/
















































































































































































Текст
ГЛАВА 1. ТОПЛИВО И ЕГО СЖИГАНИЕ
В технике топливом называют вещества, реакция
соединения которых с кислородом воздуха сопровож-
дается выделением света и тепла1. Не все горючие ве-
щества могут быть использованы в качестве промыш-
ленного топлива. Для этого они должны обладать опре-
деленной скоростью горения, чтобы этот процесс был
регулируемым и эффективным в тепловом отношении.
Топливо должно быть относительно дешевым и практи-
чески доступным для добычи, должно выдерживать
длительное хранение и не выделять при горении вред-
ных газов. Этим условиям не удовлетворяют, например,
такие горючие вещества, как сера, спирт, ацетон, термит-
ные смеси и др.
1.1. Виды топлива, состав и свойства
Все известные разновидности технических топлив
делят по происхождению на естественные и искусствен-
ные/ а по агрегатному состоянию — на твердые, жидкие
и газообразные (табл. 1.1).
Таблица 1.1 Общая классификация технических топлив
По агрегатному состоянию
По происхождению
естественные искусственные
Твердое
Жидкое .
Газообразное
Дрова и древесные отхо-
ды, торф, сланцы, бурый
и каменный угли, антра-
цит
11сфть
Природный газ
Торфяные и буро*
угольные брикеты,,
кокс
?Дазут
Генераторный, коксо-
вый и доменный газы
К естественным относятся те вДды топлива, которые
используют в природном состоянии. Механическая обра-
ботка естественного топлива — дробление, грохочение,
промывка — не переводит его в разряд искусственного
1 Исключением из этого понятия является ядермое топливо,
которое в промышленных тепловых установках пока нс исполь-
зуется.
6
4
*1»
iK*
,р
J)P/7)LpJi/P
Негорючая
кость
кокса
ГОрЮООО ЛЫЛр/UO
оас/по
Ooup
и
Водяные
лоро/
1
КиСЛОрОс
llllllll
азот
X
v
Сухая
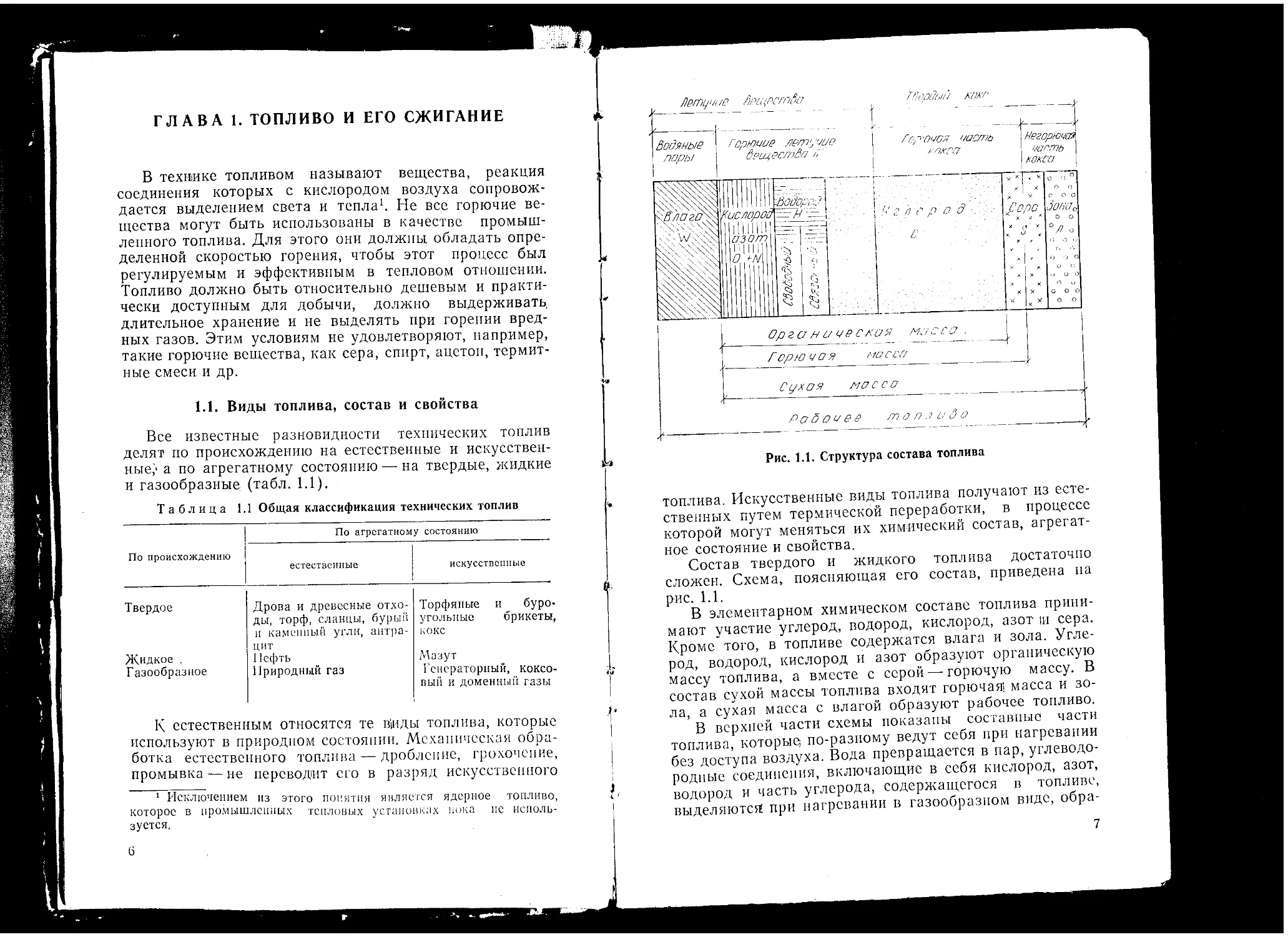
Рис. 1.1. Структура состава топлива
я.
X
X
X
к х
X
X
О о °
о о
с с о
30hiTQ
о о
о п
О Л о
О с j
и О О
п и
ООО
о о
топлива. Искусственные виды топлива получают из есте-
ственных путем термической переработки, в процессе
которой могут меняться их химический состав, агрегат-
ное состояние и свойства.
Состав твердого и жидкого топлива достаточно
сложен. Схема, поясняющая его состав, приведена на
рис. 1.1.
В элементарном химическом составе топлива прини-
мают участие углерод, водород, кислород, азот ih сера.
Кроме того, в топливе содержатся влага и зола. Угле-
род, водород, кислород и азот образуют органическую
массу топлива, а вместе с серой — горючую массу. В
состав сухой массы топлива входят горючая; масса и зо-
ла, а сухая масса с влагой образуют рабочее топливо.
В верхней части схемы показаны составные части
топлива, которые по-разному ведут себя при нагревании
без доступа воздуха. Вода превращается в пар, углеводо-
родные соединения, включающие в себя кислород, азот,
водород и часть углерода, содержащегося в топливе,
выделяются при нагревании в газообразном виде, обра-
1
7
зуя горючие летучие вещества. Содержание летучих
веществ в сухом топливе — его важная техническая ха-
рактеристика. От содержания летучих зависят длина и
цвет пламени, образуемого при горении топлива, и тем-
пература его самовоспламенения. Топливо с очень ма-
лым содержанием летучих горит без видимого пламе-
ни. Остальная часть углерода, не вошедшая в состав
летучей части топлива, вместе с серой и золой образует
коксовый остаток, причем углерод с горючей частью
серы образует горючую часть кокса, а зола с негорючи-
ми сернистыми соединениями — негорючую часть кокса.
Летучие горючие вещества сгорают в топочном (или
печном) пространстве и при более низкой температуре,
чем коксовый остаток. Последний горит в слое по прин-
ципу поверхностных реакций, т. е. в результате взаимо-
действия кислорода с поверхностью кусков кокса.
В справочных таблицах содержание компонентов топ-
лива в процентах приводится иногда или на органи-
ческую, или горючую, или сухую массу, в то время как
для расчетов горения топлива требуется знать его состав,
отнесенный к рабочей массе. В связи с этим возникает
необходимость в пересчете элементарного состава топ-
лива. Для этой цели используют коэффициенты, приве-
денные в табл. 1.2. Состав топлива с одной массы на
другую пересчитывают, умножая каждый элемент, со-
ставляющий данную массу, на соответствующий коэф-
фициент, например:
СР = СГ [100 — (ДР+ №Р) 1/100.
Составные части твердого топлива существенно вли-
яют на его технические свойства.
Углерод — самая существенная часть твердого топ-
лива. Он находится в топливе в связанном^ состоянии в
виде сложных органических соединений. Горение чистого
углерода беспламенио. Реакция полного горспия угле-
рода С+О2 = СО2+33 700 кДж/кг углерода, а неполного
горения —С+0,5 О2 = СО+5740 кДж/кг.
Водород находится в топливе в виде органических
соединений и является наиболее высококалорийной его
растыо. При горении водорода образуется влага, кото-
рая может находиться в парообразном или в жидком
состояниях.В зависимости от этого тепловые эффекты
горения водорода составляют: П2 + 0,5О2 = Н2Опар+
+ 119 800 кДж/кг; Н2+0,5О2=Н2О)КИдк+142 200 кДж/кг.
Разница 142 200—11980=22 400 кДж/гк Н2 или 22 400:
8
Т а б л п ц а 1.2. Коэффициенты для пересчета элементарного
состава топлива
Масса топлива, на которую производят пересчет
органичсская горючая сухая рабочая
Заданная
мисс а топ-
лива
Органиче- ск а я 1
Горючая 100
100—
Сухая 100
100—(S£ + 4е)
Рабочая 100
100 — (5Р + ДР + №
1
100
юо —дс
100—Л]<
100
1
100
100 — ГР
100-(ЛР ! ГР)
100
100 —ГР
100
1
Примечание. Символы A, W, S означают соответственно
содержание золы, влаги и серы; верхние индексы «г, с, р» относятся
соответственно к горячей,, сухой и рабочей массе топлива; нижним
индексом «к» обозначена колчеданная сера (вместе с сульфидной),
которая, как и органическая сера, является горючей в отличие от
сульфатной негорючей серы. В инженерных расчетах процесса горе-
ния топлива в связи со сравнительно небольшим содержанием в нем
серы все ее содержание в топливе принимают как горючую серу.
:9 = 2450 кДж/кг Н2О — скрытая теплота парообразова-
ния воды1, где 9 — количество воды, образующейся из
1 кг водорода.
Сера, как уже отмечалось, встречается в топливе в
трех видах. Органическая и колчеданная сера горит по
реакциям:
S+O2 = SOH-9190 кДж/кг, Fe2S +1,5 O2 = FeO+SO2+
+ 14 690 кДж/кг. Сера при горении образует ток-
сичные агрессивные газы и поэтому является в топливе
вредной составляющей. При общем содержании в топ-
ливе серы более 7% оно по пригодно для использования
в промышленных тепловых установках.
Лислород, находящийся й топливе, участвует в окис-
лении горючих веществ, делает пламя менее коптящим,
но одновременно снижает теплотворность топлива. Азот
является в топливе балластом: он не горит и горения ие
1 Скрытая теплота парообразования 2260 кДж/кг, принимае-
мая обычно в технических расчетах, отнесена не к 0, а к 100°С,
9
поддерживает. Зола — минеральная часть топлива,
затрудняет его сжигание, повышает тепловые потери и
снижает теплотворность топлива. Вода не участвует в
горении топлива, требует для испарения около 2450
кДж/кг теплоты и тем самым снижает теплотворность
топлива.
Состав жидкого топлива, так же как и твердого, ис-
числяют в процентах по массе и характеризуют теми же
составными частями.
Практическое значение для тепловых установок ке-
рамических заводов имеет только природный газ. Его
составными частями являются углеводороды: метан
СН4, этан СгНб, пропан C3Hs и бутан С4Ню. В неболь-
ших количествах в природном газе содержатся иногда
СО2 и N2, еще; реже — сернистые соединения. Подавля-
ющую долю (80—90%; по объему) в природном газе
составляет метан. При горении отдельных компонентов
газового топлива происходят следующие реакции (теп-
ловые эффекты приведены в кДж/м3 исходного газа):
СН4 + 2 О2 СО2 + 2 Н2О 4- 35 900;
С2Нб 4- 3,5 О2 - 2 СО2 + 3 Н2О + 63 800;
С3Н8 + 5 О2 = 3 СО2 4- 4 Н2О 4- 91 400;
С4Н10 + 6,5 О2 == 4 СО2 4- 5 Н2О 4- 118 800.
Таким образом, наиболее калорийными газовыми
компонентами являются бутан и пропан. Однако в при-
родном газе их доля незначительна: чаще всего менее
1% и максимально — 3—5%.
В табл. 1.3 приведены характерные составы твердо-
го и жидкого топлива. Полные характеристики топлив
СССР приведены в справочных пособиях [1].
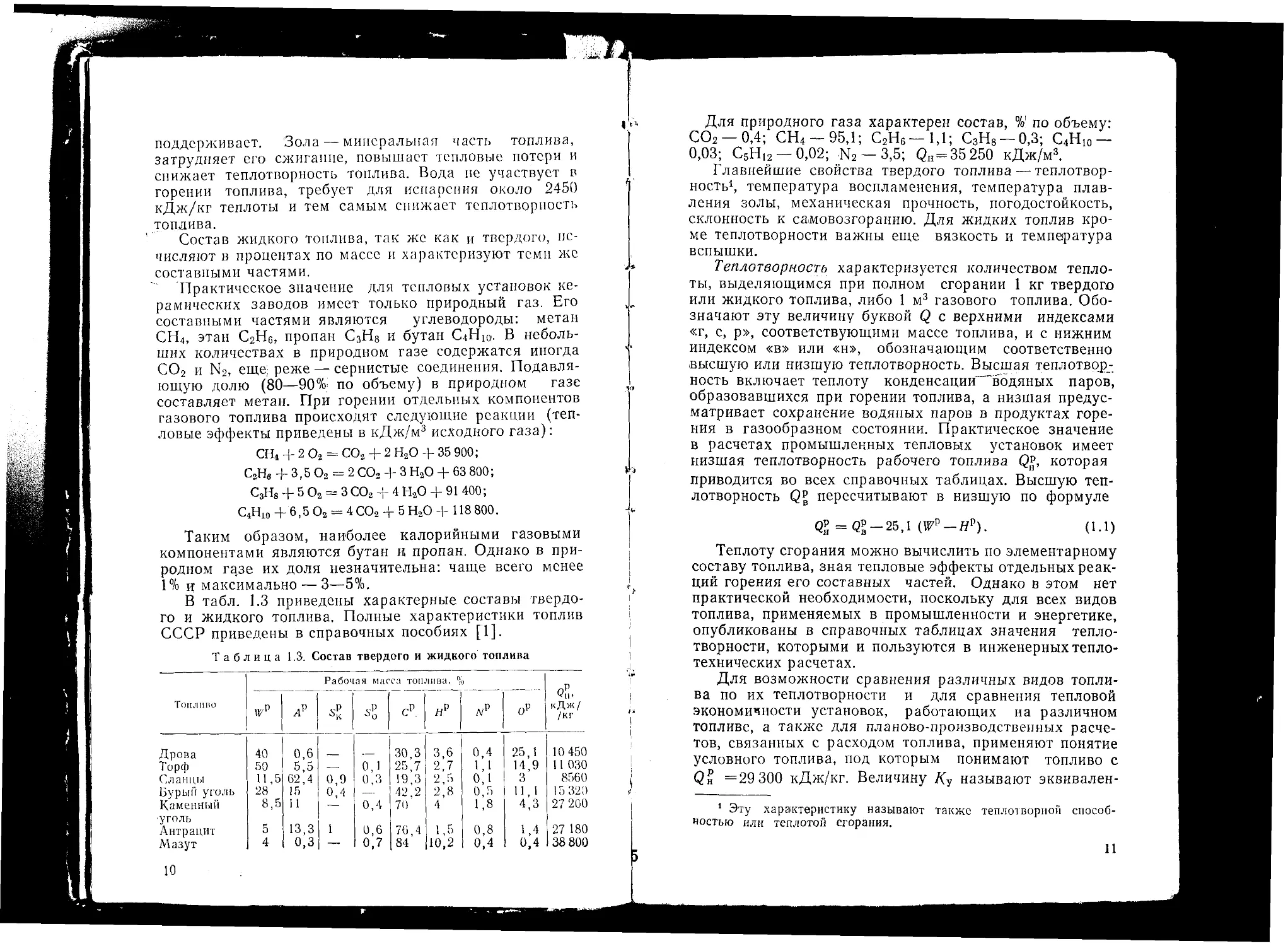
Таблица 1.3. Состав твердого и жидкого топлива
Топливо \ГР Рабочая масса топлива, % кДж/ /кг
ЛР sp к *РО Ср нр Л/Р ор
Дрова 40 0,6 а— 30,3 3,6 0,4 25,1 10 450
Торф 50 5,5 . 0,1 25,7 2,7 1,1 14,9 11 030
Сланцы Н,5 62,4 0,9 0,3 19,3 2,5 0,1 3 8560
Бурый уголь 28 15 0,4 --1 — 42,2 2,8 0,5 ИД 15 320
Каменный 8,5 11 0,4 70 4 1,8 4,3 27 200
уголь Антрацит 5 13,3 1 0,6 76,4 1,5 0,8 1,4 27 180
Мазут 4 0,3 0.7 84 10,2 0.4 0.4 38 800
10
Для природного газа характерен состав, %' по объему:
СО2 —0,4; СН4 — 95,1; С2Н6—1,1; С3Н8 —0,3; С4Н10—
0,03; С5Н12 —0,02; N2 — 3,5; QH = 35 250 кДж/м3.
Главнейшие свойства твердого топлива — теплотвор-
ность1, температура воспламенения, температура плав-
ления золы, механическая прочность., погодостойкость,
склонность к самовозгоранию. Для жидких топлив кро-
ме теплотворности важны еще вязкость и температура
вспышки.
Теплотворность характеризуется количеством тепло-
ты, выделяющимся при полном сгорании 1 кг твердого
или жидкого топлива, либо 1 м3 газового топлива. Обо-
значают эту величину буквой Q с верхними индексами
«г, с, р», соответствующими массе топлива, и с нижним
индексом «в» или «н», обозначающим соответственно
высшую или низшую теплотворность. Высшая теплотвор-
ность включает теплоту конденсаций' 'водяных паров,
образовавшихся при горении топлива, а низшая предус-
матривает сохранение водяных паров в продуктах горе-
ния в газообразном состоянии. Практическое значение
в расчетах промышленных тепловых установок имеет
низшая теплотворность рабочего топлива которая
приводится во всех справочных таблицах. Высшую теп-
лотворность пересчитывают в низшую по формуле
QP = QP-25,1 (W*-tfp). (1.1)
Теплоту сгорания можно вычислить по элементарному
составу топлива, зная тепловые эффекты отдельных реак-
ций горения его составных частей. Однако в этом нет
практической необходимости, поскольку для всех видов
топлива, применяемых в промышленности и энергетике,
опубликованы в справочных таблицах значения тепло-
творности, которыми и пользуются в инженерных тепло-
технических расчетах.
Для возможности сравнения различных видов топли-
ва по их теплотворности и для сравнения тепловой
экономичности установок, работающих на различном
топливе, а также для планово-производственных расче-
тов, связанных с расходом топлива, применяют понятие
условного топлива, под которым понимают топливо с
Qh =29 300 кДж/кг. Величину Ку называют эквивален-
1 Эту характеристику называют также теплотворной способ-
ностью или теплотой сгорания.
том условного топлива (переводным коэффициентом, ка-
лорийным эквивалентом).
Ky = QP/29 300. (1.2)
Расход натурального топлива Вп в условное Ву и об-
ратно пересчитывают по формуле
ВН = ВУ (29 300/QP) ~ Ву/Лу. (1.3)
Переводные коэффициенты для наиболее распростра-
ненных видов топлива приведены в справочниках.
Температурой воспламенения топлива называют ту
низшую температуру, при достижении которой топливо
воспламеняется без участия источника огня. Температу-
ра воспламенения повышается по мере увеличения воз-
раста топлива и уменьшается с ростом содержания в нем
летучих горючих веществ. Примерные температуры
воспламенения различных видов топлива составляют,
°C: дрова 250 — 300, торф 250 — 350, бурые угли 350 —
450, каменные угли 400 — 500, антрацит и кокс 700 — 800.
В отличие от температуры самовоспламенения темпе-
ратура вспышки является специфическим свойством жид-
кого топлива и характеризуется температурой, при ко-
торой топливо загорается в присутствии источника огня.
Огнеупорность золы — это температура ее плавления,
обусловливает агрегатное состояние золы при темпера-
туре горения топлива, а также физическую структуру
зольного остатка после удаления его из топочного прост-
ранства. По огнеупорности различают четыре группы
зол со следующей температурой плавления, °C: легко-
плавкая до 1160; среднеплавкая 1160—1350; тугоплав-
кая 1350—1500 и огнеупорная — более 1500.
После сжигания топлив с огнеупорной золой она по-
лучается в виде тонкодисперсного порошка, а с легко-
плавкой золой — в виде пористого ноздреватого омоноли-
ченного конгломерата — шлака. После сжигания топлив
со средне- и тугоплавкой золами минеральный остаток
получается в виде золошлаковой смеси. Эти положения
не являются непреложным правилом, а характеризуют
лишь тенденции, так как характеристика зольного ос-
татка после сжигания топлива помимо огнеупорности
золы зависит еще от действительной температуры горе-
ния топлива и от способа золоудаления.
При сжигании топлива путем его ввода («запрессов-
ки») в обжигаемый материал, точнее—-в сырьевую смесь
12
(принцип «черного брикета»), приходится учитывать
состав и минеральную природу золы, так как в этих
случаях она участвует в формировании свойств готово-
го продукта (его состава, структуры и т. п.) и, следова-
тельно, влияет на его физико-технические свойства. Наи-
более важное практическое значение это имеет в произ-
водстве строительного кирпича и глипозолы-юго керам-
зита.
Погодостойкость топлива определяет его транспорта-
бельность и возможность длительного хранения, которая
в свою очередь зависит от склонности топлива к вывет-
риванию и самовозгоранию. Последнее вызывается на-
личием в топливе сульфидов железа, которые, окисля-
ясь при взаимодействии с кислородом воздуха, перехо-
дят в сульфаты с выделением теплоты. Этот процесс со-
провождается разрыхлением и нагреванием угля, в ре-
зультате чего он самовозгорается. Присуще это в основ-
ном бурым и частично каменным углям. В связи с этим
высота штабелей бурого угля должна быть не более
2—2,5 м при сроке хранения до 2 мес и 1,5—2 м при
хранении более 2 мес. Для каменных углей (кроме то-
щих) допустимые высоты составляют соответственно
2,5—3,5 и 2—2,5 м.
В результате повышенной влажности угли теряют сы-
пучесть, замазывают транспортирующие устройства, что
вызывает большие осложнения в эксплуатации механи-
зированных топок. Предельная влажность, при которой
различные угли теряют сыпучесть, колеблется в доволь-
но широком диапазоне: от 7—9% для воркутинских,
донецких тощих углей и антрацитов до 34—35 для под-
московных углей. Предельная влажность угля, при ко-
торой начинает замазываться оборудование, превышает
на 2—3% влажность потери сыпучести.
В качестве жидкого топлива в нашей стране практи-
чески используют только мазут. Для приема (слива),
транспортирования, хранения и процесса сжигания ма-
зута большое значение имеет его вязкость, по которой
его маркируют. Различают товарные марки мазута 20,
40, 60, 80, 100, соответствующие условной вязкости его
в градусах Энглера1 при 50°С.
1 Градусом Энглера называют отношение продолжительности
истечения 200 см3 нефтетоплива в вискозиметре Энглера при тем-
пературе испытания к времени истечения того же объема дистилли-
рованной воды при 20°С.
13
Температура вспышки паров мазута составляет 80—
125°С, температура застывания мазута 5ч-25°С в зави-
симости от его марки.
Механические примеси допускаются только для ма-
рок 80 и 100 в количестве до 2,5%.
В зависимости от содержания сернистых соединений
(% по массе) различают мазуты: малосернистый — до
0,5; сернистый — до 1, высокосернистый — до 3,5. Плот-
ность мазута 900 кг/м3.
Природный газ, если он не содержит сернистых сое-
динений, не токсичен. Однако ненасыщенные углеводо-
роды, из которых он в основном состоит, обладают нар-
котическими свойствами. В природном газе месторож-
дений Поволжья, Башкирии и Бугуруслана содержится
до 4% сероводорода H2S. Этот газ имеет неприятный рез-
кий запах тухлых яиц и является сильным ядом. Концен-
трация его в воздухе допустима до 0,01 мг/л, а в газо-
образном топливе, поступающем в городские сети,—
до 2 г/м3. H2S, сгорая, образует ядовитый сернистый
газ и водяные пары, при конденсации которых возникает
серная кислота, разъедающая металлы. Теплота сгора-
ния H2S—23 500 кДж/м3.
1.2. Применение различных видов топлива
в тепловых установках
Дрова как топливо в промышленности строительных
материалов уже не применяют. В производстве стеновой
керамики широко используют древесные опилки в каче-
стве добавки в сырьевую смесь.
Бурый уголь — наиболее распространенный вид твер-
дого топлива, его месторождения расположены в Восточ-
ной Сибири, на Западном Урале, в центральных областях
России, на Украине, в Казахстане, Узбекистане и других
районах страны. Несмотря на трудности его сжигания,
обусловленные высокими влажностью и зольностью, низ-
кой погодостойкостью, склонностью к самовозгоранию,
а иногда и повышенной сернистостью, применять его в
тепловых установках керамических заводов все же при-
ходится.
Сжигают бурый уголь в топках котельных установок.
Сжигание его в топках сушильных установок в связи с
относительно большим содержанием в нем серы вызыва-
ет большие осложнения в эксплуатации сушилок. По-
14
этому его стремятся заменить природным газом, мазу-
том, каменным углем или антрацитом.
В значительных количествах бурый уголь используют
для обжига кирпича в кольцевых и туннельных печах.
Кроме непосредственного сжигания в рабочих каналах
этих печей, где он сгорает па обжигаемом кирпиче, бу-
рый уголь вводят еще в качестве добавки в сырьевую
смесь. В этом случае он сгорает в теле самого кирпича,
улучшая физико-технические свойства обожженных из-
делий.
Каменный уголь по географии своего распространения
уступает бурому углю, однако месторождения его име-
ются и разрабатываются во многих районах страны. В
отличие от бурого каменный уголь погодостоек, тран-
спортабелен и более калориен. Поэтому его не рассмат-
ривают как сугубо местное топливо и транспортируют на
далекие расстояния. Каменный уголь широко использу-
ют на керамических заводах в топках котельных и су-
шильных установок, а также для обжига кирпича в коль-
цевых и туннельных печах.
Антрацит является самым древним по возрасту и са-
мым ценным видом твердого топлива. Он обладает вы-
сокими теплотворностью, механической прочностью, тер-
мостойкостью (не разрушается при воздействии высокой
температуры) и погодостойкостью. В тепловых установ-
ках керамических заводов его применяют так же, как и
каменный уголь.
Нефть сырую в качестве топлива в нашей стране не
используют. Более экономична химическая переработка
нефти с получением многих ценных для народного хозяй-
ства продуктов. Мазут — наиболее тяжелая фракция тер-
мической переработки нефти; являясь почти беззольным
и высококалорийным топливом, более технологичен в
сжигании, чем все виды твердого топлива. Поэтому там,
где отсутствует природный газ, стараются применять
мазут. Однако мазут в нашей стране дефицитен, и по
этой причине рассчитывать на значительную замену им
твердого топлива в тепловых установках керамических
заводов не приходится.
При отоплении мазутом необходимо создавать доволь-
но сложное хозяйство с подогревом мазута для возмож-
ности его слива, хранения и транспортирования. Однако
технологические и экономические преимущества отопле-
ния этим видом топлива по сравнению с твердым настоль-
15
ко существенны, что затраты по созданию и эксплуатации
мазутного хозяйства вполне себя оправдывают.
Природный газ является бесценным даром природы.
Преимущества его как топлива исключительно велики, а
возможности применения практически неограничены. Это
сухое и абсолютно беззольное топливо. При его сжига-
нии легко регулировать температуру и химические харак-
теристики газовой среды. Возможность сжигания с пре-
дельно малым избытком воздуха обусловливает большую
тепловую экономичность его применения; он легко тран-
спортируется, а топочные устройства для его сжигания
предельно просты.
На керамических заводах природный газ сжигают в
топках котельных и сушильных установок, а также во
всех видах промышленных печей.
Наша страна обладает исключительно большими запасами топ-
лива. Тем не менее запасы эти не безграничны, поскольку добыча
топлива уже достигла значительных объемов и с каждым годом
возрастает. В Советском Союзе в 1980 г. добыча всех видов топли-
ва составила суммарно 2 млрд, т условного топлива. Растет и по-
требление топлива, опережая его добычу. Поэтому строжайшая эко-
номия тепла, топлива и электроэнергии является основой топлив-
но-энергетической политики в нашей стране. Это направление долж-
но учитываться также при проектировании и эксплуатации тепло-
вых установок керамических заводов.
1.3. Расчет горения топлива
Промышленные виды топлива горят в результате хи-
мических реакций окисления их горючей части кислоро-
дом воздуха. Горение топлива может быть полным и не-
полным. При полном горении горючие элементы топлива
претерпевают предельную степень окисления: углерод
окисляется до СО2, а водород — до Н2О. При неполном
горении окисление горючих элементов топлива не завер-
шается и углерод окисляется лишь до СО — окиси угле-
рода (угарный газ), а часть водорода может находиться
в продуктах горения в неокисленном состоянии. Полнота
горения., топлива зависит от интенсивности его смеше-
ния е ццздухом, от подачи достаточного количества воз-
духа для^э^&рния топлива и от температуры в топоч-
ном пространстве7-Лдгче всего полное горение достига-
ется при сжигании газообразного топлива, труднее —
при сжигании мазута, так как перемешать его с возду-
ком несравненно труднее, чем газ с воздухом, и относи-
тельно высокая неполнота горения возникает при сжига-
16
нии кускового твердого топлива. С повышением темпера-
туры в топочном пространстве полнота горения возраста-
ет, однако до известного предела, так как при темпера-
туре выше 1400°С продукты горения диссоциируют с об-
разованием СО и Н2. При температуре ниже 800°С горе-
ние становится неполным с образованием коптящего пла-
мени и выпадением сажистого углерода.
Первая задача расчета горения — определение расхо-
да воздуха на горение топлива. Затем определяют количе-
ство и состав продуктов горения—дымовых газов, обра-
зующихся в результате горения топлива, и, наконец, тем-
пературу дымовых газов.
Первым этапом этих расчетов является определение
расхода кислорода исходя из стехиометрических соотно-
шений реакций окисления отдельных компонентов горю-
чей части топлива, их атомных и молекулярных масс.
Для твердого и жидкого топлива эти расчеты ведут по
соотношениям масс веществ, участвующих в реакциях, с
учетом закона сохранения массы вещества, а для газо-
образного топлива — по объемным соотношениям.
Расчет горения твердого и жидкого топлива. Углерод
при полном окислении кислородом образует углекислый
газ по реакции
С + О = СО2, или 12 + 32 = 44,
где 12, 32 и 44 — молекулярные массы, кг, соответственно уг-
лерода, кислорода и углекислого газа.
Следовательно, для сжигания 1 кг углерода требует-
'ся 32/12 = 2,67 кг О2, при этом получается 44/12 =
= 3,67 кг СО2.
Аналогично имеем для водорода
Н2 + 0,5 О2 = Н2О, или 2+16=18.
Расход О2 на 1 кг Н2 составляет 8 кг, а количество об-
разующихся при горении водорода водяных паров Н2О —
9 кг.
Сера сгорает по реакции
S + O3 = SO2, или 32 32 64.
Расход О2 составляет 1 кг/кг, а количество сернисто-
го газа — 2 кг/кг.
Азот, содержащийся в топливе, нс горит и горения
не поддерживает. Поэтому он без изменения массы ве-
щества переходит в дымовые газы.
Кислород, входящий в с4стд^,;^й1+ЩЖ тРУШЗ^Уст в
К''.«счог© Знамени Г
* 17
‘J л-j о.те , .огпЧескиЗ (
k институт
I ГИБЛИОТЕКА I
его горении. Поэтому его количество вычитают из обще-
го расхода О2, определенного расчетом по приведенным
уравнениям горения.
Влага топлива при его горении испаряется, и обра-
зующиеся при этом водяные пары входят в состав дымо-
вых газов.
Для горения топлива используют кислород атмосфер-
ного воздуха. Поэтому при подводе воздуха к топливу
вместе с кислородом в дымовые газы вовлекается содер-
жащийся в воздухе азот. Содержание азота в воздухе
составляет (по массе) 77%, кислорода — 23%. Соответ-
ственно этому массу вовлекаемого азота Gn2 подсчиты-
вают по формуле
= <77/33)> <1-4)
где Go — масса кислорода, расходуемого на горение топлива,
кг.
Масса сухого воздуха GB.C, кг, расходуемого на горе-
ние топлива, составляет
Gb.c = Go, + Gn,- Н-5)
Атмосферный воздух редко бывает абсолютно сухим.
Поэтому вместе с ним поступают и содержащиеся в нем
водяные пары. Их количество (по массе) Сн2о опреде-
ляют по формуле
gh.o = °-001 °в.с И-6)
*
где do — влагосодержание воздуха в г/кг сухого воздуха (это
величина справочная; находят ее по климатологическим и психро-
метрическим таблицамI для данного географического района.
Расход атмосферного воздуха GB составляет
G°B = GB.c + Он,о- (Ь7)
Подсчитанное таким образом количество воздуха яв-
ляется теоретическим его расходом, так как в точности
соответствует расходу кислорода, обусловленному стехи-
ометрическими соотношениями реакций горения.
В действительности при сжигании топлива в топку
подают всегда несколько большее количество воздуха в
сравнении с теоретическим, так как часть кислорода не
успевает вступить в реакцию с горючими частями топли-
ва из-за несовершенства процесса смешения топлива с
1 Такие таблицы опубликованы в справочниках по отоплению
и вентиляции.
18
воздухом. Отношение действительного расхода воздуха
GB к теоретическому G в называют коэффициентом из-
бытка воздуха и обозначают буквой а.
а-Св/С®. (1.8)
Значение а зависит от вида топлива и степени совер-
шенства топочного устройства1. Природный газ можно
полностью сжигать с а—4,05—1,1; для мазута а—1,1 —
1,2; для твердого кускового топлива «—1,4—1,8.
Из (1.8) получаем
GB = 6°a. (1.9)
На этом расчет расхода воздуха заканчивается.
Далее при расчете горения топлива определяют ко-
личество дымовых газов, образующихся в результате
этого процесса. Количества СО2, H2OhSO2, образующих-
ся при горении С, Н2 и S, как было показано, составляют
на 1 кг горючего компонента соответственно 3,67, 9 и 2 кг.
Азот, содержащийся в топливе, полностью переходит в
дымовые газы. То же происходит и с влагой: она испа-
ряется, и образующиеся водяные пары оказываются в
составе дымовых газов. Кроме этого, в дымовые газы
поступает избыточное (непрореагировавшее) количество
кислорода, весь вовлеченный из воздуха азот. Зола ос-
тается в виде минерального остатка.
Зная выход продуктов горения на 1 кг компонента и
процентное его содержание в топливе, определяют выход
продуктов горения на полное количество компонента,
перемножая доли компонента в элементарном составе
топлива на удельный выход дымовых газов. Например,
при содержании углерода в топливе 0=60% количест-
во (масса) С02 составит: 3,67-0,01-60=2,202 кг.
Состав дымовых газов выражают в процентах по
объему. Поэтому подсчитанные итоговые количества каж-
дого компонента по массе делят на его плотность. Плот-
ности основных газовых компонентов составляют, кг/м3:
СО2 — 1,977; Н2О — 0,805; О2 — 2,86; N2 — 1,25; О2 — 1,43;
сухой воздух— 1,293.
Для упрощения расчета его удобно располагать в таб-
лицу по* форме 1. С целью облегчения чисто арифмети-
1 Рекомендуемые значения а для различных топлив в зависи-
мости от типа топочного устройства приведены в справочных руко-
водствах по сжиганию топлива, например [2].
19
Форма 1. Расчет горения твердого топлива (на 100 кг)
Расход возду- ха й
U
Состав и количество газообразных продуктов горения при нормальных условиях всего со SS J
1 КГ ! ! 1ЧИ1 II —— —— , -.
м о 1 кг м3
Z 0? Й
и Я
« о ос? «О й
t-H
О «ч кг м3
<м о м £
eW/jM ‘BHHadoj hoimXV -odn чхэонхохгц b- L0 LO N- Q Ю CQ о О QO ОО СМ QO О СМ ^-1 О
EXHQWOITG OJShOldOJ JM I eh JM ‘вин -adoj HoiMAtfodn tfoxns ЩЧНЧП'ЭЯД £о СО 05 СМ
ВЗИ1Ш0Х дм 001 ch jm ‘Btf -odoiroHM ifoxoBd
вхнэиэве OJOhOldOJ JM i EH JM ‘EtfodOIfOHH tfoxoEd to см оо -н
Реакции горения 1 С О2 = СО2 н2 - о, - н2о s 4- О2 = so2 ;
1 1 Элементар- ный состав топлива, % по массе (на рабочее топ- ливо) сх а, съ сх и Z С < Итого Азот воздуха Водяные пары воздуха Итого при а—1 Кислород из- быточного воздуха Азот избыточ- ного воздуха Водяные пары избыточного воздуха
HMOdxa 5^[ *-< СМ СО ю to Ьн оо «>2 —' СМ СО
20
ческих вычислений расчет удобно вести не на 1, а на
100 кг топлива. Числовой пример такого расчета горения
твердого топлива с табличным расположением расчета
приведен в пособии [3].
Правильность приведенного расчета процесса горения
твердого и жидкого топлива проверяют, составляя мате-
риальный баланс1 процесса горения. Материальный ба-
ланс может быть выражен в виде алгебраического урав-
нения, таблицы по форме 2 или графика.
Форма 2. Материальный баланс процесса горения
твердого топлива
Статья баланса Масса, кг Статья баланса Масса, кг
Приход Топливо Воздух 100 Расход (выход) Дымовые газы Зола
Итого Итого
При правильно выполненном расчете приходная и
расходные части баланса совпадают. Инженерные рас-
четы допустимо выполнять с помощью счетной логариф-
мической линейки, разрешающая способность которой
в отношении точности вычислений составляет до 0,5%.
Поэтому, если невязка баланса (расхождение между
приходной и расходными частями) не превышает 0,5%,
расчет считается выполненным с допустимой точностью
и пересчета не требует.
Расчет горения газообразного топлива. Состав газо-
образного топлива в справочниках приводится всегда в
процентах по объему и соответственно этому расчет его
горения также выполняется в размерностях объема.
Уравнения горения основных компонентов газового топ-
лива, удельные расходы кислорода и удельный выход
продуктов горения приведены в табл. 1.4.
Содержащиеся в газовом топливе СО2 и iN2 являются
негорючими компонентами и без изменения объема по-
ступают в дымовые газы. Соотношение в воздухе кисло-
1 Под материальным балансом понимают уравнение, выража-
ющее закон сохранения массы вещества.
21
Таблица 1.4. Реакции горения компонентов газового топлива
Газ Реакция горения Удельный расход кислорода, м3/м3 Удельный выход продуктов горения, м3
СО2 Н2О
Метан СН4 + 2 О2 = СО2 ч- + 2Н2О 2 1 2
Этан С2н. + 3,5 О2 = 2 СО2 + + ЗН2О 3,5 2 3
Пропан С3н8 + 5 О2 = = ЗСО2 + 4Н2О 5 3 4
Бутан С4Н10 6,5 О2 = = 4 СО2 + 5 Н2О 6,5 4 5
Пентан C8Hi2 “Г 6 О2 “ = 5 СО2 + 6 Н2О 8 5 6
Окись угле- СО + 0,5О2 = СО2 0,5 1
рода Водород “р 0,5 О2 = Н2О 0,5 — 1
Двуокись углерода СО2 -* СОз 1
рода и азота по объему равно 21:79. Поэтому количество
вовлеченного с воздухом азота будет составлять Vn2=
=79/21 = 3,762 м3/м3 кислорода.
Объем вовлеченных с воздухом водяных паров Кн2о
при расчете горения газового топлива определяют из со-
отношения
VHaO = 0,001 d0 VB-1,293/0,805, (1.10)
где d$ — влагосодержание воздуха; Ув — расход воздуха на
горение топлива, м3.
Расчет горения газового топлива также удобно рас-
полагать в таблицу по форме 3 и вести его на 100 м3
газа.
Существуют также многочисленные эмпирические
формулы для определения расхода воздуха и количества
дымовых газов. Все они основаны на установленной тес-
ной корреляционной связи между теплотворностью топ-
лива, расходом воздуха и количеством продуктов горе-
ния. Погрешность расчета при пользовании ими состав-
22
Форма 3. Расчет горения газового топлива (на 100 м3 газа)
! № строки Состив газоного 1 о о л U ’’Г Удельный расход кисло- рода, м3/м3 кис- , № м3 а Состав и количество про- дуктов горения, м3, при нормальных условиях 1 СО о CQ «
топлива, % но объе- му Реакци НИЯ (Сй табл. 1 Расход лорода на 100 ТОПЛИВ; СО 2 Н2О О2 n2 все- го Расход духа, 1
1 2 4 5 6 7 8 9 сн4 с2нб СзНв СДТо С5н12 со со2 n2
10 11 12 Итого Азот воздуха Водяные пары 1 воздуха 1
13 14 15 16 Итого при а — 1 Кислород избыточ- ного воздуха Азот избыточного воздуха Водяные пары из- быточного воздуха
17 18 Всего Состав дымовых газов, % по объе- му -
лист 2—3%. Они удобны, если по условию задания не
требуется определять состав продуктов горения, а не-
обходимо рассчитать только их количество и расход воз-
духа. Примеры таких формул приведены в табл. 1.5.
Расчет температуры горения топлива и требуемого
избытка воздуха. Третий этап расчета горения — опре-
деление температуры горения топлива и требуемого из-
бытка воздуха.
Различают теоретическую (калориметрическую) и
практическую температуры горения топлива. Теорети-
ческая— это та температура, которую приобрели бы
23
Таблица 1.5. Эмпирические формулы для определения расхода
воздуха и количества дымовых газов
Топливо
Расход воздуха
Количество газообразных
продуктов горения — дымо-
вых газов
Твердое и жид-
кое
VB- 1,015 а 0,001 х
X QP6U7P, м=’/кг (1.11)
Уд=[^-(а-1) Ку] X
X 0,001 Q„ 6 IFI> +
+ 0,0124 ГР, м:,/м:<
(1.12)
1азообразнос
VB= 1,015 Kt а 0,001 х
X QH, м3/ма (1.13)
[/<2+ (а-1)Дг]Х
X0,001QH +
+ 0,01 (Б + 0,2 d),
м3/м:! (1.14)
Условные обозначения: а — коэффициент избытка воздуха; Б —
содержание в топливе СО2 + О2 + Nz, %; d— влажность газообраз-
ного топлива, г/нм3; /(,, /\2— эмпирические коэффициенты (табл.
1.6).
Таблица 1.6. Значение коэффициентов Д'н Ку в формулах
1.11 — 1.14
Топливо
^Коэффициент
дрова
торф
бурые
и камен-
ные угли
антрацит
и кокс
жидкое
природный
газ
1,05 1,05 1,09;
1,21 1,19 1,1б‘
дымовые газы, если бы вся теплота от полного сгорания
топлива воспринималась только дымовыми газами. В
действительности теоретическая температура при сжи-
гании топлива в топках и печах никогда не достигается,
так как сжигание топлива в промышленных условиях
сопровождается определенными тепловыми потерями:
часть твердого топлива вообще не успевает сгорать и
удаляется из топок и печей вместе с золой и шлаком.
Эти потери называют механическим недожогом. В боль-
шинстве случаев топливо не сгорает до полной степени
окисления его горючих составных частей — в дымовых
газах наряду с СО2 и Н2О появляются продукты непол-
24
ного сгорания СО и Н2 с соответствующим понижением
тепловых эффектов процесса горения. Вследствие этого
появляются потери теплоты от химического недожога
топлива. Затем часть теплоты теряется через ограждаю-
щие конструкции топочного устройства. Кроме того, часть
теплоты передается нагреваемому материалу непосред-
ственно, так называемой прямой отдачей, т. е. излуче-
нием, минуя нагрев дымовых газов, температура которых
и по этой причине не может быть равной теоретической.
Поэтому практическая температура горения /и всегда
ниже калориметрической /к (теоретической). Факторы,
которые обусловливают снижение теоретической темпе-
ратуры горения топлива при его сжигании в котельных и
промышленных тепловых установках, учитывают кало-
риметрическим коэффициентом гц-. Таким образом,
/п ~ (1,15)
Значения т]к находятся в следующих пределах для
печей:
вращающихся...............................
шахтных . . .........................
туннельных...............................
кольцевых................................
периодических............................
О,,68—0,75
0,55—0,65
Q,77—,0,82
О,,58-0,6
0,65»—0,7
Для топок паровых котлов в зависимости от степени
экранирования поверхности нагрева котла т]к колеблет-
ся в пределах 0,15—0,5.
Калориметрическую температуру горения топлива с
приемлемой для инженерных расчетов точностью опре-
деляют из уравнения теплового баланса горения 1 кг
твердого или жидкого топлива
Фн "Т /п CZ д К а 6< Цд, (1.16)
где —низшая теплотворность топлива, кДж/кг (справоч-
ная величина); — теоретический расход воздуха на горение
1 кг (при газообразном топливе — на 1 м3) топлива, нм3/кг (при-
нимается по результатам предыдущих расчетов); св — теплоем-
кость воздуха, равная 1,5 кДж/(нм3-°C); /п—температура воздуха,
поступающего па горение топлива, °C; /т—температура топлива,
поступающего на горение (при твердом топливе этой величиной
можно пренебречь), °C; ст— теплоемкость топлива [справочное
значение для мазута ст —2515 кДж/(кг-°C)]; Рд—теоретическое
количество продуктов горения от сжигания 1 кг (при газообразном
топливе—1 нм3) топлива (принимается по результатам преды-
дущих расчетов), нм3/кг; сд — теплоемкость дымовых газов.
25
Для проектных расчетов допустимо пользоваться
п р и б л и же н и ы м и ф ормулами:
сд —4,19 (0,25 +0,000014/д), кДж/(кг.сС); )
сд = 4,19 (0,323+ 0,000018/д), кДж/(нм3-°C). 1
Практически перед сжиганием подогревают только
мазут. Твердое топливо и природный газ не подогрева-
ют, и, следовательно, в этих случаях величиной с-+т мож-
но пренебречь.
Если уравнением (1.16) пользуются для определения
калориметрической температуры горения топлива +, то,
поскольку от /к зависит и сд, это уравнение решают ме-
тодом последовательного приближения. При этом зада-
ются какой-либо величиной /к, обозначая ее через /К1, и
по ней определяют Найденное таким образом значе-
ние подставляют в уравнение (1.16) и решают его отно-
сительно /К1. Если принятая по первому приближению
£к не совпала с рассчитанной, то задаются новым значе-
нием обозначая его через /К2. Расчет повторяют до
удовлетворительного совпадения принятого и рассчи-
танного значений tu. При использовании метода после-
довательного приближения удобно воспользоваться его
графической интерполяцией. Для этого левую часть
уравнения (1.16), которая по своему физическому смыслу
является приходной частью теплового баланса процесса
горения, обозначают через QHp, а правую часть — через
Q. По принятому в порядке первого приближения зна-
чению /к1 рассчитывают Qi и точку /, соответствующую
этим величинам, откладывают на графике в координатах
Q—t (рис. 1.2). Затем по рассчитывают Q2 и также
откладывают на графике соответствующую точку 2. Че-
рез точки 1 и 2 проводят пря-
мую линию. После этого на
абсциссе графика откладыва-
ют точку, соответствующую
значению Qnp, и из нее восста-
навливают перпендикуляр до
пересечения с линией 1>—2. Из
полученной при этом пересече-
нии точки 3 проводят линию,
Рис. 1.2. Графическое опреде- ПаРаЛЛеЛЬНУЮ ОСИ абСЦИСС, КО-
ление калориметрической т°рая на ординате отсекает
температуры горения топли- искомую калориметрическую
ва температуру /к.
26
Уравнением (1.16) можно воспользоваться в двух
случаях. Если по условию задания известна требуемая
практическая температура в печи /п, то, рассчитав пред-
варительно по уравнению (1.15) калориметрическую
температуру определяют затем по уравнению (1.16)
необходимый избыток воздуха, решая уравнение (1.16)
относительно а. Если же, наоборот, заданным является
коэффициент избытка воздуха а, обусловленный видом
топлива и типом топочного устройства, то из уравнений
(1.15) и (1.16) определяют возможную температуру в
печи Уравнение (1.16) может быть записано в виде
Подобная запись показывает возможные пути повы-
шения калориметрической температуры /к: снижение из-
бытка воздуха и подогрев воздуха, используемого на го-
рение топлива, а также подогрев жидкого топлива. Урав-
нение (1.15) показывает, что повышение практической
температуры горения достижимо прежде всего за счет
снижения тепловых потерь.
Числовой пример расчета температуры горения топ-
лива приведен в пособии [3].
1.4. Топочные устройства для сжигания топлива
В промышленности строительной керамики обособ-
ленные топочные устройства для сжигания топлива при-
меняют главным образом в сушильных установках. В
печах топливо сжигают либо непосредственно в рабочем
пространстве печи, либо во встроенных топках, являю-
щихся неотъемлемым конструктивным элементом самой
печи.
Сжигание твердого! топлива. Физические основы.
Схематизируя процесс горения, рассмотрим сначала
горение элементарной частицы твердого топлива, обра-
зующей горящий очаг. Как уже отмечалось, твердое топ-
ливо имеет в своем составе летучие горючие вещества и
коксовый остаток. При нагревании частицьгтоплива сна-
чала из нее испаряется влага, а затем абсолютно сухое
топливо при дальнейшем нагревании претерпевает про-
цесс пирогенетического разложения, сопровождающий-
ся выделением из топлива летучих горючих веществ. Как
испарение влаги, так и выделение из топлива горючих
27
Рис. 1.3. Зоны горящей части-
цы твердого топлива
Рис. 1.4. Изменение концентра-
ции газов около раскаленной
поверхности углерода, омывае-
мой потоком воздуха
веществ являются процессами эндотермическими, тре-
бующими для своего осуществления затраты теплоты.
Эта теплота «черпается» из раскаленной частицы топли-
ва. В свою очередь летучие вещества, сгорая, нагревают-
ся и при этом часть своей теплоты «возвращают» горя-
щей частице топлива, способствуя поддержанию ее тем-
пературы на уровне, необходимом для устойчивости оча-
га горения. Таким образом, с точки зрения теплообмен-
ных явлений процесс горения является динамическим и
сопровождается как расходом теплоты на эндотермиче-
ские превращения и реакции, так и отдачей теплоты, вы-
делившейся в результате рассмотренных ранее экзотер-
мических реакций горения, горящей частице топлива.
Выделившиеся из топлива подогретые летучие горю-
чие вещества, диффундируя в окружающую среду, встре-
чаются с молекулами кислорода и, химически взаимо-
действуя с ними, окисляются, т. е. сгорают, выделяя при
этом теплоту. Соответственно вокруг раскаленной ча-
стицы 1 топлива можно условно различить четыре газо-
образные зоны: зону выделившихся из топлива летучих
горючих веществ 2, граничащую с ней зону горящей
смеси летучих веществ с кислородом воздуха 3, зону
образовавшихся продуктов горения 4 п атмосферный
воздух 5, точнее — смесь его с продуктами горения
(рис. 1.3). В зону горения со стороны горящей частицы
28
диффундируют молекулы летучих веществ, а с внешней
стороны, пробиваясь сквозь зону продуктов горения,
диффундируют молекулы воздуха. Интенсивный отвод
продуктов горения способствует уменьшению «толщины»
зоны продуктов горения, облегчает диффузию кислорода
в зону горения и тем самым интенсифицирует этот про-
цесс. Его интенсифицирует равным образом и искусствен-
ное побуждение притока воздуха (в определенных пре-
делах) к зоне горения. Таким образом, для обеспечения
устойчивости очага горения необходимо соблюдение че-
тырех условий: определенная температура нагрева топ-
лива, превышение экзотермического эффекта процесса
горения над предшествующими ему эндотермическими
эффектами, обеспечение непрерывного притока воздуха
в зону горения и эвакуация из нее полностью окисленных
продуктов горения.
Приведенное описание предельно схематично. В дей-
ствительности рассмотренные этапы, формирующие об-
щий процесс горения, накладываются друг на друга как
во времени, так и в пространстве и четкая граница раз-
дела между отдельными зонами отсутствует.
Когда выделение летучих полностью закончится, про-
должает гореть раскаленный коксовый остаток, орга-
ническая часть которого представляет собой чистый уг-
лерод. К его поверхности диффундирует воздух, .моле-
кулы кислорода которого взаимодействуют с углеродом.
Вблизи поверхности углеродной частицы ощущается не-
достаток кислорода. Поэтому продуктом ее горения яв-
ляется окись углерода. Она диффундирует в зону с боль-
шей концентрацией кислорода, где окисляется (сгорает)
до углекислого газа. Молекулы СО2 диффундируют в
обе стороны: и в воздух, и к поверхности горящей части-
цы. Здесь они взаимодействуют по реакции СО2+С =
= 2СО, образуя новые порции горючей СО. Таким обра-
зом, максимальная концентрация СО2 (теоретически 21%
по объему) в продуктах горения устанавливается (рис.
1.4) на некотором расстоянии от раскаленной поверхно-
сти углеродной части, соответствующем теоретически
необходимому расходу воздуха для горения (а-=1). От
этого фронта концентрация СО2 убывает как в сторону
поверхности углеродной частицы, так и в направлении
воздушной зоны. Если в воздухе содержатся водяные
пары, то они, взаимодействуя с поверхностью раскален-
ной углеродной частицы, разлагаются по реакции обра
29
зования водяного газа Н2О + С = СО+Н2 с выделением
горючих газов — окиси углерода и водорода.
В топочном процессе при слоевом сжигании твердого
топлива каждая его частица горит не изолированно, а
весь процесс горения происходит в слое реальной высоты,
в котором куски топлива образуют газопроницаемые
каналы. По ним поступает воздух и эвакуируются про-
дукты горения. Рассмотрим, как протекает процесс го-
рения в отдельном межкусковом канале (рис. 1.5). Воз-
дух, пройдя колосниковую решетку, поступает снизу в
межкусковой канал. Двигаясь по каналу, он взаимо-
действует с поверхностью раскаленных кусков угля, об-
разуя СО2 и СО. В нижней части слоя, поскольку уголь
взаимодействует с холодным воздухом, температура го-
рючих газов не достигает необходимой для их воспламе-
нения. В этой части слоя по существу лишь газифициру-
ется твердое топливо. По мере продвижения газовоз-
душной смеси вверх она подогревается, на каком-то
уровне достигает температуры воспламенения и загора-
ется. В верхней части слоя газовоздушная смесь про-
должает гореть, однако полностью сгореть в слое не ус-
певает и догорает над слоем в топочном пространстве.
Избыток воздуха понижается в направлении высоты
слоя, так как на пути следования по межкусковому ка-
газами СО и СО2. Наоборот,
температура в направлении
высоты слоя возрастает, что
обусловлено взаимодействи-
ем с горящим углеродом уже
подогретого воздуха, интен-
сифицирующего процесс го-
рения. Структура реального
слоя горящего твердого топ-
лива показана на рис. 1.6.
Сверху непрерывно подают
топливо, снизу через колос-
никовую решетку непрерыв-
но поступает воздух. Мине-
ральная часть топлива (зо-
ла), остающаяся после пол-
ного сгорания кокса, нахо-
дясь в расплавленном состо-
янии, стекает вниз и, охлаж-
даясь, образует шлаковую
налу воздух ооогагцается
Рис. 1.5. Процесс горения в от-
дельном межкусковом канале
топливного слоя и схема
изменения избытка воздуха по
высоте канала
/ — колосники; 2 — куски топлива;
3 — меж кусковой канал; 4 — дого-
рающий факел газовоздушной
смеси
30
б) Температура, °C
Воздух
ООО '/000 /500 2000
---( — (
Г > ’ <-
I . / юиония избытка
। । Воздуха
11 V
; I кнаиб&тл
..I К
- I • Уро&ть доепламенмия
। горючей смеси ммм/у*
। кусками таплиби
// I 1
/ Г J ~Г
/ | * I Т
I । /омпиратури
' J J 1 ! .__U
/255
?/р/рацием7? избытка
Воздуха
Рис. 1.6. Структура горящего слоя при встречном питании топливом
и воздухом:
а — структура слоя; б — изменение температуры и избытка воздуха по
высоте слоя
и
Рис. 1.7. Простейшая топка для сжигания антрацита
31
подушку непосредственно над колосниками. Шлаковая
подушка является значительным аэродинамическим со-
противлением прохождению воздуха в горящий слой
топлива, однако в целом выполняет положительные
функции: предохраняет колосники от контакта с раска^
ленным углеродом, несколько подогревает поступающий
воздух и обеспечивает его относительно равномерное
распределение по площади слоя топлива, предотвращая
возникновение местных фонтанирующих очагов возду-
ха, выходящего из щелей колосниковой решетки. Над
шлаковой подушкой располагается слой раскаленного
кокса, а над ним — слой свежезагружен ио го топлива,.
Над слоем топлива в свободном пространстве топочной
камеры горят летучие горючие вещества, а также про-
дукты неполного горения кокса — СО и Н2, образуя
светящееся пламя.
Устройства для сжигания твердого топлива называют
топками. Топкам для сжигания твердого кускового топ-
лива независимо от конструкции присуще наличие опре-
деленных конструктивных элементов: колосниковой ре-
шетки, на которой располагаются шлаковая подушка и
слой топлива; топочной камеры; -золосборника, куда эва-
куируются зола и шлак; подколосникового пространства,
через которое воздух подается под колосники, и гарни-
туры (дверцы, гляделки и т. и.).
Для сжигания кускового твердого топлива известно
довольно много конструктивных видов топок как ручно-
го обслуживания, так и механизированных. Некоторые
из них утратили практическое значение для промышлен-
ных тепловых установок (топки для дров и торфа).
Для сжигания углей различают топки с неподвиж-
ными и движущимися колосниковыми решетками. Кик
те, так и другие бывают с ручной и механизированной за-
грузкой топлива. Применение ручных топок для угля
оправданно лишь при малых расходах топлива — до
200 кг/ч. Однако на многих кирпичных заводах нашей
страны для теплоснабжения сушилок эксплуатируют
топки с ручной загрузкой топлива, достигающей 0,4 т/ч.
Тонки с ручной загрузкой угля могут иметь решетку с
неподвижными, опрокидными и качающимися колосни-
ками. Простейшая конструкция топки с неподвижными
колосниками для сжигания антрацита изображена на
рис. 1.7. Топливо периодически загружают через дверцу
8 на колосниковую решетку 5. Образующиеся дымовые
газы направляются в топочное пространство /, огибают
перевальный порог 4 и устремляются в дымовой канал 3.
При розжиге топки и в аварийных ситуациях дымовые
газы удаляют в атмосферу через трубу 2. Воздух для
горения подают вентилятором в дутьевой канал 7, а за-
тем в подколосниковое пространство 6. Шлак выгре-
бают с колосниковой решетки через загрузочную двер-
цу 8. Конструкция нормального плитчатого колосника по-
казана на рис. 1.8.
Опрокидные колосники имеют приливы с отверстия-
ми, укрепляемые на круглой оси (рис. 1.9). Ось повора-
чивается, в решетке образуется отверстие, через которое
шлак поступает в подколосниковое пространство, откуда
его удаляют через дверцу зольника или в золошлаковый
бункер. Управление осью поворота опрокидных колос-
ников выведено на фронт топки.
Существуют конструкции решеток с поворотными
колосниками (рис. 1.10). При движении тяги 1 вперед
плоскости колосников 2 принимают наклонное положение
и в образовавшееся между ними отверстие просыпаются
зола и шлак.
Для сжигания многозольных 'бурых углей зольник
устраивают в виде бункера, откуда шлак удаляют транс-
портирующим устройством (рис. 1.11). Аэродинамиче-
ский режим топки рассчитывают так, чтобы в подколос-
никовом пространстве было небольшое разрежение
(5—10 Па) для предотвращения прорыва (выбивания)
дымовых газов в зону работы оператора (истопника). В
силу этого в топочном пространстве господствует значи-
тельное разрежение, приводящее к подсосам холодного
воздуха через неплотности кладки. При этом темпера-
тура дымовых газов понижается и образуется значи-
тельный химический недожог. Во избежание этого необ-
ходимо кирпичную кладку герметизировать оштукату-
риванием и обшивкой стальными листами.
При сжигании твердого топлива дымовые газы увле-
кают с собой мельчайшие частицы золы и сажи, обра-
зуя унос. Последний осаждается в газоходном тракте
сушилки и в ее рабочих камерах, осложняя эксплуата-
цию сушилки и загрязняя высушенную продукцию. По-
этому при сжигании твердого топлива для отопления
сушилки дымовыми газами предпочтительны конструк-
ции топок с кирпичными циклонами (рис. 1.12). Циклон
представляет собой наружную кирпичную шахту 5 и
2 Зак. 196
33
Рис. 1.8. Нормальный плитчатый колосник
i 100
по
Рис. 1.9. Опрокидной колосник
Рис. 1.10. Поворотные колосники
встроенную в нее внутреннюю шахту 4. Между ними об-
разуется кольцевое пространство 6, в которое через окна
3 поступают из топочного пространства 7 дымовые газы.
Опускаясь вниз и огибая обратный порог /, они меняют
свою скорость по величине и направлению, вследствие
чего из потока выпадают механические примеси — уносы.
34
Рис. 1.11. Топка с ручной загрузкой топлива для сжигания бурых
углей
/—золошлаковый бункер; 2 — рукоятка затвора золошлакового бункера: 2 —
опрокидные колосники; 4 — рычаг управления опрокидными колосниками:
5 — загрузочная дверца; 6 — зажигательные сводики
Рис. 1.12. Топка с кирпичным циклоном
2* Зак. 19G
35
Очищенные дымовые газы через патрубок 2 направля-
ются к вентилятору. На входе в него к ним примеши-
вается холодный воздух, поступающий через шахту 8.
Такие циклопы были спроектированы в первые после-
военные годы, но распространения не получили, так как
это время совпало с интенсивным развитием добычи неф-
ти и природного газа в нашей стране и многие заводы
перешли на газовое или мазутное топливо. Однако в
связи с тенденцией ограничения применения газа и ма-
зута в промышленных тепловых установках не исключе-
на вероятность возврата к сжиганию угля в подтопках
сушилок, и в этом случае необходимость их агрегирова-
ния с циклопами снова окажется актуальной.
Топки с ручными колосниковыми решетками трудо-
емки и дискомфортны в обслуживании. Поэтому для
новых заводов проектируют и строят топки только с ме-
ханизированной загрузкой угля. Существует несколько
типов таких топок: с механическими и пневмомеханиче-
скими забрасывателями, с цепной решеткой, с шурую-
щей планкой, с нижней подачей топлива (стокеры) с пе-
реталкивающими, а также с качающимися колосниками.
В современных высокопроизводительных тепловых
установках, в том числе и в искусственных сушилках, на-
иболее широкое применение получили топки с механиче-
скими и пневмомеханическими забрасывателями (ПМЗ)
угля (рис. 1.13). Средствами межцехового транспорта
уголь подают в приемный бункер, перекрытый решеткой,
откуда ковшовый элеватор направляет уголь в расход-
ный бункер 6. Под течкой этого бункера смонтирован
пневмомеханический забрасыватель 5, непрерывно по-
дающий уголь в топку через отверстие во фронтовой
стене топки.
В топке размещена колосниковая решетка 3 с кача-
ющимися колосниками, которые при помощи рычажной
системы 4, управляемой с фронта топки, можно покачи-
вать, сбрасывая при этом золу и шлак в бункер 1. Из
него золошлаковую смесь периодически удаляют транс-
портирующими устройствами. Топка работает с дутьем,
т. е. с принудительной подачей воздуха для горения угля.
Дутьевой вентилятор нагнетает воздух в воздуховод 2,
откуда через отверстие в подземной стене топки он по-
ступает в зольный бункер и далее — под колосниковую
решетку. Топочная камера имеет перевальную стенку 7,
исключающую попадание угля за пределы колосниковой
2120
Рис. 1.13. Топка с пневмомеханическим забрасывателем (ПМР) и
качающимися колосниками
решетки. Дымовые газы из топочной камеры, огибая пе-
ревальную стенку, образующую со сводом камеры то-
почный вылет S, направляются в вертикальный газоход
9 и из него — в горизонтальный газоход /Д по которому
они поступают к тепловой установке.
На некоторых заводах работают топки с цепной ко-
лосниковой решеткой, представляющей собой верти-
кально-замкнутый конвейер, рабочее полотно которого
набрано из колосников (рис. 1.14). Достоинством таких
топок является возможность позопного регулирования
подачи и напора дутьевого воздуха, что обеспечивает наи-
более эффективное горение угля. Однако механизм кон-
вейера относительно сложен в эксплуатации, в силу
чего его применяют реже, чем другие типы колосниковых
решеток.
if’
Q
секции;
Рис. 1.14. Топка с цепной колосниковой решеткой
/ — охлаждаемые водой панели; 2 — шлакосниматели; 3 — дутьевые ।----
4 — рабочее полотно решетки; 5 — регулятор слоя (гильотина); 6 — расходный
бункер
Расчет топок для сжигания твердого топлива. Исход-
ной величиной для расчета топки является ее требуемая
тепловая мощность QT.
(1.19)
где В — расход натурального топлива, кг/ч (эту величину оп-
ределяют из теплового баланса теплопотребляющей установки, для
которой проектируемая топка должна генерировать теплоту);
QP — низшая теплотворность топлива, кДж/кг (справочная ве-
личина); Пт — коэффициент полезного действия топки:
(1.20)
Пт =
здесь q3 —
для бурого
q4 — потери
100
(округленно при сжигании угля принимают т]г = 0,85),
потери теплоты от химической неполноты горения, %:
угля 2—4, для каменного угля 2—5, для антрацита — 2;
теплоты с механической неполнотой горения, %: для бурого угля
7,1—9,3, Для каменного угля 5,3—6,5, для антрацита 6,5—9,3; q5—
потери теплоты в окружающую среду через ограждающие конструк-
ции, % (<75 = 2,5%).
По справочным таблицам находят видимое тепловое
напряжение зеркала горения (решетки) BQ
кДж/(м2-ч), и видимое тепловое напряжение топочного
объема кДж/м3-ч (./? и VT — соответственно пло-
щадь колосниковой решетки и объем топочной камеры).
Затем рассчитывают требуемую площадь колосниковой
решетки
= QtI (.В QP/ A’).
38
По каталогу (или справочнику) топочного оборудо-
вания подбирают колосниковую решетку с конструктив-
ной площадью 7?к, наиболее близкой к расчетной (тре-
буемой) при условии
Требуемый объем топочного пространства VTp и его
высоту Лт определяют по формулам:
Ттр — Qt
hT — Vr/ J?t<.
(1.22)
(1-23)
Полную высоту топочного пространства (от поверх-
ности колосниковой решетки до замка свода) находят
по формуле
ffT = hT + hc, (1,24)
где — суммарная высота слоя топлива и шлаковой подушки.
Бурые и каменные угли сжигают с подогревом дутье-
вого воздуха до 150—200°С, антрацит — без подогрева
воздуха, и, как правило, с присадкой пара к дутьевому
воздуху для предотвращения зашлаковывания решет-
ки. •,
Основные расчетные характеристики топок для твер-
дого топлива приведены в табл. 1.7.
Если коэффициенты избытка воздуха а не лимити-
руются требуемой температурой в тепловой установке,
то их принимают в пределах, указанных в табл. 1.7.
Таблица 1.7. Расчетные характеристики топок
для твердого топлива
Видимое напряжение
Вид топлива
Антрацит несорти-
рованный (АРШ)
Каменные угли ря-
довые*
Бурые угли рядо-
вые:
влажные много-
зольные
с умеренной
влажностью и
зольностью
зеркала
горения,
млн.
кД?к/
/(м«-ч)
топочного
объема,
кДж/
/(м2 *ч)
Коэффи-
циент
избытка
воздуха
Давление
воздуха
под ре-
шеткой,
Па
Высота
слоя
угля, мм
3,35 2,95 1,25 1,1 — 1,25 1,8 1,8 1000 800 50—100 100—150
2,95 1,1—1,25 1,8 1000 120—150
3,35 1.1-1,25 1,6 1000 8',) —100
39
Сопротивление слоя топлива и колосниковой решет-
ки не поддается точному теоретическому подсчету, так
как эта величина помимо устройства самой топки и тол-
щины слоя топлива зависит от рода топлива, плавкости
золы, зернового состава топлива, спскаемоетп, частоты
шуровки и чистки, равномерности слоя и др. Это сопро-
тивление S, Па, можно ориентировочно подсчитать по
формуле ;
S - ; 0,1 tn (B/R)2, (1.25)
где B/R — напряжение колосниковой решетки но
i\j /Дм-* ч); ш -опытный коэффициент, равный:
топливу,
для антрацита:
крупного и среднего
штыба .............
для подмосковного угля
» каменных углей:
нсспекающихся
спекающихся
10—20
1,00— 150
10—15
3-5
8—10
Рекомендуется выбирать дутьевой вентилятор с за-
пасом в 20—30% против расчетного сопротивления.
Во избежание выбивания пламени ни в коем случае
нельзя допускать положительного давления в топочном
пространстве. Желательно разрежение в пределах 10—
30 Па. \
Сжигание жидкого топлива. Физические основы. В
качестве жидкого топлива в промышленных тепловых
установках в нашей стране практически используют
только мазут. Процесс сжигания мазута протекает в
несколько последовательных стадий: распыление мазут-
ной струи, смешение факела распыленных капель мазу-
та с воздухом, подогрев и испарение мазутных капель,
их термическое разложение с образованием газовой
фазы и, наконец, воспламенение и завершение процес-
сов окисления газовой фазы.
Распыление мазута необходимо для обеспечения ин-
тенсивного смешения его с воздухом и создания разви-
той поверхности топлива. С увеличением дисперсности
распыла растет число капель в одной весовой единице
и соответственно их удельная поверхность. Так, одной
капле диаметром 400 мкм соответствует по массе 16 400
капель диаметром 25 мкм. Успех сжигания мазута за-
висит в основном от совершенства распыления и сме-
шения капель с воздухом, так как воздух является теп-
лоносителем, способствующим испарению мазута и вос-
пламенению горючих газов. Сами горючие газы при
7Г
контакте с воздухом сгорают мгновенно. Наличие в рас-
пыленной струе отдельных крупных капель, не успеваю-
щих сгореть в топочной камере при недостаточной ее
длине, лимитирует общую продолжительность горения.
Крупные капли могут составлять до 50% по массе в
распыленной струе. Для их сжигания требуется наибо-
лее длинный путь их перемещения в горящем факеле.
Завихрение струи удлиняет истинный путь капли при
малом осевом перемещении и тем самым способствует
дожиганию крупных капель.
Тонкое распыление мазута обеспечивается подогре-
вом самого мазута и воздуха, который в большинстве
топливосжигающих устройств (форсунок) является од-
новременно и распылителем. Температура подогрева
мазута лимитируется опасностью его коксования, нару-
шающего работу форсунки, и в зависимости от марки
мазута находится для марок 40, 100, 200 соответственно
в пределах 75—100, 90—115, 110—140°С. Температура
подогрева воздуха должна быть 150—250°С.
Горение мазутных капель не является результатом
непосредственного взаимодействия поверхности капли
с воздухом. Процессу горения в этом случае предшест-
вуют испарение и термическое разложение паров мазу-
та с расщеплением углеводородов по схеме СхНу->хС +
+ 0,5 г/Н2 и выделением летучих горючих веществ. Та-
кое разложение возможно лишь при подогреве мазута
до определенной температуры и является эндотермичес-
ким процессом. Теплота активации мазута составляет
примерно 10% QJ . Таким образом, для подогрева ма-
зута до температуры его испарения и разложения' и на
сами эти процессы необходима затрата определенного
количества теплоты, прежде чем начнется горение лету-
чих веществ, выделившихся из мазутной капли. Эта
теплота частично сообщается мазуту подогретым возду-
хом, и, кроме того, сооб-
щается распыленной струе
горячими газами, ипжсктп-
руемым и ею из гор я щего ч у • у)
факела к его корню (рис. % " '
1.15). 4
При смешении горячих D
1 , Рис. 1.15. Схема инжектирова-
летучих веществ с воздухом ния к КОрНЮ факела горячих
они воспламеняются мгно-
венно. Скорость горения ле-
тучих \ веществ зависит от
струй дымовых газов
/ — форсунка; 2 —подача мазута;
3 — инжектируемые дымовые газы;
4 — горящий факел
41
интенсивности и полноты их смешения с воздухом. Ско-
рость распространения мазутного пламени составляет
2-—3 м/с.
Устройства для сжигания мазута имеют два четко
обособленных конструктивных элемента: форсунку и
топочную камеру. Назначение форсунки — подача в
топку мазута, его распыление и смешение с воздухом.
В топке развиваются все процессы, связанные с горени-
ем распыленного мазутного факела.
Принцип распыления мазута был впервые предло-
жен А. И. Шпаковским (1868 г.). Устройства для рас-
пыления мазута называют мазутными форсунками, ре-
же— мазутными горелками. Различают три основных
типа мазутных форсунок: механические, паровые и воз-
душные.
В механических форсунках распыление основано на
принципе пропуска струи жидкости под большим дав-
лением через небольшое отверстие со скоростью истече-
ния 45—50 м/с. Они бесшумны в работе и обеспечива-
ют большой пирометрический эффект. Вместе с тем они
довольно громоздки, легко засоряются и не регулируе-
мы по подаче, вследствие чего в тепловых установках
керамических заводов их почти не применяют.
Паровые форсунки были впервые предложены В. Г.
Шуховым (1880 г.). В них струя мазута распыляется
перегретым паром под давлением 0,15—0,4 МПа. Рас-
ход пара — 0,3—0,8 кг на 1 кг мазута. Эти форсунки
просты в обслуживании и имеют большие пределы ре-
гулирования, однако создают при работе большой шум,
понижают температуру горения и малоэкономичны. Их
применяют в топках котельных установок и в печах,
требующих длинного факела. В тепловых установках
керамических заводов их используют редко.
В воздушных форсунках мазутная струя распыляет-
ся воздухом. Их подразделяют на компрессорные и вен-
тиляторные. В компрессорных форсунках давление воз-
духа составляет 0,3—0,7 МПа, и они относятся к груп-
пе форсунок высокого давления (к этой же группе от-
носятся и паровые форсунки). Вентиляторные форсунки
бывают среднего (до 30 кПа) и низкого (до 10 кПа)
давления.
Воздушные вентиляторные форсунки высокоэконо-
мичны, могут работать с малым избытком воздуха,
обеспечивают полноту сгорания и высокий пирометри-
ческий эффект. Они преимущественно распространены
42
в тепловых установках керамических заводов. Давле-
ние мазута перед форсункой должно быть до 75 кПа,
а скорость истечения — 50—75 м/с.
Вентиляторные форсунки по конструкции делятся на
прямоструйные и турбулентные. Первые образуют до-
вольно длинный факел — до 3 м с небольшим углом
раскрытия — 20—30°. Турбулентные форсунки образу-
ют закрученный короткий (0,3—0,7 м) факел, но со зна-
чительным углом раскрытия — 60—90°.
Для сжигания мазута в туннельных печах, где тре-
буется создание короткого факела, применяют модерни-
зированную форсунку типа ФДБ (рис. 1.16). Через па-
трубок 1 в форсунку мазут поступает под давлением по-
рядка 0,1 МПа и через отверстие 2 в полом стержне 3
направляется к соплу 4 и, вылетая из него, распыляет-
ся. Воздух, нагнетаемый вентилятором под давлением
3,5—4 кПа в патрубок 5, облегающим потоком прохо-
дит сопло по наружной трубе и выходит через коничес-
кое кольцевое отверстие 6 под углом к оси форсунки,
рассекая струю мазута, интенсифицируя ее диспергиро-
вание и одновременно смешиваясь с ней. Полый стер-
жень 5, на котором укреплено сопло 4, можно переме-
щать в осевом направлении, вращая маховик 7. Это да-
ет возможность менять выходное сечение кольцевого
отверстия 6 и регулировать соотношение «мазут — воз-
дух» и давление последнего. Подача форсунки состав-
ляет 8 кг мазута в 1 ч. ।
Более совершенной, хотя конструктивно и более
сложной, является рециркуляционная форсунка двой-
ного распыления типа МРП Теплопроекта (рис. 1.17).
Мазут через патрубок 1 под давлением 30 кПа поступа-
ет в камеру 2, а .из нее через осевой капал 3 в полый
стержень 4. Клапан 5 при вращении маховика 6 может
изменять сечение входа осевого отверстия и тем самым
регулировать расход мазута. Двигаясь по полому
стержню, струя мазута вылетает через сопло 8, образуя
распыленный факел. Полый стержень 4 размещен во
внутренней трубе 9, в которую через патрубок 10 посту-
пает компрессорный воздух под давлением 0,2 МПа.
Двигаясь по внутренней трубе, воздух в конце своего
пути проходит через винтовую насадку 7, которая за-
кручивает поток и, выходя через кольцевое коническое
отверстие, рассекает мазутный факел, закручивая его
при этом. Вентиляторный воздух под давлением 3 кПа
поступает через патрубок 11 во внешнюю трубу 12, вы-
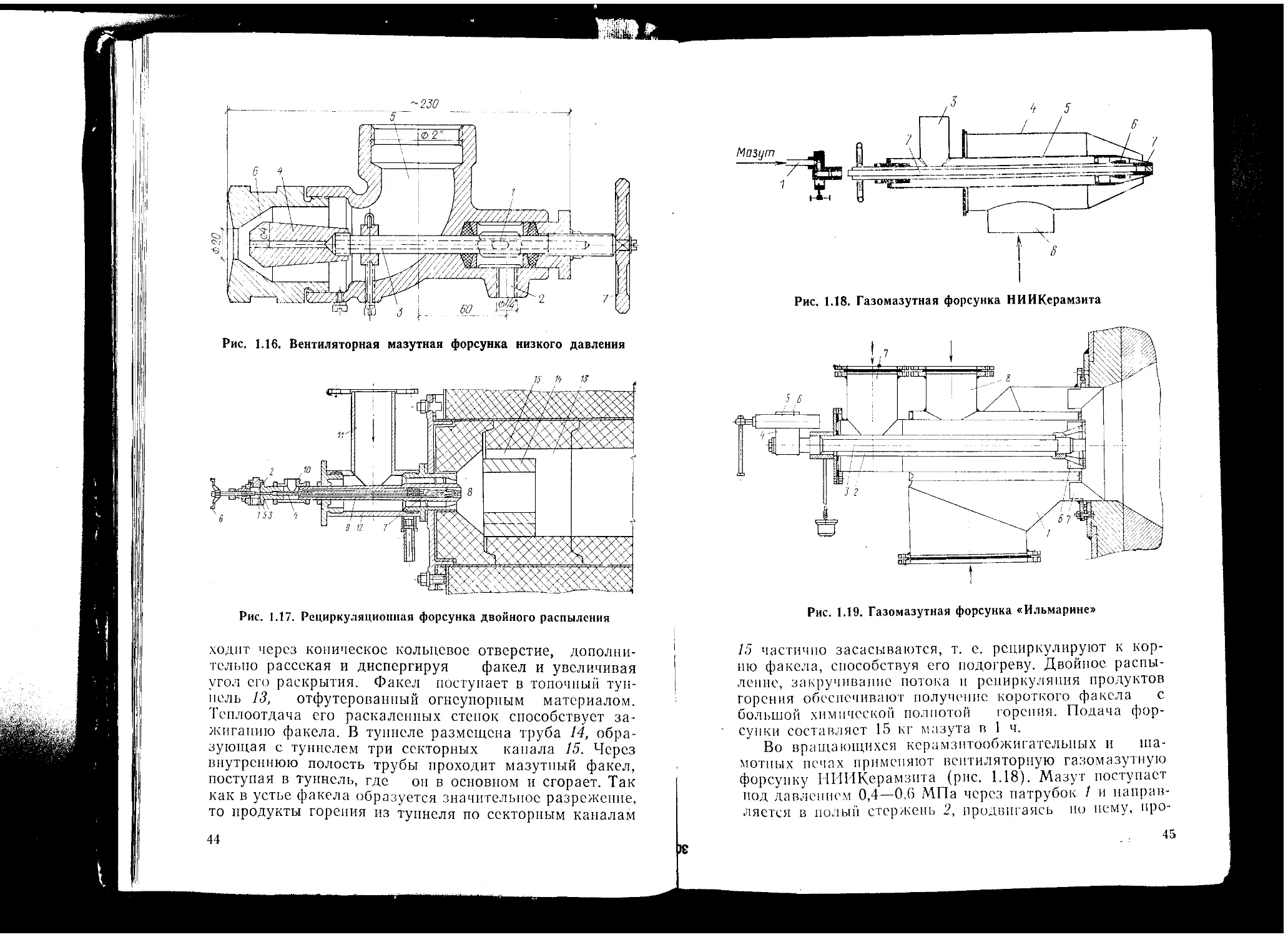
Рис. 1.16. Вентиляторная мазутная форсунка низкого давления
Рис. 1.17. Рециркуляционная форсунка двойного распыления
ходит через коническое кольцевое отверстие, дополни-
тельно рассекая и диспергируя факел и увеличивая
угол его раскрытия. Факел поступает в топочный тун-
нель 13, отфутерованный огнеупорным материалом.
Теплоотдача его раскаленных стенок способствует за-
жиганию факела. В туннеле размещена труба 14, обра-
зующая с туннелем три секторных капала 15. Через
внутреннюю полость трубы проходит мазутный факел,
поступая в туннель, где он в основном и сгорает. Так
как в устье факела образуется значительное разрежение,
то продукты горения из туннеля по секторным каналам
44
Рис. 1.18. Газомазутная форсунка НИИКерамзита
Рис. 1.19. Газомазутная форсунка «Ильмарине»
, 15 частично засасываются, т. е. рециркулируют к кор-
ню факела, способствуя его подогреву. Двойное распы-
ление, закручивание потока и рециркуляция продуктов
горения обеспечивают получение короткого факела с
большой химической полнотой горения. Подача фор-
' супки составляет 15 кг мазута в 1 ч.
Во вращающихся керамзитообжигательпых и ша-
. мотпых печах применяют вентиляторную газомазутную
форсунку НИИКерамзита (рис. 1.18). Мазут поступает
под давлением 0,4—0,6 МПа через патрубок / и направ-
ляется в полый стержень 2, продвигаясь по нему, про-
ГС
45
ходит сопло 7 с внутренней винтовой нарезкой и выле-
тает из пего в виде закрученного факела. Воздух, на-
гнетаемый вентилятором под давлением 2,5 кПа, посту-
пает в патрубок 8 внешней трубы 4, имеющей на конце
насадок в виде усеченного конуса. Этот конус с соплом
образует кольцевой зазор, из которого вылетает воздух,
рассекающий мазутный факел, диспергируя его и сме-
шиваясь с ним. Форсунка имеет еще внутреннюю трубу
5, в которую по патрубку 3 может поступать природный
газ, если форсунка переключена на газовое топливо.
Эта труба также заканчивается коническим насадком,
в котором вмонтирован дроссель 6 для пережима газо-
вой струи, что способствует ее турбулизации. Подача
форсунки — до 800 кг мазута в 1 ч или до 800 м3 газа в
1 ч. Осевым перемещением полого стержня можно ре-
гулировать длину и геометрию факела.
Для сжигания мазута в выносных топках (напри-
мер, сушильных установок) применяют в большинстве
случаев газо-мазутные форсунки, к которым не предъяв-
ляются требования по обеспечению короткого факела.
Одним из распространенных типов подобных форсунок
является форсунка «Ильмарине» (рис. 1.19). В блоке 4
имеются штуцера 5 для подвода мазута под давлением
2 МПа и распылителя 6, в качестве которого может
быть использован пар давлением 0,1—0,2 МПа или
компрессорный воздух. Мазут поступает затем в цент-
ральный канал 3, а распылитель — в облегающий его
канал 2. Первичный воздух давлением 1,2 кПа подают
в патрубок 7, а вторичный того же давления — в патру-
бок /. На выходе оба потока воздуха проходят через
турбулизирующие насадки 6 и 7. При сжигании газ по-
дают под давлением 3,5 кПа в патрубок 8 и он посту-
пает в газовый канал, который находится между кана-
лами первичного и вторичного воздуха. Форсунка об-
разует факел длиной 1,5—2 м с углом раскрытия по-
рядка 80°.
Сжигание газообразного топлива. Физические осно-
вы. Как уже отмечалось, в настоящее время и в бли-
жайшем будущем практическое значение для промыш-
ленных тепловых установок в качестве газообразного
топлива будет иметь только природный газ, основным
компонентом которого является метан. Горение газа, как
и других видов топлива, также происходит в несколь-
ко этапов, главнейшими из которых являются образо-
вание газовоздушной смеси, ее подогрев, термическое
46
Рис. 1.20. Схемы диффузионной (а) и кинетической (б) горелок
/ — подача воздуха; 2 — подача газа; 3 — газовоздушная смесь; 4 — смеси
тельная камера горелки
Рис. 1.21. Структура факела
при диффузионном горении
струи газа в пространстве, за-
полненном воздухом
Рис. 1.22. Структура факела
при горении газовоздушной
струи в турбулентном потоке
разложение, воспламенение и горение продуктов терми-
ческого разложения.
В отличие от горения твердого и жидкого топлива
горение газообразного топлива является гомогенным
процессом, при котором отсутствуют поверхности раз-
дела между горючими газообразными веществами и
кислородом воздуха. Однако изначальное условие этого
процесса — обязательный контакт молекул кислорода
с молекулами горючих газов, что достигается смешени-
ем газообразного, топлива с воздухом. Процесс обра-
зования смеси (самый замедленный из всех этапов го-
рения газа) определяет интенсивность его техническо-
го сжигания. В зависимости от места подготовки горю-
чей газовоздушной смеси различают горение диффузи-
онное и кинетическое. При диффузионном горении го-
рючий газ и воздух раздельно вводятся в топочное про-
странство (рис. 1.20щ), в котором горючая газовоздуш-
ная смесь образуется за счет диффузии. Диффузия в
свою очередь может быть молекулярной и турбулент-
ной (последняя в промышленных тепловых установках
является преобладающей). При кинетическом горении
смесь горючего газа с минимально необходимым коли-
чеством воздуха предварительно подготавливается в
смесителе (рис. 1.20,6) и в топочное пространство посту-
пает готовая газовоздушная смесь.
Газовоздушную смесь подогревают различными спо-
собами: подачей в горелку или подводом к факелу по-
догретого воздуха, за счет рециркуляции к корню факе-
ла горячих продуктов горения и излучением раскален-
ных ограждающих конструкций топки. Реакция горения
углеводородного типа CmHn может быть записана сле-
дующим образом:
Ст Нл -р (т Г 0,25 п) О2 == т СО2 + 0,5 п Н2О.
Подобная запись дает представление лишь о началь-
ной и конечной стадиях процесса. Однако процесс го-
рения, по современным представлениям, не является
одностадийным: углеводороды, из которых состоит при-
родный газ, претерпевают термический распад исход-
ных молекул с образованием альдегидов, а последние
расщепляются до конечных продуктов распада, како-
выми являются водород и углерод. Этим и объясняется
наличие в горящем факеле при определенных условиях
сажистого углерода. Конечные продукты распада, соб-
ственно, и горят, т. е. вступают в реакцию с кислородом
воздуха, образуя последовательно СО, СО2, а также
Н2О. Рассмотренный поэтапный процесс характерен в
основном для диффузионного горения. Структура факе-
ла при диффузионном горении струи газа в свобод-
ном пространстве, заполненном воздухом, показа-
на на ipne. 1.21. При выходе из сопла горелки 1 газ
образует конусообразное ядро 2. Далее следует зона 3,
заполненная смесью газа с продуктами горения, и за-
тем зона 4, заполненная смесью продуктов сгорания и
воздуха. Между зонами 3 и 4 образуется видимая по-
верхность раздела 5, являющаяся фронтом горения, к
которому снаружи диффундирует воздух, а изнутри —
газ. Продукты сгорания, образующиеся при горении, ча-
стично диффундируют навстречу газу, прогревая его,
частично смешиваются с воздухом и затем покидают
ф а к ел.
При кинетическом горении с вводом в топку хорошо
подготовленной смеси горючего газа с необходимым ко-
личеством воздуха при очень быстром подогреве этой
48
смеси до температуры, превышающей температуру вое*
пламенения, реакции окисления происходят настолько
быстро, что термический распад практически отсутству-
ет и сажистый углерод в факеле не появляется. Факел
в этом случае получается прозрачный, малосветящийся.
Наименьшие длина факела и его светимость получаются
также при дроблении струй газа, подаче их под углом к
воздушным струям и других приемах турбулизации по-
токов. При кинетическом методе сжигания газа можно
обеспечить беспламенное его горение. Для этого необхо-
димы полное предварительное смешение газа со всем
требуемым для горения количеством воздуха, наличие
в камере горения раскаленных поверхностей, окружаю-
щих поток горючей смеси, и рециркуляция (возврат)
части продуктов горения к корню факела.
Кинетическое горение газа, точнее — газовоздушной
смеси, может происходить в ламинарном и турбулентных
потоках. Коэффициент турбулентной диффузии пример-
но на пять порядков выше коэффициента молекулярной
диффузии. При ламинарном потоке скорость (минималь-
ная) истечения смеси из сопла горелки находится в пре-
делах 1—6 м/с и должна возрастать с увеличением диа-
метра сопла. В турбулентном потоке осевая скорость вы-
лета струи принимается в пределах 10—30 м/с. При ла-
минарном горении фронт пламени перемещается в осевом
направлении со скоростью, называемой нормальной ско-
ростью распространения пламени. Эта скорость может
быть больше, равна или меньше скорости потока газовоз-
душной смеси. От этого зависит устойчивость процесса
горения, под которой понимают отсутствие отрыва пла-
мени от носика горелки и проскока (обратного удара)
пламени. Проскок — затягивание пламени в горелку при
скорости смеси меньшей скорости распространения пла-
мени. Это явление сопровождается хлопками, а затем
шумом и свистом и чревато опасностью взрыва вследст-
вие того, что горение смеси начинает развиваться в самой
горелке. Проскоку пламени способствует также подогрев
анализа продуктов сгорания.
Если, наоборот, скорость потока больше нормальной
скорости распространения пламени, то фронт воспламе-
нения удаляется от устья горелки. Это иногда приводит
к срыву горения — отрыву факела от устья горелки
вследствие того, что в корне факела в этом случае газо-
воздушная смесь оказывается сильно разбавленной про-
49
дуктами горения или воздухом и выходит из пределов
концентрации воспламенения. Скорости газовоздушного
потока, при которых происходят отрыв факела от устья
горелки шотр и срыв горения шер, зависят в основном от
диаметра сопла и приближенно могут быть определены
по формулам:
toOTp^8,65 ; (1.26)
<Оср = 15 У1 + 0?2 Д2 , (1.27)
где d — диаметр соплового отверстия, мм.
Наиболее действенным средством предотвращения
проскоков и отрыва пламени является завихрение — тур-
булизация газовоздушного потока. При этом в поток не-
прерывно вовлекаются раскаленные продукты горения,
которые как бы поджигают порции свежей газовоздуш-
ной смеси. Ламинарный поток характеризуется относи-
тельной геометрической правильностью поверхности го-
рения. При турбулизации потока эта геометрическая пра-
вильность теряется, факел становится укороченным и
вместе с тем более раскрытым без четких очертаний по-
верхности. Условная зональная схема кинетического го-
рения турбулентной газовоздушной струи приведена на
рис. 1. 22. В ней различают «холодный» внутренний ко-
нус /, видимую зону турбулентного горения 2, в которой
происходит постепенное воспламенение и одновременно
сгорание основной массы (до 85 — 90%) газа, и зону 3,
в которой заканчивается процесс горения. Эту зону, по-
скольку она невидима, можно обнаружить лишь путем
анализа продуктов сгорания.
При диффузионном горении из горелки выходит толь-
ко газ (однопроводные горелки) или газовоздушная
смесь с недостаточным для полного горения содержанием
первичного воздуха (а<1). Остальную часть воздуха,
необходимую для полного дожигания газа,—вторичный
воздух подают непосредственно в топочное пространство,
минуя горелку. Первичный воздух будет в этом случае
обусловливать появление факела в виде конуса, за пре-
делами которого продукты неполного горения будут до-
горать, реагируя с вторичным воздухом.
При большой скорости истечения газовой струи тур-
булизация потока достигается даже в однопроводных го-
релках без каких-либо дополнительных мероприятий.
При скоростях истечения газа 60 м/с и ниже для турбу-
50
лизании потока приходится применять двухпроводные
горелки.
Длина турбулентного факела мм, при диффузион-
ном горении зависит в основном от диаметра сопла и при-
ближенно определяется по соотношению
/ф~173(/. (1.28)
Чисто диффузионное горение при ламинарном потоке
дает растянутый факел пониженной температуры. Наи-
большая длина факела и его светимость получаются при
малых и мало различающихся между собой скоростях
вытекания газа и воздуха из горелки, поскольку смеше-
ние их в этом случае будет предельно медленным, проис-
ходящим лишь за счет молекулярной диффузии. Горе-
ние улучшается, когда скорость облегающего воздушно-
го потока существенно больше скорости газового потока.
В этом случае увеличивается длина факела и уменьша-
ется угол его раскрытия. В длинном факеле процесс го-
рения растянут, и на большей его длине происходит боль-
шая отдача теплоты. При движении в него вовлекается
значительное количество (не менее двухкратного против
выходящего из горелки) продуктов горения с пониженной
температурой, что обусловливает понижение и выравни-
вание температуры факела по его длине. Средняя темпе-
ратура длинного факела мало отличается от температу-
ры газов, находящихся в рабочем пространстве печи.
Такой факел называют мягким. Область его максималь-
ной температуры находится примерно на расстоянии 2/3
от устья горелки. Короткий факел вследствие более
интенсивного выделения теплоты горячее окружающих
газов и при высокой скорости потока имеет хорошую нап-
равленность, т. е. является острым, жестким.
При сжигании газа во вращающихся печах для обжи-
га шамота и керамического гравия11, а также в некоторых
видах других печей требуется определенная дальнобой-
ность факела, т. о. способность его сохранять свою фор-
му и направление движения при воздействии внешних
(возмущающих) факторов. Дальнобойность факела уве-
личивается с уменьшением диамстпа сопла и увеличени-
ем скорости выхода из него газов. С увеличением диамет-
ра сопла, а также при большой скорости облегающего
потока воздуха дальнобойность факела уменьшается.
Эти же факторы действуют в обратном направлении на
угол раскрытия факела.
1 Именно керамического гравия, а не керамзитового.
51
Устройства для сжигания газообразного топлива
включают приборы образования газовоздушной смеси
ввода ее в топку (их называют обычно горелками) и
камеры сжигания газа или газовоздушной смеси. Они
могут быть выносными, встроенными в печь в виде тун-
нелей или каналов, а могут и вообще отсутствовать. В
последнем случае газовоздушпую смесь сжигают непо-
средственно в рабочей камере печи.
Газовые горелки классифицируют по нескольким
признакам (табл. 1. 8).
Таблица 1.8. Классификация газовых горелок
Признак
Основные группы горелок
Давление газа
Способ образова-
ния смеси
Способ подачи
воздуха
Характер горения
Комбинации сжи-
гаемого топлива
Низкого давления (до 5 кПа),, среднего дав-
ления (5—30 кПа), высокого давления (выше
30 кПа)
Кинетические, полного или частичного предва-
рительного смешения; диффузионные — без
предварительного смешения (внешнее смеше-
ние)
Бездутьевые), инжекционные, дутьевые
Пламенное, беспламенное
Газомазутные, пылегазовые, пылегазомазутные
Простейшими являются однотрубные и двухтрубные
диффузионные горелки, в которых смешение газа с воз-
духом происходит за пределами горелки (внешнее сме-
шение) за счет молекулярной диффузии. Пример совер-
шенного конструктивного оформления бездутьевой диф-
фузионной горелки приведен на рис. 1.23. Подача этой
горелки — до 360 м3/ч.
Схема кинетической инжекционной горелки приведе-
на на рис. 1.24. Вылетая из сопла /, струя газа подсасы-
вает воздух в инжектор 5. Перемещением по резьбе шай-
бы 2 регулируют размер щели между пою и инжекто-
ром и тем самым — количество инжектируемого возду-
ха. При проходе через капал 4, диффузор 5 и кониче-
ский насадок 6 смесь последовательно изменяет скорость,
что способствует смешению газа с воздухом. При выле-
те из насадка 6 смесь поджигается в раскаленном тун-
неле горелочного камня 7.
В настоящее время созданы многочисленные конст-
руктивные варианты и типоразмеры инжекционных горе-
52
лок с большим диапазо-
ном производительности
[4]. С их помощью осу-
ществляют пламенное и
беспламенное сжигание
газа. В качестве смесите-
ля в панельной беспла-
м с и поп горел кс, пр вме-
няемой для нагрева боль-
ших поверхностей (рис.
1.25), использована ин-
жекционная горелка /, из
которой газовоздушная
смесь поступает в распре-
делительный короб 4. Во
фронтовой плите этого
короба укреплены труб-
ки 5, по которым смесь,
раздробленная на много-
численные струи, посту-
пает в каналы 2 раска-
ленной огнеупорной пане-
ли, где они и сгорают.
При работе такой горел-
ки зрительно можно ви-
деть лишь раскаленную
огнеупорную панель —
факелы пламени полно-
стью отсутствуют.
В горелках с; принуди-
тельной подачей воздуха
(дутьевых) (рис. 1.26)
воздух подают вентилято-
Рис. 1.23. Бездутьевая диффузи-
онная горелка среднего давления
Рис. 1.24. Схема кинетической ин-
жекционной горелки
ром в патрубок 2 под дав-
лением до 10, кПа, его по-
ток з а кру чи в а ется специ-
альными лопатками,
окаймляющими сопло 3,
что обеспечивает полноту
смешения газа с воздухом. Такне горелки выпускают де-
вяти типоразмеров с подачей 1,2—400 м3 газа в 1 ч. Они
широко применяются в туннельных печах.
Расчет камерных топок для факельного сжигания
.топлива. Угольную пыль, мазут и газ сжигают факель-
г
I
?
Л ।>
Рис. 1.25. Беспламенная па-
нельная горелка Гипронефтема-
ша
ным процессом в камерных
топках, не имеющих колос-
никовых решеток.
Исходной величиной для
расчета камерных топок,
как и при расчете топок
слоевого сжигания, остается
тепловая мощность топки
QT, определяемая по форму-
ле (1.19).
При подсчете коэффици-
ента полезного действия топ-
ки Т|т потери теплоты от хи-
мической неполноты горения
q3 принимают равными: для угольной пыли 1,5—2, для
мазута 1, для газа 0,5%. Потери теплоты с механической
неполнотой горения q$ исчезающе малы, и ими в расчете
можно пренебречь, а потери теплоты в окружающую
среду принимают в неизменных пределах ^5 = 2—5%.
Округленно т)т принимают равным 0,9—0,92. Затем по
справочным данным выбирают объемное тепловое
напряжение топки (удельную тепловую мощность топ-
ки) qv, кДж/(м3-ч).
Яу — В Qh/Vt*
(1.29)
где Ут — объем топочного пространства, м3.
Величина qv для пылеугольных топок равна
(525—670) 103, для мазута — 900-103, для природного
газа — 1050-103 кДж/(м3-ч).
Исходя из формулы (1.29), определяют требуемый
объем топки VT, м3.
Ут — Ст/Яу •
(1.30)
Далее по конкретным условиям сжигания топлива
выбирают типоразмер горелки (форсунки) и по харак-
теристике, содержащейся в ее нормали, учитывают дли-
ну факела и угол его раскрытия а.
Длину топки /т принимают на 200—300 мм больше
длины факела, с тем чтобы последний «по лизал» зад-
нюю стенку топки во избежание ее быстрого разруше-
ния. ’
Требуемую площадь поперечного сечения топки FT,
м2, определяют из соотношения
Рис. 1.26. Горелка ГНП низкого давления с принудительной пода-
чей воздуха
1 — газопровод; 2 —- воздухопровод; 3 — сопло; 4 — горелочный камень
Рис. 1.27. Камерная топка для мазута и газа
По FT рассчитывают линейные размеры (диаметр)
для цилиндрической топки, ширину и высоту для прямо-
угольной (квадратной) топки.
Приемлемость вычисленных размеров поперечного
сечения и длины топки проверяют графическим размер-
ным эскпзпровапием размещения факела длиной /ф и
углом раскрытия 2а во внутреннем контуре топки.
55
Примерная конструкция камерной топки для сжига-
ния мазута и газа приведена на рис. 1.27. Цилиндриче-
ская стальная топочная камера 2 футерована огнеупор-
ным кирпичом. Через кольцевой канал 1 просасывается
воздух, охлаждающий стальной корпус топочной камеры.
Нагревающийся при этом воздух в камере 5 смешивает-
ся с продуктами горения, происходящего в газомазут-
ной форсунке 3, и газовоздушная смесь отводится в теп-
лопотребляющую установку. Щебень 4 предохраняет
торцевую стенку топки от прогревания и одновременно
в силу эффекта поверхностного горения способствует
более полному дожиганию продуктов горения. Подачу
воздуха в кольцевой канал регулируют шибером 6.
Теплогенераторы. В производстве керамических
строительных материалов и изделий теплогенераторами
называют установки для подогрева воздуха, который в
последующем используется в качестве теплоносителя в
сушилках.
Считается, что дымовые газы, полученные от сжига-
ния любых видов топлива, можно неограниченно приме-
нять только при сушке кусковых и зернистых материа-
лов, а также суспензий. Что касается сушки формован-
ных изделий в камерных, туннельных и конвейерных су-
шилках, то в них допустимо использование в качестве
теплоносителя только дымовых газов, полученных от
сжигания природного газа. В этом случае дымовые газы
не содержат сернистых соединений и золы, а при пра-
вильном сжигании в них отсутствуют также токсичная
окись углерода и сажа.
При применении для отопления в указанных типах
сушилок твердого топлива и мазута прямое использова-
ние в качестве теплоносителя дымовых газов от их сжи-
гания считается недопустимым. В этих случаях в каче-
стве сушильного агента должен применяться только
воздух, отбираемый из зон охлаждения обжигательных
печей, а также нагреваемый в паровых калориферах
или в огневых теплообменниках-теплогенераторах. Про-
стейшими из них являются трубчатые теплогенераторы,
представляющие собой систему труб, внутренняя поверх-
ность которых омывается горячими дымовыми газами
(греющая среда), получаемыми сжиганием топлива в
топке, а наружная — атмосферным воздухом (нагревае-
мая среда) (рис. 1.28). Дымовые газы проходят внутри
труб снизу вверх, а воздух двумя ходами омывает их
снаружи. Такая схема движения газов и воздуха дает
Ксзср^цциент mennone^diiij, у
Рис. 1.29. Влияние загряз-
нения поверхности труб
теплогенератора на измене-
ние коэффициента теплопе-
редачи
Рис. 1.28. Трубчатый тепло-
генератор
возможность легко очищать трубы от золы и сажи про-
дувкой или при помощи механических устройств. Дымо-
гарные трубы ввальцовывают концами в металлические
решетки.
Поверхности нагрева калориферов обычно довольно
быстро загрязняются. Влияние загрязнений на коэффи-
циент теплопередачи часто недооценивают, несмотря на
то что в подавляющем большинстве случаев загрязнения
являются причиной значительного снижения тепло-
производительности установки. Поэтому очистке труб от
золы и сажи нужно уделять самое серьезное внимание
как при проектировании теплогенератора, так и при его
эксплуатации. При загрязнении поверхности нагрева с
газовой стороны коэффициент теплопередачи снижается
па 20—30%- Существенное влияние загрязнения поверх-
ности труб на изменение коэффициента теплопередачи
иллюстрируется на рис. 1.29.
Вторым недостатком трубчатых калориферов являет-
ся прогорание труб в процессе эксплуатации и наруше-
ние плотности соединения. Трубы прогорают вследствие
перегрева их выше определенной температуры, которая
в сочетании с постоянным воздействием чистого воздуха
приводит к интенсивной коррозии металла. Во избежа-
ние этого предельная температура нагрева труб не
<57
Рис. 1.30. Схемы расчета температурного напора теплообменных ап-
паратов
а, б — противоток (варианты); в — прямоток: /Гг — соответственно на-
чальная и конечная температуры греющей среды; /вР /в2 —то же, нагре-
ваемой среды
должна превышать 350—400°С, а конструкция теплоге-
нератора должна обеспечить омывание воздухом всей
поверхности труб, не допуская образования участков с
местными перегревами («мертвых зон»).
Основное расчетное уравнение теплогенератора име-
ет вид
F-^QT/(K Ь /ср), О-32)
где р — искомая площадь поверхности нагрева теплогенератора,
м2. qt — требуемая тепловая мощность теплогенератора,
кДж/(м3-ч); К — коэффициент теплопередачи от газов к воздуху,
Вт/(м2-°С);
К = 7,25 + 0,093 (Vcp.B®Cp.B Yep.т “ср.г)- О-33)
здесь уср.в и уср.г — средние плотности соответственно воз-
духа и газов, кг/м3; соСр.в и о)ср г — средние скорости соот-
ветственно воздуха и газов, м/с. В зависимости от скоростей
дымовых газов и воздуха, которые изменяются соответственно от
0,5 до 20 и от 0,5 до 10 м/с, коэффициент теплопередачи меняется
от 5,25 до 23 Вт/(м2-°С). В среднем /< = 10-Н15 ~Вт/(м2 - °C); А/Ср —
температурный напор, равный численно средней разности греющей
и нагреваемой среды;
Л Б —А М
А /Ср — А Б ’
«'в О
(1.34)
где АБ и ДМ — разности температур согласно схеме, изоб-
раженной на рис. 1.30.
При расчете стальных труб принимают /11^С700°С.
для чугунных — /г,sC900°C.
Расчет трубчатого теплогенератора ведут в следую-
щем порядке. Задаются температурами tv\ и 1^ и подсчп
58
тывают средние плотности газов и воздуха уср.г и уср,п.
Затем задаются средними скоростями газов и воздуха
<’)ср.г и (оСр.в, подсчитывают коэффициент теплопередачи
по формуле (1.33). Определив Afcp по формуле (1.34) и
зная QT по условию задания, по формуле (1.32) подсчи-
тывают По условию обычно известно количество воз-
духа Gr по массе, подлежащее нагреву. Исходя из него,
определяют площадь f, м2, суммарного живого сечения
труб по воздуху по формуле
fB = GB/(3 600 шсрв-1,293).
Далее определяют расход газов по массе по формуле
(1.36)
где сг — теплоемкость по массе газов при средней их темпера-
туре, кДж/(кг-°C).
Затем определяют расчетное сечение по газу м2:
/з-бг/3 600 wCD г-1,32.
Выбирают диаметр труб dTp и подсчитывают площадь
поверхности 1 м трубы /тр, м2'.
Необходимую суммарную длину труб вычисляют как
отношение
(1-37)
задаются длиной одной трубы /тр (обычно /тр = 3,54-5 м)
и подсчитывают требуемое количество труб в теплогене-
раторе:
(1.38)
По конструктивным соображениям назначают коли-
чество рядов труб г, количество труб в одном ряду т и
ширину зазоров между трубами, которая должна обес-
печить ранее подсчитанную по формуле (1.35) площадь
живого сечения по воздуху.
Рассчитанный по изложенной методике теплогенера-
тор будет развивать требуемую тепловую мощность при
условии, что принятый ранее коэффициент теплопереда-
чи и подсчитанный по (1.34) температурный напор обес-
печивают получение па выходе принятой ранее темпера-
туры отходящих газов /г2. Вероятное ее значение опре-
деляют по формулам:
для прямотока
(1.39)
для противотока
t\2 — ^В1 “Г (^П Gs) е Г 1 В в . (1.40)
Если расхождение между принятой в начале расчета
/г2 и определенной по формулам (1.39) и (1.40) превы-
шает 15%, задаются новым значением tr2 и повторяют
расчет до удовлетворительного совпадения.
Коэффициент полезного действия огневых теплоге-
нераторов составляет 65—70%.
Паровые! калориферы. В отличие от теплогенератора
в калорифере греющей средой могут являться горячая
вода, насыщенный или перегретый водяной пар. Прак-
тически в тепловых установках керамических заводов
применяют насыщенный пар.
По конструктивному признаку различают паровые
калориферы гладкотрубные, ребристотрубные и пластин-
чатые. Гладкотрубные калориферы применяют очень
редко из-за их низкой удельной теплопроизводительно-
сти. Элементы ребристотрубных и пластинчатых кало-
риферов показаны на рис. 1.31 и 1.32. Наиболее распро-
странены пластинчатые калориферы.
Схематически конструкция пластинчатого калорифе-
ра такова. В две стальные коробки, которые имеют
штуцера для подвода пара и отвода конденсата, ввари-
вают ряды труб. Торцовые стороны коробок соединены
между собой стальными пластинами. Такая конструкция
представляет собой один элемент калорифера. Элементы
группируют в секции. При этом пластины, соединяющие
торцовые стенки коробок, образуют торцовые стенки
секции. Обычно в верхнюю коробку подают пар, который
проходит через трубы и нагревает их. В нижней коробке
скапливается конденсат, который отводится системой
трубопроводов (конденсатов роводов). Через открытые
продольные стороны элемента (или секции) перемеща-
ется нагнетаемый или просасываемый воздух. Омывая
стенки труб, он нагревается. Для увеличения поверхно-
сти нагрева в тех же габаритах установки на трубы на-
саживают ребра-пластины. В зависимости от требуемой
поверхности нагрева несколько элементов соединяют
последовательно болтовыми креплениями в секцию. Для
этого на торцовых стенках элемента и его паровых ко-
робок укреплены уголки с высверленными отверстиями.
С нагнетающим вентилятором секция соединена диффу-
зором, а выходная ее сторона — с воздухопроводом, по
60
Рис. 1.31. Ребристотрубный калорифер
Рис. 1.32. Элемент пластинчатого калорифера
61
Рис. 1.33. Схема
установки с паро-
выми калорифера-
ми
1 элементы кало-
риферов; 2 — венти-
лятор; 3 — кон де il-
ea топ ровод; 4 — ВЫ-
ХОДНОЙ воздуховод;
5— паропровод
которому нагретый воздух направляется для использо-
вания по своему назначению, например, в сушильную
установку (рис. 1.33). Возможна также компоновка ка-
лориферной установки из нескольких секций, соединен-
ных между собой параллельно. При этом снижаются
скорость воздуха, потери напора и расход энергии на
привод вентилятора, но вместе с тем снижаются коэф-
фициент теплопередачи и соответственно удельная теп-
ловая мощность калорифера. Поэтому такое сочетание
оправданно лишь в том случае, если скорость воздуха
при последовательном соединении всех элементов пре-
вышает допустимые пределы.
Калориферы изготовляют на машиностроительных
заводах как серийное санитарно-техническое оборудова-
ние, поэтому для определенных моделей и типоразмеров
калориферов в заводских нормалях (паспортных харак-
теристиках) и справочниках приводятся их конструк-
тивные размеры и теплотехнические характеристики
[18]. Так что проектирование калориферной установки
сводится к подбору числа элементов в ней, определению
схемы их компоновки и расчету аэродинамических соп-
ротивлений системы.
Порядок расчета калориферной установки следую-
щий. Исходными заданными величинами являются LB—
часовой расход нагреваемого воздуха и /В2— темпера-
тура, до которой требуется нагреть воздух.
Требуемую тепловую мощность калориферной уста-
новки Qt.k определяют по формуле
QT к (^В2 ^В1) Гв, 0-41)
где Св — теплоемкость воздуха по массе, кДж/(кг*°C) [до
100°С св=1,01 кДж/(кг-°С)]; /в2 —температура воздуха, нагнета-
емого в калорифер (принимается по климатологическим справочным
таблицам для географического района, в котором проектируется
установка).
62
При проектировании калориферной установки долж-
но выполняться условие Qp.k^Qt.k, где Qp.H — расчетная
тепловая мощность калорифера, кДж/ч:
Qp.K = ^{'cp.r ^Ср.в) > (1-42)
откуда
F “ ^р.к/(^ср ,г ^ср. в) ’
где F— суммарная площадь поверхности нагрева калориферной
установки, м2; /ср.ч — средняя температура греющей среды, °C. При
давлении насыщенного пара до 30 кПа /Ср.ч^100°С, более 30 кПа
/Ср.г —/н.п f/н.п — температура насыщенного пара); /ср.в — средняя
температура нагретого воздуха, °C; К — коэффициент теплопере-
дачи, Вт/(м2.*С) (его определяют одновременно с выбором модели и
типа калориферного элемента).
Выбирая тип и модель калориферного элемента, в
его нормали находят коэффициент теплопередачи /С, ко-
торый в справочных и паспортных таблицах приводится
в зависимости от весовой скорости воздуха в живом се-
чении калорифера. Весовая скорость воздуха соу являет-
ся произведением линейной его скорости щ на плотность
у и имеет размерность кг/(м2-с). Наиболее экономичны-
ми пределами весовых скоростей считаются
9—12 кг/(м3-с).
Затем подсчитывают необходимую площадь живого
сечения калорифера по воздуху fB, м2, из соотношения
f* = VB ув/36ОО(оу, (1.43)
где Щ — расход нагреваемого воздуха, м3/ч:
(Ьв/1,293) (273 + /ср/273). (1.44)
По технической характеристике, содержащейся в
нормали калориферного элемента (выбранного типа и
модели), находят его поверхность Число последова-
тельно расположенных калориферных элементов пк.э, из
которых должна компоноваться установка, вычисляют
по соотношению
пк>э-Г//э. (1.45)
Если вычисленная по (1.43) площадь живого сечения
по воздуху существенно расходится с паспортным зна-
чением этого показателя, то задаются другим коэффи-
циентом теплопередачи (и соответственно другой весо-
вой скоростью воздуха) и повторяют расчет до удовле-
творительного совпадения.
63
По нормалям находят также аэродинамическое со-
противление одного элемента Н».
Полное сопротивление последовательно скомпоно-
ванных элементов определится по произведению
- /?к.э
(1.46)
ГЛ АВА 2. СУШКА КЕРАМИЧЕСКИХ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
2.1. Сушильные процессы в технологии керамики
Сушкой называют процесс удаления влаги из мате-
риала. Удалять влагу из материала можно механиче-
ским ее отжатием и испарением, т. е. тепловой сушкой.
Механическое отжатие влаги на фильтр-прессах в на-
стоящее время в промышленности строительной керами-
ки почти не применяют. В этой отрасли преобладает
тепловая сушка. Сырьевые материалы, в основном гли-
ну, сушат для возможности их последующей механиче-
ской обработки — дробления, а сформованные изделия —
для предотвращения их растрескивания при обжиге.
Сушка материалов и изделий (полуфабрикатов) мо-
жет быть естественной и искусственной. Естественная
сушка протекает на открытом воздухе или под навесом
за счет свободного взаимодействия материала с атмо-
сферным воздухом. Искусственная сушка осуществляет-
ся в специальных устройствах и аппаратах (сушилках)
под воздействием нагретого воздуха, дымовых газов,
тепловых лучей, направленных на материал от излучаю-
щих твердых тел (нагревателей), электрического тока
при непосредственном контакте материала с нагревате-
лями, а также токами высокой частоты. В промышлен-
ности керамических строительных материалов преобла-
дает искусственная сушка, причем для сушки большин-
ства материалов и керамических изделий применяют
конвективные, а для сушки керамических плиток — кон-
вективные и радиационные сушилки. Контактную элект-
росушку, равно как и сушку токами высокой частоты
(ТВЧ), в технологии строительной керамики не приме-
няют из-за сложности аппаратурного оформления про-
цесса в условиях массового поточного производства, а
также по экономическим соображениям: в большинстве
64
шению к воде, окружающей элементарное зерно глино-
образующего минерала, это не так. По современным
представлениям, отдельные слои водной оболочки, окру-
жающей глинистый минерал, физически неоднородны, а
молекула воды имеет дипольное строение и, следователь-
но, концы молекулы электрически заряжены. Элемен-
тарное зерно глинообразующего минерала имеет всегда
отрицательный электрический заряд. С учетом этих фак-
торов строение системы «глина — вода» для элементар-
ного глинистого зерна в самом схематическом прибли-
жении удобно представить в следующем виде (рис. 2.1).
Поверхность зерна 1 глинообразующего минерала имеет
отрицательные заряды (знаки «—»), которые создают
вокруг него силовое поле. Под его воздействием диполь-
ные молекулы воды своими положительными концами
(//+) ориентируются по направлению к отрицательному
заряду зерна и плотно окружают его поверхность, соз-
давая мономолекулярный 2, а далее полимолекулярпый
3 слой адсорбированной воды. Эти слои, будучи сильно
сжаты под воздействием силового поля, образуют проч-
но связанную воду (по терминологии почвоведов), обла-
дающую особыми свойствами. По мере удаления от по-
верхности зерна напряженность силового поля, а следо-
вательно, и интенсивность притяжения молекул воды
убывают. Молекулы воды, относительно удаленные от по-
верхности зерна, но все же находящиеся под воздейст-
вием его силового (хотя и относительно слабого) поля,
имеют уже некоторую свободу перемещения. Они обра-
зуют диффузный слой 4, в котором вода является (по
той же терминологии) рыхлосвязанной. Таким образом,
зерно глинообразующёго минерала окружено нескольки-
ми концентрическими слоями воды, каждый из которых
удерживается глинистой частицей с различной силой,
убывают,ей от ее поверхности к периферии. Поскольку
связанная вода находится в сильно сжатом состоянии
под давлением, достигающим 300 МПа, ее свойства рез-
ко отличны от свойств свободной воды и сходны со свой-
ствами твердого тела: теплоемкость составляет всего
около 3 кДж/(кг-°С), она не растворяет некоторых ве-
ществ, хорошо растворяющихся в свободной воде (нап-
ример, сахар), плотность в каолинах 1065, а в глинах —
1114 кт/мд она не обладает электропроводностью, тем-
пература замерзания достигает —70°С. Подобным строе-
нием водной оболочки объясняются многие свойства гли-
ны, в том числе и ее сушильные свойства.
3* Зак. 196
67
Рис. 2.2. Схема возникновения усадочных деформаций в результате
действия капиллярных сил
Сушильные свойства глин отражают изменения,
происходящие в глине и в сформованных из нее изделиях
при сушке. К сушильным свойствам относятся воздуш-
ная усадка, чувствительность глин к сушке и влагопро-
водящая способность глин.
^Возд^ушная усадка — это деформация — уменьшение
линейных размеров и объема глиняного образца при
сушке. 1
Какие же силы обусловливают усадочные деформа-
ции в глине при сушке? Очевидно, что ими являются
какие-то внутренние силы, поскольку эти деформации
возникают при отсутствии внешне приложенных сил.
Можно полагать, что ими являются силы капиллярного
давления, и в этом случае усадочные деформации проис-
ходят вследствие нарушения силового равновесия в ка-
пилляре, частично заполненном водой, по следующей
схеме (рис. 2.2, а): вода 1 объемом Ко, не полностью
наполняющая капилляр, образованный глинистыми ча-
стицами 2, находится под воздействием гравитационных
сил которые уравновешиваются силами капилляр-
ного давления РКо , действующими по периметру капил-
ляра. Полагая, что капилляр имеет в плане круглое се-
чение диаметром dQ, запишем выражения для обеих сил:
Р = 0,25 л d2ha рж; (2.1)
& и v
PKo = nd0a, (2.2)
где ho — усредненная высота столба воды в капилляре; <у0 —
поверхностное натяжение воды; рж—плотность жидкости.
68
При этом условие силового равновесия в капилляре за-
пишется равенством Pg9=pKo. Далее представим, что
путем теплового воздействия произведен мгновенный
отбор части воды из капилляра (рис. 2.2, б) и высота ее
столба понизилась до hi. Очевидно, что при этом в со-
ответствии с выражением (2.1) уменьшится и гравита-
ционная сила Pgi <Pgo. По сила капиллярного давления
пока не изменилась, так как неизменным остался диа-
метр капилляра do, и, следовательно, Рк^Р^. Вслед-
ствие этого силовое равновесие нарушилось, т. с. Pgi <
< к 1 •
1ак как всякая система стремится восстановить на-
рушенное равновесие, то силы капиллярного давления
начнут растягивать столб воды в капилляре. При неиз-
менном его объеме Vi высота столба может увеличиться
только за счет уменьшения его поперечного сечения, т. е.
диаметра. Но так как вода прочно связана со стенками
капилляра (не находящимися в контакте), то столб во-
ды, растягиваясь, будет увлекать за собой частицы гли-
ны, которые начнут сближаться, образуя капилляр мень-
шего сечения (рис. 2.2, в), и тем самым будут умень-
шать размер глиняного образца. Такое сближение будет
происходить до тех пор, пока капиллярные и гравитаци-
онные силы в капилляре вновь не уравновесятся либо
пока твердые глинистые частицы не окажутся в состоя-
нии контакта. При восстановлении равновесия У2=УД
^2<dr, Р = Р g2; Р~ Рк2 •
Количественной мерой усадочных явлений при сушке
обычно в технологии керамики принято считать относи-
тельную усадку Уот, %.
Уот -По ~Л) 100/Zo, (2.3)
где Zo и /1 — длина образца соответственно до и после сушки до
постойного размера.
Относительная воздушная усадка колеблется в преде-
лах 2—8%.
Однако относительная воздушная усадка не вполне
объективный показатель способности глины (или сырье-
вой смеси на ее основе) к усадочным деформациям. Де-
ло в том, что для одной и той же глины воздушная усад-
ка зависит еще и от начальной влажности образца. При
неизменной конечной 1У образец может иметь различную
/о в зависимости от его начальной влажности (рис.
2.3), а это, как нетрудно видеть из зависимости (2.3),
будет менять и усадку. Поэтому воздушная усадка без
69
Рис. 2.3. Схема к определе-
нию коэффициента усадки
учета влажности ооразца не
может являться физической
констан то й, ха ра ктери зу ю те й
усадочные явления, присущие
данной глине. В то же время
экспериментально установле-
но, что зависимость длины гли-
няного образца1 от его влаж-
ности в интервале наличия
усадочных явлений описывает-
ся прямой линией. Ее наклон
не зависит от начальной влаж-
ности образца, а зависит лишь
и поэтому может быть'исполь-
характеризующий усадочные
от состава данной глины
зован как показатель,
свойства. Угловой коэффициент этой прямой был назван
коэффициентом усадки pi, который можно рассматри-
вать как физическую константу, характеризующую уса-
дочные свойства данной глины. В соответствии со схемой
(см. рис. 2.3) можно записать
Pi = tg а=- (/о —/к.у)/(^о —^к.у), (2.4)
где /к.у и №к.у — соответственно длина и влажность образца в
момент прекращения в нем усадочных явлений.
Таким образом, коэффициент линейной усадки <Pi ха-
рактеризует интенсивность усадки на 1% удаленной вла-
ги. Для объемной усадки ру справедливо приближенное
соотношение
₽г = 3 рх.
(2.5)
Порядок значения pt для изделий пластического формо-
вания составляет 0,5—0,7, а полусухого прессования —
0,15—0,35.
Влагопровод&щая способность. Процесс сушки любо-
го влажного тела, в том числе и глиняного, включает в
себя три фазы: перемещение влаги внутри материала,
парообразование и перемещение водяных паров с поверх-
ности материала (в том числе и внутренней) в окружаю-
щую среду. Количественная мера, косвенно характери-
зующая интенсивность перемещения влаги внутри ма-
териала,— коэффициент диффузии я™, м2/1<, являющий-
ся аналогом коэффициента температуропроводности а в
процессах внутреннего теплопереноса. Он был введен в
математический аппарат для описания процессов сушки
на основе термодинамической аналогии тепло- и массо-
обмена [6].
Как известно, потенциалом переноса теплоты являет-
ся температура, а переноса электричества — напряже-
ние. Аналогично этому причина переноса влаги внутри
твердого тела — потенциал переноса влаги (который нс
следует отождествлять с влажностью материала), обо-
значаемый символом О, °М (массообменный градус).
Шкала градуировки потенциала влагопереноса содержит
100°М аналогично шкале Цельсия для температур. Если
между собой соприкасаются два разнородных влажных
тела / и 2, у которых потенциалы влагопереноса равны,
т. е. 0] = то влагообмена между ними не будет, даже
если их влажности существенно различны.
Аналогично тому как при теплопереносе коэффициент
температуропроводности характеризует интенсивность
перемещения изотермической поверхности внутри охлаж-
даемого тела, так и коэффициент диффузии ат характе-
ризует интенсивность перемещения из влажной поверх-
ности внутрь сохнущего тела. Порядок значения со-
ставляет для различных глин (0,66—2,14) 10~4 м2/ч.
Наиболее простой метод экспериментального определе-
ния ат для керамических масс приведен в работе {7].
Коэффициент диффузии является функцией темпера-
туры, а для периода падающей скорости сушки—также
и влагосодержания. Температурная зависимость коэффи-
циента диффузии для глин описывается формулой
amJam^ (2.6)
Чувствительность, глин к сушке является характери-
стикой, обратной понятию трещиностойкости сформо-
ванных из глин изделий во время сушки. Причина воз-
никновения трещин — неодинаковая усадка по сечению
и по поверхности изделия, в результате чего на поверх-
ности или внутри изделий возникают напряжения. Ког-
да они превосходят предел, при котором начинается ло-
кальное разрушение материала, образуются трещины.
В качестве показателя трещиностойкости глин при
сушке в практике их лабораторных испытаний наиболь-
шее распространение получил пока коэффициент чувст-
вительности глин к сушке Ач (по 3. А. Носовой), пред-
ставляющий собой отношение объема усадки Ёу к
объему пор Ен:
K4 = Vy/Vn. (2.7)
71
По значению Лч НИИСтройкерамики классифициру-
ет глины на три класса: малочувствительные с Кч<1;
среднечувствительные с Кч~ 14-1,5 и высокочувстви-
тельные с Кч> 1,5.
Более поздние исследования показали, что глина с
Кч<0,5 также обнаруживает низкую трсщииостойкость
в сушке и должна быть отнесена к классу высокочувст-
вительных.
Большая продолжительность экспериментального
определения Кч (по 3. А. Носовой) обусловила поиски
других показателей трещпностойкости глин в сушке,
экспрессных и свободных от субъективного влияния
экспериментатора. Один из таких показателей — коэф-
фициент чувствительности по А. Ф. Чижскому. В этом
методе критерием трещпностойкости является длитель-
ность т периода облучения тепловым потоком фиксиро-
ванной мощности свежесформованного образца до мо-
мента образования в нем первой трещины. Высокочув-
ствительными считают глины при т^ЮО с, среднечув-
ствительными т= 1014-180 с и малочувствительными
тД> 180 с.
ВНИИСтром разработал способ определения чувст-
вительности глин к сушке по их минеральному коэффи-
циенту /СмиН‘
Кмин-^св/^сб, (2.8)
где VVcb н Wcg — количества соответственно связанной (фи-
зически) и свободной влаги в образце.
По значению 7СМИН различают четыре категории глин:
нечувствительная 0,3—1; малочувствительная 1—2;
средпечувствительная 2—3 и высокочувствительная
3,1—5.
По классификации акад. П. А. Ребиндера различают
три формы связи влаги с материалом: химическую, фи-
зико-химическую и физико-механическую. Химически
связанная вода участвует в строении кристаллической
решетки вещества, при сушке не удаляется и поэтому в
технологии сушки нс рассматривается. Силами физи-
ко-химической связи в материале удерживается вода,
адсорбционно и осмотически связанная. Физико-меха-
нические связи удерживают влагу в макро- и микрока-
пиллярах материала, а также структурную влагу.
По прочности связи воды с материалом различают
воду физически связанную и физически свободную. Фи-
зически связанную воду обычно называют просто свя-
72
заннои водой, поскольку химически связанная вода в
процессе сушки нс участвует. Различные формы связи
влаги с материалом приведены в табл. 2.1. Здесь они
расположены в порядке убывания прочности связи1.
Т а блица 2.1. Формы связи воды с материалом
Вид воды Природа связи к Силы, удер- жи в а ющис влагу в ма- териале Агрегатное состояние, в котором вла- га перемеща- ется в теле материала при сушке Группа но проч' ностц связи
Химически
связанная
Химическая
Адсорбци-
онная
Микрока-
пиллярная
(г<10~5 см)
Макрока-
пиллярная
см)
Осмотиче-
ская
Физико-хи-
мическая
Физико-ме-
ханическая
То же
Физико-хи-
мическая
Силы ва- При сушке Физически свя
лентности не удаляет- заиная влага
ся
Молекуляр- В виде пара То же
ные СИ ЛЬЕ
Силы капил- То же »
лярного дав-
ления
То же В виде жид- Свободная вла
кости га
Силы внут- То же То же
ренней энер-
гии
Механиче- » То же
ские силы
Структур-
ная
То же
Вода адсорбционная и находящаяся в микрокапилля-
рах образует прочные связи с материалом, и удаление
той и другой воды из материала, которое может осуще-
ствляться только за счет парообразования (молекуляр-
ного переноса), представляет наибольшую трудность.
Другие виды воды связаны с материалом слабее и могут
перемещаться в нем без перехода в пар (в виде жидко-
сти), что облегчает условия удаления их из материала.
Структурная влага может быть отжата даже механиче-
ским путем (без нагрева). В процессе сушки материала
отдельные виды влаги удаляются тем быстрее, чем
меньше прочность связи воды с материалом. Поэтому в
первую очередь удаляется структурная влага, а в по-
следнюю — адсорбционная.
В зависимости от видов связи воды с материалами
последние разделяют на капиллярно-пористые, коллоид-
1 Прочность связи равна количеству работы, затрачиваемой на
отрыв 1 моля воды от поверхности материала без изменения его
состава и при изотермических условиях процесса.
пые и коллоидно-капиллярно-пористые тела. К первым
из них относят материалы, в которых вода удерживается
силами капиллярного давления (например, песок и
шлак), ко вторым — материалы с осмотической и струк-
турной связью воды (например, пластичная глина).
Третьи занимают промежуточное положение, так как в
них присутствует капиллярная и осмотическая вода
(например, древесина, торф). Капиллярно-пористые ма-
териалы высыхают без существенного изменения перво-
начального объема, а коллоидные материалы дают
усадку.
Равновесие влажности материала и окружающего
воздуха.; Количественными характеристиками влажност-
ного состояния материала является относительная и
абсолютная влажность, или влагосодержание. Относи-
тельная влажность IFOt представляет отношение массы
воды ко всей массе влажного материала, а абсолютная
влажность Жпб — отношение массы воды к сухой массе
материала. Оба параметра выражаются в процентах.
Влагосодержанием материала U называют отношение
массы воды к сухой массе материала, выраженное в до-
лях единицы. Масса влажного материала слагается из
двух составляющих:
Ом.в = См.с + Свл, (2.9)
где бм.в — масса влажного материала; бм.с—масса сухого
материала; <7ВЛ — масса воды в материале.
Отсюда:
r0T= 100GBJI/GM e=UZa6 <?м.с/См.в=«7аб(-П1-с;1^^-); (2.10)
б - 100 GMIGM c - W'ot GM. B / GM c - t ; (2.11)
\ ВJl / M . C /
U --- бвл/бм c -- 1 / (6M c/<?BJI 1).
(2.12)
По отношению к окружающему воздуху различают
равновесное, гигроскопическое и влажное состояния ма-
териала. Физическая сущность этих состояний раскрыва-
ется изотермами сорбции- (десорбции)1 влажного мате-
риала, устанавливающими зависимость между его рав-
новесным влагосодержанием Uv и относительной влаж-
ностью ср окружающего воздуха (рис. 2.4). Взаимодей-
1 Сорбция — поверхностное поглощение влаги материалом, де-
сорбция — отделение влаги через поверхность материала,
74 j
К2/К2
Рис. 2.4. Изотерма сорбции
(десорбции) влажного мате-
риала
Рис. 2.5. Состояние увлажненного
материала
Г/'о начальное влагосодержанис ма-
териала, загружаемого в сушилку;
Ом>г~ максимальное равновесие (ги-
гроскопическое) влагосодержанис;
(7 — конечное влагосодержание мате-
риала, выгружаемого из сушилки;
А — изотерма сорбции; Б — область
гигроскопического состояния материала;
В — область влажного состояния ма-
териала; Г — область сушки; Д —
область сорбции; Е — область удаля-
емой влаги; Ж. — область десорбции
ствие влажного материала с окружающим воздухом в
результате сорбции или десорбции приводит к равновес-
ному состоянию системы, когда давление паров воды,
содержащейся в материале, становится равным давле-
нию водяных паров в окружающем воздухе. После этого
влагосодержание материала будет оставаться неизмен-
ным до тех пор, пока не изменится температура или
относительная влажность окружающего воздуха. Такое
состояние соответствует гигротермическому равновесию
материала и окружающего воздуха. Влагосодержание,
при котором устанавливается гигротермическое равнове-
сие, называют равновесным. Если влагосодержание ма-
териала меньше равновесного то он будет пог-
лощать (сорбировать) водяные пары из окружающего
воздуха, и, наоборот, при U>UV материал будет сохнуть.
Равновесное влагосодержанис материала достигает мак-
симума при <р= 100% и называется в этом случае мак-
симальным гигроскопическим влагосодержанием
или максимальной гигроскопической влажностью мате-
риала.
Под гигроскопическим состоянием материала пони-
мают такое, при котором он поглощает (сорбирует) водя-
ные пары из окружающего воздуха, а под влажным со-
стоянием материала — такое, при котором он отдает
75
(десорбирует) водяные пары в окружающую среду. При
гигроскопическом состоянии материал может увлаж-
няться за счет сорбции водяных паров из окружающего
воздуха (без контакта с водой) до тех пор, пока он не
приобретет максимальное равновесное гигроскопиче-
ское влагосодержание. Выше этого предела увлажнение
материала может продолжаться только при непосредст-
венном контакте его с водой.
При влажном состоянии материала давление водяных
паров в нем равно давлению их над свободной по-
верхностью жидкости и парциальному давлению
водяных паров Ртг полностью насыщенного воздуха
(ср= 100%) при данной температуре (РМ = РЖ = РП). Если
влажный материал высушивается до влагосодержания,
которое меньше максимального равновесного, то удаля-
ется полностью вода, определяют,ая влажное состояние
материала, а также часть сорбированной воды. Различ-
ные состояния увлажненного материала графически
изображены на рис. 2.5. Изотермы (см. рис. 2.4^ пока-
зывают, что с увеличением температуры (£1</2<7з) рав-
новесное влагосодержание материала уменьшается, а с
понижением возрастает.
По изотермам сорбции можно определять конечную
влажность высушенного материала. Допустим, что рав-
новесная влажность материала соответствует сорбцион-
ной кривой на рис. 2.5, а относительная влажность воз-
духа в помещении равна ср = 65%. При этих условиях не-
целесообразно сушить материал до влагосодержания
менее £7к = 0,1 кг/кг. Ниже данного предела, например
при Uk =0,05 кг/кг, высушенный материал будет ги-
гроскопичным, так как координата, соответствующая
Як =0,05 кг/кг и гр = 65%, находится в поле Д (см. рис.'
2.5). Такой материал после сушки будет увлажняться
естественным путем, поглощая водяные пары из окру-
жающего воздуха, что приведет к резкому ухудшению
качества керамических изделий вследствие образования
микротрещии в результате расклинивающего действия
адсорбированной воды.
По изотермам сорбции можно также определять
процентное соотношение различных форм связи воды с
материалом. Л. В. Лыков установил, что в интервале
10д>ср>-0% равновесное влагосодержание соответствует
мономолекуляриому слою адсорбированной влаги, в
интервале 90>ср>10% формируется полпмолекулярный
слой, а в интервале 100>ф>*900/о водой заполняются
микрокапилляры (г^10“5 см). Количественное соотно-
шение различных форм связи воды с материалом дает
представление о том, с какой трудностью сушится дан-
ный материал.
Перемещение влаги в теле материала. Процесс супит,
влажного материала можно разделить на два этапа:
внешнюю диффузйю, когда влага с поверхности матег
риала испаряется в окружающую среду, и внутррпишю
/щф фузию, при которой влага в жидком виде перемеща-
ется внутри материала от его центральных слоев к на-
ружной поверхности.
Интенсивность (плотность) потока влаги внутри ма-
териала 7тЦ.п, кг/(м-ч), при температуре ниже 100°С
описывается уравнением А. В. Лыкова:
Тщ ц.п ро V i Ро V ^77 V Р, (2.13)
где ат — коэффициент диффузии влаги; р — плотность сухого
скелета тела; VU — градиент влагосодержания; —коэффициент
термодиффузии; VT — градиент температуры; КР— коэффициент
молярного переноса влаги; VP — градиент давления.
Интенсивность внешней диффузии (влагоотдача от
поверхности материала в окружающую среду) ^п.в,
кг./(м2-ч), описывается уравнением
^П.В = аШ (. М В в)» (2.14)
где ат — коэффициент влагоотдачи (влагообмена) ч-1; Рп.м
и Рв — соответственно давление пара на поверхности материала
(равно давлению насыщенного пара при температуре поверхности)
и парциальное давление водяного пара в окружающей среде, Па.
Под температурным градиентом понимают перепад
температуры на единице протяженности теплового по-
тока. Поток теплоты воз- а) 5)
пикает в стенке толщи-
ной S (рис. 2.6), если
температуры ее поверх-
ностей и f2) различны,
причем разность темпера-
тур = —/2 называют
температурным перепа-
дом, а удельный перепал
температуры (при линей-
ном распределении) Vf==
- (/1 - /2)/5, °С/м -
температурным градиен-
том.
Рис. 2.6. Перепады и градиенты
температуры и влагосодержания
а — для температуры; б — для влаго-
содержания; Л — направление тепло-
вого потока; Б — направление потока
влаги
77
Удельный перепад влагосодержапия называют его
градиентом. Если и 'U2— различные влагосодержапия
на поверхностях стенки толщиной S, м (см. рис. 2.6), то
градиент влагосодержапия при линейном распределении
выразится отношением Vt/=(f7i— U2)/S, м-1. Этот гра-
диент можно также выразить не через математический
знак «пабла» (V), а в виде производной. При одномер-
ном потоке:
V i — d t/dx --- tg <p; у U == d Uld x ~ tg co.
Распределение в массе материала температуры или
влагосодержапия в каждый данный момент времени на-
зывают соответственно температурным или влажностным
полем. Эти характеристики обозначаются в виде произ-
водной температуры или влагосодержапия по времени:
dtjdx и dUfdx (т — время от начала отсчета исследуемо-
го процесса до текущего момента). Коэффициент ^диф-
фузии1 влаги ат характеризует инерционные свойства
материала при изменении в нем поля влагосодержапия.
Его физическая сущность выяснится из аналогии рас-
пространения теплоты и влаги в массе материала, для
чего рассмотрим параллс'.;^ уравнений, опи-
сывающих процессы распространения теплоты и влаги
за счет теплопроводности и влагопроводности.
Для переноса теплоты: Для переноса влаги:
q =— % у i\ (2.15а) 7m = —(2.156)
dijdx — a (dU/dx2)-, (2.16а) dU/dx ат (d2 U/dх2); (2.166)
X ~ а с р; (2.17а)
у У с у /; (2.18а)
v / = V У/с; (2.19а)
q - — ас р /; (2.20а)
q - с/ р у/; (2.21а)
— О-т С РоJ (2- Пб)
v = с V©; (2.186)
V 0 = V U/ctn-, (2.196)
= ~"атс р0 у 0; (2.206)
qfn — Ро V (2.216)
Уравнение (2.15а) выражает закон теплопроводности
Фурье, согласно которому поток теплоты равен произве-
дению коэффициента теплопроводности к па температур-
ный градиент V/, представляющий движущую силу пе-
реноса теплоты. Правая часть уравнения является век-
торной величиной и показывает, что поток теплоты
направлен в сторону убывания температурного гради-
1 Ранее его называли коэффициентом потенциалопроводности и
обозначали через а'.
ента (знак «—»). Аналогичное по смыслу уравнение
(2.156) описывает закон переноса влаги, согласно кото-
рому поток массы влаги равен произведению коэффици-
ента массопроводпости (влагопроводпости) кт на гра-
диент потенциала V0, являющийся движущей силой пе-
реноса влаги, направленного в сторону убывания гра-
диента потенциала (зиак«—»). Итак, аналогом темпе-
ратуры является потенциал переноса влаги О, аналогом
коэффициента теплопроводности X — коэффициент
массопроводпости (вл а го п роводi1 ост и) Xп,.
Дифференциальное уравнение (2.16а) показывает,
что для любой пространственной точки в массе материа-
ла производная температура по времени пропорциональ-
на второй производной температурного градиента, умно-
женной на коэффициент пропорциональности, называе-
мый коэффициентом температуропроводности (а = Х/ср).
Он характеризует инерционные свойства материала при
изменении поля температур. В аналогичном по смыслу
дифференциальном уравнении (2.166) соответственной
величиной является коэффициент диффузии am=Kml
lcmpo, характеризующий инерционные свойства материа-
ла при изменении в нем поля влажности. Величины X,
с, р — коэффициент теплопроводности, удельная тепло-
емкость и плотность влажной массы; соответственно Хт,
ст, ро — коэффициент влагопроводности, удельная вла-
гоемкость и плотность абсолютно сухой массы. За
единицу удельной влагоемкости принимается 1 % мак-
симального гигроскопического влагосодержапия (ст —
= №м.г/100).^^Коэффициент ат зависит от природы ма-
териала и при прочих равных условиях изменяется
прямо пропорционально n-ой степени абсолютной темпе-
ратуры Тп, где! п = 10ч-14.
В уравнениях (2.17а), (2.18а), (2.176) и (2.186) ана-
логами в переносе теплоты и влаги являются удель-
ные тепло- и влагосодержапия U и Ut температура и
потенциал переноса влаги t и 0.
о - Щст <:U3/UM v _э, (2.22)
*
где Uv, — влагосодержание эталонного тела (обычно фильтро-
вальной бумаги), находящегося в равновесном взаимодействии с
данным телом (материалом); (Ум.г.п — равновесное (гигроскопиче-
ское) влагосодержание эталонного тела.
Иллюстрацией сказанному могут служить примеры,
приведенные А. В. Лыковым (рис. 2.7). В плотном со-
прикосновении находятся песок и торф (рис. 2.7, а),
79
Песок
IV -10 %
и,=о,1 кг/кг
Ст2 = 1,67!04
Торф
IV- 500%
иг=3 кг/кг
Ст2--8,58 10'
Свинец
Lt-2.5,2 к/ж/иг
Ср 0.126К]]»/кг”с
Алюминий
83,85 кВн/кг
сро.езгкйк/кг'с
8 = 600
1
вг = 350
5,-200*6 t2 = 100°C
Поток влаги
Поток теплоты
Фильтровальная
Зумага
W, » 507.
и, =0.5 кг/кг
От =2,77 10*
Торф
W2 = 155%
и,=1,55 кг/к г
&
Стг=д,58103
0, = 92= 180
I
Поток влаги отсутствует
свинец Железо
ь,=б,з кМ/кг /р2305к/)ж/кг
С, =0,12бкР»/кг"с Сг=Л 66кРж/кг *С
5,=5,=50*С
f w
Поток теплоты отсутствует
Рис. 2.7. Примеры, поясняющие значение потенциала переноса влаги
причем влажность торфа в 30 раз больше влажности
песка, однако поток влаги движется от песка к тор-
фу, так как потенциал переноса влаги 0j у песка почти
в 2 раза больше, чем у торфа ;02. Аналогом этого яв-
ления может быть поток теплоты (рис. 2.7, б) при
соприкосновении пластин свинца и алюминия. Удель-
ное теплосодержание алюминия в 3 с лишним раза
больше, чем свинца, но тепловой поток движется от
свинца к алюминию по той причине, что температура
80
первого выше, чем второго. Когда потенциалы пере-
носа влаги у соприкасающихся материалов равны (рис.
2.7, в), влагообмена между ними не происходит, не-
смотря на различные влагосодержания. То же с пе-
реносом теплоты: если температуры двух соприкаса-
ющихся тел одинаковы (рис. 2.7, г), то теплообмена
между ними не произойдет, хотя удельные теплосодер-
жания этих тел различны. Следует всегда учитывать,
что в однородном материале разность влагосодержа-
ний пропорциональна потенциалу переноса влаги. В
этом случае градиент влагосодержания можно рассмат-
ривать как движущую силу потока влаги.
На интенсивность перемещения влаги внутри од-
нородного материала, как видно из уравнения (2.13),
влияет не только градиент влагосодержания V(7, но и
градиент температуры VT, и коэффициент пропорцио-
нальности называемый термоградиентным коэф-
фициентом. Он представляет отношение градиентов
влагосодержания и температуры при отсутствии вла-
гообмена (стационарное состояние). Перемещение вла-
ги внутри материала под влиянием градиента темпе-
ратуры называют термодиффузией. Температурный гра-
диент может быть замедляющим фактором в процес-
се перемещения влаги, когда его знак противоположен
знаку градиента влагосодержания, и может ускорять
этот процесс, если знаки у обоих градиентов совпада-
ют. При сушке холодного материала термодиффузия
замедляет процесс перемещения влаги, а при сушке
предварительно прогретого материала ускоряет, как,
например, при сушке пароувлажненного кирпича-сыр-
ца. При этом предварительный прогрев сырца с ув-
лажнением глины паром приводит к резкому увели-
чению скорости сушки, так как знаки градиентов вла-
госодержания и температуры в.этом случай совпадают,
что позволяет интенсифицировать процесс перемеще-
ния влаги внутри сушимого кирпича-сырца. Кроме того,
сушка при этом ускоряется еще и вследствие возраста-
ния коэффициента диффузии влаги ат.
Коэффициент влагоотдачи ат в процессе переноса
влаги при внешней диффузии [уравнение (2.14)] явля-
ется аналогом коэффициента теплоотдачи а в конвек-
тивном переносе теплоты. Движущую силу в процес-
сах внешнего влагообмена представляет разность пар-
циальных давлений водяного пара на поверхности
81
материала и в окружающем воздухе. Если внешняя
диффузия опережает внутреннюю (^1г.в>7шц:п), то по-
верхностные слои материала высыхают с образованием
так называемой поверхностной корки. По этой причине
распределение влаги в материале становится неравно-
мерным. В случае, если 4/ц.в^9тц:ть поверхность мате-
риала остается влажной.
Так как относительная влажность воздуха зависит
от психрометрической разности, то часто в качестве по-
тенциала внешней влагоотдачи принимают величину &t =
= —/м (/с и tM — соответственно температуры сухого и
мокрого термометров психрометра).
Процессы, происходящие в материале во время его
сушки. Систему «глина — вода» называют вяжущей си-
стемой высыхания, поскольку в процессе сушки она уп-
рочняется. В пластичном состоянии она представляет
собой коллоидно-капиллярно-пористое тело, в котором
твердая фаза дискретно распределена в непрерывной
дисперсионной среде — воде. При сушке в системе
происходят структурные изменения в результате удале-
ния воды: влага из матричного распределения перехо-
дит в дискретное, а твердая фаза, наоборот, из дискрет-
ного распределения переходит в матричное с образова-
нием макрокапилляров и микрокапилляров 10~5
см). В результате сушки система превращается из плас-
тичного в упругохрупкое тело с очаговым распределе-
нием воды и с непрерывной твердой фазой, которая
становится в этом случае как бы дисперсионной средой.
Графическую зависимость влагосодержания мате-
риала от времени называют кривой сушки, а скорость
сушки от времени — кривой скорости сушки. Измене-
ние влагосодержания материала пропорционально вре-
мени сушки. Поэтому кривые скорости сушки могут
быть представлены в координатах «влагосодержание —
скорость сушки». Для глинистых материалов характер-
ны зависимости температуры материала и скорости суш-
ки от времени, приведенные на рис. 2.8, а. В начальный
период сушки ti (кривая 1) материал нагревается от
температуры /0 ДО температуры насыщенного воздуха
(при данном влагосодсржании), которая определяется
показанием мокрого термометра Температура окру-
жающей среды предполагается постоянной в течение
всего времени
термометра
сушки. Она равна температуре сухого
(прямая 5). Влагосодержание материа-
V, v2 |Z кг/кг
Рис. 2.8. Диаграммы процесса сушки
а — в координатах время сушки т — влагосодержание материала U; о —в ко-
ординатах влагосодержание материала U — масса материала G
ла в начальный период мало изменяется от Uo до Ux
(кривая 6), а скорость сушки (tn = dUldx) скачкообраз-
но возрастает от нуля до т' ( кривая 9). В момент вре-
мени т,' температура материала равна показанию мок-
рого термометра. В течение некоторого времени опа ос-
тается постоянной (прямая 2), как и скорость сушки
(прямая 10). Поэтому период сушки длительностью от
О до Т1 называют периодом постоянной скорости сунн
ки с постоянной температурой материала или чаще
всего просто первым периодом сушки. Влагосодержа-
ние материала в этом периоде убывает по прямой 7.
Второй период сушки — от т} до т2 — начинается с
перегиба кривой скорости сушки, при котором влагосо-
держание материала называют критическим t7Kp. Затем
скорость сушки начинает падать (кривая 11), в связи
с чем данный период называют также периодом падающей
скорости сушки. При этом влагосодержание материала
убывает по некоторой кривой S, а температура мате-
риала растет, причем на поверхности материала (кри-
вая 3) она увеличивается быстрее, чем в центре его
(кривая 4). На кривой 8 падающей скорости сушки
иногда различают две критические точки (перегиб).
Первая из них соответствует началу убывания скорос-
ти сушки, когда температура на поверхности материала
продолжает еще оставаться равной показанию мокрого
термометра. С этого момента на поверхности материа-
ла начинают появляться так называемые «сухие остров-
ки». Вторая точка перегиба кривой 8 соответствует на-
чалу роста температуры на поверхности материала при
уменьшении скорости сушки. С точки зрения форм свя-
зи влаги с материалом второе критическое влагосодер-
жание С/Кр2 соответствует границе между влагой капил-
лярной конденсации и влагой полимолекулярной ад-
сорбции. Процесс сушки заканчивается, когда влагосо-
держание материала уменьшается до равновесного Uv,
а его температура становится.давпой показанию сухого
термометра tc. Скорость сушки к этому моменту сни-
жается до нуля.
Рассмотренные кривые характеризуют кинетику суш-
ки, которая изучает усредненное изменение влагосодер-
жания образца при его сушке. В отличие от этого дина-
мика сушки изучает изменение распределения влаги в
образце, т. е. изменение нами влагосодержапия в об-
разце при его сушке.
I Влажность материала, соответствующую точке пе-
региба на кривой скорости сушки или, что то же, влаж-
ность, соответствующую окончанию первого периода
сушки, называют критической влажностью^Д^ля гли-
нистых систем она, кйк ’Правило,’ соответствует окон-
чанию усадочных деформаций в материале. При этом
частицы твердой фазы приходят в непосредственный
контакт (твердая фаза становится непрерывной), и
дальнейшее испарение воды происходит только с поверх-
ности капилляров.
Период прогрева материала обычно невелик и не
всегда ярко ,выражен. Поэтому его не выделяют как са-
мостоятельный, а включают в первый период сушки и
весь процесс делят на два периода: период постоянной
скорости сушки (от т=0 до т = Т1) и период падающей
скорости сушки (от х==Т1,до т—^2). Если в качестве ар-
гумента кривой сушки принять влагосодержание мате-
риала, то кривые на рис. 2.8, б будут расположены сим-
метрично по отношению к соответствующим кривым на
рис. 2.8, а; их ординатами в этом случае является мас-
са сушимого материала. Для периода постоянной ско-
рости сушки характерно равенство фпц.п—7п.в. Во втором
периоде внешняя диффузия опережает внутреннюю
(7тц.п<7п.в), поэтому фронт испарения влаги переме-
щается внутрь материала.
Деформации и трещины в материале во время суш-
ки. В образце материала относительно большой толщи-
ны влага во время сушки распределяется неравномерно,
так как наружные слои образца сохнут быстрее, чем
внутренние. Динамика распределения влаги в толще
материала (изменение полей влагосодержания) показа-
на на рис. 2.9. До начала сушки распределений началь-
ного влагосодержания [70 являетсящщакттшески равно-
мерным (рис. 2.9, а, линия ЛБ). В начале сушки вслед-
ствие разности парциальных давлений водяных паров
на поверхности материалами..в окружающем воздухе
влага с. поверхности материала начинает испаряться,
благодаря чему в его толще возникает перепад влаго-
содержаний (см. рис. 2.9, п, линия ВГ). Появление пере-
пада влагосодержаний внутри материала обусловлива-
ет возникновение потока влаги в его толще в направ-
лении от центра к периферии. Интенсивность этого
потока описывается первым членом уравнения
(2.13). С
Если одновременно с перепадом влагосодержаний и'
толще материала возникает перепад температур, то
правая часть уравнения дополняется еще одним чле-)
пом — вторым членом уравнения (2.13), который вырау
жает «вклад» термодиффузии в общую интенсивности
85
Ml
*5
влагосодержаний в толще мате-
о
Рис. 2.9. Динамика распределения
риала при сушке
а — при /ип-в" /пц-п’ mn-в->z?/пц* п
потока влаги внутри материала от его центра к поверх-/
ности. Этот член имеет впереди знаки «±». Это означа-
ет, что градиент температур может быть направлен^
навстречу потоку влаги или их направления могут сов-j
падать. В первом случае термодиффузия будет притор-
маживать поток влаги от центра к поверхности мате-
риала, во втором — усиливать. Таким образом, в урав-
нении (2.13) первый член отражает закон изотермичес-
кой влагопроводности, а второй — закон термовлаго-/
проводности.
Уравнение (2.13) показывает также, что приток вла-
ги из центра к поверхности материала *может быть осу-
ществлен и при отсутствии градиента влагосодержаний,
т. е. когда V£7 — 0, a V/#=0. В этом случае влага внутри
материала будет перемещаться только за счет термо-
диффузии. Практически это происходит тогда, когда
температура материала в его центре выше, чем на по-
верхности, например при сушке пароувлажнепного кирпи-
ча-сырца. Принцип направленной термодиффузии ис-
пользуется также при сушке полых крупногабаритных
изоляторов.
86
Если при сушке материала влага испаряется внут-
ри его толщи и водяные пары не успевают удаляться из
пего полностью, то внутри материала возникает избы-
точное их давление, которое также становится факто-
ром, ускоряющим перемещение влаги внутри материа-
ла, а правая часть уравнения (2.13) дополняется
третьим членом, характеризующим «вклад» молекуляр-
ного влагопереноса.
Наличие этого фактора -было впервые открыто П. Д.
Лебедевым, а Г. А. Максимов показал, что избыточное
давление водяных паров внутри сохнущего материала
может появиться уже при температуре около 70°С. Дав-
ление их может иногда оказаться настолько большим,
что вызовет разрушение материала при его сушке.
По истечении некоторого времени от начала сушки в
толще образца устанавливается параболическое рас-
пределение влагосодержания (рис. 2.9, а, линия АЖ),
которое удерживается в течение всего периода постоян-
ной скорости сушки. Но крутизна параболы во времени
будет меняться в зависимости от соотношений между
7п:в: и qm.ix.n.- При 7п:в. = крутизна парабол будет все
время понижаться (линии ДЕ'Ж, ДЕ"Ж на рис. 2.9, а).
При ^п.В'>?тц.п крутизна параболы, наоборот, будет
возрастать, и вместе с этим будет возрастать перепад
влагосодержаний А<7Цп=^п—Ец (см. рис. 2.9,6, линии
Д&Жх и Д2Е2Ж2).
Когда влагосодержание
поверхности материала срав-
няется с его равновесным
влагосодержанием (рис.
2.9,6, линия ДъЕзЖз), за"
кончится период постоянной
скорости сушки. С этого мо-
мента фронтг испарения вла-
ги начнет углубляться
внутрь материала и перепа-
ды влагосодержаний начнут
уменьшаться (рис. 2.9,6, ли-
нии ДДДЖ* и Д5Е$ЖЕ) •
Полностью процесс сушки
прекратится, когда по всей
толще материала влагосо-
держание сравняется с рав-
новесным Uv (рис. 2.9,6, ли-
ния Д3Жз)<
Рис. 2.10. Кривые равновесной
влажности огнеупорных глин
/ — часов-ярская при —35°С;
2 — то же. при /---5.гГС; 2^
боровическнп сухарь при / ~ 35°С
Таким образом, равновесное влагосодержание явля-
ется тем минимальным влагосодержанием, до которо-
го может быть высушен материал. Равновесное влаго-
содержание зависит от свойств самого материала и от
температуры окружающей среды. На рис. 2.10 приведе-
ны кривые равновесной влажности огнеупорных глин
по данным А. А. Шумилина. Эти кривые показывают,
что с возрастанием температуры равновесная влажность
понижается. Следовательно, чтобы высушить материал
до более низкой остаточной влажности, нужно сушить
его при более высокой температуре.
Пересушка материала до остаточной влажности
более низкой, чем равновесная для цехового помеще-
ния, может явиться причиной брака. В этом отношении
характерен такой пример. На одном из московских ке-
рамических заводов выгрузили из сушилки вагонетку с
фаянсовыми плитками и сделали их разбраковку керо-
синовым контролем. Хорошие плитки оставили после
этого на сутки в цехе, после чего вновь подвергли .керо-
синовому контролю. Оказалось, что около 40 % этих
плиток покрылись трещинами. Причиной их появления
оказалась чрезмерно низкая остаточная влажность вы-
сушенных плиток. Имея влажность более низкую, чем
равновесная для температуры и относительной влаж-
ности цехового помещения, плитки начали поглощать
влагу из окружающего воздуха, которая вызвала эф-
фект сорбционного расклинивания и, как следствие,
появление трещин.
Следствием усадочных деформаций во время сушки
является возникновение в изделиях искривлений и тре-
щин, выводящих их в брак. Рассмотрим механизм воз-
никновения этих пороков. На рис. 2.11 приведена уже
знакомая нам схема распределения влагосодержания
в образце прямоугольной формы (например, в кирпиче)
в период постоянной скорости сушки.
Ось х проходит вдоль толщины S образца; по оси у
отложено влагосодержание материала. Ордината [70
соответствует начальному влагосодержаиию, практичес-
ки постоянному по всему сечению образца. Через неко-
торое время после начала сушки влагосодержание на
поверхности образца снижается и становится равным
(/п, а в центральной части оно продолжает оставаться
относительно высоким, равным (7Ц. Кривая распределе-
ния влагосодержания в образце принимает форму пара-
Рис. 2.11. Схема усилий и напряжений, возникающих при сушке
изделия
болы. Линейные размеры образца уменьшаются прямо
пропорционально убыли влагосодержания. Так. высота
образца сокращается от /0 до 1\ (рис. 2.11, б), что со-
ответствует наиболее высокому влагосодержаиию
Если бы элементарные слои образца не были связаны
друг с другом, то каждый из них мог бы свободно из-
меняться в размерах независимо от изменения размеров
граничащих с ним слоев. Тогда форма образца приняла
бы очертания по кривой АБВ. Но вследствие связей
элементарных слоев между собой образец, будучи мо-
нолитным, сохраняет прямоугольную форму, так как
более влажные внутренние слои препятствуют сокра-
щению интенсивно сохнущих поверхностных слоев.
89
Если представить поверхностный слой Sz отрезан-
ным от остальной части образна (рис. 2.11, в), можно
утверждать, что он при сушке, будучи независим от гра-
ничащего с ним внутреннего слоя S/z, уменьшился бы
от до V соответственно изменению собственного вла-
госодержапия. Однако в реальных условиях этого не
происходит, потому что образец представляет собой
сплошное тело и поверхностный слой связан со смежным
(внутренним) слоем S" Вследствие этого с каждой
стороны образца возникает так называемая недопущен-
ная, т, е. нереализованная, усадка, равная /zz = 0,5 (Zi—Г),
Этот параметр выражает разницу между длиной эле-
ментарного слоя, которая существовала бы при свобод-
ном его сокращении, и той длиной, которую слой при-
обретает в действительности. Действие недопущенной
усадки состоит в том, что внутренний слой S', прочно
связанный с поверхностным слоем, вызывает в послед-
нем растягивающие усилия (знак «—»), которые препят-
ствуют свободному сокращению поверхностного слоя
S' до lf. Вместе с тем во внутреннем слое Szz в виде
противодействующих сил возникают сжимающие уси-
лия (знак «+»).
Получаемая при этом картина внутренних напряже-
ний в образце представлена диаграммой (см. рис.
2.11, в). Если растягивающие усилия выше предела проч-
ности материала при разрыве, то на гранях образна (по
периметру) появляются трещины (называемые сушиль-
ными), которые характерны для сушки керамических
изделий (особенно массивных) пластического формова-
ния.
Образование трещин возможно также или внутри об-
разца, или на его большой плоскости без пересечения
граней и ребер. Такие трещины называют внутренними.
Механизм их возникновения, согласно работам М. С. Бе-
лопольского, объясняется тем, что при достижении в по-
верхностном слое изделия влагосодержания, равного
£7п^с/к.у, дальнейшее сокращение его линейных разме-
ров прекращается, достигнув величины /1, а влагосодер-
жание в центральной части изделия будет к этому мо-
менту составлять £/ц>>£/к.у. Поэтому при дальнейшей
сушке внутренние слои образца стремятся уменьшиться
в размерах, по этому препятствует прочная связь внут-
ренних слоев с прилегающими поверхностными слоями,
у которых в предшествующий период сушки разме-
90
ры уже уменьшились до Ц. В этом случае растягиваю'
шие усилия, возникающие в нейтральных слоях изде-
лия , н являются причиной появления внутренних тре-
щин (рис. 2.11, d).
Неравномерная сушка вызывает, как правило, не-
равномерную усадку. При этом тонкостенные керами-
ческие изделия могут коробиться. Допустим, что изделие
с правой стороны сохнет быстрее, чем с левой (рис.
2.11,е). 1огда размеры быстросохнущего поверхностно-
го слоя справа будут сокращаться быстрее остальных
слоев и слой будет испытывать сжимающие усилия под
воздействием соседнего слоя. В случае сушки тонко-
стенного изделия эти усилия будут вызывать изгиб и
искривление всего образца (показано пунктиром на рис.
2.11, е). Если сушка и, следовательно, усадка прохо-
дят ускоренными темпами со стороны двух продольных
граней, а торцовые грани сохнут медленнее, то искрив-
ление образца будет происходить по схеме, изображен-
ной пунктиром на рис. 2.11, ж.
Градиент влажности, при .котором появляется первая
трещина либо наступаетд деформация, выводящая изде-
лие в брак, называют критическим градиентом влаж-
ности (влагосодержания) и ббПЗПачают символом
WKP.
Описанный механизм образования трещин и дефор-
маций в процессе сушки характерен для изделий плас-
тического формования. При этом считают, что по
достижении изделием влажности конца усадки его мож-
но сушить с любой практически осуществимой ско-
ростью. В условиях промышленной сушки это положение
в подавляющем большинстве случаев подтверждается
(хотя исключения возможны).
Иной механизм разрушения изделий в процессе суш-
ки характерен для изделий полусухого прессования.
Начальная влажность таких изделий по превышает
9%, т. е. опа явно меньше влажности конца усадки.
Вследствие большой плотности изделий, спрессован-
ных компрессионным способом, усадка при сушке в них
практически отсутствует, и тем нс менее они в сушке
могут разрушаться. В этом случае разрушение проис-
ходит по типу взрыва и обусловлено возникновением в
1 В теории термоупругости их называют напряжениями второго
рода.
91
теле изделия избыточного давления водяных паров,
превышающего прочность материала. Возникновение
избыточного давления обусловлено тем, что вследствие
большой плотности спрессованного материала скорость
образования водяных паров при нагреве изделия опере-
жает скорость их фильтрации через его поры, крайне
малые как по диаметру, так и общему объему. Разру-
шение по типу взрыва может быть локальным, т. е. соп-
ровождаться появлением трещин, что характерно для
кирпича полусухого прессования, но часто приводит к
полному разрушению изделия с подлинным эффектом
взрыва, что характерно для керамических плиток полу-
сухого прессования.
На кирпиче, спрессованном из порошка с большой
влажностной неоднородностью, появляются трещины в
виде паутинообразной сетки. Их возникновение связа-
но с локальной усадкой переувлажненных частиц по-
рошка, если их влажность выше (/к.у. Они видны нево-
оруженным глазом на поверхностях кирпича, но в дей-
ствительности ими поражена вся его толща.
Продолжительность и режим сушки. Важной зада-
чей технологии сушки является определение того мини-
мального времени, в течение которого керамическое
изделие может быть высушено до заданной конечной
влажности без коробления, трещин и других пороков.
Длительность сушки материала зависит не только от его
свойств, но и от внешних условий, т. е. омывающей его
среды. Важнейшие ее характеристики — температура,
относительная влажность (иногда влагосодержание) и
скорость движения теплоносителя. Сочетание этих пока-
зателей и их динамику за время сушки изделия приня-
то называть режимом сушки. Как уже отмечалось, оп-
тимальным называют такой режим сушки, который
обеспечивает получение изделий кондиционного качества
в минимальные сроки и при возможно малых затратах
теплоты и энергии.
Существуют три пути подбора оптимального режима
сушки.
Первый путь — метод «попыток» — сугубо экспери-
ментальный: не вдаваясь в физическую сущность обра-
зования дефектов, экспериментально опробывают нес-
колько режимов и выбирают из них тот, который обес-
печивает минимальную продолжительность сушки дан-
ного изделия из испытуемого сырья при каком-то за-
92
ранее выбранном способе сушки. Этот путь, несмотря на
то что он пока имеет монопольное распространение,
наиболее дорог, трудоемок, длителен, в некоторых слу-
чаях грузоемок и, главное, не дает уверенности, что по-
добранный таким образом режим действительно являет-
ся наилучшим.
Второй путь — составление уравнений, описываю-
щих процесс на основе представлений о физической
сущности процесса образования дефектов. Затем экспе-
риментально определяют характеристики материала,
входящие в расчетные уравнения, и вычисляют пара-
метры оптимального режима сушки.
Третий путь — составление критериев подобия из
дифференциальных уравнений, описывающих процесс
образования дефектов. Затем экспериментально опреде-
ляют критические значения критериев подобия и по ним
рассчитывают параметры режима сушки.
Таким образом, второй и третий пути являются
расчетно-экспериментальными. Они усиленно разраба-
тываются в современной теории сушки и наиболее пер-
спективны, хотя не получили еще заметного распростра-
нения в технологии керамики. Особенно перспективен
третий путь, открывающий возможности моделирова-
ния процесса сушки.
Как было показано, главной причиной появления
сушильных трещин в керамических изделиях пластичес-
кого формования является возникновение так называе-
мых предельных перепадов влагосодержаний между
центром и поверхностью изделия (или по его площади),
т. е. таких перепадов, при которых напряжения, вызван-
ные недопущенной усадкой, превосходят предел проч-
ности материала. Следовательно, задача расчета сво-
дится к определению той минимальной длительности
сушки, при которой перепады влагосодержаний нс будут
кр итическими.
В теории влагообмена, разработанной А. В. Лыко-
вым, установлена зависимость между перепадом вла-
госодержаний и интенсивностью сушки в виде гигро-
метрического критерия Кирпичсва. Kim (напомни, что
критерием в математике называют безразмерный комп-
лекс величин).
Kim ~ Ят ^1ат Ро Сц = 2 (t/ц — t/n)/t/y, (2.23)
где S— характерный размер тела (например, для пластины —
половина ее толщины); /Д — среднее начальное влагосодержание.
93
Использование зависимости (2.23) для определения
продолжительности сушки проводится в такой последо-
вательности. _
1. Экспериментально определяют ат, ро, Uo.
2. Экспериментально определяют, при каком мини-
мальном перепаде влагосодержаний в из-
делии появляется трещина. _
3. Зная начальное влагосодержание Uo изделия, под-
считывают гигрометрический критерий Кирпичева по
формуле
(^ц— fAi)/tA)- (Л24)
4. Вычисляют допустимую интенсивность сушки qm
по формуле
qm^ Kin,a„,(>aU0:S. (2.25)
5. Имея в виду, что
— <4) PoVtt/V, (2.26)
где Ум — объем изделия, м3; г м — площадь поверхности из-
делия, м2,
вычисляют минимальную длительность безопасного про-
цесса сушки т, ч, по формуле
Рис. 2Л2. График зависимости
критериев ДД и М от критерия
Foul для пластины (/) и ци-
линдра (2)
т -- (L/o — Ск) Ро Vм/чт гм.
(2.27)
Числовой пример приме-
нения изложенных зависи-
мостей определения продол-
жи тел ь н ос т и с у ш к и, в ы п о л -
н е н н ы й М. М. Наумовым,
приведен в [25].
Принципы расчета про-
должительности и режимов
сушки керамических изде-
лий, предложенные А. В.
Лыковым, развиты М. С.
Белопольским [22]. Соглас-
но этой методике, экспери-
ментально определяют: кри-
т и ч е с ки й перепад вл а г ос о-
держаний (U—(/п)Кр, при
котором появляется трещи-
н а, ко э ф ф и ци е и т д и ф ф у з и и
94
ат и влагосодержание конца усадки (Ду. Затем вычис-
ляют критерий Л1 по формуле
М =и0-ип1(й-ип)кг>. (2.28)
Далее по графику (рис. 2.12) находят массообменный
критерий Фурье
= (2.29)
где т — продолжительность сушки, ч; 5 — определяющий раз-
мер, м (для шара и цилиндра S — их радиус, для пластины 5 = 0,5
ее толщины).
Из найденного критерия FOm вычисляют продолжи-
тельность сушки т.
Далее на том же графике по найденному критерию
FQm находят критерий
Кр- (U-Un)IKim Г/о. (2.30)
Определив из (2.30) Л\т, находят допустимую сред-
нюю безопасную скорость сушки по формуле
(d U/d т)Ср = {Кini Ц>)кр (Ф/S2) 100, (2.31)
где Ф — постоянный коэффициент (для пластины Ф=1, для
цилиндра Ф = 2).
Ранее отмечалось, что для расчета допустимой ско-
рости и продолжительности сушки нужно эксперимен-
тально определить критический перепад влагосодержа-
ний (U—£/п)кр. Но его можно рассчитать, предвари-
тельно определив экспериментально растяжимость в, под
которой понимают предельную деформацию растяжения.
Тогда критический перепад определяют по формуле
(U-t/n)Kp = (е/Рх 77) 100, (2.32)
где pi — коэффициент усадки [см. (2.4) ]; 77 — коэффициент
формы изделия (для пластины и цилиндра 77 = 2).
Зависимость (2.32) указывает, что растяжимость яв-
ляется важнейшей характеристикой формуемой смеси,
существенно влияющей па ее сушильные свойства. Этим,
в частности, объясняется большая чувствительность к
сушке тощих пылевидных суглинков, несмотря на не-
значительную их усадку и низкий (по 3. А. Носовой).
Для определения продолжительности сушки изделий
полусухого прессования С. Н. Зотовым предложена но-
мограмма (рис. 2.13).
В настоящее время в НИИСтройкерамике совместно
с ВЗИСИ ведутся исследования по расчетам оптималь-
ных режимов сушки с использованием ЭВМ.
Способы повышения трещиностойкости изделий в
сушке.'Рассмотрение физической сущности процесса об-
разования трещин в сохнущем изделии пластического
формования дает возможность записать выражение его
трещиностойкости в сушке (Т в следующем общем виде:
1_____
Bin, (Pv/Pc)
(2.33)
где — предел прочности материала при растяжении; е —
растяжимость; pi -- коэффициент усадки; Рс и Рп — упругость
водяного пара соответственно в окружающей среде и па, поверх-
ности изделия; Рп/Рс — сушильный потенциал окружающей среды,
В1т — массообменный критерий Био.
Это выражение можно переписать в виде
или
(2.34)
где ап—коэффициент влагоотдачи; S — определяющий размер
изделия; — коэффициент влагопроводности.
Выражение (2.34) выявляет физический смысл массо-
обменного критерия Био: он является отношением со-
противлений внутреннего влагопереноса к внешнему.
После подстановки выражения (2.34) в (2.33) полу-
чим
Тс = Ф |------------ —
с \ Pi S Р
(2.35)
Рис. 2.13. Номограмма для опре-
деления срока сушки изделий по-
лусухого прессования
Ry — приведенная толщина изделия,
вычисляемая как отношение его объ-
ема к поверхности; Vo — плотность из-
делия, г/см3; U — влажность изделия,%
Первая дробь, заклю-
ченная в скобках, выра-
жает комплекс свойств
материала, а вторая —
режимные факторы. Урав-
нение (2.35) раскрывает
механизм действия воз-
можных мероприятий для
повышения трещиностой-
кости изделий в сушке.
В частности, для по-
вышения трещи иостойко-
сти изделий стеновой ке-
рамики в сушке применя-
ют следующие меры:
96
паровое увлажнение глины, повышающее начальную
температуру изделия и обусловливающее однозначность
температурных п влажностных градиентов в уравнении
(2.13). Это означает, что термодиффузия в данном слу-
чае будет ускорять процесс перемещения влаги в мате-
риале, так как совпадут направления потоков теплоты и
влаги в материале. 11аровос увлажнение сокращает
длительность сушки сформованного изделия. Эффект
парового увлажнения заключается также в предотвра-
щении конденсации влаги в начальный момент сушки.
При отсутствии парового увлажнения в первый момент
процесса происходит нс сушка, а дополнительное увлаж-
нение изделия вследствие конденсации влаги из тепло-
носителя, в то время как изделие, сформованное из па-
роувлажненной глины, начинает сохнуть сразу, с первого
же момента его взаимодействия с теплоносителем;
прогрев глины в сушильном барабане перед формо-
ванием действует аналогично паровому увлажнению.
Его применяют для глин, у которых карьерная влажность
выше формовочной;
отощение глин крупнозернистыми добавками умень-
шает величину коэффициента усадки Pi и увеличивает
коэффициент влагопроводности
добавка опилок — одно из наиболее эффективных
средств повышения трещиностойкости кирпича-сырца в
сушке. Благоприятное влияние опилок, по-видимому,
объясняется их армирующим действием, поскольку дли-
на зерен опилок на несколько порядков больше глини-
стых частиц. Армирующее действие обусловливает воз-
растание величин Лм и ев уравнении (2.35);
добавка гипса в глину также повышает прочность
сформованных изделий;
вакуумирование глины обусловливает возрастание ее
прочности и растяжимости, что дает возможность приме-
нять режимы, ускоряющие процесс сушки, хотя коэффи-
циент влагопроводности уменьшается;
орошение мундштука влагозадерживающими соста-
вами понижает коэффициент влагоотдачи ос, снижая тем
самым величину перепадов влагосодержаний в толще
изделия. Кроме того, когда ложковые и тычковые по-
верхности кирпича влагоизолированы, направление влаж-
ностного потока приближается к одномерному, что сни-
жает величину усадочных напряжений, возникающих в
сохнущем сырце. Идеальные условия сушки наступают
4 Зак, 196
97
при полностью влаго- и теплоизолированных ложковых й
тычковых поверхностях кирпича. В качестве влагоизо-
лирующей смазки на некоторых заводах применяют от-
работанное машинное масло;
накатка сырца уплотняет поверхностные слои изде-
лия, тем самым упрочняет их и, кроме того, понижает
коэффициент влагоотдачи ап/, способствуя уменьшению
перепадов влагосодержаний по толщине изделия. Прак-
тика сушки кирпича-сырца с накатанной поверхностью
подтвердила его повышенную трещипостойкость в сушке;
добавку в глину керосина в количестве 0,5% веса су-
хой глины применяют за рубежом для улучшения су-
шильных свойств глины. Действуя как поверхностно-ак-
тивное вещество, керосин переводит часть связанной
воды в свободную, повышая тем самым коэффициент
влагопроводности
добавка высокопластичной глины улучшает сушиль-
ные свойства тощих пылевидных глин, повышая их проч-
ность и растяжимость;
рециркуляция отработанного теплоносителя и увлаж-
нение теплоносителя водяным паром повышают началь-
ное парциальное давление водяных паров — величину
Рс и тем самым притормаживают интенсивность внеш-
него влагообмена, уменьшая перепад влагосодержаний
в толще высушенного изделия. Кроме того, рециркуляция
повышает общее количество теплоносителя и, следова-
тельно, скорость циркулирующего в системе теплоноси-
теля, уменьшая неоднородность испарения влаги с по-
верхности изделия.
Принципы повышения трещиностойкости кирпича в
сушке, вытекающие из уравнения (2.35), могут быть ис-
пользованы также для разработки мероприятий по по-
вышению трещнностойкостн в сушке других изделий
п л а ст и ч е с кого ф о рм о в а н и я.
ГЛАВА 3. СУШИЛЬНЫЕ УСТАНОВКИ
КЕРАМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
3.1. Принципиальная схема и классификация
сушильных установок
Современная сушильная установка является комп-
лексом многочисленных технических устройств различно-
го назначения. Основные ее элементы (рис. 3.1) —рабо-
98
Рис. 3.1. Блок-схема сушильной установки
чая камера 7, в которой размещается высушиваемый
материал, источник теплоснабжения /, генерирующий
теплый воздух или другой теплоноситель, и вентиля-
ционное устройство 5. Атмосферный воздух (поток А])
после нагревательного устройства нагретым (поток Аг)
поступает в рабочую камеру сушилки. Здесь воздух,
контактируя с влажным материалом, нагревает и высу-
шивает его и увлажненным поступает (поток Аз) в вен-
тиляционное устройство 5, которое выбрасывает его в ат-
мосферу (поток А4).
При сушке пылящих материалов отработанный тепло-
носитель оказывается засоренным пылевидными уноса-
ми. В этом случае, прежде чем попасть в выхлопной вен-
тилятор 5, такой теплоноситель (поток А5) проходит че-
рез газоочиститсльнос устройство 6 — циклоны, бата-
рейные циклопы, скрубберы (дождевальные башни), ре-
же — рукавные фильтры и электрофильтры.
В некоторых отопительно-вентиляционных схемах су-
шилок предусмотрена рециркуляция отработанного теп-
лоносителя, т. е. повторное использование части отра-
ботанного теплоносителя (поток Ао) путем смешения его
с холодным (поток А7) или подогретым (поток As) воз-
духом. Отбор части отработанного теплоносителя - ре-
циркулята производят рециркуляционным вентилято-
ром 4. Кроме того, во многих типах современных суши-
4*
99
Зак. 196
лок осуществляют интенсивную принудительную цирку-
ляцию теплоносителя внутри рабочей камеры посредст-
вом специальных вентиляционных устройств 3 — встроен-
ных или передвижных вентиляторов, вихревых смесите-
лей (ротамиксеров) и др.
В современных сушилках материал загружают (по-
ток All) специальными механизмами 2 — питателями,
толкателями и т. п. и посредством их же выгружают вы-
сушенный материал (поток Л12).
В отдельных типах сушилок (преимущественно пе-
риодического действия) высушиваемый материал во
время теплового процесса находится в рабочей камере в
неподвижном состоянии, в сушилках других типов он
непрерывно или ритмически перемещается посредством
транспортирующих устройств 8 - вагонеток, роликовых,
ленточных, ленточно-сетчатых или люлечных конвейеров.
Обязательный элемент современной сушильной уста-
новки — система контрольно-измерительных приборов
(КИП) и система автоматического регулирования 9 про-
цессом сушки, контролирующая и регулирующая пара-
метры теплоносителя, поступающего в рабочую камеру
сушилки, и в ряде случаев управляющая также процес-
сом загрузки и выгрузки материала по заранее заданной
программе.
Конструктивное оформление современных сушильных
установок отличается большим многообразием и непре-
рывно совершенствуется.
। Сушильные установки, используемые на керамических
заводах, классифицируют по нескольким признакам.
По технологическому назначению — для сушки сыпу-
чих (кусковых и порошковых) материалов, для сушки
суспензий (шликеров) и для сушки формованных из-
делий.
По режиму работы — периодического и непрерыв-
ного действия. Сушилки периодического действия (ка-
мерные) работают циклически: сначала рабочую камеру
загружают материалом, затем его сушат и выгружают.
Тепловой режим в указанных сушилках нестационарный,
так как в каждой пространственной точке рабочей ка-
меры температура и влагосодержание теплоносителя из-
меняются во времениJСушил’ки непрерывного действия
имеют стационарный тепловой режим, загрузка и вы-
грузка материала производятся непрерывно или через
короткие промежутки времени (импульсивно, ритмиче-
100
ски); Они более экономичны по сравнению с сушилками
периодического действия, которые требуют дополнитель-
ных затрат теплоты на многократный (циклически повто-
ряющийся) разогрев ограждающих конструкций и рабо-
тают с повышенными температурами отработанного теп-
лоносителя. Вместе с тем сушилки периодического дей-
ствия позволяют поддерживать индивидуальный режим
сушки в каждой камере и при каждом цикле работы.
Поэтому их целесообразно применять для сушки слож-
ных архитектурных деталей, крупногабаритных кислото-
упорных изделий, ванн и других изделий малотиражного
ассортимента, требующих особо топкой регулировки су-
шильного процесса, а также на предприятиях малой про-
изводительности. Сушилки непрерывного действия ха-
рактеризуются сравнительно высокой производитель-
ностью, относительно невысоким расходом топлива и воз-
можностью автоматического регулирования сушильных
процессов. Поэтому они наиболее распространены для
сушки однородных материалов массового выпуска.
Однако в последние годы в кирпичной промышлен-
ности за рубежом и частично в нашей стране наблюда-
ется возврат к камерным сушилкам периодического дей-
ствия. Это объясняется возможностью их эксплуатации
по дискретному режиму, в связи с чем формовочное от-
деление может работать в две или даже в одну смену без
нарушения теплового режима сушки. Такой режим со-
здает определенные организационно-производственные и
социальные преимущества.
По способу теплообмена в рабочей камере различают
сушилки конвективные, радиационные и контактные. В
конвективных сушилках материал омывается горячим
воздухом или дымовыми газами, в радиационных — ма-
териал поглощает тепловые (инфракрасные) лучи, излу-
чаемые газовыми или электрическими нагревателями. В
контактных сушилках материал соприкасается с их на-
гретыми поверхностями. Наиболее широкое распростра-
нение в керамической промышленности получили кон-
вективные и радиационные сушилки. Применяют также
комбинации указанных способов теплообмена.
Отдельную группу составляют сушилки с электро-
обогревом как за счет омического сопротивления высу-
шиваемого материала, так и с применением токов вы-
сокой частоты. На керамических заводах электрообогрсв
пока не применяется.
101
i В зависимости от кратности использования и способа
подогрева теплоносителя различают сушилки с одно-
кратным использованием теплоносителя, рециркуляцией,
промежуточным подогревом, многократной циркуляцией
и комбинированные. Конвективные сушилки с однократ-
ным подогревом и однократным использованием тепло-
носителя применяют главным образом для сушки мате-
риалов, не требующих точного регулирования режима
(сыпучих и кусковых материалов), сушилки с более
сложными тепловыми схемами--для сушки формован-
ных изделий.
По форме рабочей камеры сушилки разделяют на по-
довые, шахтные, трубчатые, барабанные, башенные, валь-
цовые, камерные, туннельные и щелевые. Преимуще-
ственно распространены на керамических заводах бара-
банные, башенные, камерные, туннельные и щелевые
сушилки. Реже используют шахтные сушилки.!
3,2. Сушилки для сыпучих материалов
На керамических заводах из сыпучих материалов су-
шат только глину, а на керамзитовых — глиняные гра-
нулы.
Барабанные сушилки (сушильные барабаны). Глину
в сушильных барабанах сушат на заводах полусухого
прессования кирпича, а также на заводах лицевого, кис-
лотоупорного кирпича и плиток, керамических канали-
зационных труб, где используют метод пластического
формования сырца с сухой подготовкой глины.
В установку с сушильным барабаном (рис. 3.2) сы-
рую глину загружают через течку 9 в наклонный (под
углом 4—5° к горизонту) вращающийся барабан S. Вы-
сушенный материал поступает в приемную камеру 3, а
затем в транспортные устройства. В топке 10 сжигается
топливо, полученные дымовые газы поступают в смеси-
тельную ’камеру //, в которую через окно 12 подсасыва-
ется воздух для охлаждения теплоносителя. Это может
осуществляться также путем нагнетания воздуха спе-
циальным вентиля тором в подсводовое пространство
смесительной камеры, что позволяет интенсивно пере-
мешивать воздух с дымовыми газами п предохранять
загрузочную течку от быстрого прогорания. Смесь ды-
мовых газов с воздухом направляется в барабан со сто-
роны загрузочного конца и движется внутри барабана
102
103
параллельно движению материала (.прямоток), непо-
средственно соприкасаясь с ним. Отработанные газы
выхолят из барабана со стороны разгрузочного конца, по-
ступают в циклон 4, в котором обеспыливаются, а затем
дымососом 5 выбрасываются в атмосферу. Корпус бара-
б а па и р е дог а в л я ет с о б о i i с в а р ной цилин д р, в ы 11 о л и е и i и ч й
из листовой стали. Длина барабана типовых сушилок
8 14 м, диаметр 1,6 2,8 м.
На керамзитовых заводах применяют сушильные ба-
рабаны длиной до 20 м. На корпусе барабана укреплены
стальные бандажи 7, которые катятся по опорным роли-
кам 13. Для предотвращения осевого смещения бараба-
на один из его бандажей упирается боковой поверхностью
в упорный ролик 2. Привод барабана состоит из венцо-
вого колеса 6, подвенцовой шестерни 14 и редуктора 15,
соединенного с электродвигателем 1, Для улучшения
теплообмена внутри барабана устанавливают металли-
ческую насадку 16 (здесь показана ячейковая насадка).
Торцовые отверстия центрального канала 17 часто за-
крывают наглухо, чтобы исключить бесполезное прохож-
дение по нему части газов (материала в нем нет).
В отечественных конструкциях барабанных сушилок
применяют в основном ячейковые, подъемно-лопастные и
цепные насадки (рис. 3.3), увеличивающие поверхность
соприкосновения сушимого материала с газами и улуч-
шающие перемешивание материала. Для сушки липкого
материала — глины наиболее пригодны цепные насадки.
На керамзитовых заводах ячейковую насадку выполняют
из цилиндрических труб (рис. 3.3,г), что способствует
окатке глиняных гранул при перемещении по барабану.
Для уменьшения газообмена с окружающей средой
оба конца корпуса барабана снабжены уплотнительными
устройствами, которые устанавливают для перекрытия
кольцевых щелей между корпусом барабана и стенками
смесительной (загрузочной) и приемной (разгрузочной)
камер,». В качестве пылеосадительных аппаратов приме-
няют циклопы (единичные и батарейные), а также скруб-
беры и электрофильтры. При размещении циклонов вне
здания корпус их и газоходы покрывают слоем тепловой
изоляции, предупреждающей конденсацию паров воды
внутри пылеосадительной системы. В качестве дымосо-
сов в большинстве случаев применяют вентиляторы сред-
него давления. I липу сушат в прямоточных барабанах, а
глиняные гранулы для обжига на керамзит — в противо-
104
Рис. 3.3. Насадки сушильных барабанов
а -ячейковые; б — подъемно-лопастные; а—
цепные; / — дутьевой топочный вентилятор;
2 - дутьевой вентилятор для охлаждения
входной обечайки; 3—первая лопастная вона;
4—первая цепная зона; 5- вторая лопастная
зона; о--вторая цепная зона; 7-• отсасы-
вающий вентилятор; циклон; 9 — течка
эвакуации ныли из циклопа; Я? — водяные
форсунки; г — насадка из цилиндрических
труб
105
Рис. 3.4. Схемы движения теплоносителей и график перепада темпе-
ратур в противоточных (а) и прямоточных (б) барабанных сушил-
ках
точных (рис. 3.4). В противоточных барабанах темпера-
тура выгружаемого материала {К при прочих равных ус-
ловиях выше, чем в прямоточных. Это объясняется тем,
что в первом случае материал в конце сушки соприка-
сается с более нагретыми газами (с начальной темпера-
турой Л), тогда как во втором случае подсушенный ма-
териал омывается менее нагретыми газами (с конечной
температурой /2). Исходя из указанных особенностей про-
тивоточные барабанные сушилки выгодно применять при
сушке материалов, подлежащих дальнейшему обжигу
(керамзитовые гранулы) или тонкому помолу (гранули-
рованный шлак). Конечная влажность таких материалов
должна быть минимальной или равной нулю. Прямо-
точные сушилки наиболее приемлемы для сушки мате-
риалов, перегрев которых нежелателен, например пла-
ны для керамического производства, теряющей при вы-
соких температурах ценные пластические свойства, а
также материалов, при пересушке которых наблюдается
б о л ып ое н ы л е о б р а з о в а и 11 е.
Следует иметь в виду, что температура выгружаемо-
го материала с любой малой влажностью не может быть
выше 100°С (при и^оД>О, i')2^100°C), а температура от-
ходящих газов всегда выше температуры выгружаемого
106
1
’«5
материала В прямоточных сушилках начальная
температура газов (на входе в барабан) ограничивается
жаростойкостью конструкции. Обычно она не превышает
750°С и лишь в отдельных случаях достигает 1000°С. В
лр отивото ч 11 ы х с у inил к а х н а ч альна я темпер атура газов
ниже, чем в прямоточных. Конечная температура газов
(на выходе из барабана) в обоих случаях поддержива-
ется в пределах 80—420°С. Неравномерная загрузка ма-
териала в барабан вызывает довольно резкие колебания
конечных температур газов. Конечная
шейной глины зависит от разме-
ра кусков, загружаемых в бара-
Удельный расход теплоты на
1 кг испаренной влаги в барабан-
ных сушилках составляет, обычаю
3770—-4610 кДж, При сушке ма-
териалов с
влажностью
теплоты значительно возрастает.
Расходная часть практического
теплового баланса барабанной
сушилки,
зультатам испытании, приведена
в табл. 3.1.
На керамзитовых заводах
гранулы сушат отходящими газа-
малой начальной
удельный расход
влажность высу-
Рис. 3.5. Зависимость ко-
нечной влажности глины
от величины кусков в
ячейковом сушильном ба-
рабане
составленного по ре-
Таблица 3.1. Тепловой баланс барабанной сушилки
(расходная часть)
Расход теплоты глины при сушке
Статьи баланса кДж/кг влаги %
• Расход теплоты на испарение влаги Потери теплоты: с отходящими газами, включая фи- зическое теплосодержание полученно- го пара с выгружаемым материалом через стенки барабана в окружаю- щую среду связанные с работой топки 2500 840—820 398—420 147—168 _670—,690 54,9—53Д 18,4—1Г9.6 8,„8—8.9 3,2-Зл6 14,714,8
Общий расход
1,00
4540—,4690
107,
ми вращающихся печей. Их полное теплосодержание с
лихвой покрывает требуемый расход теплоты.
Удельная производительность (влажностное напря-
жение) Rw, v барабанных сушилок представляет собой
количество влаги, испаряемой в 1 м3 рабочего простран-
ства барабана в течение 1 ч. Она зависит от вида суши-
мого материала, его начальной и конечной влажности и
температуры газов. По практическим данным, удельная
производительность при сушке глины составляет 30—
50 кг/ (м3-ч) влаги. Длительность процесса, сушки в ба-
рабанных сушилках составляет 25—40 мин при коэффи-
циенте заполнения барабана материалом в пределах 15—
25%. При сушке материалов, склонных к пылеобразо-
ванию, средняя скорость потока газов не должна превы-
шать внутри барабана 2,5—3, а на выходе из него
1,8 м/с.
Стабильная работа барабанных сушилок обеспечи-
вается равномерной загрузкой материала, поддержанием
постоянных начальных температур газов и разрежений в
топочной камере (около 10—20 Па).
При проектировании барабанных сушилок составля-
ют материальный баланс процесса сушки (см. гл. 5) и
определяют производительность сушилки по испаряемой
влаге 77ту [по формуле (5.9)].
Удельную производительность Rw,v, кг/(м3-ч), при-
нимают в качестве нормируемого показателя
RWtV=K (Fi/200-IFi), (3.1)
где К — опытный коэффициент (для глины К— 1 ЗОН-140);
— начальная влажность материала, %.
Нормы удельной производительности барабанных су-
шилок, рекомендуемые Гипроцементом, приведены в виде
номограммы на рис. 3.6. Рабочий объем барабана Уб, м3,
по найденным значениям параметров С и Rw,v опреде-
ляют, исходя из формулы
Уб = 77^/Rw,у Мб, (3.2)
где /го — количество устанавливаемых барабанных сушилок.
Типоразмеры барабана выбирают по каталогу так,
чтобы его рабочий объем был близок к значению, най-
денному по формуле (3.2).
А. П. Ворошилов предложил следующую методику
определения требуемых размеров сушильного барабана.
Рассчитывают материальный баланс процесса сушки и
на его основе по формуле (3.2) определяют требуемый
108
Рис. 3.6. Номограмма удельной производительности барабанных су-
шилок (W — влажность материала, %)
/ — кварцевый лесок; 2 — шлак; 3 — известняк и опока; 4 — мергель; 5 —
диатомит; 6 — туф; 7 — пемза; 8 — глина
Рис. 3.7. Номограмма для
выбора типоразмеров сушильного бара-
бана
109
8
объем барабана Кб, предварительно выбрав влажностное
напряжение 7?Vy, у. Затем рассчитывают тепловой баланс,
из которого определяют часовой расход газов Уг, м3/ч,
па выходе из барабана, включая нары испарившейся из
материала таги. После этого назначают скорость газов
в пределах сог= 2-4-3 м/с и определяют диаметр Ро, м, и
длину Ln, м, барабана по формулам:
__0,188 __ . / J/r
/)б ~ /Поё^Дб У СОГ
(3.3)
где Ап — коэффициент объемного заполнения барабана, равный
отношению объема материала, заполняющего барабан, к объему
самого барабана;
Дб= 1,275 V6/D^.
(3.4)
Для выбора типоразмера барабана можно также вос-
пользоваться номограммой (рис. 3.7). При пользовании
этой номограммой на ее нижней абсциссе отмечают точку
А, соответствующую заданной производительности по
материалу, а на верхней — точку Б — количество испа-
ряемой влаги, %, обусловленное заданием на проекти-
рование. Из точки А восстанавливают, а из точки Б опу-
скают луч до пересечения с линией выбранного влажно-
стного напряжения у (точка В). Из точки В проводят
горизонтальную линию, пересечение которой с лучом,
восстановленным из точки А, образует точку Г, указы-
вающую кривую необходимых размеров барабана. При-
нимают ближайший больший размер.
Частоту вращения барабана п определяют по фор-
муле [22]
п = L6/2D6'x (0,017 а —0,07 мг),
(3.5)
где а— угол наклона барабана, град; т— время пребывания
материала в барабане, мин (обычно 30—40 мин);
т — 120 ₽ уи v (200 — (UZi-r.)!, (3.6)
здесь Р — коэффициент заполнения барабана; |3 = 0,15~~0,25;
Уи — средняя насыпная плотность материала, кг/м3. Конечная
влажность глины составляет 10—12%; начальная температура
теплоносителя /1=700—800°С; конечная /2 = 90-М 10°С; удельный
расход теплоты 3800—4000 кДж/кг влаги.
При коэффициенте заполнения барабана 20% и ско-
рости газов 2 м/с его аэродинамическое сопротивление
равно примерно 150 Па.
Пневматические сушилки. По форме рабочей камеры
пневматические сушилки относятся к типу шахтных.
110
Рабочей камерой пневматической сушилки является вер-
тикальная труба, в которой мелкоизмельченные 'Мате-
риалы сушат во взвешенном состоянии. При этом твер-
дые частицы материала транспортируются потоком гре-
ющих газов. Ппевмахичзекда^ушилки работают по прин-
ципу прямотока. Для перемещения твердых частиц в
восходящем газовом потоке требуется, чтобы скорость
потока была больше критической скорости, соответству-
ющей состоянию витания твердых частшДПри скорости
частиц, равной скорости их витания (парения), сила тя-
жести транспортируемых частиц уравновешивается ди-
намическим напором газов. При этой скорости частицы
не выпадают из потока, а находятся в состоянии «без-
различного» равновесия. Для обеспечения транспорти-
рующей способности газового потока его расчетную ско-
рость принимают па 20—25% больше скорости витания.
Ппевматтещцщ сушилки часто входят в комплект
агрегата для совмещеншшхишм^^ глины при
приготовлении глиняных порошков (рис. 3.8). Глину из
ящичного подавателя 1 конвейером 2 подают в дезин-
теграторные вальцы 3. Дробленая глина- конвейером 4
и шнековым питателем 5 направляется в трубу-сушилку
5, в нижней части которой находится шахтная мельница
7. Через патрубок 6 засасывается греющий теплоноси-
тель (смесь топочных газов с окружающим воздухом).
Измельченная глина выбрасывается вверх билами мель-
ницы и подхватывается потоком газов. Высушенный в
трубе-сушилке порошок поступает в пылеосадительную
Рис, 3.8. Схема установки для совмещенного помола и сушки глины
систему, состоящую из единичного циклопа 9 и батарей-
ного циклона И. Обеспыленные газы выбрасываются
дымососом 10 в атмосферу. Сухой глиняный порошок
выгружают из циклонов в бункера 14 и далее в шнек 13,
а из батарейного циклона — в шнек 12.
Отечественная промышленность выпускает шахтные
мельницы трех типов: ММА— с аксиальным, ММТ - с
тангенциальным и ММАТ — с комбинированным подво-
дами теплоносителя. В зависимости от диаметра и длины
ротора производительность мельниц по глине равна
3—35 т/ч. Тонина помола, характеризуемая суммарным
остатком на сите № 0088 (Rrs)> 65—75%. Максимальный
размер загружаемых кусков глины 50 мм. Увеличение за-
зора между корпусом мельницы и билами от проектных
30 мм до НО мм вследствие износа снижает производи-
тельность мельницы на 30%. Коэффициент загрузки мель-
ницы ф характеризует отношение ее действительной
производительности В к максимальной Вшах:
(3-7)
При колебании ф = 0,475-4-0,785 удельный расход
электроэнергии Эу изменяется от 7 до 13 кВт-ч/т сырой
глины. Допускаемая начальная температура теплоноси-
теля 300—350°С. Скорость газов в шахте 22, в воздухо-
подводящем рукаве 12—15 м/с.
Эксплуатационные данные шахтных мельниц
при помоле глины
Начальная влажность глины, %..................
Влажность порошка, %
Температура, °C:
порошка.......................................
отходящих газов . ..........................
теплоносителя .................... ........
Остаток на сите № 0088, % ....................
Скорость газов в шахте, м/с...................
Удельный расход электроэнергии (суммарно па
помол и пневмотранспорт), кВт-ч/т сырой глины
Удельный расход условного топлива, кг/т сырой
глины ........................................
17
8,4—14,6
40—43,5
52—54,5
150
68—90.
9,5—15
11.-12,62
1.7,5- 23
Тепловой баланс пневматической сушилки для глины
(по данным Е. Л. Рохваргера) приведен в табл. 3.2.
В аэродинамическом расчете пневматических сушилок
предусматривается, чтобы скорость газового потока в
трубе-сушилке на 20—25% превышала критическую
скорость витания твердых частиц <ог — (1,24-1,25) соВит-
Таблица 3.2. Тепловой баланс пневмомельничной
сушильной установки при сушке глины
Статьи баланса
Приход теплоты
Количество тепло гы
к Дж/ к г
влаги
Внесенной газовоздушной смесью
Выделенной в результате размола глины
Внесенной глиной
Внесенной присосанным воздухом
Расход теплоты
На испарение влаги
Потери теплоты:
с отходящими газами
с высушенным порошком
в окружающую среду
Итого
4600 92
125 2„5
15Q 3
125 2,5
5000 10)0
2G00 52
2040 38,8
415 8,3
45 ощ
5000 100
И т о г о
Расчетная формула для определения о)ВИт, м/с, при раз-
мерах витающих частиц более 4 мм имеет вид
с*вит -’-5,22 Рм/Рг , (3.8)
где Цм> рм, рг — соответственно диаметр наибольших частиц
материала, м, их кажущаяся плотность (отношение массы частицы
к фактическому объему), кг/м3, и плотность газов при данной тем-
пературе, кг/м3.
Скорости витания частиц можно также определять по
графикам (рис. 3.9).
Чтобы при этих условиях высушить частицы мате-
риала в газовом потоке, необходимо соблюдать опреде-
ленное соотношение между весовым количеством мате-
риала, находящегося в газовом потоке, и количеством
газов. Это соотношение называют концентрацией мате-
риала в газовой среде ц, кг/кг. Для глин можно реко-
мендовать ц = 0,6-г-0,8 кг/кг.
При заданной производительности 6М, кг/ч, массовый
расход газов Grсоставит:
б’г -= бм/р,
(3.9)
11Э
Рис. 3.9. График для определения скорости витания частиц глины
а — диаметром менее 4 мм; б — диаметром свыше 4 мм
Рис. 3.10. Зависимость меж-
ду величинами Rd и d/d:i.2
а объемный расход ]/г, м3/ч,
при данной температуре:
V г — бм/р рг. (3.10)
Зная количество газов, про-
ходящих через шахту за 1 ч, и
скорость витания частиц, мож-
но определить площадь сече-
ния шахты Лл, м2, по которой
они транспортируются:
1Д/3600-1,25 шг. (3.11)
Порядок расчета шахтно-
мельничной сушильной уста-
новки следующий. Определяют
расчетную производительность
установки Gp, кг/'ч, ио формуле
Gp - бтр/(1 _0,01ц),
(3.12)
где GT]) — требуемая производительность установки; п — по-
тери по массе, % (принимают п = 3%).
По каталогам выбирают мельницу, соответствующую
расчетной производительности.
Тонина помола характеризуется обычно величиной
R(i — остатком на сите частиц диаметром d, мм. Если она
задана, то по графику (рис. 3.10) находят величину
з затем определяют приведенный (объемно-по-
верхностный) диаметр
^3.2 ““
(3.13)
114
Далее рассчитывают максимальный размер частиц по
формуле
24,7 Q (3.14)
I. * + А»
и по нему определяют скорость витания. Скорость газо-
вого потока [з шахте о)ш, м/с, вычисляют по эмпири-
ческой формуле [22]
— Оццт — 3,4. (3.1а)
Минимальную высоту шахты принимают 4 м. Площадь
поперечного сечения шахты определяют по фор-
муле (3.11).
Пневмомельничные установки в сравнении с бара-
банными сушилками имеют определенные преимущества.
Совмещение процессов сушки и помола глины в одном
агрегате придает компактность всей установке, исклю-
чает необходимость грохочения глины, сокращает число
транспортирующих устройств и пересыпок, являющихся
очагами пылевыделения. Предельную крупность зерен
порошка можно регулировать, изменяя скорость газового
потока в шахте. Вся пневмомельничная система работает
под разрежением, что при ее хорошем техническом со-
стоянии исключает пыление.
Относительный недостаток пневмомсльничных уста-
новок — большое содержание в готовом продукте —
глиняном порошке пылевидной фракции и необхо-
димость в связи с этим многоступенчатой пылеосадитель-
ной системы с обеспечением ее надежной герметичности.
3.3. Сушилки для керамических суспензий (шликеров)
Шликеры можно сушить в сушилках вальцовых, бара-
банных, кипящего слоя и распылительных. В нашей
стране для сушки шликеров широко распространены
распылительные сушилки отечественных конструкций.
И^П’ттстгащень!’ всё^завод ы керамических плиток, и в от-
дельных случаях их применяют в производстве стеновой
керамики. Вальцовые и барабанные сушилки для сушки
керамических шликеров непригодны. Распылительные
сушилки для керамической промышленности были впер-
вые предложены М. 10. Лурье. Под его же руководством
в 1954 г. в НИИСтройксрамике были выполнены первые
исследования в этой области.
Основное достоинство распылительных сушилок —
совмещение в одном агрегате процессов сушки и грану-
115
ляции шликера, благодаря чему схема приготовления
порошка получается предельно компактной. Взаимодей-
ствие распыленного шликера большой удельной поверх-
ности с дымовыми газами высокой температуры обуслов-
ливает короткую продолжительность сушки, что дает
возможность создавать сушилки высокой производи-
тельности. Велики и технологические достоинства этого
способа: порошок, полученный способом распылительной
сушки, обладает по Сравнению с порошком, приготовлен-
ным по сушильно-помольной технологии, хорошими техно-
логическими свойствами для компрессионного прессова-
ния изделий. Гранулы порошка имеют округлую форму,
а сам порошок является практически монофракционным
с минимальным содержанием пылевидной фракции, что
облегчает эвакуацию из него воздуха при прессовании
изделий. Кроме того, пофракционная влажность порошка
распылительной сушки при нормальной работе сушилки
колеблется в узких пределах— 1—2%, что исключает ло-
кальные усадки отдельных гранул порошка в спрессо-
ванных изделиях.
Рабочей камерой распылительной сушилки является
башня, в которой шликер определенной вязкости диспер-
гирует на мелкие капли. Последние взаимодействуют с
дымовыми газами высокой температуры и в короткое
время, исчисляемое секундами, высыхают до остаточной
влажности 7—9%.,
Конструкции распылительных сушилок. На керами-
ческих заводах нашей страны эксплуатируются распы-
лительные сушилки трех основных конструкций: НИИ-
Стройкерамики, КВ Минского комбината строительных
материалов (МКСМ) и Гцпростройматериалов.
Цилиндрическую башню 1 распылительной сушилки
НИИСтройкерамики (рис. 3.11,а) собирают из полых ме-
таллических панелей, заполненных минеральной ватой.
Внутренняя обкладка башни выполнена из жаростойкой
стали. Конусное днище 3 является сборником высушен-
ного порошка. Шликер нагнетают мембранным насосом
под давлением '“’1,2—1,3 МПа в кольцевой шликеропро-
вод 9, откуда оп поступает в восемь механических фор-
сунок 10, расположенных пучком. Они образуют в башне
факел распыленного шликера, направленный снизу вверх.
В корпус башни вмонтированы газовые горелки 2. В мо-
дернизированных конструкциях этих сушилок горелки
расположены в два яруса. Продукты горения природного
116
Рис. 3.11. Схемы распы-
лительных сушилок
а — системы НИИСтрой-
керамики; б — то же, КБ
МКСМ; в — то же, Гипро-
стройматериалов; г —
КБ МКСМ (производитель-
ностью до 40 т/ч): 1 *—
воздуховод подачи горячего
воздуха из зоны остывания
туннельной печи; 2 — рабо-
чая камера; 3 — трубопровод
отбора отработанных газов;
4 — транспортер отбора по-
рошка; 5 — циклоны, уста-
новленные двумя параллель-
ными группами (2X6); 6'—
газоход к дымососу; 7 —
топка; 8 — штанга с шликер-
ной форсуикон
4
газа с температурой, близкой к калориметрической, т. е.
1600—il700°C, взаимодействуют с каплями шликера, вы-
сушивают их и превращают в округлые полые гранулы.
Порошок из конусного днища при помощи шибера 6 дви-
жется на конвейер 7. Отработанные дымовые газы по от-
сасывающему патрубку 8, защищенному от засорения ко-
нусным колпаком, направляются в циклон 4, а из него
дымососом 5 —в атмосферу. Диаметр башни сушилки
117
описанной конструкции 4,5, высота цилиндрической
части 5, а конической — 3 м. Общий объем сушилки 94 м3.
Производительность по испаряемой влаге 2,5, а по по-
рошку при влажности шликера 45% —3,5 т/ч, удельный
влагосъем Rw, v^26,5 кг./м3-ч, а удельный расход теп-
лоты 3200 кДж/кг испаренной влаги. Институтом НИИ-
Стройкерамика разработано шесть типоразмеров распы-
лительных сушилок производительностью 0,36—36 т/ч
порошка.
Ряд конструкций распылительных сушилок был
создан в КБ М1\СМ под общим руководством В. Л. Биль-
дюкевича. Хорошо зарекомендовала себя в работе кон-
струкция, показанная на рис.КИ 1,6. Из расходного бас-
сейна / шликер насосом 2 через ресивер 3 подают в
шликеропровод 4, соединенный с механической фор-
сункой 6, которая распыляет шликер в сушильной камере-
башне 7. Сушилка имеет шесть цилиндрических верти-
кальных топок 5 с горелками J6, встроенных в рабочую
камеру, из которых горячие> газы, направленные снизу
вверх, поступают в рабочую камеру сушилки. Здесь они
взаимодействуют с каплями распыленного шликера, вы-
сушивая их. Образующиеся при этом гранулы падают
вниз в коническую часть камеры — сборник высушенного
порошка, откуда через шц-атель 15 поступают на тран-
спортное устройство. Отработанные газы отбираются
снизу и по трубопроводу 9 отсасываются из рабочей ка-
меры сушилки, проходят’батарейный циклон //и выбра-
сываются в атмосферу дымососом 13. Горячий воздух к
топкам подается по трубопроводу 10. Из циклонов пыль
через питатель 12 вентиляторов 14 подается в трубо-
провод 8, через который она возвращается в верхнюю
часть рабочей камеры. Падая, пылевидные частицы со-
ударяются с невысохшими частицами распыленного шли-
кера и прилипают к ним, образуя укрупненные слипшиеся
частицы.
Сушилку обычно устанавливают вне здания цеха. Ог-
раждающие конструкции сушильной камеры выполнены
из металлических панелей, утепленных минеральной
ватой, и отфутерованы листовой нержавеющей сталью.
Под конусной частью камеры находится помещение, в
котором установлена аппаратура контроля и регулирова-
ния. Высота рабочей камеры 16 м, высота цилиндрической
части 8 м, диаметр 8 м, общий объем 710 м3, объем ра-
бочей камеры 510 м3. Шликер подается под давлением
118
2,6—2,9 МПа, распыляется механической форсункой с
диаметром сопла 7,5 мм. Температура газов в верхней
части рабочей камеры 150—180°С, отходящих газов —
75—80°С. Влажность шликера 40—45%, порошка —
6,5—7%. В циклопах оседает около 2% порошка, а на
контрольном сите остается 0,5%. Производительность
сушилки по порошку и испаренной влаге достигает 4,5 т/ч;
расход теплоты 3350 кДж/кг влаги, удельный влагосъем
до 6,5 кг/(м3-ч).
При модернизации сушилки вместо одной форсунки
для подачи шликера установили три с индивидуальными
насосами и увеличенными ресиверами к каждой форсунке,
расположенными в непосредственной близости от су-
шилок. Отсасывающий вентилятор заменили дымососом
Д-12. Кроме того, на МКСМ эти сушилки оборудовали
бесциклонной очисткой дымовых газов. С этой целью
циклоны демонтировали и стали подавать воду непосред-
ственно в дымосос. При орошении дымовых газов водой
в дымососе из них вымываются твердые частицы пыле-
уноса. Образующийся при этом шликер отбирают в спе-
циальный бассейн, расположенный в подбункерном поме-
щении сушилки. Из этого бассейна шликер насосом воз-
вращают в производство. Отработанные дымовые газы
дымососом направляются в трубу из нержавеющей стали
высотой 20 м. Комплекс указанных мероприятий увеличил
производительность сушилки в 1,5 раза.
Имеются модификации сушилок КБ МКСМ с вы-
носными топками, предназначенными в основном для
сжигания мазута. В этих сушилках предусмотрена сосре-
доточенная подача дымовых газов из топки по наруж-
ному вертикальному газоходу в башню сушилки, ра-
диально направленная под ее перекрытие. Однако при
такой схеме ввода хорошего перемешивания газов с
факелом шликера не получается. Факел шликера отжи-
мается потоком дымовых газов к противоположной по-
верхности башни, что приводит к налипанию шликера на
эту поверхность и его коржеванию.
Этот недостаток преодолей в сушилках конструкции
Гниростройматсриалов (рис. 11, я), в которых дымовые
газы вводят в рабочую камеру сушилки сверху в центре
ее перекрытия, что обеспечивает относительно равномер-
ное их взаимодействие с факелом распыленного шликера.
Такие сушилки с сжиганием мазута в выносных топках
успешно работают на Ангренском и других керамических
комбинатах.
Большим достижением в разработке конструкций рас-
пылительных сушилок является сушилка КБ МКСМ про-
изводительностью до 40 т/ч порошка (рис. 3.11,г). Су-
шилок такой производительности за рубежом пока нет.
Диаметр рабочей камеры 16, общая высота 23, высота ци-
линдрической части 10 м. Сушилка оборудована тремя
встроенными вертикальными цилиндрическими топками
диаметром по 2 1м для сжигания мазута. Шликер подают
одной форсункой с диаметром сопла 24—34 мм, что исклю-
чает се засорение. Для подачи шликера служат высоко-
производительные мембранные насосы. Дымовые газы
очищают в сухих циклонах и эвакуируют в выхлопную
трубу двусторонним дымососом № 20. Сушилка имеет
встроенный фильтр для контроля очистки шликера, а
на месте отбора порошка — встроенные вальцы, предот-
вращающие попадание коржей в порошок. Предусмот-
рена также подача через перекрытие сушилки горячего
воздуха из зоны остывания туннельной печи, что снижает
расход топлива и предотвращает налипание порошка на
перекрытие башни. Такие сушилки установлены на не-
скольких кирпичных заводах. Наиболее успешно они ра-
ботают на Оболиском кирпичном заводе (Витеб-
ская обл.).
В технологии сушки суспензий распылением условно
выделяют три этапа [10]: распыление суспензии, тепло-
и массообмен между ее каплями и теплоносителем и вы-
деление порошка из потока газов.
Распылять шликер можно дисковыми распылителями,
пневматическими (или паровыми) и механическими фор-
сунками. Последние получили монопольное распрост-
ранение в распылительных сушилках керамических за-
водов. В них струя дробится на мелкие капли за счет внут-
ренней энергии жидкости, вылетающей из сопла под дав-
лением 1,2 и 2,7 МПа. Конструктивные схемы форсунок,
п р имен я с м ы х в сушилках Н И И Стр о й кер ам и к и и
КБ МКСМ, приведены на рис. 3.12.
Размеры факела, образующегося при дроблении струи
распыленного шликера, обусловливают размеры рабочей
камеры сушилки. Теоретический расчет геометрических
размеров факела практически пока невозможен. Поэтому
их определяют по эмпирическим уравнениям.
Размеры и геометрия факела зависят от реологических
свойств суспензии. По практическим данным, нормальным
условиям обогащения, транспортирования и распыления
120
Рис. 3.12. Форсунки (и их состав-
ные части) конструкции НИИ-
Стройкерамики (а) и КБ МКСМ
(б)
шликера соответствует
его вязкость 0,05—
0,1 Па*с при коэффици-
енте загустевания не бо-
• лее 2.
Интенсивность тепло-
обмена в распылитель-
ных сушилках характери-
зуется тепловым потоком
7/, Вт, от теплоносителя к
каплям шликера и части-
цам порошка, который
определяют по уравне-
нию
Qt ~ «у Л /Ср Ук, (3,1G)
где av — объемный коэф-
фициент теплообмена, Вт/(м3Х
Х°С); Ук — объем сушильной
камеры; Д/ср — средний лога-
рифмический температурный
напор.
Формулы для опреде-
ления сц сложны и недо-
статочно надежны. По-
этому в расчете сушилок
формулой (3.16) не поль-
зуются. Она дает лишь
представление об общих закономерностях теплообмена.
Выделение порошка из газового потока под действием
гравитационных сил возможно лишь при скоростях газо-
вого потока, существенно меньших скорости витания
частиц. Соответственно этому при выборе размеров ра-
бочей камеры сушилки скорость газов в ее сечении на-
значают в пределах 0,2—0,3 м/с.
Распылительные сушилки НИИСтройкерамики обо-
рудованы инжекционными газовыми горелками, рабо-
тающими с малыми избытками воздуха и развивающими
соответственно высокую температуру горения топлива. В
этих сушилках горелки вмонтированы в корпус башни и
образующиеся высокотемпературные продукты горения
непосредствен по реагируют с распыленным факелом
шликера, в силу чего температура в башне не превышает
350°С. Именно поэтому в этих сушилках допустимо и оп-
равданно применение инжекционных горелок. В сушилках
121
КБ МКСМ газ сжигают в цилиндрических вертикальных
топках. В них предельная температура в топочном про-
странстве лимитируется стойкостью футеровки и не
должна превышать 1200°С. Поэтому топки этих сушилок
оборудхют двухпроводными горелками с принудительной
подачей воздуха, при которой возможно вести процесс
горения с повышенными избытками воздуха (а — 2) и
тем самым регулировать температуру горения в нужных
пределах.
Отходящие газы в сушилках до их выброса в атмос-
Ф с Р У п Р ° ходя г г а з о о ч и с г 11 т ел ь и ы е (и ы л е улавливающие)
устройства. Первоначально для этой цели предназна-
чались циклоны сухой очистки. Их устанавливали груп-
пами из четырех циклонов ЦН-15 НИИОГаза. Однако
циклоны типа ЦН являются аппаратами грубой и средней
очистки и непригодны для улавливания тоикодисперспоп
пыли. Степень очистки в них составляет 70 -75%. В по-
следующем стали переходить на мокрую очистку отхо-
дящих газов в циклонах-промывателях типа СИОТ.
Оригинальная и предельно простая система мокрой
очистки отходящих из распылительных сушилок газов
осуществлена на МКСМ. Там воду подают непосредст-
венно в дымосос на его ротор. Вращение ротора дымососа
обеспечивает интенсивное распыление воды и ее взаимо-
действие с отходящими газами. В результате этого пыле-
видные частицы из отходящих газов вымываются и обра-
зуют вместе с водой шликер, который отводят из нижней
части кожуха дымососа в расходный бассейн с пропел-
лерной мешалкой, а оттуда — в распылительную сушилку.
Из дымососа очищенные отходящие газы удаляются в
атмосферу через металлическую трубу высотой 20 м, вы-
полненную из нержавеющей стали. Однако одноступен-
чатое мокрое пылеулавливание также не обеспечивает
необходимой степени очистки газов (в данном случае
она составляет 80%). Поэтому для снижения запылен-
ности отходящих газов из распылительных сушилок до
допустимой нормы (3 мг/'м3 в приземном слое)
НИИПИО1 Стром рекомендует двухступенчатую очистку
газов: сухую очистку в циклонах типа ЦН, а затем мок-
рую очистку в аппаратах ПВМ СА (пылеуловители вен-
тиляционные мокрые сливные) конструкции ЦНИИПром-
здаиий или аппараты Г ДП (гидродинамический пылеуло-
витель) конструкции ННИПИОТСтрома. Двухступенчат
122
тыс системы в указанном сочетании обеспечивают степень
очистки до 99,8%.
Очищенные отработанные газы из сушилок НИИ-
Стройкерамики эвакуируются в атмосферу центробеж-
ными вентиляторами среднего давления, а из сушилок
КБ МКСМ — дымососами.
Расчет распылительных сушилок включает определе-
ние производительности сушилки при заданных размерах
ес рабочей камеры (либо, наоборот, определение раз-
меров рабочей камеры сушилки при заданной ос произ-
водительности), расчет материального и теплового ба-
лансов, аэродинамический расчет газоходного тракта,
подбор топочных и вентиляционных устройств.
Существует несколько способов определения произ-
водительности сушилки и размеров ее рабочей камеры.
Некоторые из этих способов предельно просты, но весьма
приближенны, другие более точны, но связаны с опреде-
ленными расчетными трудностями. М. В. Лыков рекомен-
дует следующий порядок расчета размеров рабочей ка-
меры распылительной сушилки. По заданной производи-
тельности рассчитывают материальный и тепловой ба-
лансы сушилки, из которых определяют расход газов
Кг, м3/ч. Затем задаются скоростью газов в сечении
башни в пределах сог — 0,24-0,5 м/с и определяют
площадь сечения и диаметр сушилки по формулам:
(3.17)
Пб- J/4 Гб/3,14 . (3.18)
Нормальное соотношение между высотой /Уб башни и ее
диаметром для сушилок с форсуночным распылением на-
ходится в пределах Нь/Dq = 0,84-1, откуда
; Нб - (0,8 -к 1) D6. (3.19)
По другому способу, исходя из материального ба-
ланса, определяют требуемую производительность по
испаренной влаге Gvv, кг/ч, принимают по опытным дан-
ным удельный влагосъсм /Ду, v кг/(м3-ч), и рассчитыва-
ют объем рабочей камеры по формуле
Уб <7U //?u v • (3.20)
Для сушилок НИИСтройкерамики 154-30, а для
сушилок КБ МСКМ у — 4,54-9 кг/(м3-ч).
Затем, используя соотношения (3.18) и (3.19), опре-
деляют Dq и /Уб.
123
По методике КБ МКСМ диаметр Лф и высоту фа-
кела определяют по формулам
Оф 11,2 Д/Д — 7,8-10“7-10-5 Р |3/ (Fj/K2) sin п 1g 10 т] р ; (3.21)
7/ф 5,58-10-с-10 Р Д/Д + 1,59 (FJFd sin a 1g 10 т) р , (3.22)
где dc — диаметр сопла форсунки, м; Р— давление шликера,
Па; Fi — площадь отверстия сопла, мм2; Г2—vyMMapnaa площадь
поперечного сечения канавок вставки; а—угол подъема винтовой
линии вставки, град; q — вязкость шликера, Па-с; р —плотность
шликера, кг/м3.
Для сушилок конструкции КБ МКСМ d<- = 0,007-4
4-0,009 м, Р = 2,54-3 МПа; Д/Г2 = 0,45; Д/Д = 2,2;
sin а = 0,34.
По рассчитанным размерам факела выбирают диаметр
башни так, чтобы факел не касался ее стенок, и ее вы-
соту— так, чтобы факел слегка припорошивал ее пере-
крытие.
Производительность форсунки м3/с, определяют
по формуле
<Эф -Т Н )/10Р/р-1()-3/9Э,6, (3.23)
где р— коэффициент расхода (для форсунок рассматриваемого
типа р;—0,45); Р — давление, МПа; р —плотность шликера, г/см3.
Число форсунок Дф, подлежащих установке в рабочей
камере, определяют по формуле
600 Рф,
(3.24)
где Vш — количество шликера, подлежащего сушке, м3/ч.
(При установке в рабочей камере одной форсунки при-
нимают dc — 84-9 мм при минимальном Р = 2,74-3 МПа.
При установке в камере трех форсунок диаметр сопла
форсунки снижают до dc = 7 мм и предусматривают
установку форсунок па кольцевом
Рис. 3.13 Зависи-
мость плотности шли-
кера от его влажно-
сти
шликеропроводе.
М. С. Белопольским (НИИ-
Стройкерамика) разработан более
точный порядок расчета распыли-
тельных сушилок [22]. По заданной
(требуемой) производительности
Grp
с , кт аосолютно сухого
порошка в час, и потерям с пылс-
уносом п, % (для сушилок НИИ’
Стройкерамики п = 3,54-4%, для су~
шилок КБ МКСМ п=2,54-3%), оп-
124
Г 2 J 4 5PtMHQ
Рис. 3.14. Номограмма зависимости d?>2—dc — |л— №— P при расчете
распылительных сушилок
Рис. 3.15. Номограмма для определения параметров двухзаходнои
форсунки НИИСтройкерамики
Ф угол раскрытия факела распыленной струн; п --вязкоегь суспензии, Па-с;
d - высота и ширина входных канавок, мм
X
ределяют расчетную производительность сушилки (7стрР.
кг/ч, но формуле
GcPP.= GcP/(I —0,01 п). (3.25)
125
Рис. 3.15. Номограмма для определения параметров двухзаходной
ной струи
а — высоты; б — диаметра
Плотность шликера рш при заданной его влажности
определяют по графику (рис.З. 13).
Требуемое давление шликера Р определяют по номо-
грамме (рис.З. 14), задаваясь коэффициентом расхода ц
(0,45-г0,65) и диаметром сопла dc.
Производительность форсунки рассчитывают по
формуле
Рф 0. 127 р d~ | р/рв, - (3.26)
По номограмме (рис.З. 15) определяют угол раскры-
тия факела форсунки и размер входных канавок, а по но-
мограмме (рис.З. 16) — его размеры.
Диаметр камеры £)к рассчитывают по формуле
Dk = D^+ AD, (3.27)
126
где AD — расстояние между наиболее удаленными форсун-
ками, м.
Определяют рабочую высоту башни м (от уров-
ня установки форсунки до потолка) по формуле
/уР.б | 0,5. (3.28)
После этого рассчитывают тепловой баланс сушилки
ио методике, изложенной в гл. 4.
Повысить тепловую экономичность распылительной
сушки шликеров можно нутом снижения влажности шли-
кера, что достигается подбором и введением эффектив-
ных разжижающих электролитов, использованием в ка-
честве теплоносителя горячего воздуха, отбираемого из
зоны остывания обжигательных печей. Такая комбина-
ция осуществлена, в частности, на Обол веком заводе ли-
цевого кирпича.
3.4. Сушилки для керамических изделий
Сушилки, применяемые для сушки керамических из-
делий, отличаются большим разнообразием типов и кон-
струкций.
Для сушки изделий стеновой керамики и дренажных
труб используют камерные и туннельные сушилки и лишь
в единичных случаях — конвейерные. Керамические плит-
ки сушат почти исключительно в щелевых роликовых
и ленточно-сетчатых сушилках и лишь на некоторых еще
не реконструированных заводах в туннельных сушилках.
Керамические канализационные трубы сушат в конвейер-
ных и туннельных сушилках, санитарно-строительные
изделия — в туннельных, кареточных и конвейерных, а
химически стойкие изделия — в камерных и туннельных
сушилках.
Камерные сушилки относятся к группе периодически
действующих сушилок с циклическим режимом сушки.
Они наиболее распространены на заводах глиняного
строительного кирпича, на которых они в массовом поряд-
ке строились в довоенные годы.
Простейшим типом камерной сушилки является су-
шилка конструкции Росстромпроекта 1 (рис. 3.17).
Рабочая камера 1 имеет ширину 1,35, высоту около 3
и длину 10— 13 м. В боковых стенках камеры имеются
1 В настоящее время Союзгипростром.
127
Рис. 3.17. Камерная сушилка для сушки кирпича-сырца
4
выступы 4, на которые опираются полки 3 с кирпичом-
сырцом 2. По высоте камеры обычно размещается 10 ря-
дов полок. Сырец в камеры сушцлкшз.аг41ужают 10-полоч-
ными вагонетками, каждая из которых состоит из двух
вертикальных рам: неподвижной и подвижной (с консо-
лями-пальцами), несущей на себе загружаемый в сушил-
ку материал. Вагонетку с кирпичом-сырцом закатывают
в камеру по рельсам 5. При нажатии рычага подвижная
рама вагонетки опускается, а полки 3 с кирпичом-сырцом
ложатся на выступы 4 рабочей камеры. Высушенный
кирпич выгружают из камер теми же вагонетками. В
каждой рабочей камере ниже уровня пола проходят
три продольных канала: два боковых 9 подводят в ка-
меру теплоноситель и один средний 8 отводит его из ка-
меры. Подводящие каналы перекрыты короткими пли-
тами, образующими поперечные щели 6, отводящие ка-
налы перекрыты длинными плитами, которые образуют
продольные щели 7. Греющий теплоноситель поступает
в камеру через поперечные щели под некоторым давле-
нием и циркулирует в камере вдоль сохнущих поверх-
ностей кирпича-сырца. Отработанный теплоноситель
опускается вниз и уходит через продольные щели в от-
водящий канал.
Камерные сушилки большой производительности со-
стоят из 20—30 рабочих камер 1 (рис. 3.18), которые
•% -до '
Рис. 3.18. Блок рабочих камер камерной сушилки для сушки кир-
пича-сырца
f
примыкают друг к другу. Греющий теплоноситель по-
ступает в камеру из общего подводящего коллектора 3, а
отработанный отводится из камер через отводящий кол-
лектор 4. Вдоль камер для их загрузки и разгрузки с по-
мощью вагонеток имеются рельсовые пути 2. Вентиля-
тор 4 засасывает и нагнетает в коллектор 3 газы из топ-
ки 5, отходящие газы кирпичеобжигательной печи 7 и
окружающий воздух из шахты 6, Выхлопной вентилятор
10 забирает отработанные газы из отводящего коллекто-
ра И и выбрасывает их в атмосферу через трубу 9. За
последние годы на ряде кирпичных заводов в описанную
схему движения газов добавлен рециркуляционный канал
8, по которому часть отработанных газов передается во
всасывающий вентилятор 4.
Для равномерного поступления греющего теплоноси-
теля во все сблокированные рабочие камеры сушилки
применяют схемы с несколькими отсасывающими венти-
ляторами и разделением отводящего коллектора на нес-
колько секций с помощью поворотных шиберов. На боль-
шинстве заводов камерные сушилки обогреваются
смесью топочных газов с окружающим воздухом. Однако
санитарные условия в сушильном отделении ухудшаются
при сжигании в топке сернистых углей, когда теплоноси-
5 Зак. 196 129
.'rt
'У.
тель содержит сернистый ангидрид и окись углерода или
примеси золы. Наилучшие условия работы обеспечива-
ются при использовании топочных газов, получаемых от
сжигания природного газа, а также отходящих газов об-
жигательных печей, поскольку эти газы не содержат про-
дуктов химического недожога топлива и механических
примесей золы. На некоторых заводах камерные сушилки
обогреваются только отходящими газами кирпичеобжи-
гательных печей без использования дополнительных то-
пок (сопряженная тепловая работа печей и суши-
лок) [12].
Температура газов в подводящем канале камерных
сушилок колеблется от 90 до 150° С. Температура отра-
ботанных газов в начале цикла составляет 25—30, а в
конце цикла она возрастает до 50—55°С. Разрежение в
рабочих камерах поддерживается в пределах 10 Па, ско-
рость газов 2,5—3,5 м/с. Практически удельный расход
теплоты колеблется в пределах 6500—7000 кДж/кг испа-
ренной влаги. Удельный расход газов, поступающих в
сушилку, 40—50, отработанных — 50—70 м3/кг влаги.
Тепловой баланс камерной сушилки (по расчету) харак-
теризуется данными, приведенными в табл. 3.3.
Съем кирпича-сырца с 1 м3 сушильного пространства
камерных сушилок обычно составляет 1200—2000 шт. в
месяц при продолжительности сушки 3—5 сут. По дан-
ным Д. В. Жукова [6], необходимая продолжительность
сушки кирпича-сырца в камерных сушилках связана с
температурой и скоростью теплоносителя следующими
эмпирическими зависимостями:
Тз-Тг t,/t^ (3.29)
т2 = Т1 V ерМц , (3.30)
где л и т> — продолжительность сушки, ч; /t и — темпера-
тура теплоносителя при его неизмененных скорости и относитель-
ной влажности; от и оъ — скорости теплоносителя при неизмененных
температуре и относительной влажности.
Существенным недостатком камерных сушилок кон-
струкции Росстромпроекта является неравномерность 1
сушки в поперечном сечении и по длине рабочей камеры.
Количественная характеристика неравномерности суш»
1 По физическому смыслу — это отношение продолжительности
сушки в тех зонах камеры, где опа протекает наиболее медленно,
к продолжительности сушки в зонах с наиболее быстрым протека-
нием процесса.
J30
Таблица 3.3. Тепловой баланс камерной сушилки
для сушки глиняного кирпича-сырца
Статьи баланса
Количество теплоты
в летний период в зимний период
кДж/кг влаги ы /О кДж/кг влаги о/ /0
Приход теплоты
Теплое одер ж анис :
влаги кирпича-сырца
топочных газов
отходящих газов обжи-
гательной печи
84
2616
2500
1,6
49,5
48,9
42
3918
2500
0,6
61,5
37,9
Итого
Расход теплоты
На испарение влаги из кир-
пича-сырца
На подогрев:
отработанных газов
т сухой масы и остаточной
* влаги кирпича-сырца
полок
! _• ограждающих конструк-
ций камер
Потери:
в окружающую среду
во внутренних каналах
камер
в общем коллекторе
Итого
5100 100 6460 100
2600 50,8 2600 40,2
1635 32,3 2866 44,7
206 4 256 3,9
34 0,7 42 0,6
243 4,6 243 3,6
105 2,1 122 1,9
151 3 151 2,3
126 2,5 180 2,8
5100 100 6460 i 100
ки в камерных сушилках — коэффициент неравномернос-
ти К, численное значение которого близко к 4.
К=1 +AG/2Gmin, (3.31)
где АО— разность между наибольшей и наименьшей влагоот-
дачей сырца, кг; Omin— минимальная влагоотдача сырца, кг.
В поперечном сечении камеры неравномерность суш-
ки возникает из-за неодинаковых в этом сечении темпе-
ратуры и влажности газов. Из боковых подводящих кана-
лов газы устремляются в камеру по пристенным ее участ-
кам (рис. 3.19,а). В верхней части камеры сосредоточива-
ются наиболее нагретые газы, однако и самая нижняя
5* Зак. 196
131
>1 i
Г1
И1
Рис. 3.19. Распределение температур газов в поперечном сечении
сушильной камеры
а .—«застойная» зона в середине М с медленным протеканием процесса, б
изотермы для обычных условий работы камерных сушилок, в распределе-
ние температур при использовании метода ВНИИСтрома
S)
i
i
э
I
I
I
i
Н|
Рис. 3.20. Аэродинамическая характеристика каналов камерных суши-
лок Росстромпроекта
й — подводящего; б ~ отводящего
132
4асть камеры также омывается наиболее нагретыми га-
зами. Таким образом, наименее нагретой частью в попе-
речном сечении камеры является середина. Здесь сушиль-
ный процесс протекает наиболее вяло (рис. 3.19,6). Для
выравнивания скорости сушки ВНИИСтромом разра-
ботан режим, при котором скорости газов следует повы-
шать при одновременном снижении температуры в подво-
дящем коллекторе со 125—135 до 90—95аС. Расход газов
при этом увеличивается с 38—40 до 50—55 м3 на 1 кг
испаренной влаги, что способствует некоторому выравни-
ванию температур (рис. 3.19, в) и скоростей сушки.
Неравномерность сушки по длине камеры объясняет-
ся неодинаковым расходом газов по массе на отдельных
участках ее длины. По длине L подводящего газового ка-
нала камеры (рис. 3.20, а) динамическое давление в осе-
вом направлении представленное эпюрой АОБ,
убывает до нуля. Вместе с тем статическое давление га-
зов Яст (эпюра АВБГ) по длине канала возрастает, а
полное давление (ордината ОВ) убывает очень мало в
связи с ничтожными потерями давления на трение Ятр
(эпюра ВГ). Если статическое давление газов в камере
ЯСм2 по ее длине постоянно, то перепад статических дав-
лений ДЯ = Ясм1—Яст2 по длине подводящего канала
возрастает (эпюра ЕВГЖ)< Так как, согласно закону
Д. Бернулли, ДЯ=со2р/2, Па, то скорость струек га-
зов, проходящих через отверстия подводящего канала в
камеру сушилки, по длине канала постепенно возра-
стает, и, если площадь отверстий по длине канала рас-
пределена равномерно, то по массе расход газов из ка-
нала в конце его будет больше, чем в начале.
По длине L отводящего канала (рис. 3.20,6) динами-
ческое давление Ядип в осевом направлении (эпюра
АОБ) довольно резко увеличивается по ходу газов, а
статическое давление /7ст2 (эпюра АОВГ) уменьша-
ется. Приняв постоянным статическое давление в камере
(эпюра ЕВГЖ), находим, что перепад статических дав-
лений ЛЯ (эпюра ЕОГЖ) также возрастает, что обус-
ловливает повышенный расход газов через заднюю часть
отводящего канала. Практические испытания камерных
сушилок подтвердили наличие описанных явлений. Ока-
залось, что сырец, загруженный в конце сушильной каме-
ры/ высыхает в 1,5—1,8 раза быстрее, чем находящийся
в начале ее. Для выравнивания скорости сушки по длине
рабочих камер ВНИИСтром рекомендует подводящие ка-
133
налы делать убывающего сечения в направлении движе-
ния газов, а отводящие — наоборот.
Для преодоления неравномерности но длине камеры
лучше всего располагать отверстия в перекрытиях кана-
лов не равномерно, а так, чтобы поступление в камеру
одинакового количества газов обеспечивалось по всей ее
длине. На основании аналитических расчетов для камеры
длиной 13,25 м с размерами сечении каналов: подводя-
щего 0,34X0,6 м и отсасывающего 0,5X0,6 м—ВНИИ-
Стром рекомендует следующую ширину щелей (табл. 3.4).
Таблица 3.4. Рекомендуемые размеры щелей в перекрытиях
внутренних каналов (нумерация щелей дается по направлению
газового потока)
В подводящем канале
В отводящем канале
ширина ще-
лей, мм
№ щелей
ширина щелей,
мм
№ щелей
1 100 1—3 80
2—3 80 4—8 70
4—5 60 9—13 60
6—9 50 14—18 50
10—18 40 19—24 40
19 и далее 30 25—31. 30
32—47 20i
48 и далее 10
На некоторых заводах количество брака снижают,
обильно поливая водой стены и свод камеры каждый раз
после ее разгрузки. Статистическая зависимость удель-
ного расхода теплоты q от коэффициента неравномер-
ности К показана на рис. 3.21.
Эти мероприятия в некоторой степени улучшают ра-
боту камерных сушилок
Рис. 3.21. Зависимость удельно-
го расхода теплоты q от коэф-
фициента неравномерности суш-
ки
Росстромпроекта, однако не
устраняют пр и нци п и а л ьн ы й
недостаток их конструк-
ции — отсутствие принуди-
тельной внутренней цирку-
ляции теплоносителя.
В современных конст-
рукциях камерных сушилок,
работающих как в нашей
стране, так и за рубежом,
осуществлен принцип при-
нудительной внутренней
циркуляции теплоносителя,
что радикально решает за-
дачу улучшения качества высушенных изделии. Для
этого используют циркуляционные вентиляторы ревер-
сивного действия., встроенные или выносные.
Камера сушилки со встроенными вентиляторами
(рис. 3.22,а) имеет две-три не разгороженные между
собой секции, оборудованные металлическими стел-
лажами 7, на которые устанавливают рамки (полки) 3
с кирпичом. По всей длине капитальной стены, отделя-
ющей одну камеру от другой, встроены осевые ревер-
сивные вентиляторы 2, размещенные по высоте в шах-
матном порядке. Направление вращения вентиляторов
изменяется автоматически по заданной программе,
обычно через несколько минут. Горячий воздух подают
из надсводового канала, а отработанный отбирают через
подподовый канал. Принудительная реверсивная цир-
куляция воздуха обеспечивает равномерность -сушки,
соответственно высокое качество высушенной продукции
и существенное сокращение продолжительности сушки.
Температура воздуха внутри камер 50—60аС. Загружа-
ют такие сушилки самоходными самосбрасывающими
полочными вагонетками, на консолях которых одновре-
менно размещено четыре вертикальных ряда кирпича.
Такие сушилки успешно работают на Голицынском
(Московская обл.), Бурманкасинском (Чебоксары) и
других заводах.
В камерных сушилках с выносными циркуляцион-
ными вентиляторами (рис. 3.22,6) из общего для всей су-
шилки подводящего канала 1 воздух поступает в под-
потолочный канал 3 каждой камеры, перегороженный
поперечной стенкой, в которой смонтированы осевые
реверсивные циркуляционные вентиляторы 2, приводи-
мые в движение моторами, установленными на перекры-
тии камеры. Подпотолочный канал соединен системой
жалюзийных направляющих лопаток 4 со свободными
пространствами в обоих торцах камеры. Отводящий ка-
пал 6 расположен под полом сушилки перпендикулярно
осям камер. Отводы от него для каждой камеры закан-
чиваются вытяжными трубами 5, примыкающими к на-
ружной стене сушилки. Такая сушилка успешно работа-
ет на Норском заводе (Ярославль).
Схема, изображенная на рис. 3.22,в, представляет
камерную сушилку большей длины и, следовательно,
большей вместимости. Здесь помимо торцовых свобод-
ных пространств" имеется еще и центральное, раздели-
136
Рис. 3.22. Камерные сушилки с осевыми циркуляционными вентиля-
торами
« — встроенными; б, в — с выносными циркуляционными вентиляторами (б —
четырехсекционная камера; & — шестисекционная камера)
ч
г
Рис. 3.23. Камерная сушилка с челночными
тиляторами
циркуляционными вен-
гм
в*. Р-i . • 11*№н9
Г
Й
•V
ющее камеру на две автономные в аэродинамическом
отношении группы из трех секций. Каждая группа имеет
свои осевые реверсивные вентиляторы и свой отвод к
вытяжке.
Исключительно эффективны камерные сушилки с
осевыми вентиляторами, челночно перемещающимися
137
Между стеллажами, заполненными сырцом (рис. 3.23).
В трехпутной камере стеллажи расположены вдоль при-
стенных путей, а по среднему пути челночно перемеща-
ется вагонетка с укрепленными па ней лопастными вен-
тиляторами реверсивного действия. Они перемешивают
воздух в камере и тем самым обеспечивают высокую
равномерность сушки, а циклическое воздействие потока
обдуваемого воздуха обеспечивает релаксацию напря-
жений в материале и соответственно высокое качество
высушенных изделий. Важно и то, что расположение
осей вентиляторов соосно рельсовым путям исключает
образование в набегающем потоке воздуха струй, кон-
центрированно направленных на сырец и могущих выз-
вать его местную пересушку с возникающими вследствие
этого трещинами.
Производительность /7С, шт/год, камерной сушилки
для кирпича-сырца определяют по формуле
[]с =z ур /tK ру t (3,32)
где Ур — рабочий объем одной камеры, м3; Pv — плотность ук-
ладки в сушилку кирпича-сырца, шт/м3; пк и «д— количество ра-
бочих камер и циклов работы сушилки в год:
пц = 8760/Тц, (3.33)
здесь тц — продолжительность одного (полного) цикла, ч; тц =
"ТтЧ-Тв [тт — продолжительность теплового процесса и тв—дли-
тельность вспомогательных операций (загрузка, выгрузка, чистка,
текущий ремонт и т.п.)], ч.
Длительное время основным недостатком камерных
сушилок считали периодичность их действия, обусловли-
вающую повышенный расход топлива и неравномерность
сушки, определявшую увеличение продолжительности
сушки и снижение качества высушенных изделий. Однако
современные конструкции камерных сушилок обеспечи-
вают высокое качество высушенной продукции при ма-
лых расходах топлива по сравнению с туннельными су-
шилками. В то же время большое преимущество камер-
ных сушилок — возможность эксплуатации по дискрет-
ному режиму, что исключает необходимость круглосу-
точной и непрерывной работы заготовительных цехов.
Работа по дискретному режиму имеет определенные со-
циальные преимущества, повышает производительность
труда и облегчает решение многих организационно-про-
изводственных вопросов. В связи с этим как в нашей
стране, так и за рубежом отмечается тенденция возвра-
та к камерным сушилкам, ио на новой технической ос-
138
нове, каковой является внутренняя принудительная цир-
куляция теплоносителя. V
* " Туннельные сушилки. В отличие от камерных тун-
нельные сушилки — непрерывно действующие. Их рабо-
чей камерой является туннель, по которому непрерывно
(или ритмично) перемещается высушиваемый материал.
Тепловые зоны стационарны по длине туннеля. Поток теп-
лоносителя (газов или воздуха) в туннеле движется или
навстречу материалу (противоточные сушилки), или в
одном направлении с ним (прямоточные сушилки). Рас-
пространены сушилки с комбинированным движением
теплоносителя, а также с продольным и поперечным его
перемещением.^
Конструкции туннельных сушилок весьма разнооб-
разны по вентиляционно-тепловым схемам, а также по
виду транспортирующих устройств. По последнему при-
знаку различают сушилки вагонеточные, монорельсовые,
кареточные, а также с цепными, ленточными, ленточно-
сетчатыми и роликовыми конвейерами.
Туннельные вагонеточные сушилки. Туннельные су-
шилки с наземным вагонеточным транспортом в про-
мышленности строительных материалов широко приме-
няют для сушки кирпича, черепицы и дренажных труб.
В простейшей туннельной противоточной вагонеточ-
ной сушилке (рис. 3.24,а) каждый туннель представляет
собой длинный коридор /, заполненный вагонетками 3,
на которых уложены полки 2 с кирпичом (длина туннеля
обычно 25—35, ширина 172—1,3 и высота до 1,7 м). За-
гружают вагонетки в туннель толкателем 6. При затал-
кивании вагонетки весь дюезд вагонетЪк, запШптяющих
туннель, продвигается на длину одной вагонетки и таким
образом с противоположного, т. е. разгрузочного, конца
туннеля выталкивается вагонетка с уже высушенным
кирпичом. При сушке кирпича и 'большинства других
глиняных изделий сушилки работают по принципу про-
тивотока. Из главного подводящего коллектора 12, рас-
положенного вдоль фронта выгрузочных ’дверсй..дсуш1е-
лей, газы поступают в каждый туннель через соедини-
тельные’каналы 10, которые заканчиваются отверстием
Р^в полу туннеля. Регулируют количество подаваемых в
каждый туннель газов клапаном 11. Газы, продвигаясь по
туннелю, омывают кирпич н, высушивая его, увлажня-
ются и охлаждаются. Удаляются они на загрузочном
конце туннеля через отвер^пе <?, соединительный канал
' X 4
139
Рис. 3.25. Блок рабочих камер туннельной сушилки для сушки кир-
пича-сырца
7 с клапаном 5 и главный коллектор 4 отработанных га-
зов, Таким образом, при противоточной схеме загружен-
ный в туннель холодный и механически слабый сырец
омывается влажными остывшими газами. При этом он
прогревается, не подвергаясь интенсивной сушке, которая
могла бы вызвать возникновение в нем напряжений и
трещин. По мере продвижения по туннелю сырец встре-
чает все более нагретые и более сухие газы и интенсив-
ность его сушки возрастает. Вблизи выгрузочного конца
туннеля сырец взаимодействует с горячими и сравни-
тельно сухими газами. Однако их взаимодействие в этой
зоне туннеля уже не представляет опасности для сырца,
поскольку здесь он подогретый, в значительной мере вы-
сушенный, механически окрепший и не дает усадки J
Туннельные сушилки большой производительности
компонуются в блоки по 10—15 туннелей (рис. 3.25). В
туннели 1 газы из главного подводящего коллектора 2
нагнетаются вентилятором 3. Этот вентилятор засасы-
вает топочные газы из топки 5, отработавшие дымовые
газы из обжигательной печи 6 и холодный воздух в не-
обходимом количестве через шахту 4. Из туннелей отра-
ботанные газы поступают в коллектор 11 и выбрасыва-
141
ются (при однократном использовании теплоносителя)
отсасывающим вентилятором 9 в атмосферу через выхлоп-
ной патрубок 8. По траверсным путям 10 перемещаются
передаточные тележки для загрузки вагонеток в тунне-
ли и для приема из туннелей вагонеток с высушенным
сырцом.
Противоточные туннельные сушилки, работающие с
однократным использованием теплоносителя, предельно
просты по конструкции и потому получили в кирпичной
промышленности наибольшее распространение. Однако
они обладают и существенными недостатками, обуслов-
ливающими невысокое качество высушенных в них из-
делий. Главный из них — отсутствие возможности при-
нудительного регулирования режима сушки по длине
туннеля. В простейших противоточных сушилках можно
регулировать лишь начальную температуру газов. Тем-
пературная кривая по длине туннеля, а также кривая
сушки, равно как и параметры отработанных газов,
складываются стихийно и чаще всего получаются не та-
кими, какие нужны по технологическим свойствам высу-
шиваемого материала. Кроме того, подача в туннель
сухих газов приводит часто к чрезмерно интенсивной
сушке на коротком участке туннеля (в результате на
кирпиче возникают трещины) и к переохлаждению газов
на разгрузочном конце туннеля с выпадением конденса-
та на свежезагруженный холодный сырец. Это приводит
к намоканию сырца, его размягчению и в конечном счете
к браку.
Эти недостатки в некоторой степени преодолеваются
в сушилках с рециркуляцией отработанных газов. Раз-
личают рециркуляцию общую и зонную. При общей часть
отработанных газов — рециркулят смешивают с тепло-
носителем вне туннеля и образующуюся смесь подают в
туннель. При зонной рециркуляции рециркулят подают
в одну или несколько зон туннеля и он смешивается с
основным теплоносителем уже в самом туннеле.
При общей рециркуляции некоторое количество от-
работанных газов по рециркуляционному каналу 7
(см. рис. 3.25) направляют к нагнетающему вентилятору
сушилки. Это позволяет регулировать влагосодержание
поступающих в туннель газов и несколько смягчить ре-
жим сушки, растянув участок наиболее интенсивной
сушки материала. Кроме того, общая рециркуляция по-
вышает количество газов, поступающих в туннель, что
способствует более равномерной сушке по сечению тун-
неля.
Однако наиболее эффективной оказалась не общая, а
зонная рециркуляция, при которой часть отработанных
газов отбирается вентилятором 14 и подается в надсвод-
ный канал 12 (см. рис. 3.24). Из него отработанные газы
через потолочные окна 13 поступают непосредственно в
туннели. Зонная рециркуляция дает возможность ло-
кально регулировать параметры процесса и кривую суш-
ки на отдельных участках и тем самым значительно рас-
ширяет регулировочные возможности этой тепловой
схемы. Место ввода отработанных газов в туннель долж-
но выбираться на основе анализа фактической кривой
сушки. Чаще всего надпотолочный канал располагают на
расстоянии Уз длины туннеля от его загрузочного конца.
При сушке кирпича в простых противоточных туннель-
ных сушилках начальная температура газов обычно tx —
= 904-120°С, температура отработанных газов /2=30-“
-~35°С, а их относительная влажность ф2=8О-4~85°/о.
Использование отработанного теплоносителя с более
низкими температурами и более высокой относительной
влажностью чревато опасностью переохлаждения газов,
выпадения конденсата на свежезагруженном сырце и
последующей его «запарки», приводящей к образованию
трещин. Для того чтобы избежать переохлаждения га-
зов, температура загружаемого сырца должна быть вы-
ше точки росы отработанного теплоносителя. Из этого
вытекает, что при загрузке в сушилку холодного сырца
отработанные газы должны иметь более высокую темпе-
ратуру и более низкую относительную влажность. Прак-
тически во избежание конденсации нужно поддержи-
вать ф2^85%.
Для смягчения режима сушки на «горячем» конце
туннелей иногда увлажняют теплоноситель подачей во-
ды в подводящий коллектор.
Скорость газов в живом сечении туннеля должна
быть не менее 2,5—4 м/с. Практически таких скоростей
можно достичь либо при низкой начальной температуре
газов (/1 = 60-г70°С), что неэкономично в тепловом от-
ношении, либо путем рециркуляции отработанных газов,
что более рационально.
Удельный расход теплоты в противоточных туннель-
ных сушилках составляет 4600—5500 кДж/кг влаги, при
этом тепловой баланс имеет структуру, показанную в
табл. 3.5.
143
Рис. 3.26. Взаимодействие напоров в туннельной вагонеточной су-
шилке
Таблица 3.5. Тепловой баланс туннельной сушилки
для сушки кирпича-сырца
Неравномерность сутки по высоте туннеля — основ-
ной недостаток вагонеточных туннельных сушилок. Ввер-
ху материал сушится значительно быстрее, чем в нижней
части туннеля. Одной из причин этой неравномерности
при горизонтальном движении газов является темпера-
турное расслоение газового потока по высоте туннеля.
Анализ влияния параметров газового потока на его
температурное расслоение проведен М. А. Лурье
(рис. 3.26). Материальная частица А газового потока
находится в туннеле под воздействием двух сил: подъем-
ной силы газов Рг и динамического давления (безраз-
лично, положительного или отрицательного) Рд. Подъем-
ная сила газов направлена вертикально
Рг-(//-/1) (Рв-Рг),
вверх и
равна:
(3.34)
Статьи баланса
Приход теплоты
С кирпичом-сырцом
С топочными газами
С отходящими газами об-
жигательной печи
Итого
Расход теплоты
На испарение влаги
На подогрев:
отработанных газов
кирпича-сырца (без испа-
рения влаги)
полок и вагонеток
Потери:
в окружающую среду
через стенки сушилки
через неплотности рабо-
чих камер
через стенки
делительных
через кожух
ров и стенки
щих патрубков
газораспре-
каналов
вентилято-
подводя-
Количество теплоты
в летний период
в зиммии период
влаги
О/
/о
влаги
о/
/О
от пола
(уровня отсчета) до рассматриваемой материальной точки,
рг — плотность соответственно окружающего воздуха
(внутри туннеля), кг/м3.
Динамическое давление, т. е. сила тяги, создаваемая
вентилятором, направлена горизонтально и равна:
Рд = (02 рг/2,
где И— высота туннеля, м; h — расстояние
туннеля
м; рв и
и газов
1436
2500
4020
2580
101
59
21
17
I
4020
61,9
3358
2500
57,1
100
I
100
5900
2580
2722
310
121
71
21
50
100
43,8
46,1
где to — скорость газового потока, м/с.
Под воздействием Рг и Рд газовый поток отклоняется
от горизонтали и его действительное направление опре-
деляется равнодействующей Рр, которая образует с го-
ризонталью угол а. Указанное отклонение происходит
под влиянием температурных воздействий, так как, если
бы воздух и газ имели одинаковую температуру, то, по-
лагая, что при 0°С практически рв = рг, можно принять,
что при любой температуре рв—рг~0 и, следовательно,
во всех точках газовый поток имеет строго горизонталь-
ное направление. Поэтому угол а или его функция, на-
пример tga, может являться мерой температурного рас-
слоения газового потока. С возрастанием этой величины
горячие газы будут все больше и больше прижиматься
к перекрытию туннеля, а в нижней зоне будут концентри-
роваться более холодные газы.
Рассмотрим связь между величиной tga и
рами газового потока.
парамет-
5900 I 100
Рг <Оа
(3.36)
145
Когда точка А находится посередине высоты туннеля,
(Я—h) — H/2 и уравнение (3.36) приобретает вид
Н 9 (Рв —Рг) Н (Рв~Рг)
2 со2 рг со2 рг
(3.37)
Приближенно можно принять, что
рг = рв 273/(/r-1-273),
(3.38)
где /г — температура газов, °C.
После подстановки (3.37) в (3.38) и соответствующих
преобразований получим
tga- 0,036 Я/г/ш2. (3.39)
Таким образом, температурное расслоение газового
потока, а вместе с ним и неравномерность сушки возра-
стают с увеличением высоты туннеля и температуры га-
зового потока. В то же время неравномерность сушки
резко снижается с возрастанием скорости газового по-
тока. Поэтому снижение температуры газов и увеличе-
ние их количества всегда приводят к выравниванию суш-
ки по высоте туннеля. Это, в частности, достигается при-
менением рециркуляции газов.
Способы подвода и отвода теплоносителя также
влияют на равномерность сушки. Подвод и отвод тепло-
носителя могут быть или верхними, или нижними, или
комбинированными. Верхний подвод предоставляет ряд
конструктивных и эксплуатационных удобств: легче кон-
тролировать параметры теплоносителя, управлять кла-
панами и осуществлять всякие переделки при модерни-
зации сушилки. Близкое к поверхности стояние грунто-
вых вод также не искажает заданные параметры тепло-
носителя. Однако верхние подвод и отвод теплоносителя
при работе сушилки только с двумя концевыми вентиля-
торами приводят к большой неравномерности сушки, так
как при этом значительная часть горячих газов проходит
в подпотолочном пространстве и в верхней части туннеля.
Поэтому верхние подвод и отвод теплоносителя допусти-
мы лишь при наличии в аэродинамической схеме цир-
куляционных вентиляторов, турбулпзпрующих поток, на-
рушая его струйное движение.
При работе сушилки только с двумя концевыми вен-
тиляторами предпочтительны ппжнпе подвод и отвод
теплоносителя.
116
Комбинация верхней подачи с нижним отводом газов
и наоборот лучше первого варианта, но хуже второго.
Распределенный подвод или отвод теплоносителя
практически не увеличивает равномерность сушки, так
как при этом снижается скорость газового потока.
Величина паразитного пространства1 в туннеле ока-
зывает наиболее сильное влияние на равномерность
сушки. Нужно стремиться к тому, чтобы оно было как
можно меньше. Для этого зазоры между потолком тун-
неля и верхним рядом изделий, а также между стенами
и крайними рядами изделий не должны быть больше
50 мм. Между тем в некоторых проектах эти зазоры
предусматриваются гораздо большими, что обусловлива-
ет повышенную неравномерность сушки. Иногда только
уменьшением верхнего зазора путем устройства лож-
ного потолка удается достичь значительного улучшения
работы сушилки.
При проектировании и эксплуатации туннельных
сушилок нужно стремиться к тому, чтобы в полезном
сечении туннеля проходило не менее 70—75% газов.
Процентное соотношение газовых потоков, проходящих
по отдельным участкам поперечного сечения туннеля,
может быть рассчитано по методике К. А. Нох-
ратяна [3]. Для увеличения количества газов,
проходящих через полезное сечение туннеля,
целесообразно разуплотнять садку изделий в
нижней и средней частях вагонетки вплоть до
образования крупного канала в центральной части по-
перечного сечения вагонетки. Подобными мероприяти-
ями на некоторых кирпичных заводах существенно
улучшена равномерность сушки изделий в туннельных
сушилках.
Плотность загрузки туннеля влияет на его произ-
водительность двояко. Рассмотрим возникающие при
этом зависимости. Емкость туннеля £т, шт., может быть
выражена формулой
Ег = 0,01 VT Р,
(3.40)
гдс у —объем туннеля; Р— плотность загрузки, %.
1 Паразитным пространством обычно называют те части попе-
речного сечения туннеля, через которые газы проходят, не омывая
изделия и, следовательно, не производя сушку, т. с. пространство
между потолком и верхним рядом изделий, между боковыми стей-
ками и крайними рядами изделий.
а
Часовая производительность туннеля 77тч определи-
ется формулой н
где т— длительность сушки с учетом плотности
Подставляя (3.401 и /.un ................---
плотности
Рис. 3.27.
садки на
Влияние
производительность
сушилки
производительность сушилки;
Р — плотность садки
а)
_____2 садки.
(3.40) в (3.41), получим
= 0,01 VT Р/т.
Время
Рис. 3.28. Соотношение между
фактической (7) и максималь-
но допустимой (2) скоростями
сушки при образовании трещин
(а) и без них (6)
148
Время
устройств
плотности
(3.42)
па диаграмме (рис.
3.27) показано влияние
плотности садки на произ-
водительность туннеля. В
соответствии с формулой
(3.42) производительность
туннеля возрастает пропор-
ционально увеличению плот-
ности садки. Эту зависи-
мость изображает линия /
(n=^fiP). С другой стороны,
при неизменной мощности
вентиляционных
с увеличением
садки возрастает ее сопро-
тивление газовому потоку,
вследствие чего уменьшает-
ся количество газов, посту-
пающих,, в сушилку, и произ-
водительность снижается.
Эта зависимость изображе-
на на диаграмме линией 2
(77 = /\тР). Результативная
зависимость производитель-
ности туннеля от плотности
садки выразится линией 3
= т), имеющей макси-
смысл
линии
при Р = 0 (сушилка
мум. Физический
краевых точек этой
таков:
не загружена) /7 = 0 соглас-
i - — *
ступление газов в сушилку
прекращается, т обращает-
ся в бесконечность и 77 = 0.
Таким образом, увеличивать
плотность загрузки целесо-
образно лишь до определенного предела. Чрезмерное
увеличение плотности загрузки может привести к обрат-
ному результату, т. е. к снижению производительности
сушилки.
Все туннельные сушилки, выстроенные до 1975 г. на
кирпичных заводах нашей страны, работают по прин-
ципу противотока с сосредоточенной подачей и отбором
теплоносителя. Длительность сушки в них 16—36 ч,
иногда 48 ч. Качество изделий, высушенных в таких су-
шилках, зависит от соотношения между фактическими и
допустимыми скоростями сушки по длине туннеля и от
равномерности газовых потоков по его поперечному се-
чению.
Кривая фактической скорости сушки имеет по длине
туннеля экстремальный характер, нарастая в начале и
падая в конце, а кривая допустимой скорости сушки
плавно нарастает по всей длине туннеля. В изделии тре-
щины возникнут тогда, когда эти кривые пересекутся
(рис. 3,28,а), и не возникнут, если на всем протяжении
туннеля кривая допустимой скорости сушки будет рас-
полагаться выше кривой фактической скорости сушки
(рис. 3.28,6). Понижение начальной температуры тепло-
носителя, повышение его влагосодержания и скорости
обусловливают более пологий пик фактической скорости
сушки и тем самым снижают вероятность возникновения
трещин в изделиях. На последнем этапе сушки в целях
сокращения ее длительности можно и целесообразно ло-
кально форсировать нагрев изделий без опасения выз-
вать в них трещины. Общая закономерность рекоменду-
емых ВНИИСтромом режимов сушки кирпича в тун-
нельных сушилках для любой продолжительности сушки
такова: в первые 2/3 времени должна испариться Уз всей
удаляемой влаги, а в последнюю Уз—остальные
2/з влаги.
В Киевском институте НИИСМИ осуществлена мо-
дернизация туннельных сушилок, дополнившая их рит-
мической ;
ющий режим) (рис. 3.29).
шилок Л
Каждый
один — в
туннеля,
контуры
межутки
рециркуляцией теплоносителя (осциллиру-
, Два блока туннельных су-
и Б связаны друг с другом воздуховодами,
блок имеет два рециркуляционных контура:
зоне усадки, занимающей примерно 2/3 длины
а другой — в зоне досушки. Рециркуляционные
включаются периодически через равные про-
времени и действуют 15—20 мин. В то время,
149
Рис. 3.29. Модернизация вентиляционно-отопительной системы тун
цельных сушилок по схеме НИИСМИ
а ~ продольный разрез блоков; о - план расположения блоков и схема по
дачи теплоносителя
когда в блоке А действует рециркуляция, блок Б работа-
ет по обычной противоточной схеме. По истечении
1Р Д) мин включаются рециркуляционные контуры в
блоке Ба блок А работает по обычной противоточной
схеме. Схема действия рециркуляционных контуров та-
кова. Вентилятор 8 нагнетает теплоноситель из камеры
15Q
смешения 7 в общий подводящий канал 9, откуда он по-
ступает в зону досушки. Часть теплоносителя из этой
зоны отбирается вентилятором 6 через канал 4 (или 11)
и воздуховод 22 и направляется в камеру смешения 7 в
общий капал для повторного использования. Автома-
тические заслонки 5 (или 10) при этом открыты. Через
каналы 2 и 3 в те же туннели вентилятором 15 подается
такое же количество смеси отработанного теплоносителя
с наружным воздухом. Автоматическая заслонка 1 при
этом открыта, При работе в обеих зонах происходит уси-
ленная турбулизация газовоздушной смеси, а скорость
газового потока в этой зоне возрастает в 2—2,5 раза. От-
работанный теплоноситель отбирается вентилятором 18
через канал 19 и частично выбрасывается в атмосферу,
частично (до 40%) смешивается с наружным воздухом
и по трубопроводу 13 поступает в канал 12 для повтор-
ного'использования в этой же зоне. Автоматические за-
слонки 17 и 14 в это время открыты. Все заслонки пе-
реключаются циклично.
В модернизированной Минским институтом НИИСМ
противоточной туннельной сушилке нарушено струй-
ное движение теплоносителя и осуществлена его рецир-
куляция внутри туннелей при помощи специальных тур-
булизаторов. Система турбулизации (рис. 3.30) имеет
общий нагнетающий воздуховод 1 и пять-шесть фор-
сунок 5, устанавливаемых в перекрытии каждого тун-
неля. Форсунки размещены таким образом, чтобы вылет
струи попадал в стык между вагонетками. Через трубо-
проводы 4 происходит циркуляция теплоносителя по
длине двух вагонеток. Вентилятор высокого давления
ВВД-9 2, обслуживающий восемь-девять туннелей, на-
гнетает в воздуховод 1 воздух, который, поступая в фор-
сунки 5 (турбулизаторы), инжектирует теплоноситель
из туннеля через трубопроводы 4. Основное количество
теплоносителя поступает в канал 6, отработанный тепло-
носитель отбирается через канал 3. Смесь воздуха с
теплоносителем, вылетая из форсунки с большой ско-
ростью, отжимает поток вниз (рис. 3,30,6), нарушая его
струйное движение. Таким образом, данная система ос-
нована на принципе интенсивной турбулизации газового
потока внутри туннеля за счет применения инжекцион-
ных форсунок большой производительности, нагнета-
ющих с большими скоростями в туннель горячую газовоз-
душную смесь перпендикулярно движению основного
151
Рис. 3.30. Система инжекционной турбулизации теплоносителя в тун-
нельных сушилках
а ~ принципиальная схема; б—циркуляция потоков внутри туннеля
потока теплоносителя вдоль туннеля. Встреча двух по-
токов с различными скоростями перпендикулярно друг к
Другу создает интенсивную турбулизацию с результиру-
ющим переносом теплоносителя вдоль туннеля. Коли-
чество первичного воздуха составляет 10—15% общего
расхода теплоносителя. Производительность одной фор-
сунки 2000—2500 м3/ч. Применение сушилок этой си-
стемы на нескольких заводах Белоруссии позволило су-
щественно сократить продолжительность сушки.
В последние годы на некоторых заводах по типовому
проекту Союзгипрострома были выстроены трехпутные
туннельные сушилки с выносными стационарными ре-
версивными лопастными циркуляционными вентилято-
рами (рис. 3.31). Они установлены по всей длине тунне-
ля с шагом между осями 1,5 м. Подогретый воздух в
надпотолочное пространство туннеля подают позонно и
рассредоточенно. Отработанный воздух эвакуируется
распределение через каналы под полом туннеля и вы-
брасывается в атмосферу через вытяжные трубы. Эти
сушилки очень энергоемки и выпускают продукцию не-
152
Рис. 3.31. Туннельная сушилка Союзгипрострома (типовой проект)
1 — вытяжка; 2—трубопровод горячего воздуха; 3 — осевой вентилятор; 4
направляющие жалюзи; 5 — отводящий канал
достаточно высокого качества из-за слабой продувае-
мости массива сырца в поперечном направлении.
Эта сушилка была модернизирована во ВНИИ-
Строме, Союзгипростроме и на асбестовском кирпичном
заводе (рис. 3.32). На каждом пути в туннеле размеща-
ется 28 вагонеток вместимостью 288 шт. кирпича каж-
дая. Вагонетки с сырцом загружают только на два край-
них пути, а средний путь используют для челночного
движения пяти тележек с осевыми реверсивными вен-
тиляторами диаметром 800 мм, обеспечивающими по-
перечную интенсивную циркуляцию воздуха. Каждая
тележка перемещается челночно по длине 5 м со ско-
ростью 2 м/мин. Туннель разделен на две технологиче-
ские зоны—усадки / и досушки 2 (рис. 3.32,а). Цир-
куляционные вентиляторы действуют только в зоне усад-
ки. Горячий воздух в нее поступает через восемь отвер-
153
Рис. 3.32. Модернизиро-
ванная сушилка Союзгип-
рострома
а — продольный разрез по
туннелю; б — план над пере-
крытием туннелей: /U? —
вентиляторы подачи горя-
чего воздуха соответствен-
но в зоны усадки и досушки;
3 — калорифер; 4 — тележки
с осевыми вентиляторами;
5,6 — трубопроводы подачи
горячего воздуха соответст-
венно в зоны усадки и до-
сушки; 7 — система отбора
отработанного воздуха; 8 —
трубопровод подачи горя-
чего воздуха от печи; в —
поперечный разрез зоны
усадки; г — поперечный
разрез зоны досушки
стай в перекрытии, расположенных соосно среднему
пути. В зону досушки воздух поступает также через ана-
логичные отверстия в перекрытии и, кроме того, через
четыре вертикальные трубы, расположенные вдоль стен
туннеля. Весь отработанный воздух отбирают распре-
деленно только в I зоне через каналы под полом тун-
неля. В модернизированной сушилке осуществлен цик-
лично-постоянный (частично осциллирующий) режим: в
зоне усадки сырец обдувается воздухом циклически
154
Рис. 3.33. Туннельная сушилка со встроенными осевыми вентилято-
, рами (система «Асти»)
(вследствие челночного движения вентиляторов), а в
зоне досушки — непрерывно. В зоне усадки изделия в
каждом цикле обдуваются в течение 0,9 мин при общей
продолжительности цикла 5,5 мин. Соотношение актив-
ной и общей продолжительности цикла 1:6. Температура
воздуха, поступающего в зону усадки, 100—120°С, ско-
рость 8—10 м/с. Средняя температура отработанного
воздуха 33—36°С, а его влагосодержание 28—31 г/кг
сухого воздуха. Удельный расход теплоты 5450 кДж/кг,
электроэнергии — 0,14—0,15 кВт-ч/кг испаренной влаги.
Продолжительность сушки 40 ч.
Модернизация сушилки позволила сократить на 40%
расход электроэнергии, на 20—25% продолжительность
сушки, снизить с 1,5 до 1,2 коэффициент неравномер-
ности сушки, улучшить качество продукции и санитарно-
гигиенические условия труда. Кроме того, в модернизи-
рованной сушилке сырец менее чувствителен к стабиль-
ности режима, в связи с чем можно производить загруз-
ку и выгрузку в две смены.
Современные конструкции зарубежных туннельных
сушилок для сушки изделий стеновой керамики и дре-
нажных труб оснащены устройствами для принудитель-
ной внутренней циркуляции теплоносителя. Это могут
быть встроенные в стены осевые реверсивные вентиляторы
(рис. 3.33) либо внутренние стационарные реверсивные
вентиляторы (рис. 3.34). Диаметр таких вентиляторов
примерно равен высоте вагонетки. Размещены они с оп-
Рис. 3.34. Туннельная сушилка с внутренними осевыми реверсивны-
ми вентиляторами
fвытяжка отработанного воздуха: 2— подводящий канал; 3 — осевой ре-
версивный вентилятор
Рис. 3.35. Туннельная сушилка Норского завода полунепрерывного
ределенным шагом по всей длине туннеля в промежутке
между двумя трехпутными секциями.
На Норском заводе (Ярославль) успешно работает
сушилка с выносными осевыми реверсивными вентиля-
торами, размещенными под потолком каждой секции
(рис. 3.35). Эта сушилка работает с двухсменной за-
грузкой и разгрузкой, и поэтому она называется су-
шилкой полунепрерывного действия.
Сушилки с печными вагонетками, непосредственно на
которых изделия затем поступают в туннельные печи,
используют в основном для сушки кирпича полусухого
прессования, а также кирпича экструзионного прессова-
156
ния, сформованного из жестких сырьевых смесей (по*
ниженной влажности).
Применение таких сушилок исключает трудоемкую
операцию ио перекладке изделий после сушки (перед
обжигом) с одних вагонеток на другие. В качестве гре-
ющего теплоносителя используют горячий воздух, от-
бираемый из зоны остывания туннельных обжигатель-
ных печей.
Туннельная сушилка с печными вагонетками конст-
рукции Гипростройматериалов показана на рис. 3.36.
По воздухопроводу 1 горячий воздух поступает в рас-
пределительный надпотолочный канал 2. Из него часть
воздуха поступает в разгрузочный конец туннеля через
потолочные окна, а другая часть вентиляторами 3 на-
гнетается в промежуточный канал 4> соединенный с вер-
тикальными каналами 9 (внутри туннеля), имеющими
отверстия 10 на уровне пода вагонеток, через которые
воздух поступает в туннель. Аналогичные системы при-
нудительной циркуляции воздуха обслуживаются вен-
тиляторами 5 и 6. Эта циркуляция позволяет сделать
процесс сушки равномерным по высоте туннеля. Отсасы-
вающие вентиляторы 8 создают движение воздуха вдоль
туннеля. Часть отработанного воздуха через выхлопную
трубу 10 выбрасывается в атмосферу, а часть возвра-
щается в качестве рециркулята в загрузочный конец
туннеля. Длина туннеля 50,35, ширина 7,82, общая вы-
сота 2,6, рабочая высота (от потолка до пода вагонетки)
1,45 м. Начальная температура воздуха 150°С, его
начальное влагосодержание dx^ 10 r/кг сухого воздуха,
удельный расход теплоты порядка 8160 кДж/кг влаги.
Вентиляционно-тепловая схема этих сушилок относи-
тельно примитивна, и поэтому сушилки не обеспечивают
высокого качества высушенного материала. Оснащение
устройствами для внутренней принудительной цирку-
ляции теплоносителя может существенно повысить их
эффективность.
Туннельные монорельсовые сушилки преимуществен-
нораспространены в керамической промышленности. В
них сушат канализационные трубы, капсели, санитарно-
технические и другие изделия. В теплотехническом от-
ношении они не имеют каких-либо преимуществ по срав-
нению с вагонеточными сушилками, но применяются
главным образом из-за удобства использования по тех-
нологическим соображениям.
158
В монорельсовой сушилке для сушки керамических
канализационных труб конструкции Гипростройматери-
алов (рис. 3.37) сблокировано 18 туннелей длиной 30,
шириной 1,3 и высотой 1,85 м каждый. Трубы устанавли-
ваются на подвесных монорельсовых вагонетках
(рис. 3.37,а). Заталкивает вагонетки в туннель
и перемещает их подвесная передаточная те-
лежка, называемая краном-толкателем, так
как на ней смонтированы цепной толкатель и два отрез-
ка монорельса. Кран-толкатель движется вдоль фронта
загрузочных дверей сушилки. Он принимает на свой
монорельс вагонетку с трубами с монорельсового пути
подвялочного отделения и подвозит ее к туннелю, под-
лежащему загрузке. При этом его монорельс фиксиру-
ется точно против выступающего монорельса туннеля.
Дверь туннеля опускается вниз, и цепной толкатель, за-
талкивая вагонетку, продвигает весь поезд в туннеле на
длину одной вагонетки.
По вентиляционно-тепловой схеме сушилка является
трехзонной противоточной с вертикальной циркуляцией
газов.
Из топки 1 (рис. 3.37,а) газы поступают в магист-
ральный распределительный канал 2 и рециркуляцион-
ными вентиляторами 3 нагнетаются в надпотолочные
подводящие каналы 5. В эти же каналы вентиляторами
3 засасываются отработанные газы, которые смешива-
ются с топочными газами. Из надпотолочных каналов
газы поступают в подпотолочное пространство
(рис. 3.37,6), откуда через стояки в стенах туннелей
опускаются и выходят в подвагрнеточное пространство,
перекрытое дырчатыми плитами ^(рис. 3.37,г). Через
щели этих плит газы поступают в туннель. Под влияни-
ем разрежения, создаваемого отсасывающим вентилято-
ром 4 (рис. 3.37,а), часть газов направляется вдоль тун-
неля, а часть их засасывается вентилятором 3 в отсасы-
вающий надпотолочный канал 6. В этот канал газы по-
падают из туннеля следующим путем: через щели в полу
туннеля в подвагонеточное пространство, из него через
стояки в надпотолочное пространство (рис. 3.37,г) и далее
в подпотолочный отсасывающий канал (рис. 3,37,6). Над-
потолочное и подвагонеточное пространства имеют по-
перечные перегородки, делящие их на отсеки, равные
длине вагонетки. Отсеки вертикальными стояками в
стенах туннеля поочередно подсоединены к отса-
Рис. 3.37. Туннельная мо-
норельсовая сушилка
конструкции Гипрострой-
материалов
а — вентиляционно-тепловая
схема; б, в — продольный и
поперечный разрезы: / —
надпотолочный канал; 2, 3 —
соответственно надпото-
лочные подающие и отса-
сывающие каналы туннеля;
4, 5 — соответственно верти-
кальные подающие и отса-
сывающие каналы в стенах
камеры; 6 — поперечные пе-
регородки надпотолочного
канала; 7,8 — соответствен-
но подающие и отсасываю-
щие каналы системы ре-
циркуляции; г — аксономет-
рическая схема циркуляции
теплоносителя внутри тун-
нелей: 1 — дырчатые плиты
пола туннелей; 2 — подва-
гонеточное пространство;
3 — надпотолочное про-
странство; д — подвесная
монорельсовая вагонетка
для сушки труб
I вьпрузкц
r-L- I ।
сывающим и нагнетающим надпотолочным каналам.
Благодаря этому каждая вагонетка поочередно омыва-
ется восходящими и нисходящими потоками газов, чдо
обеспечивает равномерность сушки по высоте туннеля.
Изделия, проходя по туннелю, подвергаются воздейст-
вию в I зоне наиболее влажных и остывших газов, а в
III зоне — относительно сухих и горячих. Отработанные
газы удаляются из сушилки отсасывающим вентиля-
тором 4 (рис. 3.37). Однако в действующих сушилках
задуманная схема движения газов не выполняется. Из-
за большого надвагонеточного пространства подавляю-
щая часть газов проходит в верхней части туннеля, обус-
ловливая большую неравномерность сушки по высоте
туннеля. Центробежные вентиляторы, работающие в до-
вольно длинных каналах, не обеспечивают турбулизацию
потока.
На рис. 3.38 показана туннельная сушилка Южгипро-
цемента с зонной циркуляцией теплоносителя, эксплу-
атируемая на Артемовском заводе для сушки керамиче-
ских труб. Длина туннеля 39 м. При трех монорель-
совых путях в каждом туннеле ширина рабочего прост-
ранства 3 и высота 1,7 м. На каждом пути размещается
29 подвесных вагонеток длиной 1,35, шириной 0,8 и вы-
160
сотой 1,5 м. На каждую вагонетку в зависимости от ди-
аметра труб укладывается 280—370 кг изделий, считая
по обожженному весу.
Сушилка условно делится на шесть зон по числу цир-
куляционных осевых вентиляторов 1, установ-
ленных по длине каждого туннеля. Рабочее пространств
6 Зак. 196
161
Рис. 3.38. Туннельная монорельсовая сушилка Южгипроцемента
во сверху и снизу перекрыто плитами, между которыми
оставлены щели. Внутри туннеля с одной из боковых
сторон имеется ложная стенка 2, за которой образуется
пространство для циркуляции газов. Это межстенное
пространство поперечными перегородками 10 делится
по количеству зон на шесть отсеков. Подподовое прост-
ранство каждой зоны через окно 4 соединяется соот-
ветствующим отсеком за ложной стенкой, в верхней
части которой (в надпотолочпом пространство) установ-
лен циркуляционный вентилятор.
Сушилка — противоточная. Горячие газы подводятся
по каналам 5, расположенным параллельно оси тун-
нелей, и поступают в каждый туннель по трем боковым
разветвлениям 12 при открытом положении клапанов
3. Подают горячие газы в три зоны на выгрузочном
конце туннелей. Под действием циркуляционных вен-
тиляторов газы поднимаются вверх по отсекам за лож-
ной стенкой, нагнетаются в подпотолочное пространство
и поступают в рабочее пространство туннелей через
щели перекрытия. Часть этих газов в вертикальном на-
правлении омывает изделия, через щели пода попадает в
подподовое пространство и, смешиваясь со свежими га-
зами, вовлекается в рециркуляцию. Остальная часть
смеси газов в рабочем пространстве туннеля перемеща-
ется из одной зоны в другую ввиду наличия тяги со сто-
роны загрузочного конца туннелей, где отработанные
газы отсасываются вентилятором через подземный ка-
нал 8.
Взаимное расположение циркуляционных вентиля-
торов 1, поперечных перегородок 10 за ложной стенкой,
перегородок 9 в надпотолочном пространстве и окон 4
в подподовом пространстве таково, что вентиляторы, за-
сасывая газы в начале зоны (как показано в продольном
разрезе пунктирной стрелкой), основную их массу на-
правляют на последующие участки этой же зоны по на-
правлению к загрузочному концу туннеля. В этом конце,
где расположена последняя, шестая тепловая зона, иод
глухим подом размещены паровые калориферы 6. В
каждом туннеле расположены две линии калориферов
(по три в каждой), смонтированных из ребристых труб
диаметром 70 мм, длиной 2 м. Отработанные газы отса-
сываются из туннелей перед калориферами через каналы
7 при открытом положении клапанов 11. Таким образом,
в шестой зоне происходит почти замкнутая циркуляция
6s Зак 196 163
*
Рис. 3.39. Монорельсовая
туннельная эжекциойная
сушилка ГИКИ
1 — циркуляционные вен-
тиляторы; 2 — калорифер;
5 — отсасывающие стояки;
4 — эжекторы; 5 — нагне-
тающие стояки
газов с промежуточным подогревом в калориферах.
Эта зона у загрузочного конца туннеля предназначается
для подогрева изделий, загружаемых в сушилку во
влажной среде.
Монорельсовые туннельные эжекционные сушилки
ГИКИ (рис. 3.39) применяют для сушки санитарно-
строительных изделий. Сушилка—трехзонная противо-
точная с позонпой многократной циркуляцией теплоно-
сителя, осуществляемой вентиляторами, расположен-
ными на перекрытии туннеля.
Количество путей в туннеле может меняться от двух
до четырех. Четырехпутный туннель имеет длину 35,6,
ширину 5, высоту 3 м. На каждом пути размещаются 13
вагонеток, перемещаемых механическими толкателями.
На каждые два пути устанавливается один толкатель. В
туннеле три циркуляционные зоны. В каждую
зону нагретый воздух подается по стояку само-
стоятельным вентилятором и распределяется между под-
весными вагонетками горизонтальным коробом, распо-
ложенным вдоль туннеля по средней линии, Распредели’
Таблица 3.6. Показатели монорельсовых сушилок
для сушки керамических труб (по результатам
испытаний НИИСтройкерамики)
Показатели Сушилки
Гипрострой мате- риалов противо- точная Ще- кинского завода Южгипро- цемента, Артемов- ский завод
Кудинов- ский завод Щекинский завод
Срок сушки труб, ч
Влажность труб, %:<
начальная
конечная
Температура теплоносите-
ля, °C?
на входе в сушилку (в
подводящем коллекторе)
на выходе из сушилки
Относительная влажность
газов,, %:
на входе в сушилку
на выходе из сушилки
Средняя скорость газов в
живом сечении туннеля, м/с,
на конце:
загрузочном
выгрузочном
Напряжение сушильного
объема по влаге, кг/(м3-ч)
Удельный расход теплоты,,
кДж/кг влаги
Удельный расход теплоно-
сителя, кг/кг влаги
Мощность электродвигате-
лей, кВт на 1 кг испаренной
влаги
Сопротивление сети па от-
сосе, Па
Перепады температур по
высоте трубы, °C
Разница во влагоотдаче
между верхом и низом тру-
бы, %
27 18—19 18—19 18—19
15—16 14—16 14—16 15—16
1—2,5 1,5—3 1,5—3 1—3
250—260 250—270 100—120 190
46—51 55—60 50 40—42
5—7 5 5—8 5—10
42 27 49 56
0,41 0,56 1.5 1,1
0,32 1,35 0,39
0,58 1 1 1,28
5800 а» 4750
54,5 41,5 107 50,5
0,14 0,138 0,097 0,075
1900 1250 400
23—80 10—65 14—30 3—11
2—11,8 1,4 — 12 5,2-8,2 0,5-3,5
165
тельный короб имеет по всей длине конические насадки
с отверстиями, из которых нагретый воздух вылетает с
большой скоростью, эжектируя при этом отработанный
воздух, обусловливая внутреннюю циркуляцию смеси.
Воздух отсасывается позонно через сборный короб с от-
верстиями, расположенный над распределительным ко-
робом. В первых двух зонах осуществляется замкнутая
рециркуляция с промежуточным подогревом в калори-
фере без выброса отработанного воздуха в атмосферу.
Воздух, отработанный в I зоне, используется во II, из
II зоны воздух поступает в III, после чего удаляется
из сушилки отсасывающим вентилятором. В каждой зо-
не предусматривается подвод наружного воздуха или
воздуха из зоны охлаждения обжигательной печи по
специальному трубопроводу для регулирования пара-
метров агента сушки. Эффективность эжекцир зависит
от правильного подбора вентиляторов и размеров сопел.
По расчетам НИИСтройкерамики [9], для сушилок
ГИКИ диаметры сопел в I и III зонах должны быть
78 мм, а во II зоне — 38 мм.
В табл. 3.6 приведены показатели работы монорель-
совых сушилок для сушки керамических труб, в
табл. 3.7 — процесса сушки санитарно-технических из-
делий (умывальных столов).
Таблица 3.7. Характеристика процесса сушки
умывальных столов в монорельсовых туннельных сушилках
Показатели Сушилка гики Сушилка ГСМ.
Масса Фаянсовая ПолуфарфО'
ров а я
Этапы сушки и их длительность, ч:
подвялка на прикрыше 24 24
» в камере 21
» на рамочках ,24 —
» на стеллажах 48
досушка в туннельной сушилке 17 75
Общая длительность подвялки и суш- ИЗ 120
к и, ч
Влажность изделий, %:
начальная 21.5—22,5 21,5—22
после подвялки на прикрыше 16-17 14-46
» » в камере 8—10
» » на рамочках 11 — 12
» » на стеллажах 2—4
» сушки в туннельной сушилке 0,8—1 1
Температура в сушилке,,. °C 33—40 30—58
Относительная влажность воздуха, % 35—45 20—54
166
Таблица 3.8. Режим сушки умывальников II величины
Относительная влажность, % Длите л ь-
3таны сушки начальная конечная КОСТЬ, ч
Подвялка на гипсовой при- крыше Досушка в туннельной двух- зон ной сушилке: I зона II » 22,3-2 4,5 18,3 а 9 11,6—11 18,3—119 1 1,6— 11 0,.2-0,3 5-5ь5 5-4,5 5— 5,5
Общая длительность по экс- периментальным данным Рекомендуемая общая дли- тельность 15— 15,5 18—24
В НИИСтройкерамики разработан скоростной режим
сушки санитарно-строительных изделий в двухзонной
туннельной сушилке (табл. 3.8).
Проектирование вагонеточных туннельных сушилок
обычно начинают с выбора типа вагонетки, наиболее
подходящей для размещения изделий. Затем графиче-
ским размерным эскизированием определяют емкость
вагонетки £в- Далее по опытным данным определяют
длину туннеля £т, которая должна быть кратной длине
вагонетки Ln с учетом припуска на «раскатку» вагонеток
при их заталкивании в туннель. Следовательно,
£т= (LB -|-0,01) пв, (3.43)
где 0,01—припуск на раскатку вагонеток, м; п?.— количество
вагонеток в туннеле.
Емкость одного туннеля Ет подсчитывают по фор-
муле
£т' ~ £в •
Производительность туннеля составит:
часовая Птч^£т/г;
суточная Щ.с 24 £г/т'>
годовая Пт.г 24 2 £г/т,
где т — длительность сушки, ч; г— количество рабочих дней
сушилки в году.
(3.44)
(3.45)
(3.46)
(3.47)
Количество рабочих туннелей пт.р определяют по
формуле
«т.р = пт/Пт.г, (3.48)
где Лг — заданная годовая производительность сушилки.
Общее количество туннелей пт определяется с учетом
ремонта и чистки части туннелей. Таким образом,
пт^ат р-| - О 3)- (З-49)
Если по расчету пт выражается дробным числом, то
его округляют до ближайшего большего целого числа.
Туннельные конвейерные сушилки применяют пре-
имущественно для сушки мелких изделий — посуды,
изоляторов и т.п. Они являются в полном Смысле слова
сушилками непрерывного действия, так как в них ма-
териал перемещается не через определенные интервалы
времени, как в вагонеточных или монорельсовых сушил-
ках, а непрерывно, что предоставляет определенные
удобства для осуществления непрерывного технологиче-
ского процесса.
На рис. 3.40 показана цепная полочная конвейерная
сушилка. Ее транспортным органом является цепной
конвейер 1 в виде двух параллельно перемещающихся
цепей с прикрепленными к их звеньям полочными люль-
ками 2, на которые укладывают изделия. Цепи могут
двигаться как в горизонтальном, так и в вертикальном
направлении.
Для более четкого распределения воздушных по-
токов по отдельным горизонтам сушилки в ее фирмен-
ном исполнении имелись четыре горизонтальных пере-
городки 5. Однако их коробление и недостаточно жест-
кое крепление приводили к обрывам цепей и авариям, в
связи с чем на некоторых заводах они демонтированы.
Загрузку изделий на люльку 2 производят у окна 4,
выгрузку — через окно 5. Направление движения цепей
таково, что в начале сушки изделия проходят нижние го-
ризонты сушилки, а в конце — верхние. Наружный воз-
дух нагнетается вентилятором 6 в воздуховод 7, подо-
гревается в калорифере 8 и поступает в коллектор Р, от-
куда по вертикальным стоякам 10, расположенным по
обе стороны сушилки, через окна 11 поступает в отдель-
ные зоны сушилки. Отработанный воздух отбирается
снизу вентилятором 12. Тепловая схема сушилки преду-
сматривает возможность рециркуляции отработанных
газов. В большинстве случаев в качестве теплоносителя
168
Рис. 3.40. Цепная
полочная конвейер
ная сушилка
а — продольный раз-
рез; б — поперечны^
разрез; в — план
Рис. 3.41. Конвейерная полочная сушилка типа «Сиена» для круп-
нопустотных керамических камней
а — продольный разрез; б — вид сверху
используется горячий воздух из зоны остывания туннель-
ных печей.
Сушилки такого типа наиболее пригодны в тех слу-
чаях, когда по технологии изделия после сушки подвер-
гаются каким-либо операциям ручной обработки либо
когда при их помощи нужно обслуживать единым транс-
портным устройством несколько этажей производствен-
ного помещения.
Институтом НИИСтройкерамика [22] создана лголеч-
ная конвейерная сушилка для санитарно-строительных
169
изделий, имеющая следующую техническую характерис-
тику: максимальная производительность 260 тыс.
изделий в год, продолжительность сушки 20 ч, скорость
движения цепи 1,2 м/мин, количество люлек 176 с шагом
1,12 м, количество умывальных столов па люльке —6;
габаритные размеры, м: длина 36,4 ширина 2,05, высота
4,61.
170
Рис. 3.42. Цепная конвейерная сушилка для сушки труб
а — труба, навешенная па штангу с тарелью: I— штанга; 2 — тарель; 3—
ограничительное кольцо; б — тепловая схема: /п , II п, IIIп—соответствен-
но зоны подвялочной части конвейера; Ic, II с, Шс—соответственно зоны
сушильной части конвейера; 1 — подтопок; 2 — нагнетающий вентилятор; 3 —
циркуляционные вентиляторы; 4, 6 — соответственно вход и выход труб;
5 — отсасывающий вентилятор; а — аксонометрическая схема блока из двух
сушилок (шекинский завод Кислотоупор); I — подтопок; 2 —.нагнетающий
вентилятор; 3 — циркуляционные вентиляторы; 4 — отсасывающий вентилятор;
5 — глазуровочная установка; г — поперечный разрез: 1 — батарея калориферов;
2 — нагнетающий трубопровод III зоны; 3 — нагнетающий трубопровод II
зоны; 4—отсасывающий трубопровод I и II зон; 5 — отсасывающий венти-
лятор; 6 — паровые трубы; д — отсасывающий трубопровод III зоны
Выгрузка
изделий
Загрузка изделий
Рис. 3.43. Люлечная конвейерная сушилка конструкции НИИСтрой-
керамики
/__вентилятор; 2 — калориферная установка; 3 — окно для подачи и отбора
теплоносителя; 4 — завеса; 5 — пост контроля температуры; 6 — дверь; 7--
конвейер
За рубежом подобные сушилки применяют для скоро-
стной сушки крупнопустотных керамических камней
(рис. 3.41). Сушилка монтируется в непосредственной
близости от ленточного пресса 1, сформованный сырец
укладывается на полки сушилки автоматом 2, а высу
171
шенный перегружается на печные вагонетки на посту 3,
расположенном под сушилкой. По траверсным путям 4
подают порожние и откатывают груженые печные ваго-
нетки. Такая сушилка успешно работает на Норском за-
воде.
Фирма «Морандо Импианти» (Италия) рекомендует
определять продолжительность сушки т, Т, в таких су-
шилках по формуле
т = (3.50)
где Д'— коэффициент, зависящий от сушильных свойств глин,
определяется экспериментальным путем, обычно Д—1~~3; S тол-
щина перегородок в пустотелом камне, см; р — показатель степени,
обычно р—1,5—2.
Практически продолжительность сушки составляет т —
= 1,54-4 ч.
Для сушки керамических канализационных труб ис-
пользуют цепные конвейерные сушилки конструкции Гип-
ростройматериалов (рис. 3.42). Трубы сушатся в верти-
кальном положении на специальных подвесках (рис. 3.
42,а). Цепи в сушилке перемещаются зигзагообразно,
изменяя направление движения на 180° посредством
обводных звездочек. Рабочая камера сушилки разделена
перегородками на пять тепловых зон. В каждую зону вы-
ходят двери торцовых стен камер. Внизу каждой зоны
устроены подающий и отсасывающий каналы, разделен-
ные стенками и перекрытые дырчатыми плитами. По этим
каналам теплоноситель последовательно'перекачивается
циркуляционными вентиляторами из одной зоны в дру-
гую. Температура в зоне II должна быть не ниже 55—
60°С, что обеспечивает сушку труб до остаточной влаж-
ности не более 1,5%. Брак труб при сушке не превышает
2-3%.
Аналогичные сушилки спроектированы Гипрострой-
материалами для сушки санитарно-строительных изде-
лий на люльках. Характеристики цепных конвейерных
сушилок Гипростройматериалов приведены в табл.3.9.
В 1977 г. Лобненский завод строительного фарфора по
проекту НИИСтройкерамики освоил новую конструкцию
люлечной конвейерной сушилки для сушки санитарно-
керамических изделий (рис. 3.43), работающую в комп-
лексе с литейно-подвялочным конвейером СМ-462. Ее
рабочая камера условно разделена на три зоны — левую,
среднюю и правую, образующие три канала, по которым
последовательно перемещаются люльки с изделиями.
172
'Таблица 3.9. Характеристика цепных конвейерных
сушилок Гипростройматериалов
Показатели
Сушка
труб диаметром, мм
глазу ров j кого фа >i оса
130—250 ЗОН -500
Производительность, т/год
Производительность по вла-
ге, кг/ч
Влажность изделий,, %:
начальная
конечная
Длительность сушки, ч
Начальная температура воз-
духа, °C
Начальное влагосодержание
воздуха, г/кг
Удельный расход теплоты,
кДж/кг влаги
То же, воздуха, кг/кг влаги
Скорость конвейера, м/мин
14285 1700 18420 2200' 33
19 19 5
2 2 0,5
24 36 0,33
150 150 150
10 Ii0 10
943,0 9430 8100
61,5 62„3( 52,3
1,365
Таблица 3.10. Распределение температуры в рабочей
камере сушилки
Канал Позиция (люлька) Температура в капало, °C
вверху внизу
Правый 5 46—,52 37—40
16 49—52 38—41
21 50—<52 38—41
3i9 60—62 53—57
Средний 20—,22 t 56—63
Левый 2 73—78 65—69
17 67—72 70к—72
35 66—68 80—84
40 78—80 78—80'
Теплоносителем является воздух, нагреваемый до 75—
80°С в трех калориферах марки КФБ № 10. Воздух наг-
нетается в калориферы центробежным вентилятором.
Нагретый воздух поступает в рабочую камеру сушилки
через отверстия в нижних панелях ограждения правого
канала. Скорость воздуха в каналах поддерживается
постоянной. Распределение температур по длине и высо-
те рабочей камеры приведено в табл. 3.10.
173
Техническая характеристика люлечной
конвейерной сушилки НИИСтройкерамики
Производительность . ........................ 600 шт. в сме-
ну
Общая длина сушильной камеры................. 108 м
Шаг между подвесками ...............ч . . . 1„2 м
Количество люлек ............................. 175 шт.
Скорость движения цепи....................... 15 м/ч
Избыточное давление пара в калорифер ;х . . . 0,3 МПа
Производительность псиных конвейерных сушилок
Пч, шт/ч, рассчитывают по формуле
Пч LK пл пп/т, (3.51)
где LK — длина цепи конвейера в сушилке, м; т — длительность
сушки, ч; пл— количество люлек на 1 м цепи; //и — количество из-
делий на одной люльке.
£к и пл определяют по формуле
Lk/60t, (3.52)
где (Ок — скорость конвейерной цепи, м/мин.
пл вычисляют по формуле
пл = ЦШ, (3.53)
где Ш — шаг люлек, м.
После подстановки (3.52) и (3.53) в формулу (3.51)
получим
Пи = 60 <ок n„/ZZZ. (3.54)
На некоторых заводах для сушки санитарно-керами-
ческих изделий установлены кареточные сушилки кон-
струкции Гипростройматериалов (рис.3.44). Рабочая
камера сушилки шестиярусная прямоугольной формы.
Тепловыми являются пять верхних ярусов, а нижний
ярус используют для возврата порожних карегок к месту
загрузки. Ярусы разделены между собой сплошными пе-
регородками и работают автономно по принципу противо-
точной двухзонной сушилки. Теплоносителем является
воздух, подогреваемый в паровых калориферах. Его от-
носительную влажность увеличивают рециркуляцией
отработанного воздуха и подачей острого пара. Механиз-
мы загрузки и разгрузки имеют гидроцилиндры, переме-
щающие каретки по заданной программе на каждый
ярус, и толкатели, двигающие вагонетки вдоль яруса. На
каждой каретке устанавливают по два изделия на под-
донах. Один ярус вмещает 50 кареток. При сушке уни-
тазов начальная температура воздуха, поступающего в
174
Выгрузка
-----
изделий
Рис. 3.44. Схема универсальной кареточной сушилки СУ-2
/ — вентилятор; 2 — калориферная установка; 3 шибер
сушилку, t\ = 100~120°С. Конечная влажность высушен-
ных изделий 1 %. Продолжительность сушки унитазов
24 ч. Ритм загрузки-выгрузки 4,3 мин. Удельный расход
теплоты 8400 кДж/кг испаренной влаги. Годовая произ-
водительность сушилки 200—220 тыс. унитазов.
Параметры теплоносителя в кареточной сушилке СУ-2
при сушке умывальных столов приведены в табл.3.11.
Таблица 3.11. Параметры теплоносителя в кареточной сушилке
СУ-2 при сушке умывальных столов
Параметры
I зона
II зона
Температура воздуха, °C:
на входе
на выходе
внутри сушилки
Относительная влажность, %:
на входе
на выходе
Скорость, м/с
45—5|5
25—35
27—3,2.
85
35—45
40—>85
50—60
40—50
2.5
Продолжительность сушки умывальных столов 18—
25 ч. Остаточная влажность высушенных изделий 0,5—
1%. Единовременная емкость сушилки 350 шт., годовая
производительность 200 тыс. изделий.
В НИИСтройкерамике лабораторным путем разра-
ботаны скоростные режимы сушки при сопловом обдуве
изделий общей продолжительностью: для унитазов—4,
умывальных столов — 2,4 и ванн — 72 ч.
Длительная эксплуатация кареточных сушилок выя-
вила их существенные недостатки: трудность обслужива-
ния сложной механической части сушилки и относитель-
но высокий процент боя полуфабриката. В связи с этим
их налечастся заменить конвейерными люлечиыми су-
шилками конструкции НИИСтройкерамики.
175
Щелевые сушилки. По принципу действия щелевые
сушилки по существу также являются конвейерными, но
поскольку активная высота их рабочей камеры в нес-
колько раз меньше ширины, то их выделяют в особую
группу. Транспортирующими органами щелевых сушилок
являются ленточно-сетчатые и роликовые конвейеры.
Ленточно-сетчатые сушилки на керамических заводах
начали применять сравнительно недавно для сушки кера-
мических плиток. Их достоинствами являются полная
непрерывность работы и возможность включения в ка-
честве составного звена в конвейерные линии по произ-
водству данного вида изделий. Последнее обстоятельство
и обусловило начало их интенсивного внедрения.
Устройство ленточно-сетчатой сушилки для керамиче-
ских плиток показано на рис. 3.45. Лентой транспортера
является сетчатое полотно /, рабочая ветвь которого про-
ходит через туннель 2, а холостая огибает систему бара-
банов (натяжных и приводного ) вне рабочего простран-
ства сушилки. Обогревается она панельными горелками
4, расположенными под углом друг к другу и образующи-
ми потолок рабочей части туннеля. Плитки с прессов ав-
томатически поступают на сетчатое полотно шириной 1,1 м
и располагаются на нем рядами по шесть плиток в каждом.
Передвигаясь на полотне со скоростью 0,028 м/с, плитки
проходят через рабочую зону, оборудованную 11 парами
горелок, установленными на расстоянии 250 мм от тран-
спортера. Панель 3 каждой горелки собрана из 20 дырча-
тых керамических плиток размером 45X65X14 мм с
860 отверстиями диаметром 1,3 мм. Излучающая поверх-
ность горелки 0,06 м2. К горелкам подводится под давле-
нием 0,05 МПа природный газ, сгорающий в отверстиях
перфорированных плиток. Тепловая нагрузка горелки
составляет 55—70 кДж на 1 см2 плитки. Панель горелки
при сгорании газа нагревается до 800—850°С и излучает
теплоту па поверхность высушиваемого материала. От-
ходящие газы удаляются в атмосферу через коллекторб.
Для сушки облицовочных плиток сушилка имеет дли-
ну 18 м. Длительность сушки 8,2 мин, производительность
86 м2/ч. Для сушки плиток для полов используются ана-
логичные сушилки длиной 70 м. Продолжительность суш-
ки 20 мни.
Однорядная по высоте сушка плиток в шелевых су-
шилках обусловила возможность использования скорост-
ных режимов, осуществления полной механизации про-
176
о
0м
177
цессов обслуживания сушилки и автоматизации управле-
ния тепловым процессом.
Институтом НИИСтройксрамика создано более 15
конструкций щелевых конвейерных сушилок производи-
тельностью от 200 тыс. до 1 млн. м2 плиток в год с ленточ-
но-сетчатыми или роликовыми конвейерами, с отоплени-
ем природным газом, мазутом или электричеством.
Сушилки — секционные. Устанавливают секции с разры-
вом или без разрывов между ними. Каждая секция пред-
ставляет собой каркас, обшитый снаружи стальными лис-
тами и футерованный изнутри теплоизоляционными ма-
териалами. Природный газ сжигают в микрофакельных
горелках, устанавливаемых под конвейером, либо в ин-
жекционных горелках с излучающими насадками, распо-
лагаемыми над конвейером. Электронагреватели уста-
навливают с обеих сторон конвейера. При установке сек-
ций с разрывами отработанный теплоноситель отбира-
ют из каждой секции. При сквозном размещении секций
отработанный теплоноситель отбирают сосредоточенно в
середине рабочей камеры сушилки. Как правило, щеле-
вые сушилки включают в комплекс автоматизированной
линии для прессования, сушки, глазурования и обжига
плиток. В этом случае рекомендуется сушка плиток толь-
ко отбросной теплотой щелевых печей [22].
В щелевых сушилках плитки сушат до конечной
влажности не выше 1%. В зависимости от вида и толщи-
ны плиток продолжительность сушки составляет 9—
62 мин. Температура в рабочей камере 210—300°С. Удель-
ный расход теплоты 6080—8500 кДж/кг испаренной вла-
ги.
Ленточно-сетчатые сушилки применяют в основном
для сушки мелких плиток — коврово-мозаичных и типа
«кабанчик». Для производства более крупных плиток
проектируют и сооружают автоматизированные линии с
роликовыми щелевыми сушилками. Например, ролико-
вая щелевая сушилка в составе автоматизированной
линии ЛКРГП-500 (СМК-132) для производства облицо-
вочных глазурованных плиток размером 150X150 мм
состоит из двух одинаковых секций длиной по 4,5 и ши-
ри но ii рабочего капала 1,15 м. Они установлены с разры-
вом 0,75 м друг от друга. Ограждающие конструкции ра-
бочей камеры сушилки представляют собой металличес-
кий! каркас, облицованный снаружи двухмиллиметро-
вым стальным листом. Стены камеры толщиной 250 мм
178
выложены из пенодиатомового и шамотного легковесного
кирпича ШЛБ-06. Под камеры выстлан пенодиатомовым
кирпичом, поверх которого уложен нормальный шамот-
ный кирпич. Камера перекрыта четырехмиллиметровым
t стальным листом, на который уложены минераловатные
плиты, закрытые кожухом. В стенах камеры с обеих сто-
рон находятся дверцы для очистки пода.
Транспортный орган сушилки — роликовый конвейер,
приводимый в движение посекционно цепью, расположен-
, ной с одной стороны. Диаметр ролика 32, длина 2200,
шаг 70 мм. Скорость роликового конвейера 1,6 м/мин.
Каждая секция сушилки снабжена шестью инжекци-
онными газовыми горелками Ф15/1, установленными под
роликовым конвейером с двух сторон в шахматном по-
1 рядке по всей длине секции. Горелки оканчиваются труб-
чатыми насадками. Теплопроизводительность горелок
покрывает всю потребность сушилки в теплоте. Кроме то-
го, сушилка имеет систему для подачи горячих газов от
печи, также покрывающих потребность сушилки в тепло-
те.
Отработанные газы удаляются проложенным по оси
секции вентиляционным коллектором с двумя вытяжны-
ми насадками в торцах секций. Насадки расположены
горизонтально и перпендикулярно коллектору. Коллек-
> тор каждой секции трубопроводом с регулирующей за-
слонкой подключен к вытяжному вентилятору. Для рав-
номерного отбора газов в отводах коллекторов к первой
по ходу насадке установлена диафрагма. Каждая секция
подключена отдельным трубопроводом и заслонкой к
• вентилятору Ц4-70 № 5 (п= 1430 об/мин, Q = 6000 м3/ч,
77 = 75 Па).
Производительность сушилки 500 тыс. м2 плиток в год
или 79,5 м2/ч. Продолжительность сушки 9 мин. Тем-
пература в сушилке возрастает от 200 до 300°С. Удель-
ный расход теплоты 5030 кДж на 1 кг испаренной влаги.
На МКСМ в составе советско-итальянской автомати-
зированной линии по производству керамических плиток
эксплуатируется вертикальная полочная сушилка для
сушки обшцовочных глазурованных плиток. Ес рабочей
камерой является вертикальная башня прямоугольного
сечения высотой 11 м, внутри которой расположен цеп-
ной пол )чный конвейер с вертикальным перемещением
* полок. Ча каждой полке размещается четыре плитки.
Продолжительность сушки 30 мин. Емкость сушилки
179
Н
обеспечивает 4-часовую работу автоматизированной ли-
нии производительностью 100 м2/ч.
Проведены успешные промышленные опыты по ско-
ростной сушке кирпича полусухого прессования в одно-
рядных роликовых сушилках, и ведутся разработки по
их использованию для сушки кислотостойкого кирпича.
Производительность щелевых сушилок П, шт/ч, оп-
ределяют по формуле
П —60Ьл/т, (3.55)
где Ьл—длина тягового органа конвейера в рабочей части су-
шилки, м; т — длительность сушки, мин; ни — количество изделий,
укладываемых на 1 м конвейера.
3.5. Виды теплоносителей для сушки керамических
материалов и изделий
Теплоносителями в сушилках служат подогретый
воздух и дымовые газы. Для подогрева воздуха исполь-
зуют паровые и огневые калориферы. Для сушки воз-
можно также применение воздуха, нагретого в зоне ос-
тывания обжигательных печей. Дымовые газы для суш-
ки получают сжиганием топлива в специальных топках,
называемых в сушильной технике подтопками, исполь-
зуют также дымовые (отходящие) газы обжигательных
печей.
В паровых калориферах, серийно выпускаемых в
СССР, рабочее давление пара не превышает 0,6 МПа,
что ограничивает нагревание воздуха до 100—110°С.
В специальных калориферах, работающих на паре дав-
лением до 1,2 МПа, удается нагревать воздух до 150°С,
однако эксплуатация таких калориферов вызывает су-
щественные трудности. Коэффициент полезного действия
паровых калориферов составляет 70—80%. В огневых
калориферах достигаются более высокие температуры
подогрева воздуха, чем в паровых. Огневые калориферы
выполняются стальными и чугунными. Максимальная
температура газов на входе в стальные калориферы со-
ставляет 600°С, в чугунные —до 1000°С. Однако они
более громоздки и нестабильны по тепловой производи-
тельности. Вследствие засорения уносами и сажей, со-
держащимися в дымовых газах, рабочие поверхности
огневых калориферов быстро загрязняются и их теп-
ловая производительность падает. Относительно ста-
бильно огневые калориферы работают на продуктах го-
рения, полученных от сжигания природного газа. При
180
сжигании в калориферных топках антрацита, каменных
и в особенности бурых углей уносы в дымовых газах
велики, и эксплуатация огневых калориферов в этом
случае вызывает большие неудобства и становится не-
выгодной.
Нагретый воздух, отбираемый из зоны остывания об-
жигательных печей, является относительно чистым
теплоносителем, хотя и содержит незначительные при-
меси дымовых газов, увлекаемых из зоны обжига и
уносов в случае сжигания твердого топлива непосредст-
венно на обжигаемом материале. Температура нагретого
воздуха может достигать 300аС, чего весьма трудно до-
стичь в паровых и даже в огневых калориферах. Влаго-
содержание воздуха, нагретого в калориферах, а также
в зоне остывания обжигательных печей, практически со-
ответствует влагосодержаиию наружного воздуха, ко-
торое находится по климатологическим таблицам.
Топочные дымовые газы, используемые в качестве
теплоносителя, могут быть получены сжиганием природ-
ного газа, мазута и различного вида углей. Теплоноси-
тель, полученный в результате сжигания природного
газа, практически не содержит механических примесей
и продуктов химического недожога. При сжигании при-
родного газа с коэффициентом избытка воздуха «=1,1
влагосодержание топочных газов составляет примерно
dT= 135—140 г/кг сухих газов, влагосодержание тепло-
носителя, полученного их разбавлением, составляет
примерно 15 г/кг сухих газов в зимнее время и около
20 г/кг в летний период.
Дымовые газы, полученные сжиганием мазута, обыч-
но содержат некоторое количество оксида углерода и
водорода, а также сажи. Влагосодержание их составля-
ет примерно dr—704-75 г/кг сухих газов. Влагосодер-
жание теплоносителя, полученного смешением таких га-
зов с атмосферным воздухом, составит примерно 7 и
15 г/кг сухих газов (соответственно для зимнего и лет-
него периодов).
Топочные газы, полученные сжиганием антрацита,
характеризуются наличием значительного количества
'носов и продуктов химического недожога. Уносы по-
тепенно засоряют газоходные каналы, нарушая работу
сушилки, осаждаются на высушиваемых изделиях, за-
1рязняя их поверхность и ухудшая санитарные условия
работы. Влагосодержание топочных газов при сжигании
181
S
антрацита составляет примерно 15—20 г/кг сухих газов,
а влагосодержание теплоносителя, полученного на их
основе, 3 12 г/кг.
Еще худшими показателями обладает теплоноситель,
получаемый путем смешения атмосферного воздуха и
топочных газов от сжигания бурых углей. Последние со-
держат большое количество уносов и сернистых при-
месей, являющихся вредными для металлических ча-
стей сушилок и здоровья рабочих. Влагосодержание
топочных газов от сжигания бурых углей составляет
70—75 г/кг сухих газов, а теплоносителя, полученного
на их основе,— 15—20 г/кг.
Отходящие дымовые газы обжигательных печей ха-
рактеризуются относительно невысокой температурой и
повышенным влагосодержанием. Температура их обыч-
но составляет 80—100°С и редко повышается до 130°С.
Влагосодержание отходящих дымовых газов зависит от
вида и влажности сжигаемого топлива и от влажности
обжигаемого материала. При обжиге кирпича в туннель-
ных кирпичеобжигательных печах влагосодержание от-
ходящих газов доставляет 30—40 г/кг сухих газов, а для
других видов керамического производства — 20—ЗОг/кг.
Несомненное преимущество отходящих дымовых га-
зов перед топочными — повышенная степень их механи-
ческой чистоты. Насадка обжигаемого материала, через
которую проходят дымовые газы, является прекрасным
фильтром, очищающим их от уносов.
При выборе теплоносителя для сушилки нужно в
каждом конкретном случае учитывать требования,
предъявляемые к высушиваемому материалу, реальные
возможности обеспечения производства определенными
видами топлива и наличные источники отходящей теп-
лоты. При сушке сыпучих и кусковых материалов в су-
шильных барабанах в качестве теплоносителя использу-
ются топочные газы, так как в этом случае нужен тепло-
носитель с относительно высокой температурой (600—
800°С), которую возможно получить только при непос-
редственном сжигании топлива. Присушке изделий сте-
новой керамики целесообразно в максимально возмож-
ной степени применять отходящие газы обжигательных
печей, почти не содержащие уносов, являющиеся да-
ровым источником теплоты. Топочные газы при этом не-
обходимо использовать лишь для восполнения разрыва
между расходом
теплоты на сушку и поступлением теп-
лоты отходящих печных газов.
182
Подогрев воздуха в огневых калориферах для сушки
изделии стеновой керамики неэкономичен. Подобные
установки в практике себя не оправдали и были демон-
тированы. Подогрев в паровых калориферах для этой
же цели оправдывает себя лишь в том случае, когда
имеется возможность использования отбросного пара
л.!и когда топливом служат бурые угли, при сжигании
которых топочные газы засорены большим количеством
уносов.
При сушке изделии, к чистоте поверхностей которых
предъявляются повышенные требования (фасадные ма-
териалы, сырец, подлежащий последующему глазуро-
ванию, и т.п.), необходимо прежде всего использовать
теплый воздух из зоны остывания обжигательных печей.
Если такая возможность исключена по компоновочным
или другим соображениям, то в качестве теплоносителя
можно использовать продукты горения от сжигания
природного газа. На таком теплоносителе работают не-
которые конвейерные сушилки для сушки облицовочной
глазурованной плитки. При отсутствии природного газа
такие изделия сушат воздухом, подогретым в паровых
калориферах, и лишь в отдельных случаях, исключаю-
щих по каким-либо причинам применение паровых кало-
риферов, в огневых калориферах, работающих на ма-
зуте или на угле.
ГЛАВА 4. ТЕПЛОВЫЕ РАСЧЕТЫ
СУШИЛЬНЫХ УСТАНОВОК
Сушилка может работать с нужной производи-
тельностью и высушивать материал до заданной влаж-
ности лишь в том случае, когда в нее подают доста-
точное количество теплоты и теплоносителя. Поэтому
каждый специалист, проектирующий, налаживающий
или обслуживающий сушильную установку, должен
уметь рассчитать расход теплоты и теплоносителя1 на
сушку.
Первая стадия такого расчета - составление мате-
риального баланса процесса сушки.
1 В дшльнепшем для удобства будем теплоноситель услювно на-
зывать воздухом, памятуя о том, что ото понятие распространяется
и па газовоздушныс смеси, используемые в качестве теплоносителя.
183
4.1. Материальный баланс процесса сушки
Материальным балансом называют уравнение, вы-
ражающее закон сохранения массы вещества примени-
тельно к данному процессу. Такое уравнение может
быть выражено алгебраически, таблично и графически.
В рабочую камеру сушилки поступают влажный ма-
териал, состоящий из абсолютно сухой части и влаги, и
воздух, который в общем случае состоит также из абсо-
лютно сухой части и водяных паров. Эти составные
части, именуемые статьями баланса, составляют его
приходную часть. Расходная часть баланса состоит из
следующих статей: высушенного материала, включаю-
щего в общем случае абсолютно сухую его часть и оста-
точную влагу, и отработанного влажного воздуха. Если
в процессе сушки нет уноса материала с отработанным
воздухом и нет утечки воздуха за пределы рабочей ка-
меры сушилки, то массы абсолютно сухого материала и
сухой части воздуха в процессе сушки остаются неиз-
менными.
Составим уравнение материального баланса для та-
кого процесса. Примем обозначения (кг/ч):
Gi — масса влажного материала, поступающего в сушилку;
Gc— масса абсолютно сухой части материала; GBJIi— масса
влаги, содержащейся в загруженном в сушилку материале; GBi —
масса воздуха, поступающего в сушилку; GCn— масса сухой части
воздуха, поступающего в сушилку; Gb.H|—масса, водяных паров,
содержащихся в воздухе, поступающем в сушилку; G2.— масса вы-
сушенного материала, выгружаемого из сушилки/GB .J, — масса ос-
таточной влаги в материале; б?вз—масса отработанного влажного
воздуха; Gb.ii2 — масса водяных паров в отработанном воздухе.
Тогда материальный баланс выразится уравнением
Gi + Gb1-G2 + Gb2. (4.1)
Имея в виду, что
Gx _ бвл ] -1 - Gc,
^в1 " ^с. в Т Gn н|,
Gi Gc | Gbj12 и Gb2 gc.b + Св.п2> можем написать
+ 6ВЛ1 + Gc.B + ^вп! GC + Т У GB<n2 . (4.2)
Сокращая одноименные члены в левой и правой частях
уравнения (4.2), получим
+ ^в.и1 “ : ^вл2 4“ Gq п2 (4.3)
ИЛИ
^в.п2 ^в.п1* (4.4)
184
Уравнение (4.4) показывает, что вся влага, испаряемая
из высушиваемого материала, поглощается воздухом.
Масса испаренной из материала влаги составит:
А б?вл = — С>, (4-5)
откуда (7i i А6'В11 (4.6)
или Gc бвл1 — Gc -|- ^ш12 4“ А ^вл (4.7)
Уравнение (4.7) и является конечным уравнением ма-
териального баланса процесса сушки.
При составлении баланса в виде таблицы уравнение
(4.7) можно выразить по следующей форме (табл. 4.1).
Таблица 4.1. Материальный баланс процесса сушки
Статья баланса
Количество,
кг
Статья баланса
Количество,
кг
Приходная
часть
Абсолютно сухой
материал
Влага материала
Расходная часть
Абсолютно сухой ма-
тер и а л
Остаточная влага
Испаренная влага
Итого
Итого
Обозначая через 1^аб1 и Wa62 абсолютные влажности
(%) материала соответственно загружаемого и выгру-
жаемого из сушилки, можно на основании (4.5) написать
формулу производительности сушилки по испаряемой
влаге:
п№. = 0,01 lTa61Gc- 0,001 Габ26с (4.8)
ИЛИ
П^ = 0,010с (№аб1 - Габ2).
(4.9)
Пели влажность материала выражена в процентах к относитель-
ной влажности, то ее можно пересчитать в абсолютную по урав-
нению (2. И). Производительность сушилки, как и все остальные
величины материального баланса, может быть выражена в кг на
1 цикл работы камеры или на 1 ч работы сушилки. Первую размер-
ность используют чаще всего при расчете сушилок периодического
действия, а вторую — для сушилок непрерывного действия. Важно
твердо усвоить, что все статьи баланса должны рассчитываться в
одной и Toil же принятой размерное]и.
Следующий этап расчета сушильной установки — оп-
ределение удельных расходов теплоты и воздуха на суш-
ку. Эти величины могут определяться аналитическим и
графическим методами.
185
4.2. Аналитический расчет удельных расходов
теплоты и воздуха на сушку
Вспомним некоторые характеристики влажного воздуха, имею-
щие практическое значение при расчетах удельных расходов теп-
лоты и воздуха на сушку.
Клагосодержанаем воздуха называют массу водяных паров
(в граммдх), приходящуюся на 1 кг сухого воздуха; обознача-
ется d.
Относительная влажность воздуха характеризует степень насы-
щения воздуха водяными нарами. Обозначается буквой (р, выража-
ется в % (иногда в долях единицы). При д, —0 воздух является аб-
солютно сухим, при д—100% воздух достигает полного (предель-
ного) насыщения. По своему физическому смыслу относительная
влажность воздуха выражает отношение влагосодержания воздуха
при данной его температуре Ж тому влагосодержаиию, которое воз-
дух может иметь при той же температуре и полном насыщении1.
Следовательно,
<р =- . 100 %. (4.10)
^шах
Точка росы — температура, до которой нужно охладить ненасы-
щенный воздух, чтобы он стал насыщенным.
Теплосодержанием (энтальпией) воздуха называют количество
теплоты, которым обладают суммарно 1 кг сухого воздуха и содер-
жащиеся в нем водяные .пары. Обозначается буквой I, кДж/кг
сухого воздуха.
Численные величины I и d для воздуха с различными t и ср
приведены в справочниках.
Теоретический процесс сушки2. Расчетная схема про-
стейшего сушильного процесса приведена на рис. 4.1.
Наружный воздух с параметрами /0, /о, do, фо засасыва-
ется нагнетающим вентилятором Вн и подается в кало-
рифер К, в котором он нагревается и выходит с парамет-
рами /], /1, t/i, фь Далее нагретый воздух направляется в
рабочую камеру сушилки Рк, где он омывает материал,
поступающий с начальной влажностью IFi в рабочую ка-
меру и покидающий ее с конечной влажностью У72. Отра-
ботанный воздух с параметрами /2, h, d2, tp2 выбрасы-
вается в атмосферу отсасывающим вентилятором В()Т.
В данной схеме рассмотрен случай, когда воздух нагре-
вается в огневом, паровом или электрическом жалори-
1 Заметим, что по следует никогда путать относительную влаж-
шд г п воздуха с относительной влажнос тью! материала. Эти понятия
не имеют между собой ничего общего.
При 1 сореI ичсском процессе теплота подогретого воздуха рас-
ходуется исключительно на йена рейне влаги из материала! с началь-
ной iCMiiepaiypon ОС, а потерей является только теплота отрабо-
танного влажного воздуха.
186
Рис. 4.1. Схема простейшего сушильного процесса
фере за счет теплоотдачи поверхностей нагрева, не сме-
шиваясь с паром или дымовыми газами, являющимися
теплоносителями для самого калорифера.
При этом условии параметры воздуха, проходящего
по пути, показанному на рис. 4.1, будут изменяться сле-
дующим образом. После калорифера температура и
теплосодержание воздуха, естественно, увеличатся (^i>
Д>/о) и Влагосодержание воздуха останется не-
изменным (<^i = do), так как масса влаги, содержащейся
в воздухе, в результате нагрева меняться не может. От-
носительная влажность воздуха уменьшится (ф1<фо),
так как с повышением температуры при неизменном
влагосодержаний степень влагонасыщения воздуха па-
дает. Это вполне понятно, так как пароемкость воздуха
(т. е. d при ф=100%) возрастает с увеличением темпе-
ратуры. Следовательно, в формуле (4.10) возрастает
знаменатель, что и обусловливает уменьшение относи-
тельной влажности воздуха.
В рабочей камере сушилки нагретый воздух взаимо-
действует с влажным материалом. При этом влага из
материала испаряется, образовавшиеся при этом водя-
ные пары смешиваются с воздухом, увеличивая его влаго-
содержаннс. Таким образом, влагосодержаиие п относи-
тельная влажность воздуха увеличиваются (^2>^1 и
ф2>ф1), температура воздуха уменьшается (/2<Л), по
его теплосодержание (теоретически) остается неизмен-
ным и вот почему.
Рассмотрим баланс теплоты, отнесенный к 1 кг сухо-
го воздуха. Предположим, что материал с температурой
поступает в сушилку, а воздух, поступающий в ра-
бочую камеру сушилки, имеет температуру /1 = 150°С и
влагосодержание rfi~33,01 г/кг. При этом по справоч-
ным таблицам находим, что при указанных параметрах
187
Л д
Рис. 4.2. Изменение тепло- и
влагосодержаний воздуха в те-
оретическом процессе сушки
а — начальное теплосодержание
подогретого воздуха; б — конечное
теплосодержание отработанного
воздуха; в—начальная масса по-
догретого воздуха; г — конечная
масса отработанного воздуха
теплосодержание воздуха
Ц = 243 кДж/кг, а отно-
сительная влажность ф1 =
== 5%. Указанное тепло-
содержание воздуха скла-
дывается из теплосодер-
жания его сухой части
/с1 и количества теплоты,
заключенного в его водя-
ных парах:
^С1 + Лз . Ill »
Теплосодержание 1 кг сухого воздуха Ли, кДж/кг,
может быть подсчитано по формуле
С1 ' ^i,
где св — теплоемкость по массе сухого воздуха, равная округ-
ленно 1,05 кДж/(кг-°С).
Следовательно, /ci = 1,05-150—151.
Количество теплоты, заключенное в водяных парах,
содержащихся в 1 кг сухого воздуха, /в.п1, определяют
по формуле
7в.п1= 0,001^ (л + св п /х),
где г — скрытая теплота парообразования, г —2490 кДж/кг;
Св.и--теплоемкость водяного пара, округленно сип= 1,565 кДж/
/0<г-°С); :/п.п = 0,001-33,01 (2490+1,565-150)—92,2 кДж/кг сухого)
воздуха.
Диаграмма теплосодержания воздуха, поступающего
в рабочую камеру сушилки, приведена на рис. 4.2.
Допустим, что температура воздуха, покидающего
рабочую камеру сушилки, /2 = 50°С. Тогда теплосодер-
жание сухой части воздуха /с, кДж/кг, покидающего су-
шилку, составит:
/с = 1,05-50 = 62,5.
Следовательно, сухая часть воздуха отдает материалу
теплоту А/с, кДж, равную:
Д /с-= 151 —62,5 — 88,5.
188
Водяные пары, которые содержались в воздухе, по-
ступавшем в рабочую камеру, охлаждаясь с /1 = 150°С
до /2:=50оС, сохраняют остаточное количество теплоты
/в.п2, кДж/кг сухого воздуха, равное:
;в.п2 =0,001-33,01 (2490 + 1,565-50) =85,5,
и отдадут материалу теплоту Д/В.п2, кДж, равную:
А /в П2 ~ 92 j 2 “ > 5 = 6,7 .
Всего материалу будет отдано теплоты Д/, кДж/кг су-
хого воздуха,
Д/ = 88,5 + 6,7 = 92,5.
При теоретическом процессе сушки эта теплота цели-
ком расходуется на испарение влаги из материала. Но-
сителем теплоты /в.п2 будет водяной пар, образовав-
шийся при испарении влаги из изделия. Таким образом,
общее теплосодержание пара в отработанном воздухе
/в.п2, кДж/кг сухого воздуха, возрастет и составит:
/В1П2> 85,5 + 92,5 = 178.
Теплосодержание 1 кг пара, кДж/кг, при /2 = 50°С со-
ставляет:
i — 2490 + 1,565-50 = 2585.
Следовательно, количество влаги ДОВЛ, кг, испаряе-
мое из материала за счет переданной ему при сушке теп-
лоты, составит:
А 6ВЛ = 92,5/2585 = 0,0413;
прирост влагосодержания Ad, г/кг сухого воздуха, будет
равен:
A d 41,3;
полное влагосодержание отработанного воздуха d2, г/кг
сухого воздуха, составит:
= 33,01 + 41,3 = 74,31.
Диаграммы (см. рис. 4.2) показывают, что масса су-
хого воздуха в паровоздушной смеси GC.B остается не-
изменной, а влагосодержание воздуха возрастает с 33,01
до 74,31 г/кг заснет присадки водяных паров, образовав-
шихся при испарении влаги из материала (ДОВл =
= 41,3 г/кг). Теплосодержание влажного воздуха, т. е.
паровоздушной смеси, в процессе сушки не меняется.
189
Происходит лишь перераспределение теплосодержаний
между сухой частью и водяными парами смеси. За счет
снижения теплосодержания сухого воздуха (в основном)
с 151 до 62,5 'кДж/кг возрастает теплосодержание водя-
ных паров с 92,2 до 178 кДж/кг. Общее же теплосодер-
жание паровоздушной смеси (243 кДж/кг) в процессе
сушки не меняется. Такое соотношение действительно
лишь при теоретическом процессе сушки.
В процессе сушки 1 кг сухого воздуха уносит d%—d\
влаги, испаряемой из материала. Для того чтобы из ма-
териала испарить 1 кг (1000 г) влаги, очевидно, нужно
израсходовать I кг сухого воздуха,
/ = iooo/(d2 —<й) (4.11)
или, принимая во внимание, что при нагревании в кало-
рифере йо='^ь
I = 1000/(d2 — ^). (4.12)
Расход наружного воздуха 1\ с влагосодержанием d$,
принимая во внимание, что do—rfi, определится при тео-
ретическом процессе сушки выражением
t ' 1 +0,001
к = /о (I + 0,001 d0) - 1000 ----- . (4.13)
+ —
Формула (4.13) является основной для определения
удельного расхода воздуха, т. е. расхода на 1 кг испа-
ренной влаги.
Удельный расход теплоты qm.if кДж/кг испаренной
влаги, при теоретическом процессе сушки может быть
определен исходя из следующих соображений. Для на-
гревания в калорифере /, кг воздуха от /о до t\ нужно
затратить теплоты
7ок — / (/1 — /о) (4. 14)
ИЛИ
/ + (/1 — Л)), (4.15)
где Ск.в — теплоемкость влажного воздуха, кЦж/(кг-°С) Citll —
—1,05+0,001565г/(). М 7
Тогда
- (1I- 0,001565 +) (/, - +,). (4.16)
Но в силу того, что при теоретическом процессе сушки
/1 = ^2, должно выполняться условие
</„ I (/, i0)t (4.17)
1Де </<)- -удельный расход теплоты при теоретическом процессе
сушки, кДж/кг. 1 '
190
с учетом начального теплосодержания влаги материала
Со(Л - Л,) - 01 4,19, (4.18)
где i'lj — температура м a i е р i! а а а, поступающего в сушилку
[теплоемкость воды равна ДН)’ кДш/(кт-°С) |; Д>~(1,(+4-
+0,001565/4) 1,05+0,001565+)
Принимая во внимание уравнение (4.11), можно на-
писать
Coj< 106'J/( +— о'п) |(1,С5 j- 0, 66 1565 /4) /2—•
-- (1 ,о5 i + 6+565+) /J. (4.19)
Уравнение (4.19) содержит два неизвестных d2 и /2.
Они не могут быть выбраны произвольно, так как долж-
ны удовлетворять одному и тому же третьему параметру
ср2. Поэтому уравнение (4.19) приходится решать методом
подбора, подыскивая такое сочетание /2 и d2, при кото-
ром количество теплоты, воспринятое материалом в ре-
зультате охлаждения воздуха от tx до /2, обеспечивает
прирост влагосодержания воздуха от до d2.
Практический (действительный) процесс сушки. Как
уже отмечалось, для теоретического процесса сушки ха-
рактерно наличие лишь одной статьи потери теплоты—
на подогрев отработавшей паровоздушной смеси от t0 до
t2. В действительности же процесс сушки может сопро-
вождаться еще и потерями теплоты на нагрев сухой мас-
сы материала, остаточной влаги в материале, транспорт-
ных устройств и инвентаря (вагонетки, конвейеры, под-
доны и т. п.), потерями теплоты в окружающую среду
вследствие теплообмена через ограждающие конструк-
ции и газообмена через неплотности ограждающих кон-
струкций, на аккумуляцию теплоты ограждающими кон-
струкциями и внутренним оборудованием периодически
действующих сушилок.
С другой стороны, практический процесс сушки мо-
жет отличаться от теоретического еще и тем, что воздух
может получать дополнительную теплоту в самой рабо-
чей камере сушилки сверх того количества теплоты, ко-
торое ему сообщается в калорифере. Как потери, так и
дополнительный приход теплоты должны быть учтены
при расчете удельных расходов воздуха и теплоты для
практического процесса сушки. Обозначим ^пот— сум-
марные потери теплоты, a — добавочный подвод
теплоты, отнесенные к 1 кг испаренной влаги.
Как было показано (см. рис. 4.2), при теоретическом
процессе сушки = поскольку </ПОт —О и <?доб = 0.
191
При практическом процессе сушки <7пот¥=0, поэтому
в общем случае ЛУ=/2 и уравнение теплового баланса
для такого процесса принимает вид
lit + <7до<+Л 19 = I h + <7П0Т/'1 (4.20)
После преобразования получим
(/2-Л) - (4,19 01 + <7доб™£7пот)//. (4.21)
Обозначим превышение дополнительного подвода
теплоты (включая и начальное теплосодержание испаряе-
мой влаги) над потерями через А, тогда
А — 4,19 V)'i - (/дОб Qiiot
И
= Ml, (4.22)
откуда
/2 —/i + А//. (4.23)
При Л>0 l2>h\ при Д<0 /2<Л.
Расчетные уравнения для аналитического определе-
ния расходов воздуха /д и теплоты при практическом
(действительном) процессе сушки имеют вид:
/д = 1000/(d2 — di)\ (4.24)
/д = (1 + 0,001 d0); (4.25)
~ / (/2 /о) + ?пот — (]доб — 4,19 'О'х; (4.26)
^дк-/ (1,005 + 0,00197^) (/1-to), (4.27)
где ^д.к — удельный расход теплоты на нагрев воздуха в кало-
рифере при действительном процессе сушки.
Требование о том, чтобы выбранное d2 (или соответ-
ствующие ему ф2) давало совпадающие результаты для
уравнений (4.26) и (4.27), остается в силе и для практи-
ческого процесса сушки.
Расчет тепловых потерь при практическом процессе
сушки. Отдельные статьи потерь теплоты при практи-
ческом процессе сушки определяются по следующим
уравнениям.
Потери теплоты на остаточный нагрев сухого мате-
риала qi, кДж/кг влаги:
(4.28)
где Gc — масса абсолютно сухого материала, выгружаемого из
сушилки, кг/ч; сс — теплоемкость сухого материала, кДж/(кг-°С);
+ , 1>2 — температуры соответственно загружаемого и выгружаемого
материала из сушилки, °C; I7W—производительность сушилки по
испаряемой влаге, кг/ч.
192
Потери теплоты на нагрев остаточной в материале
влаги г/г, кДж/кг:
Gc ^аб2
ЮОПцг
(4.29)
(^-01) 4,19,
где 117аб г абсолютная влажность выгружаемого из сушилки
материала.
Потери теплоты на нагрев транспортных устройств
и инвентаря возникают только в отношении тех транс-
портных устройств (или той их части), которые перио-
дически перемещаются через рабочую камеру (сушилки.
Устройства, стационарно смонтированные в рабочей ка-
мере сушилки, не обусловливают возникновения данных
тепловых потерь.
Величину указанной потери теплоты q3, кДж/кг ис-
паренной влаги, подсчитывают по следующим формулам:
для непрерывно действующих сушилок
СМ . т 4" , т Д
(^T2“^Tlh
(4.30)
где бм.т и Сд.т — масса соответственно металлических и дере-
вянных частей транспортных устройств, перемещаемых через ра-
бочую камеру сушилки в течение 1 ч; см и сд — теплоемкость соот-
ветственно металла и дерева. С достаточной точностью можно при-
нять см —0,48 и сд = 1,3 кДж/(кг-°С); 'О'т! и 0^2 — температура
транспортных устройств соответственно на входе и выходе из ра-
бочей камеры сушилки;
для периодически действующих сушилок
<7з = [ (GM.T СМ + Сд.т сд) /Д Овл] (^т2-^т1). (4-31)
где бм.т и Од.т — масса соответственно металлических и дере-
вянных частей транспортных устройств, загружаемых в сушильную
камеру за 1 цикл ее работы; Дбвл — масса влаги, испаряемой из
материала за 1 цикл работы сушильной камеры.
Потери теплоты вследствие теплообмена через ограж-
дающие конструкции вычисляют по формуле
<74 = is (FK) (^1Ср — ^oepl/n^, (4.32)
где ЩГК) — сумма произведений площади каждой огражда-
ющей поверхности (стены, перекрытия, двери) на соответствующие
им коэффициенты общей теплопередачи; Zicp — средняя температура
внутри сушилки, которая может быть подсчитана: ^cp=0,5(’/i+f2);
/0 _ температура воздуха вне сушилки, °C.
Площади ограждающих поверхностей подсчитывают
по чертежам, а коэффициенты общей теплопередачи — в
соответствии с общей методикой их вычислений.
7(0,5) Зак. 196
193
Потери теплоты вследствие газообмена через неплот-
ности ограждающих конструкций испаренной
влаги, зависят от аэродинамического режима сушилки
и технического состояния самих ограждающих поверх-
ностей. Поэтому аналитическому расчету они не подда-
ются и учитываются поправочным коэффициентом на
основании опытных данных. В зависимости от степени гаи
зоплотности ограждающих конструкций можно принимать
Чъ ~ (0,1 4-0,2) (4.33)
Потери теплоты, аккумулированной ограждающими
конструкциями и внутренним оборудованием сушильных
камер имеют место только в периодически действую-
щих сушилках, поскольку во время перерыва в работе
охлаждаются ограждающие конструкции и оборудова-
ние сушилок.
Определяют эти потери по формуле
?6 = Рпб/ДОвл> (4.34)
где <?пб — потери теплоты при охлаждении ограждения сушилки
за время перерыва в ее работе г.
Величина q§ относительно невелика, а точный ее рас-
чет достаточно сложен и не оправдывает достигаемых
результатов, особенно для низкотемпературных тепловых
установок, каковыми являются камерные сушилки. По-
этому практически величину q§ учитывают поправочным-
коэффициентом К по формуле
(4.35)
где в зависимости от величины г и массивности ограждающей
конструкции /<=0,14-0,2.
4.3. Графический расчет удельных расходов воздуха
и теплоты на сушку
Трудностей аналитического расчета удельных расхо-
дов теплоты и воздуха на сушку можно избежать при
графическом методе расчета этих величин с использо-
ванием / — d диаграммы влажного воздуха.
Некоторые характеристики I—d диаграммы. I—d диа-
грамма была предложена в 1918 г. Л. К. Разминым и
была разработана совместно с М. Ю. Лурье. Она коор-
динирует следующие параметры паровоздушной смеси:
теплосодержание I, влагосодержание d, относительную
влажность ср, температуру t и парциальное давление во-
дяного пара Р.
194
10 20 30
dtz на 1к г сухого воздуха
Рис. 4.3. Фрагмент i — d диаграммы и взаимосвязь параметров сушки
Фрагмент 1—d диаграммы приведен на рис. 4.3. Ли-
нии постоянных влагосодержаний (d=const) образуют
группу вертикальных равно отстоящих друг от друга
(эквидистантных) прямых линий.
/—d диаграмма построена в косоугольной системе-
7* (0,5) Зак. 196
195
координат. Поэтому под тупым углом к абсциссе распо-
ложены также параллельно друг к другу наклонные пря-
мые линии, соответствующие постоянным теплосодержа-
ниям паровоздушной смеси (адиабаты: /=const). Число-
вые значения для каждой адиабаты помещены на кон-
турных линиях I—d диаграммы, образующих ее пери-
метр. Величины влаго- и теплосодержаний отнесены к
1 кг абсолютно сухого воздуха, что представляет очень
большое удобство, так как эта базовая величина в про-
цессе сушки не меняется.
Линии постоянных температур (/ = const) наклоне-
ны под острым углом к абсциссе. Они почти параллель-
ны друг к другу, хотя в действительности имеют мало-
заметное отклонение от параллели.
Семейство кривых, берущих свое начало на ординате
с нулевым влагосодержанием (d = 0), является линиями
постоянной..ртносительпой влажности паровоздушной
смеси (<p=consfj. Нижняя из них соответствует предель-
ному влагонасыщению воздуха (ф=100%). Ниже этой
кривой располагается область, в которой паровоздушная
смесь существовать не может, так как кривая полного
насыщения воздуха (ф=100%) является одновременно
геометрическим местом точек росы. Водяные пары во
влажном воздухе, параметры которого находятся на ли,-
нии ф= 100%, начинают конденсироваться.
Все значения диаграмм обычно рассчитаны для ба-
рометрического давления 0,982 МПа, при котором тем-
пература кипения воды находится несколько ниже 100°С.
По достижении этой температуры кривые относительных
влажностей воздуха претерпевают резкий перелом и
становятся вертикальными, так как выше температуры
кипения пароемкость воздуха не имеет предела. Это зна-
чит, что в области выше температуры кипения любое ко-
личество воздуха может содержать в себе неограничен-
ное количество водяного пара.
В нижней (нерабочей) области /—d диаграммы рас-
положена наклонная прямая линия, изображающая гра-
фическую зависимость между парциальным давлением во-
дяного пара и влагосодержанием воздуха. Шкала пар-
циальных давлений нанесена на нижней части правой
контурной линии диаграммы.
/ d диаграммы составляются для различных обла-
стей температур и влагосодержаний с различными мас-
штабами теплосодержания (Л4г) и влагосодержания
196
Таблица 4.2. Характеристики / — d диаграмм
Область
температур, °C
влагосодержа-
ний, г/кг сухого
воздуха от нуля
до
Угол между ордина-
той и абсциссой,
град
(-20)
о
о
200 160 135
—4500 475 135
—2100 '800 120
(Aid). Величину 1000 Mi/Md=m называют масштабной
характеристикой, или приведенным масштабом данной
/—d диаграммы. Характеристики наиболее распростра-
ненных /—d диаграмм приведены в табл. 4.2.
I—d диаграммы построены для параметров влажного
воздуха с точностью, достаточной для инженерных рас-
четов. Ею можно пользоваться и в случаях, когда тепло-
носителем в сушилке являются дымовые газы и газовоз-
душные смеси, т. е. смеси топочных газов с наружным
воздухом.
Изображение элементарных процессов на I—d диа-
грамме. Состояние воздуха в любой рабочей области
I—d диаграммы однозначно определяется двумя любыми
параметрами. Так, например, на фрагменте низкотемпе-
ратурной /—d диаграммы (см. рис. 4.3) воздух с влаго-
содержанием d — 20 г/кг сухого воздуха и с температу-
рой /=110°С соответствует точке А, а состояние воздуха
с относительной влажностью <р=5°/о и теплосодержа-
нием /=105 кДж/кг сухого воздуха определится на этом
же рисунке точкой Б.
Подогрев воздуха в калорифере изобразится верти-
кальной прямой линией, направленной вверх (>d=const),
так как при нагревании масса водяных паров, содержа-
щихся в воздухе, остается постоянной, теплосодержание
и температура при этом возрастают, а относительная
влажность уменьшается.
Охлаждение воздуха, если при этом его температура
не падает ниже точки росы, будет показано также пря-
мой вертикальной линией, но направленной вниз.
При охлаждении ниже точки росы процесс идет по
ломаной линии СДК. От начальной температуры tc (точ-
ки С) до пересечения в точке Д с кривой точек росы
(ф=ГОО%) процесс идет, как и обычное охлаждение, по
прямой линии. Достигнув температуры точки росы ли-
ния ломается и дальнейший процесс уже идет по линии
ф=Ю0% ДО конечной температуры tK (точка К). Физи-
ческий смысл этого перелома заключается в том, что при
температуре точки росы в паровоздушной смеси начина-
ется образование капель конденсата и, следовательно,
с этого момента влажный воздух все время будет нахо-
диться в контакте с жидкостью. При этом воздух может
быть только полностью насыщенным, т. е. его постоян-
ным параметром становится относительная влажность,
равная ф= 100%. Полезно помнить , что в области ф>
>100% паровоздушная смесь существовать не может.
Вследствие конденсации водяных паров при охлаждении
воздуха от температуры /ф до /к его влагосодержание
(т. е. масса водяных паров в 1 кг сухого воздуха) пони-
жается. Количество сконденсировавшейся в нем влаги
определится разностью (dv—б/к). Такие процессы ха-
рактерны для поверхностных холодильников, в которых
охлаждение воздуха сопровождается его осушением.
При теоретическом процессе сушки, как было пока-
зано, теплосодержание воздуха не меняется (Л—
= const). Поэтому на I—d диаграмме такой процесс
изобразится линией постоянных теплосодержаний —
адиабатой.
Луч практического процесса сушки, беря начало в
той же точке Af, пройдет выше или ниже адиабатного
луча в зависимости от знака « + » или «—», который
будет иметь А. В этом случае уже /1=/=/2 и /=й= const. Та-
кие линии, как известно, называются в термодинамике
политропами. Если в процессе сушки воздух охлаждает-
ся ниже точки росы, то такой процесс изобразится лома-
ной линией МУКИ. Физический смысл ее таков: в началь-
ной зоне сушилки (на входе) воздух сушит изделия, а
в последних зонах (на выходе) он переохлаждается ’ и
конденсирует влагу на изделия. Такие явления характер-
ны для работы длинных противоточных туннельных су-
шилок.
Процесс смешения воздуха разных параметров (либо
воздуха с газами) изображается прямой линией, соеди-
няющей начальные точки исходных компонентов смеси,
так как математически можно совершенно строго докй-
.. зать, что геометрическим местом точек смеси двух ком-
1 понентов является прямая линия. Параметры образовав-
шейся смеси будут зависеть от параметров исходных
компонентов и от их соотношения в смеси. Так, напри-
198 . >
мер, если в смеси компонентом является воздух с темпе-
ратурой t — 110°С и влагосодержанием d — 20 г/кг (точка
Д), а вторым компонентом воздух с <р = 5°/о и /=
— 105 кДж/кг (точка Б), то процесс смешения изобра-
зится прямой линией АБ. Если при этом исходные ком-
поненты взяты в таком состоянии, что температура сме-
си оказалась равной /См = 90°С, то параметры такой сме-
си определятся точкой В.
Расчет расходов воздуха и теплоты при теоретическом
процессе сушки. Обратимся к схеме простейшего су-
шильного процесса (см. рис. 4.1) и построим этот процесс
на I—d диаграмме, пользуясь только что изложенными
правилами построения на ней отдельных элементарных
процессов.
Пусть на /—d диаграмме (рис. 4.4) точка А соответ-
ствует параметрам наружного воздуха (/о; <ро). Его на-
грев в калорифере до изотермы, на которой находится
точка В, изобразится вертикальной прямой линией АВ.
С параметрами, соответствующими точке В, нагретый
воздух поступает в рабочую камеру сушилки, а покидает
ее с параметрами, соответствующими точке С на рис. 4.1.
Теоретический процесс сушки изобразится адиабатной
линией, которая берет свое начало в точке В, а заканчи-
вается на пересечении с изотермой, на которой находится
точка С, На /—d диаграмме обозначим ее символом Со.
Следовательно, линией теоретического процесса сушки в
рассматриваемом случае будет ВСо.
Точке А будет соответствовать влагосодержание do, а
точке Со —влагосодержание d2. Нетрудно видеть, что от-
резок CqDq выражает в масштабе I—d диаграммы раз-
ность (d2—d^ (отрезки параллельных линий между па-
раллельными линиями равны). Поэтому формула (4.12)
для графического определения расхода сухого воздуха
при теоретическом процессе сушки приобретает вид
Zo = 1000/Со Г>0 Л4^, (4.36)
а для расхода наружного воздуха остается неизменной
формула (4.13).
Расход теплоты при теоретическом процессе сушки
определяется по формуле (4.14).
Теплосодержание h соответствует точке В, а теплосо-
держание /о — точке А. Отрезок АВ соответствует раз-
ности (/i—/о), поэтому формула (4.14) для графического \
расчета расхода теплоты приобретает вид
<7о = /о (4.37)
199
Рис. 4.4. Изображение теоретического процесса сушки на I—d диаг-
рамме для сушилки с простейшей тепловой схемой
200
а с учетом формулы (8.36)
1000 А В Mi
Со Dq
(4.38)
Величина
1000 поэтому окончательно имеем
q0 = AB/CqD^ т, (4.39)
или с учетом начальной температуры материала, прини-
мая во внимание (4.18),
qQ=m
4,19ft.
о
(4.40)
Сопоставление результатов аналитического и графи-
ческого расчетов показывает, что они практически оди-
наковы. Расхождения не превышают 0,5%, что вполне
допустимо в технических расчетах, поскольку в этих
пределах находится точность вычисления при пользова-
нии счетной линейкой и точность замеров на I — d диаг-
рамме. Однако преимущества графического метода оче-
видны, так как при наличии одного параметра отработан-
ного воздуха исключается необходимость многократных
последовательных приближений.
Расчет расходов воздуха и теплоты при действитель-
ном процессе сушки. Как уже
тельный процесс сушки от-
личается от теоретического
тем, что линия, выражаю-
щая процесс испарения
влаги из материала (т. е.
процесс сушки), будет яв-
ляться не адиабатной, а
политропной.
Причем если 4W>7nojT,
то А>0, и луч политропы
расположится выше адиаба-
ты. Если же <7пот><7доб, то
А<0, и луч политропы прой-
дет ниже адиабаты. Следо-
вательно, для того, чтобы
построить политропу прак-
тического процесса сушки,
нужно знать величину А и
правила, по которым стро-
ится направление политро-
пы. Формулы для подсчета
указывалось, деистви-
Рис. 4,5. Изображение практи-
ческого процесса сушки на i—d
диаграмме
201
10
потерь теплоты и, следовательно, для определения
величины А приведены выше. Рассмотрим теперь прави-
ла построения политропы практического процесса сушки.
Пусть на схеме (рис. 4.5) линия АВС0 изображает
теоретический процесс сушки. В нем заданы /о/ <pos и
а /2 = /ь При действительном процессе сушки согласно
формуле (4. 23)
/2- /1 + A/Z.
Пусть Д<0, тогда /2<Л- В этом случае политропа дей-
ствительного процесса пройдет ниже адиабаты, а тепло-
держание конечной точки действительного процесса
•согласно формуле (4.32) будет отличаться от теплосодер-
жания точки Со на величину
— Zx = Д/Z. (4.41)
Выразим эту величину в отрезках /—d диаграммы,
обозначив ее символом С'С о. Следовательно,
Мг-СЛС0= (Z2 —Л). (4.42)
Принимая во внимание формулу (8.36), можно на-
писать
о
1М£
д
1 000 Mi
Cq Dq Mi
или окончательно
С Со =-• Д Со Dolmt мм.
(4.43)
По этой формуле можно вычислить длину отрезка
C'Cq и, отложив его от точки Со вертикально вниз, най-
ти точку, через которую пройдет луч политропы. Важно
усвоить, что точка С' не является конечной точкой дей-
ствительного процесса, а всего лишь точка, лежащая на
луче политропы этого процесса и, следовательно, опреде-
ляющая лишь его направление. Точка, замыкающая
действительный процесс сушки, будет находиться на
пересечении этого луча с изотермой конечной темпера-
туры процесса либо на пересечении этого луча с любой
другой линией, на которой находится заданный конеч-
ный параметр процесса (например, ;ф2).
Обозначим конечную точку действительного процес-
са сушки через С и опустим из нее перпендикуляр на ли-
нию АВ, Тогда расчетные уравнения для определения
.202
действительных расходов сухого воздуха и теплоты при-
мут вид
/д= 1000/СПЛ^; (4.44)
АВ ,,
qa=Z~CD т' 4’45)
Можно показать, что для отыскания направления луча
политропы практического процесса сушки не обязатель-
но сосредоточивать описанное построение в точке Со.
Для этого можно воспользоваться любой произвольной
точкой е, находящейся на адиабате, при этом формула
для нахождения величины вертикального отрезка, через
конец которого (точку £) пройдет луч политропы, при-
мет вид
Ее — A eflm , (4.46)
где е[ — перпендикуляр, опущенный из точки е на линию АВ.
Доказательство. Исходя из данных, действительных для точек Со,
С', По, необходимо доказать, что соотношение (4.46) справедливо.
Согласно построению, приведенному на рис. 4.5, имеем подобие
двух треугольников ВеЕ ~ ВСДУ, из которого следует
Cz Cq Ср Dq
Ее ef'
Выразим эти отрезки через соответствующие им физические вели-
чины:
/ 2 Л1. $2
I —• 11 d *—• d±
где i 2 й ^2 — параметры точки С', a i и d параметры произ-
вольно полученной точки Е.
Путем перестановки получаем
/ 2 — / 2 i — I 2
4 / 4 / ,
— di d — d2
Выразим правую часть этого соотношения4 через масштабные отрез-
ки / — d диаграммы, тогда
/ — I^EeMf,
d — di = efMd.
Подставим эти выражения в полученное соотношение
/2“~/1 ЕеМ;
d'^-dr ~ efMt
203
На основании (4.22) и (4.11) можно записать:
А// ЕеMj .
— di ef Md '
A (d9 — dA E e Mi
1000 (d'2 — di) ~ efMd ’
откуда
&efMd
1000ЛЦ
A e f
или E e = ------—
tn
что и требовалось доказать.
Пример графического расчета расходов воздуха и
теплоты при практическом процессе сушки приведен в
пособии [3].
Если воздух для его последующего подогрева заби-
рают из наружной атмосферы, то расходы воздуха и
теплоты могут существенно отличаться в зимнее и лет-
нее время, поэтому рекомендуется выполнять отдельные
расчеты и по зимним, и по летним параметрам наружно-
го воздуха. По максимальному расходу теплоты рас-
считывают топочное устройство (или калорифер), а по
максимальному расходу воздуха — вентиляционную сис-
тему сушилки. В калькуляцию стоимости процесса сушки
закладывают средневзвешенный удельный расход тепло-
ты который вычисляют по формуле
Qcp = Ял «л + Яз л3/12, (4.47)
где 9л и 9з — удельные расходы теплоты соответственно для
летнего и зимнего периодов; пл и п3 — количество месяцев работы
соответственно по летнему и зимнему режимам.
4.4. Влияние параметров сушильного процесса
на его экономичность
Расход теплоты при теоретическом процессе сушки
может быть определен не только подсчетом по форму-
ле (4. 39), но и на основании очень простого правила:
если начальную и конечную точки процесса А и Со соеди-
нить прямой линией, а затем из начала координат про-
вести луч, параллельный отрезку ЛСо, то на шкале/—d
диаграммы, нанесенной по ее периметру, можно прочесть
расход теплоты при теоретическом процессе сушки для
данного построения.
В основе этого правила лежит закономерность: рас-
ход теплоты при теоретическом процессе сушки равен
углу, образуемому с горизонталью линией, соединяю-
щей начальную и конечную точки процесса, причем с
увеличением этого угла возрастает расход теплоты.
Этим правилом мы в дальнейшем и будем пользо-
ваться для анализа влияния параметров процесса сушки
на его экономичность.
Влияние начальных параметров процесса. С пониже-
нием температуры наружного воздуха возрастает отре-
зок АВ (см. рис. 4.5.), а вместе с ним согласно (4, 39)
и расход теплоты. Расход воздуха остается при этом
неизменным, так как отрезок СоДо не меняется.
С увеличением относительной влажности наружного
воздуха при постоянной его температуре расход теплоты
несколько уменьшается, а расход воздуха несколько
увеличивается. Однако разница практически незначи-
тельна. Поэтому с достаточной для технических расче-
тов точностью можно принять, что увеличение относи-
тельной влажности наружного воздуха при неизменной
его температуре не влияет на расходы воздуха и тепло-
т ы.
Влияние температуры подогрева воздуха. На рис.
4.6 построены два теоретических процесса с одинаковы-
ми начальными и конеч-
нымп параметрами (точ-
ка А — общая, h — t2)
но с различными темпе-
ратурами подогрева воз-^
духа (Л < /1 ) . По по-
строению видно, что отре-
зок СзДя <С С02Л02, и угол
Yi>Y2‘ Поэтому, имея в
виду формулу (4.36), ''
можно заключить* что с
повышением температуры
подогрева воздуха расхо-
ды теплоты и воздуха
снижаются.
Влияние конечных па-^
раметров процесса. На
том же рис. 4.6 нанесены
два процесса ABsC^ и
4В2Соз, имеющие одина-
ковые начальные пара-
метры и одну и ту же тем-
пературу подогрева воз-
Рис. 4.6. Влияние параметров про-
цесса сушки на его экономичность
духа, но различные температуры отработанного воздуха
(^2 > G). По построению, видно, что отрезок СОзДоз>
>СО2До2, а угол У2>Уз- Следовательно, с понижением
температуры отработанного воздуха при неизменной
температуре его подогрева расходы воздуха и теплоты
также снижаются.
В практике встречаются случаи, когда необходимо
сравнить экономичность двух процессов, в которых
одновременно меняются несколько параметров в различ-
ном их сочетании. Такие случаи необходимо анализиро-
вать, пользуясь теми же методическими принципами,
т. е. построением этих процессов на i — d диаграмме и
последующим сравнением отрезков CqUq, определяющих
расход воздуха, и углов 7, определяющих расход тепло-
ты. В дальнейшем мы будем пользоваться этим методом
для сравнения экономичности различных вариантов су-
шильного процесса.
4.5. Варианты сушильного процесса
Использование дымовых газов в качестве теплоноси-
теля. Схема работы сушилки с использованием в качест-
ве теплоносителя смеси топочных газов и наружного
воздуха приведена на рис. 4.7. Наружный воздух с па-
раметрами #о, Фо нагнетается вентилятором в смеситель-
ную камеру СК. Туда же поступают и топочные газы с
параметрами ir, d? из топки Т. В нагнетающем вентиля-
торе воздух и газы перемешиваются и подаются в рабо-
чую камеру РК с температурой tx. Отработанный тепло-
носитель покидает сушилку с температурой t2. Такие
схемы характерны для сушильных барабанов и многих
камерных и туннельных сушилок. Для графического
расчета расходов теплоносителя (газов и воздуха) в
i — d диаграмме сначала определяют параметры топоч-
ных газов. При наличии подробного теплового расчета
процесса горения им можно определить параметры то-
почных газов — температуру и влагосодержание (tr и
dr). Если такого расчета нет и топливо сжигают с подо-
гретым воздухом, то теплосодержание 1Г и влагосо-
держание топочных газов dr подсчитывают по следую-
щим приближенным формулам:
/r-QS/(Gcra); (4.48)
dr = —т + Гг + Gr da а , (4.49)
206
СК
Рис. 4.7. Сушка с использованием смеси дымовых газов и окружаю-
щего воздуха
а —схема процесса; б — построение процесса на 1 — d — диаграмме
г
где Q низшая теплотворность топлива (справочная ве-
личина), кДж/кг; Ger — весовое количество сухих газов, кг на 1 кг
топлива при теоретическом расходе воздуха; №т — количество
гигроскопической влаги, г/1 кг топлива; WF — количество влаги,
образующееся в продуктах горения 1 кг топлива, г; dQ~ влагосо-
держание воздуха, идущего на горение, г/кг сухого воздуха (спра-
вочная величина); Go— теоретический расход воздуха на горение
1 кг топлива, кг; а — избыток воздуха при горении топлива. Ве-
личины WT, Wr, Go, Ger для некоторых видов топлива приведены
в таблице 4.3. Параметры наружного воздуха берутся из климато-
логических таблиц.
Процесс сушки в i— d диаграмме для рассматривае-
мой схемы можно построить следующим путем (рис.
4
Hi
Наносят точку А, соответствующую параметрам на-
ружного воздуха to и фо, затем по найденным параметрам
топочных газов (i’r, dr) наносят соответствующую им
j.:C
*r+J
207
Таблица 4.3. Параметры горения некоторых видов
твердого топлива
Топливо Теоретиче- ский расход сухого возду- ха Go, кг/кг топлива Выход сухих дымовых га- зов при теоре- тическом рас- ходе воздуха Gcr, кг/кг топлива Масса влаги в продуктах горения топ- лива, г/кг су- хих газов,
Донецкий антрацит АШ 6.3,7 Д2 230
Уголь:
донецкий ПЖ 7,65 7,36 530
кузнецкий каменный 7,78 7,4 620
челябинский бурый 7,73 4,75 !500
подмосковный 3,9 3|,86 600
точку Г; проводят между ними прямую линию, выра-
жающую процесс смешения топочных газов с наружным
воздухом. Пересечение этой линии с изотермой заданной
температуры образует точку В, являющуюся начальной
точкой процесса сушки. Ей соответствует влагосодержа-
ние d\. Теоретически?! процесс сушки выразится адиа-
батой BCq. Из точки В проводят вертикальный луч
вниз, на который и опускают перпендикуляр из точки
Со, образующий в пересечении с этим лучом точку Д.
(В этом одна из главных особенностей построения этого
процесса.)
Определение расхода теплоносителя (газовоздушной
смеси с параметрами точки В) при теоретическом про-
цессе сушки производят по формуле (4.36).
Формулы для определения расхода воздуха (с пара-
метрами точки А) и расхода топочных газов (с пара-
метрами точки Г) выводят, исходя из следующих сооб-
ражений. Составим баланс влагосодержаний, приняв,
что на 1 кг топочных газов добавляем л, кг, наружного
воздуха1. Тогда можно написать
1 • dp -р л iZg = (1 -р п) di.
1 Величину п называют кратностью смешения, т. е. количеством
воздуха, добавляемого к 1 кг топочных газов.
208
После преобразования получаем
t/1 (1()
Проведем вспомогательные линии, опустив перпен-
дикуляры из точки В на линию d0 = const и на линию
d, = const. Очевидно, что Б В = (dx — dQ) Md = BE =
— (dr-~d[) Md, После подстановки в (4.50) получаем
п = В Е/Б В. (4.51)
На основании подобия треугольников АБВ и ГЕВ
можно записать, что
п — Г В!А В, (4,52)
Таким образом, величина п определяется простым из-
мерением отрезков ГВ и АВ и их последующим деле-
нием. Зная величину п, расходы газов и наружного воз-
духа вычисляют из очевидного соотношения баланса
Е + п1г - ZCM, (4.53)
где м/г — расход воздуха; /в; /г— расход топочных газов с пара-
метрами точки Г, кг/кг влаги; /в — расход воздуха с параметрами
точки Д.
Откуда
1 ^СМ , . - . .
/г = д----- , (4.54)
1 + п
1в = п1г, (4.55)
Для вычисления расхода теплоты построим вспомо-
гательную точку В' на пересечении изотермы t\ с линией
do = const.
Тогда расчетная формула примет вид
АВ'
= г п т- (4-5б)
С()
Этим построением учитывается расход теплоты на
подогрев воздуха с влагосодсржанием d0, а не db как
это происходит при подогреве воздуха в калорифере,
когда di = d0. Подсчитанный по (4.56) расход теплоты
будет относиться к тому его количеству, которое нужно
генерировать в топке, и это количество теплоты будет
передаваться наружному воздуху при его смешении с
топочными газами.
Построение практического процесса сушки (нахож-
дение точки С) производят по правилам, изложенным
8 Зак. 196
209
Рис. 4.8. Сушка с использова-
нием отработанного теплоноси-
теля
а — схема процесса с подогревом
смеси; б — то же, с подогревом
только свежего воздуха; в — по-
строение процессов на / — d диаг-
рамме
выше. При расчетах расхо-
дов теплоты и теплоносите-
ля для практического про-
цесса в формулах (4.36) и
(4.56) вместо отрезка CqDq
надлежит подставлять отре-
зок CD.
Процесс сушки с исполь-
зованием отработанного
теплоносителя. Использова-
ние отработанного воздуха
может осуществляться по
различным схемам, две на-
иболее распространенные из
них приведены на рис. 4.8.
По одной схеме (рис. 4.8,а)
нагнетающий вентилятор
ВИ засасывает наружный
воздух с параметрами
и отработанный воздух с
параметрами t2, ф2- Смесь
наружного и отработанного
воздуха направляется в ка-
лорифер К, где подогревает-
ся до температуры Л и затем поступает в рабочую каме-
ру сушилки РК. Отработанные газы с параметрами ф2
отсасывающим вентилятором ВО частично выбрасыва-
ются в атмосферу, частично посредством рециркуляци-
онного вентилятора ВР направляются для вторичного
использования в нагнетающий вентилятор.
210
По другой схеме (рис. 4.8,6) нагнетающий венти-
лятор ВС засасывает только наружный воздух и нагне-
тает его в калорифер К. Нагнетающий вентилятор ВН
засасывает подогретый воздух и рециркулят с парамет-
рами /2, Ф2 и нагнетает смесь в рабочую камеру сушилки.
Отработанный воздух отсасывающим вентилятором ВО
частично выбрасывается в атмосферу, а частично пере-
дается в вентилятор ВР для использования в качестве
рециркулята.
Следовательно, особенностью первой схемы является
подогрев в (калорифере смеси наружного воздуха с ре-
циркулятом, второй — подогрев в калорифере только
наружного воздуха и смешение рециркулята с уже по-
догретым воздухом.
При построении на I — d диаграмме процесса, пока-
занного на первой схеме (рис. 4.8,а), наносят по задан-
ным параметрам начальную А и конечную Со точки про-
цесса. Точка М, соответствующая параметрам смеси, по-
ступающей в калорифер, будет лежать на линии АС0. Ее
положение определится (согласно правилам, изложен-
ным в пункте 4.9) кратностью смешения, т. е. отноше-
нием отрезков CqM/AM = т. Следовательно, для по-
строения точки М кратность смешения tn должна быть
задана. Чаще всего задается количество рециркулирую-
щего воздуха в процентах Gp = —~~-j- 100%, откуда и
вычисляется т.
Процесс нагрева смеси в калорифере будет про-
текать по линии dM = const. Параметры смеси, поступа-
ющей в рабочую камеру сушилки, будут соответствовать
точке В, которая образуется пересечением линий dM =
= const и /с0= const, так как теоретический процесс
сушки адиабатичен.
Расход смеси /см, подаваемой вентилятором ВН, оп-
ределяют по формуле
/см- lO00/CoDoMz. (4.57)
Расход рециркулята /р, подаваемого вентилятором
ВР, аналогично (4.54) подсчитывают по формуле
/Р - /см/О + "), (4.58)
а расход наружного воздуха 4 аналогично (4.55) по
формуле
/в = т Zp. (4.59)
811 Зак, 1QG 21 1
Расход теплоты <7o подсчитывают по формуле
(4.60)
qn = --------- tn.
' Co Do
Построение процесса для второй схемы приведено на
том же рис. 4.8,в. Параметры наружного воздуха соот-
ветствуют точке Д, а отработанного - Со. Нагрев на-
ружного воздуха в калорифере изобразится линией
d0 = const, а процесс сушки в рабочей камере —/о —
= const. Очевидно, что на этой линии должна нахо-
диться точка В, соответствующая параметрам смесщ
поступающей в рабочую камеру сушилки, поскольку
процесс в ней адиабатичен. На адиабате /c0 = const
должна находиться также и точка Bi, соответствующая
параметрам нагретого в калорифере воздуха, поскольку
точка В соответствует смеси нагретого и отработанного
воздуха. Положение точки В (т. е. параметры смеси)
определится кратностью смешения которая должна
быть задана, т. е. отношением отрезков
m = (4.61)
Расходы газов, как это очевидно из построения, опреде-
ляют по тем же формулам, что и для предыдущей схемы:
смеси /см> подаваемой вентилятором ВНУ /см^ 1000/
/(C0DnM^); рециркулята /Р, подаваемого'вентилятором
ВР, /р = ^см/П + ^); наружного воздуха /в, подаваемого
вентилятором ВН,
Расход теплоты также подсчитывается по формуле,
выведенной для предыдущей схемы:
МБ
Иногда при рециркуляции отработанного воздуха по
схеме 4.8 происходит выпадение конденсатора вследст-
вие переохлаждения отработанного воздуха при его сме-
шении с холодным наружным воздухом. Построение та-
кого процесса в I — d диаграмме производят следующим
образом (рис. 4.9). Точки А и Со характеризуют началь-
ное и конечное состояние процесса. Точка М соответст-
вует пропорции, в которой смешивают отработанный и
наружный воздух. Если бы точка М лежала в области
выше ср = 100%, то она являлась бы реальной и про-
цесс смешивания изобразился бы прямой АСо. В об-
ласти же ниже <р= 100% точка М является фиктивной,
и в действительности процесс смешения изобразится
► ъ
линией CqZFA, сопровождаясь выпадением конденса-
та. Следовательно, реальная точка смеси будет нахо-
диться не на прямой FMZ, а на кривой FZ. Необходимо
найти ее местоположение, чтобы уже по известным пра-
вилам продолжить дальнейшее построение процесса.
Обозначим действительную точку смеси через N. Оче-
видно, что положение искомой точки N однозначно опре-
делится, если будет известно направление луча, на ко-
тором располагаются фиктивная точка М и соответст-
вующая ей реальная точка N. Чтобы отыскать этот луч,
из точки А проведем линию д?д = const, а из точки Со
адиабату /с0 = const. Их пересечением будет точка В{.
Очевидно, что теплосодержание искомой точки N(In)
будет ниже теплосодержания адиабаты /м, так как при
конденсации часть теплоты уйдет из смеси с конденсатом
(напомним, что влажный воздух, для которого состав-
лена / — d диаграмма, может содержать только сухой
воздух и водяные пары, но не влагу в виде конденса-
та). Точно так же влагосодержание dN<zd^ вследст-
вие выпадения влаги в кон-
денсат. Следовательно, ади-
абата Лу —const будет ле-
жать влево от /м== const.
Проведем из точки М адиа-
бату /м и ее пересечение с
линией ABi обозначим S.
Затем из точки М проведем
через точку Н луч и его пе-
ресечение с линией ЛД1
обозначим точкой Оче-
видно, направление луча MR
и тем самым положение
точки N определится, когда
будет найдена величина от-
резка Si/? (поскольку поло-
жение точки S определено
совершенно строго). Опус-
тим из точки М перпендику-
ляр па линию ABi и точку
их пересечения обозначим
Р. Допустим, что температу-
ра конденсации в точке N In
равна температуре конден-
сации /к, лежащей на линии
Рис. 4.9. Построение на /—d
диаграмме процесса сушки с
рециркуляцией при выпадении
конденсата
31’3
MS, и рассмотрим баланс процесса конденсации, обрат-
ный процессу сушки, отнеся его к 1 кг сконденсировав-
шейся влаги. Уравнение этого баланса (принимая во
внимание, что масса конденсата равна единице) будет
иметь вид
4,19/к
где I — количество смеси, из которой выделяется 1 кг кон-
денсата.
Если 1 кг воздуха при изменении его теплосодержа-
ния от 1М до IN выделяет (dM — dN) влаги, то 1000 г
влаги выделяется из I кг воздуха.
Отсюда
1000 t
fu-Ix- (4,19/к/1000) (dM-dN)
?М I к
и ~------—— = 4,19/к/1000.
Пересечение линии = const с адиабатой /м = const
обозначим точкой К, а с линией МР — точкой Е. По по-
строению AMRSooAMNK и AMPS со АМЕК. Заменяя
разности тепло- и влагосодержаний через их отрезки, по-
лучим
УДЯ
ME Md
= 4,19tj1000
или на основании подобия треугольников
S R
- 4,19/кШЭ0, откуда SR 4, 19/|Ч/1030 (МРЯ/)/Я>
ИЛ И
3/У-Л1Р-4,19/к/т.
(4.62)
Таким образом, положение точки У вполне опреде-
лилось, поскольку можно подсчитать величину отрезка
S/?. Дальнейшее построение продолжают по уже из-
вестным правилам. На пересечении линии dx — const с
адиабатой /с0 = const отмечают точку В, которая соот-
ветствует параметрам смеси, поступающей из калори-
фера в рабочую камеру.
Расход смеси, рециркулята и наружного воздуха под-
считывают но известным уже формулам, а расход теп-
лоты но формуле
/V в
Чи-- ' м /л. (4.63)
Проанализируем экономичность рассмотренных про-
цессов с рециркуляцией отработанного воздуха. Если
бы мы осуществляли простейший процесс сушки с
однократным использованием теплоносителя по схеме,
показанной па рис. 4.4, и с теми же начальными и ко-
нечными параметрами, то расход теплоты остался бы
неизменным, поскольку точки А и С находятся на той
же линии, что и для процесса с рециркуляцией. Следо-
вательно, рециркуляция отработанного теплоносителя
не влияет в рассмотренных случаях на тепловую эконо-
мичность процесса и не снижает расход теплоты, хотя
на первый взгляд такое положение кажется парадок-
сальным.
Расход теплоносителя, т. е. нагрузка на вентилятор,
и, следовательно, расход энергии на его привод будут
возрастать, так как отрезки, которыми однозначно оп-
ределяется расход теплоносителя, будут находиться в
соотношении CoDi>CoDo (см. рис. 4.8).
В чем же тогда достоинства такого процесса и почему
он применяется, если не дает экономии теплоты и энер-
гии? Первое достоинство в том, что рециркуляционный
процесс дает возможность работать с меньшими темпе-
ратурами подогрева (т. е. меньшими /1) при равном рас-
ходе теплоты. Это имеет несомненные технологические
преимущества, так как глиняные изделия не выдер-
живают высоких начальных температур. (Вспомним,
что при простейшем процессе сушки с понижением тем-
пературы подогрева расход теплоты возрастает.)
Второе достоинство заключается в том, что повы-
шается начальное влагосодержание теплоносителя, что
тормозит внешний влагообмен и предотвращает возник-
новение в изделии критических перепадов влажности
(см. стр. 85). И наконец, рециркуляция при равных рас-
ходах теплоты позволяет увеличить количество цирку-
лирующего в системе теплоносителя и его скорость в
живом сечении рабочей камеры сушилки. Это в свою
очередь уменьшает неравномерность сушки и сокращает
ее длительность. Таким образом, несомненны в основном
технологические преимущества рециркуляции, широко
применяемой в сушильной технике.
215
Рис. 4.10. Процесс рециркуля-
ции отработанного воздуха при
ti= const, ф2 = const и — const
теплоносителя const и
Рассмотренные положе-
ния, характеризующие эф-
фективность рециркуляции|
отработанного теплоносите-
ля, относятся к вариантам,
в которых оба параметра
отработанного теплоносите-
ля i<2 и ф2 остаются неиз-
менными. Если же рецирку-
ляцию осуществляют по ре-
жиму, при котором остается
неизменным только одни
параметр, например ф2, при-
чем ф2>фо, то из схемы по-
строения такого процесса в
I — d диаграмме (рис. 4.10)
нетрудно видеть, что при та-
ком режиме достигается не-
которая экономия теплоты
(угол y"<v')-
Аналогичным построени-
ем можно показать, что эко-
номии теплоты можно до-
стичь при работе рецирку-
ляции в режиме постоянной
температуры отработанного
меняющейся величины его
относительной влажности (ф2 = уаг).
Процесс со ступенчатым подогревом воздуха. На ке-
рамических заводах применяют иногда сушилки с допол-
нительным подогревом воздуха в процессе его взаимо-
действия с высушиваемым материалом. Схема сушилки,
работающей по этому принципу, изображена на рис.
4.11,а. Наружный воздух с параметрами t® и фо засасы-
вается нагнетающим вентилятором BHi и подается в
главный калорифер Кь где нагревается до температуры
С, а затем поступает в рабочую камеру РК сушилки.
Последняя имеет по длине четыре зоны. Пройдя первую
зону, воздух с параметрами С отсасывается промежуточ-
ным вентилятором ВН2, проходит через промежуточный
калорифер КП2 и, подогретый до температуры tz , посту-
пает во вторую зону сушилки. Проходя последовательно
через каждую зону, воздух подогревается сначала до тем-
216
Рис. 4.11. Сушка с промежуточным подогревом воздуха и комбини-
рованная
а ~ схема процесса; б — построение на / — d диаграмме процесса сушки с
промежуточным подогревом воздуха; в — то же, при комбинированной сушке
пературы /3 , а затем /4 и покидает сушильную камеру
с относительной влажностью <р.2. Выбрасывается в атмос-
феру отработанный воздух отсасывающим вентилятором
ВО. В некоторых типах сушилок промежуточный подо-
грев воздуха осуществляют не в калориферах, вынесенных
за пределы рабочей камеры, а паровыми регистрами
внутри нее или электронагревательными элементами.
Построение такого процесса на /—d диаграмме при-
ведено па рис. 4.11,6. Параметры наружного воздуха
Фо соответствуют точке А. Процесс подогрева в первом
калорифере изобразится линией dA = const, ограничен-
ной пересечением с заданной температурой подогрева
t\. Теоретический процесс сушки в первой зоне изобра-
зится линией В2С01. Процессы подогрева в последующих
217
калориферах изобразятся линиями и /ДСоз, а про-
цессы сушки в этих зонах — соответственно линиями
^2^02» В3С03 И В4С04.
1 кг воздуха, пройдя первую зону, получит прираще-
ние .влагосодержания, равное б/вз—Дл, а в последующих,
зонах соответственно (с/вз-^вз); (^В4—^вз) и (сфо—dio) •’
Этим приращениям влагосодержания соответствуют от-
резки /—d диаграммы CoiD()l, Соз^оз и Cq^D^, Но
так как по построению
= то расход воздуха для теоретического процесса
будет равен
’ “ *' (4.64)
0- 1000/Со Do Mz.
В первом калорифере 1 кг сухого воздуха получает
приращение теплосодержания, равное (/В1—Ли), о в
последующих соответственно (/В2—Ли), (Лзз—Л32) и
(/В4'—/вз). Этим приращениям теплосодержания соот-
ветствуют отрезки ЛВь В2С01, ВзС г и В4С03. По постро-
ению АЕ>\Ч~^2'Л*о!1 ’4“^зЛ*о2 ~ТD4C03 = ?4В. Поэтому расход
теплоты для теоретического процесса сушки выразится
уравнением
з! В -
t/o (4.65)
Со М)
Из построения видно, что этим же расходам тепло-
ты соответствует процесс сушки с однократным исполь-
зованием воздуха, но с параметрами, соответствую-
щими точкам ABCw Из этого сравнения вытекает и
основное преимущество рассматриваемого процесса с
промежуточным подогревом воздуха — он позволяет ра-
ботать при равных расходах теплоты и воздуха с мень-
шей начальной температурой воздуха, поступающего в
сушилку, что очень важно для керамических изделий.
Другое преимущество — возможность регулирования в
широких пределах температурного режима внутри рабо-
чей камеры. В самом деле, при схеме с однократным
использованием теплоносителя практически можно регу-
лировать лишь входные параметры воздуха, поступаю-
щего в рабочую камеру. В самой же рабочей камере
распределение температур устанавливается стихийно.
При ступенчатом же подогреве можно в каждой зоне
обеспечить любую заданную температуру. Так, если рас-
положить точки /?ь В2 и /?3 па одной изотерме, то при
небольшой длине зон можно обеспечить сушку при прак-
тически постоянной температуре, что, например, важно
для тонкостенных керамических изделий.
Третье преимущество рассматриваемого процесса —
процесс сушки ведется при высокой относительной влаж-
ности теплоносителя, что способствует смягчению режи-
ма сушки. При однократном использовании теплоносите-
ля (с теми же расходами теплоты) значительная часть
процесса протекает при низком влаюнасыщении воздуха,
что вредно отражается на трещиностойкости изделий.
Таким образом, процесс со ступенчатым подогревом об-
ладает очевидными технологическими преимуществами
и потому более распространен в сушилках современных
конструкций.
В некоторых типах современных сушилок применя-
ются комбинированные процессы, например одновремен-
но рециркуляция воздуха и ступенчатый подогрев. Схема
сушилки, работающей по этому принципу, остается та-
кой же, как на рис. 4.11,а, но к ней добавляется контур
частичного возврата рециркулята в нагнетающий венти-
лятор.
Построение процесса на I—d диаграмме для рассмат-
риваемой комбинированной схемы приведено на рис.
4.11,в. По заданным параметрам наружного и отработан-
ного воздуха и процентному содержанию рециркулята в
смеси строятся точки А, Со и Л4. Точка М будет началь-
ной точкой, из которой начинается процесс подогрева
смеси, по линии dM = const.
По заданным температурам подогрева воздуха t\, а
также tz, /3 и /4 (которые в данном случае равны) и по
заданным конечным параметрам воздуха в каждой зоне
Ф2 (или /") строят линии подогрева с постоянным влаго-
содержанием и адиабаты процесса испарения влаги из
материала в рабочей камере сушилки.
Расчет расходов теплоносителя и теплоты производят
по ранее приведенным формулам.
Процесс сушки без подогрева воздуха. На некоторых
заводах, расположенных в районах с жарким климатом,
практикуют в летнее время работу искусственных суши-
лок без подогрева воздуха. Такой процесс, строго говоря,
можно лишь условно назвать искусственной сушкой, так
как происходит только организованное движение возду-
ха, а его подогрев за счет расхода топлива отсутствует.
Построение такого процесса на I—d диаграмме изо-
бражено на рис. 4.12. Точка А соответствует начальным
параметрам наружного воздуха /о, Фо. С этими парамет-
рами воздух поступает в рабочую камеру сушилки. Про-
219
Рис. 4.12. Построение на /—d ди- Рис. 4.13. Использование I—
аграмме процесса сушки без подо- d диаграммы вместо психро-
грева воздуха метрических таблиц
цесс испарения влаги из материала изобразится адиа
батой с конечной точкой Со, соответствующей парамет
рам отработанного воздуха. Расход воздуха /о, кг/кг вла
ги, при теоретическом процессе подсчитывают по фор
муле
[/0 - 1000/Со £>0 Md
(4.66)
Расхода теплоты в том понимании, как это относи-
лось к ранее рассмотренным процессам, в данном случае
не происходит, поскольку отсутствует искусственный по-
догрев воздуха. О расходе теплоты можно говорить лишь
условно, понимая под ним ту теплоту, которая израсхо-
дована наружным воздухом на прирост его влагосодер-
жания в процессе взаимодействия с высушиваемым ма-
териалом. Очевидно, что это количество теплоты будет
равно разности теплосодержаний воздуха с начальными
параметрами и воздуха с конечной температурой, но с на-
чальным влагосодержанием (точка Ло).
Этот (условный) расход теплоты q® определяется
формулой
А А)
<7о = - _ т.
(4.67)
220
Использование I — d диаграммы вместо психромет-
рических таблиц. I — d диаграммой можно также поль-
зоваться для определения относительной влажности
воздуха по результатам замеров температур мокрого
(i/м) и сухого (/(.) термометров психрометра. Построе-
ние, которое необходимо выполнить для этой цели на
I — d диаграмме, показано на рис. 4.13. На пересечении
линий ф = 100% и изотермы tM отмечают точку С. Из
нее проводят адиабату до пересечения с линией dQ =
= const, обозначив это пересечение точкой А. Вычис-
ляют в миллиметрах отрезок АВ по формуле:
CD
АВ -------- 4.19/
(4.68)
и откладывают его вниз от точки А на линии d0 =
= const. Соединяют точки С и В. Кривая относительной
влажности, соответствующая замеренным темпера-
турам и /м, будет проходить через точку К пересечения
линии СВ с изотермой tc = const.
Использование I — d диаграммы для анализа ра-
боты действующих сушилок. По результатам замеров
ряда параметров на действующей сушилке можно с по-
мощью I — d диаграммы выявить наличие неисправ-
ностей и в частности проверить появление зон конден-
сации в туннелях сушилки. Рассмотрим этот случай на
конкретном примере. Допустим, что в сушилке осущест-
вляется простейший процесс сушки с однократным ис-
пользованием теплоносителя. Замерами определены па-
раметры наружного воздуха /0=—5°С, фО = 90%
(зимние условия), температура воздуха, нагретого в ка-
лорифере, ^ = 90°С, температура отработанного воздуха
/2 — 25°С; потери теплоты, определенные по резуль-
татам замеров, А = —419 кДж/кг. Построим по этим
данным процесс на I — d диаграмме (рис. 4.14). Линия
АВ соответствует подогреву воздуха в калорифере. Из
точки В проводим адиабатный луч и на нем берем про-
извольную точку е. Из нее опускаем перпендикуляр на
линию АВ. Замеряем отрезок ef\ в данном случае ef —
= 91 мм. По формуле (4.46) подсчитываем длину от-
резка еЕ, имея в виду, что для диаграммы, на которой
производится построение т = 500,
91 (—419)
500
= — 76,3 ММ.
221
Рис. 4.14. Анализ по I—d диаграмме практического сушильного про-
цесса
Из точки е откладываем вниз вертикальный луч (по-
скольку А<0) и на нем отрезок еЕ = 76,3 мм. Через
точку Е пройдет политропа практического процесса
сушки. Конечная точка практического процесса сушки
999
Г
• S'.-r "
должна находиться в пересечении этой политропы с
изотермой заданной температуры отработанного воз-
духа /2. Однако, как видно из построения, эта точка по-
падает в мнимую область, расположенную ниже линии
Ф=100%, и не может быть реальной. Действительная
точка процесса будет находиться на линии ф = 100%,
так как с момента пересечения политропы с
линией ср = 100% (точка К) начнется (конденсация
влаги из воздуха па высушиваемом материале и процесс
пойдет по линии КС. Точка С будет являться действи-
тельной конечной точкой процесса. От точки К материал,
вместо того чтобы сохнуть, начинает мокнуть1.
Как видно из построения, точка К, соответствующая
началу конденсации, находится на изотерме /к = 27°С.
Измерив температурную кривую по длине сушилки,
можно по ней найти и то место, в котором температура
падает до /к, и тем самым определить местонахождение
зоны конденсации. Обычно выявление этой зоны тре-
бует довольно трудоемких работ по быстрой разгрузке
туннеля и взвешиванию материала на каждой вагонетке.
Пользуясь же I— d диаграммой, можно убедиться в на-
личии или отсутствии этого явления сравнительно
простым расчетным анализом.
Другой пример использования I — d диаграммы для
анализа работы действующих сушилок — определение
количества подсосов между рабочей камерой сушилки
и отсасывающим вентилятором.
Пусть на схеме (рис. 4.15щ) точка А соответствует
параметрам наружного воздуха, точка В — температуре I
его подогрева, точка С — температуре, с которой отра-
ботанный воздух покидает рабочую часть сушильной ка-
меры, и точка М — параметрам отработанного воздуха, ||
замеренным на выходе его из отсасывающего вентиля- L
тора, причем температуры, соответствующие точкам С |.|
и М, неодинаковы. 1
После построения линии АВ (рис. 4.15,6) необхо-
димо построить точку М. Очевидно, что она соответст- ч
вуст параметрам смеси отработанного наружного воз- 1
духа, который подсасывается через неплотности тракта )
между рабочей частью сушилки и отсасывающим венти- )
1 Это явление известно в технике сушки под названием «запар-
ки», а зона, в которой происходит такая конденсация, называется
«паразитной». На I кг сухого воздуха в этой зоне сконденсируется
(dlt — dc) г влаги,
223
Q)
Рис. 4.15. Анализ по /—d диаграм-
ме неорганизованных (балласт-
ных) присосов окружающего воз-
духа на участке между рабочей
камерой сушилки и отсасывающим
вентилятором
а— схема сушильной установки; б —
построение линий на J — d диаграмме
мого на процесс сушки,
ражепием
1с =
С, кг/
лятором. Поэтому точки
А, С и М должны лежать
на одной прямой. По-
скольку известна темпе-
ратура точки С, то ее по-
ложение определится пе-
ресечением линии сме-
шения с изотермой t?. Ли-
ния ВС будет политропой
практического процесса
сушки.
Количество наружного
воздуха и, кг/кг сухого
воздуха, примешанного к
отработанному вследст-
вие подсосов, определит-
ся как
n^CMfAM, (4.69)
Количество подсосов N,
%, будет равно:
N = п/(п 4- 1) 100. (4.70)
Количество воздуха,
проходящего через рабо-
чую камеру сушилки и
действительно расходуе-
кг влаги, определится вы-
1000/СЕ>МгЛ
а количество воздуха, выбрасываемого в атмосферу от-
сасывающим вентилятором, /м, кг/кг влаги, составит
= юоо/мкл^.
рно. 4.16. Построение на /—d ди-
аграмме комбинированной сушки
по результатам измерений режима
а — схема сушильной установки; б —
построение линий на У — d диаграмме
(/2, фг), температура подо-
Этот несложный ана-
лиз дает возможность ус-
тановить степень газо-
плотности воздушного
тракта и надежно оце-
нить коэффициент запаса
производительности вен-
тилятора, который нужно
учитывать при его подбо-
ре.
Рассмотрим пример
построения по результа-
там замеров более слож-
ного процесса, например
комбинированной сушки
в двухзонной сушилке
(рис. 4.16,а).
Замерами определены
параметры наружного
воздуха (ф0> tQ), парамет-
ры отработанного воздух
грева воздуха в калорифере начальная температура
смеси /1 и влагосодержание на границе зон rfi2. Требу-
ется определить расходы теплоты на подогрев наружно-
го воздуха и на промежуточный подогрев смеси.
Для построения процесса на I— d диаграмме (рис.
4.16,6) наносим точки Л (фо, 4) и С0(/2, ф0). На пересече-
нии линии ds = const с изотермой t\ = const отмечаем
точку В и проводим линию АВ. Точка Л4, характери-
зующая начальные параметры смеси, будет лежать на
Пересечении линий ВС^ и изотермы Точки, характе-
225
ризуюшие начальные и конечные параметры смеси па
смежной границе зон, определятся следующим образом:
точка С01 будет находиться на пересечении адиабаты,
проведенной из точки Л/, и линии d-Y2~const, точка
6,-113 пересечении адиабаты, проведенной из точки
Со, и линии dv?—const. Расчеты производят по сле-
дующим (bop м у лам.
Кратность см сшсиня
n^-MCJMB. (4.71)
Расход смеси
/см- 1ООО/Со Do.
Расход отработанного воздуха
^р -- См / О "I- •
Расход наружного воздуха
/в —- it /р.
Расход теплоты на подогрев наружного воздуха
q1 — Л В М i С.
Расход теплоты на промежуточный подогрев
Coi #1
=------------------------------т.
4 D01
(4.72)
(4.73)
(4.74)
(4.75)
(4.76)
ГЛАВА 5. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ПРОЦЕССОВ ОБЖИГА КЕРАМИЧЕСКИХ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Под обжигом в технологии строительных материалов
понимают высокотемпературную тепловую обработку
сырья и полуфабрикатов, в результате которой в них со-
вершаются необратимые физико-химические процессы,
изменяющие фазовый состав, структуру и физико-тех-
нические свойства материала, без изменения их агре-
гатного состояния и без существенного изменения объ-
ема1.
В технологии керамических изделий обжиг —завер-
шающая и наиболее ответственная стадия их изготовле-
ния. В процессе обжига формируются наиболее важные
1 Это определение является, конечно, условным, так как об-
жиг керамических материалов сопровождается частичным плавле-
нием содержащихся в них компонентов.
226
свойства керамического материала, определяющие его
техническую ценность, — прочность, плотность, водо-
стойкость, морозостойкость и др. Пороки обжига яв-
ляются необратимыми дефектами в изделии. Их нельзя
устранить и потому они в большинстве случаев опреде-
ляют качество готовой продукции.
5.1. Процессы, происходящие при обжиге керамических
материалов и изделий
Обжиг изделий строительной керамики в зависимости
от термических свойств сырьевой смеси ведут в широ-
ком диапазоне температур от 900 до 1350°С. Глинистые
породы являются механическими смесями различных гор-
ных пород и в своем вещественном составе содержат
комплекс глинообразующих минералов и различные при-
меси. Соответственно этому при нагревании в глинистой
породе протекают сложные химические и физико-хими-
ческие процессы, которые развиваются в самих глино-
образующих минералах, в примесях и в результате взаи-
модействия продуктов разложения глинообразующих ми-
нералов с примесями и с продуктами разложения приме-
сей. Процессы эти довольно сложны и имеют индивиду-
альные особенности в зависимости от вида глинообразу-
ющих минералов и сопутствующих обжигу условий (ин-
тенсивность нагрева, газовая среда и т. п.), однако при-
ближенно их можно представить схемой (рис. 5.1), которая
показывает последовательность превращений и взаимо-
действий, приводящих к образованию из водоразмывае-
мой, рыхлой као-линитовой глинистой породы прочного
камнеподобного керамического тела. По этой схеме/ в
температурном интервале 450—600°С происходит де-
гидратация каолинита с образованием безводного мета-
каолинита, который при 700—800°С разлагается с выде-
лением аморфного кремнезема и глинозема. Аморфный
глинозем, взаимодействуя с оксидом магния, образует
шпинель — высокоогнеупорное соединение с температу-
рой плавления 2135°С, которое становится компонентом
керамического тела. При температуре выше 900°С глино-
зем вновь соединяется с кремнеземом, но уже в иных со-
отношениях, образуя муллит и обогащая систему амор-
фным кремнеземом. Аморфный кремнезем, обладая боль-
шой реакционной способностью, уже при 750—800°С
вступает в соединение с флюсующими примесями (плав-
нями) глинистой породы, образуя жидкую фазу — си-
227
глинистая ~~пороОа
Глинооброзрюшие минералы каолинит примеси
Флюсующие органи- ческие о тощающие
AL203 2SlO2*2H2O MgO СаО На20 к2о' FeO Fe203 с См кристал лический
£>
450 - 600*|
Мг03 25Ш2р2Нг0 _____
J шпинель
( \MgoAL2O4
2$102 ШМОРфНЫй^А
700-8004
муллит
3(А1г03 +2310г) = \3ALA2SiO2
шпинель
+ 4SiOz- ]
аморфный}
SA
О
н
кристобалит
SlOz
(Артеклобидный
расплав
гематит кбарц кристо-
Fe,O3 slo2 болит
FeJJ,+C=2FeO
>9004
керамииеское тело (черепок)
Рис. 5.1. Схема превращений, происходящих при обжиге глинистой
породы,
ликатные стекловидные расплавы, цементирующие всю
систему. Процесс накопления жидкой фазы резко интен-
сифицируется с возрастанием температуры. Примерно
при этих же температурах оксид железа, реагируя с ор-
ганическими примесями, переходит в закись, обладаю-
щую большой реакционной способностью. Закись желе-
за, реагируя с аморфным кремнеземо'м, образует же-
лезистые стекла, способствующие интенсивной цемента-
ции системы. Интенсивность этого процесса сильно воз-
растает при обжиге в восстановительной среде. Оксид
железа частично кристаллизуется также в гематит, ко-
торый является одной из кристаллических фаз, слагаю-
щих керамическое тело.
Остатки аморфного кремнезема, не вошедшие в сое-
динения с другими оксидами, кристаллизуются в крис-
тобалит. Образующаяся жидкая фаза частично оплавля-
ет («разъедает») углы и грани зерен кристаллического
кремнезема, но он в основной своей массе в реакциях
образования жидкой фазы не участвует, оставаясь вме-
сте с кристаллическими новообразованиями элементом
скелетного каркаса обожженного материала и претерпе-
вая лишь полиморфные превращения с частичным пе-
реходом при температурах выше 1000°С в кристобалит.
| По результатам последних исследований [10] основная
' масса кристобалита в керамическом теле образуется за
i счет кристаллизации из аморфного кремнезема, а не за
J счет перекристаллизации кварца. Таким образом, в за-
j висимости от температуры обжига и степени запесочен-
; ности глинистой породы основными кристаллическими фа-
зами керамического тела могут быть муллит, гематит,
кристобалит, p-кварц и шпинели,. причем в гидрослюди-
стых глинах преобладают процессы муллитизации, а в
монтмориллонитовых — кристобалитизации [10]. Важна
также и последовательность образования отдельных фаз:
если кристобалит образуется одновременно с муллитом
или его кристаллизация предшествует образованию мул-
лита и существенных количеств жидкой фазы, то он раз-
рыхляет керамическое тело, понижая его механическую
прочность. •
В примесях и добавках происходят также важные
изменения при обжиге керамической смеси. Важнейшей
составляющей многих керамических смесей является
кристаллический кремнезем. Во многих глинах он при-
сутствует в виде примеси — кварцевого песка, а в неко-
торые керамические смеси его вводят путем добавки
песка, кварца и пегматита. При нагревании кремнезем
претерпевает модификационные превращения, сопро-
вождающиеся объемными изменениями.
Известны три модификации и семь форм кристалли-
ческого кремнезема (табл. 5. 1).
Таблица 5.1. Кристаллические модификации и формы
кремнезема
Модификации Формы Плотность, г/см3
Кварц Кристобалит Тридимит Р-кварц «-кварц Р-кристобалит «-кристобалит v-тридимит 0-тридимит «-тридимит 2,6|5 2,52 2,34 %22 2,31 2.29 2,23
229
4/ На практической схеме модификационных превра-
щений кремнезема (рис. 5.2) указаны последователь-
ность превращений стрелками), их температуры и
объемные изменения AV, относящиеся только к объем-
ному эффекту фазового превращения. Общее объемное
изменение, включающее также чисто термическое рас-
ширение, указано для некоторых превращений в скоб-
ках. Наиболее часто встречающийся в природе кремне-
зем в форме 0-кварца при 573°С переходит в а-кварц
с увеличением в объеме па 0,82%. Этот переход обра-
тим (на что указывают параллельные стрелки) и про-
текает мгновенно. Форма а-кварца устойчиво сущест-
вует до 1050°С, поэтому если изделие обожжено при
температуре ниже 1000°С, то при охлаждении сс-кварц
при температуре 573°С будет переходить в 0-кварц с
уменьшением в объеме.
При температуре выше 1050°С .а-кварц переходит в
а-кристобалит с очень значительным увеличением в
объеме. Этот переход необратим, происходит довольно
медленно и трудно и существенно интенсифицируется
при температуре 1200— 1300°С. Форма а-кристобалита
устойчиво существует до 1400°С, поэтому изделия с
конечной температурой обжига в интервале 1000—1400°С
будут содержать как кх-кристобалит, так и .а-кварц, кото-
рые при охлаждении соответственно перейдут в 0-кри-
стобалит и 0-кварц. Переход кристобалита из .а- в 0-
форму обратим. Если керамическое изделие, обожженное
9
р - кристодамт
I»
г //23/ Й
а - рост
,1)
а-тридимит
О0
р-(гМмит
<г Sr
£
л
hi
'^тридимит
Рис. 5.2. Практическая схема
модифицированных превраще-
ний кремнезема при обжиге
керамических материалов
при температуре выше
1000°'С, подвергнуть вто-
ричному нагреву (напри-
мер, керамический капсель,
фарфоровое или фаянсовое
изделие при двукратном об-
жиге и т. п.), то в интервале
220—274°С !0-кристобалпт
будет переходить в а-крис-
тобалит. При охлаждении
обжигаемого изделия ос-
кристобалит переходит в 0-
кристобалит при 253°С,1 а по
другим данным — при 240 —
180°С с объемным измене-
нием 2,8%.
В интервале температур
230
* 1400—1450°С а-кристобалит переходит в а-тридимит с
объемным изменением 0,6%. Этот переход также необ-
ратим, совершается медленно и трудно, а-тридимит при
температуре 163°С переходит в p-тридимит, а последний
при 117°С —в у-тридимит. Оба превращения обратимы и
сопровождаются незначительных'! и изменениями объе-
мов — по 0,2%.
Образовавшийся при 1400—1450°С тридимит при
870°С «-кварц теоретически может переходить непос-
редственно в а-тридимит, минуя форму кристобалита,
с объемным изменением 16%. Однако в условиях обжи-
, га керамических изделий в промышленных печах этот
переход практически неосуществим, в связи с чем стрел-
ка на схеме изображена пунктирной линией.
Образовавшийся при 1400—1450°С тридимит при
дальнейшем нагревании переходит при 1450°С в устой-
чивую форму «-кристобалита, которая при 1723°С пе-
реходит в расплав (кварцевое стекло).
Форма «-кристобалита, образующаяся из «-кварца
при 1050—1400°С, считается неустойчивой, и ее иногда
называют мет а кристобалитом. Модификационные прев-
ращения в пределах одноименной кристалической фор-
мы проходят легко и почти мгновенно. Это объясняется
тем, что такие переходы происходят без разрыва свя-
зей и сопровождаются лишь некоторым смещением ато-
мов в кристаллической решетке, в то время как при
переходе в разноименную модификацию в кристалли-
ческой решетке происходит глубокое структурное из-
менение с разрывом связей.
Наличие примесей и жидких расплавов ускоряет мо-
дификационные превращения кремнезема и обеспечи-
вает их большую полноту. Поскольку модификационные
превращения кремнезема сопровождаются значительны-
ми объемными изменениями, то они оказывают сущест-
венное, иногда даже решающее влияние на прочность
и целостность обожженного керамического изделия. На-
| иболыпее значение при этом имеет переход кварца из
I одной формы в другую и переход кварца в кристобалит,
i Во многих глинах в качестве примесей встречаются
J карбонаты кальция и магния] В некоторые керамичсс-
| кие смеси их вводят в качестве добавки. Карбонат
* кальция интенсивно диссоциирует в керамических мас-
сах при температуре 900—950°С, выделяя углекислый
газ. Если в этот период керамическое тело является по-
231
ристым и достаточно газопроницаемым, то диссоциация
карбонатов увеличивает лишь пористость обожженных
изделий, не вызывая каких-либо нарушений их целост-
ности. Если же керамическое тело сильно уплотнено до
начала интенсивного разложения карбоната, то выде-
ляющийся углекислый газ может явиться причиной об-
разования пузырей, вспучивания и других пороков в об-
жигаемых изделиях. Существующие в глине каменистые
карбонатные включения в процессе обжига превращают-
ся в кусочки извести, которые, поглощая из воздуха во-
дяные пары, гасятся, превращаясь в кусочки гидро-
оксида кальция с четырехкратным увеличением в объе-
ме. На поверхности изделия появляются рваные взду-
тия, а иногда оно полностью разрушается (такие вклю-
чения именуют «дутиком»).
Железистые примеси присутствуют в значительных
количествах преимущественно в легкоплавких глинах в
виде окисных соединений. При обжиге изделий в окис-
лительной среде окисные соединения железа не ока-
зывают заметного влияния на качество обожженных из-
делий, обусловливая лишь их окраску от кремовых до
красных тонов>. Однако при обжиге в восстановительной
среде или при обжиге смесей с органическими примесями
или добавками окисные соединения уже при темпера-
туре ниже 1000°С интенсивно восстанавливаются в за-
кисные, а последние, обладая большой реакционной спо-
собностью, образуют легкоплавкие железистые стекла
(эвтектоидные расплавы), способствуя уплотнению ке-
рамического тела. Выделяющиеся при этих реакциях
газы могут стать источником вспучивания обжигаемого
изделия, если оно не обладает достаточной открытой
пористостью для их выхода.
Сернистые соединения железа, которые встречаются
преимущественно в огнеупорных глинах, дают выплавки
на обожженных изделиях.
Органические вещества встречаются в глинах в ви-
де примесей, а в производстве кирпича, керамзита и
аглопорита их вводят в качестве топливных добавок
(уголь, кокс, мазут, древесные опилки). При выгорании
органических веществ в керамических смесях можно раз-
личить несколько этапов. При температурах 350—400°С
происходит выделение летучих веществ и их сгорание.
Коксовый остаток выгорает сравнительно медленно при'
более высоких температурах — 700—800°С. Скорость его
выгорания обратно пропорциональна квадрату толщины
изделия и очень зависит от избытка воздуха в печных
газах. Выгорание коксового остатка должно быть за-
вершено в период, когда керамическое тело является
пористым и газопроницаемым по всей толщине, чтобы
газы, образующиеся при выгорании коксового остатка,
могли свободно удаляться -из толщи керамического
изделия. Если же процесс уплотнения периферийной
оболочки изделия опережает процесс выгорания кок-
сового остатка, то образующиеся газы, создавая повы-
шенное давление внутри керамического тела, могут вы-
звать деформацию размягченного изделия, а проры-
вы газов в отдельных местах приведут к образованию
трещин. Внутри тела в этом случае остается черная серд-
цевина, которая свидетельствует либо о наличии невы-
горевшего углерода, либо о восстановлении железистых
оксидов до металлического железа.
Все процессы, происходящие в глинообразующих ми-
нералах, примесях и добавках, при обжиге глинистых
пород и керамических смесей не происходят локально,
т. е. независимо друг от друга. Они в значительной мере
взаимосвязаны и накладываются друг на друга, что еще
больше усложняет картину превращений, происходящих
в керамической смеси при ее обжиге.
Результат рассмотренных реакций и превращений —
спекание обжигаемого изделия, под которым понима-
ют уплотнение с образованием твердого камнеподобно-
го керамического тела.
Спекание глин может происходить вследствие стягива-
ния и склеивания твердых частиц жидкой фазой — си-
ликатными расплавами, образующимися при обжиге
глины (жидкостное спекание) вследствие рекристалли-
зации минералов, составляющих керамическую массу,
и благодаря реакциям в твердой фазе между отдельны-
ми компонентами глины или продуктами их распада
(твердофазовос спекание). В результате процесса спека-
ния обжигаемый материал уплотняется и, как следствие,
его открытая пористость уменьшается. При прочих рав-
ных условиях чем длительнее воздействие высоких тем-
ператур, при которых образуются стекловидные распла-
вы и кристаллизуются новообразования, тем полнее про-
текает спекание.
Совокупность рассмотренных процессов является в
итоге структурообразующей. Однако па отдельных тем-
233
пературных этапах этих процессов возникают и деструк-
тивные явления, которые надо учитывать при разработ-
ке режимов обжига во избежание появления предель-
ных напряжений и трещин. К основным деструктивным
явлениям можно отнести удаление остаточной (после
сушки) влаги, дегидратацию глинистых минералов, вы-
деление летучих газообразных веществ, модификацион-
ные превращения, термические напряжения на границах
раздела отдельных фаз и термические напряжения вслед-
ствие неоднородного температурного поля в нагревае-
мом (или охлаждаемом) изделии. Сырец-полуфабрикат
в виде сформованного изделия загружают в печь после
сушки с некоторой остаточной влажностью. Форсиро-
ванное испарение остаточной влаги, особенно характер-
ное для скоростных режимов обжига, приводит к ситуа-
ции, когда скорость образования водяных паров опере-
жает скорость их фильтрации через толщу обжигаемо-
го тела. В этом случае внутри нагреваемого изделия
возникает избыточное давление водяных паров, кото-
рое, достигнув критической величины, разрушает изде-
лие с взрывным эффектом. Поэтому в скоростные ще-
левые печи загружают керамическую плитку с оста-
точной влажностью не выше 0,5%. Этот норматив по-
нижается по мере возрастания толщины обжигаемого
изделия.
Деструктивными явлениями по аналогичным причи-
нам сопровождается также дегидратация глинистых ми-
нералов в интервале температур 500—750°С, которую
по влиянию на трещиностойкость изделий в обжиге делят
на три периода [9], соответствующие степени дегидра-
тации, %: 0—15; 15—80 и 80—100. Наиболее опасен
для возникновения в изделии предельных напряжений
первый период, в котором допустимая скорость дегид-
ратации должна быть в 1,5—2 раза ниже, чем во втором.
Безопасная для целостности изделий длительность пер-
вого периода дегидратации в сильной степени зависит
также от их толщины. Так, при увеличении толщины
плиток от 8 до 13 мм безопасная продолжительность
первого периода дегидратации возрастает почти в 8 раз.
В третьем периоде процесс дегидратации самопроизволь-
но замедляется и при принятых температурах обжига
плиток не достигает опасных пределов.
При температуре 573°С (см. рис. 5.2) происходит поли-
морфное превращение кварца с объемными пзменени-
ями. Ему сопутствуют деструктивные явления, сопро-
вождающиеся возникновением трещин в самих зернах
кварца, однако этот деструктивный процесс в стадии
нагревания изделия имеет локальный характер и не j
приводит к деструкции изделия в целом, так как в этот I
период тело изделия, будучи пористым, амортизирует
локальные напряжения в зернах кварца. В последующий
период нагревания образующаяся жидкая фаза — сили-
катный расплав заполняет разрывы в отдельных зернах,
как бы «залечивая» их дефекты. I
До начала образования и прогрессирующего накоп- I
лсния жидкой фазы тело обжигаемого изделия находит- |
ся в упругом состоянии. Его нагрев сопровождается |
возникновением термических напряжений, сжимающих I
изделия на поверхности и растягивающих в ядре. Одна- |
ко практически они к заметным деструктивным послед- I
ствиям не приводят. 1
Свыше 750°С происходит образование и прогресси- 1
рующее по мере роста температуры накопление жидкой j!
фазы. Тело изделия переходит в упругопластичное, а Ц
затем пиропластическое состояние. В нем развиваются |
усадочные деформации, напряжения на поверхности 4
становятся растягивающими, а во внутреннем ядре— L
сжимающими. J
Восстановительная газовая среда резко интенсифи- ;
цирует процессы спекания и снижает температуру их
начала на 100—150°С. Аналогичным образом действует |
и среда водяного пара. При обжиге изделий стеновой
керамики из легкоплавких глин восстановительная сре-
да способствует разложению глинистых минералов и
карбонатов, повышает активность освободившихся ок-
сидов и создает благоприятные условия для протекания
твердофазовых реакций. Появляющаяся в керамическом
теле при восстановительном обжиге закись железа реа-
гирует при низких температурах (600—700°С) с А1гО3 и
SiOk образуя мстастабильные соединения, которые при
последующем обжиге в окислительной среде распадают-
ся, освобождая АЕО3 и SiO2 в высокоактивном состоя-
шш что способствует образованию повышенного количе-
ства стойких минералов анортита и муллита. Комбини-
рованный обжиг при низких температурах в восстало- J
вительной, а при высоких —в окислительной среде повы-
шает механическую прочность и морозостойкость изде-
лий.
235
з
Напряженное состояние и сопутствующие ему дест-
руктивные явления возникают также в процессе охлаж-
дения уже обожженных изделий. На этой стадии особо
опасны два температурных интервала. Первый из них—
900—700°С, при котором происходит отвердевание стек-
ловидной фазы с переходом тела обожженного изделия
из пиропластического состояния в хрупкое. Второй ин-
тервал — 600—550°С, которому соответствуют модифи-
кационные превращения кристаллического кварца. Быс-
трое охлаждение изделия в этом интервале температур
приводит к разрыхлению керамического тела, наруше-
нию его монолитности вследствие образования много-
численных коротких волосных трещин — посечек, неви-
димых невооруженным глазом; изделие при ударе из-
дает глухой звук.
Термические напряжения на границе отдельных фаз'
возникают вследствие различия коэффициентов терми-
ческого расширения, которые в интервале температур
20—780°С составляют, %: для кристобалита—1,82;’
кварца—1,38; тридимита — 1,21; муллита — 0,48; стек-
лофазы —0,534-0,79.
Рассмотренные процессы в конечном счете опреде-
ляют качество обожженных изделий и должны учиты-
ваться при назначении режима обжига. Под режимом
обжига понимают обычно зависимость между темпера-
турой и временем обжига (температурный режим) и меж-
ду химическим характером газовой среды печи и време-
нем обжига (газовый режим). Газовая среда является
восстановительной при избытке кислорода до 1°/о, ней-
тральной— до 1,5—2, окислительной — до 2—5 и силь-
но окислительной при избытке кислорода до 10%. Из-'
менение давления газов в рабочей камере печи или в
отдельных ее зонах не может считаться режимным пара-
метром, так как то или иное соотношение давлений яв-
ляется лишь средством для достижения заданного темпе-
ратурного или газового режима и не оказывает само-
стоятельного воздействия на процесс обжига.
Весь процесс обжига делят на три периода: нагрев
до конечной температуры обжига, выдержка при этой
температуре и остывание. Для каждого из этих перио-
дов устанавливают определенный режим. Более того,
весь период нагрева (а также п охлаждения) необходи-
мо подразделять на отдельные этапы соответственно рас-
смотренным деструктивным процессам и для каждого
236
.-Г /
назначать локальные температурный режим, скорости
нагрева и охлаждения изделий, исключающие возникно-
вение в изделии предельных напряжений, обусловлен-
ных деструктивными процессами. Современная экспери-
ментальная техника и, в частности, метод акустической
эмиссии, дает возможность звукометрически регистри-
ровать деструктивные акты в процессе непрерывного
нагревания и охлаждения изделия.
Сложность, а в некоторых случаях и недостаточная
ясность процессов, происходящих при обжиге керами-
ческих изделий, затрудняет создание надежной аналити-
ческой теории для расчетного определения наиболее ко-
ротких и вместе с тем безопасных для изделия темпера-
турных режимов обжига, поэтому существующие для
этой цели расчетные зависимости носят полуэмпирический
характер. В лабораторных условиях определяют экспе-
риментально некоторые теплофизические и термомеха-
нические характеристики керамической смеси, из кото-
рой изготовлен кирпич, и по ним рассчитывают макси-
мально допустимые длительности нагрева и охлаждения
в отдельных температурных интервалах. Простейший
из таких методов расчета сводится к следующему.
Опытным путем для каждого участка температурной
кривой определяют кажущийся коэффициент темпера-
туропроводности и максимально допустимый перепад
температур между поверхностью и центром образца,
имеющего форму, геометрически подобную обжигаемому
изделию. Затем рассчитывают допустимую скорость’
нагрева изделия со/, °С/ч, по формуле
A/S3, (5.1)
где — коэффициент формы (для бесконечного цилиндра
Кф = 4); А/]=(/п — ЛО—допустимый перепад температур между’
поверхностью образца и его центром (/ц) для данного участка
температурной кривой обжига; S— характерный размер изделия, м
(для цилиндра и шара — радиус, для пластины — половина тол-
щины) .
Время, необходимое для нагрева изделия, Дть ч, оп-
ределяют по формуле
\ П = А (5.2)
где А/2 = Аг, А и /в— соответственно конечная и начальная
температуры рассчитываемого участка температурной кривой.
Уточненный метод, в котором допустимые темпера-
турные перепады рассчитаны, а не определены экспери-
ментально, приведен в работе [13]. Эти расчеты показы-
А "
237
1
вают, что при индивидуальном обжиге кирпича общая
длительность процесса (нагрева и охлаждения) может
быть уменьшена в 4—5 раз и доведена до 6—8 ч.
Другие авторы предложили иные формулы для рас-
чета температурного режима. Подобные указания по
расчету режимов обжига отдельных видов изделий
строительной керамики подробно изложены в Справоч-
нике [22]. Перспективным является метод акустической
эмиссии [16]. Однако все они еще не применяются в
практике проектирования печей и, как правило, режим
обжига определяют путем полузаводских испытаний, т. е.
пробных обжигов опытных партий изделий. Указанные
расчетные зависимости могут быть при этом использо-
ваны в качестве ориентиров для назначения опытных
режимов, подлежащих проверке. Это дает возможность
сузить круг необходимых экспериментальных обжигов
при поисках оптимального режима опытным путем, что
несомненно удешевляет и ускоряет процесс полузавод-
ских испытаний.
При выборе режимов обжига необходимо принимать
во внимание следующие общие соображения.
Начальный участок температурной кривой следует
замедлять по мере возрастания влажности сырца, по-
ступающего в обжиг. Давление водяных паров внутри
нагреваемого изделия (как это было показано Г. А. Мак-
симовым) достигает значительных величин уже при тем-
пературе 70°С( а не 100—110°Скакэто обычно полагают)
и прогрессирующе возрастает с увеличением температу-
ры. Поэтому если скорость парообразования внутри ма-
териала будет опережать скорость фильтрации паров
через его толщу, то возникающее при этом давление во-
дяных паров внутри материала может привести к появ-
лению трещин и отслаиваний («лопапцев»). Опасным в
этом отношении следует считать участок температурной
кривой до 200°С, так как удаление физически связанной и
аллофаноидпой воды может повлечь аналогичные по-
следствия.
Выгорание органических компонентов сырьевой сме-
си, а также диссоциация карбонатов и других соедине-
ний, выделяющих летучие газы, должны закапчиваться
до начала интенсивного спекания керамического тела во
избежание его вспучивания и разрывов.
Скорость подъема температуры в период интенсивной
усадки для сырьевых смесей должна подбираться с та-
ким расчетом, чтобы возникающие в этот период разру-
шающие напряжения не приводили к появлению трещин
в обжигаемом изделии. При дальнейшем нагревании
скорость нагрева не должна вызывать большого деба-
ланса в интенсивностях внешнего и внутреннего тепло-
обмена. При значительном превышении интенсивности
внешнего теплообмена над внутренним возможно
оплавление поверхности изделий. Конечная температура
обжига назначается по результатам испытаний физико-
технических свойств образцов.
При охлаждении изделий необходимо замедлять
процесс при температурах перехода материала из пиро-
пластического состояния в хрупкое и при температурах
модификационных превращений кристобалита и в осо-
бенности кварца. Быстрый переход через температуру
модификационного превращения кварца (573°С) вызыва-
ет общее разрыхление обожженного керамического тела
|и появление на изделии прямых коротких тонких трещин
Цсхолодный треск») .
При назначении газового режима для обжига изделий
из легкоплавких и тугоплавких глин необходимо до
полного выгорания топливных добавок и диссоциации
карбонатов и других солей поддерживать сильноокис-
лительную среду, а в конечный период обжига — восста-
новительную среду для обеспечения более полного спе-
кания, а следовательно, и упрочнения изделия. Анало-
гичный эффект достигается созданием в последнем
периоде обжига пароводяной среды путем введения в
зону максимальных температур распыленной воды, что
практикуют в кольцевых печах, или водяного пара. Для
этого в туннельных печах устанавливают газомазутные
форсунки и по одному из каналов подают в печь топливо
(газ или мазут), а по второму — водяной пар. При об-
жиге фаянсовых и фарфоровых изделий до температуры
1040—1080°С поддерживают окислительную, а затем до
температуры 1230—1250°С — восстановительную среду,,
которая обеспечивает восстановление железистых окси-
дов до закисного состояния и тем самым предотвращает
их красящее действие.
При назначении температурного режима обжига сле-
дует учитывать еще влияние неравномерности обжига
изделий, уложенных в печи штабелем. Обжиг единичного
изделия (физический срок обжига) может быть осу-
ществлен в несколько раз быстрее, чем обжиг штабеля
239
таких >ке изделий. В связи с этим в последние годы ши-
роко применяют печи однорядного обжига керамических
плиток и ведут разработки по однорядному обжигу
строительного и кислотоупорного кирпича.
5.2. Процессы, происходящие при вспучивании
глинистых пород
Рис. 5.3. Схема вспучива-
ния элементарной ячей-
ки глиняной гранулы
а — сухая гранула; б —
вспученная гранула; 1 —
пора; 2 — сухая гранула;
3 — вспученная гранула; 4 —
спекшаяся оболочка
Вспучиванием называют процесс увеличения мате-
риала в объеме, сопровождаемый образованием внут-
ренней, преимущественно замкнутой, пористости. В из-
ломе вспученный материал имеет структуру застывшей
пены. Из глинистых пород вспучиванием получают ке-
рамзитовый гравий и песок.
Для уяснения основных закономерностей процесса
вспучивания глиняной гранулы рассмотрим его в самом
схематическом приближении (рис. 5.3). Представим
себе, что нагревается полый глиняный шарик радиусом
г0, который можно уподобить элементарной поре глиня-
ной гранулы. При нагреве до определенной температуры
глиняная оболочка шарика начнет размягчаться, спе-
каться и в конечном счете уплотнится и станет газоне-
проницаемой, находясь в пиропластическом состоянии.
Если в этот момент внутри шарика по каким-либо при-
чинам начнут выделяться газы, то, не имея выхода через
оболочку, они будут создавать во
внутренней полости шарика из-
быточное давление, под воздейст-
вием которого оболочка, будучи
размягченной, начнет расширять-
ся и радиус ее станет гвсп. Это
явление и будет представлять
собой вспучивание элементарной
ячейки глины. Таким образом,
процесс вспучивания состоит из
двух стадий: спекание с образо-
ванием закрытой поры и собст-
венно вспучивание под давлением
газов, выделяющихся внутри за-
крытой поры. Сумма таких эле-
ментарных актов в: каждой ячей-
ке глиняной гранулы и обусловит
общий процесс вспучивания всей
гранулы. При этом, рассматривая
процесс вспучивания всей грану-
240
лы, необходимо иметь в виду, что по своей толще она
нагревается неравномерно: с поверхности быстрее, чем в
центре. Поэтому поверхность гранулы еще до того, как
вся ее 'масса приобретет пиропластическос состояние,
покрывается плотной спекшейся газонепроницаемой
оболочкой, предотвращающей утечку газов из гранулы
даже в том случае, если под давлением газов отдельные
перегородки пор окажутся прорванными.
Основное условие, обеспечивающее вспучивание гли-
нистых пород при их нагревании, — совмещение во вре-
мени пиропластического состояния глины с интенсивным
газовыделением внутри обжигаемого материала. В гли-
нах при нагревании выделяется довольно значительное
количество газообразных продуктов, причем экспери-
ментально установлено, что вспучиваемость глин за-
висит от величины удельного газовыделения, которое у
хорошо вспучивающихся глин превышает 100 мг/г.
Пиропластическое состояние в глине возникает в
результате накопления в ней достаточного количества
жидкой фазы — силикатного расплава. Интенсивность
накопления жидкой фазы зависит прежде всего от хими-
ческого состава глины. Она возрастает с увеличением
содержания щелочей в глине и резко убывает по мере
возрастания количества свободного кварца. Восстанови-
тельная среда резко интенсифицирует процесс накопле-
ния жидкой фазы.
На вспучиваемость глины влияет и режим нагрева,
создающий определенную интенсивность теплообмена
[11]. Величина температурного перепада, возникающе-
го в грануле, зависящая от интенсивности теплообмена
(критерия Bi), может оказывать решающее влияние на
процесс вспучивания глины. На диаграмме рис. 5.4 по
оси абсцисс отложена длительность нагрева т, а по оси
ординат — температура t. На оси ординат отложены
температуры начала газовыделения tr , начала спекания
/сп и начала плавления £пл, температура поверхности
гранул се центра — /ц. На оси абсцисс отложены мо-
менты времени п начала спекания оболочки (/n = £'u)
и т2 —начала газовыделения в центре гранулы (/ц =
= tr). При высокой интенсивности теплообмена (В^
(рис. 5.4,а) возникает большой перепад Д^пц =
—/п — /ц. Однако вспучиваться глина не будет, так как
в момент появления спекшейся оболочки температура
центра гранулы еще не достигла температуры начала
9 Зак. 196
241
Рис. 5.4. Влияние интенсивности нагрева глиняных гранул на их
вспучиваемость
газовыделения (при t\ /ц</г ). Доводить же темпера-
туру центра гранулы до температуры начала газовыде-
ления в данном случае нельзя, так как оболочки гранул
начнут оплавляться, потеряют сыпучесть и «сварятся» в
сплошной конгломерат (при т2 Л->^пл).
При низкой интенсивности теплообмена (В^->0) пе-
репады температур внутри гранулы очень малы
(рис. 5.4,6) и вспучивания также не произойдет, но уже
по другой причине: когда начинается газовыделение,
оболочка продолжает оставаться пористой (при т2
<^пл) и газы свободно покидают гранулу. И только
при оптимальной интенсивности теплообмена, при кото-
рой соотношение температур поверхности и центра гра-
нулы соответствует диаграмме, изображенной на
рис. 5.4,в, гранула будет вспучиваться. В этом случае в
момент начала газовыделения (тг), когда /ц = /г, обо-
лочка является уже спекшейся (при т2 О^сп), но
еще не оплавленной (/п</пл)- Таким образом, варьи-
руя интенсивность теплообмена, можно по-разному
реализовывать потенциальную возможность одной и той
же глины вспучиваться.
Процесс формирования керамзитовой структуры при
обжиге глиняной гранулы развивается в три темпера-
турных этапа. В интервале температур 100—800°С в гра-
нуле образуются поры различных размеров за счет
удаления различных видов физически и частично хими-
чески связанной воды, а также за счет частичного выго-
рания органических примесей. В этом же интервале
начинается спекание глины. В интервале 800—1050°С
происходит образование наружной спекшейся оболочки
и дальнейшее развитие пористости, но уже за счет нача-
ла процессов вспучивания. В материале развиваются
твердофазовые реакции и происходит накопление
жидкой фазы. В третьем этапе (1050—1200°С) интенсив-
но развиваются и завершаются процессы вспучивания,
возрастает количество средних и крупных пор радиусом
до 50 мкм. Общая пористость вспученной гранулы дости-
гает 70—90%.
Изложенные закономерности процесса вспучивания
следует учитывать при построении режима обжига ке-
рамзита.
5.3. Агломерация (омоноличивание) слоя кусковых
материалов
Агломерацией называют процесс омоноличивапия
(чаще всего топливосодержащих) кусковых материалов
с образованием пористого конгломерата в результате
контактного спекания отдельных гранул и превращения
межзерновых пустот сырьевой смеси в поры омоноличен-
ного материала. Посредством слоевого обжига глиняных
гранул на решетке с интенсивным просасыванием через
слой материала продуктов горения топлива и воздуха
изготавливают аглопорит. Агломерируют обычно пред-
варительно изготовленные гранулы. Поэтому при омо-
ноличивании на агломерационной решетке превращения
происходят как в самих гранулах, так и в образованном
ими слое.
На I этапе агломерационного обжига топливосодер-
жащих гранул (рис. 5.5) за счет теплоты, сообщаемой
зажигательным импульсом — раскаленными дымовыми
газами, поступающими в слой из горна (топки), в верх-
ней части слоя испаряется вода затворения. При этом
гранулы с начальной влажностью 15—16% претерпева-
ют усадку. Дымовые газы вместе с образующимися во-
дяными парами просасываются через слой гранул. При
большой толщине слоя его нижняя часть, покоящаяся на
решетке, может увлажняться за счет конденсации водя-
ных паров из отработанных газов, которые через решет-
ку и вакуум-камеру удаляются дымососом в атмосферу.
В зону сушки газы направляют с температурой 500—
750°С, но в самой зоне сушки температура не превышает
100°С. При дальнейшем поступлении теплоты от источ-
ника зажигания верхний слой, будучи уже сухим, подо-
9* Зак. 196
213
-LU Lu Ц
Рис. 5.5. Этапы и стадии процесса агломерации
/, II, III, /Г7 —этапы процесса, а — сырцовые гранулы; б, в, г, д — зоны со-
ответственно сушки, подогрева, горения топлива и спекания, остывания; J —
горн; 2 — решетка; 3 — вакуум-камера; 4 —дымосос
гревается (II этап), а смежный с ним нижележащий
слой подсушивается. В зону подогрева газы подают с
температурой 1000—1200°С, а сам диапазон температур
для этого этапа может составлять в зависимости от вида
топлива от 100—600 до 100—800°С. Одновременно с
чисто физическим подогревом материала в гранулах
происходит дегидратация глинистых минералов и гидро-
оксидов железа с кристаллизацией гематита. Гранулы
при этом несколько разрыхляются. Когда верхний слой
гранул подогреется до температуры воспламенения на-
ходящегося в нем топлива, оно начинает гореть
(III этап), взаимодействуя с воздухом, непрерывно про-
сасываемым через слой материала. Проходя через слой
прогретого или охлаждающегося материала, воздух на-
гревается и в зону горения поступает уже подогретым, что
способствует возникновению высоких температур и бы-
строму протеканию процессов горения. В результате
температура в слое может достигнуть 1600°С. На этом
этапе в материале развиваются процессы, наиболее
важные для формирования структуры аглопорита. Же-
лезистые оксиды восстанавливаются до закисного со-
244
стояния и способствуют интенсивному образованию
жидкой фазы. Происходит спекание зерен внутри от-
дельных гранул, и они претерпевают огневую усадку, а
вместе с этим происходит усадка всего слоя. Одновре-
менно с этим на контактах гранул появляются капли
силикатного расплава, которые обусловливают контакт-
ное спекание гранул между собой и тем самым омоноли-
чивание всего слоя. Кроме того, появившиеся на контак-
тах капли расплава, образуя мениски, становятся мате-
риальной средой, в которой возникают силы поверхност-
ного натяжения. Последние стягивают гранулы между
собой, обусловливая дополнительную усадку слоя. В ре-
зультате сыпучий слой превращается в спекшийся, но
пористый конгломерат. Глинистые и слюдистые минера-
лы, содержащиеся в сырьевой смеси, частично
вспучиваются, обусловливая образование в материале
небольшой доли закрытых пор. В этой стадии материал
находится в пиропластическом состоянии.
Когда закончится выгорание всех органических ве-
ществ, наступает последний, IV, этап — охлаждение
спекшегося конгломерата-коржа. В этот период наряду
с физическим охлаждением материала в нем заверша-
ются процессы кристаллизации гематита, магнетита и
а-кристобалита. Оплавленные зерна кварца, сохранив-
шиеся в виде а-кварца, переходят при 573°С в (3-кварц.
В полностью остывшем аглопорите содержится 48—60%
стекла. Кристаллические фазы представлены кварцем,
полевым шпатом, кристобалитом, в небольшом количе-
стве — муллитом, гематитом и др.
Процессы кристаллизации, происходящие в стадии
пиропластического состояния материала, являются
структурообразующими. Переход «-кварца в (3-кварц,
как и модификационные превращения кристобалита,
происходит уже в хрупком материале и является про-
цессом деструктивным. Помимо этого, деструктивные яв-
ления в стадии охлаждения возникают из-за различия
Ктр стекловидной и кристаллических фаз, а также чисто
термических напряжений, всегда сопутствующих неод-
нородному температурному полю охлаждаемого мате-
риала.
Изложенный общий процесс образования аглопорита
следует рассматривать как самое схематическое прибли-
жение. В действительности четкой последовательности
протекания отдельных превращений и точных темпера-
245
турных границ между ними не существует. Отдельные
превращения накладываются друг на друга и в боль-
шинстве своем смещаются в область более высоких
температур.
Процесс горения топлива начинается в верхнем слое
искусственно зажженных гранул и постепенно переме-
щается, доходя до его нижнего горизонта. Интенсивность
этого процесса характеризуют вертикальной скоростью
горения в мм/мин. Пористость в аглопорите образуется
за счет превращения межзерновых пустот в поры при
контактном спекании зерен материала (основной фак-
тор), удаления гигроскопической влаги, выгорания орга-
нических веществ и вспучивания глины. Последний
фактор, который для керамзита играет основную роль,
в производстве аглопорита имеет второстепенное зна-
чение.
ГЛ АВ А 6. ОБЩИЕ СВЕДЕНИЯ О ПЕЧАХ
КЕРАМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Керамические материалы и изделия обжигают в про-
мышленных печах — установках технологического на-
значения, в которых посредством теплового воздействия
при относительно высоких температурах осуществляется
изменение агрегатного состояния обрабатываемого ма-
териала, его химического состава либо его кристалличе-
ской структуры.
Теория промышленных печей фомрировалась в течение несколь-
ких столетий. Начало, ее созданию было положено М. В. Ломоно-
совым, давшим строгое определение причин движения газов в
рабочей полости печи («О вольном движении воздуха в рудниках
примеченном», 1/42 г.). Он же объяснил действие дымовых труб и
«самодувпых» печей и высказал мысль об использовании теплоты
отходящих газов («Первые основания металлургии или рудных дел»,
1763 г.).
Ж. Фурье создал математическую теорию распространенния тепло-
ты внутри твердых тел («Аналитическая теория тепла» 1822 г.). Одна-
ко как самостоятельная дисциплина печная теплотехника офор-
милась в начале нашего века, когда В. Е. Грум-Гржимайло соор-
мулпровал гидравлическую теорию пламенных печей и основные
принципы конструирования печей с естественной тягой (1905—
1909 гг.), а И. Г. Есьман дал математическое обоснование гидрав-
лической теории печей. В дальнейшем научной базой для развития
печной ГСПЛО7СХНИ1КП явилась созданная М. В. Кирпичевым теория
подобия и моделирования физических процессов (1936 г.).
В настоящее время печная теплотехника развивается диффе-
ренцированно, применительно к нуждам отдельных отраслей про-
мышленшх ги (металлургия, химия, строительные материалы).
6.1. Общая классификация печей керамической
промышленности
Промышленные печи, применяемые в производстве
керамических материалов и изделий, классифицируют по
следующим признакам.
По технологическому назначению различают печи:
для обжига кусковых и сыпучих материалов; для обжига
формованных изделий; для спекания (омоноличивания)
кусковых материалов; для получения силикатных рас-
плавов. По режиму работы — печи периодического (цик-
лического) действия и непрерывно действующие. По
конструктивной схеме (форме рабочей камеры) печи
бывают: шахтные; вращающиеся; камерные; кольцевые;
туннельные; щелевые; ванные. По способу теплообмена
принято различать печи прямого огня, в которых нагре-
ваемый материал контактирует с пламенными газами, и
печи муфельные (радиационные), в которых теплота
пламенных газов передается нагреваемому материалу
через промежуточную стенку (муфель). По источнику
тепловыделения — печи пламенные и электрические.
В производстве керамических строительных материалов
и изделий применяют в основном пламенные печи, а
электрические лишь в единичных случаях.
6.2. Общая схема пламенной промышленной печи
Общая блок-схема современной промышленной пла-
менной печи приведена на рис. 6.1.
Основными элементами печи (они показаны на схеме
двойным контуром) являются ее рабочая камера 3, то-
почное устройство 1 и тяговое устройство 2. Топочное
устройство генерирует теплоту в результате сжигания
топлива. Дымовые газы, являющиеся материальной сре-
дой, аккумулирующей теплоту от сжигания топлива,
поступают в рабочую камеру печи (поток D[) и, взаимо-
действуя с материалом, нагревают его за счет передачи
теплоты конвекцией и газоизлучением. Топочное устрой-
ство может быть конструктивно обособленным от рабо-
чей камеры (выносные топки) и встроенным, составляю-
щим единое целое с ограждающими конструкциями
рабочей камеры печи. В некоторых типах печей топочное
устройство вообще отсутствует, а топливо сгорает в ра-
бочей камере печи. По этому принципу работают кольце-
вые печи и некоторые типы шахтных печей.
Рис. 6.1. Общая блок-схема промышленной печи
Тяговыми устройствами являются дымовые трубы и
дымососы. Они обеспечивают за счет создаваемого ими
разрежения («тяги») перемещение газовоздушных пото-
ков, преодолевая возникающие аэродинамические сопро-
тивления.
Кроме основных функциональных элементов совре-
менная печная установка оснащена многочисленными
вспомогательными устройствами. Загрузку материала в
рабочую камеру печи производят, как правило, системой
специальных механизмов 2 — питателей, толкателей и
др., хотя еще эксплуатируют печи с ручной загрузкой
материала (кольцевые кирпичеобжигательные печи).
Для выгрузки обожженного материала современные
печи также оснащаются специальными разгрузочными
устройствами 4.
Поток отходящих (отработанных) дымовых газов О2
может направляться непосредственно в тяговое устрой-
ство и из него выбрасываться в атмосферу (поток Дб)
либо предварительно подвергаться очистке от взвешен-
ных пылевидных частиц, содержащихся в газовом потоке
(поток Z)3). В качестве газоочистительных устройств 5
применяют пылеосадительные камеры, круглые или ба-
тарейные циклоны, матерчатые (преимущественно из
стеклоткани) фильтры, электрофильтры и скрубберы
(дождевальные башни). Требования охраны окружаю-
248
щей среды обусловливают необходимость осуществления
двух- и трехступенчатой очистки отходящих дымовых
газов. Очищенные от пылеуноса дымовые газы могут
направляться в тяговое устройство (поток D4) для вы-
броса в атмосферу, использоваться в качестве теплоно-
сителя вне печной установки (поток £>5), например в
качестве теплоносителя в сушилках, для отопления
теплиц и т. п., либо направляться (поток D&) в специаль-
ные теплоутилизационные установки: рекуператоры или
регенераторы для подогрева воздуха и котлы-утилизато-
ры (запечные котлы). Рекуператоры являются теплооб-
менниками непрерывного, а регенераторы — теплооб-
менниками периодического действия. Из теплоутилиза-
ционной установки (поток D?) охлажденные дымовые
газы тяговым устройством 7 выбрасываются в атмос-
феру.
Атмосферный воздух (поток В{), нагретый в тепло-
утилизаторе 6 (поток В%), может использоваться вне
печной установки в качестве теплоносителя в сушилке,
для отопления зданий и т. п. (поток В3) либо может
направляться в топочное устройство (поток В4) для го-
рения топлива.
После завершения процесса обжига материал ох-
лаждается воздухом либо в самой рабочей камере печи,
либо в специальных холодильниках. Нагретый при этом
воздух используют в качестве теплоносителя в сушиль-
ных установках (поток В5) либо для горения топлива в
топочном устройстве (поток Be).
Современная печная установка оснащена системой
контрольно-измерительных приборов (КИП) и система-
ми автоматического регулирования 8 теплового режима
и взаимодействия загрузочных и выгрузочных устройств,
обязательными для нормального функционирования
печи.
Конструктивное оформление современных печных ус-
тановок отличается большим многообразием и продол-
жает все время совершенствоваться.
ГЛАВА 7. ПЕЧИ ДЛЯ ОБЖИГА
КУСКОВЫХ МАТЕРИАЛОВ
На керамических заводах для обжига кусковых и по-
рошковых материалов применяют печи шахтные, вра-
щающиеся и кипящего слоя.
249
Шахтными называют печи, рабочая камера которых
имеет форму вертикального полого ствола. Применяют
их для обжига шамота. Подготовка брикета для шамота
в шахтных печах относительно сложна, а обожженный
шамот характеризуется заметной неравномерностью об-
жига. Трудности обжига шамота в шахтных печах воз-
никают также из-за склонности глиняных брикетов к
слипанию. Поэтому в настоящее время шахтные печи
для керамической промышленности нс проектируют и не
строят.
7.1. Вращающиеся печи
Вращающиеся печи были впервые применены в конце
XIX в. для обжига портландцементного клинкера. В на-
стоящее время их широко используют для обжига керам-
зита, дегидратированной глины и шамота.
Принципиальная схема тепловой установки с враща-
ющейся печью приведена на рис. 7.1. Стальной цилинд-
рический корпус барабана 4 с укрепленными на нем
бандажами 3 опирается на ролики 13, покоящиеся на
фундаменте 12. Изнутри корпус печи футерован огне-
упорными материалами. На корпус насажена венцовая
шестерня 5, которая вместе с подвенцовой шестерней 15,
редуктором 14 и электромотором 16 приводит корпус во
вращение. При работе печи по принципу противотока
«холодный» конец печи сочленен через уплотняющее
устройство с загрузочной камерой 2, на которой укреп-
лена питательная труба 1. В современных вращающихся
печах загрузочную камеру часто заменяют подогревате-
лями материала. Горячий конец печи сочленен с выгру-
зочной камерой 6, которую называют откатной головкой.
Основание ее имеет скаты 11, и головку можно откаты-
вать по рельсам 9 для ремонта футеровки корпуса.
В головке укреплено топливосжигающее устройство 7 —
горелка при газовом или форсунка при мазутном отоп-
лении. В днище головки имеется выгрузочное отверстие
8. Загрузочная камера трубопроводами соединена с ды-
мососом 18, направляющим отходящие газы в дымовую
трубу 19.
Материал через питательную трубу поступает во
вращающийся барабан, установленный с небольшим
уклоном, перемещается по всей его длине, непрерывно
пересыпаясь, что способствует лучшему прогреванию
250
Рис. 7.1. Схема тепловой установки с вращающейся печью
Рис. 7.2. Схема теплообмена во вращающейся печи
материала печными газами. Из печи обожженный мате-
риал поступает в холодильник 10.
Таким образом, современная тепловая установка с
вращающейся печью имеет, как правило, три основных
теплообменных элемента: подогреватель, собственно
печь (обжиговый барабан) и холодильник. Кроме того,
печи оборудуют еще внутрипечными теплообменниками:
цепными или ячейковыми.
Топливо и воздух для горения подают в горелку или
форсунку. Сгорая, топливо образует факел, пирометри-
ческий максимум которого располагается па некотором
расстоянии от горячего обреза печи. Горячие газы, пере-
мещаясь внутри барабана, нагревают материал, сами
при этом охлаждаясь. Из барабана они через загрузоч-
ную камеру (либо подогреватель) поступают в газоочис-
тительную систему 17, а из нее по дымовой трубе в ат-
мосферу.
Размеры промышленных вращающихся печей колеб-
лются в диапазоне от 1,2X12 м (соответственно диаметр
и длина) до 3,6X70 м.
Теплообмен во вращающихся печах происходит по
сложной рекуперативной схеме, в которой участвуют все
251
три вида теплопередачи: теплопроводность, конвекция,
излучение (рис.7.2). Дымовые газы отдают теплоту по-
верхности материала в низкотемпературной зоне конвек-
цией (Q?M)> а в высокотемпературной — лучеиспуска-
нием (<2?м )• Кроме того, дымовые газы нагревают по-
средством конвекции и лучеиспускания футеровку, вза-
имодействуя с ее поверхностью, свободной от материала
(<2фл)-
Футеровка, в свою очередь контактируя с примыкаю-
щей (по дуге) поверхностью материала, нагревает его
за счет теплопроводности (QjM), а хордовую поверх-
ность слоя лучеиспусканием (Q$M)- Кроме того, часть
теплоты футеровка отдает через корпус печи в окружа-
ющую среду (Ффв)- Таким образом, циклы нагрева фу-
теровки чередуются с циклами отдачи теплоты футеров-
кой.
7,2. Однобарабанные вращающиеся печи для обжига
керамзитового гравия
На керамзитовых заводах действуют более 500 вра-
щающихся печей, в основном с типоразмерами 40X2,5;
22X2,3 и 12X1,6 м. На долю печей других типоразмеров
приходится 14%. Самая длинная печь — 60 м. С увели-
чением длины печи расход топлива снижается, однако
объемная насыпная плотность керамзита возрастает.
Более половины общего количества составляют печи
длиной 40 м. Они работают как на природном газе, так
и на мазуте. Схемы установки мазутной форсунки и га-
зовой горелки показаны на рис. 7.3. Для реализации по-
тенциальной способности глины вспучиваться необходим
ступенчатый температурный режим, в связи с чем для
керамзитообжигательных вращающихся печей предпоч-
тительны короткофакельные топливосжигающие устрой-
ства.
Процессы, происходящие в 40-метровой вращающей-
ся печи при обжиге неподсушенных глиняных гранул,
представлены на совмещенной диаграмме (рис. 7.4). На
ней выделены четыре технологические зоны: сушки, по-
догрева, вспучивания и отвердевания. Кривая 1 указы-
вает, что основное количество свободной влаги удаляет-
ся на длине 11 м при температуре материала до 100°С.
Летучие вещества, состоящие в основном из кристалли-
зационной воды, при этой температуре не удаляются
Рис. 7.3.
Установка мазутной форсунки (а) и
на вращающейся печи
газовой горелки (б)
головка; 4 — мазутная
/ — вращающаяся
печь; 2 — уплотнение; 3 — откатная
форсунка; 5 — газовая горелка
Рис. 7.4. Совмещенная диаграмма процессов, происходящих во вра-
щающейся печи при обжиге керамзита
/ — свободная влага; 2--летучие вещества; 3--температура газовой среды
в печи; '/--температура материала; 5 — средняя плотность гранул
(кривая 2), а насыпная плотность материала (кривая 5)
уменьшается медленно, исключительно за счет подсушки
гранул. Температура газов этой зоны довольно высока и
достигает 700—850°С. Однако из-за того, что гранулы
поступают в печь сырыми, их температура повышается
довольно медленно. Коэффициент теплообмена в этой
зоне составляет 145—230 Вт/(м2-°С).
Зона подогрева занимает в данном случае 15 м.
В ней удаляются остатки гигроскопической (связанной)
влаги (кривая 4), полностью удаляются летучие веще-
ства, материал подогревается со 100 до 875°С при темпе-
ратуре в печи 850—1100°С. Насыпная плотность гранул
продолжает равномерно уменьшаться за счет удаления
остатков гигроскопической и гидратной влаги и некото-
рого количества других летучих веществ. Коэффициент
теплообмена в этой зоне равен 105—130 Вт/(м2*оС).
В зоне вспучивания на коротком участке длиной 8 м
почти скачкообразно понижается насыпная плотность
гранул с повышением температуры материала до 1125°С.
Затем на последних 4 м этой зоны температура газов и
материала продолжает оставаться стабильной, а насып-
ная плотность гранул несколько уменьшается, поскольку
материал в этой зоне находится в пиропластическом со-
стоянии.
Зона отвердевания очень короткая — всего 2 м. В ней
температура материала понижается от 1125°С до 1025°С
и соответственно уменьшается температура газов. Иног-
да в этой зоне температура газов снижается более интен-
сивно, чем температура материала.
Режим термоподготовки существенно влияет на каче-
ство керамзита. Он должен исключить взрывание гранул
и потерю ими вспучиваемости вследствие преждевремен-
ного удаления органических веществ. Вспучивание об-
жигаемых гранул в печи сильно зависит и от химического
характера газовой печной среды. Наиболее целесообраз-
на слабовосстановительная среда с содержанием кисло-
рода в печных газах не выше 9%.
Эффективной оказалась разработанная и осущест-
вленная в НИИКерамзите модернизация зоны вспучива-
ния вращающейся печи с применением виутрипечпого
опудривания гранул (рис. 7.5). Модернизация предус-
матривает использование кольцевого воздуховода для
непрерывной подачи избыточного воздуха и кольцевого
питателя для ввода опудривателя. Кольцевой воздухо-
провод установлен на обечайке печи, имеющей окна, че-
рез которые воздух в заданном количестве поступает во
внутреннюю полость печи. Для опудривания
гранул в пиропластическом состоянии перед
зоной вспучивания па корпусе печи распо-
ложен кольцевой питатель. Опудривающий ма-
териал из расходного бункера через дозирующее уст-
коэффициент, за-
60,
Рис. 7.5. Модернизация зоны вспучивания вращающейся печи
1 — вращающаяся печь; 2 — бункер запаса опудривателя; 3 — устройство для
ввода опудривателя; 4 — горелка; 5 — устройство для ввода вторичного воз-
духа; 6 — элеватор
ройство и кольцевой питатель подают в печь. Производи-
тельность печи возрастает при этом на 25%; насыпная
плотность керамзита снижается на 2 марки, а расход
теплоты — на 25%.
Объемную производительность вращающейся печи V,
м3/ч, как транспортирующего устройства определяют по
формуле
0,00785 D2 со, (7.1)
где Р —диаметр печи, м (D примерно равен 2,5; 2,2; 1,6); ф —
коэффициент заполнения печи, % (примерно равен 10—12; 12—14;
14-16); со — скорость движения материала в печи, м/ч.
где L — длина печи, м; т — продолжительность прохождения
гранул через вращающуюся печь, мин.
т = 0,308 L (ф + 24)//) и I, (7.3)
где <р — угол естественного откоса материала, град, ср --35°;
п— частота вращения печи, об/мин; t — наклон печи, %.
Весовая производительность вращающейся печи G,
кг/ч, как теплового агрегата при обжиге керамзита мо-
жет быть определена по эмпирической формуле [11]
KJ — ,
где £ — длина печи, м; А—эмпирический
висящий от размеров печи. Его величина равна:
Внутренние размер л пе-
чи, м............ 0,9x12 1,3x15
А . ............ 13 15.5
Формула (7.4) указывает, что весовая производи-
тельность — величина стабильная для печи данных раз-
меров и зависит от насыпной плотности получаемого ке-
рамзита, поэтому объемную нормативную годовую про-
изводительность 40-метровых печей /7Уг, м3/год, подсчи-
тывают по формуле:
nVv 100 000, (7.5)
где Км — коэффициент, зависящий от марки керамзита М и
равный:
М .... 300 350 400 450 500 550 600 700 800
Км . . . 1,53 1,34 1,15 1,1 1 0,95 0,85 0,69 0,83
При тепловых расчетах однобарабанных керамзито-
обжигательных печей позонные тепловые балансы обычно
не составляют. Методика теплового расчета таких печей,
разработанная автором, приведена в работе [18].
7.3. Двухбарабанные печи для обжига керамзитового
гравия
При обжиге многих глин необходимо замедлять по-
вышение температуры в зоне подогрева, ограничивая ее
400—600°С с тем, чтобы полностью сохранить в матери-
але его газотворную способность для зоны вспучивания.
В этом случае кривая температуры материала примет
четко выраженный ступенчатый характер. Обжиг по
кривой — с медленным повышением температуры в зоне
подогрева и быстрым — в зоне вспучивания называют
ступенчатым (или двухстадийным) обжигом. Для осу-
ществления такого режима нужно регулировать пара-
метры процесса по длине печи. В однобарабанных пе-
чах режим можно регулировать изменением длины фа-
кела, интенсивности загрузки материала в печь, устрой-
ством в футеровке подпорных колец, оборудованием печи
теплообменными устройствами (рис. 7.6), применением
ребристой футеровки в «холодном» конце печи и уста-
новкой V-образного теплообменника на загрузочном кон-
це печи. Рассмотренные мероприятия дают возможность
регулировать режим обжига в весьма ограниченных пре-
делах и эффективны преимущественно в коротких печах.
При установке теплообменника совместно с перевальным
порогом производительность короткой печи возрастает
на 70%, а расход топлива снижается на 20%.
Гораздо большими возможностями технологического
маневрирования обладают двухбарабанные печи
Рис. 7.6. Трубчатый теплообмен-
ник вращающейся печи для произ-
водства керамзитового гравия
1 головка печи; 2 — вращающаяся
печь; 3 — пылеосадительная камера;
4 — теплообменное устройство
Рис. 7.7. Температурный режим
UAI
барабан вспучива-
-1 (а) и устройство (б) двухбарабан-
ной печи
— загрузочная камера; 2 — барабан термопсдготовки; 3
яия; 4 — холодильник
(рис. 7.7). В них длинный барабан малого диаметра пред-
назначен для сушки и подогрева гранул до температуры
200—600°С, а короткий большого диаметра —для их
вспучивания. Каждый барабан имеет самостоятельный
привод, благодаря чему можно регулировать скорость
продвижения материала в каждом барабане. Увеличен-
ный диаметр барабана вспучивания позволяет повысить
тепловую мощность, так как тепловая мощность враща
ющейся печи пропорциональна размеру ее диаметра в
кубе, и тем самым придать кривой нагрева более четкий
ступенчатый характер.
257
256
I
С увеличением длины однобарабанных печей возра-
стает насыпная плотность керамзита, в то время как
длинные двухбарабанные печи обеспечивают получение
легкого керамзита, что дает возможность повысить еди-
ничную производительность печи.
Двухбарабанные печи, эксплуатируемые в нашей
стране на нескольких заводах, показали хорошие резуль-
таты. Применение двухбарабанных печей снижает на-
сыпную плотность керамзита на 30—50%, расход топ-
лива— на 20—30%, себестоимость керамзита — на 15—
20% и увеличивает объемную удельную производитель-
ность печи на 25—30%- Наиболее эффективны двухба-
рабанные печи для слабовспучивающихся глин. Однако
с увеличением коэффициента вспучивания глины эффек-
тивность использования печей понижается.
7.4. Агрегат со слоевым подготовителем для обжига
керамзитового гравия
Двухстадийный обжиг керамзитового гравия произво-
дится на обжиговом агрегате СМС-179 (рис. 7.8,а), кото-
рый состоит из запечного слоевого подготовителя /, корот-
кой вращающейся печи 3 размерами 2,8X20 м и слоевого
холодильника 9 СМ-1250. В головке 4 печи укреплена
форсунка 5, в которую поступает топливо (природный
газ или мазут) и дутьевой воздух по трубопроводу 5.
Вентилятор 8 высокого давления нагнетает воздух в хо-
лодильник. Нагретый в холодильнике воздух частично
поступает в головку печи и участвует в горении топлива
в качестве вторичного воздуха, а частично по воздухо-
проводу 2 направляется в приемный бункер подготови-
теля для подсушки свежесформованных гранул для пред-
отвращения их слипания. В подготовитель поступают
также отходящие газы печи, являющиеся основным теп-
лоносителем, обеспечивающим подсушку и подогрев
гранул. Отработанные в подготовителе газы дымососом
12 направляются в дымовую трубу 13. Концевой дымосос
10 забирает избыточное количество газов из загрузочной
головки 11 печи и из нижней части подготовителя и на-
правляет их также в дымовую трубу 13. В разгрузочной
головке 4 печи установлена решетка, предотвращающая
поступление в холодильник снеков (омоиоличенных кон-
гломератов керамзита). С этой решетки они поступают
в роторную дробилку 7, из которой дробленый керамзи-
товый песок по течке направляется на разгрузочный
транспортер.
258
в)
Рис. 7.8. Агрегат СМС-197 со ело-
евым подготовителем для обжига
керамзитового гравия
а —схема агрегата; б — слоевой под-
готовитель; в — колосниковый холо-
дильник
259
Слоевой подготовитель (рис. 7.8,6) предназначен для
предварительной тёрмоподготовки сырцовых гранул. Он
работает по принципу тепломассообмена в движущемся
фильтрующем слое. Сырцовые гранулы подают в прием-
ный бункер 1 подготовителя, откуда они самотеком по-
ступают на верхнюю наклонную колосниковую решетку
2, перемещаются по ней непрерывным слоем и попада-
ют на вторую наклонную решетку 5. Из нее питатель 6
подает их в печь. Отходящие дымовые газы из печи че-
рез патрубок 4 поступают в подогреватель, пронизыва-
ют слой гранул, движущийся по решетке 5, отсасыва-
ются через патрубок 7 рециркуляционным дымососом (на
рисунке не показан), подающим их через патрубок 3
под решетку 2. Здесь они пронизывают слой свежезагру-
женных гранул, движущихся по верхней решетке, и че-
рез патрубок 9 направляются к концевому дымососу.
Сырые гранулы, двигаясь непрерывным слоем по нак-
лонным решеткам, сушатся и нагреваются до 100—400°С
перекрестным продуванием горячими газами, отходя-
щими из вращающейся печи. В агрегате предусмотрена
подача нагретого воздуха из холодильника в верхнюю
зону подготовителя (см. рис. 7.8,а) и рециркуляция от-
работавших газов с целью регулирования режима суш-
ки гранул. Для очистки решеток в корпусе подготовите-
ля имеется"окно 8.
Отходящие газы печи, фильтруясь через слой сырых
гранул, одновременно сушат их и очищаются от пыле-
уноса. Таким образом, подогреватель выполняет одновре-
менно две функции: сушилки и фильтра.
Теплообмен в фильтрующем слое эффективнее кон-
вективного теплообмена в сушильном барабане, так как
на относительно коротком участке пути гранулы удается
не только высушить, но и подогреть до температуры су-
щественно выше 100°С. Нижняя часть конуса подгото-
вителя футерована шамотным кирпичом.
Из подготовителя сухие и подогретые гранулы посту-
пают для вспучивания во вращающуюся печь (см.
рис 7.8,а). В данном случае применяют короткую печь
увеличенного диаметра, чтобы развить в ней относитель-
но высокую тепловую мощность и тем самым реализовать
ступенчатую кривую обжига.
Обожженные гранулы поступают из печи агрегата
СМС-197 в слоевой колосниковый холодильник конструк-
ции НИИКерамзита (рис. 7.8,в) через решетку 1, исклю-
чающую поступление в приемный бункер 2 холодильника
260
омоноличенных конгломератов керамзита (сваров), об-
разующихся при работе печи в ненормальном режиме.
Для предупреждения образования сваров в приемном
бункере холодильника предусмотрена подача холодного
воздуха через специальные патрубки. Обожженные гра-
нулы движутся непрерывным слоем по решеткам 3, 4,
охлаждаясь до 50—60°С, и удаляются барабанным раз-
гружателем 7. Под нижними решетками 3 имеются спе-
циальные бункера 6 для улавливания просыпи. Атмосфер-
ный воздух направляется в холодильник дутьевым вен-
тилятором (на рисунке не показан) через патрубок 5,
фильтруется через слой керамзита, движущегося по ниж-
ним и по верхним решеткам, нагревается и поступает
частично в печь, частично в слоевой подготовитель.
Режим тепловой обработки в агрегате СМС-197 ре-
гулируют, изменяя скорость подачи гранул в подготови-
тель, частоту вращения загрузочного питателя, кратность
рециркуляции отходящих газов, количество нагретого во-
здуха, направляемого из холодильника в подготовитель,
частоту вращения печи и, как всегда, количество подава-
емого в печь топлива и длину его горящего факела. Про-
ектная производительность агрегата СМС-197 —
100 тыс. м3 керамзита в год.
7.5. Комплекс вращающаяся печь — печь кипящего слоя
В последнее время во ВНИИСтроме разработана еще
одна система для обеспечения ступенчатой кривой об-
жига керамзита: комбинация короткой вращающейся
печи, используемой в качестве подготовителя, с печью ки-
пящего слоя твердого теплоносителя, являющейся аппа-
ратом вспучивания. Схема установки с печью направлен-
ного кипящего слоя твердого теплоносителя приведена
на рис. 7.9. Рабочая камера 3 промышленной печи имеет
прямоугольное сечение длиной 3, шириной 0,5 и высотой
3 м. Подина печи 10 решетчатая, наклонная, набрана из
отдельных пластин, имеющих водяное охлаждение. Под
подиной расположена смесительная камера, в которую
поступает из горелки 9 природный газ и нагретый воздух
из теплообменника 6, Воздух в теплообменник подает
воздуходувка 12, развивающая напор до 0,2 МПа. Прин-
ципиальная особенность печи заключается в том, что ра-
бочим телом, передающим теплоту обжигаемому матери-
алу, являются не газы (как обычно), а инертный сыпучий
материал, например чистый кварцевый песок. Обжига-
261
Рис. 7.9. Схема печи кипящего слоя твердого теплоносителя
емый материал и твердый теплоноситель загружают в
печь из расходных бункеров 1 и 2, снабженных пита-
телями, распределяющими равномерно обжигаемый ма-
териал— гранулы и теплоноситель по всей площади
печи. Как более тяжелые, гранулы опускаются в псевдо-
ожиженном теплоносителе вниз.
Под действием напора, создаваемого в смесительной
камере газовоздушной смесью, твердый теплоноситель —
песок переходит в псевдоожиженное состояние, с боль-
шой интенсивностью передает свою теплоту обжигаемому
материалу — гранулам, которые при этом вспучиваются
и всплывают, перемещаясь по направлению к выгрузоч-
ному отверстию 8. Здесь они увлекаются системой пнев-
мотранспорта 4, которая одновременно выполняет функ-
ции холодильника, и поступают в бункер готовой про-
дукции. Вместе с гранулами движется теплоноситель_
песок. Он проходит контрольное сито и системой пневмо-
транспорта через бункер 13 возвращается в рабочую ка-
меру печи. Омывая наружные поверхности труб теплооб-
менника, воздух нагревается до 200°С и поступает в сме-
сительную камеру 11. Газовоздушная смесь сгорает в
слое песка, непрерывно нагревая его. Отходящие газы
из рабочей камеры печи, пройдя газоочистку в циклоне 5,
поступают в теплообменник, а из него дымососом 7 вы-
брасываются в атмосферу. Течка 14 предназначена для
262
улавливания невспучивающихся веществ. В нее подают
локальный поток воздуха со скоростью около 10 м/с. Цир-
куляция твердого теплоносителя в установке выравнива-
ет температуру слоя, поэтому процесс в рабочей камере
близок к изотермическому. Продолжительность пребыва-
ния гранул в рабочей камере печи регулируют, меняя
скорость газовоздушных потоков, наклон решетчатой
(жалюзийной) подины, высоту слоя и гранулометриче-
ский состав твердого теплоносителя.
Горение в слое ведется при коэффициенте избытка
воздуха, близком к единице, что существенно сокращает
потери теплоты с отходящими газами.
При тепловом расчете установок для двухстадийного
обжига необходимо составлять постадийные тепловые
балансы каждого технологического элемента установки
и, кроме того, сводный тепловой баланс, по которому
можно анализировать уровень экономичности тепловой
установки в целом. При этом расчет весовой производи-
тельности вращающейся печи G, кг/ч, как теплового аг-
регата можно вести по формуле
G = aFl Д //QM, (7.6)
где а — приведенный коэффициент теплоотдачи от газового по-
тока к материалу, кДж/(м2-ч-°С). В зоне сушки при t — 825°С а =
— 92, в зоне подогрева при £=1015°С а—150, в зоне вспучивания
при t~ 1150°С а —240 кДж/(м2-°С); F—общая поверхность фу-
теровки и внутрипечного теплообменного устройства на 1 м длины
зоны, м2/м; I — длина зоны, м; QM—количество теплоты, которое
должно быть передано материалу в данной зоне, кДж/кг; QM оп-
ределяют расчетом теплового баланса печи; Д/ — среднелогариф-
мическая разность температур газов и материала в зоне, °C; Д/ вы-
числяют по формуле (1.32).
7.6. Обжиг шамота и дегидратированной глины
во вращающихся печах
Для обжига шамота в настоящее время применяют
вращающиеся печи преимущественно двух типоразмеров:
2,5X40 и 3,6X70 м.
В отличие от обжига керамзитового гравия при об-
жиге шамота необходимо достичь максимально возмож-
ной степени его спекания (плотности) и соответственно
минимальной пористости. Это обусловливает постро-
ение температурного режима не по ступенчатой (как при
обжиге керамзита), а по плавной кривой с растянутой
температурной площадкой на предельных температурах
обжига шамота из данной глины. Технически это осу-
263
Ществляют, применяя длиннофакельные горелки и фор-
сунки, при которых зона высоких температур получается
растянутой.
Производительность вращающихся печей обжига ша-
мота рассчитывают из условия съема 25 кг шамота с
1 м2 поверхности футеровки печи в 1 ч.
На некоторых кирпичных заводах во вращающихся
печах обжигают дегидратированную глину и для этого
используют преимущественно короткие печи размерами
2,2X22 м, работающие по противоточной схеме. Макси-
мальная температура обжига 800—850°С. Производи-
тельность такой печи примерно 5 т дегидратированной
глины в 1 ч.
7.7. Печи кипящего слоя
В промышленности строительной керамики печи ки-
пящего слоя в качестве обжиговых агрегатов применяют
для приготовления дегидратированной глины и обжига
керамзитового necxaJB них можно обжигать материале
размером кусков от 5 до 20 мм, что практически невоз-
можно в шахтных печах с фильтрующим слоем.
Принцип кипящего слоя заключается в просасывании
продуктов горения топлива через слой материала со ско-
ростью, обеспечивающей движение кусочков материала
без их выноса за пределы слоя. Если через слой матери-
ала высотой Ло (рис. 7.10,а) просасывать горячие газы,
то высота слоя будет изменяться с возрастанием скоро-
сти газового потока согласно схематической зависи-
мости,приведенной на рис. 7.10,6. При относительно не-
большой скорости кинетическая энергия газового потока
недостаточна для преодоления силы тяжести частиц, и
газы проходят через пустоты слоя, не нарушая положе-
ния отдельных его кусков. Такой слой называют фильтру-
ющим. Когда скорость газов возрастает до величины
о)кр, способной нарушить положение отдельных кусков
слоя, они начинают перемещаться, отрываясь друг от
друга. Внешне состояние слоя напоминает процесс ки-
пения. Вследствие отрыва частиц друг от друга слой на-
чинает «разбухать», увеличиваясь'по высоте. Такое раз-
бухание слоя продолжается до тех пор, пока скорость
газов не достигнет величины скорости парения соп (ви-
тания) частиц. При превышении этой скорости частицы
уносятся потоком, т. е. переходят во взвешенное состо-
яние.
264
Загружаемые сырые
гранулы имеют большую
пттотность в сравнении с
о б о ж ж е н и ы м и, п о э т о м у,
оказавшись в кипящем
слое, они погружаются в
нижнюю зону реактора, а
обожженные гранулы,
наоборот, всплывают, че-
му способствует большая
их подвижность в состоя-
нии «кипения» (псевдо-
ожижения) .
Характерной особен-
ностью кипящего слоя
'является отсутствие зави-
симости аэродинамиче-
ского сопротивления слоя
от скорости газового по-
тока (рис. 7.11). На диа-
грамме (оКр, сор, сов означа-
ют скорости соответст-
венно критическую псев-
доожижения, рабочую и
перехода во взвешенное
состояние.
Для монодисперсного
слоя его сопротивление в
режиме фильтрации воз-
растает с увеличением
скорости до точки а и
далее при увеличении
скорости остается посто-
янным. Давление в слое
Р практически равно от-
ношению массы материа-
Рис. 7.10. Схема, поясняющая
принцип кипящего слоя
а — схема тепловой установки; б —
график изменения высоты слоя; 1 —
реактор (шахта); 2 — подовая ре-
шетка; 3— топка; 4 — воздуходувка:
5 —обжигаемый материал; 6 —- обож-
женный материал; Mt, М2 — загрузка
и выгрузка материала соответственно
Рис, 7.11. Изменение аэродинами-
ческого сопротивления в кипящем
слое
ла к площади газорас-
пределительной решетки. Для полидисиерсною слоя
переход от режима фильтрации к псевдоожиженному
состоянию сопровождается плавным изменением аэроди-
намического сопротивления по кривой й ащ но за преде-
лами критической скорости псевдоожижения сопротив-
ление остается постоянным. Интервал скоростей, соот-
ветствующий точкам а' и а\, называют переходной об-
265
.частью. В ней Др»©'", где 0<//г< 1. Отношение ш'Л'Ъф
называют числом полидисперсности, которое численно
характеризует полидисперсность слоя.
При псевдоожиженном слое поверхность каждого кус-
ка материала полностью омывается теплоносителем, что
в сочетании с непрерывным движением материала обус-
ловливает высокую интенсивность теплообмена.
Скорость процесса в кипящем слое называют рабочей
скоростью, а ее отношение к критической скорости — чи-
слом псевдоожижения. Рабочая скорость должна пре-
вышать критическую в 2,5—3,5 раза при получении по-
ристых песков и в 2—2,5 раза при процессах термопод-
готовки и охлаждения. Минимальное число псевдоожи-
жения, при котором достигается удовлетворительное
перемешивание слоя, равно 2. При меньших значениях
числа псевдоожижения в слое появляются местные пере-
гревы, частичное омоноличивание (возникновение спеков)
и срыв процесса. Максимальное значение числа псевдо-
ожижения составляет 77,7 для ламинарного потока и
8,56 — для турбулентного.
Во избежание сепарации кипящего слоя грануломет-
рический состав материала должен находиться в пределах
узкой фракции, численно характеризуемой величиной
о = “|/й
max/. (7.8)
Допустимые величины определяют по формулам:
при 7?екс^ 1000 ч = 0,835Л"-05;
при Re кс > 1000 h=l,28 А°-°25.
(7.9)
(7.Ю)
Аэродинамическое сопротивление кипящего слоя Ркс,
Па, определяют по формулам:
А Т’кс—9,81 (1 фке) 77кс рм,
Рм Рн
Фкс —
Рм
(7.11)
(7.12)
где рм и (>„ — соответственно кажущаяся и насыпная массы
материала; (pKC коэффициент пустотности кипящего слоя; Нкс—
высота кипящего слоя.
При тепловой обработке материалов в кипящем слое
массообмен имеет меньшее значение, чем теплообмен.
Именно теплообмен определяет течение физических и фи-
зико-химических превращений в материале. В комплексе
его составляющих определяющим является теплообмен
между поверхностью материала и псевдоожижающей
266
средой. Процесс теплообмена в слое в целом может счи-
таться стационарным, в то время как теплообмен для
каждой частицы слоя протекает в нестационарном ре-
жиме.
В кипящем слое основной способ теплообмена — кон-
вективный. Горячие газы, поступающие в слой через
газораспределительную решетку, нагревают частицы на
некотором участке высоты слоя Л, называемом активным
участком. На этом участке интенсивность теплообмена
лимитируется кинетическими факторами, т. е. коэффици-
ентом теплоотдачи а. За пределами активного участка,
поскольку общая высота слоя H>h, наступает тепловое
равновесие.
Первая установка для получения керамзитового пе-
ска в печах кипящего слоя выполнена с отдельными ра-
бочими камерами — реакторами термоподготовки гли-
няной крошки, ее вспучивания и охлаждения керамзито-
вого песка. В настоящее время для цехов керамзитового
песка ВНИИСтромом разработана многозонная печь
(рис. 7.12). Рабочая камера двумя решетками разделена
на три зоны, сообщающиеся перетоками. Холодильник
конструктивно отделен от основной камеры, но распо-
ложены они на одной вертикальной оси. Сжигание топ-
лива предусмотрено в слое материала. Нагретый в хо-
лодильнике воздух поступает в зону вспучивания, обес-
печивая в ней горение топлива.
Для зон термоподготовки сырца ВНИИСтром ре-
комендует отношение сор/(.оКр, равное 1,5—2,5, для
зоны вспучивания — 2,54-3,5.
Устройство двухзонной печи кипящего слоя для об-
жига дегидратированной глины, используемой в каче-
стве отощающей добавки в производстве изделий стено-
вой керамики, показано на рис. 7.13.
Предварительно подготовленные глиняные гранулы
влажностью 18—20% питателем / подаются в верхнюю
зону 13 печи, являющуюся зоной сушки. Подсушенные
гранулы по внешнему трубопроводу (перетоку) 12, снаб-
женному шлюзовым затвором 11, поступают в зону об-
жига 10. Зоны сушки и обжига отделены друг от друга
решеткой 2. Обожженный материал по трубопроводу 7
поступает в холодильник 4 и самотеком по трубопро-
воду, снабженному клапаном 5, поступает на приемный
транспортер 6\ Топливо (газ или мазут) сжигают в вы-
носной топке (на рисунке не показана). Образующиеся
267
130/iCl POdZOIHOShu Cbiptfl
дик
iilSiiW
liillillliiiiiiiliilli
Зона
обжига
Л зона термоподго
oioSku сырца
Рис. 7.12. Многозонная печь
ВНИИСтрома для обжига
керамзитового песка
Рис. 7.13. Двухзонная печь
Союзгипрострома с кипя-
щим слоем для получения
дегидратированной глины
Зона
охлаждения
продукты горения поступают в подподовое пространство
Р, отделенное от зоны обжига решеткой 8. Через решетку
они направляются в камеру обжига 10, взаимодействуют
с обжигаемым материалом, создавая псевдоожиженный
слой. Затем, будучи еще достаточно горячими, через ре-
шетку 2 дымовые газы поступают в зону сушки. Сюда
же по трубопроводу 3 из холодильника поступает горячий
воздух, нагретый за счет охлаждения обожженного ма-
териала. Таким образом, в зоне сушки в качестве тепло-
носителя используется смесь отработанных продуктов
горения с воздухом, отработанным в холодильнике, ко-
торый действует также по принципу кипящего слоя. От-
ходящие из зоны сушки газы через выхлопную трубу 14
удаляются в атмосферу.
Удельная производительность такой печи составляет
около 1,5 т/(м2-ч) при удельном расходе условного топ-
лива около 50 кг/т. Скорость ожижающих газов в зоне
дегидратации и обжига 0,66, в зоне сушки 0,9 и в хо-
268
лодильнике 0,95 м/с. Следует иметь в виду, что с уве-
личением размера гранул возможная производительность
печи повышается, так как при этом возрастает критиче-
ская скорость псевдоожижения и соответственно этому
возможно подать в печь большее количество работаю-
щих газов (теплоносителя).
Преимуществом печей кипящего слоя является их вы-
сокая удельная производительность, что обусловлено
высокими коэффициентами теплообмена, которые пример-
но на два порядка выше, чем в печах с фильтрующим
слоем, и достигают а=300—350 Вт/(м2,-°С).
Трудности эксплуатации таких печей связаны с необ-
ходимостью применения жаропрочных материалов для
нижних решеток. Усложнена также и конструкция пыле-
улавливающих устройств для очистки отходящих газов
от уносов, величина которых достигает иногда 30%.
Для обжига дегидратированной глины ВНИИСтро-
мом в настоящее время сконструированы печи произ-
водительностью 4 и 10 т/ч.
7.8. Агломерационные установки
В технологии строительных материалов тепловые уста-
новки для спекания (омоноличивания) кусковых мате-
риалов применяют при изготовлении глиняного и золь-
ного аглопоритового щебня и гравия. На одном из кир-
пичных заводов на агломерационной установке обжига-
ют дегидратированную глину.
В качестве агломерационных установок на современ-
ных заводах применяют ленточные агломерационные
машины.
Ленточная агломерационная машина представляет
собой вертикально замкнутый конвейер, состоящий из
отдельных тележек — чаш, называемых палетами. Пита-
тель загружает в палеты гранулированную сырьевую
смесь в начале их движения по верхней (рабочей) ветви
(рис. 7.14). Здесь они попадают в зону действия зажига-
тельной камеры горна, и верхний слой топливно-сырь-
евой смеси загорается. Продвигаясь вперед, палета все
время находится над вакуум-камерами. Под влиянием
разрежения, создаваемого дымососами, через слои мате-
риала в зоне действия горна просасываются дымовые
газы, а в остальных зонах — воздух. В вакуум-камеры
поступают отработанные газы. При подходе палеты к
концу рабочей ветви во всем слое гранул завершаются
269
направление движения материала
Рис. 7.14. Схема рабочего процесса ленточной агломерационной ма-
шины
1 — загрузочный бункер; 2 — зажигательный горн; 3 — рабочая ветвь агломе-
рационной машины; технологические зоны: 1 — испарения влаги; 11 — подо-
грева гранул; 111— спекания гранул; IV - охлаждения омоноличенного кор-
жа. Участки агломерационной ленты: Л —загрузки; Б — зажигания; £ -спе-
кания; Г — охлаждения; Д — прососа воздуха
процессы спекания и омоноличивания, а частично и ох-
лаждения. Спекшийся корж при повороте палеты авто-
матически поступает на решетку с раскалывающим уст-
ройством, а палета по нижней (холостой) ветви возвра-
щается к загрузочному концу машины.
Серийно в нашей стране выпускают агломерационные
машины двух моделей СМ-961 и СМС-117.
Ленточная агломерационная машина СМ-961 (рис.
7.15) предназначена для получения аглопоритового
щебня. Машина секционная, площадь спекания за счет
комплектования дополнительными секциями составляет
33, 42, 51 и 60 м2. Длина одной секции 6 м, площадь 9 м2.
Горновая и концевая секции остаются неизменными для
всех типоразмеров. В зависимости от числа секций про-
изводительность машины варьируется от 50 до 200 тыс.
м3 в год. Ширина рабочей поверхности 1,5 м, максималь-
ная высота спекаемого слоя 250 мм.
Площадь горна 4,5 м2 в него входят три цикловые
топки диаметром 330 мм каждая общей теплопроизводи-
тельпостыо 0,91 МВт. В горне можно сжигать природный
газ и мазут. Рабочая температура горна 1100— 1200°С.
270
Направление
Рис. 7.15. Ленточная агломерационная машина СМ-961
I — привод; 2 — приводная станция; 3 — площадка для обслуживания машины; 4 — укладчик сырых гранул; 5 — зажигательный
горн; 6 — палеты; 7 — секции; 8 - вакуум-камеры; 9 — камера доводки; 10 — разгрузочная станция; 11 — раскалывающее
устройство
271
Палеты отливаются из жаростойкого чугуна.
Машина имеет технологические зоны: загрузки, зажи-
гания, спекания, доводки и охлаждения. Из зоны доводки
отходящие газы не отсасываются через нижнюю вакуум-
камеру, через нее нагнетается воздух, фильтрующийся
через спекшийся корж и обеспечивающий догорание топ-
лива в нижних горизонтах слоя и некоторый отжиг верх-
него горизонта коржа. Вакуум-камера в этой зоне располо-
жена над палетами. Дымососов несколько и каждый из них
подключен к группе вакуум-камер, что обеспечивает по-
вышенную регулируемость газодинамического режима,
характеризуемого разрежением в вакуум-камерах, по зо-
нам: зажигания 500—700 Па, спекания 2—3,5 Па, довод-
ки 2—2,2 кПа, охлаждения —до 2,5 кПа.
Модернизированный вариант этой машины СМС-117
предназначен для обжига аглопоритового гравия без омо-
ноличивания его слоя, подвергаемого тепловой обработ-
ке, поэтому машину СМС-117 называют иногда обжиго-
вой, хотя частичного омоноличивания гранул (15—20%)
практически избежать не удается. Эту машину комплек-
туют роликовым питателем, укладчиками сырых гранул,
донной и бортовой постели, а также конвейерами для от-
бора отсева и просыпи и механизмом чистки колосников.
Расчетная производительность машины 14 мэ/ч. Темпера-
туры газов, поступающих из горна по зонам, °C: сушки —
400—750; подогрева — 900—950; зажигания — 1000—
1200; обжига — 300—350. Зона доводки в этой машине
отсутствует.
Для расчета возможной производительности агломе-
рационных машин применительно к данному виду сырья
экспериментально определяют вертикальную скорость
спекания м/мин, и коэффициент выхода аглопорита
Авых-
(Осп = А/Т, (7.13)
где h — высота спекаемого слоя, м; т - продолжительность спе-
кания (обжига), мин.
По физическому смыслу Л'вых представляет собой ко-
личество аглопоритового материала (щебня или гравия),
получаемого из 1 м3 гранул, загруженных в машину.
~ Та/Тш, (7.14)
где Уя объем смеси аглопоритового щебня и песка стандарт-
ного зернового состава или объем аглопоритового гравия; л; Уш —
объем сырых гранул, загружаемых в машину, л,
272
За стандартную смесь фракций аглопорита принима-
ют смесь, состоящую (по объему) из 35% фракций до
1,2 мм, 15% фракций 1,2—5 мм и 50% фракций 5—10
или 5—20 мм.
Удельную производительность /7УД, м3/(м?|-ч), подсчи-
тывают по формуле
Л УД - 0)СП ^вых- (7 • 15)
В зависимости от вида сырья /7УД = 0,15—0,85 м3/(м2-ч).
Величину 11 уд для ориентировочных подсчетов можно
принимать по справочным данным [19].
Часовую производительность агломерационных лен-
точных машин /7Ч, м3/ч, определяют по формуле
//4 /';im/7Уд, (7.16)
где /7ч — производительность, м3/ч (по насыпной плотности);
Пуд — удельная условная производительность, м3/(м2-ч); /дш — ра-
бочая площадь агломерационной машины, м2.
Методика теплового расчета агломерационных ма-
шин, разработанная автором, опубликована в работе [15].
Аглопорит в настоящее время охлаждают тремя спо-
собами: на самой агломерационной ленте, на промежу-
точных складах (недробленый спекшийся корж) и в хо-
лодильниках (дробленый аглопорит).
Охлаждение на агломерационной ленте удобно тем, что
в одном агрегате совмещаются процессы спекания ма-
териала и охлаждения аглопорита. Однако корж остыва-
ет неравномерно: в то время как периферийная часть его
приобретает достаточно низкую температуру, сердцевина
продолжает оставаться раскаленной, не утратив еще
полностью пиропластического состояния. Последующее
дробление горячего и частично вязкого коржа затрудня-
ет работу дробильных машин и способствует их быст-
рому износу, а иногда приводит к авариям. Для интенси-
фикации процесса охлаждения на некоторых заводах по-
дают распыленную воду в зону охлаждения агломераци-
онной машины. Однако последующая конденсация во-
дяных паров в газоочистительных устройствах быстро вы-
водит их из строя.
Охлаждение предварительно дробленного аглопорита
в холодильниках происходит более равномерно. Однако
тяжелые условия эксплуатации дробильных машин на
горячем аглонорите в этом случае еще больше усугубля-
ются. В связи с этим предпочтительно охлаждение в хо-
10 Зак. 196
273
лодильниках, в которые могут поступать крупные куски
аглопорита непосредственно из раскалывающего ме-
ханизма.
7.9. Холодильники
В печах кипящего слоя холодильники устраивают
встроенными, составляющими одну из зон печи, или вы-
носными, но составляющими с печью одни агрегат.
Для охлаждения материала, обожженного во враща-
ющихся печах и на агломерационных установках, приме-
няют выносные холодильники.
Холодильники для вращающихся печей. На первом
этапе развития керамзитовой промышленности в нашей
стране наибольшее распространение получили противо-
точные барабанные холодильники. Они представляют со-
бой полые цилиндры диаметром 1,5—2,5 м и длиной 8—
22 м. Устанавливают их с уклоном 3—4% и частотой вра-
щения 1,5—2,5 мин-”1. Со стороны горячего конца пример-
но на 7з длины их футеруют шамотным кирпичом. Для
замедления темпа охлаждения керамзита в области тем-
ператур его кристаллизации этот участок футеруют огне-
упорным легковесом, а остальную часть барабана обору-
дуют пересыпными устройствами. Общую длительность
охлаждения в барабанном холодильнике регулируют из-
менением частоты вращения барабана, угла наклона и
расхода воздуха, а также установкой подпорных колец.
Возможность осуществления ступенчатой кривой охлаж-
дения керамзита в таком холодильнике крайне ограниче-
на. Низкая интенсивность теплообмена и, как следствие,
высокая температура выгружаемого керамзита (150—
250°С), а также громоздкость вызывает стремление за-
менить эти холодильники более компактными. Так были
созданы колосниковые (см. рис. 7.8,в) и аэрожелобные
холодильники (рис. 7.16).
Достоинства аэрожелобпого холодильника—отсутст-
вие вращающихся частей, простота изготовления и об-
служивания, малая металлоемкость. Высота не превыша-
ет 2,7 м, что значительно облегчает его установку на дей-
ствующих предприятиях.
Температура керамзита на выходе из холодильника
60°С.
Холодильник 1 представляет собой сварной металли-
ческий короб с перфорированной решеткой 2 для прохода
охлаждающего воздуха. Вентилятор 3 нагнетает холод-
274
f
Д „ 1 . .., IJ.J__________
кератита
л 3 anlMOi'fyifyiJ
КЦЩМЗШ'.Щ
r
/
Рис. 7.16. Аэрожелобный холодильник для керамзита
| I CJ ~~J
। ; ।
ный воздух под решетку, создавая на ней воздушную
подушку, по которой движется керамзит.
Псевдоожиженный материал охлаждается и переме-
щается к разгрузочному концу холодильника, а затем по-
ступает на транспортирующее устройство.
На выходе из холодильника установлены жалюзий-
ные регуляторы 9, позволяющие изменять высоту слоя и
температуру охлаждаемого материала.
Отработанный воздух удаляется через имеющиеся в
верхней части холодильника зонты. Воздух, отходящий от
зонта 7 после очистки его в циклонах дутьевым вентиля-
тором, подается на горелку (форсунку) 5 вращающейся
печи 4. Воздух из зонта 8 выбрасывается в атмосферу.
Для предотвращения попадания в холодильник круп-
ных спеков, кирпичей футе-
ровки и других посторонних
предметов на входе матери-
ала в холодильник установ-
лена решетка 6 с размером
ячеек 70Х?0 мм-
Холодильники для агло-
порита. А гл о пор нт выгру-
жается из налег ленточной
агломерационной машины в
виде больших коржей, ко-
торые надо охлаждать, не
подвергая предварительно-
му дроблению. Для этого
Д
'1и
'*Н
Рис. 7.17. Чашевый холодиль-
ник для охлаждения крупных
кусков аглопорита
275
10* Зак. 196
наиболее пригодны чашевые холодильники, предложен-
ные минским НИИСМ (рис. 7.17). Производительность
холодильника до 56 м3/ч, максимальная температура
загружаемых аглопоритовых коржей 850°С, объем
бункера 95 м3, частота вращения корпуса 0,088—
0,6 об/мин, расход воздуха на охлаждение 1 м3 аглопо-
рита 3,5—4 м3/м3.
Для охлаждения педроблсных коржей требуются
промежуточные склады большой вместимости в связи с
длительными сроками этого процесса (несколько суток).
Однако это удобно, так как дробильно-сортировочное обо-
рудование можно эксплуатировать в 1—2 смены при
круглосуточной работе агломерационных машин. Имея
достаточно емкие склады, можно обеспечить работу дро-
бильных машин на полностью охлажденном а гл опорите.
Этот способ получил предпочтительное распространение
за рубежом, причем промежуточные склады делают иног-
да открытыми, что улучшает санитарные условия труда
по сравнению с условиями в закрытых складах.
ГЛАВА 8. ПЕЧИ ДЛЯ ОБЖИГА
ФОРМОВАННЫХ ИЗДЕЛИЙ
В технологии керамических формованных изделий:
кирпича, камней, плиток, труб, санитарно-строительных и
кислотостойких — обжиг является завершающей стади-
ей, определяющей в большинстве случаев качество гото-
вой продукции.
Обжигают формованные изделия в печах периодиче-
ского действия: камерных и горнах—и в печах непрерыв-
ного действия: кольцевых, туннельных и однорядных ще-
левых.
8.1. Печи периодического действия
Печи периодического действия занимают небольшую
долю в общем количестве печей, используемых в про-
мышленности строительной керамики. Их достоинство —
возможность в каждом цикле обжигать изделия по оп-
ределенному температурному режиму. Однако периоди-
ческим печам присущи и существенные недо-
статки, главный из которых высокий удель-
ный расход топлива. Поэтому их применяют
276
7 2
Рис. 8.1. Печь периодического действия с выкатным подом
1 — рабочая камера; 2 — выкатпон под; 3 — развитой под; 4 — лабиринтное
устройство; 5 — песочный затвор; 6 — горелка; 7 — топка; 8 — дымовое окно;
j — дымовые каналы
лишь для обжига малотиражных или уни-
кальных изделий, химически стойкой аппаратуры, кера-
мических роликов для щелевых печей и изделий народ-
ного потребления. В периодических печах традиционных
конструкций загрузка и выгрузка изделий — операции тру-
доемкие, выполняемые в рабочей камере печи в условиях
высоких температур. Поэтому в настоящее время проек-
тируют и сооружают периодические печи с выкатным по-
дом, где загрузку и выгрузку производят вне печной ка-
меры (рис. 8.1). Рабочая камера / имеет капитальные
стены и свод. Стены печи двухслойные общей толщиной
1275 мм. Основной массив степ выложен из шамотного
легковесного кирпича марки ШБЛ-0,8, изнутри печь фу-
терована высоко™ инозем истым легковесным кирпичом
марки ВГЛ-1,3. Арочный свод с двумя окатами толщиной
по 250 мм выполнен из тех же материалов и сверху изо-
лирован диатомитовой засыпкой. Такое устройство стен
и свода печи снижает количество аккумулируемой ими
277
теплоты при нагревании и сокращает длительность теп-
лового цикла. Под печи смонтирован па вагонетке 5, ко-
торая может перемещаться по рельсам, уложенным на
нижнем основании печи.
Выдвижной под представляет собой конструкцию, со-
члененную из двух печных вагонеток, вагонетка у входа
имеет парапет-стенку, закрывающую с фронтального тор-
ца рабочее пространство печи и откатываемую вместе с
вагонетками. Выдвижной под загружают и выгружают
лебедкой с системой блоков. Металлоконструкция выд-
вижного пода и парапет футерованы огнеупорным и легко-
весным кирпичом. 1 На футеровку вагонетки опирается
развитой (канализованный) под 2 из стандартного кир-
пича (столбиков) и высокоглиноземистых плит. Рабочее
пространство печи отделено от подвагонеточного лаби-
ринтовым устройством 7 между кладкой печи и футеров-
кой выдвижного пода и песочным затвором & .На уровне
футеровки выдвижного пода размещены четыре двухпро-
водные горелки 9 *типа ГНП-3 для сжигания газа, имею-
щие диапазоны производительности от 2 до 22 м3/ч, дав-
ления газа — от 20 до 400 Па и давления воздуха до
200 Па. Газовоздушная смесь сжигается в топках 8, встро-
енных в кладку на уровне пространства развитого пода.
Дымовые газы из рабочего пространства печи отбира-
, ются через три пары окон 3 на уровне пода вагонеток и
.отводятся в два сборных канала 4, сообщающихся с
шахтой, расположенной в торцевой (тыльной) стене печи.
Через те же окна 3 отбирается горячий воздух на стадии
охлаждения. В первый период охлаждения (от макси-
мальной температуры обжига до 700—500°С) горячий
воздух собирается в шахте, проходит через расположен-
ное в верхней ее части рекуперативное устройство и уда-
ляется в атмосферу через дымовую трубу Диаметром 660
мм и высотой 21,4 м. Воздух для охлаждения подсасывает-
ся в печь сначала через отверстия гляделок, а в дальней^
шем—через щель по контуру парапета, образующуюся
при откатке выдвижного пода; На втором этапе охлаж-
дения (ниже температуры 500°С) горячий воздух отбира-
ется из печи вентилятором (дымососом /П Г9) и направ-
ляется в сушилку. Перед дымососом предусмотрен под-
сос холодного воздуха. В рекуператор воздух подается
вентилятором высокого давления в течение всего цикла
работы печи. Избыток воздуха удаляется через
«свечу».
278
Производительность печи 70 т/г. Максимальная тем-
пература обжига 1350°С, продолжительность полного
цикла 48 ч, удельный расход условного топлива 2,6 кг./
/кг. Рабочий объем печи 4 м3.
I ниростройматериалами разработаны печи подобной
конструкции с объемом рабочей камеры 7 м3 для об-
жига керамических роликов к щелевым печам и с объе-
мом 45 аг! для обжига кислотоупорной аппаратуры. На
заводах керамических электроизоляторов эксплуати-
руются печи с выдвижным подом, объем рабочей каме-
ры которых достигает 80 м3.
8.2. Кольцевые печи
Кольцевые печи существуют более ста лет. Наиболее
широко их применяют для обжига строительного гли-
няного кирпича, стеновых керамических камней и ке-
рамических дренажных труб, В кирпичной промышлен-
ности СССР работают около 1 тыс. кольцевых печей,
в которых обжигается более 60% всего глиняного строи-
тельного кирпича. Преимущественное распространение
кольцевых печей объясняется их высокой тепловой эко-
номичностью, сравнительно высокой производитель-
ностью, возможностью сжигания любых видов топлива,
включая самое низкосортное-..и суррогаты, а также
возможностью на ходу переходить с одного вида топли-
ва на другой без каких-либо конструктивных измене-
ний в печи.
Принцип действия кольцевой печи показан,на рис.
8.2,а. Основной элемент печи — рабочая камера —
замкнутый сквозной обжигательный канал 4, имеющий
овальную форму, без постоянных внутренних перегоро-
док. В наружных стенах обжигательного канала име-
ются отверстия 2, именуемые обычно ходками, через ко-
торые в печь загружают сырец (стрелка Л) и выгружа-
ют обожженный кирпич (стрелка £). Часть обжига-
тельного капала, соответствующую расстоянию между
двумя ходками, условно называют «камерой», хотя ка-
нал является сквозным и «камеры» друг от друга ничем
не отделены. Во внутренней стене печи находится ды-
мовой капал 3 с отверстием 7, соединяющим дымовой
канал с дымососом 9 (или дымовой трубой). Обжига-
тельный канал соединяется с дымовым посредством от-
верстий (очелков) 8 во внутренней стене печи. Дымо-
вые очелки снабжены подъемными коническими клапа-
нами 11 (дымовыми конусами) (см. рис. 8.2,6, в), пос-
279
Направление два-,
жения огня
они иджигй—^
т Шсадка
/I
Зона кана-
ла
шьш еянкк
Камера^ -
:%&&»&$ нйзья*
11)
Зона до
сушки
С№ойные камеры
Рис. 8.2. Кольцевая печь непрерывного действия
«-схема работы печи; б — аксонометрическая схема; « - гюперечн ын ппичч
кольцевой печи J
родством которых дымовой канал может подключаться
к обжигательному либо отключаться от него. Над. ды-
мовым каналом расположен жаровой капал 5, но г ото
рому поступает горячий воздух, остужающий обожжси-
280
пью изделия. На схеме он условно изображен рядом с
дымовым каналом. Жаровой капал можно подключать
к обжигательному посредством жаровых очелков 1 и ко-
нических подъемных клапанов 12 — жаровых конусов.
При установившемся режиме, т. е. при регулярной
непрерывной эксплуатации печи, обжигательный канал
почти великом заполнен обжигаемыми изделиями. Сво-
бодными остаются лишь две-три камеры, через которые
непрерывно загружают сырец и выгружают обожжен-
ный кирпич. В этих камерах ходки открыты. В осталь-
ных камерах они заложены временными кирпичными
стенками или закрыты специальными щитами. Топливо
подают (стрелка Т) в печь через отверстия 6 — топлив-
ные трубки в своде обжигательного канала. Часть об-
жигательного канала между двумя поперечными ряда-
ми топливных трубок называют подсадкой. Топливо
поступает па предварительно раскаленную садку обжи-
гаемых изделий и, получая от нее начальный импульс
подогрева (энергию активации), быстро загорается, про-
должая нагревать садку. Ту часть обжигательного ка-
нала, в которую загружают топливо, называют зоной
взвара (обжига). В этой зоне™закрыты как дымовые,
так и жаровые конусы. Образующиеся в зоне взвара
дымовые газы направляются по стрелке Г, пронизыва-
ют садку и подогревают относительно холодный сырец
до температуры, несколько превышающей температуру
воспламенения топлива, сжигаемого в печи. Эдна, в ко-
торой сырец подогревается дымовыми газами, назы-
вается зоной подогрева (иногда зоной дыма). Остыв-
шие дымовые газы удаляются из зоны подогрева в ды-
мовой капал через дымовые очелки и открытые дымовые
конусы. Причем, как это видно на схеме (рис. 8.2,а), в
этой зоне открыты нс все дымовые конусы; ближайшие
к зоне взвара закрыты для того, чтобы горячие дымо-
вые газы не уходили неиспользованными в дымовой ка-
нал. Из дымового капала через сборное отверстие 7
газы направляются к дымососу которым и выбрасы-
ваются в атмосферу. Воздух засасывается в обжига-
тельный канал через открытые ходки (стрелки В) в сво-
бодные камеры печи, а из них через садку уже обож-
женного кирпича и охлаждает его. По прохождении
нескольких камер поток воздуха раздваивается: часть
его продолжает движение вперед (стрелка В Г), подо-
гревается, пронизывая садку, и поступает в зону взвара,
где участвует в горении топлива. Другая часть горя-
281
чего воздуха отсасывается в жаровой качал (стрелка
ЯД) и из пего поступает в камеры со свежезасажснпым
сырном. В этих камерах воздух досушивает загружен-
ный в печь сырец. Часть зоны остывания, в. которой
воздух не отсасывается в жаровой канал, называют зо-
ной закала. Опа примыкает к зоне взвара. Между сво-
бодными камерами и зоной закала располагается зона
охлаждения, в которой часть воздуха обычно отсасы-
вается в жаровой капал. Зону, в котовой пронсхочнт до-
сушка сырца горячим воздухом, нагретым за счет теп-
лоты остывающего кирпича, называют зоной досушки.
Для осуществления описанного принципа работы
Колычевой печи холодный воздух, попавший в свободные
каморы, должен быть направлен в сторону зоны охлаж-
дения. Поэтому ему нужно преградить путь движения
в противоположном направлении, т. е. в сторону зоны
досушки. С этой пелью камеры, составляющие зону до-
сушки, отделены от свободных камер, от зоны подогрева
и друг от друга бумажными ширмами /Д
Как показано на схеме, в кольпсвой печи теплота
горячих дымовых газов, покидающих зону обжига, ис-
пользуется для подогрева сыриа, а теплота остывающе-
го кирпича — для досушки сырка и подогрева воздуха,
используемого для горения топлива. Это и обусловли-
вает довольно высокую тепловую экономичность коль-
цевых печей.
Все зоны в кольцевой печи непрерывно перемеща-
ются. В этом главная особенность действия кольцевой
печи: обжигаемые изделия в течение всего никла оста-
ются неподвижными, а тепловые зоны относительно ма-
териала непрерывно перемещаются. Таким образом,
изделия в каждой камере, находясь в неподвижности,
последовательно подвергаются досушке, подогреву, взва-
ру, закалу и охлаждению. Происходит это следую-
щим образом. Дымовые газы, покидающие зону взвара,
подогревают впереди насаженный сыреп. Когда в под-
садке, примыкающей к зоне взвара, сырец прогревается
до температуры самовоспламенения топлива, в псе так-
же начинают подавать топливо. Одновременно с этим
в задней пол садке зоны взвара уже закапчивается «соз-
ревание» керамического тела в обжигаемом изделии и в
нее перестают подавать топливо. Таким образом зона
в'ш.аря перем'-шпотея па одно подсадку. Когда опа пе-
реместится на целую камеру, прожигают бумажную
ширму на границе зон подогрева и доемшки. и тогда к
282
зоне подогрева оказывается подключенной следующая
камера. Таким образом и зона подогрева переместится
на одну камеру вперед. Загрузка (садка) сырца про-
изводится непрерывно, поэтому к тому времени, когда
одну бумажную ширму прожигают, впереди зоны досуш-
ки оказывается засаженной целая камера и в ней уста-
навливают следующую бумажную ширму. Тем самым
и зона досушки уже перемещается па одну камеру впе-
ред. Выгрузка кирпича происходит непрерывно. В связи
с этим за время, пока одна камера заполняется, другая
успевает освободиться, следовательно, зона свободных
камер также перемещается вперед. Аналогичным обра-
зом перемещаются зоны охлаждения и закала. При нор-
мальном ведении процесса обжига все зоны взаимо-
связанно перемещаются с сохранением позонного режи-
ма, т. е. с сохранением взаимного распределения всей
длины обжигательного канала между отдельными зона-
ми. Важно уяснить, что каждая камера печи работает
в тепловом отношении как бы по периодическому цик-
лу, но вся печь в целом благодаря перемещению зон
работает непрерывно, т. е. в печи выполняются одновре-
менно все стадии процесса обжига.
Описанная схема работы кольцевой печи является
наиболее общей.
Транспортируют сырец в кольцевые печи в основном
электропогрузчиками.
Сажают сырец в большинстве случаев пока вруч-
ную. Садка сырца в кольцевой печи не должна препят-
ствовать проходу газов через нее, должна создавать
наиболее благоприятные условия теплообмена между
кирпичом и омывающими его газами, обеспечивать ра-
циональное заполнение кирпичом объема обжигатель-
ного канала и равномерное распределение топлива в
садке, обусловливающее одинаковый прогрев кирпича
по всему сечению обжигательного канала. Садка при
отоплении печи углем должна обладать определенной
топливоемкостыо, т. е. способностью удерживать на се-
бе то количество топлива, которое при обжиге загру-
жается каждый раз в рядок топливных трубок. Кроме
того, опа должна быть устойчивой, исключающей воз-
можность обвалов. Одна из удачных систем садок сыр-
ца, выполняемых вручную, относительно полно удовле-
творяющая перечисленным требованиям, приведена на
рис. 8.3. На некоторых заводах освоена пакетная садка
и выгрузка кирпича. Вне печи (пока вручную)
283
Рис. 8.3. Садка сырца в кольцевой
печи (система И. Я. Мазова)
Рис. 8.4. Пакет кирпича-сырца
формируется пакет кир-
пича-сырца, загружаемый
в печь электропогрузчи-
ком (рис 8.4). При полу-
циркульном своде обжи-
гательного канала часть
пространства, ограничен-
ная криволинейным очер-
танием свода, доклады-
вается вручную (рис. 8.5).
Многие кольцевые пе-
чи переведены на отопле-
ние природным газом,
который сжигают, приме-
няя верхние переносные и нижние подподовые либо
боковые горелки. При первом способе (рис. 8.6) по пе-
риметру верхней рабочей площадки печи крепят коль-
цевой газопровод /, имеющий отводы 2 (два на каждую
камеру). К штуцерам 3 этих отводов прикреплены рези-
новые шланги 4 с верхними горелками 5 на концах.
Горелки представляют собой отрезки газовых труб,
вставленные в топливные трубки свода обжигательного
канала. Резиновые шланги позволяют переносить их из
одних топливных трубок в другие и использовать одни
284
Рис. 8.5. Пакетная садка кирпича-сырца в кольцевой печи
газовый отвод для обслу-
живания нескольких ря-
дов топливных трубок.
К кольцевому газопрово-
ду через штуцер 11 под-
соединяют гребенку 10 с
тремя отводами 9 для по-
дачи газа к нижним го-
релкам 6, 7 и 8, которые
расположены в одном по-
перечном ряду и пере
крыты дырчатыми ша-
мотными камнями, предо-
храни ю и I и м и о т в е р с т и я
горелок от засорения. На
каждую камеру устанав-
ливают обычно по две
гребенки для отвода газа
вниз и соответственно по
Рис. 8.6. Схема газового отопле-
ния кольцевой печи верхними пе-
реносными и нижними подподовы-
ми горелками
28'5
Досушка // подогрев
JJwza? Закал ОстыЗанаё
ТРГ)/юЗь.‘Р . WK f!P-i<,
Рис. 8.7. Схема
газового отоп-
ления кольце-
вой печи боко-
выми горелка-
ми
/ —- I И 31) проводы к
горелкам; 2 —
сопла горелок в
ходке; 3 — сопла
пи ж ней боковой
горелки; 4 — об-
щин газопровод;
5 — опоры для
подъема дымовых
конусов; 6 —
верхние горелки с
соплами в топ-
ливных трубочках;
7 — печь; 8 — верх-
ние боковые го-
релки; 9 — нижние
боковые горелки
Рис. 8.8. Темпе-
ратурный ре-
жим кольцевой
печи
два ряда нижних горелок. Для сжигания газа использу-
ют горячий воздух, двигающийся через садку канала в
зону обжига из зоны закала. При этом горение газа яв-
ляется диффузионным. Недостаток описанной системы —
засорение нижних горелок,, в связи с чем вместо нижней
подачи газа в печь начали применять боковую (рис. 8.7).
Управление процессом обжига сводится к регулиро-
ванию подачи топлива в печь, изменению положения
дымовых и жаровых клапанов и поддержанию ста-
бильности! позонпого режима. Все это делается с целью
достичь определенный температурный режим обжига
286
„г;
(нагрева и охлаждения кирпича). Пример температур-
ного режима печи приведен на рис. 8.8.
Обжиг в кольцевых печах отличается большой нерав-
номерностью главным образом по высоте обжигатель-
ного канала. Основные причины этого явления: темпера-
турное расслоение газовых потоков, свойственное гори
зонталыюму направлению движения газов, и подсосы
холодного воздуха через топливные трубки печи.
Как показано па рис. 8.9, величина аэростатического
напора, возникающего под действием внутренних сил
газов или воздуха в печном канале, возрастает по на-
правлению от* пода обжигательного канала к его своду
(поле Л). Этот напор (положительный) взаимодействует
с разрежением (отрицательным напором), создаваемым
дымососом, которое уменьшается в направлении от пода
к своду печи (поле Б). Это обусловлено расположением
дымовых очелков и более низким аэродинамическим
сопротивлением «ножек» в садке по сравнению с «елкой».
Алгебраическое суммирование напоров, создаваемых
внутренними силами нагретого воздуха и внешними си-
лами (силой тяги, развиваемой дымососом), дает ито-
говую диаграмму, показывающую, что в верхней части
зоны остывания будет господствовать положительное
давление (поле а), а в нижней части — разрежение
(поле б). На определенном уровне будет проходить нейт-
ральная линия. На этом горизонте давление в печи
равно ±0.
При соотношении напоров, приведенном на диаграмме
(рис. 8.9), характерном для зоны охлаждения, через
неплотности топливных трубок горячий воздух будет
прорываться под шатер печи.
Если же соотношение аэростатического и аэродина-
мического напоров будет таково, что нейтральная линия
переместится вверх за пределы свода обжигательного
канала, то но всей его высоте будет господствовать раз-
режение, а через неплотности топливных трубок в обжи-
гательный канал будет засасываться холодный воздух.
Такое соотношение характерно для зон досушки, подо-
грева, передней части зоны взвара, а при работе на боль-
шой тяге - для всей зоны взвара и даже для зоны зака-
ла. Это и является причиной недожога кирпича в верх-
ней части садки.
Действенный способ обеспечения равномерного об-
жига по сечению печи — запрессовка топлива в сырец. В
этом случае сырец по существу превращается в много-
Л
&
57000
Рис. 8.9. Рас-
пределение дав-
ления газов по
высоте обжига-
тельного кана-
ла в зоне ох-
лаждения коль-
цевой печи
Я — высота ка-
нала
Рис. 8.10. Схема реконструкции кольцевой печи с устройством плос-
кого перекрытия из съемных панелей и механизированной загрузки
и выгрузки пакетов кирпича
/ - кольцевая печь; 2 — панель съемного перекрытия; 3 — автоматический
захват для пакетов кирпича; 4 — пакеты обжигаемого кирпича; 5 — пакеты
кирпича -сырца
зольный горючий брикет и в зоне взвара горит вся сад-
ка. Рекомендуется запрессовывать в сырей, до 80% об-
щего расхода топлива на обжиг.
Выгружают штучно посаженный кирпич, предвари-
тельно уложенный вручную на поддоны, электропогруз-
288
чиками. При пакетной садке выгрузка обожженого кир-
пича может быть механизирована.
Дискомфортные условии труда в кольцевых печах и
трудности механизации трудоемких процессов обуслови-
ли происходящий в настоящее время процесс замены
кольцевых печей туннельными. Однако полная замена
кольцевых печей требует значительных капиталовложе-
ний и материальных ресурсов, поэтому разработаны и
осуществляются технические решения по реконструкции
кольцевых печей, позволяющие механизировать основные
трудоемкие процессы. Суть их сводится к замене капи-
тального свода печи плоским инвентарным перекрытием
из съемных переносных или кату чих панелей (рис. 8.10).
При этом загружают и выгружают пакеты сырца и
обожженного кирпича через верх печи крап-балками с
автоматическими захватами. Особенно эффективен этот
метод при пакетной садке с автоматическим формирова-
нием пакета. Такой автомат производительностью
6000 шт. кирпича в 1 ч создан Воронежским филиалом
Росоргтехстрома и освоен на Ревдинском заводе. На ря-
де заводов кольцевые печи уже реконструированы по-
добным способом и успешно эксплуатируются.
Реконструкция кольцевых печей позволила улучшить
санитарно-гигиенические условия труда, поскольку ра-
бочие места выведены за пределы обжигательного кана-
ла печи, сократить численность обслуживающего персо-
нала на 15—25%, увеличить производительность печи на
20—40% и снизить расход топлива на обжиг кирпича на
10—20%.
Показателем, характеризующим удельную производи-
тельность кольцевых печей, является съем с 1 м3 обжи-
гательного канала печи в 1 мес. Средняя его величина
составляет около 1450, а на передовых заводах — до
2000 шт/м3. Нормативная величина удельного расхода
условного топлива 140 к г/1000 шт. кирпича.
Производительность печи /7С, шт/сут, определяется по
формуле
(8.1)
где f — площадь поперечного сечения обжигательного капажь
р 1)ЛоГ[[()СТЬ садки, шт/м\ to — скорость огня, м/сут.
Существовало мнение, что плотность садки и скорость
огня локально влияют на производительность печи, но
при этом не учитывали влияния плотности садки на ско-
рость огня, Отсюда ошибочное стремление увеличить
289
Рис. 8.11. Влияние плотности сад-
ки на производительность кольце-
вой печи
IIс -- производительность печи; (о —
скорость огня; Р — плотность садки:
П с — (Р;
плотность садки с целью повысить производительность
печи. Совершенно очевидно (рис. 8.11), что при Р = 0
Пс — 0 (печь пустая), но когда Р достигает максимума и
весь канал забит сырцом, а пустоты в садке нет (при
стандартном сплошном кирпиче Р в этом случае состав-
ляет 370 шт/м3) ш = 0 (садка непроницаема для газов)
и, следовательно, Пс = 0. Поэтому кривая зависимости
производительности печи от плотности садки будет иметь
экстремальную точку, т. е. можно подобрать такую плот-
ность садки, при которой производительность печи будет
максимальной. П. А. Дуванов установил опережающее
влияние плотности садки на скорость огня и постепенным
ее снижением добился последовательного увеличения
производительности печи. Минимальная плотность садки
практически лимитируется ее устойчивостью.
Снижение плотности садки и сопутствующее этому
увеличение скорости воздушных потоков обусловливают
повышение коэффициента конвективной теплоотдачи и
форсированное остывание кирпича в зоне охлаждения.
Указанные обстоятельства способствовали повышению
съемов до 3000 шт/м3 в 1 мес и снижению температур на
рабочих местах выгрузчиков.
Годовую производительность кольцевой печи /7Г,
шт/год, определяют по формуле
(8.2)
[де Z:) — количество эксплуатационных дней в году; S - - съем
кирпича с 1 м3 обжигательного канала в 1 мес; р — объем обжига-
тельного канала, м3.
Числовой пример теплового расчета кольцевой печи
приведен в работе [3],
290
8.3. Туннельные печи
Конструкции и эксплуатационные характеристики
туннельных печей. Туннельные печи в настоящее вре-
мя — наиболее совершенный тип печей для обжига всех
видов формованных изделий.
Рабочей камерой туннельной печи является сквозной
капал 1 (рис. 8.12), целиком заполненный вагонетками
2, на которых установлены обжигаемые изделия 3, В
средней части печи размещена зона обжига. В нее пода-
ют топливо, продукты горения которого просасываются
вперед и омывают изделия, находящиеся в зоне подогре-
ва. Отработанные дымовые газы выбрасываются в атмо-
сферу дымососом 4, Воздух нагнетается вентилятором 5
в конец зоны остывания, омывает обожженные изделия,
охлаждает их и сам при этом нагревается. Нагретый
воздух поступает в зону обжига, где он используется для
горения топлива.
В зоне подогрева изделия досушиваются и подогре-
ваются, в зоне обжига нагрев изделий продолжается до
конечной температуры обжига. В конце зоны изделия
выдерживаются некоторое время при максимальной ко-
нечной температуре. В зоне остывания сначала изделия
быстро остывают (пока находятся в пиропластическом
состоянии). Вблизи температуры перехода обжигаемых
изделий из пиропластического состояния в хрупкое и
вблизи температуры модификационных превращений
кремнезема интенсивность охлаждения понижают. Про-
цесс охлаждения завершается при достижении изделия-
ми температуры 50—60°С.
Туннель должен быть полностью загружен вагонет-
ками. Очередную вагонетку подают к загрузочному тор-
цу печи и заталкивают в печь специальным механизмом-
толкателем. При этом весь поезд вагонеток, находящий-
ся в туннеле, перемещается на длину одной вагонетки, а
с другого конца печи выталкивается вагонетка с охлаж-
денными изделиями. Подобное перемещение вагонеток
производят непрерывно либо циклически. Таким обра-
зом, в туннельных печах в отличие от кольцевых место-
положение тепловых зон стабильно, а обжигаемый ма-
териал перемещается относительно этих зон. Взаимодей-
ствие обжигаемого материала с дымовыми газами и
воздухом происходит по принципу противотока, что
обеспечивает возможность достижения высоких темпе-
ратур нагрева (практически до 1650°С).
291
Отходящнр дал'./ ТоплиВо
Рис. 8.12. Туннельная печь
а — график темпэратурного режима обжига; б —схема печи; в —поперечный
разрез зупнеля
Существует много разновидностей туннельных печей,
отличающихся формой туннеля (прямолинейный, коль-
цевой, щелевой, многоканальный), способом перемеще-
ния материала в туннеле (вагонеточные, ленточные,
роликовые, печи со скользящими подкладками, с шага-
ющим и вращающимся подом), способом теплообмена
(открытого огня и муфельные), источником теплоснаб-
жения (пламенные и электрические печи).
Весьма разнообразны аэродинамические схемы тун-
нельных печей. Простейшей является схема с одним лишь
дымососом, но предпочтительна схема с принудительным
отбором воздуха из зоны остывания специальным венти-
лятором, который может передавать горячий воздух в
сушилку, к горелкам, в зону подогрева.
Рециркуляция отработавших газов дает возможность
несколько турбулизировать поток в зоне подогрева и
снизить его температурное расслоение, а также в извест-
ной мере регулировать температурную кривую в этой
зоне.
Устройство завес позволяет аэродинамически отклю-
чить зону обжига от смежных зон, создать Bjicfi восста-
новительную среду, что очень важно для последних
стадий обжига. Кроме того, завеса на стыке зон обжига
и остывания способствует интенсификации процесса ох-
лаждения в период пиропластического состояния мате-
риала. Наиболее совершенна отопительно-вентиляцион-
Рис. 8.13. Отопительно-вентиляционная схема (а) туннельной печи
и график температурного режима обжига (б)
292
ная схема туннельной печи ВНИИСТРОМа (рис. 8.13).
Она предусматривает создание отдельных автономно ре-
гулируемых участков в зоне подогрева, обеспечивающих
тепловую обработку изделий по заданному режиму и
получение окислительно-восстановительной среды в зоне
обжига. Зона подготовки разделена на три автономно
регулируемые секции: низкотемпературной рециркуля-
ции, осуществляемой обычными перемешивающими вен-
тиляторами, высокотемпературной рециркуляции, обору-
дованной перемешивающими жаростойкими вентилято-
рами, и подогрева пода вагонеток. К форсункам, уста-
новленным в конце зоны обжига, подают пар или воду.
Зона охлаждения разделена на четыре секции: закала,
умеренного, замедленного и интенсивного охлаждения.
Подвагонеточный канал оборудован приточно-вытяжной
вентиляцией для создания уравновешенного аэродина-
мического режима с обжигательным каналом. Данная
схема успешно реализована в туннельных печах на не-
скольких заводах и предусмотрена в проектах новых пе-
чей.
Размеры обжигательного канала туннельных печей
колеблются в довольно большом диапазоне: длина 5^
208 м, а площадь рабочего сечения (сечения, в котором
размещаются обжигаемые изделия) 3—9 м2. Оптималь-
ное соотношение между длиной обжигательного канала
L и площадью поперечного сечения рабочей (надвагоне-
точной) части канала F LIF=2Q.
В большинстве действующих печей обжигательный
канал перекрыт арочным сводом. Однако в последние
годы широко распространено перекрытие канала пане-
лями или балками из жаростойкого бетона («плоский
свод»), упрощающее применение пакетной садки и раз-
грузки кирпича и других изделий.
Стены в действующих печах составные, футерован-
ные шамотным кирпичом и облицованные (наружный
слой) обыкновенным глиняным кирпичом. Однако в на-
стоящее время созданы проекты туннельных печей, в ко-
торых весь обжигательный канал выполнен из сборного
жаростойкого железобетона, что позволяет возводить
печи индустриальными методами (рис. 8.14). За рубежом
начали сооружать стены туннельных печей из волокни-
стых керамических материалов, дающих возможность
до минимума сократить толщину стены и уменьшить ее
тепловую инерцию. В нашей стране также организуется
производство таких материалов (из каолинового волок-
294
Рис. 8Л4. Туннельная печь из жаростойкого бетона для обжига ке-
рамических камней и кирпича производительностью 26 млн. шт. ус-
ловного кирпича в год
1 — цокольный блок; 2 — стеновой блок; 3 — панель перекрытия; 4 — шарнир
из жаростойкого бетона; 5 — металлическая стойка каркаса; 6' — минерало-
ватные маты; 7 — асбестоцементный лист; 8 — горелочные камни
Рис. 8.15. Лабиринт с песоч-
ным затвором между стенами
печи и вагонетками
/ — рама вагонетки; 2— нож; 3—
засыпка; 4 — защитная обмазка; 5 —
футеровка вагонетки; 6 — футеров-
ка туннеля
Рис. 8.16. Уплотнение стыка
вагонеток
1— металлическая подина ваго-
нетки; 2 — глиняный жгут
295
на на керамической связке). Толщина стены должна оос-
спечивать температуру се наружной поверхности не выше
50°С.
Важнейший конструктивный элемент туннельной пе-
чи— песочный затвор (рис. 8.15). Наиболее уязвимым
элементом песочного затвора — является нож, кото-
рый воспринимает интенсивное тепловое излучение и
поэтому быстро коробится. Применяемые защитные об-
мазки ножа различными огнеупорными составами не-
долговечны. В настоящее время в нашей стране произ-
водится муллитокремнеземистый картон (марки
МРК-500), выдерживающий температуру до 1150°С [4].
Защитная наклейка такого картона с помощью высоко-
температурного алюмохромфосфатного клея на нож пе-
сочного затвора существенно повысит его долговечность.
Лабиринт с уплотнением устраивают также на стыке ва-
гонеток (рис. 8.16). Наклейка на раму вагонетки вместо
глиняного жгута керамического войлока [4] также по-
высит плотность и долговечность этого уплотнения.
Вагонетки туннельных печей футеруют жаростойким
бетоном или шамотными камнями для предохранения
металлических частей от воздействия высоких темпера-
тур. Применяемые для этой цели шамотные прессован-
ные камни на алюмохромфосфатиой связке, изготавли-
ваемые экспериментальным заводом Рижского Оргтех-
строма, выдерживают температуру до 1100°С.
Для повышения равномерности обжига футеруют ва-
гонетки с канализованным подом (рис. 8.17). В совре-
менных зарубежных конструкциях вагонеток также пре-
дусматривают такое устройство.
Топливосжигающие устройства располагали обычно
в боковых стенах печи, но в новых конструкциях с пло-
ским перекрытием их устраивают в перекрытии, что уп-
рощает обслуживание печи, дает возможность строить
печи большей ширины. Газомазутные форсунки обеспе-
чивают быстрый переход с газа па мазут и обратно. Удоб-
ны они и тем, что при них наиболее просто достигается
восстановительная среда в печном пространстве подачей
пара в мазутный канал, если печь работает на газе, и
наоборот. При работе на газе эффективны скоростные
горелки института газа АН УССР (рис. 8.18). Камера
сгорания выполнена из жаропрочного металла и н]над-
ставляет собой перфорированный цилиндр. Воздух под-
водится в камеру сгорания раздельно, рассредоточенно
через перфорированные стенки. Зажигается газовоздуш-
296
Рис. 8.17. Печные вагонетки с канализационным подом
и —- дли одноярусного обжига изделий;
Рис. 8.18. Скоростная газовая го-
релка
1 — патрубок для подачи газа; 2 —
патрубок для подачи воздуха; 3 —
свеча зажигания; 4 — газовое сопло;
5 — стабилизатор горения; 6 камера
сгорания; 7 — корпус; 8 — огнеупорное
сопло
6 — этажерочка я; в экранированная
нал смесь от свечи зажигания. Устойчивость работы го-
релки обеспечивается стабилизатором. Для достижения
больших скоростей продуктов сгорания перфорирован-
ный цилиндр соединен с огнеупорным соплом. Горелка
позволяет работать в широком диапазоне изменения ко-
эффициента избытка воздуха (а = 0,74-10) и производи-
тельности по природному газу (Vr= 0,54-5 нм3/ч). Мак-
симальная температура металлической поверхности ка-
меры сгорания при любых соотношениях газ—воздух не
превышает 450°С.
Успешные результаты получены на одном из заводов
БССР при сжигании мазута в выносной топке, располо-
женной па перекрытии печи (рис. 8.19). Улучшилось ка-
чество кирпича и снизился расход топлива.
Кусковой уголь загружают в туннельную печь, как и
в кольцевую, сверху через топливные трубки. Обслужи-
вание печи при этом осложняется трудностью золоудале-
ния, в связи с чем печи с твердого топлива переводят па
природный газ или мазут.
При любом виде используемого топлива рекоменду-
ется запрессовка угля, а еще лучше — углесодержащих
отходов в сырсп, что является мощным резервом эконо-
мии кондиционного топлива.
297
Г777Г.*ГГ27?_ГеУ22У> М.>Т*Т^-ГГУ7-У7У7 7_’J ?'^T! 7~? 7^T7 T * *^77 7 > 7'
Рис. 8.19. Туннельная печь с вынос-
ной топкой
/ -- дымосос; 2 — влеты; 2 —топка; 4 —
форсунка; 5 — отбор горячего воздуха;
о — вентилятор для подачи воздуха в
печь; 7 — мс/ксводовое пространство
Сажают кирпич и керамические камни на вагонетки в
большинстве случаев пока вручную. Но уже созданы и
эксплуатируются па отдельных заводах садочные авто-
маты. Их широкое внедрение — наиболее значительный
резерв увеличения производительности труда. Разгружа-
ют обожженный кирпич с вагонеток электропогрузчиками
или кранами с грейферными захватами.
Для обжига стеновой керамики на первом этапе внед-
рения туннельных печей наиболее распространены были
печи трех типоразмеров: 105Х1,74X 1,75, 102X3,1X1,7 м
и так называемая печь «малютка» — 48x2X1,9 м. В
настоящее время на кирпичных заводах нашей страны
эксплуатируются туннельные печи новых типоразмеров
(табл. 8.1). На заводе объединения «Победа» (Ленин-
град) работает печь с размерами 143x3,9 м, на Оболъ-
ском заводе (Витебская обл.) — с размерами 208X4,7 м.
В последующем будут строиться печи унифицированного
ряда (табл. 8.2). Эта унификация разработана с учетом
пакетной садки и разгрузки кирпича: ширина канала
кратна пакету из 4X4 кирпича. Характеристика некото-
рых зарубежных печей, эксплуатируемых в СССР, при-
ведена в табл. 8.3.
До недавнего времени туннельные печи размещали,
как правило, в капитальных зданиях. Сейчас типовыми
проектами предусмотрено размещение печей в зданиях
из легких конструкций. На некоторых заводах построе-
ны печи «открытого монтажа», размещенные вне зданий.
Над зоной обжига (при верхнем отоплении) сооружают
легкое остекленное помещение, а перекрытие остальных
частей печи защищают легким навесом из конструктив-
298
Таблица 8.1. Характеристика отечественных туннельных печей
для обжига изделий стеновой керамики
Т а б л и ц а 8.2. Показатели унифицированного ряда
туннельных печей
N? типораз- мера Годовая произво- дительность. млн. шт. услов- ного кирпича Продолжи- тельность об- жига, ч Ширина об- жигательного канала, м Длина ваго- нетки, м
1 1 2,;5—il 5. 36—42 2,5 3
2 25—30 36—42 3,6 3
3 50—60, 36—42 4,7 3
4 100—120 36—42 Ц9 3
первое число относится к
обжигу пустотелого кирии-
При м е ч а ние. Во второй графе
обжигу сплошного кирпича, второе — к
ча. В третьей графе—наоборот.
Таблица 8.3. Характеристика зарубежных туннельных печей
Показатели (проектные)
«iM о р а идо» (Иг а л ня)
Нарский завод, линии
«Серик»
(Франция)
Годовая производитель-
ность, млн. шт. условного
кирпича
Продолжительность цикла,
ч
Размеры обжигательного ка-
нала, м:
длина (с форкамерой)
ширина
высота (рабочая)
Размеры печной вагонетки,
м:
длина
ширина
Вместимость вагонетки, шт.
условного кирпича
28
56
157,3
4,7
1,7
2,8
4,78
457G
38,5
53,5
50
24
157,3
4,6
1,85
1G6
4,6
1,4
2,8
4,68
4480
2,8
4,88
1280
75
49—68
135,6
6,94
2,07
3
Примечания: 1. Все печи могут отапливаться как газом
так и мазутом.
2, Минимальная продолжительность цикла при обжиге ну
сгоюлого, максимальная — при обжиге сплошного кирпича.
пого шофера с использованием стоек каркаса в качестве
опорных конструкций. «Открытое» размещение ночей
позволяет снизить на 10—15% капиталовложения на их
сооружение.
1 силовые балансы кирпичеобжигательпых туннель-
ных печей, подсчитанные по результатам обследований,
приведены в табл. 8,4.
300
Таблица 8.4. Тепловые балансы туннельных печей для обжига
стеновой керамики (в кг. условного топлива на 1000 шт. кирпича)
Статьи баланса Завод
Рузаевский Бурундасв- скип Бума нкаскин- скип, проект НРБ
Приход теплоты от горения топлива с поступающим в печь воз- духом 230 И 157,6 16,1 126|,3 12,2
Итого
Расход теплоты
на испарение остаточной
влаги сырца
на химические реакции
на нагрев воздуха, отбира-
емого в сушилку
Потера теплоты
с физической теплотой отхо-
дящих газов
с вагонетками и выгружае-
мой продукцией
в окружающую среду и не-
вязка баланса
241 172,7 il38(,5
24,3 2,29 16,6
57J 57,04 36.7
46 39,1, 44у8
65,6 39,13 18,7
18„7 24,0|8 1 Г 7
29 4,06 ] 6
241
172,7 138,5
И т о г о
По исследованиям ГИКИ коэффициент теплоотдачи
в туннельной печи возрастает в направлении от загру-
зочного конца к зоне обжига, составляя на 3-м метре 5,2
и на 28-м — 35 кВт/(м2-К).
Продолжительность обжига изделий стеновой кера-
мики в туннельных печах составляет 24—48 ч, съем с
1 м3 рабочего пространства печного канала в среднем
3400 шт/мес. Удельный расход условного топлива 160—
200 кг/1000 пи\ кирпича.
При проектировании туннельной печи для обжига
изделий стеновой керамики, исходя из технологических
соображений, выбирают систему садки и соответствую-
щий тип вагонетки. При этом необходимо использовать
уже существующие в промышленности серийные типо-
размеры печных вагонеток и лишь в случае их неприем-
лемости для принятой системы садки определять габари-
301
ты печной вагонетки и поперечного сечения обжигатель-
ного канала.
При заданной годовой производительности печи /7Г
расчетную часовую производительность /7Ч, шт/ч, оп-
ределяют по формуле
/7ч = /7г/24 Zp Кв,
(8.3)
где ZP — число рабочих дней в году, обычно Zp —350; 7(t) — ко-
эффициент использования рабочего времени, 7G — 0,96.
Требуемую емкость печи £п подсчитывают по формуле
/7Ч тц
11 (1—0,01 Б)
(8.4)
где Тц — длительность цикла, ч; Б — отходы обжига, %.
Расчетную длину рабочей части обжигательного ка-
нала Лр подсчитывают по формуле
(8.5)
где Ев — емкость вагонетки, шт., определяемая графическим
размерным экскизированием садки; /в — габаритная длина вагонет-
ки, м; /гВр — количество вагонеток в рабочей части печи. Если двр
получается дробным, то корректируют соответственно производи-
тельность печи или длительность цикла.
Общую длину печи L и общее количество вагонеток
определяют по формулам:
(8.6)
(8.7)
где /7в.ф — количество вагонеток в форкамерах.
Интервал времени мин, между двумя загрузками
вагонеток составит
60 Тц//(Вр.
(8.8)
Е. С. Шсйнманом предложен нетрадиционный метод
расчета туннельных печей для обжига кирпича [24].
В качестве конструктивной характеристики Х1{ тун-
нельной печи может быть принято отношение длины печи
L к гидравлическому диаметру dv поперечного сечения
рабочей части ее канала, а в качестве энергетической
характеристики 1|;) — отношение полезно использованной
теплоты к химической теплоте
Хк - - L]dr,
(8.9)
У печей с Ан^60 1^=65—75%, а у печей с Хк = 26 =
= 25—35%. Это служит еще одним подтверждением со-
временных тенденций строительства длинных печей.
Рис. 8.20. Номограмма для расчета размеров кирпичеобжигательной
туннельной печи
С увеличением значения Хк уменьшается также тем-
пературный перепад по сечению печи. Оптимальная
скорость газов в живом сечении печи составляет 4 м/с.
Для нахождения оптимальных размеров печи можно
использовать номограмму (рис. 8.20). Годовая произво-
дительность печи N, млн. шт. условного кирпича, явля-
ется заданной. Опытным путем определяют длительность
цикла тц, обеспечивающую получение качественных из-
делий. Выбирают или разрабатывают систему садки и по
ее размерному эскизу подсчитывают плотность Р и жи-
вое сечение садки /ш, %, пользуясь статической зависи-
мостью
/ж 90,4 — 0,23 Р. (8.10)
На ординате отмечают точку /, а пересечение этой
ординаты с соответствующей кривой тц дает точку 2.
Пересечение этой же ординаты /ж с кривой заданной
производительности N печи образует точку 3. Абсцисса
точки 2 — точка 4 определяет рациональную длину пе-
чи, а абсцисса точки 3 — точка 5 — площадь поперечного
сечения рабочей части канала. Номограмма составлена
с условием обеспечения действительной скорости газов в
зоне подогрева 6 м/с.
Для обжига санитарно-строительных изделий
используют печи конструкции Гипростройматсриалов
длиной 88 м, производительностью 3500 т/год с
Двухрядной садкой изделий на этажерках, а так-
303
Рис. 8.21, Туннельная печь конструкции Гипростройматериалов для
обжига санитарно-строительных изделий
же длиной 66,5 м, производительностью 900 т/год.
На Кировском заводе «Стройфаянс» была построена
более совершенная туннельная печь открытого пламени
длиной 110,5 м и шириной канала 1,65 м (рис. 8.21). Вход-
ной камеры печь не имеет, но на входе устроена тепловая
завеса, предотвращающая подсос холодного воздуха в
печь и одновременно подогревающая изделия и футеров-
ку вагонетки. Канал печи имеет 55 позиций (соответст-
вующих числу вагонеток): в зоне подогрева — 17, обжи-
га-—8 и охлаждения — 29. Холодный воздух для охлаж-
дения обожженных изделий и вагонеток нагнетается
вентилятором на позиции 53} частично в каналы, распо-
1 Нумерация начинается с последней загруженной в печь ваго-
нетки и кончается очередной вагонеткой, подлежащей выгрузке из
печи.
304
ложенные в кладке печи, откуда он через щелевые вы-
леты поступает в развитой под вагонеток, а частично—
через металлический короб под свод печи. По каналу
печи воздух движется в противоточном направлении, на
участке позиций 49—45 отбирается из печи через два
окна на уровне пода вагонеток и поступает в вертикаль-
ные каналы, расположенные в стенах печи и снабжен-
ные шиберами, а из них — в сборный коллектор с дрос-
селем, размещенный над печью, и далее — к вентилято-
ру, где смешивается с холодным воздухом. На участке
позиций 44—33, которому соответствуют температуры
500—650°С, охлаждение рекуперативное для предотвра-
щения «холодного треска» вследствие кварцевого эффек-
та. Рекуператоры выполнены в виде трех пар стеновых
и надсводного каналов. Из рекуператоров горячий воз-
дух отбирают через отверстия в кладке, соединенные тру-
бами с вентилятором. На участке зоны охлаждения, бли-
жайшем к зоне обжига (позиции 30 и 28), изделия ох-
лаждают воздухом с температурой 150°С, который по-
дают через завесы под свод печи и в развитой под ваго-
неток. Этот же воздух, но уже нагретый до более высо-
кой температуры, отбирают на позиции 32 рекуператор-
ным вентилятором, разбавляют холодным воздухом и
направляют частично в завесы позиций 32 и 28, частич-
но— в зону подогрева, а остальную часть — в сушилки.
Зона обжига, занимающая позиции 26—18, оборудо-
вана щелевыми топками, расположенными на уровне
пода вагонетки и направляющими продукты горения в
развитой под вагонетки. Горелки газовые инжекционные
среднего давления с принудительной подачей вторичного
воздуха.
В зону подогрева на позиции 14, 11, 9, 7 и 5 через от-
верстия в своде подается воздух, отобранный в зоне ох-
лаждения. Отходящие газы отбирают на участке позиций
12—4 через пять пар окон на уровне пода вагонеток и
по вертикальным каналам направляют в сборный кол-
лектор и далее — в дымосос. На позициях 2 и 1 через
специальный короб подают горячий воздух во входное
сечение печи и на уровне пода вагонетки. На позициях
16 и 27 в степах печи размещены аварийные окна. Печь
в зоне обжига оборудована подвагонеточным каналом.
Подина вагонетки по периметру футерована камнями из
жаростойкого бетона, а в центральной части — диатоми-
товым кирпичом и шамотным легковесом, сверху опа вы-
стлана шамотными плитами.
305
11 Зак. 196
По аналогичной вентиляционно-тепловой схеме успеш-
но работает туннельная печь длиной 97 м на Лобнен-
ском заводе.
Относительно сложные вентиляционно-тепловые схе-
мы этих печей обеспечивают хорошую равномерность об-
жига: перепад температур в зоне подогрева не превыша-
ет 70—80°С, а скорость охлаждения изделий в рекупера-
тивной зоне 45—50 град/ч. Основные показатели этих
печей приведены в табл. 8.5.
Таблица 8.5. Показатели работы печей для обжига
санитарно-строительных изделий
Показатели
Печи
Лобненского завода Кировского завода
। по проекту фактически
Размеры обжигательного
канала,, м:
длина
ширина
высота от развитого по-
да
Объем (рабочий) обжига-
тельного канала, м3
Годовая производитель-
ность, т
Плотность загрузки печного
объема,, кг/м31
Съем с 1 м3 рабочего кана-
ла, кг/мес
Удельный расход условного
топлива, кг/т
Удельный расход электро-
энергии, кВт-ч/т
Продолжительность цикла,
ч
Общий брак после обжига,
%
97
1,85
0,84
136
5420
108
3160
510
130
21
110,5
1,65
0(,88
1146
5688
88
3360
520
460
18
5750
500
18—20
6
Для обжига санитарно-строительных и других глазу-
рованных изделий по проекту «Гипростройматериалов»
построена муфельная печь на мазутном отоплении (рис.
8.22). В отличие от печей открытого пламени, в муфель-
ных печах дымовые газы нагревают стенки полых эле-
ментов— муфелей, раскаленные стенки которых излуча-
ют теплоту в печной капал. Садка однорядная, обеспечи-
вающая возможность механизации погрузочно-разгру-
зочных операций. Общая вместимость печного канала 56
306
Рис. 8.22
Поперечные
разрезы му
фельной пе
чи для об
жига сани-
тарно-строи-
тельных из-
делий
а — по
обжига;
по зоне
лаждения
зоне
ох-
д!
X/X' XZ' • V.
®Л»С
row
зш
_.
>}лДО ДгМ>»№>Х^Ж;Ъ£Х№
►У r?cAV/>>i<^*‘X*v«4*;*x*xKWK
//W
жив
лгл
wrrwwrtM
:^РИЯвЯ«Н05*вЯ!
^:««Ж*КЮПМГ4ДО&
вюттжввввюде.
L*5w»r^5*3e
Memfirasiarafii! :<8* глм «с*
jeefwaeff0SMf?^»№e<^
। !’этэдде^л*мдо&Ндо
*х*х»*
* *
///Ш/Z/^Z х
W////////» AX*V. 1_ _
ГА^ХЛ’Л « •
едододоюж^
.«Г^ХГ^МЯАГ^г ‘Х*т’* И «I'
////Zf///MAV«VX ».
^^МИИИ|ДДМИМ1ДИТ^^7!
ir^jKManriKM* *г«»лА'г.*л^
ЛМгаЯШ5Г«ЖК*^?ХЧ*Х*«4
; *жгилжвл«г^^
•л*л
L
4S8MS
Й§^«5ЯЯЯ«Г
|ЖЖ«да^<!
эд^ждегдо'
аггяажияаг
кштш
50ЮДО?
<‘Л‘Л r/ZIWWW
А^<^ЗЙИ»И1И
/500
1200
•*<C*X4^VA4\V*
<.w*W f
’ЛЯЗЙКИЯЫИИЬЙ
* - -« ••4-Bv«^fVW№WWVVVK« »V*rrt’
^WW^SMWHMIM
W¥>',‘>¥7
я_м ^fWAfwswA
,. £m»w вммыюдегям#,
. IАМЖЪ > I
лкм%пяем
Гои
307
Ц* Зак. 196
вагонеток: зоны подогрева— 19, зоны обжига— 15 и зо-
ны охлаждения — 22. Топки размещены в два яруса: в
нижнем (левая часть рис. 8.22, а)—9, в верхнем (пра-
вая часть)—6 топок с каждой стороны печи. Топки
оборудованы рециркуляционными форсунками (см. рис.
1,17). Дымовые газы отбирают на позициях 3, 7 и 11 в
вертикальные каналы, соединенные со сборным дымо-
вым коллектором, транспортирующим газы к дымососу.
Воздух из печного канала зоны подогрева отсасывается
специальным вентилятором через отверстие в своде на
позиции 4. На позициях 6, 10, 14 и 18 этой зоны через
отверстия в своде подается воздух к аэродинамическим
завесам. Теплый воздух подают к завесе по контуру за-
грузочного отверстия рабочего канала и на первые две
позиции. Для охлаждения обожженных изделий воздух
направляется специальным вентилятором непосредствен-
но в рабочий канал под его свод через щелевой короб на
выходном конце печи и через отверстия в кладке на уров-
не футеровки вагонеток на позиции 55. Отбирают этот
воздух через отверстие в своде на позиции 51. На участке
зоны охлаждения между позициями 53—40 охлаждение
муфельное через две пары муфельных каналов в стене и
через сводовый муфельный канал (правая часть рис.
8.22,6). На участке позиций 40—37 охлаждение также
муфельное через три пары каналов в стене, выполнен-
ных из кирпича, и через сводовый канал. На участке,
примыкающем к зоне обжига,— позиции 36 устроена
воздушная завеса. По всей длине печи имеется смотро-
вой канал.
Длина рабочего канала печи 119; ширина 1,3; вы-
сота 1 м; длина вагонетки 2,12 м; рабочий объем
146 м3; годовая производительность 3200 т (300 тыс.
крупных изделий), плотность загрузки 84,5 кг на 1 м3
печного объема; удельный расход условного топлива
800 кг/т; удельный расход электроэнергии 169 кВт-ч/т,
продолжительность цикла — 30,6 ч.
Керамические канализационные трубы обжигают в
туннельных печах Южгипроцемснта (рис. 8.23). Длина
печи 116, ширина пода 1,85, высота от пода до замка
свода 1,6 м. Печь вмещает 54 вагонетки с обжигаемыми
трубами: в зоне подогрева 21, в зоне обжига 8 и в зоне
охлаждения 25. Для этих же целей используют туннель-
ные печи Гипростройматериалов (рис. 8.24) длиной 117,
шириной 1,85 и высотой 1,625 м. Каждая такая печь вме-
30.3
На сушу
Рециркуляция дымо&ях
Гзрячий Зоздцх
/№мг
У ТТтУУТт I У т
ххвхххх;
Рекулери-
Ьыхлоа газа#
Паз На сушку Подача Зоздуха
йижжгйжй мжя
X
Рис. 8.23. Тепловая схема туннельной печи Южгипроцемента для
обжига канализационных труб
3090
Рис. 8.24. Разрез туннельной печи Гипростройматериалов для обжи-
га канализационных труб по зоне обжига
щает 51 вагонетку: в зоне подогрева 19, в зоне обжига 11
и в зоне охлаждения 21. Холодный воздух нагнетается
через щель в своде туннеля (позиция 5/), отбирается из
зоны охлаждения на позициях 37 и 38 и направляется
для сжигания топлива в зону обжига, а также в сушил-
ку в качестве греющего теплоносителя. В печи 26 камер-
ных топок (по 13 с каждой стороны туннеля). Продукты
сгорания топлива из 20 топок поступают в туннель через
канализованный под вагонеток, а из остальных шести —
непосредственно под свод туннеля. Дымовые газы уда-
ляются из печи на позициях 2—3. В зоне подогрева про-
309
исходит рециркуляция газов вследствие того, что часть
отходящих газов отбирают из подземного канала спе-
циальным вентилятором и нагнетают обратно в туннель
на позициях 1—10. При обжиге канализационных труб
необходимо соблюдать следующий температурный режим.
Температу-
ра нагрева
изделий, °C До
200
Скорость из-
менения
температу-
ры, град/ч . 30
200— 600— 1200 1200— 850— 500—
600 1200 850 500 50
80 43 Выдержка 70 44 50
2 ч
Рис. 8.25, Печь Гипростройматериалов Т-139 для обжига канали-
зационных труб
310
Плотность садки труб в туннельных печах около
260 кг/м3. Садку уплотняют укладкой труб меньшего
диаметра внутри труб большего диаметра («в начинку»).
Длительность обжига труб 49 68 ч. Производительность
печи 13 000 т/год при удельном расходе топлива порядка
175 кг/т.
Печь Т-139 конструкции Гипростройматериалов
(рис. 8.25) предназначена для обжига труб диаметром
до 600 мм и длиной 1,2 м. Длина обжигательного канала
139, ширина — 3,1, высота (от развитого пода до замка
свода) — 1,18 м, рабочий объем 704 м3. Длительность
цикла 36 ч. Вместимость канала — 45 вагонеток длиной
3 м. Плотность садки 215 кг/м3 рабочего объема. Произ-
водительность по обожженной продукции 4200 кг/ч или
32 000 т/год, съем — 3,8 т/мес с 1 м3 рабочего объема.
Расход условного топлива 143 кг/т.
В зоне подогрева на позициях 3, 5, 7, 9 установлены
жаропрочные центробежные рециркуляционные вентиля-
торы, отбирающие дымовые газы на уровне развитого
пода вагонетки и подающие их в печь через отверстия в
своде. На позиции 1 вентилятор отбирает газы сверху, а
подает в печь на уровне развитого пода. Использование
вентиляторов, имеющих окна для подсоса холодного воз-
духа, существенно понизило перепады температур по вы-
соте печи: до 100°С в зоне подогрева на позиции 5 — до
120—175°С на участке максимальной температуры зоны
обжига (позиции 15—17), до 40—80°С в конечной стадии
обжига (позиции 20—21), и до 100—140°С в зоне охлаж-
дения (позиции 23—25). Без рециркуляционных венти-
ляторов перепад температур в зоне подогрева достигает
400°С.
Зона обжига оборудована горелками типа «труба в
трубе». Топочных камер в стенах печи нет, что значитель-
но улучшило микроклимат в печном отделении. Природ-
ный газ сгорает в рабочем пространстве печи. На пози-
циях 12—23 установлено по четыре пары горелок на
уровне развитого пода вагонетки, а на позициях 20—22
по две пары под сводом печи. Дымовые газы отбирают
через окна на позициях 2, 4, 6 и 8. Воздух на охлажде-
ние подается на позициях 43—45 через свод печи и в
развитой под вагонетки, а горячий воздух отбирается на
позициях 35—40 через окна на уровне пода вагонетки.
На позициях 24—26 имеются воздушные завесы.
По аналогичной вентиляционно-тепловой схеме соз-
311
дана печь (типовой проект) производительностью 40
гыс.т в год для обжига труб диаметром до 500 мм. Раз-
меры рабочего канала, м: длина—139, ширина—3,4;
высота —1,83.
В Гипростройматериалах спроектирована также вы-
сокопроизводительная печь для обжига канализацион-
ных труб диаметром до 1 м и длиной до 2,5 м. Разме-
ры рабочего канала, м: длина 123,5; ширина—4,5; вы-
сота—2,66. Объем канала 1580 м3. Вместимость печи —
41 вагонетка длиной 3 и шириной 4,4 м. Длительность
цикла 72 ч. Производительность печи 45 тыс. т/год. Ды-
мовые газы отбирают по всей длине зоны подогрева, в
том числе в значительной части перед зоной обжига (что
снижает требуемое разрежение в зоне подогрева), для
передачи их в низкотемпературные участки зоны подо-
грева. Зона подогрева оборудована горелками-возду-,
хоподогревателями, а зона охлаждения — трубчатыми
металлическими рекуператорами из жаростойкой стали
и завесами.
За рубежом работает несколько туннельных печей
с шириной канала 6 м.
Для обжига кислотоупорных изделий применяют тун-
нельные печи, работающие по вентиляционно-тепловой
схеме, аналогичной схеме печи Т-139. Длина их 113,
123,5; 130,8 и 100 м, ширина канала 2 и 3,18 м.
Для обжига керамических дренажных труб различ-
ными проектными организациями (Союзгипростром,
Ленгипростром, Южгипростром, Гипростройматериалы)
спроектированы и на некоторых заводах построены тун-
нельные печи производительностью от 12 до 50 млн.шт.
в год в расчете на трубы диаметром 50 мм. Длина пе-
чей 77, 105, 104 м. Рабочая ширина 1,74, 1,27 и 3 м. Ра-
бочая высота—1,28, 1,74 м [22]. Вентиляционно-теп-
ловые схемы этих печей в основном сходны со схемами
кирпичеобжигательных туннельных печей. Применялись
различные типы садок на вагонетку (рис. 8.26).
В конструктивном отношении выделяется печь Юж-
гипрострома, сооружаемая из бетонных блоков с
кирпичными вставками и с подвесным сводом (рис. 8.27).
Длина печи 115,5 м, вместимость—36 вагонеток длиной
3,2 и шириной 3,3 м. Печь имеет форкамеру со шторными
затворами, отделяющими ее от печи и цехового помеще-
ния.
Зона подогрева занимает 12 позиций. На позиции 1—
312
<jZCT. ’ 7U ।
ихщпппщг..
[^адхогд
г-;<тя£<чп\цд :
L. -Ц
^_-j
сс:<ч:о:фх^1-^
рз1“ифх«ухг:
, ^YjX^^XOTdfcnq
L ^ХСССХ-дфи
Рис. 8.26. Типы садок дренажных труб на вагонетки туннельных
печей
2 вентилятор нагнетает теплый воздух из надсводово-
го канала. Отработанные газы дымосос отбирает на
позициях 3 и 4. В зоне подогрева предусмотрены заве-
сы с отбором вентиляторами (имеющими подсос холод-
ного воздуха) дымовых газов внизу рабочего канала и
подачей через свод и степы навстречу газовому потоку,
что обусловливает его турбулизацию и выравнивание
температурного поля по сечению печи. Зона обжига за-
нимает позиции 13—22. Отопление мазутное с паровыми
форсунками, установленными в перекрытии печи и сгруп-
313
а/
Рис. 8.27. Печь Южгипрострома для обжига дренажных труб
а—разрез по зоне подогрева; б — разрез но зоне обжига
314
5
пированными в три группы. К каждой группе автоном-
но подается воздух для горения вентилятором ВВД. На
позиции 23—24 подается вода, распыляемая форсунка-
ми. Испарение воды ускоряет охлаждение обожженных
труб, а водяные пары создают в зоне обжига восста-
новительную среду, интенсифицирующую спекание кера-
мического тела труб. С позиции 23 отсасывается воздух,
направляемый к завесам на позиции 8—19.
На позиции 33—36 вентилятором подают хо-
лодный воздух, а нагретый отбирают на по-
зициях 28—29 и 25. В надсводовом пространстве
устроена принудительная вентиляция, предохраняющая
панельное перекрытие от перегрева. В надсводовое про-
странство воздух подают вентиляторами на позициях
35 и 17, из надсводового пространства горячий воздух
отбирают на позициях 27 и 4 и направляют его к сушил-
ке. Подвагонеточное пространство также принуди-
тельно вентилируется. Теплый воздух из него поступает
в сушилку.
Восьмигранные трубы малого диаметра] (50—100 мм)
обжигают на вагонетках без канализованного пода с
пакетной садкой, а трубы большого диаметра (125—
250 мм)—в вертикальном положении на вагонетках
с канализованным подом. Расчетная производительность
при обжиге труб малого диаметра 40 и при обжиге труб
большого диаметра 20 млн. труб условного диаметра в
год. Продолжительность обжига в зависимости от диа-
метра труб 30—42 ч. Удельный расход условного топли-
ва соответственно 113 и 195 кг на 1 тыс. труб.
Ширина рабочего канала печи 3,2 м; рабочая высота
для труб малого 1,4 и 1,1 м для труб большого диамет-
ра. Рабочий объем канала соответственно 517 и 407 м3.
На Фокинском заводе (Брянская обл.) для обжига
дренажных труб диаметром от 50 до 300 мм применя-
ют туннельную печь фирмы «Келлер» (ФРГ) производи-
тельностью 75 млн. труб условного диаметра в год. Про-
должительность цикла—48 ч. Длина обжигательного
канала (с форкамерой) 122,1, ширина — 6,8, рабочая
высота —1,22 м. Длина вагонетки 2,9, ширина 6,86 м.
Трубы укладывают на вагонетку в 12 пакетов: 6 по
ширине и 2 пакета по длине вагонетки. Печь имеет на-
копитель в виде П-образной кирпичной камеры, в кото-
рый помещают вагонетки с высушенными трубами. В
315
нем поддерживается температура, исключающая осты-
вание труб после их выгрузки из сушилки.
Свод печи плоский, подвесной, охлаждается потоком
воздуха в надсводовом канале. Нагретый в надсво-
довом канале воздух частично используется для обогре-
ва накопителя, а частично напрявляется в сушилку. Зо-
на обжига аэродинамически отсекается от зоны охлаж-
дения нагнетанием в обжигательный канал горячего
воздуха через систему специальных трубок.
Под зоной обжига устроен подвагонеточный канал,
в который нагнетается воздух.
Зона обжига оборудована 95 двухпроводными им-
пульсными горелками, работающими и на газе, и на
мазуте. Они образуют 8 групп вместе с отдельными
вентиляторами для подачи дутьевого воздуха.
Тепловые расчеты туннельных печей. Задачей тепло-
вого расчета является определение проектного расхода
топлива, на основании которого подбирают устройства
для сжигания топлива и вентиляторы для подачи к
ним воздуха. Составная часть теплового расчета—оп-
ределение количества отходящих газов, воздуха, отби-
раемого из зоны остывания, и аэродинамических сопро-
тивлений для подбора вентиляционных устройств.
Перед тем как приступить непосредственно к расче-
ту теплового баланса, полезно предварительно выпол-
нить вспомогательные расчеты: рассчитать горение топ-
лива (раздел 1.3), определить потери теплоты в окру-
жающую среду через свод и стены печи и рассчитать
прогрев и охлаждение футеровки вагонеток.
Расчет потерь теплоты в окружающую среду. Потери
через стены и свод печи рассчитывают для отдельных
ее участков. Каждый участок по длине печи, характери-
зующийся определенной конструкцией стены (или сво-
да), дополнительно разбивается на расчетные участки,
соответствующие прямолинейным участкам кривой об-
жига. Если границы участков с определенной конструк-
цией ограждений совпадают с точками излома на лома-
ной кривой обжига, то такая дополнительная разбивка
не требуется. Дальнейшие расчеты рекомендуется запи-
сывать в виде таблицы по форме 8.4.
При составлении этой таблицы руководствуются: по-
следовательностью нумерации слоев в направлении от
внутренних поверхностей к наружным; толщиной слоев
б, принимаемой по чертежам, и коэффициентами теп-
316
лопроводности к (справочные величины), которые при-
нимаются исходя из средней температуры в данном слое.
Средние температуры находят по температурным пере-
падам, которые принимаются пропорциональными их
тепловым сопротивлениям 6/Х. Для первого слоя сред-
няя температура составит /ср| - (^н УШ
для второго Ср2 = (С+ Д)/2 и т. д.,
где /Вц — средняя температура в печи на данном участке; —
температура на границе второго и третьего слоя; /3 — температура
на границе третьего и четвертого слоя и т. д.
Общее тепловое сопротивление стены или
м2-°С/Вт, подсчитывают но формуле
'2 1
+ Ш ’
П
к
о
где а2‘—коэффициент теплоотдачи от наружной стены к окру-
жающему воздуху, Вт/(м2-°С); значения его зависят от темпера-
туры стены /стлъ °C:
/стл!...............................40; 80; 120; 160; 200
а2.................................. 10,5; 12,8; 16,2; 18,6; 20,9
При определении величины общего теплового сопро-
тивления по формуле (8.12) условно принимают, что
сопротивление теплопереходу от печных газов к внут-
ренней поверхности стены (1/ai) исчезающе мало в
сравнении с остальными слагаемыми.
Правильность предварительно выбранных темпера-
тур проверяют по соотношениям:
/вн —' ^1/^1 ^2 ^3 62/А.2
---вн--ь = х. . —----------— и Т. Д. ,
^вн4— ^нар--------------------------я ^вн ^нар-“
где £нар — температура наружной среды, обычно £Нар = 20°С.
Исходя из этих соотношений уточняют величины
t$, и т. д. Если значения температур слоев, предвари-
тельно выбранные и уточненные, будут отличаться не бо-
лее чем на 100°С, то такой погрешностью обычно прене-
брегают. В случае большей разницы методом последо-
вательных приближений подбирают новые значения
температур и вновь проверяют их расчетом.
Общий коэффициент теплопередачи К, Вт/(м2-°С),
подсчитывают по формуле
К = 1//?. (8.12)
Теплопроводящая площадь F, м2, принимается рав-
ной 0,5 (Fi + Л), где /4 — внутренняя поверхность сте-
ны или свода на участке туннеля, а F2~ наружная теп-
лоотдающая поверхность на этом же участке. Потери
317
теплоты через стены или свод Q, кДж/ч, на рассматри-
ваемом участке определяют по формуле
Q = 3,6 f К (/1Ш-/Шф). (8.13)
Ограждающая конструкция печи считается удовлет-
ворительно запроектированной, если температура внеш-
ней поверхности не более 45гС, а общая величина теп-
ловых потерь в окружающую среду через ограждаю-
щие конструкции q, кДж/ч, не превышает
</^58 -1- 0,58 /Ш1. О-14)
Расчеты потерь теплоты в окружающую среду через ог-
раждающие конструкции вписывают в таблицу по фор-
ме 4.
Расчет прогрева и охлаждения футеровки вагонеток.
Прогрев и охлаждение футеровки вагонеток подсчиты-
вают по методу конечных разностей исходя из того, что
температура в рассчитываемом сечении стены в данный
момент времени равна полусумме температур соседних
сечений за предыдущий момент времени. Задаются зна-
чениями средних температур шамотного и изоляционно-
го слоя футеровки и вычисляют коэффициенты темпера-
туропроводности а, м2/с, обоих слоев
Хщ Ли
Цп ~ ~ И й!и : ,
Рш Сщ (Т; Си
где рш и ри — плотности материала шамотного и изоляцион-
Форма 4. Расчет потерь теплоты в окружающую среду
р асчетного астка Средняя темпера- тура в печи, С б! Характеристика стен материала ПО слоям бз Хз «ст «ст ^ст <?ст
М Xi <5г Xj б2 X о бз 1 1 Х:1 1 А 1
>1
1 9 3 4 5 6 7 8 9 10 11_ 12 13 14 15
318
кого слоев, кг/м3; сш и си — удельные теплоемкости тех же матери-
алов, кДж/(кг-°C).
Шамотный слой футеровки толщиной 5Ш> м, разби-
вают на два одинаковых слоя с толщиной каждого Дх =
- 0,5 Slu, м. Затем определяют расчетный промежуток
времени Л т = (Л х)2/2г?ш и находят толщину слоя, эквива-
лентную (по шамоту) слою тепловой изоляции
где 5И — толщина слоя изоляции, м.
Расчетную эквивалентную толщину изоляционного
слоя находят из соотношения д хэкв = Д х—и, наконец,
определяют количество расчетных эквивалентных изо-
ляционных слоев Лэкв = 5Экв/Л *экв, шт. Начальную тем-
пературу футеровки (по всему ее сечению) принимают
равной 20°С.
Данные расчета вписывают в таблицу по форме 5.
Время записывают нарастающим итогом с интерва-
лами Ат, температуру рабочей поверхности футеровки
принимают равной температуре печной среды в данный
момент времени, соответственно принятому температур-
ному режиму обжига. Остальные температуры вычисля-
ют согласно изложенному правилу (стр. 317). Температу-
ру нижней поверхности вагонетки (футеровки) tH, °C, с
момента начала ее роста определяют по формуле
Характеристика стен но слоям материала f *св ^св ^св ^св Суммарные потери на участке QCt Т Фсв
61 Xi X, б2 бз 1 Хд б3
Х.з
16 17 18 19 ' 20 21 22 23 24 25 26 27 28 29
319
орма
1|
Время
(интер-
вал
: Дт)
Темпера-
тура ра-
бочей
поверх-
ности
футеровки,
Температура на границах
слоев,
4—2 4-3 4-4 t н
Темпера-
тура ни-
за ваго-
нетки,
°C
CI2 Д -^ЭКВ 4~ ^ЭКВ —1
«2 Л -^экв 4" ^экв
Зона
печи
(8.15)
где для данного случая ЛЭКв—>%ш, Вт/(м-°С); и~2— коэффици-
ент теплоотдачи от нижней поверхности вагонетки в окружающую
среду, Вт/(м2-°С).
Теплоотдачу во внешнюю среду от наружной поверх-
ности QH, кДж/ч, вагонетки вычисляют по формуле \
Фн — 3,6 FB «2 (^н ^нар) » (8.16)
где FB — теплоотдающая поверхность вагонеток, м2.
Теплоту, аккумулированную футеровкой вагонетки*
QaK, кДж/ч, находят по формуле
Фак Сш сш 0»5 [ (£вн 4** t\_2) 4“ (^1—2 + 4—3) 1 4“
+ СиСя0,5 [ (^2—з 4~ ^з—4) 4“ (^з—4 4" ) ]» (8.17) ;
где Сш — масса одного слоя футеровки вагонетки с толщиной
Лх, кг (в данном случае принято Дх = 0,55ш); Си-—масса одного
слоя изоляции вагонетки с толщиной 5и/пИ} кг (в данном случае
/2ц—2 и Su/nu =0,55и); С1Ц и Ся — теплоемкость материала соот-
ветственно шамотного и изоляционного слоев, кДж/(кг-°С) (спра.
вочные величины).
Учитывая большую теплопроводность металла, мож-
но принимать температуру подины равной температуре
tUf подсчитанной по формуле (8.16). Следует отдельно
подсчитывать количество теплоты, аккумулированное ва-
гонеткой в конце зоны обжига и при выгрузке из печи,
и каждую из этих величин поделить соответственно на
Тпод4- Топя; и Тохл — величины продолжительности ста-
дий соответственно подогрева, обжига и охлажде-
ния, ч.
320
Совмещенный тепловой баланс зон подогрева и обжига.
Приходная часть баланса (в кДж/ч). 1. Теплота сжигания топлива
Qin = QP5, (8.18)
где — низшая теплотворность топлива, кДж/кг или кДж/м3;
В — расход, топлива па обжиг, кг/ч или м3 (искомая величина).
2. Теплосодержание топлива
^2п “ В су tT,
(8Д9)
где /т — температура топлива, поступающего в печь, °C; ст —
теплоемкость топлива, кДж/(кг*°С) или кДж/(м3-°С) (для угля
ст—1,25, для дров ст=2,5, для мазута ст —4,19(0,415 + 0,0006/т)
кДж/(кг*°С); для горючего газа ст —4,19 (0,323 + 0,000018/т) кДж/
/(м3-°С).
3. Теплосодержание воздуха, подаваемого для горения топлива,
определяется из расчета горения топлива (раздел. 1.3)
0$п ~ В VBr /вг, (8.20)
где /иг — температура воздуха, подаваемого в зону обжига для
горения топлива.
4. Теплота, вносимая загружаемым сырцом,
(8.21)
где Gc — масса загружаемого сырца, кг/ч; сс — теплоемкость
сырца, кДж/(кг-°C).
/100 — Го \ 4,19 Го
г — 0 92 ----------— — —!---------
с ’ ( 100 м 100
(8.22)
где Го — относительная влажность сырца, %.
5. Теплосодержание подсасываемого окружающего воздуха
Qgn — Тпод св /в, (8.23)
где Упод— количество подсасываемого воздуха, м3/ч, можно
принимать равным 0,3Ув (ем. формулу 8.21).
6. Теплоту, вносимую печными вагонетками и огнеупорным при-
пасом, определяют по формуле
С ’ ” ^ваГ ^ваГ (^м См + Сщ С11^ * (8.24)
где Лваг — количество вагонеток, загружаемых в печь в течение
1 ч; /Лаг — температура вагонеток, °C (/ваг = 20~-50°С); 6М, 6Ш,
(7и — масса металла, футеровки (включая подину и этажерку) и
теплоизоляции в одной вагонетке, кг; сы, сш, +— теплоемкости ме-
талла, футеровки и теплоизоляции вагонеток, кДж/(кг-°С) [см =
= 0,482, сш“0,9, и <+ =0,6+0,8 кДж/(кг-°C) ].
Итого приход теплоты равен
2 <?" = I- <?2П T Озп + <??п -Г <?5п + С '
1
Расходная часть баланса (в кЦж[ч). 1. Расход теплоты »а
испарение влаги сырца
321
q’ =-0^ 4,19 (595 + 0,47 /о.г), (8.25)
'll
где qiv — масса испаряемой влаги (принимается по материаль-
ному балансу), кг/ч; /о.г — температура отходящих газов, °C.
2. Расход теплоты на химические реакции в сырце при его
обжиге
QS?n--4,19 Gc.c (5,5 4+6,7 С), (8.26)
где Л и С — соответственно содержание глинозема и оксида
кальция в глине, %; 6+.с —количество сухого сырца, кг/ч.
3. Расход теплоты на нагрев изделий до температуры обжига
Сзп = ^|f3 С|[з ^об» (8.27)
где Сиз, Сиз и /обж — соответственно масса изделий, кг/ч, их
теплоемкость, кДж/(кг-°С), и температура обжига, °C.
4. Теплота, аккумулированная печными вагонетками и огне-
упорным припасом при температуре обжига,
^4п “ ^ваг QaK* (8.28)
QaK определяют по формуле (8.18), используя предварительные ра-
счеты (см. форму 12.7).
5, . Потери теплоты в окружающую среду (согласно форме 8.6):
<Э?П = Ст + Св + Саг. (8-29)
где Q.£CT, Фбсв+^бваг—потери теплоты через свод, стены
печи и черезподины вагонеток. Q£ ваг определяют по формуле (8.17).
6. Потери теплоты с отходящими газами
Qgn=(BVr + V^)cr/0,r, (8.30)
где Vr — количество продуктов горения топлива, м3/кг или
м3/м3, определяемые из расчета горения топлива; У?, — летучие ве-
щества, выделяемые из сырца, м3/ч; сг —средняя теплоемкость всех
газов и паров, кДж/(м3*°С).
сг = 1,05 + 0,000059 /о.г или сг = 1,35 + 0,00075 /о.г.
7. Потери теплоты от осимического недожога топлива
QPn = 0,01XQP, (8.31)
где X— химический недожог топлива, % (обычно для твердого
топлива Х=-3—5%, для мазута Х = 14-2%, для газообразного Х-^
= 0,5—1%).
8. Потери теплоты от механического недожога твердого топлива
(при других видах топлива отсутствует)
QPn = 0,0irBQP, (8.32)
где У — механический недожог топлива, % (обычно У — 2—8%).
9. Неучтенные потери теплоты (могут быть приняты в разме-
ре 5%)
С = 0,05 В QP .
(8.33)
322
Итого расход теплоты равен:
Уравнение теплового баланса зон подогрева и обжига имеет
вид
6 9
"У О" = V ор
1 1
В этом уравнении неизвестная величина — В. Ее определя-
ют решая уравнение (8.35).
По определенному в тепловом бал!ансе расходу топлива под-
бирают устройства для его сжигания (газовые горелки или мазут-
ные форсунки).
Тепловой баланс зоны охлаждения П риходная часть баланса
в кДж!ч). 1. Теплосодержание обожженных изделий Q1} ох опре-
деляют по формуле (8.28).
2. Теплосодержание печных вагонеток и огнеупорного припаса
вычисляют по уравнению (8.29).
3. Теплоту, вносимую воздухом, поступающим в зону охлажде-
ния, вычисляют по формуле
Озох = Vb.ox <о. (8-34)
где Ув.ох, с0, /о — соответственно количество воздуха, поступаю-
щего в зону охлаждения, м3/ч (искомая величина баланса), тепло-
емкость воздуха, кДж/ (м3*°С), температура атмосферного воз-
духа, сС.
Итого приход топлоты равен:
з
2 = Q?OX + <&х + <х •
1
Расходная часть баланса (кДж]ч). 1. Расход теплоты на на-
грев воздуха, отбираемого в сушилку,
Q?ox = Vb.cCb.c/b.c> (8.35)
где VB.c—количество воздуха, отбираемого из зоны охлаж-
дения в сушилку. Обычно Ув.с = 0,854-0,9Ув.ох, м3/ч; св.с — тепло-
емкость воздуха, отбираемого в сушилку, кДж/(м3-°С); /в.с — тем-
пература воздуха, отбираемого в сушилку, °C, обычно /в.с =200—
250°С.
2. Потери теплоты с утечкой нагретого воздуха в зоне охлаж-
дения
Qlox = VB.ycB.y/B.y, (8.36)
где Ев.у — утечка воздуха в зоне охлаждения, м3/ч;
VB у == (0,1 4-0,15) Кв ох,
323
где cn y — теплоемкость воздуха, кДж/(м3-°С); /в.у — темпера-
тура воздуха, теряемого с его утечкой (/в.у — 504-100°С).
3. Потери теплоты в окружающую среду Qj ох принимают
по таблице,, расчитанной по форме, 8.6.
4. Вынос теплоты выгружаемыми изделиями
Q?OX ~ ^ИЗ СИЗ ^из» (8.37)
где Сиз, /из — соответственно масса изделий, кг/ч, их теп-
лоемкость, кДж/(кг-°C), и температура, °C; —50 80°С.
5. Выиос теплоты вагонетками и огнеупорным припасом
^5ох ” /гваг Сак- (8.38)
QuK для выгружаемых из печи вагонеток определяют по формуле
(8.18), используя предварительные расчеты по таблиц© (форме 5).
Итого расход теплоты равен:
5
2 Qox = Сх + Q2Pox + Q?ox + Q4Pox + Q!ox •
1
Уравнение теплового баланса зоны охлаждения
з 5
2Qox=2^- (8-39)
1 1
В этом уравнении неизвестная величина Ев.Ох. Ее определяют,
решая уравнение (8.41).
Сводный тепловой баланс. В сводный тепловой баланс
туннельных печей включают статьи прихода и расхода теплоты,
характеризующие теплосодержание первичных и конечных продук-
тов, участвующих в процессе, а также затраты теплоты на термоди-
намически необратимые фазовые и химические превращения (эндо-
термию процесса).
Проектные тепловые балансы можно признать составленными
удовлетворительно, если расхождение между приходной и расходной
частями не превышает 0,5%.
Аэродинамические расчеты выполняют по методике, изложен-
ной в главе 10.1.
Руководствуясь определенными в тепловом балансе величинами
Евг, Vr, Ев.с и Еп.ох, а также результатами расчетов аэродинами-
ческих сопротивлений, подбирают дутьевые вентиляторы, дымососы
и вентиляторы, подающие воздух в зону охлаждения и отбирающие
из этой зоны нагретый воздух. Методика подбора вентиляторов из-
ложена в главе 10.2.
Примеры теплового расчета туннельной печи приве-
дены в пособии ([17].
До недавнего времени в туннельных печах обжигали
керамические плитки (облицовочные, фасадные и для
полов). В настоящее время туннельные печи для обжи-
га плиток полностью заменены конвейерными щелевы-
ми печами.
324
8.4. Щелевые конвейерные печи
Из возможных конструктивных разновидностей кон-
вейерных печей практическое значение имеют пока
лишь щелевые печи.1
Щелевыми называют печи, у которых ширина рабо-
чего канала в несколько раз больше его высоты. Их при-
меняют для однорядного обжига изделий. Они легко
вписываются в качестве обжигового звена в состав ав-
томатизированных поточных линий. При индивидуаль-
ном или однорядном обжиге изделия обжигают в 30—
40 раз быстрее, нежели при штабельной садке в тун-
нельных печах. Качество продукции при обжиге единич-
ного изделия всегда выше вследствие большой однород-
ности температурных полей.
При однорядном обжиге изделий отпадает необхо-
димость в усложненных отопительно-вентиляционных
схемах печи, применяемых для снижения неравномер-
ности обжига, так как в этом случае температурное по-
ле печи становится практически однородным.
Автоматизация процессов загрузки сырца в печь и
выгрузки обожженных изделий в щелевых печах реша-
ется предельно простыми механизмами, обеспечиваю-
щими их безотказную работу. В сочетании с резким со-
кращением длительности цикла однорядный обжиг дает
возможность включать щелевые печи в автоматизиро-
ванные поточные линии по производству различных ви-
дов керамических изделий.
Все это обусловило внедрение в керамическую про-
мышленность щелевых печей, которые следует считать
наиболее перспективными для обжига большинства ке-
рамических изделий. В настоящее время в стране рабо-
тает более 200 автоматизированных линий с щелевыми
печами однорядного обжига керамических плиток.
Щелевые печи для обжига керамических плиток вы-
полняют с роликовыми и ленточно-сетчатыми конвей-
ерами. Создана также опытно-промышленная щелевая
печь с перемещением плиток на газовой подушке.
Конструктивно щелевая печь (рис. 8.28) представ-
ляет собой канал, образуемый кирпичной кладкой, ко-
торая, в свою очередь, заключена в металлический ко-
жух. Внутри канала размещено транспортирующее ус-
тройство— роликовый/ или ленточно-сетчатый^ конвей-
ер, по которому обжигаемые изделия — плитки, разме-
щенные в один ряд (слой) по высоте, поступают отпрес-
325
Рис. 8.28. Поперечное сечение щелевой печи
/ — рама роликового конвейера; 2 — нижняя горелка; 3 — транспортирующий
ролик; 4 — горелка; 5 — футеровка; 6 ~ корпус; 7 — верхнее укрытие; 8 —
вентиляционный коллектор; 9 — газоход; 10 — экран; // — верхняя горелка;
12 — люк для очистки пода
сов в печь. Обогрев двусторонний — сверху и снизу го-
релками, вмонтированными в стенах канала. Совре-
менные конструкции щелевых печей — секционные.
Длина секции обычно 3 м, длина всего канала до 60,
ширина в свету —до 1,3 м. Ролики приводные из жаро-
стойких стальных труб диаметром 25—36 мм с толщи-
ной стенки 2—5 мм. Рабочий канал печи по длине раз-
делен на три технологические зоны: подогрева, обжига
и охлаждения, отделенные друг от друга порогами.
Кроме того, два порога размещены в зоне охлаждения
и делят ее на три участка. Пороги устроены над и под
рольгангами и образуют небольшую щель для прохода
плиток. Отработанные газы и нагретый воздух эваку-
ируют через несколько отверстий: !в начале печи, в се-
326
Ролики
Рис 8.29. Общий вид роликовой щелевой печи
?. Р X У,’1. У,ЧУ.» У Г7„ к, 1У ш\я UU »и
1 23 А b 67 8 91Q1112 22232^25262728^3831,3235^3536^X5940^1 м
175шт Х25Т 250шт.0Х23И1в \ 175шт Х25Т ^00шшСталь27\Рти
Рис. 8.30. Отопительно-вентиляционная схема щелевой печи
1 - горелки; цифры в кружках — номера секций
редине зоны подогрева или в начале зоны обжига и
в каждом участке зоны охлажденижХ Длина
вентилируемого участка не более * 8—-10 м
от места отбора газов. Каждый вентилируемый участок
имеет автономную систему удаления газов или воздуха,
что обеспечивает высокую степень управляемости тем-
пературным режимом псчжДВептилируется также иад-
сводовое (подкожуховое) пространство через вытяжной
коллектор, соединенный несколькими ответвлениями с
вентилируемым пространством каждой секции. Газораз-
водка выполняется закольцованными участками — кол-
лекторами на одну или несколько секций.
Общий вид роликовой щелевой печи показан на рис.
8.29. Производительность современных роликовых пе-
чей 0,8 и 1 млн. м2 плиток в год. В настоящее время со-
зданы и эксплуатируются двухъярусные роликовые ще-
левые печи.
J
Печи с ленточно-сетчатыми конвейерами первона-
чально предназначались для обжига плиток размером
125x65 мм. Сейчас в них обжигают также облицовоч-
ные глазурованные плитки размером 150X150 мм. Сетча-
тые конвейеры выполняют из жаростойкой проволоки.
Скорость конвейера 0,5—0,8 м/мин. Существует два типо-
размера печей с ленточно-сетчатыми конвейерами про-
изводительностью 100 и 300 тыс. м2 плиток в год.
Режим обжига изделий в щелевой печи ступенчатый.
Рассчитывают его из условий допустимых скоростей
нагрева на каждом участке температурной кривой (рис.
8.30),.
В печь автоматически поступает плитка влажностью
не выше 0,2%, поэтому начальная температура в печи
400°С. На отдельных участках скорости нагрева и ох-
лаждения изменяются от 45 до 900°С/мин [9, 24]. В за-
висимости от состава сырьевой смеси, назначения пли-
ток и их толщины продолжительность обжига изменяет-
ся от 42 до 100 мин. Для обеспечения кондиционного ка-
чества плиток газовая среда должна быть обязательно
окислительной. Реально достигается коэффициент из-
бытка воздуха 1,2—1,4.
Удельный расход условного топлива составляет при
обжиге облицовочных глазурованных плиток 2,7; пли-
ток для полов — 2,8; литых плиток — 3,5 кг,/м2.
В НИИСтройкерамике разработано около 20 проек-
тов поточно-автоматизированных линий с щелевыми су-
шилками и печами на газовом и электрическом обогреве
с роликовыми и ленточно-сетчатыми конвейерами для
производства керамических плиток различного назначе-
ния и разных размеров. Основные характеристики этих
линий приведены в табл. 8.6.
В конвейерной линии МРГП-500 (СМК-132)
производительностью 500 тыс. м2 облицовочных глазу-
рованных плиток в год предусмотрен двукратный обжиг
плиток, поэтому она скомплектована двумя роликовыми
щелевыми печами: для утельного и глазурного (полито-
го) обжига. Обе печи секционные.
Корпус печи утельного обжига общей длиной 29,2 м
(из которых 5,75 м приходится на обдувочное устройст-
во) состоит из восьми секций по 3,08 м и одной — 4,6 м,
опирающихся на раму роликового конвейера. Первая
секция является продолжением сушилки (см. гл. 3) и по
конструкции аналогична сушильным секциям, отлича-
ясь от них длиной и отсутствием горелок. Ширина рабо-
328
чего канала печи (как и в сушилке) — 1,15 м. Каждая
секция имеет свой каркас, нс связанный с роликовым
коивейером./Стсны печи двухслойные, выложены легко-
весным шамотным кирпичом марок) ;ШЛБ^0,6 и
ШЛЮ-0,4. Арочный свод и иод печи футерованы нор-
мальным шамотным кирпичом, легковесным кирпичом
ШБЛ-0,6 и пснодиатомитом. Зона обжига отделена от
зоны охлаждения порогом из шамотного кирпича, уст-
роенным сверху и снизу рольганга с зазором для про-
хождения плиток. Еще два порога разделяют зону ох-
лаждения на три участка различной интенсивности ох-
лаждения в соответствии с температурной кривой. На
каждом участке в своде имеется вытяжное отверстие
для отбора горячего воздуха. На первом участке
зоны охлаждения над и под рольгангом имеются окна
для подачи холодного воздуха. На участке температур
(в зоне охлаждения) 600—400°С заданная кривая ох-
лаждения практически обеспечивается потерями тепло-
ты в окружающую среду.'Корпус печи на участке высо-
ких температур укрыт с боков и сверху открытым снизу
металлическим кожухом, образующим умеете с клад-
кой печи пространство шириной 60 ммУВкорпусе печи
для наблюдения за ее рабочим пространством имеются
смотровые окна и отверстия диаметром 30 мм для уста-
новки термопар. Для очистки пода печи имеется по че-
тыре окна сечением 230X136 мм с каждой стороны пе-
чи. В роликовом конвейере печи 318 роликов из жаро-
прочных сталей различных марок^Длина ролика 2200
мм, диаметр 32 мм, шаг между роликами 70 мм. Плит-
ки движутся по конвейеру в шесть рядов. Скорость
конвейера 6 м,/мин/ Печь оборудована двадцатью ин-
жекционными газовыми горелками 0 28/1,7 и восемью
горелками 0 24/1,5, расположенными под роликовым
конвейером с двух сторон в шахматном порядке по всей
длине зон подогрева и обжига и четырнадцатью горел-
ками 0 21/1,3, установленными в шахматном порядке
над рольгангом. Все горелки среднего давления, инжек-
ционные, типа В (серия 4905-1). Носики горелок входят
в горелочные кирпичи, имеющие горелочный туннель,
расположенный под углом к поду (и к своду) и к оси
печи навстречу потоку плиток. В зоне охлаждения на
участке температур 600—400°С для выводки печи на
режим под рольгангом установлены три горелки
0 21/1,3. Дымовые газы отбираются в первой секции пе-
чи. Газоразводка в печи состоит из отдельных заколь-
329
330
Таблица 8.6. Характеристика поточно-автоматизированных линий для производства керамических плиток
Индекс
про-
екта
Плитки Произво- дитель- ность, тыс, м2/год J i Топливо Конвейер Состав тепловых установок Удельный расход условного топлива, кг/м2
550 Облицовочные
706
965
593
1046
874
571
889
со
со
глазуро-
ванные размером 150Х
X160X5: мм
То же
»
Облицовочные глазуро-
ванные размером 150Х
XI50X5 мм
»
Плитки для полов 100Х
Х100ХЮ мм
Плитки для полов L00X
ХЮОХЮ и
X11 мм
150Х150Х
250
250
500
500
800
1000
700
200
400
Газ
Электро-
энергия
Г аз
»
»
»
»
Роликовый
»
»
Ленточно-
сетчатый
Роликовый
Роликовый,
сетчатый
»
»
»
3-секционная сушилка, печь утель-
ного обжига, печь глазурного об-
жига
То же
2-секционная сушилка, печь утель-
ного обжига, печь глазурного об-
жига
Сушилка, муфельная печь утель-
ного обжига, муфельная печь по-
литого обжига
Вертикальная сушилка, печь утель-
ного обжига, печь глазурного об-
жига
Сушилка, роликовая печь утель-
ного обжига, ленточно-сетчатая
печь глазурного обжига
То же
4-секционная сушилка, щелевая
печь
То же
2,4
1,6
3,5
1,3
2,18
2,18
3,5
2,2
708
812
(1080)
860
965
510
896
471
704
581
Плитки для полов 100Х
ХЮОХЮ мм
Плитки для полов 150Х
ХГ50 мм
Фасадные коврово-моза-
ичные глазурованные
48X48X4 мм
То же
Фасадные глазурованные
типа «кабанчик» 120Х
Х65Х? мм
То же
Фасадные глазурован-
ные, изготавливаемые
методом литья, 50Х50Х
Х4, 100X25X2 мм
Фасадные глазурованные
48X48X4, 120Х65ХГ
210X118X10
Фасадные глазурован-
ные, 48X48X4; “ 120Х
Х65Х7; 210ХНЗХЮММ
400
800
100
100
200
200
200
Электро-
энергия
Газ
*1
»
1
с
Электро-
энергия
Газ и элек-
троэнергия
Г аз
»
300—350 Электро-
энергия
»
Роликовый
Ленточно-
сетчатый
То же
»
Роликовый
То же
t
Ленточно-
сетчатый
То же
»
6-секционная сушилка, щелевая
печь
2-секционная сушилка, щелевая
печь
То же
»
4-секционная сушилка, печь утель-
ного обжига, печь глазурного об-
жига
Сушилка, печь
2-секционная сушилка, щелевая
печь
То же
2,5
2
цованных участков, оборудованных запорной арматурой,
регулирующими кранами КР-200, манометрами и про-
дувками на свечу. Для розжига горелок установлены
типовые инжекционные газовые запальники. Система
вентиляции рабочего канала печи и подачи дымовых
газов в сушилку состоит из кирпичного канала (боро-
ва), проложенного вдоль печи, и вытяжных патрубков,
входящих в газоход печи. Дымовые газы эвакуируются
отсасывающим вентилятором Ц4-70 — № 5 (7г—1430
об/мин, Q = 6000 м3-/ч, Н = 1Ь Па). Система вентиляции
кожуха представляет собой воздуховод, проложенный
под кожухом по каркасу печи вдоль всего корпуса, в ко-
тором устроены ответвления (заканчивающиеся диа-
фрагмами) из каждой секции для вентиляции подкожу-
хового пространства. По середине воздуховода к нему
подключен вентилятор Ц4-70, № 5 (п= 1480 об/мин,
Q-=6800 м3/ч). Холодный воздух в печь на участке рез-
кого охлаждения плиток от максимальной температуры
до 600°С (секции 6—7) подается по воздуховоду с ре-
гулирующей заслонкой и двумя патрубками 0 100 мм
над и под роликами. Воздуховод подключен к дутьево-
му вентилятору обдувочного устройства для охлажде-
ния плиток, которое монтируется у выхода из печи на
секции печного рольганга длиной 5,75 м и представляет
собой две сборки из коллекторов с перфорированными
трубами, установленными на расстоянии 80 мм сверху и
снизу оси роликов. Обдувочное устройство имеет верх-
нее укрытие с вытяжными патрубками. Воздух нагнета-
ет приточный вентилятор Ц4-70, № 6,3 (п=1450 об/мин,
Q = 13 000 мЗ/ч, /7=85 Па). Отсасывает нагретый воз-
дух вытяжной вентилятор осевой ОС—300 №8 (п = 930
об/мин, Q” 13 000 м3/ч, /7—13 Па). Производительность
печи 79,5 м2 плиток в час. Продолжительность
утельного обжига 20 мин, в т. ч. обдувка 3,6 мин. На-
чальная температура в печи 250°С, максимальная
1100°С. Продолжительность изотермической выдержки
при максимальной температуре 3,5 мин. Удельный рас-
ход теплоты 2280 кДж/кг, условного топлива 73 г/кг,
или 0,75 кг./м2 плиток.
Печь для глазурного обжига состоит из 16 секций,
длина ее 50,6, ширина рабочего капала 1,3 м. Первые три
секции по конструкции аналогичны утельной печи и пред-
назначены для подсушки глазурованных плиток и их по-
догрева до 400°С. Они обогреваются отходящими газами
и горелок не имеют. Четвертая, пятая и шестая секции
имеют нижний муфельный канал, перекрытый плитами из
жаростойкого чугуна. Секции 7—11 образуют зону вы-
соких температур, отделенную от смежных секций верх-
ними и нижними порогами. Конструкция зоны охлажде-
ния такая же, как в утельной печи. В роликовом конвейере
729 роликов из жаростойких сталей различных марок
длиной 2350, диаметром 32 и шагом 70 мм. Скорость кон-
вейера 1,7—1,9 м/мин. Муфельный канал, находящийся
под секциями 4—6, оборудован двенадцатью горелками
0 28/1,7. Столько же горелок такого же типа установле-
но над рольгангом. Температура в зоне возрастает от 400
до 650°С. Секции 7—11 образуют зону высоких темпера-
тур, оборудованную восемнадцатью верхними горелками
0 21/1,3. Такие же горелки в качестве резерва установ-
лены под рольгангом. Температура в секциях 6—7 воз-
растает от 650 до 1000°С, а секции 8—И образуют участок
изотермической выдержки с температурой 1000°С. Секции
12—16 образуют зону охлаждения, оборудованную пятью
верхними горелками 0 21/1,3. На участке секции 12 тем-
пература снижается с 1000 до 600°С, на участке секций
13—15 — с 600 до 400 и на участке секции 16 — с 400 до
200°С. Затем плитка поступает на рольганг длиной 5,75 м,
оборудованный обдувочным устройством для охлажде-
ния плитки до 50°С. Газоразводка в печи, системы венти-
ляции рабочих каналов печи и подачи дымовых газов в
сушилку вентиляции кожуха печи, подачи в печь холодно-
го воздуха и обдувочное устройство аналогичны тем же
системам в утельной печи. Продолжительность глазурно-
го обжига 31 мин, вт. ч. обдувка 3,1 мин. Начальная тем-
пература в печи 250°С, максимальная 1000°С. Продолжи-
тельность изотермической выдержки при максимальной
температуре 7 мин. Удельный расход теплоты 2280 кДж/
/кг, удельный расход условного топлива 73 г/кг, или
0,82 кг/м2 плитки.
Режимы однорядного обжига плиток в щелевых пе-
чах отличаются большим разнообразием. Их укрупнен-
ные показатели приведены в табл. 8.7 и 8.8. В пределах
общей продолжительности каждой стадии процесса ско-
рости нагрева и охлаждения дифференцированы для от-
дельных участков [22].
При отоплении мазутом щелевые печи выполняют му-
фельными (рис. 8.31). Особенность муфельной печи —
отсутствие прямого контакта печных газов с обжигаемым
материалом. Продукты горения, поступая в муфельное
пространство /, накаляют стенки муфеля 2, которые из-
333
нагрев Продолжительность, мин
изотерми- ческая выдержка
охлажде- ние
всего
блица 8.7. Основные показатели режимов однократного
обжига керамических плиток в щелевых печах
Та блица 8.8. Основные показатели режимов двукратного обжига в щелевых роликовых печах
Угольный обжиг
Глазурный обжиг
Плитки размером, мм
Макси-
мальная
темпера-
тура, СС
Продолжительность, мин
нагрев
изотерми-
ческая
выдержка
охлаж-
дение
всего
Продол житель;; ость, мин
Макси- 1
мальная i 1 J J
темпера- 1 • 1 1
тура, С изотерми- охлаж-'
нагрев ческая дение : псего
выдержка
Суммарн тя
продолжи-
тельность,
мин
Облицовочные глазуро-
ванные, 150X150X5
Фасадные, 120X65X7 и
150X75X7
Фасадные, 150Х150ХЮ
и 250Х150ХЮ
1100
10
14
3 9 17 1100 14 г“ 3 11 1 30 17
5 15 30 155Э 1 д 1V 5 12 С *7 1 57
6 20 40 1055 и 12 8 23 80
1 i i
лучением передают теплоту обжигаемому материалу.
Цоля теплопередачи за счет конвекции воздуха внутри
рабочего канала несущественна. В тепловом отношении
муфельные печи менее экономичны, но в них обеспечива-
ется более высокое качество глазурованной поверхности.
Щелевые печи с электрическим обогревом в основном
применяют при отсутствии в районе дислокации завода
природного газа и мазута.
Расчет щелевых печей выполняют исходя из 345 экс-
плуатационных дней в году. С учетом плановых и ава-
рийных остановок годовой фонд машинного времени со-
ставит Фв.м = 6600—6980 ч. Производительность линии
за 1 ч определяют по> формуле:
/7Ч = 27Г/ФВ м, (8.40)
где 77г— заданная производительность линии, м2/год.
Коэффициент выхода годной продукции принимают т]г.п = 0,92—0,96.
количество прессуемых плиток /7Ш шт/год, (загру-
жаемых в линию)
77п = /7ч/т|гп, (8.41)
скорость движения конвейера со, м/мин,
77г L
со =-------- ,
60 п I b
(8.42)
где L — шаг плиток по длине конвейера, м; п — количество пли-
ток по ширине конвейера; I, b — соответственно длина и ширина
готовой плитки.
Тепловые расчеты щелевых печей выполняют по об-
щей методике тепловых расчетов туннельных печей (раз-
дел 12.2). Специфическая особенность теплового расче-
та щелевой роликовой печи — необходимость учета (в
□исходной части баланса) потерь теплоты через ролики.
По данным НИИСтройкерамики эти потери составляют:
средняя на
участке тем-
пература в
печи, °C . .625 900 950 1025 1100 850 550 425
потери теп-
лоты через
1 роли^,
кДж,/ч . .105 225 245 285 285 150 25 25
Неучтенные потери теплоты рекомендуется принимать
в размере 20% суммы рассчитанного расхода теплоты.
Приведен сводный расчетный тепловой баланс роликовой
щелевой печи для обжига плиток для полов производи-
тельностью 400 тыс. м2; в год (в кг условного топлива).
336
Приход теплоты
от горения топлива . . , ..................... 2,55
Расход теплоты
на химические' реакции....................: 0,567
в окружающую среду ‘ ОД 163
через ролики .............................. 0,0885
с выгружаемыми плитками ................... ОД 5155
с отходящими газами . . ............... 0*404
на нагрев воздуха, отбираемого в сушилку . . 0,663
Неучтенные потери........................ 0,57
Как уже отмечалось, при однорядной садке предель-
но упрощена операция загрузки обжигаемых изделий в
печь и их выгрузки из печи, поэтому для этих целей мож-
но применять относительно простые механизмы. В связи
с этим конвейерные печи разрабатываются также для
обжига не только плиток, по и других видов изделий
строительной керамики. Опытно-промышленная автома-
тизированная линия с роликовой щелевой печью для об-
жига пустотелого (со сквозными пустотами) кирпича по-
лусухого прессования создана на Бурманкасинском за-
воде керамических блоков и керамзита. Выпущено было
более 300 тыс. шт. кирпича. Суммарная продолжитель-
ность сушки и обжига составила И ч.
В Росоргтехстроме разрабатываются автоматизиро-
ванные линии с щелевыми роликовыми печами и сушил-
ками для изготовления кислотоупорных керамических
изделий. В Гипростройматериалах создан проект опыт-
но-промышленной линии с роликовой печью для обжига
смывных бачков.
Таким образом, однорядный обжиг керамических из-
делий начинает осваиваться во многих видах керамичес-
ких производств и его следует считать наиболее пер-
спективным направлением в технике обжига керамиче-
ских изделий.
ГЛАВА 9. ПЛАВИЛЬНЫЕ (ФРИТТОВАРОЧНЫЕ)
ПЕЧИ
Сырьевые смеси для глазурных фритт плавят в ван-
ных печах непрерывного действия.
Ванная печь конструкции Гипростройматериалов
(рис. 9.1) имеет бассейн 2, над которым на собственном
опорном каркасе устроено верхнее строение печи —сте-
ны и свод. Дно бассейна имеет уклон 1,5° для стока рас-
плава. Длина бассейна 9, ширина 3 и глубина (перемен-
ная) 0,12—0,4 м. Площадь зеркала варочной части —
12 Зак. 196
337
Рис. 9.1. Продольный (а) и поперечный (б) разрезы ванной фритто-
варочной печи
27 м2. В одном торце ванны находится загрузочный кар-
ман, через который загрузчиком 1 сырьевую смесь по-
дают в бассейн, а в другом — фидер (выработочная
часть). С фидером ванна соединена протоком,6, образу-
емым экраном 5. Проваренный расплав из фидера сли-
вается в гранулятор.
Топливно-природный газ сжигается в трех парах
двухпроводных газовых горелок низкого давления, раз-
мещенных во влетах с горелочными камнями 7 в про-
338
Рис. 9.2. Вращающаяся фриттоварочная часть периодического дей-
ствия
дольных стенах печи. Кроме того, одна горелка 4 уста-
новлена в торце фидера, включают ее по мере необходи-
мости. Отходящие газы удаляются через специальную
систему 3, рекуператор и далее по дымососу в дымовую
трубу. Нагретый в рекуператоре воздух используется
для горения топлива.:
Температура в варочной части 1450°С. Общая произ-
водительность печи около 20 т/сут, а съем 700 кг/сут с
1 м2 зеркала варочной части. Удельный расход условно-
го топлива 800 кг/т.
Небольшие количества фритт для глазурей специ-
ального назначения варят во вращающихся печах пери-
одического действия (рис. 9.2). Барабан 3 печи футеро-
ван высокоглиноземистым кирпичом 4. Левый торец ба-
рабана имеет влет, а правый — вылет. В торце влета
размещена двухпроводная газовая горелка низкого
давления 2, к которой поступает нагретый воздух из ка-
нала /. Из вылета дымовые газы поступают в отборную
шахту 6', из нее-—дымовой боров 7, а затем в щелевой
рекуператор для нагрева воздуха, используемого в го-
релках. Отработанные дымовые газы из рекуператора
направляются в кирпичную дымовую трубу. Печь рабо-
тает на естественной тяге. Проваренный расплав слива-
12* Зак. 196 339
' • Л" ' •
I
ют через водоорошаемые лотки 5. Гранулят собирается
в перфорированный кюбсль, устанавливаемый в приям-
ке 8 под печью.
Производительность печи за один цикл варки—1 т.
Продолжительность варки в зависимости от состава рас-
плава 6—8 ч. Температура варки до 1400°С. Удельный
расход условного топлива (при сжигании газа с подо-
гретым воздухом) 870 кг/т расплава.
ГЛАВА 10. ВЕНТИЛЯЦИОННЫЕ УСТРОЙСТВА
СУШИЛОК И ПЕЧЕЙ
ЮЛ. Расчет аэродинамических сопротивлений
Потоки воздуха и газов при своем движении по ка-
налам преодолевают аэродинамические сопротивления,
суммарная величина которых в наиболее общем случае
складывается из величин трех видов сопротивлений:
трения, местных и подъемной силы газов. Следователь-
но
Н R 2 -р Р >
(ЮЛ)
где И — общие сопротивления; R — сопротивления трения; Z —
местные сопротивления; Р — сопротивления подъемной силе
газов, Па.
Сопротивления трения /?, Па, представляют собой по-
терю части кинетической энергии движущегося потока
вследствие наличия внутреннего трения в газе и внеш-
него трения о стенки каналов.
7? = jitf/4FL ~~ pt
Л*
(Ю.2)
где п— коэффициент трения. Для гладких керамических ка-
налов ц = 0,04; для шероховатых — 0,05, для металлических 0,035—
0,04; //- периметр канала, м; F — площадь поперечного сечения
канала, м2; ^Р!И — приведенный или эквивалентный диаметр канала,
м; L — длина канала, м; он и pf— соответственно скорость, м/с, и
плотность газов, кг/м3, при их действительной температуре.
Местные сопротивления Z, Па, возникают при измене-
нии скорости газового потока по его величине или нап-
равлению. Их подсчитывают по формуле
7 t f
Z = g —- р/
(10.3)
где 5 — коэффициент местного сопротивления, определяемый
по специальным таблицам [15].
340
Сопротивление подъемной силе газов Р, Па, возникает
при движении нагретых газов вниз. Его подсчитывают
по формуле
Р=/г(р0 — pf), (Ю-4)
где h — высота вертикального канала (шахты), по которому
нагретые газы двигаются вниз, м; р0 и pt—‘плотности соответствен-
но атмосферного воздуха и движущихся газов, кг/м3.
Для расчета сопротивлений по чертежам проектиру-
емой тепловой установки изучают тракт движения газов,
сопротивления на котором должен преодолеть данный
вентилятор, суммарно на всасывающей и нагнетающей
ветвях, выписывают длину и размеры поперечного сече-
ния каналов и виды местных сопротивлений по каждому
участку тракта. Дальнейшие расчеты располагают по
формам 6, 7 и 8.
Форма 6. Расчет сопротивления трения
№ п ,п. Участок газоход- ного тракта Размеры канала, м F, М2 м/с 2 2 pf’ кг/м3 в Л, Па
1 высота । 1 шири- на ! । пери- метр длина
Форма 7, Расчет местных сопротивлений
№ п.п. Участок газо- ход но го трак- та j Вид местного сопротивле- ния (0 (О2 2 р/ 1 Z, Па
1
Форма 8. Расчет сопротивления подъемной силе газов
№ Участок газо- Высота шах
н.п. ходкого трак- > ТЬ! м
та
Для каналов длиной до 10 м сопротивления трения
можно не рассчитывать, а учесть 10 %-ной надбавкой к
сумме общих рассчитанных сопротивлений.
При расчете аэродинамических сопротивлений тун-
нельных печей возникает необходимость расчетным пу-
тем оцепить сопротивление садки кирпича Zc, Па. Такой
341
расчет может быть выполнен по методике К. А. Нохра-
тяна [9].
Zc = Z^ + Zp, (10.5)
где ZK/—сопротивление совокупности элементарных каналов
в садке, Па; ZP — сопротивление разрывов между каналами сад-
ки, Па.
/^=7,6 а' р, w~L, (10.6)
где а0 — обобщенный коэффициент аэродинамического сопро-
тивления садки, определяемый по формуле
т
(Ю.7)
где п — количество каналов с одинаковым эквивалентным ди-
аметром; F — площадь живого сечения элементарного канала с рас-
сматриваемым эквивалентным диаметром, м2; а0 — коэффициент
аэродинамического сопротивления для одного элементарного ка-
нала при действительной температуре газов. Значение а0 находят по
графику (рис. 10.1) в зависимости от приведенного диаметра ка-
нала; ф — коэффициент, учитывающий решетчатое строение стенок
канала. Значение ср принимают в зависимости от плотности решет-
чатого строения канала по табл. 10.1
Рис. 10.1. График для определе-
ния коэффициента а0 кирпичных
каналов в зависимости от их при-
веденного диаметра
Сопротивление разры-
вов между каналами сад-
ки Zp определяют по фор-
муле
2р-=7,бцр pz a2t np, (10.8)
где сср — коэффициент аэ-
родинамического сопротивле-
ния разрыва, зависящий от
длины разрыва (в направлении
потока газов) /р и живого се-
чения садки % (табл. 10.2),.
При выполнении этого
расчета в качестве эле-
ментарных каналов сле-
дует вводить в расчет
также пространства, об-
разуемые садкой со сте-
11 а м и и с п ср скрытием
туннеля.
342
'Г а б л и ц а 10.1. Значения коэффициента ср
Плотность реше гки
Расположение решеток редкая частая
С одной стороны
С двух сторон
С трех »
С четырех »
Примечание. Редкой считается решетка, в которой проме-
жутки между кирпичами больше размера кирпича (по ходу движе-
ния газового потока), частой — промежутки между кирпичами мень-
ше размера кирпича.
Таблица 10.2. Значения яр
Живое сечение садки [ %
Ж
Длина разрыва /р, мм
100 390 0,012 0,014 |7 0i,012 О',013 0Щ12 Q,012
500 0,017 Q.015. ОД 14
700 0,021 0,013 0,016
900 0,027 0,022 0,019
/гр — количество разрывов по длине канала.
Величина
У^оф
•100, %,
(10.9)
определяет процентное отношение объема газов, проте-
кающих через сечение данной группы каналов, ко всему
объему газов, протекающих через туннель; п — коли-
чество однотипных каналов в рассматриваемой группе.
Формула (10.9) позволяет определить долю общего
газового потока, используемого активно (пронизываю-
щего садку), а также долю газов, протекающих по «па-
разитному» пространству в промежутках между сводом,
степами печи и садкой.
343»
UL2t Устройства для перемещения газов
Газовый поток должен обладать определенной кине'
тнчсской энергией для преодоления аэродинамических
сопротивлений, встречающихся на его пути. Эту энергию
ему сообщают специальные устройства; вентиляторы и
дымовые трубы1.
Вентиляторы. Вентилятором называют механизм,
являющийся побудителем движения газов. По принци-
пу действия и конструктивным особенностям вентилято-
ры, используемые в промышленных тепловых установ-
ках, подразделяют на центробежные (радиальные) и
осевые.
Центробежный вентилятор (рис. 10.2) состоит из
трех основных частей: рабочего колоса с лопатками
(ротора), улиткообразного кожуха и станины с валом,
шкивом и подшипниками. При вращении рабочего коле-
са газы засасываются через входное отверстие 1 в кана-
лы между лопатками 2 ротора, под действием центро-
бежной силы перемещаются по этим каналам, собира-
ются в спиральном кожухе 4 и направляются в его вы-
ходное отверстие 3, Следовательно, газы в центробеж-
ный вентилятор поступают в осевом направлении, а вы-
ходят из него в направлении, перпендикулярном оси ро-
тора.
Лопатки ротора по окружности скреплены спереди
кольцом, а сзади — сплошным диском, в центре которо-
го находится ступица, предназначенная для насажива-
ния ротора на вал. В зависимости от назначения венти-
лятора лопатки ротора загнуты вперед или назад.
Как правило, они загнуты назад у вентиляторов низко-
го давления.
В зависимости от назначения различают вентиля-
торы общего назначения для транспортирования воздуха
с температурой не более 80°С, термостойкие для пере-
мещения воздуха с температурой более 80°С, антикорро-
зионные для транспортирования газов, содержащих
корродирующие вещества, взрывобезопасные и пыле-
вые — для перемещения воздуха, содержащего примеси
твердых частиц, а также специального назначения: ды-
мососы, дутьевые вентиляторы и печные вентиляторы,
способные перемещать газы с температурой до 750°С.
1 Эти устройства иногда (не совсем точно) называют тяговыми.
344
Рис. И) 2. Центробежный вен-
тилятор
а — общий вид; Г) -- колесо (ротор)
вентилятора
Рис. 10.3. Рабочая характерис-
тика вентилятора серии Ц4-70
(Д — постоянная величина для
данного номера вентилятора)
1i)0Q
<
6U0
QCJf)
Ш0
n /;
N‘
ьооо
J
5000
20uu
20000
OOOOO
8000
WODO
OQOOO
50000
60000
aoooo
WOQOO
Of’bkpanuo ,0/0
.—i_______l
/0 JO#
у Цд-
По направлению вра-
щения рабочего колеса
вентиляторы выпускают
правого и левого враще-
ния (ГОСТ 10616-73).
Вентилятор, у которого
рабочее колесо вращает-
ся по часовой стрелке (со
стороны всасывания воз-
духа), называют вентилятором правого вращения, про-
тив часовой стрелки — левого вращения. Ротор венти-
лятора должен обязательно вращаться по ходу разво-
рота спирального (улиткообразного) кожуха, так как
при обратном вращении ротора подача вентилятора
уменьшается примерно на 70—80%.
Вентилятору присваивается номер, соответствующий
диаметру его колеса. В настоящее время выпускают
центробежные вентиляторы сериями с № 2 до № 10
через каждые 100 мм и от № 10 до № 20 через 200 мм.
Центробежные вентиляторы каждой серии и номера из-
готавливаются с кожухами, имеющими различное па-
правлеппе выхода газов: вверх, вниз, влево, вправо, под
углом 45°.
По создаваемому давлению вентиляторы делят па
группы низкого давления — до 1000, среднего — до
3000 и высокого—до 12 000 Па.
345
Сталина вентиля; ера комплектуется вибронзойкру-
то щ и м у с т р о й ст в о м.
Параметры, размеры и характеристики центробеж-
ных вентиляторов установлены ГОСТ 5976-73 и, 1 ОоКл
73. Центробежные вентиляторы серий Ц4-70 и Ц4-7о
имеют подачу до 200 тыс. м3/ч и развивают давление до
2000 Па.
Вентиляторы высокого давления (дутьевые) серии
ВДН и дымососы ДН изготавливают с номерами 9, 10,
11,2 и 12,5.
Дымососы ДН рассчитаны на перемещение газов с
запыленностью до 1 г/м3 с температурой до 250°С, Их
подача 15—40 тыс. м3/ч, а развиваемое давление 230—
450 Па. Дымосос типа ДН-19НЖ предназначен для
транспортирования газов с содержанием SO2 до 11% и
запыленностью до 2 г/м3.
Печные центробежные вентиляторы разработаны в
ВПИИЭТО. Диаметр их колеса 300—-900 мм с шагом че-
рез 100 мм, производительность 2 800—25 000 м3/ч.
Вентиляторы подбирают по их рабочим характери-
стикам, составленным по результатам испытаний в виде
графиков в логарифмических координатах и опублико-
ванных в каталогах и справочниках. На рис. 10.3 приве-
дена рабочая характеристика центробежного вентиля-
тора серии Ц4-70. Исходными данными для подбора
вентилятора [являются 'Требуемая производительность
(подача) вентилятора V, м3/ч, и полное давление Р1ГОл,
Па, которое он должен развивать.
Рпол = Н+Р^ (Ю.Ю)
где Н — сумма всех рассчитанных аэродинамических сопротив-
лений по формуле (10.1); Рдип — динамическое давление, создава-
емое вентилятором, Па, нанесенное на его рабочей характеристике.
Порядок подбора следующий: па нижнем графике
рис. 10.3 отмечают точку, образуемую линией требуемой
подачи вентилятора и наклонной линией, соответствую-
щей номеру принимаемого (в качестве первого вариан-
та расчета) вентилятора. Опуская из этой точки вер-
тикальную линию вниз, находят величину развиваемого
вентилятором динамического давления па пересечении
со шкалой, помещенной под нижним графиком. Вычис-
ляют по формуле (10.10) требуемое полное давление.
Из точки пересечения линий подачи с номером венти-
лятора проводят вертикальную линию вверх и отмечают
ее пересечение с линией полного давления (подсчитан-
346
Рис. 10.4. Осевой вентилятор
Рис. 10.5. Зависимость произ-
водительности вентилятора от
аэродинамической характерис-
тики сети
1 и 3 — кривые аэродинамической характеристики сети; 2 и 4 — кривые
аэродинамической характеристики вентилятора; А, Б, В — рабочие
точки системы
кого по формуле 10.10). Эта точка определяет КПД
вентилятора — наклонные прямые линии на верхнем
графике. Если эта точка оказалась в полосе очень низ-
кого КПД, то выбирают другой номер вентилятора и пов-
торяют построение до тех пор, пока рабочая точка не
окажется в полосе значений КПД, составляющей не
менее 80% максимального КПД. После этого читают
величину А — кривые линии на верхнем графике, и оп-
ределяют число оборотов п ротора по формуле
А
п = ~------------. (10.11)
№ вентилятора
Требуемую мощность N, кВт, двигателя для вентиля-
тора с учетом 20%-ного запаса определяют по формуле
1,2 L Рпол /in
3600 "и п— ’ (10.12)
OUUU Чр.п
где т}в — КПД вентилятора; цр.п— КПД ременной передачи
(при клиноремешюй передаче цР.п = 0,95, при плоскоременной
При — 0,9).
Осевые вентиляторы. Осевые вентиляторы предназ-
начены для транспортирования больших количеств воз-
духа при малом сопротивлении воздушного тракта.
В промышленных тепловых установках их применяют в
основном в искусственных сушилках для организации
внутренней многократной циркуляции теплоносителя
внутри рабочей камеры сушилки. Осевой вентилятор
(рис. 10.4) состоит из рабочего колеса /, закрепленного
на втулке 2 и насаженного на вал электродвигателя 3,
347
И кожуха-обечайки 4, назначение которого — создавать
направленный поток воздуха. При движении колеса
возникает движение воздуха вдоль оси вентилятора.
Зазор между кожухом и колесом не должен превышать
1,5% длины лопатки. Лопатки рабочего колеса осевого
вентилятора могут иметь симметричную и несимметрич-
ную форму. Вентиляторы с симметричными лопатками
перемешают одинаковое количество воздуха в любую
сторону вне зависимости от направления вращения ко-
леса, т. е. являются реверсивными Колеса с несиммет-
ричными лопатками должны вращаться тупой стороной
вперед. Осевые вентиляторы изготавливают правого и
левого вращения. Осевые вентиляторы серии У-12 раз-
вивают подачу до 160 тыс. м3/ч.
В современных искусственных сушилках для сушки
стеновой керамики применяют осевые вентиляторы спе-
циального изготовления с диаметром рабочего колеса
до 4 м.
Дымовые трубы. В промышленных тепловых установ-
ках на керамических заводах дымовые трубы сооружают
главным образом для выброса в атмосферу отработан-
ного воздуха и газов, но одновременно они являются
тяговыми устройствами, способствующими преодолению
движущимся потоком газов аэродинамических сопро-
тивлений.
Давление (отрицательное, т. е. «тяга») Р, Па, созда-
ваемое дымовой трубой без учета потери давления на
преодоление трения в самой трубе, составляет:
Р-/2 (Р/-Ро), (10.13)
где h — высота трубы; р0 и pt — плотность соответственно ат-
мосферного воздуха и движущихся в трубе газов.
Так как плотность атмосферного воздуха зависит
от его температуры и влажности, то давление, создавае-
мое трубой, изменяется не только по временам года, но
и в течение суток. Зимой оно существенно больше, чем
летом, ночью больше, чем днем. Высота трубы для вы-
броса отходящих газов определяется по СН 369-74, но'
во всех случаях она должна быть на 5 м выше конька
крыши.
Из санитарно-гигиенических соображений высота ды-
мовых труб тепловых установок, работающих на твер-
дом и жидком топливе, должна быть не менее 20 м при
максимальном расчетном расходе топлива до 1 т/ч и 30 м
при максимальном расходе топлива 1—5 т/ч. Если в
348
радиусе 200 м от тепловой установки расположены зда-
ния высотой более 15 м, то минимальная высота трубы
должна быть 45 м.
Скорость истечения газов из устья дымовой трубы
равна для холодных выбросов—10—45 м/с, а для го-
рячих—12—20 м/с.
Совместная работа вентиляторов. Понятие об аэроди-
намической характеристике сети. Подача каждого вен-
тилятора зависит не только от его типа, номера и ча-
стоты вращения ротора, но и от характеристики той
системы, в которую вентилятор нагнетает или из которой
отсасывает воздух или дымовые газы. Численная вели-
чина аэродинамического сопротивления зависит не толь-
ко от вида препятствия, но1 и от количества газов, про-
текающих по каналу или системе каналов. Зависимость
изменения ^величины сопротивления, возникающего в
системе каналов, от количества движущегося в ней воз-
духа, называют аэродинамической характеристикой се-
ти. Алгебраически эта зависимость выражается уравне-
нием
//СТ-О2, (10.14)
где //ст — величина аэродинамических сопротивлений, Па; V —
количество воздуха, проходящего по системе, м3/ч; К — общий ко-
эффициент аэродинамического сопротивления системы.
Графически эта зависимость показана на рис. 10.5
(кривые 1 и 3).
Вентилятор данного типа и номера при определен-
ной частоте вращения ротора будет давать различную
подачу V в зависимости от величины тех сопротивлений,
которые приходится преодолевать воздуху. На преодо-
ление этих сопротивлений расходуется напор (или тяга),
создаваемый вентилятором. Зависимость подачи венти-
лятора от величины преодолеваемых им сопротивле-
ний называют аэродинамической характеристикой венти-
лятора (кривые 2 и 4, рис. 10.5). Конечный результат
работы вентилятора, т. е. подача и создаваемый напор,
будет зависеть как от аэродинамической характеристики
самого вентилятора, так и от аэродинамической характе-
ристики сети, в которую он включен. Так, если через си-
стему пропускать 20 000 м3/ч воздуха, то в ней возник-
нут аэродинамические сопротивления, равные 165 Па.
При увеличении же количества продуваемого воздуха
до 24 000 м3/ч сопротивления возрастут до 235 Па. Ко-
эффициент аэродинамического сопротивления составит
349
HZT _ 165_ 23i5 _4 12 1O_8
л ~ v2 200002 240002
Если данному вентилятору при /г =1200 об/мин при-
дется преодолевать сопротивление, равное 200 Па, то
его подача составит 28000 м3/ч (точка Б). Если же со-
противления возрастут до 300 Па, то подача вентилятора
снизится до 20 000 м3/ч. При работе этого же вентилято-
ра с той же частотой вращения в сети, характеризующей-
ся кривой /, рабочей точкой системы будет точка А пе-
ресечения кривых 1 и 2. Это означает, что при таких
условиях вентилятор будет подавать (или отсасывать)
24 200 м3/ч воздуха и развивать статический напор около
250 Па. Если за счет каких-либо мероприятий умень-
шить сопротивление сети, выражая ее аэродинамическую
характеристику кривой 3, то подача вентилятора возра-
стет до 29 000 м3/ч (точка Б). Но если к тому же увели-
чить частоту вращения до 1500 об/мин, то подача воз-
растет до 36 000 м3/ч (точка В), Следовательно, количе-
ство воздуха или газов, продуваемых через систему ка-
налов, в том числе и через сушилку или печь, зависит
как от характеристики вентилятора, так и от аэроди-
намической. характеристики тепловой установки.
Работа вентилятора в разветвленной сети, В ряде
систем вентилятор одновременно отсасывает (или наг-
нетает) воздух из двух параллельных сетей. Такую схе-
му называют работой вентилятора в сложной (разветв-
ленной) сети (рис. 10.6). Вентилятор одновременно за-
сасывает газы или воздух из сетей БВ и БГ. На участке
АБ потоки сливаются в единую сеть и поступают в вен-
тилятор.
Диаграмма работы такой системы строится следую-
щим^ образом (рис. 10.7). Кривая 1 соответствует аэро-
динамической характеристике сети участка БВ, кривая
2— участка БГ и кривая 3 — участка АБ. Кривая 4
выражает аэродинамическую характеристику вентиля-
тора. Чтобы найти суммарное количество газов, проте-
кающих через участки БВ и БГ, нужно для каждого
напора суммировать подачи, т. е. абсциссы, соответст-
вующие каждому из обоих участков. Руководствуясь
этим правилом, строим несколько точек суммарной ха-
рактеристики сети. Для напора /7ст = 30 Па подача через
участок БВ будет выражена отрезком бв (550 м3/ч), а
через участок БГ — отрезком бг (700 м3/ч). Суммарная
подача воздуха, проходящего через точку S, будет со-
350
Рис. 10.6. Схема подключения
вентилятора в сложную (раз-
ветвленную) сеть
а — две параллельных сети; б —
есть с отверстием
Рис. 10.8. Схемы совместной
работы вентиляторов
а — параллельная; б — последо-
вательная
Рис. 10.7. Диаграмма работы
вентилятора в сложной (раз-
ветвленной) сети
ответствовать сумме отрезков бв и бг, т. е. отрезку бд
(1250 м3/ч).
Аналогичным образом строим точки для напора Нст =
= 70 Па (точка б') и для напора ЯСт=120 Па (точка б").
Кривая аэродинамической характеристики любой сети в
соответствии с уравнением (10.13) всегда проходит че-
рез начало координат. Очевидно* что кривая 5, прове-
денная через начало координат и точки д, д' и д", бу-
дет выражать суммарную характеристику сетей (т. е.
участков Б В и БГ). Если пренебречь сопротивлением
участка АБ, т. с. если оно исчезающе мало по сравне-
нию с сопротивлениями участков БВ и БГ, то точка Е
пересечения кривых 4 и 5 будет рабочей точкой систе-
мы. Она определяет то количество воздуха (примерно
1750 м3/ч), которое вентилятор должен подавать, и на-
пор (55 Па), который он будет развивать. Отрезок б^
соответствует количеству воздуха, проходящему через
участок БВ (около 800 м3/ч), а отрезок б^{—через уча-
сток Б Г (около 1000 м3/ч).
Абсцисса точки Е существенно больше абсцисс точек
пересечения кривых 1 и 4 или 2 и 4. Это свидетельст-
вует о том, что при подключении параллельной сети
производительность вентилятора возрастает. Напор, ко-
торый требуется развивать вентилятору, наоборот, сни-
351
жается (напор точки Е ниже соответствующих точек
пересечения кривых 1 и 4, а также 2 и 4), т. е. при
подключении параллельной сети, несмотря па увеличе-
ние подачи, напор будет снижаться.
Всякое дополнительное отверстие в каком-либо кана-
ле, из которого отсасывается воздух (или в который он
нагнетается), можно рассматривать как сеть, параллель-
но подключенную к основной сети. В этом случае воз-
дух в канал поступает двумя разветвленными потоками
(см. рис. 10.6, б) —через основное (торцовое) отверстие
(сплошная линия) и через дополнительное (боковое) от-
верстие (пунктирная линия). Такая схема подчиняется
закономерностям, приведенным на диаграмме (см. рис.
10.7): через точку слияния потоков начинает протекать
большее количество воздуха, нежели поступало при ра-
боте того же вентилятора на какую-либо одну сеть.
При наличии ряда дополнительных отверстий в ка-
нале образуется соответственно несколько параллель-
ных сетей, аэродинамические характеристики которых
следует суммировать при построении диаграммы такой
системы.
При совместной работе вентиляторы включают в сеть
как по параллельной (рис. 10.8,п), так и по последова-
тельной схеме (рис. 10.8,6).
Как правило, параллельное включение вентиляторов
практикуют тогда, когда необходимо существенно увели-
чить подачу вентиляционной установки, не преследуя
специальной цели — увеличения создаваемого ею напора.
Последовательное включение производят при необходи-
мости повышения создаваемого суммарного давления
без учета уменьшения производительности.
При параллельной работе вентиляторов их суммарная
характеристика строится путем сложения подачи вен-
тиляторов при одинаковых напорах. Через полученные
точки проводят кривую. Для построения суммарной ха-
рактеристики двух последовательно работающих венти-
ляторов суммируют их напоры при одинаковых подачах
и через полученные' точки проводят кривую.
На рис. 10.9 кривая 1 характеризует работу одного
вентилятора с и = 550 об/мин, а кривая 2— двух таких
же параллельно работающих вентиляторов с одинако-
вой частотой вращения. Кривая 3 является суммарной
характеристикой двух таких же вентиляторов при оди-
наковом числе оборотов (п = 550 об/мин), но включен-
ных последовательно.
352
Рис. 10.9. Построение характеристик совместно работающих венти-
ляторов
Рис. 10.10. Диаграммы совместно работающих вентиляторов с рез-
ко отличающимися характеристиками
353
На том же рисунке приведены аэродинамические ха-
рактеристики трех различных сетей I, II' и III. Точки
пересечения аэродинамических характеристик сетей с
индивидуальными и суммарными аэродинамическими
характеристиками вентиляторов показывают производи-
тельность вентиляторов при работе на данной сети. Так,
точка А, в которой аэродинамическая характеристика
сети I пересекается с характеристикой одного вентиля-
тора, показывает/ подачу Уд = 9500 м3/ч. Точка 5, в ко-
торой аэродинамическая характеристика пересекается с
суммарной характеристикой двух вентиляторов, рабо-
тающих параллельно, соответствует подаче при работе
на ту же сеть = 10 500 м3/ч. Точка В определяет по-
дачу двух последовательно работающих вентиляторов,
подключенных к сети 1:Ув= 13 350 м3/ч.
Сравнение указанных подач показывает, что при ра-
боте на сеть с «крутой» аэродинамической характери-
стикой последовательное включение вентиляторов обес-
печивает по сравнению с параллельным более высокую
суммарную подачу. При работе на сеть «пологой» аэро-
динамической характеристикой (кривая III) наиболь-
шую суммарную подачу (точки I) дает параллельное
включение вентиляторов., И только для сети II, аэроди-
намическая характеристика которой проходит через
точку пересечения суммарных характеристик вентиля-
торов (точка Д), схема работы вентиляторов не имеет
значения, так как их суммарная подача совпадает. Как
показано на рис. 10.9, при последовательной или парал-
лельной работе двух вентиляторов их суммарная подача
и общий напор во всех случаях будут меньше суммар-
ного напора, и подачи двух изолированно работающих
вентиляторов.
Для совместной работы желательно устанавливать
вентиляторы, одной серии и номера и с одинаковой ча-
стотой вращения. При совместной работе вентиляторов,
значительно отличающихся номерами, частотой враще-
ния или сериями, возможны потеря напора и снижение
суммарной; подачи по сравнению с одним изолирование
работающим вентилятором. Разберем такой случай па
конкретном примере (рис. 10.10).
Допустим, /2 = 500 об/мип. Характеристикой вентиля-
тора на этой диаграмме будет кривая /. Включим в
эту же сеть еще один такой же вентилятор, по с П2 =
= 600 об/мин. Его характеристикой будет кривая 2.
354
Кривая 3 характеризует их суммарную работу при
параллельном включении (алгебраически складываются
абсциссы), а кривая 4 — при их последовательном вклю-
чении, (алгебраически складываются ординаты). На эту
же диаграмму нанесены также аэродинамические харак-
теристики сетей I и //; и а%—рабочие точки изоли-
рованно работающих вентиляторов, характеризуемых
соответственно кривыми 1 и 2 в сети I.
При параллельном включении этих вентиляторов в
сеть / с «крутой» характеристикой рабочей точкой си-
стемы является точка А. В этом случае первый венти-
лятор не увеличивает подачу второго, а, наоборот, по-
дача второго вентилятора будет превышать их суммар-
ную подачу.
При последовательном включении и работе на сеть
// с «пологой» характеристикой суммарный напор, со-
здаваемый двумя вентиляторами, ниже, нежели напор,
который развивал) бы один второй вентилятор при ра-
боте на эту же сеть.
Таким образом, при совместном включении вентиля-
торов с различными характеристиками возможны случаи
не только бесполезной, но даже вредной работы двух вен-
тиляторов. Поэтому прежде чем принимать решение об
установке дополнительного вентилятора, надо графически
проанализировать эффективность их совместной работы.
При графическом анализе следует иметь в виду, что
действительные результаты работы вентилятора соответ-
ствуют данным диаграммы лишь при правильном (т. е.
фирменном) очертании кожуха и при наличии правильно
установленного диффузора (входной воронки). Зазор
между воронкой и рабочим колесом должен быть для
вентиляторов:
до № 3..........................................не более
3 мм
от № 4 до № 5....................... • • • 4 »
» № 6 » 10 . ......................* 6 »
остальных вентиляторов....................... 7 »
Совместная работа вентилятора ia дымовой трубы.
Схема такого сочетания показана на рис. 10.11,а. Вен-
тилятор в этом случае подсоединяется только последо-
вательно. Характеристика такой системы построена на
рис. 10.12,6. Наносят характеристику сети па всасываю-
щей ветви вентилятора (кривая 1с) и характеристику
вентилятора (кривая /в). Рабочая точка этой системы —
в их пересечении (точка А). Она соответствует разви-
355
Рис. 10-11. Система вентиля-
тор — дымовая труба
а — схема подключения; б — по-
строение аэродинамической харак-
теристики системы
ваемому напору На и пода-
че Va при работе вентиля-
тора без трубы. Наносят
кривую характеристики
трубы (линия Лс), рассчи-
тав ее по формуле (10.11).
Эта кривая располагается
ниже точки H = Q, т. е. тру-
ба создает отрицательное
давление. Линия II с не бу-
дет параллельной абсциссе,
так как с увеличением
подачи возрастают сопро-
тивления трения в самой
трубе. Ее кривизну можно
оценить 10°/о-ным снижени-
ем развиваемого давления в
крайней, точке подачи. При
подключении вентилятора к
трубе сеть меняет свою ха-
рактеристику. Новая ее ха-
рактеристика — линия
образуется алгебраическим
сложением линий /с и Пс.
Рабочей точкой системы
вентилятор — труба будет
точка Л', соответствующая напору Нгл и подаче У'А
Точка А' показывает, что в систему уменьшается напор,
который должен развивать вентилятор (НА <НА) и
увеличивается подача (Уд >Уа).
ГЛАВА 11. ГАЗООЧИСТИТЕЛЬНЫЕ УСТРОЙСТВА
СУШИЛОК И ПЕЧЕЙ
11.1. Общие сведения об очистке отработанных газов
Отработанные газы, выбрасываемые в атмосферу,
содержат твердые частицы — пылеунос и примеси сер-
нистых газов. Содержание вредных примесей в отходя-
щих газах лимитируется нормативным документом СН
245-71. Предельно допустимые концентрации (ПДК) в
приземном слое? составляют: для пыли — 0,3 мг,/м3, для
сернистого ангидрида—до 2,5 мг/м3. Допустимая запы-
ленность на рабочих местах — 2 мг/м3.
356
Размер частиц 3 мкм
Рис. 11.1. Номограмма для определения классификационной группы
дисперсности пыли
В настоящее время нет экономических и эффектив-
ных способов очистки отходящих газов от оксидов серы.
Поэтому в качестве технологического топлива следует
использовать малосернистые виды топлива или, в край-
нем случае, предусматривать высокие выхлопные трубы,
обеспечивающие необходимое рассеивание вредных при-
месей в атмосфере и их ПДК в приземном слое. Расчет
рассеивания вредных примесей ведут по СН 369-74.
Для очистки отработанных газов от пылеуноса при-
меняют специальные устройства, обеспечивающие раз-
личную эффективность очистки. Степень очистки газов
характеризуют коэффициентом очистки
где Sh и SK — концентрации пыли в газах соответственно до и
после их очистки.
По степени дисперсности улавливаемой пыли разли-
чают грубую, среднюю и тонкую очистку. При грубой
очистке улавливается крупная пыль с размером частиц
более 100 мкм, при тонкой очистке — менее 10 мкм. По
СНиП П-Г.5.62 пыль классифицируют на 4 группы, оп-
357
ределяемые по номограмме (рис. 11.1). Для определе-
ния классификационной группы пыли на номограмму
наносят точки, соответствующие распределению массы
пыли по дисперсности и соединяют их прямыми линиями.
Различают'сухую и мокрую очистку газов от пыле-
уноса. Для сухой очистки па керамических заводах
применяют инерционные и батарейные циклоны, для
мокрой очистки — циклоны-промыватели СИОТ, гидро-
динамический пылеуловитель (ГДП) и пылеуловители
вентиляционные мокрые (ПВМ).
11.2. Аппараты сухой очистки газов
Инерционны^ циклоны. Принцип действия инерцион-
ного циклона показан на рис. 11.2. Поступившие в цик-
лон через путрубок 5 запыленные газы спиралеобразно
перемещаются вниз. Пыль под действием центробежных
сил стремится прижаться к внутренней поверхности
корпуса 4 циклона, а под действием собственного веса —
скатывается' вниз. В центре циклона остаются наиболее
очищенные газы, которые уходят через выхлопную трубу
8 е| атмосферу. Под циклоном установлен пылесборный
бункер Л из которого выгружают осажденную пыль по
мере ее накопления.
Циклоны являются аппаратами грубой и средней
очистки и непригодны для улавливания тонкодисперсной
пыли. Минимальная величина улавливаемых ими частиц
8 мкм.1 Степень очистки 50—60%. Предельная темпера-
тура газов должна быть на 20—50°С выше их точки
росы. Допускаемая запыленность поступающих в цик-
лон газов: слабослипающейся — 200, среднеслипаю-
щейся — 100, сильнослипающейся — 50 г/м3 пыли. Для
тепловых установок допускается поступление в циклон
ЦН-15 газов с запыленностью до 400 г/м3.
Типоразмер циклона подбирают по его пропускной
способности, приведенной в каталогах и справочниках.
С увеличением диаметра циклона степень очистки умень-
шается. Не( рекомендуется устанавливать циклоны с
диаметром более 800—1000 мм.
При расположении вне здания циклоны следует при
монтаже надежно теплоизолировать во избежание пере-
охлаждения газов и, как следствие,— налипания пыли
на их! внутренние поверхности. Циклоны предпочтитель-
но помещать! на всасывающей стороне вентилятора.
358
Рис. 11.2. Схема циклона
НИИОГаз ЦН-11
1 — пылесбориый бункер; 2 — пыле-
отводящий патрубок; 3 — конус;
4 — корпус циклона; 5 — входной
патрубок; 6 — выхлопной патрубок;
7 — улитка; 8 — выхлопная труба;
9 — рычаг клапана; 10 — клапан
пылевого затвора
Рис. 11.4. Циклон с водяной плен-
кой
Рис. 11.3. Принцип устройства
батарейного циклона
/ — подводящий патрубок; 2 — водо-
; ,7 — патрубок для
отвода очищенного воздуха; 4 — верти-
------цилиндрический корпус; а
— патрубок для отвода имама,
водопепропина-
колодец; 8 — отстойник, 9
крышка; Ю - застекленные от-
для наблюдения за работой
проводные трубы;
кальный цилиндрический корпус;
конус; 6
7 - железобетонный
ем ын
верхняя
верстия
359
Циклоны типа ЦН можно устанавливать по одному
или группами по 2, 4, 6 и 8 циклонов. Допустимая
величина потери давления в циклоне 700-1200 Па, а
минимальная — 500 Па.
Коэффициент местного сопротивления по отношению
Н средней скорости газов в полном поперечном сечении
циклопа составляет для одиночного циклона ^ = 250,
для группы циклопов g — ЗОО. Величины потерь давления
в циклонах приведены в табл. 11.1.
Таблица 11.1. Потери давления в одиночном циклоне
и группе из четырех циклонов
Потеря давле- Средняя скорость в корпу- се, м/с, для Средняя скорость ном патрубке, во вход- м/с, в
ния, Па одиночного циклона группы циклопов одиночном циклоне группе циклонов
70 120 2,2) 2,8 2 2,6 18 23 16,4 16,,4
Батарейные циклоны — группы инерционных циклопов
диаметром до 254 мм, объединенные общими коллекто-
рами для ввода; запыленных и отбора очищенных газов
и общим пылесборником (рис. 11.3), Степень очистки в
них — 85—95%. Иногда их называют мультициклонами.
11.3. Аппараты мокрой очистки газов
Циклоны — промыватели СИОТ. Для очистки выбра-
сываемых в атмосферу газов с большим содержанием
влажной или липкой пыли используют циклоны, внутрен-
ние стенки которых орошают водой. Циклон с водяной
пленкой, или центробежный скруббер, (рис. 11.4) пред-
ставляет собой вертикальный цилиндрический корпус 4,
внутренняя поверхность которого омывается водой. За-
пыленные газы вводят через прямоугольный патрубок /,
а очищенные отводят через патрубок 3. Внизу корпуса
расположен конус 5, заканчивающийся патрубком 6 для
отвода воды с пылью — шлама. Патрубок 6 погружен в
отстойник 5, расположенный в железобетонном1, колодце
7. В верхней крышке 9 находятся два застекленных от-
верстия 10 для наблюдения за работой циклопа. Вода
подводится» к циклопу по трубам 2 через форсунки, ко-
личество которых может быть от трех до шести, и пода-
ется по ходу вращения газов в циклоне. Поданные в
360
Рис. 11.5. Гид-
родинамический
пылеуловитель
гдп
!, 5 — выходной ц
Входной патрубни;
2 — каплсотдгли-
тель; 3 — пенооб-
разующая решет-
ка; 4 — корпус;
6 — игла мор азг{) уз-
ник; 7 —- элсктро-
гидротолкатель;
8 - гидрозатвор;
9 — карман с дат-
чиками; 10 — от-
стойник
♦
Шлаг/
циклон через нижний приточный патрубок 1 загрязнен-
ные газы движутся внутри цилиндрического корпуса по
спирали. Примеси, находящиеся в газах, смываются
водой, а очищенные газы поднимаются вверх и выходят
через патрубок 3. 1
Циклоны с водяной пленкой следует устанавливать
в отапливаемых помещениях. Степень очистки 85%.
Расход воды на очистку— 1000 м3, воздуха — 0,6 м3.
Сопротивление — 1200 Па.
Гидродинамический пылеуловитель разработай в
НИИПИОТстроме. Принцип его работы основан на
фильтрации запыленных газов слоем высокотурбулизи-
роваппой попы.
Запыленные газы через входной патрубок 5 (рис.
11.5) поступают в подрешеточное пространство, прохо-
дят через отверстия решетки 3, контактируют с обра-
зующимся па се поверхности слоем пены. Очищенные
361
от пыли газы направляются в каплеотделитель 2, выпол-
ненный в виде лопастного инерционного завихрителя —
сепаратора, после чего выбрасываются в атмосферу
через патрубок 1. Уловленная пыль осаждается в бун-
керной части пылеуловителя и периодически выгружа-
ется разгрузочным устройством 6. Шлам, образующий-
ся при улавливании пыли, направляется в отстойник
10. Осветленная вода может возвращаться в пылеулови-
тель для повторного использования. Разгрузка шлама и
поддержание постоянного уровня воды в аппарате ав-
томатизированы. Водой аппарат подпитывается при
помощи электромагнитного вентиля и регулятора — сиг-
нализатора уровня ЭРСУ.
Производительность аппаратов ГДП 3, 5, 7 и 10 тыс.
м3./ч. Степень очистки 99,3%. Удельная газовая нагруз-
ка 6500 м3/(м2-ч). Температура очищаемых газов по
300°С. Аэродинамическое сопротивление 1600—1900 Па.
Расход воды на очистку 1000 м3 газа 15—40 л.
Пылеуловители вентиляционные мокрые разработа-
ны в ЦНИИПромзданий и предназначены для очистки
воздуха и газов от пыли средней и мелкой дисперснос-
ти. При содержании пыли в очищаемых газах более
10 n/м3 рекомендуется применять ПВМ для очистки вто-
рой ступени, предварительно очищая газы в простейших
сухих пылеуловителях.
Пылеуловитель (рис. 11.6) состоит из корпуса 2 с
двумя секциями: верхней и
нижней. Внутри верхней
секции укреплены непод-
вижные перегородки 5 и
подвижные перегородки 5,
перемещаемые в соответст-
вии с высотой поддерживае-
мого уровня воды. К непод-
Рис. 11.6. Пылеуловитель вентиля-
ционный мокрый ПВМ
1 — вентиляционный агрегат; 2 — кор-
пус; 3 — каплеуловитель; 4 — каплеот-
бойник; 5 — неподвижная решетка; 6 —
подвижная решетка; 7 — опоры; 8 —
подвод осветленной воды; 9 — запорная
арматура и устройство для взмучива-
ния шлама; 10 — слив шлама; 11 — во-
ронка конусная; 12 — задвижка; 13 —
устройство для регулирования уровня
воды; 14 — подвод воды; 15— дверка;
16 — воздухосборник; 17 — входной па
трубок
362
вижным перегородкам крепятся каплеотбойники 4. Кап-
леуловители 3, которые представляют собой пакет с
изогнутыми пластинами, устанавливаются в пылеулови-
тель через дверки 15 в боковых стенках.
На пылеуловителе установлен вентиляционный аг-
регат 1. Всасывающий патрубок вентилятора соединен
с воздухосборником 16 при помощи гибкой вставки. Вен-
тиляционный агрегат можно устанавливать отдельно от
пылеуловителя в удобных местах или на крышках кор-
пусов. При раздельной установке вентиляторов отсасы-
вающий воздуховод присоединяют или со стороны ус-
тановки вентилятора, или с, противоположной. На стен-
ке корпуса приваривается гидрозатвор 13 для регули-
рования уровня воды.
Гидрозатвор состоит из бака, расположенного на
наружной стенке пылеуловителя, сообщающегося с ним
через прямоугольное отверстие. Над отверстием нахо-
дится планка для регулирования верхнего уровня воды
при заливке и работе пылеуловителя.
Запыленный воздух поступает в корпус через входной
патрубок 17 в его боковой стенке. Между поверхностью
воды и нижней кромкой перегородок 5 образуется щель,
через которую воздух устремляется с большой ско-
ростью в виде плоской струи, частично увлекая за собой
воду. Встречая на своем пути перегородку 5, струя от-
клоняется вверх, при этом на поверхность перегород-
ки, смоченную увлеченной водой, осаждаются сепари-
рующиеся из струи пылевые частицы. Увлеченная воз-
духом вода перетекает по перегородкам 6, отклоняется
каплеотбойником 4 и сливается в крайние отсеки. Воз-
дух проходит через каплеуловители 3 и выбрасывается
наружу вентилятором 1. Уловленная пыль оседает в бун-
кере пылеуловителя и удаляется путем слива шлама че-
рез задвижку 12 типа ЗО-ДуВО.
Взмучивание шлама производится подачей воды
(или сжатого воздуха) через узел нижнего подвода во-
ды 9, Расход воды ^0,15 л на 1 м3 очищенного возду-
ха. Из условия транспортирования шлама по самотеч-
ным шламопроводам должно подаваться нс менее 0,02
j л воды на 1г уловленной пыли. На заводах действуют
J пылеуловители ПВМ пяти типоразмеров с производи-
тельностью 3; 5; 10; 20 и 40 тыс.м3 воздуха в 1 ч. Расход
f воды 0,02 л на 1 г уловленной пыли и не менее 0,12 л
i на 1 м3 газов. Температура газов до 200°С. Расход га-
•j зов па 1 м длины перегородки 2000—6000 м3/ч.
363
ОГЛАВЛЕНИЕ
Стр.
Q
Предисловие..........................................
Введение.................................................... 4
Глава Топливо и его сжигание........................ 6
1.1. Виды топлива, состав и свойства ................... 6
1.2. Применение различных видов топлива в тепловых
установках.............................................. 14
1.3. Расчет горения топлива........................ 16
1.4. Топочные устройства для сжигания топлива ... 27
Глава 2. Сушка керамических материалов и изделий .... 64
2.1. Сушильные процессы в! технологии керамики .... 64
2.2. Основы теории сушки глин и изделий на их основе . 65
Глава 3. Сушильные установки кеоамической промышленности 98
3.1. Принципиальная схема и классификация сушильных
установок.............................................. 98
3.2. Сушилки для сыпучих материалов ....... 102
3.3. Сушилки для керамических суспензий (шликеров) . 115
3.4. Сушилки для керамических изделий ....... 127
3.5. Виды теплоносителей для сушки керамических мате-
риалов и изделий j................................... 180
Глава 4. Тепловые расчеты для сушки керамических материа-
лов и изделий............................................. 183
4.1. Материальный баланс процесса сушки............... 184
4.2. Аналитический расчет.удельных расходов теплоты и
воздуха на сушку . 186
4.3, Графический расчет удельных ''расходов воздуха и
теплоты на сушку..................................... 194
4.4. Влияние параметров сушильного процесса на его
экономичность......................................... 204
4.5. Варианты сушильного процесса..................... 2G6
Глава 5. Теоретические основы процессов обжига керамиче-
ских материалов и изделий................................. 226
5.1. Процессы, происходящие при обжиге керамических
материалов и изделий ................................. 227
5.2. Процессы, происходящие при вспучивании глинистых
пород............................................... 240
5.3. Агломерация (омоноличивапис) слоя кусковых мате-
риалов .............................................. 243
Глава 6. Общие сведения о печах керамической промышленно-
сти .................................................. 246
6.1. Общая классификация печей керамической промыш-
ленности ................> ................... 247
6.2. Общая схема пламенной промышленной печи . . . 247
366
Стр.
Глава 7. Печи для обжига кусковых материалов ..... 249
7.1. Вращающиеся печи.............................. 250
7-2. Однобарабанные вращчющнсся неси дач обжига ке-
рамзитового гравия...................................252
7.3. Двухбарабанные печи для обжига керамзитового
гравия.............................................. 256
7.4. Агрегат со слоевым подготовителем для обжига ке-
рамзитового гравия.................................. 258
7.5. Комплекс вращающаяся печь печь кипящего
слоя.............................................. 261
7.6. Обжиг шамота и дегидратированной глины во вра-
щающихся печах . .................................. 263
7.7. Печи кипящего слоя............................. 264
7.8. Агломерационные установки...................... 269
7.9. Холодильники................................... 274
Глава 8. Печи для обжига формованных изделий............ 276
8.1. Печи периодического действия .................. 276
8.2. Кольцевые печи..................................279
8.3. Туннельные печи.................................291
8.4. Конвейерные печи................................325
Глава 9. Плавильные (фриттоварочные) печи................337
Глава 10. Вентиляционные устройства сушилок и печей . . 340
10.1. Расчет аэродродинамических сопротивлений . . . 341
10.2. Устройства для перемещения газов...............344
Глава 11. Газоочистительные устройства сушилок и печей 356
11.1. Общие сведения об очистке отработанных газов . . 356
11.2. Аппараты сухой очистки газов..................358
11.3. Аппараты мокрой очистки газов.................360
Список литературы .................................... 364