/







































































































































































































































































































Текст
Л. J3. Лоскутов
ШЛИФОВАЛЬНОЕ
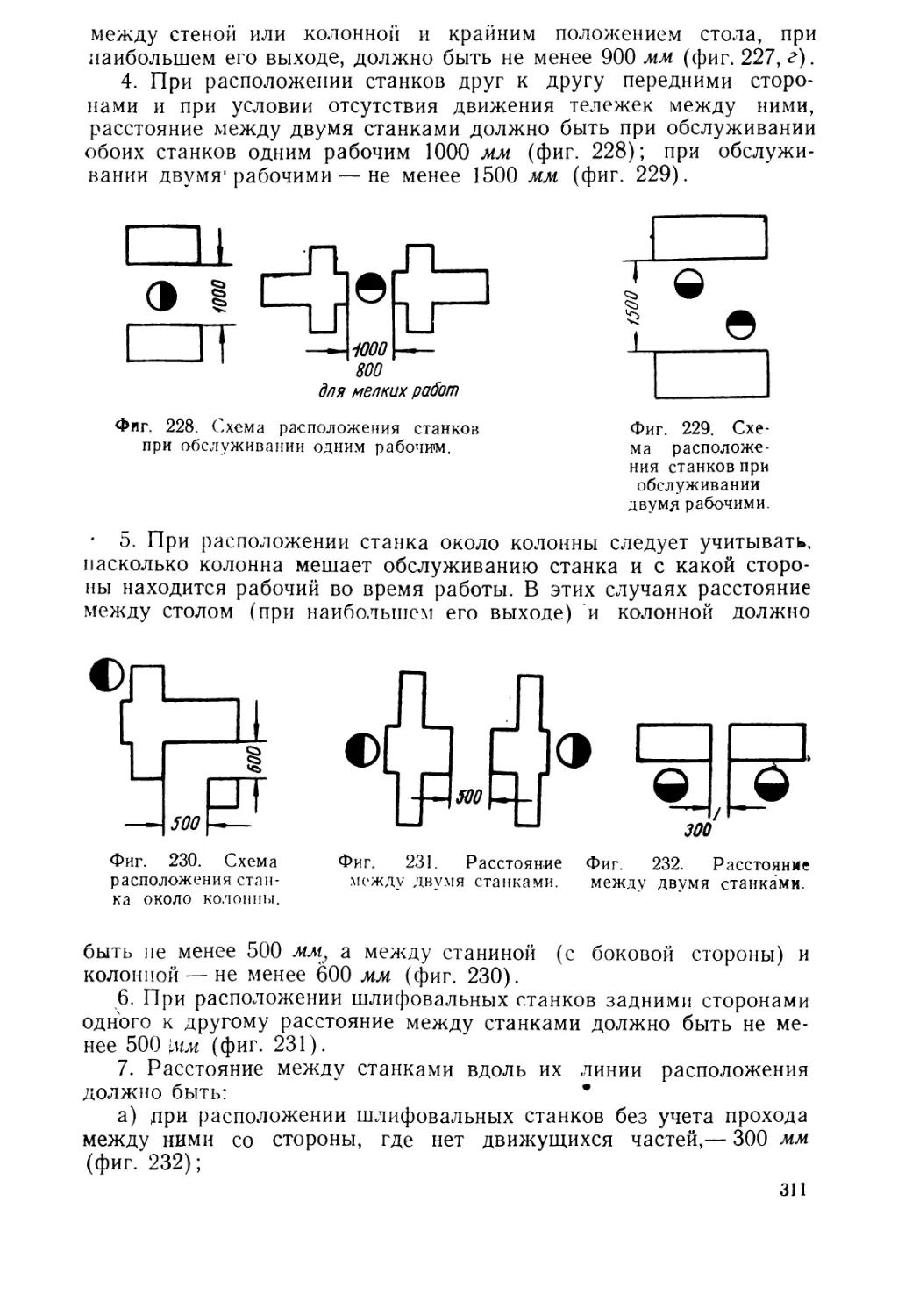
ДЕЛО V
- »
М А Ш Г И«/ • 1 9 5 3
В В. ЛОСКУТОВ
ШЛИФОВАЛЬНОЕ ДЕЛО
Издание второе.
исправленное и дополненное
Допущено Учебно-мегобичес сим управлением
Главного управлении профессионального образования
Министерства культуры СССР
< качестве учебного пособия Оля ремесленных училищ
» 7 А ч- « ‘ .
. ^4'4’ *
CMpmaker.ru
МАШГИ 1
ГОСУДАРСТВЕННОЕ НАУЧ1Ю-ТЕХН11' 11 СКОЕ II ;Д, АТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ И СУДОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1953 Свердловск
Кипы является вторым исправленным и щшолненны ,
изданием одноименного учебного пособия для ремесле!!
них училищ, вышедшего в 1918 г.
В книге приводятся общие сведения о шлифовании i
инструменте, описываются шлифовальные станки, присно
собления, а также технологические процессы шлифования
Необходимые сведения приводятся по организации г.
экономике производства, 1руда и рабочего места шли
фовальщика, а также по технике безопасности.
Книга является учебным пособием для ремесленный
училищ, а также для курсовой сети повышения квалн
фикаиии рабочих-шлифовальщиков.
Chlpmaker.ru
Рецензент инж. М. 'С. Лебедев
PeiaKiop инж С. Н. Щербаков
УРАЛО-СИБИРСКОЕ ОТДЕЛЕНИЕ МАШГИЕА
Ведущий редактор А. Г. Козлов
ПРЕДИСЛОВИЕ
Шлифование, являющееся одним из методов точной механической
обработки металлов резанием, занимает большой удельный вес в чи-
сле технологических процессов и применяется главным образом для
получения изделий с точными размерами, чистой и гладкой поверх-
ностью.
Время зарождения шлифовального дела относится к глубокой
древности. Известно, что древнерусские ремесленники уже в IX—
XIII веках были мастерами механической обработки железа и стали.
Они знали ковку и штамповку, опиловку напильником, рубку зуби-
лом, обточку на точильном круге и другие операции обработки метал-
лов резанием. Кроме ручного точила, в древней Руси применялись и
точила с ножным приводом. Точильные круги имели квадратные
отверстия.
Обточка металла, т. е. снятие мелкой стружки, в процессе произ-
водства сопровождала изготовление почти каждого предмета и тех-
нологически простиралась от придания изготовляемому предмету
светлой и гладкой поверхности до вытачивания форм и отдельных
элементов в изделиях. Металл обтачивался точильными кругами и
эрусками, материалОхМ для которых являлся природный камень
(например, песчаник, наждак или корунд). Для более мягкой шли-
фовки применялись искусственные материалы (своеобразная кирпич-
ная масса).
После предварительной шлифовки на точильном камне изделия
шогда полировались (например, в оружейном деле). Инструментом
хля полировки служили деревянные лощила, которые смазывались
-алом с речным илом или мазями другого состава1.
Отечественные машиностроители последующих веков обогатили
ехнику шлифовального дела новыми открытиями, изобретениями
1 усовершенствованиями.
За годы советской власти шлифовальное дело получило небыва-
лое развитие в нашей стране. Этому способствовал рост отечествен-
но производства шлифовальных станков и абразивной промыш-
1енности.
Послевоенный период в машиностроении характеризуется значи-
ельным увеличением точности машин, большим применением
скаленных и твердых материалов, усовершенствованием методов
———------
13ri 1 АН CCCpV Ч|Рная металлургия и металлообработка в древней Руси,
3
ковки и штамнивки, непрерывном снижением припусков для обра-
ботки металлов резанием. Все это значительно повысило эффектив-
ность обработки абразивными инструментами и привело к качествен-
ному и количественному изменению шлифовальных станков.
Вместе с тем значительно возрос выпуск изделий абразивной
промышленности, которая к концу послевоенной пятилетки начала
полностью обеспечивать абразивным инструментом все отрасли на-
шей промышленности. Работникам абразивной промышленности
удалось преодолеть технические затруднения в области выпуска
шлифовальных кругов для заточки твердосплавного инструмента,
изготовляемых главным образом из зеленого карбида кремния. Про-
изводство зеленого карбида кремния в 1951 г. освоено на новой
технологической основе. Абразивная промышленность обеспечила
разработку и выпуск многих видов шлифовальных кругов и микро-
порошков для тонкой обработки металлов и других материалов.
Развитие машиностроения выдвинуло задачу более широкой авто-
матизации процессов обработки абразивным инструментом и вклю-
чения в автоматические линии и шлифовальных операций наряду
с другими технологическими операциями.
Количество типов станков с абразивным инструментом в нашей
стране в настоящее время близко к половине общего типажа метал-
лорежущих станков; количество типоразмеров станков с абразивным
инструментом составляет примерно 30%. Качественное изменение
типажа станков с абразивным инструментом обуславливается быст-
рым увеличением выпуска станков-автоматов и полуавтоматов, а
также станков повышенной точности. Количественный же рост ста-
ночного парка происходит главным образом путем увеличения выпу-
ска малых, отделочных и тяжелых станков.
Операции шлифования все более и более механизируются. Совер-
шенствуется и изготовление шлифовальных кругов. Производитель-
ность станков общего назначения постоянно растет, так как скоро-
сти шлифования и подачи повышаются, автоматизируются движения
и сокращается вспомогательное время.
Советское машиностроение, ежегодно, увеличивающее выпуск
сложных машин, требует значительного количества деталей и инст-
рументов высокой точности изготовления. В связи с этим значение
шлифования возрастает. Повышение требований к изготовлению де-
талей машин неразрывно связано с усовершенствованием способов
гч и с т о в о й — окончательной обработки. Поэтому появляются новые
методы чистовой обработки, в том числе и тонкое шлифов а-
н и е. В настоящее время шлифованием достигается следующая чи-
стота обрабатываемых поверхностей: у\/\/ 7 — грубое шлифование;
VVV 8 и VVV 9—чистовое шлифование;, \/VV 9 и VVVV^ 19—
тонкое шлифование. Чистовой и отделочной доводкой, отделочным
полированием, притирочным и отделочным шлифованием достигает-
ся чистота поверхности высоких классов—до VVVV 14.
Совершенствование шлифовального производства требует повы-
шения квалификации рабочих-шлифовальщиков. В этом важном деле
немалую роль должны сыграть учебные пособия и соответствующая
4
техническая литература. Вот почем} издание настоящей книги яв-
ляется вполне своевременным.
Настоящая книга является вторым, исправленным и дополненным
изданием для учеников ремесленных училищ и рабочих шлифоваль-
щиков. В ней учтены все имеющиеся замечания читателей по пер-
вому изданию, а также внесены дополнения, отражающие новые
достижения в области шлифовального дела. Вместе с тем объем
книги не позволил расширить разделы о станках и рассмотреть ти-
повые схемы всех встречающихся станков. При всем разнообразии
типажа станков для работы абразивным инструментом издание
специального пособия по станкам является наиболее правильным
решением вопроса.
Редакция
ЧАСТЬ ПЕРВАЯ
ШЛИФОВАЛЬНЫЕ КРУГИ
ГЛАВА ПЕРВАЯ
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНЫХ КРУГОВ
§ 1. ПРОЦЕСС ШЛИФОВАНИЯ
Всякий шлифовальный круг представляет собой пористое тело,
состоящее из массы мелких зерен очень твердого материала. Зерна
связаны между собой особым веществом, называемым цементирую-
щим или связкой. Твердые материалы, из которых состоят зерна
шлифовального круга, называются абразивными материалами или
просто абразивами. Шлифовальный круг снимает тонкий слой ме-
талла с детали острыми гранями абразивных зерен (фиг. 1). Эти
, Фиг: 1. Схема работы шлифовального круга.
зерна беспорядочно расположены на рабочей поверхности круга
и имеют неправильную геометрическую форму. При работе шлифо-
вального круга по мере затупления Абразивных зерен давление на
чих возрастает, и в тот момент, когда это давление превосходит
прочность зерна или удерживающей его связки, зерно выпадает или
выкрашивается частично или полностью. Так восстанавливаются ре-
шущие свойства круга в процессе его работы. Благодаря этому
Шлифовальные круги не теряют режущих свойств до полного износа.
Шлифовальные круги бывают разных видов и имеют различные
свойства. Они различаются по следующим признакам:
1) по виду абразивного материала, из которого состоит круг;
7
2) по зернистости^ т. е. пр/ величине зерен абразивного мате-
риала;
3) по роду Цементирующего вещества, которым связаны абразив-
ные зерна;
4) по твердости, т. с. по силе сопротивления вырыванию абра-
зивных зерен из связки шлифовального круга;
5) по структуре, или строению шлифовального круга;
6) по форме и размерам круга.
Указанные признаки составляют характеристику шлифовального
круга.
§ 2. АБРАЗИВНЫЙ МАТЕРИАЛ
Абразивный материал представляет собой минерал природного
или искусственного происхождения, который раздробляется на мел-
кие зерна. К природным абразивным материалам относятся: кварц,
гранат, наждак, корунд и алмаз. К искусственным абразивным ма-
териалам относятся: электрокорунд (искусственный корунд), карбид
кремния (старое название карборунд) и карбид бора.
Кварц представляет собой соединение кремния с кислородом.
Встречается в виде горных порол, гальки и песка. Входит в состав
естественных песчаниковых точил, а также естественных абразивных
брусочков и оселков.
Гранат представляет собой соединение алюминия с силикатом
магнезии и марганца. Используется гранат для изготовления шлифо-
вальной шкурки.
Наждак представляет собой горную породу, состоящую из ко-
рунда и магнезита (руды железа). Содержание чистого корунда в
наждаке от 40 до 50%. Благодаря низкой твердости и неоднородно-
сти наждак по своим шлифующим свойствам в настоящее время
принадлежит к числу наименее качественных абразивных материалов
и поэтому повсеместно вытеснен искусственным абразивным мате-
риалом.
Корунд представляет собой соединение окиси алюминия с при-
месью кварца, слюды и т. д. Существующие разновидности корунда
синевато-серого, грязножелтого и серо-коричневого цвета содержат
до 90% и более окиси алюмйния (глинозема). Высокая твердость
зерен корунда и способность при дроблении давать раковистый из-
лом с острыми гранями дают возможность широко использовать ко
рунд для изготовления шлифовальных кругов. Корунд получается
из руд. Наиболее богатое месторождение корундовых руд -
Семиз-Бугу.
Зерна корунда не отличаются прочностью и плохо сохраняют свою
форму под действием усилия резания, поэтому его нельзя примени и,
для кругов, работающих в тяжелых условиях, например для снятия
заусенцев, обдирки и т. п.
Алмаз представляет собой разновидность углерода; обладает наи-
большей твердостью из всех известных естественных и искусствен-
ных абразивных материалов. Алмазы, непригодные для украшений,
8
носят название технических алмазов и применяются прежде всего
для правки шлифовальных кругов. Длмаз — очень редкий минерал
и измеряется мелкими весовыми единицами — каратами. Вес кара-
та — 200 мг, или 0,2 г.
Электрокору-нд. Такое название получил искусственный корунд
по способу его получения путем электрической плавки из материа-
лов, богатых окисью алюминия (например, боксит и глинозем). В
зависимости от содержания окиси алюминия электрокорунд делится
на два вида:
1) белый электрокорунд (корракс) содержит 97% и выше окиси
алюминия, имеет светлорозовый цвет и получается путем переплавки
чистого глинозема;
2) нормальный электрокорунд (алунд) содержит окиси алюминия
не менее 87—91%, имеет цвет от серо-коричневого до темнокоричне-
вого; получается методом восстановительной плавки бокситов.
Электрокорунд—кристаллического строения и применяется для
грубого шлифования сталей. Для более точных работ применяется
белый электрокорунд.
Карбид кремния (карборунд). Карбид кремния представляет со-
бой химическое соединение кремния и углерода и получается в
электрических печах при температуре (2100—2200°) из кокса и квар-
цевого песка. Карбид кремния является ценным шлифующим мате-
риалом. Он имеет зерна темносиней и зеленой окраски с красивыми
цветами побежалости и металлическим блеском. В зависимости от
содержания чистого карбида кремния карборунд делится на:
1) зеленый карбид кремния с содержанием карбида кремния не
менее 97%. Применяется главным образом для затаривания инстру-
мента, оснащенного пластинами твердого сплава;
2) черный карбид кремния обычно черного или темносинего
цвета с характерным металлическим блеском и цветами побежало-
сти; содержание карбида кремния 95—97%; применяется при обра-
ботке хрупких или очень мягких материалов. Важнейшими свойства-
ми карбида кремния являются: высокая твердость (тверже его толь-
ко алмаз и карбид бора) и высокая режущая способность. Высокая
режущая способность его объясняется тем, что при изломе обра-
зуются острые режущие грани зерен, которые легко врезаются в
обрабатываемый материал. Карбид кремния — теплоустойчив, спо-
собен выдерживать температуры до 2050°.
Карбид бора представляет собой продукт, получаемый из тех-
нической борной кислоты и малозольного углеродистого материала
(например, нефтяного кокса) в электрических печах при высокой
температуре (2000—2350°). При помощи карбида бора можно обра-
батывать твердые сплавы (доводка режущего инструмента, оснащен-
ного твердым сплавом).
Наибольшее применение при производстве шлифовальных кругов
получили естественный корунд, электрокорунд и карбид кремния.
Наждак и карбид бора в виде различных паст и шлифовальных шку-
рок в настоящее время применяются в качестве порошков для при-
тирки и доводки.
Твердость абразивных материалов шлифовальных кругов опре-
деляется по принятой в минералогии шкале твердости Мооса — нор-
мальной или расширенной.
Устанавливая зависимость между абразивным и обрабатываемым
материалами, проф. Е. Н. Маслов пишет: «Можно считать, что чем
больше разница в твердости между абразивным и обрабатываемым
материалом, тем выше режущая способность абразива и производи-
тельность процесса шлифования».
§ 3. ЗЕРНИСТОСТЬ АБРАЗИВНОГО МАТЕРИАЛА
Абразивный материал, состоящий из больших кусков, подвер
гается дроблению на различных дробилках и превращается в зерна
до требуемых размеров. Далее абразивный материал подвергается
магнитной, химической и термической обработке для удаления по-
сторонних примесей. Зернистость шлифовальных кругов характери-
зуется размером зерен абразивного материала и обычно обозна-
чается номерами от 5 до 700.
Определение номера зернистости может быть произведено двумя
способами: методом просева абразивного материала через ряд сит,
имеющих определенное число отверстий на длине 25,4 мм, а также
по времени (в мин.), которое необходимо для осаждения зерен на
высоте 1 м столба жидкости. Абразивные зерна номеров от 5 до 320
получаются просеванием через сито. Размеры зерен для каждого
номера по ГОСТ 3238-46 указаны в табл. 1. Номер зернистости
примерно равен числу отверстий в сите на длине 25,4 мм.
Т а б а и ц <i 1
Классификация зерен дробленых абразивных материалов
Номер Размерная характеристика 1 Номер | Размерная характеристика
зерна | зерна в мк зерна | зерна В мк
5 О г 5000 до 4000 70 От 250 до 210
6 4000 „ 3300 80 210 „ 180
7 3300 „ 2800 90 180 „ 150
8 . 2800 ,, 2300 100 150 . 125
10 .. 2300 „ 2000, ! 120 125 „ 105
12 I . 2000 „ 1700 । 150 105 , 85
14 I 1700 „ 1400 | ! 180 85 „ 75
16 „ 1400 v 1200 I 220 75 , 63
18 .1200 ,, 1000 1 240 V 63 , 53
20 1 . . 1000 , 850 , 280 V 53 „ 42
24 .. 850 „ 700 320 V 44 , 28 :
30 .. 700 „ 600 М-28 .. 28 . 20
зб „ 600 „ 500 1 М-20 20 . 14
40 „ 500 „ 420 i М-14 14 „ 10
4б „ 420 „ 355 М-10 10 . 7
54 .. 355 . 300 I М-7 7 . 5
50 300 ,, 250 1 М-5 5 3,5
Большие величины размеров соответствуют тому размеру отвер-
стий сита (в микронах), сквозь, которые проходят зерна, а меньшие
величины размеров — тому размеру отверстий сита, на котором они
задерживаются.
В зависимости от номера зернистости дробленые абразивные ма-
териалы по зернистости подразделяются на три группы согласно
ГОСТ 3647-47 (табл. 2).
Таблица 2
Распределение дробленых абразивных материалов по зернистости
Группа зернистости Номера зернистости
Шлифзерно 10, 12, 14, 16, 20, 24, 30, 36, 46,54 , 60 . 70 . 80 и 90|
Шлифпорошки 100, 120, 150, 180 , 220, 240, 280 и 320 |
Микропорошки М-28, М-20, М-14, М-10, М-7 и М-5 ।
Самая мелкая группа зернистости — микропорошки — обозна-
чается буквой М и числом, показывающим наибольший размер зер-
на в микронах..
Дробленые абразивные материалы маркируются с указанием
группы* и номера зернистости, например, шлифзерно 30 ГОСТ
3647-47.
§ 4. связки
Отдельные шлифующие зерна, раздробленные и рассортирован-
ные по величине, связываются цементирующим веществом (связкой)
с целью получения шлифовального круга требуемой конфигурации
и размеров. От выбора связки и ее прочности зависит работа круга.
Связки подразделяются на неорганические и органические
К неорганическим связкам относятся: керамическая, силикатная и
магнезиальная. ‘К органическим связкам относятся: бакелитовая
и вулканитовая.
Керамическая связка состоит в основном из огнеупорной глины
и полевого шпата. Керамические круги изготовляются как прессован-
ными, так и литыми. Литые круги отличаются большей пористостью
и хрупкостью. Керамическая связка делает круги прочными, водо-
упорными. Различная твердость их достигается путем подбора связ-
ки, а пористость — путем прессования.
Вследствие большой пористости керамические круги не засалива-
ются, легко режут металл и, обладая большой водоупорностью,
допускают шлифование с охлаждением. Абразивный инструмент на
керамической основе изготовляется из электрокорунда, электрокорун-
да белого, карбида кремния черного и зеленого. Керамические круги
применяются при скоростях шлифования не более 35 м/сек. Процесс
изготовления круга длителен (до 20 дней) и сложен.
Силикатная связка (с применением жидкого стекла) обладает
Недостаточной прочностью, так как жидкое стекло слабо сцепляется
с абразивными зернами. Такая связка применяется, когда обрабаты-
ваемая поверхность чувствительна к повышению температуры в про-
11
цессе резания, т. е. область применения ограничена при шлифовании.
Эти круги обычно работают без охлаждения.
Магнезиальная связка. Связывающим веществом магнезиальных
кругов является цемент Сореля — каустического магнезита и хлори-
стого магния. Круги этой связки неоднородны, быстро и неравно-
мерно срабатываются. Весьма чувствительны к сырости, под дей-
ствием которой они разлагаются. Применяются только для сухого
шлифования.
Бакелитовая связка. Бакелитовые круги, изготовляются на
жидком или порошкообразном бакелите (искусственная смола).
Они имеют относительно малую пористость (затрудняется удаление
стружки), сравнительно быстро срабатываются. При тяжелых рабо-
тах, где температура резания достигает более 300°, связка способна
к выгоранию, а зерна — к преждевременному выкрашиванию. Ука-
занные круги обычно работают без охлаждения.
Положительнььм этой связки является возможность изготовления
кругов различной твердости и относительная температуроустойчи-
вость. Бакелитовые связки имеют большую прочность и делают круги
упругими. Это дает возможность применять бакелитовые круги при
окружных скоростях, достигающих 67—75 я!сек, что снижает на-
грузку на зерно и увеличивает стойкость круга. Упругость связки
дает возможность изготовлять тонкие круги (0,5 мм), применяемые
для различных прорезных работ. Эта связка получила широкое
распространение.
Вулканитовая связка приготовляется из каучука, подвергнутого
вулканизации. Вулканитовые круги обладают большей упругостью,
чем бакелитовые, поэтому с успехом применяются при прорезных
работах. Они обладают значительно меньшей пористостью, менее
устойчивы при повышении температуры. При температуре 150° связ-
ка размягчается и начинает выгорать. Вулканитовые круги допуска-
ют мокрое шлифование и обладают большей полирующей способ-
ностью, чем бакелитовые.
Для связки установлены условные обозначения. Керамическая
связка обозначается буквой К, бакелитовая — буквой Б, вулканито-
вая — буквой В, магнезиальная — буквой М.
§ 5. ТВЕРДОСТЬ ШЛИФОВАЛЬНОГО КРУГА
ГОСТ 3751-47 дает следующее определение твердости: «Под
твердостью абразивного инструмента понимается сопротивляемость
связки вырыванию абразивных зерен с поверхности инструмента
под влиянием внешних усилий». Таким образом, под твердостью
шлифовального круга понимают не твердость зерен круга, а проч-
ность связующего материала. Прочность определяется усилием, ко
торое нужно приложить к зерну, чтобы вырвать его из связки.
Круги делятся на твердые, средней твердости и мягкие с посте-
пенным переходом от одной группы к другой. Мягким абразивным
инструментом называют такой, из которого легко выкрашиваются
зерна, а твердым такой абразивный инструмент, в котором эти
12
^ерна держатся очень крепко. ГОСТ 3751-47 устанавливает следую-
щую шкалу твердости абразивного инструмента (табл. 3). Цифры
1, 2 и 3 справа от буквенного обозначения характеризуют твердость
абразивного материала в порядке ее возрастания.
Т а б л и ц а 3
Твердость абразивного инструмента
Твердость инструмента | Подразделения
М — мягкий Ml. М2, М3
j СМ —среднемягкий СМ1, СМ2 '
! С —средний Cl, С2
СТ —среднетвердый СТ1, СТ2, СТЗ
Т —твердый Т1, Т2
ВТ —весьма твердый ВТ1, ВТ2
ЧТ чрезвычайно твердый ЧТ1, ЧТ2
Абразивный инструмент на керамической связке выпускается
следующих твердостей: М3, СМ1, СМ2, С1, С2, СТ1, СТ2, СТЗ, Т1,
Т2 ВТ1, ВТЗ, ЧТ1 и редко Ml, М2 и ЧТ2; соответственно на баке-
литовой связке: СМ1, СМ2, С1, С2, СТ1, СТ2, СТЗ и Т1.
Абразивной инструмент на вулканитовой связке выпускается
следующих твердостей: СМ, С, СТ и Т.
Для определения твердости круга, существуют специальные при-
боры, при помощи которых точно может быть произведена сорти-
ровка кругов по твердости. Твердость может быть определена одним
из следующих методов: 1) пескоструйным; 2) вдавливанием шари-
ка; 3) высверливанием лунки.
Пескоструйный метод, состоит в том, что на поверхность испы-
туемого круга направляется струя кварцевого песка с определенным
давлением сжатого воздуха. По глубине лунок, полученных в ре-
зультате такого испытания, судят о твердости шлифовального круга.
Этот метод применяется для шлифовальных кругов на керамической
и бакелитовой связке, имеющих зернистость № 10-90.
Метод вдавливания шарика состоит в том, что под постоянной
нагрузкой шарик вдавливается в испытуемый круг. По глубине
» лунки судят о твердости шлифовального круга. Такой метод приме-
няют для шлифовальных кругов на вулканитовой или бакелитовой
связке зернистостью № 100-М 14.
Метод высверливания лунки состоит в том, что в испытуемом
круге специальным сверлом под определенным давлением высвер-
ливается лунка определенной глубины. По числу оборотов, которое
потребуется для просверливания лунки, судят о твердости шлифо-
вального круга. Применяется этот метод для шлифовальных кругов
на вулканитовой связке зернистостью № 24-120.
§ 6. СТРУКТУРА ШЛИФОВАЛЬНЫХ КРУГОВ
Под структурой шлифовальных кругов понимают их внутреннее
строение, т. е. соотношение и взаимное расположение зерен, связки
и пор в массе круга. Поры — это маленькие пустоты в круге. Струк-
13
гура круга зависит от соотношений объемов нор, связки и зерен. От
правильного выбора структуры зависит успех работы круга.
Шлифовальный круг состоит из шлифующих зерен мостиков
связки, удерживающих абразивные зерна в теле круга и пор. Поры
круга служат для размещения в них стружки. Стружка не должна
застревать в порах круга. При выходе шлифовального круга из со-
прикосновения со шлифуемой деталью стружка должна свободно
вылетать из этих пор, иначе шлифовальный круг потеряет свою ре-
жущую способность вследствие заполнения пор на рабочей поверх-
ности стружкою. Это приводит к тому, что между шлифовальным
кругом и деталью резко повышается трение, что вызывает плавление
стружки, которая плотно забивает поры. В этом случае говорят, что
рабочая поверхность круга «засалилась».
Фиг. 2. Структура шлифовального круга:
а — плотная; б — средняя; в — открытая.
б)
На фиг. 2, а. б, в схематично показаны шлифовальные круги
различной структуры при одинаковой твердости, зернистости и связ-
ке. При более плотной структуре количество зерен, приходящихся на
единицу поверхности, больше, а размеры пор меньше. При открытой
структуре количество зерен, приходящихся на единицу поверхности,
меньше, зерна больше раздвинуты, а размеры пор больше. Большин-
ство шлифовальных кругов изготовляется с заранее установленным
строением круга, т. е. с определенным расположением пор в круге.
Такие круги называются структурными.
Разработанная шкала кругов с нормированной структурой состою
из 13 номеров, от № 0 до № 12. Каждая структура характери-
зуется соотношением и взаимным расположением зерен, связки и пор
круга. Например, кругу СМ2, имеющему объем зерна 52%. объем
связки 9% и объем пор 39%, присвоен номер структуры 5, а кругу
той же твердости, но при объеме зерна 50%, объеме связки 11% и
объеме пор 39% присвоен номер структуры 6. Следовательно, чем
больше номер структуры круга, тем больше расстояние между зерна-
ми, тем более открытую структуру имеет шлифовальный круг.
Высокопористые шлифовальные круги. Эти круги нового вида,
появившиеся недавно и имеющие структуру от 13 до 18 номера. Высо-
копористые шлифовальные круги отличаются от обычных тем, что у
них меньше количество зерен, но увеличенное количество и размеры
пор. У этих кругов абразивное зерно меньше величины пор. По внеш-
1-1
нему виду поверхность круга напоминает губчатое тело. Высокопо-
ристые шлифовальные круги при тех же размерах, что и структур-
ные. по весу значительно легче.
Благодаря наличию многочисленных и крупных пор воздух, по-
ступающий в шлифовальный круг/создает в нем воздушные потоки,
которые хорошо омывают шлифующие зерна, повышая таким обра-
зом режущую способность круга. Благодаря этим воздушным потокам
деталь в процессе шлифования не нагревается, так как образу-
ющаяся теплота отводится ими; поры рабочей поверхности шлифо-
вального круга не забиваются стружкой и выкрошившимися абра-
зивными зернами и связкой. Даже при обработке таких мягких и
вязких материалов, какими являются: красная медь, латунь, алю-
миний, пластмасса, дерево, резина, кожа и т. д., вследствие движе-
ния воздушных потоков рабочая поверхность такого шлифовального
круга остается чистой и не теряет своих режущих свойств.
§ 7. ГЕОМЕТРИЧЕСКИЕ ФОРМЫ И РАЗМЕРЫ ШЛИФОВАЛЬНЫХ КРУГОВ
Шлифовальные круги изготовляются различных геометрических
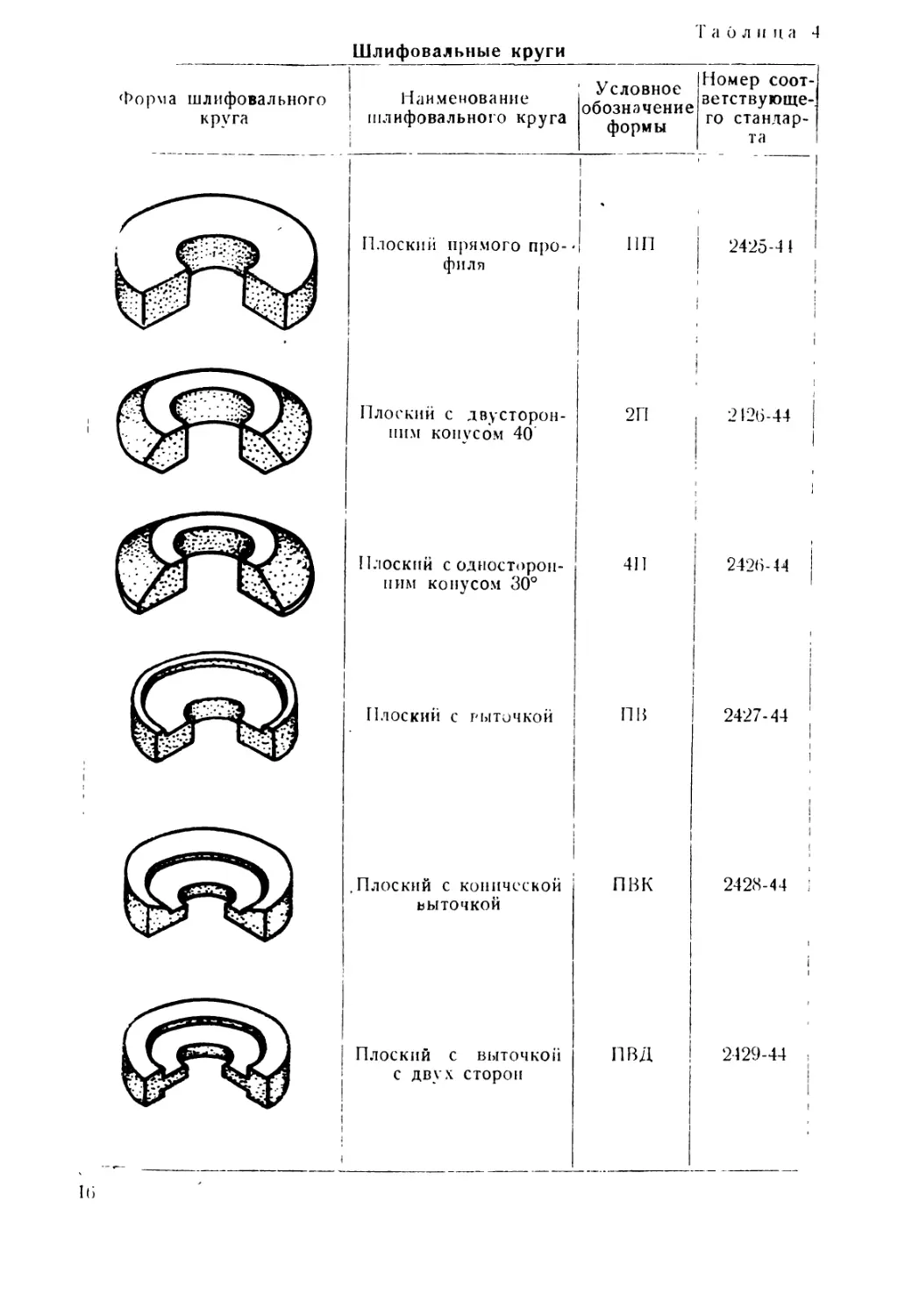
форм‘и размеров. Наибольшее применение имеют шлифовальные
круги, приводимые в табл. 4.
Круги шлифовальные плоские прямого профиля (ПП) наиболее
просты по форме и универсальны по применению. Круги формы ПП
применяются для:
1) круглого внешнего шлифования в центрах, диаметрами кру-
гов от 250 до 600 мм;
2) бесцентрового шлифования, диаметрами кругов главным обра-
зом от 400 до 600 мм, высотой 100 мм и выше;
3) круглого внутреннего шлифования, диаметр круга весьма ред-
ко бывает более 150 мм;
4) плоского шлифования периферией круга, диаметрами круга
преимущественно от 200 до 400 мм;
5) заточка режущего инструмента, в особенности для заточки
резцов;
6) ручного обдирочного шлифования; обдирки отливок, чушек,
штампрванных деталей (диаметр круга от 300 до 600 мм и высота
от 32 до 63 мм). Особо тонкие круги, называемые в стандарте диска-
ми, применяются для шлифования глубоких и узких пазов и для от-
резных работ.
Шлифовальные круги с высотой 100 мм и более, с отверстиями
более 3/5 наружного диаметра, называемые в стандарте кольцами
(IK), применяются для плоского шлифования торцем круга. Формы
остальных шлифовальных кругов появились в результате приспособ-
ления их для более прочного, а значит и более безопасного крепле-
ния кругов на станках, удобного доступа шлифующей поверхности
круга к шлифуемой поверхности детали и, наконец, для точного
совпадения профиля шлифующей поверхности круга профилю шли-
фуемой поверхности детали.
Рабочая окружная скорость шлифовального круга. Государст-
1'
Т а о л и ц а 4
Шлифовальные круги____________________
Форма шлифовального круга ! Наименование 1 шлифовального круга Условное обозначение формы Номер соот- ветствующе- го стандар- та 1
1 Плоский прямого про-' филя । ПП 1 " ’ 1 2425-41
Плоский с двусторон- ним конусом 40 2П i , 2126-44 j 1
Плоский с односторон- ним конусом 30° 411 2426-44 j
Плоский с РЫТОЧКОЙ ПВ 2427-44 1
1 .Плоский с конической выточкой пвк 1 2428-44 :
। Плоский с выточкой с двух сторон пвд 2429-44 ; i
Таблица 4 (ок ончание
Форма шлифовальною круга Наименование шлифовального круга Условное обозначение формы Номер соот- ветствующе- го стандар- та
Плоский с выточкой ласточкина хвоста 1 пвл 2431-44
Диск д 2434-44
0' э Кольцо 1К | 2435-44
L т‘1 зь £<’. *J V ’ F. \L/^? 1 ’' 3 Чашка цилиндрическая чц 2436-44 I 1 । i
Чашка коническая чк 2437-44 | 1
Тарелка IT, 2Т, ЗТ 2438-44
2- В.' В. Лоскутов.
17
।
9^ Г
венным стандартом (ГОСТ 3881-47) установлены рабочие окруж-
ные скорости шлифовальных кругов в зависимости от абразивного
инструмента, подачи (ручной, автоматической) и вида связки (кера-
мической, бакелитовой, вулканитовой). Так, например, для шлифо-
вального круга ПП ГОСТ 2425-44 установлены следующие окруж-
ные скорости в зависимости от подачи и вида связки (табл. 5).
Таблица 3
Окружные скорости в зависимости от подачи и вида связки
Подача шлифовального круга или шлифуемой детали Окружные скорости шлифовального круга в м^ек при связках
керами- ческой бакелито- вой вулканито- вой
Ручная 30 40 35
Автоматическая 35 40 35
Из табл. 5 видно, что при ручной подаче скорость шлифовального
круга меньше, чем при автоматической, так как автоматическая по-
дача обеспечивает постоянную нагрузку на шлифовальный круг. Пре-
вышать установленные стандартом окружные скорости шлифоваль-
ных кругов не следует, так как это может вызвать разрыв шлифо-
вального круга, связанный, как правило, с несчастным случаем.
§8. УРАВНОВЕШИВАНИЕ ШЛИФОВАЛЬНЫХ КРУГОВ
Для точной и спокойной работы шлифовальный круг должен под-
вергаться уравновешиванию (от слова — равновесие). Работаю-
щий шлифовальный круг не должен иметь биения, иначе при вы-
соких окружных скоростях круга возникают усилия, которые стре^
мятся отклонить круг от его оси, шлифуемая поверхность получается
при этом граненой, на ней появляются выхваты, а подшипники и
шпиндели быстро изнашиваются.
Особенно тщательно необходимо балансировать круги, имеющие
большой диаметр и большую высоту при высоких окружных скорое
тях их. Причинами неуравновешенности шлифовальных кругов мо-
гут быть: неодинаковая плотность материала круга в различных ча-
стях его, неточная форма наружной поверхности круга, эксцентрич
ное расположение отверстия в круге по отношению к наруж-
ной поверхности его, эксцентричная установка круга на шпинделе
или на фланцах шпинделя шлифовального станка. Уравновеши-
ваются круги на специальных станках, аналогичных приведенному
на фиг. 3.
Эти станки отличаются друг от друга по виду опор для установки
оправки. Опорами могут быть: призмы, диски и цилиндрические ва-
лики. На фиг. 3 показан специальный станок, у которого опора-
ми для установки оправки служат 2 цилиндрических валика. Поса-
18
женный на оправку шлифовальный круг помещают на 2 цилиндри-
ческих валика. Уравновешивание круга производится при помощи
двух кружков, которые перемещают в пазу кольца с торцевой сторо-
ны (фиг. 3).
Круг ставится в любое положение и при наличии неуравновешен-
ности более тяжелая часть его всегда будет опускаться вниз. Пере-
мещая кружки, снова проверяют равновесие круга. Так повторяет
ся до тех пор, пока шлифовальный круг, будучи поставлен в лю-
бое положение на цилиндрических валиках, не будет поворачивать-
ся. Отбалансированный шлифовальный круг будет иметь точное
а) 6)
Фиг. 3. Станок а и приспособление для уравновешивания
круга б.
вращение, т. е. не будет бить, обеспечит хорошую чистую поверх -
ность обработки, сбережет подшипники шпинделя от быстрого
износа и удлинит срок службы станка;
Уравновешиванию не подвергаются только предварительно вы-
правленные шлифовальные круги, имеющие одинаковую плотность,
материала. Все шлифовальные круги, диаметр которых больше
100 леи, подлежат уравновешиванию. Шлифовальный круг, подлежа-
щий уравновешиванию, прежде всего очищают от грязи и опилок, а
затем внимательно осматривают, чтобы убедиться, нет ли в нем тре-
щин. Крути с трещинами к уравновешиванию не допускаются и к
работе непригодны.
Станок должен быть установлен на ровной поверхности и тщатель-
но выверен; только после этого можно приступать к уравнове-
шиванию.
Уравновешивание шлифовальных кругов требует значительного
времени.
2* 19
MO, 220
M 20
4S0* 63*^
JS м/се/
Sa Sod- ujoo/ao6u/no/?i
Лбразибный материал
Лормальнь/й олемтроморунд - <р
бель/и олемтроморунд - рр
Уерный марбид мрем ним -МУ
беленый марбид мремния -МО
дернистость
72, 76, 20, 24, 66, 46, 60,
80, 700,7iO, 760,
280, 620,74 28,
Форма
Л 2Л, ОЛ, 4Л, Л 8, Л8М,
Л8Д, ЛвДМ, лол, лр ЛЛ,Д
/Л, 270, <7Ц, УМ, 77, 27, 6Т, 717,
С, И, ТОР, 74, О, Р
бь/сота
спорость
ЧАЗ
ЗБ46СМ2К6
Струмтура
7, 2. 6, 4, 5, б, 7. 8, О,
ТО, 77, 72, 76, 74, 76,
76, 77, 78
Обязма
Мерамичесмая - М
бамелитобая - б
Оулманитобая - 8
Тбердость
Оля мерамичесмой а
бамелитобой сбязом:
747, 742, 746, С747, 0742, 07, 02,
0Т7, 072, ОТО, 77, Т2, 877, 8Т2,
<777, <772^
Оля булманитобой сбязми-
ом, О, 07, 7
Ларужнь/й диаметр
г Омружпая
Фиг. 4. Маркировка шлифовального
Диаметр отверстия
круга. *
§9. МАРКИРОВКА ШЛИФОВАЛЬНЫХ КРУГОВ
Чтобы избежать неправильного применения шлифовального кру-
га при шлифовании, необходимо знать его характеристику. Эта ха-
рактеристика наносится на шлифовальный круг ясно видимой не-
смываемой краской или представлена в виде круглых этикеток. На
фиг. 4 показаны эти условные сокращенные обозначения (знаки мар-
кировки). Эти условные обозначения (маркировка) по существу
представляют паспорт шлифовального круга.
Абразивные заводы условные обозначения на круге располагают
в определенной последовательности. Эти обозначения дают полную
характеристику шлифовального круга и указывают окружную ско-
рость, с которой безопасно работать. На фиг. 4. показана маркиров-
ка шлифовального круга с его расшифровкой, а именно:
ЧАЗ — Челябинский абразивный завод (завод-изготовитель);
ЭБ —белый электрокорунд (абразивный материал);
46 —зернистость (величина зерна);
СМ2— среднемягкая твердость;
К — керамическая связка;
6 — номер структуры;
ПП — круг плоский прямого профиля (геометрическая форма);
450 — наружный диаметр круга в мм;
63 — высота шлифовального круга в мм;
127 —диаметр отверстия шлифовального круга в мм;
35 — окружная скорость круга в м/сек, при которой обеспечи-
вается безопасная работа.
Шлифовальный круг второго сорта должен иметь надпись 2С.
ГЛАВА ВТОРАЯ
ОСНОВНЫЕ СВЕДЕНИЯ О РЕЗАНИИ МЕТАЛЛОВ
§ 1. ОБРАБОТКА ДЕТАЛЕЙ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Учение о резании металлов создано трудами русский ученых и
практиков. Их первые исследовательские работы относятся к середи-
не и второй половине XIX века. Несмотря на то, что ученым в цар-
ской России приходилось работать в исключительно тяжелых усло-
виях, тем не менее отечественная наука о резании металлов
настолько развилась, что заняла ведущее место в мире.
Отечественная наука о резании металлов достигла особенно
больших успехов в годы советской власти.
Последнее время характеризуется применением скоростных ме-
тодов обработки, направленных на повышение производительности
труда рабочего, путем снижения времени на изготовление детали.
Для уменьшения времени, затрачиваемого только на снятие стружки
(машинное время), можно идти двумя путями. Первый путь — уве-
личение скоростей резания (скоростное резание) и второй — уве-
личение подачи инструмента (силовое резание).
Успешная работа промышленности твердых сплавов, научно-ис
следовательских институтов, занятых изысканием новых материалов
и наиболее целесообразной геометрии инструмента, а также опыт
токарей-новаторов приводят к созданию резцов, способных работать
на скоростях резания в 6—10 раз больших, чем резцы из быстрорежу-
щей стали. Это стало возможным потому, что в геометрии режущих
лезвий твердосплавного инструмента правильно учтены физические
свойства новых инструментальных твердых сплавов (малая тепло-
проводность, хрупкость, недостаточная прочность при изгибе). При
менение больших углов резания создало условия резкого упрочнения
и улучшения теплоотвода от рабочего лезвия и дало возможность
увеличить скорости резания. Токари-скоростники тт. Быков, Бортке-
вич, Смирнов и др. достигли значительного повышения производи
тельности токарных станков, применяя высокие скорости. Их работа
показала, что на существующих станках нельзя полностью использо-
вать возможности твердосплавного инструмента вследствие недостат-
ка установленной мощности и слишком низких чисел оборотов
рабочих шпинделей.
. Дальнейшим резервом повышения производительности за счет
сокращения машинного времени является увеличение рабочих сечений
22
снимаемой стружки на получистовых и чистовых операциях — си-
ловое резание. Заслугой многих токарей является изыскание новой
геометрии резцов для работы с использованием больших подач, т. е.
использование всей мощности станка при обеспечении в то же время
необходимого качества обработанной поверхности.
Поверхности, обработанные на токарных, фрезерных, строгаль-
ных, шлифовальных и других станках, не получаются совершенно
гладкими, на них ясно заметны следы режущего инструмента в виде
мелких бороздок и гребешков. Высота гребешков и их расположение
определяют степень гладкости поверхности. Высота гребешков, полу-
чающихся при разных методах обработки, равна приблизительно
следующим величинам (в мк; микрон — тысячная часть миллиметра):
При грубой обточке . 360
» чистовой обточке 8
» шлифовании . . 3—4
Гладкость поверхности оказывает большое влияние на уменьше-
ние коррозии. Таким образом, чтобы установить характер обработки,
необходимо знать условия, в которых будут работать детали в маши-
не. Например, шейка вала в подшипнике должна быть отшлифо-
зана до зеркального блеска, чтобы иметь наименьшее трение и,
следовательно, малый износ и малые потери от трения. Чем выше
гребешки, тем больше трение между соприкасающимися деталями.
Шлифованием можно снимать с поверхности детали слой очень
небольшой толщины. Для резца или фрезы снимаемый слой должен
иметь определенную толидину; при очень малой его толщине метал-
лические инструменты не снимают стружку, а лишь приглаживают
обрабатываемую поверхность. Обработка деталей на токарных, фре-
зерных и других станках производится в тех случаях, когда необхо-
димо снять большой слой металла или когда к обрабатываемой дета-
ли не предъявляются высокие требования в отношении точности
обработки и качества поверхности. Наоборот, когда к качеству по-
верхности предъявляются высокие требования, когда необходимо
строго выдерживать размеры деталей (в микронах), производят
шлифование.
Установлено, что шлифование при наибольших припусках на об-
работку более экономично по сравнению с обработкой стальными ин-
струментами. Этим и объясняется то, что шлифованием часто заме-
няют точение, фрезерование, строгание и другие методы обработки.
§ 2. ОСНОВНЫЕ ПОНЯТИЯ О ШЛИФОВАНИИ
Основные и наиболее часто применяемые методы шлифова-
НИЯ в машиностроении следующие.
Г Круглое наружное шлифование. К этому виду шлифования
относятся:
1) круглое наружное шлифование с продольной подачей;
2) круглое наружное шлифование с поперечной подачей;
23
3) наружное бесцентровое шлифование.
Круглое наружное шлифование с продольной подачей. Для осу-
ществления этого вида шлифования необходимы следующие движе-
ния (фиг. 5, /):
а) быстрое вращение шлифовального круга — главное движение
резания;
б) вращение детали вокруг своей оси — круговая подача;
в) прямолинейно-возвратное движение детали (или шлифоваль-
ного круга) вдоль оси ее — продольная подача;
Фиг. 5. Основные методы шлифования:
/ наружное с продольной подачей; 11 — наружное с поперечной подачей; III—бесцен-
тровое; IV внутреннее с продольной подачей; V — внутреннее бесцентровое; VI — плос-
кое; VII — плоское — торцем круга.
г) поперечное перемещение шлифовального круга (или детали)
к детали (или к кругу) — поперечная подача или врезание. Это по-
перечное движение в процессе шлифования не участвует, а осуще-
ствляется периодически в конце каждого двойного хода детали (кру-
га). Этот вид шлифования является основным.
Круглое наружное шлифование с поперечной подачей (фиг. 5,//).
Оно отличается от рассмотренного выше тем, что высота шлифоваль-
ного круга больше, чем длина шлифуемой детали. Поэтому отпадает
необходимость сообщать детали (или кругу) возвратно-прямолиней-
ное движение. Поперечная подача осуществляется не периодически,
а непрерывно — в течение всего процесса шлифования. Таким обра-
зом, для осуществления наружного шлифования с поперечной пода-
чей необходимы следующие движения: вращение шлифовального
круга, вращение шлифуемой детали вокруг своей оси и непрерывное
поперечное перемещение шлифовального круга (или детали) друг
к другу.
Бесцентровое шлифование (фиг. 5, III) — разновидность наруж-
ного круглого шлифования. Между двумя кругами — рабочим (сле-
24
ва) и подающим или ведущим (справа) — пропускается деталь, с
которой снимается заданный слой металла.
Ведущий круг можно установить под небольшим углом к рабоче-
му кругу, вследствие чего он начинает перемещать деталь вдоль оси
ее и одновременно сообщает ей вращательное движение. Это дает
возможность производить шлифование детали без ее закрепления в
центрах с поддержкой на опорном ноже. Для осуществления про-
цесса бесцентрового шлифования необходимы следующие движения:
вращение шлифовального и подающего кругов, вращение детали и ее
прямолинейное перемещение.
II. Круглое внутреннее шлифование. К этому виду шлифования
относятся: 1) внутреннее круглое шлифование с продольной пода-
чей; 2) внутреннее круглое бесцентровое шлифование.
Круглое внутреннее шлифование с продольной подачей
(фиг. 5, IV). Для осуществления этого вида шлифования необхо-
димы такие же движения, как и при наружном круглом шлифовании
с продольной подачей, а именно: вращение шлифовального круга,
вращение детали, прямолинейно-возвратное движение шлифоваль-
ного круга и периодическая поперечная подача шлифовального
круга.
Круглое внутреннее бесцентровое шлифование (фиг. 5, V), по-
добно наружному, осуществляется без закрепления шлифуемой де-
тали.
III. Плоское шлифование. Этот вид шлифования делится на две
разновидности:
1) плоское шлифование периферией круга (фиг. 5, VI);
2) плоское шлифование торцем круга (фиг. 5, VII).
Для осуществления плоского шлифования необходимы следую-
щие движения:
а) быстрое вращение шлифовального круга — главное движение
резания;
б) продольное возвратно-поступательное движение детали (или
круга) —продольная подача;
в) поперечное возвратно-поступательное движение детали или
круга в тех случаях, когда шлифующая ширина детали больше вы-
соты шлифуемого круга; для перекрытия всей поверхности обработ-
ки — поперечная подача. Движение периодическое и в процессе
шлифования не участвует;
г) поперечное движение круга на деталь — подача на глубину
шлифования (движение врезания).
В этом параграфе мы разобрали только основные виды шлифова-
ния. В разделе «Технология шлифовального дела» будут приведены
разновидности этих видов шлифования: глубинное шлифование,
шлифование конусов, планетарное перемещение шлифовального
кРУга, отделочные операции и другие.
Окружная скорость шлифовального круга. Шлифовальные круги
иращаются с большой скоростью. Круги небольших размеров делают
1200—1500 и более оборотов в минуту. Каждая точка на наружной
поверхности круга перемещается со скоростью от 20 до 60 м[сек, или
25
более 200 км/час. Путь, который проходит любая точка на поверхно-
сти круга в одну секунду, называется окружной скоростью шлифо-
вального круга. Окружную скорость можно легко определить,
если известен диаметр шлифовального круга и число оборотов в
минуту.
При одном обороте круга любая точка на его наружной поверх-
ности пройдет путь, равный длине окружности шлифовального круга.
В минуту эта точка пройдет путь больше длины окружности во
столько раз, сколько оборотов сделает круг за это время.
Таким образом, чтобы определить окружную скорость шлифо-
вального круга в секунду, нужно сначала определить длину его ок
ружности, т. е. диаметр круга помножить на 3,14; полученное произ-
ведение умножить на число оборотов круга в минуту, а результат
разделить на 60; если диаметр круга был выражен в миллиметрах, то
результат разделить на 1000, чтобы получить скорость, выраженную
в метрах в секунду.
Кратко это можно описать так:
где — окружная скорость круга, выраженная в метрах в секунду
(м/сек);
-—число, показывающее, во сколько раз длина окружности
больше ее диаметра, приблизительно равное 3,14;
D —диаметр круга, выраженный в миллиметрах (льи);
п —число оборотов круга в минуту (об/мин.).
Пример. Определить окружную скорость шлифовального круга
диаметром 600 мм, если число его оборотов в минуту равно 1200;
-= 3.14; D 600 мм\ п = 1200 об/мин.
3,14 • 600 • 1200 '
<ик = -----------= 37,68 м сек.
60 -ЮОО 1
Окружная скорость детали при шлифовании значительно мень-
ше окружной скорости круга. Определяют ее по формуле:
ndnrl
Vd =_____- м мин,
100
где v(j — окружная скорость шлифуемой детали, выраженная в мет-
рах в минуту (м/мин);
d —диаметр шлифуемой детали в мм\
п) — число оборотов детали в минуту.
В знаменателе этой формулы нет числа 60, так как скорость вра-
щения детали измеряется метрами в минуту, а не в секунду.
Глубина шлифования. Величина поперечного перемещения шли-
фовального круга по направлению к обрабатываемой детали в конце
каждого, прохода, при круглом шлифовании, называется глубиной
26
шлифования, или поперечной подачей. Глубиной шлифования иначе
называется толщина слоя металла, которая снимается за один проход
шлифовального круга. При круглом шлифовании эта величина очень
мала. Она колеблется в пределах от 0,005 до 0,08 мм за один
проход.
Продольная подача. Продольной подачей при круглом шлифова-
нии называется пройденный путь деталью (или кругом) за время
одного оборота шлифуемой детали. Величина продольной подачи
дается в долях высоты шлифовального круга. Величина ее В зави-
сит от вида шлифования: при черновом шлифовании деталей диамет-
ром меньше 20 мм подача от 0,3 до 0,55; при черновом шлифовании
диаметром больше 20 мм подача до 0,75 для закаленной стали,
0,255 для чугуна и для незакаленной стали 0,755; при чистовом шли-
фовании подача от 0,3 до 0,25 независимо от обрабатываемого ма-
1ериала и диаметра обрабатываемой детали.
Все сказанное относительно продольной подачи при круглом шли-
фовании относится также и к плоскому шлифованию.
§ 3. ПОНЯТИЕ О РЕЗАНИИ МЕТАЛЛОВ РЕЗЦАМИ И ФРЕЗАМИ
Для обработки металлов резанием пользуются различными инст-
рументами, которые отличаются друг от друга как по величине изме-
рения, так и по конструкции. Обычный токарный или строгальный
резец (фиг. 6) является родоначальником всех остальных видов ре
Передняя грань
Го лобка резца
Глабная задняя грань
Фиг. 6. Резец
Глабная режущая кромка
вспомогательна
режущая кромка
вершина резца
вспомогатмъ
мая задняя
грань
7ело резца
жущих инструментов, представляющих видоизменение этого резца.
Процесс резания для всех режущих инструментов почти оди-
наков.
Режущая часть резца представляет собой (фиг. 7) как бы клин,
который имеет две грани: О А — передняя и ОЕ — задняя. Задняя
грань ОЕ служит для уменьшения трения резца о деталь и образует
с ней некоторый угол ЕОК. Под влиянием силы Р, которая передает-
27
ся деталью или резцом, передняя грань резца сжимает слой обраба-
тываемого материала и, преодолев внутренние силы сцепления ма-
териала, срезает частицу его и благодаря наклону передней грани
резца отводит ее вверх.
Полученную частицу стружки называют элементом стружки.
Если действие силы Р продолжается, то резец, срезая от детали
элемент за элементом, снимает с нее слой глубиной t (фиг. 7, а).
Фиг. 7. Схема образования стружки:
а, б, а и г — начальный и последующие моменты резания (цифрами показаны
элементы стружек).
Резец (см. фиг. 6) состоит из: 1) головки, т. е. рабочей части
резца; 2) тела, или стержня, служащего для закрепления резца
в супорте или державке.
Элементы головки резца. Передней гранью называется поверх-
ность резца, по которой сходит стружка. Задними гранями называ-
ются поверхности, обращенные к обрабатываемому предмету. Режу-
щие кромки образуются пересечением передней и задней граней
и разделяются на: главную режущую кромку, выполняющую глав-
ную работу резания, вспомогательную режущую кромку. Вершиной
резца называется место сопряжения главной режущей кромки со
вспомогательной.
В зависимости от обрабатываемого материала заострение головки
резца (клина) делается различным.
Название углов резца: а) передний угол; ; б) задний угол а:
в) угол заострения Р; г) угол резания о .
На фиг. 8 показан процесс фрезерования. В качестве режущего
инструмента применяется фреза. Фреза представляет собой цилинд-
рическое тело, снабженное режущими зубьями.
1'8
фреза___инструмент многорезцовый. На фиг. 8, справа, показан
один зуб фрезы, который представляет собой резец, и указаны углы,
соответствующие углам резца.
При фрезеровании фреза вращается вокруг своей оси, а обраба-
тываемая деталь переме-
щается влево, навстречу вра-
щению фрезы. Резание ме-
таллов начинается в тот мо-
мент, когда режущее лезвие
?уба фрезы находится на вер-
тикальной линии ОС, вслед-
ствие чего каждый зуб фрезы
снимает стружку, толщина
которой постепенно увеличи-
вается от наименьшей до наи-
большей. Форма стружки
получается в виде запятой.
Толщина слоя t, снимаемого
за один проход фрезы, назы-
вается глубиной фрез’ерова-
НИЯ. й Фиг. 8. Процесс фрезерования.
Шлифовальный круг мож-
но рассматривать как фре-
зу с очень большим числом режущих зубьев, если каждое абразив-
ное зерно рассматривать как зуб фрезы. Таким образом, законы
резания металлов стальными инструментами можно распространять
и на шлифовальные круги, так как шлифование есть процесс обра-
ботки металлов резанием.
Всякий режущий инструмент, как было уже указано, имеет ре
жущее лезвие в виде клина, которое врезается в обрабатываемый ма-
териал и, преодолевая силу сцепления его частиц, снимает слой
металла — стружку, состоящую из отдельных элементов. Например,
резец, двигаясь справа налево, будет срезать отдельные элементы
стружки (см. фиг. 7). Цифрами 7, 2, 3, 4, 5, 6 показаны элементы
стружки.
Металлы средней твердости дают при резании стружку, элемен-
ты^ которой связаны между собой довольно прфчно, имея вид ступе-
ней, благодаря чему стружка этого вида получила название стружки
скалывания или ступенчатой (фиг. 9, а).
При обработке мягких металлов элементы стружки настолько
прочно соединены между собой, что их с трудом можно отличить
друг от друга; стружка представляет собой сплошную ленту, дости-
гающую иногда значительной длины. В этом случае получается слив-
ная стружка (фиг. 9, б). При обработке хрупких металлов, например
чугуна, резцами с небольшим углом резания иногда получается так
называемая стружка надлома (фиг. 9, в). В отличие от стружки
скалывания, стружка надлома имеет неровную поверхность со сторо-
ны, обращенной к резцу, и гладкую — с противоположной стороны.
Образование стружки при шлифовании. Обработку металлов при
29
помощи шлифовального круга можно сравнить с процессом.фрезеро-
вания. Зерна шлифовального круга, как и зубья фрезы, могут быть
названы резцами. Таких резцов у шлифовального круга в зависимос-
ти от его зернистости может быть больше или меньше. Число зерен
круга, режущих одновременно, исчисляется десятками тысяч для
кругов малых диаметров и сотнями тысяч для кругов больших диа-
метров и большой ширины. Так, например, для среднего круга диа-
метром 400 мм, шириной 40 мм и средней зернистости 36 число
режущих зерен, расположенных на периферии круга, будет не ме-
нее 200 000.
а) Л
Фиг. 9. Виды стружек:
а — стружка скалывания; б — сливная; в — стружка надлома.
При рассмотрении под микроскопом стружки, получаемой при
шлифовании различных металлов, установлено ее сходство со струж-
кой, получаемой при токарной, строгальной и фрезерной работах.
Это сходство показывает, что законы резания металлов стальными
инструментами применимы и для процесса шлифования.
Процесс отделения стружки можно представить в следующем ви-
де: первоначально острая кромка зерна, врезаясь в металл, сдавли-
вает его, причем давление все время возрастает, и в то время, когда
оно превзойдет силу сцепления частиц металла, происходит отделе-
ние стружки. Этот процесс происходит непрерывно, а для отдельно-
го зерна — исключительно быстро.
§ 4. НАГРУЗКА ШЛИФУЮЩИХ ЗЕРЕН
Для установления толщины стружки рассмотрим работу шли-
фовального круга при внешнем круглом шлифовании. Допустим, что
шлифовальным кругом радиусом ЕО (фиг. 10) обрабатывают круг-
лую деталь радиусом АОЪ
При подаче круга на шлифуемую деталь его зерна врезаются в
нее, и начинается процесс шлифования.
Пусть в некоторый момент времени круг и деталь занимают по-
ложение, показанное на фиг. 10. Шлифовальный круг вращается с
окружной скоростью vK , шлифуемая деталь с окружной скоростью
vd, Окружная скорость шлифовального круга примерно в 100 раз
30
больше, чем окружная скорость шлифуемой детали. Толщину сни-
маемого слоя металла за один проход обозначим буквой t.
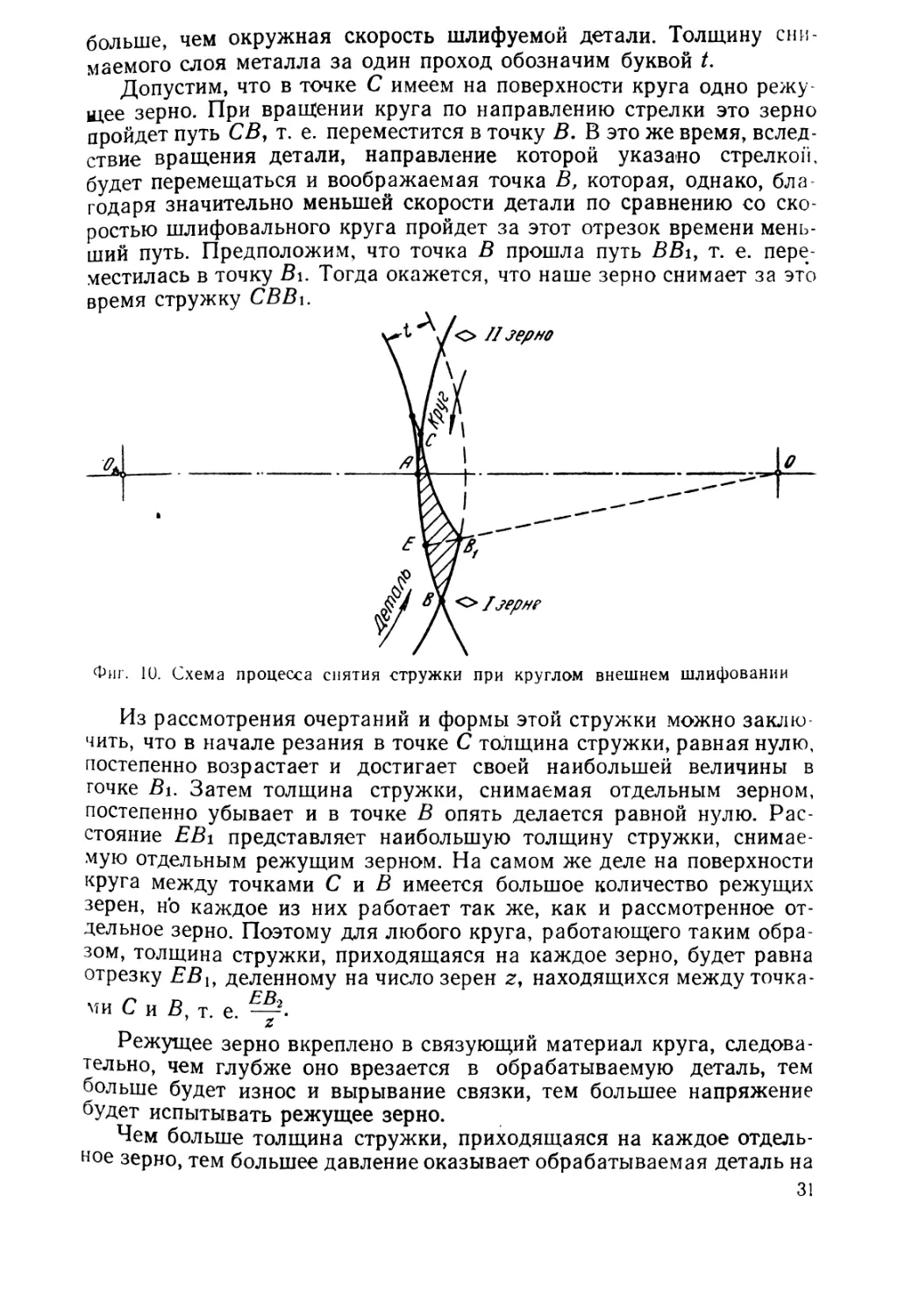
Допустим, что в точке С имеем на поверхности круга одно режу-
щее зерно. При вращении круга по направлению стрелки это зерно
пройдет путь СВ, т. е. переместится в точку В. В это же время, вслед-
ствие вращения детали, направление которой указано стрелкой,
будет перемещаться и воображаемая точка В, которая, однако, бла-
годаря значительно меньшей скорости детали по сравнению со ско-
ростью шлифовального круга пройдет за этот отрезок времени мень-
ший путь. Предположим, что точка В прошла путь BBi, т. е. пере-
местилась в точку Bi. Тогда окажется, что наше зерно снимает за это
время стружку CBBi.
Фиг. 10. Схема процесса снятия стружки при круглом внешнем шлифовании
Из рассмотрения очертаний и формы этой стружки можно заклю-
чить, что в начале резания в точке С толщина стружки, равная нулю,
постепенно возрастает и достигает своей наибольшей величины в
точке Bi. Затем толщина стружки, снимаемая отдельным зерном,
постепенно убывает и в точке В опять делается равной нулю. Рас-
стояние EBi представляет наибольшую толщину стружки, снимае-
мую отдельным режущим зерном. На самом же деле на поверхности
круга между точками С и В имеется большое количество режущих
зерен, но каждое из них работает так же, как и рассмотренное от-
дельное зерно. Поэтому для любого круга, работающего таким обра-
зом, толщина стружки, приходящаяся на каждое зерно, будет равна
отрезку ЕВЬ деленному на число зерен г, находящихся между точка-
ми С и В, т. е. —.
’ z
Режущее зерно вкреплено в связующий материал круга, следова-
тельно, чем глубже оно врезается в обрабатываемую деталь, тем
больше будет износ и вырывание связки, тем большее напряжение
будет испытывать режущее зерно.
Чем больше толщина стружки, приходящаяся на каждое отдель-
ное зерно, тем большее давление оказывает обрабатываемая деталь на
31
связку круга, а следовательно, и на его износ. Пока износ связки
соответствует износу режущих зерен, круг будет работать хорошо.
Если связка изнашивается слишком быстро, это значит, что круг сли-
шком мягкий для данной работы и быстро износится. Если режу-
щие зерна притупляются и расходуются быстрее, нежели связка, то
круг будет засаливаться (блестеть) и перестанет свободно резать.
Таким образом, если толщина стружки слишком велика, то круг
расходуется очень быстро, и, наоборот, если мала, то круг засали.
вается и не режет, а трет деталь. Толщина стружки будет расти с
увеличением окружной скорости детали. Действительно, чем боль-
ше будет скорость детали vo, тем больший путь пройдет точка С и
толщина стружки ЕВ\ будет больше. Наоборот, с увеличением
окружной скорости шлифовального круга толщина стружки будет
уменьшаться. Толщина стружки оказывает большое влияние на
процесс шлифования. Она зависит от окружной скорости шлифо-
вального круга, диаметра шлифовального круга, скорости * детали,
ди.аметра детали, глубины резания и продольной подачи.
Влияние окружной скорости круга. С увеличением окружной
скорости шлифовального круга толщина стружки уменьшается, и
наоборот.
Нормальной окружной скоростью круга следует называть такую,
при которой каждое режущее зерно круга нагружено так, что выпа-
дение его будет происходить тотчас после затупления. При такой
скорости круг дает наибольшую производительность с наименьшим
его износом. При скоростях, меньших необходимой, наблюдается по-
вышенный износ круга.
При работе с большими скоростями круга каждое его зерно
работает со значительно меньшей нагрузкой и вследствие этого более
медленно затупляется. Износ круга при больших скоростях будет
меньше, и работа с большими скоростями экономически более вы-
годна. Но с увеличением скорости круга увеличивается центробежная
сила, и поэтому работа кругов со скоростями выше нормальных
недопустима, так как она может вызвать разрыв круга и ранения
работающих. Примерные окружные скорости шлифовального круга
приводятся в табл. 6.
Таблица 6
Скорости шлифовального круга в м!сек
Характер обработки Обрабатываемые материалы ’
сталь чугун мягкие металлы
Обдирка 30-35 25—30 35-40
Отделка 40-45 40—45 40-45
Полирование 45-50 45 — 50 45-50
Более конкретные значения окружных скоростей шлифовальных
кругов приводятся при рассмотрении отдельных видов шлифования.
Влияние диаметра круга. По мере износа шлифовального круга
скорость его уменьшается, и толщину стружки увеличивают. Если
32
с уменьшением диаметра круга при его износе соответственно не уве-
личивается число его оборотов, то толщину стружки постепенно
увеличивают. Отсюда вывод: следует работать по возможности кру-
гами большего диаметра и при значительном их износе увели-
чивать число оборотов, а если этого не допускает конструкция
станка, сменять круг, используя его на других станках, дающих бо-
лее высокое число оборотов.
Влияние скорости детали. С увеличением скорости детали про-
порционально увеличивается толщина стружки и соответственно
возрастают усилия, испытываемые каждым режущим зерном шли-
фовального круга; в результате повышается износ круга. Чтобы
избежать этого, пришлось бы пользоваться более твердыми кругами,
что, однако, невыгодно ввиду склонности последних к быстрому за-
саливанию.
Если при правильно выбранной скорости круга наблюдается
быстрый его износ, следует уменьшить скорость детали, одновре-
менно несколько увеличив глубину резания. Если круг засаливается,
то надо увеличить скорость детали, одновременно уменьшая глу-
бину резания, или взять для данной работы более мягкий круг.
Кругошлифовальные станки для изменения скорости вращения
детали снабжают коробками подач.
Влияние диаметра детали. При шлифовании деталей больших
диаметров, при увеличении их скорости толщину стружки увеличи-
вают незначительно, наоборот, при шлифовании деталей малых,
диаметров изменения в толщине стружки значительны.
На практике для шлифования деталей малых диаметров берут
обычно круги значительно большей твердости, чем для деталей
больших диаметров, и работают со значительно меньшими продоль-
ными подачами или с меньшими скоростями детали.
Влияние глубины резания. С увеличением глубины резания соот-
ветственно увеличивается толщина стружки. Величина глубины реза-
ния, которую можно допустить при правильно выбранном круге и
скоростях круга и детали, зависит от мощности станка. Таким обра-
зом, если допускает характер шлифования, величина подачи на глу-
бину резания может быть очень большой.
Влияние продольной подачи. Продольной подачей называется
путь, проходимый столом с деталью, или путь шлифовального круга
вдоль оси круга за один оборот детали. Она исчисляется при круг-
лом шлифовании в долях от ширины круга и колеблется обычно в
пределах:
s (от 0,3 до 0,8) В мм,
где s — продольная подача;
В — ширина круга.
Производительность шлифования. Количество металла, снимае-
мого в единицу времени, определяется по формуле:
S = ^B)dnds 17 ,
где g _ количество металла в кг;
В>д — диаметр детали в мм;
3. В. В. Лоскутов. 33
пд — число оборотов детали в мин.;
Т — удельный вес металла;
s — продольная подача в мм\
t — глубина резания в мм.
Но так как ^Ddnd —скорость детали v()y то
g = vds ty кг.
Как черновое, так и чистовое шлифование обычно производятся'
с большими продольными подачами и возможно более широкими
кругами. Брать подачу больше ширины круга не допускается, так
как это ведет к браку детали.
§ 5. ВЛИЯНИЕ ДУГИ СОПРИКОСНОВЕНИЯ
Процесс шлифования происходит в результате соприкосновения
части круга с частью детали при каждом обороте, в течение неко-
торого момента времени. Дуга окружности шлифовального круга,
соприкасающаяся с деталью, называется дугой соприкосновения,
при круглом и внутреннем шлифовании или поверхностью соприкос-
Фиг. 11. Размер дуги соприкосновения круга с деталью при раз-
личных видах шлифования:
а — "рпужрор шлисЬовянир: б — наружное шлифование. когда чип мето дета-
ли больше диаметра круга; в — плоское шлифование; г — внутреннее шли-
фование.
новения при плоском шлифовании. В зависимости от вида шлифова-
ния, размеров круга и детали размер дуги соприкосновения
в каждом отдельном случае имеет свою величину.
На фиг. 11 показано, как изменяется дуга соприкосновения АВ
в зависимости от вида шлифования. Для большей наглядности глу-
бина шлифования (/) во всех случаях принята одинаковой. Радиус
шлифовального круга (/?) также во всех случаях одинаков.
При наружном шлифовании, когда диаметр* детали меньше
диаметра круга, дуга соприкосновения небольшая (фиг. 11, а).
Чем больше дуга соприкосновения, тем длиннее получается сни-
'маемая стружка, тем в более тяжелых условиях работы находится
сам шлифовальный круг, так как при большей дуге соприкосновения
34
извивается больше тепла при тех же возможностях отвода его и
Издаются условия для засорения круга снимаемой стружкой.
На фиг. 11, б показана схема наружного шлифования, когда диа-
метр детали больше диаметра круга, а на фиг. 11, в — плоское
шлифование периферией круга. На фиг. 11, г приведена схема внут-
реннего шлифования, имеющего наибольшую дугу соприкосно-
вения. .
При большой дуге соприкосновения следует работать с меньшей
глубиной резания, чтобы снимаемая стружка была тоньше и тем са-
мым уменьшить сопротивление резанию. При уменьшении сопротив-
ления резанию при большой дуге соприкосновения следует приме-
нять более мягкие круги. Для лучшего отвода тепла обрабатываемые
детали должны обильно и непрерывно охлаждаться жидкостью.
§ 6. ТЕПЛОТА, ОБРАЗУЮЩАЯСЯ ПРИ ШЛИФОВАНИИ
В процессе шлифования возникает теплота, образующаяся в ре-
зультате внешнего трения абразивных зерен об обрабатываемую
поверхность детали и, главным образом, в результате трения частиц
металла друг о друга при образовании стружки. Подобное нагрева-
ние металла можно получить, например, если мягкую стальную про-
волоку диаметром 2—3 мм сгибать то в одну, то в другую сторону.
Чем быстрее и больше изгибать проволоку, тем сильнее она нагре-
вается в месте изгиба.
При шлифовании выделяется больше теплоты, чем при резании
металлическими инструментами, так как условия шлифования резко
отличаются от условий резания металлическими инструментами.
Во-первых, скорости резания при шлифовании значительно пре-
восходят скорости резания обычными резцами. Это можно назвать
скоростным резанием металла одновременно большим числом режу-
щих абразивных зерен. Во-вторых, что особенно важно, углы резания
абразивных зерен при шлифовании, как правило, имеют отрицатель-
ные (тупые) передние углы, вследствие чего значительная часть
энергии затрачивается на прижатие шлифовального круга к детали,
стружка более измельчается, что способствует еще большему выделе-
нию тепла. Вследствие нетеплопроводности шлифовального круга
развивающаяся теплота переходит, главным образом, в шлифуемую
деталь.
При шлифовании металлов различают мгновенную температуру
резания, развивающуюся в момент снятия стружки, и установившую-
ся температуру шлифуемой поверхности детали. Мгновенная тем-
пература при шлифовании участков детали, непосредственно примы-
кающих к месту срезания стружки, достигает больших значений,
шогда она повышается настолько высоко, что материал стружки
Размягчается, спекается и даже плавится, что приводит к порче по-
верхностного слоя детали — шлифовочным ожогам, шлифовочным
тРещинам и т. п.
Шлифовочный ожог. Под шлифовочным ожогом следует понимать
ТНос изменение структуры поверхностного слоя шлифуемой де-
3*
35
тали в сторону ухудшения ее качества под воздействием высоких
мгновенных температур. Шлифовочный ожог уменьшает твердость
и износоустойчивость поверхностного слоя детали. Причинами появ-
ления ожогов могут быть следующие:
1) неправильно установленный режим шлифования — в сторону
повышения его; например, шлифование с весьма большой толщиной
снимаемого слоя приводит к чрезмерно большому давлению щлифо-
вального круга на шлифуемую деталь и обильному выделению
теплоты, которая переходит в обрабатываемую деталь;
2) неудачно подобранный (слишком твердый) шлифовальный
круг, вызывающий большое трение между кругом и деталью, сопро-
вождающееся большим выделением теплоты;
3) недостаточное охлаждение при шлифовании твердых (зака-
ленных) сталей;
4) биение круга, небрежная наладка шлифовального станка,
как, например, некачественная установка детали на центрах
станка.
Эти шлифовочные ожоги опознаются по наличию на поверхности
детали цветов побежалости. Если степень ожога малая, то последую-
щим шлифованием можно будет удалить этот поврежденный слой
металла и получить новую поверхность детали, свободную от этого
дефекта.
Шлифовочные трещины. Шлифовочные ожоги весьма часто сопро-
вождают шлифовочные трещины, в особенности’ при шлифовании
закаленных сталей. Они представляют собой сетку мельчайших тре-
щин, расположенных чаще всего перпендикулярно направлению шли-
фования. Причина их возникновения такова. Неправильно назначен-
ный высокий режим шлифования, неудачно подобранный или зату-
пившийся в работе шлифовальный круг вызывают чрезмерное
нагревание детали в зоне шлифования и, как только участок детали
освободится от воздействия шлифовального круга, происходит весьма
быстрое охлаждение его, что и приводит к образованию мельчайших
шлифовочных трещин.
Установившаяся температура детали. Температура детали во вре-
мя шлифования зависит от ряда причин и прежде всего от того, как
производится шлифование: с охлаждением или без охлаждения.
При шлифовании детали без охлаждения температура поверхност-
ного слоя непрерывно увеличивается. Это свидетельствует о том, что
при шлифовании приток теплоты превосходит расход ее. Теплота
расходуется в окружающую среду путем лучеиспускания и погло-
щается деталью за счет теплопроводности. Температура детали так-
же зависит от времени шлифования и толщины снимаемого слоя
металла. С увеличением времени шлифования детали и толщины
снимаемого слоя металла температура детали возрастает.
При шлифовании детали с охлаждением независимо от времени
шлифования ее температура может оставаться неизменной только
в том случае, если образующаяся в процессе шлифования теплота
будет полностью отводиться охлаждающей жидкостью.
36
§ 7. ОХЛАЖДЕНИЕ ПРИ ШЛИФОВАНИИ
При шлифовании происходит нагревание шлифуемой детали. Для
устранения этого необходимо применять обильное охлаждение в виде
прозрачных растворов, которые не затрудняют наблюдение за про-
цессом шлифования. При окончательном шлифовании охлаждение
имеет особо важное значение, так как позволяет производить точные
измерения обрабатываемой детали. Температура детали должна при-
мерно равняться температуре инструмента, которым производится
ее измерение.
Чем больше площадь соприкосновения детали со шлифовальным
кругом и чем тверже обрабатываемый материал, тем обильнее дол-
жно быть охлаждение. Чугун и медное литье можно шлифовать
без охлаждения. Охлаждающая жидкость должна подаваться на всю
ширину шлифовального круга равномерно, в противном случае при
обработке получаются царапины на детали.
Во всех случаях работы без охлаждения необходимо применять
пылесосы, которые отсасывают пылеобразную
стружку и частицы сработанного шлифовального (Рта
круга.
Способ подведения охлаж-
дающей ‘Жидкости также играет
существенную роль. Если скос
трубки с охлаждающей жид-
костью обращен в сторону кру-
га, охлаждающая жидкость бу-
дет отклоняться в противопо-
ложную сторону, отбрасывать-
ся и разбрызгиваться деталью
во все стороны.
Правильная установка труб-
ки показана на фиг. 12. Ско-
шенной стороной трубка в этом
случае повернута в противопо-
ложную от круга сторону,
вследствие чего охлаждающая
жидкость лучше подводится к
детали, однако разбрызгивание
охлаждающей жидкости в этом
случае не устранено.
Фиг. 12. Правиль-
ное расположение
трубки для охлаж-
дающей воды.
Фиг. 13. Установ-
ка для подвода
воды:
/ — трубка; 2 — от-
клонитель струи.
Лучшим средством против разбрызгивания охлаждающей жидко-
сти служит заслонка — отклонитель струи, которая одновременно
служит и для изменения количества подаваемой жидкости при по-
мощи краника (фиг. 13). Струя направляется в то место, где она
ольше всего требуется. Выходное отверстие и заслонка должны
меть такую ширину, чтобы струя покрывала всю ширину шлифо-
вального круга.
Состав охлаждающей жидкости. Охлаждающие жидкости не
бол*НЬ1 *!меть ЯА°ВИТЫХ примесей, чтобы не вызывать накожных за-
ваний у рабочих. Они также не должны разъедать металл и
37
краску, в противном случае будут портить станок и обрабатываемую
деталь.
Охлаждающая жидкость должна уменьшать трение между шли-
фовальным кругом и шлифуемой деталью, так как при уменьше-
нии трения дольше сохраняется режущая способность круга и по-
лучается более чистая и гладкая поверхность при шлифовании.
При большом количестве смазывающих веществ в охлаждающей
жидкости круг засаливается, т. е. поры его заполняются мельчай-
шими частицами стружки, смешанными с жидкостью, вследствие
чего круг затупляется.
Наиболее распространенной охлаждающей жидкостью считается
вода с добавкой 5—10% соды и небольшого количества мыла. Этот
раствор можно применять при шлифовании стали, чугуна, меди, ла-
туни и других материалов, за исключением легких сплавов (алюми-
ний, магний и т. п.).
Смазывающее действие указанного раствора незначительно, по-
этому он употребляется в тех случаях, когда требуется только ох-
лаждение Кроме того, данный раствор вредно влияет на окраску
станков и на смазку подшипников, разъедая их. Чтобы придать
охлаждающей жидкости смазывающие свойства и уменьшить разъе-
дание окраски станков, к содовому раствору добавляют 0,5—1%
машинного масла, скипидара или сурепного масла.
Обработка алюминия в тех случаях, когда требуется чистая по-
верхность, производится при охлаждении круга смесью керосина с
таким же количеством веретенного масла. Но эта смесь очень опасна
и легко может воспламениться.
Детали из чугуна и меди часто, а детали из никеля всегда
шлифуют без охлаждения. Грубое шлифование деталей из чугуна
производится с охлаждением содовым раствором, чистовое — водой
с добавлением масла.
При внутреннем и плоском шлифованиях требуется усиленное
охлаждение. При шлифовании с охлаждением можно принять более
твердые круга, чем при шлифовании всухую. При шлифовании без
охлаждения, во избежание сильного нагрева деталей, лучше приме-
нять более узкие круги.
§ 8. УСИЛИЯ, ВОЗНИКАЮЩИЕ ДРИ ШЛИФОВАНИИ,
И ЗАТРАЧИВАЕМАЯ МОЩНОСТЬ
Размер стружки при шлифовании. Объем снятого металла за один
оборот детали можнеи определить по формуле:
, Q = TtDdt s мм\
где Q — объем стружки в мм3;
Dd— диаметр детали в мм;
t — глубина резания в мм;
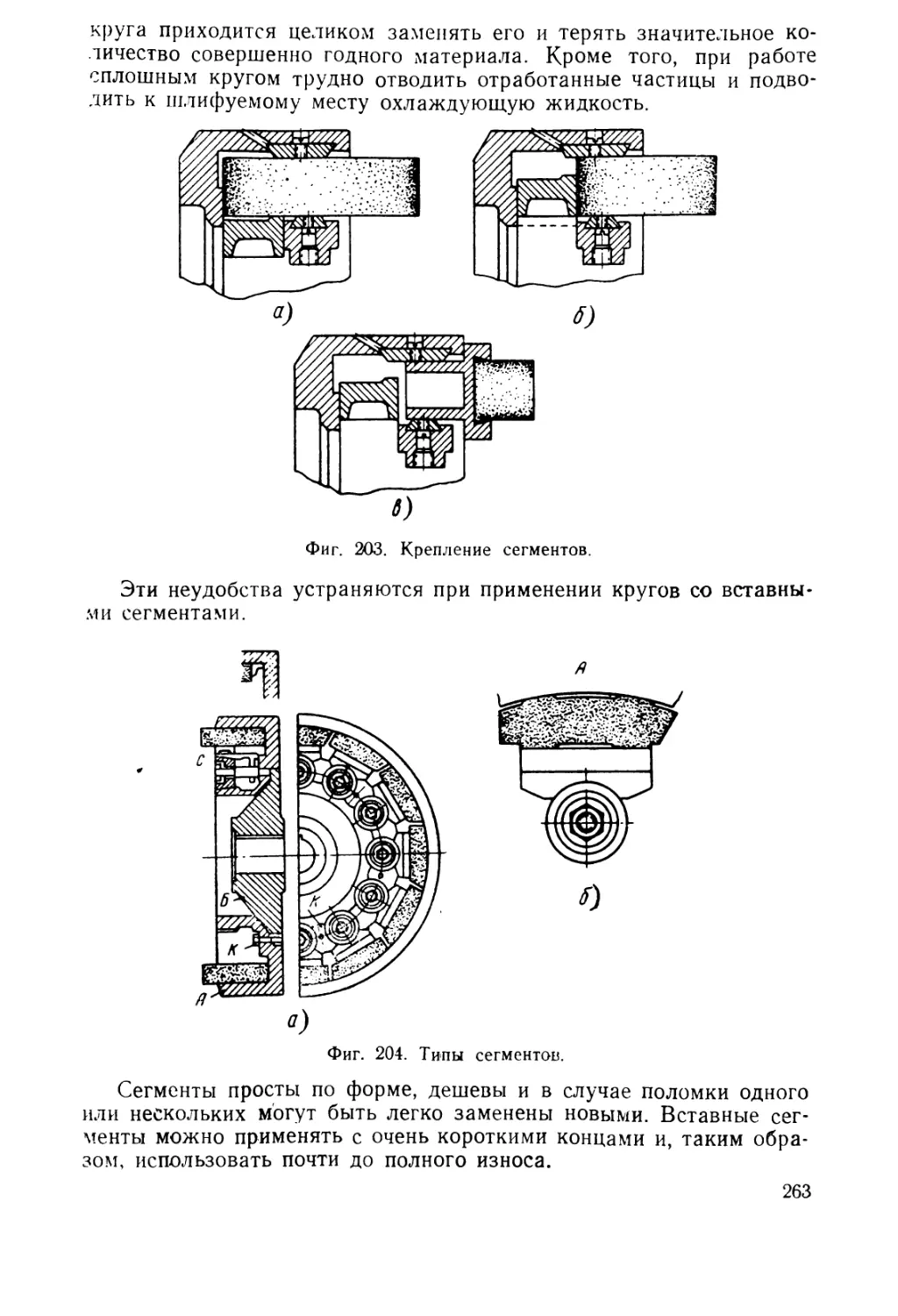
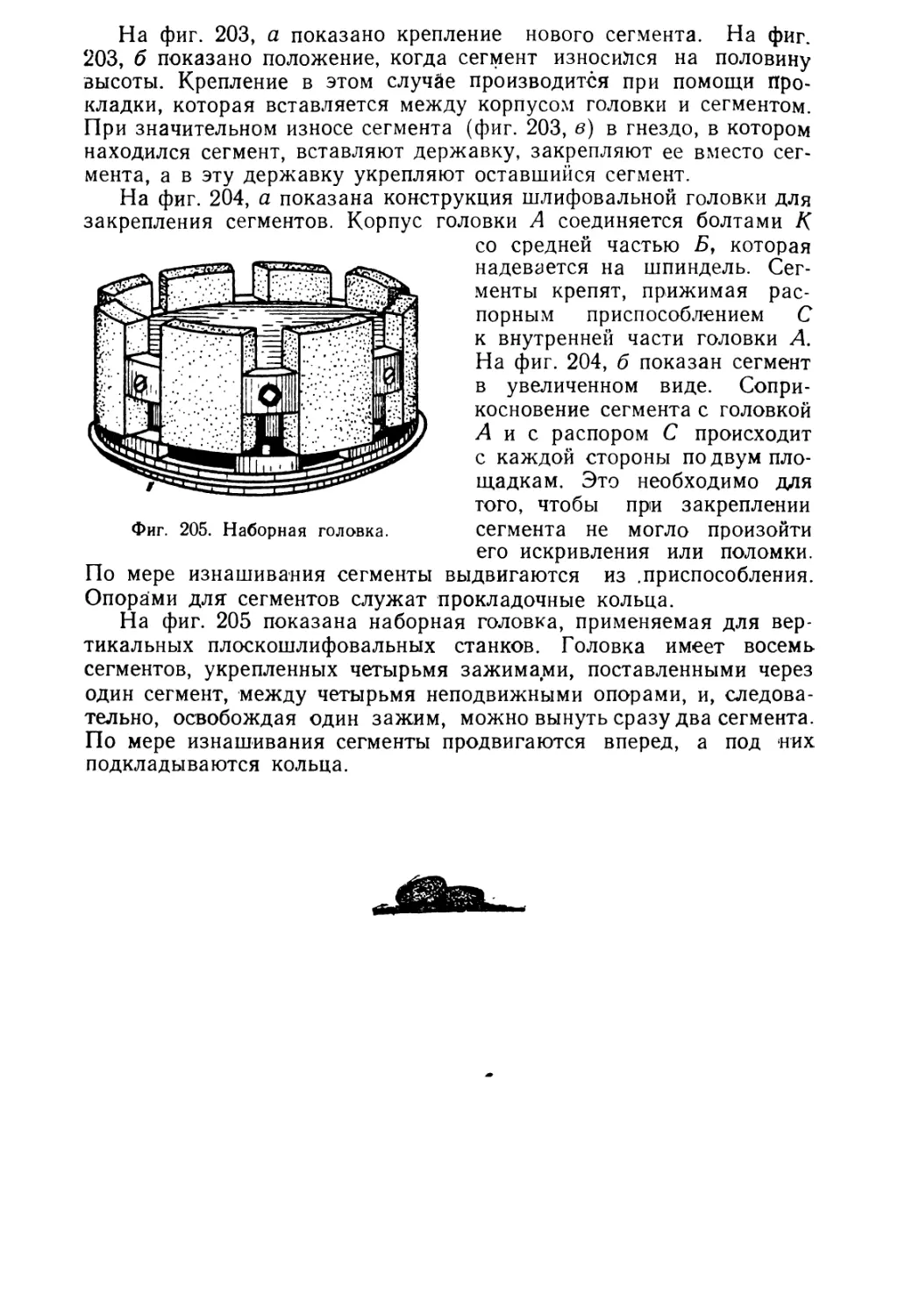
s — продольная подача за один оборот детали в мм.
Пройденный путь какой-либо точки на окружности шлифовального
круга в одну минуту может быть подсчитан по формуле:
L = itDKnK мм] мин.
38
Пренебрегая скоростью вращения детали, .очень незначительной
сравнению со скоростью шлифовального круга, можно определить
\ __ путь той же точки за время одного оборота детали. Он будет
Е. п раза меньше, чем L, т. е.
'' й
Разделив объем стружки Q„ снятой за время одного оборота де-
га;1И, на путь /, получим площадь среднего сечения стружки:
_ rD()tSna
Т - w-k яЛ М
J 1 *DKnK
так как
r.Ddnd = 1000 к д ,
~DdnK = 1000 ' 60 vK ,
то подставляя в формулу сечения стружки эти значения, имеем:
г_________________________ 1000 Vdts 2
1000 • 60^ ММ ’
или после сокращения:
г VdtS
f =-----мм2-
J V би
к
Пример. Определить среднее сечение стружки при шлифовании,
если дано: диаметр шлифовального круга £>Л. ==600 мм; число его
оборотов в минуту пк = 1200; диаметр детали Dd =40 мм; число
его оборотов в минуту пд = 120; глубина резания t — 0,04 мм; про-
дольная подача за один оборот детали s = 12 мм.
Решение. Скорость шлифовального круга:
_ '^к пк 3,14 . 600- 1200
к 60 • юоо 60 • юоо ~ 37,68 м/сек;
скорость детали:
-D. пл 3,14- 40- 1200 1СП_ ,
т>л=----° -° = —-----------•= 15,07 м мин;
юоо юоо
среднее Течение детали:
vdts 15,07 0,04 • 12
7----ёгГ = —37кя—ёл- = 0,0035 мм2.
VK 01) О/,Do • OU
Размер среднего сечения стружки, следовательно, и нагрузка кру-
Га увеличиваются с увеличением скорости детали vd, глубины ре-
зания t, подачи s- и уменьшением сцррости круга, и наоборот.
Усилие резания. При шлифовании возникают следующие три си-
Ль1> или усилия:
1- Усилие Р2, направленное по касательной к окружности круга,
лредставляет собой усилие резания.
39
2. Усилие Ру представляет собой усилие, испытываемое кругом со
стороны детали, равное давлению; шлифовального круга на деталь.
Оно направлено по радиусу круга, проведенному в точку каса-
ния круга с деталью. Поэтому его называют радиальным усилием.
3. Усилие Рг. направлено вдоль оси круга, поэтому его называют
осевым усилием, а иногда усилием подач.
На фиг. 14 показано расположение всех трех сил. Главное уси-
лие — это усилие резания Р,; его величиной определяется затрачи-
ваемая мощность при шлифовании.
Фиг. 44. Усилия, возникающие при шлифовании.
Мощностью называется произведение силы на пройденный ею путь
в единицу (секунду) времени. Например, если поднять груз весом
20 кг на высоту 12 м в течение 3 сек., то затраченная мощность бу-
20.12 on / ,
дет—о— = 80 кгм/сек. •
о
Усилие резания Pz определяется по фромуле: Р. = fP кг; f —
сечение стружки в мм2;
Р — величина усилия резания на 1 мм2 сечения стружки, завися-
щая от свойств обрабатываемого материала; берется из опытных
данных.
В табл. 7 даны приближенные значения Р для стали и чугуна.
Таблица 7
Величина усилия резания, приходящаяся на 1 мм2 сечения стружки
t в мм в мм[об Для стали при зь = 50 кг/мм2 Для чугуна сред- ней твердости
в кг >,[мм2
0,02 12 3150 3000
0,06 12 1500 1600
0,10 12 1150 1150
*40
Поставив вместо f его значение, получим:
Р -- Р ' —s?------ кг-
г 60 • V,.
Мощность NK, затрачиваемую при шлифовании на вращение
шлифовального круга, можно определить по формуле:
V
NK-~ - лошадиных сил (л. г. к
Одна лошадиная сила равна 75 кгм/сек, поэтому в знаменатель
формулы и введено число 75, чтобы килограммометры превратить в
лошадиные силы.
Мощность Л'затрачиваемую на вращение детали при шлифо-
вании, можно определить по формуле:
Мощность, необходимая для вращения шлифовального круга, не-
смотря на малое усилие при шлифовании, имеет большую величину
вследствие большой скорости вращения. Мощность, идущая на вра-
щение шлифовального круга, значительно больше мощности, идущей
на враТцение детали.
Пример. Определить мощность, необходимую для вращения круга
при шлифовании стального валика, если скорость шлифовального
круга 25 м/сек, глубина резания 0,06 мм, подача 12 мм за один обо-
рот валика, скорость детали 7,5 м/мин.
Решение. Выбираем сначала значение Р, пользуясь табл. 7. Для
данного случая Р будет 1500 кг/мм2.
Усилие резания:
о— О Vd tS 7,5 * 0,06 • 12 • 1500
Мощность,
будет:
Мощность,
60 • vK 25 • 50 •
необходимая для вращения шлифовального круга,
необходимая для вращения детали.
хг pz vd 5,4 7,5 ПЛПП
/Va -------= -----— = 0,009 л. с
ГЛАВА ТРЕТЬЯ
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА
§ 1. ОБЩИЕ СВЕДЕНИЯ
Абразивный инструмент не может быть использован для шлифо-
вания различных деталей без учета его характеристики. Шлифоваль-
ный круг не является универсальным режущим инструментом, его
приходится подбирать для каждого вида шлифования.
Кругом данной характеристики можно обрабатывать только те
материалы и детали, для которых он предназначен. Для подбора
шлифовальных кругов практикой выработаны специальные таблицы,
пользуясь которыми можно быстро подобрать необходимую характе-
ристику шлифовального круга для заданного вида шлифования.
Однако трудно бывает учесть в этих таблицах все условия, в кото-
рых приходится работать шлифовальному кругу, поэтому рассмотрим
основные направления, по которым выбирается характеристика шли-
фовального круга. Необходимо всегда помнить, что применение шли-
фовальных кругов не по назначению дает низкую производитель-
ность шлифования, весьма большой расход кругов, низкое качество
поверхностного слоя детали и т. д.
Выбор шлифовального круга производится в зависимости от ка-
чества обрабатываемого материала, режима шлифования, качества
поверхностного слоя детали и т. д. В зависимости от указанных
факторов характеристика шлифовального круга выбирается по: 1) ви-
ду абразивного материала; 2) зернистости абразивного материала;
3) виду связки; 4) твердости; 5) структуре.
§ 2. ВЫБОР АБРАЗИВНОГО МАТЕРИАЛА
Выбор абразивного материала определяется физико-механиче-
скими свойствами подлежащего шлифованию материала, а именно:
твердостью, сопротивлением на разрыв, хрупкостью и др.
Электрокорунд применяется для шлифования металлов с высоким
сопротивлением разрыву (различные сорта стали, ковкий чугун, наи-
более вязкие сорта легированной бронзы, некоторые сорта алюми-
ниевых сплавов и т. д.).
Карбид кремния применяется для шлифования металлов, имею-
щих низкое сопротивление разрыву, для твердых и хрупких матери-
алов (серый и отбеленный чугун, мягкая латунь и бронза, медь и
почти все неметаллические материалы, как-то: камень, дерево, кожа,
42 •
§ 3. ВЫБОР ЗЕРНИСТОСТИ
Выбор зернистости шлифовального круга зависит от вида шлифо-
вания, качества поверхности, которую необходимо получить, точности
обработки и режима шлифования.
Для отдельных видов шлифования необходимая зернистость ука-
зана в табл. 8. тай
Таблица»
Выбор зернистости шлифовального круга
Виды шлифования
Рекомендуемый
номер зернистости
1ля плоского шлифования, особенно торцем круга
Для круглого обдирочного шлифования
'Для круглого чистового шлифования
Для доводки многолезвийного инструмента
!Для доводочного шлифования . .
Для резьбошлифования . ...
16-36
24—36
6.0-100
170-220
180-600
100-500
Эту таблицу следует рассматривать как ориентировочную, пока-
зывающую основное направление в выборе зернистости шлифоваль-
ного круга. Более точные данные приводятся при рассмотрении от-
дельных видов шлифования.
§ 4. ВЫБОР СВЯЗКИ ШЛИФОВАЛЬНОГО КРУГА
Связку шлифовального круга выбирают исходя из обрабатываемо-
го материала детали и способа ее шлифования.
На центровых и внутришлифовальных станках большинство шли-
фовальных работ выполняются кругами на керамической или бакели-
товой связках. Детали из закаленной стали шлифуются кругами на
бакелитовой связке. Круги на бакелитовой связке пригодны для
работы на высоких скоростях. Отрезные и прорезные операции на
шлифовальных станках производятся кругами на вулканитовой связ-
ке, которая дает возможность делать их тонкими и Упругими. Наи-
лучшими'связками для особо точных работ являются вулканитовая
И бакелитовая.
§ 5. ВЫБОР ТВЕРДОСТИ ШЛИФОВАЛЬНОГО КРУГА
Самое трудное — это выбрать твердость шлифовального круга.
Различные условия работы (обрабатываемый материал, величина по-
Дачи, скорость резания и другие) вызывают более быстрое или медлен-
ное затупление зерен. Для каждого вида работ должна быть подобра-
ла твердость, соответствующая усилиям, возникающим при
работе.
При обработке мягких металлов круги должны быть более твер-
43
дыми^так как зерна медленно затупляются и меняются реже. Для
мягкой машиноподелочной стали круги берутся твердые; для сталей,
богатых углеродом,— мягкие; для закаленной стали и чугуна — бо-
лее мягкие. Отсюда можно установить правило, что чем мягче шли-
фуемый материал, тем тверже круг, и наоборот. Однако для цветных
металлов (медь и латунь) лучше применять мягкие круги, так как при
твердых кругах стружка, снимаемая с мягких и вязких материалов,
втирается в круг, засаливает его и вместо шлифования начинается
вредная работа трения. При этом обычно работают при малой глу-
бине шлифования и сравнительно большой скорости вращения шли-
фовального круга.
Чем больше диаметр и высота круга, тем мягче должен быть круг
при одном и том же обрабатываемом материале. Чем большую рабо-
ту выполняют зерна в единицу времени, тем скорее они тупятся, сле-
довательно, чем больше скорость вращения круга, тем мягче он дол-
жен быть. Этим пользуются тогда, когда круг для данной работы при
установленной скорости окажется слишком твердым и нет более мяг-
кого для его замены. Такому кругу сообщают меньшее число оборо-
тов, зерна затупляются медленнее, требуют более редкой замены све-
жими, и круг удовлетворяет своему назначению. 'Круг кажется твер-
же, если он вращается быстрее, и наоборот. При наличии на обра-
батываемых поверхностях неровностей, выступов, углов, при снятии
заусенцев, чистке литья лучше брать более твердые круги, так как в
этом случае неровности, действуя на связку, способствуют более
быстрому и легкому выпадению затупленных зерен. При выборе
шлифовального круга следует руководствоваться следующими пра-
вилами.
1. Для шлифования твердых металлов, таких, как закаленная хро-
моникелевая, марганцовая стали, твердые сплавы, чугун и др., при-
меняются мягкие круги.
2. При обработке мягких и вязких металлов, например латуни,
меди, свинца, рекомендуются мягкие круги, так как при работе твер-
дыми кругами поры их закупориваются снятой стружкой, круг заса-
ливается, связка не успевает истираться и тупые зерна своевременно
не выпадают. При такой работе большой производительности ожи-
дать нельзя.
Если нет мягкого круга, то следует работать с большей глубиной
резания и чаще править шлифовальный круг.
3. При обработке мягких материалов, например, поделочной,
отожженной, инструментальных сталей, ковкого чугуна и других,
применяются среднетвердые круги.
4. При применении мелкозернистых кругов следует выбирать бо-
лее мягкие круги, чем при кругах крупнозернистых, так как круг с
более мелким зерном работает как более твердый.
5. При работе на автоматических станках следует брать более
мягкие круги, чем при такой же работе на станках с ручными по-
дачами.
6. Чем тяжелее и устойчивее по своей конструкции станок, тем
-больше возможность пользоваться мягкими кругами.
44
Выбор шлифовальных кругов
Таблица 9
1 Шлифуемый материал Мате- ’ риал шлифо- вального круга Наруж- ное круг- лое шли- фование в цент- рах Бесцентровое круг- лое шлифование Внутрен- нее шли- фование Плоское шлифо- вание перифе- рией круга Плоское шлифование торцем крут а.
с круглым сто- лом нормального типа (неавтома- тическое) с продольным столом
Сталь незакаленная Корунд К24-46 С, - СМ3 — К46-60 Cj-CT2 К 36—46 С2-СМХ К24-46 см2-м3 К24-36 M^Ci Сухое шлифование Б16-24 М3—Cj К16-24 Мз-Ct
Сталь закаленная К 36—46 CMi—М2 Черновое К46-60 СМХ—М2 К36—46 CMj-Mi К36-46 M2-Mt С24-46 М3-М2 Б24—36 Mt—СМ, К24-36 Mi-CMi С24-46 М3—М2 Б24 -36 Мх—CMj К24-36 Mi-CMj
Сталь хромоникслев. К36 —46 см2-сх — — К36-46 CMi— М2 К36-46 CMi-M, — —
Сталь марганцовая * К36-46 СТ^СМз Черновое К36 СЬ-СТз К46-60 CMi-Ci — — —
Сталь быстрррежущ. •V К36-46 СМ2-М2 — К80СМ2 К46—60 CMt-Mi К 36—46 М2—ВМ2 С24-46 M3-Mi С24-46 Мз-Mt
Чугун . • Карбо- рунд К36-46 CTt-M2 — К36-46 СМ2 К36-46 CMj—М2 К 24-36 CMt-M2 Б16-24 Мз-Ci Б16-24 М3— С
, (поршн. кольца) Корунд — Черновое Чистовое К60С2 Ш120СТ2 — К36—46 С3— см2 К16—24 Мз-Mj К16-24 Мз-Mi
Алюминий . . . Карбо- рунд К36-46 CMt—М2 — — — — — —
Бронза мягкая , . . • К20-36 CMi-М2 — — K36-46 CM!-C2 — — —
Бронза твердая . . Корунд К36—46 CMi—М2 — — К36-60 CMt — м2 — —
Обозначения: К—керам ическая св язка; С—сил икаткая; Б —бакелите >вая; Ш—I неллачная; В—вул канитовая.
7. При плоском шлифовании предпочтительнее применять мягкие
круги. Вообще, чем больше контакт (дуга соприкосновения) между
кругом и деталью, тем1 мягче должен быть круг.
8. При шлифовании полых деталей необходимо применять более
мягкие круги, чем при шлифовании сплошных деталей.
9. При шлифовании неровных и прерывающихся поверхностей
лучше применять более твердые круги.
10. При шлифовании углоВ| деталей следует применять твердые
или комбинированные круги.
11. Обработка деталей малого диаметра более производительна
при применении среднетвердых и твердых кругов.
12. Чем больше подачи по ширине круга, тем мягче должен быть
круг.
13. При фасонном шлифовании следует употреблять мягкие круги.
14. Во избежание отжига при заточке инструмента из быстро-
режущей стали применяют мягкие круги.
15. При обдирочных работах применяются твердые круги.
16. На предварительных операциях шлифования следует рабо-
тать более твердыми кругами, чем на окончательных (чистовых).
17. При шлифовании без охлаждения применяются более мягкие
круги, чем при шлифовании с охлаждением.
18. Чем меньше разница между диаметром шлифуемого отверстия
и диаметром шлифовального круга (при внутреннем шлифовании),
тем мягче должен быть круг.
19. Чем выше окружная скорость детали, тем тверже должен быть
круг, и, наоборот.
В табл. 9 даются рекомендации по выбору шлифовальных кругов
в зависимости от вида работ.
§ 6. ВЫБОР СТРУКТУРЫ ШЛИФОВАЛЬНОГО КРУГА
Методика выбора структуры шлифовального круга изучена недо-
статочно. Ограничимся ориентировочными указаниями о выборе
структуры круга.
Выбор номера структуры определяется условиями работы круга.
Круги более плотных структур дают лучшее качество обрабатывае-
мой поверхности. Их следует применять преимущественно в тех слу-
чаях, где требуется сохранение профиля шлифовального круга и по
условиям работы отвод стружки не затруднен, а также при неболь-
шом снятии металла в единицу времени. При работах, где отвод,
стружки затруднен, например при плоском шлифовании торцем круга
и при большом съеме металла в единицу времени, необходимо при-
менять круги с наиболее открытой структурой.
Чем больше глубина шлифования, чем вязче материал, чем
больше контакт соприкосновения круга с деталью, чем мелкозернис-
тое круг, тем более открытую структуру круга следует применять.
.ГЛАВА ЧЕТВЕРТАЯ
ПРАВКА ШЛИФОВАЛЬНЫХ КРУГОВ
§ 1. ИЗНОС И ЗАСАЛИВАНИЕ КРУГОВ
При неправильном выборе шлифовального круга и назначении
режимов шлифования по истечении некоторого времени работы
начинаем замечать, что обрабатываемая поверхность детали ста-
новится грубее, на ней появляются цвета побежалости (прижоги).
Это служит признаком того, что шлифующие зерна сработались, круг
затупился или износился. Износ следует отличать от засаливания
круга.
Круг засалился — загрязнился, это значит, что поры круга заби-
лись мелкой металлической пылью, и зерна перестают резать, не бу-
дучи затупленными; круг при этом нагревается выше, чем допускает-
ся. Это можно объяснить тем, что круг для работы был выбран
неправильно: круг слишком тверд, зерна его мелкие, вращение круга
слишком медленное или поперечная подача велика для данного зер-
на. Такое засаливание чаще всего наблюдается при шлифовании ла-
туни, бронзы, алюминия, чугуна и мягкой, незакаленной стали.
Имеет значение и скорость вращения детали. Во всех этих случаях
надо провести правку и изменить окружную скорость круга и де-
тали. Если это не помогает, то нужно выбрать более мягкий и более
крупнозернистый круг.
§ 2. МЕТОДЫ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ
Правка круга преследует две цели: выравнивание профиля
круга и затачивание (принудительное удаление затупившихся зерен,
удерживаемых связкой). Число правок круга для определенной ра-
боты зависит от того, насколько правильно выбран круг. При пра-
вильном выборе характеристики круга происходит его самозатачива-
ние, в силу чего отпадает необходимость его правки. Для правки
шлифовальных кругов применяются: 1) алмазы; 2) алмазно-метал-
лические карандаши; 3) карборундовые круги; 4) шарошки и звез-
дочки; 5) стальные ролики.
Алмаз — разновидность углерода, существует в природе в трех
различных видах: а) уголь (или угольный порошок); б) графит и
в) алмаз. По твердости алмаз занимает первое место (твердость по
Шкале Мооса равна 10).
Алмазы измеряются в весовых единицах — каратах. Один карат
равен 0,2 г. Для правки кругов применяются алмазы весом от 0,25
47
до 1,5 карата. Алмазом производится правка шлифовальных кругов
для чистовой отделки, кругов для шлифования точных деталей, а
также, чтобы придать кругу необходимые формы при чистовом фа-
сонном шлифовании, например, при шлифовании шестерен, шлице-
вых валиков, фасонных резцов, протяжек и долбяков; при внутрен-
нем шлифовании мелкими кругами; при отрезке тонкими круга-ми и
доводочных операциях.
Алмазы также применяются для правки шлифовальных кругов,
предназначенных для окончательной обработки особо точных плоских
и цилиндрических поверхностей с допуском 12 мк и точнее.
Для правки шлифовальных кругов применяют много различных
сортов алмазов, но основными из них являются: баллас, карбонадо
и борт. Выбор алмаза производится исходя из следующих сообра-
жений.
1. Чем больше диаметр круга, тем крупнее должен быть алмаз.
Например, при круге диаметром до 200 мм применяют алмаз весом
0,5 карата; до 500 мм — 1,0 карат и до 800 мм вес алмаза составляет
1,26 карата.
2. Алмаз выбирают более крупный при большом зерне шлифо-
вального круга и более прочной и эластичной его связке.
При подборе алмаза необходимо большие алмазы (2—3 карата)
отбирать из мелкокристаллических алмазов сорта карбонадо, средние
(1—2 карата)— из сорта баллас и мелкие (до 1 карата) — из сорта
борт, а иногда из сорта баллас.
Применение алмазов во всех других случаях недопустимо ввиду
их дороговизны и неэкономичности. Так как алмаз чувствителен к
толчкам и резким изменениям температуры, недопустима правка ал-
мазом, если его оправка плохо закреплена в приспособлении станка,
и правка при капельном охлаждении. Правка должна производиться
при обильном охлаждении (не менее 20 л/мин) и рабочем режиме
круга.
Толщина снимаемого слоя должна быть не более 0,01—0,03 мм.
Алмаз устанавливается на столе станка ниже центра круга на
2—3 мм с наклоном под углом 15—20° (фиг. 15).
Для правки кругов алмаз закрепляется в особой оправке. Один
из способов крепления алмаза в оправке указан на фиг. 15.
На нарезанный конец оправки навинчивается колпачок с отвер-
стием в середине, через который пропускается зажимаемый алмаз.
Под колпачок насыпают свинцовые опилки, которые при навинчива-
нии колпачка на оправку спрессовываются и плотно охватывают
алмаз снизу.
При ослаблении алмаза колпачок снова подвинчивается и закреп-
ляется контргайкой. Такой способ крепления дает возможность
быстро освободить алмаз и повернуть его, чтобы использовать ост-
рые грани взамен затупившихся в работе.
Другой способ крепления алмаза заключается в том, что в конце
оправки сверлится отверстие диаметром немного больше алмаза, в
которое вставляется подушка из мягких металлов: меди, свинца или
щинка. В отверстие вставляется алмаз и подчеканивается кругом кер-
48
еоом. При этом способе имеется опасность расколоть алмаз. Кроме
того после некоторого ослабления алмаз приходится подчеканивать
снова.
Третий способ заключается в том, что конец оправки после вы-
сверливания в нем отверстия для алмаза прорезается ножовкой
б нескольких направлениях вдоль оси оправки. При этом получаются
папки, которые охватывают алмаз со всех сторон. Разрезанный конец
оправки с алмазом заливается припоем.
Алмазно-металлические карандаши. Крупные алмазы стоят очень
дорого, поэтому их стараются заменить мелкими или так называемой
алмазной крошкой (0,1—0,3 карата). На фиг. 15 показан разрез
Фиг. 15. Установка алмаза для правки круга а, алмазов в державке б
и алмазно-металлический карандаш в:
! оправка; 2— контргайка; 3 — втулка; 4— свинцовые опилки; 5 - алмаз;
6 - связующее вещество; 7 — алмазная крошка; 8 — карандаш.
алмазно-металлического карандаша. Как видно из фигуры, карандаш
представляет собой цилиндрик диаметром 6—12 мм и длиной
10—20 мм, в котором алмазные зерна расположены по нескольку
штук в каждом слое или цепочкой по одному зерну вдоль оси ци-
линдра. Алмазная крошка сцементирована тугоплавкими металлами
(кобальт, никель, вольфрам). Более подробно о величине алмазных
зерен в алмазно-металлических карандашах и о размерах каранда-
шей указано в табл. 9 а.
Режим правки алмазно-металлическим карандашом следующий:
карандаш для правки устанавливают под углом 15—20° к оси круга
с Наклоном в сторону вращения круга, глубина снимаемого слоя при
о£авке не выше 0,05 мм, продольная подача карандаша не более
3°0 мм/^ин.
Режим правки устанавливается следующий: а) предварительно —
пР°Дольная подача 0,5—1,0 мм/мин, глубина слоя, снимаемого за
°Дин проход, 0,05—0,125 мм; б) окончательно—продольная подача
В. В. Лоскутов. 4 )
Таблица 9а
Размеры алмазных зерен в карандашах и размеры карандашей
Марка каран- даша Характеристика расположения алмазов в карандаше Вес от- дельных зерен алма- за в кара- тах Общий вес алмазов в карандаше в каратах Размеры каран- даша в мм
диаметр длина
СК-1 Слои крупные ’/3-‘/7 1-2 10 12
СК-2 СС-1 Слои средние ‘/7-V12 1-2 10 16 12
СС-2 СМ-1 Слои мелкие Vn-Vso 1-2 10 16 12
СМ-2 Ц Цепочкой вдоль ка- 1 андаша */5-‘/зо V2 6 16 37
Н Hei пределенное рас- положение 11 1 ,20— /100 2 10 16
0,25—0,5 мм/мин, глубина слоя, снимаемого за один проход, 0,025 —
0,05 мм.
Алмазно-металлическими карандашами можно править алундо-
вые или карборундовые круги (карбид кремния) всех твердостей,
любой зернистости и любых размеров, только правильно подобрав
сорт и размер карандаша. Алмазно-металлические карандаши целе-
сообразно применять тогда, когда круги работают на получистовых
и чистовых операциях. В остальных случаях (обдирка, грубое шли-
фованйе) следует применять заменители алмаза.
Для экономии дорогостоящих алмазов стали применять замени-
тели алмазов. Правят круги заменителями в тех случаях, когда точ-
ность обработки не превышает 15 мк. Исключение представляет внут-
реннее шлифование, где до последнего времени не удалось применить
заменителя. К видам правки заменителями алмаза относятся: правка
шлифовальными кругами, шарошками, роликами, звездочками.
Правка шлифовальными кругами. Требование к заменителям для
чистовой операции состоит в том, что они должны выправлять шли-
фующую поверхность круга, т. е. дробить его зерна и делать рабочую
поверхность круга мелкозернистой. Этому условию удовлетворяет
правка шлифовальных кругов шлифовальными же кругами. Правка
шлифовальными кругами производится с помощью специальных при-
способлений, которые делятся на приспособления с принудительным
приводом и приспособления контактные (обеспечивающие соприкос-
новение).
В контактных приспособлениях правящий круг получает движе-
ние только в момент контакта с выправляемым кругом, т. е. правя-
щий круг вращается вследствие трения о шлифовальный.
Выправляемый круг аккуратно подводится к правящему и уста-
навливается на требуемую глубину, после этого правящему кругу
дается продольная подача вдоль оси выправляемого круга.
50
Выбор правящего круга зависит от выправляемого круга или от
величины выправляемой площади, от твердости круга. Во всех слу-
чаях правящий круг должен иметь твердость выше или такую же,
как и выправляемый круг.
На фиг. 16 показано простое приспособление для правки шлифо-
вального круга шлифовальным кругом. В корпусе монтируется валик
с роликоподшипниками и втулкой, с закрепленным на ней правящим
кругом. Это контактный привод вращения правящего шлифовального
круга. Хорошие результаты правки обкаткой получаются при поворо-
те оси правящего круга на 5—6° в вертикальной плоскости при на-
ружном'шлифовании. Для этого в приспособлении (фиг. 16) имеется
Пикала с градусными делениями.
Ш/шфо&а/мный круг
Фиг. 16. Приспособление для безалм-азной правки круга по
методу обкатки.
Принудительный привод вращения шлифовального круга. При
этом способе правящий круг, как было указано, получает вращение*
от отдельного привода. В месте контакта (соприкосновения) со шли-
фовальным кругом правящий круг вращается в противоположную
сторону. Простой тип этого приспособления — это оправка, на кото-
рой жестко закреплен правящий круг из карборунда (фиг. 17).
Такая оправка с кругом для правки устанавливается в центрах
кРуглошлифовального станка вместо детали. Правка кругом по
этому способу благодаря простоте конструкции приспособления,
Удобству применения и дешевизне нашла, сейчас широкое примене-
ние. Наиболее широкое применение получили приспособления для
езалмазной правки шлифовальных кругов на Челябинском трактор-
ном заводе имени И. В. Сталина.
ризработанные лабораторией резания металлов этого завода при-
Ос°бления позволяют править шлифовальные круги для шлифова-
я Деталей высокой точности.
Чистота поверхности деталей, шлифованных шлифовальными
4*
Фиг. 17. Общий вид оправки а и уста-
новка шлифовального круга б.
Фиг. 18. Приспособление для правки шлифо-
вального круга с принудительным вращением
правящего круга.
52
кругами, после правки их упомянутыми приспособлениями не усту-
пает чистоте, полученной при правке алмазом.
На фиг. 18 показано приспособление Челябинского тракторного
завода для правки шлифовального круга с принудительным враще-
нием правящего шлифовального круга. Вся установка закрепляется
на столе шлифовального станка. От электромотора посредством
червячной и конической зубчатой передач вращение передается пра-
вящему шлифовальному кругу. В качестве правящего инструмента
применяются абразивные круги из карбида кремния на керамической
связке твердостью С-ЧТ.
Зернистость правящего шлифовального круга должна быть при
правке методом принудительного его вращения на один-два, а при
правке методом обкатки на два-четыре номера меньше номера зер-
нистости выправляемого шлифовального круга. Твердость правящего
шлифовального круга необходимо иметь на две-пять степеней больше
твердости выправляемого шлифовального круга. При правке обкат-
кой применяют более твердые круги, чем при правке с принудитель-
ным вращением правящего круга. Диаметр правящего шлифоваль-
ного круга выбирается в зависимости от диаметра рабочего
шлифовального круга (табл. 96).
*
Таблица 96
Выбор диаметра правящего шлифовального круга
Виды станков Диаметр круга в мм
рабочего правящего
Кругл ош тифовальные /]л 400 60-100
Свыше 400 125-200
Плоскошлифовальные До 250 60- 80
( выше 250 100—150
Бесцентрово-шлифовальные — 50-100
Шарошки и ролики. Металлические шарошки всех видов хорошо
выправляют шлифовальный круг и придают ему требуемую форму.
Однако опыт показывает, что после правки круга металлическими
шарошками нельзя получить хорошо отшлифованной поверхности
Детали. Это происходит вследствие того, что шарошка не дробит
шлифовального зерна, как это делает алмаз, а вырывает его из
связки. Этот вид инструмента применяется при менее точной правке
шлифовальных кругов, при балансировке на станках, работающих
сегментами, и в тех случаях, когда требуется снять большой слой с
Рабочей поверхности круга.
Из различных видов металлических шарошек (фиг. 19), приме-
яемых для правки кругов, гофрированные (волнистые) диски,
тампованные из стали, а в особенности отлитые из отбеленного
УгУпа,- имеют значительные преимущества. Гофрированная по-
53
верхность диска обеспечивает при обкатке постоянный контакт
инструмента с заправляемым кругом по цилиндрической поверхно-
сти, чем и обеспечивается равномерная правка круга по окружности.
При правке гофрированными дисками уменьшается возможность
скалывания краев шлифовального круга в процессе правки. Диски в
количестве 6—12 шт. свободно надеваются на валик, закрепляемый в
державке.
Правка шарошками и роликами не должна производиться вруч-
ную, так как при этом биение шлифовального круга не будет устра-
нено. Их следует укреплять на станине механическим путем.
Правящим инструментом здесь служит набор из 8—10 плоских
стальных дисков. При правке этим приспособлением можно придать
Фиг. 19. Металлические шарошки.
шлифовальному кругу прямой профиль или закруглить его под тре-
буемый радиус.
Правка шлифовального круга производится не только для того,
чтобы он хорошо резал металл, а также для придания ему заданного
профиля. Этот профиль может быть весьма сложным. Тогда мы име-
ем дело с фасонным шлифованием.
§ 3. СПОСОБЫ ФАСОННОГО ШЛИФОВАНИЯ
Если взять прямоугольник АВС и вращать его вокруг стороны
СД (фиг. 20, а), то сторона АВ образует цилиндрическую поверх-
ность. Прямая АВ в этом случае называется образующей. Если об-
разующей будет кривая линия MN, то она при вращении даст по-
верхность, называемую фасонной (фиг. 20, б). Шлифование фасон-
ных поверхностей можно производить двумя способами:' 1) спосо-
бом обработки обыкновенными шлифовальными (не специальными)
кругами, при котором требующаяся форма детали получается с по-
мощью копиров, приспособлений и путем создания специальных
движений у станка; 2) способом обработки специальными шлифо-
вальными кругами, имеющими профиль обрабатываемой детали.
54
(h
Я)
Фиг. 20. Схема образования цилиндриче-
ской а и фасонной б поверхностей.
в
Z7
На фиг. 21, а показано шлифование вогнутой поверхности шли-
фовальным кругом при помощи копира, который передвигает деталь
в поперечном направлении при продольной подаче стола
На фиг. 21, б показа-
но шлифование фасонной
поверхности фасонным
шлифовальным кругом
на круглошлифовальном
станке методом попереч-
ной подачи (врезанием).
В практике чаще при-
меняется второй способ
шлифования. Точность де-
талей, изготовляемых по
этому способу, зависит
прежде всего от
и правильности
шлифовальных
Образующая
сонной поверхности может
элементы, т. е. на прямые линии или
точности
заправки
кругов,
любой фа-
быть разделена на отдельные простые
на дуги окружностей. Поэто-
о)
фиг. 21. Способы фасонного шлифования:
f — вогнутой поверхности при помощи копира;
~~ фасонной поверхности шлифовальным кругом.
му рассмотрим правку шли-
фовальных кругов по угло-
вому профилю (прямые ли-
нии) и правку кругов по ду-
ге окружности.
Эти оба способа заправ-
ки применяются самостоя-
тельно, когда необходимо за-
править круг по прямой или
по дуге. Заправка круга по
прямой и по дуге одновре-
менно, т. е. получение слож-
ного круга, мало производи-
тельна, и поэтому в массо-
вом или серийном производ-
стве приходится ее делать
по копиру, который в точно-
сти воспроизводит профиль
заданной детали на круге.
Особенности фасонного
шлифования. Шлифоваль-
ный круг при фасонном шли-
фовании, подвергаясь непре-
рывному износу, который,
как правило, происходит не-
равномерно во всех точках фасонного профиля круга, непрерывно
изменяет свою форму, что влечет за собой изменения размеров и
нормы обрабатываемой детали. Поэтому круги приходится очень
55
часто править, и вопрос о фасонном шлифовании теснейшим обра-
зом связан с вопросом о правке круга.
Вследствие большой величины поверхности соприкосновения
шлифовального круга с обрабатываемой деталью при фасонном
шлифовании возникают значительно большие усилия, чем при круг-
лом внешнем шлифовании. Это требует применения более массивных
и мощных станков.
По этой же причине фасонное шлифование сопровождается срав-
нительно большим выделением теплоты резания, нагревающей круг
и деталь значительно сильнее, чем при работе узким кругом.
§ 4. ЗАПРАВКА ШЛИФОВАЛЬНОГО КРУГА ПО УГЛОВОМУ ПРОФИЛЮ
На фиг. 22 показано приспособление, при помощи которого мож-
но заправлять боковые стороны шлифовального круга- 14 под раз-
личными углами в пределах до 45°. Заправка каждой стороны круга
производится при помощи отдельного алмаза 15.
Приспособление прикрепляется своим основанием 9 к столу 7
шлифовального станка при помощи двух болтов, имеющих лапки 8.
На основании 9 устанавливается плита 2, которая может поворачи-
ваться вокруг цапфы. Плита 2 имеет державку для алмазов 13 и
56
епляется в определенном положении при помощи двух болтов
заКРВКи которых помещаются в кольцевых Т-образных пазах, имею-
Г°Л°ся в основании 9. Плита 2 поворачивается на угол, соответствую-
ШИй требуемому углу установки алмазодержателя, который указы-
шИтСЯ по градуированной шкале 5, помещенной на основании 9.
ваеВерхняя часть опоры державки для алмазов снабжена пазом 4,
б агодаря чему ее износ может компенсироваться при помощи трех
тяжных винтов 5. Паз заполняется войлочной прокладкой, предо-
Ирзняющей от попадания грязи и наждачной пыли. Установочные
винты 3 предохраняют опору от излишнего натяжения. Подвод алма-
зодержателя производится при помощи винта //, приводимого во
вращение маховичком 10. Алмазодержатель при своем перемещении
направляется шпонкой 12.
§ 5. ЗАПРАВКА ШЛИФОВАЛЬНОГО КРУГА ПО ДУГЕ ОКРУЖНОСТИ
Заправка круга по дуге окружности производится при помощи
различных приспособлений. На фиг. 23 показано приспособление
для заправки шлифовального круга по дуге. Приспособление длж
Фиг. 23. Приспособление для правки шлифовального круга
по дуге окружности.
-вправки устанавливается на столе шлифовального станка. Приспо-
собление состоит из основания /, стойки 4, шайбы 2, гайки 3, руч-
и алмазодержателя 11, упорного кольца 10, винтов 8 и 9, сто-
Рного винта 7, алмаза 6, контрольного валика 5, регулирующей,
ики 12 ^регулирующего винта 13.
acTP°®Ka пРиспос°бления для заправки шлифовального круга
Дится к следующему. Алмаз 6 следует подвести к контрольному'
57/
'.валику 5, после чего алмазодержатель закрепляют в этом положении
винтом 8. Затем подбирают мерные плитки, размер которых опре-
деляют по формуле:
Н 1 + /?,
где Н — необходимый размер плиток;
d — диаметр контрольного валика;
R — радиус закругления детали или соответствующей ей во-
гнутости на шлифовальном круге.
Плитки устанавливают между упорным кольцом 10 и опорной
плоскостью стойки 4. Затем укрепляют упорное кольцо, ослабляют
5винт 5, а алмазный держатель 11 отводят назад для удаления мери-
тельных плиток и контрольного валика 5. Алмазный держатель 11
передвигают вперед до
соприкосновения торцев
упорного ‘кольца 10 с
опорной плоскостью стой-
ки 4 и закрепляют вин-
том S.
Далее приспособление
подводят к шлифовально-
му кругу, поставив алмаз
6 перпендикулярно к на-
ружной поверхности шли-
фовального круга, т. е. в
нулевое положение, и гай-
кой 3 закрепляют его в
установленном положе-
нии. К шлифовальному
кругу подводят алмаз.
Передвигая стол вдоль
шлифовального круга,
Фиг. 24. Приспособление для правки круга
полукруглым профилем.
правят его по цилиндру
до тех пор, пока не получится ровной поверхности. Затем, заме-
чая положение шлифовального круга по шкале поперечной по-
дачи, считают его нулевым при заправке радиуса на круге. По окон-
чании правки шлифовального круга по цилиндру устанавливают стол
так, чтобы алмаз был на середине круга и удерживают стол в этом
положении упором 14. Для заправки радиуса на круге нужно осла-
бить гайку 3 так, чтобы можно было свободно вращать стойку 4
относительно ее оси. Вращая алмаз за ручку 15, производят правку
шлифовального круга, перемещая последний к алмазу.
На фиг. 24 представлено простое приспособление, которое дает
возможность производить заправку шлифовальных кругов шири-
ной 50 мм и более с полукруглым профилем. Цилиндрический стер-
жень алмазодержателя 4 закреплен в отверстии поворотного шпин-
деля 3 так, что может в нем переставляться. Маховичком 7 при по-
мощи конических шестеренок 5 и 6 и цилиндрических шестеренок
/В
2 шпиндель 3 приводится во вращение. Закрепленный в алма-
7 держателе алмаз производит при этом заправку шлифовального
Фасонного круга.
Р Пои правке круга по цилиндру шпиндель 3 сбоку закрепляется
1 Xi после чего все приспособление передвигается по ширине
ВИНТа Двумя болтами 8 приспособление закрепляется на столе.
^Получаемые при помощи этого приспособления формы профиля
1ГЛифовальных кругов показаны на фиг. 24, справа.
Если шлифовальный круг должен иметь на рабочей поверхности
полукруглую выемку, то алмазодержатель укрепляют в среднем по-
ложении (на фигуре показано пунктиром)» и перемещают вершину ’
алмаза по окружности желаемого радиуса.
$ 6. ЗАПРАВКА ШЛИФОВАЛЬНОГО КРУГА ПО ЗАДАННОМУ ПРОФИЛЮ
В тех случаях, когда форма детали сложна, прибегают к за-
правке шлифовального круга при помощи копира, который в точно-
сти соответствует профилю шлифуемой детали.
Фиг. 25. Приспособление для фасонной заправки круга.
Копирное приспособление, показанное на фиг. 25, предназначено
'впя заправки фасонных шлифовальных кругов на плоскошлифоваль-
ом станке. В нижней части корпуса приспособления имеется вырез,
ТоКОТОрЫЙ Устанавливается копир 9 из закаленной стали, имеющий
же профиль, что и деталь, подлежащая шлифованию.
л? еРхняя часть приспособления 8 скользит по направляющим кор-
ма а и приводится в движение посредством винта 2, связанного с
1пип°ВИЧК0М Алмазодержатель 4 установлен вертикально в под-
пгч,НИке в к°тором он свободно перемещается вверх и вниз, бу-
1 предохранен от вращения шпонкой.
«59
Нижняя часть державки заострена и упирается в копир, удержи-
ваясь в соприкосновении с последним при помощи пружины 7, за-
жатой между фланцем 6 подшипника и буртом на нижней части
алмазной державки. При перемещении параллельно оси круга ал-
маз будет перемещаться вверх и вниз, скользя по копиру и придавай
шлифовальному кругу требуемую форму. Крышка 3 защищает ниж-
нюю часть державки и подшипника от попадания абразивной пыли,
увлекаемой охлаждающей жидкостью.
Приспособление закрепляется на столе шлифовального станка
и устанавливается в исходное положение, чтобы плоскость попереч-
ного сечения приспособления и плоскость торца круга полностью-
совпадали. Для облегчения установки в корпусе приспособления
имеются визирные отверстия.
Работа производится следующим образом: вначале шлифоваль-
ный круг опускается настолько, чтобы алмаз лишь слегка касался
его поверхности, затем круг опускают ниже, а алмаз перемещают
параллельно оси круга. Эта операция повторяется до тех пор, пока
круг не получит необходимой формы.
На фиг. 26 изображено другое копирное приспособление для'
фасонной заправки шлифовального круга. Оно представляет собой?:
супорт с продольными и поперечными салазками. Салазки 8 пере-
мещаются винтом от рукоятки 5, а салазки 1 с помощью пружины 2.
Супорты укреплены на плите. К нижней части супорта прикреплен
60
ейн 7, на котором параллельно оси супорта имеется прошли-
кроншт для установки копиров 6 различной конфигурации.
ФОВ^НЯ заправки круга на кронштейне закрепляется соответствующий
к нему пружиной прижимается копирный штифт, ось движ-
КОП?Рспособствует наиболее выгодной центровке штифта 4. При за^
правке круга алмаз полностью воспроизводит форму копира.
§ 7. БЕЗАЛМАЗНАЯ ЗАПРАВКА ШЛИФОВАЛЬНОГО КРУГА
Процесс правки шлифовальных кругов сложного профиля распа-
дается на ряд простых операций (правка по прямой, по дуге круга),
в результате которых получается точный профиль шлифовального
круга.
Этот способ требует большого числа различных приспособлений,
в некоторых случаях сложных и универсальных. Эта операция весьма
трудная, требующая много времени на ее выполнение и высокой
квалификации шлифовальщика. Иногда правка профиля круга по
шаблону производится вручную.
Сущность безалмазной заправки шлифовального круга состоит
в том, что изготовляется стальной ролик, в точности соответствующий
профилю шлифуемой детали, и этим роликом производится правка
шлифовального круга на всю его ширину. Правкой шлифовальных
кругов накатными роликами относительно легко достигается желае-
мая точность, в то время как при правке алмазными приспособле-
ниями приходится прибегать к нескольким переходам, не считая
грубой обдирки, чтобы достигнуть желаемого профиля обрабатывае-
мой детали. Большим преимуществом безалмазной заправки шли-
фовальных кругов является и то, что заправка круга производится
не дорогим и дефицитным алмазом, а стальным накатным роликом.
Этот способ заправки шлифовального круга можно применять
для очень многих деталей с фасонным профилем, и особенно таких,
которые шлифуются кругами диаметра 400 мм и выше. При при-
менении этого способа нужно помнить, что профилированный круг
в разных точках по ширине круга дает различные скорости. Чем
глубже выемка в шлифовальном круге, тем меньше скорость круга
в этом месте.
Поэтому шлифование деталей с сильно выступающими частями
профиля труднее, чем шлифование деталей, у которых выступающие
части незначительны.
На фиг. 27 представлена схема заправки шлифовального круга
для шлифования фасонной детали, применяемой в инструменталь-
Горьковского автомобильного завода. По старому методу
mui °оВанне детали производилось тремя шлифовальйыми круга-
ми L 2 и 3 поочередно.
Ио новому методу шлифование детали производится сразу по
контуру фасонным шлифовальным кругом. Для правки этого
РУга применяется профильная шарошка или накатной ролик.
Ма Ролик (профильная шарошка) изготовляется из стали
P И У8А, термически не обрабатывается. На его окружности
> 6i
цом, имеющим форму детали. Тогда
//одыи метод
Резец Р/7Я залрабя'и
шарошки
дрО(ри/7бНаЯ
шарошка
Ш/ш<рооа/7бм>/и яруг
С/тшрб/й метод
имеются канавки неравномерного шага, способствующие правиль-
ному выкрашиванию зерен при профилировании круга. Накатной
валик насаживается на оправку и обрабатывается профильным рез-
профиль ролика соответствует
профилю детали.
В процессе правки шли-
фовальных кругов накатны-
ми роликами последние сра-
батываются по своему про-
филю, но процесс восстанов-
ления очень прост и занима-
ет несколько .минут. Для
этого ролик ставят на токар-
ный станок и подправляют
резцом, которым ролик про-
филировался в первый раз.
□ Таким образом, ролик в про-
]д цессе работы может несколь-
ко раз восстанавливаться.
Заправка шлифовальных
кругов накатными роликами
заключается в следующем.
Допустим, что необходимо
решало править шлифовальный круг
о-? r ж для изготовления профиля
Фиг. 27. Безалмазная фигурная правка ,г ч
шлифовального круга. круглого резца (детали)
согласно фиг. 24. Оправка
с роликом крепится на центрах круглошлифовального станка
па том месте, где обычно ставят деталь. Крепление должно быть
достаточно подвижным, чтобы была возможность свободного вра-
щения оправки в центрах.
После этого подводят круг в соприкосновение с накатным роли-
ком и начинают вращать шпиндель шлифовального круга вручную,
так как правка роликами требует медленного вращения его, иначе
может произойти сошлифовывание профиля ролика и правки круга
не получится. Ролик прижимается к медленно вращающемуся шли
фовальному кругу. При этом выламываются зерна круга и обра-
зуется требуемый профиль соответствующей глубины. Необходимо
следить за тем, чтобы абразивная пыль немедленно удалялась ох-
лаждающей жидкостью или струей воздуха. Процесс изготовления
деталей протекает следующим образом: фасонным резцом обтачи-
вается профильный ролик; профильным роликом производится за-
правка шлифовального круга, а шлифовальным кругом шлифуется
деталь методом поперечной подачи (врезания).
ЧАСТЬ ВТОРАЯ
КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ.
ДОПУСКИ И ПОСАДКИ
ГЛАВА ПЕРВАЯ
КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ
§ 1. ОСНОВНЫЕ понятия
Современная машиностроительная промышленность предъяв-
ляет чрезвычайно высокие требования к качеству обработанной по-
верхности. Быстроходные металлорежущие станки, турбины, авиа-
моторы и т. п. только тогда могут работать безукоризненно, когда
детали их изготовлены с надлежащей степенью точности и имеют
высокое Качество обработанной поверхности. Можно утверждать,
что идеально ровная поверхность не может быть получена в резуль-
тате какого-либо вида обработки металлов. Поверхности деталей
машин, обработанные резцами, абразивными инструментами или
другими видами режущего инструмента, всегда будут иметь неров-
ности в виде впадин и выступающих гребешков разной формы и
размеров. При точной обработке (шлифование и др.) эти неров-
ности можно обнаружить при помощи измерительных приборов. Ка-
чество обработанной поверхности следует рассматривать с двух
сторон: с геометрической и физической.
Поверхность после механической обработки имеет отклонение от
заданной геометрической формы; такие погрешности характеризу-
ют макрогеометрию поверхности. К макрогеометрии относится все
то, что характеризует отклонение обработанной поверхности от гео-
метрической формы, задаваемой чертежом.
Так, например, при шлифовании цилиндрических поверхностей
макрогеометрия* определяется: бочкообразностью, конусностью,
огранностью, овальностью, вогнутостью и т. д. На фиг. 28 показано
отклонение формы детали от заданной. Этот рисунок наглядно
показывает, что вместо правильной цилиндрической формы дета-
ли, в результате обработки ее, получилась наружная криволиней-
ное Ф°Рма детали> и сечение ее отличное от правильной окруж-
Погрешности формы цилиндрических деталей, получаемые при
^ифовании, могут быть различные.
поверхности — геометрия больших участков поверхности,
либп представление о всей поверхности детали или о какой-
одной из ее поверхностей.
63
* ^акРогеометрия
Дающая
1. Погрешность контура Сечений по отношению к правильной
окружности. К числу их относятся: овальность, огранка.
2. Погрешности от прямолинейности образующих. К числу их от-
носятся: волнистость, криволинейность, вогнутость, бочкообразность.
3. Погрешности от параллельности образующих. К числу их от-
носится конусность. Дадим краткое пояснение.
Овальность определяется как разность между наибольшим и
наименьшим диаметрами в одном и том же сечении цилиндрической
детали.
Фиг. 28. Различные искажения формы цилиндри-
ческого валика после обработки:
а — конусность; б — бочкообразность; в — вогнутость;
г — волнистость; д — овальность; е, ж — криволинейность,-
Овальность детали может получиться в результате:
1) овальности шейки шпинделя или вкладыша подшипника;
2) биения шпинделя станка;
3) биения шлифуемой детали (если припуск на шлифование
□кажется меньше величины биения детали);
4) несовпадение оси центра детали (при шлифовании в центрах)
с осью вращения шпинделя при условии, что величина этого смеще-
ния будет больше величины припуска на шлифование;
5) копирования неточности опорной части детали; как, например,
при установке овальной шейки шлифуемого вала на кулачки люнета;
6) неуравновешенности шлифуемой детали и др.
Огранка представляет собой в сечении правильный или непра-
вильный многоугольник с дугообразными сторонами. Огранка де-
тали может получиться в результате:
1) вибраций (дрожания) шпинделя шлифовального круга;
64
2) несбалансированного шлифовального круга и др.
Измерение огранки производится посредством проверочных ко-
лец или специальными приборами.
Волнистость поверхности есть отклонение от прямолинейности
образующих. Проф. П. Е. Дьяченко так определяет волнистость:
«Под волнистостью понимается более или менее регулярно повто-
ряющиеся или близкие по размерам неровности, расположенные
друг от друга на значительно большем расстоянии, чем микроне-
ровности поверхности».
Волнистость детали может получиться в результате вибраций,
возникающих по различным причинам
Бочкообразное™ - погрешность формы детали, получающаяся
под действием усилий шлифования пяттй r пентоах
или же в патроне с упором задним
Дно впадины
при обработке вала в центрах
центром.
a)
А)
Фиг. 29. Поверхности
z z ' ' О)
разного качества.
Вогнутость — погрешность формы Детали, д^али^ середине.
зультате постепенного утонения обработанной * е 0ТКЛ0Не-
Конусность - погрешность формы ^тали может п0.
ния от параллельности образующих. Конуснич «
лучиться в результате: отношению к оси шпин-
1) непараллельное™ направляющих по и1пиш
пот пентоов, шлифоваль-
2) несовпадение осей переднего и заднее г
ной и задней бабок и др. юностями характеризую-
Наряду с указанными выше макронеровн обработанной по-
Щими отклонение формы детали от заданН°'’ е* (очень малые)
верхности образуются различные микроскопия дуеляЮ1ЦИХ чис-
неровности в виде гребешков, трещин, впади , что наря.
лету поверхности или шероховатость. На фи • имеёт микроне-
ДУ с макронеровностями, обработанная повер охность в виде мель-
рОЕности, нанесенные на криволинейную пов н хапактеоизуют
чайших зубчиков. Таким образом, микронеровности характер у
цепень гладкости поверхности. поверхности можно
*\ числу дефектов по чистоте (гладко^1*1/
“малых участков поверхности,
лаю,„?икрогеометрия поверхности-геометрия * й поверхности на ма-
« •«щая геометрическое представление о форме и
' °м Участке, на площади 1 лел«2 под микроскопом. б5
В- B.j Лоскутов.
отнести: грубую поверхность шлифования, риски или царапины
следы дробления. Грубая поверхность шлифования получается &
результате применения слишком крупнозернистого круга, грубой
правки круга и весьма большой глубины шлифования.
Риска или царапины — различной формы и направления, вызы-
ваются загрязнением охлаждающей жидкости.
Следы дробления — часто встречающийся и трудно устранимый
дефект шлифования. Дробленая поверхность имеет вид мелких
волн — ряби. Причины появления следов дрожания могут быть:
наличие большого зазора в опорах шпинделя, неуравновешенность
детали, вращающейся вместе со шпинделем, наличие сшивки на
приводном ремне, люфт в направляющих шлифовальной бабки,
недостаточность смазки, влияние других, близко расположенных
станков и машин, работающих с ударами, неправильный выбор ха-
рактеристики шлифовального круга, неправильный выбор режима
шлифования и многие другие.
§ 2. ФИЗИЧЕСКИЕ СВОЙСТВА ПОВЕРХНОСТНОГО СЛОЯ
Вторую сторону качества обработанной поверхности составля-
ют физические свойства ее. Структура обработанного поверхност-
ного слоя детали и его физические свойства значительно отлича-
ются от структуры и физических свойств внутренних слоев метал-
ла. В процессе шлифования происходит разрушение начальной
структуры (строения) материала детали на определенную глуби-
ну. Эта глубина измененной структуры поверхностного слоя детали
зависит от режима обработки. Чем грубее режим обработки, тем
на большую глубину распространяется измененная структура по-
верхностного слоя металла.
Эти изменения структуры производят изменения и механических
свойств поверхностного слоя по сравнению с внутренними слоями
металла.
Процесс шлифования сопровождается значительным теплообра-
зованием вследствие того, что температура при шлифовании дости-
гает 1500—2000°. Обрабатываемая поверхность под действием этой
теплоты претерпевает изменения в виде: прижогов, местного отпуска,
местного напряжения, трещин.
Прижоги появляются при высокой температуре и характеризу-
ются следующим:
1) появлением цветов побежалости;
2) изменением структуры стали, особенно цементированной;
3) появлением местных напряжений, которые ведут к искривле-
нию детали, а в случае закаленной стали — к трещинам, или
4) отпуском закаленной стали, что особо вредно для деталей,
работающих на износ; прижог чаще всего получается вследствие
применения очень твердых шлифовальных кругов и недостаточного
охлаждения. Если не представляется возможным заменить шлифо-
вальный круг на менее твердый, то следует увеличить скорость из-
делия. Это уменьшит время нагрева каждого участка шлифуемой
детали и улучшит условия самозатачивания круга.
Напряжения на шлифовальных поверхностях деталей также воз-
кают в результате весьма интенсивного шлифования, сопровож-
нИемого большим теплообразованием. Эти напряжения при работе
да лИ в машине, в особенности при больших нагрузках, могут при-
дести к поверхностным трещинам и искривлению детали.
Ве Обнаружить этот дефект можно путем травления детали в 15%
астворе серной и соляной кислоты в течение 15—30 минут. Тре-
щины, появившиеся в результате обработки детали абразивными ин-
тпумёнтами, являются наиболее серьезным и опасным дефектом шли-
фования, Они ослабляют детали, в особенности при переменных на-
грузках, и снижают износоустойчивость шлифованной поверхности.
И Появление шлифовочных трещин может быть следствием при-
менения весьма твердого шлифовального круга, слишком интенсив-
ных режимов шлифования, высокой температуры в зоне шлифова-
ния. Иногда эти трещины трудно, а порой и просто невозможно
обнаружить даже с помощью увеличительного стекла и приходится
применять магнитный метод определения трещин в металле или
травление.
Таким образом, понятие качество поверхности — понятие широ-
кое, включающее в себя как форму, размеры, степень гладкости
или шероховатости детали, так и механические свойства (твер-
дость, наклеп) и физическое состояние обработанной поверхности,
имеющее огромное значение для работы и износоустойчивости со-
прягающихся деталей машин.
§ 3. ГОСТ 2789-51 НА ЧИСТОТУ ПОВЕРХНОСТИ
В ГОСТ 2789-51 употребляется термин «чистота поверхности»,
термин «качество поверхности» в ГОСТ не введен. Как было пока-
зано, неровность обработанной поверхности зависит от формы лез-
вия режущего инструмента, подачи, зернистости шлифовального! кру-
га и т. д.
Фиг. 30. Профилограмма поверхностных неровностей.
ч ^Р°ФИЛ0ГРамма поверхностных неровностей (фиг. 30) в
пов °М ВИде нагляДН0 показывает микрогеометрию (рельеф
ерхности) в отношении высоты гребешков, впадин.
лагаРеДНЯЯ линия профиля поверхностных неровностей OL
средцТ-Я так> чтобы сумма площадей по обеим сторонам от этой
еи линии до профиля была равна между собой, т. е.:
р I F -L _. р I р ।
5» ,ni ~ m> I • • । лэ *
увели-
микро-
распо-
67
Критерием бЦёнкИ чистоты поверхности слуЯсйТ среднее квадра-
тичное отклонение’ неровностей h\\ h2 ... Л,,; h l2 поверхности от
'средней линии профиля Нск , выраженное в мк.
Максимальная высота неровностей Н маКс также выражается в мк.
Для того чтобы сравнить между собой различно обработанные
тюверхности, микрогеометрия которых определена на соответствую-
щих приборах, пользуются переходными коэфициентами.
При ориентировочных подсчетах отношение Н макс ПрИНИМаЮТ РЗВ-
ным 4, что наиболее близко при оценке микрогеометрии шлифован-
ной поверхности. Для измерения микрогеометрии имеется много
'способов: механические, оптические, электромагнитные, электроем-
^кос^ные и др. Эти измерения записываются специальными прибора-
ми, называемыми профилографами, которые записывают колебания
иглы при движении по шероховатой поверхности и дают профило-
грамму поверхности.
К профилографам оптико-механического типа .относится профи-
лограф советского инженера Аммона, дающий возможность измерять
Нлакс в пределах от 0,5 до 50 мк.
Таблица 10
Классификация по группам и классам чистоты
№ Группы чистоты 1 Классы чистоты
наименование поверхности обозна- чен 1Я микроны № обозна- чения микроны
1 Грубые V 10,0 до 12,5 1 2 3 \71 V2 V3 100 до 50 50 . 2> 25 . 12,5
II Получистовые W 12,5 до 1,5 4 5 6 VV4 VV6 12,5 до 6,3 6 3 . з,' 3,2 . 1,6
III Чистые ' VVV 1,6 до 0,2 I у 7 8 9 VVV7 VVV8 VVV9 1,6 до 0,8 0,8 . 0,1 0,4 . 0,2
\, VVV'./IO WVV11 VVVV12 VVVV13 WW14
IV ВесьмК чистые VVVV 0,2—0 ! 10 11 12 13 14 0,2 до 0,1 0,1 . 0.05 0,05, 0,<>25 0,025 „ ЦОЮ 0 01?. ,002
* Среднеквадратичное отклонение выражается формулой
л
где п — число измерений.
68
К числу приборов для определения шероховатости без механиче-
ошупывания иглой, основанных на оптических методах изме-
СК°ия следует отнести двойной микроскоп акад. Линника, дающий
возможность измерять Н макс в пределах от 1,6 до 40 мк.
В Для измерения весьма гладких поверхностей с высотой неровно-
тей до 1 мк применяется прибор акад. Линника, называемый микро-
интерферометром, построенный на принципе интерференции* света.
На табл. 10 представлена классификация по группам и классам
чистоты.
На фиг. 31 показано изображение на чертежах чистоты поверхно-.
стей согласно ГОСТ 2789-51.
Wzf VVV 7,VW^
или \/V б остальное
Фиг. 31. Изображение на чертежах чистоты поверхности:
а, б и в — различные детали.
К первой группе >V) относятся грубые поверхности, т. е. такие,
которые получаются в результате чернового точения, строгания, фре-
зерования и пр.
Ко второй группе (W) относятся получистовые поверхности,
полученные в результате получистового и чистового точения, стро-
гания, фрезерования и пр. К третьей группе (VW) относятся
чистовые поверхности, обработанные шлифовальными кругами,
алмазным точением, протягиванием и развертыванием. К четвертой
группе (VVVV) относятся такие поверхности, которые обработа-
ны доводкой и притиркой.
§ 4. ПОГРЕШНОСТИ ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ
Требования к точности изготовлений отдельных деталей различ-
\сл 0Ни зависят от назначения детали в машине и от технических
•У овий, которым должна удовлетворять машина.
пои иИнтеРФ*Рениия света — взаимное усиление или ослабление световых волн
х наложении друг на друга.
69
Чем точнее обрабатывается деталь, тем она дороже. С другой
стороны, недостаточность точности обработки ухудшает качество
машины.
Нет необходимости изготовлять точно поверхности деталей, кото-
рые не сопрягаются (не соединяются) с другими деталями. Наобо-
рот, поверхности соприкосновения деталей, которые будут соеди-
няться с другими деталями, должны быть точно обработаны. При
изготовлении деталей возникают погрешности (ошибки в разме-
рах), на причинах которых остановимся подробно.
По мере износа трущихся частей станок постепенно теряет свою
точность, и детали, на нем обработанные, не получаются^ точными.
Состояние станка отражается на качестве изготовляемой на нем
детали, а в некоторых случаях деталь прямо копирует неточность
станка.
Шлифовальный круг во время работы изнашивается, т. е. умень-
шается по наружному диаметру, его рабочая п’оверхность теряет
правильную форму, что также ведет к изменению размеров детали.
Изготовляемую на шлифовальном станке деталь приходится за-
мерять, при этом могут возникнуть погрешности от измерения.
Источником ошибок может служить измерительный инструмент.
Измерительный инструмент постепенно изнашивается при употре-
блении и теряет свою точность. За измерительным инструментом дол-
жен быть постоянный надзор и систематический контроль его точно-
сти в цеховых и общезаводских лабораториях.
На точность измерения влияет температура детали, которая
нагревается во время ее обработки. Если рабочий проверяет размеры
детали, пока деталь находится на станке, и температура ее выше
температуры окружающей среды (иногда на несколько десятков
градусов), то такое измерение будет неточным, так как все предметы
ст нагревания расширяются. При точных измерениях необходимо,
чтобы температура измеряемой детали и измерительного инструмента
была примерно одинаковой (желательно 20°С).
Когда приходится проверять размеры детали во время работы
и необходима большая точность, нужно сначала охладить детали.
Для этого иногда перед измерением измерительный инструмент и де-
таль выдерживают на металлической плите до выравнивания темпе-
ратуры.
Неправильное обращение шлифовальщика с измерительным
инструментом также может вызвать погрешности при измерениях.
Форма детали влияет на точность изготовления. Чем проще фор-
ма детали, тем легче достигается точность.
Величина погрешностей зависит от величины детали, ее отдель-
ных размеров и веса. Чем тяжелее деталь, тем труднее точно уста-
новить ее на станке. Очень мелкие детали также неудобны для
обработки вследствие затруднительности их точной установки на
станках и обмера.
ГЛАВА ВТОРАЯ
ДОПУСКИ И ПОСАДКИ
§ 1. ОСНОВНЫЕ понятия О ДОПУСКАХ
Взаимозаменяемость. Если детали машины изготовляются с
такой точностью, что они могут быть поставлены в указанном месте
при сборке каждой одноименной машины без всякой дополнительной
-обработки или пригонки, то они называются взаимозаменяемыми.
Автомашины, тракторы, швейные машины и т. д. получили большое
распространение лишь потому, что их детали можно заменить при
износе новыми, без какой-либо пригонки.
Распространенным видом соединения двух деталей в машинострое-
нии служит соединение круглого стержня со втулкой. Первую деталь
называют валом, вторую отверстием. Например, в соединении пор-
шень— цилиндр поршень соответствует валу, а цилиндр отверстию.
В соединении призматической шпонки с канавкой вала шпонку
условно называют валом, а канавку отверстием.
Номинальный размер. Размер детали, который получается в ре-
зультате расчета и проставляется на чертеже, называется номи-
нальным.
Предельные размеры. Чтобы указать границы, между которыми
может колебаться номинальный размер, необходимо устанавливать
наибольший и наименьший размеры. Эти размеры называются пре-
дельными. Один из них называется наибольшим предельным, другой
наименьшим.
Разность между наибольшим предельным размером и номиналь-
ным размером называется верхним отклонением. Разность между
наименьшим предельным размером и номинальным называется ниж-
ним отклонением.
Допуск. Разность между наибольшим и наименьшим предельны-
ми размерами называется допуском.
Допуск показывает неточность, с которой разрешается изготовить
Деталь. Пусть требуется изготовить вал, номинальный диаметр кото-
рого равен 50 мм. Наибольший допустимый размер этого вала по
Данию может быть равен 50,05 мм. а наименьший — 49,9 мм
(фиг. 32).
ного^ИНИЯ ограничивает номинальный диаметр детали. Для дан-
наимСЛУЧЗЯ наибольшим предельным размером служит 50,05 мм.
•50 псеньшим предельным размером — 49,9 мм. Разность между
’ — 49,9 мм = 0,15 мм составляет допуск.
71
Верхнее отклонение равно: 50,05 — 50,00 = + 0,05 мм. Знак
плюс указывает, что верхнее отклонение лежит выше линии
НН, т. е. выше линии номинального размера. Нижнее отклонение:
49,9 — 50 = — 0,1 мм. Знак минус указывает, что нижнее отклонение
лежит ниже линии номинального размера.
Фиг. 32- Основные понятия о допусках.
Размер вала, полу,
ченнцй после обработ-
ки, носит название дей-
ствительного размера.
Этот размер может быть
равен 50,05 мм и мо-
жет иметь любые про-
межуточные размеры
между 50,05 и 49,9 мм
и определяется непо-
средственно измере-
нием.
На чертеже данный
размер с указанием от-
клонений обозначается
так: 50 11).
Отклонение, равное нулю, на чертеже не проставляют. В этом
случае наименьший предельный размер равен номинальному.
Например, на чертеже проставлен размер 50+t>). Здесь верхнее
отклонение + 0,3 мм ниже 0. Наибольший предельный размер равен
50 +°’3, наименьший предельный размер 50 мм, допуск равен
50,3 — 50 = 0,3 мм. При одинаковых числовых значениях верхнего
и нижнего предельных отклонений проставляется общая величина
со знаками +. Например, вместо 45 “°-2 проставляется 45± °’2.
Зазором называется разность между диаметром отверстия и диа-
метром вала, если диаметр отверстия больше диаметра вала.
Наибольший зазор — разность между наибольшим предельным
размером отверстия и наименьшим предельным размером вала.
Наименьший зазор — разность между наименьшим предельным
размером отверстия и наибольшим предельным размером вала.
—0
Пусть размер вала будет 30“°04 , а размер отверстия
30+ °J /. Тогда наибольший предельный размер вала равен
30 — 0,02 = 29,98, а наименьший 30 — 0,04 =.29,96 мм. Допуск ра-
вен 29,98 — 29,96 = 0,02 мм.
Наибольший предельный размер отверстия равен 30 + 0,027 =
= 30,027 мм, наименьший предельный размер равен 30 мм. Допуск
равен 30,027 = 0,027 мм.
В этом соединении диаметр вала меньше диаметра отверстия,
следовательно, между отверстием и валом есть зазор. Наибольший
зазор: 30,027 — 29,960 = 0,067 мм; наименьший зазор: 30 — 29,98 ®
=. 0,02 мм.
Натягом называется разность между диаметром вала и диамет-
ом отверстия (до сборки), если диаметр вала больше диаметра-
^Наибольший натяг — разница между наибольшим предельным
змером вала и наименьшим предельным размером отверстия.
Ра Наименьший натяг — разница между наименьшим предельным
размером вала и наибольшим предельным размером отверстия.
Пример. Диаметр вала 35 1 005 ; диаметр отверстия 35 +0 027 .
Наибольший предельный размер вала 35,10 мм, наименьший —
35,05 мм. Допуск 35,10 — 35,05 =.0,05 мм.
’ Наибольший предельный размер отверстия 35,027 мм, наимень-
ший — 35 мм. Допуск 35,027—35 = 0,027 мм.
В этом соединении размер вала больше размера отверстия, следо-
вательно, существует натяг. Наибольший натяг 35,10 — 35 =
= 0,10 мм, наименьший натяг 35,05 — 35,027 = 0,023 мм.
§ 2. ПОНЯТИЕ О ПОСАДКАХ
Сопряжения отдельных деталей друг с другом могут быть разно-
образными в зависимости от условий работы деталей в машине.
Например, вал должен передавать вращение насаженному на него^
шкиву или, наоборот, шкив должен передавать вращение валу. В
этом случае сопряжение вала и шкива должно быть неподвижным.
В других случаях соединение должно обеспечить свободное переме-
щение одной детали относительно другой, например, вращение вала
в подшипнике.
Характер соединения двух вставленных одна в другую деталей
называется посадкой.
Существует две основные группы посадок: неподвижные и по-
движные.
Посадкам по ОСТ присваиваются следующие наименования и
обозначения (в порядке убывающих натягов и возрастающих,
зазоров):
Неподвижные посадки Подвижные посадки
Наименование Условное обозначение Наименование Условное обозначение
Горячая' Прессовая Глухая Гр Пр f Скользящая Движения . . . . С . . д
Тугая т Ходовая . . . X
Напряженная н Легкоходовая ... Л
Плотная п Широкоходовая . . ш
Горячую посадку применяют тогда, когда желают соединить
Детали наглухо. Для этой цели деталь с отверстием нагревают до
температуры 500°, вследствие чего диаметр отверстия детали увели-
чивается. Нагретая деталь свободно насаживается на холодный вал
после остывания крепко его охватывает. Чтобы жестко соединить,
тали между собой без применения шпонок и шпилек, применяют
73
«прессовую посадку. Прессовую посадку деталей производят с по-
мощью пресса при значительном давлении (посадка втулок в под-
шипники и ступицы зубчатых колес, пальцев — в кривошипы и т. п.).
Глухую посадку применяют, если необходимо иметь такое соеди-
нение деталей, при котором детали должны плотно сидеть одна в
другой и редко разбираться. Посадка их производится с помощью
пресса или ударами молотка через прокладку. Во избежание повора-
чивания одной детали относительно другой в местах соединения
ставят шпонки и шпильки (посадка втулок в корпуса -подшипников,
соединительных муфт—на концах валов и т. п.). Тугая посадка
применяется при необходимости иметь такое соединение деталей, при
котором детали должны прочно соединяться и в то же время подвер-
гаться сравнительно частой разборке. Так же, как и при глухой по-
садке, применяют шпонки, шпильки и т. п. Сборка и разборка про-
изводится со значительными усилиями с помощью съемников. Эту
посадку применяют при установке шкивов и зубчатых колес на ва-
лы и т. п.
Если детали должны прочно соединяться, но могут быть собраны
или разобраны с незначительными усилиями, то применяют напря-
женную посадку, например, посадка зубчатых колес на шпинделе
станка, маховичков и рукояток на валики и т. п. Плотную посадку
применяют, когда необходимо иметь такое соединение деталей, ко-
торое допускает сборку или разборку вручную или легкими ударами
деревянного молотка, например, посадка при установке сменных
зубчатых колес в металлорежущих станках, съемных маховичков
и рукояток на валы и т. п. В случаях, когда требуется иметь такое
соединение деталей, при котором они плотно входят одна в другую,
но легко передвигаются от руки при наличии смазанной поверхности,
то применяют скольящую посадку (посадка фрезы на оправку фре-
зерного станка и т. п.).
Посадку движения применяют, когда необходимо иметь такое
соединение деталей, при котором одна деталь перемещается относи-
тельно другой за счет небольшого зазора между ними (посадка
передвижных зубчатых колес, сцепных муфт и т. п.). Ходовую посад-
ку применяют при необходимости иметь такое соединение, при
котором одна деталь перемещается относительно другой с заметным
зазором, например, валы переборов, ползуны в направляющих и
т. п. Когда необходимо иметь такое соединение деталей, при котором
одна деталь должна перемещаться в другой со значительным зазо-
ром, применяют легкоходовую посадку, например, холостые шкивы
на валах, валы в подшипниках скольжения и т. п. Широкоходовую
посадку применяют тогда, когда необходимо иметь такое соединение
детали, при котором требуются большие зазоры (холостые шкивы
на валах контрприводов и т. п.).
§ 3. СИСТЕМА ДОПУСКОВ
Система допусков подразделяется на систему отверстия и систему
вала. Величина допуска зависит от класса точности; величина зазо-
ров или натягов делается в зависимости от посадки (фиг. 33).
74
В системе отверстия предельные размеры отверстия остаются
тоянными для всех посадок одного и того же класса точности.
р°зличные посадки осуществляются за счет изменения предельных
F змеров вала. Отверстие имеет одно верхнее отклонение размера,
Ра.жНее отклонение равно нулю. Номинальный размер является
^аименьшим предельным размером отверстия. Таким образом, до-
пуск отверстия в системе отверстия всегда направлен в сторону
увеличения отверстия со знаком + (идет в тело детали).
У В системе вала предельные размеры вала остаются постоянны-
ми для всех посадок одного и того же класса точности. Осуще-
ствляются различные посадки за счет изменения предельных разме- ’
ров отверстий. .
В этой системе вал имеет одно нижнее отклонение размера, верх-
нее отклонение равно нулю. Номинальный размер является наиболь-
шим предельным размером. Следовательно, допуск вала в системе
вала всегда будет направлен в сторону уменьшения вала со знаком —
<идет в тело детали).
Большинство отраслей нашей промышленности пользуется пре-
имущественно системой отверстия. Это объясняется тем, что она
имеет преимущество по сравнению с системой вала, состоящее в том,
что при ее применении требуется меньшее количество режущих и
измерительных инструментов, необходимых для обработки отверстия.
Поясним это преимущество системы отверстия. При окончательной
обработка отверстия в пределах одного класса точности потребуется
только одна развертка, и режущий инструмент может быть нормаль-
ный. При обработке отверстия того же класса точности по системе
нала, например по 2-му классу точности, для каждого размера необ-
ходимо будет иметь 12 разверток. Получение разных размеров вала
с потребует специальных инструментов и они могут быть получены
Реальными режущими инструментами.. Так же обстоит дело и с
^верительным инструментом. Применяя систему отверстия, мы
лИяЬЗУемся меньшим количеством инструмента, а для измерения
ИНрМетР°в вала можно использовать нормальный универсальный
ТРумент, например, микрометр.
^Ля ряда отраслей промышленности система отверстия является
75
неприемлемой, так как система вала будет иметь преимущество перед-
ней, например, в случае применения стандартных сортов проката>
который имеет допуски в пределах определенного класса точности
без механической обработки. Так, в текстильном и сельскохозяйствен-
ном машиностроении широко применяют валы и подобные им детали
из холоднотянутого материала (прутка) без всякой обработки. Поэ-
тому изготовление деталей из этого прокатного материала будет*
значительно дешевле, чем изготовление их путем обработки на.
металлорежущих станках. ’ ’
Применение системы допусков зависит от конкретных условий
работы той или иной отрасли машиностроительной промышленности
и обусловливается экономическими соображениями (удешевление
изготовления деталей машин).
Классы точности. В настоящее время в СССР утверждено
десять классов точности: 1, 2, 3, 4, 5, 7, 8 и 9 .классы. Кроме того, ,
имеются промежуточные классы 2а и За. Место 6 класса пока
свободно.
2 класс точности имеет значительно большее распространение;
применяется в точном машиностроении, станкостроении, автотрак-
торостроении.
Для получения отверстий 2 класса точности на последних опера-
циях обработки снимается тончайший слой металла. Примерное
чередование операций: сверление, развертывание черновое первое,
развертываниве черновое второе, развертывание чистовое. При боль-
ших диаметрах отверстий обработка обычно ведется на шлифоваль-
ных станках для внутреннего шлифования. Для получения валов 2
класса точности обычно применяется шлифование. Припуск на шли-
фование должен быть наименьшим.
Класс точности 2а применяется в автотракторостроении, общем'
машиностроении, точной механике. Для получения отверстий класса
точности 2а применяется тщательное растачивание, зенкерование и
шлифование или развертывание после сверления и зенкерования.
Для получения вала класса точности 2а применяется обычное
шлифование, но может быть применено и тщательное<обтачивание
на отделочной стружке (при исправном станке).
3 класс точности применяется в тех случаях, когда требования к
однородности посадок не так велики, как во 2 классе точности »
классе 2а. 3 класс широко применяется в точной механике, общем
машиностроении, автотракторостроении.
Для получения 3 класса точности достаточно черновое сверление
и проход зенкером с последующим развертыванием чистовой развер-
ткой.
При тщательной работе и хорошем оборудовании 3 класс
точности может быть, получен (при коротких отверстиях) и чистовы-
ми резцами на отделочной стружке. Для получения валов 3 класса^
точности можно применить шлифование, но можно также ограни-
читься чистовым обтачиванием на токарном станке.
4 класс точности применяется для деталей с большими допуска-
ми в общем машиностроении, паровозостроении, сельскохозяйствен-
76
машиностроении. Для получения отверстий 4 класса точности
1ЮМ но применяется чистовое сверление по кондукторам или чисто-
обь14 астачивание на токарных станках.
В° 5 класс точности применяется в самых грубых соединениях: де-
.. пЛи получают штамповкой.
Для получения отверстий 5 класса точности достаточно растачи-
ния резцом или сверления. Валы 5 класса точности изготовляются
Б/ токарных и револьверных станках. Могут быть применены валы
'з необработанного металла, полученного волочением.
И 7 8 и 9 классы точности предназначаются для грубой обработки
в холодных и горячих цехах.
Отверстия 7, 8 и 9 классов могут быть получены грубым сверле-
нием, штамповкой, пробивкой, отливкой.
Точность этих классов для валов достигается грубой обдиркой,
вальцовкой и прокаткой.
Шлифовальщику практически приходится сталкиваться с первы-
ми четырьмя классами точности. . .
Неподвижные посадки отличаются друг от друга величиной натя-
га, а подвижные — величиной зазора. Наибольший натяг имеет
горячая посадка. Для ее осуществления втулка нагревается, от-
чего диаметр отверстия ее увеличивается и в горячем состоянии
надевается на холодный вал. Охладившись, втулка сжимается и
плотно охватывает вал, в результате получается надежное неподвиж-
ное соединение.
Прессовая посадка имеет уже меньший натяг. Здесь вал встав-
ляется в холодную втулку, но -под большим давлением пресса.
В остальных неподвижных посадках натяг постепенно уменьшается,
надевание втулки на вал в них. происходит при незначительных уси-
лиях с помощью легкого пресса или путем наколачивания молотком.
В неподвижных посадках наименьший зазор имеет скользящая
посадка, при которой вал может вращаться во втулке, но не имеет
продольного движения (например, вал в подшипниках). В других
подвижных посадках зазор постепенно возрастает и обеспечивает
(при широкоходовой посадке) свободное движение вала во втулке.
Действительный зазор или натяг при каждой посадке может быть
разный. Он может приближаться либо к наибольшему, либо к на-
именьшему зазору или натягу. Разность между наибольшим и
наименьшим зазором или натягом называется допуском на посадку.
Посадки имеют условные сокращенные обозначения, удобные для
помещения на чертежах. (См. табл. 11 на стр. 78).
Из приведенной таблицы видно, что в каждом классе точности
Разное число посадок. Например,- 2 класс точности имеет 7 посадок
еподвижных и 5 посадок подвижных.
§ 4. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ДОПУСКОВ И ПОСАДОК
СахВ та^л- 1 приведено условное обозначение посадок во всех клас-
£ точности. Например, посадка скольжения обозначается: Сь С2а.
311 и С5. Индекс у буквы С показывает, к какому классу точности
77
Габли ца ц
Система ОСТ
Классы точности, посадки и номера ОСТ
№ по порядку Классы точ нисти Посадки ——.
наименование обозна- чения № OCT
система отверстия система Вйла
1 1 Вторая прессовая ПР21 1041
2 Первая прессовая ПРЬ 1041 —
3 Глухая G 101J 1021
4 Тугая L 1011 1021
5 Напряженная . . . Hi 1011 1021
6 Плотная .... П1 1011 1021
7 Скользящая . . . Cl 1011 1021
8 Движения .... Д1 101J 1021
9 2 Горячая Гр 1042 1142
10 Прессовая .... Пр 1043 1143
11 Легкопрессовая . • 1'л 1044 —
12 Глухая Г 1012 1022
13 Тугая т 1012 1022
14 Напряженная . . . н 1012 1022
15 Плотная .... II 1012 1022
16 Скользящая . . . с 1012 1022
17 Движения .... Д 1012 1022
18 Ходовая X 1012 1022
19 Легкоходовая . • л 1012 1022
20 Широкоходовая . . ш 1012 1022
21 2а Глухая Г2а 1016 1026
22 Тугая . . . . ? я J2a 1016 1026
23 Напряженная . . . Н2а 10i6 1026
24 Плотная . . ; . П2а 1016 1026
25 Скользящая . • • С2а 1016 1026
26 3 Третья прессовая ПРзз 1С69
27 Вторая прессовая Г1Р2з 1069 —
28 Первая прессовая ПР13 10f 9 —
29 Скользящая . . • Сз 1013 1023
30 । Ходовая . . . ч • Хз 1013 1023
31 Широкоходовая . . Шз 1013 1023
32 За Скользящая . •= * Сза 1017 1027
33 4 Прессовая . * * ч ПР4 1079 —
34 Скользящая ъ . . С. 1014 1024
35 Ходовая . . . а . х. W14 1024
36 Легкоходовая a s л4 1014 1024
37 Широкоходовая ♦ . Ш. 1014 1024
38 5 Скользящая . . • С5 1015 1025
39 7 Ходовая . . . - • х5 1015 1025
40 8 А7; В? 1010 1010
41 9 Ag> Tg 1010 1010
42 • AgJ Bg 1010 1010
78
Допуски и посадки. Система отверстия. Предельные отклонения
Таблица \2
Классы точности Посадки Условное обозначение Предел Номин>льные диаметры в мм 1 № 1 ОСТ
от 1 до 3 св 3 До 6 св 6 ДО 13 СВ. 10 .*0 18 св. 18 до 30 ,св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 сч. 180 до 26 J св.260 до 360 св. 3 >0 до 500
Размеры в микронах 1
2 Отклонения отверстия А Нижн. Верхи.-)- 0 10 0 13 0 16 0 19 0 23 0 27 0 30 0 35 0 40 0 45 0 50 0 60
Отклонения на
Глухая Г Верхн.-)- Нижн.-|- 13 6' 16 8 20 10 24 12 30 15 35 18 40 20
Тугая Т Верхи. + 10 13 16 19 23 27 30
i j 1 ап Нижн. -j- 4 5 6 7 8 9 10
Напряженная Н Верхи. 4- Нижн. 7 1 9 1 12 2 14 2 17 2 20 3 23 3
Плотная П Верхи.-|- Нижн. 3 3 4 4 5 5 6 6 7 7 8 8 10 10
Скользящая Iе Верхи. Нижн. — 0 6 0 8 0 10 0 12 0 14 0 17 б 20
движения д Керхн.— Нижи — 3 9 5 12 5 15 6 18 8 22 10 27 12 32
45 52
23 25
35 40
12 13
26 30
3 4
12 14
12 14
0 0
23 27
15 18
38 45
60 70 80
30 35 40
45 50 60
15 15 20
35 40 45
4 4 5
16 18 20
16 18 20
0 0 0
30 35 40
22 26 30
52 60 70
ОСТ
1012
Клаусы
точности
Таблит 12 (окончание)
Посадки Условные обозначения Предел Ном-ннальные лиаметпы в мм № ост
от 1 до 3 св. 3 до 6 св. 6 до 10 св. 10 цо 18 св. 18 до Зо св. 30 :о 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 с< 180 • о 260 св. 260 до 3t>0 св. 360 до 500
Размеры в микронах
2 «3 ч со Ходовая X Верхи. - Нижн. — 8 18 10 22 13 27 16 33 2о 40 25 50 1 30 60 40 75 50 90 60 105 70 125 90 140
S X <и X о ч Легкоходовая Л Верхи — Нижн — 12 '25 17 35 23 45 30 55 40 70 50 80 65 105 80 125 100 155 120 180 140 210 170 245 ОСТ 1012
X 6 Широкоходов. Ш Верхи.— Нижн.— I 18 ! 35 1 25 45 35 60 45 75 60 95 75 115 9? 145 120 175 150 210 1 180 | 250 210 290 ! 2'0 | 340
3 Отклонения отверстия Аз Нижн 4~ Верхн.-|- 0 20 । 0 25 0 30 0 35 0 45 0 50 0 69 0 70 0 80 J 0 90 0 100 0 120
СО - са Скользящая С3 Верхи.— Нижа. — 0 20 0 25 0 30 0 35 0 45 0 50 0 60 'б 70 0 80 0 90 ’ 0 100 0 120 ост 1013
X X ч Ходовая Х3 Верхи.-- Нижн. - 7 32 11 44 15 55 20 70 25 85 32 100 40 ’ 120 50 140 60 165 75 195 90 225 105 225
О Широкоходов. ш3 Всрхн.— Нижн. — 17 50 25 65 35 85 45 105 60 130 75 160 95 195 120 235 150 285 180 j 330 1 210 1 380 1 250 , 440
ся посадка скольжения. Посадки 2 класса точности обозна-
чатся без индекса.
ЧЯ На чертежах вместе с размером деталей условно обзначают
лсадку и класс точности.
П0С Отверстие в системе отверстия обозначается буквой А, вал в
стеме вала — буквой В. Вал в системе отверстия сокращенно
с«означается той посадкой, которую вал создает. Отверстие в систе-
ме вала сокращенно обозначается той посадкой, которую создает
отверстие.
На фиг. 34, а изображен чертеж втулки. Отверстие диаметром
25Аз следует изготовить согласно обозначению на чертеже по си-
стеме отверстия и 3 классу точности.
Фиг. 34. Обозначение допуска на чертеже:
а — втулка; б — вал; в — втулка.
По таблице ОСТ 1013 отклонение отверстия равно +45 мк
(см. табл. 12).
Для всех посадок наибольший предельный размер отверстия
25,045 мм, наименьший предельный размер отверстия 25.00 мм.
На фиг. 34, б изображен вал диаметром 25С3, который нужно
изготовить по скользящей посадке 3 класса точности. По таблице
ОСТ 1013 для вала диаметром 25 мм отклонение равно 45 мк.
Для всех посадок наибольший предельный размер вала 25 мм,
наименьший предельный размер вала 24,955 мм.
На фиг. 34,в дана втулка диаметром 15Х, ходовой посадки,
2 класса точности, по системе вала. По таблице ОСТ 1022 для дан-
ного диаметра вала отклонение равно 12 мк (см. табл. 12).
Для, всех посадок наибольший предельный размер отверстия
0 мм> наименьший предельный размер отверстия 14, 988 мм.
6. В Ч п
Лоскутов.
ЧАСТЬ ТРЕТЬЯ
ШЛИФОВАЛЬНЫЕ СТАНКИ
ГЛАВА ПЕРВАЯ
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ В ШЛИФОВАЛЬНЫХ
СТАНКАХ
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ
Шлифовальные станки на современных машиностроительных за-
водах составляют до 15% от общего числа установленных на этих
заводах металлорежущих станков, увеличиваясь до 25% на авто-
мобильных и моторных заводах, а на предприятиях шарикоподшип-
никовой промышленности доходят до 55—60% от общего станоч-
ного парка. Как указывалось, на шлифовальных станках посред-
ством абразивного инструмента производится обработка наружных,,
внутренних и конических поверхностей вращения, плоскостей*
резьб, зубьев, шестеренок, фасонных поверхностей, заточка режу-
щего инструмента и многое другое.
Шлифовальные станки с помощью различных устройств и при-
способлений допускают автоматическую загрузку, установку, зажим,
а также измерение детали в процессе шлифования. Такие станки
могут работать по автоматическому или полуавтоматическому циклу,
т. е. полностью или частично. Загрузка, установка, зажим и измере-
ние детали в процессе шлифования производятся станком без участия
шлифовальщика в определенной последовательности.
Шлифовальные станки в зависимости от их назначения могут
быть подразделены на следующие группы:
1) круглошлифовальные станки;
2) плоскошлифовальные станки;
3) станки отделочных операций;
4) заточные станки;
5) специальные шлифовальные станки.
Трудно назвать в настоящее время шлифовальный станок, кото-
рый бы не имел гидравлического привода. Он применяется как для
главного движения и подач, так и для вспомогательных движений.
Такое широкое применение этого привода в шлифовальных станках
объясняется следующими важнейшими положительными свойства
ми его.
1. Сравнительно легко можно получить любую скорость резания
(подачи), в том числе и на ходу, в заданных пределах. Этот вид изме-
нения скорости резания (подачи) . носит название бесступенчатого
регулирования.
82
Спокойный ход станка способствует получению высокого ка>
JL шлифуемой поверхности. •
Чч Благодаря наличию специальных клапанов, способных поддер-
3- в системе заданное давление, делает работу на таких станках
Опасными в отношении перегрузки.
0634 Сравнительно легко можно осуществить полную автоматиза-
работы станка простыми средствами.
ЦИ 5 самосмазываемость всех механизмов гидравлического привода
яелает его долговечным.
Гидравлическая система металлорежущих станков состоит из сле-
дующих, основных элементов:
7 1) насос для подачи жидкости в систему;
2) контрольно-регулирующие устройства (клапаны, регуляторы
скорости, дроссели) для контроля давления и количества подаваемо-
-------у 2
го масла в гидравличе-
скую систему;
3) распределитель-
ные устройства (золот
ники. пилотык управ
ляющие работой ги-
дравлической системы;
4) механизмы пере-
мещения рабочих орга-
нов станка (цилиндры
ИЛИ ГИЛ1К)М()ТОрЫ I
В качестве рабочей
жидкости в гидравличе-
ских приводах
ли применение
исключительно
ральные масла
марок. Лучшими масла-
ми являются веретенное
«3» и турбинное «Л».
Вязкость их находится
в пределах от 2,8—3,2°
Энглера при 50°. В ка-
получи-
почти
мине-
разных
честве заменителя ЭТИХ Фиг. 35. Типичная схема гидросистемы с дрос-
Масел, дающего удов- сельным регулированием.
летворительные резуль-
таты, можно назвать машинное «Л».
Применение гидравлического привода в станках с вращательным
Движением пока ограничено вследствие того, что предполагаемые для
этой цели конструкции гидравлических приводов более сложные и
Дорогие по сравнению с механическим приводом.
На фиг. 35 показана типичная схема гидравлической системы
шлифовального станка для поступательно-возвратных движении
\ст°ла круглошлифовального и внутришлифовального станков,
плоскошлифовальных станков и т. д.).
Масло засасывается из бака через всасывающий трубопровод й
насосом 5 подается в дроссель 8, где путем регулирования количест-
ва масла, протекающего через него, получают требуемую скорость
движения рабочего цилиндра. Из дросселя масло поступает в правую
полость рабочего цилиндра 3 через реверсивный золотник 4. Одно-
временно масло из левой полости рабочего цилиндра вытекает через
золотник снова в бак. При повышении давления в системе излишек
масла будет вытекать в бак через предохранительный клапан 6.
Изменение направления хода стола производится кулачками 1, укрегь
ленными на столе станка 2, действующими на рычаг 9, перемещающий
шток золотника. Посредством крана 7 производится пуск и останов-
ка станка. Таким образом насос подает масло под давлением по
нагнетательному трубопроводу через систему контрольных и распре-
делительных клапанов, золотников, кранов и т. п. в гидравлический
мотор, создавая возвратно-поступательное либо вращательное дви-
жение рабочим органам станка.
Более сложные схемы работы шлифовальных станков, например,
включающие подвод, отвод или подачу шлифовальной бабки, дей-
ствия вспомогательных механизмов, блокировку и т. п., получаются
путем добавления к этой схеме соответствующих гидравлических
узлов.
§ 2. НАСОСЫ
Скорость возвратно-поступательного движения в шлифовальных
станках может изменяться двояко.
1. Путем изменения количества масла, проходящего через насос.
В этом случае насос переменной производительности. Под произво-
дительностью насоса следует понимать количество масла (в литрах),
протекающего через него в единицу времени (в минуту).
2. Путем изменения количества масла не за счет насоса, а за счет
специальных устройств (дросселей). Насос в этих случаях имеет
постоянную производительность, и регулирование количества жид-
кости, подаваемой в рабочий цилиндр для изменения скорости посту-
пательно-возвратных движений или вращательных, производится с
помощью дроссельных клапанов.
На фиг. 36 показан шестеренчатый насос постоянной производи-
тельности. Он состоит из двух сцепляющихся прямозубых зубчатых
колес, вращающихся в корпусе насоса с весьма малым зазором. Одно
зубчатое колесо закрепляется с помощью шпонки на приводном валу,
дающем вращение насосу, другое зубчатое колесо получает вращение
от первого. К ободу зубчатых колес в местах зацепления подводится
с одной стороны — всасывающий, а с другой — нагнетательный трубо-
проводы. При вращении зубчатых колес масло выталкивается из
впадин между зубьями, благодаря этому в местах выхода зубьев из
зацепления образуется разрежение (вакуум), вызывающее засасыва-
ние масла из бака. Иногда для увеличения плавности работы насоса
и равномерной подачи масла применяют винтовые или шевронные
зубчатые колеса. Шестеренчатые насосы просты по своей конструк-
84
> . л.т v насосов соединены
цИи. Нагнетательный и всасывающим трубы У давление на
Ответвлениями с противоположных сторон, чти
зубчатые колеса и уравновешивает их.
• л
шестеренчатого насоса.
Фиг 37 схема работы лопастного насоса:
а. 2 — лопасти; 3 — ротор;
1 — выход вход масла.
Фиг. 36. Схема
гидравлические насосы изготовляются для давле-
нии 10-20 кг/сл/2 с числом оборотов до 1500 в минуту.
насоск7п^ВЛИЧеС“их системах шлифовальных станков применяются
ниа tLn ЯННОИ производительности В том случае, когда давле-
ие масла в системе не пое-
иосходит 20 кг!см2, наиболее
дходящим типом насоса
гипп6ТСЯ шестеренчатый. В
идравличееких системах с
Делением масла до 40 кг/см2
применяются лопастные на-
ма ^пп^ИГ' 37 показана схе-
имеющрЛ статорном кольце,
лР°Филя ннутреннюю поверхность фасонного (эллипсообразного):
один опПплаЛ[,Чие этого сложного профиля дает „возможность за
пастей лР J диска Ротора совершить 2 двойных хода ло>
асти, выдвигаясь из пазов ротора, образуют камеры, заса-
85
сывающие масло из бака, а вдвигаясь, уменьшают размеры камеру
между лопастями, и поэтому нагнетают масло в систему. Мас^0
дважды подается за один оборот ротора насоса, обеспечивая
самым высокую его производительность.
Ро CD
Камеры нагнетания и всасывания расположены друг против дру-
га, и поэтому давления на ротор уравновешиваются.
§ 3. КОНТРОЛЬНО-РЕГУЛИРУЮЩИЕ УСТРОЙСТВА
Для контроля и регулирования количества масла, подаваемого
в цилиндр, а также его давления применяются различные устройства.
К числу их относятся предохранительные (редукционные) и перелив-
ные клапаны, дроссели, регуляторы скоростей и др. При установив-
шемся рабочем ходе можно написать (фиг. 39):
PF=P/o + R’
где р — давление масла в кг/см2 со стороны входа в цилиндр;
F — площадь поршня в см2 со стороны входа масла в цилиндр;
Ро — давление масла в кг/см2 со стороны выхода масла из ци-
линдра (противодавление);
Fo— площадь поршня в см2 за вычетом площади штока (в см2);
R — полезная нагрузка в кг.
Отсюда противодавление:
8 s
При Х«ОСГ“
з.Гдав»»"1*®
ходе поршня полезная нагрузка отсутствует и проти-
будет:
фиг. 39. Схема гидравлического цилиндра.
тельно разница в противодавлениях при рабочем и холостом
хэде^будет равна:
/’о'-Ро
Фиг. 40. Предохранительный клапан.
I
Поэтому, чтобы эта разность в противодавлениях не влияла на ско-
оость*движения поршня v, с одной стороны, и для защиты элементов
гидравлической системы от перегрузки, с другой стороны, необходи-
мо рабочее давление мас-
ла ограничивать с по-
мощью предохранитель-
ного клапана.
На фиг. 40 показана
наиболее совершенная
конструкция предохрани-
тельного клапана. При
установленном давлении
в гидравлической системе
конец клапана будет при-
жат; при увеличении дав-
ления масло через отвер-
стие 1 в поршне клапана
пойдет вверх и, открыв
шариковый клапан 2, вы-
течет в бак через цент-
ральное отверстие клапа-
на. При этом давление
над поршнем снизится за
счет падения давления на
сопротивление в тонком
канале /, и клапан будет открыт, так как давление под ним будет
больше. Этим обеспечивается слив масла через кольцевую щель,
образующуюся между коническим кольцом клапана и его седлом.
Дроссели. Противодавление в гидравлическом цилиндре, как
правило, не может быть равным нулю. Поршень должен поддержи-
87
ises.';
ваться с обеих сторон маслом с тем, чтобы в случае внезапного
дения нагрузки не произошло движение его рывками. Для создания
такого противодавления применяется чаще всего дроссельный кран
который может быть установлен перед цилиндром (на входе), т. ’
на нагнетательном трубопроводе,
(фиг. 41).
е.
или за цилиндром (на выходе)
Фиг. 41. Схема расположения дросселей в гидросистеме:
а — дроссель на выходе; б — на входе.
Фиг. 42. Дроссель поворотный (щелевого типа).
Путем регулирования количества масла, протекающего через
дроссель, изменяют скорость движения поршня.
На фиг. 42 показана типовая конструкция дросселя.
§ 4. РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
Золотники. Назначение золотниковых устройств состоит в том,
чтобы распределять потоки масла в гидравлических системах. Это
распределение осуществляется плунжером, который перемещается
в корпусе золотника и соединяет в нужных комбинациях те каналы,
к которым подводится масло, направляемое в цилиндр.
На фиг. 43 показан реверсивный золотник 2 с гидравлическим
управлением от осевого пилота 3. Во время рабочего хода станка
пилот занимает правое положение, и масло от насоса, проходя пилот,
заставляет золотник переместиться вправо. Благодаря этому основ-
ной поток масла направляется в левую полость рабочего цилиндра
1, а из правой полости цилиндра масло уходит в бак (см. по стрел-
88
^ра.д V одр
б дан
Фиг. 43. Схема реверсивного золотника, управляемого
пилотом:
I — рабочий ход; II — обратный ход.
0т насоса
89
кам и обозначением 1 и 11 фиг. 43). Перемещая пилот влево, масд0
-•'от насоса будет направляться через пилот в правую полость золот.
пика, передвигая его влево и вытесняя масло в бак. Поэтому основ.
Фиг. 44. Конструкция поворотного пилота.
мой поток масла от насоса будет направлен в правую полость рабо-
чего цилиндра, вытесняя при этом его из левой полости в бак.
На фиг. 44 показана конструкция поворотного пилота.
§ 5. ЦИЛИНДРЫ
Цилиндры могут иметь односторонний или же двусторонний
шток. В цилиндре, имеющем двусторонний шток, скорость прямого
и обратного хода поршня одинаковы, при условии, что в правую й
левую полости цилиндра подается одинаковое количество масла.
В цилиндре с односторонним штоком скорости поршня будут раз-
. личаться ввиду различных объемов правой и левой полостей
цилиндра.
Масло, которое подается насосом в гидравлическую систему,
производит давление на поршень, заставляя стол станка, связанный
жестко с поршнем, совершать прямолинейное движение.
Скорость движения стола v зависит от объема масла Q, подавае-
мого в цилиндр. Зная объем подаваемого масла и площадь поршня
.цилиндра F, можно определить скорость поршня, а следовательно, и
стола станка по формуле:
Q 40 Q
—---2L— =------V--- М МИН,
F г. (D 2 — d 2)
где D — диаметр поршня в см\
d — диаметр штока поршня в см;
Q — расход масла в л/мин;
F — площадь поршня в см2.
При наличии поршня с односторонним штоком скорости прямого
и обратного ходов можно осуществить равными, несмотря на нерав-
* 90
Hbie объемы
мо, чтобы.
правой и левой полостей цилиндра. Для этого необходи-
1 шт,
где Г/
___ площадь поперечного сечения штока. При движении
влево масло от насоса поступает в правую полость цилинд-
Фиг. 45. Схема гидравлического цилиндра для сообщения одинако-
вых скоростей прямого а и обратного хода б.
Объем масла:
Q - V (Л шт ) — ^ f’mm]
отсюда скорость поршня будет равна:
Движение поршня в обратную сторону, т. е. слева направо, проис-
ходит с одинаковой скоростью в том случае, если обе полости ци-
линдра будут сообщаться (фиг. 45, б). Масло при этом подается
насосом одновременно в обе полости. Цилиндры такой конструкции
называются диференциальными.
§ 6. ОТКРЫТЫЕ И ЗАКРЫТЫЕ СИСТЕМЫ
Гидравлические приводы как для поступательного, так и враща-
тельного движения, могут быть выполнены двух систем:
а) с открытой циркуляцией рабочей жидкости и
б) с закрытой (кольцевой) циркуляцией рабочей жидкости.
В первой системе рабочая жидкость свободно стекает в бак, в
котором она» может охладиться, отстояться, т. е. освободиться от
примесей, загрязняющих жидкость. Однако в этой системе в выход-
ной части ее может создаваться пониженное давление. Поэтому без
Дополнительного противодавления почти невозможно избежать при-
Утствия воздуха в системе. Гидравлическую систему с открытой
Циркуляцией защищают от попадания в насос воздуха следующими
МеРами:
1) конец сливного (выходного) трубопровода располагают ни-
е Уровня жидкости в баке;
всасывающему трубопроводу насоса обеспечивают возможно
п°лную герметичность;
91
3) насос устанавливают так, чтобы высота засасывания была би
возможно малой;
4) в крышках рабочих цилиндров предусматривают трубки и
краники для выпуска воздуха, попавшего в систему.
В гидравлических системах с закрытой (кольцевой) циркуляции
отработанное масло через систему обратных клапанов поступает
непосредственно во всасывающую трубу насоса, минуя бак. Прц
этой системе количество масла, поступающего в рабочий цилиндр
должно быть равно количеству масла, уходящего из него за то
время. При любой конструкции гидравлического привода и при са-
мом тщательном изготовлении его потери масла неизбежны через
неплотности в системе. Поэтому для компенсации этих потерь необ-
ходим дополнительный насос. При этой системе циркуляции масла
затруднительно его охлаждение.
Масло должно хорошо фильтроваться. Отсутствие воздуха в
системе способствует большей равномерности движения органов
станка — стола, салазок и т. д.
Все элементы гидравлической системы как-то: насосы, клапаны,
дроссели, поршни и т. д. в настоящее время стандартизированы.
Поэтому получение необходимой гидравлической системы по сущест-
ву сводится к составлению ее из отдельных стандартных узлов в
зависимости от целевого назначения гидравлической схемы.
ГЛАВА ВТОРАЯ
КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Из всех шлифовальных станков наибольшее применение имею!
круглошлифовальные станки, которые могут быть подразделены в
свою очередь на следующие основные типы:
1. Для наружного шлифования.
А. Центровые станки: а) простые; б) универсальные; в) подрез-
ные (врезные).
Б. Бесцентровые шлифовальные станки.
В. С планетарным движением шпинделя.
2. Для внутреннего шлифования:
а) с вращающимся изделием;
б) бесцентровые станки;
в) с планетарным движением шпинделя.
На простых центровых круглошлифовальных ст-анках можно
шлифовать как в центрах, так и в патроне, цилиндрические, кониче-
ские и торцевые поверхности. Для шлифования конических поверх-
ностей с небольшой конусностью стол имеет верхнтоно поворотную
часть с углом поворота в обе стороны до 8°, а в ьйгкоторых кон
струкциях до 10°. Более крутые конусы шлифуются пр» и закрепление
в патроне и повороте передней бабки, но при этом д^етали должнь
иметь небольшую длину. Торцевые поверхности можгтно шлифовал
периферией круга и закреплением детали в патроне ти повороте пе
редней бабки на 90°.
Универсальные круглошлифовальные станки в отгличие от про
етых имеют приспособление для внутреннего шлифовалния и поворот
ную шлифовальную бабку, дающую возможность шлжфовать корот
кие крутые конусы в центрах.
Поворот шлифовального шпинделя может быть прэоизведен либ
поворотом верхней части каретки, либо нижней частей вместе с на
правляющими. Врезные круглошлифовальные станки ^производитель
ней, чем простые, и находят применение в крупносе-рийном и мае
овом производстве. На этих станках шлифуются щлилиндрическш
онические и сложного профиля поверхности, длина которых не пре
^ает высоты шлифовального круга.
ил ^ЛиФование осуществляется без продольного перемещения круг
и Детали. По сравнению с обычным круглошлифова^льным станко
еет место упрощение конструкции станка. Для полпучения необхе
димого качества поверхности шлифования и более равномерно^
износа круга в процессе шлифования цилиндрических поверхностей
кругу от специального устройства сообщают основные кодебателъ.
ные движения с длиной хода в несколько миллиметров.
§ 2. ЦЕНТРОВОЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК МОДЕЛИ 315
Центровой круглошлифовальный станок модели 315 производи
ства Харьковского станкостроительного завода имени В..М. Молотова
изображен на фиг. 46.
Этот станок простого типа.
Основные части станка. Станина /, по которой может переме-
щаться стол 2. На станине расположена бабка шлифовального кру’.
га 9. На столе станка расположена передняя бабка (вращение из^
делия) 3 и задняя бабка 7. Шлифовальный круг 5 закрыт предохра^
а
Фиг. 46. Общий вид центрового круглошлифовального станка модели 315.
нительным кожухом 6, имеющим съемную крышку 8. При шлифова*
нии тонких и длинных деталей на стол станка ставится один ил|
несколько люнетов 4. Станок снабжен баком 10 для охлаждающе
жидкости. ]
Станок гидрофицирован. Посредством гидравлики осуществляв
ются следующие движения:
1) возвратно-поступательные перемещения стола;
2) автоматическая поперечная подача шлифовального круга; ,
3) ускоренный подвод и отвод бабки шлифовального круга;
4) автоматическое выключение механизма ручного перемещена
стола при выключении гидравлической подачи.
Станок имеет ручное перемещение стола и подачу шлифовально^
го круга, которые используются, главным образом, при установочное,
движении.
На табл. 13 приведена техническая характеристика центровог
круглошлифовального станка модели 315. .
Главное движение (вращение шлифовального круга)- Шлифо-
вальный круг 11, сидящий на шпинделе 14, получает вращение
электродвигателя 12 (W = 8 кет; п = 1450 об/мин.), посредство
94
Таблица 13
характеристика центрового круглошлифовального станка модели 315
Техник"
! Наименование Единица измерения Размеры
наибольшая длина шлифования . Наибольший диаметр шлифования . Наименьший диаметр шлифования 1 мм 1 750 150 до О
Шлифовальный круг 1
! число оборотов . . об/мин. ! 1000. 1140 600 450 305
1 наибольший наружный диаметр наименьший наружный диаметр • мм 1
диаметр отверстия высота наибольшая окружная скорость при диаметре 600 ллс . наименьшая окружная скорость при диаметре i » 1 * | м/сек ! 60 32 25
1 i
450 мм 1 »
Передняя бабка 1 । 1
количество различных чисел оборотов 1
шпинделя 1 о
Число оборотов шпинделя об/мин. 130, 195, 260,
* 290, 390, 580
Стол: 1 1
наибольший угол поворота градус 6
пределы регулирования скорости продольного перемещения (от гидравлической системы) . , м]мин ! 0,4—10
ручное продольное перемещение стола за один w оборот маховичка мм : 22 1
Бабка шлифовального круга величина пути ускоренного подвода и отвода . | 50
средняя скорость ускоренного подвода—отвода м/мин 2
время ускоренного подвода — отвода..... сек. 1,5
наибольшая поперечная автоматическая подача круга на 10 зубцов храповоге колеса .... ММ j 0,05
наименьшая поперечная автоматическая подача круга на одно деление диска 1 сек. 0,0025
поперечная ручная подача круга на один обо- рот маховика ч я » 1.0
; Мощность электродвигателей бабки шлифовального круга кет 8
передней бабки . » 0,35—0,8
гидравлического насоса » 1.3
насоса охлаждения | 0,37
клиноременной передачи через шкивы 16 и 17 (фиг. 47). Электре
Двигатель 12 установлен на корпусе шлифовальной бабки. Шкив 1
м°жет быть заменен на шкив меньшего диаметра, что позволит пс
высить окружную скорость шлифовального круга вследствие его и.
Носа (Уменьшения в диаметре). _
фланец, с помощью которого закрепляется шлифовальный кру
На Шпиндели станка, имеет коническое отверстие, которым он нас<
Фиг. 47. Кинематическая схема круглошлифовального станка модели 315. ;
/
. на конический конец шпинделя (фцг. 48). Благодаря та-
^иваетс^ сн0Му соединению фланца и шпинделя обеспечивается
кому кС'я их посадка. Фланец соединяется со шпинделем посред-
наДеЖН*'понки и закрепляется гайкой. Аналогично установлен и за-
сТвом 1,1 на другом конце шпинделя шкив 17.
креплен a3gHpaeMOM станке имеется автоматическое устройство,
В РоШее компенсировать износ вкладышей
позволя' лифОвальНый станок — точный станок
Кругло! ие ШПИНделя, которое может быть
стимо б
и шеек шпинделя,
и поэтому недопу-
вследствие износа
Фиг. 48. Бабка шлифовального круга станка модели 315:
а — устройство шпинделей и его подшипников; б — масляный насос
(номера позиций те же, что и на фиг. 47).
шеек п шпинделя и вкладышей подшипников. Устранение биения
станка Достигается так. В корпусе шлифовальной бабки расположен
шестеренчатый насос, который приводится во вращение посредством
зубчатг^ колес 15 и 18 от шпинделя станка. Через фильтр 22 и
клапан 20 насос подает масло в полость, расположенную над верх-
ними в кладышами подшипников шпинделя (шпиндель установлен в
ДвУх подшипниках с бронзовыми разъемными вкладышами). Посред-
ством подшипников 13 верхние вкладыши могут опускаться и тем
самым компенсировать износ вкладышей и шеек шпинделя, устраняя
оиение Шпинделя.
О ч ^°^Мальное Движение масла должно находиться в пределах
ат, которые контролируются манометром. Для исключения
7 В. в Лоскутов. 97
возможности осевого перемещения шпинделя имеется упорный кр0}>
штейн, регулируемый гайкой. Количество масла внутри шлифовав
ной бабки контролируется масломерной планкой. Уровень мас^,
должен быть не ниже риски, нанесенной на этой планке.
Вращение шлифуемой детали. Вращение детали осуществляется
поводковым патроном при неподвижном шпинделе 4 передней бабкй
В этот шпиндель устанавливается центр 10, который также не вра.
щатся. Поводковый патрон получает вращение от двухскоростногб
электродвигателя 7 (TV = -дуд- кет; i = 710/1420 об/мин.) посред.
ством двух клиноременных передач. Первая из них трехступенчатая
шкивная передача, шкивы 6 и 5, вторая передача одноступенчатая,
шкивы 9 и 3. Не выключая электродвигателя, поводковый патрон-
можно выключить (остановить) посредством фрикционной муфты
Благодаря такому устройству пово/ковый патрон, а следовательно!
и деталь, имеет 6 различных чисел и оборотов. |
Передняя бабка может переставляться на стол станка в зависи-1
мости от длины шлифуемой детали и расположения задней бабки. 1
Возвратно-поступательное перемещение стола. Продольная пода<
ча стола осуществляется посредством гидравлической системы. Oi
шестеренчатого насоса 34, приводимого во вращение электродвига<
телем 35 (/V = l,3 кет; п — 2800 об/мин.), часть масла поступаем
в золотник 39, из которого оно направляется в правую полость
цилиндра 23, закрепленного в станине, и тем самым перемещает пор-
шень со столом влево. Одновременно масло из левой полостг
цилиндра через золотники 39, 42 и кран 41, посредством которой
регулируется скорость движения стола, направляется в бак. Избыто!
масла из насоса 34 через предохранительный (переливной) клапан
33 также сливается в бак. Длина хода стола устанавливается посред
ством упоров 24 в зависимости от длины шлифуемой детали. Этг
упоры закрепляются в пазах стола. При движении стола упоры по^
очередно действуют на рычаг 38 и переводят его в вертикальное по<
ложение. Дальнейший поворот его и перемещение золотника 39 про-|
изводится пружинным грибком 37, действующим на ролик рычага 38^
Сжорость и плавность переключения направления движения стола
зависят от скорости перемещения золотника 39, регулируемого кра-;
ном 40. 1
На фиг. 47 длина и место расположения рычага 38 показаны Ус'
ловно, в действительности при движении стола упоры касаются
рычага.
Поперечная подача бабки шлифовального круга. В конце каж-
дого продольного хода стола шлифовальная бабка перемещается на
заданную величину к центру шлифуемой детали, что и составляет
поперечную подачу. Это достигается тем, что лапки 27 упоров 24
своим скосом нажимают на ролик рычага 28, который поворачивает-
ся. Благодаря этому золотник 29 перемещается вниз, открывая Д°с'
туп маслу в цилиндр пружинного поршенька 31, который, двигаясь,
воздействует на рычаг, собачка 30 которого поворачивает храповое
колесо, имеющее 400 зубьев. Этот поворот храпового колеса пере-
98
храповое колесо повернется на один*
40
-g- . 8 =0,0025 зог
маховичок 32 и далее через зубчатые колеса с числами
дается „Q эд и 72 на винт поперечной подачи, шаг резьбы кото-
^би0Двен 8 мм.
р°гпопустим, что за ход стола _
тогда величина поперечной подачи Sn будет равна
ЗУб’ е____________!_'.Л
400 80
П и обратном движении стола станка лапка 27 отходит от ролика
с помощью пружин золотник 29 и поршенек 31 занимают свои
Идные положения. При снятии одной из лапок поперечная подача
-СХ°т происходить один раз за каждый двойной ход стола. Величина
^^еоечной подачи шлифовального круга за один ход стола может
п0П.^изменена за счет поворота храпового колеса на разные числа
оЫ^ь€В Схема такого устройства показана на фиг. 49, а.
3? Угол поворота собачки Л осуществляемый рычагом 4, остается
стоянным. Поворачиванием щитка 3 заставляем собачку вначале
П°ользить по поверхности щитка, а затем поворачивать колесо 2 на
Жданное число зубьев. При обратном повороте рычага 4 собачка 1
скользит по поверхности зубьев храпового колеса, не передавая ему
движения. м
На фиг. 49, б показан внешний вид механизма подачи бабки шли
фовального круга.
Автоматическая поперечная подача шлифовального круга уста-
навливается рукояткой 5 при откинутой стопорной собачке 3. Махо-
вичком 2 производится ручная подача круга. Ускоренный подвод
бабки* шлифовального круга к шлифуемой детали производится
посредством поворота рычага 4.
Проследим, как компенсируется износ шлифовального круга. Для
компенсации износа круга служит рукоятка 1 и диск 6 с 24 отверсти-
ями. Поворот на одно отверстие (деление) диска 6 соответствует
перемещению шлифовального круга на 0,0025 мм. Храповое колесо,
имеющее 400 зубьев, сидит свободно на валу. С ним жестко соедине-
на другая шестерня, имеющая 128 зубьев, которые нарезаны внутри
ее. С этой шестерней (имеющей 128 зубьев) соединяется другая,
имеющая 8 зубье? Таким обоазом шестерни, имеющие 8 тт 128 зубь-
ев, образуют внутреннее зацепление. Шестерня, имеющая 8 зубьев,
приводится во вращение рукояткой 1. В результате износа диаметр
шлифовального круга уменьшается и поэтому диаметр шлифуемой*
Детали не будет уменьшаться в соответствии с установленной вели-
чиной поперечной подачи.
Измерением детали можно установить, на сколько уменьшился диа-
метр шлифовального круга. Необходимое перемещение шлифовально-
н кРУга на величину его износа производится рукояткой 1 по диску 6
число делений, необходимое для компенсации указанного износа,
заканчивая рассмотрение кинематической и гидравлической схем
же ГЛОШлиФовального станка модели 315, укажем, что станок снаб-
быс УстР°йствами для автоматического включения, подвода и
тРого отвода шлифовальной бабки (см. фиг. 47). Поршень
99
цилиндра 25 соединен с винтом поперечной подачи. Золотник 26 оц.
жит для управления направлением потока масла, поступающего в
цилиндр 25. Движением поршня увлекается винт поперечной пода.
чи шлифовального круга, который, двигаясь вдоль своей оси, тяцет
шлифовальную бабку, будучи с ней связан полугайкой. В это время
Фиг 49. Механизм подачи бабки шлифовального круга станка
модели 315:
л — схема устройства для изменения величины подачи; б — общий вид
механизма.
шлицевой конец винта поперечной подачи скользит в шлицевой
втулке шестерни с числом зубьев 72. Для включения и выключения
продольной подачи стола служит рычаг 36, поворачиваемый вручную.
Этот рычаг управляет золотником 42. Как только будет выключена
автоматическая продольная подача стола, поршенек 1 под действием
пружины передвинет шестерню с числом зубьев 17, и шестерни с чис-
лом зубьев 17 и 31 окажутся сцепленными. Вращая маховичок 2 че-
рез шестерни с числом зубьев 12, 48, 17, 31, 17 и рейку вручную,
можно сообщать столу продольное перемещение.
100
Таким образом, ручное продольное перемещение стола за один
борот маховичка 2 будет равно:
° 12 17
1 • 7Г • ЧГ ‘ 17 ’ 3 • 11 = 22 мм.
40 о I
Эта величина указана .в технической характеристике станка
/см табл. 13).
1 Задняя бабка. Задняя бабка круглошлифовального станка
-фиг. 50) служит для поддержания детали центром /, который укреп-
лен в шпинделе 2 и входит в центровое гнездо детали. Зажатие детали
Фиг. 50. Задняя бабка станка модели 315.
в центрах осуществляется пружиной 7, которая нажимает на шпин-
дель 2. Поэтому деталь, находясь в центрах, испытывает это давление.
При шлифовании деталь нагревается и вследствие этого удлиняется*
заставляя шпиндель 2 отходить назад, сжимая пружину 7. Если шпин-
дель закрепить жестко, то нагретая деталь искривится. Сила зажатия
Детали регулируется маховичком 9. Вращая его вправо и влево, сжи-
ваем или растягиваем пружину 7 вследствие того, что винт 6 переме-
щается в гайке 5. Для установки и снятия детали с центров перемеще-
ние шпинделя 2 производится рукояткой 10. Эта рукоятка, повора-
чиваясь вокруг оси 11 посредством хомутика 8, оттягивает шпиндель 2
и закрепляется рукояткой 4. В корпусе бабки 3 имеется смазочное
гнездо со стерженьком 12, которым наносится смазка на центровые
10)
отверстия детали. Заднюю бабку можно передвигать по столу вдоль
направляющего хода и закреплять в любом месте.
Приспособление 13 для правки круга алмазом или же алмазно-
металлическим карандашом устанавливается на задней бабке.
§ 3. БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК МОДЕЛИ 3180
Принцип бесцентрового шлифования. Бесцентровое шлифова-
|ие — это разновидность круглого шлифования. Сущность бесцент-
рового шлифования заключается в том, что изделие свободно по-
мещается между двумя кругами, из которых один — рабочий
(шлифовальный) выполняет работу шлифования, а другой.— вспомо-
гательный (подающий) осуществляет движение подачи изделия
и его вращение (фиг. 51).
Фиг. 51. Схема обработки изделия на бесцентровом шлифоваль-
ном станке способом сквозного прохода а и способом подрезного
шлифования б, в, г:
* 1 — шлифовальный круг; 2 — изделие; 3 — подающий круг; 4 — поддер-
жи в; нощи."! нож; 5 - \пор и выбрасыватель
Рабочий и подающий круги вращаются в одном направлении с
различными скоростями, причем скорость рабочего (режущего) кру-
га примерно в 75—80 раз больше, чем подающего, поэтому трение
между деталью и подающим кругом будет больше, чем трение меж-
ду шлифующим кругом и деталью. Так как вращение детали
передается от подающего круга, то деталь будет вращаться с
окружной скоростью подающего круга, но в обратном направлении.
Для перемещения детали вдоль оси, т. е. для сообщения ей про-
дольной подачи, подающий круг устанавливается под небольшим
углом (1—6°) по отношению к шлифовальному кругу, благодаря
102
qeMy он и выполняет роль подающего механизма. Деталь опи-
рается на подставку (нож).
Существует два основных способа бесцентрового шлифования:
способ сквозного прохода и способ подрезного шлифования. Первым
способом детали (фиг. 51, а) шлифуются обычно гладкие, без вы-
ступов, при постоянной подаче их между кругами. При втором спо-
собе детали устанавливаются между кругами так, что шлифование
ведется сразу по всей их длине (фиг. 51, б), это дает возможность
шлифовать детали, имеющие по длине разные диаметры (фиг. 51, в),
и фасонные детали (фиг. 51, г).
Каждый станок для бесцентрового шлифования состоит из шли-
фовальной головки со шпинделем, на который устанавливают шли-
фовальный круг, бабки со шпинделем, которым устанавливают
подающий круг, станины, на которой монтируют бабки со шлифо-
вальным и вспомогательным кругами, стойки для поддержания шли-
фуемой детали, приспособления для правки шлифовального и вспо-
могательного кругов и электромотора.
На фиг. 52 показан общий вид бесцентрового шлифовального
станка модели 3180 Московского завода внутришлифовальных стан-
ков.
Станок предназначен для наружного бесцентрового шлифования
деталей с цилиндрическими, коническими и фасонными поверхно-
стями в условиях серийного и массового производства. Техническая
характеристика универсального бесцентрового шлифовального стан-
ка приведена в табл. 14.
Кинематическая схема бесцентрово-шлифовального станка мо-
дели 3180 приведена на фиг. 53.
Главное движение. Вращение шлифовального круга осущест-
вляется от электродвигателя 11 (Af=13 квт\ п = 1500 об/мин.)
посредством клиноременной передачи, имеющей шкивы 12 и 13 с
диаметрами 158 и 190 мм на шпиндель, несущий шлифовальный
круг 8 (фиг. 53). Окружная скорость шлифовального круга коле-
блется от 31,4 до 24,5 м/сек. в зависимости от износа круга.
Привод вращения ведущего круга. Вращение ведущего круга
может быть осуществлено или посредством гидравлического привода,
или же механического привода.
Станки с гидравлическим приводом ведущего круга. Вращение от
звездочки 5 гидромотора 6 передается-бесшумной цепью на звездоч-
ку 4, сидящую на шпинделе ведущего круга. Бесступенчатое регули-
рование Числа оборотов гидромотора 6 дает возможность получить
любое Число оборотов ведущего круга от 25 до 225 об/мин. Измене-
ние числа оборотов гидромотора производится дросселем 7, пере-
крывающим выход масла из гидромотора. Для питания гидромотора
маслом, для привода в движение правильного устройства шлифо-
вального круга и для принудительной смазки подшипников шлифо-
вального круга станок снабжен шестеренчатым насосом 14, имею-
щим клапаны высокого давления 10 и низкого 9. Правильное
устройство имеет цилиндр 3, реверсивный кран 1 и регулятор дви-
жения 2.
103
Фиг. 52. Общий вид бесцентрово-шлифовального станка
модели 3|180:
/ _ станина; 2 — правильное устройство шлифующего круга;
.<3 — шлифующий круг; -/—правильное устройство регулирующего
круга; 5 — регулирующий круг.
104
Таблица 14
Техническая характеристика универсального бесцентрового шлифовального
станка, модель 3180
’ Наименование Единица измере- ния Величина Примечание ।
Наибольший диаметр шлифования мм 75 1
Наименьший диаметр шлифования Наибольшая длина шлифования 5 ।
в нормальйом приспособлении . . Шлифовальный круг: » 180 !(
число оборотов .... об/мин 1200 i
окружная скорость . . i м/сек 31—24,5 !
наибольший окружной диаметр мм 500
наименьший окружной диаметр . | 390
диаметр отверстия i 305
высота ' Ведущий круг п 150 По особому зака- зу 200 мм
число оборотов . об/мин 25-225 При установке гидромотора
число оборотов . 13-16 При сменных ше-
число оборотов . 22,29 40,53 73,94 стернях
наибольший наружный диаметр . . « мм 300 При прямой пере- даче
наименьший наружный диаметр . . 300
диаметр отверстия * 1 260
высота » 127 По особому зака-
• угол ведущего круга . .... поперечная подача на 1 оборот ма- V Ь0 0-6 зу 200 мм
ховике поперечная подача при повороте ма- 0,5
ховика на 1 деление лимба . . ускоренная поперечная подача при 1 0,005
врезном шлифовании Мощность • 1,5 По особому зака-
электродвигателей зу при высоте
! круга 200 мм,
шлифовального круга . . к е т 13 1 17 кет i При установке
масляного насоса п 1,8 | гидромотора ! При механиче- ском приводе ве-
; масляного насоса V 0,85 1 дущего круга.
ведущего круга W 0,65 1 То же
насоса охлаждения Производительность: и 0,25 1 ।
масляного насоса Л/MUH 50 При установке
1 гидромотора
105
Таблица 14 (продолжение,)
Наименование Еди ница измере- ни Величина Примечание
масляного насоса । л/мин насоса охлаждения Давление масла в гид- росистеме: 1 высокое | высокое i низкое " 25 • 12—14 5-8 1,5 При механическом приводе При установке гидромотора При механическом приводе
Станки с механическим приводом ведущего круга. Вращение на
ведущий круг передается от электродвигателя 15 (У = 0,65 квт\
п= 1500 об/мин) посредством цепной передачи 16 и 17, через
сменные шестерни 20 и 21 и червячную передачу 18—19. Сменные
шестерни дают возможность получить ряд чисел оборотов в минуту
ведущего круга от 13 до 94 (8 чисел оборотов).
Передача через винтовые шестерни с числом зубьев 16 и 55 дает
ведущему кругу необходимое число оборотов при правке его
(300 об/мин.).
Шлифовальная бабка. Шпиндель шлифовального круга установ-
лен на двух подшипниках скольжения специальной конструкции
(фиг. 54). Эти подшипники имеют по пяти одинаковых вкладышей
в виде отдельных сегментов, облегающих шпиндель. Два нижних
вкладыша, не регулируемые в радиальном направлении, закреплены
шпильками //от осевого смещения. Другие три вкладыша перед-
него подшипника поджимаются каждый тремя винтами. Регулировка
вкладышей производится на заводе-изготовителе и рассчитана на
длительное время. В случае необходимости их следует регулировать
чрезвычайно аккуратно.
Оправка шлифовального круга и шкив клиноременной передачи
соединяются со шпинделем в виде конусного соединения, обеспечи-
вающего хорошее крепление и легкий объем их. Левая резьба обоих
концов шпинделя предохраняет гайки от самоотвинчивания. Станки,
имеющие механизм колебательного движения шлифовального круга,
получают это движение от шпинделя шлифовального круга, на ко-
тором закрепляется червяк 2, сцепляющийся с шестерней 3. В этой
шестерне отверстие эксцентрично, через него проходят валик 7,
имеющий на своем конце эксцентрично проточенную шейку 8. На
противоположном конце валика с помощью рукоятки устанавливается
необходимый эксцентриситет оси шейки валика относительно оси
вращения шестерни. Установив .величйну хода шпинделя, валик
жестко закрепляется с шестерней посредством гайки 6. Шатун 4
связывает шейку валика 8 с ползуном 5, скользящим по двум ци-
106
Фиг. 53. Кинематическая схема бесцентрово-шлифовального станка модели 3180:
а —с гидравлическим приводом ведущего круга; б—с механическим приводом.
Фиг. 54. Шлифовальная бабка бесцентрово-шлифовального станка модели 3180.
инДРическим напРавляющ‘им- В ползун заходит шаровая головка
омута, имеющего вторую шаровую головку, шарнирно связанную
* корпусом бабки. С целью уничтожения люфта в местах крепления
"паровых головок хомута они поджимаются сухарями с помощью
юужин 1. Хомут охватывает шпиндель за буртик и посредством двух
бронзовых колец 10, установленных во втулке 9 по обе стороны
буртика, передает колебательное движение ползуна на шпиндель.
Число колебаний шпинделя в. минуту равно 35. Величина хода
шпинделя при колебательном движении может изменяться от О
до 7 мм.
§ 4. ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ
Внутришлифовальные станки служат для шлифования стенок
отверстий как цилиндрической, так и конической формы. На этих
же станках производят шлифование торца детали непосредственно
после шлифования отверстия. Чтобы плоскость торца была точно
перпендикулярна к оси отверстия, шлифование торца и отверстия
необходимо производить при одной установке детали, т. е. не выни-
мая ее из патрона до полного окончания работы.
При внутреннем шлифовании шлифовальный круг вводится в от-
верстие, поэтому его диаметр должен быть меньше диаметра отвер-
стия, а шпиндель удаленным. Длина шпинделя шлифовального кру-
га должна быть достаточной для того, чтобы можно было шлифо-
вать отверстие по всей его длине.
Слой металла, снимаемый за один проход при внутреннем шли-
фовании, очень мал, он значительно меньше глубины шлифования
наружных поверхностей. Это объясняется, во-первых, тем, что удли-
ненный и тонкий шпиндель внутри шлифовального станка не в со-
стоянии выдерживать большого бокового давления, возникающего
при всяком шлифовании. Во-вторых, размеры самого шлифоваль-
ного круга незначительны, и работает Ън в более тяжелых условиях
(большая поверхность соприкосновения между кругом и деталью,
худшее удаление стружки и охлаждение). По этим же причинам
уменьшается и продольная подача шлифовального круга.
Для шлифования торца деталей внутришлифовальные станки
имеют особый шлифовальный круг.
Шлифование отверстий на внутришлифовальных станках произ-
водится двумя способами: 1) при вращающейся детали и 2) при
неподвижной детали на станках с так называемой планетарной,
передачей.
Внутришлифовальные станки, работающие по первому способу,
Делятся на две основные группы: 1) станки для патронной работы
и 2) станки для бесцентрового шлифования.
Станки для патронной работы по принципу работы делят на:
1) станки, работающие с продольной подачей, и 2) станки, рабо-
тающие по способу врезания.
1С9
(Краткая техническая характеристика
в табл. 15.
Фиг. 55. Общий вид внутришлифовального
станка модели 3250:
1 — станина; 2 — шлифовальный круг; 3 — стол станка.
§ 5. ВНУТРИШЛИФОВАЛЬНЫИ СТАНОК МОДЕЛИ 3250
Внутришлифовальный станок модели 3250 является наиболее
распространенным из числа патронных (фиг. 55).
этого станка приводится
Шлифование дета-
лей на разбираемом
станке осуществляется
с помощью четырех
движений:
1) вращение шли-
фуемой детали;
2) вращение шли-
фовального круга;
3) поперечное пере-
мещение шлифовально-
. го круга;
4) продольное пе-
ремещение шлифоваль-
ного круга.
Вращение шлифуе-
емой детали. Деталь
получает вращение от
электродвигателя 5 (Af=0,85 кет; м=1000 об/мин.), установлен-
ного на корпусе передней бабки (фиг. 56, 57 и 58), посредством
клиновидных ремней через ступенчатые шкивы 2, 5, 4, передающие
движение на шпиндель 6. На фланцевом переднем конце шпинделя
закрепляется патрон или приспособление для закрепления детали
при шлифовании (фиг. 57). Шпиндель передней бабки станка имеет
следующие числа оборотов в минуту: 190, 265, 375 и 530.
Вращение шлифовального круга (главное движение). Шлифо-
вальный круг, установленный на шпинделе 7, получает вращение от
электродвигателя 8 (Af = 4,2 кет; и =3000 об/мин.) посредством
плоского ремня (фиг. 56). Изменение числа оборотов шлифовального
круга осуществляется сменой шкивов на шпинделе шлифовального
круга (фиг. 58). Число оборотов шпинделя шлифовального круга в
минуту: 8000, 12 000, 15 000.
Поперечное перемещение шлифовальной бабки. Поперечное пе-
ремещение шлифовальной бабки необходимо осуществлять после
каждого двойного хода с тем, чтобы при последующих проходах
шлифовального круга снимать с внутренней поверхности детали но-
вые слои металла (глубина резания или глубина шлифования). Это
перемещение производится верхними салазками 9 супорта шлифо-
вальной бабки, которые вместе с электродвигателем установлены на
них. Поперечное перемещение шлифовальной бабки может осуще-
ствляться автоматически или же вручную. Ручное леремещение шли-
фовальной бабки осуществляется вращением маховичка 10, от кото-
рого вращение передается ходовому винту с шагом t = 3 мм
(фиг. 56).
110
Таблица 15
Техническая характеристика внутришлифовального станка модели 3250
Наименование Кди ина 1 измерения i Размеры !
— '
Наибольший диаметр шлифуемого отверстия . . Наименьший диаметр шлифуемого отверстия . . Наибольший наружный диаметр детали .... Наибольшая длина шлифования расстояние от* оси шпинделя до стола .... Наибольшее поперечное смещение оси шлифо- вального круга относительно оси изделия: мм » » » » 200 40 345 125 220
вперед назад . . . ’ » » 80 - 115
Стол и бабки: 1 1
Наибольшее продольное перемещение стола (шлифовальной бабки) гидравлически и вручную Наибольшее поперечное перемещение шлифоваль- ной бабки (гидравлическое и вручную) .... Наибольший угол поворота бабки изделия в го- ризонтальной плоскости Числа оборотов шлифовального круга .... Числа оборотов шпинделя бабки изделия . Поперечные подачи шлифовальной бабки на 1 двойной ход стола: • » » градус об/мин. » 580 195 15 8000; 1 000; 15 000; 190; 265; 375; 590
наименьшая (на 1 зуб храпового колеса) . 1 наибольшая (на 6 зубьев храпового ко- леса) мм/де. ход 1 » 1 0 002 0,012 i
- Скорость перемещения стола (шлифовальной бабки) гидравлически: 1
наименьшая наибольшая . мм/мин х 1 250 ! 10 000
Привод электродвигателя трехфазного тока шлифовального круга: 1 1
мощность . . . . . . . ! число оборотов . . . . . | кет об/мин. 4 2 3000
бабкин з делия:
мощность . . . ' число оборотов . . . | кет ' об/мин. 0.85 10»0
гидравлического насоса: i мощность * ! число оборотов насоса для охлаждающей жидкости: । кет об/мин. 1.2 1000
мощность . . число оборотов . . . . . ; кет I об/мин. | 1 0 1 .3000
111
Фиг. 56. Кинематическая схема внутришлифовального станка модели 3250.
Фиг 57. Шпиндель круга внутришлифовального станка модели 3250.
Фиг. 58. Бабка детали внутришлифовального станка модели 3250.
< ж
" 4
Рассмотрим несколько подробнее, как осуществляется периодичен
ская подача шлифовальной бабки на глубину резания (фиг. 59).
На ходовом винте 19, проходящем свободно сквозь втулку 18, на ко-
торой нарезано зубчатое колесо 1 с числом зубьев 22, закрепленное
в корпусе 2, заклинено зубчатое колесо И, имеющее 24 зуба. На.
оси 12, закрепленной в маховичке 10, свободно сидит сателлитный
блок 13, состоящий из шестерен с числами зубьев 22 и 20, которые
находятся в постоянном сцеплении с неподвижной шестерней 1 и
заклиненной на винте 19 шестерней 11.
Вращение винту 19 сообщается так. При вращении маховичка 10.^
перемещается ось 12, несущая шестерни с числом зубьев 22 и 20.
Шестерня, имеющая 22 зуба, катится по неподвижной шестерне,,
также имеющей 22 зуба. Вследствие этого приводятся во вращение
шестерня, сидящая на винте /9, имеющая 24 зуба, и шестерня с чис-
лом зубьев 20. Передаточное отношение данной передачи равцо-
22_ 20 _ 1
tr=~~ 1 * 22 * ~24 — 6
Другими словами, когда маховичок 10 делает один оборот, ходо-
вой винт 19 делает только 7б часть оборота. Учитывая, что шаг
ходового винта равен 3 мм, нетрудно видеть, что одному обороту
маховичка 10 и люнета 16, с которым он связан во время работы,
отвечает перемещение шлифовальной бабки на 3 * 6 =0,5 мм. С
маховичком 10 скреплен винтами храповик 17, имеющий 250 зубьевг
114
периодически поворачиваемый собачкой 23. При движении стола
станка влево ролик 26 рычажка 27, несущего собачку 23, встречает
упор, установленный в нужном месте стола, накатывается на него,
и рычажок 27 поворачивается кверху. При этом собачка 23, двига-
ясь вместе с рычажком, встречает скос колодки 24; склоняясь по
нему, входит своим зубом в зацепление с храповиком 17 и повора-
чивает его вместе с маховичком 10 и лимбом 16. Поворот храповика
17 на один зуб соответствует поперечной подаче шлифовальной баб-
ки на 250 = 0,002 мм.
Другими словами, поворот храповика 17 на один зуб соответ-
ствует изменению глубины резания на два микрона. Число зубьев
храповика, захватываемых собачкой при каждом качании рычажка
27. регулируется винтом 25, с помощью которого производится уста-
новка колодки 24. Чем больше величина зазора между скосом ко-
лодки 24 и собачкой 23, тем позднее ее зуб войдет в зацепление с
храповиком. Одному обороту винта 25 отвечает изменение числа
зубьев храповика, захватываемых собачкой 23, т. е. изменение ве-
личины подачи на 0,002 мм. Регулируя положение рычажка, изме-
няют величину поперечной подачи на двойной ход стола. Наимень-
шая подача на 1 зуб храпового колеса 0,002 мм. Наибольшая
подача на 6 зубьев храпового колеса 0,012 мм.
Автоматическая подача шлифовальной бабки происходит до тех
пор, пока кулачок 15, закрепленный на лимбе 16, не дойдет до штиф-
та 22, выступающего из собачки 23, и не выведет ее таким образом
из зацепления с храповиком 17. Установка лимба 16 производится
с помощью головки 9, нагруженной пружиной 8. Оттянув пружину
на себя и расцепив таким образом торцевые головки муфточки 7,
поворачивают посредством шестеренки 6 с числом зубьев 18 зубчатое
колесо 14 с числом зубьев 184, скрепленное с лимбом 16.
Дозированная подача производится рычажком 20. При нажатии
его собачка 21 поворачивает храповик 17 на два зуба, т. е. шлифо-
вальная бабка перемещается на 0,004 мм. Кольцо 4, прижимаемое
пружинами 3 к вышабренной плоскости корпуса механизма, предо-
храняет храповик, лимб и маховичок от случайных поворотов.
Продольное перемещение шлифовального круга. Продольное пе-
ремещение шлифовального круга производится перемещением стола
П вручную или же с помощью маховичка 12 (через зубчатые колеса
на реечную передачу стола).
На фиг. 60 изображен механизм ручного перемещения стола при
наладке станка. Реечной шестерне с числом зубьев 36, находящейся
в постоянном сцеплении с рейкой 2 стола, вращение передается от
маховичка 1 через зубчатые колеса с числом зубьев 12, 53 и 16.
Перемещение стола с помощью гидравлических устройств произ-
водится следующим образом.
Масло из резервуара, расположенного в станине станка, подается
Шестеренчатым насосом под давлением 8—10 ат через разгрузочный
предохранительный клапан в золотниковую коробку. Из золотнико-
вой коробки масло поступает в левую или правую часть цилиндра и,
заполняя его, перемещает поршень и щиток, а с ними и стол в пра-
вую или левую сторону. Подача масла в левую или правую часть
цилиндра зависит от положений золотника. Выпуск масла, находя-
щегося впереди движения поршня, производится через дроссельный
кран, регулируя величину которого, регулируют скорость движения
стола. После дроссельного крана масло поступает в резервуар.
Фиг. 60. Механизм ручного перемещения стола при наладке
внутришлифовального станка модели 3250.
Управление золотником осуществляется кулачками, располагае-
мыми в пазу стола, которые при движении стола поворачивают ру-
коятку. Перемена хода стола может быть осуществлена вручную.
Одновременное действие механизмов гидравлического и ручного пе-
ремещения стола исключено.
§ 6. ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК МОДЕЛИ 325
Станки этого типа бывают трех моделей.
Станки первой модели отличаются тем, что весь цикл работы
совершается автоматически; шлифуемое отверстие измеряется ка-
либрами в процессе работы без остановки станка.
Станки второй модели так же, как и первой, работают автома-
тически, размер шлифуемых отверстий выдерживается в процессе
работы по упорам, установленным на маховичке поперечной подачи
Кроме того, в станке есть механизм компенсации износа круга,
т. е. такой механизм, который обеспечивает сохранение диаметра
отверстия на всей его длине, несмотря на износ шлифовального
круга.
116
Станки третьей модели не имеют автоматического цикла рабо-
измерение шлифуемых отверстий производится вручную.
Т На фиг. 61 показан общий вид внутришлифовального станка
модели 325В. о
Этот станок автоматически производит следующий цикл работ
(фиг. 62).
1. Быстровращающийся шлифовальный круг вводится в отвер-
стие вращающейся детали.
2. Двигаясь взад и вперед в отверстии, но не выходя за его
пределы, круг при каждом двойном ходе подается в поперечном на-
правлении на желаемую глубину шлифования (черновое шлифо-
вание).
Фиг. 61. Общий вид внутришлифовального станка модели 325В:
/—бабка; 2 — стойка с алмазом; 3 — станина; 4 — шлифовальный круг;
5— шл 1фовальный шпиндель; 6— электродвигатель; 7— поперечные салазки;
5— плита; 9— стол.
3. По окончании обдирочного прохода круг выводится из отвер-
стия и правится алмазом.
4. Круг снова вводится в шлифуемое отверстие, которое доводит-
ся до нужных размеров (чистовое шлифование). Глубина шлифова-
ния берется значительно меньше, чем при черновом шлифовании.
5. Шлифовальный круг возвращается в исходное положение.
6. Рабочий останавливает станок, снимает обработанную деталь
и закрепляет новую.
Диаметр отверстия в процессе обдирочного и чистового шлифо-
ваний автоматически контролируется калибрами следующим обра-
зом. При движении шлифовального круга вправо к торцу шлифуе-
мой детали прижимаются черновой и чистовой калибры. При дви-
жении круга влево калибры автоматически отводятся о.т торца и не
препятствуют работе шлифовального круга.
117
Окончание чернового шлифования определяется тем, что размер
отверстия становится больше диаметра черного калибра; последний
свободно входит в отверстие. При этом замыкается контакт, вклю-
х|ающий электрическую цепь, переключающую станок на правку
шлифовального круга.
Окончание чистового шлифования определяется тем, что в отвер-
стие входит чистовой калибр. При этом замыкается электрическая
цепь, отводящая шлифовальную бабку в исходное положение.
Положении калибров положение шлифовального
относительно о бра да- I круги относительно од'ра~
ть/ваемого отверстия I______________бать/баемого отборе тин
Черновой калибр ГЬь/стрь/й подвод
Чистобо,
дЪлибре/ не иахооУт
б отверстие
баш ел черновой
калибр и эи/икнул
Электр и ческий
2 черновое
шлифование
кон тактf лерекл/о-:
чающий станок
на правку алмаоом
башен чистовой.
калибр и эамкнул НгоН
электрически й р2
контакт, включающий
бь/стрь/й отвод стола
бремя отвод шли-
фовального
ср у га
Фиг. 62. Цикл работы внутришлифовального станка модели 325В.
факие станки называются полуавтоматами. Бывают станки-авто-
мать1, которые всю работу, включая закрепление и освобождение
дет^ли, производят без участия рабочего.
§ 7. ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ С ПЛАНЕТАРНЫМ
ДВИЖЕНИЕМ ШПИНДЕЛЯ
Если размеры шлифуемых деталей большие и деталям нельзя
coo6WHTb вращательного движения при внутреннем шлифовании
(наПримеР> блок цилиндров автомобильного или тракторного двига-
теля)» то их закрепляют на столе неподвижно, а все необходимые
двил<ения сообщаются шпинделю шлифовального круга.
j-Ja фиг. 63 представлена схема внутреннего шлифования при не-
подвИЖной детали. Шлифовальный круг 1 совершает быстрое вра-
щений вокруг собственной оси, которая в свою очередь перемещает-
ся окружности 2. Такое движение шлифовального круга назы-
вают планетарным. Чтобы шлифовальный круг мог прошлифовать
отверстие по всей длине, ему сообщается возвратно-поступательное
движение вдоль оси по стрелке 3. Для того чтобы при каждом про-
ходе шлифовальный круг
смог снять новые слои ме-
талла, ему сообщается
поперечное перемещение
(на глубину резания) в
направлении стрелки 4 в
конце каждого прохода.
Станки с планетарным
движением шпинделя для
внутреннего шлифования
делятся на станки: 1) с
Фиг. 63. Схема внутреннего шлифования
при неподвижной детали.
горизонтальным располо-
жением шпинделя; 2) с
вертикальным расположе-
нием шпинделя.
§ 8. ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК С ГОРИЗОНТАЛЬНЫМ
РАСПОЛОЖЕНИЕМ ШПИНДЕЛЯ
На фиг. 64 изображена схема этого станка. На столе 5 укреп-
ляется шлифуемая деталь. Стол 5 с кронштейном 3 может пере-
мещаться вручную рукояткой 2 вверх или вниз. Стол 5 может пере-
мещаться по направляющим кронштейна при помощи рукоятки 4.
На коробчатой станине 1 по направляющим перемещаются са-
лазки 27 шлифовальной бабки, на которой имеется шлифовальный
шпиндель 10. Шпиндель закреплен в супорте 11 и имеет планетар-
ное движение.
На салазках шлифовальной бабки имеются упоры 26 и 50, пере-
ключающие продольное перемещение шлифовальной бабки. Упоры
поворачивают рычаг 28 распределительного устройства гидравличе-
ской подачи и тем самым сообщают бабке возвратно-поступательное
движение. Для изменения величины скорости движения бабки слу-
жит рукоятка 33. Рукояткой 21 осуществляется поперечная подача
шлифовального шпинделя.
Краткая характеристика станка
Наибольший диаметр шлифования в мм 180
Наибольшая длина шлифования в мм 300
Число об/мин. шлифовального круга 5640 и 3300
Мощность электродвигателя в л. с. . . 4,5
Вращение шлифовального круга. От электродвигателя 39 движе-
ние передается на длинный шкив 43 (и короткий шкив 44), от кото-
рого при помощи ремня движение передается на шкив 46, сидящий на
салу 45. Далее через двуступенчатые шкивы 74 и 70, сидящие на
налу 47 (таким образом, круг имеет две скорости вращения), и ре-
менную передачу 19 и 71 приводится во вращение шлифовальный
шпиндель 10 (фиг. 64).
119
i
Фиг. 64. Кинематическая схема внутришлифовального станка с горизон-
тальным расположением шпинделя.
J
Так как ось шлифовального шпинделя перемещается по окруж-
ности, то необходимо устроить передачу движения на шпиндель
так, чтобы она действовала нормально при всех его положениях.
Для этого подшипники вала 47 устроены подвижными и соединены
рычагами 16 и 15 с валом 45 и шпинделем 10, как это и показано
на фиг. 65. Вследствие этого вал 47 может качаться вокруг оси вала
75, вызывая перемещение оси шлифовального шпинделя по окруж-
ности. Расстояние между осями шпинделя 10 и вала 47, валов 45
и 47, таким образом, будет постоянным и ременные передачи 74
и 70, 71 и 19 булут работать нормально.
// 20 22 *9 /О
Фиг. 65 Схема передачи на
шпиндель (позиции соответст-
вуют обозначениям, приведен-
ным на фиг. 64).
Фиг. 66. Схема устройства пла-
нетарного шпинделя (позиции
те же, что и на фиг. 64).
Вращение оси шлифовального круга по окружности (планетар-
ное движение). От вала 47 через двуступенчатый шкив 48 движение
при помощи ременной передачи передается на двуступенчатый
шкив 49, на валу которого находится шестерня 63, соединенная
с ним при помощи шпонки. Шестерня 63 соединена с шестерней 64,
свободно сидящей на валу 67. Шестерня 64 может соединяться с
валом при помощи муфты 66 и рукоятки 65. На валу 67 укреплено
цепное колесо 68, которое цепью вращает зубчатый обод колеса 18,
укрепленного на барабане 22. Последний вращает в подшипниках
супорта 11 барабан 20 и сообщает вращение оси шпинделя по
окружности. При этом необходимо, чтобы ось шпинделя не совпада-
ла с осью барабана 22.
Поперечная подача шлифовального круга. На фиг. 66 показано
взаимное расположение шпинделя шлифовального круга и бараба-
нов 20 и 22.
Шпиндель 10 помещен эксцентрично в б'арабан 20, который’
в свою очередь также находится эксцентрично в барабане 22. Шпин-
дель и оба барабана заключены в шпиндельной (шлифовальной)
бабке. ।
Для того чтобы изменить радиус окружности, которую описы-
вает ось шпинделя, необходимо повернуть барабан 20 внутри бара-
121
бана 22. Это достигается следующим образом. На станине 1 укреп-
лена рейка 62 и по ней перекатывается шестерня 60, ось которой
укреплена в салазках 27. Шестерня 60 фрикционно (силой трения)
связана с сектором 25, который может поворачиваться.
Величина поворота сектора регулируется упорами, и поворот
происходит в начале каждого хода стола. Зубчатый сектор 25 сцеп-
лен с шестерней 24, имеющей кривошипный палец, который входит
в прорезь тяги 23. На верху тяги 23 имеется собачка /7, которая
соединяется с храповым колесом. Через храповое колесо, червячную
передачу 58, 59, диференциальную передачу 55. 56 и 57 (4 кониче-
ских колеса) движение передается шестерне 54, которая вращает
шестерню 14, свободно сидящую на барабане 22. Движение от шес-
терни 54 передается по валу 53 зубчатой паре 13, 52.
Шестерня 14 имеет внутреннее зацепление и сцепляется с шес-
терней 12, сидящей на валу 51. На другом конце вала 51 находится
коническая шестерня 6, которая сцепляется с конической шестерней
7. На одном валу с шестерней 6 находится червяк 8, который зацеп-
ляется с червячным колесом 9, сидящим на барабане 20.
Таким образом, вследствие поворота барабана 20 внутри бара-
бана 22 увеличивается радиус, описываемый осью шпинделя, что
дает возможность снимать новые слои металла. Изменение величи-
ны радиуса происходит в начале шлифования, и в течение всего
двойного хода установленная глубина резания не изменяется, так
как механизм поворота барабана 20 внутри барабана не работает.
Продольное перемещение шлифовальной бабки. Перемещение
шлифовальной бабки, а следовательно, и шлифовального шпинделя
происходит от давления, которое производит масло, т. е. гидравли-
ческим путем. От цепного колеса 40 (фиг. 64) вращают цепное ко-
лесо 37 и зубчатый насос 36, который засасывает масло трубой 38
из резервуара 42, причем масло, прежде чем попасть в насос, про-
ходит через фильтр 41.
Масло по трубопроводам 73 и 35 из насоса 36 направляется в
распределительную коробку 34, из которой по трубам 32 и 69 на-
правляется в цилиндр 29. Шток 31 цилиндра жестко скреплен с са-
лазками шпиндельной бабки упором 30. Масло, поступая справа
или слева в цилиндр, перемещает поршень 61, а следовательно, и
шток'З/, и тем самым сообщает возвратно-поступательное движение
шлифовальной бабке. Отработанное масло из цилиндра 29 через
распределительную коробку 34 и трубу 72 сливается в резервуар 42.
Величина подачи регулируется в широких пределах.
§ 9. ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОК
С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ ШПИНДЕЛЯ
Вертикально-шлифовальный станок с планетарным движением
шпинделя (фиг. 67) относится к группе-универсальных шлифоваль-
ных станков. На этом станке можно производить следующие виды
шлифования:
а) шлифование внутренних отверстий (фиг. 68);
122
б) наружное круглое шлифование цапф (фиг. 69);
в) плоское шлифование (фиг. 70);
г) шлифование по дуге окружности (фиг. 71).
Для выполнения разнообраз-
ных работ станок должен осуще-
ствлять следующие движения:
а) вращение шпинделя шли-
фовального круга вокруг своей
оси;
б) вращение оси шлифоваль-
ного круга по окружности;
в) возвратно-поступательное
перемещение шлифовальной го-
ловки в вертикальной плоскости;
г) возвратно-поступательное
перемещение стола вместе с за-
крепленной деталью в продольном
направлении;
д) поперечное установочное
движение стола;
е) изменение радиуса враще-
ния оси шлифовального круга
(поперечная подача).
Вращение шлифовального кру-
га. На фиг. 72 показана схема
вертикального внутришлифоваль-
ного станка. Вращение на шпин-
дель шлифовального круга пере-
дается от двух электродвигателей I
Фиг. (57. Вертикально-шлифовальный
станок с планетарным движением
шпинделя.
и /3, роторы которых являются
шкивами, через ремень и шкивы 9, 10 и 12, дающие возможность
шкиву 10 вращаться вокруг своей оси и вместе с тем вокруг оси
барабана а. Окружная скорость больших шлифовальных кругов
достигает 25 м/сек.
Вращение шлифовального шпинделя по окружности. Привод ба-
рабана а, в котором эксцентрично находится барабан 14, несущий
эксцентрично расположенный шпиндель шлифовального круга, осу-
ществляется от шкива 9 через ремень, шкив 6 и червячную передачу
15 и 5, При шлифовании плоскостей фрикцион 7 шкива 9 выклю-
чается, и барабан а остается неподвижным.
Вертикальное перемещение шлифовальной бабки. Вертикальное
возвратно-поступательное движение шлифовальной бабки происхо-
дит от трехступенчатого шкива 22 через шестерни 21 и 23, реверсив-
ный механизм (механизм для изменения направления вращения) 20,
18 и 24, шестерни 25, 46, 44 и 47 и реечную передачу 17 и 16. Рейка
16 связана с салазками шлифовальной бабки.
Изменение направления движения происходит вследствие пере-
ключения кулачковой муфты 19, которая переключается рычагом и
упорами, расположенными на салазках шлифовальной бабки. Быст-
рое перемещение шлифовальной бабки вручную производится при
123
Фиг. 68. Схема внут-
реннего шлифования:
1 — шлифовальный круг:
2 — деталь.
Фиг. 69. Схема наруж-
ного круглого шлифо-
вания цапф:
I — шлифовальный круг:
2 — цапфа
Фиг. 70. Схема плос-
кого шлифования:
/ - шлифовальный круг:
2 — деталь.
Фиг. 71. Схема шли-
фования по дуге ок-
ружности.
124
пОмощи рукоятки 26, а точная установка посредством маховичка 43.
который жестко сидит на валу откидного червяка, сцепляющегося
с червячным колесом, нарезанным на маховике.
Продольное перемещение стола. Стол приводится в движение от
трехступенчатого шкива 30 через реверсивный механизм, состоящий
Фиг. 72. Кинематическая схема вертикального внут-
тришлифовального станка.
из колес 28, 29 и 31, шестерен 32 и $4, винта 27. Направление дви-
жения стола изменяется переставными упорами. Стол также может
перемещаться вручную при помощи маховика 33 при выключенной
муфте 35.
Поперечная подача шлифовального круга. Шпиндель шлифо-
вального круга помещен эксцентрично в промежуточный барабан 14
(фиг. 73, 74 (обозначения те же, что и на фиг. 72), который распо-
ложен эксцентрично в основном барабане а. Барабан 14 может по-
ворачиваться по отношению к основному барабану а при помощи
специального механизма.
125
Величина радиуса Е (эксцентриситета) оси шпинделя шлифо-
вального круга при наружном круглом шлифовании (фиг. 70) опре-
деляется по формуле:
Фиг. 73. Схема рас-
положения шпинделя
в барабане при наи-
большем эксцентриси-
тете 1\
Фиг. 74. Схема рас-
положения шпинделя
в барабане при наи-
меньшем эксцентри-
ситете 1\
E = R + r-
при внутреннем шлифо-
вании (фиг. 69) по
формуле:
Е ~R — r,
где R — радиус шли-
фуемой детали;
г — радиус шлифо-
вального круга.
Наибольшая вели-
чина Е равна сумме
эксцентриситетов оси
шлифовального шпин-
деля по отношению к
оси барабана 14 и оси барабана 14 по отношению к оси барабана а..
Обычно эти эксцентриситеты, обозначенные на фиг. 73 и 74 бук-
вой £, одинаковы, и наибольшая величина их равна 2 мм.
Наибольший диаметр шлифуемых изделий зависит от эксцентри-
ситета Е шпинделя шлифовального круга и от диаметра шлифо-
вального круга. Таким образом, пользуясь кругами разных диамет-
ров, можно изменять диаметры шлифуемых отверстий в значитель-
ных пределах. При плоском шлифовании (фиг. 71) центр шпинделя
шлифовального круга совпадает с центром основного барабана а, и
эксцентриситет равен нулю, т. е. Е = 0.
Вращение барабана 14 внутри барабана а (фиг. 68) вызывает
изменение эксцентриситета; поперечное перемещение шпинделя
производится вращением маховичка 39, на одном валу с которым
укреплена коническая шестерня 38, сцепляющаяся с шестерней 37,
сидящей на одной втулке с шестерней 40 диференциала.
Шестерни 41 и 36 свободно сидят на поводке 53, на котором
укреплена шестерня 51. Другая шестерня 52 сидит жестко на одной
втулке с шестерней 41, сцепляющейся с шестерней 1, укрепленной
на барабане а. Шестерня 52 сцеплена с шестерней 2, свободно сидя-
щей на барабане а. Шестерня 2, кроме наружного зацепления,
имеет еще и внутреннее. Шестерня 48 зацепляется с шестерней 2
посредством внутреннего зацепления. Далее движение передается
через конические шестерни 49 и 50 на червяк 3 и червячное колесо 4,
закрепленное на барабане 14.
Когда барабан а неподвижен, неподвижны шестерни 1, 51 и 52.
Вращая маховичок 39, вращаем шестерни 38, 37, 40 и 42, поводок
53, шестерни 52, 1, 48, 49 и 50 и червячную передачу 3 и 4, вследст-
вие чего поворачивается барабан а, следовательно, увеличивается
радиус вращения оси круга, т. е. происходит поперечная подача.
ГЛАВА ТРЕТЬЯ
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Плоскошлифовальные станки подразделяются:
I. По принципу работы шлифовального круга на
1) станки для периферийного шлифования;
2) станки для торцевого шлифования.
II. По форме стола и характеру его движения на станки:
1) с прямолинейно-возвратным движением стола;
2) с вращающимся столом.
Внутри этих групп плоскошлифовальные станки имеют различ-
ные типы и размеры.
§ 2. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК МОДЕЛИ 372
На фиг. 75 показан общий вид плоскошлифовального станка,
а на фиг. 76 его кинематическая схема. Табл. 16 указывает на меха-
ническую характеристику плоскошлифовального станка модели 372.
Фиг. 75. Общий вид плоскошлифовального станка
модели 372.
Таблица 1К
Техническая характеристика плоскошлифовального станка модели 372
Наименование i Единица измерения Размеры
I Наибольшие размеры изделий, шлифуе-
мых на поверхности основного стола: длина мм 750
ширина .... > 300
высота > 400
Стол Рабочая поверхность: длина г . . . . . > 750
ширина > 300
Перемещение стола (гидравлическое) ..а и большее . > 850
наименьшее . ; > ; 200
Шлифовальная бабка: наибольшее перемещение бабки: поперечное: гидравлически . . 350
от руки .... 380
вертикальное (от руки) > 450
Механика станка: число оборотов шпинделя шлифовально- го круга об/мин. 1440
Мощность на шпинделе по прибору . . . кет 1 4,0
Наименьшая и наибольшая скорость пере- мещения стола (гидравлически) . . . м/мин 1,0—30,0
Подача шлифовальной бабки: поперечная, прерывистая на 1 ход |стола наименьшая мм з,о
наибольшая > 30,0
непрерывная наименьшая мм/мин 300
наибольшая > 4500
вертикальная (от руки) на 1 деление лимба мм 0,005
Привод
Электродвигатели трехфазного тока: шлифовальной бабки (встроенный) мощность кет : 4.2
число оборотов об/мин. . 1500
гидравлического насоса мощность кет 2.7
число оборотов об/мин. 1000
насоса для охлаждающей жидкости -
мощность кет 0.1
число оборотов об/мин. 3000
Габарит станка (длинаХширинуХвысоту) мм 3505X1865X2110
Вес станка кг около 5000
А 28
Главное движение. Шлифовальный круг 16 (фиг. 76) приводится *
в0 вращение встроенным электродвигателем, т. е. шпиндель шлифо-
вального круга является валом электродвигателя.
Шлифовальная бабка помещается в специальных направляющих
и посредством гидравлической передачи перемещается в поперечном
(осевом) направлении, о котором речь будет идти ниже.
Продольная подача стола. Шлифуемая деталь устанавливается
иди непосредственно на столе станка, или же на магнитной плите,
устанавливаемой на этом же столе. Посредством гидравлического
цилиндра 18 стол станка получает возвратно-поступательное пере-
мещение.
Гидравлическая система станка обслуживается шестеренчатым
насосом 23, приводимым во вращение электродвигателем
(/у = 2,7 кет, п = 965 об/мин.).
Масло засасывается в шестеренчатый насос 23 через фильтр 1
и подается по трубопроводу 22 в пусковой кран 5 перемещения сто-
ла. Давление масла на входе определяется предохранительным кла-
паном 2. Масло из крана 5, пройдя через золотник реверсирования
стола, подается по трубопроводу 8 в левую полость цилиндра 18,
сдвигая поршень 17 вправо до упора. При этом то масло, которое
находится в правой полости цилиндра 18, по трубопроводу 19 через
реверсивный золотник стола и кран 20 регулирования скорости пе-
ремещения стола направляется по трубопроводу 21 в резервуар
станка (в станине). При перемене хода стола закрепленные на нем
кулачки 10, иначе называемые упорами стола, проворачивают ры-
чаг 11 реверсирования перемещений* стола. Тогда масло от шесте-
ренчатого насоса 23 по трубопроводу 22 через реверсивный золот-
чик будет направляться в правую полость цилиндра 18 (фиг. 76, в)
и стол станка будет перемещаться справа налево.
Из левой полости цилиндра 18 масло по трубопроводу 8 через
золотник реверсирования и кран 20 регулирования скорости переме-
щения стола по трубопроводу 21 направляется в резервуар станка.
Для того чтобы перемещение золотника было более плавным, он
снабжается дросселем 7.
Поперечное перемещение шлифовального круга. Это перемеще-
ние может быть осуществлено как вручную, так и посредством
гидравлической передачи непрерывно и прерывисто в конце каж-
дого хода.
Ручное перемещение шлифовального круга в поперечном на-
правлении (осевом) осуществляется посредством маховичка 15.
Вращая этот маховичок, через червячную передачу (червяк двуза-
*одный, червячное колесо имеет 36 зубьев) и реечную передачу
(реечная шестерня имеет 22 зуба), сообщаем шлифовальной бабке
осевое перемещение.
Перемещение бабки шлифовального круга посредством гидрав-
лической передачи осуществляется от шестеренчатого насоса 23,
золотников 3 и 4, крана 6 управления поперечных подач шлифо-
вального круга, трубопровода 12, золотника крана шлифовальной
бабки, управляемой плунжером 13, и цилиндра 14 поперечного пере-
9- В. В. Лоскутов.
129
метения шлифовальной бабки. Изменение направления поперечного
перемещения шлифовальной бабки осуществляется перемещением
плунжера 13 от упоров шлифовальной бабки и рычажной системы.
Плунжер снабжен двумя крайними кольцевыми выточками, через
которые масло поступает в правую или левую полости золотника
шлифовальной бабки, а из золотника шлифовальной бабки в пра-
вую или левую полости цилиндра 14.
На кинематической схеме станка (фиг. 76, б) показано первое
положение золотника шлифовальной бабки, которое обеспечивает
перемещение шлифовальной бабки слева направо, а справа* на той
же фигуре, вверху, изображено второе положение золотника ревер-
сирования шлифовальной бабки, которое обеспечивает перемещение
шлифовального круга справа налево.
Для непрерывного поперечного перемещения шлифовальной баб-
ки необходимо плунжер 13 повернуть на 90°, и тогда масло из насо-
са 23 через отверстие в плунжере непрерывным потоком будет по-
даваться к коробке реверса, а оттуда в цилиндр бабки, осуществляя
непрерывную подачу.
Вертикальное положение шлифовальной бабки на глубину шли-
фования осуществляется вручную, вращением маховика 24, через
зубчатую и червячную передачи и винтовую передачу с шагом вин-
та 8 мм.
§ 3. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК С КРУГЛЫМ
ВРАЩАЮЩИМСЯ СТОЛОМ
На фиг. 77 показана кинематическая схема станка с вертикаль-
ным расположением шпинделя и круглым столом, применяемого для
шлифования коротких изделий.
Характеристика станка
Диаметр стола в мм........................................... 2400
Диаметр сегментного круга в мм............................... 1100
Максимальная высота шлифуемых изделий в мм . . 400
Число об/мин. вращения стола............................ 3, 5, 8 и 13
Подача шлифовальной бабки на оборот стола в мм 0,0125—0,125
Электродвигатель для вращения шлифовального круга:
мощность в л. с.......................60
число об/мин.........................580
Электродвигатель для вращения стола и ускоряющего перемещения шлифоваль-
ной бабки:
мощность в л. с. Н
число об/мин. . . 950
Электродвигатель продольного перемещения стола:
мощность в л. с. .3
число об/мин. . 1350
Вращение шлифовального круга. Электродвигатель 8 мощностью
W л. с. встроенного типа приводит во вращение шлифовальный круг.
Вращение магнитного стола. От электродвигателя 9 (N = 5 л. с.,
n = об/мин.) по валу 10, через ременную передачу и пару шки-
вов с диаметрами 195 и 460 мм, движение передается коробке ско-
ростей. Коробка скоростей дает четыре скорости, получаемые пере-
9*- 131
ключением двух пар подвижных шестерен 26, 16 и 27, 15. От короб-
ки скоростей движение передается паре конических колес 1 и 2
и паре цилиндрических колес 3 и 4. Шестерня 4 с числом зубьев 148,
от которой магнитный стол получает вращение, прикреплена к это-
му столу.
Вертикальное перемещение шлифовальной бабки (рабочее). От
вала 20 посредством червячной передачи 19 конические шестерни
22, кривошипный механизм 21, связанный с храповой собачкой, хра-
повое колесо 13, шестерни 28 и 31 и конические шестерни 30, 37,
34 и 33 приводят во вращение винт вертикальной подачи с шагом
у2” (12,7 лш). От винта по вертикальным салазкам шлифовальная
бабка получает перемещение.
Ускоренное перемещение шлифовальной бабки. От электродвига-
теля 9 посредством ременной передачи и двух шкивов с диаметрами
115 и 360 мм приводится во вращение вал, на котором находится
двусторонняя фрикционная муфта 36, дающая возможность вклю-
чать колеса 11 и 32 или шестерни 35, 12, 38, В первом случае полу-
чаем ускоренное перемещение вниз, во втором случае ускоренное
перемещение вверх. Через конические шестерни 34 и 33 приводится
во вращение ходовой винт с шагом У?" (12*7 Жм), от которого шли-
фовальная бабка получает ускоренное перемещение. -
Для ручного перемещения шлифовальной бабки служит рукоят-
ка 29,
Продольное перемещение круглого стола. От электродвигателя 5
(W = 3 л. с.\ п= 1350 об/мин.) через однозаходный червяк и чер-
вячное колесо 6 движение передается шестерне 7, сцепляющейся с
рейкой, и столу, который перемещается в продольном направлении.
§ 4. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК ТИПА 3732
Для шлифования длинных деталей применяются станки типа
3732 с вертикальным расположением шпинделя и с прямоугольным
столом Московского завода шлифовальных станков. Общий вид и
кинематическая схема станка указаны на фиг. 78 и 79.
Характеристика станка
Максимальная ширина шлифования в мм . . 300
Максимальная длина шлифования в мм . . ... 750
Мощность электродвигателя шлифовальной бабки в кв 7,5
Максимальная скорость стола в м/мин...................... 20
Минимальная вертикальная подача в мм 0,005
Вращение шлифовального круга производится от отдельного
электродвигателя 10. Продольное перемещение стола и периодиче-
ское вертикальное перемещение шлифовальной бабки осуществляет-
ся гидравлическим механизмом.
Продольное перемещение стола. Насосом 1 масло нагнетается
и через кран 3 направляется в правую или в левую полости цилинд.
ра, неподвижно укрепленного в станине станка. Поршень цилиндра
133
своим штоком связан со столом. Скорость продольного перемещения
стола регулируется дросселем 2. Упоры 21, закрепленные на боко-
вой стороне стола, посредством рычага 9 поворачивают кран 8.
Кран 8 поворачивает однолопастной электродвигатель 5, и масло
под давлением направляется с левой или правой стороны лопасти
этого электродвигателя. На оси электродвигателя 5 расположены
кулачок 12 и шестерня, поворачивающая кран 5, вследствие чего и
происходит изменение направления движения стола.
Фиг. 78. Общий вид плоскошлифовального станка модели 3732.
Вертикальное перемещение шлифовальной бабки. Одновременно
с поворотом крана 3 кулачок 12 с помощью ролика 13, который свя-
зан с сектором, сцепленным с шестерней 11, поворачивает кран 6.
Кран 6 служит для вертикальной подачи. При изменении направле-
ния движения стола масло под давлением поступает через кран 6
в цилиндр 7 и перемещает поршень с рейкой. Рейка находится в за-
цеплении с сектором, несущим собачку храпового колеса 20, меха-
низма вертикального перемещения шлифовальной бабки. От храпо-
вого колеса 20 движение через четырехзаходный червяк, червячную
шестерню 16, пару шестерен 14 и 15 передается винту вертикальной
подачи.
Величина автоматической вертикальной подачи устанавливается
винтом 18, который ограничивает ход поршенька.
134
Для точной ручной подачи на один зуб храпового колеса имеется
кнопка 19. Подъем и опускание шлифовальной бабки вручную
производится рукояткой 17.
На столе станка устанавливается магнитная плита.
Фиг 79. Кинематическая схема плоскошлифовального станка
модели 3732.
Шпиндельная бабка. Шпиндель шлифовального круга (фиг. 80)
является одновременно и осью электродвигателя. Нижний конец
шпинделя поддерживается конусным роликовым подшипником, а
верхний — радиальным шарикоподшипником.
Необходимая точность обработки на плоскошлифовальных стан-
ках может быть достигнута лишь в том случае, когда сам станок из-
готовлен с большой точностью. Поэтому каждый станок после его
изготовления или капитального ремонта подвергается тщательной
проверке. Проверяется горизонтальность станины, прямолинейность
ее направляющих, прямолинейность хода стола, горизонтальность
верхней плоскости стола, параллельность пазов стола к его призма-
тическим направляющим, правильность положения оси шпинделя
шлифовального круга, движения супорта в горизонтальном и верти-
кальном направлениях и т. д.
При проверке плоскошлифовальных станков применяются в ос-
новном тс же приспособления, что и при проверке круглошлифо-
вальных станков, т. е. уровень, индикатор, проверочная линейка и
135
контрольный угольник. Много общего имеется также в самих мето-
дах проверки. Станина, например, как у плоскошлифовальных, так
и у круглошлифовальных станков проверяется одними и теми же
Фиг. 80. Шпиндельная бабка шлифо-
вального круга плоскошлифовального
станка модели 3732.
Подобным же способом в станках
способами. Однако большая
часть видов проверок плос-
кошлифовальных станков
имеет свои особенности.
Совершенно необходимо,
чтобы верхняя плоскость
стола не имела уклона ни в
продольном, ни в поперечном
направлении. Наличие и ве-
личина продольного уклона
проверяется индикатором от
супорта шлифовального
круга. Горизонтальность в
поперечном направлении
проверяется уровнем. Пер-
пендикулярность боковых
стоек к столу станка прове-
ряется при помощи рамного
уровня, а параллельность
супорта к столу станка —
индикатором, закрепленным
на супорте шлифовального
круга.
Параллельность оси
шпинделя шлифовального
круга к столу проверяется
индикатором, закрепленным
на шпинделе. Кнопка инди-
катора соприкасается с реб-
ром контрольного угольни-
ка, установленного на столе
станка. При повороте шпин-
деля наполовину оборота
(на 180°) кнопка индикато-
ра покажет величину откло-
нения, если оно имеется.
для шлифования плоскостей
торцем круга проверяется перпендикулярность шпинделя к плоско-
сти стола. В этом случае кнопка индикатора приводится в сопри-
косновение не с ребром угольника, а непосредственно с поверхностью
стола.
ГЛАВА ЧЕТВЕРТАЯ
СТАНКИ ОТДЕЛОЧНЫХ ОПЕРАЦИЙ
§ 1. ПРИТИРОЧНОЕ ШЛИФОВАНИЕ
При повышенных требованиях к качеству поверхности после
шлифования требуется дополнительная доводка поверхности. Суще-
ствует несколько способов доводки поверхностей, из которых рас-
смотрим следующие: 1) притирочное шлифование; 2) доводка;
3) отделочное шлифование и 4) полирование.
k Притирочное шлифование заключается в доводке хорошо расто-
ченного или развернутого отверстия абразивными брусками, укреп-
ленными в специальной головке. Значительно реже притирочное
шлифование может быть применено для обработки внутренних и на-
ружных цилиндрических поверхностей. В настоящее время цилинд-
ры двигателей внутреннего сгорания, паровых машин, компрессоров,
гидравлических насосов и прессов, орудийные стволы, отверстия ша-
тунов и другие детали машин доводятся в процессе притирочного
шлифования.
Инструмент для внутреннего притирочного шлифования пред-
ставляет собой цилиндрическую головку, на наружной поверхности
которой расположены абразивные бруски. Эти бруски могут пере-
мещаться в радиальном направлении в некоторых пределах, а поэ-
гочу диаметр инструмента может быть установлен на заданную
величину. Абразивные бруски изготовляются из карборунда и из
корунда. Обычная их зернистость 100—250, для получения очень
гладких поверхностей применяют зернистость 300—500. В СССР
бруски изготовляют заводы Главабразива.
Специальные головки применяются равных конструкций, но
всегда состоят из двух головок — верхней и нижней. Верхняя голов-
ка, называемая патроном или контрольной головкой, служит для
радиального раздвигания абразивных брусков. Нижняя головка
является рабочей частью инструмента и имеет абразивные бруски.
Обе головки соединены шарниром.
На фиг. 81 показана головка для притирочного шлифования.
Контрольная головка А имеет конусный хвост, входящий в отвер-
стие шпинделя станка. В контрольную головку входит гильза ниж-
ней головки, которая соединяется с ней при помощи штифтов 4
и запирается защелкой, откинув которую можно вынуть головку В.
Установка инструмента на размер производится при помощи
винта 9, соединяемого стержнем 10, проходящим через соединитель-
137
ную гильзу; квадратный конец стержня входит в шестерню 7, нахо-
дящуюся в зацеплении с шестерней S, которая в свою очередь со-
единяется с шестерней 5 внутреннего зацепления, впрессованной во
втулку 6, При вращении винта 9 конусы 1 будут перемещаться
Фиг. 81. Доводочная головка.
внутрь головки и начнут через сухари 2 выжимать абразивные брус-
ки 3 наружу. При обратном вращении винта 9 под действием пру-
жины 12 бруски 3 будут перемещены внутрь. Величина подачи уста-
навливается поворотом установочного кольца 11 с делениями; одно
деление равно 0,002 мм. Количество брусков рекомендуется прини-
мать кратным 3, т. е. 6, 9 и 12, что обеспечивает получение правиль-
ной геометрической формы.
В процессе притирочного шлифования инструменту сообщается
два движения: вращательное и возвратно-поступательное по оси об-
рабатываемого отверстия.
138
Путь абразивного зерна по обрабатываемой поверхности пред-
ъявляет винтовую линию, правую при движении нижней головки
вверх и левую при движении ее вниз, а совокупность рисок, полу-
чающихся в результате доводки, представляет сетку винтовых ли-
ний. Точность обработанного отверстия составляет 0,005—0,02 мм,
а овальность и конусность могут быть доведены до 0,005 мм.
Притирочное шлифование позволяет получать более гладкую по-
верхность и более точные размеры отверстия по всей его длине. По
сравнению с внутренним шлифованием оно дает возможность об-
рабатывать отверстия диаметром от 15 до 1500 мм, т. е. в большом
диапазоне. При этом достигается гораздо большая производитель-
ность, чем при внутреннем шлифовании, так как поверхность сопри-
косновения брусков с обрабатываемой поверхностью больше, чем
при шлифовании; время на установку детали и инструмента мень-
ше, так как головка крепится шарнирно со шпинделем станка, а ее
оси и оси обрабатываемого отверстия могут совпадать не точно.
На многошпиндельных станках возможно обрабатывать одновремен
но несколько отверстий, например у цилиндровых блоков (автома-
шины, трактора и пр.).
Повышение температуры обрабатываемой поверхности детали
при обычном шлифовании доходит до 320—430° С, а при притироч-
ном шлифовании до 38—150° С.
§ 2. РЕЖИМ ПРИТИРОЧНОГО ШЛИФОВАНИЯ
Для обработки отверстия по всей длине необходимо, чтобы брус-
ки нижней головки имели некоторый пробег, т. е. выходили из об-
рабатываемого отверстия на величину 15—20 мм в каждую сторону.
Перед началом работы поверхность цилиндра должна быть чисто
обработана расточкой, разверткой или шлифованием. Припуск за-
висит от диаметра отверстия, материала детали и от характера опе-
рации, предшествующей притирочному шлифованию. По литератур-
ным данным, при предварительной расточке отверстия следует оста
вить припуск 0,05—0,08 мм, при предварительной развертке
0,02—0,04 мм и при предварительном шлифовании 0,01 мм. По не-
которым литературным данным, при диаметре отверстия от 5 до
200 мм припуск должен быть 0,05—0,1 мм, при диаметрах выше
200 мм величина припуска равна 0,125—0,2 мм.
Режимы резания: окружная скорость головки составляет в сред-
нем для чугуна 60—75 mJ мин, для стали 45—60 м/мин, для бронзы,
алюминия и латуни 70—90 mJmuh.
При различных отношениях скорости возвратно-поступательного
Движения к окружной скорости угол наклона спирали, по которой
идет резание, может быть различным. Практикой установлено, что
при уменьшении скорости осевых движений, то есть при уменьшении
Угла наклона спирали, поверхность получается более гладкая. Этот
угол принимают в пределах 15—30°.
Отношение оборотов шпинделя к числу его двойных ходов при-
нимают в пределах от 1 до 3,5. Для небольших отверстий это отно-
139
шение принимают равным от 1 до 2. Для черновой обработки это
отношение берется больше, для чистовой меньше.
Притирочное шлифование производится с охлаждением. При об-
работке чугуна для охлаждения применяют керосин, при обработке
стали — керосин с примесью парафина, а бронзу доводят всухую,
или для охлаждения используют воду.
К числу недостатков притирочного шлифования следует отнести
главным образом невозможность выправления оси отверстий, так
как головка шарнирно соединена со шпинделем. Поверхности после
обработку плохо сопротивляются износу, а отверстия получаются
часто с раструбами или бочкообразные. Овальность и конусность
отверстия устраняется методом коротких ходов: вначале обрабаты-
вают места с наименьшим диаметром, расшлифовывают их до боль-
шего диаметра, затем переходят к обработке всего отверстия в
целом.
При необходимости получения очень гладкой поверхности приме-
няют предварительное и окончательное притирочное шлифование,
называемое иначе зеркальным, проводят его при малом припуске
и мелкозернистыми брусками.
§ 3. СТАНКИ ДЛЯ ПРИТИРОЧНОГО ШЛИФОВАНИЯ
Станки для притирочного шлифования производит завод имени
Ленина и другие заводы. Завод имени Ленина выпускает одношпин-
дельные и четырехшпиндельные станки для доводки гильз цилинд-
ровых деталей. На фиг. 82 показана схема вертикального притироч-
но-шлифовального станка модели 383.
Вращение головки. От электродвигателя мощностью 8,2 кет с
числом оборотов 1440 в мин. движение передается на вал /, на ко-
тором находится подвижный блок, состоящий из трех шестерен, с
числом зубьев 22, 40 и 30. Шестерни могут соответственно соеди-
няться с тремя шестернями, имеющими число зубьев ,72, 54 и 64 ва-
ла. Таким образом, вал 2 имеет три скорости вращения: от вала 2
на вал 3 движение передается через сменные шестерни; от вала 3
на шпиндель станка 4 движение передается через постоянную пере-
дачу шестерен с числом зубьев 25 и 55.
Привод возвратно-поступательного перемещения головки. Э4от
привод полностью гидрофицирован. На фиг. 83 указана гидравличе-
ская схема станка. От отдельного электродвигателя мощностью
2,3 кет, делающего 960 об/мин., приводится во вращение лопастной
насос двойного действия.
Масло из резервуара через фильтр поступает в насос и от насо-
са через клапан поступает в дроссель 3. Назначение дросселя 3
состоит в том, чтобы устанавливать скорость возвратно-поступатель-
ного перемещения поршня, а следовательно, и шпинделя станка.
При положении пилота 1 (органа управления золотником), соот-
ветствующем ходу шпинделя вниз, масло из дросселя 3 направ-
ляется в камеру 9 реверсивного золотника 2 и перемещает его.
Вследствие этого соединяются обе плоскости цилиндра друг с дру-
гом, и поршень перемещается вниз.
140
В крайнем положении, при движении поршня вниз, упор S, сидя-
щий на шпинделе станка, воздействует на упор 6 и тем самым пово-
рачивает штангу с рукояткой 5. Эта последняя при помощи зубча-
того сектора и рейки перемещает пилот 1 в левое положение. Ревер-
сивный золотник 2 занимает правое положение, соединяя рабочий
---С/7Ц0 и подпор
Фиг. 82. Кинематическая схема одношпиндсльного
станка модели 383.
Цилиндр. Поршень перемещается вверх до тех пор, пока упор 8 не
воздействует на упор 7 и не переключает движение на обратное.
Скорости возвратно-поступательного перемещения шпинделя
вверх и вниз равны.
Для медленного ввода головки в обрабатываемое отверстие ру-
коятка 5 ставится в положение «медленно вниз». Положение пилота
1 в этом случае указано на фиг. 83.
141
ЯабОчиц цилиндр
Ш положение золотников и направление-
движения масла про ходе поршня вверх
IL положение золотников и направление
движения масла t ри ходе порш на вниз
медленно вниз
Фиг. 83. Гидравлическая схема станка модели 383.
142
Остановка станка производится вручную, для чего пилот 1 руко
гКОй 5 переводится в крайнее правое положение, при котором на
Яос отсоединяется от рабочего цилиндра и разгружается на резер
еуар через дроссель 5. Для урав-
новешивания нижней головки слу-
жит клапан 4.
Наибольшая длина поверхно-
сти, которую можно обработать,
составляет 300 мм. Необходимая
величина хода шпинделя регули-
руется переставными упорами 7
и 6.
Четырехшпиндельный прити-
рочно-шлифовальный станок типа
5Х-Л4 завода имени Ленина. Че-
тырехшпиндельный станок, позво-
ляя производить обработку четы-
рех гильз одновременно, дает
оолее высокую производитель-
ность. На столе станка (фиг. 84)
устанавливаются два приспособ-
ления для закрепления гильз. В то
время, как гильзы, установленные
в одном приспособлении, обраба-
тываются, во втором приспособ-
лении производится снятие гото-
вых и установка заготовок. Такой
метод работы дает большую про-
изводительность станка.
Краткая характеристика станка:
Диаметр обрабатываемых
отверстий в мм. . 85—150
Ход шпинделя в мм . 450
Вылет шпинделя в мм . 350
Число об/мин. шпинделя . . . 70—45
Скорость возвратно-поступательного
движения шпинделя в м/мин . . 18—20
Фиг. 84. Общий вид четырехшпин-
дельного станка типа 5Х-Л4.
Число оборотов шпинделей че-
тырехшпиндельного станка на-
страивается сменными шестерня-
ми. От электродвигателя на шпиндель станка движение передается
через четыре пары шестерен. Привод возвратно-поступательного
движения шпинделя одинаков с рассмотренным одношпиндельным
станком типа 383.
§ 4. ДОВОДКА ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Доводка — это процесс окончательной обработки поверхности
Для придания ей точных размеров и для получения высокой степени-
гладкости.
1 13.
В качестве режущих инструментов при доводке применяются
притиры. Доводка осуществляется при помощи абразивного порош-
ка, наносимого на поверхность притира, сделанного из материала
более мягкого, чем обрабатываемый, например медь, свинец, чугун,
баббит, твердые сорта дерева и др. Это необходимо для того, чтобы
зерна шлифующего вещества плотно держались в притире и ни
в коем случае не входили в стенки обрабатываемого изде-
лия.
Процесс насыщения поверхности притира абразивным материа-
лом называется шаржированием. Шаржирование при предваритель-
ной подготовке притира производится при помощи стальных роликов
и чугунных плит, но может производиться и в процессе доводки при
направленной подаче абразива в виде эмульсии.
Качество получаемой поверхности зависит от рода применяемого
абразива и смазывающего вещества. Для доводки берут абразивный
материал, зерна которого имеют закругленную форму, так как они
дольше сохраняют режущие свойства и дают лучшую поверхность.
Полирующие абразивные материалы, наносимые на притиры, раз-
нообразны: к ним относятся корундовые и карборундовые минут-
ники, алмазная пыль, окись хрома и крокус (окись железа).
В качестве смазывающих и связывающих жидкостей применяют
керосин, парафин с примесью минерального масла, оливковое мас-
ло, спирт и содовую воду.
Обычно для притирки применяются не сухие абразивные порош-
ки, а различные пасты. Существует много различных рецептов паст.
Отличные результаты дает паста ГОИ, составленная и разработан-
ная Государственным оптическим институтом (отсюда название
пасты). Она применяется для притирки каленых, азотированных и
хромированных поверхностей, а также длд деталей из чугуна, цвет-
ных металлов и др.
Паста ГОИ выпускается в виде прессованных палочек. В состав
пасты ГОИ входит: окись хрома (прокаленная), силикагель, стеа-
рин, расщепленный жир, керосин и др. Паста делится на грубую,
среднюю и тонкую. Грубая паста снимает слой металла в пределах
от 40 до 17 jwk, средняя — от 16 до 8 мк и тонкая — от 7
до 1 мк.
Грубая паста имеет темнозеленый, почти черный цвет, средняя —
темнозеленый, тонкая — светлозеленый.
Перед шаржированием пастой поверхность чугунной плиты слег-
ка смачивается керосином, протирается почти досуха чистой водой,
а затем покрывается равномерным слоем пасты. Грубой и средней
пастами делают доводку детали по размеру аналогично шлифова-
нию. Тонкой пастой удаляют только слой окисла металла, повышая
чистоту поверхности.
Притирка требует очень тонкой предварительной обработки, так
как при ней процесс резания почти отсутствует и сводится к истира-
нию поверхности изделия твердыми и мелкими зернами абразива.
Припуск на притирку не должен превышать 0,005—0,0075 мм. Точ-
ность притирки на механических станках достигает 0,002—0,003 мм.
144
Для ускорения процесса притирки чугунные притиры заменяют
иногда абразивными кругами высокой зернистости (280—300). При
?том качество поверхности получается выше, чем при шлифовании,
по диже, чем при притирке чугунными дисками.
Притирка представляет собой один из точных методов оконча-
тельной доводки поверхностей, но не самый производительный. Для
механизации этого процесса сконструирован ряд станков, преимуще-
ственно специализированных. Имеются станки для притирки шеек
коленчатых валов, колец шарикоподшипников, поршневых колец,
станки для притирки плоских поверхностей деталей, для притирки
шестерен и пр.
§ 5. ДОВОДОЧНЫЙ СТАНОК
Доводочный станок напоминает по внешнему виду вертикально-
сверлильный станок.
На фиг. 85 показан общий вид доводочного станка. Станок имеет
станину 7 и стойку 6. От электро-
двигателя 8 станок выполняет
следующие движения: вращается
верхний круг 2, т. е. притир на
шпинделе 1 станка, вращается
нижний круг 5, т. е. стол с поме-
щенными на нем деталями.
Детали 3 закладываются сво-
бодно в сепаратор (деталедержа-
тель) 4, представляющий собой
диск с прорезями по конфигура-
ции деталей. Чугунные диски 2 и
5 шаржированы мелкозернистым
полировальным порошком.
Сепаратор 4 с деталями 3 по-
лучает колебательное движение
от эксцентриков и двигается меж-
Фиг. 85. Общий Бич доводоч-
ного станка.
ДУ верхним и нижним кругами.
Это обеспечивает равномерное их срабатывание. Верхний и нижний
круги вращаются в одну сторону или в разные стороны, делая раз-
ное число оборотов.
Гнезда для деталей в сепараторе делаются по размерам с не-
большим зазором, детали располагаются по всей окружности сепа-
ратора, причем оси деталей направлены не по радиусам сепаратора,
и под некоторым углом к ним.
При радиальном расположении изделий получается разница в ли-
нейных скоростях отдельных точек по длине изделия, вследствие
чего образуется конусность изделия, причем наиболее удаленный
конец получит меньший диаметр. Установка изделий под углом к
радиусу дает более правильный цилиндр. Поэтому подбору этого
Угла надо уделить большое внимание при наладке станка. При
слишком большом угле деталь может получиться граненой.
В. В. Лоскутов.
§ 6. ОТДЕЛОЧНОЕ ШЛИФОВАНИЕ
Отделочное шлифование — это процесс тонкой отделки поверх-
ности. Назначение процесса — дать гладкую поверхность, а не до-
водить деталь до заданного размера. Требуемую точность обрабсйгки
следует получить при подготовительной операции, например при
шлифовании, оставляя припуск около 5 мк на диаметр.
Сущность процесса заключается в том, что абразивным бруском
зернистостью от 300 до 500 сообщается возвратно-поступательное
колебательное движение инструмента, абразивных брусков и обра-
батываемой детали — вращение. Между абразивными брусками и
изделием создают масляную пленку.
К характерным особенностям отделочного шлифования относят-
ся: 1) незначительная скорость резания; 2) весьма малая глубина
резания; 3) быстрые колебательные движения брусков; 4) сложный
путь движения каждого абразивного зерна по обрабатываемой по-
верхности; 5) применение специальной смазывающей жидкости;
6) наибольшие давления абразива; 7) отсутствие нагрева изделия;
8) незначительная продолжительность обработки.
Абразивные бруски совершают быстрые колебательные движе-
ния, примерно от 250 до 1000 двойных колебаний в минуту. Число
колебательных движений находится в таком отношении к числу
оборотов детали, что одно абразивное зерно не проходит дважды
по одному и тому же пути. Поэтому зерно режет не одним участком
грани, выступающим из связки шлифовального бруска, а разными
участками этой грани. Зерно при этом лучше охлаждается. Длина
хода каждого зерна мала, и стружка отделяется короткая. Обраба-
тываемая поверхность не шаржируется зернами абразива, так как
давление абразива на поверхность изделия небольшое.
Процесс шлифования сопровождается обильной смазкой. Смазка
необходима, во-первых, для того, чтобы смыть стружку и абразив-
ные зерна, оторвавшиеся от брусков, и, во-вторых, образовать мас-
ляную тонкую пленку на обрабатываемой поверхности.
В начале процесса, пока имеются на поверхности гребешки, мас-
ляная пленка разрывается острыми вершинами гребешков и идет
процесс срезания верхушек абразивными брусками. В конце обра-
ботки, когда обрабатываемая поверхность не имеет выступающих
гребешков и становится гладкой, смазка образует непрерывную
масляную пленку между поверхностью детали и абразивом. Ввиду
незначительного давления абразива процесс резания прекращается,
так как масляная пленка воспринимает все давление абразива.
Дальнейшее продолжение процесса бесцельно, так как резания
больше не происходит.
Для смазки применяются жидкости следующего состава: 1) ке-
росин 10 частей; 2) масло 1 часть; или: 1) керосин 10 частей;
2) турбинное масло 1 часть.
При отделочном шлифовании поверхность обрабатываемой дета-
ли нагревается до 1° С. Продолжительность обработки очень неве-
лика — от 3 до 50 сек., причем обычно процесс заканчивается за
30 секунд. *
146
§ 7. СТАНКИ ДЛЯ ОТДЕЛОЧНОГО ШЛИФОВАНИЯ
Для отделочного шлифования применяются универсальные и
специальные станки.
Схема приспособления для обработки поршня, применяемая на за-
воде имени Сталина, указана на фиг. 86. Для этой цели был исполь-
зован круглошли-
фовальный ста-
нок ЗГ-12. На шпи-
ндель станка уста-
навливается шкив
/, от которого дви-
жение посредством
ременной передачи
передавалось на
червяк 2 и червяч-
ное колесо. На од-
ном валу с червяч-
ным колесом нахо-
дится кривошип-
ный диск 3 и по-
средством шатуна
бруском 9 сообща-
лись колебатель-
ные движения (фиг.
87). Величину ко-
лебания можно ре-
гулировать, пере-
двигая палец 4 по
прорези диска. Давление на абразив достигается при помощи пружи-
ны 5. Натяжение пружины можно регулировать с помощью гайки и
Фиг. 86(2). Схема обработки приспособлением, приве-
денным на фиг. 86(1).
винта 6, на конце которого надет маховичок 7, натяжение пружины
поднимает верхний конец рычага 10, а нижний в это время надавли-
вает на абразивную головку 8.
Абразивная головка состоит из десяти брусков, толщиной
2—-3 см, имеющих некоторую свободу перемещения в вертикальном
10’ 147
направлении. Это дает возможность брускам самоустанавливаться
на обрабатываемой детали. Давление на бруски передается через
резиновую зубчатую прокладку. Вращение детали сообщается так
же, как и при наружном круглом шлифовании. Для этого поршень
устанавливается между центрами передней и задней бабки станка.
Станки для обработки плоских поверхностей делаются по типу
притирочных станков.
Станок общего назначения для отделочного шлифования с по-
мощью колеблющихся брусков располагает теми же движениями,
которые были рассмотрены
Фиг. 87. Станок для обработки
колеблющимися брусками.
на приспособлениях к обыч-
ным шлифовальным станкам
(фиг. 87). Между центрами
шлифовальной бабки и зад-
ней устанавливается обраба-
тываемая деталь, которая
получает медленное враще-
ние и возвратно-поступатель-
ное движение вместе со сто-
лом. Два вертикальных су-
порта, в которых укреплены
колеблющиеся бруски, могут
быть установлены по высоте
в зависимости от диаметра
обрабатываемой детали.
Отделочное шлифование
в настоящее время приме-
няется для обработки значи-
тельного количества автотракторных деталей, деталей металлоре-
жущих станков, валков прокатных станков и др. Производится так-
же доводка режущего и измерительного инструментов: сверл, раз-
верток, протяжек, калибров и* т. д.
На фиг. 88 для сравнения указаны методы обработок, характер
получаемой поверхности и глубина неровностей обработки.
§ 8. ПОЛИРОВАНИЕ
Полирование — это такой процесс, при котором обеспечивается
не только гладкость, но и зеркальность обрабатываемой поверхно-
сти. Риски на поверхности детали после полирования настолько
малы, что незаметны для невооруженного глаза. Деталь подвергают
полированию после чистового шлифования. При полировании упо-
требляют мягкие круги из различных тканей, войлока и кожи.
Режущая часть круга — абразивный (полирующий) материал на-
носится на круги при помощи клея. Рекомендуется применять мезд-
ровый клей. Покрытие круга полирующим веществом производится
при его употреблении. Для этого клей предварительно размачивает-
ся в холодной дистиллированной воде, и нагревается до температуры
55—60°. При этой температуре клей и абразивный материал нано-
сятся на круг. При нанесении крупнозернистого абразивного мате-
Метод отделки /качество поверхности П/п/вана рисок в /и
двточка Резец ^7, Деталь Шероховатость 1 /,25до /2,5
Шлифовка Ш/Шфобс Деталь зльнь/й кру< p/wwwvww^ j ОД до S
Притироч- ное шпи - фобание Деталь /фи тир pWAVAW/WV^ О, /3 до 1, 25
-—'иД'
Доводки дритир Оф в до 0у 25
Деталь f
Отделочное шлифование Шиифова X 4?^ льнь/е ки _J /%г- Деталь r—Ft 0,0/ до 0,25
Фиг. 88. Методы обработки поверхности.
Фиг. 89. Двушпинлельный полировальный станок
завода имени С. М. Кирова.
риала употребляют густой клей, а для мелкозернистого — жидкий
клей.
В качестве полирующих веществ применяют карборундовые и
алундовые минутники, крокус, окись хрома, венскую известь в виде
тасты, наносимой на поверхность круга. Скорость полирования
кругов колеблется от 20 до 35 м]сек. При повышении скорости на-
блюдается обугливание кругов, при понижении — замедление про-
цесса полирования.
§ 9. ПОЛИРОВАЛЬНЫЕ СТАНКИ
Полировальные станки делятся на две группы: 1) ДЛЯ ручного
полирования и 2) для автоматического полирования. .
На фиг. 89 показана схема двушпиндельного полировального
станка завода имени С. М. Кирова. Шпиндели 1 и 2 приводятся
в движение от индивидуальных электродвигателей 3 и 4, передаю-
щих движение через ремни 5 и 6. Каждый шпиндель имеет по два
подшипника 7 и 8, обеспечивающих точность работы. •
Конструкция станины 9 очень удобна, так как позволяет обраба-
тывать громоздкие изделия. Число об/мин. шпинделя равно 2000.
ГЛАВА ПЯТАЯ
ЗАТОЧНЫЕ СТАНКИ И РАБОТА НА НИХ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Получить хорошую и точно обработанную поверхность детали
возможно при употреблении правильного заточенного режущего ин-
струмента. Правильно заточить режущий инструмент — это значит
придать режущей части его правильные геометрические формы.
Большое разнообразие режущего инструмента, применяемого
в промышленности, требует при заточке специальных станков, при-
способлений и измерительного инструмента.
По характеру выполняемой работы заточные станки разделяют
на простые универсальные и специальные.
На универсальных станках производится заточка всех видов ре-
жущего инструмента. Эти станки часто снабжаются целым рядом
различных приспособлений, облегчающих установку и закрепление
затачиваемого инструмента.
Специальные же станки, как правило, предназначаются для за-
точки режущих инструментов одного вида, например, резцов, сверл,
протяжек, червячных фрез и т. д.
§ 2. ЗАТОЧКА И ДОВОДКА РЕЗЦОВ
* Заточка резцов может быть выполнена вручную на простых за-
точных станках, на специальных станках, а также на универсально-
заточных станках. Заточка резцов вручную малопроизводительна и
не дает правильной заточки углов. Заточка резцов на специальных
станках производится в массовом производстве.
Заточка резцов на простых заточных станках. Наиболее простой
заточной станок, применяющийся при ручной заточке резцов
(фиг. 90), состоит из массивной станины /, на которой закреплены
Два подшипника 2. Через подшипники проходит шпиндель станка,
на одном конце которого имеется правая, а на другом — левая на-
резки. При помощи планшайбы 3 и гайки укрепляются шлифоваль-
ные круги 4 для заточки резцов. Станок снабжен двумя кожуха-
ми 5, предохраняющими работающих от ранения осколками при
возможном разрыве круга. Кожух в нижней части имеет два отвер-
стия: одно для удаления оседающей в процессе заточки абразивной
пыли 6, другое для крепления трубы вытяжной вентиляции 7. Пра-
вый и левый шлифовальные круги имеют подвижные подручники S,
151
которые служат опорой для резца при заточке. С износом круга эти
подручники передвигаются к центру шпинделя, соблюдая зазор
2—3 мм между подручником и шлифовальным кругом.
Мотор и ременная передача расположены внутри станка. Пуск
и остановка станка производится кнопками магнитного пускателя Р.
Станок имеет три комплекта стандартных планшайб для крепления
шлифовальных кругов с различными отверстиями диаметром 50,
127 и 203 мм. На указанном станке возможна заточка всех типов
нормальных резцов. .
В последнее время заточные станки этой группы снабжаются
системой непрерывной подачи охлаждающей жидкости.
При заточке резцов должны быть соблюдены следующие общие
правила.
Фиг. 90. Загонной ставок для ручной заточки.
1. Резец при заточке задней грани необходимо устанавливать по
отношению к кругу так, чтобы передняя грань его была сверху
(фиг. 9В. Направление вращения круга на режущую кромку дает
более острую' режущую кромку, без заусенцев, и предохраняет
пластинку резца от выкрашивания и всевозможного отскакивания
пластинки резца от державки из-за недоброкачественного припоя.
2. Для получения прямолинейности режущей кромки и равно-
мерного износа круга резцу необходимо придавать дополнительные
движения вдоль рабочей поверхности круга.
3. Давление при заточке резца ’должно быть равномерное. Боль-
шое давление при ручной заточке приводит к появлению трещин на
передней грани резца, возможному отпуску режущей кромки и чрез-
мерному износу круга..
4. Основание державки резца должно быть ровное, от этого за-
висит правильная заточка углов.
5. Нельзя допускать капельного охлаждения резца при его заточ-
ке, это приводит к появлению трещин. Охлаждение должно быть
обильное, не менее 10—20 л в минуту. Охлаждение уменьшает на-
грев резца у режущей кромки, очищает круг от металлической пы-
ли ^предохраняет от засаливания), делает поверхность граней рез-
ца более чистой и увеличивает остроту режущей кромки (лезвия).
152
6. При заточке резца сначала затачивают переднюю грань резца,
- затем главную и вспомогательную задние грани резца и, наконец,
Радиус при вершине.
7. Для заточки резцов с напаянными пластинками выгоднее за-
'ючку производить со стороны задней грани резца.
§ 3. СТАНОК ТИПА 362В ДЛЯ ЗАТОЧКИ РЕЗЦОВ
На фиг. 92 в, общем виде представлен станок для заточки резцов
~ пластинками твердых сплавов и отдельных типов призматических
и специальных резцов из быстрорежущей стали. Заточка на станке
производится чашеобразным кругом диаметром 250 мм. Резец за-
крепляется на столе 2, имеющем возвратно-поступательное движе-
ние от рукоятки 4 и движение подачи на круг маховичком 3. Ста-
нок снабжен двумя шпинделями 9, приводимыми в движение от-
153
дельными электродвигателями //, расположенными внутри станины /
станка. На станке укрепляются два шлифовальных круга 10. Один
из кругов предназначен для обдирки державки резца, а другой для
заточки пластинки твердого сплава. Окружная скорость кругов в
станке соответствует 20 или 10 м/сек, однако она может быть из-
менена увеличением размера шкива электродвигателя. Охлаждаю-
щая жидкость поступает по трубопроводу 5 из резервуара 12.
Фиг. 92. Станок! типа 362В для заточки резцов.
Вращение кругов изменяется переключением электродвигателя,
и в зависимости от формы и типа резца его можно затачивать
с левой или правой стороны круга. Подача стола на круг произ-
водится маховиком 3 с любой стороны стола через замедленную пе-
редачу. Установка стола 2 под нужным углом заточки резца произ-
водится поворотом стола в полукруглых направляющих.
Установка резца производится в приспособлениях, прилагаемых
к станку. Станок снабжен системой водяного охлаждения.
Электрическое управление 6, 7 и 8 станком сосредоточено в верх-
ней части шлифовальной бабки. К станку прилагаются приспособ-
ления для заточки резца по передней и задней граням, приспособле-
ние для правки круга и приспособление для закругления вершины
резца.
На фиг. 93 показано приспособление для заточки резца по зад-
ней грани и способ его применения. Установка резца по заднему
154
- глу производится поворотом стола, а установка резца по углу меж-
ду режущими гранями — поворотом приспособления вокруг верти-
кальной оси. Приспособление для заточки передней грани резца по-
Фиг. 93. Приспособление
для заточки резца по
задней грани.
казано на фиг. 94. Установка резца по
переднему углу достигается поворотом
приспособления в горизонтальной пло-
скости.
Заточка закругления вершины рез-
ца производится в специальном пово-
ротном приспособлении, устанавливае-
мом на столе станка (фиг. 95).
Основными достоинствами этого
станка надо считать точность заточки
углов резца, наличие двух кругов,
обеспечивающих пооперационную за-
точку резцов. Благодаря особому спо-
собу крепления круга на шпинделе
Фиг. 95. Приспособление
для заточки радиуса ори
вершине резца.
станок допускает предварительную ба-
лансировку круга до его установки на
станок. Кроме того, он может быть
применен как простой заточный станок
Для резцов. В этом случае стол разворачивается под нужным углом
и служит подручником. На данном станке удобно производить за-
точку фасонных резцов по шаблону под определенным задним углом.
155
К недостаткам следует отнести ограниченное число затачивал,
мых форм и типов резцов.
Заточенные резцы проходят проверку. Проверяется правилу
ность углов и качество заточки режущих кромок. Для проверку
углов заточки резца применяются простейшие угловые шаблоны*
малка и различные универсальные угломеры.
Фиг. 9& Настольный угломер ддя
проверки переднего и заднего
Фиг. 96. Шаблон для измере-
ния угла заточки.
Фиг. 97. Установка шаб-
лона для измерения угла
заострения.
углов резца.
На фиг. 96 показан простейший
шаблон для измерения угла заострения
резцов. Применяются также шаблоны
для замера определенной группы углов
резца. На фиг. 97 показана установка
шаблона для измерения угла заостре-
ния и заднего угла.
Проверку переднего и заднего углов
резца можно производить настольным
угломером (фиг. 98). Он состоит из
плиты и стойки, по которой переме-
щается держатель со шкалой и изме-
рительным угольником. Точность заме-
ра этим угломером составляет +0,5°.
Проверка производится на просвет
между измеряемой гранью резца и из-
мерительной поверхностью угольника.
Доводка резцов. По окончании чистовой заточки режущая кромка
резца представляет собой (при сильном увеличении) зазубренное
лезвие, а передняя и задняя грани резца выглядят недостаточно
гладкими. Эти зазубрины и неровности в процессе резания постепен-
но увеличиваются и тем самым снижают режущие свойства инстру-
мента и чистоту обрабатываемой поверхности детали. Исходя из
этого каждый заточенный режущий инструмент следует доводить.
156
Иногда доводку режущего инструмента производят оселками, т. с.
шлифуемыми брусками прямоугольного, квадратного или круглого
учения. Однако для получения высокого качества режущего инстру-
мента следует доводить режущий инструмент не оселками, а на
специальных устройствах. Отметим, что доведенный режущий ин-
струмент дает возможность увеличить производительность труда.
Доводка резцов производится на вращающемся чугунном диске,
рабочая поверхность этого диска покрывается доводочным материа-
лом — пастой. Диаметр диска 200—250 мм, скорость вращения его
0.8—2,0 м/сек , считая по среднему диаметру рабочей поверхности.
Доводка резцов из быстрорежущей стали производится грубой
пастой ГОИ, имеющей следующий состав (в % по весу):
Окись хрома 80
Силикагель 3
Стеарин . 15
Керосин . . 2
Доводка твердосплавных резцов Производится при помощи одной
паст следующих составов (в %1 по весу):
Карбид бора . . .75
Стеарин . J . .15
Вазелин . 8
Керосин 2
или
Карбид бора 70—60
Парафин . 30—40
Прежде чем нанести пасту на чугунный диск, его необходимо
протереть тряпкой или войлочным помазком, слегка смоченным ке-
росином. Затем наносят на него слой пасты в разных направлениях,
а последующее разравнивание пасты по диску осуществляется чу-
гунным диском (диаметром около ЮОл^и) .
Доводка резца производится в следующем порядке: первой до-
водится передняя грань, затем главная задняя грань. Перед довод-
кой каждой грани стол подручника устанавливается под заданным
резцом угла.
§ 4. ЗАТОЧКА СВЕРЛ
Спиральное сверло, применяемое в производстве, представляет
цилиндрическое тело, снабженное двумя спиральными канавками,
вершины которых при заточке под углом образуют две режущие
кромки.
Элемент сверла. Главные элементы сверла следующие (фиг. 99):
рабочая (режущая часть) 1, шейка 2, хвостовик 3. Рабочая часть
сверла разбивается на заборный конус 4, спиральные канавки 5,
сердцевину 6, поперечную режущую кромку (перемычку) 7, заднюю
грань 8, фаску (ленточку) 9, главную режущую кромку 10.
Геометрия сверла. Как у обычного резца, спиральное сверло
имеет передний и задний углы. Спиральные канавки, имеющиеся на
157
сверле, обеспечивают хороший отвод стружки в процессе резания в
образуют на режущем пере сверла передний угол. Задний уго^
получается при специальной заточке задней поверхности вершины
Фиг. 99. Сверле.
сверла и является переменным, уве-
личиваясь от периферии к центру
сверла.
Спиральное сверло имеет две ре-
жущие кромки, затачиваемые для
обработки стали и чугуна под углом
? = 584-60° и образующие между со-
бой так называемый угол при вер-
шине 2? = 1164-120°.
Фиг. 100. Сверло сдвой-
кой заточкой.
Двойная заточка сверла. Для повышения стойкости сверла целе-
сообразно производить дополнительную заточку заборного конуса
сЬерл а, как показано на фиг. 100. Заточенное таким образом свер-
ло, помимо нормального угла при вершине 2 » = 1164-120°, имеет
дополнительный угол при вершине 2 <?., = 704^80°.
Наивыгоднейшая ширина дополнительной заточки 0,2 мм. Повы.
шение стойкости сверл при двойной заточке объясняется лучшим
образованием стружки (она шире и тоньше), лучшим теплоотводом,
в результате которого стойкость наиболее слабого участка между
ленточкой и режущей кромкой сверла увеличивается. Двойную за-
точку рекомендуется делать на сверлах диаметром от 8 мм и
выше.
Станки для заточки сверл. Заточка режущих граней сверла обыч-
но производится на полуавтоматических и автоматических станках,
предназначенных для этой цели.
На фиг. 101 и 102 показан полуавтомат модели 3659 для заточ-
ки сверл и зенкеров диаметром от 10 до 75 мм. Основные узлы и
механизмы станка следующие: станины, шлифовальная бабка, ка-
ретка со сверлодержателем, распределительная коробка и механизм
подачи.
Заточка сверл на разбираемом станке производится по винтовой
поверхности. Станок относится к типу полуавтоматических станков,
так как все движения в нем совершаются автоматически, за исклю-
чением снятия, установки и закрепления инструмента. После окон-
чания заточки сверло или зенкер автоматически отводятся назад, и
станок останавливается (исключение составляет вращение шлифо-
вального круга).
158
Для осуществления заточки станок должен иметь следующие
движения:
1) вращение шлифовального крута;
2) вращение шлифуемого инструмента;
3) возвратно-поступательное движение шпинделя шлифовально
го круга;
4) планетарное движение
шпинделя шлифовального
круга в плоскость торца кру-
га;
5) автоматическую пода-
чу инструмента на круг пер- g
пендикулярно торцевой плос- 7
кости его;
Вращение шлифовального
круга. На фиг. 102, а пока-
зана кинематическая схема
станка. Движение на шпин-
ель шлифовального круга
передается от электродвига-
теля мощностью N = 27 кет
с числом оборотов п = 960
в мин. через клиноремен-
ную передачу со шкивами
21°
О2= 109
Число оборотов шлифо-
вального круга в минуту бу-
2 о
дет: и = 960—= 1845 .
кр 109
Размеры шлифовального
круга: 300 X 75 мм с отвер-
стием 200 мм.
Вращение затачиваемого
инструмента. Затачиваемый
инструмент (сверло или зен-
кер) приводится во враща-
тельное движение следующим
Фиг. 101. Общий вид ставка модели 3659:
1 — станина; 2, 3 — кнопки пуска и останова
электродвигателя шлифовального круга; 4 — пу-
сковой прибор электродвигателя насоса; 5 — шка-
ла отсчета поворота сверлодержателя; 6 — гайка
крепления положения сверлодержателя; 7 — ру-
коятка поворота сверлодержателя; 8 — винт за-
крепления бабки; 9 — центровая бабка; 10 — ка-
ретка патронодержателя; 11 — патрон .крепления
сверла; 12 — рукоятка правйльного приспособле-
ния; 13 — кран впуска охлаждающей жидкости;
/4 — рукоятка крепления упорки сверла; /5 — ру-
коятка для включения кулачка; 16 — шлифоваль-
ная бабка; 17 — рукоятка коробки скоростей вра-
щения детали; 18 — рукоятка регулирования по-
дачи; 19 — шкала отсчета величины снимаемого
слоя; 20 — рукоятка перемещения каретки сверло-
держателя; 21 — рукоятка механизма подачи;
22 — рукоятка скорости вращения; 23 — распреде-
лительная коробка.
образом. От электродвигателя (п =
= 960 об/мин.) через ременную передачу со шкивами
21
110
= 260 и через
зубчатую передачу с числами зубьев приводится во вращение
зубчатое колесо с числом зубьев 62. Зубчатые колеса с числом зубь-
ев 74 и 62 соединены муфтой. Далее через пару винтовых зубча-
тых колес (число зубьев каждого колеса равно 30) вращение пе-
редается на коробку подач механизма вращения инструмента. От
коробки подач движение передается через зубчатые колеса (числа
159
Фиг. 102. Кинематическая схема станка модели
3659 (а); кулачок и развертка кривой для пере-
мещения шпинделя (б).
Зубьев 42, 43, 42) и через пару винтовых зубчатых колее (число
зубьев 16 и 64) на вращение зажимного патрона.
У Найдем число оборотов инструмента:
__оа 110 1Ё 2? 43
пин — 960 260 ’ 74 ’ 30 ‘ 1 к.п 4д ’ 42 64*
где Пин — число оборотов инструмента в мин.;
— передаточные отношения зубчатых колес коробки подач.
Коробка подач состоит из блока, имеющего 3 зубчатых колеса
(48, 56, 42); блок может перемещаться на шпонке вала и соответ-
ственно соединяться с зубчатыми колесами (36, 28, 42). Коробка
подач имеет три передаточных отношения:
. _48 . _56 _42
11 -зб; 1*- 1з~42 •
Числа оборотов инструмента в минуту будут следующими: при
42
включении колес в коробке подач ; пх = 24,6; при включении
48
Колес в коробке подач 32,8; при включении колес в короб-
56
ке подач ’ п3 = 49,2.
При заточке сверло будет вращаться с числом оборотов 49,2,
трехперый зенкер — с числом оборотов 32,8, а четырехперый зен-
кер — с числом оборотов 24,6.
Планетарное движение шпинделя шлифовального круга. Для
равномерного износа шлифовального круга ему сообщают качатель-
ное движение в плоскости, параллельной его торцевой части. Для
этой цели шпиндель круга сидит эксцентрично в гильзе, вращаю-
щейся в подшипниках скольжения. Величина эксцентриситета равна
5 мм. Вращение гильзы создает планетарное движение шпинделя
шлифовального круга. Подчеркнем, что гильза со шпинделем же-
стко не связана, внутри гильзы шпиндель, несущий шлифовальный
круг, вращается на роликовых подшипниках и, так как их оси не
совпадают, то шпиндель совершает планетарное движение.
Гильза получает вращение от зубчатого колеса с числом зубьев
62, которое соединено муфтой с зубчатым колесом, имеющим 74 зу-
ба. Далее через зубчатые колеса с числом зубьев 65 и 62 приводит-
ся во вращательное движение гильза, несущая шлифовальный круг.
Число оборотов шлифовального круга, получаемое от гильзы, будет:
ПО 18 62 65
пгильзы == 960 • 02 ~~ 99 об/мин.
Возвратно-поступательное движение шпинделя шлифовального
круга вдоль оси. К зубчатому колесу, имеющему число зубьев 62.
сидящему на гильзе, прикреплен копир, изготовленный с тремя раз-
личными концентрично расположенными кривыми подъема. В за-
висимости от диаметра сверла и величины заднего угла заточки его
8 работе участвует одна из кривых подъема. К поверхности кривой
И- в. в Лоскутов. 161
кулачка прижимается неподвижный упор, благодаря которому пр#
соприкосновении участка подъема копир, а вместе с ним и колесо
с числом зубьев 62 совместно с гильзой и шпинделем подводится к
затачиваемому инструменту. При соприкосновении с упором участка
спада шпиндель вместе с кругом под действием пружины возвра-
щается в исходное положение.
Величина перемещения шпинделя зависит от того, с какой кри-
вой соприкасается упор.
Когда упор соприкасается с верхней кривой копира на дуге от
О до 175°, то перемещение шпинделя будет равно 3,152 мм; когда
упор соприкасается со средней кривой копира, величина перемеще-
ния шпинделя будет Ъ,П1 мм, и, наконец, при соприкосновении
упора с нижней кривой копира — 4,403 мм. Чертеж копира и раз-
вертка его показаны на фиг. 102, б.
При заточке каждой грани инструмента шлифовальный круг пе-
ремещается поступательно в течение половины оборота кулачка,
т. е. от 0 до 175°. Участки кривой от 35 до 0° и от 175 до 240°
являются переходными. Поэтому на оставшийся участок кривой
приходится 360 — (240 + 35) = 85°, во время поворота которого
происходит поворот сверла для заточки его грани.
Совокупность планетарного движения шлифовального круга и
его поступательное перемещение вдоль оси приводят к заточке зад-
них граней инструмента. по винтовой поверхности.
Жесткая кинематическая (при помощи зубчатых колес) связь
поворотов гильзы шпинделя и патрона инструмента. Заточка каж-
дой задней грани инструмента производится за один оборот гильзы
или же за один оборот копира. Поэтому за один оборот копира за-
тачиваемый инструмент должен повернуться в случае заточки свер-
ла на V2 оборота, трехперового зенкера «а Уз оборота и для четы-
рехперового зенкера на 'У± оборота. Зубчатые колеса так подобра-
ны, что они подчинены этим условиям.
Затачивается сверло. Для этой цели в коробке подач включают-
ся колеса , тогда
, . 62 65 30 56 42 43 16 1 .
I оборот копира, * 2g * 4g * 42 042 сверла.
Затачивается трехперовый зенкер. Для этой цели в коробке по-
4«
дач включаются колеса тогда
. . 62 65 30 48 42 43.16 1 ,
1 оборот копира §5'62'30 36 43 42 64 = ^3 обоРота зенкера.
Затачивается четырехперовый зенкер. Для этой цели в коробке
42
подач включаются колеса тогда
г . 62 65 30 42 42 43 16 1
1 оборот копира gg-gj • 30 • 42 • 43 ’ 42 ' 64 = J обоРота зенкера.
Подача инструмента на шлифовальный круг. Супорт патрона с
закрепленным в нем инструментом может подаваться к шлифоваль-
ному кругу или вручную винтом, или же автоматически. Схема ме-
162
. Внутри вала 7
Фиг, 103. Шаблон
для к<итроля за-
точки сверла.
ханизма подачи показана на фиг. 102. Устройство механизма авто*
матической подачи следующее. На валу 1 около муфты 2 установ-
лен эксцентрик 3, при повороте которого перемещается стержень 4,
находящийся под давлением пружины, со скосом 5. Вследствие это-
го диск 6, закрепленный на валу 7, поворачивается на определен-
ную величину с помощью механизма с кулисоГ ~
эксцентрично расположен вал 8. На конце это-
го вала установлено коническое зубчатое коле-
со с числом зубьев 45.
Маховичок 10 с вытяжной рукояткой 11 (за-
креплен на другом конце вала 8) служит для
подачи инструмента на шлифовальный круг.
Действие механизма следующее. Во время ра-
боты станка с вала 1, несущего эксцентрик 3,
движение передается на стержень 4, который
перемещается возвратно-поступательно и воз-
действует посредством скоса 5 на диск 6, за-
ставляя его поворачиваться периодически на
определенный угол. Вращение происходит в од-
ну сторону. Благодаря повороту диска 6 пово-
рачивается вал 7, эксцентричная цапфа послед-
него поворачивает коническое колесо 9, а вме-
сте с ним и коническое колесо /3, установлен-
ное на ходовом винте 12. Винт, поворачиваясь,
перемещает поступательно салазки патрона. Вал
кручивает пружину 14, которая стремится повернуть вал в обратную
сторону, этому препятствует тормозной ролик 15.
По окончании заточки под действием упора рукоятка 16 отходит
вправо. Диск 6 оттормаживается и с валом 7 под действием пру-
жины повертывается в обратном направлении; салазки патрона с
инструментом отойдут, следовательно, в исходное положение. Вели-
чина .подачи определяется в зависимости от угла качания кулисы,
помещенной внутри диска 6, и может плавно измениться в пре-
делах от 0,005 до 0,05 мм на один оборот затачиваемого
инструмента.
Контроль заточки. После заточки сверла проверяется угол при
вершине равномерность длины режущих кромок, правильное рас-
положение поперечного лезвия относительной режущей кромки, чи-
стота заточки. Для проверки заточки сверла применяется шаблон,
приведенный на фиг. 103, где указан способ его применения. Одно-
временно этим шаблоном возможно производить проверку угла спи-
рали, образуемого с осью сверла. Чистота заточки поверхности зад-
ней грани определяется путем сравнения с эталоном.
Проверку угла при вершине можно производить универсальным
угломером. При заточке сверл в специальном станке точность угла
Достигается настройкой самого станка, и поэтому нет необходимости
производить его проверку.
7, вращаясь, за-
11».
163
§ 5. ЗАТОЧКА ФРЕЗ
Общие сведения. Правило «точить чаще» особенно должно рас-
пространяться на фрезы, являющиеся сравнительно дорогим инстру.
ментом. При износе граней на 0,2 мм необходимо производить за-
точку, так как при большом износе фреза не только тупится, но и
совсем теряет свою режущую способность, и заточка будет стоить
дороже. Известно, что до определенного момента работы фрезы
износ ее протекает равномерно, после чего затупление режущих
кромок идет весьма быстро. Этот переход от медленного затупления
к быстрому носит название критерия затупления. Критерий затуп-
ления для большинства фрез характеризуется износом по задней
грани зуба на 0,3—0,5 мм и появлением лунки на передней грани
зуба.
При заточке необходимо следить за тем, чтобы все зубья одина-
ково выступали. Если часть зубьев будет выступать, то они будут
сильно перегружаться в работе, обработка детали будет нечистой,
выступающие зубья быстрее затупятся и могут выкрошиться.
Заточка фрез производится как с охлаждением, так и всухую.
При работе с охлаждением можно производить шлифование (заточ-
ку) с большой глубиной резания, не боясь отпуска режущих кро-
мок; при работе всухую необходимо лучше наблюдать за процессом
заточки. Почти все фрезы (за исключением фрез с задней заточкой)
проходят три основные операции: 1) заточку передней грани зуба
для удаления затупления в виде лунки и прорезки канавки при не-
достаточной ее глубине; 2) шлифование по диаметру и торцу (если
у фрезы торцевые зубья режут) для удаления затупления по задней
грани зуба фрезы и выравнивание выступающих зубьев; 3) заточку
по задней грани зуба фрезы для придания зубу необходимых зад-
них углов резания.
Заточка фрез с задней заточкой производится только по перед-
ней грани до полного удаления затупления зуба по передней и зад-
ней граням. Заточка фрез производится на универсальных станках
или на специальных. Шлифование производится на универсальных
круглошлифовальных станках обычного типа.
Большинство универсально-заточных станков изготовляется раз-
ными заводами по одному и тому же принципу и поэтому мало от-
личаются друг от друга. Приведем описание универсально-заточного
станка типа ЗА64 завода имени Ильича. Этот станок имеет большое
применение на отечественных заводах для заточки режущего ин-
струмента.
§ 6. УНИВЕРСАЛЬНО-ЗАТОЧНОЙ СТАНОК ТИПА ЗА64
Универсально-заточной станок ЗА64 (фиг. 104 и 105) предназна-
чен для заточки всевозможного режущего инструмента диаметром
до 250 мм и длиной до 400 мм. При помощи соответствующих при-
способлений можно производить заточку инструмента диаметром до
500 мм и длиной до 600—700 мм. Кроме того, на нем можно произ-
164
Фиг. 104. Общий вид универсального заточного станка
типа ЗА64.
Фиг. 105. Кинематическая схема универсального заточного
станка типа ЗА64.
165
водить круглое наружное, внутреннее и плоское шлифование. В от-
личие от других универсально-заточных станков станок ЗА64 обеспе-
чивает большую точность производимых на нем работ, имеет мас-
сивную и жесткую конструкцию. Он удобен в управлении, так как
расположение маховичков и рукояток дает возможность рабочему
работать с любой стороны станка, в зависимости от выполняемой
работы. В табл. 17 приводится техническая характеристика этого
станка.
Станок состоит из станины 12, на которой расположены попереч-
ные направляющие, по ним скользят салазки 11. Между выступами
салазок расположена горловина, в которой может передвигаться
в вертикальном направлении гильза 8. Перемещение гильзы произ-
водится от ручных маховичков 13 через червяк 14, червячное коле-
со 15, шестеренку и рейку 16. В гильзе может вращаться колонка 7,
несущая на себе шлифовальную головку 4, шпиндель которой по-
лучает движение от электромотора приводным ремнем 17, проходя-
щим внутри колонки. Электродвигатель имеет двуступенчатый шкив,
ступеням которого соответствуют скорости 3800 и 5700 об/мин. Для
регулировки натяжения ремня имеется рукоятка с шестеренкой 18
и рейкой 19. После регулировки натяжения ремня электродвигатель
закрепляют двумя стопорными болтами. Подача поперечных сала-
зок производится маховичком 20 через ходовой винт 21, проходя-
щий через левый выступ салазок и специальную гайку 22, укреп-
ленную на станке. Продольный стол 27 имеет нижние направляю-
щие, которые опираются на ролики 24. Для. того чтобы ролики не
сбивались, они соединены в цепи. Для направления стола в гори
зонтальной плоскости посредине его находится точно обработанное
в виде рейки ребро 28, которое двигается между парами неподвиж
ных точных шарикоподшипников 29.
Продольный ход стола осуществляется от головки быстрой по-
дачи 23 через шестеренку 25 и рейку 28 или посредством планетар-
ного (замедленного) механизма 26, рукоятки 5 и кнопки 6 включе-
ния планетарного механизма.
Снаружи продольный стол имеет Т-образный паз, в котором за-
креплены упоры 2, ограничивающие ход стола. Верхняя часть
стола 9 может быть установлена под любым углом к направлению
движения стола. Положение поворотной части закрепляется затяги-
ванием гайки 3. В Т-образном пазу /, 10 на шпонках устанавли-
ваются все приспособления для заточки инструмента.
Шарикоподшипники шпинделя шлифовальной головки вращают-
ся в масляной ванне, уровень масла контролируется по указателю.
К станку прилагаются следующие принадлежности: бабки центро-
вые, передние и задние, для закрепления затачиваемого инстру-
мента в центрах, поворотные тиски с шириной губок 100 мм, под-
ручник, упорка простая и универсальная, хомутик, универсаль-
ная заточная головка, набор оправок для закрепления шлифоваль-
ных кругов и центрирующий шаблон для установки лезвия.
Универсальная заточная головка. На фиг. 106 и 107 представлена
универсальная заточная головка, предназначенная для установки
166
Таблица 17
Техническая характеристика универсально-заточного станка модели ЗА64
Наименование Единиц! измерения Размеры
Высота центров мм 125
Расстояние между центрами передней и задней 650
бабки . . w >
Расстояние между центрами универсальной го- 400
ловки и задней бабки »
Расстояние между осью шлифовальных кругов и линией центров: наименьшее » 70
наибольшее » 300
Стол: Поверхность стола (длина X ширина) » 920X134
Наибольшее перемещение: 400 230
продольное
поперечное >
Наибольший угол поворота стола градус 120°
Поперечное перемещение стола на одно деление лимба мм 0,02
Поперечное перемещение стола на один оборот 2,0
лимба . >
Шлифовальная бабка: Наибольший угол поворота шлифовальной бабки градус 270°
Наибольшее вертикальное перемещение шлифо- вальной бабки: выше линии центров мм 150
ниже линии центров 55
Вертикальное перемещение шлифовальной баб- ки на одно деление лимба 0,02
Конусность конца шлифовального шпинделя . . Ч
Наибольший диаметр шлифовального круга: 150
обыкновенного . .
фасонного » 200
Ширина шлифовального круга: обыкновенного .... х> 13
фасонного . . 60
Механика главного движения: Число оборотов шлифовального круга: на малом шкиве электродвигателя . об/мин. 3730
на большом шкиве электродвигателя . . » 5600
~ Привод станка: Электродвигатель привода главного движения: мощность .... кет 0,65
число оборотов об/мин. 2800
167
в ней затачиваемых инструментов под любым наклоном в верти-
кальной и горизонтальной плоскостях. В корпусе заточной голов-
ки 4 на шарикоподшипниках 8 вращается полый шпиндель 9, имею-
щий с двух сторон конусные отверстия. Одно из этих отверстий с
конусом Морзе № 5 служит
для закрепления затачивае-
мого инструмента, имеющего
конусный хвостовик. При по-
мощи специальных конусных
оправок можно укреплять
для заточки режущий инстру-
мент, имеющий отверстия
(торцевые и дисковые фре-
зы, пилы, угловые фрезы).
Во второе конусное отвер-
стие, имеющее конусность
724, устанавливаются конус-
ные оправки с затяжным бол-
том для крепления на них
Крупных ДИСКОВЫХ И торце- фиг Универсальная заточная головка,
вых фрез со вставными но-
жами. Вращение заточной головки производится от руки при помощи
кольца 5, закрепленного на полом цилиндре и имеющего накатку.
Левое упорное кольцо 3 свободно вращается на шпинделе и может
быть застопорено винтом 10.
Положение шпинделя закреп-
ляется винтом 2, находящим-
ся с верхней стороны корпу-
са головки. Корпус головки
крепится на угольник 7, ко-
9
Фиг. 107. Разрез по оси шпинделя уни-
версальной заточной головки.
Конус Морзе N 5 _
Конус <12п
Фиг. 108. Поворотные тиски.
торый в свою очередь установлен на основании 6. Установка уголь-
ника в горизонтальной плоскости и корпуса головки в вертикальной
плоскости производится по делениям шкалы, положение головки кре-
пится, болтом 1 и гайкой И.
Поворотные тиски. Поворотные тиски (фиг. 108) предназначены
для крепления плоского режущего инструмента при заточке в раз-
168
личных положениях по отношению к шлифовальному кругу. Тиски
снабжены горизонтальной и вертикальной шкалами поворота, по
делениям которых производится установка инструмента в требуе-
мое положение к кругу.
Центровые бабки. Передняя и задняя центровые бабки (фиг. 109)
снабжены центрами. Передняя бабка имеет неподвижный центр Л
Фиг. 109. Центровые бабки:
а — передняя бабка; б — задняя бабка.
Фиг. 110. Упоры с язычками для заточки фрез.
Фиг. 111. Схема установки упоров для заточки
фрез.
закрепляемый болтом 2. Задняя бабка для быстрого съема инстру-
мента имеет подвижный центр 3 на пружине, отвод которого произ-
водится при помощи рычага 4.
Упоры. Чтобы дать фрезе при заточке определенное положение,
применяют специальные упоры (фиг. НО), установка которых пока-
зана на фиг. 111.
169'
§ 7. АНОДНО-МЕХАНИЧЕСКАЯ ЗАТОЧКА РЕЗЦОВ, ОСНАЩЕННЫХ
ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА
Заточка резцов, оснащенных пластинками твердого сплава, с по-
мощью абразивных шлифовальных кругов производится, как пра-
вило, вручную, кругами из зеленого карбида кремния — карборунда,
экстра. Эта заточка имеет следующие недостатки.
1. Низкая производительность заточки.
2. Шлифовальные круги из зеленого карбида кремния, карбо-
рунда-экстра дороги и дефицитны.
3. Нередко появляется сетка трещин на пластинках твердого
сплава, занижающая стойкость резцов.
От этих недостатков свободен анодно-механический способ заточ-
ки резцов. Производительность этого метода заточки выше, чем за-
Фиг. 112. Схема установки для анодно-механической заточки.
точка с помощью шлифовальных кругов. Так, например, по данным
одного из исследовательских институтов, время (машинное) заточки
и доводки резца сечением 16X25 мм анодно-механическим способом
составляет 6—10 мин., в то время, как заточка и доводка такого
резца с помощью шлифовального круга составляет 25—30 минут.
Однако механическая заточка основана на тепловом и химиче-
ском действиях электрического тока. На фиг. 112 показана принци-
пиальная схема анодно-механической заточки. При анодно-механи-
ческом способе заточки инструмент является анодом, а заточной
диск — катодом. Заточка происходит в среде специального электро-
лита, представляющего водный раствор жидкого стекла иногда с до-
бавками небольшого количества натриевой или калиевой селитры
Эта жидкость, под действием постоянного тока, обеспечивает полу-
чение на аноде (резце) достаточной пленки со сравнительно высо-
ким электрическим сопротивлением. Вращающийся заточной диск
(катод) снимает образовавшуюся пленку с резца, однако под дей-
ствием тока она непрерывно восстанавливается. Затягиваемый
резец соприкасается с вращающимся диском под давлением, созда-
ваемым пружиной. В место соприкосновения диска и резца подает-
ся рабочая жидкость. Канавки, расположенные на торце диска, спо-
собствуют доступу жидкости к затачиваемой поверхности.
По мере снятия металла диск подается к резцу или, наоборо i.
резец к лиску, до тех пор, пока установленный припуск не будет
170
удален с 'затачиваемой грани. Одновременно с подачей резца ему
сообщается колебательное движение в плоскости торца заточного
диска. Резец устанавливается в специальном приспособлении. За-
точка производится на трех режимах: обдирка, шлифовка и доводка.
Фиг. 113. Универсальный заточной станок ЗА64, пе-
реоборудованный для анодно-механической заточки:
/ — рабочий диск; 2— защитный кожух; 3 — шпиндельная
головка; 4 — кожух диска; 5 — стол для установки приспо-
собления для затачиваемого резца; 6 — резервуар для элек-
тролита.
Переход от одного режима к другому производится специальным
переключателем в процессе заточки. Для этого изменяют электриче-
ское сопротивление в цепи. В настоящее время выпускаются спе-
циальные станки для анодно-механической заточки или же приспо-
сабливаются для этой цели действующие заточные станки.
Универсально-заточной станок типа ЗА64 приводится на фиг. 113.
ЧАСТЬ ЧЕТВЕРТАЯ
ТЕХНОЛОГИЯ ШЛИФОВАНИЯ МЕТАЛЛОВ
ГЛАВА ПЕРВАЯ
ОСНОВНЫЕ ПОНЯТИЯ о ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
§ 1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ЕГО СОСТАВНЫЕ ЧАСТИ
Технологическим процессом обработки детали называют после-
довательность ее изготовления, связанную с изменением формы
или физических свойств этой детали. Изменение формы детали про-
исходит во время механической (шлифование) обработки, а физи-
ческие свойства детали изменяются в процессе термической обра-
ботки (закалка, отпуск и т. п.). Очень часто одна и та же деталь
проходит механическую и термическую обработки.
Разработка технологического процесса изготовления детали
заключается:
1) в установлении плана и способа обработки;
2) в установлении режима резания металла на выбранном
станке;
3) в определении нормы времени на обработку;
4) в выборе и определении потребного количества оборудова-
ния, приспособлений, режущего и измерительного инструмента для
выполнения намеченной обработки;
5) в установлении разряда работы.
При составлении технологического процесса необходимо доби-
ваться, чтобы обработка велась при наиболее полном использова-
нии всех технических возможностей станка, инструмента и приспо-
соблений и наивыгоднейших режимах резания, допустимых стан-
ком. Использование станка должно быть наиболее полным по
времени, производительности и мощности. Для лучшего использова-
ния станка необходимо стремиться к тому, чтобы станок работал по
возможности непрерывно, без остановок для вспомогательных работ.
Использование мощности станка должно быть полным, для че-
го необходимо вести работу на станке, выбранном в соответствии
с размерами обрабатываемой детали, при таких режимах резания
(скорость, подача, глубина резания), чтобы необходимая для рабо-
ты мощность приближалась к мощности установленного на стан-
ке электродвигателя. Особенно необходимо добиваться этого при
обдирочных работах. При чистовой, отделочной обработке это тре-
бование не всегда удается выполнить, так как выбор режимов ре-
зания находится в зависимости от заданной степени точности и чи-
стоты обработки.
172
Основные элементы резания — скорость, подача и глубина ре-
зания — должны быть наивыгоднейшими, т. е. такими, при кото-
рых достигается:
1) полное использование мощности станка путем подбора наи-
большей допустимой подачи при заданной глубине резания;
2) наиболее экономичное использование инструмента при наи-
большей скорости резания, большем сечении стружки и наимень-
шая затрата времени на обработку.
Технологический процесс обработки отдельных деталей есть
часть общего производственного процесса изготовления всей маши-
ны (изделия), который состоит из следующих этапов:
а) заготовка деталей — отливка, ковка, штамповка или заготов-
ка из прокатного материала;
б) обработка заготовок на металлорежущих станках для полу-
чения деталей требующейся формы и размеров;
в) ручная слесарная обработка и подгонка деталей к месту по-
становки, которая в массовом производстве не требуется, так как
достигается полная взаимозаменяемость деталей обработкой на
* станках;
г) сборка узлов и комплектов: соединение отдельных деталей в
узлы и соединение узлов в комплекты;
д) окончательная обработка: сборка всей машины в одно це-
лое изделие.
Вся машина состоит из отдельных деталей. Их обработка дол-
жна быть произведена так, чтобы выполнить требования сборки:
чистота поверхности, точность обработки, взаимное расположение
осей и поверхностей и т. д. Для выполнения этих требований необ-
ходимо вести обработку деталей от какой-либо основной исходной
поверхности, называемой базой. Базы подразделяют на основные и
вспомогательные.
Основной базой называется такая поверхность детали, которая
или соединяется с другой деталью, совместно работающей в соб-
ранной машине, или оказывает влияние на работу детали в маши-
не. В виде примера приведем шестерню, где отверстие является
основной базой; эта поверхность соприкасается с валом; при обра-
ботке шестерни на этой базе при помощи оправки достигается сов-
падение оси отверстия с осью наружной цилиндрической поверх-
ности.
Вспомогательной базой называется поверхность детали, приня-
тая в качестве установочной базы, которая не сопрягается с дру-
гой деталью, совместно работающей в собранной машине, и не
оказывает влияния на работу данной детали в машине. Например,
при обработке поверхностей 1—/, 2—2 и 3—3 крышки подшипника
(фиг. 114) поверхности 4—4 будут вспомогательной базой.
Наибольшей точности обработки можно достигнуть тогда, когда
весь процесс обработки ведется от одной базы, с одной установки,
так как вследствие возможных смещений при каждой новой уста-
новке вносится ошибка в размеры взаимного расположения осей и
поверхностей.
173
В большинстве случаев закончить обработку детали на одном
станке невозможно и приходится продолжать ее на станках других
типов. Для достижения наибольшей точности необходимо вседаль-
1 2 3
Фмг. 114. Схема обработки поверхностей
крышки подшипника.
нейшие установки на других
станках производить на од-
ной и той же базе. В этом
заключается постоянство ба-
зы, т. е. для всех операций
обработки детали необходи-
мо пользоваться одной и той
же базой.
База по своим размерам
должна обеспечивать надеж-
ное, прочное крепление де-
тали, при котором деталь не
изменяет своего положения
во время обработки. Обра-
ботка детали начинается с
дальней-
той поверхности, которая будет установочной базой для
ших операций.
§ 2. ПЛАН И СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ
Приступая к работе, необходимо установить: что требуется выпол-
нить, в каком порядке, каким способом и на какой поверхности де-
тали. Весь процесс обработки разбивается на операции, переходы
и установки.
Операцией называется часть процесса механической обработки
одной детали, осуществляемая на одном рабочем месте, т. е. на
одном станке. Например, шлифование вала, выполняемое последо-
вательно сначала на одном конце и после поворота вала на другом
конце, является одной операцией*. Шлифование вала, выполняемое
сначала на одном конце каждого вала из всей партии, а потом на.
другом конце каждого вала из всей партии, представляет две опе-
рации.
Переходом называется часть операции, при которой не изменя-
ются обрабатываемая поверхность, режущий инструмент и режим
работы станка. Изменение какого-либо одного из указанных факто-
ров (инструмента, поверхности обработки, режима работы станка)
при неизменности остальных означает собой новый переход.
Таким образом изменение вида обработки, перемещение шлифо-
вального круга на другую поверхность, изменение режима реза-
ния создают отдельные переходы, например: 1) прошлифовать
грубо по наружному диаметру, 2) прошлифовать начисто по на-
ружному диаметру.
Под установкой понимают придание определенного положения
закрепляемой детали на станке, причем всякая перестановка детали-
* Чаще всего валы шлифуются при одной установке.
174
считается новой установкой, например: установить вал в цент
рах — первая установка, повернуть вал для шлифования другого
конца — вторая установка; повернуть детали на какой-либо угол
поворота — третья установка и т. д.
Таким образом, весь процесс механической обработки детали
состоит из отдельных операций, слагающихся из отдельных перехо-
дов при соответствующих установках. В план механической обра-
ботки должны включаться и промежуточные слесарные и другие
работы, необходимые для дальнейшей механической обработки,,
например, заделка шпоночных канавок в валах, подлежащих шли-
фованию после термической обработки, термическая обработка и т. д.
Операциям и переходам присваивают порядковые номера, при-
чем операции обозначаются римскими цифрами, а переходы — араб-
скими.
Для более ясного и точного представления технологический процесс
сопровождается графическим изображением (эскизами) переходов,
обработки с изображением способа крепления, детали на станке,
положением детали, приспособления, инструмента; места обработки
отмечаются жирными или красными линиями или номерами.
При составлении карты технологический процесс детали разби-
вают на операции и переходы, одновременно выбирается станок, на
котором операция будет выполняться. Указывается характеристика
станка, его наименование, завод-изготовитель, тип, марка и основ-
ные размеры станка; для круглошлифовальных станков указывает-
ся высота центров и расстояние между центрами.
После определения типа и размера станка выбирают приспо-
собления, необходимые для данной операции. Если требуется нор-
мальное приспособление, являющееся принадлежностью станка
(тиски, люнет и т. д.), то в карте указывается его наименование;
если требуется специальное приспособление, то в карте отмечается
«специальное приспособление». Технолог дает схему приспособле-
ния, исходя из условий и требований обработки, а конструктор вы-
' полняет чертеж, по которому изготовляется приспособление.
При выборе станка и приспособления одновременно указывает
ся, какой режущий и измерительный инструмент необходим для вы-
полнения данной операции. Для режущего инструмента — шлифо-
вального круга — следует указать его характеристику (размеры,
твердость, зернистость, связку, материал).
В отношении измерительного инструмента указывается, какого
вида инструмент применяется для обмера детали в процессе обра-
ботки. Для каждого перехода, входящего в состав операции, вы-
полняемой на данном станке, указывается размер обрабатываемой
поверхности — диаметр и длина или ширина и длина; по этим раз-
мерам подсчитывается время, необходимое для выполнения обраба
тываемой детали, при данном переходе.
Диаметр обрабатываемой поверхности указывается наиболь
ший, т. е. тот, который получен после предыдущей обработки. При
разработке технологического процесса изготовления какого-либо
изделия на каждую деталь, входящую в это изделие, составляется
отдельная технологическая карта механической обработки и отдель-
ная технологическая карта слесарной обработки и сборки изделия.
В карте механической обработки должны быть указаны все
сведения, относящиеся к детали, и изложены все факторы, состав-
ляющие технологический процесс. В карте должен быть изображен
эскиз детали с указанием размеров и обозначения обрабатываемых
поверхностей порядковыми номерами.
Карты имеют определенную форму с соответствующей разбив-
кой на графы.
В отношении обрабатываемой детали должно быть указано:
1) наименование изделия, 2) наименование детали, 3) номер дета-
ли, 4) номер чертежа, 5) номер модели, если деталь литая, 6) на-
именование материала, из которого изготовляется деталь, и его
марка, 7) род заготовки (отливка, поковка, прокат) и размер заго-
товки, если заготовка из прокатного материала, 8) вес черный (вес
заготовки) и вес чистый (вес готовой детали), 9) количество дета-
лей на одно изделие, 10) количество деталей в партии.
Прежде чем попасть на шлифовальный станок, деталь проходит
длинный и сложный путь. Поэтому шлифовальщик должен выпол-
нить весьма ответственно все операции, ибо брак, допущенный
шлифовальщиком, сведет к нулю все работы, которые были сдела-
ны на других станках.
§ 3. ОСНОВЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Производство по характеру обрабатываемых деталей делится
на три основных типа: единичное, серийное и массовое. В зависи-
мости от производства изменяется и технологический процесс.
Под единичным производством понимают такое, при котором
каждое изделие изготовляется единицами, причем повторяемость
этих изделий бывает или очень редкая, или совсем отсутствует.
При единичном производстве завод должен иметь универсальное
оборудование для того, чтобы изготовлять разнообразные изделия.
Технологический процесс обработки деталей при этом производст-
ве имеет характер уплотненный, т. е. такой, при котором на одном
станке производится обработка разнообразных деталей, причем час-
то выполняется не одна операция, а несколько операций, иногда
вся обработка заканчивается на одном станке.
Ввиду разнообразия обрабатываемых деталей применять спе-
циальный инструмент не представляется возможным. Резцы, фре-
зы, развертки применяют нормальные. Не могут применяться и
специальные приспособления, так как значительные затраты на из-
готовление их для единичных деталей не оправдываются. Прихо-
дится пользоваться приспособлениями общего характера, т. е. та-
кими, которые можно применять в различных случаях (планшайбы,
угольники, подставки, люнеты, патроны, оправки для нормальных
диаметров и т. д.).
Измерительный инструмент применяется также общего харак-
176
тера, преимущественно многомерный: штангенциркули, нутромеры,
микрометры, штихмасы.
Разнообразие изготовляемых изделий требует высокой квали-
фикации рабочих и технического персонала. Стоимость изделий по-
лучается высокая вследствие пониженной производительности тру-
да по сравнению с другими типами производства.
Серийное производство характеризуется изготовлением изделий
партиями или сериями, состоящими из одинаковых по конструкции
и размерам изделий. При серийном производстве изготовление, об-
работка и сборка изделий производится партиями. В зависимости
от количества и трудоемкости изделий в серии различают произ-
водство: мелкосерийное, среднесерийное и крупносерийное. Для об-
щего машиностроения можно принять в качестве ориентировочных
величин следующее количество машин в серии (в шт.):
Мелкосерийное производство ... . 5— 25
Среднесерийное производству . . 25—100
Крупносерийное производство: ..... свыше 100
Поточное производство .... . . свыше 1000
Технологический процесс и метод обработки должны быть при
этом тщательно и детально разработаны с разделением всей обра-
ботки на отдельные операции и прикреплением их к определенным
станкам, причем на каждом станке должно выполняться ограничен-
ное количество операций.
Должны применяться специализированные приспособления для
зыполнения отдельных операций обработки, специальный режущий
инструмент, облегчающий и ускоряющий выполнение заданной ра-
боты, и, наконец, специальный измерительный инструмент — шабло-
ны и калибры.
Стоимость продукции при серийном производстве значительно
ниже, чем при единичном, вследствие лучшего использования обо
рудования, большей производительности как самого оборудования,
^ак и рабочей силы, пониженной квалификации рабочего персонала.
Массовым производством называется такое производство, при
котором обрабатывается большое количество одинаковых деталей
и повторяющиеся операции производятся на одних и тех же рабо-
чих местах. При массовом производстве технологический процесс и
методы обработки и сборки должны быть точно рассчитаны и
остановлены: весь процесс обработки деталей разбивается на про-
стейшие (элементарные) операции.
Каждая простая операция производится на одном определенном
станке при определенном рабочем месте. Станки применяются узко
специализированные; каждый станок приспособлен для выполнения
определенной операции при обработке однородных деталей.
Приспособления для обработки и режущий инструмент должны
быть также приспособлены для выполнения определенной опера-
ции, т. е. узко специализированы, пригодны для выполнения толь-
ко данной операции. Часто такое специальное приспособление яв-
ляется неотъемлемой частью станка, и без него станок не произво-
дит никакой работы.
в. В. Лескутов. И7
В качестве измерительного инструмента при массовом производ-
стве применяются предельные калибры и шаблоны.
Исключительно велика роль новаторов в деле рационализа-
ции (улучшения) технологических процессов и резкого повышения
производительности труда. Новаторы улучшают технологические
процессы, во многих случаях коренным образом изменяют их, при-
меняют специальный инструмент и всевозможные приспособления
или комбинированный инструмент и объединяют несколько перехо-
дов в один.
Новаторы коренным образом изменяют конструкцию инстру-
мента и приспособлений, делая их более производительными, пере-
ходят на обработку деталей несколькими инструментами одновре-
менно, переходят на многостаночное обслуживание, т. е. на одно-
временное обслуживание одним рабочим нескольких станков.
Добиваются своевременного и бесперебойного обслуживания
рабочего места всем необходимым для работы: чертежами, рабо-
чей документацией, заготовками, вспомогательными инструмента-
ми, тщательно подготовляются к выполнению заданной работы,
уплотняя при этом свой рабочий день так, что он целиком запол-
няется производственной работой.
Поточное производство характеризуется закреплением операций
за определенными рабочими местами, расположением рабочих мест
в порядке последовательности операций, ритмичностью операций в
поточных линиях по времени. Поточная форма производства являет-
ся обычной формой для массового производства, где иа каждом ра-
бочем месте выполняется всегда одна и та же операция. Поэтому
почти во всех случаях массовое производство организуется, как по-
точное производство.
При поточно-массовой форме весь технологический процесс из-
готовления машины, представляется в виде ряда поточных линий,
обрабатывающих отдельные детали, которые затем постепенно вли-
ваются в линию сборки отдельных узлов машины. Отдельные узлы
в свою очередь вливаются в линию общей сборки (машины на глав-
ном сборочном конвейере, с которого сходят готовые машины в со-
ответствии с темпом их выпуска.
Поточная форма производства является наиболее совершенной,
высшей формой технологического процесса изготовления изделия.
Поточное производство характеризуется следующими преиму-
ществами.
1. Ритмичность работы на всех рабочих местах, что значительно
упрощает организацию и планирование производства, устраняя не-
обходимость вести постоянный контроль и регулирование процессов,
как-то: запуск деталей в изготовление, комплектование изготовляе-
мых деталей и отправка их на склад готовых изделий перед
сборкой.
2. Поточность движения полуфабрикатов, что упрощает наблю-
дение за работой всех рабочих мест, позволяет быстро обнаружить
запаздывание в работе отдельных рабочих мест и появление брака.
Другими словами, повышается ответственность отдельных участков
178
производства за выдерживание темпов производства и качество
своей работы.
3. Нет необходимости иметь межоперационные кладовые и кла-
довые готовых деталей, так как детали идут последовательно с опе-
рации на операцию и затем на сборку, что сокращает время изго-
товления изделия ,в пути движения детали по цехам.
4. Применяются широко специализированное и высокопроизво-
дительное оборудование, ведущее к снижению трудоемкости и се-
бестоимости изделия.
5. Используются малоквалифицированные кадры рабочих и бы-
строе их обучение благодаря широкому применению автоматизации
оборудования, механизации средств контроля и т. п.
6. Широкое применение многостаночного обслуживания.
Формы поточных линий могут быть различными, вплоть до пол-
ностью автоматизированных линий, называемых автоматическими
линиями. На этих линиях один рабочий устанавливает в начале
линии заготовку, а другой снимает в конце ее готовую деталь.
Такие автоматические линии работают на ряде наших заводов.
§ 4. ПРИПУСК ПОД ШЛИФОВАНИЕ
Припуском на шлифование называется разница между размера-
ми детали, поступающей на шлифовальный станок, и размерами ее
после шлифования.
Припуск под шлифование должен иметь такие размеры, чтобы
их можно было снять без излишних затрат рабочего времени, нов
то же время быть достаточным для того, чтобы получить после
шлифования заданные размеры детали. Такой припуск называется
нормальным. Большие припуски вызывают излишние затраты на
шлифование и тем самым повышают себестоимость детали.
Если требуется, чтобы поверхность была гладкой, то необходимо
давать припуск, позволяющий произвести после черновой обработ-
ки* еще и чистовую. Если размеры должны быть выполнены точно
в пределах определенных допусков, то припуск должен обеспечить
возможность чистовой обработки, для чего размеры его необходимо
увеличить.
§ 5. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Техническим нормированием называется определение норм вре-
мени (и норм выработки в единицу времени) на отдельные опе-
рации.
Техническое нормирование позволяет устанавливать нормы про-
изводительности отдельных станков, цехов и заводов, определить
потребность в оборудовании и рабочей силе. Без технического норми-
рования невозможно составление реальных производственных пла-
нов хзавода, цеха, участка, невозможно планирование промышлен-
ности в целом. Кроме того, техническая норма является основой
Для определения стоимости выпускаемой заводами продукции, а
также для установления заработной платы рабочим.
12*. 179
Задачей технического нормирования является определение вре<
мени, необходимого для обработки изделий при установленном тех
дологическом процессе. '
§ 6. НОРМА ВЫРАБОТКИ И НОРМА ВРЕМЕНИ
Под нормой времени понимают время, необходимое для выполг’
нения процесса обработки детали в определенных условиях. ’
При установлении нормы времени следует предусматривать
следующие положения:
1) станочник не должен выполнять таких работ, которые могут
быть выполнены вспомогательными рабочими;
2) в норму не должно включаться время на те приемы, которые^
могут быть выполнены одновременно с работой станка;
3) в норму не должны входить потери времени из-за каких-либо'
организационных неполадок, т. е. должно быть предусмотрено не-
прерывное и своевременное обслуживание рабочего места всем не-
обходимым для выполнения работы;
4) в норму не должны входить потери времени на исправление
забракованных или на изготовление взамен их новых деталей;
5) при установлении нормы времени должны предусматриваться
нормальные для данного завода припуски на обработку, нормаль-
ный сорт и качество материала, соответствующие станок и инстру-
мент.
Отклонения от нормальных условий могут быть учтены норми-
ровщиком отдельно на каждую партию специальным доплатным
листком.
Под нормой выработки понимается производительность, которую
можно установить на данном оборудовании. Норма выработки из-
меряется количеством изделий, обработанных в единицу времени,
обычно за час или смену.
Норма времени на любую работу не является чем-то постоянным
и неизменным. Условия обработки изделий и технологические про-
цессы непрерывно изменяются и будут изменяться вместе с совер-
шенствованием технологии производства и ростом технической куль-
туры. * '
§ 7. СОСТАВ НОРМЫ ВРЕМЕНИ
Техническая норма времени на операцию состоит из двух основ-
ных частей:
1) нормы подготовительно-заключительного времени;
2) нормы штучного времени:
Тпар = 7"'шт % + ^п.з
где Тпар—норма времени на партию;
—норма штучного времени;
z —число'деталей в партии;
tn,8—время подготовительно-заключительной работы.
180
Подготовительно-заключительным временем называется то время,
которое затрачивается на:
а) ознакомление с чертежом и технологическим процессом;
б) наладку станка, инструмента (шлифовального круга) и при
способлений для выполнения заданий, работы;
в) снятие инструмента (шлифовального круга) и приспособлений
й выполнением всех приемов, связанных с окончанием заданной
работы.
Характерная особенность подготовительно-заключительного вре
мени состоит в том, что оно затрачивается рабочим один раз при.
изготовлении заданной партии деталей.
При определении подготовительно-заключительного времени не-
обходимо, чтобы:
1) работы, которые должны выполняться подсобными рабочими,,
в норму станочника не включались (так, например, получение из
инструментальной кладовой и склада и доставка на рабочее место
инструмента, приспособлений и заготовок, а также сдача после вы-
полнения операции взятого инструмента и прошлифованных де-
талей);
2) время, которое затрачивается на оформление, получение, сда-
чу инструмента и деталей на рабочем месте, а также на наладку
станка, которое затрачивается, как правило, станочником, должно
быть учтено при расчете нормы времени.
Для достижения наибольшей производительности необходима
четкая организация рабочего места и разделение труда между про-
изводственными и подсобными рабочими.
Составными частями нормы штучного времени являются:
1. Основное (технологическое) время.
2. Вспомогательное время.
3. Время обслуживания рабочего места.
4. Время перерывов на отдых и т. д.
* Основным (технологическим) временем называется такое время,
в течение которого происходит изменение формы и размеров обра-
батываемой детали. Основное (технологическое) время может быть:
а) машинным, если изменение формы и размеров детали произ-
водится рабочей частью оборудования без непосредственного уча-
стия рабочего. Например, шлифование вала на шлифовальном стан-
ке с автоматической подачей стола;
б) машинно-ручным, если изменение формы и размеров детали
производится рабочей частью оборудования с участием рабочего.
Например, шлифование вала на шлифовальном станке с ручной по-
дачей стола;
в) ручным, если изменение формы и размеров детали произво-
дится без всякого участия станка или иного механизма.
Вспомогательным временем называется такое время, которое за-
трачивается рабочим на различные приемы, обеспечивающие выпол-
нение заданной работы. К вспомогательному времени относится
время на
1) установку и снятие детали, зажим и освобождение детали;
181
2) управление станком (пуск и останов станка, подвод и отвод
инструмента, изменение величины продольной подачи и т. д.);
3) контроль обрабатываемых деталей.
Время обслуживания рабочего места есть то время, которое за-
трачивает станочник на уход за рабочим местом в течение смены.
Оно подразделяется на время технического и организационного об-
служивания рабочего места. Время технического обслуживания ра-
бочего места включает в себя время на смену инструмента (шлифо-
вального корпуса) вследствие износа его, время на регулирование
и подналадку станка в процессе работы, время на правку шлифо-
вального круга, время на сметание стружки в процессе работы.
Время организационного обслуживания рабочего места включает
в себя время на раскладку и уборку инструмента в начале и в конце
смены и время на смазку и чистку станка. Время перерывов на
отдых и т. д. исполнителя дается в норме в зависимости от условий
работы; тяжести, напряженности труда и т. п.
В норму времени включается время перерывов только лишь на
тяжелых работах. Во всех остальных случаях время на отдых в
норму времени не включается, в ней предусматривается лишь время
на естественные надобности.
Таким образом, формула нормы штучного времени будет иметь
вид:
Тшт — to “4~ te —|— tO6.p'M -J-
где t0 — основное время в мин.;
to6pM — вспомогательное время обслуживания рабочего места
(организационное и техническое) в мин.;
teH —время, необходимое на естественные надобности в мин.
На практике время обслуживания рабочего места и время на
естественные надобности исполнителя определяется не в минутах,
а в процентном отношении от основного и вспомогательного времени.
Норма времени на операцию будет иметь вид:
Т— Т I *п.з.
7 — 7 шт |----->
Z
где Т — норма времени на операцию (другими словами, норма
штучного времени с учетом подготовительно-заключительного вре-
мени).
Зная норму времени на операцию в минутах, норму выработки
в штуках можно определить по формуле
~ 480 ,
Тв= — в сменуi;
~ 60 z
= у- (в час),
где Та — норма выработки (в смену, час) в шт.
Из приведенных фЪрмул видно, чем меньше будет норма време-
ни на операцию (Г), тем выше норма выработки, или, другими сло-
вами, тем выше производительность труда рабочего.
1S2
По данным Экспериментального научно-исследовательского ин-
ститута металлорежущих станков (ЭНЙМС), на основании всесто-
роннего изучения опыта работы как лучших шлифовальщиков, так
и рядовых рабочих было установлено, что на непосредственное ре-
зание (основное время) расходуется от 30 до 75% всего рабочего
времени. Остальное составляет: вспомогательное, подготовительно-
заключительное и другое время.
Предположим, что шлифовальщик на круглом шлифовальном
станке при шлифовании детали затрачивает 10 мин., из которых
5 мин. машинного времени (станок работает) и 5 мин. вспомогатель-
ного времени (рабочий работает). Шлифовальщик изготовляет
6 шт. в час. Допустим, что ему удалось уменьшить машинное время
вдвое (за счет увеличения скорости резания, подачи). Тогда на из-
готовление детали потребуется 2,5 мин. машинного времени, а на
все ручные приемы шлифовальщик попрежнему затратит 5 минут.
Это даст возможность изготовить в час 8 деталей. При этом проис-
ходит любопытное явление: в первом случае в течение рабочей сме-
ны рабочий работал 240 мин. и станок работал тоже 240 минут.
Во втором случае в течение рабочей смены рабочий работал
320 мин., а станок только 160 минут. С увеличением скоростей ре-
зания при обработке небольших деталей работа на станках превра-
щается в сплошной ручной труд, если одновременно с повышением
скоростей не принимаются меры по уменьшению вспомогательного
времени за счет автоматизации ручных приемов.
Если в том же примере уменьшить вспомогательное время
вдвое, то вместо 5 мин. будет затрачиваться только 2,5 минуты.
Если при этом машинное время будет составлять 5 мин., то шлифо-
вальщик будет вырабатывать 8 шт. в час, при этом станок будет
работать 320 мин. в смену, а рабочий только 160 минут. На заводе
им. С. Орджоникидзе у одного рабочего, обслуживающего кругло-
шлифовальный станок, машинное время составляет только 37,2%,
в* то время как у другого рабочего (тов. Кузнецовой) оно состав-
ляет 73,9%.
Продуманность всех движений позволяет скоростникам умень-
шить время на вспомогательные операции и увеличивать долю ма-
шинного времени.
Технологический процессе металлообработке в том и состоит, что
он направлен на сокращение времени, необходимого для изготовле-
ния детали и в особенности на те приемы, которые наиболее длитель-
ны и многократно повторяются. Поэтому исключительное значение
приобретают все те мероприятия, которые направлены на уменьше-
ние основного (технологического) и вспомогательного времени.
Одним из средств сокращения штучного времени служит сокраще-
ние вспомогательного времени. Так, например, шлифовальщица за-
вода имени Воскова (г. Ленинград) тов. Карпова указывала, что
правильная организация рабочего места есть одно из основных
условий повышения производительности труда. У ней всегда на
тумбочке справа лежит подготовленная для шлифования деталь.
Всегда под руками пара хомутиков, благодаря которым во время
183
шлифования одного сверла она успевает подготовить к обработке
следующее (совмещение ручных приемов с машинным временем).
Шлифование происходит в 2—5 проходов (шлифование идет и при
обратном ходе стола). За это время она успевает замерить скобой
шлифуемую деталь, подготовить следующую заготовку и замерить
отшлифованную деталь. Таким образом шлифовальщица тов. Кар-
пова успевает за время работы станка произвести ряд приемов, вхо-
дящих в вспомогательное время, не затрачивая на это дополнитель-
ного времени.
Или другой пример. Шлифовальщик Московского инструмен-
тального завода тов. Макаров в своей книге «Скоростные методы
шлифования металлов» (изд. «Московский рабочий», 1951 г.) пишет:
«Чем лучше будет продумана организация работы, тем меньше
уйдет времени на эти вспомогательные приемы. Ко мне, например,
поступают на шлифовку многие десятки деталей. Перед тем, как на-
чать работу, я осматриваю эти детали и по-своему комплектую.
Поясню, как и для чего это делается. Как бы тщательно не заготов-
лялись детали в механических цехах, откуда они поступают к шли-
фовальщикам, многие из них имеют различные припуски на шли-
фовку. Разница в припусках составляет десятые доли миллиметра.
Все же шлифовку вести гораздо удобнее, когда заготовки сгруппи-
рованы по размерам припусков. Поэтому перед началом работы
я замеряю детали и соответственно их распределяю. Времени на это
уходит совсем немного, зато удобства подобной сортировки совер-
шенно очевидны: в собранных по такому принципу комплектах раз-
ница в припусках составляет уже сотые доли миллиметра, я могу,
пользуясь одной наладкой станка, обработать весь комплект».
Этих примеров достаточно, чтобы показать отношение передо-
виков машиностроения к вопросам сокращения вспомогательного
времени.
§ 8. КВАЛИФИКАЦИЯ И ТАРИФИКАЦИЯ РАБОЧЕГО
Знания и умения рабочих, т. е. их квалификация, бывают раз-
личны. Некоторые в совершенстве владеют своим мастерством, дру-
гие же только начинают его осваивать. У нас в Советском Союзе
квалификация рабочих определяется тарифными разрядами. В ма-
шиностроительной промышленности действует восьмиразрядная
тарифная сетка, утвержденная в 1932 г., в которой восьмой разряд
соответствует наивысшей квалификации. Для повышения оплаты
труда в зависимости от квалификации при восьмиразрядной сетке
установлены следующие коэфициенты:
Разряды ... I II III IV V VI VII VIII
Коэфициенты . .1,00 1,20 1,45 1,75 2,10 2,50 3,0 3,6
Обычно устанавливается размер оплаты по первому разряду та-
рифной сетки; оплата по остальным разрядам получается путем
умножения ставки первого разряда на соответствующий коэфициент.
Например, ставка 1 разряда установлена 1 руб. в час, ставка 5 раз-
ряда будет 2 руб. 10 коп.
184
Оплата труда. Оплата труда рабочего бывает повременная;
сдельная и прогрессивная.
При повременной оплате рабочий получает не за выполненную
им работу, а за проработанное время. Эта система оплаты труда
несовершенна, так как создает уравниловку в заработной плате и
не стимулирует производительности труда.
При сдельной оплате рабочий получает за количество изготов-
ленных им деталей. Сдельщина — наиболее распространенная в
СССР форма оплаты труда на производстве.
Сдельная расценка на данную работу определяется нормой вре-
мени и разрядом работы. Сдельная система оплаты труда лучше
повременной, но и она в наше время высокой социалистической
производительности труда является несовершенной.
При прогрессивной оплате труда рабочему устанавливается нор-
ма. Если он вырабатывает только одну норму, то за изготовленные
им детали он получает по установленной сдельной расценке.
Но при переработке нормы сдельная расценка прогрессивно
увеличивается в соответствии с переработкой по определенной шка-
ле. Так, например, при переработке норм от 1 до 10% переработка
оплачивается по расценке, увеличенной в 1,3; при переработке норм
от 11 до 25% расценка за переработку увеличивается в 1,5 раза
и т. д. При этом ни в коем случае не должно быть снижено каче-
ство продукции.
§ 9. ПОДГОТОВКА СТАНКА К ВЫПОЛНЕНИЮ ЗАДАННОЙ РАБОТЫ
Прежде чем приступить к работе на станке, его необходимо для
лого подготовить. Под подготовкой станка для заданной работы
понимается: приведение в порядок, наладка и настройка станка.
Под приведением станка в порядок понимается: очистка его от
стружек и грязи, смазка, заправка смазочно-охлаждающей жидко-
сти, устранение всех замеченных неполадок.
Наладка станка предусматривает: установку и выверку приспо-
соблений, установку и правку шлифовального круга, установку и
закрепление шлифуемой детали и других подготовительных опера-
ций, обусловленных особенностями предстоящей работы. Наладка
станка должна производиться в точном соответствии с заданным
технологическим процессом шлифования детали.
Настройка станка предусматривает: сообщение шлифуемой дета-
ли необходимой скорости вращения, подачи и др., в зависимости
□ г установленного режима шлифования для заданной операции. Для
лого необходимо установить рукоятки на коробке подач, перевести
ремень с одной ступени шкива на другую, отрегулировать хра-
повой механизм подачи, отрегулировать гидравлическую систему
станка и др.
ГЛАВА ВТОРАЯ
ШЛИФОВАНИЕ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
§ 1. УСТАНОВКА ДЕТАЛЕЙ
Шлифование наружных цилиндрических поверхностей произво-
дится на круглошлифовальных станках, при этом шлифовальный
круг и шлифуемая деталь должны вращаться в одну сторону.
Наиболее распространен способ шлифования в центрах, т. е.
когда обрабатываемая деталь закрепляется между двумя центрами
6 и 3 (фиг. 115). Центр 6, называемый передним центром, вставлен
Фиг. 115. Установка детали на центры станка:
/ — палец поводкового патрона; 2 — хомутик; 3, 6— центры; 4 -пат-
рон; 5 — шпиндель.
в шпиндель 5 передней- бабки шлифовального станка и вместе с ним
вращается во время работы. Центр <3, или задний центр, вставляет-
ся в шпиндель задней бабки и во время работы не вращается.
Центры. Каждый центр имеет конический хвостовик 2 (фиг. 116),
который входит в коническое отверстие шпинделя передней или
задней бабки. Второй конец центра 1 затачивается на конус под 60°.
Этот конец вставляется в отверстие на торце шлифуемой детали
и поддерживает ее во время работы. Благодаря конической форме
хвостовика центр легко, входит в свое гнездо в шпинделе, легко из
него вынимается и всегда плотно прилегает, к стенкам гнезда. Раз-
меры центров бывают разные, в зависимости от величины станка,
и различаются по номерам.
Прежде чем вставить центры, центровые углубления необходимо
очистить от грязи и пыли.
186
Когда центр вставлен в шпиндель передней бабки, необходимо
проверить правильность его положения. Для этого, включив станок,
смотрят на самый конец центра. Если при вращении заметно пока-
чивание конца центра,
то говорят, что центр 2 у
«бьет». Так можно on- \ \
ределять биение только IXwj / и—V--------------
в том случае, если чи- --------------
ело оборотов шпинделя уу "
небольшое. В тех же
случаях, когда биение
незначительное, ЧИСЛО Фиг. 116. Нормальный центр,
оборотов шпинделя вы-
сокое и биения невозможно заметить глазом, а также при точ-
ных работах, проверку следует производить индикатором.
В этом случае необходимо еще раз и более тщательно прочи-
стить отверстие в шпинделе, посмотреть, нет ли забоин на хвосто-
вике центра, и вставить его снова. На станке можно начинать ра-
1 устранено биение центра.
Центровые отверстия. Чтобы за-
крепить между центрами шлифуемую
деталь, на торцах делают центровые
отверстия. На фиг. 117 указаны фор-
мы центровых отверстий двух ти-
пов, а в табл. 18 приведены их раз-
меры.
При работе в центрах большин-
ство ошибок происходит в результате
неправильно выполненных центро-
вых отверстий.
Фиг. 118 дает представление о пра-
вильно и неправильно выполненных
центровых отверстиях. Центровые отверстия а, б и в сделаны не-
правильно. В первых двух не получается полного прилегания по-
верхности центрового отверстия к конусу центра. В центровом
отверстии в нет дополнительного углубления, вследствие чего вер-
шина центра станка упирается в основание центрового отвер-
стия.
Во всех трех случаях деталь при шлифовании будет покачивать-
ся, что приведет к браку. Правильно сделанное центровое отвер-
стие показано на фиг. 118, г.
Перед установкой детали заднее центровое отверстие должно
быть хорошо смазано чистым тавотом для уменьшения трения меж-
ду центром задней бабки и шлифуемой деталью, которое является
причиной нагревания центра. При большой скорости вращения на-
гревание центра бывает настолько сильным, что даже портит его
и делает непригодным для дальнейшей работы. При закреплении
Детали на станке не следует ее очень туго зажимать между центра-
лишь в том случае,
а) б)
Фиг. 117. Формы центровых
углублений:
а — без предохранительного конуса;
б —с предохранительным конусом.
187
Таблица 18
Размеры центровых отверстий (ОСТ 3725) (фиг. 117)
Размеры центровых углублений в мм
d D (не более) L 1 (не менее) а Do
0,5 1,0 1,0 0,5 0,2 2,0
0,7 2,0 2,0 1,0 0.3 3,5
1,0 2,5 2,5 1,2 0,4 4.0
1,5 4.0 4,0 1,8 0,6 6,5
2,0 5,0 5,0 2.4 0,8 8.0
2,5 6,0 6.0 3,0 0,8 10,0
3.0 7,5 7.5 3,6 1,0 12,0
4,0 10,0 10,0 4.8 1,2 15,0
5,0 12,5 | 12,5 6,0 1,5 20,0
6,0 15,0 15,0 7,2 1,8 25,0
8.0 20,0 2о.0 9,6 2,0 30,0
12,0 сО.О 1 30,0 14,0 2,5 42,0
ми, так как это тоже увеличивает трение и нагревание центра. Пе-
реднее центровое отверстие обычно не смазывают, так как центр
передней бабки вращается вместе с деталью.
а) б) S) г)
Фиг. 118. Центровые отверстия:
а, б, в — неправильные, г — правильные
Фиг. 119. Поводковые хомутики:
а - с выступающим болтом; б—с углублением для ключа; в —с ого
гнутым концом; г — наиболее безопасный хомутик.
Шлифуемая деталь получает вращение от шпинделя передней
бабки при помощи поводкового патрона и хомутика.
Поводковый патрон (см. фиг. 115) представляет собой чугунный
диск, навернутый на шпиндель 5 передней бабки. Палец 1 поводко-
188
зого патрона при вращении шпинделя захватывает хомутик 2 и за-
ставляет его вращаться вместе с закрепленной в нем деталью.
Хомутики. В хохмутике а (фиг. 119) деталь закрепляется болтом
с квадратной или шестигранной головкой. Применять такие хомути-
ки не рекомендуется, так как выступающий наружу болт с головкой
иногда захватывает одежду работающего, что приводит к травме
(повреждению организма).
На фиг. 119, б изображен хомутик, у которого болт не выступает
наружу и не имеет головки. Вместо головки у него квадратное
Фиг. 120. Поводковые устройства:
11 — граненый центр; б — торцевой поводок с одним пальцем; в — самозажимной
хомутик.
углубление для ключа, при помощи которого деталь зажимают
в хомутике.
На фиг. 119, в представлен хомутик с отогнутым концом, кото-
рый входит в особый вырез поводкового патрона. Поводковый пат-
рон без пальца, что уменьшает опасность работы на станке.
Наиболее безопасный хомутик показан на фиг. 119, г.
Поводковые устройства. Эти приспособления используются для
сообщения вращательного движения шлифуемой детали. Отметим,
что поводковое устройство передних бабок большинства станков
вращается вокруг оси неподвижного шпинделя, это позволяет повы-
сить точность шлифования. В целях уменьшения вспомогательного
времени при шлифовании в центрах применяют различные поводко-
вые устройства (фиг. 120). При обработке гладких валов неболь-
ших диаметров и длины может применяться трехгранный центр
(фиг. 120, а). Предварительно одно из центровых отверстий шли-
фуемой детали разбивается закаленным трехгранным кернером.
Применение трехгранного центра дает возможность:
I) шлифовать деталь с одной установки, т. е. не перевертывая
деталь;
‘ 2) исключает двукратную установку хомутика на шлифуемой
детали, а это ведет к увеличению производительности труда шлифо-
вальщика.
189
Ту же цель преследует и торцевой поводок с одним пальце^
(фиг. 120,6). Корпус 5 поводка навинчивается на шпиндель 6 баб-
ки. Закрепленный винтом 2, качающийся палец 1 входит в вспомо-
гательное отверстие вала 3 и передает ему вращение. Передний
центр 4 срезан. Пользуясь этим приспособлением, можно шлифо.
вать детали диаметром не менее 40—45 мд.1
Самозажимной хомутик (фиг. 120, в). В корпусе 7 хомутика на
оси 8 может поворачиваться кулачок Р, который с помощью плоской
пружины 11 прижимается насечкой к поверхности вала. Палец Ю
поводковой планшайбы давит на хвост кулачка 9 и таким образом
заклинивает деталь 12. Установка самозажимного хомутика на шли-
фуемой детали занимает меньше времени, чем обычного, винтового,
т. е, происходит снижение вспомогательного времени при обработке
детали.
Шлифовальные оправки. Пустотелые детали с большими отвер-
стиями подвергаются окончательной обработке на оправках. Оправ-
ки могут устанавливаться в центрах или непосредственно в шпин-
деле передней бабки. Центровые отверстия у оправок должны быть
особо тщательно обработаны. Поверхности центровых отверстий
оправок должны быть закаленными и шлифованными. Шлифоваль-
ные оправки бывают неразжимные и разжимные.
Неразжимные шлифовальные оправки. Оправка (фиг. 121) де-
лается на длине L цилиндрической. Левый конец ее на длине М
Фиг. 121. Неразжимная шли-
фовальная оправка.
Фиг. 122. Разжимная оп-
равка.
имеет конус, что облегчает введение оправки в отверстие. Правый
конец на длине Н тоже конический, но диаметр здесь не уменьшает-
ся к концу, а увеличивается. Таким образом деталь центрируется
цилиндрической частью оправки L и закрепляется на конической
части. На таких оправках можно получить точную работу; однако
при этом требуется, чтобы отверстия обрабатываемых деталей вы-
полнялись с большой точностью.
Разжимные шлифовальные оправки. Эти оправки можно исполь-
зовать для деталей с довольно значительными отклонениями в раз-
мерах их отверстий.
На фиг. 122 показана разжимная оправка. Средняя часть 1 оп-
равки^сделана конической, на нее надета втулка 2, которая имеет
с обоих концов по три прореза. Эта втулка при помощи гайки мо-
190
еТ надвигаться на конус, вследствие чего ее диаметр увеличивает-
ся и надетая на нее деталь закрепляется. Чтобы снять деталь, необ-
ходимо ослабить гайку 3 и затем гайкой 4 сдвигать втулку вправо
цо первоначального положения.
Фиг. 123. Разжимная оправка простейшего устройства.
На фиг. 123 изображена оправка, работающая таким же обра-
зом, но более простого устройства. На втулке 1 имеется один сквоз-
ной прорез 2 и два надреза 3. При надвигании втулки на оправку
она, как и в предыдущем случае, увеличивает свой наружный диа-
метр. ,
Расширяющиеся оправки. Эти оправки стали применяться срав-
нительно недавно. Весьма важным их преимуществом является вы-
сокая чувствительность к форме отверстия обрабатываемой детали.
Фиг. 124. Упругая оправка.
Расширяющиеся оправки дают очень точное центрирование. В этих
оправках.заклинивающая часть не имеет прорезей и работает как
тонкостенный цилиндр, испытывающий равномерное давление из-
нутри. Для создания этого давления служат ролики или использует-
191
ся жидкий, а также пластичный заполнитель (гидравлическая
масса).
На фиг. 124 показана упругая оправка, законченная гидравличе-
ской массой <?, в состав которой входят полихлорвиниловые смоль]
и другие вещества. Масса не теряет упругости в пределах темпера-
тур от +60 до —20°. Гидравлическая масса заполняет каналы кор-
пуса 1 оправки и полости между корпусом и внутренней стенки рас-
ширяющейся тонкостенной втулки 6, регулируемой винтами 5,
Толщина стенки этой расширяющейся втулки составляет
1,0—2 мм. Корпус 1 оправки снабжен центровыми отверстиями я
хомутиком 2, затягиваемым винтом 3. Гидравлическая масса запол-
няется через отверстие, в котором сидит винт 4. Торцем этого вин-
та регулируется ее начальное давление. Расширение тонкостенной
втулки должно происходить только в пределах упругости. Регулиро-
вание производится по калибру — кольцу, диаметр отверстия кото-
рого намного больше предельного диаметра отверстия шлифуемой
детали 9. Для расширения оправки вращают гайку 7, при этом
давление гидравлической массы на стенки втулки 6 будет увеличи-
ваться, стенки начнут расширяться и обрабатываемая деталь закли-
нивается на оправке. Уплотнения «Л» нанесены на детали оправки
с целью предотвращения утечки из нее массы. Наружная поверх-
ность втулки 6 должна быть весьма тщательно обработана.
Люнеты. Длинные и тонкие детали при шлифовании способ
чы прогибаться вследствие давления на них шлифовального круга.
Чтобы избежать прогибания, применяют особые подставки, называе-
мые люнетами.
Число люнетов определяется диаметром, длиной и формой шли-
фуемой детали. Чем тоньше и длиннее деталь, тем больше люнетоа
требуется.
В табл. 19 приведены данные о количестве применяемых люне-
тов в зависимости от диаметра и длины обрабатываемых деталей.
192
В настоящее время имеется много разнообразных видов люне-
тов. На фиг. 125 изображено устройство люнета круглошлифоваль-
ного станка ЗД16, изготовленного Харьковским станкостроительным
заводом.
Выбор числа люнетов
Таблица 19
Диаметр
детали
в мм
, До 20
20-25
! 26—35
I 36-50
I 51 — 60
' 61—75
j 76-100
I 101-125
126-150
I 151—200
: 201-240
, 251-300
потребное число люнетов при длине изделия в мм
150 300 450
3
о
2
1
1
1
700
750
900
1050 ’ 12Оо11500- I8O0I2IOO
4
3
2
2
1
1
1
2
2
1
I
1
1
6
5
4
3
2
2
1
1
1
1
1
6
4
3
2
2
2
2
2
1
1
1
7
5
4
3
2
2
2
2
1
1
1
7
5 :
4
3
3
7
5
4
4
3
3
2
2
1
6
5
5
4
4
3
2
2
5
4
2 1
Корпус 7 люнета устанавливается на столе 1 станка. Деталь
поддерживается двумя башмаками 6 и 4. Башмак 6 подводится к
детали 5 при помощи винта 3. Башмак 6 устанавливается в нуж-
ном положении посредством винта 2 и двуплечего рычага, кача-
ющегося на оси 8. Башмаки изготовляются из дерева или цветно-
го металла во избежание царапин на детали.
§ 2. МЕТОДЫ ШЛИФОВАНИЯ
Шлифование в центрах производится по одному из следующих
четырех методов.
Шлифование продольными проходами. Это наиболее распростра-
ненный метод шлифования. Деталь 2 (фиг. 126), вращаясь в цент-
рах, совершает продольное перемещение вправо и влево на всю дли-
ну шлифования вместе со столом станка. В конце каждого прохода
шлифовальный круг 1 подается к детали на установленную величи-
ну глубины резания или поперечной подачи. Этот способ наиболее
удобен при шлифовании длинных и гладких валов.
Глубину резания рекомендуется брать не более 0,05 мм. При
чистовом шлифовании глубина резания берется еще меньше; одна-
ко для увеличения производительности следует увеличивать про-
Цольную подачу.
Шлифование установленным кругом, или глубинный способ шли-
фования. Глубинным способом шлифования называют такой, при
котором весь припуск t на шлифование (от 0,1 до 0,3 мм на сторо-
13- В. В. Лоскутов. 193
ну) снимается за один проход с незначительной продольной подачей
(фиг. 127, а). При работе этим методом шлифовальный круг запра-
вляется ступенчато или с небольшим конусом на ширине 6—12 мм
(фиг. 127, би в). ^Если этого
не делать, то передняя кром-
ка круга будет быстро нана-
шиваться.
Производительность при
глубинном способе шлифо-
вания увеличивается вслед-
ствие уменьшения числа
проходов и улучшения усло-
вий резания.
При шлифовании иногда
Фиг. 126. Схема -шлифования продольными
.проходами. вместо одного круга ставят
два. Круги должны быть
склеены или стянуты шайбами. Круг 1 (фиг. 128) производит пред-
варительное шлифование, круг 2 — окончательное; за один проход
Фиг. 127. Схема шлифования установленным кругом:
а — обыкновенный круг; б, в — ступенчатые круги.
производится черновое и чистовое шлифование. При соответствую-
щем подборе шлифовальных кругов можно добиться увеличения
Фиг 128. Схема шлифования дву-
мя плотно соединенными кругами.
Фиг. 129. Схема шлифования дву-
мя разъединенными кругами:
1 — круг для предварительного шлифо-
вания; 2 — круг для окончательного
шлифования.
производительности и повышения чистоты обрабатываемой поверх-
ности. Также применяются круги, расположенные один от другого
на некотором расстоянии (фиг. 129).
194
Шлифование врезанием. Этот способ применяется при грубом
и чистовом шлифовании круглых деталей длиной до 300 мм. Шли-
фование производится одним широким кругом 1 (фиг. 130). Деталь
2 не имеет продольной подачи, поперечная подача круга на за-
данную глубину производится механически или ручным способом.
Для получения более правильной и чистой поверхности детали
кругу сообщается небольшое перемещение влево и вправо.
Преимущества обработки деталей по способу врезания (фиг. 131)
перед обработкой по способу шлифования продольными проходами
следующие:
1) подача круга производится непрерывно, а не в конце каждо-
го прохода стола, что способствует увеличению производительности
2) способом врезания могут быть отшлифованы фасонные дета
ли при помощи фасонного шлифовального круга;
3) при способе врезания на__________________,
шпиндель станка могут быть уста-
новлены два или три круга, благо-
даря чему шлифование будет про-
изводиться только на определен-
ных участках обрабатываемой
детали.
К недостаткам обработки дета-
ли по способу врезания следует
oiHtxiM. фиг 13Q Шлифование способом |вре-
1) большую поверхность со- зания.
прикосновение круга и детали,
вследствие чего выделяется больше тепла, которое нагревает круг
и деталь сильнее, чем при обычном способе шлифования;
2) круг быстрее засаливается, а потому требует более частой
правки.
Фиг. 131. Шлифование деталей способом врезания:
а — широким кругом; б — профильным кругом; в — двумя кругами одновре-
менно.
При шлифовании способом врезания не должно быть большой
разницы между диаметрами отдельных частей детали. Разница
между наибольшими и наименьшими диаметрами детали допускает-
ся до 50, мм.
Шлифование уступами. При этом способе (фиг. 132) сначала
шлифуется один участок вала, причем кругу сообщается только по-
перечная подача; затем приступают к шлифованию второго сосед-
13* 195
Фиг. 132. Схема шлифования усту-
пами.
него участка и т. д. При шлифовании края участков перекрываю?
друг друга на 5—15 мм, однако после шлифования видны их гра-
ницы, и вал получается ступенчатый. Поэтому уступы шлифуются
не на полную глубину, а оставляется припуск 0,02—0,08 мм, кото*
рый снимается несколькими
(двумя-тремя) быстрыми про-
дольными проходами.
Этот способ шлифования
выгоден, когда
шлифовать одновременно не-
сколько одинаковых валиков.
Для шлифования наружных
цилиндрических поверхностей
приходится
имущественно круги (форма ПП
до 750 мм, и высотой от 20 до 75
нистости круга в зависимости от
пользоваться табл. 20.
в центрах применяются пре-
ГОСТ 2425-44) диаметром от 250
мм. Для выбора твердости и зер-
шлифуемого материала можно
§ 3. ЧЕРНОВОЕ И ЧИСТОВОЕ ШЛИФОВАНИЕ
Под черновым шлифованием понимается предварительная обра-
ботка деталей для снятия излишнего слоя металла с наименьшей
затратой времени. Чистовое шлифование в отличие от чернового
преследует цель придать поверхности обрабатываемой детали необ-
ходимую точность и чистоту.
При черновом шлифовании стремятся к тому, чтобы снять как
можно больше металла в кратчайший срок; к качеству поверхности
и точности обработки предъявляются сравнительно невысокие тре-
бования. Поэтому черновое шлифование производится обычно круп-
нозернистыми кругами с большой продольной подачей и глубиной
резания. Твердость шлифовальных кругов для предварительного
шлифования должна быть выше, чем для окончательного. При-
пуск на чистовое шлифование оставляет от 0,1 до 0,3 общего при-
пуска.
При чистовом шлифовании глубина резания очень небольшая и
измеряется тысячными долями миллиметра. Все риски на детали,
полученные при черновом шлифовании, должны быть удалены при
чистовом шлифовании.
Для получения заданной точности обработки обычно после того,
когда уже сошлифован на детали весь припуск, дальнейшие прохо-
ды делают без поперечной подачи до тех пор, пока шлифовальный
круг перестанет искрить.
Предварительное шлифование позволяет повысить производи-
тельность работы и одновременно получить лучшее качество шли-
фуемых поверхностей до чистового шлифования. Кроме того, на
предварительном шлифовании имеется возможность использовать
менее точные шлифовальные станки. В случае, когда черновое и
чистовое шлифование производится на точных станках, необходимо
196
Таблица 20
Круги для наружного шлифования
Шлифуемый материал Абразив Зерни- стость Связка Твердость
Алюминий К 36 К CM1-M3 .
То же ЭБ-К 60 к СМ1—М3
Бронза мягкая К 24—36 к СМ1
То же К 46-60 к с VII—мз
Бронза твердая и вязкая э 24-36 к СМ1-СМ1
То же ЭБ 46-60 к Cl—СМ1
Латунь К 36-46 к СМ2—СМ1
То же К 60 к СМ2-СМ1
Сталь машиноподелочная сырая э 24-36 к С2—ci
. То же э 46-60 к С1-СМ2
Сталь машиноподелочная зака- ленная э 36 . к С1-СМ2
То же э 60 к СМ2-СМ1
Сталь быстрорежущая закаленная э 36—46 к СМ2—СМ 1
То же ЭБ 46 — 60 к СМ2-СМ3
Сталь нержавеющая К 36 к С1
То же ЭБ 60 к СМ2
Сталь марганцовая Э 24 к СТ1—С1
То же Э 46 к СТ1-С1
Твердые сплавы КЗ 46 к СМ1
Тогже Сталь хромоникелевая сырая (0,2% углерода) КЗ э 100 24-36 к к М3 С1-СМ1
То же Сталь хромоникелевая сырая (©,3% углерода) э э 46 24-86 к К СМ2-С Ml С2—СМ2
То же э 46 к С2—М2
Сталь хромоникелевая цементиро- ванная и закаленная э 31—46 Б СМ2-СМ1
То же э 46-60 Б JM2-CM1
Чугун отбеленный к 24-36 к Cl—СМ1
То же к 46-60 к СМ2—СМ 1
Чугун ковкий (отожженный) к 36 к СМ2-СМ1
То же к 46-60 к СМ2-СМ 1
Чугун серый к 24-36 к СМ2-СМ1
То же к 60 к СМ1
197
применять при черновом шлифовании пониженные подачи для того,
чтобы не вызвать быстрого износа и потери точности ответствен-
ных трущихся частей станка.
§ 4. РАБОТА НА БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫХ СТАНКАХ
Для бесцентрового внешнего шлифования в качестве рабочих
кругов применяются круги формы ПП ГОСТ 2425-44 диаметром от
250 до 660 mi и высотой от 40 до 200 мм. Для ведущих кругов —
диаметром от 209 до 350 мм и высотой от 40 до 200 мм.
Рабочие круги изготовляются на керамической связке, а ведущие
круги на вулканитовой или бакелитовой связке.
Шлифование коротких валов. К числу коротких валов следует
отнести валики длиной до 300 мм. Гладкие валы такой длины шли-
фуются главным образом сквозным методом за несколько черновых
и чистовых проходов.
Приспособление для поддерживания детали при сквозном шли-
фовании. Для поддерживания детали / вовремя шлифования приме-
няется приспособление с ножом, на
который деталь и опирается
(фиг. 133).
Для различных диаметров
шлифуемых деталей приме-
няются различные ножи.
Нож 2 имеет скошенную
верхнюю поверхность для то-
го, чтобы уменьшить трение,
возникающее при работе
между деталью и стойкой.
Для предохранения ножа от
истирания верхняя часть
его 4, на которую опирается
деталь, делается из высоко-
качественной стали, быстро-
режущей стали, стеллита.
При шлифовании мягкого ме-
талла нож может быть вы-
полнен из чугуна. Стеллито-
вые ножи, как менее изнаши-
вающиеся, следует применять
при обдирочных работах,
так
как нецилиндрическая
Фиг. 133. Приспособление для поддержа-
ния детали.
форма деталей больше изнашивает их,
При шлифовании закаленных деталей твердость ножа должна
быть повышена, в этом случае также применяется стеллит.
Нож должен быть установлен в приспособлении строго горизон-
тально, иначе деталь получится конусной. Опорная поверхность
ножа должна быть чисто отшлифована, без задиров и не загрязне-
на частицами абразива, иначе на поверхности детали образуются
винтовые или кольцевые риски. После каждой правки круга 3 по-
198
верхность ножа надо промыть, а в случае повреждений ее необхо-
димо протереть или заправить мелкозернистым бруском.
Кроме поддерживающего ножа, деталь направляется при помо-
щи четырех боковых планок 5, удерживающих ее от уклонения
в сторону. Расстояние между этими боковыми поверхностями
устанавливается при помощи винтов. Винты закрепляют сменный
нож. От правильного поддерживания зависит точность обработки
детали. Если направляющие подставки установлены неправильно,
то деталь будет иметь неправильную форму. На фиг. 134, а пока-
зана правильная установка направляющих щек.
Неправильная установка щек приводит к искажению формы де-
тали. Смещение направляющих в сторону подающего круга 2 со сто-
роны входа детали приводит к получению конусной формы на
передней части детали (фиг. 134, б). Смещение направляющих в
Фиг. 134. Установка деталей при бесцентровом шлифо-
вании:
а -- правильная установка направляющих; б, в — неправильная
установка направляющих; г—неправильная форма вспомогатель-
ного круга.
сторону подающего круга со стороны выхода детали вызывает полу-
чение конуса на конце детали. Смещение в сторону направляющих
подающего круга со стороны входа и со стороны выхода приводит
к получению деталей овальной формы. Отклонение направляющих
в сторону шлифовального круга 1 приводит к получению деталей
вогнутой формы (фиг. 134, в).
Нецилиндрическую форму детали можно получить при вогну-
той или выпуклой поверхности подающего круга. При выпуклой
поверхности вспомогательного круга деталь получается овальной
формы; при вогнутой поверхности подающего круга деталь полу-
чается вогнутой формы (фиг. 134, г).
Деталь необходимо устанавливать на ноже так, чтобы центр
199
его был выше линии центров кругов приблизительно на половину
диаметра, но не более чем на 13 мм. Небольшие детали устанав-
ливают выше линии центров кругов меньше чем на 13 мм, а длин-
ные или сильно покоробленные детали устанавливают ниже линии
центров, чтобы предотвратить срывание детален с опорного приспо-
собления.
Высоту центра детали регулируют подниманием или опуска-
нием ножа.
При шлифовании до упора деталь, дойдя до упор? специаль-
ного приспособления (фиг. 135), либо автоматически, либо вручную
Фиг. 135. Прибор для автоматического выбрасывания
детали при шлифовании в упор.
выбрасывается назад. Деталь выбрасывается штифтом А при дви-
жении вперед рукоятки В и при повороте рычага С.
Шлифование длинных валов. На бесцентровом станке модели
3189 можно шлифовать валы длиной до 4000 мм. Такие валы
шлифуются только сквозным методом. Перед шлифованием валы
должны быть тщательно выправлены. Только при таком условии
возможно снимать значительные припуски за каждый проход.
Очевидно, что стандартного поддерживающего приспособления при
обработке таких длинных валов явно недостаточно и проходится
применять люнеты.
Шлифование втулок и дисков. Эти детали шлифуются сквозным
методом. При их шлифовании необходимо принимать меры для
обеспечения концентричности наружной поверхности и отверстия
детали. Одной из таких мер является уменьшение припуска на
шлифование.
Для обеспечения перпендикулярности торцев и наружной поверх-
ности необходимо эти детали пропускать одну за другой, с таким
расчетом, чтобы на всем протяжении рабочей зоны торцы деталей
плотно прилегали друг к другу. Перпендикулярность торцев в наруж-
ной поверхности достигается и в том случае, когда шлифование их
производится на оправке пачкой (пакетом).
Преимущества бесцентрового шлифования. Основным преиму-
ществом бесцентрового шлифования является высокая производи-
тельность; она превышает в несколько раз производительность цен-
тровых круглошлифовальных станков.
Высокая производительность достигается за счет уменьшения
времени на установку, проверку и снятие деталей. Кроме того, отпа-
200
дает необходимость центрирования деталей, благодаря чему можно»
уменьшить припуск под шлифование, так как в процессе шлифования
центрирование идет по обрабатываемой поверхности, и неточности
зацентровки не имеют места. Повышенный режим резания допус-
кается вследствие хорошей опоры детали на нож, поддерживающий
деталь, и на вспомогательный круг.
Применение широких шлифовальных кругов обеспечивает высо-
кую точность и чистоту поверхности. Наличие хорошей опоры, дета-
ли на бесцентровых станках дает возможность шлифовать очень
тонкие детали, полые детали как широкие, так и узкие, в виде ко-
лец и шайб.
Применение на бесцентровых станках широких кругов помогает
выдерживать размеры обрабатываемых деталей без переналадки
станка. Это упрощает работу и позволяет поручать обслуживание
станка рабочим невысокой квалификации.
На бесцентровых станках точность шлифуемых деталей дости-
гает 0,0025 мм.
Переналадка бесцентрового станка на шлифование деталей друго-
го размера требует значительного времени, поэтому бесцентровое
шлифование выгодно применять только при серийном изготовлении
деталей.
При наружном бесцентровом шлифовании деталей с отверстием
концентричности внешней поверхности с внутренней не достигается.
Поэтому обработку отверстия необходимо производить после наруж-
ного шлифования, при выверке детали по наружной поверхности.
На бесцентровых станках невозможно шлифовать детали, на
наружной поверхности которых имеются продольные пазы, если па-
зы временно не заделаны ложными вкладышами.
Брак при бесцентровом шлифовании. 1. Дробление поверхности
детали. Причины: 1) наличие радиального люфта в подшипниках
шпинделей шлифующего и вспомогательного кругов; 2) шлифуемая
детадь находится слишком высоко над центрами кругов; 3) затуп-
лен шлифовальный круг; 4) слабая затяжка шлифовального круга
во фланцах; 5) вибрации, передающиеся от рядом стоящих станков.
2. Многогранная форма вместо круглой вызывается низким рас-
положением оси детали по отношению к линии центров кругов.
3. Конусность, овальность и вогнутость при шлифовании вызы-
ваются неправильной установкой направляющих или неправильной
формой подающего круга.
4. Конусность при шлифовании методом подрезки может быть
результатом неправильной заправки кругов и неправильной уста-
новки ножа. Образующие шлифовального и вспомогательного кругов
Должны быть параллельны. Нож должен быть расположен горизон-
тально и параллельно осям кругов.
5. Ожоги поверхности получаются при затуплении круга или при
высокой его твердости, а также при больших режимах резания и
недостаточном охлаждении.
6. Нечистая поверхность детали получается в тех случаях, когда
шлифовальный круг крупнозернист, засален или плохо заправлен.
201
§ 5. ПРИСПОСОБЛЕНИЕ ДЛЯ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ
НА КРУГЛОШЛИФОВАЛЬНОМ СТАНКЕ
При бесцентровом шлифовании на круглошлифовальном станке
применяют различные приспособления. На фиг. 136 показано при-
способление, опорная плита которого прилегает к столу станка и за.
крепляется двумя болтами 11, затяжка которых производится тор-
цевым ключом 4. Ведущий валик устанавливается в центрах и при
помощи хомутика приводится во вращение. Винтом 2, помещенным
в упорной планке 3, корпус 10 перемещают в поперечном направле-
нии до тех пор, пока шлифуемая деталь не будет покоиться на ноже 5
между ведущим валиком 12 и шлифовальным кругом 13.
Салазки 7 ножа 5 закреплены болтами 9 и могут перемещаться
по вертикальным пазам корпуса 10, что позволяет производить пра-
Фиг. 136. Приспособление
ал я бесцентрового шлифо-
вания поршневого пальца.
вильную установку ножа по отноше-
нию к центру шлифовального круга
при помощи винтов 6 и 8. Шлифова-
ние возможно сквозное и до упора.
На фиг. 137 указано аналогичное,
но более упрощенное приспособле-
ние.
Фиг. 137. Простое приспо-
собление для бесцентрового
шлифования поршневого
пальца.
§ 6. ИНСТРУМЕНТЫ ДЛЯ ИЗМЕРЕНИЙ ПРИ ШЛИФОВАНИИ
НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Для измерения размеров цилиндрических деталей применяются
следующие измерительные инструменты: стальные линейки, крон-
циркули, нутромеры, штангенциркули, микрометры, индикаторы,
202
рычажные скобы, продольные калибры и специальные измеритель-
ные устройства. ।
Стальные линейки с делениями. Как миллиметровые, так и дюй-
мовые деления нанесены на одной стороне линейки (фиг. 138).
На указанной ли-
нейке наименьшее
миллиметровое деле-
ние равно 1 л/ри, а
наименьшее дюймо-
вое равно Vie". Име-
Фиг. 138. Стальная линейка с делениями.
ются линейки, где наименьшее миллиметровое деление равно
0,5 мм, а наименьшее дюймовое равно VeA Длина линеек обычно
бывает от 150 до 300 м^.
Кронциркуль и нутромер. Кронциркуль (фиг. 139) служит для
измерения наружных размеров, а нутромер (фиг. 140) —для изме-
рения внутренних размеров. Кронциркуль и нутромер состоят из
двух стальных ножек, соединен-
ных между соббй шарниром.
Регулировать раствор ножек
можно от руки. Шарниры крон-
циркуля и нутромера должны
быть точно пригнаны, чтобы
ножки двигались довольно туго.
Точность, которую можно полу-
чить при измерении кронцирку-
лем или нутромером, зависит от
состояния инструмента и опыт-
ности работающего. Опытный
рабочий измеряет деталь с точ-
ностью до 0,25 мм; неопытный,
начинающий, может допустить
ошибку и измерение произвести
с точностью примерно до 0,5 мм.
Фиг. 139. Крон- Фиг. 140. Нутро-
циркуль.
мер.
§ 7. ШТАНГЕНЦИРКУЛЬ
Для более точных измерений служат штангенциркули. Штанген-
циркуль-колумбус (фиг. 141) состоит из стальной линейки с нане-
сенными на ней миллиметровыми делениями. На конце линейки
имеются неподвижная ножка и подвижная ножка, которая может
передвигаться вдоль линейки и закрепляться на ней при помощи
винта. ।
В рамке подвижной ножки имеется вырез, на скошенной кромке
которого нанесены деления, называемые нониусом. В данном слу-
чае нониус имеет 10 равных делений, которые все вместе равны
9 мм (фиг. 142); поэтому каждое деление равно не 1 мм, а 9 мм.
Если ножки штангенциркуля плотно сдвинуты одна с другой, то
первый штрих нониуса, называемый нулевым делением, совпадает
203
с первым штрихом или нулевым делением штангенциркуля, а десятое-
деление нониуса совпадает с девятым делением линейки. Разность
между первым делением линейки и первым делением нониуса будет
равна 0,1 т. е. 1 мм — 0,9 мм = 0,1 мм.
Поэтому, если подвижную ножку сдвинуть вправо, чтобы первое
деление (а не нулевое)
Нелодбилгная л ан ла
Миллимел7рабые
белелир
Яоббижная ланка
Нолиу( блубинолгер
Дюймовые белели#
1рП1И1|11111НрЧГ|)||||1ПП|1Щ
б. I 9. 0* ''
Фиг. 141. Штангенциркуль-колумбус.
нониуса совпало с пер-
вым делением линей-
ки, то расстояние меж-
ду ножками будет рав-
но одной десятой доли
миллиметра (0,1 мм}.
При совпадении второ-
го деления нониуса со
вторым делением ли-
нейки расстояние меж-
ду ножками будрт
3,2 мм и т. д.
Расстояние между ножками штангенциркуля будет равно 15 мм,
если нулевое деление нониуса совпадает с пятнадцатым делением
линейки. Сдвинув подвижную ножку дальше вправо так, чтобы
третье деление нониуса совпало со следующим ближайшим делени-
ем линейки, получим расстояние между ножками 15,3 мм.
Таким образом, чтобы установить штангенциркуль на заданный
размер, нужно подвижную ножку двигать вправо до тех пор, пока
нулевое деление нониуса не
совпадет с делением на ли-
нейке, указывающим нужное
нам число целых миллимет-
ров. Затем продолжают пе-
ремещать ножку вправо до
тех пор, пока деление но-
ниуса, показывающее нужное
нам число десятых долей
миллиметра, не совпадает с
ближайшим к нему делением
////у б-е беление Деления
Фиг. 142. Нониус штангенциркуля.
на линейке.
Например, чтобы установить штангенциркуль на размер 31,3 мм
поступают следующим образом: сначала нулевое деление нониуса
устанавливают на 31 juju, затем ножку с нониусом перемещают даль-
ше вправо, чтобы третье деление нониуса совпало со следующим
ближайшим делением линейки (фиг. 143, а}. На фиг. 143, б штан-
генциркуль показывает размер 50,6 мм, а на фиг. 143, в — 81,8 мм.
Изображенный на фиг. 141 штангенциркуль-колумбус приспособ-
лен для измерения не только наружных размеров, но и внутренних,
что ясно видно из рисунка. Кроме того, штангенциркулем можно
измерять также глубину отверстий или уступов. Для этого служит
стержень, прикрепленный к подвижной губке. Этим штангенцирку-
лем можно производить измерения с точностью до 0,1 мм.
Штангенциркуль завода имени Воскова (фиг. 144) состоит из
204
стальной линейки с нанесенными на ней миллиметровыми деления-
ми. На конце линейки имеются неподвижная ножка 1 и подвижная
рамка с ножкой 2. Кроме подвижной рамки 2, имеется хомутик 4 по
правую сторону последней. Винтом 8 хомутик 4 можно закрепить
на линейке. Грубая установка ножки 2
производится от руки при отпущенных
винтах 7 и 8. Дальнейшее перемещение
*7 4 S
шк|||1|111^’|Цн||1нг1
ее до требуемого положения осуществ-
ляется осторожным вращением гайки 6
винта 5. При этом хомутик 4 должен
быть закреплен на линейке 8. Ножка 2 в
окончательном положении закрепляется
винтом 7. Размеры масштабных лине-
ек этого штангенциркуля бывают 100,
150, 200 и 600 мм- На масштабной линей-
ке 3 нанесены миллиметровые деления;
нониус имеет 50 делений (фиг. 145), ко-
торые в сумме равняются 49 мм. Таким
образом, каждое деление нониуса меньше
миллиметрового деления линейки на
0,02 ми:
Фиг. 143. Примеры от^
счета нониусом:
а — результат 31,3 мм;
б — результат 50,6 мм;
в — результат 81,8 мм.
49 _ 50-49
50 — 50
= Л = 0,02 мм.
Это значит, что этим штангенциркулем можно производить из-
мерение с точностью до 0,02 ми. Если подвижную ножку с нониу-
сом сдвинуть вправо так, чтобы первое деление нониуса совпало с
первым делением линейки, то расстояние между ножками будет
равно 0,02 мм. При совпадении вторых делений это расстояние уве-
личится до 0,04 мм и т. д.
Например, совпадение 23 деления будет соответствовать размеру
0,46 мм. Поэтому для удобства пользования нониусом деления на
нем считают не по порядку их номеров, а числами, указывающими
количество сотых долей миллиметра, которым соответствует каждое
деление, т. е. 0, 2, ,4, 6, 8 и т. д.
При измерении описанным штангенциркулем к показанию нониу-
са прибавляют столько миллиметров, сколько их имеется между
нулевыми делениями линейки и нониуса. Например: 1) нониус пока-
зывает 0,36 мм, нулевое деление нониуса находится на расстоянии
45 мм от нулевого деления <тинейки; расстояние между ножками
будет 45,36 мм; 2) нониус показывает 0,18 мм, нулевое деление
нониуса отстает от нулевого деления линейки на 24 мм; расстояние
между ножками будет 24,18 мм.
На фиг. 146 показан пример отсчета по нониусу. Как видно,
нониус показывает 0,78 мм, нулевое деление нониуса находится на
расстоянии 96 мм от нулевого деления линейки, расстояние между
ножками будет 96,78 мм. При измерении диаметров отверстий поль-
зуются тупыми концами ножек, вводя их в отверстие, и к получен-
ному расстоянию между ножками добавляют их толщину, которая
205
обычно бывает 5 или 10 мм (5 или 10 мм маркируется на ножке).
Сумма дает диаметр измеряемого отверстия.
Иногда применяются штангенциркули с точностью измерения
0,01 мм. В этом случае длина нониуса берется равной 49 милли-
метровым делениям и делится на 50 равных частей.
Фиг. 144. Штангенциркуль за©ода имени Воскова.
Фиг. 145. Нониус штангенциркуля завода имени Воскова.
0,02мм
Фиг. 146. Пример отсчета по нониусу (результат 96,78 мм).
Перед измерением штангенциркулем, чтобы не получить ошибок
из-за неисправности самого инструмента, необходимо его проверить
путем наружного осмотра. Рабочие поверхности ножек должны быть
чистые, ровные, без каких-либо забоин и искривлений на концах.
Для этого штангенциркуль закрывают, т. е. доводят ножки до пол-
ного соприкосновения и проверяют точность его показаний. В этом
положении нулевое деление нониуса должно совпадать с нулевым
делением основного масштаба, а поверхности ножек должны плотно,
206
без просвета, прилегать друг к другу; иначе штангенциркуль нужно
считать неисправным и требующим ремонта. Здесь необходимо про-
верить, чтобы рамка с делениями (нониус) и движок ходили по
линейке равномерно, не особенно туго, не шатались и не заедали.
Необходимо убедиться, что винты, стопорящие рамку и движок, при
зажиме не вызывают перекоса и смещения их с установленного
размера.
При измерении небольшая деталь удерживается в левой руке,
а штангенциркуль — в правой. При измерении неподвижная ножк^
Фиг. 147. Неправильная установка штангенциркуля при измерениях:
а — цилиндрических деталей; б — деталей прямоугольного сечения.
инструмента большим пальцем левой руки слегка прижимается
к детали. Вращение подающей гайки движка и затягивание зажи-
мающих винтов движка и рамки производится большим и указатель-
ным пальцами правой руки.
Тяжелые или крупные детали для измерения укладывают на
плиту или стол, после чего обеими руками накладывают штанген-
циркуль: левой рукой поддерживают неподвижную ножку инстру-
мента, д правой перемещают рамку. Нельзя с усилием надвигать
ножки штангенциркуля на измеряемую деталь, так как при этом
можно погнуть ножки инструмента. Для получения точных резуль-
татов при измерении необходимо следить за правильной установкой
штангенциркуля относительно детали.
При измерении диаметра цилиндрической детали необходимо
следить за тем, чтобы ножки штангенциркуля не перекашивались.
Невыполнение этого условия (фиг. 147, а) приводит к неправильным
измерениям. Неправильна^ установка инструмента при измерении
Деталей прямоугольного сечения (см. фиг. 147, б) также дает не-
правильные результаты обмера.
Таким образом, работа со штангенциркулем требует от шлифо-
вальщика некоторого навыка и внимания.
§ 8. МИКРОМЕТР
Микрометр (фиг. 148) завода «Красный инструментальщик»
Устроен следующим образом. В левом конце дуги 1 запрессована
пятка 2. Другой конец этой дуги имеет гильзу 5, внутри которой
207
расположена направляющая втулка 6 с внутренней резьбой. {4.
правом конце втулки 6 сделан надрез и нарезана коническая резьба
на которую навертывается регулировочная гайка 8. Посредством
этой гайки достигается плавное перемещение шпинделя с микромет.
рическим винтохМ 3 в направляющей втулке 6 и устраняется зазоп
в резьбовом соединении шпинделя с направляющей втулкой, Morv.
щий иметь место вследствие износа резьбы. Гильза 5 охватывается
•барабаном 7, соединенным (коническое сопряжение) со шпинделем 3
^посредством колпачка 9. При вращении шпиндель перемещается
в осевом направлении до тех пор, пока левый
поверхности измеряемой детали, прижатой
роной к пятке 2.
конец его не коснется
противоположной сто-
Фиг. 148. Микрометр завода «Красный инструментальщик».
В колпачке 9 имеется отверстие, в котором расположен заострен-
ный штифт. Этот штифт под действием пружины прижимается к зу-
бьям на торцевой поверхности шайбы 10. Благодаря такому устрой-
ству, называемому трещоткой, перемещение шпинделя в осевом
направлении прекращается, как только усилие, с которым он при-
жимается к детали, достигнет определенной величины для данного
микрометра. В этот момент заостренный конец штифта будет про-
скакивать по зубьям трещотки 10, чем и обеспечивается постоянст-
во измерительного усилия. Посредством гайки 4, которая навинчи-
вается на надрезанный конец направляющей втулки 6, шпиндель
микрометра может быть закреплен в выбранном положении.
Левый конец барабана 7 сточен на конус, и на поверхности это-
го конуса нанесено 50 делений. Шаг микрометрического винта ра-
вен 0,5 лш. При одном обороте барабана шпиндель переместится на
0,5 л<;и, следовательно при повороте барабада на одно деление ее
шкалы, т. е. на 75о часть оборота, шпиндель переместится на
0,01 мм (0,5 : 50 = 0,01).
208
Микрометр, показанный на фиг. 148, служит для измерения в
пределах от 0 до 25 мм. Микрометры изготовляются также с пре-
делами измерений от 25 до 50 мм, от 50 до 75 мм и т. д. до 1000 мм.
На фиг. 149 показаны два примера отсчетов по шкалам микрометра.
В случае, показанном на фиг. 149, а, на
втулке микрометра деления показывают
14,5 мм, так как кромка скошенного барабана
заходит за деление 14,5 по миллиметровой
шкале и против черты барабана стоит 46 де-
ление шкалы втулки. Сумма обоих отсчетов
будет равна: 14,5 + 0,46 = 14,96 мм. В случае,
показанном на фиг. 149, б, кромка барабана
заходит за 12 деление и против черты втулки
расположено 6 деление барабана. Сумма обо-
их отсчетов будет: 12 + 0,06 = 12,06 мм. Что-
бы избежать ошибки, вызываемой чрезмерно
сильным завинчиванием шпинделя, следует
вращать не барабан 7, а головку 10 (см.
фиг. 148). При этом автоматически прекра-
щается перемещение шпинделя, как только он
соприкоснется с измеряемым предметом ола-
годаря наличию трещотки.
При измерении мелких деталей микрометр берут в правую руку
и мизинцем или безымянным пальцем поддерживают изнутри его
скобу, слегка прижимая ее к ладони. Измеряемую деталь удержи-
вают в левой руке. Большим указательным пальцем правой руки
вращают барабан микрометра до
прилегания. Более крупные детали
при измерении устанавливаются
предварительно на столе. Микро-
метр удерживается в левой руке,
а пальцами правой руки произво-
дят вращение его барабана.
Для удобства пользования ми-
крометром при массовой проверке
деталей применяют специальные
стойки — державки (фиг. 150), на
которых укрепляют микрометр за
его скобу в любом положении.
Микрометр весьма точный ин-
струмент, поэтому с ним обра-
щаться необходимо аккуратно.
Фиг. 150. Стойка для микрометра. Резьба шпинделя сделана с боль-
шой точностью; при грубом обра-
щении с микрометром ее легко растянуть или сорвать. Микрометром
следует пользоваться при измерении только начисто обработанных
Поверхностей; черные и грубо обработанные поверхности измерять
этим инструментом не разрешается.
При вращении винта микрометр следует подводить к детали
Фиг. 149. Примеры от-
счета по микрометру:
а — результат 14,96 мм;
б — результат 12,06 мм.
В. В.. Лоскутоз.
209
осторожно, иначе он, толчком коснувшись детали, зажмет винт
тую, резьба микрометра окажется натянутой и можег быть со.
рвана.
Микрометр не следует долго держать в руках, так как он при
эгом нагревается, а от нагревания расширяется, следовательно, по-
казания его получатся неточными.
При измерении деталей необходимо следить за тем, чтобы по-
верхности их были чисты. Нельзя измерять детали, покрытые наж-
дачной пылью, так как поверхности измерительных торцев у шпин-
деля и пятки микрометра быстро изнашиваются и показания стано-
вятся неверными. Если будет обнаружена какая-либо неисправность
микрометра, то работающий не должен производить разборку и ре-
монт собственными силами. Ремонт, чистка, регулировка микро-
метров должны производиться специалистами-инструментальщи-
ками.
После работы ин-
струмент нужно на-
до сухо вытереть и за-
тем смазать бескис-
лотным маслом (при
редком применении
— вазелином), мик-
рометрический винт
слегка смазывают
маслом. Тормозное
приспособление от-
пускают, измери-
тельные поверхности
отделяют друг от
друга. Перед рабо-
той , измерительные
поверхности инстру-
мента, как и изме-
ряемые поверхности,
должны быть насу-
хо протерты. В фут-
ляр необходимо ук-
ладывать микромет-
ры аккуратно и на-
дежно. При длительном хранении микрометр перед смазкой нужно
промыть чистым авиационным бензином и насухо протереть чистой
тряпкой. Следует микрометр оберегать от ударов и сильных сотря-
сений, так как от этого он теряет свою точность.
§ 9. ИНДИКАТОР
Индикатор (фиг. 151) служит для измерения величины отклоне'
яий в размерах деталей, точность изготовления которых не превы-
шает 0,01 мм. Точность измерения индикатором находится в преде'
210
лах от 0,01 до 0,005 мм. Индикатор состоит из корпуса 5, внутри
которого расположен механизм 11 передачи отклонений и подвиж-
ные стрелки циферблатов. Индикатор имеет два циферблата со
шкалами: один подвижный, а другой неподвижный.
Подвижный циферблат укреплен на ободке 7, имеющем наруж-
ную накатку. Неподвижный циферблат прикреплен штифтами к
корпусу приспособления.
Шкала подвижного циферблата 6 имеет 100 делений по ок-
ружности; величина каждого деления составляет 0,01 мм. Отсчет
производится стрелкой 8. Шкала неподвижного циферблата имеет
10 делений по окружности и дает отсчет в миллиметрах с помощью
стрелки 10 и шкалы циферблата 9.
Во втулке 4, запрессованной в корпус инструмента, перемещает-
ся вдоль оси измерительный стержень 3 с рейкой, имеющий нако-
нечник 2 с упорным шариком 1. Измерительный стержень имеет
рейку и при помощи ряда шестеренок связан со стрелками цифер-
блата. Размер зубьев рейки и число зубьев в шестеренках механиз-
ма . рассчитано таким образом,
чт<? перемещение измерительного
стержня вдоль оси на величину
0,01 мм соответствует перемеще-
нию большой стрелки по окруж-
ности на одно деление шкалы; пе-
ремещение измерительного стер-
жня вдоль оси на 1 мм будет со-
ответствовать полному обороту
большой стрелки. Перемещение
измерительного стержня обратно
происходит под действием пружи-
ны на рычаг, который давит на
штифт, укрепленный на измери-
тельном- стержне.
Обращение с индикатором
сравнительно простое. Однако
следует помнить, что резкое пе-
ремещение измерительного стер-
жня и попадание в механизм аб-
Фиг. 152. Индикатор на стойке.
разивной пыли быстро уменьша-
ет точность показаний индикатора. Измерительный стержень сма-
зывать не рекомендуется, так как смазка способствует собиранию
грязи внутри механизма.
Индикатор широко применяется в машиностроении. Это объяс-
няется простотой обращения с ним, надежностью и удобством при-
менения его в соединении с различными приспособлениями.
\ При измерениях индикатор должен жестко закрепляться относи-
тельно исходной измерительной поверхности. На фиг. 152 показана
Универсальная стойка. Индикатор 1 при помощи стержней 2 и 3,
Муфт 4 и 5 закрепляют на вертикальной стойке 6, которая укреп-
ляется в пазу 7 призмы 8 гайкой 9 с накаткой.
14*
211
§ 10. РЫЧАЖНАЯ СКОБА
На фиг. 153 показан общий вид рычажной скобы, а на фиг. 154
схема рычажной скобы. Этот прибор применяется в машиностроении
/ — шпиндель; 2 — измерительный стержень; 3 — кнопка арретира; 4 — стрелки
для установки величины поля допуска детали; 5 — шкала; 6 — стрелка;
7 — колпачок; 8— устройство для установки поля допуска детали; 9 — корпус;
10 — зажим; // — ключ; 12— головка винта; 13— гильза.
Фиг. 154. Схема рычажной скобы;
1 — пружина; 2 — измерительный стержень; 3 — рычаг арретира; 4 — кнопка;
5 — пружина; 6 — шкала; 7 — стрелка; 8 — пружина; 9 — шестеренка; 10 — зуб-
чатый сектор; // — рычаг; 12 — шпиндель; 13 — винт.
для наружных измерений методом сравнения. Левый подвижный из-
мерительный стержень рычажной скобы действует на рычаг с зуб;
чатым сегментом и на шестерню, связанную со стрелкой. Первый
212
неподвижный упор можно переставлять с помощью винтовой переда-
чи на требуемый размер.
Нажимая на арретир или кнопку (фиг. 153), отодвигают левый
измерительный стержень посредством рычага арретира, предохраняя
Тем самым измерительные поверхности от повреждения при уста-
новке измеряемой детали. Для установки прибора на нуль можно
применять плитки или измерительные диски. Рычажная скоба имеет
(фиг. 153) две красные стрелки, служащие для установки прибора
на определенную величину допусков.
Стрелки устанавливаются посредством ключа. Если подвижная
стрелка находится между двумя красными стрелками, то это пока-
зывает, что размер детали не выходит за пределы заданных до-
пусков.
§ 11. АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЕТАЛЕЙ В ПРОЦЕССЕ
ШЛИФОВАНИЯ
к Автоматический контроль шлифуемых деталей в процессе об-
работки имеет огромное преимущество перед остальными видами
технического контроля. Преимущество это состоит в том, что авто-
матический контроль в процессе обработки является прогрессивным
видом технического контроля, который предупреждает появление
брака путем активного воздействия на технологический процесс,
вызвавший появление его, и резко повышает производительность ме-
ханической обработки. Поэтому автоматический контроль в процес-
се обработки называют активным видом контроля, в противополож-
ность обычным пассивным видам контроля, которые только конста-
тируют наличие брака и не воздействуют на технологический про-
цесс, вызвавший появление его.
По методу измерения устройства активного контроля могут быть
разделены на:
Г) ус тройства, основанные на прямом методе измерения;
2) ус тройства, основанные на косвенном методе измерения.
Измерительный наконечник активного устройства, основанного
на прямом методе измерения, соприкасается все время со шлифуе-
мой деталью и непосредственно контролирует ее размер. Как только
деталь достигнет заданного размера, активное устройство срабаты-
вает, вследствие чего станок останавливается и обработка пре-
кращается. Устройство, основанное на косвенном методе измерения,
не соприкасается с поверхностью обрабатываемой детали и оконча-
ние процесса обработки определяется не непосредственным измере-
нием размера обрабатываемой детали, а величиной перемещения
супорта, несущего режущий инструмент.
На фиг. 155 показана схема трехконтактной (опирающейся в
трех точках) скобы, а общий вид устройства приводится на фиг. 156.
Два наконечника 2 и 9 скобы являются упорными, третий — под-
вижный— наконечник связан с измерительным штоком 16 и при-
жимается к поверхности контролируемой детали с помощью пру-
жины 18. В процессе шлифования диаметр детали уменьшается и
• 213
измерительный шток 16 опускается вниз, нажимая своим скосом //
на шток индикаторов.
Все это устройство шарнирно подвешивается к станку с помо-
щью кронштейна 12 и двух шарниров 1. Упорные наконечники
2 и 9 прижимаются к поверхности контролируемой детали пру-
жиной 5. (Кронштейн 12 одним своим концом шарнирно соединен со
скобой (шарнир /), а другим концом жестко связан с валиком 8
масляного амортизатора.
Спиральная пружина 5
масляного амортизатора закрепляется
одним концом в прорези валика, S, а
другим в (Корпус 6 амортизатора и
прижимает опорные наконечники 2 и.9
к поверхности детали. Измерительный
наконечник штока 16 прижимается к
детали пружиной 18 через цапфу 19 с
прорезью, в которую входит конец
пружины 18, и рычажок 10, вращаю-
щийся на оси 17. Второй конец пру-
жины приклепан к детали 13, посред-
ством которой закручивается или рас-
кручивается вся пружина 18 в целях ре-
гулирования измерительного усилия.
Стопорение детали 13 в нужном по-
ложении производится планкой 14 и
винтами 15. Масляный амортизатор
применен для медленного подъема
скобы, снятой с обработанной детали,
Фиг. 155. Схема трехкон-
тактной скобы.
с целью предохранения устройства от расстройки. Работа масляного
амортизатора основана на перегонке масла барабаном 7 (жестко свя-
занным с валиком 8) через калиброванные отверстия 3 из камеры в
камеру. При подъеме скобы вверх (под действием пружины 5) ба-
рабан 7 поворачивается до сухаря 4. Масло из резервуара Т сво-
бодно попадает в пространство между барабаном 7 и сухарем 4.
В рабочем положении на станке это устройство показано на
фиг. 157. Набор сменных регулируемых скоб позволяет производить
измерения описанным устройством в диапазоне от 6 до 200 мм.
Регулируемая скоба соединяется с корпусом разбираемого
устройства с помощью двух разрезных втулок а (фиг. 156). Для
установки регулируемой скобы на заданный размер нужно отвин-
тить винты б и опустить рычаг 2, на котором нанесены деления, до
совпадения деления шкалы, отвечающего заданному размеру, с верх-
ним срезом скобы (в точке в). После этого завинчивают винты
и ослабляют винт г колодки 9, на которой закреплен средний боко-
вой контактный наконечник. Для установки его по центру вала не,-
обходимо сдвинуть колодку 9 вверх по рычагу 2 до упора в нижний
срез скобы |(скошенный под углом 45°) в точке д и затянуть винт г.
Затем устанавливают разбираемое устройство на образец и произ-
водят точную настройку путем перемещения измерительного штока
и индикатора посредством планки е с зубом, входящим в корпус
214
л
Фиг. 157. Трехконтактное устройство с регулируемой
скобой на станке.
216
индикатора, и винта ж с эксцентричной головкой, которая помещает-
ся в прорези планки. Окончательная настройка производится путем
вращения шкалы индикатора.
Это устройство может закрепляться на кожухе шлифовального
круга, на столе стола или на бабке привода детали.
§ 12. ПРЕДЕЛЬНЫЕ КАЛИБРЫ
В условиях серийного и массового производства, когда приходит-
ся замерять сотни и тысячи одинаковых деталей, то пользоваться
универсальными измерительными инструментами (штангенциркуль,
микрометр и т. п.) нерационально. Измерение этими инструментами—
сравнительно сложная и длительная операция. Точность часто бывает
недостаточной и результат измерения сильно зависит от умения из-
меряющего. Поэтому пользуются специальным инструментом — пре-
дельными калибрами.
Фиг. 158. Проходная и непроходная стороны калибра.
Калибры для проверки валов называются скобами, а для про-
верки * отверстий пробками. Двусторонняя предельная скоба
(фиг. 158) имеет две пары измерительных щек. Расстояние между
щеками с одной стороны равно наименьшему допускаемому диа-
метру, а с другой — наибольшему допускаемому диаметру детали.
Если измерительный вал проходит в большую сторону скобы, стало
быть, его размер не превышает допустимого, а если нет — значит
размер ено слишком велик. Если же вал проходит также и в мень-
шую сторону скобы, то это значит, что его диаметр слишком малг
т. е. меньше допустимого. Такой вал является браком.
Сторона скобы с меньшим размером называется непроходной
(НЕ), противоположная сторона с большим размером — проходной
(ПР). Вал признается годным, если скоба, опускаемая на него
проходной стороной, скользит вниз под влиянием своего веса и если
непроходная сторона не пропускает вала. Разность номинальных
размеров проходной и непроходной стороны калибра представляет
собой допуск готовой детали (фиг. 159). Проходной калибр всегда
Дает начало полю допуска деталей, а непроходной — конец этого
поля как у отверстия, так и у вала.
217
В настоящее время вместо двусторонних скоб обычно применяют
односторонние (фиг. 160), у которых обе пары измеряемых поверх-
ностей лежат одна за другой. Передними измерительными поверх-
Фиг. 159. Двусто- фиг. ]©0. Одно-
ронняя предельная сторонняя пре-
скоба. дельная скоба.
вать начальные размеры до износа,
вать для нескольких размеров.
ностями такой скобы прове-
ряют наибольший допускае-
мый диаметр детали, а зад-
ними — наименьший. Эти
скобы имеют меньший вес и
значительно ускоряют про-
цесс контроля, так как для
измерения достаточно один
раз наложить скобу.
Имеются и другие скобы.
Так, например, регулируемая
предельная скоба. При изно-
се такой скобы можно регу-
лировать, т. е. восстанавли-
Их также можно отрегулиро-
§ 13. РЕЖИМ РАБОТЫ ПРИ КРУГЛОМ ШЛИФОВАНИИ
Режим резания при наружном круглом шлифовании характе-
ризуется окружной скоростью шлифовального круга, окружной
скоростью обрабатываемой детали, подачей в миллиметрах на один
оборот детали и глубиной шлифования, т. е. толщиной слоя, сни-
маемого при каждом проходе.
Окружная скорость шлифовального круга. Неоднородность мас-
сы шлифовального круга и чувствительность его к ударам и сотря-
сениям являются причинами, способствующими разрыву круга во
время его работы. Разрыв круга, вращающегося с большой скоро-
стью, представляет большую опасность.
Для различных по форме и связке кругов, в зависимости от ха-
рактера выполняемой им работы, установлены различные окружные
скорости вращения: для наждачных, корундовых, карборундовых,
алундовых и прочих кругов при грубом шлифовании деталей —
30 м/сек, для окончательного чистового шлифования на автома-
тах — не свыше 40 м/сек, для естественных шлифовальных кру-
гов— не свыше 12 м/сек. В настоящее время разрабатываются вза-
мен этих норм новые, допускающие работу с более высокими ско-
ростями вращения кругов.
В табл. 20 а приведены допускаемые скорости вращения шлифо-
вальных кругов по проекту новых правил по технике безопас-
ности.
Из табл. 20 а видно, что при ручной подаче скорость шлифоваль-
ного круга берется меньше, чем при автоматической подаче. Это
объясняется тем, что при автоматической подаче обеспечивается ее
равномерность, а следовательно, и постоянная нагрузка на шлифо- ’
вальный круг, чего нет при ручной подаче. В зависимости от обра-
218
Таблица 20а
Наибольшие допускаемые окружные скорости шлифовальных кругов
в м сек
Тип круга Способ подачи Связка
минераль- ная магне- зиальная силикатная керамиче- ская олеонито вая вулканито- вая, баке- литовая
Плоские и конусные к^уги Ручная 15 20 30 20 40
ГОСТ 2425. 2426. 2427, 2428, 2429, 2430, 2431, 2432 Автомати- ческая 20 25 35 25 45
Круги специального назначе- Ручная — — 45 — —
ния с гарантией и марки- ровкой завода-изготовителя Автомати- ческ )Я — — 50 — —
Фасонные круги Ручная — 20 25 20 30
Автомати- ческая — 25 30 25 35
Отрезные круги при работе Ручная — — — — Баке-
на специальных станках Автомати- ческая . — — — — лито- вая связ- ка 60 75
батываемого материала устанавливаются и средние скорости шли-
фовального круга.
Скорость при твердых кругах берется ниже, чем при мягких, во
избежание нагрева детали. При увеличении окружной скорости кру-
га должна быть уменьшена толщина стружки при постоянстве всех
остальных факторов. Это дает возможность применять более мягкие
круги, увеличивать скорость вращения детали при том же , круге,
и наоборот.
Окружная скорость обрабатываемой детали. Окружная скорость
шлифуемой детали при черновом шлифовании зависит от диаметра
И глубины шлифования: чем больше диаметр, тем больше скорость;
чем больше глубина шлифования, тем меньше окружная скорость
Детали. Скорость вращения детали при круглом шлифовании ука-
зана в табл. 21.
Скорость вращения шлифовального круга и скорость вращения
Детали зависят друг от друга. Нарушение этой зависимости отра-
жается на качестве шлифуемой поверхности. Поверхность будет
грубой или появится дробленность. Чем больше скорость шлифо-
вального круга, тем больше должна быть скорость вращения дета-
ли. Кроме того, скорость вращения детали зависит от вида шли-
фования, от величины поперечной подачи, от диаметра детали и от
Материала, из которого она изготовлена.
219
Таблица 21
Скорости вращения детали (в метрах в минуту) при круглом
шлифовании
Материал детали Шлифование Диаметр детали в мм
до 5 15. [ 30 1 ! 70 | 120 16о| 200
Сталь незакален- ная Предварительное 6 10 18 26 30 36 42
Окончательное 5 8 14 22 27 32 “38“
Сталь закаленная Предварительное 8 И 18 28 32 38 44
Окончательное 6 9 15 24 28 33 39'
Чугун Предваг и’ельное 7 12 17 27 31 40 48
Окончательное 5 9 16 23 2а 35 40
Бронза П-елварительное 8 13 18 29 33 42 50
Окончательное 6 10 17 24 29 36 45
Алюминий Предварительное 8 13 18 29 33 42 50
Окончательное 6 1и 17 24 29 36 45
Сталь хромиро- ванная Предварительное 8 И 18 28 32 38 44
Окончательное 6 9 15 24 28 33 39
При назначении скорости вращения детали необходимо учиты-
вать ее вес. Чем больше ве.с детали, тем меньше скорость враще-
ния. При черновом шлифовании, когда к качеству поверхности
предъявляются более низкие требования, а стремятся скорее снять
припуск, допускают большие скорости вращения детали, чем при
чистовом шлифовании, когда нужно получить высокое качество об-
работки поверхности и избежать вибрации (дрожания).
Необходимо также учитывать материал детали. Например, де-
таль из незакаленной стали и чугуна диаметром от 6 до 200 мм
шлифуют при скоростях вращения детали от 6 до 60 м/мин. Цемен-
тированные, азотированные, закаленные детали тех же размеров
шлифуют при скоростях от 4 до 40 м/мин. Бронзовые и алюминиевые
детали тех же размеров шлифуют при скоростях от 8 до 80 м/мин.
Продольная подача. Стальные закаленные и незакаленные детали
подвергают предварительному шлифованию с продольной подачей
от 0,6 до 0,4 ширины круга на один оборот детали; окончательно-
му шлифованию — от 0,25 до 0,2 ширины круга на один оборот
детали. Чугунные и бронзовые детали подвергают предваритель-
ному шлифованию с продольной подачей от 0,7 до 0,8 ширины крУ"
220
га на один оборот детали, а окончательному — при подаче от 0,4
до 0,5 ширины круга. Практикой установлено, что предварительное
шлифование с продольной подачей меньше ОД ширины круга не-
выгодно, так как стружку снимает небольшой участок круга, а
остальная часть его не используется.
Глубина шлифования. Глубиной шлифования называется пере-
мещение шлифовального круга за двойной ход стола. Глубину
шлифования в миллиметрах выбирают в зависимости от вида шлифо-
вания: большие глубины берутся при черновом шлифовании, мень-
шие — при чистовом шлифовании. При назначении глубин шлифо-
вания можно пользоваться табл. 22 и 23.
Таблица 22
Глубина шлифования пои черновых работах
Материалы шлифуемой детали л Диаметр шлиЬугмо< детали в мм
20-40 60-80 120-160 250-300
Закаленная сталь Незакаленная сталь . Чу1ун 0,015-0.02 0.015 -0 025 0,02 -0.03 0,002-0,035 0,025-0.040 0,035-0,055 0.025-0,045 0.03-0,055 0.05-0,08 0,035 - 0.06 0.04—0,07 0,06-0,08
Таблица 23
Глубина шлифования при чистовых работах
1 Материалы шлифуемой детали Диаметр шлифуемой детали в мм
20-60 60—120 120-200 250-300
Закаленная сталь Незакаленная сталь Чугун 0.05-0,01 0.005 - 0,01 0.005—0,012 0.005—0,01 0.005-0.012 0,005-0,015 0,005 -0,012 0,005—0.0 5 0,007-0,015 0,005—0.015 0.007-0.015 0,007-0,018
Тонкостенные, а также длинные детали при большой поперечной
подаче, когда круг сильно нажмет на них, могут деформироваться,
поэтому в таких случаях шлифовать детали необходимо с меньшей
поперечной подачи, чем сплошные и толстые детали. При работе
по методу врезания при черновом шлифовании берут поперечные по-
дачи 0,005—0,008 мм/об, а при работе с продольными проходами
0—0,3—0,1 мм/об на двойной ход стола.
При внутреннем шлифовании скорость вращения круга берут
меньше, чем при наружном шлифовании, так как она зависит от
диаметра круга. Например, при диаметрах круга 10—25 мм до-
пускают скорость до 12 м]$ек, для кругов с диаметром 25—50 мм —
до 15 м/сек и кругов с диаметром более 100 мм дают скорость
25—27 м/сек. Продольную подачу при внутреннем шлифовании
берут обычно больше, чем при наружном. При внутреннем шлифо-
221
I*
вании поперечная подача должна быть значительно меньше, чем при
всех других способах шлифования. При предварительном шлифова-
нии можно давать поперечную подачу до 0,02 мм, а при чистовом
до 0,003 мм.
Таким образом, режим работы при шлифовании зависит от мно-
гих обстоятельств, его нельзя устанавливать произвольно, на глаз,
так как это не только снизит производительность труда и качество
обработки, но и может вызвать несчастный случай. Проследим на
примере, каким образом можно установить наилучший режим круг-
лого шлифования, пользуясь указанными выше таблицами.
Допустим, что требуется начерно шлифовать стальные закален-
ные валы диаметром 50 мм в центрах. Находим, что для этой рабо-
ты требуется круг корундовый К36-46 СМ1-М2.
По табл. 20 а наибольшая допускаемая окружная скорость шли-
фовального круга 35 м/сек. По табл. 21 скорость вращения детали
28 м/мин. По табл. 22 глубина шлифования от 0,02 до 0,035 мм.
При чистовом шлифовании этой же детали скорость вращения
детали будет 24 м/мин, а глубина шлифования от 0,005 до 0,01 мм.
§ 14. СКОРОСТНОЕ ШЛИФОВАНИЕ
Скоростные методы обработки металлов, в том числе и скорост-
ное шлифование,-явились новым мощным средством повышения про-
изводительности труда и крупным шагом дальнейшего прогресса
советского машиностроения. Теория скоростного шлифования метал-
лов разработана советскими учеными при активном участии рабочих
шлифовальщиков — новаторов производства. Движению скоростни-
ков положил начало токарь Ленинградского завода им. Свердлова
Г. С. Борткевич. Его почин был быстро подхвачен и перенесен на
другие заводы нашей страны. За внедрение скоростных методов об-
работки металлов были присуждены Сталинские премии новаторам
производства: Г. С. Борткевичу, А. И. Маркову, Н. В. Уголькову,
П. Б. Быкову, В. П. Трутневу, Н. Н. Симанскому, К- Л. Тютину,
А. Я. Чебышеву, Р. Е. Денисову и другим.
Скоростное шлифование предусматривает увеличение окружных
скоростей шлифовального круга. При этом применяются специаль-
ные высокопрочные круги, например, электрокорундовые круги зер-
нистостью 46—60, твердостью СМ1—СТ1 на специальной керами-
ческой связке повышенной прочности. При скоростном шлифовании
также хорошо работают круги на бакелитовой и вулканитовой' связ-
ках, высокопористые и круги, имеющие структуры № 9—12.
Вместо обычной рабочей скорости в 25—30 м/сек, которая при-
меняется при шлифовании, эти круги позволяют вести шлифование
при скорости 50 м/сек.
Нельзя на скоростной шлифовальный станок устанавливать
обычные шлифовальные круги, рассчитанные на работу при окруж-
ной скорости круга 30—35 м/сек. Такие круги при увеличенных
оборотах шпинделя могут разорваться. Шлифовальные круги, пред-
назначенные для скоростного шлифования, имеют маркировку
«50 м/сек — скоростной».
222
При круглом наружном шлифовании оптимальными режимами
шлифования являются:
а) окружная скорость шлифовального круга 50 м/сек-,
б) окружная скорость вращения детали 50 м/мин-,
в) продольная подача детали должна составлять 0,25 высоты
шлифовального круга;
г) поперечная подача 0,01 мм на каждый ход стола.
Особенности скоростного шлифования. При увеличении окружной
скорости шлифовального круга уменьшается количество металла,
снимаемого одним зерном круга за время контакта круга и детали.
Это приводит к уменьшению площади поперечного сечения стружки,
усилия шлифования и нагрузки на зерно; однако общий объем ме-
талла, снимаемый кругом в единицу времени, увеличивается. Как
уже указывалось, при шлифовании выделяется большое количество
тепла благодаря значительной работе трения связки круга о шлифу-
емую поверхность, вследствие чего потребляется большое количест-
во энергии. При скоростном шлифовании с целью уменьшения тре-
ния связки о шлифующую поверхность применяют пористые круги
с уменьшенным количеством связки. Применение пористых шлифо-
вальных кругов с уменьшенным количеством связки, работающих
на высоких окружных скоростях, имеет следующие преимущества.
1. Уменьшается возможность получения ожогов и трещин на
шлифуемой поверхности, так как увеличенная пористость создает
условия для лучшего отвода тепла с поверхности детали благодаря
интенсивному протеканию воздуха через круг. Кроме того, при боль-
ших скоростях вращения вокруг шлифовального круга создаются
воздушные потоки, интенсивно охлаждающие деталь в процессе
шлифования.
2. Уменьшается расход мощности при шлифовании вследствие
уменьшения трения связки о шлифуемую поверхность.
3. Уменьшается возможность засаливания шлифовального кру-
га, так как между зернами имеются большие пространства.
4. Увеличенный размер пор между зернами круга и уменьшен-
ное их количество в круге приводит к уменьшению объемного веса
круга, т. е., если сравнивать между собой два круга одинаковых
размеров, нормальный и пористый, то вес пористого круга будет
меньше, чем нормального.
5. С увеличением скорости шлифовального круга максимальная
толщина срезаемой стружки уменьшается, поэтому усилие, действу-
ющее на каждое зерно, также уменьшается. Связка начинает силь-
нее удерживать зерна во время резания. В этом случае круг, рабо-
тающий на обычных скоростях как мягкий, при работе на высоких
скоростях работает как] твердый, т. е. он приобретает дополнитель-
ную твердость в процессе работы. Таким образом, пористый круг с
Увеличением скорости улучшает свои режущие свойства. Будучи
мягким для нормальной скорости резания, он хорошо работает на
больших скоростях резания, приобретая дополнительную твердость,
При этом его износ уменьшается. Как указывалось, нормальный круг
также становится более твердым при повышении окружной скоро-
223
сти его, но эта повышенная твердость для него становится изящц.
ней вследствие того, что увеличивается склонность к засаливанию
6. Уменьшаются напряжения в шлифовальном круге благодаря
уменьшению его объемного веса.
При скоростном шлифовании увеличивается производительность
шлифовального станка вследствие увеличения'глубины шлифования
и подачи и, следовательно, увеличивается производительность труда
шлифовальщика. При скоростном шлифовании улучшается качест-
во шлифованной поверхности. Однако увеличение только окружной
скорости круга (при постоянных скорости детали и подачах) обеспе-
чивает большее проникновение абразивных зерен в поверхностный
слой металла и повышает чистоту шлифованной поверхности, но
не дает повышения производительности. Так, проф. Е. Н. Масловым
приводятся следующие данные. При шлифовании закаленных дета-
лей из стали марки 50Г шлифовальным кругом Э46СМ1К (режим
шлифования: окружная скорость детали vd ~ 30 м/мин\ продольная
подача s = 0,3/7 = 12 мм/об и глубина шлифования t = 0,01 мм/дв.
ход) с увеличением окружной скорости шлифовального круга улуч-
шается качество поверхности, т. е. шлифованная поверхность стано-
вится чище. При этом повышение качества поверхности характе-
ризуется следующими показателями:
vKp 8 16,5 27 30,5 50,1
Нек 2,6 1,3 0,875 0,625 0,4.
где vKp — окружная скорость шлифовального круга в м/мин]
Нек — среднеквадратичная высота неровностей в микронах.
При скоростном шлифовании увеличивается объем металла, сни-
маемый в единицу времени по сравнению с обычным шлифованием,
что вызывает повышение расхода мощности при скоростном шли-
фовании. Повышение окружной скорости детали, практически про-
порциональное повышению окружной скорости круга, обеспечивает
рост производительности шлифования, характеризуемый объемом
металла, снятым в единицу времени. Таким образом, метод одно-
временного практически пропорционального увеличения окружных
скоростей круга и детали обеспечивает рост производительности
шлифования при улучшении чистоты шлифованной поверхности.
Круги для скоростного шлифования должны быть особенно
тщательно уравновешены, так как всякая неуравновешенность их
при больших скоростях вращения создает большие односторонние
силы, которые могут привести к деформации шпинделя, вибрации
(дрожанию) всей системы станка и к разрыву шлифовального
круга.
Режим резания при скоростном шлифовании зависит от требуе-
мой чистоты поверхности, характеристики круга й состояния стан-
ка, на котором производится шлифование. При скоростном наруж-
ном круглом шлифовании стальных закаленных валиков кругом
Э46СМ1К5 для получения 8—9 класса чистоты поверхности по
ГОСТ 2789-51 и 2 класса точности можно рекомендовать следую*
щий режим:
224
дружную скорость, шлифовального круга vKp =50 м/сек\ окруж-
ную скорость валика =604-80 м/мин; глубину шлифования
^0,014-0,015 мм/дв. ход; продольную подачу валика s = 0,3//,
где // — высота шлифовального круга.
Для повышения производительности при переходе на скоростное
шлифование при черновых работах надо в первую очередь увели-
цить глубину шлифования. В тех случаях, когда шлифуемый мате-
риал и требования к шлифованной поверхности не дают возможно-
сти работать с увеличенной глубиной шлифования, повышение
производительности должно идти за счет увеличения скорости и
продольной подачи шлифуемой детали.
При чистовом шлифовании чистота поверхности с увеличением
скорости шлифовального круга значительно повышается.
При переводе станков на скоростное шлифование необходимо
в первую очередь обратить внимание на жесткость их конструкций
и обеспечить обильную смазку подшипников шлифовального шпин-
деля. На каждом станке, который мы желаем перевести на скорост-
ное шлифование, расчетом следует установить жесткость опор, до-
пустимую скорость и удельную нагрузку подшипников шпинделя
шлифовального круга. Когда расчет подтверждает возможность
перевода данного станка на скоростное шлифование, необходимо
составить рабочую ведомость с указанием состояния станка и необ-
ходимой модернизации его.
Основными расчетами при модернизации круглошлифовальных
станков в связи с переводом их на скоростное шлифование являют-
ся: определение потребной мощности привода шлифовального круга,
допустимого повышения чисел оборотов шлифовального круга, раз-
меров шкивов привода шлифовального круга и привода шлифуемой
детали, расчет подшипников шпинделя по максимальной ско-
рости на шейке шпинделя и максимальному давлению, опреде-
ление максимальных скоростей стола, допустимых приводом
стола и т. д.
Шпиндель шлифовального круга должен вращаться с повышен-
ным числом оборотов. Привод его должен иметь необходимую мощ-
ность, достаточную для обеспечения шлифования на повышенных
скоростях круга. Например, на Московском станкостроительном за-
воде при переводе на скоростное шлифование станка модели 315М
вместо прежнего электродвигателя мощностью 4,2 кет потребова-
лось установить электродвигатель мощностью в 7,8 кет.
Необходимо обратить особое внимание на обеспечение хороших
Условий работы подшипников шлифовального круга, они должны
быть отрегулированы на большие зазоры, во избежание заклинива-
ния шпинделя, должна быть надежная и обильная смазка подшип-
ников, более тщательная балансировка быстровращающихся дета-
лей и т. д. I
Защитный кожух шлифовального круга должен быть прочным.
Литые чугунные кожухи необходимо сменить стальными с достаточ-
ной толщиной стенок. Кожухи должны иметь наименьший угол рас-
крытия и наименьший зазор между кожухом и шлифовальным кру-
В. В. Лоскутов. 225
гом для лучшей защиты от осколков разорвавшегося круга и дЛя
уменьшения разбрызгивания охлаждающей жидкости потоком воз-
духа. Наиболее целесообразной следует считать передвижную кон-
струкцию защитного кожуха, позволяющую по мере износа круГа
сдвигать кожух.
При скоростном шлифовании выделяется большое количество
тепла, которое вызывает необходимость увеличить подачу охлаж-
дающей жидкости. Температура охлаждающей жидкости должна
быть не выше 30—35°.
Для охлаждения шлифуемых деталей могут быть рекомендованы
следующие наиболее распространенные охлаждающие жидкости:
1) 1% водный раствор кальцинированной соды (Na2CO3) и
0,15 % нитрата натрия (NaNO2);
2) 2% водный раствор мыльного порошка;
3) 2—3% раствор кальцинированной соды;
4) 5—7% водный раствор эмульсола.
Сопло системы охлаждения должно обеспечить подвод охлаж-
дающей жидкости в зону резания. При скоростном шлифовании при
наличии высоких скоростей шлифующего круга и детали происхо-
дит сильное разбрызгивание охлаждающей жидкости, что застав-
ляет брызгоулавливающие щитки делать более высокими и надежно
защищать шлифовальщика от брызг охлаждающей жидкости.
При скоростном шлифовании наблюдается быстрый износ цент-
ров станка, поэтому необходимо для станков, переводимых на ско-
ростное шлифование, применять центры, армированные твердым
сплавом.
Работа на скоростных режимах позволяет значительно умень-
шить машинное время на шлифовку.
Для повышения производительности труда при скоростном шли-
фовании необходимо уменьшить вспомогательное время, удельный
вес которого при скоростном шлифовании возрастает. Для уменьше-
ния вспомогательного времени могут быть рекомендованы следую-
щие мероприятия: 1) применение измерительных приспособлений,
позволяющих производить измерение шлифуемых деталей в процессе
шлифования; 2) применение быстрозажимных хомутиков; 3) приме-
нение поводков, допускающих шлифование без хомутика; 4) приме-
нение быстросъемных приборов для правки круга; 5) установка
тормозных устройств или фрикционных муфт для быстрой останов-
ки вращения детали и т. д.
ГЛАВА ТРЕТЬЯ
ШЛИФОВАНИЕ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
§ 1. ОСНОВНЫЕ понятия
Конические детали в машиностроении имеют большое распро-
странение, так как при помощи их достигается весьма плотное, но в
то же время легко разъединяемое соединение. Например, конический
хвостовик сверла легко входит в коническое отверстие шпинделя,
легко из него вынимается, а во время работы обеспечивает необхо-
димую плотность соединения сверла со шпинделем. Это же самое
• можно сказать о центрах токарного или шлифовального станка, о
.конических оправках, о конических пробках кранов и других дета-
лях.
Прежде чем перейти к изложению способов шлифования наруж-
ных конических поверхностей, ознакомимся с некоторыми понятия-
ми, связанными с изготовлением конусов (фиг. 161). Угол 2 а
называется углом при вершине конуса или просто углом конуса.
Угол а называется углом уклона конуса, он равен половине
Угла при вершине конуса.
Конусностью К называется отношение разности диаметров кону-
са к его длине:
K^D~d
/
Если большой диаметр конуса 50 мм, малый диаметр 36 мм, а
Длина 70 мм, то конусность будет равна:
К = 5О-Зб = о2
70
15*
227
Уклоном i называется отношение разности диаметров конуса к
его удвоенной длине:
D-d
I =------ .
2Z
По-данным предыдущего примера уклон будет составлять:
По величине уклона конуса, пользуясь таблицей, помещенной в
приложении 1, можно определить угол уклона конуса. Для этого в
одной из колонок таблицы нужно найти число, равное или близкое
величине уклона круга. Цифра, стоящая против этого числа в пер-
вой колонке, покажет градусы искомого угла, а цифра, стоящая
над этой колонкой,— минуты.
Если уклон конуса будет равен 0,1, как было найдено в преды-
дущем примере, то угол уклона я будет составлять 5°40'.
Возьмем другие размеры конуса. Пусть, например, большой
диаметр конуса будет 120 мм, малый — 84 мм, длина конуса 48 мм.
В этом случае уклон конуса:
D — d 120 — 84 36 n Q7C-
t —------=---------= — = 0,375.
2Z 2 • 48 96
". г-л уклона конуса а = 20°30'.
В настоящее время конусы инструментов и приспособлений из-
готовляются по установленному стандарту (образцу). У нас в Со-
ветском Союзе приняты две основные системы конусов: Морзе и
метрическая.
В табл. 24 даны размеры конусов по системе Морзе и по метри-
ческой системе.
По этим двум основным системам изготовляются хвостовики
инструментов и оправок к металлорежущим станкам, а также цент-
ры, применяемые в виде приспособлений для обточки и шлифо-
вания.
Если система конуса неизвестна, то определить ее можно только
самым тщательным измерением двух крайних диаметров и длины
конической части. Вычитая из большого диаметра меньший и раз-
D—b
делив разность на длину —t, получим конусность, по которой
л ожно судить о системе конуса.
§ 2. СПОСОБЫ ШЛИФОВАНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ
Шлифование наружных конусов на круглошлифовальных стан-
ках может быть произведено: 1) поворотом стола; 2) поворотом
передней бабки; 3) поворотом шлифовальной бабки.
Шлифование конусов путем поворота верхнего стола. Внешние
пологие (с небольшим уклоном) конусы шлифуются в центрах с
поворотом верхнего стола на половину угла конуса (фиг. 162, й)
Поворот на требующийся угол производят при помощи делений,
228
Таблица 24
Конусы инструментов
№ конусов | D а / Конусность I Угол
1 о | 1 1
1 Р- 0 9.045 6,453 49,8 0.05205 1 1е29'27"
о £ 1 12,065 9.396 53.5 0.04988 Г25'43"
2 17,780 14,583 64,0 0.04995 1О25'^
3 23,285 19 784 80.5 0.05020 1*26'16"
4 31,267 25.933 102.7 0.05 94 1°29'16"
5 44.399 37,573 129.7 0,05263 1 ° 30'26"
б * 63,348 53,905 181.1 0,05214 1°.9'36*
1 ьи ьи | /и,2 W6 I 1 : ZU Г25'56"
s ® 1 100 100 88,4 232 ' 1 : 20 1°25'56"
120 120 1 106 6 268 1 : 20 1°25'56"
aj 140 140 । 124,8 304 1 :20 1°25'56"
о а 160 160 I 143.0 340 1 : 20 1°25'56"
Ом 200 200 1 179,4 412 1 s 20 1О25'56"
<и
имеющихся на правом или левом конце стола. Наибольший поворот
стола возможен на 6—7°; это дает возможность шлифовать конус с
углом при вершине 12—14°. Такая установка стола создает возмож-
ность расположить шлифуемую поверхность конуса параллельно
рабочей поверхности шлифовального круга. Шлифование произво-
дят продольной подачей. Поперечную подачу сообщают шлифоваль-
ному кругу.
Шлифование конусов путем поворота передней бабки. Шлифо-
вание крутых конусов (с большим уклоном) на коротких деталях
может производиться в патроне путем поворота передней бабки на
половину угла конуса (фиг. 162, б). Шлифование производите про-
дольной подачей. После каждого прохода дают поперечную подачу
шлифовальному кругу.
Шлифование конусов поворотом шлифовальной бабки. Внешние
крутые и длинные конусы шлифуются в центрах с поворотом сала-
зок шлифовальной бабки (фиг. 162, в) в такое положение, чтобы
направляющие салазки В были параллельны шлифуемой поверх-
ности конуса. Угол поворота шлифовальной бабки равен половине
угла конуса.
Продольная подача в этом случае осуществляется перемеще-
нием бабки шлифовального круга вручную. Подача на глубину про-
изводится путем продольного перемещения стола в левую сторону.
229
Процесс подготовки станка и детали для шлифования конусов та-
кой же, как и для шлифования наружных цилиндрических поверх
ностей. н
Фиг. 1(62. Способы получения наружных ко-
нических поверхностей:
а — шлифование пологих конусов путем поворота
верхнего стола; б — то же крутых конусов путем
поворота передней бабки; в — то же путем пово-
рота шлифовальной бабки.
Если на рабочем чертеже шлифуемой детали угол конуса не
указан, то определяется величина уклона, а по ней находится поло-
вина угла конуса с помощью табл. 24.
§ 3. ИЗМЕРЕНИЕ КОНИЧЕСКИХ ДЕТАЛЕЙ
В практике машиностроения большей частью встречаются углы
мея£ду пересекающимися плоскостями в 120, 90, 60 и 45°, причем
углы в 90°, называемые прямыми, встречаются чаще.
о
Фиг. 163.
Угольники:
а — нормальный; б — с полкой.
Угольник. Для проверки уг-
лов в 90° применяются угольни-
ки (фиг. 163). Иногда для
создания устойчивости угольни-
ка на горизонтальной плоскости
его делают с полкой v пяты
(фиг. 163, 6).
При проверке углов уголь-
ник прикладывается к детали,
а на просвет определяется пра-
вильность проверяемого угла;
во избежание возможных оши-
бок необходимо следить за тем,
чтобы угольник устанавливался
перпендикулярно к поверхно-
стям, которые образуют проверяемый угол. Угольники изготовляются
обычно из стали; после предварительной подгонки закаливаются,
после чего доводятся при помощи притирки.
230
Двойная малка. Для проверки углов иногда применяется двой-
ная малка (фиг. 164).
К двум линейкам 1 и 2, соединенным шарниром и закрепляе-
мым под любым углом друг к другу винтом 3, присоединена третья
линейка 4. Линейка 4 крепится к линейке 2 шарниром и закреп-
ляется винтом 5. Один из концов линейки 1 срезан под углом 45°,
а концы линейки 4 — под углом 30 и бСР.
Линейки 2 и 4 снабжены продольными прорезями, по которым
передвигается винт 5 и закрепляется в различных точках прорези.
При измерении угла две линейки малки устанавливаются под
углом, который требуется замерить. При измерении одного угла
третью линейку ставят так, чтобы она не мешала или служила для
Фиг. 164. Двойная малка.
скрепления установки малки. Если требуется измерить сразу два-
три угла, третью линейку также устанавливают под необходимым
углом.
На фиг. 165 дан ряд примеров по установке и проверке двойной
малкой различных углов. Когда малка установлена и винты закреп-
лены, ее накладывают на деталь и просматривают на свет, совпа-
дают или нет грани малки с поверхностью детали. При проверке
нельзя сильно нажимать малкой на деталь, так как можно сбить
установку линеек.
Если при наложении малки на деталь между линейками и по-
верхностями детали заметны просветы, то деталь изготовлена
неправильно. Малка особенно удобна в тех случаях, когда по гото-
вой детали требуется изготовить ряд других, ей подобных, на-
пример, конические шестерни. В этом случае малку всеми тремя
линейками устанавливают по образцовой шестерне, а новую заго-
товку проверяют по этой установке. Можно настраивать малку на
требующиеся углы, пользуясь угломером или угловыми шабло-
нами.
Для получения удовлетворительных результатов необходимо
следить за тем, чтобы грани линеек не были забиты и шарнирные
соединения не были разболтаны и изношены.
231
С помощью указанных инструментов можно проверять пра-
вильность заданных углов, но судить о величине отклонений
нельзя.
Фиг. 166. Универсальный угломер.
Универсальный угло-
мер. При помощи универ-
сального угломера (фиг.
166) можно измерять и от-
считывать величину угла в
градусах и минутах.
Универсальный угломер
состоит из двух дисков
1 и 2, сидящих на одной
оси, и линейки <3, прикре-
пляемой винтом 4 к дис-
ку 2. Диски могут повора-
чиваться на любой угол
относительно друг друга.
Гайкой 5 оба диска
прочно закрепляются в ус-
тановленном друг к другу
положении. Линейку 3 при отпущенном винте 4 можно передвигать
в направлении ее длины и установить в нужное положение. ВингОхМ 4
линейка 3 жестко закрепляется в диске 2. Наружный диск состав-
ляет одно целое с корпусом угломера в виде угольника 7.
По окружности наружного диска 1 нанесены деления, которые
идут от нуля до 90 в обе стороны, и затем от 90 до 0. Величина
каждого деления равна одному градусу (1°). К внутреннему диску
прикреплен нониус 6. Вправо и влево от нуля нониуса отложено по
12 делений. Каждые 12 делений нониуса вместе равняются 23°, т. е.
23 деления наружного диска 1. Следовательно, каждое деление .но-
ниуса равно 1 и/12 (23°: 12= 1 и/12°)• Точность угломера равна раз-
ности между двумя делениями основной шкалы и одним делением
нониуса или 2е— Iи/12 + 712, что соответствует 5 мин. (5').
Отсчет производится по основной шкале диска /, по которой бе-
рется целое число градусов. Дробные числа градусов в минутах от-
считываются по нониусу, причем в каждом случае пользуются
правым или левым нониусом. При этом принимается во внимание
всегда шкала нониуса, лежащая по ходу отсчета, т. е. если целое
число градусов отсчитывалось по шкале в направлении справа
налево, то берется шкала нониуса, лежащая левее нуля нони-
уса.
Для удобства пользования нониусом цифры на нем показывают
не порядковые номера делений, а число минут, которому данное
деление соответствует. При пользовании нониусом отыскивается то
деление, которое совпадает (или ближе всего совпадет) с каким-
либо делением шкалы. Например, 5 деление нониуса совпадает с
одним из делений основной шкалы угломера, следовательно, мы
получим 5 X15 = 25'.
На фиг. 167 отсчет целых градусов дает величину в 52°, а но-
232
ниус показывает 45', так как 9 деление его, отмеченное на фигуре
звездочкой, совпадает с одним из делений шкалы. Таким образом
угломер в данном случае установлен на угол в 54°45'.
Если необходимо прове-
рить угол какой-либо детали
с указанным на чертеже, ли-
нейки угломера необходимо
установить по шкале и нони-
усу на угол согласно черте-
жу и, закрепив их в этом
положении гайкой 5, пользо-
ваться угломером так же, как
Фиг. 167. Нониус угломера.
угольником. Во избежание
ошибок при измерении углов угломером необходимо следить за пра-
вильной установкой его относительно проверяемой детали;
нельзя допускать перекоса, так как при перекосе показания
угломера не будут соответствовать действительной величине угла
детали.
Необходимо следить за тем, чтобы
имели забоин или вмятин, так как при
грани линеек угломера не
наличии их будут получены
неверные результаты.
Фиг. 168. Конусные калибры:
а — полный; б — неполный.
Существуют угломеры,
нониусы которых дают
большую точность при из-
мерении углов. Например,
угломеры, выпускаемые
заводом «Красный инстру-
ментальщик», позволяют
измерять углы с точностью
до 2'.
Конусные калибры.
Угол конуса при изготовле-
нии деталей обычно проверяют калибрами нормальными или предель-
ными. Нормальным калибром для наружного конуса служит конусное
кольцо—полное (фиг. 168, а) или с продольным вырезом (фиг. 168,6).
По измеряемому конусу вдоль его оси проводят карандашом две
риски, отстоящие одна от другой примерно на четверть окружности
конуса. После этого конус осторожно вводят в калибр, с неболь-
шим нажимом поворачивают его внутрь калибра и вынимают для
осмотра. Если обе черты на всем их протяжении будут совмещены
или стерты, то угол детали совпадает с углом калибра. Если же в
одних местах черты будут стерты, а в других останутся нетрону-
тыми, то это покажет, что угол детали не соответствует углу калиб-
ра. Таким же образом можно проверить и конические отверстия:
в них вводят нормальную конусную пробку.
Конусные калибры бывают и предельными. На фиг. 169 и 170
показано измерение наружного конуса предельным кольцом. Это
кольцо на торце имеет уступ 2. Если деталь, введенная в кольцо
концом с конусом, находится между поверхностями калибра I и 2,
233
io в этом случае деталь изготовлена в пределах допуска. Угол в
этом случае может быть проверен нормальным калибром только на
краску или на карандашный штрих. Иногда вместо уступа на одном
торце калибра делается срез по оси кольца; на плоскости среза на-
носятся две риски <3, за пределы которых не должен выходить торец
конической детали (фиг. 170, 171). А
Фиг. 169. Измерение калибром-
кольцом.
Фиг. 170. Измерение ко-
нического отверстия ка-
либром-пробкой.
Фиг. 171. Конусный калибр-
кольцо.
На предельных калибрах, предназначенных для проверки кони-
ческих отверстий, делается две кольцевых риски. Если отверстие
обработано правильно по своим размерам, то калибр должен вхо-
дить в него не дальше второй риски и не ближе первой.
Шаблоны. Шаблон—измерительный
инструмент, с помощью которого можно
проверить правильность радиусов, уг-
лов или формы детали.
Каждый шаблон изготовляется обыч-
но для проверки одной определенной
детали и не может быть использован
для деталей другого размера или иной
формы. Поверхность детали, на кото-
рую устанавливается шаблон, называет-
ся базой измерения, или установочной
поверхностью.
Фиг. 172. Шаблон для
проверки фаски клапана.
Фиг. 173. Способ промера шаблоном.
Шаблон (фиг. 172) для проверки конусности фаски клапана
накладывается на деталь (фиг. 173). Здесь базой измерения служит
отшлифованный стержень клапана*/.
Вращая шаблон, проверяют на просвет правильность прилега-
ния поверхностей шаблона и детали.
234
На фиг. 174 изображен предельный шаблон, с помощью которо-
го проверяют правильность заготовки конических шестерен.
На фиг. 175 показано применение этого шаблона.
Фиг. 175. Способ промера предель-
ным шаблоном:
/ — деталь; 2 — шаблон.
Фиг. 174. Предельный
шаблон.
§ 4. ВИДЫ БРАКА ПРИ КРУГЛОМ ШЛИФОВАНИИ
Наиболее часто встречающимся браком при круглом шлифова-
нии, кроме отклонения от заданных размеров, являются: рябь на
шлифуемой поверхности, конусность, отжиг и овальность шлифуе-
мых деталей.
Рябь появляется главным образом вследствие дрожания (вибра-
ции) шлифуемой детали или станка. Дрожание вызывают сле-
дующие причины: *
1) неправильное соотношение скоростей вращения круга и дета-
ли, .когда или скорость круга недостаточна, или чрезмерно боль-
шая скорость вращения детали;
2) неправильное закрепление и употребление люнетов или не-
достаточное количество их;
3) неправильные центры станка, неплотное прилегание их в
гнездах шпинделя, неправильные центровые углубления в детали;
4) слдбое закрепление детали в центрах;
5) плохо выправлен и сбалансирован шлифовальный круг,
вследствие чего получается биение круга;
6) обработка слишком тяжелых деталей, не соответствующих
мощности станка;
7) засорение и засаливание круга, что вызывает большое дав-
ление его на шлифуемую деталь; засаливанию подвержены обычно
твердые круги;
8) качание (игра) шпинделя станка в подшипниках, что вызы-
вается износом подшипников;
9) неравномерная толщина ремня, плохая сшивка и скольже-
ние его.
При устранении причин дрожания можно получить совершен-
но гладкую поверхность без следов ряби.
Конусность при шлифовании получается в том случае, если
Центр задней бабки будет выше или ниже центра передней бабки
либо смещен в сторону, а также вследствие поворота стола продоль-
ной подачи по отношению к направляющим станины.
235
Отжиг — вид брака, получающийся вследствие чрезмерного на-
грева детали, иногда с появлением цветов побежалости. Такая
шлифованная поверхность недостаточно износоупорна. Основной
причиной отжига является неправильно подобранный шлифоваль-
ный круг. Слишком твердые, быстро засаливающиеся шлифоваль-
ные круги, чрезмерная скорость вращения их всегда вызывают из-
лишний нагрев детали и часто, как следствие, отжиг и искривле-
ние их.
Овальность деталей получается чаще всего в результате непра-
вильного выполнения центровых отверстий изделий и неплотного
прилегания их к центрам станка. Неравномерное поджатие подуш-
ки люнета, овальность шеек шпинделя передней бабки также вы-
зывает овальность шлифуемых деталей. При достаточной внима-
тельности шлифовальщика и при правильном выборе шлифоваль
кого круга и режимов резания указанный брак всегда устраним.
ГЛАВА ЧЕТВЕРТАЯ
ВНУТРЕННЕЕ ШЛИФОВАНИЕ
§ 1. ОСНОВНЫЕ понятия
Отверстия в деталях машин получаются разными способами:
отверстия больших диаметров делают при отливке или ковке дета-
лей, небольших диаметров — просверливают на сверлильных, то-
карных и других станках. Для получения необходимой точности
отверстия после отливки, ковки или сверления подвергают дальней-
шей обработке специальными инструментами. Наибольшая точность
и чистота отверстий получается при обработке их развертками или
путем шлифования. Шлифование перед развертыванием имеет то
преимущество, что шлифованием можно обрабатывать отверстия в
закаленных стальных деталях, где развертки совершенно не приме-
нимы.
Перед шлифованием отверстия должны быть предварительно
обработаны сверлами, зенкерами или расточными резцами и иметь
установленный припуск на шлифование. Сначала производят черно-
вое шлифование, а затем чистовое, с небольшим снятием металла.
В тех случаях, когда требуется особая чистота и гладкость об-
работанной поверхности, детали после шлифования подвергают
особым видам обработки: машинной притирке, доводке и отделочно-
му шлифованию на специальных станках.
Доводочные операции описаны в главе четвертой, третьей части.
§ 2. ОСОБЕННОСТИ ВНУТРЕННЕГО ШЛИФОВАНИЯ
При наружном шлифовании диаметр круга не зависит от диа-
метра детали, а выбирается в зависимости от размеров и мощности
стайка. При внутреннем шлифовании диаметр круга всегда должен
быть меньше диаметра отверстия. Небольшой диаметр круга влечет
за собой быстрый его износ и частую правку. Поэтому при внутрен-
нем шлифовании разделение процесса работы на черновое и чисто-
вое шлифование еще важнее, чем при наружном.
Работа зерен шлифовального круга не зависит от того, какая
поверхность обрабатывается: наружная или внутренняя. Поэтому
окружная скорость шлифовального круга в обоих случаях должна
быть одинакова. Это приводит к необходимости сообщать кругу при
внутреннем шлифовании очень большое число оборотов. Например,
при обычной для наружного шлифования скорости 30 м/сек и при
237
диаметре круга 20 мм мы должны бы иметь число оборртов 28 000*
в минуту. Достижение столь высоких скоростей вызывает целый ряд
затруднений при изготовлении станков для внутреннего шлифова-
ния. Поэтому при внутреннем шлифовании снижают число оборотов
в ущерб производительности.
При шлифовании отверстий трудно удалять снимаемую с детали
стружку; при наружном шлифовании это не вызывает затруд.
нений. Кроме того, наличие большой дуги соприкосновения между
кругом и деталью вызывает большой нагрев детали.
При внутреннем шлифовании работают без охлаждения значи-
тельно чаще, чем при наружном, ввиду трудностей подвода и отво-
да охлаждающей жидкости. Как правило, стальные детали (сырые
и закаленные) шлифуются с охлаждением, а чугунные и бронзо-
вые — сухими. Кроме того, принимается во внимание характер са-
мой работы. Например, тонкостенные стальные и чугунные втулки
сильно нагреваются и при работе без охлаждения точные размеры
могут быть получены при значительном снижении режимов резания.
При обработке небольших участков на массивных деталях не при-
ходится опасаться их нагревания, и применение охлаждения необя-
зательно.
Точность обработки отверстия при внутреннем шлифовании мо-
жет быть получена довольно высокая, а именно:
При диаметре отверстий 3— 6 мм . 0,012 мм
» » » 30— 50 » 0,030 »
» » » 180—260 » . . . . . 0,06 »
Приведенные данные справедливы при длине шлифуемого отвер-
стия до 300 мм. При большей длине шлифуемого отверстия точность
шлифования несколько принижается.
§ 3. ШЛИФОВАЛЬНЫЕ КРУГИ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ
Диаметр шлифовального круга определяется диаметром отвер
стия. При диаметрах отверстия 30—40 мм (фиг. 176, а) диаметр
круга берут почти равным диаметру отверстия так, чтобы он вошел
а) б) 3) г)
Фиг. 176. Выбор круга для внутреннего шлифования.
в отверстие с небольшим зазором. С увеличением размера отверстия
с 50 до 150 мм размер кругов делают от 0,9 до 0,6 диаметра отвер-
стия (фиг. 176, б). При очень больших диаметрах отверстия диаметр
круга рекомендуется брать не более половины диаметра отверстия
(табл. 25).
238
/ Таблица 25
Выбор диаметра шлифовального круга в зависимости от диаметра
отверстия при внутреннем шлифовании
Разме। ы диаме । ( в в мм Размеры диаметров в мм
шлифуе ых отверстий шлифовального К; уга шлифуемых отверстий шлифовально) о кр> га
12-17 10 55-70 50
17- 22 15 70-80 65
22—27 20 80-100 75
27-32 25 100-130 90
32-45 30 130-150 115
45-55 40 Свыше 150 125
Ширина круга зависит от его диаметра, от мощности станка и
других причин. Если работа выполняется по способу продольных
проходов, то считают, что при диаметре круга не менее 50 мм сле-
дует применять круг шириной 50 мм\ при диаметрах круга мень-
ше 50 мм его ширину делают тоже меньше, доводя при малых
диаметрах и более слабых станках до 13—6 мм (табл. 25).
При шлифовании отверстий, поверхность которых пересечена
шпоночными канавками (фиг. 176, виг), берут круги 25—40 мм.
Круги шире 50 мм применяются при шлифовании по методу вре-
зания.
Учитывая большую дугу соприкосновения, твердость кругов для
внутреннего шлифования берут значительно ниже, чем для наруж-
ного. 1
Л 4. СПОСОБЫ РАБОТЫ НА СТАНКАХ ДЛЯ ВНУТРЕННЕГО
ШЛИФОВАНИЯ
Положение круга в отверстии. О положении круга в шлифуе-
мом отверстии дает представление фиг. 177. Если шлифовальный
круг находится у задней стенки отверстия (фиг. 177, а), то шлифо-
вальщику при таком положении круга удобнее наблюдать за рабо-
той^чем при положении, изображенном на фиг. 177, б, особенно при
шлифовании внутренних конических поверхностей.
В первом случае охлаждающая жидкость очень расплескивается.
При шлифовании отверстий на универсальных станках круг
расположен в отверстии так, как показано на фиг. 177,6, причем
автоматическая поперечная подача круга происходит в том же на-
правлении, что и при наружном шлифовании. На универсальных
станках отверстия можно шлифовать и так, как показано на фиг.
177, а, но тогда приходится отказываться от автоматической подачи
круга и переходить на ручную подачу. На практике применяют оба
способа работы.
239
Так как шлифовальный круг в отверстии может находиться с
обеих сторон, можно проверить правильность установки передней
бабки. Если мы имеем неправильно установленную бабку, то при
шлифовании получим коническое отверстие. Эту конусность можно
обнаружить таким образом. Сперва шлифуют отверстие по
фиг. 177, а, затем шлифовальный круг перемещают в положение по
фиг. 177,6, и снимают небольшую стружку.
Если при продольном перемещении шлифовального круга внутрь
отверстия будем наблюдать усиление искрения при шлифовании, то
это значит, что имеется конус и его вершина направлена внутрь
отверстия (к бабке). И, наоборот, если искрение, заметное вначале,
Фиг. 177. Положение круга в отверстии при внутреннем шли-
фовании:
а — у задней стенки отверстия; б — у передней стенки.
при дальнейшем перемещении круга внутрь детали прекращается,
то это значит, что конус имеет обратное направление (от бабки).
При правильной установке бабки получится цилиндрическое отвер-
стие и, независимо от того, как будет расположен шлифовальный
круг по отношению к отверстию, искрение будет одинаковое по всей
длине отверстия.
Шлифование продольными проходами. В процессе шлифования
внутреннего отверстия нельзя выводить круг из отверстия (в обе
стороны) больше, чем на половину его ширины, в противном случае
отверстие с обоих концов получится расширенное. Движения в стан-
ке должны быть следующие: I) вращение шлифовального круга;
2) вращение детали; 3) возвратно-поступательное движение шли-
фовального круга; 4) поперечная подача круга (глубина резания).
Глубина резания берется небольшой, так как тонкий шлифоваль-
ный шпиндель под давлением круга, будет отжиматься. Припуск
под шлифование должен быть небольшим.
Шлифование по методу врезания. На фиг. 178 показаны четы-
ре случая применения способа врезания при шлифовании отверстий.
240
Фиг. 178, а — шлифование корпуса шарикоподшипника. Поверх-
ности А и В шлифуются с одной установки. Стол станка — непо-
движен.
Фиг. 178, б — шлифование внутренних конических поверхностей
шестерни. Шпиндель шлифовального круга должен быть повернут
под углом. Стол — неподвижен.
Фиг. 178, в — шлифование внутренней поверхности наружной
обоймы роликового подшипника. Стол станка может быть непо-
Фиг. 178. Шлифование по метолу врезания.
движным или же может получать небольшие колебательные движе-
ния вдоль оси круга, благодаря чему достигаются лучшие условия
работы шлифовального круга.
Фиг. 178, г — шлифование длинного гладкого отверстия. Этот
способ более производителен, в особенности когда шлифуют отвер-
стия небольшой длины.
§ 5. ШЛИФОВАНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Шлифование внутренних конусов производится теми же спосо-
бами, что и шлифование конических наружных поверхностей. Для
^того необходимо иметь поворотную переднюю бабку шлифоваль-
ного станка, в патроне которой закрепляется шлифуемая деталь.
От -бабки деталь получает вращение.
На фиг. 179 показано шлифование внутренней конусной поверх-
ности с помощью приспособления для внутреннего шлифования к
круглошлифовальному станку. Передняя бабка повертывается на
задний угол конуса детали. Столу сообщается возвратно-поступа-
тельное перемещение. Поперечная подача производится автомати-
ческим перемещением шлифовальной бабки. На специальных стан-
ках для внутреннего шлифования передняя бабка также делается
поворотной.
Установка передних бабок и столов по градусным делениям не
обеспечивает высокой точности работы. Поэтому до снятия детали
*8В. В. Лоскутов. 241
со станка следует проверять конусность при помощи соответсшую
щих измерительных инструментов, а в случае необходимости — вно
сить изменения в установке стола или передней бабки.
Фиг. 179. Шлифование внутренней конической поверхности.
§ 6. ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ ОТВЕРСТИИ
Основные требования, предъявляемые к зажимным приспособ-
лениям для внутреннего шлифования, заключаются в точности и
прочности крепления детали. Установка детали в зажимное при-
способление ведется по наиболее точно обработанной поверхности,
служащей базой. Наиболее точно устанавливаются детали с на-
ружными цилиндрическими поверхностями, ось которых совпадает с
осью шлифуемого отверстия.
Приспособления для шлифования отверстий можно разделить
на две группы: нормальные, или универсальные, и специальные,
предназначенные для зажима вполне определенных деталей. По
способу зажима детали можно подразделить на приспособления: с
ручным, пневматическим, гидравлическим и электрическим зажи-
мами.
Простой четырехкулачковый патрон. Несимметричные (некруг-
лые) детали удобно закреплять в простом четырехкулачковом пат-
роне (фиг. 180), где каждый кулачок 1 передвигается посредством
винта 2.
Самоцентрирующие патроны. Патроны этого типа позволяют
быстро закрепить шлифуемую деталь вследствие того, что кулачки
их передвигаются одновременно. Самоцентрирующие патроны бы-
вают четырех-трех-двухкулачковые. На фиг. 181 показан трехкулач-
ковый самоцентрирующий патрон. Внутри патрона имеется диск /,
на одной стороне которого нарезана спираль, а на другой — кони-
ческое зубчатое колесо. В корпусе патрона 2 установлены три не-
больших конических шестерни 3, находящиеся в зацеплении с зубья-
242
ми диска 1. Поэтому, если повертывать торцевым ключом любую
из шестерен, то диск 1 будет вращаться. Так как спираль диска 1
входит в зубья кулач-
ков, которые также на-
резаны по спирали, то
при вращении диска все
три кулачка будут одно-
временно приближаться
к центру или удаляться
от него, зажимая или
освобождая деталь, по-
мещенную в кулачках.
Кулачки зажимают
детали разных диамет-
ров не с одинаковой си-
лой: детали меньших
Фиг. 180. Простой четырехкулачковый патрон.
диаметров
эдтльнее,
больших
зажимаются
чем детали
диаметров.
Объясняется это тем, что при сближении кулачков к центру полу-
чается полное соприкосновение поверхности спиральной канавки
Фиг. 181. СамоЦентрирующий трехкулачковый
патрон.
с канавкой тп и касание в одной точке
кой дп.
с поверхностью спи-
рального выступа ку-
лачка.
Как видно из
фиг. 182, наружная
поверхность выступа
кулачка сделана по
форме кривой ef, кри-
визна которой соот-
ветствует кривизне
первого от центра
витка спирали. Чем
дальше от центра,
тем больше радиус
кривизны спиральной
канавки, благодаря
чему полного сопри-
косновения наружной
поверхности выступа
кулачка с поверхно-
стью спиральной ка-
навки не получается.
На фиг. 182 показано
более полное сопри-
косновение выступа С
выступа D с канав-
По мере удаления кулачков от центра правильное соприкосно-
16*
243
вение спирали диска со спиралью кулачков нарушается, что ведет
к большим давлениям на единицу поверхности и быстрому износу
спиралей.
Этот существенный недостаток устранен в трехкулачковом са-
моцентрирующем патроне (фиг. 183). Перемещение кулачков /, 5
и 8 происходит при помощи реечной шестерни 4 и трех реек 2, 5 и
7. Рейки снабжены нарезкой, в которую входит винт 3. Все детали
заключены в корпус патрона 9. При вращении винта 3 торцевым
ключом перемещается гайка — рейка. Она поворачивает реечную
I
Фиг. 182. На- Фиг. 183. Самоцентрируклций трехкулачковый
ружная поверх- патрон,
ность выступа
кулачка.
шестерню 4, которая в свою очередь перемещает рейки 5 и 7. При
этом наклонные зубья на рейках сдвигают или раздвигают в ра-
диальном направлении кулачки /, 6 ив. Так как зубья на рейках и
кулачках прямолинейные, то прилегание их друг к другу происхо-
дит по всей ширине кулачков. Отсюда значительно меньший износ
зубьев и более надежный зажим деталей и при закреплении детали
не требуется большого физического усилия.
В последнее время нашли применение пневматические (рабо-
тающие сжатым воздухом), гидравлические, электрические и элек-
тромагнитные зажимные приспособления.
Принципы работы гидравлического и пневматического патронов
аналогичны (сходны). Разница между ними та, что при пневмати-
ческих патронах сжатый воздух поступает от компрессора в цехо-
вую магистраль и обслуживает все станки в цехе, а при гидравли-
ческих патронах масло нагнетается из резервуара, который обычно
обслуживает один станок.
На фиг. 184 изображен пневматический патрон. Зажим детали
происходит от усилия, создаваемого поршнем, на который действуй
сжатый воздух под давлением 5—6 ати.
244
Корпус 1 патрона навинчивается на шпиндель 2 станка. В кор-
пус вставлена коническая зажимная втулка 3 с прорезями. Во
втулку ввинчен натяжной шток 4, проходящий через отверстие в
шпинделе. На другом конце штока укреплен поршень 5 с привин-
ченными к нему двумя кольцами 6 и двумя уплотнениями 7. Пор-
шень помещается в цилиндре 8.
Сжатый воздух поступает в цилиндр из распределительной ко-
робки 9, снабженной двумя патрубками. Патрубок 10 подводит
воздух к левой стороне поршня, вследствие чего поршень двигается
Фиг. 184. Пневматический патрон.
вправо, освобождая зажатую в патроне деталь, а патрубок 11 под-
водит воздух к правой стороне поршня, отчего последний переме-
щается влево и зажимает деталь в патроне. Для направления сжа-
того воздуха в тот или другой патрубок служит золотник 12, рас-
полагаемый у шлифовальной бабки под рукой у станочника.
Кроме указанных патронов универсального типа, имеется весьма
большое число специальных патронов, предназначенных для шли-
фования отдельных деталей.
" § 7. ИНСТРУМЕНТЫ ДЛЯ ИЗМЕРЕНИЯ ОТВЕРСТИЙ
Калибры цилиндрические. Для измерения отверстий применяют-
ся калибры-пробки, которые разделяются на нормальные и пре-
дельные. Нормальные калибры имеют только один размер, по-
догнанный к заданному размеру детали с наибольшей возможной
точностью. Деталь при изготовлении должна быть подогнана воз-
можно точнее к нормальному калибру.
Комплект нормальных калибров состоит из цилиндрической
пробки и кольца того же размера. Пробкой измеряют отверстие, а
кольцом — цилиндрические детали типа валов. Пользуясь нормаль-
245
ними калибрами, 1невозможно определить величину ошибки изго-
товленной детали, так как пробка сравнительно свободно проходит
в проверяемое отверстие. То же самое относится и к измерениям
кольцом. Точность измерения зависит от квалификации шлифоваль-
Фиг. 185. Предельный калибр.
гцика: чем она выше, тем точ-
нее будет измерена деталь, од-
нако определить отклонение от
заданного размера в числовых
величинах невозможно.
Такой метод измерения не
всегда может обеспечивать
условия взаимозаменяемости.
Для устранения недостатков нормальных калибров при измерении
деталей, изготовленных по допускам, измерение в серийном и мас-
совом производстве ведется по предель-
ным калибрам.
На фиг. 185 показан Предельный
калибр наиболее распространенного
типа. Средняя часть калибра, более
тонкая, имеет накатку и служит руко-
яткой, концы его являются рабочими
измерительными частями. Рабочая ле-
вая часть пробки большей длины на-
зывается проходной стороной калибра.
Диаметр ее равен наименьшему допу-
стимому размеру отверстия, поэтому
она должна входить в отверстие. Дру-
гая рабочая часть, более короткая,
диаметр которой равен наибольшему
допустимому размеру, называется не-
проходной или браковочной стороной.
Эта сторона пробки не должна вхо-
дить в проверяемое отверстие.
При больших размерах калиберные
пробки получаются тяжелыми и не-
удобными в работе, поэтому они заме-
няются неполными пробками. При про-
верке отверстий очень больших размеров, когда даже неполная
пробка окажется неудобной и тяжелой, применяют штихмас.
Штихмас (фиг. 186, а) представляет собой стержень, торцевые
измерительные поверхности которого сделаны выпуклыми, причем
радиус выпуклости должен быть равен половине длины штихмаса.
Штихмасы могут (фиг. 186, б) насаживаться на рукоятку; в* та-
ком случае они служат двусторонним калибром, имеют различную
длину: один заменяет проходную сторону калибра, другой — непро-
ходную.
При проверке деталей непосредственно на станке калиберную
пробку с легким нажимом вдвигают в отверстие, при этом ее не-
246
много поворачивают. Такое поворачивание облегчает центрирова-
ние и ввод пробки в отверстие и является обязательным.
Измерение неполной пробкой требует большего навыка от шли-
фовальщика, чем проверка цилиндрической пробкой. Это объяс-
няется тем, что неполную пробку довольно легко перекосить при
вдвигании в отверстие. Чтобы избежать этого, неполную пробку
следует прикладывать к отверстию по диаметральной линии, а за-
тем, поворачивая в ту и другую сторону на небольшой угол, ввести
ее в отверстие. Во избежание ошибок необходимо при измерении
отверстия неполной пробкой делать два промера в двух взаимно
перпендикулярных направлениях. При этом проверяется также от-
сутствие овальности отверстий.
Измерение отверстий штихмасами более сложно, чем измерение
указанными калибрами, что объясняется трудностью их установки
в отверстия. Проверку овальности отверстия штихмасом следует
производить по двум взаимно перпендикулярным диаметрам.
Проверку деталей производят при остановленном станке. Изме-
рение вращающихся деталей может повлечь за собой не только
4юрчу измерительного инструмента, но и несчастный случай.
Во избежание повреждений калибров недопустимо производить
ими какие-либо удары о другие предметы или детали.
Микрометрический штихмас (нутромер). Для измерения внут-
ренних размеров деталей служит микрометрический штихмас
(фиг. 187), по устройству напоминающий микрометр. По сравнению
Фиг. 187. Микрометрический штихмас.
с микрометром штихмас имеет два существенных недостатка: 1) он
позволяет замерять отверстия только больше 50 мм и 2) дает мень-
шую точность при измерении вследствие отсутствия устройства
регулировки нажима при замере.
Штихмас состоит из гильзы /, имеющей на одном конце нако-
нечник 2 с шаровидной измерительной поверхностью. В гильзу
входит микрометрический винт со сферической измерительной поверх-
ностью 5. Перемещение винта, соответствующее его полным оборо-
там отсчитывается по шкале гильзы 5, а перемещение, соответст-
вующее' частям оборота,— по шкале барабана 4. связанного с мик-
247
рометрическим винтом. Для закрепления установленного размера
пользуются тормозным приспособлением 6.
Для увеличения пределов измерения к концу микрометрическо-
го штихмаса могут присоединяться сменные измерительные стерж-
ни. При наличии удлинителей пределы измерения штихмасом рав~
ны от 50 до 900 мм. Основная головка имеет минимальный предел
измерения, равный 50—63 мм. Максимальный ход микрометрическо-
го винта равен 13 мм. Точность измерения 0,01 мм. Приемы изме-
рения такие же, как и в случае пользования нерегулируемым штих-
масом.
Индикаторный прибор. Индикаторный прибор (фиг. 188) слу-
жит для измерения внутренних диаметров цилиндров посредством
определения отклонений от заданного размера, овальности и конус-
ности с точностью до 0,01 мм. Устройство прибора следующее.
Головка прибора, вводимая в Цилиндр, имеет два измеритель-
ных наконечника 8 и 3, из которых наконечник 3 — подвижный, свя-
зан с индикатором, наконечник 8 — установочный, служит упором.
248
В одном конце корпуса 12 укреплен зажим индикатора 17, а в
другом — тройник 10,
Через центральные отверстия в зажиме и тройнике проходит
стержень-игла 15, упирающаяся одним концом в рычажок 6, кото-
рый соприкасается с измерительным наконечником индикатора. Из
мерительный наконечник 3, перемещаясь в грибке 5, одним концом
упирается в рычажок 6; последний перемещает вправо иглу 15.
Другой конец иглы нажимает на кнопку индикатора, вставляемого
в зажим /7, при этом стрелка индикатора показывает величину пе-
ремещения наконечника. 3.
. Центрирование прибора в цилиндре производится мостиком 4 с
грубой 1, имеющим вертикальное перемещение под действием пру-
жины 2. В зависимости от измеряемого диаметра с другой сторо-
ны тройника вставляется установочный стержень 3, который кре-
пится гайкой 7.
К каждому прибору прилагается ключ 13, набор сменных вста
вок 16 и набор измерительных шайб 14, Перед измерением инди-
катор устанавливают на требуемый размер. Эта предварительная
г]?убая установка индикатора производится подбором вставок и из-
мерительных шайб, которые зажимаются гайкой, навинчивающейся
на конец тройника. Окончательная установка индикатора произво-
дится при помощи микрометра или другого инструмента для на-
ружных измерений; нулевой штрих циферблата индикатора совме-
щается со стрелкой.
После установки прибор вводится в измеряемое отверстие и по
циферблату индикатора определяется отклонение от установленно-
ю размера. При измерении отверстия благодаря наличию центри-
рующего мостика, устанавливающего прибор в диаметральное
положение, при покачивании ручки прибора вокруг основания мости-
ка выбирается наименьшее показание. При хранении прибор сма-
зывается составом, предохраняющим от ржавления, и укладывает-
ся в футляр вместе со сменными вставками, шайбами, ключом, мос-
тикомГ индикатором, державкой 18, верхней губкой 9 и нижней 11.
Концевые меры (мерные плитки). Мерные плитки получили в
настоящее время большое применение для точных измерений длин,
внешних и внутренних диаметров, а также для проверки различ-
ных измерительных инструментов. Они представляют собой прямо-
угольные различной толщины стальные плитки, закаленные и от-
шлифованные с весьма высокой точностью.
Плитки изготовляются целыми наборами, пользуясь которыми,
можно составить любой размер.
В практике пользуются определенными комплектами плиток,
дающими возможность составлять ряды мер с точностью до
0,001 мм. Часто применяется комплект, состоящий из 46 плиток.
Наименьшая длина плитки около 1 мм. Применение плиток толщи-
ной в десятые доли миллиметра нецелесообразно, так как их при-
тирка связана с большими трудностями. Другой, более полный ком-
плект состоит из ПО плиток. Он дает возможность при составлении
определенного размера из плиток обходиться меньшим числом их.
249
Фиг. 189. Набор плиток для измерения отверстий.
При составлении какого-либо определенного размера плиток ис-
ходят из его последнего десятичного знака и действуют путем вы-
читания. Например число 76, 783 мм (при наборе плиток с 0,001
долями) составляется следующим образом:
_76,783
1,003
75,78
1,08
74,7
—* 1,7
73,0
3,0
70,0
Комплектование плиток в набор производится притиркой, кото-
рую начинают с плиток большого размера, как указано в примере.
Из примера видно, что после каждого вычитания число десятич^-
ных знаков уменьшалось на один. Следовательно, требуемый
250
Г"
2
Фиг. 190. Схема двухконтактно-
го устройства для контроля
отверстий.
размер 76,783 мм составится из пяти плиток: 70 + 3 + 1,7 -|~ 1,08 -f-
Ц- 1,003.
Для измерения внутренних размеров (и диаметров отверстий)
к брускам присоединяется пара особых ножек толщиной в 5 мм
(фиг. 189), размер которых необходимо прибавить к общему раз-
меру брусков. Для того, чтобы набор плиток было удобно дер-
жать вместе, применяются особые рамки и зажимы. На фиг. 189
в такой рамке зажат набор брусков и ножки для измерения диа-
метра кольца.
Следует помнить, что при работе с плитками высокой точности
к ним нельзя прикасаться руками; их надо брать пинцетом, а при
измерениях наивысшей точности — надевать резиновые перчатки,
чтобы предотвратить во время работы осаживание влаги на
плитках.
Автоматическое измерение шлифуемых отверстий в процессе
обработки. На фиг. 190 показана принципиальная схема двухкон-
тактного устройства для контроля размеров отверстий от 20 до
250 мм, конструкции тов. Мазина (авторское свидетельство
№ 80702). Работает разбираемое устройство так. Измерительные на-
конечники А и В, укрепленные в рычагах 1, 2 и поворачивающихся
вокруг осей С и D, под действием
пружины 3 соприкасаются с поверх-
ностью шлифуемой детали. В точке
F рычага 2 монтируется ось рычага 4,
который суммирует перемещения обо-
их наконечников А и В и передает
суммарное перемещение миниметру 5,
закрепленному в корпусе 6 разбирае-
мого устройства.
Соотношение плеч рычагов /, 2
и 4 подобрано так, что точка D полу-
чает перемещение, равное суммарно-
му перемещению точек А и В, т. е.
равное измерению размера отверстия
во время шлифования.
На фиг. 191 и 192 изображена
конструкция разбираемого устрой-
ства П-53М, которое служит для
контроля отверстий диаметром от 20
до 150 мм. Измерительные наконеч-
ники 1, закрепленные в рычагах
2 и 3, прижимаются к поверхности
детали пружинами 10. Рычаги 2 и 3
закрепляются на выступающих из
корпуса цилиндрических цапфах 29 подвижных колодок 5 и 11, ко-
торые шарнирно подвешены (в точках С и D) к неподвижным колод-
кам 4 и 9 на крестообразно расположенных плоских стальных пружи-
нах 7 и 28. К колодкам 11 и 5 прикреплены рычаги 6 и 27. К рычагу
О шарнирно прикреплен суммирующий рычаг 17 (с помощью двух
251
плоских крестообразно расположенных пружин 25), передающий дви-
жение измерительных наконечников 1 миниметру. Миниметр устанав-
ливается во втулки 15 и зажимается винтом 16'. Для точной его
установки служит накатная гайка 14 с дифференциальной резьбой
(разность шагов равна 0,25 мм). Зазоры в резьбе гайки устанавли-
ваются шестью пружинами 13.
Фиг. 191. Общий вид двух контактного устройства для контроля отверстий
(модель П-53М).
Посредством груза 19, сидящего на стержне 18, который при-
креплен к оси 20, связанной с корпусом 8, устройство в рабочем по-
ложении прижимается планкой 30 к упорному винту 31. Положе-
нием груза 19, а также поворотом стержня 18 вокруг оси 20 можно
регулировать усилия, прижимающие это устройство к упорному
винту 31. Для того чтобы не повредить наконечники, рычаги 2 и 8
сводятся при помощи кулачка 72, сидящего на оси рукоятки 25-
Величина сближения рычагов 2 и 5 регулируется упорными винтами
26. Для избежания случайных повреждений наконечников имеется
252
блокировка, которая не дает возможности устройству повернуться
при несведенных рычагах 2 и 3.
Фиг. 192. Двухконтактное устройство для контроля отверстий (модель
П-53М) на станке.
Блокирующее устройство работает так: штифт 22 и тяга 24 о i
жимаются вправо пружиной 25, концы штифта 22 входят в казн
втулки 21 и препятствуют повороту устройства.
ГЛАВА ПЯТАЯ
ШЛИФОВАНИЕ ПЛОСКОСТЕЙ
§ 1. ОСНОВНЫЕ понятия
Шлифование плоскостей может быть осуществлено двумя ме-
тодами:
1) плоское шлифование периферией круга;
2) плоское шлифование торцев круга.
Плоское шлифование периферией круга. При плоском шлифова-
нии периферией круга (фиг. 193) можно шлифовать с подачей: на-
встречу направлению вращения круга или по направлению движе-
ния круга; при этом стол
имеет возвратно-поступа-
тельное движение как
у продольно-строгальных
станков.
Вторая подача, перпен-
дикулярная к продольной,
при работе на станках с
возвратно-поступательным
движением производится
после каждого продольно-
го прохода перемещением
круга на ширину снимае-
мого слоя.
Для плоского шлифо-
вания периферией шли-
фовального круга приме-
няются круги преимуще-
ственно формы ПП ГОСТ
175—450 мм, высотой от
16—40 мм. Для выбора твердости и зернистости шлифовального
круга в зависимости от шлифуемого материала можно пользовать-
ся табл. 26.
При работе на станках с прямоугольным столом существующие
приемы снятия припуска сводятся к трем основным методам.
1. Метод поперечных проходов (.фиг. 194, а). Поперечная подача
круга (вдоль оси шпинделя) производится за каждый ход стола,
при этом круг снимает весь слой металла, равный по толщине фак-
тической глубине резания, а по ширине — поперечной подаче круга
254
Поперечное движение
Продольное движение (автоматическое)
(автоматическое)
Припускf удаляемый Деталь..
в несколько проходов
। Подача (о/п руки)
Фиг. 193. Схема плоского шлифования
периферией круга.
2425-44, имеющие
Т а б лица 26
Круги для периферийного шлифования
Шлифуемый материал Абразив Зернистость Связ- ка Твердость Струк тура
Сталь сырая . . . Э 16-46 К,Б М2-СМ2 8
„ закаленная . . Э и ЭБ 24—46 К,Б Ml—СМ1 8
„ быстрорежущая Э 36-60 К Ml—М3 8
„ хромоникелевая Э 24-46 К,Б М1-СМ1 8
Чугун КЧ, Э и ЭБ 24- 46 К,Б М2—СМ2 8
Бронза КЧ 24—46 К М2-СМ2 8
за один ход стола. После прохода всей ширины шлифования круг
снова подают на глубину резания и, сообщив ему поперечную пода-
чу на один ход стола, снимают следующий слой металла. Операцию
повторяют до полного удаления припуска.
5) И)
Фиг. 194. Шлифование периферией круга на станках с прямоуголь-
ным столом:
а — методом поперечных проходов; б — установленным кругом; в — ступенча-
тым кругом.
2. Метод шлифования установленным кругом (фиг. 194, б). Круг
подается на глубину резания за каждый ход стола. После снятия
припуска за один проход круг перемещается вдоль оси шпинделя на
величину от 2 3/4 до 4/5 ширины круга (преимущественно на мощных
шлифовальных станках). Шлифование повторяется до тех пор, пока
не будет снят припуск. Оставшийся для чистовых проходов припуск
в 0,01—0,02 мм снимается по методу поперечных проходов.
3. Работа ступенчатым кругом, или глубинный метод шлифования
(фиг. 194, в). Круг заправляется ступенькой. Весь припуск распре-
деляется между числом ступенек и снимается за один проход. По-
следней ступенькой обычно снимается небольшой слой металла,
после чего производится чистовое шлифование.
При применении первого метода круг работает главным образом
кромкой, цилиндрическая часть его остается мало нагруженной, в
результате круг изнашивается неравномерно. При ступенчатом шли-
фовании нагрузка по рабочей поверхности круга распределяется
равномернее.
255
По наблюдениям за обработкой деталей из незакаленной стали
установлено, что наибольшее время требуется при обработке дета
лей методом поперечных проходов и наименьшее—при работесту.
ленчатым кругом. Производительность при ступенчатом шлифовании
зависит от правильной правки круга. Править надо инструментом,
дающим сразу необходимый профиль (фасонными шарошками’
дисками, шаблонами, с закрепленными в них алмазами), в против-
ном случае потери абразива и длительное время правки чрезмерно
увеличивают стоимость обработки.
К достоинствам станков, работающих периферией круга, следует
отнести высокую точность работы и незначительный нагрев обраба-
тываемых деталей. Последнее обстоятельство очень важно при об-
работке деталей, подверженных короблению (тонкие пластинки).
Помимо того, на этих станках можно обрабатывать фасонные пря-
молинейные поверхности.
Плоское шлифование торцем круга. Шлифование торцем круга
очень производительно, так как при этом одновременно может шли-
фоваться большая поверхность.
Фиг. 195. Схема плфског® шлифования торцем круга,
я — при возвратно-поступательном движении: б — при враша
тельном движении стола.
Стол плоскошлифовального станка при шлифовании торцем
круга имеет возвратно-поступательное движение, как при шлифова
нии плоскостей периферией круга, или вращательное движение. В
последнем случае стол делается круглым. Диаметр круга при плос-
ком шлифовании торцем перекрывает ширину шлифуемой детали
или партии одновременно установленных на станке деталей. Поэто-
му все движения в процессе торцевого шлифования сводятся к вра
щению круга, движению стола и подаче круга после каждого про-
хода или после каждого оборота стола на глубину шлифования
(фиг. 195).
Для удаления стружки при-шлифовании торцем и понижения
температуры в зоне шлифования необходимо:
а) применять обильное охлаждение, что одновременно помогает
удалению стружки;
256
6) применять прерывистость зоны шлифования, для чего шли-
фовальные круги заменять сегментами (если это возможно);
в) искусственно сократить зону шлифования путем скашивания
шлифовального круга; на многих плоскошлифовальных станках
установить шлифовальную головку возможно под небольшим на-
клоном, что также сокращает площадь соприкосновения круга
с деталью;
г) применять шлифовальные крупнозернистые круги, чем облег-
чается удаление стружки;
д) применять круги относительно небольшой твердости, что об-
легчает самозатачиваемость круга.
При шлифовании торцем шлифовального круга, кроме сегмен-
тов, которые применяются для шлифования больших поверхностей,
также применяются кольцевые круги по ГОСТ 2435-44 (форма
1К *и 2К). Круги формы 1К диаметром до 200 лш применяются в
большинстве случаев на плоскошлифовальных станках с вертикаль-
ным шпинделем. Круги формы 2К диаметром 200—300 мм приме-
няются для заточки сверл и редко для заточки резцов.
Для выбора твердости и зернистости шлифовального круга в за-
висимости от шлифуемого материала можно пользоваться табл. 26а.
Таблица 26а
Круги для торцевого шлифования
Шлифуемый материал Абразив Зерни- стость сЗ СО к СП Твердость a _
о (J H
Сталь сырая Э 24-36 к Ml—СМ2 8
То »е Э 16 24 Б МЗ-С1 8
Сталь закаленная Э и ЭБ 24-36 Б М1-СМ1 б
То ябе Э и ЭБ 24—36 К М3 —СМ2 8
> > Э и ЭБ 24-36 С М1-МЗ 8
Сталь хромоникелевая Э 16-36 К Ml- Ml 8
Го же э 16-36 Б М2—СМ1
Ст*ль быстрорежущая закаленная э 24-46 С M1-M3 8
Чугун серый КЧ и ЭБ 16 -24 К М3—СМ2 7
То же КЧ и ЭБ 16-24 Б CMl'-Cl 7
Чугун ковкий КЧ 16 36 К M2-CM2 7
Латунь и мягкая бронза КЧ 24-36 К Ml—CM1 8
Алюминий Э 16-36 К CM1-CM2 8
Твердая бронза КЧ и ЭБ 16-36 К М3 —СМ2
§ 2. ПРИСПОСОБЛЕНИЯ ДЛЯ ПЛОСКОШЛИФОВАЛЬНЫХ РАБОТ
Крепление шлифуемых деталей может производиться непосред-
ственно к столу станка прижимными планками (фиг. 196) или же
клиньями, как указано на фиг. 197.
Для быстрого закрепления небольших деталей употребляют тис-
ки разных конструкций, одна из которых представлена на фиг. 198.
17. В. В. Лоскутов. 257
Эти тиски устанавливаются на магнитном столе плоскошлифоваль-
ного станка.
Неподвижная губка тисков составляет одно целое с их основа-
нием 3. С другой стороны основания имеется выступ 4, являющийся
гайкой для винта тисков. Основание тисков имеет сквозной паз 5>
Фиг. 196. Крепление де-
талей прижимной план-
кой.
Фиг. 197. Крепление деталей клиньями.
по которому перемещается выступ подвижной губки 6. Верхняя
часть основания образует направляющие для подвижной губки,
В основании тисков высверлен ряд отверстий, в которых нарезана
резьба для крепления тисков винтами к различным приспособлениям.
Фиг. 198. Закрепление деталей тисками.
Тиски изготовлены из стали, закалены и точно отшлифованы со
всех сторон. Все плоскости тисков расположены друг к Другу под
углом 90°. После шлифования ребра 1 детали достаточно повер-
нуть тиски на бок, чтобы ребро 2 детали было под кругом. Так как
стороны тисков расположены под углом 90°, ребра детали будут
отшлифованы под прямым углом. Такие тиски удобны при обработ-
ке большой партии одинаковых деталей.
Особенно большое применение для закрепления деталей имеют
магнитные плиты.
Электромагнитная плита. Устройство электромагнитной плиты
основано на следующем принципе. Если мы на железный сердечник
навьем проволоку и по ней пустим ток постоянного напряжения, то
от действия проходящего тока железо намагничивается (фиг. 199) •
258
Если при этом к одному из концов сердечника поднести железо, то
оно тотчас же притянется к сердечнику. По прекращении тока в об-
мотках прекращается и магнитное действие, и железо перестанет
притягиваться. Если железо согнуть в виде подковы и пропустить
ток, то магнит будет значительно сильнее (фиг. 200). Соединив по-
добные подковообразные магниты в группу, получим магнитную
плиту (фиг. 201).
Фиг. 199. Магнитное дей-
ствие тока.
Полюсы магнитов, выведенные на верх-
нюю часть плиты, тщательно изолируются
от тела плиты белым металлом или медью,
благодаря чему излучаемые полюсами
магнитные силы не рассеиваются в теле
плиты, а направляются непосредственно
через деталь. К электромагнитной плите
могут притягиваться только магнитные
металлы, как сталь, железо, ‘чугун.
Магнитные патроны применяются са-
мых разнообразных размеров и форм —
круглые, прямоугольные. «|
Для питания электромагнитных плит, 1
как было указано, пригоден только по-
стоянный ток, поэтому необходимы про- фиг 200 Подковообраз.
межуточные приборы, преобразующие HbIg магнит,
переменный ток в постоянный.
Основным недостатком в работе магнитных столов является их
частое повреждение. Повреждения чаще всего вызываются охлаж-
дающей водой, которая через щели проникает внутрь стола и произ-
водит короткое замыкание в обмотках катушек. Магнитные столы,
на которых шлифование производится всухую, могут служить зна-
чительно больший срок без повреждений. Если работать без охлаж-
дения нельзя, то нужно тщательно следить за тем, чтобы вода
удалялась со стола тотчас по окончании работы.
Находят также применение магнитные плиты, не требующие
электропроводки. Они притягивают деталь при помощи постоянных
магнитов, находящихся в самой плите.
Магнитная плита. Для закрепления чугунных и стальных дета-
лей служит магнитная плита. В этих плитах вместо электромагнит
17*.
259
тов применяются постоянные магниты. Плиты этого типа имеют
большое преимущество перед электромагнитными плитами, так как
.для их эксплуатации не требуется специальных генераторов и вы-
прямителей с проводкой и распределительным устройством. Магнит-
ные плиты могут быть использованы также для закрепления дета-
лей при шабровке, разметке и пр.
Общая конструкция прямоугольной магнитной плиты и принцип
работы изображены на фиг. 202. Верхняя часть плиты сделана из
железных пластин*
1 и 3 с немагнитны-
ми прослойками 2
между ними. Силь-
ные постоянные маг-
ниты 4 можно пере-
мещать^ замыкая их
то на железные пла-
стинки, то на закре-
пляемую деталь. По-
ложением б поль-
зуются при обработ-
ке деталей 5, а поло-
жением в — во время
снятия деталей или
установки их на пли-
те. Перемещение ма-
гнитов производится
при помощи рукоят-
ки 6. Нижняя часть
плиты 7 закрепляй-
ся на столе станка.
Поверхность тон-
ких пластинок после
шлифования часто
получается волни-
стой. Объясняется
это тем, что пластин-
ки неплотно приле-
гают к магнитной
плите. Избежать это-
Фиг. 202. Магнитная плита:
а — общий вид; б — положение магнитов при обработке
деталей; в — то же при установке и снятии деталей с
плиты.
го можно смазывая поверхность их маслом. При наличии слоя
масла пластинки присасываются к плите всей поверхностью.
§ 3. ВЫБОР РЕЖИМА ПЛОСКОГО ШЛИФОВАНИЯ
Выбор окружной скорости шлифовального круга при плоском
шлифовании можно производить по табл. 266.
Плоское шлифование периферией круга. Выбор глубины шлифо-
♦ Из технически чистого железа, содержащего 99,85% железа.
260
Таблица 266
средние скорости шлифовальных кругов в м сек при плоском шлифовании
Вид шлифования Шлифуемый материал Обдирочное шлифование Чистое шлифование
Плоское шлифование периферией круга Чугун Сталь 20-22 22-25 22-25 25-30 1
Плоское шлифование торцем кр) га Чупн Сталь 15-18 18—20 18-20 ’ 20 - 25
вания в зависимости от поперечной подачи при черновом шлифова-
нии можно производить из следующего расчета:
Поперечная подача (в
долях ширины шлифо-
вального круга В)
0,258
0.358
0.508
0,758
Глубина шлифования за
один двойной ход
в мм
0,0075-0,025
0,005 - 0.02
0,005 -0,016
0,005 —0,014
Режим работы при чистовом шлифовании можно выбирать по
табл. 27, в которой указывается: глубина шлифования за двойной
ход, поперечная подача и скорость стола в м/мин.
Таблица 27
Режим чистового шлифования плоскостей периферией круга
Глубина шлифования за двойной ход в мм Поперечная подача Скорость стола в м/мин
0,003—0,005 0,25 В 65-90
0.005-0,0075 0,25.В 45—65
Плоское шлифование торцем круга. При работе на станках
с круглым столом режим работы при применении цельных горшко-
образных кругов может быть выбран из табл. 28.
При работе на станках с прямоугольным столом скорость движе-
ния стола с обрабатываемой деталью принимают от 1 до 12 м/мин.
Глубина шлифования выбирается по специальным таблицам, кото-
рые не приводятся.
Величина окружных скоростей шлифуемых деталей при чисто-
вом шлифовании плоскостей на станках с круглым столом в зави-
261
Табл ца 2s
Режим работы при шлифовании плоскостей торцем цельных горшкообразных
кругов зернистостью 36-М1
Вид отделки Глубина шли- фования в мм Ширина В шлифования в мм
100-200 200—300
скоро сть СТС )ла в м!мин
Очень точная отделка 0,006—0,015 10 7
Точная отделка . . 0.005-0.015 25-30 20—25
Обычная отделка 0,005-0,015 35—40 25-30
симости от диаметра и материала шлифуемой детали указаны
в табл. 29.
Предположим, что требуется начерно шлифовать стальную де-
таль периферией круга. Тогда средняя скорость шлифовального
Табл и ц а 29
Скорости шлифуемой детали при шлифовании плоскостей на станках
с круглым столом в м мин
Диаметр шлифуемой детали в мм Материал шлифуемой д тали
незакаленная сталь закаленная сталь чу гун
20—60 15-28 13-25 19-35
60-120 20 - 36 18-32 25-45
120—200 25-45 23-40 30-50
200-300 30 - 50 27-50 37-68
круга согласно табл. 25 будет 22—25 м]сек\ глубина шлифования
при подаче, равной 0,5 ширине круга, может быть от 0,005 до
0,016 мм. При чистовом шлифовании этой же детали режим работы
будет следующий: средняя скорость шлифовального круга
25—30 м]сек\ глубина шлифования за двойной ход 0,003—0,005 мм\
поперечная подача 0,25 ширины круга; скорость стола 60—
90 м/мин.
§4. ШЛИФОВАЛЬНЫЕ КРУГИ СО ВСТАВНЫМИ СЕГМЕНТАМИ
Применять для плоского шлифования цельные шлифовальные
круги большого диаметра экономически невыгодно, потому что уве-
личивается возможность поломки их при перевозках и на складах.
При работе в случае появления трещины или частичного разрушения
262
круга приходится целикохМ заменять его и терять значительное ко-
личество совершенно годного материала. Кроме того, при работе
сплошным кругом трудно отводить отработанные частицы и подво-
дить к шлифуемому месту охлаждующую жидкость.
а) б)
6)
Фиг. 203. Крепление сегментов.
Эти неудобства устраняются при применении кругов со вставны
ми сегментами.
Фиг. 204. Типы сегментов.
Сегменты просты по форме, дешевы и в случае поломки одного
или нескольких могут быть легко заменены новыми. Вставные сег-
менты можно применять с очень короткими концами и, таким обра-
зом, использовать почти до полного износа.
263
На фиг. 203, а показано крепление нового сегмента. На фиг.
203, б показано положение, когда сегмент износился на половину
высоты. Крепление в этом случае производится при помощи про-
кладки, которая вставляется между корпусом головки и сегментом.
При значительном износе сегмента (фиг. 203, в) в гнездо, в котором
находился сегмент, вставляют державку, закрепляют ее вместо сег-
мента, а в эту державку укрепляют оставшийся сегмент.
На фиг. 204, а показана конструкция шлифовальной головки для
закрепления сегментов. Корпус головки А соединяется болтами ТС
Фиг. 205. Наборная головка.
со средней частью Б, которая
надевается на шпиндель. Сег-
менты крепят, прижимая рас-
порным приспособлением С
к внутренней части головки А.
На фиг. 204, б показан сегмент
в увеличенном виде. Сопри-
косновение сегмента с головкой
А и с распором С происходит
с каждой стороны по двум пло-
щадкам. Это необходимо для
того, чтобы при закреплении
сегмента не могло произойти
его искривления или поломки.
По мере изнашивания сегменты выдвигаются из .приспособления.
ОпораЕми для сегментов служат прокладочные кольца.
На фиг. 205 показана наборная головка, применяемая для вер-
тикальных плоскошлифовальных станков. Головка имеет восемь
сегментов, укрепленных четырьмя зажимами, поставленными через
один сегмент, между четырьмя неподвижными опорами, и, следова-
тельно, освобождая один зажим, можно вынуть сразу два сегмента.
По мере изнашивания сегменты продвигаются вперед, а под них
подкладываются кольца.
ГЛАВА ШЕСТАЯ
ВИДЫ ОБРАБОТКИ НА ШЛИФОВАЛЬНЫХ СТАНКАХ
§ 1. ШЛИФОВАНИЕ ВАЛИКА
При выполнении сложных работ на шлифовальных станках при-
ходится повторять много приемов, свойственных простым работам.
Поэтому, прежде чем перейти к описанию сложных видов шлифо-
вальных работ, следует разобрать пример обработки простой детали,
например, валика.
Размеры детали указаны на фиг. 206. Материал детали — за-
каленная углеродистая сталь. Операция — наружное шлифование
валика. Шлифовальный круг алундовый, диаметром 350 мм, шири-
ной 25 мм, твердость СМ2, зернистость 36—46.
Для измерения детали приме-
няется микрометр.
Перед работой шлифовальный
круг заправляют алмазом, для
чего упоры автоматической про-
дольной подачи устанавливают по
ширине круга. Алмаз вручную
устанавливают против шлифоваль-
ного круга. Шлифовальный круг
осторожно подводят .к алмазу,
после чего включают автоматиче-
Фиг. 206. Способ шлифования
валика.
скую продольную подачу.
Перед установкой детали на станок прочищают центры станка.
Центры станка должны быть всегда точно отшлифованы. Центровые
отверстия детали тщательно очищают и смазывают тавотом. После
этого приступают к выверке центров станка. Заднюю бабку ставят
в нужное положение и, надев на шлифуемую деталь хомутик, за-
крепляют в нем деталь при помощи болта. Берут деталь в левую
руку и центровым отверстием ставят на центр передней бабки; за-
тем правой рукой отжимают центр задней бабки, подводят деталь
и в центровое отверстие вводят центр задней бабки.
Давление пружины центра задней бабки проверяют следующим
образом. Если при поворачивании вручную деталь вращается с уси-
лием, то давление уменьшают, отодвинув немного заднюю бабку;
а если деталь вращается очень легко, то ее слегка прижимают
центром задней бабки при помощи винта. Затем устанавливают
нулевые линии передней бабки и поворотного стола.
Установка упоров продольной подачи при шлифовании произво-
265-
дится таким образом, чтобы шлифовальный круг не задевал за хо-
мутик, с одной -стороны, и не сходил с детали чпри шлифовании,
с другой. При чистовом шлифовании кругу дают возможность сойти
с детали на 5—10 мм.
Установив деталь и упоры на станке, пускают шлифовальный
круг, а затем деталь. Круг подводят к детали осторожно, чтобы
он коснулся ее слегка, и дают пробный проход. Если при этом
стружка не будет увеличиваться, то по длине вала круг отводят
обратно, пускают охлаждение и начинают шлифование.
Если при пробном проходе будет обнаружено, что деталь полу-
чается на конус, то круг отводят, микрометром измеряют размеры
диаметра на одном и другом концах валика и затем поворачивают
верхнюю часть стола при помощи микрометрического винта до тех
пор, пока конус исчезнет и получится правильная цилиндрическая
поверхность, т. е. при пробных проходах будут одинаковые диамет-
ры по концам детали.
Шлифование производится в два приема: 1) черновое шлифова-
ние с припуском на чистовое шлифование 0,08—0,05 мм на сторону;
включают шлифовальный круг, вращение детали, подачу и шли-
фуют до#упора, после чего поперечная подача выключается, кругу
дают несколько раз пройти по детали для того, чтобы шлифование
совершенно* прекратилось; останавливают вращение детали, и, если'
производится шлифование только одной детали, производят чисто-
вое шлифование; 2) чистовое шлифование производится с меньшей
поперечной подачей; после нескольких проходов измеряют деталь,
и, как только будет достигнут требуемый размер, прекращают шли-
фование.
Для того чтобы быстро и производительно работать, шлифоваль-
щик должен иметь запасный: комплект хомутиков. При работе с ав-
томатической продольной подачей необходимо следить за тем, чтобы
станок не простаивал ни одной минуты. Поэтому во время шлифо-
вания одной детали необходимо подготовить другую деталь, т. е.
надеть хомутик и подготовить центровые отверстия.
§ 2. ШЛИФОВАНИЕ ТОНКОСТЕННЫХ ДЕТАЛЕЙ
Цанги, втулки и другие тонкостенные детали при термической
обработке получают деформацию, т. е. искривление оси отверстий,
непараллельные торцы, окалину и другие недостатки. Это затруд-
няет шлифование наружного диаметра на обычных цилиндрических
оправках, детали оказываются некруглыми и бракуются. Для пре-
дупреждения брака шлифование необходимо вести на специальных
оправках с самоустановкой детали по отверстию и торцам.
Оправка, предназначенная для шлифования цангщ револьверного
станка, показана на фиг. 207. Центрирование детали осуществляет-
ся посредством конических втулок 3 и 5, угол конуса которых со-
ставляет 15°. На конической поверхности втулок имеются три лыски
(плоскости), расположенные на равном расстоянии друг от друга,
благодаря чему конусы прилегают к детали только тремя участками
своей поверхности. Конусы 3 и 6 выполняются из стали с последую-
266
щей цементацией и закалкой. Коническая втулка 3 надевается не-
посредственно на оправку и может свободно скользить по ней.
Винт 4 своим концом входит в паз канавки и заставляет втулку 3
вращаться вместе с оправкой.
Конус 6 насажен на втулку //, вместе с которой может быть
снят с оправки*’ Обрабатываемая деталь удерживается упорными
качающимися шайбами 1 и 8 и направляющим штифтом
Это позволяет детали свободно самоустанавливаться на конусах
3 и 6, без опасения их расклинивания и смещения при затяжке гай-
кой 10. Между шайбой 1 и конусом 3, а также шайбой 8 и конусом
б заложено по три пружины <2 и 7.
Фиг. 207. Оправка для шлифования тонкостенных деталей.
Для того чтобы снять отшлифованную деталь и установить но-
вую для шлифования, необходимо ослабить гайку 6, снять съемную
шайбу 9, снять втулку, на которой смонтированы шайба 8 и конус 6.
При установке детали установить ее на конус <3, надеть на оправку
втулки //. вставить съемную шайбу 9 и затягивать гайкой 10 до тех
пор, пока деталь не будет зажата между шайбами 1 и 8. Деталь
центрируется на конусах при постоянном нажатии пружины.
§ 3. ШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ПЕРЕХОДОМ
НА КОНУС
При точном (до 0,01 мм) шлифовании подобных деталей необхо-
димо обратить особое внимание на технологический процесс, т. е. на
порядок чередования операций. Неправильный -подход с самого 'на-
чала может повлечь за собой брак.
На фиг. 208, а показана деталь, которую надлежит прошлифо-
вать. Порядок работы должен быть следующий.
Внутреннее отверстие под оправку должно быть доведено до тре-
буемого размера шлифованием или разверткой. После получения
точного размера отверстия деталь насаживается на оправку
и производится шлифование торцев, как показано на фиг. 208, б.
Оба торца шлифуют, не снимая деталь с оправки. Оправка долж-
на быть сделана с таким расчетом, чтобы выступающие ее концы
имели диаметр меньше, чем диаметр отверстия детали. При таких
условиях круг не оставит заусенцев на детали.
При последней операции шлифуется конус. Шлифование произ-
267
водится на стальной закаленной оправке, проверенной на месте шли.
фовальным кругом (фиг. 208, /в).
Шлифование конуса производится способом врезания с поворо-
том шлифовального круга на тре-
буемый угол. Стрл укрепляется
неподвижно для того, чтобы при
шлифовании конуса он не мог от-
клониться; только при этом усло-
вии можно получить коническую
поверхность без подреза в месте
перехода конуса в цилиндр.
§ 4. ШЛИФОВАНИЕ ЦИЛИНДРИ-
ЧЕСКОГО КОЛЬЦА
Фиг. 208. Шлифование цилиндриче-
ской детали с переходом на конус;
в — деталь; 6 — шлифование торцев;
в — шлифование конуса.
На. фиг. 209 показано шлифо-
вание цилиндрического кольца на
станке для внутреннего шлифова-
ния.
Выбор шлифовального круга.
Для определения размеров диа-
метра шлифовального круга мож-
но пользоваться табл. 25. Для
определения ширины шлифоваль-
ного круга в зависимости от длины
шлифования можно пользоваться
табл. 26.
После выбора оправки надевают на нее круг, закрепляют его
при помощи гайки, заложив картонные прокладки между шайбами
и кругом, ставят оправку в шлифовальную головку и производят
правку шлифовального круга.
Выверка поворотной баб-
ки. Шпиндель поворотной
бабки ставят на нуль. На
шпиндель надевают патрон, в
кулачках которого зажимают
валик. Диаметр патрона при-
мерно должен быть равен
диаметру детали, а длина
равна длине детали или
должна быть длиннее, но не
больше, чем в полтора раза.
Станок включают, и кулачка-
ми по мелу выверяют валик,
чтобы не было биения (на
глаз). Затем подводят шли-
Фиг. 209. Шлифование цилиндрического
кольца на станке для внутреннего шли-
фования.
фовальный круг продольной подачей к валику (см. фиг. 209) и по-
перечной подачей подводят к его поверхности; устанавливают упоры
продольного хода стола и шлифуют валик.
268
Сделав два-три прохода, отводят шлифовальный круг от валика,
останавливают переднюю бабку и микрометром измеряют валик
с двух концов. Если на валике получается конус, то необходимо
сделать соответствующий поворот передней бабки с таким расчетом,
чтобы на валике получился цилиндр. После выверки валика оста-
навливают станок, вынимают валик и выверку станка считают за-
конченной.
Установка детали на станок. Деталь предварительно зажимают
в кулачках патрона и выверяют на биение с помощью мела по диа-
метру в двух местах длины — в начале и конце, а также и по торцу.
Для уверенности в точности установки рекомендуется проверить и
по внутреннему диаметру.
Способ проверки мелом. Передняя бабка (в которой зажата де-
таль приводится во вращение. В правую руку берется мел, левая
рука кладется на твердую опору (на станину), а правая рука — на
левую руку, после этого мел подводится к детали таким образом,
чтобы он легко касался ее. Если мел ложится не по всей окружно-
сти, начинают поджимать кулачок патрона против середины того
места, где легла полоска мела. Эту операцию проводят до тех пор,
пока мел не ляжет равномерно по всей поверхности. После этого
поджимают кулачки и окончательно устанавливают по индикатору,
контролируя по стрелке. Выверку детали считают законченной,
если стрелка будет колебаться в пределах не больше двух-трех де-
лений (0,02—0,03 мм).
Пуск станка. Включают шпиндель шлифовальной головки и
шпиндель для вращения детали, затем подводят маховичком про-
дольной подачи шлифовальный круг к торцу детали. После этого
устанавливают упор, пропускают шлифовальный круг через отвер-
стие детали (чтобы круг не касался стенок детали) до другого
конца детали с таким расчетом, чтобы круг не доходил до патрона
<на 3—4 мм, и устанавливают упор.
Включают самоход и регулировочными винтами окончательно его
устанавливают для того, чтобы шлифовальный круг с передней сто-
роны детали не сходил на !/з своей ширины, с противоположной —
не выходил больше чем на Уз ширины.
§ 5. ОБРАБОТКА ТОНКИХ ДЕТАЛЕЙ
Шлифование тонких деталей на плоскошлифовальном станке
с установкой их на магнитном столе требует предварительной точной
обработки плоскостей. Вогнутость или выпуклость тонких деталей
после строгания или фрезерования не может быть устранена при
обычной установке на магнитной плите, так как магнитный стол,
притягивая деталь, выпрямляет ее, но после снятия с магнитного
стола она снова принимает первоначальную форму.
Тонкие детали особенно подвержены короблению. Направление
коробления всегда одинаково. Вогнутость образуется со стороны
жруга (фиг. 210, а, б, в).
Лучший метод предупреждения коробления — это снятие одина-
269
ковых слоев металла с обеих сторон тонкой пластинки. Тогда плас-
тинка остается прямой или получает незначительный изгиб.
Для соблюдения параллельности плоскостей у тонких деталей
необходимо проводить шлифование следующим образом. Поставить
деталь выпуклостью кверху и шлифовать до получения прямолиней-
ности, затем перевернуть деталь на шлифованную плоскость и от
нее выдержать размер. Так как первая поверхность также получает
небольшую выпуклость, приходится производить несколько проходов
и несколько раз переворачивать деталь. Для сокращения числа про-
ходов применяют такой прием: деталь кладут выпуклостью вниз,
как показано на фиг. 210, а. Для шлифования первой стороны вы-
бирают несколько интенсивный режим резания, чтобы деталь стала
Поверхность магнитной платы
^////77/Д>777/У/////
6)
Фиг. 210. Установка тонких пластин на столе:
и
а — выпуклостью вниз; б — выпуклостью вверх; в — общин вид установки.
прямолинейной или приняла вид, изображенный на фиг. 210, б. За-
каленные детали шлифуются с многократным переворачиванием.
Для получения точной плоскости выключают поперечную подачу
и шлифуют до исчезновения искры. Однако этим способом нужно
пользоваться осторожно, так как легко сделать брак. Для более плот-
ного прилегания пластин к магнитной плите поверхности их смазы-
ьают тонким слоем масла. Благодаря вязкости масла пластинки
настолько хорошо удерживаются, что их можно шлифовать, не
включая электромагнита. После шлифования одной стороны шли-
фуют другую и так повторяют несколько раз до получения требуе-
мого размера.
При шлифовании тонких деталей часто применяют специальные
приспособления, конструкция которых в каждом отдельном случае
выбирается в зависимости от формы, размеров и количества шли-
фуемых деталей.
§ 6. МЕТОДЫ РАБОТЫ НОВАТОРОВ ПРОИЗВОДСТВА
На фиг. 211 изображена деталь, при обработке которой шлифов
вальщик тов. Стройлов добился выполнения нормы на 11450%.
Процесс обработки происходил в следующем порядке. Сна-
чала обрабатывались поверхности 1 к ,10 (6 операция), а затем —
поверхности 2и9 (7 операция). Обрабатываемые поверхности 1 и 10
должны быть параллельны между собой, а каждая порознь из них
параллельна клиновому выступу а детали. Правильность установки
детали в приспособлении производилась по выступу а. В клиновые
270
пазы корпуса приспособления устанавливалось по две детали и
шлифовались сначала поверхность Л а затем, после перестановки
детали в другое гнездо,— поверхность 10.
Для 7 операции использовалось это же приспособление и при-
чем так, что поверхности 2, 3 и 4 шлифовались при одной установке
Фиг. .211. Установка детали по старому способу шлифования:
а — деталь; б — установка детали.
детали, поверхности 7, 8 и 9 — при второй и поверхности 5 и 6 —
при третьей. В последнем случае корпус приспособления закреплял-
ся на специальном угольнике, установленном на .магнитном столе.
По старому технологиче-
скому процессу на обра-
ботку одной детали требо-
валось 5—8 минут.
Тов. Стройлов изгою-
вид приспособление для
одновременной обработки
вначале 160 деталей, а
впоследствии 215 деталей.
Приспособление (фиг. 212)
представляет собой кор-
пус, в котором обработан
паз, точно расположенный
Фиг. 212. Приспособление тов. Стройлова.
относительно боковых по-
верхностей Л и В. Эта конструкция приспособления дала возможность
не только увеличить количество одновременно обрабатываемых дета-
лей, но и сократить количество установок детали. Если раньше имели
место три установки детали, то при новом методе тов. Стройлов огра-
ничился одной установкой детали и стал производить работу при трех
положениях приспособления: 1) шлифование поверхностей 2, Зи4—
приспособление опирается на стол поверхностью А; 2) шлифование
поверхностей 7, 8 и 9 — приспособление опирается поверхностью В;
3) .шлифование поверхностей 5 и 6 — приспособление на основании В.
271
Такая схема обработки сократила вспомогательное время, напри-
Л4ер, время на промер. При этой схеме достаточно проверить первую
последнюю и среднюю детали,
ные 212 деталей имеют такие
Фиг 213. Зарядка приспо-
собления при помощи кас-
сеты. !
чтобы убедиться в том, что все осталь-
же отклонения.
Раньше закладывание деталей в
паз приспособления производилось
во время самой операции и сопровож-
далось непроизводительной затратой
времени. В настоящее время тов.
Стройлов применил кассеты, в кото-
рые контролер, проверяющий качест-
во деталей в предыдущей операции,
укладывает ровно по 215 штук. Та-
ким образом, детали поступают на
рабочее место уже уложенными в
кассеты.
На фиг. 213 изображен момент
зарядки приспособления деталями
при помощи кассеты.
Тов. Стройлов изготовил и установил на магнитном столе специ-
альную установочную линейку, которая служила упором, обеспечи-
вающим параллельность расположения корпуса приспособления
относительно кромок магнитного стола. Одновременно линейка была
использована при измерении де-
талей (фиг. 214). Поверхности
линейки Е и обработаны так,
что давали возможность приме-
нять для проверки шаблон и
скобу. Наконец, последнее ме-
роприятие тов. Стройлова было
направлено к повышению режи-
ма резания. Вместо применяв-
шегося раньше круга СМ1 был
выбран твердый круг Т1, благо-
даря чему сократилось число
заправок круга и стало возмож-
ным повысить скорость детали
Упорная линейка
.ДО 8 м/мин. Обработка велась Фиг. 214. Замер детали в приежо-
методом подрезки на плоско- соблении.
шлифовальном станке типа
372А при окружной скорости шлифовального круга vK =25 м/сек и
подача на глубину / = 0,07-*-0,1 мм двойного хода.
§ 7. ШЛИФОВАЛЬНЫЙ СТАНОК ЗН-42 ДЛЯ КОЛЕНЧАТЫХ ВАЛОВ
Шлифовальный станок для коленчатых валов ЗН-42 (фиг. 215
и 216) Харьковского станкостроительнбго завода имени В. М. Мо-
лотова.
Станок предназначен для шлифования коренных и шатунных
шеек коленчатых валов автотракторных двигателей. При работе в
272
Фиг. 215. Общий вид станка ЗН-42:
1 — рукоятка управления коробки скоростей; 2 — рукоятки, стопорящие вращение план-
шайбы; 3 — рукоятка выключения и включения фрикциона передней бабки; 4 — штифт
для устранения вибрации шпинделя; 5 — маслёнки; 6 — маховички ручного продольного
перемещения шлифовальной бабки; 7 — рукоятка переключения скорости перемещения
шлифовальной бабки; 8— маховичок поперечной подачи шлифовальной бабки; 9— гайки
для крепления шлифовальной бабки на столе; 10 — маховичок для зажима пиноли;
// — головка оси храповика для перемещения задней бабки до рейке; /2 — винт уста-
новки стола для работы на конус.
Фиг. 216. Кинематическая схема станка ЗН-42:
/ — коробка скоростей; 2 — фрикционная муфта для включения и выключения
вращения шпинделя; 3 — шпиндель передней бабки; 4 — механизм поперечной
подачи шлифовального круга; 5 — маховики ручной подачи шлифовальной
бабки вдоль станка; 6 — переключение скоростей подач шлифовальной бабки;
7 — диск с противовесом задней бабки; 8 — регулирование установки заднего
центра; 9 — фиксирование установки заднего центра; 10 — угловые перемеще-
ния стола при шлифовании на конус; 11 — реечный механизм для передвиже-
ния задней бабки вдоль стола.
18. В. В. Лоскутов.
273
центрах на данном станке можно производить наружное шлифование
цилиндрических и конических поверхностей.
Характеристика станка ЗН-42
Наибольшая длина шлифования в мм 1508
Высота центров в мм............................................... 300
Максимальный диаметр шлифования (при снятом щите)
Размеры шлифовальных кругов, употребляемых на станке (в мм):
900 X W40 X 400/305
765 X 57/27 X 365/305
660 X 32/16 X 381/305
Число оборотов шлифовального круга в мин. . . 580, 920 и 930
Максимальная окружная скорость круга в м сек. . . . .... 32
Количество чисел оборотов детали.................................... 6
Число оборотов детали в мин................... 35, 47, 68, 100, 138, 198
Угол поворота стола в град............................ ............. 5
Величина подачи круга на одно деление маховика в мм . . 0,01
Электродвигатель шлифовальной бабки:
мощность в кет ... .5,5
число оборотов в мин . 1000
Электродвигатель вращения детали:
мощность в кет ... 1,3 .
число оборотов в мин. 1000
Габарит станка в мм:
длина ,3100
высота 1650
ширина 1900
Вес станка в кг 4800
Деталь приводится во вращение от индивидуального электро-
двигателя через шестискоростную коробку скоростей с однорукоя-
точным управлением. Привод шлифовального круга производится
также от индивидуального электродвигателя. Поперечная и про-
дольная подачи шлифовального супорта производятся вручную.
Станок снабжается следующими приспособлениями для шлифо-
вания шеек различных валов: люнетом с алмазодержателем для
правки круга, переходными плитами для шлифования в патроне,
кронштейнами, шаблонами для установки детали, прибором для
правки круга по галтелям и прибором для правки торцев шлифоваль-
ного круга.
Коренные шейки коленчатых валов шлифуются в центрах обыч-
ным порядком.
Шатунные шейки шлифуют в кронштейнах. Кронштейны крепят
к планшайбам передней и задней бабок при помощи винтов
(фиг. 217), болтов 7 и клиньев, которые подтягиваются винтами 2 и
6. Установленный на призмах кронштейнов вал зажимается скобой 4
при помощи винтов 3 и 5. После этого приступают к выверке вала,
т. е. к его точной установке по индикатору. Для уравновешивания
вала при шлифовании на задние планшайбы бабок навешивают про-
тивовесы. Вал должен быть установлен так, чтобы оси шлифуемых
шатунных шеек строго находились на линии центров бабок.
274
Для перемещения вала с кронштейном в вертикальном направ-
лении при выверке винтами 2 поднимают или опускают наружный
диск 1 планшайбы. При этом все болты 7 должны быть ослаблены.
Фиг. 217. Патрон для шлифования шатунных шеек.
При смещении вала в горизонтальном направлении необходимо
один из винтов 2 или 6, которые связаны с клиньями, ослаблять
а другой подтягивать.
Фиг. 218. Приспособление для шлифования шатунных шеек коленча-
того вала.
На фиг. 218 показано приспособление с установленным коленча-
тым валом. По окончании шлифования шатунных шеек 1 и 4 шлифу-
ют шейки 2 и 5, для этого вал повертывается на 180°, закрепляется
и выверяется по индикатору.
18*.
ЧАСТЬ ПЯТАЯ
ЭКСПЛУАТАЦИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
ГЛАВА ПЕРВАЯ
ДОКУМЕНТАЦИЯ НА ШЛИФОВАЛЬНЫЕ СТАНКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Наиболее долгое сохранение парка шлифовальных станков в ра-
ботоспособном состоянии является одной из основных задач работни-
ков машиностроительной промышленности.
Шлифовальщик Московского инструментального завода А. Мар-
ков в своей книге «Стахановские методы шлифования металлов»
(изд. 1951 г.) пишет: «Для меня стало неоспоримой истиной, что
шлифовальщик, плохо знающий станок и недостаточно ухаживаю-
щий за ним, не может добиться высокой производительности труда.
Исходя именно из этого, я уделяю много внимания состоянию своего
станка. Хорошо знаю его конструкцию и особенности его режима
работы. Такие операции, как балансировка шпинделя и регулировка
подшипников, я всегда произвожу сам. Ведь самый высококвалифи-
цированный слесарь не сможет, пожалуй, выполнить это так точно
и тонко, как шлифовальщик, привыкший к своему станку, знающий
•все его капризы... Мой станок никогда еще не подводил меня и
всегда находится, в полной готовности. Станок при хорошем уходе
может работать долгие годы без ремонта. В качестве примера укажу,
что станок, на котором я работаю уже пять лет, не был в капиталь-
ном, среднем или текущем ремонте и находится по сей день в отлич-
ном состоянии».
Из этого видно, что наш советский рабочий — это рабочий нового
типе, осознавший, что он трудится не только на себя, а прежде всего
на благо народа, отсюда и бережное отношение его к социалисти-
ческой собственности, к тем огромным материальным ценностям в
виде станочного оборудования, которые ему доверяет советское
государство.
§ 2. ПАСПОРТ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА
Назначение паспорта. Документом, котррый содержит все необ-
ходимые сведения о станке, служит паспорт станка. Каждый шлифо-
вальщик должен знать устройство своего станка, чтобы уметь управ-
лять отдельными механизмами его. Только при этом условии
возможно стахановское использование станка. Для правильного и
276
рационального использования станка необходимо иметь ряд сведе-
ний о допустимых размерах обрабатываемых деталей, о приспосо-
блениях, имеющихся у данного станка, его кинематике и динамике,
т. е. о скоростях и усилиях, действующих в станке. Все эти сведения
помещаются в паспорте станка. В табл. 30 дан паспорт кругло-
шлифовального станка.
1. Общие сведения. В этом разделе паспорта даются следующие
данные: тип и модель станка, завод-изготовитель, год выпуска, за-
водский номер, завод, цех, место и время установки станка, класс
точности и шифр по классификации станков, инвентарный помер, вес
и габариты. Здесь же предусмотрено место для общего вида или
фотографии станка.
2. Основные данные. В этом разделе паспорта даются сведения
об основных размерах станка, размерах обрабатываемых деталей,
столе, бабке стола и шлифовальной бабке.
Под основными размерами станка понимают высоту центров и
расстояние между центрами (наибольшее). По этим двум размерам?
судят о предельных размерах деталей, которые могут быть обрабо-
таны на данном станке. Указывается наибольший диаметр деталей,
обрабатываемых в люнетах и без люнетов, наибольшая длина шли-
фования и т. д. Сообщается длина хода, скорость перемещения сто-
ла (от руки или механически), наибольший угол поворота (для шли-
фования конусов).
Особое внимание в паспорте обращается на наличие переклю-
чающих упоров. Указывается наибольшее перемещение шлифоваль-
ной бабки, угол поворота (для шлифования конусов), диаметр и ши-
рина шлифовального круга и т. д.
3. Внутреннее и торцевое шлифование. В этом разделе паспор-
та указываются приспособления, которыми снабжаются круглошли-
фовальные станки, основные размеры этих приспособлений и разме-
ры обрабатываемых при помощи их деталей.
4. Принадлежности и приспособления. В этом разделе даются!
сведения о принадлежностях и приспособлениях для закрепления
детали и инструмента, для настройки и обслуживания станка.
Далее прикладывается вкладной лист к паспорту металлорежу-
щего станка.
5. Привод. Раздел содержит сведения о приводе и числе оборотов;
в минуту вала контрпривода или приемного шкива станка; о мощ-
ности и числах оборотов в минуту электродвигателей станка; о типе,
размерах и материале подшипников шпинделя; о размерах, ма-
териале ремней и цепей и поверхностей трения фрикционных муфт
станка.
6. Гидравлические механизмы. Раздел содержит сведения о всех
гидравлических механизмах станка, кроме насоса для охлаждающей
жидкости, сведения о котором даны 6 разделе «Принадлежности и
v приспособления». Здесь приведены общие сведения о типе, моделях,
заводе-изготовителе, числе оборотов в минуту, производительности
и давлении, а также основные размеры насоса, мотора или сведения
’ о сорте, вязкости и рабочей температуре масла.
277
ПАСПОРТ
круглошлифовального станка
Таблица 30
Инвентарный №
Бюро технических нормативов
Тип Круглошлифо- вальный Модель 316 М Шифр станка по класси- фикации
Завод-изготовитель и его местонахождение Станк остроитель- ный имени Молотова Харьков Завотский № Год выпуска । Класс точности
Завод 1 | Hex Место установки
Станок особо пригоден или приспособлен Время пуска станка ’в эксплуатацию
Вас станка 4000 кг. Габарит: дли-
на 2800 мм, ширина 1765 мм, вы-
сота 1490 мм
Деталь
• .Основные данные
Основные размеры Стол
Высота центров в мм 159 Скэрость быстрого подхода и отхода в м/мин продельный поперечный
Расстояние между центрами в мм 1000
Расстояние между осью шлифо- вального круга и линией цеь трое в мм । наименьшее 240 Наибольший по- горот стола в градусах 6°
“ 1 наибольшее 480 конусность 11 :100
1 Поворот на одно деление шкалы в град сах 10'
конусность 0,5 : i 00
Размеры обрабатываемых деталей | Перемещение стола на одно деление лимба в мм —
Диаметр шли- фования в мм Наименьший 10 Перемещение стола на один оборот лимба в мм ' 1 ’5 | 1
Наибольший в люнетах 80 Переключающие упоры есть
без люнетов 250
Наибольшая длина шлифования в им 1000 1 1 1 1
Наибольший допускаемый вес деталей (для крупных станков) в кг: 150 Бабки стол 1 1 1 1
Конус: система Морзе перед яя задняя
№ 5 № 5
Стол 1 Наибольший угол поворота бабок в градусах нет нет
Наибольшее перемещение стола в мм от руки продольная поперечная
1000 нет Поворот на одно деление шкалы нет нет
механически нет нет
гидравлически 1000 нет
Та б л и ца^ЗО (продолжение)
Шлифовальная бабка Шлифовальная бабка
Наибольшее переме- щение бабки в мм от руки продольн. поперечн. Наибольшая ширина шлифоваль-; ного круга в мм нет
нет 240 Наибольшее возвратно-поступатель- ное перемещение круга в мм
механически и гидравлически кет пет Поперечная подача бабки за каждый ход
Скорость быстрого подхода и отхода в м'мин. нет нет осуществляется стола. за двойной ход
Перемещение бабки на одно деление лимба в мм нет 1 Предохранение от перегрузки механизма главного движения нег
Перемещение бабки на один оборот лимба в мм нет 0,01
подач нет
Наибольший поворот бабки в градусах
Поворот на одно деление шкалы Блокировка механизма подач стола нет
Диаметр шлифовально! о круга в мм наименьший 1
шлифоваль- ной бабки нет
наибольший
Внутреннее и торцевое шлифование
Основные размеры Размеры обрабатываемых деталей
Расстояние между осью шли- фовального круга и линией центров для торцевого шли- фования до торца патрона в лслс наименьшее Внутреннее Торцевое Диаметр шлифуемо- го отверстия для: торцевого шлифова- наименьший ния—диаметр шли- наибольший фуемого торца в мм внутреннее торцевое
наибольшее нет
нет
Диаметр шлифоваль- ного круга в мм наименьший Наибольшая длина шлифования: для торцевого шлифования— на- ибольшая длина устанавливаемой детали в мм
наибольший
Наибольшая ширина шлифовального круга в мм
/
Принадлежности и приспособления
Для закрепления детали
Патроны Тип Диаметр зажатия в мм Вес в кг
наименьший наибол» ший
Люнеты
Для настройки и обслуживания станка
Насос для охлаждаю- ------------------
щей ЖИДК сти Производительность
_____ В
Ключи специальные
3
Для закрепления инструмент!
х
2
кэ
00
Модель шпинделя | 1 1
наименьший Диаметр шлифования 1 1
в мм наибольший L !
Наибольшая длина шлифования в мм | нет j |
наименьший Диаметр шлифовально* ! !
го круга в мм наибольший ! 1
Диаметр шейки под круг в мм 1 -1 1 1
Диаметр шейки под круг в мм 1 1 i
Диаметр шейки фланца под шлифоваль- ный круг в мм 1 • 1
Длина шейки фланца под шлифоваль- ный круг в мм 1
есть
Съемные рукоятки есть
Приспособление для автоматического измерения 1 деталей 1 нет
Приспособления для.автоматического выключения 1 станка нет
Приспособления для правки круга | есть
Приспособление для правки круга по копиру | нет
Приспособление для автоматической компенсации | износа круга | нет
Приспособление для балансировки^кругов | ( есть
Приспособление для шлифования плоскостей | нет
Эксгаустер для относа пыли | нет
Фильтр для очистки воздуха | нет
Для специальных работ
Перечень материалов (описание, инструкция и т. л.)
к станку
282
Таблица 30 (продолжение)
механика станка
Механизм главного движения
Положения рукояток, ремня Число оборо- тов шлифо- вального круга в минуту Крутящий момент на шлифо- вальном круге в кгм Мощность на шли- фовальном круге по приводу в квт Наиболее слабое звено
Вид шлифования № стуг ней (обозначение рукояток, ремня) но приводу по наиболее слабому звену к.п.д.
Внутреннее шлифо- вание Наружное шлифо- вание 1 2 3 4 5 1 2 3 4 5 Сменный шкив Сменный шкив 825 1145 9,2 6,3 7,4 7,4 0,95 0,95
Механизм пэдач
<У с Положение рукояток, ремня Число оборотов детали в минуту Скорость пере- мещения стола (шлифо- вальной бабки) V Е Положение рукояток, ремня Скорость сто- ла (шлифо- вальной баб- ки) в м мин
№ ст’ ней (обозначение рукоятгк, ремня) прямое вра- щение обратное вращение № ст] ней (обозначение рукояток, ремня)
Число оборо- тов детали 1 2 3 4 5 60 120 240 1 2 3 4 о от 0,5 до 8
Поперечная подача шлифовальной бабки (стола) Установка подачи на число зубьев хра- повика и число отверстий при мелкой подаче 1 2 3 4 5 6 7 8 9 10
Подача в мм за 1 ход (двойной) в минуту нет 1
Мелкая подача в мм | 1 1 1 1 1 1 1 1
Наибольшая подача при установке на максимальное число зубьев храповика в мм
Спецификация рукояток управления
Таблиц^ 30 ( фодолжение)
№ по
порядку
Наименование и назначение
8
9
10
11
12
13
14
Маховичок ручного перемещения стола
Рукоятка реверса хода стола
Рукоятка включения и выключения гидравлики
Рукоятка регулирования скорости хода стола
Выключатель линейный, для отклонения станка
от сети
Кнопочная станция электродвигателя шлифоваль-
ной бабки детали, масляного насоса и насоса
охлаждения
Упоры для реверса стола
Рукоятка отвода пиноли задней бабки
Маховичок регулирования зажима детали в цен-
трах
Рукоятка зажима пиноли задней бабки
Маховичок ручной поперечной подачи шлифоваль-
ной бабки
Собачка для работы до упора
Кран пуска охлаждающей жидкости
Винт установки стола на угол
Дата и подпись Составил I Проверил
Утвердил (руководитель отдела)
I Отдел или сектор
I
Т а б л и ц a 30 (продолжение)
Привод 4
Род привода | от отаельного электродвигателя Число оборотов в минуту контрпривода
электродвигатели приемного шкива станка
Назначение шлифо- вальная бабка передняя бабка насос гидравли- ческий охлажде- ние
Ремни и цепи
Местонахожд ние шлифоваль- ная бабка Передняя бабка
Чигло оборотов в минуту Ступени ремни | цепи
1 2 2 2 Нормальные размеры ремней, цепей (М стан- дарта, завод-изготовитель) . ремень клиновидный Б-1725 клиновидный А-890 Бесшумные 12,7X36^ = 838 66 звеньев
1455 940 930 | 2828
Мощность в кет | 1 7.8 | 0.55 | 1.8 | 0,125| Число рядов (ремней, прокладок, пластин) ' 5 1 2 1
Инвентарный № 1 1 1 1 1 ' 1 материал | I прорезинен- 1 ный 1 прорезинен- 1 ный | сталь
Подшипники шпинделя Муфты фрикционные
Тип | скольжения | правил ! | левый Местонахождение 1
Основные размеры в мм диаметр, длина 75 165 80 190 Тип 1 L
Размеры поверх- ности трения в мм наименьший диаметр
Материал бронза ОЦС 6-6—3 г наибольший диаметр иет
ширина 1
। Число поверхностей трения
. Материал поверхности трения J
Гидр авлмческие механизм ы
Общие сведения Основные размеры насоса мотор । или цилиндра
Тип Шестеренный насос \ Модели НШФЗО6 Диаметр статора, цилиндрических окружностей уплотняющих высту- пов в мм
Завод-изготовитель и его местонахож- дение „Гидропри- вод" г. Харьков Число об/мин. 930
Диаметр роликов или высота пол- зушки в мм
Производи- тельн.в л мин СО
Ширина ролика ползушки в мм
Давление в ат 10
Толщина лопастей в мм
Основные размеры Эксцентриситет или модуль в мм Насоса Мотора или цилиндра
Угол наклона лопасти, диска в градусах
Сорт масла и вязкость Веретенное по Энглеру 3 2,8—3,2
Ширина лопасти, зубчатых колес в мм
Рабочая температура масла в градусах
Число лопастей, поршеньков, зубьев
Число ЛИСТОВ Изменения в станке
Лист № по поряд- ку дата Привод станка № по поряд- ку дата Привод станка № по поряд- ку Дата Механизм подач
Инвентар- ный № стан- ка
станок Дата капитального ремонта
Дата и подпись Составил Проверил Утвердил (руководитель отдела) Главный механик
КЗ
Таблица 30 (продвижение
оо
о
Кинематическая схема
Спецификация моторов
Обозначе- ния по схеме тип МОЩНОСТЬ в кет оборотов в минуту напряжение узел
1 1 10 АД 21/6 АД 51/4 АД 32*6 0,55 7,8 1,8 L40 1455 930 Передняя бабка. Шлифо- вали на бабка. Нагос гидра- влический вместе с НШФЗО6
Спецификация шестерен и звездочек
обозначе- ния по схем? число зубьев модуЛ3 ширина зуба в .ил материал- сталь марки термообраС отка >зел
9 10 12 13 17 18 20 15 16 22 23 24 25 гейка / = 1150 12 12 90 17 17 46 100 10 рейка /=225 14 Ч 'СЛ ' заходов 1 132 3 3 1.5 1 5 шаг 12,7 мм шаг 12,7 мм шаг 12,7 мм 1 1 3 3 1,25 1,25 20 28 20 20 31 28 31 8 13 30 40 Дно 32 30 45 45 45 45 45 45 40 32 45 45 45 45 40 Твердость Яс=40-45 7?£=26—30 Я£ = 26-30 Rc =24-28 Станины механизма ручного перемещения ст - ла. Еерелней бабки
Спецификация шкивов
обозначе- ния по схеме диаметр в мм число ручьев шаг ручьев тип ремня у зел
2 4 7 28 30 176,1®2, 78, 199 206, 162, 113,9- 162 286 220 3 1 4 5 19 21 А Б Передней б..бки Шлифовальной бабки
Проверил
Дата и подпись
287
Оставил
Таблица 30 (продолжение:!
.-288
} Спецификация ремней и цепей
обозначение по схеме длина тип наикЛнование узел
3 890 - А Клиновый ремень Передняя бабка
5 19 29 66 звеньев 1725 t= 2,7 Б Бесшумная цепь Клиновый ремень Шлифовальная бабка
Спецификация гидравлики
обозначения по схеме наименование примечание
8 11 31 32 33 34 35 36 37 38 42 * 39 41 43 Упор стола Поршень механизма ручного перемещения стола Цилиндр стола Рычаг автоматического реверса Рычаг ручного реверса Фиксатор реверса Плунжер реверса Обратный клапан Пусковый кран Скоростной крач Регулировочный дроссель Шестеренный насрс типа НШФЗО6 Разгрузочный клапан типа 544 Сетчатый фильтр • Производит завод „Гидропривод “ АД-710
Спецификация подшипников качения
Обозначение по схеме d D b N ОСТ узел
6 21 44 26 14 15 55 35 25 30 35 100 72 52 62 11 21 17 15 16 202 211 207 205 206 6121 6121 6121 6121 6121 Передняя бабка Механическая подача шлифовальной бабки
Утвердил Отдел или сектор
(руководитель отдела) - :
СО
Таблица настройки станка
со
f-
« о в о
Эскиз гитары 1 рдил (руководитель Отдел или с отдела) Станок
Формула настройки Эскиз управления рукоятками механиз- мов станка Набор зубчатых колес | . V Дата и подпись Составил Проверил Утве Число листов Инвентарный № станка Лист №
7. Изменения в станке. В
этот раздел должны заносить-
ся все изменения в приводе и
механизмах главного движения
и подачи станка: повышение
мощности мотора, уширение
ремней, изменение передач и
т. д. Своевременное заполнение
этого раздела очень важно,
иначе паспорт перестает соот-
ветствовать станку и им нельзя
пользоваться.
8. Дата капитального ре-
монта. В этот раздел вносятся
за подписями руководителя от-
дела и главного механика да-
ты капитального ремонта стан-
ка в соответствии с графиком
его ремонта.
9. Кинематическая схема
вычерчивается на чистом листе
паспорта с нумерацией шесте-
рен, валов и рукояток.
10. Спецификации зубчатых
и червячных колес, червяков,
винтов и гаек: В этом разделе
даются сведения о числе зубь-
ев (или заходов), модуле (или
шаге), угле наклона винтовой
линии, ширине обода (или
гайки), материале, термообра-
ботке и твердости шестерен,
червяков, винтов и гаек по уз-
лам и по нумерации на схеме.
Точное заполнение этого раз-
дела паспорта имеет большое
значение для динамических
расчетов станка.
11. Таблица настройки стан-
ка. Раздел содержит формулы
настройки, эскизы управления
рукоятками, эскизы гитары и
таблицу набора зубчатых ко-
лес для основных видов на-
стройки станка. Так как вклад-
ной лист является общим для
всех видов станков, то графа
11 для круглошлифовального
станка не заполняется.
19. В. В. Лоскутов.
289
12. Механика станка. Это наиболее важный раздел в паспорте,
так как содержит сведения о числе оборотов шпинделя, крутящем
моменте шлифовального круга, к. п. д. станка и о скорости с указа-
нием положения рукояток (или ремня), при которых получаются
эти скорости. 1
Для механизации подач в этом разделе даны сведения о числе
оборотов детали, скорости перемещения стола с указанием поло-
жения рукояток (или ремня), при которых получаются эти скорости.
Отдельно указывается поперечная подача шлифовальной бабки
(стола), установка подачи на число зубьев храповика и число от-
верстий при мелкой подаче. (
13. Схема управления изображается на чистом листе паспорта
с нумерацией рукояток.
14. Спецификация рукояток управления содержит наименования
и назначения рукояток по нумерации на схеме управления.
Паспорт должен составляться, проверяться и утверждаться от-
ветственными лицами отдела или сектора заводоуправления, так как
он служит основным документом станка.
При длительной работе на одном и том же станке шлифоваль-
щик может запомнить необходимые данные из его паспорта, но до
этого требующиеся сведения о станке следует брать из паспорта.
Паспорт является ценным документом и хранится у механика цеха;
на руки рабочим для постоянного пользования он не выдается. По-
этому шлифовальщик, знакомясь со станком, должен выписать для
себя из паспорта те сведения, которые необходимы при работе.
К таким сведениям относятся:
1) данные о движениях стола (поворот на одно деление шкалы,
перемещение стола на одно деление лимба, перемещение стола на
один оборот лимба);
2) поворот на одно деление бабки стола;,
3) перемещение шлифовальной бабки на одно деление лимба,
на один оборот лимба, поворот на одно деление шкалы;
4) возможные числа оборотов шлифовального круга и положе-
ние рукояток и ремней при.настройке на каждую скорость;
5) возможные числа оборотов детали и их получение;
6) возможные скорости перемещения стола и шлифовальной баб-
ки, их получение; ।
7) возможные поперечные подачи шлифовальной бабки.
Эти данные помогут шлифовальщику правильно настроить ста-
нок на заданную работу и наивыгоднейшие режимы резания.
Паспорт станка нужен также технологу при составлении техно-
логических процессов обработки деталей и мехайику цеха при ре-
монте станка.
ГЛАВА ВТОРАЯ
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА, ТРУДА И ОБСЛУЖИВАНИЕ
РАБОЧЕГО МЕСТА
§ I. НОВАТОРСТВО ПЕРЕДОВИКОВ ПРОИЗВОДСТВА
XIX съезд Коммунистической партии Советского Союза указал,
что для успешного решения задач в области развития народного
хозяйства огромное значение имеет дальнейшее развертывание со-
циалистического соревнования. Главное в социалистическом4 сорев-
новании состоит в том, чтобы подтягивать отстающих, чтобы рав-
няться в работе на лучших. Советские люди на собственном опыте
повседневно убеждаются в том, что лучший пример организации
производства, внедрения новой техники, всякого рода усовершен-
ствований и изобретений неизбежно сопровождаются облегчением
труда, приводят к улучшению материального благополучия трудя-
щихся.
Послевоенные годы ознаменовались дальнейшим широким раз-
витием социалистического соревнования. Возникли новые формы,,
свидетельствующие о дальнейшем культурно-техническом росте и
духовной зрелости советских людей. Передовые люди нашего об-
щества— новаторы — не останавливаются .на достигнутом, какими
бы высокими ни были эти достижения, они ищут и находят новые?1
пути и средства для совершенствования своих методов труда, для
улучшения производства.
Лауреат Сталинской премии мастер завода «Калибр» Николаи'
Российский добился высокой производительности своего участка и
отличного качества продукции. Характерным'в работе участка, ру-
ководимого Н. Российским, является следующее:
1) технически обоснованное, оперативно осуществляемое плани-
рование производства по всем показателям; доведение перспектив-
ных планов до каждого рабочего, т. е. рабочий знает, что ож
будет делать в течение месяца; выдача сменных заданий, еже-
дневное подведение итогов работы и ознакомление коллектива с ее
результатами;
2) хорошо организованная подготовка^ производства, учет и кон-
троль во время работы;
3) творческое участие мастеров и рабочих в разработке и усо-
вершенствовании технологических процессов и своевременное изго-^
товление силами своего участка более производительной оснастки
оборудования;
19*- 291
4) охват всех работающих техническим обучением и широкий
обмен производственным опытом;
5) правильная организация оплаты труда;
6) вовлечение всех рабочих в социалистическое соревнование,
оказание помощи отстающим рабочим, повседневная политико-
воспитательная работа на участке; '
7) организация творческой инициативы рабочих, придание этой
инициативе целеустремленности путем составления и осуществления
планов внедрения передовых методов труда и т. п.
Это начинание Н. Российского замечательно тем, что оно кон-
кретно показывает пути перехода на образцовую работу от-
дельных участков, цехов и целых предприятий.
Токарь станкостроительного завода имени Свердлова лауреат
Сталинской премии Г. С. Борткевич, применяя скоростные методы
обработки металлов на токарном станке (на деталях из сталей
марок 40Х и 45), достиг скоростей резания 300—500 м/мин, а при
обработке деталей из стали марки 20Х довел скорости резания до
700 м/мин. Г. С. Борткевич применил при обработке сталей марки
40Х резец с отрицательным передним углом —2°.
Токарь Московского завода шлифовальных станков лауреат
Сталинской премии П. Б. Быков при обработке различных деталей
на токарном станке достиг скорости резания 600—800 м/мин,
П. Б. Быков применяет при чистовом обтачивании деталей из ста-
лей марок 35, 45 специальный проходной резец, имеющий неболь-
шой положительный передний угол.
Г. Борткевич и П. Быков применяли резцы, оснащенные пла-
стинками твердого сплава, изыскивая более совершенную геомет-
рию режущих лезвий.
Заслугой токаря Средневблжского станкозавода В. А. Колесова
является изыскание новой геометрии резца. Резец В. Колесова по-
зволяет работать на универсальном токарном станке с использова-
нием больших подач, т. е. всей мощности станка при обеспечении
® то же время необходимого качества обрабатываемой поверхности.
В. А. Колесов создал режущий инструмент, рассчитанный на сня-
тие небольших припусков на режимах с большими подачами, обес-
печивая на получистовых и чистовых операциях 5—6 классы чи-
стоты поверхности по ГОСТ 2789-51 с одновременным увеличением
производительности станка по машинному времени в несколько раз.
Почин лауреата Сталинской премии инж. Ф. Л. Ковалева за-
ключается в отборе рациональных производственных приемов при
обработке деталей на металлорежущих станках, а также на сбо-
рочных работах. Отбор рациональных приемов и внедрение их в
практику работы рабочих происходит в следующем порядке:
1) хронометрируется работа передовиков производства;
2) изучаются результаты хронометража и приемы работы;
3) производится отбор тех приемов, на которые затрачивается
меньше времени, не требующих особого напряжения;
4) отобранные приемы утверждаются руководителями предприя-
тия для внедрения их в производство;
292
5) составляются инструкции, которые иллюстрируются рисунка-
ми и фотографиями, показывающими методы внедрения наилуч-
ших приемов работы;
6) организуется обучение этим приемам мастеров и бригадиров,
которые в свою очередь обучают рабочих, занятых на однотипных
работах.
На заводе им. М. И. Калинина было произведено' изучение опе-
рации шлифования резьбы метчика диаметром 12 мм по методу
инж. Ф. Л. Ковалева. При этом изучалась работа трех резьбо-
шлифовалыциков. Наблюдения показали, что тов. Егорова затра-
чивает на шлифование одного метчика 7 мин. 14 сек., тов. Дергу-
нова — 9 мин., а тов. Куприянова 9 мин. 22 сек. Отсюда видно, что
приемы, которые применяет тов. Егорова, являются наиболее про-
изводительными. Изучение приемов работы трех резьбошлифоваль-
щиков показало, что ооновного успеха тов. Егорова добилась за
счет правильного подбора шлифовального круга и назначения ре-
жимов резания. Это дало ей возможность предварительно прошли-
фовать резьбу за два прохода, затратив на эту работу 2 мин.
20 сек., вместо трех проходов, применяемых тт. Дергуновой и Ку-
прияновой, которые затрачивали на эту операцию по 3 мин. 40 сек.
Анализ работы резьбошлифовалыциков показал, что целесооб-
разно применять шлифовальные круги зернистостью 170 и твер-
достью С1, при числе оборотов шпинделя детали п= 18 об/мин. и
глубине шлифования за один проход t = 0,22-*-0,25 мм.
Лауреаты Сталинской премии токари Люблинского литейно-ме-
ханического завода имени Л. М. Кагановича А. Жандарова и
О. Следкова (Агафонова) выступили с предложением отлично вы-
полнять каждую производственную операцию. Технологический
процесс изготовления деталей состоит из многих операций. Чем
сложнее деталь, тем больше этих операций. Бывает так, что деталь
прошла весь длинный путь технологического процесса, который
близок к завершению, а на одной из последних операций обнару-
живается брак. Например, если при зацентровке вала недостаточ-
но точно была произведена зацентровка его, не было обращено
•внимания на глубину зацентровки, то на последующих операциях
условия работы ухудшаются. Смещение центра вызывает неравно-
мерное распределение стружки в течение каждого оборота вала,
недостаточная глубина зацентровки приводит к неправильному при-
леганию поверхности центра и зацентрованного отверстия, что мо-
жет привести к биению вала. Отличное выполнение каждой опера-
ции оказывает большое влияние на повышение производительности
труда и создает уверенность в работе.
Новаторы обувной фабрики «Буревестник» лауреаты Сталин-
ской премии Мария Левченко и Григорий Муханов выступили
инициаторами борьбы за снижение себестоимости на каждой опе-
рации. Начало движению за экономию материалов положили нова-
торы Л. Корабельникова и Ф. Кузнецов. Примеры новаторства и
творческой инициативы советских людей стали обычным явлением
в нашей стране. Усилия новаторов, передовиков производства на-
293
правлены на вскрытие резервов и лучшую организацию производ-
ства в борьбе за выполнение и перевыполнение производственных
заданий.
§ 2. РАБОЧЕЕ МЕСТО
Специально приспособленное место, на котором рабочий выпол-
няет свою работу, называется его рабочим местом. Например, шли-
фовальный станок с необходимыми приспособлениями к нему яв-
ляется рабочим местом шлифовальщика.
Под рабочим местом подразумевается не столько станок и при-
надлежности к нему, но и специальные приспособления, места,
предназначенные для размещения инструмента, необходимого для
выполнения работы, заготовок, готовых изделий, технической доку-
ментации, вспомогательных материалов и пр. Система или порядок
расположения перечисленных приспособлений, инструмента и при-
надлежностей во время работы и хранения их после работы назы
вается организацией рабочего места.
В достижении наиболее полного использования оборудования и
наибольшей производительности труда организация рабочего места
имеет первостепенное значение. Многие стахановцы добились небы-
валых успехов в работе благодаря усовершенствованиям в организа-
ции рабочего места.
Для успешного проведения работы необходимо расположить все
предметы, находящиеся на рабочем месте, таким образом, чтобы
станочнику не приходилось делать лишних движений; кроме того,
рабочий не должен быть стеснен при выполнении операций.
Основное требование правильной организации рабочего места
состоит в том, чтобы на рабочем месте находились только те пред-
меты, которые действительно необходимы для выполнения операций,
причем для каждого предмета должно быть установлено определен-
ное место. При этом придерживаются следующего правила: все, что
берется левой рукой, класть налево, все, что берется правой рукой,
класть направо, все, чем пользуются чаще, класть ближе, а то, чем
пользуются реже, класть дальше.
Материалы и инструменты, употребляемые чаще, хранят на
верхних полках, а все то, что требуется реже,— на нижних. Необхо-
димые для работы мелкие детали, если для них нет специальных
стеллажей или ящиков, надо складывать в стойки рядами или де-
сятками.
Измерительный инструмент необходимо класть отдельно от рабо-
чего инструмента; заготовки — отдельно от обработанных деталей.
Примерное расположение предметов в рабочем шкафчике станочни-
ка показано на фиг. 219.
На вертикальной доске должен быть приколот чертеж обрабаты-
ваемой детали, а на палочке над чертежом расположены необходи-
мые для работы измерительные инструменты. Сверху на шкафчике
ставят ящик с обработанными деталями (если они небольшие). На
верхней полке шкафчика лежат гаечные ключи, на средней —на -
294
пильники, отвертки, деревянный молоток, масленка, а на нижней —
приспособления.
Все предметы, не требующиеся для выполнения данной опера-
ции, необходимо удалить, так как они будут мешать, затруднять
движение, вносить путаницу, беспорядок и осложнять работу. Для
каждой необходимой вещи и инструмента надо установить опреде-
ленное место и строго следить за тем, чтобы после пользования
класть их обратно на назначенные места. Чтобы облегчить поддер-
жание порядка на рабочем месте,
следует обозначить краской на
полках шкафа и на полу линии
или надписи с указанием, что
именно должно находиться в
этом месте.
Станочник должен следить за
чистотой своего рабочего места и
поддерживать его в надлежащем
порядке. Состояние рабочего мес-
та является показателем, по ко-
* торому можно судить о культур-
ности станочника. Для грязных
• тряпок надо иметь отдельный же-
лезный ящик с крышкой, чтобы
туда не попала горящая спичка ай
или окурок, могущие вызвать по-
жар. i 1 । л
Рабочее место должно быть
освещено таким образом, чтобы
свет не резал глаза. Для этого
лампочку надо закрывать защит-
Фиг. 219. Рабочий шкафчик ста-
ночника.
ным колпачком, направляющим
свет на обрабатываемую деталь и измерительный инструмент.
Организация труда. Приступая к изготовлению какой-либо дета-
ли, надо обдумать не только, какие для этого потребуются инстру-
мент, приспособления, режимы обработки, но и как организовать
свой труд, чтобы работать производительно, с наименьшей утом-
ляемостью.
Важным условием для правильной организации труда является
устранение лишних и непроизводительных движений. Начиная ра-
боту, надо тщательно следить за своими движениями и определять,
какие движения необходимы и какие лишние. Устраняя лишние
движения, отнимающие каждый раз какое-то, хотя бы ничтожное
время, можно ускорить производственный процесс.
Кроме того, для выполнения каждого лишнего движения прихо-
дится затрачивать усилие, которое вызывает усталость.
Многостаночное обслуживание. Сущность многостаночной ра-
боты заключается в обслуживании одним рабочим нескольких стан-
ков. Возможно обслуживание одним рабочим: 1) нескольких одно-
типных станков; 2) группы станков различных типов и 3) несколь-
ких станков для последовательного выполнения операций по обра-
ботке одной и той же детали.
Для осуществления перехода на многостаночное обслуживание
одним рабочим нескольких станков необходимо, цтобы машинное
время было больше или было равно вспомогательному времени.
Устойчивое многостаночное обслуживание невозможно без всемер-
ного уменьшения вспомогательного времени. Достигается это при-
менением быстродействующих зажимов в приспособлениях, введе-
нием пневматической и гидравлической автоматизации отдельных
элементов управления станком (автоматический отвод инструмента,
автоматические остановы и т. д.).
Многостаночное обслуживание при правильной его организации
может обеспечить значительное повышение производительности
труда.
§ 3. ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
РАБОЧЕГО МЕСТА
Рабочий должен знать, кто его обязан обслуживать, чтобы не те-
рять времени на вспомогательные работы. Для этого следует озна-
комиться со всем обслуживающим персоналом цеха и выполняемой
им работойлЗа всю работу цеха несет ответственность начальник.
Мастер цеха руководит целым рядом рабочих мест и несет ответ-
ственность за всю работу на своем участке.
В больших цехах при сменной работе существуют старшие ма-
стера, руководящие работой сменных мастеров и несущие ответ-
ственность за работу всех смен на своем участке. В некоторых це-
хах в помощь мастеру дается наладчик, обязанности которого заклю-
чаются в техническом руководстве работой, обучении и инструктиро-
вании вновь поступающих на работу с разъяснением установленных
в цехе приемов и методов работы, в обслуживании сложных агрега-
тов и т. п. В небольших цехах эти обязанности выполняет мастер.
Вопросы планирования и загрузки рабочего места также лежат
на обязанности мастера. Если система работы бригадная, то загруз-
кой рабочих ведает бригадир. Для непосредственной помощи масте-
ру и бригадиру в планировании и учете работы в цехе предусмотре-
на планово-диспетчерская группа, состоящая из заведующего пла-
ново-распределительным бюро, диспетчеров и нарядчиков. Указания
об очередности выполнения работ мастер получает непосредственно
от начальника цеха, диспетчера или заведующего планово-распреде-
лительным бюро. Наряды на выполняемую работу рабочий получает
от нарядчиков — с ведома мастера цеха.
В массовом производстве обычно выдаются пятидневные наряды
на всю работу, планируемую на данное рабочее место. Внеплановые
работы или работа с отступлением от установленного технологиче-
ского процесса оформляются однодневными нарядами, причем у ра-
бочего обязательно остается копия такого наряда для учета и конт-
роля заработка. В каждом наряде должна быть указана норма, рас-
ценка, фамилия рабочего, которому поручается работа.
После выполнения работы контролер отдела технического конт-
296
роля (ОТК) проверяет ее и проставляет количество годных изделий,
а если есть брак, то отмечает его количество и указывает конкрет-
ного виновника, оформляя при этом квитанцию брака. В заключе-
ние мастер цеха подписывает и направляет наряд в бухгалтерию для
оплаты. Внеплановые работы, кроме того, иногда подписываются
ответственным лицом, разрешившим выполнить эту работу.
Технолог и нормировщик цеха обязаны: а) устанавливать вре-
менные нормы на внеплановые работы; б) повседневно наблюдать
за соблюдением технологических процессов в цехе, за улучшением
методов обработки, разрешать технические вопросы, связанные с от-
ступлением от действующих технических условий на материал,
инструмент, приспособления, и в) составлять техническую докумен-
тацию как на существующий технологический процесс, так и на
вновь устанавливаемый.
Под технической документацией понимаются технолого-нормиро-
вочные карты с точным определением нормы выработки на основа-
нии технических данных, наличия оборудования, инструмента, при
способлений и т. п. или же на основании хронометража, а также
инструкционные карты для каждого рабочего места. Очень важна
для обслуживания каждого рабочего места работа контрольного
отдела и его представителя-контролера. Она заключается не толь-
ко в контроле качества изготовленной продукции, но и в непосред-
ственной помощи рабочему, в выявлении причин брака и в своевре-
менном их устранении.
Бесперебойная работа станка и всех механизмов находится в
прямой зависимости от ремонтной бригады слесарей, обслуживаю
щих рабочее место.
В задачи цеховой ремонтной бригады входит надзор за оборудо-
ванием, устранение причин аварийных остановок станка, периодиче-
ские осмотры и текущие ремонты, предусмотренные системой плано-
во-предупредительного ремонта. Ремонтная бригада слесарей нахо-
дится в административном подчинении у начальника цеха. Эта
бригада следит за состоянием всего механического оборудования
цеха, регулирует разладившиеся части механизма станка, заменяет
сработавшиеся шарикоподшипники, шкивы, восстанавливает слу-
чайно утерявшиеся болты, гайки, шпильки и т. п.
' Система планово-предупредительного ремонта заключается в по-
вседневном наблюдении за состоянием оборудования. Эту систему
проводит по всем цехам главный механик завода. Элементы, из ко-
торых состоит система планово-предупредительного ремонта, сле-
дующие: 1) внутрицеховой уход и надзор за оборудованием; 2) пе-
риодические осмотры и проверка станков на точность; 3) изготовление
чертежей моделей и запасных частей для оборудования; 4) перио-
дические текущие ремонты (по системе Ремонтномашиностроитель-
ного треста — 1, 2 и 3-й ремонты) С'Заменой отдельных износившихся
частей; 5) периодические капитальные ремонты (4-й ремонт).
Кроме ремонтной бригады слесарей, в цехах имеется еще два ра-
ботника, занимающиеся ремонтом,— дежурный электромонтер и
шорник. Электромонтер обязан следить за состоянием электрообору-
297
дования рабочих мест, правильной его эксплуатацией и устранение^
возможных повреждений. В случае ненормальной работы электро-
мотора, плохого освещения рабочего места и т. п. следует обращать
ся к дежурному электромонтеру.
В обязанности шорника входит устранение недостатков ремен-
ного привода станка: сшивка оборвавшегося ремня и перешивка вы-
тянувшегося, замена износившегося новым и другие.
В обслуживании рабочего места весьма важную роль играет
младший обслуживающий персонал: подносчики деталей, уборщицы.
Цеховая практика показала, что для лучшей организации рабо-
чего места за обслуживающим персоналом и в целях уничтожения
обезлички, необходимо закрепить производственные участки. Одно
из наиболее важнейших мероприятий — есть закрепление станков
за определенными рабочими.
§ 4. УХОД ЗА СТАНКАМИ
Под уходом за станком следует понимать постоянную заботу
о станке для сохранения точности и производительности, его в тече-
ние срока службы. К уходу за станками следует отнести: 1) смазку
и чистку; 2) регулирование узлов, 3) осмотры и ремонты.
Шлифовальщик тов. И. Стройлов в своей книге «Стаханов-
ские методы работы шлифовальщикам пишет: «Тщательный
уход за станком (регулярная протирка и смазка всех трущихся
поверхностей) обеспечивает безотказную работу отдельных механиз-
мов и качественный внешний облик станка. Этому последнему об-
стоятельству я придаю весьма большое значение, так как на чистом,
аккуратном станке приятно работать. К такому станку приятно по-
дойти, а это одно из условий высокой производительности.
Тщательный и регулярный уход за станком помогает следить
за всеми его отклонениями и капризами, что, в свою очередь, дает
возможность быстро выявлять дефекты обработки, связанные со
станком».
Правильная система смазки значительно снижает потери энергии
на трение, повышает коэффициент полезного действия станка, умень-
шает износ, увеличивает долговечность трущихся поверхностей, со
храняет точность станка, способствует плавной его работе, чистоте
обработанных на станке поверхностей и т. д. Большой процент ава-
рий станков и машин происходит из-за плохой (по неумению или
небрежности) смазки.
Рекомендуются следующие правила ухода за станком.
1. Перед пуском станка необходимо проверять его исправность,
тщательно очищать от пыли и грязи, проверять исправность его
смазочной и охлаждающей систем и наличие в них смазки и охлаж-
дающей жидкости.
2. В процессе работы вое масленки нужно заполнять смазочным
материалом не менее четырех раз в смену, следить за наличием и по-
паданием его к трущимся поверхностям, выполнять необходимое
регулирование кольцевых масленок, регулирование капельных мас-
298 .
ленок и т. д., тщательно прикрывать масленки крышками во избе-
жание загрязнения. Не рекомендуется заменять отсутствующие
крышки ватой, паклей во избежание засасывания их к трущимся
повеохностям.
3. Направляющие, супорты, винты, валики и другие открытые
трущиеся части необходимо смазывать тонким слоем машинного
масла марки Л, а вертикальные валики и винты — солидолом Л.
4. Открытые зубчатые передачи в доступных местах необходимо
смазывать машинным маслом Л, а в малодоступных — солидолом
Л. Удаление грязи и отработанной смазки необходима производить
не реже одного раза в неделю.
5. Подшипники с кольцевой смазкой необходимо заливать вере-
тенным маслом 3 до уровня контрольной пробки и периодически до-
ливать. Полную замену отработанного масла нужно производить не
реже одного раза в три месяца, а в быстроходных (шлифовальных)
станках — один раз в месяц.
6- Масляные ванны необходимо заливать маслом, согласно сма-
зочной инструкции станка, по уровню на 15—20 мм ниже валиков,
проходящих через стенки коробок. Раз в три месяца ванны следует
очищать от загрязненного масла, промывать керосином, просуши-
вать воздухом и наполнять свежим маслом. В быстроходных шли-
’ фовальных станках, работающих в ненормальных атмосферных
условиях, замены отработанного масла следует производить один
раз в месяц.
7. В циркуляционных системах полную замену отработанного
масла нужно производить не реже одного раза в три месяца.
8. Фитильные масленки необходимо содержать в чистоте, исправ-
ности и наполненными маслом до уровня трубки, не ниже половины
высоты ее. Концы фитилей следует не доводить на 6—8 мм до рабо-
чей поверхности во избежание засасывания фитилей. По окончании
работы станка фитили следует вынимать из трубочек и оставлять в
масленке. Лучше всего употреблять фитили из шерстяных ниток и
периодически проверять их, заменяя отвердевшие новыми.
9- Раз в месяц необходимо производить очистку и промывание
охлаждающей системы с полной заменой отработанной жидкости
свежей.
10. Во время работы станка необходимо следить за температурой
подшипников, и прежде всего подшипников шлифовального круга,
не допуская их перегрева. При перегреве подшипников следует про-
верять:
а) количество, масла в подшипниках, степень чистоты масла и
соответствие его по вязкости условиям работы подшипника;
б) исправность колец и фитилей, степень засоренности масло-
проводов и поступление масла к трущимся поверхностям;
в) положение подшипника и отсутствие перекоса вала;
г) отсутствие перегрузки (от повышенных размеров, от излишне-
го натяжения ремня и т. д.);
д) отсутствие в масле воды, которая разрушает смазочную плен-
ку, способствует вытеснению масла из подшипников.
299
11. В станках, работающих с охлаждающими жидкостями,
должны быть корыта для стока жидкости и щитки, предохраняющие
от ее разбрызгивания. В сточном баке системы охлаждения должны
быть диафрагмовые перегородки с фильтрами для предохранения от
загрязнения и излишнего износа циркуляционного насоса. Мытье рук
в охлаждающей жидкости должно быть запрещено'
12. По окончании работы станочник обязан убрать станок. Убор-
ка станка не должна носить характера внешней уборки, как это
можно часто наблюдать в практике. При уборке станочник, кроме
очистки поверхности станка от стружки, должен тщательно проте-
реть с помощью чистых тряпок все открытые трущиеся поверхности
(направляющие станин, супортов и пр.), прогнать для этого стол
по всей длине направляющих, прочистить и протереть открытые по-
дающие винты, вычистить грязь и абразивную пыль из всех пазов и
отверстий, просмотреть и очистить от попавшей абразивной пыли
все смазочные отверстия, смазать все трущиеся поверхности и за-
лить масло во все масленки. Во время работы станок не следует
обтирать во избежание несчастного случая. Мастер обязан наблю-
дать за выполнением станочником уборки и проверять ее качество.
13. Станочник обязан знать нормы расхода смазочных материа-
лов и применять указанные в инструкции марки масел. Для удоб-
ства смазочные точки следует отмечать условной краской или пере-
нумеровать их и составить схему смазки. Сорт и марка масла, при-
меняемого для смазки станков, указаны в табл. 31.
Смазка станка
Таблица 31
№ смазоч- ных мест Сорт и марка применяемого масла Число мест смазки Смазывать
1 Сепараторное Л. 2 Ежедневно
2 Солидол М. . 5
3 Машинное 2
4 А.ашинное Л. . 13 »
300
§ 5. РЕМОНТ СТАНКОВ
В результате износа станка при эксплуатации нормальные со-
пряжения его деталей нарушаются, изменяется характер посадок.
Проработав определенный срок, станок перестает удовлетворять
требованиям, предъявляемым к нему.
Ремонт можно производить, когда станок окончательно пришел
в негодность из-за износа деталей или заблаговременно, не дожи-
даясь остановки станка.
В первом случае ремонт будет вынужденный, непредусмотрен-
ный. Такой ремонт обычно называют ремонтом по потребности, так
как ремонтные работы в этом случае производятся тогда, когда
потребность в них очевидна, станок оказывается не в состоянии
дольше выполнять нормальную для него работу или совсем останав-
ливается из-за износа деталей.
Во втором случае цель ремонта — предупредить возможность не-
ожиданных остановов станка из-за изношенности. Такой ремонт
может планироваться. Такой способ восстановления состояния
оборудования получил название планово-предупредительного ре
монта.
На передовых предприятиях нашей страны с успехом приме-
няется система планово-предупредительного ремонта. Сущность этой
системы состоит в том, что операции, связанные с ремонтом обо-
рудования, разделяются на два этапа: подготовительные работы,
когда еще станок работает, и собственно ремонт, когда станок
останавливают и сдают в ремонт.
К подготовительным работам (когда еще станок исправен и ра-
ботает) относят: а) изготовление эскизов, чертежей и альбомов
быстроизнашивающихся деталей, б) изготовление запасных дета-
лей, хранимых в кладовой (запасных частей), в) постепенное вы-
явление дефектов станка при периодических осмотрах и проверках
его.
В ремонт станка входит (станок останавливают): а) разборка
и промывка станка, б) ремонт деталей, которые могут работать
еще не менее 6 месяцев, в) замена изношенных деталей запасны-
ми, г) шабровка поверхностей трения, д) ^сборка и выверка станка
При такой системе ремонта после остановки станка отпадают
наиболее трудоемкие работы (по изготовлению заменяемых дета-
лей) и остаются лишь подгонки и те операции, которые не могут
быть выполнены до остановки станка. Все это вместе взятое ведет
•к уменьшению времени, в течение которого станок простаивает в
ремонте. После ремонта станок проверяется на точность.
§ 6. ИСПЫТАНИЕ ШЛИФОВАЛЬНЫХ СТАНКОВ НА ТОЧНОСТЬ
Машина должна удовлетворять определенным требованиям в
отношении точности работы. Эти требования изложены в техниче-
ских условиях на изготовление деталей, сборку узлов и машин в
шелом.
Точность обработки деталей зависит от следующих основных
301
условий: 1) точности изготовления и состояния станка; 2) точности
приспособлений; 3) точности режущего инструмента; 4) точности
измерительного инструмента, 5) порядка и. режима обработки, т. е.
технологического процесса и 6) квалификации исполнителя (рабо-
чего) .
Точность работы станка в значительной мере влияет на точность
обработки детали, поэтому точность станка должна быть выше
точности детали.
Испытания станков бывают статические и динамические.
Статические испытания на точность производятся в нерабочем
(спокойном) состоянии станка.
При статических испытаниях отклонения других частей станка
определяются относительно станины. При статических испытаниях
проверяются: 1) горизонтальность или вертикальность станин, стоек,
плит, столов и т. п.; 2) прямолинейность направляющих и столов;
3) положение и вращение шпинделей и валов; 4) параллельность
или перпендикулярность осей валов; 5) прямолинейность переме-
щений по направляющим; 6) погрешность ходоцых винтов; 7) по-
грешность делительных устройств.
Динамические испытания на точность производятся при работе
станка. При динамических испытаниях проверяется точность работы
станка, т. е. точность обработки деталей.
Динамические испытания имеют большое значение, так как ими
определяются степень балансировки (уравновешивания) деталей
вращения, жесткость стыков и их узлов, качество шестерен, дефекты
в конструкции привода и другие данные, которые при статических
испытаниях не могут быть обнаружены. Нормы точности и величи-
ны допускаемых отклонений зависят от типа, назначения и размера
станка.
§ 7. ИНСТРУМЕНТ И ПРИБОРЫ ДЛЯ ИСПЫТАНИЙ ТОЧНОСТИ
Для статических испытаний станков применяют точные и чувст-
вительные инструменты и приборы. Так как все измерения точно-
стей должны производиться при 20°С, необходимо следить, чтобы
измеряемая деталь, измерительный ин-
Фиг. 220. Проверочная линейка.
струмент и окружающая среда имели
Данную температуру.
К измерительным инструментам и
приборам, применяемым при испытании
станков на точность, относятся: прове-
рочная линейка, простая контрольная
линейка, лекальная и граненая стальные линейки, угольники, щуп,
эталонные плитки, микрометр, консольная оправка, цилиндрическая
оправка, индикатор, уровни, оптические приборы, микрометр со
струной и др.
Проверочная линейка (фиг. 220) применяется для проверки
прямолинейности направляющих плоскостей. Линейка чугунная,
точно обработанная, шириной 40—130 мм, длиной 500—5000 мм.
302
Простая контрольная линейка применяется для проверки пря-
молинейности направляющих, столов, плит и т. п. Линейка сталь-
ная узкая, длиной от 0,5 до 3 м.
Щуп (фиг. 221) применяется для определения величины зазоров
между прилегающими поверхностями, а также отступлений от про-
Фиг. 221. Щуп.
Фиг. 222. Консольная оправка
Фиг. 223. Контрольная оправка.
верочной линейки. Щуп состоит из набора от 7 до 20 стальных пла-
стинок толщиной от 0,05 до 2 мм. Для испытания станков употреб-
ляются наборы в 7 пластинок толщиной от 0,05 до 0,5 мм. С тонки-
ми пластинками щупа необходимо обращаться бережно и охранять
их от повреждений.
Консольная оправка (фиг. 222 и 223) применяется для проверки
положения оси шпинделя и конусной расточки в нем. Представляет
собой точно обработанный цилиндрический стержень с коническим
концом. Цилиндрическая часть оправки имеет диаметр 25—50 и
длину 100—300 мм. Коническая часть оправки пригоняется плотно
станка.
Фиг. 224. Цилиндрическая
оправка.
по конусному отверстию в шпинделе
Цилиндрическая оправка (фиг.
224) применяется для проверки па-
раллельности между линией центров
и направляющими станины. Оправки
делают стальные, закаленные, диа-
метром до 125 мм и длиной до
2000 мм. Во избежание большого
прогиба длинные оправки делают
пустотелыми, с пробками для центров
по концам. При шлифовании оправок
0,005 мм, а для особо точных станков до 0,003 мм.
Уровни служат для проверки правильности горизонтальной или
вертикальной установки станка, прямолинейности направляющих и
столов, взаимного расположения станин и стоек.
Уровни бывают обыкновенные, регулируемые, рамные. В этих
допускается овальность до
уровнях имеется цилиндрическая, немного изогнутая стеклянная
трубка, наполненная спиртом с пузырьком воздуха. На внешней
поверхности стеклянной трубки нанесены деления через 2—3 мм.
Трубка заключена в стальную или чугунную плитку с тщательно
303
обработанной нижней поверхностью, имеющей большей частью
угловую канавку для удобства установки уровня на круглые дета-
ли. При отклонении плитки от горизонтального положения пузырек
воздуха перемещается по изогнутой трубке в сторону подъема,
стремясь занять высшее положение. По количеству делений, на ко-
торые смещается пузырек, судят о величине уклона. Обычно при
испытаниях станков применяют уровни с чувствительностью
0,02—0,05 мм на 1 м. Это означает, что наклон уровня на 0,03 мм на
1 м длины должен дать отклонение пузырька на одно деле-
ние.
Уровни очень чувствительные приборы, требующие осторожного
обращения. Длина подошвы уровня должна быть не менее
200—300 мм. Обычно уровни с призматическими угловыми канав-
ками снабжаются дополнительно маленькими поперечными уров-
нями для проверки поперечной установки на круглых де-
талях.
Обыкновенный уровень (фиг. 225, а) представляет собой чугун-
ную или стальную плитку, на которой помещаются две взаимно
Фиг. 225. Уровни:
а — обыкновенный; б — рамный
тщательно обработаны, причем
выемки, а четвертая — плоская.
перпендикулярные стеклянные
трубки со спиртом и пузырька-
ми воздуха. Уровень устанавли
вают на проверяемую поверх-
ность, и станок подклинивают
клиньями до тех пор, пока пу-
зырек в трубке со спиртом не
займет среднего положения, т. е.
когда станок достигнет полной
горизонтальности.
Регулируемый уровень отли
чается от обыкновенного тем,
что наклон стеклянной трубки
можно регулировать посред-
ством микрометрического винта,
позволяющего устанавливать
пузырек в среднее положение.
Отклонение от горизонтальности
определяется величиной подъе-
ма или опускания микрометри-
ческого винта.
Рамный уровень (фиг. 225, б)
представляет квадратную
(300 Х,300 мм) чугунную рам-
ку, наружные стороны которой
три стороны имеют призматические
Внутри рамки, на одной из сторон,
расположены две взаимно перпендикулярные стеклянные трубки со
спиртом (/ и 2), воздушными пузырьками и делениями. Рамный
уровень применяется для проверки горизонтальности, вертикаль-
ности и Взаимного расположения плоскостей и валов.
304
§ 8. ИСПЫТАНИЕ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ИХ ТОЧНОСТЬ
Для примера рассмотрим проверку круглошлифовального стан-
ка на точность, в соответствии с нормами точности и методами
ОСТ 8817
испытании по t п jfso’
Прежде всего проверяется горизонтальность направляющих ста-
нины в продольном и поперечном направлениях. Для этого уровень
сначала устанавливается поочередно на каждую направляющую
призму и перемещается по ее длине. Этот способ проверки дает
возможность одновременно определить наличие выработки на на-
правляющих станины. Отклонение от горизонтальности допускает-
ся ,в пределах от 0 до 0,02 мм на длине 1000 мм.
Горизонтальность направляющих станины в поперечном направ-
лении проверяется тоже уровнем, но в данном случае уровень уста-
навливается на специальную линейку, положенную поперек станины.
Линейка с уровнем медленно передвигается вдоль станины. Откло-
нение от горизонтальности в поперечном направлении допускается
0,05 мм на длине 1000 мм.
Прямолинейность направляющих станины проверяется при по-
мощи линейки. Линейка накладывается на направляющие (пооче-
редно— сначала на одну, потом на другую), а щупом измеряется
просвет между линейкой и плоскостью направляющей. Направляю-
щие станины должны быть прямолинейными или немного выпук-
лыми, ,но ни в коем случае не вогнутыми.
Для проверки правильности положения оси шпинделя передней
бабки и конической расточки в нем пользуются консольной оправ-
кой. Сначала коническая расточка хорошо прочищается и в нее
плотно вставляется конический конец оправки. Свободный конец
оправки индикатором проверяется на биение. Для этого кнопка
индикатора подводится к оправке, а шпиндель бабки начинают
медленно вращать. О величине биения судят по отклонениям стрел-
ки индикатора. Оно не должно быть более 0,01 мм при длине
оправки 300 мм.
Параллельность оси шпинделя плоскости стола проверяется так-
же при помощи индикатора, кнопка которого к оправке подводится
сверху. Перемещая кнопку индикатора вдоль оправки, определяют
величину отклонения от параллельности. Это отклонение не должно
быть более 0,02 мм на длине 300 мм и допускается только в сторо-
ну повышения свободного конца оправки.
Таким же способом проверяется параллельность оси шпинделя
передней бабки направляющим станины в горизонтальной плоскости.
Кнопка индикатора в этом случае подводится к оправке сбоку, со
стороны шлифовального круга. Величина отклонения допускается
та же самая (0,02 мм на длине 300 мм), но уклон должен быть толь-
ко в сторону шлифовального круга.
Оси шпинделя шлифовального круга и шпинделя передней баб-
ки должны быть на одной высоте. Проверка производится при по-
мощи индикатора или уровня и двух оправок одного и того же
диаметра, одна из которых вставляется в коническую расточку
20. В. В. Лоскутов ЗЙ5
шпинделя шлифовального круга, а вторая — шпинделя передней
бабки.
Проверка перпендикулярности подачи супорта шлифовального
круга к направляющим станины производится при помощи конт-
рольной оправки, угольника и индикатора. Оправка закрепляется
между центрами передней и задней бабки, к ней со стороны шли-
фовального круга прикладывается контрольный угольник. Индика-
тор закрепляется на шпинделе шлифовального круга, причем кноп-
ка его должна соприкасаться с ребром контрольного угольника.
При подаче шлифовальной бабки в сторону оправки стрелка инди-
катора покажет результат проверки.
Полное испытание станка на точность содержит много различ-
ных видов проверок, но все они производятся примерно такими же
способами и с применением тех же приспособлений.
ГЛАВА ТРЕТЬЯ
техника безопасности при
ШЛИФОВАЛЬНЫХ РАБОТАХ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Слово травматизм означает повреждение организма. Чтобы
исключить все случаи производственного травматизма, рабочие
должны изучить и усвоить правила безопасной работы, соблюдая
которые можно предупредить и полностью изжить несчастные слу-
чаи и создать условия для высокопроизводительной работы.
Только в результате пренебрежительного отношения к технике
безопасности со стороны отдельных руководителей предприятий и
рабочих в промышленности иногда еще происходят несчастные слу-
чаи, которые выводят рабочего из строя на продолжительное время,
делают его калекой, укорачивают жизнь.
Каждый рабочий обязан твердо знать все правила техники безо-
пасности с тем, чтобы своевременно уберечься от несчастных
случаев.
Самые совершенные устройства, новейшая техника и технологи-
ческие процессы производства вполне безопасны для жизни рабо-
тающих, если рабочий понимает их назначение и правильно
эксплуатирует оборудование. Только сознательное отношение ра-
бочих к мероприятиям, направленным на предупреждение опасности
в работе, полное знание производственных операций, оборудования,
приспособлений, инструмента, материалов и правильных способов
работы создают условия безопасного труда.
Для достижения безопасной работы необходимо:
1) правильно организовать ознакомление вновь поступающих
на работу с правилами техники безопасности;
2) систематически обучать рабочих и проверять их знания пра-
вил техники безопасности;
, 3) обеспечивать работающих отпечатанными правилами внутрен-
него распорядка, инструкциями по технике безопасности и другой
литературой, помогающей повысить их квалификацию;
4) административно-техническому персоналу повседневно сле-
дить за проведением мероприятий по технике безопасности в цехе,
пролете, на участке, рабочем месте и за выполнением рабочими
правил безопасной работы.
Работа на шлифовальных станках значительно отличается от
работы на других станках вследствие особенностей материала ре-
20*
307
жущего инструмента (шлифовального крана) и высокой окружной
скорости вращения его.
Несчастные случаи при шлифовальных работах могут произойти
по следующим причинам: разрыв шлифовального круга, срыв кру-
га со шпинделя во время его вращения, отлетание частиц металла
и круга, а также попадание руки или другой части тела работаю-
щего в движущиеся части станка и другие.
§ 2. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ РАБОТЕ
ШЛИФОВАЛЬНЫМИ КРУГАМИ
Обращение с кругами. Неправильные эксплуатация и обращение
с кругами могут привести к разрыву их даже при небольших ок-
ружных скоростях. Для хранения кругов на складе необходимо
иметь специальные стеллажи.
На рабочем месте шлифовальные круги необходимо хранить от-
дельно от металлических предметов, так как круги очень чувстви-
тельны к ударам. Под действием даже небольшого удара или
толчка в них появляются трещины, которые трудно заметить нево-
оруженным глазом, но которые могут быть причиной разрыва кру-
i га. Круги также могут быть повреждены при перевозке их с заво-
да-изготовителя или из инструментальной кладовой к рабочему
месту шлифовальщика. Поэтому прежде чем устанавливать нойый
круг на шпиндель станка, его нужно надеть на какой-либо стер-
жеш/и простучать деревянным молотком, чтобы убедиться в отсут-
ствии внутренних трещин.
Целый керамический круг при простукивании издаёт ясный не-
дребезжащий звук, а круг на бакелитовой или вулканитовой связке
издает глухой звук, но тоже без дребезжания. Круг, имеющий тре-
щины, ни в коем случае нельзя ставить на станок.
При мокром шлифовании после работы вода должна , быть спу-
щена, иначе, у круга, погруженного на длительное время в жидкость,
одна сторона, впитав влагу, становится тяжелее, и при работе круг
будет бить. Если температура помещения в нерабочее время будет
ниже нуля, то вода в порах круга замерзнет, появятся незаметные
для невооруженного глаза трещины, могущие привести к разрыву
круга.
Крепление шлифовального круга на шпинделе станка. Большое
внимание должно быть обращено на правильное крепление кругов
во избежание их разрыва. Способы крепления кругов разнообразны
и зависят от формы круга, его размеров и т. д.
На фиг. 226 указаны примеры правильного крепления кругов.
Все эти способы крепления должны отвечать двум требованиям’:
1) надежно закрепить круг на шпинделе и 2) чтобы крепление
не вызывало в круге внутренних напряжений.
На шпинделе круг закрепляют при помощи двух шайб. Направ-
ление резьбы для прижатия шайб должно быть обратным направ-
лению вращения шпинделя, иначе гайка будет свинчиваться со
шпинделя, ослабляя крепление. Гайку не следует затягивать силь-
но, так как в круге появятся внутренние напряжения.
308
Отверстие круга заливается свинцом или баббитом и тщательно
обрабатывается под размер диаметра шпинделя. Диаметр этого от-
верстия должен быть больше диаметра шпинделя на 0,2—0,4 мм
для расширения шпинделя от нагревания во время работы. Ввиду
того, что боковые поверхности круга могут быть неровными, шайбы
со стороны, прилегающей к кругу, должны иметь в средней части
выемку глубиной до 1,5 мм. Зажим круга производится тщательно
Фиг. 226. Примеры правильного крепления кругов:
/—закрепление на цилиндрическом шпинделе; 2 — закрепление на коническом шпин-
деле; 3 — закрепление при внутреннем шлифовании; 4 — закрепление чашеобразного
круга; 5 — закрепление сегментов круга; 6 — закрепление кругов диаметром 3—6 мм;
7 — закрепление кругов диаметром 6—10 мм; 8 — закрепление на коническом шпинделе;
9 — закрепление на цилиндрическом круге.
обточенной кольцевой поверхностью; ширина этой поверхности дол-
жна быть не менее 7i6 диаметра круга.
Для равномерного нажатия между шайбой и кругом проклады-
вают эластичные (мягкие) кольца из кожи, войлока, резины или
картона. Диаметр этого кольца немного больше диаметра шайбы,
толщина его 0,6—0,7 в случае применения картона и около
2 мм при других материалах.
Диаметр шайб должен быть не менее половины диаметра круга,
так как маленькие шайбы не могут удержать осколков круга при
его разрыве.
Скорость вращения шлифовального круга. Помимо внешнего
осмотра и простукивания, шлифовальные круги диаметром 100 мм
и выше, предназначенные для работы с окружной скоростью более
10 м/сек, должны быть испытаны на разрыв на специальных испы-
309
тательных станках при числе оборотов, превышающем указанные в
маркировке круга на 50%.
Новые круги диаметром 100 мм, не имеющие в маркировке ука-
зания о допустимом числе оборотов, к работе не допускаются. Для
установления допускаемых эксплуатационных скоростей вращения
кругов следует пользоваться табл. 20. Для безопасной работы шли-
фовальные круги должны закрываться кожухами.
Давать скорость вращения шлифовальному кругу выше той, ко-
торая указана на круге, нельзя.
§ 3. ПРАВИЛА И НОРМЫ РАСПОЛОЖЕНИЯ ОБОРУДОВАНИЯ1
Располагать оборудование в механических цехах надо так, чтобы
расстояние между станками и частями здания было не меньше ми-
нимального, допускающего свободный проход или же исключающе-
го возможность прохода.
При расстановке станков придерживаются следующих основных
положений.
Фиг. 227. Схема расположения станков.
1. При установке станка, обращенного к стене задней стороной,
которая не имеет движущихся частей, расстояние от станка до ко-
лонны должно быть не менее 500 мм (фиг. 227, а).
2. При установке станка вдоль стены-и при положении рабочего
между станком и стеной, расстояние от стены или от колонны долж-
но быть не менее 4000 мм (фиг. 227,6).
Если в месте расположения станка у стены имеются выступаю-
щие части (отопительные и другие устройства) на высоте не более
2 м от уровня пола, то расстояние должно считаться от них
(фиг. 227, в).
3. При установке станка, имеющего движущиеся части (стол
круглошлифовального станка) перпендикулярно к стене, расстояние
1 Г. А. Долматовский, Справочник технолога по механической обработке
металлов, т. I, Машгиз, 1944.
310
между стеной или колонной и крайним положением стола, при
наибольшем его выходе, должно быть не менее 900 мм (фиг. 227, г).
4. При расположении станков друг к другу передними сторо-
нами и при условии отсутствия движения тележек между ними,
расстояние между двумя станками должно быть при обслуживании
обоих станков одним рабочим 1000 мм (фиг. 228); при обслужи-
вании двумя'рабочими — не менее 1500 мм (фиг. 229).
Фиг. 228. Схема расположения станков
при обслуживании одним рабочим.
Фиг. 229. Схе-
ма расположе-
ния станков при
обслуживании
двумя рабочими.
’ 5. При расположении станка около колонны следует учитывать,
насколько колонна мешает обслуживанию станка и с какой сторо-
ны находится рабочий во время работы. В этих случаях расстояние
между столом (при наибольшем его выходе) и колонной должно
Фиг.
между двумя станками.
Фиг. 230. Схема
расположения стан-
ка около колонны.
232. Расстояние
Фиг. 231. Расстояние
между двумя станками.
быть не менее 500 мм, а между станиной (с боковой стороны) и
колонной — не менее 600 мм (фиг. 230).
6. При расположении шлифовальных станков задними сторонами
одного к другому расстояние между станками должно быть не ме-
нее 500 'мм (фиг. 231).
7. Расстояние между станками вдоль их линии расположения
должно быть: *
а) при расположении шлифовальных станков без учета прохода
между ними со стороны, где нет движущихся частей,— 300 мм
(фиг. 232);
311
б) при расположении станков с учетом возможности прохода
между ними и со стороны, имеющей движущиеся части (фиг. 233):
для круглошлифовальных станков — не менее 500 мм.
для плоскошлифовальных станков — не менее 700 мм.
Фиг. 233. Расстояние между станками.
Плоскошлцфо&алйнь1е
Расстояние по фронту между двумя небольшими станками (дли*
ной 1500 мм), установленными вплотную к стене, должно быть не
менее 500 мм; расстояние от стены может быть равно 200 мм
(фиг. 234).
9. Расстояние между
станками с учетом движе-
ния тележек, автокар и
электрокар должно быть:
Фиг. 234. Расстояние
между станками.
Фиг. 235. Расстояние между станками в слу-
чае проезда в одном направлении.
а) с учетом движения в одном
положении станков (в мм):
направлении (фиг. 235)
при рас-
Задними сторонами к проходу jie менее..........
При расположении одного ряда станков задней сто-
роной к проходу, а другого — передней ....
При расположении станков передними сторонами к
проходу ............ . . • •
В\~ 600
В + 1000
В + 1400
б) с учетом встречного движения тележек (фиг. 236) при рас-
положении станков (в мм): •
Задними сторонами к проходу не менее..............
При расположении одного ряда станков задней сторо-
ной к проходу, а другого — передней . . . • •
При расположении станков передними сторонами к
проходу .................................. ....
2В 4- 800
2В + 1200
2 В + 1600
312
Буквой В обозначена ширина нагруженной тележки с учетом
выступающих за пределы платформы концов наибольшей перево-
зимой детали.
Фиг. 236. Ограждение конца
вала.
§ 4. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА
ШЛИФОВАЛЬНЫХ СТАНКАХ
Защитные щитки. Все движущиеся части станков должны быть
закрыты, чтобы избежать возможного несчастного случая.
Шкив и ремень на высоте 2 м от пола должен быть
металлической сеткой, как указано на фиг. 237.
огражден
п-Н 1
Выступающие вращаю-
щиеся части станков, напри-
мер, конец шпинделя, если он
имеет нарезку на конце,
можно прикрыть колпачком.
На шлифовальных стан-
ках с автоматическим пере-
ключением подачи при помо-
щи упоров, действующих на
рычаги переключения, следу-
ет устанавливать щитки, ко-
торые закрыли бы рычаги.
Такие ограждения исключа-
ют прищемления рук шлифо-
вальщика упором к рычагу
во время наблюдения за ра-
ботой станка. Фиг. 237. Ограждение движущихся ча-
На больших круглошли- стей станка,
фовальных станках устанав-
ливают зеркало, которое позволяет шлифовальщику легко, не наги-
баясь близко к детали, наблюдать за ходом процесса шлифования.
Соблюдения установленных приемов работы. Несоблюдение
установленных приемов работы также может привести к несчастным
случаям. Измерение деталей на ходу станка (скобкой, пробкой
и т. п.) может привести к повреждению рук рабочего. Такие приемы
работы допускать нельзя.
Для предупреждения повреждений от попадания главным обра-
зом в глаза отлетающих частиц металла или круга необходимо
принимать следующие меры: носить предохранительные очки, уста-
313
лавливать у станков подвижные щитки, перейти от сухой к мокрой
шлифовке и организовать принудительное отсасывание пыли. Пра-
вить круги необходимо только при помощи приспособления, иначе
правящий инструмент может вырваться из рук рабочего и, закли-
нившись , между станком и кругом, вызвать разрыв последнего.
Подводить обрабатываемую деталь к шлифовальному кругу или,
наоборот, шлифовальный круг к детали нужно осторожно, чтобы
избежать резких толчков и ударов, так как это может вызвать раз-
рыв круга. В особенности это важно при работе торцем круга или
при шлифовании в упор. г
Несоблюдение при шлифовании установленного режима техно-
логического процесса, т. е. -скорости вращения круга и детали, ве-
личин поперечной и продольной подач и неправильный выбор ка-
чества шлифовального круга могут, служить причиной аварии
с ним.
Прежде чем начать работу шлифовальщик обязан проверить,
надежно ли закреплена шлифуемая деталь в центрах, на оправке
или в магнитном патроне, во избежание несчастного случая при
срыве ее со станка. Если деталь установлена на загряз-
ненную поверхность магнитного патрона или рабочий по оплош-
ности не включит ток магнитного патрона, то деталь будет сорва-
на, как только будет подведен вращающийся шлифовальный круг.
Если во время работы на центровом станке центр .шпинделя задней
бабки не вошел плотно в центровое отверстие детали, то деталь
будет вырвана из центров.
При включении продольной подачи важно внимательно прове-
рить, как установлены и закреплены упоры, переключающие на-
правление продольного хода стола. , Если их не укрепить, то после
включения автоматической подачи незакрепленный упор отодвинет-
ся, обратного хода не произойдет—и шлифовальный круг врежет-
ся в борт детали или -в поводок и разорвется. Закреплять упоры
надо только до включения вращения круга. При работе без про-
дольной подачи рукоятку подачи следует надежно закрепить, так
как, сорвавшись, она включит подачу, и произойдет авария.
ОПАСНОСТИ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Шлифовальные станки — это станки со многими электродвига-
телями (3—4), поэтому шлифовальщик должен уметь пользовать-
ся электроаппаратурой управления: кнопочной станцией, магнитным
пускателем, рубильником^ пакетным выключателем и т. п. Неуме-
лое обращение с ними приводит к несчастным случаям. Так, на-
пример, прикосновение к незащищенной или плохо защищенной сило-
вой электрической цепи электродвигателя и пусковой электроап-
паратуре — смертельно, так как напряжение в них высокое — от
220 в и выше. Смертельные случаи возможны также при меньшем
напряжении и при сравнительно небольшой .силе тока. Ток от 0,05 а
и выше при прохождении через тело человека уже является опас-
ным для жизни: ток 0,1 а и выше — смертельным. Человеческий
-314
организм — проводник электрического тока. Обувь и одежда увели-
чивают сопротивляемость. Мокрая или пропитанная металлической
пылью одежда, изношенная обувь понижают сопротивляемость.
Очень опасно прикосновение одновременно к двум проводам,
даже 'Изолированным, так как изоляция может оказаться повреж-
денной.
Вследствие повреждений или плохого качества изоляции, а так-
же ,от небрежно выполненных соединений, станок и электроаппара-
тура могут (^казаться под напряжением.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ОБРАЩЕНИИ
С ЭЛЕКТРИЧЕСКИМ ТОКОМ
Никогда не следует открывать, касаться телом и неизолирован-
ными предметами электроустройств и электрооборудования, назна-
чение которых неизвестно и пользоваться ими не поручалось. Поль-
зоваться рубильниками, выключателями, пусковыми кнопками и т. д.
следует только в том случае, если это входит в твою прямую обя-
занность и пройдено соответствующее инструктирование при выпол-
нении этих операций.
Следует избегать пользоваться рубильниками и пусковыми
кнопками с открытыми щитками и крышками, разбитыми штепсель-
ными розетками. Не следует производить включения палочкой,
ключом и. т. п.
Никогда не надо работать вблизи открытых токоведущих частей
без предварительного устройства хотя бы временных ограждений.
Надо пользоваться переносными электролампами только низкого
напряжения.
Никогда не следует проходить мимо любой неисправности как-
то: дскрении, вспышке в электрических устройствах, повреждении
изоляции и т. п. Обо всем этом необходимо сообщить мастеру или
дежурному электромонтеру на предмет устранения замеченных не-
исправностей. Необходимо тщательно изучить правила подачи пер-
вой помощи при поражении электрическим током.
Для безопасной работы шлифовальщику необходимо:
1) хорошо знать особенности шлифовального круга, который от-
личается хрупкостью;
2) знать и быстро разбираться во всех механизмах станка;
3) безошибочно знать порядок и приемы включения и выклю-
чения всех механизмов станка;
4) строго соблюдать установленные режимы работы;
5) быть внимательным, чтобы своевременно заметить малейшую
неполадку в работе шлифовального станка;
6) строго соблюдать все правила техники безопасности, ни в
коем случае не допускать шалостей у станка, не уходить от станка,
не остановив его. 9
Для предохранения рабочего от увечий в случае разрыва шли-
фовального круга круг помещают в специальный предохранитель-
ный кожух, изготовляемый из листового железа. В передней части
315
кожуха имеется вырез, который позволяет подводить круг к дета-
ли. Без кожуха работать на станке не разрешается. Для безопас-
ности необходимо перед началом работы пустить круг вхолостую и
только после разгона его приступить к работе.
Перед началом работы необходимо тщательно проверить, на-
сколько правильно и надежно закреплена деталь, подлежащая
шлифованию. Особенно внимательно следует устанавливать и за-
креплять механизмы, ограничивающие продольный ход стола (упо-
ры), так как незакрепленный упор может отодвинуться, отчего
шлифовальный круг врежется в поводок или деталь, что неизбежно
вызовет разрыв круга.
Все измерения шлифуемой детали нужно производить лишь
после ее остановки, так как вращающиеся детали могут с силой
выбить из рук рабочего измерительный инструмент, вызвать несча-
стный случай и порчу инструмента.
ОГЛАВЛЕНИЕ
Предисловие. . 3
ЧАСТЬ ПЕРВАЯ. ШЛИФОВАЛЬНЫЕ КРУГИ
Глава первая. Характеристика шлифовальных кругов . 7
§ 1. Процесс шлифования ..... 7
§ 2. Абразивный материал .................................. 8
§ 3. Зернистость абразивного материала . 10
§ 4. Связки.............................................. 11
§ 5. Твердость шлифовального круга . . .... 12
§ 6. Структура шлифовальных кругов......................... 13
§ 7. Геометрические формы и размеры шлифовальных кругов . 15
§ 8. Уравновешивание шлифовальных кругов ..... 18
§ 9. Маркировка шлифовальных кругов ... 21
Г лава вторая. Основные сведения о резании металлов . 22
§ 1. Обработка деталей на металлорежущих станках . 22
§ 2. Основные понятия о шлифовании......................... 23
§ 3. Понятие о резании металлов резцами и фрезами 27
§ 4. Нагрузка шлифующих зерен.............................. 30
§ 5. Влияние дуги соприкосновения .... .... 34
§ 6. Теплота, образующаяся при шлифовании ..................35
§ 7. Охлаждение при шлифовании................‘............37
§ 8. Усилия, возникающие при шлифовании, и затрачиваемая
мощность................................ ............38
Глава третья. Выбор шлифовального круга 42
§ 1. Общие сведения....................................... 42
§ 2. Выбор абразивного материала . . 42
§ 3. Выбор зернистости.................................... 43
§ 4. Выбор связки шлифовального круга 43
§ 5. Выбор твердости шлифовального круга . 43
§ 6. Выбор структуры шлифовального круга . 46
Глава четвертая. Правка шлифовальных кругов . 47
§ 1. Износ и засаливание кругов .... 47
§ 2. Методы правки шлифовальных кругов .... . . 47
§ 3. Способы фасонного шлифования ....................... 54
§ 4. Заправка шлифовального круга по угловому профилю . 56
§ 5. Заправка шлифовального круга по дуге окружности . . 57
§ 6. Здправка шлифовального круга по заданному профилю . 59
§ 7. Безалмазная заправка шлифовального круга............. 61
ЧАСТЬ ВТОРАЯ. КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ,
ДОПУСКИ И ПОСАДКИ
Глава первая. Качество обработанной поверхности . 63
§ 1. Основные понятия...................................... 63
§ 2. Физические свойства поверхностного слоя . 66
§. 3. ГОСТ 2789-51 на чистоту поверхности. . . 67
§ 4. Погрешности при изготовлении деталей . . 69
317
I
1
7
I
L
В
F
i
E
Г
E
Глава вторая. Допуски и посадки. 71
§ 1. Основные понятия о допусках 71
§ 2. Понятие о посадках ........ 73
§ 3. Система допусков ..................................... 74
§ 4. Условные обозначения допусков и посадок ... 77
ЧАСТЬ ТРЕТЬЯ. ШЛИФОВАЛЬНЫЕ СТАНКИ
Глава первая. Гидравлические передачи в шлифовальных станках . 82
§ 1. Общие положения ................ ч . . . 82
§ 2. Насосы ............................................ . 84
§ 3. Контрольно-регулирующие устройства 86
§ 4. Распределительные устройства . . 88
§ 5. Цилиндры ............................................. 90
§ 6. Открытые и закрытые системы ... 91
Глава вторая. Круглошлифовальные станки ... 93
§ 1. Общие сведения ................................. . 93
§ 2. Центровой круглошлифовальный станок модели 315 . 94
§ 3. Бесцентровой шлифовальный станок модели 3180 .... 102
§ 4. Внутришлифовальные станки....................... 109
§ 5. Внутришлифовальный станок модели 3250 ....... ПО
§ 6. Внутришлифовальный станок модели 325 ............... 116
§ 7. Внутришлифовальные станки с планетарным движением
шпинделя............................................ 118
§ 8. Внутришлифовальный станок с горизонтальным расположением
шпинделя ....................................................119
§ 9. Вертикально-шлифовальный станок с планетарным движением
шпинделя .............................................. . 122
Глава третья. Плоскошлифовальные станки ... ... '127
§ 1. Общие сведения....................................... 127
§ 2. Плоскошлифовальный станок модели 372 127
§ 3. Плоскошлифовальный станок с круглым вращающимся столом 131
§ 4. Плоскошлифовальный станок типа 3732 ........ 133
Глава четвертая. Станки отделочных‘операций . .........137
§ 1. Притирочное шлифование ..... .........137
§ 2. Режим притирочного шлифования. .........139
§ 3. Станки для притирочного шлифования .........140
§ 4. Доводка обработанной поверхности .........143
§ 5. Доводочный станок ...... .........145
§ 6. Отделочное шлифование . .\. . .........146
§ 7. Станок для отделочного шлифования .........‘ 147
§ 8. Полирование ... ........... ... 148
§ 9. Полировальные станки........................... ... 149
Глава пятая. Заточные станки и работа на них 151
§ 1. Общие сведения...................... ... .151
§ 2. Заточка'и доводка резцов............... .... .151
§ 3. Станок типа 362В для заточки резцов .... . . • 153
§ 4. Заточка сверл....................................... .157
§ 5. Заточка фрез......................................... 163
§ 6. Универсально-заточный станок типа ЗА64..................164
§ 7. Анодно-механическая заточка резцов, оснащенных пластин- .
ками твердого сплава . . . . ................................168
ЧАСТЬ ЧЕТВЕРТАЯ. ТЕХНОЛОГИЯ ШЛИФОВАНИЯ МЕТАЛЛОВ
Глава первая. Основные понятия о технологическом процессе . . . . 172
§ 1. Технологический процесс и его составные части . . . 172
§ 2. План и способ обработки деталей..................... ... 174
318
§ 3. Основы разработки технологического процесса 176
§ 4. Припуск под шлифование.................................... 179
§ 5. Техническое нормирование . . 179
§ 6. Норма выработки и норма времени. 180
§ 7. Состав нормы времени ...... 180
§ 8. Квалификация и тарификация рабочего .... 184
§ 9. Подготовка станка к выполнению заданной работы 185
Глава вторая. Шлифование наружных цилиндрических поверхностей 186
§ 1. Установка деталей . . 186
§ 2. Методы шлифования ..... .193
§ 3. Черновое и чистовое шлифование............................ 196
х § 4. Работа на бесцентрово-шлифовальных станках ...... 198
§ 5. Приспособление для бесцентрового шлифования на круглошли-
фовальном станке.............................................202
§ 6. Инструменты для измерений при шлифовании наружных ци-
линдрических поверхностей . .... ..........202
§ 7. Штангенциркуль .......... . 203
§ 8. Микрометр . ............ . 207
§ 9. Индикатор ... .........210
§ 10. Рычажная скоба ...........................................212
§ 11. Автоматическое измерение деталей в процессе шлифования 213
§ 12. Предельные калибры........................................217
§ 13. Режим работы при круглом шлифовании.......................218
§ 14. Скоростное шлифювание ....................................222
Глава третья. Шлифование наружных конических поверхностей 227
§ 1. Основные понятия.......................................... 227
§ 2. Способы шлифования конических деталей ... . 228
§ 3. Измерение конических деталей.............................. 230
§ 4. Виды брака при круглом шлифовании . . 235
Глава четвертая. Внутреннее шлифование . 237
§ 1. Основные понятия.......................................... 237
§ 2. Особенности внутреннего шлифования ................... . 237
§ 3. Шлифовальные круги для внутреннего шлифования .... 238
§ 4. Способы работы на станках для внутреннего шлифования . 239
§ 5. Шлифование конических поверхностей........................241
§ 6. Приспособление для шлифования отверстий....................242
§ 7. Инструменты для измерения отверстий.......................245
Глава пятая. Шлифование плоскостей 254
§ 1. Основные понятия..................................... • 254
§ 2. Приспособления для плоскошлифбвальных работ...............257
§ 3. Выбор режима плоского шлифования............ • • . • 260
§ 4. Шлифовальные круги со вставными сегментами . .... 262
Глава шестая. Виды обработки на шлифовальных станках 265
§ 1. Шлифование валика ...................................... 265
§ 2. Шлифование тонкостенных деталей..................... • 266
§ 3. Шлифование цилиндрических деталей с переходом на конус . 267
§ 4. Шлифование цилиндрического кольца . ....... 268
§ 5. Обработка тонких деталей .... . 269
§ 6. Методы работы новаторов производства.......... . 270
§ 7. Шлифовальный станок ЗН-42 для коленчатых валов . 272
ЧАСТЬ ПЯТАЯ. ЭКСПЛУАТАЦИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
Глава первая. Документация на шлифовальные станки . 276
§ 1. Общие сведения....................... • • ^76
§ 2. Паспорт круглошлифовального станка . . • 2/0
319
'.uiea вiоран. Организация производства, труда и облсуживание рабо-
чего места .... 291
§ 1. Новаторство передовиков производства 291
§ 2. Рабочее место.......................... . . . 2<М
§ 3 Организационно-юхпичсскос обслуживание рабочего мена 29(>
§ 4. Уход за стачками . 298
§ б. Ремонт станков. .................... . 601
§ 6. Испытание шлифовальных станков па точионь 301
§ 7. Инстрхмен! и приборы для испытания точност . 302
р 8 Испытание круглошлифовального станка на точность . Зоб
'.iciui rpi'i'b'i. Техника безопасности при шлифовальных работах . 307
§ 1 (Общие сведения ... 2)07
§ 2. Правил,- техники бе юпаснопи при работе шлифовальными
кругами ...................................................... Зи>
3. Пр авила и нормы расположения оборудования . • . 311
1 Правила техники безопасности при работе на ш. шфова.тьпых
пачках . 6
Chlpmaker.ru