быть поднят
краном и без подмостей, с помощью специальной траверсы или уравновешивающе-
го устройства.
2.2. ГОРИЗОНТАЛЬНО ПЕРЕМЕЩАЕМЫЕ ОПАЛУБКИ
2.2.1. Катучая опалубка
Катучая - горизонтально перемещаемая опалубка - периодически передвига-
ется в горизонтальном направлении по мере приобретения бетоном достаточной
прочности. Ее применяют для бетонирования линейно протяженных сооружений,
имеющих постоянное поперечное сечение и типовые повторяющиеся элементы
ячейки: подпорные стенки, тоннели и коллекторы для подземных сооружений и
коммуникаций, возводимых открытым способом. В зависимости от типа и объемно-
планировочного решения сооружения катучая опалубка может иметь свои техноло-
гические особенности, но в целом основное конструктивное решение не меняется.
Главная задача данной опалубки - обеспечить непрерывность бетонирования
(допустимы незначительные перерывы). Возможны два варианта технологии: не-
прерывное скольжение опалубочных щитов по поверхности возводимой конструк-
ции и последовательная перестановка щитов с предварительным их отрывом от бе-
тона на предыдущей захватке.
Современные типы опалубок позволяют перемещать опалубочные щиты вдоль
оси бетонируемой конструкции, поднимать щиты по вертикали для поярусного бе-
тонирования, регулировать уклон бетонируемых поверхностей.
Катучая опалубка для бетонирования линейно-протяженного сооружения (тон-
неля) состоит из внутренней и наружной частей (рис. 2.2.19).
Нижняя, внутренняя часть опалубки, смонтированная на рельсовом пути, со-
стоит из тележки с закрепленными на ней подъемными устройствами - домкратами
двух типов, подъемно-опускными опорами, которые несут инвентарную опалубку.
На тележке имеются горизонтальные домкраты, позволяющие установить в
проектное положение внутренние боковые щиты опалубки. На перемещаемой те-
120
лежке установлены также центральные стойки с винтовыми домкратами. Верхний
щит составной, он шарнирно закреплен на стойке. Вертикальные щиты соединены
с горизонтальными также на шарнирах. Верхние щиты устанавливают в рабочее по-
ложение и распалубливают вращением домкратов, расположенных на стойках.
Рис. 2.2.19. Катучая опалубка для бетонирования тоннелей:
а - установка опалубки; б - распалубливание; 1 - внутренняя опалубка; 2 - бетонируемый тоннель;
3 - наружная опалубка; 4 - центральная стойка; 5 - домкрат; 6 - катки; 7 - тележка; 8 - днище
Наружная опалубка состоит из двух боковых рам, соединенных шарнирно, они
могут поворачиваться при установке в рабочее положение и при распалубливании.
Наружная опалубка переставляется краном, внутренняя на тележке перемещается
по рельсам с помощью лебедок. После укладки и твердения бетона производят от-
рыв от него опалубочных щитов с приведением их в транспортное положение. За-
тем опалубку по направляющим перемещают вдоль возводимого сооружения на но-
вую стоянку.
121
Рис. 2.2.20. Катучая опалубка
для бетонирования стен:
1 - колонны портала; 2 - настил; 3 - ог-
раждение; 4 - бункер; 5 - щит опалубки;
6 - тележка; 7 - бетонируемая конструк-
ция
При распалубке горизонтальный щит как
бы переламывается и при опускании вниз тя-
нет за собой вертикальные щиты; они также
отрываются от бетона и поворачиваются.
Катучая опалубка коллекторов и тоннелей
может быть прямоугольного и криволинейного
сечения. Опалубка позволяет бетонировать
тоннели шириной 2,1-2,8 м с модулем 10 см и
высотой сооружения 1,8-2,2 м. Изменение вы-
соты достигается за счет телескопических бо-
ковых несущих стоек. Ширина же изменяется
путем раздвижки боковых поверхностей отно-
сительно нижнего ригеля с центральной стой-
кой. Эта стойка, оснащенная винтовым дом-
кратом, позволяет осуществить распалубку
внутренней опалубки и установку ее снова в
рабочее положение.
Разновидности катучей опалубки приме-
нимы для бетонирования сводов-оболочек и
оболочек двоякой кривизны. Бетонируемые
пролеты могут достигать 12-18 м, а высота со-
оружения от уровня пола до низа перекры-
тия - 5-7 м. Звено инвентарной опалубки име-
ет длину 6 м; в зависимости от требуемого
ритма работ по длине захватки одновременно
могут находиться в работе 2-3 и более звеньев
опалубки.
Существует разновидность катучей опалубки, предназначенная для бетониро-
вания высоких и протяженных стен, в частности подпорных стенок (рис. 2.2.20).
Щиты опалубки могут иметь длину до 8 м, они закреплены на перемещающемся
портале. Портал позволяет иметь разную толщину стен - до 80 см. Щиты можно пе-
ремещать вверх по направляющим портала для перестановки на следующий ярус
бетонирования. Щиты опалубки отрывают от бетона и перемещают горизонтально
с помощью домкратов, а поднимают и опускают с помощью тросов.
2.2.2. Объемно-переставная опалубка
Объемно-переставную опалубку применяют для одновременного бетонирова-
ния внутренних поперечных стен и междуэтажных перекрытий многоэтажных жи-
лых и административных зданий. Объемно-переставная опалубка представляет со-
бой крупноразмерный опалубочный блок, включающий опалубку стен и перекры-
тий, который монтируют и переставляют с помощью монтажного крана.
Эта опалубка выполняется в виде пространственных секций П- и Г-образной
формы и состоит из двух боковых (стеновых) и потолочной опалубочных панелей,
шарнирно-сочлененных между собой, поддерживающих устройств и приспособле-
122
ний для закрепления в проектном положении и распалубки. Секции при соединении
образуют «тоннели» опалубки на квартиру или на всю ширину здания. Секции опа-
лубки могут иметь переменную ширину в зависимости от принятого шага стен и
различную длину. П- и Г-образные секции опалубки устанавливают на перекрытии
ранее забетонированного этажа, выверяют и закрепляют между собой в продольном
и поперечном направлениях.
Общие конструктивные признаки опалубки:
• наличие системы механических домкратов для выверки и установки в проект-
ное положение;
• катучие опоры для перемещения секций опалубки при монтаже и демонтаже;
• система раскосов для обеспечения необходимой пространственной жесткости.
Объемно-переставную П-образную опалубку выпускают в виде секций шири-
ной 1,2; 1,5; 1,8 м (модуль 300 мм) при пролете 2,4-6,3 м, шаге 0,3 м; толщина пе-
рекрытий не более 16 см. Опалубку применяют для высот этажей 2,8; 3, j и 3,3 м. Ее
собирают из Г-образных элементов, объединяемых верхним шарниром, системы
подкосов и стоек.
В комплект опалубки входят щиты торцевых наружных стен, лифтовых шахт,
секции для коридоров, подмости.
Опалубочный блок из готовых П-образных секций собирают на всю ширину
здания. Секции опалубки устанавливают на путь из швеллеров, по которым их мож-
но перемещать вдоль или поперек здания в зависимости от конструктивного реше-
ния здания. Пути прокладывают вдоль бетонируемых стен. Боковые панели служат
внутренней опалубкой монолитных стен, а верхние - опалубкой перекрытия. Со-
бранную секцию опалубки краном устанавливают в пр екгное положение. Для ус-
тановки (и для распалубливания) в рабочее положение нижняя часть секции обору-
дована четырьмя катками (шаровыми опорами) для передвижения по перекрытию и
четырьмя винтовыми домкратами (по два с каждой стороны), которые располагают-
ся выше опор и с помощью которых секцию можно поднимать при установке в ра-
бочее положение и опускать при распалубке.
При бетонировании предыдущего этажа одновременно или с небольшим раз-
рывом во времени бетонируют и цоколи стен следующего этажа высотой 15-20 см
и выпуском арматуры на 30-40 см для сопряжения с арматурными каркасами стен.
После распалубливания этих цоколей тщательно проверяют их положение в плане
и толщину, контролируют отметки перекрытия, соосность стен, определяют и за-
крепляют рисками места последующей установки щитов опалубки стен. На новом
рабочем горизонте осуществляют разбивку осей стен, разметку мест установки сек-
ций опалубки, при необходимости - устройство маяков стен.
Перед установкой опалубку очищают, смазывают, проверяют состояние замко-
вых соединений, струбцин, опор и домкратов. Опалубку подают краном и устанав-
ливают в соответствии с разбивочными рисками (рис. 2.2.21). Домкратами выверя-
ют горизонтальность верхней палубы, а струбцинами добиваются контакта с цоко-
лем и вертикальности боковых панелей. Затем по длине тоннеля устанавливают ря-
дом соседнюю секцию, между элементами прокладывают специальные прокладки
для максимально плотного соединения элементов и осуществляют дополнительное
натяжение с помощью замковых соединений.
123
После установки тоннеля на всю длину приступают к установке пространст-
венных арматурных каркасов стен на высоту этажа и обычно длиной до 6 м. Карка-
сы подают краном и соединяют с выпусками арматуры нижележащего этажа. Затем
устанавливают торцевой боковой щит и, если это положено по проекту, устанавли-
вают торцевой щит на специальные консольные подмости и крепят с помощью те-
«)
Рис. 2.2.21. Объемно-переставная опалубка:
а - схема установки щитов; б - конструкции ЦНИИОМТП
124
лескопических наклонных стоек, жестко прижимают нижним торцом к ранее забе-
тонированной конструкции стен предыдущего этажа. Это обеспечивает неизменяе-
мое геометрическое положение торцевых наружных щитов.
Для образования оконных и дверных проемов на опалубке закрепляют специ-
альные вставки, которые также могут быть использованы как опалубка торцевых
стен. На поверхность тоннеля укладывают арматурные каркасы перекрытия, кото-
рые связывают с каркасами стен.
Бетонную смесь укладывают между тоннелями опалубки для бетонирования и
образования стен здания, а также на сами секции, осуществляя бетонирование пе-
рекрытий. После того как бетон набрал распалубочную прочность, опалубку демон-
тируют, не разбирая ее на составные элементы. При демонтаже секции опалубки
как бы сжимаются, для чего сдвигают внутрь забетонированного тоннеля внутрен-
ние боковые щиты опалубки (или щиты стен), благодаря этому легко отрывается и
перемещается вниз горизонтальный щит перекрытия.
Для извлечения опалубки из забетонированной секции элементы верхней пане-
ли опускают с помощью домкратов, а боковые панели отодвигают от стен. Затем
опалубку на катках выдвигают по инвентарным путям, уложенным по перекрытию,
на соседнюю позицию или на специальные подмости, которые устраивают с про-
дольной открытой стороны здания, откуда вновь закрепленную секцию переставля-
ют краном на новую позицию.
Объемно-переставляемую или горизонтально-перемещаемую опалубку приме-
няют преимущественно при строительстве зданий с поперечными несущими стенами
и открытыми фасадами, необходимыми для извлечения опалубки, что накладывает
определенные технологические ограничения (необходимо оставлять проемы или от-
крытые фасады для извлечения крупных секций опалубки). Эти открытые поверхно-
сти затем закрывают сборными стеновыми панелями, кирпичной кладкой и т. д.
Применение трансформируемой объемно-переставной опалубки для разных
пролетов, толщин стен, при необходимости и высот этажей, позволяет получать раз-
нообразные объемно-планировочные решения зданий.
Объемно-переставная опалубка, по сравнению с крупнощитовой, имеет отно-
сительно сложную конструкцию и большую стоимость. Поэтому ее целесообразно
использовать для возведения большой серии монолитных зданий в одном районе и
с высоким темпом оборачиваемости опалубки.
Конструктивно опалубка может иметь самое разнообразное решение. Принци-
пиальным является возможность значительного отклонения боковых щитов от вер-
тикали, смещаясь к центру при распалубке и, наоборот, возвращаясь к вертикально-
сти при установке опалубки в рабочее положение. Горизонтальный щит также мо-
жет иметь различное конструктивное решение, но главное требование к нему - лег-
кость установки и распалубливания.
Отрыв щита от бетона происходит при одновременном действии трех факто-
ров: опускание боковых щитов на несколько сантиметров с помощью домкратов;
отклонение боковых щитов от вертикали, что снижает их высоту по вертикали, и от-
рыв горизонтальных щитов в центре пролета с помощью домкратов.
В зависимости от применяемой технологии и наличия соответствующих приспо-
соблений используют несколько схем демонтажа объемно-переставной опалубки.
125
Демонтаж опалубки может быть осуществлен (рис. 2.2.22):
• мелкими П-образными секциями длиной 1,2.. 1,8 м путем их выкатки на вы-
носные подмости и подъемом с них краном;
• мелкими секциями путем их выкатки на обрез наружной стены и перестанов-
ки краном с помощью траверсы «утиный нос»;
• мелкими секциями через специально оставленные при бетонировании проемы
в перекрытиях;
• крупными Г- и П-образными блоками длиной в 3-5 элементов при использо-
вании выносных подмостей и траверсы в виде распределительной фермы при одно-
временной подвеске блока на крюке крана с помощью траверсы и постепенном вы-
катывании блока из забетонированного проема.
Рис. 2.2.22. Схема демонтажа объемно-переставной опалубки:
а - мелкоразмерными секциями с помощью выносных монтажных подмостей; б - то же, с помо-
щью специальной траверсы «утиный нос»; в - то же, через проемы, оставляемые в перекрытии;
г - крупными блоками с помощью специальной траверсы и подмостей с откидным ограждением;
1 - секция опалубки; 2 - выносные монтажные подмости; 3 - перекрытие; 4 - траверса «утиный
нос»; 5 - сборное перекрытие; 6 - проем в перекрытии; 7 - крупноразмерный блок; 8 - запорный
домкрат; 9 - распределительная ферма; 10 - откидное ограждение
Применение выносных подмостей повышает затраты труда, поэтому рацио-
нальнее использовать извлечение опалубки крупными секциями и их перестановку
с помощью специальных траверс.
126
При демонтаже опалубки мелкими секциями первоначально их отсоединяют в
замках. С помощью домкратов и струбцин отжимают опалубку крайней секции от
забетонированной конструкции, щиты этой опалубки отрывают от бетонных поверх-
ностей. Всю эту секцию опускают на катки. Затем их выкатывают на площадку вы-
носных подмостей, стропуют и перемещают краном на участок, подготовленный к
монтажу опалубки. Далее те же операции производят со следующими секциями по-
очередно, осуществляя отрыв их от забетонированных поверхностей с помощью ги-
дравлических или винтовых домкратов. Эффективно использовать специальную тра-
версу, которая захватывает секцию без предварительного выкатывания на выносные
подмости. В результате снижаются трудозатраты на монтаж и демонтаж опалубки.
Для демонтажа опалубки можно использовать специальные проемы в перекры-
тиях (например, проемы лифтовых шахт или специально временно оставляемые
проемы). Демонтаж также ведут отдельными секциями при той же очередности.
Секции выкатывают в проем и поднимают краном с последующей у шовкой на
новое место.
Возможно применение схемы демонтажа сразу всего блока опалубки. Для это-
го необходима траверса специальной конструкции, блок опалубки должен иметь те-
лежки для своего выкатывания. По мере выдвижения опалубочного блока устанав-
ливают по центру пролета временные телескопические стойки с фиксирующими
домкратами.
2.2.3. Тоннельная опалубка
Опалубку используют для отделок тоннелей и коллекторов, бетонирования кон-
струкций жилых и общественных зданий, возводимых .крытым способом.
Опалубка включает в себя щиты - панели, прикрепленные к каркасу, снабжен-
ному фиксирующими и распалубочными устройствами и механизмом для горизон-
тального перемещения опалубки по направляющим, конструктивно мало отличает-
ся от горизонтально перемещаемой опалубки.
Тоннельная опалубка применима и для возведения зданий, когда целесообраз-
на продольная схема перемещения опалубки (больницы, дома отдыха, гостиницы).
В этом случае возведение всех элементов этажа, включая и наружные стены, стано-
вится непрерывным.
Для внутренних стен при перемещении опалубки оставляют поперечные щели,
после установки инвентарной крупнощитовой опалубки через эти щели будет осу-
ществлено бетонирование.
При наличии свободных блоков тоннельной опалубки возможно применение
ступенчатого бетонирования. В этом случае особенность технологии работ в том,
что одновременно возводятся ячейки здания на нескольких этажах со смещением
фронта работ на одну ячейку относительно соседнего этажа. Внутренние стены бу-
дут возводиться позже, после перемещения опалубки в очередную ячейку с исполь-
зованием инвентарной мелко- или крупнощитовой опалубки.
При возведении зданий с использованием горизонтально извлекаемых опалу-
бок появляются дополнительные трудозатраты за счет создания специальных пло-
щадок для извлечения и временного размещения до перестановки на новое место
опалубочных блоков.
2.2.3.1. Тоннельная опалубка фирмы «НОЕ»
Тоннельная опалубка фирмы «НОЕ» - это объемная опалубка, которая может
использоваться как в комплекте, так и отдельными частями, для одновременного
возведения стен и перекрытий здания (рис. 2.2.23').
б)
Рис. 2.2.23. Тоннельная опалубка фирмы «НОЕ»:
а - общий вид; б - Г-образный элемент тоннеля
Опалубка, как правило, со стальным покрытием состоит из стандартных эле-
ментов длиной 2,5 и 1,25 м и имеет растерную ширину 0,3 м; обеспечивается бето-
нирование сооружений различных размеров по длине, ширине и высоте. Благодаря
достигаемому в конструкции опалубки плотному прилеганию элементов друг к дру-
гу достигается гладкая и ровная поверхность бетона.
Имеющиеся механизмы позволяют достигать качественной установки и пере-
становки опалубки на новое место в короткие сроки. Досрочное распалубливание
может быть обеспечено при дополнительном прогреве бетона.
128
Наличие широкого спектра доборных элементов для палубы перекрытия и стен
позволяет использовать опалубку при ширине пролета от 1 до 7 м и высоте до 7,5 м
со вставками по 0,5 м. Имеющиеся откидные заглушки на опалубке перекрытий
позволяют без переделки опалубки подгонять ее под изменившиеся размеры поме-
щения по ширине.
2.2.3.2. Тоннельная опалубка фирмы «Утпинор»
Тоннельная опалубка позволяет одновременно бетонировать стены и перекры-
тия, что существенно повышает монолитность, целостность и надежность конст-
рукции. Опалубка состоит из нескольких элементов длиной 2,5 м, называемых сек-
циями. Секция имеет прямоугольное сечение и состоит из двух вертикальных щи-
тов высотой, равной высоте бетонируемой стены, и одного горизонтального щита,
ширина которого соответствует ширине перекрытия. Каждая секция может быть
разъединена на две полусекции с соединительным швом вдоль оси горизонтально-
го щита - этот тоннель называют двухсекционным. Если тоннель изготовлен или
используется в собранном виде, его называют односекционным.
Двухсекционный тоннель создан на базе стандартной щитовой опалубки
«Утинор». Вертикальные панели имеют ту же конструкцию, что и стеновая опалуб-
ка со стальным листом толщиной 3 мм. Каждая стандартная панель длиной 1,25 и
2,5 м оснащена двумя винтовыми домкратами для установки уровня по высоте и
двумя роликовыми колесами. Отдельные тоннели могут соединяться вместе в один
элемент длиной от 3,75 м до 12,5 м, при этом распалубливание будет производить-
ся уже этими крупными модулями. Вертикальная панель не имеет фермы для вос-
приятия давления бетонной смеси, поэтому в тоннеле на трех уровнях с шагом
1,25 м предусмотрено крепление с помощью шпилек. В вертикальных панелях тон-
неля и в стеновых щитах, применяемых с тоннельной опалубкой и устанавливае-
мых «лицом к лицу» с панелью тоннеля, предусмотрено отверстие для стягивания
щитов третьей соединительной шпилькой (кроме двух в верхней и нижней частях
щитов). Стандартная высота тоннеля равна 2,43 м, что соответствует стеновому щи-
ту высотой 2,52 м.
Горизонтальная панель, изготовленная из металлического листа толщиной
3 мм, усилена элементами жесткости. Две вертикальные и горизонтальная панели
соединены между собой путем сочленения в паз и стягивания болтами. Соедини-
тельный замок представляет собой штампованную стальную пластину с двумя про-
сверленными рядами отверстий (один имеет боковой разрыв). Пластина, прижатая
зацепными болтами двух полутоннелей, обеспечивает их соединение в один тон-
нель, гарантируя при этом распалубочный зазор и правильную стыковку обоих эле-
ментов тоннеля.
Раздвижные подкосы регулируются по высоте с помощью винтов с перестав-
ными пальцами, что позволяет выставить панели под прямым углом и отрегулиро-
вать стрелу выпуклости. Каждая полусекция оборудована костылем с роликовым
колесом, который вместе с нижней шарнирной тягой и роликовыми колесами вер-
тикальных щитов образует распалубочную выкатную тележку и одновременно слу-
жит стойкой для подпирания плиты в момент распалубки первой тоннельной полу-
секции. При бетонировании этот костыль убирают.
129
Панели, образующие тоннель, имеют очень точные размеры, что позволяет от-
ливать цоколи стен с высокой точностью их положения. Опалубку цоколей исполь-
зуют вначале на нижнем перекрытии, а затем устанавливают с помощью направля-
ющих шаблонов на вертикальные панели тоннеля таким образом, чтобы цоколь слу-
жил продолжением бетонируемой стены. Цоколь бетонируют одновременно с пли-
той перекрытия, точно задавая размеры стены следующего этажа без дополнитель-
ной регулировки.
Пролет тоннеля может быть увеличен, за счет дополнительной вставки между
горизонтальными панелями. Эта вставка оснащается регулируемыми стабилизато-
рами и остается вмонтированной в полутоннель.
В особых случаях при бетонировании узких длинных пролетов представляется
целесообразным работать с тоннельной опалубкой, оставляемой в собранном виде
после распалубки. Для этого полусекции тоннеля оборудуют шатунами и тягами.
Распалубку производят за счет укорачивания (путем ввинчивания) подкосов и тяг.
Полусекции с одной стороны подводят под полусекции с другой стороны тоннеля,
в результате чего происходит сближение вертикальных щитов на несколько санти-
метров и образуется зазор, достаточный для перемещения тоннеля вдоль пролета.
Иногда необходимо одновременно бетонировать и внутренние поперечные сте-
ны, в этом случае на полусекции монтируют заднюю панель. К каждой тоннельной
полусекции болтами крепят свою половину задней панели с соединением в паз, как
и на обычной вертикальной панели, а соединение обеих половин в единую заднюю
панель осуществляют соединительными замками. Эти панели оборудуют домкрата-
ми установки уровня и роликовыми колесами. Соединение с вертикальными пане-
лями тоннеля аналогично угловому соединению стеновой опалубки.
Распалубку полусекций осуществляют путем опускания опорных домкратов,
при этом горизонтальная панель отрывается от забетонированного перекрытия в ре-
зультате опускания домкратов подкосов.
Перестановку тоннельной секции производят путем поочередного выкатыва-
ния полусекций на распалубочные площадки-подмости, при этом, когда одна из по-
лусекций демонтирована, перед демонтажом второй полусекции перекрытие под-
пирают опорными стойками в центре пролета по оси соединения полусекций до на-
бора необходимой прочности. На распалубочной площадке на опалубочные верти-
кальные поверхности наносят смазку, далее полутоннель переставляют на новую
захватку. Распалубочные и рабочие площадки предназначены для удобства выпол-
нения работ по очистке и смазке опалубки, они обеспечивают безопасность и сво-
бодное перемещение рабочих, оснащены защитными сетками.
Для извлечения тоннельной опалубки из забетонированной ячейки используют
выкатные платформы. Их устанавливают между полом и верхним перекрытием, мон-
тируют и перемонтируют на новое место с помощью крана по мере продвижения стро-
ительных работ. Если тоннели извлекают с одной стороны здания, с противоположной
стороны монтируют площадки-подмости для безопасного перемещения рабочего пер-
сонала от одной ячейки к другой. Если используют балансир, аналогичный применяе-
мому при извлечении «столовой» опалубки, то выкатные подмости не нужны.
Высокая размерная точность тоннельной опалубки позволяет механизировать
отделку забетонированных и распалубленных поверхностей. Для работы с двухсек-
130
ционной опалубкой требуется небольшое количество рабочих. Технологический
процесс легко осваивается за счет повторяемости одних и тех же операций, причем
доля тяжелого ручного труда минимальна.
Односекционная складывающаяся тоннельная опалубка. Этот вид тоннель-
ной опалубки разработан с целью механизации всех регулировочных операций и
дальнейшего сокращения ручного труда. Принцип действия опалубки основан на
возможности сближения вертикальных панелей на необходимую для распалубки
величину за счет эластичной деформации горизонтальной панели.
Вертикальные щиты с покрытием из металлического листа толщиной 3 мм
имеют вертикальные и горизонтальные ребра жесткости, жесткую структуру, что
позволяет для крепления с соседними щитами ограничиться установкой по высоте
только двух стягивающих шпилек. На верхнем ребре жесткости щитов закрепляют
горизонтальные полубалки, которые, в свою очередь, с помощью шарниров соеди-
нены между собой и ориентированы вдоль оси тоннеля. Горизонтальная панель
опалубки, перекрывающая весь пролет тоннеля, опирается на эти полубалки, а не
на подкосы.
Горизонтальную панель соединяют с вертикальными панелями в паз и фикси-
руют болтами. В таком положении она находится при бетонировании и первичном
наборе бетоном прочности. При распалубливании центральный шарнир, соединяю-
щий две горизонтальные полубалки, опускается под растягивающим действием
подкосов, в это время происходит синусоидальная деформация горизонтального
щита. Вертикальные щиты также соединены между собой тягами на шатунах, осна-
щены роликовыми колесами и подъемными роликами для установки уровня и рас-
палубки. Односекционная тоннельная опалубка с гидравлическим приводом авто-
матически переводится в рабочее положение для выполнения опалубочных опера-
ций.
Распалубку также выполняют автоматически путем одновременной работы
домкратов, управляемых одним общим электрическим насосом. Домкраты приво-
дят в действие жесткий вал, воздействующий одновременно на шатуны подкосов,
на тяги и серьги подъемных роликов.
Для тоннеля пролетом 6 м и длиной 5 м достаточно двух гидравлических дом-
кратов (по одному с каждой стороны) для приведения в действие всех четырех под-
косов с каждой стороны тоннеля, двух тяг и четырех подъемных устройств. Соеди-
нение секций в единый опалубочный комплект производят только в распалублен-
ном состоянии. Последовательно выполняют следующие операции:
• установку нужной длины подкосов и тяг с помощью винтовых домкратов;
• выставление опалубки на нужную высоту с помощью домкратов;
• растяжку опалубочной поверхности горизонтального щита запорным устрой-
ством, расположенным между горизонтальными полубалками.
Тоннельная опалубка перемещается на роликовых колесах или специальных
рулежных устройствах, устанавливаемых непосредственно под нижней обвязочной
балкой вертикальных щитов.
Складывающаяся тоннельная опалубка может быть оснащена задней пане-
лью и верхней добавочной откидной вставкой на шарнире. С помощью стенового
Щита той же конструкции, что и вертикальная панель тоннеля, можно одновремен-
1 q 1
но бетонировать наружные стены на торцах здания, фасадах, стенах лифтовых
шахт.
Извлечение тоннельной опалубки из забетонированной ячейки производят пу-
тем ее зацепления стропами или балансиром. Тоннельная опалубка может быть ос-
нащена малогабаритными наружными вибраторами и инвентарными обогреватель-
ными устройствами для всепогодного производства бетонных работ.
Механический, менее автоматизированный вариант тоннеля требует большего
участия рабочей силы. В этом решении подъем и опускание тоннеля при распалуб-
ке осуществляют с помощью ручных винтовых домкратов, установленных в осно-
вании вертикальных панелей.
Модульная тоннельная опалубка. Двухсекционную тоннельную опалубку это-
го типа целесообразно применять на строительных площадках, где приходится бе-
тонировать чередующиеся пролеты разной ширины. Горизонтальные панели опа-
лубки раздвигают с помощью гидравлических устройств и к ним добавляют уста-
навливаемые вручную дополнительные вставки.
Устойчивость тоннельных полусекций за счет использования наклонных подпо-
рок с роликовыми колесами позволяет обеспечить достаточную прочность и жест-
кость при перемещении по опалубке, бетонировании и уплотнении бетонной смеси.
Тоннельная опалубка может с успехом применяться круглый год в условиях су-
рового климата и при температурах наружного воздуха до -30 °C. Закрыв с обоих
торцов металлические тоннели специальными теплозащитными шторками или изо-
лировав тоннель, можно создать в нем микроклимат с устройством тепляка, что поз-
воляет осуществлять изнутри прогрев замкнутого пространства с помощью тепло-
генераторов, учитывая отличную теплопроводность металла опалубки.
Использование прогрева бетона в зимнее время и интенсификации твердения
бетона в летнее улучшает структуру бетона.
Важным элементом исследований фирмы «Утинор» является разработка техно-
логии и организации работ с четко определенным суточным ритмом и специально
рассчитанным температурным режимом бетонирования и выдерживания бетона,
позволяющим выдерживать темп производства работ в 4—6 дней на этаж в зависи-
мости от площади этажа, конструктивного решения здания, наличия тоннельной
опалубки и разбивки в этой связи здания на захватки. Суточный цикл работ подра-
зумевает следующую последовательность операций: распалубка конструкций, забе-
тонированных накануне; перестановка тоннельной опалубки на следующей захват-
ке (рабочем участке); установка арматуры, закладных элементов, прокладка сетей;
бетонирование; интенсификация твердения бетона (в том числе и в ночное время)
для набора распалубочной площади к утру следующего дня. Технология предусма-
тривает установку временных промежуточных опор-стоек при распалубливании
конструкций.
Использование технологии фирмы «Утинор» по применению тоннельной опа-
лубки позволяет снизить стоимость строительства по сравнению с крупнопанель-
ным домостроением до 30% и также на треть сократить сроки строительства. При
этом возрастает монолитность и надежность конструкции каркаса.
Металлическая палуба обладает высоким качеством формующей поверхности,
получаемые бетонные конструкции практически не требуют дополнительной дора-
132
ботки, исключается необходимость устройства цементной стяжки, значительно со-
кращается весь объем отделочных работ. Достигается высокая размерная точность
всех элементов бетонной конструкции, использование оконных, дверных и прочих
проемообразователей, крепящихся с помощью магнитных фиксаторов прямо на ме-
талйических щитах, дает возможность быстро и качественно устанавливать окон-
ные и дверные рамы.
2.3. ВЕРТИКАЛЬНО ПЕРЕМЕЩАЕМЫЕ ОПАЛУБКИ
2.3.1. Подъемно-переставная опалубка
Опалубку применяют для возведения специальных сооружений постоянного и
переменного сечения по высоте, чаще всего имеющих конусообразную направлен-
ность вверх, труб, градирен, силосных сооружений и т. д.
Опалубка состоит из наружных и внутренних щитов, отделяемых от бетона при
установке на новый ярус, элементов креплений и поддерживающих устройств, ра-
бочего настила и подъемных приспособлений (рис. 2.2.24).
Наружная
опалубка
Внутренняя
опалубка
Бункер для
бетонной
смеси
Подвесные
леса
Рис. 2.2.24. Подъемно-переставная опалубка
133
a)
Рис. 2.2.25. Подъемно-переставная опалубка фирмы Peri ACS:
а - общий вид; б - опорно-подъемное устройство
Наружную опалубку набирают из панелей прямоугольной и трапециевидной
формы, изготовленных из стального листа толщиной 2 мм, обрамленного уголками
или из влагостойкой фанеры 20-22 мм, устанавливаемой на металлический каркас.
134
Размер прямоугольных панелей 2,70x0,85 м; трапециевидных, служащих для прида-
ния наружной опалубке конической формы, высота 2,7 м, ширина поверху 0,818 м,
понизу - 0,85 м.
Панели соединяют крепежными приспособлениями, для стягивания наружной
опалубки в местах расположения конечных панелей устанавливают стяжные эле-
менты.
Внутреннюю опалубку собирают из двух ярусов щитов меньшей площади -
1,25x0,55 м. Для перемещения опалубки предусмотрена подъемная головка, опираю-
щаяся на шахтный подъемник. При подъеме опалубки головка отрывается от подъем-
ника на высоту 2,5 м, на этом цикл работ по возведению очередного яруса заканчива-
ют, переставляют опалубку, наращивают дополнительное звено подъемника.
Подъемно-переставная опалубка фирмы Peri ACS (рис. 2.2.25). Опалубка
ACS (автоматически-подъемная система вертикального перемещения рабочих эста-
кад) - самоподъемная, опалубка для любой формы сооружений. Подъем опалубки
гидравлический без крана. Опалубка состоит из четырех рабочих уровней: бетоно-
укладочной эстакады, эстакады для установки и снятия опалубки, эстакады гидрав-
лической перестановки и следом идущей эстакады.
2.3.2. Скользящая опалубка
Скользящая опалубка подвижна, ее поднимают вверх без перерыва в бетониро-
вании и применяют при возведении высотных железобетонных сооружений с моно-
литными вертикальными стенами постоянного и переменного сечения. Применение
опалубки особенно эффективно при строительстве высотных зданий (высотой в
16-24 этажа) и сооружений с минимальным количеством оконных и дверных про-
емов, закладных деталей и элементов. К ним относятся силосы для хранения раз-
личных материалов, дымовые трубы высотой до 400 м, градирни, ядра жесткости
высоких зданий, резервуары для воды, радио- и телевизионные башни. Важным до-
стоинством строительства таких объектов является значительное повышение тем-
пов строительства, снижение трудоемкости, стоимости, сроков работ.
Монолитное домостроение в скользящей опалубке позволяет одним комплек-
том опалубки, путем его переналадки, осуществлять строительство зданий различ-
ного планировочного решения и разной этажности.
Опалубка эффективна, если ее использование предусмотрено для возведения
нескольких рядом расположенных зданий.
При возведении одиночных зданий опалубка экономически эффективна при
высоте здания не менее 25 м.
Опалубка состоит из двух одинаковой высоты внутренних и наружных щитов
(рис. 2.2.26) неизменяемой конструкции. Неизменяемость щитов обеспечивается
опалубочными балками, располагаемыми в два яруса по высоте щитов по всему их
контуру с наружной и внутренней сторон. Балки, в свою очередь, передают усилия
на металлические домкратные рамы, располагаемые над опалубкой по всему ее пе-
риметру и передающие вес всей опалубки на домкратные стержни диаметром
22-28 мм и длиной до 6 м или трубы, расстояние между которыми, а значит и меж-
ду домкратными рамами, определяется расчетами в зависимости от действующих
135
на стержни нагрузок и не превышает 2 м при круглых стержнях и 1,2-1,4 м - при
прямоугольных. Несущая способность стержней должна быть больше всех действу-
ющих на них усилий и нагрузок. Домкратные стержни внизу крепят с помощью эле-
ктросварки к арматурному выпуску из фундамента здания. Стержни наращивают по
высоте, стык выполняют на резьбе; в нижнем стержне имеется выточка с внутрен-
ней резьбой, в верхнем стержне - хвостовик с наружной резьбой. Целесообразно,
чтобы стыки соседних арматурных стержней были на разном уровне.
На домкратных рамах сверху закреплены гидравлические или электрические
домкраты, с их помощью одновременно поднимают все элементы опалубки по дом-
кратным стержням.
Рис. 2.2.26. Скользящая опалубка
На домкратные рамы и верхний ряд балок опирается с внутренней стороны ра-
бочий настил, где находятся рабочие, необходимое для работ оборудование, матери-
алы и наружный настил с ограждением. Также с наружной и внутренней сторон
опалубки к домкратным рамам и рабочему настилу подвешены на цепных подвес-
ках подмости, с которых выполняют работы по исправлению дефектов бетонирова-
ния, изъятию закладных деталей.
Насосно-распределительная станция может располагаться на земле, но лучше,
если она находится на рабочем настиле в зоне работ. По настилу прокладывают си-
стему гидроразводок, соединяющих каждый домкрат с насосной станцией. Грузо-
подъемность домкратов 6-10 т, масса домкратов 15-21 кг, количество одновремен-
но работающих домкратов на объекте может достигать 160-200 шт.
Большинство домкратных рам конструктивно решено с двумя стойками. Но в
местах примыкания и пересечения стен применяют рамы соответственно с тремя и
четырьмя стойками.
136
Опалубку редко изготавливают из одного материала - древесины или металла, -
обычно она бывает деревометаллической. Настилы и балки при таком решении вы-
полняют из древесины, остальные конструкции - из металла. Обшивку (внутреннюю
поверхность щитов опалубки) чаще делают из листовой стали или влагостойкой фа-
неры, если опалубка предназначена для возведения 10 и более однотипных сооруже-
ний; при меньшем объеме работ применяют обшивку из деревянной клепки.
По конструкции щитов опалубку разделяют на крупно- и мелкощитовую. По-
следняя более универсальна, но трудоемкость ее монтажа и демонтажа значитель-
но выше. При использовании мелких щитов их укрупняют с помощью элементов
укрупнительных соединений. В крупноразмерных щитах балки входят в конструк-
цию щита. Щиты выполняют плоскими и криволинейными, что позволяет разнооб-
разить архитектурную форму фасадов зданий. Щиты опалубки обычно имеют вы-
соту 1,1-1,2 м; их делают с 0,5%-ной конусностью (уширением книзу), поэтому рас-
стояние между щитами в верхней части меньше на 10-12 мм расстояния в нижней
части опалубки. Для облегчения скольжения перед бетонированием внутренние
стенки опалубки смазывают соляровым маслом.
Минимальная толщина стенок бетонируемой конструкции определяется расче-
том и равна 12 см. Необходимо обеспечивать такой порядок и скорость производст-
ва работ, чтобы за счет трения с опалубкой не происходил отрыв бетона при подъе-
ме опалубки. При толщине стенки 12 см обеспечивается условие, что масса свеже-
уложенного бетона, расположенного выше образовавшегося зазора между опалуб-
кой и ранее уложенным бетоном, будет больше сил трения между бетоном и стенка-
ми опалубки. Для колонн, учитывая малую площадь сечения при относительно
большом периметре опалубки, минимальная толщина стенок должна быть не менее
25 см.
Для подъема опалубки используют домкраты: ручные, гидравлические и элек-
трические. Самые неудобные в работе ручные винтовые домкраты. Специфика их
работы в том, что на холостом ходу усилия от домкратной рамы и приходящейся на
нее массы прилегающей опалубки передается на рядом расположенные домкраты,
так как на новый ярус их поднимают попеременно, поэтому и темп работ низкий.
Домкратные стержни при ручных винтовых домкратах остаются в теле конст-
рукции и являются дополнительным, нерасчитываемым армированием, на которое
идет до 20% общего количества арматуры. При электрических и гидравлических
домкратах для предотвращения сцепления домкратно х> стержня с бетоном снизу
домкрата присоединяют специальную трубку длиной до 1,2 м, образующую в бето-
не канал, в котором свободно без сцепления с бетоном размещается домкратный
стержень, который после завершения бетонирования вынимается.
Подъем скользящей опалубки осуществляют с помощью синхронно работаю-
щих гидродомкратов, приводимых в действие одновременно насосно-распредели-
тельной станцией с одного пульта управления. Гидродомкраты поднимаются вверх
по домкратным стержням. Гидравлический домкрат состоит из рабочего цилиндра,
верхнего и нижнего зажимных устройств. Зажимное устройство включает в себя
обойму, расточенную на конус, и шесть клиновидных зубчатых вкладышей, обжи-
мающих гладкий домкратный стержень. В верхнюю часть цилиндра нагнетается ра-
бочая жидкость, при этом поршень, связанный через шток с верхним зажимным ус-
тройством, остается на месте, так как вкладыш верхнего зажимного устройства за-
клинивает домкратный стержень. В это время цилиндр под действием давления ра-
бочей жидкости поднимается вверх и тянет за собой нижнее зажимное устройство,
которое автоматически отключается от домкратного стержня и через опорную пли-
ту поднимает домкратную раму и соединенную с ней опалубку. При снятии давле-
ния цилиндр домкрата под действием нагрузки от опалубки стремится опуститься,
в результате нижний зажим заклинивает домкратный стержень, поэтому домкрат
остается неподвижным вместе с домкратной рамой и опалубкой. В момент заклини-
вания нижнего зажима поршень под действием возвратной пружины поднимается
вверх, верхнее зажимное устройство расклинивается и скользит вверх вдоль дом-
кратного стержня. При повторном нагнетании жидкости цикл повторяется, а за
один цикл система поднимается вверх на 20-30 мм.
При применении скользящей опалубки при непрерывной работе в три смены
может быть достигнуто возведение сооружения на высоту 3-4 м в сутки. При таком
темпе бетонирования стен в жилищном строительстве реально сооружать до одно-
го этажа в сутки.
Подъем арматуры и бетонной смеси на рабочий настил осуществляют шахтным
подъемником, смонтированным внутри возводимого сооружения с помощью ба-
шенного крана и других приспособлений для вертикального перемещения грузов.
Подъем и спуск рабочих осуществляют специальным подъемником, а при относи-
тельно небольшой высоте возводимого сооружения - по лестнице.
Подъем опалубки начинают сразу после укладки в нее бетонной смеси. Опалу-
бочные щиты в процессе подъема не отрываются от бетона, а скользят по его по-
верхности. Сроки подъема назначает строительная лаборатория с учетом того, что
каждый последующий слой бетона должен быть уложен до начала схватывания пре-
дыдущего. Если при движении опалубки смесь сохраняет свою форму (не оплыва-
ет), можно начинать систематическое движение опалубки. До заполнения бетонной
смесью скорость подъема опалубки составляет 6-10 см/ч. После заполнения ско-
рость движения может быть оптимальной 30-40 см/ч. При такой скорости достаточ-
но времени для выполнения всего цикла бетонирования - установки арматуры, за-
кладных частей и элементов, наращивания домкратных стержней, укладки и уплот-
нения бетонной смеси.
Возведение зданий в скользящей опалубке требует строгого выполнения техно-
логических требований: качество бетонной смеси (подвижность, вязкость, удобо-
укладываемость); непрерывность бетонирования; строгая вертикальность движе-
ния опалубки, доставка бетонной смеси по графику бетонирования; непрерывность
работ по установке арматуры.
Часть этих требований может быть смягчена. Бетонирование можно производить
не круглосуточно, а с перерывами, используя специальные добавки в бетонных сме-
сях. Замедлители твердения бетона позволяют продлить срок схватывания до 18 ч.
Перспективным является безвибрационный метод бетонирования, когда в опа-
лубку укладывается сверхпластичная литая бетонная смесь с осадкой конуса
14-16 см со специальными добавками, в частности суперпластификаторов. Смесь
самоуплотняется без вибрирования при высоком качестве распалубленных поверх-
ностей и высокой прочности бетона. В районах с холодным климатом, наоборот,
138
можно применять добавки - ускорители твердения бетона, использовать тепловую
обработку бетона с помощью инфракрасного излучения или электропрогрева.
Возведение жилых зданий в скользящей опалубке - комплексный процесс, ко-
торый включает в себя установку и выверку опалубки, армирование конструкций,
наращивание домкратных стержней, установку закладных деталей, проемообразо-
вателей для оконных и дверных блоков, уход за бетоном и т. д. Эти процессы долж-
ны быть увязаны во времени. Армирование стен должно идти параллельно с бето-
нированием, но не отставать, проемообразователи должны устанавливаться до мон-
тажа и вязки арматурных каркасов.
Каждый строительный процесс выполняет специализированное звено рабочих,
возведение объекта в скользящей опалубке производит комплексная бригада. Так
как ведущими процессами являются укладка и уплотнение бетонной смеси, то при-
нятой скорости бетонирования должны быть подчинены все остальные процессы.
Для поточного производства работ здание разбивают на захватки, на каждой из ко-
торых в конкретный момент выполняется определенный строительный процесс. По
завершении процесса звено рабочих переходит на соседнюю захватку, предоставляя
свой участок другому звену. При непрерывном процессе работ особое внимание
уделяется средствам механизации, обеспечению их стабильной работы. Выход из
строя одного из них приведет к нарушению ритма потока.
Здания в скользящей опалубке возводят с использованием башенных кранов. Для
зданий высотой до 16 этажей применимы краны на рельсовом ходу, при большей этаж-
ности - приставные. Кран должен обязательно обслуживать всю зону работ, включая
склады, площадки приема бетона, подачу бетонной смеси в бадьях и арматуры в зону
производства работ, обслуживать подъездные пути. При подаче бетонной смеси бето-
нонасосами должна быть предусмотрена специальная площадка для приема смеси с
одновременным пребыванием на ней не менее двух автобетоносмесителей.
Бетонная смесь подвижностью 6-8 см считается оптимальной. Применение ли-
той смеси сокращает до минимума трудоемкость разравнивания, уплотнения и от-
делки горизонтальных поверхностей, в том числе и перекрытий. Даже при отсутст-
вии пластифицирующих добавок бетонная смесь может иметь подвижность
4—6 см и подаваться в конструкции с помощью пневмоустановок.
На начальном этапе бетонирования по периметру сооружения укладывают ярус
высотой, равной половине высоты щитов, т. е. 55-60 см слоями 20-30 см с обяза-
тельным виброуплотнением. После набора бетоном начальной требуемой прочнос-
ти опалубку начинают поднимать со скоростью 20-30 см/ч с одновременной уклад-
кой бетонной смеси слоями. С учетом транспортирования с завода, перегрузок, ук-
ладки слоями бетонную смесь приготовляют с использованием замедлителей схва-
тывания не менее 3 ч. Для укладки смеси в опалубку могут быть применены бунке-
ры, оптимальным можно считать бетононасосы с распределительными стрелами.
Желательно бетонную смесь укладывать сразу по всему периметру сооружения,
каждый последующий слой - до схватывания ранее уложенного.
В традиционной форме скользящей опалубки с расположением опорных стерж-
ней внутри опалубки имеется много недостатков - сложность, а иногда и нереаль-
ность установки арматуры в виде сеток, пакетов, каркасов, невозможность устрой-
ства больших проемов в стенах.
Применение опалубки требует большого количества вспомогательных работ по
устройству проемов, высокой трудоемкости при устройстве перекрытий, все это ог-
раничивает применение опалубки в жилищном строительстве. Дополнительные не-
достатки опалубки - сложность контроля вертикальности сооружения и использо-
вание бетонов высоких классов.
Сдерживающими факторами развития и широкого распространения скользя-
щей опалубки являются: резкое удорожание работ в зимних условиях; потребность
в рабочих только высокой квалификации; резкое снижение эффективности при на-
рушении технологического процесса; большие затраты на ликвидацию дефектов бе-
тонирования.
Одним из конструктивных решений может быть автоматизация работы гидро-
домкратов, в частности использование режима «шаг на месте», позволяющего ис-
ключить прилипание опалубки к бетону при остановке подъема системы. «Шаг на
месте» служит и другой, более важной цели - строго горизонтальное выравнивание
опалубки. При подъеме опалубки может произойти определенный перекос опалуб-
ки. При заданном уровне остановки подъема домкратов тот, который достиг этого
уровня, начинает «топтаться», поджидая выравнивания остальных.
Другим решением, повышающим индустриальность и технологичность работ
в скользящей опалубке, является переход от скользящего непрерывного движения
щитов к цикличному их подъему. Для этой цели используют отрывные щиты с сис-
темой шагающих электромеханических подъемников. В основу технологии поло-
жен принцип остановки опалубочной системы после бетонирования яруса на высо-
ту 1/4 высоты этажа, или на 70-80 см. Бетонирование при этом ведется традицион-
но. После достижения бетоном заданной начальной прочности производят отрыв
щитов от бетона и перестановку (перемещение) их на новую отметку яруса. При
этом подъем всей системы осуществляется электромеханическими подъемниками,
опирающимися на телескопические стержни с опорными башмаками. Механизм
подъема настраивают на обеспечение хода, равного высоте бетонируемого слоя, или
70..80 см.
Рассмотренная технология достаточно эффективна. Повышается качество по-
верхностей, исключаются дефекты бетонирования, связанные с перерывами в пода-
че бетонной смеси. Технологические перерывы способствуют лучшей организации
выполнения всех сопутствующих работ. Применение отрывных щитов позволяет
увеличить долговечность их эксплуатации, использовать в качестве палубы водо-
стойкую фанеру, что значительно повышает качество бетонируемой поверхности и
снижает массу щитов.
Существуют системы скользящей опалубки, где домкратные стержни вынесе-
ны за пределы бетонируемой конструкции. Они расположены снаружи с двух сто-
рон от опалубки и раскреплены в пространственных каркасах. Такое решение поз-
воляет облегчить извлечение домкратных стержней из конструкции, упрощает уста-
новку арматурных каркасов, устройство оконных, дверных и других проемов, ук-
ладку в опалубку любых закладных деталей, но одновременно возникает проблема
обеспечения устойчивости домкратных стержней.
Междуэтажные перекрытия при возведении стен в скользящей опалубке могут
быть возведены несколькими способами: из сборных железобетонных плит разме-
140
ром на комнату после возведения стен; монолитные, бетонируемые «снизу вверх»
также после возведения стен; поэтажным способом, когда совмещают бетонирова-
ние стен и перекрытий; бетонированием «сверху вниз»; бетонированием в процес-
се возведения стен с отставанием на два-три этажа.
При устройстве монолитного перекрытия «снизу вверх» используют крупно-
щитовую инвентарную опалубку, щиты которой укладывают на инвентарные про-
гоны и стойки. Армирование в виде сеток фиксируют с помощью сварки к армокар-
касам стен через штрабы, оставляемые в стенах при бетонировании. Бетонирование
ведется поэтажно, к работам на новом ярусе приступают после полного завершения
работ на предыдущем перекрытии. Демонтаж опорных стоек и ригелей производят
после приобретения бетоном распалубочной прочности с учетом нагрузок, действу-
ющих от вышел ежащих перекрытий (рис. 2.2.27).
Рис. 2.2.27. Бетонирование междуэтажных перекрытий методом «снизу вверх»:
1 - монолитные стены; 2 - кран; 3 - гнезда; 4 - бадья для подачи бетонной смеси; 5 - армокаркас;
6 - опалубка перекрытия; 7 - фермочный прогон; 8 - телескопическая стойка; 9 - монолитное
перекрытие
При поэтажном способе бетонирование перекрытий совмещают с возведением
стен. Для удобства ведения работ внутренние щиты опалубки делают короче наруж-
ных на толщину перекрытия. После завершения бетонирования стен на высоту эта-
жа скользящую опалубку устанавливают строго на уровне перекрытия ниже уровня
рабочего настила. Далее по прогонам устанавливают опалубку междуэтажного пе-
рекрытия, опирающуюся на прогоны, которые сами крепятся с помощью анкеров к
стенам (рис. 2.2.28).
Армокаркасы и бетонную смесь подают краном через монтажные отверстия в
рабочем настиле скользящей опалубки. После завершения бетонирования перекры-
тия приступают к бетонированию следующего этажа. При данной, чрезвычайно
трудоемкой и неудобной технологии, обязательна остановка опалубки при бетони-
ровании перекрытий, что усложняет технологию ведения работ.
Способ бетонирования перекрытий «сверху вниз» нашел распространение в
США, Швеции и других странах. Способ используют при возведении стен на пол-
ную высоту. Не демонтируя скользящую опалубку, на ее рабочем настиле устанав-
ливают специальные лебедки с гибкими тягами, на которых подвешивается инвен-
тарная опалубка перекрытий, состоящая из инвентарных телескопических прогонов
и щитов. После закрепления опалубки и армирования производят бетонирование с
Рис. 2.2.28. Бетонирование междуэтажных перекрытий цикличным методом:
1 - монолитные стены; 2 - домкратная рама; 3 - наружные удлиненные щиты; 4 - бадья для по-
дачи бетонной смеси; 5 - рабочий пол; 6 - внутренние опалубочные щиты; 7 - гидродомкрат;
8 - съемные щиты рабочего стола; 9 - анкера для крепления прогона; 10 - фермочный прогон;
11 - монолитное перекрытие; 12 - опалубка монолитного перекрытия
применением бетононасосов. После приобретения бетоном распалубочной прочно-
сти опалубку демонтируют и перемещают вниз на отметку следующего перекрытия
(рис. 2.2.29).
Достоинства скользящей опалубки:
• комплект опалубки можно использовать для зданий разной планировки;
• высокая пространственная жесткость и устойчивость к сейсмическим нагрузкам;
• трудозатраты ниже, чем у кирпичных и блочных зданий;
142
• высокая скорость бетонирования до 4 м/сут;
• резко сокращаются затраты на базу стройиндустрии.
Рис. 2.2.29. Бетонирование междуэтажных перекрытий методом «сверху вниз»:
1 - гнезда; 2 - стена; 3 - пневматическое отрывное устройство; 4 - монолитное перекрытие;
5 - домкратная рама; 6 - домкратный стержень; 7 - гидродомкрат; 8 - тормозные устройства;
9 - опалубочный щит; 10 - рабочий стол; 11 - гибкие тяги; 12 - армокаркас; 13 - бетоновод;
14 - опалубка перекрытия; 15 - несущая ферма опалубки перекрытия; 16 - стойка; 17 - гильза
2.3.3. Блок-формы
Эта пространственная конструкция нашла применение в практике монолитно-
го строительства, так как позволяет изготавливать различные конструктивные эле-
менты зданий. Получили распространение универсальные, разъемные и перенала-
живаемые блок-формы, собираемые в основном из стальных щитов на разъемных,
шарнирных креплениях или на сварке.
Наиболее часто блок-формы применяют для ступенчатых фундаментов. Для
возведения фундаментов небольших размеров (объемом 1,5-2,0 м3) используют не-
разъемную опалубку (рис. 2.2.30, а). В ней палуба ступеней располагается с неболь-
шой конусностью, что значительно снижает силы трения опалубки и бетона при
распалубливании. Применение различных вставок и доборных элементов позволя-
ет использовать одну форму для изготовления 10-20 типоразмеров фундаментов.
Каждый элемент блок-формы имеет конусность и предназначен для бетонирования
одной из частей фундамента или его ступени.
Для отрыва форм от бетона используют монтажные механизмы - краны при до-
статочно большом запасе их грузоподъемности, но наиболее часто для этой цели
домкраты, которые устанавливаются и опираются через подкладки на
блок-форму нижерасположенного яруса, верхняя часть поршня домкрата упирается
в специальные кронштейны с четырех сторон формы. Благодаря возникающим уси-
лиям блок-формы отрываются от бетона. Для самого нижнего яруса блок-формы
прокладки устанавливают на землю или готовое бетонное основание.
Рис. 2.2.30. Блок-формы и блочные опалубки:
а - неразъемные блок-формы фундамента; б - разъемная блок-форма фундамента; в - крупно-
блочная опалубка со стяжными муфтами; г - то же, с гибкими щитами; 1 - блок подколенника;
2 - кронштейн для упора домкратов; 3 - монтажная петля; 4 - блок ступени фундамента; 5 - дом-
крат; 6 - отрывное устройство; 7 - блок-форма стороны фундамента; 8 - замок; 9 - бетонируемая
конструкция; 10 - элемент каркаса опалубки; 11 - щит опалубки; 12 - стяжная муфта; 13 - гиб-
кий щит опалубки; 14 - центральная поворотная стойка; 15 - тяги к щитам
Для экономии времени и трудозатрат на строительной площадке используют
предварительную сборку блочной опалубки вне площади возводимого объекта и в
ряде случаев вне строительной площадки. Доставленные к месту установки опалу-
бочные блоки можно сразу же устанавливать в проектное положение. Монтируют и
демонтируют такие блоки с помощью крана. Иногда в блочную опалубку заранее
144
Б\ 11 кер л. iя
ocioinioii
смеси
11одвесиые
леса
11ар\жпая
опа. г ока
Впугреппяя
оиалхока
Рис. 2.2.24. Подъемно-переставная опалубка
КОПСIрукцпя
Рис. 2.2.26. Скользящая опалубка
a)
б)
Рис. 2.2.25. Подъемно-переставная опалубка фирмы Peri ACS:
а - общий вид; б - опорно-подъемное устройство
устанавливают и закрепляют арматурный каркас и затем устанавливают в проект-
ное положение. Такую конструкцию, состоящую из арматурного каркаса и опалуб-
ки, называют арматурно-опалубочным блоком.
Применяют универсальные блок-формы ЦНИИОМТП. Они состоят из блока-
подколонника и объемных щитов ступенчатой части фундамента высотой 0,3 и
0,6 м и длиной стороны щита от 1,2 до 2,1 м с шагом 30 см.
Положение щитов при установке опалубки обеспечивается специальными фик-
саторами. Готовую блок-форму снабжают специальными механическими домкрата-
ми, гарантирующими распалубку отдельных щитов без нарушения поверхности и
структуры бетона. Конструкция блок-формы достаточно жесткая, что обусловлено
наличием специальных ребер и надежной фиксацией отдельных щитов.
Для изготовления более массивных конструкций фундаментов используют пе-
реналаживаемые или разъемные блок-формы (рис. 2.2.30, б).
Разъемные формы выполняют из четырех жестких поверхностей, соединенных
в углах замками, которые позволяют поверхностям перемещаться относительно
друг друга на шарнире без отсоединения. Замки устанавливают на противополож-
ных щитах блока по два с каждой стороны. Замки раскрывают с помощью рычага.
Применяют опалубочные формы для бетонирования ступенчатых фундамен-
тов, когда металлическая опалубка образует одну из сторон всего фундамента. Че-
тыре независимых крупных щита опалубки для типовых фундаментов в углах при-
мыкания соединяются жесткими пластинами с закреплением клиньями.
Для отрыва опалубки от бетона и раздвижки створок используют отрывные
приспособления, приваренные на всех плоскостях опалубки. Для отрыва применя-
ют съемные винтовые домкраты. Число отрывных устройств принимают из расчета
один домкрат на 0,6 м2 опалубочной поверхности и не менее трех штук на опалу-
бочный щит ступенчатой части фундамента. Форма отрывается от забетонирован-
ного фундамента после ослабления креплений в узлах за счет последовательного
вращения винтовых домкратов на всех поверхностях начиная с верха формы.
Блочная опалубка применима при возведении колонн жилых и общественных
зданий. Конструкция опалубки представляет собой жесткую наружную раму, на ко-
торой посредством кривошипа смонтированы щиты опалубки на полную высоту ко-
лонны. Щиты имеют каркасную конструкцию, палуба выполнена из листового ме-
талла. При отрыве опалубки от забетонированной конструкции происходит раскры-
тие щитов, вслед за ними начинает подниматься рама. И, наоборот, при опускании
опалубки щиты под собственной массой сближаются и устанавливаются в рабочее
положение благодаря шарнирно-рычажному механизму. Вертикальность формы до-
стигается четырьмя винтовыми домкратами, расположенными на основании рамы.
Данной опалубкой можно бетонировать колонны сечением от 40x40 до 60x60 см и
высотой до 4 м. Блок-формы до полного износа оборачиваются 200-300 раз.
2.3.4. Блочная опалубка
Конструктивное решение блочной опалубки позволяет возводить обществен-
ные и жилые здания как полностью в монолитном, так и сборно-монолитном вари-
анте. Предпочтение вариантам отдается по результатам технико-экономического
145
сравнения с учетом развития индустрии сборного железобетона, наличия транс-
портных путей и климатических условий региона строительства.
Часто применяют комбинированное сочетание монолитного и сборного желе-
зобетона:
• монолитные наружные и внутренние стены и сборные перекрытия;
• монолитные внутренние стены и сборные наружные стены и перекрытия;
• монолитные внутренние, сборные перекрытия и сборно-монолитные наруж-
ные стены.
Для поточного производства работ по возведению жилых зданий его обязатель-
но разбивают на захватки с приблизительно одинаковыми объемами работ по от-
дельным процессам - монтажу опалубки, установке арматуры, бетонированию,
монтажу сборных элементов.
Крупноблочную опалубку с металлической палубой часто применяют для бето-
нирования замкнутых ячеек стен при небольших пролетах. Такая опалубка пред-
ставляет собой опалубку ячейки из четырех стен, объединенных в единый блок, це-
ликом устанавливаемый и впоследствии извлекаемый после бетонирования краном.
Перед демонтажом с помощью механических или гидравлических домкратов отки-
дываются вставки и сближаются щиты опалубки. При устройстве внутренних стен
и перегородок с применением блочной опалубки может быть дополнительно задей-
ствована и крупнощитовая опалубка. Сначала устанавливают блоки блочной опа-
лубки, которые соединяются между собой тягами. Затем, при необходимости, уста-
навливаются панели и отдельные щиты крупно- и мелкощитовой опалубки.
Наиболее целесообразно использовать крупноблочную опалубку для бетониро-
вания лифтовых шахт и стен лестничных клеток.
Конструктивно крупноблочная опалубка решается в двух вариантах. В первом вари-
анте смежные щиты соединены в узлах тягами с винтовой муфтой (рис. 2.2.30, в). Сдви-
гая и раздвигая тяги в муфтах, можно как устанавливать объемный блок в проектное по-
ложение, так и отрывать его от бетона. Второй вариант отличается тем, что опалубку из-
готавливают с четырьмя гибкими щитами, которые при распалубливании изгибаются, по-
сле чего их отрывают от бетона и стягивают к центру забетонированной ячейки.
Отрыв может осуществляться гидравлическими или механическими домкрата-
ми; с помощью центральной поворотной стойки, на которой шарнирно закреплены
тяги, соединенные также шарнирно с гибкими щитами. При распалубке вращением
центральной стойки угловые щиты изгибаются и притягиваются к центру. Устанавли-
вают опалубку в рабочее положение обратным вращением стойки (рис. 2.2.30, г).
При монтаже опалубки лифтовой шахты первоначально блок опалубки ставят
на опорное днище и опорные кронштейны в гнездах забетонированной стены ниж-
него яруса. При установке в рабочее положение «сжатая» в процессе перемещения
блочная опалубка «разжимается», занимая место по периметру стен нижнего яруса.
Затем с наружной стороны монтируют панели и щиты крупнощитовой опалубки с
соединением между собой тягами.
Соединение армокаркасов необходимо производить методом вязки или другим
безогневым (имеется в виду сварка) способом. Искры и капли расплавленного ме-
талла прожигают смазку опалубочных щитов, что приводит к ухудшению качества
забетонированных поверхностей и более ранней отбраковке щитов палубы.
146
Бетонирование на захватке при использовании крупноблочной опалубки произ-
водят после завершения всех предшествующих процессов, смесь укладывают слоя-
ми до 50 см без перерывов и на всю высоту опалубки; количество рабочих участков
должно быть не менее четырех. Каждый последующий слой укладывают до начала
схватывания предыдущего и тщательно уплотняют внутренними вибраторами. До
начала бетонирования должны быть обязательно установлены или уложены вкла-
дыши, каналообразователи для последующей протяжки электро- и слаботочной
проводки. Опалубку демонтируют при достижении распалубочной прочности.
Демонтированные элементы опалубки опускают на площадку складирования
для ремонта, очистки и смазки. Последовательность демонтажа опалубки следую-
щая. Сначала демонтируют наружные и внутренние панели опалубки, торцевые и
угловые щиты, только после этого блоки опалубки. Для демонтажа используют спе-
циальные устройства для отрыва щитов: клинья, струбцины, механические и гид-
равлические домкраты.
Оптимальной организации и технологии работ можно добиться, если здание
разбивают на 3-4 захватки, комплект опалубки рассчитан на одну или даже две за-
хватки, работы ведут поточным способом.
Этапы работ (потоки) можно расположить в следующем порядке:
• установка опалубки перекрытия на захватке;
• бетонирование перекрытия;
• монтаж блочной опалубки и бетонирование стен;
• демонтаж опалубки стен после набора распалубочной прочности;
• демонтаж опалубки перекрытий;
• установка опалубки перекрытия на новом ярусе.
Целесообразно, чтобы щиты наружных стен включали в себя нижние и верхние
опорные пояса. После бетонирования при распалубке демонтируют щит наружной
стены вместе с нижним поясом, а замоноличенный верхний пояс служит маяком
(цоколем) для установки на него щита опалубки верхнего этажа. Такое решение
позволяет существенно повысить точность возведения конструктивных элементов и
дополнительно закрепить наружные площадки и панели опалубки.
2.3.5. Крупноблочная опалубка для шахт
Опалубочные щиты и внутренние угловые элементы из стандартных элементов
опалубки стен вместе с распалубочными элементами образуют быстро монтируе-
мый внутренний опалубочный блок фирмы «НОЕ» (рис. 2.2.31).
Высота бетонирования зависит только от скорости укладки и уплотнения бе-
тонной смеси, для многоэтажного жилищного строительства ярус бетонирования
принимается равным высоте этажа.
В процессе распалубливания и подъема крупноблочной опалубки распалубоч-
ные элементы автоматически складываются для беспрепятственного перемещения
блока на новую позицию.
Если возведение ядра жесткости сооружения опережает возведение всех ос-
тальных конструкций, целесообразно применить скользящие подмости системы
«НОЕ» (рис. 2.2.32). Подвешенные на два анкера подмости несут значительную на-
грузку, главное обеспечить точную установку подвесных анкеров. Перестановка
подмостей по вертикали допустима только при наборе бетоном достаточной проч-
ности и несущей способности.
а)
в)
Рис. 2.2.31. Опалубка для шахт и ядер жесткости фирмы «НОЕ»:
а, б - внутренняя опалубка в рабочем и сжатом состоянии при подъеме; в - распалубочные встав-
ки; г - распалубочная вставка; А - в рабочем состоянии; Б - в сжатом состоянии
148
Рис. 2.2.32. Скользящие подмости фирмы «НОЕ»:
а - общий вид; б - конструктивное решение подмостей; в - установка анкера при помощи шуру-
па; г - то же, при помощи стержня с резьбой
1800 HJ 3080
1 ЛЛ
2.4. СПЕЦИАЛЬНЫЕ ОПАЛУБКИ
2.4.1. Пневматическая опалубка
Для возведения сооружений и отдельных элементов криволинейной поверхно-
сти экономически целесообразно использовать пневматическую опалубку. Ее при-
меняют для возведения коллекторов, покрытий купольных сооружений диаметром
до 36 м и сводчатых тонкостенных конструкций при пролете 12-18 м. С помощью
пневмоопалубки можно возводить склады, производственные здания, ангары для
разнообразной техники, хранилища зерна и удобрений, системы коллекторов и тру-
бопроводов, спортивные сооружения. Этот вид опалубки выполняют в виде гибкой
оболочки из высокопрочной прорезиненной ткани толщиной 0,3-0,5 мм или проч-
ной полимерной пленки, пленки из резинолатексных материалов, наполненной сжа-
тым воздухом или пневматически поддерживающих элементов с формообразующей
оболочкой (рис. 2.2.33). В рабочем положении опалубка поддерживается за счет из-
быточного давления воздуха. Опалубку раскраивают по специальным выкройкам,
сшивают, швы проклеивают тем же материалом. Опалубку закрепляют по контуру
основания, затем в нее нагнетают воздух под давлением 0,05 МПа.
а) Пневмоопалубка
Рис. 2.2.33. Пневматическая опалубка:
а - общий вид; б - укладка
150
Перед бетонированием ее поверхность покрывают эмульсионной смазкой. Ар-
мирование выполняют из дисперсного армированного стекловолокна или из обыч-
ного сетчатого армирования. Бетон наносят набрызгом или послойно. Когда бетон
приобретает проектную прочность, опалубку отделяют от бетона. Для ускоренного
твердения бетона возможна подача в опалубку пара или подогретого воздуха.
Пневматическая опалубка не требует больших затрат на транспортирование,
монтаж и эксплуатацию. С помощью такой опалубки можно возводить конструкции
в самых труднодоступных местах.
Важными преимуществами пневмоопалубок является их малая масса, высокая
оборачиваемость и низкая трудоемкость монтажа и демонтажа.
При работе с пневмоопалубкой необходимо в ней постоянно поддерживать ра-
бочее давление порядка 1,2 кПа. Воздухоподающая установка должна работать в ав-
томатическом режиме, давление внутри опалубки постоянно должно контролиро-
ваться манометрами. Для прохода рабочих под оболочку опалубки устраивают
входной шлюз с двумя плотно закрывающимися дверями.
Нанесение бетонной смеси производят установкой «пневмобетон», начиная
снизу от фундамента вверх к замку по зонам и на полную конструктивную высоту.
Рабочие располагаются на автогидроподъемнике, толщина слоя набрызга контроли-
руется путем предварительной установки на опалубке специальных маяков, показы-
вающих проектную толщину конструкции.
При укладке бетонной смеси в несколько слоев с применением торкретирова-
ния для обеспечения надежного сцепления поверхность ранее уложенного бетона
должна быть тщательно увлажнена. Кроме этого, разница по срокам нанесения бе-
тона на смежных участках опалубки не должна превышать 2-4 ч, так как при боль-
ших сроках деформации опалубки при укладке смеси могут передаться и вызвать
нарушение структуры твердеющего бетона на соседнем участке.
Для предотвращения высушивания твердеющего бетона от воздействия ветра и
солнечной радиации его поверхность сразу после укладки слоя проектной толщины
покрывают методом напыления защитной пленкой, препятствующей активному ис-
парению влаги.
При достижении бетоном проектной прочности осуществляют распалублива-
ние. Первоначально снимают внутреннее давление в системе и опалубке, затем де-
монтируют крепежные устройства. Опалубка легко отделяется от вертикальных и
горизонтальных поверхностей уже набравшего прочность бетона; после очистки
сворачивается и подготавливается для повторного использования.
2.4.2. Несъемная опалубка
Рациональным направлением в строительстве является разумное сочетание мо-
нолитного железобетона и сборных конструкций. Часто эффективным оказывается
комбинированное применение сборных и монолитных ограждающих конструкций
стен, перекрытий и других конструктивных элементов.
Несъемная опалубка после укладки монолитного бетона и завершения после-
дующих процессов остается в теле забетонированной конструкции и работает в ней
как одно целое. Опалубка не только образует форму сооружения, его архитектурное
оформление, но и защищает поверхность от атмосферных воздействий, повышает
прочностные характеристики конструкции, улучшает режим твердения бетона. Вы-
пуски арматуры и сама внутренняя поверхность панели неровные, шероховатые,
способствуют лучшему контакту с укладываемым монолитным бетоном.
В качестве материала несъемной опалубки можно применять стальной профи-
лированный настил, различный листовой материал, керамические и стеклянные
блоки и даже металлические сетки (рис. 2.2.34).
Закладная
деталь
Активная
поверхность
Пассивная
поверхность
Рис. 2.2.34. Несъемная опалубка:
а - из профильных элементов; б - сетчатая
Опалубку можно выполнять также из плоских, ребристых и корытообразных
профильных плит, изготовляемых из железобетона, бетона, армоцемента, стеклоце-
мента, фиброцемента (рис. 2.2.35).
Такие плиты применяют для бетонирования монолитных конструкций и соору-
жений простой конфигурации и с большими опалубливаемыми поверхностями. Их
устанавливают в проектное положение с помощью кранов, внешние плоскости этих
элементов должны совпадать с поверхностью возводимой монолитной конструк-
ции. Крепление таких плит производят путем сварки их выпусков и армокаркаса
152
a)
Рис. 2.2.35. Виды и устройство конструкций из несъемных опалубок:
а - из самоопирающихся бетонных плит; б - армоцементная; в - из плоских плит; г - из L-образ-
ных железобетонных плит
монолитной конструкции. Возможны также варианты крепления с помощью инвен-
тарных крепежных и поддерживающих устройств (прогонов, подкосов, схваток),
которые после бетонирования и набора бетоном начальной достаточной прочности
снимают и применяют повторно.
В зависимости от функционального назначения опалубку используют как фор-
мообразующую конструкцию, опалубку-облицовку и опалубку-изоляцию, часто
совмещая все или часть этих функций. В любом случае эти элементы являются на-
ружной поверхностью возводимой конструкции, поэтому могут иметь как различ-
ную фактуру, так и отделку различными плитками и другими материалами, наноси-
мыми в заводских условиях.
Сами же плиты несъемной опалубки после бетонирования монолитных конст-
рукций остаются их составной частью. Основным преимуществом несъемной опа-
лубки является сокращение трудозатрат приблизительно в два раза за счет исклю-
чения цикла демонтажа опалубки, снижение объема монолитного бетона за счет
включения опалубки как составной части конструкции, сокращение трудозатрат на
отделку фасадных поверхностей и практически полное исключение отделочных
работ.
При возведении монолитных жилых зданий применяют специальные двухслой-
ные плиты, которые одновременно выполняют функции опалубки и декоративно-
теплоизоляционного слоя для фасадных стен зданий. Несъемная опалубка стен мо-
жет быть также решена в виде скорлуп из монолитного керамзитобетона, скорлуп с
наклеиваемым утеплителем из пенополистирола и внутренним монолитным слоем
из тяжелого бетона (рис. 2.2.36). Применяют и решение, когда несъемную опалубку
устанавливают с наружной и внутренней стороны конструкции, пространство меж-
ду ними заполняют теплоизоляционно-конструктивным материалом - пенобетоном,
поризованным бетоном, пено-фосфогипсом и др.
Наибольшее распространение получила железобетонная опалубка-облицовка.
Ее с успехом применяют при возведении гидротехнических, энергетических объек-
тов, фундаментов под оборудование, массивных колонн и стен в промышленном
строительстве, при возведении сборно-монолитных жилых и гражданских зданий.
Опалубки-облицовки для сборно-монолитного домостроения выполняются в
виде плит толщиной 8-10 см из керамзитобетона и тяжелого бетона. Возможны ва-
рианты применения двусторонней опалубки-облицовки с заполнением полости лег-
ким бетоном - керамзитобетоном и пенобетоном.
В зависимости от технологического назначения железобетонную опалубку из-
готавливают из специальных цементов и заполнителей, что позволяет использовать
ее в качестве теплоизоляции, защиты будущей конструкции от агрессивных сред, в
том числе и грунтовых вод.
Использование несъемной опалубки перекрытий из ребристых тонкостенных
железобетонных элементов с укладкой слоя утепляющего материала (пенобетона), ар-
мированием и бетонированием до проектной толщины приводит к значительному со-
кращению трудозатрат, улучшает звукоизоляционные характеристики перекрытия.
Пенополистирольная опалубка АВS (рис. 2.2.37), Пенополистирольная опалуб-
ка ABS из мелкоштучных теплоизолирующих элементов (табл. 2.2.3) - образец но-
вейших энергосберегающих технологий возведения стен.
154
а)
б)
Дырчатые
е)
Рис. 2.2.36. Несъемная опалубка:
а - из дырчатых блоков; б - из скорлуп; в - устройство конструкции из скорлуп
Эта технология позволяет возводить монолитные бетонные стены одновремен-
но с двойной тепло- и звукоизоляцией из блоков-модулей, которые легко собирают-
ся на строительной площадке. Такая опалубка нашла достаточно широкое примене-
ние в Канаде, на севере США и в Европе. В настоящее время новая технология
строительства начинает применяться для строительства жилых домов и в России. С
использованием такой технологии можно возводить здания до 16 этажей.
155
Таблица 2.2.3
Типоразмеры теплоизоляционной опалубки ABS
Тип блока
Стандартный
Левый и правый угловые
элементы под 90°
Левый и правый угловые
элементы под 135°
Пенополистирольная плита
Размеры, мм
длина
ширина
высота
длина
ширина
высота
длина
ширина
высота
длина
ширина
высота
1200
280
400
670; 370
280
400
560; 260
280
400
2000
1000
до 800
Рис. 2.2.37. Пенополистирольная опалубка ABS:
а - стандартный элемент; б - угловые элементы под
90°; в - угловые элементы под 135°; г - общий вид
конструкции стены
156
В монолитном строительстве также применяется несъемная опалубка из пено-
полистирола других форм и типоразмеров (рис. 2.2.38)
Рис. 2.2.38. Элементы пенополистирольной опалубки:
а - стеновой блок; б - надпроемный блок; в - блок под перекрытие; г - поворотный стеновой блок
Технология возведения стен из несъемной пенополистирольной опалубки и ос-
новные узлы представлены на рис. 2.2.39, 2.2.40.
Опалубка фирмы «ИНТРА - БАУ». Несъемная опалубка представляет собой
выполненный из высококачественного арболита блок, внутрь которого заливается
бетон (для стен), либо арболитовую плиту (для перекрытий).
157
В ряде случаев вместо арболита может применяться цементно-стружечная пли-
та (ЦСП).
Рис. 2.2.39. Этапы возведения стены:
а - укладка гидроизоляции; б - установка стеновых блоков опалубки; в, г - заполнение пустот бе-
тонной смесью; 1 - пенополистирольный блок; 2 - гидроизоляция; 3 - бункер; 4 - арматура;
5 - бетоновод; 6 - опалубка; 7 - бетонная смесь
Арболит играет роль теплоизолятора, хорошего звукоизолятора и звукопоглоти-
теля. Опалубка эффективно адаптирована к производству работ в зимних условиях.
158
В состав арболита входит около 90% щепы мягких пород и 10% минерального
связующего - цемент, жидкое стекло. Цементно-стружечная опалубка состоит из
90% древесной стружки и 10% цемента.
а)
Рис. 2.2.40. Фрагменты здания:
а — наружной стены; б — надпроемного блока; в — облицовки наружной стены кирпичом
Опалубка легко обрабатывается инструментами, предназначенными для древе-
сины.
При монтаже опалубки нет необходимости использовать какие-либо специаль-
ные механизмы, поскольку применяется так называемый принудительный метод
монтажа, т. е. нижний элемент позволяет установить верхнее звено в единственно
правильном положении. Это достигается благодаря тому, что с верхней стороны
блока есть шип, а с нижней - ответный паз. Поэтому не требуется точно и тщатель-
но выверять положение при установке каждого нового блока. Время монтажа квад-
ратного метра стены с заполнением бетоном, утеплением, монтажом опалубки и т.
д. в среднем составляет 0,3-0,5 чел.-ч.
Материал опалубки - арболит обладает большей адгезией (сцеплением), чем
кирпич и бетон.
2.5. ОХРАНА ТРУДА
Техника безопасности при установке и разборке опалубки обеспечивается пра-
вильной организацией работ, организацией рабочих мест и порядком производства
работ.
При организации установки и разборки опалубки необходимо предусматривать
мероприятия по предупреждению воздействия на работников опасных и вредных
производственных факторов, связанных с характером работы:
• расположение рабочих мест вблизи перепада по высоте 1,3 м и более;
• движущиеся машины и передвигаемые ими предметы;
• обрушение элементов конструкций;
• шум и вибрация;
• повышенное напряжение в электрической цепи, замыкание которой может
произойти через тело человека.
При наличии опасных и вредных производственных факторов безопасность
опалубочных работ должна быть обеспечена на основе выполнения содержащихся
в организационно-технологической документации (ПОС, ППР и др.) следующих
решений по охране труда:
• определение несущей способности и разработка проекта опалубки, а также
последовательности ее установки и порядка разборки;
• разработка мероприятий и средств по обеспечению безопасности рабочих
мест на высоте.
Размещение на опалубке оборудования и материалов, не предусмотренных
ППР, а также нахождение людей, непосредственно не участвующих в производстве
работ на установленных конструкциях опалубки, не допускается.
Для перехода работников с одного рабочего места на другое необходимо при-
менять лестницы, переходные мостики и трапы, соответствующие требованиям
СНиП 12-03-2001 и СНиП 12-04-2002.
При устройстве сборной опалубки стен, ригелей и сводов необходимо предус-
матривать устройство рабочих настилов шириной не менее 0,8 м с ограждениями.
Опалубка перекрытий должна быть ограждена по всему периметру. Все отверстия
160
в рабочем полу опалубки должны быть закрыты. При необходимости оставлять эти
отверстия открытыми их следует затягивать проволочной сеткой.
После отсечения части скользящей опалубки и подвесных лесов торцевые сто-
роны должны быть ограждены. Для защиты работников от падения предметов на
подвесных лесах по наружному периметру скользящей и переставной опалубки
следует устанавливать козырьки шириной не менее ширины лесов.
При установке элементов опалубки в несколько ярусов каждый последующий
ярус следует устанавливать после закрепления нижнего яруса.
При разборке опалубки необходимо принимать меры против случайного паде-
ния элементов опалубки, обрушения поддерживающих лесов и конструкций. При
передвижении секций катучей опалубки и передвижных лесов необходимо прини-
мать меры, обеспечивающие безопасность работающих. Лицам, не участвующим в
этой операции, находиться на секциях опалубки или лесов запрещается.
161
ГЛАВА 3. ТЕХНОЛОГИЯ ОПАЛУБКИ PERI
3.1. ОБЩИЕ СВЕДЕНИЯ
При проектировании железобетонных работ разрабатывается технология и ор-
ганизация выполнения опалубочных, арматурных и бетонных работ, а также опре-
деляются способы и средства доставки на строительную площадку опалубок, арма-
турных конструкций, бетонной смеси или ее составляющих.
Проектирование производства железобетонных работ ведется в следующей по-
следовательности:
1) на основании изучения рабочих чертежей бетонных и железобетонных кон-
струкций зданий или сооружений составляется перечень и определяется очеред-
ность выполнения отдельных видов работ (простых процессов);
2) здание или сооружение при необходимости расчленяется на участки, захват-
ки и ярусы с указанием мест устройства рабочих швов;
3) определяются объемы работ по ярусам и захваткам;
4) рассматриваются возможные способы производства работ и на основании
сопоставления их технико-экономических показателей выбирается лучший;
5) для выбранного варианта решения:
а) разрабатываются технологические схемы производства видов работ;
б) составляются графики их выполнения;
в) определяются требуемые трудовые (рабочая сила) и материально-
технические (строительные материалы и механизмы) ресурсы;
г) приводятся решения по охране труда и технике безопасности;
д) определяются порядок контроля и оценки качества работ: даются
указания о допусках, приводятся схемы операционного контроля качества и др.;
е) уточняются технико-экономические показатели.
3.1.1. Нагрузки на опалубку
Конструирование и расчет опалубки производят на основании рабочих черте-
жей на возводимую конструкцию, данных о принятом способе подачи и уплотнения
бетонной смеси с учетом сведений о возможности изготовления или использования
принятого типа опалубки, а также об ожидаемой температуре наружного воздуха в
период выполнения бетонных работ, о наличии машин и механизмов.
Целью расчета является определение сечений элементов опалубки и расстоя-
ний между ними или определение пригодности унифицированной опалубки для
возведения определенных конструкций.
Опалубка в процессе эксплуатации подвергается воздействию вертикальных и
горизонтальных нагрузок.
162
К вертикальным нагрузкам относятся:
а) собственный вес опалубки и лесов, определяемый по чертежам;
б) вес свежеуложенной бетонной смеси;
в) вес арматуры, принимаемый по проекту;
г) нагрузки от людей и транспортных средств: при расчете палубы, настилов,
прогонов и стоек. Палуба при необходимости проверяется на сосредоточенную на-
грузку от веса рабочего с грузом и давления используемых механизмов;
д) нагрузки от вибрирования бетонной смеси горизонтальной поверхности опа-
лубки.
К горизонтальным нагрузкам относятся:
а) нормативные ветровые нагрузки;
б) давление свежеуложенной бетонной смеси на боковые элементы опалубки
при уплотнении бетона с помощью внутренних и наружных вибраторов;
в) нагрузки от сотрясений, возникающие при выгрузке бетонной смеси в опа-
лубку;
г) нагрузки от вибрирования бетонной смеси вертикальной поверхности опа-
лубки (эти нагрузки учитываются только при отсутствии нагрузок от сотрясений).
Элементы опалубки, к которым крепятся наружные вибраторы, должны дополни-
тельно рассчитываться на местные воздействия.
Вертикальные и горизонтальные нагрузки оказывают воздействие, в первую
очередь, на палубу, элементы обшивки опалубки. Далее нагрузки от палубы и об-
шивки передаются на ребра или прогоны и от последних - на стойки или схватки,
на стяжные болты (скрутки) и подкосы.
Элементы опалубки рассчитываются по двум стадиям:
- по несущей способности;
- по деформациям.
Опалубка и леса также должны рассчитываться на совместное воздействие ве-
тровых нагрузок и собственного веса опалубки и арматуры.
Расчет и конструирование вновь создаваемой опалубки выполняются в следу-
ющей последовательности:
- выбор типа опалубки;
- разработка конструктивной и расчетных схем для элементов опалубки;
- сбор нагрузок на элементы опалубки; определение сечения элементов и ша-
га между ними; конструирование опалубки.
Возможна проверка пригодности унифицированной опалубки для возведения
определенной конструкции.
Для этого выполняют сбор нагрузок на элементы опалубки и сравнивают их с
нагрузкой, на которую рассчитана опалубка (паспортной).
В случае отсутствия данных по допускаемой нагрузке необходимо выполнить
расчет и сравнить полученные данные с размерами имеющейся в наличии опалубки.
Конструирование опалубки производится на основании полученных расчетных
данных и с учетом обеспечения удобства сборки и разборки, требуемого числа обо-
ротов, достижения минимальных затрат труда и материалов. На опалубочных чер-
тежах приводятся маркировочные схемы сборки опалубки, конструктивные схемы
каждого элемента, узлы опалубки и экспликация элементов.
163
3.1.2. Подход к раскладке опалубки
Подход к раскладке опалубки зависит от выбранной опалубочной системы:
Рамные опалубки, например, стеновые опалубки TRIO, DOMINO, HANDSET;
колонны TRIO, QUATTRO и RAPID; круглая колонна SRS; перекрытие SKYDECK:
- раскладка осуществляется по паспортным правилам раскладки;
- расчет ограничивается определением режима бетонирования для стен и ко-
лонн или выбор правильных стоек для системы SKYDECK;
- стеновые системы и SKYDECK раскладываются при помощи программы
ELPOS.
Описанный подход относится также к системам VARIOFIX (для стен) и
RUNDFLEX (для круглых стен), хотя они и являются балочными.
Балочные опалубки, например стеновая опалубка VARIO zugfest; колонны
VARIO; перекрытие MULTIPLEX; столы для перекрытия UNIPORTAL, MODUL и
PD 8:
- раскладка всех элементов определяется по расчету, заданными являются ли-
бо допустимое давление бетона для стен и колонн, либо толщина перекрытия и до-
пустимые деформации. В некоторых случаях добавляются требования по ограниче-
нию нагрузок на соседние или ниженаходящиеся конструкции.
3.1.3. Правила обращения с системными опалубками
В целях уменьшения трудозатрат и сроков на опалубливание надо найти такой
тип раскладки, который позволит переставлять укрупненные единицы опалубки на
новую захватку или ярус бетонирования. Для этого необходимо придерживаться
следующих правил:
- перестановку укрупненных единиц необходимо производить в пределах до-
пуска грузоподъемных приспособлений;
- при сборке укрупненных единиц некоторые края опалубки станут недоступ-
ными для очистки между оборотами, поэтому рекомендуется до первого примене-
ния еще не скрытые элементы опалубки всесторонне обработать бетоноотделяю-
щим средством, только в этом случае будет достигнута оборачиваемость опалубки,
гарантируемая заводом-изготовителем (табл. 2.3.7);
- при раскладке опалубки надо иметь в виду, что во время бетонирования вну-
тренняя опалубка будет находиться в стесненных условиях, поэтому необходимо
предусмотреть места добора (зазоры). Если не учесть зазор для распалубливания,
придется разбирать больше, чем было запланировано, и это может привести к раз-
рушению инвентарных и дорогостоящих элементов. Зазоры, кроме того, могут зна-
чительно упростить установку и стыковку укрупненных единиц.
Похожая проблема возникает и для опалубок перекрытия, где всегда сначала
надо задуматься о том, как опалубка должна сниматься. При установке все может
подаваться сверху, а разборка осуществляется уже под готовым перекрытием или
даже в замкнутом помещении.
164
Таблица 2.3.1
Ориентировочные данные по оборачиваемости опалубки PERI
Элементы опалубки Минимальное число оборотов
Рамы опалубки TRIO 600
Замки BFD 400
Другие металлические изделия системы TRIO 600
Фанера TRIO (Fin-Ply с прослойкой 240 г/м2) с учетом ремонта местных повреждений 150
Рамы опалубки DOMINO 400
Другие металлические изделия системы DOMINO 400
Фанера DOMINO (Fin-Ply с прослойкой 240 г/м2) с учетом ремонта местных повреждений 150
Балки-фермы GT 24 в системе VARIO 400
Металлические изделия системы VARIO 400
Фанера в системе VARIO см. табл. 2.3.2.
Балки-фермы GT 24 в системе MULTIFLEX 200
Балки-фермы GT 24 в столах 300
Оцинкованные алюминиевые стойки с крепежом, головки для перекрытий 800
Таблица 2.3.2
А. Ламинированная фанера для гладкого облицовочного бетона
Fin-ply.
Фанера для опалубливания стен и перекрытий, обеспечивает ровную и гладкую бетонную поверхность.
Оборачиваемость 30...70 оборотов. Состоит из крестообразно проклеенных березовых слоев, усиленных
покрытием из феноловых смол, по 240 г/м2 (Maxi - 400 г/м2) на каждой стороне, края лакированы.
Склеивание согласно BFU 100.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
9 1,50x3,00 6,65 052095
12 1,50x3,00 8,80 052150
15 1,50x3,00 10,75 052159
18 1,50x3,00 12,70 052240
21 1,25x2,50 14,25 052260
21 1,50x3,00 14,25 052270
21 1,50x4,00 14,25 052070
Maxi 7,50x2,70 14,25 052823
20 5,40x2,00 14,25 052829
Rus-ply (PERI Birch).
Высококачественная фанера для широкого спектра применения, 15 слоев березы, по 120 г/м2 феноловой
смолы на каждой стороне, края лакированы. Оборачиваемость 20...50 оборотов. Склеивание согласно
Толщина, мм Размер, м Вес, кг/м2 Арт. №
21 1,25x2,50 14,25 052820
PERI Beto.
Финская комбинированная фанера, 11 слоев, наружные слои из березы, средние поочередно из ели и
березы, двустороннее покрытие из феноловой смолы - 120 г/м2, края лакированы. Оборачиваемость
15...30 оборотов, почти нет структуры на поверхности бетона. Склеивание согласно BFU 100.
Продолжение табл. 2.3.2
Толщина, мм Размер, м Вес, кг/м2 Арт. №
21 0,62x2,50 11,9 052824
21 1,25x2,50 11,9 052821
PERI Beto S.
Финская комбинированная фанера, 11 слоев, наружные слои из березы, средние поочередно из ели и
березы. Одна сторона фанеры имеет водопоглощающее покрытие 7, другая 2 из феноловой смолы -
120 г/м2, края лакированы. Оборачиваемость 10... 15 оборотов. Позволяет получить высококачествен-
ную матовую поверхность бетона с низкой пористостью. Склеивание согласно BFU 100.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
21 1,25x2,50 11,9 052851
Combi-mirror.
Финская комбинированная фанера, 13... 15 слоев, наружные слои из березы, средние поочередно из
пихты и березы, по 120 г/м2 феноловой смолы на каждой стороне, края лакированы. Оборачиваемость
15...30 оборотов. Склеивание согласно BFU 100.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
21 1,50x3,00 12,60 052822
PERI sprus.
Экономичная фанера для перекрытия, 11-слойная структура из северных хвойных пород, двусторон-
нее покрытие из феноловой смолы - 120 г/м2, края лакированы. Оборачиваемость 10...25 оборотов,
гладкая поверхность, возможна легкая структура. Склеивание согласно BFU 100.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
21 2,50x6,50 10,9 052831
21 2,50x1,25 10,9 052830
AS-ply.
Азиатская фанера, 11 слоев, по 120 г/м2 феноловой смолы на каждой стороне, края лакированы, тем-
пературостойкое склеивание. Оборачиваемость более 10 раз. Гладкая поверхность, возможна легкая
структура.
Толщина, мм Размер, м Вес,кг/м2 Арт. №
21 2,50x1,25 14,9 052620
Облицовочная фанера.
Ламинированная фанера 3...5 слоев, по 120 г/м2 феноловой смолы на каждой стороне, края лакирова-
ны, водо- и температуростойкое склеивание. Обеспечивает гладкую поверхность бетона и предназна-
чена для монтажа на обрешетку.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
4 2,50x1,25 2,5 052010
8 2,50x1,25 5,0 052020
Б. Трехслойные плиты для облицовочного бетона
Трехслойные плиты.
Крупногабаритные плиты с двусторонним покрытием из меламиновой смолы, края лакированы, три
крестообразно проклеенных 7 мм слоя из ели, средний слой возможен из тонких реек. Оборачивае-
мость 10...40 оборотов, гладкая поверхность, возможна легкая дощатая структура.
166
Окончание табл. 2.3.2
Толщина, мм Размер, м Вес, кг/м2 Арт. №
21 2,00x0,50 10,5 050080
21 2,50x0,50 10,5 050000
21 _ 2,00x1,00 10,5 050190
21 2,50x1,00 10,5 050040
21 2,50x1,50 10,5 052590
21 3,00x1,00 10,5 050200
21 5,00x1,00 10,5
21 5,00x2,00 10,5 052380
Трехслойные панели.
Легкие фанерные панели с красной или желтой пропиткой искусственными смолами. На торцах воз-
можно металлическое окаймление. Оборачиваемость 10...40 оборотов, бетонная поверхность с доща-
той структурой.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
21 1,50x0,50 10,5 050070
21 2,00x0,50 10,5 050080
21 2,50x0,50 10,5 050000
В. Необработанная фанера для добора и обычных требований
Yellowy Pain.
Экономичная многоцелевая фанера, 5 слоев, одна сторона гладкая, водо- и температуростойкое склеи-
вание, поверхность отшлифована, без покрытия. Оборачиваемость 2... 10 оборотов, бетонная поверх-
ность с дощатой структурой.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
20,5 2,44x1,22 11,0 052840
«Морская сосна».
9-слойная фанера, качество С+/С, одна сторона гладкая, водо- и температуростойкое склеивание, по-
верхность отшлифована, без покрытия. Оборачиваемость 2...5 оборотов, бетонная поверхность с до-
щатой структурой.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
20,5 2,50x1,25 п,о 052800
FinNa-ply.
Финская фанера из хвойных пород, семислойная структура, поверхность отшлифована, одна сторона
гладкая, высококачественная обработка. Склеивание согласно BFU 100. Оборачиваемость 2...5 оборо-
тов, бетонная поверхность с древесной структурой.
Толщина, мм Размер, м Вес, кг/м2 Арт. №
21 2,44x1,22 10,0 052827
21 2,50x1,25 10,0 052828
3.2. PERI TRIO - РАМНАЯ ОПАЛУБКА ДЛЯ СТЕН И ФУНДАМЕНТОВ
3.2.1. Общие положения
Таблица 2.3.3
^^-ДЦирина, см Высота, ' Вид ! элемента 240 1 120 90 60 30 72
h = 270см 1 ! -1
1 м2 ' 6Д8 ~ i 1 2,43~ ’ ~1,’бГ 0,81 j_,944
Вес, кг д 328,0 ; 158,0_ L 112,0 ; 79,,8 J 52,3 Г 95,3
1 Арт. № ! 022570 П 022510 ' 022520 ! 022550 ! 022560 022540
Таблица 2.3.4
Элементы TRIO
^^^Щирина, см । Высота, см*"\^^ 120 90 60 - - - । ! 30 |_ _ 1 72
Вид i 1
элемента h = 120 см J 1 : I ;
_ м2 _ ‘ 1,44 ”31 |_ 1,296 i ' ~ 0,72~ 1 0,36 3 I 0J64
Вес, кг j 67,4 3 _ L 523 _ 39Д__ 3 _ 24,6 ; _5_5,2_
Арт. № 022600 022610 022640 3 022650 j ~ 022630
Угловые элементы:
- ТЕ 270; 120; 60 (жесткие углы 90°);
- TGE 270; 120 (шарнирные углы);
- наружные углы TEA 270/135°; TEA 120/135°;
- внутренние углы TEI 270/135°; TEI 120/135°.
Угловые элементы TRIO
Таблица 2.3.5
Вид элемента Жесткие углы Шарнирные углы
h = 270 см h = 120 см h = 270 см h = 120 см
Вес, кг 95,4 42,8 95,4 42,8
Арт. № 023200 023300 022520 022550
Специальные элементы:
- многоцелевые элементы TRM 270x72; TRM 120x72;
- дистанционные угловые вставки WDA-2 270/5; 270/6; 120/5; 120/6 из стали;
- дистанционные угловые вставки WDA 270/10; 120/10 из алюминия;
168
- вставки для добора LA 270x36; 120x36;
- распалубочные элементы АЕ 270x30; АЕ 120x30;
- шахтные элементы TSE 270; TSE 120;
- алюминиевые дистанционные элементы ТА 270/15; ТА 120/15;
- элементы для торцевой опалубки TR 270x24; 120x24;
- наружные элементы рабочего шва АТ 270x3; АТ 120x3 (всегда по 2 шт.);
- внутренние элементы рабочего шва без гидроизоляционной ленты МТ 270;
МТ 120 ширина 20; 24/25; 30; 35/36 см;
- внутренние элементы рабочего шва для гидроизоляционной ленты MTF 270;
MTF 120 ширина 20; 24/25; 30; 35/36 см.
Специальные элементы TRIO и оснастка
Таблица 2.3.6
Вставки для добора, 1 см । LA 270x36 ! LA 120x36 ! Выпрямляющий замок BFD Захват крановый 15кН Кронштейн лесов
Вид
элемента j ! ।
Вес, кг 48,9 24,3 ~ 4,0 2 7,0 52,3
Арт. № 023170 023270 023500 023690 ' 022560
Оснастка:
- замок BFD; замок BFD 38;
- ригель TAR 85; ригель 85; угловой ригель TVR 45/45; ригель SRZ 120;
- консоль лесов TRG 80;
- захват крановый 15 кН;
- подвеска для тяжей АН-2;
- торцевой тяж TS;
- адаптер TRIO-подкос;
- натяжной крючок DW15/400; головка натяжного крючка DW15;
- тяжи DW15; шарнирная гайка-шайба DW15.
Подкосы:
- подкосы RS I; RS П; RSS I; RSS II; RSS III; RS 1000; RS 1400;
- распорки AV; AV 190; AV 210; распорка для RSS III;
- различные пятки.
Допустимое давление свежего бетона:
- 60 кН/м2 (с тяжами DW 15) - предел по тяжам при этом соблюдаются допус-
ки по DIN 18202, табл. 2.3.7, строка 7;
- 80 кН/м2 (с тяжами DW 20) - предел по рамам TRIO при этом соблюдаются
допуски по DIN 18202, табл. 2.3.7, строка 6.
169
Таблица 2.3.7
Допуски по плоскости поверхностей
Стол- 1 i 2 । 1 [ 3 4 5 । 6
бец 1
Стро- ка Предельные отклонения в мм при (
Предмет расстоянии между точками измере- нияв м до
I 0,1 1* , 4* ( 10* j 15 * (
1 Отделываемые верхние поверхности перекры- тий, подбетонки и т.д. ! 10 г- 20 | 25 | 30 ।
Отделываемые верхние поверхности перекры- 1 тий, подбетонки и т.д. с повышенными требова- i ! i , 1 ! i
2 ниями, например, под самонивелирующие стяжки, полы промышленных зданий и т.д., готовые по- 5 8 ! 1 12 i 15 ! 20
верхности во второстепенных помещениях, на- пример складские помещения или подвалы 1 1
। Готовые полы: бетонные полы или стяжки под | Г ' 2 4 10 ! 12 1 15 !
3 । линолеум, плитки, мастичные или клееные полы \ 1 1 _ .!
4 ! Готовые полы с повышенными требованиями, 1 3 9 12 15 i
например самррастекающие мастики I Отделываемые поверхности стен и нижние по- ! 1 i 1 ! ;
5 1 5 10 L 15 1 25 ' 1 ! 30 |
верхности перекрытий _ _ !
Готовые поверхности стен и нижние поверхно- । 1 1
6 сти перекрытий, например штукатурка, подвесные 3 ; 5 10 ! i 20 ! 25
потолки и т.д. _ _ 1
7 ' Как строка 6, но повышенные требования 1 2 ! 3 8 15 20
* Промежуточные значения интерполируются
3.2.2. Правила раскладки
Раскладка начинается с углов или других узлов, затем доводится до середины
стены, где в последующую очередь осуществляется добор.
3.2.2.1. Прямые углы
а) Стены толщиной 30 см (стандартноерешение) и меньше 30 см (рис. 2.3.1).
При стандартной толщине стен угол собирается из элементов ТЕ внутри, а сна-
ружи из элементов TR 72 (справа, если смотреть снаружи) и TR 60.
Если толщина стен меньше чем 30 см, то к элементу ТЕ приставляется вставка.
Для толщины стен 25 и 24 см могут использоваться инвентарные, стальные
вставки WDA 5 (25 см) или соответственно WDA 6, имеющие готовые отверстия
для тяжей. В случае их отсутствия или при других размерах вставок используется
брус.
Толщина рам TRIO составляет 12 см, соответственно толщина вставок из бру-
са тоже должна быть равна 12 см, иначе бетон выдавливает вставку, что повлечет за
собой дополнительные затраты на шлифование стен.
При ширине вставок до 4 см тяж может проводиться по соседнему элементу,
при толщине 5 см и больше он обязательно проводится через вставку.
170
Наклон тяжа при проведении через соседний элемент должен составлять не
больше 4°.
Примеры раскладки.
Толщина вертикальной стены 28 см, толщина горизонтальной 23 см
(см. рис. 2.3.1).
WDA5
Рис. 2.3.1. Раскладка угловых элементов толщиной 30 см и меньше 30 см
Ширина вставки в вертикальной стене: 60 - 30 - 23 = 7 см.
Ширина вставки в горизонтальной стене: 60 - 30 - 28 = 2 см.
Толщина горизонтальной стены вместе с опалубкой: 2 х 12 + 23 = 47 см.
arctg (2/47) = 2,4° - тяж проходит по отверстиям.
Толщина вертикальной стены вместе с опалубкой: 2 х 12 + 28 = 52 см.
arctg (7/52) = 7,7° - тяж надо проводить либо по соседним элементам, либо че-
рез вставку.
б) Стены толщиной больше 30 см (рис. 2.3.2).
Вставки ставятся к наружным элементам.
Примеры раскладки.
Толщина вертикальной стены 33 см, толщина горизонтальной 38 см.
171
Ширина вставки в вертикальной стене: 60 - 38 - 30 = 8 см.
Ширина вставки в горизонтальной стене: 60 - 33 - 30 = 3 см.
Толщина горизонтальной стены вместе с опалубкой: 2 х 12 + 33 = 57 см.
arctg (8/57) ?= 8,0° - тяж надо проводить через вставку, необходимо учитывать,
чтобы гайка-шайба при размещении в одном из соседних элементов не перекрыва-
ла рамы обоих элементов (см. п. 3.2.4).
Толщина вертикальной стены вместе с опалубкой: 2 х 12 + 38 = 62 см.
arctg (3/62) = 2,8° - тяж проходит по отверстиям.
Рис. 2.3.2. Раскладка угловых элементов толщиной больше 30 см
в) Стены толщиной менее 18 см (рис. 2.3.3).
Рассмотрены два варианта для стен толщиной 16 и 12 см.
Решение со вставками LA допускается, только если иначе не достигается рас-
кладка элементов, так как может не обеспечиваться жесткость внутренней стороны
опалубки.
г) Стены толщиной больше 40 см (рис. 2.3.4):
Комбинация элементов 72/60 заменяется более широкими элементами.
При этом возникают дополнительные усилия на угловые замки BFD, так как
увеличилось расстояние до ближайших тяжей. Эти дополнительные усилия воспри-
нимаются ригелями TAR или SRZ (не менее двух на высоту 2,70 м и дальше как тя-
жи), закрепленными торцевыми тяжами TS, а при необходимости и натяжными
крючками (ригели SRZ).
Если комбинация элементов не обойдется без дополнительного стыка элемен-
тов, не защищенного тяжами, как в примере с толщиной стен 60 см, то этот стык то-
же следует раскрепить ригелями, которые надеваются на тяжи. При такой раскладке
обязательно выдержать правило возможности распалубливания правого элемента.
На рис. 2.3.4 замки BFD не показаны, их положение и количество соответству-
ют стандартным углам (см. п. 3.2.3).
Рис. 2.3.3. Раскладка угловых элементов толщиной менее 18 см
3.2.2.2. Непрямые углы
Рассмотрены два примера непрямых углов (острые и тупые) с элементами TGE.
Такие углы почти всегда решаются с помощью многоцелевого элемента TRM 72
(рис. 2.3.5).
На тяжи наружной стороны всегда ставятся ригели TAR, передающие усилия от
стыков элементов, не закрепленных тяжами, на соседние тяжи.
Замки BFD у элемента TGE на наружной стороне ставятся на все свободные ре-
бра, на внутренней стороне их количество увеличивается по сравнению с жестким
углом ТЕ. Например, при высоте 2,70 м - на наружной стороне по шесть, на внут-
ренней по четыре на каждой стороне.
Острые утлы меньше 75° не опалубливаются углом TGE, в таких случаях тре-
буется решение по месту.
Рис. 2.3.4. Раскладка угловых элементов толщиной больше 40 см
Рис. 2.3.5. Раскладка угловых элементов толщиной 30 см и углом разворота 120° и 75°
174
3.2.2.3. Разветвление стен
Разветвления стен выполняются по подобию углов (рис. 2.3.6):
- если толщина отходящей стены равна 30 см и угол прямой, то используются
только два угловых элемента ТЕ внутри и элемент TR 90 снаружи;
- при толщине меньше 30 см ставится внутри вставка, например WDA;
- при толщине больше 30 см вставка ставится снаружи;
- при толщине больше 40 см или меньше 18 см рекомендуется замена элемен-
та TR 90 на элементы другой ширины;
- можно вместо одной вставки WDA для стен толщиной 50 см использовать две
вставки.
Рис. 2.3.6. Раскладка элементов разветвления стен
175
3.2.2.4. Изменение толщины стены
Изменение толщины стены до 10 см выполняется при помощи деревянных на-
кладок, полоской фанеры между элементами и ригелями TAR или SRZ.
Рассмотрено шесть вариантов выполнения (рис. 2.3.7).
3 5
Рис. 2.3.7. Раскладка элементов при изменении толщины стены
TR 60
° TR60
Вариант № 2, где ригель закреплен двумя тяжами, является наиболее устойчи-
вым.
Вариант № 3 с маленьким плечом ригеля допускается, только если на более
тонкой стене тоже стоит элемент 240 или 270 (устойчивость обеспечивается двумя
тяжами в элементе).
Варианты № 4 и № 6 показывают возможную анкеровку при примыкании ма-
леньких элементов с использованием ригелей TAR 85.
Вариант № 5 недопустим, так как, во-первых, часто арматура мешает проведе-
нию тяжа и, во-вторых, не обеспечивается защитный слой бетона.
Если поблизости находится торцевая концовка, приходится отводить силы
вдоль опалубки, так как на одной стороне нет крепления стыка замками.
Если разность толщины стен находится в пределах от 10 до 40 см. В таком слу-
чае угол выполняется элементами TRM 72, TR 30 и ригелями TVR 45/45 (рис. 2.3.8).
При большой высоте опалубки или давлении на опалубку свыше 40 кН/м2 к уг-
ловому элементу TRM следует ставить подкос.
Рис. 2.3.8. Раскладка элементов при изменении толщины стены от 10 до 40 см
3.2.2.5. Смещение стены
Рассмотрены три варианта для разных размеров смещения (рис. 2.3.9).
Вариант № 1 применяется для смещения до 10 см, вариант № 2 - для смещения
от 10 до 40 см, вариант № 3 - для смещения больше 40 см.
В вариантах № 2 и № 3 используются торцевые тяжи, проведенные через риге-
ли TVR или TAR (см. п. 3.2.2.4).
3.2.2.6. Колонны, бетонируемые вместе со стенами
Колонны, выступающие из прямой стены, могут рассматриваться как отходя-
щие стены. На рис. 2.3.10 показаны варианты, которые используют для колонн, вы-
ступающих не больше чем на 20 см.
На рисунке слева: торцевая концовка выполнена на угловых элементах. Распи-
рающую силу колонны воспринимают ригелями TVR и пропущенными через них
тяжами (за ригелями торцевой концовки).
На рисунке справа: торцевым щитом служит инвентарный элемент TR 120 или
TR 90. На тяжи в таком случае надеваются две гайки. К торцевому щиту прибива-
ются рейки, воспринимающие распор колонны (используются гвозди с двойной
шляпкой, по две цпуки через 30 см по высоте).
На нижнем рисунке: опалубка угловых колонн выполняется с применением ме-
стных вкладышей.
177
Рис. 2.3.9. Раскладка элементов при смещении стены
5.2.2.7. Торцевые концовки
На рис. 2.3.11 показаны три варианта торцевых концовок, допускающих пропу-
ски арматуры, например, на рабочих швах между захватками.
Вариант (а) является самым устойчивым и экономичным.
178
Вариант (б) также устойчив, но за счет применения многоцелевого элемента
дороже.
Вариант (в) неблагоприятен тем, что крайние тяжи должны проводиться либо
через торцевые брусья, либо выноситься, как показано, при помощи навесок для тя-
жей за пределы элемента.
Рис. 2.3.10. Раскладка элементов колонн, бетонируемых вместе со стенами
При проведении тяжей через брусья торцевой концовки (как это показывает
программа ELPOS) появляется опасность нагружения крайних тяжей срезающими
усилиями.
Практика строительства показала, что рабочие крепят торцевой щит не ригеля-
ми, а тяжами. Это приводит к срезу или изгибу тяжей, при этом несущая способ-
ность этих тяжей может снизиться в три раза. В последующем использование таких
поврежденных тяжей по прямому назначению (в стеновой опалубке) может приве-
сти к их разрыву.
Варианты (г)-(е) показывают возможности торцевых концовок без выпусков
арматуры.
В таких случаях необходимо ставить достаточное количество замков BFD.
Необходимо обращать внимание, что часть замков стоит в невыгодном положе-
нии, т.е. стык элементов не находится перед клином замка.
Это касается особенно случая (е) (обозначено кругом), где расстояние до бли-
жайшего тяжа очень велико. Здесь обязательно требуется усиление ригелями. В по-
следнее время все чаще применяются варианты с инвентарными элементами для
торцов (рис. 2.3.12). В этом случае, с одной стороны, стоимость комплекта опалуб-
ки растет, с другой - снижаются трудозатраты и расходы на постоянное обновление
местных материалов.
Рис. 2.3.11. Раскладка элементов торцевых концовок
180
Рис. 2.3.12. Раскладка с инвентарными элементами для торцевых концовок:
а - с элементом МТ без гидроизоляционной ленты;
б - с элементом MTF и гидроизоляционной лентой
3.2.2.8. Опалубка прямых стен между углами и добор зазора
Начиная от опалубленного угла или другого места изменения характера стены
раскладывают элементы так, чтобы использовались сначала самые большие элемен-
ты (шириной 270 или 240 см), затем шириной 120 см, 90 см и т.д., пока зазор не ста-
нет меньше 30 см.
Место добора можно закрыть одним из трех вариантов (рис. 2.3.13}'.
а} брусчатой вставкой до 10 см.
При ширине вставки больше 4 см тяж следует проводить непосредственно че-
рез вставку (см. также п. 3.2.4.).
При постоянном использовании системой TRIO вставки одинаковой ширины
часто повторяются. Тогда их следует изготавливать более долговечными, используя
вместо бруса 10x12 см полоску качественной фанеры, например Фин-плай 21 мм и
брус 9,9x12 см.
Отверстия для тяжей (024) следует точно размещать на одинаковой высоте с
элементами отверстий TRIO;
б) дистанционной инвентарной вставкой LA (от 6 до 36 см). При этом через
вставки LA устанавливаются тяжи на той же высоте, как и у соседних элементов.
На каждый тяж надевается ригель TAR, перераспределяющий усилия на рамы со-
седних элементов опалубки;
в) местной фанерной вставкой, удерживаемой брусьями и замками BFD.
181
Рис. 2.3.13. Добор зазора между элементами опалубки прямых стен
Здесь тяжи устанавливаются через вставку и ригели TAR. Ширина вставки до-
стигает максимального значения 36 см, минимальная ширина зависит от сечения
используемого бруса из расчета свободной установки замков (приблизительно рав-
на 10 см).
Альтернативный вариант, если ширина вставки не входит в параметры макси-
мального и минимального значения - разбивка на несколько брусчатых вставок ти-
па (а).
Дополнительные рекомендации к раскладке прямых стен:
- ряд элементов шириной 240 или 270 см, как правило, не следует разрывать,
так как это приводит к увеличению количества тяжей;
- места добора типов (а) и (й) должны находиться подальше от углов (как ми-
нимум на один элемент), так как они уменьшают устойчивость угла;
- в шахтных конструкциях или при опасности стеснения внутренней опалубки
требуется зазор для распалубливания, удобнее всего вставка LA, шахтные элемен-
ты TSE или распалубочные элементы АЕ.
3.2.2.9. Опалубка лифтовых шахт
Опалубка в лифтовых шахтах находится в стесненных условиях, что затрудня-
ет распалубливание и может привести к разрушению инвентарной опалубки. Поэто-
му технология опалубки лифтовых шахт требует обеспечения зазора.
Необходимый зазор для распалубливания обеспечивается тремя способами:
- используя на внутренней стороне опалубки брусья или местный добор
(cM.pwc. 2.3.13, вариант (б)), они первыми извлекаются и при значительном стесне-
нии разрушаются - инвентарные элементы при этом не повреждаются, а также до-
полнительно жесткие углы ТЕ можно заменить шарнирными углами TGE (по диа-
гонали);
182
- используя инвентарные вставки LA (ширина добора в таком случае должна
составить не менее 10 см), напряжение снимается сразу после ослабления клиньев
в ригелях TAR - это самый удобный способ, если нет необходимости целиком пере-
ставлять шахтное ядро в другое место (рис. 2.3.14, а)\
— используя распалубочные элементы АЕ или шахтные элементы TSE - позво-
ляют перемещение внутренней опалубки шахты целиком. При перестановке ядра
ослабляются ригели TAR на элементах АЕ или приподнимаются предварительно
все элементы TSE. При этом ширина сторон внутренней опалубки уменьшается,
что дает возможность вынимать опалубку из шахты без демонтажа.
а)
в)
Рис. 2.3.14. Варианты опалубки лифтовых шахт:
а - с элементами АЕ; б - с доборными вставками TRIO LA; в - с элементами TSE
Для перемещения внутренней опалубки шахты целиком необходимо:
- шахтные элементы располагать симметрично друг к другу или осесиммет-
рично;
- четыре стропы, которые прицепляют за шахтные элементы опалубки;
- стропы должны смыкаться над центром тяжести ядра (симметричное или рас-
положение элементов AE/TSE, всегда используются четыре штуки).
Дополнительные рекомендации к вариантам опалубки лифтовых шахт:
- на рис. 2.3.14 замки не показаны;
- дистанционные вставки LA просто вставляются между элементами - без зам-
ков;
- элементы распалубливания АЕ крепятся справа и слева замками BFD (при вы-
соте 2,70 м - по 2 штуки), между ними и соседними элементами допускается добор
из бруса. С 2002 года элементы АЕ сняты с производства;
- шахтные элементы TSE присоединяются к ребрам соседних элементов опа-
лубки входящими в их комплектацию пальцами, что ограничивает их выбор (углы,
торцевые элементы шириной 24 см, лежащие элементы и любые варианты добора
не допускаются).
183
3.2.2.10. Особенности устройства опалубки фундаментов
Вопрос размещения тяжей, а не высокое давление бетона, является важной про-
блемой опалубки фундаментов.
При высоте опалубки менее 2,40 м нижний ряд тяжей лежачих элементов опа-
лубки находится непосредственно в контакте с землей, поэтому под нижний ряд
опалубки подкладывают брусья высотой 5-10 см (рис. 2.3.15).
Если используются элементы высотой 1,20 м стоя, то этой проблемы нет, надо
только так установить эти элементы, чтобы нижние анкерные отверстия находились
Рис. 2.3.15. Размещение тяжей в элементах опалубки фундаментов высотой 2,4 и 1,2 м
на высоте 30 см от земли. При таком подъеме тяжей бетон следует уложить сразу на
высоту не менее 70 см либо укладывать наклонными слоями, иначе более высокое
давление внизу при уплотнении бетона может привезти к тому, что опалубка вста-
нет «трапецией».
Если нет возможности установить нижние тяжи, то требуется местное внешнее
крепление. В этом случае необходимо, чтобы не возникали силы всплыва, из-за зна-
чительно наклоненных подкосов. Верхнюю анкеровку можно вынести вверх над
опалубкой, используя подвески для тяжей АН-2.
Если стандартные тяжи типа DW 15 заменяются стяжной проволокой, то необ-
ходимо учитывать возможное удлинение проволоки.
Для блочных фундаментов высотой не более 1,20 м и размерами в плане при-
близительно до 2,50x2,50 м возможен вариант с использованием накладок для фун-
даментов (рис. 2.3.16).
184
Рис. 2.3.16. Крепление элементов опалубки стяжной проволокой
и с применением накладок
3.2.3. Расстановка замков
Для определения необходимого количества замков необходимо пользоваться
таблицей плакатов к системе TRIO.
Дополнительные рекомендации по расстановке замков (рис. 2.3.17):
Рис. 2.3.17. Расстановка замков в элементах опалубки
- замки на наружном жестком углу ставятся так, чтобы стык элементов нахо-
дился непосредственно за клином, это достигается соблюдением «правила правого
выходящего элемента»; если это невозможно, то либо переворачивают замки, либо
производят усиление ригелями и торцевыми тяжами;
- замки, как правило, должны стоять на распорках, в противном случае увели-
чивается потребность в подкосах;
185
- самое опасное место — наружные шарнирные угловые элементы, здесь ставят
максимально возможное количество замков. При высоте элемента опалубки 2,70 м
устанавливается шесть замков, так как количество распорок элемента - восемь, из
них две распорки около тяжей используются ригелями;
- при приемке опалубки под укладку бетона необходимо визуально проверить
положение клиньев замков; если они забиты до конца, требуются снятие и установ-
ка их заново, так как практика показывает, что в этом случае чаще всего замки недо-
тянуты.
При монтаже опалубки, особенно укрупненных единиц, часто первый замок
«не схватывает». Поэтому рекомендуют сначала поставить вспомогательный замок
в середине щита и стянуть элементы. Затем в нижней и верхней части опалубки ус-
танавливаются рабочие замки и стягиваются, после этого вспомогательный замок
демонтируется.
3.2.4. Расстановка тяжей
Для определения необходимого количества тяжей и места расположения необ-
ходимо пользоваться таблицей плакатов к системе TRIO.
Неиспользованные отверстия в опалубке для тяжей необходимо закрывать за-
глушками ПВХ 20/24.
При использовании доборных вставок тяжи следует размещать так, чтобы опи-
рание гайки-прокладки на рамы соседних элементов было не менее 2 см
(рис. 2.3.18).
Если нет возможности обеспечить минимально допустимое опирание гайки-
прокладки на соседние элементы опалубки, то необходимо применять ригели для
распределения возникающих усилий (рис. 2.3.19).
Рис. 2.3.18. Распределение возникающих
усилий в опалубке гайкой-прокладкой
Рис. 2.3.19. Распределение возникающих
усилий в опалубке ригелем
3.2.5. Наращивание элементов опалубки
С помощью системы TRIO без затруднений опалубливаются стены высотой до
8,1 м. Более высокие стены требуют особого раскрепления. Количество замков
BFD, тяжей и ригелей TAR принимается по таблице плакатов к системе TRIO.
Рекомендуется сборку элементов выполнять на земле. При этом необходимо
учитывать, что при подъеме укрупненных единиц на горизонтальных стыках обра-
зуются шарниры. Для их раскрепления, при высоте более 5,4 м, требуется замена
186
некоторых замков BFD на ригели TAR. Поэтому высота наращивания лежа на зем-
ле ограничена высотой 8,1 м (три элемента).
При выборе высоты опалубки целесообразно производить расчет технико-эко-
номических показателей.
Пример. Высота бетонируемой конструкции 5,0 м. Поэтому следовало бы вы-
брать высоту опалубки 5,1 м, но расчет технико-экономических показателей показал,
что по трудозатратам и устойчивости вариант опалубки высотой 5,4 м предпочтитель-
нее (табл. 2.3.8). А в случае устройства опалубок резервуаров применение высоты
5,4 м менее выгодно для данного примера, так как количество тяжей увеличивается.
Таблица 2.3.8
Показатели опалубки Высота 5,1 м Высота 5,4 м
Площадь опалубки на 1 м2 бетона 102% 108%
Стоимость опалубки на 1 м2 бетона 100% 97,3%
Детали на 1 м2 опалубки 100% 100%* 88,4% 95,6%*
Тяжи на 1 м2 бетона 100% 112,5%
С учетом труб и конусов из ПВХ (дистанцеры).
3.2.6. Подкосы опалубки
Подкосы должны выполнять следующие функции:
- фиксировать положение предварительно монтируемой стороны опалубки;
- воспринимать ветровые нагрузки;
- воспринимать временные горизонтальные нагрузки во время бетонирования
и уплотнения бетона.
Поэтому подкосы в общем случае не рассчитываются на восприятие давления
свежего бетона, так как возможно возникновение усилий, приводящее к всплыву
опалубки.
Шаг подкосов принимается с учетом табл. 2.3.9.
Таблица 2.3.9
Высота опалубки, м
2,70 3,00 4,00 5,00
Допустимый шаг подкосов, м 4,80 (4,00) 4,50 (3,75) 3,35 (2,25) 2,65 (1,80)
Нагрузка на подкос при максимальном шаге, кН 12,40 12,40 11,80 11,80
Расстояние от опалубки до пятки подкоса «у», м 1,20 1,30 1,70 2,10
Расстояние от верха опалубки до точки крепления подкоса «х», м 0,90 1,20 1,20 1,50
Примечание. Допустимый шаг указан для подкосов RSS и RS 1000, в скобках для подкосов RS. Зна-
чения «х» и «у» являются примерными. Прямые углы в опалубке заменяют по одному подкосу.
187
3.2.7. Указания по технике безопасности
• Несущая способность крановых крючков или захватов - 15 кН (1,5 тс), они
применяются только попарно.
• Крановые крючки и стропы фирмы PERI подлежат требованиям по регуляр-
ной проверке как грузоподъемные средства и приспособления, заданные законода-
телем страны, где они используются, подробные сведения указаны в инструкциях
на эти изделия.
• Несущая способность лесов на кронштейнах TRG 80 зависит не только от них,
но и от выбранного настила. Допускается расчетный шаг кронштейнов до
1,35 м, при этом допустимая нагрузка на леса из условия вырывания кронштейнов
из отверстия вертикальных ребер рам опалубки составляет 1,5 кН/м2 (150 кгс/м2).
• По периметру лесов требуется дополнительная защита, например стойки ог-
раждения, арт. № 035700.
• При распалубливании снимаются верхние тяжи только тогда, когда элементы
опалубки уже подвешены к крану.
• Кронштейны лесов и подкосы устанавливаются на одной и той же стороне
опалубки.
3.2.8. Отличие опалубочных
систем TRIO и TRIO 330
Опалубочная система TRIO 330, как правило, применяется для промышленно-
го строительства. Основной элемент данной опалубки имеет высоту 3,3 м. Оснаст-
ка для систем TRIO 270 и TRIO 330 одинакова.
Элементы высотой 3,3 м соединяются на прямом стыке тремя замками BFD.
При высоте бетонирования до 3,3 м на высоту требуется всего два тяжа. При
этом необходимо учитывать, что элементы TRIO 330 имеют асимметричное распо-
ложение отверстий для тяжей (рис. 2.3.20). Если считать снизу, то при высоте опа-
Рис. 2.3.20. Соединение
элементов опалубки TRIO 330
188
лубки до 3,3 м тяжи ставятся в первое и третье отверстия. Неправильная установка
приводит к перерасходу тяжей.
С другой стороны, асимметрично расположенные отверстия по высоте совпа-
дают с верхними отверстиями для тяжей в элементах TRIO 270, что обеспечивает
их совместную работу.
3.3. PERI MULTIPLEX - БАЛОЧНАЯ ОПАЛУБКА ПЕРЕКРЫТИЙ
3.3.1. Элементы опалубки перекрытия
3.3.1.1. Рабочий слой палубы
Необработанная многослойная фанера с низким количеством оборотов и не-
высокими требованиями к поверхности:
- Yellow Pine 20,5 мм:
• 5-слойная, вес около 11 кг/м2; размер листов 2,44x1,22 м; оборачивае-
мость 2-5 раз;
• явная структура древесины на поверхности бетона, при длительном или
небрежном хранении поступает влажность вовнутрь, что приводит к ко-
роблению и расслоению;
• модуль упругости Е следует принимать в пределах от 4 до 6 Н/мм2; шаг
поперечных балок максимум 50 см;
- 3-слойная фанера 21 или 27 мм:
• поверхность обработана искусственными смолами, вес 10,5 кг/м2
(d = 21 мм);
• ширина листов от 50 см до 2,0 м; длина от 1,5 м до 5,0 м; оборачиваемость
10-30 раз;
• поверхность бетона со структурой древесины, листы шириной 50 см име-
ют металлическую кромку на концах, которая отображается на бетонной
поверхности;
• модуль упругости 5,9 Н/мм2 при изгибе вдоль волокон наружных слоев;
3-слойная конструкция в начальной стадии работает лучше любой дру-
гой, но при нарастании нагрузок моментально могут наступить расслое-
ние и резкий прирост деформаций.
Ламинированная (с прослойкой из феноловых смол на поверхности) много-
слойная фанера из хвойных пород северной Европы, прослойки на обеих сторонах,
края покрыты лаком:
- PERI-SPRUCE 21 мм:
• 11-слойная финская хвойная фанера по 120 г/м2 феноловой смолы на каж-
дой стороне, края лакированные, склеивание отвечает требованиям стан-
дарта DIN Otto Graf BFU 100 (Германия), вес 10,9 кг/м2, размеры листов
2,50x1,25 м; 2,50x0,50 м, оборачиваемость более 10 раз;
• фактически гладкая поверхность бетона;
189
• модуль упругости при изгибе вдоль листов 6,92 Н/мм2, при изгибе попе-
рек 3,76 Н/мм2.
Ламинированная многослойная фанера из березы:
- PERI-Birch 21 мм (фанерный завод ЧУДОВО-RWS Россия, Новгородская
обл., г. Чудово):
• 15-слойная фанера по финской технологии, 120 г/м2 феноловой смолы на
каждой стороне, склеивание отвечает требованиям стандарта DIN Otto
Graf BFU 100 (Германия), вес 14,25 кг/м2, размер листов 2,50x1,25 м, тол-
щина прослоек не менее 120 г/м2, оборачиваемость 20-50 раз;
• плоская гладкая поверхность бетона;
• модуль упругости при изгибе вдоль листов 6,08 Н/мм2, при изгибе попе-
рек 7,88 Н/мм2.
- FIN-PLY2\ мм:
• 15-слойная финская фанера, толщина прослоек 220-240 г/м2, размер лис-
тов 2,5x1,25 м, 3,0x1,5 м, 4,0x1,5 м, оборачиваемость 30-70 раз;
• в сборных конструкциях (системы VARIO, UNIPORTAL и т.д.) оборачива-
емость достигает до 100 раз;
• плоская гладкая поверхность бетона;
• модуль упругости при изгибе вдоль листов 6,08 Н/мм2, при изгибе попе-
рек 7,88 Н/мм2.
3.3.1.2. Балки опалубки перекрытия и стен
Балка-ферма GT 24:
• высота - 0,24 м;
• допустимая реакция опор при опирании под узлом - 28,0 кН;
• то же, при опирании между узлами - 20,0 кН;
• допустимый момент в пролете - 7,0 кНм;
• допустимый опорный момент при опирании под узлом - 7,0 кНм;
• допустимый момент при опирании между узлами - 4,0 кНм;
• длины стандартных балок по номиналу от 0,9 до 6,0 м с шагом - 0,3 м.
Двутавровая балка VT 20:
• высота - 0,2 м;
• допустимая реакция опор - 22,0 кН;
• допустимый момент - 5,0 кНм;
• длины стандартных балок - 1,45; 2,15; 2,45; 2,65; 2,90; 3,30; 3,60; 3,90;
4,50; 4,90; 5,90 м.
Двутавровая балка VT16:
• высота-0,16 м;
• допустимая реакция опор - 16,0 кН;
• допустимый момент - 3,5 кНм;
• длины стандартных балок - 2,45; 2,90; 3,30; 3,60; 3,90; 4,90; 5,90 м.
190
3.3.1.3. Стойки
Категории PEP 10, PEP 20 и PEP 30:
• круглые стальные оцинкованные стойки, применяются как отдельные
опоры опалубки перекрытия.
Категория MULTIPROP HL:
• алюминиевые стойки сложного очертания повышенной несущей способ-
ности, применяются как отдельные опоры опалубки перекрытия, при
комбинации с рамами MRK разрешается наращивание.
Рамная опора ST 100:
• размер в плане 1,0x1,0 м.
Башенная система PD 8:
• размер в плане 1,5x1,5 м.
3.3.1.4. Вспомогательные и монтажные приспособления
• Головки (крестовые и захваты).
• Тренога.
• Скобы для досок.
• Монтажные штанги.
• Тележка для распалубливания.
• Стойки ограждения.
• Кронштейны для ригелей и торцевой опалубки.
• Подставка МР 50 для стоек.
3.3.2. Расчет опалубки MULTIPLEX
Расчет балочных опалубок идет в той последовательности, как элементы опа-
лубки воспринимают или передают нагрузку от давления бетона (рис. 2.3.21}.
Рис. 2.3.21. Расчетная схема опалубки MULTIPLEX:
а - шаг поперечных балок; b - шаг продольных балок; Ь\ - расчетный шаг рядовых балок;
^2 - расчетный шаг крайних балок; с — шаг стоек; - шаг стоек под рядовой балкой; с2 - шаг сто-
ек под крайней балкой
191
3.3.2.1. Методика расчета опалубки перекрытия
Расчет ведется по двум стадиям:
- расчет на прочность с учетом всех составляющих нагрузок;
- расчет по деформациям в конечной стадии с учетом только постоянных на-
грузок.
Для этого в первую очередь необходимо собрать нагрузки. По DIN 4421 учиты-
ваются:
- постоянная нагрузка от арматуры и бетонной смеси:
Ъ = 26 d кН/м2, (2.3.1)
где 26 - коэффициент объемного веса для нормальных условий (объемный вес све-
жей бетонной смеси 25 кН/м3, примерно 100 кг арматуры на 1 м3 бетона); d - тол-
щина перекрытия, м;
- собственный вес опалубки: g = 0,4 кН/м2 - по DIN 4421.
В зависимости от использованных материалов и конструкций:
g = 0,15 кН/м2 - если рассчитывается только фанера;
g = 0,30 кН/м2 - для расчета балок и стоек при шаге поперечных балок не ме-
нее 50 см.
Толщины бетонируемых плит больше 1,2 м, как правило, требуют либо отдель-
ного расчета, либо принимается в первом приближении значение 0,6 кН/м2;
- временная нагрузка (неравномерная укладка бетонной смеси, уплотнение бе-
тонной смеси, нахождение на опалубке персонала и инструмента):
Р = 0,2 Ъ, кН/м2, (2.3.2)
где b - постоянная нагрузка от бетона и арматуры по DIN 4421 (см. формулу 2.3.1).
При этом ограничиваются значения временной нагрузки:
1,5 кН/м2 < Р < 5 кН/м2 - в рабочей зоне 3x3 м;
Р = 0,75 кН/м2 - вне этой рабочей зоны.
Конкретные условия производства работ могут потребовать коррективы, на-
пример применение тяжелых виброреек. С другой стороны, для большинства схем
опалубки пролеты поперечных балок незначительно превышают размер в 3,0 м, что
дает возможность упростить схему нагрузок и считать значение временной нагруз-
ки постоянным, как в рабочей зоне.
Пример:
Перекрытие жилого дома толщиной 0,2 м, фанера PERI Birch длина листа 2,5 м.
Ъ = 26 х 0,2 = 5,2 кН/м2. (2.3.3)
Предварительно принимается шаг поперечных балок, равный 0,625 м (1/4 листа).
Тогда
g = 0,3 кН/м2. (2.3.4)
192
Временная нагрузка составляет
Р = 0,2 х 5,2 = 1,04 кН/м2. (2.3.5)
При проверке краевых условий необходимо принять минимальное значение
временной нагрузки
Р= 1,5 кН/м2. (2.3.6)
Итого получаем:
для расчета на прочность
q = b + g + P = 7,0 кН/м2, (2.3.7)
для расчета по деформациям
q=b+g= 5,7 кН/м2. (2.3.8)
Далее расчет ведется поочередно для всех элементов опалубки в той последо-
вательности, как они воспринимают нагрузки. Расчет и подбор необходимых эле-
ментов опалубки перекрытия является постоянным сравнением допустимых по ста-
тике предельных значений с геометрическими размерами помещений и самих эле-
ментов опалубки.
3.3.2.2. Расчет допустимых пролетов фанеры палубы опалубки
Расчет допустимых пролетов фанеры палубы равен шагу поперечных балок а.
Фанера - первый элемент опалубки перекрытия, воспринимающий давление бето-
на и всех вышележащих нагрузок.
Вышеупомянутые виды фанеры имеют в зависимости от направления работы
оговоренные выше разные значения как для модуля упругости, так и для предела
прочности на изгиб:
- в перекрытиях с низкими требованиями к поверхности -/< //300;
- в перекрытиях с более высокими требованиями к поверхности - f< //500.
Прогиб фанеры f зависит от нагрузки (толщины перекрытия), характеристик
самой фанеры (модуль упругости, толщина листа) и условий опирания
(табл. 2.3.10).
На рис. 2.3.22-2.3.26 показаны диаграммы на основные виды фанеры, постав-
ляемые фирмой PERI, - березовая фанера (Fin-Ply и PERI Birch) и хвойная фанера
(PERI-Spruce). Диаграммы составлены для толщины листа 21 мм. При этом пункти-
ром выделены области, где прогиб превышает 1/500 пролета.
Все линии заканчиваются при достижении предела прочности фанеры.
Основные диаграммы составлены для стандартных листов, работающих как
многопролетные неразрезные балки (минимум три пролета).
Для наиболее часто применяемых размеров листов получены следующие вари-
анты шага поперечных балок (табл. 2.3.11):
13
^оо
193
Таблица 23.10
Тип ‘Длина, Ширина, Тол- щи- Бее, j Допустимое • Модуль упруго- J Плот- ность 1 1 ппп ! Обора-1 ЧИ- [
сти, Н/мм2 1 напряжение, Н/мм2 Г 1 Количе-
фанеры MM MM на, кг/м2 Й g t-* Й g О се ство слоев 1 ИР- |СЛОИКИ,| вае- j
1 мм О о § g ! 1 <D О § ё ' о о 35 <D О |S । । 1 г/м2 1 МОСТЬ | 1 !
PERI Spruce 2500 1250 21 10,90 L 6920 3760 , оо i 8,8 5,1 11 | 120 । 15...25
PERI Spruce 1 2500 500 21 10,90 i । 6920 3760 8,8 • 5,1 - - 11 120 15...25
PERI i Ecoform 2500 1250 21 1 i I 10,90 L ! i i 7120 ; 3200 < 7.0 4,3 1 " ~ ” 1 7 [120 . i 15...20 I
PERI " _ Beto_; 1250 ‘ 2500 1 1 21 И,90 7880 4920 13,7 8,9 11 L ; |Ло_1 15...30
PERI ' Beto 625 2500 • 21 11,90 ! 1 14,25 7880 4920 13,7 8,9 11 120 I । i 15...30 ‘ 1
PERI 7 Birch 1 1250 2500 i | 21 7880 । 6080 1 13,8 11,4 15 | 120 20...50 j
Fin-PlyJ 1250 ! 2500 21 7880 Г 6080 13,8 ~| 11,4 15 ; 240 30...70 j
Fin-Ply I 1500 21 ' ' l4-25 7880J 6080 13,8 ; 1М_ 15 240 30...70
Fin-Ply ' 1500 ! 3000 21 14,25 7880 1 6080 ! 13,8 11Д_ 15 240 30...70
Fin-Ply i 1500 ! 4000 I 21_ 14,25 | 7880~l 6080 13,8 11,£ 15 240 30..70
Таблица 23.11
! Длина листа, м 2,50 2,44 3,00 । J - - -т -- - - - — ! Количество пролетов Шаг поперечных балок а, см - ;
1 г in 1 50 61
5 _ -49
4 75
’ ’ 5__ 60
6 50
Для березовых фанер прогибы при доборе принимались с теми же значениями
для модуля упругости и предела прочности, как и для основных листов, так как не
всегда известно, в каком направлении укладываются доборные листы. Для хвойной
фанеры, у которой при повороте листа резко меняются эти характеристики, диа-
граммы для добора составлены с этими более низкими данными. Необходимо учи-
тывать, что для этой фанеры может потребоваться дополнительная поддержка (до-
бор как 2-пролетная балка).
Пример (продолжение).
По диаграмме для березовой фанеры с тремя или больше пролетами по оси «У»
194
Максимальный прогиб фанеры [мм]
Толщина перекрытия [см]
Рис. 2.3.22. Прогибы березовой фанеры (1 пролет)
ЧО
04
Максимальный прогиб фанеры [мм]
Толщина перекрытия [см]
Рис. 2.3.23. Прогибы березовой фанеры (3 и больше пролетов)
Максимальный прогиб фанеры [мм]
Рис. 2.3.24. Прогибы хвойной фанеры (1 пролет, поперек листа)
00
Максимальный прогиб фанеры [мм]
Толщина перекрытия [см]
Рис. 2.3.25. Прогибы хвойной фанеры (2 пролета, поперек листа)
Максимальный прогиб фанеры [мм]
Рис. 2.3.26. Прогибы хвойной фанеры (3 и больше пролета)
находим значение толщины перекрытия (0,2 м) и определяем значения для проги-
бов:
а = 0,3 м -/= 0,06 мм = 1/5.000 а;
а = 0,35 м -/= 0,12 мм = 1/2.917 а;
а = 0,4 м -/= 0,20 мм = 1/2.000 а;
а = 0,5 м -/= 0,48 мм = 1/1.042 а;
а = 0,625 м-/= 1,18 мм= 1/530 а;
а = 0,75 м -/= 2,45 мм = 1/306 а.
Для рассматриваемой длины листа приемлемы два варианта - либо 0,5 м, либо
0,625 м. Принимаем второй вариант, так как он дает экономию по количеству попе-
речных балок.
Максимальный прогиб при этом составляет 1,18 мм. Диаграмма для однопро-
летной системы (см. рис. 2.3.22) показывает, что при такой схеме линия для проле-
та 60 см как раз на значении толщины перекрытия в 20 см заканчивается (фанера
достигает предела прочности). Прогиб при этом составляет 1,92 мм. Из этого сле-
дует, что для избежания завышенных деформаций добора необходимо либо ограни-
чить пролет этого добора до 50 см, либо поставить под этот добор дополнительную
поперечную балку (расчетная схема равномерно нагруженной двухпролетной балки
имеет самые маленькие значения по прогибам, но она имеет увеличенный по отно-
шению к многопролетным схемам опорный момент).
3.3.2.3. Определение пролета поперечных балок опалубки
Пролет поперечных балок опалубки равен шагу продольных балок Ъ. Согласно
выбранному в предыдущем пункте шагу поперечных балок проверяем максималь-
но допустимый пролет. Табл. 2.3.12, 2.3.13 составлены с учетом всех расчетных слу-
чаев для поперечных балок.
При выборе шага продольных балок необходимо учитывать, что крайняя про-
дольная балка находится на расстоянии 15-30 см от стены.
Увеличение этого размера может привести к следующим неблагоприятным ре-
зультатам:
- увеличение и неравномерность прогибов на консолях поперечных балок;
- нарушение техники безопасности (возможность опрокидывания поперечных
балок во время арматурных работ).
Уменьшение шага продольных балок усложняет управление стойками и созда-
ет опасность соскальзывания поперечных балок с продольных.
По этой же причине, а также с учетом нормальной работы конечных участков
балки (особенно при использовании балок-ферм) назначается минимальный на-
хлест балок, равный 0,15 м на каждой стороне.
Фактический шаг продольных балок ни в коем случае не должен превышать до-
пустимое по таблице значение. В формуле для определения момента пролет возве-
ден в квадрате, а в формуле прогиба в четвертой степени:
л# •
М = -—
8
200
5 ql^_
324 X EJ
Пример.
Для простоты выбираем прямоугольное помещение с внутренними размерами
6,6x9,0 м.
Толщина перекрытия 0,2 м, фанера PERI Birch толщиной 21 мм и размерами
листа 2,5x1,25 м.
Допустимое значение для пролета поперечных балок при шаге в 0,625 м най-
дем по табл. 2.3.12 для балок-ферм GT 24. В первом столбце таблицы найдем тол-
щину 0,2 м и двигаемся вправо до пятого столбца, соответствующего нашему шагу
поперечных балок 0,625 м. Находим предельно допустимое значение пролета, рав-
ное 3,27 м.
Расчетные значения момента и прогиба для этого пролета:
- максимальный момент при бетонировании - 5,9 кНм (допустимо 7 кНм);
- максимальный прогиб (однопролетная балка) - 6,4 мм = 1/511 пролета.
Если продольные балки ставим параллельно длинной стороне помещения, по-
лучаем:
6,6 - 2 х 0,15 = 6,3 м; 6,3 : 2 = 3,15 < 3,27 м.
Это значение, с одной стороны, допустимо, с другой - достаточно близко к до-
пустимому.
Помещение делится на два пролета. Длина поперечных балок с учетом нахлес-
та и консолей (минимум 3,15 + 0,15 + 0,15 = 3,45 м) рекомендуется 3,6 м.
Проверяем другое направление помещения:
9,0-2x0,15 = 8,7 м;
8,7 : 2 = 4,35 м > 3,27 м;
8,7 : 3 = 2,9 м < 3,27 м.
Получаем три пролета с длиной балок (минимум 2,9 + 0,15 + 0,15 = 3,2 м) в
3,3 м. Поперечные балки менее нагружены - чаще всего это уже признак перерас-
хода материала.
В ряде случаев, например при необходимости установки опалубки вокруг зара-
нее установленного крупногабаритного оборудования, приходится рассчитывать
балки без использования диаграмм и таблиц. При этом необходимо учитывать сле-
дующие предпосылки расчета:
- расчетная схема в системах типа MULTIPLEX рассматривается всегда только
как однопролетная шарнирно опертая балка без консолей, так как при установке
опалубки и во время бетонирования всегда имеем промежуточные стадии, где бал-
ки работают именно по такой схеме;
201
202
Балка-ферма PERI GT 24 в опалубке перекрытия
Таблица 2.3.12
Толщина . Нагрузка Шаг поперечных балок, м ' Расчетный шаг продольных балок, м
перекрытия, 0,40 | 0,50 0,625 0,670 0,75 1,00 ; 1,25 1.50 i 1,75 2,00 1 2,25 i i 2,50 | 3,00 i зло ! 4,00 ! 4,50
см ; кН/м2 Допустимый пролет, м Допустимый шаг стоек, м (сверху - поддержка под узлом, снизу - произвольно)
10 ! 4’5 4,68 । 4,34 4 i 4,03 3,95 ! 3,79 3,45 _ЗД6 > 2,88 2,67 J>,49 ! 2,21 2,06 1,86 1 1,73 i 1,56 1,38 j
2,67 2,39 i 2,18 | 2,05 . 1,95 I 1,83 1,74 1,40 1,27 1,11 1 0,99 I
12 i 5,0 ' 4,44 | 4,12 ! 3,82 3,74 • 3,60 3,27 1 2,99 I 2,73 i 2,52 I 2,23 2,06 1,93 1,76 1,59 1,39 1,24
2,52 ! 2,26 1,97 1,84 I»73 1.59 j 1,33 1,14 1,06 ! 0,89 i
14 5,5 4,24 • 3,93 , 1 3,65 3,57 ‘ 3,44 3,12 2,84 2,31 ; 2,08 1,94 ; 1,83 1,68 1,44 1,26 1 1,12
2,40 2,16 : 2,oi i 1,88 I 1,75 1,60 1 1,44 1,20 1,03 | 0,90 I 0,80
16 6,1 4,07 I 3,78 ; 3,51 3,43 3,30 3,00 2,72 2,46 , 2,14 I 1,97 1,85 1,76 1,54 1,32 ! 1,16 : 1,03n
_2,30_ 2,08 1,95 , 1,79 1,65 1 1,47 1,32 1,10 0,94 0,83 0,73
; 18 6,6 3,93 I 3,64 1 3,38 3,31 3,18 ’ ~2,89 2,61 i 2,27 J 2>03 1 1,86 i 1,77 1,70 1,42 I 1,22 1,06 0,95
2,20 1 : 2,02 1 1,86 । 1,72 : 1,52 1,35 1,22 1,01 0,87 ! 0,76 1 0,68
20 7,1 ; 3,80 i 3,53 ‘ 3,27 3,21 3,08 2,80 2,51 2,14 I 1,94 1 1,81 1 1,72 1,58 131 1,13 i 0,99 0,88 i
2,14 : 1,96 1,78 "j 1,61 1,41 1,25 1,13 i L 7 1 0,94 0,80 0,70 0,63 1
22 ; 7,6 3,69 : 3,42 ! 3,18 3,11 ; 2,99 2,71 2,35 2,04 i 1,87 1,75 1 1,63 I 1,47 i 1,22 1 1,05 ! 0,92 0,82
2,08 ; 1,90 1,72 I 1,50 ; 1,31 1,17 1,05 0,87 0,75 ! 0,66 1 0,58
24 8,1 ; 3,59 3,33 1 3,09 3,03 2,91 2,62 : 2,20 I 1,96 1 1,81 . 1,71 I.53 1,38 1,15 0,98 ' 0,86 0,76
2,03 ; 1,83 j 1,64 i 1,40 i 1,23 1,09 0,98 0,82 0,70 0,61 0,55
26 8,7 3,50 । 3,25 1 3,02 2,95 : 2,84 ; 2,54 : 2,11 JI ,89 1 1,76 : 1,62 1,44 1,29 1,08 ! 0,92 : °,8j_ 0,72
1,98 1,77 ] 1,54 1 1,32 ! 1,15 1,03 0,92 0,77 0,66 0,58 0,51
28 9,2 3,42 j 3,17 2,95 2,89 ! 1 2,77 j 2,44 ! 2,04 1 1,84 1,53 ! 1,36 1,22 1,02 0,87 0,76 0,68
1,94_: 1,72 1,45 1,24 , 1,09 0,97 ' 0,87 ; i 0,73 j 0,62 । 0,54 0,48
30 9,8 3,35 * 3,11 ; 2,88 2,82 i 2,71 2,30 1,96 и* 1 1,64 ! 1,43 , М8 1,15 i 0,96 1 0,82 0,72 0,64
1,87 : 1,64 i 1,37 । ! 1,17 1,02 ; o,9i ! 0,82 0,68 0,59 0,51 0,46
Окончание табл. 2.3.12
I Толщина Нагрузка Шаг поперечных балок, м Расчетный шаг продольных балок, м
i перекрытия, | (д'), 0,40 0,50 0,625 0,670 0,75 1,00 ! 1,25 : 1,50 1,75 2,00 2,25 2,50 3900 3,50 1 4,00 4,50
। см | кН/м ДопустимыйJT 1 1 j 1 -ЭС 111 Q О Л . О ГГ7 . О эолет, м । О £.(\ ' О C.C. Допус 2,10 ТИМЫЙ I i 1,84 иагстос ! 1,62 ж, м (cbi 1 1,44 ерхУ ~ И,26 поддерг 1,13 ккапод 1,01 1 узлом, ( 0,84 :низу - 0,72 произвс 0,63 )ЛЬНО) 0,56
JJ i 11, J [ J,Z.V I z.,57 / ^,/U 4,JU 1,71 ' 1,44 1,21 ! _ьоз_ 0,90 0,80 0,72 : 0,60 0,52 0,45 0,41
1 40 12,9 ; 3,05 2,83 2,63 : 2,56 ! 2,41 I 1,90 ! 1,55 1,71 1.24 1,45 1,04 I 1>24 °,89 1,09 0,78 0,97 0,69 0,87 0,62 0,72 0,52 0,62 0,44 0,54 0,39 0,48 0,35
i 45 ; 14,4 J 2,95 • 2,74 1 1 2,50 1 2,43 1 2,29 1 j । 1,81 1,40 1,56 । 1,12; 1 1,31 0,94 i 1,12 0,80 0,99 0,71 0,88 0,63 0,79 0,56 0,65 0,47 0,56 0,40 0,49 0,35 0,44 0,32
' i ! | 50 16,0 ; 2,84 i 2,64 1 2,37 2,29 | 2,16 1,72 1 1,25 1,40 1 ! । 1,00 1 : i,i7 0,83 0,98 | 0,70 1,00 0,71 0,84 0,60 0,88 0,63 0,78 0,56 0,70 0,50 0,58 0,42 0,50 0,36 0,44 0,31 0,39
1 1 । I 60 17,6 । 2,68 ; 2,42 2,16 i ! 2,04 i 1,81 1,46 j 1,05 1,17 : 0,84 0,73 0,52 1 0,65 0,46 0,59 0,42 0,49 0,35 0,42 0,30 1 0,37 0,33
203
204
Таблица 2.3.13
Балка-ферма PERI GT 24 в опалубке перекрытия
Двутавровая балка PERI VT 20 К в опалубке перекрытия |
Толщина Нагрузка Шаг поперечных балок, м Расчетный шаг продольных балок, м !
пере- (^), 0,40 0,50 0,625 0,670 0,75 1,00 135 ; 1,50 1,75 2,00 2,25 ! 2,50 3.00 3.50 4,00 4,50 1
крытия, см кН/м2 Допустимый пролет, м Допустимый шаг стоек, м (сверху - поддержка под узлом, снизу - произвольно) !
10 4,50 3,83 ' 3,55 3,30 : з,2о : 3,10 2,98 : 2,67 ; 2,43 ! 2,25 ; 2,04 ' 1,90 ' 1,80 1,62 1 МО 1,22 J,°9 J
12 5,00 3,63 ЗД7 ЗДЗ 3,03 ; 2,94 2,82 | 2,52 1 2,30 2,07 I 1,91 : 1,80 : 1,72 ! 1,46 1,25 1Д0 0,97
14 5,50 3,47 ’ 3,22 2,99 2,93 : 2,81 2,69 1 2’40 2Д4 1,95 1,81 1 1,72 1,59 , 1,32 1ДЗ 0,99 0,88
16 6,10 3,33 3,09 2,87 I 2,81 2,70 2,57 : 2,зо i 2,03 1,86 1,74 1,61 1,45 i 1,2£ 1,04 0,91 0,8 М
18 6,60 3,21 ; 2,98 2,77 2,71 2,60 \ 2,47 ; 2,16 1,93 1,78 1,67 । 1,49 1,34 . 1,11 ! 0,96 0,84 0,74
20 7,10 '3,11 ; 2,89 2,68 2,62 2,52 ; 2,37 ; 2,06 1,85 1,73 ’ 1,55 : ^38 1,24 ! 1,03 i 0,89 0,77 0,69
22_ ' 7,60 3,02 2,80 2,60 : 2,55 2,45 ; 2,29 ! 1,97 1 1,79 1,65 : 1,44 1 1,28 J 1Д5 ! °’96 0,82 0,72 0,64
24 8,10 2,94 2,73 2,53 ! 2,48 2,38 2,17 1,90 1,74 1 1,54 , 1,35 : 1зо • 1,08 : о,9о; 0,77 0,68 0,60
26 8,70 2,86 2,66 2,47 ' 2,42 2,32 2,09 1,84 1,69 । 1,45 ; 1,27 ; из j 1,02 j 0,85 < 0,73 0,64 0Д6
28 9,20 2,80 2,60 2,41 2,36 2,27 2,01 1,78 1,60 1,37 ' 1,20 1 1,07 ‘ 0,96 1 0,80 0,68 0,60 0,53 J
30 9,80 2,74 2,54 2,36 2,31 2,22 1,94 1,74 1,50 । 1,29 1ДЗ ' 1,00 0,90 0,75 ; 0,64 0,56 ОДО
_ 35 11,30 2,62 2,43 2,26 231 2,13 1,82 1,56 1,32 ! М4 . 0,99 1 0,88 0,79 0,66 : 0,57 0Д0 0,4£
40 12,90 2,50 2,32 2,15 2,11 2,03 1,70 , 1,37 1Д4 0,98 0,85 ! 0,76 0,68 о,57 ; 0,49 0,43^ 0Д8
45 14/10 2,41 2,24 2,08 2,03 1,93 । 1,54 1,24 1,03 0,89 0,77 : 0,69 ; 0,62 0,52 ; 0,44 0,39 0,35
50 16,00 . 2,32 2,16 2,00 1,94 1,83 1,38 : 1,10 0,92 0,79 0,69 : o,6i 1 0,55 : о,4б 0,39 0,34 0,31
- для больших пролетов балок без дополнительной поддержки возможна поте-
ря устойчивости уже при маленьких нагрузках;
- опалубка перекрытия после бетонирования должна извлекаться из-под гото-
вого перекрытия (иногда из замкнутого помещения), поэтому необходимо ограни-
чивать длину балок (проблема веса и маневренности).
Рассмотрим случай отсутствия необходимых табличных значений. На-
пример, чтобы увеличить пролет, необходимо уменьшить шаг балок. В этом случае
необходимо проверить, допустимо ли значение пролета.
Требуется расставить балки с шагом 0,3 м, толщина перекрытия составляет
22 см. Расчетная нагрузка - 7,6 кН/м2 (см. табл. 2.3.12)\
1,6 х 0,3 = 2,28 кН/м.
Делим эту величину на шаг поперечных балок (см. табл. 2.3.12)*.
- нагрузка для перекрытия толщиной 0,16 м - 2,28 : 0,4 = 5,7 кН/м2 ~ 6,1 кН/м2;
- нагрузка для перекрытия толщиной 0,12 м - 2,28 : 0,5 = 4,56 кН/м2 ~ 5,0 кН/м2.
В первом случае находим для толщины перекрытия 0,16 м и шага балок в 0,4 м
пролет 4,07 м, во втором случае (толщина 0,12 м и шаг 0,5 м) - 4,12 м.
Принимаем меньшее из двух значений минус разность этих значений (учет из-
менения временной нагрузки, которая присутствует только в расчете на момент):
4,07 - (4,12-4,07) = 4,02 м.
Данный подход позволяет не терять времени на длительные более точные рас-
четы. В конкретном примере получается при точном расчете 4,06 м, а мы приняли
4,02 м.
3.3.2.4. Определение шага стоек
Шаг стоек (с) определяется по табл. 2.3.12. По напряжениям бывают три случая:
- для тонких перекрытий и маленьких шагов продольных балок определяющим
может являться момент, в этом случае стойки часто недогружаются и опалубка по-
лучается более дорогой и трудоемкой;
- для толстых перекрытий и больших пролетов поперечных балок определяю-
щей становится поперечная сила, для балки-фермы GT 24 из-за шага узлов часто не
удается оптимально размещать стойки, и опять появляется перерасход;
- момент и поперечная сила подходят к максимуму, эти значения находим, ес-
ли в правой части таблицы проводим мысленно диагональ от правого верхнего уг-
ла к левому нижнему углу (по столбцам 8-18) и выбираем значения примерно око-
ло этой диагонали.
Пример (продолжение).
Ставим продольные балки вдоль длинной стороны помещения.
Расстояние Ъ между ними - 3,15 м.
Для средней (рядовой) балки фактический шаг является и расчетным шагом
= Ъ.
205
По табл. 2.3.12 находим для шага продольных балок 3,0 м допустимый шаг
стоек 1,31 м, для шага балок 3,5 м соответственно 1,13 м (верхние значения). По ли-
нейной интерполяции получаем для значения 3,15 м шаг стоек сг = 1,26 м (округле-
ние вниз). При использовании оголовников на стойках можно нижние значения не
рассматривать, так как оголовники, поставляемые фирмой PERI, для промежуточ-
ных стоек вовлекают в работу хотя бы один узел фермы. Это экономит стойки, сто-
имость которых намного выше, чем стоимость оголовников. Кроме того, оголовни-
ки центрируют стойки под балками, в силу чего несущая способность стоек исполь-
зуется рационально.
Проверяем крайние продольные балки. Они собирают нагрузку с половины
пролета и с полосы между балками и стеной. Расчетный шаг крайней продольной
балки определяется таким образом:
Ь2 = 3,15 : 2 + 0,15 = 1,725 м. (2.3.9)
По табл. 2.3.12 находим для шага балок в 1,5 м значение 2,14 м и для шага
1,75 м соответственно 1,94 м, после интерполяции получаем с2 = 1,96 м.
Производим подбор балки. Для средней продольной балки получили шаг меж-
ду стойками 1,26 м. Рассмотрим варианты:
1,26 х 1 + 2 х 0,15 = 1,56 м - длина балки 1,5 м - шаг между стойками 1,2 м;
1,26 х 2 + 2 х 0,15 = 2,82 м - длина балки 2,7 м - шаг между стойками 1,2 м;
1,26 х 3 + 2 х 0,15 = 4,08 м - длина балки 3,9 м - шаг между стойками 1,2 м;
1,26 х 4 + 2 х 0,15 = 5,34 м - длина балки 5,1 м - шаг между стойками 1,2 м.
По количеству стоек все варианты равносильны, но во-первых двух идет пере-
расход балок и крестовых головок за счет нахлеста, последний вариант неудобен
ввиду длины и большого веса балки.
Для крайних балок проверяем варианты:
1,96 х 1 + 2 х 0,15 = 2,26 м - длина балки 2,1 м - шаг между стойками 1,8 м;
1,96 х 2 + 2 х 0,15 = 4,22 м - длина балки 4,2 м - шаг между стойками 1,95 м;
1,96 х 3 + 2 х 0,15 = 6,18 м - длина балки 6,0 м - шаг между стойками 1,9 м.
Оптимальный вариант - балка длиной 4,2 м, минимальное количество стоек и
не слишком большой вес балки.
Рассмотрим раскладку опалубки в заданном помещении (рис. 2.3.27).
Сумма шагов между стойками под крайней продольной балкой:
4 х 1,937 + 0,952 = 8,70 м.
В целях унифицирования типоразмеров балок можно заменить балки длиной
4,2 м на балки 3,9 м - как под средней продольной балкой. Количество стоек от это-
го не изменится. Отклонения в шаге стоек от заданных нами расчетных значений
вызваны реальным расстоянием между узлами балки-фермы в 0,296 м. Рассмотрим
206
вариант расстановки продольных балок параллельно короткой стороне помещения.
Расстояние от стены принимаем равным 0,15 м, шаг между продольными балками
составляет 2,9 м.
Рис. 2.3.27. Раскладка продольных балок параллельно длинной стороне помещения
Рис. 2.3.28. Раскладка продольных балок параллельно короткой стороне помещения
207
продольных балок расчетный шаг составляет
^=Н2,9м, (2.3.10)
как для шага между стойками после интерполяции получаем Cj = 1,36 м.
Для крайних продольных балок расчетный шаг составляет
Ъ2 = 2,90 : 2 + 0,15 = 1,6 м, (2.3.11)
шаг между стойками после интерполяции получаем с2 = 2,06 м.
В результате получаем следующую расстановку (рис. 2.3.28).
По сравнению с предыдущим вариантом здесь на одну стойку больше. Выска-
занное выше предположение о недогруженное™ поперечных балок оказалось вер-
ным.
3.3.2.5. Проверка и выбор стоек
В п. 3.3.2.4 рассматривался шаг стоек со стороны несущей способности про-
дольной балки-фермы. Произведем расчет самой стойки.
Любая стойка - это внецентренно сжатый стержень. Оголовники стоек не мо-
гут свести эксцентриситет к нулю.
В зависимости от конструкции стойки она имеет максимальную несущую спо-
собность, которая зависит от материала и конфигурации труб, резьбы и пальцев.
Фирма PERI предлагает с 2004 года следующие категории стоек:
- MULTIPROP: согласно табл. 2.3.14;
- РЕР 10: минимальная несущая способность около 10 кН, максимальная 25 кН
(табл. 2.3.15);
- РЕР 20: минимальная несущая способность 20 кН, максимальная 35 кН
(табл. 2.3.16);
- РЕР 30: минимальная несущая способность 30 кН, максимальная 40 кН
(табл. 2.3.17).
Важно отметить, что последнее поколение стоек - РЕР 20 и 30 - (например,
РЕР 20-300; РЕР 30-350) имеет одинаковые пятки и внизу, наверху - с отверстием
диаметром 40 мм. Это дает возможность разворачивать стойку. У ранее изготовлен-
ных стоек (например, РЕР 20 N 300; РЕР 30 G 350) в нижней пятке имеется отвер-
стие диаметром не менее 54 мм - в нем головка недостаточно фиксируется, что при-
водит к увеличенному эксцентриситету, поэтому их нельзя разворачивать.
Пример (продолжение).
Принимаем высоту помещения в свету 2,8 м.
Определяем расчетную раздвижку стойки (из высоты помещения в свету вычи-
таем толщину фанеры палубы и высоту продольных и поперечных балок):
2,8 - 0,02 (фанера) - 2 х 0,24 (2 балки-фермы) = 2,3 м.
208
Длина раз- движ- ки, м 1,45 МР 250L = = 1,45...2,50 м МР 350Z, = = 1,95...3,50 м МР 480L = = 2,60...4,80 м
Наружи, труба внизу "73,3 Внутр, труба вни- зу 76,2 Наружи, труба вни-, зу Внутр, груба внизу Наружи, труба внизу: Внутр, груба вниз
1,50 73,3 76,2
1,60 73,3 76,2
1,70 73,3 76,2
1,80 71,7 76,2
1,90 68,6 76,2
1,95 67,0 76,2 88,3 87,4
2,00 65,4 76,2 88,3 87,4
2,10 63,8 74,6 83,0 87,4
2,20 62,2 73,0 77,7 87,4
2,30 61,1 70,5 72,9 86,6
2,40 60,6 67,0 68,6 85,1
2,50 60,0 63,6 64,4 83,5
2,60 61,9 80,7 85,9 71,4
2,70 59,3 77,8 81,2 71,1
2,80 57,5 74,9 76,5 70,8
2,90 55,7 71,9 71,8 70,4
3,00 54,3 68,3 67,1 70,1
3,10 52,9 64,6 63,0 69,4
3,20 51,4 60,0 58,9 68,6
3,30 49,8 55,4 54,8 67,9
3,40 46,4 50,3 52,5 66,2
3,50 42,9 45,1 50,2 64,5
3,60 47,9 62,8
3,70 46,0 58,6
3,80 44,2 54,4
3,90 42,3 50,2
4,00 40,4 46,9
4,10 38,5 43,7
4,20 36,6 40,4
’ 4,30 34,8 38,2
4,40 32,9 36,0
4,50 31,1 33,7
4,60 29,3 31,5
4,70 27,4 29,3
4,80 25,6 27,1
_ 4,90
Таблица 2.3.14
MP 625L =
= 4,30...6,25 м
Наружи. Внутр,
руоа внизу труба внизу
44,6
44,6
44,6
43,8
43,0
42,1
41,2
40,3
38,8
37,3
35,9
34,5
33,1
31,6
30,1
28,6
27,0
25,4
24,1
22,8
22,1
56,2
54,7
53,1
50,9
48,8
46,4
43,8
41,2
38,6
1
33,8
31,9
29,9
28,4
26,9
25,5
24,3
23,1
22,0
20,9
20,4
_5,00
5,10
5,20Допустимые нагрузки по допуску, для применения вне систе- 36,1
5,30 мы, независимо от раздвижки:
5,40 МР 250: 60 кН МР 480: 20 кН
5,50 МР 350: 40 кН МР 625: 20 кН
5,60 Для опускания стоек при нагрузках > 60 кН рекомендуем ис-
5,70 пользовать рожковый ключ HD, арт. № 022027.
5,80 в с-
5,90
6,00
6,10
6^25
случае использования стоек совместно с головками для сто-
лов фирмы PERI (UNIPORTAL, поворотная головка PERI) бла-
годаря защемлению стоек в головке несущая способность со-
u ставляет минимально 60 кН для стойки МР 350 и 36 кН для
6 20 МР 480, независимо от длины раздвижки
В табл. 2.3.14 по несущей способности стоек в заголовке помимо названия от-
мечен диапазон раздвижки. К нижнему значению надо добавить хотя бы 4 см как за-
зор для распалубливания, чтобы получить реальный диапазон работы.
209
Таблица 2.3.15
Стойки перекрытия РЕР 10
Длина раз- РЕР 10-250 А РЕР 10-300 А РЕР 10-350 А РЕР 10-400 А
движки (м) Z = 1,47...2,5 м L= 1,72...3,0м £=1,97...3,5м L = 2,22...4,0 м
1,5 25,0
1,6 25,0
1,7 25,0
1,8 23,1 25,0
1,9 20,8 24,9
2,0 18,8 22,5 25,0
2,1 17,0 20,4 23,8
2,2 15,5 18,6 21,7
2,3 14,2 17,0 19,8 22,7
2,4 13,0 15,6 18,2 20,8
2,5 12,0 14,4 16,8 19,2
2,6 13,3 15,5 17,8
2,7 12,3 14,4 16,5
2,8 11,5 13,4 15,3
2,9 10,7 12,5 14,3
3,0 10,0 11,7 13,3
3,1 10,9 12,5
3,2 10,3 11,7
3,3 9,6 11,0
3,4 9,1 10,4
3,5 8,6 9,8
3,6 9,3
3,7 8,8
3,8 8,3
3,9 7,9
4,0 7,5
Примечание. Таблица действительна для любого положения стойки (внешняя или внутренняя
труба внизу).
210
Таблица 2.3.16
Стойки перекрытия РЕР 20
Допустимая нагрузка на стойки (кН) согласно сертификату
рррэпмэлл. РЕР 20-300 РЕР 20-350 РЕР 20-400 ррр 7П snn РЕР 20 N260 Pep20N 300*L= РЕР 20 N 350*1 РЕР 20 G 410*£ . P?V°’Jnn Длинараз- 1 = 1-51-2,60 м _1>71 3>00м = li96...3>50 м =2>21...4,00 м L = V 1"5’00 М движки (м) Наружи. Внутр. Наружи. Внутр. Наружи. Внутр. Наружи. Внутр. Наружи. Внутр. труба труба труба труба труба труба труба труба труба труба внизу внизу внизу внизу внизу внизу внизу внизу внизу внизу 1,6 35,0 35,0
1,7 35,0 35,0
1,8 35,0 35,0 35,0 35,0
1,9 35,0 35,0 35,0 35,0
2,0 33,5 35,0 35,0 35,0 35,0 35,0
2,1 31,9 35,0 32,2 35,0 35,0 35,0
2,2 30,9 35,0 30,5 35,0 35,0 35,0
2,3 29,8 35,0 29,0 35,0 35,0 35,0 35,0 35,0
2,4 28,6 35,0 27,8 35,0 35,0 35,0 35,0 35,0
2,5 27,1 32,9 26,9 35,0 35,0 35,0 35,0 35,0
2,6 24,8 29,4 26,1 35,0 33,8 35,0 35,0 35,0
2,7 24,9 31,7 32,4 35,0 35,0 35,0
2,8 23,3 28,5 31,2 35,0 35,0 35,0 35,0 35,0
2,9 21,6 25,7 30,2 35,0 35,0 35,0 35,0 35,0
3,0 20,0 23,2 29,2 35,0 35,0 35,0 35,0 35,0
3,1 27,5 34,6 33,6 35,0 35,0 35,0
3,2 25,7 31,5 32,5 35,0 35,0 35,0
3,3 24,1 28,8 31,2 35,0 35,0 35,0
3,4 22,4 26,4 29,6 35,0 35,0 35,0
3,5 20,7 24,1 27,8 33,9 35,0 35,0
3,6 26,1 31,2 35,0 35,0
3,7 24,5 28,9 35,0 35,0
3,8 23,0 26,8 35,0 35,0
3,9 21,6 24,8 35,0 35,0
4,0 20,1 22,8 34,2 35,0
4,1 32,3 35,0
4,2 30,6 „35,0
4,3 28,9 34,0
4,4 * 27,4 31,9
4,5 26,0 29,9
4,6 24,6 28,1
4,7 23,4 26,4
4,8 22,1 24,9
4,9 20,9 23,4
5,0 20,0 21,8
Все стойки РЕР 20 соответствуют классу D по DIN EN 1065, т.е. их допустимая нагрузка состав-
ляет как минимум 20 кН.
В случае использовании стоек РЕР 20 совместно с головками для столов фирмы PERI (UNIPOR-
TAL, поворотная головка PERI), благодаря защемлению стоек в головке, несущая способность со-
ставляет минимально 30 кН, независимо от длины раздвижки.
*Для стоек категорий N и G случай «Внутренняя труба внизу» допускается только в сочетании с
головками столов фирмы PERI, а также с головками SKYDECK (крепление к головкам болтами).
Таблица 2.3.17
Стойки перекрытия РЕР 30
Допустимая нагрузка на стойки (кН) согласно сертификату
Длина РЕР 30-1501 = РЕР 30-2501= PEP 30-300РЕР 30 G 300*1 = PEP 30-350РЕР 30 G 350*1 = PEP 30-400L =
раз- 0,96...1,50 м 1,46...2,50 м 1,71...3,00 м 1,96...3,50 м 2,21...4,00 м
движ- ки Наружи. Внутр. Наружи. Внутр. Наружи. Внутр. Наружи. Внутр. Наружи. Внутр.
(м) труба труба труба труба труба труба труба труба труба труба
V’1/ внизу внизу внизу внизу внизу внизу внизу внизу внизу внизу
1,0 35,0 35,0
1,1 35,0 35,0
1,2 35,0 35,0
1,3 34,9 35,0
1,4 34,2- 35,0
1,5 33,5 35,0 40,0 40,0
1,6 40,0 40,0
1,7 40,0 40,0
1,8 40,0 40,0 40,0 40,0
1,9 38,5 40,0 40,0 40,0
2,0 36,8 40,0 40,0 40,0 40,0 40,0
2,1 35,3 40,0 40,0 40,0 40,0 40,0
2,2 34,4 40,0 40,0 40,0 40,0 40,0
2,3 33,3 40,0 40,0 40,0 40,0 40,0 40,0 40,0
2,4 32,1 37,6 40,0 40,0 40,0 40,0 40,0 40,0
2,5 30,1 34,8 39,9 40,0 40,0 40,0 40,0 40,0
2,6 38,8 40,0 40,0 40,0 40,0 40,0
2,7 37,4 40,0 40,0 40,0 40,0 40,0
2,8 35,8 40,0 40,0 40,0 40,0 40,0
2,9 33,2 37,2 40,0 40,0 40,0 40,0
3,0 30,4 33,8 40,0 40,0 40,0 40,0
3,1 40,0 40,0 40,0 40,0
3,2 37,6 40,0 40,0 40,0
3,3 35,0 37,6 40,0 40,0
3,4 32,3 34,6 40,0 40,0
3,5 30,0 31,6 40,0 40,0
3,6 40,0 40,0
3,7 40,0 40,0
3,8 37,4 40,0
3,9 34,8 37,0
4,0 32,2 33,9
Все стойки РЕР 30 соответствуют классу Е по DIN EN 1065, т.е. их допустимая нагрузка со-
ставляет как минимум 30 кН.
В случае использования стоек РЕР 30 совместно с головками для столов фирмы PERI
(UNIPORTAL, поворотная головка PERI), благодаря защемлению стоек в головке, несущая
способность составляет минимально 40 кН, независимо от длины раздвижки.
*Для стоек категорий N и G случай «Внутренняя труба внизу» допускается только в сочета-
нии с головками столов фирмы PERI, а также с головками SKYDECK (крепление к головкам
болтами).
212
Для рассматриваемого примера по геометрии подходят:
- РЕР 10-250 А, РЕР 10-300 А, РЕР 10-350 А, РЕР 10-400 А;
- РЕР 20-300, РЕР 20-350, РЕР 20-400;
- РЕР 30-250, РЕР 30-300, РЕР 30-350, РЕР 30-400;
- MULTIPROP МР 250, MULTIPROP МР 350.
Рассмотрим первый вариант раскладки (продольные балки параллельно длин-
ной стороне помещения) (см. п. 3.3.2.4). Под средними балками стойки стоят на рас-
стоянии 1,193 м, расчетный шаг продольной балки bx = Ъ = 3,15 м. Нагрузка при рас-
чете на прочность - 7,1 кН/м2:
Р} = 1,193 х 3,15 х 7,1 = 26,7 кН. (2.3.12)
Аналогично для крайних балок:
Р2 = 1,937 х (3,15 : 2 + 0,15) х 7,1 = 23,7 кН. (2.3.13)
Определим несущую способность стоек и сопоставим ее к нагрузкам (табл.
2.3.18).
Таблица 2.3.18
Название стойки Лдоп.> кН Pi=26,7 кН Факт, шаг, м Л=23,7 кН Факт, шаг, м Примечание
РЕР 10-250 А 14,2 X <0,635 X <1,159 Перерасход стоек ~ 70%
РЕР 10-300 А 17,0 X <0,760 X <1,388 Перерасход стоек ~ 40%
РЕР 10-350 А 19,8 X <0,885 X <1,617 Перерасход стоек ~ 20%
РЕР 10-400 А 22,7 X <1,015 X <1,853 Перерасход стоек ~ 10%
РЕР 20-300 29,0 / 35,0 О 1,193 О 1,937 Оптимальная стой- ка
РЕР 20-350 35,0 О 1,193 О 1,937 Диапазон работы?
РЕР 20-400 35,0 О 1,193 О 1,937 Диапазон работы?
РЕР 30-250 33,3/ 40,0 О 1,193 О 1,937 Диапазон работы?
РЕР 30-300 40,0 О 1,193 О 1,937 Больше подходит к столам
РЕР 30-350 40,0 О 1,193 О 1,937 Больше подходит к столам
РЕР 30-400 40,0 О 1,193 О 1,937 Больше подходит к столам
МР 250 61,1 / 70,5 О 1,193 О 1,937 Больше подходит к столам
МР350 72,9/ 86,6 О 1,193 О 1,937 Больше подходит к столам
Обозначения:
О - проходит, шаг стоек определяется несущей способностью балки;
X — не проходит, шаг стоек пересчитывается по стойкам.
213
Перечень подходящих стоек очень большой. При выборе стоек необходимо
учитывать, какие основные диапазоны по высоте необходимо перекрывать. Если ра-
бота ведется исключительно в жилищном строительстве, то, как правило, самым
оптимальным решением является стойка РЕР 20-300. При наличии помещений вы-
сотой меньше чем 2,0 м (техподполье и т.п.) стойка РЕР 30-250 не решает пробле-
му - здесь приходится уходить на измененную схему расстановки всей опалубки,
например использование бруса или лежащих поперечных балок, уменьшая при
этом пролеты и увеличивая частоту поперечных балок.
Стойки категории РЕР 10 относительно дешевы, для восприятия нагрузок их
требуется значительно большее количество, при этом увеличиваются трудозатраты,
которые с каждым оборотом уменьшают первоначальную выгоду.
3.3.2.6. Сравнение вариантов
Пример (окончание).
После оптимизации длин балок получаем следующий результат, который при-
веден в табл. 2.3.19.
Таблица 2.3.19
Количество стоек
Количество балок
Суммарная длина балок
Сумма элементов (без оголовников и фанеры)
Вариант № 1
21
43
152,1 м
64
Вариант № 2
22
46
154,2
68
Рассмотренные варианты очень близки, но тем не менее имеется разница. Чтобы
быстро оценить результаты расчетов, можно руководствоваться количеством стоек -
чем меньше стоек, тем, как правило, дешевле вариант. Количество стоек, с другой сто-
роны, является индикатором трудозатрат - они увеличиваются пропорционально.
Для прямоугольных помещений сравнивать варианты несложно. Если помеще-
ние имеет более сложное очертание, нужно придерживаться следующих рекоменда-
ций:
• определить сначала в зависимости от габаритов фанеры, толщины перекрытия
и имеющейся длины поперечных балок допустимый пролет поперечной балки, за-
тем разбить помещение на прямоугольники и определить ведущий;
• избегать смены направления продольных балок внутри помещения - это все-
гда усложняет работу и удорожает опалубку;
• унифицировать пролеты поперечных балок, разные пролеты увеличивают рас-
ход стоек и создают проблемы по прогибам.
3.3.2.7. Торцевые опалубки
Крепление торцевых опалубок рекомендуется осуществлять следующим обра-
зом (рис. 2.3.29).
Если край перекрытия идет по уже существующей стене, то торцевую опалуб-
ку рекомендуется крепить к самой стене. Для этого могут использоваться сущест-
214
вующие отверстия тяжей в монолитных стенах или заранее в стену встраивают спе-
циальные гильзы.
Если перекрытие имеет свободный край, то фанеру или балки монтируют с вы-
пуском, а торцевая опалубка крепится на них.
В таблицах дан шаг (допустимые расстояния) между торцевыми шинами и опа-
лубочными стойками. Допустимые расстояния в этих таблицах даны только по не-
сущей способности данного кронштейна или другого приспособления. Прогиб са-
мого торцевого щита необходимо решать самостоятельно в зависимости от матери-
ала, который в этой конструкции используется.
Указанные в табл. 2.3.20 значения относятся к несущей способности консоли
бортовой опалубки. В зависимости от вида и размеров фанеры и брусьев может по-
требоваться уменьшение шага консолей.
Рис. 2.3.29. Торцевая опалубка:
а - крепление через существующее отверстие тяжа; б - крепление в заранее встраиваемые в сте-
ну гильзы
215
Таблица 2.3.20
Допустимый шаг (м) в зависимости от толщины перекрытия и вылета
консоли бортовой опалубки-2 (рис. 2.3.30)
Толщина перекрытия, d (м) 0,1 0,2 Вылет консоли, /(м) 0,3 0,4 0,45
0,2 2,5 2,5 2,5 1,85 1,6
0,3 1,0 1,0 1,0 1,0 1,0
Таблица 2.3.21
Допустимый шаг (м) в зависимости от толщины перекрытия
Толщина перекрытия, б/(м) 0,2 0,3 0,4 0,5
С учетом нагрузки на перила 1,45 1,1 0,9 0,8
Без учета нагрузки на перила 3,0 1,6 1,2 1,0
Максимальная деформация верха опалубочной стойки - 3 мм (рис. 2.3.31).
Максимальное растяжение в анкере: Н = 6,5 кН
Рис. 2.3.31. Опалубочная стойка 105
Требуемая прочность бетона в зависимости от растяжения в анкере
Растяжение в анкере, Z (кН) Требуемая прочность бетона (Н/мм2)
2,5 4,5
3,0 5,5
3,5 6,3
4,0 7,2
4,5 8,2
5,0 9,1
5,5 10,0
6,0 10,9
6,5* 11,8
*Максимально допустимое растяжение для гильзы с гайкой DW 15 (рис. 2.3.32).
216
Рис. 2.3.32. Анкерная система:
а - принцип работы; б - гильза с гайкой DW 15
Чтобы использовать максимально возможный шаг кронштейнов и других при-
способлений, соблюдая при этом допуски, боковой щит усиливается стоячими бал-
ками GT 24, VT 20 или брусом.
3.3.2.8. Опалубка ригелей
Если в перекрытии имеются ригели, бетонируемые совместно с перекрытием,
то сначала решается опалубка ригелей, а опалубка перекрытия примыкает к ним.
Опалубка ригелей должна обеспечивать геометрическую форму ригеля и ус-
тойчивость всей опалубки перекрытия.
На рис. 2.3.33 показаны три варианта опалубки ригелей.
«) 6) в) --------
Рис. 2.3.33. Опалубка ригелей:
а - на опорных башнях PD 8, ригель выполнен с кронштейнами UZ; б - на рамных стойках ST
100, ригель выполнен с кронштейнами AW; в - на стойках
217
В варианте «на стойках» (рис. 2.3.33, в) не показано, но рекомендуется исполь-
зовать либо треноги, либо раскрепление досками, скрепляемыми к стойкам скоба-
ми, арт. № 027940 (для стоек РЕР) или 027790 (для стоек MULTIPROP) (рис. 2.3.34).
Рис. 2.3.34. Крепежные скобы:
а - для опор перекрытия 0 48-76 мм; б - для опор перекрытия 0 76-89 мм и поперечным сече-
нием от 100x100 мм до 120x120 мм
Характерно для всех трех вариантов, что фанера самого перекрытия опирается
на боковую опалубку ригеля. Таким образом, удается часть веса перекрытия вместе
с ригелем передавать на поддерживающую конструкцию ригеля. Расчет в таком
случае производится как и для перекрытия, только тавровый участок перекрытия с
ригелем заменяется на эквивалентный прямоугольник.
Пример (рис. 2.3.35).
Толщина перекрытия: 0,2 м.
Ширина ригеля: 0,4 м.
Высота ригеля, включая перекрытие: 0,6 м.
Шаг поперечных балок: 0,5 м.
Толщина фанеры опалубки: 0,021 м.
Балка GT 24, ширина: 0,08 м.
Приводим тавровое сечение к эквивалентному прямоугольному:
(0,311 + 0,40 + 0,311) х 0,2 = 1,022 х 0,2 = 0,2044, м2
0,4x0,4 = 0,16, м2
0,2044 + 0,16
-----------= 0,356 м.
1,02
218
Рис. 2.3.35. Опалубка ригеля с кронштейнами UZ
Принимаем прямоугольное сечение 1,02x0,36 м. Определяем эквивалентную
нагрузку на продольные балки
q = 0,4 + 26 х 0,36 х 1,2 = 11,63, кН/м* (2.3.14)
(коэффициент 1,2 учитывает временную нагрузку).
Р= 1,02 х 11,63 = 11,86, кН/м. (2.3.15)
Определяем шаг кронштейнов UZ.
По табл. 2.3.22 находим для толщины перекрытия d= 0,2 м и высоты ригеля в
свету h = 0,4 м - шаг s = 1,35 м.
Таблица 2.3.22
Допустимый расчетный шаг для кронштейнов UZ 40 в зависимости от высоты ригеля
и толщины перекрытия
Высота ригеля h = 30 см h = 40 см h = 50 см h = 60 см h = 70 см h = 80 cm
Толщина Вариант 1 2 Вариант 1 2 Вариант 1 2 Вариант 1 ’ 2 Вариант 1 2 Вариант 1 2
перекры- IxGT 2xVT IxGT 2xVT 2xGT 2xVT 2xGT 2xVT 2xGT 3xVT 2xGT 3xVT
24 16 24 16 24 16 24 16 24 16 24 16
1 d' = 0 см J220 400 185 350 180 300 155 275 135 225’ *105 *165
j7 = 20 см 170 365 135 285 160 250 140 180 *105 *135 *75 *105
d= 25 см 165 345 ’ 130 270 155 225 135 165 *100 *\25 *70 *95
d= 30 см 155_ 330 115 240 150 200 130 150 *95 *115 *65 *90
б/= 35 см 150 320 100 215 145 175 125 135 *90 *105 *60 *80
Максимальный прогиб составляет 1/500.
* Вертикальный брус в кронштейне UZ 40 сечением 108 см вместо 88 см.
219
a)
б)
e)
Рис. 2.3.36. Варианты опалубок ригелей:
а - боковой щит с 1 или 2 балками GT 24 (стоя); б - боковой щит с 2 или 3 балками VT 16 (лежа);
в - наращивание низа опалубки
В зависимости от использованной фанеры под ригелем могут потребоваться
дополнительные балки.
Для поддерживающей конструкции требуется отдельный расчет.
Отвод горизонтальных нагрузок (минимум F7100) или одностороннего давле-
ния в случае использования данной конструкции для ригеля по контуру перекрытия
требует местного решения.
Поддерживающая конструкция требует отдельного расчета.
Отвод горизонтальных нагрузок (мин. К/100) или одностороннего давления в
случае использования данной конструкции для ригеля по контуру перекрытия тре-
бует местного решения.
а) б) в)
а - торец перекрытия; б - торец перекрытия с ригелем; в - перекрытие с ригелем
Так как нижний щит ригеля также поддерживается лежащей балкой GT 24, до-
полнительная проверка прогибов не требуется, эта необходимость возникает толь-
ко тогда, когда конструкция или размеры нижнего щита отличаются от бокового.
Определяем шаг стоек под ригелем.
Принимаем равномерное распределение нагрузки на обе продольные балки под
ригелем.
Из табл. 23.12 для балки GT 24 для шага балок 50 см (половина ширины эк-
вивалентного прямоугольника) путем интерполяции получаем sp = 2,94 м.
220
Таблица 2.3.23
Допустимый расчетный шаг для кронштейнов AW в зависимости от высоты ригеля
и толщины перекрытия
Высота бо-
кового щита,
h (см)
20
25
30
35
Основание
Без
пере-
крытия
20
_ 25_
30
35
’ 40
Высота бо-
кового щита,
Л (см)
Основание
Крепление
гвоздями
X
X
<U
§
<D
3
Крепление
гвоздями
S
5
§
Крепление
гвоздями
X
5
§
3
Крепление
гвоздями
X
s
§
<D
S’
& S S о 2d S S о о * S S S S о о
а е сч со СХ ко § CU ко § а е сч со си (D си КО § & § а £ сч со си (D си ко 5 ко £ а £ сч со си и £ § §
X § 5 5 5 § X со 3 fcd X со § 5
C/D е с/э е с/э е (Z) е из из
250 250 250 250 160 250 250 250 90 150 250 250 60 90 160 250
90 145 250 250 70 ПО 180 250 50 80 140 190 40 65 ПО 150
80 125 210 250 60 90 160 210 45 70 120 170 - 58 100 135
70 ПО 180 250 50 80 140 190 40 65 ПО 150 - 50 90 120
60 95 165 220 45 70 125 170 - 58 100 130 - 45 80 НО
55 85 150 200 40 65 ПО 150 - 50 90 120 - 40 70 100
40
50
60
Крепление
гвоздями
X
S
§
§
Крепление гвоз-
дями
X
!
3
Крепление
гвоздями
X
X
«и
§
§
В ” 40
Без
Д пере-
ев Укрытия
§ I _25_.
н t 30
* о Q * S о о * S о о
2d fcd S 2d S
а е сч со КО* £ «• 5 а е сч со си <D КО* £ ко § а £ сч со & & § си ко §
fcd X 3 § Й § X СО S S
C/D е из из GQ е из из с/э е из И
40 60 105 250 - - 50 160 - - - ПО
- 50 90 125 - 65 90 - - 50 67
- 45 80 ПО - - 60 80 - - 45 60
- 40 70 100 - 53 70 - - 40 55
- - 65 90 - - 50 65 - - - 50
- - 60 80 - 45 60 - - - 48
Крепление гвоздями (диаметром 3,1 мм): 6 шт. впереди; 2 шт. сзади. На панелях SKYDECK за-
прещается применять стойку ограждения AW (арт. №065071).
ЭЭ1
Фактический шаг зависит от длины ригеля.
При выборе шага стоек под ригелем необходимо учитывать, что однопролетная
схема балок имеет увеличенные прогибы. Иногда целесообразно уменьшить шаг
стоек, чтобы уйти от проблем с допусками.
Шаг составляет 2,94 м. Проверим несущую способность стоек:
0,5 Р х sp = 0,5 х 11,86 х 2,94 = 17,4, кН.
(2.3.16)
Достаточно подставить стойки с несущей способностью 17,4 кН.
Рис. 2.3.38. Пример с перекрещивающимися ригелями
3.3.2.9. Опалубливание высоких помещений
Рассматриваемая опалубочная система позволяет решать вопросы устройства
опалубки высоких помещений. Это возможно, применяя длинные стойки или эле-
менты башенных систем (рис. 2.3.40). При этом необходимо всего лишь решить
проблему монтажа и демонтажа опалубки перекрытия.
Если нет таких стоек или систем, необходимо устраивать двухъярусную опа-
лубку, придерживаясь следующих рекомендаций:
- запрещается использование отдельно стоящих стоек, наращенных на болтах
(болты не препятствуют образованию шарнира на стыке);
222
- запрещается применять систему MULTIFLEX и похожие системы выше, чем
в два яруса;
— между ярусами необходимо устраивать неподвижную в обеих направлениях
платформу - она же и может служить промежуточным монтажным настилом;
- промежуточный настил может рассчитываться на уменьшенные нагрузки, для
него допускаются увеличенные прогибы;
- стойки верхнего уровня должны стоять соосно с нижними, при этом нагруз-
ка должна передаваться через сплошные конструкции (рис. 2.3.39).
а) б)
Рис. 2.3.39. Расположение стоек опалубки:
а - правильно; б - неправильно
3.3.3. Монтаж и демонтаж опалубки MULTIFLEX
Монтаж опалубки:
1. На основные стойки (стойки, расположенные на концах или стыках продоль-
ных балок) вставляются головки-крестовины с щеколдами. Крестовые головки без
щеколд должны быть зафиксированы штырем (рис. 2.3.41, а).
2. Монтируются первые две стойки крайнего ряда и фиксируются треногами
(рис. 2.3.41, б). Высота стоек устанавливается предварительно на 1-2 см выше рас-
четной раздвижки в зависимости от ровности пола. У стоек РЕР необходимо остав-
лять достаточный ход резьбы для опускания (не менее 6-7 см).
При применении опор MULTIPROP и высоты опалубки более 3 м производит-
ся раскрепление с помощью специальных рам типа MRK (рис. 2.3.41, в).
При применении опор РЕР или опор из железных труб и высоты опалубки бо-
лее 3 м монтируются диагональные крепления (рис. 2.3.41, г).
223
a)
Рис. 2.3.40. Опорные башни:
а - ST 100; б - PD 8; в - MULTIPROP с рамами MRK
224
3. То же самое повторяется для первых двух стоек второго ряда.
4. Опоры с крестовыми головками вымеряются. Затем на первые четыре стой-
ки с помощью монтажной вилки монтируют продольные балки (укладывают в го-
ловки). Головка надежно держит одну или две балки, предотвращая опрокидывание
(рис. 2.3.42, а).
Рис. 2.3.41. Монтаж опор опалубки
1 S СП»
225
5. После установки продольных балок с помощью монтажной вилки монтиру-
ется требуемое количество поперечных балок для ячейки. Они расставляются с ша-
гом, определенным по расчету (рис. 2.3.42, б).
б)
а)
Рис. 2.3.42. Монтаж балок, палубы и промежуточных стоек
6. Производится подгонка поперечных балок в местах примыканий щитов фа-
неры. Укладываются щиты фанеры и прибиваются гвоздями (во избежание опроки-
дывания балок) (рис. 2.3.42, в).
7. После раскладки фанеры опалубка нивелируется и опускается на проектную
отметку.
226
8. Поверхность щитов опалубки обрабатывается бетоноотделяющим средством
PERI Bio Clean.
9. Вставить головку-захват с щеколдой в промежуточною опору и установить
опоры в проектное положение. Промежуточная опора может устанавливаться меж-
ду узлами балки (балку разрешается нагрузить до расчетной нагрузки 28 кН). Про-
межуточные стойки с головками-захватами устанавливаются после нивелирования
(рис. 2.3.42, г).
10. При нехватке треног их можно после монтажа и закрепления щитов фане-
ры и балок частично или полностью демонтировать.
Демонтаж опалубки:
1. Снимаются промежуточные стойки (рис. 2.3.43, а).
Рис. 2.3.43. Демонтаж промежуточных опор и поперечных балок
2. Опоры с крестовой головкой (основные стойки) опускаются примерно на
4 см (рис. 2.3.43, б). При применении падающей головки достаточно одного удара
молотка, чтобы опустить опалубку. Перед следующим применением падающая го-
ловка вытягивается и расклинивается (рис. 2.3.43, в).
3. Опрокидываются поперечные балки (рис. 2.3.43, г). Остаются только те бал-
ки, которые находятся в местах примыкания фанерных щитов.
4. Демонтируются щиты опалубки (начиная с области добора) (рис. 2.3.44, а).
5. Демонтируются поперечные балки (рис. 2.3.44, б).
6. Если были сняты треноги, то их необходимо частично установить.
7. Демонтируются продольные балки и основные стойки (рис. 2.3.44, в).
8. Поверхность щитов опалубки обрабатывается PERI Bio Clean (рис. 2.3.44, г).
При наличии ригелей сначала снимается только боковая опалубка. Опалубка
дна ригеля демонтируется позже.
Рис. 2.3.44. Демонтаж щитов опалубки и продольных балок
228
В зависимости от сроков выдержки опалубки и нагрузок может потребоваться
временная поддержка (см. п. 3.3.4).
По технике безопасности запрещено низко опускать основные стойки (это спо-
собствует травматизму от падения листов фанеры и балок, кроме того, при падении
листов фанеры с большей высоты они деформируются).
3.3.4. Временная поддержка
Временная поддержка необходима (рис. 2.3.45):
- во-первых, чтобы как можно раньше освободить опалубку;
- во-вторых, чтобы воспринять временные нагрузки от последующих процес-
сов.
Рис. 2.3.45. Распалубленное помещение с временными опорами
В первом случае необходимость временной поддержки обусловлена преду-
преждением прогибов как следствие ползучести, во втором случае - при ведении
работ на последующем этаже.
Рекомендации по установке:
- временные стойки должны оставаться при демонтаже опалубки или же сразу
устанавливаться после распалубки;
- временные стойки должны стоять как можно дольше, особенно это касается
конструкций, которые сразу после снятия опалубки нагружаются значительной ча-
стью расчетной нагрузки или которые очень рано распалубливаются;
- временные стойки на разных этажах следует выставлять друг над другом;
- для плит пролетом до 3 м можно обойтись без временной поддержки;
- для плит и балок пролетом до 8 м достаточно ставить временные стойки посе-
редине пролета;
- при больших пролетах требуется более частая поддержка.
229
Пример (определение необходимости временной поддержки).
Перекрытие рассчитано на полезную нагрузку 3,0 кН/м2 (300 кг/м2). Коэффици-
ент запаса на эту нагрузку равен 1,25. Конструкция пола 1,0 кН/м2 (100 кг/м2) с ко-
эффициентом запаса 1,15. Суммарная расчетная нагрузка:
1,25 х 3,0 + 1,15 х 1,0 = 4,9, кН/м2.
Предыдущее перекрытие набрало 80% прочности. Толщина всех перекрытий в
здании 0,18 м. Собственный вес опалубки 0,4 кН/м2.
По формулам (см. п. 3.3.2.1):
26x0,18 = 4,68, кН/м2
(постоянная нагрузка от арматуры и бетонной смеси);
0,2x4,68 = 0,936, кН/м2
(временная нагрузка, учитывающая неравномерную укладку и уплотнение бе-
тонной смеси, нахождение на опалубке персонала и инструмента). Принимаем рав-
ное 1,5 кН/м2.
4,68 + 1,5 + 0,4 = 6,58, кН/м2.
Принимаем временную нагрузку, равную 6,6 кН/м2 (660 кг/м2).
К этому необходимо добавить 20% от собственного веса нижнего перекрытия
0,2 х 0,18 х 26 = 0,94, кН/м2.
Таким образом, временная нагрузка составит:
6,6 + 0,94 = 7,54, кН/м2.
Суммарная расчетная нагрузка на перекрытие с учетом набора 80% прочности
0,8 х 4,9 = 3,92, кН/м2.
Итак, разница между требуемой нагрузкой и нагрузкой, которую может воспри-
нять перекрытие, составляет:
7,54-3,92 = 3,62, кН/м2.
Расчет показывает, что без временной поддержки в данном примере не обой-
тись, и следует учитывать, что нагрузка от стоек передается не равномерно, а как
сосредоточенная.
230
Окончательное решение вопроса по временной поддержке необходимо прини-
мать совместно с проектировщиками, так как только они в конкретном случае ука-
жут, как нагрузка передается на вертикальные конструкции (стены и колонны).
А также проектировщики, внеся изменения в армирование конструкции, могут со-
здать более благоприятные условия для опалубливания перекрытий или балок.
На рис. 2.3.46 показаны два случая, где надо считать стены («подвешивающие»
конструкции) дополнительной временной нагрузкой до того момента, пока верхнее
перекрытие не набрало 100% прочности, т.е. полностью сформировалась предпола-
гаемая расчетом рама.
а) б)
Рис. 2.3.46. Варианты «подвешенных» конструкций:
а - лифтовой шахты; б - жилого дома с функциональным первым этажом
3.3.5. Техника безопасности при опалубл и в ани и
перекрытий
Для обеспечения безопасности условий труда при опалубливании перекрытий
необходимо соблюдать следующие требования:
- обеспечивать устойчивость (треногами, скобами для крепления досок и т. д.)
до тех пор, пока фанера опалубки перекрытия всесторонне не опирается в стены
или другие жесткие конструкции;
- при работе на высоте 1,3 м и более требуется ограждение рабочего места;
- требуется проверка несущей способности основания или ниженаходящегося
перекрытия перед установкой стоек, при необходимости ставятся распределяющие
приспособления;
- требуется дополнительная защита от падения элементов или их частей на
землю при демонтаже опалубки у открытых краев перекрытий;
- запрещено нахождение посторонних людей на участке демонтажа опалубки;
- запрещена распалубка путем выбивания стоек.
231
3.4. СТОЛЫ ДЛЯ ПЕРЕКРЫТИЯ
3.4.1. Общие сведения
Столы для перекрытия фирмы PERI являются разновидностью системы балоч-
ной опалубки для перекрытия.
Основные достоинства столов:
- стол собирается заранее и переставляется целиком - за счет этого уменьша-
ются щели между листами фанеры и снижаются трудозатраты на перестановку опа-
лубки;
- продольные балки используются попарно, за счет этого достигается увеличе-
ние нагрузки на стойки, их количество снижается и соответственно сокращается
время на нивелирование;
- конструкция головок обеспечивает защемление верхнего конца стойки - это
снижает расчетную длину стойки и увеличивает ее несущую способность по срав-
нению с крестовыми головками или головками-захватами.
Наряду с этим столы имеют и некоторые ограничения:
- столы применимы только там, где имеется открытый фасад или проем для вы-
ката и подъема столов;
- если шаг колонн меняется, то приходится использовать разнотипные столы,
что ограничивает универсальность;
- для перестановки требуется кран, что особенно при строительстве высотных
зданий может оказаться экономически нецелесообразным.
Особенность расчета столов заключается в том, что возникающий момент от
консолей продольных и поперечных балок не учитывается. Расчет проводится по
деформациям и на опорные реакции.
Компоновка столов основывается на тех же принципах, что и система
MULTIPLEX, так как наиболее невыгодным является тот случай, когда бетон пода-
ется на середину стола. В связи с этим наступают временные неупругие деформа-
ции, которые влияют на крепление столов.
При выборе стоек необходимо иметь в виду:
- что защемленные стойки в головках UNIPORTAL или в поворотных головках
имеют повышенную несущую способность;
- если стол имеет больше чем четыре стойки, то промежуточные стойки подпи-
рают продольные балки через ригель UNIPORTAL или крестовые головки. В таком
случае отсутствует защемление, соответственно расчетной длиной этих стоек явля-
ется их действительная раздвижка. Эти стойки воспринимают большую нагрузку,
чем крайние стойки.
Основными элементами стола являются (рис. 2.3.47):
- рабочий слой, чаще всего используется многослойная березовая фанера тол-
щиной 21 мм;
- поперечные балки;
- продольные балки;
232
- головки или ригели UNIPORTAL;
- стойки.
Вспомогательными элементами являются:
- диафрагмы жесткости для предотвращения опрокидывания поперечных балок;
- бруски для облегчения стыковки столов без добора;
- дополнительные опоры для траверс «утиный нос».
3.4.2. Конструкции столов
3.4.2.1. Столы на поворотных головках
Решающим фактором для определения габаритов столов является возможная
траектория перестановки при демонтаже. Поэтому необходимо составлять схемы
расстановки и транспортировки столов. Исходя из этого, принимаются конкретные
размеры столов и разрабатываются узлы стыковки.
В столах на поворотных головках используются спаренные продольные балки,
которые вставляются в среднюю часть головки.
К каждой паре поворотных головок при помощи верхней части головки прижи-
мается пара поперечных балок. Расстояние этих балок в осях - 0,5 м.
233
Верхняя часть головки представляет собой раму, которая садится на нижние
пояса поперечных балок. К средней части головки она прикручивается при помощи
приваренных болтов (рис. 2.3.48).
6 х 50 = 300
Рис. 2.3.49. Верхняя часть поворотной
головки
4 - крепление верхних частей головок к поясам поперечных балок
- крепление остальных поперечных балок к продольным
Рис. 2.3.50. Места крепления:
- крепление верхних частей головок
к поясам поперечных балок;
- крепление остальных поперечных
балок к продольным
В верхней части головки имеются отвер-
стия диаметром 9 мм для фиксации к поясам
поперечных балок при помощи шурупов.
Кроме того, имеется возможность смеще-
ния верхней части головки по отношению к
средней в каждую сторону на 150 мм. Это со-
здает определенную подвижность при назна-
чении соотношения между пролетом и консо-
лями продольных балок без добавления допол-
нительных поперечных балок (рис. 2.3.49).
Крепление фанеры к поперечным балкам
осуществляется шурупами, например, TSS-
Тогх 6x60, расход примерно 8-10 шурупов/м2.
Раскладка фанеры зависит от решения стыков-
ки между столами или варианта добора.
Шаг поперечных балок зависит от типа
балок, их пролета и толщины перекрытия.
Резкие отличия в размерах соседних пролетов
крайне нежелательны. Кроме того, при разме-
щении обрезанных листов необходимо избе-
гать условий однопролетного опирания.
Поперечные балки, которые примыкают
к поворотным головкам, крепятся к ним (рис.
2.3.50). Остальные поперечные балки крепят-
ся к продольным балкам шурупами, либо на-
искосок (1), либо через уголки (2)
(рис. 2.3.51). Второй вариант более трудоем-
кий, но при длительной эксплуатации столов
наиболее целесообразен.
234
Рис. 2.3.51. Варианты
креплений поперечных
балок
3.4.2.2. Столы UNIPORTAL
Использование системы UNIPORTAL целесообразно:
- для больших столов (ширина больше 5,0 м или длина больше 6,0 м);
- при наличии достаточного количества головок.
Головки UNIPORTAL сняты с производства, но в силу наличия таких головок в
отдельных строительных организациях рассмотрим их.
Сама головка крупнее, чем поворотная головка, она состоит из одной части. Па-
ра продольных балок опирается на полки головки, сверху проходит одна попереч-
ная балка, которая крепится к полкам головки двумя хомутами (по одному справа и
слева). Промежуточные стойки ставятся под ригели UNIPORTAL, сосредоточиваю-
щие нагрузки с пары продольных балок на одну стойку (рис. 2.3.52).
Рис. 2.3.52. Стол UNIPORTAL: а - общий вид; б - вид сверху
235
Крепление поперечной балки и головки производится с помощью скоб
(рис. 2.3.53).
Рис. 2.3.53. Крепление
поперечной балки к
головке
Поперечные балки крепятся аналогично столам на поворотных головках
3.4.2.3. Стыковка столов и добор
Основное правило при решении добора или стыковке столов - столы ни в коем
случае не должны прикасаться друг к другу балками или балками к вертикальным
конструкциям, так как это автоматически приводит к образованию щелей.
Т-образный стык столов применяется, когда четко определена последователь-
ность движения столов (рис. 2.3.55, а). При этом стол 1 ставится первым и вынима-
ется первым. На столе 2 показан брусок, который предотвращает касание столов по
балкам. В последнее время часто отказываются от этих брусков, но зато ставят
плинтус из ПВХ, который надежно закрывает зазор между столами. В любом слу-
чае выпуск фанеры должен обеспечить надежное примыкание на крайнюю попе-
речную балку стола.
236
Если в месте стыковки столов на обоих столах фанера выходит за балки, то воз-
можен вариант рис. 2.3.55, б. Рекомендуется использование стыковочных профилей
фирмы PERI, поставляемых в двух разновидностях:
- для^зазора до 20 мм - арт. № 030260;
- для зазора до 40 мм - арт. № 101706.
В месте примыкания столов к стене рекомендуется следующий вариант: основ-
ная фанера не доводится до края стола, на край кладут доборную полосу, которую
крепят гвоздями (рис. 2.3.55, в).
а) б)
Рис. 2.3.55. Варианты стыковки и добора:
а - стык столов Т-образный; б - стык столов с выступающей фанерой; в - примыкание к стене;
г - добор между столами
На рис. 2.3.55, г показан вариант добора, например, между колоннами. Основ-
ная фанера не доводится до конца балок, а на выступы балок кладут доборный лист.
В зависимости от ширины добора может потребоваться дополнительная поддерж-
ка, которая выполняется отдельными балками и стойками.
3.4.3. Сборка, монтаж и перестановка столов
3.4.3.1. Сборка столов
Порядок сборки:
1. Сборка столов производится на деревянном настиле или на бетонной пло-
щадке (например, перекрытие над подвальным этажом). Размеры площадки долж-
ны в каждом направлении превышать размеры стола не менее 1 м.
2. Размечаются места расстановки средних частей поворотных головок. Прове-
ряются размеры, в том числе по диагоналям. Положение фиксируется маячками.
Раскладываются средние части головок.
3. Раскладываются и выравниваются продольные балки. При необходимости
сборки большого количества однотипных столов рекомендуется установка опорно-
го щита по торцам продольных балок.
4. Устанавливаются и временно прикрепляются поперечные балки над головка-
ми и проверяются длины диагоналей. Прикрепляются верхние части головок. Затем
раскладываются остальные поперечные балки.
5. Поперечные балки крепятся шурупами согласно одной из вышеописанных
схем.
6. По необходимости крепятся торцевые бруски и диафрагмы жесткости.
7. Раскладывается фанера, проверяются диагонали. По необходимости про-
сверливаются отверстия для крановых подвесок. Фанера крепится шурупами, ниж-
ние части крановых подвесок крепятся к продольным балкам.
8. Стол поднимается краном и ставится на тележку. Подвешиваются нижние ча-
сти головок со стойками.
3.4.3.2. Монтаж и перестановка столов
В пункте 3.4.2.3 показаны схемы стыковки столов. Прежде чем размещать сто-
лы, необходимо определить порядок их демонтажа.
Стол, который первым снимается, должен иметь возможность свободно опус-
каться.
Установка:
1. Первый (крайний) стол выставляется на крайних стойках примерно на 2 см
выше проектной отметки.
2. Если в ряду стоят несколько столов, то следующий устанавливается за пер-
вым.
3. После окончания первого ряда начинается установка второго. В этом случае
чаще всего используется добор. Для сокращения добора необходимо выбрать опти-
мальное расстояние между рядами.
4. После того как все столы выставлены и весь добор выполнен, выполняется
нивелирование и опускание всей опалубки на проектную отметку.
5. При необходимости может осуществляться крепление торцевой опалубки пе-
рекрытия и ограждения.
Демонтаж:
1. Снимаются промежуточные стойки. В случае опирания на первый снимае-
мый стол фанеры добора, не закрепленной к нему и не подпертой стойками или за-
жатой соседним столом, под нее ставится стойка.
2. Под стол ставится транспортная тележка или заводится траверса «утиный
нос». Опускаются основные стойки. Стол должен за счет собственного веса ото-
рваться от перекрытия. Траверсы тележки поднимаются до упора. Стойки поднима-
ются на расстояние, обеспечивающее свободное движение стола. В случае выноса
стола траверсой «утиный нос» поступают аналогично. Стол убирается и сразу уста-
навливается на следующей захватке.
3. Снимаются следующие ряды столов.
4. Выставляется временная поддержка.
5. Снимаются столы соседнего ряда, после чего снимается добор (если он не
входит во временную поддержку).
238
3.4.3.3. Техника безопасности при работе со столами UNIPORTAL
Необходимо соблюдать следующие требования:
- запрещается находиться под столами при их сборке;
- запрещается при перевозке больших столов одной тележкой низко опускать
столы и высоко поднимать стойки (устойчивость тележки может быть необеспечена);
- траверса «утиный нос» допускает перестановку столов длиной до 7,0 м и ве-
сом до 1,5 т. При подъеме столов передний конец «утиного носа» должен быть на-
правлен вверх, в противном случае его не разрешается использовать для переста-
новки. Необходимо использовать контргруз около вертикального ствола «утиного
носа», чтобы сместить центр тяжести (этот случай для столов длиной выше 6,0 м);
- запрещается подъем «утиным носом» столов до их закрепления страхующи-
ми цепями.
3.5. MULTIPROP - СТОЙКИ, БАШНИ
3.5.1. Общие сведения и несущая способность
Связанные между собой рамы MRK стойки MULTIPROP HL применяются в сто-
лах и рамных опорах как башенные системы. Рамы MULTIPROP обеспечивают рас-
становку стоек либо с одинаковым, либо с разным шагом по двум направлениям.
Рамы MULTIPROP крепятся либо к внешней, либо к внутренней трубам стой-
ки. Фиксация клином обеспечивает быстроту монтажа (рис. 2.3.56).
а) б)
Рис. 2.3.56. Крепление рам: а - на внешней трубе; б - на внутренней трубе
Для соединения двух стоек в столах или рамных опорах применяется муфта
MPV-2 (рис. 2.3.57).
При определении несущей способности опорных башен необходимо придер-
живаться следующих правил:
239
«)
б)
Рис. 2.3.57. Соединение стоек:
а - внутренней и внешней трубы; б - внешних труб
- решающим значением, определяющим допустимую нагрузку, является раз-
движка (длина) нижней стойки;
- в опорах с разными по длине рамами самая короткая определяет допустимую
нагрузку;
- рекомендуется ограничивать нагрузку на отдельную стойку до 60 кН (с уче-
том усилий на ослабление гаек);
- при наличии рабочего настила необходимо соблюдать значения табл. 2.3.24.
Таблица 2.3.24
Нагрузка на раму от настила
Длина рамы, м । Допустимая равномерно распределенная нагрузка, кН/м
2,96/2,66/2,37/2,30 I U
2,25/2,015 2Д
1,50/1,375 4,0
1,20^ 1 1 ш 1 ! । 1
0,90/0,75/0^25 6,6
240
Определение несущей способности стоек опалубки с рамами MRK:
а) башни из стоек МР 480 с рамами MRK 120.
Стойки в данном варианте необходимо устанавливать внутренней трубой вниз,
а рамы крепить верхним замком на расстоянии 40 см от верха стоек.
Пример 1:
- высота стоек 4,3 м, замкнутое помещение (нет ветра):
• несущая способность (рис. 2.3.58) - 60 кН;
• по табл. 2.3.14 для отдельно стоящих стоек - 38,2 кН (внутренняя труба
внизу);
• по табл. 2.3.14 для отдельных стоек значение несущей способности ни-
же, чем по рис. 2.3.58. Принимаем большее значение - 60 кН;
• у башни несущая способность на 63% выше.
Пример 2:
- высота стоек 3,6 м:
• несущая способность (см. рис. 2.3.58) - 60 кН;
• по табл. 2.3.14 для отдельно стоящих стоек - 62,8 кН (внутренняя труба
внизу);
• по табл. 2.3.14 для отдельных стоек значение несущей способности вы-
ше, чем по рис. 2.3.58. Принимаем большее значение - 62,8 кН;
• у башни несущая способность на 5% ниже.
Пример 3:
- высота стоек 4,80 м, открытое пространство (боковой ветер):
• несущая способность (см. рис. 2.3.58) - 44,1 кН;
Рис. 2.3.58. Несущая способность стоек в башне:
1 - без учета ветровых нагрузок; 2 - с учетом ветровых нагрузок
241
• стойка с подставкой МР 50 как отдельно стоящая - 34,8 кН (наружная тру-
ба внизу L = 4,30 м);
• по табл. 2.3.13 для отдельных стоек значение несущей способности ни-
же, чем по рис. 2.3.58. Принимаем большее значение - 44,1 кН;
• несущая способность у башни на 27% выше;
б) башни из стоек МР 350 с горизонтально неподвижной опалубкой без учета
ветра.
На рис. 2.3.59, 2.3.60 представлены данные, позволяющие определить несущую
способность башенных систем.
а)
б) 1/1 в) 1/2
Раздвижка L (л/)
нижнх стоек
Несущая способность Fv (KN/стойку)
Рис. 2.3.59. Башни MULTIPROP на базе МР 350 высотой 4,0-7,0 м:
а - несущая способность стоек без учета ветровой нагрузки, опалубка, опертая по контуру;
б - стойки с рамами MRK 75-296; в - стойки с рамами MRK 120-296
В случае использования других вариантов башен MULTIPROP необходимо
консультироваться в техническом бюро фирмы PERI.
3.5.2. Монтаж башен
Порядок монтажа (применение наращенных стоек без рам MRK запрещено):
- стойки раздвигаются на требуемую длину;
- стойки в башнях с двумя и более ярусами соединяют между собой. В двухъ-
ярусных башнях стыковка происходит по наружным трубам муфтами MPV либо
двумя болтами М12 по диагонали;
- раскладываются, лежа на горизонтальном основании, стойки и рамы одной из
сторон башни (рис. 2.3.61);
- рамы MRK закрепляются от низа башни, от шарнира и соответственно зер-
кально от верха башни на расстоянии, показанном на рис. 2.3.62 (размеры в санти-
метрах). Размерные ленты показывают вовнутрь;
242
a)
Раздвижка L (м)
нижнх стоек
Несущая способность Fv (KN/стойку)
Рис. 2.3.60. Башни MULTIPROP на базе МР 350 высотой 6,05-10,50 м:
а - несущая способность стоек без учета ветровой нагрузки, опалубка, опертая по контуру;
б - стойки с рамами MRK 90-296; в - стойки с рамами MRK 120-296
Рис. 2.3.61. Сборка плоской рамы башни Рис. 2.3.62. Места крепления
рамы MRK к стойкам
- рамы MRK раскладываются одинаково (желтые зажимы под желтыми, сере-
бристые под серебристыми). Для упрощения сборки на стойках имеются заглубле-
ния, которые помогают устанавливать размер в 0,4 м. Клинья должны быть направ-
243
16*
лены вниз, это предотвращает произвольное ослабление клинового замка
(рис. 2.3.63);
а)
Рис. 2.3.63. Раскладка
рам MRK с учетом цвето-
вых меток:
а - внешняя труба; б - вну-
тренняя труба
- к первой плоской раме вертикально крепятся боковые рамы (рис. 2.3.64)
- при отсутствии крана верхние стойки и рамы монтируются вручную
(рис. 2.3.65). Альтернативный вариант: плоская верхняя рама монтируется рядом и
одевается краном;
Рис. 2.3.65. Завершающий этап сборки
башни
Рис. 2.3.64. Крепление боковых рам MRK
244
- если используются высокие рамы или длины сторон башни значительно от-
личаются друг от друга, рекомендуется встраивать диагональные связи из труб ди-
аметром 48 мм (рис. 2.3.66);
- подъем башни 4-ветвевыми стропами за верхние рамы (рис. 2.3.67).
Рис. 2.3.66. Обеспечение устойчивости
башни
Рис. 2.3.67. Установка башни в проектное
положение
Сборка башен может производиться «стоя» на рамах MRK (рис. 2.3.68). Для
этого на рамы укладывают настил. Нагрузки не должны превышать значений, ука-
занных в табл. 2.3.24.
Рис. 2.3.68. Сборка башни
245
3.6. VARIO - ОПАЛУБКА КОЛОНН
3.6.1. Общие сведения
Опалубка PERI VARIO GT 24 предназначена для опалубливания колонн раз-
личного сечения (квадратного, прямоугольного, восьмиугольного или других сече-
ний) (рис. 2.3.69).
Рис. 2.3.69. Опалубка PERI VARIO GT 24 для колонн сложного сечения
Опалубка состоит из двух расположенных по диагонали прямоугольных эле-
ментов, выполненных из балок опалубки стен и стальных прямоугольных струбцин
(рис. 2.3.70).
Балка-ферма GT 24 и ригели для колонн SSRZ или SGRZ подходят под любую
форму. Обе половины опалубки соединяют стяжками, установленными под углом.
Поэтому палубу необходимо каждый раз менять в соответствии с новыми размера-
ми опор, балки и струбцины используются без изменения. Для стягивания угловых
246
a)
Рис. 2.3.70. Опалубка колонн:
а - общий вид; б - в комплекте с лестницами и платформами для безопасной работы на высоте
Рис. 2.3.71. Расстановка ригелей
247
половин опалубки используются стандартные элементы сортамента VARIO (клина
KZ и подвески тяжей SKZ) (рис. 2.3.72).
Рис. 2.3.72. Стальные ригели для колонн:
а - SSRZ 24-97/85 сечением от 0,24x0,24 м до 0,48x0,60 м (Арт. № 012150)
и SSRZ 24-113/101 сечением от 0,40x0,40 м до 0,64x0,76 м (Арт. № 012160);
б - SGRZ 181 (Арт. № 012060) и SVRZ 120 (Арт. № 012050) сечением до 1,20x0,80 м
3.6.2. Несущая способность
Расчет несущей способности опалубки производится с помощью табл. 2.3.25,
2.3.26 Стандартное исполнение колонн рассчитано на давление свежего бетона
100 кН/м2.
Таблица 2.3.25
Допустимый шаг ригелей (рис. 2.3.71) в зависимости от высоты опалубки h
Высота опа- лубки, h (м) Л(м) 5(м) С(м) Р(м) Е(м)
2,70 0,46 1,48
3,00 0,46 1,48
ззо 0,46 1,18 1,18
3,60 0,46 1,18 1,48
3,90 0,46 1,18 1,48
4,20 0,46 1,18 1,78
430 0,46 1,18 1,78
4,80 0,31 0,89 1,18 1,48
5,10 0,31 0,89 1,18 1,78
5,40 0,31 0,89 0,89 1,18 1,48
5,70 0,31 0,89 0,89 1,18 1,48
6,00 0,31 0,89 0,89 1,18 1,78
248
Требуемое количество балок-ферм GT 24
в зависимости от длины (ширины) колонны
Таблица 2.3.26
Длина (ширина) колонны (м) 0,2 0,3 0,4 0,5 0,6 0,7 0,76 0,8 0,9 1,0 1,1 1,2
Количество балок-ферм GT 24 на стороне 2 2 3 3 4 4 4 4 5 5 5 6
Для предотвращения утечки цементного молока в углах колонн не рекоменду-
ется сильно стягивать тяжи гайками, лучше регулировать натяжение забивкой кли-
ньев KZ в подвески тяжей SKZ.
3.7. САМОПОДЪЕМНЫЕ ЛЕСА ACS
3.7.1. Общие сведения
Подъемно-переставные опалубки разработаны для сооружений с высокими
вертикальными конструкциями (рис. 2.3.73, а, б, в). Самоподъемные леса ACS под-
нимаются при помощи гидравлического привода на направляющих подъема
(рис. 2.3.73, г). Опалубка и подмости крепятся не к сооружению, а к специальной
раме, состоящей из двух передвигающихся по вертикали относительно друг друга
элементов. Рама соединяется с бетоном ранее забетонированного яруса. Процесс
подъема осуществляется с переменной анкеровкой и подъемом внутреннего и на-
ружного элемента рамы.
Технологический цикл работы опалубки состоит из четырех основных опера-
ций.
Первая технологическая операция (рис. 2.3.74, а):
- установка односторонней опалубки;
- установка закладных деталей;
- монтаж арматуры.
Вторая технологическая операция (рис. 2.3.74, б):
- установка второй части опалубки;
- бетонирование;
- распалубливание.
Третья технологическая операция (рис. 2.3.74, в):
- монтаж подъемных башмаков;
- перемещение направляющей подъема и консольно-переставных лесов.
Четвертая технологическая операция (рис. 2.3.74, г):
- установка односторонней опалубки;
- установка закладных деталей;
- установка второй части опалубки.
249
е)
г)
Консоль
Гидравлический
привод подъема
Подъемный
башмак
Подъемный
башмак
Направляющая
подъема
Рис. 2.3.73. Подъемно-переставная опалубка:
а - ACS-R для стен; б - ACS-G для круглых сооружений и бетонирования перекрытий и стен;
в - ACS-Р для сооружений сложного сечения; г - консольно-переставной блок
250
251
3.7.2. Несущая способность
Расчетные нагрузки:
- собственный вес подмостей равен 0,65 кН/м2 (деревянный настил, брус, риге-
ли подмостей); опалубки - 0,6 кН/м2;
- временная нагрузка равна 1,0 кН/м2;
- нагрузка на опору должна быть меньше 25 кН (для откидной консоли 25 и
гравитационной защелки);
- в данном примере нагрузка на опору равна 140 кН, что больше 25 кН, поэто-
му необходимо использовать гравитационную защелку PERI, а также необходимо
учитывать минимальную прочность бетона (табл. 2.3.27).
Таблица 2.3.27
Требуемая высота ригелей шахтных подмостей с откидной консолью 25 или гравитационной
защелкой
Расчетный шаг Высота Пролет, Ls (м)
ригелей, (м) опалубки, Я,(м) 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5
3,0 100 100 100 100 120 120 140 ’ 140
1,0 4,0 100 100 100 100 120 140 140 160
5,0 100 100 100 120 120 140 140 160
6,0 100 100 100 120 120 140 160 160
3,0 100 100 100 100 120 140 140 160
1,50 4,0 100 100 100 120 120 140 160 160
5,0 100 100 100 120 140 140 160 160
6,0 100 100 100 120 140 140 160 180
3,0 100 100 100 120 120 140 160 160
2,00 4,0 100 100 100 120 140 140 160 180
5,0 100 100 100 120 140 140 160 180
6,0 100 100 120 120 140 160 160 180
3,0 100 100 100 120 140 140 160 180
2,50 4,0 100 100 120 120 140 160 160 180
5,0 100 100 120 120 140 160 160 180
6,0 100 100 120 140 140 160 160 180
3,0 100 100 120 120 140 160 160 180
3,00 4,0 100 100 120 120 140 160 160 180
5,0 100 100 120 140 140 160 180
6,0 100 100 120 140 160 160 180
3,0 100 100 120 120 140 160 160 180
3,50 4,0 100 100 120 140 140 160 180 180
5,0 100 100 120 140 160 160 180
6,0 100 120 120 140 160 160 180
Таблица 2.3.28 Таблица 2.3.29
Определение допустимой нагрузки А на Расчетные данные ригелей
опору при использовании гравитацион-
ной защелки Высота ригелей, (мм) 4, (см4) wx, (см3)
Прочность бето- Допустимая 100 412 82,4
на, Н/мм2 нагрузка, А (кН) 120 728 121,4
10 27,7 _ 140 1210 172,8
15 41,6 160 1850 232,0
25 69,3 180 2700 300,0
252
3.8. ТРУДОЗАТРАТЫ ПО УСТРОЙСТВУ ОПАЛУБОК
Данные табл. 2.3.30 включают в себя основные работы по инвентарным опа-
лубкам фирмы PERI. Рассматривается весь цикл одного оборота (установка, вырав-
нивание (нивелирование), демонтаж, поперечный транспорт до следующей захват-
ки, очистка). Работы по устройству проемообразователей, армированию и т.п. не уч-
тены.
Таблица 2.3.30
Трудозатраты на разные виды опалубки
Вид кон- Сложность струкции Система опа- лубки Установка * чел.-ч^м2 Демонтаж **чел.-ч/м2 Численность звена ***
Простая (прямые стены без 0,3 0,2 4
наращивания) Средняя (прямые с наращива-
Стены нием в один ЯРУС> лестничные клетки без наращивания) PERI TRIO 0,4 0,25 4/6
Сложная (лестничные клетки с
наращиванием, лифтовые шах- ты) 1 Предварительная сборка эле- 0,5 0,25 4/6
0,6 2
ментов
Простая (прямые стены без 0,2 0,2 4
наращивания)
Стены Средняя (прямые с наращива- PERI VARIO 4/6
нием в один ярус, лестничные GT 24 0,3 0,2
клетки без наращивания) Сложная (лестничные клетки с --
наращиванием, лифтовые шах- ты) Предварительная сборка эле- 0,5 0,25 4/6
PERI VARIO 0,6 2
„ ментов GT 24
колонны Установка и перестановка VARIO, RAPID, TRIO 0,2 0,2 2...3
Безригельный каркас Столы PERI 0,12.. .0,15 4
Перекры- Безригельный каркас тие высо- Между стенами, пролеты PERI 0,2 0,2 0,25 0,3 4/6/8 4/6/8
той в све- больше 3 м • MULTIPLEX
ту до 3 м, Тамбуры, лестничные площад- GT 24 0,25 0,3 4/6/8
толщина ки и т.д.
16...20 см Ригели высотой и шириной до PERIUZ 1,0/пог. м 0,2 / пог. м 2...3
40 см
Примечания:
* В установку опалубки включена смазка и ее выравнивание (для стен и колонн) или нивелирова-
ние (для перекрытия).
* *В демонтаж включена транспортировка на следующую захватку и очистка опалубки.
* **В большинстве случаев рекомендуется назначать четное количество рабочих в звене, исклю-
чения указаны. Увеличение количества рабочих на работах, связанных с краном (работа со стено-
вой опалубкой, с опалубкой для колонн и со столами), не влияет на сокращение продолжительно-
сти работ.
253
3.7.2. Несущая способность
Расчетные нагрузки:
- собственный вес подмостей равен 0,65 кН/м2 (деревянный настил, брус, риге-
ли подмостей); опалубки - 0,6 кН/м2;
- временная нагрузка равна 1,0 кН/м2;
- нагрузка на опору должна быть меньше 25 кН (для откидной консоли 25 и
гравитационной защелки);
- в данном примере нагрузка на опору равна 140 кН, что больше 25 кН, поэто-
му необходимо использовать гравитационную защелку PERI, а также необходимо
учитывать минимальную прочность бетона (табл. 2.3.27).
Таблица 2.3.27
Требуемая высота ригелей шахтных подмостей с откидной консолью 25 или гравитационной
защелкой
Расчетный шаг ригелей, (м) Высота опалубки, ЯДм) 2,0 2,5 3,0 Пролет, Ls (м) 3,5 4,0 4,5 5,0 5,5
3,0 100 100 100 100 120 120 140 140
1,0 4,0 5,0 100 100 100 100 100 100 100 120 120 120 140 140 140 140 160 160
6,0 100 100 100 120 120 140 160 160
3,0 100 100 100 100 120 140 140 160
1,50 4,0 100 100 100 120 120 140 160 160
5,0 100 100 100 120 140 140 160 160
6,0 100 100 100 120 140 140 160 180
3,0 100 100 100 120 120 140 160 160
2,00 4,0 100 100 100 120 140 140 160 180
5,0 100 100 100 120 140 140 160 180
6,0 100 100 120 120 140 160 160 180
3,0 100 100 100 120 140 140 160 180
2,50 4,0 100 100 120 120 140 160 160 180
5,0 100 100 120 120 140 160 160 180
6,0 100 100 120 140 140 160 160 180
3,0 100 100 120 120 140 160 160 180
3,00 4,0 100 100 120 120 140 160 160 180
5,0 100 100 120 140 140 160 180
6,0 100 100 120 140 160 160 180
3,0 100 100 120 120 140 160 160 180
3,50 4,0 100 100 120 140 140 160 180 180
5,0 100 100 120 140 160 160 180
6,0 100 120 120 140 160 160 180 -
Таблица 2.3.28 Определение допустимой нагрузки А на Таблица 2.3.29 Расчетные данные ригелей
опору при использовании гравитацион-
ной защелки Высота ригелей, (мм) 4 (см4) (см3)
Прочность бето- Допустимая 100 412 82,4
на, Н/мм2 нагрузка, А. (кН) 120 728 121,4
10 27,7 140^ 1210 172,8
15 41,6 160 1850 232,0
25 69,3 180 2700 300,0
252
3.8. ТРУДОЗАТРАТЫ ПО УСТРОЙСТВУ ОПАЛУБОК
Данные табл. 2.3.30 включают в себя основные работы по инвентарным опа-
лубкам фирмы PERI. Рассматривается весь цикл одного оборота (установка, вырав-
нивание (нивелирование), демонтаж, поперечный транспорт до следующей захват-
ки, очистка). Работы по устройству проемообразователей, армированию и т.п. не уч-
тены.
Таблица 2.3.30
Трудозатраты на разные виды опалубки
Вид кон- Сложность струкции Система опа- лубки Установка * чел.-ч / м2 Демонтаж Численность ** чел.-ч/м2 звена ***
! Простая (прямые стены без 0,3 0,2 4
। наращивания) । Средняя (прямые с наращива- 4/6
0,25
нием в один ярус, лестничные PERI TRIO 0,4
। клетки без_наращивания)
Сложная (лестничные клетки с наращиванием, лифтовые шах- 0,5 0,25 4/6
ты)
1 Предварительная сборка эле- 0,6 2
ментов
Простая (прямые стены без наращивания) 0,2 0,2 4
Стены Средняя (прямые с наращива- PERI VARIO
нием в один ярус, лестничные GT 24 0,3 0,2 4/6
। клетки без наращивания)
1 Сложная (лестничные клетки с наращиванием, лифтовые шах- ты) 0,5 0,25 4/6
Предварительная сборка эле- PERI VARIO 0,6 2
т,. ментов Колонны GT 24 _ -
Установка и перестановка VARIO, RAPID,TRIO 0,2 0,2 2...3
Безригельный каркас Столы PERI 0,12.. 0,15 4
Перекры- Безригельный каркас тие высо- Между стенами, пролеты PERI 0,2 0,2 0,25 0,3 4/6/8 4/6/8
той в све- больше 3 м MULTIPLEX
ту до 3 м, Тамбуры, лестничные площад- GT 24 0,25 0,3 4/6/8
толщина ки и т.д.
16...20 см Ригели высотой и шириной до 40 см PERIUZ 1,0 / пог. м 0,2 / пог. м 2...3
Примечания:
* В установку опалубки включена смазка и ее выравнивание (для стен и колонн) или нивелирова-
ние (для перекрытия).
* *В демонтаж включена транспортировка на следующую захватку и очистка опалубки.
* **В большинстве случаев рекомендуется назначать четное количество рабочих в звене, исклю-
чения указаны. Увеличение количества рабочих на работах, связанных с краном (работа со стено-
пом опалубкой, с опалубкой для колонн и со столами), не влияет на сокращение продолжительно-
сти работ.
253
РАЗДЕЛ III. АРМАТУРНЫЕ РАБОТЫ
ГЛАВА 1. АРМАТУРА И АРМАТУРНЫЕ ИЗДЕЛИЯ
1.1. ОБЩИЕ ТРЕБОВАНИЯ
Арматура является важнейшей составной частью железобетона и должна рабо-
тать совместно с бетоном на всех стадиях изготовления и эксплуатации железобе-
тонных конструкций и удовлетворять следующим основным требованиям:
- быть технологичной в производстве и применении;
- обладать требуемыми прочностными свойствами и пластичностью при крат-
ковременном и длительном действии нагрузок, а также в условиях воздействия по-
вышенных и пониженных температур, коррозионных воздействиях и т.п.;
- иметь необходимое сцепление с бетоном за счет соответствующего периоди-
ческого профиля или специальных анкеров.
Арматура железобетонных конструкций, особенно напрягаемая, используется
весь срок эксплуатации конструкций при высоких напряжениях и работает при этом
практически на осевое растяжение или сжатие, поэтому основным критерием оцен-
ки ее механических свойств является испытание на растяжение.
Напряженное состояние арматуры в конструкциях определяется комплексом
технологических и конструктивных факторов, к которым также следует отнести:
- прочность и упругопластические свойства бетона;
- технологию изготовления арматурных элементов, в том числе их сварку;
- технологию заготовки и натяжения напрягаемой арматуры;
- технологию изготовления железобетонных элементов;
- вид железобетонных элементов по условиям их эксплуатации (изгибаемые,
сжатые, внецентренно сжатые);
- процент армирования или относительную высоту сжатой зоны бетона и гео-
метрические размеры железобетонных элементов.
Арматуру железобетонных конструкций по основному способу применения и
эксплуатации подразделяют на обычную ненапрягаемую и напрягаемую. Работами
было показано, что в обычных железобетонных элементах без преднапряжения це-
лесообразно использовать арматуру с нормативным пределом текучести 400 Н/мм2.
Современными исследованиями установлена возможность эффективного примене-
ния преднапряжения арматурной стали с пределом текучести до 600 Н/мм2. За ру-
бежом по EN 10080 применяется арматурная сталь с нормативным пределом теку-
чести 500 Н/мм2. Обсуждается возможность производства и применения арматуры
типа А600С (Ат-IVC) с пределом текучести 600 Н/мм2.
В качестве ненапрягаемой продольной рабочей арматуры может эффективно
применяться арматурная сталь как классов А400 и А500 (А-Ш, Ат-ШС, В-1 и Вр-1)
254
с пределом текучести 400-500 Н/мм2, так и более прочная классов А600С (At-IVC)
и А550 (А-Шв) с пределом текучести 550-600 Н/мм2. Практическое применение по-
следней взамен стали классов А400 (А-Ш и Ат-ШС) дает экономию от 10% до 40%
стали.
Наличие многих классов и марок арматуры кроме определенных преимуществ
создает и существенные проблемы. Поэтому в странах Западной Европы и в СНГ
переходят на унифицированную свариваемую арматуру класса А500С с пределом
текучести пт > 500 Н/мм2 в соответствии с евронормами EN 10080 и российским
стандартом СТО АСЧМ 7-93.
Напрягаемая арматура выполняет следующие функции:
- является носителем внешней силы обжатия сечения элемента конструкции;
- работает совместно с бетоном как обычная арматура, воспринимающая до-
полнительные к предварительному напряжению (остаточному после проявления
всех потерь преднапряжения) усилия растяжения или сжатия, возникающие в желе-
зобетонном элементе от воздействия внешней нагрузки.
Главным преимуществом преднапряжения является возможность использова-
ния в железобетоне арматурной стали или неметаллической арматуры высокой
прочности. Поэтому в качестве напрягаемой арматуры наиболее эффективно ис-
пользуются материалы с пределом текучести от 800 до 2000 Н/мм2. Вместе с тем
высокая прочность напрягаемой арматуры требует дополнительных условий ее сов-
местной работы с бетоном, главным из которых является анкеровка арматуры в
опорных частях изделий.
Существуют две основные технологии преднапряжения арматуры:
- «на упоры», когда усилие преднапряжения передается на бетон, набравший
прочность за счет сцепления или дополнительных промежуточных анкеров;
- «на бетон», когда натяжение арматуры в каналах или в пазах изделий осуще-
ствляется непосредственно на бетон с постоянной анкеровкой ее по торцам изде-
лий. Многоанкерный крепеж используется для продольного натяжения арматуры
(канатов) (рис. 3.1.1, а). Пластинный крепеж используется как пассивный анкер в
плитах перекрытия (рис. 3.1.1, б). Монокрепление применяется для натяжения ка-
натной арматуры в плитах перекрытия и подобных им конструкциях (рис. 3.1.1, в).
Сцепные приспособления необходимы при монтаже к установленным и натянутым
канатам дополнительных канатов (рис. 3.1.1, г). Для формирования цилиндричес-
ких форм объектов (резервуаров и т. д.) используют сцепное приспособление
(рис. 3.1.1, д, е).
В нашей стране при изготовлении сборных предварительно напряженных же-
лезобетонных изделиях применяется, как правило, натяжение «на упоры», так как
такая технология проще и дешевле. В то же время анкеровка высокопрочной арма-
туры вызывает ряд проблем. При очень большом преднапряжении образуются про-
дольные трещины и нарушается анкеровка. Увеличение прочности бетона и уста-
новка дополнительной косвенной арматуры незначительно улучшают положение,
но существенно удорожает изделия. Поэтому стержневая арматура периодического
профиля с условным пределом текучести 800-1000 Н/мм2 имеет определенные пре-
имущества перед более прочной арматурой. Для снижения вероятности раскалыва-
ния бетона в настоящее время осуществляется переход на производство стержней
255
___________ ivoii ким серповидным профилем, который при той же длине зо-
ны анкеровки обеспечивает возможность повышения усилия преднапряжения
(рис. 3.1.6, в).
«)
Рис. 3.1.1. Крепежи и сцепные приспособления:
а - многоанкерный крепеж; б - пластинный крепеж; в - монокрепление;
г, д, е - сцепные приспособления
Одним из важнейших свойств арматурной стали является долговременная
прочность, выражающаяся в сохранении и даже повышении ее механических
свойств после преднапряжения и в период эксплуатации.
1.2. НАЗНАЧЕНИЕ
Арматура - гибкие или жесткие стержни, размещенные в массе бетона в соот-
ветствии с эпюрами изгибающих моментов, поперечными или продольными сила-
ми, действующими на конструкцию в стадии ее эксплуатации.
Назначение арматуры - воспринимать растягивающие усилия (при изгибе,
внецентренном сжатии, центральном и внецентренном растяжении), а также уса-
дочные и температурные напряжения в элементах конструкций. Значительно реже
арматуру применяют для усиления бетона сжатой зоны изгибаемых элементов, од-
нако она высокоэффективна для армирования колонн с малыми (случайными) экс-
256
центриситетами (центрально-сжатые колонны). В результате сцепления арматуры с
бетоном в период твердения бетонной массы конструкция работает под нагрузкой
как одно монолитное тело.
Гибкую арматуру применяют в виде отдельных стальных стержней и проволо-
ки или разнообразных изделий из них (сварные рулонные или плоские сетки, свар-
ные каркасы, канаты, пакеты и пучки), а жесткую арматуру - в виде стальных про-
катных уголков, швеллеров или двутавров и используют в монолитных конструкци-
ях высотных каркасных зданий, в тяжело нагруженных и большепролетных пере-
крытиях и покрытиях, если это экономически и технически оправдано.
До набора прочности бетоном жесткую арматуру используют как металличес-
кую конструкцию, работающую на нагрузку от собственного веса, веса подвешива-
емой к ней опалубки и свежеуложенной бетонной смеси. Гибкая арматура получи-
ла наибольшее распространение в строительстве, так как она в большинстве случа-
ев более экономична по сравнению с жесткой.
Арматура должна отвечать специальным требованиям:
- надежно работать совместно с бетоном на всех стадиях эксплуатации конст-
рукции;
- работать до физического или условного (сталь высокой прочности) предела
текучести при исчерпании несущей способности конструкции;
- обеспечивать удобство арматурных работ и возможность их механизации
(пластические свойства, свариваемость).
Арматуру классифицируют'.
- по функциональному назначению;
- способу изготовления;
- виду поверхности.
По функциональному назначению различают арматуру рабочую и монтажную.
Под рабочей понимают арматуру, площадь сечения которой определяют расче-
том на действие внешних нагрузок. В зависимости от воспринимаемых усилий ра-
бочую арматуру подразделяют на продольную 1 и поперечную 4, на продольную 4,
5 и б и поперечную 2 и 3 (рис. 3.1.2).
Продольная рабочая арматура воспринимает продольные усилия. Располагают
ее параллельно наружным граням элементов.
Поперечная арматура направлена перпендикулярно продольной. Она воспри-
нимает поперечные усилия. Термин «поперечная арматура» включает в себя хому-
гы и отогнутые стержни (отгибы), а термин «хомуты» - поперечные стержни свар-
ных каркасов и хомуты вязаных каркасов. Содержание рабочей продольной армату-
ры в элементах железобетонных конструкций определяют отношением общей пло-
щади сечения As рабочих стержней к сечению Аь бетона. Это отношение ц = AJAb,
называемое коэффициентом армирования, часто выражают в процентах.
Под монтажной (продольной и поперечной) понимают арматуру, устанавливае-
мую без расчета (по конструктивным или технологическим соображениям). Она пред-
назначается для более равномерного распределения - распределительная арматура 2
сосредоточенного усилия между отдельными стержнями рабочей продольной армату-
ры или для сохранения проектного положения продольной и поперечной арматуры в
конструкциях -монтажная арматура 3 при бетонировании (рис. 3.1.2, а, в).
спп
257
Рис. 3.1.2. Армирование железобетонных конструкций:
а - плиты; б - колонны; в - балки; 1 - рабочая арматура; 2 - конструктивная; 3 - монтажная;
4 - поперечные стержни балок, привариваемые к рабочей и монтажной арматуре; 5 - конструк-
тивная продольная арматура; 6 - хомуты каркасов колонн
258
Монтажную арматуру устанавливают также для частичного восприятия не учи-
тываемых расчетом усилий от усадки и ползучести бетона, температурных напря-
жений, местных напряжений от сосредоточенных сил и в местах изменения направ-
ления арматуры, случайных напряжений, возникающих при изготовлении и хране-
нии конструкций, и воздействии на них монтажных и транспортных нагрузок - кон-
структивная арматура.
В сборных элементах, при их подъеме и транспортировании, монтажные
стержни используют как рабочие.
Конструктивную поперечную арматуру устанавливают у всех поверхностей
элемента, вблизи которых ставится продольная ненапрягаемая или напрягаемая ар-
матура, для улучшения ее совместной работы с бетоном.
Ее применяют в виде поперечных стержней сварных рулонных или плоских се-
ток, охватывающих продольную арматуру балок, или шпилек (рис. 3.1.2, в), прива-
риваемых или привязываемых к продольным ненапрягаемым стержням, или в виде
замкнутых хомутов (см. рис. 3.1.3). Кроме воспринятая усилий от неравномерной
усадки бетона по длине элемента, ползучести бетона, температурных деформаций
эти стержни сдерживают также раскрытие наклонных трещин на боковых гранях
элемента.
Рис. 3.1.3. Примеры армирования растянутой зоны балки:
а - отдельными проволоками; б - стержнями; в - канатами (пучками); 1 - продольная монтажная
ненапрягаемая арматура; 2 - ромбические хомуты; 3 - прямоугольные хомуты; 4 - высокопрочная
проволока; 5 - отдельные стержни; 6 - канаты (пучки); 7 - конструктивная арматура
1.3. ГИБКАЯ АРМАТУРА
Гибкая арматура обладает пластичностью, хорошей свариваемостью, высокой
прочностью и пределом выносливости, достаточным порогом хладноломкости.
17*
259
Пластичность характеризуется относительным удлинением стальных стерж-
ней при разрыве.
Свариваемость имеет большое практическое значение и характеризуется на-
дежным и прочным соединением стальных арматурных стержней.
Прочность характеризуется пределом текучести (физическим или условным)
и временным сопротивлением.
Предел выносливости характеризует способность арматуры воспринимать
длительное время знакопеременные напряжения (сжатие, растяжение). Подх/шдяя-
ломкостью понимают склонность арматуры под силовым напряжением и при тем-
пературе ниже -30 °C к хрупкому разрушению. При импульсных нагрузках (взрыв,
землетрясение) «мягкая» гибкая арматура работает упруго при напряжениях, пре-
вышающих ее предел текучести. Это явление принято называть динамическим уп-
рочнением арматуры. Превышение динамического предела текучести над статиче-
ским снижается с уменьшением ее пластичности и практически совсем не проявля-
ется на временном сопротивлении всех арматурных сталей. «Твердые» арматурные
стали, не имеющие физического предела текучести, не показывают динамического
упрочнения. Высокотемпературный нагрев гибкой арматуры вследствие отжига и
потери наклепа приводит к резкому снижению ее прочности. Поэтому запрещается
нагревать арматуру свыше 350 °C при ее натяжении электротермическим методом.
Гибкая стержневая арматура обладает относительно высокими пластическими
свойствами, обеспечивающими снижение в расчетных сечениях элементов опасной
концентрации напряжений вследствие их перераспределения по длине элемента.
Малоуглеродистая стержневая арматура хорошо сваривается контактной стыковой
или ручной дуговой сваркой, обладает наименьшей трудоемкостью при установке и
предварительном напряжении и в подавляющем большинстве случаев оказывается
экономичной по сравнению с другими видами арматуры. При содержании углерода
выше 0,5% свариваемость стали ухудшается.
1.4. ХАРАКТЕРИСТИКИ МЕХАНИЧЕСКИХ СВОЙСТВ АРМАТУРНОЙ
СТАЛИ
Эксплуатационные свойства арматуры железобетонных конструкций оценива-
ются путем комплексных исследований:
- механических свойств арматуры, определяемых при осевом растяжении и
сжатии;
- динамической прочности при растяжении и прочности при многократно-по-
вторных нагрузках;
- длительной прочности или долговечности, оцениваемых путем длительных
испытаний на растяжение;
- испытаний на стойкость противокоррозионного растрескивания;
- реологических свойств (релаксации или ползучести);
- склонности к локальной хрупкости, оцениваемой путем испытаний на удар-
ную вязкость;
260
— свариваемости, под которой понимается не только возможность соединения
арматурной стали теми или иными видами сварки, но и обеспечения требуемых ме-
ханических свойств и пластичности соединения, а также технологичности сварки,
т. е. возможности применения стандартного оборудования для выполнения сварных
соединений и контроля их качества;
- влияния температуры и продолжительности нагрева на механические свойст-
ва и условия их сохранения и повышения при натяжении ее электротермическим
способом;
- возможности устройства временных концевых анкеров, требуемой прочнос-
ти, без существенного разупрочнения стали.
Свойства арматурной стали и арматурных материалов принято разделять на ме-
ханические, зависящие только от свойств самого материала и определяемые при ис-
пытании на растяжение, сжатие или изгиб собственно образца арматурных матери-
алов, и технологические - определяемые дополнительными воздействиями сварки,
изгиба и перегиба.
Технологичность арматурной стали определяется свойствами самой стали, до-
стигнутым уровнем технологии предприятий стройиндустрии и качеством бетона.
Поэтому с развитием оборудования для арматурных работ, совершенствовани-
ем проектных решений и повышением качества и прочности бетона создаются луч-
шие условия для применения более прочных и экономичных видов арматуры.
Служебные свойства арматурной стали определяются расчетными сопротивления-
ми, с которыми она применяется в железобетонных конструкциях в различных услови-
ях эксплуатации. Расчетные и нормативные сопротивления арматуры устанавливаются
на основании изучения комплекса механических и технологических свойств. Главными
при этом являются предел текучести и диаграмма условно-мгновенного растяжения.
Для оценки механических свойств арматурной стали при осевом растяжении
используются следующие основные термины и определения характеристик механи-
ческих свойств стали.
Предел упругости (расчетный) - сге/, Н/мм2 - напряжение, при котором в усло-
виях кратковременного нагружения начинается необратимая пластическая дефор-
мация, не превышающая 10-4%.
Условный предел упругости - Cq.oi-°b,i’ Н/мм2 - напряжение, при котором не-
обратимая условно-мгновенная пластическая (остаточная) деформация достигает
0,01-0,1%. В зависимости от величины допуска на величину остаточной деформа-
ции условный предел упругости обозначается как сго,оь ао,О2» CTo,O5> и т п- (Р1{С- 3.1.4).
Условный предел текучести - сг0 2, Н/мм2 - напряжение, при котором условно-
мгновенная пластическая (остаточная) деформация достигает 0,2% или условный
предел упругости с допуском на величину остаточной деформации, равным 0,2%.
Физический предел текучести - сгг, Н/мм2 - наименьшее напряжение, при ко-
тором деформация происходит без заметного увеличения нагрузки.
Временное сопротивление - Н/мм2 - напряжение, соответствующее наи-
большей нагрузке Ртах перед разрывом (рис. 3.1.4).
Относительное удлинение после разрыва - 85, 810, 8100 и т.п. в % - изменение
расчетной длины образца, в пределах которой произошел разрыв, выраженное в
процентах от первоначальной длины.
При испытании стержневой арматуры относительное удлинение после разрыва
определяется на базе 5 или 10 диаметров и обозначается 0 5 и 0 10, а при испыта-
нии проволочной арматуры - на базе 100 мм и обозначается - 0 100.
Относительное равномерное удлинение - % - изменение расчетной дли-
ны образца на участке длиной 50 или 100 мм, не включающем место разрыва, вы-
раженное в процентах от первоначальной длины.
Относительное удлинение перед разрывом - (Agt), % - изменение расчет-
ной длины образца при наибольшей нагрузке - Ртах.
Начальный модуль упругости - Es, Н/мм2 - отношение приращений напряже-
ний и относительной деформации, определяемое при первом нагружении образца в
интервале напряжений от 0,2 до 0,9ое/ или от 0,1 до 0,4 ав.
Модуль деформаций -Е = d^Jd^ Н/мм2 - отношение приращений напряжений
и деформаций при любом напряжении - Оу.
Диаграмма растяжения (сжатия) - кривая соотношения напряжений и де-
формаций, определяемая при кратковременном «условно-мгновенном» испытании
на растяжение (сжатие) по методике ГОСТ 12004. Обычно записывается в коорди-
натах Оу, или Р, AZ (см. рис. 3.1.4).
Рис. 3.1.4. Диаграмма растяжения высокопрочной арматурной стали:
1 - кратковременное нагружение; 2 - то же, длительное
Текущее напряжение - о5.
Текущая относительная деформация - bs.
Упругая деформация - Bspl/Bs = gJEs.
Условно-мгновенная пластическая деформация - espi - пластическая дефор-
мация, получаемая при кратковременном испытании по методике ГОСТ 12004.
Неупругие конструктивные деформации - bs c - неупругие (остаточные) де-
формации при растяжении, вызываемые изменением конструкции арматурного эле-
262
мента. Наиболее заметно проявляются в арматурных канатах, где имеет место уп-
лотнение проволок под действием растяжения. Для других видов арматуры без
большой погрешности можно рассматривать величину es c как часть пластических
деформаций растяжения при кратковременном или длительном es cr растяжении.
Деформации длительной ползучести - ес1 - деформация, определяемая при
постоянном напряжении начиная с продолжительности выдержки в условиях
сг5 = const от 1-2 мин до 1000 час и более. Скорость су5 нагружения до заданного на-
пряжения q при этом может быть той же или незначительно отличаться от приня-
той в ГОСТ 12004.
Релаксация напряжений - <зге1 - снижение напряжений в стали в условиях
= COnSt.
Испытание арматурной стали на растяжение производят на серийных универ-
сальных машинах отечественного и зарубежного производства с предельным уси-
лием не менее чем 1,25 от возможного разрывного усилия арматуры.
1.5. ВИД И КЛАССЫ
По условиям поставки в соответствии с международными и отечественными
стандартами арматуру железобетонных конструкций подразделяют:
- на бунтовую (проволока) гладкую или периодического профиля, поставляе-
мую в смотанном состоянии в бунтах;
- стержневую периодического профиля или гладкую, поставляемую в виде па-
кетов прямолинейных прутков;
- арматурные канаты однократной и многократной свивки, поставляемые в
смотанном состоянии на катушках, в бунтах или специальных контейнерах;
- готовые арматурные элементы в виде сварных арматурных сеток, каркасов.
По основному способу производства, обеспечивающему требуемые физико-
механические свойства, арматурную сталь подразделяют:
- на горячекатаную,
- упрочненную вытяжкой или скручиванием;
- термомеханически упрочненную в потоке прокатки с использованием тепла
прокатного нагрева;
- термически упрочненную путем закалки со специального нагрева и последу-
ющего отпуска;
- холоднотянутую и холоднокатаную обыкновенного качества;
- патентированную холоднотянутую (или холоднокатаную) и отпущенную
или стабилизированную проволоку и арматурные канаты из нее.
В зависимости от механических свойств арматурную сталь подразделяют на
классы прочности, которые исходя из условий поставки и основного способа про-
изводства в нашей стране обозначают:
А - стержневая горячекатаная и термомеханически упрочненная;
В - холоднотянутая и холоднокатаная проволока,
К - высокопрочные арматурные канаты.
263
Обозначения классов прочности арматуры железобетонных конструкций в со-
ответствии с системой ISO и EN, начиная с 1991 года приняты исходя из ее прочно-
стных свойств.
По ГОСТ 5781-93 и ГОСТ 10884-94, а также по российским стандартам
СТО АСЧМ 7-93 классы арматуры обозначаются по ее пределу текучести
(табл. 3.1.1, 3.1.2).
Таблица 3.1.1
Класс арматурной стали Предел текучести (стт> сто,2), Н/мм2 Временное сопротивление разрыву (ств), Н/мм2 Относительное удлинение, %
после разрыва (35) равномерное (So)
не менее
А240 (A-I)1 240 380 25 —
А3002 (А-П) 300 500 19 —
А4002 (А-П1) 400 600 (500)4 16 —
А500 (Ат-ШС) 5003 600 14 —
А600 (A-IV, At-IV) 600 740 12 4
А800 (A-V, At-V) 800 1000 8 2
Al000 (A-VI, Ат-VI) 1000 1200 7 2
Al200 (Ат-VII) 1200 1400 6 2
В1400 (Вр-П) 1400 2
К7-1400 (К-7) 1400 2
Примечания: 1. В скобках приведены старые обозначения классов. 2. Эти классы стали планиру-
ются полностью исключить из применения, заменив на единый класс арматуры периодического
профиля А500С; 3. Свариваемая арматура обозначается индексом «С», например А500С. Термо-
механически упрочненная - индексом «т» после буквы А, например Ат800 (прежнее обозначение
Ат-V) или АтбООС. 4. Указанная в скобках величина относится к термомеханически упрочненной
и холоднодеформированной стали
Так, арматура класса А-Ш с нормативным пределом текучести 400 Н/мм2 обо-
значается как А400, A-I - А240 и т.п. А500С, А600, Ат800, АтЮОО.
Индекс «С» в обозначении класса, например А500С, обозначает свариваемость,
индекс «т» - по ГОСТ 10884-94 термомеханическое или термическое упрочнение,
например Ат800 - класс, соответствующий At-V.
В других странах используют иные обозначения или выделяют требования к ста-
ли разных видов в отдельные стандарты. При этом обязательно выделяется класс
прочности или механические свойства и способ производства. В США на каждый
пруток в процессе прокатки наносится маркировка класса стали, диаметр и фабрич-
ная марка (рис. 3.1.5). Так, например, в США низколегированная горячекатаная сталь
с пределом текучести не менее 415 Н/мм2 производится по ASTM А-706, а стержне-
вая арматура с пределом текучести не менее 800 Н/мм2 - стандарту ASTM А-722.
Как правило, арматурная сталь изготавливается и применяется в виде прутков
периодического профиля (рис. 3.1.6).
Однако наличие профиля может снижать пластичность и прочность арматуры
при многократно-повторных и динамических нагрузках. Поэтому «мягкая» сталь с
264
пределом текучести 230-250 Н/мм2 (класс А240 (А-1) по ГОСТ 5781) во всех стра-
нах поставляется в виде прутков с гладкой поверхностью. По этой же причине в
предварительно напряженных железобетонных конструкциях при натяжении арма-
туры на бетон предпочитают использовать высокопрочную проволоку или стержни
с гладкой поверхностью.
Таблица 3.1.2
1 Временное 'Относительное >
Класс прочности стали и техническая документация модуль упруг O-I Диаметр, сти (ЕрсЮ’5), | мм i Н/мм2 । предел । текучести (a0,2)> _ Н/мм2 сопротивление разрыву (<т„), Н/мм2 удлинение после разрыва । ’ (5ioo),% !
1 не менее ।
ГОСТ 7348-81* В1500 3;52 | __ _ | 1500 ; 1780 । 4 '
В-П В1400 4 ; ' _ 1400 ! ! 1700 I’ 4
В4400 Г 5 i_ 2,0__ i 1 1400 1670 । 4 - ;
шзоо _6. ) _ 1 1300 ! 1570 ' 5
В1200 7 _ 1200^ ! ! 1470 6
! _ виоо 8 ' 1100 1370 : 6 ।
ГОСТ7348-81* В1500 3 J ! 1500 । 1780 1 4
fep-П В1400 4 ' 1400 ' 1700 4
в 1400 j j 5 । 2,6 1400 1670 ! 4
вТзоо ! 6 i __ _j 1200 । 1470 1 5 j
_ В1200 ! : 7 i 1100 ” i 1370 ! 6 ,
1 __ ’ 8 ! 1000 1 1270 6
ГОСТ 13840-68* К7-1500 i~ 6 т " i 15002 ' 1770 41
• ’ К7-1500 9 1,8 ' 1500 i 1770 : 4
!" К7-1500 ! 12 ' ' 'i 1500 1770 . 4
j К7-1400 I 15 i j 1410 i 1670 1 5 ;
Примечания: 1. Относительное удлинение перед разрывом ал (Agf).
2. Стабилизированная проволока.
Рассмотрим основные понятия и терминологию по обычной и напрягаемой ар-
матурной стали, принятые в отечественной и международной практике. Для напря-
гаемой арматуры эти данные систематизированы в документе ФИП-ЕКБ-
РИЛЕМ 24.1.20 «Терминология по стали для предварительно напряженного желе-
зобетона».
Проволока - арматурная сталь, поставляемая в бунтах.
Стержни - арматурная сталь, поставляемая в виде прямолинейных прутков
периодического или гладкого профиля.
Арматурные канаты однократной свивки - арматурные элементы, состоя-
щие из 2, 3, 7 или 19 проволок. 7- и 19-проволочные канаты классов К-7 и К-19 со-
стоят из одной центральной прямолинейной проволоки, вокруг которой свиты спи-
рали 6 проволок в один ряд или 18 - в два ряда. Шаг и направление свивки одни и
те же для всех проволок.
Волоченый арматурный канат - арматурный канат однократной свивки, ко-
торый после свивки протягивается через фильер.
265
Направление чтения
б)
в)
Начало №страны Завод №16
Направление чтения
Заводская
марка Диаметр Соотбетстдие Класс
стали ASTM стали
Направление чтения
Начало №завода- Класс стали
изготовителя
Рис. 3.1.5. Прокатная маркировка арматуры:
а - класс B500W (А500С) по Евростандарту EN10080; б - класс G60 по стандарту ASTM А615М
США; в - класс А500С по ТУ 14-1-5254-94
Арматурный канат многократной свивки - арматурный канат, состоящий из
нескольких арматурных канатов однократной свивки, расположенных по спирали
вокруг центрального каната.
Практически вся высокопрочная напрягаемая арматура в процессе изготовле-
ния проходит термическую обработку. Следует при этом различать термообра-
ботку упрочняющую, производимую при нагреве до температуры выше 800 °C и
приводящую к образованию структуры закалки, и термообработку, производимую
при температуре, как правило, 250-500 °C, которая осуществляется для снятия
внутренних напряжений или искусственного старения стали. Первый вид тер-
мообработки принято называть закалкой, второй - отпуском.
Виды термообработки для изготовления высокопрочной арматурной стали:
Патентирование - термообработка, состоящая из нагрева стали до темпера-
туры не менее 860-970 °C с последующим специальным охлаждением для получе-
ния структуры стали, пригодной для последующего холодного волочения. Приме-
няется для производства холоднотянутой проволоки класса В1400 (Вр-П).
266
Закалка и отпуск - термообработка, состоящая из нагрева стали до температу-
ры не менее 800 °C, быстрого охлаждения (закалка в масле или воде) и последую-
щего отпуска при температуре 400^4-50 °C. Это окончательная термообработка,
обеспечивающая требуемые свойства стали. В нашей стране производят термо-
упрочнение арматурной стали на установках ЭТУ.
Рис. 3.1.6. Периодический профиль арматурной стали:
а - «кольцевой» по ГОСТ 5781 для стержней класса А300 (А-П); б - в «елочку» по ГОСТ 5781 для
стержней класса А400 (A-III)-A1000 (А-VI); в - «серповидный» по СТО АСЧМ 7-93 ГОСТ 10884
Для стержней класса А400С-Ат1200
Термомеханическое упрочнение - быстрое и равномерное охлаждение стали,
деформированной в горячем состоянии, от температуры не менее 800 °C до темпе-
ратуры отпуска. Это окончательная термообработка, обеспечивающая требуемые
свойства материала и высокую пластичность стали.
267
Этот вид упрочнения применяется в нашей стране для производства арматур-
ной стали повышенной и высокой прочности классов (А400С-Ат1200) с пределом
текучести от 400 до 1200 Н/мм2.
Благодаря значительной производительности стоимость упрочнения этим спо-
собом в 10-20 раз ниже, чем использование закалки и отпуска.
Низкотемпературный отпуск - термообработка, применяемая при изготовле-
нии высокопрочной проволоки, арматурных канатов и стержней горячекатаной ста-
ли классов А800 (A-V) и А1000 (А-VI) и состоящая в нагреве стали до температуры
250-500 °C с последующим охлаждением на воздухе. Производится для уменьше-
ния внутренних напряжений, возникающих в стали вследствие деформационного
упрочнения и предшествующей обработки, а также для ускоренного удаления водо-
рода. Приводит к повышению условных пределов упругости и текучести, а также
пластичности стали и прочности при многократно повторяющихся нагрузках.
Кратковременный отпуск высокопрочных термомеханически упрочненных ста-
лей при температуре 400-500 °C в ряде случаев приводит к повышению их стойко-
сти против коррозионного растрескивания.
Применяется также после механического упрочнения стержневой стали вытяж-
кой или скручиванием. В этом случае различают два режима, которые не обязатель-
но приводят к одинаковым результатам:
- искусственное старение, производимое при относительно низкой температу-
ре порядка 250 °C;
- снятие внутренних напряжений, производимое при температуре выше 250 °C,
но за более короткое время.
Механотермическая обработка (стабилизация) - низкотемпературный от-
пуск, совмещенный с пластическим деформированием. Производится для повыше-
ния релаксационной стойкости стали, а также условных пределов упругости и теку-
чести.
Волочение в холодном состоянии - механическое упрочнение путем умень-
шения площади сечения стального прутка за счет приложения усилия растяжения.
Для этого проволока протягивается через фильер, изготавливаемый обычно из кар-
бида вольфрама. Эта операция является неотъемлемой частью технологии произ-
водства высокопрочной проволоки классов В1400 (Вр-П) (высокопрочная рифле-
ная).
Вытяжка в холодном состоянии (упрочнение вытяжкой) - механическое уп-
рочнение путем холодного деформирования стали в направлении оси стержня пери-
одического или гладкого профиля. Отечественная металлургическая промышлен-
ность не применяет этот вид упрочнения из-за его высокой трудоемкости. В строи-
тельстве его используют для получения стали класса А550в (А-Шв). За рубежом
применяется для производства стержней стали диаметром до 40 мм с пределом те-
кучести 850-1100 Н/мм2.
Скручивание в холодном состоянии - механическое упрочнение путем скру-
чивания стержней относительно их собственной оси для обеспечения заданной де-
формации. Для этого стержень закрепляют за оба конца в захватах машин для скру-
чивания, один из которых имеет возможность поворачиваться, а другой - закреплен
неподвижно. Этот способ упрочнения позволяет сформировать необходимый для
268
сцепления периодический профиль в процессе скручивания. В отечественной прак-
тике для производства арматурной стали не используется.
За рубежом в большинстве экономически развитых стран используются для
производства арматуры с пределом текучести 400-550 Н/мм2. Этот способ, также
как упрочнение вытяжкой, позволяет увеличить пределы упругости стали без ее до-
полнительного легирования.
1.6. НЕНАПРЯГАЕМАЯ АРМАТУРА
Под ненапрягаемой понимают арматуру, укладываемую в изделие без ее пред-
варительного натяжения (напряжения). В качестве ненапрягаемой рабочей армату-
ры применяют сталь классов А400 (А-Ш), А600С (Ат-IVC), В500 (Вр-1) - в сварных
сетках и каркасах, А600 (A-IV), А800 (А-V), А1000 (А-VI) - в вязаных каркасах; при
этом арматуру классов А800 (А-V) и А1000 (А-VI) - только в качестве сжатой арма-
туры. Арматурную сталь классов А240 (А-I) и А300 (А-П) используют для рабочей
поперечной и монтажной арматуры, а также в качестве продольной рабочей в кон-
струкциях, эксплуатируемых под давлением воды или газов, т. е. когда использова-
ние других видов ненапрягаемой арматуры нецелесообразно. Из-за хладноломкос-
ти запрещается применять арматуру классов А300 (А-П), А600 (A-IV) и выше при
температуре ниже -30 °C; класса А400 (А-Ш) - при температуре ниже -40 °C. В
каждом конкретном случае выбор класса арматуры обосновывают технико-эконо-
мическим расчетом с учетом длины элементов, технологии их изготовления, харак-
тера действующих нагрузок, условий возведения и эксплуатации. Ненапрягаемая
арматура классов А240 (A-I), А300 (А-П), А400 (А-Ш), В500 (Вр-1), А600С
(Ат-IVC) хорошо сваривается контактной и дуговой сваркой; классов А600 (A-IV),
А800 (A-V) - только контактной сваркой. Допускается применять стержневую ар-
матуру класса А550в (А-Шв), а в качестве конструктивной арматуры - обыкновен-
ную гладкую проволоку. При выборе вида и марок стали для рабочей арматуры и
прокатных сталей для закладных деталей учитывают температурные условия экс-
плуатации конструкций и характер их нагружения, согласно прилож. 1 и 2 (СНиП
2.03.01-84). Для подъема сборных элементов предусматривают приспособления по
их захвату: инвентарные монтажные вывинчивающиеся петли, строповочные от-
верстия со стальными трубками, стационарные монтажные петли из горячекатаной
стали класса Ас-П марки 10ГТ и класса А240 (А-I) марок ВСтЗсп2, ВСтЗпс2,
ВСтЗпс4 и ВСтЗпсб.
При монтаже конструкций при температуре ниже -40 °C запрещается приме-
нять монтажные петли из стали марки ВСтЗпс2, так как такая сталь является хлад-
ноломкой.
Ненапрягаемую арматуру в предварительно напряженных элементах устанав-
ливают в качестве: монтажной арматуры для поддержания хомутов; расчетной, вос-
принимающей растягивающие напряжения в сжатой зоне сечения при отпуске на-
тяжных устройств; конструктивной для восприятия разнообразных начальных на-
пряжений, не поддающихся учету расчетом.
269
1.6.1. Стыкование н е н а п р я г а е м о й арматуры
Арматурную проволоку класса В500 (Вр-I) и стержневую арматуру всех классов
диаметром до 8 мм (включительно) выпускают в мотках (бунтах) и называют катан-
кой. Длины такой арматуры хватает для армирования конструкций больших размеров.
Стержневую арматуру диаметром 10 мм и выше производят в виде прутков длиной
6,5-14 м, что вызывает необходимость стыковки их между собой. Возникает также
необходимость стыковки арматуры сеток и каркасов сборных элементов.
По способу производства стыки стержней делят на сварные, несварные (внах-
лестку) и при помощи обжимных муфт, а по месту изготовления - заводские и мон-
тажные (выполняют непосредственно на строительной площадке). Несварные
стыки стержней применяют для стыкования термически упрочненной стержневой
арматуры, высокопрочной проволоки и изделий из нее (возможен отжиг такой арма-
туры при сварке), сварных рулонных и плоских сеток.
Сварные стыки получили наибольшее распространение в строительстве. В за-
висимости от вида арматуры и условий изготовления применяют разные виды свар-
ных стыков: контактные (рис. 3.1.7, а), ванные в инвентарной форме
(рис. 3.1.7, б), с накладками (4 или 2 фланговых шва, рис. 3.1.7, в, г), внахлестку
(рис. 3.1.7, д, е), тавровые (рис. 3.1.7, ж), контактно-точечные (рис. 3.1.7, з) и др.
Размеры сварных фланговых швов (рис. 3.1.7, и) принимают h = 0,25rf, но не менее
4 мм; h = 0,5d, но не менее 10 мм. Сварные стыки арматуры выполняют в соответ-
ствии с ГОСТами. Контактная стыковая электросварка арматуры является наиболее
экономичной, так как не требует дополнительного металла, надежна и высокопро-
изводительна. При этом d{/d > 0,85, а наименьший диаметр стержня d{ не менее
10 мм. Основной недостаток контактной сварки - возможность выполнения ее толь-
ко в заводских условиях. Контактной сваркой соединяют арматуру классов АЗ 00
(А-П), А400 (А-Ш), А600 (A-IV), А500 (Ат-ШС).
В современном строительстве внедряют метод альтернативного решения сты-
кования арматуры при помощи муфт. Данный метод представлен несколькими сис-
темами, которые в основе используют муфты с различными вариантами крепления
к концам арматуры. Это и муфты с конической резьбой, и система под винтовую ар-
матуру с двумя контргайками, система с обжимной муфтой из цельнотянутой тру-
бы, которая соединяет концы арматуры многократным поперечным деформирова-
нием. Метод можно применять в разных конструкциях опор, колонн, плит перекры-
тий, в том числе и мостовых сооружениях. Такие методы соединения необходимо
применять в первую очередь при строительстве в сейсмически опасных зонах, так
как они обеспечивают высокую надежность соединения (рис. 3.1.7, к, л).
При монтаже сборных железобетонных конструкций применяют стыки ванные
в инвентарной форме для арматуры dx > 20 мм классов А240 (A-I), АЗОО (А-П),
А400 (А-Ш), а с накладками (4 фланговых шва, см. рис. 3.1.7, в) и внахлестку - при
dx < 20 мм. Арматуру классов А400 (А-Ш), А600 (A-IV), А800 (A-V), А1000 (At-IV)
при монтаже сваривают только двумя фланговыми швами (см. рис. 3.1.7, д). Этим
способом допускается стыковать и арматуру классов А240 (А-I), АЗОО (А-П), А400
(А-Ш) диаметром 10 мм и более. При этом длину шва принимают для арматуры
класса А240 (A-I) I > 6d', классов АЗОО (А-П), А400 (А-Ш) I > 8rf, классов
270
А600 (A-IV), A800 (A-V) / > 1(W. Стыки с накладками и внахлестку применяют,
когда не удается точно подогнать торцы стыкуемых стержней; если накладки при-
варивают двусторонними швами, то длину накладок принимают 4d в два раза мень-
ше по сравнению с односторонними швами (см. рис. 3.1.7, в, г).
Рис. 3.1.7. Сварные стыки и обжимные муфты ненапрягаемой арматуры:
а - контактный; б - ванный в инвентарной форме; в - двусторонний шов с накладками; г - одно-
сторонний шов с накладками; д - нахлесточный при соединении двух стержней; е - то же, при со-
единении стержня с пластиной; ж - тавровый при соединении стержня перпендикулярно пласти-
не; з - контактно-точечный при соединении пересекающихся стержней сеток и каркасов; и - ши-
рина и высота сварного шва; к, л - обжимные муфты
Стержни d> 10 мм с пластинами соединяют внахлестку и d > 8 мм - в тавр.
Толщину пластины принимают 8 > Q,75d.
Точечную контактную электросварку применяют для соединения стержней и
проволочных прутков в сетки и каркасы. Сварные стыки можно размещать в любом
месте стержня, однако рабочие растянутые стержни не рекомендуется сваривать в
2£71
зинах наиоолыпих усилий. Стыки с накладками делают в местах наименьшего на-
сыщения бетона арматурой, чтобы они не мешали бетонированию. В одном сечении
допускается стыковать не более 50% стержней рабочей арматуры. Применение сты-
ков внахлестку в конструкциях, работающих на многократные переменные нагруз-
ки, не допускается. Сварные соединения стержневой термически упрочненной ар-
матуры классов А800 (Ат-V) и А1000 (Ат-VI), высокопрочной арматурной проволо-
ки и арматурных канатов запрещены из-за их «отпуска» при сварке.
Внахлестку (рис. 3.1.8) соединяют сварные и вязаные каркасы и сетки при ди-
аметре рабочей арматуры не более 36 мм. При этом длину перепуска (нахлестки) в
рабочем направлении определяют расчетом и принимают не менее 250 мм и 200 мм
соответственно для растянутой и сжатой рабочей арматуры. Рабочие стержни мож-
но располагать в разных (рис. 3.1.8, а) или в одной плоскости (рис. 3.1.8, в). На дли-
не нахлестки Z располагают не менее двух поперечных стержней и приваривают их
ко всем продольным стержням сетки или каркаса. Стыки сварных сеток из армату-
ры классов А300 (А-П) и А400 (А-Ш) выполняют без поперечных стержней в пре-
делах стыка в одной или в обеих стыкуемых сетках.
Рис. 3.1.8. Стыки плоских сеток внахлестку в направлении рабочей и распределительной
гладкой арматуры:
а, б - рабочие стержни расположены в разных плоскостях; в - нахлестка распределительных
стержней; г - впритык с наложением дополнительной стыковой сетки
Стыки сеток и каркасов внахлестку располагают вразбежку. При этом площадь
сечения рабочих стержней, стыкуемых в одном месте, принимают не более 50% об-
щей площади сечения растянутой арматуры - при стержнях периодического профи-
ля и не более 25% - при гладких стержнях.
Стыкование рабочей арматуры внахлестку не разрешается в растянутой зоне
изгибаемых и внецентренно растянутых элементах (в местах полного использова-
ния арматуры). Такие стыки не допускаются в линейных элементах, сечение кото-
рых полностью растянуто (например, в затяжках арок), а также во всех случаях при-
менения стержневой арматуры классов А600 (A-IV) и выше. Из-за достаточного
сцепления с бетоном стыки сварных сеток в направлении рабочей арматуры клас-
сов А300 (А-П) и А400 (А-Ш) выполняют без поперечных стержней в пределах сты-
ка. Стыки сварных сеток в нерабочем направлении выполняют внахлестку с пере-
пуском крайних рабочих стержней (рис. 3.1.8, г): при диаметре распределительной
272
арматуры до 4 мм включительно — на 50 мм; то же, более 4 мм — на 100 мм. При ди-
аметре рабочей арматуры 16 мм и более - впритык между собой с перекрытием сты-
ка специальными стыковыми сетками в каждую сторону не менее 15 диаметров рас-
пределительной арматуры и не менее 100 мм.
Сварные сетки в нерабочем направлении разрешается стыковать впритык без
нахлестки и без-дополнительных стыковых сеток при укладке сварных полосовых
сеток в двух взаимно перпендикулярных направлениях или при наличии в местах
стыков дополнительной конструктивной распределительной арматуры.
1.6.2. Ненапря гаемые арматурные изделия
В целях индустриализации изготовления железобетонные конструкции арми-
руют по возможности укрупненными арматурными элементами в виде сварных се-
ток (рис. 3.1.9), рулонных и плоских, или каркасов плоских или пространственных
(рис. 3.1.10), включающих в себя рабочую (ненапрягаемую), монтажную и конст-
руктивную арматуру, закладные детали, монтажные петли. Арматурные сетки и
каркасы изготовляют в арматурных цехах на поточных технологических линиях,
оборудованных высокопроизводительными сварочными машинами.
а)
Рис. 3.1.9. Арматурные сетки:
а - сварная плоская; б - то же, рулонная, в - гнутая
Сварные сетки применяют обычно с перпендикулярным расположением рабочих
и распределительных стержней; изготовляют их в соответствии с ГОСТом преимуще-
ственно из холоднотянутой низкоуглеродистой проволоки В500 (Вр-I) диаметром 3-5
мм и из катанки периодического профиля класса А400 (А-Ш) диаметром 6-10 мм.
В рулонных сетках наибольший диаметр продольных стержней 7 мм. Ширину
рулонных сеток принимают 1040-3630 мм, а длину - из условия массы рулона
900-1300 кг.
Для армирования армоцементных конструкций выпускают специальные сетки
из проволоки диаметром 0,5-1 мм. Сварные плоские сетки изготовляют шириной
до 3800 мм с продольной и поперечной рабочей арматурой и с рабочей арматурой в
обоих направлениях. Расстояние между осями продольных и поперечных стержней
обычно принимают кратным 50 мм.
273
Рис. 3.1.10. Арматурные каркасы:
а - плоские; б - пространственный; в - с тавровым сечением; г - с двутавровым сечением;
д - пространственный из гнутых сеток; е - вязаный
274
Плоские сварные каркасы применяют в основном для армирования изгибаемых
элементов. Продольные рабочие и монтажные стержни размещают с одной сторо-
ны поперечных стержней, так как это исключает трудоемкое переворачивание
стержней при изготовлении каркасов.
Допускается размещение рабочих стержней в два и более рядов, если это оп-
равдано экономически.
Пространственные каркасы собирают из плоских каркасов или сваривают це-
ликом. Это существенно снижает трудоемкость армирования железобетонных кон-
струкций. Размер концевых выпусков продольных и поперечных стержней каркаса
должен быть не менее 0,5^ + d2 или 0,5б72 + и не менее 20 мм. Соотношение сва-
риваемых поперечных и продольных стержней принимают не менее 0,3. При мень-
шем соотношении нарушается качество точечной электросварки.
1.7. НАПРЯГАЕМАЯ АРМАТУРА
В качестве напрягаемой используют преимущественно сталь классов А600
(Ат-VI), А800 (At-V) в элементах длиной до 12 м (в целях исключения сварки
стержней, потому что их длина 13,2 м), допускается сталь классов А600 (A-IV),
А800 (А-V), а при большей длине - сталь классов В1400 (Вр-П), К1400 (К-7)
(рис. 3.1.11).
Арматура классов А600 (A-IV), А800 (А-V) и А1000 (А-VI) хорошо сваривает-
ся контактной сваркой, поэтому ее применяют также в элементах длиной более
12 м. Для конструкций, работающих в агрессивных средах, используют арматуру
класса А600 (A-IV).
Термически упрочненную арматуру всех классов (кроме Ат-IVC) и высоко-
прочную проволоку сваривать или приваривать к ней закладные детали запрещает-
ся, так как при этом утрачивается эффект упрочнения - происходит отпуск (потеря
закалки термически упрочненных сталей) и отжиг (потеря наклепа проволоки, уп-
рочненной вытяжкой). Высокопрочная проволока особенно эффективна при непре-
рывном армировании конструкций (рис. 3.1.12), когда ее располагают в направле-
нии действующих растягивающих усилий поперек конструкции или под любым за-
данным углом. Размещение по длине элемента высокопрочной проволоки позволя-
ет экономить до 40% арматуры и до 20% бетона по сравнению с линейным армиро-
ванием.
При непрерывном армировании целесообразно применение также канатов диа-
метром менее 9 мм, так как они достаточно мощные и в то же время по сравнению
с канатами диаметром 15 мм позволяют уменьшить стоимость конструкций до 26%,
а расход стали - до 20%.
При линейном армировании обычно используют канаты диаметром 9 мм и бо-
лее, так как их раскладка менее трудоемка по сравнению с канатами меньших диа-
метров.
Экономичность напрягаемой арматуры возрастает по мере роста ее прочности,
так как стоимость, единицы сопротивления арматуры возрастает значительно мень-
ше по сравнению с ее прочностью. Например, повышение класса арматуры с А600
275
(A-IV) до A800 (A-V) позволяет экономить до 15%. При этом существенно снижа-
ется стоимость конструкций в целом, так как стоимость стали средней и повышен-
ной прочности примерно одинакова.
а) в)
Рис. 3.1.11. Арматурные проволочные изделия:
а - проволочные канаты К7-1400 (К-7); б - пакеты из проволок класса В1400 (Вр-П) d = 5 мм;
в - однорядные (из 18 отдельных проволок и из 6 семипроволочных канатов) и многорядные (из
60 и 28 проволок) пучки из проволоки d = 5 мм; 1 - трубка из кровельной стали; 2 - анкер;
3 - скрутки из мягкой проволоки d = 3 мм; 4 - отрезки спирали из стальной проволоки d = 2 мм
(распределительные звездочки в пучках из канатов); 5 - семипроволочные канаты; 6 - отдельно
уложенные проволоки; 7 - коротыши d= 18 мм, длиной 100 мм, с шагом 1000 мм - для свободно-
го заполнения полости пучка раствором; 8 - многорядный пучок; 9 - двухрядный пучок; d - диа-
метр составляющих проволок; D\ - условный диаметр первого повива; D2 - то же, второго повива
1.7.1. Стыкование напрягаемой арматуры
При необходимости напрягаемую арматуру чаще всего стыкуют посредством
обжатой обоймы при наличии соответствующего оборудования. Такой стык являет-
ся наиболее экономичным и индустриальным.
В отдельных случаях напрягаемую арматуру стыкуют посредством гаек
(рис. 3.1.13, а), муфт (рис. 3.1.7, к, л, 3.1.13, б), втулок с нарезными пробками (рис.
276
3.1.13, в), на конец одного стержня надевают подвижную муфту, а на конец друго-
го - подвижную нарезную пробку, высаживают анкерные головки и стягивают стык
навинчиванием муфты на пробку.
Рис. 3.1.12. Армирование высокопрочной проволокой:
а - рабочая предварительно напряженная арматура плиты, работающая в двух направлениях;
б - образец колонны с напрягаемой продольной и поперечной арматурой; 1 - формообразующий
поддон; 2 - штыри (фиксация натянутой проволоки); 3 - перекрестная предварительно напряжен-
ная проволочная арматура
б)
Рис. 3.1.13. Стыки напрягаемой арматуры:
а - посредством гаек; б, в - посредством муфт; 1 - напрягаемая арматура; 2 - натяжная гайка;
3 - стальная стойка из швеллера; 4 - контактная электросварка; 5 - нарезной конец; 6 - натяжная
муфта; 7 - втулка; 8 - нарезная пробка; 9 - анкерные головки
Канаты (рис. 3.1.14) стыкуют посредством напрессовки на их концы соедини-
тельной муфты, инвентарных зажимов, сваркой опрессованных муфт, внахлестку
сжимами из высокопрочной стали или с обмоткой вязальной проволокой.
Для повышения трения между наружной поверхностью каната и внутренней
поверхностью муфты применяют обычный песок. Для канатов диаметром 15 мм ис-
пользуют муфты длиной 200 мм из стали СтЗ, наружным диаметром 32 мм и внут-
ренним - 16 мм.
а)
Рис. 3.1.14. Стыки канатов:
а - опрессованной муфтой; б - инвентарными зажимами; в - сваркой опрессованных гильз;
г - внахлестку с обмоткой вязальной проволокой; 1 - рамка; 2 - зажимы типа НИИЖБ; 3 - канат;
4 - шов стыковой сварки; 5 - опрессованная гильза; 6 - вязальная проволока
1.7.2. Напрягаемые арматурные изделия
Наиболее экономичной является высокопрочная проволока класса В1400
(Вр-П), так как она имеет наименьшую удельную стоимость по сравнению со
стержневой арматурой. Широкое применение ее в конструкциях пока ограничива-
ется трудностями предварительного напряжения и низкой пластичностью, затруд-
няющей перераспределение усилий по длине элементов статически неопределимых
конструкций. Преимущества проволочной арматуры по сравнению со стержневой
(см. рис. 3.1.3, а, б) существенно снижаются из-за развития бетонного сечения для
размещения большого количества проволок, ограничения максимального размера
крупного заполнителя бетона, применения более пластичного бетона, металлоемко-
сти и несовершенства анкерных и захватных устройств, более тщательной защиты
от коррозии. Поэтому высокопрочную проволоку В1400 (Вр-П) применяют преиму-
щественно в виде унифицированных пакетов, канатов и пучков (см. рис. 3.1.11)-
Свивка проволочной арматуры в канаты существенно увеличивает ее сцепление с
бетоном, благодаря чему канаты диаметром до 33 мм надежно самоанкеруются в бе-
тоне за счет сцепления с бетоном (устройства специальных анкеров на концах кана-
тов не требуется), чем они выгодно отличаются от пучков. Прочность бетона в мо-
278
мент отпуска натяжных устройств должна быть не ниже минимальной передаточ-
ной.
Основное преимущество канатной арматуры над проволочной (см. рис. 3.1.3,
а, в} заключается в снижении трудоемкости и стоимости арматурных работ, некото-
рой экономии арматуры, упрощении процессов натяжения и отпуска напрягаемой
арматуры^ укладке и уплотнении бетонной смеси, применении более экономичных
(жестких) бетонных смесей. Пластические свойства канатов выше по сравнению с
пластическими свойствами проволочной арматуры, так как при изготовлении кана-
тов предусмотрен низкотемпературный отпуск во избежание их раскручивания. С
увеличением диаметра проволок прочность каната снижается. Поэтому канаты из
проволок меньшего диаметра экономичнее канатов из проволок большего диамет-
ра. В тяжело нагруженных элементах конструкций применяют спирально витые
многопрядные канаты. Перед употреблением их предварительно вытягивают не ме-
нее 30 мин усилием, превышающим на 5-10% контролируемое (заданное) усилие
натяжения каната, чтобы повысить равномерность натяжения проволок и снизить
отрицательное влияние релаксации напряжений стали.
Под пакетами понимают унифицированные напрягаемые арматурные элементы
(УНАЭ), состоящие из анкерных прямоугольных колодок, в которых закреплены
проволоки диаметром 5 мм с высаженными головками. Проволоки располагаются в
два ряда по высоте в шахматном порядке для уменьшения размеров элемента и луч-
шего заполнения бетонной смесью пространства между ними. Арматурные элемен-
ты (см. рис. 3.1.10, б) унифицированы по маркам в зависимости от количества про-
волок в поперечном сечении (3, 4, 6, 8, 12 и 14 проволок) и обозначаются
УНАЭ = п / В1400 (Вр-П)-5, где п - число проволок.
Арматурные пучки изготовляют на строительной площадке или заводах строи-
тельной индустрии и применяют в длинномерных и тяжело нагруженных предвари-
тельно напряженных конструкциях с натяжением арматуры на бетон. Пучки быва-
ют однорядные из проволоки (диаметром 5 мм или канатов К-7-1500 диаметром
12 мм) и многорядные из проволок (см. рис. 3.1.11, в). Главный недостаток пучков
заключается в трудоемкости изготовления и недостаточном сцеплении с бетоном,
что снижает трещиностойкость и жесткость предварительно напряженных конст-
рукций. Для лучшего сцепления пучка с бетоном внутри пучка предусматривают
канал, который после натяжения арматуры заполняют цементным раствором. В кон-
струкциях, предназначенных для эксплуатации в условиях агрессивной среды, не
допускается применять проволочную арматуру диаметром 3 мм и менее и арматур-
ные изделия из нее, так как коррозия проволоки маленького диаметра опаснее по
сравнению с коррозией проволоки большого диаметра.
1.8. НЕМЕТАЛЛИЧЕСКАЯ И ФИБРОВАЯ АРМАТУРА
1.8.1. Неметаллическая арматура
Интерес к неметаллической арматуре возник в середине XX столетия в связи с
рядом обстоятельств. Расширилось применение армированных бетонных конструк-
279
ций в ответственных сооружениях, эксплуатируемых в сильно агрессивных средах,
где трудно было обеспечить коррозионную стойкость стальной арматуры. Возник-
ла необходимость обеспечения антимагнитных и диэлектрических свойств некото-
рых изделий и сооружений. И, наконец, надо учитывать на перспективу ограничен-
ность запаса руд, пригодных для удовлетворения непрерывно растущих потребнос-
тей в стали и всегда дефицитных легирующих присадках.
Практическое решение возникшей проблемы стало возможным благодаря уско-
ренному развитию химической промышленности. В ряде технически развитых
стран (Германия, Нидерланды, СССР, Япония, США и др.) были начаты соответст-
вующие научные исследования.
В качестве несущей основы разработанной высокопрочной неметаллической
арматуры было вначале принято непрерывное щелочестойкое стеклянное волокно
диаметром 10-15 микрон, пучок которой объединялся в монолитный стержень по-
средством синтетических смол (эпоксидной, эпоксифенольной, полиэфирной и др.).
В СССР (Минск, Москва, Харьков) была разработана непрерывная технология из-
готовления такой арматуры диаметром 6 мм из щелочестойкого стекловолокна ма-
лоциркониевого состава марки Щ-15 ЖТ, подробно исследованы ее физико-механи-
ческие свойства. Особое внимание уделялось изучению химической стойкости и
долговечности стекловолокна и арматуры на ее основе в бетоне в различных агрес-
сивных средах. Выявлена возможность получения стеклопластиковой арматуры со
следующими показателями: временное сопротивление разрыву до 1500 МПа, на-
чальный модуль упругости - 50 000 МПа, плотность 1,8-2 т/м3 при весовом содер-
жании стекловолокна 80%, рабочая диаграмма при растяжении прямолинейна
вплоть до разрыва, предельные деформации к этому моменту достигают 2,5-3%,
долговременная прочность арматуры в нормальных температурно-влажностных ус-
ловиях составляет 65% от временного сопротивления, коэффициент линейного рас-
ширения 5,5-6,5xl06.
Разработаны экспериментальные образцы электроизолирующих траверс опор
ЛЭП, изготовленные экземпляры установлены на опытных участках линий электро-
передачи в Белоруссии, России и Аджарии. Проведены исследования по использо-
ванию стеклопластиковой арматуры в опорах контактной сети и в напорных трубах.
Стеклопластиковая арматура нашла также применение в ваннах из полимербетона
в цехах электролиза на предприятиях цветной металлургии, в плитах на складах ми-
неральных удобрений.
В последние годы в России начали больше внимания уделять изучению неме-
таллической арматуры из базальтового волокна, производство которого менее тру-
доемко, а сырье вполне доступно. В нашей стране разработаны основные исходные
данные для промышленного производства стеклопластиковой арматуры диаметром
6-8 мм, проектирования и изготовления различных предварительно напряженных
конструкций с такой арматурой, намечены области их рационального применения.
В ряде стран научные исследования в области неметаллической арматуры и ис-
пользования ее в различных сооружениях в последние десятилетия продвинулись
значительно дальше.
В Германии разработана и подробно изучена стеклопластиковая арматура диа-
метром 7,5 мм из алюмоборосиликатного стекловолокна и полиэфирной смолы под
280
названием «Полисталь». Испытания на статические, динамические и длительные
нагрузки позволили установить следующие исходные характеристики этой армату-
ры: кратковременная прочность на растяжение 1650 МПа, модуль упругости
51000 МПа, удлинение при разрыве 3,3%, долговременная прочность 1100 МПа, по-
тери напряжения от релаксации 3,2%, перепад напряжений при 2-106 циклов нагру-
жении 55 МПа, коэффициент температурного расширения 7x10'6.
После испытания опытных балок были разработаны основные положения по
расчету и конструированию ответственных инженерных сооружений. За последние
годы было возведено десять одно-, двух- и трехпролетных автодорожных и пеше-
ходных мостов с арматурой «Полисталь». Пролетные строения мостов, достигав-
шие 25 м, армировались пучками из стеклопластиковых стержней диаметром 7,5 мм
с натяжением на бетон. На стержни наносилось защитное полиамидное покрытие
толщиной 0,5 мм. Стержней в пучке 19, рабочее усилие натяжения пучка составля-
ло 600 кН.
Особое внимание разработке проблемы создания и применения высокопрочной
неметаллической арматуры уделяется в Японии. Освоено производство фиброплас-
тической арматуры на базе углеродных и арамидных волокон, исследованы их фи-
зико-механические свойства. Проволока и канаты изготавливаются из углеродного
волокна диаметром 7 микрон с пределом прочности 3600 МПа. Проволока собира-
ется из 12 тыс. волокон, соединяемых между собой пластиком. Из проволоки сви-
ваются канаты различной несущей способности, подвергаемые после свивки терми-
ческой обработке.
Разработан перспективный сортамент арматуры, в который входят проволока и
7-, 9- и 37-проволочные канаты с разрывным усилием от 10 до 100 кН. Так, напри-
мер, установлены следующие характеристики 7-проволочных углепластиковых ка-
натов: временное сопротивление 1750 МПа, модуль упругости 140 000 МПа, удли-
нение при разрыве 1,6%, плотность 1,5 т/м3, релаксация напряжений 2,5%, тепло-
стойкость 200 °C, высокая кислого- и щелочестойкость.
Разработана арматура из арамидных волокон диаметром от 3 до 16 мм с разрыв-
ным усилием от 8 до 250 кН. Стержни получают путем сплетения жгутов из непре-
рывных волокон с последующей пропиткой пластиком и тепловой обработкой. Пре-
дельные удлинения арматуры при разрыве равны 2%, модуль упругости составляет
66 000 МПа.
Следует отметить, что эта арматура малых диаметров (до 5 мм) пригодна для
поперечного спирального армирования конструкций.
В Японии учеными проведен значительный комплекс исследований опытных
балочных конструкций с различными видами неметаллической арматуры, возведе-
ны автомобильные и пешеходные мосты небольших пролетов. Ведутся активные
поиски целесообразного применения углепластиковой арматуры в различных обла-
стях строительства: так, например, высокопрочные ленты различного поперечного
сечения из углепластика начали применять для усиления железобетонных конст-
рукций в эксплуатируемых ответственных сооружениях.
Необходимо отметить выполненные в Нидерландах пионерные работы с неме-
таллической арматурой из арамидных волокон. Позднее в этой стране была разра-
ботана композитная проволока диаметром 5 мм из углеродных волокон и эпоксид-
281
ного связующего. Временное сопротивление такой проволоки колеблется от 2300 до
3300 МПа в зависимости от прочности волокна и доли его содержания в сечении.
Освоено производство такой проволоки и получен опыт ее применения в качестве
напрягаемой арматуры в сваях.
Отмечается перспективность применения пучков из композитной проволоки в
канатах большепролетных мостов и для внешнего армирования различных предна-
пряженных конструкций.
В последние десятилетия к исследованиям конструкций с высокопрочной не-
металлической арматурой присоединились ученые ряда других технически разви-
тых стран (США, Канада, Франция, Англия и др.). Большой эксперимент был вы-
полнен учеными США и Канады на одном пролете предварительно напряженного
балочного автодорожного моста, армированного проволокой и канатами из углепла-
стика японского производства.
Широкое применение современных измерительных систем и продолжение ис-
пытания вплоть до разрушения позволили получить обширный комплекс данных,
необходимых для положительной оценки мостов с такой арматурой.
1.8.2. Фибра стальная и неметаллическая
В настоящее время для фибрового армирования бетонов наиболее широко при-
меняются стальные и стеклянные волокна, в незначительных объемах - базальто-
вые, углеродные и др.
Расширяется применение синтетических волокон. Основные характеристики
различных волокон приведены в табл. 3.1.3.
Таблица 3.1.3
Свойства различных видов волокон для изготовления фибры
Волокно Плотность, г/см3 Прочность на растяжение, МПа Модуль упругости, МПа Удлинение при разрыве, %
Полипропиленовое 0,90 400...770 3500...8000 10...25
Полиэтиленовое 0,95 600...720 1400...4200 10...12
Нейлоновое 1,10 770...840 4200...4500 16...20
Акриловое 1,10 210...420 2100...2150 25...45
Полиэфирное 1,40 730...780 8400...8600 11...13
Хлопковое 1,50 420...700 4900...5100 3...10
Асбестовое 2,60 910...3100 68 000...70 000 0,6...0,7
Стеклянное 2,60 1800...3850 7000...8000 1,5...3,5
Стальное 7,80 600...3150 190 000...210 000 3...4
Углеродное 2,00 2000...3500 200 000...250 000 1...1,6
Карбоновое 1,63 1200...4000 280 000...380 000 2,0...2,2
Полиамидное 0,90 720...750 1900...2000 24...25
Вискозное сверхпрочное 1,20 660...700 5600...5800 14...16
Базальтовое 2,6...2,7 1600...3200 7000... 11000 1,4...3,6
Наибольшая эффективность фибробетона как композита достигается при пра-
вильном подборе и сочетании свойств компонентов. В этом плане достаточно эф-
282
фективной, с учетом относительной стоимости, является стальная арматура. Так как
ее модуль упругости в 56 раз превышает модуль упругости бетона, то при достаточ-
ной анкеровке в бетоне может быть полностью использована прочность и получен
наибольший вклад фибры в работу композита до и после образования трещин. В
случае стальной фибры достаточно просто решаются вопросы обеспечения ее анке-
ровки в бетоне, что значительно сложнее, например, для синтетической фибры.
Стальная фибра производится в основном следующими способами: резкой из
тонкой проволоки; рубкой из тонкого стального листа; вытяжкой (экструдировани-
ем). из стального расплава; фрезерованием специального стального сляба
(рис. 3.1.15).
Рис. 3.1.15. Стальная фибра
Фибра может иметь различное поперечное сечение (круглое, прямоугольное и
др.), с размерами от 0,2 до 1,6 мм, и длину от 5 до 160 мм. Прочность на растяже-
ние 600... 1100 МПа.
283
Наибольшее применение для армирования бетонов получила фибра из прово-
локи диаметром 0,3... 1,0 мм и длиной 45... 100б/ (d - диаметр проволоки). Для изго-
товления фибры обычно используется стальная низкоуглеродистая проволока из
стали марок по ГОСТ 3282. При производстве фибры из проволоки предусматрива-
ются мероприятия, повышающие ее анкеровку в бетоне: профилирование или трав-
ление поверхности, придание волнистого профиля, устройство загибов на концах
или их деформирование.
В последние годы организовано производство фибры из листовой холодноката-
ной стали марок Ст08кп, Ст10, 20, 30 и 40 толщиной 0,5... 1,0 мм. Фибра из сталь-
ного листа представляет собой волокно длиной 20...60 мм, торцы которого повер-
нуты относительно друг друга на произвольный угол, а продольная ось искривлена
по пологой винтовой линии. На продольных гранях фибры может быть нанесен пе-
риодический профиль для увеличения сцепления с бетоном. Прочность на растяже-
ние 380...650 МПа.
Для изготовления фибры используются также выработавшие технический ре-
сурс или некондиционные канаты, специально очищаемые, с диаметром проволок
от 0,2 до 1 мм.
Фибра, фрезерованная из сляба (сталь марок СтЗпс, СтЗсп и др.), имеет проч-
ность 600.. .900 МПа, длину 25...32 мм и трапециевидное сечение шириной до 3 мм
и толщиной 0,2...0,6 мм. Убедительным подтверждением эффективности сталефи-
бробетона в строительстве является зарубежный опыт его применения, широкий ас-
сортимент стальной фибры.
В Японии выпускают стальную фибру, рубленную из листа или проволоки,
фрезерованную из сляба, вытянутую из расплава. Производителями предлагается
фибра различной формы, профилей, размеров и прочности, в том числе и из корро-
зионностойкой стали.
В 1981 году Япония применила около 3 тыс. т стальной фибры, из которых
2,5 тыс. т были изготовлены из обычной углеродистой стали и около 500 т - из не-
ржавеющей.
При высокоорганизованном производстве стальную фибру упаковывают в
прочные картонные коробки, где она располагается аккуратными рядами или слоя-
ми. Такая упаковка позволяет сравнительно просто утилизировать фибру, и для ее
хранения требуются относительно меньшие площади. Так, фибра из проволоки
марки «Драмикс» (Бельгия) изготавливается в виде блок-пластин, состоящих из де-
сяти фибр, склеенных водорастворимым клеем. Такая фибра не комкуется при
транспортировании и подаче в смеситель, хорошо распределяется в объеме бетон-
ной смеси после растворения клея водой затворения бетона.
Другим видом волокон для фибрового армирования бетонов являются стеклян-
ные волокна. Для дисперсного армирования бетона используют, как правило, спе-
циальное щелочестойкое стекловолокно, так как обычное алюмоборосиликатное
(бесщелочное) стекловолокно быстро корродирует в щелочной среде твердеющего
бетона и требует специальной защиты.
В зарубежной практике для изготовления стеклофибробетона широко исполь-
зуется щелочестойкое стекловолокно марки «Цем-Фил», разработанное и выпуска-
емое в Великобритании. Исследования вопроса совершенствования стекловолокна
284
привели к созданию улучшенных щелочестойких волокон, увеличивающих долго-
вечность, прочность и вязкость разрушения стеклофибробетона.
В Японии массово производится щелочестойкое стекловолокно «Эрфайб», а
для специального применения создано более стойкое к воздействию щелочей стек-
ловолокно «Эрфайб-супер».
В отечественной практике для армирования бетона используется выпускаемое
НПО «Стекло» в опытно-промышленном масштабе (90...200 т в год) щелочестой-
кое стекловолокно марки СЦ-6. Стекловолокно изготавливается фильерным спосо-
бом в виде непрерывных элементарных волокон диаметром 10... 15 мкм. Склеива-
ются они полимером в количестве 100...400 штук в комплексные нити, которые со-
бираются в жгуты-ровинги, состоящие из 14 или более нитей. Ровинг затем нама-
тывается на бобину. Стекловолокно для фибрового армирования поставляется в ви-
де ровинга (весом 10 кг) на бобине, который в производстве специальными писто-
летами-напылителями (или другим оборудованием) рубится на отрезки длиной
20...40 мм. В процессе рубки и перемешивания с бетоном они распадаются на от-
резки отдельных волокон.
В табл. 3.1.3 приведены также данные о других волокнах, в том числе о синте-
тических, растительных, минеральных и химических, которые могут использовать-
ся для армирования бетонов. Каждый вид волокон имеет свои характерные свойст-
ва, определяющие их эффективность в качестве фибровой арматуры для бетона.
Так, фибра из синтетических волокон наиболее дешева и химически стойка
(рис. 3.1.16). Но она имеет низкий модуль упругости и высокую предельную дефор-
мативность, что предопределяет деформативность фибробетона, особенно после
трещинообразования. Тем не менее она может эффективно использоваться для
улучшения реологических свойств фибробетонных смесей, структурообразования
бетона-матрицы на стадии твердения и повышения его долговечности.
Наиболее эффективными с позиций прочности и долговечности фибробетона,
в том числе при экстремальных химических, температурных и пожарных воздейст-
виях, являются углеродные волокна.
В ряде типовых железобетонных конструкций, таких как блоки фундаментов,
подвалов, дорожные плиты, стальная арматура может быть с успехом заменена на
базальтовую фибру - химически стойкую и относительно дешевую.
По опыту Японии представляется, что в ближайшее время широкое примене-
ние для армирования строительных конструкций найдет фибра из высокомодульно-
го полипропилена. Эту фибру отмечают относительно высокий (до 8000 МПа) мо-
дуль упругости, высокие химическая стойкость и механическая прочность (до
500 МПа), широкий температурный диапазон применения (минус 60-320 °C), не-
электропроводность и радиопрозрачность.
Исследования свойств фибры, особенностей работы сталефибробетона и рео-
логии сталефибробетонных смесей показали, что для наиболее полного использова-
ния прочности фибры в бетоне и получения при этом достаточно технологичных и
удобоукладываемых фибробетонных смесей стальная фибра из проволоки без анке-
ров должна иметь отношение длины к диаметру в пределах 80-100. Для фибр с ан-
керами это отношение может быть в пределах 45-65.
Фибра из стеклянного волокна должна иметь длину 10-40 мм.
285
Опыты показали, что коэффициенты вариации прочности фибры изменяются в
достаточно большом диапазоне и составляют в процентах для фибры:
- из проволоки - 4-8;
- рубленной из листа - 12-18;
- строганной из сляба - 20-24;
- из стекловолокна - 20-27;
- из полипропилена - 10-12.
Рис. 3.1.16. Волокна:
а, б - из полипропилена; в - стеклянные; г - из пластика
В результате экспериментов были установлены значения коэффициентов заан-
керивания, принимаемые равными от 0,6 до 1,2 в зависимости от вида фибры. Эти
данные и расчетные положения касаются линейной фибры без анкеров. Анкеровка
фибры с загнутыми расплющенными концами или другими анкерными приспособ-
лениями определяется опытным путем.
286
1.9. СЦЕПЛЕНИЕ АРМАТУРЫ С БЕТОНОМ
Исследования показывают, что даже при небольшой заделке арматуры в бетон
в зоне их контакта развиваются значительные силы сцепления, препятствующие
продергиванию (сдвигу) арматуры в бетоне.
Надежное сцепление арматуры с бетоном является основным фактором, обес-
печивающим совместную работу арматуры и бетона в железобетоне и позволяю-
щим ему работать под нагрузкой как единому монолитному телу. При отсутствии
сцепления образование первой трещины влечет за собой возрастание удлинений на
всем протяжении растянутой арматуры, что, в свою очередь, приводит к резкому
раскрытию образовавшейся трещины, сокращению высоты сжатой зоны, уменьше-
нию изгибной жесткости и снижению несущей способности.
Надежное сцепление арматуры с бетоном создается тремя основными факторами:
- сопротивлением бетона усилиям смятия и среза, обусловленным выступами
(рис. 3.1.17) и другими неровностями на поверхности арматуры, т.е. механическим
зацеплением арматуры за бетон;
- силами трения, возникающими на поверхности арматуры благодаря обжатию
арматурных стержней бетоном при его усадке;
- склеиванием (адгезией) поверхности арматуры с бетоном благодаря вязкости
коллоидной массы цементного теста.
Рис. 3.1.17. Зацепление выступов
арматуры за бетон
Наибольшее влияние на сцепление арматуры с бетоном оказывает первый фак-
тор - он обеспечивает около 75% от общей величины сцепления. Сцепление стерж-
невой арматуры периодического профиля с бетоном в 2-3 раза выше по сравнению
со сцеплением гладкой арматуры, поэтому арматуру периодического профиля ис-
пользуют в железобетоне без специальных анкерных устройств на концах.
Существенное влияние на сцепление арматуры с бетоном оказывает седимен-
тация твердых частиц и выжимание воды при твердении бетонной смеси. Это при-
водит, особенно в подвижных составах бетона, к тому, что сцепление арматуры с бе-
тоном становится различным для стержней в направлении бетонирования и перпен-
дикулярно ему в нижней или в верхней частях сечения изделия, бетонируемого за
один прием. Периодический профиль арматуры в сильной степени смягчает небла-
гоприятное влияние седиментации.
Напряжение в бетоне под выступами арматуры при ее выдергивании может
превосходить в 5-7 раз кубиковую прочность бетона, поэтому особенно недопусти-
мо какое-либо снижение плотности бетона в зоне контакта его с арматурой. Меха-
287
ническое зацепление арматуры за бетон по длине элементов кроме профилирования
ее поверхности повышают также посредством свивки арматуры в канаты. Витые ка-
наты надежно самоанкеруются в бетоне.
Для обеспечения надежного сцепления арматуры с бетоном необходимо учиты-
вать следующее:
- напряжения сцепления увеличиваются со снижением диаметра арматуры, что
обусловливается увеличением удельной поверхности сцепления арматуры с бето-
ном. Поэтому для увеличения площади контакта арматуры с бетоном диаметр рас-
тянутых стержней следует ограничивать;
- чем быстрее продольные усилия передаются с арматуры на бетон, тем боль-
ше напряжения сцепления;
- выдергивающая сила со стержня на бетон передается на определенном участ-
ке заделки стержня;
- заделка стержня на большую величину не изменяет форму эпюры напряже-
ний сцепления арматуры с бетоном;
- длина зоны анкеровки арматуры увеличивается с возрастанием ее прочности
и диаметра и уменьшается с возрастанием сцепления арматуры с бетоном;
- сцепление арматуры с бетоном возрастает с повышением класса бетона, уве-
личением содержания цемента, снижением водоцементного отношения, увеличени-
ем плотности бетона посредством вибрирования, центрифугирования, прессования
или вакуумирования;
- сцепление арматуры при выдергивании значительно меньше сцепления при
ее вдавливании, так как при сжатии арматурного стержня поперечное сечение его
увеличивается и тем самым повышается сцепление стержня с бетоном вследствие
сопротивления бетона поперечному расширению. В среднем сцепление при растя-
жении арматуры на 40% меньше по сравнению со сцеплением при ее сжатии. По-
этому диаметр сжатых стержней необходимо также ограничивать, хотя в меньшей
степени, чем растянутых стержней.
1.9.1. Условия совместной работы бетона
и арматуры
Основными условиями, обеспечивающими надежную совместную работу бето-
на и стальной арматуры в железобетонных конструкциях, являются:
- сцепление арматуры с бетоном по площади их контакта, исключающее про-
дергивание (сдвиг) арматуры в бетоне;
- примерное равенство коэффициентов температурного удлинения (укороче-
ния) бетона и стальной арматуры;
- способность бетона при соответствующей его плотности, достаточной тол-
щине защитного слоя, кратковременном раскрытии трещин не более 0,4 мм и содер-
жании цемента более 250 кг/м3 надежно предохранять арматуру от коррозии и не-
посредственного действия огня. Защитное действие бетона на стальную арматуру
основано на способности щелочной среды поддерживать химически пассивное со-
стояние стали неопределенно длительное время. Основным фактором, определяю-
щим надежные защитные свойства бетона, является непроницаемость его для газов
и для агрессивных ионов в водных растворах.
288
Чтобы арматура работала в железобетонных конструкциях с заданным расчет-
ным сопротивлением, необходимо ее завести (анкеровать) за рассматриваемое сече-
ние элемента на длину зоны передачи напряжений с арматуры на бетон, обуслов-
ленную сцеплением арматуры с бетоном или заанкерить с помощью специальных
устройств.
Арматуру, концы которой надежно самоанкеруются в бетоне за счет сил сцеп-
ления, называют арматурой без анкеров в пределах длины зоны анкеровки. Армату-
ру, концы которой анкеруют в бетоне посредством специальных устройств, называ-
ют арматурой с анкерами на концах. К арматуре без анкеров относят всю стержне-
вую, проволочную профилированную арматуру и канаты однократной свивки при
натяжении на упоры и достаточной передаточной прочности бетона. К арматуре с
анкерами на концах относят любую арматуру, натягиваемую на бетон, а также арма-
туру, натягиваемую на упоры, при недостаточном ее сцеплении с бетоном (гладкая
высокопрочная проволока, многопрядные канаты).
В отдельных случаях применяют арматурные элементы из высокопрочной про-
волоки без сцепления их с бетоном (наружное размещение арматуры). Конструкции
с такой арматурой по сравнению с аналогичными конструкциями, в которых имеет-
ся надежное сцепление арматуры с бетоном, требуют увеличения расхода стали. По
своей сущности они являются шпренгельными конструкциями.
1.9.2. Анкеровка н е н а п р я г а е м о й арматуры
Методы анкеровки ненапрягаемой арматуры (отдельные стержни, сварные сет-
ки или каркасы) зависят от ее класса и от усилия в арматуре (сжатие или растяже-
ние). Ненапрягаемую растянутую и сжатую арматуру заводят за нормальное сече-
ние элемента, в котором она должна работать полным расчетным сопротивлением,
на длину зоны заделки.
Под зоной заделки понимают длину концов арматуры, заделываемых в бетон,
при которых усилия ее разрыва и сопротивления выдергиванию из бетона равны
между собой.
Нормы требуют, чтобы растянутые гладкие арматурные стержни оканчивались
крюками, лапками или петлями (рис. 3.1.18) или имели приваренную поперечную
арматуру по длине заделки.
Специальная анкеровка концов арматуры не требуется, если армирование глад-
кими стержнями производят в виде сварных сеток и каркасов. В этом случае глад-
кая арматура надежно анкеруется за счет стержней поперечного направления.
Стержни периодического профиля надежно самоанкеруются в бетоне, поэтому
специальной анкеровки концов арматуры не требуется.
1.9.3. Анкеровка напрягаемой арматуры
При применении в качестве напрягаемой рабочей арматуры высокопрочной
проволоки периодического профиля, арматурных канатов однократной свивки, го-
рячекатаной и термически упрочненной стержневой арматуры периодического про-
филя, натягиваемой на упоры, установки каких-либо анкеров на концах такой арма-
туры не требуется. Она надежно самоанкеруется в бетоне за счет периодического
289
а) б) в)
Рис. 3.1.18. Анкеровка ненапрягаемой арматуры:
а - сцепление прямых стержней с бетоном; б - приваркой поперечных стержней; в - особыми при-
способлениями (анкерами); г - петлями; д - крюками и лапками; 1,2- прямые участки
профиля. При натяжении арматуры на упоры (до бетонирования), в момент отпуска
натяжных устройств, вследствие динамического эффекта арматура оказывает на бе-
тон расклинивающее действие, создавая в нем опасные местные концентрические
по отношению к арматуре растягивающие усилия. Если эти усилия способны вы-
звать образование продольных трещин вдоль арматуры, то сопротивление сцепле-
нию ослабляется и при отсутствии или малом количестве поперечной арматуры мо-
жет полностью нарушиться. Такой элемент к работе непригоден. Именно поэтому
мгновенный способ передачи усилия обжатия, как правило, недопустим, а при диа-
метре стержней более 18 мм нормы вовсе его запрещают.
Для воспринятая бетоном местных растягивающих концентрических усилий на
концах напрягаемой арматуры в непосредственной близости к торцам конструкций ус-
290
танавливают спирали из проволоки класса В500 (Вр-1) диаметром 3-4 мм с шагом
25-30 мм и внутренним диаметром витков на 20-30 мм больше диаметра арматурного
элемента. Не менее эффективными оказываются поперечные сетки (рис. 3.1.19, а) в ко-
личестве 4 шт. с шагом 5 = 50-100 мм на участке длиной не менее 200 мм, не менее 10d
и 20d соответственно для профилированной и гладкой арматуры без анкеров и не менее
двух длин анкеров - для арматуры с анкерами у концов. Сетки должны охватывать все
продольные стержни арматуры. Кроме ограничения раскрытия продольных горизон-
тальных трещин сварные сетки и замкнутые хомуты до двух с половиной раз увеличи-
вают несущую способность бетона на местное сжатие, ограничивают раскрытие верти-
кальных трещин на концах элемента, а также усиливают их на воздействие поперечных
сил. Диаметр стержней сеток или хомутов принимают не менее 0,25б7, где d - диаметр
напрягаемой продольной арматуры, и не менее 5 мм (для проволоки класса В500 (Вр-1)
- 4 мм). Мощные сосредоточенные реакции анкеров во избежание местного сжатия бе-
тона под анкерами необходимо распределять на большую площадь бетона через торце-
вые металлические листы с отверстиями для пропуска арматуры.
а)
Рис. 3.1.19. Анкеровка пучков:
а - колодочный анкер; б - гильзоклиновой анкер; 1 - стальная колодка; 2 - стальная коническая
пробка; 3 - отверстие в пробке для инъецирования раствора в канал; 4 - стальной патрубок;
5 - высокопрочная проволока; 6 - скрутки из отожженной (мягкой) проволоки диаметром 3 мм;
7 - трубка из кровельной стали; 8 - сварные сетки; 9 - отрезок спирали из стальной проволоки
диаметром 2 мм; 10 - гильза из мягкой стали; 11 - клин из стали
Анкеровку концов гладкой высокопрочной проволоки производят посредством
конструктивных анкеров, т.е. анкеров, остающихся на концах арматуры на весь пе-
риод эксплуатации конструкций. Конструктивные анкеры выполняют посредством
высаженных головок и анкерных плит, а при натяжении арматуры на упоры - по-
средством петлевых (кольцевых) анкерных устройств (рис. 3.1.20, а).
2-2
291
Высокопрочную проволочную арматуру или канаты, наматываемые на бетон
круглых конструкций (трубы, цилиндрические резервуары, силосы), анкеруют по-
средством закрепления начала и конца каждой группы зажимными болтами
(рис. 3.1.20, б) или простейшими плашечными зажимами, не выступающими за пре-
делы защитного слоя бетона.
Рис. 3.1.20. Анкеровка проволочной или канатной арматуры:
а - анкеровка посредством анкерных колец; б - анкеровка зажимными болтами; 1 - высокопроч-
ная гладкая проволока или канат; 2 - кольцо; 3 - штырь; 4 - витки арматуры с ослабленным натя-
жением; 5 - конец обмотки; 6 - зажимный болт диаметром 12 мм; 7 - анкер сечением 25x25 мм
Анкеровку концов канатной арматуры при необходимости производят в виде
обжатых муфт, клиновых и цанговых зажимов, а пучков - в виде гильзостержневых
анкеров, металлических колодок и конусных пробок, гильзоклиновых анкеров
(см. рис. 3.1.19) и др.
В целях предохранения анкерных устройств, расположенных на поверхности
бетона, от коррозии применяют антикоррозионные покрытия.
292
ГЛАВА 2. ПРОИЗВОДСТВО АРМАТУРНЫХ РАБОТ
2.1. УСЛОВИЯ ПОСТАВКИ АРМАТУРНОЙ СТАЛИ
Поставка арматурной стали определяется объемами ее систематического по-
требления и может быть разделена на две основные категории:
- повагонная поставка арматурной стали крупным потребителям, таким как
большие заводы железобетонных изделий, стройки и металлобазы, имеющие объе-
мы ежеквартального потребления арматурной стали одного класса и диаметра боль-
ше вагонной нормы, т. е. 65 т. В этом случае арматурная сталь поступает потреби-
телю непосредственно от завода-изготовителя по железной дороге;
- поставка арматурной стали меньшими партиями, как правило, автомобиль-
ным транспортом, в объемах существенно меньших вагонной нормы. Такая постав-
ка осуществляется с централизованных металлобаз или дилерами металлургичес-
ких заводов-поставщиков, с промежуточных складов. Возможна также такая по-
ставка и непосредственно с завода-изготовителя потребителям, расположенным
вблизи них (не более 100-150 км).
В обоих случаях арматурная сталь поставляется партиями массой не более 70 т
одной плавки (ковша) и одного диаметра и оформляется одним документом о каче-
стве - сертификатом.
В сертификате указываются номера государственных стандартов или техниче-
ских условий на данный вид арматурной стали и условия ее поставки, маркировки,
упаковки и испытаний; а также: номер и вес каждой партии, класс прочности, мар-
ка стали, ее химический состав и механические свойства.
Приводимые в сертификате характеристики механических свойств зависят от
требований стандартов на поставляемую арматурную сталь, но, как правило, это
временное сопротивление условный о0 2 или физический пределы текучести,
относительное удлинение в месте разрыва: 35 для стержневой арматуры и 8100 для
холоднотянутой проволоки, а также результаты испытаний на изгиб или перегиб.
Для высокопрочной напрягаемой арматуры указывается также равномерное уд-
линение 8Р или удлинение перед разрывом 8„.
Для холоднотянутой проволоки и арматурных канатов в сертификате указыва-
ют агрегатную прочность арматурного элемента.
В случаях поставки стержневой арматурной стали, сертифицированной по ка-
честву, указывают также минимальное среднее значение X и среднеквадратическое
отклонение So в партии величин (о0 2) и что позволяет не производить кон-
трольных испытаний при входном контроле у потребителя.
Применение арматурной стали, не имеющей документа о качестве, недопусти-
мо, так как может привести к аварийным ситуациям.
В России допускается применять без дополнительной сертификации только ар-
матурную сталь, поставляемую по ГОСТ или российским стандартам и техничес-
ким условиям. В случае применения арматуры, поставляемой по иностранным тех-
293
ническим условиям или стандартам без дополнительной сертификации, ответствен-
ность за ее качество несет покупатель.
Упаковка арматурной стали осуществляется либо в пакеты для стержней диа-
метром 10-70 мм, либо в бунты (мотки). В бунтах поставляются арматурные кана-
ты, холоднотянутая проволока, а также арматура горячекатаная или термомеханиче-
ски упрочненная всех классов диаметром 5-10 мм и гладкая класса А240 (А-I) диа-
метром 6-20 мм.
Стержневую арматуру поставляют в прутках длиной от 6 до 12 м:
- мерной длины;
- мерной длины с немерными отрезками длиной не менее 2 м, не более 15% от
массы партии;
- немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от
3 до 6 м не более 7% от массы партии.
По согласованию изготовителя с потребителем допускается поставка стержней
длиной от 5 до 25 м.
Допускаемые отклонения по длине мерных стержней длиной до 6 м включи-
тельно +50 мм и свыше 6 м +70 мм.
Стержни поставляют пакетами массой 3, 5, 10 или 15 т. Вес пакетов - по согла-
сованию с заказчиком.
Бунты поставляют весом не более 3,0 т, но, как правило, весом 0,6-1,5 т.
Каждый пакет или бунт арматуры снабжают ярлыком (биркой), на котором ука-
зан завод-изготовитель, номер партии, диаметр, класс и марка стали. Кроме того,
каждый стержень арматурной стали должен иметь прокатную или иную маркиров-
ку, обозначающую класс стали и завод-изготовитель.
2.2. ТРАНСПОРТИРОВАНИЕ И СКЛАДИРОВАНИЕ АРМАТУРЫ
Перевозка арматурных конструкций из арматурных цехов и заводов на строи-
тельные объекты производится автомобильным или железнодорожным транспор-
том.
Транспортные средства выбирают с учетом размеров, конфигурации и массы
арматурных заготовок. При погрузке, транспортировании, разгрузке и складирова-
нии арматурных заготовок следует принимать меры против их деформаций и разру-
шения. Арматурные стержни (прямые и гнутые) перевозят связанными в пачки, сет-
ки и каркасы - пакетами по нескольку штук.
Пространственные армокаркасы, имеющие недостаточную жесткость, для пре-
дохранения от деформаций временно усиливают и надежно закрепляют на транс-
портных средствах. При перевозке элементов, длина которых на 1,5 м превышает
длину кузова, применяют прицепы. Закладные детали во избежание их потерь и де-
формаций перевозят и хранят в специальных контейнерах.
Складируют арматуру на объекте в том порядке, который принят для монтажа.
Для обеспечения бесперебойного ведения монтажа на объекте создают запас арма-
турных заготовок не менее чем на трехсменную потребность.
294
Арматуру складируют на центральных (базисных) и приобъектных складах.
Центральные склады используют для приемки, длительного хранения, укрупни-
тельной сборки и подготовки арматурных заготовок. Центральные склады устраи-
вают только при больших объемах работ и длительной их продолжительности. При-
объектные склады организуют у места установки арматуры, в зоне действия кранов,
обслуживающих объект.
Территория складов должна иметь хорошие подъезды, покрытие из щебня или
гравия, а также необходимые уклоны и водоотводные канавы. Центральные склады
оборудуют кранами, стеллажами, стендами и другими устройствами для складиро-
вания арматуры, а также электрическим освещением. Приобъектные склады обору-
дуют простейшими стеллажами.
Штабеля арматуры размещают так, чтобы между ними были проезды для
транспорта и проходы для людей. Пакеты сеток и каркасов, пучки стержней, а так-
же отдельные штабеля нужно снабжать специальными табличками (бирками) с ука-
занием марки арматуры, ее количества, номера заказа и позиции по заказной специ-
фикации. Высота штабеля не должна превышать 1,5 м.
Арматура не должна соприкасаться с грунтом. Для этого ее укладывают на де-
ревянные, стальные или бетонные подкладки. Условия хранения арматуры на скла-
дах должны исключать ее коррозию, загрязнение, поломки и деформации.
Штабеля и крупногабаритные арматурные заготовки располагают длинной сто-
роной вдоль автодорог или железнодорожных путей, чтобы упростить погрузочно-
разгрузочные операции.
2.3. ТАКЕЛАЖНЫЕ РАБОТЫ
Во избежание повреждений арматурных заготовок при монтаже строповать их
следует в строго определенных точках. Места строповки длинномерных и прост-
ранственных элементов должны быть определены проектом производства работ и
отмечены на каркасах несмываемой краской.
Сетки стропуют в четырех точках с помощью пространственной траверсы, ар-
мокаркасы - с помощью двухконцевых стропов или траверс.
Стропы - отрезки канатов или цепи, соединенные в кольца или снабженные
подвесными приспособлениями (захватами), которые обеспечивают быстрое, удоб-
ное и безопасное закрепление грузов. Стропы подразделяют на простейшие, уни-
версальные, облегченные одноветвевые, многоветвевые (двух-, трех- и четырехвет-
вевые) (рис. 3.2. Г), инвентарные витые и инвентарные полотенчатые.
Траверсы - грузоподъемные приспособления, которые воспринимают сжимаю-
щие или растягивающие усилия или работают на изгиб. Основное назначение тра-
верс - предохранять поднимаемые элементы от воздействия сжимающих усилий,
возникающих в них при наклоне стропов. В отличие от стропа траверса позволяет
уменьшить высоту строповки, изменить направление усилий, возникающих в под-
нимаемом элементе. Специальные и балансирные траверсы обеспечивают более
сложное маневрирование монтируемым элементам в процессе его монтажа.
295
При работе ветвей стропа, перекинутых через блок, считают, что их загрузка
равномерна, и коэффициент неравномерности загрузки ветвей не учитывается
(рис. 3.2.2).
Рис. 3.2.1. Многоветвевые стропы:
а - двухветвевой; б - трехветвевой; в - четырехветвевой
Рис. 3.2.2. Балансирные траверсы
2.4. СОЕДИНЕНИЕ АРМАТУРНЫХ ЭЛЕМЕНТОВ
Для соединения стержней при изготовлении сеток и каркасов для железобетон-
ных строительных изделий применяют электродуговую и контактную точечную и
стыковую сварку, а также различные приспособления для связывания арматурных
стержней.
2.4.1. Правка, гибка и резка арматурной стали
Заготовка арматурной стали, поступающей в бухтах, производится в автомати-
ческих станках, которые одновременно разматывают бухты, выпрямляют прутки и
режут их на стержни необходимой длины.
Проволока подается тянущими роликами, резка - ножами по ходу движения без
остановки. Очищают и правят проволоку в быстро вращающемся барабане. Прово-
296
лока проходит через отверстия в эксцентриковых плашках. При прохождении пла-
шек проволока принимает форму волны, амплитуда которой регулируется переме-
щением плашек. Проволока выпрямляется в результате поочередного изгиба в раз-
личных направлениях и одновременного протягивания.
Резку арматурной стали на строительной площадке выполняют на станках и
ручными ножницами (рис. 3.2.3).
Рис. 3.2.3. Приспособления для обработки арматурной стали:
а - станок М-36 для резки; б - ручная отрезная машина GWS 14-125 СЕ; в - ножницы (для резки
арматуры диаметром до 16 мм); г - отрезной круг 0 180/230 мм; д - обдирочный круг; е - коль-
цевая щетка для удаления ржавчины
297
При изготовлении арматурных изделий гнут как стержни арматуры, так и сет-
ки для пространственных каркасов. Для гибки арматуры используют как ручные,
так и приводные станки (рис. 3.2.4, 3.2.5). Вручную гнут арматурную сталь при не-
большом объеме работ.
Рис. 3.2.4. Универсальное приспособление:
а - гибка арматуры; б - режущие элементы
298
Рис. 3.2.5. Станок для гибки арматурной
стали. Модель В-36
2.4.2. Электросварка и вязка арматуры
Арматурные стержни, сетки, каркасы и другие элементы при установке в кон-
струкцию соединяются между собой на сварке (электродуговая и контактная), свя-
зываются проволокой, закрепляются пружинными фиксаторами.
Для соединения арматурных стержней, сеток и каркасов на строительных пло-
щадках применяют следующие виды электросварки: ручную электродуговую, ван-
ную, ванно-шовную, контактную и полуавтоматическую электрошлаковую.
Сварные стыки проверяют наружным осмотром и выборочным испытанием об-
разцов, вырезанных из конструкции в количестве 1% от числа соединений. Реко-
мендуются испытания физическими методами без разрушения соединений. При
стабильности результатов количество вырезаемых образцов можно сократить до
0,5%.
Дуговая шовная сварка. При этом виде сварки арматурные стержни соединяют
внахлестку, с накладками или на желобчатых подкладках. Такими способами сты-
куют горизонтальные, наклонные и вертикальные стержни из сталей классов
А240 (А-I), А800 (А-V) при диаметрах от 8 до 80 мм. Дуговую шовную сварку вы-
полняют с помощью трансформаторов переменного тока или агрегатов постоянно-
го тока (рис. 3.2.6).
Основные преимущества дуговой шовной сварки - простота и универсаль-
ность; недостатки ее состоят в трудоемкости и большом расходе металла на нахле-
стку и накладки.
Ванная сварка. Суть этой сварки состоит в получении расплавленного метал-
ла в пространстве, ограниченном торцами стыкуемых стержней и скобой-наклад-
кой. Концы стыкуемых стержней устанавливают с зазором, который равен
1,5-2 диаметрам электрода с покрытием (рис. 3.2.7).
С помощью ванной сварки стыкуют горизонтальные, наклонные и вертикаль-
ные стержни.
299
Рис. 3.2.6. Портативные бензиновые сварочные агрегаты
Ванну заполняют жидким металлом из расплавленных электродов и частично
из металла стыкуемых стержней. Чтобы расплавленный металл не растекался при
сварке, применяют съемные медные формы или стальные необорачиваемые скобы-
подкладки или накладки.
Особенность ванной сварки состоит в том, что процесс сваривания происходит
непрерывно. Металл в верхней зоне ванны в это время находится в жидком состоя-
нии, шлак же и пузырьки инертных газов поднимаются вверх, к металлу, в резуль-
тате чего качество стыка улучшается.
Ванную сварку выполняют одним электродом или гребенкой из нескольких
электродов, прихваченных к специальной пластине или зажатых в специальном эле-
ктрододержателе. Одноэлектродную ванную сварку применяют для соединения
стыков гладких стержней стали класса и периодического профиля диаметром до
32 мм. Многоэлектродную сварку в медных формах используют для стыковки
стержней гладких и периодического профиля диаметром до 80 мм из сталей СтЗ и
Ст5. Наибольший диаметр стержней из стали 35ГС, стыкуемых этим способом, -
43 мм.
Для ванной сварки нужны сварочные трансформаторы переменного или агре-
гаты постоянного тока.
По сравнению с дуговой шовной при ванной сварке уменьшается расход стали
на стык, расход электродов и электроэнергии, снижается трудоемкость и стоимость
работ.
Ванно-шовная сварка. Этот вид сварки отличается от ванной тем, что сталь-
ную необорачиваемую скобу-накладку приваривают к стыкуемым стержням флан-
говыми швами, вследствие чего накладка воспринимает часть усилий, действую-
300
Рис. 3.2.7. Сборка для ванной сварки:
а - стык, собранный на гладкой накладке; б - стык, собранный на составной штамповочной под-
кладке; в - цельная стальная подкладка с канавками; 1 - стыкуемые стержни; 2 - стальная скоба-
накладка; 3 - места прихваток; 4 - прихватки, соединяющие половины подкладки; 5 - прихватки,
соединяющие подкладку со стержнями
А-А
2b
щих на стык. Ванно-шовную сварку выполняют в два этапа: сначала дуговой шов-
ной сваркой проваривают фланговые швы, а затем гребенкой из 3-4 электродов за-
плавляют зазор между торцами стыкуемых стержней.
301
Ванно-шовная сварка целесообразна для соединения стержней диаметрами от
36 мм и более (рис. 3.2.8).
Рис. 3.2.8. Соединение
стержней
при ванно-шовной сварке:
1 - стыкуемые стержни;
2 - точечные наплавки (при-
хватки); 3 - стальная скоба-
накладка; 4 - фланговые швы
Контактная сварка. При этом способе сварки концы стыкуемых стержней за-
кладывают в электроды контактно-сварочной машины внахлестку на 1-1,5 диамет-
ра стыкуемых стержней. После включения машины на режим «сжатие-сварка» ав-
томатически происходит предварительное сжатие, нагревание и осадка металла
стержней. В результате получается качественный и прочный стык.
Контактную сварку применяют для стыковки арматурных стержней диаметром
от 12 до 32 мм класса А240 (А-I) или А300 (А-П). Преимущества этой сварки - эко-
номия трудовых затрат и арматурной стали. Контактная сварка не получила на
стройках широкого распространения из-за ограниченного выпуска мобильных кон-
тактно-сварочных машин.
Способ контактной стыковой сварки основан на использовании выделений тепла
в местах контакта торцов стержней (из-за большого сопротивления в местах контакта)
при пропускании через них электрического тока, в результате чего происходит их оп-
лавление и при прижиме концов стержней - соединение. «Осадка» стержней продол-
жается некоторое время и после отключения тока. Давление сжатия торцов зависит от
класса свариваемых сталей и площади стыка. Для быстрого нагрева металла и умень-
шения тепловых потерь применяют высокие токи (порядка 50 000 А). Недостатками
контактной сварки являются большая масса сварочного оборудования и высокие элек-
трические мощности, что позволяет использовать их только в стационарных условиях.
При контактной сварке применяют как непрерывное, так и прерывистое оплав-
ление. В последнем случае стержни многократно сближаются (от 3 до 20 раз) до
легкого соприкосновения, вследствие чего они разогреваются и непрерывно оплав-
ляются. При способе прерывистого оплавления требуется меньшая плотность тока,
что позволяет при той же мощности сваривать стержни большего диаметра, умень-
шить величину оплавления и избежать закалки металла в зоне стыка.
Режим стыковой сварки, характеризуемый длительностью протекания, силой и
плотностью тока и зависящий от класса свариваемой арматурной стали, должен
обеспечивать равномерность стыковых соединений материалов стержней при наи-
меньшем расходе электроэнергии.
302
Полуавтоматическая электрошлаковая сварка. Сущность ее заключается в
механизированной подаче электродной проволоки с помощью специального полу-
автомата и в постепенном заполнении стыка расплавленным металлом. При подго-
товке стыка торцы стержней обрабатывают под углом 10-15°, крепят медную фор-
му и засыпают порошкообразный флюс.
При контакте электродной проволоки со стыкуемыми стержнями образуется
электрическая дуга, которая расплавляет металл и флюс (рис. 3.2.9). Последний,
благодаря меньшей массе всплывает в верхнюю зону ванны, образуя над жидким
металлом шлаковую корку, которая защищает металл от соединений с кислородом
и азотом воздуха, что улучшает качество стыка.
а)
Рис. 3.2.9. Стыки арматурных стержней, подготовленных для полуавтоматической
электрошлаковой сварки:
а - горизонтальный стык; б - вертикальный; 1 - стыкуемые стержни; 2 - медная форма; 3 - флюс
При полуавтоматической электрошлаковой сварке производительность труда
повышается в 3-5 раз, а стоимость сварочных работ снижается в 2,5-3 раза по срав-
нению с ванной и ванно-шовной сваркой. Однако для этого способа требуется слож-
ное оборудование, вследствие чего ее применяют для соединения арматурных
стержней только диаметров 16 мм и более.
Вязка арматуры. Вязку применяют, когда контактная и дуговая электросварка
не допускается. Проволочные узлы вяжут с помощью арматурных кусачек или
крючками, а также специальными устройствами для связки арматуры (рис. 3.2.10).
Аккумуляторные пистолеты для связки арматуры имеют следующие технические
характеристики: напряжение - 9,6 В; время зарядки аккумулятора - 25 мин; на од-
ну зарядку аккумулятора - около 360 узлов; на один узел - 3 петли; скорость вязки
узла - менее 1 сек; сечение связываемой арматуры - 9.. .65 мм; проволока на катуш-
ке диаметром 0,8 или 1,6 мм, длина 95 м (120 узлов на катушку); материал проволо-
ки сталь.
Для ускорения соединения стержней применяются пружинные проволочные
фиксаторы диаметром 1,6-2,8 мм, с их помощью выполняются одно- и двусторонние
соединения (рис. 3.2.11). Область применения фиксаторов представлена в табл. 3.2.1.
303
Рис. 3.2.10. Приспособления для вязки:
а - аккумуляторный пистолет; б - крючок
218
Область применения фиксаторов
Таблица 3.2.1
Тип фиксатора I
Диаметр проволоки, мм 1,0...1,2
Диаметры соединяемых
стержней, мм _______ 16...6
II Ш IV
1,0...1,2 1,2_______ 1,2
25...6 20...8 32...14
Рис. 3.2.11. Фиксаторы: а - тип.1; б - тип П; в - тип III; г - тип IV
304
С помощью пружинных фиксаторов производят сборку арматурных каркасов и
сеток (рис. 3.2.12).
Рис. 3.2.12. Пример использования фиксаторов: а - объемный каркас; б - сетка
2.5. УСТАНОВКА АРМАТУРЫ И ВИДЫ АРМИРОВАНИЯ
Монтаж арматуры ведут специализированные звенья арматурщиков. Состав и
количество звеньев определяются видом монтируемой арматуры и объемом работ
(рис. 3.2.13). Последовательность установки арматуры должна быть такой, чтобы
ранее установленные элементы не затрудняли последующий монтаж и была обес-
печена устойчивость установленной арматуры.
«)
. Рис. 3.2.13. Арматурные работы:
а - укладка арматурной сетки; б - установка арматурного пространственного каркаса
спп
305
При армировании и в процессе бетонирования необходимо обеспечивать ука-
занную в проекте толщину защитного слоя. Она зависит от вида конструкций
{табл. 3.2.2).
Jlpn устройства защитного слоя между арматурой и опалубкой устанавливают
прокладки из бетона, пластмассы и других материалов.
С этой целью также к пространственным и плоским армокаркасам приварива-
ют отрезки стержней (коротыши), упирающиеся в опалубку и исключающие каса-
ние арматурой опалубки.
Таблица 3.2.2
Толщина защитного слоя арматуры
_ -у --
Минимально
Конструкции зданий допустимая толщина
защитного слоя, мм
Плиты и стены толщиной до 100 мм из бетона: _ ___
тяжелого_______________________________________ _______ 10
легкого______________ _____ ____________ ______________ 15
Плиты и стены тошциной более 100 мм ____ L5 _
Ребра часторебристых покрытий_ __ _ 15__
Блоки и колонны при диаметре проволочной арматуры: ____ _ __
до 20 мм _ _ __ 20
от 20 до 35 мм 25
более 35мм _ _ _ _ 30
при арматуре из проката _ _ и_ 50
Нижняя арматура фундамента: _ . _ ’ _
__ при наличии подготовки 36
1 без подготовки „ _ _ 1 70
_ Фундаментные балки _ । 36 ,
Монтаж арматуры следует вести в строгом соответствии с рабочими чертежа-
ми. Порядок и технология монтажа определяются проектом производства работ
(рис. 3.2.14).
С целью снижения трудоемкости монтажа и повышения качества работ необхо-
димо: шире использовать унифицированные арматурные заготовки (сетки); меха-
низмы для монтажа арматуры; применять укрупненные арматурные заготовки (кар-
касы, сетки); применять армоопалубочные блоки, в которых на жесткие армокарка-
сы навешивают опалубочные щиты и короба; применять наиболее эффективные
способы стыковки.
Смонтированную арматуру перед бетонированием необходимо тщательно про-
верить - установить соответствие рабочим чертежам, в результате чего составляют
акт на скрытые работы.
Виды армирования конструкций. При укрупнительной сборке и монтаже ар-
матурного каркаса особенность армирования определяется вертикальным или гори-
зонтальным положением его элементов в конструкции.
Плиты перекрытия и покрытия, основания фундаментов и другие плиты со-
ставляют первую группу конструкций, армируемых горизонтальными плоскими
306
сетками. Армирование может быть однорядным с сеткой, расположенной внизу
плиты или в верхней части плиты, или же двухрядным с сетками, расположенными
в нижней и в верхней зонах плиты.
а) б)
Рис. 3.2.14. Приемы установки арматурного каркаса:
а - подъем в горизонтальном положении; б - подъем в вертикальном положении;
в - подача к месту установки; г - положение после закрепления
В первом случае сетку укладывают на подготовленное основание или в опалубку
и устанавливают фиксаторы нижнего защитного слоя. При значительной протяженно-
сти плиты сетки стыкуют вдоль рабочей арматуры устройством равнопрочного стыка
или перепуском стержней внахлестку на величину, определяемую расчетом. В попе-
речном направлении при отсутствии усилия растяжения или изгиба сетки укладывают
на расстоянии поперечного шага рабочих стержней одна к другой. При действии изги-
бающего момента на плиту в двух направлениях армирование производится сетками,
укладываемыми во взаимно перпендикулярном направлении одна на другую.
При армировании верхней зоны сетки укладывают на легкие пространствен-
ные гнутые каркасы требуемой высоты или ставят подкосы к вертикально установ-
ленному плоскому каркасу. Также поступают и при двухрядном армировании, одна-
ко лучше устанавливать пространственный каркас из двух сеток с перпендикуляр-
ными связями.
307
Вторую группу типичных конструкций составляют вертикальные стенки или
балки, армируемые вертикальными каркасами-ветками (стены каналов, тоннелей,
емкостей и балок).
При однорядном армировании фиксируют положение вертикальной сетки от-
носительно опалубки фиксаторами защитного слоя по отношению к противополож-
ной стороне гнутыми элементами или плоским каркасом, установленным перпен-
дикулярно сетке в вертикальном положении.
При двухрядном армировании фиксация сеток также производится фиксатора-
ми защитного слоя с обеих сторон, а между сетками устанавливают каркас враспор.
Необходимо учитывать технологические требования по фиксации взаиморасполо-
жения стержней и сохранению геометрии каркаса в процессе бетонирования. Кар-
кас должен иметь такие расстояния между стержнями, которые бы позволяли сво-
бодно проходить бетону и полностью заполнять все бетонируемое пространство для
обеспечения адгезии с арматурой.
Во всех случаях обязательным является обеспечение несущей способности
каркаса до набора бетоном прочности, достаточной для восприятия нагрузок от лю-
дей, применяемых механизмов и оборудования.
Все эти обстоятельства должны быть учтены в проекте производства работ, от-
ражены в технологических картах, графиках возведения монолитной конструкции.
Третью обособленную группу представляют пространственные армокаркасы
колонн, подколенников ступенчатых фундаментов. Вертикальное положение армо-
каркаса диктует применение пространственных высоких элементов, обладающих
устойчивостью, малым числом стыков рабочей арматуры. Применение плоских се-
ток, воспринимающих момент в одной плоскости, хотя и возможно, но для фикса-
ции этих сеток требуется устройство связей-распорок, по существу превращающих
две сетки в пространственный замкнутый каркас.
И для этой группы также наиболее приемлемым является пространственный,
предельной готовности каркас. Для образования каркаса применяют продольные
гнутые элементы, имеющие надежные угловые соединения в изогнутых местах и
требующие минимального числа соединения при укрупнительной сборке.
Требования к арматурным каркасам при бетонировании. При вертикальном
положении арматурный элемент можно сравнительно легко удерживать от потери
устойчивости, ориентируясь по опалубке. При бетонировании вертикальных эле-
ментов арматура воспринимает боковое давление свежеуложенного бетона и дина-
мическое давление потока бетона. При горизонтальном расположении арматурного
элемента на него воздействует не только динамическое давление, но и масса бето-
на. Их воздействие кратковременно. После вибрации нижерасположенный слой бе-
тона воспринимает эту массу на себя. Кроме того, воздействует собственная масса
каркаса, вызывающая в зависимости от наличия опор изгибающие моменты и попе-
речные силы в стержнях каркаса. Для восприятия этих усилий каркас опирают на
основание сооружения или на опалубку.
Отклонение положения пространственного каркаса, особенно концов стерж-
ней, подлежащих стыкованию с соответствующими концами ранее смонтированной
части арматурного каркаса железобетонной конструкции или элементов, подлежа-
щих присоединению в последующем, должно быть в пределах допускаемого.
308
Отклонения от проектов отдельных арматурных элементов не должны превы-
шать нормируемых допусков (табл. 3.2.3).
Таблица 3.2.3
Места установки арматуры Допускаемые отклонения, мм
В расстояниях между отдельными рабочими стержнями:
для колонн, балок и арок ±10
для плит, стен и фундаментов под каркасные конструкции ±20
для массивных конструкций ±30
В расстояниях между рядами арматуры при армировании в несколько рядов по высоте: в конструкциях толщиной более 1 м и фундаментах под конструкции
и технологическое оборудование ±20
в балках, арках и плитах толщиной более 100 мм ±5
в плитах толщиной до 100 мм при проектной толщине защитного слоя 10 мм ±3
В расстояниях между хомутами балок и колонн и между связями арма-
турных каркасов и ферм ±10
В отдельных местах в толщине защитного слоя:
в массивных конструкциях (толщиной более 1 м) ±20
в фундаментах под конструкции и технологическое оборудование ±10
в колоннах, балках и арках ±5
в плитах и стенах толщиной более 100 мм ±5
в плитах и стенах толщиной до 100 мм при проектной толщине за-
щитного слоя 10 мм ±3
В расстояниях между распределительными стержнями в одном ряду:
для плит, стен и фундаментов под каркасные конструкции ±25
для массивных конструкций ±40
От вертикали или горизонтали в положении хомутов (за исключением ±10
случаев, когда они предусмотрены проектом) В положении осей стержней в торцах сварных каркасов, стыкуемых на месте с другими каркасами при диаметре стержней, мм:
до 40 ±5
40 и более ±10
В расположении стыков стержней по длине элемента:
в каркасах и тонкостенных конструкциях ±25
в массивных конструкциях ±50
Отклонения положений элементов арматуры массивных конструкций (каркасов, блоков, ферм) от проектного:
в плане ±50
по высоте ±30
Примечание. Допускаемые отклонения от проекта при установке арматуры из крупных стержней
диаметром более 90 мм, а также при установке сварных каркасов из фасонной стали и сварных
труб устанавливаются проектом.
Величина нахлестки должна быть не менее указанной в табл. 3.2.4.
2.6. ПРЕДВАРИТЕЛЬНОЕ НАТЯЖЕНИЕ АРМАТУРЫ
Способ предварительного натяжения арматуры применяют как в сборных, так
и в монолитных конструкциях и сооружениях. В монолитном исполнении с предва-
309
рительным натяжением арматуры бетонируют пролетные строения мостов, больше-
пролётные балки и плиты перекрытий, контурные элементы оболочек и куполов,
резервуары, высотные сооружения и др. Так, железобетонный ствол Останкинской
телебашни был выполнен с предварительным натяжением вертикальной пучковой
арматуры.
Таблица 3.2.4
Наименьшая длина
Тип рабочей арматуры
Условия работы стыка
нахлестки, мм
В12,5 В15 и выше
Горячекатаная периодического профиля класса АЗ 00 (А-П) и гладкая В растянутой зоне изги- баемых элементов 35 30
класса А240 (A-I) В растянутых элементах 40 35
Горячекатаная периодического профиля класса А400 (А-Ш) В растянутой зоне изги- баемых элементов 45 । 40
Из двух способов натяжения армату-
^>^ры - на упоры и на бетон - в монолитном
строительстве наиболее широко применя-
ется последний (рис. 3.2.15).
Для пропуска арматуры, напрягаемой
на бетон, в нем устраивают специальные
каналы. С этой целью перед бетонировани-
ем в опалубку устанавливают каналообра-
зователи в форме стальных труб или
стержней, с наружной проволочной обмот-
кой и специальной смазкой или резиновые
шланги с проволочным сердечником. Во
„ „ „ избежание сцепления с бетоном стальные
Рис. 3.2.15. Натяжение арматуры на бетон -
трубы или стержни через каждые
15-20 мин поворачивают вокруг оси, а через 2-4 ч после окончания бетонирования
их извлекают. При использовании резиновых каналообразователей через 2-4 ч из-
влекают проволочный сердечник, а затем резиновый шланг. Извлекаемые каналооб-
разователи (трубы и шланги) применяют при длине канала до 6 м.
В крупноразмерных конструкциях (пролеты мостов, большепролетные балки)
каналы устраивают путем закладки гофрированных стальных трубок, которые оста-
ются в бетоне.
По достижении бетоном проектной прочности через каналы протягивают арма-
туру в виде пучков высокопрочной проволоки или стальных канатов и ее натягива-
ют с помощью домкратов.
В процессе натяжения арматуры нужно тщательно контролировать величину
усилия, передаваемого на нее.
При снятии домкрата усилие натяжения, созданное в арматуре, через анкерные
устройства на обоих концах арматурного пучка передается на бетон и обжимает его.
310
Натягивают арматуру плавно, ступенями по 3-5 МПа. После того как в пучке
создано напряжение на 5% больше проектного, его снижают до требуемого и при-
ступают к закреплению арматурного пучка.
При длине напрягаемой арматуры более 10 м ее натягивают с двух концов од-
новременно двумя домкратами.
Для обеспечения монолитности конструкции и защиты напряженной арматуры
от коррозии в каналы нагнетают цементный раствор марки не ниже 300. Чтобы
обеспечить лучшее сцепление бетона со стенками канала и арматурой, раствор го-
товят, на безусадочном или расширяющемся цементе. Качество нагнетания раство-
ра контролируют через специальные отверстия.
Для предварительного напряжения арматуры резервуаров, силосов и других
цилиндрических сооружений используют специальные навивочные машины. Они
обтягивают высокопрочной проволокой стенки резервуаров снаружи, создавая в бе-
тоне предварительное напряжение сжатия.
После набора бетоном резервуара проектной прочности в центре его монтиру-
ют опорную стойку, к которой крепят вращающуюся стрелу с двумя тележками.
Верхняя тележка опирается на стену резервуара и движется по ней; нижняя может
перемещаться вверх и вниз по вертикальной раме. Направляющей для периметраль-
ного перемещения нижней тележки служит цепь, закрепленная на стенке резервуа-
ра. На нижней тележке установлены электропривод для движения по периметру ре-
зервуара, а также натяжное устройство.
Для натяжения бухту проволоки закрепляют в бухтодержателе навивочной ма-
шины; при этом один конец проволоки крепят к стенке резервуара, после чего начи-
нают навивку. Через каждые 2-3 витка периодически натягивают проволоку. Пра-
вильный шаг витков создается перемещением нижней тележки по вертикальной ра-
ме снизу вверх.
Машиной АНМ-5 навивают арматуру на резервуары диаметром от 10 до 42 м и
высотой до 8 м. Машина АНМ-7 предназначена для навивки проволоки на резерву-
ары диаметром от 16 до 70 м и высотой до 12 м.
Для защиты арматуры от коррозии после ее навивки торкретируют наружные
поверхности резервуаров или штукатурят высокомарочным цементным раствором.
Кроме механических способов натяжения арматуры, которые описаны выше,
применяют также электротермический и электротермомеханический способы натя-
жения. Принцип обеспечения электротермического натяжения основан на том, что
при нагревании арматуры электротоком она удлиняется и в таком состоянии ее кон-
цы заанкеривают в бетоне. После остывания арматура укорачивается и обжимает
бетон. Электротермомеханический способ предусматривает удлинение арматуры
вследствие ее нагревания с последующим механическим натяжением.
От точности и качества натяжения арматуры зависят надежность и долговеч-
ность предварительно напряженных конструкций. Неточности натяжения весьма
опасны, так как брак обнаруживается только при испытании или в процессе эксплу-
атации конструкции. Вследствие этого очень важно при натяжении арматуры обес-
печить необходимый контроль величины ее натяжения и положения в канале.
Усилия натяжения контролируют по манометрам с помощью приборов, замеря-
ющих удлинение напрягаемых стержней или проволок.
311
2.7. ПРИЕМКА СМОНТИРОВАННОЙ АРМАТУРЫ
Установленная арматура перед бетонированием должна быть принята, а эта
приемка оформлена актом, в котором дается оценка качеству работ, перечисляются
отступления от проекта, возможные исправления и усиления и делаются заключе-
ния о возможности бетонирования.
Контроль качества выполнения арматурных работ осуществляется на этапах
приемки и хранения стали, изготовления арматуры непосредственно на строитель-
ной площадке, в процессе монтажа арматурных каркасов, сеток, армометаллобло-
ков, армирования конструкций штучными стержнями, установки и натяжения на-
прягаемой арматуры, приемки смонтированной арматуры.
Применяемая для армирования железобетонных конструкций арматурная
сталь, стыки, соединения арматурных стержней и изделий должны соответствовать
проекту.
В случае отсутствия требуемой по проекту арматурной стали или оборудования
для осуществления проектных стыков допускается замена их по согласованию с
проектной организацией.
Поступающая на строительную площадку арматурная сталь, арматурные кон-
струкции, изделия, закладные детали и анкеры принимаются руководителем работ.
При этом необходимо визуально осмотреть, произвести замеры и сверку с данны-
ми паспорта, накладной и бирок.
Отбракованная сталь, арматурные конструкции и изделия могут быть использова-
ны в других конструкциях по согласованию с заказчиком и проектной организацией.
Арматурная сталь, конструкции и изделия, закладные детали должны быть уло-
жены раздельно, по партиям. Необходимо принять меры против увлажнения и за-
грязнения арматуры.
Ненапрягаемая арматура должна храниться под навесом, а напрягаемая армату-
ра, закладные детали, анкеры - в закрытом сухом помещении. Резьбовые соедине-
ния следует покрыть противокоррозионной смазкой.
В процессе заготовки арматуры и изготовления сеток, каркасов, закладных де-
талей контролируются:
- качество заготовок;
- правильность сборки и качество изготовления арматурных сеток и каркасов;
- качество стыков и соединений арматурных стержней и анкеров.
Арматурная сталь при необходимости должна быть очищена от отслаивающей-
ся окалины и ржавчины механическими способами.
В целях сокращения расхода стали допускается стыкование стержней контакт-
ной сваркой и сваркой трением. Необходимо проверять качество стыков и прово-
дить лабораторные испытания.
Отклонения от прямолинейности стержней на 1 м длины не должны превышать
3 мм - для стержней диаметром до 10 мм и 6 мм - при диаметре 10 мм и более.
К сварке соединений и стыков арматуры допускаются электросварщики, про-
шедшие испытания и имеющие удостоверения, свидетельствующие об их квалифи-
кации и характере работ, к которым они допущены. Каждый сварщик должен про-
ходить испытания не реже одного раза в год.
312
Соединение и стыковка стержней арматуры (по длине, в пересечениях, в при-
мыканиях) должны производиться контактной стыковой и точечной электросвар-
кой, дуговой полуавтоматической сваркой под флюсом и порошковой проволокой.
Стержни диаметром менее 10 мм соединяются между собой контактной сваркой в
заводских условиях. Контактная стыковая сварка соединений горячекатаных стерж-
ней классов АЗОО (A-II)-A400 (A-IV) должна выполняться способом оплавления с
подогревом, а соединение стержней класса А240 (A-I) - способом непрерывного
оплавления или способом оплавления с подогревом.
При подготовке стержней к контактной сварке необходимо:
- отрезать торцы под углом 90°;
- очистить торцы от слоя ржавчины;
- зачистить поверхности выступов у стержней периодического профиля в мес-
тах контакта;
- выправить изогнутые стержни;
- стержни установить строго соосно.
Параметры режима контактной стыковой сварки следует выбирать в соответст-
вии с диаметром и маркой арматурной стали.
Точечная контактная сварка должна применяться для получения крестовых со-
единений двух или трех пересекающихся арматурных стержней при изготовлении
сварных арматурных сеток и каркасов из стали классов А240 (А-I), АЗОО (А-П) и
А400 (А-Ш), а также из проволоки классов В500 (Вр-I) диаметром 3-8 мм.
Суммарная длина сварных швов на стыке стержней внахлестку или на каждой
половине стыка с накладками должна составлять:
- для стержней класса А240 (А-I): при двусторонних швах - 3t7; при односто-
ронних - 6d (d - диаметр стержня);
- для стержней классов АЗОО (А-П) и А400 (А-Ш): при двусторонних швах -
4d, при односторонних - 8t7;
- для стержней класса А600 (A-IV): при двусторонних швах - 5d, при односто-
ронних - 10d.
Высота сварных швов должна быть в пределах от 4 мм до 0,25t7.
Суммарная площадь сечения накладок из стали того же класса, как и у стыкуе-
мых стержней, должна превышать площадь сечения стыкуемых стержней: для ста-
ли класса А240 (A-I) - на 20%, классов АЗОО (А-П) и А400 (А-Ш) - на 50% и клас-
са А600 (A-IV) - на 100%.
При дуговой электросварке контролируется соответствие применяемых марок
и типов электродов классу свариваемой арматурной стали. Электроды должны хра-
ниться в сухом помещении и перед применением должны быть просушены до тре-
буемой влажности.
Для сварки стыков с накладками или внахлестку их следует собирать в кондук-
торе или с помощью струбцин, затем предварительно скрепить их с помощью при-
хваток, располагаемых с одной стороны.
Для дуговой сварки соединений арматуры следует применять электроды с фто-
ристо-кальциевым покрытием типов Э55 и Э50.
Качество всех видов сварных стыковых соединений проверяется путем испы-
тания образцов на растяжение до разрыва. Испытанию подвергают по три образца
313
от каждой партии арматурных конструкций и изделий, включающие не более 100
однотипных стыковых соединений; образцы должны изготовляться одновременно с
каждой партией изделий. Длина образцов должна быть не менее 10 диаметров
стержня и не менее 300 мм, причем стык должен быть расположен в середине об-
разца. Партия считается качественно выполненной, если прочность каждого образ-
ца будет не ниже временного сопротивления стали данного класса на разрыв.
Сварные стыки, выполненные с помощью контактной сварки, помимо испыта-
ний на растяжение должны испытываться на загиб в холодном состоянии вокруг оп-
равок, диаметр которых назначается в зависимости от вида и класса стали. При ис-
пытании на загиб сварной стык образца должен быть в середине загиба. Качество
сварки считается удовлетворительным, если в местах сварки при загибе не образу-
ются трещины. У сварных стыков, выполненных с помощью контактной сварки,
проверяется совпадение осей стержней по длине. Проверке подлежат 5% стыков, но
не менее пяти от каждой партии. Величина смещений должна быть не более 0,1 ди-
аметра стержней.
Контроль качества стыков соединений, выполненных дуговой сваркой, следует
проводить путем внешнего осмотра, замера швов и простукивания молотком мас-
сой 1 кг.
Качество соединений считается удовлетворительным, если:
- сварной шов имеет гладкую или мелкочешуйчатую поверхность без наплывов
и прожогов, перерывов и сужений, подрезов, трещин и плавно переходит к основ-
ному металлу, при простукивании молотком сталь не издает дребезжащего звука.
При несоответствии качества стыковых соединений требованиям технических
условий должна производиться повторная проверка на удвоенном количестве об-
разцов, вырезанных из стыков стержней. Если при повторных испытаниях хотя бы
один из образцов не удовлетворяет указанным требованиям, вся партия сварных
стержней бракуется.
Крестовые пересечения стержней арматуры, смонтированной поштучно, в ме-
стах их пересечения следует скреплять вязальной проволокой или с помощью спе-
циальных проволочных соединительных элементов, а при диаметре стержней свы-
ше 25 мм их соединяют дуговой электросваркой.
Установка арматурных изделий в опалубку или в возводимую конструкцию
должна осуществляться в соответствии с проектом и технологической картой. Не-
обходимо обеспечить правильность положения арматуры в бетоне. Для этого долж-
ны использоваться специальные фиксаторы, которые обеспечивают заданную тол-
щину защитного слоя, расстояние между отдельными арматурными сетками, карка-
сами, рядами стержней. Запрещается применение подкладок из обрезков арматуры,
щебня, деревянных брусков в качестве фиксаторов.
Работы по установке арматурных конструкций и изделий должны быть увяза-
ны с опалубочными. Элементы опалубки, установленные заранее, должны быть
тщательно выверены и закреплены. Строповка сеток, плоских и пространственных
каркасов должна производиться в местах пересечения стержней и указанных в про-
екте.
Соединение сварных сеток и каркасов допускается осуществлять без сварки
путем перепуска на длину, указанную в проекте, но не менее 250 мм. В стыке стерж-
314
ни рабочей арматуры должны размещаться в одной плоскости. Стыки сварных се-
ток в направлении монтажных (распределительных) стержней должны выполнять-
ся внахлестку, причем расстояние между осями крайних рабочих стержней должно
быть не менее 50 мм при диаметре распределительной арматуры до 4 мм и 100 мм -
при диаметре распределительной арматуры более 4 мм.
Соединение отдельных стержней, устанавливаемых в конструкции, осуществ-
ляется внахлестку без сварки. Длина нахлестки должна быть не менее: для стали
А240 (A-I) - 4(И; для стали АЗОО (А-П) - 4(W; для стали А400 (А-Ш) - 50t7.
На концах стержней арматуры гладкого профиля должны быть выполнены крючья.
В одном сечении железобетонной конструкции допускается размещать стыки
арматуры не более чем в 25% от общей площади сечения арматуры.
Приемка смонтированной арматуры, а также сварных стыковых соединений
должна осуществляться до укладки бетонной смеси и оформляться актом освиде-
тельствования скрытых работ. Стыки, выполненные ванной сваркой, контролиру-
ются выборочно в соответствии с действующими стандартами. Забракованные сты-
ки должны быть исправлены.
Напрягаемую арматуру во время заготовки, установки и натяжения следует
тщательно предохранять от повреждений.
Перед закреплением на концы арматурных пучков из высокопрочной проволо-
ки или из арматурных канатов и пучков анкеры должны быть очищены от консер-
вирующей смазки (гильзы, колодки, клиновые анкеры).
Анкерные головки на арматурных стержнях и проволоках должны быть обра-
зованы холодным способом и иметь правильную форму. Скосы, искривления и от-
клонения от размеров анкерных головок не должны превышать 0,4 мм. Прочность
анкерных головок на разрыв должна быть не ниже 0,97 норматив же после высадки
10 000 головок и в случаях замены или ремонта высадочного оборудования необхо-
димо испытывать не менее 6 шт. контрольных образцов головок.
Анкеры и захваты на пучках, канатах должны быть приняты по паспорту, в ко-
тором указываются данные о проекте, основные размеры этих анкеров и захватов,
марка стали, вид термической обработки стали, результаты испытания образцов.
Количество анкеров и захватов в партии не должно превышать 100 комплектов.
От каждой партии анкеров и захватов необходимо испытать на разрыв два кон-
трольных образца. Партия считается пригодной, если оба контрольных образца вы-
держали усилие не ниже 0,9 нормативного сопротивления испытываемой арматур-
ной стали. Если результаты окажутся менее 0,9, то необходимо испытать еще
четыре контрольных образца от партии. По полученным результатам принимается
решение о пригодности партии.
Готовые пучки и канаты должны храниться и транспортироваться свернутыми
в кольцо диаметром 2,5-3 м. Каждый пучок и канат снабжаются бирками, на кото-
рых указываются марка, длина, диаметр проволоки, предел прочности стали и чис-
ло рабочих проволок, завод-изготовитель.
При заготовке напрягаемой стержневой арматуры необходимо контролировать:
качество очистки, правки, резки, сварки в плети и качество анкерных устройств. В
стыках и соединениях арматурных стержней образуемые утолщения не должны
превышать внешний диаметр стержня более чем на 3 мм. Излишние утолщения
315
(грат) в стыках должны быть сняты. В одной конструкции допускается стыкование
не более двух арматурных стержней.
На концах стержней устанавливать клиновые, обжимные, шпоночные, волно-
вые анкеры и захваты.
К началу работ по укладке и натяжению арматуры должны быть определены:
- последовательность натяжения;
- усилия, контролируемые в конце натяжения арматуры;
- потери предварительного натяжения арматуры, учтенные при определении
усилия, контролируемого в конце натяжения арматуры.
Установка арматуры, натягиваемой на затвердевший бетон, должна произво-
диться непосредственно перед натяжением. При протягивании арматуры через ка-
налы должны быть приняты меры против ее повреждения.
При установке напрягаемой арматуры необходимо строго выдерживать рассто-
яние между отдельными элементами, обеспечить положение пучков канатов и
стержней в соответствии с проектом. Запрещается приваривать и прихватывать к
напрягаемой арматуре распределительную арматуру, хомуты и закладные детали,
подвешивать опалубку и т.п.
Перед натяжением арматуры на бетон конструкций необходимо, чтобы проч-
ность бетона достигла прочности, установленной проектом для данной стадии.
Прочность бетона устанавливается на основании результатов испытаний контроль-
ных образцов. Конструкция осматривается и выявляются ее размеры. Конструкция
должна опираться в местах, указанных в проекте, причем опоры не должны препят-
ствовать перемещению конструкции. Поверхности бетона и металла в местах уста-
новки анкеров должны быть чистыми, ровными и перпендикулярными направле-
нию напрягаемой арматуры. Оборудование для натяжения арматуры перед началом
работы должно быть отрегулировано и проверено. Необходимо использовать натяж-
ные станции, обеспечивающие заданные технологические параметры. На рабочем
месте должны иметься данные о режиме использования оборудования для натяже-
ния арматуры.
Натянутая арматура должна быть заинъецирована, обетонирована или покрыта
противокоррозионными составами в сроки, исключающие ее коррозию. При этом
необходимо контролировать качество раствора, марка которого должна соответст-
вовать проекту.
При натяжении арматуры на упоры вначале выбирается слабина криволиней-
ной арматуры и прямолинейной при длине свыше 18 м. В случае одновременного
натяжения группы пучков или канатов необходимо подтянуть их усилием, равным
0,2 от расчетного усилия, и закрепить на упорах. В процессе натяжения арматуры
необходимо соблюдать режим увеличения растягивающего усилия, следить за со-
стоянием и расположением арматуры в форме, упоров, захватов, оттяжек. В случае
группового натяжения арматуры необходимо домкраты располагать симметрично
относительно равнодействующей, с точностью до 10 мм. Напрягаемая арматура на-
тягивается механическими домкратами или путем электронагрева стержней. При
электротермическом нагреве стержней необходимо контролировать расстояние
между опорными поверхностями концевых анкеров до нагрева, силу тока и напря-
жение на контактах, продолжительность нагрева, качество упоров.
316
Расстояние между упорами до нагрева устанавливается расчетом и проверяет-
ся на стенде.
При натяжении арматуры механическими домкратами производится контроль
величины усилия, определяемого с точностью 5% по показателям оттарированных
манометров, и величины упругого удлинения, которое измеряется от условного ну-
ля с точностью до 1 мм для продольной и 0,1 мм - для поперечной арматуры. При
этом необходимо учесть потери, вызываемые трением в домкратах, анкерах, упо-
рах, в местах перегиба арматуры. Ежемесячно следует проверять расстояние между
упорами стендов и форм. Результаты натяжения каждого стержня, пучка и каната
должны фиксироваться в специальном журнале.
После достижения в бетоне конструкции прочности не ниже указанной в про-
екте допускается производить передачу усилия натяжения арматуры на бетон. Кон-
струкция распалубливается, освидетельствуется и дефекты устраняются. При необ-
ходимости конструкция устанавливается на опоры. Обжатие конструкций должно
выполняться плавно, с отпуском пучков, канатов и стержней в последовательности,
установленной проектом.
2.8. ОХРАНА ТРУДА
При монтаже арматуры на объекте необходимо выполнять правила охраны тру-
да, обязательные при выполнении строительно-монтажных работ.
Особое внимание нужно уделять мероприятиям по защите от поражения элек-
тротоком. С этой целью все сварочные трансформаторы необходимо заземлять, эле-
ктропроводка должна быть исправной, рабочие должны иметь средства индивиду-
альной защиты.
При подаче армокаркасов кранами нужно выполнять правила охраны труда на
такелажных работах. Лестницы, рабочие проемы и площадки должны иметь надеж-
ные ограждения.
Арматурщикам запрещается:
- стоять на привязанных или приваренных хомутах или стержнях;
- находиться на опалубочных блоках до полного их закрепления;
- армировать отдельные прогоны и балки, стоя наверху опалубочных коробов,
для этой цели должен быть устроен специальный настил.
317
РАЗДЕЛ IV. БЕТОННЫЕ РАБОТЫ
ГЛАВА 1. ПРИГОТОВЛЕНИЕ БЕТОННОЙ СМЕСИ
1.1. СВОЙСТВА БЕТОННОЙ СМЕСИ
Для приготовления бетонов, отвечающих современным требованиям, необхо-
димы высококачественные цементы и заполнители.
Свежеприготовленную смесь из этих материалов и воды, взятых в строго опре-
деленных пропорциях, называют бетонной смесью или товарным бетоном. Бетон
и бетонная смесь - это разные состояния материала, с различными свойствами и
требованиями, предъявляемыми к ним.
Для получения бетона высокого качества помимо применения высококачест-
венных материалов укладываемая бетонная смесь должна обладать определенными
свойствами, соответствующими выбранной технологии.
Одним из важных свойств бетонной смеси является удобоукладываемость -
способность ее заполнять форму с наименьшими затратами труда и энергии, обес-
печивая при этом максимальную плотность, прочность и долговечность бетона.
Удобоукладываемость смеси зависит от ее подвижности (текучести) и плас-
тичности (связности), т. е. способности не расслаиваться при транспортировании и
в процессе укладки. Показателем подвижности служит осадка конуса в сантимет-
рах или показатель жесткости, измеряемый в секундах.
В зависимости от подвижности бетонные смеси подразделяют на литые с осад-
кой конуса (ОК) более 12 см, подвижные - с ОК = 2-12 см, малоподвижные при
ОК = 0,5-2 см и показателем жесткости (ПЖ) менее 30 с, жесткие - с ОК = 0 см и
ПЖ = 30-200 с и особо жесткие при ПЖ более 200 с.
Подвижность бетонной смеси зависит прежде всего от водоцементного отно-
шения, вида цемента, крупности заполнителей, количества и гранулометрического
состава песка, введения в бетон добавок и др.
Хотя увеличение содержания воды в бетоне увеличивает подвижность бетон-
ной смеси и облегчает ее укладку, однако лишняя вода в бетоне вредна. Она увели-
чивает вероятность расслаивания бетонной смеси, увеличивает пористость и усад-
ку бетона, что снижает его качество.
Форма, размеры зерен крупного заполнителя и характер его поверхности также
влияют на подвижность бетонной смеси. При окатанной гладкой поверхности зерен
гравия уменьшается трение между ними, т. е. увеличивается подвижность. Более
крупный заполнитель имеет меньшую суммарную поверхность. Следовательно,
при одинаковом количестве цементного теста прослойки между зернами будут
иметь большую толщину, что увеличивает подвижность смеси.
С увеличением расхода песка или применением мелких песков повышается
суммарная поверхность заполнителей, что снижает подвижность смеси. По этой же
318
причине повышенный расход цемента при постоянном содержании воды снижает
подвижность бетонной смеси, увеличивая прочность бетона. Вид цемента, тонкость
его помола также влияют на подвижность. Так, шлакопортландцемент, обладая
большей водопотребностью, чем портландцемент, при одинаковом содержании во-
ды обеспечивает меньшую подвижность смеси.
Введение в бетонную смесь добавок поверхностно-активных веществ (ПАВ)
увеличивает ее подвижность. Некоторые ПАВ, адсорбируясь в виде тончайших пле-
нок на поверхности зерен заполнителя, снижают трение между ними. В результате
увеличиваются подвижность и пластичность бетонных смесей. Такие добавки на-
зывают пластифицирующими.
Другая группа ПАВ - гидрофобизирующие - при перемешивании способству-
ют вовлечению в бетонную смесь мельчайших пузырьков воздуха, которые равно-
мерно распределяются по всей ее массе. Такие добавки не только увеличивают по-
движность и пластичность смеси, но и повышают морозостойкость и долговечность
бетона.
Бетонные смеси с большой подвижностью (ОК = 4 см и более) легче уклады-
вать, т. е. они более технологичны. Трудоемкость и расход энергии на укладку же-
стких смесей, наоборот, больше. Хорошо уплотненные жесткие смеси позволяют
получить более качественный бетон, чем, например, литые. Однако из-за большой
трудоемкости укладки жесткие смеси иногда остаются недоуплотненными, что сни-
жает качество бетона.
На практике подвижность бетонных смесей принимают в зависимости от спо-
собов подачи их в блок бетонирования, а также от размеров конфигурации и степе-
ни армирования конструкций.
В табл. 4.1.1 приведены показатели подвижности бетонной смеси в момент ее
укладки.
Таблица 4.1.1
Подвижность бетонных смесей, укладываемых в различные конструкции
( - 1 | Виды работ и конструкции 1 Осадка конуса, см Показатель ' жесткости, с
1 1 Подготовки под фундаменты и полы, основания дорогу и аэродромов 0...1 50...60
Покрытия дорог и аэродромов, полы, массивные неар- мированные или малоармированные конструкции (под- порные стенки, фундаменты, блоки массивов) , 1...3 25...35
Массивные армированные конструкции, плиты, балки, колонны большого и среднего сечения 3...6 15...25
Железобетонные конструкции, сильно насыщенные арматурой, тонкие стенки и колонны, бункера, силосы,] балки и плиты малого сечения: i 6...8 10...15
горизонтальные элементы 8...10 : 5...10
вертикальные элементы Конструкции, бетонируемые в скользящей опалубке: 1 при уплотнении вибратором 6...8 10...15
при ручном уплотнении 8...10 , 5...10
319
РАЗДЕЛ IV. БЕТОННЫЕ РАБОТЫ
ГЛАВА 1. ПРИГОТОВЛЕНИЕ БЕТОННОЙ СМЕСИ
1.1. СВОЙСТВА БЕТОННОЙ СМЕСИ
Для приготовления бетонов, отвечающих современным требованиям, необхо-
димы высококачественные цементы и заполнители.
Свежеприготовленную смесь из этих материалов и воды, взятых в строго опре-
деленных пропорциях, называют бетонной смесью или товарным бетоном. Бетон
и бетонная смесь - это разные состояния материала, с различными свойствами и
требованиями, предъявляемыми к ним.
Для получения бетона высокого качества помимо применения высококачест-
венных материалов укладываемая бетонная смесь должна обладать определенными
свойствами, соответствующими выбранной технологии.
Одним из важных свойств бетонной смеси является удобоукладываемость -
способность ее заполнять форму с наименьшими затратами труда и энергии, обес-
печивая при этом максимальную плотность, прочность и долговечность бетона.
Удобоукладываемость смеси зависит от ее подвижности (текучести) и плас-
тичности (связности), т. е. способности не расслаиваться при транспортировании и
в процессе укладки. Показателем подвижности служит осадка конуса в сантимет-
рах или показатель жесткости, измеряемый в секундах.
В зависимости от подвижности бетонные смеси подразделяют на литые с осад-
кой конуса (ОК) более 12 см, подвижные - с ОК = 2-12 см, малоподвижные при
ОК = 0,5-2 см и показателем жесткости (ПЖ) менее 30 с, жесткие - с ОК = 0 см и
ПЖ = 30-200 с и особо жесткие при ПЖ более 200 с.
Подвижность бетонной смеси зависит прежде всего от водоцементного отно-
шения, вида цемента, крупности заполнителей, количества и гранулометрического
состава песка, введения в бетон добавок и др.
Хотя увеличение содержания воды в бетоне увеличивает подвижность бетон-
ной смеси и облегчает ее укладку, однако лишняя вода в бетоне вредна. Она увели-
чивает вероятность расслаивания бетонной смеси, увеличивает пористость и усад-
ку бетона, что снижает его качество.
Форма, размеры зерен крупного заполнителя и характер его поверхности также
влияют на подвижность бетонной смеси. При окатанной гладкой поверхности зерен
гравия уменьшается трение между ними, т. е. увеличивается подвижность. Более
крупный заполнитель имеет меньшую суммарную поверхность. Следовательно,
при одинаковом количестве цементного теста прослойки между зернами будут
иметь большую толщину, что увеличивает подвижность смеси.
С увеличением расхода песка или применением мелких песков повышается
суммарная поверхность заполнителей, что снижает подвижность смеси. По этой же
318
причине повышенный расход цемента при постоянном содержании воды снижает
подвижность бетонной смеси, увеличивая прочность бетона. Вид цемента, тонкость
его помола также влияют на подвижность. Так, шлакопортландцемент, обладая
большей водопотребностью, чем портландцемент, при одинаковом содержании во-
ды обеспечивает меньшую подвижность смеси.
Введение в бетонную смесь добавок поверхностно-активных веществ (ПАВ)
увеличивает ее подвижность. Некоторые ПАВ, адсорбируясь в виде тончайших пле-
нок на поверхности зерен заполнителя, снижают трение между ними. В результате
увеличиваются подвижность и пластичность бетонных смесей. Такие добавки на-
зывают пластифицирующими.
Другая группа ПАВ - гидрофобизирующие - при перемешивании способству-
ют вовлечению в бетонную смесь мельчайших пузырьков воздуха, которые равно-
мерно распределяются по всей ее массе. Такие добавки не только увеличивают по-
движность и пластичность смеси, но и повышают морозостойкость и долговечность
бетона.
Бетонные смеси с большой подвижностью (ОК = 4 см и более) легче уклады-
вать, т. е. они более технологичны. Трудоемкость и расход энергии на укладку же-
стких смесей, наоборот, больше. Хорошо уплотненные жесткие смеси позволяют
получить более качественный бетон, чем, например, литые. Однако из-за большой
трудоемкости укладки жесткие смеси иногда остаются недоуплотненными, что сни-
жает качество бетона.
На практике подвижность бетонных смесей принимают в зависимости от спо-
собов подачи их в блок бетонирования, а также от размеров конфигурации и степе-
ни армирования конструкций.
В табл. 4.1.1 приведены показатели подвижности бетонной смеси в момент ее
укладки.
Таблица 4.1.1
Подвижность бетонных смесей, укладываемых в различные конструкции
[ Виды работ и конструкции 1 Осадка конуса, см Показатель жесткости, с
। Подготовки под фундаменты и полы, основания дорог и аэродромов 0...1 1 50...60
Покрытия дорог и аэродромов, полы, массивные неар- мированные или малоармированные конструкции (под-| порные стенки, фундаменты, блоки массивов) 1...3 1 25...35
Массивные армированные конструкции, плиты, балки, । колонны большого и среднего сечения 3...6 15...25
i Железобетонные конструкции, сильно насыщенные 1 арматурой, тонкие стенки и колонны, бункера, силосы,; 1 балки и плиты малого сечения: i 6...8 1 10...15
; горизонтальные элементы 1 8...10 5...10
вертикальные элементы Конструкции, бетонируемые в скользящей опалубке: ; при уплотнении вибратором 6...8 10...15
при ручном уплотнении । 8...10 5...10
319
Осадка конуса бетонных смесей, перемещаемых ленточными транспортерами,
не должна превышать 6 см, в противном случае смесь будет стекать с ленты транс-
портера. Подвижность бетонных смесей, перекачиваемых по трубопроводам с по-
мощью бетононасосов или пневмонагнетателей, должна находиться в пределах
6-12 см.
Под водоудерживающей способностью бетонной смеси понимают максималь-
ный расход воды, при котором смесь сохраняет свою связность, т. е. не расслаива-
ется. Это свойство зависит от водоудерживающей способности вяжущего, тонкомо-
лотых добавок, а также количества и гранулометрического состава песка, размеров
зерен и формы поверхности крупного заполнителя. В бетонных смесях, содержа-
щих большой излишек воды, после их укладки вплоть до полного схватывания на-
блюдаются процессы расслаивания и водоотделения.
1.2. ПРИГОТОВЛЕНИЕ БЕТОННОЙ СМЕСИ
Технологический процесс приготовления бетонных смесей показан на схеме
(рис. 4.1.1).
Технологические линии
Заполнителей
Разгрузка и
складирование
заполнителей
Подача в
дозировочно-
смесительное
отделение
Промежуточное
хранение в
расходных
бункерах
Дозирование
и подача
в смеситель
дозировочно-
смесительное
Перемешивание
Выгрузка готовой смеси в автобетоновозы
Рис. 4.1.1. Схема технологического процесса приготовления бетонных смесей
320
Бетонные смеси готовят на заводах товарного бетона, а также их получают на
смесительных установках, располагаемых вблизи от места укладки бетона.
Районные бетоносмесительные заводы могут состоять из одной, двух или трех
типовых секций. Каждая секция представляет собой самостоятельную технологиче-
скую линию. Важными преимуществами таких заводов являются низкая себестои-
мость и трудоемкость 1 м3 товарного бетона. Недостаток их - большие издержки на
транспортирование бетонных смесей и снижение их качества в результате длитель-
ного нахождения в пути.
Центральный бетоносмесительный или бетонорастворный завод (БРЗ) обеспе-
чивает товарным бетоном и раствором одну крупную строительную площадку. Про-
изводительность БРЗ достигает 30-50 тыс. м3 в год, а срок службы на одном месте
составляет 5-7 лет.
Конструкции таких заводов разборно-переставные для облегчения перебазиро-
вания их с объекта на объект.
Для обеспечения бетонной смесью мелких рассредоточенных объектов исполь-
зуют передвижные или инвентарные бетоносмесительные установки.
Бетоносмесительный завод Tecwill COBRA (рис. 4.1.2). Конструкция завода
COBRA обладает следующими возможностями:
- быстрый, легкий монтаж завода на месте;
- компактное расположение на участках с ограниченной площадью;
в) г)
Рис. 4.1.2. Бетоносмесительный завод Tecwill COBRA:
а - монтаж завода; б, в, г - общий вид
321
— установка всей электроники и автоматики во время сборки;
— дозирование и смешивание материалов для производства всех классов бетона
с большой точностью.
Инвентарную бетоносмесительную установку (рис. 4.1.3, 4.1.4) собирают из
отдельных секций и блоков, а после окончания работ на участке демонтируют и пе-
ревозят на новое место.
Рис. 4.1.3. Инвентарная бетоносмесительная установка:
а - общий вид; б - схема
Бетоносмесительные заводы и установки могут быть цикличного (периодиче-
ского) и непрерывного действия. Цикл состоит из трех операций:
- загрузки исходных материалов в бетоносмесители;
- перемешивания готовой смеси;
- выгрузки смеси.
Такая схема позволяет оперативно менять дозировку и выдавать в течение сме-
ны бетонную смесь с разными параметрами.
На заводах и установках непрерывного действия процессы дозирования, за-
грузки, перемешивания и выдачи готовой смеси протекают без перерыва. Такие ус-
тановки целесообразно размещать там, где необходимо получать большое количе-
ство бетонной смеси с одинаковыми технологическими параметрами (например, в
гидротехническом строительстве).
Бетоносмесительные заводы и установки имеют высотную и ступенчатую (пар-
терную) схемы компоновки.
322
Рис. 4.1.4. Инвентарная бетоносмесительная установка
Высотная схема (рис. 4.1.5) отличается тем, что материалы (цемент, заполните-
ли) поднимают в расходные бункера, откуда они перемещаются вниз гравитацион-
но, под силой собственной массы.
Заполнители подают со складов ленточными конвейерами 7 и 2 через поворот-
ную воронку 6 в расходные бункера 7. Одновременно в расходный бункер подают
цемент с помощью элеватора 8 или пневматическим способом. Отмеренные в доза-
торах 5 и 9 материалы через сборную воронку 10 поступают в смеситель 77. Гото-
вая смесь через раздаточный бункер 4 поступает в автобетоновоз 3. Такая компонов-
ка проста и надежна, однако увеличивается высота и усложняется строительная
часть завода (установки).
При ступенчатой (партерной) компоновке (рис. 4.1.6) материалы поднимают
в два приема: сначала в расходные бункера, а после дозирования в смесители.
Заполнители с помощью конвейеров 7 и 2 подают через воронку 6 в раздаточ-
ные бункера 7, а цемент закачивают в бункер с помощью элеватора 8 или пневмоси-
стемы. Далее сыпучие материалы попадают через дозаторы 9 и сборную воронку 10
на ленточный транспортер 72 или в ковш скипового подъемника, с помощью кото-
рых их подают в смеситель 77. Готовую смесь через раздаточный бункер 4 разгру-
жают в автобетоновоз 3.
Ступенчатая компоновка обеспечивает меньшую высоту, но площадь завода
(установки) увеличивается.
По такой схеме выполняют обычно передвижные и инвентарные установки по-
строечного типа.
Основным механизмом бетоносмесительных установок и заводов являются
смесители.
По принципу, действия различают бетоносмесители гравитационного и при-
нудительного действия.
2Р
323
Рис. 4.1.5. Одноступенчатая (вертикальная) компоновочная схема бетоносмесительного
завода:
1,2- транспортеры для заполнителей; 3 - автосамосвалы; 4 - раздаточный бункер готовой смеси;
5, 9 - дозаторы; 6 - поворотная воронка; 7 - расходные бункера; 8 - элеватор; 10 - воронка;
11 - смеситель
Компоненты в гравитационных смесителях перемешиваются с использовани-
ем принципа свободного падения частиц. Емкость смесительных барабанов у таких
смесителей может быть 100, 250, 500, 750, 1200, 2400 и 4500 л. Вместимость бара-
бана определяют по объему сухих материалов (без воды), загружаемых в смеситель.
Рис. 4.1.6. Двухступенчатая (партерная) компоновочная схема бетоносмесительного завода:
1,2- транспортеры для заполнителей; 3 - автосамосвалы; 4 - раздаточный бункер готовой смеси;
5, 9 - дозаторы; 6 - поворотная воронка; 7 - расходные бункера; 8 - элеватор; 10 - воронка;
11 - смеситель
В гравитационных смесителях (рис. 4.1.7, 4.1.8) нет трущихся и быстроизнаши-
вающихся деталей, но габариты их больше по сравнению с аналогичными смесите-
лями принудительного действия. В них целесообразно приготовлять пластичные
324
бетонные смеси. При снижении же осадки конуса бетонной смеси время перемеши-
вания резко возрастает, производительность смесителей падает. Вследствие этого
гравитационные смесители для приготовления жестких смесей применять нецеле-
сообразно.
В бетоносмесителях принудительно-
го действия (рис. 4.1.9, 4.1.10, 4.1.11)
смесь перемешивается лопастями. Такие
бетоносмесители имеют небольшие габа-
риты и обеспечивают более высокую од-
нородность смеси. В них целесообразно
приготовлять жесткие смеси и бетоны на
легких и пористых заполнителях.
К недостаткам таких смесителей от-
носятся наличие трущихся быстроизна-
шивающихся деталей и некоторая конст-
руктивная сложность.
Часовую производительность бето-
носмесителя, работающего по циклично-
му принципу, определяют по формуле
1000
где V6 - вместимость бетоносмесителя, л;
Кд - коэффициент выхода бетона;
Рис. 4.1.7. Общий вид гравитационного
бетоносмесителя СБ-10
п3 - количество замесов в 1 ч.
Количество замесов раствора определяют по формуле
«з = 60/г„,
(4.1.2)
где 1Ц - продолжительность цикла приготовления бетонной смеси, мин;
(4.1.1)
(4-1.3)
где t3 - время загрузки смесителя;
t„ - заданная длительность перемешивания;
te - время выгрузки.
Коэффициент выхода бетона учитывает уменьшение объема бетонной смеси на
выходе по отношению к суммарному объему сухих материалов, загружаемых в сме-
ситель. Для тяжелых бетонов он равен 0,67, для бетонов на легких заполнителях -
0,75, для ячеистых бетонов - 0,80.
Для получения бетонных смесей хорошего качества в процессе их приготовле-
ния нужно вести пооперационный лабораторный контроль. Лаборатория контроли-
325
pyci влажность и зерновой состав заполнителей, качество цемента, точность дози-
рования, продолжительность перемешивания, подвижность или жесткость бетон-
Рис. 4.1.8. Схема гравитационных смесителей:
а - опрокидного; б - реверсивного; в - неопрокидного с выгрузочным лотком (сплошными тонки-
ми стрелками показано направление вращения барабана при смешивании; штрихпунктирными -
при выгрузке; пунктиром - положение барабана или лотка при выгрузке; сплошными жирными
линиями - перемещение смеси)
ной смеси и другие параметры. Для контроля прочности бетона изготовляют образ-
цы - кубы, выдерживаемые до испытаний в условиях нормального твердения
326
(I = 20 °C, Во = 90%). Количество образцов и сроки их испытаний устанавливает
строительная лаборатория в соответствии с указаниями СНиП III-15-76.
б)
а)
в) г)
Рис. 4.1.9. Бетоносмесители:
а - F400/E со скипом и механической лопатой (емкость 400 л; производительность 9 м3/ч; масса
830 кг); б - DBA-H-1000B на шасси (1430 л; 2500 кг); в - P3-G4 (3510 л; 6600 кг); г - P4-F4
(4130 л; 6500 кг)
Современные бетоносмесительные заводы и установки отличаются высоким
Уровнем механизации и автоматизации. Все рабочие операции по разгрузке запол-
нителей и цемента, подаче их в расходные бункера, дозировке, перемешиванию и
выдаче готовой смеси выполняет комплект взаимоувязанных механизмов. Автома-
327
тизация бетоносмесительных заводов и установок может быть частичной и ком-
плексной. При частичной автоматизации имеются дистанционное или автоматичес-
кое управление отдельными механизмами или их группами, а также средства авто-
матического контроля отдельных параметров (влажность заполнителей, точность
дозировки и т.п.). При комплексной автоматизации управление всеми механизмами,
транспортными средствами и контроль за технологическими операциями ведутся с
одного пульта. Управляют такими заводами-автоматами несколько операторов.
д)
Рис. 4.1.10. Схемы смесителей принудительного действия:
а - противоточный смеситель с вращающейся горизонтальной чашей; б - то же, с двумя смеши-
вающими устройствами; в - роторный с неподвижной чашей; г - смеситель с горизонтальным
приводным валом; д - двухвальный смеситель
«)
328
Рис. 4.1.11. Смесители принудительного действия
На строительных площадках, удаленных от бетонных заводов, целесообразно
использовать комплексы для производства бетона и раствора, представленных на
рис. 4.1.12, 4.1.13.
Рис. 4.1.12. Мобильный бетоносмеситель Mark
Вариант компоновки комплекса Mark для производства товарного бетона и рас-
твора представлен на рис. 4.1.14.
Строительный комбайн КСМ-4 предназначен для объемного дозирования су-
хих компонентов (песок, щебень, цемент), приготовления бетона, транспортирова-
ния в пределах строительной площадки и его укладки (рис. 4.1.15).
Отличительной его особенностью является возможность самозагрузки при по-
мощи навесного ковша объемом 0,25 м3 с гидравлическим приводом. Загрузка про-
изводится при вращающемся барабане (8-10 об/мин), доливка воды - согласно тре-
буемому водоцементному отношению с последующим перемешиванием при более
высоких оборотах (12-18 об/мин). Регулирование числа оборотов барабана с полез-
ным объемом 4 м3 осуществляется плавно.
329
Рис. 4.1.13. Бетоносмеситель Mark
Миксер
Рис. 4.1.14. Вариант компоновки комплекса
Mark
Установленный генератор позволя-
ет получать электроэнергию до 30 кВт
напряжением 220/380 В, что позволяет
применять КСМ-4 для подключения
сварочного оборудования, освещения
строительной площадки, подключения
компрессорной установки мощностью
до 15 кВт. Автономный дизельный дви-
гатель Д 105 или HATZ с приводом на
все колеса через гидромеханическую
трансмиссию обеспечивает движение
комбайна. Скорость передвижения
(0-18 км/ч на прямой передаче и
0-9 км/ч на пониженной) изменяется
плавно с помощью джойстика, установ-
ленного в кабине управления.
Вращение барабана осуществляет-
ся с отбором мощности от основного
двигателя.
1.3. ОХРАНА ТРУДА
Ввиду технологической сложности современных бетоносмесительных заводов
и установок от обслуживающего персонала требуются глубокие знания по охране
330
труда. Лица, допущенные к управлению машинами и механизмами, должны прой-
ти техминимум по изучению правил охраны труда и получить соответствующие
удостоверения.
Рис. 4.1.15. Строительный комбайн КСМ-4
Для обеспечения условий безопасной работы движущиеся механизмы и узлы
машин, лестницы, площадки должны быть ограждены и хорошо освещены. Элект-
родвигатели и электроустановки требуется надежно заземлить.
Помещения, в которых работают с пылящими материалами (цементом), нужно
оборудовать хорошей вентиляцией и устройствами, исключающими их распыление.
Рабочие в запыленных помещениях должны пользоваться очками, респираторами и
противопылевыми комбинезонами.
На время очистки, смазки и ремонта машин и механизмов их останавливают;
запускать машины можно только после предупреждающего сигнала, который дает-
ся оператором.
Запрещается опорожнять вращающийся барабан с помощью лопат или других
инструментов. Очищать барабан можно только после снятия приводного ремня и
отключения электропредохранителей.
Приямок ковша скипового подъемника разрешается очищать только после до-
полнительного закрепления поднятого ковша на раме.
Во время работы транспортера запрещается очищать барабан, ленту и рольган-
ги от грязи и налипшего бетона. Нельзя проходить под неогражденной движущей-
ся лентой транспортера, а также проверять крепление ковшей к ленте на работаю-
щем элеваторе, снимать крышку с работающего винтового транспортера.
Запрещается ремонтировать пневматические устройства (пневмоцилиндры,
разводки и т.п.) под давлением.
Работы в силосах должны выполнять только опытные и проинструктированные
рабочие, снабженные предохранительными поясами, средствами индивидуальной
защиты и обязательно под наблюдением инженерно-технических работников.
331
ГЛАВА 2. ТРАНСПОРТИРОВАНИЕ И ПОДАЧА БЕТОННОЙ СМЕСИ
2.1. ОБЩИЕ СВЕДЕНИЯ
В общем виде транспортный процесс включает следующие операции: загрузка
бетонной смеси в транспортные средства из бункера бетоносмесительной установ-
ки; перевозка ее на объект; перегрузка в раздаточные емкости (бадьи или бункера);
подача и распределение в блоке бетонирования. Блоком бетонирования называют
подготовленную к укладке бетона конструкцию или ее часть с установленной опа-
лубкой, смонтированной арматурой и закладными деталями.
Стоимость перевозки составляет в среднем до 20% от общей стоимости бето-
на, уложенного в дело. Неоднократные перегрузки бетонной смеси при транспорти-
ровании ухудшают ее качество и увеличивают стоимость перевозки. По этим при-
чинам следует отдавать предпочтение способам перевозки смеси с минимальным
числом перегрузок.
У бетонной смеси уже в течение первых часов после ее приготовления снижает-
ся подвижность, она схватывается; поэтому время ее транспортирования должно
быть строго ограниченным. Предельно допустимую продолжительность перевозки
определяют опытным путем. К моменту укладки бетонная смесь должна иметь задан-
ную подвижность, в ней не должен начинаться процесс схватывания. Время транс-
портирования зависит от вида цемента и температуры бетонной смеси. Для бетонных
смесей на портландцементе это время колеблется в значительных пределах:
Температура бетонной смеси °C 20...30 10...20 5... 10
Время транспортирования мин 45 90 120
Наибольшее расстояние перевозки бетонной смеси зависит от допустимого
времени нахождения ее в пути, состояния дорог и средней скорости транспортных
средств. При наличии дорог с твердым покрытием расстояние достигает 30-35 км,
для грунтовых дорог - 15-18 км.
Во время перевозки бетонной смеси следует принимать меры против ее рассло-
ения, избегать потерь цементного молока и раствора, защищать ее от атмосферных
осадков, воздействия ветра, солнечных лучей, а зимой - от быстрого охлаждения и
замерзания. Для правильно организованной перевозки применяют специальные
транспортные средства с увеличенными скоростями, сокращают время нахождения
смеси под разгрузкой.
Способы транспортирования бетонной смеси подразделяют на порционные
(цикличные), непрерывные и комбинированные.
Порционный способ транспортирования смеси выполняют в две очереди. Пер-
вой очередью считают перевозку смеси от бетоносмесительного завода (установки)
к месту укладки. Во вторую очередь смесь в блок бетонирования подают, т. е. пере-
мещают ее, вертикально или горизонтально.
332
Непрерывный способ транспортирования смеси заключается в перемещении
ее непосредственно от места изготовления к месту укладки на транспортерах или
по трубопроводам.
Этот способ применяют при малых расстояниях между бетоносмесительной
установкой и бетонируемым сооружением.
При комбинированном способе сочетают порционное перемещение смеси от
бетоносмесительного завода на объект с последующей непрерывной ее подачей в
блок бетонирования транспортерами или по трубопроводам. Транспортные средст-
ва и устройства для перемещения смеси называют технологическим транспортом.
Для обеспечения своевременной приемки бетонной смеси на объекте, с после-
дующей укладкой ее в дело, производительность механизмов по подаче и распреде-
лению смеси в блоках бетонирования (кран, бетоноукладчик) должна быть на 10-15
% выше суммарной производительности транспортных средств. Этот резерв произ-
водительности укладочных механизмов необходим для исключения простоев бето-
новозов со смесью под разгрузкой.
2.2. ПЕРЕВОЗКА БЕТОННОЙ СМЕСИ АВТОТРАНСПОРТОМ
Автомобильные перевозки бетонной смеси осуществляют в самосвалах, авто-
бетоновозах, автобетоносмесителях, а также цистернах (рис. 4.2.1).
Рис. 4.2.1. Цистерна для транспортирования бетона:
а - цистерна Spitzer объемом 36 м3; б - цистерна LAG объемом 38 м3; в - цистерна Van Hool объ-
емом 38 м3; г - цистерна Kaessbohrer объемом 56 м3
333
Перевозка бетонной смеси в автосамосвалах нецелесообразна. Кузова автоса-
мосвалов мало приспособлены для этих целей. В результате 1—2% смеси теряется в
пути (выплескивается при движении по плохим дорогам и при спуске в котлованы,
вытекает в щели заднего борта). При разгрузке кузова приходится очищать его
вручную, бетонная смесь в самосвалах расслаивается, летом она теряет воду, а зи-
мой быстро охлаждается.
Модернизация кузовов автосамосвалов путем наращивания бортов и установки
герметизирующих прокладок у задних бортов хотя и снижает потери, но не решает
проблемы в целом. Только применение специализированных транспортных средств
обеспечивает доставку на объект качественной бетонной смеси. Для транспортирова-
ния бетонной смеси в городских условиях, а также на большие расстояния (до 70 км)
особенно целесообразно применять автобетоносмесители (рис. 4.2.2, 4.2.3).
I
I
Рис. 4.2.2. Автобетоносмесители:
а - БЦМ-25 на шасси КамАЗ 6520; б - TIGARBO на шасси КамАЗ 6520
334
Рис. 4.2.3, а. Автобетоносмеситель фирмы CIFA. Модель SL 9
Рис. 4.2.3, б. Автобетоносмеситель на шасси Astra HD7/c (84)
Рис. 4.2.3, в. Автобетоносмеситель на шасси Astra HD7/c (66)
335
Рис. 4.2.3, г. Автобетоносмеситель на шасси Beifang-Benchi 2627В (64)
Рис. 4.2.3, д. Автобетоносмеситель на шасси Daewoo Mixer
Рис. 4.2.3, е. Автобетоносмеситель на шасси Freightliner FLD
336
Рис. 4.2.3, ж. Автобетоносмеситель на шасси Isuzu Giga CXZ
Рис. 4.2.3, з. Автобетоносмеситель на шасси Mack Granite
Рис. 4.2.3, и. Автобетоносмеситель на шасси Oshkosh Higland (66)
337
7
Рис. 4.2.3, к. Автобетоносмеситель на шасси Oshkosh серии S
Рис. 4.2.3, л. Автобетоносмеситель на шасси Renault Кегах (84)
Рис. 4.2.3, м. Автобетоносмеситель
на шасси DAF FAD (84)
338
В смесительный барабан (рис. 4.2.4) на бетонном заводе загружают сухую бе-
тонную смесь, а воду подают перед прибытием на объект (или непосредственно на
объекте). Готовую смесь выгружают путем вращения смесительного барабана в об-
ратную сторону. Наличие откидного выгрузочного лотка позволяет производить
порционную разгрузку, а также подавать смесь непосредственно в конструкцию.
Применение автобетоносмесителей позволяет существенно увеличить допустимые
расстояния перевозки бетонных смесей без снижения их качества.
Рис. 4.2.4. Смесительный барабан
На бетоносмесители северного исполнения устанавливаются смесительные ба-
рабаны с теплоизолирующими покрытиями. А также, предусматривается система
водопитания с подогревом воды выхлопными газами двигателя шасси. Полезный
объем барабана бетоносмесителя, как правило, составляет 4-15 м3.
Бетоносмесители делятся на две группы: с приводом смесительного барабана
(см. рис. 4.2.4) от автономного двигателя и с приводом вращения барабана от дви-
гателя шасси. Система управления позволяет плавно изменять скорость и направле-
ние вращения смесительного барабана от 0 до 14 об/мин. Серийно выпускаемые ав-
тобетоносмесители оснащаются водяными баками, емкостью 600 и 750 литров с по-
догревом воды или без него.
2.3. ПОДАЧА БЕТОННОЙ СМЕСИ
2.3.1. Подача бетонной смеси кранами
Самоходные стреловые и башенные краны используют для порционной подачи
и распределения бетонной смеси в блоках бетонирования. Стреловые самоходные
краны представляют собой стреловое или башенно-стреловое крановое оборудова-
ние, смонтированное на самоходном гусеничном или пневмоколесном шасси
(рис. 4.2.5). Широкое распространение стреловых самоходных кранов обеспечили:
автономность привода, большая грузоподъемность (до 250 т), способность передви-
гаться вместе с грузом, высокая маневренность и мобильность, широкий диапазон
параметров, легкость перебазировки с одного объекта на другой, возможность ра-
боты с различными видами сменного рабочего оборудования (универсальность).
339
хиссииикои промышленностью выпускаются различные модели автомобильных
кранов (рис. 4.2.6...4.2.18). Гидравлический привод позволяет легко и быстро уста-
навливать краны на выносные опоры, управлять телескопической стрелой, выдви-
гающейся с помощью длинноходовых гидроцилиндров, а двусторонняя грузовая ле-
бедка - ускорить выполнение операций рабочего цикла крана. Управление кранами
осуществляется из кабины; встроенные системы обогрева и вентиляции создают
удобный микроклимат в ней; регулируемое сиденье обеспечивает комфортные ус-
ловия для работы крановщика. Безопасность крановщика гарантируется установ-
ленным микропроцессорным ограничителем, следящим за правильностью проведе-
ния операций и не допускающим аварийного режима работы. Установленная в ог-
раничителе телеметрическая память («черный ящик») фиксирует рабочие парамет-
ры и степень нагрузки крана в течение всего срока службы.
Рис. 4.2.5. Стреловые самоходные краны:
а - на специальном шасси автомобильного типа; б - ко-
роткобазовый (компактный) СТ-2-2-40; в - гусеничный;
г - автомобильный на шасси МАЗ
340
Рис. 4.2.6. Автомобильный кран КС-35714 на шасси УРАЛ-5557
Рис. 4.2.7. Автомобильный кран КС-35715 на шасси MA3-533702
Рис. 4.2.8. Автомобильный кран КС-35714К на шасси КАМАЗ-53215
341
Рис. 4.2.9. Автомобильный кран КС-35714-2 на шасси УРАЛ-5557
Рис. 4.2.10. Автомобильный кран КС-35715-2 на шасси MA3-533702
Рис. 4.2.11. Автомобильный кран КС-45717-1 на шасси УРАЛ-4320
342
Рис. 4.2.12. Автомобильный кран КС-45717А-1 на шасси MA3-630303
Рис. 4.2.13. Автомобильный кран КС-45717К-1 на шасси КАМАЗ-53229, 55111, 53215
Рис. 4.2.14. Автомобильный кран КС-45717 на шасси КАМАЗ-53229
343
Рис. 4.2.15. Автомобильный кран КС-55717А на шасси MA3-630303
Рис. 4.2.16. Автомобильный кран КС-59711 на шасси БАЗ-8026
Рис. 4.2.17. Автомобильный кран КС-6973А на шасси M3KT-6923
344
Строительные башенные краны являются ведущими грузоподъемными маши-
нами в строительстве (рис. 4.2.19, 4.2.20). Они обеспечивают вертикальное и гори-
Рис. 4.2.18. Кран КС-6973Б на шасси высокой проходимости БАЗ-69098
зонтальное транспортирование строительных конструкций, грузов и материалов не-
посредственно к рабочему месту в любой точке строящегося объекта.
Рис. 4.2.19. Башенные краны
Темп строительства определяется производительностью башенного крана, су-
щественно зависящей от скоростей рабочих движений.
345
Доставленную в автобетоновозах смесь разгружают на объекте в бадьи или
контейнеры и кранами подают непосредственно в конструкцию (рис. 4.2.21). При
этом бетонная смесь перемещается как горизонтально, так и вертикально с после-
дующим распределением ее при укладке.
t
I
Л
\ Л
Рис. 4.2.20. Самомонтирующийся кран на винтовых опорах
Краны помимо подачи бетонной смеси используют также при монтаже армату-
ры, установке опалубки, погрузочно-разгрузочных работах.
346
Рис. 4.2.21. Подача бетонной смеси «кран-бадья»
Сменную эксплуатационную производительность крана на подаче бетонной
смеси определяют (м3) по формуле
Т
ч
(4.2.1)
где V - объем порции бетонной смеси, загружаемой в бадью или контейнер, м3;
t - продолжительность смены, ч; Кв - коэффициент использования крана по време-
ни, учитывающий технологические и организационные перерывы в работе крана.
Для кранов с электроприводом без выносных опор Кв = 0,82; то же, с выносны-
ми опорами Кв = 0,80; для кранов с двигателями внутреннего сгорания без вынос-
ных опор Кв = 0,78; то же, с выносными опорами Кв = 0,76; Ttf - продолжительность
рабочего цикла, мин;
Tlf = tp + tc + 2tn + tlf, (4.2.2)
где t - время разгрузки бетонной смеси из автобетоновоза в бадьи (оно колеблется
от 0,5 до 1,5 мин при загрузке бадей из специальных автобетоновозов или автобето-
носмесителей). При загрузке из автосамосвалов tp увеличивается до 1,5-5 мин. Ес-
ли разгрузку ведут 2-3 бадьями, то в выражение (4.2.2) подставляют соответствен-
но tp/2 или zy3); tc - время строповки и расстроповки, мин; tn - время подачи краном
бадьи с бетонной смесью в блок бетонирования, мин (оно зависит от высоты пода-
чи и скорости подъема, а также от расстояния и скорости горизонтального переме-
347
щения. Условно принимают время подачи груженой и порожней бадьи одинаковым,
поэтому в выражении (4.2.2) его удваивают); tlf - время укладки бетонной смеси в
конструкцию, мин (при бетонировании массивных конструкций tlf =1-3 мин, а тон-
костенных - 5-8 мин).
При сменной производительности крана определяют, с одной стороны, состав
звена бетонщиков, а с другой - количество автобетоновозов, необходимых для бес-
перебойной доставки бетонной смеси на объект. Число автобетоновозов
N =
(4.2.3)
где Крез - коэффициент, учитывающий резерв производительности кранов как веду-
щих машин, равен 0,85-0,9; Па - эксплуатационная производительность автобето-
новоза в смену, определяемая (м3) по формуле
(4-2.4)
где К- объем бетонной смеси, загружаемый в бетоновоз, м3; Г - продолжительность
смены, ч; Кв’ - коэффициент использования транспортной единицы во времени; он
колеблется в пределах от 0,85 до 0,92; tlf - продолжительность транспортного цик-
ла (мин), равная
где /3 - время загрузки бетоновоза смесью на заводе, мин; L - расстояние перевоз-
ки, км; vcp - средняя скорость движения бетоновоза, км/ч; tp - время разгрузки бе-
тонной смеси из бетоновозов в бадьи, мин. Его принимают одинаковым для выра-
жений (4.2.2) и (4.2.5).
При использовании кранов для бетонирования наилучшие показатели достига-
ются по основным параметрам: вылету стрелы, высоте подъема и особенно грузо-
подъемности. Коэффициент использования крана по грузоподъемности должен
быть наибольшим, но
к =тх+т2 (4.2.6)
Qmokc
где тх - маеса бадьи, т; т2 - то же, бетонной смеси; QMaKC - максимальная грузоподъ-
емность крана на заданном вылете стрелы, т.
348
В строительстве для приема и транспортирования бетонной смеси кранами на-
иболее широко для этих целей применяют бункеры (бадьи) переносные. Бункеры
классифицируются по конструктивному решению; климатическому исполнению;
условию комплектации. По конструктивному решению бункеры подразделяются на
типы: П - поворотные; Н - неповоротные. По климатическому исполнению - для
районов с умеренным климатом; ХЛ - районов с холодным климатом. По условиям
комплектации: В - с вибратором; без вибратора.
Поворотные бункера объемом 0,36; 0,8; 1,0 и 1,2 м3 (рис. 4.2.22, б, в; 4.2.23, г).
Корпус бадьи снабжен полозьями, которые служат направляющими при подъеме ба-
дьи в вертикальное положение.
Для предотвращения зависания бетонной смеси на корпус бадьи устанавлива-
ют навесной вибратор.
Рис. 4.2.22. Бункеры (бадьи) для бетонной смеси:
а - неповоротный бункер; б - поворотный бункер; в - бункер-игла; 1 - каркас; 2 - рычаг; 3 - кор-
пус; 4 - монтажные петли; 5 - затвор; 6 - вибратор; 7 - полозья; 8 - гибкий рукав
Для укладки пластифицированных и высокоподвижных смесей используется
бункер, оснащенный гибким рукавом 8. Такое приспособление позволяет облегчить
укладку бетонных смесей в труднодоступные места, особенно при производстве ра-
бот в монолитном домостроении.
Также для укладки бетонной смеси в монолитном домостроении широко ис-
пользуют неповоротные бункера от 0,5 до 6,4 м3 (рис. 4.2.22, а), так как на совре-
менном этапе строительства для доставки бетона и его выгрузки используются ав-
тобетоносмесители, которые позволяют без устройства дополнительных эстакад
производить выгрузку бетона непосредственно в неповоротные бадьи (рис. 4.2.23,
а, б, в).
В каждом конкретном случае назначают способ подачи смеси в зависимости от
конструктивных особенностей возводимого сооружения и наличия средств механиза-
349
ции. Как правило, применяют наиболее прогрессивный и менее дорогостоящий ком-
плект механизмов, обеспечивающий максимальное снижение доли ручного труда.
При выборе переносного бункера (бадьи) необходимо иметь в виду, что он дол-
жен обеспечивать: приемку бетонной смеси из автобетоновозов, автобетоносмеси-
телей, стационарных и передвижных бетоносмесительных устройств; непрерыв-
ную порционную выгрузку бетонной смеси до полного опорожнения бадьи; воз-
можность транспортирования с помощью кранов; герметичность, т. е. исключение
потерь цементного молока.
Рис. 4.2.23. Бункеры (бадьи) для бетонной смеси:
а - общий вид неповоротной бадьи; б - вид снизу; в - подача бетонной смеси; г - поворотная бадья
350
2.3.2. Ленточные транспортеры бетонной смеси
Для бетонирования массивных конструкций, а также линейно-протяженных со-
оружений и в стесненных условиях бетонную смесь можно доставлять ленточными
транспортерами (конвейерами) (рис. 4.2.24). Производительность их довольно вы-
сока - до 70 м3/ч.
Рис. 4.2.24. Ленточный транспортер на опорах скольжения
В гидростроительстве транспортеры применяют для подачи смеси непосредст-
венно от бетоносмесительной установки непрерывного действия к месту укладки.
При этом общая длина магистрального транспортера достигает 1500 м. Такие
транспортеры собирают из отдельных типовых секций, устанавливаемых на инвен-
тарные эстакады. Чтобы исключить влияние климатических условий и атмосфер-
ных осадков, магистральные транспортеры с большим сроком работы размещают в
закрытых галереях или устраивают над ними навесы.
В промышленном строительстве транспортеры используют как внутрипостро-
ечный транспорт при наибольшей длине магистральных линий порядка 200-250 м.
При этом смесь, доставленную на объект бетоновозами, разгружают в вибробункер;
из него через вибропитатель смесь попадает на магистральный транспортер, смон-
тированный на эстакаде. По барабанному сбрасывателю смесь подается на распре-
делительные транспортеры, установленные под углом к магистральному. Далее по
лоткам или звеньевым хоботам смесь попадает к месту укладки.
Для четкого взаимодействия магистральных и распределительных транспорте-
ров, особенно при большой их длине, все вспомогательные механизмы оборудуют
автоблокировкой. Скорость движения ленты транспортеров около 1 м/с. Подающая
лента должна иметь крутолотковое очертание, что исключает потери смеси и умень-
шает вероятность ее высыхания и расслоения.
351
Максимальный угол наклона транспортера принимают в зависимости от по-
движности бетонной смеси. Для смесей с осадкой конуса до 4 см угол подъема не
должен превышать 18°, угол спуска - 12°, а при осадке конуса до 6 см - соответст-
венно 15 и 10°. Угол подъема можно увеличить до 30-40° при устройстве на ленте
поперечных резиновых шпор.
При бетонировании с помощью транспортеров много времени уходит на вспо-
могательные работы: монтаж эстакад, установку и перестановку транспортеров, ви-
бробункеров и т. д.
Отсюда следует, что транспортеры целесообразно применять при большом объ-
еме бетона, укладываемом с одной стоянки. В этой связи одним из эффективных ре-
шений механизации подачи и распределения бетонной смеси является применение
ленточных бетоноукладчиков (рис. 4.2.25).
Рис. 4.2.25. Автобетоносмеситель с ленточным транспортером
2.3.3. Бетононасосы, автобетононасосы
и пневмонагнетатели
Транспортирование бетонной смеси по трубам производится с помощью бето-
нонасосов, автобетононасосов и пневмонагнетателей. Такой способ подачи исполь-
зуется при потоке бетона не менее 6 м3/ч и бетонировании различных конструкций,
преимущественно густоармированных, а также в случаях, когда другие способы по-
дачи смеси оказываются менее эффективными или не могут применяться. Трубо-
проводный транспорт относится к передовым методам механизации процессов по-
дачи и распределения бетонной смеси, способствует повышению производительно-
сти труда и качества бетонных работ. Вместе с тем он требует высокой производст-
венной культуры, особо четкой организации работ, специального подбора состава
бетона и строгого контроля качества бетонной смеси на всех этапах ее приготовле-
ния и транспортирования.
352
Бетонные смеси, транспортируемые по трубопроводам, должны иметь повы-
шенную связность, однородность структуры, быть удобоперекачиваемыми, т.е. не
расслаиваться и не образовывать пробок при подаче их на предельные расстояния.
С этой целью при подборе состава бетона обеспечивают избыточный объем цемент-
ного теста, который должен превышать объем пустот смеси крупного и мелкого за-
полнителя не менее чем на 40 л/м3. При движении такой смеси в бетоноводе посто-
янно сохраняется пристенный слой цементного теста, являющийся смазкой; зерна
заполнителей не соприкасаются между собой, а давление передается по жидкой фа-
зе. Цементы применяют с нормальным или замедленным сроком схватывания, же-
лательно использование пластифицированных и гидрофобных портландцементов.
При этом общая масса цемента и пылевидных частиц песка размером до 0,14 мм в
1 м3 смеси принимается 330-380 кг, если заполнителем служит гравий, и
380-430 кг, если применяется щебень. Минимальный расход цемента составляет
250 кг/м3. В песке должно содержаться 3-7% пылевидных частиц крупностью ме-
нее 0,14 мм и 15-20% мелких частиц крупностью менее 0,3 мм. Максимальный раз-
мер зерен щебня принимают не более 1/3, а гравия - не более 0,4 внутреннего диа-
метра бетоновода, что предотвращает заклинивание крупного заполнителя в бето-
новоде. Количество зерен наибольших размеров в крупном заполнителе не должно
превышать 15%, а лещади - 5% по массе. Чтобы во время перекачивания по трубо-
проводу растворная часть не выдавливалась из скелета крупного заполнителя, бе-
тонная смесь должна иметь осадку конуса 6-8 см, перед началом транспортирова-
ния бетонной смеси трубопровод смазывают, прокачивая через него известковое те-
сто или цементный раствор. После окончания бетонирования бетоновод промывают
водой под давлением и через него пропускают эластичный пыж. При перерыве бо-
лее чем на 30 мин смесь во избежание образования пробок активизируют путем пе-
риодического включения бетононасоса, при перерывах более чем на 1 ч бетоновод
полностью освобождают от смеси.
Укладку бетонной смеси с помощью бетононасоса начинают в опалубку конст-
рукций, наиболее удаленных от него. Забетонировав дальние конструкции, бетоно-
вод укорачивают и переставляют для укладки бетонной смеси в близлежащие кон-
струкции. Такую организацию работ называют бетонированием способом «на се-
бя». Этот способ позволяет переналаживать бетоноводы почти без остановок бето-
нонасоса или с очень короткими остановками.
Трубопроводный транспорт весьма чувствителен к остановкам и перерывам,
из-за которых бетонная смесь в трубопроводах загустевает и частично схватывает-
ся. Это вызывает аварии и значительные непроизводительные затраты по разборке
и очистке бетоноводов. По этой причине доставка бетонной смеси бетоновозами
должна быть бесперебойной, а бетонирование каждой конструкции здания нужно
вести непрерывно.
С помощью бетононасосов можно обеспечить непрерывную подачу бетонной
смеси на 200 м и более по горизонтали или 50-80 м по вертикали. В состав бетоно-
насосной установки входят бетононасос, бетоновод, оборудование для распределе-
ния смеси, устройства для очистки и промывки бетоновода и вспомогательное обо-
рудование.
353
Современные поршневые бетононасосы с гидравлическим приводом, имею-
щие большую длину хода поршня (до 2 м) и постоянную скорость его при малом
числе рабочих ходов в минуту (8-10), обеспечивают в основном установившееся
движение бетонной смеси в бетоноводе.
Такие бетононасосы имеют гидравлические приводы. Плоские задвижки, с по-
мощью которых смесь всасывается и нагнетается, приводятся в движение гидроси-
стемой. При движении поршня влево задвижка открывается, что обеспечивает вса-
сывание порции смеси. Когда же поршень перемещается вправо, задвижка закрыва-
ется частично, а в направлении подачи открывается, в результате чего смесь выдав-
ливается в бетоновод.
Бетононасосы с механическим приводом, обладающие малой длиной хода
поршня, большим числом рабочих ходов в минуту (до 50) при неравномерном (си-
нусоидальном) его движении, создают пульсацию бетонной смеси во время ее пе-
рекачки, что вызывает увеличение сопротивления в трубопроводе в два раза, час-
тичное расслоение смеси и, как следствие этого, возникновение пробок в бетоново-
де. В связи с этим упомянутые бетононасосы имеют в настоящее время ограничен-
ную область применения. Известны также бетононасосы непрерывного действия.
Принцип действия поршневого бетононасоса с механическим приводом заклю-
чается во всасывании порции смеси и выталкивании ее в бетоновод. Смесь, загру-
женная в приемный бункер, дополнительно перемешивается смесителем и через за-
грузочную воронку при открытом всасывающем клапане подается в рабочий ци-
линдр. Эта операция происходит при движении поршня вправо и закрытом нагне-
тательном клапане. При движении поршня влево всасывающий клапан закрывает-
ся, а нагнетательный открывается, вследствие чего порция смеси выталкивается в
бетоновод.
Бетоновод состоит из комплекта звеньев стальных или пластмассовых труб
диаметром 80, 100, 125 и 203 мм. В комплект входят конусный переход, прямые зве-
нья длиной 3; 1,5 и 1 м, короткие вставки длиной 0,5 м, двухколенные звенья, коле-
на и короткие коленчатые вставки под углом от 90° до 11015 ’; круговой распредели-
тель, гибкий коленчатый рукав с приспособлением для его перемещения, игольча-
тый клапан, задвижки, оборудование для очистки и промывки бетоновода. Звенья
бетоновода соединяются герметичными быстроразъемными замками, часть из кото-
рых имеет шарниры.
Для распределения бетонной смеси, транспортируемой по бетоноводу, приме-
няются гибкие рукава, круговые распределители, поворотные звенья, распредели-
тельные стрелы, а также желоба, виброжелоба и хоботы.
Наиболее эффективным оборудованием для перемещения концевого участка
бетоновода в зоне распределения бетонной смеси являются распределительные
стрелы. Они состоят из несущих элементов коробчатого сечения в виде двух, трех и
четырех шарнирно-соединенных между собой секций, приводимых в движение ги-
дроцилиндрами; бетоновода с шарнирным соединением секций и концевым рука-
вом; опорно-поворотного устройства и привода. Радиус действия распределитель-
ных стрел по горизонтали и вертикали составляет от 15 до 45 м. Секции стрелы мо-
гут складываться как в горизонтальной, так и в вертикальной плоскости. Первые из
них удобны для распределения бетонной смеси по горизонтали, в стесненных усло-
354
виях и, как правило, устанавливаются автономно. Вертикально складывающиеся
стрелы монтируют как вместе с бетононасосом на одной базе, так и в виде автоном-
ных установок.
В зависимости от назначения и способа применения различают следующие ви-
ды бетононасосных установок:
стационарные, не имеющие ходовой части и применяемые для подачи бетон-
ной смеси в массивные конструкции с большим объемом бетона и длительными
сроками строительства;
прицепные, оснащенные бетоноводом и собственной или автономной распре-
делительной стрелой (рис. 4.2.26, 4.2.27, 4.2.28). Они используются для бетониро-
вания конструкций нулевого цикла и надземных сооружений при частых перебази-
рованиях с объекта на объект и небольшой длине бетоновода;
Рис. 4.2.26. Прицепные бетононасосы:
а - фирмы CIFA; б - фирмы TURBOSOL; в - фирмы SCHWING-Group
самоходные (автобетононасосы) - в настоящее время широко применяют ав-
тобетононасосы, представляющие собой бетононасос с полноповоротной распреде-
лительной стрелой, смонтированной на раме, которая, в свою очередь, укреплена на
шасси автомобиля. Автобетононасосы предназначены для подачи бетонной смеси к
месту укладки как по вертикали, так и по горизонтали (рис. 4.2.29, 4.2.30).
23*
355
Рис. 4.2.27. Машины для подачи строительных смесей фирмы TURBOSOL:
а, б - поршневые насосы с гидроклапаном; в, г, д - шнековые насосы; е - пневматический насос
По стреле, состоящей из шарнирно сочлененных частей, проходит бетоновод с
шарнирами - вставками в местах сочленений стрелы, заканчивающейся гибким рас-
пределительным рукавом. При работе автобетононасос выпускает выносные опоры,
а при переезде складывают стрелу и приводят ее в транспортное положение.
356
Рис. 4.2.28. Машины для подачи строительных смесей фирмы TURBOSOL:
а, б, в - пневматические насосы; г, д, е - поршневые насосы с шаровыми клапанами
357
Рис. 4.2.29. Подача бетонной смеси
автобетононасосом при бетонировании
Наличие манипуляционной стрелы
позволяет подавать бетонную смесь в ра-
диусе действия стрелы, в проемы, конст-
рукции, расположенные ниже уровня
земли, и другие труднодоступные для
других механизмов участки. Поэтому ав-
тобетононасосы наиболее выгодно при-
менять там, где эффективно используют-
ся его мобильность и манипуляционные
возможности. В других случаях предпо-
чтение следует отдавать стационарным
бетононасосам.
Модельный ряд автобетононасосов
разнообразен (рис. 4.2.31). Они имеют
следующие параметры: максимальная
подача бетонной смеси - 40-180 м3/ч;
дальность подачи бетонной смеси -
16-46 м; высота подачи - 16-58 м; пово-
рот стрелы до 360° (рис. 4.2.32).
Секции стрелы изготавливаются из
высокопрочной легированной стали.
Конструкция стрел легкая по весу, вы-
держивает большие нагрузки и обеспе-
чивает максимальную безопасность. Не-
зависимо работающие гидравлические
опоры обеспечивают высокую стабиль-
мостовой конструкции
Рис. 4.2.30. Подача бетонной смеси автобетононасосом при устройстве буронабивных свай
358
ность и устойчивость автобетононасосов. Управление стрелой в пространстве осуще-
ствляется с дистанционного пульта управления или ручным способом с пульта управ-
ления, находящегося у основания стрелы. Автобетононасосы оснащаются аварийным
устройством, которое моментально прекращает работу всего оборудования в случае
возникновения опасной ситуации. Автобетононасос имеет перемешивающее устрой-
ство в приемной воронке, которое поддерживает однородность бетонной смеси во
время всего рабочего цикла и облегчает процесс перекачивания бетона.
б)
Рис. 4.2.31. Автобетононасосы: а - М 36-Z на шасси МАЗ; б - М 58
Кроме автобетоносмесителей и автобетононасосов в типологии оборудования
для бетонных работ есть разновидность машин, обозначаемая термином truck-
mikser pump. Truck-mikser pump представляет собой автобетоносмеситель, оборудо-
ванный распределительными стрелами, как у автобетононасосов. Таким образом,
на одном шасси устанавливаются два типа оборудования (рис. 4.2.33).
359
rpiuncbui о оетононасоса определяют (м3/ч) по формуле
Пб = 60(^74^^,
(4.2.7)
где: d - диаметр рабочего цилиндра, м; Z - длина хода поршня, м; Vj - число двой-
ных ходов поршня в 1 мин (скорость нагнетания); Кб - коэффициент, характеризу-
ющийся отношением объема бетонной смеси, поданной за один ход, к рабочему
объему цилиндра, равный 0,8-0,9.
Рис. 4.2.32. Кинематика стрелы автобетононасоса фирмы CIFA
б)
Рис. 4.2.33. Автобетононасосы со смесителем:
а - SCHWING-Group на шасси МАЗ 6503040; б - фирмы CIFA системы Magnum
360
Подавать бетонную смесь по трубопроводам можно также с помощью пневмо-
нагнетателей (рис. 4.3.34). Производительность их 10-20 м3/ч при дальности по-
дачи до 200 м и высоте подъема до 35 м.
а)
Рис. 4.2.34. Пневмонагнетатель:
а - общий вид; б - схема; 1 - корпус; 2 - люк-воронка; 3 - затвор; 4 - подводящий трубопровод;
5 - верхнее сопло; 6 - нижнее сопло; 7 - бетоновод; 8 - направляющий конус
В комплект пневмотранспортной установки помимо пневмонагнетателя входит
набор звеньев бетоновода, гаситель, компрессор с ресивером и система трубопрово-
дов для подачи сжатого воздуха (рис. 4.2.35).
Рис. 4.2.35. Бетонирование с помощью пневмонагнетателя:
1 - пневмонагнетатель; 2 - ресивер; 3 - вибропитатель; 4 - гаситель; 5 - хоботы; 6 - бетоновод;
7 - автобетоновоз; 8 - компрессор; 9 - опалубка
361
Бетонную смесь с осадкой конуса 6-8 см и максимальной крупностью заполни-
теля 40-60 мм загружают в пневмонагнетатель через воронку. Загружать ее можно
непосредственно из бетоносмесителя или из бетоновоза с помощью скипового уст-
ройства. После загрузки закрывают затвор и подают в пневмонагнетатель сжатый
воздух. Для этого сначала подают сжатый воздух через нижнее сопло, создавая не-
обходимое разрежение в нижней части пневмонагнетателя.
При рабочем давлении 2,5-3,0 кгс/см2 бетонная смесь транспортируется по
трубопроводам в струе сжатого воздуха со скоростью 1,5-2,5 м/с. Чтобы погасить
эту скорость, на конце бетоновода устанавливают гаситель. Из гасителя через рези-
новый шланг или звеньевой хобот смесь поступает в блок бетонирования.
Расход сжатого воздуха зависит от дальности транспортирования. При подаче
на расстояние 20 м он достигает 30-35 м3 бетонной смеси.
Техническую производительность пневмотранспортных установок определяют
(м3/ч) по формуле
nT=qn,p (4.2.8)
где q - емкость пневмонагнетателя, м3; nlf - число циклов, причем
П = 3600 . , (4.2.9)
' t3+Lv
где t3 - время на загрузку и операции с затвором и вентилями, с; U - дальность транс-
портирования, м; у’ - скорость перемещения бетонной смеси по бетоноводу, м/с.
Тогда эксплуатационная производительность установки (м3) за смену будет
равна
Пэкс = П-jKgpt^ (4.2.10)
где Квр - коэффициент использования установки по времени; - продолжитель-
ность смены, ч.
Пневмотранспортные установки допускают небольшие перерывы в подаче бе-
тонной смеси, так как для предохранения бетоноводов от закупорки их продувают
сжатым воздухом и в последующем прогоняют по ним пыжи из мешковины.
Рациональная область применения таких установок - бетонирование малоар-
мированных конструкций, обделок тоннелей в стесненных условиях подземного
строительства. Их целесообразно применять и для бетонирования тонкостенных
конструкций без опалубки.
Несмотря на конструктивную простоту пневмонагнетателей и высокую долго-
вечность установок, им присущи недостатки: высокие скорости транспортирова-
ния, что вызывает опасность расслоения и необходимость в конечном гасителе; зна-
чительный расход сжатого воздуха (от 3 до 40 м3 на 1 м3 бетона) и большие энерго-
затраты, в семь-десять раз превышающие энергозатраты при использовании бето-
нонасосов.
362
Подача бетонной смеси к месту ее укладки различными способами представле-
ны на рис. 4.2.36, 4.2.37.
2.4. МЕТОДЫ УПЛОТНЕНИЯ БЕТОННОЙ СМЕСИ
Высококачественный бетон можно получить при использовании качественных
материалов, правильном подборе состава бетонной смеси, эффективном ее уплот-
нении и создании оптимальных условий для твердения бетона.
Бетонную смесь, укладываемую в монолитные конструкции, уплотняют шты-
кованием, трамбованием, вибрированием и вакуумированием. Цель уплотнения -
обеспечить хорошее заполнение бетонной смесью опалубочной формы и добиться
наилучшей упаковки входящих в нее частиц. Хорошо уплотненный бетон имеет бо-
лее высокую плотность, его объемная масса по сравнению с неуплотненной бетон-
ной смесью повышается с 2,2 до 2,4-2,5 т/м3. Возрастают прочность, морозостой-
кость, водонепроницаемость бетона, улучшаются другие его свойства.
Штыкование смеси ведут вручную с помощью шуровок (рис. 4.2.38, а). Из-за
трудоемкости и низкой производительности этого способа его применяют в исклю-
чительных случаях для уплотнения бетонной смеси в тонкостенных и густоармиро-
ванных конструкциях. Укладку высокоподвижных смесей (с осадкой конуса более
10 см) и литых ведут тоже с помощью шнуровок, чтобы избежать их расслоения при
вибрировании.
Трамбование бетонной смеси ведут ручными и пневматическими трамбовками
(рис. 4.2.38, б, в). Этот способ применяют редко - при укладке весьма жестких бе-
тонных смесей в малоармированные конструкции, а также в тех случаях, когда при-
менить вибраторы невозможно из-за отрицательного воздействия вибрации на рас-
положенное вблизи оборудование.
Основным способом уплотнения бетонных смесей является вибрирование, или
виброуплотнение. Этот способ применяют для уплотнения смесей с осадкой кону-
са от 0 до 10 см. Сущность процесса виброуплотнения упрощенно можно предста-
вить следующим образом. На бетонную смесь, представляющую собой многоком-
понентный конгломерат с рыхлой структурой и упруговязкими свойствами, воздей-
ствуют вибрацией.
Вибраторы погружают в бетонную смесь, крепят к опалубке или устанавливают
на поверхность слоя смеси. Энергия вибрационных колебаний ближайших слоев сме-
си преодолевает силы внутреннего трения и сцепления между ее компонентными ча-
стицами. В результате резко снижается вязкость смеси; в период вибрирования она
приобретает свойства тяжелой структурной жидкости, обладающей значительной те-
кучестью. При этом смесь хорошо заполняет опалубочную форму и пространство
между густррасположенными арматурными стержнями. Вместе с тем при снижении
вязкости смеси в результате вибрирования ее частицы под действием гравитацион-
ных сил стремятся занять по отношению друг к другу наиболее устойчивое положе-
ние. Это приводит к взаимоукупорке частиц, т.е. к наиболее плотному их расположе-
нию в форме. Одновременно в зоне вибрации создается повышенное давление, вслед-
ствие чего воздух интенсивно вытесняется из бетонной смеси.
363
a)
б)
Транспортерная
лента
Рис. 4.2.36. Подача бетонной смеси:
а - по виброжелобу; б - бетоноукладчиком; в - из автобетоносмесителя непосредственно в тран-
шею; г - разгрузка автобетоносмесителя; д - транспортером автобетоносмесителя; е - из самосвала
364
a)
Распределительная
Рис. 4.2.37. Подача бетонной смеси:
а, б - автобетононасосом при устройстве фундаментной плиты; в - то же, при бетонировании фун-
даментов; г - бетононасосом при устройстве набивных свай; д - в бадьях башенным краном
Эти взаимосвязанные процессы обеспечивают получение бетона с плотной
структурой и хорошего качества.
Вибрирование характеризуется двумя параметрами: частотой и амплитудой ко-
лебаний, причем в данном случае амплитуда - наибольшее отклонение колеблю-
365
_________________ равновесия, выраженное в миллиметрах. Эти параме-
тры взаимосвязаны: низкочастотные вибраторы имеют большую амплитуду колеба-
ний, и наоборот.
Рис. 4.2.38. Инструменты и механизмы для уплотнения бетонной смеси:
а - шуровка; б - ручная трамбовка; в - пневмотрамбовка; 1 - ручка; 2 - стержень; 3 - лопатка;
4 - трамбующая плита; 5 - бетон; 6 - шланг
Выпускаемые нашей промышленностью вибраторы по вибрационным характе-
ристикам можно подразделить на низкочастотные с числом колебаний до 3500 в
1 мин и амплитудой до 3 мм, среднечастотные, имеющие 3500-9000 кол/мин и амп-
литуду 1-1,5 мм; высокочастотные с частотой 10 000-20 000 кол/мин и амплитудой
0,1-1 мм.
Низкочастотные вибраторы с наибольшим эффектом применяют для уплотне-
ния бетонных смесей с крупностью заполнителя 50-70 мм и более, среднечастот-
ные - при крупности 10-50 мм, высокочастотные - при крупности до 10 мм,
т. е. мелкозернистых бетонов.
По способу воздействия на бетонную смесь вибраторы подразделяют на внут-
ренние (глубинные), погружаемые рабочим органом (корпусом) в слой бетонной
смеси, и непосредственно передающие колебания через корпус (рис. 4.2.39,
4.2.40, в).
Внутренние вибраторы подразделяют на вибробулавы и вибраторы с гибким
валом.
Поверхностные вибраторы, устанавливаемые на слой бетонной смеси, пере-
дают ей колебания через рабочую площадку или вибробрус (рис. 4.2.40, г, д, е).
Наружные вибраторы укрепляют на опалубке, через которую они передают
колебания бетонной смеси (рис. 4.2.40, а, б).
По роду питающей энергии различают вибраторы электромеханические, эле-
ктромагнитные и пневматические.
По использованию вибраторы подразделены на одиночные и вибропакеты,
используемые для уплотнения бетонной смеси в большеобъемных блоках.
366
При уплотнении бетонной смеси внутренними вибраторами толщину уклады-
ваемых слоев принимают не более 1,25 от их рабочей части. Для лучшего сцепле-
ния между отдельными слоями вибратор частично заглубляют в ранее уложенный
слой. Продолжительность вибрирования в одной точке зависит от типа вибратора и
технологических характеристик бетонной смеси, в частности ее подвижности. Чем
меньше подвижность уплотняемой смеси, тем больше длительность ее виброуплот-
нения.
а)
Рис. 4.2.39. Внутренние вибраторы:
а - с гибким валом; б - с двигателем, вынесенным к ручке; в - высокочастотный вибратор
IREN 57; г - со встроенным инвертором для подключения к сети питания IRFUN 57; д - с приво-
дом М2000 (гибкий вал SM 1-S и тип головки Н 55)
367
Следует помнить, что при недостаточной продолжительности вибрирования
смесь окажется недоуплотненной, а бетон - пористым и некачественным. Чрезмер-
но же длительное вибрирование приводит к расслоению смеси и ухудшению каче-
ства бетона. В каждом случае опытным путем определяют оптимальное время виб-
рирования. Ориентировочно для внутренних вибраторов оно равно 20-50 с.
Степень виброуплотнения определяют визуально. Основными признаками до-
статочного виброуплотнения служат: прекращение оседания бетонной смеси, появ-
а) б)
Рис. 4.2.40. Виброоборуцование:
а - наружный вибратор, закрепленный на опалубке; б - наружный вибратор; в - высокочастотный
внутренний вибратор IRSEN 57 с управляющей рукояткой; г - виброрейка (бензиновый двига-
тель); д - уплотнение бетонной смеси поверхностными и глубинными вибраторами; е - универ-
сальный поверхностный вибратор фирмы TREMIX для уплотнения и разравнивания
368
ление на ее поверхности цементного молока и прекращение выделения пузырьков
воздуха.
По окончании виброуплотнения смеси на одной позиции во избежание появле-
ния пустот вибратор медленно вытаскивают, не выключая его, и переставляют на
новую позицию. Расстояние между позициями не должно превышать полутора ра-
диусов действия вибратора, причем зоны вибрирования должны перекрывать друг
друга (рис. 4.2.41). Радиус действия зависит от подвижности бетонной смеси и ти-
па вибраторов. Для вибратора с гибким валом он колеблется от 25 до 50 см, для ви-
бробулавы - 45.. .50 см.
а) б)
4
Рис. 4.2.41. Виброуплотнение бетонной смеси:
а - в плане; б - в разрезе; 1 - рабочий орган вибратора; 2 - ранее уложенный слой бетона; 3 - ук-
ладываемый слой; 4 - опалубка
Для получения качественного бетона особенно тщательно необходимо вести
виброуплотнение смеси в углах опалубки и у ее стенок, в местах с густорасполо-
женной арматурой, на перегибах конструкции. Чтобы не нарушить сцепления бето-
на с арматурой или закладными деталями, не следует устанавливать на них работа-
ющие вибраторы.
Поверхностными вибраторами бетонную смесь уплотняют отдельными по-
лосами с перекрытием провибрированной полосы на 10-15 см. Толщина слоев, про-
рабатываемых поверхностными вибраторами, составляет 25-30 см; продолжитель-
ность работы на одной позиции от 20 до 60 с.
Окончание вибрирования определяют по внешним признакам, которые пере-
числены выше.
При перестановке поверхностный вибратор специальным крючком отрывают
от бетона и перемещают на новую позицию. Не рекомендуется медленно протаски-
вать работающий вибратор по поверхности бетона, так как при этом затруднитель-
но вести контроль качества виброуплотнения.
Вибробрус (виброрейку) в процессе виброуплотнения медленно перемещают
по специальным направляющим, укладываемым по краям бетонируемой полосы.
Наружные вибраторы жестко крепят к опалубке. С их помощью можно уплот-
нять смесь на глубину до 25 см. При бетонировании высоких конструкций (напри-
24 Заказ 599
369
мер, колонн или стен) устанавливают несколько вибраторов по высоте, включая их
по мере укладки бетонной смеси. Можно пользоваться одним вибратором, пере-
ставляемым с места на место, при наличии приспособлений для быстрого его за-
крепления. Продолжительность работы поверхностного вибратора на одной стоян-
ке 50-90 с. Для обеспечения бесперебойного и качественного виброуплотнения на
рабочем месте должны находиться запасные вибраторы.
Способ уплотнения бетонной смеси вакуумированием основан на принципе
отсоса из нее избыточной, химически несвязанной воды и воздуха, что позволяет
выровнять и снизить водоцементное отношение в теле свежеуложенного бетона,
обеспечивая в итоге значительное улучшение физико-механических свойств бетона.
При отсосе частицы смеси сближаются, снижая ее пористость и усадку и улучшая
качество бетона. Так, прочность вакуумированного бетона повышается на 15-20%
по сравнению с вибрированным бетоном.
Вакуумирование применяют для уплотнения бетона в тонких конструкциях,
имеющих большую развернутую поверхность (например, при бетонировании сво-
дов, оболочек и куполов). Наибольшая толщина слоя бетона, прорабатываемого ва-
куумированием, 30 см.
Вакуумирование смеси можно вести несколькими способами: с помощью опа-
лубочных вакуум-щитов (при бетонировании тонких вертикальных или наклонных
стенок); переносными вакуум-ящиками, которые устанавливают сверху на уложен-
ный бетон (рис. 4.2.42)', при помощи вакуум-трубок, устанавливаемых внутрь бе-
тонной конструкции; комбинированным способом, сочетающим в себе признаки
первых трех.
Рис. 4.2.42. Оборудование для вакуумирования бетона
В комплект оборудования для вакуумирования входят вакуум-насос, ресивер,
всасывающие шланги и вакуум-щиты (вакуум-трубки). Вакуум-щит состоит из кар-
каса с герметизирующей прокладкой по контуру. В нижней части щита имеется ос-
нова из двух стальных сеток и натянутой по ним фильтрующей ткани. Между
крышкой щита и фильтрующей частью образуется полость; при создании в ней ва-
куума из бетона отсасывается воздух и свободная вода, в результате чего бетон уп-
370
лотняется. Вакуумирование смеси ведут при степени разрежения в системе не ме-
нее 70 кПа.
По окончании вакуумирования вакуум-щиты отсоединяют от системы. В поло-
сти попадает воздух, и они легко отстают от бетона. Щиты снимают и переставля-
ют на новые позиции.
2.5. ПРИМЕНЕНИЕ БЕТОННОЙ СМЕСИ С ДОБАВКАМИ
В последние годы разработаны составы и технология получения эффективных
химических добавок в бетонные смеси, обладающих значительным пластифициру-
ющим эффектом (суперпластификаторов). При использовании этих добавок повы-
шается подвижность свежего бетона, снижается водопотребление, повышается
прочность бетона. Возможность получения разжиженной бетонной смеси делает
возможным применение литьевой технологии укладки бетона в конструкции, резко
снижая трудоемкость при его укладке и уплотнении. Из-за хорошей удобоуклады-
ваемости резко сокращается время вибрирования и режимов тепловой обработки.
Пластичный бетон легче транспортировать, перекачивать, укладывать. Литая
бетонная смесь не расслаивается и сохраняет связность.
Впервые в мировой практике суперпластификаторы начали применяться в Япо-
нии и Германии. Сейчас их применяют во всех промышленно развитых странах. Их
эффективно используют в бетонных смесях при возведении тонкостенных монолит-
ных густоармированных конструкций сложной конфигурации в поперечном сече-
нии. При возведении монолитных конструкций бетонирование сводится к заливке
опалубки жидкой смесью.
Однако при использовании суперпластификаторов важно учитывать длитель-
ность сохранения разжижающего эффекта, находящуюся в пределах 1-1,5 ч. Поэто-
му пластификаторы добавляют в готовую бетонную смесь. Перед транспортировкой
бетонной смеси на заводе отмеряют необходимое количество пластификатора, кото-
рое переводится в соответствующей вместимости автобетоносмеситель. Пластифи-
катор добавляют в бетон непосредственно перед разгрузкой автомашины. Полное
перемешивание бетонной смеси с пластификатором происходит в течение 5 мин.
Пластификаторы хранят в закрытых емкостях. Большинство из них должно быть за-
щищено от мороза и сильных солнечных лучей.
В практике отечественного строительства применяют следующие суперпласти-
фикаторы:
1. Добавки С-3 - суперпластификатор-разжижитель, получаемый на основе
сульфированных нафталинформальдегидных соединений.
При дозировке добавки 0,5-0,7% массы цемента подвижность по осадке кону-
са увеличивается с 2-3 до 18-20 см.
Состав и свойства С-3 не изменяются при хранении в нормальных условиях в
течение года. Сокращается расход цемента до 15%. При длительном хранении воз-
можно образование нерастворимого осадка. Температура замерзания 0°.
2. Добавки 10-03 и 30-03 - суперпластификаторы-разжижители, получаемые на
основе меламина (10-03) и нафталина (30-03). Добавки разработаны институтом
371
ВНИИжелезобетона. Количество добавки к массе цемента 0,5-0,7%. Подвижность
бетонной смеси возрастает с 2-3 до 18-25 см.
2.6. ОХРАНА ТРУДА
Основные правила охраны труда при транспортировании, подаче и распределе-
нии бетонной смеси должны быть предусмотрены в проекте производства работ по
бетонированию конкретных конструкций.
Все системы пневмотранспортных установок перед пуском испытывают на ис-
правность действия, давление сжатого воздуха не должно превышать максимально
допустимого.
При подаче смеси по лоткам, виброжелобам и хоботам их нужно надежно при-
крепить к опорным конструкциям.
Всех рабочих, обслуживающих бетонотранспортные машины, механизмы и ус-
тройства, обучают безопасным методам работ.
Бетоновозные эстакады, настилы и пандусы сооружают по расчетам и надежно
крепят. Их необходимо оградить перилами и оборудовать колесо отбойными брусь-
ями и упорами для колес автобетоновозов. Находиться на эстакадах и настилах по-
сторонним лицам не разрешается. Скорость движения бетоновозов по эстакадам и
настилам не должна превышать 3 км/ч.
Кузова автосамосвалов очищают лопатами с удлиненными черенками; недопу-
стимы удары кувалдами снизу кузова.
При подаче бетонной смеси кранами нужно предусмотреть меры против само-
произвольного открывания затворов бадей.
Во время приема бадьи запрещается кому-либо находиться под ней. При вы-
грузке бетонной смеси из бадьи расстояние от низа бадьи до поверхности, на кото-
рую выгружают смесь, не должно превышать по вертикали 1 м.
Металлоконструкции транспортеров должны быть надежно заземлены. Очи-
щать вручную ленту работающего транспортера запрещается.
При бетонировании с помощью бетононасосов бетонщики должны иметь на-
дежную сигнализацию для связи с мотористом бетононасоса. Для очистки бетоно-
вода его промывают водой с банником. Прочищать его сжатым воздухом разреша-
ется лишь зимой при рабочем давлении не более 15 кгс/см2 и замене банника на
пыж из мешковины. При этом рабочие должны находиться не ближе 10 м от выход-
ного отверстия бетоновода.
372
ГЛАВА 3. МЕХАНИЧЕСКАЯ ОБРАБОТКА БЕТОНА
3.1. ЗАТИРКА И ЗАГЛАЖИВАНИЕ БЕТОННОЙ ПОВЕРХНОСТИ
Заглаживание поверхности забетонированных монолитных конструкций, осо-
бенно таких, как полы, обеспечивает получение поверхности необходимого качест-
ва, увеличивает прочность поверхности бетонного пола на истирание, повышает его
морозостойкость и водонепроницаемость. Заглаживание поверхностей больших го-
ризонтальных площадей обычно производят с помощью гладилок.
При малых объемах работ окончательную отделку поверхности бетонного по-
ла производят брезентовой прорезиненной лентой шириной 300-400 мм, концы ко-
торой прикреплены к валикам. Длину ленты выполняют на 1-1,5 м больше ширины
обрабатываемой полосы. Рабочие с лентой идут последовательно за бетонщиками,
заглаживая поверхность полосы, уложенной примерно на 0,5 ч раньше. К этому вре-
мени на поверхности бетона выступает тонкая пленка цементного молока, которая
снимается лентой.
В последние годы все более широкое применение в практике при выполнении
операций затирки и заглаживания горизонтальных поверхностей находят средства
малой механизации.
В настоящее время для обработки поверхности бетона используются вибропо-
лутерки с бензиновым или электрическим двигателем (рис. 4.3.1), которые предназ-
начены для разравнивания и заглаживания поверхности свежеуложенного бетона
или цементно-песчаного раствора. Машины для заглаживания бетонных полов в за-
висимости от конструкции рабочего органа подразделяются на дисковые и лопаст-
ные. Дисковые машины применяют для заглаживания поверхности свежеуложенно-
го бетонного пола, укладываемого с применением жестких бетонных смесей, а ло-
пастные - для окончательной чистовой обработки поверхности (рис. 4.3.2).
Рис. 4.3.1. Виброполутерок
с бензиновым и электрическим
двигателем
373
Привод вращения заглаживающего диска осуществляется от электродвигателя
через редуктор. Пуск и остановка машины производятся переключателем, вмонти-
рованным в рукоятку управления. Для транспортировки внутри строящегося объек-
та машина оснащена съемными колесами. Для выполнения затирки машину плавно
перемещают по бетонной поверхности движением рукоятки управления вверх и
вниз, вправо и влево.
а) б)
Рис. 4.3.2. Бетоноотделочное оборудование:
а - двухроторная машина К436 2-Т; б - то же, фирмы WACKER; в - ручная машина К 436; г - то
же, К 600; д - то же, фирмы WACKER; е - многофункциональная машина EFS 180 Е
374
Дисковые машины помимо выравнивания и заглаживания обрабатываемой по-
верхности бетона обеспечивают одновременно его уплотнение на глубину до 5 см.
Диск выполняется из специальных сортов стали и имеет заваленную кромку,
что исключает врезание его в обрабатываемую поверхность.
Затирка поверхности производится после укладки и уплотнения бетонной сме-
си и набора бетоном определенной прочности. Бетонные полы заглаживаются через
4-12 ч с момента укладки, а растворные стяжки - через 8-16 ч. Время выдержки за-
висит от микроклимата в помещении, где ведутся работы. При этом прочность уло-
женного бетона должна достигать 0,6-0,8 МПа. На поверхности бетона при хожде-
нии остаются легкие следы.
Подготовленная к заглаживанию поверхность не должна иметь выступающих
камней, наплывов и больших неровностей.
После схватывания уложенного бетона до указанной прочности производят
черновую обработку поверхности, при которой устраняют незначительные дефек-
ты, допущенные при укладке и разравнивании бетона, при этом также формирует-
ся отделочный горизонт.
На этой стадии обработки работающий не стремится к затирке следов вращаю-
щихся лопастей.
После черновой обработки поверхность выдерживают 1-6 ч и затем отделыва-
ют окончательно.
Ввиду многообразия факторов, влияющих на скорость твердения бетона, на
практике следует устанавливать время начала заглаживания поверхности бетонной
полосы путем пробной обработки небольших участков.
Если бетонные поверхности несколько передержаны по набранной прочности,
то их черновую обработку рекомендуется вести с водным орошением. Такую мок-
рую затирку производят до образования цементного пастообразного слоя, после че-
го выдерживают в течение 1-3 ч и окончательно затирают. При хорошем качестве
затирки у передержанных покрытий снижается прочность поверхностного слоя.
Кроме того, уменьшается ресурс лопастей, производительность машины уменьша-
ется вдвое.
Качество заглаживания бетонной поверхности оценивается по ГОСТ 13015.
Требования к качеству поверхности устанавливаются для конкретных конструкций
в стандартах и технических условиях в зависимости от их назначения, способа от-
делки и условий эксплуатации. Бетонные поверхности подразделяются на не требу-
ющие последующей обработки (от А1 до А7) и на требующие дополнительной об-
работки (табл. 4.3.1).
Число раковин допустимых размеров на любом участке бетонной поверхности
площадью 0,04 м2 (200x200 мм) не должно превышать двух на поверхностях кате-
гории А1 и пяти - на поверхностях категории А2.
На бетонных поверхностях не допускаются жировые и ржавые пятна.
375
Требования к бетонной поверхности
Таблица 4.3.1
Характеристика бетонной поверхности Предельные размеры, мм
сколов
раковин бетона
s = (Я О,
о 5 Е Л <о
Вид V й & (Я Е G 00 S =£ (Я Е о. 2
(D £
СО § СЯ Е
и й св Е Е
§
Лицевая отделанная: -
глянцевая бетонная на белом или цветном цементах или шлифованная мозаичная А1 0,5 0,5 0,5 2 30
гладкая бетонная на обычном цементе А2 1 1 1 5 50
Предназначаемая под отделку:
красками или пастообразными составами АЗ 3 2 2 5 50
обоями или пленками А4 4 з 1 5 50
плиткой, рулонными и листовыми материалами А5 15 5 3 8 80
Лицевая неотделываемая А6 6 3 3 5 50
Нелицевая, невидимая в условиях эксплуатации А7 15 5 5 10 100
Предназначаемая под затирку иш! шпатлевку А8 15 5 3 8 80
3.2. ОБРАБОТКА ЗАТВЕРДЕВШИХ БЕТОННЫХ ПОВЕРХНОСТЕЙ
Анализ технологии и техники механической обработки бетона и железобетона
в отечественном строительстве говорит о том, что осуществляется она в основном
обычным абразивным, твердосплавным и стальным инструментом.
Особенно широко в настоящее время для механической обработки бетона при-
меняется абразивный инструмент различного вида. Наиболее дешевым и произво-
дительным инструментом для выполнения операций по механической обработке
бетона и железобетона является прогрессивный инструмент на основе природных и
синтетических алмазов. Проведенные исследования говорят о том, что применение
алмазного инструмента на операциях механической обработки бетона снижает сто-
имость этих операций по сравнению с абразивным инструментом в 2-2,5 раза и по-
вышает производительность процесса в 1,5-3 раза.
Выбор параметров алмазной обработки бетона должен осуществляться для
конкретных условий на основе физико-механических характеристик бетона и желе-
зобетона, алмазного инструмента и т. д. Прочностные характеристики бетона и же-
лезобетона можно определить, согласно существующим методикам, по ГОСТу, про-
ектным данным. Состав бетона определяют на основе результатов исследования
кернов и по документам завода-поставщика.
376
Эти параметры в процессе обработки должны Дх. _________
полученным результатам износа алмазного инструмента. Износ алмазного инстру-
мента должен непременно контролироваться постоянно на всем протяжении произ-
водства работ по алмазной обработке бетона и железобетона. Разработка и внедре-
ние технологии производства искусственных алмазов сделали возможным произ-
водство и распространение алмазных инструментов с точно определенным назначе-
нием.
В настоящее время широкое применение находит обработка бетона с целью очи-
стки его от цементной пленки. Согласно требованиям СНиП III-15-76, бетонное осно-
вание и рабочие швы по горизонтальным и наклонным поверхностям должны быть
очищены от цементной пленки; вертикальные поверхности следует очищать при со-
ответствующих требованиях в проекте. Очистка поверхности бетона может осуще-
ствляться водяной или воздушной струей при прочности бетона 0,3 МПа, механичес-
кой металлической щеткой типа С-475 при прочности бетона 1,5 МПа и с помощью
гидропескоструйной очистки (рис. 4.3.3) или фрезеровальным оборудованием.
От машин для резки бетона эти машины отличаются числом и расположением
отрезных кругов, закрепленных на общем горизонтальном шпинделе, мощностью
привода, наличием рычажной рамы, благодаря которой сохраняется требуемое гори-
зонтальное положение при профилировании независимо от неровностей покрытия.
Резание бетона и железобетона осуществляется при устройстве температурно-
усадочных швов в монолитных бетонных покрытиях (рис. 4.3.4, рис. 4.3.5,
рис. 4.3.6), разборке бетонных и железобетонных конструкций при реконструкции
предприятий, устройстве каналов для прокладки проводов, кабелей и труб, устрой-
стве монолитных проемов, лифтовых шахт, дополнительных оконных и дверных
проемов при реконструкции предприятий.
Машины для резания бетона и железобетона применяют при возведении моно-
литных и сборно-монолитных конструкций из бетона и железобетона. Они различа-
ются по конструктивному исполнению и числу одновременно установленных от-
резных кругов.
Производство работ по резанию бетона и железобетона алмазными отрезными
кругами должно производиться на специально подготовленной площадке с подве-
денной электроэнергией и водой.
При отсутствии на площадке сети водопровода доставка воды для охлаждения
должна осуществляться инвентарными цистернами, смонтированными на автомо-
биле, полуприцепе к автомобилю или другому транспортному средству.
Перед началом производства работ должна быть проведена разметка темпера-
турно-усадочных швов, технологических отверстий и т. д. с помощью геодезичес-
кого оборудования, мерных лент и других измерительных инструментов. Машину
для резания бетона необходимо тщательно подготавливать к работе, смазывать.
Перед производством работ работоспособность всех узлов машины проверяют
на холостом ходу.
Алмазные отрезные круги, подготовленные для работы, должны проверяться
на отсутствие трещин, выкрошивания алмазного слоя, сколов и пр. Алмазные отрез-
ные круги должны быть заточены, а степень износа их должна быть допустимой для
дальнейшей работы.
377
Отрезные круги, отклонение которых от плоскости более допустимого, счита-
ются непригодными к работе.
Рис. 4.3.3. Оборудование для подготовки поверхности:
а - пескоструйный аппарат; б - водоструйные агрегаты высокого давления
Процесс резания бетона и железобетона должен осуществляться в такой после-
довательности:
- вращающийся алмазный отрезной круг заглубляют в бетон до нужной глуби-
ны резания;
378
- после достижения нужной глубины резания включают механизм поступа-
тельного движения рабочего органа;
- при перегрузке привода машины, т. е. при очень прочном бетоне, наличии тя-
желой арматуры, слишком большой подаче, следует уменьшить скорость подачи
или уменьшить глубину резания.
Рис. 4.3.4. Машины для нарезки швов:
а, б - с водяным баком, без привода подачи (глубина резания до 200 мм); в, г - с гидростатичес-
ким приводом подачи (до 380 мм); д - с полным гидравлическим управлением
379
Резание бетона и железобетона всухую алмазными отрезными кругами катего-
рически запрещается. Постоянное искрение при резании говорит о том, что режим
резания выбран неправильно и требует корректировки одного или нескольких пара-
метров (скорости подачи, глубины резания, расхода охлаждающей жидкости).
а)
Рис. 4.3.5. Оборудование для ручной резки:
а - машина Bosch с электромеханическим тормозом, б - универсальный алмазный отрезной круг
0 150 мм; в - алмазный отрезной круг по бетону 0 150 мм; г - универсальные алмазные отрез-
ные круги 0 180/230 мм; д - алмазные отрезные круги «турбо» 0 115/350 мм
Сверление, долбление бетона и железобетона выполняют для устройства отвер-
стий в перекрытиях при сантехнических и других видах работ (рис. 4.3.7,
рис. 4.3.8).
Алмазный инструмент для сверления отверстий промышленность изготовляет
в виде трубок, коронок и игл (рис. 4.3.9). Для сверления бетона и железобетона при-
меняют алмазные кольцевые и сегментные сверла и алмазные сверлильные головки.
Радиальное биение боковой поверхности алмазоносного слоя относительно на-
ружной поверхности сверла или корпуса коронки должно быть не более 0,2 мм для
380
сверл диаметром до 32 мм, не более 0,3 мм — для сверл диаметром свыше 32 мм и
не более 0,4 мм - для сверл диаметром до 160 мм.
а) б)
Рис. 4.3.6. Пилы по железобетону:
а - бензорез цепной 633 GC (глубина реза 400 мм), б - то же, 613 GC (300 мм)
Кроме того, промышленность изготовляет алмазные сегментные сверла различ-
ных диаметров.
Сегментное сверло состоит из коронки и удлинителя (рис. 4.3.10).
На торце кольцевого корпуса коронки выполнены сквозные прямоугольные па-
зы, в которых без зазора впаяны алмазоносные режущие сегменты. В результате об-
разуется коронка, у которой сегменты чередуются с перемычками.
На торцевой, внутренней и наружной поверхностях перемычек предусмотрены
наклонные промывочные окна и пазы. Пазы на внутренней поверхности наклонены
под углом 30° к оси сверла в сторону его вращения для улучшения подвода охлаж-
дающей жидкости в зону резания. Пазы на внутренней поверхности сверла соеди-
нены с пазами на наружной поверхности промывочными окнами, расположенными
на торце и повернутыми на угол 30° в сторону вращения сверла. Производитель-
ность сегментных сверл, снабженных промывочными пазами и окнами, в
1,2-1,5 раза выше, чем сверл, не имеющих окон и пазов.
Длина удлинителя может быть различной в зависимости от глубины отверстий.
В настоящее время изготовляются станки для алмазного сверления (рис. 4.3.11,
4.3.12). Характеристики станков для алмазного сверления бетона и железобетона
представлены в табл. 4.3.2.
J\q начала производства работ по алмазному сверлению необходимо опреде-
лить:
- состав бетона;
- физико-механические свойства (прочность на сжатие, растяжение, изгиб), на-
личие и диаметр арматуры в зоне сверления;
- характеристики алмазного инструмента (зернистость, концентрацию, тип
связки);
- параметры механической обработки бетона (скорость резания, скорость пода-
чи инструмента, вид и интенсивность охлаждения).
Место производства работ по алмазному сверлению необходимо очистить от
строительного мусора, инвентаря, строительных материалов и пр. Перед началом
381
сверления производят разбивку осей будущих отверстий с помощью измерительно-
го и геодезического инструмента, подводят воду, электроэнергию, а в случае приме-
нения пневматических сверлильных машин - сжатый воздух.
а)
Рис. 4.3.7. Перфораторы:
а - электрический; б - пневматический; в - компрессор
Сверлильный станок необходимо готовить к работе по специальной программе
согласно паспорту. Алмазный инструмент также тщательно осматривают для опре-
382
деления его пригодности к работе, при этом устанавливают наличие трещин, ско-
лов, выкрошивания алмазоносного слоя сверла и степень его износа по высоте и ди-
аметру. Износ матрицы более чем 0,2-0,3 мм считается предельным. Обнажение ал-
Рис. 4.3.8. Принадлежности для сверления и долбления:
а - ударные сверла 0 12.. .52 мм; б - буры для проделывания проемов; в - полые сверлильные ко-
ронки неразъемные 0 45.. .80 мм; г - полые сверлильные коронки двухчастные с резьбой; д - хво-
стовики для патрона; е - насадка для долбления; ж - лопаточное зубило 400 мм; з - зубило по ас-
фальту; и - зубило для удаления штукатурки 300 мм; к - плоское зубило 280.. .600 мм; л - стыко-
вой резец 280 мм; м - полукруглое зубило; н - зубило 175 мм; о - пикообразное зубило
280...600 мм; п - пикообразное зубило 250 мм
383
Рис. 4.3.9. Алмазные коронки
(012...600 мм)
мазов (режущая способность сверла) после
зашлифовки восстанавливается таким же
образом, как при вскрытии алмазов нового
сверла, - сверлением высокоабразивного
материала (изношенных абразивных кругов,
туфов, затвердевших цементно-песчаных
образцов на кварцевом песке и т. п.).
Использование сверл с трещинами, вы-
крашиваниями алмазного слоя матрицы и
частичным отслоением ее от корпуса сверла
допускается лишь в случаях сверления ма-
лопрочного бетона на незначительную глу-
бину и запрещается в случае сверления же-
лезобетонных конструкций (сверло может
сломаться).
Процесс алмазного сверления и органи-
зацию работ необходимо осуществлять со-
гласно «Руководству по сверлению железо-
бетона и горных пород алмазными кольце-
выми сверлами».
При попадании в зону сверления арма-
туры, что определяется наличием в шламе частиц металла, необходимо уменьшить
усилие подачи, а после перерезания арматурного стержня извлечь сверло из отвер-
стия и удалить керн вместе с перерезанным арматурным стержнем специальными
лепестковыми захватками. Сверление должно производиться при интенсивном ох-
лаждении сверла водой, раствором ПАВ и т. п. При прекращении их подачи необхо-
димо немедленно прекратить сверление.
Таблица 4.3.2
Характеристики станков для алмазного сверления бетона и железобетона
Марка Диаметр отверстий, мм 2 S Ч 8 « 2 я § а о п О и о § « У Я VO а ° и Л Л О. о 8 0 ЕГ PQ о Я К о * & СО К о v tr о ю 0 СЦ of о о я й Я 0 сх, (D 0 О О о ср
Н-100 до 201 ’ ~ 545 580, 700, 1300 230 10
Н-201 ECO до 250 500 700, 1300 230/ 10
CEBOR-2005 до 151 — 700, 1300 230 —
Н-201 PREMO 1 до 300 620 330,800 230 14
D-400 до 700 620 120, 260, 380 400 37
Р-1200 до 1200 620, 1800 460 - 150
384
а)
Тип А
б)
Тип В
е)
Удлинит, труба
Коронка
г)
д)
г)
Рис. 4.3.10. Сверлильная оснастка:
а - коронка с нормальной шириной сегмента; б - коронка с широкими сегментами для примене-
ния с керноуловителем; в - удлинитель коронок с фланцевым соединением длиной 500 и 1000 мм;
г - стальной удлинитель коронок длиной 100,200,300 и 500 мм; д - алюминиевый удлинитель ко-
ронок длиной 300 и 500 мм (для ручных сверлильных машин); е - удлинитель коронок длиной
300 мм
25 Заказ 599
385
б)
Рис. 4.3.11. Сверлильная система:
а - Н-100 для сверления отверстий диаметром до 201 мм; б - Н-201 ECO диаметром до 250 мм;
в - CEBOR-2005 (система сухого сверления) диаметром до 151 мм; г - Н-201 PREMO диаметром
до 300 мм
386
Резание бетона алмазным инструментом применяют для устройства деформа-
ционно-усадочных швов, технологических отверстий в стенах и перекрытиях, об-
резки облицовочных бетонных и железобетонных плит, разборки бетонных и желе-
зобетонных конструкций при реконструкции зданий и сооружений и т. п.
Рис. 4.3.12. Сверлильная система:
а - D-400 для сверления отверстий диаметром до 700 мм; б - D-1200 диаметром до 1200 мм
Промышленность производит алмазные отрезные круги различной номенкла-
туры согласно ГОСТ 10110-78 «Круги отрезные алмазные» и ГОСТ
16115-78-ГОСТ 16117-78 «Круги отрезные сегментные алмазные».
Алмазоносный слой кругов изготовляют на связках, рассчитанных для резания
материалов с различными физико-механическими свойствами. Около 80% отрез-
ных кругов отечественная промышленность изготовляет из синтетических алмазов
различных марок зернистостью от 630/500 до 50/40 мкм.
В настоящее время распространение в отечественном строительстве и за рубе-
жом находят машины для фрезерования бетонной поверхности алмазным инстру-
ментом.
Эти машины могут быть с успехом использованы при фрезеровании бетонной
поверхности:
- при настилке различных рулонных и плиточных покрытий полов с целью ус-
транения специальных стяжек, имеющих довольно значительную толщину -
10-20 мм, устраиваемых для выравнивания бетонных подготовок;
387
- для увеличения сцепления колес транспортных средств с бетонным или ас-
фальтобетонным покрытием (полов, эстакад, взлетно-посадочных полос, площадок
и т. д.);
- для увеличения сцепления укладываемых слоев бетона при ремонте монолит-
ных бетонных конструкций (полов, площадок, мостов, проездов, дорог и др.);
- для создания направленного рельефа (для снижения разрушения бетона от ка-
витации) и направленного отвода воды (водосливов, проездов, площадок, бетонных
полов с уклонами и др.);
- для повышения морозостойкости, атмосферостойкости и декоративности бе-
тона (монолитные бетонные ограждающие конструкции, сборные железобетонные
изделия и др.);
- для повышения производительности последующего шлифования полов, их
декоративности и стойкости.
В качестве инструмента для фрезерования бетона могут использоваться как
обычные отрезные алмазные круги, установленные на одном валу, так и специаль-
но изготовленные инструменты (рис. 4.3.13).
От машин для нарезки температурно-усадочных швов в бетонных конструкци-
ях и машин для резания бетона на значительную глубину до 600 мм машины для
фрезерования бетона отличаются наличием многолезвийного инструмента, алмаз-
ных кругов, закрепленных на общем горизонтальном шпинделе, мощностью приво-
да, наличием удлиненной рычажной рамы, благодаря которой сохраняется требуе-
мое горизонтальное положение при профилировании независимо от неровностей
покрытия.
При производстве работ по фрезерованию бетона, как и при других процессах
механической обработки бетона, необходимо освободить обрабатываемую площадь
конструкции от посторонних предметов, инструмента и строительного мусора.
В первую очередь надо определить физико-механические характеристики бето-
на, подлежащего фрезерованию, с учетом физико-механических характеристик бе-
тона выбрать тип и характеристики инструмента для фрезерования. Фрезерование
бетона должно осуществляться по параллельным направлениям с перекрытием по-
лосы фрезерования при последующем проходе на 2-3 см. Поступательное движе-
ние фрезерной машины должно осуществляться после набора фрезой необходимой
скорости вращения и врезания на нужную глубину фрезерования. Глубина фрезеро-
вания бетона за один проход не должна превышать (в зависимости от физико-меха-
нических свойств бетона) 2-7 мм при окружной скорости 36-60 м/с.
После каждого прохода фрезы с обработанной поверхности нужно убирать
шлам. Для этой цели можно использовать как ручной инструмент в виде щеток, так
и специальные шламоуборочные машины при высоком темпе фрезерования бетона.
Фрезерование бетона при отрицательных температурах в связи с использовани-
ем для охлаждения инструмента замерзающих жидкостей представляет значитель-
ную трудность. В процессе работы фрезой необходимо исключать ее опускание на
бетонную поверхность при выключенном вращении, что может привести к закли-
ниванию отдельных предметов (щебня, болтов, гаек, обрезков арматуры и пр.) меж-
ду отдельными кругами, изменить балансировку фрезы и привести к повышенной
вибрации машины.
388
Фрезерование поверхностей бетона необходимо проводить до получения бе-
тонной поверхности с равномерным рельефом.
Выключение вращения фрезы необходимо производить в ее поднятом положе-
нии - при отсутствии контакта с бетоном.
Рис. 4.3.13. Фрезеровальное оборудование:
а - BMP-HER 150ES (производительность 10 м2/ч; размер рабочей части 150 мм; вес 7 кг);
б - BMP 250S (80 м2/ч; 250 мм; 122 кг); в - BMP-HY 320 (150 м2/ч; 320 мм; 334 кг); г - роторно-
фрезеровальная машина FS-1500 с бензиновым или электрическим двигателем
Наиболее широко применяемую операцию при механической обработке бето-
на - шлифование осуществляют в настоящее время алмазным шлифовальным инст-
рументом (рис. 4.3.14).
Результаты испытаний показали широкие возможности алмазного инструмента
по повышению производительности, качеству и снижению стоимости операций
389
шлифования. По сравнению с обычным абразивным инструментом алмазный инст-
румент дает возможность увеличить производительность в 2-2,5 раза и снизить сто-
имость обработки на 150-200%,
Рис. 4.3.14. Шлифовальное оборудование:
а - BGV 180 ММ (скорость 8500 об/мин; размер рабочей части max 180 мм; вес 4,9 кг);
б - BG 200 (2850 об/мин; 250 мм; 58 кг); в - BG 250 (2000 об/мин; 250 мм; 104 кг); г - BMG 250
(1000/2000 об/мин; 250 мм; 200 кг)
Для производства работ по шлифованию бетона монолитных конструкции не-
обходимо подготовить обрабатываемую поверхность, после этого определить физи-
ко-механические свойства бетона и его состав для выбора шлифовального инстру-
мента и режимов шлифования.
390
Перед началом работы шлифовальной машины С (UlIYiaonOAlVA ХЛЛЛК/Л.^ J _ д
веряют исправность ее основных узлов и состояние электрических цепей, наличие
жидкости для охлаждения инструмента. Шлифование следует начинать с подготов-
ки маячной площадки, которая должна отвечать всем требованиям к маякам (иметь
ровную поверхность бетона, сошлифованного на заданную глубину). Рабочий инст-
румент должен опускаться на обрабатываемую поверхность в тот момент, когда ра-
бочая головка будет вращаться с заданной скоростью. Останавливать вращение ра-
бочей головки с алмазным инструментом необходимо при ее поднятом положении
для устранения запилов и повреждения шлифуемой поверхности.
Для подготовки бетонной поверхности к нанесению полимера, придания шеро-
ховатости и удаления загрязнений используется дробеструйное оборудование
(рис. 4.3.15).
Рис. 4.3.15. Дробеструйное оборудование:
а - 1-7D (производительность 15 м2/ч; размер рабочей части 200 мм; вес 48 кг); б - 1-10DS
(180 м2/ч; 250 мм; 325 кг); в - 2-30DS (600 м2/ч; 800 мм; 750 кг)
391
ГЛАВА 4. ВОЗВЕДЕНИЕ ОСНОВНЫХ МОНОЛИТНЫХ КОНСТРУКЦИЙ ЗДАНИЙ
4.1. БЕТОНИРОВАНИЕ ФУНДАМЕНТОВ И МАССИВОВ
В малоармированные фундаменты и массивы укладывают бетонную смесь с
осадкой конуса 1-3 см и крупностью заполнителя до 70 мм, в густоармированные -
с осадкой конуса 3-6 см и крупностью, не превышающей 1/3 наименьшего рассто-
яния между арматурными стержнями. В массивные фундаменты укладывают бетон
на цементе с низкой экзотермией, для того чтобы уменьшить температурные дефор-
мации конструкций и исключить их растрескивание.
а)
Вибратор
Рис. 4.4.1. Бетонирование ступенчатых фундаментов:
а - высотой до 3 м; б - высотой более 5 м
Способы бетонирования фундаментов выбирают с учетом их заглубления, объ-
ема и числа на одном объекте. В фундаменты под колонны зданий объемом до 15 м3
бетонную смесь подают по виброжелобам, заглубляя их, а также бетоноукладчика-
ми, транспортерами и в бадьях кранами.
В ступенчатые фундаменты с общей высотой до 3 м и площадью нижней сту-
пени до 6 м2 смесь подают через верхний урез опалубки (рис. 4.4.1, а), предусмат-
ривая меры против смещения анкерных болтов и закладных деталей. При виброуп-
лотнении внутренние вибраторы погружают в смесь через открытые грани нижней
ступени и переставляют их по периметру ступени в направлении к центру фунда-
мента. Аналогично ведут виброуплотнение бетона второй и третьей ступеней, по-
сле чего их заглаживают. В этих случаях, когда высота пилона фундамента неболь-
шая, применяют малоподвижные бетонные смеси (осадка конуса до 3 см). Пилоны
можно бетонировать сразу же после окончания бетонирования ступеней. Смесь в
пилон подают через верхний урез опалубки. Уплотняют ее внутренними вибратора-
392
ми, опуская их сверху. Особенно тщательно надо вести виброуплотнение в углах и
на перегибах опалубки, а также в местах армирования и вблизи закладных деталей.
При высоте ступенчатых фундаментов более 3 м и площади нижней ступени
более 6 м2 первые порции бетонной смеси подают в нижнюю ступень по перимет-
ру. В последующем смесь подают через приемный бункер и звеньевые хоботы
(рис. 4.4.1, б). Виброуплотнение смеси ведут, как и в предыдущем случае, внутрен-
ними вибраторами.
Бетонировать высокие пилоны при осадке конуса смеси, равной 4-6 см, нужно
медленно и даже с некоторыми перерывами (1-1,5 ч), чтобы исключить выдавлива-
ние бетона, уложенного в ступени, через их верхние открытые грани.
Массивные фундаменты, воспринимающие динамические нагрузки (например,
под прокатное, кузнечно-прессовое оборудование), бетонируют непрерывно. Объем
их достигает 2,5-3,0 тыс. м3. Бетонную смесь в них подают с эстакад, транспорте-
рами, бетононасосами или комбинированными способами с темпом до 300-350 м3
за смену. В труднодоступные места массива подают смесь и распределяют ее по
площади фундамента с помощью виброжелобов. Для спуска смеси с высоты более
3 м применяют наклонные лотки, звеньевые хоботы, а при высоте более Юм- ви-
брохоботы.
Укладывают бетонную смесь в массивные фундаменты с густой арматурой го-
ризонтальными слоями толщиной 0,3-0,4 м, уплотняя ее ручными внутренними ви-
браторами.
Большие малоармированные или неармированные массивы бетонируют слоя-
ми 1-2 м. Уплотняют смесь в них мощными пакетными вибраторами, переставляе-
мыми с помощью кранов.
4.2. БЕТОНИРОВАНИЕ СТЕН И ПЕРЕГОРОДОК
В стены толщиной более 0,5 м и при слабом армировании укладывают бетон-
ную смесь с осадкой конуса 4-6 см и крупностью заполнителя до 60 мм. При дли-
не более 15 м стены делят на участки по 7-10 м, с тем чтобы за смену можно было
забетонировать без перерыва целое число участков. Деревянную разделительную
опалубку, устанавливаемую на границах участков без разрезки арматуры, устраива-
ют так, чтобы в стене образовались шпонки. Вместо деревянной можно устанавли-
вать сетчатую разделительную опалубку, которую оставляют в бетоне.
При высоте стен до 3 м бетонную смесь разгружают непосредственно в опалуб-
ку в несколько точек по длине участка. Для подачи смеси используют виброжелоба,
если стены заглублены, или бадьи, подаваемые кранами. Бетонируют стены гори-
зонтальными слоями толщиной 0,3-0,4 м.
Не рекомендуется подавать смесь в одну точку стены, перемещая ее внутри
опалубки вибраторами. В этом случае образуются наклонные рыхлые слои, снижа-
ющие качество бетона. Уплотняют смесь внутренними вибраторами с обязательным
погружением рабочей части в ранее уложенный слой.
В стены высотой более 3 м смесь подают через воронки по звеньевым хоботам.
Вибраторы для уплотнения нижних слоев опускают на веревках.
393
В тонкие и густоармированные стены (перегородки) укладывают бетонную
смесь с осадкой конуса 6-10 см и крупностью заполнителя до 20 мм. При их толщи-
не до 0,15 м бетонирование ведут ярусами высотой до 1,5 м. Опалубку таких стен воз-
водят с одной стороны на всю высоту, а с другой - только на высоту яруса. Арматуру
устанавливают на всю высоту. Бетонную смесь подают и уплотняют вибраторами со
стороны низкой опалубки. После бетонирования яруса опалубку наращивают на вы-
соту второго слоя и т. д. Если поярусно установить опалубку невозможно, бетонную
смесь в тонкие стены подают через специальные окна и карманы (рис. 4.4.2).
а) б)
Рис. 4.4.2. Бетонирование стен и перегородок:
а - толщиной 0,5 м и высотой до 3 м; б - высоких и густоармированных
Непрерывное бетонирование хотя и обеспечивает лучшее качество конструк-
ций, однако по технологическим и организационным причинам не всегда возмож-
но, вследствие чего образование рабочих швов неизбежно.
Рабочим швом называют плоскость стыка между затвердевшим и новым (све-
жеуложенным) бетоном, образованную из-за перерыва в бетонировании. Рабочий
шов образуется в том случае, когда последующие слои бетонной смеси укладывают
на полностью затвердевшие предыдущие слои. Обычно это происходит тогда, ког-
да перерыв в бетонировании составляет 5-7 ч и более.
Величина сцепления нового бетона со старым значительно ниже, чем моноли-
та. Поэтому рабочий шов отличается от монолитного бетона не только по прочнос-
ти, но и по другим характеристикам: он менее морозостоек, водопроницаем и т. д.
Кроме того, небрежно выполненные рабочие швы ухудшают внешний вид конст-
рукции, а иногда и всего фасада.
Для уменьшения отрицательного влияния рабочих швов на конструкцию необ-
ходимо: во-первых, размещать их в местах, наименее опасных для прочности кон-
струкций, и так, чтобы они не ухудшали внешний вид сооружения; во-вторых, до-
пускаются только конструктивно оформленные рабочие швы; в-третьих, такие швы
перед укладкой свежего бетона нужно соответствующим образом обработать.
Конструктивное оформление рабочих швов зависит от вида конструкций, их
размеров и армирования. Для образования швов в плитах устанавливают доски,
плоские щиты или щиты с уступом (рис. 4.4.3, а). Уступ делают для удлинения по-
394
перечной линии шва, что увеличивает его прочность и водонепроницаемость. С
этой же целью вертикальные швы в стенах устраивают шпоночного или гребенча-
того типа, а иногда с установкой металлической гофрированной полосы (рис. 4.4.3,
б, в, г). Цря маскировки горизонтальных швов на наружных поверхностях стен ус-
траивают пазы или выступы.
а) б)
Деревянная
Опалубка
Гофрированная
Рис. 4.4.3. Устройство рабочих швов в стенах:
а - с применением деревянной опалубки; б - с применением металлической сетки; в - с примене-
нием шпонки для обеспечения водонепроницаемости
395
Перед укладкой свежего бетона с поверхности шва удаляют рыхлые слои бето-
на и цементную пленку, очищают его от грязи и мусора. Если поверхность шва за-
твердевшего бетона гладкая, ее насекают зубилами, скарпелью или с помощью от-
бойного молотка с последующей промывкой и продувкой сжатым воздухом.
Непосредственно перед укладкой нового бетона поверхность шва следует ув-
лажнить, а также уложить слой жирного раствора на том же цементе, что и основ-
ной бетон. Все это способствует обеспечению высокой прочности и водонепрони-
цаемости шва.
Водонепроницаемые стены резервуаров, опускных колодцев и других сооруже-
ний бетонируют непрерывно на всю высоту или на высоту укрупненного яруса
(2,5-4 м). При этом смесь укладывают слоями не более 0,5 м. Слои укладывают не-
прерывно один за другим при движении крана (бетоноукладчика) по периметру ре-
зервуара.
При сооружении больших резервуаров или опускных колодцев для обеспече-
ния непрерывности бетонирования стены делят на два-три сектора; каждый из них
должен обслуживать отдельный кран. Укладывают смесь отдельные звенья бетон-
щиков от центра сектора навстречу друг другу.
В исключительных случаях стены резервуаров делят на участки с образовани-
ем вертикальных швов шпоночного типа. В пределах участка бетонирование ведут
непрерывно. Швы перед бетонированием соседнего участка тщательно расчищают.
Для лучшего примыкания стен резервуаров к днищам помимо подготовки швов
непосредственно перед бетонированием в опалубку (на днище) укладывают слой
жирного цементного раствора толщиной 3-5 см.
Качество железобетонных стен, в частности их водонепроницаемость, зависит
от аккуратности бетонирования и тщательности виброуплотнения. Особенно тща-
тельно нужно виброуплотнять бетон в стесненных местах, под тяжами и скрутками,
проходящими сквозь стену, в тонких стенах и при густом армировании.
4.3. БЕТОНИРОВАНИЕ КОЛОНН, ПЕРЕКРЫТИЙ
Для бетонирования густоармированных колонн сечением 0,6x0,6 м и менее
применяют бетонную смесь с осадкой конуса 6-8 см и крупностью заполнителя до
20 мм. При слабом армировании и большем сечении колонн осадку конуса можно
снизить до 4-6 см, а крупность увеличить до 40 мм.
Если над колоннами расположены балки и прогоны с густой арматурой, кото-
рая затрудняет подачу бетонной смеси в них сверху, бетонировать колонны разре-
шается до установки арматуры балок.
Перед бетонированием колонн необходимо расчистить стыки и уложить слой
жирного цементного раствора толщиной 3-5 см.
Колонны высотой до 5 м со сторонами сечения до 0,8 м, не имеющие перекре-
щивающихся хомутов, бетонируют непрерывно на всю высоту. Бетонную смесь ос-
торожно загружают сверху и уплотняют ее внутренними вибраторами, опускаемы-
ми в опалубку на веревках.
396
Если высота колонн большого сечения превышает 5 м и они не имеют перекре-
щивающихся хомутов, смесь для бетонирования подают через воронки по хоботам,
а уплотняют ее навесными или внутренними вибраторами.
Высокие и густоармированные колонны с перекрещивающимися хомутами бе-
тонируют через окна в опалубке и специальные карманы. Виброуплотняют смесь с
помощью навесных вибраторов. Колонны независимо от их высоты, сечения и ар-
мирования следует бетонировать непрерывно на всю высоту этажа.
Рабочие швы рекомендуется устраивать по верхнему урезу фундамента, т. е. в
сечении А-А, у низа прогонов и балок в сечении Б-Б. В колоннах промышленных
сооружений рабочие швы располагают поверху фундамента (сечение А-А), на
уровне верха подкрановых балок (сечение Б-Б) или на уровне низа консолей (сече-
ние В-В) (рис. 4.4.4, а, б).
Рис. 4.4.4. Устройство рабочих швов в колоннах и рамах:
А-А, Б-Б, В-В, Г-Г - положения рабочих швов
В колоннах с безбалочными перекрытиями рабочие швы следует устраивать на
уровне верха фундамента (сечение А-А) и у низа капителей (сечение Б-Б), в покры-
тиях по линии Г-Г примыкания к стенам (рис. 4.4.4, в, г).
Рамы рекомендуется бетонировать непрерывно. Если это сделать нельзя, то до-
пускается устройство шва в сечении Г-Г (рис. 4.4.6, г). Бетонирование высоких (бо-
лее 5 м) и густоармированных стоек ведут через окна или поярусно с наращивани-
ем опалубки. Уплотняют смесь с помощью внутренних или навесных вибраторов.
Балки и плиты, монолитно связанные с колоннами и стенами, бетонируют не
ранее чем через 1-2 ч после окончания бетонирования колонн и стен. Такой пере-
рыв необходим для осадки бетона, уложенного в колонны и стены. Главные балки,
прогоны и плиты перекрытий следует бетонировать одновременно, чтобы число ра-
бочих швов было наименьшим. При высоте балок более 0,8 м их бетонируют от-
дельно от плит с устройством горизонтального рабочего шва на уровне низа плиты.
В густоармированные балки укладывают подвижную мелкозернистую бетон-
ную смесь (ОК = 6x8 см, ёмакс = 20 мм). Отдельные балки и прогоны нужно бето-
нировать непрерывно. Смесь загружают в опалубку из бадей, а уплотняют ее внут-
ренними вибраторами.
397
Ребристые перекрытия бетонируют в направлении, параллельном главным или
второстепенным балкам (прогонам), принимая наименьший фронт бетонирования.
Смесь подают в несколько точек по фронту. Подавать бетон нужно навстречу бето-
нированию. При наличии двойного армирования плит и малом диаметре арматуры
во избежание ее деформирования поверху сеток укладывают легкие переносные
щиты.
Смесь в плитах уплотняют площадочными вибраторами при толщине плит до
0,25 м и внутренними при большей толщине. Особенно тщательно вибрируют бе-
тон в местах примыканий плит к балкам и колоннам, а также в местах с густым ар-
мированием.
Плиты бетонируют по маякам. Поверхность их выравнивают и заглаживают
гладилками и правилами. Рабочие швы в плоских плитах устраивают в любом мес-
те, но обязательно параллельно их меньшей стороне. В ребристых же перекрытиях,
бетонируемых параллельно второстепенным балкам, а также в отдельных балках
рабочие швы устраивают в средней трети пролета этих балок (рис. 4.4.5, а).
Рис. 4.4.5. Устройство рабочих швов в ребристых перекрытиях:
а - параллельно второстепенным балкам; б - параллельно главным балкам
398
При бетонировании в направлении, параллельном главным балкам, рабочий
шов устраивают в пределах двух средних четвертей пролета главных балок и в се-
редине плит (рис. 4.4.5, б). Рабочие швы должны быть вертикальными, для этого в
плитах устанавливают доски, а в балках - щитки с отверстиями для пропуска арма-
туры.
4.4. БЕТОНИРОВАНИЕ АРОК, СВОДОВ, КУПОЛОВ И ОБОЛОЧЕК
Для уменьшения усадок бетона и исключения его сползания при виброуплот-
нении для возведения арок и сводов применяют малоподвижные бетонные смеси с
осадкой конуса 1-3 см и крупностью заполнителя до 30 мм.
Пологие двухшарнирные арки пролетами до 20 м бетонируют непрерывно с
двух сторон - от пят к замку.
При наличии третьего шарнира бетонируют одновременно обе полуарки от
опор к среднему шарниру (рис. 4.4.6, а, б).
до 20 м
Рис. 4.4.6. Бетонирование арок:
а, б - бетонирование малопролетных арок; в, г - то же, пролетом более 20 м; 1 - бадья; 2 - стой-
ка; 3 - подкос; 4, 5, 6 - участки бетонирования; 7 - наружная опалубка; 8 - направляющий щит;
9 - разделительная полоса
399
Арки пролетами более 20 м с большими сечениями бетонируют участками. Для
двухшарнирных арок количество таких участков должно быть нечетным, а для трех-
шарнирных - четным. Между участками оставляют разделительные полосы шири-
ной 0,8-1,2 м. Укладывать смесь на каждом участке нужно непрерывно. Первыми бе-
тонируют участки, прилегающие к опорам. Затем во избежание выпучивания опа-
лубки в вершине арки бетонируют замковый участок. После этого укладывают бе-
тонную смесь в рядовые участки равномерно с двух сторон арки (рис. 4.4.6, в).
Разделительные полосы бетонируют через 6-8 сут после того, как произойдет
усадка бетона основных участков. Для разделительных полос применяют жесткую
смесь (ОК = 0-1 см).
Приопорные участки крутых арок бетонируют в четырехсторонней опалубке,
чтобы смесь не сползала при виброуплотнении (рис. 4.4.6, г). Смесь подают в бадь-
ях, загружая ее в открытую опалубку сверху или в специальные окна при четырех-
сторонней опалубке.
Уплотняют смесь внутренними вибраторами, а при густом армировании и боль-
шой высоте сечения арок - комбинированным способом, применяя внутренние и
навесные вибраторы.
Затяжки арок, имеющие натяжные приспособления, бетонируют после раскру-
жаливания арок и подтягивания этих приспособлений. Жесткие затяжки омоноли-
чивают одновременно с бетонированием арок.
Своды большой протяженности членят по длине на отдельные делянки с уст-
ройством рабочих швов, перпендикулярных образующей свода (рис. 4.4.7). При не-
больших пролетах (до 15 м) и малой толщине свода (до 0,2 м) делянки бетонируют
непрерывно, укладывая смесь полосами, параллельными образующей, одновремен-
но с двух сторон от пят к замку.
Рис. 4.4.7. Расположение рабочих швов при бетонировании сводов
Массивные своды пролетами более 15 м в пределах каждой делянки членят на
нечетное количество участков, параллельных образующей. Ширину разделитель-
ных полос между ними принимают равной толщине свода.
400
Бетонную смесь подают в бадьях, разгружая ее порциями в отдельных
по фронту бетонирования. При толщине сводов до 0,35 м смесь уплотняют поверх-
ностными вибраторами или виброрейками, в более массивных сводах - внутренни-
ми вибраторами.
При крутых сводах участки у опор во избежание сползания бетона при вибри-
ровании бетонируют в двусторонней опалубке. Наружные щиты устанавливают по
ходу бетонирования.
Небольшие купола бетонируют непрерывно два-три звена. Укладывают смесь
горизонтальными круговыми полосами без образования рабочих швов. Большераз-
мерные купола делят на участки-«лепестки», образуя разделительные полосы меж-
ду ними.
Бетонируют купола, как правило, в двусторонней опалубке, наружные щиты
которой устанавливают по ходу бетонирования.
Оболочки, четырехугольные в плане, бетонируют в односторонней опалубке
полосами, параллельными наружным их граням, а круглые - концентрическими по-
лосами.
Уплотняют смесь вибрированием площадочными вибраторами, виброрейками
или вакуумированием. Для малоподвижных смесей (ОК = 1-3 см) применяют виб-
роуплотнение, а более подвижные с осадкой конуса 4-6 см уплотняют вакуумиро-
ванием.
4.5. БЕТОНИРОВАНИЕ ПЛОСКИХ КОНСТРУКЦИЙ
К плоским конструкциям относятся покрытия дорог, аэродромов, подстилаю-
щие слои полов и др. Бетонирование их выполняют бетоноукладочными машинами,
перемещаемыми по рельс-формам, бетоноукладчиками на гусеничном ходу со
скользящей формой (опалубкой), с помощью средств малой механизации по маяч-
ной бортовой опалубке и комбинированным способом.
Для устройства монолитных бетонных плит применяют бетонную смесь с
осадкой конуса 0-2 см при применении средств малой механизации.
Площадь, на которой предполагается бетонировать, разбивают на карты-поло-
сы шириной 3-4 м, устанавливая по их краям маячные доски. Бетонную смесь раз-
гружают на месте бетонирования непосредственно из автобетоновоза. Лопатами ее
грубо разравнивают, а затем с помощью вибробруса (виброрейки) уплотняют. При
этом вибробрус на одной позиции держат до тех пор, пока не опустится с обоими
концами на маячные доски.
Полосы-карты бетонируют через одну. Промежуточные полосы бетонируют
после затвердения бетона в смежных полосах, как бы для распора ранее уложенно-
го бетона. Перед бетонированием промежуточных полос обязательно снимают ма-
ячные доски; по этим граням образуются рабочие швы. Такая схема бетонирования
позволяет снизить суммарную величину усадки бетонной плиты и уменьшить веро-
ятность появления усадочных трещин.
Для снижения температурных напряжений устраивают деформационные швы,
параллельные направлению бетонирования. Перпендикулярно им предусматривают
401
ложные деформационные швы. Их устраивают с помощью металлической полосы
шириной 80-100 мм, толщиной 4-6 мм и длиной, равной ширине карты. Такую по-
лосу заглубляют в свежеуложенный и провибрированный бетон на 1/3 толщины
слоя, оставляя ее в бетоне на 20-40 мин, после чего осторожно извлекают. Образо-
вавшийся паз заливают цементным раствором или специальными составами.
Свежеуложенный бетон вакуумируют с целью отсоса избыточной воды и до-
полнительного уплотнения.
Далее тщательно заглаживают с помощью ручного инструмента или специаль-
ной затирочной машины.
Заглаживают бетон через 20-30 мин после окончания бетонирования. К этому мо-
менту на поверхности бетона появляется тонкая пленка воды и цементного молока.
При большой площади плит их разбивают на блоки бетонирования или карты.
По краям карт устанавливают деревянную, сетчатую опалубку без разрезки армату-
ры на границах карт.
Ширину блоков принимают с учетом условий непрерывного бетонирования и
темпа подачи бетонной смеси.
Если толщина плит меньше 0,5 м, разбивку их на карты и бетонирование ведут
так, как изложено выше. При большей толщине плиты разбивают на параллельные
карты шириной 5-10 м, оставляя между ними разделительные полосы шириной
1-1,5 м.
Фронт бетонирования в пределах карты должен быть минимальным. Карты бе-
тонируют подряд, т. е. одну за другой; для уменьшения суммарной усадки бетон в
разделительные полосы укладывают враспор с затвердевшим бетоном карт после
снятия опалубки на их границах.
Бетонную смесь с осадкой конуса 2-6 см подают на карты бетононасосами, с
помощью бетоноукладчиков, эстакад, а также кранами в бадьях. Подавать ее следу-
ет в направлении к ранее уложенному бетону, как бы прижимая новые порции к уло-
женным.
Плиты большой толщины бетонируют в один слой. При этом несколько затруд-
няется виброуплотнение, поскольку внутренние вибраторы требуется погружать в
смесь на глубину, в 1,5-2 раза превышающую длину рабочей части.
Бетонирование следует организовать так, чтобы избежать устройства рабочих
швов в пределах одной карты (рис. 4.4.8).
Бетонирование покрытия дорог и аэродромов. Большая часть аэродромных и
значительная часть дорожных покрытий, выполняется из цементного бетона. Эти по-
крытия могут быть неармированными, армобетонными и железобетонными с ненапря-
гаемой и напрягаемой арматурой. Толщина однослойных покрытий колеблется от
14 до 30 см, а двуслойных достигает 50 см и более. В качестве искусственного основа-
ния укладывается слой песка, грунта, укрепляемого цементом или битумом, песчано-
гравийной смеси или шлака толщиной, определяемой проектом. Чтобы предотвратить
образование трещин в бетоне от воздействия температурных и усадочных напряже-
ний, в покрытии делают деформационные швы различного назначения.
Швы расширения размещают в ненапрягаемых покрытиях через 40-90 м по
всей ширине и на всю толщину плиты; эти швы обеспечивают деформации удлине-
ния и сокращения плит.
402
a)
Рис. 4.4.8. Бетонирование монолитной плиты:
а - технологическая последовательность; б - разравнивание и уплотнение бетонной смеси; в - за-
глаживание поверхности
Швы сжатия бывают поперечные (через 5-10 м) и продольные (через 3,5-5 м);
они воспринимают деформации сокращения плит. Продольные швы сжатия совме-
щаются с технологическими (рабочими) швами.
В дорожные и аэродромные покрытия укладывают прочный, морозостойкий
бетон; требуемое качество его достигается путем тщательного подбора состава и
строгого соблюдения технологии приготовления, транспортирования, укладки и уп-
лотнения бетонной смеси.
Работам по бетонированию цементобетонных покрытий предшествует возведе-
ние земляного полотна и устройство искусственных оснований. Верхняя часть зем-
403
ляного полотна должна иметь коэффициент уплотнения не менее 0,98-1,0; в зави-
симости от климатической зоны и вида грунта его поверхности придается попереч-
ный уклон в соответствии с проектом (до 1,5%).
Состав работ по устройству монолитных цементобетонных покрытий на доро-
гах и аэродромах определяется их конструкцией, а перечень и последовательность
выполняемых операций зависит от применяемых средств механизации. Строитель-
ство таких покрытий, связанное с большими объемами работ и требующее высоких
темпов, выполняется, как правило, комплексно-механизированным способом с ми-
нимальными затратами ручного труда. В отдельных местах (например, на виражах)
и при небольших объемах работ могут применяться средства малой механизации.
Бетонирование покрытий. Комплекты машин для бетонирования покрытий
подразделяются на рельсовые и безрельсовые со скользящими формами. Машины
рельсового комплекта перемещаются по рельс-формам (рис. 4.4.9), которые одно-
временно служат бортовой опалубкой для полос бетонируемого покрытия. В состав
этого комплекта входят: профилировщик основания, распределитель бетонной сме-
си, бетоноотделочная машина, нарезчик швов.
Рис. 4.4.9. Рельс-формы для комплекта бетоноукладочных машин:
а - поперечное сечение; б - рельс-форма с приставной опалубкой для образования шва со шпун-
том; в - рельс-форма с подкладкой: 1 - лист формы; 2 - рельс; 3 - кронштейн; 4 - свайка; 5 - клин;
6 - приставная опалубка; 7 - скоба; 8 - штырь; 9 - подкладка
При бетонировании покрытий рельсовыми комплектами выполняются следую-
щие операции:
• очистка, смазка и установка рельс-форм;
• раскладка рулонного материала;
• обмазка битумом граней ранее уложенных плит;
• установка элементов деформационных швов;
• раскладка и установка арматуры армированных покрытий;
• натяжение преднапрягаемой арматуры;
• укладка и уплотнение бетонной смеси;
• отделка поверхности покрытия и уход за бетоном;
• снятие рельс-форм;
• устройство и заполнение деформационных швов.
404
Установка и выверка рельс-форм является важнейшей операцией, поскольку от
нее зависит правильность укладки покрытия в соответствии с проектом. Рельс-фор-
мы устанавливают по разбивочным кольям автомобильным краном или же специ-
альным установщиком и крепят к основанию специальными свайками штырями
длиной 0,9 м, соединяя с соседними звеньями клиновыми замками. Вначале уста-
навливают одну нитку рельс-форм и закрепляют ее, а затем по шаблону и нивелиру
монтируют вторую нитку, производят обкатку рельс-форм одной из машин ком-
плекта, необходимую рихтовку и окончательное закрепление, обеспечивая отклоне-
ние отметок рельс-форм от проектных не более 3 мм.
Машины рельсового комплекта снабжены сменными колесами. Для перемеще-
ния по рельс-формам с одной стороны устанавливают одноребордные, а с другой -
двухребордные колеса; при движении машин одной стороной по рельс-формам, а
другой - по бетону ранее уложенной полосы на место одноребордных катков мон-
тируют гладкие катки. Эти же катки устанавливают на обеих сторонах машин при
бетонировании полосы, расположенной между ранее уложенными полосами.
Профилировщики основания предназначены для обработки основания. На ра-
ме профилировщика смонтированы рабочие органы: профилирующий отвал или
фреза и уплотняющий вибробрус. Обычно профилировщик выполняет подготовку
искусственного основания за два прохода: вначале с выключенным вибробрусом
срезается излишек песка, а затем машина возвращается назад с поднятым отвалом
и выполняет второй проход с включенным уплотняющим вибробрусом, обеспечи-
вая коэффициент уплотнения основания 0,98.
Бетонораспределители на рельсовом ходу выпускаются обычно бункерного типа
и отличаются друг от друга шириной полосы бетонирования. Бункер заполняется бетон-
ной смесью, после чего за счет движения бездонного бункера поперек полосы бетонная
смесь укладывается в покрытие с грубым разравниванием; при этом дается запас по вы-
соте около 10% на последующее уплотнение. После распределения порции бетонной
смеси бетонораспределитель перемещается вперед, и цикл повторяется. При укладке
смеси нельзя допускать пропусков, многократных проходов бункера над бетонной сме-
сью, а также смещения элементов деформационных швов. Для устройства армированно-
го покрытия применяют два распределителя, один из которых распределяет смесь для
нижнего, а другой - для верхнего слоя на расстоянии 10-15 м от первого.
Бетоноотделочная машина обеспечивает разравнивание, уплотнение предва-
рительно уложенного бетонораспределителем слоя бетона, а также окончательную
отделку, заглаживание и профилирование поверхности покрытия. Рабочими органа-
ми машины являются разравнивающий лопастной вал, качающийся вибробрус для
уплотнения бетонной смеси и выглаживающий вибробрус для окончательного вы-
равнивания и отделки поверхности покрытия. Уплотняют и отделывают бетонную
смесь без остановки машины на участках как можно большей длины. Поверхность
покрытия должна быть ровной, без раковин и выступов. При наличии дефектов де-
лают повторный проход бетоноотделочной машины, перед этим выключают меха-
низм качания уплотняющего вибробруса и приподнимают на 2-3 см его переднюю
кромку. В ходе уплотнения смеси обеспечивают неизменяемость положения заклад-
ных деталей деформационных швов. Рядом с деформационными швами, а также
вдоль краев полос бетон дополнительно уплотняют глубинными вибраторами.
405
Безрельсовые комплекты машин не требуют установки и снятия рельс-форм,
имеют высокие рабочие скорости и выполняют все рабочие операции за один про-
ход при автоматизированном управлении рабочими органами.
В состав такого комплекта входят гусеничный профилировщик земляного по-
лотна и основания с навесным конвейером-перегружателем, гусеничный распреде-
литель бетонной смеси, гусеничный бетоноукладчик со скользящими формами, ко-
лесный трубчатый финишер, колесный распределитель пленкообразующих матери-
алов, нарезчики поперечных и продольных швов, заливщик швов. При устройстве
армированных покрытий применяются также тележка для перевозки арматурных
сеток и прицепной к бетоноукладчику погружатель арматурных сеток.
Состав операций при бетонировании покрытий безрельсовым комплектом ма-
шин принимается следующий:
• устройство искусственного основания;
• раскладка и установка арматуры;
• обмазка составами граней плит ранее уложенного ряда покрытия;
• установка элементов деформационных швов;
• установка копирных струн;
• укладка и уплотнение бетонной смеси;
• отделка кромок и поверхности покрытия;
• уход за бетоном;
• устройство и заполнение деформационных швов.
Ровность поверхности покрытия, соблюдение проектных размеров полосы бе-
тонирования при работе безрельсового комплекта обеспечивается системой автома-
тики, базирующейся на одной или двух копирных струнах из капрона или стальной
проволоки, натягиваемых параллельно оси покрытия в плане и параллельно боко-
вым кромкам покрытия в вертикальной плоскости. Струны прокладывают по ин-
вентарным стойкам с поперечными штангами, обеспечивая при этом максимальную
точность их планового и высотного положения, и натягивают лебедками с одного
или с двух концов. На машинах комплекта установлены кронштейны с датчиками
продольного профиля и курса, которые движутся вдоль копирных струн и управля-
ют рабочими органами машин, обеспечивая отклонения от проектных размеров в
пределах 2-3 мм. Правильность установки копирных струн проверяется шаблоном
до начала работы машины.
Перед бетонированием покрытия безрельсовым комплектом машин производят
устройство искусственных оснований из пескоцемента, грунтоцемента или не-
укрепленных каменных материалов. При этом основной машиной является профи-
лировщик основания. В состав работ входит подготовка земляного полотна, подача
каменного материала и укладка его на земляное полотно, уплотнение основания,
профилирование каменного материала и окончательное его уплотнение, подача чер-
ного песка или каменной мелочи и устройство выравнивающего слоя. Профилиров-
щик основания имеет ходовую часть на четырех гусеницах, причем все они веду-
щие и поворотные. Рабочими органами профилировщика являются шнек-фреза, от-
вал фрезы, распределительный шнек и отвал шнека.
Распределение бетонной смеси по основанию производится в неармированных
покрытиях непосредственно бетоноукладчиком. При устройстве армированных по-
406
Рис. 4.4.10. Работа машин безрельсового
комплекта при укладке, уплотнении, отделке
и уходе бетонной смеси в покрытии
крытий, а также в случаях, когда нельзя допускать езду бетоновозного транспорта
по основанию, используют гусеничный распределитель бетонной смеси, рабочими
органами которого являются выдвижной приемный бункер с транспортером, шнек-
фреза и отвалы.
Окончательное распределение и уплотнение бетонной смеси, отделка поверх-
ности и кромок покрытия выполняется бетоноукладчиком (рис. 4.4.10).
Машина снабжена рядом рабочих
органов, смонтированных на вспомо-
гательной раме: распределительным
шнеком, первой дозирующей заслон-
кой, пакетом глубинных вибраторов,
второй дозирующей заслонкой с ви-
браторами, двумя формующими брусь-
ями, выглаживающей плитой с устрой-
ством для формирования кромок и
скользящими формами. Машина вы-
полняет и некоторые другие операции.
Вслед за бетоноукладчиком дви-
жется бетоноотделочная машина
(трубчатый финишер), которая выпол-
няет окончательную отделку покры-
тий, заглаживание и профилирование,
и придает поверхности бетона требуе-
мую текстуру.
Уход за бетоном цементобетон-
ных покрытий. Уход за свежеуложен-
ным бетоном - завершающий этап технологического процесса укладки бетонной
смеси, и от его качества в значительной степени зависит долговечность бетона и
всей конструкции, особенно поверхностных слоев.
Основная цель ухода за бетоном с помощью пленкообразующих материалов -
защитить бетон от испарения влаги, хотя некоторые пленкообразующие материалы
дополнительно в разной степени отражают с поверхности покрытия тепловые лучи,
в том числе от солнечной радиации.
Процесс ухода начинается с защиты свежеуложенной бетонной смеси с помо-
щью пленкообразующих защитных материалов (рис. 4.4.11).
В натурных условиях защита должна продолжаться не 28 суток, как принято счи-
тать, а столько суток, сколько потребуется для формирования прочной и морозостойкой
структуры бетона в покрытии, в зависимости от климатических и других факторов.
По ГОСТ 10180-90 «Методы определения прочности по контрольным образцам»
для определения прочности и морозостойкости бетона контрольные образцы твердеют
28 суток в нормальных условиях при температуре 25±5 °C, исключая возможность ис-
парения излишней влаги (при относительной влажности воздуха не менее 90%).
Наиболее интенсивное испарение влаги с поверхности свежеотформованного
покрытия происходит в начальный период и увеличивается с повышением темпера-
туры воздуха, скорости ветра и снижением относительной влажности воздуха.
407
Нарушение условий связывания воды отрицательно сказывается на процессах
гидролиза и гидратации цемента. Иначе говоря, основной целью ухода пленкообра-
зующими материалами является сохранение воды в твердеющем бетоне, особенно
в поверхностном слое. При этом остается задача снижения термонапряженного со-
стояния покрытия, которое зависит от цвета пленки, получающейся из пленкообра-
зующей жидкости.
а)
Рис. 4.4.11. Уход за свежеуложенным бетоном:
а - на автомобильной дороге; б - распределение ВПМ при устройстве ИВПП; в - белый цвет по-
крытия после нанесения ВПМ
Нарушение технологии ухода за бетоном может привести к снижению прочно-
сти и особенно морозостойкости (стойкости к шелушению) бетона, образованию
усадочных деформаций и снижению сцепления арматуры с бетоном. При освоении
рельсовой технологии и строительства цементобетонных покрытий уход за бетоном
осуществляли путем укрытия свежеотформованного покрытия мешковиной и сло-
ем песка с поддержанием их во влажном состоянии. В 50-е годы начали применять-
ся жидкие пленкообразующие материалы, такие как лак-этиноль, битумные эмуль-
сии, разжиженный битум. Основными недостатками этих материалов были низкая
технологичность, вредность для окружающей среды; пленки из этих материалов не
обладали светоотражающей способностью.
В настоящее время разработан водоразбавляемый пленкообразующий материал
ВПМ, который представляет собой водную дисперсию бутадиенстирольного каучука,
минерального наполнителя и добавок, регулирующих его технологические свойства.
408
В настоящее время ВПМ - это самый широко применяемый материал при стро-
ительстве цементобетонных дорожных и аэродромных покрытий. Наряду с ВПМ
разработана гамма материалов под общим названием ВПС-Д. Состав ВПС-Д пред-
ставляет собой вододисперсную композицию парафиносодержащих углеводородов
со специальными присадками.
Данные материалы (ВПМ и ВПС-Д) по критерию водонепроницаемости прак-
тически равны. ВПМ образует светлую пленку через 1,5-2 часа после нанесения.
ВПС-Д образует бесцветную или беловатую, более скользкую пленку. Пленка из
ВПМ обладает более высокой светоотражающей способностью и лучше защищает
свежеуложенное покрытие в случае выпадения дождя, дольше сохраняется на по-
верхности покрытия.
ВПС-Д более технологичен в отличие от ВПМ, который требует предваритель-
ного перемешивания и процеживания.
Как показывает практика, контроль качества работ по уходу за свежеуложен-
ным бетоном с применением пленкообразующих материалов имеет очень большое
значение. Существующая методика контроля качества ухода за бетоном, регламен-
тируемая СНиП 3.06.03-85 и включающая воздействие 10%-ного раствора соляной
кислоты или 1%-ного раствора фенолфталеина, не учитывает особенности пленко-
образующих материалов.
Существуют объективные причины, по которым применение обоих методов
или одного из них невозможно. Так, некоторые из выпускаемых пленкообразующих
материалов имеют такую же среду, что и бетон. В этом случае применения ВПМ ис-
пользование фенолфталеина должно быть исключено, так как его розлив по поверх-
ности пленки приводит к покраснению всего испытуемого пятна. Применение же
10%-ного раствора соляной кислоты также не может дать полной оценки качества
пленки, так как в ней могут находиться вкрапления щелочесодержащих частичек,
попавших в пленку или на пленку от действия ветра или проходящего вблизи авто-
транспорта. ВПС-Д образует на поверхности покрытия гидрофобную пленку, что
приводит к скатыванию с испытуемого участка как раствора фенолфталеина, так и
соляной кислоты. Большое значение для ухода за свежеуложенным бетоном имеет
правильный выбор времени нанесения пленкообразующего материала на поверх-
ность покрытия, которое зависит от скорости испарения свободной влаги с поверх-
ности бетона.
Критерием наступления этого момента на практике является отсутствие прили-
пания свежеуложенной бетонной смеси к сухой ладони.
Растекаемость пленкообразующего материала характеризует его способность
равномерно распределяться и удерживаться на поверхности свежеуложенного бето-
на, образуя сплошную пленку даже на сильно увлажненной поверхности. Этому ус-
ловию хорошо соответствуют пленкообразующие материалы на гидрофильной ос-
нове и особенно водные эмульсии. Пленкообразующие материалы на гидрофобных
органических растворителях плохо растекаются по влажной поверхности и не обра-
зуют сплошной пленки. При применении таких материалов необходимо ждать, по-
ка поверхность бетона подсохнет, и во избежание испарения влаги на это время по-
верхность покрытия следует укрывать (влажной мешковиной или передвижными
тентами).
409
Выбор правильного момента нанесения материала обеспечивает качество обра-
зовавшейся сплошной пленки, которая благодаря своей сплошности и эластичнос-
ти хорошо притягивается к поверхности под действием вакуума, образованного
контракционным эффектом твердеющего бетона. Поэтому опоздание с нанесением
пленкообразующего материала резко снижает эффективность ухода за бетоном и
приводит также к пластической усадке на поверхности покрытия и снижению паро-
водонепроницаемости пленки.
СНиП 3.06.03-85 «Автомобильные дороги» и СНиП 3.06.06-88 «Аэродромы»
регламентируют наносить пленкообразующий материал в один слой при положи-
тельных температурах (до 25 °C) и в два слоя при температуре свыше 25 °C.
Как показывают исследования и практика, нанесение пленкообразующего ма-
териала в два слоя, независимо от температуры воздуха, дает лучшие результаты.
Это связано с тем, что дефекты сплошности в первом слое перекрываются сплош-
ностью второго слоя.
Важным технологическим показателем для механизированного нанесения пленко-
образующего материала, определяющим во многом равномерность распределения
пленки, является такое свойство, как вязкость пленкообразующего материала. Вязкость
напрямую и косвенно связана с растекаемостью, однородностью и стабильностью мате-
риала. Характеристики рабочей вязкости пленкообразующих материалов при темпера-
туре 15-20 °C находятся в пределах 15-25 с по вискозиметру ВЗ-4 по ГОСТ 9070. При
такой вязкости повышаются точность дозирования материала, стабильность работы рас-
пределяющего устройства и образуется тонкая равномерная пленка.
Для нанесения (распределения) пленкообразующих материалов применяют
специальные машины и оборудование, работающие по принципу подачи материала
под давлением. В операции ухода за бетоном одним из основных моментов являет-
ся то, что пленкообразующая жидкость должна дозированно разбрызгиваться через
форсунки, а не разливаться струей.
Ведущие фирмы, выпускающие бетоноукладчики для строительства цементо-
бетонных покрытий автомобильных дорог и аэродромов, производят и машины для
ухода за бетоном.
Так, фирма Gomaco выпускает три модели машин для ухода за свежеуложен-
ным бетоном: Т/С-400, ТС-400В и Т/С-600 (рис. 4.4.12).
Ширина обработки поверхности покрытия на этих машинах изменяется в
очень широких пределах - от 7,3 до 17,1 м, за счет секционных вставок в раму ма-
шины и навесного разбрызгивателя. Все модели машин оснащены распределитель-
ной системой, состоящей из бака для жидкости, гидромотора, насоса, навесного
разбрызгивателя и системы управления. Навесной разбрызгиватель имеет форсун-
ки, расположенные на расстоянии 305 мм друг от друга и устанавливаемые на вы-
соте 457 мм над поверхностью обрабатываемого бетонного покрытия.
Все машины оснащены электрогидравлической системой управления, предназ-
наченной для автоматического обеспечения курса и уровня при движении машины
как вперед, так и назад.
Дополнительно машины могут оснащаться ручным разбрызгивателем для об-
работки отдельных мест на поверхности покрытия, не покрытых пленкообразую-
щим материалом.
410
Фирма Wirtgen выпускает две модели машин по уходу за бетоном - ТСМ 850 и
ТСМ 1600 (рис. 4.4.13).
а) 6)
Рис. 4.4.12. Машины для ухода за бетоном:
а - модель Т/С-600; б - модель Т/С-400
Машина ТСМ 850 предназначена для работы в комплекте с бетоноукладчиком
SP 850 или SF 850 Vano, а также при необходимости может быть использована с ук-
ладчиком SP500. Машина оснащена колесной ходовой частью с гидроприводом на
все колеса.
Рис. 4.4.13. Машины для ухода за бетоном:
а - модель ТСМ 850; б - модель ТСМ 1600
В отличие от машин других моделей, где распределение пленкообразующей
жидкости осуществляется через большое количество форсунок, установленных на
раме машины поперек полосы уложенного покрытия, на ТСМ 850 пленкообразую-
щая жидкость распределяется через три форсунки, смонтированные на раме, уста-
новленной на машине вдоль покрытия и совершающей движения поперек оси от од-
ной кромки к другой. При этом в одном рабочем цикле совмещены операции нане-
сения шероховатости на поверхность покрытия и уход за бетоном. Машина модели
411
ТСМ 1600 оснащена 2-гусеничной ходовой частью с низким удельным давлением
гусениц на основание, что позволяет ее использовать на слабых основаниях. Маши-
на используется в основном в комплекте с бетоноукладчиками моделей SP1500 и
SP1600, укладывающими покрытия большой ширины (до 16 м).
Распределение пленкообразующего материала осуществляется через множест-
во форсунок сразу на всю ширину уложенного покрытия. Высота установки раз-
брызгивателя над поверхностью покрытия регулируется в пределах от 0 до 500 мм,
что имеет важное значение при изменении силы ветра. Машины фирмы Wirtgen
также оснащены системами автоматического регулирования курса и уровня.
Для ухода за свежеуложенным бетоном фирма CMI выпускает машину модели
ТС 3004 с 4-колесной ходовой частью. Машина ТС 3004 аналогична машине модели
Т/С 400 фирмы Gomaco. Пленкообразующая жидкость, доставляемая на место произ-
водства работ в основном в 200-литровых бочках, перекачивается насосом машины
через всасывающую магистраль в расходную емкость, перемешивается смонтирован-
ной в емкости мешалкой и насосом подается к навесному разбрызгивателю.
Следует отметить, что для исключения засорения форсунок и, следовательно, по-
вышения качества ухода за бетоном пленкообразующая жидкость должна быть пере-
мешана предварительно в бочках, а затем процежена через сито с ячейками 0,5 мм.
При небольших объемах работ по устройству цементобетонных покрытий или ук-
ладке элементов инженерного обустройства дороги (бордюров, лотков, ограждений и
т.п.) для ухода за бетоном не могут быть применены специальные машины (рис. 4.4.14).
а) б)
Рис. 4.4.14. Нанесение пленкообразующего материала с помощью:
а - ранцевого распределителя; б - оборудования с распределяющей удочкой
Уход в этом случае осуществляется средствами малой механизации с подачей
пленкообразующей жидкости из специального бака под давлением к распределяю-
щей удочке с форсункой.
Для создания давления используют компрессор или баллон со сжатым возду-
хом. Пленкообразующая жидкость должна подаваться к распределителю под давле-
нием 3-5 кгс/см2.
Данное оборудование может представлять собой ранцевый распределитель или
монтироваться на несамоходной (ручной) колесной тележке.
412
В отечественной и зарубежной практике существуют различные пленкообразу-
ющие материалы.
Для того чтобы принять решение о применении тех или иных материалов, не-
обходимо проводить контрольные испытания пленкообразующего материала, в том
числе и ВПМ, на соответствие критерию влагопроницаемо сти по методике Союз-
дорНИИ. ~
Только с учетом конкретных условий строительства, в том числе и по климати-
ческому фактору, при соответствующем технико-экономическом обосновании мож-
но сделать окончательный выбор пленкообразующего материала и средств механи-
зации для его распределения.
4.6. РАСПАЛУБЛИВАНИЕ КОНСТРУКЦИЙ
В комплексном технологическом процессе по возведению монолитных конст-
рукций съем опалубки (распалубливание) является одной из важных и трудоемких
операций. При конструировании и установке опалубки необходимо предусматри-
вать, чтобы ее можно было снять легко и просто.
Распалубливание конструкции следует производить аккуратно, с тем чтобы
обеспечить сохранность опалубки для повторного применения, а также избежать
повреждений бетона. Распалубливание начинают после того, как бетон наберет не-
обходимую прочность. Не следует задерживать снятие опалубки, так как это снижа-
ет ее оборачиваемость.
Снимать боковые элементы опалубки, не несущие нагрузок, можно лишь после
достижения бетоном прочности, обеспечивающей сохранность углов, кромок и по-
верхностей. Боковые щиты фундаментов, колонн, стен, балок и ригелей снимают
через 8-72 ч. Эти сроки устанавливают на месте в зависимости от вида цемента и
температурно-влажностного режима твердения бетона. Несущие элементы опалуб-
ки снимают после достижения бетоном прочности, обеспечивающей сохранность
конструкций. Эта прочность при фактической нагрузке менее 70% от нормативной
составляет: для плит пролетом до 3 м и несущих конструкций пролетом до 6 м -
70%, для конструкций с пролетами более 6 м и конструкций с напрягаемой армату-
рой - 80% от проектной. Если фактическая нагрузка более 70% от нормативной, не-
сущую опалубку снимают после того, как бетон таких конструкций наберет проект-
ную прочность.
Если конструкции армированы жесткими несущими каркасами, снимать боко-
вую и несущую опалубку разрешается тогда, когда прочность бетона достигнет 25%
от проектной. Удалению несущей опалубки должно предшествовать плавное и рав-
номерное опускание поддерживающих стоек. Опоры, поддерживающие опалубку
балок, прогонов и ригелей, опускают одновременно по всему пролету.
Опорные стойки, поддерживающие опалубку междуэтажных перекрытий, на-
ходящихся непосредственно под бетонируемыми, удалять не разрешается. Стойки
опалубки нижележащего перекрытия можно удалять лишь частично. Под всеми
балками и прогонами этого перекрытия пролетом 4 м и более рекомендуется остав-
лять так называемые стойки безопасности на расстоянии одно от другой не более
413
чем 3 м. Опорные стойки остальных нижележащих перекрытий разрешается уда-
лять полностью лишь тогда, когда прочность бетона в них достигла проектной.
Несущую опалубку удаляют в два, три приема и более в зависимости от проле-
та и массы конструкции. При этом визуально, а иногда с помощью геодезических
приборов наблюдают за состоянием распалубливаемой конструкции. Особенно ос-
торожно нужно распалубливать своды, арки, купола и другие тонкостенные и боль-
шепролетные конструкции. Перед раскружаливанием арок и сводов с затяжками
обязательно затягивают натяжные муфты. Раскружаливать арки и своды начинают
от замка и ведут к опорным пятам. Съем опалубки куполов, перекрытий круглых
резервуаров и воронок бункеров ведут концентрическими рядами и в направлении
от центра к периметру. При этом опоры, расположенные в одном концентрическом
ряду, рекомендуется опускать одновременно.
4.7. ОРГАНИЗАЦИЯ ЖЕЛЕЗОБЕТОННЫХ РАБОТ НА ОБЪЕКТЕ
4.7.1. Поточный метод производства работ
Успешное строительство зданий и сооружений невозможно без тщательно от-
работанной технологии и организации производства работ, основанных на передо-
вых методах и применении новой техники.
Наиболее эффективным является поточный метод производства работ, способ-
ствующий внедрению передовой технологии и организации строительства, характе-
ризующийся непрерывным и равномерным перемещением постоянного состава ра-
бочих и предметов труда как внутри строящихся объектов, так и с одного объекта
на другой. При поточном методе представляется возможным максимально совме-
щать во времени выполнение отдельных строительных процессов с выполнением
санитарно-технических работ и работ по монтажу технологического оборудования.
Применение поточного метода дает возможность наиболее рационально ис-
пользовать рабочие кадры и материальные ресурсы, повышает производительность
рабочих и машин, сокращает продолжительность строительства и снижает себесто-
имость работ.
Поточный метод производства работ является особенно результативным при
массовом строительстве однотипных или близких по конструкциям зданий и соору-
жений - жилых домов и промышленных объектов.
При поточном методе продолжительность работы каждой бригады на объекте
увеличивается, а численность рабочих уменьшается. Это происходит в результате
совмещения во времени выполнения отдельных видов работ на объекте. Чем боль-
шее количество видов работ совмещается во времени, тем значительнее уменьша-
ется численность рабочих в каждой бригаде, но увеличивается продолжительность
их работы на объекте. Поскольку каждая бригада выполняет при этом одну и ту же
работу, производительность труда повышается.
Во избежание простоев при поточном методе производства продолжительность
работы отдельных бригад на захватках, а также промежутки времени, через которые
отдельные бригады вступают в работу, должны быть увязаны между собой.
414
Промежуток времени, при котором отдельные бригады, выполняющие опреде-
ленный вид работ, включаются в поток равномерно и также равномерно заканчива-
ют работу на объекте, называется шагом потока.
Время, в течение которого каждая бригада работает на захватке, называется
ритмом работы.
В зависимости от характера строящегося здания и выполняемой работы все
бригады, участвующие в потоке, могут иметь одинаковые или кратные друг другу
ритмы работ либо неодинаковые и некратные. Поток с равным или кратным ритмом
работы отдельных бригад называется ритмичным, а с неодинаковым и некратным -
неритмичным.
По характеру готовой продукции, которая получается в результате проведенной
поточным методом работы, различают потоки:
1) специализированные, продукцией которых являются законченные отдельные
виды работ, конструктивные элементы зданий и т. п.;
2) объектные, состоящие из нескольких специализированных потоков, конеч-
ной продукцией которых являются законченные строительством здания и т. п.;
3) комплексные, состоящие из группы объектных потоков, продукцией которых
являются комплексы различных зданий (жилой квартал, промышленное предприя-
тие и т. п.).
Продолжительность производства работ при поточном методе зависит от шага
потока, длительности работы всех бригад на одной захватке и общего количества
захваток на объекте. Следовательно, чтобы выполнить работы в заданный срок,
нужно правильно подобрать параметры потока (шаг потока, длительность работ на
одной захватке, количество захваток).
При поточном методе производства работ строящееся здание разделяется на не-
сколько участков-захваток.
Разбивка здания или сооружения на захватки в общем случае производится ис-
ходя из следующих положений:
- захватки, по возможности, должны быть равновеликими по трудоемкости, от-
клонение от средней трудоемкости не должно превышать 25%;
- разбивку здания на захватки производят с учетом обеспечения необходимой
устойчивости и пространственной жесткости несущих конструкций в условиях их
самостоятельной работы в пределах захватки;
- наименьший размер захватки должен быть достаточным для производитель-
ной работы бригады на протяжении смены;
- размер захватки должен соответствовать участку бетонирования, на котором
укладка бетонной смеси производится без перерыва;
- границы захваток следует назначать в местах, где допустимо наличие рабо-
чих швов, или в местах устройства усадочных и температурных швов.
Процесс бетонирования высоких монолитных сооружений разделяют на ярусы,
высоту которых назначают с учетом устройства рабочих швов. При возведении мно-
гоэтажных зданий в качестве яруса принимают этаж. Трудоемкость однородных ра-
бот (например, опалубочных, бетонных) на захватках и ярусах должна быть при-
мерно одинакова.
415
Для создания ритмичного потока необходимо, чтобы продолжительность вы-
полнения разнородных работ на захватках (модуль цикличности Ktf) была примерно
одинаковой:
где Т{ - трудоемкость z-й работы (например, бетонирования) на захватке, чел.-смен.;
cii - число рабочих в звене; Ьх - число звеньев.
Для получения одинакового модуля цикличности и обеспечения ритмичного
потока при разной трудоемкости разнородных работ количество звеньев на захват-
ках принимают различное.
Количество захваток в пределах каждого яруса зависит от размера захватки и
здания, а размер захватки от производительности машин ведущего процесса - ук-
ладки бетона.
На захватке должен разместиться весь объем бетона, подаваемого в течение
смены или полусмены. -
Наименьший размер захватки должен обеспечивать свободное размещение
бригады (звена) и безопасность работ.
Минимальное количество захваток, обеспечивающее поточное производство
работ, должно удовлетворять условию
(4-4.2)
где п - количество составляющих процессов.
В ряде случаев количество и размеры захваток назначаются исходя из установ-
ленного срока выполнения работ.
При известной продолжительности производства железобетонных работ Т (дн)
минимальное количество захваток может быть найдено из выражения
m = — (Г - tTB )- п +1,
(4.4.3)
где А - число рабочих смен в сутки; К - модуль цикличности (продолжительность
работ на захватке), принимаемый равным или кратным одной смене; tTB - время
твердения бетона от момента окончания его укладки до снятия опалубки, дн.; п -
число видов работ (простых процессов), включая работы по снятию опалубки.
Из формулы (4.4.3) можно найти продолжительность выполнения железобетон-
ных работ, если известно общее число захваток на здании или сооружении, т. е.
т = -(pi + n-\)+tTB,
si.
(4.4.4)
416
Для обеспечения непрерывности выполнения следующих друг за другом работ
(простых процессов) при возведении многоярусных зданий или сооружений необ-
ходимо, чтобы к моменту перехода на следующий ярус бетон на первой захватке ни-
жележащего яруса приобрел прочность не менее 1,5 МПа, при которой допускает-
ся передвижение рабочих по забетонированной конструкции. Это условие соблюда-
ется при минимальном числе захваток определяемых из формулы
ЛхЛ
W - + И -1 ,
min ГуГ 9
(4.4.5)
где tB - время выдерживания бетона до приобретения прочности 1,5 МПа, дн.
4.7.2. Определение потока бетонной смеси
и ее составляющих
Для обеспечения монолитности конструкций укладка бетонной смеси в преде-
лах рабочих блоков бетонирования ведется непрерывно слоями, причем каждый по-
следующий слой бетонной смеси укладывается до начала схватывания цемента в
предыдущем слое.
Укладка бетонной смеси в конструктивные элементы может производиться го-
ризонтальными или наклонными слоями, причем в первом случае смесь может ук-
ладываться одним слоем последовательно по всей площади бетонируемого блока
или одновременно несколькими горизонтальными слоями с уступами (ступенями)
(рис. 4.4.15).
Рис. 4.4.15. Схемы бетонирования:
а - наклонными слоями; б - горизонтальными слоями; в - уступами (ступенями); г - полосами;
1 - уложенный бетон; 2 - укладываемый бетон; 3 - направление бетонирования
417
При укладке бетонной смеси наклонными слоями угол наклона слоя назначает-
ся в зависимости от подвижности смеси: он не должен превышать 10-12° для уме-
ренно пластичных и 15-20° для жестких бетонных смесей.
Толщина слоя укладываемой бетонной смеси принимается с учетом особенно-
стей возводимых зданий и сооружений, а также конструкции и технических воз-
можностей применяемых вибраторов.
В ряде случаев она назначается исходя из производительности бетонного заво-
да, определяющей темп бетонирования.
Минимальная толщина слоя, при уплотнении которого еще не нарушается
структура ранее уложенного бетона, составляет 15-20 см.
Наибольшая толщина бетонной смеси не должна превышать: при уплотнении
ручными внутренними вибраторами - 1,25 длины рабочей части вибратора, а при
уплотнении поверхностными вибраторами - 25 см для неармированных конструк-
ций и конструкций с одиночной арматурой и 12 см для конструкций, армированных
двойной арматурой. Темп (интенсивность) бетонирования конструкций оценивает-
ся объемом бетонной смеси, укладываемой за один час, т. е. потоком бетонной сме-
си П (м3/ч).
При проектировании производства бетонных работ решаются три задачи:
1) находится минимальный поток бетонной смеси IImin (м3/ч), при котором
обеспечивается монолитность конструкции в пределах рабочего блока, имеющего
на данном сооружении наибольшую площадь слоя бетонирования Fmax (м2);
2) определяется площадь слоя бетонирования F (м2) при оптимальной его тол-
щине 8опт (м) и заданном потоке бетонной смеси П (м3/ч);
3) находится возможная толщина слоя бетонирования 5 (м) при известных пло-
щади слоя F (м2) и потоке бетонной смеси П (м3/ч).
Первая задача встречается, например, при проектировании производства бетон-
ных работ по возведению сооружений гражданской обороны, правила разрезки ко-
торых на рабочие блоки бетонирования вызывают необходимость создания опреде-
ленного потока бетонной смеси при минимально допустимой технологией укладки
толщине слоя бетонирования 5min (м).
Величина минимального потока бетонной смеси в этом случае находится по
формуле
min
min
(4.4.6)
где t - возможная продолжительность укладки одного слоя (ч), определяемая по
формуле
?ук ^схв
(4.4.7)
здесь taxe - время начала схватывания цемента, ч; tmp - время, затрачиваемое на
транспортирование бетонной смеси (ч), значение которого при перевозке смеси ав-
тотранспортом может быть подсчитано по формуле
418
t
пр
(4.4.8)
где tn - время загрузки автомашины, ч; tp - время разгрузки автомашины, ч; - вре-
мя маневрирования до разгрузки, ч; 1гр - расстояние перевозки (бетонной смеси от
завода до объекта), км; vzp - скорость движения автомашины с бетонной смесью,
км/ч.
При достаточной мощности бетонного завода укладку бетонной смеси в соору-
жение следует вести слоями оптимальной толщины 5опт (м), равными, например,
для ручных внутренних вибраторов 0,4-0,5 м.
В этих случаях площадь блоков бетонирования F (м2) при укладке бетонной
смеси горизонтальными слоями составит
F =
n*t
ук
от
(4.4.9)
где П - поток бетонной смеси (м3/ч), обеспечиваемый действующим бетонным за-
водом.
Пользуясь формулой (4.4), можно определить также общую длину уступов при
ступенчатой схеме укладки бетонной смеси:
n*tyK
(4.4.10)
где b - ширина рабочего блока бетонирования, м.
Толщина слоя укладки бетонной смеси 8 (м) при известных площади слоя бе-
тонирования F (м2) и потоке бетонной смеси П (м3/ч) находится из выражения
8 =
Пук
F
(4.4.11)
Темп укладки бетонной смеси можно определить в зависимости от сроков воз-
ведения здания по формуле
V = ^Q ,
(4.4.12)
где Q - потребный объем бетона для объекта, м3; Пд - директивная продолжитель-
ность возведения объекта, смен; К - коэффициент неравномерности укладки бето-
на, равный 1,3-1,5.
419
27'
В соответствии с темпами укладки бетона определяют темпы выполнения опа-
лубочных и арматурных работ, подбирая необходимые машины.
По темпу укладки бетона подбирают комплекс машин для ведущего технологи-
ческого процесса - бетонирования.
В зависимости от температурно-влажностных условий и интенсивности набо-
ра прочности бетона назначают режим движения опалубки и интенсивность бето-
нирования конструкции (м3/ч).
При возведении высотных сооружений в скользящей опалубке скорость подъе-
ма опалубки, а следовательно, и интенсивность бетонирования зависят от времени
набора прочности бетоном tP, достаточной для распалубки.
Так, скорость подъема скользящей опалубки
V = , (4 4 13)
/р
где Ноп - высота опалубочного, щита, м; а - расстояние от верха щита до верхнего
уровня укладываемого слоя бетона, м; - толщина слоя бетона, м.
4.8. ОХРАНА ТРУДА
К выполнению работ по укладке бетона, его виброуплотнению, распалубке, к
исправлению дефектов и обработке бетонных поверхностей допускают рабочих,
прошедших специальное обучение. Бетонщики, работающие с вибраторами, долж-
ны периодически проходить медицинские осмотры.
Перед укладкой бетонной смеси на высоте более 1,3 м настилы и подмости
нужно оградить перилами.
Рукоятки вибраторов должны иметь амортизаторы, электропровода, питающие
вибраторы - надежную резиновую изоляцию; устройства для включения вибрато-
ров должны быть только закрытого типа. Бетонщики, работающие с электровибра-
торами, должны быть обуты в резиновые сапоги и иметь резиновые перчатки.
Во избежание аварий распалубливание конструкций можно начинать только с
разрешения производителя работ. Перед съемом несущей опалубки нужно получить
заключение строительной лаборатории о фактической прочности бетона.
Раскружаливать конструкции следует медленно, плавно и в порядке, предусмо-
тренном ПНР. Элементы опалубки при разборке следует опускать, сортировать и
складировать в отведенных для этого местах. Из досок необходимо удалять торча-
щие гвозди. Проемы и отверстия, оставленные при бетонировании в плитах и пере-
крытиях, следует ограждать или закрывать временными щитами.
Исправлять дефекты и обрабатывать бетонные поверхности на высоте до 5,5 м
следует с приставных лестниц или переносных подмостей с ограждениями. При
большой высоте для этих целей устраивают леса из типовых элементов. В тех слу-
чаях, когда невозможно установить стандартные леса или подмости, бетонщики, ра-
ботающие на высоте, должны обязательно крепиться предохранительными поясами
к надежным опорам.
420
РАЗДЕЛУ. ТЕПЛОВАЯ ОБРАБОТКА de JL Vlin
ГЛАВА 1. УХОД ЗА УЛОЖЕННЫМ БЕТОНОМ
1.1. ВЛИЯНИЕ ВЛАЖНОСТИ
Под уходом за бетоном понимают обеспечение нормальных температурно-
влажностных условий для его твердения. Способы ухода за бетоном зависят от ви-
да конструкций, типа цемента, местных и климатических условий и т.п. За бетона-
ми на медленно твердеющем цементе продолжительность ухода должна быть не ме-
нее 14 сут, на обычном портландцементе - 7 сут, на быстротвердеющем (глиноземи-
стом) - 2-3 сут. Время ухода увеличивают при жаркой и сухой погоде.
Твердение бетона всегда сопровождается изменением его объема. В результате
. усадки, которая увеличивается при быстром высыхании бетона, на его поверхности
появляются мелкие трещины. В массивных конструкциях образование трещин мо-
жет быть вызвано также неравномерным разогревом в результате экзотермического
тепловыделения. При обильном увлажнении бетона во время ухода снижается веро-
ятность появления температурно-усадочных трещин.
Открытые поверхности свежеуложенного бетона укрывают мешковиной, рого-
жами, влажными опилками или песком и начинают увлажнять не позже чем через
10-12 ч, а в жаркую и ветреную погоду - через 2-3 ч после завершения бетониро-
вания. Увлажнять бетон рекомендуется разбрызгиванием струи через распылитель.
Недопустимо размывать свежеуложенный бетон сильной струей воды. Периодич-
ность поливки днем и ночью должна обеспечивать постоянное влажное состояние
бетона. В жаркую ветреную погоду поливать бетон водой надо не реже чем через
1,5-2 ч, в пасмурную - через 3 ч и не менее двух-трех раз за ночь. Меньше требу-
ется увлажнять бетонные поверхности, находящиеся в опалубке. При снятии опа-
лубки поливают также и распалубленные поверхности бетонных конструкций.
Особо тщательно следует увлажнять узлы и грани конструкций: они быстрее
теряют влагу, что приводит к появлению трещин и даже выколам.
Конструкции с большими открытыми поверхностями (например, полы и автодо-
роги) с целью сохранения в них влаги покрывают пленкообразующими составами
(лак «этиноль», битумная эмульсия) или полиэтиленовой пленкой. Следует помнить,
что такие конструкции теряют влагу не только через верхние открытые поверхнос-
ти, но также и в результате отсоса ее основанием. Поэтому их увлажнять нужно осо-
бенно часто и тщательно. При температуре ниже +5 °C бетон не поливают.
Помимо увлажнения свежеуложенный бетон следует защитить от размыва дож-
дем, выветривания, а также от сотрясений и деформаций, от размыва грунтовыми
водами. Если эти воды агрессивны, необходимо исключить не только размыв, но и
соприкосновение с ними бетона.
421
Хождение людей по забетонированным конструкциям, а также установка на
них лесов и опалубки разрешается не раньше того времени, когда бетон наберет
прочность 15 кгс/см2. Мероприятия по уходу за бетоном, их продолжительность и
периодичность отмечают в журнале бетонных работ.
Физико-механические свойства бетона в значительной степени определяются
характером протекания процесса гидратации цемента, а также внутренним напря-
женным состоянием, возникающим в результате температурно-усадочных деформа-
ций. Указанные факторы связаны с условиями выдерживания уложенного бетона -
температурой и влажностью среды, которые влияют также на термические напря-
жения в массивных конструкциях, возникающие в результате тепловыделения це-
мента.
Твердение цементных бетонов
Рис. 5.1.1. Зависимость прочности бетона
на сжатие (R) от содержания связанной воды
определяется процессами гидролиза
и гидратации цемента. Эти процессы
протекают при непосредственном
участии воды как необходимого ком-
понента химических и физико-меха-
нических превращений клинкерных
минералов в гидратные новообразо-
вания. Прочность образующегося це-
ментного камня зависит от объема
гидратных новообразований, кото-
рый, в свою очередь, является функ-
цией числа составляющих цемент
материалов, вступивших в химичес-
кое взаимодействие с водой
(рис. 5.1.1).
Вода в твердеющем бетоне ус-
ловно подразделяется на «испаряе-
мую» и «неиспаряемую», химически
связанную. При твердении количест-
во химически связанной воды увели-
чивается за счет содержащейся в капиллярах и в массе геля свободной, «испаряе-
мой» воды. Таким образом, залогом роста прочности является поддержание капил-
лярной влажности бетона. На рис. 5.1.2 показано влияние влажности среды тверде-
ния на содержание воды в цементном камне после шестимесячного его твердения.
По утверждению А.М. Невилля, «гидратация возможна только тогда, когда давле-
ние пара в капиллярах составляет около 0,8 от давления насыщенного пара».
Процесс испарения воды из твердеющего бетона происходит при возникнове-
нии влажностного градиента между поверхностными и глубинными слоями. Интен-
сивность испарения на первом этапе определяется климатическими характеристи-
ками внешней среды - температурой, влажностью и скоростью ветра. После обез-
воживания ближайших к испаряющей поверхности капилляров скорость испарения
резко падает, так как увеличиваются путь миграции и сопротивление фильтрации
влаги из глубинных зон. На рис. 5.1.3 показано влияние влажностных условий твер-
422
дения на прочность бетона с В/Ц = 0,5. В условиях полного насыщения влагой гид-
ратация цемента проходит наиболее полно и продолжается длительное время. Од-
новременно с возрастом улучшаются показатели водонепроницаемости и морозо-
стойкости бетона. Если испарение воды из бетона велико, то свойства его заметно
ухудшаются в сравнении с потенциальными при влажностном хранении (рис. 5.1.4).
твердеющем шесть месяцев
при различной влажности
Относительное давление водяного пара
Рис. 5.1.3. Влияние влажностных условий твердения на прочность бетона с В/Ц = 0,5.
Твердение на воздухе: 1 - после 28 сут; 6 - постоянно; твердение во влажностной среде: 2 - по-
стоянно; 3 - после 14 сут; 4 - после 7 сут; 5 - после 3 сут
423
Увлажнение бетона после его обезвоживания лишь частично восстанавливает
его водосодержание, что можно объяснить закупоркой воздухом ряда «пустых» ка-
пилляров.
Особенно отрицательно сказывается на физико-механических свойствах бето-
на испарение воды, начинающееся вскоре после укладки, до набора прочности, спо-
собной предотвратить механическое нарушение его структуры. Интенсивное испа-
рение в первые часы после укладки смеси и подсос воды к испаряющейся поверх-
ности могут образовывать направленную крупнокапиллярную пористость в еще не
затвердевшем цементном камне. Такая пористость снижает водопроницаемость и
морозостойкость материала. Раннее обезвоживание бетона отрицательно влияет на
его прочность и сцепление с арматурой.
Рис. 5.1.4. Влияние условий твердения на прочность бетона при сжатии
(состав 1:1:2,4 В/Ц = 0,33):
1 - нормально-влажностное хранение; 2 - расчетная кривая по формуле Сола; 3 - хранение в су-
хих и жарких условиях
Испарение воды особенно сильно влияет на протекание так называемой плас-
тической усадки, характерной для бетона в период после его укладки до образова-
ния кристаллической структуры. В результате пластической усадки при весьма низ-
кой прочности формирующейся структуры бетона развиваются широкие поверхно-
стные трещины с раскрытием до нескольких миллиметров, длиной до 1-2 м и глу-
биной до 20 см.
Установлено, что деструктивные процессы при усадке протекают тем более
энергично, чем меньше была продолжительность влажностного ухода за бетоном. В
жаркую и сухую погоду из бетона может испариться до 50-70% воды затворения.
Обезвоживание и развитие пластической усадки резко отрицательно отражаются на
физико-механических свойствах бетона и его долговечности. Установлена прямая
зависимость прочности бетона от величины пластической усадки.
424
1.2. ВЛИЯНИЕ ТЕМПЕРАМ
Также как и влажность, температура твердения бетона влияет и на процессы ги-
дратации цемента, и на деформативные свойства бетонов. В соответствии с общи-
ми свойствами химических реакций гидролиз и гидратация цемента замедляются с
понижением и ускоряются с повышением температуры. Для сравнения темпа и ко-
нечных результатов процесса гидратации в качестве эталонных условий выдержи-
вания бетона обычно принимают так называемые нормальные условия: температу-
ра t = 20 ± 2%, относительная влажность Р > 90%. На рис. 5.1.5. виден характер сни-
жения темпа роста прочности при твердении с пониженной против нормальных ус-
ловий температурой.
Рис. 5.1.5. Рост прочности бетонов и растворов
1, 2, 3 - соответственно для тяжелого, легкого бетона и раствора при t = +18 °C; Г, 2’, 3’ - то же,
при t = +7 °C, 1 ”, 2”, 3” - то же, при t = -7 °C
Темп твердения бетона при низких положительных температурах (3-5 °C) про-
должает оставаться достаточно энергичным и может в подавляющем большинстве
случаев удовлетворить требованиям практики. Более того, работами ученых доказа-
но, что гидратация цемента и, следовательно, твердетие бетона продолжаются и
при малых отрицательных температурах, хотя и весьма медленно. Основную опас-
ность для конечных физико-механических свойств бетона представляет его дест-
рукция из-за расширения при замерзании воды, содержащейся в капиллярах и геле.
Чем в более раннем возрасте происходит замораживание бетона, тем менее прочны
образовавшиеся структурные связи и тем более разрушительно воздействие на них
льдообразования. Возрастает пористость бетона, резко падают его морозостойкость
и водонепроницаемость, а также сцепление с арматурой.
Структура бетона, набравшего 30-40% прочности, достаточно прочна для вос-
приятия растягивающих напряжений, возникающих при замерзании воды в бетоне.
Поэтому после его оттаивания и дальнейшего твердения в благоприятных условиях
достигается заданная проектная прочность и не ухудшаются другие физико-механи-
425
ческие свойства. Прочность бетона, допускающая его замораживание без ущерба
для конечных физико-механических характеристик, называют критической. Таким
образом, ясно, что ухудшение качества бетона при раннем его замораживании объ-
ясняется причинами не химического, а физического характера, когда необратимое
изменение структуры материала вызывается его разуплотнением.
Ряд некоторых исследователей отмечают более глубокую гидратацию цемента,
твердеющего в благоприятных условиях положительных температур после выдер-
живания на морозе. Это объясняют повышением проницаемости образующихся во-
круг цементных зерен оболочек новообразований и повышенной растворимостью
извести, цемента при низких температурах. В результате этого бетоны, твердевшие
после замораживания в благоприятных условиях, могут иногда превышать по проч-
ности бетоны, твердеющие без замораживания. Подобное явление далеко не всегда
может компенсировать отрицательное воздействие на физико-механические харак-
теристики бетона его деструкции при раннем замораживании.
При твердении цементов в условиях повышенных температур отмечается энер-
гичная гидратация цемента в первый период после затворения. Затем темп гидрата-
ции резко снижается, а конечные физико-механические характеристики могут быть
ниже, чем у бетона, выдерживаемого в нормальных условиях. Это объясняется воз-
никновением плотных, труцнопроницаемых для воды оболочек гидратных новооб-
разований вокруг цементных частиц и снижением из-за этого глубины их гидрата-
ции. Кроме того, повышение температуры в начальный период твердения может вы-
зывать деструкцию свежеуложенного бетона из-за неспособности малопрочной его
структуры воспринимать избыточное давление от расширения газовой и водяной
фазы.
Следовательно, залогом достижения проектных физико-механических характе-
ристик бетона является создание и поддержание в начальный период его твердения
оптимальных температурно-влажностных условий.
1.3. УХОД ЗА БЕТОНОМ ПРИ ПОЛОЖИТЕЛЬНЫХ ТЕМПЕРАТУРАХ
В условиях сухого и жаркого климата интенсифицируется протекание физико-
химических процессов в твердеющем бетоне, особенно в начальный период его
структурообразования. В это время происходит формирование основных физико-
механических свойств бетона, определяющих качество и долговечность монолит-
ных конструкций.
При производстве бетонных работ в течение 13 часов при температуре воздуха
выше 25 °C и относительной влажности менее 50% наблюдаются увеличение водо-
потребности бетонной смеси при повышении ее температуры, быстрая потеря сме-
сью подвижности в процессе ее транспортировки или при выдерживании до уклад-
ки, интенсивное обезвоживание уложенного бетона, значительная начальная усадка
бетона, формирование неравномерного температурного поля в конструкциях под
действием солнечной радиации.
В 28-суточном возрасте прочность на сжатие бетона, твердеющего без ухода,
составляет менее 50% Я28, а глубина проникания деструктивных процессов дости-
426
гает 30 см. Технологическим мероприятием, в значительной степени предотвраща-
ющим развитие деструктивных процессов в свежеуложенном бетоне, является уход
за ним.
Бетоны должны приготовляться на быстротвердеющих цементах. Для приго-
товления бетонной смеси не рекомендуется применять глиноземистые и пуццолано-
вые цементы, шлакопортландцементы марок ниже М400. Для сохранения вязкости
бетонной смеси в нее вводят водоудерживающие и пластифицирующие добавки.
Готовую бетонную смесь транспортируют в закрытой таре. Для этих целей на-
иболее подходят автобетоновозы и автобетоносмесители. При перевозке смеси на
большие расстояния ее водоцементное отношение увеличивают так, чтобы обеспе-
чить требуемую по проекту жесткость и В/Ц к моменту укладки. Необходимо учи-
тывать, что при температуре 30-35 °C смесь с В/Ц= 0,83 полностью теряет подвиж-
ность через 40 мин, а с В/Ц = 0,92 - через 60 мин. При этом из смеси испаряется
30-35% воды затворения.
Наилучшим образом условиям сухого и жаркого климата отвечает такая схема
применения бетонной смеси: загрузка сухой смеси на центральном бетоносмеси-
тельном заводе в автобетоносмесители, перевозка ее в сухом виде к месту укладки,
перемешивание в автобетоносмесителях непосредственно у места бетонирования и
немедленная укладка в конструкции. Свежеуложенный бетон предохраняют от сол-
нечной радиации и вредного воздействия ветра. Уход за бетоном заключается в
обеспечении условий твердения устройством влагоемкого покрытия и его система-
тическим увлажнением, укрытием полимерными пленками светлых тонов. В ряде
случаев используют различные пленкообразующие составы, которыми покрывают
поверхности, не предназначенные для последующего контакта с бетоном и раство-
ром. Для интенсификации твердения бетона применяют способы его тепловой об-
работки, используемые в зимних условиях.
Уход за свежеуложенным бетоном обычно делят на два периода. Начальный
уход (1-3 ч после укладки бетона) заключается в предохранении свежеуложенного
бетона от прямого воздействия солнечной радиации и влияния ветра, что обеспечи-
вают, тщательно укрывая его влагонепроницаемыми (полиэтиленовой пленкой, бре-
зентом) или влагоемкими (мешковиной) материалами, поддерживаемыми во влаж-
ном состоянии.
В течение начального периода непосредственный контакт твердеющего бетона
с водой не допускается. Последующий уход, наступающий после завершения на-
чального периода, заключается в обеспечении благоприятных условий твердения
бетона следующими способами:
- выдерживают открытые горизонтальные поверхности бетона под слоем воды
(метод покрывающих водных бассейнов);
- непрерывно распыляют влагу по поверхности конструкций;
- используют защитные пленки из пленкообразующих составов (битумные
эмульсии, лак-этиноль и пр.); используют полимерные пленки (рис. 5.1.6). В ЦНИ-
ИОМТП разработан метод ускорения твердения бетона, основанный на использова-
нии солнечной энергии и применении защитных покрытий из полимерных пленок,
позволяющий экономить топливно-энергетические ресурсы при производстве бе-
тонных работ и сокращать сроки возведения монолитных конструкций и сооруже-
427
ний. Он основан на том, что оптические свойства полимерных пленок оказывают
влияние на температурный режим и, как следствие, на рост прочности бетона в на-
чальный период его твердения. На стадии нагрева бетона в первые сутки при выдер-
живании его под пленками, имеющими коэффициент пропускания 55-89%, темпе-
ратурные градиенты достигают 1,9-2,1 град/см, скорость подъема температуры со-
ставляет 12-15 град/ч. На вторые и третьи сутки основные параметры температур-
ного режима в твердеющем бетоне снижаются в 2 раза.
Рис. 5.1.6. Влияние типа покрытия на потери влаги твердеющим бетоном (%):
1 - без ухода; 2 - прозрачное пленкообразующее покрытие; 3 - то же, двухслойное; 4 - пленкооб-
разующее покрытие с белым пигментом; 5 - темная водонепроницаемая бумага; 6 - белая водоне-
проницаемая бумага
Благоприятными условиями для выдерживания бетона при интенсивном при-
токе солнечной радиации является применение полимерных непрозрачных или про-
зрачных в видимой и инфракрасной областях до 55% пленок. При применении пле-
нок прозрачностью свыше 55% с целью снижения перегрева поверхностного слоя
бетона и равномерного распределения тепла и конденсированной влаги, особенно в
случае ухода за различно ориентированными в пространстве (наклонными, верти-
кальными) конструкциями, на поверхность свежеуложенного бетона до укрытия его
пленкой укладывают слой гидрофильного материала (поролона, мешковины).
Под влиянием солнечной радиации и высокой температуры воздуха интенсив-
ный набор прочности в твердеющем бетоне происходит при выдерживании его под
пленками в течение первых 1-3 сут. Вместе с тем продолжительность набора кри-
тической относительно влагопотерь прочности колеблется от 1 до 4 сут. В 7-суточ-
ном возрасте бетон, прошедший твердение под пленкой и имеющий ко времени пре-
кращения его выдерживания критическую относительно влагопотерь прочность, а
также твердеющий такое же время под пленкой, имеет в основном 100% прочности
Я28. Монолитные конструкции можно загружать расчетными нагрузками.
428
Для устройства покрытий целесообразно использовать полиэтиленовые и по-
ливинилхлоридные пленки толщиной 100-200 мкм, полиэтилентерефталатные - до
50 мкм. Для снижения температурных напряжений или сохранения тепла в бетоне
эффективно использовать металлизированные пленки в виде самостоятельного по-
крытия или в качестве экрана в многослойных покрытиях с различными гидрофиль-
ными материалами.
Покрытия из полимерных пленок рационально применять при возведении мо-
нолитных конструкций различного назначения (протяженных, столбчатых и др.), а
также при изготовлении сборных бетонных и железобетонных изделий в условиях
открытых цехов и полигонов.
Организовывать работы следует так, чтобы бетонирование велось в наиболее
благоприятные часы суток, т. е. вечером, утром и даже ночью.
1.4. ПРОГРЕВ БЕТОНА В МОНОЛИТНЫХ КОНСТРУКЦИЯХ
В современном отечественном строительстве интенсификация твердения бето-
на базируется в основном на применении теплого воздействия, преимущественным
источником которого является электрическая энергия. Использование этого тепло-
носителя позволяет легко и удобно управлять процессом прогрева и со временем ав-
томатизировать его, решать экологические проблемы при электротермообработке
бетона нет шума и никаких вредных для здоровья человека и окружающей среды
выделений.
На протяжении нескольких десятилетий, начиная с 40-х годов XX столетия,
электротермообработка прекрасно себя зарекомендовала и получила всеобщее при-
знание производственных организаций. Эта группа методов интенсификации твер-
дения бетона наряду с другими методами продолжает развиваться и совершенство-
ваться.
Поскольку в современном строительстве сроки возведения объектов имеют
первостепенное значение, то без интенсификации твердения бетона обойтись не-
возможно. Для нашей страны это особенно важно, поскольку холодное время года
в разных районах составляет от 3 до 10 месяцев; при низких же положительных
температурах бетон твердеет крайне медленно, а при преждевременном его замора-
живании качество и долговечность возводимых конструкций резко падают.
Именно поэтому в отечественной и зарубежной практике прибегают к приме-
нению различных методов ускорения твердения бетона до достижения им требуе-
мых структурных характеристик. Наиболее действенным из них является термооб-
работка бетона.
В современной технологии монолитного строительства применяются разные
методы термообработки бетона, но только хорошее знание возможностей каждого
метода позволяет грамотно и экономично выбирать наилучший для конкретных
температурных условий среды, видов возводимых конструкций, возможностей про-
изводственной организации и других факторов. Необходимо помнить, что универ-
сальных методов нет и каждый метод может дать наилучший эффект только при ра-
зумном его применении.
429
1.4.1. Общие положения
1.4.1.1. Тепловая обработка для интенсификации твердения бетона
Тепловая обработка является наиболее эффективным способом ускорения твер-
дения бетона. Именно это качество явилось причиной ее широкого применения на
заводах при производстве сборных бетонных и железобетонных изделий и на стро-
ительных площадках при возведении зданий и сооружений из монолитного железо-
бетона.
Сущность воздействия температурного фактора на твердение бетона заключа-
ется в изменении химической активности воды. С повышением температуры она
возрастает вследствие распада крупных ассоциатов из молекул воды на более мел-
кие. К тому же они становятся подвижнее и их взаимодействие с частицами цемен-
та становятся интенсивнее, процесс гидратации вяжущего ускоряется. Это приво-
дит к появлению новообразований, формирующих цементный камень и связываю-
щих все компоненты в единый монолитный конгломерат - бетон. При тепловой об-
работке твердение бетона настолько интенсифицируется, что возможно обеспечить
достижение проектной прочности примерно в 20-30 раз быстрее, чем при темпера-
туре 20 °C. При температурах 80-90 °C даже вводимые в цемент или в бетонную
смесь добавки шлака проявляют химическую активность и в определенной степени
приобретают свойства вяжущих.
Тепловая обработка бетона имеет довольно много разновидностей, отличаю-
щихся видом теплоносителя, подводом тепла, применяемыми генераторами выде-
ления тепла.
1.4.1.2. Критерии эффективности прогрева бетона
Основными критериями эффективности прогрева бетона являются:
- качество конструкции;
- расход энергии;
- сроки возведения объекта.
Качество конструкции включает в себя широкое понятие - от внешнего вида до
прочностных показателей бетона и долговечности. В построечных условиях кон-
тролируются прочностные характеристики и может проверяться морозостойкость
стандартными методами.
Важным показателем является расход энергии на термообработку бетона. С це-
лью снижения ее до технически обоснованного уровня выбираются наиболее целе-
сообразные методы прогрева бетона и сроки распалубки конструкций, а также ук-
рытия их неопалубленной поверхности паро- и теплоизоляцией. Автоматическое
управление процессом прогрева в ближайшем будущем явится наиболее эффектив-
ным способом сокращения расходования электроэнергии на прогрев бетона.
Важное значение приобретают в современном строительстве сроки возведения
объекта. Поскольку твердение бетона до достижения требуемой прочности занима-
ет наибольшее время при производстве бетонных работ, то вполне естественно
стремление к технически разумному его сокращению. Именно поэтому распалубка
430
конструкций в зависимости от их вида и сроков загрузки осуществляется при проч-
ности бетона от 50 до 80% от проектной. Бетон в конструкциях, распалубленный
при прочности ниже проектной, в дальнейшем продолжает твердеть при положи-
тельной температуре и достаточной влажности и к моменту загрузки обычно при-
обретает проектную прочность. В этом случае характер нарастания прочности бе-
тона после распалубки постоянно должен контролироваться. Если возникают опа-
сения, что ко времени сдачи конструкции в эксплуатацию бетон не наберет проект-
ную прочность, необходимо принять дополнительный прогрев конструкции с обя-
зательным ее увлажнением.
К бетонам специальных конструкций, которые, например, во время эксплуата-
ции подвергаются постоянному замораживанию в водонасыщенном состоянии и от-
таиванию, истиранию или одностороннему напору жидкости, помимо прочностных
показателей предъявляются и другие требования, определяемые для них норматив-
ными документами (морозостойкость, коэффициент фильтрации, водопроницае-
мость и др.).
1.4.1.3. Материалы для бетонов, подвергаемых термообработке
В качестве вяжущего для бетонов, подвергаемых электротермообработке, мо-
гут использоваться: портландцемент, шлакопортландцемент, быстротвердеющий
портландцемент. Применение глиноземистых цементов нежелательно. Рекоменду-
ется применять цемент с содержанием трехкальциевого силиката (C3S) не менее
50-60%, трехкальциевого алюмината (СЗА) не более 9%, активных кремнеземных
добавок в портландцементе (трепела, шлака и др.) не более 10%. Применение пуц-
цоланового портландцемента допускается в случае, когда это необходимо по усло-
виям работы конструкции (например, в агрессивных водах). Пластифицированные
и гидрофобные цементы, а также добавки пластификаторов для бетонов, подверга-
емых прогреву при температурах выше 50 °C, могут использоваться только после
предварительной проверки прочности и морозостойкости бетонов после принятых
режимов прогрева.
Для бетонов, подвергаемых предварительному электроразогреву или форсиро-
ванному электроразогреву в опалубке с повторным уплотнением, рекомендуется
применять цементы с содержанием СЗА не более 6%. При этом независимо от со-
держания СЗА в цементе следует обязательно производить предварительную лабо-
раторную проверку потерь подвижности бетонных смесей при достижении задан-
ной температуры разогрева.
Для улучшения электропроводности бетонных смесей и получения повышен-
ной прочности, приобретаемой бетоном сразу после прогрева, допускается приме-
нение химических добавок-электролитов - хлористого кальция, хлористого натрия,
нитрита натрия - в количествах, не превышающих 0,5% от массы цемента.
В бетоны, подвергаемые электротермообработке, допускается введение других
видов добавок (воздухововлекающих, пластифицирующих) в количествах, разреша-
емых действующими документами, если они обеспечивают требуемую прочность
прогретого бетона.
431
1.4.1.4. Ускорение твердения бетона методами электротермообработки
Электротермообработка является основным методом интенсификации тверде-
ния бетона при возведении монолитных конструкций зданий и сооружений в зим-
нее время. Не менее эффективной она оказалась и в летнее время, поскольку обес-
печивает быстрое твердение бетона при незначительных затратах электроэнергии.
В районах с сухим и жарким климатом применение электротермообработки позво-
ляет благодаря интенсификации твердения связать значительную часть воды затво-
рения химически и физически и тем самым избежать трещинообразования в конст-
рукциях при высыхании бетона в раннем возрасте. Электротермообработка бетона
объединяет группу методов, основанных на использовании тепла, получаемого от
превращения электрической энергии в тепловую. Это может происходить или непо-
средственно в материале, когда электрический ток пропускается через бетон, или в
различного рода электронагревательных устройствах, от которых тепло подводится
к бетону радиационно, кондуктивно или конвективно. Разнообразие методов элект-
ротермообработки позволяет в каждом конкретном случае (в зависимости от вида
конструкции, ее размеров, конфигурации, характера армирования и т. д.) выбирать
наиболее эффективный из них.
Выбор наиболее рационального метода электротермообработки бетона дикту-
ется не только особенностями прогреваемой конструкции, но и возможностями са-
мого метода. Существующие методы электротермообработки бетона можно разде-
лить на три большие группы, если в основу положить принцип превращения элек-
трической энергии в тепловую: непосредственно в бетоне или бетонной смеси (эле-
ктродный прогрев), электрообогрев, индукционный прогрев.
Электродный прогрев бетона осуществляется непосредственно в конструкции и
относится к наиболее эффективным и экономичным видам электротермообработки.
При этом методе представляется возможным поднимать температуру материа-
ла до требуемого уровня за любой промежуток времени - от нескольких минут до
нескольких часов.
Электрообогрев с помощью электронагревательных устройств осуществляется
путем подачи тепла к поверхности бетона радиационно или конвективно от источ-
ников превращения электрической энергии в тепловую - нагревателей инфракрас-
ного излучения или низкотемпературных нагревателей (сетчатых, коаксиальных,
ТЭНов и др.). Во внутренние слои конструкции тепло передается путем теплопро-
водности. При установке нагревателей непосредственно в бетон передача тепла
осуществляется кондуктивно.
Прогрев бетона в элетромагнитном поле производится путем передачи тепла
кондуктивно от разогревающихся вихревыми токами стальных элементов опалуб-
ки, арматуры и закладных частей. Непосредственного воздействия на бетон элект-
ромагнитное поле с применяющимися на практике параметрами не оказывает, и во
внутренние слои материала тепло передается путем теплопроводности. Основные
методы электротермообработки бетона и области их применения приведены
в табл. 5.1.1.
432
Таблица 5.1.1
Методы электротермообработки бетона и рациональныеобласти их применения
Метод электротермо- обработки бетона Краткая характеристика и рациональная область применения Расход электро- энергии на 1 м3 бетона, (кВт-ч) Примечание
1 2 3 4
1. Электродный прогрев а) сквозной Прогрев монолитных бетон- ных конструкций и мало арми- рованных железобетонных кон- струкций путем пропускания тока через всю толщу бетона. Применение наиболее эффектив- но для ленточных фундаментов, а также колонн, стен и перегоро- док толщиной до 50 см, стен подвалов 80...110 Режимы прогрева - мягкие. Скорость подъема температу- ры должна быть по возможно- сти мягкой 8... 10 °С/ч, но не превышать 20 °С/ч. В качестве электродов используются стержни и струны диаметром не менее 6 мм, пластины или полосы шириной не менее 20 мм, выполненные из листо- вой стали и закрепленные на опалубке
б) периферий- ный Прогрев периферийных зон бетона массивных и средней массивности бетонных и железо- бетонных монолитных конст- рукций. Применяется в качестве одностороннего прогрева конст- рукций, имеющих толщину не более 20 см и двухстороннего прогрева при толщине конструк- ции более 20 см. К таким конст- рукциям относятся: ленточные фундаменты, бетонные подго- товки и полы, плоские перекры- тия и доборные элементы, стены, перегородки и т.д. 90... 120 При прогреве массивных конструкций необходимо под- держивать температуру в пе- риферийных слоях на 5... 10 °C ниже или на уровне темпера- туры в ядре. Режимы прогре- ва - мягкие. Скорость подъема температуры - не выше 15°С/ч. В качестве электродов применяются полосы, ленты из сплошного или напыленного металла, закрепленные (напы- ленные) на опалубку или на специальные щиты, устанавли- ваемые на неопалубленную поверхность конструкции (при прогреве бетона в конструкци- ях с большой открытой по- верхностью)
2.Форсирован- ный электрора- зогрев: а) предвари- тельный элек- троразогрев бетонной смеси Бетонная смесь быстро разо- гревается вне опалубки, быстро укладывается, уплотняется в горячем состоянии и укрывается. Применяется при возведении массивных монолитных бетон- ных и железобетонных конст- рукций 40...80 Для конструкций с МП< 6 требуемая прочность достига- ется путем термосного выдер- живания. Для конструкций с Мп > 6 необходим дополни- тельный прогрев или обогрев бетона
ПО Г.__ ЧОП
433
Продолжение таблицы 5.1.1
1
б) форсированный
электроразогрев бето-
на в конструкции с
повторным уплотне-
нием
3. Электрообогрев:
а) с помощью низко-
температурных элек-
тронагревателей
- 2 ,
! Бетонная смесь в xo-j
лодном состоянии ук-
ладывается и уплотня-
ется в опалубке, а затем
। быстро разогревается и|
1 повторно уплотняется, j
Применяется при воз-
ведении монолитных1
бетонных и мало арми-
рованных железобетон-i
ных конструкций, до-1
рожных покрытий
Обогрев монолитных!
I конструкций с помо-1
; щью вмонтированных
| жестких в виде пластин •
! электронагревателей в:
опалубку или гибких -I
|в греющие маты и!
: одеяла. Применяются j
практически для всех'
j видов конструкций
I I
100...130
40...60
1 - 4
I
| Для конструкций с I
। МП < 6 требуемая проч-
ность достигается пу-
| тем термосного вы-
держивания. Для кон-
। струкций с Мп > 6 не-
обходим дополнитель-
I ный прогрев или обог-
рев бетона
1 Обогрев осуществ-
(ляется по мягким ре-
жимам. Опалубка или
маты с вмонтирован-
I ными электронагрева-
телями должны иметь
; теплоизоляцию с на-
ружной стороны для
предупреждения
больших теплопотерь в
окружающую среду. В
качестве нагревателей
используются:
а) трубчатые ТЭНы,
трубчато-стержневые,
I
i I
। I
б) с помощью греющего I Прогрев бетона с по-1
провода 'мощью греющего про-
хода, закладываемого в
! бетон. Применяется для
। прогрева бетона в лю-'
| бых конструкциях I
।
I i
80...110
j уголковостержневые,
। коаксиальные и др.;
I б) плоские - сетча-
| тые, пластинчатые и
др«;
в) струнные - сталь-
| пая или нихромовая
; проволока и др._____
j Обогрев греющим
। проводом, устанавли-
ваемым в бетон про-
I греваемой конструк-
| ции. Эти нагреватели
имеют температуру на
контакте с бетоном -
не выше 80 °C, а в
I воздушной среде она
I может подняться до
1300 °C_____________
434
Окончание таблицы 5.1.1
L . 1 : _L . .. 3 ”1 . 4 “ i
в) с помощью высоко- Обогрев бетона осу- 1 температурных нагре- ществляется по пери- ' вателей инфракрасно- ферийным зонам кон- го излучения 1 струкции путем подачи । тепла непосредственно на бетон или опалубку. ' Применяется при воз- ведении монолитных конструкций различной 120.. .200 ! Обогрев ©существ- ! I лять с обязательной 1 защитой неопалублен- ; । ных поверхностей от i потерь влаги. Темпера-1 тура на обогреваемой ( поверхности не долж- на превышать 80...90 °C. В качестве
I конфигурации и арми- ' рованных по любой схеме, а также при сушке теплоизоляцион- ного бетона и штука- 1 турки । __ । нагревателей исполь- зуются лампы, трубча- 1 тые, спиральные, про- водочные и другие нагреватели - с темпе- । ратурой на поверхно- j сти нагревателя выше L300°C ,
4. Нагрев бетона в элек- Нагрев железобетон- тромагнитном поле (ин-: ных конструкций ли- дукционный) । нейного типа с равно- мерно распределенной I по сечению арматурой । путем устройства ин- ; дуктора вокруг элемен- ; 1 та. Применяется при ; прогреве густоармиро- ванных монолитных конструкций, с равно- । мерно распределенной ПО...150 i Режимы прогрева - ! мягкие. Скорость 1 подъема температу- ры - не выше 20 °С/ч. ! ; Нагрев бетона проис- f । ходит от нагреваемой в ! электромагнитном поле арматуры или 1 обогрев бетона от ме- ' таллической опалубки. 1 Нагревание бетона , через арматуру или
। по сечению арматурой, । | . таких как: колонны, ' ригели, балки, прогоны, . элементы рамных кон- 1 струкций, стволы труб | и силосов, коллекторы и опускные колодцы, i j ; сваи и перемычки, a j i также при замоноличи- , ! вании стыков каркас- 1 ных конструкций (обогрев его опалубкой производить по мяг- ким режимам. Темпе- ратура на контакте арматуры или опалуб- : ки с бетоном не долж- на превышать 80 °C i ! J
5. Конвективный про- I Применяется для 1 грев с-применением обогрева бетона в пере- . электрокалориферов крытиях, стенах, пере- городках (замкнутые ! пространства) । I ! 120...200 ! : ! 1 1 _ 1 Режимы прогрева мягкие. Прогрев бето- । I на осуществляется нагретым воздухом, | перемешиваемым вен- тиляторами. Нагретый j I воздух подается по । • шлангам в местные I брезентовые тепляки вокруг прогреваемых (конструкций 1
435
1.4.1.5. Режимы прогрева бетона
Электротермообработку бетона осуществляют по определенным режимам. Под
режимом понимают совокупность параметров прогрева: скорость и температуру ра-
зогрева, продолжительность изотермического выдерживания, скорость остывания.
Режим теплового воздействия должен обеспечить достижение бетоном заданной
прочности и других показателей, указанных в технологической карте.
Температурный режим может включать следующие этапы:
- предварительное выдерживание от момента укладки бетонной смеси в конст-
рукцию до начала прогрева;
- подъем температуры;
- изотермический прогрев;
- остывание.
Предварительное выдерживание оказывает положительное влияние на качест-
во бетона до начала прогрева в течение 4-8 ч при нормальной температуре, а еще
лучше при низкой положительной (~ +5-10 °C).
Однако при возведении монолитных конструкций в зимнее время это условие да-
леко не всегда выполнимо вследствие быстрого охлаждения бетона в конструкции.
Скорость подъема температуры бетона в наиболее быстро нагреваемых зонах
не должна превышать 5 °C в час для конструкций с МП до 4 м-1; 10 °С/час для кон-
струкций с Мп от 5 до Юм-1; 15 °С/час для конструкций с Мп более Юм-1. Темпе-
ратура изотермического прогрева бетона в наиболее нагретых зонах не должна пре-
вышать 80 °C при использовании портландцементов и 90 °C при использовании
шлакопортландцементов.
Скорость остывания бетона по окончании тепловой обработки не должна пре-
вышать для конструкций с модулем поверхности: от 5 до 10 м-1 - 5 °C в час, свыше
Юм-1- не более 10 °C в час.
Продолжительность нагрева, изотермического прогрева, остывания следует оп-
ределять в зависимости от температуры и времени твердения в наименее нагретых
зонах конструкций.
В зависимости от характера изменения указанных параметров используются
следующие типовые режимы прогрева (рис. 5.1.7):
- из двух периодов: разогрева и изотермического прогрева. Заданная прочность
достигается к моменту окончания изотермического выдерживания. Прирост проч-
ности за время остывания не учитывается. Этот режим рекомендуется применять
для прогрева конструкций с Мп > 15м-1 (рис. 5.1.7, а);
- из трех периодов: разогрева, изотермического прогрева и регулируемого ос-
тывания. Заданная прочность достигается бетоном к моменту остывания до уста-
новленной температуры. Режим рекомендуется для электропрогрева конструкций с
Мп< 10-15 м-1 (рис. 5.1.7, б);
- из двух периодов: разогрева и регулируемого остывания. Заданная прочность
достигается к моменту остывания бетона до установленной температуры. Режим
рекомендуется для электропрогрева конструкций с Мп = 6-10 м-1 (рис. 5.1.7, в);
- ступенчатый режим: разогрев осуществляется в 2-3 приема с малой скоро-
стью при подъеме температуры до 20-30 °C с выдерживанием на этом уровне в те-
436
Рис. 5.1.7. Режимы прогрева бетона:
а - разогрев и изотермический прогрев; б - разогрев и изотермический прогрев; в - разогрев, изо-
термический прогрев и регулируемое остывание; г - ступенчатый режим разогрева, изотермиче-
ский прогрев и регулируемое остывание; д - саморегулирующий электроразогрев при постоянном
напряжении; е - изотермическое выдерживание с медленным остыванием
437
чение 1-2 ч, с последующим разогревом еще на 20-30 °C и выдерживанием при
этой температуре 30-60 мин и далее нагрев примерно столько же времени до тем-
пературы изотермического выдерживания (если эта температура не была еще до-
стигнута). На последнем этапе подъем температуры может осуществляться с большей
скоростью. Заданная прочность достигается бетоном к концу остывания до установ-
ленной температуры. Настоящий режим применяется, как правило, для электропро-
грева предварительно напряженных железобетонных конструкций (рис. 5.1.7, г);
- саморегулирующий режим. В этом случае изменение температуры бетона со-
ответствует изменению удельной электрической проводимости бетона. Электропро-
грев проводится при постоянном электрическом напряжении. Настоящий режим на-
иболее целесообразно использовать для прогрева бетона в стыках железобетонных
конструкций. Заданная прочность достигается бетоном к моменту остывания до ус-
тановленной температуры (рис. 5.1.7, д);
- из двух периодов: изотермического выдерживания и остывания. При этом ре-
жиме необходимую прочность бетон приобретает к концу остывания. Данный ре-
жим применяется при использовании предварительно разогретых электрическим
током бетонных смесей и при форсированном разогреве уложенного в опалубку бе-
тона с повторным уплотнением его в горячем состоянии (рис. 5.1.7, ё).
При определенных условиях (например, при отсутствии на стройке специаль-
ных трансформаторов необходимой мощности с плавным или ступенчатым регули-
рованием напряжения) вместо непрерывной может производиться импульсная по-
дача энергии, осуществляемая периодическим включением-отключением напряже-
ния, подаваемого на электроды или нагревательные элементы.
Тепловая энергия подается не постоянно, а отдельными импульсами, чередую-
щимися с паузами.
В период пауз вследствие теплопроводности бетона происходит равномерное
перераспределение тепла по сечению конструкции, что обеспечивает более равно-
мерное температурное поле.
Подача напряжения импульсами продолжается и в период изотермического вы-
держивания.
В этом случае длительность импульса сокращается, а период пауз увеличивает-
ся по сравнению с ними в стадии разогрева.
Продолжительность импульсов и пауз зависит от заданной скорости разогрева,
температуры изотермического прогрева, модуля поверхности конструкции, подво-
димого напряжения и т.п. и обычно устанавливается в соответствии или с рекомен-
дациями ПНР, или технологической карты.
1.4.1.6. Расчет основных параметров прогрева бетона
К основным параметрам относятся температура бетона, время выдерживания,
прочность бетона. Выбор температурных режимов прогрева бетона, как сказано вы-
ше, определяется различными факторами. Важное значение имеет охлаждаемая по-
верхность бетона, определяемая модулем поверхности конструкции.
При определении модуля поверхности конструкций сложного очертания ее не-
обходимо разбивать на тела простой формы (куб, параллелепипед, пластина, ци-
линдр и т. д.) и для каждого из них определять модуль поверхности.
438
В общем виде модуль поверхности определяется отношением суммы площа-
дей охлаждаемых поверхностей конструкции к ее объему, причем при укладке бе-
тонной смеси на талое основание поверхность конструкции, соприкасающаяся с
ним, в SF не входит:
Для колонн и балок прямоугольного сечения со сторонами а и Ь, м:
Для колонн и балок квадратного сечения со стороной а, м:
Для куба со стороной а, м:
Для параллелепипеда со сторонами а, b и с, м:
а) отдельно стоящего:
б) прилегающего к массиву:
Для плит и стен толщиной а, м:
Для цилиндра с радиусом R и высотой с, м:
439
1.4.1.7. Влияние режимов прогрева на формирование структуры бетона
Физико-химические процессы структурообразования играют ведущую роль в со-
здании прочного искусственного камня - бетона как при твердении в нормальных ус-
ловиях, так и при тепловой обработке, определяя фазовый состав новообразований и
микроструктуру цементного камня. Однако в последнем случае эти процессы сопро-
вождаются еще чисто физическими явлениями, обусловленными характером накла-
дываемого теплового воздействия. Для такой же многокомпонентной гетерофазной
системы, как бетон, эти явления могут оказать более значительное влияние на проч-
ность бетона, чем физико-химические процессы при твердении цементного камня.
Возникновение и развитие физических явлений в бетоне при его тепловой об-
работке создает в нем сложное напряженное состояние и наносит существенный
ущерб формирующейся структуре материала, нарушая ее плотность. Дефекты
структуры и пониженная плотность являются основными причинами недобора
прочности в месячном возрасте и ухудшения других физико-механических свойств
бетонов, подвергшихся термообработке, по сравнению с такими же бетонами нор-
мального твердения.
Общий признак развития физических явлений - накопление необратимых де-
формаций расширения, причем максимальные и остаточные деформации служат
интегральным показателем степени нарушения структуры бетона.
Исследования показали, что при любой тепловой обработке наиболее интен-
сивное расширение бетона наблюдается в период подъема температуры. Макси-
мальные деформации в этот период могут достигать 3-5 мм/м при пропаривании,
2-19 мм/м при автоклавной обработке и 2-10 мм/м при форсированном электропро-
греве. Это говорит о том, что деструктивные явления наиболее сильно проявляют-
ся при нагреве, когда физический процесс температурного расширения может опе-
режать химический и физико-химический процессы твердения. Поэтому при анали-
зе причин и механизма возникновения структурных нарушений, особенно в связи с
использованием форсированного электроразогрева бетона, необходимо подробно
остановиться именно на периоде подъема температуры, так как в этот период в ос-
новном происходит формирование структуры бетона, которая в дальнейшем лишь
упрочняется. От качества образовавшейся в период нагрева структуры материала
будут зависеть в основном все технические свойства бетона.
Деструктивные процессы, естественно, будут наблюдаться и при изотермичес-
ком выдерживании, хотя и в меньшей степени, и при остывании нагретого бетона.
Однако причины их вызывающие, и механизм отрицательного воздействия на
структуру материала будут идентичны как при использовании форсированного эле-
ктроразогрева с последующим вибрированием, так и при любой другой тепловой
обработке. Они обусловлены явлениями тепло- и массообмена, неравномерной
усадкой заполнителя и окаймляющего его цементно-песчаного раствора вследствие
различия их температурных деформаций.
Как известно, бетонная смесь представляет собой многокомпонентную систе-
му, состоящую из твердой, жидкой и газообразной фаз. Каждая из этих фаз облада-
ет различными теплофизическими характеристиками и по-разному изменяется в
объеме при изменении температуры.
440
Другими особенностями свежеотформованного бетона являются непрерывное
изменение реологического состояния системы, необратимый переход ее в процессе
твердения из первоначального пластичновязкого состояния в упругохрупкое. Эти
две особенности и предопределяют возникновение структурных нарушений в бето-
не, твердеющем при тепловой обработке.
При нагревании свежеуложенного бетона расширяются составляющие его ком-
поненты - цемент, заполнители, вода и воздух. При этом твердая фаза, имея наи-
меньший температурный коэффициент линейного расширения (5- 14)х 10 6 м/(м °C),
увеличивается в объеме весьма незначительно - всего на 0,15-0,2% при нагреве от
20 до 90 °C. Вода расширяется в значительно большей степени - на 2,7-3% (т. е. в
15-20 раз больше, чем твердые составляющие), причем интенсивность расширения
увеличивается с повышением температуры. Еще большему расширению подверга-
ется газовая фаза, которая имеет наибольший температурный коэффициент объем-
ного расширения - 1/273 на 1 °C: ее объем при повышении температуры с 20 до
90 °C увеличивается на 22-25%, т. е. в 100-150 раз больше, чем твердых компонен-
тов, и в 8-10 раз больше, чем воды. Из этого следует, что основную роль в объем-
ных деформациях бетона при нагреве играет расширение воды, содержание которой
в смеси составляет около 8-12%, и газовой фазы. При этом в состав последней не-
обходимо включать не только воздух, вовлеченный при перемешивании смеси и за-
щемленный при ее уплотнении, но и воздух, находящийся в порах и капиллярах за-
полнителя и адсорбированный на поверхностях твердых частиц. Общее содержание
воздуха в бетонных смесях на плотных заполнителях может достигать 1,5-3% и да-
же до 5%. В бетонных смесях на пористых заполнителях суммарный объем газовой
фазы еще больше - 40-50% общего объема. Следует также учесть, что некоторое
количество воздуха находится в растворенном виде в воде затворения, который ин-
тенсивно переходит в свободное состояние при тепловых и вибрационных воздей-
ствиях.
Наличие такого большого объема воды и воздуха в бетоне весьма отрицатель-
но сказывается на формировании его структуры во время тепловой обработки, так
как термическое расширение их при нагреве создает в порах твердеющего матери-
ала значительное избыточное давление.
Негативное действие воды усугубляется частичным превращением ее в пар
внутри бетона. Во-первых, сам процесс парообразования сопровождается увеличе-
нием объема в 1600-2000 раз, что при относительной замкнутости пор приводит к
возникновению градиента давления. Во-вторых, в результате образования пара,
имеющего примерно такой же температурный коэффициент объемного расшире-
ния, что и воздух, значительно увеличивается объем газовой фракции в бетоне, ко-
торая способна к наибольшему расширению при нагреве. При температурах свыше
60 °C внутреннее испарение происходит особенно интенсивно.
Возникновению внутреннего давления способствует также миграция влаги
вследствие наличия температурного и влажностного градиентов как в самом бето-
не, так и между бетоном и окружающей средой, а также в результате проталкивания
воды по порам расширяющимся газом.
На возникающее в бетоне избыточное давление оказывают влияние следующие
факторы: содержание воды и воздуха, структура пор и капилляров, параметры теп-
441
доносителя и условия теплообмена, темп нагрева и т. д. Вследствие этого величина
избыточного давления не поддается пока теоретическому расчету. Отсутствие же
методов и приборов не позволяет с достаточной точностью и достоверностью про-
изводить такие измерения экспериментально.
Воздействие этого давления может создать в твердеющем материале такое на-
пряженное состояние, при котором общие напряжения в сечении могут отсутство-
вать или быть весьма незначительными, в то время как в микрообъемах материала
напряжения могут быть достаточно большими. Эти локальные напряжения или соб-
ственные напряжения второго рода в отличие от напряжений, возникающих под
действием внешних сил (и развивающихся по всему сечению тела), появляются в
еще не окрепших структурных связях материала стенок пор и капилляров, которые
не в состоянии их воспринять. В результате этого происходят раздвижка твердых
частиц, нарушение их связей, образование направленных пор, через которые избыт-
ки расширившегося газа выходят в окружающую среду. Дефекты структуры фикси-
руются при этом одновременно идущим процессом перехода системы из вязкопла-
стичного состояния в упругохрупкое.
О возникающих при нагреве структурных нарушениях свидетельствуют не
только визуальные наблюдения, но и значение максимального избыточного давле-
ния, возникающего в бетоне при нагреве.
Расчеты показывают, что только в результате расширения паровоздушной сме-
си при нагреве в герметичном объеме с 20 до 100 °C избыточное давление состави-
ло бы около 0,03 МПа. Приведенные же выше опытные значения максимального из-
быточного давления, возникающего в бетоне при нагреве, значительно отличаются
от этого значения и соответствуют нагреву газа в замкнутом объеме лишь до темпе-
ратур 25-40 °C. Следовательно, расширение паровоздушной фазы в бетоне не изо-
хорный процесс. Оно протекает с увеличением первоначально занимаемого этой
фазой объема вследствие раздвижки частиц, разрыхления материала и частично вы-
хода газа по образующимся направленным капиллярам. Этим же объясняются и
резкий спад внутреннего давления после достижения бетоном максимальной тем-
пературы изотермического прогрева и пики на кривых деформаций, т. е. имеет ме-
сто релаксация. Пары воды и воздуха в бетоне при нагреве движутся в основном
вверх, в сторону открытой поверхности изделия, так как здесь, особенно у верхних
слоев, не ограниченных формой, требуются наименьшие усилия для их раздвижки
и разрыхления. Поэтому визуально заметное вспучивание при нагреве и слоистость
структуры материала наблюдаются только в верхних слоях. Для внутренних же зон
вышележащие слои играют роль пригруза и препятствуют в какой-то степени раз-
витию деструктивных явлений.
Изучение температурных деформаций бетонов при различных способах тепло-
вой обработки показало, что остаточное расширение, характеризующее степень
структурных нарушений, зависит от скорости нагрева и начальной прочности, до-
стигнутой бетоном до наложения теплового воздействия. Установлено, что бетон,
имеющий определенную начальную прочность, приобретает в процессе термообра-
ботки только деформации, соответствующие температурному расширению затвер-
девшего материала. Объясняется это тем, что такой бетон воспринимает возникаю-
щие в результате нагрева внутренние напряжения, снижая тем самым их деструк-
442
тивное воздействие. Исходя из этих представлений С.А. Мироновым и Л.А. Мали-
ниной введено понятие о «критической» прочности - минимальной прочности бе-
тона, при которой наложение теплового воздействия не приводит к структурным на-
рушениям. Расширение бетона с такой прочностью практически равно температур-
ному расширению затвердевшего бетона того же состава.
Необходимая критическая прочность бетона зависит от состава бетона (содер-
жания газовой и жидкой фаз) и интенсивности теплового воздействия (скорости
подъема температуры).
Пути уменьшения структурных нарушений в бетоне при тепловой обработке:
во-первых, предварительное выдерживание, обеспечивающее достижение началь-
ной прочности, равной критической, уменьшение свободной воды вследствие хими-
ческого связывания в новообразованиях, физического связывания поверхностью
субмикрокристаллов новообразований и частичного испарения вследствие внешне-
го массообмена; во-вторых, уменьшение скорости подъема температуры, в резуль-
тате которых прирост прочности бетона во времени будет опережать прирост воз-
никающего в нем внутреннего давления, обеспечивая тем самым необходимое со-
противление этому давлению. Кроме того, при малых скоростях нагрева избыточ-
ное давление не будет достигать больших значений из-за частичной релаксации.
До последнего времени все рекомендуемые оптимальные режимы тепловой об-
работки строились с учетом этих двух требований. Однако длительные сроки пред-
варительного выдерживания не всегда осуществимы, а малые скорости подъема
температуры приводят к увеличению общего цикла тепловой обработки. Поэтому
они неприемлемы для современного производства бетонных работ, тем более в зим-
нее время, требующего значительной интенсификации технологического процесса
на всех его этапах.
Чтобы отказаться от длительного предварительного выдерживания и в то же
время избежать структурных нарушений, НИИЖБ на основании изучения взаимо-
связи между критической прочностью бетона и его деформациями предложены сту-
пенчатые режимы нагрева и режимы с прогрессивно возрастающей скоростью
подъема температуры. При этом предполагается, что на начальной стадии нагрева,
когда бетон не имеет еще достаточной прочности, скорость подъема температуры
должна быть минимальной. Однако со временем прочность бетона повышается, что
допускает применение более высокого темпа нагрева. Однако ступенчатые режимы
и режимы с прогрессивно возрастающей скоростью подъема температуры не позво-
ляют полностью исключить развитие структурных нарушений в бетоне и макси-
мально ускорить процесс нагрева. С повышением скорости подъема температуры в
бетоне возрастает температурный градиент и интенсифицируется внутреннее испа-
рение влаги. В этом случае процесс упрочнения структуры бетона будет все больше
отставать от интенсивности развивающихся физических явлений. Следовательно,
деструктивное воздействие последних на формирующуюся структуру бетона будет
усиливаться. Таким образом, прогрев бетона в монолитных конструкциях должен
осуществляться по мягким режимам со скоростью подъема температуры
10-15 °С/ч (но не более 20 °С/ч) до температуры изотермического прогрева.
443
1.4.1.8. Методы тепловой обработки бетона
Прогрев бетона в монолитных конструкциях может осуществляться различны-
ми методами, каждый из которых имеет свою наиболее рациональную область при-
менения. Перспективные методы, изложенные выше, будут еще длительное время
применяться в строительстве, и конкуренцию им в будущем могут составить эффек-
тивные добавки, ускорители твердения и особо быстротвердеющие вяжущие.
Методы тепловой обработки бетона в монолитных конструкциях за редким ис-
ключением основаны на применении электрической энергии, позволяющей легко
контролировать процесс прогрева, управлять им, а в перспективе - автоматизиро-
вать его. В таблице 5.1.1 приведены краткие данные методов тепловой обработки.
Каждый из методов имеет свои разновидности, о которых будет сказано ниже.
Тепловая обработка бетона путем электродного прогрева. Электродный
прогрев или (его обычно называют электропрогрев) основан на принципе включе-
ния уложенного в конструкцию бетона в электрическую цепь как сопротивления.
При прохождении через него электрического тока выделяется тепло, нагревающее
бетон и ускоряющее тем самым процесс твердения. Электропрогрев имеет разно-
видности, которые применяются в строительстве при возведении различных конст-
рукций - прогрев стержневыми и ленточными электродами. Электропрогрев один
из наиболее экономичных по расходу электроэнергии методов термообработки, по-
скольку тепло выделяется внутри бетона и в максимальной степени используется
для его разогрева. При применении стержневых электродов прогрев происходит по
всей массе, при применении ленточных (нашивные на опалубку) или напыленных
электродов прогрев может быть сквозной или периферийный. При использовании
последнего бетон прогревается только в поверхностных слоях; внутренние слои на-
греваются за счет теплопроводности от поверхностных, экзотермии цемента и час-
тично за счет омического сопротивления при прохождении электрического тока.
Арматура железобетонных конструкций оказывает большое влияние на форми-
рование электрического и температурного полей, может резко их искажать, приво-
дя к неравномерности прогрева. Именно характер армирования конструкций и оп-
ределяет рациональную область применения этого метода.
Как показывают исследования и накопленный опыт использования электропро-
грева, он эффективен при прогреве бетона в неармированных или слабоармирован-
ных конструкциях. Конструкции с неравномерно расположенной по сечению и
весьма насыщенной стальной арматурой, армированные прокатными профилями,
имеющие сложные очертания с густыми арматурными каркасами, электродным ме-
тодом прогревать нецелесообразно из-за возможности замыкания электродов на ар-
матуру и неравномерности прогрева. Стержневые или струнные электроды, уста-
новленные в бетон, так в нем и остаются и относятся к элементам одноразового
применения.
Тепловая обработка с использованием предварительного разогрева бетон-
ных смесей. Предварительный электроразогрев бетонных смесей был предложен в
60-е годы С.А. Арбеньевым и с тех пор прочно занял свое место среди методов ус-
корения твердения бетона. Разогрев бетонной смеси электрическим током себя пол-
ностью оправдал, и метод стал применяться при возведении массивных частей зда-
444
ний и сооружений из монолитного железобетона. Этот метод по расходу электро-
энергии является самым экономичным, так как электрическая энергия превращает-
ся в тепловую непосредственно в бетоне и по всей его массе. Поскольку разогрев
длится короткое время - от 3 до 15 мин, то теплопотери в окружающую среду сво-
дятся к минимуму.
Разогретую смесь очень важно быстро уложить в опалубку, уплотнить и укрыть
теплоизоляцией, обеспечивая твердение бетона за счет внесенного при прогреве и
экзотермического тепла, выделяемого при гидратации цемента с дальнейшим вы-
держиванием по методу термоса. При этом теплопотери в окружающую среду
должны быть значительно меньше поступающих за счет экзотермии. По этой при-
чине рациональной областью применения метода предварительного элекгроразо-
грева бетона является возведение массивных и средней массивности конструкций
при близких к О °C отрицательных температурах. Предварительный элекгроразо-
грев бетона требует строгого соблюдения техники безопасности, поскольку разо-
грев осуществляется электрическим током напряжением 220-380 В.
Тепловая обработка бетона путем прогрева греющими изолированными
проводами. Греющие провода устанавливаются непосредственно в конструкцию до
укладки бетона, после чего на них подается электрический ток, и они начинают на-
греваться. Для обеспечения надлежащего сопротивления жила провода делается
стальной. Все выделение тепла происходит непосредственно в массе бетона, и гре-
ющий провод при таком применении можно отнести к внутренним источникам теп-
ла или внутренним теплогенераторам. Это делает метод одним из наиболее эффек-
тивных по сравнению с обогревом бетона внешними источниками тепла. Обеспече-
ние равномерности прогрева бетона достигается установкой провода с необходимы-
ми расстояниями струн друг от друга. Метод может применяться для прогрева бе-
тона в любых конструкциях независимо от их насыщенности арматурой и конфигу-
рации. Установленный в бетон провод остается в нем и является нагревателем од-
норазового применения.
Тепловая обработка бетона с применением наружных источников тепла.
Наружные источники тепла весьма разнообразны и могут быть в виде греющих опа-
лубок и греющих матов. Греющие опалубки снабжаются разными видами источников
тепла, размещаемыми с внутренней стороны палубы и укрываемыми теплоизоляци-
ей во избежание больших теплопотерь в окружающую среду. В качестве нагревателей
удобно применять греющий провод или греющие плоские элементы, наклеиваемые
через слой электроизоляции непосредственно на палубу. На поверхности опалубки,
соприкасающейся с бетоном, температура не должна превышать 80 °C, должна быть
равномерной во всех точках и разброс не должен быть более 5 °C.
Греющие маты могут иметь разные конструкции, в которых греющими элемен-
тами являются металлические сетки, проволока, греющий провод и др. Нагревате-
ли тщательно изолируются и крепятся на гибкую основу (брезент, термостойкая ре-
зина). При установке греющих матов на поверхность бетона на них рекомендуется
укладывать теплоизоляцию с целью резкого снижения теплопотерь в окружающую
среду.
Обогрев бетона с помощью наружных источников тепла в виде греющих опа-
лубок и греющих матов в основном сводится к контактной (кондуктивной) подаче
445
тепла на поверхность прогреваемой конструкции, поскольку нагреватели в них яв-
ляются низкотемпературными. Такая подача тепла обеспечивает эффективный про-
грев бетона примерно на глубину до 20 см. Если конструкция имеет толщину более
20 см, то ее целесообразно прогревать с двух сторон.
Прогрев бетона наружными источниками тепла удобен при возведении любых
конструкций независимо от характера армирования и насыщенности арматурой.
Помимо низкотемпературных применяют высокотемпературные нагреватели в
виде ламп инфракрасного излучения, селитовых и других излучателей. Они уста-
навливаются на определенном расстоянии от опалубки. И за счет радиации (излуче-
ния) тепло подается на ее тыльную поверхность с таким расчетом, чтобы на контак-
те с бетоном температура на опалубке не превышала 80 °C. Этот метод требует бо-
лее высоких затрат энергии, более сложного и дорогостоящего оборудования и свя-
зан с большими потерями тепла в окружающую среду. Вследствие чего в отечест-
венной практике для прогрева монолитных конструкций применяется крайне редко.
Тепловая обработка железобетонных конструкций в электромагнитном
поле (индукционный прогрев). Индукционный прогрев железобетонных конструк-
ций является оригинальным методом, основанным на нагреве элементов стальной
арматуры в электромагнитном поле. Нагревающаяся арматура передает тепло окру-
жающему ее бетону контактным способом. Это и определяет целесообразную об-
ласть применения метода - для прогрева густоармированных железобетонных кон-
струкций с равномерным распределением арматуры по сечению. Индукционный
метод удобен для прогрева конструкций трубчатого типа, которые достаточно насы-
щенны и с равномерно распределенной арматурой при небольшой толщине стенки
(например, железобетонные трубы). Хорошо зарекомендовал себя такой способ
прогрева при заделке стыков сборных железобетонных конструкций, которые име-
ют выпуски стальной арматуры. Индуктор не только нагревает арматуру в заделке,
но и на требуемую глубину в стыкуемых железобетонных элементах (обычно тре-
буется не менее 30 см). В случае применения стальной опалубки имеет место экра-
нирование электромагнитного поля и нагрев опалубки. От нагревающейся опалуб-
ки происходит нагрев бетона, а от него - арматуры.
Индукционный прогрев довольно трудоемок при установке индуктора, требует
повышенного расхода электроэнергии и поэтому применяется довольно редко, в ос-
новном для прогрева указанных конструкций.
Тепловая обработка бетона воздушным конвективным методом с помощью
теплогенераторов. Прогрев бетона при применении этого метода происходит на-
греваемым воздухом или продуктами сгорания топлива. Тепло подается к поверхно-
сти прогреваемой конструкции за счет кондукции и конвекции. Поскольку теплоем-
кость нагреваемого воздуха или продуктов сгорания невелика, то прогрев таким ме-
тодом требует больше времени из-за невысокой температуры прогрева (обычно
40-50 °C) при значительном расходе электрической энергии или сжигаемого топли-
ва. Прогрев конструкций с неопалубленной поверхностью нагретыми газами неже-
лателен из-за быстрого испарения влаги с поверхности бетона и опасности его обез-
воживания. Такой метод относительно эффективным может быть только в полно-
стью закрытых помещениях (по существу в тепляках).
446
Комбинированные методы тепловой обработки бетона. Комбинированные
методы разнообразны, но наиболее часто встречается прогрев бетона с противомо-
розными добавками. В сильные морозы укладываемая в густоармированные верти-
кальные конструкции (колонны, стены и др.) бетонная смесь при соприкосновении
с холодным металлом замерзает на контакте с арматурой и опалубкой и не всегда
доходит полностью донизу. Это приводит к образованию в нижней части конструк-
ций больших пазух и каверн, которые резко снижают несущую способность конст-
рукции. Для таких конструкций в бетонную смесь вводится небольшое количество
противоморозной добавки-антифриза (нитрит натрия, Асол-К и др.) в количествах
2-4% от массы цемента. Такой прием позволяет бетонной смеси в процессе уклад-
ки не терять свои пластические свойства и не намерзать на промороженную арма-
туру и опалубку. После укладки в конструкцию и уплотнения бетон с добавками-ан-
тифризами подвергается прогреву.
Возведение некоторых конструкций большой высоты требует устройства теп-
ляков (железобетонные трубы, ядра жесткости зданий и др.). Температуру в таких
тепляках с помощью калориферов поддерживают на уровне до 15-25 °C. При более
высоких температурах рабочим, одетым в зимнюю одежду, работать становится не-
комфортно. Бетон же при такой температуре твердеет медленно и требует много
времени до распалубки. В таких случаях бетон в тепляках приходится дополнитель-
но прогревать. Чаще используют для этой цели греющую опалубку, греющий про-
вод, а при небольшом армировании - электродный прогрев.
Комбинированный метод термообработки бетона может быть использован и
при возведении массивных конструкций. Если конструкция среднего модуля по-
верхности (МП = 6-8 м-1) была забетонирована предварительно разогретой смесью
и резкое падение температуры окружающего воздуха вызвало опасность прежде-
временного замерзания поверхностных слоев бетона, приходится осуществлять до-
полнительно периферийный прогрев конструкции. Однако в этом случае темпера-
тура бетона в поверхностных слоях не должна превышать температуру внутренних
слоев бетона.
Несоблюдение такого режима прогрева может вызвать неблагоприятное термо-
напряженное состояние в конструкции и в результате привести к появлению тре-
щин на ее поверхности.
Комбинированный метод обеспечения твердения бетона может быть использо-
ван при выдерживании его с противоморозной добавкой. Если температура среды
резко упала значительно ниже расчетной температуры, на которую была рассчита-
на добавка, то во избежание преждевременного замерзания бетона необходимо кон-
струкцию прогревать. В таком случае в бетоне достаточно поддерживать темпера-
туру до 20 °C, для чего большого расхода энергии не потребуется.
На практике при возведении железобетонных конструкций в зимнее время мо-
гут применяться и другие комбинации различных методов интенсификации тверде-
ния бетона. Выбор их зависит от вида конструкции, температуры и даже силы вет-
ра окружающей среды, а также имеющихся на объекте энергетических возможнос-
тей, материалов и оборудования.
447
1.4.2. Электропрогрев бетона
1.4.2.1. Общие положения
Электропрогрев (электродный прогрев) - способ ускорения твердения бетона,
заключающийся в нагревании его электрическим током промышленной частоты,
пропускаемым непосредственно через бетон. В этом случае прогреваемый бетон в
конструкции включается в электрическую цепь как сопротивление и преобразова-
ние электрической энергии в тепловую происходит внутри бетона.
Электродный прогрев (электропрогрев) бетона применяется в нашей стране с
1932 года и является одним из эффективных способов ускорения твердения бетона
при возведении бетонных и железобетонных конструкций при строительстве в зим-
них условиях. Этот способ предохраняет конструкции от преждевременного замора-
живания и обеспечивает получение требуемой прочности бетона в короткие сроки.
Электропрогрев применяется для ускорения твердения бетона в конструкциях
с модулем поверхности выше 5, а также в более массивных конструкциях, когда нет
гарантии обеспечения требуемой теплозащиты при выдерживании бетона методом
«термоса» или когда необходимо получить заданные прочности в более короткие
сроки.
Кратковременный электропрогрев бетона целесообразно применять также в
осенний и весенний периоды, когда понижение температуры наружного воздуха
(особенно в ночные часы) может значительно отодвинуть сроки распалубливания
или загружения конструкции.
Электропрогрев бетона вследствие выделения тепла непосредственно в теле
бетона позволяет затрачивать наименьшее количество электроэнергии по сравне-
нию с другими способами электротермообработки бетона.
При электропрогреве бетона целесообразно использовать максимально допус-
тимые температуры прогрева, что обеспечивает наименьшую длительность прогре-
ва конструкции. Однако наряду с преимуществами электропрогрев бетона имеет и
определенные недостатки:
- во избежание быстрого существенного расширения бетона и негативного вли-
яния на его структуру разогрев необходимо вести медленно, что увеличивает про-
должительность периода прогрева;
- нецелесообразно использовать его для термообработки конструкций с высо-
ким процентом армирования и конструкций, армированных пространственными
каркасами, так как в этом случае имеет место большая неравномерность темпера-
турного поля (перегрев бетона в зоне между арматурой и электродами и недогрев в
межарматурной зоне).
Электродный прогрев бетона подразделяется на сквозной (рис. 5.1.8) и перифе-
рийный (рис. 5.1.9). Сущность сквозного электропрогрева заключается в пропуска-
нии электрического тока через весь объем бетона прогреваемой конструкции. Эле-
ктрический ток проходит через бетон между электродами, располагаемыми на про-
тивоположных гранях прогреваемого конструктивного элемента или устанавливае-
мыми непосредственно в бетон.
448
29 Заказ 599
a)
Рис. 5.1.8. Схемы размещения полосовых электродов при сквозном
и периферийном электропрогреве:
а - двусторонний периферийный электропрогрев; б - сквозной электропрогрев; в - размещение
стержневых электродов плоскими группами; Н - ширина ( толщина ) конструкции; а - ширина
электродной полосы (ленты); b - расстояние между электродами и плоскими электродными груп-
пами; h - расстояние между электродами в группе; Ф - фаза
449
Подведение электрического тока к бетону при сквозном электропрогреве осу-
ществляется с помощью электродов (см. рис. 5.1.8). Основным свойством, обуслов-
ливающим прохождение электрического тока, является электропроводность бетона
или обратная ей характеристика - удельное электрическое сопротивление, которое
в зависимости от различных факторов колеблется в пределах от 5 до 20 Ом. Поэто-
му для обеспечения эффективного прогрева расстояние между электродами опреде-
ляется в соответствии с типом электродов и на основе электрофизических свойств
бетона при условии напряжения в сети не более 120 В, но в любом случае оно не
должно превышать 50 см.
Сущность периферийного электропрогрева заключается в пропускании элект-
рического тока через поверхностные зоны конструкции, которые нагреваются
вследствие выделения джоулева тепла. Остальной объем бетона нагревается за счет
передачи тепла из этих зон вследствие теплопроводимости и экзотермического теп-
ловыделения при твердении бетона.
В качестве электродов для периферийного прогрева могут использоваться ме-
таллические полосы (полосовые электроды) и стержни (стержневые электроды),
размещенные на внешней поверхности опалубки (обращенной к бетону) или специ-
альных щитах, накладываемых на неопалубленные поверхности конструкций. При
этом соседние электроды присоединяются к разным фазам (см. рис. 5.1.9).
Рис. 5.1.9. Схема одностороннего размещения полосовых электродов при периферийном
электропрогреве:
В - ширина прогреваемой конструкции; b - расстояние между пластинчатыми электродами;
Ф - фаза электрического трехфазного тока
Толщина активно прогреваемого слоя бетона (вследствие непосредственного
прохождения электрического тока) составляет около 0,6 расстояния между соседни-
ми электродами, но не более 20 см, что определяется электрофизическими характе-
ристиками и структурой материала (рис. 5.1.10).
Поэтому при толщине конструкции до 20 см одностороннее расположение эле-
ктродов обеспечивает прогрев всего объема бетона. При толщине конструкции до
40 см двустороннее расположение электродов (по двум противоположным сторо-
нам) позволяет подвергать активному прогреву всю конструкцию.
450
Рис. 5.1.10. Схемы расположения электродов:
а - стержневые электроды; б - струнные электроды; в - нашивные электроды; 1 - одиночные;
2 - групповые
При большей толщине конструкции электроды целесообразно размещать по ее
периметру. В этом случае активно прогревается слой бетона толщиной 20 см по пе-
риметру конструкции, а остальной объем прогревается за счет теплопередачи и эк-
зотермического тепла, выделяемого при твердении бетона.
1.4.2.2. Электроды
Напряжение к бетону прогреваемой конструкции подводится с помощью элек-
тродов, тип и размещение которых должны обеспечивать:
- соответствие мощности, выделяемой в бетоне при электропрогреве, мощнос-
ти, требуемой по тепловому расчету;
- равномерность электрического и, следовательно, температурного полей;
- минимальный расход металла, для чего предпочтение следует отдавать элек-
тродам, размещаемым на опалубке.
В качестве электродов используют (табл. 5.1.2)'.
- пластины, располагаемые на двух противоположных плоскостях конструкции
и подключаемые к разным фазам;
- полосы, представляющие собой модификацию пластинчатых, используемых
с целью экономии металла. В качестве полосовых электродов применяют стальные
полосы шириной 20-50 мм и 8 = 1-3 мм и используют только как наружные, при-
крепляемые к опалубке с расстоянием между полосами 20-30 см (рис. 5.1.8 а, б);
- стержни диаметром 6-12 мм, которые погружают в бетон после укладки сме-
си и ее уплотнения с расстоянием между стержнями 20-30 см. Стержневые элект-
роды являются внутренними и остаются в бетоне по окончании прогрева. При про-
греве неармированных или слабо армированных конструкций целесообразно разме-
щать стержневые электроды плоскими электродными группами (рис. 5.1.8, в); дли-
на стержневых электродов, устанавливаемых в бетон, обычно не превышает 50 см,
451
поскольку при большей длине установить их в уложенный и уплотненный бетон
трудно;
- струны - стальные прутки, устанавливаемые в бетоне вдоль оси конструкции
(рис. 5.1.11 и 5.1.12);
- напыленные - напыляются цинком на деревянную, бетонную или пластмас-
совую опалубку в виде лент шириной 30-50 мм и толщиной 50-100 микрон.
Рис. 5.1.12. Схема последовательного размещения струнных электродов вдоль
продольной оси здания:
а - три струны; б - две струны; b - расстояние между струнными электродами и рабочей армату-
рой; g - расстояние между струнными электродами; 1 - арматура; 2 - струнные электроды; 3 - вы-
воды для подведения напряжения к струнам
Рис. 5.1.11. Схема размещения струнных электродов при прогреве
конструкций квадратного сечения:
а - с четырьмя арматурными стержнями в углах и одним струнным электродом; б - с часто распо-
ложенными арматурными стержнями и пучком струнных электродов; В - наименьший размер
конструкции; b - расстояние между струнными электродами и рабочей арматурой; d- диаметр ра-
бочей арматуры; D - диаметр струнного электрода; g - диаметр группы струнных электродов;
v - диаметр одного струнного электрода в пучке; 1 - арматура; 2 - бетон; 3 - опалубка; 4 - струн-
ный электрод; 5 - группа струнных электродов
1 фаза 2 фаза
Электроды делаются из стали; их нельзя делать из алюминия, который вступа-
ет в химическую реакцию с гидроксидом кальция с выделением водорода, экрани-
рующего поверхность электрода.
Пластинчатые электроды обеспечивают наиболее равномерное температурное
поле в бетоне. Они применяются только как наружные. Пластинчатые электроды
используют для прогрева конструкций толщиной до 50 см. При большей толщине
конструкции (расстоянии между электродами) невозможно обеспечить соблюдение
заданного режима прогрева при используемых для электропрогрева напряжениях.
Полосовые электроды, применяемые вместо пластинчатых, размещают с двух
сторон конструкции и подключают к разным фазам. Применение полосовых элект-
родов позволяет уменьшить потребляемую электрическую мощность без изменения
величины напряжения. Как правило, полосовые электроды крепятся к опалубке
гвоздями или специальными клеями.
Применение полосовых электродов, также как и пластинчатых, возможно толь-
ко при толщине конструкции, определяющей расстояние между электродами и дли-
ну пути электрического тока, не более 50 см. Сквозной прогрев бетона с использо-
ванием пластинчатых и полосовых электродов можно осуществлять только при ар-
мировании конструкций отдельными стержнями, сетками или плоскими каркасами,
расположенными параллельно электродам.
Для прогрева неармированных или слабо армированных конструкций следует
применять электроды, представляющие собой стальные прутки диаметром
6-12 мм, которые погружают в бетон после его укладки. Стержневые электроды,
как правило, остаются в бетоне после окончания прогрева, что вызывает непроиз-
водительный расход металла. Их подключение к сети осуществляется после уста-
новки в забетонированную конструкцию, что усложняет производство работ по эле-
ктропрогреву, увеличивает их трудоемкость и удлиняет время от начала бетониро-
вания до начала прогрева.
Наиболее целесообразно применять стержневые электроды не отдельно, а в ви-
де плоских электродных групп, которые могут обеспечить более высокую степень
равномерности температурного поля в бетоне. В этом случае все стержни одной
группы подключают к одной фазе сети, а соседние группы - к разным фазам
(рис. 5.1.8, в).
Для прогрева конструкций, длина которых во много раз больше размеров их по-
перечного сечения (колонны, балки, прогоны и т. д.), применяют струнные электро-
ды - стальные прутки длиной ~ 3,5 м, устанавливаемые в бетоне вдоль оси конст-
рукции. Струнные электроды являются разновидностью стержневых. Как правило,
подключение струнных электродов к сети осуществляется по окончании бетониро-
вания.
При электропрогреве армированных конструкций квадратного сечения с часто
расположенными по периферии продольными арматурными стержнями, струну
подключают к одной фазе, а арматурные стержни - к другой.
При большой длине конструкции вместо одной струны возможна установка
двух или трех струн, подключаемых к разным фазам сети.
Если диаметр струны, определенный расчетом, получается более 12-16 мм, в
целях получения равномерного электрического и температурного полей и экономии
453
Классификация электродов
Таблица 5.1.2
Наименование Описание Время установки и подсоединения Материал, характерные размеры, мм
Пластинчатые Сплошные пластины, уста- навливаемые на деревянную опалубку, целиком закрываю- щие противоположные плоско- сти по меньшей стороне (толщи- не) конструкции До бетонирова- ния; подсоединен- ные до или после бетонирования Кровельная сталь либо «высечка» тол- щиной от 1 мм
Полосовые (лен- точные) Полосы, закрепленные на не- котором расстоянии одна от другой на элементах опалубки или накладных щитах Закрепленные на опалубке - до бето- нирования; Закрепленные на накладных щитах - после бетонирова- ния Кровельная сталь, листовая сталь. Ши- рина электродов 20...50 мм
Стержневые Стержни, устанавливаемые (погружаемые) в бетон После бетониро- вания Круглая сталь диа- метром 6... 12 мм
Струнные Струны, закрепленные вдоль оси длинномерных конструкций, изолированные от арматуры До бетонирова- ния; Подсоединение после бетонирова- ния Круглая сталь диа- метром 6... 12 мм
Напыленные Опыляемые на опалубку До бетонирования напыленные на опалубку и подсое- диненные до или после бетонирова- ния Напыляются цинком на деревянную, бе- тонную или пластмас- совую опалубку в виде лент, толщиной 50... 100 микрон, ши- риной 30...50 мм
Примечания.
1. На электроды, подсоединенные к питающей сети до бетонирования, напряжение подается
только после завершения бетонирования, со строгим соблюдением правил техники безопасности,
в том числе с обязательным удалением людей из зоны прогрева.
2. В современном строительстве деревянной опалубкой служит водостойкая фанера, доща-
тая опалубка применяется в основном для получения поверхности бетона с текстурой дерева.
металла рекомендуется заменить одиночную струну эквивалентным пучком струн
меньшего диаметра. Условие эквивалентности определяется экспериментальной
формулой
g = Z>nlxv,
(5.1.1)
где g - диаметр окружности пучка, в см; D - расчетный диаметр одиночной струны,
в см; п - количество струнных электродов в пучке; v - диаметр одного струнного
электрода пучка, в см.
454
Использовать в качестве электродов арматуру прогреваемых конструкций сле-
дует осторожно. Возникает возможность пересушивания приэлектродных и приар-
матурных слоев бетона, уменьшения в связи с этим сцепления арматуры с бетоном,
снижения прочности и несущей способности конструкции. Допускается использо-
вание в качестве разноименных электродов плавающих арматурных сеток, не со-
единенных друг с другом металлическими неизолированными связями.
Оптимальный тип и схему размещения электродов следует выбирать исходя из
конфигурации и размеров конструкции, степени армирования, видов и расположе-
ния арматурных изделий, количества прогреваемых конструкций и т.п.
Однако при этом следует иметь в виду, что анализ электрических и соответст-
венно температурных полей, формирующихся при прогреве бетона с помощью раз-
личных типов электродов, показывает, что наиболее равномерные поля имеют мес-
то при использовании пластинчатых электродов, применение полосовых электро-
дов несколько снижает равномерность полей. Последовательно уменьшается равно-
мерность электрических и температурных полей при использовании стержневых и
струнных электродов.
Во избежание местного перегрева и недопустимого увеличения электрической
мощности необходимо соблюдать следующие расстояния между электродами и ар-
матурой:
• при U = до 50 В - не менее 5 см;
• при U = до 80 В - не менее 7 см;
• при U = до 120 В - не менее 12 см.
1.4.2.3. Параметры электропрогрева бетона
При проектировании и осуществлении электропрогрева бетона назначают тех-
нологические и рассчитывают электрические параметры.
К технологическим параметрам относятся:
• скорость разогрева;
• температура изотермического прогрева;
• продолжительность прогрева;
• прочность бетона к окончанию тепловой обработки;
• скорость остывания.
К электрическим параметрам относятся:
• напряжение в сети;
• сила тока;
• выделяемая электрическая мощность.
Технологические параметры. Скорость разогрева должна приниматься с та-
ким расчетом, чтобы исключить быстрое расширение бетона, способствующее на-
рушению его структуры и ухудшению свойств.
При разогреве находящиеся в бетоне вода и паровоздушная смесь стремятся
увеличиться в объеме в соответствии с коэффициентами температурного расшире-
ния. Однако каркас из твердых компонентов препятствует свободному расширению
воды и паровоздушной смеси. Вследствие чего в бетоне образуется повышенное
давление, под действием которого неокрепшая еще структура бетона разрыхляется,
455
он затвердевает в таком расширившемся состоянии, в результате чего снижается его
прочность, увеличивается пористость и проницаемость, уменьшаются морозостой-
кость и долговечность. Действующий СНиП 3.03.01-87 «Несущие и ограждающие
конструкции» устанавливает скорость подъема температуры:
• для конструкций с модулем поверхности до 4 м-1 - не более 5 °С/ч;
• для конструкций с модулем поверхности от 5 до 10 м-1 - не более 10 °С/ч;
• для конструкций с модулем поверхности более Юм-1- не более 15 °С/ч;
• для стыков - не более 20 °С/ч.
Температура изотермического прогрева не должна превышать для бетонов: на
портландцементе - 80 °C, на шлакопортландцементе - 90 °C.
Во многих случаях прогрев бетона на портландцементе (особенно высокоалю-
минатном) при температурах выше 50 °C вызывает снижение прочности по сравне-
нию с прочностью бетона, твердеющего в нормальных температурных условиях.
Малоактивные (с повышенным содержанием C2S) и смешанные портландце-
менты при благоприятном влажностном режиме не дают снижения прочности при
прогреве, а наоборот, повышают ее по сравнению с марочной.
Ускорение гидратации портландцемента без тонкомолотых добавок и без уве-
личения добавки гипса при повышенных температурах приводит к быстрому обра-
зованию кристаллических сростков и плотных оболочек новообразований вокруг
зерен цемента.
Эти оболочки мешают дальнейшему проникновению воды и продолжению ги-
дратации минералов цементного клинкера.
При введении же активных кремнеземистых добавок или доменных шлаков вы-
деление свободной гидроокиси кальция благоприятствует гидратации цемента и во-
влекает в процесс твердения добавки.
Портландцементный камень, подвергнутый тепловой обработке, получается
более хрупким и менее плотным, что и ухудшает его свойства.
Максимальная температура электротермообработки железобетонных конструк-
ций с предварительно-напряженной арматурой должна назначаться с учетом воз-
можных потерь предварительного напряжения арматуры. Потери напряжения пря-
мо пропорциональны разности температур прогреваемого бетона и арматуры t6 и
упоров ty, воспринимающих усилия натяжения арматуры, и могут быть определены
по формуле
а = 20 x(t6-ty). (5.1.2)
Если в прогреваемой конструкции предварительное напряжение арматуры из
твердых сталей меньше 0,65 нормативного расчетного сопротивления, а из мягких
сталей - менее 0,9, то при натяжении арматуры рекомендуется компенсировать воз-
никающие при прогреве потери напряжения дополнительным натяжением, величи-
ну которого следует определять по приведенной формуле.
При невозможности производства дополнительного натяжения арматуры мак-
симальную температуру прогрева следует принимать не выще 80 °C, а потери на-
пряжения арматуры при прогреве следует учитывать при расчете конструкции.
456
Электротермообработка монолитных каркасных и рамных конструкций с жест-
кой заделкой узловых сопряжений во избежание возникновения больших темпера-
турных напряжений и появления трещин должна производиться, как правило, при
температуре изотермического прогрева бетона не выше 40 °C.
Максимальная температура изотермического прогрева бетона в конструкциях с
Мп< 3 м-1 (блоки гидротехнических сооружений, фундаменты под оборудование и
др.) назначается с учетом формирования такого температурного поля, которое обес-
печивало бы благоприятное термонапряженное состояние конструкции в процессе
всего твердения. Это достигается любыми средствами, обеспечивающими поддер-
жание по сечению массива одинаковой температуры.
Поддержание температуры бетона в процессе прогрева на заданном уровне
осуществляется одним из следующих способов:
а) изменением величины напряжения, подводимого к электродам;
б) периодическим включением и отключением напряжения;
в) отключением и включением отдельных электродов или групп электродов.
Для обеспечения равной прочности бетона во всех частях прогреваемой конструк-
ции и снижения температурных напряжений необходимо стремиться к уменьшению
температурных перепадов по объему конструкции в процессе всей тепловой обра-
ботки. Для этой цели необходимо предусматривать теплоизоляцию прогреваемых
конструкций, особенно отдельных их частей, подвергаемых быстрому охлаждению.
Продолжительность изотермического прогрева устанавливается в зависимости
от величины прочности, которую должен приобрести бетон к окончанию прогрева.
В этом случае нарастание прочности за время остывания бетона до температуры ок-
ружающей среды, как правило, не учитывается.
Электропрогрев бетона целесообразно осуществлять при максимально допус-
тимой температуре до приобретения 50...70% прочности. Для получения к оконча-
нию прогрева бетоном более 70% прочности рекомендуется использовать быстрот-
вердеющие или высокоактивные цементы, добавки-ускорители твердения, жесткие
бетонные смеси. При необходимости получения к окончанию термообработки
100% прочности следует повысить класс бетона на одну ступень.
После окончания изотермического прогрева скорость остывания бетона не
должна превышать:
• для конструкций с модулем поверхности более 10 м-1- 10 °С/ч;
• для конструкций с модулем поверхности от 5 до 10 м-1 - 5 °С/ч.
Для конструкций с меньшим модулем поверхности скорость остывания уста-
навливается расчетом исходя из условия исключения температурных деформаций
бетона.
Для обеспечения одинаковых условий остывания различных по толщине час-
тей конструкции тонкие элементы, углы и выступающие части, остывающие быст-
рее основной конструкции, должны дополнительно утепляться.
С целью исключения температурных деформаций распалубка монолитных кон-
струкций допускается при разности температур между наружным слоем бетона и
окружающей средой не более 20 °C.
457
Электрические параметры. При электродном прогреве количество тепла, вы-
деляемого в бетоне в результате прохождения электрического тока, определяется по
формуле
2 = 3,6 х Т2 х 7? х Т= 3,6 х С/х 7х Т= 3,6 х Р х Г, (5.1.3)
где Q - количество выделяемого тепла, Дж; I - сила тока, A; U - напряжение, В;
R - электрическое сопротивление, Ом; Т - продолжительность прохождения элект-
рического тока, час; Р - выделяемая электрическая мощность, Вт.
1.4.2.4. Последовательность расчета параметров электропрогрева
Расчет параметров электродного прогрева бетона осуществляется в следующей
последовательности:
1. Определяют тип электродов и их размеры.
2. Назначают технологические параметры:
а) температуру прогрева;
б) скорость разогрева;
в) продолжительность изотермического прогрева;
г) скорость остывания.
3. Рассчитывают электрические параметры:
а) определяют удельное электрическое сопротивление бетона;
б) определяют потребную электрическую мощность на период разогрева;
в) определяют потребную электрическую мощность на период изотермиче-
ского прогрева;
г) определяют потребную электрическую мощность на период остывания
(при регулируемом остывании);
д) определяют величину напряжения электрического тока на период разо-
грева;
е) определяют величину напряжения электрического тока на период изотер-
мического прогрева;
ж) определяют максимальную силу тока;
з) определяют сечение подводящих проводов.
4. Проверяют соответствие выделяемой электрической мощности требуемой.
1.4.2.5. Электропрогрев бетонов с противоморозными добавками
Электропрогрев бетона с противоморозными добавками рекомендуется произ-
водить при необходимости получения распалубочной прочности в короткие сроки,
а также во многих случаях, когда бетонирование и выдерживание бетона произво-
дятся при низких температурах воздуха.
Электропрогрев бетона с противоморозными добавками может применяться
также в тех случаях, когда не представляется возможным применить электропро-
грев обычного бетона из-за опасности его замораживания до установки и подклю-
чения всех электродов на захватке (например, при длительном транспортировании
смеси, укладке ее небольшими объемами и т.п.).
458
Введение в бетонную смесь противоморозных добавок приводит к понижению
температуры ее замерзания и уменьшению электрического сопротивления, в том
числе и при отрицательных температурах. Это позволяет начинать электропрогрев
бетона, остывшего до температуры ниже О °C.
При соблюдении всех технологических требований и оптимальных режимах
прочность при сжатии по окончании прогрева бетона с добавками составляет
75-90%, а через 28 суток последующего выдерживания на морозе и 28-суточного
нормально-влажного хранения - 100-120% от марочной прочности.
При необходимости получения меньшей величины прочности бетона по окон-
чании прогрева (например, критической) продолжительность изотермического про-
грева может быть существенно снижена (до 4 ч), что дает возможность экономить
электроэнергию, повышать оборачиваемость опалубки и электрооборудования.
При этом электропрогрев не приводит к снижению основных строительно-тех-
нических свойств бетона (прочность при осевом растяжении, призменная проч-
ность, сцепление с арматурой, морозостойкость и др.) по сравнению с бетоном,
твердеющим без прогрева.
В качестве противоморозных добавок в бетоны, подвергаемые электропрогре-
ву, должны применяться только проверенные и сертифицированные. Из отечествен-
ных противоморозных добавок можно применять нитрит натрия, формиат натрия и
комплексные (табл. 5.1.3).
Таблица 5.1.3 Количество противоморозных добавок для бетона, подвергаемого электропрогреву
Температура остывания бетона до электропро- грева, °C Количество добавок в расчете на сухое вещество, % от массы цемента
От До НН, формиат натрия ННХК ХК+ХН* ХК+НН
0 -5 4 4 0+2 1+1,5
-6 -10 6 7 0+3 1,5+2
-11 -15 8 10 1+3 3+3,5
. -16 -20 10 - 1,5+3,5 *Добавку ХК+ХН допускается применять в неармированные конструкции. 4,5+5,5
При необходимости в состав бетонных смесей допускается вводить добавки,
предотвращающие их ускоренное загустение или добгвки для повышения морозо-
стойкости бетона (воздухововлекающие).
Применение в бетонах, подвергаемых электропрогреву, противоморозных до-
бавок, в состав которых входит мочевина, не допускается из-за разложения мочеви-
ны при температуре выше 40 °C.
Применение поташа в качестве противоморозной добавки не разрешается
вследствие того, что прогретые бетоны с этой добавкой имеют значительный (более
30%) недобор прочности по сравнению с непрогретым бетоном, характеризуются
пониженной морозостойкостью и водонепроницаемостью.
Для бетонов с противоморозными добавками, подвергаемых электропрогреву,
наиболее эффективно применение портландцементов с содержанием в клинкере
СзА не более 6% во избежание недобора прочности.
459
До начала бетонных работ необходимо изготовить в лабораторных условиях об-
разцы из бетона подобранного состава, содержащего противоморозную добавку.
Образцы после охлаждения до отрицательной температуры должны быть подверг-
нуты электропрогреву с последующим определением их прочности и сравнением ее
с прочностью эталона.
Количество противоморозных добавок следует назначать по табл. 5.1.3 в зави-
симости от предполагаемой температуры остывания уложенного бетона до начала
электропрогрева.
Количество вводимой противоморозной добавки должно обеспечивать при ос-
тывании бетонной смеси до ожидаемой температуры величину ее удельного элект-
рического сопротивления не более 3500 Омсм. Эта величина позволяет рациональ-
но разместить электроды и осуществить электропрогрев бетона с использованием
пониженного напряжения (до 127 В) в соответствии с требованиями техники безо-
пасности.
Указанные в табл. 5.1.3 количества противоморозных добавок, как правило,
обеспечивают необходимую величину удельного электрического сопротивления ос-
тывшего бетона. Однако до начала бетонных работ рекомендуется определить фак-
тическую величину удельного электрического сопротивления бетона с добавкой по-
добранного состава при остывании бетона до требуемой температуры.
Для уменьшения потерь тепла бетон следует укладывать в опалубку, имеющую
общий коэффициент теплопередачи (К) не более 3,6 Вт/м2х °C.
Расстояние между электродами следует определять исходя из величины началь-
ного электрического сопротивления 3500 Омсм или фактической его величины. При
определении расстояния между электродами начальную величину напряжения на
электродах рекомендуется принимать в пределах 103-121 В, а если фактическая ве-
личина удельного электрического сопротивления меньше 3500 Омсм - в пределах
85-103 В.
По мере подъема температуры бетона его электрическое сопротивление снижа-
ется, и напряжение на электродах нужно соответственно уменьшать. Ориентиро-
вочно расстояние между стержневыми электродами можно применять равным
150-200 мм.
Электропрогрев должен быть начат не позже охлаждения бетона до температу-
ры, принятой для назначенного количества добавки, на наиболее быстро остываю-
щем участке во избежание чрезмерного возрастания удельного электрического со-
противления уложенного бетона (при приближении к критической температуре).
Скорость подъема температуры бетона, температуру изотермического прогрева
и его продолжительность, скорость остывания конструкций, а также температурные
условия распалубки следует принимать как для бетона без добавок. Необходимо
учитывать, что в процессе прогрева бетоны с добавками твердеют несколько интен-
сивнее, чем без них. В связи с этим продолжительность изотермического прогрева
может быть принята на 20-25% меньше, чем бетона без добавок.
Для регулирования напряжения на электродах необходимо применять понижа-
ющие трансформаторы для электропрогрева бетона. Поскольку диапазон изменения
удельного электрического сопротивления бетонов с противоморозными добавками
от его начального значения до минимального может быть значительно большим,
460
чем для бетонов без добавок, то для электропрогрева бетонов с добавками наиболее
целесообразно применять понижающие трансформаторы с бесступенчатым регули-
рованием вторичного напряжения (типа АОСУ, АОМК, АТМК). При использовании
ступенчатых трансформаторов в ряде случаев может оказаться необходимым для
выдерживания заданного температурного режима осуществлять периодическое
включение и отключение напряжения на электродах в течение нескольких часов ли-
бо производить включение и отключение отдельных групп электродов.
1.4.2.6. Производство работ при электропрогреве бетона
Прогрев каждой конструкции можно осуществлять с использованием разных
типов электродов и схем их размещения. Оптимальный тип, схему размещения и
подключения электродов следует выбирать исходя: из конфигурации и размеров
конструкции; расположения арматуры; количества одновременно прогреваемых
конструкций; местных условий производства и др.
Во избежание местного перегрева и недопустимого увеличения выделяемой в
бетоне мощности (более чем на 10-15% по сравнению с расчетной) необходимо в
период подъема температуры принимать напряженность поля не более 10-12 В/см.
Указанные ограничения не относятся к импульсному прогреву. Отступления допус-
каются только после экспериментального подтверждения отсутствия чрезмерных
перепадов температур в бетоне и при недопустимости увеличения электрической
мощности.
Применение сквозного электродного прогрева наиболее эффективно для конст-
рукций простой конфигурации, неармированных, мало армированных, армирован-
ных сетками или плоскими каркасами.
Периферийный прогрев следует применять для термообработки бетона в мас-
сивных и средней массивности монолитных конструкциях любой конфигурации
(без выступающих частей небольшой толщины).
С помощью напыленных, ленточных или полосовых электродов, закрепляемых
на опалубке, рекомендуется прогревать ленточные монолитные фундаменты, под-
порные стенки и другие подобные конструкции. При толщине конструкции до
40-60 см осуществляется сквозной прогрев. При большей толщине рекомендуется
применять периферийный прогрев по каждой из плоскостей конструкции.
Для монолитной бетонной подготовки, бетонных полов, армированных конст-
рукций, развитых в горизонтальном направлении (днищ резервуаров, плоских пере-
крытий и т.п. толщиной до 20 см), следует использовать односторонний периферий-
ный прогрев с помощью накладных щитов с закрепленными на них электродами.
Щиты должны плотно прилегать к поверхности бетона.
При прогреве наклонными щитами монолитных ребристых плит перекрытий
вдоль их ребер следует устанавливать дополнительные ленточные или полосовые
электроды для периферийного или сквозного прогрева.
Монолитные стены и перегородки также целесообразно прогревать с использо-
ванием закрепленных на деревянной опалубке электродов. В зависимости от т* «д-
Щины конструкции и ее армирования следует применять сквозной или периферий-
ный прогрев.
461
До начала бетонных работ необходимо изготовить в лабораторных условиях об-
разцы из бетона подобранного состава, содержащего противоморозную добавку.
Образцы после охлаждения до отрицательной температуры должны быть подверг-
нуты электропрогреву с последующим определением их прочности и сравнением ее
с прочностью эталона.
Количество противоморозных добавок следует назначать по табл. 5.1.3 в зави-
симости от предполагаемой температуры остывания уложенного бетона до начала
электропрогрева.
Количество вводимой противоморозной добавки должно обеспечивать при ос-
тывании бетонной смеси до ожидаемой температуры величину ее удельного элект-
рического сопротивления не более 3500 Омсм. Эта величина позволяет рациональ-
но разместить электроды и осуществить электропрогрев бетона с использованием
пониженного напряжения (до 127 В) в соответствии с требованиями техники безо-
пасности.
Указанные в табл. 5.1.3 количества противоморозных добавок, как правило,
обеспечивают необходимую величину удельного электрического сопротивления ос-
тывшего бетона. Однако до начала бетонных работ рекомендуется определить фак-
тическую величину удельного электрического сопротивления бетона с добавкой по-
добранного состава при остывании бетона до требуемой температуры.
Для уменьшения потерь тепла бетон следует укладывать в опалубку, имеющую
общий коэффициент теплопередачи (К) не более 3,6 Вт/м2х °C.
Расстояние между электродами следует определять исходя из величины началь-
ного электрического сопротивления 3500 Омсм или фактической его величины. При
определении расстояния между электродами начальную величину напряжения на
электродах рекомендуется принимать в пределах 103-121 В, а если фактическая ве-
личина удельного электрического сопротивления меньше 3500 Омсм - в пределах
85-103 В.
По мере подъема температуры бетона его электрическое сопротивление снижа-
ется, и напряжение на электродах нужно соответственно уменьшать. Ориентиро-
вочно расстояние между стержневыми электродами можно применять равным
150-200 мм.
Электропрогрев должен быть начат не позже охлаждения бетона до температу-
ры, принятой для назначенного количества добавки, на наиболее быстро остываю-
щем участке во избежание чрезмерного возрастания удельного электрического со-
противления уложенного бетона (при приближении к критической температуре).
Скорость подъема температуры бетона, температуру изотермического прогрева
и его продолжительность, скорость остывания конструкций, а также температурные
условия распалубки следует принимать как для бетона без добавок. Необходимо
учитывать, что в процессе прогрева бетоны с добавками твердеют несколько интен-
сивнее, чем без них. В связи с этим продолжительность изотермического прогрева
может быть принята на 20-25% меньше, чем бетона без добавок.
Для регулирования напряжения на электродах необходимо применять понижа-
ющие трансформаторы для электропрогрева бетона. Поскольку диапазон изменения
удельного электрического сопротивления бетонов с противоморозными добавками
от его начального значения до минимального может быть значительно большим,
460
чем для бетонов без добавок, то для электропрогрева бетонов с добавками наиболее
целесообразно применять понижающие трансформаторы с бесступенчатым регули-
рованием вторичного напряжения (типа АОСУ, АОМК, АТМК). При использовании
ступенчатых трансформаторов в ряде случаев может оказаться необходимым для
выдерживания заданного температурного режима осуществлять периодическое
включение и отключение напряжения на электродах в течение нескольких часов ли-
бо производить включение и отключение отдельных групп электродов.
1.4.2.6. Производство работ при электропрогреве бетона
Прогрев каждой конструкции можно осуществлять с использованием разных
типов электродов и схем их размещения. Оптимальный тип, схему размещения и
подключения электродов следует выбирать исходя: из конфигурации и размеров
конструкции; расположения арматуры; количества одновременно прогреваемых
конструкций; местных условий производства и др.
Во избежание местного перегрева и недопустимого увеличения выделяемой в
бетоне мощности (более чем на 10-15% по сравнению с расчетной) необходимо в
период подъема температуры принимать напряженность поля не более 10-12 В/см.
Указанные ограничения не относятся к импульсному прогреву. Отступления допус-
каются только после экспериментального подтверждения отсутствия чрезмерных
перепадов температур в бетоне и при недопустимости увеличения электрической
мощности.
Применение сквозного электродного прогрева наиболее эффективно для конст-
рукций простой конфигурации, неармированных, мало армированных, армирован-
ных сетками или плоскими каркасами.
Периферийный прогрев следует применять для термообработки бетона в мас-
сивных и средней массивности монолитных конструкциях любой конфигурации
(без выступающих частей небольшой толщины).
С помощью напыленных, ленточных или полосовых электродов, закрепляемых
на опалубке, рекомендуется прогревать ленточные монолитные фундаменты, под-
порные стенки и другие подобные конструкции. При толщине конструкции до
40-60 см осуществляется сквозной прогрев. При большей толщине рекомендуется
применять периферийный прогрев по каждой из плоскостей конструкции.
Для монолитной бетонной подготовки, бетонных полов, армированных конст-
рукций, развитых в горизонтальном направлении (днищ резервуаров, плоских пере-
крытий и т.п. толщиной до 20 см), следует использовать односторонний периферий-
ный прогрев с помощью накладных щитов с закрепленными на них электродами.
Щиты должны плотно прилегать к поверхности бетона.
При прогреве наклонными щитами монолитных ребристых плит перекрытий
вдоль их ребер следует устанавливать дополнительные ленточные или полосовые
электроды для периферийного или сквозного прогрева.
Монолитные стены и перегородки также целесообразно прогревать с использо-
ванием закрепленных на деревянной опалубке электродов. В зависимости от т*
щины конструкции и ее армирования следует применять сквозной или периферий-
ный прогрев.
461
Для монолитных железобетонных колонн постоянного сечения по длине с ши-
риной не более 40 см при небольшой степени армирования отдельными стержнями
рекомендуется использовать сквозной электропрогрев с применением закреплен-
ных на опалубке электродов. Колонны большей ширины рекомендуется прогревать
по периферйи с помощью нашивных электродов. Колонны и сваи с большой степе-
нью армирования пространственными каркасами целесообразно прогревать с помо-
щью струнных электродов или (при наличии арматуры по всему сечению) путем
электрообогрева в греющей опалубке или греющим проводом.
Для конструкций сложной конфигурации и с высокой степенью армирования
применение электродного прогрева нецелесообразно.
В проект производства работ по возведению монолитных железобетонных кон-
струкций должны быть включены технологические карты электропрогрева.
Технологическая карта разрабатывается на электропрогрев конструкции или
группы одновременно прогреваемых конструкций.
Каждая технологическая карта должна включать в себя схемы прогреваемых
конструкций с указанием:
- положения арматуры и закладных деталей;
- типа используемых электродов, мест их размещения и подключения к подво-
дящим напряжение проводам;
- способов закрепления электродов и их изоляции от арматуры.
В технологической карте приводятся также данные:
- о сечении и длине подводящих напряжение проводов и кабелей;
- схемы размещения температурных скважин;
- данные о паро- и теплоизоляции неопалубленных поверхностей бетона.
В технологической карте даются подробные указания:
- о режиме прогрева с расчетом технологических и электрических параметров
электропрогрева;
- разрабатывается график электропрогрева бетона, на котором указывается по-
следовательность включения участков бетонирования в прогрев и продолжитель-
ность каждого периода.
Расчет электрических параметров осуществляется с учетом одновременно про-
греваемых конструкций и их объема. При расчете потребных электрических мощ-
ностей целесообразно использовать график электропрогрева бетона.
Выдерживание требуемого расстояния между электродом и арматурой достига-
ется применением различных изоляторов, например, из затвердевшего цементного
раствора, материалов на основе пластмасс и других диэлектриков, укрепляемых на
арматуре до бетонирования конструкций.
Электроды должны находиться на определенном расстоянии от закладных де-
талей, устанавливаемом в зависимости от величины подаваемого напряжения. При
расположении закладных деталей параллельно плоскости пластинчатых либо поло-
совых электродов их следует изолировать.
Полосовые электроды следует изготовлять из кровельной или листовой стали.
Ширину полосы рекомендуется принимать от 20 до 50 мм. Для более удобного под-
ключения проводов концы электродов с отверстиями должны выступать за кромку
опалубки на 50-80 мм.
462
Стержневые электроды изготавливают, как правило, из круглой катаной стали ди-
аметром 6-8 мм. Длина электрода назначается с учетом того, чтобы он выступал над
опалубкой с утеплителем на 5-8 см. При необходимости погружения в бетон стержне-
вых электродов длиной более 0,6 м их диаметр следует увеличивать до 10-12 мм.
Для удобства производства работ плоские электродные группы можно изготав-
ливать в виде решеток с одним приваренным сверху поперечным стержнем и погру-
жать в бетон одновременно всю группу, желательно с вибрированием.
Струнные электроды, изготавливаемые из круглой стали диаметром 6-12 мм,
должны быть установлены и закреплены до бетонирования конструкций. Струнные
электроды диаметром более 8 мм, следует подвешивать к арматуре на крючках, с на-
детыми на них изоляторами (например, в виде отрезков резиновой трубки), либо
крепить к специальным изолированным поперечным стержням.
Перед началом бетонирования производится осмотр установленных электро-
дов, соединительных проводов, отпаек и др. В процессе бетонирования необходимо
следить за тем, чтобы установленные электроды не были смещены от предусмот-
ренного проектом производства работ положения, что достигается их надежным за-
креплением до начала бетонирования.
Все элементы и конструкции объемом до 3 м3 необходимо бетонировать без пе-
рерывов. При бетонировании монолитных конструкций большего объема или зна-
чительной протяженности (перекрытия, полы, днища резервуаров и др.) должны со-
блюдаться правила назначения местоположения рабочих швов, установленные
СНиП 3.03.01-87 «Несущие и ограждающие конструкции».
При последовательном прогреве нескольких участков, электродная группа, ус-
тановленная на границе двух участков, должна подключаться к сети при прогреве
последующего участка.
Во избежание значительных влагопотерь при электропрогреве необходимо:
- не превышать предельно допустимую температуру прогрева;
- обеспечивать размеры электродов и их размещение в соответствии с расче-
том, не допуская тем самым местных перегревов;
- обязательно укрывать по мере бетонирования неопалубленные поверхности
конструкций пароизоляционным материалом (толем, рубероидом, полиэтиленовой
пленкой и др.), поверх которого обязательно укладывать утеплитель.
Для обеспечения плотного прилегания накладных электродных панелей к бето-
ну и соответственно плотного контакта электродов с бетоном при прогреве горизон-
тально развитых конструкций необходимо оказывать легкое вибрационное воздей-
ствие на каждую панель в течение нескольких секунд после их укладки. Утепление
верхней поверхности бетона должно выполняться сразу по окончании бетонирова-
ния и укладки пароизоляционного слоя, а на конструкциях, имеющих большую от-
крытую поверхность, - по мере бетонирования и укладки пароизоляции. Опалуб-
ленные поверхности конструкции, утепление которых предусматривается техноло-
гическими картами, должны быть утеплены до начала бетонирования.
Перед подачей напряжения на электроды следует проверить: правильность их
установки и подключения; качество контактов и отпаек, которые могли быть нару-
шены при бетонировании; расположение температурных скважин или установлен-
ных в бетоне датчиков температуры; правильность укладки утеплителя.
463
Замеченные недостатки необходимо устранить, после чего установить времен-
ное ограждение с предупредительными плакатами и сигнальными лампами.
Сразу после подачи напряжения на электроды дежурный электрик должен по-
вторно проверить все контакты, отпайки (пошатыванием, смещением или отключе-
нием стержневого электрода), устранить причину короткого замыкания или искре-
ния, если таковые произошли.
При необходимости отключения по каким-то причинам (например, вследствие
короткого замыкания) одного из стержневых электродов рядом следует установить
новый электрод, проверить его работоспособность и затем подключить к питающей
электропроводке.
В связи с тем что в процессе подъема температуры токовые нагрузки, как прави-
ло, возрастают, необходимо в этот период следить за показаниями измерительных
приборов, состоянием контактов и отпаек. Их состояние следует проверять также по-
сле каждого переключения напряжения на другую, особенно более высокую ступень.
Концы стержневых электродов и стержней для подведения напряжения к арма-
туре в случае использования ее в качестве электродов после окончания прогрева
должны быть срезаны заподлицо с поверхностью конструкции.
1.4.2.7. Техника безопасности при электропрогреве бетона
Мероприятия по обеспечению безопасного производства электропрогрева
должны быть разработаны с учетом требований СНиП 12-03-2001 «Безопасность
(труда в строительстве».
К работам по электропрогреву бетона допускаются лица, аттестованные комис-
сией и получившие удостоверение о знании правил техники безопасности. Они
должны быть снабжены резиновыми перчатками и обувью.
Участок электропрогрева бетона должен быть огорожен временным огражде-
нием с предупредительными надписями и хорошо освещен в темное время суток.
Электрооборудование (трансформаторы, рубильники, пульты управления и
т.п.) должны быть защищены от попадания снега или дождя, а также от возможно-
го доступа посторонних лиц.
Металлические токоведущие части трансформаторов, распределительных щи-
тов и кожухи рубильников должны быть заземлены.
Перед подачей напряжения на электроды необходимо проверить правильность
их подключения, исправность проводов, надежность контактных соединений, за-
земления или зануления электрооборудования. Необходимо убедиться в отсутствии
людей на участке электропрогрева.
В случае обнаружения в процессе электропрогрева какой-либо неисправности
(замыканий, искрений в контактах, перегрева проводов и т.п.) напряжение должно
быть немедленно отключено до устранения неисправности.
Электропрогрев бетона разрешается производить при напряжении электричес-
кого тока не свыше 127 В. В сырую погоду, при дожде или сильных снегопадах про-
изводить прогрев бетона на открытом воздухе не разрешается.
Замеры температуры уложенного бетона и электромонтажные работы на участ-
ке электропрогрева допускается проводить при напряжении на электродах не свы-
464
ше 60 В. При более высоком напряжении все работы должны осуществляться толь-
ко при отключенном токе.
1.4.3. Предварительный э л е к т р о р а з о г р е в бетонных
смесей
1.4.3.1. Сущность метода и область применения
Предварительный форсированный электроразогрев бетонных смесей произво-
дится после их приготовления до начала схватывания, быстрой укладки разогретых
смесей в конструкцию, их уплотнения и укрытия для последующего термосного
выдерживания. Разогревается бетонная смесь электрическим током промышленной
частоты при напряжении 380-220 В.
Внесенное в бетонную смесь тепло при разогреве повышает химическую ак-
тивность воды затворения, которая интенсивно начинает реагировать с цементом,
что способствует быстрому выделению экзотермического тепла. Благодаря этому в
забетонированной конструкции длительное время поддерживается положительная,
подчас достаточно высокая температура (до 60-80 °C), что приводит к быстрому за-
твердеванию бетона. Уплотнение разогретой бетонной смеси после укладки позво-
ляет обеспечить плотную структуру бетона с высокими физико-механическими ха-
рактеристиками.
Наибольший эффект предварительного электроразогрева проявляется при бе-
тонировании массивных и средней массивности конструкций с Л/Ядо 8 м-1. При
этом учитывается температура наружного воздуха (а в районах с сильными ветра-
ми - жесткость погоды, т. е. при ветре воздействие температуры оказывается более
низким), влияющая на общий тепловой баланс забетонированной конструкции. Ин-
тенсивность охлаждения конструкции не должна превышать притока тепла за счет
экзотермии по крайней мере до достижения бетоном 40-50%-ной прочности от про-
ектного значения. При последующем медленном остывании твердение бетона про-
должается вплоть до достижения температуры 0 °C.
В сильные морозы при интенсивном остывании бетона в периферийных слоях
конструкции ее необходимо утеплять в соответствии с теплотехническим расчетом,
учитывающим влияние среды и массивности конструкции. Применение предвари-
тельного электроразогрева бетонных смесей позволяет возводить бетонные и желе-
зобетонные конструкции высокого качества и долговечности с минимальными за-
тратами электрической энергии. При этом методе на бетоносмесительных узлах от-
падает необходимость в зимнее время подогревать заполнители до высоких темпе-
ратур и ограничиваться только их оттаиванием; исключать возможность начала
схватывания бетонной смеси (выходящей с невысокой температурой из смесителя)
при транспортировке ее к месту укладки; в течение короткого времени разогревать
бетонную смесь (не более 15 мин) до требуемой температуры (50-80 °C) с мини-
мальными потерями тепла при этой операции и последующей быстрой укладкой и
выдерживанием бетона в конструкции по методу термоса.
В конструкциях, забетонированных предварительно разогретой бетонной сме-
сью, формируется благоприятное термонапряженное состояние благодаря тому, что
465
температура в поверхностных слоях ниже по сравнению с внутренними и бетон в
них твердеет медленнее. За счет экзотермии внутренние слои бетона в конструкции
разогреваются, расширяются и наружные слои еще не затвердевшего бетона вслед-
ствие возникновения растягивающих усилий деформируются без трещинообразо-
вания. В дальнейшем при затвердевании бетона внутри конструкции, постепенном
остывании и сжатии в соответствии с коэффициентом объемного расширения, в по-
верхностных слоях возникают напряжения сжатия, и бетон уплотняется. Поэтому
метод предварительного электроразогрева бетонных смесей, один из наиболее эф-
фективных и малоэнергоемких. Предварительный разогрев бетонной смеси, как ме-
тод зимнего бетонирования обеспечивает наибольший эффект, как было сказано вы-
ше, при бетонировании среднемассивных монолитных или сборных конструкций (в
условиях полигона) с модулем поверхности Мп < 8 м-1 при температуре наружного
воздуха до -20 °C или с меньшим Мп, при более низких температурах.
При бетонировании маломассивных конструкций, в том числе пролетного ти-
па, например, плит перекрытия в монолитном домостроении целесообразно совме-
щать предварительный разогрев с термоактивным выдерживанием бетона. При
этом для компенсации повышенных теплопотерь тонкостенными конструкциями
следует использовать, например, термоактивные щиты, греющие одеяла и т.п.
1.4.3.2. Технология производства работ
Как способ ускорения твердения бетона предварительный разогрев может быть
применен и в теплое время года для сокращения времени набора бетоном распалу-
бочной прочности.
Предварительному разогреву могут подвергаться бетонные смеси, приготов-
ленные на низко- и среднеалюминатных портландцементах, используемые для
обычных бетонов (плотность 1800-2500 кг/м3), для легких бетонов (плотность
500-1800 кг/м3), а также мелкозернистых бетонов и цементно-песчаных растворов.
Крупность заполнителя бетонной смеси не должна превышать 20 мм; желательно,
чтобы осадка конуса смеси находилась в пределах 6-12 см. Подвижность бетонной
смеси с повышением температуры уменьшается, и это надо учитывать при разогре-
ве. Отодвинуть время загустевания можно введением в нее добавок пластификато-
ров, которые помимо снижения В/Ц могут несколько замедлить сроки схватывания
без негативных последствий для последующего твердения бетона.
Расход добавки уточняется опытным путем с учетом необходимости обеспече-
ния в заданное время требуемой прочности. В качестве таких добавок допускается
применять С-3 и др.
Для определения возможности разогрева бетонной смеси следует провести
опытный разогрев и, если оперирование с разогретой смесью затрудняется, необхо-
димо внести коррективы в ее состав и устанавливать температуру разогрева, время
работы со смесью до момента ее укладки и уплотнения. Максимальная температу-
ра разогрева бетонной смеси зависит прежде всего от применяемого цемента и воз-
можного времени оперирования с ней после разогрева (подача к месту бетонирова-
ния, укладка в опалубку и уплотнение). Смеси, приготавливаемые на низкоалюми-
натных портландцементах (содержание СзА не выше 6%), можно разогревать до
466
температуры 80 °C, на портландцементах с большим (превышающим 6%) содержа-
нием СзА, разогревать целесообразно не более чем до 60-70 °C. Окончательная тем-
пература разогрева устанавливается после опытной проверки изменения сроков
схватывания и интенсивности потери подвижности в построечной лаборатории.
Уплотнение бетонной смеси в горячем состоянии практически исключает оста-
точное тепловое расширение бетона (или оно значительно меньше), которое обыч-
но имеет место при других методах тепловой обработки.
Расчет и подбор составов бетонных смесей, подвергаемых предварительному
электроразогреву, осуществляется любым проверенным на практике способом,
обеспечивающим получение состава, обладающего к моменту укладки в горячем
состоянии необходимой подвижностью, а также заданной прочностью в установ-
ленные сроки при наименьшем расходе вяжущего.
Окончательное назначение рабочего состава смеси должно производиться по
результатам опытной проверки подвижности разогретой смеси, а также испытаний
контрольных образцов, изготовленных из пробных замесов предварительно разо-
гретой бетонной смеси и твердевших после укладки в условиях, аналогичных про-
изводственным.
Разогрев бетонной смеси может осуществляться циклично или непрерывно.
Для этого в первом случае используются различные устройства - бадьи, специаль-
ные бункера для разогрева смеси (рис. 5.1.13), технологические комплексные линии
(рис. 5.1.14) и переоборудованные бетономешалки, а во втором - установки непре-
рывного действия.
Порционный разогрев бетонной смеси целесообразно применять в построеч-
ных условиях при потоке бетонной смеси менее 10 м3/ч.
Непрерывный разогрев наиболее эффективно использовать на технологичес-
ких линиях при потоке бетонной смеси более 10 м3/ч.
Продолжительность подъема температуры бетонной смеси до заданной вели-
чины обусловливается: интенсивностью ее загустевания, видом и размерами круп-
ного заполнителя, наличием электрических мощностей и т.п. и должна находиться
в пределах 5-15 мин.
Расход электрической энергии на разогреве 1 м3 бетонной смеси зависит от
температуры разогрева, конструктивного решения нагревательного устройства, ус-
ловий окружающей среды и т.п. и ориентировочно может приниматься равным
0,9 кВт-ч для стройплощадок на каждый градус разогрева 1м3 бетонной смеси.
Транспортирование разогретой бетонной смеси к месту укладки при порцион-
ном разогреве наиболее эффективно производить непосредственно в емкости для
разогрева.
При непрерывном разогреве бетонная смесь должна подаваться из электродной
камеры непосредственно в форму или опалубку. Перегружать разогретую смесь в
промежуточные емкости не рекомендуется.
Разогретая смесь должна быть уложена в форму или опалубку в возможно ко-
роткий срок - не более чем за 15 мин.
Отформованное изделие или забетонированная конструкция могут выдержи-
ваться до приобретения бетоном требуемой прочности различными способами (тер-
мос, с обогревом по контуру). При выдерживании бетона следует учитывать экзо-
467
термическое тепло, выделяемое цементом в процессе твердения, величина которо-
го ориентировочно составляет 80 ккал/м3.
В построечных условиях пост разогрева должен находиться в непосредствен-
ной близости от места укладки бетонной смеси.
Рис. 5.1.13. Принципиальная схема бадьи для электроразогрева бетонной смеси:
1 - электрод пластинчатый; 2 - крепление; 3 - бадья; 4 - вибратор; 5 - затвор; 6 - контактный эле-
ктрод
Схему организации производства, а также способ разогрева выбирают, учиты-
вая условия работы, требуемую производительность линии и наличие энергетичес-
ких ресурсов.
468
при порционном разогреве ооъем порции смеси выОирается из условия обес-
печения требуемой мощности, времени сохранения подвижности разогретой сме-
сью до ее укладки.
Рис. 5.1.14. Комплексная линия непрерывного электроразогрева бетонной смеси
производительностью - 20-40 м3 в смену при времени разогрева 2-3 мин:
1 - доставка бетонной смеси автобетоновозом; 2 - установка непрерывного разогрева; 3 - автобе-
тононасос для подачи разогретой смеси в опалубку конструкций
При определении максимального объема емкости для разогрева следует учиты-
вать также целый ряд производственных ограничений. К ним относятся, например,
грузоподъемность крана или другого транспортного средства, максимально допус-
тимые габариты оборудования, а также удобства в производстве работ. В большин-
стве случаев объем емкости, ограниченный указанными производственными факто-
рами, обычно не превышает 2 м3.
Количество емкостей для порционного разогрева определяется исходя из усло-
вий бесперебойной работы транспорта и непрерывной укладки разогретой бетон-
ной смеси.
Во избежание перекоса фаз питающей сети бетонная смесь должна равномер-
но распределяться между электродами нагревательного устройства.
В целях уменьшения разброса температуры в процессе разогрева емкость со
стационарно закрепленными электродами необходимо заполнять бетонной смесью
послойно и одновременно между всеми электродами.
Для равномерного распределения смеси между стационарно незакрепленными
электродами последние погружают в емкость для разогрева, заполнению смесью,
при одновременной вибрации.
При порционном разогреве среднюю температуру смеси определяют по пока-
заниям трех-четырех датчиков, расположенных в центре между электродами и стен-
ками бункера.
При непрерывном разогреве средняя температура смеси определяется одним-
двумя датчиками, установленными на выходе разогретой смеси.
Для обеспечения равномерности и заданной скорости разогрева смеси необхо-
димо периодически очищать электроды от затвердевшего цементного камня, осо-
бенно при порционном способе разогрева.
469
Для уменьшения площади загрязнения внутренних поверхностей установки,
соприкасающихся с бетонной смесью, целесообразно покрыть их (исключая элект-
роды) конструктивным, адгезионным и одновременно электроизоляционным мате-
риалом. Для этого можно применить, например, теплостойкую резину, фторопласт
или полиэтилен низкого давления.
В процессе эксплуатации установки электроразогрева при перерывах в работе
она должна быть освобождена от остатков бетонной смеси промывкой струей воды
под напором.
1.43.3. Особенности применения в построечных условиях
Транспортирование бетонной смеси с бетоносмесительного узла к месту элек-
троразогрева может осуществляться в различных автотранспортных средствах.
Смесь в открытых автотранспортных средствах укрывается во избежание попада-
ния в нее атмосферных осадков.
Количество емкостей для разогрева подбирается исходя из суточного потока бе-
тонной смеси, вида транспортных средств, типа используемых грузоподъемных ме-
ханизмов и т.п.
Объем емкостей, устанавливаемых на посту электроразогрева, должен соответ-
ствовать объему одновременно доставляемой с завода бетонной смеси. Бетонная
смесь из транспортных средств выгружается в емкость электроразогрева и равно-
мерно распределяется между электродами. Для уменьшения теплопотерь емкость
для электроразогрева рекомендуется утеплять.
При атмосферных осадках открытая часть емкости должна укрываться от попа-
дания в бетонную смесь влаги.
Для уменьшения теплопотерь с подветренной стороны площадки рекомендует-
ся устанавливать сплошной щит высотой не менее 2 м на расстоянии 1-1,5 м от по-
ста разогрева. Электроразогрев бетонной смеси должен производиться на сплани-
рованной горизонтальной площадке с деревянным настилом и с ограждением ме-
таллической сеткой высотой 1,5-1,7 м (рис. 5.1.15). Щит управления электроразо-
гревом выносится за ограждение.
Электроразогрев бетонной смеси осуществляется в следующем порядке:
- очищенные от бетонной смеси емкости устанавливаются на площадке для ра-
зогрева;
- производится загрузка емкостей бетонной смесью с равномерным ее распре-
делением между электродами;
- к корпусу емкостей подсоединяется провод от защитного заземления, нулевой
провод от питающей сети и затем подключаются к питающей сети электроды;
- в бетонную смесь устанавливают термометры или термодатчики;
- проверяется надежность контактов, после чего персонал выходит за пределы
ограждения и на электроды подается напряжение;
- по достижении бетонной смесью заданной температуры ток выключается, за-
тем последовательно отключаются электроды, нулевой провод и провод защитного
заземления;
- емкости с разогретой смесью подаются к месту ее укладки.
470
a)
Рис. 5.1.15. Электроразогрев бетонной смеси:
а - общая схема бетонирования; б - схема поворотной бадьи; в - схема электроразогрева в кузо-
ве автосамосвала; 1 - бетонный завод; 2 - автобетоновоз; 3 - электробадья; 4 - пульт управления;
5 - кран; 6 - укладка смеси; 7 - токоподводящие устройства; 8 - вибратор; 9 - корпус бадьи;
10 - электроды; 11 - тельфер на портале; 12 - рама с электродами; 13 - кузов автосамосвала;
14 - ограждение; 15 - заземление
Укладка бетонной смеси должна производиться в быстром темпе и, по возмож-
ности, непрерывно. Смесь подается в конструкцию непосредственно из емкости
электроразогрева. Промежуточная (перед бетонированием) перегрузка разогретой
бетонной смеси не допускается. Сразу после уплотнения неопалубленная поверх-
ность бетона тщательно укрывается паротеплоизоляционными матами или слоем
паронепроницаемого материала (толь, полиэтиленовая пленка, прорезиненная
ткань и т.п.), а затем слоем теплоизоляции. Теплоизоляция должна защищаться от
намокания и увлажнения при дождях и мокром снегопаде.
Перерывов в укладке бетона в конструкцию следует избегать. При неизбежных
перерывах поверхность бетона до возобновления бетонирования тщательно укры-
вается и утепляется.
471
1.43.4. Установки непрерывного действия
Из большого многообразия устройств для предварительного непрерывного эле-
ктроразогрева бетонной смеси требованиям эксплуатационной технологичности в
наибольшей степени удовлетворяет установка для термовиброобработки бетонной
смеси. Термовиброобработка бетонной смеси (ТВОБС) - это разновидность пред-
варительного разогрева. Ее суть заключается в непрерывном, форсированном (за
1...3 минуты) разогреве бетонной смеси электрическим током с одновременным
воздействием на нее вибрации, избыточного давления и пара. Из комплекса указан-
ных воздействий основными являются разогрев и вибрация, что и предопределило
название способа обработки смеси и оборудования для его осуществления. Причем
вибрация используется прежде всего как средство транспортирования смеси в про-
цессе ее обработки. Активирующее влияние вибрации, а также воздействие на
смесь избыточного давления, пара и электрических полей, имеющих место при эле-
ктроразогреве, проявляется в повышении качества бетона, в том числе его прочно-
сти, по сравнению с чистым разогревом смеси.
Общий вид установки ТВОБС, рекомендуемой к применению, представлен на
рис. 5.1.16. Основными узлами установки являются: загрузочный бункер; верти-
кальная греющая труба; наклонная греющая труба с затвором.
На внутренней поверхности вертикальной трубы электроизолированно закрепле-
ны токосъемные электроды, подключенные к жилам силового кабеля электросети пе-
ременного тока напряжением 380/220 В. В поперечном сечении электроды имеют тре-
угольную форму, причем смежные грани соседних электродов параллельны.
Корпус наклонной трубы занулен, а внутри корпуса коаксиально размещен элек-
троизолированный центральный стержень с кольцевыми токосъемными электродами.
Труба с бункером сопряжена упруго-герметично. Сочленение греющих труб
жесткое и осуществляется через воронку с переходным патрубком с помощью кли-
новых соединений. На корпусе трубы закреплены подъемно-опускаемое устройст-
во, используемое для разъединения труб на время очистки, и вибраторы. Привод за-
твора гидравлический, для его работы предусмотрена насосная станция.
Принцип работы установки следующий. Бетонная смесь, приготовленная и до-
ставленная на строительную площадку по традиционной технологии, загружается в
бункер при закрытом затворе. Для заполнения внутреннего объема установки бе-
тонной смесью и обеспечения плотного контакта смеси с электродами на 3-5 се-
кунд включается вибратор. Подается напряжение на электродные секции. После до-
стижения бетонной смесью заданной температуры (порядка 70-80 °C), т. е. через
1,5-2 мин открываются заслонки затвора, включается вибратор. Дальнейший про-
цесс обработки смеси идет в установившемся режиме. Поскольку за такое короткое
время разогрева бетонной смеси до указанной температуры нагревается жидкая фа-
за, а от нее зерна цемента и песка, то крупный заполнитель нагревается позже за
счет теплопроводности от разогретых компонентов смеси, вследствие чего после
выхода из установки средняя температура смеси падает на 5-20 °C (зависит от ко-
личества и крупности заполнителя).
Производительность установки регулируется величиной открытия-закрытия
затвора, при этом задаваемая температура разогрева бетонной смеси поддерживает-
472
ся автоматически с точностью ±3 °C, а ее визуальный контроль осуществляется опе-
ратором по показаниям приборов, расположенных на лицевой панели шкафа управ-
ления. Управление работой установки осуществляет бетонщик-оператор с помо-
щью выносного пульта.
Рис. 5.1.16. Общий вид установки ТВОБС:
1 - загрузочный бункер; 2 - труба греющая вертикальная; 3 - труба греющая наклонная; 4 - во-
ронка с переходным патрубком; 5 - затвор; 6 - подъемник; 7 - вибратор; 8 - насосная станция;
9 - гидроцилиндр; 10 - синхронизирующий механизм; 11 - электроды треугольные; 12 - электро-
ды кольцевые
Процессы, происходящие в бетонной смеси при ее термовиброобработке, мож-
но представить следующим образом. В соответствии с законом Джоуля-Ленца при
прохождении тока через бетонную смесь, обладающую электрическим сопротивле-
нием, в ней выделяется тепло. Повышенная температура интенсифицирует реакции
гидратации цемента.
Вибрация приводит к дефлокулизации зерен цемента, частичной их дисперга-
ции, которая дополняется химической диспергацией. Разогрев смеси сопровождает-
ся частичным превращением воды в пар, а так как обработка происходит в закры-
том объеме, это приводит к появлению избыточного давления порядка 0,01 МПа.
Уменьшение вязкости воды при повышенных температурах, наличие пара, прони-
цаемость которого значительно выше проницаемости воды, в сочетании с избыточ-
473
ным давлением способствует большему проникновению влаги внутрь зерен цемен-
та. Совокупность указанных воздействий интенсифицирует химические реакции,
приводит к увеличению массы цемента, вовлекаемой во взаимодействие с водой.
1.4.3.5. Особенности бетонирования конструкций разогретыми смесями
При непрерывном режиме работы установки ТВОБС обработка бетонной сме-
си должна осуществляться в зоне бетонирования конструкций. При этом процесс
обработки смеси необходимо увязать с процессом ее распределения и укладки.
Распределение обработанной бетонной смеси в построечных условиях являет-
ся достаточно сложной задачей из-за постоянного перемещения фронта бетониро-
вания в плане и по высоте в пределах возводимого объекта.
Подачу и распределение бетонной смеси наиболее просто осуществлять при
работе установки ТВОБС, подвешенной на крюке крана.
- Принципиальные отличия использования установок ТВОБС на крюке крана от
поворотного бункера с пластинчатыми электродами, для порционного разогрева
смеси, с которого начинался предварительный разогрев: в каждый момент времени
разогревается не весь объем смеси, загруженный в бункер, а только та ее часть, ко-
торая проходит через камеру разогрева (0,1-0,2 м3), что существенно уменьшает
время разогрева этой порции смеси, опасность потери подвижности разогретой
смеси сводится к минимуму еще и потому, что обработка смеси осуществляется в
установке, находящейся на крюке крана, непосредственно перед укладкой в опалуб-
ку; смесь подвергается не только электроразогреву, но и другим технологическим
воздействиям (вибрации, избыточному давлению, обработке паром), что повышает
эффективность обработки. Таким образом, схема «кран-установка ТВОБС» являет-
ся для построечных условий наиболее целесообразной, так как преимущества ком-
плексной обработки бетонной смеси, в основу которой положен непрерывный эле-
кгроразогрев, дополняются возможностью подачи бетонной смеси в любую точку
возводимого объекта, определяемую зоной действия грузоподъемного крана.
Камеры разогрева последних модификаций установок ТВОБС имеют сравни-
тельно небольшую длину (до 2,0 м при производительности 6 м3/ч), а также воз-
можность быстрого доступа к внутренним поверхностям для их очистки. Это поз-
волило на новом качественном уровне вернуться к бетонированию конструкций ра-
зогретыми смесями по схеме «кран-бадья». При этом могут быть использованы ус-
тановки двух типов, работающие на крюке крана, отличающиеся конструктивно-
компоновочными схемами. По первому типу установка ТВОБС построечного типа
представляет собой поворотный бункер специальной конструкции и сопряженный
с ним наклонно расположенный термовиброорган (рис. 5.1.17). Достоинства этого
типа установок ТВОБС: возможность подачи бетонной смеси из автотранспортного
средства непосредственно в бункер установки; удобство очистки камеры разогрева
после перевода термовиброоргана (ТВО) из рабочего положения в положение для
очистки. Недостатки первого типа установок связаны с наклонным расположением
термовиброоргана: необходимость в промежуточном патрубке для сопряжения ТВО
с бункером; трудность удаления последней порции бетонной смеси и перекос фаз
при разогреве этой порции.
474
В установках ТВОБС второго типа термовиброорган расположен вертикально,
что упрощает его сопряжение с бункером, имеющим круглую форму в плане. Вер-
тикальное расположение камеры разогрева обеспечивает равномерную загрузку фаз
и не вызывает затруднений с удалением последней порции бетонной смеси. Однако
в этом случае для размещения установки ТВОБС во внерабочем положении требу-
ется временная инвентарная опора, а для ее загрузки бетонной смесью нужна эста-
када (рис. 5.1.18). Исполнение временной опоры и эстакады инвентарными сводит
этот недостаток к минимуму.
Рис. 5.1.17. Поворотный бункер для термовиброобработки бетонной смеси:
а - при загрузке; б - в процессе бетонирования; в - при очистке термовиброоргана; 1 - загрузоч-
ный бункер; 2 - термовиброорган; 3 - электрощит с пультом управления; 4 - крюк крана
На время загрузки установки бетонной смесью и ее обслуживания, в том числе
очистки, используется временная инвентарная опора. Загрузка установки из автобе-
тоносмесителя производится с инвентарной эстакады.
Для уменьшения высоты инвентарной эстакады возможно размещение инвен-
тарной опоры с установкой ТВОБС в приямке.
475
Подключение установки ТВОБС к питающей электросети осуществляется гиб-
ким кабелем (шлейфом) с помощью инвентарного разъема.
Рис. 5.1.18. Вариант использования установки ТВОБС в построечных условиях:
а - загрузка бетонной смесью; б - процесс укладки бетонной смеси; 1 - загрузочный бункер;
2 - термовиброорган; 3 - электрощит с пультом управления; 4 - инвентарная эстакада; 5 - инвен-
тарная опора
476
Гибкий кабель длиной 15-25 м (в зависимости от размеров захватки) запитыва-
ется от электрощита, расположенного в центре захватки. Управление работой уста-
новки осуществляется с помощью выносного пульта, который подключен к шкафу
управления установки многожильным кабелем.
При больших объемах бетонирования, в частности при возведении линейно-
протяженных, развитых в плане сооружений и устройстве фундаментов, целесооб-
разно размещение установки ТВОБС на самоходном бетоноукладчике.
При малых объемах работ может быть реализована так называемая непрерыв-
но-циклическая схема бетонирования. Установка ТВОБС размещается на земле в
зоне действия крана. Термовиброобработка бетонной смеси осуществляется непре-
рывно.
Из установки бетонная смесь поступает в один из трех бункеров объемом
0,5-1 м3. В это время другой бункер, ранее заполненный разогретой смесью, пода-
ется к месту бетонирования. Третий бункер является запасным и используется на
случай увеличения производительности процессов обработки и укладки смеси. Ре-
ализация этой схемы требует разработки пооперационного графика производства
работ.
Достоинства этой схемы:
- возможность использования крана малой грузоподъемности;
- стационарное размещение установки ТВОБС упрощает подвод к ней электро-
энергии.
Недостатки:
- дополнительные потери тепла при двойной перегрузке разогретой бетонной
смеси;
- опасность потери подвижности бетонной смеси;
- появление дополнительных промежуточных операций, связанных с использо-
ванием трех типов бункеров для бетонной смеси (приемного, загрузочного и проме-
жуточных).
1.4.3.6. Бетонирование термовиброобработанными смесями
При возведении монолитных конструкций их бетонирование в ряде случаев
осуществляется послойно. В соответствии с действующими нормами укладка сле-
дующего слоя бетонной смеси допускается до начала схватывания бетона предыду-
щего слоя. При использовании обычных (не разогретых) смесей соблюдение этого
требования затруднений не вызывает. В термовиброобработанных смесях сроки
схватывания цемента существенно сокращаются. В связи с этим необходима де-
тальная проработка технологической последовательности послойного бетонирова-
ния конструкций с увязкой направления бетонирования каждого слоя и с установле-
нием размеров границ захваток. Под режимом бетонирования следует понимать
увязку во времени и пространстве, укладку смеси в смежные слои возводимой кон-
струкции.
Наиболее распространенной задачей, которую приходится решать на инженер-
ном уровне с позиций рассматриваемого вопроса, является определение длины слоя
бетонируемой конструкции. Решение этой задачи рассмотрим на примере возведе-
ния монолитной стены со следующими исходными данными:
477
b - толщина стены (толщина слоя), м;
h — высота бетонируемого слоя, м., назначается в зависимости от типа вибрато-
ра. Например, для глубинного вибратора не должна превышать 1,25 длины его ра-
бочей части;
П- производительность установки ТВОБС, м3/час;
” промежуток времени от момента укладки бетонной смеси в какой-либо
точке нижнего слоя до момента укладки бетонной смеси над этой точкой в вышера-
сположенном слое. Это время равно времени бетонирования одного слоя при после-
довательности укладки смеси, представленной на рис. 5.1.19 (односторонняя схема
бетонирования). При последовательности бетонирования слоев, тбет равно времени
бетонирования двух слоев (двусторонняя схема бетонирования);
тсхв ” время от момента окончания термовиброобработки смеси до момента на-
чала схватывания цемента. Определяется экспериментально в лабораторных усло-
виях, с учетом времени от момента затворения бетонной смеси водой до начала ее
термовиброобработки.
а) б) в)
L_______________J Ь
Рис. 5.1.19. Схемы послойного бетонирования конструкций:
а - в одном направлении; б - в двух направлениях; в - поперечный разрез
Пример: тбет = тав
Длина бетонируемого слоя (£) при односторонней схеме укладки смеси
L= м.
bxh
При двусторонней схеме укладки смеси:
Пхт
6х2А ’ М'
(5-1.4)
(5.1.5)
В процессе возведения монолитных конструкций в ряде случаев приходится
прерывать бетонирование и устраивать рабочие швы. Для предотвращения негатив-
ного влияния вибрационных воздействий на ранее уложенный бетон его прочность
должна быть не менее 1,5 МПа. Время достижения этой прочности зависит от клас-
са бетона и температуры твердения и может быть определено через относительную
478
прочность бетона. Так, для бетона класса В25 и средней температуре его твердения
45 °C прочность в 1,5 МПа достигает через один час.
1.4.3.7. Техника безопасности при предварительном электроразогреве
бетонной смеси
Производство работ с предварительным электроразогревом бетонной смеси
связано с применением тока высокого напряжения 220/380 В, что требует строгого
соблюдения правил техники безопасности. Следует также руководствоваться прави-
лами работы с электроустановками: ГОСТ 121.013-78 ССБТ «Строительство. Элек-
тробезопасность. Общие требования», СП 102-80 «Правила безопасности при экс-
плуатации электроустановок. Инструкция по устройству заземления и зануления в
электроустановках», а также специальными инструкциями, разработанными для
конкретных установок и прилагаемыми к ним.
Все металлические части установок, находящихся под напряжением, для элек-
троразогрева бетонной смеси должны быть заземлены. В установках ТВОБС эти ча-
сти должны быть занулены и повторно заземлены, а электрощит должен быть обо-
рудован средствами защитного отключения. Для заземления установки предусмат-
ривается соединение корпуса с гибким металлическим (медным) кабелем сечением
не менее 10 мм2, проложенным совместно с силовым подводящим кабелем и скреп-
ленным с ним.
При подаче напряжения на электроды и при включении вибратора на панели
шкафа управления должны загораться сигнальные лампы, а вольтметры показывать
величину напряжения на каждой фазе.
До начала электроразогрева следует проверять изоляцию кабелей и проводов с
помощью мегометра, надежность крепления вибраторов на корпусе установки, ис-
правность приборов защитного отключения и световой сигнализации. Необходимо
также проверить отсутствие посторонних предметов в бункерах электроразогрева.
Операторы-бетонщики, работающие на установке и обслуживающие ее электрики
должны быть аттестованы и иметь квалификацию не ниже IV разряда.
При цикличном электроразогреве бетонной смеси в бункерах на специальных
огороженных стендах, при включении напряжения вход людей на стенд разогрева
запрещается.
Разогретая бетонная смесь может иметь температуру до 80 °C и даже выше, по-
этому работать с ней надо осторожно и исключать ее случайного попадания на от-
крытые участки кожи человека.
При перерывах в работе рабочие органы установок и в первую очередь элект-
роды должны тщательно очищаться от остатков бетона. Во время этой операции ру-
бильник должен быть отключен снятием рукоятки и на электрощит вешается таб-
личка: «НЕ ВКЛЮЧАТЬ! РАБОТАЮТ ЛЮДИ!».
По окончании работы установки разогрева от электросети отключаются, а эле-
ктрощит запирается.
Категорически запрещается: оставлять под напряжением установки электрора-
зогрева без надзора; производить очистку и ремонт установок при включенном на-
пряжении; эксплуатировать технические неисправные установки и допускать для
их обслуживания необученный и не прошедший инструктаж персонал.
479
1.4.4. Форсированный электроразогрев бетона
в конструкциях
1.4.4.1. Сущность метода
Электроразогрев бетона в конструкциях может осуществляться и форсирован-
но, т. е. с разогревом только что уложенной бетонной смеси в течение 3-6 мин до
требуемой температуры (50-80 °C). Высокая скорость разогрева бетонной смеси
приводит к нарушению в ее структуре, что приведет к низкому качеству затвердев-
шего бетона, а следовательно и возводимой конструкции. Во избежание этого, разо-
гретая в конструкции бетонная смесь подвергается в обязательном порядке повтор-
ному виброуплотнению до начала ее схватывания. Вибровоздействие дает возмож-
ность хорошо уплотнить смесь в горячем состоянии и ликвидировать структурные
дефекты.
Такая технология обычно применяется для электропрогрева бетона в горизон-
тальных монолитных конструкциях типа дорожных и аэродромных покрытий, при
возведении днищ каналов, полов промышленных зданий, складских площадок и
других подобных конструкциях. Эта технология не имеет аналогов в мире, являет-
ся отечественной разработкой и несомненно заслуживает внимания.
В строительстве находят широкое применение бетонные покрытия, укладывае-
мые на грунт или подготовленное основание. Однако строительство их в значитель-
ной степени затруднено в зимний период. При отрицательных температурах наруж-
ного воздуха и основания трудно обеспечить длительное сохранение бетоном поло-
жительных температур, если укладываемый слой не превышает 35-40 см. Большие
неопалубленные поверхности интенсивно отдают тепло в окружающее пространст-
во и грунтовое основание, бетон быстро охлаждается до приобретения им мини-
мально допустимой, критической прочности.
В институте НИИЖБ Госстроя РФ разработана новая технология бетонирова-
ния неармированных протяженных цементно-бетонных конструкций в зимних ус-
ловиях с использованием форсированного электроразогрева бетона в начальный пе-
риод. Выполненные исследования и экспериментальные проверки в производствен-
ных условиях показали, что метод форсированного электроразогрева позволяет вы-
полнять бетонные покрытия в летних и в зимних условиях при укладке. Наиболь-
шая эффективность применения этой технологии может быть достигнута при со-
блюдении ряда условий, приемов и правил, инженерном расчете параметров разо-
грева бетона и необходимой степени утепления в зависимости от погодно-климати-
ческих условий и организации производства работ.
Технологический процесс бетонирования протяженных монолитных конструк-
ций с применением форсированного электроразогрева включает в себя укладку на
подготовленное основание бетонной смеси, разравнивание и первичное уплотнение
ее, форсированный разогрев уложенной смеси до заданной температуры с помощью
системы вибрируемых и перемещаемых в бетоне пластинчатых электродов, вторич-
ное виброуплотнение разогретого бетона, отделку поверхности, укрытие ее паро- и
теплоизоляцией и выдерживание под ними до приобретения бетоном требуемой
прочности.
480
Технологию бетонирования протяженных монолитных конструкции с форсиро-
ванным электроразогревом рекомендуется применять для достижения следующих
целей:
- обеспечения твердения уложенного бетона в зимнее время;
- сокращения сроков влажностного ухода за бетоном и гарантированного полу-
чения конструкций с заданными свойствами и долговечности при возведении их в
сухую жаркую погоду;
- обеспечения ускоренного твердения свежеуложенного бетона в любых погод-
но-климатических условиях в случае необходимости сокращения сроков сдачи кон-
струкций под нагрузку.
Использование форсированного электроразогрева бетона дает возможность
ликвидировать еще сохранившуюся в дорожном и аэродромном строительстве се-
зонность в производстве бетонных работ, использовать единую технологическую
схему бетонирования независимо от времени года в любых климатических зонах
строительства.
Использование форсированного электроразогрева с помощью системы вибриру-
емых и перемещаемых в бетоне пластинчатых электродов наиболее предпочтительно
при бетонировании протяженных монолитных конструкций бетонирующимися ком-
плексами, включающими бетоноукладочные и бетоноотделочные машины. При этом
система электродов монтируется непосредственно на одну из этих машин.
Однако система вибрируемых и перемещаемых пластинчатых электродов мо-
жет быть смонтирована и на самостоятельной ходовой базе и может использовать-
ся при любых других способах укладки бетона (рис. 5.1.20).
Рис. 5.1.20. Установка для форсированного электроразогрева
Бетонирование протяженных монолитных конструкций с использованием фор-
сированного электроразогрева должно осуществляться по заранее разработанному
для каждого конкретного случая проекту производства работ или техническим кар-
481
там. Бетонные смеси, укладываемые в зимнее время с применением форсированно-
го электроразогрева, по своему составу и используемым материалам должны удов-
летворять требованиям, предъявляемым проектом к бетону для данных конструк-
ций и обеспечивать необходимые формовочные свойства применительно к исполь-
зуемым технологическим приемам их укладки, уплотнения и отделки.
В целях обеспечения достаточного технологического времени на обработку ра-
зогретой бетонной смеси в качестве вяжущего должны использоваться высокоали-
товые портландцементы марок 400 и выше, предпочтительно низкоалюминатные (с
содержанием СЗА не более 8%), удовлетворяющие требованиям ГОСТ.
Удельное электрическое сопротивление бетонной смеси должно быть не мень-
ше расчетной величины, принятой при конструировании оборудования для электро-
разогрева бетона, и не превышать ее более чем на 20%. Достижение заданного зна-
чения удельного электрического сопротивления бетонной смеси, подвергаемой
форсированному электроразогреву, может обеспечиваться введением химических
добавок - электролитов.
Для улучшения технологических и эксплуатационных свойств бетона допуска-
ется введение в смесь различных химических добавок (пластифицирующих, возду-
хововлекающих и т.п.). При этом обязательно должна быть проведена лабораторная
проверка соответствия удельного электрического сопротивления бетонной смеси
расчетному и интенсивности набора прочности бетона при температурном режиме
его выдерживания, аналогичном расчетному в бетоне конструкции.
Приготовление и транспортирование бетонной смеси, подвергаемой форсиро-
ванному электроразогреву, должно производиться с соблюдением общих требова-
ний СНиП III-15-76 и обеспечивать к моменту укладки температуру бетонной сме-
си не ниже 2 °C.
Подготовка основания под бетонное покрытие должна осуществляться в соот-
ветствии с требованиями, указанными в приведенном выше СНиП. Для устройства
подстилающего слоя основания, особенно при наличии вечномерзлых грунтов, ре-
комендуется использовать материалы, обладающие пониженной теплопроводнос-
тью, например сухие пески, шлаки, керамзит и т.п. Влажность этих материалов
должна быть не более 3-5% по массе.
В качестве материала для подстилающего слоя могут использоваться сухие (неза-
творенные водой) бетонные смеси. Последние служат одновременно гидро- и тепло-
изоляцией в процессе бетонирования и тепловой обработки, а при последующем на-
сыщении водой и твердении приводят к увеличению несущей способности покрытия.
Подготовленное основание до начала укладки бетона должно быть защищено
от атмосферных осадков (снега, дождя и др.). В случае попадания снега на подго-
товленное основание перед началом бетонирования его следует удалить.
1.4.4.2. Укладка бетонной смеси и форсированный ее электроразогрев
Укладка бетонной смеси в конструкцию осуществляется любым известным
способом. Уложенная смесь сразу же подвергается форсированному электроразо-
греву до заданной температуры, а затем повторному вибрированию до потери разо-
гретой смесью формовочных свойств.
482
В качестве исходных данных при расчете параметров электроразогрева бетона
погодные условия на планируемый период должны приниматься по СНиП П-А-6-72
«Строительная климатология» с последующей корректировкой температуры разо-
грева с учетом данных прогноза погоды.
Перед началом выполнения работы по электроразогреву необходимо произво-
дить контрольную предпусковую проверку систем электропитания, сигнализации,
системы заземления и защитного отключения при аварийных ситуациях. Для вы-
полнения электроразогрева установку перемещают на участок уложенного бетона,
опускают систему электродов в бетон на необходимую глубину и подают напряже-
ние на электроды. Электроразогрев бетона производят при непрерывном перемеще-
нии установки вдоль уложенной полосы со скоростью, устанавливаемой в зависи-
мости от необходимой степени разогрева. После выполнения электроразогрева бе-
тон должен быть немедленно подвергнут окончательному виброуплотнению, при
необходимости в конструкцию должны быть уложены закладные элементы и разде-
лительные перегородки деформационных швов, произведено заглаживание поверх-
ности. Виброуплотнение смеси после разогрева является обязательным элементом
технологии. При быстром разогреве в бетоне возникают структурные дефекты в ре-
зультате температурных расширений составляющих компонентов - вяжущего, за-
полнителей, воды и вовлеченного воздуха, из-за повышенных термоградиентов ин-
тенсифицируется явление массопереноса, прохождение пластинчатых электродов
вызывает смещение крупного заполнителя. Интенсивное окончательное виброуп-
лотнение ликвидирует последствия отмеченных деструктивных явлений.
Общая продолжительность выполнения операций с разогревом бетона до укры-
тия паро- и теплоизоляцией должна быть минимальной, определяемой проектом
производства работ, но не более 30 мин. Степень начального разогрева бетона долж-
на приниматься с учетом теплопотерь бетона в период выполнения этих операций.
1.4.4.3. Выдерживание бетона в конструкциях и контроль за температурным
режимом твердения
Сразу же после выполнения указанных операций конструкция должна быть на-
крыта паро- и теплоизоляцией. В качестве пароизоляции рекомендуется использова-
ние пленкообразующих составов, пергамина или полиэтиленовой пленки. В качестве
теплоизоляции могут быть использованы любые теплоизоляционные материалы.
Термическое сопротивление верхней теплоизоляции должно назначаться из ус-
ловия обеспечения требуемых режимов выдерживания в зависимости от условий
производства работ, степени разогрева бетона и содержания в нем цемента.
После укладки теплоизоляции должно быть выполнено измерение начальной
температуры бетона. Для этого в конструкцию должны быть заложены термопары
или устроены гнезда для измерения температуры ртутными термометрами. Распо-
ложение точек измерения температур в конструкции по сечению и в плане должно
определяться проектом производства работ и составлять не менее трех точек на
каждую захватку, но не более чем на 100 м2 покрытия. Расположение точек по сече-
нию: одна - в 1 см от границы примыкания слоя бетона к основанию, одна - в сере-
дине конструкции и одна - в 1 см от верхней поверхности бетона.
483
Последующее измерение температур должно производиться в тех же точках че-
рез интервалы времени, определяемые проектом производства работ, но не более
чем через 6 часов в первые сутки выдерживания, 12 часов во вторые сутки выдер-
живания и через 24 часа в последующее время до полного остывания конструкции.
Данные измерений должны вноситься в журнал бетонных работ.
В течение первых двух суток должен быть определен фактический показатель
интенсивности остывания конструкций (время остывания до температуры, равной
0,37 /&,„). В случае отклонения его в меньшую сторону по сравнению с расчетным
должна быть определена ожидаемая к концу выдерживания прочность бетона. Если
величина ее будет недостаточной, то должны быть приняты меры по дополнитель-
ному утеплению конструкций.
Для контроля качества поступающего бетона необходимо не ранее одного раза
в каждую рабочую смену отбирать пробы бетона, состоящие из двух контрольных
серий образцов: для испытания бетона после его твердения в нормальных условиях
в течение 1 суток и 28 суток.
Контроль прочностных характеристик бетона в конструкции должен выпол-
няться, как правило, неразрушающими ультразвуковыми методами или склеромет-
рическими методами.
Неразрушающему контролю должен подвергаться бетон не менее чем в трех
местах на участке каждой захватки, но не более чем на 100 м2. Контроль должен
производиться в конце срока выдерживания, а также в возрасте 28 суток или ином,
указанном в технических условиях или проектной документации на данную конст-
рукцию. Возможно проведение дополнительных неразрушающих испытаний в про-
межуточные сроки в период выдерживания конструкции.
Контроль качества бетона в конструкции на различные эксплуатационные воз-
действия, водонепроницаемость, морозостойкость и др., должен производиться пу-
тем высверливания образцов-цилиндров (кернов). Количество и периодичность
проведения этих испытаний определяется проектной документацией на данный вид
конструкций.
1.4.4.4. Техника безопасности при форсированном электроразогреве бетона
в конструкциях
Особенность и специфичность эксплуатации устройства в сложных условиях
строительной площадки предъявляют повышенные требования к обеспечению эле-
ктробезопасности работ при электроразогреве бетонной смеси в конструкции. В
процессе электроразогрева свежеуложенного бетона имеет место вынос напряже-
ния за пределы электродной зоны. Однако проведенными исследованиями установ-
лено, что без нарушения защитного заземления (зануления) рельс-форм и корпуса
установки зона опасных напряжений за пределами контуров электродов не распро-
страняется далее трех расстояний между электродами (50-60 см).
Ситуация, связанная с обрывом заземляющего провода, представляет в данном
случае серьезную опасность. При этом не только рельс-формы, но и свежеуложен-
ный бетон является проводником электрического тока и находится под напряжени-
ем, опасным для человека. Это опасное напряжение может быть вынесено на значи-
тельное расстояние от места электроразогрева.
484
С целью повышения надежности защиты обслуживающего персонала от пора-
жения электрическим током при электроразогреве бетонной смеси, в принципиаль-
ной электрической схеме устройства должно быть предусмотрено автоматическое
отключение электроразогрева при аварийных ситуациях, вызванных обрывом за-
щитного заземления (зануления) или одной из фаз питания установки.
При эксплуатации устройства необходимо соблюдать следующие меры техни-
ки безопасности:
- не допускается производить электроразогрев свежеуложенного бетона без за-
щитного заземления (зануления) корпуса всей установки и токопроводящей опалуб-
ки (рельс-форм) согласно «Правилам устройства электроустановок» (ПУЭ);
- к работе по электроразогреву бетона допускаются лица, прошедшие произ-
водственное обучение и инструктаж по технике безопасности.
Реле напряжения, обеспечивающие аварийное отключение электроразогрева,
должны быть настроены на минимальную величину напряжения срабатывания. Пе-
ред началом работы устройства необходимо произвести проверку срабатывания
аварийного отключения электроразогрева нажатием кнопок «Контроль аварийного
отключения».
При срабатывании аварийного отключения электроразогрева необходимо пово-
ротом ручки пакетного выключателя выключить цепь управления, извлечь электро-
ды из бетонной смеси и принять меры по проверке и восстановлению цепи защит-
ного заземления (зануления) и цепей питания установки. Участок, на котором про-
изводятся работы по электроразогреву бетонной смеси, должен быть обнесен лег-
ким переносным ограждением с вывешенными предупредительными и запрещаю-
щими плакатами. При выполнении работ по укладке бетонной смеси, ее разравни-
ванию, уплотнению и т.п. в пределах огороженного участка электроразогрев должен
быть отключен.
При производстве работ по электроразогреву бетонной смеси запрещается
включать установку:
- лицам, не прошедшим производственное обучение и инструктаж по технике
безопасности;
- при неисправном защитном заземлении (занулении) всей установки и рельс-
форм;
- без ограждения участка, подлежащего электроразогреву, и при отсутствии
предупреждающих и запрещающих плакатов;
- при ручной раскладке бетонной смеси вблизи зоны электродов;
- при нахождении работающих в зоне электродов.
1.4.5. Прогрев бетона греющими изолированными
проводами
1.4.5.1. Сущность метода и область применения
Среди методов обогрева бетона греющий провод занимает особое положение.
Если при всех обогревных методах тепло от источника тепловыделения подводится
к забетонированной конструкции извне и осуществляет нагрев с поверхности с по-
485
степенным распространением тепла во внутренние слои бетона, то прогрев греющим
проводом происходит кондуктивно изнутри конструкции, поскольку источник тепло-
выделения - провод — находится непосредственно в ней. В этом большое преимуще-
ство метода, поскольку все тепло, выделяемое нагревателем, передается бетону.
Для прогрева бетона в конструкциях применяются специально выпускаемые
для этой цели нагревательные провода марки ПНСВ с жилой из стальной проволо-
ки сечением 1,2 и 1,4 мм2 в пластиковой изоляции. Могут также использоваться ана-
логичные по конструкции трансляционные провода марок ПВЖ, ППЖ, ПРСП или
какие-либо другие нагревательные провода, выпускаемые промышленностью. Пе-
ред применением следует проверить сопротивление проводов, чтобы определить,
на отрезки какой длины их разрезать для обеспечения требуемой температуры про-
грева (необходимой мощности). В качестве греющих изолированных проводов мо-
гут использоваться неметаллические полимерные провода. Уникальность и новизна
таких проводов состоит в том, что используемая в них токопроводящая жила на
композиционной основе, состоящая из сотен тончайших полимерно-композицион-
ных волокон, обработанных по специальной технологии, обеспечивает более интен-
сивный нагрев провода в сравнении с металлическими аналогами. Суть заключает-
ся в сгруппированное™ этих волокон в пучок, в котором при прохождении тока они
помимо частного нагрева способствуют внутреннему нагреву волокон в пучке друг
от друга, создавая более высокую концентрацию тепловой энергии. Все это в итоге
обеспечивает снижение расхода энергии на обогрев. Токопроводящая жила из поли-
мерного композита закатывается в специальное полимерное покрытие с термостой-
костью до 130 °C, превращаясь по форме в электропровод диаметром от 3 до 6 мм,
с электросопротивлением от 20 до 120 Ом/м и электрической мощностью от 8,0 до
20 Вт/м. Провод обладает высокой гибкостью и коррозийной стойкостью. Вес от
10 до 60 г/м, может эксплуатироваться при температуре до -50 °C, подключаться к
переменному или постоянному току напряжением от 12 до 220 В.
Электроподключение греющих проводов при открытом использовании следует
осуществлять через понижающие трансформаторы со ступенями пониженного на-
пряжения от 40 до 127 В, что позволяет регулировать тепловую мощность проводов
при изменении температуры среды.
Учитывая надежность изоляционного покрытия проводов, допускается при ис-
пользовании стандартных устройств электроподключения и автоматизации обогре-
ва применение напряжений 110-220 В. В открытом виде полимерный провод эф-
фективно может применяться для прогрева бетона в тонкостенных конструкциях
перегородок, стяжек в кровлях и полах.
Греющие провода с любой жилой подключаются к электрической сети с напря-
жением до 220 В и работают как нагреватели сопротивления.
Для питания нагревательных проводов используются специальные понижаю-
щие масляные трансформаторы типа ТМОА-50, трансформаторные подстанции на
их базе (типа КТП-63-ОБ) или автоматизированные трансформаторные подстанции,
имеющие несколько ступеней понижающего напряжения, что дает возможность ре-
гулировать в широком диапазоне тепловую мощность проводов при изменении тем-
пературы наружного воздуха.
486
Греющий провод очень удобен для прогрева бетона в любых конструкциях не-
зависимо от характера их армирования и конфигурации. Он нашел широкое приме-
нение при возведении монолитных многоэтажных жилых зданий, в которых прогре-
ваются перекрытия, колонны и другие конструкции.
Он начал применяться для обогрева бетона стыков, швов и заделок; при отогре-
ве ранее забетонированных конструкций на контакте с вновь укладываемым бето-
ном; при обогреве раствора в заинъецированных каналообразователях после натя-
жения арматурных канатов.
Обогрев греющими проводами монолитных конструкций и омоноличиваемых
стыков и швов может быть совмещен с другими способами обеспечения требуемой
температуры твердения бетона: термоактивные опалубки, термоактивные гибкие
покрытия, воздушный прогрев тепловыми генераторами.
1.4.5.2. Технология производства работ
Потребное количество греющих проводов назначается на основании теплотех-
нического расчета, в результате которого определяется мощность, обеспечивающая
нагрев бетона до требуемой температуры с учетом нагрева опалубки, тепловых по-
терь в окружающую среду и собственного тепловыделения бетона.
Шаг расстановки греющих проводов определяют по формуле
1
в=р—
_2± + 1
Р
(5.1.6)
где Руд - удельная требуемая мощность, Вт/м; р - погонная нагрузка на провод, Вт/м.
В монолитных железобетонных конструкциях шаг греющих проводов должен
находиться в пределах 50-150 мм. В стыках сборных железобетонных элементов и
заделках шаг греющих проводов принимается равным 30-70 мм.
При электрическом расчете греющих проводов необходимо учитывать, что
максимальная погонная нагрузка на провод не должна превышать 45-50 Вт/м. При
большей нагрузке возможен местный перегрев бетона и возникновения в нем струк-
турных нарушений (табл. 5.1.4).
Таблица 5.1.4
Максимальная температура нагрева провода в бетоне
в зависимости от погонной нагрузки
Погонная нагрузка на провод, (Вт/м) Температура нагрева провода, ( °C)
10 15 20 _ 25 30 35 40 50 50 65 75 85 92 98 103 112
487
При использовании провода со стальной оцинкованной и полимерной жилами
электрические параметры можно определять по номограммам, представленным в
руководстве.
По номограмме определяют:
- длину единичного проволочного нагревателя и напряжение питания в зависи-
мости от габаритов конструкции и допускаемой погонной нагрузки на нагреватель;
- мощность одного нагревателя при найденной длине и нагрузке, а по потреб-
ной площади обогрева находят общее число нагревателей и суммарную требуемую
установленную мощность;
- по определенной суммарной мощности подбирают тип и количество транс-
форматоров.
Основными требованиями для обеспечения нормального обогрева с помощью
закладываемых в бетон нагревательных проводов являются предотвращение меха-
нических повреждений изоляции при установке и креплении проводов, монтаже
опалубки и укладке бетонной смеси, а также недопущение возможности коротких
замыканий токонесущей жилы со стальной арматурой, металлической опалубкой и
другими металлическими элементами при выборе схем установки провода, которые
могут иметь место при подаче на нагреватели напряжения электрического тока.
Нагревательные провода перед установкой в конструкции режут на пряди рас-
четной длины. Установка их осуществляется после монтажа арматуры или части ее
(в зависимости от возводимой конструкции). В монолитных колоннах и стенах
обычно применяют вертикальную установку прядей путем навивки на каркасы или
размещением в виде параллельных струн на высоту бетонируемой части конструк-
ции (рис. 5.1.21). Для отогрева ранее забетонированных конструкций греющие про-
вода устанавливаются в верхней части монолитной подготовки, фундаментов, под-
коленников и т.п.
Рис. 5.1.21. Схема раскладки
греющего провода
при возведении стены:
1 - греющий провод; 2 - соединение
греющего провода с коммутацион-
ным; 3 - коммутационные провода;
4 - арматура; а - шаг между ветвями
греющего провода
488
В монолитных перекрытиях толщиной до 15 см греющий провод устанавлива-
ется на нижнюю арматурную сетку. При большей толщине перекрытия провод ус-
танавливается по нижней и верхней сеткам.
Направления расположения прикрепляемых к арматурным сеткам прядей мо-
гут быть разными.
В монолитных балках греющий провод располагается по боковым элементам
арматурных каркасов (рис. 5.1.22).
Рис. 5.1.22. Схема раскладки греющего провода в балке:
1 - арматурный каркас; 2 - греющий провод, установленный по сторонам каркаса; 3 - выпуски
греющего провода для подключения к коммутационным проводам
Провод при установке крепится снаружи к арматурным каркасам или к арма-
турным сеткам так, чтобы он располагался в наиболее защищенной от механичес-
ких повреждений зоне при бетонировании, т. е. между арматурой и опалубкой.
Крепление проволочного нагревателя к арматуре производится без сильного
натяжения (с усилием до 3-5 кг) мягкой вязальной проволокой диаметром не менее
1,2 мм, отрезками изолированного провода, полипропиленовым шпагатом. При
этом строго соблюдается целостность изоляции и несмещаемость при укладке бе-
тонной смеси и ее виброуплотнении.
При установке в углах конструкции с режущими кромками под провод уклады-
вается дополнительная электроизоляция (пластмассовый кембрик, пластмассовые
фиксаторы и т.п).
Во избежание расплавления и обгорания изоляции, замыкания на бетонную
массу и перегорания токопроводящих жил оба конца провода соединяются отвода-
ми из изолированного монтажного одножильного медного провода с жилой сечени-
ем не менее 2,5 мм2.
Закодированные соединения греющих проводов с отводами должны распола-
гаться в бетоне после укладки смеси. Вторые концы отводов из медного одножиль-
ного провода соединяются с инвентарной кабельной или из инвентарных секций
шинопроводов электроразводкой открытого типа, подводящей электропитание к
греющим проводам. При этом подключение греющих проводов производится таким
489
образом, чтобы обеспечивалась равномерная загрузка всех трех фаз трансформато-
ра. В случае выполнения греющего провода требуемой длины из нескольких частей
они соединяются между собой скрутками, надежно изолируются в бетонной смеси.
В целях снижения трудоемкости работ отводы можно выполнять монтажным
проводом от группы из нескольких нагревателей с минимальным количеством уз-
лов соединений. Это достигается подключением концов смежных нагревателей в
одной точке к отводу. Все узлы соединений изолируются водостойкой электроизо-
ляционной лентой.
Отводы от нагревателей следует располагать с одной стороны монолитных кон-
струкций или по осевым линиям, отмечая их через один узелками для удобства ком-
муникации с питающей сетью. Запрещается фиксировать концы и отводы проводов,
привязывая их узлом к арматуре, так как это может привести их к местному пере-
греву - и, возможно, к перегоранию при подаче напряжения.
После установки опалубки перед укладкой бетона следует проверить мегомет-
ром отсутствие замыканий прядей греющего провода. До начала бетонирования в
случае снегопадов заармированные конструкции с установленными греющими про-
водами укрываются во избежание попадания в них снега или воды при дождях. Тем-
пература бетонной смеси, будучи уложенной в опалубку, не должна быть ниже 5 °C.
Для обеспечения этого температуру бетонной смеси в барабанах автобетоносмеси-
телей, в бадьях и после укладки каждого слоя в конструкции регулярно замеряют на
глубине 5-10 см.
Подключение греющих проводов к питающей электросети производится по ме-
ре завершения работ по укладке бетона и отделке его поверхности на отдельных уча-
стках бетонируемой захватки, но не позднее чем через 2 часа после укладки бетона,
не допуская подмораживания или замораживания бетона и не допуская подключения
нагревателей на участках, где бетонная смесь еще в конструкцию не уложена.
Продолжительность прогрева бетона зависит от требуемой распалубочной
прочности, установленной СНиП для различных видов конструкций. Набор проч-
ности бетона в зависимости от температуры прогрева может определяться по гра-
фикам (см. Руководство по прогреву бетона в монолитных конструкциях). Во время
прогрева бетона в горизонтальных конструкциях категорически запрещается ходить
по теплоизоляции, которой укрывается по пароизоляции прогреваемый бетон.
При погонных нагрузках на провода, превышающих 30 Вт/м в армированных
монолитных конструкциях, рекомендуется подавать на них напряжение на ступень
меньше расчетного, а после 5-6 часов обогрева бетона переключать трансформатор
на расчетное напряжение. В дальнейшем по мере твердения бетона при изотерми-
ческом выдерживании напряжение электропитания нагревательных проводов мо-
жет быть понижено на одну или две ступени в зависимости от температуры окру-
жающей среды. Сила тока и напряжение в питающей цепи измеряются не реже двух
раз в смену, а в первые три часа с начала прогрева бетона - через каждый час. Ви-
зуально проверяется отсутствие искрения в местах электрических соединений.
Контроль температуры бетона в процессе прогрева осуществляется по показани-
ям технических термометров или электронными приборами, датчики которых погру-
жают в скважины. По температурному контролю проверяется характер нарастания
прочности бетона и корректировка подачи напряжения на питающие провода.
490
По окончании изотермического выдерживания бетона он остывает путем тер-
мосного выдерживания по возможности с малой скоростью (5-10 °С/ч), но не более
20 °С/ч.
При резком понижении температуры наружного воздуха и возникающей опас-
ности более интенсивного охлаждения бетона в конструкции рекомендуется обес-
печивать требуемую скорость охлаждения путем периодической подачи напряже-
ния на греющие провода на 0,3-0,5 ч.
1.4.53. Прогрев бетона с использованием полимерного греющего провода
Полимерный электроизолированный провод устанавливается непосредственно
в конструкцию для прогрева бетона, и принципы его установки те же, что и прово-
дов с металлической жилой.
Учитывая надежность изоляционного покрытия проводов, допускается с ис-
пользованием стандартных устройств электроподключения и автоматизации обо-
грева использование напряжений 110-220 В.
В открытом виде полимерный провод эффективно может применяться для про-
грева бетона в тонкостенных конструкциях перегородок, стяжек в кровлях и полах,
в буронабивных сваях и др.
Расчет сводится к определению потребной удельной электрической (тепловой)
мощности, обеспечивающей нагрев бетона до требуемой температуры. При этом
мощность может быть выбрана из трех характерных случаев:
а) нагрев бетона с максимально допустимой скоростью, регламентируемой дей-
ствующими нормами;
б) нагрев бетона до вполне определенной температуры, с подбором необходи-
мой мощности, для конкретных внешних условий, по так называемому саморегули-
рующему режиму, при котором не требуется применение устройств для регулирова-
ния температуры бетона;
в) для компенсации тепловых потерь бетонной смесью, уложенной в опалубку,
по методу управляемого термоса.
Потребная электрическая мощность Вт/м2 полимерных проводов зависит от
массивности прогреваемых монолитных конструкций, расчетной температуры на-
ружного воздуха, скорости ветра и теплопередачи утеплителя.
Расстояние между смежными проводами (шаг) и количество рядов нагревате-
лей в монолитной конструкции характеризуются требуемой мощностью. Практиче-
ски это в диапазоне 150-200 мм. Для конструкций, контактирующих с грунтом
(подготовки под полы, основания и т.п.), шаг может приниматься 200-300 мм.
В ответственных элементах шаг принимается в пределах 100-150 мм, что
должно согласовываться с проектной организацией.
Часто греющие полимерные провода используются при изготовлении греющих
покрывал. Во всех случаях прогрева по мягкому режиму (40-45 °C) бетонная под-
готовка, например, в полах толщиной 120 мм за 10-12 часов приобретает проч-
ность, равную 60-70% от Я28.
В практике строительства встречаются случаи, когда порой и в летних услови-
ях возникает необходимость прогрева бетона в буронабивных сваях, поскольку тем-
491
пература грунта на глубине 5, 6 и более метров составляет 5-8 °C. Это не соответ-
ствует нормам нормального твердения бетона в сваях, из-за чего безопасная их за-
грузка (также ростверков) существенно задерживается. Поэтому прогрев уложенно-
го бетона в сваях, тем более зимой, крайне необходим.
Рекомендуется для этих целей использовать специальные заготовки устройств
из греющего провода. Суть технологии заключается в размещении и закреплении
греющего провода на каркасе арматуры в 2-4 нити по сечению (рис. 5.1.23). После
заполнения скважины бетоном ток подается на греющие провода, и бетон разогре-
вается по расчетному режиму. За 5-6 часов прогрева и периода остывания бетона до
температуры грунта достигается прочность до 60-70% от Я28. Для условий с более
низкими температурами среды режим прогрева корректируется параметрами тем-
пературы и продолжительностью прогрева.
Рис. 5.1.23. Схема установки греющего провода:
1 - фундамент; 2 - арматура; 3 - греющий провод; 4 - выпуски греющего провода для подключе-
ния к питающим электрическим проводам (места подключения должны находиться в бетоне)
1.4.5.4. Контроль качества при прогреве бетона греющими изолированными
проводами
Перед началом бетонирования должно быть проверено наличие утепляющих
материалов, трансформаторов напряжения, нагревательных проводов, а также токо-
измерительных клещей, вольтметра, диэлектрических ковриков, перчаток и др. Сле-
дует проконтролировать отсутствие механических повреждений изоляции прово-
дов, коммуникационной сети, понижающих трансформаторов и другого электро-
оборудования.
Не реже двух раз в смену измеряют температуру бетонной смеси в барабанах
автобетономесителей, в бадьях и после укладки и уплотнения каждого слоя в кон-
струкцию - на глубине 5-10 см.
До начала укладки бетонной смеси должно быть проверено качество очистки
снега и наледи основания и арматуры.
492
После бетонирования следует проконтролировать, как защищены открытые по-
верхности конструкций пленкой, а также толщину утеплителя поверх нее.
Контроль температуры обогреваемого бетона следует производить технически-
ми термометрами.
Число точек измерения температуры устанавливается в среднем из расчета не
менее одной точки на каждые 3 м3 бетона, 6 м длины конструкции, 10 м2 площади
перекрытия, 40 м2 площади подготовок полов, днищ и т.п. Температура бетона из-
меряется следующим образом:
- в бетон закладываются трубки из ПВХ по 10-15 см длиной;
- все отверстия для измерения температуры нумеруются;
- длительность измерения температуры - 3-4 мин;
- термометры во время измерения температуры должны быть изолированы от
окружающего воздуха.
Температуру бетона измеряют в процессе нагрева не реже чем через 2 часа. В
период изотермического прогрева - 2 раза в смену. В процессе остывания темпера-
туру тонкостенных конструкций толщиной до 10 см измеряют через 4 часа, а в сред-
немассивных конструкциях толщиной более 15 см - один раз в смену.
Измерять температуру бетона следует в наиболее нагреваемых и охлаждаемых
зонах конструкций.
Скорость остывания бетона по окончании тепловой обработки для конструкции
с модулем поверхности от 5 до 10 должна быть не более -5 °С/ч, свыше 10-10 °С/ч.
Один-два раза в смену замеряют температуру наружного воздуха; результаты заме-
ров фиксируются в температурном листе.
Не реже двух раз в смену, а в первые три часа с начала обогрева бетона - через
каждый час, следует измерять силу тока и напряжение в питающей цепи. Визуаль-
но проверяется отсутствие искрения в местах электрических соединений.
Прочность бетона прогнозируют по фактическому температурному режиму на
наименее нагретых участках. Для определения достаточности выдерживания бетона
в опалубке или под утеплителем необходимо определить количество градусочасов,
полученных им в процессе выдерживания. Для этого необходимо определить средние
температуры бетона между двумя замерами его температуры, начиная с момента
окончания бетонирования конструкции и укрытия неопалубленных поверхностей, и
умножить их на время в часах между замерами температуры. Просуммировать полу-
ченные данные, а затем разделить на 20 °C. По полученному времени твердения бе-
тона при 20 °C по графику нарастания прочности бетона, применяемого на стройке
состава определить ожидаемую прочность бетона в конструкции. Рекомендуется по-
сле распалубливания определять прочность обогретого бетона, имеющего положи-
тельную температуру, с помощью неразрушающих методов контроля.
Общие требования к контролю качества бетона приведены в СНиП 3.03.01-87
«Несущие и ограждающие конструкции».
1.4.5.5. Техника безопасности при прогреве бетона греющими проводами
К работе с греющими проводами допускается персонал, прошедший специаль-
ное обучение и ознакомленный с их работой и подключением.
493
Дежурные электромонтеры должны иметь квалификацию не ниже III группы.
Эксплуатация греющих проводов производится в соответствии с «Правилами
устройства и эксплуатации электрических установок».
Особое внимание следует обратить:
- на целостность изоляции подводящих электрокабелей;
- отсутствие механических повреждений.
Эксплуатация системы обогрева с указанными дефектами не допускается. Под-
ключение греющих проводов производится при отключенном напряжении. Зона,
где производится электрообогрев бетона, должна быть ограждена, на видном месте
помещены предупредительные плакаты, правила по технике безопасности, проти-
вопожарные средства. Зона производства работ должна быть хорошо освещена. До-
ступ посторонних лиц в зону обогрева запрещается. Все металлические токоведу-
щие части электрооборудования, арматуру следует надежно заземлить, присоеди-
нив к ним нулевой провод (жилу) питающего кабеля. При использовании защитно-
го контура заземления, перед включением напряжения следует проверить сопротив-
ление контура, которое должно быть не более 4 Ом. Около трансформаторов ру-
бильников, распределительных постов устанавливаются настилы, покрытые рези-
новыми ковриками. Участок электрообогрева бетона должен постоянно находиться
под надзором дежурного электрика.
Технический персонал, обслуживающий системы электрообогрева, должен
пройти обучение, проверку знаний квалификационной комиссии по технике безо-
пасности и получить соответствующие удостоверения.
Запрещается:
- укладывать греющие провода на подготовленную поверхность, имеющую
штыри, режущие кромки, которые могут повредить целостность изоляции прово-
лочных нагревателей;
- подключать нагревательные провода в сеть с напряжением, превышающим
рабочее;
- подключать под рабочую нагрузку находящиеся на воздухе нагревательные
провода, если они не забетонированы в конструкции;
- подключать нагревательные провода с механическими повреждениями.
1.4.6. Обогрев бетона в греющей опалубке
1.4.6.1. Сущность метода и область применения
Сущность метода заключается в обогреве бетона путем передачи теплоты от
греющей опалубки в поверхностные слои бетона.
Достигается это трансформацией (переоборудованием) существующих опалу-
бок в греющие щиты. В качестве нагревателей в опалубке могут применяться плас-
тинчатые, стержневые, ленточные, проволочные, сетчатые, трубчатые, коаксиаль-
ные, текстильные (тканые), углеродно-волокнистые, токопроводящие полимеры и
другие, соответствующие требованиям по омическому сопротивлению и срокам
службы не менее 5000 часов.
494
Греющую опалубку целесообразно применять для обогрева тонкостенных и
среднемассивных конструкций (с любой степенью армирования) при температурах
наружного воздуха до -40 °C, а также в использовании ее для компенсации тепло-
вых потерь пристенными слоями бетона в массивных конструкциях по способу «ре-
гулируемый термос».
Обогреву в греющей опалубке могут подвергаться и массивные конструкции в
районах, характеризуемых резкими перепадами температуры в течение суток, при-
меняя «регулируемый термос», выдерживая при этом расчетную продолжитель-
ность остывания монолитных конструкций.
Греющую опалубку можно использовать для обогрева бетона, уложенного в
стыки, швы и местные заделки, для отогрева мерзлых грунтовых, бетонных и искус-
ственных оснований, удаления наледи с арматуры и др.
Греющая опалубка в технологии зимнего бетонирования перспективна не толь-
ко в техническом аспекте, но и в экономическом, так как все затраты на трансфор-
мацию опалубки в греющую являются единовременными и, как правило, составля-
ют не более 7-8% от стоимости опалубки для летнего периода строительства. С уче-
том увеличения оборачиваемости самой опалубки или как минимум палубы и
уменьшения трудозатрат на организацию прогрева конструкции эти затраты неод-
нократно окупаемы.
В отличие от большинства других способов зимнего бетонирования производ-
ство греющих щитов или трансформацию опалубок в греющие щиты следует про-
изводить только в заводских условиях, а их ремонт и переоборудование - в специа-
лизированных организациях.
1.4.6.2. Конструкции греющих опалубок
Конструкция опалубки должна отвечать требованиям технологии производст-
ва, предъявляемой к опалубкам (прочность, устойчивость, несложность сборки и
разборки, обеспечение ровной формуемой поверхности бетона в конструкции и
равномерности распределения температуры на палубе щита). В конструкциях опа-
лубки целесообразно применять стандартные и аттестованные электрические на-
греватели, допущенные к производству работ. Все другие, индивидуально изготав-
ливаемые, должны тщательно контролироваться по возможной электрической мощ-
ности, сопротивлению и другим электротехническим показателям, допускаемым по
безопасности производства работ.
По степени нагрева нагреватели могут быть низкотемпературными (из прово-
дов ПОСХВ, ПОСХП, ПОСХВТ и др.), которые целесообразно применять при мяг-
ких режимах нагрева (50-60 °C), и высокотемпературные (из труб, кабелей, ТЭНов
и др.), используемые при режимах прогрева до высоких температур (70-80 °C) в
крупногабаритных и многооборачиваемых опалубках.
К низкотемпературным нагревателям относится также большая группа создан-
ных в последние годы электронагревателей на основе углеродистых греющих про-
водов и пластин на композиционной основе, которые успешно применяются в жи-
лищно-гражданском монолитном домостроении и зарекомендовали себя как наибо-
лее безопасные и надежные в эксплуатации. Размещение нагревателей на опалубке
495
осуществляется по ее наружной поверхности и зависит от их разновидностей, мощ-
ности и режимов прогрева. Это возможно как на металлических, так и на фанерных
опалубках.
Конструкции греющих щитов состоят из трех основных элементов:
- нагревателя;
- теплоизоляционного слоя;
- несущей основы.
В зависимости от взаимного расположения этих элементов принципиальная
конструктивная схема греющих щитов опалубок может представляться в виде схем,
Рис. 5.1.24. Конструктивные схемы греющих щитов:
а - греющий щит с несущей основой, контактирующей с бетоном; б - он же, без теплоизоляцион-
ного слоя; в - низковольтный металлический греющий щит; г - греющий щит с нагревателем, кон-
тактирующим с бетоном; д - то же, без теплоизоляционного слоя; е - то же, с теплоизоляционным
слоем, расположенным между нагревателем и несущей основой; ж - то же, без несущей основы;
1 - нагреватель; 2 - теплоизоляционный слой; 3 - несущая основа
496
Греющие щиты могут быть разделены:
- I-я группа с несущей основой (палубой), контактирующей с бетоном;
- П-я группа - с нагревателем, контактирующим с бетоном.
Каждая из этих групп имеет свои особенности и определяет узкий круг матери-
алов, применяемых для греющих щитов и типа нагревателей, используемых для
этих целей.
В I группе наиболее рациональной является греющий щит, показанный на схе-
ме (а). Практически с этой конструкции началась разработка греющих щитов опа-
лубок.
В греющих щитах схемы (а) палуба должна выполняться из материала с высо-
кой теплопроводностью, так как нагреватель находится за палубой.
Как правило, в таких греющих щитах палуба стальная из листа толщиной
2-4 мм. Преимуществами данной конструкции являются: возможность применения
любых нагревателей; простота крепления нагревателей к многочисленным ребрам
жесткости; отсутствие внешних воздействий на нагреватели, кроме вибрационных,
и, следовательно, относительная их долговечность. Недостатками являются: неко-
торая громоздкость самой конструкции, необходимость решения вопросов, связан-
ных с мостиками холода при любой теплоизоляции; относительная неравномер-
ность температурных полей на поверхности обогрева при применении линейных
нагревателей; сложность ремонта щитов при повреждении нагревателей. Несмотря
на это, в таких греющих щитах возможно вполне эффективно проводить обогрев бе-
тонных конструкций. Производство греющих щитов по схемам (б) и (в) практичес-
ки возможно, но представляется нецелесообразным по причине больших теплопо-
терь в окружающую среду.
Наиболее интересными в технологическом аспекте являются греющие щиты II
группы. Принципиальным и новым для греющих щитов этой группы является уста-
новка нагревателя на контактирующую с бетоном поверхность палубы. Недостат-
ком данной конструкции является износ нагревателя в связи с механическими воз-
действиями, его контактом с укладываемой бетонной смесью, твердеющим бетоном
и распалубкой. Преимущества: отсутствие адгезии нагревателей к бетону и, как
следствие, возможность отказа от смазки; возможность крепления нагревателя на
любую палубу или возможность трансформации в греющие щиты любой из суще-
ствующих систем опалубок с палубой из фанеры; увеличение оборачиваемости фа-
неры; ликвидация мостиков холода и проблем, связанных с ними; равномерность
температурных полей на поверхности обогрева; простота технологии замены палу-
бы современных опалубок и нагревателя, установленного на них; значительное сни-
жение затрат энергии на обогрев и, как следствие, уменьшение требуемых устано-
вочных мощностей на строящихся объектах.
Наиболее простыми в исполнении являются греющие щиты, приведенные на
схемах (г) и (б). В случае, если несущее основание греющего щита, выполненного
по схеме (г) из металла, то вопросы мостиков холода остаются, и их надо решать.
Вследствие большой разности величин коэффициентов линейного температурного
расширения плоских полимерных нагревателей и металлов вопрос надежного креп-
ления к металлическим палубам несколько усложняется. Если несущая основа вы-
полнена из фанеры, то проблемы, связанные с приклеиванием нагревателя пракги-
497
чески снимаются. В случае, если коэффициент теплопередачи через несущую осно-
ву высок, т. е. палуба выполнена из толстого слоя фанеры или из досок, то можно
отказаться от теплоизоляционного слоя и проектировать греющие щиты по схеме
(Э). Очень интересным в плане существенного снижения энергозатрат является гре-
ющий щит, приведенный на схеме (е). При реализации данной схемы меняются тре-
бования к теплоизоляционному слою, так как через теплоизоляцию все нагрузки пе-
редаются несущей основе.
В качестве материала для этих целей можно использовать жесткий пенополиу-
ретан объемной массой 30-50 кг/м3. Единственная проблема, которая возникает при
реализации на практике этой схемы, является слишком медленное остывание конст-
рукции до температур, позволяющих производить распалубку. Поэтому при бетони-
ровании в таких греющих щитах следует, не дожидаясь остывания конструкции,
производить распалубку и немедленно укрывать конструкцию рулонным теплоизо-
ляционным материалом. Одним из вариантов схемы (е) является термоактивный
щит, показанный на схеме (ж). Данную конструкцию следует рассматривать как
плоский нагреватель с эффективной теплоизоляцией, который можно установить на
любую опалубку с быстрой его заменой при необходимости.
Для реализации схем термоактивных щитов, приведенных во II группе, следу-
ет иметь плоский нагреватель, удовлетворяющий всем эксплуатационным, электро-
техническим, электрофизическим и физико-механическим характеристикам. К та-
ким нагревателям относятся электропроводные полимеры.
1.4.6.3. Нагреватели для греющей опалубки
Греющая опалубка является тепловой установкой с различными нагревателя-
ми. Характеристики нагревателей для греющей опалубки приведены в табл. 5.1.5.
В процессе изготовления греющей опалубки такие важные параметры, как ге-
ометрические характеристики нагревателей, электро- и теплофизические характе-
ристики материала, из которого они изготовлены, форма и размеры нагревателей и
электродов для плоских нагревателей, а также расстояния между ними фиксируют-
ся и сохраняются неизменными на всем протяжении эксплуатации опалубки или
формы. Единственным фактором, поддающимся произвольному варьированию, ос-
тается рабочее напряжение. Поэтому электротехнический расчет греющих опалу-
бок заключается в определении такого сочетания перечисленных параметров, кото-
рые в доступном для производства диапазоне рабочих напряжений обеспечили бы
гамму мощностей, необходимых для прогрева по заданным режимам различных
конструкций в разнообразных внешних условиях.
Известно, что при заданном напряжении мощность электронагревательного ус-
тройства определяется электрическим сопротивлением его активной части. Этот
показатель является обобщенным параметром, который рекомендуется определять
опытным путем.
Как правило, напряжение на низкой стороне масляных трансформаторов, ис-
пользуемых для тепловой обработки бетонных конструкций, равно 49-127 В. Задав-
шись минимальной мощностью нагревателей, например в 150 Вт/м2 при напряже-
нии 49 В, несложно определить, что при напряжении 127 В мощность греющей опа-
498
лубки будет равна 1008 Вт/м2. Эффективность использования полученных мощнос-
тей для обогрева бетонных конструкций зависит от конструктивных решений грею-
щей опалубки и применяемых теплоизоляционных материалов.
Таблица 5.1.5
Нагреватели для греющей опалубки
Наименование
ГОСТ
№ или ТУ,
организация
разработчик
1 _____2
Конструкция
Краткая техническая
характеристика
Линейные нагреватели
Трубчатые
1 электронагрева-
тели (ТЭНы)
, Греющий кабель
9 марок ПНФЭ и
i КНВПЭВ, серия
НО
Стальная трубка,
наполненная прес-
сованной окисью
магния (периклаз),
внутри которой
находится спираль ,
из нихрома, на
концах металличе-
ские вводы с кон-
тактными гайками
Стальная или
нихромовая жила в
электроизоляции из ;
поливинилхлорида
с плетеным экра- ,
ном из проволоки в
наружной изоляции
Наружный диаметр
трубы от 12 до 20 мм.
Напряжение от 127 до
380 В, мощность от
600 до 1200 Вт/п.м.
Длина от 400 до 1200
мм. Форма линейная,
^/-образная, угловая.
Шаг нагревателя от
200 до 300 мм
Диаметр токопро-
водящей жилы от
0,2 мм до 1,5 мм, на-
ружный диаметр от
3 до 6 мм
Особые условия
применения
5 ’
Нагреватели вы-
пускаются серийно
промышленностью.
Срок службы не
менее 4000 ч
, । Электрические
3 нагреватели марки
ЭНГЛ-180 ।
| i
I
I
Полосы тепло-
стойкой резины с
завулканизирован- |
ным в нее нихромо- J
вым проводом. Лен- -
та длиной от 25 до [
10 п.м компонуется ;
при параллельной ,
или последователь- ,
ной схеме включе-
ния в электриче- |
скую сеть. Несколь- 1
ко лент размещают- ,
ся в чехле из тепло-
стойкой резины с
теплоизоляцией,
включающей воз- (
душные прослойки, (
и образуют нагрева- J
тельное устройство j
Напряжение до
380 В, удельная мощ-
ность от 60 до
100 Вт/п.м. Шаг на-
гревателей от 40 до
80 мм. Удельная
мощность нагрева-
тельных устройств от
720 до 1440 Вт/м2.
Тепловое сопротив-
ление термоизоляции
0,8 Bt/mVC
। Нагреватели се-
рийно выпускае-
мые промышлен-
ностью. Срок
I службы кабеля
практически неог-
раничен. Кабель
вибростоек
Нагреватели се-
, рийно выпускаются
। промышленностью
499
Продолжение табл. 5.1.5
1 2 3 ; 4 5
4 Трубчато- стержневые электронагрева- тели. Разработчик - НИИЖБ Арматурные гладкие стержни из стали класса А240 । (А-1) (ГОСТ 5781- 82) размещены в ! стальных трубах с наружным диамет- ром от 19 до 26 мм и толщиной стенки не менее 2,5 мм (ГОСТ 8732-78). Зазор между по- верхностями стержня и трубы обеспечивается надетыми на стер- жень кольцами из 1 электроизоляцион- ного материала длиной 20-30 мм с шагом 400-500 мм. Стержни включа- ются в электриче- скую цепь последо- вательно. Нагрева- 1 тели крепятся к форме с помощью сварки _ Масса нагревате- лей от 1 до 2 кг/п.м. Рабочая температура до 300 °C. Мощность нагревателей от 0,2 до 0,6 кВт/п.м. Шаг нагревателей 200 мм Срок службы неограничен. На- греватели вибро- стойки. Крепление непосредственно к каркасу опалубки с обратной стороны палубы. Из-за не- стабильности удельного электри- ческого сопротив- ления стали элек- трические характе- ристики каждого нагревателя следу- ет определять экс- периментально и подбирать нагрева- тели, близкие по удельной мощно- сти для создания равномерного тем- пературного поля на контакте формы с бетоном изделия
5 Уголково- стержневые нагреватели. По конструк- тивному исполне- нию близки к труб- чато-стержневым нагревателям. Отли- чаются размещени- ем стержня не в То же, что и трубчато-стержневые нагреватели, за ис- ключением массы, которая составляет 1,5...2,9 кг/п.м Шаг нагревателей То же
Разработчик - НИИЖБ трубе, а в полости, образованной сталь- ным уголком, при- варенным к сталь- ной полосе или стальному листу 300 мм
500
Продолжение табл. 5.1.5
1 2
Стержневые
нагреватели
3 4 5
Стержни круг- Рабочая темпера- Срок службы
лого или иного тура нагревателя не неограничен. На-
сечения из стали более 250°С. Шаг греватели вибро-
или нихрома. Кре- нагревателей 200 мм стойки
пление на изолято-
рах или кронштей-
нах из электроизо-
ляционного мате-
риала. В зависимо-
сти от электриче-
ского сопротивле-
ния стержней, их
количества и на-
пряжения в пи-
тающей сети,
стержни одной
формы коммути-
руются последова-
тельно или парал-
лельно группами с
последовательным
соединением
стержней в группе
Плоские нагреватели
Сетчатые
? электронагревател
и. Разработчик -
НИИЖБ
Полосы из тка- Масса нагревателя Срок службы
ной металлической 3...3,5 кг/м. Рабочая неограничен. На-
сетки, последова- температура на по- греватели вибро-
тельно соединен- ные между собой медными шинами и размещенными между двумя слоя- ми электроизоля- ционного тепло- стойкого материа- ла. Ширина полос 50...200 мм. Сетка тканная из латуни с размером ячейки 2,8 мм и диаметром проволок 0,45 мм по ГОСТ 6613-73 или из низкоугле- родистой стали с теми же размерами по ГОСТ 3826-82 верхности нагревате- ля не выше 200°С. удельная электриче- ская мощность 0,8... 1,2 кВт/м2. Рас- стояние между кром- ками соседних нагре- вателей до 200 мм стойки
501
Продолжение таол. э. 1.3
1 _ 1 2 ' з 4 5
Конструкция та- Напряжение до Срок службы
кая же, как сетча- 127 В. Мощность до неограничен. На-
тых нагревателей. 1500 Вт на 1 п.м. греватели вибро-
8 Пластинчатые электронагреватели Отличие в том, что полосы выполнены из металлической ленты. Материал полос - сталь, ни- хром Температура на по- верхности до 400 °C стойки
Полосы из угле- Масса нагревате- Гарантирован-
графитовой ткани лей 0,3 кг/м. Темпера- ный срок службы
УУТ-2 толщиной тура на поверхности нагревателей
Нагреватели из 0,5...0,6 мм с прес- нагревателя до 50 000 часов.
токопроводящей сованными по кон- 650 °C. Удельная Нагреватели
углеграфитовой цам медными или мощность до вибростойки
9 ткани. Разработчик - Институт проблем материаловедения АН УССР и НИИСК Госстроя СССР латунными шинами, размещенными между слоями теп- лостойкой электро- изоляции (стекло- ткань, стекло-холст, асбестовая ткань, листовой асбест и т.п.) с нерабочей стороны палубы 5,6 кВт/м
Несколько полос Масса 0,35 кг. Срок службы
углеграфитовой Мощность 400 Вт 50 000 часов.
ткани УУТ-2, по- (удельная мощность Нагреватели
10 Модульные нагреватели типа МН. Разработчик - институт проблем материаловедения АНУССР, НИИСП Госстроя УССР следовательно со- единенных между собой и запрессо- ванных между дву- мя слоями стекло- ткани (или мате- риала РЭКС-ТАР), пропитанными фенолформальде- гидной смолой, отвержденной при давлении 3,5 МПа. Полосы размеща- ются с нерабочей стороны палубы. Размеры в плане 1,15x0,25 м, тол- щина 2...2,5 мм. Крепление, как и нагреватели, из углеграфитовой ткани 1 кВт/м). Напряжение 70 В. Температура на поверхности 130 °C вибростойки
502
Продолжение tnabn. Э.7.Э
1 J2
Полимерное
греющее покры-
11 тие. Разработчик -
МИСИ
им. Куйбышева
Термоактивное
гибкое покрытие
сшивное
ЦНИИОМТП
ТАПП, клеенное
ЦНИИОМТП
ТАПП для
бетонирования
14 высотных
сооружений
ВНИПИТеппопроект
3________
Электропроводящий
слой из полимера с
наполнителем из тех-
нического углерода и
молотого графита, с
электроизоляцией обе-
их поверхностей стек-
лотканью, пропитанной
полимерной смолой и
защитным слоем из
полимера на контакте с
поверхностью бетона.
Размещается на рабо-
чей поверхности дере-
вянной палубы. В каче-
стве связующего при-
меняют фенолфор-
мальдегидную, эпок-
сидную, полипропиле-
новую и полиуретано-
вую смолы
Нагреватель из уг-
леграфитовой ткани в
электроизоляции из
стеклохолста, пропи-
танного бутилкаучу-
ковой мастикой в чех-
ле из прорезиненной
ткани, прошитом на-
сквозь
Нагреватели из уг-
леродистой ткани в
такой же изоляции,
как поз. 12, приклеен-
ные резиновым клеем
к рабочей поверхно-
сти в чехле с прорези-
ненной тканью
Цилиндрический
фартук из стеклохол-
ста, прошитого ни-
хромовым проводом, с
наружной теплоизо-
ляцией из минерало-
ватных матов, подве-
шенных к подмостям
скользящей опалубки
4
Толщина токо-
проводящего слоя
до 3 мм, напряже-
ние от 49...121 В
подводится с по-
мощью находя-
щихся в токопро-
водящем слое
электроконтактов
из фольги или ла-
тунной сетки.
Удельная мощ-
ность от 150 до
1500 Вт/м2
Наружные раз-
мером
1400x2400x40 мм,
напряжение от 49
до 103 В. Удельная
электрическая
мощность от 150
до 600 Вт/м2
Наружные раз-
меры
920x1870x30 мм.
Напряжение от 49
до 103 В. Удельная
электрическая
мощность от 150
до 600 Вт/м2
Напряжение
220 В, удельная
мощность от 60 до
900 Вт/м2. Темпе-
ратура на поверх-
ности 80°С
5
Срок службы
5000 часов. Нагре-
ватели вибростой-
ки.
Греющие покры-
тия изготавливают-
ся, как правило, на
предприятиях
стройиндустрии
Нагреватель
вибростоек. Обора-
чиваемость до
180 оборотов. Из-
готовление на экс-
периментальной
базе ЦНИИОМТП
и базах филиалов
института
То же
Вибростоек.
Срок службы до
2000 часов. Изго-
товляет трест
«Спецжелезобетон-
строй»
503
1.4.6.4. Конструкции греющей опалубки с электронагревателями
Конструкция опалубки должна обеспечивать равномерную температуру на па-
лубе щита, и при этом должны быть предусмотрены доступ к нагревательным эле-
ментам и легкая замена нагревателей в случае выхода из строя.
В качестве утеплителей рекомендуется применять теплоизоляционные матери-
алы с объемной массой не более 200 кг/м3; плотность их не должна превышать па-
спортную более чем на 15%, влажность - на 6% при обеспечении стабильности теп-
лофизических свойств опалубки.
В конструкциях опалубки должны, как правило, применяться стандартные эле-
ктрические нагреватели. При использовании нестандартных нагревателей необхо-
димо контролировать электрическую мощность и сопротивление, а также стабиль-
ность электрических показателей. Электрическое сопротивление изоляции нагрева-
телей и коммутирующей разводки должно быть не менее 0,5 МОм.
Нагреватели могут быть различными, но срок их службы должен составлять не
менее 2000 ч. Низкотемпературные нагреватели из разных типов проводов целесо-
образно применять при низких температурах, мягких режимах обогрева; при их ис-
пользовании необходим особенно тщательный температурный контроль.
Нагревательные кабели типа КНМС рассчитаны на высокую температуру и
имеют большой срок службы, поэтому их выгоднее применять в инвентарных мно-
гооборачиваемых опалубках в соответствии с табл. 5.1.6.
Таблица 5.1.6
Нагревательные кабели КНМС
Электрическая нагрузка на единицу длины, (Вт/м) 50 80 100 120 140 ;
Температура нагревателя, °C, при коэффициенте со-
противления теплопередаче утеплителя
0,29 м2-°С/Вт 148 203 236 265 290
Высокотемпературные трубчатые электронагреватели (ТЭНы) в основном
предназначены для применения в крупногабаритных опалубках, монтируемых кра-
ном, однако их виброустойчивость ограничена.
Способ крепления и размещения нагревателей на палубе опалубки зависит от
их мощности, режимов обогрева и других факторов. Греющие провода и кабели це-
лесообразно устанавливать вплотную к палубе; высокотемпературные нагреватели
типа ТЭНов могут быть установлены как вплотную к палубе, так и на расстоянии
от нее, если это позволяет конструкция ТЭНов и температура на их поверхности.
При установке нагревателей вплотную к палубе необходимо тщательно контроли-
ровать режимы и температуру обогрева, а также шаг установки нагревателей во из-
бежание местных перегревов, больших температурных деформаций и формирова-
ния неравномерного температурного поля на поверхности палубы, контактирую-
щей с бетоном.
При установке высокотемпературных нагревателей с зазором 3-5 мм по отно-
шению к палубе шаг нагревателей можно увеличивать на 15% при скоростях подъ-
ема температуры до 7 град/час. При более высоких скоростях подъема температуры
для достижения равномерного температурного поля следует применять экраны с
504
высокой отраженной способностью (алюминиевый лист, фольга и др.). Экран уста-
навливается на расстоянии 5-15 мм от поверхности нагревателя. Для исключения
конвективной передачи между экраном и нагревателем делаются перегородки или
устанавливаются двойные и даже тройные экраны. Греющую полость по перимет-
ру следует загерметизировать. Для равномерного обогрева опалубки высокомощны-
ми нагревателями с широким шагом их установки возможно применение опалубки
с разными полями поглощения. Так, степень черноты поверхности палубы, обра-
щенной к нагревателю, обеспечивается нанесением черной теплостойкой краски
между соседними нагревателями. Для переключения кабелей целесообразно ис-
пользование специального клеммника и муфт, исключающих замыкание на массу и
поломки токонесущей жилы. Схема греющей опалубки с нагревательным кабелем
показана на рис. 5.1.25.
а) б)
Рис. 5.1.25. Греющий щит опалубки:
а - с проволочным нагревателем; б - с трубчатым нагревателем (ТЭН); 1 - щит стальной опалуб-
ки; 2 - асбестовый картон; 3 - проволочный нагреватель на асбестоцементном листе; 4 - мине-
ральная вата; 5 - фанера; 6 - стальной лист для крепления ТЭН; 7 - трубчатый нагреватель
1.4.6.5. Греющие опалубки с нагревателями из углеродистых и графитовых
тканей
Кроме известных углеродистых тканей и лент в качестве греющих элементов
для опалубок получили применение греющие пластины, изготовленные из этих тка-
ней, где наиболее распространенной является ткань марки «Урал-15». Суть изготов-
ления греющих пластин заключается в запрессовке углеродистых лент, раскроен-
ных по расчету, между двумя слоями стеклоткани, пропитанной составами эпоксид-
ной смолы, или укладке этих лент между двумя теплостойкими электроизоляцион-
ными пластинами путем склеивания, что обеспечивает их защиту от замыканий.
Раскрой углеродистой ткани следует осуществлять исходя из габаритов планируе-
мых нагревательных элементов. На рис. 5.1.26 представлен самый распространен-
505
ный вид такого элемента, который состоит из двух углеродистых лент, контактно со-
единенных между собой по напыленным омедненным полоскам, с выводом концов
из медного провода для подключения.
Одним из сложных процессов при изготовлении нагревательных элементов яв-
ляется создание контактных зон на границе примыкания токопроводящей ткани к
подключающему электропроводу или на стыках соединения соответствующих угле-
родистых полос.
а - схема греющего элемента на основе углеродистых лент: 1 - углеродистые ленты; 2 - контакт-
ные соединения; 3 - медный провод соединения; 4 - электроизоляция из асбеста и полипленки;
б - схема собранного опалубочного щита: 1 - лист влагостойкой фанеры; 2 - электроизоляция;
3 - тканевые углеродистые ленты; 4 - соединительные медные провода (шины); 5 - утеплитель;
6 - наружный опалубочный щит (палуба); 7 - болты (гвозди) крепления
506
В производственной практике существуют следующие способы:
- плазменного напыления с использованием порошковых металлов, обеспечи-
вающих покрытие высокой электропроводности, и возможную пайку не представ-
ляет сложности. После облужения напыленной полосы путем помещения в расплав
припоя обеспечивается в дальнейшем надежная пайка проводов;
- соединения контактов с помощью прижимных пластин или размещения их в
толще углеродистой ткани. На рис, 5,1.27 представлен вариант стыка с помощью
оцинкованной железной полосы, к которой и привариваются контакты. Отгибы ее
могут находиться сверху или снизу соединяемых углеродистых лент. Практика их
эксплуатации показала, что они достаточно просты при изготовлении и надежны в
эксплуатации;
Рис. 5.1.27. Схема контактов с углеродистой тканью для подключения к электрическим
проводам:
а - схема плазменного напыления контактов на углеродистой ткани: 1 - рулон углеродистой тка-
ни; 2 - контактные зоны плазменного напыления металлического порошка; б - контактное соеди-
нение оцинкованной полосы с углеродистой тканью: 1 - углеродистая ткань; 2 - оцинкованная по-
лоса на электропроводном клее; 3 - отгибы оцинкованной полосы
- соединения путем приклеивания контактной металлической пластинки к тка-
ни токопроводящим клеем, который выпускается в промышленности. Подводящий
провод подсоединяется также методом пайки. Применять такой способ можно толь-
507
ко в режиме температуры, которую выдерживает, не разрушаясь, клей. Расчет по
раскрою углеродистой ткани на ленты осуществляется в зависимости от величины
ее удельного поверхностного электросопротивления, требуемых габаритов и кон-
фигурации пластин и опалубки. Пластинчатые нагревательные элементы в боль-
шинстве случаев изготавливаются в виде жестких пластин.
Технологические схемы изготовления жестких пластинчатых нагревательных
элементов могут быть различными в зависимости от разнообразия форм и разме-
ров. Однако общим и основным условием их изготовления является качественное
создание греющей углеродистой полосы из ткани, с запрессовкой ее в изоляцион-
ные слои. Для получения надежных в эксплуатации и высококачественных жестких
пластинчатых нагревателей их следует делать в заводских условиях.
Одной из разновидностей греющей опалубки, снабженной графито-пластико-
выми нагревателями, является опалубка, разработанная в МГСУ под руководством
д.т.н., проф. Афанасьева. Эти нагреватели представляют собой графитовую ткань с
плоскими электродами, запрессованными в теплостойкую полимерную оболочку.
Это позволяет создавать плоские нагреватели различных размеров с необходимыми
характеристиками и высокой долговечности (до 15 тыс. часов непрерывной работы)
и эксплуатационную надежность. Широкий диапазон питающего напряжения
(30-380 В) дает возможность создавать любые режимы тепловой обработки бетона,
а также управляемые - с удельной мощностью от 100 до 1500 Вт/м2 опалубливае-
мой поверхности.
Температурный режим рабочей поверхности палубы может регулироваться в
диапазоне 60-120 °C с применением температурных датчиков и системы автомати-
ческого регулирования подачи напряжения. Однако надо помнить, что на соприка-
сающейся с бетоном поверхности палубы температура не должна превышать 80 °C.
Высокое сопротивление электроизоляции обеспечивает электробезопасность систе-
мы и высокую эксплуатационную надежность.
Для визуального контроля подачи напряжения термоактивные щиты снабжают-
ся электронными безконтактными лампами, что позволяет осуществлять приемоч-
ный контроль эксплуатационной готовности опалубки к укладке бетонной смеси.
Оптимизация конструктивных решений термоактивных щитов позволяет сни-
зить их удельную массу до 12- 14 кг/м2, что обеспечивает ручную установку в про-
ектное положение. Отличительной особенностью графитопластиковых нагревате-
лей является малая толщина (1,5-2 мм), благодаря чему их размещение под фанер-
ной палубой заметно не увеличивает габариты опалубочных щитов. Использование
теплоизолирующего слоя и отражающей фольги обеспечивает повышение энерго-
эффективности системы и снижение теплопотерь.
В зависимости от конструктивных элементов термоактивные щиты выполня-
ются: для возведения стеновых конструкций - на полную высоту этажа с элемента-
ми крепления в плоскости стен; при возведении перекрытий по балкам и прогонам
используются щиты размерами, кратными модулю 0,3 м (1,2x0,9; 1,2x1,2; 1,2x0,6
и т. д.); для устройства колонн щиты изготавливаются на полную высоту и снабжа-
ются системой горизонтальных и наклонных связей.
Оптимизация технологических режимов тепловой обработки бетона в таких
опалубках показала, что для сокращения общего цикла наиболее рационально ис-
508
пользование диапазона удельной мощности в пределах 300-500 Вт/м2, что обеспе-
чивает разогрев до t% = 60-80 °C на период 10-14 ч с последующим термосным вы-
держиванием 8-10 ч и остыванием 6-8 ч. Опытными данными установлено, что
скорость остывания составляет 2-3 °С/ч. В зависимости от температуры наружного
воздуха продолжительность циклов может колебаться.
Однако в общем плане открывается возможность суточного оборота опалубки
при производстве работ не только зимой, но и в летний период.
Общие энергозатраты на достижение бетоном прочности, равной 70% R28 для
конструкций с модулем поверхности 9-12, составляют не более 80 кВт-ч/м3 бетона.
В зимнее время целесообразно предварительно разогревать палубу, что обеспе-
чивает не только таяние снега и наледи, но и некоторый отогрев арматурного каркаса.
Укладка бетонной смеси осуществляется на разогретую палубу. Это интенсифи-
цирует процессы твердения бетонов и позволяет совместить технологические циклы
укладки и тепловой обработки, повысить качество монолитных конструкций.
1.4.6.6. Опалубка с токопроводящим греющим покрытием
Опалубка с токопроводящим греющим покрытием представляет собой обыч-
ную опалубку с металлической или фанерной палубой, на рабочей поверхности ко-
торой размещено полимерное покрытие с токопроводящим слоем. К этому слою
подводят напряжение, в результате в нем выделяется тепло, поступающее в бетон,
находящийся в контакте с полимерным покрытием. Такие опалубки имеют различ-
ные конструктивные решения и состоят из токоведущих электродов; токопроводя-
щего полимерного слоя между электродами; контактного с бетоном полимерного
слоя; дублирующего слоя, представляющего собой обычно тканевую основу для на-
дежного крепления полимерного покрытия к несущей основе (металлической или
деревянной); теплоизоляционного слоя.
Преимуществами использования в качестве электронагревателя полимерного
токопроводящего покрытия являются:
- непосредственный контакт электронагревателя с бетоном, что улучшает усло-
вия теплопередачи, уменьшает теплопотери и обусловливает снижение расхода эле-
ктроэнергии;
- упрощение конструкций опалубочных щитов, в которых не требуется устра-
ивать полости для электронагревателей иных типов;
- повышение равномерности температурного поля в обогреваемом бетоне и,
соответственно повышение его качества;
- практически полное исключение адгезии бетона к полимерному покрытию,
что позволяет отказаться от смазки и чистки палубы.
Греющее полимерное покрытие размещается на рабочей поверхности палубы.
На внутренней стороне опалубки его размещение нецелесообразно, так как не поз-
воляет использовать отсутствие адгезии обогреваемого бетона к поверхности поли-
мера и исключить таким образом трудности при распалубке конструкции, а также
операции по очистке палубы и ее смазке.
Нижний слой покрытия располагается на палубе и закрепляется на ней. Он слу-
жит для электроизоляции покрытия от палубы. На деревянной или фанерной палу-
509
бе он состоит из одного слоя стеклохолста, пропитанного полимерной смолой. При
размещении покрытия на металлической палубе, нижний электроизоляционный
слой должен состоять из двух слоев стеклохолста, пропитанного полимерной смо-
лой. Следующий слой - электропроводящий, к нему подводится напряжение и вы-
деляется тепло. Третий слой - электроизоляционный, он образуется одним слоем
стеклохолста, пропитанного смолой. В некоторых случаях поверх второго электро-
изоляционного слоя предусматривают антиадгезионный защитный слой, который
контактирует с обогреваемым бетоном.
В качестве электронагревателей для греющей опалубки применяются различ-
ные токопроводящие материалы:
- рулонное полимерное трехслойное греющее покрытие на основе композиции
из полипропилена или из полиамидной смолы. Толщина слоя 1 мм. Средний слой -
токопроводящий благодаря содержанию токодисперсного углеродного (или графи-
тового) покрытия. На нижней поверхности покрытия закреплена ворсовая ткань для
прочного приклеивания к палубе;
- полимерные трехслойные листы греющего покрытия со средним слоем из то-
копроводящей бумаги, пропитанной полиамидной смолой. Суммарная толщина по-
крытия от 0,45 до 0,60 мм;
- штучные токопроводящие элементы из полимерной композиции для греющих
покрытий, изготовленных вручную. В качестве связующего применяют эпоксидную
или другую термореактивную смолу. Ее перемешивают с токодисперсным углерод-
ным наполнителем (ацетоновая сажа). Сажа обладает высокой степенью дисперги-
рования в полимере. Количество технического углерода и молотового графита в %
от массы композиции в зависимости от минимально допустимой температуры экс-
плуатации покрытия изменяется от 30 и 20 при температуре -20 °C до 10 и 20 при
-35 °C. Возможно использование других термореактивных смол. После перемеши-
вания с отвердителем и ацетоном, обусловливающим снижение вязкости компози-
ции, ее укладывают в металлические или деревянные формы.
Вблизи торцов плит в композицию закладывают полоски из латунной сетки, вы-
полняющие функции электроконтактов. Отверждение композициям происходит в те-
чение суток при комнатной температуре или при повышенной температуре значитель-
но быстрее в зависимости от свойств используемой смолы. После распалубливания
удельное электрическое сопротивление композиции, например, из эйоксидной смолы
ЭД-5 составляет около 60 Омм, после выдерживания в течение 60 суток, оно снизилось
примерно до 48 Омм за счет усадки полимерного связующего, в результате которого
происходит сближение тонкодисперсных частиц углеродного наполнителя. В дальней-
шем оно продолжает медленно уменьшаться и затухает с течением времени.
Трехслойные рулоны греющего покрытия изготавливают в заводских условиях
на специальных линиях по экструзионной технологии. С линии непрерывно сходит
трехслойная лента, которая автоматически сворачивается в рулон. Непрерывная до-
зировка и поступление исходных материалов в смесители и из них на движущуюся
конвейерную ленту осуществляются автоматически. Рулоны покрытия разрезают
на месте крепления на опалубку на листы требуемых размеров.
Трехслойные полипропиленовые листы греющего покрытия изготавливают из
прессовой технологии следующим образом. Компоненты перемешивают, формуют
510
на поддоне один за другим три слоя покрытия, в средний токопроводящий слой за-
кладывают полоски-электроконтакты из латунной сетки и укладывают поддоны со
свежеотформованными листами на полки многоярусной этажерки горячего пресса.
Тепловая обработка трехслойных листов происходит в течение трех часов при дав-
лении 1 МПа и температуре 250 °C. Размеры листов определяются размерами эта-
жерок горячего пресса. Листы складывают в пакеты, доставляют к месту крепления
на опалубку, осуществляют раскрой и закрепление их на палубе.
После отверждения полипропилен приведенного состава характеризуется сле-
дующими показателями {табл. 5.1.7).
Таблица 5.1.7
Технические показатели полимерных покрытий
№ Температура, Удельное Температура Предел Относительное
п/п (°C) электрическое сопротивление размягчения, (°C) текучести, (МПа) удлинение при разрыве, (%)
1 до-20 0,23 115 19 27
2 -25 0,34 115 18,5 30
3 -30 0,44 115 17 35
4 -35 0,55 115 18 40
В качестве токопроводящих микронаполнителей в полимерных композициях,
применяют только углеродные материалы - технический углерод (ацетиленовую са-
жу) и тонкомолотый графит. Использование металлических тонкодисперсных час-
тиц недопустимо, так как они подвергаются окислению в используемых полимер-
ных смолах, что приводит к существенному росту электрического сопротивления
композиций с течением времени. Помимо этого металлические частицы в недоста-
точной степени образуют цепочечные токопроводящие структуры с контактами
между частицами или малым расстоянием между ними, через которые проскакива-
ют электроны. Таким образом, металлические микрочастицы не обеспечивают не-
обходимую величину проводимости композиции и ее стабильность во времени.
Коэффициент объемного температурного расширения отвержденных полимер-
ных смол значительно больше, чем микрочастиц углеродного наполнителя. В ре-
зультате при нагревании возникают напряжения растяжения в токопроводящих це-
почках композиции и нарушение контактов между токопроводящими частицами,
что вызывает увеличение удельного электрического сопротивления композиции.
При использовании в качестве токопроводящего элемента токопроводящей бумаги
и углеграфитовой ткани указанное явление проявляется во много раз слабее, так как
контакты в этих материалах обладают определенной стабильностью.
Необходимая равномерность температурного поля на контакте греющего по-
крытия с бетоном достигается только при использовании покрытий заводского из-
готовления. Это не исключает использования покрытий, изготовляемых вручную,
но при этом необходимо учитывать некоторое ухудшение показателей качества обо-
греваемого бетона и несколько повышенный расход электроэнергии.
511
1.4.6.7. Конструкции инвентарных греющих гибких покрытий
При обогреве монолитного бетона, уложенного в дорожные основания и по-
крытия, в подготовки под полы, в стыки между сборными элементами, а также при
отогреве мерзлых грунтовых и искусственных оснований рекомендуется применять
инвентарные термоактивные гибкие покрытия или греющие маты (ТАГП).
Такое покрытие представляет собой легкое, гибкое, гидроизолированное нагре-
вательное устройство, предназначенное для периферийного радиационно-конвек-
тивного или контактного обогрева различных видов бетонных и железобетонных
конструкций с открытыми горизонтальными и вертикальными поверхностями при
температуре наружного воздуха до минус 40 °C.
Максимальная температура обогрева должна быть не более 70 °C.
Назначение термоактивных гибких покрытий различных видов, область и осо-
бенности их применения указаны в табл. 5.1.8.
Таблица 5.1.8
Гибкие термоактивные покрытия
Вид гибких электронагревательных
г Область применения
устройств г
Для обогрева свежеуложенного бетона дорожных и ।
аэродромных покрытий, бетонных оснований под полы
межэтажных монолитных перекрытий промышленных ,
Гибкие термоактивные покрытия и гражданских зданий, горизонтальных поверхностей
фундаментов, вертикальных плоских и криволинейных ,
поверхностей стен в комплексе со скользящей опалуб-
! кой и бетонныхконструкций сложной конфигурации
j Для обогрева межконструкционных замоноличенных
Гибкие термоактивные полосовые । швов промышленных и гражданских зданий; для уст-
покрытия । ранения мостиков холода в стыках жесткой греющей
опалубки и сопряжений бетоноводов_
Гибкие термоэлектрические вклады- i Как греющие элементы в жесткой металлической опа- |
ши____ ___ ______________ лубке ___________________ _____________ _______1
Для обогрева монолитных стыков колонн и сборных
Полужесткие греющие опалубки ' элементов несущего каркаса промышленных и граж-
данских зданий ____________________________________ _______________________।
В качестве электронагревателей в ТАГП применяются провода, углеродная
ткань и ленты. При соответствующем технико-экономическом обосновании воз-
можно применение проволочных нагревателей из металлов с высоким удельным
омическим сопротивлением.
Греющие провода применяются марок ПОСХВ и ПОСХП диаметром 1,1 мм;
марки ПОСХВТ диаметром 1,4 мм; марок ПВЖ и ППЖ диаметром 1,4-1,8 мм. Мак-
симально допустимая температура на поверхности изоляции для проводов ПОСХВ
и ПОСХП - 70 °C, ПОСХВТ - 105 °C.
Условия работы провода ПВЖ - от -40°С до +60°С, провода ППЖ - от -60°С
до +70°С.
Углеродная ткань применяется марки УУТ-2. Нагреватель ТАГП выбирается в
зависимости от максимальной температуры обогрева и заданных рабочих парамет-
512
ров, может состоять из одной или нескольких групп нагревательных проводов или
полос углеродной ткани, соединенных между собой в электрическую цепь последо-
вательно, параллельно или в «звезду» и «треугольник».
Геометрические размеры, коммутационные крепежные устройства гибких
ТАГП должны быть унифицированными, обеспечивающими возможность обогрева
поверхности любой конфигурации. Они должны обеспечивать равномерный обо-
грев бетона при температуре не выше заданной по всей площади контакта с поверх-
ностью бетона.
В ТАГП недопустим перегрев нагревателя во время эксплуатации по причине
быстрого окисления (сетчатые нагреватели), размягчения электроизоляции и темпе-
ратуры девулканизации резины.
Электропитание ТАГП рекомендуется производить от сети с напряжением, рав-
ным 40-90 В, через понижающие трансформаторы. Во избежание их перегрева и
возгорания ТАГП запрещается при обогреве бетона устанавливать внахлест актив-
ную часть одного покрытия на теплоизоляцию другого; перекрытие покрытий одно-
го другим следует производить только неактивной частью. При эксплуатации и хра-
нении во избежание повреждения греющих элементов (провода или углеродной тка-
ни) на ТАГП запрещается ставить какие-либо тяжелые предметы или устройства.
Материалы для ТАГП должны быть теплостойкими (до 120 °C), не выделять
токсичных газов при нагревании и обладать необходимой гибкостью, прочностью и
морозостойкостью.
Прослоечную сырую резину следует применять толщиной не более 1 мм.
Для армирования рабочего слоя резины используется стеклоткань, например
марки КТ-11.
Коммутационная разводка ТАГП выполняется из гибких медных шнуров, напри-
мер, марки ПЩ, сечением, в 2-3 раза превышающим сечение греющего элемента.
Для теплоизоляции ТАГП рекомендуется штапельное стекловолокно с экрани-
рующим слоем из фольги, в качестве гидроизоляции применяется прорезиненная
ткань.
Теплоизоляция ТАГП должна иметь коэффициент теплопередачи, не превыша-
ющий 3 Вт/м2 °C.
Для подвода к нагревателям электроэнергии каждый ТАГП оснащается кабель-
ным вводом со штепсельным разъемом, рассчитанным на максимальную расчетную
величину тока электронагревателей.
Коммутационные соединения электронагревателей в ТАГП должны иметь
плотный контакт, быть прочными и иметь минимальное омическое сопротивление.
Рекомендуется выполнять их с помощью металлических накладок на заклепках или
пайкой по предварительно обмедненным концам углеродных нагревателей. Сопро-
тивление изоляции электронагревателей в покрытии должно быть не менее 2 МОм
в нормальных условиях.
Конструкцией ТАГП должна быть предусмотрена возможность крепления их
между собой и на вертикальных или наклонных поверхностях монолитных конст-
рукций, подвергаемых обогреву.
Способы соединения электронагревателей в одно- или трехфазную цепь, а так-
же линейные размеры ТАГП предопределяются удельным омическим сопротивле-
513
нием применяемых углеродных электроматериалов и наличием необходимых пони-
жающих трансформаторов. Масса одного ТАГП не должна быть более 30 кг.
Для защиты от перегрева каждый комплект ТАГП, рассчитанный на подключе-
ние к одному понижающему трансформатору, должен иметь один-два ТАГП с уста-
новленными в них датчиками температуры.
Конструкции, разработанные ЦНИИОМТП, предусматривают сборно-разбор-
ный швейный вариант со сменным защитным чехлом и неразборный клееный вари-
ант ТАГП. Конструкция ТАГП со стальным изолированным проводом, разработан-
ная Красноярским ПромстройНИИпроектом (КПСНИИП), предусматривает цель-
ноклееный вариант.
На наружной поверхности ТАГП стойкой несмываемой краской наносится
маркировка с указанием основных электротехнических характеристик - рабочее на-
пряжение, ток, электрическую мощность, омическое сопротивление.
1.4.6.8. Гибкие устройства из греющего провода с полимерной жилой
В практике производства работ имеется немалое количество индивидуальных
устройств по прогреву бетона. К ним относятся в первую очередь гибкие греющие
устройства с использованием полимерного провода (коврики, ленты, покрывала и
др.), которые применяются для прогрева бетона в стыках сборных железобетонных
конструкций.
Гибкая греющая полоса (рис. 5.1.28) представляет собой сшитый и собранный
комплект греющего устройства для прогрева монолитных участков перекрытий, бе-
тонных и цементных подготовок, стяжек полов, кровель, дорожных покрытий и
других конструкций.
Принцип устройства заключается в раскладке и закреплении греющих прово-
дов на термостойкую полимерную сетку (90-100 °C) с шагом по расчету на темпе-
ратуру 60 °C. На сетку с обратной стороны закреплен утепляющий слой из стекло-
волокнистых тканей или фольгированно-утепленное полотно. Собранный такой па-
кет вкладывается в специальный «мешок» из влагостойкой ткани.
Концы подключающих проводов выводятся на наружную поверхность. Общая
длина и ширина греющих устройств может быть различной в зависимости от назна-
чения и вида конструкции прогрева.
Греющая гибкая лента применяется чаще для обогрева горизонтальных и верти-
кальных швов между плитами, панелями, а также в соединениях балок и колонн, где
после зачеканки стык обертывается этой полосой и включается ток для прогрева.
Гибкий греющий жгут предназначен для прогрева наиболее узких и тонких
швов омоноличивания и изготавливается длиной 3,0-6,7 м, в виде одно-, двух- и
трехжильных устройств, обеспечивающих режим прогрева соответственно
30-40 °C; 50-60 °C и до 70 °C. Они состоят из тепло- и электроизолирующей обо-
лочки с размещенными внутри греющими проводами (1, 2, 3 шт.). Прогрев бетона
при омоноличивании стыков колонн может быть осуществлен непосредственно гре-
ющим полимерным проводом, который навивается на арматуру стыка, а затем, по-
сле укладки бетона в опалубку, на него подается ток. После соединения арматуры
путем ванной сварки стык способом торкрета заполняется бетоном (или раствором)
514
соответствующей марки. Далее, после зачистки и выравнивания поверхности, стык
укрывается специальным мягким греющим устройством длиной 2,0 м по подобию
гибких греющих полос.
Рис. 5.1.28. Технические средства для кондуктивного нагрева бетона:
а - термоактивная опалубка с греющим кабелем; б - то же, с сетчатыми нагревателями; в - тер-
моактивное гибкое покрытие с греющими проводами; 1 - греющий кабель; 2 - асбестовый лист;
3 - минеральная вата; 4 - защитный стальной лист; 5 - клемма; 6 - палуба из фанеры; 7 - разво-
дящие шины; 8 - сетчатые нагреватели; 9 - защитный чехол; 10 - алюминиевая фольга; 11 - от-
верстия для крепления покрытия; 12 - утеплитель; 13 - листовая резина; 14 - греющий провод;
15 - коммутационные выводы
После укрытия и закрепления греющего устройства на колонне подается ток
напряжением 220 В, и бетон в стыке выдерживается в режиме расчетных темпера-
тур, соответствующих мягкому режиму термообработки (40-50 °C). За период
24—36 ч выдерживания в таком режиме прочность торкретируемого слоя достигает
60-70% прочности от Л28.
Продолжительность термообработки бетона в стыках сборных конструкций с
использованием гибких греющих устройств из полимерного электропровода долж-
на строго контролироваться и обусловлена технологией работ. В технологическом
515
процессе необходимо учитывать режим прогрева в зависимости от объема прогре-
ваемого бетона, требуемой его прочности и продолжительности прогрева.
1.4.6.9. Монтаж и электроподключение нагревательных элементов в греющих
опалубках и в гибких греющих устройствах
В греющих опалубках и различных гибких греющих устройствах следует при-
менять только проверенные и испытанные под электронагрузкой нагреватели
(табл. 5.1.9 и 5.1.10). Перед их монтажом проверяется внешним осмотром исправ-
ность изоляции, качество пайки подключающих проводков. В связи с возможными
отклонениями мощности нагревателей в пределах 3-8 Вт целесообразно до монта-
жа их сгруппировать по несколько штук, с тем чтобы условно на 1 м2 опалубки при-
ходилась равная суммарная мощность. Это даст возможность путем равномерной
расстановки избежать «перекоса фаз» в электросхеме и обеспечить в последующем
более равномерный прогрев бетона.
Таблица 5.1.9
Результаты прогрева стыков с использованием мягких греющих устройств
Характеристики
испытаний
Наименование, вид греющего Наименование >< 0 X Й S S н п £ 0 0 8 >s Q
О Ss 3 НК Р*
устройства прогреваемых конструкций 0 -Г (D н К
(стыков) 5 S Л* 0
0 Оч СГ о (D & о 8 $
! и с & & § О S
Гибкая греющая полоса размером 1. Монолитный участок 48 62 270
3700x500 мм (утепленная) в плитах перекрытия 32
То же размером 3700x500 мм 2. Монолитный стык сбор- ; 58 180 '
ных колонн 54 28
1. Монолитный стык балок 50 60 90
Гибкая греющая лента размером с колоннами 30
3000x110 мм (утепленная) 2. Стык между балками на 65 Q0
сборных колоннах 31
Гибкий греющий жгут длиной Стык швов между панелями 48 56 80
6700 мм; диаметром 20 мм стен 21
. - _ - -- - Стык между панелями пе- ; - - • 60 1 160 1
То же, диаметром 40 мм рекрытай __ _ ' 60 23
Размещение электронагревателей на внешней стороне опалубки осуществляет-
ся равномерно, с одинаковым расстоянием друг от друга. Целесообразно, чтобы 0,5
площади щита металлической опалубки закрывалось нагревательными элементами.
516
dTO СОЗДаеТ Визмиж.ниыь pcuanuiviupnoA v iipuipvuu xvnu и wxwaa»..^ __
ний на выбранных режимах. Закрепление нагревателей на опалубочных щитах мо-
жет быть осуществлено любым доступным способом, обеспечивающим их плотное
примыкание к поверхности опалубки и надежное крепление. В металлических опа-
лубках, предназначенных для монолитного домостроения, целесообразно нагрева-
тельные элементы размещать в междуреберном пространстве с закреплением путем
приварки металлических штырьков к ребрам жесткости. Подгибом этих штырьков
к поверхности нагревателя обеспечивается закрепление и плотное примыкание по-
следних к опалубке. Отгибая в противоположную сторону, нагреватели, при необ-
ходимости, можно снимать.
При электроподключении нагревателей их следует соединять посекционно
между собой группами, в зависимости от сечения соединяющего провода, напряже-
ния и мощности тока. От каждой группы осуществляется вывод на питающие эле-
ктропровода при прогреве. Сечение подводящих проводов к щитам опалубки опре-
деляется, исходя из общей мощности включаемых групп нагревателей, объема про-
греваемого бетона и режимов его прогрева.
С внешней стороны нагревательные элементы и открытые поверхности опа-
лубки покрываются теплоизоляционными материалами (пенополиуретан «Репор»,
минвата, минплита и др.), выдерживающими температуру нагрева элементов.
Толщина утепления определяется известными теплотехническими расчетами.
Расчеты и имеющийся опыт производства работ по внедрению показывают, что с
применением пенополиуретана слой утепления 20-30 мм вполне обеспечивает не-
обходимую теплоизоляцию при температуре среды до -20 °C.
Перед нанесением теплоизоляции целесообразно провести испытание всей си-
стемы нагревательных элементов работой под током соответствующего напряже-
ния, с целью проверки надежности нагрева, изоляции проводов и особенно контак-
тов в местах соединения проводов с нагревателями. Как при испытаниях, так и в ус-
ловиях эксплуатации подача тока осуществляется через понижающий трансформа-
тор с выдачей соответствующего напряжения.
Металлические нетоковедущие части трансформаторов, распределительных
щитов, кожухи рубильников должны быть присоединены к нулевому проводу пита-
ющей сети отдельным изоляционным проводом, расположенным в общей резино-
вой оболочке с фазными проводами. Сечение защитного нулевого провода должно
быть не менее 0,5 сечения фазных проводов.
Перед подачей напряжения на нагревательные элементы необходимо проверить
правильность подключения нагревателей и наличие изоляции в местах подсоедине-
ния их к питающим проводам. Осмотреть всю систему электропроводки, состояние
ограждения и убедиться, что в зоне ограждения нет людей, проверить перед бето-
нированием путем пробного включения работоспособность системы электроснаб-
жения и регулирования, а также работу самих нагревателей на щитах опалубки с по-
мощью токозамеряющих клещей. В случае обнаружения при подаче напряжения на
щиты (также при прогреве) замыканий, перегрева проводов, искрения в контактах
и других неисправностей следует немедленно отключить напряжение и устранить
их. Участки, где намечен прогрев бетона, должны быть обеспечены соответствую-
щими плакатами электробезопасности и находиться под наблюдением электромон-
517
теров, имеющих группу не ниже III. Персонал, осуществляющий производство ра-
бот по бетонированию, или другие находящиеся поблизости инструктируются по
правилам безопасности и методам оказания первой помощи.
1.4.6.10. Технология обогрева бетона в греющей опалубке и при применении
греющих матов
Комплект термоактивной опалубки, находящейся в эксплуатации, должен быть
обеспечен силовой аппаратурой электропитания с инвентарной электроразводкой и
автоматическими устройствами контроля и регулирования температуры обогрева.
Электрическую мощность РОбщ-> необходимую для питания комплекта термоак-
тивной опалубки, определяют по формуле
Р0БЩ = ЪРудРК=ЪР& (5.1.7)
где Pt = РудР- средняя мощность нагревателей термоактивных щитов, находящих-
ся ежедневно под нагрузкой, кВт; Руд - удельная мощность нагревателей, Вт/м2;
F - площадь термоактивных щитов, находящихся ежедневно под нагрузкой, м2;
К - коэффициент, учитывающий отключение групп термоактивных щитов от сети
по достижении расчетных температур, равный 0,85.
Части конструкций, не перекрытые термоактивной опалубкой, следует утеп-
лять минерало- или стекловатными одеялами с коэффициентом теплопередачи не
выше 2,85 Вт/м2 °C на длину не менее 1 м.
Перед установкой опалубки проверяется целостность изоляции электронагре-
вателей и электрической разводки, соответствие омического сопротивления и
удельной мощности нагревателей и опалубки паспортным данным, степень уплот-
нения и влажность утеплителя. Для просушки утеплителя до бетонирования опа-
лубка подключается под напряжение на 3-4 ч. Целостность изоляции электронагре-
вателей и коммутирующей разводки проверяется внешним осмотром, омическое со-
противление нагревателей - с помощью мегомметра, удельная мощность - ваттме-
тром.
Транспортировать и хранить щиты греющей опалубки следует в вертикальном
положении в кассетах или горизонтально в штабелях на деревянных прокладках вы-
сотой, превышающей на 30-40 мм высоту выступающих электрических разъемов.
Коммутирующую разводку, клеммные коробки следует хранить в специальных
шкафах.
Собранная опалубочная форма должна выступать над поверхностью бетона на
5-10 см. Открытые поверхности забетонированных конструкций следует защищать
от влагопотерь пленкообразующими составами или другими влагонепроницаемыми
материалами и утеплителем с коэффициентом теплопередачи не более 2,5 Вт/м2 °C.
Утеплитель с такими же теплоизолирующими свойствами рекомендуется приме-
нять для укрытия отогретых участков грунтовых, бетонных или других оснований,
выступающих за наружные грани термоактивных опалубочных форм.
При модуле опалубливаемой поверхности менее 2 и высоте конструкции
1-1,5 м на открытые поверхности бетона при низких температурах воздуха реко-
518
мендуется укладывать термоактивные щиты или инвентарные термоактивные гиб-
кие покрытия ТАГП (греющие маты) с удельной мощностью до 600 Вт/м2.
При скорости ветра, превышающей 12 м/с, рекомендуется опалубочные формы
укрывать брезентом или воздухонепроницаемой пленкой. Такие укрытия целесооб-
разны для защиты опалубки от воздействия атмосферных осадков и позволяют
уменьшить коэффициент теплопередачи греющих матов или термоактивных щитов
на 20-30%.
При использовании в греющих щитах нагревателей из материалов с большим
температурным коэффициентом электрического сопротивления (железо, латунь, ни-
кель и др.) пусковые токи достигают значительных величин (до 2,5 <7Л). Поэтому щи-
ты во избежание нагрузки питающей электростанции следует включать отдельны-
ми группами площадью не более 40-50 м с интервалом не менее 10 минут.
При коммутации термоактивной опалубки необходимо добиваться равномер-
ной нагрузки на всех фазах. Коробки с клеммниками должны быть подвешены к
схваткам или связям жесткости панелей на уровне не ниже 0,5 м от поверхности ос-
нования. При обогреве элементов каркасов - колонн, ригелей, балок - клеммные ко-
робки подвешиваются к раздвижным струбцинам или верхнему ярусу хомутов ко-
лонн. При коммутации термоактивных щитов опалубки перекрытий клеммные ко-
робки и кабели подвешиваются к раздвижным ригелям.
Режимы обогрева выбирают в зависимости от массивности возводимых конст-
рукций с учетом обеспечения требуемой прочности бетона в зависимости от актив-
ности применяемого цемента, состава бетона, внешних условий и других факторов.
При зимнем бетонировании после обогрева прочность бетонных конструкций
должна быть не менее 50-60% Л28.
При изменении каких-либо компонентов в бетонной смеси строительная лабо-
ратория должна при первом опытном бетонировании и обогреве сопоставить рас-
четные и фактические режимы и внести необходимые коррективы в расчеты.
При выдерживании бетона в греющей опалубке скорость подъема температу-
ры, максимально допустимая температура и скорость охлаждения (по замерам на
поверхности конструкций) в зависимости от модуля опалубливаемой поверхности
ориентировочно можно принимать по данным тпабл. 5.1.10.
Таблица 5.1.10
Показатели Модуль опалубливаемой поверхности, м'1
4 6 8 10 более 10
Максимальная скорость подъема температуры на поверхности конструкции, (°С/ч) 5 5 6 8 10
Максимальная температура на поверхности конструкции, (°C) 40 50 60 70 75
Максимальная скорость охлаждения конструкции, (°С/ч) 5 5 6 8 10
Контролируемыми параметрами при обогреве является температура на палубе
щитов и продолжительность обогрева. Для повышения оборачиваемости термоак-
тивной опалубки допускается ее демонтаж после изотермического выдерживания
519
бетона, если это позволяет его прочность. Процесс остывания конструкций должен
протекать под укрытиями из теплоизоляционных материалов (минераловатные оде-
яла и т. п.). При отказе в работе нагревателей отдельных щитов должно быть обес-
печено дополнительное утепление снаружи этих щитов. По окончании обогрева
щит, отказавший в работе, должен быть изъят из опалубочной панели или блока и
отремонтирован в мастерских. При аварийном прекращении подачи электроэнергии
устанавливается контроль за температурой бетона в конструкции. Время выдержки
бетона при фактической температуре должно учитываться в теплотехнических рас-
четах и в расчетах времени дальнейшей тепловой обработки. Если перерыв в пода-
че электроэнергии произошел в момент укладки бетонной смеси, должны быть при-
няты меры по предотвращению замораживания бетонной смеси. С этой целью под
брезентовое или пленочное укрытие опалубочной формы или в инвентарный теп-
ляк подается теплый воздух от теплогенераторов. Желательно для таких случаев на
объекте иметь передвижную станцию мощностью до 200 кВт. Укладку бетонной
смеси целесообразно производить в предварительно подогретую опалубку. Предва-
рительный нагрев опалубки позволяет сократить сроки обогрева, снизить деформа-
тивные напряжения в бетоне и опалубке, отогреть арматуру и повысить температу-
ру основания (старого бетона). В связи с разными условиями обогрева бетона стен,
перекрытий (при одновременном их обогреве) целесообразно независимое подклю-
чение горизонтальных и боковых щитов с автономным, независимым температур-
ным контролем и регулированием. Перед установкой греющих матов открытая по-
верхность бетона укрывается пленкой и по ней маты укладываются вплотную друг
к другу. При температурах наружного воздуха до -40 °C и толщине бетона перекры-
тия (или покрытия) свыше 300 мм можно применять комбинированный обогрев
(греющие маты и нагревательные провода, закладываемые в бетон). Бетонная смесь
укладывается с температурой не менее 10 °C на всю толщину основания (или пере-
крытия). Открытая поверхность бетона укрывается пленкой, по ней вплотную друг
к другу устанавливают греющие маты. Электропитание греющих проводов и матов
осуществляется через понижающий трансформатор и ведется обогрев продолжи-
тельностью, обусловленной технологией работ.
1.4.6.11. Обогрев бетпона при возведении специальных монолитных конструкций
в скользящей опалубке
При скорости возведения специальных монолитных железобетонных сооруже-
ний в скользящей опалубке рекомендуется использовать для целей обогрева термо-
активное подвесное покрытие (ТАПП), что дает возможность разделить операции
по укладке и выдерживанию бетона в конструкции.
С помощью ТАПП осуществляют периферийный радиационно-конвективный
обогрев распалубленного бетона и выдерживание его при температуре 50-70 °C до
набора требуемой проектной прочности.
ТАПП представляет собой гибкое, легкое, паронепроницаемое нагревательное
устройство, секционированное на отдельные элементы и устанавливаемое в непо-
средственной близости (0-50 мм) от поверхности распалубленного бетона сразу по-
сле передвижения щитов опалубки либо с технологическим разрывом по высоте
520
для выполнения операций по затирке поверхности и нанесению полимерных по-
крытий (высота зоны затирки составляет 0,3-0,5 м).
В зависимости от условий производства работ целесообразно применение
ТАПП в комплексе с другими методами тепловой обработки бетона: предваритель-
ным разогревом бетонных смесей, обогревом горячим воздухом и т. п.
При скоростном строительстве в скользящей опалубке рекомендуется приме-
нять двухсторонний обогрев стенок сооружений с установкой ТАПП на наружных
и внутренних бетонных поверхностях конструкции (рис. 5.1.29).
Рис. 5.1.29. Схема возведения трубы с применением термоактивных подвесных покрытий:
1 - ТАПП; 2 - брезентовое укрытие; 3 - скользящая опалубка; 4 - подвеска ТАПП; 5 - подвесные леса
Рекомендуется собирать ТАПП из отдельных элементов шириной 0,8-0,9 м.
Длина ТАПП является основным фактором обеспечения требуемых режимов вы-
держивания бетона и зависит от максимальной расчетной скорости возведения со-
оружения и сроков набора прочности бетона до требуемого значения.
Каждый элемент ТАПП состоит из нагревателя, теплозащитного слоя, наруж-
ной оболочки и может иметь разнообразное конструктивное оформление. Следует
стремиться к использованию ТАПП заводского изготовления.
521
Электроснабжение ТАПП осуществляется от отдельной КТП через распреде-
лительные пункты, установленные на рабочей площадке. Для электроснабжения
ТАПП рекомендуется использовать сетевое напряжение 220 В. Каждый элемент
подсоединяется по параллельной схеме.
Ориентировочная величина удельной мощности нагревателя ТАПП определя-
ется по формуле
Руд =0,4 + 0,065^, кВт/м2 (5.1.8)
где X - коэффициент теплопроводности материала теплозащитного слоя, Вт/м °C;
А - толщина теплозащитного слоя, м.
Данные мощности и длины ТАПП в зависимости от требуемой конечной проч-
ности бетона приведены в табл. 5.1.11.
Таблица 5.1.11
Мощность ТАПП в зависимости от требуемой прочности бетона
Толщина конструкции Толщина конструкции
Температура наружного воздуха, //,°с Начальная 1 температура бетона, 1б , С 0,4 м 0,2 м Скорость бетонирования, м/сут 3'5 3 5 Длина ТАПП, м
4 6 4 6 4 6 4 6
-20 +20 0,8 0,5 60 50 0,5 30 0,5 40 0,5 55 0,5 45 0,5 30 0,5 30
-10 +10* । 0,5 0,5 40 ; 35 0,5 30 0,5 35 0,5 45 0,5 55 0,5 35 0,5 40
п +20* 0,5 { 0,5 0,5 0,5 0,5 0,5 0,5 0,5
и , 50 - 55 40 47 50 58 40 45
4-1 Л | 0,5 0,5 ! 0,5 0,5 0,5 0,5 0,5 0,5
+1U | 51 , 65 35 50 60 68 50 56
+20 0,25 31 - 0,25 30 0,25 ' 28 - - 0,25 27
-20 +10* ! 0,9 0,8 i 70 71 1,2 78 1,0 70 1,0 77. 0,8 70 1,2 76 1,0 70
-10 1 +10* I 0,8 0,7 1 73 : 75 0,85 70 0,85 72 0,8 78 0,7 77 0,9 71 0,8 । 74
4-1 Л* । 0,8 0,7 0,8 0,8 0,7 i 0,7 ! 0,9 I 0,7
T1U 78 80 70 71 71 82 ' 76 1 70
Л +10 0,7 0,6 0,9 0,8 0,7 0,6 0,8 0,7
и 71 1 73 73 , 74 76 ! 78 70 ! 73
+20 1 0,6 0,6 0,9 0,8 0,6 1 0,5 i 0,8 0,7
' 70 78 । 77 1 78 71 i 72 1 75 77
+40 +20 0,08 i 0,08 0,16 : о,об 0,08 0,08 0,16 0,08
62 71 52 57 64 72 53 56
* Рекомендуется обогревать в греющей опалубке мощностью 0,3 кВт.
Примечание. В числителе - удельная мощность ТАПП, кВт/м2; в знаменателе - прочность
бетона после выхода из нижней зоны ТАПП, % Л28.
522
Все элементы ТАПП должны иметь маркировку с указанием порядкового номе-
ра, номера распределительного пункта и др. в схеме электроснабжения. Обозначе-
ния наносят стойкой, несмываемой краской на наружной поверхности оболочки.
Подвеска элементов ТАПП должна удовлетворять требованиям удобства мон-
тажа и демонтажа и обеспечивать равномерное, без перекосов, расположение эле-
ментов у обогреваемых бетонных поверхностей. Элементы ТАПП закрепляются
верхним торцом на специальных металлических конструкциях - бандажах. В кон-
струкции подвески следует предусматривать регулируемое прижатие бандажей к
поверхности бетона. Бандажи могут быть изготовлены из труб диаметром 25-38 мм
и удерживаться тросовыми подвесками на несущих металлических конструкциях
рабочей площадки или домкратом рам.
Нижние торцы элементов ТАПП на наружной поверхности сооружения закреп-
ляют обжимным тросом, а на внутренней поверхности - распорным кольцом. Рас-
порные кольца могут быть изготовлены из арматурной стали диаметром 12-14 мм,
соединенных сжимами.
Боковые поверхности ТАПП соединяются быстроразъемными соединениями
либо в крайнем случае уплотняются установкой внахлестку с шириной перекрыва-
емой полосы около 100 мм.
Элементы ТАПП подают в свернутом виде на подвесные леса, разворачивают
и в порядке, указанном маркировкой, от условной точки вывешивают на бандажные
кольца внутри и снаружи сооружения.
Для электроснабжения ТАПП рекомендуется использовать сетевое напряжение
220 В переменного тока промышленной частоты. Подача электроэнергии на рабо-
чую площадку и местные разводки выполняется шланговыми кабелями КРПТ,
ГРСШ и т. п. Подключение элементов ТАПП (не более трех) производится через ав-
томатические выключатели, устанавливаемые на внутренние ограждения подвес-
ных лесов.
Вертикальную прокладку силовых кабелей от КТП осуществляют по внешне-
му периметру сооружения путем подвески на тросе диаметром не менее 10 мм до
нижнего яруса наружных подвесных лесов. Запас кабеля укладывают на нулевой от-
метке у стены сооружения и защищают от повреждения деревянным коробом.
Непрерывное производство работ в расчетном режиме не требует изменения
мощности нагревателей ТАПП. Регулирование температуры обогрева бетона при
перерывах в бетонировании может осуществляться включением и выключением на-
гревателей. Для поддержания температуры рекомендуется использование автомати-
ческих систем.
1.4.6.12. Производство работ по прогреву бетона в греющей опалубке
Технологическая последовательность выполняемых работ при возведении мо-
нолитных конструкций с использованием греющей опалубки, оснащенной инвен-
тарными нагревательными элементами на основе углеродистой ткани, заключается
в нижеследующем.
Щиты опалубки устанавливаются и раскрепляются в проектном положении.
Электровыводы от щитов соединяются в единую цепь, проверяется правильность и
523
надежность их соединения, в том числе включением тока соответствующего напря-
жения. При этом обеспечивается частичный нагрев опалубки до 15-20 °C, чем обес-
печивается расстаивание образовавшегося снега и льда.
Укладка бетонной смеси и ее уплотнение в соответствии с мероприятиями, пре-
дусмотренными в проекте производства работ, осуществляется при отключенном
напряжении. В соответствующих местах (углах, на поверхности бетона, снизу) ос-
тавляются скважины для установки датчиков замера температуры.
Если позволяют температурные условия, целесообразно, не допуская замора-
живания смеси, выдержать ее без прогрева (1-2 ч), с тем чтобы произошло более
глубокое взаимодействие цемента с водой, обеспечивающее в процессе термообра-
ботки интенсивное твердение и возрастающее тепловыделение от экзотермии.
После повторной проверки правильности электроподключения осуществляет-
ся включение на прогрев бетона. Это можно проводить на высоких (60-80 °C) и низ-
ких температурах (30-50 °C) прогрева. Менее безопасными и надежными являются
низкие температуры.
При возведении стен высотных жилых зданий толщиной 500 мм целесообраз-
но осуществлять двусторонний обогрев, а для перегородок толщиной до 200 мм
можно допустить односторонний обогрев.
Закончив прогрев, необходимо, не снимая опалубки, дать возможность бетону
остыть до температуры +15...+20 °C по возможности с меньшей скоростью, но не
более 15-20 °С/ч. В период термообработки необходимо осуществлять контроль за
температурой прогрева, снимая результаты замера температур и записывая их в
журнал прогрева:
• в период подъема температуры через 30-60 мин;
• в период прогрева - через 60-90 мин;
• при остывании - 1 раз в смену.
При обнаружении нарушений режима прогрева надо принимать соответствую-
щие меры. Например, при перегреве бетона периодически отключать ток, при паде-
нии температуры принимать меры к усилению прогрева, в том числе повышением
напряжения.
1.4.7. Воздушный конвективный прогрев
монолитных тонкостенных конструкций
1.4.7.1. Сущность метода и разновидности конвективного прогрева
Наиболее распространенным способом термообработки бетона тонкостенных
конструкций (МП > 10), возводимых в различных опалубках, является конвектив-
ный прогрев, что объясняется его универсальностью, низкой трудоемкостью и воз-
можностью комбинирования с другими методами.
Методы конвективного прогрева классифицируются по принципу подведения
теплового потока к прогреваемой конструкции и разделяются на традиционный ка-
мерный прогрев, камерный прогрев с воздуховодами и конвективный прогрев с
приопалубочными шторами.
524
При традиционном камерном прогреве тепловой поток от теплогенератора по-
дается в замкнутый объем тоннеля, и далее вследствие конвективного теплообмена
происходит нагревание внутренних опалубочных щитов (рис. 5.1.30).
б)
1-1
Рис. 5.1.30. Схема традиционного камерного прогрева:
а - теплоизолирующая штора сверху; 1 - стена; 2 - теплогенератор; 3 - опалубка; 4 - теплоизоля-
ция; 5 - направление теплового потока; 6 - теплоизолирующая штора; 7 - нагреваемая воздушная
среда; 8 - принудительная конвекция; б - теплоизолирующая штора сбоку; 1 - теплогенератор;
2 - теплоизолирующая штора; 3 - перекрытие; 4 - стены
Открытые вертикальные поверхности закрываются теплоизолирующими што-
рами, а в образованный таким способом замкнутый объем устанавливают теплоге-
нераторы и подается нагретый воздух.
Передача тепла от теплогенератора к поверхности опалубки осуществляется кон-
векцией. Далее за счет теплопроводности бетона происходит нагрев внутренних слоев
возводимой конструкции. Наружные опалубочные щиты утепляются эффективными
теплоизолирующими материалами либо используются термоактивные маты.
При камерном прогреве с воздуховодами тепловой поток от теплогенератора
поступает в распределитель и далее в воздуховоды по периметру возводимых кон-
струкций стен (рис. 5.1.31).
525
1
1-1
Рис. 5.1.31. Схема камерного прогрева с воздуховодами:
1 - теплогенератор; 2 -теплоизолирующая штора; 3 - воздуховоды; 4 - распределитель воздушно-
го потока
Конвективный прогрев с приопалубочными шторами основан на передаче
теплового потока от теплогенератора в область, ограниченную теплоизолирующей
шторой и щитами опалубки (рис. 5.1.32), в результате чего уменьшается объем про-
греваемого воздушного пространства, граничащего с опалубкой, и повышается эф-
фективность передачи тепла бетону.
Рис. 5.1.32. Схема конвективного прогрева с приопалубочными шторами:
1 - теплогенератор; 2 - теплоизолирующая штора; 3 - воздуховоды; 4 - распределитель воздуш-
ного потока; 5 - приопалубочные шторы
526
Воздуховоды изготавливаются из прорезиненной ткани. По длине они должны
иметь отверстия, предусмотренные для создания струй горячего воздуха, направ-
ленных на внутренние щиты опалубки. Приопалубочные шторы выполняются из
двух слоев брезента с теплоизолирующей прослойкой из ватина. Возможно также
использование и других материалов.
1.4.7.2. Генераторы для конвективного прогрева конструкций
Генераторами тепла для конвективного прогрева являются электрокалориферы,
так как они отличаются простотой установки, высоким КПД, низкой стоимостью,
экологической безопасностью, возможностью быстрой замены в случае выхода из
строя и высокой степенью безопасности обслуживающего персонала. Теплофизиче-
ские параметры некоторых типов электрокалориферов, выпускаемых предприятия-
ми Российской Федерации, представлены в табл. 5.1.12.
Таблица 5.1.12
Теплофизическая Марка электрокалорифера
। характеристика ЭКО-60 ЭК-52 ЭК40 ЭТВ4-30 р । СФО-25 j СФОО-18
। Мощность ТЭН, кВт 67,5 524 374 30,0 25,0 : 18,0
, Производительность вентилятора, м3/ч 1 Фирма- производитель 4000 ( 2600 i ' i ОАО «Урал- , «Мовен» МикмаТерм» (Москва) (Миасс) 2020 ООО «Сиб- пром- комп- лекг» 4100 «Тепло» (Омск) ) 1341 ЗАО «Делсот» (Миасс) 1000 ' ЗАОПТК «Лингас» (Нижний Новгород)
Помимо электрических теплогенераторов на стройках применяются дизельные
теплогенераторы прямого нагрева (табл. 5.1.13). Благодаря прямому нагреву 100%
используемого топлива преобразуется в тепло разогретого воздуха, смешанного с
угарным газом. Температура выходящего газа составляет 300-450 °C. Благодаря
этому воздух под опалубкой перекрытия разогревается до 30-50 °C. При работе та-
ких генераторов рабочим в тепляке работать нельзя из-за загрязнения воздуха про-
дуктами сгорания топлива.
Таблица 5.1.13
Техническая характеристика дизельных теплогенераторов прямого нагрева «Термобиль»
Тепловая Расход топлива, Производительность „
„ : / ' з I Емкость бака, л
мощность, кВт л/ч вентилятора, м ч
; Т/ТА-16 18,6 25,5 ~ ! 1,8 ! 2,5 600 600 1 15
ТЛГА-22 1 38
1 Т/ТА-40 ' 46,4 _ 4,5 1200 80
Т/ТА-80 92,8 9,6 2350 1 160
527
Дизельные теплогенераторы непрямого нагрева, т. е. с теплообменником, на-
гнетают в нагреваемое пространство чистый горячий воздух температурой
100-120 °C (табл. 5.1.14). При этом угарный газ отводится через специальный ды-
моход и его энергия не используется.
Таблица 5.1.14
Техническая характеристика дизельных теплогенераторов непрямого нагрева «Термобиль»
Модель 1ТА-25 । Тепловая мощность, (полная), кВт 29 1 Расход топлива, л 2,3 ~ Производительность вентилятора, м 3/ч L 1200 ; Емкость бака, л 40
1ТА-40 46 ” _J 4,5 2150 80
1ТА-65 75 7,5 2400 120
При выборе дизельных теплогенераторов и определении необходимого их ко-
личества можно руководствоваться нижеследующими данными, рассчитанными и
практически опробированными при прогреве перекрытий толщиной 200 мм в теп-
ляках при температуре - 5ч~ 15 °C.
При удельной тепловой мощности теплогенератора 3-5 кВт/м удельный расход
тепловой энергии при прогреве конструкции в течение около 1 суток составляет
0,06-0,10 Гкал/м3. Удельный расход топлива достигает 8-12 л/м3. Удельная тепло-
вая мощность (объемная) составляет 3000-5000 Ккал/ч-м3.
Таким образом, при необходимой средней тепловой мощности 800 Ккал/ч-м3
для прогрева перекрытия площадью 100 м2 потребуется один теплогенератор типа
ТА-80 мощностью 80 тыс. Ккал/ч.
Указанные выше показатели генерирования тепловой энергии в тепляке долж-
ны обеспечить указанные ниже параметры прогрева:
• температура разогрева бетона 30-40 °C;
• время прогрева 24 ч;
• прочность бетона 25-30% /?28
По завершении прогрева бетон выдерживается методом термоса не менее 2 су-
ток при температуре 25-30 °C; прочность бетона обычно достигает 60-70% Я28.
1.4.7.3. Производство работ и определение параметров прогрева
Управление обогревом и термосным выдерживанием конструкции осуществля-
ется на основе анализа данных контроля температуры и оценки прочности бетона.
Снятие утепления и распалубка конструкции производятся при достижении
нормативных значений прочности бетона и температуры, установленных проектом.
Выбор параметров конвективного прогрева следует осуществлять в определен-
ной последовательности.
Вначале рассчитываются параметры теплогенератора. Мощность применяемо-
го теплогенератора должна превышать количество тепла, складывающегося из теп-
лопотерь через наружные ограждения, из расхода тепла на прогрев инфильтрирую-
щегося через ограждение воздуха, из расхода тепла на нагревание щитов опалубки
и бетона.
528
Рис. 5.2.1. Оборудование для испытания бетона:
а - стальная форма; б - контрольный образец; в - вибростол; г - гидравлический пресс
1.4.7.4. Техника безопасности при конвективном прогреве
Все работы по конвективному прогреву выполняются в соответствии с требовани-
ями СНиП 12-03-2001, СНиП 12-04-2002 «Безопасность труда в строительстве».
Размещение теплогенераторов и оборудования для конвективного прогрева
должно быть выполнено в соответствии с проектом производства работ и техноло-
гическими картами. Перемещение, подъем и установка теплогенераторов и другого
электрооборудования допускаются только в обесточенном состоянии. После уста-
новки электрооборудования следует визуально проверить состояние изоляции про-
водов, целостности корпусов и заземления.
Обнаруженные неисправности необходимо устранить. Монтаж и присоедине-
ние электрооборудования к питающей сети должны выполнять электромонтеры,
имеющие квалификационную группу по технике безопасности не ниже III. Эксплу-
атация теплогенераторов должна осуществляться в соответствии с требованиями
Правил устройства электроустановок (ПУЭ), Правил техники безопасности при
эксплуатации электроустановок потребителей (ПТБ), Инструкции по эксплуатации
завода-изготовителя.
Приопалубочные шторы и воздуховоды должны изготавливаться из огнестой-
ких материалов. Закрепление приопалубочных и телоизолирующих штор (перекры-
вающих вход в тоннель) к верхним точкам опалубочных щитов допускается произ-
водить только с инвентарных подмостей.
После монтажа оборудования до укладки бетона в опалубку необходимо осу-
ществлять его пробный запуск, чтобы убедиться в работоспособности системы.
Зона конвективного прогрева должна находиться под круглосуточным наблю-
дением электромонтеров, иметь защитное ограждение, удовлетворяющее
ГОСТ 23407, световую сигнализацию и знаки безопасности.
Сигнальные лампы подключаются так, чтобы при их перегорании отключалась
подача напряжения.
Отключение теплогенераторов производится после достижения бетоном задан-
ной прочности, с разрешения производителя работ, а для особо ответственных кон-
струкций (по перечню, установленному проектом) - технического руководителя.
Контроль температуры бетона рекомендуется осуществлять дистанционными
методами с соблюдением требований безопасности труда.
Размещение в зоне конвективного прогрева оборудования и материалов, не пре-
дусмотренных проектом производства работ, а также пребывание людей, непосред-
ственно не участвующих в процессе термообработки, не допускается.
Производственные территории должны быть оборудованы средствами пожаро-
тушения согласно Правилам пожарной безопасности в Российской Федерации.
гпл
529
1.4.8. Тепловая обработка железобетонных
конструкций в электромагнитном поле
(индукционный прогрев)
1.4.8.1. Сущность метода и область применения
Индукционный метод термообработки бетона основан на использовании маг-
нитной составляющей переменного электромагнитного поля для нагрева стали
вследствие теплового действия электрического тока, наводимого электромагнитной
индукцией (вихревые токи).
При индукционном нагреве энергия переменного электромагнитного поля пре-
образуется в арматуре или стальной опалубке в тепловую и передается теплопро-
водностью бетону (рис. 5.1.31}.
Индукционный метод может быть применен как для термообработки бетона не-
которых типов монолитных конструкций в условиях строительной площадки, так и
для ускорения твердения бетона конструкций при изготовлении их в условиях при-
построечных полигонов.
Индукционный нагрев насыщенных арматурой каркасных конструкций, возво-
дящихся в стальной (ферромагнитной) опалубке, обладает рядом достоинств:
• органически просто осуществляется прогрев бетона насыщенных металлом
конструкций за счет теплопроводности;
• обеспечивается равномерное по сечению и длине конструкций температурное
поле;
• легко и быстро без дополнительных источников тепла осуществляется пред-
варительный перед укладкой бетона отогрев арматуры, жесткого каркаса, металли-
ческой опалубки, а также при необходимости отогрев ранее уложенного и заморо-
женного бетона; обеспечивается возможность круглогодичного использования ме-
таллической опалубки;
• исключается расход стали на электроды и коммутационных проводов по срав-
нению с электродным электропрогревом.
1.4.8.2. Технология производства работ при прогреве бетона
в электромагнитном поле
Индукционный нагрев позволяет вести термообработку бетона монолитных
железобетонных каркасных конструкций (рис. 5.1.33) колонны, ригели, балки, про-
гоны, элементы рамных конструкций, замоноличивания стыков каркасных конст-
рукций; сталебетонных и сборно-монолитных конструкций; омоноличивания кар-
каса и усиления каркасных конструкций; монолитных железобетонных сооруже-
ний, возводящихся в скользящих, подъемно-переставных и катучих опалубках
(стволы труб, силосов, ядер жесткости, коллекторы и т. п.); железобетонных изде-
лий в условиях припостроечных полигонов (ригели, балки, колонны, перемычки,
сваи, опоры, трубы, колодцы, элементы элеваторов и т. п.).
В зависимости от вида и конструктивных особенностей железобетонных кон-
струкций термообработка их индукционным способом может быть осуществлена
530
по одной из двух принципиальных схем: по схеме индуктивной катушки с железом
и по схеме трансформатора с сердечником.
h - шаг витков
Рис. 5.1.33. Схема индукционного обогрева:
1 - опалубка; 2 - софит (фазы электрического тока); 3 - изолированный провод; 4 - арматура
Схема индуктивной катушки с железом имеет место в том случае, когда эле-
мент железобетонной конструкции в процессе термообработки находится в полос-
ти индукционной обмотки, выполненной в виде цилиндрического, прямоугольного,
трапециевидного и тому подобного соленоида. При термообработке по этой схеме
тепло в основном выделяется в ферромагнитных элементах (арматура, жесткий кар-
кас, стальная опалубка, форма), направление которых совпадает с направлением
оси соленоида.
Незначительная часть тепла выделяется в металлических замкнутых элементах
(хомуты арматуры, опалубка), плоскость которых перпендикулярна оси соленоида.
Схема трансформатора с сердечником имеет место в том случае, когда в полости
железобетонного изделия или сооружения расположен магнитопровод (или группа
магнитопроводов) с индукционной обмоткой. Здесь тепло в основном выделяется в
электрически замкнутых металлических элементах (замкнутая металлическая форма,
опалубка, арматурные хомуты или замкнутая поперечная арматура, кольцевая армату-
ра и т. д.), плоскость которых перпендикулярна оси магнитопровода.
Вихревые токи, возникающие в металле (арматурных стержнях, элементах
стальной опалубки и т. п.), циркулируют не по всей его толщине. Электромагнитная
волна по мере проникновения в глубь металла затухает, вследствие чего плотность
тока и напряженность электрического и магнитного полей при переменном токе
имеет наибольшее значение у поверхности металла.
1.4.8.3. Порядок выполнения работ по индукционному нагреву монолитных
конструкций
При индукционном нагреве бетона принимается следующий порядок произ-
водства работ:
• установка и утепление опалубки;
• устройство индуктора;
531
• предварительный отогрев металла (арматуры, каркаса, опалубки) и ранее уло-
женного бетона (при необходимости);
• укладка бетона;
• прогрев бетона по принятому режиму;
• регулируемое (при необходимости) остывание.
До начала бетонирования по наружной поверхности опалубки с двух противо-
положных сторон конструкции выставляются шаблоны с пазами для размещения
витков индуктора. Количество пазов должно соответствовать расчетному числу
витков индуктора.
В пазы шаблонов последовательными витками укладывается изолированный
провод (типа ПРГ, АПРГ и т. п.), соответствующий расчетной токовой нагрузке, и
созданный таким образом индуктор подключается к питающей сети.
У торцов конструкций, соприкасающихся с ранее уложенным бетоном или с хо-
лодным воздухом, происходит интенсивный отток тепла из примыкающих к ним
зон. Для компенсации теплопотерь в торцах расчетную высоту (длину) индуктора
следует увеличивать на 10-20 см в обе стороны.
При больших объемах бетона и значительной длине провода индукционной об-
мотки целесообразно составлять индуктор из отдельных секций. Длина секции при
этом подбирается таким образом, чтобы ее вес не превышал 15-20 кгс. Оба конца
секции должны иметь стандартные наконечники под болтовое соединение.
При необходимости термообработки большого количества конструкций одного
типоразмера целесообразно изготовление и использование инвентарных разъемных
индукторов. При прохождении по индуктору одного и того же тока количество вы-
деляемого тепла будет больше в конструкции с металлической опалубкой, так как
площадь источников тепла будет больше на величину, равную удвоенной поверхно-
сти металлической опалубки. Для разогрева по заданному режиму бетона в метал-
лической опалубке понадобится меньшая, чем для конструкции в деревянной опа-
лубке, сила тока и, естественно, меньшая установленная мощность.
Кроме того, при применении металлической опалубки в сечении конструкции
формируется более равномерное температурное поле, что позволяет разогревать те
же конструкции с более высокой скоростью (табл. 5.1.15).
Таблица 5.1.15
Вид армирования Скорость разогрева бетона при модуле поверхности конструкции, °С/ч
5.J5 7...9 _ 10...12
Стержневая арматура 3/5 5/8 8/10
Жесткий каркас 5/8 8/10 _ 10/15
Стержневая арматура и жесткий каркас 1 8/8 ' 10/10 15/15
Примечание. Над чертой приведены скорости для конструкций, возводимых в неметаллической;
под чертой - в металлической опалубке.
При возведении конструкций в стальной опалубке во избежание теплопотерь
целесообразно устраивать простейшую теплоизоляционную рубашку из мешкови-
ны, парусины и т. п.
После установки индуктора производят, если это необходимо, предваритель-
ный отогрев арматуры, жесткого каркаса, закладных деталей или участков стыкуе-
мых элементов.
Предварительный отогрев осуществляется включением индуктора по режиму
разогрева на время, достаточное для отогрева металла.
Предварительный, перед укладкой бетонной смеси, отогрев металла и армату-
ры при применении индукционного метода безусловно обязателен только при нали-
чии на металле наледи. В остальных случаях отогрев арматуры можно начинать
вместе с началом бетонирования и во время перерывов в бетонировании.
Для повышения конечной прочности бетона рекомендуется выдерживать его до
начала прогрева в течение нескольких часов при низких положительных температу-
рах (не ниже 5 °C), что достригается периодическим включением индуктора на
5-10 мин в каждый час предварительной выдержки.
При термообработке сборно-монолитных конструкций следует принять меры к
сохранению тепла, аккумулированного сборными элементами в процессе их пред-
варительного разогрева, и использованию этого тепла для прогрева бетона монолит-
ной части.
Скорость подъема температуры бетона в период разогрева устанавливается в
зависимости от модуля поверхности прогреваемой конструкции, характера армиро-
вания конструкции и материала опалубки по табл. 5.1.15.
При термообработке длинномерных конструкций в условиях припостроечных
полигонов с целью обеспечения сцепления арматуры с бетоном в зоне анкеровки
укладку бетона следует производить только на предварительно отогретую арматуру.
При укладке горячих бетонных смесей предварительный отогрев арматуры не тре-
буется.
Поддержание температуры изотермического прогрева достигается либо пере-
ключением индуктора на более низкое напряжение, полученное по расчету, либо
обеспечением импульсного режима путем периодического включения и отключе-
ния напряжения.
Силу тока в индукторе, а следовательно, и мощность тепловыделения на пери-
од изотермического выдерживания можно понизить переключением схемы соеди-
нения групп прогреваемых конструкций с параллельной на последовательную, с
треугольника на звезду.
Эффективным методом термообработки бетона является комбинированный,
представляющий собой сочетание индукционного метода нагрева и предваритель-
ного разогрева бетонных смесей.
Применение такого комбинированного метода позволяет использовать досто-
инства обоих методов и компенсировать их недостатки.
Укладка разогретых бетонных смесей делает возможным применение индукци-
онного нагрева и для слабоармированных конструкций, возводящихся в стальной
опалубке. С другой стороны, применение индукционного нагрева позволяет вос-
пользоваться предварительным разогревом для укладки бетона в металлическую
опалубку.
Использование индукционного нагрева дает возможность расширить область при-
менения предварительного разогрева для конструкций с модулем поверхности до 10-12.
Особое внимание в период остывания следует обращать на утепление армату-
ры (и приарматурной зоны бетона), выходящей из прогретого бетона и контактиру-
ющей с холодным воздухом.
1.4.8.4. Контроль температурного режима и набора прочности бетона
Основными контрольными параметрами при индукционном нагреве являются
сила тока в индукторе в различные периоды прогрева конструкций, температура бе-
тона и прочность бетона.
За температурным режимом индукционного прогрева необходимо следить осо-
бенно тщательно, так как при отклонении от расчетных параметров возможен либо
более интенсивный подъем температуры, либо превышение допустимого максиму-
ма температуры, что немедленно сказывается на прочностных показателях бетона и
на сцеплении его с арматурой.
При скорости разогрева 10 °С/ч и выше температура бетона должна измерять-
ся ежечасно, при скорости разогрева от 5 до 10 °С/ч - через два часа и при изотер-
мическом выдерживании - через каждые два часа.
При ручном регулировании изотермического выдерживания периодическим
включением и выключением напряжения замеры температуры следует производить
в течение первых двух часов - 2 раза в час, в последующие часы, после определе-
ния оптимального режима «включение-отключение» напряжения - через 2 часа.
Температура прогрева контролируется обычно с помощью технических термомет-
ров, устанавливаемых в скважинах, или электронными термометрами.
Силу тока и напряжение достаточно измерять по два раза в период разогрева и
в период изотермического выдерживания.
Фактическая прочность бетона определяется при понижении его температуры до
2-3 °C с помощью склерометра или другими неразрушающими методами контроля.
1.4.8.5. Техника безопасности
При производстве работ по индукционному прогреву следует соблюдать все
требования по технике безопасности.
Монтажные работы по установке индукторов, наматывание и разматывание
провода на прогреваемую конструкцию разрешается вести только до подключения
проводов индуктора к клеммам источника питания.
Подключение индуктора к клеммам источника питания разрешается только при
снятом с них напряжении и при условии, что индуктор на это время заземлен или
включен в нулевую цепь.
1.4.9. Предварительный электроразогрев бетонных
смесей в а вто бетоно смес ител ях
Принципиально оснащение автобетоносмесителя электродной системой может
быть представлено в следующем виде.
Во внутренней полости барабана автобетоносмесителя консольно к сферичес-
кому днищу прикрепляется с помощью фланцевого соединения электродная систе-
ма, имеющая форму шнека. Электроды располагаются на несущей осевой трубе,
534
имеющей шпонку для предотвращения прокручивания лопастей. Между собой и от
трубы электроды отделены изоляторами. Коммутирующие провода проходят внут-
ри трубы, являющейся осью электродного шнека через опорный пятак наружу к то-
косъемнику. Прибывший на пост электроразогрева автобетоносмеситель через то-
косъемник подсоединяется к источнику питания, на электроды подается напряже-
ние 380 или 220 В и при вращении барабана происходит разогрев смеси до требуе-
мой температуры. Разогрев бетонной смеси в барабане автобетоносмесителя имеет
по сравнению с электроразогревом в бункере или в кузове автосамосвала ряд отли-
чительных особенностей.
При разогреве в барабане автобетоносмесителя ведется электроразогрев дви-
жущейся, побуждаемой или перемешиваемой смеси.
Разогреваемая бетонная смесь двигается внутри барабана как относительно его
стенок, так и относительно электродов. Одновременному и непосредственному эле-
ктроразогреву подвергается не весь объем бетонной смеси, а лишь та его часть, ко-
торая в данный момент находится в зоне действия электродов. Полученное бетон-
ной смесью в зоне электродов джоулево тепло тут же в процессе перемешивания от-
водится во внутренние слои и перераспределяется в конечном счете, по всему объ-
ему. Последующее после завершения разогрева одно-двухминутное перемешивание
разогретой смеси обеспечивает практически полную равномерность распределения
температуры по всему объему.
К параметрам электроразогрева, которые в зависимости от характера техноло-
гической ситуации могут быть расчетными или заданными, относятся: продолжи-
тельность разогрева, температура разогрева, площадь электродов, количество элек-
тродов и длина электродной зоны, расстояние между электродами.
Продолжительность разогрева обычно находится в пределах 10-30 мин. При
продолжительности разогрева меньшей 10 мин требуется очень высокая установ-
ленная мощность и не исключена опасность недогрева зерен крупного заполнителя;
при продолжительности разогрева большей 30 мин ухудшаются реологические ха-
рактеристики бетонной смеси.
Пароразогрев бетонных смесей основан на непосредственном вводе пара в
смесь при ее перемешивании. Разогрев бетонной смеси паром, поступающим в сме-
сительный барабан, происходит за счет тепла фазового перехода, выделяющегося
при конденсации пара, соприкасающегося с холодными составляющими бетонной
смеси, а также со стенками и лопастями смесительного барабана. При конденсации
1 кг пара выделяется около 2250 кДж тепла. В процессе разогрева бетонной смеси
пар, конденсируясь, не только нагревает ее, но и образует часть воды затворения. К
моменту завершения приготовления бетонная смесь при максимальной структур-
ной и температурной однородности должна иметь заданную температуру, опреде-
ленное водосодержание (В/ц) и консистенцию.
Для определения оптимальных параметров пароразогрева смеси, а также спо-
собов его контроля и управления необходимо знать зависимость температуры,
влажности и консистенции разогреваемой смеси от ряда факторов.
Основными из них являются способ подачи пара в смеситель, его термодина-
мические параметры и расход, геометрические характеристики смесителя и его за-
полнение, начальные и конечные температуры и водосодержание смеси, интенсив-
ность перемешивания и скорость вращения барабана смесителя.
535
ГЛАВА 2. КОНТРОЛЬ КАЧЕСТВА НА СТРОИТЕЛЬНОЙ ПЛОЩАДКЕ
Возведение зданий и сооружений из монолитного железобетона в холодное
время года требует особого внимания к обеспечению высокого качества конструк-
ций. В этих условиях весьма важно организовать эффективную систему контроля за
производством бетонных работ и характера нарастания прочности бетона в процес-
се твердения и после распалубки.
Как известно, причины аварий зданий и сооружений, возводимых из монолит-
ного железобетона в зимнее время года, в основном происходят от преждевремен-
ного замораживания бетона применительно к тем или иным конструкциям. Разуме-
ется, большое влияние на это может оказать некачественный бетон или нарушение
технологии его выдерживания в конструкции, но это относится и к летним услови-
ям, хотя зимой их влияние оказывается более опасным. Согласно СНиП 3.03.01-87,
критическая прочность бетона зависит от классса бетона и условий эксплуатации
конструкций (табл. 5.2.1).
Таблица 5.2.1
Критические прочности бетона без добавок и с добавками антифризами
Класс бетона, Rn Критическая прочность к моменту замерзания, % от Т?28
без добавок с добавками противоморозными (антифризами)
В7,5...В10 50 30
В 12,5..В25 40 25
В 30 и выше 30 20
Для преднапряженных конструкций 80 -
Для конструкций, подвергающихся попеременному замораживанию и оттаиванию в водонасыщенном состоянии 70
Более жесткие требования следует предъявлять к пролетным конструкциям. Так,
в перекрытиях пролетом до 6 м бетон не следует замораживать до достижения 70%-
ной прочности от Я28, а пролетом более 6м- достижения не менее 80% от Я28.
Следует, однако, подчеркнуть, что к моменту загрузки конструкций проектной
нагрузкой бетон должен достигнуть 100%-ной прочности от Я28.
Контроль бетонных работ начинается с поступления на объект бетонной смеси,
которая по своему составу и пластичности должна соответствовать проектным дан-
ным. Состав указывается в паспорте, которым обязательно сопровождается бетон-
ная смесь. Пластичность, если она вызывает подозрение о несоответствии паспорт-
ным данным, должна проверяться на стройплощадке лабораторией или ответствен-
ным за производство бетонных работ в случае отсутствия на объекте лаборатории.
Кроме того, обязательно отбираются пробы бетона, из которых готовятся образцы и
выдерживаются в нормальных условиях.
536
Перед укладкой бетонной смеси в опалубку следует удостовериться в чистоте
арматуры и поверхности палубы.
Совершенно не допускается попадание в установленную опалубку снега и на-
мерзания его на стальной арматуре. В случае все же попадания снега в опалубку
следует ее продуть горячим воздухом от теплогенератора, и совершенно не допус-
кается применение для этой цели пара.
Во избежание намерзания бетонной смеси на палубу и арматуру при низких
температурах среды в бетонную смесь целесообразно вводить при приготовлении
(2-4% от массы цемента) противоморозную добавку.
Сразу после укладки в опалубку и уплотнения бетона неопалубленные поверх-
ности конструкции должны быть обязательно утеплены по пароизоляции, и начина-
ется прогрев методами, указанными в проекте производства работ. При этом долж-
ны строго соблюдаться мягкие режимы прогрева и осуществляться температурный
контроль за выдерживанием бетона построечной лабораторией или при ее отсутст-
вии - ответственным за производство бетонных работ.
Помимо температурного контроля за выдерживанием бетона необходимо вести
наблюдение за нарастанием его прочности. Такой контроль осуществляется нераз-
рушающими методами.
Контроль качества бетона неразрушающими методами, помимо нарастания его
прочности, позволяет определять прочность бетона в любой конструкции, опреде-
лять степень однородности бетона в конструкциях, выявлять дефекты в структуре
бетона и контролировать качество стыков.
В соответствии с действующими в настоящее время нормативными документа-
ми для контроля прочности бетона монолитных железобетонных конструкций мо-
гут использоваться следующие методы:
• метод определения прочности по контрольным образцам (ГОСТ 10180-90);
• неразрушающие методы контроля - метод отрыва со скалыванием
(ГОСТ 22690-88), ультразвуковой метод при сквозном прозвучивании (ГОСТ
17624-87), метод скалывания ребра (ГОСТ 22690-88);
• метод определения прочности по образцам, отобранным из конструкций
(ГОСТ 28570-90).
Метод определения прочности по контрольным образцам. Контрольные об-
разцы, изготовленные на месте производства работ, следует хранить в условиях
твердения бетона контролируемых конструкций. При этом возможность их повреж-
дения как во время твердения, так и в процессе доставки на испытания должна быть
исключена.
Для изготовления контрольных образцов бетона (кубов, цилиндров, балочек и
др.) рекомендуется применять только чугунные или стальные разъемные формы,
имеющие шлифованные внутренние поверхности с допусками не более 0,01 мм.
При формовании бетонной смеси ее уплотнение в образцах должно проводиться на
лабораторной виброплощадке с заданными параметрами вибрации (частота 3000
колебаний в 1 мин, амплитуда под нагрузкой 0,35 мм), так как иные приемы уплот-
нения (глубинными вибраторами, штыкованием и т. д.) создают различные режимы
обработки бетонной смеси и показывают обычно заниженные прочностные харак-
теристики бетона (рис. 5.2.1).
537
В общей системе подготовки и проведения контрольных испытаний качества
бетона важное значение имеют условия хранения контрольных образцов.
б)
Рис. 5.2Л. Оборудование для испытания бетона:
а - стальная форма; б - контрольный образец; в -- вибростол; г - гидравлический пресс
г)
Эти условия должны быть одинаковы для всех строительств и лабораторий,
осуществляющих контроль качества бетона, так как только при одинаковых услови-
ях твердения контрольных образцов могут быть получены данные испытаний, со-
поставимые с нормативными или проектными требованиями.
Поэтому после хранения свежеизготовленных образцов под влажной тканью в
течение 2-3 сут в помещении при температуре 20±2 °C их освобождают от форм,
маркируют и хранят в камере нормального режима твердения с относительной
влажностью не менее 90% и температурой воздуха 20±2 °C.
538
Прочностные показатели бетона при подборе состава в лабораторных услови-
ях, а также при испытаниях контрольных образцов в производственных условиях
рекомендуется определять испытаниями на сжатие, осевое растяжение и изгиб. В
тех случаях, когда основным расчетным напряжением является осевое растяжение,
прочность на растяжение устанавливается испытанием бетонных образцов-восьме-
рок.
Если проект не содержит такого условия, прочность при растяжении может
быть получена путем раскалывания образцов-кубов или образцов-цилиндров.
Институтом ВНИИжелезобетон разработаны удобные разъемные шлифован-
ные формы, предназначенные для изготовления контрольных бетонных образцов
при определении прочности бетона. Формы состоят из двух одинаковых узлов.
Каждый узел включает сваренные между собой три стенки, образующие три грани
одного куба и одну грань другого куба. Узлы соединены винтами с гайками кониче-
ской формы, которые не раскручиваются при вибрировании.
Для контроля прочности бетона в кассетах формы комплектуют крышками с
прижимным усилием на поверхность образца около 80 г/см2.
Формы изготовляют двухгнездовыми для образцов-кубов с ребрами 10, 15 и
20 см. Масса форм с крышками соответственно 9,1; 9,75 и 17,7 кг. Формы изготов-
ляет опытный завод института.
Статистический контроль однородности и прочности бетона позволяет опреде-
лить, какие средние значения прочности по отношению к нормируемым значениям
могут быть приняты при производстве бетонных работ в зависимости от достигну-
того коэффициента вариации.
Как показывает опыт, на практике обнаруживаются колебания прочностных и
других свойств бетона в сооружении. Эти колебания обусловлены неустойчивостью
процессов приготовления, транспортировки и укладки бетонной смеси и, как отме-
чалось, отклонениями от нормативных требований к точности дозирования матери-
алов на бетонном заводе, точности текущего контроля характеристик материалов,
применяемых для приготовления бетона, и др. Практически это приводит к тому,
что часто завышают прочностные и другие показатели бетона против проектных в
расчете на то, что завышение прочности позволит перекрыть все неполадки техно-
логического процесса приготовления и укладки бетонной смеси. Как правило, это
увеличивает расход цемента и экономичность бетона снижается. Строгий контроль
и тщательное соблюдение нормативов позволяют устранить перерасход цемента и
повысить экономичность бетона.
Колебание свойств бетона, укладываемого в сооружение, характеризуется ве-
личиной так называемого коэффициента вариации, который может быть определен
для любой характеристики бетона. Чем больше колебание свойств, тем больше ко-
эффициент вариации. Определение некоторых из этих характеристик очень трудо-
емко, поэтому коэффициент вариации вычисляют обычно для прочности при сжа-
тии. Эта величина легко определяется испытанием и может быть использована для
целей оперативного, повседневного контроля.
Производя систематические определения коэффициента вариации прочности
на конкретном строительстве, можно составить представление о степени однород-
ности укладываемого бетона и налаженности всего технологического комплекса бе-
539
тонных работ. Коэффициент вариации прочности бетона можно рассматривать как
числовое выражение технического уровня организации и выполнения бетонных ра-
бот на данном строительстве.
Чем меньше коэффициент вариации прочности бетона, тем выше технико-эко-
номический уровень строительства.
Другой контрольной величиной является так называемая средняя прочность бе-
тона. Отметим, что чем меньше коэффициент вариации прочности, тем средняя
контрольная прочность бетона может быть задана ближе к требуемой по проекту, и
этим будет достигнуто устранение перерасхода цемента. Чем больше коэффициент
вариации, тем больше на практике прибегают к завышению средней прочности, что
приводит к перерасходу цемента на строительстве.
Отсюда следует, что во всех случаях необходимо стремиться к обеспечению на-
именьшего в условиях строительства коэффициента вариации прочности бетона.
Для ориентировки можно указать, что при значениях коэффициента вариации
до 15% качество бетона и тщательность контроля считаются хорошими, от 15 до
20% - удовлетворительными и свыше 20% - неудовлетворительными.
Коэффициент вариации прочности бетона вычисляют по данным испытаний
образцов, пользуясь специальной инструкцией.
Предварительно нужно определить так называемую среднюю прочность образ-
цов бетона Rcp по формуле
Rcp = (Rl + R2 + - + Лн) I П>
где 7?b R2 ... Rn - прочность отдельных образцов; п - число образцов.
Затем определяют среднее квадратичное отклонение прочности образцов от
средней прочности по формуле
CT=VXfe+^)2/”’
где Ri - значения прочности образцов (от 1 до п).
Далее из отношения величины и к величине Rcp определяют в процентах коэф-
фициент вариации Cv по формуле
Cv=—100%.
Коэффициент вариации показывает, какой процент средней прочности состав-
ляет среднее квадратичное отклонение прочности.
Величина Cv зависит от многих факторов, которые можно разделить на две
группы:
• производственные факторы, к которым относятся переменная влажность за-
полнителей, недостаточно высокая точность дозирования компонентов бетона при
приготовлении бетонной смеси, загрязненность и неудовлетворительный фракци-
540
онный состав заполнителей, неравномерная проработка бетонной смеси при изго-
товлении контрольных обазцов и др.;
• технологические факторы, связанные с применением цемента различной ак-
тивности, корректированием составов бетона в связи с применением добавок но-
верхностно-активных веществ (ПАВ), неоднородностью составляющих бетон мате-
риалов в объеме образца, некоторыми отклонениями от условий механических ис-
пытаний образцов и др.
Действуя совместно, производственные и технологические факторы оказывают
сложное влияние на конечный результат, определяя среднюю прочность бетона, и
обусловливают результат каждого частного испытания.
Поэтому наряду с контролем всех основных технологических процессов в от-
ношении их стабильности по заданным параметрам необходима текущая производ-
ственная проверка качества бетона с обработкой ее результатов по указанным выше
статистическим зависимостям. Анализ данных позволяет поддерживать качество
бетона на высоком уровне, не допуская перерасхода цемента.
Контроль однородности и прочности бетона распадается на анализируемый
(базисный) и контрольный периоды. Анализируемый период, равный по длительно-
сти одному-двум месяцам, предназначен для сбора и обработки данных с целью оп-
ределения основных статистик, характеризующих производство, на котором пред-
полагается внедрить статистический контроль.
Контрольный период предназначен для контроля производства и сопоставле-
ния результатов с ранее полученными результатами. Коэффициент вариации проч-
ности бетона за этот период постоянен и равен коэффициенту вариации за предше-
ствующий анализируемый период. Длительность контрольного периода - от двух
недель до одного месяца.
Для получения статистических данных отбирают пробы и изготовляют из них
серии образцов, которые, в свою очередь, объединяют в партии.
На предприятии по производству товарной бетонной смеси из каждой пробы
следует изготовлять одну серию контрольных образцов для определения прочности
бетона в 28-суточном или любом другом установленном лабораторией возрасте, при
бетонировании конструкций - одну серию в заданные лабораторией сроки. Образ-
цы в первом случае должны твердеть в камере нормального хранения, на строитель-
ной площадке - в условиях, аналогичных условиям твердения бетона в конструк-
ции.
Для контроля прочности бетона в предварительно напряженных конструкциях,
при твердении его в несущей опалубке в зимних условиях и других обоснованных
случаях число серий образцов, изготовленных из одной пробы, должно быть увели-
чено, если не производились промежуточные контрольные испытания неразрушаю-
щими методами.
Для предварительно напряженных конструкций дополнительная серия образ-
цов должна быть испытана перед передачей усилия напряжения арматуры на бетон,
при бетонировании конструкции в несущей опалубке - перед снятием опалубки.
При зимнем бетонировании одна из серий должна быть испытана, когда температу-
ра упадет до 1-2 °C, а в конструкциях с противоморозными добавками - до расчет-
ной температуры. Вторая серия — запасная для получения контрольных данных.
541
При бетонировании в скользящей опалубке на месте изготовляют три серии об-
разцов, которые в случае твердения бетона при положительной температуре испы-
тывают в возрасте 1; 3 и 28 суток. В зимних условиях одну серию хранят в услови-
ях нормальной влажности и температуры и испытывают через 28 суток, остальные
образцы хранят в тепляке на наружных подвесных подмостях на расстоянии 0,5 м
от пола до выхода бетона равного им возраста из тепляка. При этом одну серию ис-
пытывают непосредственно перед выходом бетона из тепляка, а вторую хранят при
отрицательной температуре и испытывают весной после месячного хранения при
положительной температуре.
Серия образцов должна состоять из трех контрольных образцов-кубов, изготов-
ленных из бетонной смеси одной пробы, твердевших в одинаковых условиях и ис-
пытанных в одном и том же возрасте. Изготовлять два образца в серии допускается
только тогда, когда коэффициент вариации, рассчитанный по результатам испыта-
ний 12 образцов, не превышает 5%, а также в тех случаях, когда есть возможность
сопоставить результаты испытаний контрольных образцов бетона, отобранных у
места укладки и на предприятии, поставляющем бетонную смесь.
Размер партии назначают исходя из того, что продолжительность ее изготовле-
ния не должна превышать суток для бетона монолитных конструкций зданий и со-
оружений.
От каждой партии бетона необходимо отбирать не менее двух проб из разных
замесов и не менее одной пробы за сутки на предприятии, выпускающем товарную
бетонную смесь, и двух проб за сутки - на строительных площадках при бетониро-
вании монолитных конструкций. Количество проб, выбираемых от каждой партии
бетона, должно быть постоянным в течение контролируемого периода.
Пробы бетона следует отбирать из произвольно выбранных замесов у места по-
грузки бетонной смеси в транспортную емкость - при производстве товарной бе-
тонной смеси и у места бетонирования - при бетонировании конструкций зданий и
сооружений.
На объектах с общим объемом бетонных работ не менее 50 м3 допускается про-
изводить оценку прочности бетона по данным предприятия, изготовляющего товар-
ную бетонную смесь, без изготовления контрольных образцов на месте укладки.
Это требование не распространяется на контроль прочности бетона при возведении
тонкостенных и каркасных конструкций, а также при замоноличивании стыков
сборных и сборно-монолитных конструкций.
На приобъектных бетонных заводах производительностью до 15 м3 в смену до-
пускается оценку прочности бетона производить только по данным испытания кон-
трольных образцов, изготовленных непосредственно у места укладки бетонной
смеси в конструкции.
Последний из них применяется, как правило, при инспекционных и экспертных
испытаниях прочности бетона в конструкциях, вновь возводимых и реконструируе-
мых зданий и сооружений.
Кроме перечисленных методов допускается определение прочности бетона
другими методами неразрушающего контроля (метод упругого отскока, метод пла-
стической деформации, метод ударного импульса, метод испытания бетона в про-
бах, отобранных из конструкций).
542
Метод пластической деформации. Большое распространение в последние го-
ды получил еще один стандартизованный метод, предусматривающий применение
ручного эталонного молотка конструкции К.П. Кашкарова. Этот метод учитывает
непостоянство энергии удара. Для этого конструкция молотка предусматривает од-
новременное нанесение удара по бетону и по стальному стержню с эталонной твер-
достью. При изменении энергии удара одновременно изменяются диаметры отпечат-
ков на бетоне d6 и на стержне d3. Прочность бетона определяют по градуировочной
кривой в зависимости от Погрешность определения прочности молотком Каш-
карова 15-20% (рис. 5.2.2). Выбор того или иного метода определения прочности бе-
тона при возведении монолитных железобетонных конструкций зависит от возмож-
ности исполнителей строго выполнять требования соответствующих норм, стандар-
тов и рекомендаций, относящихся к данному методу определения прочности.
Рис. 5.2.2. Эталонный молоток Кашкарова:
1 - корпус; 2 - ручка; 3 - головка; 4 - пружина; 5 - стакан с отверстиями для шарика и эталонно-
го стержня; 6 - стержень; 7 - стальной шарик
Опыт практической работы показывает, что метод определения прочности бе-
тона по контрольным образцам дает достаточно точные результаты при естествен-
ном твердении бетона (обычно в теплое время года).
При использовании прогрева для ускорения твердения бетона обычно не удает-
ся точно выдержать температурно-влажностный режим твердения бетона образцов
(особенно это относится к вертикальным конструкциям и к массивным конструкци-
ям). Различие в режимах выдерживания образцов и конструкций приводит к серь-
езным ошибкам в определении прочности бетона в конструкциях.
Кроме того, объем контроля по образцам в соответствии с ГОСТ 18105-86 ча-
сто оказывается очень мал по сравнению с объемом укладываемого бетона, так как
стандарт требует отбора всего 1-й пробы (3 образца куба) от объема бетона, уложен-
ного на стройплощадке за одни сутки.
543
При использовании механических и ультразвуковых методов контроля прочно-
сти бетона обеспечивается достаточная быстрота и точность получения данных о
прочности бетона непосредственно в конструкциях. Но при этом для всех исполь-
зуемых приборов должны быть построены градуировочные зависимости для данно-
го бетона. Эти зависимости должны регулярно проверяться и обновляться. Отступ-
ления от правил могут приводить к ошибкам в 2 и больше раз.
Метод отрыва со скалыванием и метод скалывания ребра имеют преимущества
по сравнению с другими методами неразрушающего контроля, поскольку являются
прямыми, позволяют использовать универсальную градуировочную зависимость и
определять прочность бетона не на поверхности, а в более глубоких слоях.
При контроле нарастания прочности бетона по температурным режимам вы-
держивания очень важно соблюдать правила устройства температурных скважин,
правила ухода за ними, правила измерения температуры. Отступление от этих пра-
вил также приводит к серьезным ошибкам.
В соответствии с ныне действующими нормативными требованиями определе-
ние прочности бетона следует выбирать с учетом его проектной прочности по
табл. 5.2.2.
Таблица 5.2.2
Неразрушающие методы определения прочности бетона
Метод Предельные значения прочности бетона, МПа
Отрыв со скалыванием __ ______________ 1 5...100
Скалывание ребра __ ___ _____ 5.-ZQ
Упругий отскок и пластическая деформация___ __ _ _ ___ 5...60
Упругий импульс _ _________ ____ _______ J0...70 ________ j
Отрыв __________ _ ______ ___________5...60______ _
Ультразвуковой метод _ __ _ 7,5...35
В последнее время для неразрушающего контроля прочности бетона монолит-
ных конструкций применяется ультразвуковой метод способом поверхностного
прозвучивания.
Прочность бетона определяют по градуировочной зависимости. Градуировоч-
ная зависимость устанавливается между прочностью бетона и косвенной характе-
ристикой прочности.
Для испытания методом отрыва со скалыванием, методом скалывания ребра,
как было сказано выше, допускается использовать единые градуировочные зависи-
мости, приведенные в приложениях 5 и 6 ГОСТ 22690-88.
Для испытания методом упругого отскока, пластической деформации, ударно-
го импульса и отрыва градуировочные зависимости устанавливаются на основании
данных определения косвенных характеристик прочности в образцах-кубах и по-
следующих их испытаний на прессе. К сожалению, на практике во многих случаях
невозможно выполнить некоторые требования ГОСТ 22690-88 по соотношению
температуры, влажности и возраста бетона образцов и испытываемой конструкции.
Поэтому для построения градуировочной зависимости допускается использовать в
качестве прямого метода определения прочности метод отрыва со скалыванием.
544
ГЛАВА 3. ОРГАНИЗАЦИЯ ГЕОДЕЗИЧЕСКИХ РАБОТ В СТРОИТЕЛЬСТВЕ
При возведении сложных зданий и сооружений в монолитном или сборно-мо-
нолитном исполнении необходимо обращать особое внимание на оперативный гео-
дезический контроль точности возведения с немедленной обработкой измерений и
применением при необходимости корректирующих воздействий. Нарушения точно-
сти приводят к необходимости проведения дополнительных доводочных работ, а в
ряде случаев и к необратимому снижению качества, в том числе несущей способно-
сти возводимых конструкций.
В этой связи особое значение приобретает уровень геодезического обеспечения
при возведении монолитных зданий и сооружений, который для крупных и слож-
ных объектов регламентируется проектом производства геодезических работ
(ППГР). Геодезические работы предшествуют, сопровождают и завершают строи-
тельство зданий и сооружений. На всех указанных этапах они призваны обеспечить
качественное выполнение работ, исключить дефекты и переделки, создать условия
для эффективного труда.
Правильность выполнения общестроительных, монтажных и специальных ра-
бот зависит от уровня геодезического образования инженерно-технических работ-
ников. В общем положении СНиП 3.01.03-84 (п. 1.1) указывается, что геодезичес-
кие работы следует выполнять в объеме и с точностью, обеспечивающими при раз-
мещении и возведении объектов строительства соответствие геометрических пара-
метров проектной документации, требованиям строительных норм, правил и госу-
дарственных стандартов.
3.1. ОРГАНИЗАЦИЯ ГЕОДЕЗИЧЕСКИХ РАБОТ
На строительно-монтажной площадке выполняются следующие геодезические
работы:
1. Создание геодезической разбивочной основы для строительства, включаю-
щей построение разбивочной сети строительной площадки и перенесение на мест-
ность основных или главных разбивочных осей зданий и сооружений (для крупных
и сложных объектов и зданий выше 9 этажей - построение внешних разбивочных
сетей зданий, сооружений), магистральных и внеплощадочных линейных сооруже-
ний, а также для монтажа технологического оборудования.
2. Разбивка внутриплощадочных, кроме магистральных, линейных сооружений
или их частей, временных зданий и сооружений или объектов стройгенплана.
3. Создание внутренней разбивочной сети здания, сооружения на исходном и
монтажном горизонтах и разбивочной сети для монтажа технологического оборудо-
вания, если это предусмотрено в проекте производства геодезических работ (ППГР)
или в проекте производства работ (ПНР), а также производство детальных разби-
вочных работ.
4. Геодезический контроль точности геометрических параметров зданий и со-
оружений, исполнительные съемки с составлением геодезической документации.
546
5. Геодезические измерения деформаций оснований, конструкций зданий, со-
оружений и их частей, если это предусмотрено проектной документацией, установ-
лено авторским надзором или органами государственного контроля.
Создание геодезической разбивочной основы для строительства и геодезичес-
кие инструментальные измерения деформаций (п. 1; 5) - обязанность заказчика.
Производство геодезических работ в процессе строительства (п. 2; 3; 4) и визуаль-
ное наблюдение за деформациями входят в обязанности подрядчика.
Геодезические работы являются неотъемлемой частью технологического процес-
са строительного производства. Их осуществляют по единому для данной строитель-
ной площадки графику, увязанному со сроками выполнения общестроительных, мон-
тажных и специальных работ и изложенных в геодезической части проекта производ-
ства работ. При строительстве крупных и сложных объектов, а также зданий выше
9 этажей разрабатываются проекты производства геодезических работ.
Геодезические работы выполняют после предусмотренной проектной докумен-
тацией расчистки территории, освобождения ее от строений, подлежащих сносу, и,
как правило, после вертикальной планировки.
Работники геодезической службы и строительно-монтажных организаций ру-
ководствуются в своей деятельности следующими нормативными документами по
геодезическим работам:
1. СНиП 3.01.03-84. Геодезические работы в строительстве.
2. Пособие по производству геодезических работ в строительстве (к СНиП
3.01.03-84).
3. СНиП 3.01.01-85. Организация строительного производства.
4. Пособие по разработке проектов организации строительства и проектов про-
изводства работ для жилищно-гражданского строительства (к СНиП 3.01.01-85).
М.: Стройиздат, 1989.
5. СНиП 3.01.04-87. Приемка в эксплуатацию законченных строительством
объектов.
6. СНиП 3.02.01-87. Земляные сооружения, основания и фундаменты.
7. СНиП 3.03.01-87. Несущие и ограждающие конструкции.
8. Система обеспечения точности геометрических параметров в строительстве:
- ГОСТ 21778-81. Основные положения;
- ГОСТ 21779-82. Технологические допуски;
- ГОСТ 21780-83. Расчет точности;
- ГОСТ 23615-79. Статистический анализ точности;
- ГОСТ 23616-79 с изм. Контроль точности.
СНиП 3.01.03-84 рассматривает четыре вида геодезических работ с прил. 1-15,
в которых указываются условия обеспечения точности измерений, схемы разбивоч-
ных сетей, конструкции знаков для закрепления основных или главных разбивоч-
ных осей зданий, акт приемки-передачи геодезических работ, исполнительные схе-
мы и чертежи.
Пособие к СНиП 3.01.03-84 детально излагает содержание проекта производ-
ства геодезических работ (Ш1ГР) и пятый вид геодезических работ. В ППГР опре-
деляется объем, методы, точность, сроки и стоимость геодезических работ.
547
СНиП 3.01.01-85 рассматривает организацию строительного производства в
десяти главах и восьми приложениях.
В главах излагаются подготовка, организация и управление производством, ма-
териально-техническое обеспечение, качество работ и охрана окружающей среды.
В приложениях даны состав и содержание ПОС и ППР, акты по приему й передаче
работ, конструкций и др.
Пособие к СНиП 3.01.01-85 подробно излагает содержание ПОС и ППР. В ПОС
приводятся указания о построении геодезической разбивочной основы, применении
специальных геодезических приборов и особенности по методике измерений.
В геодезической части ППР описаны технологические карты отдельных видов
геодезических работ, схемы размещения знаков по закреплению осей, точность и
условия выполнения геодезических работ.
В СНиП 3.01.04-87, СНиП 3.02.01-87, СНиП 3.03.01-87 приведены предель-
ные отклонения на производство и приемку отдельных видов работ, указывается
контроль (метод, объем, вид регистрации).
Документы ГОСТ 21779-82, ГОСТ 21780-83, ГОСТ 23615-79, ГОСТ 23616-79
представляют взаимосвязанную систему, учитывающую проектирование зданий, из-
готовление элементов, выполнение разбивочных и строительно-монтажных работ.
В СНиП допустимая точность измерений и работ нормируется через предель-
ные отклонения (погрешности), а в ГОСТ - через допуск.
Все приборы и инструменты, применяемые для измерений и контроля, можно
разделить на четыре группы: обычные геодезические приборы; специальные геоде-
зические приборы; малые контрольные приборы; приспособления и устройства.
Названия, шифры и документы, определяющие применение тех или иных при-
боров, даны в табл. 5.3.1. Геодезические приборы и инструменты должны быть по-
верены (проверены и исправлены).
Таблица 5.3.1
Приборы и инструменты для геодезических работ
№ п/п Группа приборов и инструментов Название, шифр Документы, определяющие применение
1 Обычные геодезиче- ские приборы Теодолиты: 2ТЗО, 4ТЗОП, 4Т15П, Т5, ЗТ5КП Нивелиры: НЗ, 2Н-ЗЛ Ленты: ЛЗ-20, ЛЗШ-50 Рулетки: 20, 30,50 м ПНР, геодезиче- ская часть
2 Специальные геодези- ческие приборы Приборы вертикального проектирования. Лазерные визиры, нивелиры, теодолиты: ЛВ, ЛН,ЛТ ПОС, геодезиче- ская часть
3 Малые контрольные приборы Отвес, рейка-отвес, уровни, ватерпас Заявки на изготов- ление подрядчиком
4 Приспособления и устройства Шаблоны, кондукторы Заявка на изготов- ление подрядчиком
548
Геодезические работы в строительстве линейных сооружений, монтаже под-
крановых путей, вертикальной планировке целесообразно выполнять лазерными
приборами.
Геодезическая часть проекта производства работ.
ПОС и ПНР - исходные документы, используемые при проектировании и орга-
низации инженерно-геодезических работ. Основой для разработки проектов органи-
зации работ являются технико-экономические обоснования, материалы инженерных
изысканий, сроки строительства, решения по конструктивным и технологическим
схемам, сведения об условиях материально-технического обеспечения. ПОС разра-
батывают на весь объем строительства, его состав и содержание могут изменяться с
учетом сложности строительства объекта. В ПОС для сложных объектов могут быть
включены указания о проведении испытаний и режимных наблюдений (сейсмомет-
рических, гидрогеологических, геохимических, геодезических - например, наблюде-
ний за деформациями земной поверхности) для обеспечения качества и надежности
возводимых конструкций, указания особенностей построения геодезической разби-
вочной основы и методов геодезического контроля в процессе строительства.
Для крупных объектов со сложными объемно-планировочными решениями,
уникальным технологическим оборудованием, которое необходимо установить с
высокой точностью, или возводимых в особо сложных геологических и природных
условиях в составе ПОС может быть предусмотрена разработка специального раз-
дела «Организация геодезического обеспечения строительства», включающего во-
просы организации геодезических работ при создании опорной сети, выносе на ме-
стность осей и точек, контроле строительно-монтажных работ и материально-тех-
нического обеспечения.
Проект производства работ может быть разработан как для строительства зда-
ния или сооружения в целом, так и для возведения их отдельных частей или выпол-
нения отдельных технически сложных работ. Исходные данные для ППР содержат-
ся в ПОС и рабочей документации. При составлении ППР необходимо учитывать
условия и сроки поставки конструкций, материалов и оборудования, возможность
использования строительных машин и транспорта, обеспеченность кадрами.
В ППР указывают мероприятия, обеспечивающие требуемую точность уста-
новки, пространственную неизменяемость конструкций в процессе монтажа. В свя-
зи с этим требованием в ППР включают решения по производству геодезических
работ, приводят схемы размещения знаков, указания о необходимой точности и
средствах геодезического контроля выполнения строительно-монтажных работ, а
также разрабатывают программы необходимых испытаний и режимных наблюде-
ний, в том числе наблюдений за деформациями строящихся сооружений.
Так как геодезические работы служат составной частью процесса строительст-
ва, их проектирование ведется параллельно с разработкой общей документации и
характеризуется комплексностью и стадийностью.
Проектирование геодезического обеспечения возведения сложных объектов
осуществляется разработкой в составе ППР геодезической части или подготовкой
самостоятельного документа - проекта производства геодезических работ.
Проект производства геодезических работ, как правило, разрабатывает гене-
ральная подрядная организация или специализированная проектная организация.
549
ППГР - основной документ, определяющий содержание, объем, методы, точ-
ность, сроки и стоимость геодезических работ при возведении здания. Основанием
для разработки ППГР служит техническое задание, утвержденное заказчиком.
Техническое задание определяет:
- наименование и местоположение объекта, его характеристики и назначение;
- виды геодезических работ, подлежащих включению в ППГР, и особые требо-
вания к их точности;
- перечень представляемых в составе 11111Р материалов (графики, расчеты и др.);
- исходные данные (координаты и высоты, привязочные элементы).
Содержание ППГР согласовывается с ПОС и ППР. Исходными данными явля-
ются материалы инженерно-геодезических изысканий, проектные и строительные
генеральные планы, рабочие чертежи в виде планов, разрезов профилей коммуни-
каций, технические решения по организации строительства, в том числе календар-
ные и сетевые графики работ.
ППГР разрабатывают на следующие этапы строительства:
- подготовительный период;
- период возведения объекта;
- период наблюдения за деформациями.
ШИ Р состоит из пояснительной записки и комплекта графических документов.
В пояснительной записке указывают:
- исходные данные и основные положения проекта;
- обоснования точности геодезических работ на всех этапах;
- методику и точность построения геодезической основы строительной пло-
щадки;
- методику геодезических работ при возведении подземной и надземной частей
сооружения, монтаже конструкций и технологического оборудования;
- технологию производства исполнительных съемок и составления исполни-
тельной документации;
- методику геодезических наблюдений за деформациями сооружения и положе-
нием оборудования в период" эксплуатации.
Из-за многообразия проектных решений, конструктивных особенностей возво-
димых объектов предварительный расчет и обоснование точности создания внеш-
ней и внутренней разбивочных сетей является наиболее важной задачей при разра-
ботке ППГР, так как именно создание сетей необходимой точности обеспечивает со-
блюдение пространственных геометрических параметров зданий и сооружений.
Разработанную методику геодезических работ иллюстрируют:
- схемами плановых и высотных сетей;
- схемами зон видимости с учетом их возможных изменений;
- схемами производства разбивочных и контрольно-измерительных работ;
- чертежами геодезических знаков и центров.
В этой части ППГР приводят сводные графики потребности в кадрах, заявоч-
ные ведомости на приборы, материалы и оборудование, сетевые графики производ-
ства работ.
В смете на производство геодезических работ дают обоснование расценок,
норм времени, трудовых затрат и сводную таблицу стоимости работ.
550
Состав ППГР может изменяться в зависимости от вида сооружения и этапа
строительства. Структурно ППГР соответствует последовательности строительных
работ и процессов на строительной площадке: вынос и закрепление осей, разбивка
котлована, геодезическое обеспечение возведения «нулевого цикла», передача осей
на монтажные горизонты, разбивочные работы на монтажных горизонтах и т. д.
ППГР согласовывают с геодезической службой строительно-монтажной орга-
низации и утверждают руководители организации-исполнителя и заказчик проекта.
3.2. ПРИБОРЫ И ИНСТРУМЕНТЫ ДЛЯ ГЕОДЕЗИЧЕСКИХ РАБОТ
Нивелиром называют геодезический прибор, предназначенный для геометриче-
ского нивелирования, когда превышение измеряют горизонтальным лучом визирова-
ния. Сам же термин «нивелирование» означает определение высот точек земной по-
верхности относительно исходной точки («нуля высот») или над уровнем моря.
Основными частями нивелира являются зрительная труба, цилиндрический
уровень или заменяющий его компенсатор и подставка с горизонтирующим устрой-
ством (подъемные винты, шаровая пята или клиновые диски).
Нивелиры классифицируют по точности, способу установки визирной оси в го-
ризонтальное положение и по способу создания визирного луча.
По способу установки визирной оси в горизонтальное положение различают
нивелиры с уровнем при зрительной трубе и нивелиры с компенсатором. Компенса-
тор автоматически устанавливает линию визирования в горизонтальное положение,
что достигается пропуском визирного луча через свободно подвешенную в трубе
линзу, призму, зеркало или другое устройство.
По способу создания визирного луча современные нивелиры можно разделить
на три группы: оптические, лазерные и электронные.
Выполняемое на строительных площадках геометрическое нивелирование про-
водится с помощью точных и технических нивелиров.
Оптические нивелиры - самые распространенные приборы. Их многообразие
обусловлено широким спектром областей применения: от строительства и монтажа
оборудования до создания государственных нивелирных сетей. Служат для опреде-
ления разности высот точек.
Согласно ГОСТ 10528 по точности подразделяются на технические, точные и
высокоточные (см. рис. 5.3.1).
В основу обозначения нивелиров положена их точность: высокоточные - Н-05;
точные - Н-3; технические - Н-10. Приведенные цифры означают, что данным ни-
велиром определяют превышение со средней квадратической погрешностью не бо-
лее 0,5; 3; 10 мм на 1 км двойного хода.
Для нивелиров с компенсатором в шифре добавляется буква «К». Кроме того,
нивелиры изготавливаются с лимбом (шкалой) для измерения и отложения горизон-
тальных углов. В этом случае в шифре нивелира указывается буква «Л». Перед бук-
вой «Н» могут стоять цифры, обозначающие номер усовершенствования модели
прибора. Все современные нивелиры имеют зрительную трубу прямого изображе-
ния и поэтому в шифрах уже не ставят букву «П».
551
ППГР - основной документ, определяющий содержание, объем, методы, точ-
ность, сроки и стоимость геодезических работ при возведении здания. Основанием
для разработки ППГР служит техническое задание, утвержденное заказчиком.
Техническое задание определяет:
- наименование и местоположение объекта, его характеристики и назначение;
- виды геодезических работ, подлежащих включению в ППГР, и особые требо-
вания к их точности;
- перечень представляемых в составе 11111Р материалов (графики, расчеты и др.);
- исходные данные (координаты и высоты, привязочные элементы).
Содержание ППГР согласовывается с ПОС и ППР. Исходными данными явля-
ются материалы инженерно-геодезических изысканий, проектные и строительные
генеральные планы, рабочие чертежи в виде планов, разрезов профилей коммуни-
каций, технические решения по организации строительства, в том числе календар-
ные и сетевые графики работ.
ППГР разрабатывают на следующие этапы строительства:
- подготовительный период;
- период возведения объекта;
- период наблюдения за деформациями.
11111Р состоит из пояснительной записки и комплекта графических документов.
В пояснительной записке указывают:
- исходные данные и основные положения проекта;
- обоснования точности геодезических работ на всех этапах;
- методику и точность построения геодезической основы строительной пло-
щадки;
- методику геодезических работ при возведении подземной и надземной частей
сооружения, монтаже конструкций и технологического оборудования;
- технологию производства исполнительных съемок и составления исполни-
тельной документации;
- методику геодезических наблюдений за деформациями сооружения и положе-
нием оборудования в период"эксплуатации.
Из-за многообразия проектных решений, конструктивных особенностей возво-
димых объектов предварительный расчет и обоснование точности создания внеш-
ней и внутренней разбивочных сетей является наиболее важной задачей при разра-
ботке ППГР, так как именно создание сетей необходимой точности обеспечивает со-
блюдение пространственных геометрических параметров зданий и сооружений.
Разработанную методику геодезических работ иллюстрируют:
- схемами плановых и высотных сетей;
- схемами зон видимости с учетом их возможных изменений;
- схемами производства разбивочных и контрольно-измерительных работ;
- чертежами геодезических знаков и центров.
В этой части ППГР приводят сводные графики потребности в кадрах, заявоч-
ные ведомости на приборы, материалы и оборудование, сетевые графики производ-
ства работ.
В смете на производство геодезических работ дают обоснование расценок,
норм времени, трудовых затрат и сводную таблицу стоимости работ.
550
Состав ППГР может изменяться в зависимости от вида сооружения и этапа
строительства. Структурно ППГР соответствует последовательности строительных
работ и процессов на строительной площадке: вынос и закрепление осей, разбивка
котлована, геодезическое обеспечение возведения «нулевого цикла», передача осей
на монтажные горизонты, разбивочные работы на монтажных горизонтах и т. д.
ППГР согласовывают с геодезической службой строительно-монтажной орга-
низации и утверждают руководители организации-исполнителя и заказчик проекта.
3.2. ПРИБОРЫ И ИНСТРУМЕНТЫ ДЛЯ ГЕОДЕЗИЧЕСКИХ РАБОТ
Нивелиром называют геодезический прибор, предназначенный для геометриче-
ского нивелирования, когда превышение измеряют горизонтальным лучом визирова-
ния. Сам же термин «нивелирование» означает определение высот точек земной по-
верхности относительно исходной точки («нуля высот») или над уровнем моря.
Основными частями нивелира являются зрительная труба, цилиндрический
уровень или заменяющий его компенсатор и подставка с горизонтирующим устрой-
ством (подъемные винты, шаровая пята или клиновые диски).
Нивелиры классифицируют по точности, способу установки визирной оси в го-
ризонтальное положение и по способу создания визирного луча.
По способу установки визирной оси в горизонтальное положение различают
нивелиры с уровнем при зрительной трубе и нивелиры с компенсатором. Компенса-
тор автоматически устанавливает линию визирования в горизонтальное положение,
что достигается пропуском визирного луча через свободно подвешенную в трубе
линзу, призму, зеркало или другое устройство.
По способу создания визирного луча современные нивелиры можно разделить
на три группы: оптические, лазерные и электронные.
Выполняемое на строительных площадках геометрическое нивелирование про-
водится с помощью точных и технических нивелиров.
Оптические нивелиры - самые распространенные приборы. Их многообразие
обусловлено широким спектром областей применения: от строительства и монтажа
оборудования до создания государственных нивелирных сетей. Служат для опреде-
ления разности высот точек.
Согласно ГОСТ 10528 по точности подразделяются на технические, точные и
высокоточные (см. рис. 5.3.1).
В основу обозначения нивелиров положена их точность: высокоточные - Н-05;
точные - Н-3; технические - Н-10. Приведенные цифры означают, что данным ни-
велиром определяют превышение со средней квадратической погрешностью не бо-
лее 0,5; 3; 10 мм на 1 км двойного хода.
Для нивелиров с компенсатором в шифре добавляется буква «К». Кроме того,
нивелиры изготавливаются с лимбом (шкалой) для измерения и отложения горизон-
тальных углов. В этом случае в шифре нивелира указывается буква «Л». Перед бук-
вой «Н» могут стоять цифры, обозначающие номер усовершенствования модели
прибора. Все современные нивелиры имеют зрительную трубу прямого изображе-
ния и поэтому в шифрах уже не ставят букву «П».
551
Новинкой на российском рынке геодезических приборов стали оптические ни-
велиры с компенсатором от японской фирмы SOKKIA.
Технические характеристики нивелиров соответствуют данным, приведенным
в табл. 5.3.2.
/-У б)
Рис. 5.3.1. Оптические нивелиры:
а - технический нивелир ЗН5Л с цилиндрическим уровнем при трубе и горизонтальным лимбом;
б - технический автоматический нивелир ЗНЗКЛ с горизонтальным лимбом; в - точный автома-
тический нивелир ЗН2КЛ с горизонтальным лимбом; г - высокоточный нивелир Н-05
Лазерные нивелиры предназначены для построения видимой горизонтальной и
вертикальной плоскостей. При этом один из лучей, вращаясь, образует видимую ла-
зерную плоскость, второй луч проецирует перпендикулярную линию, а некоторые
приборы создают только вертикальный луч (зенит и надир). Основное отличие ла-
зерных построителей (нивелиров) от оптических нивелиров заключается в возмож-
ности увидеть построенную разбивочную плоскость.
552
Таблица 5.3.2
Технические характеристики нивелиров
Характеристики ЗН5Л ЗНЗКЛ ЗН2КЛ Н-05
Средняя квадра- тическая погрет- ность на 1 км двойного хода, мм С микромет- ром-насадкой, мм - - 1 0,4
Без микромет- ра-насадки, мм 4 3 2
Зрительная труба Изображение прямое обратное
Увеличение, крат 20х 22х ЗОх 42х
Минимальное расстояние визирования, м 1,2 1,5 2,2
Компенсатор Тип - х-образный, подвесной, с магнитным демпфером х-образный, подвесной, с воздушным демпфером -
Рабочий диапазон - ±15 -
Размер, мм 148x134x126 165x140x135 220x134x180 400x160x220
Масса нивелира, кг 1,4 1,5 2,0 6,0
Эти приборы используются при разбивочных и монтажных работах на строи-
тельных участках, для контроля монтажа оборудования, разметки и задания направ-
лений, монтажа стен и подвесных потолков, нивелирования полов, укладки плитки,
автоматизации ландшафтных работ, условий недостаточной освещенности и в мно-
жестве других случаев.
PLS2 - автоматический лазерный нивелир, оснащенный ярким видимым лазе-
ром, позволяющим построить горизонтальную и вертикальную плоскости
(рис. 5.3.2).
PLS3/PLS5 - автоматические лазерные нивелиры. Нивелир PLS3 позволяет по-
строить три взаимно перпендикулярных луча (один в горизонтальной плоскости и
два в вертикальной - зенит, надир), a PLS5 строит пять лучей (три в горизонталь-
ной плоскости и два в вертикальной - зенит, надир) (рис. 5.3.3).
PLS360/PLS360E - автоматические лазерные нивелиры, обеспечивающие ла-
зерными лучами видимую плоскость вокруг себя. Оснащены приемником лазерно-
го излучения (для PLS360E) (рис. 5.3.4).
Отечественные нивелиры семейства «Лимка» имеют следующие технические
характеристики (табл. 5.3.3).
«Лимка-горизонт» создает вращающийся лазерный луч в горизонтальной пло-
скости, а поворотная пентапризма позволяет строить вертикальные плоскости. Мо-
дификации этого нивелира:
- «Лимка-горизонт-1 Л» - с лимбом;
553
а)
Рис. 5.3.2. Лазерный нивелир PLS2:
а - яркий видимый лазер; б - построение вертикальной и горизонтальной плоскости
554
- «Лимка-горизонт-КЛ» - с компенсатором и лимбом (рис. 5.3.5).
«Лимка-Зенит» - простейший прибор вертикального проецирования. Для при-
ведения луча к вертикали снабжен двумя элевационными винтами и двумя цилинд-
рическими уровнями. Комплектуется поворотной призмой, которая позволяет стро-
ить горизонтальные плоскости.
Рис. 5.3.3. Лазерные нивелиры:
а - общий вид PLS5; б - PLS3 (три взаимно перпендикулярных луча); в - PLS5 (пять лучей)
555
a)
б)
Рис. 5.3.4. Лазерные нивелиры PLS360/PLS360E:
а - видимая плоскость и приемник лазерного излучения для PLS360E; б - общий вид
«Лимка-мини» может устанавливаться на любую поверхность или крепиться к
элементам конструкций с помощью струбцины {см. рис. 5.3.5). Комплектуется по-
воротной призмой, которая позволяет строить вертикальные плоскости.
556
Рис. 5.3.5. Лазерные нивелиры:
а - «Лимка-мини»; б - «Лимка-зенит»; в - «Лимка-горизонт 1Л/КЛ»
«Зенит»-прибор имеет функцию автоматического отключения при наклоне, пре-
вышающем пределы компенсации, и создает видимый красный луч зенит и надир.
К группе лазерных приборов можно отнести лазерные визиры, которые уста-
навливаются на геодезические приборы:
- «Лимка-ЛВТ» на теодолит 2ТЗОП, 4ТЗОП;
- «Лимка-ЛВН» на нивелиры 2НЗЛ, ЗН5Л.
Лазерные визиры при использовании пентапризмы могут создавать вертикаль-
ную плоскость при следующих технических характеристиках:
- диаметр лазерного пятна - 5 мм на 50 мм;
- масса - 0,3-0,4 кг.
Электронные или цифровые нивелиры - современные многофункциональные
геодезические приборы, совмещающие функции высокоточного оптического ниве-
лира, электронного запоминающего устройства и встроенного программного обес-
557
печения для обработки полученных измерений. Отличительной особенностью явля-
ется наличие электронного устройства, с высокой точностью снимающего отсчеты
по специальной штрих-кодовой рейке. Измеряющему достаточно навести прибор
на рейку, сфокусировать изображение и нажать кнопку; прибор выполнит измере-
ние, отобразит на экране значение отсчета по рейке, а также расстояние до нее.
Технические характеристики
Таблица 5.3.3
Лимка-горизонт; Лимка-горизонт-КЛ Лимка-зенит; Лимка-мини Зенит-прибор
Диаметр лазерного пятна 5 мм на 50 м 5 мм на 50 м Зенит 7 мм на 100м Надир 2 мм на 5 м
Точность горизонтирования Г Г Зенит ±5" Надир ±Г
Диапазон работы компенсатора ±30’ - Зенит ±30’ Надир ±30'
Масса, кг 1; 1,2 1; 0,4 1,5
Применение электронных нивелиров (рис. 5.3.6) позволяет исключить личные
ошибки мерщика и совершенствует методику измерений по таким направлениям:
создание карты для хранения данных; передача измерений в персональный компью-
тер; контроль наблюдений (задание допусков) и др. Некоторые технические харак-
теристики электронных нивелиров приведены в табл. 5.3.4.
а) б)
Рис. 5.3.6. Цифровые нивелиры:
а - электронный нивелир фирмы Sokkia SDL30M; б - электронный нивелир фирмы Trimble
DINI 12/12Т/22
Теодолиты - самые распространенные приборы для измерения горизонталь-
ных и вертикальных углов.
558
По конструкции современные теодолиты подразделяются:
- на оптические;
- электронные;
- лазерные (электронный теодолит со встроенным лазером).
По точности - на высокоточные, со средней квадратической погрешностью из-
мерения угла одним приемом до 1”, точные - 2-5” и технические 15-60”. В основ-
ном теодолиты выпускаются с компенсаторами, устраняющими ошибки, вызванные
наклоном прибора во время работы.
Таблица 5.3.4
Технические характеристики электронных нивелиров
Фирма Trimble Фирма Sokkia
Средняя квадратическая погрешность на 1 км двойного хода, мм 0,3...1,0 1,0
Диапазон работы компенсатора, мин ±15 ±15
Точность установки компенсатора, сек ±0,2 -
Диапазон измерений, м От 1,5 до 100 От 1,6 до 100
Точность измерения расстояний -1:1000 -1:1000
Масса прибора, кг 3,5; 3,8 2,4
Лазерный теодолит LDT50 (рис. 5.3.7, а) незаменим при работе в тоннелях,
подземных выработках, в условиях слабой освещенности.
Прибор совмещает в себе функции электронного теодолита и лазерного визира.
Возможность настройки значений функциональных клавиш пользователем делает
прибор удобным в использовании.
Теодолиты DT500A/DT500 (рис. 5.3.7, б) совершенный инструмент для измере-
ния углов. При использовании приборов исключаются ошибки отсчета (значения
углов выводятся на дисплей).
Таблица 5.3.5
Технические характеристики электронных теодолитов
LDT50 DT500A/DT500
Увеличение зрительной трубы ЗОх
СКП измерения углов, сек 5
Вес без батареи питания, кг 5,7 4,6/4,7
Диапазон измерений, м От 1,5 до 100 От 1,6 до 100
Рабочая температура, °C -20...+50
Оптический теодолит ЗТ2КП (рис. 5.3.8, а) применяют для измерения углов
в триангуляции, полигонометрии, в геодезических сетях сгущения, в прикладной
геодезии, астрономогеодезических измерениях.
559
Рис. 5.3.7. Электронные теодолиты фирмы Sokkia:
а - лазерный теодолит LDT50; б - теодолиты DT500A/DT500
Теодолит ЗТ5КП (рис. 5.3.8, б) применяют для измерения углов в геодезичес-
ких сетях сгущения, в прикладной геодезии, при проведении изыскательских работ,
при теодолитных съемках, маркшейдерских работах на поверхности.
Теодолиты серии 4Т (рис. 5.3.8, в, г) предназначены для измерения горизон-
тальных и вертикальных углов, а также нивелирования с помощью уровня на зри-
тельной трубе.
В основном применяются при производстве тахеометрических и теодолитных
съемках и других работах, не требующих высокой точности. Эти теодолиты ком-
пактны и просты в работе. Технические характеристики оптических теодолитов
представлены в табл. 5.3.6.
Таблица 5.3.6
Технические характеристики оптических теодолитов
Увеличение зрительной трубы
СКП измерения углов, сек
горизонтального
вертикального
Вес, кг
Наименьшее расстояние визирования, м
ЗТ2КП/ЗТ5КП 4Т15П/4Т30П
ЗОх 2Ux
2/5 15/20
2,4/5 15/30
4,7/4,3 3,45
0,9 1,2
Рейки геодезические. По назначению, материалу изготовления, делениям шкал
и длине рейки разделяются на четыре группы.
560
Рис. 5.3.8. Оптические теодолиты серии ЗТ и 4Т:
а - Т2КП; б - ЗТ5КП; в - 4Т15П; г - 4Т30П
561
Рейки для съемочных работ. Изготавливаются из алюминия, телескопические,
с сантиметровыми делениями и подписью дециметровых делений на одной сторо-
не и с миллиметровыми делениями на другой стороне (используются для измере-
ний), длиной 3, 4, 5 м и состоят из 3, 4, 5 секций. Благодаря небольшому весу и
универсальности удобны для использования в строительстве и переездах с прибо-
рами.
Рейки нивелирные. РНз-3000 - деревянная двусторонняя складная прямого
изображения, длина 3 м (рис. 5.3.9, а).
Рейки для цифровых нивелиров. Предназначены для конкретных нивелиров,
фиберглассовые или алюминиевые, разборные длиной 3, 4, 5 м (3, 4, 5 секций), с
штрих-кодом на одной стороне и сантиметровыми делениями на другой и подписью
дециметровых делений.
Рейки инварные для высокоточных нивелиров (рис. 5.3.9, б). Изготавливаются
длиной 1, 2, 3 м со шкалой 0,5 и 1 см. Комплектуются футлярами и телескопичес-
кими стойками.
Мерные вешки применяются для измерения высоты объектов, глубин колодцев
и других подобных работ. Изготавливаются алюминиевые (рис. 5.3.9, в), фиберглас-
совые с цифровыми делениями (рис. 5.3.9, г), фиберглассовые телескопические
длиной 4, 5, 6, 8, 12 м (секционные).
Визирные вешки. Используются при угловых измерениях, разбивочных рабо-
тах и визуальных наблюдениях. Изготавливаются фиберглассовые, металлические,
телескопические длиной 2 м (2 и 5 секций) (рис. 5.3.9, д, е).
Перед работой с рейками и вешками производят проверки с целью определения
пригодности их к измерениям. Проверки выполняют в следующем порядке.
Первая проверка. Определение правильности нанесения на рейках и вешках
длин метровых и дециметровых делений.
Проверку производят контрольной линейкой для рейки РН-3, а для PH-10 и ве-
шек - стальной рулеткой. Рейки считают пригодными для работы, если погрешно-
сти дециметровых и метровых интервалов не превышают ±0,4 мм для РН-3 и
±1,0 мм для PH-10.
Вторая проверка. Определение разности нулей реек.
Устанавливают нивелир и на расстоянии 20-25 м от него забивают в землю ко-
лышек, на который ставят рейку. Затем берут отсчеты по черным и красным сторо-
нам реек (не менее четырех по каждой стороне рейки, изменяя высоту прибора). Не-
равенство высот нулей черных и красных сторон двух реек находят как разность от-
счетов по ним.
Средняя разность по черным сторонам реек должна равняться нулю, а по крас-
ным - отличаться на 100 мм для РН-3 и на 0 мм для PH-10. В противном случае рей-
ки при нивелировании необходимо менять местами, чтобы избежать накопления по-
грешностей.
В целях уменьшения объема записей и вычислений при тригонометрическом
нивелировании применяют приборы, позволяющие определять автоматически эле-
менты измерений (горизонтальные и вертикальные углы, расстояния и их горизон-
тальные положения, превышения и отметки точек) и решать различные геодезичес-
кие задачи графически или с помощью встроенной микро-ЭВМ, а также регистри-
562
ровать на табло полученные данные, иметь выход на накопитель информации и ре-
шающие устройства.
Такие приборы называются тахеометрами (в пер. с греч. - «быстро измеряю-
щими»).
Тахеометры разрабатываются на основе теодолитов и изготавливаются четырех
типов: номограммные, электронные, авторедукционные и внутрибазные.
а) б) в) г) д) е)
Рис. 5.3.9. Нивелирные рейки, мерные и визирные вехи:
а - рейка деревянная РН-3000; б - инварные рейки GN713001; в - алюминиевые мерные вешки с
цифровым отсчетом, 5 м/8 м F880111, F880151; г - фиберглассовые мерные вешки с цифровым
отсчетом, 4 м/6 м/8 м/12 м; д - фиберглассовая телескопическая визирная вешка, 2 м, 5 секций;
е - металлическая визирная вешка, 2 м, 2 секции
С развитием электроники широкое применение в решении комплексных геоде-
зических задач получили электронные тахеометры, техническая характеристика ко-
торых дана в табл. 5.3.7.
Электронные тахеометры с различными версиями программного обеспечения
выпускаются фирмами: УОМЗ (Россия), Trimble (Германия), Sokkia (Япония)
(рис. 5.3.10, 5.3.11).
563
Для работы с приборами необходимо изучить по описанию последовательность
измерения ими, а затем на базисе (известные расстояния и отметки) определить не-
сколько раз его длины и отметки, сравнить результаты измерений с известными дан-
ными.
Таблица 5.3.7
Технические характеристики тахеометров
УОМЗ ЗТа5 Trimble, серия 3600 Sokkia, серия SET 300/500
Увеличение визирной трубы 304 304 304
Точность угловых измерений 5” 2", 3", 5" 3’75”
Диапазон измерения расстояний на одну призму, м 800 2500 2000
Точность измерения расстояний, мм ±(5 + 3xD км) ±(2 + 2xlO’6xD) ±(3 + 2xlO'6xD)
Хранение данных Внутренняя память
Вес без батареи питания, кг 5,6 6,7 5,2
Электронные тахеометры серии 220 (рис. 5.3.10, а) разработаны на основе по-
пулярной серии электронных тахеометров серии Power SET. Компактная зритель-
ная труба позволяет легко наводиться на цель. Вертикальные и горизонтальные на-
водящие винты, а также фокусирующее кольцо зрительной трубы имеют две скоро-
сти вращения для точного и грубого наведения.
Для эффективной работы электронный тахеометр имеет дисплей с обеих сто-
рон инструмента и полную алфавитно-цифровую клавиатуру. Для хранения данных
предусмотрена внутренняя память с неограниченным числом файлов работ.
Электронные тахеометры серии ПОМ (рис. 5.3.10, б) с сервомоторами. Наведе-
ние осуществляется системой серводвигателей, причем оператору достаточно ви-
деть в поле зрения отражатель (система Auto Pointing).
Электронные тахеометры серии 30R (рис. 5.3.10, в) (оборудованные новым ци-
фровым дальномером) позволяют измерять расстояния без использования отража-
телей, позволяет выполнять измерения на точки, на которые невозможно или опас-
но устанавливать отражатель. Узкий видимый лазерный луч имеет малый диаметр,
поэтому возможны измерения сквозь препятствия (листву, деревья, заборы). Пере-
ключение режима работы «без отражателя» - «призма» - «пленка» осуществляется
одной кнопкой.
Для быстрого наведения электронные тахеометры серии 3600 (рис. 5.3.10, г)
имеют бесконечные наводящие винты. Серия 3600 использует инфракрасную связь
в дополнение к обычной связи по RS232. Это позволяет обмениваться данными с
карманными компьютерами PDA, сотовыми телефонами и ноутбуками.
564
в)
Рис. 5.3.10. Электронные тахеометры фирм:
а - Sokkia SET 2220; б - Sokkia SET 41 ЮМ; в - Sokkia SET 230R; г - Trimble TTS 3600
565
a)
Рис. 5.3.11. Электронные тахеометры фирмы.Sokkia:
а - SET 5А; б - SET 5F; в - SET 510L; г - SET 500
566
ЛИТЕРАТУРА
1. Анпилов С.М. Опалубочные системы для монолитного строительства. Учебное
издание. - М.: Изд-во АСВ, 2005. - 280 с.
2. Акимова Л.Д., Аммосов Н.Г., Бадьин Г.М. Технология строительного произ-
водства. Л.: Стройиздат, Ленингр. отделение, 1987. - 606 с.
3. Атаев С.С. Интенсификация работ при возведении зданий из монолитного желе-
зобетона. М.} 1990.
4. Атаев С.С., Данилов Н.Н., Прыкин Б.В. и др. Технология строительного про-
изводства: Учеб, для вузов. - М.: Стройиздат, 1984. - 599 с.
5. Афанасьев А.А. Бетонные работы: Учеб, для проф. обучения рабочих на произ-
водстве. - 2-е изд., перераб. и доп. - М.: Высшая школа, 1991. - 288 с.
6. Афанасьев А.А., Данилов Н.Н., Копылов В.Д. и др. Технология строительных
процессов / Под ред. Н.Н. Данилова, О.М. Терентьева - 2-е изд., перераб. - М.: Высшая
школа, 2001. - 464 с.
7. Баженов Ю.М. Технология бетонных и железобетонных изделий. - Москва, 1984.
8. Березовский Б.И., Евдокимов Н.И., Жадановский Б.В. и др. Возведение моно-
литных конструкций зданий и сооружений. - М.: Стройиздат, 1981. - 335 с.
9. Бондаренко В.М., Суворкин Д.Г. Железобетонные и каменные конструкции:
Учебник для студентов вузов по специальности «Промышленное и гражданское строи-
тельство». - М.: Высшая школа, 1987. - 384 с.
10. Бондаренко В.М., Бакиров P.O., Назаренко В.Г., Римшин В.И. Железобетон-
ные и каменные конструкции: Учеб, для строит, спец, вузов / Под ред. В.М. Бондарен-
ко - 2-е изд., перераб. и доп. - М.: Высшая школа, 2002. - 876 с.
11. Бондаренко В.И., Пирогов В.А., Киреев Е.М. Холоднотянутая проволока по-
вышенной прочности класса Вр-600 (Врп-1) // Бетон и железобетон. - 1990. - № 6. -
С. 18-19.
12. Ван дер Хорст А.К.К. Целесообразность перехода к единственному классу ар-
матурной стали // Cement (перевод ВЦП № М-10579). - 1985. - № 1. - С. 19-22.
13. Волков Ю., Звездов А. Бетон - основа для современных небоскребов. Всерос-
сийский отраслевой журнал // Строительство. - 2004. - № 5.
14. Володин В.В. Контроль качества бетона и покрытий с помощью кернов И Авто-
мобильные дороги. - 1966. - № 8.
15. Ганин В.П. Расчет нарастания прочности бетона при отрицательных знакопере-
менных температурах И Труды 2-го Международного симпозиума по зимнему бетони-
рованию, РИЛЕМ. - М.: Стройиздат, 1975.
16. Гвоздев А.А., Дмитриев С.А., Крылов С.М. Новое в проектировании бетон-
ных и железобетонных конструкций. - М.: Стройиздат, 1977. - 272 с.
17. Гвоздев А.А., Дмитриев С.А., Гуща Ю.П. Новое в проектировании бетонных
и железобетонных конструкций. - М.: Стройиздат, 1978. - 263 с.
18. Геодезические работы в строительстве. Справочно-методическое пособие. НПО
«Наука - строительству». - СПб.: ВИТУ, 2003. - 192 с.
19. ГОСТ 12.0.001-82 (1999). ССБТ. Основные положения. Межгосударственный
стандарт. - М.: Изд-во стандартов, 1999. - 4 с.
567
20. ГОСТ 12.0.004-90. ССБТ. Организация обучения безопасности труда. Общие
положения. Межгосударственный стандарт. - М.: Изд-во стандартов, 1991. - 12 с.
21. ГОСТ 380-94. Сталь углеродистая обыкновенного качества. Межгосударствен-
ный стандарт. - Минск: ИПК Изд-во стандартов, 1997. - 8 с.
22. ГОСТ 5781-91. Сталь горячекатаная для армирования железобетонных конст-
рукций. Технические условия. - М.: Госстандарт, 1994. - 76 с.
23. ГОСТ 8478-81. Сетки сварные для железобетонных конструкций. Технические
условия. - М.: Госстандарт, 1983. - 6 с.
24. ГОСТ 10180-90 (СТ СЭВ 3978-83). Бетоны. Методы определения прочности по
контрольным образцам. - М.: Госстандарт, 1991. - 35 с.
25. ГОСТ 10528-76. Нивелиры. Технические условия.
26. ГОСТ 10529-79. Теодолиты. Типы и основные параметры. Технические требования.
27. ГОСТ 10812-74. Тахеометры. Типы. Основные параметры. Технические требования.
28. ГОСТ 10884—94. Сталь арматурная термомеханически упрочненная для железо-
бетонных конструкций. Технические условия. - Минск, 1994. - 25 с.
29. ГОСТ 12004—81. Сталь арматурная. Методы испытания на растяжение. -М.: Из-
д-во стандартов, 1983. - 11 с.
30. ГОСТ 11158-76. Рейки нивелирные. Технические условия.
31. ГОСТ 13015.0-83. Конструкции и изделия бетонные и железобетонные сбор-
ные. Общие технические требования. - М.: Изд-во стандартов, 1984. - 11 с.
32. ГОСТ 14637-89. Прокат толстолистовой из углеродистой стали обыкновенного
качества. Технические условия. - М.: Изд-во стандартов, 1991. - 10 с.
33. ГОСТ 19223-73. Светодальномеры. Типы. Основные параметры и технические
требования.
34. ГОСТ 20063-74. Теодолиты. Методы испытаний и поверки.
35. ГОСТ 20778-75. Кипрегель номограммный.
36. ГОСТ 21779-82. Система обеспечения точности геометрических параметров в
строительстве. Технические допуски. - М.: Изд-во стандартов, 1983. - 17 с.
37. ГОСТ 21807-76. Бункеры (бадьи) переносные вместимостью до 2 мз для бетон-
ной смеси. Общие технические условия. - М.: Изд-во стандартов, 1977. - 6 с.
38. ГОСТ 21830-76. Приборы геодезические. Термины и определения.
Технические требования.
39. ГОСТ 22550-77. Центриры оптические. Типы и основные параметры. Техничес-
кие требования. ГОСТ 22685-89. Формы для изготовления контрольных образцов бетона.
40. Технические условия. - М.: Изд-во стандартов, 1990. - 10 с.
41. ГОСТ 22690-88. Бетоны. Определение прочности механическими методами не-
разрушающего контроля. - М.: Изд-во стандартов, 1991. - 19 с.
42. ГОСТ 23477-79 (1989). Опалубка разборно-переставная мелкощитовая инвен-
тарная для возведения монолитных бетонных и железобетонных конструкций. Техниче-
ские условия. - М.: Изд-во стандартов, 1989. - 3 с.
43. ГОСТ 23478-79 (1993). Опалубка для возведения монолитных бетонных и же-
лезобетонных конструкций. Классификация и общие технические требования. - М.:
Изд-во стандартов, 1993. - 6 с.
44. Гуляев А.П., Астафьев А.С., Волкова М.А. и др. Высокопрочные арматурные
стали. - М.: Металлургия, 1966. - 138 с.
568
45. Гуща Ю.П. Равномерные относительные удлинения высокопрочной стержне-
вой арматуры И Межотраслевые вопросы строительства. Отечественный опыт. ЦНИИС.
НТИ. - 1967. - № 2. - С. 12-17.
46. Данилов КН., Чернов Т.П., Руффель Н.А. и др. Технология строительного про-
изводства. Учеб, для вузов / Под общ. ред. Н.Н. Данилова - М.: Стройиздат, 1977. - 440 с.
47. Джонс Р., Фокэуару И. Неразрушающие методы испытаний бетонов. - М.:
Стройиздат, 1973. - 296 с.
48. Диков Н.Д., Бочаров В.И., Кондрашов А.В. Организация строительства. - М.:
Стройиздат, 1970. - 252 с.
49. Дмитриев С.А., Калатуров Б.А. Расчет предварительно напряженных железо-
бетонных конструкций. - М.: Стройиздат, 1966.
50. Добронравов С.С. Строительные машины и оборудование: Справочник для
строит, спец, вузов и инж.-техн. работников. - М.: Высшая школа, 1991. - 456 с.
51. Досюк В.Д. Автоматическая линия ДМ-2 для заготовки и натяжения высоко-
прочной арматуры И Бетон и железобетон. - 1982. - № 12. - С. 17-19.
52. Евдокимов Н.И., Мацкевич А.Ф., Сытник В.С. Технология монолитного бе-
тона и железобетона: Учеб, пособие для строительных вузов. - М.: Высшая школа, 1980.
-335 с.
53. Железобетон в XXI веке: Состояние и перспективы развития бетона и железо-
бетона в России / Под ред. д.т.н. К.В. Михайлова / Госстрой России; НИИЖБ. - М.: Го-
тика, 2001. - 684 с.
54. Захаров А.И. Геодезические приборы: Справочник. - М.: Недра, 1989.
55. Кашкаров К.П. Контроль прочности бетона и раствора в изделиях и сооруже-
ниях. - М.: Стройиздат, 1967. - 96 с.
56. Кичихин Н.Н. Такелажные работы в строительстве. - М.: Высшая школа,
1983.-95 с.
57. Королев К.М. Механизация приготовления, и укладки бетонной смеси. - М.,
1986.
58. Королев К.М. Передвижные бетоно-, растворосмесители и бетононасосные ус-
тановки. - М., 1986.
59. Коршунова А.П., Муштаева Н.Е., Николаев В.А. Технология строительного
производства: Учеб, для вузов / Под ред. Н.Я. Сенаторова - М.: Стройиздат, 1982. - 288 с.
60. Красный Ю.М., Красный Д.Ю. Монолитное домостроение: Учеб, пособие. -
М.: Екатеринбург, 2000.
61. Красовская Г.М., Мадатян С.А., Крошков Б.В. Особенности натяжения тер-
мически упрочненной арматуры предварительно напряженных железобетонных конст-
рукций, предназначенных для эксплуатации в агрессивных средах // Технология заго-
товки и натяжения арматуры. - М.: Стройиздат, 1977. - С. 65-71.
62. Кугу шин А. А., Узлов И.Г., Калмыков В.В., Мадатян С. А. Высокопрочная ар-
матурная сталь. - М.: Металлургия, 1986. - 272 с.
63. Кужелев М.Ю. Свойства арматурной стали класса Ат-IVK // В кн.: Новое в созда-
нии и применении арматуры железобетонных конструкций. - М.: НИИЖБ, 1986. С. 28-32.
64. Леви С.С., Рабинович С.Г., Совалов И.Г. Бетонные и железобетонные работы.
-М.: Стройиздат, 1974.
65. Лещинский М.Ю. Испытание прочности бетона. - М.: Стройиздат, 1973. - 272 с.
569
66. Лещинский М.Ю., Попов В.Н., Хаютин Ю.Г., Дорф В.А. Установка для кон-
троля прочности бетона монолитных конструкций И Бетон и железобетон. - 1968. -
№ 5. - С. 25-26.
67. Ли Т., Сноу Ф., Томас Г. (США), Рао Р. (Индия). Новое развитие высокопроч-
ных и высокопластичных арматурных стержней и напрягаемых арматурных элементов
(пер. с англ.) // Материалы X конгресса ФИП. - Нью-Дели, 1986.
68. Ли Ф.М. Химия цемента и бетона. - М.: Госстройиздат, 1961.
69. Мадатян С А. Арматура железобетонных конструкций. - М.: Воентехлит, 2000. - 265 с.
70. Мадатян С.А. Стержневая арматура железобетонных конструкций. - М.: ВНИ-
ИНТПИ, 1991.-75 с.
71. Мадатян С.А. Высокопрочная стержневая арматура в СССР и за рубежом // Бе-
тон и железобетон. 1990. - № 6 - С. 4-6.
72. Мадатян С.А. Основные направления развития стержневой арматурной стали
для обычных и предварительно напряженных железобетонных конструкций. Сталь. -
1991.-С. 61-65.
73. Мадатян С.А. Общие тенденции производства и применения обычной и напря-
гаемой арматуры // Бетон и железобетон. - 1997. - № 1. - С. 2-5.
74. Мадатян С.А. Распределение остаточных деформаций по длине арматурных
стержней // Межотраслевые вопросы строительства. Отечественный опыт. ЦНИИС.
НТИ.- 1967.-№2.-С. 6-11.
75. Мадатян С.А. Технология натяжения арматуры и несущая способность желе-
зобетонных конструкций. - М.: Стройиздат, 1980. - 196 с.
76. Мадатян С.А., Черненко В.Т., Брагинский В.А. Эффективные виды арматуры
// Бетон и железобетон. - 1988. - № 9. - С. 21-23.
77. Миронов С.А. Теория и методы зимнего бетонирования. -М.: Стройиздат, 1975.
78. Миронов С.А., Малинский Е.Н. Основы технологии бетона в условиях сухо-
го и жаркого климата. - М.: Стройиздат, 1985.
79. Михайлов К.В. Перспективы применения неметаллической арматуры в предна-
пряженных бетонных конструкциях. - Бетон и железобетон - № 5. - 2003. - С. 29.. .30.
80. Михайлов К.В., Дмитриев А.С. Теория железобетона. - М.: Стройиздат, 1972. -190 с.
81. Мулин Н.М., Мадатян С.А., Кочетов А.И. К выходу Государственного стан-
дарта «Сталь арматурная. Методы испытания на растяжение» И Бетон и железобетон. -
1966.-№ 11.-С. 17-20.
82. Мулин Н.М. Стержневая арматура железобетонных конструкций. - М.: Строй-
издат, 1974. - 233 с.
83. Мурашев В.И. Трещиностойкость, жесткость и прочность железобетона. - М.:
Машстройиздат, 1950. - 286 с.
84. Невилль А.М. Свойства бетона. - М.: Госстройиздат, 1972.
85. Оболдуев А.Т., Гельман С.А., Кузьмин В.И., Черемский А.Л. Строительные
материалы для объектов капитального строительства Министерства обороны. ЛВВИС-
КУ, 1985.-342 с.
86. Патент на изобретение № 2179221 от 10 февраля 2002 г. - Опалубка. Автор:
С.М. Анпилов.
87. Пилипченко Ю.И. Проявление эффекта ВТМО при термическом упрочнении
арматурной стали 20ГС в процессе прокатки И Металлургическая и горная промышлен-
ность. - 1975. - № 5. - С. 30-32.
570
88. Политехнический словарь. Гл. ред. И.И. Артоболевский-М.: Советская Энцик-
лопедия. 1977. - 608 с.
89. Поль Э. Неразрушающие методы испытаний бетона. - М.: Стройиздат, 1967. -
179 с.
90. Предельные состояния элементов железобетонных конструкций. -М.: Стройиз-
дат, 1976. - 216 с.
91. Применение стали с пределом текучести выше 600 Н/мм2 для арматуры желе-
зобетона. СЭВ. Тема 1.26 / 3.85. - Будапешт, 1985. - Сентябрь.
92. Прозоров В.В., Кунгурцев А.К., Лавров М.Ф. Железобетонные, монтажные,
асфальтобетонные и изоляционные работы. ЛВВИСКУ, 1986.
93. Проценко П.В., Кунгурцев А.К., Попов Ю.В. Проектирование производства
железобетонных работ / Справочно-методическое пособие. - Л., 1977. - 193 с.
94. Пунагин В.Н. Бетон и бетонные работы в условиях сухого жаркого климата. -
Ташкент: издательство ФАН, 1974.
95. Ратц Э.Г. Железобетон с электротермическим натяжением арматуры. - М.:
Стройиздат, 1967. -231 с.
96. Рекомендации по производству бетонных работ в условиях сухого и жаркого
климата. - М.: НИИЖБ, 1975.
97. Рекомендации по применению в железобетонных конструкциях эффективных
видов стержневой арматуры. - М.: НИИЖБ, 1987. - 47 с.
98. Рискинд Б.Я. Практика электронатяжения арматуры предварительно напря-
женных железобетонных конструкций. - Челябинское кн. изд-во, 1962. - 140 с.
99. Рискинд Б.Я., Тюрин А.В. Упрочнение стержневой арматуры электротермиче-
ским способом. - М.: Стройиздат. - 1966. - 46 с.
100. Руководство по опалубочным системам PASCHAL. - Германия, 2001. - 289 с.
101. Руководство по опалубочным системам НОЕ ШАЛЬТЕХНИК. - Германия,
2000. - 272 с.
102. Руководство по производству бетонных работ. - М.: Стройиздат.
103. Руководство по прогреву бетона в монолитных конструкциях / Под ред.
В.А. Крылова, С.А. Амбрацумяна, А.И. Звездова - М.: РААСН НИИЖБ, 2005. - 275 с.
104. Стольников В.В., Губарь А.С., Судаков В.Б. Влияние возраста бетона на его
основные технические свойства. - Л.: Госэнергоиздат, 1960.
105. Свидетельство РФ на полезную модель № 12892 от 20 февраля 2000 г. Подвижная
опалубка для бетонирования перекрытий. Автор: С.М. Анпилов.
106. Скляр Б.Л. Изменение остаточных удлинений проволоки после разрыва И За-
водская лаборатория. - 1963. - № 9. - С. 1129-1133.
107. Слесарев Ю.М. Приготовление бетонной смеси и строительного раствора. -
М., 1984.
108. СНиП 2.01.07-85*. Нагрузки и воздействия. Минстрой России. - М.: ГП Ц1111,1996.
109. СНиП 2.03.01-84*. Бетонные и железобетонные конструкции. Госстрой
СССР. - АПП ЦИТП. - М.: 1989. - 155 с.
110. СНиП 3.01.03-84. Геодезические работы в строительстве / ЦНИИОМТП Гос-
строй СССР. - М.: 1984. - 20 с.
111. СНиП 3.03.01-87. Несущие и ограждающие конструкции / Госстрой СССР. -
М.: АПП ЦИТП, 1991. - 192 с.
571
112. СНиП 3.04.01-87. Изоляционные и отделочные покрытия / ЦНИИОМТП Гос-
строй СССР. - М.: 1988. - 41 с.
ИЗ. СНиП III-15-76. Бетонные и железобетонные конструкции монолитные. Пра-
вила производства и приемки работ / ЦНИИОМТП Госстрой СССР. - М.: 1976.
114. СНиП 12-03-2001. Безопасность труда в строительстве. Часть I. Общие требо-
вания. Система нормативных документов в строительстве / Госстрой России. - М.: ГУП
ЦПП, 2001.-47 с.
115. СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное
производство.
116. Система нормативных документов в строительстве / Госстрой России. - М.:
ГУП ЦПП, 2002.
117. СНиП 52-01-2003. Бетонные и железобетонные конструкции. Основные поло-
жения / Госстрой России. - М.: ГУП ЦПП, 2004. - 24 с.
118. Соколов Г.К. Технология и организация строительства: Учеб. -М.: Издатель-
ский центр «Академия», 2002. - 528 с.
119. Соколовский П.И. Арматурные стали. - М.: Металлургия, 1964. - 208 с.
120. Спиридонов А.И., Кулагин Ю.Н., Крюков Г.С. Справочник-каталог геодези-
ческих приборов. - М.: Недра, 1984.
121. Справочник PERI TRIO. - Германия, 2002. - № 9 - 81 с.
122. Справочник PERI. Опалубки и леса. - Германия, 2003. - 351 с.
123. Справочник PERI MULTIPLEX. - Германия, 1996. - 53 с.
124. Справочник VARIO. - Германия, 2000. - С. 318-319.
125. СТО АСЧМ 7-93. Прокат периодического профиля из арматурной стали.
ТУ. / Ассоциация Черметстандарт. - М.: 1993. - 22 с.
126. Суриков И.Н., Худик Ю.Т., Ивченко А.В. Термомеханически упрочненная
сталь класса At-IVC // Бетон и железобетон. - 1990. - № 6. - С. 8-9.
127. Теличенко В.И., Лапидус А.А., Терентьев О.М., Соколовский В.В. Техно-
логия возведения зданий и сооружений: Учеб, для строит, вузов, - М.: Высшая школа,
2004. - 446 с.
128. Терминология по стали для преднапряженного железобетона И Документ
ФИП-ЕКБ-РИЛЕМ. 24.1.20. - 1976. - 12 с. Русский, английский и французский тексты.
129. Технология опалубки PERI. Базовый учебный материал. - Германия, 2004. - 39 с.
130. Топчий В.Д., Жадановский Б.В, Широкова Л.А. и др. Бетонные и железобе-
тонные работы. Справочник строителя. - М.: Стройиздат, 1980. - 200 с.
131. Третьяков А.К., Рожненко М.Д. Арматурные и бетонные работы. - М., 1988.
132. Чирков Ю.М. Возведение монолитных конструкций и сооружений из легкого
бетона. М., 1984.
133. Феклин В.И. Технология возведения зданий и сооружений. Тольятти: ТолПИ,
1993.-265 с.
134. Хаютин Ю.Г. Монолитный бетон: Технология производства работ. - 2-е изд.
перераб. и доп. - М.: Стройиздат, 1991. - 576 с.
135. Шмит О.М. Опалубки для монолитного бетона / Пер. с нем. Айнгорн Л.М.;
под ред. Н.И. Евдокимова - М.: Стройиздат, 1987. - 160 с.
136. Ямбаев Х.К. Специальные геодезические приборы для инженерно-геодезиче-
ских работ. М.: Недра, 1990.
572
137. Bst 500 nach DIN 488. Eine Information der Tempcore - Gruppe. Juni 1986. - 3 p.
138. Design and Control of Concrete Mixtures, Engineering bulletin, Portland Cement
Association, 1968.
139. DIN 18 202 (промышленный стандарт). - Germany. 1998.
140. DIN 68 705 (промышленный стандарт). - Germany.
141. DIN EN 314-2 (Европейские нормы). - Germany.
142. DIN EN 1065 (Европейские нормы). - Germany. 1995.
143. EN 10080. Steel for the reinforcement of concrete. - Weldable ribbed reinforcing
steel B500 - Technical delivery conditions for bars, coils and welded. - CEN. 1995. - 43 p.
144. EN 10138. Prestressing steel. Parts 1, 2, 3 u 4. CEN. 1999. - 58 p.
145. ISO/DIS 6935-2. Steel for the reinforcement of concrete. Part 2. Ribbed bars. 1990.
146. Simon H., Economopoles M., Nilles P. Tempcore. A New process for the production
of high-guality reinforcing bars. I Iron and steel Engineer. - 1984. - March. - P. 53...57.
573
Учебное пособие
Сергей Михайлович Анпилов
ТЕХНОЛОГИЯ ВОЗВЕДЕНИЯ ЗДАНИЙ
И СООРУЖЕНИЙ ИЗ МОНОЛИТНОГО
ЖЕЛЕЗОБЕТОНА
Редактор: В.Ш. Мерзлякова
Верстальщик: Е.М. Лютпова
Компьютерный дизайн обложки: Н.С. Романова
Лицензия ЛР № 0716188 от 01.04.98. Формат 70x100 1/16
Бумага офсетная. Гарнитура Таймс. Усл. 36 п. л. Заказ № 559.
Издательство Ассоциации строительных вузов (АСВ)
129337, Москва, Ярославское шоссе, 26, отдел реализации - оф. 511
тел., факс: (499)183-56-83, e-mail: iasv@mgsu.ru, http://www.iasv.ru/
Отпечатано в ООО «Полиграфический комбинат «Зауралье».
640022, г. Курган, ул. К. Маркса, 106. E-mail: zpress@zaural.ru
С.М. Анпилов - Заслуженный
изобретатель Российской
Федерации, Почетный строитель
Минэнерго РФ, советник Рос-
сийской академии архитектуры
и строительных наук,
доктор технических паук, профессор кафедры «Железобетонных
п каменных конструкций» Самарского государственного
архитектурно - строительного университета, член Правления
Российского союза строителей, член Союза архитекторов
России, руководитель генподрядного проектно - строительного
Предприятия в городе Тольятти.
Он одним из первых на территории Самарской области
внедрил и успешно применяет в практике строительства
технологию возведения зданий и сооружений с использованием
монолитного железобетонного безригельного каркаса
Автор 2-х монографий, 23 научных работ, 52 патентов на
изобретения, промышленные образцы и полезные модели.