/



















































































































Текст
В.Райхель
Р.Глатте
БЕТОН
Werner Reichel Reinhard Glatte
BET©N
Eine Emfuhrung fur das Selbststudium
Band 2
Herstellung Verarbeitung Erhartung
VEB Verlag fiir Bauwesen Berlin
В. Райхель Р. Глатте
БЕТОН
В двух частях
Часть 2
ИЗГОТОВЛЕНИЕ.
ПРОИЗВОДСТВО РАБОТ.
ТВЕРДЕНИЕ
Перевод с немецкого канд. техн, наук
Л. А. Феднера
Под редакцией д-ра хим. наук проф.
В. Б. Ратинова
. Москва
Стройиздат1981
БЕК 38.33
Р 18
УДК 691.327 + 693.54
Райхель В., Глатте Р.
Р 18 Бетон. В 2-х ч. Ч. 2. Изготовление. Производство работ. Твердение / Пер. с нем. Л. А. Феднера; Под ред. В. Б. Ратинова. — М.: Стройиздат, 1981. — 112 с., ил.
В книге, построенной на материале последних научнмх проработок, популярно рассказывается о технологии изготовления бетонной смеси и бетона, производстве бетонных работ и твердении бетона в различных условиях. Подробно излагаются вопросы изготовления монолитного бетона и сборных бетонных и железобетонных изделий и сведения об используемых при этом механизмах и оборудовании
Книга предназначена для широких кругов строителей и учащихся производственно-технических училищ и техникумов строительного профиля.
р . 3-°229-'?^ . 113_81 3203000000 ББК 38.33 ф 38.626
047(01>-81 «жмииииии 6СЗ 4-6С6.3
В. Райхель Р. Глатте
БЕТОН. ИЗГОТОВЛЕНИЕ. ПРОИЗВОДСТВО РАБОТ. ТВЕРДЕНИЕ
Редакция переводных издании
Зав. редакцией М. В. П е р е в а л ю к
Редактор И. Л Городецкая
Мл. редактор Е. А. Д у б ч е н к о
Внешнее оформление художника
В. Л. Грошова
Технические редакторы Т. М. К а и, II. В. Высотипа Корректор Г. Г. М о р о з о в с к а я
ИВ 2725
Сдано в набор 19.05.81. Подписано в печать 31.08.81. Формат 6OX9ol/ie-
Бумага типографская № 1. Гарнитура «Литературная». Печать высокая
Усл. печ. л. 7. Печ. л. 7. Усл. кр.-отт. 10,2. Уч.-изд. л. 8,51. Тираж 10 000 экз.
Изд. М? AXV-8753 Заказ 283. Цепа 45 кон.
Стройиздат 101442, Москва, Каляевская ул., 23а
Московская типография № 4 Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли
129041, Москва, Б Переяславская ул., д. 46
© VEB Verlag fur Bauwesen Berlin, 1980
© Перевод на русский язык, Стройиздат, 1981
Предисловие к русскому изданию
В книге В. Райхеля и Р. Глатте «Бетон» (Ч. 2. Изготовление. Производство работ. Твердение) так же популярно, как и в книге В. Райхеля и Д. Конрада «Бетон» (Ч. 1. Свойства, проектирование, испытание), и столь же строго в научном и производственном отношении изложены проблемы бетоноведения, не вошедшие в 1-ю часть монографии. При работе над рукописью у авторов возникли трудности, которые заключались прежде всего в том, чтобы сделать книгу оригинальной, представляющей самостоятельный интерес, сохранив при этом стиль изложения и манеру графического оформления 1-й части.
Кроме того, если предыдущая часть книги выдержала уже три издания и, естественно, систематически улучшалась в отношении отбора фактических данных и формы их подачи, то 2-я часть книги вышла в свет в ГДР в 1980 г., а в СССР выйдет в 1981 г. В то же время читатель имеет право рассчитывать на их практическую равноценность во всех отношениях.
Наконец, особая ответственность легла на плечи В. Райхеля и Р. Глатте и в связи с безусловно большим, заслуженным успехом 1-й части книги «Бетон» и в ГДР, и в СССР.
Нелегкая задача выпала и на долю переводчика 2-й части книги, так как с целью ускорения ее подготовки к изданию авторы передали
издательству ее рукопись, не прошедшую литературной обработки в ГДР.
При пользовании книгой нужно учесть, что, хотя большинство технических приемов и правил производства бетонных работ в ГДР и СССР совпадают или достаточно близки между собой, тем не менее встречаются и некоторые различия в технологических схемах бетонирования, применяемых добавках и даже в подходе к отдельным операциям (например, к способам приготовления бетонной смеси и ее доставки к месту укладки, к оптимальным режимам при ускоренном твердении бетона, его классификации по прочности). Мы считали целесообразным сохранить их без комментариев. Примечаниями снабжались лишь те принципиальные вопросы, по которым в СССР имеются существенно иные или более обширные данные.
Представляется, что все особенности и достоинства 1-й части книги «Бетон» — ее нацеленность на широкий крут строителей, насыщенность полезными и, как правило, самыми современными сведениями о производстве и применении тяжелого бетона в ГДР с выделением среди них наиболее перспективных направлений — в полной мере присущи и 2-й части книги. Это позволяет надеяться па интерес к ней советского читателя.
Д-р хим. наук, проф. В. Б. РАТИНОВ
От авторов
История бетона насчитывает уже более ста лет, и, несмотря па это, тяжелый цементобетон продолжает оставаться современным материалом и в последующие десятилетия также сохранит свою доминирующую роль в строительстве. Вплоть до 50-х годов конструкции из монолитного бетона и бстоносмеситель-ные узлы на строительных площадках были характерны для строительства из бетона.
В настоящее время уже около 50% производимого бетона поступает с бетонных заводов в виде готовых строительных деталей. В то же время для монолитного бетона были разработаны новые элементы технологии, в частности доставка к месту строительства бетонной смеси, приготовленной на централизованных бетоносмесительных узлах, и ее перевозка с помощью специальных транспортных средств. В настоящее время с помощью производительных бетононасосов бетонную смесь без промежуточных остановок можно доставлять на высоту до 270 м.
Бетонирование развивалось как комплексный процесс. При этом всегда имелся в виду только такой бетон, который в виде смеси должен хорошо перемешиваться, транспортироваться, распределяться и уплотняться, а в затвердевшем виде отвечать определенным высоким техническим требованиям Оптимальные результаты могут быть получены только тогда, когда свойства бе гона и технология будут между собой хорошо согласовываться. Это достигается знаниями о взаимодействии между строительным материалом и технологическим процессом. Цель и содержание этого взаимодействия были
обобщены О. П. Мчедловым-Петро-сяном в его определении принципа соответствия [1]. По этим данным вид, начало, продолжительность и интенсивность действия технологических факторов должны быть согласованы со структурообразованием бетона так, чтобы, с одной стороны, оптимально учитывать процесс струк-турообразоваиия, а с другой — стремиться им управлять (направленное структурообразовапие).
Если в 1-й части книги «Бетон. Свойства, проектирование, испытание» рассматривались свойства бетонной смеси и затвердевшего бетона в зависимости от его состава, то во 2-й части основное внимание уделяется вопросу соответствия состава бетона ею свойствам. При этом работа механизмов и устройств поясняется лишь настолько, насколько это необходимо для понимания. Общая идея заключается в том, что технология па бетонных заводах и строительных площадках должна развиваться комплексно. Это означает, что необходимо в равной мере обращать внимание и на физико-химические закономерности твердения бетона, и на границы их использования.
Представляемый материал разделяется по технологическим переделам переработки бетона При этом сначала сформулированы требования к бетону и технологическому процессу его изготовления, чтобы установить основные закономерности для рекомендаций по согласованию свойств бетона и требований к технологии. К сожалению, для ряда процессов это еще невозможно из-за отсутствия соответствующих научных основ. Стандартизованные методы испытаний, содержащие-
7
ся в 1-й части, дают лишь приближенную оценку состояния бетонной смеси или бетона, например измерение консистенции смеси. Прямое взаимодействие между бетоном и технологией обычно сильно проявляется па отдельных технологических переделах, но до сих пор в нашем распоряжении нет простых и практичных методов их измерения.
Предлагаемая книга представляет собой руководство для самостоятельного изучения. Авторы обращают внимание читателей на важнейшие положения технологии бетона, стремясь вызвать интерес и пробудить желание к дальнейшим самостоятельным занятиям. Книга выполнит свою задачу, если будет при
знана специалистами, инженерами-строителями, технологами по бетону, инженерами-механиками и инженерами-экономистами, которые совместными усилиями могли бы разрабатывать экономичную технологию и оптимальные составы бетона.
Авторы благодарят всех коллег-специалистов, которые содействовали этой публикации подготовкой документации и коллективными консультациями. Авторы особенно благодарны экспертам проф. Хеншелю и дипл. инж. Генриху за их ценные замечания, а также редактору Эрхарду Покерту за его работу по оформлению книги.
ВЕРНЕР РАНХЕЛЬ, РЕЙНХАРД ГЛАТТЕ
Принятые обозначения
>3 * So
Vi — VB . . .Консистенция
V...........коэффициент уплотне-
ния
Ро..........возмущающая сила виб-
ратора
т0..........масса дсбаланса вибра-
тора
п0..........число оборотов
\...........частота виброколеба-
ний
у...........амплитуда виброколе-
баний
ag . .относительное ] параметры ускорение !• интенсивности
I . .интенсивность .1 вибрирования ............прочность на сжатие г...........контрольная прочность
W2g • .прочность на сжатие бетона, подвергнутого тепловой обработке, на 28-е сутки после окончания тепловой обработки
#шо,м • • -то же, но спустя 0,5 ч после окончания тепловой обработки
Rz.........заданная конечная
прочность
/?Е........распалубочная проч-
ность
RA.........отпускная прочность
RL.........прочность при транспор-
тировании
R„.........передаточная прочность
при изготовлении предварительно напряженных железобетонных конструкций
Rv.........прочность предвари-
тельно напряженного бетона
tB.........время ^предварительной
выдержки
1А.........время нагрева
tD.........время изотермического
прогрева
tK.........время охлаждения
Т..........температура
М..........степень созревания бе-
тона
Предисловие
I
На развитие эффективной технологии изготовления строительных конструкций и деталей из бетона в конце прошлого и начале нового столетия оказали влияние, главным образом, торговля цементом, являющимся универсальным минеральным вяжущим материалом, и общая механизация изготовления и переработки бетона. Смесительные устройства были скопированы из других отраслей промышленности. Заимствованные из практики земляных работ методы транспортирования в кюбелях и уплотнение влажных грунтов трамбованием привели к существенному повышению производительности работ в гидротехническом и промышленном строительстве при сооружении фундаментов.
Однако уже при строительстве бетонных дорожных покрытий выяснилось, что необходимы более жесткая бетонная смесь и интенсивное уплотнение. Приблизительно в 1911г. создаются первые вибраторы для поверхностного уплотнения, которые, однако, не нашли достаточно широкого применения. Напротив, очень быстро получает признание бетон из литой смеси, особенно для тонкостенных железобетонных элементов, вследствие простоты его транспортирования и незначительных затрат при формовании в стесненных условиях. Позднее пришли к выводу, что с повышением содержания воды цементный камень становится весьма пористым (хотя сам бетон обладает достаточной плотностью), а это приводит к интенсивной коррозии.
С середины 20-х годов начинает усиленно развиваться вибрационная техника. Вибраторы позволяют об
рабатывать более жесткие смеси с ограниченным количеством воды. Это был прогресс, так как хорошо уплотненный вибрированный бетон, несмотря на ограниченное содержание цемента, характеризуется более высокой прочностью, морозостойкостью и стойкостью в агрессивных средах, чем трамбованный или литой бетон. Кроме того, стало возможным сократить сроки готовности бетона.
Многие десятилетия бетон приготовлялся преимущественно на строительной площадке и перерабатывался как монолитный. Изготовление на бетонных заводах сборных элементов в массовых количествах началось в 50-е годы. При переходе па эту новую технологическую ступень развития бетон стал пригодным во всех отношениях строительным материалом. Его универсальная способность к формованию была предпосылкой к механизации и автоматизации отдельных рабочих процессов (рис. 1 и 2). Кроме того, при промышленном производстве бетона возникла необходимость увеличить оборачиваемость форм для повышения производительности заводов при ограниченном парке форм. Это достигается применением тепловой обработки, благодаря которой время твердения бетона сокращается почти в 10 раз по сравнению с твердением его в нормально-влажных условиях.
В ближайшем будущем производство бетона предстоит перевести па такой же уровень механизации и автоматизации, какой, например, достигнут при изготовлении стали и стекла.
В строительстве из монолитного бетона также модернизирована тех-
Рис. 1. Производство элементов домостроения на заводе железобетонных панелей. Ускорение твердения осуществляется горячим воздухом в туннельных камерах
нология (рис. 3), например при переработке товарного бетона. Здесь следует отметить транспортирование бетонной смеси по трубопроводам (с помощью бетононасосов) до места строительства и ускорение процесса твердения бетона путем нагревания бетонной смеси. В настоящее время выпуск сборного и монолитного бетонов примерно одинаков.
Зачастую исследования новых свойств бетона обгоняют техническую оснащенность строительства и строительной индустрии. Так, например, обстоят дела с новой технологией производства работ из литого бетона, не требующего вибрации. Тем самым литой бетон до некоторой степени снова поднят на более высокую ступень, но без такого существенного недостатка, как высокое водосо-держапие. Предпосылка этому — разработанные новые виды разжижающих средств, которые эффективно пластифицируют бетонные смеси
с нормальной исходной копсистен дней.
Постоянно усложняющаяся техно логия переработки и твердения бето на предъявляет повышенные требо вания к составляющим его материалам и к соблюдению определенных показателей бетонной смеси и бетона
Для изготовления бетона смеши вают цемент, заполнители и воду затворения до образования бесформенной однородной массы определенной консистенции. При этом совмещают три довольно различных по относительной плотности, размерам и другим свойствам материала. В зависимости от количественного соотношения компонентов бетонная смесь е крайних случаях ведет себя как рассыпчатая масса (жесткая консистенция) или как текучий материал (жидкая консистенция).
Уже сами по себе эти характерные различия указывают на необходимость дифференцирования бетон-
10
Рис. 2. Монтаж стеновых панелей на строительстве в г. Дрездене
Рис. Зг Установка по производству бетонных смесей типа ВАА 20
пых смесей, особенно для их транспортировки и формования. Как правило, необходимы экспериментальные исследования для определения состава бетона, который оптимально соответствовал .бы специфическим условиям технологии работ.
Так, например, можно добиться экономической выгоды в дорожном строительстве (рис. 4), если точно регулировать стабильность бетонной смеси при технологии, предусматривающей использование скользящей опалубки. Подобное относится и к ограниченной консистенции бетонной смеси, подаваемой насосом. Жесткая бетонная смесь экономически выгодна лишь при наличии достаточно мощ
ных вибраторов для ее уплотнения.
Проектировщик должен знать бетонный завод, чтобы для получения бетона с заданной прочностью назначать продолжительность тепловой обработки. Если он свои усилия направляет на ускорение цикла без соответствующего технологического обеспечения, то технологу не остается ничего другого, как увеличить выпуск запланированной продукции за счет повышения расхода цемента. Таким образом, мнимая экономия за счет незначительных капитальных вложений себя не оправдывает.
Поэтому перед практиком стоит задача: изготовлять бетонную смесь с такими заданными показателями,
12
Рис. 4. Сооружение цемептобетонпого покрытия при строительстве автомагистрали Берлин—Росток с помощью комплекта машин со скользящей опалубкой
13
чтобы ее можно было с. минимумом затрат ручного труда при незначительной стоимости и без расслоения транспортировать, распределять и уплотнять, а также иметь возможность сокращения сроков распалубки, точнее, времени оборачиваемости форм.
Это достигается, если качество бетонной смеси и бетона оптимально согласовано с общим процессом производства, начиная от хранения заполнителей, смешивания, транспортировки, распределения и уплотнения
до твердения и последующей обработки.
Кроме того, следует принимать во внимание колебания качества входящих в состав бетона материалов и бетонной смеси, как и возможность некоторых ошибок на отдельных технологических переделах.
Такая комплексная задача может быть решена только при постоянной совместной работе всех специалистов, принимающих участие в изготовлении и переработке бетона.
Хранение, дозировка, смешивание
2
Качество бетона, которое формируется в бетоносмесителе, определяется не одним лишь процессом перемешивания. С увеличением производительности заводов, широким применением бетона повышенных марок и ужесточением требований к его качеству пришлось повысить также требования к условиям храпения и техники дозирования составляющих.
О том, какой успех здесь может быть достигнут, свидетельствует следующее: цемент из силоса цементного завода удается с помощью пневматических устройств перегружать почти без потерь в вагон-цистерну и далее в силос бетоносмесительпого узла, откуда вяжущее таким же образом, лишь с незначительным пылением, подается в герметизированный смеситель. Это решение приносит значительную хозяйственную выгоду еще и благодаря тому, что при хранении цемента в силосе практически не теряется его активность из-за влияния влаги па вяжущее. Раннее снижение активности цемента приходилось перекрывать его повышенными расходами в бетоне.
Для заполнителя также идеальным было бы сухое хранение. Однако из экономических соображений это вряд ли реально. Поэтому заполнители хранят преимущественно на открытых площадках, что приводит к неопределенному водосодержанию в них. Для уменьшения связанного с этим разброса качества бетона необходимо в ближайшем будущем в приемлемой для строительной практики форме решить проблему автоматической дозировки воды в бетонные смеси с учетом влажности заполнителей.
2.1. Хранение заполнителя
Около 70% объема бетона занимают заполнители. Их сортируют и хранят соответствующим образом в рассчитанном количестве, по со значительным запасом для падежного обеспечения производства бетона.
2.1.1. Требования. С точки зрения материала, в первую очередь, представляет шпсрес гранулометрический состав заполнителя.
Нерудная промышленность предлагает широкий выбор материалов (табл. 1). Чтобы избежать ухудшения качества бетона в результате не правильного хранения заполнителя, особенно в случае необходимости получать высокие марки бетона, нужно хранить заполнители по фракциям (например, песчано-гравийную смесь 0/32). Большой разброс зернового состава гравия приводит к повышению внутренней пустотпости бетона и необходимости увеличения количества цементного теста; при этом следует значительно ограничивать водопотреб-п ость бетонной смеси (см. ч. 1, разд. 4.2.5., рис. 45).
Поэтому для гарантии ровною зернового состава при приготовлении бетона обычных марок требуется применение двух фракций (0/4 и более 4 мм), для бетона марки 300 • не менее трех (например, 0/2, 2/8 и более 8 мм) и для марки 600 — четырех фракций. Организация хранения заполнителей зависит от имеющейся территории, экономических соображений и требований к смесительной установке.
Как правило, необходимо раздельное складирование четырех фракций {табл. 2).
15
Таблица 1. Общие сведения о гранулометрическом составе различного заполнителя
Заполнитель Размер зерен, мм
0/1 0/2 1/2 | | ( | |
Песок 0/1 0/2 1/2
Песчано-гравийная смесь 0/4 0/8 0/16 0/32
Гравий Щебень 2/4 2/8 4/8 8/16 4/16 4/11 4/32 8/11 8/32 11/16 11/22
Таблица 2. Пример состава смеси заполнителей
из двух — четырех фракций
Гранулометрический состав
0/16
8/32
Комбинация зереи
0/4 0/4 0/2 0/2 0/2
0/16 4/16 2/8 0/8 0/4
8/32 16/32 11/22 8/16 2/8
16/32 16/32 8/16
Размер складов заполнителей определяется, прежде всего, производительностью смесительной установки, условиями поставок и безопасностью.
Практика строительства показывает, что обычно ориентируются на такие размеры складов для заполнителя, которые обеспечивают его не более чем 12-дпевный запас. Зимой бетонному заводу требуются значительно большие склады. С этой целью часто дополнительно к основным складам организуют небольшой расходный склад непосредственно возле смесительной установки.
2.1.2. Хранение в силосах, бункерах и штабелях. Для хранения заполнителей имеются три основных типа складского хозяйства: силосы, бункера, штабеля (рис. 5). Часто предпочитают штабеля, так как для них достаточно иметь укрепленную площадку (лучше бетонную) и подвижные погрузочные средства. За
гружать смеситель непосредственно из штабеля невыгодно из-за необходимости иметь дорогостоящие, непрерывно работающие транспортеры. Поэтому в большинстве случаев наряду с силосами и бункерами смесители оборудуют сравнительно небольшими емкостями, функционирующими как расходные склады, загружаемые из штабеля.
Кроме того, сушка и подогрев заполнителей, например в силосах стационарных установок, связаны с существенными затратами. Для смесительных узлов, установленных на строительных площадках, доказана целесообразность использования для заполнителя радиальных боксов, в которые он загружается с помощью скрепера или бульдозера (рис. 6).
Важно знать, как изменяется качество при складировании заполнителей в штабелях. Штабель образует угол естественного откоса (35°). В зависимости от количества склади-
16
Рис. 5. Склад заполнителя. Силос
(слева), бункер (справа), штабель (внизу)
руемого заполнителя высоту и расстояние между штабелями устанавливают с таким расчетом, чтобы зерна различного размера не смешивались. Так же поступают при определении давления на степы силоса и бункера. Воронка в силосе и бункере должна иметь минимальный угол до 50° (угол естественного откоса с добавлением 15°), чтобы не произошло образование сводов при свободном перемещении.
2.1.3. Воздействия, оказываемые иа заполнитель. Важнейшее требование — предохранение заполнителя от загрязнения вредными для бетона веществами, например углем, сахаром, удобрениями, маслом, гумусом и глинистыми веществами, —- дости
гается, прежде всего, за счет чистоты бетонной складской площадки с прочными ограждениями. В чистоте должны содержаться и кузова автомашин.
Очень часто на складах зерна различных размеров смешиваются. Причиной этого наряду с дефектной перегородкой может быть недоста
точное внимание
к углу естественно-
го откоса (рис. 7).
При доставке со складов с по-
мощью транспортеров крупные частицы возле места разгрузки разбрасываются. К тому же заполнитель с широким зерновым диапазоном (0/32, 0/16, 0/8 и др.) обнаруживает тенденцию к разделению под действием центробежной силы, что ведет
17
4
t
1|
' Ч-. ’
4
z
18
Рис. 6. Лучевое расположение отсеков склада для заполнителя небольшой бе-топосмесительной установки
<► гл-
Рис. 7. Щебень из переполненных отсеков пересыпается в песчано-гравийную смесь. В этих условиях нельзя гарантировать получение определенного гранулометрического состава
к нарушению однородности. Такой заполнитель при изготовлении бетона приводит к изменению водопотреб-ности бетонной смеси; вследствие этого возникают значительные трудности при переработке смеси и неопределенность качества бетона.
Предотвратить расслоение можно с помощью направляющей трубы или воронки.
Так как заполнители при транспортировке и хранении в большинстве случаев подвергаются погодным воздействиям, необходимо учитывать значительный разброс значений влажности, особенно у мелкозернистого заполнителя (табл. 3).
Внутри больших складов заполнителя, как правило, устанавливается почти постоянная влажность, в то время как на глубине примерно 50 см от поверхности влажность заполнителя зависит от погодных условий. Отсюда возникает проблема, изложенная в разд. 2.3.4 (Дозирование воды).
Особую опасность представляет собой комкование смерзшихся заполнителей, так как в смесителе они не разрушаются и в бетоне образуются опасные дефектные места. Если вдувание пара в смеситель (см. 2.3.3) не способствует оттаиванию заполни-
19
Таблица 3. Собственная влажность отдельных фракций заполнителя при открытом складировании
Влажность, %
Заполнитель
Размер зерен, мм
максимальное значение
среднее значение
Песок
Песчано-гравийная смесь Щебень
»
»
0/2 0/4 2/8 4/11 11/22
12
8
5
3
2
3
1,5
0,5
теля, то смерзшиеся комья нужно при дозировании отбирать промежуточным ситом. Лучше смерзшийся заполнитель сразу же пропускать через отапливаемые склады. Такие склады имеются на современных бетонных заводах (ВАА 20/40/60), так как нагрев заполнителей пред-\ сматривастся как эффективное мероприятие при производстве работ в зимнее время (см. 5.5).
Эксплуатация подобных отопительных регистров требует значительного количества энергии, однако при больших объемах складов может оказаться достаточно эффективной.
Основные требования к складированию заполнителя заключаются в следующем:
* чтобы удовлетворить различным требованиям к составам бетона, необходимо по возможности складировать раздельно четыре фракции заполнителя;
склады следует оборудовать так, чтобы исключить загрязнение, смешивание или расслоение заполнителя;
при работе в зимнее время необходимо предусмотреть действенные меры по нагреву заполнителей.
2.2. Хранение цемента
I [емсит занимает около 10% обьсма бетона. Однако на него приходится почти половина сгоимости материалов, входящих в состав бетона. Цемент оказывает огромное влияние на прочность бетона.
Как тонкоизмельченное вяжущее цемент обладает высокой реакционной способностью и благодаря своим
специфическим свойствам, которые должны сохраняться вплоть до переработки, предъявляет высокие требования к транспортировке, перевалке п складированию.
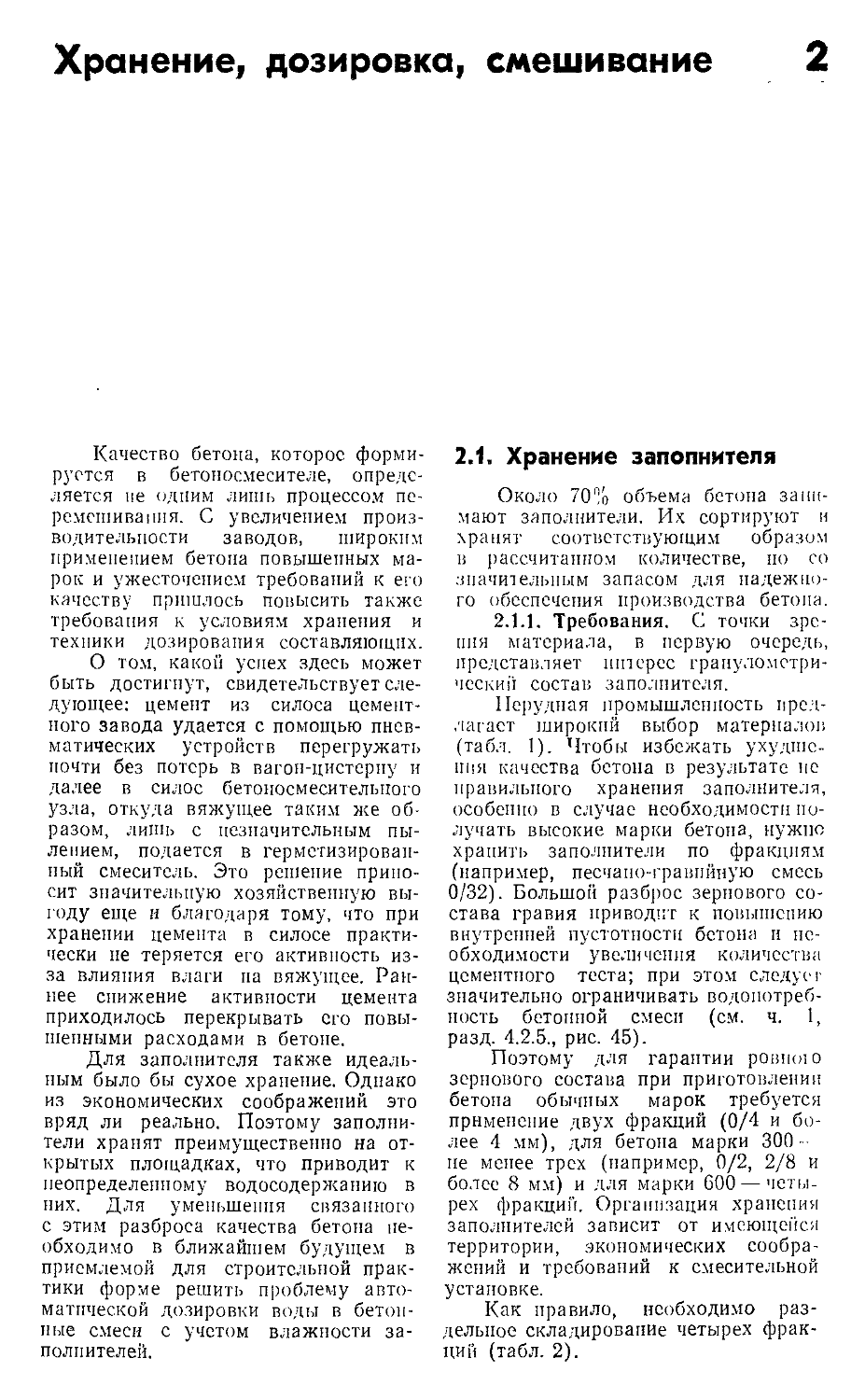
2.2.1. Требования. Твердение цемента основано па реакции с водой (гидратация). Достаточно влаги из воздуха, чтобы при открытом складировании в течение педели или при хранении в мешках в течение месяца вызвать частичную гидратацию в поверхностных слоях. Сначала гидратация цемента ведет к снижению его прочности, но при более длительном воздействии влаги происходит образование прочных комков и корки. Эта часть цемента, не участвуя в стр\к-турообр азовации, может быть ио пользована лишь как заполнитель (рис. 8, табл. 4). Чтобы потери качества цемента и соответственно прочности бетона находились в определенных минимальных пределах, необходимо предусмотреть сухое хранение цемента. Для соблюдения этого требования допустимы следующие сроки хранения, в течение которых цементный завод еще гарантирует достижение цементом своей марки: для PZ 475 — до 6 и ед.; для PZ 425, 375, 325 — до 8 и ед.; для PZ 275 — до 12 нед.
Стандартный цемент имеет при объемной массе до 1,2 кг/дм3 и плотности до 3,1 кг/дм3 нустотность до (1 — 1,2/3,1) 100=61 %. Это свидетельствует о необходимости его очень рыхлого хранения. Однако высокая погрузка (высокий склад) и встряхивание (например, при транспортировании) могут привести к уплотнению, особенно в нижележа-
20
Рис. 8. Комкозаиие и снижение прочности цемента после 8 мес храпения. Прочность свежего цемента 40,5 МПа. Внешняя зона — крепкие комки, прочность 12 МПа; середина еще порошкообразна, прочность 27,5 МПа
тих слоях, и тем самым к агрегации цемента, Поэтому даже при нормальных сроках хранения и правильном транспортировании цемент следует разрыхлять с помощью аэрации или принудительной вибрации. При длительном хранении иногда происходит сильное слеживание цемента, которое удается ликвидировать лишь большими усилиями, Если, однако, оно остается, то приходится вводить дополнительную воду, а это приводит к снижению прочностных характеристик цемента,
Как правило, комки, образующиеся при слеживании цемента, отличаются от образующихся под действием влаги тем, что они разрушаются и поэтому не влияют на прочность.
Загрязнение цемента может иметь очень тяжелые последствия. Известно, что уже небольшое количе
ство примесей вызывает существенное замедление или ускорение твердения (см. ч. 1). Не говоря уже о вредных для бетона сахаре и гумусе, которые значительно нарушают процесс твердения, особенно опасными считаются сульфаты, вызывающие неравномерное изменение объема, и хлориды, способствующие коррозии арматуры. Несмотря на то что вероятность загрязнения цемента при транспортировании и хранении в силосах ограничена, необходимо строго следить за чистотой при перегрузках и складировании.
Требования к раздельному храпению по сортам необходимо соблюдать прежде всего из-за различия цемента по маркам и видам.
Из практики проектирования бетона (ч. 1, разд. 4.3 и 5) видно, как-влияет изменение качества Цемента
Данная книга взята с сайта технической литературы
www.engenegr.ru
21
Таблица 4. Ориентировочные значения потери прочности цемента при различных условиях хранения относительно свежеприготовленного цемента |30]
Вид цемента Условия хранения Срок испытаний, сут Прочность цемента на сжатие, МПа
свежий цемент лежалый цемент
продолжительность хранения цемента, мес
1 3 з 12
PZ 1/425 В силосе 1 28 18,5 46 18 46 17 46 13 45 5 44
В мешках 1 28 18,5 46 13 44,5 6 43 3 38 1 23
ZZ 4/275 В силосе 3 28 8 33 7,5 32,5 7 32 4,5 29,5 3,5 26
В мешках 3 28 8 33 6,5 30 3 26,5 1 ,5 22 1 15
на состав и прочность бетона. Если, например, для бетона марки 300 вместо предусмотренного цемента PZ7/375 применить ZZ1/275 в том же количестве, то получится бетон марки 225. Для получения бетона заданной прочности па этом цементе расход последнего составит свыше 450 кг/м3.
Кроме прочности при сжатии существенное значение для четкого разделения цемента по сортам имеет область его применения. В соответствии с этим нужно применять:
для конструктивных элементов с большим модулем поверхности безусадочный цемент (например, PZ3);
для массивного бетона цементы с умеренным тепловыделением (ZZ2 и ZZ3);
для сооружений, эксплуатируемых в условиях сульфатной агрессин, цементы со средней и высокой сульфатостойкостью (PZ2 и PZ3);
при тепловой обработке бетона пригодны цементы PZ1, PZ3, PZ4 и не пригодны PZ8 и ZZ2.
Цементы различных сортов или марок могут быть смешаны только при острой необходимости, так как это влияет на качество бетона. В этих случаях цементная промышленность сразу же отклоняет всякие рекламации.
Сколько видов цемента следует хранить? На бетонных заводах и бе-
тоносмеситсльных узлах, которые длительное время производят максимум две близкие марки бетона (например, В225 и ВЗОО), достаточно иметь один вид цемента. Однако на бетонных узлах происходит быстрое чередование выпуска бетона марок от В80 до ВЗОО. Так как для получения удобообрабатываемого плотного и коррозиестойкого бетона даже низких марок расход цемента должен быть не ниже 250 кг/м3, то следует применять минимум два вида цемента, например для В80 --В160 — ZZ275, для В225 — ВЗОО — PZ375.
Эти рекомендации справедливы также для всевозрастающего числа централизованных смесительных установок, выпускающих товарный бетон с еще большим количеством различных составов. Таким путем снижается не только расход цемента, но и достигается общий экономический эффект.
2.2.2. Хранение цемента в силосах и мешках. Емкость складов силосного типа колеблется от 20 тыс. т до 1 т в зависимости от минимального расхода цемента. Ориентиром для назначения наименьших складских емкостей считается запас, обеспечивающий семидневный выпуск бетона. Число силосов выбирают так, чтобы иметь при бетоносмесительных установках минимум два силоса.
22
Рис. 9. Силос для транспортирования и хранения цемента обеспечивает значительную экономию материала
Во избежание слеживания цемента максимальная высота силоса нс должна превышать 10 м. При монтаже следует обратить внимание на то, чтобы течки для свободного отбора цемента имели минимальный уклон 50—60°. Однако при подаче в силосные течки сжатого воздуха через фильтры образуется разрыхленная цементно-воздушная смесь, которая вытекает уже при уклоне 15—20° и большой высоте склада (рис. 9). Перегрузку производят также сжатым воздухом в качестве разрыхляющего и транспортирующего средства. При этом воздух должен быть обезжиренный и сухой, поскольку из-за кратковременности транспортирования в расходный силос часто попадает еще теплый цемент. после остывания которого в силосе может образоваться конденсат. Чтобы избежать этого, устраивают теплоизоляцию стен. При строительстве массивных сооружений использование теплого цемента нежелательно.
Силос для цемента должен иметь датчики уровня и информационный щит (специальные подъемники и другое оборудование), которые в любое время дают сведения о хранящемся в нем цементе. Например:
Информационная доска на складе цемента
Силос цемента: № 2
Строительство: мост, Адорф
Сорт цемента: PZ 7/375
Изготовителе,: цементный завод, Рюдерсдорф
Поставщик: цементно-заправочная станция, Адорф
Сроки поставки: 15/Ш 1979
21/III 1977
Несмотря ла то, что менее 10% цемента поставляется в мешках, это имеет важное значение для небольших объектов, например при производстве ремонтных работ.
Если при правильно организованных навесах (рис. 10) все же происходит потеря прочности цемента (см. табл. 4), не говоря уже об образовании комков, то ее приходит-
23
Рис. 10. Склад-навес для мешков с цементом. Путем создания достаточных воздушных прослоек нужно предотвратить доступ к цементу влаги из воздуха. Высота штабеля из-за опасности смешивания ограничивается 10 мешками
ся компенсировать увеличением расхода цемента. При этом перерасход цемента в процентном отношении почти соответствует потере прочности (пример: при 300 кг цемента на 1 м3 бетона потеря прочности на 20% соответствует перерасходу цемента на 60 кг). Часто практики в зимний период запасают большое количество упакованного в мешки цемента для будущего сезона. Это — пример безответственности. Из сказанного можно сделать следующие выводы:
цемент должен быть сухим, чистым, его нужно хранить раздельно по сортам;
вследствие эффекта агрегирования высота штабеля мешков и снлоса должна быть ограничена;
чем быстрее расходуется цемент, тем лучше могут быть использованы его свойства — относительно быстрое твердение и заданная конечная прочность.
2.3. Дозирование
Дозирование включает в себя отбор составляющих бетон компонентов из промежуточных складов и подачу их к смесителю. Эти производственные этапы, первоначально протекавшие независимо друг от друга, объединяются сейчас в единый процесс вследствие технического усовер-
дозировать со-с точностью до Фактические огклоне-бывают значительно попытаться опреде-дози-мож-из-за могут
шенствования автоматизированных высокопроизводительных смесителей.
В этом разделе излагается лишь проблема дозирования составляющих смеси, которое может служить причиной более значительного нарушения степени однородности качества бетона, чем их отбор и транспортирование.
Дозирование может производиться по массе или по объему, при этом последнее используется сравнительно редко.
2.3.1. Требования. Качество и однородность бетона, а следовательно, и его прочность в большой степени зависят от точности дозирования материалов. Благода р я статистическим методам оценки качества бетона дозирование станбТТйтся “упр а вл я ем ы м и характеризуется лишь незначительным отклонением от средней величины, вследствие чего достигается ощутимый экономический эффект (экономия цемента).
Для практики строительства считается допустимым ставляющие бетона 3% по массе, ния иногда больше. Если лить, как сказываются ошибки рования па качестве бетона, то но столкнуться с трудностями того, что все три компонента иметь отклонения в большую или меньшую сторону. Если, например, содержание цемента уменьшится на 3%, а содержание воды возрастет на 3%, то В/Ц увеличится па 6%
1,03В
(о97Д = 1.06 ВЩ). При этом прочность бетона марки 300 уменьшится почти па 4 МПа. Общие закономерности показаны на рис. 11 и в табл. 5.
Рассмотрим две причины, вызывающие ошибки при дозировании: значительные колебания влажности заполнителя и изменения насыпной объемной массы. При преимущественно открытом хранении влажность заполнителя особенно сильно колеблется под влиянием погодных факторов, и даже в закрытых складах влажность распределяется неравномерно. Так как раздельное высушивание стоит дорого, то можно с помощью рапных табгг_,5 .рассчитать указанные' колебания, которые мсТ"
24
i
Таблица 5. Точность дозирования, причины ошибок и их влияние на свойства бетона
Ошибочно отдозирован-ные компоненты Причины Влияние на свойства
свежеприготовленной бетонной смеси бетона
Цемент 1. Регулирование с ошибками, неудовлетворительное или дефектное оборудование дозаторов Незначительное Очень сильное, в пределах зависимости прочности бетона от водоце-ментиого отношения (рис. 11, а также ч. 1, разд. 3)
Вода 1. Как и. 1 при цементе 2. Ошибочные или неудовлетворительные данные и недостаточный учет естественной влажности заполнителя Очень сильное
Заполнитель: мелкие зерна 1. Как и. 1 при цементе 2. Как п. 2 при воде 3. При объемном дозировании — ошибочный или недостаточный учет колебаний насыпной объемной массы Вследствие изменяющегося состава цементного теста (водосодер-жапия) Как и в случае цемента и воды — очень сильно; сверх тогр, влияние вследствие расслоения и недостаточного уплотнения
крупные зерна 1. Как п. 1 при цементе Незначительное Незначительное
Добавки 1. Как п. 1 при цементе 2. Колебания концентрации Очень сильное при BV, LPV и передозировке Сильное, при отклонении от оптимума—снижение прочности
гут быть значительны, особенно для мелких зерен заполнителя.
При изготовлении бетона необходимо такое дозирование воды, которое правильно учитывает для каждого замеса собственную влажность заполнителя.
Объемная насыпная масса заполнителя в основном зависит от его зернового состава и влажности (рис. 12). Поскольку сущность объемного дозирования состоит в подаче одного и того же объема материала, то это, несмотря на точность замеров, влечет за собой значитель
ные ошибки вследствие колебаний влажности и зернового состава.
Это справедливо для объемного дозирования с помощью мерных ковшей и вагонеток или ленточных дозаторов. Поэтому объемное дозирование по сравнению с весовым используется крайне редко.
На очередность дозирования составляющих наряду с видом применяемой техники дозирования существенно влияет выбор технологии бетона. Следует стремиться к тому, чтобы:
25
Из качественных
Еп=158
i__।_।__I ।
25 20 15 10 5 О
Чис /ю
Повторяемость Ветона на
Из измерении в/Ц
Хп = 1179
।___I I
150 100^ 50 О измерении прочности сжатие
0,5 0,6 0,7 0,8 0,9 В/Ц
Рис. 11. Связь между изменением содержания воды (В/Ц) и прочностью Г3]. Теоретически установленные изменения прочности в зависимости от изменений значений В/Ц соответствуют изменению количества проб и четко определяют прямое их влияние
предварительное перемешивание заполнителя различных фракций осуществлялось уже во время транспортирования к смесителю;
по возможности предотвратить пыление цемента;
предотвратить комкование цемента при затворении водой и благодаря своевременной подаче цемента и воды получить однородное цементное тесто.
На практике эти требования могут быть выполнены, если заполнитель и цемент дозируют одновременно и затем через короткое время смешивают с водой. Однако в реальных условиях к моменту подачи цемента часть заполнителя уже отдози-роваиа.
Если же составляющие дозируются только последовательно, то имеет значение очередность их подачи. Оптимальный вариант: сначала подается крупный заполнитель, затем мелкий, потом цемент и вода.
Добавки в бетон вводят в очень небольшом количестве. Добавка PR17, например, при обычной дозировке (0,7% в пересчете от массы цемента) составляет около 0,2— 0,3% объема бетона. Хотя ошибки в дозировании добавок, по-видимому, не так ярко проявляются в бетонной смеси, как ошибки дозирования воды, цемента и заполнителя, они
все же могут привести к неприятным последствиям. Вот почему предъявляются высокие требования к надежности устройств ио дозировке добавок.
Точность дозирования по объему в настоящее время достигает 5%.
2.3.2. Состав смеси и его корректировка. Необходимое количество заполнителя, цемента и воды дозируют исходя из расчетного состава
Рис. 12. Соотношение между содержанием влаги и объемной насыпной массой заполнителя различного гранулометрического состава
26
Таблица 6. Пример перехода от лабораторного состава к производственному (рабочему)
Составляющие материалы Лабораторный состав, кг/м’ Коэффициент Производственный состав для 500-л смесителя
без учета влажности, кг/за-мес средняя влажность заполнителя, % с учетом влажности, кг/замес
Цемент 360 0,33 120 120
Вода 170 0,33 56 56—8,6—4,6—
3,4 «39
Песок 0/2 370 0,33 123 7 123+8,6» 132
Гравий 2/8 460 0,33 153 3 153+4,6« 158
Щебень 8/32 1020 0,33 340 1 340+3,4 «343
смеси. Если их дозируют непосредственно в смеситель, то его поминальный размер (см. 2.4.2) служит емкостью по отношению к промежуточным подъемным или взвешивающим ковшам.
Для смесителя объемом 500 л следует, например, умножить расчетный состав смеси на коэффициент 500:1000=0,5 и 0,67 (средний коэффициент выхода см. 2.2.2). Тогда общий коэффициент составит 0,5-0,67=0,33. Таким образом получают производственный (рабочий) состав при абсолютно сухих заполнителях (табл. 6). Поскольку заполнитель практически всегда влажный, следует, как это показано в табл. 6, вычислить возможную ошибку в дозировании, которая появится, если не учитывать среднее содержание влаги:
навеска 123 кг=8,6 кг воды+ + 114,4 кг песка фр. 0/2;
навеска 153 кг = 4.6 кг воды + + 148,4 кг гравия фр. 2/8;
навеска 340 кг=3,4 кг воды + +336,6 кг щебня фр. 8/32.
Особенно отрицательно сказывается на качестве изделий возросшее на 8,6+4,6+3,4=16,6 л количество воды в смеси. При этом водоце-мептное отношение увеличивается с 0,47 до 0,6, что соответствует потере прочности бетона до 25%.
При учете средней влажности заполнителя (см табл. 6, последняя колонка) этот источник ошибки удается практически ликвидировать.
При большем отклонении от средних значений производственный состав соответственно изменится. До сих пор задача заключалась в том, чтобы от замеса к замесу корректировать только количество воды (см. 2.3.4).
2.3.3. Дозирование цемента и заполнителя. Для дозирования обоих твердых материалов используют различные устройства соответствующей производительности и принципа действия (табл. 7), область применения которых определяется прежде всего их технологичностью и производительностью. При этом не всегда можно одновременно добиться высокой производительности и хорошей точности дозирования. Общее время дозирования должно соответствовать циклу перемешивания, пи в коем случае не снижая производительность. Чтобы требования, предъявляемые к составу, соответствовали высокой точности дозирования, необходимо в первую очередь стремиться к выпуску дозировочных устройств (весов, бункеров) с различными показателями. Так, если, например, 140 кг цемента дозировать па 1000-кг весах, то это весьма отрицательно скажется на точности дозирования. Точность дозирования повысится, если отдельные составляющие па местах взвешивания в подъемных ковшах (последовательная дозировка) каждый раз отмерять с помощью элеваторных подвесных весов или весов ленточного дозатора (рис. 13—
Таблица 7. Ход процесса дозирования и оценка некоторых дозаторов для цемента и заполнителя
Вид дозировки Дозатор Порядок дозирования составляющих Возможная ошибка дозирования Общая продолжительность дозирования Преимущественное применение
По массе Ковшовые весы Последовательно в весовую емкость Средняя Средняя Смесительные установки на стройке. Стационарные смесительные установки
Передвижные весы Стационарные смесительные установки
Подвесные бункерные весы Одновременно или последовательно, дозатор для каждого компонента Незначительная Короткая Небольшие смесители. Смесительные установки на стройке
Ленточные весы Большие смесительные установки
По объему /Мерная емкость Большая Значительная При небольшом количестве выпускаемого бетона, без особых требований к качеству
Шнековый дозатор » Средняя Применяется еще редко
Ленточный дозатор Непрерывно, каждый компонент подается на ленту отдельно » Короткая Большие стационарные установки. Применяется еще редко
28
i
§
3
29
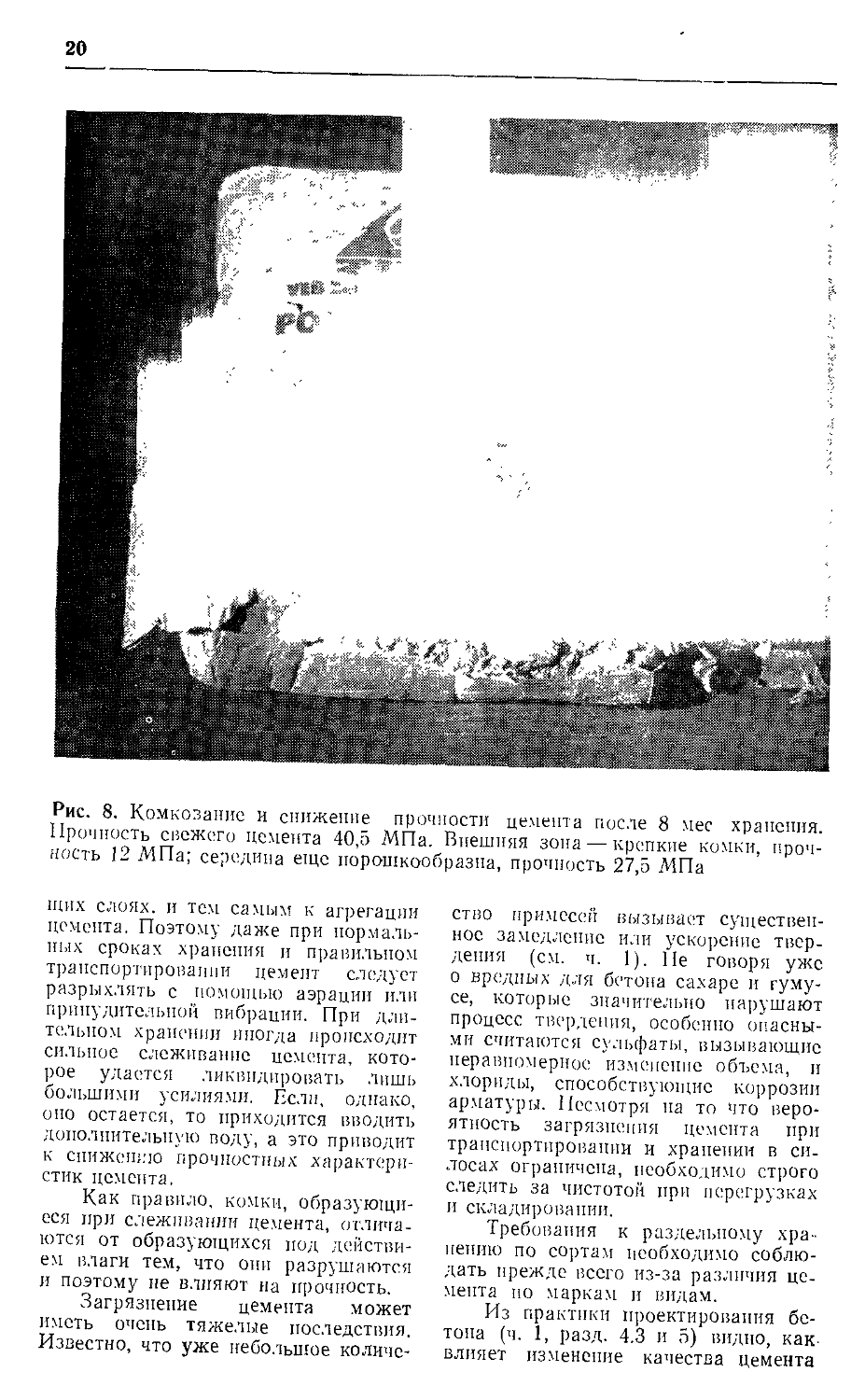
Рис. 15. Ленточные весы дтя заполнителя
Весы требуют особого внимания Указатель массы быстро движется иод действием поступающей в весо вой бункер массы материала Откло нения указателя тем выше, чем боль ше скорость подачи материала Мел
ким дозированием с незначительной скоростью подачи достигается желаемая точность всего процесса дозиро вания и в случае корректировки со става Необходим также система™ ческий контроль дозирующих прибо
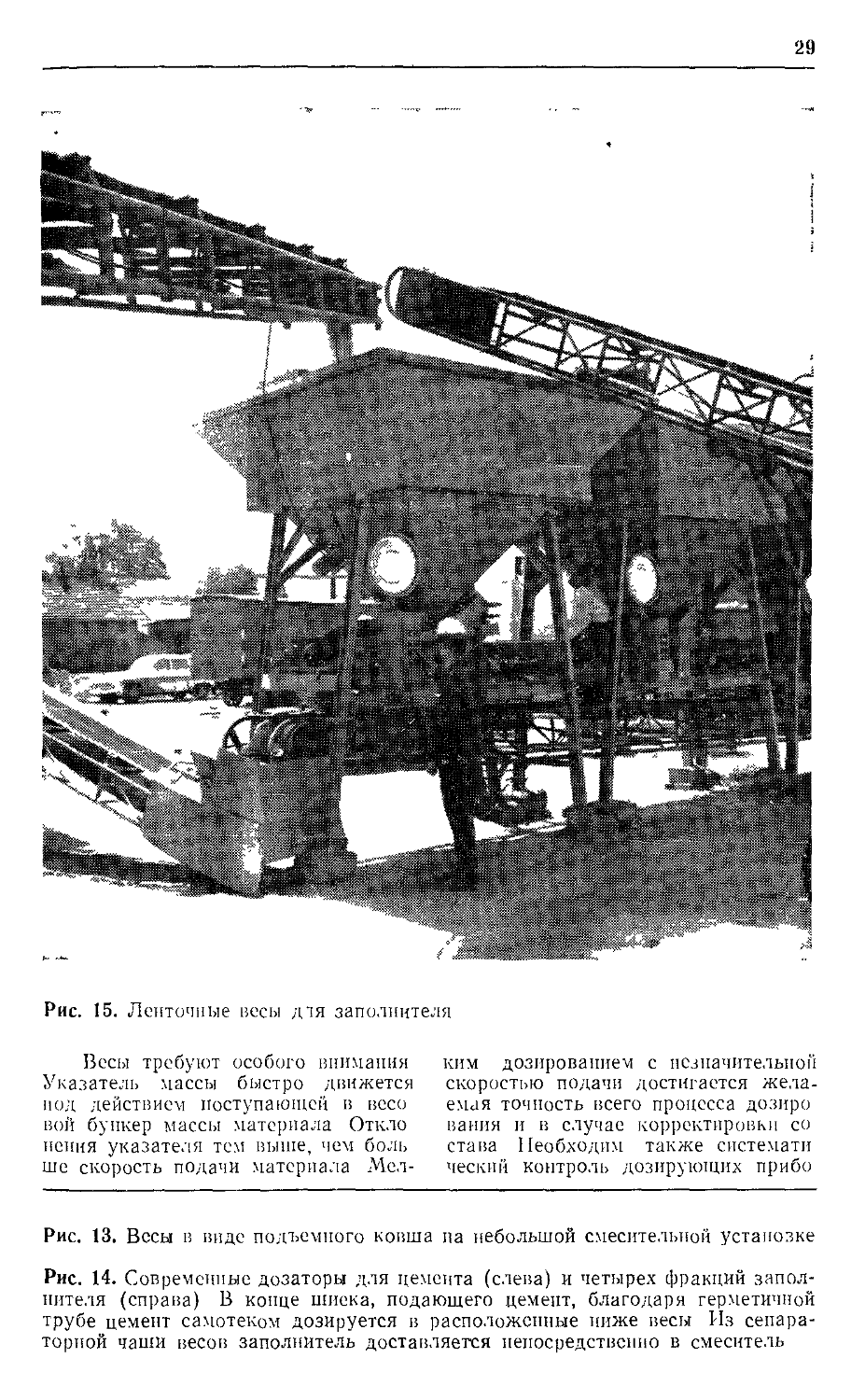
Рис. 13. Весы в виде подъемного ковша па небольшой смесительной установке
Рис. 14. Современные дозаторы для цемента (слева) и четырех фракций заполнителя (справа) В конце шпека, подающего цемент, благодаря герметичной трубе цемент самотеком дозируется в расположенные ниже весы Из сепараторной чаши весов заполнитель доставляется непосредственно в смеситель
30
ров и механизмов по данным нзгото. вителя и с помощью анализа свежеприготовленной бетонной смеси (ср. ч. 1, разд. 6).
Объемное дозирование по причинам, изложенным в предыдущих разделах, теряет свое значение и допускается лишь для второстепенных целен, если при этом достигается приблизительно такая же точность, как при дозировании по массе. Объемное дозирование целесообразно при дозировании легкого заполнителя вследствие отсутствия влаги в его зернах.
2.3.4. Дозирование воды. Дозирование воды для новейших смесительных установок дистанционного управления производится, как правило, так же, как и дозирование сыпучих материалов, при помощи водяных часов или по массе. При этом производственный состав, в основе которого лежат измеренная средняя влажность заполнителя и рассчитанное количество воды, дозируется как постоянное значение (см. табл. 6, последняя колонка). Недостаток этого способа состоит в том, что случайные колебания влажности заполнителя от замеса к замесу могут оказаться неучтенными.
Чтобы избежать значительных ошибок, нужно систематически наблюдать за содержанием воды и при колебаниях влажности несколько раз в день корректировать постоянное значение. В последние годы во многих странах ведутся работы над усовершенствованием автоматических дозаторов воды, которые должны регулировать подачу воды при каждом замесе в зависимости от конкретного содержания влаги в заполнителях.
Автоматические дозаторы производят измерения влажности заполнителя либо вблизи люка бункера (непосредственное измерение влажности), либо в смесителе. В последнем случае такие дозаторы используют в качестве выходного параметра показатели свежеприготовленного бетона. В первом случае непосредственно определяется (па небольшой вычислительной машине) и соответственно дозируется требующееся недостающее количество воды, во втором — свежеприготовленный бетон. При этом его заранее выбранные свойст
ва изменяются следом за увеличивающимся количеством воды (например, диэлектрическая проницаемость бетона, консистенция или планируемая производительность смесителя). В таком случае при достижении определенной предельной величины подача воды прекращается
Используемые системы приборов различаются широтой использования, эксплуатационной надежностью и конструктивной сложностью. Часто помехи, нс имеющие отношения к приборам (колебание давления или загрязнение водопроводных магистралей, дефектные электромагнитные клапаны), приводят к ошибкам п к снятию приборов с эксплуатации. Однако анализ качества бетона, получаемого при введении автоматических дозаторов воды, доказывает возможность значительного снижения разброса величины и, как следствие этого, — экономии цемента в размере 10—30 кг/м3.
Опытный квалифицированный оператор может непосредственно наблюдать процесс смешения составляющих бетонной смеси и дозировать количество воды до необходимой консистенции смеси. Такое корректирование количества воды затворения по виду смеси хотя и критикуют, однако зачастую это едва ли не единственная возможность немного улучшить качество продукции.
2.3.5. Дозирование добавок. Добавки вводят вручную в виде порошка или чаще в виде жидкости. Утепленное запасное хранилище для жидких добавок, гарантирующее неизменность их качества, должно быть оборудовано мешалкой или циркуляционным устройством. Для опытов и кратковременного применения достаточно использовать калиброванный дозатор и каждый замес обеспечивать добавкой, вводимой вручную. При постоянном применении в производстве удобный надежный дозатор с последовательной регулируемой подачей представляет собой составную часть смесительной установки. Так как добавку, как правило, дозируют к массе цемента, то стремятся установить такую связь, которая будет изменяться пропорционально каждому изменению подачи цемента. Чтобы достичь равномерного распределения добавки в гото
31
вой смеси без увеличения времени перемешивания, нужно вводить добавку большей частью или полностью с водой затворения, что иногда производят через дозатор в трубопроводе, подводящем воду к смесителю во время дозировки воды.
2.4. Смешивание
После дозирования составляющих на качество и однородность бетонной смеси и бетона решающее влияние оказывает процесс перемешивания. Смесь после выгрузки из смесителя должна отвечать всем требованиям, которые вслед за транспортировкой, укладкой и уплотнением обеспечивают получение заданной прочности бетона.
2.4.1. Требования, предъявляемые к процессу смешивания. Смеситель должен объединить компоненты бетона в гомогенную смесь в короткий срок. За словом «.гомогенный» скрываются точные требования к интенсивному перемешиванию всех компонентов в бетоне. Это имеет важное значение, так как при одновременной загрузке всех компонентов заполнитель и цемент уже через 20 с перемешивания кажутся равномерно распределенными, в то время как гомогенизированное цементное тесто из цемента и воды получается лишь после 60 с перемешивания.
Серьезные требования предъявляются к смешиванию добавок, вводимых в очень небольшом количестве. Хотя благодаря предварительному перемешиванию с водой затворения ускоряется дробное введение добавки в смеситель (см. 2.3.5), однако предельно короткое время смешивания при этом нс реализуется.
В случае применения воздухововлекающих добавок группы LP (ч. 1, табл. 5) желаемая пористость достигается лишь при очень интенсивном смешивании с небольшим увеличением его продолжительности. Свежеприготовленный бетон высокого качества, как правило, получают лишь при особых способах смешивания (2.4.3). Если после окончания этого процесса в смеси имеются неоднородности или места со случайным распределением составляющих, то технологически едва ли это возможно устранить, тем более что во
да сразу же вступает во взаимодействие с цементом, вызывая его гидратацию.
2.4.2. Принудительное и свободное перемешивание. Бетоносмесители подразделяются по объему (номинальный размер) — от 50 до 5000 л. Номинальный размер указывает на максимально возможный насыпной объем сухих материалов (цемент и заполнитель). Так, после подачи воды, перемешивания и уплотнения бетон займет лишь около 2/з объема первоначальной рыхлой загрузки. Это оценивается коэффициентом выхода, приблизительно равным 0,67. Поэтому в 500-л смеситель загружают требуемое количество воды, цемента и заполнителя только для 0,67-500=335 л готового бетона. В случае превышения установленного объема загрузки заметно ухудшается гомогенизация, в то же время и незначительный объем не улучшает эффективности перемешивания. В производстве бетона получили развитие два основных типа смесителей: принудительного действия (рис. 16, 17) и свободного перемешивания (рис. 18, 19).
В смесителе принудительного действия составляющие бетона интенсивно перемешиваются перемешивающими устройствами, что очень быстро ведет к хорошей гомогенизации смеси. В качестве перемешивающих устройств в новейших смесителях (например, MR500) служат «звездообразные» мешалки с лопастями-сбрасывателями.
При свободном перемешивании смесь циркулирует во вращающемся смесительном барабане.
В целом отмечается, что принудительное перемешивание благодаря интенсивной и лучшей подготовке смеси при одинаковом составе и одинаковой продолжительности перемешивания дает бетон более высокой прочности и равномерного качества, чем свободное перемешивание.
На процессы смешивания благоприятно влияет правильная последовательность подачи компонентов (см. 2.3.1 и 2.3.5), при которой производится их предварительное перемешивание. Увеличивая продолжительность смешивания, можно кроме хорошей гомогенизации добиться также улучшения условий взаимодейст-
32
Рис. 16 Смеситель принудительного действия
Рис 18 Мешалка свободного пере мешивания
Рис 17 Внутренняя часть смесителя принудительного действия Мощные пере исшивающие сошники и боковые скребки обеспечивают хороший эффект сме шеиия
33
Рис 19 Захват материала стенками и смешивающими устройствами способствует циркуляции изготавливаемой смеси
вия цемента с водой и тем самым повышения прочности и соответст вечно экономии цемента Продолжи тельность смешивания при принуди тельном перемешивании исходя из качества бетона и экономии матери ала должна быть несколько больше 1 мин лучше 1 5—2 мин Кроме того, она зависит от объема и типа смесителя и в значительной мере от консистенции бетонной смеси При сухом смешивании компонентов в больших смесителях минимальное время перемешивания составляет свыше 3—4 мин
2 4 3 Специальные методы смешивания Наряду с обычным процес сом смешивания иногда используют ся также специальные методы сме шивапия из которых описаны паибо лее существенные
Паросмешение Для повышения оборачиваемости форм в промыш ленности сборного бетона и для со кращепия сроков распалубки в строи тельстве из монолитного бетона а также в мероприятиях по зимнему строительству стремятся к уве.личе пию температуры свежеприготовлен ного бетона (30—60° С) Помимо по догрева заполнителя и воды затворе ния эффективным методом является подвод пара во время перемешнва ния так как при этом температура свежеприготовленной бетонной смеси может повышаться почти па 1° в 1с Пар подводят либо над звездчаткой смесителя либо по кольцевому тру бопроводу Требования к парогепера тору для 500 л смесителя повышен пые (2000 кг/ч при давлении в сети 0 3 МПа) Поскольку значительная
2 Зак 283
34
Рис. 20. Для смешивания па месте используют комплект машин, состоящий из цементовоза, цистерны с водой, грунтовой фрезы и дорожного катка
часть пара конденсируется в смесителе, это может привести к неточному, заранее рассчитанному количеству воды в изготавливаемой смеси. Поэтому такой подогрев требует повышенных требований к дозировке воды.
Многофазное смешивание. Благодаря очень интенсивному перемешиванию цементного теста или мелкозернистого раствора в вихревых смесителях или специальных установках можно улучшить условия взаимодействия цемента с водой. Достигаемое при этом увеличение ранней прочности, однако, не настолько существенно, чтобы были оправданы повышенные затраты па смешивание. Более выгодна хорошая гомогенизация и стабильность свежеприготовленного бетона, которая особенно важна для литого бетона или бетона с повышенным содержанием воды
Смешивание при транспортировании. Применение самоходных смеси
телей приобретает особое значение, если предельное время транспортирования (или, другими словами, путь транспортирования готовой смеси) из-за опасности загустевания и расслоения превышает допустимые пределы. В этих случаях заполнитель и цемент дозируют в самоходном смесителе или подвергают предварительному перемешиванию Самоходные смесители относятся, как правило, к смесителям свободного перемешивания и поэтому особенно пригодны для смесей пластичной консистен ции (см. 3 о).
Смешивание при укладке на месте. В дорожном строительстве при стабилизации грунта для упрочнения верхнего слоя из находящихся на месте или чаще всего завезенных вяжущих материалов применяют комплекс машин, подобных используемым в сельском хозяйстве (рис. 20). Цемент равномерно в количестве 15— 20 кг/м2 распределяют па взрыхлен
35
ную поверхность земляного полотна. После увлажнения грунта при помощи грунтовой фрезы производят смешивание па глубину примерно до 15 см, хотя при этом качество смеси ниже, чем смеси из тощего бетона, приготовленной в смесителе, по, согласно установленным требованиям, достаточно для связных оснований прочностью до 8 МПа.
Итак, дозирование и смешивание предопределяют получение однородного и высококачественного бетона. Требуемые свойства свежеприготов
ленного и затвердевшего бетона могут быть достигнуты, если:
исходные материалы дозируются точно и в правильной последовательности;
при дозировании воды учитывается влажность заполнителя;
соблюдаются оптимальное заполнение смесителей и время перемешивания.
Ошибки при дозировании и перемешивании в дальнейшем не могут быть исправлены.
2*
3
Т ранспортирование бетонной смеси
С увеличением производительности смесительных установок все большее значение приобретает транспортирование смеси. Это ведет к развитию эффективных транспортных средств Наряду с ленточными, цепными, ковшовыми транспортерами и трубопроводами широкое применение в последние годы находит ее транспортирование специальными транспортными средствами.
3.1. Общие технические условия
Каждый метод транспортирования предъявляет к свойствам бетонной смеси и тем самым к составу бстона специфические требования. Принципиальная пригодность обыч пых методов транспортирования бетонной смеси характеризуется «транспортирующей готовностью». Бетонная смесь должна обладать хорошей стабильностью при транспортировании, т е не должна при этом расслаиваться.
Транспортными средствами с незначительной производительностью
(табл. 8), как правило, можно транспортировать как жесткие, так и пластичные смеси. С увеличением производительности этих средств ужесточаются требования к консистенции смесей.
Во время транспортирования смесь может расслаиваться вследствие колебаний, сдвигов перемещений и других причин При этом обычно легкое цементное тесто (плотность^,82 кг/дм3 при В/Д = 0,5) всплывает, а тяжелые заполнители (плотность в среднем 2,65 кг/дм3) оседают. Кроме того, нежелательно отделение воды из смеси. Этого расслоения можно избежать с помощью специальных мероприятий.
Особые трудности доставляют, как правило, экстремальные погодные условия. При солнечной инсоляции бетонная смесь вследствие потери воды и ускоренно протекающей гидратации цемента может во время транспортирования так загустеть, что будет не пригодна для переработки. Дождь наряду с вымыванием и расслоением приводит к потере прочности бетона из-за повышенного водо-цементного отношения. Мороз мо-
Таблица 8. Производительность и область применения средств для транспортирования бетонной смеси
Транспортные средства Производительность, м3/ч Консистенция смеси
Гачка Тележка Кран с кюбелем Бетононасос 2—3 4—6 6—12 10—60 (150) Vi-Vs V1-V5 (Vi, v2) V3 (V4) vz3 V4
37
Рис. 21. Влияние поверхностно-активной добавки замедляющего действия (Rodosal) на консистенцию бетонной смеси и прочность бетона па сжатие 1. По сравнению с бетоном без добавки 2 возможно более длительное время переработки смеси без потерн прочности
жет полностью исключить возможность транспортирования смеси Благодаря технологическим устройствам и срочным мерам удается уменьшить влияние экстремальных погодных условий.
Важное значение имеет и сокращение времени транспортирования, чтобы избежать загустевания смеси в результате начавшейся гидратации
(см. ч. 1, разд. 3.1). В зависимости от вида цемента и состава бетона с помощью осторожного встряхивания или введения добавок, замедляющих процесс гидратации, можно значительно увеличить время переработки смеси На рис. 21 это показано па примере бетона марки 225, который был изготовлен па портландцементе марки PZ 375 Ход кинетики
Рис. 22. Средние значения времени схватывания цементов, поставляемых различными заводами-поставщиками [5]. Время относится к нормальным условиям испытаний и может сократиться при повышенных температурах и удлиниться при низких
38
загустевания пи в коем случае нельзя переносить на бетон другого состава или с другим цементом (рис. 22). Следовательно, время транспортирования должно быть установлено только после достаточно серьезных исследований.
3.2. Транспортирование с помощью ленточных конвейеров
Установленные на строительстве ленточные конвейеры также пригодны для транспортирования бетонной смеси. Обычная их скорость 1—2 м/с, при стационарных установках она может достигать 4 м/с. Если составлены подряд несколько лептонных конвейеров, то следует обеспечить им одинаковую скорость с тем, чтобы избежать подпора материала. Допустимый уклон транспортеров (табл. 9) зависит от угла естественного откоса свежеприготовленной смеси и соответственно от ее конси-. степции. Пояс с выступами -делает f возможным" мо1гт£ж_с большим углом /наклона. Однако при этом нельзя чи-I стить ленту транспортера скребками: t после короткого срока эксплуатации опа так сильно загрязняется, что дальнейшее транспортирование смеси исключается. Сухие смеси мало пригодны для такого транспортирования из-за возможности расслоения. Пластичные смеси текучи, а следовательно, также склонны к расслоению и, кроме того, загрязняют установки. Если бетонная смесь падает с ленты, то происходит разделение заполните
ля, как и при его рассеивании за счет центробежной силы, так что крупные фракции оказываются па периферии. Чтобы избежать расслоения, особенно в случае применения сухих смесей, можно оборудовать ленточный конвейер воронкой или направляющей трубой (см. 4.2).
3.3. Транспортирование по трубопроводам
Трубопроводный транспорт приобретает на строительстве все большее значение. Это касается как объема применения, так и производительности. В мировой практике при использовании бетононасосов достигается подача смеси максимально на высоту до _270 м при радиусе действия 700 1~м и производительности 150 м37ш •''^"Вследствие этого, как правило, возрастает расход цемента, что сужает значение консистенции и повышает требования к однородности состава бетонной смеси Поэтому подача смеси по трубам по сравнению с другими способами транспортирования невыгодна. Но при общем экономическом балансе достоинства трубопроводного транспорта перекрывают его недостатки.
Пневмотранспорт, развивавшийся еще в 50-х годах, находит сегодня применение в особых случаях для специальных условий.
3.3.1. Технологические особенности бетонной смеси. Благодаря текучести пластичной бетонной смеси соответствующего состава возможно ее
Таблица 9. Соотношение между консистенцией смеси и углом наклона ленты транспортера [8]
Консистенция Максимальный угол наклона ленты при транспортировании, град
вверх вниз
V, 30 15
V2 25 12
V3 20 10
Vit Eg Для ленточного транспортера нс пригодны
39
Таблица 10. Ориентировочные значения содержания тонкомолотых зерен при транспортировании по трубам [8]
Максимальный размер зерен, мм Содержание тонкомолотых зерен, кг/м’
8 475—525
16 400-450
31,5 325—375
Тонкомолотые зерна содержат цемент и заполнитель 0 — 0,25 мм.
транспортирование по трубам. Бесперебойная работа предполагает образование на стенках трубы слоя смазки и возникновение пробки, чтобы свежеприготовленная бетонная смесь под влиянием действующих па нее сил могла продавливаться через трубопровод без расслоения (см. 3.3 3 в рис. 23).
Однако этот необходимый слой смазки образуется только тогда, когда смесь содержит достаточное количество цементного теста или мелкой растворной части и межзерновое пространство бетонной смеси заполняется ими уже при транспортировании.
При недостаточном количестве мелкой растворной части заполнители не «плавают» в растворе. Крупные зерна взаимно «подпираются», и давление передается через зерна заполнителя на стенки трубы. В результате смазочный слой оказывается недостаточным, возрастает сопротивление трения и трубопровод закупоривается. К сожалению, в практике такие технологические трудности часто исправляют лишь за счет повышения расхода цемента и воды, что недопустимо из-за возможного снижения качества бетона (низкой морозостойкости, повышенных деформаций усадки), но и по экономическим соображениям. Хорошие транспортные характеристики позволяют гарантировать значительное удешевление бетона при соблюдении соответствующих требований в отношении зернового состава, содержания топких зерен и консистенции бетонной смеси Оптимальный зерновой состав ограничен предельными кривыми рассева (рис 24).
Особую важность имеет достаточное содержание топкомолотых
зерен (цемент и заполнитель с размером до 0,25 мм), которые вместе с водой образуют как слой смазки, так и пробку (табл. 10).
Как уже объяснялось, при подборе состава бетона (ч. 1, разд 5) необходимое содержание тонкомолотых зерен повышается при пониженной максимальной крупности зерен. Однако избытка мелкомолотых зерен следует избегать, так как это, как и высокое содержание цемента, осложняет транспортирование. Пластинчатый материал или щебень как заполнитель в бетонной смеси вследствие ее плохой транспортировки насосом требует больше мелкомолотых зерен, поэтому необходимо применять различную гравийно-песчаную смесь с окатанной формой зерен. Смесь с консистенцией Уз (7= = 1,23—1,12) считается надежной для перекачки насосами. При пластичной консистенции смеси (Ул и Vs) увеличивается ее склонность к расслоению и к засорению трубы. В практике строительства поведение бетонной смеси при транспортировании насосом рассматривают как форму непосредственного контроля ее качества, так как ошибки в составе смеси приводят к ее закупорке. Добавки для разжижения и порообразования смеси улучшают, как правило, ее способность транспортироваться насосом. При этом порообразова-тели можно вводить лишь в небольшом количестве во избежание нежелательных амортизирующих усилий в столбе бетонной смеси.
Краткие выводы:
при транспортировании смеси по трубам заполнитель должен «плавать» в растворной части с тем, чтобы на стенке трубы возник слой
40
Рис. 23. Образование пробки при транспортировании бетонной смеси по трубам [4]
а — непрерывное транспортирование смеси с помощью насоса и сжатого воздуха, б--пор ционнос транспортирование сжатым воздухом, 1 — слои «смазки»
0,25 0,5 1,0 2,0 4,0 В,О 16,0 31,5
Раьмер отверстий сит, мм
Рис. 24. Кривые рассева для зерна с крупностью 32 мм [8]. Зерновой состав при подаче бетонной смеси насосом должен лежать в заштрихованной области При крупности зерен 8 или 16 мм таким же образом выбирают область ниже кривой рассева 5
41
смазки, а в центре — «пробка» из движущейся бетонной смеси;
при проектировании бетонной смеси определенной консистенции для ее транспортирования по трубам следует добиваться оптимального содержания мелкомолотых зерен и предельных кривых рассева, это значительно экономичнее, чем повышение расхода цемента и воды.
3.3.2. Подача бетонной смеси насосами. Машиностроительная промышленность предлагает широкий ассортимент бетононасосов различных конструкций. Если радиус действия и производительность насосов в значительной степени типовые, то связь между режимом их работы и составом бетонной смеси остается общепринятой (рис. 25).
При работе насоса преодолеваются силы трения между бетонной смесью и стенками трубы. Необходимое рабочее давление, например при вертикальном транспортировании на 10 м, складывается из:
Рис. 25. Оптимальный состав бетонной смеси подаваемой насосом, отличается тем, что смесь выходит из трубопровода, как пробка, и обрывается единым куском [6]
0,23 МПа (масса столба бетона высотой 10 м)
0,02 МПа (усредненное сопротивление трения)
Итого: 0,25 МПа
Отсюда можно было бы вывести отношение радиуса действия насоса при горизонтальном и вертикальном перемещениях смеси, как 10:1. Однако жесткая консистенция смеси и высокая скорость транспортирования должны значительно повысить сопротивление трению (напор), так что в практике подача смеси в длину на 5—6 м эквивалентна ее подаче на высоту 1 м. Наличие колен в трубопроводах создает дополнительные трудности. Причем изменение направления на 10° по горизонтали соответствует прямому участку трубы длиной около 1 м (90° колено равно 9 м)
Из условий эксплуатации водопроводных сетей известно, что маленькое поперечное сечение трубы приводит к высоким потерям давления. Это относится также к бетонным смесям п ведет к выбору оптимального диаметра труб не только ради повышения мощности, но прежде всего для обеспечения требуемого напора и экономии энергии. Кроме того, следует учитывать макси
мальный размер зерен заполнителя: номинальный внутренний диаметр трубы должен быть диаметров максимального зерна. Из-за частого применения бетонных смесей с максимальным размером зерен 32 мм необходимо иметь номинальный внутренний диаметр трубы 150 мм и для автоматических бетонных насосов 100 мм (максимальный размер заполнителя 16 мм). При незначительном диаметре трубы (80 мм) или при уменьшении численного отношения ее диаметра к максимальному диаметру зерна значительно возрастут силы трения, что повлечет за собой увеличение подпора, снижение радиуса действия трубы и ее возможную закупорку (рис 26).
Для эксплуатации насоса благоприятно, если непосредственно следующий за ним участок трубы прямой и горизонтальный. Нагнетательный трубопровод располагают по возможности дальше от насоса, потому что он при этом меньше нагружает шибер насоса. Так как наклонный нагнетательный трубопровод способствует расслоению, то предпочтение отдают вертикальному трубопроводу.
Гораздо сложнее решается вопрос о нисходящей подаче смеси Вследствие недостаточного давления
42
Рис. 26. Бетонный насос в действии
столба бетонной смеси пробкообразо-вание оказывается несовершенным. Пластичные смеси при этом имеют склонность к быстрому расслоению, так что даже установленное количество пылеватых частиц (которые должны воспрепятствовать срыву столба бетонной смеси) пе обеспечивает полной безопасности проведения работ. Поэтому на сверхбольшие рас
стояния можно качать насосом вниз лишь относительно жесткие бетонные смеси.
В случае эксплуатации протяженных насосных линий при нормальном составе бетонной смеси, подаваемой насосом, мелкозернистого раствора недостаточно, чтобы создать слой смазки на стенках трубы. Для этого пригодны смеси с 50%-
43
пым содержанием раствора повышенной тонкости. При экстремальных температурах среды теплоизоляция трубы обязательна для безопасной эксплуатации, поскольку при высоких температурах смесь густеет, а зимой возникает опасность ее замерзания. Особое значение это обстоятельство приобретает при запусках насосов и кратковременных перерывах в подаче смеси. До -10° С рекомендуется устройство теплоизоляции, при —15° С она обязательна.
Па стройках нельзя забывать, что в магистрали протяженностью 300 м типа NW150 находится 6 м3 бетонной смеси, поэтому насос должен быть рационально использован при повреждениях системы или наслоениях смеси.
3.3.3. Пневмотранспорт для бетонной смеси. При пневматическом транспортировании смесь через ресивер доставляется в магистраль и затем с помощью сжатого воздуха подается к месту укладки.
Такой вид подачи смеси может быть порционным или непрерывным. При непрерывной подаче бетонная смесь из ресивера продавливается в магистраль. В этом случае ее транспортирование по трубам мало чем отличается от транспортирования с помощью насоса.
При порционной доставке в трубах происходит постоянная перегруппировка пробок и остаются большие скопления смеси, которые в последующем снова собираются в пробки.
При эксплуатации установок сжатого воздуха, особенно при порционной доставке, часто происходят расслоения смесей и поломки. Так, при подаче воздуха с запаздыванием крупный заполнитель уносится из отложений в трубы (очевидно, происходит акустический удар камня возле стенок трубы) и ведет себя как крупнозернистая смесь. Напротив, при ранней подаче воздуха его расширяющая сила недостаточна. Опа уносит лишь мелкие частицы, в то время как крупный заполнитель снова оседает. Для уменьшения расслоения часто рядом с местом укладки бетонной смеси устраивают промежуточный накопительный силос. Особенности порционной подачи будут уравновешивать отклонения от расчетной консистенции благодаря пере
мешиванию, и поэтому требования к составу бетона могут быть не такие жесткие. Этим способом удается также транспортировать вниз почти текучие смеси, если, например, отказаться от бетононасоса.
В отличие от насосных установок при пневмотранспорте нагнетательные трубопроводы следует располагать сразу же за ресивером. Порционная подача может прерываться, так как труба не засоряется. Местонахождение засорения устанавливается простукиванием трубы и ликвидируется без больших трудностей.
3.4. Транспортирование с помощью кюбеля
Па строительстве можно транспортировать в кюбелях лишь пластичные и сильно пластичные бетонные смеси. При этом раздаточный бункер должен быть расположен отвесно, чтобы готовая смесь полностью вытекала из него самотеком (рис. 27). Ширина (самый меньший размер) раздаточного бункера должна составлять минимум трехкратный диаметр наибольшего зерна с тем, чтобы не возникал подпор.
Используемые в бетонном производстве жесткие смеси (консистенции V, и Иг) проявляют себя при транспортировании в кюбелях весьма неблагоприятно из-за высокой вязкости цементного теста, что прежде всего ведет к трудностям при разгрузке кдбеля. Эти смеси могут быть приведены в текучее состояние с помощью наружных вибраторов, устанавливаемых в зоне люка кюбеля. Однако перед включением вибратора следует на всякий случай открывать люк кюбеля, чтобы бетонная смесь в кюбеле не расслаивалась (рис. 28). До сих пор лишь в редких случаях удается сконструировать такие широкие и отвесные раздаточные люки кюбеля. чтобы при очень жесткой смеси можно бдлло обойтись без вибратора.
3.5. Транспортирование в автобетоносмесителях
Изготовление бетона на централизованных смесительных установках способствует значительным успе-
44
Рис. 27. Кюбель для бетонирования
хам в строительстве из монолитного бетона как в отношении производительности труда и экономии, так и качества бетопа. Предпосылкой этого является развитие соответствующих транспортных средств, которые могли бы бетонную смесь заводского изготовления транспортировать на сверхбольшие расстояния в течение длительного времени без расслоения. При транспортировании смеси, приготовляемой в автосмесителе на ходу, централизованно дозируются лишь цемент и заполнитель. Вода добавляется во время движения автобетоносмесителя или на месте строительства.
В связи с тем что в практике строительства при обеспечении товарным бетоном зачастую встречаются неполадки, ниже излагаются
технологические требования, которые нужно соблюдать для получения бетона высокого качества.
3.5.1. Требования к условиям перевозки смеси. Товарную бетонную смесь можно доставлять как со стационарных бетонных заводов, так и со специальных заводов товарного бетона. При этом заводы должны выпускать широкий ассортимент бетонных смесей, так как на строительстве используются различные по консистенции смеси и марки бетона. Консистенция смеси определяет вид транспорта и время транспортирования, а также метод последующей транспортировки на стройке (трубный, кюбельный или ленточный конвейеры) и вид укладки и уплотнения.
Если переработка на строительстве пластичных смесей (консистен-
45
Рис. 28. Транспортирование бетонной смеси кюбелем. Жесткая смесь вытекает из кюбеля при работе наружного вибратора
нии Vs и 14) представляет собой весьма удобное решение, то из соображений экономии цемента и лучшей стабильности при транспортировании следует пытаться применять возможно более жесткие смеси.
В качестве исходного материала нужно применять как минимум четыре различных по крупности запол
нителя (см. п. 2.1.1), поставляемого с одного и того же завода-поставщика, чтобы можно было удовлетворить относительно широкие запросы потребителя при экономически оправданном составе бетона.
Следует считаться с возрастающим значением добавок, которые используются в минимальных количе-
46
Л
Таблица 11. Исходные данные программы поставки товарного бетона
Показатели, исходные данные Сорт бетона
1 й 2 й
Марка бетона В 300 В 300
Консистенция к2 v2
Вид цемента PZ1/375 PZ 1/375
Содержание цемента (Ц), кг/м3 320 300
Значение В/Ц Зерновой состав заполнителя, мм 0,55 0,53
песок 0/2 0/2
гравий —— —-
песчано-гравийная смесь 2/8 2/8
щебень 8/16 8/16
Предельные кривые гранулометрического состава заполнителя В16 В16
Общее количество заполнителя, кг/м3 1860 1870
Добавки, % от Ц Дополнительные исходные данные — 0,7
— 4% воздушных пор
Таблица 12. Ориентировочные значения времени транспортирования свежеприготовленного бетона в зависимости от температуры, консистенции смеси и вида транспорта
Температура бетонной смеси, °C Консистенция Максимальное время транспортировки, мин
саморазгрузчик ковшовый 1 транспортный смеситель автобетономешалка
10—19 к3 К2 50 45 90 75 90
20—25 Гз vt vs 30 (20) 60 45 90
26-30 V, 20 30 90
ствах для пластификации смесей Кроме того, очень рекомендуется двойное дозирование, при котором можно совместно применять порооб
разующие добавки, замедлители или их комплекс
Чтобы надежно обеспечить стройки монолитным бетоном установлен-
Рис. 29. Свежеприготовленная бетонная смесь после почти 15-мин транспортирования саморазгрузчиком. Жесткая смесь (вверху) может не измениться, в то время как пластичная (внизу) сильно расслаивается
47
f
/
48
кого качества, предполагается непрерывная координация между руководством стройки и бетонным заводом и деловая система обеспечения качества. Бетонному заводу предлагается обязательная программа выпуска продукции (табл. 11), после чего производятся заказ и маркировка товарного бетона. Наряду с соблюдением качественных характеристик имеет значение точное время поставки. Как уже говорилось в п. 3.1, промежуток времени между перемешиванием и переработкой смеси ограничен в связи с ее загустеванием. Но возможное время транспортирования в каждом отдельном случае может быть меньшим, так как следует учитывать время между поступлением смеси на строительство и ее укладкой. Чтобы выполнить это требование, задерживают прежде всего момент введения воды в смесь (с указанием этого в накладной). Время прибытия на стройку должно отклоняться от согласованного не более чем на 15 мин, причем с учетом загрузки смеси максимальная отсрочка составляет 20 мин. С учетом этих ограничений и специфических особенностей доставки установлены ориентировочные значения времени транспортирования смеси, представленные в табл. 12. При повышенных температурах эти значения сокращаются (с.м. 5.4.3 и табл. 12). Сокращение времени транспортирования пластичных смесей объясняется не их способностью загустевать (при повышенных значениях В/Ц сроки схватывания удлиняются), а сильной склонностью к расслоению.
Если из-за нарушений или недостаточной согласованности сроки переработки существенно превышаются, то наблюдаются потери пластичности смесей (см. рис. 21). Следствием этого являются частые простои транспортеров на стройках, засорение насосов, а полное уплотнение предусматриваемым методом становится невозможным. Помимо дефектов в микроструктуре цементного камня в бетоне образуются крупные пустоты и раковины, которые снижают его прочность и плотность и нарушают коррозионную защиту арматуры. - ’ ~
3.5.2. Область применения различных видов автомашин. Хотя
транспортирование готовой смеси в обычных транспортных средствах с опрокидывающимся кузовом без ковша по правилам запрещено, тем не менее на практике это правило нередко нарушают. Неблагоприятные формы кузова и его негерметичность приводят уже при коротком времени транспортирования к опасному расслоению (рис. 29), которое на строительстве, как правило, невозможно ликвидировать.
Напротив, саморазгружающиеся транспортные средства позволяют транспортировать жесткие бетонные смеси в течение приемлемого времени при очень небольших его затратах на загрузку и разгрузку. Это доказано успешным их использованием при строительстве автомобильных дорог. Неудовлетворительное качество подъездных путей (установленный радиус действия машин справедлив лишь для нормальных дорожных условий) при использовании указанных средств транспортирования бетонных смесей сильнее сказывается на смесях, склонных к расслоению, чем использование смесительных автобупкеров и передвижных автобетономешалок. Поэтому бетонные смеси с консистенцией 14 следует использовать лишь с оговоркой и ио возможности только после соответствующей опытной проверки. Особую опасность для перевозки смеси в саморазгружающих-ся транспортных средствах представляют неблагоприятные погодные условия. При очень высоких температурах внешней среды необходимо применят!, тенты для защиты смеси от высыхания. Это же относится и к дождливой погоде. После сильного дождя на поверхность бетонной смеси может попасть до 20 л. роды, что соответствует повышению количества воды в смеси на 30 л/м3, увеличению водоцементного отношения с 0,5 до 0,6 и тем самым потере прочности до 10 МПа. В этом случае особенно вредно для качества бетона применение жесткой смеси, так как дождевая вода заполняет пустоты и повышает содержание воды, в то время как пластичные смеси при транспортировании уплотняются, а размывается и обогащается водой лишь их верхний слой.
Большим радиусом действия отличается смеситель на автоходу
Рис. 30. Автосмеситель в момент разгрузки готовой смеси
" w
Рис. 31. Автобетопомешалка в момент выгрузки
50
(рис 30) при консистенции смеси Kj и И\ его мешалка, делая 2 — 6 об/мин, в достаточной мере препятствует расслоению смеси При жестких смесях (консистенции и V2) мешалка не функционирует
В строительстве предпочтение отдается автобетопомешалкам Они имеют скорости перемешивания 2— 6 и 4—16 об/мин, регулируемые смесительным барабаном При особенно длинном пути транспортирования до зируются лишь сухие материалы, и смешивание производится после добавления воды в пути или па месте укладки Поэтому при перемешивании смеси на ходу нет ограничений по времени и по расстоянию транспортирования
Постоянное перемещение смеси приводит к быстрому уравниванию ее температуры с температурой окру жающей среды Бетонная смесь летом быстро нагревается, а зимой охлаждается Ограничивая время транспортирования, можно избежать влияния погоды Однако чтобы сохранить производительность и радиус действия автобетоиомешалок, реко
мендуются подогрс, смеси в зимнее время и введение добавок — замедлителей схватывания летом Полностью эта проблема еще не решена.
В заключение отметим следующие основные положения, обеспечивающие экономное использование товарного бетона
жесткие бетонные смеси по сравнению с пластичными обладают лучшей стабильностью при перевозке, могут транспортироваться в течение большего времени и с помощью простых средств Пластичные же смеси при транспортировании должны постоя нпо перемешиваться,
ограничения времени транспортирования устанавливаются в зависимости от вида цемента, состава бетона, температуры смеси, средств доставки, состояния дорог и условий укладки,
' при неблагоприятных погодных
( условиях „путем^^нагрева,_смеси или / \ использования * добавок-замедлите- ( рей, как правило, можно поддерживать обычное время транспортирования
Формование
4
В строительстве транспортировка, укладка, распределение и уплотнение бетонной смеси составляют единый технологический процесс, так как эти работы должны следовать друг за другом быстро и непрерывно. Описание формования дается авторами в друюм разделе в связи с особенностями поведения материала на этой стадии производства Термин «формование» не имеет еще повсеместного распространения в строительной практике, хотя именно входящие в него рабочие процессы существенно влияют на качество бетонных изделий. Об этом, в частности, свидетельствует тот факт, что около 70% всех дефектов и погрешностей связано с этим технологическим переделом (рис. 32).
4.1. Влияние формы и конструкции
Условия получения бетонных из делий высокого качества закладываются уже в конструкции, которая должна обеспечивать возможности хорошей укладки, распределения и уплотнения бетонной смеси
Прежде всего, элементы не должны быть мелкоразмерными Углы и ребра должны быть закруглены. Следует избегать труднодоступных для смеси мест Детали необходимо конструировать так, чтобы уже при укладке смесь заполняла всю форму без необходимости применения дополнительного внутреннего вибратора Это особенно касается форм с пу-стотообразователями, вблизи которых часто наблюдаются дефекты и раковины (рис. 33) Если расстояние между арматурными стержнями ие пре
вышает максимальной крупности зерна заполнителя, то при укладке и уплотнении арматура действует как снто Аналогичное действие проявляется при недостаточном количестве прокладок между стержнями арматуры, а также между арматурным каркасом и опалубкой (рис 34). При использовании внутреннего вибратора размеры элементов и просветы в арматуре через каждые 40—50 см должны быть такими, чтобы диапа-
i
Рис, 32. Изготовление труб как пример эффективного формования При надлежащем составе бетона и особенно жесткой консистенции смеси благодаря вибропрессоваиию можно изготовлять элементы значительных размеров с немедленной распалубкой
52
зон колебаний наконечника вибратора составлял 2 -3 см с обей?, ciopou.
Трение между бетонной смесью и стенкой опалубки препятствует укладке и уплотнению (см. п. 4.3.2). Поэтому’ при изготовлении деталей большой высоты и площади хорошая распалубка достигается лишь при шлифованной поверхности опалубки и отсутствии сцепления между нею и бетоном. Распалубка значительно улучшается при использовании смазки (большей частью восковой эмульсии, наносимой топким слоем). Однако при избытке смазки образуются пятна на поверхности изделий и снижается прочность бетона.
Качество работ обусловливается также правильным установлением размеров бетонируемой секции и распределением рабочих швов, так как возможности опалубки (давление на опалубку) и рабочий процесс редко позволяют забетонировать крупную конструкцию за один прием. Необходимо иметь в виду, что давление па опалубку зависит не только от консистенции смеси, ио и от ее температуры и скорости бетонирования (рис. 35). При небольших перерывах в работе (до 12 ч) можно путем добавления замедлителя схватывания продолжать работы без устройства швов. При более длительных перерывах швы необходимо располагать в мало напряженных зонах, при этом
Рис. 33. Дефект стропильной фермы
для обеспечения монолитности их выполняют в виде штрабы. Перед дальнейшим бетонированием стыкам придают шероховатость и очищают их. Стыки умеренно увлажняют с целью предотвращения фильтрации воды из свежеуложеппой смеси, приводящей к ухудшению сцепления в результате частичного схватывания бетонной смеси.
Из сказанного можно сделать следующие выводы:
путем надлежащего конструирования форм, арматуры и опалубки можно избежать затруднений при бетонировании;
размеры бетонируемых секций, а также расположение и вид рабочих швов необходимо устанавливать до начала строительства при учете конструкции и режима бетонирования.
4.2. Укладка и распределение
Укладка и распределение смеси следуют за ее транспортировкой и предшествуют уплотнению. Очень важно при этом сохранить однородность бетонной смеси, а по возможности ликвидировать ее расслоение, возникшее при транспортировании. Смесь должна заполнять всю опалубку, ее равномерное распределение является условием хорошего уплотнения.
Из многих простых вспомогательных средств наиболее надежны П-об-разпые трубы, при использовании которых предотвращается расслоение смеси в связи с падением с высоты свыше 1 м. Если смесь подается транспортером, то применяются загрузочные воронки, так как металлические экраны или спускные желоба в большинстве случаев недостаточны (рис. 36). Для возведения высоких опор или стен опалубка снабжается боковыми загрузочными люками, чтобы не превышались допустимая высота падения и расстояние между местами загрузки. При подаче сжатым воздухом в конце трубопровода устанавливают промежуточный бункер, в который при необходимости можно вмонтировать мешалку. Места укладки и загрузки должны находиться как можно ближе друг к другу во избежание образования слишком высоких конусов, а также для сохранения толщины распределенного
53
Рис. 34. При правильном конструировании бетона принимают во внимание защитный слой бетона и расстояние между арматурой вверху — прокладки из бетона и пластмассы; внизу — арматура, расположенная слишком густо, препятствует равномерному распределению и уплотнению бетонной смеси
54
Рис. 35. Соотношение между скоростью подъема, температурой и давлением бетона на стенки опалубки при консистенции смеси V3 fill Незна чительное давление бетона на опалубку при повышенных температурах по зволяет экономить материал опалубки или повысить скорость бетонирования
слоя в определенных пределах в за висимости от метода уплотнения В случае мелкоразмерных деталей или тонкостенных конструкций макси малыюе расстояние допускается 2 м, в случае крупных элементов — 3— 4 м
Рекомендуемая толщина слоя 0,3—0,5 м в зависимости от метода уплотнения
На бетонных заводах при изго товлении плоских деталей часто применяют специальные распредели тельные устройства (рис 37) Здесь
из за большой высоты подачи смеси происходит ее разрыхление, обуслов ленное консистенцией, вследствие че го после уплотнения достигается окончательная толщина элемента без дополнительных работ
Чтобы исключить нагрев бетона при твердении и тем самым опасность грещинообразования, темпера гура смеси при укладке не должна превышать 30° С (отклонения при теплой смеси см 5 4 3) С другой сто роны, бетон должен быть устойчи вым к раннему замораживанию, поэтому температура смеси не должна быть ниже определенной в зависимости от температуры воздуха (см
4.3. Уплотнение
Затвердевший бетон приобретает требуемые свойства высокую прочность при сжатии, водонспроницае мость, антикоррозионную защиту ар матуры, морозостойкость и стойкость к действию агрессивной среды только при соответствующем уплотнении
Бетонная смесь с консистенцией от сильно пластичной до пластичной либо не требует уплотнения, либо же работы эти незначительны Достаточно штыкования или легкого трамбова ния, чтобы уложенная смесь заполнила опалубку, закрыла арматуру и вытеснила на поверхность оставшиеся пузырьки воздуха
Наоборот, жесткая смесь с не большим количеством воды образует
Рис 36 Транспортирование смеси ленточным транспортером. Расслоения в ре зультате действия центробежной силы можно избежать с помощью воронки
55
Рис. 37. Распределение бетонной смеси на современном заводе ЖЬК. Тран спортироваиие смеси производится кюбель краном
при укладке рыхлый слой с высокой пустотностью (рис 38) Для его уп лотнения требуются значительно большие затраты труда которые однако, окупаются повышением качест ва (уменьшение величины В/Ц при равном расходе цемента) или умень шением расхода цемента (при равной прочности)
4 3 1. Факторы, влияющие на уплотнение Бетонную смесь уплотняют для того, чтобы снизить до минимума ее пористость, тем самым повысив качество бетона (рис 39) В практи ке достаточным считается уплотнение до пористости 1—3% (в среднем 1,5%) Основное противодействие про цессу уплотнения оказывают вязкость цементного теста, капиллярные силы в смеси и трение между зернами за полнителя Трение между смесью и арматурой, а также стенками формы имеет второстепенное значение
На уплотняемость смеси влияют следующие факторы
при более высоком содержании воды смесь лучше уплотняется, мел кие частицы заполнителя быстрее и компактнее заполняют пустоты в материале Слишком высокое содержание воды приводит к расслаиванию В экстремальном случае (литая бетонная смесь) нет необходимости в уплотнении однако высокое содержание воды отрицательно сказывается па таких важных характеристиках, как усадка и морозостойкость,
оптимальный зерновой состав заполнителя и цемента способствует быстрому и хорошему взаимному размещению частиц при уплотнении Слишком высокое содержание крупных фракций в заполнителе в^дет к расслаиванию, а высокое содержание мелких зерен требует повышенного содержания воды и тем самым цементного теста для безупречного уплотнения,
круглые и гладкие зерна из за меньшего трения обеспечивают луч-
56
Жесткая бетонная смесь
Консистенция //
V ~1,35
Структура.
с высоким, равномерно р а спр еделенным объемом пор
Пластичная бетонная смесь
Консистенция i/j
Структура с пониженным объемом лор, как при V?,8 нижних зонах благодаря нагрузке уплотненных слоев
Литая бетонная смесь
П0^-Т^У2В°'о
Объем структурной пористости
Рис. 38 Структура и пористость нсуплотнепных бетонных смесей различной консистенции Фото слева направо жесткая бетонная смесь, пластичная бетонная смесь, литая бетонная смесь
Шую уплотняемоегь, чем угловатые, лещадочпые или с шероховатой поверхностью,
Рис. 39. Влияние пористости на проч ность бетона на сжатие
пластифицирующие добавки сни жают поверхностное натяжение воды и уменьшают капиллярные силы в смеси Поэтому для хорошей уплот-няемости требуется меныпее содержа ние воды и соответственно снижается расход цемента при постоянном В/Ц, образуемые воздухововлекающи ми добавками круглые воздушные поры, действуя как шарикоподшинни ки, благоприятствуют уплотнению бе тона
Инженера строителя интересует прежде всего комплексное влияние этих факторов, которое (хотя теоре тики часто возражают против этого) можно просто и достаточно точно установить путем измерения консистенции и классификации бетонных смесей по показателям консистенции V,-Vs
57
4.3 2 Способы уплотнения, консистенция бетонной смеси На рис 40—43 показаны различные спо собы уплотнения бетонной смеси, применяемые в зависимости от коней стенции смеси Если консистенция отклоняется от предусмотренной в сто pony повышения жесткости (в направлении Е|), то требуемая степень уплотнения не достигается В бетоне остается слишком много раковин, от рицательно влияющих на его качество При отклонении в сторону повышения пластичности (в направлении Vs) происходит расслаивание смеси
Некоторые способы уплотнения допускают (см рис 41) различные диапазоны консистенции Так, вну т ренние вибраторы и вибростолы мож но применять при сравнительно широ ком диапазоне пластичности, в то время как торкретирование, цеитри фугирование и вакуумирование можно производить только в сравнитель но узком интервале консистенции
Расчет количества переработанной бетонной смеси показывает, что прей мущество отдается виброуплотнепию (80%) При изготовлении сборного бетона применяют прессование и прокат в сочетании с виброуплотнением Литой и вакуумированный бетоны находятся еще в стадии развития, а центрифугированный бетон несколько отошел на задний план Поэтому здесь будет рассмотрено только виб роуплотпепие
4.3 3. Виброуплотнение Во вводе нии было кратко описано развитие технологии уплотнения бетонной смеси— от трамбования и литья до виб роуплотиепия Последний способ при менялся в отдельных случаях уже с 1911 г при строительстве бетонных дорожных покрытий, однако решаю щий толчок был получен с 1926 г после того, как его примени ти в строительстве из железобетона Основанием послужили выводы Дсньо о том, что подвижность бетонной смеси можно улучшить путем погружения в нее возбудителя колебаний Этот способ позволяет перерабатывать же сткие и крупнозернистые смеси и обеспечивает высокую прочность бетона На основании многочисленных исследований были разработаны виб раторы и методы виброуплотнения, хотя теоретические аспекты состояния свежеуложениой бетонной смеси и
виброуплотиения до сих пор подо статочпо ясны В последнее время все чаще вместо термина «вибрациоп иое уплотнение» применяют термин «виброуплотнение»
Общие основы процесса вибрирования Прежде всего возникает вопрос, что происходит со смесью при вибрировании0
При включении вибратора и возбуждении колебаний смесь приходит в движение Трение и сцепление между покрытыми цементным тестом частицами заполнителя уменьшаются, и ощутимо снижается вязкость цементного вяжущего Смесь сначала быстро оседает в связи с уплотнением рыхлоуложеиного материала и вытеснением воздуха В конце первой фазы бетонная смесь ведет себя как вязкая жидкость, устанавливается определенный уровень ее поверхности н достигается значительная степень уплотнения При дальнейшем вибрировании частицы заполнителя pac'io лагаются еще плотнее и продолжают вытесняться небольшие пузырьки воздуха При выключении вибратора (продолжительность вибрирования, как правило, составляет 20—180 с) эта дополнительная подвижность те ряется
В экстремальных случаях, при очень жестких смесях и специально подобранном составе свежеприготов леппый бетон может быть настолько устойчив, что допускает распалубку без значительной деформации С другой стороны, бесполезное длительное вибрирование пластичных смесей приводит к расслоению смеси из за всплывания более легкого цементного раствора и оседания крупного заполнителя (см 3 1) Опытный рабочий судит о достаточном уплотнении по постепенному обогащению поверхности цементным тестом и уменьшению выделения воздушных пузырьков
Требуемые для вибрирования ме ханические колебания возбуждаются большей частью вращающимся деба-лансом Реже применяются электро магнитные пли пневматические возбудители Принцип действия вращаю щегося дебалаиса показан на рис 44 Возникающая при его вращении цент робежиая сила Рп, называемая также возмущающей силой вибратора, тем выше, чем больше масса дебаланса т0 или ее расстояние г0 от точки вра
58
щения (радиус вращения) и чем выше число оборотов «о вибратора (табл. 13). Отсюда следует, что при небольшом диаметре булавы (например, 38 мм) достигаются незначительные силы возбуждения, так как в них
можно поместить лишь небольшие дебалансы с незначительными радиусами вращения.
Для оценки процесса вибрирования необходимо знать величину амплитуды колебания у и частоты коле-
Прямое уплотнение
Динамика.
Торкре тировать
Обделка туннелей и штолен.
Бетонирование несу щах оболочек.
Бетон наносится и уплотняется с помощью сжатого воздуха.
Штамповать
Для неармиробан-ных изделий с пониженными требованиями.
Штамп трамбует с небольшой частотой поверхность бетона; весьма несовершенное уплотнение
Ц ентри фугировать
Элементы с круглым поперечным сечением, сваи, трубы, мачты
Уплотнение во вращающихся формах с помощью центра бежных сил.
См. У 5
Применяется редко
См. У 5
Центрифуга на роликах
Торкретбетон в строительстве из металла
Рис. 40. Способы уплотнения бетонных смесей. На фото слева направо: тор изготовлении труб, подготовка магистрального
баиия f. Последняя, как правило, соответствует числу оборотов вибратора. Эти характеристики по-разному влияют на эффективность виброколебаний, т. е. на интенсивность вибрирования (см. табл. 13).
Частота колебаний влияет на смесь гораздо сильнее, чем амплитуда. Отсюда следует, что производительность вибратора необходимо в основном повышать за счет увеличения частоты, тем более что слишком высо-
Воздействие через усилие
Статика,
ПрессоВание
Небольшие бетон-' ные элементы, " трубы
X ест на я,. йетрнуая смесь уплотняется в плоских формах при высоком 'прессующем давлении. Часто в комбина -и,ии с вибрированием
См. 43.3
Прокат
Плоские элементы-, плиты,- стеновые элементы; балки.
Прессующее дошлет ние передается -непрерывно через 'валы цы. '" ' ’
При этом вальцы или элементы можно , двигать.
Применяется редко
Вакуумирование
Большая площадь элементов с небольшой толщиной монолитные, покрытия, элементы гидротехнического строительства Бетон через уложенную срильтрткань находится под давлением, При этом происходит обезвоживание и уплотнение
См. 4.3.3 и 4.5
й
Вибропрессование при изготовлении mpyS
Подготовка магистрального^ коллектора с вакуумопалубкой
крет-бетоц в строительстве, центрифуга на роликах, вибропрессование при коллектора с вакуумной опалубкой
60
кая амплитуда вызывает повреждение форм и расслоение смеси.
Что касается собственной частоты колебаний зерен, то теоретические исследования показали, что крупные
частицы входят в резонанс при низкой частоте колебаний, а мелкие — при высокой. Поэтому с точки зрения техники уплотнения было бы целесообразно применять полпчастотные
Уплотнение снижением внутреннего трения
Статика.
Динамика.
Заливка
В конструкциях, где не возможны другие способы уплотнения или не экономичны. Благодаря очень вы-сокому содержанию воды или введению пластификаторов смесь течет и уп-лотняется_______
См^5
Уплотнение Внутренними вибраторами
Рис. 41. Способы уплотнения бетонных смесей. На фото справа — уплотнение внутренними вибраторами
встряска (июк-бетон)
Спосод применим для высокосортных элементов с высоким качеством поверхности.
Неподвижные срормы подвергают сильному удару.
Применяется редко
Вибрация
Применяется как преобладающий вид уплотнения.
Благодаря возбуждению механическими колебаниями достигают текучести при использовании жестких смесей
61
вид уплотнения Применяется консистенция
V7 Уз V4 Иг
Жесткая Жестко -пластичная Пластичная Пластичнотекучая Текучая
механи-Трамйование. ческое вручную Торкретирование Центрифугирование Прессование, вальцовка, удар вакуумирование Шуровка Литье вибрирование: внутренний вибратор площадочный вибратор наружный вибратор вибростол вибропресс вибровальцы виброштамп 0 О F Н Н И К| М । ] LJ LJ N \ \ \ S L_1_S X х П I N i II II1 n ' ' II 0 11 II ix х 1 1 > ! ! Н гч г-. Г-. 'uLL Z I —1 — —J >///\ — T] //И////
Испытание консистенции Степень уплотнения
1,50-1,32 Г,31 -1,.24 1,23- 1,12 1,11 - 1,06 1,05-1,00
Осадка, мм
</ 1-4 5-14 15-60 >60
Рис. 42. Связь между консистенцией смеси и способами ее уплотнения
вибраторы, однако па практике используют вибраторы высокой нас гоня В результате многочисленных попыток свести обе характеристики колебаний к единому параметру интенсивности вибрирования были выведены равнозначные величины — «относительное ускорение» и «интенсивность» (см табл. 13).
При вибрации колебания затухают как при передаче через опалубку и части формы, так и в самой смеси (рис. 45, 46), и тем сильнее, чем мягче материал опалубки и формы и чем
больше рыхлость и пористость смеси По окончании уплотнения можно оцепить влияние затухания и тем самым радиус действия вибратора исходя из величины осадки поверхности Если интенсивность вибрирования (при постоянной частоте и амплитуде) ниже требуемой для уплотнения, то смесь будет недостаточно уплотняться. Эта минимальная величина интенсивности зависит от состава и консистенции смесн. Для пластичных и хорошо уплотняемых смесей она меньше, чем для жестких. Равномерного уплотне-
62
'ZEIEULUCKJEj
Консистенция
ния бетонной смеси целесообразнее всего добиваться путем равномерного распределения интенсивности вибрации, даже если при этом неполностью используется радиус действия вибратора. Чрезмерное увеличение продолжительности вибрации опасно, так
Рис. 43. Схематическое изображение взаимосвязи между значениями В/Д (консистенция, содержание воды) и прочностью на сжатие при постоянном содержании цемента. Если для соответствующего способа уплотнения допустимая консистенция занижена в направлении V, (становясь жесткой), тогда, несмотря па пониженное значение В/Д, прочность снова падает, так как бетонная смесь не может быть полностью уплотнена
как при этом происходит расслоение бетона вблизи вибратора и уплотнение в более удаленных местах Достигаемое при этом увеличение радиуса действия незначительно. Так как с помощью измерительной техники очень трудно определять амплитуду колебаний бетонной смеси, то приведенные зависимости и характеристики нашли применение в основном при технологической подготовке производственных линий и в теоретических исследованиях. Для оценки качества уплотнения детали пли конструкции инженеру необходимо иметь простые, по возможности визуальные критерии,
Таблица 13. Характеристики вибраторов [2]
Наименование характеристик Формулы и обозначения Ориентировочные значения
Возмущающая сила morong 0 2,52 5 кН — легкий вибратор 5—10 кН — средний вибратор 10 кН — тяжелый вибратор
Частота f Общие пределы — 25—250 Гц Оптимальные пределы — 50— 150 Гц
Амплитуда У Максимальные значения — 1,5 мм Минимальные значения: при /=50 Гц—у=0,1 мм при f = 150 Гц—у=0,04 мм
Интенсивность вибрации: относительное ускорение интенсивность У? °8 ~ 25 1=у2!3 Общие пределы—1,5—12 см/с2 Оптимальные пределы — 3— 5 см/с2 Общие пределы — 80— 300 см2/с3
63
Рис. 44. Схематическое изображение распространения и затухания колебаний на примере наружного вибратора. Ниже требуемой минимальной интенсивности или амплитуды более полного уплотнения добиться нельзя, так как достигнуты границы радиуса действия вибратора. Вибратор обеспечивает равную интенсивность вибрации и радиус действия вследствие повышенной частоты с небольшим дебалансом и соответствующей низкой амплитудой. Поверхность
до уплотнения 1, после уплотнения 2
разработанные отдельно для каждого способа уплотнения.
Из сказанного можно сделать следующие выводы:
при вибрировании — воздейст вин механических колебаний на бетонную смесь — значительно улучшается ее подвижность, что дает возможность уплотнять также жесткие бетонные смеси;
производительность вибратора оценивается по энергии возбуждения
колебаний Амплитуда и частота воздействующих на бетон колебаний определяют интенсивность вибрирования;
предельный радиус действия вибратора достигается тогда, когда вследствие затухания интенсивность вибрации становится минимальной, требуемой для уплотнения данной бетонной смеси;
для равномерного уплотнения бетонной смеси необходима равномерная интенсивность вибрации. Это до-
64
Рис. 45. При наружном вибрировании передача и распространение виброколебаний зависят, главным образом, от жесткости форм или опалубки
стигается при оптимальных продолжительности вибрации и расположении вибратора.
Требования к материалам. Было бы ошибочным считать, что смесь может быть достаточно уплотнена независимо от ее состава. Из табл. 13 и изложенного в предыдущем разделе материала видно, что эффективность виброуплотнения (например, радиус действия и производительность, затухание, расслоение) в большой степени зависит от состава и консистенции смеси. Поэтому виброуплотнеппе предъявляет к уплотняемое™ смеси (см. 4.3.1) дополнительные требования.
Пределы консистенции зависят от энергии возбуждения вибратора......
между V] (очень высокая энергия возбуждения) и 1/3 (низкая энергия возбуждения). Крайпе важно оптимально согласовывать мощность вибратора и консистенцию смеси, так как даже очень мощный вибратор может эффективно уплотнять только смеси с показателями пластичности V—до 1,15. При еще более жестких смесях необходим дополнительный пригруз. С другой стороны, в связи с возрастающей опасностью расслаивания уплотняемая вибраторами смесь должна иметь показатель пластичности не ниже 1,18 (консистенция У3). Оптимальные значения V находятся в пределах 1,25— 1,35.
Содержание цемента и поды в смеси должно быть таким, чтобы образовывался минеральный клей, хо
рошо обволакивающий крупные зерна и прилипающий к ним. Клейкость помогает передаче колебаний, а обволакивающая способность необходима для разжижения смеси при вибрировании. Если цементное тесто слишком сухое (В/Д<0,23), то смесь несвязная, рыхлая и плохо уплотняется даже при максимальной энергии вибрации или дополнительном пригрузе.
Если гранулометрический состав заполнителя находится между предельными кривыми Л и С, то это создает благоприятные условия для вибрирования. Отклонения в пределах крупной фракции (с 8 мм) при соблюдении максимальной крупности не имеют значения. Если гранулометрический состав находится у нижнего предела, то смеси с низким содержанием цемента становятся малопластичными и склонны к расслаиванию. Такая же опасность возникает в случае прерывистого гранулометрического состава. Заполнитель с высоким содержанием мелкого песка и щебеночный заполнитель требуют при прочих равных условиях большей продолжительности вибрации.
Смесь с очень высоким содержанием мелкого песка и каменной муки обладает упругими свойствами и, будучи резиноподобной, плохо проводит колебания, в то время как при достаточном содержании крупных частиц в результате тесного контакта между ними обеспечивается хорошая передача колебаний. Необходимые для эффективного виброуплотнецця
65
смеси клейкость, влажность и обволакивающая способность раствора обусловливаются оптимальным содержа нием каменной муки и мелкого заполнителя.
Часть каменной муки или мелкого заполнителя можно заменить искусственными воздушными порами без изменения уплот.чяемости. Повышающие морозостойкость воздушные поры диаметром менее 0,3 мм, как правило, не ликвидируются при вибрации. Особенно благоприятное действие при виброуплотнепии оказывает применение пластифицирующих добавок, заметно снижающих внутреннее трение в смеси.
Из сказанного следует:
для виброуплотнепия пригодны смеси с консистенцией Vi—V3; вибро-уплотняемость можно улучшить путем оптимизации состава смеси, что уменьшает затраты труда по уплотнению;
консистенция, состав смеси и мощность вибратора должны быть согласованы;
при значениях В///<0,23 вибро-уплотнеппс невозможно; воздухововлекающие и пластифицирующие, добавки улучшают виброуплотпяе-мость.
Наряду с этими общими положениями зависимости между виброуп-лотняемостыо и составом смеси необходимо иметь в виду, что при некоторых методах виброуплотнепия к смеси предъявляются дополни тельные требования в зависимости от формы изделия, способа воздействия, интенсивности вибрации и способа передачи колебаний. Эти вопросы будут рассмотрены в следующих разделах.
Уплотнение внутренними вибраторами. Внутренние вибраторы, как правило, погружают в смесь вр\чн>ю, в результате непосредственного контакта достигается хорошая передача колебаний. Возможность наблюдения за процессом уплотнения, позволяющая согласовывать количество мест погружения вибратора и расстояние между ними с консистенцией смеси, привела к применению па строительных объектах в основном внутренних вибраторов. Как видно из рис. 47, обычно радиус действия внутреннего вибратора больше зависит от конструкции, чем от продолжительности вибрации. Исходя из этого рекомен-3 Зак. 283
дуется назначать небольшие расстояния между местами погружения. Связанное с этим уменьшение продолжительности вибрации позволяет избежать расслаивания.
Равномерное уплотнение смеси достигается тогда, когда толщина уплотняемого слоя и расстояние между местами погружения вибратора находятся в пределах, указанных на рис. 48. Эти исходные значения распространяются на вибраторы со средней энергией возбуждения. При очень малых диаметрах булав необходимо выбирать мепылие расстояния (например, вибратор IVA 3000 с диаметром булавы 38 мм требует расстояния между местами погружения 0,25 м). Только в исключительных случаях (при неблагоприятной форме или сложной арматуре) допускается некоторое увеличение этих расстояний, что влечет за собой увеличение продолжительности вибрации. Однако при этом состав смеси должен обеспечивать высокую устойчивость против расслаивания.
Наилучший результат достигается при общей продолжительности вибрации 20—30 с, когда булава вибратора быстро погружается в смесь и после кратковременного действия медленно извлекается. По характеру заплывания отверстия при извлечении булавы можно судить о возможности уплотнения смеси данным вибратором (см. рпс. 46). Не допускается распределение смеси булавой, так как при этом вытекает цементное вяжущее и образуются пустоты. При наклонных изделиях или опалубках необходимо начинать вибрирование с самых глубоких мест, чтобы избежать дополнительной осадки уже уплотненных слоев.
Уплотнение с помощью поверхностного вибратора. При плоских элементах (бетонные покрытия, полы, плиты) не слишком большой толщины применяют поверхностные вибраторы. Для хорошего уплотнения очень важно, чтобы вибробрус прилипал к смеси для их совместного колебания. Сила сцепления увеличивается с увеличением поверхности соприкосновения, частоты колебаний и снижается с уменьшением В/Ц (цементное тесто становится более клейким). Обычно оно эффективно только тогда, когда брус прижимается к поверхно-
66
Площадочный Вибратор
При уплотнении знутренКйм бидра тором обоазуется отверстие, сна да закрывающееся при протягивании наконечника
Наружный Вибратор
Жесткий или кризис зернистый бетон также бает себя знать, т\ отвер-пои прстягисании накомечни ка не зто-- бается
Рис. 46. Разновидности вибраторов и принцип их действия
1 — при уплотнении внутренним вибратором образуется отверстие, снова заплывающее при протягивании наконечника не закрывается; 3 — при устройстве дорожных покрытий чехол ставят также при высокой интенсивности вибрации и шумовых нагрузках в недо-блок, 6 — наружные вибраторы для кассетных форм
сти уплотняемого слоя пригрузом от-3000 до 8000 Па. При этом более жесткий бе гоп требует и более высоких пригрузов. Ширина бруса должна быть в два раза больше толщины слоя смеси, рабочая скорость — 0,5— 2 м/мин. Но так как рабочая скорость бетоноукладчиков обычно устанавливается постоянной и поэтому не
позволяет реагировать па изменение консистенции, то необходимы предварительные лабораторные исследования по выбору оптимальных консистенций и рабочей скорости.
Как показывает практика, хорошо уплотняются слои толщиной 20 см, при толщине 30 см нижние зоны уплотняются недостаточно. Арматура
67
г- дспрсй:-fr ccfc.-nt.t.t со-az?o'/77£zJ ппС’^.е'Слнсе вибраторы применяет иплатиест^ и
-.-ссзс/яционныс. ‘-ехол е-а ‘уа? также при бысоко-.-тенси^ности ёцбрсщии, —-'clttx нагрузках в недипус muvcx пределах
при протягивании наконечника; 2 — при жестком или крупнозернистом бетоне отверстие площадочные вибраторы применяют для уплотнения н отделки; 4 — звукоизоляционный пустимых пределах, 5 — формы перемещают над вибратором и устанавливают на вибро-
ухудшает уп.тотняемость. Конечно, глубину уплотнения можно увеличить путем снижения жесткости смеси и скорости бетоноукладчика, однако при этом возникает опасность обращения поверхности слоя раствором или цементным тестом. В связи с возможностью расслаивания рекомендуется применение только жестких сме
сей Содержание растворной части бетонной смеси необходимо ограничить до предела, так как в противном случае будет происходить погружение виброплиты или обогащение раствором поверхности и в результате снизится износо- и морозостойкость. Отсюда следует, что вибробрус можно устанавливать непосредственно на по-
68
Рис. 47. Радиус действия внутреннего вибратора в зависимости от консистенции и продолжительности вибрации [2]
верхность слоя лишь при жесткой консистенции смеси (1/> 1,26), а при пластичных смесях он должен перемещаться по рельсам или опалубке Крупнозернистый заполнитель непрерывного состава (кривая гранулометрического состава Л) способствует передаче колебаний. Необходимо помнить, что при слишком большом уплотнении часть искусственно введенных в поверхностную зону дорожного покрытия воздушных пор снова удаляется, в результате чего снижается морозостойкость и устойчивость бетона к действию солей.
ОпалуЗка.
Рис. 48. Уплотнение внутренним вибратором [91- Вибратор погружают примерно на 150 мм в предыдущий, уже уплотненный слой с тем, чтобы создать хорошее сцепление слоев
Уплотнение наружным вибратором. В случае сложных, мелкоразмерных и высоких конструкций, а также при большой плотности арматуры, когда нельзя ввести внутренний вибратор, применяют наружные впбраго ры. Поскольку вибратор, форма и ое-топная смесь должны колебаться совместно, то необходимы прочные крепления. Для форм и опалубок опасно критическое число оборотов в области резонанса частот при пуске и выключении вибраторов, так как оно может привести к повреждению форм и расслаиванию смеси. Недавно вибраторы были реконструированы таким образом, что вибрация начинается лишь после прекращения критического числа оборотов.
Тип вибраторов, их количество и расстояние между ними следует устанавливать (для данного изделия) исходя из радиуса их действия, причем наряду с консистенцией смеси играют роль вид и жесткость опалубки (см. рис. 45). Как правило, выбранное расстояние соответствует 1,5—2,5 м. Рекомендуемая глубина действия одностороннего вибратора 20—30 см, двухстороннего — 70 см.
Так как передаваемая энергия вибрации не очень высока, то в отличие от поверхностных вибраторов здесь рекомендуются бетонные смеси более пластичной консистенции (от К2 до К3). На опалубке должна образовываться смазывающая пленка. Отсюда вытекает необходимость применения смеси с большим содержанием растворной части (как в бетонной смеси, подаваемой насосом) и с не очень крупным заполнителем (кривая В). Так как при использовании наружных вибраторов уплотняющее действие нельзя оцепить визуально, то в строительстве часто в качестве дополнительной меры предосторожности используют смесь с пластичностью выше требуемой. В результате увеличивается опасность расслаивания. Необходимость применения смесей пластичной консистенции и с высоким содержанием растворной части при уплотнении наругкпы.ги вибраторами ведет к повышенному расходу цемента.
Уплотнение на вибростолах. В промышленности сборного бетона чаще всего применяют вибростолы. Они отличаются от наружных вибра-
69
тороп тем, что комплекты форм помещают па впброагрегат и укрепляют только для уплотнения (в основном с помощью электромагнитов). С точки зрения общей продолжительности вибрации и достигаемого уплотнения вибростолы наиболее эффективны в связи с возможностью получения высокой энергии возбуждения. Это позволяет уплотнять очень жесткие, а также крупнозернистые смеси с не значительным содержанием каменной муки и растворной части, что дает значительное снижение расхода цемента.
Рекомендуемая продолжительность вибрации для консистенции V!—от 60 до 120 с, для более пластичной смеси — до 20 с. Высокая энергия возбуждения вызывает затухание колебаний, износ форм, шум. Если продолжительность колебаний не согласована оптимально с составом смеси, то возможно ее расслоение.
Если энергия уплотнения вибростола при очень жестких смесях недостаточна, например для распалубки свежеизготовлешюго бетона, то эффект уплотнения можно усилить с помощью дополнительного прпгруза. Хорошие результаты достигаются путем приложения пневматического давления или механических нагрузок порядка 300—1000 Па. К сожалению, это связано с высокими техническими затратами, которые .могут быть оправданы лишь экономическим эффектом (например, снижением расхода цемента).
Вибро уплотнение в комбинации с другими методами уплотнения. Как уже отмечалось, вибрация с прпгру-зом повышает эффект внброуплотне-ния и особенно успешно применяется при изготовлении мелких изделий (бортового камня, труб, тротуарных плит п т. д). Этот метод позволяет уплотнять очень сухую смесь (Г<1.45), причем даже при небольшом содержании цемента возможна распалубка свежеизготовлешюго бетона. По этой причине вибропрессо-вание вытесняет уплотнение центрифугированием и при изготовлении труб. Такой же эффект достигается при вибропрокате, применяемом только при уплотнении ровных и плоских элементов. Оба метода требуют сложных форм и уплотняющих агре
гатов, поэтому их применение целесообразно лишь для высокосортных изделий и бетона высоких марок.
Иначе обстоит дело при соче/аппи вибрации с вакуумированием. Вакуумирование здесь применяемся для отсасывания лишней поды, добавляемой для облегчения транспортировки (подача смеси насосом) или укладки, п результате чего благодаря уменьшению В/Ц при уплотнении повышаются прочность и плотность бетона. Но так как это касается только пластичных смесей, то применение метода ограничивается особыми случаями (см. 4.5).
Эффект дополнительного уплотнения используется также при вибро-уплотнении. После первоначального уплотнения учитывают удаление избыточной воды и начальную гидратацию цемента, затем смесь уплотняют вторично. Увеличение прочности при дополнительном уплотнении достигается лишь в том случае, если, с одной стороны, смеси еще можно придать пластичность и, с другой, может быть разрушена крупнозернистая начальная структура, препятствующая дальнейшему структурообразованию ^см. ч. 1, разд. 3.1). Однако в практически важных случаях трудно путем лабораторных исследований установить оптимальный интервал времени до повторного уплотнения смеси и соблюсти его. Это время может колебаться от 0,5 до 3 ч* Слишком поздняя дополнительная вибрация может привести к остаточным нарушениям структуры и тем самым к снижению прочности.
Описанные методы виброуплотне-ния весьма различны с точки зрения типа применяемых вибраторов, радиуса их действия и интенсивности вибрации, поэтому они имеют различные области применения:
внутренние вибраторы обеспечивают хорошую передачу колебаний, способны проработать смесь в довольно широком диапазоне ее консистенций и поэтому особенно широко нс-
* В СССР имеется опыт применения многократного повторного вибрирования (проф. С. В Шестоперов) при С1ронтсльстве цементобетонных дорожных покрытий, железобетонных конструкций заводского изготовления н др. При этом бетонная смесь вибрировалась в течение 6 и 10 ч. (Примем. науч.
70
пользуются в строительстве из монолитного бетона;
поверхностные вибраторы применяют для плоских изделий не слишком большой толщины. Они требуют жесткой смеси однородной консистенции, так как при их использовании невозможно изменять интенсивность уплотнения, особенно при работе с бетоноукладчиками;
при небольшой толщине изделия или высоком коэффициенте армирования пригодны наружные вибраторы. При передаче колебаний через опалубку происходит их сильное затухание, что ограничивает радиус действия вибратора, поэтому требуются пластичные бетонные смеси с более высоким содержанием цемента;
в случае применения вибростолов, позволяющих получить высокую энергию возбуждения, можно использовать очень жесткие смеси. Большое снижение расхода цемента оправдывает технические затраты и необходимые дополнительные мероприятия по «гашению» колебаний и защите от шума;
в особых случаях можно повысить эффективность уплотнения смеси путем дополнительного пригруза или комбинации различных методов уплотнения, если это позволяет уменьшить расход цемента или производить распалубку свежеизготовленного бетона.
4.4. Дополнительная обработка
Если по окончании уплотнения смеси поверхность бетона еще не отвечает эксплуатационным требованиям, то необходима ее дополнительная обработка. Наиболее просто осуществляется выглаживание бетонной поверхности кельмами или брусом для получения ровной и однородной поверхности. В строительстве бетонных дорожных покрытий для этого применяют отделочные машины, оснащенные легкими вибраторами. Однако этот метод можно применять при обогащенной раствором поверхности, в противном случае крупный заполнитель будет вырываться или разрыхлять бетон, и образующиеся трещины будут способствовать выветриванию последнего. В промышленности сбор
ного бетона используются также вращающиеся выглаживающие диски и вальцы.
Широко распространен бетон с обнаженным скелетом, т. е. бетон, на поверхности которого в результате промывки и обработки щетками тонкого слоя мелкозернистого раствора частицы крупного заполнителя выступают па 1/3 своего диаметра. Тот же эффект достигается при изготовлении бетона с декоративной поверхностью (стеновые панели, тротуарные плиты) путем распределения по свежеуплотненной поверхности бетона гравия или каменной мело ш с последующим втапливанием их вибрированием. При этом достигается также значительная экономия материала.
Таким образом, дополнительная обработка бетона требует больших материальных затрат и времени и может быть оправдана лишь в том случае, если она приводит к значительному улучшению качества поверхности.
4.5. Специальные методы
Наряду с общепринятыми методами смешивания, транспортировки, укладки и уплотнения, достаточными для обычных строительных участков и бетонных заводов, разработаны специальные методы бетонирования для определенных видов изделий и необычных технологических условий. Они могут незначительно (центрифугированный бетон) или полностью (колькрет-бетои) отличаться о г обычной технологии.
Эти методы рассматриваются здесь лишь для того, чтобы инженер мог проанализировать их экономическую целесообразность.
Литая и сильно пластичная бетонные смеси. После того как с 1930 г. виброуплотпепие стало ведущим методом уплотнения, литые смеси (консистенция 14) использовались лишь в особых случаях. В настоящее время их применяют для заполнения труднодоступных для бетонирования мест, когда требования к прочности бетона незначительно превышают 20 МПа. При этом текучая смесь подается по бетоноводам с уклоном 20—35° к месту укладки, где она самоуплотняется. Как и при подаче насосом, смесь должна содержать большое количество растворной части
71
и образовывать в бетоноводе топкий слой смазки; кроме того, консистенция должна быть такой, чтобы происходило самораспределение и самоуплотнение. Это, как правило, достигается только при содержании в 1 и3 смеси свыше 230 л воды и 375 кг цемента. Высокое содержание каменной мелочи (450—550 кг/м3) обеспечивает стабильность растворной части, т. е. исключает ее расслаивание.
Высокое содержание воды и цемента отрицательно влияет на свойства бетона (низкая плотность, большая склонность к усадке). Эти недостатки исключаются при использовании пластичной бетонной смеси со специальными добавками. При введении в смесь с консистенцией от жесткой до пластичной (Н2) высокоэффективных пластифицирующих
средств можно изменить консистенцию от пластичной до текучей (V4— 1/5), так что смесь заполнит опалубку и уплотнится без расслаивания самопроизвольно или при незначительной затрате энергии на уплотнение. Хотя введение добавки пластификатора в связи с органпченным сроком его действия возможно лишь на месте укладки н поэтому в случае товарного бетона требует передвижных смесителей, преимущества метода несомненны.
Метод скользящих форм. При изготовлении конструкций большой площади (дорожные покрытия, элементы перекрытий, силосные сооружения, дымовые трубы) можно достигнуть значительной экономии, если вместо стационарной опалубки применять перемещающуюся вместе с укладчиком подвижную опалубку.
Укладчик со скользящими формами для изготовления элементов перекрытий или дорожного покрытия требует жесткой бетонной смеси (1Л— 1/2), для уплотнения которой до состояния, обеспечивающего высокую устойчивость спежеизготовлепного бетона (возможность его распалубки), требуются большие затраты труда.
Как правило, при этом нельзя обойтись без комбинированного уплотнения (например, вибрация с пригрузом, внутренние и поверхностные вибраторы). Возможность распалубки свежеизготовлепного бетона гарантируется при большой его однородности, когда кривая грануломет
рического состава находится между кривыми А и В и в смеси содержится достаточно большое количество каменной мелочи и цемента (рис. 49).
Совершенно другие требования к бетону предъявляются при изготовлении этим методом силосов, башен и дымовых труб. В этом случае требуются пластичные смеси (консистенция У3—У4) с относительно высоким содержанием растворной части, чтобы, как и при подаче насосом, вдоль опалубки образовывался слой смазки. Для уменьшения трения о стенки опалубки рекомендуется мелкозернистая смесь (кривая В|6) по возможности без добавки щебня. В пределах опалубки смесь должна сохранять пластичность, кроме того, она не должна сцепляться с опалубкой. При слишком быстром наборе прочности смесь так сильно сцепляется с опалубкой, что при ее скольжении бетон вырывается пли образуются трещины и повреждаются швы. Смесь, находящаяся ниже опалубки, должна иметь па начальной стадии твердения прочность при сжатии не менее 0,1 — 0,2 МПа и достаточную устойчивость против деформации, чтобы нагрузка от свежей порции смеси, а также от воздействия направляющих стержней и труб не приводила к образованию трещин и повреждению швов.
Особое влияние на продолжительность сохранения способности скользить и набор начальной прочности имеет температура воздуха. Так, при температуре воздуха 30° С следует применять замедлители схватывания или медленно твердеющие цементы, при среднесуточной температуре ниже 4-5° С необходим предварительный нагрев смеси, а при еще более низких температурах — подогрев опалубки.
Центрифугированный бетон. При производстве изделий большой длины с круглым поперечным сечением, например труб, свай и мачт, с начала столетия успешно применяется метод центрифугирования, при котором вертикальная или горизонтальная цилиндрическая опалубка приводится по вращение. Благодаря центробежной силе уже при небольшом числе оборотов поданная смесь перемещается к стенкам формы. На втором этапе при более высоком числе оборотов происходит собственно уплотнение
Рис. 49. Укладчик со скользящей опалубкой для строительства бетонных дорожных покрытий
смеси, при этом более тяжелые компо центы перемещаются к внешней сто роне формы (рис 50, 51) Поэтом}
Бремя, мин
Рис. 50. Схематическое изображение процесса центрифугирования Общее время центрифугирования существенно зависит от размера элемента и составляет почти 20—50 мин
внутренняя поверхность обогащена раствором и иногда вытесняется избыточная вода
Для центрифугированного бетона используются смеси с консистенцией У2 и V-:, состав которых должен быть таким же, как и в случае применения наружных вибраторов Чем пластичнее смесь, тем меньше продолжительность центрифугирования, но тем сильнее ее расслаивание
Торкрет-бетон Для облицовки например, полостей в скале применяется преимущественно торкрет бетон Смесь подается сжатым воздухом к соплу по шлангу, а вода затворения подается большей частью непосредственно к соплу Высокое давление, под которым подается смесь, приводит к тому, что сравнительно сухая смесь при набрасывании на облицовываемую поверхность самоуплотняется и прилипает Однако крупные частицы заполнителя отскакивают, в результате чего теряется около 10—25 7о смеси
Торкрет-бетон должен иметь В Ц около 0,4 и содержать 400 кг/м3 це-
73
s-
Рис. 51. Поперечное сечение центрифугированной бетонной трубы Внешняя зона обогащается крупным заполнителем в результате уплотнения центробежной силой
мента, кривая гранулометрического состава должна находиться вблизи кривой В16, чтобы при незначительном отскоке достигалось хорошее сцепле ние. При большой толщине стоя, например для торкретирования потол коп, а также для ускорения работ, часто добавляют ускорители твердо ния
Ни одна другая технология переработки не требует такого практиче ского опыта, как технология торкрет бетона Особенно опасна неправильная дозировка поды и пневматическая транспортировка сухой смеси, что может привести к неисправимым дефск там бетона (недостаточная po,ione проницаемость)
Вакуум бетон Часто с целью улучшения подачи и укла гки смеси желательно вводить в нее большее количество воды, чем эго требуется для получения качественного бетона Если после укладки if предпаритель ного уплотнения удается отсосать эту избыточною воду и одновременно пу тем вакуумирования или допольитель ного уплотнения избежать возникпо вепия пустот, то уменьшение В/Ц бу -
дет способствовать увеличению плот ности и прочности при сжатии
При вакуумировании бетона па поверхность слоя смеси укладывают фильтрующие сетки и вакуум-коврики При включении вакуум-установки на смесь действует давление до 0,09 МПа Часть избыточной воды вытесняется на поверхность и отсасывается, а компоненты смеси располагаются более плотно Основные области применения метода—устройство монолитных полов, а также строительство гидротехнических и подземных сооружений небольшой толщины и с высокими требованиями к плотности
Основное условие экономичного применения метода — наличие долговечных фильтрующих тканей
По другому принципу осущес-в-ляется вакуумирование при имплозивном уплотнении — методе, находящемся в стадии развития При этом осуществляются одновременная укладка и уплотнение (деаэрация) сравнительно пластичной смеси путем всасывания воздуха в плотную вакуумированную форму
74
Метод колькрет-бетона и раздельной укладки. Сущность этого специального метода заключается в многофазном смешении (см. 2.4), причем сначала цемент и вода, заключенные в специальные смесители, выдавливаются через узкую щель при высокой скорости перемешивания, что ведет к почти полной дезагрегации частиц цемента и тем самым к получению коллоидного цементного раствора Во второй барабан добавляется песок и после тщательного перемешивания образуется колькрет-раствор, обладающий большой однородностью и стабильностью Он не поглощает дополнительно воду и поэтому не расслаивается под водой.
Полученный раствор можно дальше переработать в бегон разными способами:
путем добавления в него крупного заполнителя;
путем заливки им каменного материала;
путем его нагнетания под давлением в заполнитель.
По последнему способу получают раздельно уложенный бетон, причем для получения стабильного раствора необходимо использовать добавки.
Экономично применять колькрет-бетоны в массивных сооружениях, например в гидротехническом строительстве
5
Твердение бетона и уход за ним
Время, необходимое для достижения бетоном после укладки и уплотнения определенной прочности и других качественных характеристик (плотности, устойчивости), зависит от ряда факторов, таких, как состав бетона и температура. Твердение может быть ускорено или замедлено с помощью добавок. Технология бетона позволяет регулировать время твердения в зависимости от применяемого метода.
Бетон в опалубке и определенное время после распалубки должен быть защищен от вредных влияний —мороза, дождя или других воздействий Кроме того, нужно следить за тем, чтобы из него не испарялась вода, необходимая для твердения.
5.1. Строительные и технологические требования, процесс твердения
Бетон, обладая многими достоинствами, имеет также большой недостаток —• он твердеет не так быстро, как это необходимо для некоторых технологических процессов и интенсивного строительства Если при строительстве из монолитного бетона, лак правило, вынуждены мириться с продолжительными сроками нахождения бетона ь опалубке, то для бетонных заводов это неприемлемо, так как требует огромного количества форм и больших производственных площадей.
В некоторых промышленно развитых странах цементная промышленность выпускает так называемый бы-стротвердеющий цемент, который в начальной фазе твердеет значительно быстрее обычного портландцемента и
поэтому требует незамедлительной переработки бетонной смеси. Из-за этого недостатка применение такого цемента ограничивается особыми случаями.
В связи с этим при изготовлении сборного бетона и еще в большей мере монолитного, когда применяется дорогая опалубка, необходимо искусственно ускорять твердение бетона на портландцементе К самому эффективному и поэтому наиболее распространенному методу ускорения твердения относится тепловая обработка бетона.
При зимнем строительстве нормальное или даже ускоренное твердение обеспечивается путем применения добавок, а также нагрева бетона или окружающей его среды (камеры).
5.1.1. Параметры монолитного бетона. До распалубки прочность бетона должна быть такой, чтобы после удаления опалубки и кружал бетон мог выдержать возникающие напряжения.
Уже при достижении бетоном незначительной прочности можно отказаться от боковой опалубки, так как его деформация от собственной массы становится невозможной В противоположность этому ПОДДОНЫ ИЛИ кружала можно удалить лишь после достижения бетоном прочности, обеспечивающей несущую способность изделия (нагрузку от собственной массы).
Поэтому основной параметр при изготовлении монолитного бетона — его распалубочная прочность, рекомендуемые значения которой приведены в табл. 14
Если невозможно в связи с большими затратами в каждом отдельном случае определить распалубочпую
76
Таблица 14. Распалубочная прочность RE, “/о ОТ Кубиковой Прочности Rn [11]
Строительные детали и конструкции R , % от R кри Ь = tz Л' —- 100, %
100 75 50
Плиты перекрытий и балконные плиты, балки, фермы, ригели (днища опалубки) с пролетом: >6 м 100 80 70
>4,5 м 70 70 60
Плиты перекрытий с пролетом 70 60 50
<4,5 м Стеновые панели, колонны, балконные 60 50 40
ограждения Арочные конструкции с пролетом до 70 — —
8 м Арочные конструкции с пролетом 1 свыше 8 м 1 После стати стических на блюдений
Пространственные тонкостенные конструкции ' Конструкции с предпапряженной ар- 90 80 80
матурой
Ь— отношение Pt к q\ Pt — срок нагружения строительными нагрузками. jjajMibiii собственной массе конструкции + транспортные нагрузки до или сразу пос.’Ге распалубки; q - - рассчитанная общая нагрузка при эксплуатации в соответствии с проектом; Re — наименьшее единичное значение из серии трех контрольных кубиков.
прочность бетона путем испытаний, то инженеру-строителю надлежит ориентироваться на установленные минимальные сроки твердения, гарантирующие эту прочность (табл. 15). Для необычных технологических схем пли конструкций рекомендуется устанавливать эту величину особо.
Другим параметром служит требуемая для данной марки бетона прочность в возрасте 28 дней (Ria), свидетельствующая о способности выдерживать полную нагрузку, а для напряженного бетона—прочность при передаче па него напряжения Ru и прочность при предварительном напряжении Rv.
При зимнем строительстве свежий бетон должен набрать до раннего замораживания минимальную прочность (прочность к моменту замораживания R(;) по избежание повреждений (см. 5 5). Если к бетону предъявляются высокие требования в отношении морозостойкости или
устойчивости в агрессивной среде, то независимо от его марки устанавливают верхнюю границу В/Ц, чтобы избежать проникания в бетон воды или агрессивного раствора (см. ч. 1, разд. 5.2).
При особых условиях может потребоваться ускорение или замедление схватывания и твердения монолитного бетона. В случае массивных конструкций необходимо ограничивать выделение бетоном собственного тепла, чтобы избежать образования трещин.
5.1.2. Параметры сборного бетона. При промышленном изготовлении бетона основной параметр — определенная минимальная прочность, обеспечиваемая принятым технологическим процессом. Непосредственно после тепловой обработки бетон должен иметь прочность, гарантирующую возможность распалубки изделий, их подъема и транспортирования в пределах предприятия на склад. Эта рас-палубочпая прочность должна быть,
77
Таблица 15. Сроки распалубки при температуре бетонной смеси свыше 5° С после укладки [11]
Марка применяемого цемента Сроки распалубки, сут, для
боковой опалубки балконов, стен опалубки для плит с пролетом <4,5 м опалубки для балконов н плит с пролетом >4,5 м
275 4 8 21
325 3 4 10
375 3 4 10
425 2 3 6
475 1 3 6
Примечание. Сроки распалубки при известных условиях значительно увеличатся, если средняя температура бетонной смеси находится между +5 и 0° С.
с одной стороны, как можно ниже для обеспечения небольшой продолжительности тепловой обработки и, с другой — достаточно высокой, чтобы гарантировать безопасность работ, а также долговечность изделия и устойчивость его формы.
В случае подъема изделий на монтажных петлях прочность, например, при марке бетона, равной пли ниже В160, должна быть не менее 65% заданной (например, 10,4 МПа для В160), а при марках от В225 до В600 не .менее 15 МПа [12]. В последнем случае при возможности дополнительной установки поперечных арматурных стержней, привариваемых к монтажным петлям, минимальная прочность бетона снижается до 10 МПа. Дополнительный расход металла окупается, если экономия в результате сокращения времени тепловой обработки превышает дополнительную стоимость металла. При других способах подъема и средств крепления распалубочная прочность согласовывается проектантом с изготовителем.
В случае производства изделий из предварительно напряженного бетона сразу же после тепловой обработки должна достигаться прочность, обеспечивающая передачу напряжений от арматуры на бетон (Ru),— передаточная прочность. Она, как правило, составляет 80% прочности бетона в возрасте 28 дней [13]. Па бетонных заводах при хранении под открытым небом изделия должны дополнительно твердеть до достижения требуемой отпускной прочности (око
ло 70% от прочности в возрасте 28 дней). Эта прочность определяется транспортными и монтажными нагрузками.
Если изделия монтируются без промежуточного храпения на складах, то их отпускная прочность должна соответствовать мот ажпой прочности, требуемой для данного строительства.
Наряду с этими показателями прочности, вытекающими из технологического процесса, на бетонном заводе путем статистической обработки результатов испытаний по ASMW-VW968 устанавливают, достиг ли бетон требуемой для данной марки контрольной прочности хк (см. ч. 1, разд. 4.5.2). Экономическая целесообразность применения статистического метода заключается в том, что при незначительном разбросе значений прочности (наименьшее стандартное отклонение) можно сократить расход цемента.
При изготовлении определенных бетонных изделий, например дорожных, трамвайных и тротуарных Плит, основным параметром служит .морозе- и солестойкость. В этом случае к тепловой обработке предъявляются особые требования (см. 5.4 7).
5.2. Факторы, влияющие на нарастание прочности
Па нарастание прочности беюпа в значительной степени влияют вид и марка цемента, состав бетонной сме
78
си и температура. Кроме, того, твердение бетона на начальной стадии можно замедлить или ускорить добавками. Технолога должны интересовать не. только значения прочности, достигаемые к определенному моменту, но и факторы, влияющие, на ход твердения бетона во времени.
5.2.1. Состав бетона, цемент. При твердении бетона образуется цементный гель. Этот процесс протекает тем быстрее, чем меньше воды, т. е. чем большую долю объема занимает цемент в цементном тесте и чем быст-
Рис. 52. Нарастание, прочности бетона при нормальном твердении с различными значениями В/Ц и PZ 375. Исходная величина: при В/Я = 0,4
принята за 100%
Рис. 53. Нарастание прочности бетона различных марок
рее реагирует цемент (см. ч. 1, разд. 3.3). Из этой основной зависимости вытекают следующие, закономерности:
при небольших значениях В,'Ц цемент, а значит и бетон твердеют быстрее;
при прочих равных условиях (одинаковые значения В/Ц и тот же. цемент) жесткая смесь с небольшим содержанием воды твердеет быстрее, чем смесь с высоким содержанием воды затворения;
при использовании цемента высокой марки, как правило, с высокой топкостью помола и высоким содержанием реакционно-способных компонентов прочность бетона возрастает быстрее.
Первая закономерность представлена на рис. 52. Она лежит также в основе рис. 53, так как для более высоких марок бетона требуется меньшее значение В/Ц.
Представленные зависимости могут, разумеется, служить только в качестве ориентировочных. В каждом конкретном случае возможны большие или меньшие отклонения от них в зависимости от других факторов (марки цемента, консистенции и т. Д.).
На скорость твердения косвенно влияет также гранулометрический состав заполнителя (его водопотреб-ность). Так, бетонная смесь с мелкозернистым заполнителем при равной консистенции и значении В/Ц (т. е. при равных марках бетона) твердеет медленнее, чем смесь с крупнозернистым заполнителем, из-за более высокого содержания воды.
Влияние цемента на набор бетоном прочности можно количественно установить независимо от марки бетона (рис. 54). Бетон на портландцементе быстро набирает начальную прочность. Однако его способность к затвердеванию к моменту контрольных испытаний (28 дней) уже исчерпывается на 4/5. Наоборот, нарастание прочности медленно твердеющего бетона на шлакопортландцемепге значительно и после 28 дней. Эти резервы твердения имеют особое значение, когда бетон до 28 дней не набрал требуемой прочности. Такие бетонные смеси могут быть использованы (при небольшом расходе цемента) в том случае, когда вследствие особых ус-
79
ловий время контрольных испытаний сдвинуто на более поздний срок (например, в гидротехнике).
Таким образом, способность цемента к твердению проявляется быстрее в смеси с небольшим значением В/Ц (высокая марка бетона) и малым содержанием воды Бетон на портландцементе твердеет быстрее, чем на шлакопортландцементс.
5.2.2. Температура, время, степень зрелости. Гидратация цемента представляет собой химический процесс. Поэтому твердение бетона ускоряется при повышении температуры и замедляется при ее снижении. Ниже минус 10 — минус 20° С твердение не происходит.
Сильное ускорение твердения бетона при высоких температурах (рис. 55) используется при тепловой обработке бетона (см. 5.4).
При изготовлении монолитного бетона для установления кинетики твердения нужно знать зависимость нарастания прочности от сезонных колебаний температуры (рис. 56).
При температурах ниже 0" С твердение возможно, если вода находится еще в жидком состоянии. Это достигается с помощью добавок, понижающих температуру замерзания. При низких температурах гидратация замедляется. Однако цемент еще гидратируется при температуре — —10° С*, но лишь в том случае, если бетон частично затвердевает до наступления сильных холодов и в результате содержит достаточное количество цементного камня. В его мельчайших порах вода не замерзает даже при —20° С, благодаря чему возможен процесс гидратации. Образующийся в небольшом количестве при низких температурах гель заполняет поры частично затвердевшего бетона, заметно повышая его прочность. Поэтому, как видно из рис. 57, бетон, затвердевший после предварительной тепловой обработки, способен к дополнительному твердению и при низких температурах.
Как видно из рис. 58, в случае применения портландцемента низкие положительные температуры не оказывают отрицательного влияния на бетон, который, как правило, приобре-
* По данным С. А. Миронова, с большей точностью эту температуру нужно оценить в —5° С. (Примеч. науч, ред.)
Врем я (lg), сит\и
Рис. 54. Относительные значения нарастания прочности при сжатии бетона на портландцементе и шлакопорт-ландцементе. В зависимости от вида цемента возможны отклонения до 15%
7 — бетон с Р7. 375 до Р7. 425; 2 — шлако-портландцемент ZZ 275
Рис. 55. Пример нарастания прочности бетона марки ВЗОО па портландцементе в зависимости от температуры
Рис. 56. Нарастание прочности бетона марки 300 на портландцементе в зависимости от температуры бетона по Г141
80
Рис. 57. Нарастание прочности бетона В300 па PZ 425 после тепловой обработки в зависимости от температуры храпения [151 t„ -f- tA + to + -h+ =0+ 1 +4,5 + 2; + =7,5 ч; 7+ = = 90° С; смесь Ц : Гр : /3 = 1 : 4.38 • : 0,55; 7?2s = 36,4 MI la
13 7 2 8 90 385
Время, сутки
Водное хранение I Воздушное
при различных | хранение температурах [при t 22,8 °C и юо°/о относительной влажности воздуха.
Рис. 58. Влияние различных температур хранения на прочность бетона с /3/27 = 0,41 па портландцементе [161. По сравнению с храпением при температуре 22,8° С водное храпение с самого начала до 28 сут при 12,8° С и —3,9° С ведет к повышению прочности бетона в дальние сроки и, наоборот, при 32.2 и 48,9° С — к незначительному ее изменению
тает высокую прочность в поздние сроки, если он твердеет в состоянии «покоя». Аналогично влияют па процессы твердения бетона и добавки-замедлители. Наоборот, при высоких температурах твердения, в результате укрупнения структуры цементною камня, конечная прочность бетона может быть ниже, чем при нормальном твердении.
Закономерности процесса твердения всегда относятся к нормальному твердению (выдерживание при 20° С). Так как па практике обычно температуры другие, то возникает необходимость пересчета прочностей. Большое значение в связи с этим имеет предложенное Заулем понятие «зрелость», представляющее собой произведение температуры па время твердения бетона и вывод о том, что бетоны одного и того же состава при равной степени зрелости (выраженной в °С-ч) имеют равную прочность. В основе вычисления зрелости, по Заулю, лежит предположение, что при температуре ниже —10° С бетон практически не твердеет:
М=(7’ . IO) t,
где М — степень зрелости, °C • ч; Т — температура бетона, °C; t — время твердения, ч.
При графическом изображении степень зрелости выражается поверхностью между температурной кривой и абсциссой, соответствующей температуре —10° С (рис. 59). При неравномерном изменении температуры ее можно вычислить на миллиметровой бумаге.
Если известна прочность, достигаемая при определенных времени твердения и температуре (+ Л), то, пользуясь правилом Зауля, можно вычислить время твердения +, необходимое для достижения той же прочности бетона при других температурах твердения Тх:
7V Ю
Правило Зауля применимо с достаточной точностью при температурах до 40° С. Поэтому при изготовлении монолитного бетона как летом, так и зимой его можно прежде всего применять для определения сроков распалубки. В случае ускоренного
81
твердения при высоких температурах предлагаются другие формулы [17]
Зависимое1ь между степенью зрелости М и прочностью R определяется по формуле
где .1 и Л - постоянные, устанавливаемые для определенного состава бетонной смеси.
Для практического использования эта зависимость представлена па рис. 60 в логарифмическом масштабе. По нескольким значениям степени зрелости и соответствующим им прочностям строится кривая регрессии, позволяющая определять для данной степени зрелости соответствующее значение прочности.
Из сказанного можно сделать следующие выводы:
при высоких температурах процесс твердения бетона значительно ускоряется, но это может привести к снижению конечной прочности изделий;
при низких температурах процесс твердения бетона замедляется, однако это может привести к росту конечной прочности изделий;
при температуре ниже —КГ С бетон не твердеет Г
по зависимости между прочностью и степенью зрелости бетона удается оценивать нарастание его прочности при различных температурах.
5.2.3. Влажностные условия. С незащищенной поверхности бетона может испариться значительное количество воды. Оно колеблется в зависимости от температуры и влажности воздуха, температуры бетона, солнечного излучения и скорости ветра от 100 до I 000 г с I м2 в I ч.
Уже в первые дни после бетонирования на гидратацию цемент а расходуется большое количество воды (рис. 61). Преждевременное обезвоживание нарушает или прерывает твердение и поэтому особенно опасно для молодого бетона. Испарение воды нс только влияет на набор прочности, но и ведет к высокой водопроницаемости бетона, которая, в свою очередь, понижает его устойчивость к действию агрессивных сред, морозостойкость и способность защищать от коррозии арматуру. Кроме того,
' См. примеч. науч, род на с. 97.
О 10 20 30 । 40 50 Ор 70
। Время, ч | ?/=^У t2~$04
Рис. 59. Пример одинаковой степени созревания бетона. Если при переменной температуре необходимая степень созревания бетона достигается через 60 ч (/2) и 1020 град-ч, то при повышенной постоянной температуре — уже после 34 ч Ki). В обоих случаях бетон одинакового состава показывает равную прочность на сжатие
твердение нарушается, прежде всего, в поверхностной зоне, непосредственно подвергающейся выветриванию, а в некоторых сооружениях также механическому или динамическому воздействию.
На недостаточную влажность указывает отделение песка от поверхности бетона. Кроме того, в результате быстрого испарения воды на поверхности могут возникнуть усадочные трещины, снижающие проч-
Рис. 60. Пример соотношения между прочностью па сжатие и степенью созревания бетона различных марок для температуры до 40° С [27]
82
0 4 8 12 16 28 2$ 28
Время, сутки
Рис. 61. Пример связывания воды портландцементом при R’H — 0,32 и 0,4
ность и долговечность бетона. По сравнению с выдерживанием в воде такие бетоны уже после 90 дней отличаются от бетонов нормально-влажного хранения значительным недобором прочности, тем большим, чем раньше бетон начали хранить в воздушно-сухой среде (рис. 62).
Рис. 62. Влияние условий хранения на нарастание прочности бетона с B/ZZ = 0,5 на портландцементе [181 1—постоянное водное хранение; 2—постоянное воздушное хранение; воздушное хранение после начального водного хранения: 3 — 3 сут; 4 — 7 сут; 5 — 14 сут; 6 — 28 сут. Кривая 4 показывает, что действительные стандартные условия (7 сут в воде, а затем в сухих условиях до 28 сут) выбраны тщательно, так как очи соответствуют средней величине нарастания прочности. Прирост прочности с самого начала при переходе к воздушному твердению объясняется повышением внутреннего трення вследствие высыхания *
Поэтому бетой необходимо хра-нить во влажном состоянии при нормальных температурных условиях не менее 7 дней после бетонирования, а при высоких температурах твердения— до достижения прочности, составляющей 50—70% прочности в возрасте 28 дней. Требуемые для этого мероприятия рассматриваются в разд. 5.3.
Итак, только при достаточно длительном выдерживании бетона во влажном состоянии можно полностью использовать его способность к твердению и приобретению коррозионной стойкости; недостаточный уход должен компенсироваться более высоким расходом цемента.
5.2.4. Добавки. Схватывание и твердение бетона можно замедлить или ускорить с помощью добавок. При нормальном твердении большое значение для технологии имеют добавки-замедлители. Чаще всего с этой целью применяют фосфорную кислоту или фосфаты, действующие уже в небольшой дозе (например, 0,03—0,06% фосфата натрия от массы цемента).
Так как более высокие дозы можно измерить точнее, то такие высокоактивные добавки растворяют в воде или гомогенизируют с цементом или инертными материалами так, чтобы их содержание составляло около 1 % от массы цемента. В товарном продукте Родозал VZ замедлитель уже гомогенизирован с цементом.
Замедлители дают следующие преимущества:
время переработки бетонной смеси (обычно 1—2 ч) удлиняется в несколько раз, в исключительных случаях до 24 ч и более;
при многочасовом перерыве можно продолжать бетонирование без выполнения дополнительных рабочих швов;
воздействие на кружала и опалубку прекращается до начала твердения и поэтом}' нс вызывает опасных напряжений;
можно противодействовать нежелательному ускорению твердения при высоких температурах бетона. В случае массивного бетона предотвращается опасный перегрев теплом, выделяющимся при гидратации цемент?):
возможно выравнивание бетонной поверхности по истечении длительного времени.
При нормальном твердении ускорители применяются только для особых целей (например, при торкретировании). Необходимое в производстве сборного бетона ускорение твердения не может быть достигнуто только применением ускорителей твсрдспия. Чаще они применяются в качестве морозозащитиого средства (см. 5.5.6).
Эффективный ускоритель схватывания и твердения — хлористый кальций (СаСЬ); при введении его в количестве 0,5—-2% от массы цемента через сутки вызывает ускорение твердения на 100%. Часто через 7 дней достигается требуемая прочность. Однако в связи с опасностью коррозии арматуры применение хлоридов в железобетоне и предварительно напряженном бетоне запрещается. Оно возможно лишь в иеармирован-ном бетоне. Нежелательное побочное явление — выцветы на бетоне. Несмотря на многочисленные исследования неагрессивных в отношении арматуры ускорителей твердения, они имеются в продаже лишь в некоторых странах.
Из сказанного следует, что ускорители твердения применяются преимущественно при зимнем строительстве. Хлорид кальция в качестве ускорителя не пригоден для железобетона и предварительно напряженного бетона.
5.3. Уход за бетоном
В результате тщательного ухода за еще молодым бетоном создаются условия для его оптимального твердения без нарушений текстуры; лишь тогда он приобретает нс только прочность, но и плотность, а значит, и морозостойкость, и устойчивость в агрессивной среде.
Для достижения этой цели молодой бетон нужно защищать от быстрого высыхания и тепловыделения, сотрясений, вымывания дождевой водой и действия температур ниже 0° С.
В этой главе рассматривается уход лишь при нормальном твердении бетона в теплое время года при температурах от 5 до 30° С. Уход при ускоренном твердении или бетонировании при температуре воздуха ниже 4*
0° С излагается дополнительно в под
разделах 5.4.5 и 5.5.7.
5.3.1. Общие требования;
акто-
ры, влияющие на уход за бетоном. Последствия слишком быстрого высыхания бетона под действием солнечно
го излучения, высоких температур воздуха и ветра уже рассматривались в подразд. 5.2.3. Но и потеря воды в раннем возрасте может вызвать напряжения на поверхности бетона, которые лишь по истечении длительного времени приведут к образованию трещин.
Принятие, мер против слишком быстрого охлаждения необходимо тогда, когда бетонирование производится в очень теплые дни, сменяющиеся сильным понижением температуры в ночное время. Между еще теплым ядром и быстро охлаждающейся поверхностью молодого бетона возни
кают высокие температурные напряжения, ведущие к образованию трещин, если они превышают его прочность при растяжении.
При сильном дожде из свсжсуп-лотненного бетона вымывается це
ментное вяжущее и нарушается ровность поверхности. Для многих конструкций, особенно для дорожных покрытий, это означает значительное снижение качества, которое нс в каждом случае может быть устранено дополнительным выравниванием. Поэтому целесообразно бетонные поверхности при высоких требованиях к их качеству защищать от дождя.
На ранней стадии твердения бетон необходимо защищать также от сотрясений, так как в противном случае может нарушиться его структура и снизиться прочность. Эти нежелательные сотрясения нельзя, однако, смешивать с дополнительной вибрацией еще способного к виброуплотнению бетона (см. 4.3.3).
Особенно чувствителен молодой бетон к действию температур ниже 0° С (см. 5.5.1). При этом речь идет нс только о выветривании, но и о морозном пучении, разрыхляющем структуру бетона на большую глубину. Поэтому при ожидании отрицательных температур необходимо предохранять бетон от их действия.
5.3.2. Мероприятия но уходу за бетоном. Эффективной защитой от дождя, охлаждения и высыхания оказываются тенты (рис. 63), кото-
Данная книга взята с сайта технической литературы
www.engenegr.ru
84
Рис. 63. Гонг для защиты изделий и поверхности бетона
рые должны быть низкими и закрытыми. Открытые сбоку тенты действуют как ветровые каналы, приводя к быстрому высыханию поверхпосш бетона.
Влажностный уход ранее осуществляли, закрывая поверхности бетона тканью, соломенными и тростниковыми матами пли посыпая опилками и песком. Это укрытие необходимо было непрерывно увлажнять в течение 7 дней. Затем его снимали, и поверхность бетона еще несколько раз поливали.
Большие затраты ручного труда и технологические издержки привели
К разработке более эффективных плеикообразующих средств для ухода за бетоном--эмульсий или растворов полимеров, парафина и других материалов, разливаемых по поверхности бетона через 20 40 мин после бетонирования (рис. 64). Образуемая плотная пленка предотвращает преждевременную водоотдачу и изолирует поверхность бетона в течение 3-4 недель.
Хотя сравнительные исследования показали, что при использовании пленкообразующих материалов достигается несколько меньшая прочность бетона, чем при выдерживании его
85
Рис. 65. Маты — средство защиты против высыхания и быстрого охлаждения
86
под водой, в практических условиях первый метод целесообразен как пап более падежный для предохранения бетона от влажности. Однако пленка не защищает бетон от сильного дождя и града. В этом случае необходимо применять тенты, фольгу, брезент или другие покрытия.
Для защиты бетона от слишком ранней теплоотдачи и действия низких температур через несколько часов после розлива пленкообразующего материала дополнительно укладывают сухие, теплозащитные материалы, например соломенные маты, пенопласт (рис. 65).
Из сказанного следует:
розлив плепкообразующего материала относится к падежным методам длительного удержания в бетоне воды, необходимой для его твердения;
в первые часы после изготовления бетона необходимо защищать его поверхность от вымывания раствора при сильном дожде;
необходимы дополнительные защитные меры против преждевременного охлаждения и отрицательных температур.
5.4. Ускоренное твердение с помощью тепловой обработки
При тепловой обработке, в результате повышения температуры бетона ускоряется физико-химический процесс его твердения, что способствует быстрому достижению отпускной и распа.чубочпой прочности, и тем самым обеспечиваются сокращенные циклы изготовления сборного бетона и короткие сроки выдерживания монолитного бетона в опалубке.
Самый распространенный метод производства сборного бетона - - пропаривание, горячая обработка и предварительный нагрев компонентов смеси и самой смеси (теплая бетонная смесь). В качестве теплоносителя используют, главным образом, насыщенный водяной пар или паровоздушную смесь. В особых случаях в качестве источника тепла находит применение электроэнергия. Чтобы исключить затраты на устройство дорогостоящих камер напорного типа, эти технологические процессы осущест
вляют в теплообрабатывающих устройствах при допускаемом незначительном избыточном давлении или без избыточного давления. Поэтому максимальная температура обработки ограничивается 100° С. При использовании в качестве, теплоносителя органических жидкостей, которые, можно при нормальном давлении доводить до более высоких температур, температура бетона также не должна превышать 100° С, иначе вода в нем закипит.
В производстве монолитного бетона ускоренное твердение применяют лишь при дорогой системе опалубки (например, метод туннельной опалубки). В этом случае, целесообразнее всего использовать теплую бетонную смесь, иногда в комбинации с горячей обработкой.
5.4.1. Требования к бетону. Хотя при повышении температуры физикохимические процессы твердения значительно ускоряются по сравнению с нормальным твердением (см. рис. 55, 5.2.2), время тепловой обработки, необходимое. для достижения распалу-бочной прочности, в производстве сборного бетона составляет в среднем 8—12 ч, т. е. 80% от всего процесса изготовления изделий. Сокращение времени тепловой обработки на 2 ч означало бы при поточно-скоростном методе с туннельной пропаркой с тактом в 12 мин экономию 10 форм на каждой технологической линии. Кроме того, в связи с укорочением туннеля сократились бы денежные расходы. Следовательно, в технологии тепловой обработки имеются еще большие, резервы сокращения цикла изготовления продукции.
К сожалению, при наиболее часто применяемом методе пропарки в результате слишком короткого времени предварительного выдерживания или слишком быстрого нагрева изделий нарушается структура бетона и снижается его конечная прочность, что приходится компенсировать повышенным расходом цемента.
При производстве изделий из бетона на портландцементе температура обработки выше 80° С хотя и приводит к ускорению набора их ранней прочности, но из-за образования хрупкой структуры цементного геля вызывает и большие потери их конечной прочности.
87
Рис. 66. Режим тепловой обработки при пропаривании с изображением камеры пропаривания туннельного типа
1 — температура теплоносителя; 2 — средняя температура бетона; Tv — температура выдержки; Td — температура прогрева; tv — время выдержки; /л — время подогрева; /п— время прогрева; /к — время охлаждения; 1в — время тепловой обработки
При горячей обработке, обеспечивающей быстрый нагрев без нарушения структуры бетона, требуется сравнительно много времени для равномерного нагрева изделия до желаемой температуры. Теплая бетонная смесь в этом отношении имеет преимущество, так как до укладки в форму уже имеет высокую температуру.
В каждом случае необходимо использовать все возможности для максимального сокращения времени тепловой обработки в пределах, обеспечивающих достижение минимально допускаемой отпускной прочности бетона.
Таким образом, возможности сокращения времени тепловой обработки изделий имеются, но, как правило, они связаны с увеличением стоимости материала (например, повышением расхода цемента) или с дополнительными техническими издержками (например, при комбинации предварительного нагрева с горячей обработкой или пропаркой). При этом очень важно знать, какую обработку может выдержать бетой без слишком больших повреждений.
Увеличение выхода продукции в результате сильного сокращения времени тепловой обработки ведет также к снижению стоимости 1 м3 бетона. Отсюда вытекает, что время тепловой обработки следует максимально
сокращать, по в пределах, допускающих минимальную потерю конечной прочности, некоторые технические издержки и небольшой перерасход цемента.
5.4.2. Режим тепловой обработки. Режим тепловой обработки определяется изменением температуры во времени. При этом следует различать температуру теплоносителя и бетона.
Па рис. 66, 67 показан типичный режим пропарки с отдельными этапами: предварительного выдерживания при нормальной температуре от смешения до начала повышения температуры; нагрева до максимальной температуры; прогрева (изотермическая фаза) и охлаждения в камере.
После извлечения изделия из камеры оно продолжает охлаждаться с различной скоростью в зависимости от климатических условий среды (в закрытом помещении или на открытом воздухе).
По времени тепловой обработки Д различают режимы: короткий —• менее 6 ч; нормальный — от 6 до 12 ч и удлиненный — свыше 12 ч.
5.4.3. Методы тепловой обработки. Пропарку осуществляют в закрытых камерах паровоздушной смесью или водяным паром. Ее применяют почти исключительно в производстве сборного бетона. Для монолитного бетона этот метод пригоден лишь условно в связи с затрудненным под-
88
Способ тепловой обработки
Пропаривание или обработка горячим воздухом
(2) Нагревание
Теплый бетон (з) в сочетании с нагревом
Режим обработки, ч
~а
2 3 5 1
Рис. 67. Режим тепловой обработки для получения примерно одинаковой прочности Rw\ = 70% Rw№ при различных способах обработки для бетона марки ВЗОО К, 1а, /л, Ik, — как на рис 66
водом пара Камеры загружаются периодически (ямного типа, колпаки) или непрерывно (туннельного и ба шейного типа)
В промышленности сборного бе тона этот метод наиболее распростра йен На рис 68 показаны типичные пропарочные устройства — камера туннельного типа и камера пролари вания
Пропарочные устройства Потреб ность в паре зависит от объема камеры и составляет от 200 кг (камера башенного типа) до 500 кг (колпак) па 1 м3 бетона Бетонные изделия, изготовляемые большей частью в горизонтальном положении, обрабатыва ются в заданном режиме при открытой поверхности (с боковой опалубкой) или без боковой опалубки (на поддоне) При этом большая часть открытой поверхности вступает в контакт с теплоносителем При нагреве тепло от теплоносителя передается поверхности бетона или частям фор мы в основном путем конденсации водяного пара, а во время изотерми ческого прогрева-- путем конвекции
При нагреве бетона может пропс ходить его вертикальное (при боковой опалубке) пли дополнительное гори зонтальное (без боковой опалубки) расширение (рис 69)
При нагреве свободную поверх ность бетона защищают от высыхания конденсационной водой Однако )жев период завершения прогрева и особенно при охлаждении изделии, как правило, происходит потеря воды
с их поверхности, так как температура бетона при этом выше темпера гу ры окружающей среды (см рис 66)
В последнее время пар все боль ше заменяют влажным горячим воз духом Такую обработку изделии осуществляют в тех же устройствах, что и пропарку паром, например в камере туннельного типа, и в связи с аналогичными физико химическими yi.TO виями твердения бетона по тем же режимам Горячая обработка отлича ется от пропарки тем, что тепло пере дается от теплоносителя не непосред ственно поверхности бетона, а через обогреваемые формы или части опалубки, полностью или частично за крывающие изделие Теплоносителем в основном служит водяной пар В отдельных случаях применяют го рячую воду, органические жидкости или электроэнергию
При изготовлении в кассетных установках (см рис 68) — типичном для бетонного завода методе прогре ва — осуществляется двухсторонний нагрев изделия через горячие отсеки Так как при этом бетон почти пол постыо заключен в форму, то ci о обьем может увеличиться лишь в той мере, в какой это позволяет жест кость формы В следующем раздето будет показано, что благодаря этому исключается необходимость предва рительного выдерживания изделий
Если изделие, находящееся в го ризонтальпом положении, нагревается только снизу через выполненное в ви де нагревающего регистра дно формы,
89
А, А Камера. \р) пропаривания К'~'\ Туннельная { 1 } камера —s горячего Воздуха f\ Л а < се /иная у установка | лй ж $$ * * -Ч Wfe-.s-w чдйк: ' ww,^ - t 1 1 М./*- Ww 5 “XjC^ Паросме, имело * 4l 7^7 п, u^==8SS3tn г ‘ =.SF ?к1 ЖТаГиВ -'. f ¥4?'
Рис 68. Пропарочные устройства
90
Рис. 69. Расширение бетона при тепловой обработке.
а — горизонтальное изделие с боковой опалубкой; б — горизонтальное изделие без боковой опалубки, в —- вертикальное изделие с открытым верхом, / — бетон; 2—форма
то бетон может расширяться, как при пропарке. Поэтому режим обработки выбирается по тем же критериям, что и при пропарке Кроме того, бетон начинает высыхать уже при прогреве, если его поверхность не защищать от испарения воды.
При изготовлении монолитного бетона горячую обработку, в основном, осуществляют с помощью обогреваемых электричеством элементов опалубки (например, при методе со скользящими формами).
В то время как при пропарке и горячей обработке бетон нагревается лишь после укладки и уплотнения, при методе предварительного нагрева смесь до укладки нагревают до температуры 60° С (теплая бетонная
Рис. 70. Схема кюбеля с пластинчатыми электродами для электроразогрева бетонной смеси [191 1 — электроды; 2 — вырез
смесь). Предварительный нагрев до 40° С можно осуществить путем нагрева компонентов смеси (заполнителя и воды) до смешения, а для достижения более высоких температур све-жеуложеппого бетона —• путем подачи в смеситель насыщенного водяного пара во время процесса смешения (паросмешение) или, в исключительных случаях, путем электропрогрева. Так как электроэнергии недостаточно, для приготовления теплой бетонной смеси с высокой температурой применяют, как правило, паросмешение (см. рис. 68). Непосредственная подача пара в смесь приводит к быстрому ее нагреву на l’C/с в результате конденсации пара. Поэтому обычного времени смешения достаточно для нагрева.
При предварительном нагреве электрическим током (рис. 70) смесь включается как сопротивление между двумя электродами и прогревается в течение нескольких минут.
Хотя нагрев до более высоких температур (60° С) и возможен, он требует немедленной переработки смеси, так как она быстро становится жесткой и не поддается безупречному уплотнению. Избежать этого можно, применяя смесь с более пластичной начальной консистенцией (больше воды). В табл. 16 указано время переработки свежеуложенной бетонной смеси в зависимости от ее консистенции и температуры. При слишком сильном увеличении жесткости она плохо уплотняется и снижается прочность бетона.
91
Таблица 16. Ориентировочные значения времени переработки разогретой бетонной смеси [20]
Удобообрабатываемость Температура бетонной смеси, °C Время переработки, мни
Vi жесткая 30 30
45 25
60 20
Vs жесткопластичная 30 40
45 30
Уз пластичная 60 25
V4 пластично-литая 30 70
45 50
60 30
Преимущество теплой бетонной смеси — экономия времени, так как отпадает необходимость в выдерживании и нагреве (плавном подъеме температуры). Отрицательная сторона метода—-ограничение температуры нагрева смеси 60° С, так как даже теплоизоляция формы со всех сторон (метод термоса) и дальнейшее повышение температуры в результате тепловыделения цемента исключают возможность применения короткого или даже нормального режима. Поэтому в производстве сборного бетона предварительный нагрев комбинируют с последующей пропаркой или горячей обработкой. При этом становится возможным использовать короткий режим, хотя с высокими техническими издержками (см. рис. 68).
При изготовлении монолитного бетона не происходит быстрого твердения, поэтому можно сократить сроки нахождения изделия в опалубке, применяя только предварительный подогрев. Поэтому метод имеет особые преимущества при зимнем строительстве.
Пар еще долгое, время будет доминировать при тепловой обработке изделий, так как наряду с рядом технологических преимуществ он гарантирует хорошую передачу тепла путем конденсации и, кроме того, предотвращает схватывание бетона во время нагрева В последнее время начали применять горячий воздух
высокой влажности (не менее 85%). В отдельных случаях применяют электроэнергию в виде: электропрогрева, пропуска тока через арматуру и металлическую форму, нагрева инфракрасными излучателями, термоактивной опалубки.
В связи с необходимостью особо экономного расходования энергетических ресурсов метод в очень ограниченном объеме применяют даже в странах, являющихся пионерами в этой области
5.4.4. Взаимосвязь между технологией тепловой обработки и расширением бетона. При тепловой обработке бетон подвергается различным воздействиям, определяющим выбор того или иного режима Особое значение имеют деформации и напряжения, возникающие при нагреве и охлаждении
Нагрев (кроме теплой бетонной смеси) осуществляют в форме после уплотнения уложенной смеси
В результате, температурного расширения компонентов смеси об нем бетона увеличивается Особое значение имеет при этом содержание в смеси воды и воздуха, так как коэффициенты тепловою расширения твердых компонентов (цементный камень и заполнитель), воды и воздуха соотносятся, как 1 • 10 • 100 (рис 71).
При пропарке и обработке горячим воздухом бетон, как уже. говорилось, может более или менее беспре-
92
Рис. 71. Свободное тепловое расширение воздуха, насыщенного водой, сухого воздуха, воды и составляющих бетон прочных материалов [211
/ — насыщенный водой воздух; 2 —сухой воздух; 3— вода; 4 — заполнитель и цементный камень
пятственно расширяться как в вертикальном, так и дополнительно в горизонтальном направлении. Преимущество горячей обработки в вертикальных кассетных установках заключается в том, что расширение ограничивается формой (см. рис. 69), при обработке же горизонтальных изделий с открытой поверхностью имеются условия для свободного расширения. Структурные повреждения возникают лишь при температурном расширении компонентов смеси и прежде всего воздуха и воды. Это тот случай, когда бетон в связи с низкой собственной прочностью и возможностью свободного расширения подвергается пластической деформации, в результате чего после его охлаждения сохраняются остаточные деформации (рис. 72). Это приводит к потере прочности бетона по сравнению с бетоном нормального твердения, тем более значительной, чем сильнее нарушена текстура бетона. Потери прочности могут составлять до 20%, но, как правило, колеблются от 5 до 15%. Их приходится компенсировать увеличением расхода цемента.
Однако, если при пропарке и 1 о-рячей обработке горизонтальных изделий (возможность расширения) можно добиться довольно быстрого набора прочности путем достаточного предварительного выдерживания и длительного нагрева, так, чтобы она была к каждому моменту времени больше напряжений сцепления, возникающих в результате температурного расширения, то повреждение бетона, как и при ограничении расширения формой, может быть значительно уменьшено или полностью предотвращено.
В табл. 17 приведены минимальные значения прочности бетона к началу нагрева, выведенные па основе опытных данных. При быстром нагреве прочность бетона в связи с возникающими высокими термическими напряжениями, как правило, ниже, чем при медленном повышении температуры. На практике эти минимальные значения прочности часто не достигаются до нагрева, так как для этого потребовалось бы длительное выдерживание смеси (до 12 ч), что экономически не оправдывается. Поэтому необходимо компромиссное решение, позволяющее, с одной стороны, путем соблюдения заданного времени предварительного выдерживания и нагрева (табл. 18) предельно ограничить повреждение бетона и, с другой — ограничить дополнительный расход цемента
Целесообразны стадийный нагрев или повышение температуры теплоносителя в арифметической прогрессии без предварительного выдерживания (рис. 73), так как при этом по сравнению с классической программой тепловой обработки, при которой температура повышается линейно, суммарное время предварительного выдерживания и нагрева можно сократить без значительных нарушений текстуры бетона. При этом увеличение прочности лучше согласуется с увеличением напряжений, чем при линейном повышении температуры
Существует также способ ограничения нарушений текстуры горизонтальных элементов, заключающийся в приложении к свободной поверхности механических (металлическая плита) или пневматических нагрузок (несколько повышенное давление пара или воздуха). При этом для быст-
93
Рис. 72. Расширение бетона при пропаривании по режиму 4- 4 4-2(80° С) 4-4-2(221.
Время выдержки
/ — 15 мин; 2 — 1 ч, 3 — 2 ч, 4 — 4 ч, 3 -- b ч, 6 — 1 сут
Вследствие пластических деформаций бетона после охлаждения появляются остаточные деформации. Сокращение времени выдержки приводит к незначительной прочности к началу нагрева и к увеличенным деформациям при нагреве. Вследствие этого наблюдаются повышенные остаточные деформации и значительные потери прочности
Время, Ч
Рис. 73. Возможности сокращения выдержки и нагрева за счет различных условий нагрева
а — режим с предварительной выдержкой и линейным подъемом температуры, б - - ступенчатый подъем температуры (ступенчатый режим), в — npoi рессивная кривая подтема температуры
94
Таблица 17. Допустимая скорость подъема температуры теплоносителя в камерах в зависимости от прочности на сжатие к началу подогрева [23]
Прочность на ежа Скорость подъема
тие к началу температуры
нагрева, МПа °С/ч
0,1—0,2 10—15
0,2—0,4 15—25
0,4—0,5 25—35
0,5—0,6 35 -45
>0,6 45-60
рого нагрева горизонтальных изделий (пропарка, горячая обработка без прсдваритель юго выдерживания) достаточно давление 0,003—0,005 Па
Так как температура обрабо1ли ограничена плюс 80 — плюс 85° С, то необходимо, в отличие от обработки в автоклавах, получать избыточное давление от компрессоров Выбирать избыточное давление следует в зави симости от размеров камеры таким, чтобы не было необходимости обору довать ее как камеру напорного типа
На рис 74 показано влияние ме ханичсского пригруза на растяжи мость бетона с повышенным содержа нием воздуха
Таблица 18. Ориентировочные режимы тепловой обработки бетона при его пропаривании, ч [23]
Ч
5 0,5 2 2 0,5
7 1 2 3,5 0,5
9 1 3 4 1
11 2 3 5 1
13 2 3 6 2
16 2 3 9 2
— общее время обработки, tv — время выдержки, tA — время подъе ма температуры, tn — время изотер мического прогрева при 80—85° С,
— время охлаядепия в камере об работки
При горячей обработке в кассетных установках невозможна пластическая деформация бетона .между горячими отсеками, поэтому не г псоб ходимости в предварительном выдерживании Кроме того, бетон нагревается так быстро, как это допускают законы теплопроводности
Преимущество теплой бетонной смеси заключается в том, что в слу чае ее применения для изготовления горизонтальных изделий нс происходят нарушающие бетон пластические деформации, так как смесь укладыва ют в теплом и уже расширенном состоянии При комбинации предварительного нагрева с дальнейшим нагревом пропаркой пластические де формации в бетоне также не возникают, так как температура повышается незначительно и материал уже обладает определенной минимальной прочностью
Во время фазы прогрева темпе ратура бетона остается почти посто явной и поэтому не происходят нару шающие текстуру бетона процессы расширения
При охлаждении возникают растягивающие напряжения на поверхности бетона, так как еще теплая и поэтому растянутая внутренняя зона бетонного элемента противодействует температурному сжатию ее остывшей зоны Если растягивающие напряжения, которые могут увеличиваться при усадке (в результате высыхания), при очень сильном охлаждении превышают прочность бетона па растяжение, то возникают трещины и па рушастся текстура, вследствие чего происходят значительные потери прочности бетона Поэтому скорость cl и жепия температуры изделии должна быть менее 40°С/ч При температуре воздуха ниже 5° С еще теплые бетонные изделия рекомендуется до их распалубки и складирования под открытым небом выдерживать в течение 12 ч при температуре выше 10“ С в закрытом помещении Если это не возможно, то их нужно как можно плотнее штабелировать и закрывать теплозащитными покрытиями, чтобы избежать быстрого охлаждения
По вопросу взаимодействия меж ду условиями тепловой обработки бетона, режимом и технологией можно сделать следующие выводы
95
Рис. 74. Уменьшение расширения бетона с пористостью до 3 5% при раз личных величинах пригруза
Марка бетона B-J50 режим тепловой обра ботки с прогрессивной кривой нагрева и максимальной температурой 65° С Пунк тирная кривая 5 расширения бетона одина нового состава с содержанием воздуха до 1 5% без пригруза Относительные дефор мации бетона с пористостью до 3 5% при различных величинах пригруза при тепло вой обработке по режиму с плавной кривой нагрева и температурой изотермического прогрева Go” С Признаки деформаций рас ширеиия верхней кромки кубика (слева) бездефектный бетонный кубик (справа)
фаза нагрева, с одной стороны, характеризуется значительным повышением прочности бетона, а с другой— во время этой фазы при воз можпости свободного расширения мо гут возникнуть опасные нарушения, снижающие конечную прочность бето на,
при пропарке, горячей обработке (изготовление в кассетных уставов ках) и комбинации одного из этих методов с применением теплой бетонной смеси сокращается общее время обработки (в случае благоприятных ее условий), необходимое для получения той же прочности (см рис 67),
чтобы избежать трещинообразо-вания и потерь прочности, бетон внутри и вне камеры не должен слишком быстро охлаждаться
Потери прочности при тепловой обработке бетона объясняются тремя причинами
нарушениями текстуры при нагреве в результате пластических деформаций,
нарушениями текстуры в результате слишком быстрого охлаждения, укрупнением структуры цементного камня вследствие высокой экзо-термии бетона на портландцементе (см. 5 2 2 и 5 4 6)
96
Таким образом, при горячей обработке в кассетных установках, а также. при использовании теплой смеси происходят потери прочности, которые, однако, меньше, чем при пропарке, так как первая причина снижения прочности полностью пли в значительной мере отпадает.
5.4.5. Влажностные условия и уход за бетоном. Ьетоп относится к числу капиллярно-пористых тел. Вода перемещается в бетоне всегда в направлении от теплой зоны к холодной. Поэтому при нагреве возникает направленный внутрь поток влаги, усиливающийся кондепсациопнои водой. В результате могут возникну гь, особенно ири пластичной консистенции смеси и быстром повышении температуры, направленные капилляры, повышающие водопроницаемость бетона и ухудшающие его долговечность.
Образование конденсата, кроме того, часто приводит к повреждениям поверхности.
Уже. во второй половине фазы прогрева и во время охлаждения поток влаги изменяет направление, и бетон начинает высыхать. При этом происходит усадка поверхности, повышающая опасность трещинооб-разования.
К. сожалению, на практике редко учитывают, что обезвоживание приводит к изменению условий гидратации цемента и тем самым влияет на дальнейший набор прочности бетона. Поэтому после тепловой обработки необходимо защищать бетон от испарения воды и, по крайней мере, один раз основательно увлажнить. Еще лучше выдерживать бетон под водой или увлажнять в течение веско тьких дней. 1ог, кто боится этих затрат, по, использует полностью способность цемента к твердению и поэтому для получения той же прочности бетона должен расходовать больше цемента. .Кроме того, ири сильном обезвоживании происходит необратимое украшение пористости, отрицательно влияющее не только на прочность, но и на морозостойкость и другие свойства бетона. Отсюда следует, что наилучшие качества бетон приобретает, если уже во время тепловой обработки предотвращается его высыхание. Это достигается, наприме.р, путем обрызгивания его теплой водой
во второй половине фазы naipCBa или при охлаждении после пропарки. При горячей обработке изделия с открытой поверхностью незащищенный бетон начинает высыхать уже во время нагрева. В СССР «Руководство но тепловой обработке.» [23J рекомендует в этом случае перекрывать поверхность бетона слоем воды до достижения прочности 0,3—0,5 МПа. Количество воды должно быть таким, чтобы она испарилась к копну тепловой обработки. Этот способ защиты требует соответствующей конструкции форм я поэтому на практике, не. всегда может быть реализован Однако следует проверить, нельзя ли для новых конструкций предусмотреть с самого начала этот несомненно эффективный метод защиты от испарения. Упомянутое в разд. 5.4 4 применение пневматического избыточного давления создает благоприятные, условия для ухода за бетоном, гак как давление противодействует испарению воды.
Последние исследования [24] показали, что уменьшение относительной влажности теплоносителя во время нагрева до 40 -60% приводит к повышению прочности, если во время последующего прогрева обеспечивается его относительная влажность 90--95%. В основном это объясняется тем, что из-за отсутствия процесса конденсации влаги и начинающегося испарения воды в бетоне по аналогии с усадкой создается капиллярное давление порядка 0,1 МПа. Этого давле ния, действующего как наружный пригруз, достаточно для значительного ограничения разрушения бетона Однако во время прогрева следует обеспечить высокую относительную влажность, чтобы избежать обезвоживания бетона
Из сказаниого можно сделать вывод, что сохранение влаги в бетоне во время и после тепловой обработки хотя и требует повышенных затрат, ио одновременно улучшает свойства бетона и ио шоляет уменьшить расход цемента
5.4.6. Влияние цемента. Обычный портландцемент часто «реагирует» на высокие температуры твердения снижением конечной прочности, объясняющимся, в первую очередь, укрупнением структуры образующегося цементного камня. Чтобы исключить это снижение прочности, необходим по-
97
вишенный расход цемента, поэтому максимальная температура не. должна превышать плюс 80 — плюс 85° С
В случае применения шлако;юр1 ландцемента благоприятными могут быть температуры от 90 до 95° С, при которых сильно повышаеися способность шлака к твердению. Достигаемый при этом выигрыш в прочности часто перевешивает отрицательные влияния (укрупнение геля и нарушение текстуры бетона, см. 5.4 4), так что по сравнению с его нормальным твердением достигается даже более высокая конечная прочность изделии Недостаток заключается в том, что в связи с медлепньвт набором прочности бетона на шлакопорглапдцемепте требуется его более длительное предварительное выдерживание и бол^е медленное, повышение температуры, чтобы ограничить возникновение нарушающих текстуру деформации Кроме того, при равной относительной прочности требуется более длительный режим обработки бетона, чем при его изютовлснии на портландцементе (рис. 75). Поэтому, как правило, применяют портландцемент, так как он, несмотря па возмо/кпые потери конечной прочности, обеспечивает после тепловой обработки высокую относительную и абсолютную проч-nocib (распалубочную и конечную прочность). Для бетона высокого класса, из которого в основном изготовляют сборные элементы, шлаковый цемент с его низкой маркой (ZZ 275) не пригоден.
Сравнение различных портландцементов показало, что с некоторыми из них бетон не теряет конечной прочности при тепловой обработке. Особенно благоприятны цементы с небольшим содержанием алюмина гоп. 'Гак как почти 60% бетона подперт а-егся тепловой обработке, в цементной промышленности взята установка па производство специального цемента, позволяющего при быстром наборе прочности во время тепловой обработки получить ту же конечную прочность, что п при нормальном твердении или даже выше (например, PZ 4/450).
Целью исследовательских работ была разработка цемента, который обеспечивал бы быстрое твердение бетона без тепловой обработки В некоторых странах уже имеются бысг
Рис. 75. Изменение прочности бетонов на шлакопортландцементе (ZZ) и портландцементе (PZ) при пропаривании во время периода нагрева и изотермического прогрева
В,77 —0,5. / — 7.7. 275; ’ — PZ 425
бетон на PZ 425 достигает 70% от 28 сут прочности (/?w:s) уже после примерно 8,5 ч. Для бетона на шлакопоргландцемеп-те для этою требуется 14 ч
ротвердеющие цементы, однако широкое их применение, невозможно из-за слишком быстрого схватывания Если этот недостаток будет ликвидирован, то технология бетона сделает большой шаг вперед.
Таким образом, при ускоренном твердении бетона применяют почти исключительно портландцемент высокой марки, так как он гарантирует более значительную относительную и абсолютную прочность п более короткое время тепловой обработки изделий, чем шлакопортландцемен г. Предпочтение следует отдавать портландцементам, не приводящим при пропаривании к потере прочное;и бетона по сравнению с его нормальным твердением *.
1 Эффективны при пропаривании тонкомо-лотые малоклинкерные шлакопортландце-менты с содержанием доменного грянули-роваиного шлака 70%, разработанные в МЛДИ (Примеч. науч оед.)
98
Таблица 19. Ориентировочные значения экономически выгодного режима пропаривания бетона на портландцементе для достижения относительной прочности на сжатие в зависимости от значений В/Ц
Водоцемеитиое отношение В/Ц Прочность, % от R1S
^1028
>0,6 60—65 85—95
0,4- -0,6 65- 70 95 105
<0,4 70—85 100—110
5.4.7. Влияние состава бетонной смеси. Закономерности, рассмотренные в разд. 5 2.1, сохраняются и при тепловой обработке бетона. При небольших значениях ВЩ, высокой марке бетона и небольшом содержании воды (жесткая консистенция) набор прочности во время предварительного выдерживания и последующей тепловой обработки ускоряется, в результате чего сокращается продолжительность тепловой обработки при достижении тон же прочности за счет сокращения трех фаз обработки, предварительного выдерживания, нагрева и прогрева.
Возможно дополнительное ускорение процесса при прочих равных условиях путем добавки ускорителей твердения бетона. При этом в случае производства армированного бетона допускается применение лишь тех добавок, которые не вызывают коррозию металла (см. 5 2.4). Ускорители твердения особенно эффективны при коротком режиме тепловой обработки, низкой марке бетона и цемента и низкой температуре прогрева. Тепловая обработка должна длиться только до достижения приведенных в табл. 19 значений относительной прочности, так как дальнейшая обработка не дает существенного увеличения прочности и поэтому не экономичная. Из таблицы видно также, что большие потери прочности по сравнению с нормальным твердением происходят прежде всего в том случае, если бетонная смесь имела высокое значение В/Ц-, при низких же их значениях можно даже получить выигрыш в прочности
Особую роль играет содержание воды и воздуха в связи с их большим температурным расширением (см.
5.4.4) . Как уже упоминалось, высокое содержание воды и воздуха при возможности свободного расширения бетона приводит к сильным нарушениям его текстуры, влекущим за собой снижение прочности. Поэтому жесткие и хорошо уплотненные смеси ведут себя лучше, например при пропарке. Однако это не означает невозможность использования положительного действия воздухововлекающих добавок па морозо- и солестой-кость бетона, например при тепловой обработке сборных железобетонных плит для дорожных покрытий. Последние исследования показали, что при содержании воздуха до 4% можно ограничить потери прочности путем достаточно длительного предварительного выдерживания (не менее 3 ч) и медленного нагрева (менее 15°С/ч). Этих требований следует придерживаться и в тех случаях, когда к бетону без искусственного вовлечения воздуха предъявляются повышенные требования в отношении морозо- н солсстойкости
Таким образом, можно сказать, что все факторы, ускоряющие твердение бетона при нормальных условиях, ведут к ускорению набора прочности и при тепловой обработке и позволяют сократить время этой обработки. Высокое содержание воздуха и воды неблагоприятно, но при длительном пропаривании можно повысить морозо- и солестойкость бетона путем применения воздухововлекающих добавок.
5.4.8. Зависимость между прочностью бетона в возрасте 28 дней, отпускной прочностью бетона, временем его обработки и расходом цемента. Как видно из рис. 76, при данном времени тепловой обработки бетона
99
Рис. 76. Прочность бетона через 0,5 ч (Яа.0,5) и 21 ч (-/?»; 24) после окончания тепловой обработки в зависимости от 28-сут прочности бетона /?те2з, подвергнутого тепловой обработке, и от времени tB
Ориентировочные значения для бетона на портландцементе PZ 375 и PZ 425 по [25] D — пропаривание, Н— горячая обработка при горизонтальном изготовлении изделий; Н'—горячая обработка, 1F + D — сочетание теплового бетона с пропариванием (режим пропаривания по табл. |8)
20 30 40 50
Прочность на сжатие R^Si МПа.
достигается только определенная относительная прочность (по отношению к его прочности в возрасте 28 дней — Rww) Если же требуется более высокая относительная прочность бетона, то следует применять смесь с пониженным значением В/Ц Однако это означает повышение содержания цемента, так как консистенция смеси для данной марки бетона не должна изменяться В результате не полностью используется способность цемента к твердению, так как конечная прочность в возрасте 28 дней должна быть выше требуемой для данной марки проектной прочности.
Это поясняется на рис 77, который составляет часть рис 76, а. Если требуется бетон марки ВЗОО, конечная прочность которого в возрасте 28 дней Т?г2в в связи с относительно небольшим стандартным отклонением 5 = 3,25 МПа должна составлять лишь (см ч 1, разд 4 5 2), /?г28 = = 24,5-1-2-3,25=31 МПа, то отпускная прочность должна быть равна 15 МПа (см 5 1 2)
Как видно из рисунка, соотношения при продолжительности обработки 7 ч таковы, что при требуемой
проектной прочности 31 МПа достигается отпускная прочность 15 МПа. При продолжительности обработки 5 ч прочность бетона после тепловой обработки Rw2s должна быть увеличена до 34,8 МПа. Это означает, например, при консистенции V-t (пластичная смесь) с цементом PZ 375 увеличение содержания цемента с 295 до 340 кг/м3. Таким образом, сокращение времени обработки бетона приводит к увеличению расхода цемента на 15 кг/м3.
С другой стороны, если статистически доказана достаточность отпускной прочности бетона R^ =12 МПа, то гарантируется его марка с /?z28=31 МПа также при обработке в течение 5 ч и содержании цемента 295 кг/м3, т е без его дополнительного расхода. Способность цемента к твердению, таким образом, полностью используется
Из этих важных положений вытекает следующий вывод достигаемая после тепловой обработки отпускная прочность бетона должна быть как можно ниже для обеспечения короткого времени обработки без избыточного расхода цемента Поэтому
100
не нужно бояться никаких расходов па расчеты и исследования по установлению максимально низкой для данного изделия и конкрстых условий отпускной прочности.
5.4.9. Возможности сокращения времени тепловой обработки бетона. После рассмотрения в предыдущих разделах основных асискюв поведения бетона при тепловой обработке необходимо в заключение еще раз обсудить сформулированные в 5.4.1 положения.
Возникают вопросы, при каком минимальном времени тепловой обработки бетон может все еще отвечать предъявляемым к нему требованиям? Какими мерами и методами можно уменьшить время обработки и нахождения бетона в формах?
На рис. 76 показано, какие относительные прочности достигаются при пропарке в соответствии с режи-
Рис. 77. Взаимосвязь между отпускной прочностью Ra, временем обработки и требуемой 28-сут прочностью при пропаривании
Z—необходимый расход цемента в соот ветствии с предельными кривыми рассева А/В32; Консистенции V3; PZ 375; режим обработки по табл. 18
Таблица 20. Время прогрева при тепловой обработке бетона в зависимости от толщины изделия при двухсторонней подаче тепла
Толщина 1ВДСЛИЯ, мм Время прогрева, ч
<100 0,5-1
100-200 1
>200 >1
мами, указанными в табл. 18. Это относится также к горячей обработке горизонтальных элементов е открытой поверхностью, так как условия их расширения сохраняются теми же. На рис. 68 уже было показано, что при горячей обработке смеси с ограниченным расширением (например, в случае вертикальных изделий) вследствие отсутствия необходимости в предварительном выдерживании и быстром нагреве достигается больший выигрыш во времени, чем при пропарке.
В табл. 20 показано реализуемое по законам теплопроводности время нагрева ири горячей обработке бетона в кассетных установках. Оно на 1 — 1,5 ч короче, чем при пропарке. В результате того, что не затрачивается время (от 0,5 до 2 ч) на предварительное выдерживание, при равной относительной прочности время обработки укорачивается на 1,5--3 ч по сравнению с пропаркой. Выигрыш во времени одновременно означает и экономию пара.
Комбинация теплой бетонной смеси с горячей обработкой малоэффективна, так как в связи с повышением температуры (и без того быстрым) максимальный выигрыш во времени составляет всего 1 ч (рис 68). При комбинации теплой бетонной смеси с пропаркой выигрывается время до 4 ч, т. е более '/3 обшего времени пропарки. Па рис. 76 приведены ориентировочные значения времени обработки, требуемого при разных технологических схемах для получения определенной относительной прочности бетона.
Из сказанного можно сделать следующий вывод: при горячем ме-
101
Рис. 78. Требуемая отпускная прочность в зависимости от прочности при транспортировании и условий последующего твердения (схематично) а —повышение от Ras до Raw из-за медленного последующего твердения зимой; б — повышение от Ras до R'as вследствие повышения от Rl до R'l, дальнейшее повышение до R'aw в зимних условиях: /--конец тепловой обработки; 2 — транспортировка и немедленный монтаж; S — лето; 117 — зима; Ra - отпускная прочность; Rl — прочность при транспортировке. R'a и Rl повышенные значения отпускной и транспортной прочности бетона. Медленное последующее твердение зимой и повышенные прочности бетона при транспортировании или монтаже требуют повышения отпускной прочности и при этом увеличения либо продолжительности тепловой обработки, либо расхода цемента
тоде или его комбинации с теплой бетонной смесью, а также с пропаркой одна и та же относительная прочность достигается за более короткое время обработки, чем при пропарке.
Однако, несмотря на это, основным методом тепловой обработки остается пропарка. Это объясняется тем, что в кассетной установке можно изготовлять только определенные изделия (например, стеновые элементы).
Теплые бетонные смеси пока применяются мало, но, так как они обладают большими преимуществами перед холодными, их следует внедрять быстрее.
Интересный способ сокращения времени обработки путем применения пневматического избыточного давления, обеспечивающего и при пропарке быстрый нагрев без предварительного выдерживания, уже рассмотрен в разд. 5 1.1. Наряду с возможностями сокращения времени обработки путем выбора или модификации мс-юда имеется ряд других мероприятий, эффективных при всех методах. Простейшее из них и поэтому наиболее широко применяемое — снижение значения B/Д' и тем самым увеличение содержания цемента Эгп вопросы уже были рассмотрены в разд 5 4.8. В связи с потерей прочности
при тепловой обработке, и без того требующей повышенного расхода цемента, его дополнительный расход в целях сокращения времени обработки с экономической точки зрения нецелесообразен.
Применение жестких смесей обеспечивает сокращение времени предварительного выдерживания бетона и его быстрый нагрев при пропарке и горячей обработке в условиях возможного свободного расширения.
Еще недостаточно используется возможность сокращения времени обработки путем установления минимально допускаемых значений рас-палубочной, отпускной и монтажной прочности. При этом в связи с существующей обратной зависимостью между приростом двух последних значений и распалубочион прочностью (рис. 78) полнее используется эффект твердения и при более низких температурах выдерживания бетона. Проектировщики, работники бетонного завода и строители в целях сокращения расхода цемента и времени обработки бетона должны совместно устанавливать требуемую прочность изделия после его изготовления в зависимости от конструкции элемента, условий распалубки, транспортировки и монтажных работ на строительном участке, а также от времени года.
Таблица 21. Возможности сокращения времени тепловой обработки бетона
№ п. п Мероприятия Экономия времени, ч Расход цемента Технологические затраты
1 Тсплообработка с помощью пропаривания 1,5—3,5* При пластичной смеси требуется больше цемента Опалубочная форма с высокими стальными стенками, но незначительной занимаемой площади
2 Сочетание теплого бетона с пропариванием 1,5— 3,5* Расход повышен, если вследствие сильного загустения невозможно достаточно полное уплотнение Оборудование паросмесите-ля соответствующей автоматизацией, повышенные затраты по обслуживанию смесителя
3 Сочетание теплого бетона с нагревом 0,5—1** Как при 2 Как при 2
4 Снижение отпускной прочности Экономия времени зависит каждый раз от снижения прочности Увеличения нет Большие затраты па средства зачаливания и транспортировку для подъема и транспортирования готовых изделий
5 Жесткие смеси при подходящих значениях ВЩ Едва лишь более 0,5 ч Экономия Более строгий подход к назначению параметров вибраторов или увеличение продолжительности вибрирования
6 Получение марки бетона в возрасте свыше 28 сут Экономия времени зависит от роста прочности Увеличение почти до 25 кг/м3 на каждый час экономии времени Увеличения нет
Продолжение табл. 21
№ п.п. Мероприятия Экономия времени, ч Расход цемента Технологические затраты
7 Двухстадийная обработка По мере увеличения продолжительности прогрева сокращается время оборачиваемости форм Увеличения нет Как при 4; дополнительные камеры для дозревания; повышенные транспортные расходы
8 Пропаривание с пневмопри-грузом 1,5—3,5* То же Большие затраты на формы пли камеры; дополнительные устройства для передачи давления
9 Учет последующего твердения В каждом конкретном значении < 1 Увеличения нет Как при 4; в случае повышенных затрат на испытания
10 Добавки, ускоряющие твердение 1 Нет увеличения, но повышение стоимости вследствие добавок Дополнительные дозирующие устройства
* По сравнению с пропариванием
** По сравнению с прогревом
104
Недоп у ci имо хранить элементы непосредственно после тепловой обработки под открытым небом (особенно зимой) из-за возможных нарушений текстуры и потери прочности бетона в результате быстрого охлаждения На некоторых заводах, где пет возможности промежуточного хранения изделий, чтобы избежать деструкции и усилить эффект твердения, бетон марки В300 заменяют зимой бетоном марки В450 (с более высоким содержанием цемента). Поэтому проектировщик бетонных заводов, не предусма гривающий закрытого помещения для дозревания бетона, становится на путь ложной экономии.
При обеспечении соответствующих технических, технологических условий безопасности для подъема готового изделия при более низкой относительной прочности его дополнительную тепловую обработку можно производить после распалубки. На эту мысль наводит так называемая двухстадийная обработка, при которой распалубленные и плотно штабелированные элементы дозревают в специальных теплоизолированных или дополнительно обогреваемых камерах
Тот же эффект достигается при использовании ускорителен твердения, В заключение можно констатировать: ряд технологических мероприятий и резервы, заложенные в строительных материалах, позволяют сократить время тепловой обработки бетона В табл. 21 дастся обзор этих мероприятий, причем эффекч явность каждого из пих нельзя принимать за догму. Зависимости настолько сложны, что только при конкретных условиях технологии изготовления можно решить, насколько то или иное мероприятие пли их комбинация наряду (с повышением производительности обеспечивает также экономическую выгоду.
5.5. Условия твердения бетона при низких температурах
В последние годы в строительстве из монолитного бетона все чаще возникает необходимость перехода от сезонных работ к круглогодичным. Если производство бетонной продукции на заводах мало зависит от се-
зонной температуры, то в строительстве из монолитного бетона при температурах ниже 5° С в связи с замедлением твердения и опасностью разрушения молодого бетона морозом необходимо принятие специальных мер.
5.5.1. Требования. При зимнем строительств к твердению бетона предъявляются два основных требования: бетон должен достигать рас-палубочной прочности в оптимальные сроки и подвергаться первым воздействиям отрицательных температур лишь после достижения устойчивости к замораживанию.
При превращении воды в лед ее объем увеличивается на 9%. Если в бетоне с очень низкой прочностью вода замерзает в порах, то в результате возникающего гидравлического давления происходит частичное разрушение цементного камня и нарушение его сцепления с заполнителем, что приводит к потере прочности бетона. Поэтому молодой бетон будет устойчивым к замораживанию в том случае, если он имеет достаточную прочность, позволяющую ему выдерживать раннее замораживание и попеременное замораживание и оттаивание без повреждений текстуры. О величине этой минимальной прочности, называемой прочностью к моменту раннего замораживания существуют различные мнения. В то время как в Указаниях Международного объединения учреждений ио испытаниям материалов при зимних работах [26] для всех марок бетона предусматривается минимальная прочность 5 МПа, в литературе [27, 28] указывается на необходимость установления этой величины отдельно для каждой марки бетона. Необходимость такой градации вытекает из того, что для исключения разрушения поры и капилляры цементного камня должны иметь определенные размеры. При более высоких марках бетона с небольшим значением В/Ц для этого достаточна более низкая степень гидратации и тем самым меньший процент конечной прочности, чем при более низких марках, несмотря на повышение требуемых абсолютных значений (табл. 22).
Следует четко различать стойкость к одноразовому замораживанию, стойкость к раннему заморажи-
105
Таблица 22. Прочность бетона к моменту замораживания 7?g по [27]
Марка бетона Процент от марки бетона RG, МПа
В 160 44 7
В 225 38 8,5
В 300 35 10,5
В 450 28 12,5
ванию, попеременному замораживанию и оттаиванию молодого бетона и морозостойкость. Бетон лишь тогда морозостоек, когда он выдерживает большое число циклов попеременного замораживания и оттаивания без значительного снижения прочности. Это требует достижения им заданной прочности Поэтому для конструкций, подвергающихся сразу после распалубки большому числу циклов замораживания-оттаивания, бет он уже при распалубке должен иметь прочность, соответствующую его марке Для этого требуются либо более длительные сроки нахождения в опалубке более высокая температура бетона, либо же избыточный расход цемента
В случае использования конструкций, подвергающихся особенно сильным напряжениям (например, конструкции из предварительно напряженного бетона для несущих элементов мостов), относительная прочность бетона к моменту наступления первых морозов должна составлять 70% от прочности бетона данной марки [28], что превышает прочность при раннем замораживании Эта дополнительная прочность необходима для того, чтобы поверхностный слой бетона, особенно подверженный повреждению, мог противостоять морозу, обеспечивая защиту арматуры от коррозии
Если бе гон подвергается дейеншю температур ниже 0° С непосредственно после распалубки, то он должен к этому моменту быть устойчивым к замораживанию. Как показывает сравнение требуемых распалубочиых прочностей бетона с его прочностями при раннем замораживании (см. табл. 14; 5 1), последние, как прави-
ло, ниже, так что при распалубке обеспечивается устойчивость к замораживанию
Особенно большое значение она имеет для поверхностей, не заключенных в опалубку. На строительстве часто забывают, что именно эти поверхности, подвергающиеся в дальнейшем сильному износу, необходимо особенно тщательно защищать о г мороза теплозащитными материалами (например, соломенными матами или пенопластом), пока не будет достигнута требуемая прочность при замораживании.
О благоприятном действии на морозостойкость дополнительного буферного пространства в виде хорошо распределенных круглых воздушных пор здесь говорится кратко. Эти образованные воздухововлекающими добавками поры снижают возникающее при замораживании гидравлическое давление (подробно см ч 1).
В заключение можно сказать следующее:
расналубочная прочность бетона должна, как правило, обеспечивать его стойкость к раннему замораживанию Благодаря этому к моменту распалубки бетон устойчив к действию попеременного замораживания и оттаивания;
поверхности, не заключенные в опалубку, необходимо защищать от мороза, пока не будет достигнута требуемая прочность бетона;
для конструкций, подвергающихся особенно высоким нагрузкам, относительная прочность должна быть еще выше для обеспечения антикоррозионной защиты арматуры;
бетон может противостоять большому числу циклов замораживания-оттаивания без сильных повреждений лишь при достижении им полной прочности (100% прочности для данной марки бетона).
5.5.2. Общие принципы зимнего бетонирования. Зимнее строительство должно планироваться долгосрочно и готовиться к нему надо заблаговременно Оно, как правило, связано с дополнительными расходами Требуемой распалубочиой прочности и прочности при раннем замораживании бетона можно достигнуть следующими путями* изменением состава смеси, использованием метода «термоса*
1ов
Таблица 23. Теплота гидратации цемента по TGL 10 573
Пределы колебаний теплоты гидратации, Дж/г, после
Вид и марка цемента
7 сут
28 сут
PZ475
PZ425
PZ375
ZZ275
«345 325—375 265—320 165-205
«405 385—430 325—375 195—240
(метода теплого хранения), примене-
это м
нием прогрева, применением добавок
случае во избежание
риска
основном дополнительные
ме-
роприятия необходимы при температуре воздуха ниже +5° С, чтобы бетонная смесь при схватывании и твердении имела достаточно высокую температуру и чтобы не были неоправданно длинными сроки се нахождения в опалубке При использовании добавок бетонная смесь во время переработки должна иметь температуру не ниже —5° С При низких положительных температурах воздуха целесообразно применять цементы и смеси с повышенным выделением собственного тепла Если преобладает температура до —3° С, то может потребоваться нагрев компонентов смеси (воды и заполнителя или одного из них) При более низких температурах в каждом случае требуются особые мероприятия, гарантирующие температуру, необходимую для твердения бетона (метод термоса, прогрев). Возможны также без о б огр св ныс методы твердения бетона в зимнее время за счет применения противомо-розных добавок
В каждом отдельном случае необходимо выбирать метод, наиболее целесообразный с точки зрения технологии и стоимости Прежде чем принимать решение о применении того
он должен удлинить указанные в табл 15 (см. 5 1 1) сроки не менее чем на число морозных дней Это во многих случаях нецелесообразно и подчеркивает особое значение дополнительных испытаний.
5.5.3. Изменение состава бетона.
При температуре воздуха выше температуры замерзания бетон может приобретать высокие температуры твердения за счет интенсивного выделения собственного тепла
Проще всего это достигается при использовании цементов с высокой температурой гидратации (табл 23). Если нет таких цементов или их дей-
или иного типа довольно дорогих камер, необходимо проверить, нс доста точна ли обработка методом «термоса» Преимущество применения добавок заключается в том, что отпадает необходимость в нагреве бетона, с другой стороны, удлиняются сроки нахождения смеси в опалубке
Если нс проводятся испытания на затвердение, инженер строитель может ориентироваться только на сроки нахождения бетона в опалубке.
ствие недостаточно, то увеличивают их расход В зависимости от температуры воздуха нормируются следующие минимальные количества цемента '[29]: от +5 до —5° С — 270 кг/м3, ниже —5° С — 300 кг/м3.
Наряду с усиленным выделением тепла более высокое содержание цемента при той же консистенции смеси приводит, как известно, благодаря более низкому значению В/Ц (более высокая прочность бетона) к быстрому набору прочности (см. 5 2 1, рис 52 и 53) Эта закономерность действительна также при низких температурах бетона На рис 79 показано, например, что требуемая рас-па лубочная прочность 15 МПа достигается при марке бетона В300 и средней его температуре 5° С через 8 дней, а при марке В450 — уже через 3 дня
При необходимости распалубки бетона марки В300 через 3 дня плотность смеси должна быть нс меньше плотности смеси для бе гона В450 В этом случае короткие сроки нахождения в опалубке обусловливают до полнительный расход цемента — около 100 кг/м3. Поэтому инженер-
10?
строитель должен произвести тщательный анализ, прежде чем устанавливать слишком короткие сроки нахождения в опалубке данной мар ки бетона
5.5.4. Метод термоса. При этом методе холодную пли подогретую
смесь укладывают и защищают от слишком быстрого охлаждения с но мощью утепленной опалубки и дополнительного укрытия
Этот метод, как правило, применяют при коротких морозных периодах с легким (от 0 до —5° С) и умеренным морозом (от - 5 до —10u С) при температуре смеси до 35° С При более низких температурах воздуха применение метода проблематично в связи с невозможностью получения температуры смеси выше 35° С
Температуру свежеуло жен ного бетона и способ теплозащиты — укрытие или утепленная опалубка --- необходимо выбирать так, чтобы во время охлаждения (при нахождении смеси в опалубке) достигалась требуемая максимальная прочность бетона (рас-иалубочная прочность или прочность к моменту раннего замораживания) Так как при температуре бетона ниже 0° С его прочность нарастает очень медленно, то, как правило, ориентируются на достижение распад у бочкой прочности, когда вода в бетоне начи-
Рис. 79. Ориентировочные изменения роста прочности бетона на портландцементе при его средней температуре до 5° С [14] При повышенных марках бетона распалубочная прочность до 15 МПа достигается в кратчайшее время
но устанавливать сроки нахождения смеси в опалубке путем испытаний образцов с определением их прочно сги
Нагрев смеси перед укладкой можно осуществлять путем нагрева компонентов (воды и заполнителя), паросмешения (см 2 4 3) или электропрогрева в опрокидывающихся кю-белях (см 5 4 3) В связи с увсличе-
нает замерзать при температуре от
При этом температура бетона должна быть тем выше (или соответственно тем лучше должна быть теплозащита опалубки), чем выше требуемая прочность, ниже темпера-
тура воздуха, меньше содержание цемента в каждом 1 м3 бетона, ниже
теплота гидратации цемента, выше модуль поверхности (отношение площади поверхности к объему) изделия и короче требуемые сроки его нахождения в опалубке
Соответствующие методы расчета (27] здесь не будут рассматриваться В случае установления температурного режима в бетоне можно оценить нарастание прочности по степени зрелости бетона (см 5 2 2). На рис 80 и 81 показаны соответствующие зависимости
Так как в связи с влиянием ряда факторов нарастание прочности можно оценить лишь приблизительно, то при зимнем строительстве желатель-
Продолжительность охлаждения, ч
Рис. 80. Продолжительность охлаждения до достижения границы замораживания в зависимости от теплоотдачи поверхности т', температуры доставленной бетонной смеси Тв и окружающего воздуха Ти [27]. Тепло-потери сооружения и, кДж/(м3-К-ч), усиливаются по мере повышения модуля поверхности (соотношение поверхности к объему) и недостаточной изоляции материала опалубки или укрытия бетона
108 — ___ _ —
-*=•
г»
| | “ 20 40 G0 80 100 120
1 Продолжительность охлаждения^
Рис. 81 Ориентировочные значения относительной прочности бетона на портландцементе |19] после охлаж тения до точки замерзания в записи мости от продолжительности охлаж депия и начальной температуры Начальная температура бетона 1—10°С 2 — 20° С 3 — 30° С -/ - 50° С 5 — 70° С
нисм жесткости тепчой смеси во время транспортировки допускается ее максимальный нагрев только до + 35° С Более высокие температуры допустимы при нагреве смеси непосредственно перед укладкой или тогда, когда при транспортировке в смесь добавляют замсдтитсли твердения В этом случае и зимой возможно ускоренное твердение при относительно коротких сроках нахождения смеси в опалубке
4
- «^2—
а»
555 Методы прогрева Требсе мая температура твердения бетона достигается при его выдерживании в камерах или путем непосредственно го нагревания в опалубке
При сильных морозах (ниже — 10° С) и длительном периоде холо дов эти методы — единственно воз можные Однако в связи с высокой стоимостью их применение требует тщательного анализа, иногда с эко номичсскими расчсьами Камеры (рис 82) можно отапливать жидким топливом, газом, теплым воздухом или паром, а также инфракрасными лучами (коксовые короб ы, ин фр а красные излучатели) Э ic/Tpoiipoi рев бетона мо/кно производить с помощью электродов, нагревательной! прово л о ки, обогреваемой опалубки или горя чих матов Нагревательные агрега гы следу ст располагать так, чтобы избе жать перегрева отдельных конструктивных элементов в целях ограпиче ния темпера lypHBix напряжений и по терь воды
При обогреве коксовыми короба ми воздух нс должен быть насыщен СО2 в связи с опасностью карбониза ции поверхности бетона
Применение более высоких тем нератур при прогреве делает возмож ным ускоренное твердение бетона и в зимних условиях
5 5 6. Добавки Действие добавок при зимнем строительстве основано на снижении температуры замерзания поды в бетоне и одновременном уско рении твердения
Таблица 24 Количество добавок в зависимости от средней температуры бетона и значения В/Ц по [28]
Количество добавки безводной соли отнесенной к массе цемента %
Средняя температура бетона °C
Добавка
от 0 до - 5
от —5 до —10
NaNO2
NaCl + СаС12
NaNO2 + СаС12
Ca(NO3)2 + CO(NII2)2
К2СО3
109
«МЛ
Рис. 82 Зимний «тепляк» на псремещающллся (инвентарных) кррмпах Внутреннее помещение при омоно шчивании стыка
Рис. 83. Относительная прочность бетона по [28], достигаемая с ускорителями твердения при отрицательных температурах
Средняя температура бетона 1 — -5’ С;
2----1(Г С
Благодаря понижению температуры замерзания при температурах ниже 0° С в смеси сохраняется жидкая вода для гидратации цемента. Ускорение добавками процесса твердения обеспечивает значительный прирост прочности при температуре до —10° С (рис. 83).
Добавки можно применять самс стоятелыю или в сочетании с мете дом «термоса»,
В разделе 5.2 1 уже указывалось что хлориды — очень эффективны ускорители твердения - - можно npi менять только для пеармировашюг бетона в связи с опасностью коррс зии арматуры. Другие ускорителе такие, как нитрит натрия, поташ ил комбинированные добавки (например нитрат кальция с мочевиной), коте рые с небольшим ограничением мо» но использовать и в железобетон [28], не всегда дают хорошие резул! таты и поэтому применяются лиш в отдельных случаях \ Из табл, 2 видно, что при температуре бстонирс вания до —5° С требуется значител! ное количество добавок — о г 3 д 6% от массы цемента 2,
Будущее в зимнем строительств принадлежит разрабатываемым в на стоящее время добавкам, которы при приемлемом понижении темперг туры замерзания и ускорении твердс ния не вызывают коррозии арматурь
Так как действие добавок рас лично для разных видов цемента, ш обходимы их предварительные лабе раторныс исследования.
1 В настоящее время в СССР разработан, новые высокоэффективные противоморо: пые добавки в бетон и железобетон. (Пре меч. науч ред,}
2 Последние исследования, выполненные СССР, показали, чго дозировка противомс розных добавок для ряда конструкций мс жет быть снижена (Примеч, науч. рсд.
Список литературы
1. Мчедлов-Петросян О. П. Теоретические основы технологии бетона. VIII Всесоюзная конференция по бетону и железобетону Харьков, 1977, тезисы докладов, с. 7—8.
?. Kaysser, I).: Technologic dor in dustriel len Betonproduktion.
Band 1 bis IV. Berlin: VEB Ver-lag fur Bauwcscn 1970, 1971 und 1972.
5. Blaut, IT.: Uber den Zusammcn-hang zwischen Qualitat und Si-chcrheit im Betonbau. Berlin, Munchen, Dusseldorf: Deutscher Ausschup FurStahlbeton, Helt 149, 1962.
. Mangel, S.; Seeling, R.; Bcton-herstellung und Betonverarbci-tund. Bauverlag GmbH-Wiesbaden-Berlin 1973. Informat ions-dienst Zcment, Anwendungstcch-nischc Eigcnschaften, Institut fiir Zcment Dessau.
l. Weber, R.: Rohrfordcrung von Beton. Dusseldorf: Bctonvcrlag GmbH 1963.
. Weber, R.: Bctonpumpcn. Bc-richt liber Neuheiten und Weit-erentw icklungcn. Beton (1976) 9, S. 326—329.
. TGL 33 411, 33 412, Entwurf 1977.
. Walz, K.: Ruttelbeton. 3. Aufla-ge. Berlin: Verlag Wilhem Ernst u. Sohn 1960.
. Daniloy, N.M.: Technologie dcr industriellcn Vorfertigung von Beton — und Stahlbctonclcmcn-tcn. Berlin: VEB Verlag fur Bauwcscn 1976.
TGL—Entwurt 33 42/01, Okt. 1977: Betonbau. & Schalungsver-fahren, Standschalungen.
12, TGL 24 777/Okt. 1970: Tragosen fiir Fcrtigteile aus bewchrtem und uiibcwchrtcm Beton.
13. TGL 0—4227/Jan. 1964: Span-nbeton. Berechnung und Ausfiih-rung.
14. Миронов С. А. Теория и методы зимнего бетонирования., Строй-издат, 1975.
15. Konig, Р.; Staude,, J. : Heiz-bchandlung und Nachcrhartung von in Battericformcn gefertigten Schwcrbctonclcmcnten unter be-sonderer Berucksichtigung spe-zieller Bclastungsbcdingungcn und niedriger Aupenlufttemperaturen. Leipzig: Dissertation. Hoch,
schulc fiir Bauwcscn 1975.
16. Klicgcr, P.: Effect of mixing and curing temperature on concrete strength (Einflup der Mis-chungs — und Behandlungstcm-pcratur auf die Betonfestigkeit). J. Amer. Concr. Inst. 54 (1958) 6, S. 1063—81.
17. Altner, W.; Reichel, W.: Betons-chnellerhartung. 2. Aufl. Berlin: VEB Vcrlag fiir Bauwcscn 1971.
18. Price, W. H.: Factors influencing concrete strength (Einflupfakto-ren auf die Betonfestigkeit). J. Amer. Concr. lust. 47 (1951) 2, S. 417 -432,
19. Арбеньев А. С. Зимнее бетонирование с электропрогревом смеси. М., Стройиздат, 1970.
20. TGL 33 413/02, Entwurf Juli 1976: Warmcbchandlung von Beton. Vorwarmen des Frischbctons.
21. Венюа M. Влияние повышенных температур на гидратацию и твердение цемента. М., Стройиздат, 1976.
112
22. Миронов С. А., Малинина Л. А. Ускорение твердения бетона. М., Госстропиздат, 1964.
23. Руководство по тепловой обработке бетонных и железобетонных изделий. М., Стройиздат, 1974.
24. Малинина Л. А. Теиловлажпост-ная обработка тяжелою бетона.
М. Стройиздат, 1977.
25. Технические указания по учету прироста прочности бетона изделий после тепловой обработки. BCI1 67-44-74. Минтяжстрой СССР, М., 1974.
26. RILEM-Riclitlinien filr das Ве-tonieren im Winter. Dusseldorf, beton 14 (1964) 10, S 411-427.
27. Rolling, S. : Einschatzuiig der Festigkeitsentwicklung in mono-minschen Bauteilen bei der Aus-fubrung im Winter. Berlin: Baup-lanung — Bauteclinik 30 (1976) 2, S. 81—84.
28, Руководство но производству бетонных работ. M., Стройиздат, 1975.
29. Richtlniic 8 2, Blatt 2: «Beton im Winter*. Halle: BMR Chemie 1974.
39. Hoffmann, II: Einflup der Lang-2 eitl agerung von Zement auf die Gebrauchswerteigensebaften. Ba-ustoffindiisirie, Berlin 21 (1978) Al, S. 9-11.
О Г Л А В Л Е 11 И Е
Предисловие к русскому изданию .......................... 5
От авторов...................... 6
Принятые обозначения ... 7
1. Предисловие.................. 8
2. Хранение, дозировка, смешивание ...........................14
2 .1. Хранение заполни геля . . 14
2 2 Храпение цемента ... 19
2 .3. Дозирование .... 23
2 4. Смешивание .... 31
3. Транспортирование бетонной смеси...........................36
3 1. Общие технические условия 36
3.2, Транспортирование с помощью ленточных конвейеров . 38
3.3. Транспортирование по трубопроводам ....................38
3.4. Транспортирование с помо-мотцыо кюбеля .... 43
3 5. Транспортирование в автобетоносмесителях ... 43
(
4. Формование...............
4,1. Влияние формы и конструкции ..................
1 2. Укладка и расиределень
4.3. Уплотнение .
14. Дополнительная обраблпо
4 5 Специальные методы .
5. Твердение бетона и уход
ПИМ.................*
5 1. Строительные и технологические требования, процесс твердения ,
5 2 Факторы, влияющие на нарастание прочности .
5 3. Уход за бетоном . • * S3
5,4. Ускоренное твердение с помощью тепловой обработки . 85
5 5 Условия твердения бетона при низких 7смнератуРах - 104
Список литературы . • ’ • Ш
Цена 45 коп.
Москва Стройиздат 1981
Данная книга взята с сайта технической литературы
www.engenegr.ru