/






















































































































































































































































Автор: Агафонов А.В.
Теги: нефтяная промышленность нефтехимия нефтедобывающая промышленность
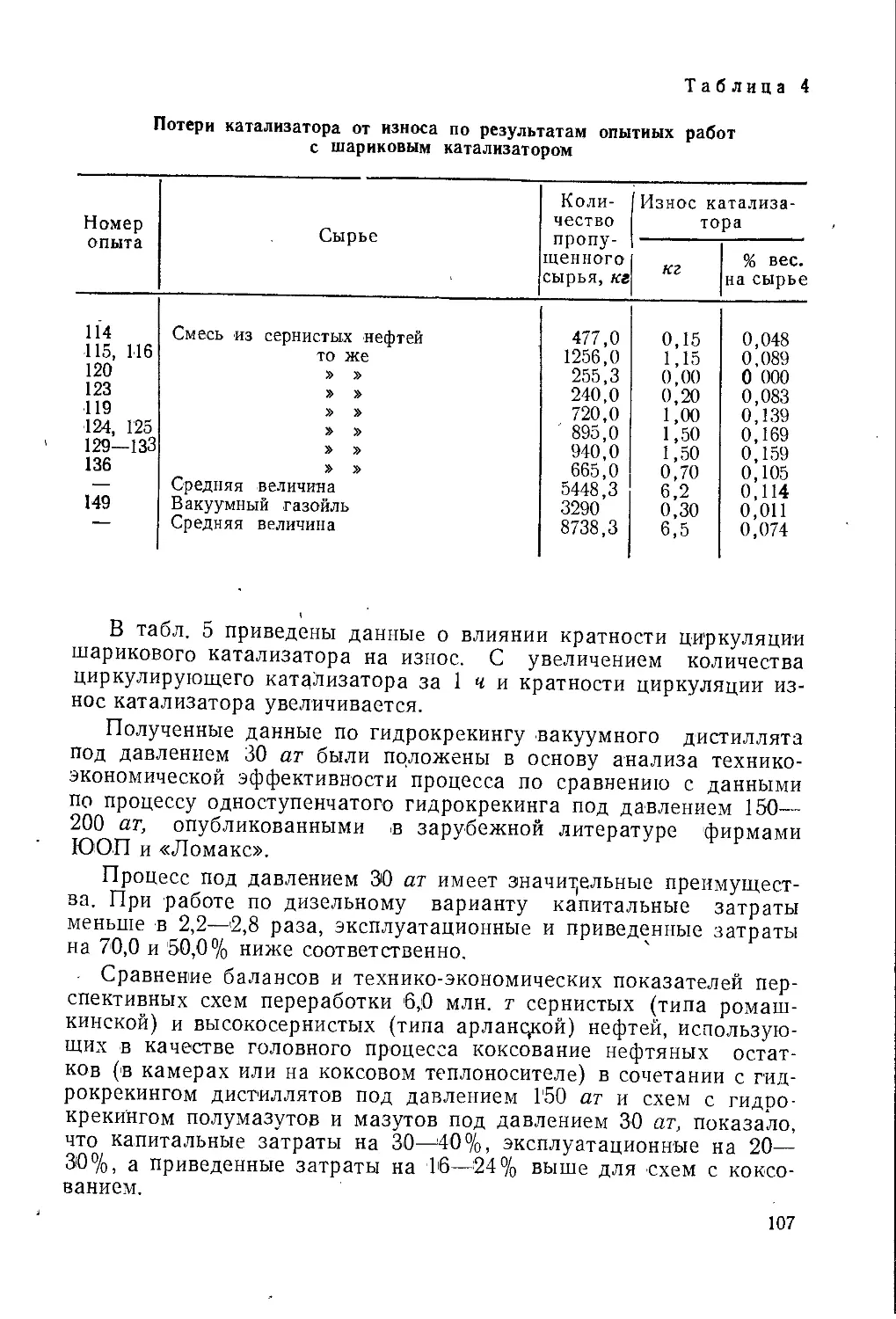
Год: 1968
Похожие




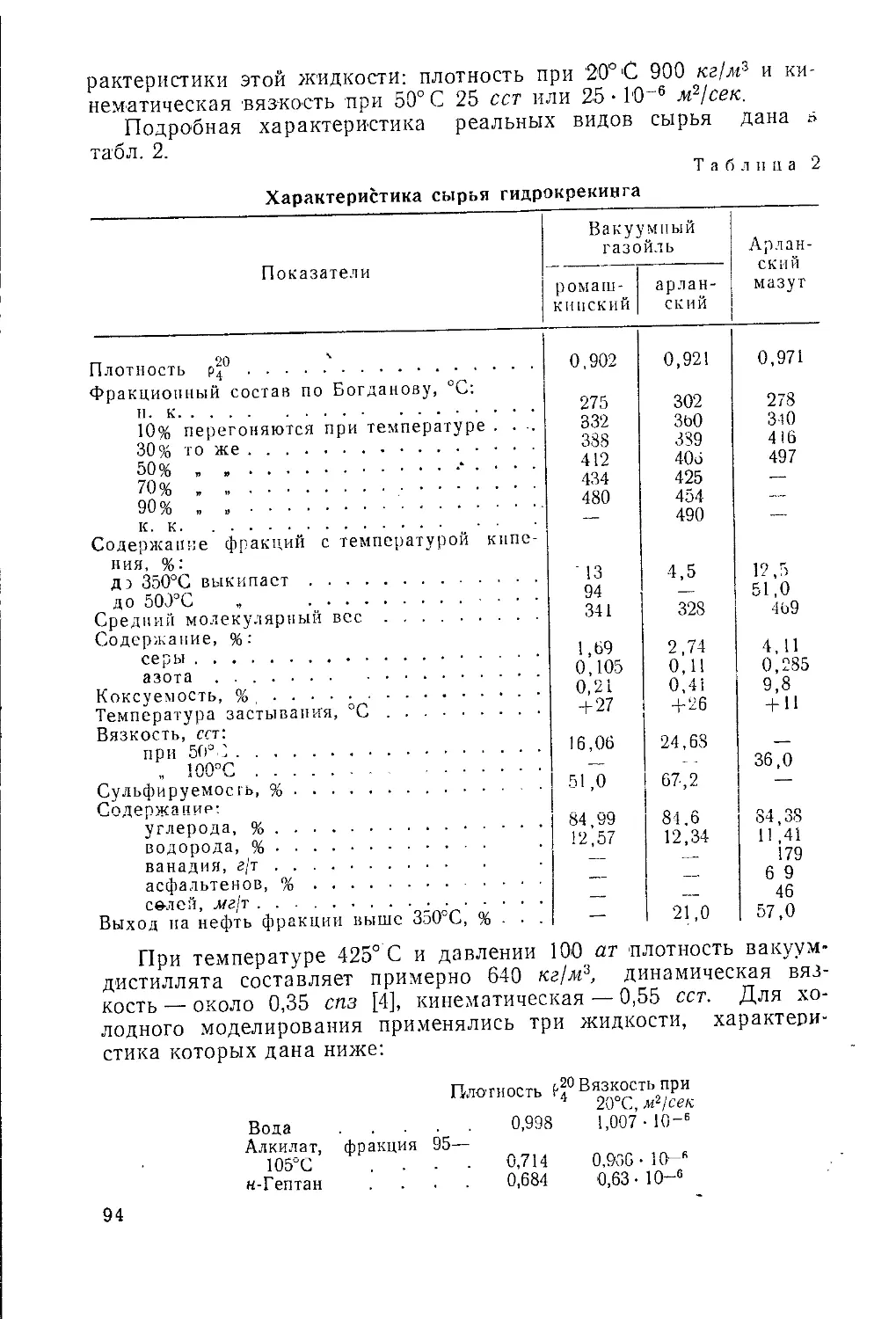
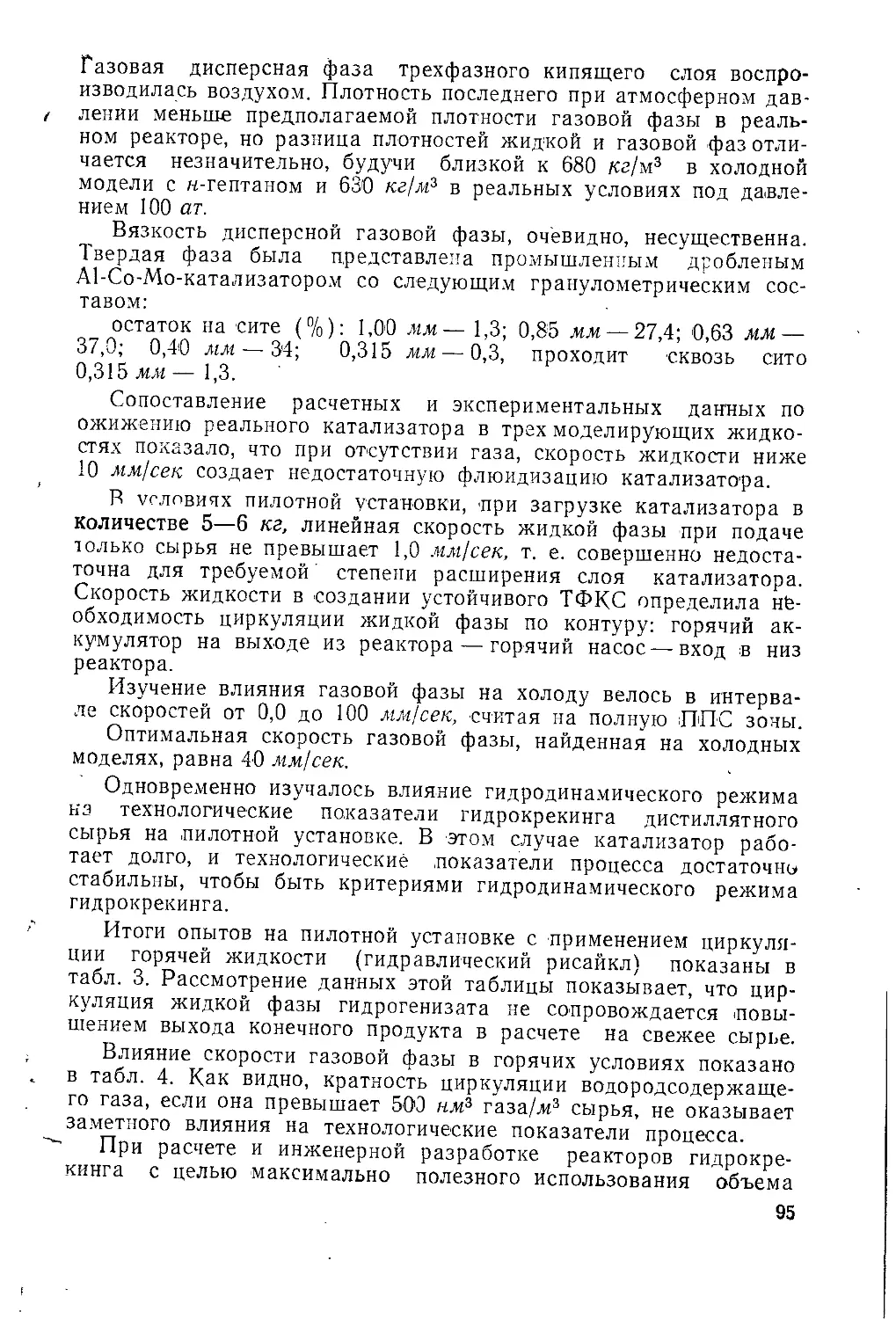
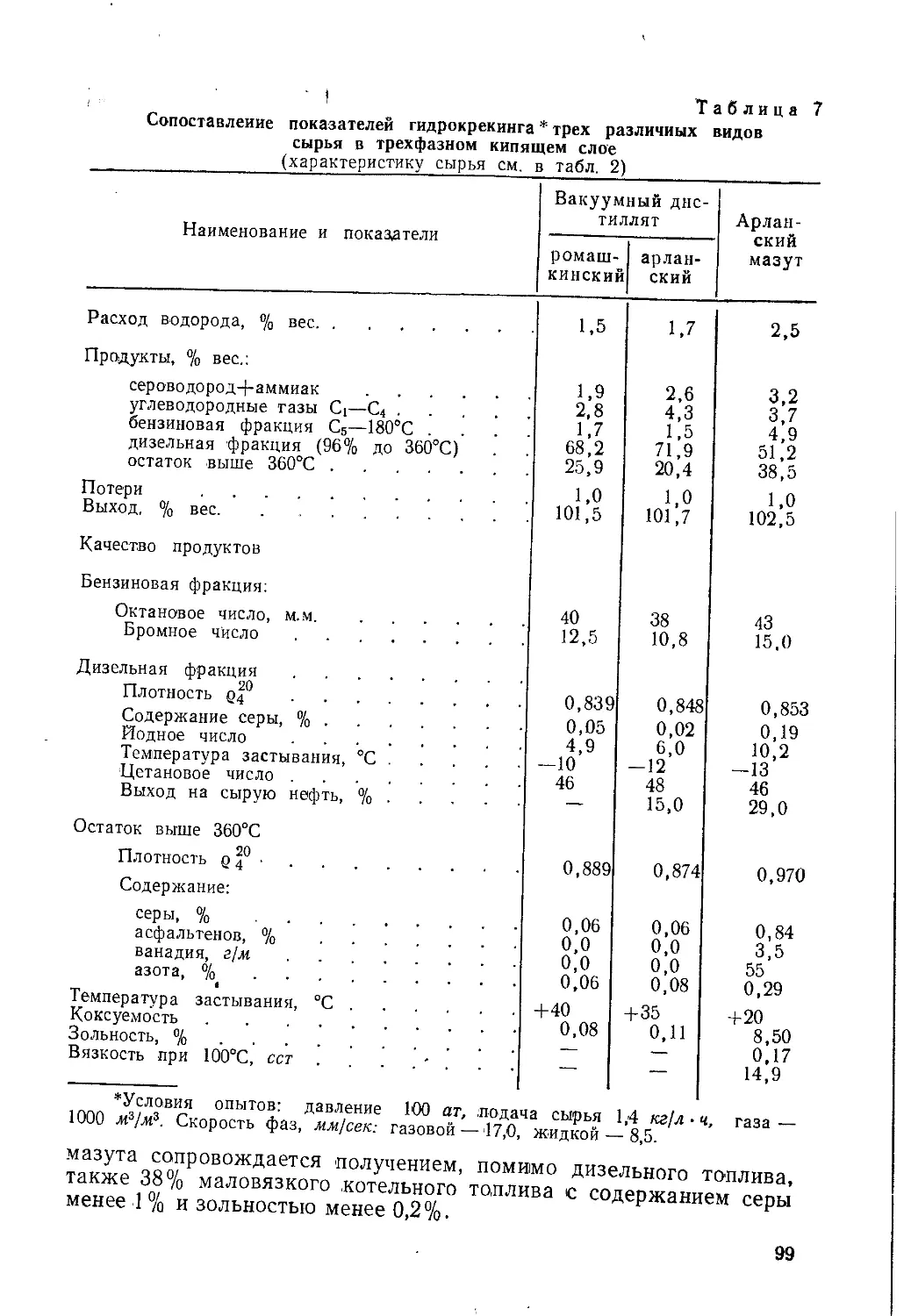
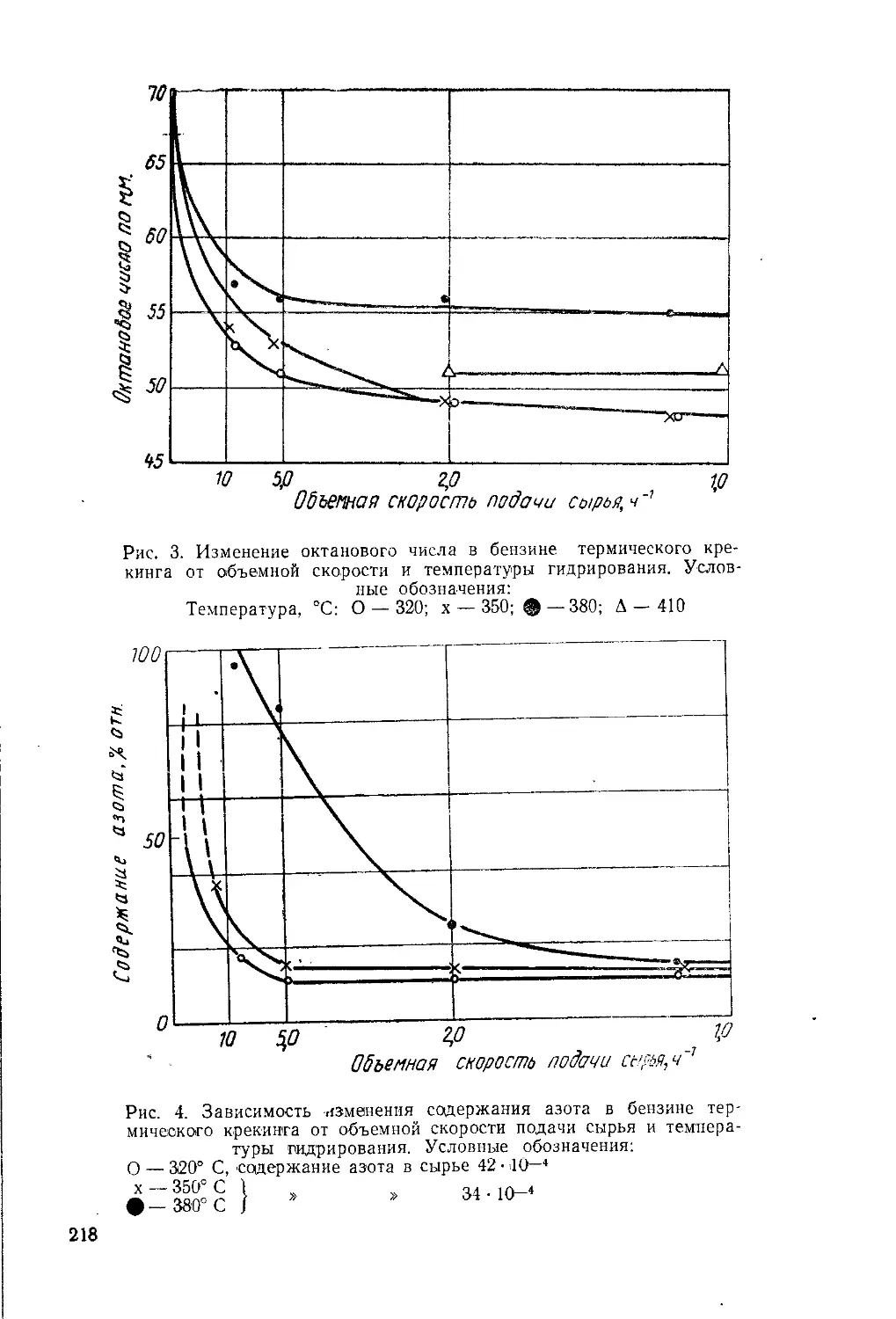
Текст
МИНИСТЕРСТВО НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ СССР
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ТЕХНИКО-ЭКОНОМИЧЕСКИХ ИССЛЕДОВАНИЙ
НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ И НЕФТЕХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
ИССЛЕДОВАНИЕ И ПРИМЕНЕНИЕ
ГИДРОГЕНИЗАЦИОННЫХ
ПРОЦЕССОВ В
НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ
И НЕФТЕХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
(Материалы второго симпозиума специалистов
стран—членов СЭВ в Ленинграде)
ЦНИИТЭнефтехим "Москва • 1968
199ЧЧ
И '-ПУ "Ч»81.
Ь> .«эЛИОЗ {Д
Баш. НИИ п
ПРЕДИСЛОВИЕ
За последние годы гидрогенизационные процессы получили
широкое распространение в нефтеперерабатывающей и нефтехи-
мической промышленности для гидроочистки, гидрокрекинга, ка-
талитического риформинга и гидродеалкилирования продуктов
нефтяного происхождения при производстве высококачественных
бензинов, дизельного и реактивного горючего, смазочных масел,
ароматических углеводородов С6—С8, нафталина и других соеди-
нений.
В Советском Союзе, наряду с действующими предприятиями,
в текущем пятилетии предусматривается введение в эксплуата-
цию установок по гидроочистке и каталитическому риформингу
мощностью несколько десятков тысяч тонн. Успешно развивается
и совершенствуется гидрогенизационная промышленность в социа-
листических странах. Непрерывно наращиваются соответствую-
щие мощности в капиталистических странах, причем в последнее
время особое внимание __ уделяется процессам гидрокрекинга и
гидродеалкилирования.
Применение гидрогенизационных процессов на различных ста-
диях переработки нефти позволяет коренным образом улучшить
качество вырабатываемых моторных топлив и смазочных масел,
увеличить выпуск светлых нефтепродуктов, широко используя
для переработки сернистые и высокосернистые нефти. Поэтому
непрерывно возрастает объем исследований в области гидроге-
низационных процессов для создания более совершенной и эко-
номически эффективной технологии.
В настоящем сборнике приведены доклады, представленные
на II симпозиум стран СЭВа по исследованию и применению гид-
рогенизационных процессов . в нефтеперерабатывающей про-
мышленности.
На симпозиуме рассматривался широкий круг вопросов, свя-
занных с разработкой научных основ и технологии гидрогениза-
3
ции углеводородного сырья. Были заслушаны и обсуждались до-
клады, посвященные результатам изучения закономерностей гид-
рогенизационных превращений некоторых индивидуальных угле-
водородов, характерных для состава нефтепродуктов, а также
процессов гидроочистки нефтяного сырья различного происхож-
дения, направленных на получение высококачественного топлива,
сырья для каталитического риформинга и других целей.
Большое внимание было уделено процессам гидрокрекинга, в
частности, рассматривались исследования по подбору новых ка-
тализаторов и разработке процессов применительно к стационар-
ному или движущемуся (кипящему) слою катализатора с ис-
пользованием дистиллятного и остаточного сырья и направленных
на получение моторного горючего, смазочных масел или сырья
для их производства.
Наряду с гидроочисткой и гидрокрекингом, важная роль сре-
ди гидрогенизационных процессов принадлежит каталитическому
риформингу и гидродеалкилированию как способам производства
высокооктановых компонентов бензинов и индивидуальных аро-
матических углеводородов. Новые сведения о развитии этих
процессов также были рассмотрены на симпозиуме и приводятся
в сборнике.
Публикуемые материалы, став достоянием широкого круга
специалистов нефтеперерабатывающей и нефтехимической про-
мышленности, должны сыграть положительную роль в ускорении
внедрения гидрогенизационных процессов, их дальнейшем совер-
шенствовании и развитии.
В. М. Соболев
Заместитель министра нефтеперерабатывающей
и нефтехимической промышленности СССР
ВСТУПИТЕЛЬНОЕ СЛОВО
Дорогие товарищи!
Друзья!
Разрешите мне по поручению Министерства нефтеперерабаты-
вающей и нефтехимической промышленности и от имени советской
делегации приветствовать наших дорогих гостей, в первую оче-
редь делегации социалистических стран, а также представителей _
СЭВ, советской части Постоянной комиссии Совета Экономиксе-"
кой Взаимопомощи по нефтяной и газовой промышленности, всех
приехавших советских специалистов.
Мне особенно приятно приветствовать вас в нашем замеча-
тельном городе-герое Ленинграде.
Город Ленина является колыбелью Великой Октябрьской ре-
волюции, 50-летие которой мы будем праздновать в этом году.
Весь советский народ, а вместе с ним и народы братских социа-
листических стран с большим подъемом готовятся к этой знаме-
нательной дате.
Народы Советского Союза в этом году подводят итоги полуве-
кового периода своего пути, отмечают успехи и достижения и
намечают перспективы своего развития.
В этом отношении наш симпозиум, который проводится в
юбилейном году, имеет особое значение в смысле подведения
итогов нашей совместной работы по проблеме — «Исследование
и применение гидрогенизационных процессов в нефтеперерабаты-
вающей и нефтехимической промышленности» и консультативного
совещания по проблеме — «Синтез, исследование и применение
цеолитов — молекулярных сит в нефтеперерабатывающей и неф-
техимической промышленности».
В Советском Союзе быстрыми темпами развивается нефтяная
промышленность. Наблюдаемый среднегодовой прирост добычи
нефти составляет примерно 20 млн. т. Большое количество на-
шей нефти по трубопроводу «Дружба» и различными видами
5
транспорта направляется в братские страны. Рациональное ис-
пользование этого природного богатства представляет почетную
задачу для химиков-нефтяников. Получение высококачественных
моторных топлив и смазочных материалов, сырья для быстро
развивающейся нефтехимической и химической промышленности
является насущной задачей стран СЭВ.
Проблемы, стоящие на нашем совещании, в этом смысле яв-
ляются весьма актуальными и имеют большое значение для на-
родного хозяйства наших стран.
О перспективности гидрогенизационных процессов можно су-
дить по современному уровню развития нефтеперерабатываю-
щей промышленности за рубежом. В Советском Союзе необходи-
мость развития гидрогенизационных процессов диктуется ростом
добычи сернистых и высокосернистых нефтей, переработка ко-
торых для получения высококачественных продуктов немыслима
без широкого привлечения гидрогенизационных процессов.
Процессы гидрооблагораживания различных нефтяных дис-
тиллятов, каталитического риформирования в присутствии цир-
кулирующего водородсодержащего газа уже нашли широкое при-
менение на наших нефтеперерабатывающих заводах. Здесь перед
нами стоят большие задачи совершенствования и повышения тех-
нико-экономической эффективности действующих установок, пу-
тем создания более эффективных катализаторов, усовершенство-
вания технологических схем, оборудования и применения комп-
лексной автоматизации.
Следует так организовать работу, чтобы достижения отдель-
ных стран быстро становились достоянием всех заинтересован-
ных стран нашего содружества.
В последние годы наблюдается повышенный интерес к раз-
витию процесса гидрокрекинга. Суточная мощность установок
гидрокрекинга в 1967 г. в США достигнет 44 тыс. дав других
странах — 8,2 тыс. т. Создаются мощные установки, достигающие
производительности 2—3,2 млн. т перерабатываемого сырья в год.
Действующие установки работают весьма успешно, с превышени-
ем проектной мощности. Так, в Толедо производительность уста-
новок повысилась с 1300 до 1600 т в сутки, в Иллингтоне—с
2600 до 3Q00 т в сутки.
Имеются сведения, что продолжительность работы катализа-
торов при переработке дистиллятного сырья достигает 600 дней
без регенерации. Это, безусловно, большое достижение зарубеж-
ных химиков и технологов.
Наши совместные работы в области гидрокрекинга, к сожале-
нию, продвигаются медленно. Требуется в значительной мере ин-
тенсифицировать разработку этого многообещающего процесса
в области разработки новых катализаторов первой ступени для
переработки дистиллятного сырья и особенно катализаторов для
гидрокрекинга остаточных видов сырья.
6
Эта проблема представляет наибольший интерес, так как мы
пока не можем похвалиться существенными достижениями в этой
области.
По-видимому, следует наши усилия сосредоточить и на раз-
работке аппаратурного оформления процесса и технологии про-
цессов с движущимся регенерирующим катализатором.
Нужно полагать, что на симпозиуме рассмотрение вопросов
по проблеме позволит нашим специалистам обменяться ценной
информацией и наметить пути к интенсификации исследований.
Известно также, что вопросы, связанные с разработкой и при-
менением цеолитов—молекулярных сит, имеют непосредственное
отношение к проблеме развития гидрогенизационных и других ка-
талитических процессов.
Поэтому консультативное совещание по этой проблеме также
даст возможность обменяться информацией и наметить пути для
получения практических результатов для использования их в ца-
родном хозяйстве наших стран.
Разрешите мне пожелать всем вам успешной работы!
А. В. Агафонов
зам. директора ВНИИНП
ПРЕВРАЩЕНИЕ УГЛЕВОДОРОДОВ
В ГИДРОГЕНИЗАЦИОННЫХ
ПРОЦЕССАХ
ГИДРИРОВАНИЕ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ
И ГЕТЕРОЦИКЛИЧЕСКИХ СОЕДИНЕНИЙ
В. И. Каржев, Н. В. Шаволина, Д. Ф. Касаткин,
Т. А. Кузина, Е. А. Булекова
(СССР, ВНИИНП)
В настоящем докладе излагаются результаты исследований по
гидрированию некоторых ароматических углеводородов и гете-
роциклических соединений. Хотя реакции гидрирования изучены
достаточно полно, их осуществление в промышленных условиях,
особенно, когда требуется получить продукты с высокой сте-
пенью чистоты, встречает ряд трудностей. Эти трудности вызы-
ваются макрокинетическими и теплотехническими особенностями
процессов, а также необходимостью обеспечить высокую селек-
тивность реакций при минимальном образовании побочных про-
дуктов.
Гидрирование бензола
Гидрирование сернистого бензола для получения циклогекса-
на проводилось без предварительной его очистки над серостойки-
ми катализаторами. Испытание различных образцов сульфидных
вольфрамникелевых катализаторов в пилотной установке пока-
зало, что наиболее пригодным для этой цели является катализа-
тор, содержащий 60% WS2 и 40% NiS (табл. 1).
Практически полное гидрирование бензола над указанным ка-
тализатором легко достигается пои скорости 0,5—0,6 кг/л • ч, а
сравнительно невысокая (300—325° С) рабочая температура поз-
воляет снизить количество образующихся побочных продуктов до
0,5% (табл. 2).
Содержание неароматических примесей в циклогексане мало
зависит от температуры процесса и при глубине гидрирования
8
Таблица 1
Характеристика катализаторов и условия гидрирования бензола
Показатели Образцы катализаторов
I II III
Состав катализатора, %:
сернистый вольфрам 25 40 60
сернистый никель 5 25 40
окись алюминия 70 35 —
Парциальное давление водорода, ат 270 270 270
Температура процесса, СС 340 340 325
Подача бензола, лгг/л-ч 0,3 0,5-0,6 0,5—0,6
Количество циркуляционного газа, нм^кг .... 13 17,5 17,5
Степень превращения бензола, не менее, % . . 99 99 99
Чистота циклогексана*, не менее, % 97 98 98
* Дано без учета содержания примесей в исходном бензоле.
Таблица 2
Содержание примесей в циклогексане в зависимости от условий
гидрирования
Показатели Образцы катализаторов
III III III 111 I I
Температура, °C....................
Скорость подачи бензола, кг/л-ч . .
Содержание примесей в циклогекса,
не % вес...........................
В том числе:
бензола ..........................
других ........................
293 297 310 318 320 340
0,29 0,32 0,42 0,55 0,28 0,30
1,56 1,35 1,48 2,31 4,94 1,95
0,76 0,30 0,54 1,42 4,20 0,63
0.80 1,05 0,94 0,89 0,74 1,32
бензола более 99% и содержании примесей в исходном бензоле
0,5% составляет около 0,8—1%.
Известно, что гидрирование бензола сопровождается выделе-
нием большого количества тепла (около 650 ккал/кг). Поэтому
основная трудность при осуществлении процесса в промышлен-
ных условиях заключалась в отводе тепла реакции. При гидри-
ровании бензола в промышленных условиях использовался реак-
тор колонного типа с пятью ступенями катализатора и отвод теп-
ла осуществлялся поддувом холодного циркулирующего водоро-
да .под I, II, III и IV полки.
9
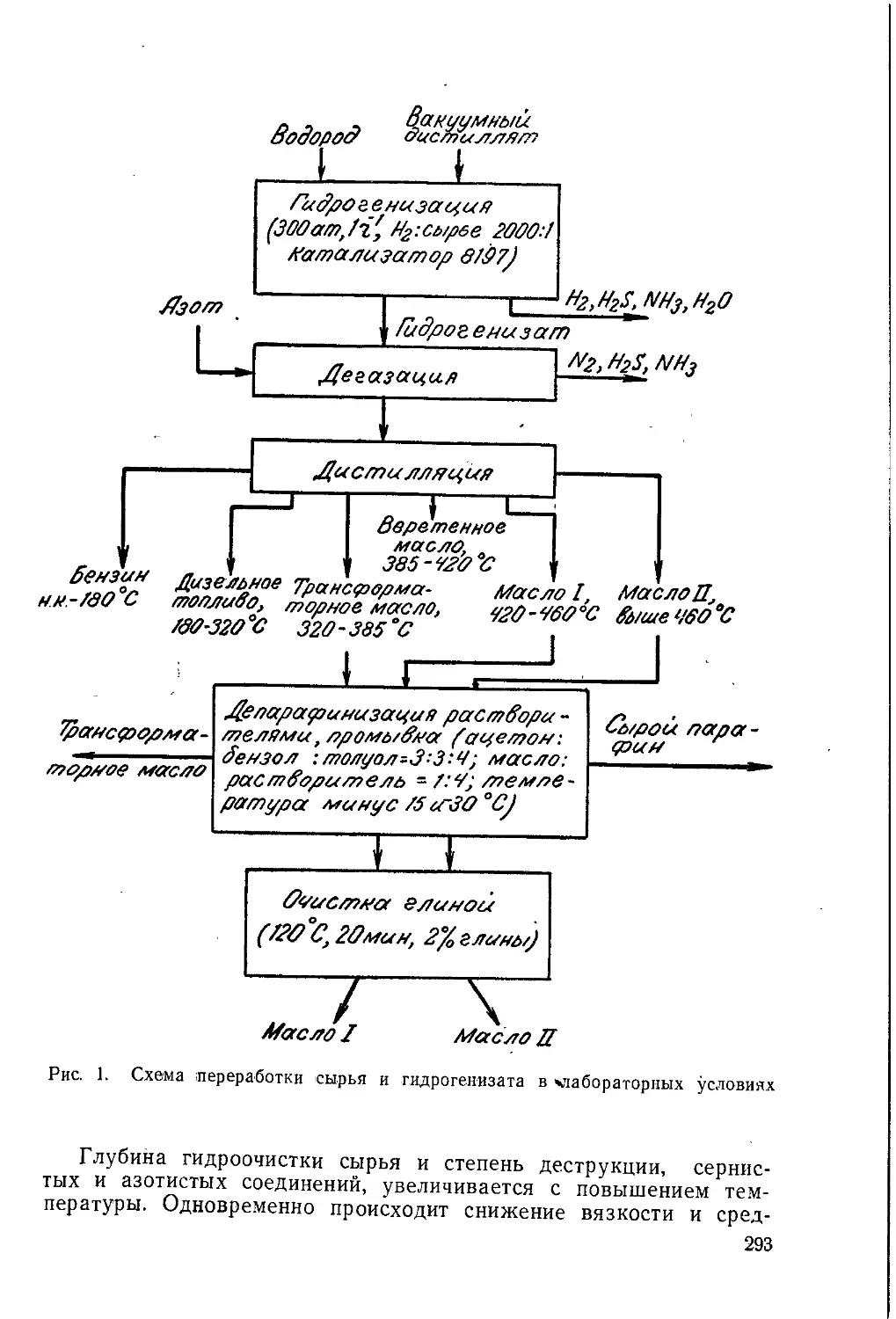
Рис. 1. Распределение тепловыделений по слою ката-
лизатора в промышленном реакторе гидрирования бен-
зола
Изучение кинетики ‘Процесса показало, что основное тепловы-
деление имеет место в первом по ходу сырья слое катализатора
(рис. 1). Так, в первой трети слоя катализатора выделяется око-
ло 70% тепла реакции.
Для снижения количества циркулирующего водорода автора-
ми рассматривались два способа выравнивания тепловыделений
по высоте реактора. Это, во-первых, применение для гидрирова-
ния смеси бензола с циклогексаном и, во-вторых, неравномерная
загрузка катализатора по ступеням.
На рис. 2 приведено распределение температуры в промыш-
ленном реакторе при неравномерной загрузке катализатора по
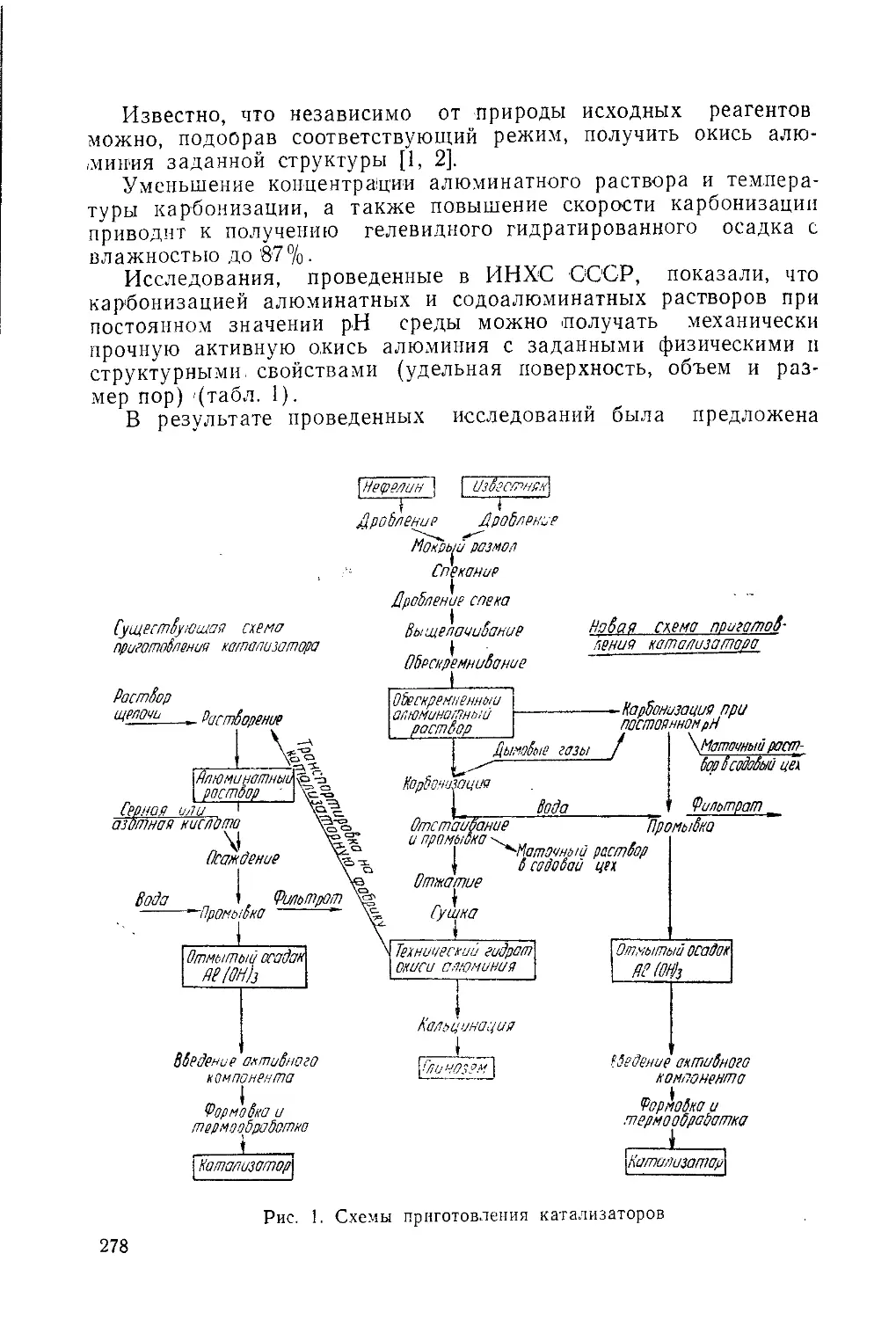
ступеням, работавшем при следующих условиях:
Давление, ат....................... 270
Катализатор.....................60% WS2 и 40% NiS
Средняя температура процесса, °C 315
Подача бензола, т/л<3 • ч . . . . 0,32
Циркуляция водорода по основному
ходу (в смеси с сырьем), нм3/кг 14600
Подача холодного водорода, нм3/кг 3300—4200
При неравномерной загрузке катализатора для обеспечения
автотермичности процесса поддерживалась определенная раз-
ность между температурой парогазовой смеси на выходе из реак-
торами входе в него (30—40° С).
В рассматриваемом случае (табл. 3) первый слой катализа-
тора работал с недогрузкой, так как температура на входе была
занижена на 10° С, на второй и третьей ступенях реактора с объе-
мом загрузки 30% выделялось около 60% всего тепла реакции,
а на двух последующих ступенях — 27%,
10
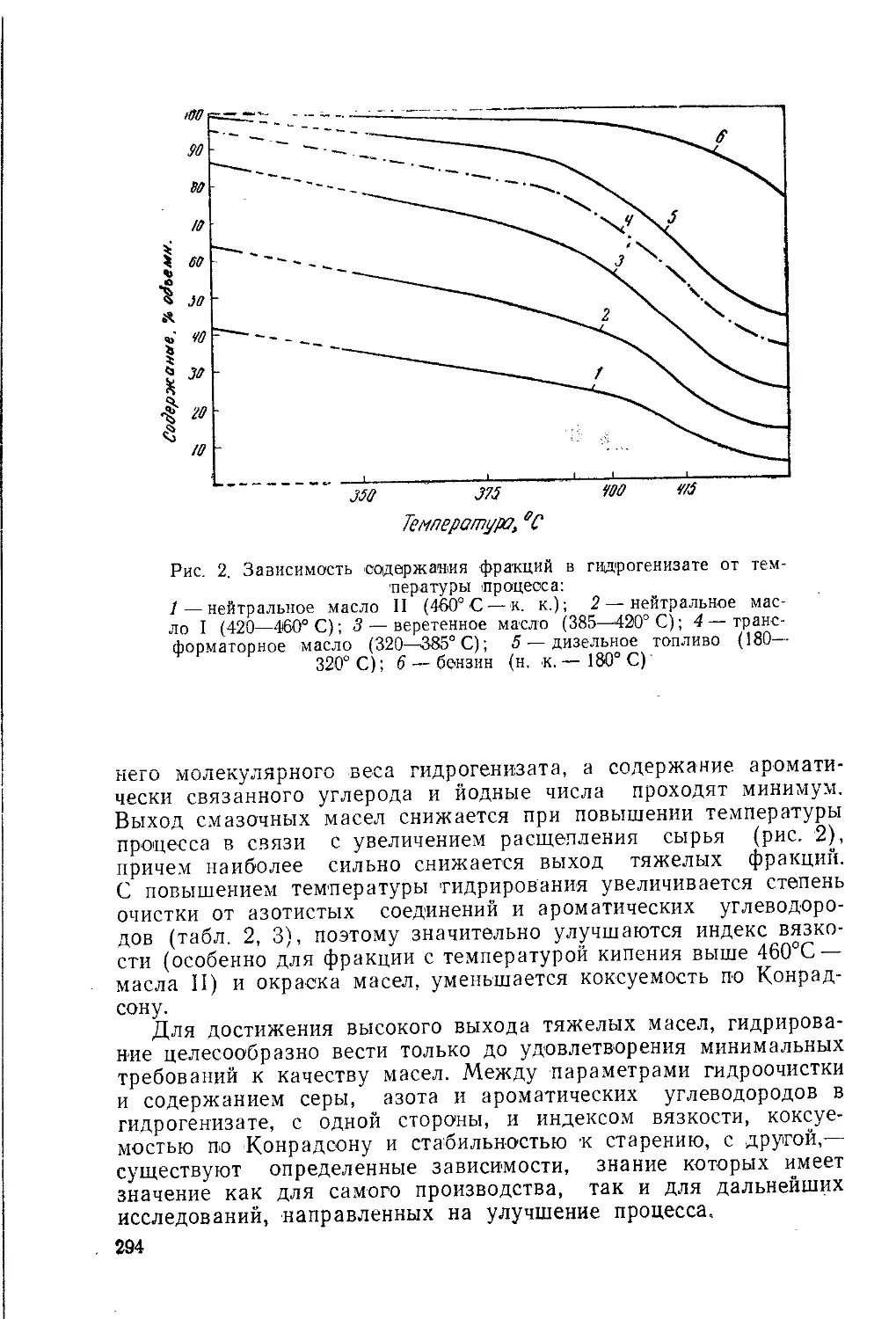
Рис. 2. Распределение температуры в промышленном реакторе гидрирования
бензола с неравномерной загрузкой катализатора
Таблица 3
Основные тепловые характеристики работы реактора
Показатели Ступени катализатора
I II III IV V
। факти- 1 ческое ожида- | емое* | факти- ческое ожида- емое факти- ческое ожида- емое факти- ческое факти- ческое
Перепад температуры,
°C 15 25 38 32 42 35 17 11
Средняя температура, °C Распределение тепло- 290 303 310 306 313 310 315 326
выделения, % ... Относительные объемы И 18 27 25 34 30 15 12
катализатора, % 8 11 19 28 34
* При температуре на входе 290е С. •
Приведенные выше тепловые условия работы реактора обес-
печивали длительную работу катализатора и небходимое качест-
во получаемого циклогексана (табл. 4).
Гидрирование нафталина
Гидрированием нафталина получают такие технически
важные продукты, как тетралин и декалин. Для изучения влияния
11
Таблица 4
Характеристика исходного бензола и продуктов гидрирования на
промышленной установке
Содержание компонентов, % Исходный бензол Циклогек- сан-сырец Циклогек- сан-ректи- фикат
Бензол Циклогексан Другие соединения 98,7-99,2 } 1,3-0,8 1-2 98-97 1,2-0,4 0,14 99,38 0,48
условий процесса на селективность реакций гидрирования авто-
рами были проведены исследования по гидрированию сернистого
коксохимического нафталина. Основные опыты проводились на
пилотной установке над сульфидным вольфрамникелевым ката-
лизатором, содержащим 70% окиси алюминия, под давлением 50
и 300 ат. 'С целью уменьшения количества выделяющегося тепла
гидрировали смесь нафталина с продуктами реакции. Отвод теп-
ла реакции осуществлялся циркулирующим водородом.
Как показало проведенное исследование, одним из основных
факторов, влияющих на селективность процесса, является степень
превращения нафталина. Высокая селективность процесса дости-
гается при степенях превращения его не более 70—80% (табл. 5).
С увеличением степени превращения отмечалось заметное увели-
Таблица 5
Влияние глубины гидрирования нафталина на выход гидропроизводных
Условия опытов Состав гидроге- низата*, % вес. 1 Превращение нафталина, % Селективность гидрирования в тетралин
давление, ат 1 темпера- тура, °C скорость подачи сырья, кг1л-ч размер гранул катализа- тора, мм нафталин 1 тетралин декалин
300 300 300 300 50 50 50 256 263 236 270 353 349 349 1,80 0,53 0,80 0,85 2,90 1,50 0,42 10x5 10X5 10X5 10x5 юхю 10x5 70x5 15 9 12 8 27 16 8 65 49 64 49 56 60 57 20 42 24 43 17 24 35 73 84 78 85 52 71 86 0,95 0,48 0.86 0,46 0,87 0,73 0,55
* В состав сырья входит 56+1 % нафталина; 28± 1 % тетралина и
16+2% декалина.
12
чение выхода декалина, особенно при использовании крупных гра-
нул катализатора.
Уменьшение размера гранул катализатора приводит к возра-
станию скорости процесса (табл. 6), что позволяет снизить тем-
пературу гидрирования с 2S0—290 до 250° при давлении 300 ат
и уменьшении размера гранул катализатора с 10x5 мм до
5X5 мм, а при 50 ат — с 350 до 300° С для гранул размером
10X10 мм и 5x5 мм соответственно. Одновременно изменяется
селективность гидрирования: при использовании мелких гранул
катализатора заметно снижается выход декалина.
Таблица 6
Влияние величины размера гранул катализатора и давления
на скорость и селективность реакций гидрирования
Условия гидрирования Состав гидроге- низата*, % вес. Превращение нафталина, % Селективность гидрирования в тетралин
* давление, ат । 1 темпера- [ тура, °C 1 скорость 1 । подачи | 1 сырья, | размер гранул, мм нафталин тетралин декалин
300 286 0,84 10X5 7 45 48 88 0,36
300 280 0,71 5X5 3 44 53 95 0,32
300 253 0,84 5X5 6 61 33 80 0,67
50 351 1,07 10X10 13 60 27 77 0,70
- 50 295 1,07 5x5 13 71 16 77 0,95
50 304 0,76 5X5 7 68 26 88 0,82
* Состав сырья см. табл. 5.
Существенное влияние на селективность гидрирования оказы-
вает и состав сырья, т. е. содержание в нем тетралина и декали-
на. При увеличении количества декалина в сырье выход тетрали-
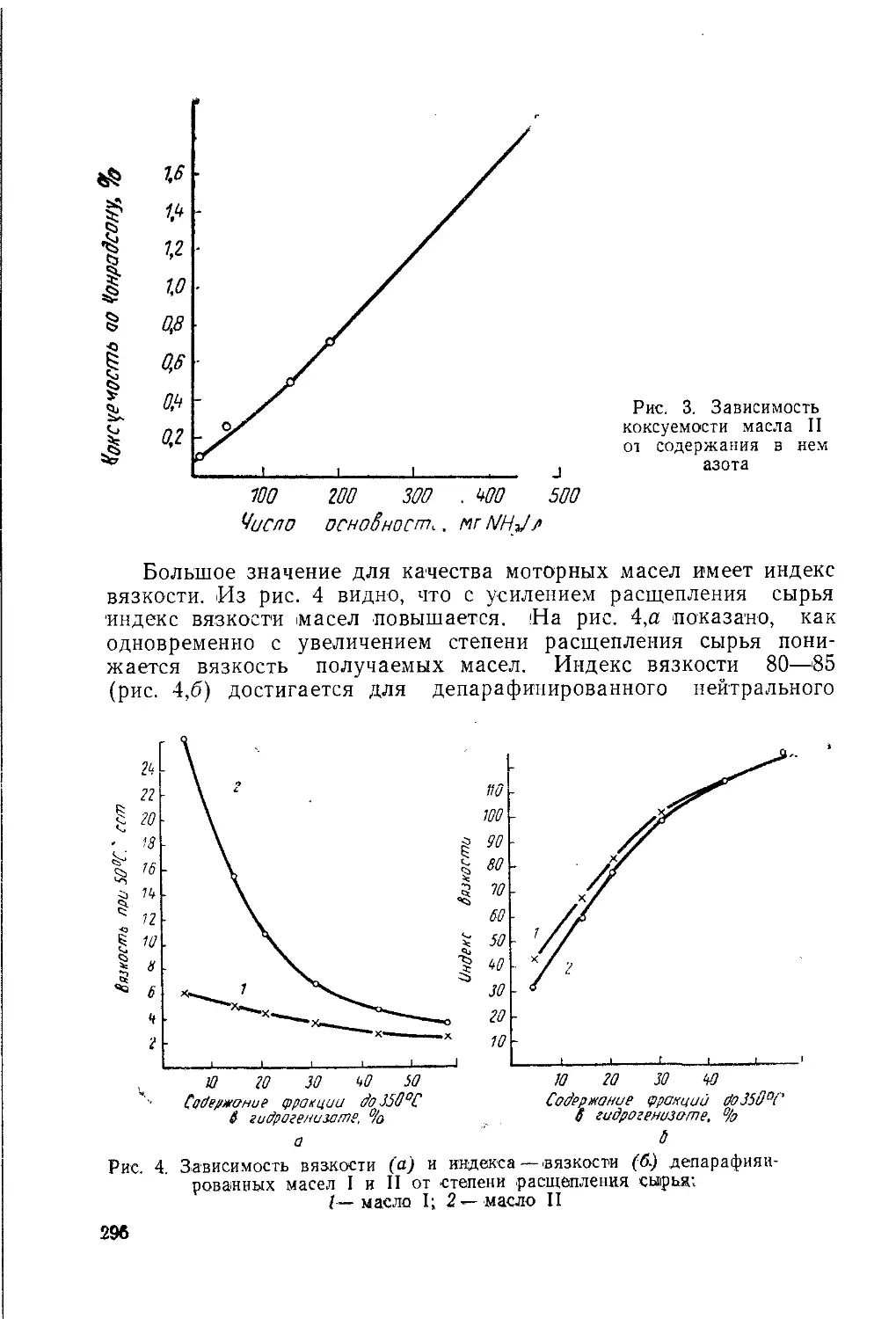
Рис. 3. Влияние содержания декалина в сырье на селектив-
ность гидрирования нафталина в тетралин
13
на на превращенный нафталин возрастает, т. е. присутствие в
сырье декалина тормозит его образование в процессе (рис. 3).
При давлении 50 ат наблюдается более высокая избиратель-
ность реакций гидрирования. Увеличение доли нафталина, прев-
ращавшегося в тетралин, составляет около 20%. Таким образом,
изменяя условия процесса,- можно достичь желаемой избиратель-
ности гидрирования, т. е. соотношения выхода декалина и тет-
ралина.
Для получения тетралина и декалина в соотношении 80 : 20,
сырьем служил 50%-ный раствор нафталина в гидрогенизате. Бы-
ли рекомендованы следующие условия:
Давление, ат . ............ 50
Катализатор ...................Сульфидный
вольфрамникеле-
вый
Размер гранул, мм.................... 5x5
Температура, °C...................... 320
Скорость подачи сырья, кг/л • ч 1,0
Полученный при этих условиях гидрогенизат состоит из наф-
талина, тетралина, тушнс-декалина, небольших количеств
(1,2—1,5%) г{«с-декалина и этилбензола, образование которого
происходит при гидрогенолизе бензтиофена, присутствующего в
исходном нафталине в количестве 1,7%. Кроме того, в нем ’были
обнаружены следы диэтилбензола, гидриндена и легкокипящих
парафиновых углеводородов.
Этот гидрогенизат служил для выделения ректификацией
93—95%-пых тетралина и декалина в качестве растворителей, а
также как сырье для приготовления из них продуктов более вы-
сокой чистоты. Остаток гидрогенизата после отгонки целевых
продуктов, содержащий более 60% нафталина, возвращался на
гидрирование.
Гидрирование фурфурола
Фурфурол в атмосфере водорода и присутствии катализаторов
подвергается целому ряду превращений, основными из которых
являются восстановление карбонильной группы, гидрирование
двойных связей фуранового цикла и его гидрогенолиз.
Авторами изучалась реакция восстановления карбонильной
группы фурфурола с целью получения сильвана (2-метилфурана).
В процессе использовался специальный регенерируемый катали-
затор, обладающий высокой механической прочностью и доста-
точной активностью в отношении указанной реакции. При гидри-
ровании фурфурола при температуре 205—210° С и подаче сырья
0,3 кг/л-ч достигался 50—62%-ный выход сильвана за проход
(табл. 7). При снижении давления с 10 до 3 ат выход сильвана
на превращенный фурфурол повышается с 68 до 93%. Скорость
гидрогенолиза фуранового цикла и гидрирования сильвана при
давлении 5 и особенно 10 ат в значительной степени возрастает.
14
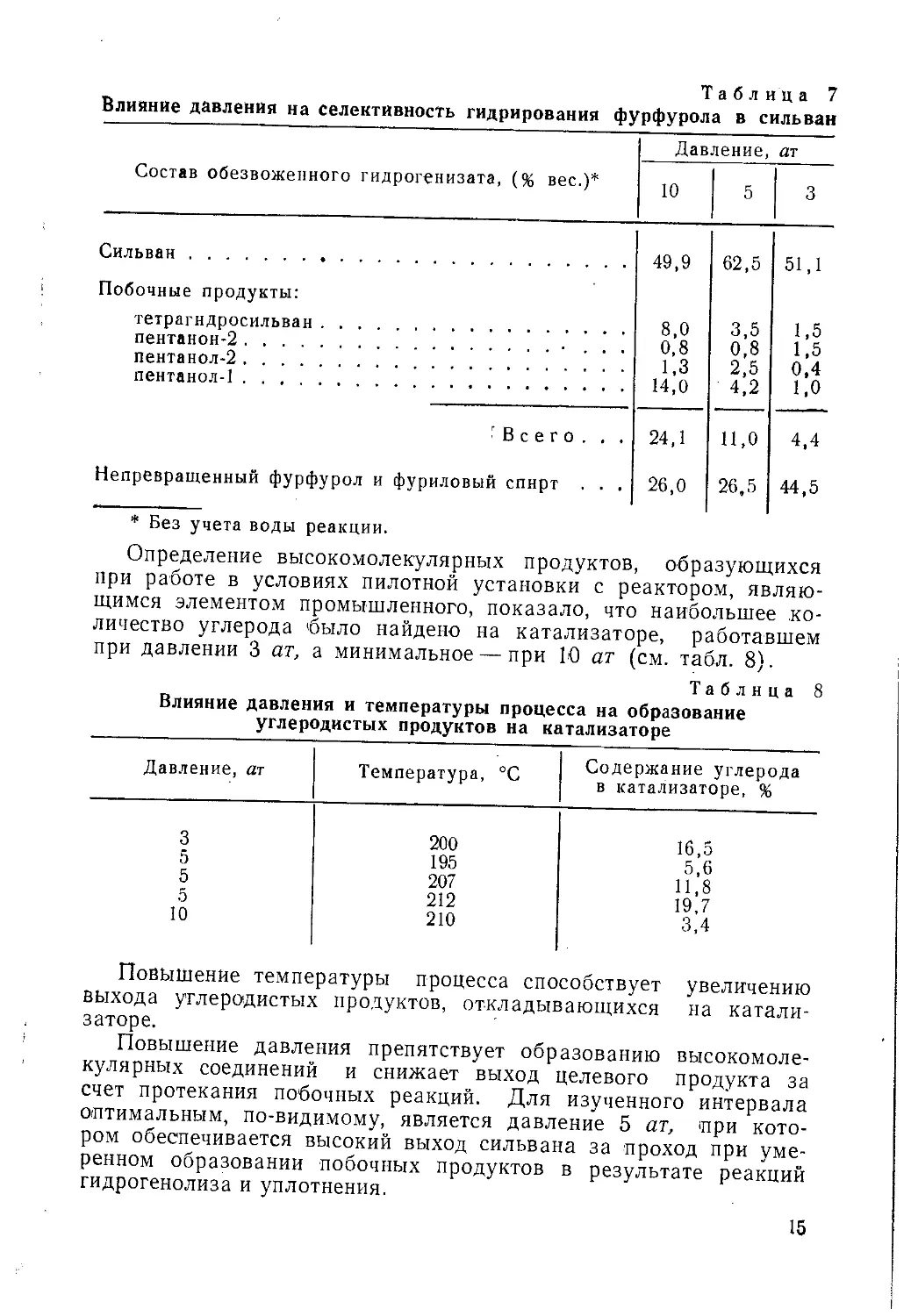
Табл иц а 7
Влияние давления на селективность гидрирования фурфурола в сильван
Состав обезвоженного гидрогенизата, (% вес.)* Давление, ат
10 5 3
Сильван 49,9 62,5 51,1
Побочные продукты:
тетрагндросильван 8,0 3,5 1,5
пентанон-2 ... 0,8 0,8 1,5
пентанол-2 1,3 2,5 0,4
пентанол-1 14,0 4,2 1,0
-Всего. . . 24,1 11,0 4,4
Непревращенный фурфурол и фуриловый спирт . . . 26,0 26,5 44,5
* Без учета воды реакции.
Определение высокомолекулярных продуктов, образующихся
при работе в условиях пилотной установки с реактором, являю-
щимся элементом промышленного, показало, что наибольшее ко-
личество углерода было найдено на катализаторе, работавшем
при давлении 3 ат, а минимальное — при 10 ат (см. табл. 8).
Таблица 8
Влияние давления и температуры процесса на образование
углеродистых продуктов на катализаторе
Давление, ат Температура, °C Содержание углерода в катализаторе, %
3 200 16,5
5 195 5,6
5 207 11,8
5 212 19,7
10 210 3,4
Повышение температуры процесса способствует увеличению
выхода углеродистых продуктов, откладывающихся на катали-
заторе.
Повышение давления препятствует образованию высокомоле-
кулярных соединений и снижает выход целевого продукта за
счет протекания побочных реакций. Для изученного интервала
оптимальным, по-видимому, является давление 5 ат, при кото-
ром обеспечивается высокий выход сильвана за проход при уме-
ренном образовании побочных продуктов в результате реакций
гидрогенолиза и уплотнения.
15
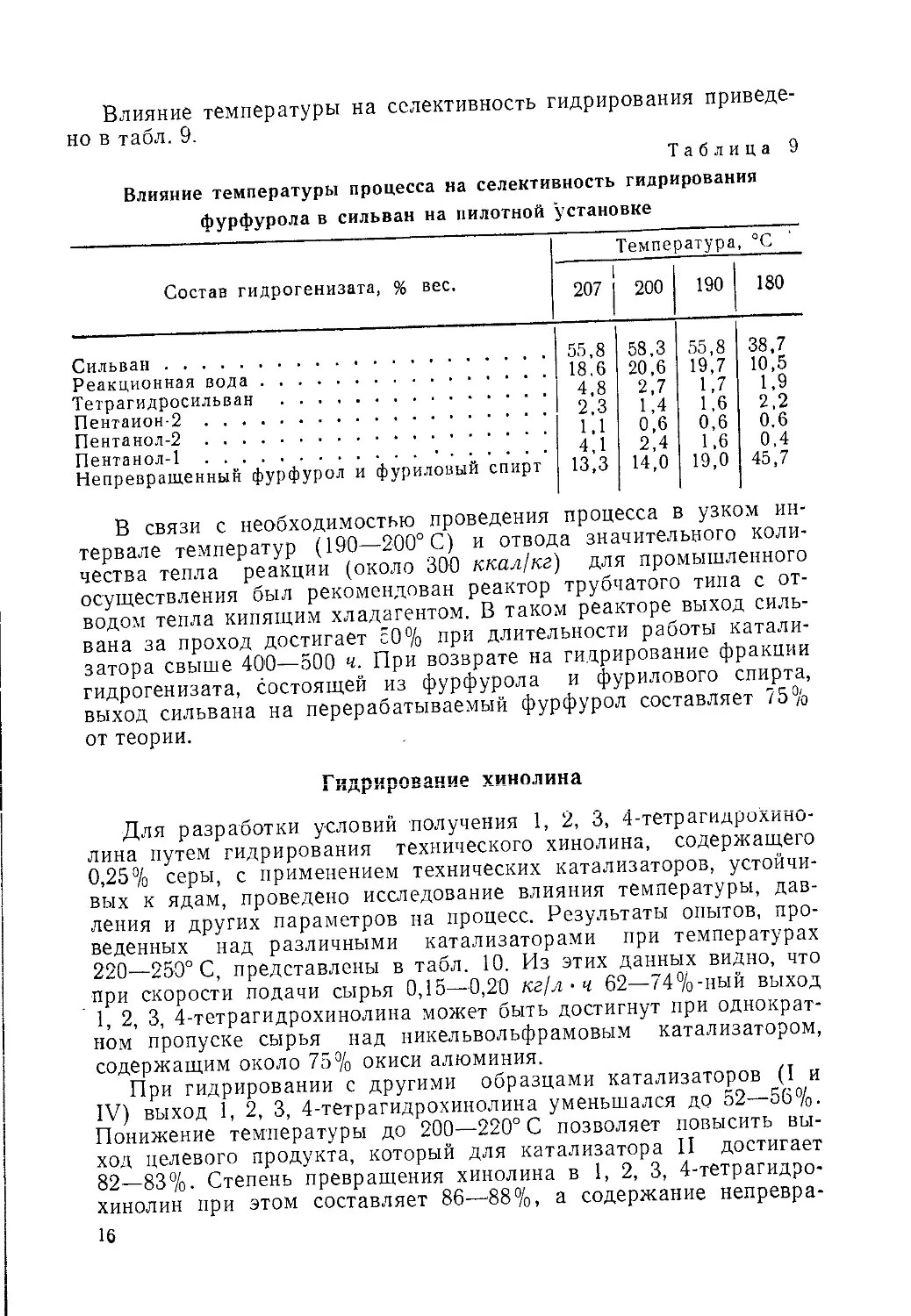
Влияние температуры на селективность гидрирования приведе-
но в табл. 9.
Таблица 9
Влияние температуры процесса на селективность гидрирования
фурфурола в сильван на пилотной установке
Состав гидрогенизата, % вес. Температура, °C
207 200 190 180
Сильван 55,8 58,3 55,8 38,7
Реакционная вода 18,6 20,6 19,7 10,5
Тетрагидросильван 4,8 2,7 1,7 1,9
Пентаион-2 2,3 1,4 1,6 2,2
Пентанол-2 1,1 0,6 0,6 0.6
Пентанол-1 • 4,1 2,4 1.6 0.4
Непревращенный фурфурол и фуриловый спирт 13,3 14,0 19,0 45,7
В связи с необходимостью проведения процесса в узком ин-
тервале температур (190—200° С) и отвода значительного коли-
чества тепла реакции (около 300 ккал!кг) для промышленного
осуществления был рекомендован реактор трубчатого типа с от-
водом тепла кипящим хладагентом. В таком реакторе выход силь-
вана за проход достигает 50% при длительности работы катали-
затора свыше 400—500 ч. При возврате на гидрирование фракции
гидрогенизата, состоящей из фурфурола и фурилового спирта,
выход сильвана на перерабатываемый фурфурол составляет 75%
от теории.
Гидрирование хинолина
Для разработки условий получения 1, 2, 3, 4-тетрагидрохино-
лина путем гидрирования технического хинолина, содержащего
0,25% серы, с применением технических катализаторов, устойчи-
вых к ядам, проведено исследование влияния температуры, дав-
ления и других параметров на процесс. Результаты опытов, про-
веденных над различными катализаторами при температурах
220—250° С, представлены в табл. 10. Из этих данных видно, что
при скорости подачи сырья 0,15—0,20 кг!л-ч 62—74%-ный выход
1, 2, 3, 4-тетрагидрохинолина может быть достигнут при однократ-
ном пропуске сырья над никельвольфрамовым катализатором,
содержащим около 75% окиси алюминия.
При гидрировании с другими образцами катализаторов (I и
IV) выход 1, 2, 3, 4-тетрагидрохинолина уменьшался до 52—56%.
Понижение температуры до 200—220° С позволяет повысить вы-
ход целевого продукта, который для катализатора II достигает
82—83%. Степень превращения хинолина в 1, 2, 3, 4-тетрагидро-
хинолин при этом составляет 86—88%, а содержание непревра-
16
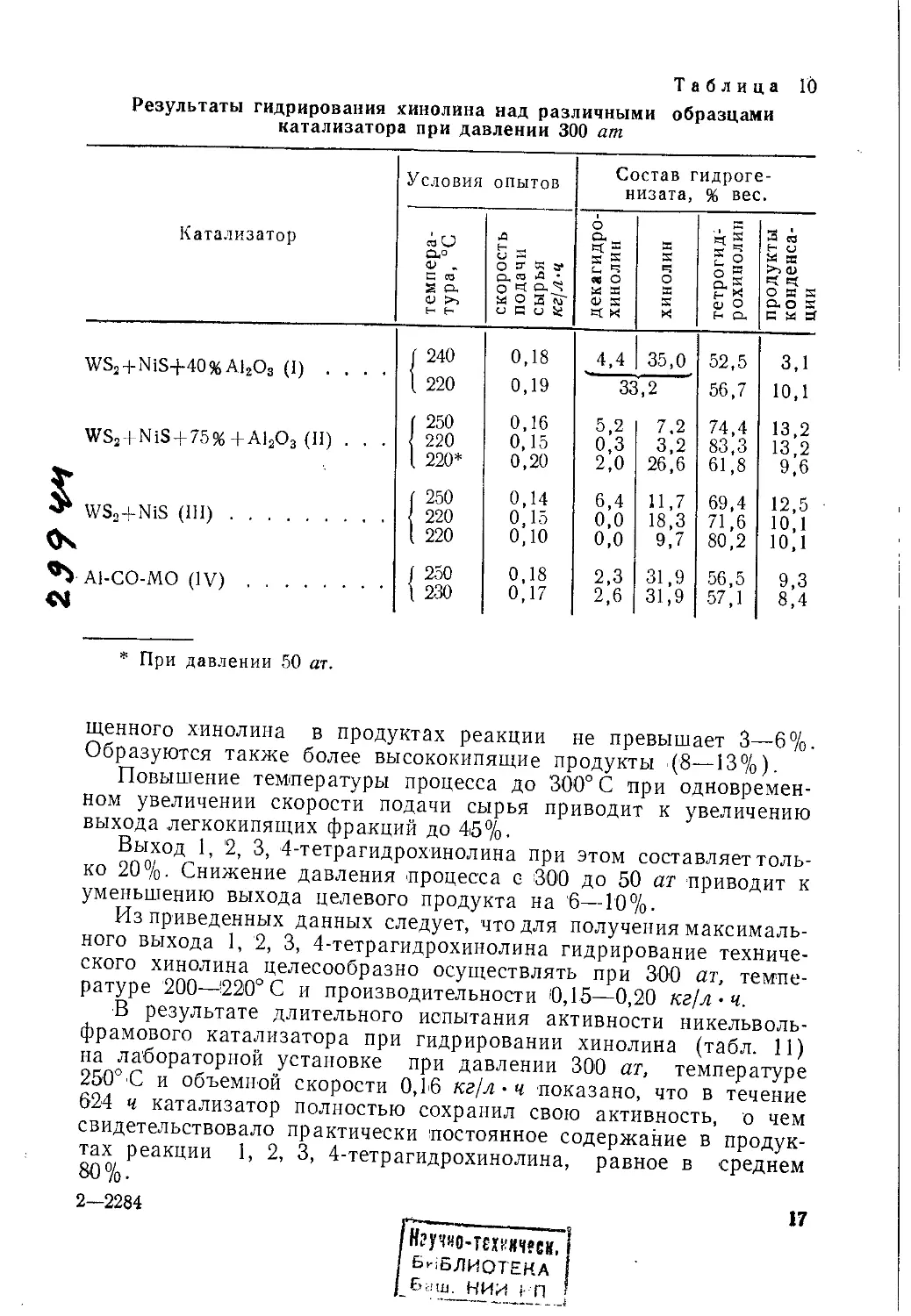
Таблица ГО
Результаты гидрирования хинолина над различными образцами
катализатора при давлении 300 ат
Катализатор Условия опытов Состав гидроге- низата, % вес.
темпера- тура, °C скорость подачи сырья кг[л.’Ч 1 । декагидро- хинолин ХИНОЛИН тетрогид- рохинолин продукты конденса- ции
WS2 + NiS+40%А12О3 (I) .... I 240 0,18 4,4 35,0 52,5 3,1
( 220 0,19 33,2 56,7 10,1
( 250 0,16 5.2 7,2 74,4 13,2
WS2 + NiS + 75%+Al2O3 (II) . . . { 220 0,15 0,3 3,2 83,3 13,2
( 220* 0,20 2,0 26,6 61,8 9,6
( 250 0,14 6,4 И.7 69,4 12,5
WS2+NiS (III) 220 0,15 0,0 18,3 71,6 Ю,1
( 220 0,10 0,0 9,7 80,2 10,1
Al-CO-MO (IV) I 250 ) 230 0,18 0,17 2,3 2.6 31,9 31,9 56,5 57,1 9,3 8,4
* При давлении 50 ат.
щенного хинолина в продуктах реакции не превышает 3—6%.
Образуются также более высококипящие продукты (8—13%).
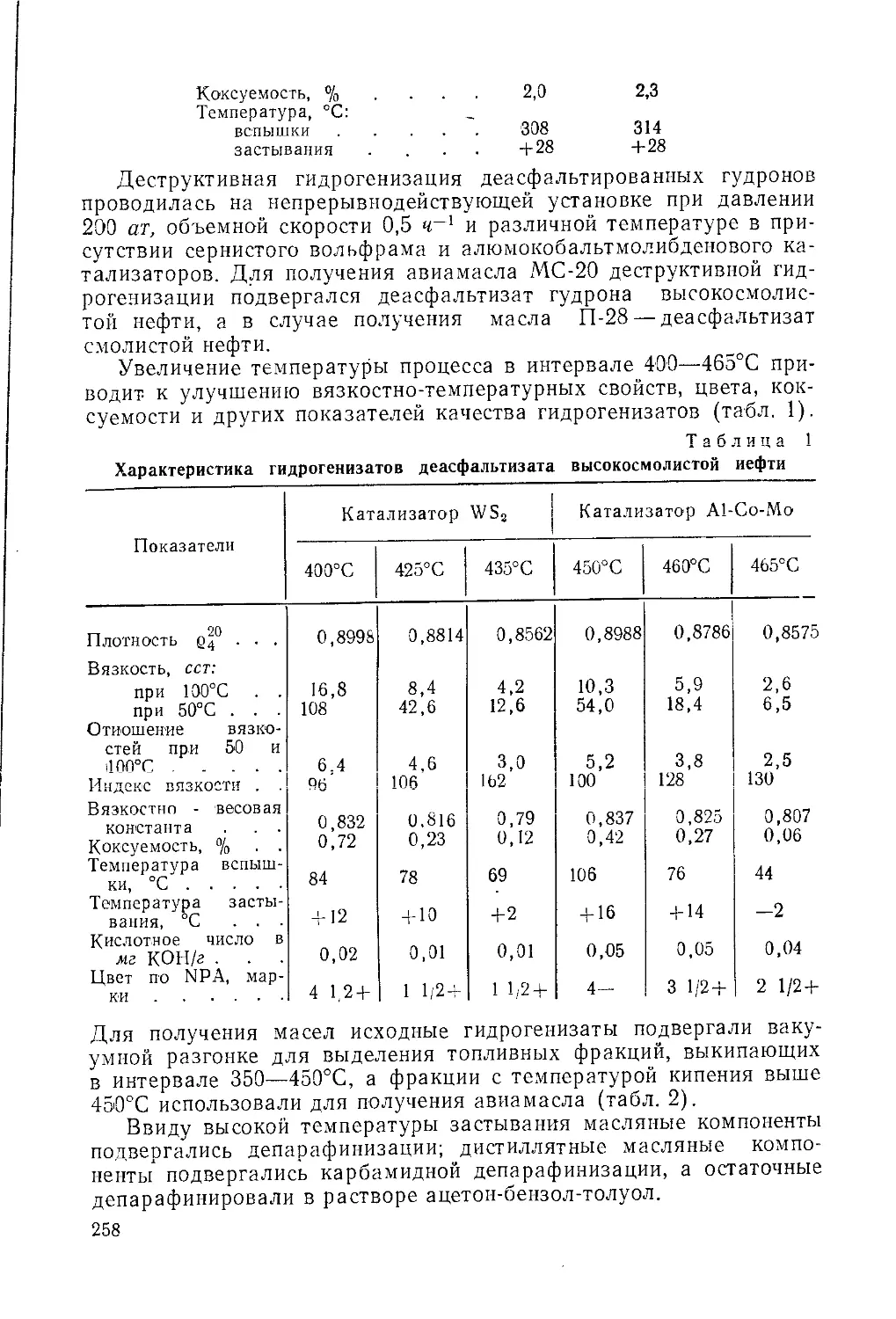
Повышение температуры процесса до 300° С при одновремен-
ном увеличении скорости подачи сырья приводит к увеличению
выхода легкокипящих фракций до 45%•
Выход 1, 2, 3, 4-тетрагидрохинолина при этом составляет толь-
ко 20%. Снижение давления процесса с 300 до 50 ат приводит к
уменьшению выхода целевого продукта на 6—10%
Из приведенных данных следует, что для получения максималь-
ного выхода 1, 2, 3, 4-тетрагидрохинолина гидрирование техниче-
ского хинолина целесообразно осуществлять при 300 ат, темпе-
ратуре 200—220° С и производительности 0,15—0,20 кг/л-ч.
В результате длительного испытания активности никельволь-
фрамового катализатора при гидрировании хинолина (табл. И)
на лабораторной установке при давлении 300 ат, температуре
250° С и объемной скорости 0,16 кг)л-ч показано, что в течение
624 ч катализатор полностью сохранил свою активность, о чем
свидетельствовало практически постоянное содержание в продук-
тах реакции 1, 2, 3, 4-тетрагидрохинолина, равное в среднем
80%.
2—2284
fH?y4H0-Tex‘r!B4?CK,
БИБЛИОТЕКА
Баш. НИИ I- П ‘
17
Таблица И
Активности Катализатора II при длительной работе под давлением 300 ат
Время работы катализатора, ч Температура, °C Подача сырья, кг/л-ч Содержание тетра- гидрохинолииа в гидрогенизате, % вес.
56 250 0,15 77,8
104 250 0,16 74,4
372 250 0,13 78,0
624 250 0,16 81,0
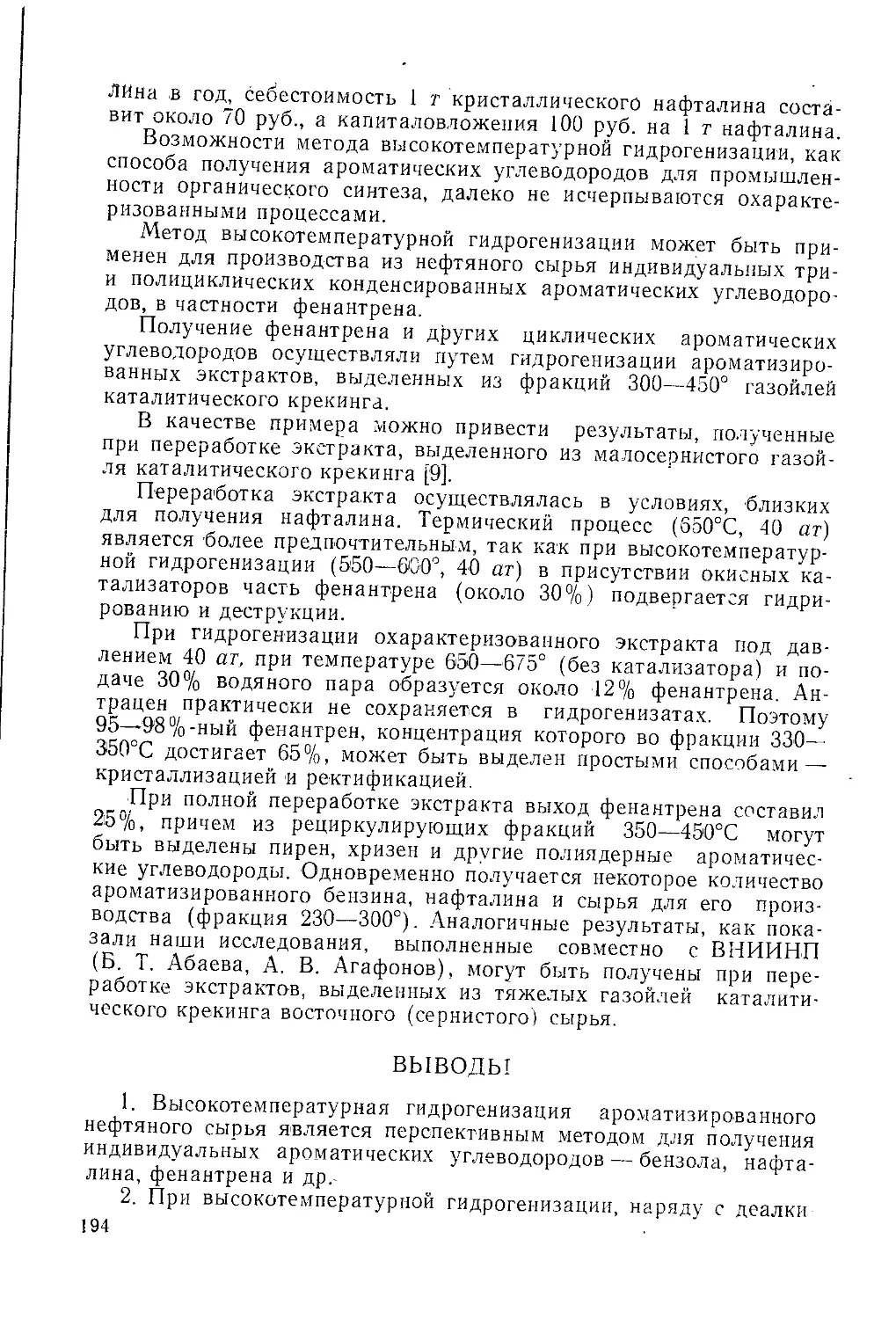
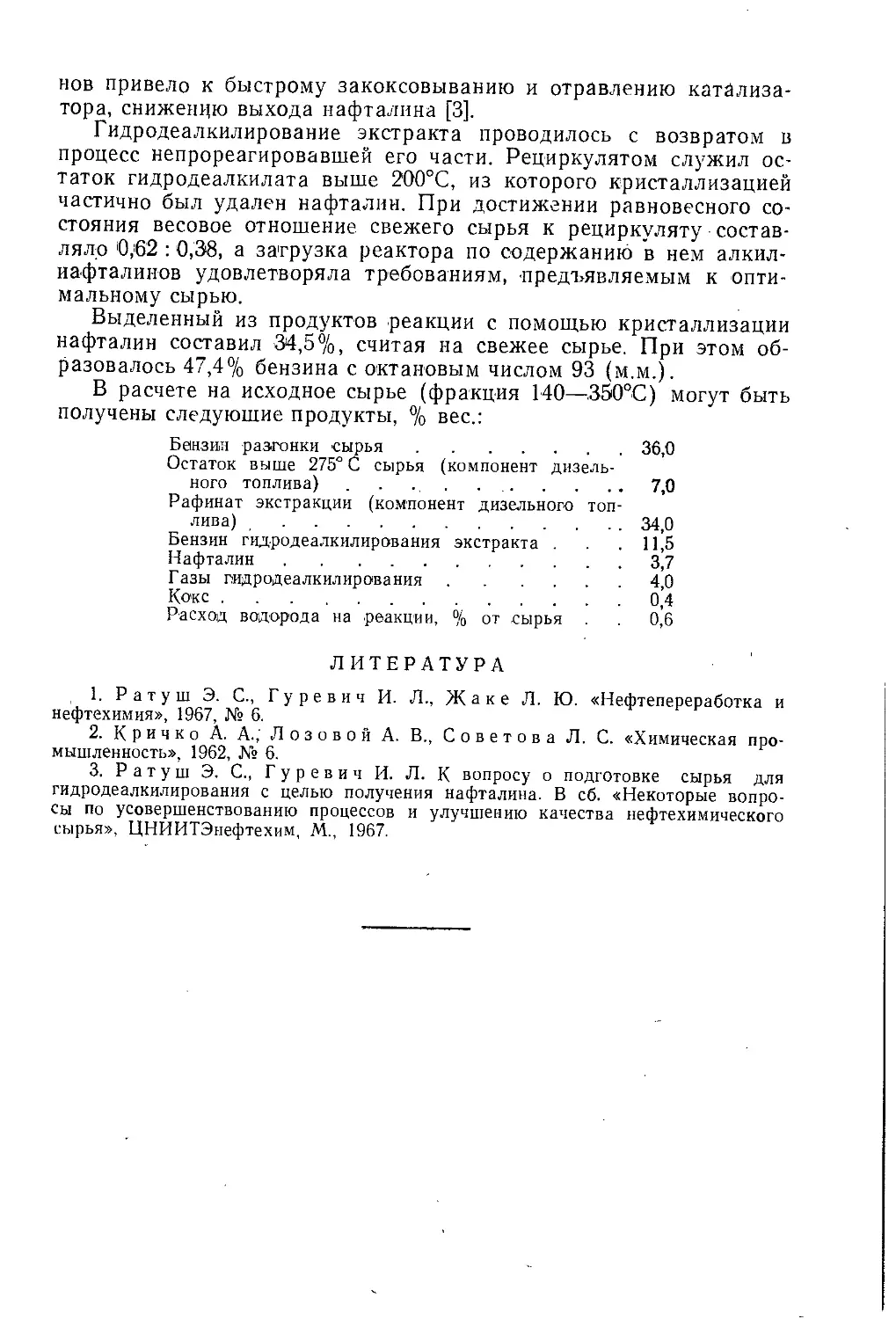
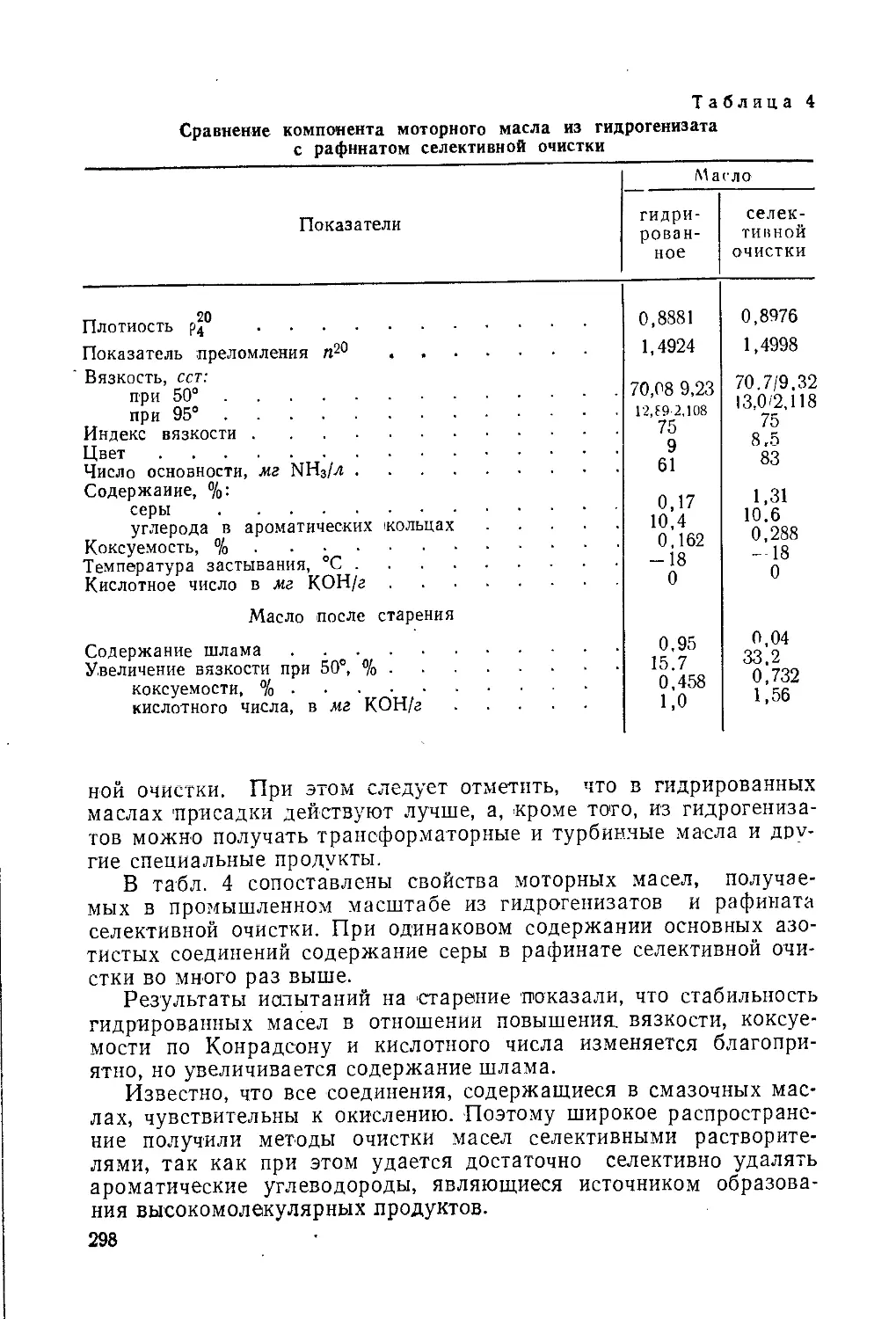
ВЫВОДЫ
1. На примере селективного гидрирования отдельных арома-
тических углеводородов и гетероциклических соединений над про-
мышленными катализаторами показана возможность получения
высоких выходов целевых продуктов.
2. Результаты исследования селективного гидрирования послу-
жили основанием для создания промышленных установок по
производству этих продуктов.
ПРЕВРАЩЕНИЕ ВЫСОКОКИПЯЩИХ ПАРАФИНОВЫХ
УГЛЕВОДОРОДОВ В УСЛОВИЯХ ГИДРОКРЕКИНГА
В. И. Каржев, Е. И. Сильченко, Е. В. Робожева, А. М. Лебедева
(СССР, ВНИИНП)
Включение в технологическую схему переработки нефти ката-
литических процессов, основанных на реакциях присоединения к
исходному сырью и продуктам реакции недостающего по балан-
су водорода, дает возможность в широких пределах преобразо-
вывать химический состав исходного сырья, значительно увеличи-
вать степень его использования и, следовательно, повышать вы-
ход целевых продуктов и их качество [1].
Научные основы гидрогенизационных процессов разрабатыва-
лись еще в 20-х годах [2, 3, 4], а за последнее время в значитель-
ной степени пополнены и развиты [5—21]. Эти исследования по-
ложены в основу разработки процесса гидрокрекинга, сочетаю-
щего реакции расщепления и присоединения водорода и предназ-
наченного в основном для получения моторных топлив.
Возможно, что в ближайшем будущем процесс селективной
очистки при производстве смазочных масел уступит место более
18
прогрессивному процессу—гидрооблагораживанию масляных
фракций [22—24].
В статье излагаются результаты изучения превращений пара-
финовых углеводородов, содержание которых в сырье достигает
30—40%, над типичными бифункциональными катализаторами,
применяемыми в процессе гидрокрекинга.
.'Существенная роль в процессе гидрокрекинга принадлежит
реакциям расщепления и изомеризации парафиновых углеводо-
родов [20, 21]. В более ранних работах, проведенных автора-
ми [25] и другими исследователями [19, 26], сообщались некото-
рые данные, касающиеся этих реакций, однако в ряде случаев
они были противоречивыми. Отмечалось, что при атмосферном
давлении водорода реакции изомеризации парафиновых углево-
дородов идут с ничтожной скоростью, а в среде азота полностью
подавляются. С повышением давления водорода скорость реакций
расщепления возрастает [19, 27—30].
Реакции изомеризации и расщепление парафиновых углеводо-
родов протекают без увеличения объема:
RH + Н2 -> RjH + R2H,
т. е. давление не оказывает влияния на термодинамическое
равновесие.
Вопрос о влиянии давления на скорость этих реакций доста-
точно сложен и требует дальнейшего изучения. Особенно это от-
носится к реакции изомеризации высокомолекулярных парафи-
новых углеводородов, например ;Ci6—С3().
В качестве исходного сырья для исследования были примене-
ны высококипящие парафиновые углеводороды, полученные при
депарафинизаций рафината селективной „очистки (фенолом) ди-
стиллятной фракции сернистой нефти. Последние были обезмас-
лены и подвергнуты перколяционной очистке. Характеристика
углеводородов приведена ниже:
Температура плавления, °C . +57,0
Плотность р*° 0,7799
Содержание масла, % вес. ... 0,8
Средний молекулярный вес. . . 406
Элементарный состав, %:
С................................... 85,08
Н................................... 14,87
S . . . ......................... 0,05
Фракционный состав, °C:
н. к................................ 358
5% выкипает при температуре . 400
50% то же ......................... 430
90% ».......................... 458
95% .................... 493
Опыты по гидрокрекингу проводили на укрупненной проточ-
ной установке. В реактор загружали 1 л технического катализа-
тора.
19
Рис. 1. Влияние давления на степень
превращения парафиновых углеводо-
родов. Выход фракций (на сырье):
1 — до 200° С; 2 — 200—350° С;
3 — изопарафиновых углеводородов
из фракций выше 350° С; 4 — вы-
ше 350° С
Степень расщепления парафиновых углеводородов оценивали
по количеству образовавшихся легкокипящих фракций ((выкипаю-
щих до начала кипения исходных углеводородов), а степень изо-
меризации —то количеству углеводородов, не образующих комп-
лекса с карбамидом во фракциях катализаторов, выкипающих в
пределах исходных углеводородов [25]. В ряде гидрогенизатов
содержание изопарафиновых углеводородов определяли также и
во фракции, выкипающей в пределах 200—350° С.
Опыты проводили над алюмрплатиновым катализатором при
давлениях от 10 до 1 Of) "од температуре 430° С, объемной скоро-
сти 1,2 ч~1 и молярном соотношении водорода к углеводородам
15 : 4 (рис. 1).
Увеличение давления водорода практически не влияло на вы-
ход фракции, выкипающей до 200°С и фракции 200—350° С.
Максимальная степень расщепления достигалась при давлении
50 ат. Содержание углеводородов изостроения во фракции ката-
лизата, выкипающей в пределах исходных углеводородов, с по-
вышением давления возрастает более резко и достигает макси-
мума также при 40—50 ат.
Реакции расщепления и изомеризации протекают параллель-
но, но с различными скоростями (см. рис. 1). Наибольшую ско-
ч / рость имеют реакции изомеризации. Давление водорода до опре-
деленного значения <(50 ат) способствует увеличению скорости
обеих реакций, а затем при дальнейшем повышении оказывает
тормозящее действие, причем торможение скорости реакции изо-
меризации происходит более интенсивно.
Эти зависимости можно объяснить, исходя из механизма ре-
акции изомеризации, описанного в работах [19, 31, 32], где пред-
полагается, что промежуточной стадией является образование
олефинов со следующими превращениями по схеме:
CnH2n+2 CnH2n i - CnH2n—* i - СпНзп+2 .
Скорвсхь..легЩЦН1рйвания и гидрирования ...зависит от актив-
ности гидрирующего компонента катализатора при данных усло-
20..... ' ’ ......
виях реакции, а скорость изомеризации образовавшегося олефи-
на от активности расщепляющего компонента [19]. .Повышение
давления водорода приводит к снижению концентрации олефи-
нов и тем самым сдвигает реакцию в нежелательном направле-
нии, в результате чего степень изомеризации уменьшается.
В приведенных опытах это наблюдалось при давлениях выше
50 ат. Оптимальное давление водорода для изомеризации пара-
финовых углеводородов -10—50 ат.
Для изучения влияния температуры на скорость реакции рас-
щепления и изомеризации проведены опыты при давлении <50 ат,
молярном отношении водорода к углеводородам 30:1 (табл. 1,
рис. 2).
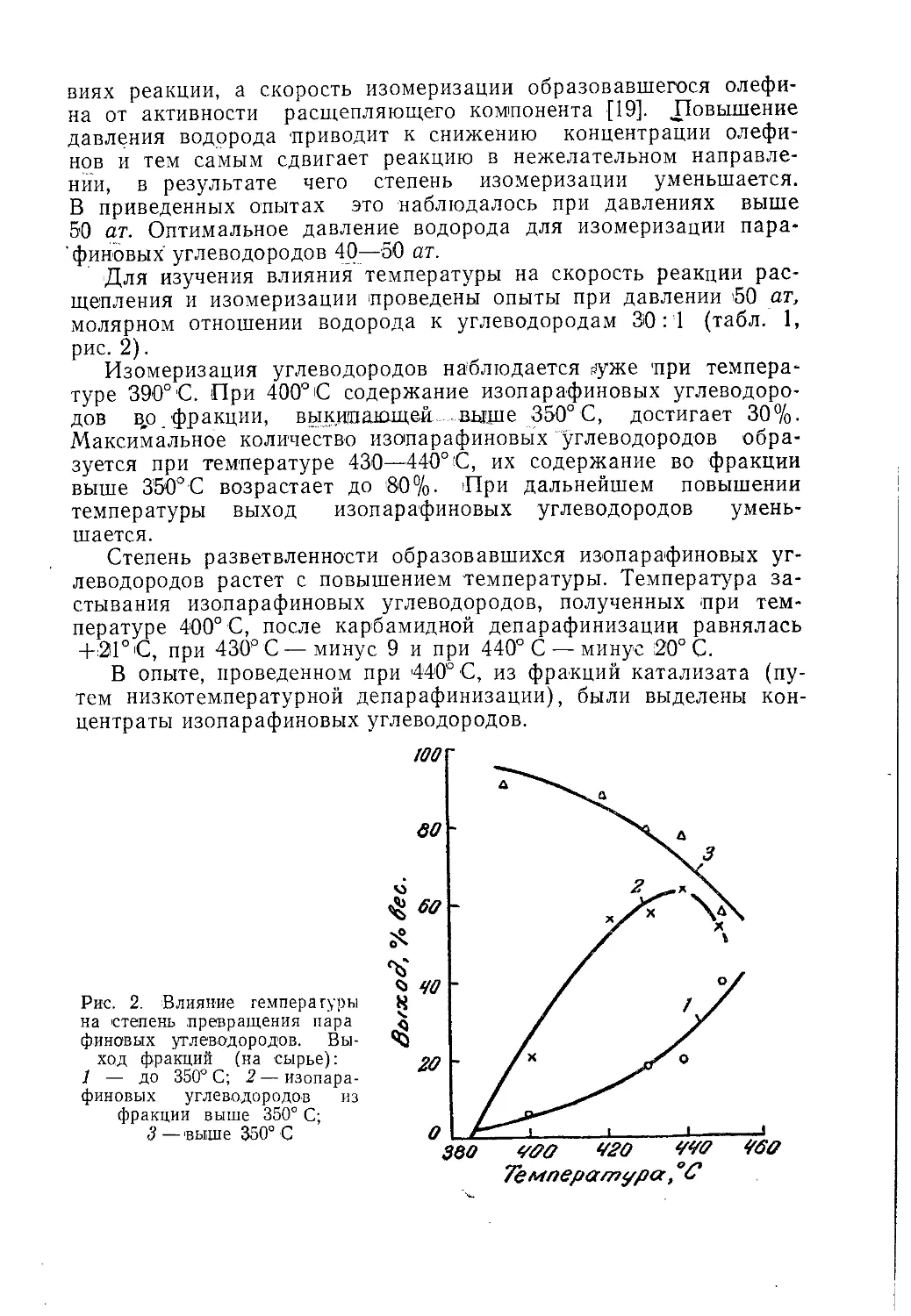
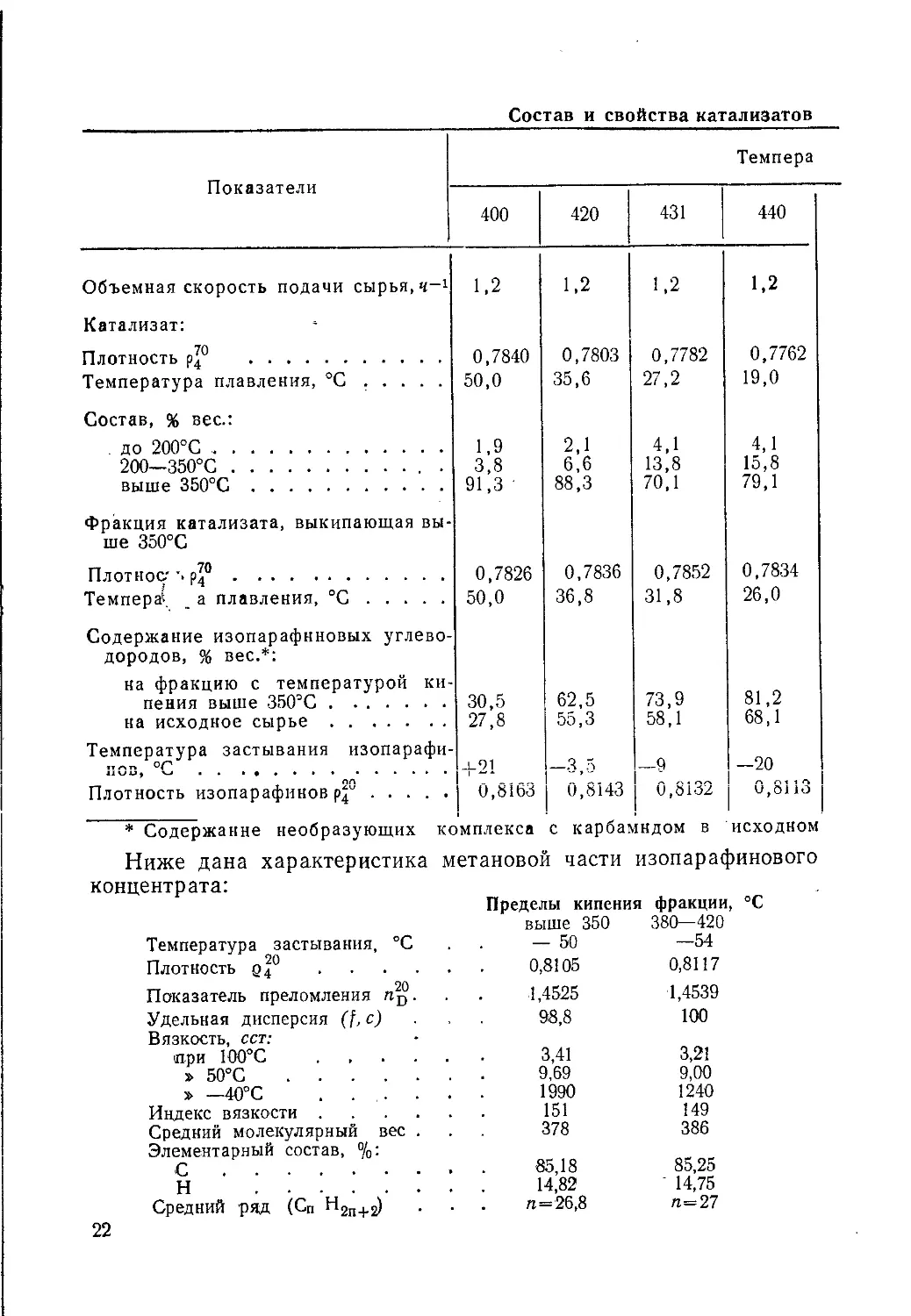
Изомеризация углеводородов наблюдается гуже при темпера-
туре 390° С. При 400°С содержание изопарафиновых углеводоро-
дов во . фракции, выкипающей... выше 350° С, достигает 30%.
Максимальное количество изопарафиновых углеводородов обра-
зуется при температуре 430—440° С, их содержание во фракции
выше 3’50°С возрастает до 80%. При дальнейшем повышении
температуры выход изопарафиновых углеводородов умень-
шается.
Степень разветвленности образовавшихся изопарафиновых уг-
леводородов растет с повышением температуры. Температура за-
стывания изопарафиновых углеводородов, полученных при тем-
пературе 400° С, после карбамидной депарафинизации равнялась
+21° С, при 430° С— минус 9 и при 440° С — минус 20° С.
В опыте, проведенном при 440° С, из фракций катализата (пу-
тем низкотемпературной депарафинизации), были выделены кон-
центраты изопарафиновых углеводородов.
Рис. 2. Влияние темпера гуры
на степень превращения пара
финовых углеводородов. Вы-
ход фракций (на сырье):
1 — ДО 350° С; 2 — изопара-
финовых углеводородов из
фракции выше 350° С;
3 — выше 350° С
Состав и свойства катализатов
Показатели Темпера
400 420 431 440
Объемная скорость подачи сырья, ч-1 1,2 1,2 1,2 1,2
Катализат:
Плотность р™ Температура плавления, °C ..... 0,7840 50,0 0,7803 35,6 0,7782 27,2 0,7762 19,0
Состав, % вес.: . до 200°С 200—350°С . выше 350°С 1,9 3,8 91,3 2,1 6,6 88,3 4,1 13,8 70,1 4,1 15,8 79,1
Фракция катализата, выкипающая вы- ше 350°С
Плотное- ’> р™ Темпера!. . а плавления, °C 0,7826 50,0 0,7836 36,8 0,7852 31,8 0,7834 26,0
Содержание изопарафиновых углево- дородов, % вес.*: на фракцию с температурой ки- пения выше 350°С на исходное сырье . Температура застывания изопарафи- or KJ > ...... Плотность изопарафинов pju 30,5 27,8 _1_91 0,8163 62,5 55,3 —3,5 0,8143 73,9 58,1 —9 0,8132 81,2 68,1 —20 0,8113
* Содержание необразующих комплекса с карбамидом в исходном Ниже дана характеристика метановой части изопарафинового концентрата: Пределы кипения фракции, °C выше 350 380—420 Температура застывания, °C . . — 50 —54 Плотность 34° 0,8105 0,8117 Показатель преломления Пр. . . 1,4525 1,4539 Удельная дисперсия (f, с) .. . 98,8 100 Вязкость, сст: при 100°С 3,41 3,21 » 50°С 9,69 9,00 » —40°С ...... 1990 1240 Индекс вязкости 151 149 Средний молекулярный вес . . . 378 386 Элементарный состав, %: С 85,18 85,25 Н 14,82 ' 14,75 Средний ряд (Сп Н2п+2) . . . п=26,8 п=27
22
Таблица 1
гидрокрекинга парафинов
тура, °C
401 420 432 440 400 418 431 440
1,8 1,8 1,8 1,8 2,4 2,4 2,4 2,4
0,7805 54,4 0,7822 46,2 0,7779 34,0 0,7784 30,2 0,7824 55,4 0,7810 50,3 0,7805 38,4 0,7810 35,0
1,0 2,3 93,7 1,2 4,9 90,9 1,9 7,0 88,1 2,5 10,2 84,3 1,0 2,1 93,9 0,5 2,0 94,5 1,6 5,5 89,9 1,3 4,7 88,6
0,7831 54,6 0,7823 46,9 0,7840 35,4 0,7837 32,6 0,7825 55,3 0,7824 50,4 0,7833 39,4 0,7847 36,1
22,6 21,2 45,6 44,0 63,9 56,3 72,8 61,3 19,6 18,4 71,3 40,8 57,7 51,8 62,4 55,4
4-30,9 +6 0,8152 -3,5 0,8136 0,8139 +33,3 + 19 -0,8183 0 0,8133 -10,5 0,8131
парафине 12%, температура плавления +42°С
Содержание СН3-групи и —!(iCH2)n алифатических цепочек бы-
ло следующее, % вес.:
Пределы кипения фракции, °C
выше 350 380—420
Содержание СН3-групп Изолированных . Разветвленных 18,9 5,6 20,0 • 4,0
Всего 24,5 24,0
Содержание (СН2) п — алифатических цепочек п=6 31,9 41,7
п=4,5 .... 11,5 16,2
п=3 8,5 7,1
п=2 1,0 0,2
п=1 2,2 0,7
Всего 55,1 65,9
Сумма CHj- и —CHgj 79,6 89,9
23
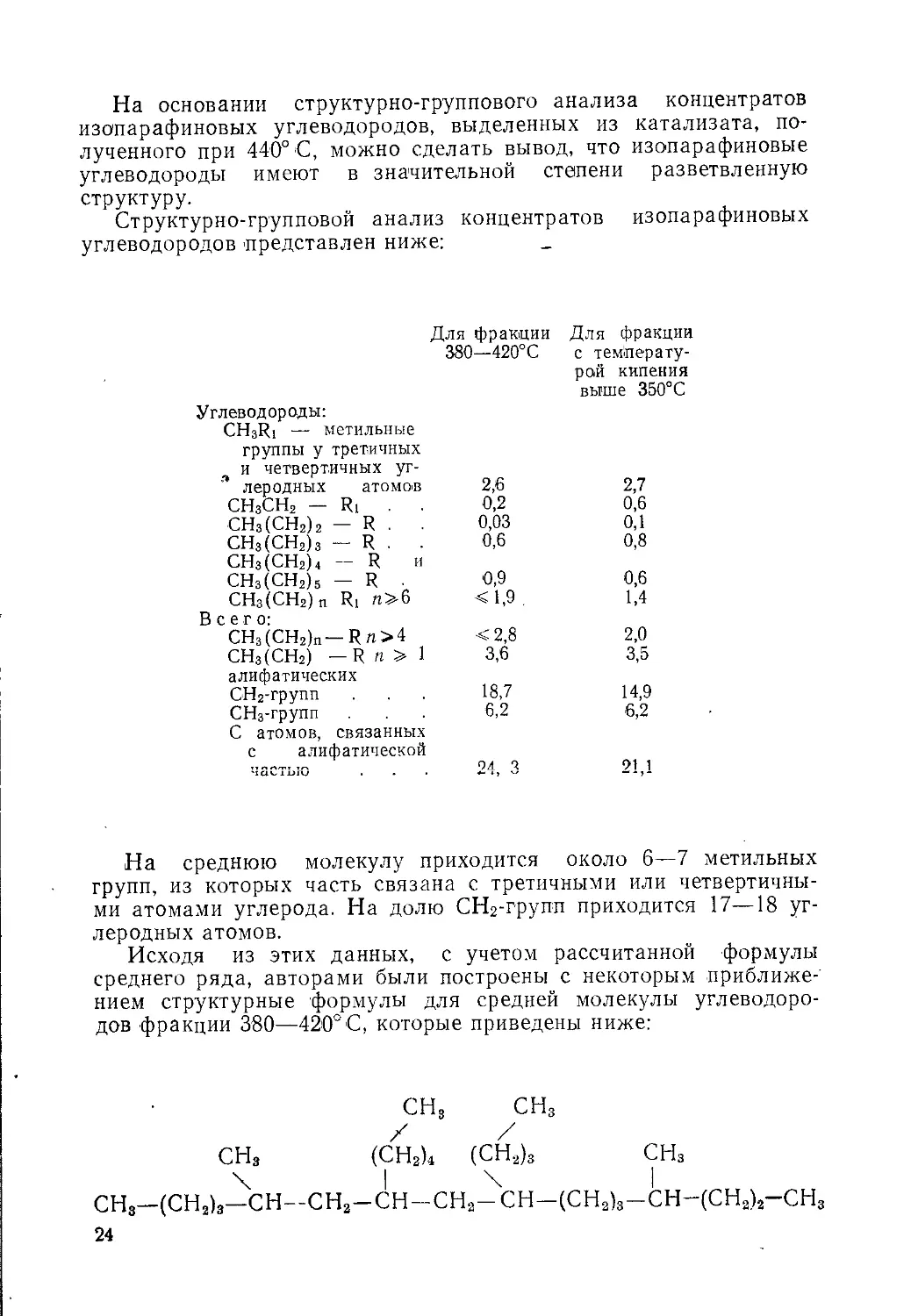
На основании структурно-группового анализа концентратов
изопарафиновых углеводородов, выделенных из катализата, по-
лученного при 440° С, можно сделать вывод, что изопарафиновые
углеводороды имеют в значительной степени разветвленную
структуру.
Структурно-групповой анализ концентратов изопарафиновых
углеводородов представлен ниже: _
Для фракции
380—420°С
Для фракции
с температу-
рой кипения
выше 350°С
Углеводороды:
CH3R1 — метильные
группы у третичных
и четвертичных уг-
леродных атомов 2,6 2,7
СН3СН2 - R, . . 0,2 0,6
СН3(СН2)2 - R . . 0,03 0,1
СН3(СН2)3 - R . . 0,6 0,8
СН3(СН2)4 — R и СН3(СН2)5 - R . 0,9 0,6
СН3(СН2)П R, п>6 <1,9 . 1,4
Всего: CH3(CH2)n-R п>4 <2,8 2,0
СН3(СН2) — R п > 1 3,6 3,5
алифатических СН2-групп 18,7 14,9
СН3-групп 6,2 6,2
С атомов, связанных с алифатической Ча^ТЬгО . 01 3 21,1
На среднюю молекулу приходится около 6—7 метильных
групп, из которых часть связана с третичными или четвертичны-
ми атомами углерода. На долю СН2-групп приходится 17—18 уг-
леродных атомов.
Исходя из этих данных, с учетом рассчитанной формулы
среднего ряда, авторами были построены с некоторым приближе-
нием структурные формулы для средней молекулы углеводоро-
дов фракции 380—420° С, которые приведены ниже:
СН3 СН3
СНз (СН2)4 (СН2)з СНз
СН8-(СН2)3-СН-СН2-СН-СН2-СН-(СН2)3-СН-(СН2)2-СН3
24
или
СН3
I
СН3— (СН2)в -С —
(СН2)4
СНз
СНз
I
С — (СН2)6 — СНз.
(СН2)з
СНз
Предполагаемая структурная формула для средней молекулы
углеводородов фракции с температурой кипения выше 350° изопа-
рафинового концентрата следующая:
СН3—(СН2)—СН—(СН2)2—CH—СНа~СН—СН2—СН—(СНа)3 —сн3.
I 1'1 I
СНз (СН2)4 (СН2)2 СНз
СНз СН-СНз
сн2
. I
СНз
Литературные данные о строении низкозастывающих изопара-
финовых углеводородов с молекулярным весом выше 380—4003С и
числом углеродных атомов более 26 ограничены.
В работе [5] отмечено, что углеводороды метанового ряда с
числом атомов углерода от 20 до 34 с низкими температурами
застывания имеют структуру, содержащую две боковые цепи в
центре молекулы, а углеводороды выше С34 — структуру гребня.
Влияние температуры на степень расщепления парафиновых
углеводородов проявляется иначе, чем при изомеризации. Степень
расщепления при 400° С не превышает 6% и только при повы-
шении температуры процесса до 420° С начинает резко возрастать
(см. кривую 1, рис. 2).
При температурах выше 440° С скорость реакции расщепле-
ния выше скорости реакции изомеризации.
На основании полученных кинетических изотерм, построенных
по данным табл. 1 и изображенных на рис. '2 и 3, были прибли-
женно определены |[7] температурные коэффициенты скоростей
реакций изомеризации и расщепления парафиновых углеводо-
родов, а также кажущиеся энергии активации реакций при гидро-
крекинге на алюмоплатиновом катализаторе.
Для интервалов 420—430, 430—440 и 420—440° С температур-
ный коэффициент реакции изомеризации равен 1,6 (изменяется
в пределе 1,54—1,69), а энергия активации 45700 кал!моль.
С ростом температуры в исследованных интервалах значения
температурных коэффициентов и кажущихся энергий активации
уменьшаются. Это может быть объяснено, по-видимому, измене-
25
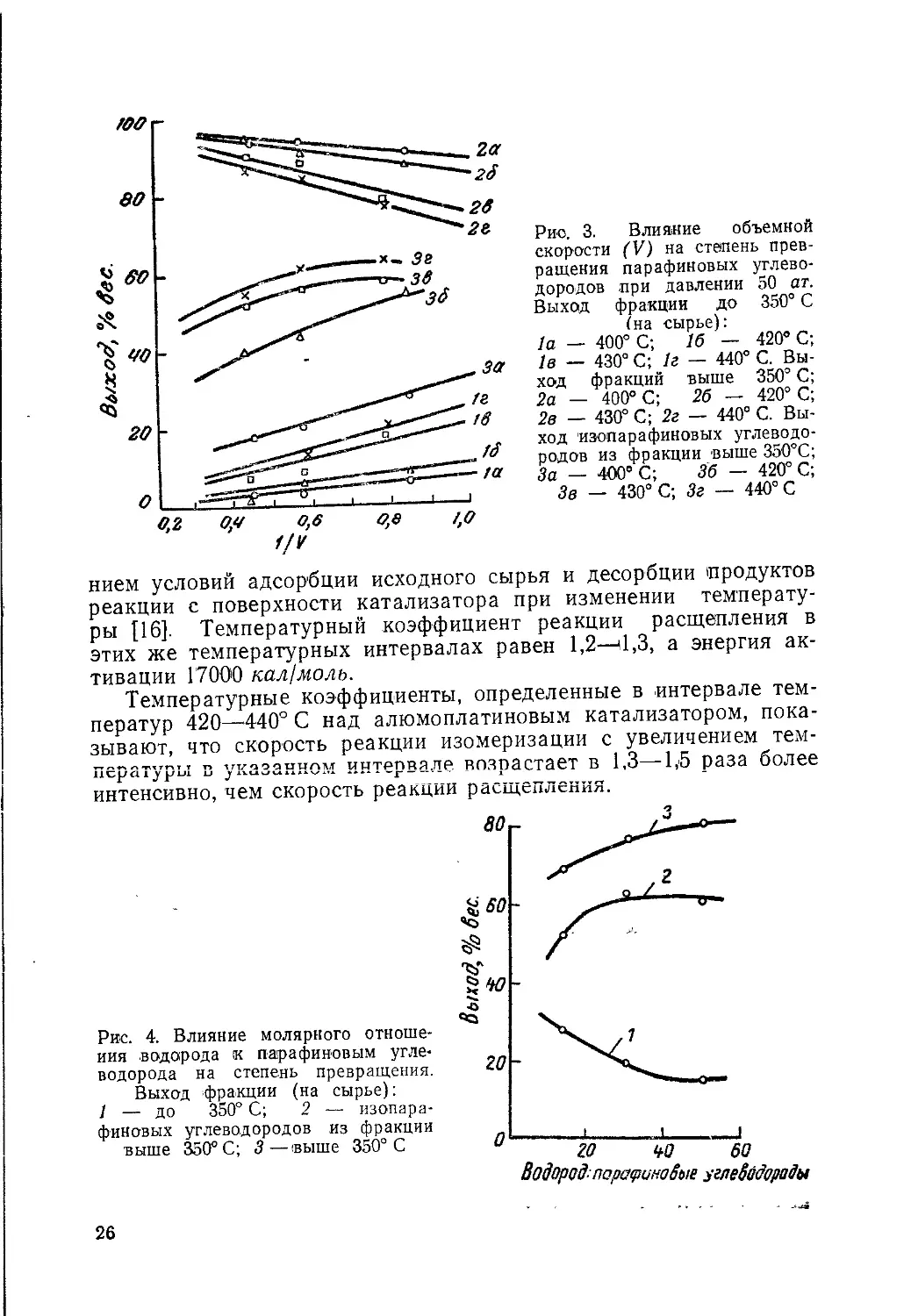
Рис. 3. Влияние объемной
скорости (V) на степень прев-
ращения парафиновых углево-
дородов при давлении 50 ат.
Выход фракции до 350° С
(на сырье):
1а — 400° С; 16 — 420° С;
1в — 430° С; 1г — 440° С. Вы-
ход фракций выше 350° С;
2а — 400° С; 26 — 420° С;
2в — 430° С; 2г — 440° С. Вы-
ход изопарафиновых углеводо-
родов из фракции выше 350°С;
За — 400° С; 36 — 420° С;
Зв — 430° С; Зг — 440° С
нием условий адсорбции исходного сырья и десорбции продуктов
реакции с поверхности катализатора при изменении температу-
ры (16]. Температурный коэффициент реакции расщепления в
этих же температурных интервалах равен 1,2—й,3, а энергия ак-
тивации 1700’0 кал/моль.
Температурные коэффициенты, определенные в интервале тем-
ператур 420—440° С над алюмоплатиновым катализатором, пока-
зывают, что скорость реакции изомеризации с увеличением тем-
пературы в указанном интервале возрастает в 1,3—1,5 раза более
интенсивно, чем скорость реакции расщепления.
Рис. 4. Влияние молярного отноше-
ния водорода к парафиновым угле-
водорода на степень превращения.
Выход фракции (на сырье):
1 — до 350° С; 2 — изопара-
финовых углеводородов из фракции
выше 350° С; 3—выше 350° С
26
Для выяснения влияния молярного отношения водорода к ис-
ходным углеводородам (от 7 до 20) в процессе гидрокрекинга
была проведена серия опытов при температурах 420 и 440° С,
объемной скорости 1,2 ч-1 и давлении 50 ат (рис. 4).
Увеличение молярного отношения водорода к углеводородам
способствует изомеризации углеводородов и оказывает тормо-
зящее действие на расщепление.
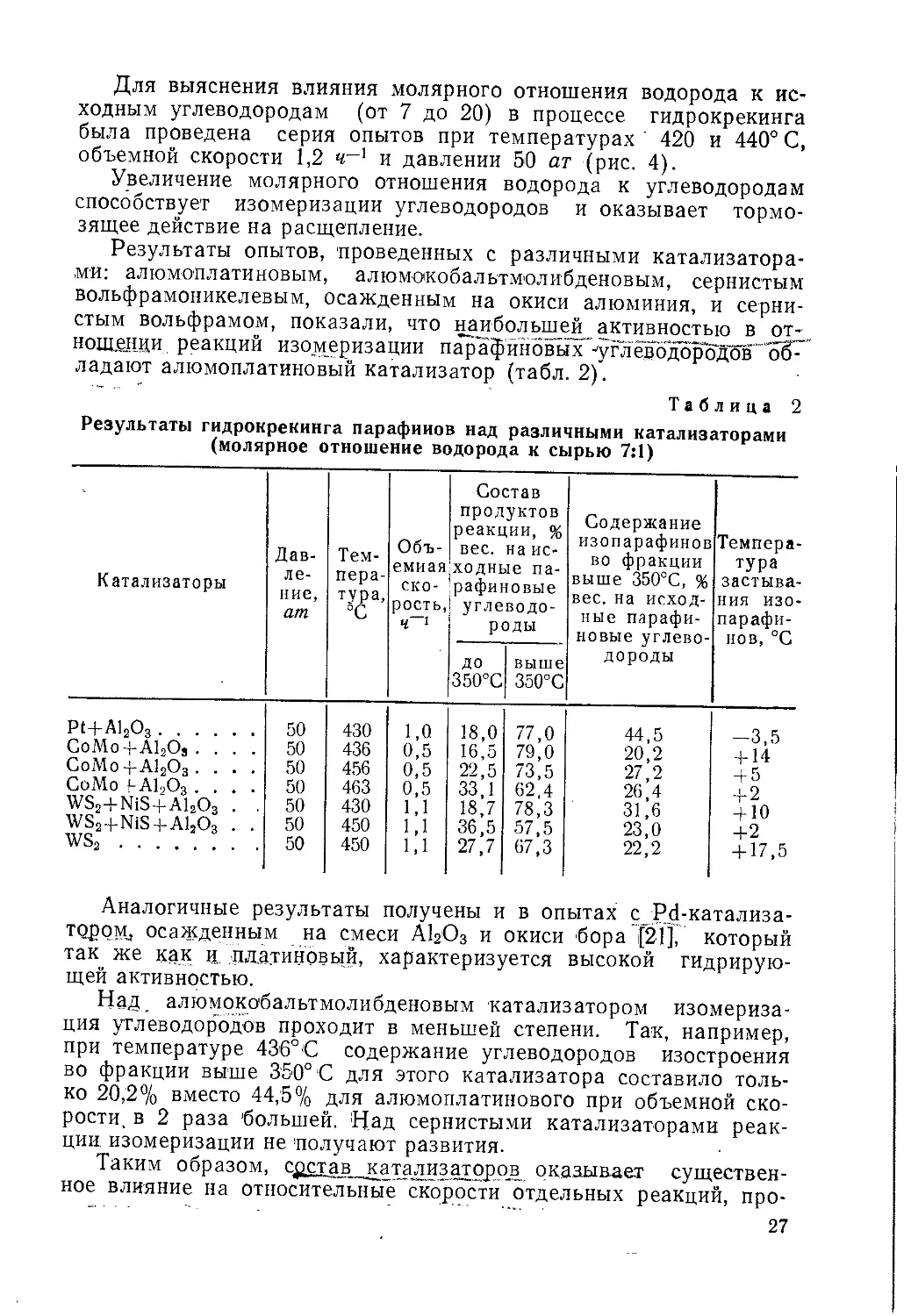
Результаты опытов, проведенных с различными катализатора-
ми: алюмоплатиновым, алюмокобальтмолибденовым, сернистым
вольфрамоникелевым, осажденным на окиси алюминия, и серни-
стым вольфрамом, показали, что наибольшей активностью в от-
ношении реакций изомеризации пара'фйновых'-углёводороДов“'об-
ладают алюмоплатиновый катализатор (табл. 2).
Таблица 2
Результаты гидрокрекинга парафинов над различными катализаторами
(молярное отношение водорода к сырью 7:1)
Катализаторы Дав- ле- ние, am Тем- пера- тура, °C Объ- емная ско- рость, Состав продуктов реакции, % вес. на ис- ходные па- рафиновые углеводо- роды Содержание изопарафинов во фракции выше 350°С, % вес. на исход- ные парафи- новые углево- дороды Темпера- тура застыва- ния изо- парафи- нов, °C
до 350°С выше 350°С
Pt+AljOg 50 430 1,0 18,0 77,0 44,5 -3,5
СоМо+А12Оа .... 50 436 0,5 16,5 79,0 20,2 + 14
СоМо+А12О3. . . . 50 456 0,5 22,5 73,5 27,2 + 5
СоМо + А12О3 .... 50 463 0,5 33,1 62,4 26,4 + 2
WS2+№S+A12O3 . . 50 430 1,1 18,7 78,3 31,6 + 10
WS2+NiS + А13О3 . . 50 450 1,1 36,5 57,5 23,0 +2
WS2 50 450 1,1 27,7 67,3 22,2 + 17,5
Аналогичные результаты получены и в опытах с Pd-катализа-
тором, осажденным на смеси AI2O3 и окиси бора [21], который
так же как ц. платиновый, характеризуется высокой гидрирую-
щей активностью.
Над алюмокобальтмолибденовым катализатором изомериза-
ция углеводородов проходит в меньшей степени. Так, например,
при температуре 436О,С содержание углеводородов изостроения
во фракции выше 350° С для этого катализатора составило толь-
ко 20,2% вместо 44,5% для алюмоплатинового при объемной ско-
рости. в 2 раза 'большей. Над сернистыми катализаторами реак-
ции изомеризации не получают развития.
Таким образом, срстав катализаторов оказывает существен-
ное влияние на относительные скорости отдельных реакций, про-
27
текающих при гидрокрекинге парафиновых углеводородов. Если
гидрирующая активность катализатора достаточно высока,*" по
сравнению с расщепляющей, то преобладает реакция изомери-
заций. При малой ’ гидрирующей активности превалируют реак-
ций расщепления и углеводороды изостроения в катализате бу-
дут находиться или в незначительном количестве, или совсем
отсутствовать.
Для более детального исследования продуктов гидрокрекинга,
проведен длительный опыт в оптимальных условиях.
Полученные жидкие продукты были разогнаны на фракции
(табл. 3).
Таблица 3
Физико-химическая характеристика полученных фракций
Показатели Температуры кипения фракции, °C
н, к, —200 200-350 350 - к. к.
Выход фракций, % на исходное сырье . • . . 3,0 15,7 80,5
Плотность Р40 0,7438 0,7980 0,8245
Температура, °C:
застывания Ниже—60 —13 —-
плавления . , — — +33
Вязкость при 50°, ест ............. — 2,6 9,6
Содержание углеводородов, необразующих
комплекса с карбамидом, % вес — 85,0 —
Температура застывания углеволооолов. не-
образующих комплекса, °C — -53 —9
Плотность углеводородов, необразующих ком-
плекса р^0 — 0,7950 и,6135
Фракционный состав, ЭС:
н. К ML. — 370
10% перегоняется при температуре . . . 138 229 382
50% то же 165 279 402
90% „ „ 185 339 427
98% , 203 356 452
Октановое число по м. м 24,0 — —
Цетановое число — 59,5 —
Из фракции, кипящей в пределах исходного сырья (360° С —
к. к.), низкотемпературной депарафинизацией был выделен кон-
центрат изопарафиновых углеводородов (44% от исходного
сырья).
После адсорбционного разделения концентрата на силикаге-
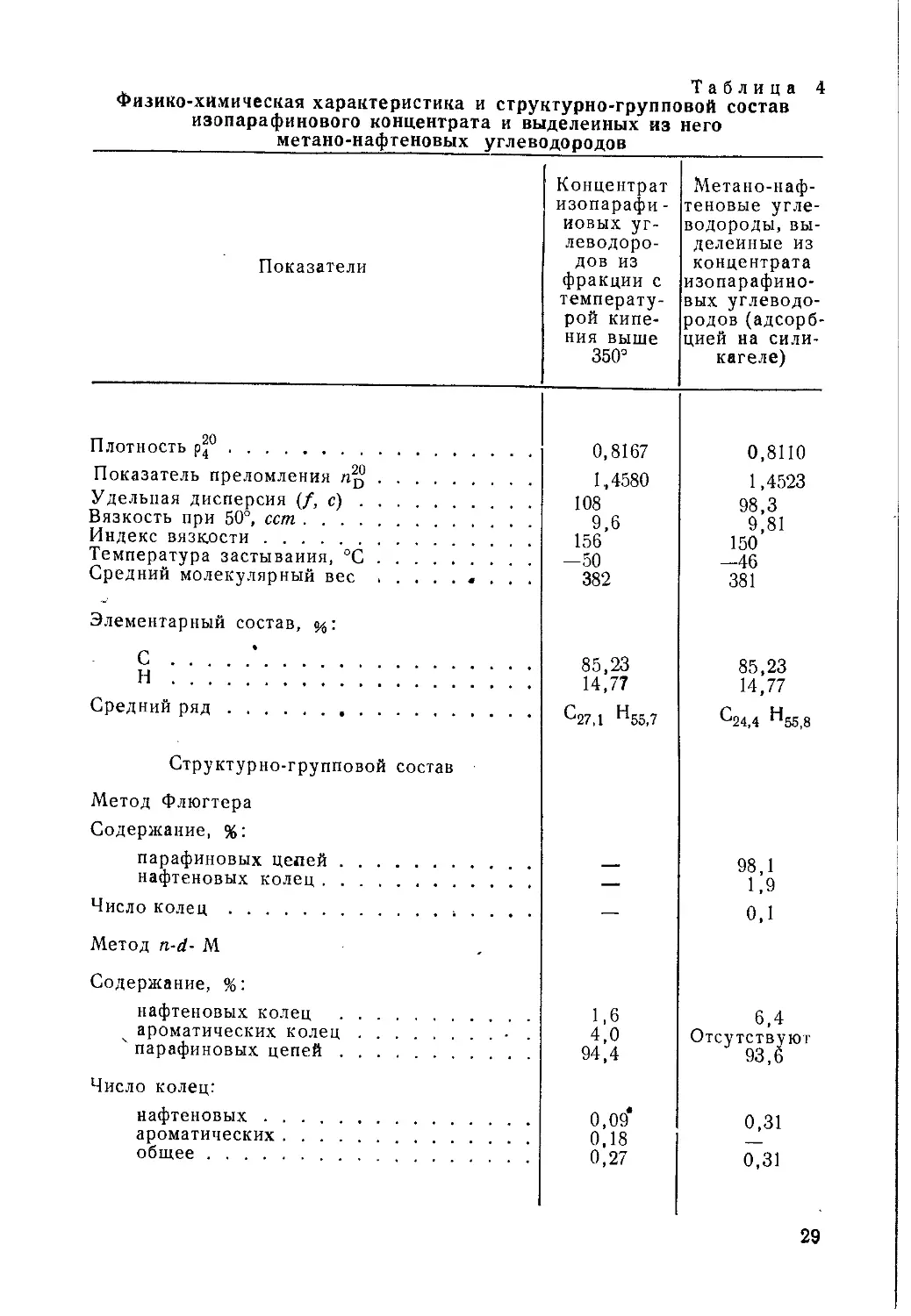
ле, выделенная метано-нафтеновая часть углеводородов (табл. 4),
28
Таблица 4 Физико-химическая характеристика и структурно-групповой состав изопарафинового концентрата и выделенных из него метано-нафтеиовых углеводородов
Концентрат изопарафи - новых уг- леводоро- Метано-наф- теновые угле- водороды, вы- деленные из
Показатели дов из фракции с температу- рой кипе- ния выше 350° концентрата изопарафино- вых углеводо- родов (адсорб- цией на сили- кагеле)
Плотность р2° 0,8167 0,8110
Показатель преломления «р 1,4580 1,4523
Удельная дисперсия (/, с) 108 98,3
Вязкость при 50°, сст 9,6 9,81
Индекс вязкости 156 150
Температура застывания, °C —50 —46
Средний молекулярный вес «... 382 381
Элементарный состав, %:
С ’ 85,23 85,23
н 14,77 14,77
Средний ряд ^27,1 н55,7 ^24,4 ^55,8
Структурно-групповой состав
Метод Флюгтера
Содержание, %:
парафиновых цепей 98,1
нафтеновых колец — 1,9
Число колец — 0,1
Метод n-d- М
Содержание, %:
нафтеновых колец 1,6 6,4
ароматических колец - . 4,0 Отсутствуют
парафиновых цепей 94,4 93,6
Число колец:
нафтеновых 0,09* 0,31
ароматических 0,18 —
общее 0,27 0,31
29
исследовалась с помощью спектрального анализа в инфракрасной
области спектра и на масс-спектрометре. Ароматические углево-
дороды (11,5% на концентрат) исследовались в ультрафиолето-
вой части спектра.
Основное количество изопарафиновых углеводородов сосредо-
точено' вб' фракциях~ката'лйзата, выкипающих в пределах исход-
ных углеводородов и во фракции 200—350°С. Фракции до 200° С
сострят в основном из углеводородов нормального строения (ок-
тановое 'число"'Концентрат изопарафиновых углеводородов,
кипящих выше 350° С, содержит около 86% метано-нафтеновых и
12% ароматических углеводородов.
Данные исследования метано-нафтеновых углеводородов в ин-
фракрасной-области спектра приведены ниже:
Плотность 04°................... 0,8110
Средний молекулярный вес . Содержание ароматических колец, °/о Содержание — СН2- и СН3- групп в 381 Отсутствуют
средней молекуле, %:
СН3-групп всего ..... 22,9
(СН2) п
п—4 ........ 47,4
(СН2)п
п=3 . . .г . 10,6
СН2-групп всего . ’ . 58,0
СН2 + СН3-групп 80,9
СН3- 2,0
Число СН2 — СН3-групп в средней
молекуле:
сн3—снг 0,7
сн3(сн2)г 0,2
СН3(СН2)Г 0,6
ГТ-Т /Г'Ы \ Г'Ы /Г'Ы \ — 0,9
СН3(СН2)п-(n=6) .... 1,4
/-LJ (CU \ 1 \ п г>
jjccik 4>ii3VV>±i2/n k) • 0,0
Всего СН2-групп 15,4
Всего CHj-rpynn 5,8
Всего С-атомов, связанных с алифа-
тической частью 21,2
При масс-спектральном исследовании 1
леводородов были получены следующие результаты:
метано-нафгеновых уг-
Температура застывания, °C .
Плотность 04°......................
Показатель преломления .
Удельная дисперсия (f, с) . . .
Вязкость при 50°С, сст .
Индекс вязкости ...................
Средний молекулярный вес .
Состав углеводородов, %:
ароматические кольца по ИК-
спектру ..<....
—46
0,8110
1,4523
98,3
9,81
150
381
Отсутствуют
30
изопарафины ..... 94,2
моноциклические нафтены . . . 1,7
бициклические нафтены . 2,3
трициклические нафтены . . . 1,1
тетрациклические нафтены . . 0,7
пентациклические нафтены . Отсутствуют
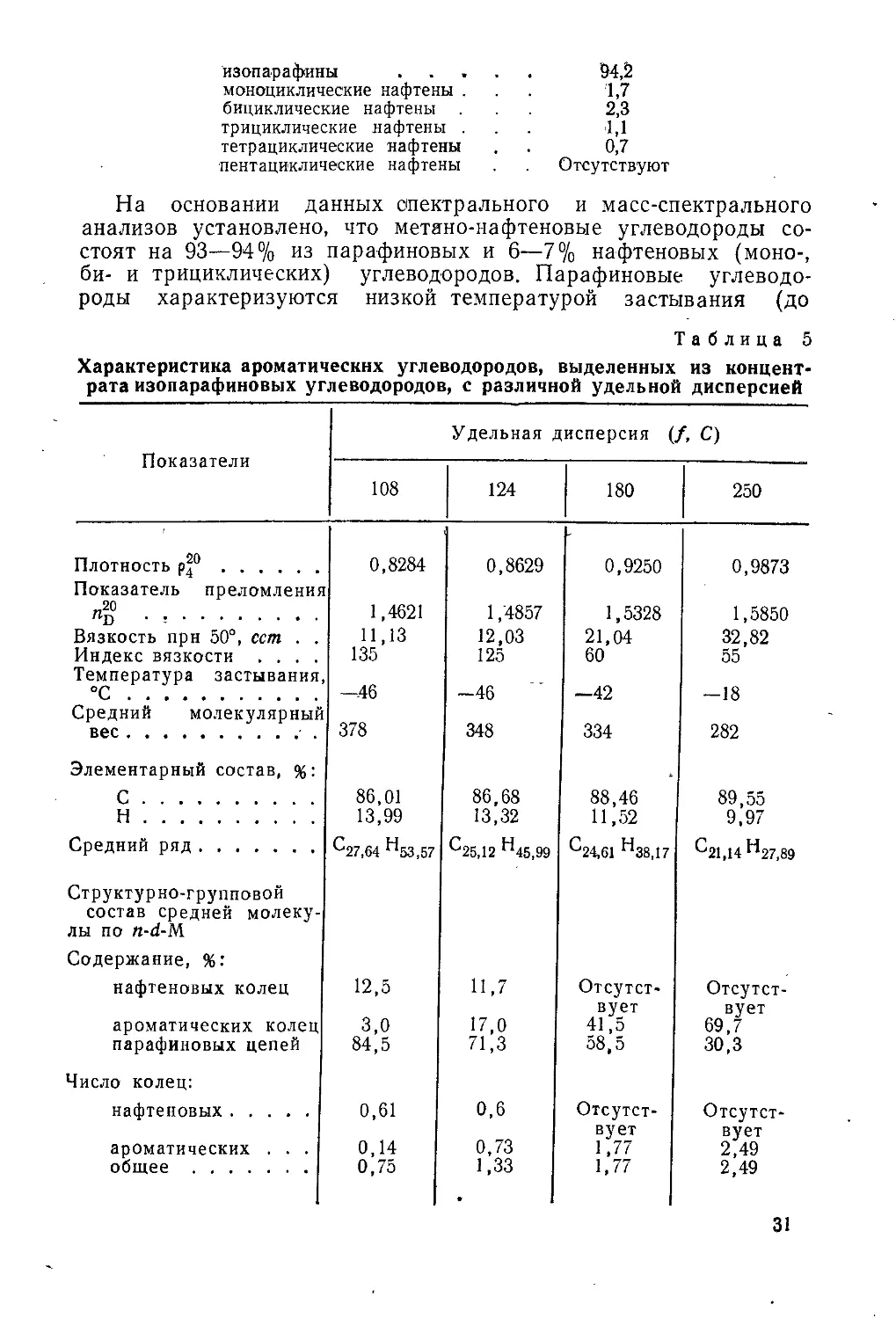
На основании данных спектрального и масс-спектрального
анализов установлено, что метано-нафтеновые углеводороды со-
стоят на 93—94% из парафиновых и 6—7% нафтеновых (моно-,
би- и трициклических) углеводородов. Парафиновые углеводо-
роды характеризуются низкой температурой застывания (до
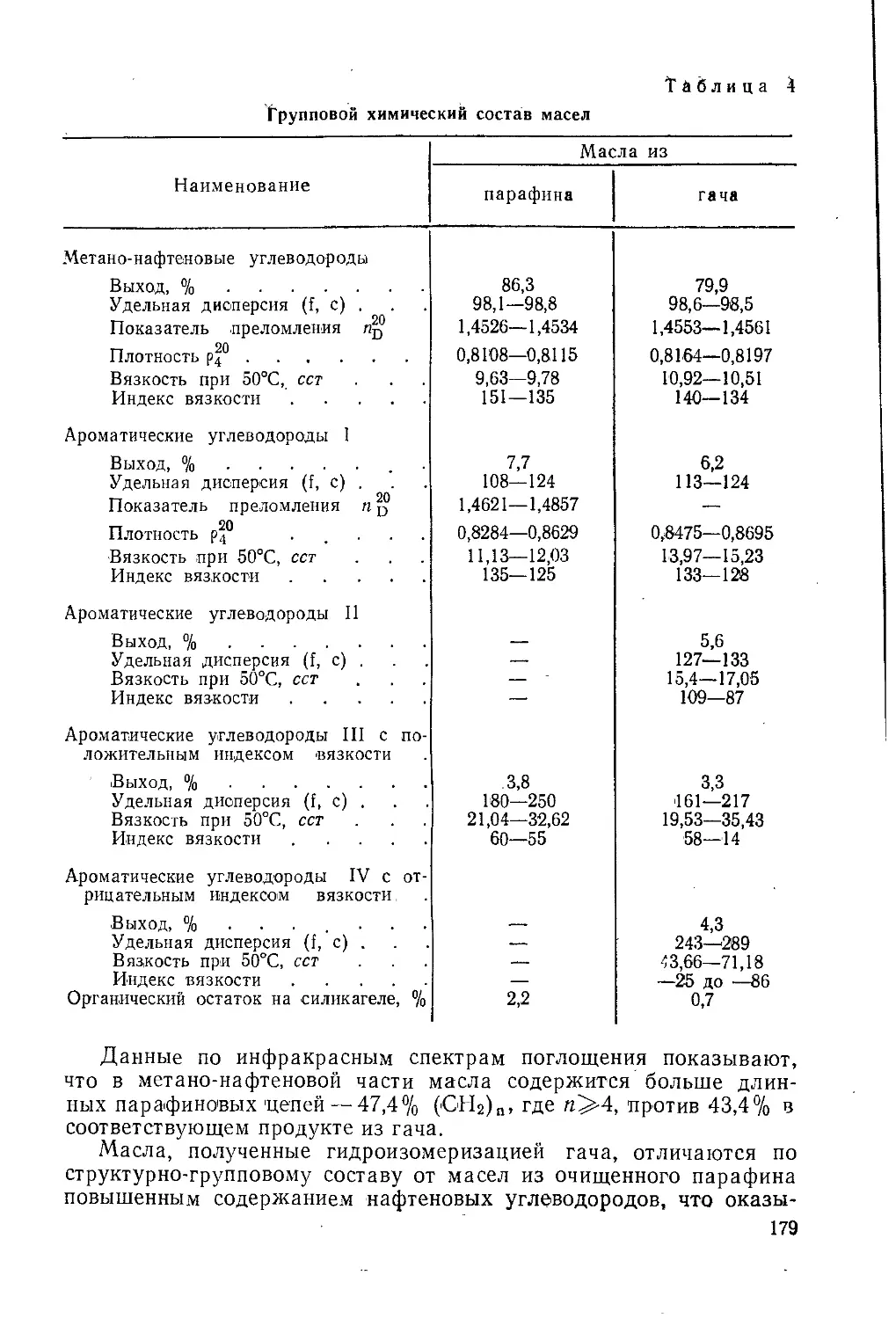
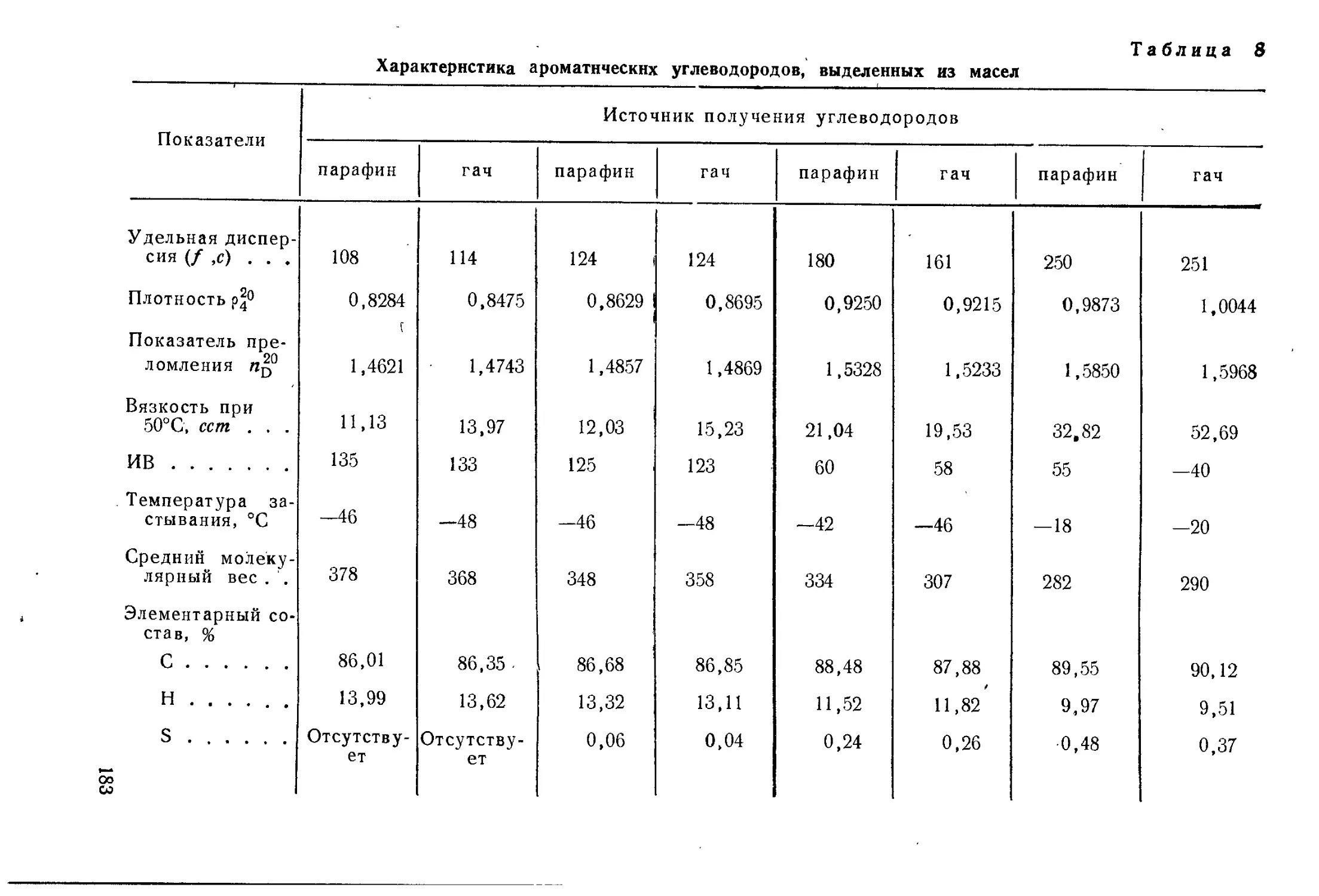
Таблица 5
Характеристика ароматических углеводородов, выделенных из концент-
рата изопарафиновых углеводородов, с различной удельной дисперсией
Показатели Удельная дисперсия (/, С)
108 124 180 250
Плотность р^° Показатель преломления 0,8284 0,8629 0,9250 0,9873
«20 "D • 1,4621 1,4857 1,5328 1,5850
Вязкость прн 50°, сст . . 11,13 12,03 21,04 32,82
Индекс вязкости .... Температура застывания 135 125 60 55
°C —46 -46 -42 -18
Средний молекулярный 378 348 334
вес Элементарный состав, %: 282
С 86,01 86,68 88,46 89,55
н 13,99 13,32 11,52 9,97
Средний ряд ^27,64 Н53,57 С 25,12 Н45,99 С24,61 Н38,17 ^21,14 1^27,89
Структурно-групповой состав средней молеку- лы по n-d-M. Содержание, %:
нафтеновых колец 12,5 И,7 Отсутст- вует Отсутст- вует
ароматических колец 3,0 17,0 41,5 69,7
парафиновых цепей 84,5 71,3 58,5 30,3
Число колец:
нафтеновых 0,61 0,6 Отсутст- вует Отсутст- вует
ароматических . . . 0,14 0,73 1,77 2,49
общее 0,75 1,33 1,77 2,49
31
—50° С), высоким индексом вязкости (150) и значительной сте-
пенью разветвленности молекулы.
По данным спектров поглощения в ультрафиолетовой облас-
ти, ароматические углеводороды с удельной дисперсией от 98 до
120 относятся к производным бензола, а с удельной дисперсией
180 и выше — к производным нафталина .(табл. 5).
Присутствие нафтеновых и ароматических углеводородов в
продуктах гидрокрекинга является следствием протекания реак-
ции дегидроциклизации.
ВЫВОДЫ
1. Установлено, что основной реакцией высококипящих пара-
финовых углеводородов в условиях гидрокрекинга над бифункци-
ональным катализатором является изомеризация, получающая
максимальное развитие при 430—440° С.
2. С увеличением температуры гидрокрекинга степень развет-
вленности получаемых углеводородов возрастает. Основное ко-
личество изомерных углеводородов сосредоточено во фракциях
изомеризата, выкипающих в пределах кипения исходных углево-
дородов.
3. На скорость основных реакций парафиновых углеводородов,
протекающих в условиях гидрокрекинга, существенное влияние
оказывает гидрирующая и расщепляющая активность катали-
заторов.
ЛИТЕРАТУРА
1. Каржев В. И., Орочко Д. И. «Нефтяное хозяйство», 1953, № 9,
стр. 38.
2. Ипатьев В. Н. Каталигическдс .реакции при высоких температурах и
давлениях. Изд. АН СССР. М -Л., 1936.'
3. М. Pier. Zeitschrieft fur Electrochemie, 1949, 53, № 5, 291.
4. Немцов M. С. «Успехи химии», 1938, № 11, 1653.
5. Петров А. Д. Химия моторных топлив. Изд. АН СССР, М., 1953.
6. Каржев В. И., Касаткин Д. Ф., Орочко Д. И. «Химия и техно-
логия топлив и масел», 1958, № 12, 3.
7. Орочко Д. И. Теоретические основы ведения синтезов жидких топ-
лив. М., Гостоптехиздат, 1951.
8. Каржев В. И., Сильченко Е. И., Робожева Е. В., Лебе-
дева А. М. «Химия и технология топлив и масел», 1965, № 11, 4.
9. Агафонов А. В. «Химия и технология топлив и масел», 1964, № 1, 1.
10. Агафонов А. В., Осипов Л .Н., Рогов С. П. «Нефтепереработ-
ка и нефтехимия», 1966, № 4, 12.
14. Боек Р., Клеман К., Дю три о Р., Лаберн Ж. К., Монтар-
н а л ь Р. Тр. VI Международного нефтяного конгресса. Сер. нефтепереработка,
М., 1965, вьш. 2—4, стр. 3.
12. Скотт Дж., Робберст Дж., Месон Г., Патерсон Н., Коз-
ловски й Р. Там же, стр. 52.
13. В о о р х и с А., С м и т У. М., Макларен Д. Д. Там же, стр. 72.
14. Хе нсель В., Политцер Э. Л., Уоткинс Ч. Г. Там же, стр. 105.
15. Осипов Л. Н., Агафонов А. В., Хавкин В. А., Рогов С. П.
«Химия и технология топлив и масел», 1965, № 8, 1.
32
16. Каржев В. И., Орочко Д. И., Сильченко Е. И., Шаволй-
н а Н. В. «Химия и технология топлив и масел», 1956, № 12, 29.
17. Орочко Д.И., Сильченко Е. И., Ш а в о л и и а Н. В. Тр. ВНИГИ,
1952, вып. IV, 97.
18. Сильченко Е. И., Ш а в о л и н а Н. В., Орочко Д. И. Тр. ВНИГИ,
1954, вып. VI, 46.
19. Петров А. Л. Каталитическая изомеризация углеводородов. Изд.
ХН СССР., М„ 1960.
20. Harry L. Coonradt, William Е. Lorwood Ind. Eng. Chem., 1964,
55, № 1, 38.
21. M. Hartwig Brennstof chemic, 1964, № 8.
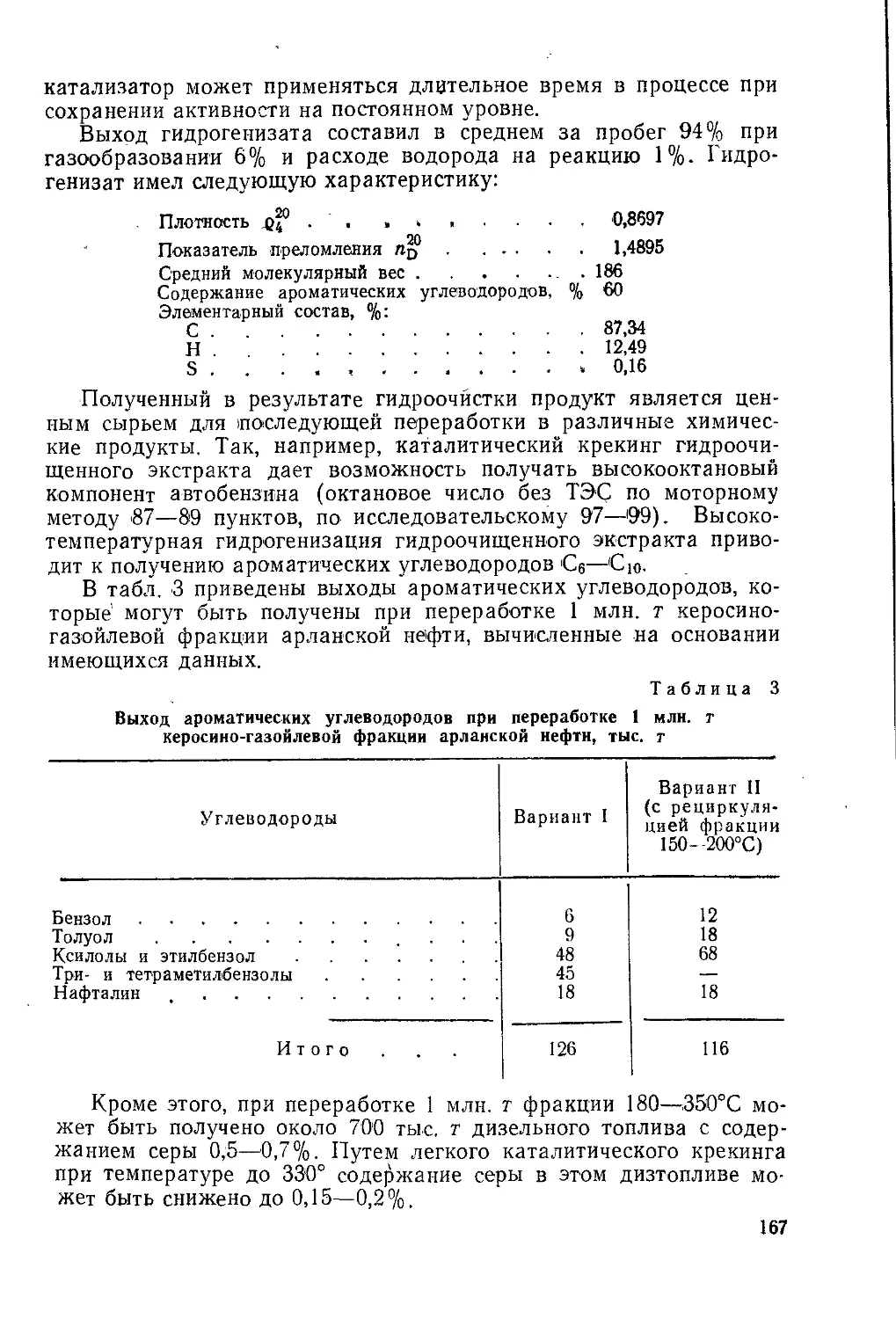
22. Каржев В. И., Сильченко Е. И., Жердева Л. Г. Доклад на
симпозиуме по применению гидрогенизационных процессов в нефтепереработке,
М., 1963.
23. Horald Beuther, -R. Е. Donaldson, А. М. Heuke Ind. Eng,
Chem., 1965, 56, № 9.
24. Gleim William, Karl Theadare. Пат. ФРГ, кл. 236, 1/05 (С10д)
№ 1174007.
25. Каржев В. И., Жердева Л. Г., Сильченко Е. И., Робоже-
ва Е. В., Детушева Э. П., Лебедева А. М., Сидляронок Ф. Г.
«Нефтехимия», № 5, 1961, 1.
26. I. W. G i о s о n, G. М. Good Ind. Eng. Chem., 1960, 52, № 2, 101.
27. F. C i a p e 11 a, I. H u u t e r. Ind. Eng. Chem., 1953, 45, 147.
28. Г о н и к б е р г М. Г., Гаврилова А. Е., Казанский Б. А. Изв.
АН СССР, ОХН, 1952, № 1, 157.
29. Гоникбе рг М. Г., П л а т е А. Ф., Гаврилова А. Е. ДАН СССР,
1953, 83, 81.
30. Миначев X. М.. Ш у й ки н Н. И., Феофанова Л. М., Его-
рова Ю. П. Изв. АН СССР, ОХН. 1956, № 3, 352.
31. W е i s z Р. В., S с h w е i g е е г Е. W. Science, 1957, Vs 129, 887.
32. М i 11 s С. А., Н е i n е m a u n Н., М i 1 1 i n е n T. H., О b 1 a d A. J. Ind.
Eng. Chem., 1953, 45. 134.
ХИМИЗМ И КИНЕТИКА ГИДРОКРЕКИНГА НЕФТЯНОГО
СЫРЬЯ ВО ВТОРОЙ СТУПЕНИ
В. А. Хавкин, Л. Н. Осипов, Р. А. Хмельницкий, А. А. Полякова,
С. П. Рогов, А. В. Агафонов
(СССР, ВНИИНП)
Настоящее исследование посвящено изучению химизма реак-
ций и некоторых кинетических закономерностей превращения ва-
куум-дистиллята сернистых нефтей во второй ступени гидрокре-
кинга.
Процесс осуществляли на никелевом катализаторе с носите-
лем из микросферического алюмосиликата при давлении 150 ат,
объемной скорости подачи сырья 1 ч1, циркуляции водорода
ЮОО м3/м3 сырья и температуре 380, 400, 425 и 450° С. Основными
продуктами при этом являлись углеводородный газ Cj—С4 и
3—2284 33
жидкий гидрогенизат, состоящий из фракции €5, фракции с тем-
пературой кипения до 195° С и остатка. В зависимости от темпе-
ратуры гидрокрекинга выход продуктов изменяется в широком
интервале. Анализ газа и фракции С5 осуществляли хромато-
графическим [1], а жидких продуктов—масс-спектрометрическим
методами. Бензиновая фракция предварительно подвергалась де-
ароматизации [2, 3]. Продукты с температурой кипения выше
195° С предварительно разделялись адсорбцией на силикагеле на
парафино-нафтеновую и ароматическую части. Анализ их прово-
дился отдельно [4, 5].
Состав газа и фракции С5. Особенность гидрокрекинга в при-
сутствии алюмосиликатникелевого катализатора заключается в
образовании небольшого количества метана и этана, значительно-
го: пропана и бутанов, причем последние представлены в основ-
ном углеводородами разветвленного строения (табл. 1, рис. 1).
Таблица 1
Состав газа Ct—С4 второй ступени гидрокрекинга
Наименование Температура, °C
380 400 425 450
Выход газа, % вес 6,0 6,8 8,6 16,0
Состав, % объемн.:
метан 3,7 4,0 5,4 6,9
этан 6,9 7,0 8,0 10,1
пропан 34,4 35,0 37,3 42,1
изобутан 40,4 38,5 31,8 24,0
я-бутан . . - 14,6 £0,0 1 / , 15 9
Количество разветвленных структур — выше равновесного [8].
Выход фракции С5 при гидрокрекинге высокий, особенно при
повышенных температурах (табл. 2, см. рис. 1). Фракция состоит
преимущественно из изопентана, небольшого количества н-пента-
на и примесей циклопентана.
Таким образом, гидрокрекинг вакуум-дистиллята сопровож-
дается относительно большим газообразованием, что позволяет
провести аналогию между реакциями, протекающими при ката-
литическом крекинге и гидрокрекинге. Об этом же свидетельст-
вует содержание в продукте гидрокрекинга значительного коли-
чества изопарафиновых углевородов С4 и С5. Однако газообраз-
ные продукты гидрокрекинга не содержат олефиновых и диоле-
финовых углеводородов.
Состав фракции с температурой кипения до 195° С. Для бен-
зина второй ступени гидрокрекинга характерно преимуществен-
ное содержание насыщенных углеводородов и моноциклических
34
8
Рис. 1. Соотношение ко-
личества углеводородов
изо- и нормального 3
строения во фракциях
С4 и Cs в зависимости £
от температуры процес- <5
са:
1, 2 — С4 равновесное
и фактическое соответ-
ственно; 3, 4 — С) рав-
новесное и фактическое
соответственно
7
6
5
4
3
2
7
J80 390 400 410 420 430 440 45O
Температура, °C
Й
£
структур. Содержание парафиновых углеводородов в бензине уве-
личивается с ростом температуры гидрокрекинга от 24,2 (при
380°'С) до 33,3% при 450°С |(табл. 3, рис. 2) главным обра-
зом за счет образования структур нормального строения. Послед-
нее объясняется, по-видимому, увеличением доли термических
реакций с повышением температуры. Уменьшение относительного
содержания изопарафинов в бензине при повышении температу-
ры происходит быстрее, чем во фракциях углеводородов С4 и С5.
Таблица 2
Состав фракции С5 второй ступени гидрокрекинга
Наименование Температура, °C
380 400 425 450
Выход фракции, % вес. 3,1 3,3- 4,2 7,9
Состав, % объемн.:
изопентан 86,0 8С ,8 79,5 79,0J
н-пентан 10,5 16,8 17,7 18,2
циклопентан 3,5 2,4 2,8 2,81
35
Рис. 2. Изменение отно-
сительного содержания
углеводородных групп в
бензине гидрокрекинга в
зависимости от темпера-
туры процесса:
/ — бициклонафтено-
вые; 2 — тетралины и
инданы; 3 — нафтено-
вые, моноциклические;
4 — парафиновые;
5 — алкилбеизолы
С ростом температуры от 380 до 450° С содержание алкилбен-
золов значительно увеличивается (на 78%), а моно- и бицикли-
ческих нафтеновых углеводородов, а также тетралинов и инда-
нов несколько уменьшается, что сопровождается улучшением ка-
чества бензинов.
С увеличением температуры гидрокрекинга заметно интен-
сифицируются реакции распада углеводородов бензиновой фрак-
ции, что приводит к получению бензина более легкого фракци-
онного состава. Эта закономерность характерна для углеводоро-
дов всех классов. Так, для алкилбензолов максимум на кривой
распределения алкилбензолов по числу углеродных атомов моно-
тонно смещается от С9 при температуре процесса 380° С к С7—С8
при 450° С (рис. 3).
Для нафтеновых углеводородов также заметно снижение со-
держания углеводородов С9—'Сю. С ростом температуры процес-
са (рис. 4) количество нафтенов С7—С8 достигает максимума при
температуре 400° С. Аналогичная закономерность наблюдается и
для парафиновых углеводородов.
Таким образом, при увеличении температуры гидрокрекинга
октановые числа бензинов повышаются вследствие увеличения
содержания в них более высокооктановых алкилароматических
36
Таблица 3
Характеристика бензинов
Показатели Температура, °C
380 400 425 450
Выход фракции н. к,—195°, и % вес. от сырья 18,3 34,4 59,5 •67,2
Групповой состав углеводородов % мол.: Парафиновые 24,2 30,0 32,5 33,3
В том числе:
нормального строения 0,7 2,5 7,1 8,8
изостроения 23,5 27,5 25,4 24,5
Моноциклические нафтеновые 39,2 38,1 32,8 31,1
Бициклические нафтеновые 8,8 7,3 4,2 3,3
Алкилбензолы 15,4 16,9 24,7 27,4
Тетралины + инданы Отношение парафинов изо- и нормального строе- 12,4 7,7 5,8 4,9
НИЯ 33,5 11,0 3,6 2,8
Октановое число, м. м. . . . 55 69 76 79
углеводородов С7—Се и уменьшения 'бициклонафтенов, тетрали-
нов и инданов.
Состав фракции с температурой кипения выше 195° С. Для
оценки поведения парафино-нафтеновых и ароматических угле-
водородов при гидрокрекинге исходное сырье 'было разделено на
Рис. 3. Распределение
алкилбензолов бензина
гидрокрекинга по числу
углеродных атомов в
молекуле
tfac-ло углеродных атомов
& ллолеиулге
37
Лара ф инь/
Рис. 4. Зависимость содержания углеводородов различного
молекулярного веса в бензина:: гидрокрекинга от температу-
ры процесса:
1, 2, 3, 4 — соответственно С1о, С7, С9, (Д
50-градусные фракции и исследовано на содержание углеводоро-
дов с различной структурой. В парафино-нафтеновых фракциях
определялось содержание парафиновых, моноциклических нафте-
новых и конденсированных нафтеновых углеводородов, содержа-
щих от двух до пяти циклов в молекуле. Анализ ароматических
углеводородов проводился с целью определения структур типа:
алкилбензолов, инданов, динафтенбензолов, нафталинов, аценаф-
тенов, аценафтиленов, фенантренов, пиренов и хризенов*.
С увеличением пределов кипения 50-градусных фракций для
парафино-нафтеновой части наблюдается заметное снижение до-
ли парафиновых углеводородов и увеличение содержания конден-
* Обозначение групп ароматических углеводородов дано по одному из пред-
ставителей группы и потому является условным. На самом деле каждая группа
включает все возможные структуры с данным числом z в формуле Cn//2n4z.
38
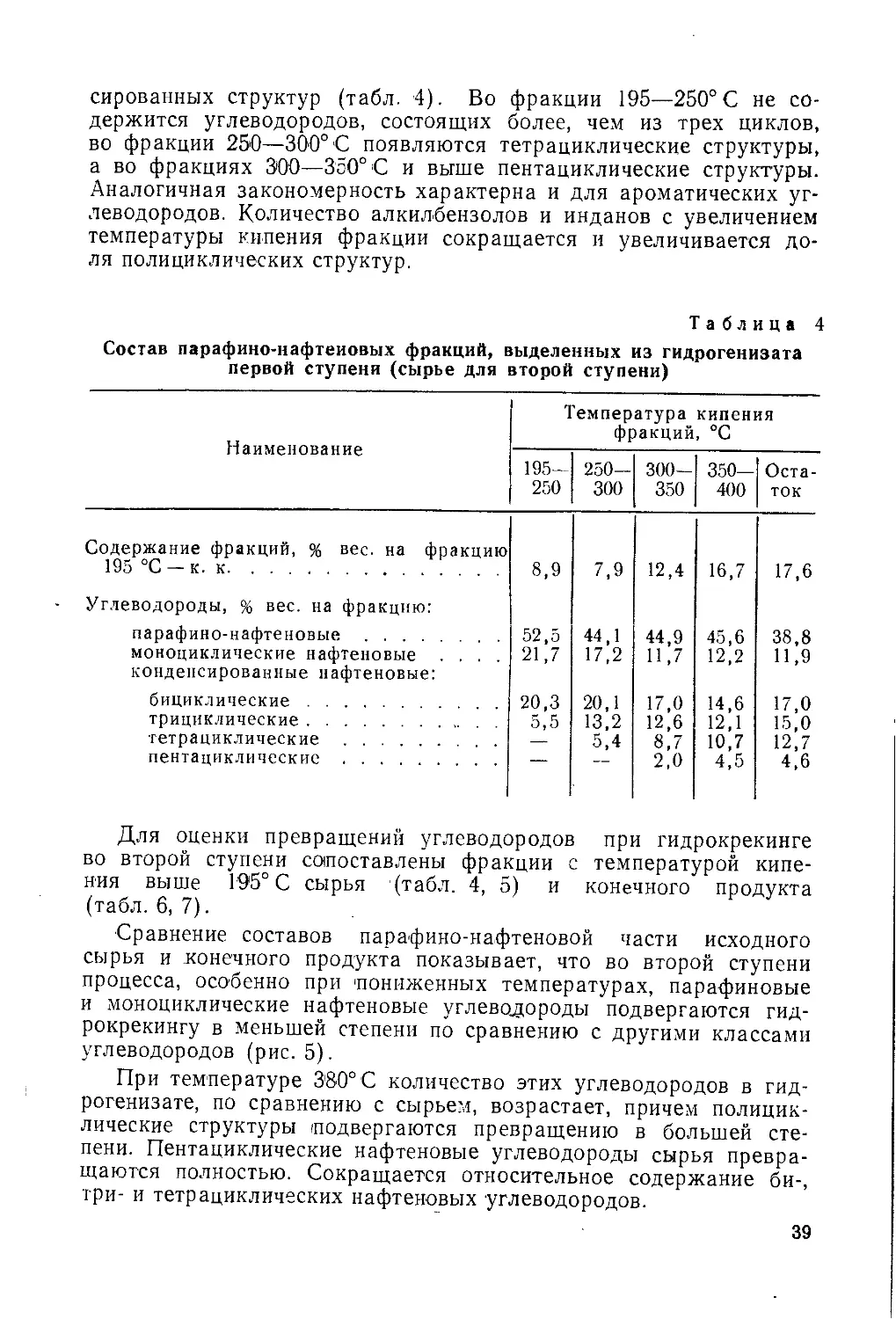
сированных структур (табл. 4). Во фракции 195—250° С не со-
держится углеводородов, состоящих более, чем из трех циклов,
во фракции 250—300° С появляются тетрациклические структуры,
а во фракциях 300—350° С и выше пентациклические структуры.
Аналогичная закономерность характерна и для ароматических уг-
леводородов. Количество алкилбензолов и инданов с увеличением
температуры кипения фракции сокращается и увеличивается до-
ля полициклических структур.
Таблица 4
Состав парафино-нафтеиовых фракций, выделенных из гидрогенизата
первой ступени (сырье для второй ступени)
Наименование Температура кипения фракций, °C
195— 250 250- 300 300- 350 350— 400 Оста- ток
Содержание фракций, % вес. на фракцию 195 °C-к. к 8,9 7,9 12,4 16,7 17,6
Углеводороды, % вес. на фракцию: парафино-нафтеновые 52,5 44,1 44,9 45,6 38,8
моноциклические нафтеновые .... 21,7 17,2 11,7 12,2 11,9
конденсированные нафтеновые: бициклические 20,3 20,1 17,0 14,6 17,0
трициклические 5,5 13,2 12,6 12,1 15,0
тетрациклические — 5,4 8,7 10,7 12,7
пентациклические — — 2,0 4,5 4,6
Для оценки превращений углеводородов при гидрокрекинге
во второй ступени сопоставлены фракции с температурой кипе-
ния выше 195° С сырья (табл. 4, 5) и конечного продукта
(табл. 6, 7).
Сравнение составов парафино-нафтеновой части исходного
сырья и конечного продукта показывает, что во второй ступени
процесса, особенно при пониженных температурах, парафиновые
и моноциклические нафтеновые углеводороды подвергаются гид-
рокрекингу в меньшей степени по сравнению с другими классами
углеводородов (рис. 5).
При температуре 380° С количество этих углеводородов в гид-
рогенизате, по сравнению с сырьем, возрастает, причем полицик-
лические структуры подвергаются превращению в большей сте-
пени. Пентациклические нафтеновые углеводороды сырья превра-
щаются полностью. Сокращается относительное содержание би-,
три- и тетрациклических нафтеновых углеводородов.
39
Таблица 5
Состав ароматических фракций, выделенных из гидрогенизата первой
ступени (сырье для второй ступени)
Наименование Температура кипения фракций, °C
195— 250 250- 300 300- 350 350- 400 Оста- ток
Содержание’фракций, % вес. па фракцию 195°С— к. ’к 2,5 3,8 3,9 12,9 7,8
Углеводороды, % вес.: алкилбензолы 60,2 38,1 35,3 30,4 44,9
инданы 32,5 37,2 19,9 15,4 19,1
динафтепбензолы 4,4 10,3 10,8 8,0 8,0
нафталины 2,9 9,9 8,4 7,1 5,8
аценафтены — 4,5 12,7 11,5 6,8
аценафтилены — — 7,1 10,2 3,8
фенантрены — 2,7 14,3 6,3
пирены — — 3,1 2,6 5,3
хризены
Таблица 6
Состав парафино-нафтеновых углеводородов фракции 195 СС—к. к.
гидрогенизата второй ступени гидрокрекинга, % вес. на сырье
Наименование ! Гидро- генизат первой ступени Гидрогенизаты второй ступени при темпера- туре, "С
380 400 425 j 450
Суммарный выход па фракцию: 195 °C—к. к 63,5 58,0 41,6 22,2 10,8
Углеводороды, вес.: парафиновые 27,9 31,3 18,4 10,0 4,9
нафтеновые: моноциклические 8,9 23,1 9,3 4,5 2,1
бициклические 10,8 3,5 6,5 3,6 1,8
трициклические 8,1 0,1 4,9 2,6 1,2 0,8
тетрациклические 5,9 — 2,5 1,5
пептациклическпе 1,9 — — —
40
Рис. 5. Относительное
содержание парафино-
нафтеновых углеводо-
родов в лепревращен-
ном остатке (% -вес. на
их долю в исходном
сырье):
1 — тетрациклические
нафтеновые; 2 — три-
циклические нафтено-
вые; 3 — бициклические
нафтеновые; 4 — пара-
финовые; 5 — моноцик-
лические нафтеновые
Температура процесса, аС
С ростом температуры процесса наблюдается увеличение сте-
пени превращения парафиновых и моноциклических нафтеновых
углеводородов. При температуре 450° С скорость их превращенья
приближается к скорости превращения би- и полициклических
нафтенов.
При температуре 380—400° С основное направление превра-
щений би- и полициклических структур заключается в раскрытии
циклов и гидрировании, о чем, в частности, свидетельствует зна-
чительное количество парафиновых и моноциклических нафтено-
вых углеводородов в продуктах гидрокрекинга, а также относи-
тельно небольшой выход продуктов деструкции — бензиновой
фракции. При температурах выше 400° С количество би- и поли-
циклических структур в гидрогенизатах уменьшается за счет ре-
акций деструкции. В этих условиях реакции гидрирования начи-
нают играть значительно меньшую роль.
Показано, что среди ароматических углеводородов (как и
нафтеновых) минимальной глубиной превращения характери-
зуются -более насыщенные структуры, например, алкилбензолы и
инданы, причем с ростом температуры процесса степень превра-
щения этих углеводородов увеличивается (рис. 6). Несомненно,
здесь получают значительное развитие реакции отщепления боко-
вых алкильных цепей без существенного гидрирования кольца,
на что указывает высокий выход моноциклических структур. Сум-
марное содержание моноциклических нафтеновых и ароматичес-
41
Рис. 6. Относительное
содержание ароматиче-
ских углеводородов и
непревращенном остат-
ке (% вес. на долю
в исходном сырье):
1 — пирены; 2 — наф-
талины; 3 — аценафте-
ны; 4 — динафтенбензо-
лы; 5 — инданы;
6 — алкилбензолы
ких углеводородов в бензиновой фракции независимо от режима
процесса составляет 55—60%.
Рассмотрение экспериментальных данных, полученных при
гидрокрекинге в интервале температур 400—425° С, при которых
достигаются оптимальные результаты с точки зрения выхода и
качества целевых продуктов, позволяет сделать вывод о макси-
мальной глубине превращения в этих условиях тетра- и трицик-
лических углеводородов.
Углеводороды со структурой фенантрена и аценафтилена под-
вергаются превращению практически полностью, а нафталина и
аценафтена более устойчивы. В наименьшей степени превращают-
ся алкилбензолы и инданы.
На основании полученных данных продукты гидрокрекинга
второй ступени процесса с учетом газа и бензиновых фракций
были распределены по соответствующим группам углеводородов
(табл. 8).
Во второй ступени процесса, несомненно, имеет место значи-
тельное гидрирование исходного сырья. Так, в интервале темпе-
ратур 380—425°С гидрированию подвергаются 43,8—32,9% арома-
тических углеводородов соответственно. Причем при 380° С гид-
рирование и раскрытие цикла идет наиболее глубоко, до образо-
вания преимущественно парафиновых углеводородов.
При температуре 400° С образуются как парафиновые, так и
нафтеновые углеводороды, а при 425—450° С вновь возрастает
доля парафиновых углеводородов, что объясняется увеличением
42
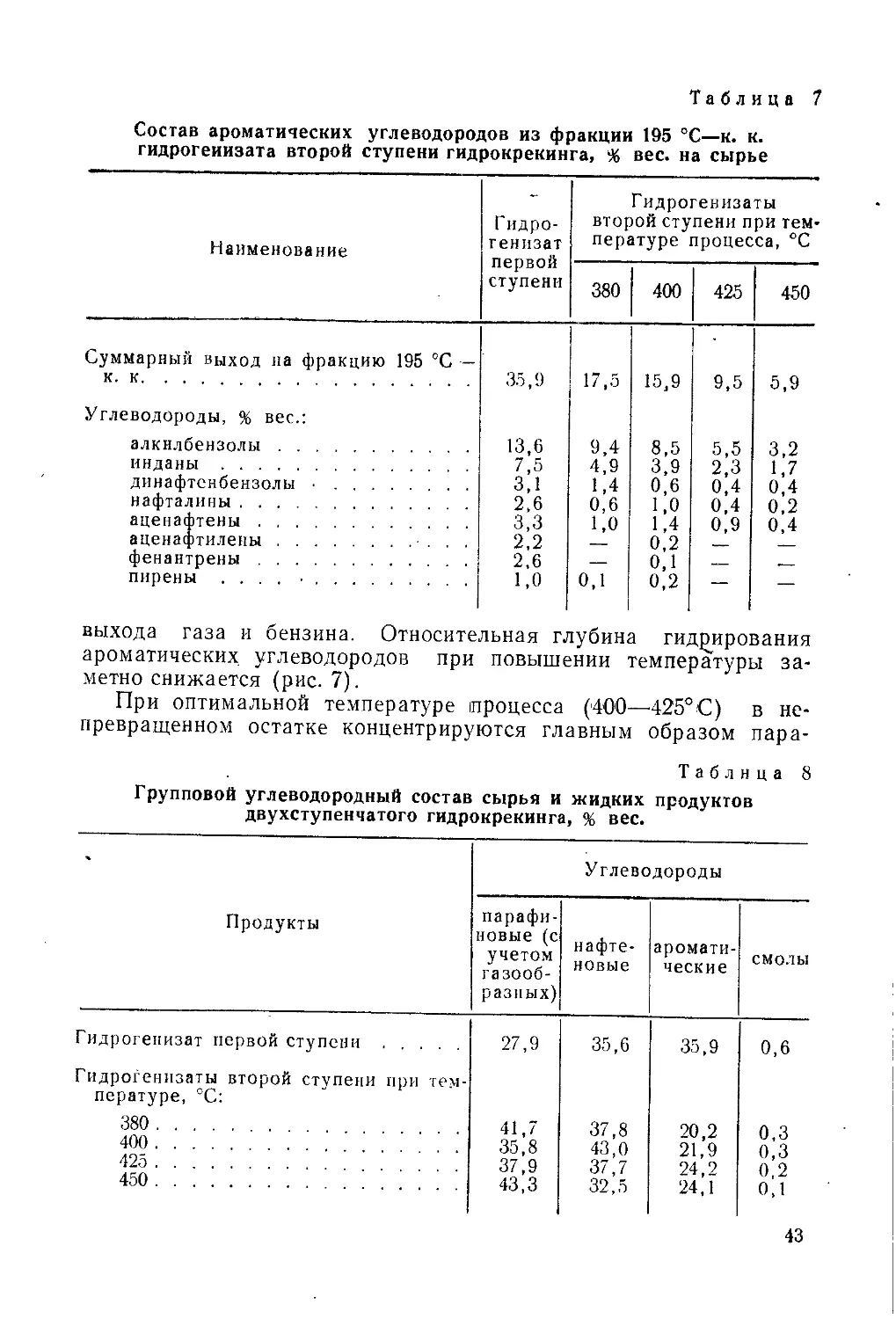
Таблица 7
Состав ароматических углеводородов из фракции 195 °C—к. к.
гидрогеиизата второй ступени гидрокрекинга, % вес. на сырье
Наименование Гидро- генизат первой ступени Гидрогенизаты второй ступени при тем- пературе процесса, °C
380 400 425 450
Суммарный выход на фракцию 195 °C — к. к 35,9 17,5 15,9 9,5 5,9
Углеводороды, % вес.: алкнлбензолы 13,6 9,4 8,5 5,5 3,2
инданы 7,5 4,9 3,9 2,3 1,7
динафтснбензолы 3,1 1,4 0,6 0,4 0,4
нафталины 2,6 0,6 1,0 0,4 0,2
аценафтены 3,3 1,0 1,4 0,9 0,4
аценафтилены . . 2,2 — 0,2 — —
фенантрены 2,6 — 0,1 — —
пирены .... 1,0 0,1 0,2 — —
выхода газа и бензина. Относительная глубина гидрирования
ароматических углеводородов при повышении температуры за-
метно снижается (рис. 7).
При оптимальной температуре процесса (400—425ОС) в не-
превращенном остатке концентрируются главным образом пара-
Таблнца 8
Групповой углеводородный состав сырья и жидких продуктов
двухступенчатого гидрокрекинга, % вес.
Продукты Углеводороды
парафи- новые (с учетом газооб- разных) нафте- новые аромати- ческие смолы
Гидрогенизат первой ступени 27,9 35,6 35,9 0,6
Гидрогенизаты второй ступени при тем-
пературе, °C:
380 41,7 37,8 20,2 0,3
400 35,8 43,0 21,9 0,3
425 37,9 37,7 24,2 0,2
450 43,3 32,5 24,1 0,1
43
юо
080 390 W0 9/0 420 430 490 450
Температура процесса, "С
Рис. 7. Относительное
содержание групп угле-
водородов в непревра-
щенном остатке (% вес.
на их долю в исходном
сырье):
1 — ароматические;
2 — нафтеновые;
3 — парафиновые
финовые и нафтеновые углеводороды, а ароматические подвер-
гаются превращению.
Однако накопления ароматических углеводородов в бензино-
вых фракциях не наблюдается в связи с протеканием реакции
гидрирования.
Из сопоставления содержания парафиновых, нафтеновых и
ароматических углеводородов в бензиновых фракциях и исходном
сырье следует, что при температуре процесса 400—425° С в бен-
зине появляются преимущественно нафтеновые углеводороды,
и в несколько меньшей мере — парафиновые. Доля ароматичес-
ких углеводородов значительно меньше.
Некоторые вопросы кинетики гидрокрекинга. О характере
превращений углеводородов при гидрокрекинге можно судить,
основываясь на значениях величин кинетических констант про-
цесса. Для расчета указанных констант был проведен цикл опы-
тов при температуре 380—450О|С и объемной скорости по сырью
0,5—4,0 ч~'.
Результаты гидрокрекинга оценивались по глубине разложе-
ния сырья, т. е. по количеству образовавшихся легких продуктов,
выкипающих ниже температуры начала кипения сырья (суммар-
но газа и бензина).
Обработка экспериментальных данных производилась по урав-
нению Фроста [6, 7]
ЦДпр-^-^а + Му,
44
Рис. 8. Анаморфозы уравнения Фроста для гидрокре-
кинга на алюмосиликатникелевом катализаторе
где а — условная константа скорости реакции;
у — степень превращения в долях единицы;
р — коэффициент торможения;
Vo — объемная скорость подачи сырья.
Известно, что это уравнение применимо для описания законо-
мерностей тормозящихся мономолекулярных процессов, в том чи-
сле каталитического крекинга.
Как видно из рис. 8, полученные данные удовлетворительно
описываются уравнением Фроста. Анаморфозы располагаются в
виде семейств параллельных линий с углом наклона к горизон-
тальной оси 42° (0 = 0,91).
45
Ниже приведены величины условной константы (а) скорости
реакций разложения сырья:
Температура процесса, °C Условная
константа, а
380 0,048
400 0,151
415 0,315
425 0,542
450 1,074
Пользуясь значениями условных констант скорости, по урав-
нению Аррениуса были определены величины кажущейся энер-
гии активации Е, найдены уравнения зависимости а от t:
lga=f(l/T) и условные температурные коэффициенты • Зна-
чение величины Е, Kt и уравнения lga=f(l/T) представлены
ниже:
Интервал температур, °C
380—415 415—450
£, кал/г-моль........
К....................
(1т)............
49800
1,71
lg a= 15,85 —
49800
4,571т
32600
1,42
lga=10,40-
32600
4,571т
Уменьшение температурных коэффициентов и кажущейся
энергии активации при ’повышении температуры процесса может
быть объяснено, по-видимому, изменением адсорбционных ус-
ловий.
Поскольку в условиях гидрокрекинга превращение сырья ха-
рактеризуется закономерностями, аналогичными в условиях ка-
талитического крекинга, можно констатировать наличие опреде-
ленного сходства между этими процессами.
выводы
1. Основным направлением превращений сырья во второй
ступени гидрокрекинга является гидрирование и деструкция по-
лициклических структур, в первую очередь ароматических, кото-
рые сопровождаются образованием относительно устойчивых мо-
ноциклических углеводородов, выкипающих в пределах бензино-
вых фракций. Имеет место также отщепление алкильных цепей,
приводящее к образованию парафиновых углеводородов. Изби-
рательное расщепление высококинящих углеводородов и значи-
тельная глубина реакций гидрирования обусловливают накопле-
ние в непревращенном остатке относительно насыщенных углево-
дородов— парафиновых и нафтеновых с невысокой степенью
конденсированности.
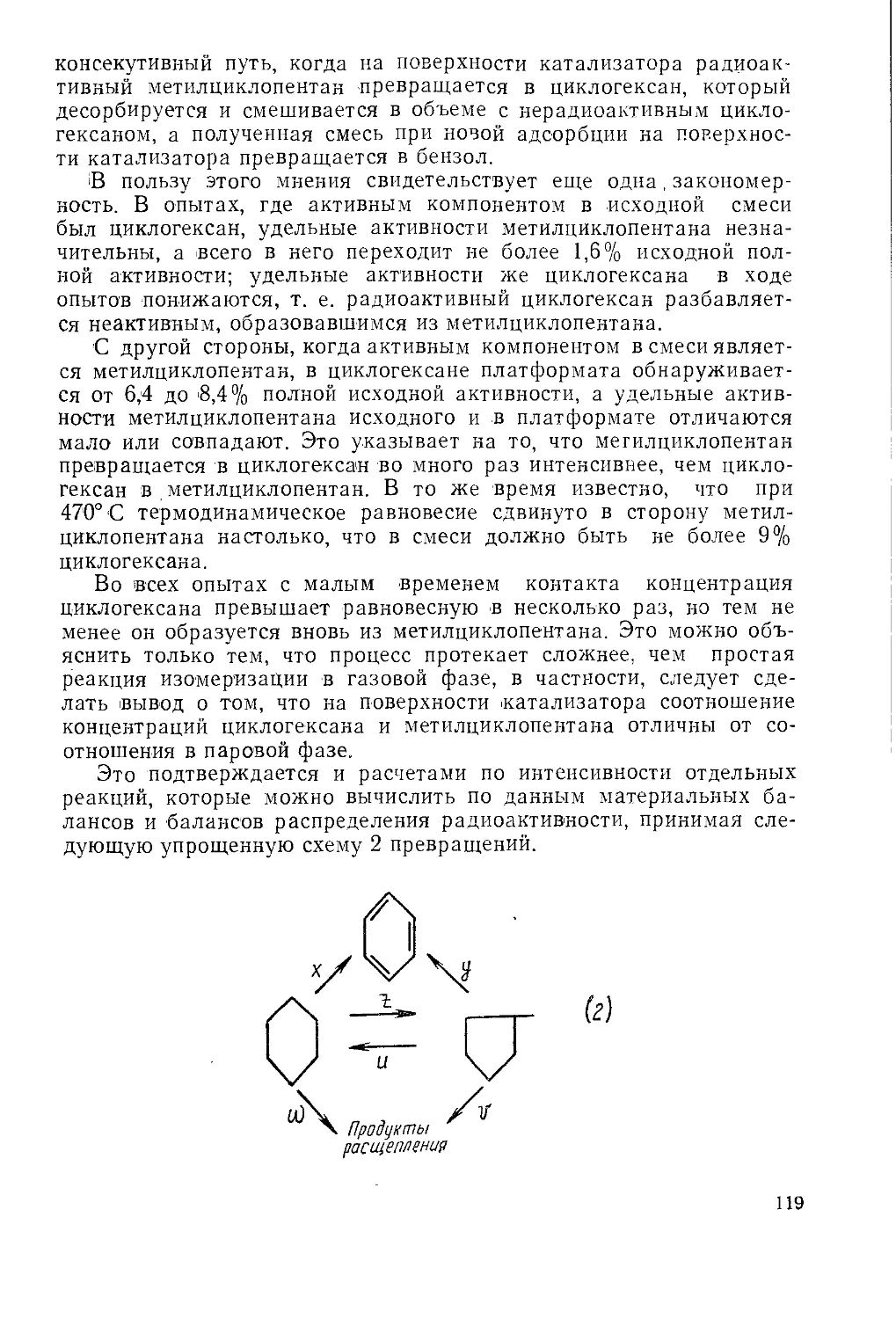
46
2. В отличие от процесса каталитического крекинга, в усло-
виях которого полициклические системы подвергаются деструк-
ции в наименьшей мере, при гидрокрекинге они превращаются
быстрее других групп: при пониженных температурах полицикли-
ческие углеводороды подвергаются гидрированию, при повышен-
ных — деструкции.
3. С ростом температуры гидрокрекинга в реакции деструкции
начинают интенсивно вовлекаться и менее конденсированные уг-
леводороды, при температуре около 450°С скорость превращений
углеводородов всех классов становится близкой.
4. Наряду с реакциями расщепления и гидрирования, опреде-
ленное развитие при гидрокрекинге получают реакции изомери-
зации, причем во фракции С4—С5 гидрогенизатов отношение изо-
структур к нормальным существенно превосходит равновесное.
Значительное преобладание изопарафиновых углеводородов на-
блюдается также и в бензиновой фракции. С повышением темпе-
ратуры процесса степень изомеризации продуктов гидрокрекин-
га заметно снижается, т. е. процесс целесообразно проводить
при минимальной температуре, так как углеводороды разветв-
ленного строения являются наиболее ценными компонентами мо-
торных топлив.
ЛИТЕРАТУРА
1. Леонтьева С. А., Л у лов а Н. И., Тарасов А. И., Ф е д о с о-
в а А. К. «Химия и технология топлив и масел» (в печати),
2. Хмельницкий Р. А., Зимина К. И., Полякова А. А. «Химия и
технология топлив и масел», 1961 № 6, 55.
3. Хмельницкий Р. А., Полякова А. А., Хавкин В. А., О си-
пов Л. Н. «Химия и технология топлив и масел» (в печати).
4. Полякова А. А., Хмельницкий Р. А., Медведев Ф. А. «Химия
и технология топлив и масел», 1965, № 6, 56.
5. Лукашенко А. И., Полякова А. А., Хмельницкий Р. А. «Хи-
мия и технология топлив и масел» (в печати).
6. Ф р о с т А. В. Вестник Моск. Унив., 1946, 3—4, 111.
7. Антипина Т. В. и Фрост А. В. «Успехи химии», 1950, 19, № 3, 342.
8. Rossini. Journal Res. Nat. Bur. Stand., 1941, 27, 529.
ИССЛЕДОВАНИЕ ВЫСОКОТЕМПЕРАТУРНОЙ
ГИДРОГЕНИЗАЦИИ ИНДИВИДУАЛЬНЫХ
УГЛЕВОДОРОДОВ *
А. А. Кричко, Л. С. Советова
(СССР, Институт горючих ископаемых)
Закономерности гидрогенизационных процессов, протекающих
в области высоких .температур (выше 500° С), практический инте-
рес к которым появился в последнее время, оставались изученны-
* В экспериментальной части исследования принимали участие В. А. Пуч-
ков, К. И. Копалина, Н. Е. Догадина.
47
ми недостаточно полно. Авторами были проведены исследования
этих процессов путем изучения поведения индивидуальных угле-
водородов, характерных по своему составу для различных техни-
ческих смесей в условиях, которые могли быть рекомендованы к
промышленному внедрению.
Были исследованы тидрогенизационные превращения 23 угле-
водородов (табл. 1). Эти опыты проводились на проточной уста-
новке и в автоклаве при температуре от 400 до 800° С (в основ-
ном 500—600° С), под давлением водорода 20 — 100 ат, в присут-
ствии технических окисных алюмомолибденового и алюмоко-
бальтмолибденового катализаторов, а также без них.
Химизм высокотемпературной гидрогенизации. Основной реак-
цией моно- и бициклических ароматических углеводородов в ус-
ловиях высокотемпературной гидрогенизации является деалкили-
рование, протекающее в основном по связи Сар — Са,чцил.
Реакции гидрирования ароматических углеводородов и после-
дующих превращений насыщенных соединений (изомеризация и
деструкция) при температуре выше 500°*С и давлении 40 ат име-
ют подчиненное значение, а при 500°С и '100 ат получают замет-
ное развитие.
Тетралин и его гомологи, образующиеся в результате гидри-
рования нафталина и алкилнафталинов, частично, в зависимости
от температуры и давления, превращаются в моноциклические
ароматические углеводороды в результате расщепления нафтено-
вого кольца по связи Сар —СнафТ или изомеризации тетралина
в метилгидринден.
При гидрогенизации гомологов бензола и нафталина наблю-
даются реакции изомеризации, заключающиеся в перераспреде-
лении метильных радикалов (миграция в кольце), причем соеди-
нений, содержащих большое число атомов углерода, не обра-
зуется.
Реакции уплотнения (конденсации), сопровождающиеся обра-
зованием высокомолекулярных соединений, содержащих два и
более колец, в частности, дифенила при гидрогенизации метил-
бензолов, протекают только при высокой температуре и наблю-
даются при глубоком деалкилировании исходных углеводородов.
Для иллюстрации реакций алкилароматических углеводородов
на рис. 1 и 2 проведены схемы превращений 1, 3, 5-триметилбен-
зола и 2-метилнафталина при температуре 520°С и давлении 40 ат
в присутствии алюмомолибденового катализатора.
Декалин подвергается дегидрированию с образованием тетра-
лина и нафталина и частично деструкции с образованием моно-
циклических нафтеновых углеводородов, в результате дегидриро-
вания которых образуются моноциклические ароматические угле-
водороды. Последние образуются также при расщеплении
тетралина. Это направление является второстепенным, транс-
Декалин при гидрогенизации оказывается более устойчивым, чем
ц«с-декалин.
48
Таблица 1
ОбъектьГи условия исследования
Углеводороды Темпера- тура, J С Давле- ние,* ат Катализатор
Бензол Толуол » о-Ксилол я-Ксилол и-Ксилол 1, 3, 5-Триметилбензол То же » 1, 2, 4 Триметилбензол 1, 2, З-Триметилбензол То же Тетралин 1-Метилнафталин То же 2-Метилнафталин 1,2- Диметилнафталин 1,5- Диметилнафталии 1,6- Диметилнафталин 1,7- ДимегилнпфтаЛин 2,3-Диметилнафталин 2,6-Диметилнафталин 2,6-Диметилнафгалин То же 2-Этилнафталин 2-Изопропилнафталин Декалин То же н-Гептан 2, 2, 4-Триметилпентан н-Гексадекан То же 520 520 600 700, 800 520 520 520 520, 600 520, 600 700 520, 600 520 600 475 520 520 520 520 520 520 520 520 520 400, 450, 500, 520, 540, 560, 580, 600 520 520 520 475, 520 520 475 175 475,520 520 100 100 40, 100 40 100 100 100 40 100 100 40, 100 100 40 40 100 40 40 40 40 40 40 40 40 40 20, 55, 80 40 40 40 100 40 40 40 100 МоОз~{-AlgOg МоО84-А12О3 и без катализатора Без катализатора MoOgH-AlgOg МоО3+А12О3 и без катализатора МоОз+ А12О3 СоО4-МоО34А12О3 МоО3+А12О3 СоО 4- М-оОд 4' А12О3 | МоОз 4-А1ХО3
* Для автоклавных опытов указано парциальное давление водорода
при рабочей температуре в начале опыта.
Парафиновые углеводороды при высокотемпературной гидро-
генизации подвергаются глубокой деструкции с образованием
преимущественно углеводородов состава СиН2п+2, в том числе
изопарафиновых углеводородов.
4-2284 49
Рис. 1. Схема превраще-
ний 1, 3, 5,-триметилбен-
зола при температуре
520°С и давлении 40 ат.
Цифры означают конеч-
ный состав продуктов
(в расчете на
100 молей)
©
Относительные скорости деалкилирования и гидрирования.
Относительные скорости реакций, протекающих при высокотем-
пературной гидрогенизации, определяются температурой и дав-
лением процесса, а также строением углеводородов.
Глубина деметилирования метилбензолов возрастает с увели-
чением числа метильных заместителей в молекуле бензола, а гид-
рирование бензольных колец — уменьшается (табл. 2). В ряду
бензол, толуол, н-ксилол, 1, 2, 4-триметилбензол, бензол гидри-
руется с максимальной относительной скоростью [1].
Czi, С3Нй
Рис. 2. Схема превращений 2-метил«афталина при
52(ГС.и давлении 40 ат (в расчете на 100 молей)
50
Таблица 2
Результаты гидрогенизации бензола, толуола, n-ксилола и
I, 2,4-триметилбензола [t]
Состав гидрогенизата Выход углеводородов,
% вес, от исходного углеводорода
, 1 бензол толуол | ч о ч S е 1, 2,4 -три- метилбен- зо л
Метай 3,1 6,3 9,1
Гексаны 1,0 — — —
Метилциклопентан 4,8 0,7 0,5) —
Циклогексан 2,4 0,9 0,2 —
Метилциклогексан — 0,8 0,6 0,7
Диметилциклогексаны Нафтеновые углеводороды с температурой кипе- — — 0,3 —
ния 150—175°С — — — —
Бензол 92,4 13,5 2,6 1,5
Толуол — 81,5 28,0 6,9
о-Ксилол — — 0,8 3,8
п-Ксилол — — 61,6 —
л-Ксилол — — — 16,8
1, 2, 4-Триметилбензол — — — 38,2
1, 3, 5-Триметилбензол — — —• 10,3
Итого. . . 100,6 100,5 100,9 101,2
Расход водорода, % 0,6 0,5 0,9 1,2
Глубина превращения углеводорода, 7,6 18,5 38,4 61,8
Примечание. Условия опыта: давление 100 ат; температура 520°;
соотношение Н2: углеводород (мол.) 4,5:1; подача
углеводорода 12,5 мол/л-ч, катализатор МоО34-А12О8.
Положение заместителей в молекуле бензола также оказывает
влияние на скорость превращения углеводородов. Среди ксило-
лов о-ксилол деметилируется быстрее чем п- и л-ксилол, а среди
изомерных триметилбензолов 1, 2, 3-триметилбензол, т. е. замес-
титель, расположенный в орто-положении, отщепляется наибо-
лее легко.
Относительные скорости деметилирования и гидрирования,
рассчитанные для всех исследованных моноциклических аромати-
ческих углеводородов (при 520° С и давлении 100 ат), приведены
в табл. 3.
Глубина превращения метилбензолов в реакциях гидрирова-
ния кольца в несколько раз меньше, чем деметилирования. При
высокотемпературной гидрогенизации триметилбензолов насы-
51
Таблица 3
Относительные скорости превращения моноциклических ароматических
углеводородов
Углеводороды Демети- лирова- ние Г идри- рованне
Бензол 9,1
Толуол • 1.0 3,8
jn-Ксилол 1,2 2,5
и-Ксилол • 2,1 2,3
о-Ксилол... • 3,5 2,0
1, з, 5-Триметилбечзол 1,9 —
1,3,4-Триметилбензол . . 2.9 1,0
1,2, З-Триметилбензол 5,4 —
щенные углеводороды практически не образуются даже под дав-
лением 100 ат. Метилпроизводные нафталина деметилируются
быстрее соответствующих метилпроизводных бензола. Так, отно-
сительная скорость деметилирования 1-метилнафталина в 3,5 ра-
за выше, чем толуола (при 520°С и IOO ат).
Глубина деметилирования метилнафталинов аналогично ме-
тилбензолам возрастает с увеличением количества заместите-
лей и зависит от их положения в кольце. Относительные скоро-
сти деметилирования, рассчитанные на основании результатов,
полученных при гидрогенизации двух метил- и шести диметилнаф-
талинов (при 520° С, 40 ат, в присутствии катализатора
Мо03 + А1203), равны [2]:
2-Метилнафталин ..............................1,0
1-Метилнаф галин ......................... . . 1,5
2,3- и 2,6-Диметилнафталины...................1,6
1,6- п 1,7-Дмметилнафталины ..................1,7
1,5-Диметилна фталин .........................1,9
1,2-Диметилнафталин ..........................2,2
Полученная зависимость относительных скоростей деметили-
рования характеризует различия в реакционной способности
углеродных атомов молекулы нафталина, вытекающие из особен-
ностей ее строения.
Помимо количества заместителей и их положения в молекуле
нафталина, на глубину деалкилирования углеводородов оказы-
вает влияние строение заместителей. С увеличением длины угле-
родной цепи алкильного заместителя в молекуле нафталина ско-
рость деалкилирования возрастает. Относительные скорости де-
алкилирования 2-метил, 2-этил и 2-изопропилнафталина,
рассчитанные на основании результатов, полученных при гидро-
генизации углеводородов при температуре 520°С, давлении 40 ат,
с алюмокобальтмолибденовым катализатором равны отношению
1:2:3.
52
Рис. 3. Влияние температуры при гидрогенизации
2,6-диметилнафталина:
1—1-метилнафталин; 2—нафталин; 3 — 2-метилнаф-
талин; 4—1,6-диметилнафталин; 5 — глубина превра-
щения исходного углеводорода
Влияние условий гидрогенизации на превращение углеводо-
родов. Для исследования влияния температуры на глубину и ос-
новные направления реакций, протекающих в процессе гидроге-
низации, применены моно- и бициклические ароматические, би-
циклические нафтеновые и парафиновые углеводороды.
Повышение температуры процесса сопровождается увеличени-
ем глубины деметилирования ароматических углеводородов. На
рис. 3 приведены результаты гидрогенизации 2,6-диметилнафтали-
на при температуре 400—600°С и давлении 40 ат с алюмоко-
бальтмолибденовым катализатором. При температуре 400 и 450° С
глубина превращения 2,6-диметилнафталина практически не из-
меняется (32—33%). При э^ом основными продуктами реакции
являются диметилтетрагидронафталины и '1,6-диметилнафталин.
Реакции деметилирования развиты слабо.
В интервале 500—560° С происходит отщепление в основном
одного метильного радикала, а образующийся 2-метилнафталин
деметилируется незначительно. Соответственно образуется мало
нафталина. Заметно уменьшается роль реакций гидрирования
53
нафталинового кольца и перераспределения метильных радика-
лов. При температуре 560—600° С происходит дальнейшее углуб-
ление процесса деметилирования. Основным продуктом реакций
является нафталин. С увеличением температуры до 500° и далее
до 600° глубина превращения возрастает с 33,4 до 100% соответ-
ственно.
При гидрогенизации 1, 3, 5-триметилбензола (давление 100 ат,
алюмомолибденовый катализатор) с повышением температуры
процесса от 520 до 600° С в отношении реакций деметилирования
наблюдается аналогичная закономерность, а именно, происходит
увеличение глубины деметилирбвания, • 'причем при температуре
600° С, когда в реакционной смеси присутствует много бензола,
образуется некоторое количество дифенила.
Увеличение температуры процесса при гидрогенизации дека-
лина от 475 до 520° С (давление 40 ат, катализатор МоО3+А12Оз)
сопровождается не только ускорением протекания основной реак-
ции, заключающейся в дегидрировании углеводорода и увеличе-
нии выхода нафталина, но и увеличением роли реакций деструк-
ции декалина и продуктов его превращения, приводящих к обра-
зованию значительных количеств моноциклических нафтеновых
и ароматических углеводородов.
Повышение температуры гидрогенизации парафиновых угле-
водородов также увеличивает выход продуктов их распада; де-
струкция при этом идет глубже — гидрогенизаты обогащаются
более низкомолекулярными парафинами.
Глубина деструкции парафиновых углеводородов возрастает
с. увеличением молекулярного веса соединения [3]. Относительные
скорости деструкции для ряда н-гептан : изооктан : «-гексадекан
равны 1:1,27:1,45 (при 520°С, 40 ат, катализатор—окисный
алюмомолибденовый). «-Гексадекан при 475° С подвергается рас-
щеплению быстрее изооктана в 2 раза, причем при 475° С обра-
зуется значительно меньше метана и этана, чем при 520" С.
При высокотемпературной гидрогенизации нормальные пара-
финовые углеводороды частично изомеризуются. Реакции дегид-
рирования и циклизации не получают заметного развития.
При изменении давления водорода в процессе изменяется
концентрация водорода, а также время пребывания углеводоро-
дов в реакционном пространстве (при гидрогенизации в проточ-
ной системе). Поэтому с ростом давления увеличивается глубина
превращения исходных углеводородов и выход продуктов деме-
тилирования, а в случае каталитического процесса в гидрогени-
затах содержится больше насыщенных, в основном нафтеновых
углеводородов. Повышение давления не только способствует уве-
личению глубины деметилирования ароматических углеводоро-
дов, но и препятствует развитию реакций дисмутации метильных
радикалов в молекулах метилбензолов: в гидрогенизатах, получен-
ных при более высоком давлении, содержится больше нафтено-
вых углеводородов и меньше изомерных ароматических. Для
54
подтверждения отмеченного, в табл. 4 приведены результаты
гидрогенизации 1, 3, 5-триметилбензола под давлением 40 и
100 ат, температуре 520° С, объемной скорости 1,5 кг/л-ч на
МоО3 + А12О3 катализатопе [4]. Глубина превращения 1, 3, 5-три-
метилбензола под давлением 40 ат составляет 32,4%, при
100 ат — 37,6%. Расход водорода при этом составляет 1,9 и 2,5
соответственно. Возоастает также и выход продуктов деметили-
рования с 24 до 28%) и нафтеновых углеводородов с 0,7 до 2,5%,
причем в продуктах превращения, полученных при 1С0 ат, содер-
жится в 1,5—2 раза больше легкокипящих ароматических углево-
дородов. При 40 ат образуется около 13% продуктов изомериза-
ции (В 2, 4-триметил'бензол, о- и n-ксилолы), а при 100 ат обра-
зуется только 6%> 1, 2, 4-триметилбензола.
Таблица 4
Влияние давления при гидрогенизации 1, 3, 5-триметилбегзэла
Давление;
Состав гидрогенизата, % вес. от превращенного ат
углеводорода i 40 | 100
Метан .................................................
Нафтеновые углеводороды.................................
Бензол ................................................
Толуол ................................................
о-Ксилол............................................ .
дг-Ксилол..............................................
л-Ксилол ..............................................
1, 2, 4-Триметилбензол.................................
16,2
6,7
1.6
11,2
61,2
5,6
Итого. . . 101,9
102,5
Аналогичные закономерности наблюдаются при изменении
давления в случае гидрогенизации метилнафталинов. С увеличе-
нием давления от 20 до 80 ат (температура 520° С) глубина прев-
ращения 2,6-диметилнафталина увеличивается с 51,5 до 84%0, а
выход нафталина от 5,3 до 23,2% (рис. 4). Кроме того, выход
моноциклических ароматических углеводородов и тетралина воз-
растает, а продуктов изомеризации (1,6-диметилнафталина)
уменьшается.
Исследования кинетических закономерностей реакций высоко-
температурной гидрогенизации алкилбензолов и алкилнафтали-
нов, выполненные советскими и зарубежными авторами, показа-
ли, что реакции гидродеметилирования толуола и монометилнафта-
линов в интервале температур 500—600° С являются реакциями
полуторного порядка с энергией активации около 35 ккал)моль
для каталитического процесса и 50 ккал/моль — термического
деалкилирования, т. е. в присутствии катализаторов реакции де-
55
Рис. 4. Влияние давле-
ния при гидрогенизации
2,6-диметилнафталина:
1 — нафталин;
2 — 1,6-диметилнафта-
лин; 3 — 2-метилнафта-
лин; 4 — глубина прев-
ращения исходного угле-
водорода
метилирования протекают со значительно более высокими скоро-
стями, а аналогичная глубина превращения должна достигаться
при более низкой температуре [5, 6].
Как' следует из данных табл. 5, в присутствии катализатора
1, 3, 5-триметилбензол гори 520° С превращается на 37,6%, а без
катализатора только на 5,9%. При 600 С в случае каталитичес-
кого процесса достигается 100%"Нэя глубина превращения, а в
термическом процессе 1, 3, 5-триметилбензол — только на 37,1%.
Состав гидрогенизата, полученного при 600° С в отсутствие ка-
тализатора, аналогичен составу гидрогенизата при 520°С [7].
Аналогичная зависимость наблюдается при сопоставлении ре-
зультатов гидрогенизации 1, 3, 5-триметилбензола при темпера-
туре 780° С без катализатора и при 600° С в присутствии алюмо-
молибденового катализатора.
Таким образом, катализатор МоОз + А^Оз значительно уско-
ряет реакции деметилирования и в случае его применения полу-
чаются практически одинаковые результаты при температуре
процесса примерно на 100° С ниже по сравнению с термическим
процессом.
Каталитическая активность окисного алюмомолибденового ка-
тализатора в реакциях деметилирования проявляется и при бо-.
лее высокой температуре гидрогенизации (700—800° С) и давле-
нии 40 ат.
56
Таблица 5
Результаты гидрогенизации 1, 3, 5-триметилбензола [7]
Выход углеводородов, % вес. от 1, 3, 5-три- метилбензола Состав гидрогенизата, % Расход водоро- да, % на угле- водород
нафте- новые углево- дороды метан бензол толуол JM-КСИЛОЛ 1, з, 5- триме- тилбен- зол 1, 2, 4- триме- тилбен- зол днфенил итого
При температуре 520°С: исходного превращенного . . . При температуре 600°С: исходного превращенного . . . При температуре 520°С: исходного превращенного . . . При температуре 600°С: исходного превращенного . . . При температуре 700°С: исходного . . . • . превращенного . . . Примечание. О SJ скорости 12,5 молей.1л-ч 2,5 6,7 1,2 1,2 0,1 1,7 0,2 0,5 пыты пр В пр 6,1 16,2 35,4 35,7 0,9 15,2 6,8 18,3 33,6 34,8 оводилис исутстви 0,6 1,6 41,2 41,5 В otcj 0,4 6,8 1,3 3,5 41,3 42,9 Ь при Д£ и катализ 4,2 11,2 16,9 17,0 <тствие к 4,6 8,8 23,8 12,0 12,4 1влении 1 атора Мс 23,0 61,2 4,0 4,0 атализато 94,1 78,0 18,8 50,7 7,8 8,1 00 ат, от О3+А12О 62,4 0,7 ра 62,9 3,6 ношении 3 2,1 5,6 2,0 5,4 1,1 1,1 Мна:Муг 4,5 4,5 4,2 4,4 =4,5 мо. 100,9 102,5 103,9 103,9 100,1 101,7 100,8 102,2 103,6 103,7 lb) МО ль и 0,9 2.5 3,9 3,9 0,1 1.7 0,8 2,2 3,6 3,7 объемной
В области указанных температур в присутствии катализатора
скооости деметилирования толуола на порядок выше, чем при
600° С. Под давлением 40 ат при объемной скорости 19 кг!л-ч
из толуола при 700° С получено бензола 34%, а пои 800° С —
80%. Для сравнения отметим, что в термическом процессе в ана-
логичных условиях указанная глубина превращения толуола мо-
жет быть достигнута при объемной скорости в 3—4 раза более
низкой, чем в случае каталитического процесса [8, 9].
Опытами гидрогенизации 1-метилнафталина при температуре
520° С и давлении 40 ат в присутствии алюмомолибденового ка-
тализатора и без него установлено, что в случае применения ка-
тализатора глубина деметилирования возрастает поимерно в
2,5 раза. При гидрогенизации 2-метилнафталина и 2,6-диметил-
нафталина при температуре 520° С и давлении 40 ат алюмомо-
либденовый и алюмокобальтмолибденовый катализаторы имеют
близкую каталитическую активность. Катализатор, содержащий
кобальт, имеет несколько большую активность в реакциях гид-
рирования нафталиновых углеводородов и расщепления получен-
ных гидрюров.
ВЫВОДЫ
1. При высокотемпературной гидрогенизации метилбензолов и
алкилнафталинов в интервале температур 500—600° С и давле-
нии 20—100 ат главной реакцией процесса является гидродеалки-
лирование. Положение и число метильных заместителей в арома-
тических углеводородах оказывают существенное влияние на от-
носительные скорости их превращений при гидрогенизации.
С увеличением числа заместителей прочность связи Салк —Сарил
уменьшается. Скорости реакций деметилирования возрастают, а
гидрирования — уменьшаются.
2. Относительные скорости деметилирования метилбензолов
при давлении 100 ат, температуре 520° С (катализатор
МоОз + АЬОз) составляют следующий ряд: толуол : ^-кси-
лол : п-ксилол : о-ксилол : 1, 3, 5-триметилбензол: 1, 2, 4-триметил-
бензол : 1, 2, 3-триметилбензол и равны 1,0 : 1,2 : 2,1 : 3,5 : 1,9 :
: 2,9 : 5,4, соответственно, а при деметилировании метилнафтали-
нов получается ряд: 1,2-: 1,5-: 1,6- и 1,7-: 2,6- и 2,3-: 1-: 2-мегил-
нафталин, где эти скорости равны 2,2: 1,9: 1,7: 1,6: 1,5: 1,0. Би-
циклические ароматические углеводороды деметилируются в не-
сколько раз быстрее в сравнении с моноциклическими
углеводородами (1-метилнафталин в 3,5 раза быстрее толуола
при 520° С и 100 ат).
3. При высокотемпературной гидрогенизации в присутствии
катализатора протекают реакции дисмутации метильных радика-
лов в молекулах бензольных и нафталиновых углеводородов, при-
чем глубина превращений углеводородов в указанном направле-
нии уменьшается с увеличением температуры и давления процес-
58
~ са. Продукты реакций алкилирования в гидрогенизатах не обна-
ружены.
4. Изменение температуры и давления процесса оказывает су-
щественное влияние на глубину и характер превращений арома-
тических углеводородов. Под давлением водорода около 40 ат и
при температуре выше 500° С основным направлением превраще-
ний углеводородов является деалкилирование. С увеличением
давления до 100 ат возрастает глубина деалкилирования и дест-
рукции. Процесс деметилирования ароматических углеводородов
при температуре 600° С и выше характеризуется глубоким прев-
ращением углеводородов с очень высокими скоростями.
5. В условиях высокотемпературной гидрогенизации эффек-
тивно протекают реакции дегидрирования нафтеновых и гидро-
ароматических углеводородов и деструкции парафиновых углево-
дородов. Основным продуктом превращения декалина и тетралина
лина является нафталин, количество которого зависит от темпе-
ратуры и давления процесса. С увеличением температуры гидро-
генизации глубина дегидрирования возрастает, причем одновре-
менно увеличивается образование продуктов деструкции, особен-
но из декалина.
ЛИТЕРАТУРА
1. К р и ч к о А. А., С о в е т о в а Л. С. ЖПХ, 1964, 37, 141.
2. Кричко А. А., Советова Л. С. «Нефтехимия», 1964, 4, № 1, 11.
3. Кричко А. А., Советова Л. С. Сб. Химическая переработка смол.
М. «Наука». 1965, 87.
4. К р и ч к о А. А., Советова Л. С. Тр. ИГИ, 1962 17, 247.
5. Betts W. D.. Popper F., Silsby R. I. I. Appl. Chem., 1957, 7, 497.
6. Weiss A. H., Doe Ip. Z. C„ Legwinuk A. K. Ind. Eng. Chem.,
Process Des. Devel. 1963, 2, N 2, 169.
7. Кричко А. А., Советова Л. С. Кинетика и катализ, 1962, 3, № 3,
399.
8. Сулимов А. Д„ Л о бе ев М. В., Кожина И. Н. Производство бен-
зола, Л., Госхимиздат, 1962, 94.
9. Гоникберг М. Г., Дорогочинский А. 3., Митрофанов М. Г.
и др. «Нефтехимия», 1961, 1, 46.
ОДНОСТУПЕНЧАТЫЙ ГИДРОКРЕКИНГ ВАКУУМНЫХ
дистиллятов
И. Я. Пережигина, А. В. Агафонов, М. В. Рысаков,
Л. Н. Осипов, С. П. Рогов
(СССР, ВНИИНП)
Одним из процессов, позволяющих осуществлять 'безостаточ-
ную переработку вакуумных дистиллятов с преимущественным
получением дизельного топлива, является гидрокрекинг в одну
ступень.
59
Исследование гидрокрекинга вакуумного дистиллята из неф-
ти типа ромашкинской проводилось на пилотной установке по-
точного типа с рециркуляцией водородсодержащего газа при
восходящем движении газо-сырьевой смеси через стационарный
слой алюмокобальтмолибденового катализатора. Загрузка ката-
лизатора составляла от 0,2 до 1,0 л.
В качестве исходного сырья применяли фракцию 350—500° С
из смеси сернистых нефтей восточных районов:
Плотность (?4° ...... 0,9060
Показатель преломления . . . 1,5062
йодное число............... 13,2
Содержание, % вес.:
серы ....................... 2,0
азота.................... 0,1
Коксуемость, % вес......... 0,22
Результаты гидрокрекинга оценивались по глубине гидрирова-
ния и разложения сырья. Критерием степени гидрирования явля-
лись величина обессеривания сырья, уменьшение в нем содержа-
ния азотистых соединений и ароматических углеводородов. Глу-
бина разложения сырья характеризовалась выходом фракций,
выкипающих до 350° С.
Существенное влияние на результаты гидрокрекинга оказыва-
ет давление. При повышении давления с 50 до 100 ат значитель-
но возрастает глубина гидрирования сернистых и азотистых сое-
динений и ароматических углеводородов, особенно тяжелых и
средних (табл. 1). При повышении давления от 50 до 250 ат
глубина расщепления сырья изменяется незначительно. Выход
фракции 180—350° С возрастает с 46,4 до 55,5%, бензина с 2,7 до
6,2%, а остатка, выкипающего выше 350° С, уменьшается с 50,9
до 38,0% в расчете на катализат. Цетановое число фракции
180—350° С увеличивается с 45 до 58 пунктов.
Изучение одноступенчатого гидрокрекинга вакуумных дистил-
лятов для получения максимального выхода средних дистиллятов
проводилось при однократной переработке сырья и с рециркуля-
цией непревращенного остатка. О гидрокрекинге вакуумных ди-
стиллятов при давлении 50 ат неоднократно сообщалось. По-
этому здесь изложены результаты исследования однократного
гидрокрекинга при давлении 100 ат с рециркуляцией остатка
при 50 и 100 ат.
Большое влияние на процесс гидрокрекинга оказывают тем-
пература и объемная скорость подачи сырья. При однократном
гидрокрекинге сырья изменение объемной скорости от 0,5 до
6,0 ч~1 в интервале температур 380—453° С сопровождается
увеличением глубины разложения сырья от 20 до 94% вес.,
причем выход бензина составляет 2—36% вес., а фракции
180—350° С 20—58% вес. в расчете на гидрогенизат (рис. 1).
Фракция н. к. — 180о,С содержит менее 0,002% серы и может
быть применена как сырье для каталитического риформинга.
60
Т а б л и ц'а i
Влияние давления на Состав продуктов гидрокрекинга вакуумного
дистиллята
(условия: температура 425°С, объемная скорость—1,0ч-1,
циркуляция газа—600—1000 нл/л)
Показатели Сырье Гидрогенизат, полученный при давлении, ат
50 100 150 250
Выход фракций, % вес.:
н. к.—180°С (10,0 2,7 4,3 5,0 6,2
180—350°С 46,4 52,2 52,4 55,5
выше 350°С 190,0 50,9 43,5 42,6 38,3
Содержание, % вес.:
серы 2,16 0,26 0,10 0,08 0,06
азота 0,10 0,08 0,02 0,01 Менее 0,01
Плотность. р2° 0,9163 0,8765 0,8595 0,8471 0,8393
Показатель преломления 1,5062 1,4900 1,4770 0,4740 0,4722
Йодное число . Углеводородный состав, % — 5,3 4,1 1,5 0,6
вес.:
парафино-нафтеповые 48.0 56,2 62,5 66,7 . 74,0
ароматические*. • . . . В том числе: 49,5 42,5 36,9 32,2 25,3
легкие 20,0 16,4 13,6 17,8 15,7
средние . 15,0 12,2 8,8 6,7 5,8
тяжелые 14,5 13,9 12,5 7,7 3,8
смолы 2,5 1,3 1,6 1,1 0,7
* Адсорбционный метод ВНИИНП.
Фракции 180—350° С имеют цетановое число выше 50 пунктов и
характеризуются высокой стабильностью по цвету при хранении.
Остаток гидрогенизата является высококачественным сырьем
для каталитического крекинга или получения индустриальных и
моторных масел типа веретенного и автола-6.
При изучении состава продуктов гидрокрекинга большое вни-
мание уделялось азотистым соединениям, присутствие которых в
продуктах процесса нежелательно. Соединения азота, содержа-
щиеся в бензине, являются ядом катализатора риформинга, кро-
ме того, они уменьшают стабильность цвета при хранении. Так,
дизельное топливо, полученное при давлении процесса 50 ат,
после двух месяцев хранения заметно темнеет, а более глубоко
очищенное от азотистых соединений, полученное при 100 ат, за
61
и4
Рис. 1. Влияние температуры и объемной скорости подачи сырья при
гидрокрекинге вакуумного газойля под давлением 100 ат
то же время при хранении практически сохраняет свой первона-
чальный цвет.
В продуктах гидрокрекинга азотистые соединения основного
характера распределяются равномерно пофракциям (табл. 2иЗ).
Фракции гидрогенизата, получаемые при давлении 50 и 100 а.т,
отличаются по содержанию в них азотистых соединений, количе-
ство которых уменьшается с увеличением давления.
Таблица 2
Содержание общего азота в сырье и гидрогенизате (% вес.)
Наименование Суммар- ный продукт Фракции, °C
н. к. - 180° 180-350° выше 3501
Вакуумный газойль 0,10 — 0,09 0,12
Гидрогенизат, полученный при давлении, am-. 50 0,08 0,02 0,06 0,09
100 0,02 Отсутст- 0,01 0,03
150 • 0,01 вует То же 0,01 0,01
62
Таблица 3
Содержание основного азота* в 50-градусных фракциях сырья
и гидрогенизатов, (% вес.)
Наименование Вакуум- ный газойль Гидрогенизат
Давление, ат 50 100
Суммарный продукт 0,044 0,024 0,006
Фракция, °C:
н. к,—200 — 0,009 Отсутст-
вует
200-250 . • • — 0,022 0,005
250—300 0,0024 0,022 0,006
300-350 • 0,019 0,019 0,007
350-400 0,045 0,019 0,006
400-450 . 0,065 0,019 0,007
Выше 450 0,072 0,020 0,006
* Определено потенциометрическим титрованием хлорной кислотой.
Таблица 4
Характеристика сырья, применяемого при гидрокрекинге
______________с рециркуляцией остатка_________________
Показатели Вакуум- ный ди- стиллят Смесь вакуумно- го дистиллята и непреврашен- ных остатков, полученных при давлении, ат
50 100
Содержание, % вес.:
серы 1,82 0,6 0,86
азота 0,09 0,07 0,02
Плотность р4° 0,9046 0,9022 0,9011
Показатель преломления Пр 1,5095 1,4964 1,4920
Фракционный состав по Богданову,°C:
И. К 286 296 292
10% объемн. выкипает при температуре 346 349 348
50% то же 401 412 408
90% , , 465 463 465
К. К 482 98 479/98 481/98
Сульфирующиеся, % объемн 52 41 40
Йодное число 10,2 —
Температура застывания, °C +28 +30 +30
Коксуемость, % вес 0,20 0,05 0,08
63
/Уродолжите льнос/п& е/
Рис. 2. Изменение показателей гидрокрекинга при однократном варианте
процесса и рециркуляции остатка:
1 —при давлении 50 ат; 2—при давлении 100 ат; 3 — фракция я. к. —
350° С при 100 ат; 4 — фракция и. к. — 350° С при 50 ат; 5 — остаток вы-
ше 350° С при 100 ат; 6 — остаток выше 350° С при 50 ат
Оптимальными условиями однократного гидрокрекинга ва-
куумного газойля при давлении 100 ат были выбраны следую-
щие: температура 415—425° С, объемная скорость 1,0 ч-1, цирку-
ляция водородсодержащего газа 1000 нл/л.
Исследование гидрокрекинга вакуумного дистиллята с рецир-
куляцией остаточной фракции с температурой кипения выше
350° С осуществляли на укрупненной пилотной установке при
температуре 425° С, объемной скорости 1,0 ч~’, давлении 50 и
1ОЭ ат и подаче водородсодержащего (85—90% Н2) газа
600—1000 нл/л соответственно.
При работе с рисайклом фракции, выкипающие до 350° С, вы-
деляли непосредственно на установке, а остаток непрерывно сме-
шивали в балансовом соотношении с сырьем, и всю смесь направ-
ляли в реактор.
В первые часы работы происходило изменение состава сырья
за счет увеличения в нем содержания остаточной фракции, за-
тем наступало равновесие (табл. 4).
При однократном гидрокрекинге под давлением 50 ат исход-
ного газойля (см. табл. 4) в расчете на гидрогенизат получалось
64
до 45% вес. фракции и. к. — 350° С, содержащей 0,12% серы
(рис. 2). При переходе на работу с возвратом в сырье непрев-
ращенного остатка выход этой фракции за 5—6 ч сокращался до
18—20% вес. и далее стабильно сохранялся на этом уровне
(рис. 2, часы работы 25—90). Выход остатка соответственно по-
вышался до 80—82%- При прекращении подачи в сырье фрак-
ции с температурой кипения выше 350° С выход и качество ди-
стиллятных фракций и остатка восстанавливались до первона-
чального уровня (см. рис. 2, часы работы 90—ПО). Это свиде-
тельствует о стабильной работе катализатора во время опыта.
Аналогичные закономерности наблюдались при гидрокрекинге
под давлением 100 ат. При переходе с одноходового варианта
на рециркуляционный выход фракции н. к. — 350° С в течение
3—4 ч снижался с 53 до 37% (от веса катализата) и быстро вос-
станавливался до прежнего уровня при прекращении рецирку-
ляции остатка в конце опыта. Повышение давления процесса до
100 ат способствовало не только увеличению выхода целевой
фракции и уменьшению количества рециркулирующей остаточной
фракции, но и значительному снижению содержания серы и не-
предельных углеводородов в продуктах, а также повышению це-
танового числа фракции 180—350° С.
При длительной работе установки с рециркуляцией остатка
высококипящие фракции не накапливались, о чем свидетельст-
вует постоянство состава сырья и высококипящих фракций ка-
тализата (табл. 5).
Таблица 5
Групповой углеводородный состав сырья и фракций катализатов
_________с температурой кипения выше 350°С, % вес.
gg Ароматические
Наименование S § О S
bs qj О 4> £ о
О- х 8 а Ж
С X ч О Нн о
Вакуумный дистиллят • . . 49,5 13,9 16,5 17,6 2,5
Фракции катализата, выкипающие выше
350°С:
полученные при 50 аггш без рециркуля-
ции остатка 55,6 14,1 12,3 16,0 2,0
с рециркуляцией остатка:
через 30 ч 61,1 15,2 6,9 15,8 1,0
, 60 ч . . • 60,8 14,9 7,7 15,6 1,0
полученные при 100 апги без рецирку
ляции остатка 61,5 15,6 8,8 12,5 1.6
с рециркуляцией остатка:
через 30 ч • 65,8 16,2 5,1 12,3 0,6
» 60 ч • 65,6 17,2 4,6 12,1 0,5
5-2284
65
Из сравнения материальных балансов гидрокрекинга (табл. 6)
следует, что при безостаточной переработке вакуумного дистил-
лята расход водорода возрастает в 1,5 раза, при этом увеличи-
вается газо- и бензинообразование.
Таблица 6
Матеэитлъим» б пан ел прэдгеса ги трэхрехизга, % вес. на сырье*
50 11!П 109 ат
Наименование Однохо- довой С рецир- куляци- ей остатка Однохо- довой С рецир- куляци- ей оста гка
Поступило:
Сырье 100 100 100 100
Водород (100%-пый на реакцию) 0,9 1,5 1,2 1.8
Всего. . Получено: 100,9 101,5 191,2 101,8
Фракции, °C:
н. к. — 180 2,8 7,5 3,9 8,1
189-350 41,4 81,0 46,4 82,0
выше 350 50,8 — 43,8 —
Углеводородные газы 3,1 8,5 4,2 8,3
Сероводород 1,8 2.0 1,9 2,0
Потери 1,0 2,5 1,0 1,4
Всего 109,9 101,5 101,2 101,8
* Условия: температура 42,.°C; объемная скорость 1,0 ч ’.катализатор—
алюмокобальтмолибденовый.
При повышении давления значительно снижается коэффици-
ент рециркуляции остатка — с 5,0 при давлении 50 ат до 2,7 при
1ОЭ ат. Выход дизельной фракции при полной переработке ис-
ходного сырья практически не зависит от давления и составляет
81—82% вес.
ВЫВОДЫ
1. При полной переработке тяжелых вакуумных дистиллятов
методом гидрокрекинга в одну ступень на АГСо-Мо-катализато-
ре может быть получено до 90% вес. на сырье моторных топлив,
66
йз которых 81—82% составляет высококачественное малосернис-
тое дизельное топливо. Осуществление гидрокрекинга с рисайк-
лом при общем давлении 50 ат нецелесообразно в связи с вы-
соким коэффициентом рециркуляции (5,0).
2. При повышении давления с 50 до 100 ат значительно
улучшается качество получаемых продуктов, уменьшается содер-
жание в них сернистых, азотистых и смолистых соединений, улуч-
шаются моторные характеристики дизельных фракций и возрас-
тает продолжительность стабильной работы катализатора.
РАЗРАБОТКА ПРОЦЕССА
ГИДРОКРЕКИНГА ДЛЯ ПОЛУЧЕНИЯ
МОТОРНЫХ И КОТЕЛЬНЫХ ТОПЛИВ
ДВУХСТУПЕНЧАТЫЙ ГИДРОКРЕКИНГ ВАКУУМНЫХ
ДИСТИЛЛЯТОВ ДЛЯ ПОЛУЧЕНИЯ МОТОРНЫХ топлив
Л. Н. Осипов, В. А. Хавкин, А. В. Агафонов, С. П. Рогов,
Е, С. Семенова, Л. И. Пигузова, А. С. Витухина
(СССР, ВНИИНП)
В последние годы широкое развитие получили процессы ка-
талитического гидрокрекинга нефтяного сырья для увеличения
выхода и улучшения качества моторных топлив, в том числе
двухступенчатый вариант процесса, характеризующийся гибко-
стью и позволяющий получать с высоким выходом широкую
гамму высококачественных моторных топлив. В частности, в
США около 85% действующих установок гидрокрекинга рабо-
тают по двухступенчатой схеме [1]. В Советском Союзе [2—4] в
течение ряда лет прорабатывался процесс двухступенчатого гид-
рокрекинга сернистых и высокосернистых тяжелых дистиллятов.
На основании полученных результатов спроектирована крупная
опытно-промышленная установка, кроме того, ведутся проектные
работы по созданию установки мощностью 1 млн. т сырья в год.
Исследования по разработке процесса гидрокрекинга были
направлены на подбор эффективных катализаторов обеих ступе-
ней и изучение технологии этого процесса.
Приемлемыми катализаторами для первой ступени оказались
промышленный алюмокобальтмолибденовый и алюмоникельмо-
либденовый, обеспечивающие достаточную степень гидрирования
азот- и серусодержащих соединений, смол и других примесей,
содержащихся в сырье и дезактивирующих катализатор второй
ступени. Однако для второй ступени процесса эти катализаторы
оказались непригодными из-за низкой расщепляющей актив-
ности.
68
Выбор катализатора, обладающего оптимальным сочетанием
расщепляющей, изомеризующей и гидрирующей функций и спо-
собного длительное время эффективно перерабатывать относи-
тельно тяжелые дистилляты, базировался на сопоставительных
испытаниях большого числа специально синтезированных образ-
цов катализаторов различного химического состава и способов
приготовления.
Значительное внимание уделялось подбору гидрирующего
компонента — металла, определению его оптимального количест-
ва и формы (окисной и сульфидной). Подбирался Также алюмо-
силикатный носитель и его оптимальный химический состав.
Для определения расщепляющей и гидрирующей активности
катализатора и предварительной оценки стабильности этих
свойств во времени была применена следующая методика. На
испытываемом образце катализатора проводился гидрокрекинг
эталонного сырья (табл. 1) при давлении 100 ат, температуре
Таблица 1
Характеристика сырья для испытания катализаторов
Показатели Ваку- умный дистил- лят Эталонное сырье
1 2 3
Плотность 0,916 0,870 0,871 0,853
Показатель преломления п^1 1,5560 1,4910 1,4910 —
Содержание, %:
N 0,10 0,С6 0,С6 0,01
S 2,1 0.25 0,30 0,05
Содержание сулЦирткп тхся, % сбъемн. . . . 65 37 34 25
Температура гастьпания, °C . 30 12 20 30
Фракционный состав, °C:
н. К — 187 148 87
1< % выкипает при температуре 365 235 218 199
50% то же 457 323 349 332
91 % „ , ......... 5С0 364 417 425
К. К — 4С0 463 459
4-25° С, объемной скорости подачи сырья 1,0 ч~1 и циркуляции во-
дородсодержащего газа (концентрация водорода не менее 90%
объемн.) 1000 нл/л сырья. Длительность каждого испытания со-
ставляла 120—140 ч. Сырье готовилось гидрированием вакуумно-
го дистиллята из смеси восточных сернистых нефтей на промыш-
ленном алюмокобальтмолибденовом катализаторе при давлении
50 ат, температуре 425° С и объемной скорости 1,0 ч-1.
Расщепляющая активность катализатора оценивалась по вы-
ходу фракции н. к. — 195° С, а • гидрирующие свойства по содер-
жанию в гидрогенизате серы и сульфирующихся углеводородов.
Об изомеризующих свойствах катализатора судили по темпера-
туре застывания дизельной фракции.
69
Исследование катализаторов второй ступени
В качестве гидрирующего компонента катализатора были ис-
пытаны железо, никель, платина, хром, молибден и некоторые
другие. Эти металлы в количестве 5—16% наносились на микро-
сферический алюмосиликатный носитель (в случае платины не
более 1%). Полученный катализатор формовался в таблетки и
термообрабатывался. Некоторые катализаторы, например никеле-
вый, перед опытами подвергались частичному осернению серово-
дородом, а другие (платиновый и молибденовый) испытывались
в восстановленной и окисной формах.
Наиболее глубокое разложение сырья и изомеризация угле-
водородов наблюдалась с алюмосиликатникелевым катализато-
ром, на котором при гидрокрекинге эталонного сырья было полу-
чено 35% бензина.
Результаты гидрокрекинга на никелевом и платиновом кага-
лизаторных (сырье 1) представлены ниже: *.
Катализаторы
Выход фракции н. к. —195°С, %: никелевый, п-зг платиновый, П-2
через 20 ч ... 35 30
» 140 ч . Октановое число бензи- 25 24
на, м. м Содержание: сульфирующихся уг- леводородов в гид- рогенизатс, объемн. 74—76 70-71
% . • . . серы в гидрогениза- 31 27
те, % Температура застывания остатка с температу- рой кипения выше 0,08 0,06
195°С, град. 7 3
* Характеристика продуктов после 140 ч испытания-
Остальные катализаторы, за исключением платинового, менее
активны. С платиновым катализатором получены несколько худ-
шие результаты, чем с никелевым вследствие повышенной чувст-
вительности первого к сернистым соединениям. При гидрокре-
кинге сырья, глубоко очищенного от серы, платиновые катализа-
торы не уступали по расщепляющим свойствам, а по гидрирую-
щим превосходили никелевые.
Испытание четырех образцов .осерненных алюмосиликатнике-
левых катализаторов, содержащих от 1 до 20% никеля, показа-
ло, что лучшие результаты достигаются в присутствии катализа-
тора, содержащего 5% никеля (табл. 2).
70
Таблица 2
Влияние количества никеля в катализаторе на результаты
гидрокрекинга (сырье 2)
Показатели Содержание никеля, %
1 5 10 20
Выход фракции ц. к.— 195°С, % вес.: через 20 ч 25 42 31 35
„ 140 ч 10 20 15 17
Октановое число бензина, м. м — 74 71 71
Содержание: сульфирующиеся в гидрогенизате, % объемн. 30 25 24 24
серы в гилрогенизате, % 0,21 0,06 0,08 0,08
Температура застывания остатка с температурой кипения выше 195°С, град 16 14 16 16
Для определения оптимального химического состава гидри-
рующего компонента сравнивались результаты гидрокрекинга на
катализаторах, содержащих никель в металлической, окисной,
частично (около 50%) и полностью осерненной формах.
Результаты, полученные на осерненных катализаторах, со-
держащих сернистый никель (особенно к концу каждого цикла
испытания), и образцах с никелем в окисной и металлической
формах близки. Это явление, вероятно, связано с частичным
осернением никеля и его окисей при гидрокрекинге и получени-
ем катализатора, содержащего никель в частично осерненной
форме (табл. 3).
Таблица 3
Влияние химического состава гидрирующего компонента
катализатора на результат гидрокрекинга (сырье 2)
Показатели Форма никеля
металли- ческая окисная : частично осерненная (50%) ПОЛНОСТЬЮ осерненная
Выход фракции н. к,—195°С, % вес.: через 20 ч 36 39 42 35
, 140 ч 20 20 20 20
Октановое число бензина, м.м 74 73 74 74
Содержание: сульфирующиеся в гидрогенизате, % объемн. 27 25 25 27
серы в гидрогенизате, % 0,04 0,07 0,06 0,03
Температура застывания остатка с температурой кипения выше 195°С, град 22 15 14 22
71
Для определения оптимального типа носителя были исследо-
ваны осерненные никелевые катализаторы (5% металла), приго-
товленные на основе микросферического и шарикового алюмо-
силикатного катализатора (табл. 4).
Таблица 4
Влияние типа носителя на результаты гидрокрекинга (сырье 2)
Носитель
»s • =s
Показатели <х> ь 3 £0 О S иковы
* 3 = V 2 =г шар ; шар
Содержание А12О3 в носителе, % 12 12 25
Выход фракции н. К.-195 С, % вес.:
через 20 ч 42 41 60
„ 140 ч 20 20 32
Октановое число бензина, м. м 74 70,5 71
Содержание: 27
сульфирующиеся в гидрогенизате % объема . . . 25 22,5
серы в гидрогенизате, % 0,06 0,05 0,04
Температура застывания остатка с температурой кипе-
ния выше 195 С, град 14 5 -10
Катализаторы, содержащие равное количество окиси алюми-
ния, обладали близкой расщепляющей активностью, а на шари-
ковом носителе характеризовались повышенной гидрирующей ак-
тивностью.
повышение количества окиси алюминия в носителе до 80
90% приводило к заметному снижению расщепляющей активно-
сти катализаторов и способствовало усилению гидрирующих
свойств катализатора. При этом возрастала глубина гидрирова-
ния сернистых соединений и ароматических углеводородов, сни-
жалось октановое число бензиновой фракции, достигая 50 и ме-
нее— для катализатора с содержанием 90% окиси алюминия.
Следует отметить, что введение 3°/о фтора заметно отража-
лось на активности катализаторов, содержащих 50—80% окиси
алюминия. Фторирование усиливало расщепляющие и изомери-
зующие свойства катализаторов, не изменяя гидрирующие. Вве-
дение фтора в катализаторы на основе окиси алюминия не ока-
зывало влияния на их активность.
В качестве носителя для катализаторов гидрокрекинга были
испытаны также и синтетические цеолиты типа У с добавкой
около 15% окиси алюминия для увеличения прочности таблеток.
Испытание катализаторов, содержащих соединения никеля и
72
платины показало, что цеолитная основа способствует более глу-
бокому превращению сырья по сравнению с катализатором на
аморфном алюмосиликате.
Выход бензина на цеолитных катализаторах был на 30—40%
выше, чем на обычных алюмосиликатникелевых. Одинаковый вы-
ход бензина при гидрокрекинге на цеолитных катализаторах, по
сравнению с обычными, достигался при температуре на 40—50° С
ниже.
Следует отметить, что при испытаниях на эталонном сырье,
содержащем значительное количество азота, катализаторы рабо-
тали недостаточно стабильно, о чем свидетельствовало непрерыв-
ное уменьшение выхода бензина. Поэтому подробное исследова-
ние наиболее эффективных образцов катализатора проводилось
на более глубоко очищенном сырье, полученном гидрированием
вакуумного дистиллята при давлении 153 ат. Сырье содержало
0,01 % азота и 0,05% серы, что способствовало интенсификации
реакций гидрокрекинга, увеличению выхода бензина (табл. 5) и
стабильной работе катализаторов в течение 1000 ч и более.
Таблица 5
Сопоставление результатов гидрокрекинга сырья
с различным содержанием азэта
Показатели микро- сфери- ческий Носитель микро- сфери- ческий шариковый
Содержание: азота в сырье, % 0,06 0,01 0.01
металла в катализаторе, % . . . 5 (Ni) 5 (Ni) 0,5 (Pt)
окиси алюминия в катализа- торе, % 12 50 12 50 12 25
сульфирующихся в гидрогени- зате, % объемн 22,0 20,5 22,0 22,0 12,0 7,0
серы в гидрогенизате, % вес . . Выход фракции н. к,—195°С, % вес. . '0,05 0 04 0,01 0,01 0,01 0,01
32* 34** 66 71 87 83
Октановое число, м. м 74 72 74-76 74-76 71 60-61
Температура застывания остатка с температурой кипения выше 195°С, град 6 5 7 16 -1 -8
* После 20 ч работы; 23% после 550 ч работы.
** После 20 ч работы; 22% после 550 ч работы.
Катализаторы, приготовленные на основе шарикового алюмо-
силиката, по сравнению с катализаторами на носителе из микро-
сферического алюмосиликата, в условиях гидрокрекинга на глу-
бокоочищенном сырье (0,01% азота) способствовали более пол-
73
ному превращению сырья, а также, по-видимому, его гидрирова-
нию и изомеризации (табл. 5).
Платиновые катализаторы, которые быстро дезактивировались
в случае применения недостаточно очищенного сырья, также по-
казали стабильные результаты. По сравнению с никелевым, пла-
тиновый катализатор характеризовался большей гидрирующей
и, по-видимому, изомеризующей активностью, так как темпера-
тура застывания остатка гидрогенизата с температурой кипения
выше 195° С понижалась до —1—8° С.
При сопоставлении никелевых и платиновых катализаторов
обращает на себя внимание более высокая гидрирующая актив-
ность платиновых. Содержание сульфирующихся в гидрогениза-
тах от опытов с этими катализаторами составляло для платино-
вого около 10% объемн., для никелевых — 17—24% объемн.
В присутствии никелевых катализаторов в большинстве слу-
чаев получен более высококачественный бензин с октановым чис-
лом в среднем 76—78 пунктов. Октановое число бензинов в опы-
тах с платиновыми катализаторами равно 67—75 пунктам. Судя
по температуре застывания дизельных фракций, платиновые ка-
тализаторы обладали несколько лучшей изомеризующей способ-
ностью, чем никелевые.
Некоторые вопросы технологии гидрокрекинга
Одним из главных вопросов технологии процесса гидрокрекин-
га является определение условий стабильной работы катализато-
ра, особенно для второй ступени. Как было показано выше, ста-
бильной работе катализатора способствует увеличение степени
очистки сырья от азот- и серусодержащих соединений.
На основании предварительных опытов было установлено, что
отравление катализаторов азотом является основным фактором,
сокращающим срок работы катализатора. Поэтому при дальней-
ших исследованиях на первой ступени главное внимание уделя-
лось определению необходимой глубины очистки сырья от азот-
содержащих соединений.
Для этой цели сырье готовилось с различным (0,06 — менее
0,01%) содержанием азота путем гидрирования вакуумного ди-
стиллята при давлении от 50 до 250 ат, температуре 425°С и
объемной скорости 1,0 ч~х.
Опыты осуществлялись в присутстви никелевого катализато-
ра в частично осерненной форме на носителе из микросферичес-
кого низкоглиноземистого алюмосиликата (рис. 1). Было уста-
новлено, что общее давление значительно влияет на скорость
дезактивации катализатора азотом. При повышении давления от-
равление катализатора замедляется. Осуществляя процесс при
относительно низком давлении (50—100 ат), даже на глубоко
очищенном от азота сырье, не удается достичь длительной ста-
бильной работы катализатора. Лишь при давлении 150 ат ката-
74
Рис. 1. Изменение выхо-
да бензиновой фракции
при гидрокрекинге
сырья с различным со-
держанием азота. При
давлении 150 ат (а),
100 ат (б), 50 ат (в)
Spe^#, v
лизатор работает длительное время на сырье, содержащем азо-
та 0,02% и менее.
Следует отметить, что во всех случаях катализатор не полно-
стью теряет расщепляющую активность. В зависимости от содер-
жания азота в сырье и давления водорода устанавливается опре-
деленный равновесный уровень активности отравленного катали-
затора. При гидрокрекинге сырья, в котором азота содержится
0,02% и менее, под давлением 150 ат активность катализатора
остается постоянной.
Для обеспечения активной работы алюмосилйкатникелевого
катализатора второй ступени необходимо использовать относи-
тельно глубоко очищенное сырье, содержащее менее 0,02% азо-
75
та, и процесс вести при давлении 150 ат. При работе в указанных
условиях катализатор после 1500 ч работает совершенно ста-
бильно.
Весьма важными факторами, определяющими глубину и на-
правление реакций гидрокрекинга являются температура и объ-
емная скорость подачи сырья. Как видно из рис. 2, путем повы-
шения температуры можно резко увеличить глубину превраще-
ния сырья. При этом значительно растет газообразование.
Изменение объемной скорости отражается на выходе продук-
тов. Так, за счет уменьшения объемной скорости с 4 до 0,5 ч-1
(температура 425° С) можно увеличить выход бензина с 30 до
81% вес.
Рис. 2. Влияние температуры и объемной скооости по-
дачи сырья на выход бензиновой фракции (% вес. на
гидрогенизат)
Таким образом, изменяя температуру и скорость подачи
сырья, можно регулировать селективность процесса и направить
его на преимущественное получение бензина или других мотор-
ных топлив.
Ниже приведено несколько примеров получения моторных топ-
лив методом двухступенчатого гидрокрекинга.
Получение в качестве основного продукта дизельного топлива.
Процесс осуществляется на никелевом катализаторе (носитель
микросферический алюмосиликат) при температуре около 400° С
и объемной скорости 1—2 ч-1. Выход жидких продуктов состав-
ляет 93% вес., в том числе 51% дизельного топлива. Расход во-
дорода на реакцию 2% вес. (табл. 6).
76
Таблица б
Качество продуктов двухступенчатого гидрокрекинга вакуумного
дистиллята при получении дизельного топлива
Показатели Бензин, фракция н. к.— 195° С Дизель- ное топ- ливо, фракция 195— 345°С Остаток с темпе- ратурсй кипения выше 345°G
Плотность р2° 0,740 0,832 0,900
Средний молекулярный вес 120 210 ——
Йодное число 1 2 —
Содержание серы, % Менее 0,02 0,04
0,01
Температура застывания, °C — -10 35
Октановое число, м. м 68 -70 — —
Цетановое число — 50 —
Материальный баланс второй ступени гидрокрекинга вакуум-
ного дистиллята приведен ниже (% вес.):
Взято:
сырье . . '............... 100,0
водород 100%-ный на реакцию 2,0
Итого 102,0
Получено:
Гидрогенизат 93,2
в том числе фракции:
н. к-85 С 10,0
85—195°С 22,0
195—345'С 51,0
остаток с температурой кипения
выше 345°С 10,2
Углеводородный газ .... 7.7
Сероводород 0,1
Аммиак Следы
Потери 1,0
Итого. 102,0
В отдельных случаях гидрокрекинг по дизельному варианту
можно осуществлять с выводом после первой ступени процесса
бензиновой и дизельной фракций. В этом случае на вторую сту-
пень поступает продукт с началом кипения 340—365° С. Этот
способ позволяет увеличить общий выход дизельного топлива,
однако, приводит к некоторому сокращению срока службы ката-
лизатора второй ступени. Качество дизельного топлива удовлет-
воряет требованиям ГОСТа на малосернистое летнее топливо. Бен-
зин имеет октановое число 68—70 и может быть подвергнут ката-
77
литическому риформингу. Тяжелый остаток можно использовать
в качестве сырья каталитического крекинга или повторно воз-
вращать в процесс при работе с рециркуляцией.
Получение в качестве основного продукта бензина. Процесс
осуществляется при повышенной температуре (до 25° С). Выход
бензина достигает 55% на сырье второй ступени, в том числе
19,0% фракции н. к. — 85° С и 36%—85—195° С. Выход фрак-
ции 195—345° С составляет 27%. На реакции расходуется 2,5%
вес. водорода. Бензиновая фракция удовлетворяет требованиям
на автомобильный бензин сорта А-72 или А-76. Октановые числа
бензинов двухступенчатого гидрокрекинга вакуумного дистилля-
та следующие:
Фракция бензина, °C
н. к.—85 н.к.—195
Моторный метод:
в чистом виде . . 81—82
с 0,41 г/кг ТЭС . . 89—90
с 0,82 г/кг ТЭС . . 90—91
Исследовательский ме-
73—76
78—81
83—85
тод:
в чистом виде . . 83—84 75—77
с 0,41 г/кг ТЭС . . 90—91 80—82
с 0,82 г/кг ТЭС . . 94—95 84—86
Получение реактивного топлива. Катализаторы на шариковом
алюмосиликатном высокоглиноземистом (25% окиси алюминия)
носителе, обладающие повышенными гидрирующими и изомери-
зующими свойствами, весьма эффективны для процесса с полу-
чением реактивного и дизельного топлив.
Содержание фракции 120—249° С в катализате, полученном в
присутствии активного катализатора превышает 50% (табл. 7. 8).
Качество легкой бензиновой фракции, выкипающей до 120° С,
во всех случаях остается примерно постоянным, октановое число
ее достигает 79—80.
Таблица 7
Фракционный состав гидрогенизатов в опытах с катализаторами
на шариковом носителе
Показатели Вариант
1 2
Фракционный состав, % вес.: н. к.-120°С 23,4 36,0
120—240°С 51,5 39,0
выше 240°С 25,1 25,0
78
Таблица 8
Характеристика реактивного топлива, полученного при гидрокрекинге
на катализаторах с шариковым носителем
Показатели
Плотность pf.............................
Фракционный состав, °C:
н. к......................................
10% выкипает при температуре ........
50, то же............................
к. к.............................. .
Йодное число .............................
Содержание, % вес.:
серы .................................
ароматических углеводородов...........
Температура кристаллизации, °C ...........
Тепловая способность низшая, ккал/кг . . . .
Вариант
1 2
0,775 0,782
132 115
148 130
188 168
232 225
264 240
1 1
0,01 0,01
6.0 21,5
Ниже —60 Ниже—60
~10300 —
ВЫВОДЫ
1. Для получения активных катализаторов второй ступени
гидрокрекинга целесообразно применять соединения никеля или
платины на алюмосиликатных носителях главным образом ни-
келевый катализатор в частично осерненной форме.
2. Катализаторы на шариковых носителях характеризуются
более сильными расщепляющими, гидрирующими и изомеризую-
щими свойствами, чем катализаторы с носителями из микросфе-
рического алюмосиликата. Наилучшим сочетанием свойств обла-
дают катализаторы, содержащие в составе носителя 12—50%
окиси алюминия, и применять их целесообразно при 'Производст-
ве реактивного и дизельного топлив. Для производства высокока-
чественного бензина более активны никелевые катализаторы на
носителях из микросферического алюмосиликата.
3. Наиболее эффективными катализаторами второй ступени
гидрокрекинга являются никелевые и платиновые катализаторы с
цеолитными носителями, позволяющие осуществлять гидрокре-
кинг при более низких температурах.
4. Сырье для второй ступени гидрокрекинга должно содер-
жать минимальное количество азотистых соединений (не более
0,01—0,02% азота). Такое сырье может быть получено гидриро-
ванием в первой ступени вакуумного газойля при давлении
150 ат.
79
ЛИТЕРАТУРА
1. Oil. a Gas Journal, 1964, 62, № 42, 68.
2. Осипов Л. Н., Агафонов А. В., Хавкин А. В., Рогов С. II.
«Химия и технология топлив и масел», 1965, № 8, 1.
3. Осипов Л. Н., Агафонов А. В., Хавкин В. А., Рогов С. П.
«Нефтепереработка и нефтехимия», 1966, № 2, 8.
4. О с и п о в Л. Н., Хавкин В. А., Семенова Е. С., А г а ф о н о в А. В.,
Рогов С. П. «Химия и технология топлив и масел», 1966, № 5, 5.
ПРОЕКТНАЯ РАЗРАБОТКА УСТАНОВКИ ГИДРОКРЕКИНГА
МОЩНОСТЬЮ 4 млн. т)год
В. Я. Френкель, В. В. Федоров, И. И. Штейнгольц
(СССР, Гипронефтезаводы)
Разработка проекта установки двухступенчатого гидрокре-
кинга тяжелого дистиллятного сырья под давлением 150 ат
большой мощности (1 млн. т!год) производилась институтом
Гипронефтезаводы на основании данных ВНИИНП, полученных
на лабораторных установках.
Для проектирования были приняты следующие основные тех-
нологические показатели:
Давление, ат........................... 150
Объемная скорость в каждой ступе-
ни, ч—1 .................... 1
Кратность подачи водородсодержа-
щего газа, м3/м3 сырья . . . 1000—1700
Нагрузка на поперечное сечение
реакторов по сырью, кг!м2ч . . 4
Температура процесса, °C:
1-й ступени....................... 420
2-й* » ................ 380—425
(в зависимости от
варианта работы)
* Катализаторы:
1-й ступени — алюмокобальтомолибденовый;
2-й ступени — алюмоникельоиликатный или алюмо-
ллатиносиликатный.
Установка была рассчитана на переработку вакуумного ди-
стиллята (фракция 350—500° С) сернистой и высокосернистой
нефтей. Предусмотрена также возможность переработки дистил-
лятов вторичного происхождения (газойли термоконтактного кре-
кинга, коксования и каталитического крекинга). Установка рас-
считана на потребление водорода с концентрацией не ниже 92%.
При разработке предусматривалось четыре основных вариан-
та работы установки (см. таблицу).
При бензиновом варианте получают максимальное количество
бензина. Легкий бензин (фракция С5—Се) с октановым числом
80
Материальный баланс двухступенчатого гидрокрекинга вакуумного
дистиллята при различных вариантах работы установки
(без рециркуляции остатка во 2-й ступени)_________________
Наименование Вариант работы установки
Бензи- новый Реактив- но-топ- ливный Дизель- по-топ- лпвпый Бензи- ново- дизель- но-топ- ливпый
Взято:
сырье 100,0 100,0 100,0 100,0
100%-ный водород (расход на
реакцию и растворение) . . . 4,10 3,82 2,40 3,63
Итого. . . 104,10 103,82 102,40 103,63
Получено:
сухой газ и потери ....... 6,50 7,62 5,70 6,83
сероводород 2,30 2,30 2,30 2 30
жидкий газ, фр. С3 С, 10,60 10,20 4,30 8,40
легкий бензин, фр. С5~С6 . . . 17,60 2,60 9,20
Бензин;
фракция С5—120°С — 23,20 — —
фракция С;- ISO'C 33,40 — 12,83 20,40
реактивное топливо (фракция
120 240°С.) — 41,50 — —
Дизельное топливо:
фракция 180—350°С 25,40 — 66,90 47,0
фракция 240—350°С — 10,0 — —
Газойль (фракция 350—450°С) .... 8,30 10,00 7,90 9,50
Итого. . . 104,10 103,82 102,40 103,63
82 (м.м.) является компонентом товарного бензина. Фракция
1 00—180’ С имеет октановое число 66, содержит 0,01 % серы и
может использоваться как сырье для каталитического риформин-
га или в качестве компонента товарного бензина в смеси с лег-
ким бензином. Октановое число смеси 75 (м.м.)
Дизельное топливо (фракция 180—350° С) имеет цетановое
число 50—55, содержит 0,01 % серы, температура застывания не
выше—10° С и отвечает требованиям стандарта на летнее дизель-
ное топливо. Вырабатываемый газ (фракция С3—С<), содержит
до 30% изобутана. На установке также получают сухой газ и се-
роводород.
При реактивно-топливном варианте получают максимальное
количество фракции 120—240° С, отвечающей требованиям стан-
дарта на реактивное топливо, а также сероводород, сухой и жид-
кий газы, легкий бензин ((%—С6), бензиновую фракцию 100—
'20° С и компонент дизельного топлива с температурой кипения
240—350° С (при работе без рециркуляции).
Предусматриваются два варианта, имеющих дизельно-топлив-
ное направление и отличающихся соотношением вырабатываемых
6—2284 81
Принципиальная технологическая схема:
1— реакторы I ступени; 2—сепараторы циркуляционного газа; 3—абсорберы сераочиегки газов; 4 — десорбер се-
роводорода; 5 — фракционирующий абсорбер; 6 — десорб’р газа; 7 — деэтанизатор; 8— 'реакторы II ступени;
9 — сепараторы углеводородного газа; 10 — стабилизаторы гидрогенизата; 11— вакуумная колонна; 12—атмосфер-
ная колонна.
Потоки: I— сырье; II— водород; Ill—отдув; IV — сухо । газ- V—сероводород; VI - дизельное топливо;
VII—бензин; VIII — бензин (реактивное топливо); IX — С3—Ci’, X»—водородсодержащий газ
бензиновых и дизельных фракций. При этих вариантах получают
бензин, имеющий октановое число 68 (м.м.) и дизельное топливо
с цетановым числом 50, а также сероводород, сухой и жидкие уг-
леводородные газы.
Переход с одного варианта работы на другой осуществляется
изменением температуры в реакторах, а также режима и направ-
ления потоков в блоке разгонки продуктов гидрокрекинга.
Реакторный блок установки гидрокрекинга запроектирован
двухпоточным (см. рисунок). Каждый из параллельных потоков
имеет самостоятельную систему циркуляции водородсодержащего
газа, что позволяет поддерживать в каждом реакторе оптималь-
ную температуру и парциальное давление водорода в зависимо-
сти от состояния катализатора в данном реакторе, а также пере-
рабатывать раздельно два вида сырья.
Смесь сырья со свежим водородом и циркулирующим газом
нагревают в системе теплообменников и доводят до температу-
ры начала реакции в трубчатой печи.
Каждый из двух потоков реакционной смеси проходит сверху
вниз четыре зоны соответствующего реактора 1-й ступени, запол-
ненных алюмокобальтмолибденовым катализатором. В реакторах
первой ступени происходит обессеривание, деазотирование и зна-
чительная деструкция сырья. Низкое содержание серы, азота,
асфальтенов и металлов в гидрогенизате 1-й ступени позволит
применять при его переработке во 2-й ступени высокоактивный
катализатор на алюмосиликатной основе.
После каждой зоны в реактор вводится холодный циркуляци-
онный таз для снятия тепла, выделяющегося при гидрокрекинге.
Продукты реакции охлаждаются последовательно в теплообмен-
никах, воздушных и водяных холодильниках и поступают в сепа-
раторы высокого давления, где циркулирующий газ отделяется
от жидких продуктов реакции. Циркулирующий .газ каждого по-
тока нагнетается на смешение с сырьем самостоятельными центро-
бежными компрессорами.
В систему высокого давления перед холодильником продуктов
реакции подкачивается конденсат для предотвращения отложе-
ния солей и удаления аммиака. Раствор солей выводится из сепа-
ратора низкого давления. Продукты реакции, выходящие из се-
параторов высокого давления обоих потоков, объединяются и
далее перерабатываются совместно.
Стабилизация гидрогенизата производится в четыре ступени.
При давлении около 80 ат отделяется сухой газ, при 20 ат —
жирный газ среднего давления, при 2 ат — жирный газ низкого
давления за счет снижения давления, а затем нагрева в стабили-
заторе.
Гидрогенизат 1-й ступени, из которого удалены углеводород-
ные газы, сероводород и аммиак, при бензиновом, реактивно-
топливном и бензиново-дизельном вариантах направляется на
вторую ступень гидрокрекинга, а при дизельном варианте — на
6* 83
разгонку. Сырьем 2-й ступени гидрокрекинга по варианту с мак-
симальной выработкой дизельного топлива является фракция,
выкипающая выше 345 -360° С- -остаток после разгонки гидро-
генизатов.
. Схема реакторного блока 2-й ступени аналогична схеме реак-
торного блока 1-й ступени и также состоит из двух параллель-
ных потоков.
Гидрогенизат 2-й ступени проходит четырехступенчатую ста-
билизацию по схеме, которая применяется и в 1-й ступени. Ста-
билизированный гидрогенизат поступает на разгонку в двух ос-
новных колоннах — атмосферной и вакуумной. С верха атмосфер-
ной колонны выводится легкий бензин (фракция Сд—Се или
С5 — 120° С), боковым погоном — бензин до 180° С или 120—
180° С.
С верха вакуумной колонны выводится фракция 180—240° С —
компонент реактивного или дизельного топлива, боковым пого-
ном •—тяжелый компонент дизельного топлива — фракции 240—
350° С.
Углеводородные газы, получаемые на установке, а также цир-
кулирующий газ 1-й ступени, содержащие сероводород, проходят
очистку раствором моноэтаноламина с последующим выделени-
ем сероводорода. Выделение фракции С3—С4 проводится во
фракционирующем абсорбере, в который газ среднего давления,
очищенный от серы, поступает под собственным давлением, а газ
низкого давления нагнетается компрессором. Абсорбентом слу-
жит циркулирующая бензиновая фракция. Сухой газ из абсор-
бера выводится с установки вместе с сухим газом, выделенным
из гидрогенизатов. Фракция С3—Сц отгоняется от абсорбента в
десорбере, подвергается дополнительной деэтанизации в колонне
и выводится с установки.
Предусматривается также периодическая (1 раз в 3—4 меся-
ца) окислительная регенерация катализаторов 1-й и 2-й ступеней.
По предварительным расчетам, установка характеризуется
следующими расходными показателями (дизельно-топливный ва-
риант) :
Водород, тыс. т'год................. 24,0—36,3
Катализаторы, т/год .... 109—150
Электроэнергия, млн. кет • ч'год . . 95
Топливо (условное) тыс. т^год . . 62
Вода, м3;год........................ 9,6 • 10е
Пар, тыс. т'год............................ 32
Вес металла аппаратуры, т . 7000
в том числе:
реактоэы .............................. 1800
емкости, аппараты воздушного ох-
лаждения, теплооб.менкики и
холодильники высокого давле-
ния .................................. 1640
печи высокого давления . . . 1280
прочая аппаратура, печи, метал-
локонструкции .... 1980
Основной проблемой, связанной с конструктивным оформлени-
ем процесса гидрокрекинга, является разработка*конструкции и
iex-нологии изготовления реакторов большого диаметра, работаю-
щих при давлении 150 ат и температурах до 430°С в среде водо-
рода и сероводорода, а также выбор металла для их изготовле-
ния. Было намечено три варианта изготовления корпуса
реактора:
из биметалла без внутренней теплоизоляции, с применени-
ем биметаллического листа толщиной до 2с0 мм;
в многослойном исполнении с внутренней футеровкой, обес-
печивающей надежную теплоизоляцию корпуса при дав-
лении 150 от в присутствии жидкости;
в многослойном исполнении без внутренней теплоизоляции.
Для последнего варианта, являющегося наиболее перспектив-
ным, необходимо обеспечить изготовление многослойных сосудов
большого диаметра из металлов, устойчивых против водородной
и сероводородной коррозии при температурах до 430° С. В настоя-
щее время указанные варианты изучаются специализированны-
ми исследовательскими институтами и машиностроительными за-
водами.
Диаметр всех реакторов установки по условиям изготовления
принят равным 2,4 м. Вес 4-зонного реактора, изготовленного из
биметалла, составляет по предварительным данным 460 т. Для
установки конструируются кожухотрубные теплообменники с по-
верхностью теплообмена 450 м2.
Трубчатые печи реакторного блока — вертикальные цилиндри-
ческие.
Ректификационная аппаратура проектировалась на макси-
мальную четкость разделения и качество получаемых продуктов.
Для основных колонн принята схема с подводом тепла в бойлер-
ных печах.
Для установки требуется следующее новое оборудование:
сырьевые насосы, производительностью 75 мъ!ч (давление до
170 ат);
водородные компрессоры производительностью 30—
40 тыс. нм3/ч, давление нагнетания 170 ат;
циркуляционные компрессоры производительностью до
200 тыс. нм3!ч, компремирующие газ со 135 до 170 ат.
4 аппараты воздушного охлаждения на давление до 170 ат.
Установка занимает площадку размером до 240x 125 мм.
Таким образом, создание установки гидрокрекинга большой
производительности позволит ввести в состав нефтеперерабаты-
вающих заводов такой процесс, который дает возможность полу-
чать из тяжелых сернистых и высокосернистых дистиллятных
.продуктов высококачественное моторное топливо и изменять со-
отношение и ассортимент вырабатываемых продуктов в зависи-
мости от потребности.
85
ИНЖЕНЕРНАЯ РАЗРАБОТКА ПРОЦЕССА
ГИДРОКРЕКИНГА ТЯЖЕЛОГО НЕФТЯНОГО СЫРЬЯ
В ТРЕХФАЗНОМ КИПЯЩЕМ СЛОЕ
В. В. Маншилин, Н. X. Манаков, Ю. К. Вайль,
А. В. Агафонов, В. П. Василенко, А. Я. Хейфец
(СССР, ВНИИНП)
Наиболее перспективным методом переработки нефтепродук-
тов для увеличения производства дизельного и малосернистого
котельного топлива является гидрокрекинг остаточного сырья.
Этот процесс характеризуется высокой экзотермичностью и вы-
сокой скоростью отложения углистого вещества на внешней по-
верхности и в порах катализатора, что создает определенные
трудности при промышленном оформлении процесса в стацио-
нарном слое катализатора. Опыт современной нефтепереработки
по применению систем кипящего слоя позволяет рассчитывать и
в случае гидрокрекинга на успешное решение этого вопроса [1,2].
Предварительными исследованиями ВНИИНП показано, что
оптимальное давление гидрокрекинга тяжелого нефтяного сырья
превышает 100 ат при температуре 400—450° С. Такой режим
предопределяет наличие в реакционной системе трех фаз—жид-
кой, газовой и дисперсно-твердой (катализатор). Эта система,
приближающаяся по’ своим гидродинамическим характеристикам
к системе идеального смешения, в дальнейшем изложении будет
называться системой трехфазного кипящего слоя (ТФКС).
Экспериментальные работы по изучению закономерностей
гидродинамики ТФКС и их влияния на технологию гидрокрекин-
га были исследованы на следующих последовательных стадиях.
1. Определение на модели реактора характеристик продоль-
ного и поперечного перемешивания жидкой фазы ТФКС в зави-
симости от линейных скоростей жидкой и газовой фаз с примене-
нием воды, воздуха и шариков из шлакового расплава, которые
имели размер от 0,4 до 1,0 мм, а их плотность равнялась
2700 кг/м3.
2. Характеристика газосодержания ТФКС в зависимости от
линейных скоростей той же газовой и жидкой фаз.
3. Определение граничных значений линейных скоростей фаз в
реакторе пилотной установки с применением н-гептана, алюмо-
кобальтмолибденового катализатора и воздуха.
4. Проверка воспроизводимости данных холодного моделиро-
вания, полученных в стадиях 1, 2 и 3, при переходе к гидрокре-
кингу дистиллятного нефтяного сырья в условиях пилотной уста-
новки (рис. 1).
5. Серия опытов по гидрокрекингу мазута арланской нефти.
Задача исследований на моделях и пилотной установке за-
ключалась в изучении важнейших факторов, существенно влия-
86
Рис. 1. Принципалыная схема установки гидрокрекинга в кипящем
слое:
1 — сырьевой насос; 2 — сырьевая емкость; 3 — насос закачки
сырья; 4 — циркуляционный водородный насос; 5 — щелочной про-
мыватель; 6—реактор; 7—газосепаратор; 8 — холодильник;
9 — сепаратор; 10—счетчик; 11— щелочной скруббер; 12 — отпар-
ная колонна; 13 — подогреватель; 14 — циркуляционный насос;
15— дросселирующий клапан.
•Потоки: I — сырье; II — свежий водород
ющих на гидродинамический режим в реакторе. Обобщение
“имеющегося опыта показывает, что таких факторов три.
1. Линейная скорость жидкой фазы, отнесенная к полной пло-
щади поперечного сечения (ППС) реактора, которая определяет
степень расширения слоя дисперсной твердой фазы, т. е. полноту
распределения последней по объему реакционной зоны.
2. Линейная скорость газовой фазы, отнесенная к полной ППС
реактора, оказывающая основное влияние на интенсивность про-
дольного перемешивания в реакционной зоне.
3. Живое сечение распределительной решетки. Эта величина
•определяет кинетическую энергию газожидкостных струй, всту-
пающих в реактор, т. е. весь приток механической энергии в ре-
акционную зону.
Технологическая значимость и оптимальная величина каждо-
го из этих трех факторов может быть выявлена только в реаль-
ных условиях процесса. Соответствующая оценка дается в даль-
нейшем изложении.
Перемешивание в трехфазном кипящем слое. Продольное и по-
перечное перемешивание жидкой фазы в трехфазном кипящем
87
слое следует считать основным фактором выравнивания темпера-
турного поля по объему реакционной зоны. Жидкая среда яв-
ляется основным теплоносителем ТФ>К'С и единственной сплошной
фазой. Аналитическая обработка экспериментального матеоиала-
показала, что интенсивность продольного перемешивания в ТФКС,
оцениваемая концентрацией индикатора при непрерывной его:
подаче, соответствует логарифмическому закону
\g~=Ax + B, (О
Q)
где С — текущее значение концентрации индикатора (поварен-
ной соли) на каждом из четырех уровней отбора проб
жидкости;
Со — концентрация индикатора в общем потоке воды, уходя
щей из модели реактора;
х — расстояние данного уровня отбора проб, вниз от точки
ввода индикатора, м;
А и В — коэффициенты, величины которых зависят от гидроди-
намического режима, геометрически конкретные, но са-
мостоятельно не имеющие прямого физического смысла..
Джилиллэнд [3] характеризует продольное перемешивание
уравнением
In — = — — х + В', (2)
Со Е
где V — характеризующая скорость флюидизирующей фазы,.
м!сек;
Е — коэффициент продольного перемешивания, м2!сек;
В'—константа, аналогичная константе В в уравнении (1).
Решая уравнения (1) и (2), можно получить расчетное урав-
НСНИв
Е* __ 0,434л-
Однако оценка интенсивности продольного перемешивания
возможна также и без привлечения какой-либо гипотезы о за-
коне продольного перемешивания, что можно проследить, исполь-
зуя функцию
с
~=fW- (4)
(-•О
с
Экспериментально линии — =f(x) и средние графические
С»
концентрации для двух различных опытов показаны на рис, 2.
* Размерность — — линейная.
88
Рис. 2. Гоафические ха-
рактеристики продоль-
ного перемешивания:
1 — средняя графичес-
кая С-п = 0,695 для
трехфазной системы;
2 — средняя графичес-
кая Сеч = 0,444 для
двухфазной системы
Когда система ТФКС осуществляется в аппарате значительно-
го диаметра, то практически важно оценить степень полноты не
только продольного, но и поперечного перемешивания. Количест-
венной характеристикой последнего может быть принято безраз-
мерное отношение разности между максимальной и минимальной
относительными концентрациями индикатора в пределах данного
горизонтального сечения зоны наблюдения к средней арифмети-
ческой из всех величин относительной концентрации индикатора
в этом же горизонтальном сечении (U).
Таким образом, для каждого отдельного горизонтального се-
чения будет иметь место равенство
С
Hi = 100-——-— %- (5)
/ О \
\ Q /ср
причем для аппарата в целом
чений
с числом п горизонтальных се-
п
100^
i
(6)
На основании изучения перемешивания в трехфазном кипя-
ч.щем слое, имевшего турбулентный характер, можно сделать сле-
дующие выводы (табл. 1).
1. Поле концентрации индикатора по высоте слоя следует
логарифмическому закону.
2. Введение дисперсной твердой фазы ослабляет продольное
перемешивание. В двухфазной системе вода — воздух продольное
перемешивание сильнее, чем в трехфазной.
3. Увеличение скорости жидкой фазы ослабляет продольное
перемешивание.
89
Таблица 1
Показатели турбулентного перемешивания
Скорость воздуха, мм/сек Отношение Е V Коэффициент полноты про- дольного пе- ремешивания, Сер Степень непол- ноты попереч- ного переме- шивания, и
Скорость воды, MMjcetc
17,4 | 22.7 I 30,7 I 17,4 | 22.7 | 30,7 | 17,4 | 22,7 | 30,7
Двухфазная система, решетка с живым сечением 0,26%
14,0- 14,8 0,95 0,59 0,50 0,56 0,47 0,36 72 102 156
40,8-44,0 0,96 0,98 0,78 0.65 0,60 0,51 53 63 109
88,5-97,8 1,68 1,14 0,99 0,75 0,67 0,59 51 47 92
Трехфазная система, решетка с живым сечением 0,26%
14,3- 16,7 0,40 0,43 0,36 0,27 0,33 0,24 139 168 291
42,8-43,9 0,52 0,46 0,44 0,41 0,37 0,37 108 127 144
93,9-99,3 0,61 0,49 0,49 0,51 0,46 0,42 84 112 111
Двухфазная система, решетка с живым сечением 1,03%
14,5-15,0 0,67 0,49 0,32 0,59 0,54 0,40 56 97 116
41,5-42.2 1,03 0,54 0,42 0,64 0,56 0.49 33 -57 189
93,8-97,5 1,07 0,79 0,63 0,69 0,63 0,53 36 38 82
Трехфазная система, решетка с живым сечением 1,03%
14,9—15,1 0.37 0,35 0,32 0,21 0,30 0.24 441 196 308
43—43,7 0,40 0,41 0.46 0,36 0,35 0,34 307 230 198
97,7- 99,9 0,48 0,53 0,37 0 52 0,44 0.39 177 202 184
4. Увеличение скорости газа интенсифицирует продольное пе-
ремешивание и ослабляет неравномерность поперечного 'переме-
шивания.
5. Интенсивность продольного перемешивания может 'быть оце-
нена непосредственно на основании экспериментальных данных
по концентрациям индикатора на нескольких уровнях, путем вы-
числения коэффициента приближенного перемешивания к иде-
альному (см. рис. 2).
-6. Неполнота поперечного перемешивания может быть оцене-
на количественно по величинам отклонения от средних значений,
концентраций индикатора.
7. В трехфазной системе увеличение живого сечения решетки
повышает неравномерность поперечного перемешивания и умень-
шает интенсивность продольного перемешивания.
Газосодержание в трехфазном кипящем слое. Изучение пока-
зателей газосодержания в трехфазном кипящем слое имеет целью
определение количественной зависимости величины газосодержа-
ния и скорости свободного всплывания множества пузырьков от
90
величин скоростей текучих фаз, концентрации твердой фазы и от
геометрической характеристики распределительной решетки.
Сущность метода оперирования при проведении опытов с трех-
фазным кипящим слоем заключалась в нахождении такой пары
скоростей воды (Уж) и воздуха (Уг)> при которой твердая фаза
распределена по всей высоте зоны наблюдения, последующем
резком одновременном отсекании потоков воды и воздуха и ре-
гистрации: а) времени спада уровня воды в зоне наблюдения до
полной деаэрации слоя и б) величины понижения зеркала воды
до постоянного уровня, отвечающего полноте деаэрации.
Наряду с величиной ез газосодержания, отнесенного к сум-
марному объему всех трех фаз системы, представляет интерес
характеристика, определяющая объемное содержание газовой фа-
зы в суммарном объеме только двух фаз (газовой и жидкой),
так как газ фактически распределяется только в жидкой фазе
трехфазной системы
Л н-100 .
Я-ДЯТ ’
АН-100
“ —7Г~
(?)
где Н — высота модели реактора;
АЯ— высота, занимаемая газовой фазой, после отсекания по-
токов;
АЯТ — высота, занимаемая твердой фазой.
Скорости текучих фаз жестко взаимозависимы. Подавая воз-
дух со скоростью VT, нужно подавать воду со скоростью, опре-
деляемой уравнением
Нж — aVг -Г Ь,
(8)
причем при концентрации твердой фазы 963 kzImz это уравнение
Дтримет вид
Уж = — 0,14717г 4- 49,0 мм/сек.
При концентрации твердой фазы 1246 кг)м3 коэффициенты урав-
нения несколько отличаются
Рж = — 0,1301/г 4- 30,8 мм!сек.
Экспериментальные данные по газосодержанию и скоростям
непрерывного Уж и свободного всплывания Vo пузырей приведе-
ны на рис. 3 и 4.
На основе проведенных исследований можно сделать следую-
щие предварительные выводы.
1. Главным фактором, определяющим газосодержание ТФКС,
следует считать скорость (интенсивность) подачи газовой фазы
при скорости жидкости, определяемой уравнением (8).
2. Распределение дисперсной твердой фазы по всему объему
ТФКС может быть о'беспечно при разных скоростях текучих фаз,
но с соблюдением строгой функциональной линейной зависимости
91
Рис. 3. Диаграмма га-
зосодержания для трех-
фазной системы:
у = 1246 кг1см3;
е = f(Vr).
1 — газосодержание на
суммарный объем газо-
вой и жидкой фаз;
2 — газосодержание на
суммарный объем всех
трех фаз;
о — живое сечение
1,03%; х — живое сече-''
uwo П 9Л О/.
4,1V — /у
между скоростями каждой из текучих фаз в каждом отдельном
случае. .
3. Повышение концентрации дисперсной твердой фазы в дан-
ном объеме ТФКС понижает общее газосодержание ез, так как
твердая фаза сокращает объем, в котором возможно существо-
вание пузырьков газа.
4. Размер газовых пузырьков, оцениваемый по скорости их
свободного всплывания, увеличивается с повышением концентра-
ции твердой фазы. Твердые частицы, суспендированные в ТФКС,
способствуют укрупнению пузырьков газа.
5. Скорость поднятия пузырей газовой фазы при установив-
шемся режиме существования ТФКС в несколько раз больше
скорости свободного всплывания множества газовых пузырей.
92
Vr мм/cet1
Vr мм/сен
Рис. 4. Диаграмма характерных скоростей для трехфазной
системы:
1 — ж. с. — 1,03%; 7=1246 кг)м3; 2 — ж. с. — 0,26%; 7=
= 1246 кг/м3; 3 — ж. с.— 1,03%: 7=933 кг!м3; 4 — ж. с.—
0,26%; 7 = 963 кг!м3
6. Размеры пузырьков газа не зависят от интенсивности его
подачи в рабочую зону.
Граничные значения линейных скоростей фаз применительно к
реактору пилотной установки. Задачей третьей стадии работы яви-
лось определение гидродинамических факторов в рабочей зоне
реактора диаметром 89 мм, пилотной установки гидрокрекинга
и количественное нахождение граничных значений этих факторов,
обеспечивающих устойчивое существование трехфазного кипяще-
го слоя при полном суспендировании твердых частиц без выноса
их из реактора.
Физические свойства рабочей жидкости в реакторе гидрокре-
кинга мазута в трехфазном кипящем слое будут довольно близки
к свойствам вакуум-дистиллята. Гидродинамически важные ха-
93
рактеристики этой жидкости: плотность при 20°С 900 кг!м3 и ки-
нематическая вязкость при 50° С 25 сст или 25 • 10~6 м^сек.
Подробная характеристика реальных видов сырья дана ь
табл. 2.
Табл п ца 2
Характеристика сырья гидрокрекинга
Показатели Вакуумный газойль Арлан- ск ий мазут
ромаш- кинский арлан- ский
Плотность ₽4° 0,902 0,921 0,971
Фракционный состав по Богданову, °C:
II- К 275 302 278
10% перегоняются при температуре . . . 332 360 ЗЮ
30% то же 388 3S9 416
50% „ • . . . . 412 406 497
70% , 434 425 —
90% , 480 454 —
К. К. . — 490 —.
Содержание фракций с температурой кипе-
ния, %:
дэ 350°С выкипает 13 4,5 12,5
до 509°С „ 94 — 51,0
Средний молекулярный вес 341 328 469
Содержание, %:
серы ... 1,69 2,74 4,11
азота . 0,105 0,11 0,285
Коксуемость, % 0,21 0,41 9,8
Температура застывания, °C + 27 + 26 + 11
Вязкость, сст:
при 50° 2 16,06 24,68 —
1 — - - 36,0
Сульфируемосгь, % 51,0 67,2 —
Содержание:
углерода, % 84,99 84.6 64, ЗУ
водорода, % 12,57 12,34 11,41
ванадия, г/т — — 179
асфальтенов, % — — 6 9
с<мей, мг)т — — 46
Выход на нефть фракции выше 350°С, % . . . — 21,0 57,0
При температуре 425° С и давлении 100 ат плотность вакуум-
дистиллята составляет примерно 640 кг!м3, динамическая вяз-
кость — около 0,35 спз [4], кинематическая — 0,55 сст. Для хо-
лодного моделирования применялись три жидкости, характери-
стика которых дана ниже:
Плотность Вязкость при
4 20°С, м2/сек
Вода ..................
Алкилат, фракция 95—
105°С . . . .
н-Гептан . . . .
0,998 1,007 • 10-6
0,714 0,960 • 10 s
0,684 0,63-10-в
94
Газовая дисперсная фаза трехфазного кипящего слоя воспро-
изводилась воздухом. Плотность последнего при атмосферном дав-
t лении меньше предполагаемой плотности газовой фазы в реаль-
ном реакторе, но разница плотностей жидкой и газовой фаз отли-
чается незначительно, будучи близкой к 680 кг/м3 в холодной
модели с н-гептаном и 630 кг/м3 в реальных условиях под давле-
нием 100 ат.
Вязкость дисперсной газовой фазы, очевидно, несущественна.
Твердая фаза была представлена промышленным дробленым
А1-Со-Мо-катализатором со следующим гранулометрическим сос-
тавом:
остаток на сите (%): 1,00 мм— 1,3; 0,85 мм — 27,4; 0,63 мм —
37,0; 0,40 мм — 34; 0,315 мм— 0,3, проходит сквозь сито
0,315 мм — 1,3.
Сопоставление расчетных и экспериментальных данных по
ожижению реального катализатора в трех моделирующих жидко-
стях показало, что при отсутствии газа, скорость жидкости ниже
10 мм/сек создает недостаточную флюидизацию катализатора.
В условиях пилотной установки, при загрузке катализатора в
количестве 5—6 кг, линейная скорость жидкой фазы при подаче
только сырья не превышает 1,0 мм)сек, т. е. совершенно недоста-
точна для требуемой степени расширения слоя катализатора.
Скорость жидкости в создании устойчивого ТФКС определила не-
обходимость циркуляции жидкой фазы по контуру: горячий ак-
кумулятор на выходе из реактора — горячий насос — вход в низ
реактора.
Изучение влияния газовой фазы на холоду велось в интерва-
ле скоростей от 0,0 до 100 мм/сек, считая на полную ППС зоны.
Оптимальная скорость газовой фазы, найденная на холодных
моделях, равна 40 мм!сек.
Одновременно изучалось влияние гидродинамического режима
на технологические показатели гидрокрекинга дистиллятного
сырья на пилотной установке. В этом случае катализатор рабо-
тает долго, и технологические показатели процесса достаточно
стабильны, чтобы быть критериями гидродинамического режима
гидрокрекинга.
Итоги опытов на пилотной установке с применением циркуля-
ции горячей жидкости (гидравлический рисайкл) показаны в
табл. 3. Рассмотрение данных этой таблицы показывает, что цир-
куляция жидкой фазы гидрогенизата не сопровождается повы-
шением выхода конечного продукта в расчете на свежее сырье.
Влияние скорости газовой фазы в горячих условиях показано
. в табл. 4. Как видно, кратность циркуляции водородсодержаще-
го газа, если она превышает 500 нм3 газа/.и3 сырья, не оказывает
заметного влияния на технологические показатели процесса.
При расчете и инженерной разработке реакторов гидрокре-
кинга с целью максимально полезного использования объема
95
Таблица 3
Влияние кратности гидравлического рйсайкла на глубину
деструкции при гидрокрекинге вакуум-дистиллята ромашкинской нефти*
Показатели Номер опыта
90 102 89 88
Скорость жидкой фазы, мм)сек . . . Кратность гидравлического рисай- 2,1 4,2 8,5 15,1
кла, нм31м3 Г идрогепизат. 2,6 5,8 11,8 21,0
Плотность р^0 Фракционный состав, °C: 0,853 0,857 0,855 0,853
10% выкипает при температуре 219 218 212 211
50% то же 336 346 338 345
90% Выход фракций с температурой кипе- 453 430 432 432
ния до 350°С, % вес 56 56 57 61
Содержание серы, % 0.09 0,05 0,08 0,04
Йодное число фракции 180—350°С . . 10,5 9,8 6,1 6,7
* Условия опытов: давление 100 ат. температура 425°С, подача све-
жего сырья 2,9 кг/л-ч, газа — 1000 и.и3/.и3, скорость газовой фазы 17 мч!сек,
живое сечение решетки—0,25%.
реактора целесообразно применять достаточно большие линейные
скорости газа. С этой точки зрения важно определить минималь-
ную линейную скорость, обеспечивающую изотермичность кипя-
щего слоя.
Таблица 4
Влияние кратности циркуляции газа на показатели гидрокрекинга,
вакуум-дистиллята ромашкинской нефти
Показатели Кратность циркуляции
газа, нм* / м3
... аОО iOuu 2000
Скорость фазы, мм/сек:
газовой 8,6 17,1 34,2
жидкой Гидрогенизат 8,5 8,5 8,5
Плотность Р4° 0,856 0,855 0,856
Фракционный состав, °C:
10% выкипает при температуре 213 212 232
50% то же 347 338 345
90% » 433 432 427
Выход фракций с температурой кипения до 3503С, 55,0 54,0 53,5
% вес. .
Содержание серы, % 0,09 0,15 0,12
йодное число 6,7 6,1 6,0 .
96
•Специальными опытами было показано, что минимальная уС-
ловная скорость газовой фазы равна 9 мм/сек. При этом разни-
ца температуры по высоте реактора (1,5 м) не превышала один
градус.
Опыты на холодных моделях показали, что в трехфазном ки-
пящем слое в случае решетки с меньшим живым сечением пу-
зырьки газа мельче, а количество их больше, следовательно,
уменьшение живого сечения решетки увеличивает поверхность
массопередачи и удлиняет время пребывания газа в реакционной
зоне. Это в свою очередь должно улучшать условия питания
жидкой фазы в реакторе водородом, способствуя увеличению вы-
хода целевых продуктов гидрокрекинга.
Рассмотрение данных табл. 5 показывает, что глубина дест-
рукции практически не зависит от живого сечения решетки, од-
нако степень насыщения водородом при этом повышается, что
позволяет увеличить выход дизельного топлива с заданным йод*
ным числом.
Таблица 5
Влияние живого сечения решетки на гидрокрекинг вакуум-дистиллята
арланской нефти*
Показатели Живое сечение решетки, %
0,25 1,0 0,25 1,0
*
Температура, °C 400 400 425 425
Выход фракций с температурой кипения
до 350° С, % вес 47,3 48,7 74,4 70,5
Выход дизельного топлива, % вес. 46,3 37,8 72,1 51,4
Характеристика дизельного топлива
Иодное число 5,9 5,9 6,0 5,9
Цетановое число 45 44 46 45
Вязкость при 20°С, сст 6,2 9,1 6,5 6,6
Коксуемость 10%-ного остатка, % . 0,09 0,03 0,07 0,08
Содержание серы, % 0,12 0,15 0,09 0,10
Температура, С:
ВСПЫШКИ 48 44 46 45
застывания —10 -10 —10 -10
* Условия опыта: давление 100 аг, подача сырья 1,4 кг/л • ч, газа — 0,750 м3/м3,
кратность гидравлического рисайкла 18,5 Скорость фаз (мм/сек): газо-
вой— 11,9, жидкой 8,5.
Представляет практический интерес сопоставление кинетиче-
ских показателей двух основных систем гидрокрекинга —с трех-
фазным кипящим слоем и с неподвижным слоем катализатора.
Как видно из табл. 6, протекание процесса гидрокрекинга в
7-2284 97
Таблица б
Сопоставление показателей гидрокрекинга вакуум-дистиллята
в неподвижном (НС) и в трехфазном кипящем слое катализатора
Показатели Скорость подачи сырья, ч 1
1 2,0 3,0
НС ТФКС НС ТФКС НС ТФКС
Выход фракции с температурой ки- пения до 350° С, % вес. . Содержание серы, % . . . . йодное число 54,3 0,10 4,2 69,9 0,05 4,8 47,1 0,12 4,6 57,8 0,08 5,5 43,2 0,15 4,8 54,7 0,12 6,1
ТФКС дает повышение глубины деструкции на 20—30% при
близких показателях качества продуктов. Кроме того, при одной
И той же глубине деструкции (около 54%) ТФКС дает в 3 раза
большую производительность единицы массы катализатора.
Более высокие кинетические показатели, по-видимому, могут
быть следствием как понижения внутреннего диффузионного тор-
можения, так и изотропности температурного поля в ТФКС.
Наличие довольно значительного объема информации о фи-
зической стороне процесса гидрокрекинга в трехфазном слое, на-
копленного при холодном моделировании, а также исследование
на пилотной установке гидрокрекинга дистиллятного сырья позво-
лило провести ряд опытов по гидрокрекингу остаточного нефтя-
ного сырья. Характеристика дистиллятного и остаточного образ-
цов сырья, подвергнутых переработке на пилотной установке,
приведена в табл. 2. Итоги опытов представлены в табл. 7.
Гидрокрекинг вакуум-дистиллятов из сернистой и высокосер-
нистой нефтей дает 70—72% товарного дизельного топлива за
один проход, а 20—26% остатка является хорошим сырьем ка-
талитического крекинга.
При гидрокрекинге вакуум-дистиллята из высокосернистой
(арланской) нефти суммарный выход сероводорода и аммиака,
т. е. ценных попутных продуктов, достигает 88% на суммарное
содержание серы и азота в сырье, против 83% на соответствую-
щую величину для одноименного дистиллята из сернистой (ро-
машкинской) нефти.
При гидрокрекинге мазута высокосернистой нефти за один
проход получается 51% дизельной фракции, которая требует
легкой гидроочистки для понижения йодного числа (выход то-
варного дизельного топлива составит приблизительно 48% на
мазут).
Выход товарного дизельного топлива, считая на сырую нефть,
составит около 27% при гидрокрекинге мазута по сравнению с
15% при гидрокрекинге только вакуум-дистиллята. Гидрокрекинг
98
f Таблица 7 Сопоставление показателей гидрокрекинга * трех различных видов сырья в трехфазном кипящем слое (характеристику сырья см. в табл. 2)
Вакуумный дис- тиллят Арлан- ский мазут
паименование и показатели ромаш- кинский арлан- ский
Расход водорода, % вес. . 1,5 1,7 2,5
Продукты, % вес.: сероводород+аммиак углеводородные газы Cj—С4 бензиновая фракция С5—180°С . . . . дизельная фракция (96% до 360°С) остаток выше 360°С Потери Выход, % вес 1,9 2,8 1,7 68,2 25,9 1,0 101,5 2,6 4,3 1,5 71,9 20,4 1,0 101,7 3,2 3,7 4,9 51,2 38,5 1,0 102,5
Качество продуктов
Бензиновая фракция: Октановое число, м.м. Бромное число . . . . 40 12,5 38 10,8 43 15,0
Дизельная фракция . . . . ПЛОТНОСТЬ Q4° . Содержание серы, % . йодное число . . . . Температура застывания, °C . Цетановое число . . . . Выход на сырую нефть, % . 0,839 0,05 4,9 —10 46 0,848 0,02 6,0 -12 48 15,0 0,853 0,19 10,2 -13 46 29,0
Остаток выше 360°С Плотность О 4° Содержание: серы, % .... асфальтенов, % ванадия, г/м азота, % .... Температура застывания, °C . Коксуемость Зольность, % Вязкость при 100°С, сст . 0,889 0,06 0,0 0,0 0,06 +40 0,08 0,874 0,06 0,0 0,0 0,08 +35 0,11 0,970 0,84 3,5 55 0,29 +20 8,50 0,17 14,9
*Условия опытов: давление 1000 м?/м?. Скорость фаз, мм/сек: 100 ат, подача сырья газовой —17,0, жидкой 1,4 кг/л - 8,5. ч, газа —
мазута сопровождается получением, помимо дизельного топлива,
также 38% маловязкого котельного топлива с содержанием серы
менее 1 % и зольностью менее 0,2%.
99
выводы
1. Холодное моделирование ТФКС в условиях, когда физиче-
ские свойства системы на холоду близки к свойствам реальной
системы в рабочих условиях, позволило определить значения ли-
нейных скоростей фаз и выявить необходимость включения кон-
тура гидравлического рисайкла в схемы гидрокрекинга тяжелого
сырья в ТФКС.
2. Эксплуатация пилотной установки гидрокрекинга в ТФКС
на разных видах сырья подтвердила показатели холодного моде-
лирования по скоростям фаз, включая скорости в отверстиях рас-
пределительной решетки, и показала, что интенсивность продоль-
ного перемешивания, достигнутая на холодных моделях, обеспе-
чивает в рабочих условиях практически полную изотропность
температурного поля в реакторе пилотной установки при рабочем
режиме процесса.
3. Показана техническая целесообразность применения гидро-
крекинга в ТФКС как для переработки дистиллята, так и без-
остаточной переработки мазутов.
ЛИТЕРАТУРА
1. Griswold С. R , V a u Driesen R. Р. Petrol Refiner, may, 1966, v. 45,
№ 5.
2. C h e r v e n a k M. C. et al. Oil and Gas, 1963, № Т-41, 22T.
3. Gilliland E. B. ind. Eng. Chem., 1955, 45, 1177.
4. Oil and Gas, 1946, № 12, p. 163. J
ГИДРОКРЕКИНГ СЕРНИСТЫХ И ВЫСОКОСЕРНИСТЫХ
НЕФТЕЙ, ОСТАТКОВ И ВАКУУМНЫХ ДИСТИЛЛЯТОВ
В ЦИРКУЛИРУЮЩЕМ ПОТОКЕ КАТАЛИЗАТОРА
Я. Р. Кацобашвили, А. Р. Брун-Цеховой, С. А. Голосов
(СССР, Институт нефтехимического синтеза АН СССР)
Проблемы, связанные с переработкой сернистых и высокосер-
нистых нефтей, наиболее рационально решаются методом катали-
тического гидрокрекинга. Один из процессов этого метода разра-
ботан в ИНХС АН СССР.
Сущность процесса, известного под названием гидрокрекинг
под невысоким давлением в циркулирующем потоке катализато-
ра, заключается в применении принципа поддержания активности
катализатора в движущемся или кипящем слое путем непрерывной
окислительной регенерации. В связи с непрерывной циркуляцией
катализатора в системе, в этом процессе должны применяться
шариковые и микросферические катализаторы (технология произ-
водства разработана ИНХС АН СССР), обладающие высокой ус-
тойчивостью к износу и растрескиванию.
В зависимости от исходного сырья, поступающего на гидрокре-
кинг, заданной глубины переработки и требуемого ассортимента
100
товарных продуктов, процесс проводится без или с применением
рисайкла и может -быть направлен на получение в основном мо-
торных топлив или одновременную выработку малосернистых,
не содержащих ванадия и другие микропримеси, топлив для
транспортных и стационарных газотурбинных и котельных уста-
новок.
‘Проведенные на первом этапе разработки процесса исследо-
вания физико-химических основ и кинетических закономерностей
гидрокрекинга различных видов сырья позволили обосновать
возможность создания процесса гидрокрекинга под невысоким
давлением для превращения высокомолекулярной части серни-
стых и высокосернистых нефтей. Лабораторные исследования на
модельных установках с реакторами объемом 0,25—60 л подтвер-
дили возможность осуществления такого процесса. Эти исследо-
вания показали, что при переработке сернистой нефти типа ро-
машкинской или высокосернистой типа арланской, применяя в
качестве головного процесса гидрокрекинг, можно получить сле-
дующие продукты, % вес.:
Нефть
ромашкинская арланская
Автомобильный бензин с
октановым числом 80—
82 пункта .... 26,0—30,0 24,0—27,0
Реактивное топливо Дизельное топливо (лет- 10,0—14,0 8,0—10,0
нее и зимнее) . Газотурбинное или ко- тельное топливо (ма- лосернистое, несодер- 29,0—36,0 32,0—42,5
жащее -ванадия) . Сырье для нефтехими- ческого синтеза: ароматические угле- 10,0—25,0 10,0—25,0
водороды 0,6—1,0 0,5—1,0
мягкие парафины углеводородные газы 0,5—1,5 0,5—1,5
Cj—С« .... сера в виде -серово- 2,0—‘2,5 2,2—2,6
дорода Сухой газ и кокс (на 1,0—1,5 2,5—2,9
производство водорода
и топливо для собст-
венных нужд) . . 3,2—4,0 4,2—4,6
Завершающим на этом этапе исследований явилось создание
крупнопилотной установки гидрокрекинга в циркулирующем по-
токе катализатора для отработки процесса по полной схеме,
включая непрерывную регенерацию. Основные показатели уста-
новки приводятся ниже:
Производительность установки по
сырью, кг/ч......................10—35
Загрузка катализатора, л 180
Количество циркулирующего катали-
затора, л/ч . . . . . . . 20—80
101
Давление, ат .................... По 30
Температура, °C:
в реакторе ...................... 380—420
отпарной секции............... 400—450
регенераторе...................Ниже 600
Подача:
сырье, кг/л • ч.................. 0,8—2,0
водородсодержащего газа, л/кг
сырье ........................ 800—'10СЮ
Кратность циркуляции катализатора От 1:1 до 1 :10
Применялись шариковые катализаторы, синтезированные ме-
тодом переосаждения в катализаторном отделении крупнопилот-
ной установки и полученные методом карбонизации на Пикалев-
ском глиноземном комбинате ^(табл. 1). Опытные пробеги показа-
Свойства катализатора
Таблица 1
Показатели Переосаж- денные Карбонизацион- ные
I II 11 III IV
Содержание, % вес.: окись молибдена 4,9 4,0 3,73 4,41 6,82
закись никеля 5,2 5,2 3,48 4,13 5,65
Размер шариков, льм 2,5-3 2-3 /2—3 2-3 2-3
Насыпной вес, г/см3 0,8 0,81 0,75 0,793 0,810
Индекс прочности, % вес 93 96 86 98 84,4
Прочность на раскол, г)мм диаметра . 1800 1500 2038 — 2500
Структура катализатора: объем пор, см3)г 0,22 0,44 — 0,36
„....х „ЛТТТ7,,_ я vpcAnnn ра,А*‘УС ПСр, А ..... . 33 42 — 46 —
удельная поверхность, м2/г 120 210 - 154 —
ли, что степень обессеривания и превращения сырья, равновес-
ная активность и стабильность при гидрокрекинге на карбониза-
ционных шариковых алюмоникельмолибденовых катализаторах,
совпадет с аналогичными показателями при гидрокрекинге на
катализаторах, приготовленных методом переосаждения.
Стоимость катализаторов гидрокрекинга, получаемых по кар-
бонизационному способу, в 3—4 раза меньше стоимости катали-
заторов переосаждения.
Проводившиеся в 1963—1966 гг. опытные работы на установке
с применением шарикового катализатора позволили получить
основные показатели процесса при переработке вакуумного га-
зойля, смеси сернистых нефтей и полумазута сернистой нефте-
смеси.
Была отработана система пневмотранспорта шарикового ка-
тализатора в рабочих условиях под давлением 30 ат. Транспор-
102
тировка катализатора идет устойчиво при скорости потока
2,5—3,0 м!сек в пневмолинии длиной 24 м и перепаде давления
80—100 мм рт. ст.
Устойчивая работа системы автоматического регулирова-
ния позволяет поддерживать перепад давления между реактором
и регенератором в пределах 5—20 мм рт. ст. и осуществлять на-
дежную блокировку.
С начала 1963 г. установка находилась на режиме циркуля-
ции (пневмотранспорта) катализатора в течение около 11000 ч:
На холодной циркуляции.................11000
На горячей циркуляции.................. 9067
На сырьевом режиме
по замкнутому циклу .................. 3064
В продолжении всего этого времени никаких признаков эрозии
аппаратуры системы циркуляции и пневмотранспорта шарикового
катализатора не было замечено.
Результаты гидрокрекинга нефтепродуктов на крупнопилот-
ной установке '(при давлении 30 ат, объемной скорости подачи
сырья 0,8—1,0 ч~\ отношении водород : сырье 1 м3/г, кратности
циркуляции Al-Ni-Mo катализатора 6:1) приведены ниже:
Обессоленная нефть (367°С) *
Материальный баланс, % вес.:
Взято:
сырье 100,00
водород 0,99
Получено:
гидрогенизат 89,17
кокс 2,10
газ 7,72
Потери 2,00
Фракционный состав, % вес: Сырье Гидрогенизат
до 200° С выкипает 20,0 36,0
270° С » 35,0 62,5
315° С » 45,0 79,0
350° С » 55,0 86,0
Содержание серы, % Отбензиненная нефть — полумазут (401° С)* Материальный баланс, % вес.: Взято; 1,74—1,80 0,31
сырье . 100,0
водород .... Получено: 1,12
гидрогенизат 87,0
кокс .... 2,40
газ 9,72
Потери 2,00
Сырье Гидрогенизат
Содержание серы, % 2,72 0,32
Температура процесса.
103
Таблица 2
Характеристика фракций, выделенных из средней пробы гидрогенизатов
гидрокрекинга полумазута при отборе максимального количества
дизельного топлива__________________________________________________
Показатели Фракции
бензина дизель- ного топлива остаток с темпе- ратурой кипения выше 380°С
Содержание в гидрогенизате, % 17,23 67,75 15,02
ПЛОТНОСТЬ (J4° 0,747 0,843 0,9195
Фракционный состав, °C:
и.к. ... 74 188 —
10% выкипает ири температуре . . . . 100 202 —
30% то же 112 225 —
50% > > 123 257 —
90% > » 145 323
к.к 159/98,5 344/97,0 —
Содержание, %:
серы . . . . 0,026 0,19 1,07
смол сернокислотных . . . . — — 16,0
Температура, °C:
ВСПЫШКИ — 73 217
застывания — —24 28
Вязкость кинематическая, ест:
ппи 20°<~ — 3,5 —
» 50°С — — 4, /О
Расход водорода на реакцию, рассчитанный по элементарным
составам сырья и продуктов процесса, составил 1,0% на нефть и
1,1'2% на полумазут.
Средняя проба гидрогенизата, полученного при гидрокрекинге
полумазута, рассматривалась как сырье для получения макси-
мального количества дизельного топлива или котельного малосер-
нистого (табл. 2 и 3).
При одноступенчатом гидрокрекинге без рисайкла непревра-
щенного остатка можно получить из полумазута ромашкинской
нефти следующие виды топлив:
Выход, % Содержание серы, %
Дизельное . . . 59,0 0,99
Котельное . . . . 13,0 1,00
или
Дизельное . . . 36,0 0,16
Газотурбинное . . 35,9 0,52
104
Таблица 3
Выхо’д и свойства товарных фракций по варианту отбора
малосернистого котельного топлива
Фракция
Показатели бензин дизель- ное топливо остаток 330°С
Пределы кипения по Гадаскину, °C ... н. к,—160 160-330 >300
Выход, °/о вес.:
на гидрогенизат 17,23 41,50 41,27
на полумазут 14,99 36,11 35,90
иа нефть 10,79 26,00 25,85
Плотность 64. . . . ' 0,747 0,827 0,903
Фракционный состав, °C: н.к 74 183
10% выкипает при температуре . . . . 100,0 200 —
30% то же 112,0 218
50% » » 123,0 242 —
90% » » 145,0 306 —
к.к 159,0 321 —
Выкипает, % 98,5 96,0 —
Содержание серы, % вес 0,026 0,16 0,52
Были проведены также опыты по гидрокрекингу вакуумного
газойля:
Вакуумный дистиллят (427°С)*
Материальный баланс, % вес.
Взято:
сырье ......................
водород .................
Получено:
гидрогенизат
кокс . . . -.
газ .....................
потери ..................
Содержание серы, %:
сырье.......................
гидрогенизат . . . .
100,00
1,12
90,95
2,50
5,98
1,69
2,01
0,25
* Температура процесса.
Характеристики полученных гидрогенизата, бензиновой фрак-
ции и фракции дизельного топлива приведены ниже:
105
Гидрогенизат
Плотность £>4° ............... 0,851
Фракционный состав, °C:
н. к. 84
10% выкипает при температуре 156
50% то же . . . . . . . 321
Содержание серы, % вес. . . . 0,25
Бензиновая фракция
Плотность .......................... 0,718
Фракционный состав, °C
и. к. .............................. 54
50% выкипает при температуре 106
к. к................................. 154
Содержание серы, % вес. . . . 0,02
Дизельная фракция
Плотность q|° ...... 0,861
Фракционный состав, °C:
нк............................ . 190
10% выкипает при температуре 209
50% » » » . . 263,5
к. к. . ................... 342,0
Содержание серы, % вес. ... 0,2
Температура застывания, °C . . . —17
Сопоставление свойств остатка гидрогенизата, выкипающего вы-
ше 375°, со свойствами исходного вакуумного газойля показывает
высокую степень гидрирования остаточной части вакуумного га-
зойля и возможность использования остатка в качестве рисайкла.
Плотность £>4°
Содержание серы, %
Вязкость при 50°, сст
Вакуумный
дистиллят
. .0,912
.2,010
Остаток
гидрогенизата
0,876
Л 39
2,35
При работе с рисайклом могут быть получены 82% бензина и
дизельного топлива и 6—8% остатка с низким содержанием серы.
На установке проводились исследования по изучению износа
и потерь шарикового катализатора, а также влияние кратности
циркуляции на эти показатели. В этих пробегах применялся ша-
риковый катализатор, приготовленный по методу ИНХС АН СССР
(см. табл. 1).
В табл. 4 приводятся данные по износу шарикового алюмони-
кельмолибденового катализатора в условиях гидрокрекинга сер-
нистой нефтесмеси при работе по полному циклу.
Потери катализатора из-за износа определялись по разности
веса до и после опытов. Как видно из данных табл. 4, в опытах
114—123 и 149 потери составляли 0,01—0,089%, а в опытах 119,
124—133 достигали 0,17%. В среднем по всем приведенным з
табл. 4 опытам величина износа составила 0,074%.
106
Таблица 4
Потери катализатора от износа по результатам опытных работ
с шариковым катализатором
Номер опыта Сырье Коли- чество пропу- щенного сырья, кг Износ катализа- тора
кг % вес. на сырье
114 Смесь из сернистых нефтей 477,0 0,15 0,048
115, 116 то же 1256,0 1,15 0,089
120 255,3 0,00 0 000
123 » » 240,0 0,20 0,083
119 » » 720,0 1,00 0,139
124, 125 » » ' 895,0 1,50 0,169
129—133 » » 940,0 1,50 0,159
136 » » 665,0 0,70 0,105
— Средняя величина 5448,3 6,2 0,114
149 Вакуумный газойль 3290 0,30 0,011
— Средняя величина 8738,3 6,5 0,074
В табл. 5 приведены данные о влиянии кратности циркуляции
шарикового катализатора на износ. С увеличением количества
циркулирующего катализатора за 1 ч и кратности циркуляции из-
нос катализатора увеличивается.
Полученные данные по гидрокрекингу вакуумного дистиллята
под давлением 30 ат были положены в основу анализа технико-
экономической эффективности процесса по сравнению с данными
по процессу одноступенчатого гидрокрекинга под давлением 150—
200 ат, опубликованными в зарубежной литературе фирмами
ЮОП и «Ломакс».
Процесс под давлением 30 ат имеет значительные преимущест-
ва. При работе по дизельному варианту капитальные затраты
меньше в 2,2—2,8 раза, эксплуатационные и приведенные затраты
на 70,0 и 50,0% ниже соответственно.
• Сравнение балансов и технико-экономических показателей пер-
спективных схем переработки 6,0 млн. т сернистых (типа ромаш-
кинской) и высокосернистых (типа арланцкой) нефтей, использую-
щих в качестве головного процесса коксование нефтяных остат-
ков (в камерах или на коксовом теплоносителе) в сочетании с гид-
рокрекингом дистиллятов под давлением 1'50 ат и схем с гидро-
крекингом полумазутов и мазутов под давлением 30 ат, показало,
что капитальные затраты на 30—40%, эксплуатационные на 20—
30%, а приведенные затраты на 16—24% выше для схем с коксо-
ванием.
107
Таблица 5
Влияние кратности циркуляции на износ катализатора
Показатели Номер опыта
42 86 116 136 149
Катализатор Алюмоникельмо- Алюмоникельмолибдено-
либдеиовый с вый Пикалевского за-
Сырье установки Смесь из сернис- вода Смесь из серии- Вакуум-
тых нефтей стих нефтей ный
Продолжительность, ч . 189 117 56 42,5 газойль 112
Количество циркулирующего катализатора, кг . 104 59 28 . 29 25
Кратность циркуляции . 10,4:1 3,83:1 1,16:1 1,04:1 0,845:1
Количество переработанного сырья, кг 1255 1230 1020 665 2802
Относительный расход катали- затора, % вес. на сырье . 0,367 0,2 0,089 0,105 0,011
ГИДРОКРЕКИНГ НЕФТЯНЫХ ОСТАТКОВ
С ПРИМЕНЕНИЕМ В КАЧЕСТВЕ КАТАЛИЗАТОРОВ
ПРИРОДНЫХ АЛ ЮМОС ИЛ И КАТОВ
3. Томасик, Рутковски
(ПНР, Врацлавский политехнический институт)
Способ гидрокрекинга нефтяных остатков разработан в резуль-
тате продолжительных исследований по гидрогенизации различно-
го нефтяного сырья при среднем давлении в лабораторном и опыт-
ном масштабе. Аналогичный процесс разрабатывался также в
Венгерской Народной Республике. Сущность его заключается в
применении на первой ступени гидрокрекинга пылевидного ката-
лизатора на основе нерегенерируемых природных алюмосилика-
тов во взвешенном в сырье состоянии. Образовавшиеся в первой
ступени легкокипящие продукты, подвергаются гидрокрекингу во
второй ступени. Сырьем на первой ступени процесса является ва-
куумные или атмосферные остатки или непосредственно сернис-
тые нефти. В случае гидрокрекинга тяжелых вакуумных остатков
сырье разбавляется более легкими нефтяными дистиллятами. Во-
108
S
IT
Принципиальная схема гидрокрекинга:
1 — питающие насосы; 2—подогреватель сырья; 3—-реак-
тор I; 4 —горячие сепараторы; 5—реактор II; 6 — сепара-
тор; 7 — ректификационная установка; 8 —очистка водоро-
да; 9 — компрессор циркуляционного газа.
Потоки: I— сырье; II— катализатор; III—водород;
IV—газы; V— бензин; VI-—керосин; VII—дизельное топ-
ливо; VIII — тяжелые дистилляты; IX — остаток, содержа-
щий отработанный катализатор и кокс
дород и сырье с взвешенным катализатором подаются в реакцион-
ную систему в одном потоке. Вследствие сильного измельчения ка-
тализатора и внутренней циркуляции реагентов в реакторе спе-
циальной конструкции местные перегревы отсутствуют и количе-
ство кокба, отлагающегося на катализаторе, небольшое. Кокс
вместе с продуктами реакции и отработанным катализатором пол-
ностью удаляется из реакционной системы i(cm. рисунок).
Катализаторы. В качестве катализаторов первой ступени приме-
няются дешевые природные алюмосиликаты, обладающие большей
активностью, чем, например, железный катализатор 10927, исполь-
зуемый в процессе Варга и активный уголь, применяемый в про-
цессе комбифайнинг.
Среди отечественных бентонитов наиболее пригодным оказал-
ся бентонитовый ил месторождения в Хмельнике, вблизи г. Кельце.
Каталитическая активность этой глины связана с особой кристал-
лографической структурой и большой удельной поверхностью
(90—150 -и2/г).
109
Катализаторы из глины, кроме высокой активности, должны
иметь соответствующую степень измельчения, не более 30 ц. Это
необходимо для получения равномерного распределения катализа-
тора в объеме реагирующего сырья. Приготовление катализатора
включает механическую и термическую обработки, а также отде-
ление частиц с диаметром зерна более 30 ц.
Алюмосиликатный катализатор имеет следующую характерис-
тику:
Плотность ................................ 2,58
Насыпной вес, г! см3..................... 1,10
Удельная поверхность, №/a ... 90
Химический состав, %:
SiO2................................. 55,04
А12О3 15,04
Fe2O3 ................................ 7,06
МпО ................................... 0,07
MgO .................................. 0,26
СаО................................... 6,57
Na2O ................................. 2,54
К2О .................................. 2,23
TiO2.................................. 0,270
Р2О5.................................. 0,01
Н2О .................................. 2,42
СО2 .................................. 4,12
Ситовой состав, %:
менее. 1ц .......................... 7,8
1—6 ц ................................ 23,6
6—10 ц .............................. 16',2
10—20 ц .............................. 26,0
20—30 ц .............................. 13,5
выше 30 ц ............................ 12,9
Катализатор второй ступени гидрокрекинга — окиси металлов
на активированных носителях. Перед подачей сырья катализатор
подвергается восстановлению и осернению.
Существенной частью реакционной системы является реактор
первой ступени, в котором происходит гидрокрекинг тяжелых уг-
леводородов нефтяного остатка в присутствии водорода и взве-
шенного катализатора. Так как нефтяной остаток очень легко кок-
совался, потребовалось провести ряд опытов и разработать соот-
ветствующую конструкцию аппаратуры для подбора и получения
“благоприятных реакционных условий.
На основании проведенных опытов с моделями была разрабо-
тана конструкция реактора, которая позволяет осуществлять цир-
куляцию реагентов внутри реакционного пространства. Для раз-
работки конструкции реактора пользовались принципом мамут-на-
соса. Такая конструкция обладает следующими преимуществами:
достигаются высокие линейные скорости реагентов в реакционном
пространстве при постоянной объемной скорости, увеличивается
турбулентность потока реагентов и их перемешивание.
Вследствие усиленного перемешивания реагентов в реакцион-
ном пространстве создаются условия для протекания квазиизотер-
110
мических реакций, при которых уменьшается возможность возник-
новения местных перегревов и, как следствие, избыточного коксо-
вания, и осуществления процесса при более низкой температуре по
сравнению с обычными условиями. Разработанная технология
двухступенчатого гидрокрекинга предусматривает осуществление
процесса в одном потоке. В лабораторных опытах гидрокрекинг
в первой и второй ступени проводился в отдельной аппаратуре.
Показатели гидрокрекинга первой ступени. Температура про-
цесса изменяется в зависимости от качества сырья и объемной
скорости. При объемной скорости 1 ч~1 следует применять темпе-
ратуру 430—480°С. Давление водорода не имеет большого влияния
на степень превращения сырья и изменяется в зависимости от ка-
чества сырья в интервале 50—140 ат.
Присутствие водорода благоприятствует теплообмену и цирку-
ляции реагентов в реакционном пространстве. Количество цирку-
лирующего водорода определяется свойствами сырья и степенью
его конверсии и равно 1,5—2,5 нм^кг сырья.
При гидрокрекинге тяжелых нефтяных остатков необходимо
разбавление сырья. Разбавляющие вещества, уменьшая вязкость
сырья, одновременно ускоряют гидрирование и уменьшают выход
кокса. Для этой цели применяют тетралин, керосин или «зеленое
масло» пиролиза в соотношении 1 : 2—5. Концентрация взвешенно-
го в сырье катализатора зависит от свойств сырья, степени его
конверсии и равна 2—4% вес. в расчете на сырье. Вследствие ис-
парения части сырья концентрация катализатора в реакционной
зоне составляет 25—35% вес. Катализатор подается в виде пасты,
состоящей из 30% катализатора и 70% сырья.
Показатели гидрокрекинга второй ступени. Температура процес-
са изменяется в зависимости от требуемого качества продукта в
интервале 340—430°С, давление составляет 70—140 ат, а объем-
ная скорость подачи сырья — 0,5—1,5 ч~1.
Сырье и продукты процесса. Процесс применим для переработ-
ки различных нефтепродуктов от сырой нефти до гудронов с тем-
пературой кипения выше 520°С. Показатели по гидрокрекингу ро-
машкинской нефти в первой ступени следующие:
Плотность £>4° .... Сырье 0,873 Гидрогенизат 0,8503
Сера, % 1,62 0,92
Коксуемость по Конрадсону, % 5,6 —
Содержание, %:
твердых , 1,71 —
кокса, % —— 1,5
Газ + потери, % .... — 4,0
Фракционный состав, % вес.:
до 180°С выкипает 17,0 18,0
1180—280°С 13,2 26,4
280—360°С 13,6 17,8
360—445°С 16,0 16,8
445—540°С .... 21,6 9,3
выше 540°С .... 18,6 „ 6,2
111
При гидрокрекинге ромашкинской нефти превращению подвер-
гаются главным образом фракции с температурой кипения выше
540°С, примерно на 70%.
Приведенные ниже данные по гидрокрекингу отбензиненной ро-
машкинской нефти в двухступенчатом процессе получены на ос-
новании опытов, проводившихся в течение нескольких сотен часов
в лаборатории на установке с реактором емкостью 0,5 л. При гид-
рокрекинге во второй ступени применялся катализатор, состоящий
из окиси никеля и кобальта, осажденных на активном глиноземе.
Результаты гидрокрекинга в первой ступени приведены ниже:
Плотность Q4° . Сырье 0,9090 Продукт 0,8724
Содержание, %: серы .... 2,1 1,6
битума .... 3,3 0,4
ванадия 7,07Х10-3 1,18x10—3
Фракционной состав, % вес.: до 280°С выкипает 21,0 35,7 '
280—360°С » . . 16,5 24,2
360—445°С » . . 18,0 22,7
445—520°С » . . 15,0 8,3
выше 520°С 29,5 6,3
Содержание кокса, % — 1,2
Газ + потери, % — 1,6
Степень превращения, %: остатка выше 520 С 78,7
сернистых соединений — 30
степень удаления ме- таллов, % . . . — 79
После отделения остатка гидрирования с температурой кипения
выше 520°С вместе с отработанным катализатором и коксом гид-
рогенизат первой ступени подвергался гидрокрекингу во второй
ступени на стационарном катализаторе.
Результаты гидрокрекинга во второй ступени приведены ниже:
Плотность 04° .... Сырье ' 0,8582 Продукт 0,8371
Содержание серы, % . 1,34 0,14
Фракционный состав, °/о.:
при 180° выкипает . 6,25 11,0
180—280°С » ... 37,50 35,50
280—360°С » ... 24,0 29,0
360—445°С » ... 23,50 21,50
445—520°С » ... 8,75 3,00
Степень превращения фракции
445—520°С —- 65,7
Степень удаления серы, % — 89,5
Суммарный баланс гидрокрекинга отбензиненной ромашкин-
ской нефти приведен в таблице.
112
Суммарный баланс гидрокрекинга отбензиненной ромашкинской иефтй
Наименование Сырье I ступень II ступень
Газ-|-потери, % — 1,6 2,0
Фракция с температурой кипения, %:
до 280° С 21,0 35,7 41,35
280—360° С 16,5 24,2 26,10
360—445° С 18,0 22,7 19,35
445—520°С 15,0 8,3 2,7
выше 520°С 29,5 6,3 6.3
Характеристика фракций топлив с температурой кипения 150—
280 и 280—360с'С следующая:
Фракция 150-280°С Фракция 280—360°С
Плотность . 0,8125 0,8604
Вязкость при 20°С, ссг 2,09 8,88
Вязкость при 20° С, °Е 1,13 1,73
Аналиновая точка, °C 60,5 71,0
Содержание, %:
серы .... — 0,12
ароматики 24,3 —•
Бромное число . 0,1
Температура застыва-
ния, °C .... — -10
Коксуемость по Конрад-
сону, % —• 0,01
Депарафинизированные фракции смазочных масел с температурой
кипения 360—445 и 445—520°С имеют следущую характеристику:
Фракция 360—445° С Фракция 445—520°С
Вязкость при температуре: 50°, сст .... 14,5 39,5
50°, °£ 2,27 5,27
100°, сст .... 3,90 7,9
100°, °Е ... . 1,30 1,64
Индекс вязкости — 90,7
Бромное число ' 0,2 0.2
Содержание серы, % 0,18 0,17
Температура застывания, °C ' -30 —23*
* С депрессатором.
ВЫВОДЫ
1. Для переработки нефтяных остатков разработан двухступен-
чатый гидрокрекинг, позволяющий превращать 50—80% нефтяных
остатков с температурой кипения выше 520°С преимущественно
в дизельное топливо с температурой кипения до 360°С.
8—2284 ИЗ
2. Процесс в первой ступени сопровождается незначительным
коксообразованием, причем кокс полностью удаляется из реак-
ционного пространства вместе с катализатором. Одновременно
достигается удаление 80% металлов из сырья.
3. Процесс гидрокрекинга во второй ступени позволяет осуще-
ствлять глубокую гидроочистку сырья и удаление около 90% серы,
причем продукты гидрокрекинга, за исключением бензина, являют-
ся высококачественными компонентами топлив. Бензин можно на:
правлять на каталитический риформинг для повышения октаново-
го числа без предварительной очистки.
ПОЛУЧЕНИЕ МАЛОСЕРНИСТЫХ КОТЕЛЬНЫХ ТОПЛИВ
ГИДРОКРЕКИНГОМ МАЗУТА И НЕФТИ
В. Новак, Р. Кубичка
(ЧССР, Химический завод им. Чехословатско-Советской дружбы)
В Чехословакии разрабатываются способы получения котель-
ных топлив с низким содержанием серы из мазутов сернистых
нефтей методом гидрогенизации.
Обычные гидрогенизационные катализаторы при переработке
нефтяных остатков быстро теряют активность, причем скорость
дезактивации зависит от характера и свойств перерабатываемого
сырья. Высокое содержание асфальтенов, смол и металлических
соединении, например в мазуте из ромашкинской нефти, увеличи-
вает образование кокса и снижает активность катализатора.
Поэтому при разработке процесса основное внимание уделя-
лось созданию такого катализатора, который длительное время
мог сохранять активность. Разработанный катализатор сравнива-
ли с известными катализаторами, применяемыми в зарубежной
практике для обессеривания нефтяных остатков. Наш катализатор
оказался одним из лучших. Содержание кокса после 240-часовых
испытаний составило около 7—10%. Удовлетворительные резуль-
таты были получены и во время опытов продолжительностью
2000—2500 ч.
Степень обессеривания при гидрогенизации под давлением
100 ат и объемной скорости 0,5—1 ч~1 превышала 50%.
При получении продукта с постоянным содержанием серы, рав-
ным 1%, катализатор в первом цикле сохранял активность при
обессеривании ромашкинского мазута в течение 1500 ч.
Благоприятное влияние на результаты процесса оказывает по-
вышение давления. При повышении давления со 100 до 300 ат,
срок работы катализатора увеличивался приблизительно в 2—3 ра-
за, правда, из экономических соображений процесс исследовали
114
главным образом при давлении 100 ат. При увеличении объемной
скорости необходимо одновременно поднимать температуру про-
цесса. Максимально допустимой температурой является 410—
4'20°С.
При более высокой температуре интенсифицируется расщепле-
ние и наблюдается быстрое снижение активности катализатора.
Оптимальным интервалом температуры является 380—410°С при
отношении водородсодержащего газа к сырью от 700 до 1000 лг3/т
сырья. -j
Кроме того, проводились исследования по обессериванию неф-
ти или разбавленного мазута. Такой способ переработки дает воз-
можность более эффективно использовать катализатор и несколь-
ко удлинить срок его работы. При переработке нефти количество
вновь образующихся легкокипящих фракций в 2 раза меньше, чем
при переработке мазута. Это снижает расход водорода.
Обессеривание суммарной нефти не следует рекомендовать в
качестве технологического процесса, так как полученный бензин
содержит много серы и не может непосредственно применяться
для риформинга. 'Содержание серы в дизельном топливе состав-
ляет 0,3—0,6%.
Катализатор после обессеривания мазутов содержит кокс и
металлические соединения, количество которых зависит от продол-
жительности опытов, причем содержание никеля достигает 1—3%,
а ванадия 1,5—5%.
Катализатор с таким содержанием металлов очень трудно ре-
генерировать выжиганием смесью воздуха и водяного пара. После
регенерации его активность ниже, чем у исходного катализатора,
срок службы во втором цикле короче. В настоящее время ведутся
работы по дальнейшему усовершенствованию способа регенерации
катализаторов. Ввиду того, что при обессеривании непосредствен-
но мазутов цикл работы катализатора короткий, рекомендуется
обессеривать деасфальтизаты, получаемые из остатков вакуумной
дистилляции. На основании предварительных результатов можно
сделать вывод, что этот метод является более надежным и эконо-
мичным.
8*
КАТАЛИТИЧЕСКИЙ РИФОРМИНГ
ДЛЯ ПОЛУЧЕНИЯ АВТОМОБИЛЬНЫХ
БЕНЗИНОВ
О ПУТЯХ ОБРАЗОВАНИЯ АРОМАТИЧЕСКИХ
УГЛЕВОДОРОДОВ В ПРОЦЕССЕ ПЛАТФОРМИНГА
О. И. Шмидт, В. Г. Липович, Л. И. Шевлякова, И. В. Калечиц
(СССР, Институт нефте- и углехимического синтеза)
В процессе платформинга наибольший интерес и значение
представляют реакции, приводящие к образованию ароматических
углеводородов относительно трудными и сложными путями из пен-
таметиленовых цикланов и парафинов.
Ряд авторов [1—3], изучая первую реакцию на примере прев-
ращения метилциклопентана в бензол, предполагают, что у поли-
функциональных катализаторов существуют раздельно дегидри-
рующие и кислотные центры и что превращаемый углеводорот
мигрирует между ними (схема 1) с выходом промежуточных про-
дуктов в объем (2, 3].
рируыций ририюшиё
це1-;:пр центр
Эти представления получили широкое распространение, хотя
и не имеют прямых экспериментальных доказательств.
В связи с этим представлялось интересным исследовать с по-
мощью меченых атомов взаимосвязь и относительные скорости от-
дельных реакций, по которым превращается метилциклопентан в
ходе платформинга.
Что касается ароматизации парафиновых углеводородов на ка-
тализаторах платформинга, тс прямых исследований с помощью
меченых атомов не проводилось. Механизм дегидроциклизации
116
этим методом изучался американскими исследователями [4, 5]
лишь на алюмохромовых катализаторах; был сделан вывод, что в
качестве промежуточных продуктов могут образовываться не толь-
ко 6-членные, но и 3, 4, 5, 7 и 8-членные циклы. Но в этих выво-
дах не учитывалась возможность предварительной изомеризации
парафиновых углеводородов и поэтому представляло интерес вы-
яснить ее роль при дегидроциклизации на катализаторе платфор-
минга, обладающем большей изомеризующей способностью, а так-
же рассчитать интенсивность реакций платформинга алканов.
Исследование проводили на лабораторной проточной установ-
ке в присутствии катализатора АП-56. Были синтезированы угле-
водороды: циклогексан 1-6-С14, метилциклопентан 1-6-С14. метил-
циклогексаны 1-С14 и 7-С14 н-октан-4,5-С14, 2-метилгептан и 3-ме-
тилгептан. Специальными экспериментами было доказано отсутст-
вие изотопного эффекта в выбранных условиях, а также побочных
реакций изомеризации, идущих со сжатием—расширением цикла.
Первую серию опытов провели на смесях метилциклопентан-цик-
логексан, один из компонентов которых метили радиоактивным
углеродом С14 (табл. 1).
Таблица 1
Состав платформата с радиоактивными изотопами
Номера опытов Состав исход- . ной смеси А гп- Выход жидких продук- тов, % Состав платформатов, % вес. па сырье
Бензол Цикло- гексан Метил- цикло- пентан Продук- ты рас- щепле- ния
1 ! • V 1 1 V
42 51,5 : 48,5 80 50,9 1,1 16,6 31,4
43 40,9 : 59,1 83 57,6 0,8 12,6 29,0
46 49,1 : 50,9 80 18,9 27,6 33,0 20,5
47 50,6 : 49,4 82 19,0 31,6 31,4 18,0
51 50 : 50 84 19,7 31,8 32,0 16,5
52 50: 50 82 19,2 28,9 33,9 18,0
53 50: 50 85 17,2 33,1 34,6 15,1
55 50: 50 90 15,2 37,9 36,6 10,0
56 50: 50 88 20 0 30,8 37,0 12,2
61 25 : 75 88 11,9 23,0 53,2 11,9
62 25 : 75 88 13,2 22,6 52,2 12,0
65 75 : 25 87 19,2 45,5 22,3 13,0
69 50: 50 89 19,2 32,6 38,6 10,1
При м е ч а н и е. Время к< знтакта в опытах 12 и 43- 11,6 сек; 46—69—
0,61 сек.
Полученные результаты показывают, что бензол образуется в
основном из циклогексана, в то время как почти треть метилцик-
лопентана при большом времени контакта расходуется на продук-
ты расщепления (табл. 2). Из опытов при малом времени контак-
та видно, что при наличии в исходной смеси радиоактивного цик-
117
логексана удельная радиоактивность бензола ниже удельной ра-
диоактивности циклогексана (табл. 2). Если бы метилциклопентан
превращался в бензол только через циклогексан с выходом з
объем, то удельная активность бензола была бы выше удельной
радиоактивности 'циклогексана, так как в начальный момент бен-
зол образовывался бы из неразбавленного циклогексана.
Таблица 2
Распределение радиоактивности между компонентами платформатов смесей
циклогексана и метилциклопентана
ИЗ о 3 Состав исходной « 2 £ ° и ®. _ СО о о «О m Удельная активность компонентов платйоо- % О1 ИСХОДНОЙ п активности одной
мата, имп/мин-мг ВаСО3
Я О «9 Он смеси А . Н ?1Н0Н< охэи 1 вин* i ч и — я S сд Я ь с и цик- ган з V S к
1 1 • V ч й 2 ае о о я >1 О о я 1 ироду расще НИЯ
о й у ? S G О о к я м 33
х > £ и а ю я 3 S ч я’ CL Я \о я 3 S ч
42 51,5*:48,5 231 139 22 21 15 90,4 0,3 3,4 5,9
43 40,9:59,1* 165 53 8 118 75 45,5 0,1 22,1 32,3
46 49,1*:50,9 231 147 172 4 27 33,8 57,8 1,6 6,8
47 50,6*:49,4 137 120 132 2 20 32,9 60,2 0,9 6,0
51 50*:50 188 160 170 1 34 34,6 59,0 0,3 6,1
52 50*:50 220 198 218 1 39 35,2 58,0 0,3 6,5
53 50*:50 218 180 196 1 34 30,6 64,0 0,4 5,0
65 75*:25 443 261 406 6 35 20,2 74,8 0,5 4,5
55 50:50* 255 21 25 254 — 2,9 8,4 81,5 —
56 50:50* 255 23 24 255 — 4,0 6,5 82,8 —
61 25:75* 222 29 40 220 128 2,4 6,4 80,5 10,7
62 25:75* 222 36 41 204 125 3,5 6,9 78,5 11,1
69 50:50* 300 25 29 298 95 3,5 6,9 85,2 7,1
Радиоактивный изо юн.
Если же возможен путь непосредственного превращения ме-
тилциклопентана в бензол, то последний все время разбавлялся
бы немеченым метилциклопентаном, и его удельная активность
могла бы стать меньшей по сравнению с удельной активностью
циклогексана. Следовательно, часть бензола образуется непосред-
ственно из метилциклопентана без выхода промежуточных про-
дуктов в объем.
Однако во всех опытах с радиоактивным метилциклопентаном
в исходной смеси удельная активность бензола, которая при не-
посредственном превращении метилциклопентана в бензол должна
быть выше удельной активности циклогексана, оказывается, хотя
и на очень незначительную величину, ниже удельной активности
циклогексана. Следовательно, непосредственное образование бен-
зола из метилциклопентана является не единственным путем это-
го процесса при малом времени контакта. Вероятно, возможен и
118
консекутивный путь, когда на поверхности катализатора радиоак-
тивный метилциклопентан превращается в циклогексан, который
десорбируется и смешивается в объеме с нерадиоактивным цикло-
гексаном, а полученная смесь при новой адсорбции на поверхнос-
ти катализатора превращается в бензол.
В пользу этого мнения свидетельствует еще одна , закономер-
ность. В опытах, где активным компонентом в исходной смеси
был циклогексан, удельные активности метилциклопентана незна-
чительны, а всего в него переходит не более 1,6% исходной пол-
ной активности; удельные активности же циклогексана в ходе
опытов понижаются, т. е. радиоактивный циклогексан разбавляет-
ся неактивным, образовавшимся из метилциклопентана.
С другой стороны, когда активным компонентом в смеси являет-
ся метилциклопентан, в циклогексане платформата обнаруживает-
ся от 6,4 до 8,4% полной исходной активности, а удельные актив-
ности метилциклопентана исходного и в платформате отличаются
мало или совпадают. Это указывает на то, что мегилциклопентан
превращается в циклогексан во много раз интенсивнее, чем цикло-
гексан в метилциклопентан. В то же время известно, что при
470° С термодинамическое равновесие сдвинуто в сторону метил-
циклопентана настолько, что в смеси должно быть не более 9%
циклогексана.
Во всех опытах с малым временем контакта концентрация
циклогексана превышает равновесную в несколько раз, но тем не
менее он образуется вновь из метилциклопентана. Это можно объ-
яснить только тем, что процесс протекает сложнее, чем простая
реакция изомеризации в газовой фазе, в частности, следует сде-
лать вывод о том, что на поверхности катализатора соотношение
концентраций циклогексана и метилциклопентана отличны от со-
отношения в паровой фазе.
Это подтверждается и расчетами по интенсивности отдельных
реакций, которые можно вычислить по данным материальных ба-
лансов и балансов распределения радиоактивности, принимая сле-
дующую упрощенную схему 2 превращений.
(г)
119
Данные расчетов, приведенные в табл. 3, показывают удовлет-
ворительную сходимость результатов опытов и подтверждают об-
сужденные выше закономерности. Интенсивность реакции дегид-
рирования много выше интенсивности изодегидрирования, а интен-
сивность изомеризации метилциклопентана выше интенсивности
обратной реакции и выражается величиной, близкой к величине
интенсивности изодегидрирования.
Таблица 3
Интенсивности реакций цикланов при платформинге
Номе- ра опы- тов Состав исходной смеси н н • v Реакции*
X У и Z V W
42 51,5 : 48,5 0,465 0,044 0,284 0,030
43 40,9 : 59,1 0,302 0,274 —• — 0,182 0,108
46 49,1 : 5'0,9 0,166 0,023 0,095 0,008 0,172 0,033
47 50,6 : 49,4 0,166 0,024 0,011 0,004 0,150 0,030
51 50 : 50 0,173 0,024 0,024 0,002 0,134 0,031
52 50:50 0,176 0,016 0,003 0,002 0,147 0,033
53 50 : 50 0,153 0,019 0,011 0,002 0,125 0,025
55 50 :50 0,140 0,015 0,044 0,002 — —
56 50 : 50 0,179 0,020 0,033 Мало — —
61 25 : 75 0,101 0,018 0,059 Мало 0,080 0,039
62 25 : 75 0,102 0,03 0,050 Мало 0,082 0,038
65 75:72 0,152 0,040 0,051 0,003 0,096 0,034
69 50 : 50 0,174 0,018 0,035 Мало 0,035 0,065
* См. схему 2.
На основании полученных экспериментальных данных, а так-
же данных литературы с использованием положений карбониево-
ионной теории, превращения цикланов в условиях платформинга
можно представить следующей схемой 3:
120
Из схемы 3 видно, что превращения углеводородов происходят
на одном и том же комплексном взаимопромотированном участке
поверхности полуфункционального катализатора.
Показанная выше возможность частичного непосредственного
превращения метилциклопентана в бензол также свидетельствует
в пользу такого представления.
В схеме 3 показано, какие продукты могут выходить в объем,
отражены оба пути превращения метилциклопентана в бензол,
указаны наиболее вероятные источники продуктов расщепления.
Для изучения превращений парафинов сначала были проведе-
ны опыты по выяснению состава платформатов индивидуальных
парафиновых углеводородов (н-октан, 3- и 2-метилгептаны).
Таблица 4
Состав ароматических углеводородов фракций С8, полученных
при платформинге н-октана, 3-метил- и 2-метилгептанов, при температуре 470°С
Исходный углеводород Время контакта т, сек Этил- бензол и-Ксилол jw-KcM- лол о-Кск юл
н-Октан 17,3 11,2 22,4 41,3 25,1
То же . 8,6 12,5 22,4 40,6 24,5
» » 4,3 14,4 19,2 37,6 28,8
» » 1,5 17,1 . 20,0 35,8 27,1
З-Метилгептан 17,3 9,5 25,6 41,7 23,2
То же . 8,6 9,1 22,2 41,5 27,2
» » 4,3 10,2 21,6 36,4 31,8
1,5 20,3 27,6 39,2 15,9
2-Метилгептан 8,6 6,9 25,0 47,0 21,1
п-Ксилол 8,6 — 62,1 34,5 3,4
лг-Ксилол 8,6 — 8,9 82.7 8,4
о-Ксилол 8,6 — 3,1 19,7 77,2
Этилбензол 8,6 93,8 0,9 3,8 1,5
Как видно из табл. 4, состав ароматических углеводородов ма-
ло различается при изменении исходного парафинового углеводо-
рода. Это усреднение нельзя объяснить перераспределением замес-
тителей в ароматике С8, так как эта последняя реакция протекает
в тех же условиях значительно медленнее (см. табл. 4). Следова-
тельно, более вероятно усреднение самого сырья за счет изомери-
зации. В самом деле, было установлено, что уже при времени кон-
такта 1,5 сек из «-октана образуется гораздо больше изооктанов
(21,0%), чем ароматики (5,9%). С увеличением времени контакта
количество изооктанов убывает, н-октана—то же, количество аро-
матических продуктов проходит через максимум, резко возрастает
количество продуктов расщепления. Для 3-метилгептана картина
в основном аналогична описанной. Следовательно, как исходные
алканы, так и образовавшиеся из них в начальный период изоме-
ры являются почти в равной степени источниками образования
ароматических продуктов и продуктов расщепления.
121
Для выяснения соотношения интенсивностей реакций изомери-
зации и ароматизации были проведены опыты со смесями н-октан-
4,5-'С14+3-метилгептан. На основании материального баланса и
баланса распределения.радиоактивности были рассчитаны интен-
сивности реакций, составляющих процесс платформинга алканов,
по схеме 4, аналогичной схеме 2.
Результаты расчетов приведены ниже:
Дегидроциклизация н-октана Номера опытов * 135-И 37” 140
(х) ....... Дегидроциклизация изоокта- 0,054 0,022
нов (у) Изомеризация н-октана в изо- 0,064 0,029
октаны (г) .... Изомеризация изооктанов в 0,021 0,111
н-октан (и) 0,022 0,039
Расщепление н-октана (о) . 0,405 0,176
Расщепление изооктанов (w) и,3о7 0,202
* Время контакта в опыте 17,3 сек. * * Средние данные. 140—4,8, в остальных
Из этих данных видно, что при малом времени контакта интен-
сивность изомеризации н-октана в 5 раз выше интенсивности его
ароматизации. Интенсивности ароматизации н-октана и его изо-
меров примерно одинаковы. С увеличением времени контакта воз-
растают интенсивности реакций расщепления как н-октана, так и
изопарафинов (свидетельство малой селективности и высокой кис-
лотности катализатора).
Если бы продукты ароматизации образовывались только из
н-октана-4,5-С14 с замыканием шестичленных колец в качестве про-
межуточных структур, радиоактивность не могла бы перейти в
боковые цепи. Более того, при замыкании любого цикла с числом
атомов меньше шести радиоактивность также не перешла бы в
заместители (на основании данных об отсутствии побочных реак-
122
Дии изомеризации, идущих через многократное сжатие—расшире-
ние цикла). Принятие точки зрения американских авторов о воз-
можности замыкания многочисленных циклов объяснило бы полу-
ченные данные только в том случае, если не учитывать роль пред-
варительной изомеризации алканов, что в свете полученных нами
данных невозможно.
Если рассматривать изомеризацию с позиций карбониево-ион-
ной теории, можно ожидать следующих превращений для н-окта-
на-4,5-С14 через п-комплексы (схема 5).
С
+ * * / * *
с-с- с-с- С-С-С-С-----* • с- с —с-с—с -с -с
с
Как видно из схемы, из трех возможных положений зарядов
только в двух случаях появляется возможность наполовину изо-
меризоваться с выходом одного радиоактивного атома из цепи.
К такому же результату приводит предположение промежу-
точного образования л-комплексов, так как из трех возможных ва-
риантов только один дает выход меченого атома из цепи (схе-
ма 6):
$ # &
с- с с с с с с с с с-с с
W\/\/\ \/,V\/\ \/V7\/\ <•»
с с с с с-с с с с с с. с
*
Следовательно, изомеризация может вывести из цепи (выво-
. 1
дится один атом из двух) — радиоактивности, а так как н-октан
6
и изооктаны ароматизируются с примерно одинаковой скоростью,
то величина вывода должна быть уменьшена еще вдвое. Эта вели-
чина или 8,3%, близка к величинам, полученным эксперимен-
тально.
123
Как уже упоминалось, все проведенные экспериментальные
данные получены при контакте исходного сырья с промышленным
катализатором АП-56.
Представляло интерес изучить для сравнения свойства новых
образцов катализаторов платформинга АП-63 и АП-64. приготов-
ленных в лаборатории Г. Н. Маслянского (ВНИИнефтехим).
Нами были рассчитаны интенсивности реакций, составляющих
процесс платформинга алканов, при контакте с различными ката-
лизаторами исходной смеси н-октан-4,5-С14 и 3-метилгептана
(табл. 5). Как следует из данных табл. 5, катализатор АП-64 об-
Таблица 5
Относительные интенсивности реакций превращения н-октана при платформинге
над различными катализаторами
- Относительные интенсивности реакций* Катализатор
АП-63 АП-64 АП-56
X 0,053 0,069 0,053
у 0,040 0,060 0,064
V 0,431 0,299 0,400
W 0,447 0,363 0,390
Z 0,010 0,043 0,024
и 0,016 0,008 0,013
* См. схему 4.
ладает лучшими каталитическими свойствами: при контакте с ним
реакции ароматизации протекают с большими, а расщепле-
НИЯ — С МсНЫПИМИ СКОрОСТЯМИ.
ЛИТЕРАТУРА
1. Mills G. A., Heinemann Н., Milliken Т. Н. Ind. Eng. Chem.,
1953, 45, 136.
2. Hindin S. G., Weller S. W., Mills G. A. J. Phys. Chem., 1958, 62.
244.
3. e i s z P., S w e g 1 e r E. W. Science, 1957, 31, 126.
4. Chen С. T., Houg W. O. Chem. and Ind., 1959, 1379.
5. Pines H., Goetschell С. T. J. Org. Chem., 1964, 88, 339.
ПРОИЗВОДСТВО АВТОМОБИЛЬНОГО БЕНЗИНА
ИЗ ТЯЖЕЛОГО БЕНЗИНА МЕТОДОМ ГИДРОКРЕКИНГА
И ДЕГИДРИРОВАНИЯ
И. Велькер, Г. Израэль, А. Леттау, В. Вейсс
(ГДР, завод им. В. Ульбрихта, Лейне)
Нефтехимия расходует возрастающее количество легкокипящих
фракций прямогонного бензина для пиролиза. Остающийся тяже-
лый бензин методом каталитического риформинга может быть
124
превращен в автомобильный бензин с Относительно высоким окта-
новым числом. Однако такое топливо содержит небольшое коли-
чество фракций с температурой кипения до 100° С, имеющих отно-
сительно низкое октановое число, и характеризуется повышенной
чувствительностью к детонации в многоцилиндровых моторах при
увеличении скорости, когда в рабочие цилиндры попадают прежде
всего лепкокипящие низкооктановые компоненты бензина. В ре-
зультате снижается дорожное октановое число. Чем больше это
снижение, тем хуже качество бензина.
Методом каталитического гидрокрекинга можно превратить
тяжелые бензины в более .качественные автомобильные. Посколь-
ку доля изопарафиновых углеводородов в продуктах гидрокрекин-
га (среднее давление) выше равновесной, моторное качество лег-
ких фракций, образующихся при гидрокрекинге, по сравнению с
фракциями прямой перегонки бензина, значительно выше. Сочета-
ние процесса гидрокрекинга с каталитическим риформингом (де-
гидрирование) продуктов гидрокрекинга позволит получать бензи-
ны с хорошим распределением октанового числа по всему диапа- '
зону кипения бензина. ।
Для разработки процессов применена установка, технологичес- ‘
кая схема которой, изображена на рис. 1. Исходный продукт при
давлении 100—120 ат смешивается с водородсодержащим газом и
подвергается в первой ступени гидрокрекингу при температуре
340—420° на стационарном высококислотном и активном в реак-
циях гидрокрекинга катализаторе. Жидкий продукт стадии гидро-
Рис. 1. Схема установки гидрокрекинга и дегидрирования тяжелого бензина:
1, 2, 13 — компрессоры; 3 — иасос; 4, 5 — теплообменники; 6' — реактор крекин-
га; 7 — холодильник; 8, 10 — сепараторы высокого давления; 9 — реактор де-
гидрирования; 11 — подогреватель; 12, 14 — скрубберы; 15 — отделитель серо-
водорода; 16— стабилизационная колонна; 17—разделительный аппарат
Потоки: 1 — исходное сырье; II, III — водород; IV — масло для промывки;
V — сепараторный газ; VI—углеводороды С]—С<; VII — газ; VIII—автомо-
бильный бензин
125
крекинга освобождается от растворенного сероводорода при дав-
лении 30—50 ат, смешивается с циркулирующим газом ступени
дегидрирования и направляется во вторую ступень при 4'90—520°С
на дегидрирование.
Для ступени гидрокрекинга было испытано большое количест-
во катализаторов с различными носителями и гидрирующими ком-
понентами, из которых наиболее подходящими оказались никель-
алюмосиликатные катализаторы с содержанием SiO2 выше 80%.
Высокая кислотность и относительно большая поверхность катали-
затора усиливают чувствительность к яду, в частности к основно-
му азоту. Отрицательное влияние азотистых соединений отчетли-
во видно из данных табл. 1, в которой приведены результаты, по-
лученные при гидрокрекинге бензина с добавками н-дибутилами-
на. 'При гидрокрекинге н-декана, который содержал 5 мг NH3/?i в
форме н-дибутиламина, активность катализатора снижается в те-
чение нескольких дней до 3%, при использовании продукта, сво-
бодного от оснований — до 84%.
Таблица 1
Влияние н-дибутиламина на гидрокрекинг тяжелого бензина *
Исходный продукт Число ос- новности, мг ИН3/л Выход фракций с ^кип ДО юо°с, % вес. Соотноше- ние i:n Выход жидкого продукта,%
С5 с6
Без н-дибутиламина 1 47,5 8,6 10,1 86
С добавкой н-дибутиламина 5 29 6,2 6,7 94
С добавкой н-дибутиламина 20 13 3,7 4,3 97
* Условия: 100 ат; 380°С; 2 ч-1; Н2: сырье=1 м3/л; катализатор — 3% №%
алюмосиликат (84% SiO2); сырье — гидроочищенный тяжелый бензин (>100°С).
Длительность периода работы катализатора гидрокрекинга до
регенерации, таким образом, в значительной степени зависит от
содержания оснований в исходном продукте, которое для достиже-
ния продолжительности рабочего цикла 2000 ч и больше не долж-
но значительно превышать величину 2 мг ЫН3/л.
Тяжелые прямогонные бензины ромашкинской нефти, имеющие
число основности 1—2, соответствуют этим требованиям (табл. 2).
Соотношение парафиновых углеводородов изо- и нормального
строения во фракциях гидрогенизата с температурой кипения до
100°С стадии гидрокрекинга составляет для С4 — 2,2, С5—10—14,
С6-—12—16. Содержание ароматических углеводородов в продук-
те равно 12—17% объемн., октановое число по моторному методу
достигает 67; 88—91% составляет фракция с температурой кипе-
ния до 100°С.
126
Таблица 2
Результаты Гидрокрекинга бензина (а'кип 100—180°) ромашкинской нефти*
Продолжительность работы катализатора, ч Температура процесса, °C Выход фракции с ^кип Д° 100°С, % вес.
До регенерации:
100 340 49
600 360 45
2000 380 45
После регенерации:
200 340 49
500 360 44
1600 380 40
2000 390 48
* Условии: 100 ат; 1 «-1; газ: сырье=1 нм?) л; катализатор Ni+алюмосн-
ликат.
Катализатор может быть многократно восстановлен без значи-
тельной потери активности. Хотя суммарное отношение углеводо-
родов С5 и Сб немного снижается с повышением температуры
процесса, меньше 7—8 оно никогда не бывает. При гидрокрекинге
образуется незначительное количество метана и этана (табл. 3).
Это согласуется с представлениями о механизме реакций. Рас-
Таблица 3
Результаты гидрокрекинга н-декана*
Состав гидро- Соотношение углево-
Углеводороды генизата, % вес. дородов изо- и нор-
мального строения
Ci-f-Cj <3,1 - •
С3 4,7 —
С4 20,7 1,3
Cs 29,1 2,7
Сб 25,8 3,3
с7 2,4 3,4
с8 ...... 0,5 —
с9 0,3 —
Сю 13,1 0,07
мцп* ** 0,3 —
* Условия: 100 ат; газ: н-декан-1 нм31л; 380°С; катализатор №4-алюмосили-
кат; степень превращения н-декана 85%.
** Метилциклопентан.
127
пределение продуктов гидрокрекинга н-декана показывает отно-
сительно высокую степень изомеризации нормальных парафинов.
Ступень дегидрирования при комбинации двух процессов ис-
пользуется для дегидрирования нафтенов, находящихся в тяжелом
бензине, причем обратная изомеризация и расщепление легкого
бензина не имеют места.
В табл. 4 приведено качество продукта, полученного из тяже-
лого бензина ромашкинской нефти по двухступенчатой схеме.
Таблица 4
Характеристика прямогонного бензина ромашкинской нефти и бензина
процесса гидрокрекинг — дегидрирование
Показатели
Бензин ро-
машкин-
ской нефти
Бензин
процесса
Плотность £>4°...................................
Содержание серы, %..............................
Фракционный состав, °C:
н.к........................................
25% объемн. выкипает при температуре .
45% то же...................................
75 % » »...................................
90% » ».....................................
к.к........................................
Упругость паров, ат..............................
Октановое число:
без добавок ...............................
+0,04% ТЭС (моторный метод) . . . .
+0,04% ТЭС (исследовательский метод)
то же, в дорожных условиях..................
Снижение октанового числа....................
0,756
0,058
118
132
138
155
170
212(98,5)
0,734
менее 0,01
40
65
101
139
167
181 (94)
0,7
38 81
91
99
96
3
Как видно из таблицы, октановое число (исследовательский ме-
тод) стабилизированного и этилированного бензина равно 99, а
для дорожных условий — 96, т. е. понижается на три пункта. Для
обычного автобензина риформинга, который можно сравнить с
полученным продуктом, это снижение приблизительно в 3 раза
больше. Распределение октановых чисел узких фракций бензинов
процесса гидрокрекинг — дегидрирование в сопоставлении с рас-
пределением для типичного автомобильного бензина приведено на
рис. 2.
При двухступенчатой переработке бензина на установке мощ-
ностью 300 тыс. г/г может быть получено 240 тыс. т бензина, что
соответствует выходу при комбинировании процессов гидроочист-
ки и риформинга, аналогичных по октановым числам И кривой вы-
кипания. По первой схеме получается значительное количество
128
10 20 30 40 50 60 70 80 90 100'
Фракционный состав
Рис. 2. Октановые числа узких фракций бензинов (ис-
следовательский метод — в чистом виде).
Условные обозначения: — бензин гидрокрекинга и ри-
форминга (октановое число по исследовательскому ме-
тоду 73); — — автомобильный бензин Лейна (окта-
новое число по исследовательскому методу 74)
изобутана (33,9 тыс. т), который является ценным сырьем для син-
теза нефтехимических продуктов и алкилирования. Выход метана
и этана незначителен (3,0 тыс. т), поэтому при переработке газо-
образных углеводородов затруднений не будет.
В настоящее время проводятся исследования по применению
катализаторов на основе молекулярных сит. Проведенные работы
с цеолитами преимущественно типа У подтвердили известные из
литературы возможности снижения температуры реакций или
повышения производительности. Стабильность работы катализато-
Таблица 5
Гидрокрекинг тяжелого бензина на палладиевом катализаторе иа основе
молекулярных сит
Продолжительность работы катали- затора, ч Выход фракций с ^кип Д° 100°С, % вес. Соотношение углеводородов изо- и нормального строения
С5 с6
650 55,5 3,9 5,1
1000 53,6 4,8 5,9
1300 51,5 4,0 5,9
* Условия: 380°С; 100 аг; соотношение газ:сырье=1 нмР/л; 2 «-; сырье —
смесь (1:2) бензинов /кип 100—180° С из ромашкинской нефти.
9-2284 129
ров еще не исследована. Однако установлено, что при примене-
нии ромашкинских тяжелых бензинов на Pd-Ca-У катализаторе
значительного снижения производительности в течение 1300 ч ра-
боты не было обнаружено (табл. 5). Поэтому можно считать, что
этот тип катализаторов будет иметь большой срок службы. Сопо-
ставление результатов гидрокрекинга на Pd- и Ni- цеолитовых ка-
тализаторах позволяет отметить, что на никелевых катализаторах
Таблица 6
Гидрокрекинг тяжелого бензина на Pd- или Ni-катализаторах
на основе молекулярных сит
Показатели Катализатор
Pd-Ca-У Ni-Ca-У
Выход фракций с /КИп до ГОО°С, % вес. Соотношение углеводородов изо- и нормального строения С5 Содержание % объемн.; Св ароматических углеводородов нафтеновых углеводородов в остатке с /Кип выше 100°С * Условия; 360°С; 100 ат; 2 ч-1; сырье — тяже 37,0 3,6 5,4 0,3 30,0 лый бензин 31,3 11,0 15,2 11,7 21,0 завода Лейна.
гидрокрекинг протекает менее интенсивно (табл. 6). Зато соотно-
шение продуктов изо- и нормального строения на этом катализа-
торе значительно выше. Ni-катализатор имеет значительное пре-
имущество — ароматические углеводороды в его присутствии не
гидрируются. Дальнейшие исследования катализатора этого типа
могут дать интересные результаты.
ВЫВОДЫ
1. Разработана технологическая схема двухступенчатого про-
цесса (гидрокрекинг — дегидрирование) прямогонного, тяжелого
бензина для производства высококачественного автомобильного
бензина.
2. Испытаны катализаторы гидрокрекинга на основе цеолитов
и получены положительные результаты.
ЛИТЕРАТУРА
1. D. К 1 a m а п п, N. Т i s с h е г. Chem. Ing. Techn. 38, 1966, 925.
2. J. Welker. Chem. Techn., 1965, 17, 213.
3. Л. H. О с и п о в и др. «Химия и технология топлив и масел», 1965, № 10.
8, 1-
4. А. V о г h i е s, W. М. Smit h. Advances in Petroleum Chemistry and
Refining, 1964, v. 8, 169—197, New lork—London — Sidney.
5. J. W e 1 k e r. Chem. Technik, 1966, 18, 397.
6. Anon. Chem. Week. 1965, 24, 4, 119.
130
ГИДРОГЕНИЗАЦИОННЫЕ ПРОЦЕССЫ В ПРОИЗВОДСТВЕ
ВЫСШИХ ЖИРНЫХ СПИРТОВ
Б. А. Брунштейн, В. Л. Клименко, Е. Б. Цыркин
(СССР, ВНИИнефтехим)
При производстве высших жирных спиртов для восстановле-
ния альдегидов, кислот и эфиров в спирты в качестве одной из
технологических стадий применяют гидрогенизационные процессы.
Гидрирование в зависимости от состава катализаторов процес-
сов проводится при различном давлении и температуре. Далее
рассматриваются способы производства спиртов и новые процессы,
которые будут применяться в промышленности.
Гидрирование альдегидов оксосинтеза
Значительное количество высших спиртов получают методом
оксосинтеза, в котором гидрирование альдегидов является одной
из стадий производства.
Гидрирование масляных альдегидов в бутиловые спирты. В Со-
ветском Союзе реализованы в промышленном масштабе две тех-
нологические схемы производства бутиловых спиртов методом ок-
сосинтеза — кизельгурная и триадная — и будет внедрена наибо-
лее прогрессивная солевая схема оксосинтеза. Стадия гидрирова-
ния альдегидов осуществляется на промышленном никельхромо-
вом катализаторе. В триадной схеме альдегиды гидрируют при
давлении 300 ат, а в остальных схемах при 60 ат.
Ниже приводятся основные показатели процесса гидрирования
масляных альдегидов
Температура, град........................160—180
Объемная скорость по сырью, ч—1 ... 2
Подача водорода, нм'Чт сырья .... 2000
Глубина превращении альдегидов, % 99
Выход спирта на превращенный альдегид,
% вес....................................98,9
Эксплуатационные затраты в стадии гидрирования в зависи-
мости от условий колеблются в значительных пределах — от 30
до 45 руб)т спирта.
В результате исследований, выполненных во ВНИИнефтехиме,
разработаны условия гидрирования масляных альдегидов оксосин-
теза при атмосферном давлении, которые позволяют осуществлять
восстановление альдегидов без рециркуляции водорода. Это умень-
шает эксплуатационные затраты на 6—В %, так как снижается по-
требление электроэнергии. Гидрирование проводили при темпера-
131
туре процесса Г20°С, объемной 'скорости 0,5 и подаче водорода
2 моля/моль альдегида.
Получение спиртов С6—С8. В 1965 г. в СССР сдана в эксплуа-
тацию установка оксосинтеза для получения спиртов С6—С8.
Сырьем для производства служит фракция 40—100°С бензина тер-
мокрекинга. В стадии гидрирования применяют промышленный
цинкхромовый катализатор, который в 7—9 раз дешевле никель-
хромовых или медных катализаторов. Процесс осуществляют при
давлении 300 ат, температуре 300—320°С и объемной скорости
2 ч"1.
Применение цинкхромового катализатора снижает затраты на
стадии гидрирования примерно на 10—15 руб/т.
Получение спиртов С7—С9. В текущей пятилетке в СССР долж-
но быть организовано производство спиртов С7—С9 методом ок-
сосинтеза. Сырьем для процесса служат олефины фракции 55—
125°С бензинов термического крекинга, которые содержат после
очистки около 0,05% серы; получаемые на их основе альдегиды
содержат не менее 0,001 % серы, тогда как товарные спирты не
должны содержать более 0,0005%.
Расчеты показали, что для производства малосернистых спир-
тов наиболее эффективной является двухстадийная схема гидри-
рования альдегидов с использованием в первой стадии цинкхро-
мового катализатора, а во второй — никельхромового по двухреак-
торной схеме. При этом в первом реакторе катализатор поглощает
серу, оставшуюся в гидрогенизате после первой стадии гидриро-
вания. После насыщения катализатора серой (до 7% вес.) его вы-
гружают.
В первой стадии процесс осуществляют при давлении 300 ат,
температуре 300—320°С и объемной скорости подачи сырья 2 ч~',
а во второй — при давлении 60 ат, температуре 120—140°С и объ-
_____”, 1 Л </— 1
tMHUn LAUpUCirl l,v Ч .
Согласно расчетам, при двухстадийной схеме гидрирования
альдегидов С7—С9 затраты на стадии гидрирования составляют
около 40—50 руб/т.
Производство 2-этилгексанола. При получении 2-этилгексано-
ла гидрогенизационные процессы применяют на стадиях гидри-
рования кротонового альдегида и 2-этилгексеналя. Гидрирование
кротонового альдегида осуществляют в присутствии медного ка-
тализатора при атмосферном давлении, температуре 150° С, объ-
емной скорости 0,15—0,30 и соотношении водорода и альдеги-
да 10:1. В аналогичных условиях восстанавливают 2-этилгексе-
наль в спирт.
Гидрирование жирных кислот
Значительное развитие в Советском Союзе процессов окисле-
ния парафинов обеспечило сырьевую базу производства высших
132
Жирйых спиртов (ВЖС) гидрированием синтетических жирных
кислот (СЖК). Процессы восстановления кислот в спирты осу-
ществляются при различных условиях.
Гидрирование бутиловых эфиров СЖК С7—Сэ. Процесс осу-
ществлен в промышленном масштабе и обеспечивает получение
высококачественных спиртов. Гидрирование протекает на таблети-
рованном меднохромовом катализаторе (7X7 мм) при давлении
190—2'10 ат, температуре 240—270°С и объемной скорости 0,4—
0,5 ч~*. Особенностью эксплуатации меднохромового катализатора
является необходимость применения водорода с высокой степенью
чистоты (до 99,8%) после каталитической очистки от кислорода.
Затраты на стадию гидрирования в процессе производства спир-
тов С7—С9 восстановлением соответствующих эфиров не отличают-
ся от затрат в процессах подобного типа. Однако большое число
других стадий (этерификация, очистка и сушка эфиров, рекупера-
ция спирта), а также высокая стоимость сырья делают этот про-
цесс дорогим. Себестоимость получаемых спиртов почти в 2 раза
выше, чем при получении спиртов С7—Сд методом оксосинтеза.
Получение спиртов С10—С18, Восстановление синтетических
жирных кислот Сю—Сю в спирты осуществляют путем гидрирова-
ния эфиров (метилового, бутилового) или методом прямого гид-
рирования кислот. При этом возможны различные варианты реа-
лизации технологического процесса — на стационарном или сус-
пендированном катализаторах.
Гидрирование бутиловых эфиров СЖК С10—С18, как и в слу-
чае производства спиртов С7—Сэ, проводят в несколько стадий.
Собственно гидрирование эфиров осуществляется на таблетиро-
ванном медноцинковом катализаторе при давлении 300 ат, темпе-
ратуре 2'40—250°С и объемной скорости 0,4—0,5 ч~1.
Гидрирование метиловых эфиров СЖК С10—С18 осуществляет-
ся при давлении 300 ат, температуре 300°С на суспендированном
меднохромобариевом катализаторе. Концентрация катализатора в
пасте 8%, расход катализатора—1,8% на спирт. Для производ-
ства катализатора требуется значительное количество реагентов
реактивной частоты. Их суммарный расход на 1 т катализатора
составляет около 3,3 т.
Работами ВНИИСИНЖа показана возможность замены бихро-
мата аммония техническим хромовым ангидридом при сохранении
всех свойств катализатора. В этом случае себестоимость катализа-
тора снижается на 28%.
Прямое гидрирование синтетических жирных кислот проводит-
ся на стационарном меднохромовом катализаторе при давлении
3'0'Э ат, температуре 280С!С и объемной скорости 0,12 чЖ Как и в
случае гидрирования бутиловых эфиров необходимо проводить до-
очистку технического (96% объемы.) водорода от окиси углерода
до содержания не более 0,0’1 % объемн. Доочистка проводится на
железном катализаторе.
Сопоставление технцко-экономических показателей только ста-
133
дии гидрирования по перечисленным процессам получения ВЖС
Сю—С18 было бы неправильным, так как характер стадии восста-
новления кислот определяет затраты по процессу в целом. Поэто-
му об эффективности того или иного метода гидрирования сле-
дует судить по общим затратам на производство продукции.
Так, например, затраты на стадию гидрирования в процессе
прямого гидрирования на 40% выше, чем при получении ВЖС че-
рез бутиловые эфиры кислот. Это объясняется более низкими
объемными скоростями и повышенным расходом катализатора.
Тем не менее в целом процесс прямого гидрирования по технико-
экономическим показателям превосходит все другие методы про-
изводства спиртов Сю—Сю (см. таблицу).
Основные технико-экономические показатели получения высших
жирных спиртов на базе СЖК Сю—С18
Показатели Прямое гидрирова- ние Г идрирова- ние бутило- вых эфиров Гидрирование метиловых эфи- ров на суспенди- рованном катали- заторе
Расход СЖК на 1 т спиртов, m 1,190 1,140 1,185
Капиталовложения, % . . . 100 115 145
Себестоимость, % 100 120 125
Гидрирование натуральных жиров с целью получения
высших жирных спиртов
До последнего времени природные жиры в большинстве стран
были основным источником получения высших жирных спиртов
нормального строения. Лишь в начале 60-х годов начато производ-
ство этих спиртов из нефтехимического сырья.
В Советском Союзе получение высших спиртов путем гидриро-
вания природных жиров осуществляется на крупной промышлен-
ной установке, пущенной в эксплуатацию в 1964 г. В качестве
сырья применяют технический кашалотовый жир. Гидрирование
проводят в присутствии ципкхромового катализатора при давле-
нии 300 ат, температуре ЗО0°С и объемной скорости 0,3—0,5 к-1.
Экономичность процесса зависит от стоимости исходного
сырья. В настоящее время доля затрат на сырье в себестоимости
спиртов из кашалотового жира составляет 95%. Высокая стои-
мость кашалотового жира приводит к тому, что себестоимость
спиртов на его основе в 3 с лишним раза выше, чем из нефтехими-
ческого сырья. В то же время следует подчеркнуть, что метод гид-
рирования кашалотового жира эффективнее других методов по-
лучения высших спиртов из этого сырья.
134
ПОЛУЧЕНИЕ АРОМАТИЧЕСКОГО СЫРЬЯ
И ВЫСОКОКАЧЕСТВЕННЫХ ТОПЛИВ
ГИДРОГЕНИЗАЦИОННОИ ПЕРЕРАБОТКОЙ НЕФТЯНЫХ
КЕРОСИНО-ГАЗОЙЛЕВЫХ ФРАКЦИЙ
И. Г. Ахметов, М. Ф. Бондаренко, А. С. Шмелев, И. А. Горбачев,
В. М. Колычев, В. Н. Кива, В. С. Богданов, О. А. Ширмухаметов
(СССР, НИИнефтехим)
Одним из многотоннажных и перспективных видов сырья для
производства ароматических углеводородов являются легкие га-
зойли каталитического крекинга, отличающиеся повышенным со-
держанием ароматических углеводородов и сернистых соединений
циклического строения (табл. 1). Последним обусловливается их
применение в качестве низкосортных компонентов дизельных топ-
лив и необходимость улучшения их топливных характеристик пу-
тем глубокого гидрирования или экстракционной очистки от аро-
матических и сернистых соединений.
Таблица 1
Физико-химические свойства легких газойлей каталитического крекинга
Показатели Легкие сер- нистые и высокосер- нистые газойли мягкого ре- жима с ус- тановок типа 43-102 и 1-А Легкие ма- лосернис- тые газойли мягкого ре- жима с ус- тановок типа 43-102 и 1-А Легкий га- зойль жест- кого режи- ма (опыт- ный обра- зец)
высоко- сернис- тый мало- : сернис- тый
Фракционный состав, °C: н.к. 180—200 170-200 200 200
к.к 350—370 310-340 270 270
Плотность Q4° 0,880-0,900 0,830-0,850 0,927 0,893
Температура застывания, °C . . . плюс 5— минус 15 — — —
Цетановое число минус 10 35-40 минус 20 40—45 — —
Содержание компонентов, % вес.: алкилнафталинов 14-20 10-14 47*
общей ароматики и сернисты\ соединений 55-65 35—45 60 63,8
серы 1,4-2,2 0,1-0,3 2,2 0,35
сумма парафино-нафтеновых и не- предельных 35—45 55—65 40 36,2
* Бициклические, определенные элюентной хроматографией.
135
Поэтому большой интерес представляла разработка схемы
комплексной переработки легких газойлей каталитического кре-
кинга, сочетающей одновременно процессы их облагораживания в
качестве дизельных топлив и квалифицированного использования
их ароматической части. Такая схема содержит три основные ста-
дии:
экстракция ароматических углеводородов и сернистых соедине-
ний из легкого газойля каталитического крекинга;
гидроочистка ароматического концентрата от сернистых соеди-
нений;
термическое гидродеалкилирование ароматического концентра-
та.
Выбор в качестве сырья для такой схемы переработки легко-
го газойля каталитического крекинга с пределами выкипания от
180 до 360’С объясняется, во-первых, тем. что газойль такого
фракционного состава является типовым продуктом переработки
нефти и после экстракционного облагораживания в наибольшей
степени удовлетворяет требованиям к дизельным топливам, во-
вторых, при применении этого газойля удается практически пол-
ностью использовать для получения нафталина потенциал алкил-
нафталинов, содержащихся в продуктах каталитического крекин-
га, а также при необходимости получать в процессе гидродеалки-
лирования фенантрен и антрацен. Кроме того, как показали ис-
следования НИИ шинной промышленности, тяжелая «хвостовая»
часть ароматического концентрата, получаемого из такого газой-
ля, может с успехом использоваться для производства специаль-
ных высокоструктурных активных саж. Сочетание высоких требо-
ваний, предъявляемых к сырью для производства высокоструктур-
ных саж (легкий и узкий фракционный состав, высокая степень
ароматизации), а также качеству сырья для термического гидро-
деалкилирования, делают целесообразным их получение из лег-
кого газойля каталитического крекинга. Возможность одновре-
менного получения нафталина, фенантрена и сырья для сажи поз-
воляет осуществлять гибкую схему переработки легкого газойля
каталитического крекинга путем широкого варьирования выхода-
ми этих ароматических продуктов.
В табл. 2 приведены технико-экономические показатели тако-
го способа переработки легкого сернистого газойля каталитичес-
кого крекинга с вариантом раздельного получения нафталина и
сырья для производства высокоструктурных саж, соответственно,
из легкой (фракция, выкипающая до 280°С) и тяжелой части
(фракция 280—36Э°С) этого же легкого газойля. При расчете про-
цесса отдельного получения сырья для сажи экстракцией тяже-
лой части легкого газойля был принят более экономичный режим
экстрагирования, рекомендованный ВНИИНП. Последний отли-
чается от режима, применяемого в комплексной схеме и схеме от-
дельного получения нафталина, тем. что он обладает в 2 раза
136
Таблица 2
Сравнительные показатели комплексной переработки легкого сернистого
газойля каталитического крекинга и раздельной переработки его фракций
на те же продукты
Наименование Раздельная перера- ботка Комплекс- ная схема
для сажи для нафталина
Исходное сырье, т1год: легкий газойль каталитического крекинга 628380
фракция 220—280^С легкого га- зойля 250980
фракция 280—360°С легкого га- зойля 360000 —
Получаемые продукты, т/год: нафталин 30950 30950
сырье для сажи 108000 — 108000
компонент дизельного топлива . 141000 109340 391420
бензол — 15550 20770
бензин — 21860 24590
Капитальные затраты, млн. руб. 2,2 5,0 6,7
Себестоимость целевой продукции, руб/т: нафталин 55,15 42,63
сырье для сажи 6,84 — 16,85
меньшей кратностью селективного растворителя (фурфурола) к
сырью.и отсутствием второго парафинистого растворителя*.. Кро-
ме того, при этом не были учтены затраты на гидрообессеривание
отдельно получаемого сажевого сырья.
Как и следовало ожидать, капитальные затраты в случае раз-
дельной переработки фракций легкого газойля больше, чем при
комплексной схеме. Если учесть еще капитальные затраты, необ-
ходимые для отдельного гидрообессеривания сажевого сырья (око-
ло 1,5 млн. руб.), то превышение суммы их в этом случае по
сравнению с комплексной схемой переработки составит около
3,0 млн. руб.
Естественно, что при раздельном получении нафталина из уз-
кой фракции газойля себестоимость его выше, чем в комплексной
схеме. Расчеты также показывают, что себестоимость сажевого
сырья при раздельном его производстве с Учетом затрат на гид-
роочистку будет на 10—15% выше, чем при комплексной перера-
* Применение парафинистого растворителя при экстракции сырья по комп-
лексной схеме и схемё отдельного получения нафталина объясняется необходи-
мостью получения сырья для гидродеалкилирования с минимальным содержа-
нием парафиновых углеводородов.
137
ботке газойля. Учитывая это, раздельное получение сырья для
сажи и нафталина не может быть рекомендовано для внедрения в
случае переработки сернистого и высокосернистого сырья.
В то же время эта схема может быть применена в случае пе-
реработки малосернистого сырья, когда при получении аромати-
ческого концентрата для производства сажи на отдельной установ-
ке экстракции не будет расходов на гидрообессеривание. Однако
следует отметить, что при проведении раздельной экстракции
сырья для высокоструктурных саж на рекомендованных ВНИИНП
экономичных режимах может быть не достигнуто получение са-
жевого сырья с требуемой степенью ароматизации. Известно, что
при экстракции газойлей фурфуролом без применения второго па-
рафинистого растворителя получаемые ароматические концентра-
ты вследствие нечеткого разделения содержат до 15% вес. пара-
финовых углеводородов, представляющих ценные компоненты ди-
зельных топлив, и при производстве сажи подвергаются деструк-
ции с малым выходом сажи.
Большое влияние на технико-экономические показатели ком-
плексной переработки легкого газойля каталитического крекинга
Таблица 3
Сравнительные показатели трех вариантов .комплексной переработки
легкого сернистого газойля каталитического крекинга
Наименование Варианты
1 11 Ill
Режим экстракции: кратность фурфурол : сырье, % вес. 170 140 110
кратность парафинистый бензин : сыры °/о вес 35
температура экстракции, °C 40 20 45
Выход и качество продуктов при экстракции, % вес.: выход экстракта от сырья 44 50 53
выход рафината от сырья 56 50 47
содержание парафинов в экстракте . 1,0 9 15
содержание алкилнафталинов в экстракте содержание серы в рафинате . . . . 37 0,20 33 0,20 31 0,20
Выход продуктов при гидродеалкилировании гидроочищенной фракции 215—280°С экстрак- та, % вес.: нафталин 33,3 29,9 27,7
бензол 22,3 19,9 18,5
углеводородный газ 46,0 52,8 57,0
расход водорода на реакцию (в пересчете на 100°/о-ный) 4,6 5,3 5,7
138
Таблица 4
Технико-экономические показатели трех вариантов комплексной переработки
легкого сернистого газойля каталитического крекинга
Наименование Варианты
I II III
Расход сырья — легкого газойля каталитического
крекинга, т/год 406060 361116 364370
Получено продуктов, т!год:
нафталин 20000 20000 20000
сырье для сажи 69812 66925 71368
бензол 13325 13328 13347
высокооктановый бензин 15885 14050 14046
дизельное топливо 252940 206608 199232
тяжелый остаток 1800 1808 1805
Капитальные затраты, тыс. руб 4696,4 4512,3 4160,6
Эксплуатационные затраты, тыс. руб. 1288,6 1180,6 1171,6
Себестоимость продуктов по стадиям процесса,
руб/т;
экстракция 6,35 6,1'. 6,04
гидроочистка 17,16 18,5 18,84
гидродеалкилирование (нафталин) . 44,98 63,25 73,60
имеет и подготовка сырья для термического гидродеалкилирова-
ния. В табл. 3—4 приведены технико-экономические показатели
трех вариантов комплексной переработки легкого сернистого
(S = l,7% вес.) газойля каталитического крекинга, различающих-
ся режимами экстракции ароматических соединений и качеством
ароматического концентрата для гидродеалкилирования.
В варианте 1 применена экстракция ароматического концент-
рата двумя растворителями, а в вариантах II и III ароматический
концентрат получается экстракцией одним растворителем (фур-
фуролом). Как видно из табл. 3, переход на экстракцию одним
растворителем и сокращение его кратности приводит (при одина-
ковых качествах рафината) к увеличению содержания в аромати-
ческом концентрате парафиновых углеводородов и возрастанию
его выхода. Такое изменение свойств ароматического концентрата
приводит к резкому увеличению газообразования и потребления
водорода на реакцию при термическом гидродеалкилировании.
При этом, как видно из табл. 4, резко повышается себестоимость
нафталина.
Для процесса экстракции в качестве основного растворителя
рекомендуется фурфурол, являющийся одним из хорошо проверен-
ных и распространенных в промышленнности экстрагентов арома-
тических соединений. Как уже было показано выше, процесс экст-
ракции целесообразно вести с применением второго парафинисто-
139
го растворителя, в качестве которого может применяться бензин
марки «калоша», технический изооктан и т. п. В промышленных
условиях данный процесс экстракции рекомендуется проводить в
роторно-дисковых экстракторах с числом ступеней теоретического
контакта около 12. Во избежание большого «замасливания» цир-
кулирующего фурфурола и уменьшения эффективности разделения
рекомендуется также предварительная отгонка от сырья легких
фракций, выкипающих до 220°С.
Данные, приведенные в табл. 5, получены при экстракции лег-
кого сернистого каталитического газойля свежим фурфуролом.
Экстракция осуществлялась при кратности фурфурола к сырью,
равной 140% вес.; парафинистого бензина к сырью 30% вес.; со-
держании воды в фурфуроле 2% вес., температуре процесса 40°С
и числе ступеней теоретического контакта 12. Фактически цирку-
лирующий на пилотной установке фурфурол содержит до 8% лег-
кскипящих компонентов сырья, что приводит к уменьшению чет-
кости разделения сырья в данных условиях. Поэтому для дости-
жения тех же результатов, что и при работе на свежем фурфуро-
ле, необходимо увеличить кратность его к сырью до 160—175%
вес.
Таблица 5
Показатели процесса экстракции легкого сернистого газойля
каталитического крекинга
Показатели Исход- ный газойль Рафинат Арома- тический концент- рат
Выход, % вес. 100 55 45
Разгонка по стандарту, °C:
н.к. . . . 228 230 220
10% перегоняется при температуре . 243 244 245
50% то же 278 280 280
90% » » 325 ' 328 335
К.К. (98%) 351 зэ.э 360
20 Показатель преломления п D 1,5054 1,4543 1,5829
Плотность 0,883 0,809 0,994
Содержание, % вес.:
сера 1,5 0,12 3,2
алкилнафталины 17,3 1,4 36,4
парафино-нафтены — — ~ 1
Отбор нафталиновых углеводородов от потенциального их со-
держания при экстракции в рекомендованных условиях составляет
95—96%. Рафинат, получающийся после экстрагирования из лег-
кого газойля ароматических и сернистых соединений, благодаря
140
низкому содержанию серы, может быть использован в качестве
компонента дизельных топлив летнего сорта.
В табл. 6 приводятся материальный баланс и качество полу-
чаемых после разделения гидроочищенного концентрата продук-
тов. Режим гидроочистки был следующий:
Давление, ат................... 40
Кратность водорода к сырью, нл3/нм3 1000
Объемная скорость подачи сырья, ч—1 1
Катализатор.............. А1-Со-Мо
Таблица 6
Показатели процесса гидроочистки высокосернистого ароматического концентрата
Продукты
Содержа-
ние, % вес.
Суммарный гндроге-
низат . . . .
Бензин с температу-
рой кипения до 215°
Фракция 215—290°С
Фракция 215—320°С
Фракция 290°С—к.к.
Фракция 320°С—к.к.
93,0 120
215
150
230
235
290
328
275
320 355
1,5250 0,950 0,15
1,552
1,556
1,585
1,591
Основное отличие процесса гидроочистки высокосернистого кон-
центрата ароматических углеводородов от освоенных в промыш-
ленности процессов гидроочистки моторных топлив заключается в
высокой экзотермичности. Расчет показал, что адиабатический
разогрев реакционной системы в принятых условиях превышает
10'0°С, поэтому процесс можно осуществлять в двух последова-
тельно работающих реакторах с охлаждением между ними. При
этом отношение объемов реакторов 1 :4. В первом реакторе тем-
пература повышается по мере протекания реакции с 350 до 400—
410° С, затем продукты реакции охлаждаются до температуры
350°С и направляются во второй реактор. Концентрация водорода
в циркулирующем газе составляет не менее 70% объемн.
Товарными продуктами установки являются бензин с октано-
вым числом по моторному методу в чистом виде 95 и сырье для
производства сажи. В качестве примера в табл. 6 приведены ре-
зультаты гидроочистки ароматического концентрата с различным
выходом сырья для нафталина и активной сажи.
Авторами выбран термический вариант гидродеалкилирования,
141
обладающий перед каталитическим целым рядом преимуществ,
как-то: высокая длительность цикла непрерывной работы реакто-
ров на потоке сырья и отсутствие необходимости в сменно-цикли-
ческой работе реакторов и в операциях по погрузке и разгрузке
катализаторов; стабильность режима процесса в течение цикла
работы реактора; высокая селективность процесса; относительная
простота выделения целевых продуктов; более широкая возмож-
ность варьирования параметрами процесса и использования сырья
различного качества.
В табл. 7 дан материальный баланс гидродеалкилирования
фракций 200—290°С гидроочищенного ароматического концентрата
с рециркуляцией алкилбензолов и алкилнафталинов. Процесс про-
водится при температуре в реакторе 720°С под давлением 40 ат.
Время пребывания реагентов 15—20 сек. При этих условиях 85—
90% алкильных структур сырья отщепляются от ароматических
колец с образованием легких углеводородных газов (в основном
метана). В процессе используется водородсодержащий газ с кон-
центрацией водорода не менее 80% объемн-.
Таблица 7
Материальный баланс термического гидродеалкилирования фракции 215—290°С
гидроочищенного ароматического концентрата
Выход, %
вес. н»
Состав продуктов, % вес.
Продукты
Гидродеалкилат . . . 81,0 68,5 31,2 11,5 5,4 0,7 42,8 8,4
Нафталин 35,0 29,6 0 0 0 0,2 98,8 1,0
Бензол 25,0 21,2 99,0 0,5 0 0 0 0
Рециркулят 18,0 15,2 2,8 51,0 24,0 3,3 2,6 16,3
Добензольный отгон . . 1,4 1,2 14,1 0 0 0 0 0
Тяжелый остаток . . . 1,6 1,3 0 0 0 0 0 8,6
Утилизация водорода, содержащегося в отработанных газах
гидродеалкилирования, представляет собой сложную техническую
проблему. Авторами были рассмотрены следующие пути регене-
рации водорода: низкотемпературное разделение; промывка рас-
творителями, а также конверсия углеводородов отходящих газов с
водяным паром.
Все эти методы концентрирования водорода освоены промыш-
ленностью, поэтому предпочтение одному из них может быть от-
дано с точки зрения экономичности процесса. Наиболее перспек-
тивной кажется утилизация водорода из газов гидродеалкилиро-
вания на других производствах комбината, например в процессах
гидрирования нафталина и бензола и др.
142
1
Рис. 1. Хроматограмма
продукта гидродеалки-
лирования:
1 — бензол; 2 — толу-
ол; 3 — алкилбензолы;
4 — нафталин; 5 — 2-ме-
тилнафталин; 6 — 1-ме-
тилнафталин; 7 — ал-
килнафталин
На рис. 1 приводится хроматограмма типичного гидродеалки-
лата, полученная на хроматографе типа УХ-1 с применением в ка-
честве стационарной фазы апиезона. Из рис. 1 видно, что близко-
кипящие к бензолу и нафталину компоненты отсутствуют, поэто-
му выделение этих компонентов возможно обычной ректифика-
цией. Авторами была принята 4-колонная схема разделения про-
дуктов гидродеалкилирования, которая приведена на рис. 2 с ука-
занием количества теоретических тарелок в колоннах и флегмо-
вых чисел. На такой системе из гидродеалкилата может быть по-
лучен нафталин с температурой плавления 79,6—79,8°'С; содержа-
нием нелетучего остатка 0,05—0,06% и золы 0,02—0,05%.
Содержание нелетучего остатка в нафталине при перколяции
на активных глинах или алюмосиликатных катализаторах может
быть снижено до 0,03—0,04%.
Получаемый в процессе бензол не содержит несульфируемых
и непредельных соединений и соответствует требованиям на бен-
зол для синтеза II сорта. Показателем, лимитирующим качество
Рис. 2. Схема разделения продуктов гидродеал-
килирования обессеренных концентратов арома-
тических углеводородов легкого газойля катали-
тического крекинга:
1 — гидродеалкилат (100%); //—головка н. к.—
80° (1,4%); III—бензол (28%); IV — бензин
(23,6%); V—нафталин (40,5%)
143
бензола, является содержание в нем тиофена в количествах, не-
сколько превышающих допустимые для бензола 1 сорта. Качест-
во бензола может быть улучшено при более глубокой гидроочист-
ке сырья или гидроочистке выделенного из гидродеалкилата бен-
зола.
ВЫВОДЫ
Проведен технико-экономический анализ различных вариантов
схем комплексной переработки легких газойлей каталитического
крекинга в ароматические углеводороды и высококачественные
топлива, включающих процессы экстракции, гидроочистки и гид-
родеалкилирования. Показано, что наиболее перспективной как с
технической, так и с экономической точки зрения является сле-
дующая схема.
1. Экстракция легкого газойля двумя растворителями: фурфу-
ролом и парафинистым бензином с получением обессеренного и
деароматизированного дизельного топлива и сернистого аромати-
ческого концентрата с минимальным содержанием парафинов.
2. Гидроочистка ароматического концентрата от сернистых со-
единений с получением высокооктанового бензина и ароматичес-
ких концентратов для производства нафталина и высокоструктур-
ных активных саж.
3. Термическое гидродеалкилирование ароматического кон-
центрата с получением бензола и нафталина.
ПОЛУЧЕНИЕ ВЫСОКООКТАНОВЫХ АВТОМОБИЛЬНЫХ
ТОПЛИВ НА ОСНОВЕ БЕНЗИНОВ КАТАЛИТИЧЕСКОГО
РИФОРМИНГА С ИСПОЛЬЗОВАНИЕМ ИЗОПАРАФИНОВЫХ
КОМПОНЕНТОВ
Н. Р. Бурсиан, Г. Н. Маслянский, Н. К. Волнухина,
Е. И. Забрянский, В. Л. Клименко, Е. Б. Цыркин,
В. Ф. Хижняк
(СССР, ВНИИнефтехим и ВНИИНЦ)
Планом развития народного хозяйства СССР на 1965—1970 гг.
предусмотрено значительно улучшить антидетонационные свойст-
ва автомобильных бензинов. В частности, намечено выпускать ав-
томобильный бензин с октановым числом 95 по исследовательско-
му методу.
Такой бензин может быть приготовлен при использовании в
качестве базового компонента бензина каталитического риформин-
га, полученного в условиях «жесткого» режима [1].
Однако для получения автомобильного топлива нужных свойств
бензины риформинга должны быть смешаны с компонентами
144
Рис. 1 Фракционный состав
бензина риформинга с окта-
новым числом 95 и автомо-
бильного бензина премиаль-
ный (США):
1 — бензин риформинга;
2 — премиальный
—Ь'К. -J-----1 1 1
О 20 ’W 60 60 100
Отц}н) % оОъенн.
определенного фракционного и углеводородного состава. Это выз-
вано тем, что бензины риформинга с октановым числом 95 и вы-
ше содержат 60—70% вес. ароматических углеводородов, имеют
утяжеленный фракционный состав (рис. 1) и не пригодны для ис-
пользования в чистом виде.
В качестве компонентов смешения могут применяться легкие
бензиновые фракции, изомеризаты и алкилаты.
Таким образом, развитие производства высокооктановых авто-
мобильных топлив на основе бензинов риформинга потребует од-
новременного расширения производства высокооктановых изопа-
рафиновых компонентов.
Во ВНИИнефтехиме разработаны различные варианты про-
цесса изомеризации легких бензиновых фракций прямогонных бен-
зинов, предусматривающие получение изокомпонентов различных
антидетонационных свойств [2]. В зависимости от процесса могут
быть получены следующие изокомпоненты:
изопентановая фракция с октановым числом 89;
смесь изопентановой и изогексановой фракции с октановым
числом 85:
смесь изопентановой и изогексановой фракции с октановым
числом 80 (табл.1).
Октановые числа изопарафиновых компонентов по моторному
и исследовательскому методам практически совпадают. Кроме то-
го, изопарафиновые компоненты обладают очень хорошей при-
емистостью к ТЭС.
Для получения автомобильных бензинов были приготовлены
смеси из изокомпонентов 1, 2, 3, фракции н. к.— '62СС и алкилата
с бензинами каталитического риформинга, имеющими октановые
числа 96,8 и 94,8 по исследовательскому методу в чистом виде.
Количество компонентов смешения изменяли от 10 до 40% вес.
(табл. 2 и 3).
При получении высокооктановых автомобильных бензинов к
фракционному составу и давлению насыщенных паров предъяв-
ляются особые требования. При добавлении алкилата к бензину
10—2284 145
Таблица t
Характеристика изокомпонентов, алкилата и фракции н.к.—62°С
Показатели Изокомпоненты Алки- лат Фракция н.к.— 62°С
1 (изо- пен- тан) 2 3
20 Плотность q4 0,626 0,640 0,649 0,693 0,632
Фракционный состав, °C:
Н.К. -— 34 40 55 27
10% выкипает при температуре . — 38 43 82 33
50% то же мм 44 51 106 37,5
90% » » — 58 62 130 53
к.к. » » — 60 67 175 70
Давление насыщенных паров, мм рт. ст. 1057 740 596 234 —
Октановое число
Моторный метод:
в чистом виде 89,0 84,5 80,4 91,0 73,6
с 0,41 а ТЭС/ка 92,5 88,8 — 83,0
с 0,82 а ТЭС/ка — 96,5 93,1 — —
Исследовательский метод:
в чистом виде — 85,4 90,6 91,0 74,8
с 0,41 а ТЭС/ка —. 92,2 87.5 97,9 83,8
с 0,82 а ТЭС/ка — 95,6 92,6 — —
риформинга в количестве до 30% вес. фракционный состав смеси
не удовлетворяет требованиям, предъявляемым к автомобильному
бензину типа «премиальный», поэтому алкилат может быть ис-
пользован только в смеси с бутаном и изопентаном.
При смешении бензина риформинга с изокомпонентами 1,2, 3
и фракцией н. к.— 62°С в количестве 25—30% вес. фракционный
состав топлива соответствует фракционному составу автомобиль-
ного бензина типа «премиальный». Для всех указанных смесей
давление насыщенных паров ниже нормы (табл. 2), поэтому к
бензину следует добавлять бутан. Бензины смешения содержат
45—48% ароматических углеводородов и менее 0,01% серы.
Добавление к бензину риформинга изокомпонентов 1, 2, 3, ал-
килата и фракции н. к.—,62°С приводит к снижению октановых
чисел в чистом виде по исследовательскому методу (рис. 2, 3). По
моторному методу снижения октановых чисел бензинов смешения
не наблюдается за исключением смеси с фракцией н. к.— 62°С
(табл. 3).
Для получения автомобильного бензина с октановым числом 95
в чистом виде базовый компонент (бензин риформинга) должен
146
о
Таблица 2.
Характеристика бензинов, полученных смешением изопарафиновых компонентов в различных соотношениях с
бензином риформинга
Показатели Бензин „премиаль- ный" : (США) Бензин ри- j форминга Смеси
1 2 3 4 5 6 7 8 9 10
Состав -смесей, % вес.: 1 г
бензин риформинга — 100 90 80 70 90 80 70 60 90 80 70
изокомпонент-1 — —- 10 20 30 — — — — — —
изокомлонент-2 — — — — 10 20 30 40 —. — —
изокомпонеит-3 . . . . — — — — — — — __ — 10 20 30
Характеристика бензина:
ПЛОТНОСТЬ р4 фракционный состав, °C: 0,742 0,7977 0,7708 0,7498 0,7343 0,7706 0,7559 0,7407 0,7257 0,7707 0,7587 0,7461
н, к. 10% выкипает при темпера- 36 58 36 36 27 41,5 35 ЗГ 26,6 40,5 35 31
туре .... 53. 92 61,5 50 40,5 64,5 49 53 44,5 65,0 57 59
50%, то же .... 104 130 120 103 81,5 116,5 98 93 73,0 115,0 100,0 96,0
90% » 165 170 165,0 164,5 163,5 168,0 164,0 165,0 160,0 166,5 165,0 164,0
К. К 207 210 202 200 190 201,5 193 197 179 194,5 195 195
Давление насыщенных паров,
мм рт. ст. Содержание ароматических углево- — 210 296 382 467 263 316 369 422 249 287 326
дородов, % вес — 68,8 62 55 48 62 55 48 41 62 55 48
Октановое число, исследовательский
-метод:
в чистом виде .... — 96,8 96,3 95,2 94,6 95,8 94,8 93,1 91,5 95,8 93,6 91,8
с 0,41 г ТЭС/кг .... 99,0* 99,5 98,8 98,4 98,1 98,6 97,9 97,2 96,6 98,4 97,3 96,8
* С содержанием ТЭС 0,665 .мл/л.
00
Таблица 3
Характеристика бензинов, полученных смешением изопарафиновых компонентов в различных соотношениях с
бензином риформинга
Показатели Бензин риформин- ™ Смеси
11 12 13 14 15 16 17 18 19
Состав смесей, % вес.:
бензин риформинга 100 90 80 70 90 80 70 90 80 70
изокомпонент 1 — 10 20 30 —
алкилат .... —— 10 20 30
фракция ,н. к. — 62°С прямогонного бензина Характеристика бензина — — — — — 10 20 30
Плотность р2° . . . . Фракционный состав, °C: 0,797 0,804 0,761 0,740 0,788 0,776 0,765 0,783 0,766 0,745
и- к . 61 47 39 34 61 58 50 42 37
10% выкипает при температуре 89 78 56 46 96 86 88 81 63 52
50%, то же 130 127 121 103 127 125 121 127 118 106
90 % » » 169 165 167 162 168 166 164 169 167 166
К. К 199 206 201 200 203 202 201 209 206 202
Давление насыщенных паров, мм рт. ст. . . . 163 — 371 — 167 167 198 435
Содержание ароматических углеводородов, % вес. Октановое число Моторный метод: 64,0 58 51 45 58 51 45 58 51 45
в чистом виде 84,2 84,2 84,0 84,2 84,0 84,8 85 82,2 80,8 79,3
с 0,41 г ТЭС/кг . . Исследовательский метод: 88,2 89,6 90,0 91,0 89,4 91,0 93,8 87,2 86,6 86,4
в чистом виде 94,8 95,0 98,2 93,0 95,8 94,4 94,0 98,0 89,5 86,5
с 0,41 г ТЭС/кг 98,5 — 98,0 98,0 98,5 98,7 98,2 96,6 94,2 92,5
Чувствительность 10.3 —. 8.0 7.0 9 1 7 7 Л л Q 4 7 К а 1
Рис. 2. Октановые числа бензинов,
полученных смешением бензина ри-
форминга (октановое число 96,8)
с различными компонентами:
1 — изокомпонент 3; 2 — изокомпо-
нент 2; 3 — изопентан; 4 — изоком-
понент 3 + 0,41 г ТЭС/кг; 5 — изо-
компонент 2+0,41 г ТЭС/кг;
6 — изопентан + 0,41 г ТЭС/кг
иметь октановое число на 2—3 единицы больше, чтобы компенси-
ровать уменьшение октанового числа бензинов смешения при раа-
бавлении бензина риформинга изокомпонентами. В качестве изо-
компонентов в этом случае необходимо использовать '25% 'изопен-
тана, добавление которого обеспечит нужный фракционный состав
и октановое число (рис. 2).
Изокомпоненты характеризуются высокой приемистостью к
ТЭС (табл. 1). Добавление незначительного количества ТЭС
(0,41 а на 1 кг бензина) к бензинам смешения позволяет получать
бензины с октановым числом 95 и выше. Исключение составляет
фракция н. к.— 62°С, добавление которой не обеспечивает получе-
ние бензинов с октановым числом 95 и выше.
\
Рис. 3. Октановые числа бен-
зинов, полученных смешением
бензина риформинга (октано-
вое число 94,8) с различным
количеством изокомпонентов:
1 — фракция н. к. — 62° С;
2 — изопентан; 3 — алкилат;
4 — фракция н. к. — 62° С +
+0,41 г ТЭС/кг; 5 — изопен-
тан + 0,41 г ТЭС/кг; 6 — алки-
лат + 0,41 г ТЭС/кг
149
При увеличении количества изокомпонента в смеси чувстви-
тельность бензина (разница в величине октанового числа бензина
между исследовательским и моторным методами) снижается, так
как октановые числа изопарафиновых углеводородов по моторно-
му и исследовательскому методам практически совпадают
(табл. 3).
Предварительными расчетами было установлено, что подвер-
гать изомеризации н-гексан, выделенный из рафината риформин-
га, нецелесообразно. Лучшие показатели получены при производ-
стве изокомпонента из пентановой фракции бензина прямой гон-
ки и выделении изогексановой фракции из рафината риформинга.
Технико-экономические показатели производства компонентов вы-
сокооктанового бензина при переработке туймазинской нефти при-
ведены в табл. 4.
Таблица 4
Технико-экономические показатели производства высокооктанового бензина
Показатели Рифор- минг при жестком режиме Изоме- ризация (фрак- ция н. к.— 62°С) Алкили- рование (серно- кислот- ное)
Мощность установки по исходному сырью, % вес. Выход компонента высокооктанового бензина, % 100,0 55,0 29,5
на сырье . 80,0 94,0 70,0
Себестоимость компонента, руб)т . 14,8 15,0 45,0
Капиталовложения на 1 установку, тыс. руб. 3557,6 2284,0 1446,1
Удельные капиталовложения, риб!т . . 19,6 19,3 31,0
Октановое число компонента, и. м 95,0 87,6 91,0
Для получения высокооктановых бензинов (октановое число
95 и выше) необходимо смешивать бензин риформинга с изомери-
затом или алкилатом в соотношении 7:3и добавлять на 1кг в сме-
си до 0,5 мл Р-9. При этом могут быть получены следующие эко-
номические показатели.
Себестоимость,
руб)т
С использованием алкилата . . 23,9
С использованием изомеризата 14,9
Удельные
капиталовложе-
ния, руб)т
23,0
19,5
Так как использование изомеризата предпочтительнее, то на
одной типовой установке, если все количество изомеризата будет
направлено на производство бензинов типа А-95 и выше, экономи-
ческий эффект от замены алкилата изомеризатом составит-
(23,9 + 0,15X23,0) —(14,9 + 0,15x19,5) X 396000 = 3762 тыс. руб., где
150
396000 — количество высокооктанового компонента, которое может
быть получено при использовании изомеризата с типовой установ-
ки мощностью 120 тыс. т!год. Указанные данные свидетельствуют
о необходимости строительства установок изомеризации в количе-
стве, определяемом потребностью народного хозяйства в высокоок-
тановых бензинах.
ВЫВОДЫ
1. Автомобильные бензины с октановым числом 95 в чистом
виде могут быть получены на базе бензина каталитического ри-
форминга с октановым числом 97—98 при добавлении 25—30%
вес. изопентана.
2. Автомобильные бензины с октановым числом 95 и выше
с 0,41 г ТЭС на 1 кг могут быть получены на базе бензина катали-
тического риформинга с октановым числом 95 при добавлении до
30% вес. изопентана или изокомпонентов с октановыми числами
80—85.
ЛИТЕРАТУРА
'1. Маслянский Г. Н., Забрянекий Е. И., Камушер Г. Д., Пан-
ник о в а Р. Ф. «Химия и технология топлив и масел», 1963, № 2.
2. Бурсиан Н. Р., Маслянский Г. Н., Волнухина Н. К. «Химия
и технология топлив и масел», 1965, № 6.
3. Материалы V Международного нефтяного конгресса, т. III, Гостоптехиз-
дат, М., 1961.
ПРОИЗВОДСТВО ВЫСОКООКТАНОВОГО
АВТОМОБИЛЬНОГО ТОПЛИВА ИЗ БЕНЗИНОВЫХ
ФРАКЦИЙ ВОСТОЧНЫХ СЕРНИСТЫХ НЕФТЕЙ
И. Ценквари, Й. Каройи, П. Штейнгаснер
(ВНР, Институт высоких давлений и НПЗ)
Характерная особенность бензиновых двигателей внутреннего
сгорания заключается в увеличении к. п. д. при повышении степени
сжатия. При степени сжатия 6,0 теоретический термический к. п. д.
составляет около 30%, 8,0 — 35%, а при 10,0 — 37%. При дальней-
шем увеличении степени сжатия термический к. п. д. увеличивает-
ся незначительно. Двигатели с более высокой степенью сжатия
имеют меньший вес и расходуют меньше топлива, что и видно из
следующих данных.
Степень сжатия
7
8
9
10
И
12
Расход топлива, °/о вес.
. . 100
. . 91—96
. . 84—92
. . 80—88
. . 76—86
. . 73—84
151
В последние годы степень сжатия двигателей возросла до 8—9.
Более высокие значения степени сжатия требуют улучшения каче-
ства бензинов, в частности увеличения их октановых чисел; со-
ответственно, возникает необходимость в применении сложных
процессов при переработке нефти. Октановые числа автомобиль-
ных бензинов за последние 10 лет возросли с 80—85 дс 90—95
пунктов (исследовательский метод).
В автомобильном парке ВНР эксплуатируется все больше ма-
шин с высокой степенью сжатия. Это потребовало создать спе-
циальный сорт cyinep-'бензина с октановым числом 92 по иссле-
довательскому методу (Ф-1), а на ближайшие годы поставлена
задача разработать премиальный сорт бензина с октановым чис-
лом 98 по исследовательскому методу. Для производства высоко-
октановых бензинов в ВНР с 1964 г. на установке каталитическо-
го риформинга вырабатываются бензины с октановым числом
88—89, которые используются в качестве компонентов автобензи-
нов. Установка перерабатывает бензин ромашкинской нефти с тем-
пературой кипения 80—'ISO0С на платиновом катализаторе
РД-Г5О Ц, содержащем 0,35% вес. платины. В 1969—11974 гг. мощ-
Таблица 1
Характеристика бензинов западных фирм
Показатели Обычные бензи- ны Супер-бензины
А Б В Г
Плотность . 0,726 0,727 0.746 0.748
Фракционный состав по Энглеру, °C:
н. к., °C 38 36 40 40
10% выкипает при температуре 57 54 62 63
50%, то же 87 98 104 111
90% » » . . . . 154 176 164 179
к. к. 199'99 202/99 206.96 224,96
Давление насыщенных паров, ат 0,67 0,34 0,56 0,39
Бромное число 11,1 36,4 20,6 33,7
Смолы, лтг/ЮО мл . . — — 2 7
Свинец 0,44 0,27 0,61 0,43
в том числе ТМС . 0,06 0,05 0,40 0,37
Содержание ароматики, % вес. 26,2 14,8 42.1 38,2
Октановое число (исследователь-
ский метод):
всей пробы .... t 86,8 86,0 96,0 94,0
50 %-ной фракции 1 74,0 90,0 89,6
Рассчитанное дорожное О. Ч. ; — 83,8 94,6 93,0
Разность О. Ч — 2,2 1,4 1 .0
152
ность установок по каталитическому риформингу возрастет до
1 млн. т/год, обеспечивая производство необходимого количества
высокооктанового компонента для моторных топлив и ароматичес-
ких углеводородов для нефтехимического синтеза.
Известно, что увеличение октанового числа в первую очередь
основано на повышении содержания ароматических углеводоро-
дов. Последние концентрируются в более высококипящих фрак-
циях бензинов риформинга, а легкие углеводороды обладают не-
высоким. октановым числом и распределение октанового числа по
температуре кипения фракций бензина является неблагоприятным.
Поэтому дорожное октановое число бензинов при увеличении ско-
рости автомобиля является низким. Применение этиловой жидкос-
ти (ТЭС) не способствует улучшению октановой характеристики
низкокипящих фракций.
Определяющим фактором дорожных октановых чисел является
октановая характеристика фракции бензина, выкипающей до 100°С
или же 50%-ной фракции бензина. В странах, которые имеют
установки каталитического крекинга, неблагоприятное распреде-
ление октановых чисел бензинов риформинга по температуре ки-
пения можно ликвидировать добавлением к ним легких фракций
бензинов каталитического крекинга. Для ВНР, где нет установок
каталитического крекинга, этот путь неприемлем.
Октановое число фракций, выкипающих до 100°С, можно улуч-
шить, добавляя тетраметил свинец (ТМС), температура кипения
которого равна 140°. Применение ТМС ограничивается тем, что
он дороже, чем тетраэтилсвинец, а при испарении бензина он по-
падает в легкокипящие фракции лишь частично.
На основе приведенных данных можно сделать вывод, что бен-
зины с октановым числом 92 и 98 должны обладать дорожным ок-
тановым числом около 89—90 и 95—97. Это обусловливается тем,
что фракция до 100°С должна иметь октановое число минимум
около 77—82 и 91—94 по исследовательскому методу соответст-
венно (табл. 1 и 2).
Бензины с высоким октановым числом в ВНР в настоящее вре-
мя могут быть получены на основе компонентов бензина рифор-
минга, легкой фракции бензина ромашкинской нефти и различных
газовых бензинов, которые извлекаются на газовых и нефтяных
месторождениях Большой Венгерской Низменности и Задунайско-
го края (табл. 3 и 4).
Бензины риформинга не удовлетворяют требованиям по кри-
вой разгонки и распределению октановых чисел по температуре
кипения, так как 50%-ная фракция выкипает выше 1О5°-С, а ок-
тановое число фракции до 100°С равно 71—73, вместо требуемого
76—78 пунктов.
Предварительные опыты показали, что при добавлении к бен-
зинам риформинга около 20% объемн. легкокипящих фракций
требования по кривой температуре кипения удовлетворяются. Од-
нако значительного улучшения октановой характеристики легких
153
Таблица 2
Химический состав бензинов западных фирм
Углеводороды, % вес. Обычные бензи- ны Супер-бензины
А Б В Г
Парафиновые:
0,4 0,7 0,4 1,3
п-С4 2,1 2,6 1,9 2,0
i-Cs 9,3 7,1 8,5 8,4
M-Cs 9,7 7,5 5.7 3,2
t-C6 13,4 10,9 10,2 6,5
n-Се . 8,8 7,2 4,7 2.5
с7 15,1 12,8 10,9 8,8
С8 . . 9,0 10,8 6,8 12,9
С9 2,7 10,5 3,5 4,0
Сю ........ 0,9 8,1 0,1 0,5
Итого 71,4 78,3 52,7 50,1
Ненасыщенные:
С4 ........ . 0,1 0,8 0,6 1,4
С5 . . . . 1,1 2,8 2,2 5,1
С6 ........ . 0,7 2,1 1,6 2,8
С.7 0,4 1,2 0,8 1,4
Итого 2,3 6,9 5,2 11,7
Ароматические:
бензол 1,0 1,0 2,3 1,1
толуол 5,1 2,7 11,7 10,8
ксилолы 8,1 4,2 14,2 12,3
этиленбензол 1,3 0,9 3,2 2,3
прочие , _ 10,7 6,0 10,7 И.7
Итого 26,2 14,8 42,1 38,2
частей товарных бензинов добавлением лишь этих компонентов
нельзя ожидать.
Приготовленные из легких фракций пентановые фракции с
концом кипения 60—70°С обладают более высоким октановым чис-.
лом (76—78, вместо 63—75 для исходного сырья). Поэтому при
их применении получатся бензины с более высоким октановым
числом по дорожному методу. Легкие бензиновые фракции со-
держат в своем составе меркаптаны и их можно применять в ка-
честве компонентов лишь после очистки.
Октановое число 77 для 50 %-ной фракции нельзя получить,
если в качестве антидетонатора применяется лишь тетраэтил-
154
Таблица 3
Характеристика бензинов риформинга, получаемых в ВНР
Показатели Р-1 Р-2 Р-3
Плотность р® 0,758 0,764 0,768
Фракционный состав, °C:
н, К 33 36 34
10% объемн. выкипает при температуре 71 68 59
50%, то же 118 120 116
90% » 164 166 161
К. К 191 197 196
До 100°С выкипает, % объемн. 30 31 36
Содержание смол, лг/100 мл . . . . 0 1 —и
Октановое число, и. м 88 92,3 96,0
то же +ТЭС, 1,35 а/кг . . . . 95,5 — 102,9
Октановое число фракции до 100°С, и. м. 71,0 72,2 —
Углеводородный состав фракции с температурой
кипения до 100°С, % вес.:
С3 0,8 0,9 Следы
г-С4 1,8 1,7 2.6
п-С4 5,6 6,1 10,5
(-С5 10,5 9,6 13,6
п-С5 9,2 9,1 12,1
Неогексан . 0,8 1,2 0,7
2,3-Диметил.пентан 0,6 Следы —
2-Метилпентан 11,5 10,2 10,7
З-Метилпентан 7,9 6,8 7,0
ч-С6 12,1 10,1 9,9
Метилциклопентан+2,2-диметилциклопентан . 4,1 3,4 2,7
Бензол 6,8 7,6 8,6
3,3-Диметилпентан 9,2 8,5 6,3
2,3-Д иметилпеитан +3-этилпентан 10,0 10,9 7,0
м-С7 4,6 8,6 3,3
Метилциклогексан + этилциклопентан Следы Следы —
Толуол 4,6 5,3 5,0
свинец (табл. 5), для этого необходимо, чтобы антидетонатором
служила смесь ТЭС. и ТМС. Большее количество антидетонатора
необходимо добавить, если в качестве легких компонентов приме-
няется газовый бензин месторождения Хайдусобосло или легкая
бензиновая фракция ромашкинской нефти — 0,6 г/кг по свинцу и
0,4 г/кг, если в качестве легких компонентов применять газовые
бензины месторождения Лишпе. Бензины, содержащие в качест-
ве легких компонентов пентановые фракции, приготовленные из
фракций легких компонентов путем редистилляции, могут быть
получены с пониженным содержанием антидетонаторов.
В табл. 6 приводится характеристика бензинов премиальных
сортов, полученных на базе бензина риформинга с октановым
числом 96 (образец РЗ).
155
Таблица 4
Характеристика легких компонентов для смешения
Показатели К-1 Газовый ! бензин ,Хай- дусобосло' К-2 Газовый бензин после редистилля- ции К-3 Газовый бензин ,Дишпе‘ К-4 Газовый бензин „Лиш- не' после ре- дистилляции К-5 Стабиль- ный легкий бензин ро- машкинской нефти К-6 То же, после редис- тилляции
Плотность р4° . . . . Фракционный состав, °C: н. к. . . 10% выкипает при темпера- туре 50%, то же 90% » . . к. к. . . Давление насыщен- ных паров, мм рт. ст. ... Октановое число: исследователь- ский метод . с 1,35 г ТЭС/кг Докторская проба Состав фракции до 100°С, % вес.: ГС3 . . . . 1-С$ . . . . п-С4 . . . . i-Cj . . . . n-C5 . . . . .Неогексан 2,3-ДМБ 2-МП . . 3-МП . . ц-Сб . . . . МцП + 2,2-ДМП Бензол . Циклогексан 3,3-ДМП . 2,3-ДМП . . З-Этилпентан п-С7 Метилциклогек- сан+ЭцП Толуол . Прочие . Октановое число фракции до 100°С, и. м 155 0,673 33 46 63 106 132 509 64 82 Отрица- тельная 2,3 27,1 22,7 1.2 0,9 9,7 4,9 11,7 3,2 1,2 2,2 2,7 2,4 0,9 3,9 2,2 0,7 0,1 63,4 0,624 23 27 31 37 58 1170 76 94 Отрица- тельная 0,2 10’,6 45,9 37,1 0,8 1,9 2,3 0,3 0,2 76,0 0,699 33 45 74 118 151 446 72 36,8 Отрица- тельная 0,4 9,5 18,7 21,5 0,3 2,8 6,8 3,7 8,1 7,0 1,8 5,0 2,2 1,7 2,8 2,2 3,9 1,4 74,7 0,638 23 31 39 54 69 78 Отрица- тельная ,jr 0,7 14,4 30,5 34,0 0,5 3,8 6,0 2,6 3,5 2,3 1,0 0,7 78 0,660 36 46 55 74 94 751 65,2 82 Положи- тельная 0,9 18,2 26,9 1,3 11,8 8,0 16,8 4,3 1,0 1,9 2,3 3,0 1,3 0,5 0,5 0,1 65,2 0,628 26 30 36 46 62 1034 76,8 89,4 Положи- тельная 0,4 0,8 29,2 43,7 2,1 4,0 2,9 0,4 76,8
Таблица S
Характеристика бензинов, содержащих 80% объемн. бензина риформинга
и 20% объемн. легких компонентов
Октановое число Э. Ч. по О. Ч. Содержа- ние свинца, г/кг
Наименование 00%-ной фрак- I ИИ (Ф-1) 50%-ной фрак- ии (Ф-1) 30%-ной фрак- ии (Ф-2) о О к о 5 а «3 О Разница между ( Ф-1 и дорожным О m О §
—< =г =г ~ Sf а л е- 6-
Газовый бензин Хайдусобосло:
ТЭС 92 74 . 88,2 3,8 0,61
ТЭС + ТМС . . . . . 92 79,7 86,4 — — 0,26 0,35
После редистилляции:
ТЭС 91,9 76 88,6 3,3 0,33
ТЭС + ТМС 91,8 78,7 85,4 89,2 2,6 0,13 0,20
Газовый бензин Лишпе:
ТЭС 92 74 88,2 3,8 0,39
ТЭС+ТМС 92 77,7 84,8 89,0 3,0 0J9 0,20
После редистилляции:
ТЭС 92 74 88,2 2,9 0,33
ТЭС+ТМС . . . . . 92 78 85 89,1 3,7 0,13 0,20
Легкая фракция бензина ромаш- кинской нефти:
ТЭС 92,5 74,7 88,8 3,0 0,61
ТЭС+ТМС 92,4 78 — 89,4 4,5 0,26 0,35
После редистилляции:
ТЭС ..... 92,6 76 — 88,1 2,8 0,33 —
ТЭС + ТМС 92,4 78,8 — 89,6 — 0,13 0,20
Октановые числа бензинов достигают 98 пунктов и выше, но
дорожные октановые числа (по расчету) меньше требуемых. Кро-
ме того, содержание ароматических углеводородов в бензинах до-
стигает 52—55% вес.
В литературе указывается, что при содержании в моторных
бензинах более 35—45% вес. ароматических углеводородов на-
блюдаются отложения углеродистых веществ и сажи, т. е. для по-
лучения премиальных сортов бензина следует применять высоко-
157
Таблица 6
Характеристика бензинов премиального сорта из бензина риформинга Р-3
(О. Ч. 96)
Показатели Пробы
П-1 П-2 П-3 П-4 П-5
Состав, % объемн.:
легкий компонент 20(К-4)* 15(К-4) 20(К-2) 15(К-2) 25(К-3)
бензин риформинга 80 85 80 85 75
Плотность Р40 .... 0,745 0,751 0,742 0,749 0,751
Фракционный состав, °C: н. к 29 33 29 33 33
40% выкипает при темпе- ратуре 50 50 46 50 54
50% то же ... . ' 98 104 99 104 159
90% » . . . . 158 160 158 158 159
К* К. 188 191 191 191 189
до 100° С выкипает, % объемн 51 48 50,5 48 47,5
Давление насыщенных паров, мм рт. ст 580 540 500
Содержание ароматики, % вес. 52 55 52 55 48
Содержание смол, л/а/100 мл по венгерскому стандарту 0 0 0 0 0
по ASTM 2 1 2 1 0
Докторская проба О трина гель нал
Содержание свинца, г/кг:
•в виде ТЭС . . . . 0,16 0,16 0,16 0,16 0,16
» ТМС . . . . 0,5 0,5 0,5 0,5 0,5
Октановое число: исследовательский метод:
100%-ной фракции 98,8 99,4 99,2 99,4 98,2
50%-ной фракции 83 85 85,6 — 83
моторный метод . . . . 93 92,5 93 93,2 93,0
Дорожное О.Ч. (по расчету) 95,4 96,0 96,0 — 94,8
Разность октановых чисел 3,4 3,4 3,2 — - 3,4
* № компонентов (см. табл. 4).
октановые компоненты неароматического характера: алкилаты,
изопентан, изогексан или изомеризат пентан-гексановой фракции.
Однако в ВНР отсутствуют ресурсы изобутана в необходимом
количестве и нет источников производства олефинов Сз и С4 для
создания процессов алкилирования, поэтому такой путь является
неприемлемым.
158
Наиболее перспективным направлением для повышения окта-
новых чисел пентан-гексановой фракции является создание про-
цессов изомеризации, позволяющих получать компоненты с окта-
новым числом 80—83 в чистом виде и 97—'98 с 0,75 мл!л ТЭС.
ВЫВОДЫ
1. Установлено, что из фракций ромашкинской нефти с темпе
ратурой кипения 80—180° путем каталитического риформинга по-
лучаются бензины с октановым числом 88—89 по исследователь-
скому методу, после добавления к которым около '20% объемн. га-
зового бензина, легкой бензиновой головки или пентановых фрак-
ций, извлеченных из легких компонентов, а также смеси ТМС и
ТЭС могут быть получены бензины с октановым числом 9'2 и до-
рожным октановым числом 89—90 (по расчету).
2. Содержание меркаптанов в легкокипящих бензиновых фрак-
циях ромашкинской нефти или приготовленных на их основе пен-
тановых фракций выше допустимого, что требует при их использо-
вании предварительной очистки сырья.
3. Для выработки премиальных сортов бензинов с октановым
числом 98 необходимо применять алкилаты, легкие бензины кре-
кинга, изомеризаты пентан-гексановой фракции или смеси этих
компонентов.
4»
ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ
УГЛЕВОДОРОДОВ ИЗ ГАЗОЙЛЕВЫХ
ФРАКЦИЙ
ГИДРООЧИСТКА ВЫСОКОСЕРНИСТЫХ ЭКСТРАКТОВ
ИЗ КЕРОСИНО-ГАЗОЙЛЕВОЙ ФРАКЦИИ АРЛАНСКОЙ
НЕФТИ*
С. В. Пестриков, Б. Л. Козик, А. А. Кричко, С. Р. Садыкова,
Л. Я. Скундина, Л. А. Бнатова
(СССР, БашНИИНП и ИГЧ)
Основным источником получения ароматических углеводородов
в нефтеперерабатывающей промышленности являются бензины ка-
талитического риформинга. В связи с одновременным ростом по-
требности в высокооктановых бензинах и в ароматических углево-
дородах, извлекаемых из этих бензинов, наблюдается нехватка
прямогонных бензиновых фракций. Прямогонные керосино-газой-
левые фракции многих сернистых и высокосернистых нефтей со-
держат значительное количество моноциклических ароматических
углеводородов (до 2)5% и выше), которые до сих пор не нашли
квалифицированного применения.
Поэтому в БашНИИНП проводится работа по получению аро-
матических углеводородов С6—С!0 из керосино-газойлевых фрак-
ций арланской и ромашкинской нефтей. Предложенная для этой
цели схема включает экстракционное разделение фракции 180—
ЗБО^С с получением малосернистого дизельного топлива и высоко-
сернистого ароматизированного экстракта, подвергаемого гидро-
генизационной переработке [1].
Вопросы теории и технологии процессов гидрообессеривания
керосино-газойлевых фракций подробно освещены в литературе
[2—5]. По гидроочистке высокосернистого сырья опубликованы
единичные сообщения [6, 7]. Отмечается, что при гидроочистке, на
ряду с гидрогенолизом сернистых соединений, происходит гидри-
рование 40—60% бициклических ароматических углеводородов
сырья [7, 8].
* Авторы выражают благодарность Л. В. Павлову, А. В. Бровенко и
А. И. Межлумовой за представленные образцы экстрактов.
160
В настоящей работе изучены закономерности гидроочистки вы-
сокосернистого ароматизированного экстракта, выделенного из ке-
росино-газойлевой фракции арланской нефти однократной экст-
ракцией обводненным пиридином на пилотной установке Грознен-
ского нефтемаслозавода. Экстракт имел следующую характерис-
тику:
Плотность Зд0 ............................. 0,9227
Показатель преломления пр..................1,5151
Содержание, %:
ароматических углеводородов и сернистых
соединений, %..............................81,6
в том числе:
моноциклических .......................47,1
бициклических..........................18,7
углерода в ароматических кольцах (спектраль-
ный анализ):
бензольных ..................................14
нафталиновых...........................9,5
фенантреновых ... .... 3,4
антраценовых...........................О,1! 1
Элементарный анализ, %:
С........................................83,80
Н.....................................11,20
N......................................0,03
S......................................4,67
в том числе сульфидная.................1,85
Опыты проводили в проточной установке под давлением 50 ат
с рециркуляцией водородсодержащего газа 1000 л/кг сырья. При-
меняли промышленный алюмокобальтмолибденовый катализатор
(’200 мл), который предварительно осерняли дизельным топливом
в течение 24 ч (50 ат, 380°С).
С увеличением температуры гидроочистки от 350 до 425°С воз-
растает глубина гидрогенолиза сернистых соединений (табл. 1,
рис. 1). Для получения гидрогенизатов, содержащих 0,05—0,08%
серы, при объемной скорости 0,5—'2 'г' температура процесса
должна составить .380—400°С. При 425°>С и объемной скорости
0,56 достигнута степень обессеривания сырья, равная 99,8%.
В случае получения гидрогенизатов, содержащих менее 0,2%
серы, может быть применена область условий (температура и
объемная скорость), которая располагается выше кривой, изобра-
женной на рис. 2.
Учитывая разнообразный характер сернистых соединений в эк-
стракте, можно полагать, что обычные кинетические уравнения,
как правило, вполне пригодные для описания гидрогенолиза ин-
дивидуальных сернистых соединений, едва ли могут быть приме-
нены для описания процесса. Действительно оказалось, что полу-
ченные данные не описываются уравнением первого порядка, как
это было найдено при обессеривании керосинового дистиллята [9]
и лигроинов '[10], и не соответствуют уравнению Бейтера и Шми-
да [11], полагающих, что реакция обессеривания может быть опи-
11—2284 161
Таблица i
Результаты гидроочистки экстракта при различной температуре
Условия процесса Характеристика гидро- генизата Степень обессерива- ния, % Содержание углерода в ароматических кольцах*, %
। температура, °C объемная скорость, ч—1 20 ПЛОТНОСТЬ р4 показатель преломления п2° nD содержание серы, % бензольные нафталино- вые фенантрене- , вые антраценовые|
350 0,53 0,8779 1,4889 0,12 97,4' 18,5 -3,3 0,8 0,005
350 1,05 0,8801 1,4920 0,33 92,9 20,6 4,5 1,2 0,011
350 1,85 0,8341 1,4979 1,23 73,7 — — — —.
380 0,60 0,8661 1,4848 0,08 98,2 20,5 3,0 0,9 0,009
380 1,00 0,8702 1,4885 0,18 96,2 20,0 3,1 0,9 0,009
380 2,00 0,8788 1,4930 0,67 85,7 17,9 4,7 1,4 0,016
380 5,00 0,8887 1,5002 1,75 62,6 17,4 5,0 2,1 0,035
400 0,60 0,8642 1,4852 0,07 98,5 18,7 4,6 1.1 0,016
400 1,00 0,8665 1,4858 0,08 98,2 — — — —
400 1,86 0,8706 1,4910 0,21 95,6 21,2 4,3 1,3 0,022
400 5,05 0,8809 1,4972 0,97 79,3 14,5 7,0 2,1 0,030
425 0,56 0,8628 1,4885 0,02 99,8 18,7 7,6 1.8 0,033
425 1,00 0,8647 1,4891 0,05 98,7 18,0 6,8 1,9 0,041
425 2,00 0,8701 1,4914 0,17 96,4 — — — '—
425 4,23 0,8784 1,4950 0,49 89,5 17,4 7,3 2,0 0,047
Сырье — 0,9227 1,5151 4,67 — 14,0 9,5 3,4 0,11
* По данным спектрального анализа.
Рис. 1. Зависимость со-
держания серы в гидро-
генизате от объемной
скорости подачи сырья
при различных темпера-
турах:
/ — 350° С; 2 — 380° С;
3 _ 4оо° С; 4 — 425° С
162
Рис. 2. Кривая, ограни-
чивающая область усло-
вий (температура н
объемная скорость) для
получения гндрогени-
затов с содержанием
серы 0,2%
сана уравнением второго порядка Уравнение Фроста [12, 13] так-
же оказалось непригодным.
В связи с этим мы обратились к обобщенным уравнениям, для
применения которых не требуется гипотез о механизме процес-
са. Оказалось, что обобщенное уравнение Казеева [14] удовлетво-
рительно соответствует полученным экспериментальным данным
где т — условное время контакта;
М — глубина гидрогенолиза; '
D — предельное значение М при т->оо ;
а и b — параметры.
Это уравнение успешно применяли для описания кинетики гид-
рогенолиза индивидуальных сернистых соединений [3].
Расчетные кинетические кривые’ по уравнению Казеева приве-
дены на рис. 3. В табл. 2 представлены вычисленные значения па-
раметров этого уравнения.
Таблица 2
Параметры уравнения Казеева
Температура, СС 1 D а b
350 97 3,65 1,50
380 98 4,00 0,88
400 99 4,90 0,67
425 100 4,80 0,53
Из рис. 4 видно, что в координатах Iga и lg& от обратного зна-
чения абсолютной температуры наблюдается прямолинейная за-
163
Рис. 3. Расчетные кинетические кривые по уравнению Казеева для за-
висимости степени обессеривания от условного времени контакта:
1 - 350° С; 2 — 380° С; 3 — 400° С; 4 — 425° С
висимость. Это позволяет вычислить значения кинетической объ-
емной энергии процесса (Qa), кинетической поверхностной энер-
гии (Qb), а также энергию процесса Е = Qa + Qb. Было найдено,
что Qa=4000 кал/моль, Qb=\l'2 0Q0 кал/моль, а £ = 8000 кал)моль.
Обращает на себя внимание значительное изменение парамет-
ра Ь с температурой. В трактовке Казеева величина параметра b
характеризует природу поверхностных процессов или тип реак-
ции. Поэтому следует прийти к выводу, что гидроочистка экстрак-
тов в изученных условиях в значительной степени определяется
диффузионными явлениями. Дополнительным подтверждением
этого является слабая зависимость от температуры параметра а,
что приводит к пониженному значению кинетической объемной
энергии.
В результате гидрогенолиза сернистых соединений экстракта
образуется некоторое количество легкокипящих фракций, которые
не содержались в исходном сырье. Их содержание в гидрогениза-
тах зависит от степени обессеривания сырья. При температуре
425°С заметное развитие получают реакции гидрокрекинга. Обра-
зующиеся фракции с температурой кипения до 20Э°С содержат
50—60% ароматических углеводородов, что косвенно свидетельст-
вует о присутствии в сырье ряда сернистых соединений аромати-
ческого характера. По данным Г. В. Севастьяновой, сераоргани-
ческие соединения керосино-газойлевой фракции арланской неф-
ти почти наполовину представлены алифатическими сульфидами.
164
Рис. 4. Зависимость па-
раметров уравнения Ка-
зеева от обратного зна-
чения абсолютной тем-
пературы
При гидроочистке экстракта, наряду с реакциями гидрогеноли-
за сернистых соединений, протекают реакции гидрирования кон-
денсированных ароматических углеводородов. Об этом свидетель-
ствует уменьшение содержания би- и трициклических углеводоро-
дов в гидрогенизатах по сравнению с сырьем (см. табл. 1).
Наиболее глубоко гидрируются трициклические ароматические
углеводороды, степень превращения которых в интервале 350—
400°С и объемной скорости 0,5—2 ч~1 составляет 60—76% для фе-
нантреновых структур и 80—95% для антраценовых. При темпе-
ратуре 425° С сказываются термодинамические ограничения, и
глубина гидрирования уменьшается.
Аналогичные закономерности наблюдаются в отношении гид-
рирования бициклических ароматических углеводородов. При тем-
пературе 350—400° С и объемной скорости 0,5—2 ч~х содержание
нафталиновых структур в гидрогенизатах уменьшается в 2—3 ра-
за по сравнению с сырьем и гидрируется 51—68%- исходных ал-
килнафталинов (некоторое количество нафталиновых структур об-
разуется, вероятно, в результате гидрирования трициклических
ароматических углеводородов). С уменьшением времени контакта
сырья при повышении температуры процесса до 425° С степень
гидрирования снижается до 20—26%.
Наблюдаемое увеличение содержания в гидрогенизатах моно-
циклических ароматических углеводородов в среднем на 35% свя-
зано с превращением алкилнафталинов в соответствующие алкил-
165
Рис. 5. Зависимость степени обессеривания экстракта от продолжитель-
ности работы алюмокобальтмолибденового катализатора (при температу-
ре 380’ С, объемной скорости 1,0 ч~давлении 50 ат)
тетралины, идентифицируемые как производные бензола
(см. табл. 1).
В условиях гидроочистки (50 ат, 350—400°С) могут протекать
реакции полного насыщения водородом бициклических углеводо-
родов с образованием декалиновых структур [1'5, 16]. Поэтому при
температуре 350—380О|С и объемной скорости 0,5—1 ч-1 гидроге-
низаты содержат в сумме меньше ароматических углеводородов,
чем исходное сырье — 54—60% и 65,8%, так как часть бицикли-
ческих ароматических углеводородов, вероятно, превращается в.
нафтеновые.
Для определения активности алюмокобальтмолибденового ка-
тализатора в длительном цикле проведено испытание в течение
1000 ч. В качестве сырья применяли второй образец пиридинового
экстракта, отличающийся более высоким содержанием ароматичес-
ких углеводородов и серы—4,98% вместо 4,67%. Испытание про-
водили при 50 ат, 3809С, объемной скорости 1 ч^1 и отношении
водородсодержащего газа к экстракту 1 мг!кг. В среднем за про-
бег степень обессеривания экстракта составила 96,5% и не умень-
шалась -со временем (рис. 5). Содержание кокса на катализаторе
после пробега составило 5%. Таким образом, было-показано, что
166
катализатор может применяться длительное время в процессе при
сохранении активности на постоянном уровне.
Выход гидрогенизата составил в среднем за пробег 94% при
газообразовании 6% и расходе водорода на реакцию 1%. Гидро-
генизат имел следующую характеристику:
Плотность 04° . . 0,8697
Показатель преломления Пд................... 1,4895
Средний молекулярный вес....................186
Содержание ароматических углеводородов, % 60
Элементарный состав, %:
С........................................87,34
Н . ...............................12,49
S . . . . ..........................> 0,16
Полученный в результате гидроочистки продукт является цен-
ным сырьем для последующей переработки в различные химичес-
кие продукты. Так, например, каталитический крекинг гидроочи-
щенного экстракта дает возможность получать высокооктановый
компонент автобензина (октановое число без ТЭС по моторному
методу 87—89 пунктов, по исследовательскому 97—99). Высоко-
температурная гидрогенизация гидроочищенного экстракта приво-
дит к получению ароматических углеводородов Сб—Сю.
В табл. 3 приведены выходы ароматических углеводородов, ко-
торые могут быть получены при переработке 1 млн. т керосино-
газойлевой фракции арланской нефти, вычисленные на основании
имеющихся данных.
Таблица 3
Выход ароматических углеводородов при переработке 1 млн. т
керосино-газойлевой фракции арланской нефти, тыс. т
Углеводороды Вариант I Вариант II (с рециркуля- цией фракции 150--200°С)
Бензол 6 12
Толуол . . . 9 18
Ксилолы и этилбензол . 48 68
Три- и тетраметилбензолы 45 —
Нафталин , 18 18
Итого 126 116
Кроме этого, при переработке 1 млн. т фракции 180—350°С мо-
жет быть получено около 700 тыс, т дизельного топлива с содер-
жанием серы 0,5—0,7%. Путем легкого каталитического крекинга
при температуре до 330° содержание серы в этом дизтопливе мо-
жет быть снижено до 0,15—0,2%.
167
ЛИТЕРАТУРА
1. Эй гене он А. С., Кричко А. А., К оз и к Б. Л., Пестриков С. В.,
Мамина С. Р., Соков Ю. Ф., Путилова 3. Д., Фрязинов В. В.
«Химия и технология топлив и масел», 1966, № II.
2. Эммет П. Катализ в нефтехимической и нефтеперерабатывающей про-
мышленности. М., Гостоптехиздат, 1959.
3. Обо леи-це в Р. Д., Машкина А. В. Гидрогенолиз сераорганических
соединений нефти. М., Гостоптехиздат, 1961.
4. Агафонов А. В. Пути интенсификации процессов нефтеперерабаты-
вающей промышленности , в связи с перспективами ее развития. М.. ЦНИИТЭ-
нефтегаз. 1964.
5. Сергиенко С. Р. Высокомолекулярные соединения нефти. М., «Хи-
мия», 1964.
6. Кулаков В. Н. и др. «Нефтепереработка и нефтехимия», 1964, № 4, 30.
7. Вайсберг !< М., Шабалин И. И., Круглов Э. А.. Шмеле-
в а М. А. «Химия и технология топлив и масел», 1966, № 4, 11.
8. Watkins С. Ц., de Rosset A. I. Petr. Ref., 1957, 36, № 3* 201.
9. Н о о g Н. I. J. Inst. Petrol., 1950, 36, 738.
10. Wilson iW. A., Voreck W. E.. Malo R. V. Ind. Eng. Chem., 1957.
49, № 4, 657.
И. Бентер Г., Шмид Б. К- Тр. VI Международного нефтяного конгрес-
са. Сер. «Нефтепереработка», 1965, вып. 2—4, 106—123.
12. Фрост А. В. Вестник МГУ, 1946, № 3—4, 111.
13. Антипина Т. В., Фрост А. В. «Успехи химии», 1950, 19, 342.
14. Казеев С. А. Кинетические основы металлургических процессов, Л.
1946.
15. Wilson Т. Р„ С a f 1 i s с h Е. I., Leo F. H. J. Phys. Chem., 1958, 62,
1069.
16. В о n d i A. Petrol. Ref.. 1959, 38, Ns 2, 161.
КАТАЛИТИЧЕСКОЕ ДЕАЛКИЛИРОВАНИЕ
АЛКИЛБЕНЗОЛОВ КОНВЕРСИЕЙ С ВОДЯНЫМ ПАРОМ
Г. Н. Маслянский, Г. Л. Рабинович, Н. X. Автономова,
К. Л. Брискер
(СССР, ВНИИнефтехим)
Промышленные процессы получения бензола из толуола, осно-
ванные на реакции гидродеметилирования, имеют существенные
недостатки, так как требуют применения дорогостоящего оборудо-
вания и расхода значительного количества водорода.
. В связи с этим определенный интерес представляет реакция
деалкилирования алкилароматических углеводородов при взаимо-
действии с водяным паром.
Первые исследования этой реакции принадлежат Баландину и
Словохотовой, которые в 1949 г. показали, что в присутствии алю-
моникелевых катализаторов при температуре 350—450°С с избыт-
ком водяного пара ксилолы могут быть превращены в толуол и
бензол, Этой реакцией можно воспользоваться для превращения
толуола в бензол. Разработка подобного процесса является весьма
перспективной, так как для него не требуется расхода водорода.
Опыты по деалкилированию алкилбензолов проводили при ат-
168
мосферном давлении на лабораторной установке проточного типа
с трубчатым реактором, загруженным ГО—40 мл катализатора.
Продолжительность опыта составляла обычно 3 ч.
Деметилирование толуола
При взаимодействии толуола с водяным паром образование
бензола происходит за счет протекания следующих реакций:
С6Н8СНз + 2Н2О = СвН6 + СО2 + ЗН2, (1)
СвН6СН3 + Н2О = СвНв + СО + 2Н2. (2)
Кроме того, образующийся водород может реагировать с то-
луолом
с9н8сн3 + Н2 = СвНв + сн4. (3)
Основные побочные реакции, вызывающие расщепление бен-
зольного кольца, могут быть выражены следующим образом:
С6Н8СН3 + 14Н2О = 7СО2+ 18Н2; (4)
С6Н8СН3+ 10Н2 = 7СН4; (5)
CeH8CH3 — 7С 4Н2. (6)
Как показали термодинамические расчеты, реакция деалкили-
рования толуола с водяным паром может быть успешно осуществ-
лена при температурах выше 300° С (соотношение вода -.толуол —
стехиометрическое). При совместном протекании реакции (1) и (2)
с понижением температуры должна преобладать реакция (1), а
с повышением температуры — реакция (2). Однако при указанных
условиях могут протекать не только реакции образования бензо-
ла (1, 2, 3), но и реакции, приводящие к расщеплению бензольно-
го кольца (4, 5, 6).
Следовательно, избирательное осуществление процесса деалки-
лирования требует подыскания катализатора, отличающегося се-
лективным действием, и выявления кинетических факторов, .с по-
мощью которых можно обеспечить преимущественное протекание
целевых реакций.
Испытание катализаторов, содержащих Ni, Со, Fe, Pt показа-
ло, что наиболее пригодным для изучаемой реакции являются
промышленные гидрирующие катализаторы: никельхромовый
(Ni/Cr2O3) и никель, нанесенный на кизельгур. Особенно благо-
приятные результаты были получены при работе с никельхромо-
вым катализатором.
Изучение возможности повышения селективности никелевых
катализаторов показало, что определенный эффект может быть
достигнут предварительной обработкой .их водяным паром при
500—550°С. Поэтому в дальнейшем исследования проводили с ни-
кельхромовым катализатором, предварительно обработанным во-
дяным паром при этой температуре и затем восстановленного во-
169
Молярное отношение еоЗа-толгол
Рис. 1. Влияние моляр-
ного отношения вода:
толуол на выход бен-
зола (температура
375°С, объемная ско-
рость 0,5
1 —• на пропущенный;
2 — на превращенный
дородом при 375°С. Было изучено влияние молярного отношения
вода: толуол, скорости подачи толуола, температуры реакции.
С увеличением молярного отношения вода: т.олуол от 1,5 до 15
селективность реакции деалкилирования (выход бензола на пре-
вращенный толуол) постепенно снижался с 95 до 74% мол., а вы-
ход бензола на пропущенный толуол изменялся по экстремальной
зависимости, достигая максимума (44% мол.) при молярном отно-
шении вода : толуол, равном 6. Прочие условия (температура
3759С, объемная скорость подачи толуола 0,5 ч-1) сохранялись
постоянными (рис. 1).
При уменьшении скорости подачи толуола закономерно воз-
растала глубина его превращения, при этом выход бензола на пре-
вращенный толуол снижался незначительно (рис. 2).
В то же время при повышении’температуры с 350 до 425° С се-
лективность реакции деметилирования снижалась с 97 до 85% мол.
(см.таблицу).
В результате проведенных исследований было установлено, что
достаточно хороший выход бензола на пропущенный 140—
50% мол.) и превращенный толуол (90% мол.) может быть полу-
чен при температурах 350—400°С, молярном отношении вода: то-
луол, равном 3—4.
. Взаимодействие толуола с водяным паром приводит к образо-
ванию бензола, водорода, двуокиси и окиси углерода и метана.
С целью количественной оценки первичных продуктов реакций
был применен метод графического экстраполирования выхода про-
дуктов (в расчете на превращенный толуол) к предельно малой
глубине превращения, анализ результатов которого показал, что
первичные реакции приводят, с одной стороны, к деалкилирова-
170
Рис. 2. Влияние скоро-
сти подачи толуола на
выход бензола (темпе-
ратура 375° С, Н2О : то-
луол =3 мол.):
1 — на пропущенный;
2 — на превращенный
V
Влияние температуры и
объемной скорости на превращение толуола
Наименование Температура, °C
350 375 400 425
Объемная скорость подачи толуола, ч—1 0,35 0,5 0,85 1,2
Выход бензола в расчете на толуол, % мол.:
пропущенный 39,6 41,2 43 ,'8 41,5
превращенный 96,7 94,0 89,8 84,7'
Состав газа, % мол.:
Н2 . . . 69,7 70,7 69,3 67,1
СО2 25,2 24,3 24,1 22,5
СО 1,2 2,0 3,3 5,3
СН4 3,6 3,0 3,0 5,1
С2 и выше 0,3 Следы о.з Следы
мию толуола, а с другой,— к (полной конверсии молекулы (с рас-
щеплением бензольного кольца) до водорода и окислов углерода.
Продукты реакции содержат метан, который появляется лишь,
начиная с 20—30%-ного превращения толуола, и выход его
растет с увеличением глубины превращения толуола. Одновремен-
но снижается выход водорода, что указывает на протекание вто-
ричной реакции гидродеалкилирования толуола.
171
Была проведена серия опытов с последовательной заменой во-
дяного пара водородом так, чтобы суммарное молярное отноше-
ние (вода+водород): тслуол сохранялось постоянным. Оказалось,
что при введении водорода в зону реакции увеличивается доля бен-
зола, образующегося по реакции гидродеалкилирования, и умень-
шается доля бензола, образующегося при конверсии с водяным па-
ром. Общий же выход бензола сохраняется почти постоянным.
Эти результаты еще раз подтверждают возможность протека-
ния реакции гидродеалкилирования толуола в условиях изучаемо-
го процесса. При деметилировании толуола с водяным паром ак-
тивность катализатора быстро снижается из-за углеобразования,
что потребовало нахождения нового способа регенерации катали
затора, который заключался в том, что сначала через катализатор
(никельхромовый) при 40О°С пропускали азотнокислородную смесь,
содержащую 1—5% Ог, а затем его восстанавливали при 375°С во-
дородом в течение 0,5 ч.
После '50 циклов регенерации катализатор сохранял исходную
активность (рис. 3). Ограничение реакционного периода тремя ча-
сами вызывает необходимость частой регенерации катализатора.
Было установлено, что при постепенном повышении температуры
от 340 до 400°С реакционный период может быть удлинен до су-
ток и более. При этом выход бензола оставался на уровне 40—
50% мол. на пропущенный и 90% мол. на превращенный толуол.
В процессе длительной работы никельхромовый катализатор под-
вергается механическому разрушению.
Бензол, полученный путем деметилирования толуола конвер-
сией с водяным паром, имел температуру кристаллизации 5,5°С.
Рис. 3. Результаты испытаний никельхромового катализатора при
конверсии толуола (375° С, 0,5 ч- ) в расчете на превращен-
ный (/) и пропущенный (2) толуол
172
Деалкилирование алкилбензолов
Превращение полиметил- и моноалкилбензолов изучали в срав-
нимых условиях: при температуре 375°С, молярном отношении
вода: углеводород, равном 6.
О скоростях деалкилирования. С увеличением числа метильных
групп в молекуле углеводорода скорость деалкилирования возрас-
тает в одном ряду углеводородов: толуол <л/-ксилол (п-ксилол)
<мезитилен и, наоборот, убывает в другом: толуол> о-ксилол>
гемимеллитол. Скорость деалкилирования псевдокумола больше,
чем о-ксилола и меньше, чем п- или л/-ксилола (рис. 4). Таким об-
разом, скорость деметилирования возрастает в том случае, если
каждая последующая метильная группа станет по отношению к
предыдущим в мета- или пара-положение.
Увеличение числа углеродных атомов в алкильной группе ог
одного (толуол) до двух (этилбензол) сопровождается резким воз-
растанием скорости деалкилирования. В то же время скорости
реакции убывают в ряду: этилбензолЖумол>трет-бутилбензол.
О скоростях распада. При взаимодействии с водяным паром
ароматические углеводороды подвергаются не только реакции де-
алкилирования, но и полному распаду. Скорость распада бензола
в 3—4 раза превышает скорость распада толуола и в 10—20 раз
ксилолов и триметилбензолов.
Таким же образом влияет удлинение алкильной цепи. Так, ско-
рость распада бензола приблизительно в 10 раз выше, чем этил-
бензола и кумола.
О химизме деалкилирования. Как и скорости деалкилирования
алкилбензолов, так и химизм их превращений находится в тесной
связи со строением этих углеводородов.
На прилагаемых схемах приведены приближенные данные о
выходе первичных продуктов деалкилирования изученных углево-
дородов, которые получены при экстраполяции выходов к предель-
но малой глубине превращения (рис. 5).
На основании полученных данных можно прийти к выводу, что
в том случае, когда в молекуле бензольного углеводорода метиль-
ные группы рассредоточены (лг-ксилол, n-ксилол, мезитилен),
реакции деалкилирования до бензола протекают последова-
тельно.
Если же имеет место рядовое расположение метильных групп
в молекуле (о-ксилол, гемимеллитол), то процесс деалкилирования
является параллельно-последовательным. Бензол и толуол обра-
зуются не только в результате последовательного отщепления ме-
тильных групп от молекулы бензольного углеводорода, но также
и в результате одновременного отрыва двух или трех метильных
групп.
В том случае, если отщепление метильной группы может при-
вести к образованию разных углеводородов, то в основном полу-
173
Рис. 4. Зависимость степени превращения метилбензо-
лов от скорости (о) подачи (375° С, вода: углеводо-
род=6, катализатор — никельхромовый):
1 — мезитилен; 2 — м- и «-ксилолы; 3 — псевдокумол;
4 —толуол; 5 — о-ксилол; 6 — гемимеллитол
чаются те из них (например, о-ксилол из псевдокумола), которые
Образуются при отрыве метильной группы, находящейся в мета- и
пара-положении по отношению к другим. При рядовом расположе-
нии метильных групп образуются главным образом продукты от-
щепления крайней метильной группы (о-ксилол из гемимеллито-
ла).
При наличии в боковой цепи алкилбензола нескольких угле-
родных атомов может происходить разрыв различных связей С—С
в боковой цепи. Так, этилбензол может непосредственно превра-
щаться в толуол и бензол, кумол в этилбензол, толуол и бензол.
Если алкильные группы содержат две или три метильные груп-
пы, соединенные с одним атомом углерода, то они способны от-
щеплять при деалкилировании не только одну метильную группу,
но одновременно две (кумол, грет-бутил бензол) или три (трет-бу-
тилбензол) такие группы.
О механизме реакции. Деалкилирование толуола конверсией с
водяным паром являются по существу реакцией обратной той, ко-
торая была осуществлена Эйдусом и Зелинским при добавлении
бензола при синтезе синтина на Ni-Co-Al-катализаторе.
Наличие в продуктах реакции толуола служило доказательст-
174
п ксилол(ел-ксилол)— толуол—— бензол
.__________________~56 толуол
о-ксилол CZ-35 бензол
мезитилен—•- м-ксилол—-толуол —бензол
псебдокумол
Рис. 5. Схема деалкили-
рования моноцикличе-
сих ароматических угле-
водородов с водяным
паром при 375° G с ии-
кельхромовым катали-
затором. Стрелки обоз-
начают направление ре-
акций, цифры — состав
катализаторов, в расче-
те на 100 молей превра-
щенного углеводорода
г енимеллитсл
этилбензол
кумол
г—79 о-ксилол
—б м- ксилол
—6 п-ксилол
толуол
Е 52 о-ксилсл
23 толуол
18 бензол
— 6й бензол
L»j7> толуол
ЕН бензол
24 этилбензол
23 толуол
£35 бензол
16 толуол
распо д нольуа
вом промежуточного образования метиленовых радикалов из СО
и Н2:
СО 4- 2Н2 = > СН2 + НаО;
> СНа + СвНв = СвН6СН3.
Можно предположить, что деметилирование толуола происхо-
дит через стадию распада толуола на бензол и метилен. Бензол
десорбируется с катализатора, а метиленовый радикал взаимодей-
ствует с водяным паром, образуя окислы углерода и водород.
Если указанные предположения справедливы и функция водя-
ного пара состоит лишь в конверсии метиленовых радикалов, то
можно было бы ожидать, что и в отсутствие воды толуол будет
превращаться в бензол, а метиленовые радикалы либо разла-
гаться на катализаторе,- либо метилировать исходную молекулу
толуола.
Для экспериментальной проверки возможности деметилирова-
ния толуола в отсутствие воды и водорода использовали прямо-
точную систему микрореактор — хроматограф при подаче толуола
в импульсном режиме. Продукты превращения в токе газа-носи-
теля (Не), проходящего через микрореактор, выводили в хрома-
тограф. Катализатор с размером частиц 0,5—1 мм восстанавлива-
ли водородом (30 мин) и затем продували в токе Не (1ч) при
температуре 375°С. Опыты проводили при 350°С, количество ката-
лизатора составляло 300 мг. При этих условиях выход бензола на
175
Пропущенный толуол составил 40% мол., а на превращенный то-
луол— 100% мол. Возможность селективного деметилирования то-
луола в отсутствие воды и водорода свидетельствует в пользу
предполагаемого механизма реакции.
Удаление метиленового радикала из адсорбированной на нике-
ле молекулы толуола может происходить в результате деформа-
ции связей Сар — Смет и —СН2 — Н при образовании ноной свя-
зи Сар —Н.
ГИДРОИЗОМЕРИЗАЦИЯ ТЕХНИЧЕСКИХ ПАРАФИНОВ КАК
МЕТОД ПРОИЗВОДСТВА ВЫСОКОИНДЕКСНЫХ МАСЕЛ
В, И. Каржев, Л. Г. Жердева, Е. И. Сильченко, Э. П. Детушева,
А, М. Лебедева, Е. А. Калантарова, Е. В. Робожева
(СССР, ВНИИНП)
Предыдущими исследованиями [1, 2] была показана возмож-
ность осуществления над промышленным алюмоплатиновым и дру-
гими катализаторами гидроизомеризации высокомолекулярных па-
рафиновых углеводородов и получения концентратов изопарафи-
новых углеводородов, имеющих высокие индексы вязкости, низкие
температуры застывания, высокую термическую стабильность и
другие ценные свойства.
Далее излагаются результаты гидроизомеризации очищенного
парафина и гачей от депарафинизации рафинатов селективной
очистки масляных фракций. В отличие от парафинов в гачах со-
держится до 10—17% масла и около 0,12—0,14% серы. Поэтому
исходный гач предварительно подвергался очистке над алюмоко-
бальтмолибденовым катализатором при давлении 50 ат и темпе-
ратуре 380—390° (табл. 1).
Таблица 1
Характеристика гача и продукта гидроочистки
Показатели Г ач
до гидро- очистки после гид- роочистки
Температура плавления, °C 53 52
Плотность р™ _ 0,7923 0,7856
Содержание масла, % вес 12,5 10,5
Средний молекулярный вес........ 388,5 —
Содержание серы, % 0,12 0,02
176
Гидроизомеризация очищенного гача проводилась на проточ-'
ной установке при давлении 50 ат, температуре от 400 до 460°С,
объемной скорости по сырью 1 —1,3 ч~'1, молярном соотношении
водорода и сырья 40:1.
Степень расщепления сырья оценивалась по количеству вновь
образовавшихся фракций, не содержащихся в исходном сырье (до
350°), а степень изомеризации — по количеству углеводородов,
не образующих комплекса с карбамидом, во фракции изомериза-
та, кипящей в пределах исходного сырья (выше 350°).
Результаты опытов по гидроизомеризации гача при различных
температурах приведены в табл. 2. Фракции гидрогенизатов, ки-
пящие выше 350°С, подвергались низкотемпературной депарафи-
низации (табл. 3). В результате было установлено, что изопара-
финовое масло, полученное гидроизмеризацией гача, так же, как
и масло, полученное из очищенного парафина, характеризуется
высоким индексом вязкости и низкой температурой застывания.
Таблица 2
Гидроизомеризация гача и очищенного парафина *
Показатели Гач Очищен- ный парафин
Температура процесса, °C 400 444 450 460 440
Выход изомеризата, % вес. 98 97,5 97 96 97
Изомеризат: 70 плотность р4 ... 0,7895 0,7869 0,7889 0,7831 0,7758
температура плавления, °C 51 32,5 27 21 28
Фракция с температурой кипе- ния выше 350°С: выход, % вес. 92,1 84,3 79,3 71,0 78,5
ПЛОТНОСТЬ р4 0,7896 0,7892 0,7861 0,7833 0,7845
температура плавления, °C — 35 28 27 33
Углеводороды, не образующие комплекса с карбамидом Содержание, % вес/. во фракции . . . . 33,7 67,9 74,7 78,4 72,5
на исходное сырье 31,0 57,4 59,6 55,6 55,2
Плотность р4° — 0,8221 0,8212 0,8217 0,8190
Температура застывания, °C 27,5 0 -6 -12 —9
Иодное число ..... — 0,49 0,44 -— 0,5
* Условия опытов: давление 50 ат, объемная скорость 1,3 ч-1 , молярное
соотношение водорода и сырья 40: 1.
12—2284 177
Таблица 3
Характеристика продуктов, полученных при депарафинизации фракции
с температурон кипения выше 350°С изомеризатов гача и парафина
Изомеризат
Показатели гача при парафина
температу- при темпе-
ре 450°С* ратуре 44(/с*
Масло после депарафинизации:
выход, % 31,6 37,9
индекс вязкости 141 151
температура застывания, °C .... —55 —54
плотность р20 0,8278 0,8144
4 20 показатель преломления nD 1,4622 1,4560
удельная дисперсия (/, с) 112 107
вязкость, сст:
при 50°С 10,9 9,17
при 100°С 3,6 3,26
Гач от депарафинизации:
выход, % . . . 66,4 62,0
. температура плавления, °C + 35 + 37
* Температура гидроизомеризации (см. табл. 2).
Сравнение группового химического состава масел, полученных
из гача и парафина, показывает, что масло из гача содержит
19,4% ароматических углеводородов, а масло из парафина —
11,5%. К тому же в масле из очищенного парафина отсутствуют
полициклические ароматические углеводороды с отрицательным
индексом вязкости, которые найдены в масле из гача в количестве
4,3% (табл. 4) .
Данные структурно-группового состава образцов масел пока-
зывают, что масло, выделенное из изомеризата парафина, содер-
жит 94,4% парафиновых цепей, а масло из гача 82,8% (табл. 5).
В последнем содержится больше нафтеновых и ароматических ко-
лец. Углеводороды метано-нафтеновой части, выделенные из мас-
ла адсорбцией на силикагеле, содержат в1случае переработки па-
рафина около 94% парафиновых цепей и 6% нафтеновых колец,
а в продукте из гача 91 и 9% соответственно (табл. 6). Нафтено-
вые углеводороды, по данным масс-спектрального анализа, пред-
ставлены моно-, ди-, три- и тетрациклическими соединениями.
Присутствие полициклических нафтеновых углеводородов в про-
дуктах гидроизомеризации можно объяснить, по-видимому, проте-
канием в процессе реакций циклизации.
178
Таблица 4
Трупповой химический состав масел
Наименование Масла из
парафина гача
Метано-нафтеновые углеводороды
Выход, % 86,3 79,9
Удельная дисперсия (f, с) . 98,1—98,8 98,6—98,5
Показатель преломления 1,4526—1,4534 1,4553—1,4561
Плотность pf° 0,8108—0,8115 0,8164—0,8197
Вязкость при 50°С, сст 9,63—9,78 10,92—10,51
Индекс вязкости 151—135 140—134
Ароматические углеводороды 1
Выход, % 7,7 6,2
Удельная дисперсия (f, с) . 108—124 113—124
Показатель преломления п р 1,4621—1,4857 —
Плотность Р4° ..... 0,8284—0,8629 0,8475—0,8695
Вязкость при 50°С, сст 11,13—12,03 13,97—15,23
Индекс вязкости 135—125 133—128
Ароматические углеводороды 11 Выход, % 5,6
Удельная дисперсия (f, с) . — 127—133
Вязкость при 50°С, сст — 15,4—17,05
Индекс вязкости — 109—87
Ароматические углеводороды III с по- ложительным индексом вязкости Выход, % 3,8 з.з
Удельная дисперсия (f, с) . 180—250 161—217
Вязкость при 50°С, сст 21,04—32,62 19,53—35,43
Индекс вязкости 60—55 58—14
Ароматические углеводороды IV с от- рицательным индексом вязкости, Выход, % ....... 4,3
Удельная дисперсия (f, с) . — 243—289
Вязкость при 50°С, сст — 43,66—71,18
Индекс вязкости — —25 до —86
Органический остаток на силикагеле, % 2,2 0,7
Данные по инфракрасным спектрам поглощения показывают,
что в метано-нафтеновой части масла содержится больше длин-
ных парафиновых 'цепей — 47,4% ('СН2)П, где п^>4, против 43,4% в
соответствующем продукте из гача.
Масла, полученные гидроизомеризацией гача, отличаются по
структурно-групповому составу от масел из очищенного парафина
повышенным содержанием нафтеновых углеводородов, что оказы-
179
Таблица 5
Характеристика и структурно-групповой состав масел гидроизомеризации
парафина и гача
Показатели Масло гидроизомери- зации
очищенного парафина гача
Плотность Р4° _ 0,8167 0,8347
Показатель преломления zip 1,4580 1,4670
Удельная дисперсия (f, с) 108 114
Вязкость при 50°С, сст 9,96 11,47
ИВ . . : : 150 440
ВВК ’ 0,748 0,770
Температура застывания, °C . . . . . . —50 —54
Средний молекулярный вес 382 380
Элементарный состав, %:
С . . 85,28 .85,64
Н . . 14,70 14,31
S Отсутствует Отсутствует
N . . . 0,02 Отсутствует
Средняя .формула ^27,1 Н55,7 ^27,1 Н53,9
Гомологический ряд СпН2п-Н,5 СпНгп-о.оз
Структурно-групповой состав средней молекулы по
методу n-d-M\
содержание, %:
нафтеновых колец 1,6 10,7
ароматических колец 4,0 7,1
парафиновых цепей . 94,4 82,8
число колец:
нафтеновых 0,09 0,49
ароматических . 0,18 0,33
общее 0,27 0,82
вает влияние на их вязкостно-температурные свойства. Метано-'на-
фтеновая часть масла из гача имеет более высокую вязкость при
низких температурах, чем из очищенного парафина. Если при
50°С вязкость первого продукта в 1,1 раза больше вязкости второ-
го, то при —40°С она возрастает в 1,7 раза (табл. 7).
Сравнение физико-химических свойств и структурно-группово-
го состава ароматических углеводородов, выделенных из образцов
масел, показывает (табл. 8), что при близких значениях средних
молекулярных весов и температуры застывания образцы разли-
чаются по значениям плотности, показателю преломления, вязкос-
ти и индексу вязкости.
180
Таблица 6
Данные структурно-группового состава метано-нафтеновой части масел
от гидроизомеризации парафина и гача
Показатели Метано-нафтеповые углеводороды из масел гидроизомеризации
очищенного парафина гача
Плотность Р40 0,8110 0,8164
Показатель преломления . . . . . 1,4523 1,4553
Удельная дисперсия (f, с) 98,3 98,6
Вязкость при 50°С, сст 9,81 10,58
ИВ 150 140
Температура застывания, °C ..... . —46 —48
Средний молекулярный вес 381 388
Элементарный состав, %:
С . . 85,23 85,28
Н 14,77 14,72.
Средний ряд . С27,4Н55,8 ^27,55М56,7
Гомологический ряд СпН2п+1,8 СпН2п+1,6
Структурно-групповой состав по методу n-d-M:
содержание, %:
нафтеновых колец 6,4 9,0
ароматических » Отсутст- Отсутст-
вует вует
парафиновых цепей 93,6 91,0
число колец:
нафтеновых ... 0,31 0,44
ароматических Отсутст- Отсутст-
вует вует
общее . . . 0,31 0,44
С ростом удельной дисперсии ароматических углеводородов,
т. е. с повышением содержания ароматических колец, средние мо-
лекулярные веса уменьшаются, возрастает ненасыщенность сред-
ней молекулы — от CnH2n-i,7 до CnH2n-i6 ; увеличивается со-
держание серы во фракциях ароматических углеводородов. Про-
дукты со значением удельной дисперсии 108—114 содержат менее
0,01 % серы, а с удельной дисперсией 250—0,37—0,48%.
Ароматические углеводороды, выделенные из продуктов гидро-
изомеризации парафина, содержат, по данным структурно-группо-
вого анализа, меньше нафтеновых колец и цикличность средней
молекулы их ниже, чем у соответствующих фракций, полученных
181
Таблица 7
Вязкостно-температурные свойства метано-нафтеновых углеводородов масел
Показатели Источник получения
парафин гач
Плотность Р4° 0,8109 0,8164
Температура застывания, °C —46 -48
ИВ 150 140
Вязкость, сст, при температуре, °C:
+ 100 ... 3,4 3,6
+50 9,6 10,6
+20 ... . ....... 26,6 31,7
0 77 95
9Л ' “ 299 404
—зо : 719 1057
—40 ...... . . « . 1896 3169
гидроизомеризацией гача. С понижением содержания парафино-
вых цепей и повышением содержания ароматических колец в
средней молекуле индекс вязкости уменьшается для всех фракций
ароматических углеводородов.
Исследования ароматических углеводородов в ультрафиолето-
вой области спектра показывают, что они состоят из про-изводных
бензола, нафталина и фенантрена. Фракции с удельной дисперсией
Г24 имеют высокий индекс вязкости и состоят в основном из про-
изводных бензола (84 и 100%). С повышением удельной диспер-
сии до 250 содержание производных бензола уменьшается до 32—
38%, а содержание производных нафталина и фенантрена возра-
стает до 24—27 и 40—43% соответственно.
Ароматические углеводороды, содержащиеся в маслах, оказы-
вают влияние на их стабильность. Большей стабильностью обла-
дают масла, полученные гидроизомеризацией гача (табл. 9).
ВЫВОДЫ
1. Проведена гидроизомеризация очищенного парафина и гача
от депарафинизации рафинатов селективной очистки дистиллят-
ных масел и выполнено детальное изучение состава и свойств изо-
парафиновых масел, позволившее установить различия в их хи-
мическом и структурно-групповом составе, а также в вязкостно-
температурных свойствах.
2. Метано-нафтеновые углеводороды, полученные адсорбцион-
ным методом из масел от гидроизомеризации гача, отличаются
более высоким содержанием нафтеновых углеводородов, а вяз-
182
Таблица 8
Характеристика ароматических углеводородов, выделенных из масел
Показатели Источник получения углеводородов
парафин гач парафин гач парафин гач парафин гач
Удельная диспер- сия (/ ,с) ... 108 114 124 1 124 180 161 250 251
ПЛОТНОСТЬ Р40 0,8284 0,8475 0,8629 I 0,8695 0,9250 0,9215 0,9873 1,0044
Показатель пре- 20 ломления zip f 1,4621 1,4743 1,4857 1,4869 1,5328 1,5233 1,5850 1,5968
Вязкость при 50°С, сст . . . 11,13 13,97 12,03 15,23 21,04 19,53 32,82 52,69
ИВ 135 133 125 123 60 58 55 -40
Температура за- стывания, °C -46 —48 -46 —48 -42 —46 — 18 -20
Средний молеку- лярный вес . . 378 368 348 358 334 307 282 290
Элементарный со- став, % С 86,01 86,35 • 86,68 86,85 88,48 87,88 89,55 90,12
н 13,99 13,62 13,32 13,11 11,52 11,82 9,97 9,51
S Отсутству- Отсутству- 0,06 0,04 0,24 0,26 0,48 0,37
DO W ет ет
Продолжение табл. 8
Показатели Источник получения углеводородов
парафин гач парафин гач парафин гач t | парафин 1 гач
Средняя формула ^27,64 Н53,57 ^26,48 ^49,72 С25,12 Н45,99 С 25,88 Н 46,56 ^24,61 Н38,17 ^22,46 Н36,00 ^21,14 Н 27,89 ^21,8 ^27,36
Гомологический ряд CnH2n_j з(12 С'пН2п_4,55 СпН2п_52 СпН2п_1105 СпН2п_8>92 14,39 СпН2п_162
Структурно-груп- повой состав средней моле- кулы по мето- ду n-d-M: Содержание, %: нафтеновых ко- колец . • . . 12,5 13,3 И,7 17,1 Отсутств. 12,0 Отсутств. Отсутств.
ароматических колец .... 3,0 10,7 17.0 15,1 41,5 33,7 69,7 78,1
парафиновых цепей .... 84,5 76,0 71,3 67,8 58,5 54,3 30,3 21,9
Число колец: нафтеновых . . 0,61 0,67 0,60 0,90 Отсутств. 0,7 Отсутств. Отсутств.
ароматических 0,14 0,47 0,73 0,66 1,77 1,3 2,49 2,87
общее .... 0,75 1,14 1,33 1,60 1,77 2,03 2,4 2,8
Таблица 9
Стабильность масел и их метаио-иафтеновой части в зависимости
от содержания ароматических углеводородов
Наименование про- дукта Содержание аромати- ческих углеводородов с удельной дисперсией Кислот- ное число в мг КОН/г масла Стабильность по методу ВТИ
до 150 выше 150 Осадок, % Кислот- ное число в зггКОН/г масла
Масло из очищенного парафина . . . . 7,7 3,8 0,024 0,077 0,76
Масло из гача П,7 7,6 0,037 0,094 0,1
Метано-нафтеновые угле- водороды из очищен- ного парафина Отсутству- Отсутству- Нейт- Отсутст- 25,0
Метано-нафтеновые угле- водороды из гача ют Отсутству- ют Отсутству- ральная 0,019 вуют Отсутст- 29,4
ют ют вуют
костно-температурные свойства их значительно отличаются от
свойств метано-нафтеновых углеводородов гидроизомеризации па-
рафина.
3. Ароматические углеводороды, выделенные из масел гидро-
изомеризации гача, с удельной дисперсией 243—289 имеют отрица-
тельные индексы вязкости. Такие группы ароматических углево-
дородов отсутствуют в маслах, полученных из очищенного пара-
фина.
ЛИТЕРАТУРА
1. Ж е р д е в а Л. Г. и др. «Нефтехимия», 1961, № 5, 639.
2. Каржев В. И. и др. «Химия и технология топлив и масел», 1965,
№ 11, 4.
ВЫСОКОТЕМПЕРАТУРНАЯ ГИДРОГЕНИЗАЦИЯ КАК МЕТОД
ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ
А. А. Кричко, А. В. Лозовой
(СССР, Институт горючих ископаемых)
Мировая практика развития процессов, обеспечивающих про-
мышленность органического синтеза ароматическими углеводоро-
дами, показывает, что традиционные способы их получения (в
частности, бензола — платформингом, нафталина — из коксовой
смолы) не в состоянии достаточно полно удовлетворить сущест-
вующие и тем более перспективные потребности в них.
185
Поэтому широкое распространение находят процессы, позво-
ляющие получать указанные соединения из недефицитного сырья
(толуола, высококипящих фракций платформатов, ароматизиро-
ванных экстрактов крекинг-газойлей и др.). В США в Г964 г. бы-
ло выработано около 2,5 млн. т бензола (причем около 500 тыс. т
получено путем гидродеметилирования толуола), а нафталина из
нефтяного сырья методами высокотемпературной гидрогениза-
ции — примерно 140 тыс. т [1]. На многочисленных строящихся и
проектируемых нефтехимических предприятиях Англии, ФРГ, Ита-
лии, Японии предусматривается сооружение установок для произ-
водства бензола и нафталина гидродеалкилированием.
В последнее время значительно возросли требования, предъяв-
ляемые к качеству исходных продуктов. Для большинства много-
тоннажных производств необходимы соединения, практически не
содержащие примесей сернистых соединений, непредельных угле-
водородов и др. Характерной особенностью процессов высокотем-
пературной гидрогенизации является возможность получения ко-
нечных продуктов высокой степени чистоты. При температуре
650—700°С, наряду с реакциями гидродеалкилирования, протекают
реакции деструкции примесей парафиновых углеводородов, сер-
нистых и азотсодержащих соединений.
В ближайшие годы основным источником обеспечения химичес-
кой промышленности бензолом останется коксохимия. Коксохими-
ческий бензол необходимо подвергать глубокой очистке от приме-
сей непредельных и насыщенных углеводородов, сернистых соеди-
нений. После гидроочистки и выделения бензола его потери со-
ставляют 4—6%.
Для удаления из фракции ВТК сырого коксохимического бен-
зола примесей и одновременного получения дополнительного ко-
личества бензола из содержащихся в сырье алкилбензолов разра-
ботан двухступенчатый процесс высокотемпературной гидрогениза-
ции. Процесс осуществляется при давлении 30—40 ат, температу-
ре 550—675°С в присутствии водяного пара [2].
Из фракции ВТК (табл. 1) при полной переработке может быть
получено до 88% 'бессернистого бензола, вместо обычных 65—70%
при гидроочистке. Причем бензол имеет температуру кристалли-
зации + 5,48—5,50° вместо +5,3—5,35° при гидроочистке. Высо-
кий выход бессернистого бензола может быть достигнут при пере-
работке легкого масла пиролиза керосина с температурой кипения
до 150° и ароматизированного бензина от производства нафтали-
на (табл. 2). Из толуола в аналогичных условиях получено 80,4%
бензола.
В связи с тем что нафталин в последнее время стал дефицит-
ный, в Институте горючих ископаемых совместно с объединением
«Грознефтехимзаводы» выполнен комплекс исследований по раз-
работке научных основ и технологии гидрогенизационной перера-
ботки ароматизированных экстрактов, выделенных из керосино-
186
Таблица 1
Характеристика продуктов, подвергнутых гидрогенизации
Показатели Фракция легкого масла пироли- за керосина (ЛМПК) Фракция сырого кок- сохимиче- ского бен- зола (ВТК) Бензин с температу- рой кипе- ния до 200° от произ- водства на- фталина из нефтяного сырья
Содержание в исходном сырье, % 70,0 90,0 100,0
Плотность р4° 0,8828 0,8827 0,8800
Показатель преломления 1,4809 1,4992 1,5029
Иодное число 37,0 13,6 14,5
Фракционный состав, % вес.:
до 95° выкипает при температуре 52,7 80,0 20,9
95—120° то же . . . . 26,9 16,0 30,3
120—150° » 20,4* 4,0* 23,0
150—200° — — 21,4
выше 200° + потери . . . . — — 4,4
Содержание ароматических углеводоро-
ДОВ, % 81,3 95,8 97,0
в том числе:
бензол 40,0 78,9 18,7
толуол - \ 25,2 13,1 32,4
этилбензол . . . . . . 2,7 — 5,0
м- и п-ксилолы 6,2 — 14,3
о-ксилол 2,9 3,8 4,6
стирол . 3,3 — 4,2
ароматика С9—Сю** . . . . — — 17,8
* Выше 120°+,потер,и.
** В том числе 2,5% нафталина.
газойлевых фракций нефтепродуктов первичного и вторичного про-
исхождения.
В качестве селективного растворителя для производства аро-
матизированных экстрактов с температурой кипения 200—300°С
применен обводненный пиридин (смесь пиридина и метилпириди-
нов), который позволяет извлекать из исходного сырья до 90—95%
бициклических ароматических углеводородов. Выход экстрактов в
зависимости от состава сырья составляет 30—50%, а содержание
в них бициклической ароматики достигает 50—60% (табл. 3)
[3, 4]. Рафинат, остающийся после экстракции, содержит 0,2—0,3%
серы, является высококачественным дизельным топливом и не
187
Таблица 2
Материальные балансы получения бензола, % вес. от сырья
Наименование Г идроочистка Высокотемпературная гидрогенизация
БТК лмпк БТК лмпк Арома- тизи - рован- ный бензин
Бензол 66,8 26,0* 88,5 68,7 69,1
Добензольная фракция Фракция с температурой ки- 9,6 13,1 — — —
пения выше 80°С 22,6 60,9 —— — —
Газ CnH2n+2 (Ci—С3) 0,2 0,5 11,6 32,2 32,6
Потери 1,0 — 1,0 1,5 1,3
Расход водорода, % вес. 0,2 0,5 1,1 2,4 3,0
* Концентрация бензола 94%.
уступает по моторным характеристикам гидроочищенному дизель-
ному топливу [5]. Себестоимость производства сырья для получе-
ния нафталина с применением обводненного пиридина в 1,5—2 ра-
за ниже, чем другими растворителями, в частности фурфуролом
и гликолями [6].
Для производства нафталина из ароматизированных экстрак-
тов разработан ряд способов гидрогенизационной переработки
сырья под давлением 20—40 ат при температуре 450—'600°С в при-
сутствии окисных катализаторов в кипящем и стационарном слое,
а также без катализаторов при более высокой (до 650—700°С)
температуре [7].
В присутствии алюмокобальтмолибденового катализатора под
давлением 40 ат 60%-ное превращение экстракта с температурой
кипения 220—ЗО0°'С из малосернистого газойля каталитического
крекинга в нафталин, бензин и газ может быть осуществлено при
температуре от 520 до 580°С и объемной скорости, соответственно,
от 0,3 до 1,2 кг/л-ч, которая может быть выбрана в зависимости
от температуры (рис. 1). Величина кажущейся энергии активации
процесса в интервале 540—580°С равна 33 ккал!моль. Аналогич-
ные результаты получаются при переработке экстрактов из сер-
нистого сырья.
Концентрация нафталина во фракции 200—230°С составляет
около 80% и повышается до 85% в случае переработки смеси
(1:1) экстракта и рисайкла. Малосернистый нафталин (содержа-
ние серы менее 0,01) может быть выделен путем кристаллизации
и четкой ректификации (температура кристаллизации 79,5—79,8°).
Выход продуктов указан в табл. 4.
188
Таблица 3
Характеристика сырья и продуктов экстракции
Показатели Газойль каталитического крекинга
Малосернистого сырья (Грознен- ский крекинг-завод) Сернистого сырья (Ново-Уфим- ский завод)
сырье * экстракт рафинат сырье экстракт рафинат
Выход продуктов, % вес. от сырья 33,4 66,0 46,9** 52,7
Плотность р|° 0,850 0,944 0,811 0,882 0,959 0,825
Показатель преломления п.^ . . . . Содержание ароматических углеводородов, % 1,4820 1,5500 11,4530 1,5000 1,5510 1,4610
объемн 37;« 91,2 13,9 54,5 95,3 23,0
в том числе бициклических . . . . 16,0 28,8 Менее 2 20,5 47,8 Менее 2
Иодное число 2,9 2,4 3,1 14,0 12,5 15,7
Содержание серы, % 0,2 0,45 0,09 1,28 2,49 0,19
Цетановое число 45 — 53 42 — 52
Температура застывания, °C .... Фракционный состав, % объемн.: При — 18 не застывает При — 1,8 не застывает — —12 — —1
«к. . . . ....... 220 223 222 207 217 207
10% выкипает при температуре 227 237 231 224 228 226
20%, то же 231 241 235 238 238 238
50% » 245 257 246 273 270 280
80% » 266 275 265 317 311 323
90% » 278 287 275 338 336 341
98,5% » . . . 306 308 296 363 364 363
00
<о
* Определено методом хроматографии на силикагеле и включает сернистые соединения.
** Для получения нафталина применяется фракция с температурой кипения до 300°—62% от экстракта.
320 SOO SOO sao
Температура, °C
Рис. 1. Зависимость
объемной скорости и
условного времени реа-
гирования от температу-
ры процесса с катали-
затором при 60 %-ном
превращении малосер-
нистого экстракта
(40 ат)
Осуществление процесса в присутствии водяного пара (20% от
сырья) позволяет длительное время сохранять активность катали-
затора постоянной без окислительной регенерации путем посте-
пенного увеличения температуры в интервале 540—580°С. После
окислительной регенерации паро-воздушной смесью катализатор
восстанавливает первоначальную активность. Водяной пар практи-
чески не снижает механической прочности катализатора (4,7—
5,2 кг на таблетку), частично предотвращая процессы уплотнения
продуктов реакции до углистых материалов, а также реагирует с
ними по реакциям
С + Н2О СО + Н2 и С + 2Н2О СО2 + 2Н2,
причем окись углерода превращается в основном в метан.
Таблица 4
Выход продуктов при высокотемпературной гидрогенизации экстрактов
фракции 200—300°С, %, вес.
Наименование Малосернистый газойль* Сернистый газойль**
термиче- ская гидроге- низация катали- тическая гидроге- низация термиче- ская гидроге- низация катали- тическая гидроге- низация
Нафталин . . Ароматизированный бензин с темпера- турой кипения до 200°С (октановое 40,0 34,1 36,6 34,9
число по м. м. 88—97) . . . . 24,6 36,2 30,2 40,0
Углеводородный газ С]—С4 35,4 32,1 36,2 27,7
Расход водорода, % вес. от экстракта 2,8 2,4 3,0 2,6
* Для гидрогенизации получено экстракта 33,4% вес. от газойля.
** Получено 29,2% вес. от газойля.
190
Таблицей
Результаты гидрогенизации 20%-ного раствора нафталина в бензоле*
Парциальное давление Н2, ат Объемная скорость, кг/л-ч Условное 'время кон- такта, сек Добавлено Н2О, % Содержание в гидро- генизате % (за вы- четом бензола)
нафталина тетралина
20,8 0,5 93 31,3 68,7**
18,2 0,5 78 20 61,5 28,5
18,5 1,0 47 38,2 61,8 (следы декалина)
17,1 1,0 43 10 56,1 43,9
16,9 1,0 39 20 86,9 13,1
* При температуре 350°С, отношении водорода к сырью 1 м3[кг на алюмо-
кобальтмолибденовом катализаторе.
** В том числе 1,6% декалина.
Водяной пар повышает также селективность процесса, так как
в его присутствии снижается глубина гидрирования бицикличес-
ких ароматических углеводородов и соответственно деструкция
тетралина и алкилтетралинов в моноциклические ароматические
углеводороды.
Снижение- гидрирующей активности алюмокобальтмолибдено-
вого катализатора в присутствии водяного пара (глубина обессе-
ривания и гидрирования непредельных углеводородов не изме-
няется) наблюдается и при более низкой температуре (табл. 5),
поэтому водяной пар, добавленный в реакционную зону в количе-
стве 10—20% при гидроочистке, гидрокрекинге и других процес-
сах переработки нефтепродуктов, позволит существенно сократить
расход водорода на реакцию.
Без катализатора 60%-ное превращение малосернистого аро-
матизированного экстракта в нафталин, бензин и газ может быть
осуществлено под давлением 40 ат, при температуре от 575 до
675°С и соответственно объемной скорости от 0,25 до 2,5 кг/л • ч,
которая может быть выбрана в зависимости от температуры
(табл. 6, рис. 2).
Величина энергии активации процесса в интервале 600—675О|С
равна 43 ккал/моль. Полное превращение достигнуто при перера-
ботке смеси (1:1) исходного экстракта и рисайкла с температу-
рой кипения выше 230°С. Концентрация нафталина во фракции
200—230°С достигает 82—86%. Бензин состоит в основном из аро-
матических углеводородов С6-—Сд, а рисайкл — из моно- и диме-
тилнафталинов (табл. 7). Выход продуктов указан в табл. 4.
191
Таблица 6
Результаты гидрогенизации экстракта с температурой кипения 220 300°С
малосериистого газойля каталитического крекинга без катализатора
при 40 ат в присутствии водяного пара
Показатели Номера опытов
1 2 3 4 5 6
Температура, °C 675 650 625 600 600* 575
Объемная скорость, кг)л • ч 2,5 1,4 0,8 0,5 0,5 0,2э
Выход гидрогенизата, % вес. 68,2 69,1 67,5 68,3 73,2 67,3
в том числе фракция с температурой кипения до: 150°С 8,7 7,7 8,4 7,2 6,4 6,4
150—200°С . . . . . . 3,1 3,8 3,6 3,4 3,2 25,3 3,6
200—230°С 18,5 18,1 18,1 18,0 18,6
230—300°С 35,6 36,8 35,4 36,9 35,1 36,0
выше 300°С+потери . . . . з,з 2,7 2,0 2,8 3,2 2,7
Гидрогенизат Плотность Р40 0,9764 0,9790 0,9722 0,9758 0,9949 0,9797
Показатель преломления Пд ... 1,5812 1,5836 1,5788 1,5770 1,5941 1,5805
Содержание нафталина во фракции 200—230°С, % . . 82,9 84,5 82,5 81,5 85,0 80,8
Выход нафталина, % от сырья 15,2 15,8 14,9 14,6 21,7 15,1
* Сырье содержало 50% экстракта и 50% фракции с температурой кипения
выше 230°С гидрогенизатов от предыдущих опытов.
В случае высокотемпературной гидрогенизации экстрактов сер-
нистых газойлей без катализаторов, не прошедших предваритель-
но гидроочистки, в нафталиновой фракции концентрируется бенз-
тиофен. Последний может быть выделен в качестве сырья для син-
теза в количестве до 8% от экстракта.
Добавление в реакционную систему водяного пара практически
не уменьшает превращения сырья, но позволяет предотвратить об-
разование продуктов уплотнения и углистых отложений при сте-
пени превращения сырья за проход до 60—70%. В отсутствие во-
дяного пара реакционная система заполняется коксом через 20—
50 ч работы. Водяной пар, очевидно, локализует углеводородные
радикалы, образующиеся при деалкилировании ароматических
и деструкции парафиновых и других углеводородов, препятствуя
образованию продуктов уплотнения до момента стабилизации ра-
дикалов водородом [8].
На основании проектной проработки и технико-экономической
оценки процессов получения нафталина из нефтяного сырья уста-
новлено, что при производительности установки 25 тыс. г нафта-
192
Рис. 2. Зависимость ус-
ловного времени реаги-
рования от температуры
процесса без катализа-
тора при 60%-ном прев-
ращении малосернисто-
го экстракта (условия
см. табл. 6).
Условное реаго
рования г сен
’’блица 7
Химический состав фракций гидрогенизатов
(условия получения приведены в табл. 6)
Наименование Номер опытов
1 2 3 4 5 6
Содержание углеводородов, % вес. от фракции Фракция с температурой кипения до 150°С: бензол ... . . . . . толуол ксилолы + этилбензол . . . . парафиио-нафтеновые и непредель- ные 34,0 33,0 24,1 8,9 32,7 39,5 22,4 5,4 30,3 30,5 24,5 14,7 33,2 28,4 26,9 11,5 37,6 36,6 23,6 2,2 33,2 36,2 26,8 3,8
Фракция 230—300°С:
1-метилнафталин 9,3 8,9 9,7 8,2 10,0 10,4
2-метилнафталин 25,4 24,9 26,8 23,2 36,6 31,5
2-этилнафталин 5,1 4,2 5,0 5,0 4,4 6,2
2,6- и 2,7-диметилнафталины 10,6 9,8 Н,4 10,9 10,7 11,4
1,6- и 1,7-диметилнафталины 11,5 11,4 12,5 11,7 10,3 12,3
2,3-, 1,4- и 1,5-диметилнафталины ' 7,1 6,6 7,3 6,8 5,6 7,8
* Определено методом газожидкостной хроматографии.
13-2284
193
ЛИна в год, себестоимость 1 т кристаллического нафталина соста-
вит около 70 руб., а капиталовложения 100 руб. на 1 т нафталина.
Возможности метода высокотемпературной гидрогенизации, как
способа получения ароматических углеводородов для промышлен-
ности органического синтеза, далеко не исчерпываются охаракте-
ризованными процессами.
Метод высокотемпературной гидрогенизации может быть при-
менен для производства из нефтяного сырья индивидуальных три-
и полициклических конденсированных ароматических углеводоро-
дов, в частности фенантрена.
Получение фенантрена и других циклических ароматических
углеводородов осуществляли путем гидрогенизации ароматизиро-
ванных экстрактов, выделенных из фракций 300—450° газойлей
каталитического крекинга.
В качестве примера можно привести результаты, полученные
при переработке экстракта, выделенного из малосернистого газой-
ля каталитического крекинга [9].
Переработка экстракта осуществлялась в условиях, близких
для получения нафталина. Термический процесс (650°С, 40 ат)
является более предпочтительным, так как при высокотемператур-
ной гидрогенизации (550—600°, 40 ат) в присутствии окисных ка-
тализаторов часть фенантрена (около 30%) подвергается гидри-
рованию и деструкции.
При гидрогенизации охарактеризованного экстракта под дав-
лением 40 ат, при температуре 650—675° (без катализатора) и по-
даче 30% водяного пара образуется около 12% фенантрена. Ан-
трацен практически не сохраняется в гидрогенизатах. Поэтому
95—98%-ный фенантрен, концентрация которого во фракции 330—
350°С достигает 65%, может быть выделен простыми способами —
кристаллизацией и ректификацией.
При полной переработке экстракта выход фенантрена составил
25%, причем из рециркулирующих фракций 350—450°С могут
быть выделены пирен, хризен и другие полиядерные ароматичес-
кие углеводороды. Одновременно получается некоторое количество
ароматизированного бензина, нафталина и сырья для его произ-
водства (фракция 230—300°). Аналогичные результаты, как пока-
зали наши исследования, выполненные совместно с ВНИИНП
(Б. Т. Абаева, А. В. Агафонов), могут быть получены при пере-
работке экстрактов, выделенных из тяжелых газойлей каталити-
ческого крекинга восточного (сернистого) сырья.
ВЫВОДЫ
1. Высокотемпературная гидрогенизация ароматизированного
нефтяного сырья является перспективным методом для получения
индивидуальных ароматических углеводородов — бензола, нафта-
лина, фенантрена и др,-
2. При высокотемпературной гидрогенизации, наряду с деалки
194
лированием ароматических углеводородов, протекают реакций
гидрокрекинга насыщенных углеводородов и гидрогенолиз сернис-
тых соединений (в присутствии катализаторов), что позволяет по-
лучать концентраты ароматических углеводородов, выделение из
которых индивидуальных углеводородов может быть осуществле-
но относительно простыми способами — кристаллизацией и ректи-
фикацией.
3. Водяной пар при высокотемпературной гидрогенизации ока-
зывает тормозящее влияние на реакции, приводящие к образова-
нию продуктов уплотнения и углистых отложений, что позволяет
при его применении создавать технологически эффективные и эко-
номичные процессы производства ароматических углеводородов.
Уменьшение глубины гидрирования ароматических углеводородов
' в присутствии водяного пара повышает селективность процессов
высокотемпературной гидрогенизации и снижает расход водорода
при гидроочистке топливных продуктов.
ЛИТЕРАТУРА
1. Химическая промышленность за рубежом, 1965, № 9, 74.
2. Воль-Эпштейн А. Б. и др. Химическая промышленность, 1965, № 5,5.
3. Пальчиков Г. Ф. и др. «Химия и технология топлив и масел», 1962,
№ 11, 19.
4. Пальчиков Г. Ф. и др. «Нефтепереработка и нефтехимия», 1965,
№ 12, 1.
5. Кричко А. А. и.др. «Нефтепереработка и нефтехимия», 1965, № 3, 12.
6. ДронинА. П. и др. «Химия и технология топлив и масел», 1964, № 6,
18.
7. Кричко А. А. Сб. «Химическая переработка топлив». Изд. «Наука», М.,
1965, 135.
8. Кричко А. А. Тр. Института горючих ископаемых, т. 24, вып. 3. М..
Изд. «Недра», 1967.
9. Кричко А. А. и др. «Химия и технология топлив и масел», 1965,
№ 12, 10.
ГИДРОДЕАЛКИЛИРОВАНИЕ
И ПОЛУЧЕНИЕ НАФТАЛИНА
Э. С. Ратуш
(СССР, МИНХиГП)
В данной работе рассмотрен вопрос о возможности использо-
вания остатка с температурой кипения 140—350°С, после отбора
авиабензина из катализата второй ступени каталитического кре-
кинга (тритинга) для получения нафталина каталитическим гид-
родеалкилированием.
Несмотря на то, что этот вид сырья содержит значительное
количество ароматических углеводородов, в том числе алкилнаф-
талинов ![1], их, однако, меньше, чем необходимо для высокотем-
пературных процессов [2].
195
Для увеличения содержания ароматических углеводородов в
сырье были испытаны различные методы; экстракция, адсорбция
и гидрокрекинг в мягких условиях. Лучшие данные были получе-
ны в результате применения жидкостной экстракции ароматичес-
ких углеводородов триэтиленгликолем, содержащим 5% воды, из
фракции с температурой кипения 200—275°С.
Опыты проводились на лабораторной установке противоточной
экстракции при температуре верха экстрактора (150°С, низа 125—
130°С, отношении растворитель : сырье 7,6 : 1 (по объему).
Выход экстракта в этих условиях составил 40%, считая на
фракцию 200—275°С.
Характеристика экстракта дана ниже:
Плотность ................................ 0,9549
Средний молекулярный вес..................162,0
Показатель преломления ... . 1,5912
Содержание, %:
ароматических углеводородов .... 96,5
в том числе бициклических...............50,0
йодное число..............................2,8
Содержание серы, %.........................0,074
Фракционный состав, °C:
и. к...................................204
10% выкипает при температуре .... 218
50% то же............................247
90% ».............................278
к. к.............................282
Проводились- специальные опыты для изучения целесообраз-
ности дальнейшего повышения концентрации ароматических би-
циклических углеводородов в сырье для гидродеалкилирования в
присутствии выбранного промышленного алюмокобальтмолибдено-
вого катализатора.
Эксперименты осуществлялись на пилотной установке проточ-
ного типа со стационарным слоем катализатора при следующих
условиях:
Температура, °C............................540
Давление, ат . . . ....................55—60
Объемная скорость, <’.....................0,5
Соотношение водородсодержащнй газ : сырье
(мол) . ..............................6,3 : 1
Одноходовому гидродеалкилированию были подвергнуты сме-
си, составленные из деароматизированной фракции 200—275°С, ка-
талитического газойля и 1-метилнафталина (от 30 до 100%), а
также из фракций 200—'275°С каталитического газойля с различ-
ной концентрацией в них ароматических углеводородов.
Опыты показали, что при гидродеалкилировании в присутствии
примененного катализатора наиболее целесообразно использовать
сырье, состоящее целиком из ароматических углеводородов, среди
которых содержится от 50 до 80% алкилнафталинов. Гидродеал-
килирование сырья с более высоким содержанием алкилнафтали-
196
нов привело к быстрому закоксовыванию и отравлению катализа-
тора, снижению выхода нафталина [3].
Гидродеалкилирование экстракта проводилось с возвратом в
процесс непрореагировавшей его части. Рециркулятом служил ос-
таток гидродеалкилата выше 200°С, из которого кристаллизацией
частично был удален нафталин. При достижении равновесного со-
стояния весовое отношение свежего сырья к рециркуляту состав-
ляло 0,62 : 0,38, а загрузка реактора по содержанию в нем алкил-
иафталинов удовлетворяла требованиям, предъявляемым к опти-
мальному сырью.
Выделенный из продуктов реакции с помощью кристаллизации
нафталин составил 34,5%, считая на свежее сырье. При этом об-
разовалось 47,4% бензина с октановым числом 93 (м.м.).
В расчете на исходное сырье (фракция 140—350°С) могут быть
получены следующие продукты, % вес.:
Бензин разгонки сырья............................36,0
Остаток выше 275° С сырья (компонент дизель-
ного топлива) . . . . ............7,0
Рафинат экстракции (компонент дизельного топ-
лива) .......................................34,0
Бензин гидродеалкилирования экстракта . . .11,5
Нафталин......................................3,7
Газы гидродеалкилирования.....................4,0
Кокс........................................0,4
Расход водорода на реакции, % от сырья . . 0,6
ЛИТЕРАТУРА
1. Ратуш Э. С., Гуревич И. Л., Жаке Л. Ю. «Нефтепереработка и
нефтехимия», 1967, № 6.
2. Крич к о А. А.; Лозовой А. В., Советов а Л. С. «Химическая про-
мышленность», 1962, № 6.
3. Ратуш Э. С., Гуревич И. Л. К вопросу о подготовке сырья для
гидродеалкилирования с целью получения нафталина. В сб. «Некоторые вопро-
сы по усовершенствованию процессов и улучшению качества нефтехимического
сырья», ЦНИИТЭнефтехим, М., 1967.
ГИДРООЧИСТКА БЕНЗИНОВ
ВТОРИЧНОГО ПРОИСХОЖДЕНИЯ
РАЗВИТИЕ ПРОЦЕССА ГИДРОГЕНИЗАЦИОННОГО
ОБЛАГОРАЖИВАНИЯ ЖИДКИХ ПРОДУКТОВ ПИРОЛИЗА
НЕФТЕГАЗОВОГО СЫРЬЯ
А. Б. Воль-Эпштейн, А. А. Кричко, Л. В. Малявинский,
Т. Н. Мухина, А. Д. Беренц, В. А. Пучков
(СССР, Институт горючих ископаемых, НИИСС, ВНИИНП)
При производстве этилена, пропилена, бутилена и дивинила
пиролизом углеводородных газов и низкооктановых бензинов об-
разуются жидкие продукты в количестве ТО—40% от перераба-
тываемого сырья. Получаемые при высокотемпературном рёжиме
пиролиза (780—820°С) смолы состоят в основном из ароматичес-
ких углеводородов Сб—Сд и примесей непредельных [1—5], а так-
же содержат небольшое количество нафталина и других конден-
сированных ароматических углеводородов [1, 4, 6]. При низкотем-
пературном режиме пиролиза низкооктановых бензинов (730—
750°С) для получения дивинила и бутиленов образуется до 40%
жидких продуктов — пироконденсата, содержащего 30—40% аро-
матических углеводородов [7].
Учитывая масштабы пиролизного производства и перспективы
его развития, смолы пиролиза и пироконденсат являются крупно-
тоннажным источником бензола, нафталина, полимерных материа-
лов и других химических продуктов. Для получения бессернистого
бензола [2,8—14] и высокооктановых бензинов [11, 15—17] в США,
Англии, ЧССР и других странах применяются процессы гидроге-
низационной очистки жидких продуктов пиролиза.
Ранее разработанный авторами способ гидрогенизационного
облагораживания жидких продуктов пиролиза был основан на при-
менении технического алюмокобальтмолибденового катализатора
[7, 18—21].
В настоящем сообщении рассматриваются результаты исследо-
вания по гидрогенизапионной очистке дистиллятных фракций смол
198
Таблица I
Гидрирование алкенов
Степень превращения соединений, % вес. Температура, °C
50 100 150 200 200 250 300 350
Катализатор а-Метилстирол: 0 ,5% Р( 1+А12( Со О+Мо О3+AIs О3
гидрирование 14,8 95,2 96,5 97,1 0,0 4.1 67,1 93,0
димеризация Циклогексен: 0,6 1,2 2,3 2,9 38,8 33,5 22,1 7,1
гидрирование 8,1 44,7 95,8 98,7 0,0 8,1 93,8 98,8
димеризация Изопрен; гидрирование в 0,3 0,4 0,1 Не менее 0,1 0,9 3,1 1,3 0,4
1моноолефины 56,6 82,1 70,9 58,7 п,о 75,0 35,2 0,0
парафины 8,8 11,3 29,0 41,3 1,5 2,5 61,5 98,5
димеризация 2-Метнлпентен-2: Не менее 0,1 0,1 0,1 Не менее 0,1 16,0 11,0 3,5 1 >5
гидрирование 2,9 35,9 55,9 83,3 о.о з,з 87,8 91,9
димеризация . 0,6 0,1 — 0,1 0,3 1,3 0,3 0,4
Примечание.
Применялись 10%-ные (мол.)
растворы углеводородов.
пиролиза и пироконденсатов в присутствии палладиевого катали-
затора [22].
Предварительное исследование по определению каталитической
активности палладиевого катализатора в сопоставлении с алюмо-
кобальтмолибденовым проводили с применением индивидуальных
углеводородов: а-метилстирола, изопрена, циклогексена и 2-метил-
пентена-2.
В опытах применялся технический алюмокобальтмолибденовый
катализатор и катализатор, приготовленный путем нанесения на
активную окись алюминия 0,5% Pd с последующим осернением.
Гидрирование проводили при давлении 20 ат, объемной скорости
1,2 и подаче водорода 600 л/л сырья.
При температуре 200—250°С алюмокобальтмолибденовый ката-
лизатор имеет низкую активность в реакциях гидрирования непре-
дельных углеводородов за исключением изопрена, который пре-
199
вращается на75,0% в моноолефины (табл. 1). Основной реак-
цией в присутствии этого катализатора является димеризация.
При температуре 350°С достигается глубокое гидрирование алке-
нов. В присутствии палладиевого катализатора непредельные уг-
леводороды гидрируются до одинаковой степени при температуре
на 150—'200°С ниже, чем с алюмокобальтмолибденовым. Глубокое
гидрирование а-метилстирола, циклогексана и изопрена дости-
гается при температуре 100—'1‘50°С, а метилбутенов и метилпен-
тена-2 при 200°С, причем практически без образования продуктов
димеризации алкенов.
Характеристика фракций с температурой кипения до 200°С из
пиролизного сырья, полученных в заводских условиях и применен-
ных для исследования, приведена в табл. 2. Фракции до 200°С
Таблиц? 2
Характеристика фракции с температурой кипения до 200°С продуктов гидролиза
Показатели Пироконденсат пиро- лиза низкооктановых бензинов Смола пи- ролиза уг- леводород- ных газов* (820°С)
бутилено- вый режим пиролиза (740°С) пропилен- этнлеиовый режим пи- ролиза (780°С)
Номера образцов 1 2 3
Выход от жидких продуктов пироли- за, % ... . 95 90 60
Плотность Р4° 0,7695 0,8273 0,8730
Показатель -преломления 1,4376 1,4652 1,5090
йодное число 73,6 74,2 50,5
Диеновое число 6,9 9,5 2,5
Фактические смолы, .чг/100 мл 9,5 8,0 6,0
Содержание ароматических углеводоро- дов, % вес. . ...... 43,9 69,5 93,1
в том числе: бензол 11,6 33,3 48,6
толуол . . 12,1 19,8 22,2
этилбензол 2,4 1,5 1,0
м~ и п-ксилолы .... . 6,2 } 7,6 2,0
о-ксилол 2,4 3,1
стирол . . 2,5 1,4 3,9
С9 и выше 6,7 5,9 12,3
Октановое число, м. и. . 78,5 89,2 Выше 100
* Из фракции с температурой кипения 120—200°С частично выделены не-
предельные углеводороды полимеризацией.
200 .
«
I
I
I
/
s'
/
_-X*'*'-'* ~ О
-----1-------I-------1-------1 I I
100 130 160 190 220 250
Температура нагрева сырья, °C
Рис. 1. Влияние ингибитора на образование фак-
тических смол при нагревании дистиллята пиро-
конденсата:
1 — без ингибитора; 2 — Q,25a!a вес. древесносмо-
ляного ингибитора
продуктов пиролиза нестабильны, поэтому при длительном хра-
нении и нагревании в теплообменной аппаратуре (до 200—250°С)
имеет место образование в них большого количества смолистых
продуктов, определяемых содержанием фактических смол и яв-
ляющихся источником отложения кокса как в самой аппаратуре,
так и на поверхности катализатора.
Добавление к дистилляту пироконденсата [2] древесносмоля-
ного ингибитора в количестве 0,005—0,025% вес. предотвращает
& .2 У S & fO /2 /О /6 Г8 20
С'ут/./ь/
Рис. 2. Влияние ингибитора на содержание фак-
тических смол при хранении дистиллята пиро-
конденсата при 20° С:
1—без ингибитора; 2— 0,005% древесиосмоля-
ного ингибитора
201 .
Рис. 3. Результаты гидрирования
продуктов пиролиза в присутствии
катализаторов, содержащих различ-
ное количество палладия:
1 — фракция . с температурой кипе-
ния до 200° С пироконденсата (дав-
ление 20 ат, температура 150° С,
объемная скорость 5 ч—подача
800 л водорода на 1 л сырья);
2 — фракция с температурой кипения
до 185° С смолы пиролиза (давление
40 ат, температура 200° С, объемная
скорость 1 ч—’, подача 800 л водо-
рода на 1 л сырья)
образование смол (рис. 1 и 2). При _ нагревании (200—220°С)
фракций с температурой кипения до 200°С пироконденсата с до-
бавкой ингибитора в теплообменной аппаратуре гидрогенизацион-
ной установки смолистые продукты не образовывались.
Для разработки условий гидрогенизационного облагоражива-
ния применялся катализатор с содержанием 0,5% палладия
(рис. 3). В присутствии этого катализатора глубина гидрирова-
Рис. 4. Зависимость глубины гидри-
рования над Pd-катализаторО'М не-
предельных углеводородов пирокон-
денсата от температуры и объемной
скорости процесса (давление 30 ат,
подача 100 л водорода на 1 л
сырья), температура:
7—100; 2—125; 3—150; 4 — 175
и 200°С -
202
SS 70
л.оо
60-
ч х 5л .
м-
.4 "°
30-
'Ч
20 •
| /0 -
_।--1-1—-——1-1
/2345
7/ъемная скорость,^1
Рис. 5. Зависимость глубины гидрирования над Pd-ка- .
тализатором непредельных углеводородов пироконден-
сата от давления (температура 100° С, 100 л водорода
на 1 л сырья); давление, ат:
7—10; 2 — 30; 3 — 50; 4 — 100
ния непредельных углеводородов сырья повышается с увеличе-
нием температуры, давления и уменьшением объемной скорости
процесса (рис. 4 и 5). Процесс может быть осуществлен без ре-
циркуляции водорода при подаче его с небольшим избытком, не-
обходимого на реакцию в условиях самоповышающейся темпера-
туры за счет тепла реакций гидрирования (табл. 3).
Влияние соотношения сырья Таблица 3 и водорода при гидрировании пироконденсата
Наименование Сырье Отношение водород : сырье, л\л
50 100 150 200 300 600
При давлении 30 ат, температуре 150°С, объемной скорости 3 ч -1
Йодное число . . ..... 86,5 23,1 22,8 21,8 18,7 — 16,7
При давлении 30 ат, температуре 70—150°С, объемной скорости 5ч 1
Йодное число 79,3 — 46,5 — — 44,0 40,7
203
При температуре 150сС, давлении 20 ат и объемной скорости
5 ч~1 гидрируется 40—45% непредельных углеводородов, в том
числе практически полностью диеновые углеводороды. Расход во-
дорода на реакции составляет около 0,3%. Для удаления раство-
ренных газов и смолистых продуктов гидрогенизат перегоняется с
получением 95%-ного отгона, который после ингибптирования яв-
ляется товарным бензином и имеет следующую характеристику:
Бензин из пироконденсата
бутилёнового пропилен эгиле-
режима пиро- нового режима
лиза пиролиза
Плотность • 0,7611 0,8100
Показатель преломле- 20 ния nD .... 1,4310 1,4550
Содержание, % вес.: ароматических уг- леводородов 43,5 63,6
серы, % . 0,02 0,04
йодное число 48,3 44,5
Диеновое число . 0,2 0,3
Содержание фактичес- ких смол, мг/100 мл 1—2' 1—2
Индукционный период с 0,05% древесносмо- ляного ингибитора Больше 400 Больше 400-
Октановое число, м. м. 77,0 88,4
Бензины, полученные при разной глубине гидрирования непре-
дельных (3'9 и 64%) углеводородов пироконденсата, подвергались
испытанию на двигателе ГАЗ-21. Было установлено, что
снижение содержания непредельных углеводородов в бензинах до
определенного предела не отражается на октановых числах по
моторному и исследовательскому методам, но существенно ухуд-
шает их фактические моторные свойства [20]. Поэтому при гидро-
генизационном облагораживании пироконденсатов целесообразно
сохранять в бензинах 60—70% непредельных углеводородов, обес-
печивая одновременно получение стабильных продуктов.
В присутствии палладиевого катализатора глубокое удаление
непредельных достигается при гидрировании продуктов пиролиза
под давлением 40 ат, температуре 200°С и объемной скорости
1 ч-1. Степень гидрирования непредельных пироконденсата
(обр. 1) в этих условиях составляет 93,4%.
Для получения продукта с минимальным содержанием непре-
дельных углеводородов гидрогенизационному облагораживанию
-подвергается пироконденсат (обр. 1, табл. 2), от которого предва-
рительно отгоняется фракция с температурой кипения до 70чС, так
как содержащиеся в этой фракции непредельные углеводороды
гидрируются с меньшими относительными скоростями по сравне-
нию с более высококипящими непредельными. Выход гидрогени-
204
зата из сырья с температурой кипения 70—200°С составляв
99,8%. Он имеет следующую характеристику:
Плотность q4 ............................. 0,7860
Показатель преломления Пр . . . . . . 1,4445
йодное число .........................0,09
Содержание серы, % • ................ 0,0026
Ректификацией гидрогенизата получена фракция с температу-
рой кипения до.НЗ^С (выход 78,5% вес.) с характеристикой, кото-
рая приведена ниже:
Плотность .................................. 0,7700
Иодное число ................................0,08
Содержание, % вес.:
серы.......................................0,002
ароматических углеводородов .... 46,3
в том числе:
бензола................................11,5
толуола................................16,3
этилбензола .........................6,0
.и- и п-ксилолов........................9,3
о-коилола . .........................3,2
Извлечение ароматических углеводородов из фракции с темпе-
ратурой кипения н._.л— 1'45°С гидрогенизата может быть осуще-
ствлено методом жидкостной экстракции диэтиленгликолем [21].
Гидрирование фракции с температурой кипения до Г20°С смо-
лы пиролиза проводилось при следующих условиях:
Давление, ат.....................
Температура, °C..................
Объемная скорость, ч—1
Подача водорода на 1 л сырья, л<3
40
100—150
1,0
0,6
При этом был получен гидрогенизат со следующей характери-
стикой:
Плотность Q40 ............................0;867
Показатель преломления Пд....................1,4965
Групповой химический состав, % вес.:
бензол....................................86,7
толуол ....................................9,4
насыщенные углеводороды....................3,9
Для достижения более глубокого обессеривания процесс гид-
рогенизационного облагораживания осуществляется по двухсту-
пенчатой схеме, причем в первой ступени применялся палладие-
вый катализатор, а во второй — технический алюмокобальтмолиб-
деновый. Гидрирование осуществляется при давлении 40 ат, объ-
емной скорости 0,7 ч-1 по суммарной загрузке катализаторов, тем-
пературе в первой зоне 70—150сС и 350—380°С во второй.
205
Таблица 4
Характеристика гидрогенизата фракции с температурой кипения
до 200°С смолы пиролиза
Показатели Температура кипения фракции*, °C
до 70 70-90 90 120 120-150 выше 150
Содержание фракций, °/о 2,3 50,8 23,1 14,6 9,2
Плотность Р4° . 0,7055 0,8678 0,8647 0,8632 0,8988
Показатель преломления 1,3957 1,4931 1,4948 1,4946 1,5050
Иодное число 0,6 0,03 0,07 0,11 0,15
Содержание серы, °/о . . — 0,00005 — —
Содержание углеводородов,
% вес.:
бензол 12,5 91,5 3,8 0,3 —
толуол — 1,3 91,0 3,0 —
этилбензол — — 1,5 86,0 —
П- И Л{-КСИЛОЛЫ — — 0,3 3,5 —
о-ксилол —- — — 4,1 —
ароматика Сд и выше —• — — 1,0
насыщенные . . . . 87,5 7,2 3,4 2,1 —
* Разгонка на колонке с
15 теоретическими тарелками.
Состав гидрогенизата фракции до 200°С смолы пиролиза при-
веден в табл. 4. Гидрогенизат фракций до 200°С может быть ис-
’пользован для выделения бессернистого бензола, толуола, ксило-
лов и получения высококипящих растворителей. Комплексная схе-
ма переработки смол пиролиза должна предусматривать выделе-
ние нафталина, получение полимерной смолы и использование вы-
сококипящих фракций [18].
Для определения стабильности палладиевого катализатора при
длительной работе проведено испытание его активности в течение
3000 ч. Глубина гидрирования непредельных углеводородов сырья
и содержание в гидрогенизате фактических смол практически не
изменялись во время испытаний, что свидетельствует о постоян-
ной активности катализатора. Образец катализатора, содержащий
после 3000 ч работы 9,0% кокса, был подвергнут окислительной
регенерации в среде инертного газа, содержащего 1,5—2,0% кис-
лорода, при 400—500°С под давлением 20 ат. После обработки
регенерированного катализатора сероводородом его активность
была аналогична первоначальной.
В табл. 5 приводится выход химических продуктов, который
может быть достигнут при переработке различных продуктов пи-
ролиза.
206
Таблица S
Выход продуктов при гидрогенизационной переработке продуктов пиролиза
Продукты
Смола пи-
ролиза эти-
ленового
режима
ЛИ-
о
Q.
5
С
О С?
Л 63
я ® я 5 нде
S " око
г «
i ес Е
Выход, % от сырья пиролиза 10 20 20 40
Фракция до 75°С 4 7 4,5 25
Бензол ... 30 18,2 22,8 8,0
Толуол 10 25,2 16,8 10,0
Этилбензол 3 5,7 2,6
о-Ксилол 0,2 2,4 2,1
п-Ксилол 0,4 ро 2,7 | 4,3
«-Ксилол 0,2 3,5
Нафталин 4 2 — —
Растворитель с температурой кипения 150—200’С 10 11,0 20,0 —
Рафинат (после выделения ароматических углеводо-
родов) — 11 9,0 40
Беззольный пек 8 9* 12,6* 5”
Полимерная смола 10 7,2 — —
Поглотительное масло 12 — — .
Остаток с температурой кипения выше 200°С.
Из этих данных видно, что в расчете на исходное сырье пиро-
лиза практически из всех видов сырья может быть получено при-
мерно одинаковое количество ароматических углеводородов
Сб—С8.
ВЫВОДЫ
1, Разработаны условия гидрогенизационного облагораживания
жидких продуктов пиролиза нефтегазового сырья для получения
высокооктановых бензинов с применением низкотемпературного
палладиевого катализатора. Длительными испытаниями доказана
стабильная работа палладиевого катализатора в реакции гидри-
рования непредельных углеводородов и возможность его окисли-
тельной регенерации.
2. Показано, что при пиролизе различного сырья и гидрогени-
зационной переработке получающихся при этом жидких продук-
тов может быть получено бессернистого бензола 3,0—4,5, толуола
207
—4%, до 3% этилбензола и ксилолов и 1—4% ароматизирован-
ных растворителей в расчете на перерабатываемые углеводород-
ные газы или низкооктановые бензины.
ЛИТЕРАТУРА
1. Знаменская А. П. Тр. НИИССа, 1958, вып. 1, 21.
2. Swanson W. М., Watkins С. Н. Chem. Eng. Progr., 1958, 54,
№ 112, 56.
3. Вол ь-Э п ш т е й н А. Б., Кричко А. А. «Химия и технология топлив
и масел», 1961, № 3, 14.
4. 'б о л ь-Э п ш т е й и А. Б., Григорьев С. М., Кричко А. А., К о н я-
шина Р. А., Суровцева В. В., Юлин М. К- Тр. Института горючих иско-
паемых, 1962, 17, 269.
5. Давтян Н. А., Васильев С. Ф. «Химия и технология топлив и ма-
сел», 1964, № 7, 14.
6. Д емб о вс к а я JE. А., Коняшина Р. А. Об. Химия и технология
смол термической- переработки твердых топлив. «Наука», 1965, 228.
7. Воль-Эпштейн А. Б., За брянский Е. И., Кричко А. А. и др.
«Химия и технология топлив и масел», 1964 № 5, 23.
8. W о г г а 11 К-, Т h w a i t е s J. М. British Chem. Eng., 1956, 10, № 3, '158.
9. Райц О. V Межд. нефт конгресс. Гостоптехиздат, 1961, т. 3, 91.
10. Oil and Gas J, 1962, 60, № 38, 447, 119.
11. Level L. M., Radford H. D., Teyhl J. F. Chem. Eng Progr., 1965,
61, Xs 3, 74.
12. Bozeman H. C„ Oil and Gas J, 1965, 63, № 7, 98.
13. Eisenlohr К. H., Grofhaus W. Erdol u. Kohie, 1965, 8, 614.
14. Wa t n a a b e I s a b u r o. Oil and Gas J, 1965, 63,Xs 31, 120, 122—123, 126.
15. Уайт П. T., Портер Ф. У., Иео A. A. V Межд. нефт. конгресс 1961,
Гостоптехиздат, т. 3, 30.
16. «Химия и технология топлив и масел», 1963, X» 9, 38.
17. К г б п i g W., Erdol und Kohie, 1965, 18, Xs 6, 432.
18. Воль-Эпштейн А. Б., Кричко А. А. «Новости нефтяной и газовой
техники» Сер. «Нефтепереработка и нефтехимия», 1962 Xs 8, 35.
19. Кричко А. А., Воль-Эпштейн А. Б., Мухина Т. Н., Бе-
ре н ц А. Д. «Химия и технология топлив и масел», 1965, Xs 1, 9.
20. Воль-Эпштейн А. Б., За брянский Е. И., Кричко А. А.
и др. «Нефтепереработка и нефтехимия», 1966 Xs 1, 15.
21. Беренц А. Д., Воль-Эпштейи А. Б.. Кричко А. А. и др.
Сб. «Новые способы получения химических продуктов на основе горючих иско-
паемых». М„ «Наука», 1966, 91.
22. Решение Комитета по делам изобретений и открытий при Совете Ми-
нистров СССР о выдаче А. А. Кричко, А. Б. Воль-Эпштейну, А. Д. Беренц.
В. А. Пучкову и Т. М. Равикович авторского свидетельства по заявке Xs 904648
«Усовершенствование способа переработки смол пиролиза».
ГИДРОГЕНИЗАЦИОННАЯ ОЧИСТКА ПИРОЛИЗНОГО
БЕНЗИНА
М. Гопполдова1
(ЧССР, Институт химического использования угля)
При пиролизе прямогонного бензина, осуществляемом при
760°С, получается жидкий продукт (пиролизный бензин) с темпе-
ратурой кипения 35—200°С, который является ценным сырьем для
1 От коллектива авторов института.
208
производства ароматических углеводородов и высокооктановых
компонентов моторного бензина. Применение эффективного спо-
соба утилизации пиролизного бензина оказывает положительное
влияние на экономические показатели пиролиза, так как выход
его составляет около 30% от бензина, направляемого па пиролиз.
Пиролизный бензин содержит 50—60% вес. ароматических углево-
дородов, в том числе 20—25% бензола, 1.8—20 толуола и 10—14%
ароматики С«, около 20% олефинов и 10—15% диолефинов.
Высокое содержание нестабильных диолефинов препятствует
непосредственному использованию пиролизного бензина для лю-
бых целей, так как даже при хранении бензина на стенках емкос-
тей при нормальной температуре выделяется смола. Тем более за-
труднительной является обработка пиролизного бензина при бо-
лее высокой температуре, в частности, при использовании катали-
тического процесса, когда при нагреве имеет место выделение смо-
листых отложений, превращающихся при более высоких темпера-
турах в кокс.
Для удаления наиболее реакционноспособных углеводородов
разработаны процессы селективной гидрогенизации, при которой
осуществляется практически полное насыщение водородом диоле-
финов и ацетиленов. От продукта селективной гидрогенизации не-
превращенные смолы отделяются путем перегонки. Полученный
отгон можно подвергнуть дополнительной гидрогенизационной
очистке с последующим выделением из него (одним из известных
методов) ароматических углеводородов.
Очищенный продукт после перегонки, удаления легких углево-
дородов и растворенных газов и добавления ингибитора может
быть также применен в качестве компонента высокооктанового
моторного бензина.
В Институте химического использования угля были разработа-
ны следующие процессы: селективная гидрогенизация пиролизно-
го бензина с применением сульфидного вольфрамникелевого ката-
лизатора; гидрогенизационная очистка пиролизного бензина с
применением кобальтмолибденового катализатора; селективная
гидрогенизация пиролизного бензина с применением никелевого
катализатора.
Селективная гидрогенизация пиролизного бензина с примене-
нием сульфидного вольфрамникелевого катализатора была осу-
ществлена в промышленных условиях.
Производственное оборудование (в настоящее время эксплуа-
тируемое в течение свыше шести месяцев) работает без заметных
затруднений.
Результаты проведенных исследований приводятся ниже;
Сырье Продукт после
вторичной пере-
гонки
Плотность g4°.............. 0,805 0.801
Иодное число............... 95,1 39,9
Смолы фактические, лгг/100 мл 62,0 0,0
14—2284
209
Смолы потенциальные после
5 ч искусственного старения,
мг/Ю0 мл 520,0 1,8
Содержание, % вес.: диены . . .... 10,1 0,0
сера 0,02 0,02
Индукционный период, мин 56 > 360
Фракционный состав, °C: н. к 38 39
10% выкипает при темпе- ратуре . 59 60
50% выкипает при темпе- ратуре 93 97
90% выкипает при темпе- ратуре t ... . 160 162
к. к. 190 187
Октановое число, и. м. 97,8 97,3
При этом на 100'0 кг сырья расходовалось:
Электроэнергии, кет -ч....................42
Отопительного газа, ккал .................. 100000
Охлаждающей воды, м3....................22
Катализатора, кг...........................0,3
Пара, 18 ат, т.............................0,3
Подвергнутый вторичной перегонке и селективной гидрогениза-
ции пиролизный бензин можно перерабатывать с применением
кобальтмолибденового или молибденового катализатора при тем-
пературе 360—-380°С, объемной скорости 0,5—2 ч~х и парциаль-
ном давлении водорода около 30 ат. Получаемый при этом про-
дукт не содержит олефиновых углеводородов, а содержание серы
снижается до >10 * '1’0—6, т. е. он может быть использован для выде-
ления ароматических углеводородов. Полученный бензол содер-
жит 1—2 • К)-8 серы. Так же как и вся фракция пиролизного бен-
зина, аналогичным способом гидрогенизации подвергалась толь-
ко бензольная фракция, приготовленная из пиролизного бензина.
Результаты гидрогенизационной очистки пиролизного бензина
после предварительной селективной гидрогенизации приведены
ниже:
Сырье Продукт
Плотность 04° .... 0,801 0,799
Иодное число ..... 39,9 0,1
Сера, % вес.................... 0,02 0,001
По сравнению с сульфидным вольфрамникелевым катализато-
ром никелевый катализатор имеет более высокую активность в
реакциях гидрирования непредельных углеводородов, благодаря
чему можно вести процесс при более низкой температуре и высо-
кой объемной скорости подачи сырья.
Селективная гидрогенизация с никелевым катализатором про-
изводилась при парциальном давлении водорода 30 ат. Гидроге-
низационный газ содержал 95% водорода. Молярное отношение
газа к сырью составляло 0,4—0,5, объемная скорость 2 ч тем-
пература гидрогенизации 80—120°С.
210
Никелевый катализатор приготовлялся из природной предва-
рительно активированной и те'рмообработанной глины, вследствие
чего была достигнута необходимая величина объема и структура
пор. Удельная поверхность катализатора, равная 30 м2/г, являет-
ся макропористой с весьма незначительной долей микропор. Ре-
зультаты, полученные при селективной гидрогенизации при темпе-
ратуре 1О0°С с никелевым катализатором (10% N1), были следую-
щие:
Сырье . Продукт
20 Плотность 04 .... 0,802 после вторич- ной перегонки и добавки инги битора 0,803
йодное число 99 57,7
Содержание: диены, % вес П,4 0,8
смолы фактические, мг/100 мл ... ПО 0,0
смолы потенциальные пос- ле 300 мин искусственно- го старения, жз/100 мл 1500 1,8
Индукционный -период, мин 150 360
Октановое число, и. м. 98,5 98,5
» » с добавкой
0,03% ТЭС . . . . ’ 100 100
На 1000 кг высокооктанового бензина расходуется, кг:
Пиролизного бензина............ , . 1080
Водорода для гидрогенизации . . . . , 10
Остатка от перегонки.................64
Дистиллята при стабилизации , 23
Антиокислителя (дифен) . .... 0,20
Расход электроэнергии, кет ч . 12,3
Пара 26 ат, т ......... 0,135
Пара 21 ат, т . .................... 0,296
Пара 3 ат, т........................ 0,126
Охлаждающей 'воды, м3................13
Таким образом, в результате выполненного исследования и ис-
пытания в опытно-промышленном масштабе была установлена воз-
можность получения из пиролизного бензина стабильного компо-
нента автомобильного 'бензина или сырья для последующего про-
изводства ароматических углеводородов.
ГИДРИРОВАНИЕ ПИРОЛИЗНОГО БЕНЗИНА
В ОПЫТНО-ПРОМЫШЛЕННОМ МАСШТАБЕ
X, Пфейффер, И. Велькер, Бэц
(ГДР, завод им. В. Ульбрихта, Лейне)
Применение жидких продуктов пиролиза в качестве компонента
автомобильного бензина или сырья для получения ароматических
углеводородов без предварительной очистки невозможно из-за вы-
14* 211
сокого содержания в них моно- и диолефинов, а также примесей
сернистых, азотистых и кислородсодержащих соединений.
В 1959—1960 гг. на Народном предприятии им. В. Ульбрихта
в г. Лейне был разработан трехступенчатый способ гидроочистки
пиролизного бензина для получения чистого бензола и компонен-
тов автомобильного бензина. В дальнейшем была разработана
двухступенчатая схема, по которой полностью очищается только
узкая бензольная фракция. Однако до окончания исследователь-
ских работ в указанном направлении возникла необходимость в
переработке пиролизного бензина, получаемого на заводе. Ранее
предусмотренный в качестве временного решения вариант гидри-
рования под высоким давлением пиролизного бензина в смеси со
средним маслом А оказался неприемлемым вследствие коксования
установок; это также подтвердили опыты, проведенные в промыш-
ленном масштабе в ЧССР.
Основываясь на опыте, полученном в ЧССР, в 1965 г. в Лей-
не для переработки пиролизного бензина использовали установку
высокого давления. В 1966 г. ее заменили установкой среднего
давления, которая по своей конструкции в значительной степени
моделирует первую ступень двухступенчатого способа переработки
пиролизного бензина. Ниже приводятся результаты испытаний на
этих установках.
Установка высокого давления состояла из подогревателя, двух
теплообменников, двух реакторов, холодильника для охлаждения
продукта и сепаратора. Водородсодержащий газ нагревался в
теплообменниках и подогревателе и смешивался перед первым
реактором с пиролизным бензином.
Реакционная смесь проходила через два реактора, внутренние
трубы теплообменников и охлаждалась. Разделение газа и про-
дукта происходило в сепараторе. После вторичной перегонки про-
дукт применяли в качестве компонента автобензина (см. таблицу).
Режим установки высокого давления приведен ниже:
Катализатор .... 8377 (WS2+NiS + AI2O,)
Давление, ат 90—130
Объемная скорость, ч—1 Соотношение газа ри- форминга и продукта, 0,3—0,7
% объемн. Температура. °C: на входе в первый 400—500 : 1
реактор на выходе из перво- 50—70
го реактора на выходе из вто- 140—160
рого реактора . 200—220
В указанных условиях работа продолжалась бесперебойно в
течение пяти месяцев. Правда, при пуске установки, когда рабо-
чее давление составляло 230 ат, возникали трудности в регулиро-
вании температуры, которая временами молниеносно поднималась
значительно выше 300°С. Это происходило вследствие попадания
212
Характеристика пиролизного бензина и продуктов,
полученных при гидрирования
Показатели Исходный бензин Очищенный бензин
90— 130 ат 35—40 ат 90— 130 ат 35-40 пт.
Фракционный состав, °C:
и. к. 50 55 55 50
10% объемы, перегоняется при тем-
пературе 50% то же 80 105 70 98 80 105 98
у0,% » . . . . . . 175 165 175 180
к. к. (98%) 210 205 240 220
Плотность р4° . 0,855 0,852 0,850 0,842
Бромное число . 56 49 7 10
Диеновое число 16 10,5 0 0,02
фактические смолы, л;г/100 мл . 20 25 90 16
Индукционный период, мин 50-70 50-60 >240 >240
Содержание, % вес.:
серы ... . . . . 0,070 0,037 0,032 0,036
бензола 37 40 36 42
толуола 16 15 17 14,7
этилбензола . . . . . 1,0 0,8 6,0 6,5
М- И П'КСИЛОЛОВ 4,0 2,6 4,0 2,6
о-ксилола 1,2 0,7 1,5 1,0
стирола 6,0 5,1 0 Следы
оснований, mi NH3/4 2.0 2,5 1 ,о 1,8
в сырье большого количества фракции С5, содержащей много не-
предельных углеводородов, выделения тепла при их гидрирова-
нии, повышения температуры и развития реакций гидрирования
ароматических углеводородов, протекающих с большим выделе-
нием тепла. При повышенной температуре происходило частичное
обессеривание катализатора. Чтобы добиться прежних показате-
лей, катализатор при температуре 400°С обрабатывался циркуля-
ционным газом, содержащим сероводород.
В результате понижения рабочего давления с 230 до 90—
130 ат удалось снизить глубину гидрирования фракции С5 и осу-
ществить контроль температурного режима в установке, на выхо-
де из второго реактора максимальная температура была 220°С.
В 1966 г. результаты исследований по разработке палладий-
содержащего катализатора позволили осуществить опытно-про-
мышленное испытание в его присутствии. Установка с катализато-
ром 8377 была реконструирована и подготовлена для работы при
среднем давлении. Технологическая схема соответствовала в ос-
новном первой ступени разрабатываемого двухступенчатого про-
цесса очистки пиролизного бензина. Установка для гидрирования
пиролизного бензина состояла из теплообменика, пароподогрева-
213
теля, реактора, холодильника для охлаждения продукта и сепа-
ратора.
Продукт, смешанный с незначительным количеством газа,-на-
гревался в теплообменнике и пароподогревателе. На входе реак-
тора он смешивался с газом гидрирования и проходил сверху до-
низу реактор, внутренние трубы теплообменника и холодильник.
В сепараторе газ отделялся от продукта и последний после вто-
ричной перегонки применялся в качестве компонента автобензи-
на. Фракция до 95°С, содержащая 70% бензола, отправлялась на
другой завод для дальнейшей переработки в чистый бензол.
Рабочие условия при переработке пиролизного бензина при-
ведены ниже:
Катализатор
Давление, ат..................
Объемная скорость, ч~1
Соотношение газа риформинга
и продукта, объемное .
Температура, °C:
на входе в реактор
на выходе из .реактора
7761 (Pd+AljOj)
35—40
1,0—1,5
100—110 : 1
20—50
220
При пуске установки пиролизный бензин и газ гидрирования
смешиваются непосредственно перед реактором при температуре
10—15°С. За счет выделения тепла реакций гидрирования темпе-
ратура реакционной смеси на выходе из реактора повышается до
215—220°С.
В ходе работы сначала подключают пароподогреватель, а за-
тем теплообменник. В настоящее время испытывается схема, по
которой теплообменник отключается и пиролизный бензин вместе
с газом гидрирования подаются в реактор только через пароподо-
греватель.
После того как температура на входе в реактор повышается
до 50qC, бромные числа в конечном продукте увеличиваются до
20—25. Для применения продукта в качестве компонента автомо-
бильного бензина достаточно уменьшить бромное число по срав-
нению с исходным сырьем на 50%. При дальнейшем повышении
температур на входе в реактор до 90°С первоначальных значений
бромного числа (~10) не удалось достичь, несмотря на то что
температура на выходе из реактора поднялась до 250QC. Темпера-
тура 50°С на входе в реактор была достигнута после 2200 ч рабо-
ты, а 90°'С — после 2600 ч. К это.му моменту испытание было прер-
вано 'И катализатор регенерировали азотом 1в смеси с 5%
кислорода при температуре максимум 470°С. После регенерации
активность его полностью восстанавливается. В настоящее время
установка проработала более 700 ч с положительными результа-
тами. По нашему мнению, основная трудность при переработке
пиролизного бензина заключается в создании технически совер-
шенного процесса стабилизирующего гидрирования. Можно пола-
гать, что в случае применения палладиевого катализатора и тех-
214
нологии, разработанных на нашем заводе, такой процесс может
быть осуществлен.
Последующая очистка частично гидрированного бензина при
среднем давлении на обычном катализаторе гидроочистки не яв-
ляется сложной проблемой.
На основе разработанной технологии установка среднего дав-
ления с палладиевым катализатором будет пущена во второй по-
ловине 1967 г. для переработки пиролизного бензина. На первой
ступени пиролизный бензин будет подвергаться гидростабилиза-
ции. Далее на дистилляционной установке будет выделяться фрак-
ция бензина, кипящая при 60—90°С и содержащая 90% объемн.
бензола и очищаться во второй ступени также при среднем дав-
лении. Бензольная фракция будет использоваться для производ-
ства бензола, а остаток — как высокооктановый компонент бен-
зина.
ВЫВОДЫ
1. Проведено опытно-промышленное испытание процессов гид-
рогенизационного облагораживания пиролизного бензина при дав-
лении 90—130 и 35—40 ат для производства стабильного компо-
нента, автомобильного бензина и сырья для получения бензола.
2. Показано, что в присутствии палладиевого катализатора
процесс может быть осуществлен в течение длительного рабочего
цикла при давлении 35—40 ат и температуре 50—220° по техноло-
гии, приемлемой для технической реализации, осуществляемой в
настоящее время.
ГИДРООЧИСТКА БЕНЗИНОВ ВТОРИЧНОГО
ПРОИСХОЖДЕНИЯ ДЛЯ УВЕЛИЧЕНИЯ РЕСУРСОВ СЫРЬЯ
КАТАЛИТИЧЕСКОГО РИФОРМИНГА
А. С. Эйгенсон, Г. А. Берг, Г. М. Кулинич, Р. М. Маса1утов,
Т. С. Кириллов и Л. Я. Скундина
(СССР, БашНИИНП)
По мере увеличения спроса на высокооктановые автомобиль-
ные бензины возникает необходимость в облагораживании бен-
зинов термического крекинга и коксовании остатков из высокосер-
нистых нефтей. Одним из процессов, обеспечивающих получение
высокооктановых бензинов, является каталитический риформинг.
Однако непосредственный риформинг таких бензинов практически
невозможен в связи с большим содержанием в них примесей, от-
равляющих катализатор. Поэтому бензины вторичного происхож-
дения предварительно подвергают гидроочистке (1—3].
215
Для исследования применены следующие образцы сырья: бен-
зин термического крекинга, фракции 85—180°С бензинов терми-
ческого крекинга, висбрекинга и замедленного коксования гудро-
на арланской нефти. Исследование проводилось на пилотной уста-
новке под давлением 50 ат с рециркуляцией 500 л водородсодер-
жащегс газа на 1 кг сырья в присутствии алюмокобальтмолибде-
нового катализатора.
Гидрирование бензина термического крекинга гудрона
Бензин термического крекинга гудрона арланской нефти имел
следующую характеристику:
Плотность ef .......................0,746
Показатель преломления п2^.......... 1,4320
Иодное число.......................95
Содержание, %:
азота ...... .... 0,0042
серы.................. 1,03
Октановое число по м. м.............71
В результате гидрирования бензина в интервале 320—410°С,
объемной скорости 1 —1'0 ч' установлено, что при температурах
Рис. I. Зависимость изменения содержания серы в бензине терми-
ческого крекинга от объемной vKOpocru подачи сырья и темпера-
туры гидрирования. Условные, обозначения:
О — 320° С, содержание серы в сырье 1,03% ®ео-
X —350’С )
© — 380° С » » 0,83% вес.
А —410° С I
216
Рис. 2. Изменение йодного числа в бензине термического крекинга
от объемной скорости подачи сырья и температуры гидрирования.
Условные обозначения:
О — 320° С, йодное число сырья 95
х— 350° С 1
• — 380° С » 92,4
Д — 410° С J
350—410°С изменение объемной скорости от 1,0 до 5,0 ч~1 незна-
чительно влияет на содержание серы в гидрогенизатах (рис. 1).
Содержание серы составляет 0,004—0,026%, а глубина удаления
ее — более 95%. Снижение температуры процесса ниже 350°С и
повышение объемной скорости подачи сырья выше 5,0 ч резко ?
снижаё^~степень удаления серы. Аналогичный характер имеет из- \
менение величины йодного числа гидрогенизатов (рис. 2). Глуби- }
на гидрирования непредельных углеводородов составляет 95% и J
выше.
Степень гидрирования непредельных углеводородов сущест-
венно сказывается на величине октанового числа. При объемной
скорости меньше 5,0 ч л и температурах 350—380°С октановое
число продуктов уменьшается на 20—2'2 единицы (рис. 3). При
температуре 3'20°С октановое число снижается в результате менее
глубокого гидрирования непредельных углеводородов на 15 еди-
ниц. Гидрирование бензина при температуре 410°С вызывает не-
сколько меньшее снижение октанового числа, чем при температу-
рах 350—380сС, вероятно, за счет дегидрирования некоторого ко-
личества нафтеновых и образования ароматических углеводоро-
дов.
При гидрировании бензинов для последующего использования
их в качестве--сырья каталитического риформинга важное значе-
ние имеет глубина удаления азотистых соединений. Содержание
азота в бензинах уменьшается с повышением температуры процес-
217
Рис. 3. Изменение октанового числа в бензине термического кре-
кинга от объемной скорости и температуры гидрирования. Услов-
ные обозначения:
Температура, °C: О — 320; х— 350;©—380; А—410
Рис. 4. Зависимость изменения содержания азота в бензине тер-
мического крекинга от объемной скорости подачи сырья и темпера-
туры гидрирования. Условные обозначения:
О — 320° С, содержание азота в сырье 42 • >10—4
х— 350° С 1
©— 380° С /
» 34 10—4
218
Рис. 5. Зависимость изменения содержания серы при гидрировании
фракции 85—100° С бензина термического крекинга от объемной
скорости и температуры. Условные обозначения-
х — 350° С; 0 — 380° С; А —410° С
Рис. 6. Изменение йодного числа при гидрировании фракции
85—180° С бензина термического крекинга от объемной скорости
подачи сырья и температуры. Условные обозначения:
х — 350° С; о—380° С; А—410° С
219
Рис, 7. Изменение октанового числа при гидрировании фракции
85—180° С бензина термического крекинга от объемной скорости
подачи сырья и температуры. Условные обозначения:
х —350°С; о—"380° С; Л - 410° С
са и уменьшением объемной скорости (рис. 4). Снижение содер-
жания азота до 0,0002% вес. обеспечивается при температуре
350—410°С и объемных скоростях меньше 5,0 ч~\ Содержание се-
ры в продукте, полученном при этих условиях, составляет менее
0,026%, а величина йодного числа — менее 4,0.
Гидрирование фракции 85—180°С бензина термического крекинга
Фракция бензина термического крекинга с температурой кипе-
ния до 85°С (около 30% от бензина) характеризуется повышен-
ным октановым числом (до 77 пунктов) вследствие высокого со-
держания непредельных углеводородов и невысоким содержанием
серы — до 0,3%- В связи с этим в ряде случаев подвергать ее глу-
бокому гидрированию с целью последующего каталитического ри-
формирования становится нецелесообразным, так как она может
быть непосредственно использована в качестве компонента товар-
ного топлива.
При гидрировании фракции 85—180°С (табл. 1) в интервале
температуры 350—410°С и объемной скорости 1,0—5,0 ч' содер-
жание серы в гидрогенизате составляет 0,047—0,012% (рис. 5), а
азота снижается с 0,0038 до 0,000270-
Глубина удаления сернистых и азотистых соединений и насы-
щения непредельных углеводородов достигает того же уровня, что
220
и при очистке широкой фракции бензина. В результате гидриро-
вания непредельных углеводородов (рис. 6) октановое число сни-
жается на 22—23 единицы при температуре очистки 350—380°С и
объемной скорости менее 5,0 ч 1 (рис. 7).
При гидрировании фракции 85—180°С бензина в интервале
температуры 380—410°С, объемной скорости 5,0 ч~ 1 и менее мож-
но получить продукт с содержанием азота 0,0002% и серы 0,02—
0,012%. Величина йодного числа составляет менее 2. Фракцион-
ный состав бензина, очищенного в этих условиях, меняется незна-
чительно. Начало кипения полученного продукта на 8—10°С ни-
же, чем у сырья. Соответственно снижаются 10 и 50%-ные точки
выкипания. Эти данные показывают, что гидроочищенный продукт
по всем показателям, кроме содержания серы, отвечает требова-
ниям на сырье каталитического риформинга. Однако содержание fl
серы менее 0,01% не удается получигь_дьаж£Ш14хи-4ДЛ^.,щ_о.бъем^-П'
ной скоржтш4%1ш-Д—
Гидрирование фракции 85—180°С бензина висбрекинга гудрона
арланской нефти
Поскольку в схемы некоторых нефтеперерабатывающих заво-
дов включают процесс висбрекинга тяжелых остатков высокосер-
нистых нефтей, определенный интерес представляет получение
данных по гидрированию фракции 85—180°С бензина висбрекинга
гудрона. Сырье для экспериментов было получено на пилотной
установке (см. табл. 1). Сопоставление этой фракции с аналогич-
ной фракцией бензина термического крекинга гудрона показы-
вает, что она отличается более высоким содержанием серы (1,52 и
1,36% соответственно). Содержание азота во фракции бензина
висбрекинга меньше, чем в бензине термического крекинга — 0,001
и 0,0038% соответственно. По групповому углеводородному соста-
ву фракция бензина висбрекинга практически не отличается от
аналогичной фракции, бензина термического крекинга (табл. 2).
Сопоставление результатов гидрирования фракций 85—180°С
бензина висбрекинга и термического крекинга гудрона, получен-
ных при температуре 380°С, объемной скорости 2,9 ч~ , показы-
вает (см. табл. 1), что очистка сырья проходит также эффективно.
Содержание азота уменьшается на 94% (с 0,001 до 0,00006%), се-
ры— на 99,2% (с 1,52 до 0,013%). Практически полностью гидри-
руются непредельные углеводороды.
По групповому углеводородному составу (см. табл. 2) продукт
очистки бензина висбрекинга характеризуется несколько меньшим
содержанием ароматических и нафтеновых углеводородов. Это
показывает, что очищенная фракция 85—1'80°С бензина висбре-
кинга для каталитического рифроминга является менее ценным
сырьем, чем бензин термического крекинга. В то же время следует
подчеркнуть, что бензин висбрекинга после гидрирования по груп-
221
Таблица 1
Результаты гидрирования фракций 85—180°С бензина термического крекинга
и висбрекинга гудрона арланской нефти
Показатели Технический крекинг Висбрекинг
до очи- стки после очистки до очи- стки после очистки
Плотность Р4° 0,772 0,754 0,763 0,742
Содержание серы, % 1,36 0,014 1,52 0,013
Иодное число 85,7 1,1 97,0 0,9
Содержание азота, % 0,0038 0,00013 0,001 0,00006
Показатель преломления п д ... 1,4350 1,4229 1,4298 1,4173
Сульфируемые, % объемн 39,0 10,8 33,7 6,5
Октановое число по моторному методу 69 46 — —•
Глубина, %:
удаления серы . — 98,8 — 99,2
гидрирования непредельных — 98,8 — 99,1
удаления азота — 96,7 — 94
Малеиновое число .... 5,6 о.о 2,7 0,0
Средний молекулярный вес. 128 118 116 ИЗ
Элементарный состав, %:
С 84,87 85,43 84,35 84,78
Н . . . . - 13,50 14,51 13,88 15,10
новому углеводородному составу практически не отличается от
бензина прямой перегонки.
Для фракции 85—180о,С бензина висбрекинга гудрона арлан-
ской нефти может быть принят такой режим процесса гидрирова-
ния, какой был рекомендован для аналогичной фракции бензина
термического крекинга гудрона.
Гидрирование фракции 85—180°С бензина замедленного
коксования гудрона арланской нефти
Технологические схемы некоторых нефтеперерабатывающих за-
водов включают процесс коксования. Переработка остатков высо-
косернистых нефтей требует решения вопроса использования бен-
зинов, полученных в процессе коксования. Для этого проведено
гидрирование фракций 85—180QC бензина замедленного коксова-
ния гудрона арланской нефти (табл. 3).
Полученные результаты показывают, что при объемных ско-
ростях меньше 2,0 ч-1 степень удаления серы составляет более
222
Таблица 2
Групповой углеводородный состав фракции 85—180°С бензинов
вторичного происхождения и их гидрогенизатов, % вес.
Фракция 85—180°С бензинов
Углеводороды
прямой
перегонки
арланской
нефти*
ДО очи- стки после очистки
термиче-
ского кре-
кинга
висбре-
кинга
коксования
гудрона
Парафиновые 67,5 68,7
Нафтеновые . . . . 26,0 25,2
Ароматические 6,5 6,1
Непредельные —
в том числе:
олефиновые с пря-
мой цепью
циклоолефиновые
ароматические с бо-
ковой непредель-
ной цепью
29,7 17,0 13,0 40,3 52,1 33,2 14,7 36,3 15,1 10,6 38,0 62,3 27,5 10,2 42,4- 10,9 9,1 37,6 61,2 28,4 10,4
22.4 25,8 18,8
16,2 — 12,2 — 17,5
1 >7 — — — 1,3 —
* Данные ВНИИнефтехима.
98%, глубина гидрирования непредельных углеводородов — более
95%, а удаление азота — 97%. При этом содержание азота в очи-
щенных продуктах не превышает 0,0002% вес., а величина йодного
числа составляет не более 2,5. Однако по содержанию серы полу-
ченные продукты не отвечают требованиям на сырье каталитичес-
кого риформинга. Уменьшение объемной скорости подачи сырья
до 0,5 ч~1 и увеличение температуры до 420°С не позволило умень-
шить содержание серы ниже 0,006% вес. Поэтому, так. же как и
для фракции 85—180°С бензинов термического крекинга и висбре-
кинга, в ^дё~ТЛутаеБ~яеобходима 6удет~дополнительная очистка
' В тйбл. 4 приведены материальные балансы процесса гидриро-
вания образцов бензинов, взятых нами для изучения, при темпера-
туре 380°С, давлении 50 ат, объемной скорости подачи сырья
2,0 ч1 и циркуляции водородсодержащего газа 500 нл/л сырья.
Эти данные показывают, что расход водорода при гидрирова-
нии франции 85—180°С висбрекинга гудрона в результате несколь-
ко большего содержания серы и непредельных углеводородов вы-
ше, чем при гидрировании аналогичной фракции бензина терми-
ческого крекинга и коксования.
223
Таблица 3-
Результаты гидрирования фракции 85—180°С бензина коксования гудрона арланской нефти
Темпера- тура процесса, °C Объемная скорость подачи сырья, ч"1 Плот- ность „20 ?4 Содер- жание серы, % Содер- жание азота, % Показа- тель прелом- ления л20 Йодное число Степень удале- ния серы, % Глуби- на гид- рирова- ния непре- дельных, % Степень удаления азота, % Элементарный состав, %
С н
Сырье 0,771 1,26 0,0106 — 87,0 -- — — 84,4 13,98
420 0,5 0,750 0,007 0,00(510 1,4204 0,88 99,5 99,0 99,0 —
380 0,5 0,751 0,006 0,00011 1,4196 0,82 99,5 99,0 99,0 -
380 2,0 0,747 0,008 0,00014 1,4193 2,1 99,3 99,6 98,6 84,7 15,05
420 2,0 0,009 0,00010 1 ,4202 2,58 99,2 97,1 99,0 — —
Примечая и е. Условия:
50 ат, 500 нл водородсодержащего газа/.i сырья.
Таблица 4
Материальный баланс гидрирования
Показатели Фракция бензина
термичес- кого кре- кинга висбрекин- га процесса замедлен- ного кок- сования
Взято, % вес.:
сырье 100 100 100
водород на реакцию . . . . 1,10 1,30 1,1
Всего 101,10 101,30 101,1
Получено, % вес.: »
очищенный продукт . 97,15 97,00 97,30
сероводород 1,43 1,61 1,33
углеводородный газ . . . . 1,52 1,69 1,47
потери 1,00 1 ;С;0 1,00
Всего 101,10 101,30 101,1
Доочистка гидрогенизатов бензинов вторичного происхождения
При гидрировании в оптимальных условиях широкой фракции
бензина термического крекинга и фракции 85—180°С бензинов тер-
мического крекинга, висбрекинга и замедленного коксования гуд-
рона арланской нефти может быть осуществлена глубокая очист-
ка сырья от непредельных углеводородов, сернистых и азотсодер-
жащих соединений. Содержание азота в очищенных продуктах не
превышает 0,0002%, а серы 0,005—0,014%.
Очищенный в одной ступени продукт, особенно фракции 85---
1'80°С, по содержанию серы (>0,005—0,006%) не отвечает требо-
ваниям на сырье каталитического риформинга. Сырье для перспек-
тивных установок, работающих при жестких режимах, должно со-
держать менее 0,0025% серы. Поэтому нами были проведены эк-
сперименты по дополнительной очистке полученных продуктов.
С целью использования типовой установки каталитического ри-
форминга, имеющей в своем составе блок гидроочистки, изучили
возможность осуществления дополнительной очистки сырья ката-
литического риформинга при режимах, предусмотренных проектом
установки (давление 30 ат, температура 400°С, объемная скорость
6,0'.'-!). “ :-----------------
’ В этих условиях после дополнительной очистки фракции 85—
180°С гидрогенизата бензина термического крекинга с содержа-
нием 0,013% серы и 0,0002% азота был получен продукт с содер-
жанием серы 0,0022% и 0,0001 % азота (йодное число составляло
15-2284 225
0,3). Аналогичные результаты были получены при дополнительной
очистке фракций 85—180°С смеси бензинов термического крекин-
га и замедленного коксования.
/ ” Полученные данные показывают, что для подготовки высокока-
чественного сырья каталитического риформинга из фракций 85—
180°С бензинов вторичного происхождения необходимо применять
двухступенчатую очистку. Продукты двухступенчатой очистки со-
держат больше нафтеновых и ароматических углеводородов по
(сравнению с бензином прямой перегонки. Их сумма составляет
(около 48, 39 и 32% соответственно, для фракций 85—180°С бен-
зинов термического крекинга, коксования гудрона и бензина пря-
мой перегонки арланской нефти.
С целью оценки гидроочищенных бензинов вторичного проис-
хождения в качестве сырья каталитического риформинга проведе-
ны опыты с гидроочищенной в одну ступень смесью фракций 85—
180°С бензинов термического крекинга и коксования гудрона ар-
ланской нефти при давлении 40 ат, циркуляции водородсодержа-
щего газа 1200 нл/л сырья, различных температурах и объемных
скоростях на промышленном платиновом катализаторе АП-56. При
температуре 495°С и объемной скорости 1,5 получено 82% вес.
стабильного катализата, причем выход ароматических углеводо-
родов составлял 52% вес. Октановое число катализата равно 84,5
пункта по моторному методу в чистом виде.
Аналогичные эксперименты на катализаторе АП-64 были про-
ведены по нашей просьбе и во ВНИИнефтехиме. В качестве сырь,я
был применен гидрированный бензин коксования ромашкинской
нефти, содержащий (в %): 0,006 серы, 0,0002 азота и состоящий
из (в %): 0,5 непредельных, 9,2 ароматических, 29,1 нафтеновых и
61,2 парафиновых углеводородов. Полученные результаты показы-
вают, что испытанный продукт является хорошим сырьем для ка-
талитического риформинга. Выход бензина с октановым числом
(по исследовательскому методу) 85 составляет около 87%, а с ок-
тановым числом 95—около 80% вес. на сырье. Содержание аро-
матических углеводородов около 65% вес. Выход водорода дости-
гает 1,4—1,6% вес. Стабильность работы катализатора удовлет-
ворительная.
Таким образом, каталитический риформинг гидроочищенных
бензиновых фракций вторичного происхождения позволяет полу-
чать высокооктановые компоненты бензина. Содержание аромати-
ческих углеводородов в катализатах не ниже, чем в продуктах
риформинга, полученных при переработке аналогичных фракций
прямой перегонки [4].
К
выводы
1. С целью расширения ресурсов сырья для каталитического
риформинга при переработке высокосернистой арланской нефти
проведено исследование по гидроочистке бензинов термического
226
крекинга, висбрекинга и коксования гудрона арланской нефти*
Показано, что при давлении 50 ат, температуре 380—420°С, объ-
емной скорости до 5,0 ч--1 и циркуляции водородсодержащего
газа 5'00 нл/л сырья обеспечивается 'Глубокая очистка бензинов от
азотистых и сернистых соединений и гидрирование непредельных
углеводородов. -
2. В ряде случаев при повышении требований на сырье катали- 1
тического риформинга в отношении содержания серы потребуется j
дополнительная гидроочистка (II ступень). После двухступенча- <
той Гидроочистки бензиновые фракции характеризуются малым I
содержанием серы (не более 0,0'03% вес.), азота (не более
0,0002% вес.) и йодным числом не более 1.
3. Каталитический риформинг очищенных бензиновых фракций
вторичных процессов позволит получать 80—82% катализатов с
октановым числом до 85 по моторному методу в чисто?»! виде.
ЛИТЕРАТУРА
1. Бурсиан Н. Р., Волнухина Н. К., Скорнякова В. Ф. «Химия
и технология топлив и масел», 1964, № 6, Стр. 5.
2. Бурсиан Н. Р., М а с л я и с к и й Г. Н. «Химия и технология топлив
и масел», 1962, № 7.
3. Беренц А. Д.. Вивьер А. Г. и др. «Нефтепереработка и нефтехи-
мия», 1966, № 2, стр. 6.
4. Маслянски й Г. Н. и др. «Химия и технология топлив и масел», 1963.
№ 4.
ПОЛУЧЕНИЕ СМАЗОЧНЫХ МАСЕЛ
МЕТОДОМ ГИДРИРОВАНИЯ
ПОЛУЧЕНИЕ СПЕЦИАЛЬНЫХ И КОМПРЕССОРНЫХ МАСЕЛ
МЕТОДОМ ГИДРИРОВАНИЯ
Е. А. Гусенкова, Д. Л. Гольдштейн, М. В. Рысаков,
А. В. Агафонов, Н. Г. Лазьян
(СССР, ВНИИНП)
Специальные масла
Промышленности химических волокон для приготовления ави-
важных и замасливающих препаратов необходимы специальные
масла, состоящие из нафтеновых и изопарафиновых углеводоро-
дов. При производстве химических волокон авиважные препараты
предотвращают образование электростатического заряда на нитях
вискозного волокна, придают им мягкость и уменьшают обрыв-
ность. По рецептурам зарубежных фирм приготовление авиваж-
ных и замасливающих препаратов осуществляется на базе очи-
щенных минеральных масел.
Во ВНИИНП разработан способ получения нафтеновых масел
путем гидрирования прямогонной фракции с температурой кипе-
ния 300—400ГС ромашкинской нефти или газойля каталитического
крекинга (табл. 1).
Гидрирование сырья осуществлялось на пилотной установке со
стационарным слоем сульфидных катализаторов (3076/35 или
8376) при температуре 400сС, объемной скорости 0,5 или 1 ч-1 и
давлении 250 ат. Гидрогенизаты разгонялись на фракции н. к.—
195; 195—300 и 300—400°С. Последняя подвергалась низкотемпе-
ратурной депарафинизации в растворе ацетон-толуола (65 : 35) и
затем контактной доочистке глиной или гидроочистке.
В табл. 2 и 3 приведены условия гидрирования, балансы про-
изводства и характеристика полученных масел.
Масла имели вязкость, соответствующую эталону, практически
были бесцветны и не имели запаха.
228
Таблиц а 1
Характеристика исходного сырья
Фракция
Фракция 200—500°С
300—400°С газойля
Показатели ромашкипс- каталнти-
кон нефти ческого
крекинга
20 Плотность <_> 4 0,8952 0,9439
Показатель преломления п® 1,4926 1,5450
Содержание:
серы, % вес 1,58 1,95
сульфирующихся, % объемн. .... 39 73
Вязкость, при 50° С, сст 7,2 4,4
Фракционный состав, °C: н. к 309 200
10% выкипает при температуре . . . . 320 263
30%, то же 322 308
50% » 341 353
70% » 352 400
90% » 368 472
К. К. 398 98% 492/92,5%
Температура застывания, °C 4-9 + 4
Коксуемость, % . . . — 1,57
Цвет по NPA, марки 3,5 8
В табл. 4 представлен углеводородный состав масел, основой
которых являются парафино-нафтеновые углеводороды в количе-
стве до 97%.
Парафино-нафтеновая фракция имеет низкую, характерную
для нафтенов, удельную дисперсию (96), низкий показатель пре-
ломления (1,45—1,46) и высокий индекс вязкости (97—112).
Парафино-нафтеновая фракция от опыта 548 (выход 91,2%)
подвергалась более детальному исследованию методом масс-
спектрометрии.
Ниже приведен ее групповой химический состав, % вес.:
Парафиновые углеводороды.....................28,4
в том числе изостроенпя....................24,0
Нафтеновые углеводороды:
моноциклические............................23,0
бициклические..............................20,6
трициклические ...........................17.6
тетрациклические . 6,0
Моноциклические ароматические углеводороды 4,4
Бензиновые фракции гидрогенизатов содержат мало серы, но
имеют низкие октановые числа (табл. о). Такие бензины могут
быть направлены па каталитический риформинг.
Из газойля каталитического крекинга получена фракция 195—
275°С (выход 56% от сырья), которая может быть использована в
качестве реактивного топлива (табл. 6). Фракция 195—300°С, по-
229
Таблица 2
Материальный баланс при гидрировании и депарафинизации
масляной фракции (катализатор 3076/35)
Показатели Фракция 300—400 °C прямой пере- гонки Газойль катали- тическо- го кре- кинга, опыт 549
опыт 547 опыт 548
Режим гидрирования
Давление, ат 250 250 250
Температура, °C 400 400 400
Объемная скорость подачи сырья, ч—1 . 0,5 1,0 0,5
Объемная скорость подачи водорода, нл/л Материальный баланс гидрирования, % Взято: 1500 1500 1500
сырья 100 100 100
водорода на реакцию 1,8 1,65 2,2
Итого Получено: 101,8 101,65 102,2
гидрогенизата в том числе фракции: 97,0 97,5 97,5
н.к. -4195° С 19,6 10,7 17,3
195—300° С 24,0 19.6 56,0
300—400° С 50,4 65,7 19,7
>400° С+ потери 3,0 2,0 4,5
сероводорода 1,9 1,65 2,0
углеводородных газов, аммиака 2,2 2,50 2,7
Итого , Материальный баланс депарафинизации фрак- ции 300—400°С, % вес. на исходное сырье Получено: 101,8 101,65 102,2
депарафинированного масла .... 38,3 49,2 15,6
гач 11,6 16, 0 з,з
лученная при гидрировании прямогонной фракции 300—400°С, яв-
ляется компонент ом зимнего дизельного топлива.
Два образца нафтеновых масел, полученных гидрированием
прямогонной фракции 300—400°С испытаны во Всесоюзном науч-
но-исследовательском институте искусственного волокна при изго-
товлении замасливателя для ацетатного шелка. Испытания пока-
зали, что новые масла равноценны импортным образцам масел, а
также маслу ВНИИНП-1, полученному методом селективной и ад-
сорбционной очистки.
Производство нафтеновых масел, потребность в которых с каж-
дым годом увеличивается, может быть организовано без капиталь-
230
Таблица 3
Характеристика масел
Показатели Прямогонная фракция 300—400°С, опыты Г азойль каталити- ческого крекинга, опыт 549 Эталон- масло стернол- кристал- леум 884
547 548
Содержание: серы, % вес. 0,02 0,07 0,06
сульфирующихся, % объемн. Отсутству- Отсутству- 1,0 —
20 Плотность р4 . . . ют 0,8296 ют 0,8430 0,8480 0,8613
Показатель преломления п20 "D 1,4594 1,4669 1,4672 1,4715
Вязкость, сст: при 20° С 14,21 19,19 25,13 18,54
» 50° С . . . 6,02 6,33 8,42 6,63
» 100° С . . . 2,29 2,34 2,91 2,34
Индекс вязкости . 102 90 108 68,4
Температура застыва- ния, °C -51 -47 —51 -50
Температура вспышки в открытом тигле, °C 195* 158 174 158
Удельная дисперсия . 96,5 98 99 99
Цвет по NPA Бесцветный Слегка Слегка Бесцветный
Коксуемость, % • • Отсутствует окрашен Отсутствует окрашен Отсутствует —
Выход масла, % вес. на сырье . 38,3 49,2 15,6 —
* В закрытом тигле.
ных затрат на существующих гидрогенизационных мощностях
комбинатов.
На основании результатов исследования могут быть сделаны
следующие выводы:
1. Путем глубокого гидрирования прямогонной фракции 300—
400°С или газойля каталитического крекинга получены нафтено-
вые масла, полностью соответствующие по качеству импортному
маслу стернол-кристоллеум 884.
2. Рекомендуется следующий режим гидрирования: давление
250 ат, температура 400°С, объемная скорость подачи сырья 1 ч'
и расход водорода 1,6%.
3. Выход высококачественного масла из прямогонной фракции
300—400°С составляет около 50% по сравнению с 20,6% при се-
лективной и адсорбционной очистке аналогичного сырья.
4. При гидрировании прямогонной фракции 3’00—4О0чС получе-
но зимнее дизельное топливо с температурой застывания минус
231
Таблица 4
Химический состав нафтеновых масел, полученных методом гидрирования
в сопоставлении с маслом селективной и адсорбционной очистки
Состав и показатели Масло гидрированное, опыты Масло ВНИИНП-1 селектив- ной и ад- сорбцион- ной очистки Масло гидриро- ванное, опыт 549
547 548
Парафино - нафтеновые углеводороды, % 97,1 91,2 92,5 92,2
Удельная дисперсия 96 98 96,5- 95,5
Плотность Q™ . . . 0,8290 0,8,381 —97,6 0,8943- 0,8485
Показатель преломления 20 1,4525— 1,4600— -0,8455 1,4601- 1,4581 —
Вязкость, сст: при 100° С - 1,4640 2,16 -1,4730 2,4 — 1,4656 2,64- -1,4702 2,34
» 50°С . . . . 6,02 6,33 -2,93 5,86
Индекс вязкости . 102 90 105—101 130
Легкая ароматика, % . Отсутст- 2,7 2,1 5,9
Удельная дисперсия . вует — 126 —
Плотность £>4° .... — — 0,8642 —
Показатель преломления „20 «JD 1,4935- 1,4887 1,4729-
Вязкость, сст: при 100°С -1,5000 3,29 - 1,5011
Индекс вязкости — 90 -
Средняя ароматика, % 2,5 2,8 4,5 1,1
Плотность о . . . Показатель преломления „20 1,5160 1,5140 0,8918 1,5014 1,5211 -
Вязкость при 100° С, сст — 3,34 — 1,5812
Индекс вязкости . — — 61 —
Тяжелая ароматика, % Отсутст- 3,1 Отсутст- 0,4
Плотность о20 Показатель преломления „20 вует 1,5455 вует 1,5850
Смолы, % 0,4 — 1,5460 0,2 0,9 0,4
40°С в количестве 19—20%, а из газойля каталитического крекин-
га— реактивное топливо (фракция 190—275°С) с плотностью
0,840, теплотворностью~ 10 300 кал)кг и температурой застывания
минус 58°С.
Таблица 5
Характеристика фракций и. к. — 195°С
Показатели Номер опыта
547 548 549
Плотность о,0 0,7531 0,7664 0,7806
Содержание, %:
серы 0,01 0,04 0,01
ароматических углеводородов . . . . 1,0 3,0 2,0
Показатель преломления 1,4210 1,4240 1,4306
Фракционный состав, °C:
н. К 61 88 75
10% выкипает при температуре 91 108 109
20% то же 109 118 125
50% » » 138 137 152
80% » » 168 164 171
90% » » 187 180 178
К. К 200 198 187
Октановое число по моторному методу.
+ 0,5 мл ТЭС —- — 69
без ТЭС — 50 57
Таблица 6
Характеристика дизельного и реактивного топлива
Показатели Фракция 195—300°С, опыт 5'47 Фракция 190—275°С, опыт 549
Плотность 0,8356 0,8403
Содержание:
серы, % вес 0,02 Отсутст-
вует
сульфирующихся, % объемн 3,5 1,0
Температура застывания, °C —37—41 -58
Показатель преломления 1,4608 1,4553
Вязкость, сст:
при 20°С 3,67 3,26
—40°С — 32,4
Фракционный состав, °C:
н. К 198 190
40% выкипает при температуре . . . . 210 216
50 то же 243 230
90 » » 272 258
К. К. 297 274
Коксуемость 10%-ного остатка 0,01 0,01
Цетановое число 50 —
Теплотворность низшая, кал/кг — >0290
Выход па исходное сырье, % 19- 20 50
233
Таблица 7
Характеристика деасфальтизатов
Показатели Деасфаль- тизат Но- зо-Горьков- ского НПЗ, 1964 г. Смесь деас- фальти- затов 1 + 11 ступени ромаш- кинской нефти Деасфаль- тизат 11 ступени ромашкинс- кой нефти
Выход иа гудрон, % вес 28—30 36 8-12
Плотность рг0 0,9188 0,9260 0,9507
Вязкость при 100°С, с ст .... 20,0 32,6 60,2
Коксуемость, % 0,96 1,7 3,3
Содержание серы, % 1,68 1,8 2,35
Показатель преломления iip . 1,5111 1,5150 1,5325
Асфальтены, % Отсутст- Отсутст- 0,04
вуют вуют
Температура застывания, °C + 43 + 44 —
Фракционный состав (разгонка по
Богданову), °C:
1Н. К 327 424 426
выкипает при температуре:
5%, то же 420 — 490
10% » 439 506 502
30% » 495 521 533
50% » 504 548 562
Элементарный состав, %:
Н 12,74 12,45 11,93
С 85,50 85,55 85,52
N 0,08 0,20 0,20
S 1,68 1,80 2,35
Углеводородный состав фракции
>430°С после депарафинизации
Парафино-нафтеповые:
Показатель преломления . . . 1,4752 1,4762— 1,4805—
1,4890 1,4850 1,4840
Содержание, % 33,2 30,5 18,8
Легкие ароматические:
г~т 20 Показатель преломления . 1,4950- 1,4948— 1,4910—
1,5070 1,5068 1,5060
Содержание, % 15,8 14,2 14,6
Средние ароматические:
Показатель преломления яд . 1,5122— 1,5115- 1,5130-
1,5350 1,5310 1,5330
Содержание, % 17,8 13,5 13,6
Тяжелые ароматические:
20 Показатель преломления «р . 1,5412- 1,5400— 1,5685—
1,5720 1,5700 1,5705
Содержание, % 27,0 35,1 46,4
Смолы, % 6,2 6,7 6,6
234
Компрессорные масла
Компрессорные масла получены гидрированием деасфальтиза-
тов сернистых нефтей различной степени очистки. Высоковязкие
компрессорные масла получены из смеси деасфальтизатов первой
и второй ступени деасфальтизации гудрона, а также из деасфаль-
тизата второй ступени (табл. 7).
Гидрирование деасфальтизатов осуществлялось . на укрупнен-
ных лабораторных установках на алюмокобальтмолибденовом или
алюмоникельвольфрамовом катализаторе при температуре 400°С,
объемной скорости от 0,5 до 1 ч~‘, давлении 250 ат и циркуляции
1000 л водорода на 1 л сырья. Полученные гидрогенизаты разго-
нялись на топливные фракции, фракции маловязкого и высоковяз-
кого масел.
Масляные фракции подвергались низкотемпературной депара-
финизации. Депарафинированное масло очищалось отбеливающей
землей или гидродоочищалось при низких температурах и давле-
нии 40—50 ат на алюмокобальтмолибденовом катализаторе.
Таблица 8
Характеристика масел, полученных гидрированием деасфальтизатов
Показатели Компрессорные масла Брайтсток Деасфаль- тизат II ст., опыт 182 1
Деасфаль- тизат 1 ст., опыт 544 Деасфаль- тизат 1-f-II ст., опыт 223/1
Выход масла, % вес. на исходное
сырье 43,0 53,0 48,0
Содержание серы, % 0,10 0,24 0,25
Плотность Д1) 0,8871 0,9012 0,9190
Показатель преломления пр . 1,4892 1,4994 1,5120
Вязкость, сст:
при 50°С 154,0 227,8 442,8
» 100°С 20,5 26,7 40,0
Индекс вязкости 88 81 70
Температура, °C:
застывания —20 —20 —12
вспышки 277 292 298
Коксуемость, % Отсутст- 0,3 0,64
вует
Коррозия по ГОСТ 2917—45 . Отсутст- Отсутст- —
вует вует
Цвет NPA, марки 2 1'2 3 1,2 4 1,2
Стабильность по ВТИ
Кислотное число в мг КОН/г:
до окисления 0,003 Нейтраль- —
ное
после окисления 2,51 2,65 —
Примечание. Условия гидрирования. Давление 250 ат, температура
400°С, объемная скорость подачи сырья 0,5 ч—1 (в с пыте 182/1 —1,0 ч—1). цир-
куляиия водород-содержащего газа 1000 нл/л сырья, катализатор АЬСо-Мо.
235
В зависимости от вязкости деасфальтизатов, а также глубины
отбора легких фракций и маловязкого масла, могут быть получе-
ны компрессорные масла различной вязкости. Так, были получены
масла типа КС-19, П-28 и высоковязкое машинное масло (V1Oo =
^=40 сст) (табл. 8). Одновременно с вязким маслом получены ма-
ловязкие масла типа автол 6 (табл. 9).
Т а б л и ц а 9
Характеристика маловязких масел и дизельных топлив
Показатели Номер опыта
544 223,1 182,1
Маловязкие масла, доочищенные
глиной
Содержание серы, % 0,07 0,14 0,12
т—т ”*0 Плотность 0,8833 0,8924 0,9044
Показатель преломления /у',' . 1,4865 1,4960 1,5057
Вязкость, сст:
при 50°С 23,0 31,6 36,81
» 100°С 5,3 6,3 7,05 65
Индекс вязкости 74 58
Температура застывания, °C -20 - 21 - 22
Цвет по шкале NPA, марки 1 2 2 1.2
Коксуемость, % О гсутству- ет — 0,011
Выход, % вес. на сырье . . . . 13,0 11,0 17,2
Дизельное топливо
Содержание серы, % Orcyici ву- ет Отсутству- ет
Плотность 0,8438 0,8403
Показатель преломления 1,4687 1,4662
Вязкость. 20°С 6,6 3,96 —
Температура застывания, °C — 16 —12 — 16 —
Фракционный состав, °C: 195
н. К 143 —
110% выкипает при . . . . 171 223 —
50 то же . . . 273 286 —
70 » » . . . 310 305 —
90 » » . . . 363 327 —
К. К 365 33 ' —
Цетановое число 50 50 —
236
Маловязкие масла не подвергались гидроочистке и характе-
ристики их даны после очистки отбеливающей глиной. В табл. 10
приведен углеводородный состав двух образцов вязких гидриро-
ванных масел, прошедших гидродоочистку вместо контактной очи-
стки глиной.
Таблица 10
Углеводородный состав гидрированных масел с температурой кипения
выше 440° *
Наименование Углеводороды
Парафипо- пафтеповые Легкие аро- матические Средние аро- матические Тяжелые аро- матические Смолы
Опыт 544
г-т 20 Показатель преломления п 1,4720- 1,4907— 1,5102— 1,5442—
1,4879 1,5093 1,5365 1,5852
Содержание, % . .- 71,1 17,7 7,9 2,5 0,8
Опыт 223
Показатель преломления, //ц 1,4780- 1,4972- 1,5103- 1,5452-
1,4896 1,5094 1,5380 1,5380
Содержание. % • . . . 56,9 18,2 15,2 8,3 ! м
* На последней ступени очистки масел вместо контактной доочистки при-
меняли гидродочистку (50 ат, т. мпература 325°С и объемная скорость подачи
сырья 1.0 ч—1) па алюмокобальтмолибденовым катализаторе.
Образец масла с вязкостью при 100°С 26 сст (опыт 223/1) был
испытан в стендовых условиях во ВНИИ кислородного машино-
строения в качестве компрессорного масла, предназначенного для
кислородных компрессоров, взамен применяемого ' в настоящее
время бакинского масла П-28. Испытание масла прошло с поло-
ж ит ел ь ны м и р езул ьтат а м и.
Таким образом, в результате исследования было установлено,
что опытные образцы компрессорных масел, полученные гидриро-
ванием деасфальтизатов, по своим физико-химическим и противо-
износным свойствам не только не уступают, но в отдельных слу-
чаях превосходят применяемое в технике масло П-28.
237
ПОЛУЧЕНИЕ МОТОРНЫХ МАСЕЛ ГИДРИРОВАНИЕМ
ФРАКЦИИ СЕРНИСТОЙ НЕФТИ
Д. Л. Гольдштейн, Е. А. Гусенкова, М. В. Рысаков, Г. С. Низяева,
С. П. Рогов, А. В. Агафонов, Н. Г. Лазьян, А. Г. Сирюк,
А. А. Полякова, К. И. Зимина
(СССР, ВНИИНП)
Получение масел методом гидрирования нефтепродуктов на
типовых нефтеперерабатывающих заводах экономически целесооб-
разно при осуществлении процесса под относительно невысоким
давлением (50—150 ат).
В статье приводятся некоторые результаты исследования по
получению моторных масел из дистиллятов и деасфальтированно-
го гудрона сернистых нефтей двухступенчатым гидрированием иод
давлением 100 ати.
Получение дистиллятного масла
В качестве сырья для получения дистиллятного масла приме-
нялась фракция 3'60—50О°С ромашкинской нефти. Гидрирование
осуществлялось на промышленных и опытных катализаторах.
В начале работы для первой ступени гидрирования масла при-
менялся алюмокобальтмолибденовый катализатор, а во второй —
алюмоникельвольфрамовый (837,6 или 3076/35), обеспечивающий
более глубокое гидрирование ароматических углеводородов. В ка-
честве сырья второй ступени применяли депарафинированное
масло.
В дальнейшем глубокое гидрирование осуществляли в первой
ступени, а во второй — депарафинированное масло лишь слегка
доочищали. Причем в первой ступени применяли другие сера- и
азотустойчивые катализаторы, в частности, катализаторы на кис-
лой основе — никельвольфрамовый на алюмосиликатной основе,
фторированный кобальтмолибденовый на окиси алюминия и дру-
гие.
Масла, полученные гидрированием в первой ступени на алюмо-
кобальтмолибденовом, а во второй—на активном алюмоникель-
вольфрамовом 3076/35, а также в первой ступени на фторирован-
ном алюмокобальтмолибденовом катализаторе, содержат меньше
тяжелых ароматических соединений и больше алканов и цикла-
нов, чем масла, полученные гидрированием при 100 ати на обыч-
ных А1-Со-Мо катализаторах (табл. 1 и 2).
Группы ароматических соединений, выделенные на силикагеле,
анализировались по спектрам поглощения в ультрафиолетовой об-
ласти, а группа алканов и цикланов — методом масс-спектромет-
рии и по инфракрасным спектрам.
Из сравнения структурно-группового химического состава депа-
рафинированного сырья и гидрированных масел следует, что в ре-
238
!W: Таблица!
Характеристика масел, полученных методом гидрирования при различных режимах
Условия гидрирования и показатели Депарафи- нированная фракция 360—500°С ромашкин- ской нефти Гидрированные, депарафинированные масла
100 ат, № 1 100 ат, № 2 100 ат, № 3 . 100 ат, № 4 250 ат
Первая ступень гидрирования Катализатор Общее давление, ат . . . . Температура, °C Объемная скорость сырья, ч—1 Вторая ступень гидрирования Катализатор Общее давление, ат . Температура, °C Объемная скорость сырья, ч—1 Качество масла Вязкость, сст: при 50°С при 100°С Индекс вязкости Содержание серы, % • • Цвет по NPA, марки Температура застывания, °C . Коксуемость, % Выход на исходное сырье, % вес 23,00 10,49 36 2,10 8 -16 0,2 76,0 А1-Со-Мо 100 400 0,5 A1-N1-W (8376) 100 325-350 0,5 26,90 6,20 85 0,04 11/2 —18 0,2 47,9 А1-Со-Мо 100 425 1,0 A1-N1-W (8376) 100 325-350 1,0 35,49 7,38 90,5 0,05 3 -18 0,02 36,2 А1-Со-Мо 100 400 0,5 A1-N1-W (3076 35) 100 325 -350 0,5 27,21 6,26 97 0,04 1 1/2 -19 0,01 33,6 Al-Co-Mo-F 100 400 0,5 Al Co-Mo 100 325 0,5 28,58 6,70 НО 0,06 2 —21 0,01 29,0 Al-Ni-W 250 425 0,5 Al-Co-Mo, 40 325 0,5 27,04 6,40 106 0,04 1 —18- 0,01 34,8
Таблица 2
Результаты анализа масел методом вытеснительной хроматографии
Масла Алканы и цикланы Ароматические соединения Смолы
I II III
Депарафинированная фракция 360—500°С Гвдрировамные масла под давлением 100 ат. 35,8 13,1 11,4 35,6 4,1
№ 1 66,0 11,3 12,7 9,2 0,8
№ 2 63,6 10,4 12,3 13,1 0,6
№ 3 78,7 8,3 6,4 6,1 0,5
№ 4 77,0 14,5 2,9 5,0 0,6
Под давлением 250 ат 97,2 2,5 - о.з
зультате гидрирования значительно расщепляются ароматические
углеводороды с конденсированными циклами, и увеличивается со-
держание в масле цикланов и алканов (изостроения') (табл 3).
Глубина указанных преобразований зависит от характера при-
меняемых катализаторов и условий гидрирования. Масла, полу-
ченные гидрированием при 100 ат в первой ступени на алюмоко-
бальтмолибденовом катализаторе, содержат значительное количе-
ство цикланов с конденсированными циклами. Повышение давле-
ния до '250 ат приводит к увеличению содержания общего количе-
ства цикланов, в частности, с двумя и тремя циклами.
В принятых условиях процесса алюмокобальтмолибденовый ка-
тализатор, способствуя гидрированию конденсированных аромати-
ческих углеводородов, не обеспечивает расщепления цикланов с
конденсированными циклами, являющихся нежелательными ком-
понентами моторного масла.
Применение фторированного алюмокобальтмолибденового ка-
тализатора в первой ступени сопровождалось значительным улуч-
шением качества масла. Содержание в масле цикланов с тремя и
четырьмя циклами снизилось до 7—8%. Содержание алканов изо-
строения увеличилось до 35%.
Алканы и цикланы некоторых масел были проанализированы
по инфракрасным спектрам поглощения (табл. 4). Количество
групп СНу и — (СН2) — в цикланах и алканах, содержащихся в
масле первой ступени при гидрировании на алюмокобальтмолиб-
деновым катализаторе (прип^б) относительно небольшое —
8,9%, а при гидрировании на фторированном алюмокобальтмо-
либденовом катализаторе—31,5%. Суммарное количество алкано-
вых цепей — (СН2) — г. СНз — в углеводородах масла при гидри-
ровании на фторированном катализаторе равно 67,1%, по сравне-
нию с 51,7% в углеводородах масла № 2.
Значительное содержание алкановых цепей (в основном изо-
строения) в углеводородах масла, полученного гидрированием на
фторированном алюмокобальтмолибденовом катализаторе, а так-
240
Таблица 3
Структурно-групповой состав масел, полученных прн 100 ат , % вес.
Группы углеводородов рафи- анная ция О б ) а з ц ы
Депа] пиров фраю 1с 21 3 4 5**
Алканы * ** Цикланы В том числе: моноциклические + некон- денсированные бициклические конденси- рованные трициклические конденси- рованные тетрациклические и поли- циклические конденсиро- ванные Ароматические соединения с не- конденсированными аромати- ческими циклами . . . . В том числе: бензольные бензольные в группе алка- нов и цикланов Ароматические соединения с кон- денсированными ароматиче- скими циклами . . . . В том числе: нафталиновые . . . . фенантреновые (+ антра- ценовые) смолы нерасшифрованные соеди- нения, содержащие серу и азот 10,0 25,1 6,2 6,4 4,7 7,8 38,7 38,7 18,1 11,5 6,6 4,1 з,з 16,9 46,5 9,0 12,2 9,2 16,1 33,1 30,5 2,6 2,7 1,4 1,3 0,8 16,3 44,9 8,7 11,8 9,0 15,4 34,5 32,1 2,4 3,7 2,4 1,3 0,6 19,7 59,0 16,7 15,5 9,9 16,9 18,1 18,1 2,7 1,6 1,1 0,5 35,0 42,0 15,6 11,3 7,3 7,8 19,3 19,3 3,0 1,9 1,1 0,6 26,2 69,9 21,3 20 г8 13,6 14,2 3,2 2,1 1,1 0,5 0,3 0,2 0,2
* В основном изостроения.
** Давление 250 ат.
же относительно небольшое содержание ароматических соедине-
ний и полициклических цикланов обусловило высокий индекс вяз-
кости (ПО) и некоторые благоприятные физико-химические пока-
затели масла.
В результате использования базового масла, полученного при
гидрировании (вязкость при 1О0°С — 6,7 сст), с композицией оте-
чественных присадок, в состав которой входит депрессорная и час-
тично загущающая присадка ПМА «д», получено товарное масло
с вязкостью при 100°С —8,5 сст и индексом вязкости выше ПО.
При получении этого масла образуется 5,8%. бензина с окта-
новым числом 57, 30% зимнего дизельного топлива (фракция
16—2284 241
Таблица 4
Содержание групп СН3—и — (СН2)~ в алкано-циклановой группе
углеводородов масел, определенное по инфракрасным спектрам поглощения,
% вес.
Группы Депарафиниро- ванная фракция 360—500°С Гидрированные масла
100 ат 250 ат
№ 2 № 4
сн3- в том числе: изолированных разветвленных . , . . . . снд в том числе: п=1 п=2 п=3 п=4—5 п > 6 19,6 14,5 5,1 24,6 0,7 1,3 0 15,1 7,5 21,0 16,0 5,0 30,7 3,2 4,4 5,7 8,5 8,9 20,6 15,7 5,9 46,5 1,4 2,9 6,2 3.5 31,5 19,7 15,3 5,4 39,5 1,3 2,6 7,5 0 28,1
Всего цепей С Ну- и (СН2)П~ -44,2 51,7 67,1 59,2
180—340°С) с температурой застывания минус 55°С, содержанием
серы 0,02% и цетановым числом 44, а также масло с вязкостью при
100°С 4,5 сст, которое после карбамидной депарафинизации имеет
температуру застывания —9°С. При добавлении к маслу 0,5% при-
садки НМД «д» температура застывания его снижается до —32О|С,
вязкость при 1'00°С увеличивается до 7,0 сст, а индекс вязкости
выше 120. Таким образом, достигается суммарный выход товар-
ного дистиллятного моторного масла равный 45%, в расчете на
исходное сырье.
Активность фторированного катализатора после работы в те-
чение 1000 ч почти не изменилась.
Испытание масел на двигателе показало их высокие моторные
свойства.
Получение масел из деасфальтированного гудрона
Для исследования применялся деасфальтированный гудрон ро-
машкинской нефти. Гидрирование деасфальтизата осуществлялось
в две ступени на указанных выше промышленных катализаторах.
Для сравнения приводятся данные по гидрированию деасфальти-
зата при давлении 70, 100 и 250 ат. На рис. 1 приведены кривые
зависимости глубины превращения исходного сырья (по показате-
242
Рис. 1. Зависимость глубины гидрирования деасфаль-
тиз.ата (НГНПЗ) на Al-Со-Мо катализаторе от объем-
ной скорости подачи сырья при давлении 70; 100
и 250 ат
лю лучепреломления гидрогенизата) от объемной скорости подачи
сырья, из которых следует, что при гидрировании деасфальтизата
на Al-Co-iMo 'катализаторе при давлении 100 ат за счет снижения
объемной скорости до 0,3 ч-1 может быть достигнуто превращение
сырья, аналогичное полученному при давлении 250 ат и 0,65
Осуществление процесса при давлении ниже 100 ат потребует
применения более активного катализатора.
На рис. 2 приведены кривые, характеризующие общие законо-
мерности гидрирования деасфальтизата на АРСо-Мо катализаторе
при повышении температуры от 375 до 425°С и давлении 100 ат
(с ..доочисткой глиной депарафинированного масла с температу-
рой кипения выше 430сС). С повышением температуры процесса
снижается выход масел, уменьшается их вязкость и коксуемость,
повышается индекс вязкости.
243
Jg Таблица 5
Характеристика гидрированных остаточных масел из деасфальтированного гудрона ромашкинской нефти
»S 1. Образцы давление
Условия гидрирования и показатели Исходнь деасфал! тизат 70 ат 100 ат, 1 100 ат, 2 100 ат, 3 100 ат, 4 250 ат, 5***
Первая ступень гидрирования * Катал1$затор Вторая ступень гидрирования ** *** **** Катализатор Качество Macjia с температурой кипения выше 450°С: Вязкость, сст: — А1-Со-Мо Al-Ni-W. (8376) А1-Со-Мо Al-Ni-W (8376) Al-Co-Mo Al-Ni-W (8376) Al-Ni-W (8376) Al-Ni-W (8376) Al-Ni-W (8376) Al-Ni-W (3076/35) Al-Co-Mo Al-Co-Mo
при 50°С — 145,70**** 139,00**** 91,78 101,91 95,72 154,00
при 100°С Индекс вязкости Содержание серы, % ... Цвет по NPA, марки Температура застывания, °C Коксуемость, % Показатель преломления п ц° Выход на исходный деасфаль- тизат, % вес 20,0 1,70 >8 + 45 1,0 1,5140 100 19,60 85 0,04 3 — 18 0,25 1,4971 37,3 19,00 86 0,03 2+ -17 0,12 1,4940 36,5 15,01 97,5 0,02 2 -17 0,12 1,4875 35,4 15,98 95 0,02 2+ . -19 0,10 1,4886 33,7 15,57 98 0,02 1 1/2 -15 0,10 1,4840 34,5 20,58 88 0,03 2 -20 Следы 1,4892
* Объемная скорость подачн сырья — 0,5 ч~*, температура 400°С ®о втором образце Объемная скорость 0,3 ч~'.
** Объемная скоро.ть подачи сырья — 0,5 ч— *, температура 325—350°С.
*** На второй ступени давление 40 ат, объемная скорость подачи сырья— 1,0 ч—1.
**** Выше 430°С.
Рис. 2. Зависимость вязкости, индекса вязкости и выхода масла
от температуры гидрирования деасфальтизата при 100 ат:
1 — кокс; 2 — выход; 3 — вязкость при . 100° С; 4 — индекс вязкости
В табл. 5 приведены характеристики масел, полученных гидри-
рованием в две ступени при разных давлениях (70, 100 и 250 ат),
температуре 400°С и объемной скорости 0,5
В первой ступени гидрирование деасфальтизата осуществля-
лось на АРСо-Мо катализаторе, а второй на Al-Ni-W (8376 или
3076/35) катализаторах.
Из сравнения качества масел, полученных на разных катализа-
торах, следует, что более высокими показателями, в том числе ин-
дексом вязкости, обладает масло, полученное гидрированием на
Al-Ni-W (8376)-катализаторе, однако выход масла при этом не-
сколько снижается.
Повышение давления от 100 до 250 ат при гидрировании деас-
фальтизата на А1-Со-Мо катализаторе не всегда приводит к повы-
шению индекса вязкости масла, хотя и обусловливает более глу-
бокое гидрирование ароматических углеводородов. Индекс вяз-
кости масел, полученных при 250 и 100 ат, практически одинако-
вый.
245
Таблиц* 6
Групповой углеводородный состав (метод n-d-M) масел, полученных гидрированием деасфальтизированного гудрона
Показатели Алканы и цик- ланы Ароматические соединения I Ароматические соединения II Ароматические соединения III
& § о 5 § а о
. S 2g сч 3 g LQ СМ о 1 — 2g ю СМ о 2g ю сч
Выход, % вес 55,5 59,5 71,1 21,0 22,0 17,7 8,9 9,4 7,9 13,5 8,5 2,5
Удельная дисперсия 99,8 95 96 110 112 118 141 130 134 195 183 162
Средний молекулярный вес .... 535 570 598 507 560 502 465 498 480 422 474 450
Содержание серы, % 0,01 0,01 0,01 0,04 0,04 0,03 0,07 0,06 0,05 0,02 0,02 0,02
Вязкость при Т 00°С, сст 11,95 13,58 13,97 15,68 18,20 16,78 24,23 31,96 34,48 73,48 95,78 75,80
Индекс вязкости Доля углерода, %: 106 103 100 87 85 78 36 25 20 Отри- цатель- ный Отри- цатель- ный Отри- цатель- ный
Са — — .— 14,4 13,8 8,0 23,7 20,0 19,6 40,5 32,4 31,0
Сн 28,5 29.8 31,4 18,9 20,0 35,7 24,2 28,0 33,2 24,0 35; 1 38,0
Сц Содержание циклов в молекуле: 71,5 70,2 68,6 66,7 66,2 56,3 52,1 52,0 47,2 35,5 32,7 31,0
Ка — — — 0,8 0,88 0,51 1,5 1,28 1,1 2,6 2,28 1,75
Кн 2,23 2,58 2,90 1,7 1,98 2,95 2,0 2,54 2,89 1,8 3,02 3,28
При изучении углеводородного состава масел и структуры
групп углеводородов (табл. 6) было обнаружено, что масла, полу-
ченные при высоком давлении, содержат цикланы с большим чис-
лом конденсированных циклов, чем при низком. Поскольку цикла-
ны в гидрированных маслах составляют 60—70% и более, их
структура больше влияет на индекс вязкости масел, чем структу-
ра ароматической части.
Структурно-групповой состав ароматической части масел, полу-
ченных гидрированием деасфальтизата на А1-Со-Мо и Al-Ni-W
(8376) катализаторах при 100 ат, определялся по ультрафиолето-
вым спектрам поглощения (табл. 7).
Таблица 7
Структурно-групповой состав ароматической части масел, полученных
гидрированием деасфальтизата на А1-Со-Мо и Al-Ni-W катализаторах,
определенный по ультрафиолетовым спектрам поглощения
Наименование Ароматические соединения 1 Ароматические соединения 11 Ароматические соединения 111
№ 1 № 3 № 1 № 3 № 1 № 3
Доля углерода в ароматических 12,7 22,0 19,8 32,5 33,4
циклах, % вес. В том числе: 16,8
бензольных . . 14,9 15,0 15,5 — 21,0 23,0
нафталиновых 1,8 1,0 4,7 — 4,7 5,6
фенантреновых 0,1 Отсут- ствуют 1,8 — 5,9 4,8
антраценовых Отсут- ствуют Отсут- ствуют Отсут- ствуют — 0,9 Отсут- ствуют
Оба масла по содержанию ароматических углеводородов раз-
личаются незначительно.
Ориентируясь на регенерируемые промышленные катализаторы,
оптимальными условиями получения масла при гидрировании под
давлением 100 ат деасфальтированного гудрона являются: в
первой ступени температура 40О°С, объемная скорость 0,3 ч"1 на
алюмокобальтмолибденовом катализаторе или 0,5 ч~~х на алюмо-
вольфрамникелевом катализаторе (8376); во второй ступени в
обоих случаях применяется алюмовольфрамникелевый катализа-
тор (8376).
При переработке деасфальтизата получается около 20% облег-
ченного масла с вязкостью при ГООЧС 6 сот и дизельное топливо.
Данные по гидрированию деасфальтизата на других катализато-
рах не приводятся.
Путем смешения масел, полученных гидрированием дистиллят-
ного сырья и деасфальтированного гудрона, получены карбюра-
247
торные и дизельные масла, в частности дизельное масло ДГ-11 с
вязкостью при 1О0°С—11 сст. Масла, полученные гидрированием
деасфальтированного гудрона, с вязкостью при 100°С Г5—16 сст,
и компаундированное масло, имеющее вязкость при 100°С —
11 сст, с композициями отечественных присадок ‘были испытаны
на дизельных двигателях. По основным моторным свойствам эти
маета превосходили соответствующие масла селективной очистки.
ВЫВОДЫ
1. При гидрировании дистиллята сернистой нефти на фториро-
ванном алюмокобальтмолибденовом 'катализаторе при 100 ат
протекают реакции расщепления цикланов и ароматических угле-
водородов с конденсированными циклами и изомеризация алка-
нов, что позволяет получать масла благоприятного химического
состава. Вязкость депарафинированного базового масла при
ЬОСГС составляет 7 сст, а индекс вязкости около 110.
Кроме того, получается некоторое количество менее вязкого
высокоиндексного масла и дизельное топливо с низкой температу-
рой застывания.
2. Двухступенчатым гидрированием деасфальтированного гуд-
рона при 100 ат в первой ступени на А1-Со-Мо- или Al-Ni-W
(8376)- и во второй ступени на Al-Ni-W (8376)-катализаторах по-
лучено высококачественное базовое масло с вязкостью при 10'0°С
15—18 сст и индексом вязкости около 98. Кроме целевого, обра-
зуется маловязкое масло и дизельное топливо.
3. Путем смешения масел, получаемых методом гидрирования
дистиллятного и остаточного сырья получаются базовые масла
различной вязкости, в частности, дизельное масло с вязкостью при
100°С— 11 сст.
4. Дизельное масло ДГ-11, полученное смешением гидрирован-
ных дистиллятного и остаточного масел, с соответствующей ком-
позицией присадок имеет высокие эксплуатационные свойства.
СВОЙСТВА ГЛУБОКОГИДРИРОВАННЫХ ОСТАТОЧНЫХ
МАСЕЛ ИЗ ПАРАФИНИСТЫХ И БЕСПАРАФИНИСТЫХ
ПОЛЬСКИХ НЕФТЕЙ
В. Киселев, М. Водушински, Р. Клецан
(ПНР, Политехнический институт, Гливице)
Процесс глубокого насыщения водородом при очистке смазоч-
ных масел предназначен, в основном, для гидрирования аромати-
ческих углеводородов и гидрогенолиза циклических сераоргани-
ческих соединений. Особый интерес представляет этот процесс для
замены селективной очистки масел. В связи с этим возникает ряд
принципиальных вопросов, решение которых требует эксперимен-
тальной проверки.
248
Одно из основных требований, предъявляемых к процессам при
производстве смазочных масел высокого качества, заключается в
необходимости применения таких условий переработки, когда де-
струкции высокомолекулярной части масел не наблюдается. Про-
мышленный процесс глубокого насыщения водородом высококипя-
щего углеводородного сырья [1] осуществляется при температу-
рах, при которых происходит гидрокрекинг не только продуктов
гидрирования ароматических углеводородов, но и насыщенных уг-
леводородов исходного сырья, обладающих высокими температур-
но-вязкостными свойствами. Это обстоятельство является причи-
ной уменьшения потенциального выхода высоковязких фракций.
Кроме того, гидрогенизат приходится подвергать термическому
воздействию в процессе отгонки легкокипящих фракций, образую-
щихся при гидрокрекинге. Технология производства масел мето-
дом гидрогенизации из сернистого сырья находится в стадии раз-
работки и освоения [2].
Данные о качестве масел, получаемых этим методом, ограни-
чены и часто'противоречивы. Различие свойств масел селективной
очистки и гидрогенизации, .в основном, обусловлено присутствием
в последних компонентов, образующихся в результате гидрирова-
ния ароматических углеводородов, удаляемых из сырья в процес-
се селективной очистки. Влияние гидрирования на свойства гидро-
рафината трудно проследить в связи с одновременным течением
реакций, сопровождающихся распадом и изменением исходных и
вновь образующихся компонентов.
Детальный химический состав части сырья, экстрагируемой се-
лективными растворителями, неизвестен. Установлено лишь, что
основная часть экстракта состоит из полициклических ароматичес-
ких и циклано-ароматических углеводородов, содержащих 2—
4 кольца с несколькими короткими боковыми цепями. На основа-
нии данных об окисляемости минеральных масел, вязкост-
ных и других физико-химических свойствах индивидуальных уг-
леводородов, зависящих от структурно-группового состава [6—
9] можно предположить, что продукт недеструктивного гидриро-
вания ароматической части сырья будет обладать пониженным
индексом вязкости и низкой устойчивостью к окислению по срав-
нению с обычными групповыми компонентами масел.
Настоящая работа проведена с целью исследования компонен-
тов, образующихся в результате глубокого насыщения водородом
ароматических углеводородов, и определения влияния компонен-
тов и вида сырья на свойства гидрогенизата.
Гидрировали ароматические углеводороды широкого фракцион-
ного состава, выделенные адсорбцией на силикагеле из деасфаль-
тизированных и обессмоленных остатков с температурой кипения
выше ЗЗО°С из парафинистой и беспарафинистой польской нефти.
Для предотвращения крекинга процесс проводили в мягких ус-
ловиях. Раздельному гидрированию подвергали исходное остаточ-
249
ное масло и насыщенные компоненты. Один из опытов провели в
более жестких условиях для учета влияния гидрокрекинга.
Сырье получено перегонкой нефтей на лабораторной установ-
ке для определения ИТК при пониженном давлении. Температура
Таблица 1
Характеристика польских нефтей и остатков с температурой кипения выше 330°С
Содержание, % Выход компонентов при хроматографии
вес. на силикагеле, % вес.
Продукты й ные роды
Л т- ° я О
=: со СЗ о «3 н 2 2 я °
-в* X о ST Л
О ф 2 «3 Q. X о о е:
В 2Й И Я >>
Беспарафинистая нефть . . . . Остаток с температурой кипения вы- — — — 47* 53*
ше 339°С 4 20 — 36 40
Парафинистая нефть Остаток с температурой кипения выше — — 60* 44* 56*
335°С 3 10 52 16 19
* Процентное содержание в масле. Таб лица 2
Условия гидрирования масел f их компонентов
Исходное сырье Температура, °C Продолжитель- ность, ч । Давление (мак- симальное), ат Катализатор
% вес. от I пробы количество эта- пов добавления водорода
Беспарафинистая нефть
Ароматические углеводороды I * . 300 137 -400 133 8
Ароматические углеводороды II * . . . 300 127 -350 254 8
Масло 300 50 -325 87 3
Насыщенные углеводороды 250 30 -300 35 1
Парафинистая нефть
Ароматические углеводороды 300 56 -350 155 4
Масло I 300 50 —360 100 5
Масло II 300 36 -340 400 3
350** 5 450** 400 3
* Римскими цифрами (I, II) обозначены образцы, полученные в двух от-
дельных хроматографиях.
** Последние 5 ч гидрировали в более жестких условиях.
250
б кубе не превышала '260°С. Масла получали деасфальтизацией
остатков петролейным эфиром и обессмоливанием адсорбцией на
флоридине. Масло из парафинистых нефтей подвергали частичной
депарафинизации в растворе ацетона и бензола (35 : 65) при тем-
пературе минус 20сС.
Полученные масла разделяли методом хроматографии на си-
ликагеле (50—100 меш, 350/50 г масла) и получали два раство-
ра: пентановый (насыщенные углеводороды) и бензол-метаноль-
ный (ароматические углеводороды), из которых после отгонки
растворителя получали исходные компоненты для гидрирования
(табл. 1).
Гидрированию подвергали 20%-ные растворы продуктов в цик-
логексане в лабораторных автоклавах емкостью 20 мл при темпе-
ратуре 300±15°С и давлении 300—400 ат (начальное давление
100—150 ат) в присутствии никеля Ренея (табл. 2). Катализатор
(35—40% от сырья) добавляли в несколько этапов, причем его
отфильтровывали только после первого этапа, во время которого
происходило обессеривание продукта. Гидрирование осуществля-
ли в течение 30—440 ч до прекращения расхода водорода и ис-
чезновения в гидрогенизате характерных для ароматических угле-
водородов полос поглощения в интервале 1600 см-1 ИКС. В об-
разцах определяли основные физико-химические показатели,
структурно-групповой J10] и элементарный состав (табл. 3). Устой-
чивость к окислению (табл. 4) определяли видоизмененным мето-
дом ВТИ и методом проф. Весели1. Гидрирование продуктов со-
провождалось всеми характерными для гидроочистки изменениями
качества сырья. Гидрогенизаты были полностью обессерены и поч-
ти бесцветны. В условиях опытов не достигалось исчерпывающего
гидрирования ароматических углеводородов. Все гидрогенизаты
флуоресцировали в ультрафиолетовом свете. В зависимости от со-
става сырья содержание атомов углерода в ароматических коль-
цах уменьшалось от 0 до 50% от исходной величины (по методу
n-d-M). Это, по-видимому, отвечает равновесным концентрациям.
Более глубокого гидрирования не осуществляли, так как достиг-
нутые результаты позволили определить свойства соединений
после гидрирования и качество полученных масел.
Постоянство среднего молекулярного веса и количесгво угле-
родных атомов в кольчатых структурах сырья и продуктов
(см. табл. 3) свидетельствуют о том, что в условиях опытов до-
стигнуто глубокое гидрирование при одновременном сохранении
углеродных связей исходных молекул. В результате гидрирования
во всех случаях повышение содержания углеродных атомов в наф-
теновых структурах (% С ) выше, чем уменьшение углеродных
атомов в ароматических структурах (% Са)). Одновременно про-
1 Определение выполнено в лаборатории кафедры химии и технологии неф-
ти Словенской высшей технической школы в Братиславе.
251
Свойства масел и их компо
Элементарный
состав, % S о
прел-
Исходное сырье с Н S атель п20 О
каз НИЯ S о
О ф С ч ч а
Беспарафинистая нефть
Ароматические углеводороды .... 87,98 9,86 0,916 1,5634 0,9904
Гидрированные ароматические углеводороды I 87,12 12,70 0,00 1,5031 0,9381
Гидрированные ароматические углеводороды 11 86,97 13,00 0,00' 1,5000 0,9.28
Масло 86,97 12,24 0,314 1,5155 0,9238
Гидрированное масло . . .... 86,52 13,24 0,00 1,4959 /,9087
Насыщенные углеводороды I 87,00 13,06 0,00 1,4950 0,8993
Насыщенные углеводороды II . ... 86,85 13,15 0,00 1,4865 0,8950
Гидрированные насыщенные углеводороды I 86,46 13,63 0,00 1,4872 0,8941
Парафинистая нефть
Ароматические углеводороды .... 87,50 10,85 0,613 1,5509 0,9764
Гидрированные ароматические углеводороды 87,08 12,83 0,00 1,5083 0,9324
Масло I 87,07 12,55 0,260 1,5090 0,9162
Гидрированное масло I 86,72 13,36 0,00 1,4918 0,8991
Масло I 87,00 12,46 0,285 1,5149 0,9244
Гидрированное масло II — — — 1,4875 0,8939
Насыщенные углеводороды 86,45 14,01 0,00 1,4792 0,8751
Примечание. В скобках приведены данные анализа методом Курца [3].
исходит повышение общего количества колец в молекулах углево-
дородов гидрогенизата, из чего можно сделать вывод, чго проте-
кание реакций сопровождается циклизацией парафиновых цепей.
Разные значения вязкости и инфракрасных спектров (1600 слг~’
и около 1740 см-1) указывают на различие структуры ароматичес-
ких углеводородов в обоих видах масел. В масле из беспарафи-
нистой нефти преобладают конденсированные полициклические, а
в масле из парафинистой нефти — моноциклические ароматичес-
кие углеводороды со значительным количеством боковых цепей.
Это сказывается на относительном увеличении индекса вязкости и
уменьшении вязкости ароматических углеводородов беспарафи-
нистого масла, хотя абсолютное значение индекса вязкости гидро-
генизата парафинистого масла выше. Устойчивость к окислению
сырья низкая и после гидрирования снижается незначительно.
Исключение составляет не полностью деароматизированная насы-
252
Таблица 3
нентов до и после гидрирования
Средний молекуляр- ный вес Структурно-групповой состав Индекс вязкости Кинемати- ческая вязкость, сст Температура засты- вания, °C
%са % Сц % % ка Ко кн
при 50°С при 100°С
398 44,75 (40) 56,16 11,41 (20) 43,84 (40) 1,34 2,14 0,80 -65,0 480 27,21 —
401 11,83 66,33 54,50 33,67 0,31 4,27 3,96 4,1 203,5 18,56 —
400 3,05 61,16 58,11 38,84 0,15 3,91 3,71 21,9 78,63 10,47 —13
439 20,72 50,62 29,90 49,38 1,13 3,02 1,89 56,9 121,4 15,47 —15
435 10,65 51,27 40,62 48,73 0,56 3,52 2,96 52,0 98,6 13,19 -1,5
430 9,33 24,65 15,32 75,35 0,89 2,97 2,08 76,4 61,6 10,36 —
434 1,75 48,70 47,95 51,30 0 3.31 3,31 84,3 57,87 10,20 + 2
442 0 46,89 46,89 53,11 0 3,24 3,24 75,1 63,4 10,52 +3,5
416 36,78 65,98 19,20 44,02 1,93 3,64 1,71 19,9 258,9 22,47
413 9,76 60,62 50,86 39,38 0,49 4,01 3,52 43,7 169,4 18,43 -12
422 17,31 45,46 28,15 54,54 0,91 2,94 2,03 68,2 70,2 11,03 — 1
436 4,30 46,90 42,60 53,10 0.65 3,19 2,54 65,4 64,9 10,35 + 3
400 20,48 48,01 27,53 51,99 1,03 3,45 2,42 51,7 87,9 12,22 —15,5
342 2,93 72,75 69,82 27,85 0,12 3.11 2,99 72,6 27,04 5,87 —17,5
426 0 39,39 39,39 60,61 0 2,54 2,54 99,0 33,2 7,20 +4
щенная фракция беспарафинистого масла (см. табл. 4). Высокая
устойчивость этой фракции и весьма значительное уменьшение ее
устойчивости к окислению после гидрирования подтверждает ин-
гибирующее действие небольшого количества ароматических уг-
леводородов.
Гидрирование, сопровождающееся незначительным гидрокре-
кингом, приводит к более полному гидрированию, значительному
уменьшению вязкости и повышению индекса вязкости.
ВЫВОДЫ
1. При гидрировании высококипящих ароматических углеводо-
родов полученный компонент смазочных масел характеризуется
низкими значениями индекса вязкости и малой устойчивостью
к окислению.
2. Замена процесса селективной очистки смазочных масел про-
цессом глубокого гидрирования не гарантирует получения масел
253
ТаблйЦа 4
Окисляемость масел и их компонентов до и после гидрирования
Исходное сырье Устойчивость к окислению
Время абсорбции кислорода, ч Кислотное число1 ок- сидата в мг КОН/г Кислотное число2 оксидата в мг КОН г
Беспарафинистая нефть Ароматические углеводороды . 18 1,01
Гидрированные ароматические углево- дороды II 17 0,75 0,003
Масло 25 0,98 —
Гидрированное масло 16,5 0,96 0,103
Насыщенные углеводороды I . . . 17 1,25 —
Насыщенные углеводороды II . . . 12 1,27 0,078
Гидрированные насыщенные углеводо- роды I 6,5 1,08 0,081
Парафинистая нефть Гидрированные ароматические углево- дороды 22,5 0,72 0,149
Масло I 46,5 0,76 0,009
Гидрированное масло I 14 0,70 0,168
Насыщенные углеводороды 6 1,80 0,090
1 По методу Весели.
2 По методу ВТИ.
равного качества. Качество глубокогидрированных масел зависит
от вида сырья, лучшие результаты дает парафинистое сырье.
Свойства гидрогенизата, содержащего прогидрированные арома-
тические углеводороды, значительно уступают свойствам рафината
селективной очистки, полученного из того же сырья.
3. Гидрокрекинг улучшает свойство гидрогенизата, но вследст-
вие деструкции насыщенной части сырья с заведомо положитель-
ными качествами наблюдается уменьшение выхода высоковязких
фракций, причем вязкость продукта, полученного в условиях гид-
рокрекинга, значительно ниже вязкости насыщенной части того же
сырья-.
4. В исследованных условиях наблюдается дегидроциклизация
парафиновых цепей и образование нафтеновых углеводородов.
Это обстоятельство может быть одной из причин снижения индек-
са вязкости гидрогенизата и устойчивости к окислению.
254
ЛИТЕРАТУРА
1. Kronig W. Katalytische Drtickhydrierung vou Kohlen Teeren und Mine-
ralolen. Springer — Verlag, Berlin — Gottingen—Heidelberg, 1950.
2. Pat. USA 3189540, 1965.
3. Черножуков H. И,, Крейн С. Э. Окисляемость моторных масел. M.,
Гостоптехиздат, 1955.
4. Черножуков Н. И., Крейн С. Э., Л ос и ко в Б. В. Химия мине-
ральных масел. М., Гостоптехиздат, 1959.
5. Vesely V., Ваха J. К. Oxidacnej stalosti hydrogenowanych ma-
zacich olejov. Ropa a Uhlie, 1963, 3.
6. M i k e s k a L. A. Ind Eng. Chem., 1936, 28, 970.
7. N e у m a n-P i 1 a t E., Pilat S. Ind. Eng. Chem., 1941, 9, 1381.
8. S c h i e s s 1 e r R. W„ С о s b у J. N. Petr. Ref., 1942, 21, 383—400.
9. S c h i e s s 1 e r R, W., Cosby J. N. Petr. Ref., 1943, 22. 390—409.
10. VanNesK., Van Westen H. A. Aspects of the Constitution of mi-
neral oils. Elsevier Publ. Co., 1951.
ПРОИЗВОДСТВО МАСЕЛ В ЧССР МЕТОДОМ
ГИДРИРОВАНИЯ ПОД ВЫСОКИМ ДАВЛЕНИЕМ
В. Новак
(ЧССР, Институт химического использования угля)
В связи с возрастающим количеством сернистой нефти, пере-
рабатываемой в Чехословакии, исследовался и получил промыш-
ленное применение метод гидрирования для производства масел и
парафинов. Были освоены процессы гидроочистки масел и пара-
финов при давлениях до 70 ат и гидрирования при высоком дав-
лении (300 ат). Гидроочистка масел и парафина применяется на
заводе «Словнафт» в Братиславе.
В условиях гидроочистки при низких давлениях и температу-
рах удаляются некоторые наиболее активные компоненты масел,
но их химический состав меняется незначительно.
При высоком давлении происходят существенные изменения в
составе масел, и гидрирование является в этом случае методом
для глубокого превращения исходного сырья. Этот процесс освоен
в ЧССР на Химическом комбинате в Залужи, где перерабатывает-
ся широкая вакуумная фракция 360—510°С.
Гидрирование масляных дистиллятов в промышленном мас-
штабе не встречает трудностей. Технологические параметры про-
цесса регулируются таким образом, чтобы индекс вязкости масла
после отгонки легких фракций и депарафинизации был постоян-
ным. При переработке широкой вакуумной фракции из ромашкин-
255
ской нефти на катализаторе 8376 требуемое качество масла дости-
гается при следующих условиях:
Температура, °C.................... 370—420
Объемная скорость, ч—1 . . .... 0,4—1,3
Отношение циркуляционного газа к сырью,
м3/т............................... 900—2000
Содержание в циркуляционном газе водо-
рода, %.............................75—95
При гидрировании дистиллятов под высоким давлением проте-
кают реакции деструктивной гидрогенизации и изомеризации, глу-
бина развития которых зависит от свойств применяемого катали-
затора.
Авторами исследовано поведение ряда катализаторов, выпус-
каемых в производственном масштабе. Различие в их активности
заключалось в том, что получаемые масла с одинаковыми индек-
сами вязкости отличались по составу.
Максимальное снижение вязкости наблюдалось у масел, полу-
ченных на катализаторе 5058. Остальные свойства масел, напри-
мер, цвет, коксуемость и устойчивость против окисления при при-
менении этого катализатора были лучше. Температура процесса
была на 10—120°С ниже по сравнению с применяемой при гидро-
генизации над катализатором 8376.
Преимущества метода гидрирования, как способа производст-
ва масел, по сравнению с селективной очисткой, заключается в
возможности получения масел с высоким индексом вязкости при
сравнительно более высоком их выходе. Это преимущество нами
еще полностью не использовано.
При гидрогенизации, кроме изменения количества и состава
ароматических углеводородов, происходит глубокое обессеривание
сырья и удаление азотистых соединений. Это отражается на изме-
нении основных химико-физических свойств. Было исследовано
влияние отдельных компонентов, составляющих масла и их коли-
чества на стабильность масел и показано сильное влияние на ста-
бильность тяжелых ароматических углеводородов и смол.
Стабильность масла без присадок, полученного в результате
гидрогенизации является более высокой, по сравнению с стабиль-
ностью масла селективной очистки, особенно при испытании в ин-
тервале температуры 90—il40°C. При более высокой температуре
испытания гидрированные масла, например автол, являются более
устойчивыми только в том случае, если сравниваются масла с при-
садками, это обстоятельство не снижает преимущества гидриро-
ванных масел. Несмотря на это, ведутся работы по улучшению
и повышению стабильности гидрированных масел.
Одним из направлений исследования является разработка ус-
ловий процесса для улучшения стабильности масла при длитель-
ном воздействии света, при котором происходит выпадение шла-
мов или осадков. Исходя из анализов осадка, количество которых
составляет 0,002—0,004% в год, можно предположить, что осадок
256
Состоит, в основном, из асфальтенов, которые возникают при
окислении. Выпаданию осадков способствует также то обстоятель-
ство, что гидрированные масла содержат мало ароматических уг-
леводородов. Необходимо подчеркнуть, что выпадение осадков на-
блюдалось только у масел без присадок.
В ЧССР из гидрированного вакуумного дистиллята получают-
ся турбинные, подшипниковые и автомобильные масла.
Турбинные масла прошли успешные испытания в течение не-
скольких лет в промышленности. Устойчивость этих масел при эк-
сплуатации лучше, чем у ранее выпускавшихся.
Положительные результаты были получены при испытании гид-
рированных масел для подшипников в различных машинах и сис-
темах. Применение гидрированного подшипникового масла позво-
ляет удлинить срок обмена масла минимально в 2 раза.
Гидрированное масло применяют в ЧССР как компонент мо-
торных масел в смеси с остаточными маслами селективной очист-
ки. Получение автола только из гидрированного масла требует
подбора специальных композиций присадок. Поэтому авторы счи-
тают более выгодным при получении автолов применять гидриро-
ванные масла в смеси с остаточными маслами селективной очи-
стки.
При исследовании воздействия гидрированных масел на живой
организм установлено, что они менее токсичны, чем другие мас-
ла. Это открывает дальнейшие возможности их применения.
Для улучшения качества выпускаемого гидрированного масла
предполагается осуществить переработку более узких фракций,
ввести двухступенчатое гидрирование, увеличить четкость отгонки
легких фракций и использовать легкие фракции для производства
трансформаторных масел.
ПОЛУЧЕНИЕ ВЯЗКИХ МАСЕЛ ГИДРОКРЕКИНГОМ
ДЕАСФАЛЬТИРОВАННЫХ ГУДРОНОВ БАКИНСКИХ
НЕФТЕЙ
Р. Ш. Кулиев, Б. А. Садыхова
(СССР, ИНХП АН Аз. ССР)
В докладе сообщаются результаты исследования по получению
вязких остаточных масел методом деструктивной гидрогенизации
деасфальтированных гудронов смолистой и высокосмолистой ба-
кинских нефтей. Деасфальтизация 26—27%-ного остатка (гудро-
на) нефти осуществлялась жидким пропаном. Характеристика
деасфальтизированных гудронов приведена ниже.
Нефть
высокосмолистая смолистая
Выход на гудрон, % вес. 45 60
Плотность 04°.............. 0,9320 0,9180
Вязкость при 100СС, сст . . 57,1 60,8
17-2284
257
Коксуемость, %
Температура, °C:
вспышки
застывания
2,0 2,3
308 314
+ 28 + 28
Деструктивная гидрогенизация деасфальтированных гудронов
проводилась на непрерывнодействующей установке при давлении
200 ат, объемной скорости 0,5 ч-1 и различной температуре в при-
сутствии сернистого вольфрама и алюмокобальтмолибденового ка-
тализаторов. Для получения авиамасла МС-20 деструктивной гид-
рогенизации подвергался деасфальтизат гудрона высокосмолис-
той нефти, а в случае получения масла П-28 — деасфальтизат
смолистой нефти.
Увеличение температуры процесса в интервале 400—465°С при-
водит к улучшению вязкостно-температурных свойств, цвета, кок-
суемости и других показателей качества гидрогенизатов (табл. 1).
Таблица 1
Характеристика гидрогенизатов деасфальтизата высокосмолистой нефти
Показатели Катализатор WS2 Катализатор А1-Со-Мо
400°С 425°С 435°С 450°С 460°С 465°С
ПЛОТНОСТЬ 04° . . . Вязкость, сст: 0,8998 0,8814 0,8562 0,8988 0,8786 0,8575
при 100°С . . при 50°С . . . Отношение вязко- 16,8 108 8,4 42,6 4,2 12,6 10,3 54,0 5,9 18,4 2,6 6,5
стей при 50 и 1100°С Индекс вязкости . . 6.4 96 4,6 106 3,0 162 5,2 100 3,8 128 2,5 130
Вязкостно - весовая константа . . . Коксуемость, % Температура вспыш- ки, °C 0,832 0,72 84 0,816 0,23 78 0,79 0,12 69 0,837 0,42 106 0,825 0,27 76 0,807 0,06 44
Температура засты- вания, °C . . . + 12 + 10 +2 + 16 + 14 —2
Кислотное число в мг КОН/г . Цвет по NPA, мар- ки 0,02 4 1,2 + 0,01 1 L2+ 0,01 1 1/2 + 0,05 4— 0,05 3 1/2 + 0,04 2 1/2 +
Для получения масел исходные гидрогенизаты подвергали ваку-
умной разгонке для выделения топливных фракций, выкипающих
в интервале 350—450°С, а фракции с температурой кипения выше
450°С использовали для получения авиамасла (табл. 2).
Ввиду высокой температуры застывания масляные компоненты
подвергались депарафинизации; дистиллятные масляные компо-
ненты подвергались карбамидной депарафинизации, а остаточные
депарафинировали в растворе ацетон-бензол-толуол.
258
Таблица 2
Характеристика масляных фракций гидрогенизатов (см. табл. 1)
Показатели Катализатор—WS2 Катализатор Al-Co-Mo
Дис- тиллят- ная фрак- ция Остаточная фракция Дистиллят- ная фрак- ция Остаточная фракция
425°С 435°С
425°С 460°С 465°С 46О°С|465°С
ПЛОТНОСТЬ 04° Вязкость, сст: при 1О0°С при 50°С Отношение вязкостей при 50 и 100°С Индекс вязкости . . . . Вязкостно-весовая константа Коксуемость, % Кислотное число в мг КОН/г Температура, °C: вспышки застывания Цвет по NPA, марки Выход на гидрогенизат, % вес. 0,8567 3,2 9,3 2,9 108 0,813 0,10 0,05 145 -20 2 1/2 17,6 0,8910 19,8 140,2 7,0 93 0.820 0,38 0,05 235 + 16 4 1/2 75,0 0,8852 19,5 134,5 6,8 95 0,809 0,28 0,04 262 + 14 4 1/2 46,0 0,8761 2,8 8,9 3,1 95 0,830 0,12 0,06 140 -14 4 1 2 22,0 0,8684 1,4 7,7 5,5 97 0,808 0,02 0,03 142 — 12 3 1/2 23,0 0,9030 19,1 145,3 7,6 88 0,834 0,72 0,05 268 + 34 8 58,0 0,8902 16,8 115,5 6,8 89 0,809 0,12 0,06 238 + 12 6 1- 50,7
Таблица 3
Характеристика авиамасел, полученных из гидрогенизатов
деасфальтизата высокосернистой нефти
Показатели Катализатор WS3 Катализатор Al-Co-Mo
°C
425 435 460 465
Выход, %, на:
гидрогенизат 51,0 41,0 44,0 36,5
гудрон 23,0 18,5 19,8 16,4
20 Плотность о4 0,896 0,8879 0,9078 0,8959
Вязкость при 100°С, сст . 20,4 20,5 21,7 20,0
Отношение вязкости при 50 и 100°С 6,6 6,3 8,0 7,6
Индекс вязкости 89 95 80 83
Вязкостно-весовая константа 0,824 0,812 0,839 0,812
Коксуемость, % 0,4 0,3 0.78 0,20
Кислотное число в мг КОН/г . Температура, °C: 0,10 0,03 0,04 0,055
вспышки 247 274 277 267
застывания — 18 — 18 — 18 — 18
Цвет по NPA, марки 5 + 4 1,2 + Теми. 7 +
Термостабильность, мин . . . . 32 42 37,5 60,8
ТВК (0—.100) 59 48 60,8 53,2
259
Дистиллятные масляные компоненты, выкипающие в интервале
350—450°С, после депарафинизации по своим свойствам соответ-
ствуют трансформаторному маслу и могут также служить в каче-
стве маловязкого компонента для компаундирования при получе-
нии широкого ассортимента масел с вязкостью в пределах 18—
20 сст.
В зависимости от режима гидрирования выход авиамасла со-
ставляет 18,5—23% на А¥52-катализаторе и Гб,4—19,8% на алю-
мокобальтмолибденовом катализаторе (табл. 3).
Авиамасло типа МС-20, полученное при температуре 435°С из
деасфальтизата, имеет высокий индекс вязкости (95 ед.), хоро-
шую стабильность и цвет и по остальным качествам удовлетворяет
требованиям ГОСТ на авиамасло МС-20. Масло марки П-28 для
прокатных станов получалось при гидрогенизации деасфальтиза-
та смолистой нефти в присутствии катализатора WS2.
В результате проведенного исследования было установлено, что
повышение температуры процесса от 350 до 425°С приводит к
улучшению вязкостно-температурных свойств, снижению коксуе-
мости, кислотности, а также улучшению цвета гидрогенизатов
(табл. 4).
Таблица 4
Характеристика гидрогенизатов, полученных при гидрогенизации
деасфальтизата смолистой нефти на катализаторе WS2
Показатели Температура, °C
350 375 400 425
Выход, % вес, на деасфальтизат 99,2 99,0 99,0 98,5
Плотность @4° 0,9102 0,9084 0,8958 0,8543
Вячкость пои i100°Cr сст 50,6 43,6 24,1 4,6
Вязкостно-весовая константа 0,828 0,822 0,821 0,793
Кислотное число в мг КОН/г 0,05 0,05 0 05 0,05
Коксуемость, % 1,1 1,0 0,11 0,02
Температура, °C:
ВСПЫШКИ 290 284 130 30
застывания 4 28 +30 + 32 + 18
Цвет по NPA, марки . . . . 6— 5— 3 + 1 1/2
При гидрогенизации деасфальтизата при температуре 400°С
получено высококачественное остаточное масло, имеющее следую-
щую характеристику:
Масло П-28 Требования
Плотность д4 . .
Вязкость кинематичес-
кая, сст:
при 50°С
при 100°С .
ГОСТ
0,9041
296,6 —
31,0 26—30
260
Индекс вязкости 83,7
Коксуемость, % Кислотное число в мг 0,44 1%
КОН/ЮО мл . . . Температура, °C: 0,035 0,1
вспышки ’285 285
застывания . —10 —10
Цвет по NPA, марки Коррозионность по ме- 5+ —
тоду НАМИ . Стабильность по ДК-2: количество осад- Отсутствует Выдерживает
ка, % . ... карбены и карбои- 2,8 —
ды, % . ... Изменение вязкости при 2,1 —•
100°С, сст . Выход, % вес. на деас- 13,2 —
фальтизат .... 62,5 —
Испытание на окисляемость и коррозийную агрессивность ме-
тодом НАМИ (ДК-2) показало, что полученное масло П-28 имеет
высокую стабильность. Вязкость масла при окислении изменяется
незначительно.
Таким образом, в результате выполненного исследования бы-
ли разработаны оптимальные условия гидрогенизации для получе-
ния остаточного масла типа МС-20 и для прокатных станов из
деасфальтизированного гудрона смолистых бакинских нефтей.
ИССЛЕДОВАНИЕ ВЛИЯНИЯ УСЛОВИЙ ГИДРОКРЕКИНГА
ОСТАТОЧНОГО СЫРЬЯ НА УГЛЕВОДОРОДНЫЙ СОСТАВ
ПОЛУЧЕННЫХ АВИАМАСЕЛ
Н. И. Черножуков, Р. Ш. Кулиев, Б. А. Садыхова, А. М. Расулов
(СССР, ИНХП АН Аз. ССР)
Изучение химизма превращений углеводородов масляных
фракций при гидрогенизации представляет большой интерес для
уточнения условий процессов, необходимых при получении высо-
кокачественных масел.
Углеводородный состав сырья и авиамасел, полученных в ре-
зультате гидрогенизации деасфальтизированного гудрона бакин-
ской сильносмолистой нефти, изучался методом разделения на си-
ликагеле марки АСК и кольцевого анализа по Гершу.
Характеристика отдельных групп углеводородов сырья и авиа-
масел приведены в табл. 1 и 2. При гидрокрекинге на катализа-
торе сернистый вольфрам, начиная с температуры 400° С, наблю-
дается деструкция сырья. Содержание метано-нафтеновых угле-
водородов в масле повышается от 21,4 до 54,3%, по сравнению с
сырьем, а при температуре 425°С достигает 69%. Дальнейшее
повышение температуры процесса до 435° С не приводит к уве-
личению содержания в масле метано-нафтеновых углеводородов.
261
Таблица 1
Характеристика деасфальтизата и авнамасел, полученных при гидрокрекинге
с сернистым вольфрамом
1 Группы углеводородов Температура гидрокрекинга, °C Выход, % вес. Физико-химические свойства Кольцевой состав
Показатель , преломления п2° nD Елотность >0 1 редкий мо- екулярный ес Вязкость при! 100°С, сст 1 Индекс вязкости % вес. колец в смеси Число колец в молекуле Число атомов углерода в бо- ковой цепи
О И
Метано-нафтеновые ... 42,4 Сырье-д 1,4849 еасфальт 0,8887 ироваг 605 ный rj 23,7 г дрон 33,0 2,9 33
Ароматические: легкие - - 17,5 1,5078 0,9237 597 40,0 24,0 2,1 37
средние — 19,9 1,5608 0,9892 564 169,9 — 40,0 3,6 27
тяжелые — 7,9 1,5945 — 502 — — 4,0
Смолистые вещества — 12,3 — 0,9870 630 — — .— — —
Метано-нафтеновые i 54,3 1,4813 Авиамасло 0,8811 486 14,3 93,5 35,0 2,35 25
Ароматические: легкие | 400 20,3 1,5062 0,9212 466 20.8 60,3 27,0 1,75 28
средние 17,7 1,5596 0,9893 518 143,7 42,0 3,30 24
Смолистые вещества ) 7,7 — 0,9922 —. — —
Метано-нафтеновые 69,6 1,4790 0,8742 529 14,3 99,8 31 2,20 30
Ароматические: | легкие ( 425 16,3 1,5062 0,9195 515 ’ 28,0 63,2 25 1,82 31
средние i 9,2 1,5527 0,9786 565 160,3 40 3,10 24
Смолистые вещества 1 4,9 — 0,9881 — — —
Метано-нафтеновые 71,5 1,4775 0,8609 522 13,7 100,0 29 2,05 30
Ароматические: | легкие 1 435 17.1 1,5071 0,9209 501 31,9 64,1 26 1,85 30
средние | 7,3 1,5562 0,9796 529 197,8 40 3,20 25
Смолистые вещества | 4,1 — 0,9960 — — —
Таблица 2
Характеристика деасфальтизата и авиамасел, полученных
при гидрокрекинге с алюмокобальтмолнбденовым катализатором
Группы углеводородов 1 Температура гидрокрекинга, °C Выход, % вес. Физико-химические свойства Кольцевой состав
Показатель ! преломления ч20 Плотность р20! Средний мо- лекулярный । вес Вязкость при 1( 0°С, сст Индекс вяз- кости % вес. колец в смеси 1 Число колец в молекуле Число атомов углерода в бо- ковой цепи
Сы зье —деас фальтизат
Метано-нафтеновые — 42,4 1,4849 0,8887 605 23.7 33 2,9 33
Ароматические:
легкие 17,5 1.5078 0,9237 597 40,0 — 24 2,1 37
средние 19,9 1,5608 0,9892 564 169,9 — 0 3,6 27
тяжелые . 7.9 1,5945 — 502 4,0
Смолистые вещества 12,3 — 0,9870 иЗО — — —
Авиамасло
Метано-нафтеновые .... . 59,0 1,4828 0,8817 521 14,1 91,8 35 2,5 28
Ароматические:
легкие 450 18,0 1,5093 0,9257 496 21,6 55,2 27 1,9 30
средние 12,о 1,5555 0,9848 406 44,8 57,9 45 2,8 18
тяжелые 4,8 1,5930 1,0112 457 367,6 53 3,8 17
Смолы 6,2 — 1.0954 — — — —
Метано-нафтеновые 61,3 1,4810 0,8790 526 15,3 96,2 33 2.4 29
Ароматические:
легкие 460 18,8 1,5052 0,9180 522 23,9 69,4 25 1,8 32
средние 10,8 1,5502 0,9797 455 69,0 -43,4 41 2,8 21
тяжелые 4,5 1,60и9 1,0276 442 400
Смолы 4,6 0,9947
Метано-нафтеновые 65,0 1,4803 0,8765 519 14,5 96,2 32 2,3 29
Ароматические:
легкие . . 465 18,7 1,5055 0,9175 512 23,0 68,4 25 1,8 32
средние 8,6 1,5487 0,9777 4о2 67,0 —33,8 41 2.8 21
тяжелые 3,8 1,6054 1,0374 422 466,5 — 58 з.О 14
Смолы . 3,9 - 0,9949 — - — — — 1 —.
Увеличение содержания метано-нафтеновых углеводородов в
масле происходит, в основном, за счет деструкции тяжелых аро-
матических углеводородов и смолистых веществ. При температу-
ре 4'00° С полициклические ароматические углеводороды с пока-
зателем преломления выше 1,5900 превращаются в другие
классы углеводородов. С повышением температуры процесса, со-
держание смолистых веществ снижается с 12,3 до 4,1%.
Сравнение характеристик групп углеводородов, выделенных
из масел и исходного деасфальтизата, показывает, что одноимен-
ные группы углеводородов, выделенные из авиамасла, получен-
ного при температуре 400° С, несмотря на резкую разницу в вы-
ходах масла, не отличаются между собой по показателю
преломления и плотности. Заметное отличие наблюдается в сред-
нем молекулярном весе, вязкости и кольцевом составе. По мере
повышения температуры процесса от 400 до 435°С уменьшается
содержание колец и несколько увеличивается число атомов угле-
рода в боковой цепи.
При гидрокрекинге деасфальтизата на катализаторе А1-Со-Мо
количество метано-нафтеновых и легких ароматических групп уг-
леводородов в гидрогенизатах увеличивается, а содержание
средних, тяжелых ароматических групп углеводородов и смолис-
тых веществ уменьшается. Авиамасло, полученное при темпе-
ратуре 450° С, содержит 59% метано-нафтеновых углеводородов,
что значительно меньше, чем было отмечено в случае применения
катализатора WS2. Дальнейшее повышение температуры процес-
са незначительно влияет на изменение содержания отдельных
групп углеводородов в маслах. Масла, полученные на катализа-
торе AI-Со-Мо, содержат тяжелые ароматические углеводороды.
Сравнение группового и кольцевого состава масел, получен-
ных в присутствии катализатора WS2 и Al-Co-Mo, показывает,
что масла, полученные на первом катализаторе имеют лучшие
физико-химические свойства. Для выяснения закономерностей
превращений ароматических углеводородов сырья при гидрокре-
кинге ароматические углеводороды, выделенные из авиамасел, ис-
следованы методом спектрального анализа. Для этого аромати-
ческие углеводороды, выделенные на силикагеле (АСК), повторно
разделялись на окиси алюминия (размер частиц 0,2—1 мм) при
соотношении продукта и адсорбента 1 : 10. Ароматические углево-
дороды разделялись на три группы по показателю преломления:
Легкие ароматические углеводороды . . 1,53
Средние ароматические углеводороды . . 1,53—1,59
Тяжелые ароматические углеводороды . . Выше 1,59
Результаты исследования представлены в табл. 3. При хрома-
тографическом разделении на окиси алюминия ароматических
углеводородов выделялось некоторое количество метано-нафтено-
вых углеводородов и смолистых веществ и тяжелых ароматичес-
264
Таблица 3
Результаты разделения ароматических углеводородов на окиси алюминия
Группы углеводородов Температура гидро- крекинга, °C Выход, % вес. Физико-химические свойства Кольцевой состав
показатель пре- 20 ломления, Пр 20 ПЛОТНОСТЬ р4 1 средний моле- кулярный вес 1 вязкость при 100°С, сст I индекс вязкости % вес. колец в смеси среднее число колец в моле- куле число атомов углерода в боко- вой цепи
Метано-нафтеновые Ароматические: 2,2 51,6 1,4839 1,5098 — — — — — —
легкие 400 0,9290 527 34,6 50,4 27,0 2,0 31
средние 30,6 1,5554 0,9860 552 143,1 .— 40,0 3,1 26
тяжелые 3,2 1,5924 — 482 — — 52,0 3,9 19
Смолистые вещества 12,4 — 0,9913 475 — — — —
Метано-нефтеновые 4,2 1,4819 — — — —
Ароматические:
легкие 425 59,3 1,5118 0,9261 519 32,6 54,5 27,0 2,0 31
средние 27,4 1,5504 0,9806 509 140,2 — 39,5 3,0 25
тяжелые 1.3 1,5918 — 460 — 52,0 3,9 17
Смолистые вещества 7,8 — 0,9954 480 — — —
Метано-нафтеновые ' Ароматические: 1,8 61,8 1,4779 — — — — — — —
легкие 435 1,5078 0,9232 521 32,9 58,7 26,5 1,9 31
средние 26,8 1,5508 0,9790 564 — — 37,5 3,2 28
тяжелые 1,9 1,5928 — 477 — 52,0 3,9 18
Смолистые вещества 7,7 — 0,9970 540 — — —
Таблица 4
Групповой состав авиамасел по данным хроматографии на различных
адсорбентах, %
(катализатор гидрокрекинга — WS2)
Углеводороды Адсорбент Температура
гидрокрекинга, °C
400 425 435
Метано-нафтеновые 1 Силикагель 54,3 69,6 71,5
| А12О3 55,2 70,7 71,9
Легкие ароматические 1 Силикагель 20,3 16,3 17,1
( А12Оя 20,9 15 9 15 7
Средние ароматические 1 Силикагель 17,7 9,2 7,3
| А120з 12,2 7,3 6,8
Тяжелые ароматические 1 Силикагель 1 А120д 1,3 о.з 0,6
Смолистые вещества 1 Силикагель | А12О3 7,7 10,5 4,9 5,8 4,1 5,0
ких углеводородов, тогда как при разделении на силикагеле они
не были выделены. Значительное различие наблюдается в каче-
стве одноименных групп ароматических углеводородов. Из дан-
ных табл. 4 следует, что выходы групп ароматических углеводо-
родов, достигнутые при применении окиси алюминия, не совпа-
дают с полученными на силикагеле.
Исследование строения ароматических колец проводилось во
ВНИИНП спектральным методом в ультрафиолетовой и инфра-
красной области спектра.
При температуре 400о,С ароматическая (легкая) группа угле-
водородов содержит бензольных колец 11, а нафталиновых 1%.
В ней отсутствуют фенантреновые и антраценовые кольца. Сред-
ние ароматические группы углеводородов содержат бензольных
колец 17, нафталиновых 11 и фенантреновых 10%. Легкие арома-
тические углеводороды, выделенные из авиамасла, полученного
при температуре 425° С, содержат бензольных колец 12 и нафта-
линовых 1%, фенантреновые кольца не обнаружены. Средняя
ароматика содержит больше бензольных колец (20 и 17%), чем
средняя ароматика, выделенная из авиамасла, полученного при
266
температуре 400° С. Эта же группа содержит нафталиновых ко-
лец 9, а фенантреновых 8%.
Легкая ароматика, выделенная из авиамасла, полученного
при 435° С, содержит бензольных колец 13, нафталиновых 2%, а
фенантреновые не содержит. В средней ароматике число бензоль-
ных колец достигает 24, нафталиновых уменьшается до 8, а фе-
нантпеновых до 7%.
Таким обоазом, при гидрировании деасфальтизата на катали-
заторе сернистый вольфрам с повышением температуры процесса
в первую очередь подвергаются деструкции многокольчатые аро-
матические углеводороды и образуются бензол и его гомологи,
а в результате гидрокрекинга высокомолекулярных групп нафте-
новых и ароматических углеводородов растет количество бен-
зольных колец в средней ароматике.
В результате проведенного исследования сделаны следующие
выводы:
1. При повышении температуры возрастает роль процесса гид-
рокрекинга сырья, приводящего в основном к распаду низкокаче-
ственных ароматических углеводородов и смолистых веществ и
переходу их в более качественные углеводороды как компоненты
масел.
2. Повышение температуры при гидрокрекинге в присутствии
различных катализаторов приводит к уменьшению числа колец,
увеличению числа метано-нафтеновых углеводородов и уменьше-
нию содержания смолистых веществ.
РЕЗУЛЬТАТЫ ЛАБОРАТОРНЫХ ИСПЫТАНИЙ НОВЫХ
КАТАЛИЗАТОРОВ РИФОРМИНГА ФРАКЦИЙ ТЯЖЕЛОГО
БЕНЗИНА
Г. Вагнер, Г. Клотцше, Г. Блюме, В. Беккер
(ГДР, Комбинат им. О. Гротеволя, Бёлен)
В связи с постоянным усовершенствованием двигателей внут-
реннего сгорания перед нефтеперерабатывающей промышлен-
ностью стоит задача — увеличить выработку моторных 'бензинов
с повышенным октановым числом.
Основным процессом для производства компонентов высоко-
октановых бензинов в странах СЭВ является каталитический ри-
форминг. В некоторых странах имеют определенное значение
процессы крекинга, изомеризации, алкилирования, пиролиза, а в
последнее время и гидрокрекинга. На установках риформинга
превращению в высокооктановые компоненты подвергают в пер-
вую очередь фракции тяжелого бензина преимущественно из па-
рафинистых советских нефтей и в некоторых случаях бензины гид-
рокрекинга, переработки бурого угля и т. д. Если риформаты
служат основой при производстве высококачественных бензинов,
267
то они должны иметь октановое число (о. ч.) минимум 94 по ис-
следовательскому методу без добавки ТЭС или 98—-100 с добав-
кой 0,05% объемн. ТЭС. Если процесс риформинга для производ-
ства высокооктановых компонентов является единственным и при
этом отсутствует производство алкилатов, то октановые числа
риформатов должны быть еще более высокими — 96 в чистом ви-
де и 100 с добавкой ТЭС.
Величина октанового числа бензинов риформинга определяет-
ся содержанием ароматических углеводородов. Бензины содержат
непревращенные высококипящие парафины, незначительное коли-
чество нафтенов и легкие парафиновые углеводороды различной
степени разветвленности. Таким образом, значительным резер-
вом для увеличения октанового числа продуктов при риформинге
является дегидроциклизация парафинов, а также, хотя и в мень-
шей степени, повышение роли реакций гидрокрекинга в направ-
лении образования изопарафинов. Эти реакции должны проте-
кать с минимальным газообразованием, что возможно только
при условии применения невысоких температур, разработки и ис-
пользования высокоактивных катализаторов.
В настоящее время в ГДР эксплуатируются четыре установки
риформинга, на которых применяют катализатор 8813/К- На
двух установках в качестве сырья применяют бензиновые фрак-
ции из ромашкинской нефти: на одной — тяжелый бензин с не-
значительной добавкой буроугольного гидробензина, а на другой
смесь (1:1) тяжелого нефтяного и буроугольного бензинов. Пос-
ледняя установка, находящаяся в Белене, вырабатывает высоко-
октановые риформаты с содержанием ароматики 47% и о. ч. 95
по исследовательскому методу (с 0,045% ТЭС). Октановое число
риформатов может быть увеличено до 99 при незначительном
повышении температур процесса.
В 1966 г. работниками Комбината им. В. Ульбрихта было от-
мечено, что при изменении метода формования глиноземного но-
сителя 5781 в сочетании с новым способом нанесения платины по-
лучаются опытные катализаторы, которые по сравнению с 8813/К
имеют другой насыпной вес, большую поверхность, а также иную
степень дисперсности платины.
Первые испытания новых катализаторов для риформинга по-
казали чрезвычайно высокую активность их в отношении реакций
дегидрогенизации и дегидроциклизации. Поэтому, ряд образцов
катализаторов был подвергнут испытанию в лабораторной уста-
новке с двухлитровым реактором. В качестве сырья применено
главным образом типичное сырье установки риформинга Комби-
ната им. О. Гротеволя, а в последнее время также и гидроочи-
щенные фракции тяжелых бензинов из ромашкинской нефти.
В настоящей статье сообщаются результаты опытов риформинга
при различных условиях.
Четыре катализатора, обозначенные Y 6250, Y 6056, Y 6013 и
Y6167, были испытаны при следующих условиях: давление 40 ат;
268
УоввС..
so-
il во-
т/шпня
60-
so-
la
°/о о8ъемн^о
зо
зо-
на, /о -
% oBwih
Рис. 1. Зависимость выхода риформата (I), октанового числа по мотор-
ному методу (II) и содержания в нем ароматических углеводоро-
дов (!!!) и фракций с температурой кипения до 100° С (IV) от темпера-
туры процесса и катализатора:
/ — катализатор 8813; 2 —Y 6250; 3 —Y 6056; 4 — Y 6013; 5 —Y 6167.
объемная скорость — ‘2 ч-1; газ риформинга: сырье—I м3/л; тем-
пература от 480 до 510°С; продолжительность опытов 120 ч; объ-
ем катализатора— 1000 мл; температура кипения сырья—100—
180°С, содержание нафтеновых 33%, а ароматических углеводо-
родов 11%. Катализатор регенерировали после каждого опыта.
На рис. 1 приведены результаты испытания катализаторов,
на рис. 2 — сопоставление" октановых чисел (по моторному мето-
ду) с учетом выхода жидких продуктов. Содержание углерода
в катализаторах определяли после окончания первых опы-
тов; при 510°С на катализаторах 8813, Y 6250, Y 6056, Y 6013 и
Y6167 получено 1,0; 5,84; 1,50; 0,92; 0,59% вес. углерода (соответ-
ственно) .
В результате рассмотрения полученных данных может быть
сделан вывод о превосходстве новых катализаторов Y 6056, Y 6013
и Y 6167 над стандартным 8813/К как в отношении более высо-
кого октанового числа, так и содержания ароматики в получен-
ных риформатах.
Из сравнения катализаторов Y6O56, Y6013 и Y6167 следует,
что с точки зрения достижения максимального октанового числа
бензинов с добавкой ТЭС (выше 100 по исследовательскому ме-
тоду) катализатор Y 6056 имеет некоторое преимущество. Однако
с точки зрения выхода продукта следует отдать предпочтение ка-
тализаторам Y6013 и Y6167, так как в области повышенных тем-
269
QZ- выход
,, п „ о.ч.Хвыход
г ис. 2. зависимость произведения-------от температуры процесса и ката-
лизаторов (обозначения 1, 2, 3, 4, 5 соответствуют номерам катализаторов,
рис. 1)
ператур достигаются значительно лучшие результаты в присут-
ствии этих катализаторов, чем Y 6056. Например, разница между
выходами риформатов для катализаторов Y 6056 и Y6013, кото-
рые по величине октановых чисел близки друг к другу (102 и
101,3 по исследовательскому методу с 0,08% ТЭС), равна 1,6%
при 500° С и 4,8% при 510° С. Величина октанового числа, отне-
сенная к выходам риформатов, имеет максимальное значение для
Y 6167, затем следуют катализаторы Y 6013 и 6056 (для темпера-
туры 490—510°С).
На основании описанных результатов в конце 1966 г. на ка-
тализаторной фабрике в Лейне была получена опытно-промыш-
ленная партия носителя в качестве 1 мъ, на основе которого пу-
тем пропитывания было приготовлено два образца катализато-
ров, содержащих 0,6 (соответственно стандартному 8813/К) и
0,48% вес. платины (соответственно катализатору РД 150 С фир-
мы «Энгельхардт»), В настоящее время оба катализатора прове-
ряются, причем для этих испытаний применяется тяжелый бензин
комбината им. О. Гротеволя с температурой кипения 100—180° С,
который содержит 11,2% ароматических углеводородов и 29,3%
нафтенов.
270
Сравнение активности катализаторов с различным количеством платины*
Показатели Катализатор
957 (тип РД 150 С) Y 6750
Выход риформата, % вес Содержание, % объемн.: 90,2 88,5
фракции с т. кип. до 1СЮ°С 20 24
ароматических углеводородов ...... Октановое число: 52, 6 56,0
по моторному методу no-исследовательскому методу (4-0,04% 82,0 84,0
объемн. ТЭС) 97,5 99,6
* Условия: 40 ат, 49О°С, 2 ч-1.
Первые испытания показали, что оба катализатора имеют
высокую активность, причем образец с более высоким содержа-
нием платины активнее (см. таблицу).
Непосредственное сравнение катализаторов 957 и РД150С в
лабораторных условиях показал, что приготовленный нами обра-
зец в отношении ароматизации и достижения октанового числа
лучше РД 150С катализатора.
В настоящее время исследования новых образцов катализа-
торов продолжаются. Основное внимание уделяется выяснению
пригодности гидроочищенного тяжелого бензина ромашкинской
нефти для риформинга.
ВЫВОДЫ
Исследована каталитическая активность платиновых катали-
заторов, приготовленных на новых образцах носителя, при ри-
форминге бензина с температурой кипения 100—180° С в интер-
вале 480—510°С и показаны их преимущества перед стандарт-
ным катализатором в получении бензинов с более высоким окта-
новым числом.
СИНТЕЗ И ИЗУЧЕНИЕ
КАТАЛИЗАТОРОВ
НОВЫЙ КАТАЛИЗАТОР ДЛЯ ПОВЫШЕНИЯ ВЫХОДА
БЕНЗОЛА ПРИ РИФОРМИНГЕ БЕНЗИНОВЫХ ФРАКЦИЙ
с5—с6
Г. Клотцше, Зандер
(ГДР, Комбинат им. О. Гротеволя, Бёлен)
Одним из основных источников производства бензола являют-
ся бензиновые фракции, которые перерабатываются методами ка-
талитического риформинга и экстракции.
Так, например, в 1965 г. доля бензола, полученного из рифор-
матов на нефтеперерабатывающих заводах США, составила
58% в то время как 2'2 % приходилось на процессы гидродемети-
лирования толуола и 13% на переработку угольного сырья [1].
В настоящее время в ГДР бензольные фракции, полученные
на установках риформинга, перерабатываются в чистый бензол
совместно с легкими буроугольными дистиллятами и бензольны-
ми фракциями бензина пиролиза методом экстрактивной дистил-
ляции.
Одной из установок для получения обогащенных бензолом
фракций является изомеризационная установка на комбинате
Бёлен, которая построена для изомеризации гидроочищенных
бензиновых фракциях с температурой кипения до 90° С и полу-
чения высокооктановых компонентов моторных топлив. Установ-
ка снабжена одним реактором (объем катализатора 6—10 ж3)
с собственной циркуляцией газа и имеет общий подогреватель с
установкой риформинга тяжелого бензина. Производительность
ее в настоящее время равна 60 тыс. т!год.
Изомеризацию парафиновых углеводородов фракции с темпе-
ратурой кипения до 90° С ранее осуществляли над промотирован-
ным борфторплатиновом катализаторе, получаемым из регенери-
рованного катализатора риформинга 8801. Впоследствии он был
заменен новым катализатором 8813/К [2].
Применяемая в настоящее время на промышленной установке
схема переработки легкого бензина изображена на рис. 1.
272
бензин с температурой
кипения 30-180°С
I______
Дистилляция
Отгон до 90°С Тяжелый бензин
Озомеризот
Дистилляция
Легкий бензин
бензольная Фракция
Карбюраторное
топлива
__ , —-£»
На экстрактивную
перегонку
Рис. 1. Схема переработки- легкого бензина
Катализатор 8813/К имеет высокую активность в отношении
реакций изомеризации и дегидрирования образовавшегося цикло-
гексана, но почти неактивен в реакции изомеризации метилцикло-
пентана в циклогексан.
Поэтому значительная часть потенциального бензола не ис-
пользуется.
На переработку в установку изомеризации поступает сырье,
которое имеет следующий состав, %:
С5...................................... 20—28
РС6..................................... 20—28
н-С6.................................... 20—26
метилциклопентан . . ... 7—9
циклогексан....................... 6—10
бензол . ................. . 4—6
Су и выше....................... 6—10
Условия процесса:
давление, ат....................., 40
18-2284
273
объемная скорость, ч—1 .... 1,5—1,9
соотношение циркуляционный
газ : сырье, нм^м? . .... 300—1000
Температура на выходе в реакто-
ре, °C . .................... 500—510
Выход жидких продуктов, % вес. 94
Изомеризат имеет следующий состав (средний) циклических
соединений, %
Циклогексан..................................О—2
Метилциклопентан.............................7—9
Бензол.......................................7—9
Бензольная фракция, получаемая из изомеризата путем дис-
тилляции содержит в среднем 16% бензола (максимум 17%) и
не отвечает требованиям, предъявляемым к сырью для экстракт-
ной перегонки 1 > 20% бензола).
Поэтому была поставлена задача разработки нового катали-
затора, активирующего реакцию изомеризации метилциклопен-
тана в циклогексан. Этот катализатор одновременно должен быть
селективным в отношении реакций изомеризации парафинов, а
также достаточно термически устойчивым и иметь удовлетвори-
тельный срок службы.
Исходя из известного положения о большом значении, кото-
рое имеет для активности катализатора в реакциях изомериза-
ции кислотность носителя, а также на основании сделанных вы-
водов о положительном влиянии степени дисперсности металли-
ческого компонента катализатора, работы были направлены на
разработку катализатора с повышенной кислотностью носителя
и максимальной дисперсностью платины.
Для исследований был приготовлен платиновый катализатор
на основе глинозема байерита. Чтобы избежать быстрой рекри-
сталлизации платины прсмотирование кислыми компонентами
не проводилось. Для увеличения степени дисперсности платины
и термической устойчивости пропитку носителя осуществляли с
добавкой уксусной кислоты. Испытание катализатора осуществ-
ляли при давлении 30 ат, объемной скорости 2,0 ч-1, подаче газа
1000 нлг3/ж3 сырья и температуре 470—4'90° С с применением обыч-
но используемого сырья.
Было показано преимущество нового катализатора по сравне-
нию с катализатором 8813/К-
Ниже приводятся данные опытов при температуре 490° С:
Катализатор Катализатор 4656
8813/К (синтезирован.)
(стандартный)
Содержание платины, % • • ®,5 0,5
Превращение метилциклопен-
тана, %.................... 25 77
Изогексаны в изомеризате, % 67 72
Показатель дисперсности пла-
тины после выгрузки . . 0,32 0,73
274
Рис. 2. Сравнение результатов испытания нового катализа-
тора с полученными на промышленной установке:
1 — катализатор 8813; 2—новый катализатор
После получения положительных результатов .в кратковремен-
ных опытах новый тип катализатора был подвергнут длительно-
му испытанию, продолжавшемуся 3750 ч, во время которых его
трижды регенерировали. Полученные за время длительного опы-
та данные (образование бензола, понижение содержания метил-
циклопентана, изомеризация парафинов, повышение октанового
числа) были сравнены с показателями, полученными в течение
того же отрезка времени на промышленной установке при анало-
гичных условиях процесса, но с применением катализатора
8813/К (рис. 2).
Полученные при проведении длительного испытания результа-
ты с применением типичного производственного сырья были
следующие:
Температура реакции (на выходе из реак-
тора), °C ............................. 490—497
Содержание бензола в изомеризате состави-
ло, %..................................13—15
Превращение метилциклопентана достигло,
% на сырье............................50—70
Увеличение содержания изопарафиновых в
изомеризате, %.........................На 18—21
Повышение октанового числа изомеризата,
и. м...................................9—12
275
В 1966 г. новый катализатор
лизаторной фабрике завода им.
разных шариков и в количестве
изомеризации для проведения
8813/В был изготовлен на ката-
В. Ульбрихта в виде каплеоб-
6,5 м3 загружен в установку
опытно-промышленного испы-
тания.
В результате продолжительных испытаний были подтвержде-
ны лабораторные данные. В связи с интенсивным развитием ре-
акции изомеризации метилциклопентана в циклогексан с после-
дующим дегидрированием и образованием бензола, температура
снизилась с 510° С (на входе) до 482° С (объемная скорость
1,5—1,9 ч”1). После регенерации активность катализатора сохра-
нялась на первоначальном уровне.
До регенерации После регенерации Средняя температура в реак-
торе, °C 482 484
Содержание бензола в изоме- ризате, % Превращение метилциклопен- тана % на сырье 11,5—13,5 12,5—14
40—50 40—56
Увеличение содержания изо- парафинов, % .... 13—15 12,5—15,5
Повышение октанового числа изомеризата, по моторному методу, пункты .... 9-10,5 9—11
Выход жидкого продукта так же, как и при старом катализа-
торе 8813/К, был >ра'вен приблизительно 94% (>в расчете на
сырье). Содержание бензола в бензольной фракции увеличилось
с L6 до 22% (иногда 20%), а октановое число остатка возросло
на 0,8—1,2 пункта. Полученные результаты позволили существен-
но улучшить экономические показатели процесса.
ЛИТЕРАТУРА
1. Hydrocarbon Processing. 1965, 44, №> 9, 201.
2. Chem. Tech., 1965, 17, № 8, 453.
СИНТЕЗ КАТАЛИЗАТОРОВ ГИДРОГЕНИЗАЦИИ НА ОСНОВЕ
ОКИСИ АЛЮМИНИЯ
Я. Р. Кацобашвили, Н, С. Куркова
(СССР, ИНХС АН СССР)
Экономика каталитических процессов в нефтепереработке, осо-
бенно в случае применения движущегося катализатора, сущест-
венным образом зависит от его стоимости, которая для боль-
шинства синтетических катализаторов достаточно велика, так как
сырьем для их приготовления служат реагенты реактивной чис-
тоты. Замена их на значительно более дешевые промежуточные
продукты металлургической промышленности — наиболее эффек-
тивный путь снижения стоимости катализаторов.
276
Эти соображения послужили основой для исследований по
разработке новой схемы приготовления активной окиси алюми-
ния и алюмоокисных катализаторов.
Производство активной окиси алюминия и алюмоокисных
катализаторов на глиноземных заводах
В настоящее время основным способом получения активной
окиси алюминия является переосаждение технического гидрата
глинозема.
Для получения активной окиси алюминия гидрат глинозема
переводят в растворимое соединение и снова выделяют гидро-
окись алюминия в виде гидратированного гелевидного осадка.
Недостатками такой схемы являются: большой расход кислоты
и щелочи на переосаждение и необходимость проведения на ка-
тализаторной фабрике операций растворения гидрата глинозема
в кислоте или щелочи.
Исключение процесса переосаждения из технологии произ-
водства в результате органического сочетания схем работы гли-
ноземного завода — поставщика сырья и катализаторной фабрики
позволяет упростить производство.
Таблица 1
Характеристика гидроокиси и окиси алюминия, полученных карбонизацией
алюминатного раствора в лабораторных условиях*
Показатели Номер образца
1 2 3 '
Влажность промытого осадка, % 90 83 83,8
Дисперсность промытого осадка, % вес.: фракция <1,7 ц 73,7 41,6 2,4
» 1,7—3,3 ц 13,2 10,3 22,8
» 3,4—6,8 ц 8,2 31,7 54,6
» 6,8—13,6 и — 14,0 14,9
» >13,6 ц 4,9 2,4 5,3
Свойства прокаленной шариковой окиси алюми- ния (сформована вручную): прочность на раскол, г(мм диаметра 4100 2300 1500
прочность на истирание, % 88 57 92
насыпной вес, г/см3 0,72 0,66 0,53
содержание Na2O, % вес 0,081 0,081 0,068
Свойства прокаленной окиси алюминия, сформо- ванной углеводородно-аммиачным методом: прочность на раскол, г/мм диаметра . 3900 6900 4200
прочность на истирание, % 88 91 88
насыпной вес, г/см 0,80 0,75 0,83
* Экспериментальная работа выполнена М. М. Гециу.
277
Известно, что независимо от природы исходных реагентов
можно, подоорав соответствующий режим, получить окись алю-
миния заданной структуры [1, 2].
Уменьшение концентрации алюминатного раствора и темпера-
туры карбонизации, а также повышение скорости карбонизации
приводит к получению гелевидного гидратированного осадка с
влажностью до 87%.
Исследования, проведенные в ИНХС СССР, показали, что
карбонизацией алюминатных и содоалюминатных растворов при
постоянном значении pH среды можно получать механически
прочную активную окись алюминия с заданными физическими и
структурными, свойствами (удельная поверхность, объем и раз-
мер пор) '(табл. 1).
В результате проведенных исследований была предложена
Существующая схема
приготовления катализатора
Раствор
Растворение
Длюшнатныдсёд^
раствор
j ।
втмытыа осадок
ЙСЮН)3
\Нер ел ин ] извгстня><\
Дробление Дробление
Мокрей размол
Спекание
Дробление опека
выщелачивание
Обескремнивание
_______L—,
Обескремненный
алюминатный -------
раствор
Новая схема приготов-
ления катализатора
Серная или / 1
азотная кислот
„ч
осаждение
вода ! Фильтрат
-------~-Промыока -------—
Карбонизация при
___ постоянном pH
Дымовые газы /
Карбонизация
I ________вода________
Отстаивание
и промывка х.
и промывка .
I ^паточный раствор
) в содовой цгх
Отжатие
Г *
Сушка
♦___
Технический гидрат
| окиси алюминия
\маточный рант
вор Iсодовый ца
Промывка
Фильтрат
Отмытый осадок
/пнонд
введение активного
компонента
Формовка и
термообработка
| Катализатор^
Кальцинация
введение активного
компонента
Формовка и
термообработка
\Китолизато^
Рис. 1. Схемы приготовления катализаторов
ЧП
новая схема приготовления активной окиси алюминия и алюмо-
окисных катализаторов из алюминатных растворов глиноземного
производства (рис. 1).
Сопоставление принципиальных схем приготовления активной
окиси алюминия на катализаторной фабрике и на глиноземном
заводе показывает, что в обеих схемах все стадии по выделению
гидроокиси из алюминийсодержащего раствора практически сов*
падают, так что для приготовления активной окиси алюминия
достаточно дополнить схему глиноземного завода операциями
формовки и термообработки, а при получении катализаторов до-
бавляются еще стадии, связанные с приготовлением активного
компонента и смешением его с носителем.
Разработанная схема получения активной окиси алюминия
предусматривает возможность использования в качестве исходно-
го сырья различных алюминатных растворов, имеющихся в схеме
глиноземных заводов: алюминатного раствора после обескремни-
вания с содержанием окиси алюминия 85—100 г!л, раствора пос-
ле первой газации и др.
По предложенной схеме была пущена полупромышленная
установка на Пикалевском глиноземном заводе для производст-
ва активной окиси алюминия и катализаторов.
Приготовление активных компонентов катализаторов
Молибденсодержащие и другие ^катализаторы, применяемые
в нефтепереработке, готовятся пропиткой сформованной окиси
алюминия раствором молибдата аммония, совместным осажде-
нием гидроокиси активного компонента и носителя нейтрализа-
цией растворов их солей и раздельным осаждением гидроокисей
носителя и активного компонента с последующим смешением
промытах осадков.
В случае приготовления молибденсодержащепо катализато-
ра замена пропитки раздельным осаждением гидроокисей алю-
миния и пятивалентного молибдена позволяет расширить ассор-
тимент молибденсодержащего сырья за счет использования полу-
продуктов производства: растворимых и нерастворимых молиб-
датов, молибденового ангидрида, молибденовой кислоты и т. д.
(рис. 2).
При этом приготовление молибденовых катализаторов осу-
ществляют следующим образом: полупродукт производства мо-
либдена, например молибдат кальция, растворяют в соляной
кислоте, восстанавливают шестивалентный молибден в пятива-
лентный, осаждают щелочью (аммиаком) гидроокись пятива-
лентного молибдена, отмывают ее от хлористого кальция и от-
мытый гидрат добавляют к отмытой гидроокиси алюминия. При-
готовленный таким путем алюмомолибденовый катализатор с
содержанием окиси молибдена 10% после термообработки содер-
279
Приготовление
катализ а тора
Рис. 2. Схема переработки полупродуктов производства для приготовле-
ния катализаторов
жал следующие примеси: 0,08%—СаО, 0,1% — Na2O, 0,05% —
Fe2O3. Его активность была аналогична активности алюмомолиб-
денового катализатора, приготовленного через молибдат аммония.
Получение Активной окиси алюминия и катализаторов
в виде сферических частиц
Для получения окиси алюминия и катализаторов в виде сфе-
рических гранул был предложен метод углеводородно-аммиачной
280
формовки псевдозолей. Последние образуются при обработке
кислотами отжатых осадков гидроокиси алюминия.
Как сырье для углеводородно-аммиачной формовки псевдо-
золи перед истинными золями имеют ряд преимуществ: лмко
образуются из большинства осадков гидроокиси алюминия и кон-
центрация в них окиси алюминия значительно выше, что сокра-
щает процесс сушки сформированных гранул.
Лабораторными исследованиями были определены оптималь-
ные условия формовки: концентрация аммиака 10—15%, моляр-
ное отношение НС1 : AhO3 в псевдозоле равно 0,1—0,2, влаж-
ность псевдозоля 80—90%, введение активного компонента в ви-
де отмытой гидроокиси.
При формовке алюмоникельмолибденовых катализаторов
Ni(OH)2 добавляется в виде сгущенной пульпы (NiO содержится
8—>10%) к готовому -смешанному псевдозолю гидроокисей алюми-
ния и молибдена, а формовка смеси производится сразу после вве-
дения гидрата закиси никеля.
По разработанной прописи формовки на пилотной катализа-
торной установке из гидроокиси алюминия, полученной пере-
осаждением, было приготовлено несколько партий по 250 кг алю-
момолибденового и алюмоникельмолибденового катализаторов
(табл. 2).
Таблица 2
Характеристика катализаторов, сформованных углеродно-аммиачным методом
Наименование Образец гидрой окиси алюминия Про- мышлен- ный об- разец А1 (ОН)3
105 2А 31А 38А
Влажность осадка, % Приготовление смешанного псевдозоля: 91,8 92,5 93,2 92,9 82,9
молярное отношение НС1: AI2O3 . 0,16 0,21 0,15 0,15 0,15
продолжительность нагрева, ч 1,5 14 22 7 6
температура, °C 90-100 50-100 80 80 100
влажность псевдозоля, % . 86,5 — 89,7 91,8 80,9
Концентрация раствора аммиака, % Свойства прокаленных гранул: содержание, % вес.: 15 13 5—Г2 10-12 10-12
МоОэ .... . . 4,2 7,5 11,0 5,3 5,2
NiO 4,3 0,0 0.0 4,8 5,6
насыпной вес, г/см3 0,92 0,91 0,80 0,86 0,57
прочность на истирание, % 98 99 89 86 99
-прочность на раскол, а/жж диаметра 6900 6300 1800 — 1200
диаметр шариков, мм 2,5 2,5- -3,0 2,0- —2,5 2,0- -2,5 2,9-3,0
удельная поверхность, м2/г — 184 149 174
объем пор, сж3/а — — 0,41 0,29 0,35
средний радиус пор, А — — 44 38 40
281
В табл. 3 приведены характеристики катализаторов, сформо-
ванных в лабораторных условиях углеводородно-аммиачным ме-
тодом из карбонизационной гидроокиси алюминия. Катализато-
ры и соответствующая им окись алюминия обладают сходной по-
ристой структурой. Как правило, алюмоникельмолибденовые ка-
тализаторы, содержащие 5—10% активных окислов, по сравне-
нию с окисью алюминия обладают большей величиной удельной
поверхности и меньшей величиной удельного объема пор.
Таблица 3
Характеристика образцов шариковых алюмоокисных катализаторов и активной
окиси алюминия, сформованных углеводородно-аммиачным методом [3]
Образец Состав, % вес. Структура по БЭТ (адсорбция СвНс) । Насыпной вес, г/см3 i Механическая прочность на
МоО3 N1O Na2O поверхность, м^г объемн. пор., см31г средний радиус пор, А преобладающий радиус пор, А раскол кг]мм диаметра истирание, %
КМ-18 . . 5,0 3,7 0,18 260 0,42 32 25-38 0,88 4,5 98,0
А12О3-18 . . 0,0 0,0 — 200 0,46 46 25—40 0,83 6,6 95,4
КМ-19 . . 4,0 3.8 0,22 250 0,57 46 24-37 0,69 О 0 96,0
А120з-19. . 0,0 0,0 — 220 0,58 53 26-42 0,71 3,8 98,0
КМ-32:5М . 5,0 0,0 — 330 0,40 25 13—16 0,78 2,6 97,6
КМ-32:5Н 0,0 5,0 — 260 0,42 35 12—20 0,71 1,8 97,3
КМ-32: ЮМ КМ-32:10 10,1 0,0 0,12 270 0,35 26 12-17 0,80 2,5 97,4
(2:1)* . . КМ-32:10 6,7 3,3 — 300 0,36 24 13-18 0,79 2,4 94,4
(1:1)* . . 5,0 5,0 0,11 280 0,44 32 14—18 0,77 2,2 93,0
КМ-32:10N1 КМ-32:5 0,0 10,0 0,11 170 0,39 46 12-25 0,72 1,6 67,0
(1:1)* . . КМ-35 . . 2,5 2,5 0,10 330 0,45 27 14-16 0,74 2,2 97,5
7,5 3,5 0,09 250 0,55 44 28—40 0,68 5,0 93,0
А12О3-35 . . * 'Соотно 0,0 пение 0,0 МоОз : 0,08 NiO. 190 0,59 62 30-50 0,69 5,4 96,0
В полупромышленном масштабе углеводородно-аммиачная
формовка окиси алюминия и катализаторов освоена в настоящее
время на Пикалевском глиноземном комбинате.
Результаты испытаний катализаторов
Длительное испытание одного из оптимальных образцов
(КМ-35) катализатора (см. табл. 3) в процессе гидрокрекинга
арланской нефти показало, что его активность и механическая
прочность сохраняется на высоком уровне, а пористая структура
существенно изменяется. Поверхность пор уменьшается от 250
282
до 125 м21г после 24 ч и в последующие 376 ч работы катализа-
тора устанавливается 125—100 м2/г. Интервал преобладающих
радиусов пор возрастает с 28—40 до 40—55 А, а объем пор со-
кращается от 0,55 до 0,47 см?1г.
В лабораторных условиях сравнивалась активность в процес-
се гидрокрекинга карбонизационного катализатора, промышлен-
ного алюмокобальтмолибденового и алюмоникельмолибденового
Института химии АН Уз. ССР.
При 450° С и отношении водорода к сырью 1000 нл/л глу-
бина обессеривания нефти на всех катализаторах практически
одинакова и меняется в пределах 95—98% с изменением объем-
ной скорости подачи сырья от 1,0 до 2,0 ч-1.
Выход фракции до 360° С из гидрогенизатов, полученных на
карбонизационных катализаторах, на 3—4% выше, чем из ос-
тальных гидрогенизатов. Выход кокса при работе на карбониза-
ционных катализаторах составляет 1,8—<2,8%, на алюмокобальт-
молибденовом катализаторе — 2,4—3,6% и на катализаторе Ин-
ститута химии АН Уз. ССР — 2,6—4,8%. Следует учесть, что
содержание активных окислов в карбонизационных катализато-
рах в 1,3—4,’О раза меньше, чем в таблетированных катализато-
рах, а также то, что механическая прочность карбонизационных
катализаторов значительно выше.
Шариковый алюмоникельмолибденовый катализатор, приго-
товленный на полупромышленной установке, имел следующую
характеристику:
Состав. % вес.:
окись молибдена................ 4,41
закись нйкеля............... 4,13
окись железа................ 0,25
окись натрия................. 0,2
Диаметр шариков, мм .... 2,0—3,0
Насыпной вес, г)см3............ 0,793
Индекс прочности, °/о .... 98,0
Объем пор, см3/г............... 0,36
Средний радиус пор, А . 46
Удельная поверхность, м2/г . . . 154
Результаты гидрокрекинга сернистой нефти и вакуумного га-
зойля в присутствии этого катализатора на крупнопилотной
установке с циркулирующим потоком под давлением 30 ат при-
ведены ниже:
Вакуумный Сернистая
газойль нефть
Плотность о % . . . 0,912 0,868
Содержание серы, % Гидрогенизат: 2,010 1,85
выход, % . ... 90 95 92,14
содержание серы, % • 0,25 0,15
ПЛОТНОСТЬ 04 0,850 0,814 .
степень обессеривания 0,900 0,930
283
На кислородных заводах при испытании окиси алюминия для
осушки воздуха также были получены положительные резуль-
таты.
Технико-экономические расчеты подтвердили высокую эффек-
тивность разработанного метода получения активной окиси алю-
миния и катализаторов на ее основе и целесообразность концен-
трации производства их на .глиноземном заводе [4].
Таким образом, перспективное производство катализаторов
на основе окиси алюминия (молибденового, кобальтмолибденово-
го, никельмолибденового, хромового и др.) следует планировать
на глиноземных заводах, что позволит отказаться от строительст-
ва установок по выработке этих катализаторов на фабриках неф-
теперерабатывающих и химических заводов.
ЛИТЕРАТУРА
1. Боресков Г. К., Чес а лов а В. С. «Химическая промышленность»,
1960, № 6, 38.
2. Кацобашвили Я. Ф. и др. Тр. Института нефти. 1960, 14, 160.
3. Михеев Г. М. Канд, диссерт. Л1. 1965.
4. Басов А. Н. и др. «Химия и технология топлив и масел», 4965, № 6, 41
ОБЩИЕ ВОПРОСЫ
О ТЕХНОЛОГИИ ПЕРЕРАБОТКИ СЕРНИСТЫХ
И ВЫСОКОСЕРНИСТЫХ МАЗУТОВ С ПРИМЕНЕНИЕМ
ПРОЦЕССА ГИДРООЧИСТКИ
Б. К- Америк, О.' И. Светозарова, Л. К. Майдебор
(СССР, ГрозНИИ)
Для организации квалифицированной переработки сернистых
и высокосернистых мазутов необходимо применять вакуумную
перегонку мазутов, деструктивно-вакуумную перегонку (ДВП)
гудрона или мазута, коксование тяжелого остатка ДВП, гидро-
очистку дистиллятов и каталитический крекинг гидроочищенных
дистиллятов.
ГрозНИИ были исследованы различные варианты сочетания
указанных процессов. Основными из них являются глубокая пе-
реработка мазута, обеспечивающая высокий выход светлых про-
дуктов, и получение котельного топлива с пониженным содержа-
нием серы.
По схеме первого варианта мазут высокосернистой нефти под'
вергается деструктивно-вакуумной перегонке, остаток ДВП на-
правляется на висбрекинг. Тяжелый остаток висбрекинга идет
на коксование. Дистилляты термических процессов с темпе-
ратурой кипения до 450°С подвергаются гидроочистке.
Гидроочищенная фракция с температурой кипения выше 350° С
направляется на каталитический крекинг. Бензиновые фракции
от термических процессов подвергаются обессериванию и вместе
с бензином гидроочистки направляются на каталитический ри-
форминг. При переработке высокосернистой нефти по этой схеме
можно получить (% вес. от нефти):
Продукты прямой перегонки нефти .... 38,0
Продукты из мазута:
газ ............................................7,6
бензин (о. ч. по м. м. 80 пунктов) . . . .11,3
дизельное топливо (до 0,2% S) . . . . 19,6
котельное топливо . 12,2
кокс ...........................................6,8
285
tto схеме второго варианта мазут подвергается вакуумной
перегонке, а гудрон (40,5% от нефти)—деструктивно-вакуум-
ной, причем весь тяжелый остаток направляется на контактное
коксование.
Тяжелая часть (выше 450° С) дистиллятов, получаемых из ма-
зута, направляется в состав котельного топлива, а легкая часть
(фракция н.к.—450° С) подвергается гидроочистке. После отбо-
ра бензина и дизельного топлива, гидроочищенная фракция вы-
ше 350°С направляется в состав котельного топлива.
Таким образом, котельное топливо будет состоять только из
дистиллятных фракций (очищенных и неочищенных) и поэтому
будет отличаться очень малой зольностью. В схеме предусматри-
вается получение водорода в количестве 0,i82% на нефть, путем
контактного пиролиза углеводородных газов, а также прокалка
кокса (для обессеривания) за счет тепла 'горячего водорода. Ни-
же приводятся основные сырьевые потоки при переработке высо-
косернистой нефти (% вес. от нефти):
Мазут на вакуумную перегонку...........60,0
Гудрон на ДВП..........................40,5
Широкая фракция н. к. — 450°, на гидроочистку 35,4
Бензин на каталитический риформинг .... 3,89
На заводе мощностью 12 млн. т нефти необходимо построить
две сдвоенные комбинированные установки, включающие де-
структивно-вакуумную перегонку (ДВП) гудрона, контактное
коксование остатка ДВП, получение водорода и обессеривание
кокса. На каждую установку будет поступать 2,4 млн. т гудрона
в год, при этом дистиллятов с температурой кипения до 450° С
получится 2,4 млн. т, компонента котельного топлива (дистиллят
с температурой кипения 450—бОСГ'С) —около 996 тыс. т, мало-
сернистого гранулированного кокса — 769 тыС. т и водорода —
98,7 тыс. т.
Дистилляты, выкипающие до 450° С, направляются на уста-
новку гидроочистки общей мощностью. 4,24 млн. т, бензиновые
фракции с установки гидроочистки в количестве 466 тыс. т посту-
пают на установку каталитического риформинга.
Из мазута получается 14,1% от нефти обессеренного дизель-
ного топлива и 28,3% котельного. Котельное топливо состоит це-
ликом из дистиллятов: малосернистых (3’50—450° С) и сернистых
(450—500О|С), характеризуется низкой плотностью (р^0 —0,9118)
и вязкостью |(ВУво—1,84), а также невысоким содержанием се-
ры (1,51%) и золы (0,027%).
При вовлечении дизельной фракции в состав котельного топ-
лива выход его повышается до 42,4% от нефти. В результате
снижается температура застывания топлива с 17 до 5° С, содер-
жание серы до 1,05% и золы до 0,02%. Такое топливо может
быть использовано как котельное топливо марки 40
286
(ГОСТ 10586—63) или газотурбинное топливо для локбмотйвнЫк
двигателей (ГОСТ 10433—63).
Предлагаемая схема является составной частью схемы глубо-
кой переработки нефти. Дополнение ее установкой гидрокрекин-
га тяжелых дистиллятов (выше 450° С) и применение в схеме
каталитического крекинга гидроочищенных фракций выше 350° С
позволит увеличить выход высоко,качественных нефтепродуктов
и углеводородного сырья для нефтехимии.
Таким образом, реализация предлагаемой схемы перера-
ботки высокосернистой нефти позволит получать высококачест-
венные светлые нефтепродукты, большое количество улучшенных
котельных топлив, а при необходимости — газотурбинное топли-
во, отличающееся низкой вязкостью и низким содержанием сер-
нистых соединений и золы, обессеренный кокс и большое количе-
ство сырья для нефтехимических синтезов. Осуществление схемы
переработки высокосернистого мазута потребует увеличения ка-
питальных вложений в строительство технологических установок
и будет связано с увеличением эксплуатационных расходов. Зато
при полной реализации всех выгод от применения улучшенных
котельных топлив на теплоэлектроцентралях уменьшатся суммар-
ные затраты.
Схемы, включающие коксование тяжелых остатков нефти и
гидроочистку дистиллятов, целесообразно применять и для пере-
работки сернистых нефтей. Баланс переработки сернистой нефти
будет характеризоваться следующими цифрами (% вес. от
нефти)-:
Выделение Частичное вы-
всего ди- зельного топлива деление дизель ного топлива
Продукты прямой перегонки Продукты переработки мазу- 46,5 46,5
та:
газ, включая H2S . бензин 3,8 3,8
2,9 2,9
дизельное топливо 16,8 6,2
котельное топливо . 23,4 34,0
кокс , 2,3 2,3
Благодаря преобладанию дистиллятного малосернистого ком-
понента котельное топливо будет характеризоваться относитель-
но высоким качеством;
-Плотность, о2’(..............................0,929
Условная вязкость при 80° С...................3,0
Содержание, %:
серы.......................................1,02
золы........................................0,04
28 7
Для Переработки сернистого мазута на НПЗ мощностью
12 млн. т необходимо построить одну комбинированную коксово-
дородную установку и установки гидроочистки общей мощностью
4,5 млн. т!год.
ВОПРОСЫ ПРОИЗВОДСТВА РЕАКТИВНОГО ТОПЛИВА ИЗ
СОВЕТСКОЙ НЕФТИ НА НЕФТЕПЕРЕРАБАТЫВАЮЩЕМ
ЗАВОДЕ В ШВЕДТЕ
Р. Климке, Й. Баух, В. Циммермана, В. Тейхманн
(ГДР, НПЗ)
Самый большой в ГДР нефтеперерабатывающий завод в
г. IIТведте является основным поставщиком реактивного топлива,
которое по всем показателям соответствует требованиям
ГОСТ 10227—62. С начала 1065 г. после продолжительных испы-
таний его применяют >в авиации.
Реактивное топливо получают по следующей технологии.
Фракции тяжелого бензина и керосина после отбора боковым по-
гоном из атмосферной колонны АВТ поступали в верхние сек-
ции отпарной колонны, в которой отгонялись легкие компоненты.
Обе фракции (каждую в отдельности) промывали 3—10%-ной
щелочью и водой. Отдельные компоненты реактивного топлива
смешивали в смесительном трубопроводе и готовый продукт хра-
нили в резервуарах с плавающими крышами емкостью 5000 м3.
В 1966 г. содержание меркаптановой серы в ТС-1 стало превы-
шать допустимую норму несмотря на то, что существенного по-
вышения содержания общей серы в сырой нефти не наблюдалось.
Анализ образца 1964 г. и пробы 1966 г. показал, что содержание
меркаптановой серы увеличилось прежде всего во фракции тя-
желого бензина.
Для исследования влияния промывки топлива щелочью на
глубину удаления меркаптанов проводился ряд опытов, во время
которых меняли концентрацию щелочи, среду и условия промы-
вок. Фракции тяжелого бензина, керосина и реактивного топлива
встряхивали в течение 5 мин в атмосфере азота или воздуха, при
этом концентрацию щелочи меняли в интервале 3—20% при со-
отношении топлива и щелочи 66 : 33. Между встряхиваниями про-
дукт дважды промывался водой. Содержание -меркаптановой се-
ры в тяжелом бензине после промывки щелочью снизилось незна-
чительно от 0,007 до 0,0053%, а в керосиновой фракции не
изменялось. На основании проведенных опытов можно сделать
288
вывод, что снизить содержание меркаптановой серы в реактив-
ном топливе путем промывки щелочью невозможно. Поэтому ра-
боты по улучшению качества топлив были продолжены. Для ко-
ординалъного решения этого вопроса советские и немецкие спе-
циалисты предложили осуществить гидроочистку топлива, что
позволило бы получать реактивное топливо с содержанием мер-
каптановой серы менее 0,005%.
До строительства установки гидроочистки на НПЗ в г. Швед-
те рассматривалось несколько вариантов получения стандартно-
го реактивного топлива. Особенно подробно были изучены сле-
дующие:
1. Смешивание топлива ТС-1 шведского производства, соот-
ветствующего требованиям ГОСТа 10227—62, за исключением со-
держания меркаптановой серы, с топливом Т-1, которое произ-
водят на другом заводе ГДР.
2. Получение топлива ТС-1 добавлением до 30% гидроочи-
щенного компонента.
Лабораторные смесн топлив ТС-1 и Т-1
Таблица 1
Показатели ТС-1 ГОСТ 10227-62 ТС-1 НПЗ в Шведте Т-1 комби- нат в Бёлене 70% ТС-1 30% Т-1 50% ТС-1 50% Т-1
1 2 3 4 5 6
Плотность р^0 >0,775 0,780 0,800 0,785 0,790
Фракционный состав, °C:
Н. К 10% выкипает при темпе- <150 150 144 147 145
ратуре <165 160 164 160 162
50% то же <195 178 189 181 184
90% , „ <230 207 219 213 216
98% . „ Вязкость, сст: <250 225 240 239 239
при + 20°С >1,25 1,28 1,50 1,31 1,37
при — 40°С низшая теплотворная спо- <8 — — 6,0 —
собность, ккал/к Кислотность в мг КОН/г Температура, °C >10250 — — 10335
<0,7 0,2 0,0 0,2 0,2
ВСПЫШКИ >28 38 36 38 36
кристаллизации .... <-60 -63 -60 -62 —61
Йодное число <3,5 2,5 1,0 2,2 1.6
Содержание ароматики, % . <22 16 20 17 20
Фактические смолы,мгЦООмл <5 0,5 0,0 0,5
Сера, % <0.25 0,20 0.01 0,12 —
Меркаптановая сера, % . Термическая стабильность, <0,005 0,0067 <0,0005 0,0045 0,0030
лг/100 мл 19-2284 <12 7,7 — 6 3,2 289
В табл. 1 приведены показатели ТС-1 и Т-1 смесей, содержа-
щих 70% ТС-1 и 30% Т-1 и по 50% компонентов. Содержание
меркаптановой серы в топливе Т-1 было ниже 0,001%, и после
добавления топлива ТС-1 с содержанием меркаптановой серы
0,0067% при соотношении 30: 70 был получен продукт, содержа-
ние меркаптановой серы в котором было равно 0,0045%, т. е. в
пределах нормы ГОСТов. В связи с транспортными затратами
этот вариант признали неэкономичным.
При втором варианте могут применяться следующие гидроочи-
щенные продукты: тяжелый бензин, керосин и реактивное топ-
ливо.
Ввиду того, что среди компонентов реактивного топлива са-
мое высокое содержание меркаптановой серы имеет тяжелый бен-
зин, рассматривался вопрос об осуществлении гидроочистки тя-
желого бензина путем переработки фракции 140—180°С вместе
со средним бензином на установке каталитического риформинга
в блоке очистки сырья. Для этой цели на установке был получен
тяжелый гидроочищенный бензин и приготовлена в лабораторных
условиях смесь, состоящая из 30% объемн. гидроочищенной
фракции 140—180°С, 20% объемн. тяжелого прямогонного бен-
зина и 50% объемн. прямогонного керосина. Смесь имела сле-
дующую характеристику: плотность —0,779, пределы выки-
пания 151—230° С, вязкость при 20° С —1,41 сст, температура
вспышки 38° С, кристаллизации — минус 62° С, йодное число —
3,38, содержание ароматики—15%, серы — 0,14%, в том числе
меркаптановой — 0,0038%- В результате частичного повышения
содержания меркаптановой серы в прямогонном бензине (до
0,009%) добавление 30% гидроочищенного продукта недостаточ-
но для получения стандартного реактивного топлива с содержа-
нием меркаптановой серы .0,005%. На основании этого в настоя-
щее время рассматривается вопрос о добавлении в смесь до 50%
гидроочищенного компонента. Однако при этом, во-первых,
уменьшается количество вырабатываемого на НПЗ высокоокта-
нового бензинового компонента и, во-вторых, выпускается мень-
ше водорода, необходимого для гидроочистки бензина и дизель-
ного топлива.
Производство гидроочищенного реактивного топлива на имею-
щихся установках не может быть организовано, поэтому и пре-
дусматривается строительство новой установки. Для определения
параметров этого процесса проводится исследование по гидро-
очистке реактивного топлива в опытных реакторах и гидроочист-
ке фракций тяжелого бензина и керосина на производственных
установках в присутствии никельмолибдатного катализатора 8199.
На промышленной установке очистки дизельного топлива под-
вергалась переработке керосиновая фракция с содержанием мер-
каптановой серы 0,0048 и общей серы 0,23% при температуре
350° С, давлении 35 ат, объемной скорости 4,5 ч-1 и соотношении
290
газа и продукта 3-00: 1 л5/л3. В очищенном продукте содержание
меркаптановой серы снизилось до 0,0006%, общей серы до
0,002%. Изменение температуры вспышки не наблюдалось. Тяже-
лый бензин подвергался гидроочистке в блоке очистки установки
риформинга при температуре 360°, давлении 35 ат, объемной ско-
рости 6 ч-1, соотношении газа и продукта 400 : 1 л3/л«3. Исходное
сырье содержало меркаптановой серы 0,005% и общей серы
0,065%. Очищенный продукт содержал 0,00026% меркаптановой
серы при общем содержании ее 0,006%. Температура вспышки
снизилась с 19 до 12° С. Полученные (продукты были применены
для приготовления четырех смесей (отношение 1:1) керо-
син + тяжелый бензин (неочищенные), керосин + тяжелый бен-
зин (очищенные), керосин неочищенный + очищенный тяжелый
бензин и тяжелый бензин неочищенный + очищенный керосин
(табл. 2).
Таблица 2
Характеристика компонентов реактивных топлив и смесей (1:1) на их основе
Компоненты н смеси ПЛОТ; ность Р4° 10% выки- пает, °C Ко- нец кипе- ния Меркап- тановая сера, % Общая сера, % Темпера- тура, °C
вспыш- ки при- стал- лиза- ции
Керосин неочищен- 0,796
ный (1) . . . . Тяжелый бензин ие- 183 244 0,0048 0,23 57 -50
очищенный (2) . . Керосин очищенный 0,763 136/145 181 0,0050 0,065 19 —70
(3) Тяжелый бензин очи- 0,793 182 249 0,00063 0,002 57 -50
щенный (4) . . . 0,763 136/144 179 0,20026 0,0052 12 —70
Смесь 1 +2 .... 0,778 146/157 234 0,0049 0,15 35 -62
Смесь 3-|-4 . . . . 0,778 140/158 229 0,0004 0,006 26 -62
Смесь l-j-4 . . . . 0,781 144/162 247 0,0015 0,12 27 -63
Смесь 24-3 . , . . 0,777 147 225 0,0019 0,32 31 -61
При смешивании прямогонных и гидроочищенных компонен-
тов реактивное топливо с содержанием меркаптановой серы ни-
же 0,001% не 'было получено. Это значение достигли смешени-
ем только гидроочищенных компонентов. Производство гидроочи-
щенных реактивных топлив приведет к появлению целого ряда
пока еще нерешенных задач, в том числе, уменьшению вязкости
топлив, повышению содержания микропримесей, вводимых в топ-
ливо из катализатора и др.
291
ПОЛУЧЕНИЕ СМАЗОЧНЫХ МАСЕЛ ГИДРИРОВАНИЕМ
ПОД ВЫСОКИМ ДАВЛЕНИЕМ
Г. Клюк, И. Стаффель, В. Штааб
(ГДР, завод Гидрирверк-Цейтц)
В последнее время широкое применение в производстве сма-
зочных масел находят гидрогенизационные процессы, которые
различаются по степени деструкции сырья. Для улучшения каче-
ства продуктов, вместо обычно применяемых для этой цели сер-
нокислотной очистки и очистки отбеливающими землями, преду-
сматривается мягкое или более глубокое гидрирование, которое
сопровождается химическими превращениями соединений сырья.
В ЧССР и ГДР, где в основном перерабатываются сернистые
советские нефти, процесс глубокой гидроочистки масел уже
внедрен в производство. С 1965 г. на заводе Гидрирверк-Цейтц
вакуумный дистиллят с температурой кипения 350—530° С пере-
рабатывают под давлением 300 ат на катализаторе 8197. Гид-
рогенизат применяют для производства масел на заводе в Лют-
цендорфе. Решающим фактором, влияющим на качество гидро-
генизата и смазочных масел, является температура процесса.
Поэтому при проведении настоящего исследования в условиях
лабораторных и полузаводских установок изменяли только тем-
пературу (табл. 1).
Таблица 1
Влияние температуры процесса на свойства гидрогенизата
Показатели 1 Сырье | Температура, °C
356 386 400 412 423 436
Плотность р™ 0,8799 0,8508 0,8357 0,8175 0,8015 0,7878 0,7788
Показатель преломления Лр 1,4903 1,4729 1,4б32 1,4536 1.4445 1,4383 1,4332
Вязкость при 50°С, сет . . 5,01 з,и 2,282 1,687 1,409 1,249 1,2*49
Число основности, .игИНз.Д . Содержание, %: 347 143 75 32 10 5 0
серы углерода в аромати- 2,11 0,53 0,28 0,08 0,02 0,01 0,01
ч’еских кольцах . . . 17,4 12,5 9,3 7,0 5,8 6,0 6,4
Темпера ура застывания, °C 35,4 33,1 33,0 32,0 28,0 19,0 16,0
Йодное число 23.5 7,7 6,2 3,1 2,6 1,9 < 1 2,4
Цвет > Ю 5 4 2,5 1 <1
Средний молекулярный вес . Зо 1 354 335 288 250 227 215
Примечание. Условия: давление ЗОЭ ат, скорость подачи сырья 1 ч-1,
Н2: сырье —2000 : 1, катализатор 8197 (размер гранул 4X8 мм).
Переработка сырья и гидрогенизата проводилась В лаборато-
рии по схеме, приведенной на рис. 1.
292
о - л Вакуумный
водород аислшллял?
Рис. 1. Схема переработки сырья и гидрогенизата в «лабораторных условиях
Глубина гидроочистки сырья и степень деструкции, сернис-
тых и азотистых соединений, увеличивается с повышением тем-
пературы. Одновременно происходит снижение вязкости и сред-
293
Рис. 2. Зависимость содержания фракций в гидрогенизате от тем-
пературы процесса:
1—нейтральное масло II (460°С —к. к.); 2— нейтральное мас-
ло I (420—460° С); 3 — веретенное масло (385—420° С); 4—транс-
форматорное масло (320—385° С); 5 — дизельное топливо (180—
320° С); 6 — бензин (н. к. — 180° С)'
него молекулярного веса гидрогенизата, а содержание аромати-
чески связанного углерода и йодные числа проходят минимум.
Выход смазочных масел снижается при повышении температуры
процесса в связи с увеличением расщепления сырья (рис. 2),
причем наиболее сильно снижается выход тяжелых фракций.
С повышением температуры 'гидрирования увеличивается степень
очистки от азотистых соединений и ароматических углеводоро-
дов (табл. 2, 3), поэтому значительно улучшаются индекс вязко-
сти (особенно для фракции с температурой кипения выше 460°С —
масла II) и окраска масел, уменьшается коксуемость по Конрад-
сону.
Для достижения высокого выхода тяжелых масел, гидрирова-
ние целесообразно вести только до удовлетворения минимальных
требований к качеству масел. Между параметрами гидроочистки
и содержанием серы, азота и ароматических углеводородов в
гидрогенизате, с одной стороны, и индексом вязкости, коксуе-
мостью по Конрадсону и стабильностью к старению, с другой,—
существуют определенные зависимости, знание которых имеет
значение как для самого производства, так и для дальнейших
исследований, направленных на улучшение процесса.
294
Таблица 2
Влияние температуры процесса на качество депарафинированного масла I
Показатели Сырье Температура, °C
356 386 400 412 423
Плотность р4° 0,9245 0,8949 0,8805 0,8646 0,8495 0,8387
ГТ 20 Показатель преломления nD ... . 1,5176 1,4967 1,4876 1,4787 1,4708 1,4661
Вязкость, сст:
при 50°С 6,01 5,13 4,’8 3,43 2,82 2,45
» 95°С 1.714 1,672 1,597 1,532 1,454 1,407
Индекс вязкости 43 67 83 102 109 125
Число основности, мг ЫН3/л . 296 92 41 9 2 0
Содержание, %:
серы 2,21 0,64 0,36 0,15 0,06 0,02
углерода в ароматических коль-
цах 20,8 12.6 8,6 6,0 3,8 3.0
Температура застывания, °C . -7 -8 —7 — 7 5 —7
Цвет 6,5 6 3 2,5 2 1,5
Старение, а?10 г 0,3423 0,1049 0,0841 0,0586 0,0272 —
Коксуемость, % 0,078 0,033 0.024 0,01 0 —
Кислотное число в мг КОН/а . 0,12 • 0 0 0 0 0
Влияние температуры процесса на
Таблица 3
качество депарафинированного масла II
Показатели Сырье Температура, °C
356 386 400 412 423
Плотность Р40 0,9398 0.9109 0,8947 0,8734 1 0,8542 0,8412
Показатель преломления Пр . . . . 1,5232 1,5061 1,4967 1,4844 1.4734 1,4674
Вязкость сст: при 50°С 26.4 15,4 10,8 6,95 4,72 3,58
при 95°С 3,26 2,6 2,311 1.954 1.739 1,605
Индекс вязкости .... 32 60 78 99 114 125
Число основности, мг МН3/л 4б5 190 136 51 9 0
Содержание, %: серы 2.35 0,96 0,64 0,30 0.11 0,07
углерода в ароматических кольцах 20,9 15,0 11.5 7,5 4,1 2,6
Температура застывания, °C -6 —7,5 -9 -8 -10 -9
Цвет >10 > 10 >10 9 8 6
Старение, а/10 г 1.46580,19890,1(99 0,0876 0,0746
Коксуемость, % 1,922 0,715 0,513 0,268 0,08
Кислотное число в мг КОН/г . 0,19 0,1 0 0 0 0
На рис. 3 показана зависимость между содержанием азотис-
тых соединений, определяемых титрованием, и коксуемостью по
Конрадсону для нейтрального масла II (зависимость почти ли-
нейная).
295
Рис. 3. Зависимость
коксуемости масла II
от содержания в нем
азота
Большое значение для качества моторных масел имеет индекс
вязкости. Из рис. 4 видно, что с усилением расщепления сырья
•индекс вязкости масел повышается. На рис. 4,а показано, как
одновременно с увеличением степени расщепления сырья пони-
жается вязкость получаемых масел. Индекс вязкости 80—85
(рис. 4,6) достигается для депарафинированного нейтрального
Рис. 4. Зависимость вязкости (а) и индекса — вязкости (б.) депарафини-
рованных масел I и II от степени расщепления сырья;
/—масло I; 2—масло II
S96
Рис. 5. Зависимость индекса вязкости депарафиниро-
ванного масла II от плотности гидрогенизата
масла II, если доля вновь образовавшихся продуктов расщепле-
ния с температурой кипения до 350°С составляет 20—25% объемн.
Таким образом, при производстве масел реакции расщепле-
ния являются необходимым побочным направлением процесса
гидрирования, хотя для получения высокого выхода смазочных
масел желательно, чтобы степень расщепления была минималь-
ной.
На рис. 5 показана зависимость между индексом вязкости
нейтрального масла II и плотностью гидрогенизата, которая поз-
волит по плотности гидрогенизата регулировать степень расщеп-
ления сырья и получать депарафинированные моторные масла с
заданным индексом вязкости.
При оценке стабильности масел против старения было уста-
новлено, что с повышением температуры гидрирования стабиль-
ность улучшается, однако при температуре выше 400° С дальней-
шее улучшение, например снижение кислотного числа, прекра-
щается.
'Сравнение масел, получаемых в процессе гидрирования, с мас-
лами селективной очистки из одного вида сырья показывает,
что гидрированные масла частично превосходят масла селектив-
297
Таблица 4
Сравнение компонента моторного масла из гидрогенизата с рафинатом селективной очистки
Показатели Масло
гидри- рован- ное селек- тивной очистки
г-т 20 Плотность Р4 Показатель преломления п20 Вязкость, сст: при 50° при 95° Индекс вязкости Цвет Число основности, мг МН3/л Содержание, %: серы углерода в ароматических кольцах Коксуемость, % Температура застывания, °C Кислотное число в мг КОН/г Масло после старения Содержание шлама Увеличение вязкости при 50°, % коксуемости, % кислотного числа, в мг КОН/г 0,8881 1,4924 70,08 9,23 12,Е9 2,108 75 9 61 0,17 10,4 0,162 -18 0 0,95 15.7 0,458 1.0 0,8976 1,4998 70.7/9,32 13,0/2,118 75 8,5 83 1,31 10.6 0,288 -18 0 0,04 33,2 0,732 1,56
ной очистки. При этом следует отметить, что в гидрированных
маслах присадки действуют лучше, а, кроме того, из гидрогениза-
тов можно получать трансформаторные и турбинные масла и дру-
гие специальные продукты.
В табл. 4 сопоставлены свойства моторных масел, получае-
мых в промышленном масштабе из гидрогенизатов и рафината
селективной очистки. При одинаковом содержании основных азо-
тистых соединений содержание серы в рафинате селективной очи-
стки во много раз выше.
Результаты испытаний на старение показали, что стабильность
гидрированных масел в отношении повышения, вязкости, коксуе-
мости по Конрадсону и кислотного числа изменяется благопри-
ятно, но увеличивается содержание шлама.
Известно, что все соединения, содержащиеся в смазочных мас-
лах, чувствительны к окислению. Поэтому широкое распростране-
ние получили методы очистки масел селективными растворите-
лями, так как при этом удается достаточно селективно удалять
ароматические углеводороды, являющиеся источником образова-
ния высокомолекулярных продуктов.
298
Нами было также проведено исследование влияния добавок
бициклических ароматических углеводородов и смол, выделенных
из продуктов методом хроматографии, на качество масел. Было
установлено, что насыщенные и моноциклические ароматические
углеводороды, полученные из гидрогенизатов на заводской уста-
новке, образуют при старении небольшое количество шлама.
Для определения влияния на качество масел указанных ком-
понентов, полученные концентраты бициклических ароматических
углеводородов добавляли в насыщенную и моноароматическую
части и исследовали стабильность против старения. При посте-
пенном добавлении этих углеводородов повышается вязкость,
коксуемость по Конрадсону и содержание шлама в смесях, при-
чем последний показатель при добавлении определенного коли-
чества бициклических ароматических углеводородов достигает
предела.
Количество шлама, образующегося из рафината селективной
очистки вакуумного дистиллята ромашкинской нефти (нейтраль-
ное III), было значительно ниже при сравнимом содержании би-
циклических ароматических углеводородов.
Было также установлено, что сернистые соединения, добавлен-
ные в виде концентратов, полученных при хроматографическом
разделении масел, оказывают ингибитирующее действие на ста-
рение масла при окислении.
Для сравнения методов гидрирования и селективной очист-
ки при получении смазочных масел сопоставили качество полу-
чаемых продуктов. В производственном масштабе осуществить
такое сравнение весьма трудно, так как для процессов приме-
няют различное сырье и качество получаемых масел несопоста-
вимо.
Образцы продуктов получены гидрированием на полузавод-
ской установке в реакторе объемом 60 м3. Гидрогенизат перера-
батывался по схеме, приведенной ранее (см. рис. 1). Исследова-
лись и сбпоставлялись компоненты масляных фракций, после
разделения их методом хроматографии, полученные в результате
гидрирования и .выделенные из исходного сырья, т. е. характер-
ные для состава масляных фракций селективной очистки.
Для нейтрального масла II оба процесса (селективная очист-
ка и гидрирование) позволяют получать продукт примерно оди-
накового качества. Соединения сырья с низким индексом вязко-
сти удаляются экстракцией или переводятся гидрогенизацией в
соединения, имеющие более низкие температуру кипения и вяз-
кость. Так как эти группы соединений имеют высокую вязкость,
то их удаление в обоих процессах сопровождается сильным
снижением вязкости продуктов. При гидрировании вязкость сни-
жается больше, чем при селективной очистке, так как легкоки-
пящие продукты разбавляют гидрогенизат. Вследствие деструк-
ции, из высококипящих фракций, наряду с образованием легко-
кипящих фракций, получаются новые продукты, что не имеет ме-
299
ста при селективной очистке. Этим можно объяснить зависимость
индекса вязкости масла процесса гидрирования от степени рас-
щепления сырья. При селективной очистке экстракты выделяются
из сырья, а при гидрировании превращаются в легкие масла и
топлива. С увеличением глубины очистки селективными раствори-
телями индекс вязкости масла повышается. Одновременно растет
количество получаемого экстракта.
Выход моторных масел с индексом вязкости ниже 80 при
гидроочистке выше, а с индексом вязкости выше 80 — ниже по
сравнению с селективной очисткой.
ВЫВОДЫ
На основании опытов на лабораторных и пилотных установ-
ках доказана зависимость качества смазочных масел от парамет-
ров гидрогенизации. Индекс вязкости масел зависит от степени
расщепления сырья и его можно оценить по плотности гидроге-
низатов. Существует также зависимость между коксуемостью
(по Конрадсону) компонентов смазочных масел и содержанием в
них азотистых соединений, определяемых титрованием, и между
содержанием конденсированных'ароматических углеводородов и
образованием из них шлама при окислении.
При получении масел из вакуумных дистиллятов методом гид-
рирования выход высоковязких моторных масел с аналогичным
индексом вязкости, достигаемому при селективной очистке, и гид-
роочистке, практически одинаковы. Суммарный выход масел с
температурой кипения выше 500е С значительно больше при гид-
роочистке.
ПРИМЕНЕНИЕ ЖЕЛЕЗОСОДЕРЖАЩИХ КАТАЛИЗАТОРОВ
ДЛЯ ГИДРОДООЧИСТКИ СМАЗОЧНЫХ МАСЕЛ
Б. Радомыский, 3. Томасик, Э. Зенкевич
(ПНР, Брацлавский политехнический институт)
Молибденокобальтовые или молибденоникелевые катализато-
ры, содержащие железо, уже в течение ряда лет применяются для
гидроочистки смазочных масел, например, в процессе феррофай-
нинг. Они более активны, чем соответствующие им двухкомпонент-
ные.
Нами были получены и исследованы катализаторы, содержа-
щие обычно применяемое количество молибдена и кобальта или
никеля, меньше, чем обычно, и не содержащие молибдена и ко-
бальта.
Уменьшение содержания или полное исключение дорогих ак-
тивных ’ компонентов значительно снижает стоимость катализа-
торов. Поэтому желательно применять более дешевые катализа-
300
торы, даже если они будут несколько менее активные, чем из-
вестные.
Экспериментальная часть. Катализаторы готовились на фор-
мованной окиси алюминия, полученной из раствора алюмината
натрия осаждением кислотой (pH около 7). Для катализаторов
98—400 и 121 применяли алюмосиликатный носитель, полученный
осаждением кислотой из смеси алюмината и силиката натрия.
Активные вещества были нанесены различными способами. Ак-
тивность катализаторов проверялась в лабораторной установке
проточного типа с четырьмя реакторами объемом 160 см3 каж-
дый. В качестве сырья применяли масла из ромашкинской неф-
ти, очищенные фурфуролом и депарафинированные смесью аце-
тон-бензол-толуол, со следующими свойствами:
Вязкость при 100° С, сст . . . . 7—9,2
Индекс вязкости..............Около 90
Цвет по ASTM................. Около 6
Содержание серы, %........... 0,8—1,2
Эксперименты проводили сначала при давлении 50 ат, объ-
емной скорости 0,7 ч~}, подаче водорода 1000 м3/м3 и температу-
ре 280, 300 и 340° С, затем при температуре 320°'С и давлении 30
и 20 ат, а последующие опыты при температуре 320°С и давле-
нии 20 ат, при увеличении объемной скорости до 1,4—2 ч~х.
В гидрогенизатах определяли вязкость, стабильность к окис-
лению, содержание серы, температуру застывания и показатель
преломления.
Катализаторы группы I. Катализаторы содержали около
10% трехокиси молибдена, 1—3,5% окиси кобальта или никеля
(табл. 1), а также 1,3—‘15% железа в расчете на окись железа.
Исследовали не только влияние количества активных компонен-
тов, но и способы их введения. Несмотря на разнообразие при-
меняемых солей железа и способов осаждения их на носителях,
катализаторы с небольшим (около 1,5%) количеством железа
(69—75) имели одинаковую активность. Изменение свойств масел
были такие же (а иногда меньше), как и в случае катализаторов
68 и 74 без железа/Введением в исходный катализатор 10% окиси
железа был получен катализатор 86, в присутствии которого по-
лучены более светлые продукты (на 15—20%). Увеличение ко-
личества железа до 14,2% (катализатор 90) привело к незначи-
тельному повышению активности катализатора, особенно при
большой объемной скорости 2 ч~г.
Для проверки воспроизводимости катализатора, содержащего
10% Fe2O3, были приготовлены образцы 103, 105, 106, активность
которых сравнивалась с промышленными катализаторами. Ока-
залось, что активность этих образцов, а также их воспроизводи-
мость являются вполне удовлетворительными.
Для испытаний был приготовлен катализатор 101, имеющий
состав, аналогичный применяемому в процессе феррофайнинг,
а также катализатор, содержащий вместо кобальта никель (ка-
301
Таблица )
Характеристика катализаторов групп I
* Номер образца Сод ржание, % Насып- ной вес, г\л Объем пор, с.и!!,г Поверх- ность, м2\г Проч- ность, кг 1см2 Истира- ние, %
МоОз СоО FeaO3
68 9,0 0,9 483 0,95
69 9.0 0,9 1,3 480 0,95 — — —
70 9,0 0,9 1,3 492 0,94 — — —
71 9,0 0,9 1,3 495 0,94 — — —
74 8,8 1.0 — 480 0,90 — — —
75 8,9 1.0 1,5 490 0,90 — — —
76 8,3 0,9 7,1 480 0,90 — — —
85 9,7 0.9 — 415 0,94 — — —
86 8,9 0,8 10,0 444 0,93 — — —
90 8,8 1,4 14,2 490 0,82 274 120 1,5
101 10,0 3,3 15,0 500 0,99 306 50 3,5
102* 10,0 — 15,0 499 0,90 293 31 3,5
103 9,0 2,0 10,0 497 0,99 284 52 2,5
105 9,0 1,0 10,0 494 0,95 277 70 2,0
106 9,0 1,0 10,0 444 0,90 280 70 2,0
132 9,0 1,0 — 560 0,88 290 НО 0,5
133 9,0 1,0 7,1 640 0,76 308 93 0,1.
134 9,0 1,0 7,1 640 0,76 310 НО 0,15
135 9,0 1,0 7,0 570 0,81 320 140 0,0
* Содержание NiO — 3,5%.
тализатор 102). Их активность сравнивалась с катализато-
ром 103, содержащим меньшее количество молибдена, кобальта и
железа. Преимущества катализатора, 'применяемого в процессе
феррофайнинг, не были обнаружены. Катализатор, содержащий
никель, давал более темные масла, следовательно замещение ко-
бальта никелем снижает активность катализатора.
В результате гидроочистки обычно происходит повышение тем-
пературы застывания масел и в зависимости от условий процесса
оно может быть различным, достигая несколько градусов.
При переработке ромашкинской нефти получаются масла с
высокой температурой застывания, и возникает необходимость в
применении дорогого процесса глубокой депарафинизации. По-
этому была поставлена цель разработать катализаторы для по-
лучения очищенных продуктов, застывающих при более низкой
температуре по сравнению с исходным. Путем подбора способа
осаждения молибдена, кобальта и железа нам удалось получить
такие катализаторы (см. табл. 1, №№ 133—135). Они характери-
зуются одинаковым составом (9% МоО3, 1% СоО и 7% Fe2O3), а
отличаются разными способами нанесения промоторов. В первый
катализатор вводился один компонент, во-второй — два, а в тре-
тий — все компоненты. Катализаторы сравнивались с образцами
302
(катализатор 132), в которых все компоненты были введены при-
менявшимся ранее способом. В присутствии катализатора 132
температура застывания мало возрастала — на 1—2° С, а ката-
лизаторы, полученные видоизмененным способом, способствовали
снижению температуры застывания на 4—7° С. При больших
объемных скоростях (до 3 и низком давлении (20 ат) но-
вый катализатор обеспечивал 82%-ную очистку, в то время как
катализатор 132 только на 65%. Новые катализаторы хорошо
очищали продукты также при низкой температуре, например
240° С.
Новые катализаторы повышают вязкость масел на 2—3 сст
по сравнению, с катализатором 132, что свидетельствует о малой
степени гидрокрекинга, а снижение температуры застывания
объясняется, вероятно, изомеризацией парафиновых углеводоро-
дов. Наблюдается также более высокая термическая стабиль-
ность масел.
Катализаторы с пониженным содержанием Мо и Со (груп-
па II). Для исследования был приготовлен ряд катализаторов,
содержащих 4,5% МоО3 и различные добавки (табл. 2).
Катализатор 78 содержал 4,5% МоО3, 0,9% СоО и около
7% РегО3, а 79 отличался от него отсутствием кобальта. При их
сравнении с катализаторами типа 77, содержащими обычно око-
ло 9% МоО3 и 0,9% СоО, оказалось, что они-высокоактивны не
только при 280—340° С, 50 ат и объемной скорости 0,7 ч~', но
при более низком давлении и большей объемной скорости.
Таблица 2
Характеристика катализаторов группы II
Номер об- разца Содержание, % Насыпной вес, г/л Объем пор, см3)г Поверх- . ность, .И2/г Прочность, кг!см‘ Истира- ние, %
МоО3 СоО Fe2O3 SiO2 промо- торы
77 8,8 0,9 450 1,0
78 4,5 0,9 7,0 — .— 480 1,0
79 4,5 — 7,1 — — 475 1.0
83 4,5 — 7,1 — 0,2К2СО3 446 1,0 —
97 4,5 — 7,0 — — 430 0,93 339 32 1,5
98 4,5 7,1 5 — 450 1,0 387 3: 1,5
99 4,5 — 7,1 10 460 0,90 301 90 1,5
100 4,5 — 7,1 15 —— 465 0.90 302 87 1.5
108 4.5 — 7,0 — — 4b0 0,90 270 31 1,5
109 4,5 — 14,2 — .— 480 0,79 266 55 1,2
НО 4,5 — 14,2 — 2,0F 486 0.84 278 62 1,0
118 4,5 — 7,1 — 0,9F, 1, ICa, 0,4РЬО 495 0,99 318 174 0,5
125 4,5 — 7.1 — — 660 0,70 258 323 0,0
126 4,5 — 7,1 — 1,0 BaO 661 0,Ь9 266 260 0,04
127 2,5 — 7,1 — 2,0 BaO 660 0,72 290 460 0,01
128 2,5 0,9 7,1 — 2,0 BaO 6б2 0,80 289 320 0,01
303
Таким образом было установлено, что благодаря введению в
состав катализатора железа можно не только в 2 раза снизить
содержание молибдена, не понижая при этом активности, но и
отказаться от применения кобальта.
Удельная поверхность разработанного катализатора состав-
ляет около 300 м2/г, полный объем пор 0,8 смъ1г, насыпной вес
0,5—0,6 кг!л. Объем пор, вычисленный по изотермам адсорбции
азота, равен 0,5 см^г. Максимум кривой распределения радиусов
пор приходится на 30 А, однако значительное количество пор
имеет размер до 300 А и выше. Это облегчает проникновение ре-
агирующих веществ при гидрогенизации вглубь зерен катализа-
тора и создает условия для участия в процессе промоторов. Ка-
тализатор обладает высокой прочностью на раздавливание
(200 KsfcM1 для таблеток диаметром 3,5 мм) и истирание.
Нами были проведены длительные лабораторные работы с
катализатором типа 79. Активность катализатора в течение
9000 ч работы практически не изменилась. В результате, гидро-
генизации масло, имевшее окраску 7 по шкале ASTM, изменило
окраску до 2.
Во время опыта проведено четыре окислительные регенера-
ции катализатора, который специально подвергался дезактива-
ции при высокой температуре, давлении i2—4 ати и небольшой
подаче водорода. Регенерация осуществлялась путем осторож-
ного обжига при температуре 580° С. Первоначальная активность
катализатора восстанавливалась и сохранялась длительное время.
Результаты опытов свидетельствуют о возможности примене-
ния разработанного катализатора в промышленном масштабе.
Увеличение количества железа в катализаторе способствует
повышению его активности, однако одновременно увеличивается
и насыпной вес. Добавление К^СО3 и соединений, содержащих
фтор и свинец, не способствует увеличению активности катали-
затора.
'Катализаторы, содержащие кремнезем, позволяют более пол-
но обесцвечивать масло, по сравнению с катализатором, содер-
жащим окись алюминия. Однако крекинг сырья в этом случае
проходит в большой степени, что выражается в значительном сни-
жении вязкости очищенных продуктов.
Добавление окиси бария в катализатор позволяет получать
рафинаты с большей вязкостью (на 3—4 сст), по сравнению с
молибденокобальтовыми катализаторами, а также осуществить
процесс при температуре 280—300° С и большой объемной скоро-
сти. Однако обесцвечивание сырья происходит в незначительной
степени.
Катализаторы, не содержащие молибдена (группа III). Катали-
затор, содержащий 14% Fe^Os, в первые часы работы имеет вы-
сокую активность, превышающую активность большинства иссле-
дованных молибденокобальтовых катализаторов. Но через не-
304
Таблица 3
20-2284
Характеристика катализаторов группы III
Номер 1 образца Содержание, % Насып- ной вес, г/л Объм пор, см?! г Поверх- ность, лР/г Проч- ность, кг/см2 Истира- ние, %
Fe3O3 K2CO3 F РЬО СиО CaF3 SiO2 СоО
80 14,2 — — — — — — — 410 1,0 — — —
81 14,2 0,2 — — — — — — 410 1,0 — — —
82 14,2 0,6 — — — — — — 410 1,0 284 346 0,25
87 10,0 — — — — — — 3,8 420 1,0 274 210 0,5
91 14,2 — 3,0 — — — — — 460 0,83 290 141 1,0
104 14,2 2,0 — — —- — — — 495 0,83 225 142 0,5
107 14,2 — — — . — 3,04 — — 489 0,79 298 122 0,75
111 14,2 — 3,0 0,4 — — — — 530 0,82 297 197 0,5
116 14,2 — 2,0 0,8 — — — — 490 0,79 367 277 0,5
117 14,2 — 2,0 0,8 1,0 — — — 490 0,87 380 215 1,0
119 10,0 — 2,0 0,4 — — — — 500 0,80 275 236 0,6
120 15,0 — 2,0 0,4 — — — — ' 505 0,84 271 141 0,6
сч 305 10,0 — 2,0 0,4 — — 10,0 — 500 0,96 242 120 0,5
сколько десятков часов работы активность резко падает. Для ста-
билизации катализатора за счет снижения его первоначальной ак-
тивности были испытаны образцы с добавкой углекислого калия в
количестве 0,2—2%. При этом наблюдалось уменьшение скорости
падения активности в 3—5 раз, но стабильность оставалась невы-
сокой.
Для повышения стабильности катализаторов были приготов-
лены образцы катализаторов, содержащих соединения фтора,
свинца, меди и кремния.
Катализатор 91, содержащий наряду с 14% РегОз, >3% фто-
ристого аммония, работал более стабильно по сравнению с ката-
лизаторами с добавками углекислого калия. Введение фтористого
кальция (катализатор 107) привело к снижению активности.
Добавление в катализатор, наряду с фтористым кальцием,
окисей свинца и меди значительно понижает активность катали-
затора по сравнению с молибденокобальтовым. Катализаторы,
содержащие наряду с фтором, введенным в виде кислого фтори-
стого аммония, свинец (119, 120), более активны, чем катализа-
торы, приготовленные с добавлением фтористого кальция. Их ак-
тивность сохранялась постоянной в течение нескольких сотен, ча-
сов работы.
Катализатор 121, в который был дополнительно введен крем-
незем, обладает наиболее высокой активностью среди катализа-
торов без молибдена и кобальта, значительно уступая молибдено-
кобальтовому. Однако при температуре 320° С, давлении 20 ат и
объемной скорости 1,3 ч”1 масло с окраской 5 по шкале ASTM
обесцвечивается до 2, т. е. были получены результаты, позволяю-
щие рассматривать этот катализатор в качестве перспективного
для дальнейших исследований, тем более, что во время продол-
жительного испытания активность его практически не изменя-
лась.
Работы по исследованию катализаторов продолжаются.
ВЛИЯНИЕ АЗОТАТА АЛЮМИНИЯ ПРИ ГРАНУЛИРОВАНИИ
ГЛИНОЗЕМА—НОСИТЕЛЯ ДЛЯ КАТАЛИЗАТОРОВ
Е. Валтер, И. Гежан, К. Никулеску, Г. Калмуцки
(РСР, Институт по переработке нефти)
Применение глинозема для приготовления катализаторов выз-
вало необходимость подробного изучения свойств этого вещест-
ва на различных стадиях генезиса — от гидрата до полностью
обезвоженного корунда.
Существуют две кристаллические модификации глинозема:
альфа-моногидрат (боемит) и бета-тригидрат (баерит), которые
306
при обезвоживании дают гамма- или эта-активированный гли-
нозем.
При приготовлении глинозема с целью применения его как
носителя для катализатора обычно преследуют цель получить
смесь с определенным соотношением боемита и баерита. Реко-
мендуются смеси, содержащие 25—75% боемита [1, ’2], при этом
отмечается, что осадки, содержащие значительное количество
баерита, таблетируются труднее [1—3]. На основании ряда опы-
тов установлено, что при переработке глинозема выдавливанием
также встречаются трудности, вероятно, связанные с различным
составом кристаллической фазы гидратированных глиноземов.
Из-за отсутствия в ряде случаев пластичности глиноземная паста
при формовании иногда не выдавливается через сопла даже при
относительно больших усилиях. Уменьшение пластичности пасты
может быть достигнуто путем добавки воды [4], но более эф-
фективным способом является обработка глинозема азотной кис-
лотой и ее солями — азотами [5—7].
Испытания подтвердилипластифицирующее влияние некоторых
веществ, содержащих азотную кислоту или азотаты, которые об-
ладают эффектом связывания в особенности при обработке азот-
ной кислотой. Сформованные и прокаленные глиноземы в ре-
зультате такой обработки приобретают большую механическую
прочность.
В настоящей работе анализируются модификации кристалли-
ческих фаз, происходящие в гидратированном глиноземе при его
обработке азотной кислотой или солями последней, и текстурные
изменения глинозема, протекающие в результате прокаливания
для получения активной формы.
Были изучены изменения, происходящие в гидратированном
глиноземе, полученном из смеси боемита и баерита в результате
обработки различным количеством азотной кислоты, азотата алю-
миния или аммония.
Экспериментальные образцы были подвергнуты сушке при
комнатной температуре и их анализировали термодифференциаль-
ным и термогравиметрическим методами. У активированного пу-
тем прокаливания при 600°С глинозема были определены удель-
ная поверхность, объем пор, истинная и кажущаяся плотность,
спектр диффракции рентгеновских лучей и механическая проч-
ность.
Обработка азотной кислотой. Были приготовлены образцы
гидратированного глинозема, обработанного азотной кислотой в
количестве 20% от А12О3. Для объяснения термических эффектов
термодифференциальным методом были исследованы необрабо-
танный глинозем, азотная кислота на инертном носителе (силика-
геле) и азотат алюминия, образование которого имеет место при
обработке азотной кислотой гидратированного глинозема.
Обработка азотатом алюминия. Количество азотата алюминия
307
Рис. 1. Термодифференциальная (АТД) и термогравиметрическая (ATG) кри-
вые непептизированного азотной кислотой глинозема
в образцах изменялось в интервале от 0 до 30%, в расчете на
AI2O3. Все образцы были обработаны двойным количеством азо-
тата по сравнению с образцами, обработанными азотной кисло-
той, т. е. примерно эквивалентным количеством при допущении,
что азотная кислота превращается полностью в азотат алюминия
по реакции:
Н2О
6HNO3 AI2O3 * 2А1 (\Од)з • ОНзСЭ.
Обработка азотатом аммония. Азотат аммония при обработ-
ке удаляется из глинозема. Поэтому пытались исследовать влия-
Рис. 2. Термодифференциальная кривая А1 (МО3)з-9Н2О
308
Рис. 3. Термодифференциальная кривая окиси, полученной путем разложения
азотата алюминия при 200° С
ние азотата на гидратированный глинозем. Были приготовлены
образцы, содержащие от 0 до 15% азотата аммония, которые
подверглись анализу вышеуказанным способом.
Термические эффекты превращений кристаллических фаз, по
данным термодифференциальных и термогравиметрических кри-
вых, позволили провести количественную оценку изменений, про-
исходящих в присутствии азотной кислоты.
На рис. 1—4 изображены термодифференциальные кривые
для гидратированного глинозема, не обработанного азотной кис-
лотой (рис. 1), азотата алюминия (рис. 2), глинозема, полученно-
го при термическом разложении азотата алюминия (рис. 3) и
азотной кислоты, _ нанесенной в количестве 2,0% на глинозем
Рис. 4. Термодифференциальная кривая силикагеля, пропитанного
HNO3
309
Рис. 5. Термодифференциальная и термогравиметрические кривые глинозема,
пептизированного 4% HNO3
Рис. 6. Термодифференциальная (АТД) и термогравиметрическая (ATG) кри-
вые глинозема, пептизированного 12% HNO3
310
Рис. 7. Термодифференциальная (АТД) и термогравиметрическая (ATG) кри-
вые глинозема, пептизированного 20% HNO3
Кроме баерита и боемита, глинозем содержит кристалличес-
кую фазу с промежуточной степенью гидратации, переход кото-
рой в альфа-моногидрат отображен эндотермическим эффектом
при 440° С на термодифференциальной кривой, а убылью в весе
(4,3%)—на термогравиметрической кривой примерно при той
же температуре.
Азотат алюминия, наряду с термическими эффектами обезво-
живания (при 80° С) и разложения (150—160° С), имеет эндотер-
мический эффект в области, характерной для перехода баерита в
боемит (при 290°С). Этот эффект становится явным на термо-
Рис. 8. Термодифференциальная кривая глинозема (АТД), пептизированного
20% HNO3 после предварительного прокаливания при 2003 С
311
дифференциальной кривой продукта термического разложения
азотата алюминия, что характеризует его как баерит (рис. 3).
Азотная кислота образует с гидратированным глиноземом
азотат алюминия, но, вероятно, она остается и в несвязанном со-
стоянии. Термодифференциальная кривая азотной кислоты на
кремнеземе указывает только на эндотермический эффект, обус-
ловленный его разложением при 60—80°; четкий пик при 170° С
является результатом обезвоживания кремнезема.
Данные (рис. 1—4) термодифференциальных кривых исход-
ных веществ способствовали объяснению превращений, протекаю-
щих в глиноземе, обработанном азотной кислотой (рис. 5—8).
При рассмотрении области температур 250—600° С наблюдает-
ся усиление эндотермического эффекта при 440—480° С за счет
перехода промежуточной между баеритом и боемитом кристалли-
ческой фазы, названной псевдобаеритом, в низкотемпературный
гамма-глинозем (рис. 5, 16). На кривой рис. 7 для глинозема, об-
работанного азотной кислотой, эндотермический эффект, обус-
ловленный разложением образовавшегося азотата алюминия и
удалением адсорбированной влажности, показывает последующие
превращения фаз.
Наличие и даже усиление превращения псевдобоемита в гамма-
глинозем становится заметным на предварительно прокаленном
в течение 4 ч при 200° С образце '(рис. 8). Данные, полученные на
термогравиметрических кривых (рис. 1, 5—7), совпадают с ука-
занными закономерностями: убыль в весе при 340—450° С растет
с увеличением содержания азотной кислоты в образце, т. е. с по-
вышением количества псевдобоемита.
Рентгеновские спектры образцов глинозема, обработанных
12 %-ной азотной кислотой и прокаленных при различных темпе-
ратурах, показывают, что при 450 С линии спектра характерны
для гамма-глинозема, образование которого обычно происходит
при более высокой температуре 520—540° С (8—10]. Непонятно
также присутствие псевдобоемита в образце, прокаленном при
температуре менее 300° С.
Текстурные изменения глинозема, происходящие при его об-
работке возрастающим количеством азотной кислоты и наблю-
даемые на образцах, прокаленных при 600° С, указывают, судя
по снижению удельной поверхности, объема пор и росту кажу-
щейся прочности, на образование стекловидного, более плотного
глинозема с повышающейся механической прочностью (табл. 1).
Обработка глинозема разбавленным раствором азотной кис-
лоты оказывает связующее влияние, что приводит к значительно-
му увеличению механической прочности как прокаленного, так и
непрокаленного ‘глинозема. В то же время обработка действует
неблагоприятно на текстуру глинозема (уменьшается удельная
поверхность и объем пор, увеличивается кажущаяся плотность).
Поскольку при обработке гидратированного глинозема азот-
ной кислотой действию образующегося азотата можно приписать
312
Таблица 1
Текстурные свойства глинозема, обработанного азотной кислотой
после прокаливания при 60О°С
Содержа- ние азот- ной кисло- ты, % Плотность, рс.и'1 Общий объем пор, смэ,г Удельная поверх- ность, Средний радиус пор, А Механи- ческая прочность, лее/ г
истин- ная кажу- щаяся
0 0,89 218
4 3,40 1,32 0,46 215 39,0 '3,65
8 3,60 1,48 0,39 210 37,1 4,76
12 3,47 1,60 0,33 172 38,4 4,98
16 3,61 1,87 0,28 158 35,3 5,36
20 3,71 1,74 0,32 170 37,0 5,64
роль связующего и пентизатора, то замена кислоты азотатом
алюминия имеет преимущество в отношении сохранения кристал-
лической структуры, обусловленной условиями генезиса глино-
зема. Однако указанная добавка изменит соотношение двух кри-
сталлических фаз гидратированного глинозема в пользу баерита.
Изображенные на рис. 9, 10 термодифференциальные кривые
показывают качественные изменения, происходящие при нагрева-
нии образцов, вследствие сильного эндотермического эффекта
Рис. 9. Термодифференциальная (АТД) и термогравиметрическая (ATG) кри-
вые глинозема, обработанного 4% азотата алюминия
313
Рис. 10. Термодифференциальная (АТД) и термогравиметрическая (ATG) кри-
вые глинозема, обработанного 20% азотата алюминия
разложения азотата алюминия. Совпадение достигается после
предварительного прокаливания образцов при 200° С, когда про-
исходит почти полное разложение азотата алюминия (рис. 11).
При этом наблюдается усиление эндотермического эффекта раз-
ложения баерита в боемит, выявленного термогравиметрическим
анализом. Количество баерита, рассчитанное по убыли в весе
при 150—310°С, растет от 33,7 до 62,3% с повышением количест-
ва добавляемого азотата алюминия от 8 до 30% (табл. 2). Этот
факт подтверждает то, что при разложении азотата алюминия
образуется баерит.
Таблица 2
Убыль в весе -при различных температурах глинозема,
обработанного Al (NO3)3 • 9Н2О
Содержание азотата алюминия, % Убыль в весе, % при температурах (°C) Содержа- ние бае- рита, %*
20-150/170 150/170- —300/310 300/310— —430 450-600
0 10,9 8,9 9,0 4,0 38,2
в 12,2 7,8 14,0 3,3 33,7
12 12,0 9,3 14,3 2,4 48,4
20 13,4 13,4 11,7 4,8 58,0
30 11,7 14,7 12,6 4,2 62,3
выделению
воды в диапазоне температур
150/170°С
* Рассчитано по
и 300/310°С.
314
Рис. 11. Термодиффе-
ренциальная кривая об-
разца, обработанного
азотатом алюминия и
прокаленного при 200° С
•ли 1 е
Глинозем, обработанный
^Разложение ‘ °
'' ' бэеии.-п •сеооооосмепп
< \/ t /
Убыль в весе при 300/310 — 600°С, включая переход псевдо-
боемита и боемита в гамма-глинозем, составляет около 16—17%,
независимо от концентрации азотата алюминия в образце. Это
можно объяснить компенсацией убывающего количества боеми-
та, образовавшимся псевдобоемитом.
В отличие от обработки азотной кислотой, обработка азота-
том алюминия не оказывает существенного влияния на фазовый
состав гидратированного глинозема, за исключением пропорцио-
нального увеличения количества баерита, образующегося за счет
разложения азотата. Указанное изменение соотношения бае-
рит: боемит наблюдается для глиноземов при рассмотрении
спектров диффракции рентгеновских лучей после нагревания об-
разцов до температуры, превышающей температуру разложения
азотата алюминия (150° С), когда интенсивность линий, харак-
терных для баеритов, быстро растет. Анализ рентгенограмм ис-
ходного глинозема не указывает на получение новых кристалли-
ческих образований.
Текстурные свойства глинозема, обработанного азотатом алю-
миния, претерпевают изменения, отличающиеся от происходя-
щих при обработке азотной кислотой.
Как видно из табл. 3, удельная поверхность и общий объем
пор при обработке азотатом алюминия уменьшаются меньше, а
средний объем пор уменьшается 'больше, чем при обработке азот-
ной кислотой.
Таблица 3
Текстурные свойства глиноземов, обработанных азотатами алюминия,
после прокаливания прн 600°С
Содержа- ние азот- ной кис- лоты, % Плотность, гсм:‘ Объем пор, сж3/г Удель- ная по- верх- ность, м2[г Средний радиус пор, А Механи- ческая прочность, кг/г
истинная кажуща- яся
О — 0,89 218 . .
8 3,09 1,08 0,60 212 57 4,6
12 3,33 1,38 0,43 198 43 5,1
20 3,23 1,53 0.34 190 35 5,6
30 3,17 1,61 0,31 180 34 6,3
315
Различие между указанными текстурными изменениями мо-
жет зависеть от различного влияния на состав исходного глино-
зема соответствующих обработок.
По нашему мнению, более резкое снижение среднего радиуса
пор при добавлении азотата алюминия является результатом ро-
ста количества баерита, для которого характерны более мелкие
поры. При обработке азотной кислотой средний радиус пор
остается постоянным благодаря, вероятно, противоположным эф-
фектам. Увеличение среднего радиуса происходит . в результате
воздействия на более тонкие поры, а уменьшение — воздействия
образования баерита, полученного при разложении азотата алю-
миния, который в свою очередь образовался при обработке гид-
ратированного глинозема азотной кислотой. В этом случае меха-
ническая стойкость формованного глинозема повышается с уве-
личением концентрации азотата алюминия.
Азотат аммония, используемый при обработке гидратирован-
ного глинозема и полностью удаленный, не оказывает такого
влияния на свойства исходного глинозема, как азотная кислота,
и не изменяет состава кристаллической фазы, как азотат алюми-
ния, который при термическом разложении переходит в баерит,
присоединяющийся к предварительно существующему баериту в
исходном глиноземе.
ВЫВОДЫ
Исследовано влияние азотной кислоты и некоторых азотатов
на свойства гидратированного глинозема и показано, что текстур-
ные изменения, происходящие при обработке азотной кислотой,
могут быть частично объяснены образованием кристаллической
фазы с промежуточной степенью гидратации, т. е. псевдобоемита,
а при обработке азотатом алюминия — повышением количества
баерита, полученного при термическом разложении азотата.
В обоих случаях наблюдается резкое улучшение механической
стойкости сформованных и прокаленных гранул.
ЛИТЕРАТУРА
1. V а n с е R. F., S t г о t m a n I. F. U. S Pat. 3104228, 1963.
2. Me Е v а у I. Е. U. S. Pat. 2993868, 1961.
3. Andrews Е. В. Catalysis in Practice, 1963 (London Inst. Chem. Engrs).
4. Mallei T. I., Pennel I. D., Schindier H. D. U. S. Pat, 2911, 374.
5. Dienes E. K. U. S. Pat. 3020244, 6 feb. 1962.
6. Reitmoier R. E. U. S. Pat. 30. 20243, 6 feb. 1962.
7. H u f f m a n H. C. U. S. Pat. 2437533.
8. T a i k i S a t о J. Appl. Chem., 12, 1, 9, 1962.
9. Tertian R., P a p e c D. Journal de Chim. Phyc, 55, 5, 1, 1958.
10. Trambonze in Pascal P. Nouveau traitee de chimie minerale 579
Ed. Masson, Paris, 1961.
316
о получений нормальных парафинов способом
«парекса»
К. Венер, Г. Зейдель
(ГДР, завод им. В. Ульбрихта, Лейие)
В связи с созданием производства синтетических цеолитов
стали развиваться способы разделения н-парафинов с пределами
кипения бензина, а также процессы депарафинизации дизельно-
го топлива. В настоящее время примерно 400 тыс. т в год н-па-
рафинов выделяют из нефтяных продуктов с помощью молеку-
лярных сит. В ближайшие годы эти мощности значительно воз-
растут.
Возможность разделения углеводородов на цеолитах находит-
ся в зависимости от критического диаметра подлежащих разде-
лению исходных продуктов и типа молекулярных сит (формы А,
X и У), имеющих различный диаметр входных окон.
Сорбция на молекулярных ситах является физической адсорб-
цией, которая характеризуется изотермами типа Лэнгмюра, при-
чем количество адсорбированного вещества 'быстро возрастает
до величины насыщаемости и увеличение давления или концент-
рации не повышает емкость адсорбента. Другое важное свойство
молекулярных сит заключается в том, что адсорбция не столь
сильно зависит от температуры, как это наблюдается для обыч-
ных адсорбентов, т. е. адсорбция возможна при сравнительно
высоких температурах.
Для десорбции вещества могут быть применены следующие
методы:
снижение парциального давления адсорбированных компонен-
тов путем понижения общего давления в системе;
повышение температуры;
промывка неадсорбированным веществом;
вытеснение адсорбата 'более сильно адсорбируемым ве-
ществом;
вытеснение адсорбата более слабо адсорбируемым веществом.
Первые три метода имеют значительные недостатки, которые
затрудняют их практическое использование. Последние два обла-
дают техническими преимуществами, так как при их применении
затрачивается минимальное количество энергии—разница меж-
ду теплотой адсорбции адсорбированных углеводородов и де-
сорбирующих соединений.
На заводе в Лейне выбрали последний из описанных методов
десорбции. Отдельные рабочие параметры исследовались на ла-
бораторных (150 мл молекулярных сит) и пилотных установках.
При этом оказалось, что получение «-парафинов Сю—Сю с по-
мощью молекулярных сит может быть осуществлено при исполь-
зовании на стадии десорбции низкомолекулярных «-парафинов.
Были исследованы пропан, н-пентан, н-гексан и н-гептан. Их де-
317
Рис. 1. Влияние темпе-
ратуры на десорбцию
н-парафинов
сорбирующее действие возрастает с увеличением молекулярного
веса, однако н-гексан и «-гептан не используются ввиду того, что
их выделение из десорбированных «-парафинов требует больших
затрат при перегонке.
Исследования влияния рабочей температуры показали, что с
повышением температуры производительность по «-парафинам
возрастает, а производительность молекулярных сит уменьшается
(рис. 1). Под производительностью в данном случае принимается
количество н-парафинов, получаемое на 10'0 г молекулярного си-
та в час. Уменьшением производительности считается уменьше-
ние производительности н-парафинов за единицу времени. Увели-
чение производительности цеолитов при повышении температуры
объясняется увеличением скорости адсорбции. Однако при темпе-
ратурах выше 400° С производительность уменьшается, так как
развиваются реакции крекинга. Для исследованного сырья оп-
тимальным является интервал температуры 370—390° С.
При выборе рабочего давления следует учитывать тот факт,
что десорбционное действие низкомолекулярных н-парафинов
слегка возрастает при повышении давления. Поэтому выгодно
работать при возможно высоком давлении. Повышение давления
ограничено рабочей температурой и пределами кипения взятых
продуктов, так как необходимо избегать капиллярной конден-
сации.
Для определения влияния линейной скорости потока на ад-
сорбцию изучалась зависимость мощности проскока и длины ад-
сорбционной зоны от скорости потока, причем путем изменения
количества молекулярных сит и нагрузки, время пребывания со-
хранялось постоянным. Расчет мощности проскока проводится
по формуле Кегата и Розенкранца
W
Qs ~ У О ’ ^в>
w0
318
где IT — количества вещества, кг]мин;
Wo — количество молекулярных сит, кг;
у0 — содержание н-парафинов в продукте, кг/кг;
tB — время до проскока н-парафинов, мин.
Путем графической обработки кривых проскока была опреде-
лена динамическая мощность QT, с помощью которой можно было
затем рассчитывать длину адсорбционной зоны гм по следую-
щей формуле
2 — z (1 __
м V От/
где z обозначает длину слоя молекулярных сит, м.
Исследование показало, что длина адсорбционной зоны умень-
шается с уменьшением скорости потока. Скорость потока влияет
на мощность проскока лишь в том случае, если адсорбционная
зона относительно велика по сравнению со слоем молекулярных
сит. В этом случае мощность проскока уменьшается с повышени-
ем скорости потока.
Важное значение для процесса имеет создание хорошо разгра-
ниченной адсорбционной зоны. Для этого к продукту необходимо
добавлять вовремя адсорбции газ-носитель, который снижает пар-
циальное давление углеводородов и способствует предотвраще-
нию капиллярной конденсации, а также улучшению теплопере-
дачи.
Для получения чистых «-парафинов между адсорбционной и
десорбционной ступенями была включена ступень промывки.
В этой ступени с помощью газа-носителя удаляются углеводоро-
ды, неселективно адсорбированные во вторично-пористой струк-
туре молекулярных сит и содержащиеся в межзернистом объеме
неподвижного слоя. В результате были выделены «-парафины со
степенью чистоты 95—99%.
На основании выполненного исследования была разработана
следующая последовательность операций:
адсорбция н-парафинов из продукта с добавкой газа-носителя
при температуре 300—400° С и давлении 5—10 ат;
промывка продуктов, адсорбированных во вторично-пористой
структуре и содержащихся в межзернистом объеме, газом при
той же температуре и давлении;
десорбция адсорбированных н-парафинов н-пентаном при той
же температуре и давлении.
При непрерывном ведении процесса эти три ступени должны
протекать непрерывно и последовательно, т. е. промышленная
установка должна состоять по крайней мере из трех адсорберов,
переключаемых с помощью автоматически регулируемых кла-
панов.
Длительность процесса определяется продолжительностью
стадии десорбции, так как она протекает медленнее других. Уста-
новлено, что оптимальное соотношение длительности стадий ад-
319
Рис. 2. Изменение про-
изводительности цеоли-
тов в присутствии во-
дорода
сорбции, промывки и десорбции равно 1:1:2. Оптимальная об-
щая длительность цикла зависит от содержания «-парафинов в
исходном продукте и может составить от 20 до 40 мин.
Вследствие реакций крекинга, и полимеризации, протекающих
на молекулярных ситах, наряду с адсорбцией, производитель-
ность установки по «-парафинам со временем снижается.
Применение в качестве газа-носителя водорода и добавление,
к цеолиту 1 %- никеля позволило значительно увеличить произво-
дительность молекулярных сит при длительной работе (рис. 2)
благодаря гидрированию примесей непредельных углеводородов,
содержащихся в сырье, и уменьшению образования продуктов
полимеризации.
Последующие исследования показали, что специально подоб-
ранные типы молекулярных сит позволяют осуществлять процесс
адсорбции достаточно эффективно 'без добавления к цеолиту гид-
рирующего компонента.
Однако с учетом перечисленных особенностей процесса пол-
ностью избежать образование углистых отложений не удается и
для поддержания производительности на достаточно высоком
уровне необходимо периодически осуществлять регенерацию окис-
лением углистых отложений. Регенерацию необходимо проводить
через '1000—3000 ч. При этом температура процесса не должна
превышать 800°С.
Производительность молекулярных сит уменьшается, если газ-
носитель содержит примеси кислорода (рис. 3). Сернистые сое-
динения также отрицательно влияют на адсорбционные свойства
молекулярных сит (рис. 4). При выделении н-парафинов из фрак-
ции нефти с температурой кипения 240—320° С содержание серы
в сырье не должно превышать 0,01%.
Оптимальный тип молекулярных сит был подвергнут длитель-
ному испытанию на установке из четырех адсорберов. Это испы-
320
Рис. 3. Зависимость
производительности мо-
лекулярных сит от сос-
тава газа-носителя:
/-N2 (0,6% О2);
2 —N2 (0,001% О2);
3 — Н2
то гоозоо wosoo воомовоозошиоотшо
Время, я
тание продолжалось 13 000 ч без заметного повреждения молеку-
лярных сят. За этот период было проведено 16 окислительных
регенераций.
Выход и-парафинов составлял при переработке фракций с
температурой кипения 19'0—230 и 230—320° С около 17%. Про-
цесс может быть направлен либо для достижения высокой сте-
пени депарафинизации сырья с тем, чтобы снизить температуру
застывания, либо для получения н-парафинов высокой степени
чистоты.
Содержание н-парафинов в готовом продукте составляет
96—98%, ароматических углеводородов — не более 0,4%. Про-
дукт может быть применен для сульфохлорирования, причем
вследствие его более низкой стоимости по сравнению с сырьем,
полученным из других источников (катализат процесса синтеза
Рис. 4. Уменьшение
производительности мо-
лекулярных сит в зави
симости от содержания
серы в исходном про-
дукте:
/ — 0,4 % S; 2-—0,07% S;
<0,01% S
21-2284
321
из СО + Н2), разработанный процесс имеет высокие технико-эко-
номические показатели.
В 1969 г. на предприятии будет пущена промышленная уста-
новка производства н-парафинов. Экономический эффект соста-
вит 45 млн. марок.
ПРОИЗВОДСТВО ВОДОРОДА КОНВЕРСИЕЙ
УГЛЕВОДОРОДНЫХ ГАЗОВ ВОДЯНЫМ ПАРОМ
В КИПЯЩЕМ СЛОЕ КАТАЛИЗАТОРА С ПОДВОДОМ ТЕПЛА
ИНЕРТНЫМ ТЕПЛОНОСИТЕЛЕМ
Я. Р.- Кацобашвили, А. Р. Брун-Цеховой
(СССР, ИНХС АН СССР)
В настоящее время технический водород получают двумя ос-
новными методами: паровой каталитической конверсией в труб-
чатых печах и паро-кислородной конверсией в шахтных реакто-
рах или частичным окислением углеводородов кислородом.
Несмотря на то что эти методы применяются давно, стои-
мость получаемого водорода пока очень высокая. Удешевление
водорода — задача весьма актуальная.
При исследовании и разработке способов получения водорода
руководствовались следующими основными положениями: 1) наи-
более экономичным является процесс каталитической конверсии
углеводородов с водяным паром; 2) повышение давления улуч-
шает экономику процесса.
Разработанная схема конверсии приведена на рисунке. Кон-
версия углеводородных газов проводится в конверторе с кипя-
щим слоем катализатора, образованным исходной паро-газовой
смесью. Тепло, необходимое для конверсии, подводится цирку-
лирующим инертным теплоносителем. Он нагревается в кипящем
слое при сжигании газа и поступает в конвертор по стояку. Пос-
ле теплообмена с катализатором теплоноситель по стояку и пнев-
мотранспортной линии возвращается в нагреватель. Размер и
плотность частиц катализатора и теплоносителя подобраны так,
чтобы последний в конверторе мог практически полностью отде-
литься от катализатора. Катализатор в этой схеме не циркули-
рует.
Так как для транспорта теплоносителя требуется значитель-
ное количество воздуха, то в схеме предусмотрена газовая турби-
на, работающая на дымовых газах, выходящих из нагревателя.
Расчеты показывают, что мощность, развиваемая турбиной, до-
322
Схема конверсии углеводородного сырья водяным паром:
1 — газовая турбина; 2— котел-утилизатор; 3 — компрессор;
4 — воздухоподогреватель; 5 — пневмотранспортная линия; 6 — на-
греватель; 7 — циклоны; 8 — стояк; 9 — конвертор; 10—сепара-
ционная зона.
Потоки: I — вода; II — водяной пар; III — дымовые газы;
IV — воздух; V—топливный газ; VI—продукты конверсии;
VII — паро-газовая смесь; VIII — воздух на пневмотранспорт
323
статочна для компрессии воздуха. Схема позволяет организовать
утилизацию тепла таким образом, что установка, с избытком по-
крывая собственные потребности в водяном паре, не нуждается
в других его источниках.
Ожидаемые (преимущества схемы следующие: а) отпадают
затраты дефицитной жаростойкой стали; б) уменьшаются габа-
риты аппаратов; в) объемная скорость может 'быть увеличена в
3—4 раза по сравнению с реализуемой в трубчатых печах; г) так
как основные аппаратуры установки футерованные, то давление
может выбираться только исходя из экономических соображений.
Для реализации предложенной схемы потребовалось создать
катализатор, пригодный для проведения процесса в кипящем
слое и определить условия для полной сепарации катализатора и
теплоносителя. Вначале была создана технология производства
механически прочных и стабильных при длительной эксплуатации
микросферических катализаторов конверсии. Эти катализаторы
представляют собой сферические частицы диаметром 0,2—0,3 мм.
Оптимальное содержание NiO в них 8—10%, а остальное — окись
алюминия. В табл. 1 представлены составы конвертированного га-
за, полученного при различных давлениях и температурах. Эти
составы практически совпадают с равновесными и показывают,
что при давлениях 15—20 ат может быть получен таз с невысо-
ким содержанием метана.
.В 1964 г. на Ново-Московском химкомбинате были проведены
испытания микросферичеокого катализатора, приготовленного на
пилотной катализаторной установке. Испытания паро-кислород-
ной конверсии углеводородного газа подтвердили высокую актив-
ность и стабильность 'разработанного катализатора.
По вопросу о сепарации в кипящем слое материалов, разли-
чающихся по плотности и размеру частиц, к началу работы име-
лись лишь немногочисленные литературные данные. На основа-
нии их не представлялось возможным создать конструкцию реак-
тора, в котором одновременно с химической реакцией протекала
бы и сепарация. В результате систематических исследований в
этом направлении была разработана конструктивная схема ап-
парата, которая позволяет достигнуть оптимального сочетания
условий проведения химической реакции с условиями сепарации,
так как последние регулируются независимо от условий работы
реакционной зоны. Для этой основной схемы, так же как и для
ряда других, исследованы различные характеристики, в частности
влияние скорости в колонне, расхода песка и ряда конструктивных
факторов. Это позволило сконструировать более крупные модели
диаметром 150 и 300 мм.
В 1964—1965 гг. ВНИИНП выполнил технико-экономическое
сопоставление различных способов получения водорода '(мощ-
ность 15,0 тыс. т водорода в год), в том числе и разработанного
нами.
324
Таблица 1
Влияние условий на результаты конверсии метана водяным паром в кипящем слое катализатора
Показатели Температура, °C
801 826 804 824 802 827 799
802 826
Давление, ат 10 10 15 15 20
Отношение Н2О : СН4 (мол.) 7.6 9,1 6,8 8,4 8,0
Объемная скорость, 1 1760 2010 2000 1910 4800
Состав газа, % объемн.: СО2 13,2 12,8 13,9 13,5 14,0 13,8 14,3 14,1 11,8
СО . 8,3 9,0 7,4 8,1 7,1 7,6 7,0 7,2 9,9
Н2 77,5 78,2 77,9 78,2 77,2 78,0 78,0 78,3 77,1
сн4 1,0 0,0 0,8 0,2 1,7 0,6 0,7 0,4 1,1
Степень превращения, % 0,975 1,000 0,963 0,990 0,926 0,973 0,969 0,982 0,952
325
Ниже приводятся некоторые технико-экономические показате-
ли производства водорода по данным ВНИИНП:
Капиталовло- Себестоимость
жения на 1 г 1 г водорода, %
водорода, %
Конверсия в трубчатых печах
при давлении, ат:
3 400 100
20 . 79,8 73,7
Метод ИНХС АН СССР, 15 ат 58,1 68,2
Удельные капиталовложения для разрабатываемого процесса
примерно на 40% ниже по сравнению с паровой конверсией в
трубчатых печах при атмосферном давлении. Себестоимость во-
дорода ниже на 30%. Здесь же приведены данные по процессу
паровой конверсии под давлением 20 ат, разрабатываемому
ГИАП. Экономические показатели этого процесса также несколь-
ко хуже. Далее представлены некоторые характеристики уста-
новки конверсии ИНХС АН СССР (давление 15 ат, мощность Н2
1'5 тыс. т/год): -
Характеристика конвертора:
диаметр, м.................................... 3,8
высота, м.................... . . . 8,0
вес, т........................................22,0
Характеристика нагревателя:
диаметр, м.................................... 3,7
высота, м....................................10,0
вес, г........................................28,0
Загрузка катализатора, .и3...................... 6,0
Загрузка теплоносителя, т...................... 40,0
Циркуляция теплоносителя, т/ч . ... . 335
Мощность газовой турбины, кет.................8100
Диаметры основных аппаратов сравнительно невелики, рас-
ход углеродистой или низколегированной стали составляет
45—50 т вместо 100—420 т высоколегированной жаростойкой ста-
ли для печей конверсии равной мощности.
Таблица 2
Результаты опытов конверсии на пилотной установке при давлении 15 ат
Показатели Сырве Опыты
1 о 3 4
Температура, °C... — 815 780 770 785
Объемная скорость, ч-1 — 5400 5280 3470 2600
Состав газа, % объемн/
со2 — 4,4 4,0 4,4 4,8
СО — 16,3 16,8 16,7 18,0
Н2 — 76,0 75,6 74,0 73,1
СН4 93,7 0,7 1,3 1,2 0,9
С2Н6 3,2 — — — —
С3Н8 0,7 — — — —
С4Н10 0,2 — — — —
n2 2,2 2,2 2,3 3,7 3,2
326
Экспериментальные дайные подтвердили возможность гюлучё-
ния газа приемлемого состава и при 20 ат. Повышение давления
улучшит экономические показатели процесса.
В настоящее время процесс исследуется на пилотной установ-
ке. Этот этап работы выполняется совместно с Институтом газа
АН УССР. Реактор пилотной установки имеет диаметр 70 мм,
производительность ее при работе под давлением 15 ат около
10 м31ч водорода.
Предварительные опыты (табл. 2) по конверсии при атмос-
ферном давлении подтвердили возможность проведения процесса
в условиях внутреннего теплоподвода и получения газа удовлет-
ворительного состава при высоких объемных скоростях.
НЕКОТОРЫЕ ВОПРОСЫ ГЕОМЕТРИЧЕСКОГО ПОДОБИЯ
ПРИ УВЕЛИЧЕНИИ МАСШТАБОВ ХИМИЧЕСКИХ
ПРОЦЕССОВ И АППАРАТОВ
Л. Дьёкходьи, Ш. Надь
(ВНР, Институт высоких давлений)
За последние годы наблюдается бурное развитие нефтепере-
рабатывающей, нефтехимической и химической промышленности.
Мощности проектируемых и строящихся установок резко возрос-
ли. Сроки ввода в эксплуатацию новых технологических про-
цессов сократились. В области нефтеперерабатывающей про-
мышленности эти тенденции особенно характерны для процессов
реформинга, гидрообессеривания, гидроочистки, гидрокрекинга
и гидродеалкилирования.
При укрупнении установок и отдельных аппаратов выявились
неизвестные ранее явления. В большинстве случаев возникают
трудности, связанные с изменением гидродинамического режима
в аппаратах крупных размеров по сравнению с гидродинамичес-
ким режимом в аппаратах пилотных и опытно-промышленных
установок. Чтобы избежать эти трудности, в исследовательской
работе все более широко используют методы моделирования для
изучения вопросов масштабных переходов.
Теоретической основой моделирования технологических про-
цессов и аппаратов является теория подобия. 'Как известно, тео-
рию подобия уже давно применяют в самолетостроении, гидро-
энергетике и других отраслях техники.
При .создании моделей дистилляционных колонн, теплообмен-
ников, абсорберов, реакторов и т. п. оказалось, что применение
классических законов теории подобия приводит к целому ряду
противоречий.
Эти противоречия выявляются особенно наглядно при моде-
лировании тепло- и массообменных аппаратов, для которых ха-
рактерным является присутствие, как минимум, двух фаз. В ре-
327
зультатё лишь очень большого числа измерений некоторым ис-
следователям удалось выявить обобщающие эмпирические и
полуэмпирические критериальные уравнения для моделирования»
некоторых тепло- и массообменных аппаратов определенной кон-
струкции. В эти формулы, наряду с критериями подобия, входят
симплексы, а иногда и очень сложные комплексы, составленные
из конструктивных размеров обобщающего характера.
Так, например, общие потери давления в дистилляционных и
абсорбционных колоннах, наполненных кольцами Рашита, могут
быть определены по формулам:
(a-d)r-Fr0 = Const; (la)
/ -г4 V
(a-dy-l— V(Fr-Eu)f— I—— | = Const, (16)
где a — удельная поверхность насадки, л?/^3;
d — эквивалентный диаметр насадки, м;
Н — высота слоя насадки, м;
Fro — число Фруда при условиях захлебывания;
Fr — число Фруда в условиях нормальной эксплуатации;
Ей — число Эйлера, выражающее полные потери давления;
Рг> Рж — плотность газа и жидкости соответственно, кг/м3;
g — ускорение силы тяжести, м)сек;
г] — коэффициент динамической вязкости жидкой фазы,
кг/м • сек;
а—коэффициент поверхностного натяжения, кг!сек2;
г, s, t — показатели степени, определяемые экспериментально.
Из уравнения 1а и Гб видно, что потери давления на слоях
насадки из колец Рашига находятся в зависимости от конструк-
тивных размеров, выражаемых через a, d, Н. Однако уравне-
ние 1а служит для определения скорости паровой фазы при за-
хлёбывании, на основе которой производится расчет диаметра ап-
парата. Поэтому уравнение 16 в скрытом виде выражает зависи-
мость потери давления (ДР) от диаметра аппарата (D).
При изучении массообменных процессов в аппаратах еще бо-
лее сложного типа, например в тарельчатых дистилляционных
колоннах с круглыми, колоколообразными колпачками одинако-
вый массообмен, при соблюдении постоянства показателей
свойств исходных веществ, наблюдается в двух аппаратах, если
при постоянных значениях ширины и высоты сливной перегород-
ки и расстояний между тарелками выполняется еще и следующее
равенство
dP
---- — const,
р
(2)
328
1Дё п — число прорезей на одном колпачке;
h*—приведенная ширина прорезей (зависит от ширины
прорезей и монтажной высоты колпачка);
dK — диаметр колпачка, м; .
DT — диаметр тарелки (или колонны), м;
N — число колпачков на одной тарелке;
а — шаг распределения колпачков по треугольному рас-
положению (отношение стороны треугольника к диа-
метру колпачка);
йп — общая высота открытой части прорезей и монтажной
щели, м;
Н* — приведенная высота 'прорезей (сумма высоты проре-
зей и монтажной щели), м;
dP — потери давления при уровне жидкости до верхнего
края прорезей (потери давления на сухой тарелке
плюс высота открытия щелей колпачка), м столба
чистой жидкости;
АР — то же, на орошаемой тарелке, м столба чистой жид-
кости;
а, Ь, с, d — показатели степени, определяемые экспериментально
для каждого вида сырья.
Последнее уравнение является критериальной формой част-
ного решения основных уравнений гидродинамики для передачи
импульсов и уравнения массообмена при дистилляции.
Как видно, в уравнение 2 входят конструктивные размеры,
выражаемые через dK, Dr, a, hn и другие. Приведенная шири-
на hx прорезей определяется также из большого числа конст-
руктивных размеров при помощи следующей зависимости
n-hx — n-hm- — 4- > (2а)
где
hm—ширина прорезей по средней высоте их, м;
И- — высота прорезей, м;
S —монтажная высота колпачка, м.
Указанные выше уравнения '1а, 16, 2, 2а явно показывают,
что в практике моделирования выявлены закономерности, трудно
согласуемые с классическими правилами геометрического подо-
бия. С другой стороны, правила физических и химических явле-
ний и процессов можно привести к аналогии с геометрическим по-
добием. Так, например, критерии гидродинамического подобия
легко выводятся на основе подобия полей гидромеханических
сил, критерии термического подобия можно получить на основе
подобия температурных полей, критерии диффузионного подобия
на основе концентрационных полей и т. и.
На основе вышеуказанного, авторы пришли к выводу, что в
первую очередь необходимо подвергнуть критической обработке
329
Правила геометрического подобия для ioro, чтобы разработать
основные принципы моделирования и составления критериальных
уравнений процессов, протекающих в аппаратах химической про-
мышленности. -Примененные нами принципы при изучении законо-
мерностей геометрического подобия могут быть распространены
и на все виды подобия физических явлений. Это позволяет зна-
чительно ускорять проведение исследований для конструирования
аппаратов и проектирования технологических установок и повы-
шать надежность проектирования.
Истинное геометричёское подобие. Понятие «истинное геомет-
рическое подобие» выражает наиболее высокую степень геомет-
рического подобия и оно тождественно с геометрическим подо-
бием, изложенным в курсах геометрии и теории подобия. Это оз-
начает, что две геометрические конфигурации истинно подобны
друг другу, если одна из другой может быть получена равномер-
ной во всех направлениях трансформацией. Иначе говоря, мы
имеем дело с аппаратами, при конструировании которых мас-
штабные множители по всем координатам одинаковы. Следова-
тельно, если мы имеем два аппарата, размеры которых по осям
прямоугольных координат
х1, у1, zl и хп, у1’, z11
соответственно, то условием истинного геометрического подобия
является*:
X] _ __ хп ____
'Г Ч ’ rt X
X; х2 х„
— — _ = Zn — с
г1 г2 гп
и соответственно Сх —Су + С2 (За),
где Сх, Су, Cz—’коэффициенты масштабных переходов по от
дельным координатам.
Для сложных геометрических конфигураций уравнение целе-
сообразно написать в виде:
* В дальнейшем изложении знак I означает «натуру», знак II означает
«модель».
330
Д У1 >2 = У2 Уп
Ук Ук Ук Ук Ук
rfl_==21 22 _ z2 zn
ZK ZK ZK K Zk
или же учитывая и равенство За
t П Г tt tn
-^1 -^2 _ ^2 хк___хк
21 zl z2 z2 zk zk
turn tn
Л —Л 21 = 21 22 = 22
r H > t n ‘ * * f H * *
Z] Zj Z2 Z2 ZK ZK
На основе уравнений 4 и 5 для тепло-
ратов могут быть составлены симплексы
а
УП
(4)
а С1 « С Н N . с|. С II N1N с, 11 V - =1- = 1 N (5)
и массообменных аппа-
и комплексы, которые
по некоторой функции выражают влияние геометрических раз-
меров в данном процессе. Эта функция может быть записана в
виде:
или
_ f МО-") У(1 ~и)
геом — /I ?
\ хк Ук
г(У—п)
Zk
Сгеом
'х(1 —П}
,z (1 — п)
У(1~
2(1-
«п
«) /
(6)
(6а)
Функции 6 и 6а являются критериями геометрической формы
аппаратов и их внутренних деталей, поэтому в практике модели-
рования и конструирования аппаратов они стали известными как
коэффициенты формы. Следовательно, для соблюдения истинного
геометрического подобия при увеличении масштабов необходимо
выполнять равенство всех соответствующих симплексов и комп-
лексов, входящих в коэффициент формы.
Из сказанного следует, что при истинном подобии всегда вер-
но Cfe0M =CIrIe0M. Такое истинное геометрическое подобие уже
является в некоторой степени отступлением от указанных выше
абстрактных правил, так как предполагает лишь истинное подо-
бие между теми размерами деталей аппаратов, которые опреде-
ляющим образом влияют на данный процесс.
В практике конструирования очень легко убедиться, что тре-
бования истинного геометрического подобия могут быть выполне-
ны лишь в самых редких случаях. Даже в таком случае, когда
аппарат представляет собой полую трубу диаметром d, длиной L
и шероховатостью %, истинное геометрическое подобие с точки зре-
ния импульсных процессов — тепло — и массопередачи может
быть выполнено лишь в том случае, если трубы различного мас-
331
Штаба изготовляются из разных материалов, т. е. обеспечивают-
ся равенства:
гА z" L’ L" 4 4 >•'
--=: — - = --- И -= — = ----- = —' ,
4 х'; d' d" ,Y; d' d"
что вытекает из известных уравнений:
/ Г \а / 1 \Ь
Eu = const)—। •)—) -Frm-Ren,
\ d ) \ d )
Nu = con st P'- Y (~ Г • RenGrpRer.
\ d j \ d )
Совершенно очевидно, что трудно найти конструктивные ма-
териалы, которые могут выполнить условие изменения шерохова-
тости в прямолинейной зависимости от изменения диаметра
труб.
Выполнение условий истинного геометрического подобия ста-
новится совершенно неразрешимой задачей при конструировании
теплообменников с трубными пучками.
В этом легко убедиться, если представим себе, что поставлена
задача построить модель теплообменника, диаметр .корпуса кото-
рого равен, например, 1000 мм, а диаметр труб 1 дюйм. Если
принять диаметр корпуса модели 200 мм, то диаметр трубок мо-
дели должен быть Vs дюйма, т. е. трубки превращаются в капил-
ляры. При этом отметим, что, несмотря на такой парадокс, прак-
тика выявила закономерности моделирования трубчатых тепло-
обменников, согласно которым истинного геометрического подо-
бия нельзя придерживаться. Дело в том, что при соблюдении
истинного геометрического подобия в теплообменниках возникает
явление так называемого «пристеночного эффекта», которое не
позволяет достигать одинаковых коэффициентов теплопередачи,
т. е. Ny Nil. Для исключения нежелательных влияний присте-
ночного эффекта некоторые исследователи предлагают включить
в уравнение Нуссельта «окружной параметр», который является
отношением суммы окружностей всех трубок к окружности корпу-
са теплообменника.
На основе вышеизложенногонами были проанализированы кон-
структивные данные нормальных трубчатых теплообменников,
разработанных фирмой «Шелл». Диаметр корпуса изученных на-
ми конструкций менялся от 8 до 39 дюймов, диаметр трубок от
3/i до 31/2 дюйма, шаг между трубками по треугольному распо-
ложению /=(1,25—1,33)с/. Расчеты показали, что в конструкциях
наблюдается равенство:
N • d _ t
D ~ D ’
332
где N — число трубок в пучке;
d — диаметр трубок, м;
D — диаметр корпуса, м;
t — расстояние между трубками, м.
Легко убедиться, что произведение a-d в уравнениях 1а и 16
в случае насадочных колонн может быть преобразовано с учетом
N-d h »r
——= если N—среднее число колец по поперечному сечению
колонны; d — диаметр колец, м; h — высота колец, м; D — диа-
метр колонны, м. Аналогия между окружным параметром для
теплообменников и указанным комплексом геометрической формы
для слоя насадки совершенно очевидна. В уравнении 2 можно
найти два комплекса, имеющих значение, аналогичное с окруж-
ным параметром.
Следовательно, для того чтобы явления тепло- и массопе-
редачи были подобны, необходимо соблюдать численное равенст-
во параметров. Но для выполнения этого требования, даже при
пренебрежении влияния шероховатости, необходимо отступить от
правил истинного геометрического подобия. Чтобы разрешить
эти противоречия, нам необходимо значительно расширить поня-
тие о геометрическом подобии выявлением общих правил различ-
ных степеней подобия.
Частичное геометрическое подобие с равномерными деформа-
циями. Если одна из геометрически истинно подобных конфигу-
раций подвергается односторонней или двухсторонней равномер-
ной деформации, то возникает частичное геометрическое подобие
с равномерными деформациями. Так, например, если в случае со-
/ L \' I L \"
вершенно гладких труб соблюдается неравенство —)У= '—
то эти трубы геометрически подобны лишь частично. Также час-
тично подобны друг другу все эллипсы, параллелепипеды и т. п.
Вследствие двухсторонней равномерной деформации, частичное
геометрическое подобие существует и между кубообразными и
кирпичеобразными сплошными телами.
При существовании частичного геометрического подобия меж-
ду двумя геометрическими конфигурациями для масштабных
множителей по координатам согласно уравнению 3 можно напи-
сать неравенства в случае односторонней равномерной дефор-
мации:
С,. — Су =А Cz
Сх =f=- Су — Cz
и в случаях двухсторонней
равномерной деформации:
Сх у= Су Cz
(36;
Это означает, что при частичном геометрическом подобии с
равномерной деформацией масштабные множители не во всех
направлениях одинаковы, но по всем направлениям постоянны.
Группы размеров, входящие в функцию коэффициента геомет-
рической формы, в этом случае разделяются на две подгруппы;
те из них, которые содержат размеры по направлению деформа-
ции и по любой из других двух координат, численно будут отли-
чаться для конфигураций разного масштаба; а те, которые вклю-
чают в себя размеры лишь по одному и тому же направлению,
численно равны для двух исполнений.
В случае односторонней деформации всегда имеем неравен-
ство
С Сп
^геом / геом *
В случае двухсторонней деформации различное влияние от-
дельных групп конструктивных размеров в некоторых случаях
могут компенсироваться, следовательно, коэффициенты геомет-
рической формы могут быть равными между собой.
Существование частичного геометрического подобия особенно
важно в некоторых практических случаях моделирования, когда
некоторые размеры в модели и натуре должны быть сохранены
постоянными. Такими являются, например, процессы электролиза,
обессоливание нефти в электродегидраторах, обеспылевание га-
зов в электрических фильтрах и т. п. В аппаратах для осуществ-
ления указанных процессов, подобие потенциалов электрических
полей обеспечивается постоянством расстояний, а подобие полей
силы тяжести — постоянством высоты осаждения. Следовательно,
для модели и натуры могут быть различными лишь число секций
и длина.
В критериальных уравнениях частичное геометрическое подо-
бие между деталями аппаратов всегда находит выражение через
симплексы геометрических размеров, расположенных по различ-'
/ L Н h „ m \
ным координатам I—, —и т- п- I •
Искаженное геометрическое подобие с внутренней неравномер-
ной деформацией. Рассмотрим теперь случай, когда производит-
ся неравномерная деформация одной из истинно подобных гео-
метрических конфигураций. В этом случае масштабные множите-
ли являются функцией не только, направления, но и самих
координат.
В практике чаще всего наблюдаются случаи искаженного гео-
метрического подобия, когда аппараты различных размеров
строятся из деталей одних и тех же размеров (насадочные колон-
ны и реакторы различных диаметров), наполненные одной и той
же насадкой или катализатором, дистилляционные тарелки раз-
личных диаметров с одинаковыми колпачками, теплообменники
с разными диаметрами корпуса и одинаковыми диаметрами труб
и т. п.). Когда мы имеем искаженное геометрическое подобие с
334
внутренней деформацией, то масштабные множители деталей, на-
ходящихся внутри аппарата, должны выполнять требования ис-
тинного или частичного геометрического подобия, т. е.:
Сх (i — К) — Су (I—К) —- С2 (1 —к)
Сх (1-к) = Су ((_К) Cz (i-K)
Сх (i—к) 7^ Су (i-к) (I—к)
Сх (I—К) 7= Су (i —К) = Cz (i—к)
где (i—k) размеры внутренних деталей.
В то же время соблюдается хотя бы одно из неравенств:
Сх (a-i) = Сх (к—п) 7^ Сх (i—к)
Су (a—i) = Су (к—п) 7^ Су (j_K) , (Зг)
Cz (a—i) — Cz (к—n) 7~ CZ(j_K)
где индексы (а—!>) и (k—п) относятся к внешним размерам ап-
паратов.
Из вышеуказанного следует, что при искаженном геометриче-
ском подобии функции 6 и 6а должны включить в себя члены,
выражающие степень геометрического подобия деталей, находя-
щихся внутри отдельных областей деформаций и должны содер-
жать также отношения, образованные из внешних размеров ап-
паратов. Кроме этого, два сложных аппарата могут быть сравне-
ны между собой лишь в том случае, если все масштабные
множители приводятся к одной и той же системе координат. Это
означает, что все области различных внутренних деформаций
должны быть приведены в математическом описании ,к условиям
истинного подобия путем внутренних множителей математичес-
кой трансформации.
Совершенно очевидно, что различные области с разными внут-
ренними деформациями в математическом отношении могут быть
приведены к аналогии пространств с различными плотностями.
Следовательно, окружные параметры выражают изменение плот-
ности пространства вследствие внутренних деформаций для дан-
ной области или же являются коэффициентами трансформации
внутренних координатных систем в общую внешнюю координат-
ную систему, определяемую внешними размерами аппарата.
Из сказанного вытекает, что критериальные уравнения, выра-
жающие подобие физических явлений и процессов, протекающих
в сложных аппаратах химической промышленности должны со-
держать в своем составе столько членов геометрического подо-
бия, сколько степеней свободы имеет данная геометрическая си-
стема.
Вышеизложенное хорошо согласуется с критериальными урав-
нениями обобщающего характера. Так, например, внутреннее
пространство совершенно гладких труб круглого поперечного се-
чения имеет ‘1 степень свободы, что и выражается коэффициентом
335
геометрической формы ~. В шероховатых трубах пространство,
прилегающее непосредственно к стенкам, претерпевает деформа-
цию. За счет появления внутренней координатной системы, внут-
ри которой предполагаем истинное геометрическое подобие,
имеем 2 степени свободы, что выражается функцией
Сгеом = f , -V
\ a d
В аппаратах с насыпными насадками мы имеем три коор-
динатные системы, внутри которых предполагается истинное гео-
метрическое подобие. Это выражается функцией:
либо
либо
Ректификационные тарелки с круглыми колпачками при по-
стоянстве размеров по высоте можно характеризовать пятью коор-
динатными системами, что и выражается через функцию
_/п-йт пН- n's D? f \
^геом I —: 1 : ‘ > ~~Т~ I •
I dK Hl Hl dK I
ВЫВОДЫ
Расширены правила геометрического подобия для более глу-
бокого объяснения влияния конструктивных размеров аппаратов
на процессы тепло- и массообмена. Выдвинуты три основные сте-
пени подобия:
истинное подобие;
частичное подобие;
искаженное подобие.
Показана взаимосвязь между различными степенями подобия.
Приведены практические примеры, подтверждающие выдви-
нутые теоретические положения.
СОДЕРЖАНИЕ
Предисловие .....................................................3
Вступительное слово ........................................... .5
ПРЕВРАЩЕНИЕ УГЛЕВОДОРОДОВ В ГИДРОГЕНИЗАЦИОННЫХ
ПРОЦЕССАХ
В. И. Каржев, Н. В. Шаволина, Д. Ф. Касаткин, Т. А. Кузина, Е. А. Бу-
лекова. Гидрирование ароматических углеводородов и гетероцикличе-
ских соединений . . . . .............................. 8
В. И. Каржев, Е. И. Сильченко, Е. В. Робожева, А. М. Лебедева. Прев-
ращение высококипящих парафиновых углеводородов в условиях гид-
рокрекинга ...................................................18
В. А. Хавкин, Л. Н. Осипов, Р. А. Хмельницкий, А. А. Полякова,
С. П. Рогов, А. В. Агафонов. Химизм и кинетика гидрокрекинга неф-
тяного сырья во второй ступени . .................... ... 33
А. А. Кричко, Л. С. Советова. Исследование высокотемпературной гид-
рогенизации индивидуальных углеводородов.................... . 47
И. Я. Пережигина, А. В. Агафонов, М. В. Рысаков, Л. Н. Осипов,
С. П. Рогов. Одноступенчатый гидрокрекинг вакуумных дистиллятов 59
РАЗРАБОТКА ПРОЦЕССА ГИДРОКРЕКИНГА ДЛЯ ПОЛУЧЕНИЯ
МОТОРНЫХ И КОТЕЛЬНЫХ ТОПЛИВ
Л. Н. Осипов, В. А. Хавкин, А. В. Агафонов, С. П. Рогов, Е. С. Семе-
нова, Л. И. Пигузова, А. С. Витухина. Двухступенчатый гидрокрекинг
вакуумных дистиллятов для получения моторных топлив .... 68
В. Я. Френкель, В. В. Федоров, И. И. Штейнгольц. Проектная разработ-
ка установки гидрокрекинга мощностью 1 млн. т!год.............80
В. В. Маншилин, Н. X. Манаков, Ю. К. Вайль, А. В. Агафонов, В. П. Ва-
силенко, А. Я. Хейфец. Инженерная разработка процесса гидрокре-
кинга тяжелого нефтяного сырья в трехфазном кипящем слое . . 86
22—2284 337
Я. Р. Кацобашвили, А, Р. Брун-Цеховой, С. А. Голосов, Гидрокрекинг
сернистых и высокосернистых нефтей, остатков и вакуумных дистил-
лятов в циркулирующем потоке катализатора.......................100
3. Томасик, Рутковски. Гидрокрекинг нефтяных остатков с применением в
качестве катализаторов природных алюмосиликатов.................103
В. Новак, Р. Кубичка. Получение малосернистых котельных топлив гид-
рокрекингом мазута и нефти......................................114
КАТАЛИТИЧЕСКИЙ РИФОРМИНГ. ДЛЯ ПОЛУЧЕНИЯ
АВТОМОБИЛЬНЫХ БЕНЗИНОВ
О. И. Шмидт, В. Г. Липович, Л. И. Шевлякова, И. В. Калечиц. О путях
образования ароматических углеводородов в процессе платформинга 116
И. Велькер, Г. Израэль, А. Леттау, В. Вейсс. Производство автомобиль-
ного бензина из тяжелого бензина методом гидрокрекинга и дегид
рирования.......................................................124
Б. А. Брун штейн, В. Л. Клименко, Е. Б. Цыркин. Гидрогенизационньп.
процессы в производстве высших жирных спиртов...................131
И. Г. Ахметов, М. Ф. Бондаренко, А. С. Шмелев, И. А. Горбачев,
В. М. Колычев, В. Н. Кива, В. С. Богданов, О. А. Ширмухаметов.
Получение ароматического сырья и высококачественных топлив гид-
рогенизационной переработкой нефтяных керосино-газойлевых фрак-
ций ..........................................................135
Н. Р. Бурсиан, Г. Н. Маслянский, Н. К. Волнухина, Е. И. Забрянский,
В. Л. Клименко, Е. Б. Цыркин, В. Ф. Хижняк. Получение высокоок-
тановых автомобильных топлив на основе 'бензинов каталитического
риформинга с использованием изопарафиновых компонентов . . . 144
И. Ценквари, й. Каройи, П. Штейнгаснер. Производство высокооктано-
вого автомобильного топлива из бензиновых фракций восточных сер-.
151
нистых нефтей
ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ
ИЗ ГАЗОЙЛЕВЫХ ФРАКЦИЙ
С. В. Пестриков, Б. Л, Козик, А. А. Кричко, С. Р. Садыкова, Л. Я. Скун-
дина, Л. А. Бнатова. Гидроочистка высокосернистых экстрактов из ке-
росино-газойлевой фракции арланской нефти ....................... 160
Г. Н. Маслянский, Г. Л. Рабинович, Н. X. Автономова К. Л. Брискер.
Каталитическое деалкилирование алкилбензолов конверсией с водя-
ным паром.........................................................168
В. И. Каржев, Л. Г. Жердева, Е. И. Сильченко, Э. П. Детушева,
А. М. Лебедева, Е. А. Калантарова, Е. В. Робожева. Гидроизомери-
зация технических парафинов как метод производства высокоиндекс-
ных масел................................................... . . 176
А. А. Кричко, А. В. Лозовой. Высокотемпературная гидрогенизация как
метод получения ароматических углеводородов .................... 185
Э. С. Ратуш. Гидродеалкилирование и получение нафталина .... 195
ГИДРООЧИСТКА БЕНЗИНОВ ВТОРИЧНОГО ПРОИСХОЖДЕНИЯ
А. Б. Воль-Эпштейн, А. А. Крнчко, Л. В. Малявннский, Т. Н. Мухина,
А. Д. Беренц, В. А. Пучков. Развитие процесса гидрогенизационного
облагораживания жидких продуктов пиролиза нефтегазового сырья 198
338
М. Гопполдова. Гидрогенизационная очистка пиролизного бензина . . 208
X. Пфейффер, И. Велькер, Бэц. Гидрирование пиролизного бензина в
опытно-промышленном масштабе..................................... 211
А. С. Эйгенсон, Г. А. Берг, Г. М. Кулинич, Р. М. Масагутов, Т. С. Ки-
риллов, Л. Я- Скундина. Гидроочистка бензинов вторичного происхож-
дения для увеличения ресурсов сырья каталитического риформинга '. 215
ПОЛУЧЕНИЕ СМАЗОЧНЫХ МАСЕЛ МЕТОДОМ ГИДРИРОВАНИЯ
Е. А. Гусенкова, Д. Л. Гольдштейн, М. В. Рысаков, А. В. Агафонов,
Н. Г. Лазьян. Получение специальных и компрессорных масел мето-
дом гидрирования ............................................... 228
Д. Л. Гольдштейн, Е. А. Гусенкова, М. В. Рысаков, Г. С. Низяева,
С. П. Рогов, А. В. Агафонов, Н. Г. Лазьян, А. Г. Сирюк, А. А. Поля-
кова, К. И. Зимина. Получение моторных масел гидрированием фрак-
ций сернистой нефти..............................................238
В. Кисилев, М. Водушински, Р. Клецан. Свойства глубокогидрирован-
ных осТаточных масел из парафинистых и беспарафинистых польских
нефтей................................... . . . , > 248
В. Нодак. Производство масел в ЧССР методом гидрирования под высо-
ким давлением ............................ . . -< -. s , 255
Р. Ш. Кулиев, Б. А. Садыхова. Получение вязких масел гидрокрекингом
деасфальтированных гудронов бакинских нефтей.................... 257
Н. И. Черножуков, Р. Ш. Кулиев, Б. А. Садыхова, А. М. Расулов. Ис-
следование влияния условий гидрокрекинга остаточного сырья на уг-
леводородный состав полученных авиамасел..........................261
Г. Вагнер, Г. Клотцше, Г. Блюме, В. Беккер. Результаты лабораторных
испытаний новых катализаторов риформинга фракций тяжелого бензина 267
СИНТЕЗ И ИЗУЧЕНИЕ КАТАЛИЗАТОРОВ
Г. Клотцше, Зандер. Новый катализатор для повышения выхода бензола
при риформинге бензиновых фракций С5—С6...............................272
Я. Р. Кацобашвили, Н. С. Куркова. Синтез катализаторов гидрогениза-
ции на основе окиси алюминия............................, . . . . 276
ОБЩИЕ ВОПРОСЫ
Б. К. Америк, О. И. Светозарова, Л. К. Майдебор. О технологии перера-
ботки сернистых и высокосернистых мазутов с применением процесса
гидроочистки . . ........................................285
Р. Климке, Й. Баух, В. Циммерманн; В. Тейхманн. Вопросы производства
реактивного топлива из советской нефти на нефтеперерабатывающем
заводе в Шведте.............................................. 288
Г. Клюк, И. Стаффель, В. Штааб. Получение смазочных масел гидриро-
ванием под высоким давлением ................................. 292
Б. Радомыский, 3. Томасик, Э. Зенкевич. Применение железосодержащих
катализаторов для гидроочистки смазочных масел.................300
Е. Валтер, И. Гежан, К. Никулеску, Г. Калмуцки. Влияние азотата алю-
миния при гранулировании глинозема—носителя для катализаторов 306
339
К. Венер, Г. Зейдель. О получении нормальных парафинов способом «Пи-
рексам . ITSVCVXI 317
Я. Р. Кацобашвнли, А. Р. Брун-Цеховой. Производство водорода кон-
версией углеводородных газов водяным паром в кипящем слое ката-
лизатора с подводом тепла инертным теплоносителем...................322
Л. Дьёкходьи, Ш. Надь. Некоторые вопросы геометрического подобия
при увеличении масштабов химических процессов и аппаратов . . 327
Ответственный редактор А. В. Агафонов
Научный редактор А. А. Кричко
Ведущие редакторы: И. А. Титкова и И. В. Федорова
Технический редактор К- М. Сухоруков
Корректоры: М. М. Бобкова, Г. Н. Петрова, М. Л. Александрова
Т-03950 Сдано в набор 15/XI-1967 г. Подписано в печать 13/11-1967 г.
Тираж Г150 экз. Формат 60х9О’/1б Бумага типографская № 3
Печ. л. 21,5 Уч.-изд. л. 23,0 Изд. л. № 1276—30—31
Заказ № 2284 Цена 2 руб. 3 коп.
ЦНИИТЭнефтехим, Москва, Г-19, ул. Маркса—Энгельса, л. 3
Типография ГОСИНТИ, Москва, Б. Полянка, д. 43
ИССЛЕДОВАНИЕ И ПРИМЕНЕНИЕ
ГЙДРОГЕНИЗАЦИОННЫХ ПРОЦЕССОВ
В НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ
И НЕФТЕХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
Материалы отраслевых совещаний. Сер.
«Нефтехимия» и «Переработка нефти»,
М., ЦНИИТЭнефтехим, 1968.
В сборнике приведены доклады, представленные на II симпозиуме
стран СЭВа по исследованию и применению гидрогенизационных про-
цессов в нефтеперерабатывающей и нефтехимической промышленности.
1
Замеченные опечатки
Страница]"" Строка J Напечатано J Следует читать
12 табл. 5, кол. 4, первая снизу 70x5 10x5
51 табл. 2, кол. 5,
седьмая снизу — 13,9
52 табл. 3, кол. I, 1,3,4 - Триметил- 1,2,4 - Триметил-
вторая снизу бензол бензол
78 пятая сверху (до 25°С) (до 425°С)
120 табл. 3, кол. 2,
вторая снизу 75:72 75:25
200 первая сверху 5,0% 75%
242 табл. 4, кол. I,
восьмая снизу СНр - - <СНЛ-
Зак. 1276-30-31