/





































































































































































































Текст
ПРОМЫШЛЕННАЯ
РОБОТО-
ТЕХНИКА
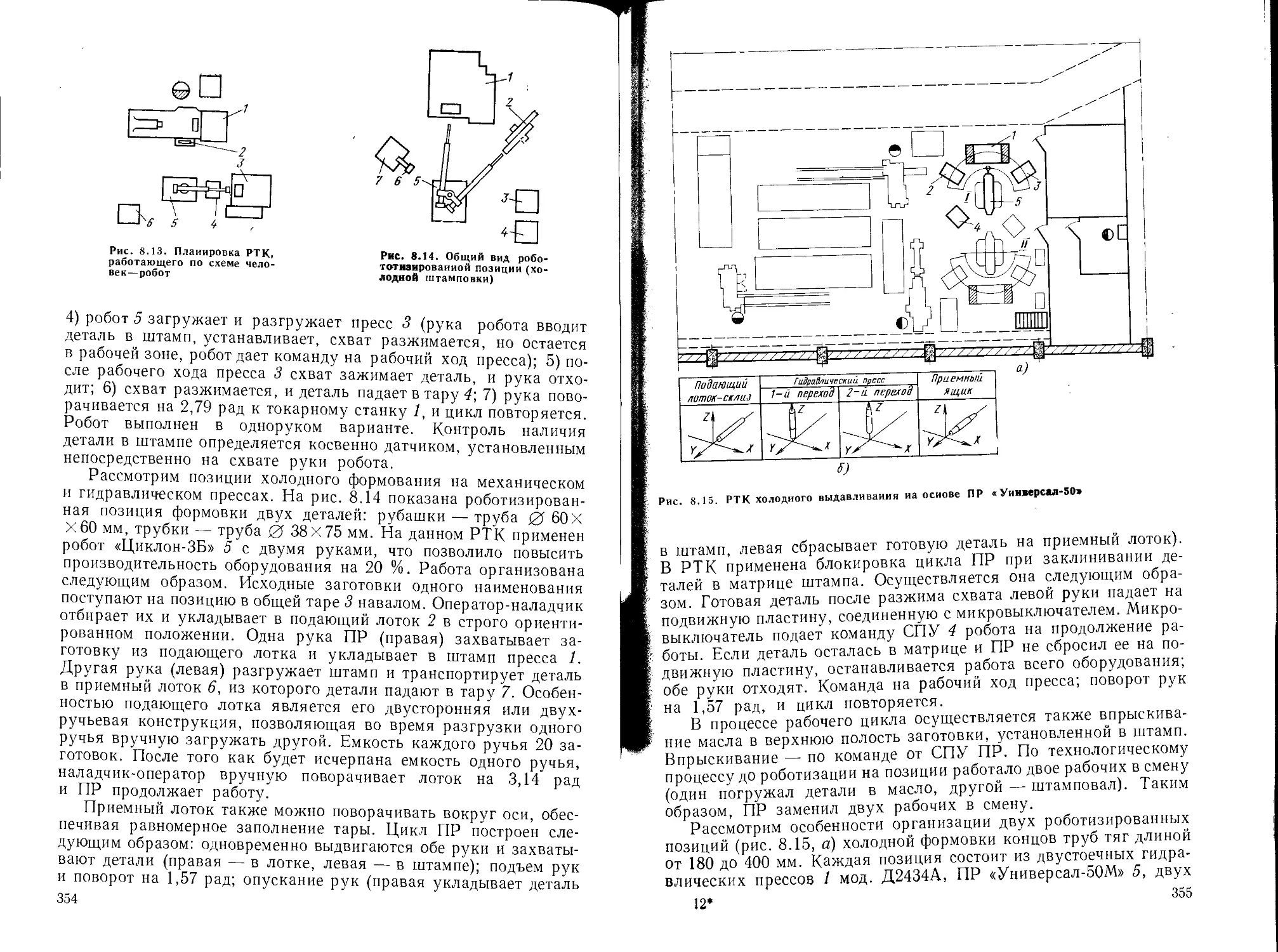
Под редакцией
лауреата Государственной премии СССР
Я. Л. ШИФРИНА
I
I
I
i
э
а
а
й
я
•в
С
<-
ы
».
э-
о
о
ta
'О
МОСКВА
«МАШИНОСТРОЕНИЕ»
1982
ББК 32.96
П81
УДК 007.52 : 62
Авторы;
А. В. Бабич, А. Г. Баранов, И. В. Калабин, И. Б. Кнауэр,
Б. М. Козунко, А. А. Кудинов, В. Г. Михеев, В. П. Степанов,
Я. А. Шифрин, Д. А. Шушко, Л. Я- Глейзер
Редактор д-р техн, наук проф. В. И. ПУХОВ
Промышленная робототехника/А. В. Бабич, А. Г. Ба-
П81 ранов, И. В. Калабин и др. Под ред. Я. А. Шифрина —
М.: Машиностроение, 1982 — 415 с., ил.
В пер.: 1 р. 90 к.
В книге освещен опыт создания и применения серийно выпускаемых
в СССР промышленных роботов. Дано общее представление о роботах и их
месте в автоматизированном производстве. Описано устройство универсаль-
ных и цикловых роботов, приведены их технические характеристики. Рассмо-
трены вопросы проектирования и расчета промышленных роботов, применения
их и робототехнических комплексов в отечественной промышленности. Изло-
жены социальные и технико-экономические аспекты применения роботов.
Книга рассчитана на конструкторов и технологов машиностроительных
заводов.
_ 2404000000-615 йо О1 ББК 32.96
П —038W82- КБ-62-^14-81 6ф6
© Издательство «Машиностроение», 1982 г.
ПРЕДИСЛОВИЕ
Промышленная работотехника является одним из новых направле-
ний автоматизации производственных процессов, начало развития которого в на-
шей стране относится к последнему десятилетию. Комплексный подход к ре-
шению технико-экономических и социальных задач, связанных с внедрением
промышленных роботов (ПР), позволил высвободить около 2000 рабочих.
В процессе создания, производства и внедрения ПР приходилось сталкиваться
с решением ряда сложных научно-технических проблем. Получен большой
опыт по разработке робототехнических комплексов (РТК) и организации авто-
матизированного производства на базе ПР. Все эти вопросы, получившие отра-
жение в предлагаемой книге, представляют, по нашему мнению, значительный
интерес как для широкого круга специалистов, конструкторов и производст-
венников различных отраслей, которые заняты в настоящее время работой по
увеличению производства и широкому применению ПР во всех отраслях наро-
дного хозяйства, так и для всех специалистов, работающих в области автомати-
зации производственных процессов. Кроме того, книга может быть полезна
научным работникам, специализирующимся в области автоматизации произ-
водства.
За время, прошедшее после XXVI съезда КПСС, проделана большая работа
по организации серийного производства новых, перспективных моделей ПР,
являющаяся составной частью разрабатываемой всеобъемлющей комплексной
программы, охватывающей все стороны роботизации. Только такой подход обеспе-
чивает повышение эффективности народного хозяйства, его интенсификацию.
Поэтому предусматриваются более высокие темпы внедрения и обновления
ПР, что позволит в ряде отраслей обеспечить значительный прирост объемов
цроизводства без увеличения численности рабочих и служащих.
Л. И. Брежнев в своей речи на ноябрьском (1981 г.) Пленуме ЦК КПСС
отмечал, что «Социализм, как общественный строй таит в себе огромные возмож-
ности рационального и гуманного применения главной производительной силы
общества — человека труда. И эти возможности надо использовать в полной мере».
Ученые и конструкторы, инженеры и техники, рабочие и работницы, занимаю-
щиеся созданием, производством и эксплуатацией ПР,отдают себе отчет в том, что
на них лежит высокая ответственность по сокращению ручного, особенно тяжелого
труда. Они делом стараются показать, что «одиннадцатая пятилетка должна
стать — и станет — славной вехой на пути исторических свершений советского
народа».
1*
ВВЕДЕНИЕ
Современный этап научно-технической революции ха-
рактеризуется комплексной автоматизацией производства на базе
систем машин—автоматов. До недавних пор в основном применяли
специализированные автоматы и автоматические линии, незамени-
мые в массовом производстве, но нерентабельные в условиях серий-
ного и мелкосерийного производства из-за высокой стоимости,
а также длительности разработки, внедрения и переналадки их на
новую продукцию. Традиционное управляемое вручную оборудо-
вание обеспечивает достаточную гибкость производства, но тре-
бует применения квалифицированного труда рабочих и имеет
низкую производительность.
За последние десятилетия автоматизация основных технологи-
ческих операций (формообразование и изменение физических
свойств деталей) достигла такого уровня, что вспомогательные
операции, связанные с транспортировкой и складированием
деталей, разгрузкой и загрузкой технологического оборудования,
выполняемых вручную либо с помощью существующих средств
механизации и автоматизации, являются тормозом как в повыше-
нии производительности труда, так и в дальнейшем совершенство-
вании технологии. Обычными методами с помощью существующих
технических средств невозможно автоматизировать сборочные,
сварочные, окрасочные и многие другие операции. Все это привело
к острым противоречиям между совершенством промышленной
техники и характером труда при ее использовании, потребностью
в трудовых ресурсах и их фактическим наличием, требованиями
интенсификации производственных процессов и ограниченными
психофизиологическими возможностями человека. Эти причины
социального, экономического и технического характера, ставшие
основными сдерживающими факторами в развитии производства и
дальнейшем повышении производительности труда, а также сов-
ременные достижения в создании орудий производства, вычис-
лительной техники и электроники привели к бурному развитию
робототехники — отрасли, создавшей и производящей новую раз-
новидность автоматических машин — промышленные роботы. По
замыслу разработчиков эти машины предназначены для замены
человека на опасных для здоровья, физически тяжелых и уто-
мительно однообразных ручных работах. Свое название они полу-
чили благодаря реализованной в них идеи моделирования двига-
тельных, управляющих и, в некоторой степени, приспособитель-
ных функций рабочих, занятых на повторяющихся трудовых опе-
рациях по разгрузке-загрузке технологического оборудования,
управлению работой этого оборудования, межоперационному
перемещению и складированию деталей, а также на различных
4
сборочных, сварочных, окрасочных и других операциях, выполня-
емых с применением переносных орудий труда.
Промышленные роботы (ПР) оказались тем недостающим зве-
ном, появление которого позволило решать задачи комплексной
автоматизации на более высоком уровне, объединяя средства про-
изводства предприятия в единый автоматизированный комплекс.
Ближайшими по назначению прототипами для ПР послужили
автооператоры и механические руки, уже давно применяющиеся
в промышленности, но не удовлетворяющие производственников
по причинам их узкой специализации, плохой переналаживае-
мости, небольшого числа выполняемых функций и ограниченной
(массовым и крупносерийным производством) области применения.
Недостатки, присущие этим прототипам, в конструкциях ПР были
в значительной степени устранены посредством увеличения их
манипуляционных возможностей, снабжения собственной системой
привода и системой программного управления. Благодаря этому
созданные устройства приобрели качественно новые свойства:
автономность в смысле невстроенности в технологическое оборудо-
вание и способность работать автоматически по заданной про-
грамме; универсальность, т. е. способность перемещать в про-
странстве объекты различного типа по сложным пространственным
траекториям, сопрягаемость с достаточно большим количеством
типов технологического оборудования и хорошую переналаживае-
мость на различные сменяющиеся виды работ.
Начало работ в нашей стране по созданию ПР относится
практически к 1969 г., когда при активном участии большинства
авторов этой книги был разработан робот «Универсал-50». В 1971 —
1972 гг. были созданы роботы УМ-1, УПК-1, в 1973 г. выпущен
опытный образец робота «Универсал-5», в 1975 г. — опытные
образцы роботов «Циклон-ЗБ» и «Универсал-15М», которые впо-
следствии нашли широкое применение на производстве.
Выдающуюся роль в развитии теории роботов и организации
работ по их созданию сыграл Герой Социалистического труда
академик И. И. Артоболевский (1905—1977 гг.), долгие годы
возглавлявший координационный совет по робототехнике АН СССР.
Талантливым организатором и руководителем работ по созда-
нию первых отечественных ПР «Универсал-50», «Циклон-ЗБ»,
«Универсал-5» и «Универсал-15М» и ряда их модификаций явился
Лауреат Государственной премии Б. Н. Сурнин (1931 —1979 гг.).
С именем Б. Н. Сурнина связано внедрение в производство первых
ПР гаммы «Циклон» и «Универсал». Так, практически была пока-
зана эффективность ПР как нового средства автоматизации ручных
работ на производстве, подтверждена возможность автоматизации
технологических процессов на базе применения ПР в больших
масштабах и в короткие сроки.
Признанные всеми достижения СССР в развитии робототехники
определяются заблаговременной и продуманной программой под-
5
готовки кадров, которую в течение длительного времени возглав-
ляют члены-корреспонденты АН СССР И. М. Макаров, Е. П. По-
пов, Д. Е. Охоцимский и профессор Е. И. Юревич.
Коммунистическая партия СССР поставила перед советскими
учеными, инженерами и техниками грандиозные задачи по даль-
нейшему развитию робототехники. В 1980 г. ЦК КПСС, обсуждая
меры по увеличению производства и широкому применению авто-
матических манипуляторов в отраслях народного хозяйства,
отметил, что «осуществление развернутой программы работ в этой
отрасли будет способствовать решению проблемы трудовых ресур-
сов в одиннадцатой и двенадцатой пятилетках».
В «Основных направлениях экономического и социального
развития СССР на 1981 —1985 годы и период до 1990 года», приня-
тых XXVI съездом КПСС, задачи ускорения технического про-
гресса были детализированы. В качестве одной из главных приз-
нана задача развития производства и обеспечения широкого при-
менения автоматических манипуляторов (промышленных роботов),
которые совместно с системами автоматического управления с ис-
пользованием микропроцессоров и мини-ЭВМ станут базой для
создания автоматических цехов и заводов.
В настоящее время под роботом понимают автоматический
манипулятор с программным управлением. В зависимости от
участия человека в процессах управления роботами их подразде-
ляют на биотехнические и автономные, или автоматические.
К биотехническим роботам относятся дистанционно управ-
ляемые копирующие роботы; экзоскелетоны; роботы, управля-
емые человеком с пульта управления; полуавтоматические
роботы.
Дистанционно управляемые копирующие роботы снабжены
задающим органом (например, манипулятором, полностью иден-
тичным исполнительному), средствами передачи сигналов прямой
и обратной связи и средствами отображения информации для
человека-оператора о среде, в которой функционирует робот.
Экзоскелетоны выполняются в виде антропоморфных конструк-
ций, обычно «надеваемых» на руки, ноги или корпус человека. Они
служат для воспроизведения движений человека с некоторыми
необходимыми усилиями и имеют иногда несколько десятков
степеней подвижности.
Роботы, управляемые человеком с пульта управления, снабжа-
ются системой рукояток, клавиш или кнопок, связанных с испол-
нительными механизмами каналов управления по различным
обобщенным координатам. На пульте управления устанавливают
средства отображения информации о среде функционирования
робота, поступающей к человеку по радиоканалу связи.
Полуавтоматический робот характерен сочетанием ручного и
автоматического управления. Он снабжен супервизорным управ-
лением для вмешательства человека в процесс автономного функ-
ционирования робота путем сообщения ему дополнительной
6
информации с помощью указания цели, последовательности
действий и т. п.
Роботы с автономным или автоматическим управлением обычно
подразделяют на производственные и научно-исследовательские
роботы, которые после создания и наладки в принципе могут
функционировать без участия человека.
По областям применения производственные роботы подразде-
ляют на промышленные, сельскохозяйственные, транспортные,
строительные, бытовые и т. п.
За короткий период развития роботов произошли большие
изменения в элементной базе, структуре, функциях и характере их
использования. Это привело к делению роботов на поколения [36 ].
Роботы первого поколения (программные роботы) имеют жест-
кую программу действий и характеризуются наличием элементар-
ной обратной связи с окружающей средой, что вызывает определен-
ные ограничения в их применении.
Роботы второго поколения (очувствленные роботы) обладают
координацией движений с восприятием. Они пригодны для мало-
квалифицированного труда при изготовлении изделий. Программа
движений робота требует для своей реализации управляющей
ЭВМ.
Неотъемлемая часть роботов второго поколения — алгорит-
мическое и программное обеспечение, предназначенное для обра-
ботки сенсорной информации и выработки управляющих воздей-
ствий.
Роботы третьего поколения относятся к роботам с искусствен-
ным интеллектом. Они создают условия для полной замены чело-
века в области квалифицированного труда, обладают способностью
к обучению и адаптации в процессе решения производственных
задач. Эти роботы способны понимать язык и вести диалог с чело-
веком, формировать в себе модель внешней среды с той или иной
степенью детализации, распознавать и анализировать сложные
ситуации, формировать понятия, планировать поведение, строить
программные движения исполнительной системы и осуществлять
их надежную отработку.
Появление роботов различных поколений не означает, что они
последовательно приходят на смену друг другу. В процессе разви-
тия совершенствуются функциональные возможности и техниче-
ские характеристики роботов различных поколений.
К роботам первого поколения относят обычно промышленные
роботы. По количеству внедренных ПР наша страна занимает
одно из ведущих мест в мире.
Блок-схема ПР представляет собой сложную конструкцию
(рис. 0.1), включающую ряд систем: механическую, приводов
управления, связи с оператором, информационную, а также опе-
рационное устройство. Механическую систему выполняют, как
правило, в виде манипулятора, имеющего несколько степеней
подвижности, укрепленного на неподвижном или подвижном
7
Рис. 0»1. Блок-схема промышленного робота
основании; она обеспечивает перемеще-
ние рабочего органа с определенным
грузом. Форма и габаритные размеры
манипулятора определяются видом и
особенностями технологического про-
цесса, для которого он предназначен.
Созданные модели ПР представляют
собой по существу многокоординатные
манипуляторы -с программным управ-
лением, программируемые по первому
циклу. Их системы управления помимо
основных функций по управлению дви-
жением рабочих органов манипуля-
тора обеспечивают выдачу сигналов
на обслуживаемое оборудование, прием
сигналов от простейших датчиков внеш-
ней информации, работающих по принципу Да—Нет, и использова-
ние этих сигналов в целях выбора той или иной подпрограммы работы
из числа заданных оператором. Наличие внешнего контура управ-
ления существенно расширило области применения созданных ПР,
так как позволило использовать их по отношению к автоматизи-
рованному процессу не только в качестве универсальных манипу-
лирующих, но также и в качестве управляющих устройств.
Наличие датчиков и соответствующих электронных схем внешней
информации придало этим ПР принципиально новую способность
адаптации к изменяющимся условиям работы.
Привод для каждой из координат ПР обеспечивает силовое
воздействие на соответствующий механизм, осуществляющий
задаваемое перемещение. Приводом служит автоматическая си-
стема, входным сигналом которой является детерминированное
воздействие управляющей системы, а выходным сигналом —
механическое перемещение.
Разработка типажа ПР, имеющего существенное значение для
организации их производства, проведения научно-исследователь-
ских и опытно-конструкторских работ еще не закончена. В настоя-
щее время наиболее разработан типаж ПР первого поколения.
Так, например, в станкостроительной и инструментальной про-
мышленности по структуре типаж этих ПР подразделяют на сле-
дующие группы и подгруппы [211: универсальные ПР, обслужи-
вающие различное технологическое оборудование и выполняющие
различные основные технологические операции; целевые ПР
подъемно-транспортной группы (многоцелевые), обслуживающие
различное технологическое оборудование, выполняющие транс-
портно-складские и специальные работы; целевые ПР производ-
ственной группы (многоцелевые) для выполнения различных техно-
логических операций сварки, очистки и подготовки деталей,
8
Рис. 0.2. Блок-схема робототехни-
ческого комплекса:
АТСС — автоматизированная
транспортно-складская система;
ОЭУ — подсистема организацион-
но-технического управления
окраски и нанесения по-
крытий, разборки, кон-
троля, измерения, Отбра-
ковки, разметки и сборки.
Первым и основным
этапом разработки любого
типажа является типораз-
мерный ряд, который ре-
гламентирует следующие
основные параметры ПР:
максимальную грузоподъ-
емность (0,64—1000 кг),
тип компоновки и кон-
структивное выполнение,
максимальный радиус об-
служивания (Rmax берется
в соответствии с рядом
предпочтительных чиселR 40 по ГОСТ 8032—56), вертикальный и
горизонтальный ход руки (Я < 0,8Rmax) и число степеней подвиж-
ности. На основании изучения основного состава технологического
оборудования по отраслям, последующих усреднений и анализа
массы обрабатываемых деталей различных групп и различных
типов инструментов был предложен следующий ряд по грузо-
подъемности ПР: 0,04—0,64; 1,25 — 160; 250 — 1000 кг и более.
Основной ряд типоразмеров включает модели грузоподъемностью
10 — 160 кг. Данный ряд регламентирует по каждому типоразмеру
максимальную грузоподъемность, обеспечивающуюся при мини-
мальных скоростях перемещений рабочих органов манипулятора
каждой модели и соответствующую основному ряду 10/3
(ГОСТ 8032—56) предпочтительных чисел. Уменьшение грузо-
подъемности при работе ПР на быстрых ходах не регламентиру-
ется. Опыт создания ПР показал, что при разработке отдельных
модификаций робота допустимы отклонения максимальной грузо-
подъемности от номинального значения для базовых моделей
в пределах ±20 %.
Вторая, не менее важная и сложная задача — создание комп-
лексно-роботизированных производств и участков. Основной ячей-
кой таких производств является робототехнический комплекс
(РТК), представляющий совокупность технологического оборудо-
вания и ПР, размещенных на определенной площади и предназна-
ченных для выполнения одной или нескольких технологических
операций в автоматическом режиме. Оборудование, входящее
в состав РТК, группируется (рис. 0.2) в три основные подсистемы:
9
Рис. 0.3. Классифика-
ция роОототехиичееких
комплексов
подсистему обработки, обслуживающую подсистему и подсистему
контроля и управления. В подсистему обработки входит основное
оборудование, модернизированное по условиям сопряжения с ПР.
Обслуживающая подсистема содержит устройства для размещения
деталей на входе в РТК, межоперационные транспортирующие и
накопительные устройства, устройства для приема обработанных
изделий, а также ПР.
Подсистема контроля и управления содержит комплекс техни-
ческих программных средств контроля, измерения, регулирования,
вычисления, логического управления, регистрации, аварийной
защиты, обеспечивающих в совокупности требуемую информа-
ционно-логическую структуру алгоритма функционирования РТК,
надежность и стабильность выполнения всех операций технологи-
ческого процесса. В этой подсистеме можно выделить несколько
контуров управления, содержащих различную датчиковую аппа-
ратуру, средства первичной обработки, передачи и хранения
информации, устройства выработки управляющих сигналов и
воздействия на технологический процесс. Эти контуры по функ-
циональному признаку подразделяют на следующие основные
группы: контур контроля наличия, ориентации, точности располо-
жения объектов в рабочих позициях РТК и управления опера-
циями захвата, перемещения и установки объектов ПР; контур
контроля параметров технологического процесса и управления
режимами и процессом обработки; контур контроля правильности
срабатывания рабочих органов технологических машин и приспо-
соблений, контроля технического состояния оборудования, инстру-
10
мента и управления работой приспособлений, различных вспомо-
гательных устройств, а также аварийной защиты РТК-
В простейших РТК эти контуры реализуются на базе автоном-
ных устройств управления ПР и технологического оборудования.
В сложных РТК, имеющих распределенную иерархическую струк-
туру системы управления, в качестве управляющего органа
используют управляющие вычислительные комплексы.
В сложных РТК помимо перечисленных трех основных под-
систем могут содержаться еще несколько подсистем, в том числе
подсистема инструментального обеспечения, автоматизированная
транспортно-складская подсистема, подсистема технического обслу-
живания, подсистема организационно-технического управления.
По принципу общности структуры построения все множество
конкретных РТК делится на два основных класса. К одному из них
относятся РТК, в которых ПР используются в комплексе с основ-
ным технологическим оборудованием. Примерами таких РТК могут
служить РТК механической обработки, литья под давлением,
холодной и горячей штамповки, термообработки. Ко второму
классу относятся РТК, образуемые на основе ПР, оснащенных
переносными орудиями труда. К этому классу принадлежат РТК
точечной сварки, нанесения покрытий, сборки, контроля.
На рис. 0.3 показана классификация РТК по производствен-
ному назначению. Как показал опыт внедрения, РТК является
новой формой технической и организационной ячейки, наиболее
полно отвечающей потребностям современного производства. Робо-
тотехнический комплекс — гибкая, экономная и рациональная
форма обработки деталей и изделий более высокой стоимости и
лучшего качества средними и малыми сериями. РТК реализует
стремление к снижению напряженности человека в работе, связан-
ной с необходимостью приноравливаться к циклу машины, при-
водит к замене конвейерных линий сборочными бригадами, в основу
управления которыми положен бригадный подряд.
Глава I
УНИВЕРСАЛЬНЫЕ ПРОМЫШЛЕННЫЕ РОБОТЫ,
УСТРОЙСТВО И ХАРАКТЕРИСТИКИ
1.1. РОБОТ «УНИВЕРСАЛ-5»
Робот «Универсал-5» применяют для автоматизации
загрузочно-разгрузочных работ при обслуживании технологи-
ческого оборудования, для межоперациопного и межстапочного
транспортирования объектов обработки, заменяя рабочих при
выполнении ряда тяжелых, опасных и монотонных технологи-
ческих операций. Исполнительной составной частью робота
«Универсал-5» является манипулятор [А. с. № 372885 (СССР)],
показанный на рис. 1.1, который связан пневматическими и
электрическими линиями энергопитания и управления с системой
подготовки воздуха, блоком управления воздухораспределителями
и системой программного управления (СПУ) мод. ПУР-2М. СПУ
часто называют устройством программного управления, или
управляющим устройством. Система подготовки воздуха выпол-
нена в виде автономного блока, включающего также блок управле-
ния воздухораспределителями. Такая система предназначена для
очистки воздуха, поступающего в пневмоцилиндры манипулятора
от механических примесей, влаги, для обеспечения смазки тру-
щихся поверхностей пневмоцилиндров, а также для контроля и
поддержания стабильного давления сжатого воздуха в пневмосети
манипулятора.
Аналого-позиционная СПУ обеспечивает обучение по первому
циклу, а также дальнейшую автоматическую работу по этому
циклу рабочего органа (схвата) манипулятора по всем степеням
подвижности.
Краткая техническая характеристика робота «Универсал-5»
приведена ниже.
Техническая характеристика робота «Универсал-5»
Масса переносимого груза, кг................. 5
Тип привода ................................. Электроппевматический
Число программируемых степеней подвижности:
всего ............................................... 6
транспортирующих...................................... 4
ориентирующих ........................................ 2
Диапазоны перемещений:
подъем-опускание руки с платформой, мм .... 400
поворот руки с платформой, рад1 5,74
поворот руки, рад................................... 4,17
выдвижение руки, мм ................................. 700
12
вращение схвата, рад..........................
сгибание схвата, рад..........................
Точность позиционирования, мм...................
Время, с:
поворота платформы на угол 3,14 рад...........
подъема-опускания платформы на 300 мм . . . .
поворота руки на угол 3,14 рад ...............
выдвижения-втягивания руки иа 500 мм..........
Тип системы программного управления (см. ниже)
Связь с ЭВМ ....................................
Датчики положения ..............................
Габаритные размеры манипулятора, его рабочая зона,
величины установочных и рабочих перемещений схва-
та .............................................
Потребляемая мощность, кВт......................
Масса — всего, кг ..............................
в том числе СПУ ................................
3,14
3,14
±2
6,6
3
4
3
Аналого-позициониая
ПУР-2М
Отсутствует
Потенциометры ППМЛ
См. рис. 1.2
1,6
690
80
1 1 рад — 57,3°.
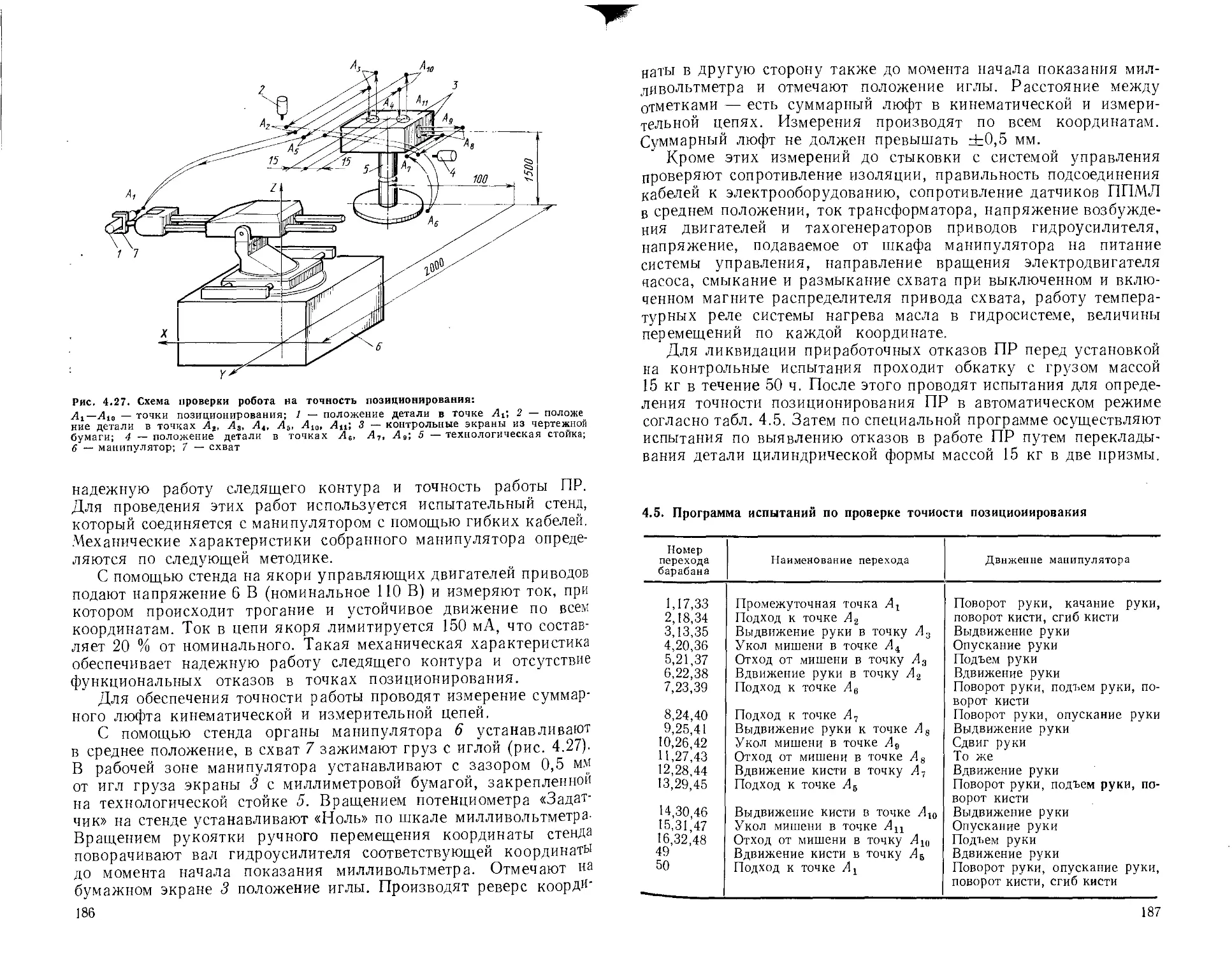
На рис. 1.3 показана кинематическая схема манипулятора
робота «Универсал-5».
Основными узлами манипулятора являются: рука 16, оснащен-
ная схватом, который предназначен для захвата и удержания
деталей, заготовок, инструмента и т. д.; механизм выдвижения
руки 21, обеспечивающий перемещение руки вдоль оси III—III-,
механизм поворота руки 28, предназначенный для ее вращения
в горизонтальной плоскости вокруг оси 11—П на угол до 4,17 рад;
механизм подъема 37, обеспечивающий перемещение руки вдоль
оси I—I; механизм поворота 42, обеспечивающий поворот меха-
низма подъема и руки вокруг оси 1—1 на угол до 5,74 рад; пневмо-
Рис, 1.1. Манипулятор робота «Универсал-5»
13
Рис. 1.2. Схема манипулятора ро-
бота «Универсал-5»
панель 19, предназначен-
ная для распределения
сжатого воздуха в соот-
ветствующие полости пне-
вмоцилиндров руки.
В состав руки входит
механизм сгибания схвата,
позволяющий поворачи-
вать схват вокруг оси сги-
ба на угол до 3,14 рад, и
механизм вращения кисти,
предназначенный для по-
ворота схвата вокруг оси
HI—III на угол до 3,14 рад.
Таким образом, манипу-
лятор имеет шесть степе-
ней подвижности, из ко-
торых сгибание схвата и
поворот кисти являются
ориентирующими. Про-
граммирование перемещений по этим степеням осуществляется
с помощью жестких переналаживаемых упоров. Остальные че-
тыре степени подвижности являются транспортными, програм-
мируемыми в пространстве. Каждый из механизмов, определя-
ющих ту или иную степень подвижности, отрабатывает одну из
координат, заданную программой работы, и управляется от СПУ.
Рука является сборной конструкцией. Для захвата предметов
она снабжена специальным узлом — схватом с губками, совер-
шающими при зажиме-разжиме плоскопараллельные перемеще-
ния. Губки перемещаются от пневмоцилиндра 25, закрепленного
на рычагах. Зажим губок происходит при подаче сжатого воздуха
в рабочую полость пневмоцилиндра, а разжим — после сброса
давления в этой полости под действием пружин, установленных
в пневмоцилиндре. Сгибание схвата осуществляется относительно
оси IV—IV (см. рис. 1.2) посредством реечно-зубчатой передачи.
Ограничение угла поворота зубчатого колеса 24 (рис. 1.3) регу-
лируемыми упорами достигается регулировка угла сгибания
схвата.
Привод описываемого механизма — пневматический. Его
пневмоцилипдр 11 установлен на противоположном по отношению
к схвату конце руки робота. Воздействие на рейку передается
через шток, связанный с поршнем пневмоцнлиндра сгибания
схвата. Для обеспечения плавности работы пневмоцилиндра сгиба-
ния схвата в его конструкции предусмотрено демпфирующее
устройство 12. В поршне этого устройства имеется калиброванное
14
) отверстие, через которое при перемещении поршня масло перете-
кает из одной полости устройства в другую.
Механизм вращения кисти работает от пневматического при-
вода. Его пневмоцилиндр 13 имеет аналогичное по конструкции
демпфирующее устройство 14. При подаче сжатого воздуха в рабо-
чую полость пневмоцилиндра вместе с поршнем будет перемещаться
ползун 17, представляющий собой полый тонкостенный цилиндр,
стенки которого имеют два сквозных паза типа двухзаходной
резьбы с шагом 130 мм. В пазы входят два шарикоподшипника,
сидящие на осях водила 23.
Водило шарнирно соединяется с кистью. При поступательном
перемещении ползуна подшипники, закрепленные на водиле, копи-
руя направления винтовых пазов ползуна, поворачивают водило и
связанную с ним кисть, установленную в подшипниках. Ползун
зафиксирован от проворота подшипником, установленным на оси,
запрессованной в ползун. Подшипник упирается в кромки про-
дольного паза, выполненного на стенке цилиндра 10. Угол враще-
Рис. 1.3. Кинематическая схема манипулятора робота «Универсал-5»
15
нпя кисти из среднего положения в любое крайнее можно регули-
ровать, закладывая шарики в кольцевой канал круглого сечения,
предусмотренный во фланце цилиндра 10 и прилегающей к нему
крышке.
На наружной поверхности цилиндра 10 имеются обработанные
вдоль оси шлифованные дорожки под роликовые опоры, на кото-
рых рука устанавливается внутри механизма выдвижения. Для
зацепления с ведущим зубчатым колесом механизма выдвижения
руки служит зубчатая рейка 15, закрепленная на цилиндре 10
винтами и штифтами. Механизм выдвижения руки представляет
собой двухступенчатый редуктор с цилиндрическими зубчатыми
передачами и приводом от электродвигателя постоянного тока 22,
обеспечивающий перемещение схвата в радиальном направлении.
Выбор зазоров в зубчатых зацеплениях механизма достигается
конструкцией зубчатых колес, которые выполнены разрезными.
Каждые две половинки колес объединены между собой пружин- 1
ными кольцами. На выходном валу механизма закреплено разрез-
ное зубчатое колесо 18, которое входит в зацепление с зубчатой
рейкой, установленной на руке. Обратную связь привода меха-
низма с СПУ по скорости и положению осуществляют с помощью
тахогенератора и датчика положения. Датчиком положения явля-
ется многооборотный проволочный потенциометр 27 с линейной
характеристикой. В качестве тахогенератора использован электро-
двигатель постоянного тока 20. Внутри корпуса механизма уста-
новлены опорные подшипники, по которым перемещается рука
манипулятора. Верхние подшипники за счет тарельчатых пружин
прижимают руку к нижним подшипникам.
Механизм поворота руки предназначен для ее поворота вокруг (
вертикальной оси 11—II на угол 2,09 рад от среднего положения
в обе стороны. Механизм поворота — это редуктор с цилиндри-
ческими зубчатыми и червячной передачами. На корпусе меха-
низма размещается электродвигатель постоянного тока 7, который I!
через муфту и цилиндрические колеса редуктора 8 передает враще-
ние на одпозаходпый червяк 29, находящийся в зацеплении с раз-
резным червячным колесом. Регулировку бокового зазора в чер-
вячном зацеплении обеспечивают эксцентриком, с помощью кото-
рого верхняя половина червячного колеса проворачивается отно-
сительно нижней.
Обратная связь механизма поворота руки, а также остальных
рассматриваемых ниже механизмов манипулятора, с СПУ по
скорости и положению обеспечивается теми же средствами, что и '
в механизме выдвижения руки. Тахогенератор 9 установлен
соосно с червяком и соединен с ним муфтой. Потенциометр 26
крепят на кронштейне к корпусу механизма. Вращение на вал
потенциометра передают через зубчатую мелкомодульную пере- U
дачу, одно из колес которой закреплено на выходном валу меха-
низма, а второе непосредственно на валу потенциометра. Механизм
подъема монтируют на поворотной платформе механизма поворота.
16
Он состоит из пантографа 32, платформы 30, скалки 5, двух парал-
лельно смонтированных направляющих, по которым на роликах
перемещается каретка 40, и привода подъема. Подвижная опора
пантографа в его нижней части закреплена на каретке.
Пантограф перемещается вертикально. Он состоит из рам,
шарнирно связанных между собой и верхней платформой 30,
к которой крепят механизм поворота руки и скалку 5, сопря-
гающуюся с коническими роликами 6. Положение роликов в ка-
ретке регулируется, что позволяет добиться перемещения каретки
по направляющим без толчков и заеданий. Привод подъема состоит
из винтовой передачи 38, левой и правой опор, каретки 40, двух
электродвигателей постоянного тока 33, 35, тахогенератора 4.
Винтовая передача конструктивно представляет собой корпус,
устанавливаемый в каретке, две гайки 39 и винт 38 с трапецеидаль-
ной резьбой. В левой и правой опорах размещены опорные под-
шипники винта. Правая опора представляет собой понижающий
редуктор 34 с коническими и цилиндрическими зубчатыми коле-
сами, через которые передается вращение от электродвигателей на
винт. Для выбора бокового зазора в зацеплении цилиндрических
колес зубчатое колесо выполнено из двух половин, разводимых
пружинным кольцом. В левой опоре 3 установлены потенциометр 2
и тахогенератор 4. Для уравновешивания нагрузки в конструкции
механизма подъема применены пружины 31, установленные
в верхней части пантографа.
В нижней части манипулятора расположен механизм поворота,
выполненный в виде сборной конструкции. Верхняя подвижная
платформа получает вращение от привода поворота, установлен-
ного на неподвижной нижней опоре. Привод поворота состоит из
червячного редуктора 1, электродвигателя постоянного тока 41,
тахогенератора 44. Выбор зазора в червячном зацеплении осуще-
ствляют аналогично описанному ранее способу. Крутящий момент
на подвижную платформу передается через цилиндрическую зубча-
тую передачу, одно из зубчатых колес которой закреплено непо-
средственно на выходном валу червячного редуктора, второе —
на подвижной платформе. Соосно с червяком 43 редуктора распо-
ложен тахогенератор.
На неподвижной опоре установлен кронштейн с амортизирую-
щими резиновыми пластинами, который является ограничителем
поворота подвижной платформы. На специальном кронштейне,
закрепленным на неподвижной опоре, установлен потенциометр
36. Валик потенциометра получает вращение через зубчатую
передачу.
На пневмопанели 19 закреплены три воздухораспределителя и
маслораспылитель. Подвод воздуха к пневмопанели осуществляют
от системы подготовки воздуха. Воздухораспределители управляют
распределением сжатого воздуха в соответствующие полости
пневмоцилиндров схвата, механизма сгибания схвата и вращения
кисти руки.
17
Совершенствование робота «Универсал-5» проводилось в на-
правлении увеличения показателей надежности и улучшения
некоторых других технических характеристик. Была создана
модернизированная модель — робот «Универсал-5.02». Эта модель
включает в свой состав серийный манипулятор «Универсал-5»
с незначительными изменениями в конструкции, аналого-пози-
ционную систему программного управления АПС-1 и трехфазный
тиристорный преобразователь ЭПТ6-У5.02. В результате этого
была повышена точность позиционирования рабочего органа
манипулятора до ±1 мм, увеличены в 1,5—2 раза средние скорости
схвата манипулятора по всем транспортным степеням подвиж-
ности, увеличена на 10—15 % емкость памяти, улучшены динами-
ческие показатели перемещения схвата.
1.2. РОБОТ «УНИВЕРСАЛ-15» И ЕГО МОДИФИКАЦИИ
Робот «Универсал-15.01». Робот «Универсал-15М»
(в дальнейшем получивший наименование «Универсал-15.01»)
является базовой моделью гаммы роботов различного технологи-
ческого назначения.
Робот «Универсал-15.01» (рис. 1.4 и 1.5) состоит из манипуля-
тора 2 (рис. 1.5) и системы программного управления 1 типа
ПУР-2М. Техническая характеристика робота приведена в табл.
1.1. Манипулятор робота имеет следующую компоновку. На
сварной раме 19 основания закреплены гидростанция 20, ось 18,
на которой на подшипниках качения установлена поворотная
платформа 16. На нижнем торце поворотной платформы закреплено
Рис. 1.4. Робот «Универсал-I5.01»
18
12
Рис. 1.5. Компоновка и
рабочая зона робота
«Уннверсал-15.01»
приводное зубчатое колесо /<?, кинематически связанное с приво-
дом поворота 14, который закреплен на раме 19. На верхний торец
поворотной платформы установлен корпус механизма поперечного
сдвига 3, имеющий в своей центральной части полость, в которой
находится коллектор 4 передачи энергоносителя — масла на
перемещаемые узлы манипулятора. На плите 5 механизма попереч-
ного сдвига установлен проставок 6 коробчатой формы. На верх-
ний торец проставка 6 установлены два кронштейна 7, /5, в кото-
рых базируются на шарикоподшипниках цапфы руки. На крон-
штейн 15 установлен привод выдвижения кисти 17. а на кронштейн
7 — коллектор передачи энергоносителя к узлам руки. На перед-
нем торце проставка закреплен механизм 11 перемещения руки
в вертикальной плоскости, гайка которого шарнирно связана
с кронштейном, установленным на нижней плоскости корпуса
руки 10. На верхнем торце этого корпуса установлены приводы
ориентирующих движений 9. В корпусе руки сбазированы на
опорах шестигранные валы 8, которые служат для крепления
кисти 12 и передачи движения на нее. Такая компоновка манипу-
лятора обеспечила работу как в сферической, так и в декартовой
системе координат; достаточную жесткость конструкции; доступ-
ность узлов манипулятора при ремонте и обслуживании; мини-
мальную массу перемещаемых узлов; необходимую рабочую зону
робота.
Привод гидроусилителя (рис. 1.6) является унифицированным
узлом и предназначен для снижения частоты вращения управляю-
щего электродвигателя с 3600 до 1050 об/мин, поступающей на
19
о Технические характеристики робота «Универсал-15.01» и его модификаций
Модель робота
Характеристика «Универ- сал-15.01» «Универ- сал-1 5.02» «Универ- сал-15.03» «Универ- сал-15.04» «Универ- сал-15.05» «Универ- сал-60.01» «Универ- сал-60.02»
Масса переносимого груза, кг Привод: тип исполнительный орган 15 15 15 Электрогидр Г идромото 15 □механически ры 2МГ18-2 15 й 60 60 Гидромо- торы со следящими гидрорас- пределите- лями
Число программируемых степе- ней подвижности — всего В том числе: 6 6 6 6 6 6 7
транспортирующих 3 3 3 3 3 3 3
ориентирующих Диапазоны перемещений: 3 3 3 3 3 3 4
поворот руки вокруг верти- кальной оси, рад 5,93 5,93 5,93 5,93 1,57 5,93 1,57
поперечный сдвиг руки, мм 400 400 — 400 400 400 400
качание руки вокруг горизон- тальной оси, рад 0,87 0,87 0,87 0,87 0,87 0,87 0,87
выдвижение кисти, мм 1000 1020 1400 1000 1000 1000 1000
угол сгибания кисти, рад 3,29 3,29 3,29 3,29 3,29 3,29 3,29
угол вращения кисти, рад 6,28 6,28 6,28 6,28 6,28 6,28 6,28
Максимальная скорость переме- щения, м/с 1,0 1,2 1,2 1,4 0,5 1,2 1,4
Максимальное усилие схвата, Н 2000 2000 2000 2000 2000 3000 —
Точность позиционирования, мм ±3 ±3 ±2 ±1 ±0,5 ±3 -+-1
Тип системы программного уп- равления Метод программирования Способ задания координат ПУР-2М Аналого-позиционная АПС-1 | АПС-1 Предварит Обучен Цифровая УПМ-722 ельный набор ие по первом СГУ [18] программы у циклу Аналого- позицион- ная АПС-1 Цифровая УПМ-772
Программоноситель: тип число программ емкость программы, кадров библиотека программ Программирование перемеще- ний схвата: число координат число положений: по транспортирующим коор- динатам (для руки) по ориентирующим координа- та (для кисти) контроль положения Программирование технологи - ческих команд: число команд число направлений параметры выхода контрол ь исполнения (по числу шин) Число: задержек времени команд на манипулятор программируемых скоростей движения степеней точности Последовательность отработки программ Штекерный барабан 1 1 1 1 1 50 | 60 1 60 Отсутствует 6 6 6 16 14 14 8 7 7 По датчикам поло» 12 14 I 14 1 1 1 1 Нормально- Нормально-открытые открытые контакты РЭН-33 контакты РЭС-22 12 14 14 3 3 3 2 7 7 — 2 2 1 2 2 Естественная с безу- словным переходом к очередному кадру Накопитель на магнит- ной ленте 4 3200 88 6 3200 3200 сения 60 4 Герконовые контакты РЭС-64 15 10 2 3 3 С наличием команд ус- ловного и безуслов- ного пере- хода 6 10 2 2 Штекер- ный бара- бан 1 60 Отсутствует 6 14 7 14 1 Нормально- открытые контакты РЭН-33 14 3 7 2 2 Естествен- ная с бе- зусловным переходом к очеред- ному кадру Накопитель на магнит- ной ленте 4 3200 99 7 3200 3200 60 4 Герконовые контакты РЭС-64 15 10 2 2/3 3 С наличием команд ус- ловного и безуслов- ного перехода
Потребляемая мощность дана без учета сварочного оборудования.
22
J
Рис. 1.6, Привод гидроусилителя
входной вал гидроусилителя 8, и для устранения влияния гидро-
усилителя на задающий двигатель.
Движение от электродвигателя 1 передается через пару мелко-
модульных колес 12, 4 на двухзаходный червяк 5, который связан
с червячным колесом 11. Червячное колесо // соединено с выход-
ным валом 10 через фрикционную муфту 9, предохраняющую
червячную пару от перегрузок при ударе исполнительных меха-
низмов о какую-либо преграду. Выходной вал червячного редук-
тора связан с входным валом гидроусилителя через пару цилиндри-
ческих мелкомодульных колес 6, 7, что обеспечивает общее пере-
даточное число привода i = 3, 4. Червячная пара введена в кине-
матическую цепь привода для предохранения задающего двигателя
от влияния гидроусилителя. С мелкомодульным зубчатым колесом
4 через муфту 3 связан тахогенератор 2, служащий для передачи
сигнала о скорости в СПУ промышленного робота.
На рис. 1.7 показан привод и механизм поворота манипулятора.
Поворотная платформа 1 закреплена на стакане 2, который бази-
руется на двух радиальных подшипниках 3 и упорном подшипнике
4 на оси 5. Движение от гидроусилителя 20 и через муфту 21
Рис. 1.7. Привод и механизм поворота манипулятора
Рис. 1.8. Механизм поперечного сдвига мани-
пулятора
Рис. 1.9. Механизм перемещения руки
в вертикальной плоскости
передается на зубчатое колесо 7 и далее по двум кинематическим
цепям —к зубчатому венцу 6, установленному на нижнем торце
платформы 1. Первая цепь включает зубчатые колеса 19, 17, 18,
вал 16, зубчатое колесо 15, которое связано с зубчатым венцом 6.
Вторая цепь предназначена для выбора зазора, имеет с первой
одинаковое передаточное число, равное 79, и состоит из зубчатых
колес 8—10, торсиона //и зубчатого колеса 12, которое связано
с венцом 6. При предварительной закрутке торсиона 11 зубчатыми
колесами создается распорная сила, обеспечивающая отсутствие
зазора в передаче.
Для обеспечения связи кинематической цепи с датчиком поло-
жения вал 16 через беззазорный мелкомодульный редуктор 14
связан с датчиком положения 13.
На рис. 1.8 показан механизм поперечного сдвига. В алюми-
ниевом корпусе 1 закреплены две цилиндрические направляющие
8, по которым на шариках 6, находящихся в сепараторе 7, пере-
мещаются две каретки 9 и 14. Верхние торцы каретки связаны
плитой 5. Движение от гидроусилителя 10 через муфту И переда-
ется на шариковый винт 13 шариковинтовой передачи. Гайка 12
шариковинтовой передачи жестко связана с кареткой 14, что
обеспечивает прямолинейное горизонтальное перемещение кареток
9, 14 и плиты 5. Зазор в приводе выбирают относительным смеще-
нием гаек шариковинтовой пары. Для обеспечения связи кине-
матики механизма поперечного сдвига с датчиком положения на
каретках 9 и 14 закреплена рейка 4, с которой находится в зацеп-
лении зубчатое колесо 2, связанное с датчиком положения 3.
На рис. 1.9 показан механизм перемещения руки в вертикаль-
ной плоскости [А. с. 522052, 629061 (СССР)]. Движение от гидро-
усилителя 3 через муфту передается на конические зубчатые колеса
4, 5. Зубчатое колесо 5 жестко связано с винтом 1 шариковинтовой
24
передачи. Винт /закреплен в конических подшипниках в корпусе 7
и связан с гайкой шариковинтовой передачи 10. С винтом 1 жестко
соединено мелкомодульное зубчатое колесо 2, которое через раз-
резное зубчатое колесо 8 связывает кинематическую цепь привода
с датчиком положения 9. Для компенсации кривизны траектории
корпус 7 установлен на подшипниках в корпусе 6, закрепленном
на проставке. В корпус гайки перпендикулярно оси винта по
посадке пб входят два срезных штифта 11, которые крепят на
вилке 14. Вилка 14 имеет цилиндрический хвостовик, который
базируется в кронштейне 12 на шариках 15, заключенных в сепа-
ратор 13.
Выбор зазора в приводе обеспечивается регулировкой зацеп-
ления конических колес 4, 5, двух гаек шариковинтовой пары,
предварительным натягом шариков 15 в кронштейне 12.
На рис. 1.10 показан привод выдвижения кисти [А. с. №598750
(СССР)]. Движение гидроусилителя 1 передается через муфту 2,
конические зубчатые колеса 3, 4 и вал 7, на котором жестко
закреплено зубчатое колесо 8. Оно входит в зацепление с рейкой 9,
один конец которой шарнирно связан с корпусом кисти, а дру-
гой — с шестигранными валами руки. Выбор зазора осуществляют
за счет регулировки конических зубчатых колес 3, 4 и поджимом
подпружиненным роликом 10 рейки к зубчатому колесу 8. Кон-
структивно привод размещен в литом алюминиевом корпусе,кото-
рый своим торцом закреплен на кронштейне крепления подшипни-
ков цапфы руки. Вал 7 проходит внутри кронштейна 15 (см.
рис. 1.5), а его консольная часть базируется через подшипник
в цапфе руки.
Датчик положения привода выдвижения кисти 12 установлен
в передней части руки и связан с рейкой 9 через муфту 13 и разрез-
ное подпружиненное зубчатое колесо 11.
На рис. 1.11 показана кинематическая схема ориентирующих
движений. Выбор зазора осуществляется благодаря закрутке
торсиона. Применение такой кине-
матической схемы обеспечивает
качание кисти относительно оси
/—/, вращение кисти относительно
оси //—//, повышение крутящих
моментов на исполнительном ор-
гане — кисти.
При вращении захвата движе-
ние передается от гидроусилителя
/ по двум кинематическим цепям.
Первая цепь включает солнечное
колесо 37 дифференциала, сател-
литы 36, водило 33, планетарный
редуктор 31, шариковую муфту 29,
Рис. 1.10. Привод выдвижения кисти
25
Рис. 1.11. Кинематическая схема ориентирующих движений
шестигранный вал 28, конические зубчатые колеса 27, 26, 25, 23.
Коническое зубчатое колесо 23 жестко связано с приводом захвата
24 и осуществляет его поворот относительно оси II—II.
Вторая цепь включает зубчатое колесо 38, паразитные зубчатые
колеса 3, 12, зубчатое колесо 10, коническое зубчатое колесо 9,
сателлиты 8, водило 11, планетарный редуктор 13, шариковую
муфту 14, шестигранный вал 17, конические зубчатые колеса
18, 21, 22, 23. Введение паразитных зубчатых колес 3, 21 и одина-
ковое передаточное число кинематических цепей обеспечивают
валам 17 и 28 вращение с одинаковой скоростью в одном направ-
лении, а тем самым вращение захвата относительно оси II—II.
При качании кисти движение от гидроусилителя 4 идет по двум
кинематическим цепям. Первая цепь включает солнечное колесо 7
дифференциала, сателлиты 8, водило II, планетарный редуктор 13,
шариковую муфту 14, шестигранный вал 17, конические зубчатые
колеса 18, 21. В состав второй кинематической цепи входят зубча-
тое колесо 6, паразитное зубчатое колесо 2, зубчатое колесо 34,
коническое колесо 35, сателлиты 36, водило 33, планетарный
редуктор 31, шариковая муфта 29, шестигранный вал 28, кони-
ческие зубчатые колеса 27, 26. Введение паразитной шестерни 2 и
одинаковое передаточное число кинематических цепей обеспечи-
вают валам 17 и 28 вращение с одинаковой скоростью в противо-
положных направлениях, а тем самым качание кисти относительно
оси I—I.
Для выбора зазора в передачах введена кинематическая цепь,
состоящая из зубчатого сектора 20, жестко связанного с осью
качания, конического колеса 19, шестигранного вала 16, шарико-
вой муфты 15, планетарного редуктора 30, торсиона 32. Торсион
через зубчатые колеса 3 и 38 связан с валом гидроусилителя 1,
а через зубчатые колеса 9, 12, 10, сателлиты 8, солнечное колесо
7 — с валом гидроусилителя 4, осуществляет обратную связь от
26
исполнительного механизма к приводу. Общее передаточное число
от вала гидроусилителя к оси качания кисти iK = 35. Общее
передаточное число от вала гидроусилителя к оси поворота привода
схвата ic = 24.
Для обеспечения связи кинематических цепей с датчиками
положения на муфтах гидроусилителей нарезаны мелкомодульные
зубчатые колеса, с которыми связаны двухступенчатые редукторы
5, 40. Выходные валы редукторов 5, 40 через муфты соединены
с валами датчиков положения 39 типа ППМЛ. Выбор зазора в ре-
дукторах 5, 40 осуществляют с помощью разрезных подпружинен-
ных зубчатых колес. Конструктивно приводы с передаточными
механизмами установлены на корпусе руки, а передачу движения
на шестигранные валы осуществляют с помощью шариковых муфт
передачи крутящих моментов. Шарики в направляющих 6 (см.
рис. 1.10) совершают перемещение по желобообразной дорожке.
На каждой грани шестигранного вала имеется по одному рабочему
ряду шариков. Шарики возвращаются по вкладышам 5, которые
привернуты к направляющим. Шестигранный вал базируется
в корпусе также на шариковых муфтах, конструкция которых
аналогична описанной.
Гидросистема предназначена для питания энергией масляного
потока гидравлических усилителей и привода цилиндра захвата,
а также выполняет функции очистки и стабилизации теплового
режима масла. В гидросистеме робота применен электрогидрав-
лический следящий привод на базе гидроусилителей крутящего
момента типа 2МГ18-2.
Гидросистема (рис. 1.12) снабжена двумя спаренными лопаст-
ными насосами 17 и 23, предохранительным клапаном 13, напор-
ными гидрораспределителями 28 и 24, обратными клапанами 14
и 19, фильтром грубой 15 и тонкой 20 очистки, пневмогидравли-
ческим аккумулятором 9, клапаном автоматической разгрузки 10,
управляемым обратным клапаном 29, теплообменником 25, мано-
метром 21, краном манометра 22 на шесть позиций, гидроусилите-
лями 1 и 2.
Гидроцепь цилиндра захвата состоит из редукционного кла-
пана 5, распределителя 4, гидроцилиндра 3, манометра 6 и крана
манометра 7. Гидравлическая аппаратура цепи цилиндра захвата
объединена в панель, которая установлена на руке. Функциональ-
ное назначение гидропанели — управлять рабЬтой цилиндра за-
хвата, встроенного в кисть, и обеспечить регулировку силы захвата.
Основным узлом гидропривода робота является гидростанция,
которая включает бак, насос, приводной электродвигатель,пневмо-
гидравлический аккумулятор, фильтры, теплообменник и конт-
рольно-регулирующую аппаратуру. Гидроаппаратура скомпоно-
вана на панели и установлена на верхней крышке бака гидростан-
ции. Гидроусилители крутящих моментов установлены в узлах
приводов механизмов, обеспечивающих движение манипулятора.
Соединение узлов и элементов гидросистемы осуществляют
27
Рис- 1.12. Схема гидросистемы робота «Универсал-15.01»
посредством трубопроводов (гибкого и жесткого), шлангов и вра-
щающихся коллекторов. Гидросистема робота имеет два режима
работы: режим разгрузки (или режим холостого хода) и рабочий
режим —режим работы гидроусилителей.
В режиме разгрузки масло, нагнетаемое насосами 17 и 23
через фильтр 15, обратный клапан 14, фильтр тонкой очистки 20,
подводится к гидроусилителям 1 и 2, пневмогидравлическому
аккумулятору 9, через редукционный клапан 5, распределитель
4 — к гидроцилиндру захвата 3 и по линии 8 — к клапану авто-
матической разгрузки 5. По достижении давления масла 637,6 X
X 104 Па в линии пневмогидравлического аккумулятора 9 золот-
ник клапана автоматической разгрузки 10 переместится в правое
положение, и линия И, которая соединяет надгрибковую камеру
предохранительного клапана 13 с клапаном 10 автоматической
разгрузки, соединится с баком. С падением давления в надгрибко-
вой камере предохранительного клапана 13 золотник клапана
переместится в верхнее положение, и масляный поток от насосов
17 и 23 по линии 12 через диафрагму, линию 26, теплообменник 25
будет сливаться в бак. В этом режиме насосы 17 и 23 перекачивают
масло через предохранительный клапан 13, диафрагму, тепло-
обменник 25 в бак с давлением, равным (98,1—147,15) 104 Па,
определяемым сопротивлением диафрагмы.
Минимальное давление масла в гидросистеме, равное (98,1 —
147,15) 104 Па, необходимо для поддержания в открытом положе-
нии управляемого обратного клапана 29,
28
В рабочем режиме пневмогидравлический аккумулятор питает
маслом гидроусилители, поэтому давление масла перед гидроусили-
телями 1 и 2 в гидравлической камере аккумулятора ниже давле-
ния настройки клапана автоматической разгрузки 10. В этом
случае разгрузка прекращается, предохранительный клапан пере-
крывает линию 12, и масло, нагнетаемое насосом 17, поступает
к гидроусилителям.
По линии 18 от насоса 17 масло поступает в полость управления
напорного гидрораспределителя 24 и открывает его, так как
напорный гидрораспределитель 24 отрегулирован на давление
масла ниже давления настройки предохранительного 13 клапана,
равного 98, ЫО4 Па. При этом насос 23 работает в режиме холо-
стого хода. Такая схема позволяет понизить потребляемую мощ-
ность, которая в данном случае полностью превращалась бы в теп-
ловую энергию и затрачивалась на нагрев масла. По магистрали 27
масляный поток поступает в камеру управления управляемого
обратного клапана 29 и поддерживает его открытым до включения
электродвигателя 16.
При работе гидросистемы в режиме, когда давление перед
гидроусилителями 1 и 2 падает ниже давления настройки напор-
ного гидрораспределителя 28, последний закрывается, и масляный
поток от насоса 23 через обратный клапан 19 смешивается с потоком
от насоса 17. Суммарный поток масла нагнетается к гидроусилите-
лям 1 и 2. Из гидроусилителей 1 и 2 отработанное масло через
напорный гидрораспределитель 28, управляемый обратный клапан
29, теплообменник 25 сливается в бак. Регулировочным винтом
напорного гидрораспределителя 28 можно отрегулировать давле-
ние подпора масла в сливных магистралях гидроусилителей 1 и 2.
Подпор масла в пределах (19,6—29,4) 104 Па на сливе гидроусили-
телей необходим для обеспечения бесшумной и устойчивой работы
при малых оборотах гидроусилителей.
При включении электромагнита распределителя 4 масло через
редукционный клапан 5 и распределитель поступает в поршневую
полость цилиндра захвата — происходит разжим; при обесточива-
нии электромагнита —зажим. Необходимую силу зажима заго-
товки можно обеспечить редукционным клапаном 5, устанавливая
давление в гидроцилиндре захвата по манометру 6.
При отключении электродвигателя 16 привода насосов 17 и 23
давление в линии 27 падает до нуля, и управляемый обратный
клапан 29 перекрывает слив масла из гидроусилителей 1 и 2.
В этом случае неуравновешенные массы механизмов манипуля-
тора уравновешиваются давлением масляного столба в сливных
магистралях, что предотвращает резкое падение неуравновешен-
ных механизмов.
Гидросистема манипулятора снабжена системой подогрева и
автоматикой для поддержания постоянной температуры масла.
Для быстрого подогрева применяют теплонагреватели суммарной
мощностью 7 кВт, которые способны нагреть масло в баке в течение
29
10 мин до рабочей температуры 388 К. Для поддержания постоян-
ной температуры в баке используют тепловые реле типа ТР-100.
Воздушный теплообменник, предназначенный для охлаждения
масла в гидросистеме, состоит из трех параллельно соединенных
масляных радиаторов ЗИЛ-157 и осевого вентилятора с приводным
электродвигателем. Для предохранения радиаторов от избыточного
давления, которое не должно превышать 24,5-104 Па, теплообмен-
ник снабжен предохранительным клапаном. Теплообменник спо-
собен отвести 4,1 кДж/с тепла при перегреве масла на 30° сверх
температуры окружающей среды и номинальном расходе масла.
Особенностью гидропривода робота является применение кла-
пана автоматической разгрузки, который разгружает гидроси-
стему, когда давление перед гидроусилителями поднимается выше
давления его настройки, что обеспечивает высокий КПД гидро-
системы.
Робот «Универсал-15.01» относится к роботам первого поколе-
ния, которые характеризуются тем, что работают по жесткому
циклу, записанному при его обучении. Обучение производят по
первому циклу путем последовательного проведения оператором
исполнительного органа ПР по опорным точкам в определенной
технологическими процессами последовательности. Запись цикла
осуществляют путем кодирования информации о положениях руки,
кисти, кодирования команд на технологическое оборудование,
выдержек времени и команд зажим-разжим на штекерном бара-
бане. Кадр записывается в двоично-десятичном коде. Запись
положения руки и кисти производят путем балансировки задаю-
щих потенциометров памяти СПУ по миллиамперметру, находя-
щемуся на панели управления.
При работе робота в автоматическом режиме разбаланс между
положением задатчика и датчика подается на входы плат управле-
ния приводами. В зависимости от величины разбаланса происходит
сдвиг фазы управляющего импульса, открывающего тиристоры
усилителей. Тиристорные усилители, открываясь, подают напря-
жение на якорную обмотку задающих двигателей СЛ-369 приводов
управления гидроусилителей. Двигатели, вращаясь, открывают
щель золотника гидроусилителя, который при этом отслеживает
задающее вращение двигателя и приводит во вращение кинемати-
ческие цепи степеней подвижностей манипулятора. Движение
происходит до тех пор, пока разбаланс между датчиком положения
и задатчиком не будет равен нулю. При подходе к нулю усилитель
привода подключает схему замедления скорости.
Разрешение на перевод барабана на следующую строку, а тем
самым на продолжение цикла, дает блок нуль-органа, который,
получая информацию от сравнивающих устройств усилителей
приводов, датчиков, команд, замыкает реле пуска двигателей
штекерного барабана. Барабан переводится в шаговом режиме на
следующую строку. При переходе на следующую строку происхо-
дит подключение задатчиков и команд к усилителям приводов и
30
панели коммутации, и процесс движения манипулятора и обра-
ботки команд повторяется.
Опыт эксплуатации промышленного робота и отработка узлов
показали, что для применения его в различных технологических
условиях необходимо создать на его базе ряд модификаций.
Разработка модификаций робота «Универсал-15.01» проводи-
лась в следующих направлениях: оснащение базовой модели робота
специальными устройствами, позволяющими применять его для
автоматизации таких технологических процессов, как горячая
штамповка, контактная и дуговая сварка; повышение технических
характеристик робота (точность позиционирования, быстродей-
ствие, объем памяти и т. д.); совершенствование конструкции
робота, направленное на повышение надежности и технологич-
ности изготовления. В табл. 1.1 приведены модификации робота
«Универсал-15.01» и их принципиальные различия.
Робот «Универсал-15.02» состоит из манипулятора и системы
программного управления. Робот может работать с двумя систе-
мами программного управления ПУР-2М и АПС-1. Размеры робота
«Универсал-15.02» показаны на рис. 1.5. При работе с СПУ АПС-1
силовой преобразователь привода вынесен в отдельный блок,
получивший наименование ЭПТ6-У15.
Робот «Универсал-15.02» имеет технические характеристики,
приведенные в табл. 1.1.
При разработке робота добились резкого (в 4—5 раз) уменьше-
ния трудоемкости изготовления манипулятора за счет совершен-
ствования конструктивных решений, включая применение ра-
циональных заготовок, уменьшения номенклатуры деталей и кре-
пежа. Компоновка робота «Универсал-15.02» идентична компоновке
робота «Универсал-15.01».
Большинство заготовок для деталей получено методами холод-
ной и горячей штамповки, литьем по выплавляемым моделям, что
обеспечивает минимум механической обработки. В узлы манипуля-
тора (привод механизма поворота, механизмы качания, выдвиже-
ния руки, ориентирующих движений) введена жидкая смазка
вместо консистентной. Значительно усовершенствована гидро-
система робота и кисть, что позволило повысить надежность их
работы и довести время работы робота на отказ до 300 ч.
Применение в качестве СПУ АПС-1 совместно с преобразова-
телем привода ЭПТ6-У15 позволило наряду с увеличением памяти
робота повысить жесткость и устойчивость привода.
В состав гидросистемы робота «Универсал-15.02» (рис. 1.13)
входят насос 22, приводимый во вращение электродвигателем 21,
предохранительный клапан 18, фильтр тонкой очистки 17, пневмо-
гидравлический аккумулятор 5, клапан автоматической разгрузки
15, распределитель 16, управляемый обратный клапан 4, воздуш-
ный теплообменник 3, гидрораспределитель 12, включения мано-
метра 8, 13, водяной теплообменник 1, включаемый через распре-
делитель 2, а также гидроусилители 6, 7. В магистрали цилиндра
31
Рис. 1.13. Схема гидросистемы робота «Универсал-15.02»
захвата установлены редукционный клапан 11, распределитель 10,
обратный клапан 9, гидрораспределитель включения манометра 8.
Гидравлическая аппаратура управления захвата объединена
в панель 24, которая установлена на корпусе руки и одновременно
является коллектором передачи энергоносителя к ней, а аппараты
управления гидропривода на панели 23.
Гидросистема имеет три режима работы: разгрузки или холо-
стого хода, рабочий, вспомогательный (для нагрева рабочей
жидкости).
Работа гидросистемы в режиме разгрузки. В режиме разгрузки
масло, подаваемое насосом 22, через фильтр 17 при давлении ниже
настройки предохранительного клапана 18 подводится к гидроуси-
лителям 6, 7, пневмогидравлическому аккумулятору 5, через
редукционный клапан 11 и распределитель 10 — к гидроцилиндру
схвата 25, а также к клапану автоматической разгрузки 15 и
обратному управляемому клапану 4. По достижении давления
637,5-104 Па в линии пневмогидравлического аккумулятора 5
золотник клапана автоматической разгрузки 15 переместится
в правое положение, соединив при этом управляющую полость
предохранительного клапана 18 со сливной магистралью 14, что
приведет к снижению давления в управляющей полости предохра-
нительного клапана 18. Золотник предохранительного клапана
откроется и соединит нагнетающую магистраль 20 насоса 22
со сливной магистралью 19. В этом режиме насос 22 перекачивает
32
масло через предохранительный клапан 18 с давлением (117,7—
176,6) 104 Па, определяемым гидравлическим сопротивлением
диафрагмы клапана разгрузки 15. Это давление обусловлено необ-
ходимостью поддержания в открытом состоянии управляемого
обратного клапана 4.
Режим работы гидроусилителей. В режиме работы гидроусили-
телей (при перемещении степеней подвижности манипулятора)
пневмогидравлический аккумулятор 5 при давлении, несколько
большем давления настройки автоматического клапана разгрузки,
питает гидроусилители 6, 7.
I,. При снижении давления ниже давления настройки клапана 15
его золотник отключает управляющую полость предохранитель-
ного клапана 18 от сливной магистрали 14, и масло от насоса 22
поступает к гидроусилителям 6, 7 и на подпитку гидропневмо-
аккумулятора 5. Масло из сливной полости гидроусилителей 6, 7
поступает через управляемый обратный клапан 4, открытый во
время работы насоса 22, теплообменник 3 в бак.
При включении электромагнита гидрораспределителя 10 масло
через редукционный клапан 11, настроенный на необходимую силу
зажима, поступает в поршневую полость гидроцилиндра схвата 25.
При этом происходит зажим. При обесточивании магнита распре-
делителя 10 происходит разжим. Обратный клапан 9 обеспечивает
подпор масла в штоковой полости гидроцилиндра схвата, что
создает продолжительный зажим транспортируемой заготовки
после отключения напряжения электрической сети. Для предотвра-
щения резкого падения неуравновешенных масс манипулятора при
аварийном выключении насоса 22 служит обратный управляемый
клапан 4.
Вспомогательный режим. Гидроаппаратура, примененная
в гидросистеме, может работать в диапазоне температур 283—
343 К, поэтому в гидросистеме предусмотрен прогрев масла за счет
перехода энергии масляного потока в тепло. Для этой цели в управ-
ляющую магистраль предохранительного клапана 18 включен
отсечной гидрораспределитель 16. При включении электромагнита
гидрораспределителя 16 перекрывается подвод масла к клапану
автоматической гидросистемы 15. При этом слив масла в бак
происходит при давлении настройки предохранительного клапана
(588,6 —637,6) 104 Па, и вся энергия масла переходит в тепло.
Происходит интенсивный нагрев масла. При температуре масла
314 К система автоматики манипулятора отключает магнит гидро-
распределителя 16, и работа гидросистемы происходит в одном из
двух описанных ранее режимах.
Для поддержания рабочего интервала температуры масла
314—328 К использованы тепловое реле ТР-200 и терморегулятор
ПТР-2-05. Через контакты теплового реле ТР-200 разрывается цепь
питания электромагнита гидрораспределителя 16 и включается
лампочка индикации на силовом электрошкафу манипулятора.
При достижении температуры 328 К замыкаются контакты термо-
2 Шифрин я. А. и др. 33
регулятора ПТР-2-05, что дает сигнал на включение контактора
электродвигателя вентилятора воздушного теплообменника и на
отключение электромагнита гидрораспределителя 2 водяного теп-
лообменника. При температуре масла ниже 328 К электромагнит
распределителя 2 включен, и доступ воды в водяной теплообменник
прекращается.
На рис. 1.14 показана кисть робота [А. с. № 598749 (СССР)].
В ее конструкции устранены такие конструктивные недостатки,
присущие кисти робота «Универсал-15.01», как выход из строя
защитной ленты при попадании на нее стружки, сложность регу-
лировки конических колес, большое число и масса перемещаю-
щихся деталей, значительная длина кисти. Это обеспечило повыше-
ние динамических качеств ориентирующих движений.
В разъемном литом корпусе 1 в стаканах 15, 17 установлены
входные конические колеса 2, 16, 14. Вал 6 качания кисти располо-
жен в подшипниках 9. На валу 6 на плавающих подшипниках уста-
новлены два блока конических колес 10, с которыми кинемати-
чески связано выходное зубчатое колесо И вращения кисти.
В центральной части вала 6 имеется расточка, в которую помещен
шток-поршень 12 привода схвата. Подвод масла осуществляется
34
по сверлениям в валу 6 от коллекторов 5, расположенных на кон-
цах вала и жестко связанных с корпусом 1. Выходное зубчатое
колесо 11 установлено на роликовых подшипниках, которые закреп-
лены на крышке цилиндра 13. Пружинная стальная лента 7
закрывает проем в корпусе 1. В центральной части она имеет
отверстие, которое закрывается резиновым уплотнением. Ленту
крепят к кронштейну 8 и убирают в кожух 4. Регулировку необ-
ходимой длины ленты осуществляют поворотом валов 3, которые
контрятся после окончания регулировки. Другие узлы идентичны
описанным узлам робота «Универсал-15.01», однако детали, входя-
щие в эти узлы, более технологичные.
Робот «Универсал-15.03» . Опытно-промышленная эксплуата-
ция робота «Универсал-15.01» на автоматизированных участках
горячей штамповки металлургических заводов потребовала дора-
ботки его узлов. Главными технологическими требованиями, кото-
рые были реализованы в конструкции робота, являются повышение
быстродействия на 30—40 %; увеличение радиального хода руки
до 1400 мм; оснащение привода схвата системой, обеспечивающей
удержание горячей заготовки во время осадки; установка фото-
датчика, контролирующего наличие горячей заготовки на исходной
позиции транспортера; обеспечение нормального теплового режима
гидросистемы в условиях повышенных температур; защита узлов
в условиях повышенной запыленности от попадания горячей
окалины.
Созданный при реализации указанных технических требований
робот получил наименование «Универсал-15.03» (рис. 1.15).
1,15, робот"! «Универсал-15.03
2*
35
Рис. 1.16. Компоновка и ра-
бочая зона робота <Унавер-
сал-15.03»
Компоновка и ра-
бочая зона робота
показаны на рис.
1.16. Техническая
характеристика робо-
та «Универсал-15.03»
приведена в табл.1.1.
Компоновка и конструк-
ция узлов манипулятора ро-
бота идентичны компоновке
манипулятора робота «Уни-
версал-15.01». Механизм по-
перечного сдвига 1 (рис. 1.16)
повернут на 1,57 рад, и ось
движения его кареток совпа-
дает с осью направляющих
руки. Это обеспечило увели-
чение радиального хода руки
до 1400 мм. Между корпусом руки и кожухом механизма сдвига
установлен фартук из асботкани 4. Направляющие механизма
сдвига закрыты металлическими фартуками. На корпусе руки уста-
новлен на кронштейне фотодатчик 3. Для обеспечения охлажде-
ния масла в бак вместо теплонагревателей встроен трубчатый
теплообменник. Электроразводка кабелей заключена в металло-
рукава. Панель управления схватом 2 обеспечивает удержание
заготовки при ее осадке.
На рис. 1.17 показана схема привода схвата, обеспечивающая
удержание его заготовки во время осадки. Необходимость такого
привода диктуется несколькими причинами. Из-за неровностей на
торцах заготовки от вибраций при штамповке ее вертикальная ось
отклоняется на величину, превышающую в несколько раз допусти-
мое значение. Оставление заготовки на площадке осадки увеличи-
вает время цикла и снижает надежность правильного захвата
заготовки. При осадке заготовки ее диаметр увеличивается в не-
сколько раз за время, равное долям секунды. При этом сила схвата
должна быть минимальной, а в приводе схвата должны быть устрой-
ства, предохраняющие его механическую часть от динамических
нагрузок.
Зажим заготовки происходит под действием подачи масла под
давлением 588,6-104 Па в штоковую полость цилиндра /. При этом
электромагниты Э1, Э2 распределителей 4, 3 обесточены.
При движении ползуна пресса вниз от реле пресса включается
электромагнит Э2. При этом магистраль давления заперта, штоко-
вая полость цилиндра 1 соединяется со сливом, понижая силу
36
рис. Схема привода схвата рукн
робота
занимает левое положение,
пресса поступает команда
схвата до минимума. При
прессовании под воздействием
изменения формы заготовки
поршень цилиндра 1 резко
перемещается вправо. Порш-
невая полость цилиндра /
пополняется маслом из ци-
линдра 2, поршень которого
окончании прессования от,
включение зажима (Э2 выключается). Деталь зажимается
давлением 588,6-101 Па, и робот перемещает деталь в ручей штампа.
Захват разжимается за счет подачи давления в штоковую полость
цилиндра 1 и слива из поршневой полости. Это обеспечивается
включением электромагнита Э1.
Робот «Универсал-15.04». Задачи совершенствования тех-
нологических возможностей робота в части увеличения точности
до ±1 мм, памяти при многостаночном обслуживании, быстродей-
ствия, возможности работы с тарой и т. д. обусловили необходи-
мость разработки ПР с большими технологическими возможно-
стями, для которого была создана система программного управле-
ния УПМ-772. В манипуляторе была изменена измерительная
система и введены кодовые датчики положения. Такая модифика-
ция получила наименование «Универсал-15.04» (рис. 1.18). Его
При
над
под
Рис. 1,18. Робот <Универсал-15.04»
37
Рис. 1.19. Установка кодо-
вого датчика
компоновка и рабочая зона совпадают с компоновкой и рабочей
зоной робота «Универсал-15.01» (см. рис. 1.5).
Робот «Универсал-15.04» имеет технические характеристики,
приведенные в табл. 1.1. Учитывая высокие требования по точ-
ности, в качестве датчика был выбран пятнадцатиразрядный ко-
довый датчик.
Высокие требования по точности и устойчивости привода
обеспечены тем, что при создании измерительной системы исклю-
чены из кинематической цепи к датчику зазоры и влияние недоста-
точной жесткости механической системы. Поэтому установка всех
датчиков была максимально приближена к выходному валу гидро-
усилителя, что обеспечивает жесткую передачу без зазоров. На
рис. 1.19 показана установка датчика на механизме поперечного
сдвига, которая является унифицированной для всех координат
робота.
Гидроусилитель 1 закреплен на корпусе 14. На валу гидроуси-
лителя установлена муфта 15, состоящая из двух полумуфт и кре-
стовины. На полумуфте, которая установлена на валу гидроусили-
теля, расположен шкив 16, передающий через зубчатый ремень 13
движение на приводной шкив 11, смонтированный на валу 10.
Вал 10 установлен в подшипниках 9, которые находятся в проме-
жуточном корпусе 8. Корпус 8 при помощи винтов закреплен на
кронштейне 12. Для выбора мертвого хода в ременной передаче,
в кронштейне 12 имеются пазы для винтов, ввинченных в корпус 8,
что позволяет перемещать этот корпус относительно кронштейна
12. К торцу корпуса 8 прикреплен стакан 7, на который установлен
кодовый датчик 5. Соединение вала датчика с валом 10 происходит
при помощи муфты 6, состоящей из полумуфт 2, 17. На полумуфте
7 установлен штифт 3, который пластинчатой пружиной 4 прижи-
мается к плоскости полумуфты 2. Такая конструкция позволяет
исключить мертвые ходы в муфте.
Робот «Универсал-15.05» (рис. 1.20) предназначен для авто-
матизации технологических процессов дуговой сварки. Техниче-
ская характеристика робота приведена в табл. 1.1. В роботе были
реализованы следующие технологические требования: число степе-
ней подвижности — 6; точность обработки траектории ±0,5 мм;
диапазон скоростей сварки 10-60 м/ч со стабильностью не ниже
38
чем ±5 %; транспортная скорость 250 мм/с; основной тип выпол-
ненных швов — однопроходный или многопроходный валиковый
шов в тавровых соединениях или соединениях внахлестку при
толщине свариваемых соединений 2—10 мм; форма и простран-
ственное положение шва — П-образный или замкнутый контур
с плавными переходами; минимальный радиус переходов 5—7 мм;
наклон плоскости шва — до 1,29 рад к горизонтальной плоскости;
метод сварки — сварка плавящимся электродом в среде углекис-
лого газа; положение сварочной горелки относительно сваривае-
мых элементов — по биссектрисе угла свариваемых элементов
с отклонением от номинального положения 0,322 рад; сварочная
головка имеет устройство для поперечных колебаний электро-
да с регулируемой амплитудой 0—8 мм и регулируемой частотой
колебаний 0—15 Гц.
В качестве базовой модели при создании робота «Универ-
сал-15.05» был принят робот «Универсал-15.04». По сравнению
с базовой моделью произведены следующие изменения: уменьшены
максимальная скорость движения в 4 раза и диапазон перемещения
руки с 21,9 до 1,29 рад.
Уменьшение максимальных скоростей движения достигнуто за
счет увеличения передаточного отношения в приводах управления
гидроусилителей, что обеспечило работу управляющих электро-
двигателей в достаточно устойчивом диапазоне оборотов. Уменьше-
ние диапазона движения руки по повороту вызвано тем, что сварка
деталей производится в основном при угле поворота не более
1,2 рад, что позволило существенно увеличить точность по этой
39
Рис. 1.21. Компоновка и рабочая зона робота «Универсал-60.01»
координате. На выходной фланец кисти установлена горелка
с механизмом колебания электрода. Механизм колебания электрода
позволяет осуществлять перемещения электрода перпендикулярно
оси руки с частотой 0—15 Гц при амплитуде до 5 мм. На корпусе
руки установлен механизм подачи электрода, связанный с горел-
кой гибким шлангом. Механизм обеспечивает подачу электродной
проволоки с регулируемой скоростью 28—165 мм/с.
Робот «Универсал-60.01» предназначен для обеспечения меж-
станочного транспортирования деталей и заготовок массой до
60 кг. Техническая характеристика робота «Универсал-60.01»
приведена в табл. 1.1, а его компоновка и рабочая зона — на
рис. 1.21. Компоновка манипулятора робота идентична компоновке
робота «Универсал-15.01»; гидростанция, механизм поворота,
приводы поворота, механизм поперечного сдвига, проставок явля-
ются унифицированными с роботом «Универсал-15.01». Механизм
перемещения руки робота в вертикальной плоскости по сравнению
с роботом «Универсал-15.01» усилен (увеличены диаметр винта
40
шариковинтовой передачи с 40 до 60 мм, поперечные размеры шар-
нира крепления корпуса гайки шариковинтовой передачи).
Кинематическая схема ориентирующих движений робота иден-
тична кинематической схеме робота «Универсал-15.01»,за исключе-
нием того, что вместо планетарных редукторов применены ци-
линдрические прямозубые редукторы, увеличено передаточное
число кинематических цепей (передаточное число на качание кисти
tK = 44, передаточное число на вращение кисти iK = 39), передаю-
щие связи к кисти выполнены в виде квадратных валов и не
являются несущими. На рис. 1.22 показано конструктивное
исполнение руки робота.
В корпусе 1 установлена каретка 2 корытообразной формы,
к переднему торцу которой прифланцована кисть 3 с расположенным
на выходном ее фланце захватом 4. Каретка 2 сбазирована в кор-
пусе руки следующим образом. Передняя опора показана на
разрезе А—А. Нижняя база каретки опирается на шейки вала,
который закреплен в расточках корпуса J на подшипниках 5.
Верхняя база каретки опирается на два ролика, зафиксированных
через подшипники на оси 6. Ось 6 закреплена в вилке 7, которая
находится в расточке каретки корпуса 1. Выбор зазора осуществля-
ется при помощи компенсатора 8. Задняя опора каретки показана
на разрезе Б—Б . Нижняя база каретки 2 установлена на двух
роликах 9, которые закреплены через радиальные подшипники на
Рис. 1.22. Рука робота «Универсал-60.01 \
осях 10, зафиксированных в расточках корпуса 1. Верхняя база
каретки 2 установлена на шейках вала 11, закрепленного через
радиальные подшипники в стаканах 12, имеющих эксцентриситет,
при помощи которого выбирается зазор. В боковом направлении
каретка 2 фиксируется при помощи четырех опор качения, которые
закреплены в корпусе 1.
На корпусе 1 установлены механизмы ориентирующих движе-
ний, состоящие из приводных гидроусилителей 2МГ18-22 13,
которые прифланцованы к дифференциальному редуктору 14.
Дифференциальный редуктор 14 через муфту связан с переходным
редуктором 15, нижняя часть которого входит вместе с установлен-
ными в ней шариковыми муфтами передачи крутящего момента и
квадратными валами, передающими движение к кисти, внутрь
каретки 2. Шариковые муфты передачи крутящего момента по
конструкции идентичны муфтам робота «Универсал-15.01». К бо-
ковым стенкам корпуса 1 прикреплены цапфы 16, 17, которые через
подшипники 18 установлены в кронштейне 19, закрепляемом на
верхнем торце проставка. В корпусе 1 имеется расточка, в которой
расположена втулка 20 для крепления шарнира вилки механизма
качания руки 21.
На разрезе В—В показано устройство затяжки торсиона.
Левая сторона торсиона 22 с помощью квадрата соединяется со
средним валом дифференциального редуктора 23, а правая с по-
мощью квадрата и гаек с правой 24 и левой 25 резьбами замыкается
на вал 26 переходного редуктора. Для увеличения жесткости кине-
матической цепи и уменьшения вредного влияния торсиона на
левом конце вала 26 имеется конус, который натяжением гайки 27
муфты 28 после выбора зазора при помощи торсиона исклю-
чает его из кинематической цепи, заменяя более жестким ва-
лом 26.
На разрезе Д—Д показан механизм выдвижения кисти, пред-
назначенный для сообщения прямолинейного движения исполни-
тельному органу руки—кисти. Движение от гидроусилителя 35,
муфту, конические зубчатые колеса 28, 29 передается на выходной
вал 30, который передает движение на два соосно расположенных
зубчатых колеса 31, 32, находящихся в зацеплении с рейкой 33,
установленной на нижней плоскости каретки руки. Внутри выход-
ного вала расположен торсион 34, который одним своим концом
связан с зубчатым колесом 32, а другим с втулкой 36. Втулка 36
имеет два радиально запрессованных пальца 37, которые контакти-
руют с наклонными пазами стакана 38, связанного при помощи
штифта 39 с выходным валом 30. Торец втулки 36 контактирует
с толкателем 40, который связан со стаканом 38 по резьбе. Торсион
служит для выбора люфта в зацеплении. Выбор люфта осуще-
ствляется нажатием толкателя 40 на втулку 36, которая, пере-
мещаясь, поворачивает торсион 34. Винт 41 служит для контровки
торсиона в заданном положении. Датчик положения устаиовлен^на
нижнюю плоскость корпуса руки.
42
Рис. 1.23. Кисть робота «Универсал-60.01»
А-И
На рис. 1.23 показана кисть |А. с. № 621572 (СССР)], которая
предназначена для обеспечения перемещения захвата в двух
взаимно перпендикулярных направлениях и смены захвата в авто-
матическом режиме.
В разъемном алюминиевом корпусе 1 помещены три входных
конических зубчатых колеса 2, 3, 4. Зубчатые колеса 2, 4 передают
движения на блоки зубчатых колес 6, 23, установленные на валу 24
качания кисти. Вал 24 установлен в корпусе 1 на подшипниках 25.
В центральной части вала 24 имеется расточка, в которую помещен
поршень 26 гидроцилиндра привода захвата. Подвод энергоноси-
теля к цилиндру осуществляется по отверстиям в вале 24 н в кол-
лекторах 5, одновременно служащими крышками, фиксирующими
вал 24 в осевом направлении. К переднему торцу вала 24 прикреп-
лена крышка 7, имеющая уплотнения для штока поршня 26.
На крышке 7 на конических роликовых подшипниках 8 установ-
лено зубчатое колесо 22, связанное с блоками зубчатых колес 6, 23.
К торцу зубчатого колеса 22 привернут фланец 21 сменных захва-
тов, которые могут устанавливаться на него в автоматическом
режиме.
Закрепление захвата на выходном фланце 21 происходит сле-
дующим образом. Шлицеобразные выступы фланца 21 входят во
впадины пояска обоймы 20 захвата. Центрирование захвата обеспе-
чивают штыри 10, запрессованные во фланец 21, которые заходят
в отверстие корпуса 11. После этого фланец 21 поворачивают по
программе на 0,785 рад (45°) относительно обоймы 20. Обойма 20
фиксируется в таре штифтом 9. Прижим схвата к фланцу 21
осуществляется пружинами 18, действующими на толкатель 19.
Зажим заготовки в захвате обеспечивается действием штока
поршня 26 на толкатель 15, имеющий пазы, в которых шарнирно
закреплены серьги 12, 13, шарнирно соединенные с вилками 14, 17.
43
Рис. 1.24. Робот <Универсал-60.02>
Сила, передаваемая штоком поршня через рычажную систему,
обеспечивает параллельное движение губок 16 и зажим заготовки.
Одновременно реактивная сила, возникающая между обоймой 20 и
фланцем 21, обеспечивает надежное соединение захвата с ки-
стью.
Робот для контактной точечной сварки «Универсал-60.02» .
Необходимость разработки специализированного робота для кон-
тактной точечной сварки определялась несколькими причинами.
Применяемые для автоматизации контактной точечной сварки
многоэлектродные машины не допускают быстрой переналадки при
переходе с одного изделия на другое.
Труд сварщика, управляющего вручную сварочным пистолетом,
требует больших затрат мускульной энергии, концентрации
внимания, что делает его тяжелым, а наличие неблагоприятной
для здоровья человека среды — вредным.
Анализ технологических процессов контактной сварки в от-
расли выявил необходимость внедрения более 200 роботов, что
позволит подойти к решению комплексной автоматизации этого
процесса. Основные технические требования к ПР для контактной
точечной сварки следующие:
Число степеней подвижности .... Не менее 6 при трехстепенной кисти
Грузоподъемность..............Не менее 40 кг
Точность позиционирования .... ±1 мм
44
Скорости перемещений...........Не менее 50 мм за 0,5 с,' 500 мм за 2 с,
1000 мм за 3 с
Обучение.......................Путем неоднократного выполнения про-
граммы при поломке ручного пульта
Наличие памяти системы программно- С 200—1000 точками позиционирования
го управления .................
Робот для контактной сварки, получивший наименование
«Универсал-60.02», показан на рис. 1.24, а его компоновка и ра-
бочая зона на рис. 1.25. В состав робота'входят манипулятор,
устройство программного управления УПМ-772, блок усилителей
привода, блок включения питания, сварочное оборудование.
Сварочное оборудование состоит из шкафа управления, транс-
форматора, кабелей, клещей. Технические характеристики ро-
бота «Универсал-60.02» приведены в табл. 1.1.
Высокие технические требования к жесткости механической
системы и к высокой надежности его узлов были обеспечены тем,
что манипулятор был создан на базе манипулятора «Универ-
сал-60.01». Основные узлы манипулятора: гидростанция, меха-
низм поворота, механизм поперечного сдвига, проставок, рука,
механизм выдвижения кисти являются унифицированными с ро-
ботом «Универсал-60.01».
Конструкция измерительной системы и системы автоматики
унифицирована с роботом «Универсал-15.04».
К приводу робота для контактной сварки предъявляют повы-
шенные требования в отношении точности и быстродействия.
Это связано с особенностями технологического процесса точечной
сварки, специфика которого заключается в пошаговом перемеще-
нии и точном позиционировании сварочных клещей вдоль свари-
ваемого контура. При этом требуется осуществлять до 60 пере-
мещений в минуту рабочих органов манипулятора при точности
± I мм.
Основной задачей привода является обеспечение малых
перемещений с высоким быстродействием. Средняя величина этих
перемещений 40—50 мм. Время отработки одного перемещения
не должно превышать 0,3—0,5 с. Этими величинами определя-
ются требования к динамическим характеристикам следящего
привода и к качеству переходных процессов отработки пере-
мещений.
Задача создания привода с требуемыми характеристиками ре-
шена на основе использования цифрового устройства управле-
ния УПМ-772, кодовых датчиков положения с разрешающей спо-
собностью 215 и следящих гидрораспределителей, использованных
в качестве управляющих элементов для гидродвигателей мани-
пулятора.
Силовой привод координат робота, кроме третьей степени
кисти (вращение клещей), состоит из гидромотора и следящего
гидрораспределителя типа сопло-заслонка. Следящие гидрорас-
45
Рис. 1.25. Компоновка и ра-
бочие зоны робота «Уиивер-
сал-60.02»
пределители при-
фланцованы к гидро-
двигателям через па-
нели, в которых име-
ются сдвоенные кла-
паны, предохраняю-
щие гидромотор от
перегрузок при рез-
ком закрытии гидрораспре-
делителя.
Для связи устройства про-
граммного управления с сер-
возолотниками служит блок
усилителей привода, блок-
схема которого показана на
рис. 1.26.
Блок усилителей осуще-
ствляет усиление сигнала
управления по мощности, нелинейную коррекцию сигнала уп-
равления, подачу осцилляции на гидрораспределитель, стабили-
зацию по скорости, световую индикацию отработки управляющей
программы по координатам.
Техническая характеристика блока усилителей
Число координат........................................ 7
Максимальная величина управляющего напряжения, В . . 6
Номинальное входное сопротивление, кОм................ 10
Номинальная сила тока на выходе, мА................... 60
Потребляемая мощность, Вт ............................ 50
Блок усилителей включает в себя источник питания, усили-
тель, схему дешифрации признаков СДП, схему стабилизации
ползучей скорости ССПС, генератор опорной частоты ГОЧ.
В режиме обучения блок усилителей выполняет функцию уси-
ления сигнала управления и подачи осцилляции на гидрораспре-
делитель. В режиме автоматической работы из-за недостаточной
чувствительности гидромеханической системы рабочий орган не
отрабатывает малых сигналов управления, поэтому в автомати-
ческом режиме применяют нелинейную коррекцию сигнала. Для
этого используют признаки движения и направления, выдавае-
мые СПУ.
Дешифрация этих признаков осуществляется схемой дешифра-
ции, расположенной на плате входной логики. Сигнал с СДП
поступает на ССПС, расположенную на плате стабилизации,
46
рис. 1.26. Блок-схема привода
где формируется величина начальной
установки. Обратная связь по скоро-
сти в блоке усилителей БУ органи-
зуется следующим образом. В зави-
симости от скорости перемещения
рабочего органа меняется частота
смены значения (0 или 1) младшего
разряда кодового датчика. Эта ча-
стота модулирует начальную уста-
новку по ширине, и модулирован-
ный сигнал с ССПС поступает на вход
усилителя. ГОЧ служит
одновременно для подачи осцилляции и обеспечения работы
ССПС. Уровни начальной установки и осцилляция регули-
руют потенциометрами, расположенными на платах стабили-
зации. В каждом канале БУ имеют подстроечные потенцио-
метры для установки нуля и регулирования коэффициента уси-
ления и глубины обратной связи ОС по тону. На плате входной
логики выведены семь индикаторных ламп для контроля функцио-
нирования комплекса.
На рис. 1.27 показана трехстепенная кисть, которая предна-
значена для обеспечения сварочному инструменту (клещам)
движения в трех взаимно перпендикулярных направлениях.
Движение от входных конических колес 1 передается на блоки
конических зубчатых колес 2, установленных на подшипниках 3
на оси качания кисти 4. В центре оси качания 4 имеется расточка,
в которой расположен коллектор 5 передачи энергоносителя к при-
воду вращения клещей. На нем на подшипниках качения 7 уста-
новлено входное зубчатое колесо кисти 6. Зубчатые колеса испол-
^ис. 1.27. Редуктор трехстепенной кисти
47
нительного механизма кисти установлены в разъемном корпусе 9.
Для предотвращения от попадания внутрь кисти пыли щель кор-
пуса закрыта двумя шторками 8, выполненными из пружинной
ленты. На фланец 10 выходного зубчатого колеса установлена
третья степень кисти, состоящая из квадранта 18, датчика поло-
жения 16, шарнира 11, на торце которого закрепляют сварочные
клещи.
С шарниром И жестко связан шкив 17, который через зубча-
тый ремень 12 передает движение шкиву 13, закрепленному на
валу 14. Вал 14 закреплен в подшипниках, находящихся в кор-
пусе 15, и связан с датчиком положения через муфту, исключаю-
щую наличие мертвого хода. Фланец 10 выходного зубчатого
колеса унифицирован с фланцем шарнира 11, что обеспечивает
возможность крепления клещей непосредственно на фланец 10.
Такая кисть имеет две степени подвижности, а робот — шесть.
1.3. РОБОТ МОДУЛЬНОГО ТИПА РПМ-25
Широкое распространение получили разработки модуль-
ных роботов, т. е. роботов, представляющих собой совокупность,
систему конструктивных модулей. Под конструктивным модулем
понимают функционально и конструктивно независимую единицу,
которую можно использовать индивидуально и в различных ком-
бинациях с другими модулями. Каждый модуль — это закончен-
ный машинный агрегат, содержащий как обычные приводные сред-
ства и механизмы, так и энергетические и информационные ком-
муникации, обеспечивающие одну или несколько степеней под-
вижности робота.
На рис. 1.28 показана система модулей робота РПМ-25, кото-
рая включает два модуля межпозиционных перемещений, шесть
модулей, осуществляющих движения переноса, и три модуля ори-
ентирующих движений. Кроме этих основных модулей, в систему
входят операционные механизмы, а также модуль неподвижного
основания. В число модулей межпозиционных перемещений вхо-
дят два модуля подвижного основания: в напольном Т и в подвес-
ном Тм исполнении. Модули движений переноса включают в себя
три однокоординатных модуля прямолинейных перемещений, два
однокоординатных модуля вращательных перемещений и один
двухкоординатный модуль — модуль двойного качания. Модули
прямолинейных перемещений представлены модулем поперечного
сдвига С, который может устанавливаться либо на модуль пово-
рота, либо на модуль неподвижного основания; модулем подъема П,
который может устанавливаться на модули неподвижного и под-
вижного (напольный вариант) оснований, на модули попереч-
ного сдвига и
служащим для
который может
модули.
поворота; модулем радиального хода РХ,
прямолинейного перемещения руки робота,
устанавливаться на все упомянутые ранее
48
Комбинация из трех модулей прямолинейного перемещения
позволяет получить компоновку робота РПМ-25, работающего
в декартовых координатах.
Однокоординатные модули вращательных движений включаютв
себя: модуль поворота В, осуществляющий поворот относительно
вертикальной оси (он может устанавливаться на модули непод-
вижного и подвижного оснований и модуль С) и модуль качания К,
осуществляющий поворот относительно горизонтальной оси (он
может устанавливаться на модули неподвижного и подвижного
оснований (оба варианта), модули С и В).
Двухкоординатный модуль двойного качания Д предназначен
для создания компоновок робота с антропоморфной шарнирной
структурой. Он может устанавливаться на модули неподвижного
и подвижного оснований, модули С и В.
Модули ориентирующих движений представлены тремя видами
Рук: с одной Р1г двумя Р3 и тремя. Р3 степенями подвижности.
49
Все эти руки имеют унифицированные посадочные места, которые
стыкуются с модулями Д и РХ. Кроме того, модули Р1( Р2,
Ра посредством специальных переходников могут устанавливаться
на модули К, В, П, С, Т и Тм.
Кроме перечисленных выше одиннадцати основных модулей,
система включает вспомогательные модули, к которым относится
неподвижное основание с системой подготовки воздуха Н и три
модуля операционных механизмов, включающих в себя одинар-
ный с?! и двойной 32 захваты, а также захват с поперечным сдви-
гом ЗС. Модули операционных механизмов стыкуются непосред-
ственно с конечными звеньями модулей Рт, Р2 и Р3.
Привод основных движений робота РПМ-25 — электрический,
постоянного тока, следящий, с обратной связью по положению
и по скорости. В качестве исполнительных двигателей исполь-
зуют электродвигатели постоянного тока МИ2 мощностью 2 кВт
и 4МИ12 мощностью 980 Вт. Тиристорное преобразовательное
устройство ЭПТ-9М расположено в отдельной от манипулятора
стойке. Привод операционных механизмов — пневматический.
Подвод воздуха под давлением осуществляется через стыковочные
поверхности модулей.
Промышленный робот РПМ-25 выпускается с двумя типами
позиционных систем программного управления: аналоговой
АПС-1 и числовой УПМ-772. В первом случае модули основных
движений оснащают аналоговыми датчиками обратной связи
по положению — многооборотными потенциометрами ППМЛ. Во
втором случае используют кодовые 15-р азрядные датчики обратной
связи.
Технические характеристики модулей основных движений
приведены в табл. 1.2.
Компоновка модульного робота содержит от одного до шести
основных модулей. В такой компоновке может быть до восьми
независимых приводов. В соответствии с этим каждый модуль
имеет входные и выходные элементы электрических разъемов,
в каждом из которых находятся восемь условных групп контак-
тов (по одной группе на каждый привод робота). Приводам даны
порядковые номера, и они соединяются с соответствующими
по номерам группами контактов входного элемента электрического
разъема. Номера приводов модуля двойного качания дублируют
номера приводов модулей качания и радиального хода. Это оз-
начает, что модуль двойного качания не может быть применен
в одной компоновке с модулями качания и радиального хода.
Дублируются также номера приводов модулей Т, Тм и С. В ка-
ждом модуле контакты входного элемента разъема, не связанные
с приводами данного модуля, связаны с помощью гибкого электри-
ческого кабеля с соответствующими контактами выходного эле-
мента разъема и, таким образом, служат для передачи энергии
и информации к последующим модулям. Такая система разъемов
позволяет подключать к системе управления любой из десяти ос-
50
1.2. Технические характеристики основных движений робота РПМ-25
Точность позиционирования с кодовым датчиком Vsd c0I — <£} LO Ю (n I I о 1 I О* * 1 О 1 0*0*0*0 0* О О* о* 1
WWrp ю ю -Л -1 1 1 1 1 II 1 s оо о
с аналоговым । 1 датчиком j 1 fled c01=h lO оо I [ СЧ 1 ОО о, f О 1 1 О 1 о'о^’^сч —"сч сч* ’
ww— 1 O-S- 1 S 1 1 1 1 1 II 1 3
w-н 'эйохгчя ен хнэиои у1чнч1генииоц О О ООООЮ О1Л о о ( { о | о о г- и? сч т сч г- i оо 1 1 u5 1 оо —< сч —. сч — — 1 СЧ — СЧ
w-ц ‘эйохна вн ВГИЭ КВИЧЬ’ВИИКОН illi i i i i и i f lO СЧ СО 1
Скорость перемещения 1 модуля Э/И ) o-S-12’ I I ) I ) и i 3
o/tfgd r-^ co О Tf* < । t"- । lO lO t~— lO Г"” lO U"3 i СЧ 1 < О ’ —* О* СЧ* —* CO* —* CO* СЧ* I
Пределы перемещения модуля w ‘OHMirV OU 1 o-S I 3 И 1 1 1 II 1 2
tied ‘eiodoaou Ли J А оц in CO *$< co j । О > O0~co —I to 1 1 -J" 1 —Г <£> co О CO* О OD 1
Степень подвижности Вперед-назад Вверх-вниз Вращение Сгибание Вращение конечного звена Сгибание Вращение конечно- го звена i 1
1 Наименование модуля 1 Модуль поворота . Модуль подъема | Модуль поперечного сдвига Модуль качания Модуль радиального хода Модуль двойного качания Рука с тремя степенями под- вижности Рука с двумя степенями под- вижности Рука с одной степенью под- вижности (грузоподъемно- стью 100 кг) Основание подвижное (на- польный вариант) 1
Сим- вол с£ еГ «Г Ь.
51
новных модулей одним и тем же соединительным кабелем, а также
соединять между собой модули в любом порядке без проведения
каких-либо дополнительных работ, кроме сочленения стыковоч-
ных поверхностей и электрических разъемов.
На рис. 1.29 показаны возможные варианты соединения моду-
лей в виде трех деревьев, в основании которых находятся’модули
Н, Т и 7М. Эти деревья содержат всего 50 вариантов компоно-
вок, причем модули рук учитываются одним элементом Р. При
учете возможности применения разных модулей рук число ва-
риантов возрастает до 150. На рис. 1.30 показаны примеры раз-
личных компоновок робота РПМ-25.
Рассмотрим конструктивные особенности модулей. Модули
прямолинейных перемещений С, П и РХ (см. рис. 1.28) выпол-
нены на основе планетарных роликовых винтовых передач ка-
чения [6, 39], преимуществами которых по сравнению с шарико-
винтовыми передачами являются более высокая жесткость и не-
сущая способность, а также возможность работы с более высокой
частотой вращения, что существенно для роботов с электроприво-
52
дом. В качестве направляющих в модулях С и П применены ци-
линдрические скалки с шариковыми сепараторами, аналогичные
применяемым в механизме 'сдвига робота «Универсал-15.01».
В модуле РХ применяются направляющие ролики, закрепленные
в базовом корпусе, по которым перемещается подвижное звено
модуля, выполненное из стандартного прокатного уголка. Этим
достигается компактность и легкость конструкции модуля. В мо-
дуле П для частичного уравновешивания нагрузки используется
установленный вертикально телескопический пневмоцилиндр. В це-
лях предотвращения аварийных ситуаций при отключении при-
вода, а также для облегчения процесса обучения робота в модулях
П и РХ применены механические самотормозящие муфты ди-
скового типа. В модулях, обеспечивающих вращательные движе-
ния, а также в модулях Т и Ты использованы комбинированные
червячно-зубчатые редукторы.
Первая ступень редуктора (червячная) обеспечивает такие
положительные качества, как бесшумность работы при высоких
оборотах двигателя; возможность самоторможения в случаях,
когда это необходимо; возможность получения модификаций ро-
бота для специального применения (например, для дуговой сварки)
с повышенным передаточным числом за счет изменения числа за-
ходов червяка. Так, например, в основном исполнении модулей
В и Р применяют четырехзаходные червяки. Те же модули,
Примеры компо-
рис. 1.30. . . ___
новой робота РПМ-25:
а — компоновка
Я—С—В—П—РХ—Р3 — Зв
б — компоновка Тм—РХ—
Р2—32; в — компоновка
Я —В — С—К. — РХ—Р3—Зх; г — компоновка робота для дуговой сварки И—П — РX-—.Р3
н координатный стол для закрепления свариваемой детали С—В; д — компоновка
H-B-pX-Pi-ЗС
53
звену, не превышал бы вели
крете используемого датчика
Рис. t.31. Кинематическая схема модуля
двойного качания
предназначенные для использо-
вания в роботах для дуговой
сварки имеют однозаходные
червяки, что в 4 раза повышает
передаточное число без каких-
либо изменений конструкции
модуля и тем самым позволяет
значительно повысить точность
отработки траектории исполни-
тельным механизмом робота.
Вторая часть редуктора (зуб-
чатая) выполняется безлюфто-
вой, при этом используется
принцип замкнутого энергетиче-
ского потока. Передаточное
число редуктора выбирают та-
ким, чтобы максимальный люфт
в червячной передаче, приве-
денный к исполнительному
>i, соответствующей одной дис-
атной связи, и таким образом
не влиял бы существенно на точность работы. Замкнутый
цилиндрический редуктор модуля В принципиально не отличается
от используемого в механизме поворота робота «Универсал-15.01».
Червячно-цилиндрический редуктор модуля В использован также
в модулях Т и Тм. В этом случае его выходом является не зуб-
чатое колесо большого диаметра (как в модуле В), а рейка длиной
до 10 м, закрепленная на неподвижных направляющих модулей.
На рис. 1.31 показана кинематическая схема модуля двойного
качания Д. Две степени подвижности модуля имеют индивидуаль-
ный привод от двигателей 1, непосредственно связанных с червя-
ками однозаходных червячных передач 2, обеспечивающих само-
торможение приводов. Вторая ступень редуктора представляет
собой дифференциальную зубчатую передачу с замкнутым энерге-
тическим потоком с двумя степенями подвижности [А. с. № 656827
(СССР)]. Передача содержит два дифференциала, один из которых
(исходный) имеет в качестве основных звеньев зубчатые колеса 9
и 8, связанные между собой рядом зубчатых и рычажных передач,
в который входит и второе исполнительное звено 6 модуля. Води-
лом этого дифференциала служит первое исполнительное звено 7.
Для образования замкнутой передачи введен второй дифферен-
циал 10, основные звенья которого связаны зубчатыми переда-
чами с соответствующими основными звеньями исходного диф-
ференциала. Выбор люфтов осуществляется путем создания пред-
варительного натяга в передаче с помощью торсиона 4 и муфты 3.
54
рис. 1.32. Кинематические схемы
модулей руки:
а — с тремя степенями подвижно-
сти Р3; б — с двумя степенями под-
вижности Р2; в — с одной степенью подвижности 1 — двигатель с червячной пере-
дачей; 2 — дифференциальный блок; 3 — торсион для выбора зазора; 4 — коаксиальные
валы; 5 — ориентирующая головка
Кинематические связи в модуле Д подобраны таким образом,
что при работе двигателя качания первого исполнительного звена
(второй двигатель заторможен) второе исполнительное звено
совершает поступательное движение (не меняет своей ориента-
ции).
Для того чтобы разгрузить привод качания первого исполни-
тельного звена от действия больших статических моментов, воз-
никающих от массы перемещаемых звеньев, применен торсион 5,
позволяющий с достаточной точностью уравновесить статические
моменты на оси вращения звена 7. Для уменьшения длины тор-
сиона и тем самым уменьшения габарита модуля применена по-
нижающая передача И, связывающая торсион с исполнительным
звеном [А. с. № 737207 (СССР)].
На рис. 1.32 показаны кинематические схемы модулей Pi,
Р2 и Р3. Модуль Р3 представляет собой механизм руки с тремя
степенями подвижности. Привод каждой из них осуществляется
с помощью двигателя 4МИ12ФЗ, жестко связанного с червяком
четырехзаходной червячной передачи.
Связь червячных шестерен с исполнительными звеньями мо-
дуля осуществляется с помощью сложной дифференциальной
передачи с тремя степенями подвижности с замкнутым энергети-
ческим потоком. Этот механизм обеспечивает не только безлюфто-
вую передачу движения, но и кинематическую развязку движений,
благодаря которой каждый двигатель осуществляет перемещение
только соответствующего ему исполнительного звена [А. с.
№ 707793 (СССР)].
Модуль Р2 получен путем исключения из модуля Р3 несколь-
ких конструктивных блоков и представляет собой упрощен-
ный вариант той же руки, но с двумя степенями подвиж-
ности.
55
Глава
ПРОМЫШЛЕННЫЕ РОБОТЫ С ЦИКЛОВОЙ СИСТЕМОЙ
ПРОГРАММНОГО УПРАВЛЕНИЯ
2.1. ПРИНЦИПЫ ПОСТРОЕНИЯ, ОСОБЕННОСТИ
Наибольшее распространение при автоматизации тех-
нологических процессов в отечественной промышленности полу-
чили ПР с цикловой СПУ. Цикловые СПУ позволяют программи-
ровать только последовательность действий ПР и технологиче-
ского оборудования, входящих в состав РТК. При этом величины
перемещений рабочих органов (схватов) манипуляторов задаются
жесткими, в большинстве случаев переналаживаемыми упо-
рами.
Области применения ПР с цикловой СПУ — холодная листовая
и горячая объемная штамповка, механообработка, литье под
давлением, ряд других видов производств, связанных с загрузкой-
выгрузкой как основного, так и вспомогательного технологи-
ческого оборудования. В основном это машины специального и
специализированного применения.
Имея ограниченные технологические возможности, ПР с цикло-
вой СПУ наряду с высоким быстродействием и точностью пози-
ционирования обладают рядом других положительных качеств,
таких как относительно низкая стоимость, простота конструкции,
высокая надежность; простота конструкции создает предпосылки
надежной работы и удобства технического обслуживания при
эксплуатации. К недостаткам таких машин можно отнести необ-
ходимость применения при организации РТК конструктивно
сложных и трудоемких при изготовлении подающих и приемно-
передающих устройств, которые должны обеспечивать ориен-
тированную подачу заготовок или полуфабрикатов для их захва-
та ПР.
К настоящему времени разработано несколько десятков как
отечественных (МП-9С, РФ-201, РФ-202М, «Стрела», Р-02-2,
ПР-5, ПР-10, «Бриг», «Гном», «Циклон», «Ритм» и т. д.), так и
зарубежных (Aida Autohand, Fuji Press Hand, Hi Mate, серии
SMT и SR, Hibot, Almart, Rocs, MHU и т. д.) промышленных ро-
ботов с цикловой СПУ.
Очевидно, что при разработке конкретной модели ПР должны
анализироваться структура и параметры его составных частей —
механической системы (манипулятора), систем привода и управ-
ления ПР. Конструкция разрабатываемого ЦР должна удовлет-
ворять условиям сопряжения ПР с технологическим оборудова-
нием РТК по кинематической структуре, грузоподъемности, точ-
ности, размерным, динамическим и информационным парамет-
рам; условиям обеспечения требуемых характеристик произво-
дительности, надежности, эксплуатационных^ экономических
показателей РТК.
Исходя из этих условий, могут быть намечены требования
к основным параметрам технической характеристики ПР с цикло-
вой СПУ: грузоподъемности; кинематической структуре; размер-
ным параметрам (величинам перемещений схватов манипулятора
по всем координатам, габаритным размерам манипулятора и
СПУ и т. д.); динамическим параметрам (скоростям и ускорениям
перемещений схватов манипуляторов); точности позиционирова-
ния; числу точек позиционировния (опорных точек) по каждой
из координат; показателям надежности и долговечности. Предъя-
вляемые к ПР требования должны обеспечиваться рациональным
конструктивным исполнением всех его составных частей.
Одним из основных параметров, определяющим как габарит-
ные размеры составных частей ПР, так и для большинства видов
производств величины перемещений схвата манипулятора по
каждой из координат, является грузоподъемность машины. С уче-
том этого параметра проводится выбор ПР, который должен наи-
более полно и с наименьшими затратами обеспечивать в зависимо-
сти от поставленных задач автоматизацию технологических
процессов одного или нескольких видов производств. Повышение
степени универсальности ПР усложняет его конструкцию, что
приводит к увеличению стоимости, снижению надежности и эк-
сплуатационных качеств машины.
Ограничение технологических возможностей приводит к необ-
ходимости создания большего числа машин для решения задач по
автоматизации технологических процессов. В каждом отдельном
случае степень универсальности ПР должна быть обоснована эко-
номически и рассматриваться в тесной взаимосвязи с другими
моделями ПР, образующими размерный ряд.
В гл. 6 рассмотрен методический подход к обоснованию выбо-
ра ПР с цикловой СПУ и пневмоприводом. В основу положен
анализ листоштамповочного производства с присущими для него
особенностями, которые накладывают на разрабатываемые мо-
дели ПР повышенные требования, направленные на обеспечение
высокой производительности РТК при достаточной точности уста-
новки объектов обработки в штамп.
Анализ существующих моделей ПР с цикловой СПУ показы-
вает, что кинематическая структура манипуляторов в большин-
стве случаев выполнена по схеме, предусматривающей наличие
трех транспортных степеней подвижности: подъема руки или ее
вертикального качания относительно горизонтальной плоскости;
Радиального хода руки; поворота руки вокруг вертикальной
оси манипулятора или ее поперечного сдвига.
57
Ряд моделей ПР имеют наряду с поворотом руки вокруг верти-
кальной оси дополнительную степень подвижности — сдвиг.
У большинства ПР единственная ориентирующая степень под-
вижности поворот схвата вокруг горизонтальной оси руки. В не-
скольких моделях ПР предусмотрены дополнительные степени
подвижности — поворот и качание кисти. Некоторые модели
ПР представлены в двух- и трехруком исполнениях. При этом
увеличение числа рук ведет к уменьшению массы груза, перено-
симого ими. Результаты проведенного анализа позволяют судить
об относительно несложной кинематической схеме построения
ПР с цикловой СПУ.
Кинематическая схема, число и наименование степеней под-
вижности, закладываемых в разрабатываемую модель, должны
быть увязаны с конкретно решаемой задачей по автоматизации.
В условиях современного производства немаловажное значе-
ние приобретает вопрос производственной площади, занимаемой
РТК. Габаритные размеры манипулятора определяются не только
грузоподъемностью, кинематической структурой, величинами пе-
ремещений схвата манипулятора, но и рациональным выбором
типа привода и его конструкции, выбором рационального соот-
ношения между габаритными размерами привода и заданными
скоростными параметрами. При этом должна быть обеспечена
легкость доступа к различным частям машины для регулировки,
замены отдельных элементов, имеющих малый ресурс работы,
проведения профилактического обслуживания.
Рассмотрение конструкций разработанных моделей ПР с цик-
ловой СПУ показывает, что в манипуляторах в большинстве слу-
чаев применяют пневматический и гидравлический типы при-
водов, причем в ПР грузоподъемностью до 10 кг заложен преи-
мущественно пневматический привод, а в ПР грузоподъемностью
выше 10 кг — гидравлический. Такая закономерность объясня-
ется стремлением, с одной стороны, разработать конструкцию
манипулятора с минимальными габаритными размерами, при
заданной грузоподъемности и, с другой, — преимуществом в этом
отношении гидропривода но сравнению с пневмоприводом при
грузоподъемности ПР свыше 10 кг.
Методический подход к обоснованию рационального быстро-
действия ПР с пневмоприводом и некоторым способам его дости-
жения на основе проведения экспериментально-теоретических
исследований приведен в гл. 6.
Принцип настройки величин перемещений схвата манипулятора
по жестким упорам позволяет получать достаточно высокую точ-
ность позиционирования (±0,05 -е±0,5 мм). Число точек пози-
ционирования по каждой из координат для большинства ПР
с цикловой СПУ равно двум, и только в технологически обосно-
ванных случаях конструкция манипулятора усложняется из-за
необходимости использования большего числа опорных точек по
некоторым из координат.
58
2.2. РОБОТ «ЦИКЛОН-ЗБ»
Робот имеет относительно широкие технологические
возможности, которые определяют область его применения. Яв-
ляясь по своему основному назначению средством для автомати-
зации процессов листовой штамповки в условиях мелкосерийного
и, частично, серийного производства, он с успехом применяется
для автоматизации технологических позиций других видов про-
изводств на операциях загрузки и разгрузки, межстаночного
транспортирования и межоперационного складирования в ме-
ханических, заготовительных и других цехах.
Робот «Циклон-ЗБ» (рис. 2.1) представляет собой устройство,
состоящее из манипулятора [А. с. № 503712 (СССР)] и системы
программного управления. Система программного управления
ПУР-Ц обеспечивает функционирование его исполнительной ча-
сти— манипулятора, основными узлами которого являются руки,
механизм подъема и поворота рук, выполненный в едином блоке,
а также пневмосистема, обеспечивающая подготовку и распреде-
ление сжатого воздуха в соответствующие полости цилиндров.
Грузоподъемность робота оценивается массой переносимого им
объекта обработки. Техническая характеристика робота «Цик-
лон-ЗБ» приведена в табл. 2.1.
На схеме манипулятора «Циклон-ЗБ» (рис. 2.2, а) показаны
габаритные размеры, рабочая зона, величины перемещений схва-
та. Два основных узла — рука и механизм подъема и поворота
рук в целом определяют конструкцию манипулятора.
Рука (рис. 2.3, а) представляет собой сборную конструкцию
и предназначена для захвата, удержания и ориентации в про-
странстве объектов обработки. Для этого рука снабжена специ-
Рнс. 2.1. Робот <Циклон-ЗБ
59
о 2.1. Технические характеристики роботов «Циклон», «Ритм-05», «Ритм-01» и их модификаций
Характеристика Модель робота
«Циклои-ЗБ» «Циклон-5.01» «Циклон-5.02» «Ритм-05» «Ритм-01.01» «Ритм-01.02» «Ритм-01.03»
Масса переносимого груза, кг 3 5 5 0,5 0,1 0,1 0,1
Тип привода Пневматический
Связь с ЭВМ Отсутствует
Число программируемых степе- ней подвижности 6 6 7 7 5 5 4
Из них:
транспортирующих 4 4 5 5 4 4 3
ориентирующих Диапазон перемещений: 2 2 2 2 1 1 1
поперечный сдвиг рук, мм — — — 300 50 — — •
поворот рук вокруг верти- кальной оси манипулятора, 3,14 3,14 3,14 — 3,84 3,84 3,84
рад подъем-опускание рук, мм 100 100 100 50 50 50 50
выдвижение-втягивание каж- дой руки, мм 600 600 600 400 150 150 150
поворот схвата каждой руки, рад (град) 3,14 3,14 3,14 3,14 3,14 3,14 3,14
поперечный сдвиг манипуля- тора, мм — — 400 — — — —
Точность позиционирования, мм:
по повороту руки (рук) +0,25 ±0,25 ±0,25 — ±0,1 + 0,1 ±0,1
по остальным координатам Время, с: ±0,1 ±0,1 ±0,1 ±0,1 ±0,1 ztO, 1 ±0,1
сдвига манипулятора — — 1,8 — — — —
поворота рук на угол 3,14 рад 3 2,2 2,2 — — — —
подъема-опускания руки на 100 мм 1,2 0,8 0,8 — — — —
выдвижения-втягивания руки на 600 мм 1,5 1,0 1,0 — — — —
J
поперечного сдвига рук на 300 мм 1 — — 0,7 0,2 —
подъема-опускания схватов рук на 50 мм — — —
0,7
выдвижения-втягивания руки .на 400 мм — — — 0,3 0,3
подъема-опускания руки (рук) — — —- — 0,3
на 50 мм поворота руки (рук) на угол — — — — 0,6 0,6 0,6
3,84 рад выдвижения-втягивания схва- та руки на 150 мм — — — 0,25 0,3 0,25 0,25
поперечного сдвига руки на — — — — —г
50 мм поворота схвата на 3,14 рад 1 1 1 0,5 0,25 0,25 0,25
Система программного управ- Цикловая
Тнп ПУР-Ц | УЦМ-20 1 УЦМ-20 I УПЦМ (УЦМ-30) * 1 АС-2611
Метод программирования Предварительный набор программы
Способ задания координат Программоноситель: Но упорам Печатные
ТИП Матрично- Плата Плата платы с запаянными диода-
штырьковая диодная ми на соответствующих позициях
панель 1
число программ 1 1 1 1 1 1 1 1 1
емкость программы, кадров 34 34 I 32 32 100 1 100 | 100
библиотека программ Отсутсвует Четыре сменных
Программирование перемеще- ний схвата: 5
число координат 6 6 7 7 5 4
число положений по транс- 4 (1) ”, 4(1), 4(1), 2 5 (1)» 5 (1), 5 (1),
портирующим координатам 2 (2-4) 2 (2—4) 2 (2—5) 2 (2—4) 2 (2—4) 2 (2—3)
число положений по ориенти- рующим координатам 1 2 2 2 2 2 2.
* Для УЦМ-30 данные не приводятся.
• * В скобках указан номер координаты, имеющей соответствующее число положений.
Продолжение табл. 2.1
Характеристика Модель робота
«Ци клон-ЗБ» «Циклои-5.01» «Ци клон- 5.02» «Ритм-05» «Ритм-01.01» «Ритм-01.02» «Ритм-01.03»
Контроль положения; транспортирующих коорди- нат ориентирующих координат Программирование технологи- ческих команд: число команд 6 7 По датчикам положения По времени 7 I 7 I 15 15 15
число направлений 1 1 1 1 1 1 1
параметры выхода контроль исполнения по числу 6 7 Нормально открытые 7 1 7 контакты 15 15 15
шин Последовательность отработки программы Порядок отработки кадра Датчики положения Параллель- ная I Естественная с без •Тндуктивные условным ПО! Последов Магнитоуп- зторением ательная Герконовые переключатели
Габаритные размеры манипуля- 1390Х840Х 1390Х 1040Х 1442Х 1630Х равляемые переклю- чатели 800Х500Х 510Х220Х 510Х300Х 510Х220Х
тора, мм Х970 Х970 XI170 Х810 Х279 Х322 Х224
Габаритные размеры системы 535Х650Х 550Х490Х 550Х490Х 450Х 560Х 250X440 250Х440Х 250Х440Х
программного управления Х845 X 1200 Х1200 Х920 Х572 Х572 Х572
(СПУ), мм Потребляемая мощность, кВт 0,9 1,0 1,0 0,5 0,4 0,4 0,4
Масса, кг 560 560 880 326 60 65 63
в том числе СПУ 80 100 100 70 34 34 34
Рис. 2.4. Схема механизма
подъема манипуляторов ро-
ботов «Циклои-ЗБ» (а) и
«Циклон-5» (о):
1 — тормозное устройство;
2 — пневмоцилиидр; 3, 14 —
дроссель; 4 — шток; 5 —
манжета; 6 — направляю-
щая; 7 — коллектор; 8 —
ролик; 9 — скалка; 10 — во-
дило; //—зажим; /2—шток-
поршень; 13 —гидроцилиндр;
/5J— зубчатое колесо; 16 —
обойма; 17—клии; 18 —
винт
альным схватом 1 и включает привод зажима 2 схвата, привод
поворота 13 схвата и привод выдвижения руки.
Привод выдвижения руки состоит из пневмоцилиндра 10,
штока-поршня 11, подводящих и выхлопных каналов, трубопро-
водов и распределительной пневмоаппаратуры.
Пневмоцилиндр включен в пневмосистему по дифференциаль-
ной схеме так, что штоковая полость его постоянно находится
под магистральным давлением. Для выдвижения руки сжатый
воздух подается в поршневую полость пневмоцилиндра, и шток-
поршень вследствие разности эффективных площадей торцов
поршня перемещается влево. При этом происходит выдвижение
руки. При обратном ходе давление из поршневой полости сбрасы-
вается в окружающую среду, и под действием силы от давления
в штоковой полости шток-поршень осуществляет движение назад.
Воздух к пневмоцилиндру зажима подводят через каналы ва-
ла — зубчатого колеса 12 и валика 23. Привод поворота схвата
состоит из двух пневмоцилиндров, реечно-зубчатой передачи 14,
гидродемпфера 15, систем трубопроводов и распределительной
пневмоаппаратуры. При поступлении воздуха в один из пневмо-
цилиндров поршень, неподвижно связанный с рейкой, приводит
во вращение вал — зубчатое колесо 12. Возникающий при этом
крутящий момент через валик 23 передается на схват, обеспечивая
его поворот. Шток-поршень И жестко связан со скалкой 8, на
которой размещены регулируемые вдоль нее упоры 9. На торце
пневмоцилиндра со стороны схвата закреплено тормозное устрой-
ство 3, осуществляющее торможение поршня при нажатии упором 9
64
на золотник 4. Контроль окончания хода поршня осуществляется
флажком 7, закрепленным на корпусе тормозного устройства и
получающим перемещение также от упора 9. При этом флажок
входит в паз бесконтактного датчика, сигнал с которого по-
ступает в устройство программного управления.
Механизм подъема и поворота предназначен для осуществления
перемещения рук вдоль вертикальной оси манипулятора и по-
ворота рук вокруг нее. Схема механизма подъема манипулятора
робота «Циклон-ЗБ» показана на рис. 2.4.
Руки манипулятора закрепляют на верхнем торце подвиж-
ного пневмоцилиндра 2. Механизм подъема включает шток 4
с поршнем, установленный в подшипники, тормозное устройст-
ство 1, аналогичное по конструкции устройству в руке. Верхнее
положение цилиндра определяется положением регулируемого
винта 18, который, упираясь в корпус тормозного устройства 1,
препятствует дальнейшему перемещению пневмоцилиндра.
Торможение пневмоцилиндра при его ходе вниз обеспечивается
внутренним тормозным устройством. При опускании пневмоци-
линдра воздух из поршневой полости вытесняется в окружающую
среду через центральный канал штока. При входе манжеты 5,
смонтированной на штоке 4, во внутреннее глухое отверстие пнев-
моцилиндра воздух вытесняется из поршневой полости через
канал, перекрываемый регулируемым игольчатым дросселем 3.
При этом в поршневой полости образуется воздушная подушка,
создающая тормозной эффект. На нижней части винта 18 закрепле-
ны флажки. Верхний флажок регулируется по высоте. Контроль
положений при подъеме-опускании пневмоцилиндра 2 осущест-
вляется флажками, поочередно входящими в паз датчика ВК,4.
Механизм поворота (рис. 2.5) манипулятора робота «Цик-
лон-ЗБ» смонтирован в едином блоке с механизмом подъема и
предназначен для поворота рук, закрепленных на консоли 8,
Рис. 2.5. Схема механизма/поворота манипулятора робота мод. «Циклон»:
а —для «Циклона-ЗБ»; — клапан быстрого сброса воздуха к руке и механизму
поворота манипулятора «Циклон-5»: 1 — планка; 2 — шток; 3 — гайка-упор; 4 —
пневмоцилиидр упоров; 5 — рабочий пиевмоцилиидр; 6 — флажок; 7 — шток; 8 — кон-
соль; 9 — гидроцилиидр; 10 — напорный клапан; 11 — дроссель; 12 — гидравлический
Распределитель; 13, 22 — крышка; 14, 19, 21 — уплотнение; 15 — корпус; 16 — пор-
шень; 17 — пружина; 18 — клапан; 20 — седло
3 Шифрин Я А и др. 65
вокруг вертикальной оси манипулятора. Он состоит из двух ра-
бочих пневмоцилиндров 5 и двух пневмоцилиндров 4 упоров.
Штоки 7 поршней рабочих пневмоцилиндров выполнены в виде
реек, в полых концах которых находятся тормозные датчики. Пе-
редние концы штоков являются плунжерами гидроцилиндров 9.
На штоках 2 пневмоцилиндров 4 закреплены поршни и планки /.
которые, упираясь в регулируемые гайки-упоры 3, ограничивают
перемещение штоков 2. Штоки 7 входят в зацепление с зубчатым
колесом 15 (рис. 2.4), закрепленным на штоке 4. Передача крутя-
щего момента со штока на пневмоцилиндр 2 осуществляется через
безлюфтовое соединение посредством скалки 9, закрепленной на
зажиме 11 и приводящей во вращение водило 10, жестко связанное
с пневмоцилиндром.
Подвод воздуха к пневмоцилиндрам рук на перемещения и
зажим-разжим схватов осуществляется через кольцеобразные
канавки и продольные каналы в пневмоцилиндре 2. Канавки раз-
делены между собой резиновыми кольцами, предотвращающими
перетечку сжатого воздуха из одной канавки в другую. Достиг-
нутая за счет этого компактность конструкции манипулятора вы-
звала уменьшение пропускных способностей магистралей пневмо-
привода руки и создала дополнительные сопротивления при ра-
боте механизма поворота.
Вопросы, связанные с обеспечением рационального быстро-
действия приводов руки робота и механизма поворота при со-
хранении компактности конструкции манипулятора, рассмотрены
в гл. 6.
Управление рабочими пневмоцилиндрами 5 (рис. 2.5) осущест-
вляется от одного пневмораспределителя, так как их правые
полости связаны непосредственно с окружающей средой. Пне-
вмоцилиндры 4 упоров работают от двух пневмораспредели-
телей.
Гидравлическое тормозное устройство включает в себя гидрав-
лический распределитель 12 с электромагнитным управлением,
дроссель 11, напорный клапан 10. Эффект торможения создается
за счет изменения направления потока масла при переключении
золотника распределителя, соответствующий электромагнит ко-
торого срабатывает от поступающего с тормозного датчика ВК1
(ВК2) электрического сигнала. Напорный клапан 10 при соответ-
ствующей регулировке смягчает гидравлический удар в момент
торможения, переливая часть масла непосредственно в сливную
полость гидроцилиндра, минуя дроссель 11. Регулирование ра-
бочей скорости при повороте рук обеспечивается дросселированием
потока масла из одного гидроцилиндра в другой.
Некоторое усложнение конструкции пневмопривода за счет
применения пневмоцилиндров 4 упоров со штоками 2 позволило
увеличить число опорных точек при повороте рук до четырех.
Получение двух средних точек достигается ограничением хода
реек за счет перемещений на заданную величину поршней пневмо-
66
цилиндров 4 упоров со штоками 2, передние концы которых в этом
случае являются упорами.
Совершенствование робота является тем необходимым этапом,
своевременное и качественное проведение которого позволяет
поддерживать высокий технический уровень этого вида техноло-
гического оборудования. Мероприятия по совершенствованию
робота «Циклон-ЗБ» предусматривали повышение надежности
и эксплуатационных показателей робота, повышение технологич-
ности и снижение трудоемкости изготовления, улучшение ряда
технических характеристик. Выявление недостатков конструкции
и разработка новых решений проводились с учетом сбора и об-
работки информации, поступающей с предприятий, эксплуати-
рующих первые партии робота «Циклон-ЗБ»; обработки материа-
лов ресурсных испытаний опытных образцов робота указанной
модели; дополнительных патентных исследований и изучения за-
рубежных образцов робота; теоретического и экспериментального
исследования ряда функциональных узлов робота «Циклон-ЗБ».
Экспериментально проверенные решения поэтапно внедрялись
в действующее производство робота «Циклон-ЗБ».
Ниже описаны некоторые основные изменения конструкции
узлов манипулятора. В процессе эксплуатации опытных партий
робота «Циклон-ЗБ» выявлен ряд недостатков пневматического
способа торможения.
На рис. 2.3, б показана схема пневматического тормозного
устройства. Как видно из схемы, торможение осуществляется
в конце хода поршня при изменении сечения выхлопного канала
за счет создания в выхлопной полости цилиндра воздушной по-
душки и возникающей при этом силе противодавления. При дви-
жении поршня вперед сжатый воздух из сети через распредели-
тельную аппаратуру поступает в поршневую полость цилиндра.
Начало движения соответствует утопленному в корпусе 24 поло-
жению упора 25 тормозного устройства. При этом движение сжа-
того воздуха осуществляется через обратный клапан 22 в поршне-
вую полость цилиндра.
В начальный период перемещения поршня упор 25 освобожда-
ется и занимает крайнее левое положение, а сжатый воздух меняет
свое направление и поступает в поршневую полость цилиндра через
канал Б в корпусе 24. В период движения поршня вперед сжатый
воздух вытесняется из штоковой полости цилиндра и направляется
в ресивер через канал А в корпусе 27. При подходе поршня
к упору 26 последний утапливается, перекрывая при этом канал А
в корпусе 27 и направляя поток воздуха через дроссель 28. Дрос-
селями 28 регулируется степень плавности подхода поршня к опор-
ной точке при его прямом и обратном ходах.
Аналогичным образом осуществляется торможение при дви-
жении поршня назад.
Золотниковое устройство пневмотормоза представляет собой
притертую пару с суммарным радиальным зазором 5—7 мкм.
3* 67
Увеличение этого зазора в процессе эксплуатации ведет к появле-
нию ударов при подходе поршня к опорной точке, что вызвано
образованием значительных утечек воздуха через золотниковую
пару. При втянутой руке робота и изношенной манжете поршня
со стороны штоковой полости может наблюдаться явление вибро-
удара, приводящее к аварийной ситуации из-за ложных команд
датчика положения поршня. При положении поршня в крайнем
заднем положении упор 25 (см. рис. 2.3) утоплен, и выход воздуха
из поршневой полости в окружающую среду задросселирован.
Вследствие перетечек воздуха через изношенную манжету 29
из штоковой полости в поршневую в последней создается избыточ-
ное давление, перемещающее поршень вперед до момента открытия
канала Б в корпусе 24, после чего давление в поршневой полости
падает, и поршень возвращается в исходное положение, утапли-
вая упор 25. Явление повторяется многократно.
Изменение величины рабочего хода поршня в ряде случаев
связано с изменением объемов соответствующих выхлопных по-
лостей, что оказывает влияние на величину тормозной силы. При
этом требуется дополнительная подрегулировка дросселей тор-
мозного устройства.
Описанные недостатки исключены путем замены пневматиче-
ского тормозного устройства на гидравлическое (см. рис. 2.3).
Это тормозное устройство представляет собой замкнутую систему,
заполненную маслом. При движении поршня вперед в момент тор-
можения правый золотник 4 утапливается и вытесняет масло через
кольцевой зазор из полости упора в полость Г, находящуюся
под давлением сжатого воздуха. Степень плавности торможения
обеспечивается встроенным в устройстве дросселем.
При ходе поршня назад масло из полости Г под давлением
сжатого воздуха через обратный клапан 5 поступает в полость
правого золотника 4, возвращая его в исходное положение. Тормо-
жение поршня при ходе назад осуществляется аналогично.
Результаты экспериментальных исследований описанных спо-
собов торможения приведены в гл. 6.
Наличие ударных нагрузок при повороте схвата приводило
к увеличению зазора в соединении (см. рис. 2.3), образованном
бронзовой втулкой 21 вала —зубчатого колеса 12 и валиком 23.
Дросселирование выхлопных полостей пневмоцилиндров привода
поворота к положительным результатам не привело. Внедрение
гидродемпфера 15 в привод поворота схвата исключило этот не-
достаток. При применении гидродемпфера регулировка скорости
поворота схвата производится за счет дросселирования потока
масла, перетекающего из одной полости гидродемпфера в другую.
При этом не требуется регулировки расхода воздуха дросселями
привода поворота схвата, установленными на пневмопанелях
манипулятора, что, в свою очередь, способствует нормальной (без
перетечек воздуха) работе уплотнений в паре коллектор — ци-
линдр механизма подъема и поворота рук.
68
Гидродемпфер выполнен в виде пневмодвигателя вращательного
действия (квадранта). На удлиненной части вала —зубчатого
колеса 12 закреплена подвижная лопасть 17, уплотняющаяся
по всему периметру. К внутренней поверхности корпуса квадранта
крепят упор с каналом для перетечки масла из одной полости
гидродемпфера в другую. Регулировку расхода перетекаемого
масла через канал осуществляют дросселем 16.
Конструкция механизма подъема также претерпела ряд измене-
ний. Пневматическое тормозное устройство заменено на гидрав-
лическое. Внедрение гидравлического тормозного устройства обе-
спечило возможность безударного подхода к месту позициониро-
вания без подрегулировки при изменениях массы переносимого
груза и углов поворота рук; более удобную и простую регули-
ровку дросселем, устанавливаемым на тормозном устройстве;
повышенную надежность за счет исключения прецизионной зо-
лотниковой пары и предотвращения утечек сжатого воздуха через
эту пару; снижение трудоемкости изготовления.
Внедрение обоймы 16 (см. рис. 2.4) с флажками, входящими
при повороте рук в пазы бесконтактных датчиков ВК1, ВК2,
В КЗ, повысило эксплуатационные показатели робота. Обоймы пред-
ставляют набор подпружиненных пластин с выступами, которые
выполняют роль флажков. С помощью специального ключа каж-
дая из пластин легко проворачивается относительно вертикаль-
ной оси манипулятора на требуемый угол. Повысилась надежность
этого узла.
В результате внедрения пары зажим — шток осуществлена
надежная беззазорная передача крутящего момента со штока 4
на зажим 11 и далее по цепочке на пневмоцилиндр 2. Передача
момента в рассматриваемом варианте осуществляется с помощью
клина 17 (вместо шпонки), обеспечивающего беззазорность со-
единения пары, что повысило точность позиционирования рук
при повороте вокруг вертикальной оси манипулятора. Закрепле-
ние рук на торце пневмоцилиндра 2 с помощью радиально распо-
ложенных по отношению к оси цилиндра штифтов (вместо шли-
цевого соединения) также способствовало уменьшению суммарного
зазора.
В конструкцию манипулятора введена направляющая 6',
закрепляемая в верхней части станины и имеющая ось, параллель-
ную оси пневмоцилиндра. По поверхности направляющей с двух
противоположных сторон перемещаются ролики 8, образуя с ней
беззазорное зацепление. Ролики с помощью кронштейна жестко
крепят к коллектору 7, предохраняя его от перекосов во время
поворота пневмоцилиндра 2.
2.3. РОБОТ «ЦИКЛОН-5.01» И ЕГО МОДИФИКАЦИЯ
Для наиболее полного и эффективного использования
робота «Циклон-ЗБ» па предприятиях нескольких отраслей необ-
ходимо было не только значительно увеличить объем производства
69
Рис. 2.6. Робот «Циклон-5.02»
этой модели, но и качественно переработать конструкцию под
технологию крупносерийного производства, улучшить основные
технические характеристики, расширить технологические воз-
можности. Такой модернизированной моделью является робст
«Циклон-5.01».
Следующей модернизацией явился робот «Циклон-5.02»
(рис. 2.6). Расширение технологических возможностей осущест-
влено за счет разработки отдельного устройства — модуля сдвига,
при стыковке с которым манипулятор робота оснащается еще од-
ной степенью подвижности —перемещением в направлении, пер-
пендикулярном к его продольной оси.
Манипулятор робота «Циклон-5.01» структурно не отличается
от манипулятора робота «Циклон-ЗБ», изготовляется с двумя ру-
ками, имеет такую же рабочую зону. В роботах «Циклон-5.01»,
«Циклон-5.02» применена новая система программного управле-
ния УЦМ-20.
Внешнее различие как робота, так и манипулятора определи-
лось результатами художественно-конструкторской проработки
|29|. Имеются некоторые конструктивные особенности основных
узлов манипулятора и СПУ, определившие улучшенные техниче-
ские характеристики ПР. Эти особенности рассматриваются
ниже.
Анализ результатов экспериментально-теоретических исследо-
ваний руки робота (см. рис. 2.3) показал, что пневмопривод по ее
выдвижению-втягиванию в робот «Циклон-ЗБ» выбран со значи-
тельным запасом по нагрузке. При зафиксированных значениях
пропускных способностей подводящей и выхлопной пневмолиний
появилась возможность уменьшить диаметр поршня пневмоци-
70
линдра. При этом возросла скорость поршня при увеличенной
массе переносимого груза и уменьшилась масса руки, что способ-
ствовало получению лучшей динамики при повороте и подъеме-
опускании рук робота.
Ввиду того, что внутренний диаметр пневмоцилиндра 10 с
уменьшенным размером является оптимальным для данной кон-
струкции, влияние противодавления при сжатом схвате и движе-
нии поршня назад внесло свои отрицательные коррективы в ра-
боту привода. Для исключения этого влияния каналы вала зубча-
того колеса 12 и трехгранного шлицевого валика 23 объединены
через трубку 18 (рис. 2.3, а), заделанную в центральном канале
вала — зубчатого колеса и уплотненную резиновым кольцом 19,
установленным во втулке 20, запрессованной в валик 23. Таким
образом, уплотнение трубки 18 обеспечивается по всей длине пе-
ремещения схвата.
В поршневую полость пневмоцилиндра сжатый воздух посту-
пает через специальное устройство — клапан быстрого сброса
воздуха (рис. 2.5, б). Этот клапан устанавливают также на входе
в полости пневмоцилиндров 5 (рис. 2.5, а) механизма поворота
рук. Их применение уменьшило время подготовительного периода
при движении назад поршней рассматриваемых пневмоци-
линдров.
Клапан (рис. 2.5, б) состоит из корпуса 15 с отверстием Г
и двух крышек: 22 с отверстием Д и 13 с отверстиями Л и К. Кор-
пус 15 и крышки 22, 13 образуют полость, внутри которой раз-
мещен подвижный ступенчатый поршень 16 с уплотнениями 21,
14, в котором предусмотрены отверстия В. Во внутренней полости
поршня 16 размещены пружина 17 и клапан 18 с уплотнением 19,
взаимодействующим с седлом 20. Клапан работает следующим об-
разом. Сжатый воздух подается от пневмораспределителя через
отверстие Д в крышке 22 к поршню 16 и клапану 18. При этом
поршень 16 начинает перемещаться и уплотнение 14, упираясь
в седло крышки 13, перекрывает отверстие А, тем самым закрывая
выход воздуха в окружающую среду.
По мере нарастания давления сжатый воздух, преодолевая
сопротивление пружины 17, перемещает клапан 18, который от-
крывает отверстия В в поршне 16. Воздух через эти отверстия
и отверстие Г в корпусе 15 подается в поршневую полость пнев-
моцилиндра. Поршень перемещается. При переключении пневмо-
распределителя отверстие Д крышки 22 сообщается с окружаю-
щей средой, и давление под торцами клапана 18 и поршня 16
начинает падать. При этом клапан 18 под действием пружины,
поршень 16 под действием сжатого воздуха, находящегося в пор-
шневой полости пневмоцилиндра, перемещаются в исходное по-
ложение. Воздух из поршневой полости пневмоцилиндра при
Движении поршня назад выходит через отверстие Г в корпусе 15
и отверстия Б, А в крышке 13 непосредственно в окружающую
среду.
71
При исследовании механизма подъема было установлено, что
воздушная подушка выхлопной полости А (см. рис. 2.4), образу-
емая при опускании пневмоцилиндра 2 с закрепленной на нем
массой, не обеспечивает в конце хода, в случае увеличения ско-
рости, плавного подхода к опорной точке.
Для обеспечения необходимых скоростей при подъеме-опуска-
нии рук и улучшения динамики перемещения при изменяющейся
нагрузке в конструкцию механизма включены гидродемпферы.,
устройство которых показано на рис. 2.4, б. Гидродемпфер состоит
из гидроцилиндра 13, закрепленного на станине манипулятора,
штока-поршня 12, дросселя 14. Шток-поршень 12 гидродемпфера
связан с коллектором. При перемещении цилиндра подъема с кол-
лектором перемещается и шток-поршень, вытесняя масло из
штоковой полости в поршневую и наоборот через дроссель 14,
с помощью которого регулируется скорость перемещения. Таким
образом, несмотря на то, что энергоносителем механизма подъема
является сжатый воздух, закон перемещения цилиндра оп-
ределяется работой гидродемпфера. Время отработки пере-
мещения при подъеме-опускании уменьшается почти в 2 раза,
причем изменение нагрузки в допустимых пределах практи-
чески не оказывает влияния на плавность перемещения ци-
линдра.
По механизму поворота конструктивные изменения невелики.
Они направлены в основном на уменьшение подготовительного
периода времени рабочего цикла и заключаются в применении
клапанов быстрого сброса воздуха, конструкция которых описана
ранее, а также в установке на 11 уплотнительных кольцах кол-
лектора П-образпых чехлов из наполнителей композиции фтор-
лона-4.
На основе данных, полученных в процессе исследования и экс-
плуатации робота «Циклон-ЗБ» в производственных условиях,
разработана и серийно изготовляется СПУ УЦМ-20. Эта система
является составной частью робота «Циклон-5.01» и его модифика-
ции. Применение СПУ УЦМ-20 повысило надежность робота в це-
лом, способствовало увеличению быстродействия и расширило
возможности робота с цикловой СПУ.
Повышение надежности функционирования робота достигнуто
за счет замены шагового искателя на электронный коммутатор,
частичного исключения релейных элементов, исполнения мат-
рично-штырьковой панели в виде двухслойной печатной платы,
применения в условиях стабильного технологического процесса
плат программоносителя с жесткопаяными диодами. Платы и
диоды поставляют дополнительно в составе ЗИПа. Достигнутый
эффект по увеличению быстродействия робота получен на основе
анализа, данных экспериментальных исследований пневмо- и
пневмогидроприводов исполнительных механизмов манипулятора
робота «Циклон-ЗБ» в опытном и модернизированном исполнениях.
Об этом подробно описано в гл. 6.
72
Одним из преимуществ СПУ УЦМ-20 ио сравнению с СПУ
ПУР-Ц является возможность управления дополнительной сте-
пенью подвижности манипулятора робота «Циклон-5.02».
Модуль сдвига представляет собой автономное устройство
для осуществления поперечного перемещения манипулятора от-
носительно его продольной осн.
Основные технические характеристики модуля сдвига
Способ задания координат ........................ По упорам
Число точек позиционирования, шт................. 2
Пределы регулирования перемещения манипулятора,
мм .............................................. О—400
Точность позиционирования, мм..................... ±0,1
Средняя скорость перемещения, м/с................ 0,2
Модуль сдвига включает в себя подвижную платформу, ко-
торая может перемещаться по направляющим с помощью шарико-
вых муфт и пневмопривода для перемещения платформы в гори-
зонтальном направлении. Пневмоцилпндр прикреплен к нижней
части платформы. Его шток закреплен на неподвижной опоре.
Плавность торможения при подходе манипулятора к опорной точке
обеспечивается гидравлическими тормозными устройствами. Ко-
нечные положения платформы регулируются подвижными упо-
рами и контролируются датчиками положения. Пневмораспреде-
литель связан с пневмоцилиндром через дроссели, с помощью
которых осуществляется регулировка скорости перемещения плат-
формы с манипулятором. Для предохранения направляющих от
загрязнения и попадания на них посторонних предметов модуль
снабжен защитным устройством телескопического типа.
Манипулятор робота «Циклон-5.01» при установке на платформу
фиксируют относительно нее с помощью двух штифтов и кре-
пят четырьмя шпильками. Технические характеристики ро-
бота «Циклон-5.01» и его модификации приводятся в табл. 2.1.
Перечисленные выше конструктивные решения, полученные
на основе проведения экспериментально-теоретических исследо-
ваний и реализованные в роботе «Циклон-5.01», создали предпо-
сылки для увеличения производительности РТК, автоматизируе-
мых на основе модернизированных роботов. Например, произво-
дительность таких комплексов при автоматизации технологиче-
ских производств холодной листовой штамповки повысилась на
20—40 % в зависимости от соответствующих параметров обраба-
тываемых заготовок или полуфабрикатов и типоразмеров прессо-
вого оборудования, а также от условий организации труда.
Расширилась и область применения робота «Циклон-5.01»
и его модификаций. Робот «Циклон-5.02» используют при авто-
матизации процессов литья под давлением, а также в мехаиообра-
батывающем производстве.
73
2.4. РОБОТ «РИТМ-05» И ОСОБЕННОСТИ
ЕГО КОНСТРУКЦИИ
Робот «Ритм-05» (рис. 2.7) грузоподъемностью 0,5 кг
предназначен для автоматизации технологических процессов хо-
лодной листовой штамповки в условиях серийного и мелкосерий
ного производства. Целесообразность создания специализирован-
ного робота такой грузоподъемности вызвана недостаточной про-
изводительностью созданных на базе робота мод. «Циклон» РТК
холодной листовой штамповки при обработке заготовок ограни-
ченных параметров.
Созданный робот «Ритм-05» отвечает современным требованиям
129], предъявляемым к машинам данного класса и назначения.
Это вторая модель робота с цикловой СПУ и пневмоприводом,
входящая в отраслевой размерный ряд. Время рабочего цикла
робота «Ритм-05» на РТК холодной листовой штамповки состав-
ляетЗ—5с. Основными особенностями робота «Ритм-05» являются
его быстродействие при высокой точности позиционирования пере-
носимых объектов обработки, сравнительно небольшие габаритные
размеры, простота обслуживания, удобство и быстрота перенала-
живания при частой смене номенклатуры изготовляемых деталей.
К наиболее близким аналогам робота «Ритм-05» можно отнести
робот Fuji Press Hand» (Япония).
Вместе с тем робот «Ритм-05» имеет некоторые существенные
конструктивные отличия. Основные из них: большая величина
(до 50 мм) вертикального перемещения схвата руки с обеспечением
регулировки верхней опорной точки; ступенчатая регулировка
поворота схвата с шагом 0,785 рад; регулировка величины пере-
Рис. 2.7. Робот «Ритм-05э
7!
рис. 2.8. схема манипулятора ро
бота «Ритм-05»
мещешия в механизме попе-
речного сдвига рук; авто-
номность пневмоприводов
подъема, поворота; мень-
шие габаритные размеры
и массы как подвижных
частей руки, так и манипу-
лятора в целом при сохра-
нении точностных, скоро-
стных параметров, объема
рабочей зоны обслужива-
ния и грузоподъемности.
800 805тах
Ряд перечисленных особенностей направлен на расширение тех-
нологических возможностей робота указанной модели. Робот
«Ритм-05» состоит из исполнительной части (манипулятора) и уп-
равляющей (СПУ УЦМ-30), вынесенной в автономный блок. Мани-
пулятор (рис. 2.8) робота «Ритм-0,5» представляет собой блочную
конструкцию, состоящую из двух автономно функционирующих
рук, механизма поперечного сдвига рук, блока распредели-
тельной аппаратуры и системы подготовки воздуха. Каретка
с закрепленными на ней руками может перемещаться по
направляющим относительно неподвижного основания в гори-
зонтальной плоскости, перпендикулярной к продольным осям
рук. Схваты обеих рук манипулятора совершают независимые
(кроме сдвига) перемещения в пространстве в прямоугольной
системе координат. Все угловые и линейные перемещения схватов
манипулятора осуществляются от пневмоприводов, представля-
ющих собой совокупность встроенных в узлы машины пневмо-
цилиндров и пневмоквадранта (пневмодвигателей вращательного
действия), надежно работающих при рабочем давлении сжатого
воздуха на входе в манипулятор, равном 44,2-104 Па. Точность
позиционирования переносимых схватами рук объектов обработки
обеспечивается жесткими неподвижными либо регулируемыми
упорами. Краткая техническая характеристика робота «Ритм-05»
приведена в табл. 2.1.
Кроме основных, рабочие органы манипулятора имеют и уста-
новочные перемещения, фиксируемые по шкалам, размещенным
на неподвижных частях манипулятора. Это позволяет оперативно
осуществлять переналадку манипулятора для обеспечения его
рациональной взаимосвязи с технологическим оборудованием
РТК.
Рука робота (рис. 2.9) предназначена для захвата, удержания
и ориентации в пространстве объектов обработки массой до 0,5 кг
без учета массы деталей штатного схвата. Рука имеет блочную
конструкцию и состоит из трех основных узлов: основания 19,
75
Рис. 2.9. Схема манипулятора «Ритм-05»:
а — рука; б — основание
механизма выдвижения 17 и головки 3. Основание руки предна-
значено для ее закрепления на подвижной каретке 28 манипуля-
тора и имеет устройство для установочного, в случае необходи-
мости, поворота руки относительно вертикальной оси на угол
±1,133 рад. Основание 19 руки состоит из фланца, установлен-
ного на каретке, с неподвижно закрепленной на нем вертикальной
осью. На оси с обеспечением возможности вращения размещено
кольцо, верхняя плоскость которого является привалочной и
имеет отверстия для крепления корпуса механизма выдвижения
руки. Кольцо вместе с рукой удерживается от поворота вокруг
оси прижимной планкой.
Механизм 17 выдвижения руки предназначен для горизонталь-
ного рабочего и установочного перемещений схвата вдоль гори-
зонтальной оси руки. Основными его узлами являются механизм
горизонтального перемещения и пневмоцилиндр 10. Механизм
горизонтального перемещения представляет собой блок направля-
76
ющей качения, имеющий корпус с обоймами и полую скалку 16
квадратного сечения. Скалка взаимодействует с шариками 18,
которые перекатываются по поверхностям обойм, вставленных
в корпус. На переднем конце скалки 16 с помощью кронштейна 8
закреплены головка 3 и шток пневмоцилиндра 10. С противополож-
ной стороны скалки 16 установлен переходной коллектор, к ко-
торому подсоединяют трубопроводы и кабель, размещающиеся
внутри скалки и обеспечивающие связь с пневмоприводами и дат-
чиками головки. К коллектору с одной стороны и к головке с дру-
гой присоединена скалка 15, имеющая шкалу для отметки уста-
новочного перемещения. На скалке 15 расположены регулиру-
емые упоры 14, взаимодействующие с датчиками положения 11
при выдвижении-втягивании схвата. Перемещение схвата осуще-
ствляют пневмоцилиндром 10, который крепят к корпусу меха-
низма выдвижения гайкой с поворотными цапфами. Гильза пнев-
моцилиндра на наружной поверхности имеет резьбу для обеспе-
чения установочного перемещения схвата вдоль горизонтальной
оси руки с фиксацией величины перемещения по шкале скалки 15.
Для осуществления торможения схвата руки в конце переме-
щения при выдвижении-втягивании в пневмоцилиндре преду-
смотрены внутренние тормозные пневматические устройства 12
с ходом торможения 70 мм. Крышки пневмоцилиндра для предо-
твращения их от поворота при вращении гильзы закреплены на
гильзе с помощью специальных шариковых замков. В крышки
встроены дроссели для настройки скорости торможения, а также
дроссели с обратными клапанами 13 для регулировки скорости
перемещающихся масс руки при ее выдвижении-втягивании.
Узел схвата, механизмы поворота и подъема схвата объединены
в головке, которую крепят на переднем конце подвижной скалки
механизма выдвижения. Головка 3 представляет собой конструк-
цию, состоящую из корпуса, выполненного в виде вилки с двумя
направляющими вертикальными скалками 6. К корпусу крепят
датчики положения 9 схвата при его подъеме-опускании. По
направляющим скалкам в вертикальном направлении перемеща-
ется механизм подъема схвата, включающий корпус со встроен-
ными внутри пневмоприводом-пневмоквадрантом 4 и гидродемп-
фером 5. Ось квадранта параллельна горизонтальной оси руки.
На выходном валу пневмоквадранта со стороны гидродемп-
фера закреплено зубчатое колесо, находящееся в зацеплении
с зубчатой рейкой, жестко соединенной с корпусом головки. Гид-
родемпфер имеет дроссель постоянного сечения, который опре-
деляет скорость перемещения механизма. Механизм подъема имеет
два крайних положения по перемещению — нижнее (нерегули-
руемое) и верхнее (регулируемое). Верхнее положение регулиру-
ется перемещением подвижного упора 7, закрепленного на под-
пружиненной скалке, расположенной в корпусе головки. Корпус
механизма подъема имеет привалочную плоскость, к которой
крепят механический или пневматический схваты. Конструкция
77
манипулятора предусматривает также возможность установки
электромагнитных схватов.
Механический схват — это блок, включающий привод пово-
рота схвата вокруг его горизонтальной оси и привод зажима-
разжима схвата с элементами захватного устройства. Если про-
грамма робота не предусматривает вращения схвата относительно
горизонтальной оси, привод поворота схвата может быть снят.
В этом случае захватное устройство крепят непосредственно с
помощью кронштейна к привалочной плоскости корпуса механизма
подъема. Привод захватного устройства представляет собой
пневмоцилиндр 1 одностороннего действия, на передней крышке
которого закреплены элементы клещевого захвата.
Зажим детали осуществляют при подаче сжатого воздуха в со-
ответствующие полости пневмоцилиндров, а разжим —с помощью
пружин, возвращающих поршни пневмоцилиндров в исходное
положение и разжимающих губки схвата.
На крышке пневмоцилиндра схвата закреплен упор, ограничи-
вающий максимальный угол 3,14 рад поворота схвата при его
взаимодействии с неподвижным и регулируемым упорами 2. Упо-
ры 2 расположены на корпусе 22 механизма поворота схвата и
позволяют изменять угол поворота в пределах 3,14 рад с шагом
0,785 рад. Ось поворота схвата соединена с помощью прямоуголь-
ного зуба 23 с выходным валом привода. Привод поворота схвата —
пневмочвадрант 20 с гидродемпфером 21, встроенный в корпус
привода поворота и конструктивно выполненный аналогично
описанному выше приводному пневмоквадранту механизма подъ-
ема схвата.
Приводы зажима и поворота схвата имеют штуцера для под-
соединения пневматических трубопроводов. При снятом меха-
низме поворота схвата штуцера закрывают заглушками. Пневма-
тический схват устанавливают, при необходимости, вместо ме-
ханического. Он имеет переходной кронштейн с посадочными ме-
стами для крепления к корпусу механизма подъема. С кронштей-
ном соединен корпус схвата, внутри которого расположен эжектор
для создания разрежения в захватных вакуумных присосках.
В корпусе имеются пазы для перемещения скалок, которые кре-
пят прижимными крышками. На незакрепленных концах скалок
установлен малый кронштейн. К нему присоединяют специальный
блок либо с одной, либо с двумя регулируемыми в горизонталь-
ной плоскости присосками.
Основание предназначено для перемещения рук в направлении,
перпендикулярном продольной оси манипулятора, для установоч-
ного перемещения рук в вертикальном направлении и для под-
готовки и распределения сжатого воздуха по приводным устрой-
ствам манипулятора. Этот узел состоит из двух частей. В передней
части основания расположены механизм сдвига 29 и механизм
для установочного перемещения 27 рук в вертикальной плоскости.
В одном блоке с указанными механизмами находится подготови-
78
г)
рис. 2.10. Схемы работы манипулятора в составе РТК холодной листо-
вой штамповки:
— последовательность перемещений; сплошная линия — переме-
щения схватов с объектами обработки в начале рабочего цикла; штри-
ховая — возврат схватов рук в исходное положение
тельно-распределительная пневмоаппаратура. Эти две
части объединены и закреплены на станине основа-
ния. Механизм для осуществления перемещения рук
в поперечном направлении состоит из подвижной
каретки 28, на которой закреплены руки, перенала-
живаемые упоры 34 для регулировки величины
перемещения по сдвигу, приводной пневмоцилиндр
33 и направляющие 31 качения, по которым че-
рез шарики в сепараторе осуществляется переме-
щение каретки. Каретка перемещается от пневмоци-
линдра, имеющего неподвижный шток 32, связанный
с одной из боковых траверс. Торможение в конце
хода осуществляется с помощью двух гидродемпфе-
ров 36, имеющих регулировку скорости торможения.
На корпусах гидродемпферов расположены датчики положения 35
посдвигу. Установочное перемещение каретки с руками достигается
с помощью винтовых передач 26, связанных между собой кониче-
скими зубчатыми передачами 24 и расположенных в траверсе. Винты
от этих передач жестко связаны со станиной основания, а гайки —
с траверсой, которая может перемещаться по вертикальным
направляющим станины. Фиксацию положения траверсы при
подъеме-опускании осуществляют с помощью двух тангенциаль-
ных зажимов 25 траверсы, взаимодействующих при фиксации
с направляющими. Максимальная величина установочного верти-
кального перемещения траверсы равна 200 мм. Величины пере-
мещения фиксируют по шкале, закрепленной на неподвижной
части рамы основания манипулятора.
Манипулятор крепят к подвижной каретке, обеспечивающей
откат манипулятора от пресса для проведения его технического
обслуживания, смены штамповой оснастки и т. д. Каретка осна-
щена четырьмя роликами 30, с помощью которых она вместе с ма-
нипулятором может перемещаться вручную по направляющим
рельсам, закрепленным в фундаменте. Для фиксации манипулятора
на рельсах расположены переналаживаемые упоры, между кото-
рыми он размещается.
На рис. 2.10 показаны схемы работы манипулятора робота
«Ритм-05» на РТК холодной листовой штамповки и возможные
перемещения схватов рук при отработке рабочего цикла. Объект
обработки в виде прямоугольников показан в трех точках —
на исходной позиции, в штампе пресса и на конечной позиции
после обработки. Как видно из рис. 2.10, а, б, в РТК задейство-
ваны все транспортные перемещения схватов манипулятора.
Работа (рис. 2.10, в, г) с объектами обработки ограниченных
79
параметров позволяет сократить рабочий цикл обработки и тем
самым повысить производительность РТК за счет исключения
из программы одного из транспортных перемещений. Так, на
рис. 2.10, в исключено выдвижение рук, а на рис. 2.10, г —
поперечный сдвиг рук.
2.5. РОБОТ «РИТМ-01» И ЕГО МОДИФИКАЦИИ
Робот предназначен для автоматизации технологи-
ческих процессов в листоштамповочном и механосборочном про-
изводствах. Эта модель робота дополняет отраслевой размерный
ряд машин данного класса в сторону наименьших по габаритным
размерам и массам объектов обработки. Грузоподъемность гаммы
роботов «Ритм-01»—до 0,1 кг. Каждая из рассматриваемых
моделей робота представляет устройство, состоящее из манипуля-
тора, системы программного управления и силового блока, объе-
диненных электрокабелями и пневматическими трубопроводами.
Если кинематическая схема манипулятора робота «Ритм-01.01»
позволяет наиболее удачно вписывать эту модель в РТК механи-
ческой обработки, то исполнения манипуляторов роботов
«Ритм-01.02» и «Ритм-01.03» предусматривают их предпочтитель-
ное применение при автоматизации технологических процессов
несложной сборки и холодной листовой штамповки на прессовом
оборудовании с технологическими усилиями до 250-103 Н.
Габаритные размеры, рабочие зоны и величины перемещений
рабочих органов манипуляторов роботов «Ритм-01.01»,
«Ритм-01.02», «Ритм-01.03» показаны на рис. 2.11. В манипуляторе
робота «Ритм-01.01» (рис. 2.11, а) предусмотрено пять степеней
подвижности, из них четыре степени подвижности являются
транспортными (подъем-опускание, поворот, поперечный сдвиг
и выдвижение-втягивание руки). Поворот схвата вокруг гори-
зонтальной оси руки определяет единственную ориентирующую
степень подвижности.
В манипуляторе робота «Ритм-01.02» (рис. 2.11, б) сдвиг
руки отсутствует, а на специальных кронштейнах закреплены
две руки. Одна из них по конструктивному исполнению ана-
логична устанавливаемой на манипуляторе робота «Ритм-01.01»
двухстепенной руке. Вторая рука —одностепенная. В ней от-
сутствует ориентирующая степень подвижности — поворот схвата
вокруг горизонтальной оси руки.
В конструкции манипулятора предусмотрена возможность
регулировки взаимного расположения рук как в вертикальной,
так и в горизонтальной плоскости. Величина регулируемого сме-
щения осей рук в вертикальной плоскости составляет 0—40 мм.
Ось схвата одностепенной руки может быть смещена в вертикаль-
ной плоскости относительно оси руки (см. рис. 2.11, б). Предусмот-
рена также компоновка схвата с осью, перпендикулярной оси руки.
Смещением осей в вертикальной и горизонтальной плоскостях
80
Рис. 2.11. Компоновки и рабочие зоны манипуляторов модификаций роботов «Ритм-01»:
а — «Ритм-01.01»; б — «Ритм-01.02» с параллельным расположением осей рук; в —
«Ритм-01.02» с перекрещивающимся расположением осей рук
и поворотом каждой руки в горизонтальной плоскости достига-
ется компоновка манипулятора (рис. 2.11, в).
В третьей модификации манипулятора робота «Ритм-01.03»
также отсутствует сдвиг руки, а рука по своему исполнению
является двухстепенной и закреплена на специальном кронштейне.
Число опорных точек по каждой из координат, кроме поворота
руки (рук) вокруг вертикальной оси манипулятора, равно двум.
На основе анализа технологических позиций, подлежащих
роботизации, и с целью расширения области применения робота
рассматриваемой модели в конструкции манипуляторов преду-
смотрены три опорные точки при повороте руки (рук). Основные
характеристики робота «Ритм-01» с учетом всех его модификаций
приведены в табл. 2.1. Характеристики определялись для груза
массой 0,1 кг. Конструктивные особенности всех модификаций ПР
манипуляторов можно проследить по схеме манипулятора робота
«Ритм-01.01» (рис. 2.12).
Механизм подъема и поворота является составной частью
манипуляторов всех трех модификаций робота. Это сборная кон-
струкция. Передача крутящего момента на планшайбу 31 осуще-
ствляется от пневмопривода через реечно-зубчатую 1 и шлице-
вую 2 передачи. Плавность подхода регулируемых по периферии
планшайбы упоров 32 к крайним опорным точкам обеспечивает
81
Рис. 2.12. Схема манипулятора робота «Ритм-01.01»
неподвижно расположенное на корпусе 34 гидравлическое тор-
мозное устройство. Настройка эффективности торможения осу-
ществляется встроенным в устройство дросселем. Торможение
в средней точке достигается при взаимодействии регулируемого
упора 3 с гидравлическим устройством, срабатывающим от пнев-
мопривода по команде от СПУ. На корпусах гидравлических
устройств установлены датчики положения 4, 33, контроли-
рующие окончание перемещений.
Для подъема-опускания планшайбы 31 совместно с корпусом 34
предусмотрен пневмопривод 35. При этом корпус 34 перемещается
по направляющим 36. качения. Торможение и контроль оконча-
ния перемещений осуществляются аналогичным образом и с по-
мощью тех же конструктивных решений, что и при повороте план-
шайбы 31.
Механизм сдвига закреплен непосредственно на планшайбе.
Его корпус 5 со шток-поршнем 7 неподвижны. Каретка 28 со
встроенным пневмоцилиндром 27 перемещается по направля-
ющим 30 качения при подаче сжатого воздуха в соответствующие
полости пневмоцилиндра, причем при подаче сжатого воздуха
в левую полость пневмоцилиндра последний перемещается влево
до регулируемого упора 6. Торможение обеспечивается внутренним
пневматическим тормозным устройством с встроенным дросселем
29. При подаче сжатого воздуха в правую полость пневмо-
цилиндра каретка перемещается влево и, воздействуя через ры-
82
чажную систему 9 на пневматическое тормозное устройство 10,
останавливается. Величина перемещений контролируется дат-
чиками положения 8, 11. Рука робота выполнена с использованием
ряда проверенных решений, заложенных в конструкции рассмот-
ренных ранее моделей роботов с цикловой СПУ и пневмоприводом.
По направляющим 14 качения перемещается скалка 19 квадрат-
ного сечения. Внутри скалки в упор установлен вал 20 для пере-
дачи вращения на схват манипулятора. В правой части скалки
смонтирован пневмопривод поворота 23 схвата. Поступательное
перемещение поршня 24 со штоком 22 преобразуется во вращатель-
ное с помощью втулки 21, имеющей винтовую прорезь. Левая
часть скалки связана со штоком-поршнем 16 пневмоцилиндра 18,
закрепленного в корпусе 15 руки. Торможение при выдвижении
(втягивании) скалки — гидравлическое.
Эффективность торможения достигается настройкой дросселя
13 на необходимый расход перетекаемого масла из одной полости
тормозного устройства в другую и дросселями, вмонтированными
непосредственно в пневмораспределители. Торможение осущест-
вляется в конце хода поршня при утапливании упоров плунже-
ров 26 под действием регулируемых упоров 12, 25. Окончание
перемещения скалки контролируется датчиками положения 17.
Конструкция руки предусматривает применение клещевого и
вакуумного схватов.
Силовой блок представляет собой автономный малогабаритный
узел, в состав которого входят система подготовки воздуха и
пневмораспределители.
Система подготовки воздуха включает малогабаритные влаго-
отделитель, регулятор давления и маслораспылитель. В силовом
блоке установлено восемь малогабаритных четырехканальных
пневмораспределителей с условным проходом 3 мм. Каждый из
них предназначен для распределения сжатого воздуха в по-
лости соответствующих пневмоцилиндров приводов, осуществля-
ющих транспортные и ориентирующие перемещения схвата (схва-
тов), зажим-разжим схвата (схватов), срабатывание тормозного
устройства на промежуточной точке при повороте руки (рук)
вокруг вертикальной оси манипулятора.
В конструкции пневмораспределителей предусмотрены дрос-
сели, запирающие выхлопные полости пневмоцилиндров с целью
настройки рабочей скорости поршня.
Г л а в a (J I
ВОПРОСЫ ПРОЕКТИРОВАНИЯ И ЭЛЕМЕНТЫ РАСЧЕТА
МЕХАНИЧЕСКОЙ СИСТЕМЫ
УНИВЕРСАЛЬНЫХ ПРОМЫШЛЕННЫХ РОБОТОВ
3.1. механическая система
Структура механической системы. И. И. Артоболевский
и А. Е. Кобринский, основываясь на функциональной аналогии,
условно разделили движения человека и робота на три типа:
глобальные, региональные 1 и локальные. В настоящее время
глобальные движения ПР не мыслятся выходящими за пределы
одного цеха, поэтому назовем их внутрицеховыми. Региональные
движения, т. е. движения с помощью рук при неподвижном осно-
вании ПР, называются движениями переноса. Локальные движе-
ния, т. е. движения, совершаемые с помощью кистей рук, можно
разделить на два функциональных подкласса: движения ориенти-
рующие и операционные. Первые производят переориентацию
объектов, т. е. поворот относительно одной, двух или трех вза-
имно перпендикулярных осей, без значительного переноса их
центра тяжести. Вторые относятся к движениям, совершающим
непосредственные технологические операции с объектами, и
в первую очередь взятие и освобождение объектов, а также осуще-
ствление в локальной зоне некоторых перемещений с контроли-
руемой траекторией, например рабочей подачи инструмента,
которым оснащен ПР, поперечного сдвига захвата и т. п. В соот-
ветствии с такой классификацией механическая система ПР дол-
жна иметь в своем составе механизмы или кинематические группы
для преимущественного осуществления одного из данных видов
движения.
Кинематическая группа внутрицеховых движений представлена
в настоящее время механизмами типа колесных тележек одно-
или двухкоординатных. В будущем здесь возможно использование
шагающих механизмов, являющихся в большей или меныпей
степени структурным и конструктивным аналогом человеческих
ног. Остальные кинематические группы механической системы
ПР входят в состав манипуляторов, являющихся функциональ-
ным и структурным аналогом человеческих рук.
Рассматривая структуру манипулятора с функциональной
точки зрения, можно заметить, что подобные по функциональному
1 В практической деятельности глобальные и региональные движения часто
называют транспортирующими.
84
назначению механизмы могут содержать и другие машины, напри-
мер металлообрабатывающие станки. Однако для них эти функ-
ции не являются определяющими. Так, для металлообрабатыва-
ющих станков определяющей является функция формообразова-
ния, наилучшему выполнению которой полностью подчинена ки-
нематическая структура станка. Для манипулятора функции пе-
реноса и переориентации объектов являются главными и в зна-
чительной степени определяют требования к его конструкции.
Этой же функции подчинена и структура манипулятора как
сложного машинного агрегата, которая включает в себя комплекс
двигателей, передаточных механизмов и исполнительных звеньев.
Исполнительные звенья объединены в исполнительную кинемати-
ческую цепь ИКЦ, особенностью которой является ее разомкну-
тость, последовательное соединение звеньев между собой и с не-
подвижным звеном с помощью кинематических пар 5-го класса.
Такая структура позволяет перемещать объекты на значительные
расстояния при относительно небольших собственных габаритных
размерах манипуляторов, но при этом определяет принципиально
меньшую жесткость этих машин, по сравнению, например, со
станками, а отсюда и значительно меньшую абсолютную точность,
которая может быть достигнута при их работе.
Различные компоновочные решения манипуляторов определя-
ются способами расположения двигателей относительно приводи-
мых ими в движение звеньев ИКЦ. При некоторых вариантах та-
когорасположения возникает большая или меньшая кинематическая
зависимость между степенями подвижности манипулятора.
Рассмотренные выше особенности кинематической структуры
в значительной степени определяют круг задач, возникающих при
проектировании механической системы ПР; обеспечение макси-
мально возможной жесткости механизмов при наибольшей ком-
пактности и минимальной массе; проектирование безлюфтовых
передаточных механизмов (для увеличения жесткости и точности
работы); проектирование кинематически независимых механизмов;
проектирование уравновешенных механизмов (для уменьшения
мощности, а следовательно, габаритов и массы исполнительных
двигателей); повышение КПД передаточных механизмов; обеспе-
чение самоторможения для механизмов статически неуравнове-
шенных.
Анализ и выбор вариантов исполнительной кинематической
Цепи. Звенья ИКЦ, сочленяясь, образуют, как правило, кинема-
тические пары 5-го класса: поступательную прямолинейную и
вращательную. Комбинации последовательно соединенных кине-
матических пар 5-го класса, отличающиеся как последователь-
ностью чередования, так и взаимной пространственной ориента-
цией кинематических пар, создают многообразие вариантов струк-
тур ИКЦ. Часть ИКЦ, которая относится к кинематической
группе операционных движений, носит специализированный ха-
рактер, обычно не является неотъемлемой частью манипулятора
85
и может присоединяться к конечному звену в зависимости от
специализации ПР. Часть ИКЦ, которая относится к кинемати-
ческой группе ориентирующих движений, может содержать от
одной до трех вращательных кинематических пар с взаимно пер-
пендикулярными осями.
Манипуляторы с тремя ориентирующими степенями подвиж-
ности обладают универсальной ориентирующей способностью, т. е.
могут ориентировать несимметричный объект произвольным об-
разом. Подобные ориентирующие механизмы имеют фактически
одну и ту же структуру ИКЦ — три последовательно соединен-
ные вращательные кинематические пары с взаимно перпендикуляр-
ными осями.
Исполнительная кинематическая цепь кинематической группы
движений переноса может содержать как вращательные, так и
поступательные кинематические пары. Структура ИКЦ, опреде-
ляемая последовательностью и взаимным расположением этих
пар, влияет на такие параметры ПР, как форма и величина рабо-
чего объема, собственные габаритные размеры манипулятора,
а также площадь пола, потребную для его установки, возмож-
ность выполнения конкретных рабочих движений (последнее осо-
бенно важно для ПР с позиционной системой управления).
Все это делает актуальными задачи перечисления, оценки и вы-
бора вариантов кинематической структуры ПР.
На первый взгляд число различных вариантов кинематических
структур, состоящих из двух элементов: вращательной кинемати-
ческой пары В и поступательной прямолинейной пары П, выража-
ется числом 2П, где п — число степеней подвижности манипуля-
тора. Учитывая, что каждая из кинематических пар имеет ось,
которая может быть различным образом ориентирована относи-
тельно базовых осей координат и осей предшествующих ей в ИКЦ
кинематических пар, а также некоторый условный центр, который
может не совпадать с центром предшествующей кинематической
пары, двух элементов В и П недостаточно для комбинаторного
описания множества возможных вариантов ИКЦ- При произ-
вольном взаимном ориентировании кинематических пар количе-
ство вариантов компоновок становится бесконечно большим. Од-
нако реальные конструкции манипуляторов выполняются в гро-
мадном большинстве случаев с ортогональным расположением
осей соседних кинематических пар. При этом появляется
возможность рассмотреть конечное число вариантов струк-
тур.
Задача перечисления вариантов кинематических структур
может быть решена путем введения специального формального
языка, в котором алфавит содержит ряд символов, каждый из
которых соответствует одному из элементов ИКЦ, а грамматика
представляет набор правил комбинирования этих символов.
Определения некоторых используемых в дальнейшем понятий
приведены в табл. 3.1.
86
?.1. Определение понятий, применяемых для описания кинематических
структур
Понятие Определение
n-координатная структура Структура ИКЦ, в составе которой содер- жится п кинематических пар 5-го класса
Неподвижное звено ческой пары кинемати- Звено кинематической пары, входящей в ИКЦ манипулятора, обладающее меньшей подвиж- ностью относительно неподвижного звена
Подвижное звено ской пары кинематиче- Звено кинематической пары, входящей в ИКЦ манипулятора, обладающее большей подвиж- ностью относительно неподвижного звена
Заделка кинематической пары Участок поверхности, на котором осуществ- ляется постоянный контакт звеньев кинемати- ческой пары между собой
Ось поступательной ческой пары кинемати- Прямая, совпадающая по направлению с пе- ремещением подвижного звена пары и прохо- дящая через геометрический центр попереч- ного сечения заделки
Ось вращательной ской пары кинематиче* Ось взаимного вращения звеньев пары
Длина заделки кинематической пары Отрезок прямой, параллельный оси кинема- тической пары, равный расстоянию между крайними точками заделки. В том случае, если при взаимном изменении положения звеньев пары длина заделки меняется, под длиной заделки понимается ее минимальная величина
Центр кинематической пары Точка на оси кинематической пары, находя- щаяся посередине длины заделки
Однонаправленные ческие пары кинемати- Кинематические пары с совпадающими или параллельными осями
Разнонаправленные ческие пары кинемати- Кинематические пары с пересекающимися или скрещивающимися осями
Рабочая точка звена Точка подвижного звена данной кинематиче- ской пары ИКЦ, совпадающая с центром по- следующей кинематической пары или явля- ющаяся точкой крепления операционного механизма
Длина подвижного звена кине- матической пары Расстояние между центром кинематической пары и рабочей точкой его подвижного звена
Рабочая точка манипулятора Конечная точка ИКЦ, к которой крепится захватное устройство или другой операцион- ный механизм
Рабочий объем манипулятора Пространство, образуемое множеством всех возможных положений рабочей точки мани- пулятора
87
Рис. 3.1. Дерево трехкоординатных структур
ИКЦ кинематической группы движений
переноса
Нумерацию кинематических пар в ИКЦ условимся вести от
неподвижного звена манипулятора. Кинематическую пару ИКЦ,
в которую входит неподвижное звено, будем называть первой
кинематической парой данной цепи.
Для того чтобы структура ИКЦ могла быть записана, необхо-
димо определить положение в пространстве центров всех кинема-
тических пар относительно центра первой кинематической пары
и ориентацию осей всех кинематических пар цепи относительно
оси первой кинематической пары.
Второе условие для манипуляторов с ортогональным располо-
жением осей кинематических пар может быть выполнено путем
введения символической записи, включающей комбинацию шести
символов, обозначающих кинематические пары как элементы кине-
матической структуры (рис. 3.1): П, В, ГГ, В', 17", В", где П и В —
обозначения соответственно поступательной и вращательной кине-
матических пар, являющихся либо первыми парами в ИКЦ, либо
однонаправленными с предыдущей кинематической парой цепи;
П' и В' обозначают кинематические пары, оси которых перпенди-
кулярны оси предыдущего элемента в ИКЦ, но параллельны оси
элемента, ему предшествующего; П" и В” обозначают кинемати-
ческие пары, оси которых перпендикулярны к осям двух преды-
дущих, обязательно разнонаправленных элементов. Так как угол
вращения кинематических пар в манипуляторах, как правило,
ограничен, ориентация элемента В определяется в среднем (ней-
тральном) положении подвижного звена.
88
Вращательная кинематическая пара может осуществлять либо
только изменение ориентации манипулируемого объекта (в том
случае, когда центр тяжести объекта лежит на оси пары), либо
одновременный его перенос, величина которого зависит от радиуса
вращения. Для символического обозначения второго случая вве-
дем в алфавит предлагаемого языка еще два символа [П' ] и [П"],
обозначающих геометрические элементы кинематической струк-
туры и соответствующих радиусу вращения рабочей точки подвиж-
ного звена элемента В. В этом случае вращательная пара будет
обозначаться комбинацией двух символов: В [П'] или В [Л"]
в зависимости от ориентации подвижного звена относительно осей
предыдущих элементов структуры. Таким образом, имеем всего
восемь элементов структуры, различные последовательности кото-
рых определяют возможные варианты кинематических структур.
Установим еще некоторые правила комбинирования символов,
позволяющие уменьшить количество рассматриваемых вариантов
структур. Элементы [П' ] и [Л"] будем ставить только после вра-
щательных пар, т. е. элементов В, В' и В”, так как постановка
этих элементов после поступательных пар или самих геометриче-
ских элементов приводит лишь к смещению начала отсчета в про-
странстве и не меняет геометрических свойств структуры.
Последовательности одноименных символов ЛЛ, Л'Л, Л"Л,
В'В, ” и ВВ считаются запрещенными, так как их фактически
можно заменить одним элементом без изменения геометрических
свойств структуры. Из двух эквивалентных последовательностей
ВП и ПВ (соответствующих цилиндрической кинематической паре)
первую считаем запрещенной. Структура части ИКЦ, относя-
щейся к кинематической группе движений переноса, не должна
оканчиваться на элементы В, В' и В”, так как они не могут совер-
шать переноса объекта.
Пользуясь этими ограничениями, построим граф всех возмож-
ных вариантов кинематических структур, который будет иметь вид
дерева. Число однокоординатных, т. е. с одной кинематической
парой, структур будет равно двум: Л и В [П']. Каждая из этих
однокоординатных структур может быть развита путем добавле-
ния к ним элементов из числа перечисленных выше восьми: Л, В,
П', В', П", В" [ГТ ] и [Л"], причем должны исключаться все за-
прещенные последовательности, указанные выше. В результате
получаем дерево двухкоординатных структур с 16 различными
вариантами. Дерево трехкоординатных структур содержит 172
различных варианта построения ИКЦ- Такое множество вариантов
ставит вопрос об обоснованном выборе типа кинематической струк-
туры для ПР.
Та или иная структура кинематической группы движений пере-
носа представляет собой как бы модель той или иной системы коор-
динат. Для двухкоординатных структур структура ЛЛ' является
Моделью прямоугольной системы координат, структура ВП' —
Полярной системы координат. Другие структуры тоже можно
89
рассматривать как различные системы координат, отличающиеся
от общепринятых, однако также позволяющие задавать положе-
ние точки на плоскости или какой-либо другой поверхности.
С этой точки зрения все приведенные выше двухкоординатные
структуры являются равноправными. Для того чтобы ПР мог со-
вершать движения в пространстве по заданной программе, ему
предварительно должны быть заданы координаты конечных точек
движения и траектории движения между этими точками. Задание
удобнее всего производить в общепринятых системах координат и,
следовательно, для манипуляторов, имеющих структуру кинема-
тической группы движений переноса, моделирующую одну из та-
ких систем координат. Все другие структуры требуют более или
менее сложных преобразований координат, что значительно услож-
няет процесс задания программы перемещений. С этой точки зре-
ния наиболее приемлемыми являются структуры ПП' и BIT.
Несколько менее удобными являются структуры В [ГТ] В' [ГТ]
и В \ГГ ] В' [П”\, у которых прямолинейное движение рабочей
точки второго звена может быть задано относительно простым спо-
собом — путем одновременного вращения в противоположные
стороны в обеих кинематических парах. Благодаря этому можно
считать такие структуры также моделью полярной системы коор-
динат. Все другие структуры требуют значительно более сложных
преобразований координат при задании перемещений.
Переходя к пространственным перемещениям, можно сформу-
лировать к структурам кинематической группы переноса следую-
щее требование: они должны также моделировать общепринятые
системы координат (прямоугольную, цилиндрическую и сфериче-
скую). Общим для всех этих систем координат является то, что
рабочая точка последнего звена структуры должна иметь возмож-
ность прямолинейного перемещения. Это означает, что символиче-
ская запись структуры должна оканчиваться либо элементом П
(или ГТ, П”), либо сочетанием вида В [IT] В’ [IT ] (или В [IT]
В' [ГТ], В [ГГ\ В' [П'\, В [ГТ] В [П"]).
Рассматривая дерево кинематических структур по внешнему
виду символической записи, выделим все структуры, удовлетворя-
ющие этому требованию. Для части этих структур рабочая точка
последнего звена имеет возможность перемещаться только в пло-
скости или какой-либо другой поверхности, т. е. они не могут
обслуживать рабочего объема. После отбраковки этих структур
остается всего 50 вариантов построения ИКЦ кинематической
группы движений переноса. После графического построения этих
структур было выявлено, что только 18 из них соответствуют пря-
моугольной, цилиндрической или сферической системам коорди-
нат.
Одной из важных технологических характеристик ПР служит
величина рабочего объема, зависящая в значительной степени от
вида кинематической структуры манипулятора. Как уже говори-
лось выше, перенос объектов в кинематической группе движений
90
Рис. 3.2. Однокоординатные кинематические структуры:
а — вида В [ГГ ]; б — вида П
переноса осуществляют с помощью двух однокоординатных струк-
тур П и В [ГТ ] (рис. 3.2). Для того чтобы создать основу сравне-
ния между собой различных кинематических структур, примем
следующие условные параметры элементов: величина хода посту-
пательных пар П, ГТ и П" равна длине элементов [Л'] и [/?"]
и обозначается через а; величины заделок поступательных и вра-
щательных кинематических пар равны а/3; угол действия враща-
тельных пар равен .п. При этих условиях собственно объемы и от-
носительные жесткости структур П и В [ГТ] приблизительно
равны между собой и условно могут быть приняты за единицу.
Принятые величины параметров элементов кинематических
структур позволяют сравнить между собой различные варианты
ИКЦ манипуляторов по величине рабочего объема, безотноситель-
но к их конкретному конструктивному воплощению.
Габаритные размеры и жесткость манипуляторов также яв-
ляются функцией кинематической структуры. При принятых по-
стоянных параметрах элементов структуры габаритные размеры и
объем манипулятора тем больше, а жесткость тем меньше, чем
больше в структуре содержится унифицированных нами элемен-
тов П и В \ГГ ]. Это позволяет ввести понятие удельного рабочего
объема структуры Vy, который представляет собой отношение
рабочего объема структуры к числу элементов П и В [ГТ ], содер-
жащихся в рассматриваемой структуре. Ку может быть определен
как рабочий объем кинематической структуры, собственные габа-
ритные размеры и жесткость которой приведены к некоторой услов-
ной единице. Естественно, что при переходе от идеализированной
кинематической структуры к реальной конструкции манипулятора
величина рабочего объема может меняться в большую или мень-
шую сторону, в зависимости от того, насколько отличаются реаль-
ные параметры звеньев ИКЦ от условно принятых. Тем не менее
величина может характеризовать эффективность различных
структур по величине рабочего объема при прочих равных усло-
виях.
В табл. 3.2 приведены кинематические схемы, формы и вели-
чины рабочих объемов, а также параметр Ку для 18 отобранных
кинематических структур. Удельный рабочий объем Ц. возрас-
91
3.2. Трехкоординатные кинематические структуры
Символическое обозначение структур Модель робота Кинематическая схема Форма рабочей зоны Рабо- чий объем X
ПП'П" «Versaweld» фирмы «Howksr Siddeley» (Англия) .а Р TZt л/ а3 0,33
ПВП' «Versatran» фирмы «AMF» (США) а -ея с 6 С 2а3 1
ПВ [И' ] п «Matbac RC-ЗО» фирмы «Tokio Keiki» (Япония) i в 1И 13 „ 5а3 1,67
ПВ [П']В' [П’] — li и м _ g_' 11 с /g ААТх 6а3 2
ПВ [П']В' [П”] «Daikabol» фирмы «Daido Steel» (Япония) 1 !Н а 6а8 2
92
Продолжение табл. 3.2
Символическое обозначение структур Модель робота Кинематическая схема Форма рабочей зоны Рабо- чий объем vy
ВВ'П” \ «Meehan ikal Arm» фирмы «Muschamp» (Англия) а *1 Л/l Vv \ iVy 3,5a3 3,5
ВВ' [П']В' [/7'1 — 22a3 11
631-
1
1 ВВ' [П']В' [П"] «Tral If а» фирмы «Devilibis» (Норвегия) l\ w 16a8 8
| ВВ' [/7"] П «Unimate» фирмы «Unimation» (США) XJOe li 17a3 8,5
ВВ' [П’] В' 177'] | «1АХ ROBOT» фирмы «Tokio Keiki» (Япония) g^ Й g 1 VA^v^j/ / 18a3 9
93
Продолжение табл. 3.2
94
Продолжение табл. 3.2
Примечание. Величина рабочего объема даиа приблизительно.
тает с увеличением числа вращательных кинематических пар в трех-
координатной структуре. Он минимален и равен 0,33 при их
отсутствии, не превышает 1,67 при наличии одного элемента В,
при двух вращательных парах может достигать 8,5, а при трех до-
стигает 11. При оценке различных структур главными были при-
няты рабочий объем и форма рабочей зоны — геометрические па-
раметры, которые существенно влияют на степень технологической
универсальности ПР. Это определило подход к выбору ограниче-
ний, накладываемых на комбинирование элементов структур.
Предложенный подход основан на том, что практически углы по-
ворота во вращательных шарнирах ПР ограничены, ввиду чего
имеются нейтральные (средние) положения звеньев кинематиче-
95
ской цепи. Это обстоятельство позволяет фиксировать ориентацию
осей вращательных кинематических пар не только в плоскости, но
и в пространстве.
Любая из структур, приведенных в табл. 3.2, универсальна н
равноправна в том смысле, что система связей ИКЦ не наклады-
вает ограничений на движение рабочей точки внутри некоторого
объема и эти движения могут совершаться по любым произвольным
траекториям. Однако, если мы подойдем к вопросу способа зада-
ния этих траекторий, то окажется, что система управления, кото-
рая должна осуществить заданный вид траектории, будет иметь
существенно различную сложность в зависимости от того, как эти
траектории соотносятся с конкретной ИКЦ- Так, наиболее просто
осуществить такие движения,траектории которых совпадают с пере-
мещением по одной из координат. Наиболее сложным будет осу-
ществление траекторий с одновременным перемещением по трем
координатам, так как при этом требуются постоянные вычисления,
согласующие систему координат структуры ИКЦ с системой коор-
динат, в которой задается траектория. Сложность таких вычисле-
ний существенно различна для различных структур ИКЦ- Таким
образом, на выбор того или иного варианта кинематической струк-
туры оказывают влияние помимо геометрических факторов, свя-
занных с объемом и формой рабочей зоны, также вид траекторий
перемещения рабочей точки ПР на конкретном технологическом
участке и возможности системы управления.
В большинстве современных конструкций ПР применяют по-
зиционные СПУ. Это означает, что возможности осуществления
перемещений с контролируемой траекторией ограничиваются для
них перемещениями по одной координате. Таким образом «уни-
версальность» большинства трехкоординатных структур оказы-
вается бесполезной при применении позиционных систем управле-
ния, и в этом случае для выполнения конкретной работы требуется
зачастую применение также конкретной структуры ИКЦ манипу-
лятора. Этим объясняется довольно большое разнообразие трех-
координатных структур механизмов переноса существующих мо-
делей ПР. Структура ИКЦ часто связана с основной технологи-
ческой задачей ПР. Так, ПР для холодной штамповки, как пра-
вило, имеют структуру, работающую в цилиндрической или в пря-
моугольной системе координат (см. структуры № 1 и 2 в табл. 3.2).
Такая структура диктуется кинематикой рабочих процессов штам-
повки и цикловой системой управления. Роботы для нанесения
покрытий чаще всего выполняются с шарнирно-сочлененной рукой
(структура № 8, контурное управление с записью по первому
циклу). Роботы для дуговой сварки, как правило, имеют струк-
туру № 1 с перемещениями в декартовой системе координат, чем
облегчается расчет траекторий в системе управления. Роботы, об-
служивающие металлорежущее оборудование, работают либо
в цилиндрической, либо в сферической системе координат (струк-
туры № 2, 3, 9, 12), что связано с необходимостью обслужива-
96
рис. 3.3. Четырех- и пятикоординатные структуры ИКЦ промышленных роботов:
а — «Kawasaki-Unimate 5030»; б — «Robutus RA»; в — «Унпверсал-5»; г — «Уннвер-
сал-15»
ния большой рабочей зоны для размещения максимального числа
единиц обслуживаемого оборудования и т. д. Могут встретиться
такие случаи, когда трех координат в кинематической группе дви-
жений переноса недостаточно.
Это является причиной появления ПР с четырех- и пятикоорди-
натными структурами кинематической группы движений переноса.
К их числу относятся, например, такие широко известные модели,
как «Kawasaki-Unimate 5030» (Япония) с четырехкоординатной
(рис. 3.3, а) и «Robitus RA» с пятикоординатной (рис. 3.3, б)
структурами кинематической группы движений переноса.
Четырехкоординатные структуры имеют и отечественные ро-
боты «Универсал-5» (рис. 3.3, в) и «Универсал-15.01» (рис. 3.3, г)
1А. с. № 446412 (СССР)]. Структура ПВ [/?'] В'ГТ робота
«Универсал-5» фактически моделирует цилиндрическую систему
координат, начало отсчета которой перемещается по дуге некото-
рого радиуса [А. с. № 372885 (СССР)]. Такая структура позво-
ляет в локальных зонах обслуживания перемещать руку в гори-
зонтальной плоскости по прямым произвольного направления,
в частности по параллельным прямым. Это дает возможность значи-
тельно увеличить область использования манипулятора, напри-
мер работать с ячеистой тарой прямоугольной формы и т. п.
Модульный принцип проектирования. Использование в меха-
низмах переноса трехкоординатных структур при современном
Уровне развития систем управления не обеспечивает ПР достаточ-
ного уровня технологической универсальности. Несколько улуч-
шает эту характеристику применение четырех- и пятикоординат-
ных структур, однако этот путь чреват целым рядом нежелатель-
ных последствий, таких как увеличение стоимости, габаритных
размеров и массы ПР, уменьшение жесткости и, как следствие,
ухудшение таких основных характеристик, как точность и быстро-
действие.
Наиболее естественным решением возникшей проблемы яв-
ляется разработка и применение системы конструктивных моду-
лей, которая позволит без значительных затрат и усилий собирать
ПР с любой требуемой в конкретной производственной ситуации
структурой ИКЦ [44]. Такая система позволила бы применять ПР
4 Шифрин Я. А. и др 97
без избыточных способностей, с оптимальными характеристиками
и максимальной эффективностью.
Под промышленным роботом модульной конструкции понимаем
робот, число степеней подвижности и кинематическая структура
которого выбираются из конкретных условий применения и обес-
печиваются соответствующим соединением конструктивных моду-
лей. Конструктивный модуль — это функционально и конструк-
тивно независимая единица, которая может использоваться как
индивидуально, так и в различных комбинациях с другими моду-
лями. Конструктивный модуль, как правило, содержит приводные
средства и механизмы, а также энергетические и информационные
коммуникации, обеспечивающие одну или несколько степеней
подвижности ПР.
Соединение модулей между собой происходит с помощью уни-
фицированных стыковочных поверхностей и унифицированных
разъемов энергопитания и не требует никаких дополнительных
проектных или монтажных работ, кроме операции сочленения.
После соединения полученной таким образом сборки с помощью
унифицированного разъема с системой управления робот готов
к работе. Благодаря этому отпадает необходимость в наличии спе-
циальной документации для каждой компоновки, и создание но-
вых компоновок ПР передается целиком в руки потребителя.
Следует отметить, что поставленная в таком виде задача ре-
шается впервые, и ни одна из конструкций зарубежных модульных
ПР не отвечает сформулированным требованиям.
Промышленный робот модульного типа разрабатывается в виде
набора автономных модулей, из которых могут быть легко и быстро
собраны манипуляторы с различными кинематическими структу-
рами и числом степеней подвижности в строгом соответствии с кон-
кретными технологическими требованиями. В случае прекращения
функционирования данного производственного участка для ро-
бота модульного типа легче найти другую работу, чем для уни-
версального, так как структура робота может быть легко изменена
в соответствии с изменившимися требованиями.
Принцип модульности имеет и другие существенные преимуще-
ства. Так как каждый модуль представляет собой законченный
машинный агрегат, относительно более простой, чем универсаль-
ный манипулятор, то упрощается сборка и доводка таких модулей.
Это позволяет увеличить надежность как отдельных модулей, так
и собираемых из них манипуляторов. Модульный принцип позво-
ляет неограниченно развивать конструкцию манипуляторов путем
разработки новых и переработки старых модулей.При этом переход
на выпуск новых моделей ПР может происходить постепенно и
безболезненно для производства. Состав системы конструктивных
модулей определяется технологическими требованиями к геоме-
трическим характеристикам перемещения объектов производства,
а также некоторым особенностям кинематической структуры мани-
пуляторов. к числу последних относятся: различие в конструкции
98
кинематических пар ИКЦ, работающих в горизонтальной и' в 'вер-
тикальной плоскостях, что связано с отсутствием или наличием
гравитационной нагрузки на привод, а таг же с разницей в вели-
чинах и скоростях перемещений; неодинаковое нагружение меха-
низмов, находящихся в различных частях ИКЦ манипулятора
(механизмы, находящиеся ближе к неподвижному звену, более
нагружены); разница в конструкции вращательных кинематиче-
ских пар в механизмах переноса и ориентации.
Кроме того, на состав системы модулей влияет используемый
тип привода основных движений. При гидравлическом приводе
с использованием в качестве двигателей поступательных и ротор-
ных цилиндров возможна разработка системы, в которой каждый
модуль обладает одной степенью подвижности. По такому прин-
ципу выполнен, например, модульный робот RC (Япония) [551.
Однако при применении электрического следящего привода для
ПР большей грузоподъемности, каким является РПМ-25, стано-
вится затруднительным выполнить универсальный ориентирую-
щий механизм из отдельных модулей, так как в этом случае на
кисти манипулятора должны размещаться тяжелые и громоздкие
электродвигатели, редукторы, датчики обратной связи. Это при-
вело бы к значительному утяжелению конечных звеньев ПР и
к резкому снижению его грузоподъемности, быстродействия, ди-
намической точности и др.
Поэтому для модульного ПР со следящим электроприводом
целесообразно выполнять ориентирующие степени подвижности
в виде модулей руки, которая в зависимости от требуемой степени
универсальности снабжена одним, двумя или тремя ориентирую-
щими механизмами. Такие модули могут быть выполнены, напри-
мер, по кинематической схеме, показанной на рис. 1.32. В этом
случае рука выполняется из конструктивных блоков, различное
число которых и различные их комбинации позволяют собирать
модуль — руку с одной, двумя и тремя степенями подвиж-
ности .
Модули, относящиеся к кинематической группе движений пере-
носа, могут быть выполнены однокоординатными. При этом сов-
местное рассмотрение всех факторов, влияющих на выбор системы
модулей, приводит к необходимости разработки трех модулей пря-
молинейного перемещения (поперечного сдвига, подъема и ради-
ального хода) и двух модулей вращательного перемещения
(поворота и качания). Для обеспечения шарнирно-сочлененной
структуры ПР предусмотрен один двухкоординатный модуль —
модуль двойного качания. Внутрицеховые перемещения осущест-
вляются с помощью двух модулей подвижного основания — на-
польного и подвесного. Таким образом, предполагается, что си-
стема будет состоять из 11 модулей основных движений ПР.
Типы приводов. Привод робота можно определить как устрой-
ство для преобразования сигналов, поступающих от системы упра-
вления, в механическое перемещение исполнительных звеньев.
4* 99
Ряс. 8.4. Структура привода промышленного робота
Структурно это устройство содержит в себе ряд преобразователей
энергии (рис. 3.4).
Ниже будут рассмотрены управляющие элементы привода.
Привод в значительной степени определяет структуру и параметры
как системы управления, так и механической системы МС. Прежде
чем приступить к конструированию ПР, необходимо выбрать тип
привода его основных движений. Для решения задачи выбора
типа привода представляются существенными следующие признаки
классификации приводов: по виду энергоносителя, по виду испол-
нительных двигателей, по способу управления, по способу регу-
лирования поступающей и отводимой от механической системы
энергии.
По виду энергоносителя в настоящее время различаются сле-
дующие типы приводов: электрический, пневматический, гидрав-
лический и их комбинации. Не вдаваясь в подробный анализ преи-
муществ того или иного типа привода, которому посвящено боль-
шое количество публикаций, рассмотрим только некоторые основ-
ные особенности, существенные для использования в роботах. При
наличии централизованной пневмосети на первое место выступают
такие преимущества пневмопривода, как дешевизна, конструктив-
ная простота, высокая надежность, пожаробезопасность. Основ-
ной недостаток пневмопривода — трудность реализации следящего
привода из-за высокой сжимаемости энергоносителя. Поэтому
пневмопривод используется главным образом в ПР с цикловым
управлением (с позиционированием исполнительных звеньев по
жестким регулируемым упорам). Другой недостаток пневмопри-
вода связан с ограничением давления энергоносителя равным
(39—49)-104 Па, что приводит к большим, чем у ПР с гидроприво-
дом, габаритным размерам исполнительных двигателей,
100
Осуществление следящего привода для ПР с программируемыми
перемещениями возможно как на базе электрического, так и ги-
дравлического приводов. Однозначного решения о преимуществе
того или другого типа привода в настоящее время не существует.
Основные преимущества электропривода перед гидроприво-
дом — простота обслуживания, отсутствие утечек масла, высокий
КПД, отсутствие дополнительных преобразователей энергии
в виде гидростанции, более низкий уровень шума. Преимущест-
вами гидропривода являются компактность и малая масса испол-
нительных двигателей, низкая постоянная времени и более про-
стое управление маломощными электрогидравлическими преобра-
зователями по сравнению с мощными электромоторами постоян-
ного тока.
По виду исполнительных двигателей можно различать: приводы
с двигателями поступательного прямолинейного перемещения
(гидроцилиндры, пневмоцилиндры, линейные электродвигатели);
приводы с вращательными малооборотными двигателями (ротор-
ные гидро- и пневмоцилиндры, радиально-поршневые гидромоторы;
приводы с высокооборотными вращательными двигателями (элек-
тродвигатели, аксиально-поршневые гидромоторы, пневмодвига-
тели). Приводы первых двух типов в некоторых случаях могут
соединяться с исполнительными звеньями вообще без помощи пере-
даточных механизмов, т. е. непосредственно или с помощью ком-
пенсирующих муфт. При этом конструкция механической системы
значительно упрощается. Приводы третьего типа требуют обяза-
тельного наличия редукторов для согласования скоростей дви-
жения и силовых характеристик ведущих валов двигателей и ис-
полнительных звеньев.
По типу управления можно различать: 1) разомкнутые при-
воды с позиционированием по жестким механическим или другого
вида упорам; для этих приводов характерно использование цикло-
вых систем управления, так как в этом случае величина перемеще-
ния не программируется, а устанавливается заранее регулиров-
кой упоров; 2) разомкнутые приводы с цифровым управлением, где
в качестве двигателей могут быть использованы шаговые электро-
моторы или составные цилиндры (позиционеры); 3) следящие при-
воды, замкнутые, с обратной связью по положению, а также по
некоторым другим параметрам (скорости, силе и др.). В настоя-
щее время в ПР чаще всего используют следящие гидропривод и
электропривод постоянного тока. Эти приводы пригодны как для
позиционных, так и для контурных систем управления.
По способу регулирования поступающей и отводимой от меха-
нической системы энергии можно различать приводы: активный и
пассивный [19]. В активном приводе регулируются активные силы,
задаваемые двигателем, в пассивном приводе — силы, отбираемые
°т механической системы (тормозные силы). Большинство исполь?
зуемых в настоящее время в ПР приводов являются активными.
К пассивным можно отнести приводы ЦИКЛОВЫХ ПР, В которых для
101
отбора мощности из системы используются демпферы различных
конструкций. Примером регулируемого пассивного привода яв-
ляется привод робота РМ-12 фирмы РАТ-12 (ФРГ) [60], где отбор
мощности от системы осуществляется регулируемым электромаг-
нитным тормозом, который через передачи связан со штоком пнев-
моцилиндра, являющегося двигателем привода. Применение пас-
сивного привода может служить способом увеличения его жестко-
сти, так как регулируемые тормоза могут быть установлены непо-
средственно на звеньях ИКЦ, жестко связывая их между собой и
устраняя влияние податливости элементов привода на общую жест-
кость манипулятора. Однако это улучшение характеристик дости-
гается за счет усложнения конструкции механической системы.
При выборе типа привода должен подвергаться совместному
рассмотрению ряд факторов, связанных с предполагаемым функ-
ционированием ПР. К ним относятся назначение ПР, его техниче-
ские характеристики, условия эксплуатации, характеристики
объектов, с которыми ПР должен взаимодействовать, целый ряд
факторов технико-экономического характера, таких как простота
и технологичность конструкции, стоимость комплектующих мате-
риалов, простота и периодичность обслуживания и ремонта, энер-
гоемкость и др. Немаловажную роль при выборе типа привода иг-
рает также наличие тех или иных комплектующих изделий и их
качество. Наконец, выбор типа привода должен происходить сов-
местно с определением типа и структуры системы управления.
Применение пневматического привода для ПР с программи-
руемыми перемещениями в настоящее время очень ограничено.
В качестве примера можно привести робот РС-3, с применением
составных дискретных пневмоцилиндров, упоминающийся выше
робот РМ-12 с позиционным управлением на основе пневмопривода
с управляемым электрическим тормозом и робот МП-8, где тормо-
жение осуществляется подачей противодавления в выхлопную
полость пневмоцилиндра, а удержание двигателя в запрограмми-
рованных позициях обеспечивается специальным пневматическим
тормозом [50].
Для большинства универсальных ПР применяются гидро- или
электропривод. При этом возможны два варианта: разомкнутый
шаговый привод и замкнутый следящий привод. Шаговый привод
может быть либо чисто электрическим, как это имеет место в ро-
боте «Sundsdrand» (США), либо электрогидравлическим, когда
маломощные электрические шаговые двигатели вращают золотник
гидроусилителей крутящих моментов, например в ПР СМ40 и
УМ160 [1 ] и ИЭС-1 [35]. Вопрос о выборе разомкнутого или зам-
кнутого типов приводов решается разработчиками системы управ-
ления. Эксплуатационные качества обоих типов приводов равно-
ценны. Оба типа позволяют создавать как позиционные, так и
контурные системы управления. Отметим, что разомкнутый при-
вод подвержен накоплению ошибок позиционирования из-за слу-
чайных пропусков импульсов, а организация обучения ПР по
102 '
риС. 3.5. Схема манипулятора, работа
Romero в сферической системе координат
мощности двигателя и последу-
первому циклу — сложнее, чем
у ПР со следящим' приводом.
В большинстве универсальных
ПР используется следящий при-
вод, замкнутый по положению.
В отечественных конструкциях
ПР используются как электро-
привод постоянного тока («Уни-
версал-5», РПМ-25), так и сле-
дящий гидропривод («Универ-
сал-15.06») и комбинированный
электрогидропривод («Универ-
сал-15.01», «Универсал-60»),
Энергетические характери-
стики привода. После выбора
типа привода ПР и, следова-
тельно, вида исполнительных
двигателей важной задачей яв-
ляется определение потребной
ющий выбор его конкретной модели. Точное определение мощ-
ности привода на стадии проектирования не представляется
возможным ввиду отсутствия точных значений массы звеньев
и координат их центров тяжести. Поэтому на стадии проек-
тирования необходимо сделать ряд допущений и приближений,
которые тем не менее позволяют достаточно хорошо оценить вели-
чину мощности привода.
Рассмотрим в качестве примера манипулятор, работающий
в сферической системе координат (рис. 3.5). В техническом зада-
нии на проектирование задаются обычно следующие параметры:
т — грузоподъемность или масса переносимого груза, кг; г —
максимальный радиус действия, м; <р, S — пределы перемещения
груза по координатам, рад или м; ®, и — номинальная скорость
перемещения груза по координате, с1 или м/с.
Мощность двигателя поворотной координаты
АГВ=-^(МН + МИ),
где Л4„ — момент неуравновешенности, возникающий от неуравно-
вешенных масс (включая переносимый груз) относительно оси
вращения, Н-м; 7И„ — динамический момент, возникающий в пе-
риоды разгона и торможения, Н-м; ц — КПД передач, связываю-
щих двигатель с исполнительным звеном. Динамический момент
= (3.2)
где е — угловое ускорение, м/с2; -Д — момент инерции вращаю-
щихся частей манипулятора, кг-м2.
103
Для оценки динамического момента сделаем следующие допу-
щения: закон изменения скорости по координате — трапецие-
дальный, т. е. разгон и замедление происходят с постоянным уско-
рением; длина пути разгона фр (Sp) равна длине пути замедления
Фт (ST) и составляет некоторую часть общего пути перемещения
Ф (S): ФР = фт = Кхф.
Величину коэффициента /<3 определим исходя из следующего.
При заданной скорости (ы, и) перемещений по координате быстро-
действие будет тем больше, чем меньше Кх. Но слишком малая
величина К, вызовет большие динамические перегрузки на меха-
низмы привода, что приведет к преждевременному выходу из
строя ПР. Зададимся допустимой величиной таких перегрузок,
равной 1,5. При этом максимальная величина ускорения перено-
симого груза и элементов конструкции ПР не превышает g/2, или
5 м/с2.
Для привода ПР с линейным перемещением на 1 м, скоростью
1 м/с длина пути разгона S,, =-у- = 0,1 м, a Kt — SP!S =
= 0,1. Этим значением /<г будем пользоваться в дальнейшем при
ориентировочных расчетах мощности.
Ускорение, выраженное через параметры, заданные в техниче-
ском задании, имеет вид
Момент инерции
А — J г + Ai = (3-4)
где Jr = tnr2 — момент инерции от максимального переносимого
ПР полезного груза на максимальном радиусе вращения; JM —
момент инерции вращающихся частей манипулятора при макси-
мальном радиусе переноса; Кг — коэффициент конструкции.
По результатам расчетов для существующих конструкций
роботов «Unimate», «Универсал-50», «Универсал-15.01» коэффи-
циент = 1,8 =2,3.
Примем К2 = 2. Подставляя значения величин из формул
(3.3) и (3.4) в формулу (3.2), получим выражение для динамиче-
ского момента:
Кгт№
2У1Ф
Момент неуравновешенности
= K3mgr sin а,
где ---коэффициент конструкции, учитывающий
мент неуравновешенности подвижных частей относительно
вращения; a — угол наклона плоскости вращения к горизонтали.
104
(3.5)
(3.6)
мо-
оси
рнс. 3.6. Расчетная схема механизма радиаль-
ного хода
Подставляя формулы (3.5) и
(3.6) в формулу (3.1), получим вы-
ражение для расчета мощности при-
вода вращательных координат:
. ыгт / л2 Г01
— Г] у 2Kj
(3.7)
Для механизма вращения руки относительно вертикальной оси
0Z а = 0. При значениях АД--0J и/(2 " 2 получим мощность,
Вт
w—• (3-8)
Для механизма качания руки относительно горизонтальной
оси ОХ а = 1,57 рад. Принимая Х3 = 1 (механизм манипулятора
уравновешен без груза), получим мощность, Вт
лг Ю 7 гы2 , . \
АС,. = — тгм--------------Ь 1 ) •
ВА Т] \ ф 1 /
(3-9)
Для координаты с прямолинейным поступательным движением
мощность привода
Nn=~(P„ + PK), (З.Ю)
где Рп — инерционная сила, действующая на привод в период
разгона и замедления, Н; Рп — сила, действующая на привод от не-
уравновешенных масс (в том числе переносимого груза), Н.
На рис. 3.6 показана расчетная схема механизма радиального
выдвижения руки робота, для которой
Р„ = Х^та,
(3.U)
где Xt — коэффициент конструкции, учитывающий массу по-
движных частей манипулятора; Xt =- тн!т (здесь тп — общая
масса перемещающихся частей).
Рассуждая аналогично случаю с вращательной координатой,
найдем выражение для линейного ускорения а и инерционной силы
Л,:
а - у1 • Р — ЛХХХ pi 19\
2Kj_S ’ " ' 2KtS ‘ 1 ;
Сила Рн возникает от массы перемещающихся частей манипу-
лятора. Наихудший вариант нагружения привода — при макси-
мальном угле наклона а к горизонтали
Рц = mug sin а = К-png sin а. (3.13)
105
Мощность прямолинейного движения
К лит ( 1 v1 , \
— (2^- — + £Sin
(3.14)
Для приводов с горизонтальным перемещением а = 0, напри-
мер, для манипуляторов, работающих в цилиндрической системе
координат. Тогда при /Q = 0,1 и /Д — 2
д, __ 1 Ота3
«их — —^5-
(3.15)
Для приводов с вертикальным перемещением а= 1,57 рад
I а2
И \ 2S
(3.16)
Если в качестве привода выбран высокооборотный двигатель,
то возникает проблема выбора передаточного числа механизма,
связывающего двигатель с исполнительным звеном. В том случае,
если в приводе преобладают неуравновешенные нагрузки, переда-
точное число
где Мд — момент на валу двигателя.
В том случае, если в приводе значительную роль играют дина-
мические нагрузки, появляется возможность значительного варьи-
рования передаточного числа. При этом с увеличением i быстро
уменьшается приведенный к валу двигателя момент инерции на-
грузки и, следовательно, уменьшается время разгона до номиналь-
ных оборотов и торможения до нуля. Вместе с этим уменьшается
номинальная скорость установившегося движения исполнитель-
ного звена. При уменьшении i скорость установившегося движе-
ния растет, но время разгона и торможения увеличивается.
В связи с этим возникает задача выбора оптимального i, при кото-
ром время перемещения груза по координате было бы минималь-
ным.
Для решения этой задачи необходимо знать полное время пере-
мещения груза по координате. Рассмотрим сначала вращательную
координату. Время поворота исполнительного звена на некоторый
угол
ф 44дин(ог2т] v
где 7Д — момент инерции вращающихся частей двигателя с учетом
приведенного к валу двигателя момента инерции редуктора; —
момент инерции нагрузки, т. е. момент инерции исполнительного
звена плюс момент инерции полезной нагрузки; ыд — угловая
скорость вала двигателя; Л4ДШ1 — динамическая составляющая
момента на валу двигателя.
106
Принимая в формуле (3.18) в качестве Переменной величину I,
можно найти такое его значение, при котором будет минималь-
ным. Оптимальное по быстродействию передаточное число редук-
тора, связывающего двигатель с исполнительным звеном,
2ЮД7Н
. фМдлнЧ
(3.19)
Формула (3.19) справедлива только для трапецеидального за-
кона перемещения, характерного для приводов, в которых при-
веденный момент инерции нагрузки превышает собственный мо-
мент инерции двигателя. Поэтому при расчете по формуле (3.19)
отношение где Ju, пр — момент инер-
'д
следует проверять
ции привода. В том случае, если оно меньше единицы, подсчиты-
вать передаточное число следует по формуле:
д
(3.20)
Так как ПР в процессе работы выполняют разнообразные циклы,
то передаточное число необходимо рассчитывать не на конкретную
величину перемещения, а на среднее арифметическое всех пере-
мещений, составляющих цикл. Моменты инерции в каждом из
этих перемещений также могут различаться. Если известен неко-
торый типовой цикл работы ПР, то оптимальное передаточное
число
2 '„К
п
2 ФкМдинЧ
(3.21)
гДе Jhk и фк — соответственно момент инерции нагрузки и угол
поворота k-ro перемещения в типовом цикле, состоящем из п после-
довательных перемещений. Ясно, что специализация ПР может
влиять на конструкцию передаточного механизма. Так ПР, пред-
назначенный для точечной сварки, характеризующейся множест-
венным позиционированием в точках, находящихся на близком
расстоянии друг от друга, должен иметь другое передаточное
число, чем, например, ПР, работающий на загрузке-разгрузке
станков. Проиллюстрируем это положение примером.
Для механизма поворота робота «Универсал-15.01» в качестве исполнитель-
ного двигателя используется гидроусилитель крутящего момента 2Г18-23 со
следующими параметрами: шд = 207 с'1; МдШ1 = 27 Н-м; 7Д = 0,0037 кг-м2.
Средние параметры нагрузки, выведенные, из исследования типовых циклов
работы по загрузке-разгрузке оборудования, следующие: = 200 кг-м2; фп =
107
= 1,5 рад. КПД передаточных механизмов т] = 0,8. Подставляя данные в фор-
мулу (3.19), получим
. 3/'2-2072.200 о.
l = V L572W = 81-
Проверим отношение —Hj-P-P :
' Ju. пр = 7^ = 4?- = 0,0305;
I - О 1 ~
Л,. ПР _ 0,0305
./д ~~ 0,0037
т. е. применение формулы (3.19) правомерно.
Для робота, используемого на точечной сварке, примем среднюю величину
перемещений, равной 40 мм, что на радиусе 2 м составит 0,02 рад, передаточ-
ное число
. _ 2-2072-200
1 - V 0,2-27-0,8
= 340.
Отношение
Jп. пр Jн 200 __
Уд i*Jд ’ 3403-0,0037 ~
т. е. в этом случае передаточное
0,468 < 1,
число надо подсчитывать по формуле (3.20).
т“г« ‘ - /пи? - 233'
Таким образом, в зависимости от назначения робота величина оптимального
по быстродействию передаточного числа изменилась почти в 3 раза.
Для поступательных прямолинейных механизмов задача сво-
дится к подбору скорости v перемещения исполнительного звена.
В этом случае время перемещения руки ПР по прямолинейным
координатам в случае трапецеидального закона перемещения, если
•Д. пр >
___ (</ тн) Мд Н
Л4дИнйд/2Т]
(3.22)
(3.23)
|/ -5Л4динг]
’ Оптимальное по быстродействию / = найдем, дифферен-
цируя по / формулу (3.22) и приравнивая производную нулю.
Тогда
! =
или
и = (3 24)
По формуле (3.24) можно подсчитать оптимальную линейную
скорость исполнительного звена, которая позволит выбрать нуж-
108
3.3- Назначение передаточных механизмов ПР
О с о с £ Тип двигателя Вид перемещения исполнительного звена
Вращательное В Поступательное линейное П
1 Г Двигатели поступа- тельные линейные (гидро- и пневмоци- линдры) Передачи, преобразу- ющие поступательное движение во враща- тельное Передачи отсутствуют или имеются передачи для согласования осей двигателя и исполни- тельного звена
2 Двигатели вращатель- ные низкооборотные (роторные гидро- и пневмоцилиндры, гид- ромоторы радиально- поршневые) Передачи отсутствуют или имеется передача для согласования осей двигателя и исполни- тельного звена Передачи, преобразу- ющие вращательное дви- жение в поступательное
3 Двигатели вращатель- ные высокооборотные (гидромоторы акси- ально-поршневые, пневмомоторы, элек- тродвигатели) Передачи с большим передаточ ным ч ислом для согласования ско- ростей и крутящих мо- ментов двигателя и ис- полнительного звена Передачи для преобра- зования вращательного движения в поступа- тельное с большими пе- редаточными числами
ные параметры передаточного механизма: диаметр зубчатого ко-
леса в реечной передаче, ход винта в винтовой передаче и т. д.
Краткая методическая схема расчета энергетических параме-
тров привода следующая.
1. Ориентировочный расчет по данным технического задания
мощности двигателя [формулы (3.7)—(3.9), (3.14)—(3.16)].
2. Выбор по каталогам подходящих по мощности двигателей
с различными сод и Мл.
3. Расчет оптимальных по быстродействию передаточных чисел
Для каждого двигателя [формулы (3.19)—(3.21), (3.23), (3.24)].
4. Выбор двигателя, обеспечивающего наименьшее время отра-
ботки типового цикла перемещений и наиболее компактную кон-
струкцию.
Формулы (3.18) и (3.22) могут быть использованы для прибли-
женных расчетов циклограмм работы ПР.
Передаточные механизмы. На структуру и конструктивные
особенности передаточных механизмов ПР влияет: тип двигателя,
вид перемещения, обеспечиваемого исполнительным звеном, и
способ взаимного расположения двигателей и соответствующих
им исполнительных звеньев.
В табл. 3.3 показано назначение передаточных механизмов
при различных сочетаниях исполнительных двигателей и видов
Движений исполнительных звеньев. В сочетаниях В2 и П1 переда-
точные механизмы могут вообще отсутствовать, так как ведущие
109
элементы двигателей могут непосредственно связываться с испол.
нительным звеном, а в некоторых случаях сами могут выполнять
его функции. Этот вариант является предельным. В некоторых
случаях по соображениям компоновки, технслогичности или удоб-
ства обслуживания двигатель не может быть расположен соосно
с исполнительным звеном и для согласования осей применяют пере-
дачи, которые при необходимости могут быть использованы также
для согласования скоростей и силовых характеристик двигателя
и исполнительного звена. В качестве примера можно привести кон-
струкцию механизма вертикального хода робота «Versatran» [4],
в котором исполнительный гидроцилиндр, хотя и расположен
соосно с исполнительным звеном, но связан с ним через ускоряю-
щую дифференциальную реечную передачу.
Сочетания В1 и П2 характеризуются необходимостью примене-
ния передач, преобразующих поступательное движение во враща-
тельное и наоборот. Наиболее часто в робототехнике используют
передачи для преобразования поступательного движения гидро-
или пневмоцилиндров во вращательное движение исполнительных
звеньев. Здесь чаще всего используются реечные, цепные и ры-
чажные передачи. В последнее время получили распространение
передачи с помощью зубчатых ремней. Реечные передачи исполь-
зуются в роботах «Универсал-15.01», «Циклон-ЗБ» (см. рис. 1.10
и 2.5). Цепные передачи использованы в роботах «Versatran» и
«Unimate».
Сочетание ВЗ требует применения редукторов скорости с боль-
шим передаточным числом. В механизмах ПР используются зуб-
чатые цилиндрические и конические, червячные, планетарные и,
наконец, волновые редукторы. Конкретные примеры применений
зубчатых и червячных редукторов, а также их сочетаний можно
найти в механизмах поворота роботов «Универсал» и РПМ-25.
Возможность получения большого передаточного числа в одной
ступени волнового редуктора позволяет устанавливать двигатель
соосно с исполнительным звеном, что предельно упрощает кон-
струкцию механической системы и делает ее компактной.
Тип редуктора выбирают на основе оценки по ряду параметров,
из которых наиболее важными являются мертвый ход или люфт
в передаче, жесткость, КПД, свойства самоторможения или обра-
тимости, сложность (число составляющих элементов, необходи-
мое для получения заданного передаточного числа), габаритные
размеры и масса передачи, удобство компоновки, уровень шума при
работе, долговечность, технологичность изготовления и стоимость
передачи.
Коротко охарактеризуем основные виды редукторов, применяе-
мых в манипуляторах.
Зубчатые цилиндрические редукторы имеют хорошие показа-
тели по КПД, жесткости, долговечности и технологичности. Хо-
роший КПД передачи позволяет без больших потерь применять
специальные методы устранения люфта, который в зубчатых ре-
110
дукторах может достигать значительных величин и тем самым
влиять на устойчивость и точность работы привода. Один из мето-
дов устранения люфта с помощью введения предварительного
натяга в замкнутой передаче применен в конструкции роботов
«Универсал-15.01» и РПМ-25 (см. рис. 1.7, 1.31). Уровень шума,
зубчатых редукторов приемлем при достаточно высокой (не ниже 7)
степени точности изготовления передач, особенно входных ступе-
ней.
Наиболее слабыми сторонами зубчатых цилиндрических ре-
дукторов по сравнению с другими являются их высокая инерцион-
ность из-за больших диаметров колес, сложность и связанные в
с этим габаритные размеры передачи. Отметим, что наиболее ком-
пактная конструкция получается при применении планетарных
передач. К коническим зубчатым передачам можно отнести все
сказанное выше, однако к недостаткам надо добавить сложность
их регулировки при сборке, а также повышенный шум при работе,
благодаря чему следует избегать постановки прямозубых кониче-
ских колес на входные ступени редуктора.
Червячные редукторы отличаются хорошей жесткостью, малой
инерционностью благодаря малому диаметру червяка и большому
передаточному числу, малым уровнем шума, относительной про-
стотой конструкции (передаточные числа достигают до 80—100 на
одну ступень), возможностью самоторможения, что весьма по-
лезно для осуществления позиционного следящего привода. К ос-
новным недостаткам червячных передач следует отнести низкий
КПД, который у однозаходных передач доходит до 0,4—0,5, и
связанную с этим сложность устранения люфта в силовых переда-
чах, благодаря чему передачу рекомендуется применять только
в первых ступенях редукторов, так как в этом случае люфт, при-
веденный к исполнительному звену, может оказаться незначи-
тельным.
Главные преимущества волновых редукторов — простота кон-
струкции вследствие возможности получения больших передаточ-
ных чисел на одну ступень, малые габаритные размеры, практиче-
ская безлюфтовость (многопарное зацепление при малых модулях
зубьев), высокий КПД, не ниже 0,8. Эти преимущества являются
причиной все большего распространения волновых редукторов.
Относительными недостатками этих передач являются понижен-
ная жесткость, а также сложность изготовления и достижения
приемлемой долговечности.
Сочетание ПЗ (см. табл. 3.3) обычно осуществляется в промыш-
ленных роботах с помощью передач двух типов: зубчатой передачи
колесо—рейка в сочетании с каким-либо из редукторов, рассмо-
тренных выше, и винтовых передач.
В качестве примеров передач первого типа можно привести
сочетание цилиндрического зубчатого редуктора с реечной переда-
чей (см. рис. 1.3), сочетание конического редуктора с реечной пере-
дачей (см. рис. 1.10), червячного редуктора с реечной передачей
Ш
I
I
Рис. 3.7. Роликовая винто-
вая планетарная передача*.
1 — упорное кольцо; 2 —
полугайка; 3 — ролик; 4
шарик; 5 — винт; 6 — сепа-
ратор
и червячно-цилиндрического редуктора с реечной передачей (мо-
дуль подвижного основания робота РПМ-25).
Более простыми по числу элементов являются винтовые пере-
дачи. В промышленных роботах используют винтовые передачи
скольжения, шариковинтовые и роликовые винтовые передачи
качения планетарного типа. Винтовые передачи скольжения по
своим параметрам в целом соответствуют ранее рассмотренным
нами червячным передачам. Низкий КПД и трудность выбора
люфта ограничивают их применение, однако в некоторых случаях
привлекательным качеством является свойство самоторможения,
благодаря чему эти передачи находят применение в статически
неуравновешенных механизмах (например, механизм подъема ПР
«Универсал-5») (см. рис. 1.3).
В противоположность этому шариковинтовые передачи имеют
высокий КПД и могут выполняться безлюфтовыми благодаря пред-
варительному натягу в сдвоенных гайках, однако они не имеют
свойства самоторможения. Примером применения шариковинто-
вой передачи является механизм поперечного сдвига робота
«Универсал-15.01» (см. рис. 1.8). К недостаткам шариковинтовых
передач следует отнести более низкую жесткость и технологиче-
скую сложность обеспечения перекатывания шариков в замкнутых
каналах. Благодаря этому скорости вращения винта ограничены
(обычно 1000—1200 об/мин). Эти недостатки устранены в так на-
зываемых роликовых планетарных винтовых передачах качения,
относящихся к классу песоосных винтовых передач 16, 39 I. Такие
передачи обладают повышенной жесткостью из-за множествен-
ности точек контакта между винтом и резьбовыми роликами, не
требуют сложной конструкции для организации бесконечной цир-
куляции тел вращения, а скорости винта в них могут достигать
3000—4000 об/мин. Передачу используют в конструкциях модулей
поступательного перемещения робота РПМ-25 (рис. 3.7).
Следует отметить также, что винтовые передачи различных
типов используются не только в механизмах прямолинейного пере-
мещения, но и в механизмах качания (сочетания ВЗ по табл. 3.3),
112
в тех случаях, когда угол качания невелик и не превышает
При этом винт шарнирно сочленяется с качающимся рычагом ис-
полнительного звена (см. рис. 1.5).
Рассмотрим, как влияет на структуру и конструкцию переда-
точных механизмов манипуляторов способ взаимного располо-
жения двигателей и приводимых ими в движение исполнительных
звеньев.
Обозначим через число степеней подвижности (относи-
тельно неподвижного звена) t-ro звена ИКЦ манипулятора; 1Гдг —
число степеней подвижности базового элемента двигателя, приво-
дящего в движение i-e звено ИКЦ. Тогда компоновочная структура
манипулятора может быть записана системой уравнений вида Wt —
— = X, I = 1, ..., и, где п — число степеней подвижностей
манипулятора; |X| < п.
При этом следует рассмотреть три основные возможности,
определяющие классификацию компоновочных структур манипу-
ляторов: Wt — WAi — 1; в этом случае элементы каждого двига-
теля соединяются (непосредственно или с помощью передач) со
звеньями приводимой им в движение кинематической пары ИКЦ-
— Wn! > 1; в этом случае часть двигателей крепится на звеньях
с меньшей подвижностью, чем у звеньев приводимых ими кинема-
тических пар. Передачу движения к этим звеньям осуществляют
с помощью передач различных типов через сочленения ИКЦ-
Этот тип компоновки может иметь большое число вариантов.
В частном случае все двигатели могут быть сгруппированы на не-
подвижном звене — 1^д(- = i). Этот вариант компоновки при-
меняют в копирующих мани-
пуляторах атомной промыш-
ленности, где по условиям
эксплуатации необходимо вы-
носить двигатели из радиа-
ционной зоны.
Большинство ПР выпол-
няют по второй компоновоч-
ной группе. На рис. 3.8 по-
казана кинематическая схема
манипулятора «Un imate-2600»
фирмы «Kawasaki Н. I.» (Япо-
ния). В нем двигатели ради-
ального хода руки и трех
ориентирующих движений за-
хвата сгруппированы на вто-
ром подвижном звене ИКЦ-
Компоновочная структура
Рис. 3.8. Кинематическая схема про-
мышленного робота « Kawasaki-Uni-
mate 2600»
113
2
Рис. 3.9. Кинематическая схема
нерегулярного планетарного меха-
низма
данного манипулятора мо-
жет быть записана систе-
мой из шести уравнений:
^-^1=1;
Г2-ГД2=1; Г3-Гд^1;
= 2;
^-^Д5=3; ^6-^д6=4.
W, — W„, с 0; в этом
случае часть двигателей
устанавливают на звеньях с большей подвижностью, чем
у приводимых ими звеньев. Погряду причин этот тип ком-
поновки до сих пор практически не применялся в манипуля-
торах.
Нетрудно убедиться, что манипуляторы, относящиеся ко второй
и третьей компоновочным группам, могут включать в себя меха-
низмы типа планетарной передачи,т. е. такой передачи, в которой
оси некоторых звеньев (называемых сателлитами) изменяют поло-
жение в пространстве относительно неподвижного звена передачи.
В ряде случаев они представляют собой нерегулярные передаточ-
ные механизмы, поскольку в них кроме основных звеньев с непо-
движными осями, могут входить не только их сателлиты, но и са-
теллиты этих последних [23].
Различные типы планетарных и дифференциальных механизмов
можно классифицировать по числу и назначению так называемых
рабочих (ведущих, ведомых, управляющих) звеньев механизма,
т. е. звеньев, к которым должен быть обеспечен доступ извне:
планетарные редукторы и мультипликаторы, имеющие одно веду-
щее и одно ведомое звено, коробки передач, имеющие одно веду-
щее, одно ведомое и некоторое число звеньев управления; распре-
делители моментов, которые имеют одно ведущее и несколько ве-
домых звеньев (например, межколесные и межосевые дифферен-
циалы транспортных машин); суммирующие механизмы, имеющие
несколько ведущих и одно ведомое звено; механизмы типа мани-
пуляторов, имеющие несколько ведущих и такое же количество
ведомых звеньев и представляющие собой нерегулярные переда-
точные механизмы 115].
На рис. 3.9 показана кинематическая схема одного из меха-
низмов, относящихся к последнему типу. На этой схеме сателлиты
основного звена 1 обозначены индексами 2', 3' и 4'. Назовем их са-
теллитами первого порядка. Сателлиты звена 2', обозначенные
3" и 4", назовем сателлитами второго порядка. Механизмы подоб-
поготипас п степенями подвижности должны обладать сателли-
тами (/г — 1) порядка. Поскольку подобные механизмы характерны
в основном для манипуляторов, назовем их для краткости М-меха-
П4
низмами с цифровым обозначением перед буквой М числа степеней
подвижностей механизма.
Особенностью М-механизмов является то, что их рабочие звенья
являются звеньями ИКЦ манипулятора и одновременно сателли-
тами всех порядков, имеющихся в механизме. При проектирова-
нии машин, содержащих М-механизмы, возникают трудности
определения угловых скоростей различных звеньев механизма,
что может привести к конструкторским ошибкам. Ввиду этого,
необходимо знать зависимости, связывающие угловые скорости
основных звеньев и сателлитов различных порядков. Отметим,
что в них должны входить только угловые скорости звеньев и
передаточные отношения между звеньями, благодаря чему они
являются инвариантными по отношению к типу и количеству
передач, связывающих эти звенья. Поэтому условимся схемы,
составленные из цилиндрических зубчатых колес, считать обоб-
щенными схемами М-механизмов.
На рис. 3.10, а показана обобщенная схема 2М-механизма,
представляющего собой обычный трехколесный дифференциал.
В 2М-м.еханизмах необязательно наличие всех трех основных
звеньев, поскольку одним из рабочих звеньев является сателлит
2'. Поэтому третье основное звено, обозначенное буквой а, пока-
зано пунктирной линией (рис. 3.10, а).
Уравнение кинематической связи между угловыми скоростями
Wj, ы2 и основных звеньев трехколесного дифференциального
механизма имеет вид
(,)2 Wj — 12а (юа
(3.25)
Передаточное отношение, связывающее звено 2 со звеном а:
где za и z., — числа зубьев колес а и 2.
2д
Z2 ’
рчс. 3.10. М — механизмы:
— 2М-ме$аннзм; б — ЗМ-механизм; в — конический ЗМ-механизм
115
Выражения для угловой скорости сателлита 2’ в зависимости
от угловых скоростей одной из трех возможных пар звеньев 12, 1а
и 2а:
— ,02 — tt>i;
г'а2'«2' = (,|а — Wj;
(3.26)
l22'«2' = П-----ha (“u — “2)-
1 — *2a
Здесь i22' и ic,2' — передаточные отношения, связывающие звенья 2
и а с звеном 2' при остановленном звене 1.
Для определения уравнений кинематической связи в М-меха-
низмах с числом степеней подвижности более двух предлагается
метод последовательного выделения в таких механизмах простей-
ших 2М-механизмов и мысленной остановки остальных звеньев.
Проиллюстрируем применение этого метода на ЗМ-механизме
(рис. 3.10, б). Мысленно выделим на схеме 2М-механизм с основ-
ными звеньями 2', 3', в' и сателлитом 3". Уравнения кинематиче-
ской связи для этого механизма аналогичны уравнениям (3.25) и
(3.26):
и3/ — (i)2< = ("з-б- ((£>&- — Из-);
г'з'3'-С|)3" — <°3' —
(3.27)
Далее мысленно выделим 2М-механизмы со звеньями 1, 3, 3'
и 1, в, в'. Аналогично уравнению (3.26)
1 , . 1 . .
0>3'=у-------(®3 —®1); (ЛЬ' = -.— ((О(, —(Oj).
гзз- lbb-
Подставляя значения ы3 и сщ, а также w2- из системы (3.26)
в систему (3.27) и учитывая, что гзз'-г’з-Ь' = 1зь' и 1’33, • 1’3,3-' = гзз-',
получим систему уравнений, описывающую кинематику ЗМ-меха-
низма:
(гзй' 1ьь- + h'i'hb' — 1зь'122' — >ззЗьь') 011 +
+ (1зЗ':ЬЬ' — hb'hb') w2 — ('22-Zt,(,'tt>3 -|- Z3t,-Z22'®6 == 0;
• • \ 1 • (3.2o)
I22'<33"a)3" = (*33' — г22') 0)l — *33'w2 4 г22,(,)3;
Z22-W2- = (’)j — (!)[.
Поскольку рассматриваемый механизм имеет три степени по-
движности, то независимые вращения можно придавать только
трем из четырех основных звеньев. Назовем эти звенья ведущими.
Ведомыми в данном случае являются исполнительные звенья ме-
ханизма: сателлит второго порядка 3", сателлит 2', а также чет-
вертое основное звено, если оно имеется. Очевидно, что можно вы-
116
брать за ведущие звенья любое сочетание основных звеньев ЗМ-
механизма. Число таких сочетаний находится как
Q3 _ 4~3'2 4
Система уравнений (3.26) позволяет получить выражения для
угловых скоростей исполнительных звеньев ЗМ-механизма 1, 2'
и 3" относительно любого из сочетаний ведущих звеньев: 123, 12в,
13в и 23в.
На рис. 3.10, в показана кинематическая схема ориентирующей
головки ПР типа «Универсал». Эта головка представляет собой
ЗМ-механизм с применением конических и цилиндрических зубча-
тых передач и дает возможность захвату ПР, жестко связанному со
звеном 3", изменять ориентацию относительно трех взаимно пер-
пендикулярных осей. В схеме имеют место равенства:
1*22' = — 133' = ibb' — lib’’, 1'зЗ" = 1&3"-
Учитывая это, уравнения (3.28) упрощаются и принимают вид
2 (о)2 — mJ = ть — (о3;
ы3" = —— ((,|2 [- (,|з — 2к>1);
133"
1 / X
w2- = — (w2 — (Oi).
f22'
(3.29)
Полученные уравнения используются как для анализа работы
конкретных М-механизмов, в частности для программирования
движений исполнительных звеньев манипуляторов, содержащих
М-механизмы, так и при решении задач синтеза сложных диффе-
ренциальных механизмов манипуляторов. К числу таких задач
относятся: создание механизмов с кинематической развязкой дви-
жений, что упрощает программирование манипуляторов, нейтра-
лизация влияния люфтов в сложных дифференциальных механиз-
мах путем создания механизмов с замкнутым энергетическим по-
током.
Решение первой задачи равносильно созданию механизма, в ко-
тором двигатели и исполнительные звенья связаны только уравне-
ниями вида
(1)Д[. = цы,, (3.30)
где щ. — угловая скорость z-го исполнительного звена; —
Угловая скорость вала двигателя, приводящего 1-е звено; и — пере-
даточное число механизма, связывающего двигатель с исполни-
тельным звеном.
Зная кинематические соотношения в исходном М-механизме,
^Держащемся в манипуляторе, например, систему уравнений
(<>•29) и требуемые соотношения искомого механизма (3.30), можем
°пределить выражения для кинематической связи некоторого
117
механизма X, который должен быть присоединен к исходному
М-механизму для получения искомого механизма.
Безлюфтовые передачи с замкнутым энергетическим потоком.
Для того чтобы подобным образом подойти к решению второй из
поставленных задач, необходимо рассмотреть сначала особенности
передач с замкнутым энергетическим потоком. Такие передачи поз-
воляют осуществить полный выбор люфтов во всех составляющих
звеньях путем принудительного разворота в противоположные сто-
роны двух соосно расположенных элементов одного из звеньев
передачи. Обычно для образования замкнутого контура к исход-
ной кинематической цепи добавляется точно такая же параллель-
ная цепь, однако это необязательно. Более того, замыкающая пере-
дача может представлять собой передачу иного типа, чем исход-
ная передача. Например, зубчатый редуктор может быть замкнут
с помощью цепной или тросовой передачи. На рис. 3.11, а показана
кинематическая схема исходного незамкнутого зубчатого кониче-
ского редуктора, а на рис. 3.11, б — тот же редуктор, замкнутый
параллельной цепной передачей.
Подсчитаем число степеней подвижности механизма по формуле
Чебышева:
W = Зп — 2Ръ — Pi,
где п — число подвижных звеньев; и р5 — число кинематиче-
ских пар, соответственно 4-го и 5-го классов.
В рассматриваемом механизме к парам 5-го класса относятся
пары вращения звеньев, а к парам 4-го класса — зубчатые зацеп-
ления, поэтому W = 3-3 — 2-3 — 3 = 0. Данный механизм дей-
ствительно не имеет подвижности, кроме одного случая, когда
передаточное число замыкающей передачи равно передаточному
числу исходного редуктора. В этом случае одна из связей в меха-
низме становится пассивной или избыточной и потому не мешает
движению механизма. Разрежем одно из звеньев механизма на две
половины и осуществим принудительную закрутку этих половин
в противоположные стороны, после чего вновь соединим их. Эта
операция позволяет выбрать все мертвые ходы в передаче и тем
самым повысить точность механизма.
118
В общем случае условие работоспособности замкнутых пере-
дач с одной степенью подвижности выражается так: круговое пере-
даточное число замкнутой передачи должно всегда составлять +1.
род круговым передаточным числом имеется в виду последователь-
ное произведение передаточных чисел всех передач, входящих
в данную замкнутую кинематическую цепь. Условие работоспо-
собности передачи следующее: iKP = = +1.
Рассмотрим далее замкнутые передачи с пассивными связями,
имеющие более одной степени подвижности, т. е. дифференциаль-
ные передачи. Продемонстрируем способ образования передач
с пассивной связью на примере передачи, содержащей один трех-
звенный дифференциальный механизм. Введем структурное обо-
значение незамкнутого трехзвенного механизма в виде прямо-
угольника с тремя выходами, обозначающими основные звенья
(рис. 3.12, а). Будем считать звенья 1 и 2 трехзвенного механизма
ведущими, а звено 3 ведомым. Затормозив мысленно ведущее
звено 1, получим передачу с одной степенью подвижности с пере-
даточным отношением i23. Для того чтобы в эту передачу ввести
пассивную связь, необходимо замкнуть звенья 2 и 3 с помощью
показанной штриховой линией передачи, передаточное отношение
которой находится из следующего соотношения:
.... 1
123гг — Н 1г ::
г23
Теперь мысленно затормозим звено 2. Тогда получим передачу
с одной степенью подвижности с t13. Замкнем ее передачей с i’z =
= -— (также обозначена штриховой линией). В результате мы
связали передачей ведущие звенья 1 и 2 и получили между их уг-
ловыми скоростями линейную зависимость z23w1 = i13co2.
Для того чтобы сохранить в замкнутой передаче независимость
ведущих звеньев 1 и 2, очевидно, необходимо в месте соединения
замыкающих передач ввести второй дифференциальный механизм,
который позволит сделать обе замкнутые передачи независимыми
(рис. 3.12, б). Обозначим выходы нового трехзвенного механизма
Цифрами 4, 5 и 6. Тогда условие работоспособности полученного
замкнутого механизма с двумя степенями подвижности запишется
системой уравнений:
г23г,3«гб5г5! = 1 1
На рис. 3.13 показан один из вариантов кинематической схемы
механизма, выполненного по структурной схеме рис. 3.12, б
IA. с. № 301481 (СССР) ]. Кинематические отношения, создавае-
мые трехзвенными механизмами, следующие:
oj2 J- ю3 = 2(о1;
“б + “б = 2«4.
(3.31)
(3.32)
119
Рис. 3.13. Кинематическая схема замкнутого механизма
с двумя степенями подвижности
Если /'36 Z52 i41 — 1, ТО £23 £65 =
—1; i43 г_ 0,5; fg4 —2.
Нетрудно проверить, что условие ра-
ботоспособности, рассчитанное по фор-
муле (3.31), для данной передачи вы-
полняется. Проверим, осуществим ли вы-
бор люфтов в данной передаче способом, описанным выше для
передач с одной степенью подвижности. Мысленно разрежем
одно из звеньев, например звено 6, на две части 6 и 6' и при-
дадим этим частям некоторую условную скорость ® в про-
тивоположных направлениях, что является моделью упругой
связи, с помощью пружины кручения или торсиона, т. е. со6 =
= —®в' = со. Если выбор люфтов в передаче возможен, скорости
®б и ив' должны быть равны нулю. Учитывая, что од? = со3,
= (о4 и о, — а>5, и воспользовавшись системой уравнения
(3.32), получим
оц — ® = 2(0^
со2 -}- со = 2®х.
Вычитая почленно первое уравнение из второго, установим, что
<0 = 0. Следовательно, «6 = ®б' = 0, что и требовалось доказать.
Число степеней подвижности механизма (рис. 3.13) можно под-
считать по формуле Чебышева, однако удобнее воспользоваться
для этой цели структурной формулой сложных дифференциальных
механизмов [17]
Г = «0 - Км, (3.33)
где п0 — число основных звеньев механизма; Км — число трех-
звенных дифференциальных механизмов, входящих в сложный
механизм;
W = 3 - 2 = 1.
Фактически число степеней подвижности механизма равно
двум. Такое несоответствие, как и в случае с замкнутой передачей
(рис. 3.11, б), свидетельствует о наличии в передаче одной пассив-
ной связи. Таким образом, если для образования пассивной связи
в передаче с одной степенью подвижности требуется одна замкну-
тая цепь с ilip = +1, то для образования пассивной связи в пере-
даче с двумя степенями подвижности требуются две независимые
замкнутые цепи с 1кр = +1. Пары звеньев 1—4, 2—5 и 3—6 (см.
рис. 3.13) считаются за одно звено, так как они связаны передачей
с одной степенью подвижности. Независимой замкнутой цепью
считается такая цепь, в которую входит хотя бы одно звено или
кинематическая пара, не входящая в остальные замкнутые цепи.
Для образования пассивной связи в передаче с п степенями
подвижности требуется наличие в этой передаче п замкнутых коп-
ир
туров, круговое передаточное число каждого из Которых равно
4-1. Поэтому при определении числа степеней свободы для замкну-
тых дифференциальных передач следует увеличить их число на
единицу при наличии в передаче по одному независимому замкну-
тому контуру с iKP = '-1 на каждую степень подвижности пере-
дачи. В связи с этим для сложных замкнутых дифференциальных
передач предлагается новая структурная формула, более общая,
чем формула (3.29),' поскольку она учитывает наличие пассивных
связей:
W = по - К,, + или W- — W (п0 - /<м) - р = 0, (3.34)
где р — число независимых замкнутых контуров с iKp = +1.
Для сложных замкнутых дифференциальных передач число
степеней подвижности можно определить как один из корней ква-
дратного уравнения
W =
по Л~м
2
± + Л
(3.35)
Формула (3.34) может быть также использована при синтезе
сложных дифференциальных передач с замкнутым потоком мощ-
ности для определения минимального числа элементарных трех-
звенных механизмов в передаче.
Рассмотрим одно свойство замкнутых дифференциальных пере-
дач с пассивными связями. Разрежем мысленно структурную схему
одного из таких механизмов на две части так, чтобы в одной из них
оказалось не менее одного трехзвенного механизма, а в другой —
все остальные (разрежем только звенья, соединяющие трехзвенные
механизмы). На рис. 3.14, а штриховой линией показан пример
такого разделения механизма. В результате образовалось два
независимых дифференциальных механизма (рис. 3.14, б). По-
скольку каждое из разрезанных звеньев ранее входило, по край-
ней мере, в один независимый замкнутый контур с zKp = +1, то
имеют место следующие соотношения:
hu-bdhc^c = ^bd-Sfhe-bc = *8/-9^9е-8е = 1
ИЛИ
fза-5Д? lbd-sf _ |
he-se lse~Qe
ОТКуда i.3a—5d = 13с-5с‘, tSd—Sf = kc-Se’, igf—Sf = 18е-9е-
₽ис. 3.14. Эквивалентные дифференциальные механизмы
121
Рис. 3.15. Этапы синтеза механизма ориен-
тации с тремя степенями подвижности для
промышленных роботов
Из этого следует, что звенья
За, 5d, 8f и 9f одного из меха-
низмов связаны между собой
теми же кинематическими соот-
ношениями, что и звенья Зс, 5с,
8е и 9е другого механизма.
Если имеются два диффе-
ренциальных механизма, при-
чем в одном из них имеется
множество А, состоящее из п
основных звеньев, угловые ско-
рости которых связаны теми же кинематическими
соотноше-
ниями, что и угловые скорости п звеньев, принадлежащих
к множеству В другого механизма, то такие дифференциальные
механизмы назовем эквивалентными относительно данных п
звеньев. Звено а, принадлежащее множеству А, эквивалентно
звену Ь, принадлежащему множеству В, в том случае, если они
связаны с остальными звеньями множества одинаковыми кинема-
тическими зависимостями. Таким образом, механизмы, показан-
ные на рис. 3.14, б, эквивалентны относительно звеньев 3, 5, 8 и 9.
При этом звенья За и Зс, 5d и 5с, 8f и 8е, 9f и 9е составляют пары
эквивалентных звеньев.
Очевидно, что способы разрезания замкнутых дифференциаль-
ных механизмов могут быть различными. Нетрудно проверить, что
в каждом случае мы будем получать по два эквивалентных относи-
тельно разрезанных звеньев механизма. Свойство замкнутых диф-
ференциальных механизмов образовывать при разрезании пары
эквивалентных механизмов может быть полезно при синтезе таких
Механизмов. Для того чтобы образовать из исходного дифферен-
циального механизма замкнутый дифференциальный механизм
с пассивной связью, необходимо присоединить к исходному до-
полнительный дифференциальный механизм, эквивалентный ис-
ходному относительно присоединяемых звеньев, а соединение ме-
ханизмов должно производиться путем жесткой связи между собой
эквивалентных звеньев, либо путем связи их через передачи с од-
ной степенью подвижности. В последнем случае передаточные от-
ношения между всеми эквивалентными звеньями должны быть
равны.
Действительно, если соединить эквивалентные звенья двух
механизмов (рис. 3.14, б) через передачу с одной степенью по-
движности, Причем 1за-3с = isd- 5с = isf-Se = 19f-9e, ТО Не-
Трудно убедиться, что круговые передаточные числа четырех
замкнутых контуров не изменятся и останутся равными +1.
Вернемся к решению поставленной ранее задачи о синтезе ме-
ханизмов манипуляторов с замкнутым энергетическим потоком.
Для решения задачи необходимо присоединить к исходному М-ме-
ханизму некоторый эквивалентный ему механизм X. В искомом
механизме манипулятора должны быть образованы независимые
замкнутые контуры с iIip = +1, число которых должно быть равно
числу степеней подвижности механизма.
> Таким образом получаем все необходимые исходные данные для
комплексного решения поставленных задач синтеза. Ход решения
покажем на примере синтеза механизма ориентации с тремя сте-
пенями подвижности для ПР. В качестве ориентирующей головки
выберем ЗМ-механизм (см. рис. 3.10, в). На рис. 3.15, а задача
представлена графически. Она сводится к нахождению схемы за-
мыкающего механизма X, отвечающей кинематическим соотноше-
ниям, полученным из условий задачи. Условие кинематической не-
зависимости движений записывается следующей системой урав-
нений:
®д1 — К® 1!
®Д2 — ^2'® 2' 1
®ДЗ = ^З'^З",
(3.36)
где = (-2i22,; f3„ = t3i33„, jj, i2 ц i3 — передаточные числа между
валами двигателей и соответствующими основными звеньями ис-
ходного ЗМ-механизма.
Кроме того, чтобы удовлетворять условию выбора люфтов, ме-
ханизм X должен быть эквивалентным исходному ЗМ-механизму
относительно присоединяемых звеньев 1, 2, Зх и вх, т. е. соответ-
ствовать первому уравнению системы (3.29). Подставляя в систему
(3.36) значения со2' и из системы уравнений (3.29) и полагая
= —0)з и Ювх = —(ов; получим окончательно следующую си-
122
123
стему уравнений, которой должен удовлетворять механизм X:
®д1 ~
w,i2 == ф (®2 — wi);
“дз = Ч (и3 - йзд. - 2WJ);
2C0J — 2<о, = (овХ — (o3v.
(3.37)
Известно, что связи, устанавливаемые любым регулярным зуб-
чатым механизмом между угловыми скоростями всех его основных
звеньев 1, ..., п и неподвижного звена у, выражаются так назы-
ваемой канонической системой уравнений вида (ор — сог =
= i (ю? — <ог) и <ov = 0 [9]. Каждое из этих уравнений отобра-
жает трехзвенный дифференциальный механизм с основными
звеньями р и q, связанными рядом передач с общим передаточным
числом i, а г — водило этого ряда передач. Выберем в качестве
элементов, составляющих механизм X, трехзвенные конические
дифференциалы и, подбирая передаточные числа ц, i2 и /3, преоб-
разуем систему уравнений (3.37) в каноническую систему уравне-
ний вида
(ор — <вг = —1 (й)^ — сог) или (ор -ф = 2ыг.
Учитывая, что искомый механизм должен иметь три степени
подвижности, а минимальное количество основных звеньев равно
семи (три входа и четыре выхода механизма X), по формуле (3.34)
найдем минимальное необходимое число элементарных дифферен-
циальных механизмов Хм = п0 — W -ф -^- = 7 — 34-1 = 5. Так
как один из этих механизмов представляет собой исходный ЗМ-ме-
ханизм, то в состав механизма X должно входить по меньшей мере
4 трехзвенных дифференциальных механизма. Зная это, нетрудно
построить структурную схему искомого механизма (рис. 3.15,6)
с таким расчетом, чтобы образовать в нем три независимых замкну-
тых контура. Из структурной схемы можно заключить, что трех-
звенные дифференциалы должны содержать следующие тройки
основных звеньев. Механизм А: Зх, дЗ, 2; Б : вх, дЗ, 4; В: 4, д1, д2\
механизм Г: 2, 01, д2.
Учитывая это, преобразуем систему уравнений (3.37) в канони-
ческую форму. Так как третье уравнение системы (3.37) содержит
те же основные звенья, что и механизм А на структурной схеме, то
введение новой переменной <о5 = —2ю2 преобразует третье урав-
нение системы (3.37) в следующее: ®дз + w5 -= 2(оЗЛ. После преоб-
разований второе уравнение системы (3.37) примет виД (од2 +
+ 2й)д1 — (о5 = 0. Введем еще одну новую переменную <о8 ==
= —ыд2; тогда уравнение примет вид со5 + (ов = 2о)д1. Это урав-
нение отображает механизм Г на структурной схеме (рис. 3.15, б).
Преобразуем последнее уравнение системы (3.37) так, чтобы
в него входили переменные вх, дЗ, д2 и 01, имеющиеся в трех-
звенных механизмах Б и В. Для этого найдем значения (о2 и w.)V
из первых уравнений системы (3.37) и подставим их в последнее
124
уравнение. В результате получим так называемое уравновешенное
уравнение (сумма коэффициентов равна 0) 2совх — 2<вд1 + <од2 —
__(од„ = 0, которое преобразуем, введя новую переменную со4,
в два трехчленных уравнения:
®4 4“ ®Дз = 2<овХ; 1
wi + — 2<од1, J
отображающих соответственно трехзвенные механизмы Б и В.
Заметим, что механизмы А и Б , а также механизмы Г а В распо-
ложены на разных осях и поэтому необходимо введение еще двух
переменных = ид1 и <в8 = содз.
Таким образом, система уравнений (3.37) преобразована
в следующую каноническую систему уравнений, отображающую
механизм X:
А: Ид3 + ®6 = 2®ЗЛ.;
Г: ©в -}- = 2(од1;
Б: -j- w8 = 2<овх;
В: <о4 -}- (од.3 = 2<од1;
со3 = —2с)3 4“ 3o)yi
сов = —(Од2 + 2(OV;
W7 = ®дб
®8 =
W? = 0 .
(3.38)
Для того чтобы облегчить построение механизма, соответст-
вующего системе уравнений (3.38), построим сначала его символи-
ческую схему. В символической схеме трехзвенный механизм изоб-
ражается отрезком прямой, который представляет водило, и двумя
стрелками с обеих сторон, представляющими два других звена.
Одноименные звенья всех механизмов соединяются непрерывной
линией. Эти линии нигде не должны пересекаться, а к линиям,
отображающим рабочие звенья механизма, должен иметься до-
ступ снаружи. Внешние выходы механизма на неподвижное звено
у также обозначаются стрелками. Символические схемы позволяют
легко определить возможность соединения одноименных звеньев,
Доступность звеньев снаружи, а также выявляют наиболее рацио-
нальное расположение трехзвенных механизмов. Такая символи-
ческая схема для механизма, отображаемого системой уравнений
(3.38), показана на рис. 3.15, в. С помощью этой схемы, а также
структурной схемы (рис. 3.15, б), нетрудно построить кинематиче-
скую схему механизма X, содержащую четыре конических диффе-
ренциала. На рис. 3.15, г показана полная схема механизма ориен-
тации с тремя степенями подвижности,
125
Нетрудно убедиться, что эта схема удовлетворяет обоим усло-
виям поставленной задачи. Для этого необходимо выписать все
уравнения, определяющие кинематические связи в механизме, и
последовательно подставить в них угловые скорости двигателей
д1, д2, дЗ, каждый раз полагая работающим только один двигатель,
а два других заторможенными. При этом получим систему уравне-
ний (3.36), что подтверждает наличие независимых приводов коор-
динат.
Так же выполняется и второе условие задачи. Схема содержит
три замкнутых контура с tKp = +1: 91—1—3'—2'—2—5—7—1;
д2—6 5—3 3 - 3'—2' 2 -7 -92', 93—3—3—3'—3"—в'--в~8-~
—93, в каждый из которых входит одно из ведущих звеньев (91,
92, 93) и соответствующее ему исполнительное звено. Проверка
возможности выбора люфта в такой схеме производится следую-
щим образом: разрезается одно из звеньев передачи; условно
дается закрутка частям разрезанного звена в противоположные
стороны со скоростями со и —со (имитация встройки предвари-
тельно напряженного торсиона); значения скоростей со и —со под-
ставляются в систему уравнений, отображающую механизм;
решается система уравнений; при этом если выбор люфта возмо-
жен, то результат решения должен быть со = 0 (т. е. раскрутка
предварительно напряженного торсиона невозможна).
Полученная схема использована с несущественными измене-
ниями в конструкции модуля «рука с тремя степенями подвижно-
сти» робота РПМ-25 (см. рис. 1.32).
Задача выбора оптимальной конструкции манипулятора в на-
стоящее время далека от своего однозначного решения. Обзор
конструкций ПР, эксплуатирующихся в настоящее время во всем
мире, показывает широкий спектр применения приводов различ-
ных типов. При этом сложность конструкции механической си-
стемы варьируется в широких пределах: от простейшей в ПР с по-
ступательными и роторными цилиндрами в качестве двигателей до
сложных дифференциальных механизмов при использовании вы-
сокооборотных двигателей, сгруппированных на неподвижном
звене.
3.2. ДИНАМИКА МЕХАНИЗМОВ ПР
Общие положения. ПР появились в производстве как
машины, способные выполнять некоторые функции человека.
В первую очередь это перемещение с высокими скоростями заго-
товок или деталей по заданным траекториям или от одной простран-
ственной точки к другой и осуществление позиционирования с тре-
буемой по условиям производственного процесса точностью.
При рассмотрении движений человека, стремящегося попасть
рукой в определенную точку пространства, обращает на себя вни-
мание разграничение фаз движения на динамическую и стабили-
зирующую составляющие. Первая из них характеризуется высо-
126
кой скоростью и приближенным направлением движения. Вторая
фаза движения характеризуется резким снижением скорости и
более точным координированием направления, сопровождаю-
щимся обычно колебательными движениями малой амплитуды.
Направленное движение происходит при непрерывном зрительном
и кннестатическом контроле, а конечный результат проверяется
осязанием и слухом.
Движение исполнительного звена современного ПР характери-
зуется теми же фазами, что и движение руки человека, но в стаби-
лизирующей фазе перемещения отсутствуют поисковые колебатель-
ные движения вблизи конечных положений, т. е. координаты этих
положений задаются жесткой программой. Поэтому отпадает необ-
ходимость в поиске объектов, которые должны располагаться точно
в предусмотренном программой месте.
Динамика процесса позиционирования существующих ПР,
программируемых по жесткому циклу, зависит от характеристик
систем управления, привода и манипулятора, причем манипулятор
или механическая система ПР может рассматриваться как объект
управления в общей системе с позиций теории автоматического
регулирования, так и как самостоятельный объект, являющийся
объектом управления и диктующий законы управления им. Обес-
печение высоких скоростей перемещения ПР при одновременном
обеспечении точности позиционирования без перебегов и колеба-
ний связано с правильным выбором переходных процессов при
осуществлении отработки заданий программы.
При рассмотрении динамики манипуляторов сталкиваемся
с тем, что в процессе работы моменты инерции отдельных механиз-
мов манипулятора изменяются в зависимости от таких технологи-
ческих факторов, как масса переносимого груза и радиус его пере-
мещения.
Если в копирующих манипуляторах изменения момента инер-
ции учитываются оператором, который подсознательно выбирает
определенный динамический режим работы, то приводы координат
жестко программируемого ПР осуществляют перемещения по
одному и тому же закону, не изменяющемуся от изменения мо-
ментов инерции перемещающихся частей манипулятора.
Решение задач переходных процессов в сложных механических
системах сводится, как правило, к решению дифференциальных
Уравнений высокого порядка. Общее решение таких уравнений
представляет линейную комбинацию частных решений, содержа-
щих характеристические числа, т. е. комплексные частоты соб-
ственных колебаний, численные значения которых, получаемые
в результате приближенных решений алгебраических уравнений,
не содержат параметров системы в явном виде. В результате те-
ряется связь между характером переходного процесса и конструк-
тивными параметрами машин.
Для выявления этой связи необходимо проведение специальных
исследований динамики механической системы ПР. Если в ре-
127
зультате исследовании определяются параметры закона перемеще-
ния механической системы, обеспечивающие эти перемещения без
колебаний и отсутствия перебегов в точке выключения сигнала
управления, то такой закон дает возможность синтезировать
управление механической системы, замкнутое по положению и ско-
рости, с оптимальным для данной механической системы быстро-
действием. Решение этой задачи для конкретных конструкций ПР
не требует применения исчерпывающих и подробных методов ана-
лиза кинематики и динамики манипуляторов, когда последова-
тельно решаются задачи нахождения всех возможных положений,
скоростей и ускорений звеньев механизма, векторов и моментов
сил инерции, а также статические задачи для различных положе-
ний механизма.
Обычно достаточно установить экстремальные значения неко-
торых параметров, изменяющихся в процессе работы ПР и влия-
ющих в основном на такие величины, как масса и моменты инерции
перемещаемых звеньев, усилия и моменты от полезной нагрузки и
неуравновешенности звеньев [11].
Экстремальные значения этих параметров могут быть получены
из рассмотрения конструкции конкретного манипулятора или его
кинематической схемы и не требуют проведения громоздких рас-
четов с учетом всех возможных состояний манипулятора. При
этих условиях можно решать задачу для отдельных степеней по-
движности ПР, настраивая управление привода на экстремальные
значения параметров.
При решении вопросов динамики манипулятора уместно исхо-
дить из следующих основных принципов автоматизации техноло-
гических процессов [12]: необходимости минимизации взаимоза-
висимых функций системы и тщательного рассмотрения влияния
кинетической энергии на факторы, определяющие надежность ПР.
Первый принцип приводит к разделению рабочих функций и
использованию независимых операционных позиций. При этом
определяется функция, требующая наибольшего времени цикла.
Это время цикла принимается равным минимальному времени,
возможному в данной операции.
Все, что требуется от других независимо действующих элемен-
тов системы, — это то, чтобы они работали в пределах данного
времени. Поэтому становится возможным осуществление действия
различных элементов на скоростях, несколько меньших, чем их
наивысшая скорость, а следовательно, и при меньших динамиче-
ских нагрузках (второй принцип).
Поэтому одна из степеней подвижности манипулятора опреде-
ляет время и режим работы ПР, а остальные степени должны рабо-
тать в более благоприятном динамическом режиме.
В табл. 3.4 приведены некоторые характеристики транспор-
тирующих степеней подвижности манипуляторов роботов «Уни-
версал-50М», «Универсал-15.01», «Unimate-2000» и «Versatran»,
сравнение которых позволяет сделать вывод, что большей кинети-
128
3.4. Характеристики транспортирующих степеней подвижности ПР
Характеристика «Универ- сал-50М» «Универ- сал-15.01» «Unima- te-2000» «Versat - ran»
Момент инерции вращающихся вокруг вертикальной оси частей манипулято- ра, кг-м2 422,03 341,39 300,68 66,14
Момент инерции вращающихся вокруг горизонтальной оси частей манипуля- тора, кг-м2 398,09 149,11 295,09
Масса части руки, перемещающейся радиально, кг Скорости перемещений: 98,1 73,58 49,05 24,53
поворот руки вокруг горизонталь- ной оси (качение руки), 1/с 0,436 0,85 0,523 —
поворот руки вокруг вертикальной оси, 1/с 1,05 2,6 1,92 1,57
выдвижение руки, м/с 1 1,7 0,762 0,91
ческой энергией при перемещении обладает координата поворота
руки вокруг вертикальной оси. Так как при останове необходимо
гасить эту энергию, то в динамическом отношении координата по-
ворота руки вокруг вертикальной оси является самой нагружен-
ной координатой манипулятора вне зависимости от принадлеж-
ности манипулятора к той или иной компоновочной структуре.
Структура механизма любой степени подвижности ПР может
быть представлена в виде трех основных элементов: двигателя Д,
исполнительного звена ИЗ и связывающей их механической пере-
дачи МП. Чтобы исследовать динамику механизма степени по-
движности манипулятора, необходимо знать значения параметров
всех трех элементов, составляющих механизм степени подвиж-
ности: массы и моменты инерции подвижных частей механизма,
коэффициенты жесткости и величины мертвых ходов в передачах.
Двигатель может быть охарактеризован массой тя и моментом
инерции Уд его подвижных частей. Исполнительное звено харак-
теризуется аналогичными величинами т„ и JH, которые являются
переменными. Масса та изменяется в зависимости от величины
переносимого груза, и момент инерции Jn, кроме того, зависит от
текущего положения других координат ПР.
Механическая передача характеризуется массами и моментами
инерции отдельных ее элементов, а также их жесткостью Си и ве-
личинами зазоров между элементами передачи. Массы и моменты
инерции передаточного механизма могут быть разделены, в каж-
дом конкретном случае, на две части и приведены к массам и мо-
ментам инерции двигателя и исполнительного звена. Тогда полу-
чим два момента инерции и J2.
Так как в конструкции манипуляторов роботов «Универ-
сал-бОМ», «Универсал-15.01», «Универсал-60» в механизмах сте-
5 Шифрин Я. А. и др. 129
Рис. 3.16. Динамическая модель вра-
щательной координаты промышленного
робота типа «Универсал»
Рис. 3.17. Номограмма двухпараметри-
ческих зависимостей:
Л = f (т, Н); т — масса груза, кг;
Н — вылет руки, м
пеней подвижности и, в ча-
стности, в степени подвижно-
сти поворота руки вокруг
вертикальной оси применены
передачи с замкнутым пото-
ком мощности, т. е. безлюфто-
вые, то механическая пере-
дача может характеризоваться только жесткостью Сэ и модель меха-
низма вращательной координаты может быть представлена, как
показано на рис. 3.16. На рис. 3.17 показана номограмма двух-
параметрических зависимостей J = f (т, Н) для степени подвиж-
ности поворота руки вокруг вертикальной оси робота «Универ-
сал-15.01».
Динамика механической системы при заданном на входе законе
перемещений. Решение задачи, связанной с исследованием дина-
мики механической системы координаты поворота руки робота
«Универсал-50М» (опытного образца) при заданном законе пере-
мещения, формулируемом управляющим устройством, было на-
правлено на отыскание путей совершенствования динамики меха-
низмов.
Структура координаты робота «Универсал-50М» показана
на рис. 3.18. В качестве привода использовался гидроусилитель
МГ18-1. Динамическая модель этой системы показана на рис. 3.19.
Для гидроусилителя расход рабочей жидкости Q через следящее
устройство [45] определим формулой
С = ^^4-[ЛР-(Л-/Ш (3.39)
где а — коэффициент расхода масла через дросселирующие окна
крановой втулки; f — суммарная площадь открытия окон крано-
вой втулки, м2; р — плотность масла, кг/м3; Др — перепад давле-
ния на гидроусилителе, Па; pt — р2 — перепад давления в по-
лостях гидроусилителя, Па.
130
Учитывая высокий объемный КПД гидродвигателя МП 5,
на базе которого выполнен гидроусилитель, введем допущение,
чТо отсутствуют утечки в дренаж и перетечки масла между по-
лостями гидроусилителя, т. е. QnOflB Q0TB Q. Уравнение
работы гидродвигателя
Pi — р. ==----—,
1 2 Щ1общ
(3.40)
гдеЛ4]ф — крутящий момент, развиваемый гидродвигателем; Л41;р =
= Jip + Л4.г sign ф + Л4Н (для движения руки в горизонтальной
плоскости М„ = 0); q — теоретический (геометрический) расход
масла за один оборот ротора гидродвигателя; т] общ-- - общий КПД
гидродвигателя; т)об1Ц «=* 1. так как объемный КПД гидродвига-
теля близок к единице.
Потерями давления в каналах между крановым золотником
и гидродвигателем пренебрегаем ввиду малой длины и значитель-
ного сечения этих каналов. Площадь открытия окон крановой
втулки f связана с углом рассогласования входного и выходного
валов гидроусилителя Аср = <рг — ср2 следующим геометрическим
соотношением:
/ = №(2Аср-^Ц^),
(3.41)
где г — радиус отверстий крановой втулки; п — число от-
верстий.
Тогда расход масла через гидроусилитель
Q = J/-L (др _ [2 (Ф1 - ф2) - . (3.42)
С другой стороны,
Q = (3.43)
где ю2 — скорость вращения вы-
ходного вала гидроусилителя.
ЭД - Р -р7]~ гд - пп - из
Рис. 3.18. Структура координаты
промышленного робота «Универ-
сал-50М» :
ЭД — задающий электродвига-
тель; р — редуктор; ГР — гидро-
Распределитель; ГД — гидродви-
гатель; МП — механическая пе-
редача; ИЗ — исполнительное звено
5*
Рис. 3.19. Динамическая модель ме-
ханизма вращательной координаты
манипулятора промышленного ро-
бота типа «Универсал»:
Ji — приведенный момент инер-
ции задающего золотника гидро-
усилителя с учетом момента инер-
ции редуктора и вала электродви-
гателя; J2 — момент инерции вра-
щающейся части гидродвигателя
в сумме с приведенным к валу гид-
родвигателя мол/ентом инерции ме-
ханической передачи; J3 — мо-
мент инерции исполнительного зве-
на манипулятора
131
л Л Рис. 3.20. Зависимость угла отставания ведомого вала
1 гидроусилителя от ведущего при осуществлении разгона
S Рассмотрим режим разгона механиче-
2а ской системы при условии, что задающий
У/ д' вал привода совершает движение с посто-
/-----------янным ускорением дц (/) = а/2.
0 / t Режим разгона с постоянным ускоре-
/ нием механической системы с гидроуси-
лителем МГ18-1 в качестве привода. Пер-
вый этап исследований определяет закон
движения выходного вала гидроусилителя <р2 (/), второй этап
определяет поведение механической системы (cp3t) в зависимости
от поведения выходного вала гидроусилителя. В результате нахо-
дим такие скорости и ускорения гидроусилителя, которые бы
не приводили к появлению колебаний механической системы.
Особенно это важно для конструкций ПР, приспособленных
к осуществлению точечной и дуговой сварки, так как колебания
рабочего органа при подходе к позиции для точечной сварки или
при осуществлении дуговой сварки приводят к появлению дина-
мической составляющей ошибки позиционирования.
Сравнивая формулы (3.42) и (3.43), с учетом сказанного полу-
чим уравнение скорости перемещения выходного вала гидро-
усилителя:
4 <Р2 (0 = о {2 [flf - <р2 (/)]
sin 2 [at2 — <р2 (/)]
2
(3.44)
„ 2лапг2 1 / 1 Г. 2лЛ4КР 1 , ,
где 0= —-— у — ----——J — коэффициент скорости
гидроусилителя.
Для линейной системы первого порядка 9 — величина, обрат-
ная ее постоянной времени. Для гидроусилителя МГ18-14М 0 =
= 1465 с-1, для гидроусилителя МГ18-23 0 = 293 с-1.
Проведя исследование решения дифференциального уравнения
методом линеаризации в предположении, что А<р = at2 — <р2 (О
малая величина, и ограничившись первым членом разложения
функции | —sin 2 Л<р | в ряд Тейлора, приводим уравнение к бо-
лее удобному для решения виду:
ф2(t) = Q[at2 — <р2 (0].
(3.45)
Решение этого неоднородного уравнения при Начальных" усло-
виях ср2 (0) = 0 имеет вид
ф2 (0 = at2 - 2 4t + 4 (1 - е-0<). (3'46)
132
Таким образом, при разгоне гидроусилителя отставание ведо-
мого вала от ведущего совершается на величину (рис. 3.20)
Аср = at2 - ф2 (0 = 1- (1 - е-«)- (3.47)
Второй этап исследований режима разгона начинаем с уравне-
ния движения массы с моментом инерции J3 относительно подвиж-
ной системы координат, жестко связанной с J2:
73Ф3 (0 + С<р3 (/) = /%, (3.48)
где фз (0 — функция изменения угла поворота руки относительно
массы Л; С — жесткость механизма поворота руки; F2 — сила,
возникающая при действии ускорения ф2 (t).
Так как ф2 (0 = 2а (1 — е~0/), то Ё2 = —2а (1 — е"е/)(71+
ф- ./2) —2а (1 — е~0/) J2, ибо <у J2.
С учетом формулы (3.48) получим
АФз(0 + СфзЮ = — 2aJ2(l — е-е/). (3.49)
В уравнении (3.49) нет члена /<ф3 (t), который учитывает не-
избежное трение в системе; так как величина этого трения мала
и трудно определима, то ею пренебрегаем. Решение такого линей-
ного неоднородного уравнения можно представить в виде суммы
частного и общего решения однородного уравнения при началь-
ных условиях
Фз (0) = Фз (0) = 0;
Ф.ОТ - - + тйтг- ТЁТС ) “S ' +
Скорость
*<'> - - сТЖ + -Frfr “s ‘ +
+ УЁ <3'5|>
Если необходимо найти закон перемещения третьей массы
и скорости относительно неподвижной системы координат, то
Фзо (0 = <рз (0 + ф2 (?) и <р30 (0 ----- фз (0 + <р2 (0. Итак, при осу-
ществлении равноускоренного разгона задающего вала системы
Ф1 (0 = at2 выходной вал гидроусилителя отстает от входного на
величину, определяемую уравнением (3.47), а рука манипулятора
повторяет движение выходного вала гидроусилителя и совершает
Колебания в процессе перемещений с амплитудой
1/ Г 2дЛАе2 I2 , А ( WV
Г Ш + С)С] "Г с / •
(3.52)
133
Отсюда следует, что ускорение, сообщаемое системе, влияет на
величину амплитуды колебаний. Зная допустимую динамическую
составляющую ошибки, можно вычислить и допустимое для меха-
нической системы ускорение.
Система имеет и второй источник колебаний — скачкообразное
изменение угла рассогласования между входным и выходным
валами гидроусилителя при исчезновении инерционной нагрузки
во время перехода на установившийся режим.
Если обозначим через Асрх угол рассогласования в установив-
шемся режиме, когда скорость равна К, то из выражения (3.47)
получим Аф! = , где О, — коэффициент скорости гидро-
усилителя при установившемся режиме, причем
_ 2ясмг2 у _ ( Др _ 2.~т.Мт sign дц (/) )
Угол рассогласования в момент окончания разгона с ускоре-
нием 2а
где 02 — коэффициент скорости гидроусилителя при достижении
максимальной скорости ф2 (0 на участке разгона;
д _ 2лапг2 j f 1 2я [732д Ц-MTsignq;2 (/)])
2 9 V Р \Р 9П Г
Так как 0! > 02, то Аф2 > A<px и скачок угла отставания
/ егхх
Л Л Л К К 2а I 1 2а I
А— А<₽2 — Аф1 — -0^- — — -0Г V — е '
_ e.fe
Если учесть, что е 2а величина малая вследствие того, что 02
Д> 1, то
Л = Лч-и - Лт, -/< (Ф
Для сохранения плавной работы манипулятора в конце раз-
гона целесообразно иметь величину скачка А, равную не более
величины зоны нечувствительности канала обратной связи системы
управления ПР, т. е. допустимой амплитуды колебаний А. Сле-
довательно, А А или
Найдем выражение допустимой скорости установившегося
Движения, т. е. максимальной скорости координаты манипулятора
134
])3 условий отсутствия колебаний Механической системы с ампли-
тудой, не превышающей допустимой точности ПР. Очевидно,
А I
А + Q2
К .<______
J_____1_
02 01
Выражая величину 02 через 0,, получим
0ХД Apqt] + щ- {Лр<Щ + 2я [J32a + Мт sign ф2 (/)]}
к ---------------к-
(3.53)
it [J32a 4- MTsign <j>2 (()]
Используя
А К Л
А - 01 о2
приближенное значение сначала угла отставания
и выражая А через значения 0! и 02, получим
. n2aJ3K
выражение А = -^у.
Если учесть, что при выходе системы на установившийся режим
К = ®0, и принять, что Ас А, где А — допустимая амплитуда
колебаний выходного вала привода, то ограничение ускорения
гидроусилителя запишется в виде
2а < jMwiL
jicOq J 3
где i — передаточное отношение механизма поворота руки мани-
пулятора.
На опытном образце робота «Универсал-50М» в качестве привода
поворота использовали гидроусилитель МГ18-14М. Допустимое
ускорение, которое может обеспечить этот гидроусилитель, co-
с. М 4 . „
ставляет величину 2.а = — = -ур = 40 с А
Обеспечение максимальной скорости поворота руки робота
«Универсал-50» ®0 = 1,05 с"1 показало, что для достижения бес-
колебательного режима системы необходимо развить ускорение,
близкое к значению 2а < 145,25 с-2, что находится далеко за пре-
делами возможностей гидроусилителя МГ18-14М. Поэтому в се-
рийном образце робота «Универсал-50.01» гидроусилитель
МГ18-14М был заменен на гидроусилитель МГ18-23, удовлетворя-
ющий требованиям бесколебательного режима разгона.
Режим торможения с постоянным замедлением механической
системы с гидроусилителем МГ18-1 в качестве привода. Манипу-
лятор ПР является системой с низким коэффициентом демпфиро-
вания, переходный процесс которой при остановке привода про-
является в виде низкочастотных затухающих колебаний. Если
амплитуда колебаний механической системы в точке останова
привода превысит значение точности позиционирования, обусло-
вленное дискретностью датчика обратной связи, то вместо оста-
нова системы начнется ее раскачка вокруг точки позициониро-
вания. Поэтому необходимо выбрать такие режимы останова,
135
Когда выбег механической системы после останова привода ар
превышает зоны нечувствительности канала обратной связи, т е
выбег, или половина амплитуды колебаний, меньше зоны не-
чувствительности датчика обратной связи. Исходя из изложенного
выше, рассмотрим режим торможения механической системы.
На участке торможения задающий вал гидроусилителя совеп.
шает движение с постоянным замедлением Р
<Pj (0 -= cat — at2, (3.54)
где со угловая скорость в начальный момент торможения.
При этом условии <р2 (/) есть решение дифференциального урав-
нения
ф2 (0 = 0 [со^ — at2 — <р2 (0 ] (3.55)
с начальными условиями
ф2 (0) = со; ср2 (0) = —х, (3.56)
где А - 2iranf2 1/ 1 2лМКР \
сдео^ ц у ~р~\ар--------------коэффициент скорости
гидроусилителя; х = -^----угол рассогласования входного
и выходного валов в начале торможения.
Для линейной системы первого порядка 0 — величина, обрат-
ная ее постоянной времени. Для координаты поворота руки
робота «Универсал-50.01» и «Универсал-15.01» с приводом типа
2Г18-23 0 имеет максимальное значение, равное 293 с-1.
Решение уравнения (3.55) есть функция
ф2 (0 = О + - х) е-0' - at2 + + со) t - . (3.57)
Если время торможения до полной остановки тп = — то
2а ’
перемещение второго вала
_ 0(0
<Р. (г.) - О +1 - /) е" ’° - £ + (3.58)
а угол рассогласования между входным и выходным валами
гидроусилителя
Аср (т0) = ~ Д- 2д+ 9(0 _и __ <2д + 9(0)со / 2а । ®
* V ' 4а ' 02 + 4а 2а0 (.74 + “0 — х) е -
— _. I 2я + 0со (2а 4 0(о) со / 2а , со \ - /О гП\
2а ' со2 2а0 \ 02 г 0 х) е ’ (3.59)
Инерционная сила, действующая на степень подвижности от
замедления фа (t), определяется по формуле
F = ЛФг (0 = ~J2 [02 ---х) е-0-' — 2а1 . • (3.60)
136
Тогда ф3 (0 есть решение дифференциального уравнения
(0 + (7) = -1, [•> (4 + 4 - *) г* - 2а]
а именно
2а./2 У2 (2а 4 Осо - х02) 0/
Фз (0=.~с----------,'302 4 С
(3.61)
Амплитуда колебаний звена переменной нагрузки с моментом
инерции J3 относительно выходного вала гидроусилителя с мо-
ментом инерции J2
~ /4„0-Л) /'2а4 0СО — Х02\2 . Г2а72 (2а 4 *,(|) — Л2) 4 1 /о ао\
А = 1 / Лг- — с— + -~с---------------------с 1 ’
V с е2 + £ ) [ е!+д 1
Для робота «Универсал-50М», координата поворота которого
управлялась гидроусилителем крутящего момента МГ18-14М,
при со6 = 31,4 с-1, коэффициенте скорости 0 = 1465 с , макси-
мальной скорости звена поворота со = 1,05 с *, жесткости меха-
низма поворота С = 5,38-104 Н-м2-с 2 (0,65-106 кг-см -с ), угле
отставания выходного вала от входного при максимальной
скорости х = 0,00358 рад, ускорении на повороте координаты
2а = 2,4 с-2 и максимальной нагрузке с моментом инерции
J2 = 9,22 кг-м2, J3 = 598,41 кг-м2 амплитуда колебаний руки
А= 0,018 рад.
При пересчете на исполнительное звено (захват манипулятора)
А = 2300-0,017 -= 34,1 мм, где 2300 мм — радиус действия за-
хвата с вылетом руки 1000 мм.
На амплитуду колебаний оказывает влияние инерционная
нагрузка от перемещаемой массы, жесткость механизма, сообща-
емое механизму ускорение, зависящее от мощности привода.
В роботе «Универсал-15.01» на координате поворота руки
применен гидроусилитель Г18-23, постановка которого позволила
Увеличить максимальную скорость поворота руки до wraax - -
= 2,32 с1 и уменьшить амплитуду колебаний механической си-
стемы до значения А = 4,05-10'5 рад.
Выведенное ранее выражение ср3 (/) есть закон перемещения
звена с моментом инерции J3 в системе координат, центр которых
137
совпадает с массой, имеющей момент инерции J2. Относительно
неподвижной системы координат
I zj\ /9 ! 2а -4" 010 , 2а -р 010 . 2aJ2 ,
Фзо = Ф1 (0 + Фз (0 = —at1 + —g— t-----------р __А +
'2а . со
9Г + -Г~%-
е—б*' —
1Г Д т г, '2а 4- 0со — /О- . 1/С . ,
~ V -t + Л 5|“ V Т ‘ +
J 3
2aJt
С
(2а Ч- Осо — Х02) J2
02 + ~
J 3
COS I/4 ~ t.
Г J 3
(3.63)
Дифференцирование по времени даст выражение скорости
Фзо (О-
При t = Ф30/ Асо принимает значение скорости ввода
системы в точку позиционирования (так называемая ползучая
скорость):
Осо
* - / (О \ 2(2 г--. 2d
А® = Фзо ) = -0 Re —
- Ml sin Р1^Г-6В1 COSTAL, (3.64)
где R =
2aOV3(l- 72) + 2aC
0V3+C
2aJ„C (1 — Д) + 2aJ,J.fi- n 2aJ2J3
+ C ' 1 ~ 0V3 + C ’
Как видно, ползучая скорость зависит от замедления, инер-
ционной нагрузки и скорости, с которой началось торможение.
Ползучую скорость можно связать с точностью позиционирова-
ния. С момента поступления команды на отключение привода до ее
исполнения проходит время, которое включает время: срабаты-
вания электрических и гидравлических элементов, участвующих
в передаче команды исполнительному органу; запаздывания
исполнительного механизма. Суммарное время запаздывания
т=1'(т< + п), (3-65)
£—1
/ = 1
где tz, Xj — время срабатывания и запаздывания элементов и ме-
ханизмов; п — число элементов и механизмов.
138
рис. 3.21. Структура координаты манипулятора
прОмышленного робота < Уннверсал-15.06» :
of у — электроусилитель типа сопло—заслонка;
fAf — гидромотор; Т — нагрузка
Поскольку длина трубопроводов
незначительна и масло имеет малое
количество растворенного и свобод-
ного воздуха, то, пренебрегая упругостью масла, можно считать,
что суммарный выбег рабочего органа с момента подачи команды
на отключение до полной остановки складывается из выбега <рт за
время запаздывания т и выбега <р1ш за счет оставшейся кинетиче-
ской энергии, определяемой инерционностью звеньев механизма
и моментом сопротивления:
<4 = <Рг + (Ри„ = + JnP2»M) > (3-66)
где 2пр — приведенный момент инерции перемещающихся масс;
Мт — приведенный момент сопротивления.
Чтобы механическая система не стала источником автоколеба-
ний, когда она замкнута обратной связью по положению, необ-
ходимо выполнить условие Sep < А, где А — поле позициониро-
вания ПР, определяемое зоной нечувствительности обратной
связи.
Связь ползучей скорости с точностью позиционирования
А® =-----. (3.67)
J ПР
Динамика механической системы при заданном законе переме-
щения центра инерции системы. Рассматривается система, реали-
зованная в одной из модификаций робота «Универсал-15.06»
и представляющая структуру координаты манипулятора
(рис. 3.21).
Расход жидкости на линии нагнетания
<21 = 1W 1/(Р - Pi), (3-68)
где а, у — высота и ширина щели золотника ЗГУ.
Расход жидкости на линии слива из гидромотора
Qz = yay ]/~^Р2- (3-69)
С другой стороны, расход жидкости через гидромотор можно
выразить через удельный расход жидкости на один оборот гидро-
мотора q:
= (3.70)
гДе дд (7) — угловая скорость вала гидромотора.
139
Используя выражения (3.68)—(3.70), получим
1 а
\ 2лауц / р t'lh \ 2ла/дх / р ' 2'
Отсюда
/v.p (3.71)
1 ’ \ 2л а у и. / р \ 2лауц / р 2 '
Уравнение движения гидромотора, управляемого ЭГУ типа
сопло — заслонка, имеет вид
Pi :== (/) + D(f' р* ’
где D — коэффициент демпфирования жидкости.
Подставляя значения рх и р2, получим
ЛФ1(0 + ^Ф1(0 + ^^Я-Л4 = 0. (3.72)
где л = -4^; M =
4л3а2ц2 2л
Приводимая гидромотором в движение система двух масс,
связанных валопроводом с жесткостью С, описывается системой
дифференциальных уравнений:
ЛФг (0 + Оф! (0 + Ф1 (0 + с [Ф1 (0 - ф2 (01 - М = 0; '
у ( ) (3.73)
АФ2 (0 + С [ф2 (0 - ф! (/)] = о.
Если пренебречь демпфированием жидкости и трением в си-
стеме, вместо системы уравнений (3.73) получим
ЛФ1 (0 + - Ф'2 ('') + С - М = °:
у (0 (3.74)
Лф2(О4-С[Ф2(О-Ф1(О] = о
с начальными условиями Ф1 (0) = ф2 (0) = 0; фч (0) = ф2 (0) = 0.
Движение центра инерции рассматриваемой системы описывается
уравнением
(Л + Л)ф(0 + д4тФ2(0-^ = 0, ' . (3.75)
У V/
где ф (0 — перемещение центра инерции.
В соответствии с теоремой о движении центра инерции
ф (/) = . (з.7б)
J । "У" Jо
Положим, что движение центра инерции механической системы
в режиме разгона осуществляется по закону <р (/) = at2, где а —
половинное ускорение. Тогда ф (/) = 2at; ф (/) = 2а.
140
Из уравнения (3.76) «и (/) = у Vat — ф2 (/)• Интегри-
руя, находим закон перемещения первой массы при начальных
условиях Ф1 (0) = <р2 (0) =- 0:
(Г1(0--^^-а/2-^-ф2(0- (3-77)
Подстановка этого уравнения во второе уравнение системы
(3.74) приводит к следующей форме уравнения движения второй
массы:
ЛФ2(/) + с Г А±Л.ф2(/)_21±Аat*] = 0.
Решение запишется в виде
<r2(0 = ^-^(’+cos₽/); (3.78)
ф.2 (/) = 2at ф- ~ sin р/. (3.79)
Подставляя выражения (3.78) в (3.77), получим
Ф1(0-^2 + 4^а(1 +cos₽0; (3-80)
J1P
Ф1 (/) = 2at — a sin fit. (3.81)
JjP
В уравнениях (3.78)—(3.81) ₽ = частота соб-
ственных колебаний системы.
При перемещении центра инерции системы по закону <р (t) =
= at2 звенья этой системы перемещаются со скоростями в соот-
ветствии с выражениями
Фг (/) — at2 Ц- а (1 cos ВЛ; фх(0 = 2а/ — a sin р/;
Ar АР
2 2
Ф2 (/) — at2-pj- а (1 -ф cos р/); ф2 (/) = 2at -ф -у a sin р/.
При этом управление золотником ЭГУ должно осуществляться
по закону, определяемому уравнением
ИО = / м - (7i 4- J2) 2а = 2at V М - 2а (Л + А) = ’ ^3'82^
гДе х = 2а м__2а + j2}
Следовательно, линейное управление золотником ЭГУ в ре-
*име разгона обеспечивает перемещение центра инерций механи-
'еской системы с постоянным ускорением.
141
В режиме торможения центр инерции механической системы
перемещается в соответствии с законом
Ф (0 = «W — at2, (3.83)
где соо — скорость установившегося движения.
Скорость и замедление перемещения центра инерции при тор.
можении механической системы
Ф (t) = соо — 2at; ф (f) = —2а.
Из первого уравнения системы (3.76) имеем
•ЛФг (/) = ф (0 (Jx -j- J2) — ./2ф2 (t), т. е.
Ф1 (0 = --J-2 («О ~ 2ai) — ~ф2 (О-
J1 J1
Интегрируя по t, определяем закон перемещения первой массы
(Р1 (/) = А_+(&01 - at2) - ф2 (/).
Подставляя это выражение во второе уравнение системы (3.74),
получим
/2ф2 (/) + С ГШ ф2 (0 - - «о] = 0- (3-84)
L J
Уравнение (3.84) есть линейное дифференциальное уравнение вто-
рого порядка. Его решение с начальными условиями ф2 (0) = 0
и ф3 (0) = ®0
т, (<) - «V - а - a cos /ЗЗЗЗЦ +
+ , .sin 1/ t =
1/ С (Л + j2) ’ J1J2
V
= <aot — at2 + 4 a—a cos fit Ц- sinp/, (3.85)
где <a0 — скорость начала торможения; p — частота собственных
колебаний механической системы.
Скорость перемещения второй массы
ф2 (/) = <в0 — 2at -ф 4 sin Т % cos fit- (3.86)
Перемещение первой массы системы
Ф1(0 =?=(i>ot~ at2-г4п(1 — cosfi/)--4fflosin3^ (3-87)
Jjp Jip
Скорость перемещения первой массы
ф! (/) = <i)0 — 2at — 4^- a sin fit — и0 cos (3.88)
J1P J1
142
Управление золотником ЗГУ в режиме торможения механи-
ческой системы определим при условии, что центр инерции системы
перемещается с постоянным замедлением по закону
У (0 = (®о — 2а0 ]/" + + j2)' • (3.89)
Обозначим
х == 2а j/ MJr2a[ji + j2) > = ®о V м + 2а(Л +АТ‘
Тогда у (0 = К — it, т. е. линейное управление золотником ЭГУ
обеспечивает перемещение центра инерции механической системы
с постоянным замедлением.
Скорость (/) при торможении повторяет линейное изменение
скорости золотника ЭГУ с наложением колебаний с частотой р.
На практике необходимо сглаживать переходный процесс в точках
выхода на установившийся режим и начала торможения, так как
при резких переходах возникает скачок скорости, являющийся
источником колебаний механической системы.
Для установившегося движения уравнение движения гидро-
мотора принимает вид М = А а скорость установившегося
________________________ Уо
IГ м Т1 ,
движения и0 = у0 у -д. Чтобы наити скорость вращения вала
гидромотора и, в момент /0 полного раскрытия золотника ЭГУ,
необходимо решить систему алгебраических уравнений
У Оо) = Уч',
Ф (Q =
х = 2а р Д4П’2(71_ 72)а
или
~ У о ',
2at0 = ©j;
X = 2а У _ 2 (/1 + у2) я •
Отсюда
" 1 “Г ** 2 * ™
т- е. скорость вращения вала в момент полного раскрытия щели
золотника не совпадает со скоростью установившегося движения
при том же раскрытии щели,
НЗ
Рис. 3.22. Семейство двухпараметрически»
кривых AH/n=/(-n, И) для промышле"*
ного робота «Универсал-15.04»
Рис. 3.23. Семейство двухпараметрических
кривых фт = f (т, Н) (а) и <т =
(б) при <ОП12Х = 67 с-‘
Скачок скорости появляется в момент перехода гидромотора
на установившийся режим при сообщении определенной величины
ускорения механической системе:
Коэффициент относительной скорости
^(|1 1 _ I f 1 2a(Jj4-72) , a (Л + А)
10° " Г М М •
Если принять, что относительная погрешность скорости для ЭГУ
не должна превышать 2 %, то 2а (Jr + J2) < 0,04/И. Следова-
тельно, величина ускорения гидромотора, ограничиваемая его
144
моментом и инерционностью механической системы, не должна
превышать
2а
0,04М
Л + ^2
Исследования динамики механизмов координат ПР позволили
экспериментально получить семейства двухпараметрических кри-
вых зависимости ползучей скорости AlFn от переносимого робо-
том «Универсал-15.04» груза т и вылета руки Н при обеспечении
обратной связью точности +1 мм (рис. 3.22), а также зависимостей
угла торможения <рт (рис. 3.23) и времени торможения /т от пере-
носимого груза т и вылета руки Н.
По номограммам устанавливаются максимально допустимые
ползучие скорости координаты поворота руки при условии бес-
колебательного режима торможения и обеспечения точности
±1 мм, углы торможения по координатам ПР, и рассчитывается
время, затрачиваемое в технологическом цикле на совершение
перехода от одной точки позиционирования к другой. Рассмотре-
ние зависимостей Ar = f (Н, т) показывает, что жесткопрограм-
мируемый ПР, настраиваемый на технологической позиции на
режим торможения по максимальному вылету руки и переноси-
мому грузу, проигрывает во времени, когда он работает в цикле
без груза и на меньших вылетах руки. «Жесткое» управление
приводами неоптимально с точки зрения быстродействия ПР.
Поэтому одним из этапов развития робототехники является соз-
дание такого управления приводами, которое изменяло бы путь
торможения, а следовательно, время в зависимости от инерцион-
ной нагрузки.
Одним из путей повышения быстродействия является создание
управления приводами, адаптивного к нагрузке. Рассмотрим ва-
риант такого управления [(А. с. № 597552 (СССР)]. В его основу
положено изменение управляющего сигнала в зависимости от
наличия в захвате руки груза и вылета руки. Устройство управле-
ния на примере координаты поворота руки (рис. 3.24) содержит
запоминающее устройство ЗУ,
связанное со схемой сравнения
ССП координаты поворота руки
манипулятора и схемой сравне-
ния ССХ координаты радиаль-
ного хода руки, и устройством
управления захватом, УЗ, кото-
рое связано с исполнительным
двигателем захвата ДЗ.
Сигналы управления испол-
нительными двигателями коор-
рис. 3.24. Блок-схема управления меха-
низмом поворота руки промышленного ро-
бота, адаптивного к нагрузку
145
Рис. 3.25. Блок-схема управления для
манипулятора робота «Универ.
сал-15.01», адаптивного к нагрузКе
динаты радиального хода
ДРХ и координаты поворота
ДПР поступают от усили-
телей У. Исполнительные
двигатели координат связаны
через механизмы передач
с датчиками обратной связи
ДОС по положению пово-
рота и радиального хода
руки. Для введения коррек-
ции в управляющий сигнал
двигателя поворота руки
используется функциональ-
ный преобразователь ФП,
который имеет три входа 1,
2, 3 и один выход 4. Вход 1
связан со схемой сравнения
ССП координаты поворота
руки, вход 2 — с устрой-
ством управления захватом
УЗ, вход 3 — с датчиком
обратной связи координаты
радиального хода руки и вы-
ход 4 — с усилителем коор-
динаты поворота руки.
Величины сигналов, поступающих на входы функционального
преобразователя, обозначим соответственно аъ, а6, а7 и выразим
их следующим образом:
= A’lWno; = К2С ai = «сс
где т,ы — масса переносимого объекта; и К2 — коэффициенты
пропорциональности между величинами сигналов, массой и вы-
летом руки; г — вылет руки; асс — сигнал управления, поступа-
ющий из схемы сравнения координаты поворота.
В функциональном преобразователе, кроме того, должен гене-
рироваться постоянный сигнал
а0 = Кото,
где т0 — масса подвижных частей манипулятора, принимающих
участие в радиальном перемещении; Ко — коэффициент про-
порциональности.
Так как угол торможения линейно зависит от момента инерции
перемещаемых масс и полезной нагрузки и J = тг2; то сигнал,
146
который должен нести в себе информацию об изменении момента
инерции, выражается формулой
«и = («о + «з) «6-
Сигнал управления, вырабатываемый функциональным преобра-
зователем, выражается следующим соотношением:
_ а7__________flCC____
фп ~ Кап ~ К (а0 + а5) а'п
Для управления механизмами выдвижения руки, качания
кисти, сдвига и вращения захвата должен быть применен функ-
циональный преобразователь, вырабатывающий сигнал следу-
ющего вида:
1 __ etc
афп ~ к (,Ката + К1тпо)’
где т„ — масса частей манипулятора, принимающих участие
в движении (постоянная для каждой координаты величина);
тп0 — масса переносимого объекта; К, Кп> Ki — коэффициенты
пропор циональности.
Для манипулятора робота «Универсал-15.01» блок-схема адап-
тивного к нагрузке управления может быть такой, как показана
на рис. 3.25.
Глава 1
РАСЧЕТ ДЕФОРМАЦИЙ МЕХАНИЧЕСКОЙ СИСТЕМЫ
И НАДЕЖНОСТЬ ПРОМЫШЛЕННЫХ РОБОТОВ
4.1. РАСЧЕТ ДЕФОРМАЦИЙ МЕХАНИЧЕСКОЙ
СИСТЕМЫ ПР
Особенности механических систем и обоснование рас-
четных моделей. По функциональному признаку механическую
систему робота (по аналогии с человеком) классифицируют на
скелетную, или несущую и мышечную, или исполнительную [4].
Несущая механическая система определяет структуру манипуля-
тора и объем рабочей зоны. На нее оказывают влияние динами-
ческие и точностные параметры, реализуемые исполнительной
механической системой. Несущую механическую систему по
функциональному признаку можно классифицировать на устрой-
ства, определяющие размеры рабочей зоны, и устройства, опре-
деляющие кинематическую структуру. В радиальном направлении
размеры рабочей зоны определяются следующими устройствами
(рис. 4.1): опорой — поступательно-движущимся звеном
(рис. 4.1, а, б), рычажным двухзвенным (рис. 4.1, в) и трех-
звенным (рис. 4.1, г) механизмами.
Несущие механические системы, определяющие размеры рабо-
чей зоны в вертикальном направлении, включают: неподвижное
звено — поступательно-движущаяся опора (рис. 4.1, д), рычаж-
ный двухзвенный механизм (рис. 4.1, е), неподвижный шарнир —
вращающееся звено (рис. 4.1, ж), пантограф (рис. 4.1, з). На
рис. 4.2 показаны несущие механические системы, представля-
ющие собой поворотные узлы, состоящие из неподвижной опоры
и вращающегося звена.
Звенья ПР по конструктивному признаку можно разделить
на звенья, имеющие по длине постоянное поперечное сечение,
и звенья с переменным сечением. Последние характерны для ПР,
у которых рабочая зона обеспечивается рычажно-шарнирными
механизмами («Asea» (Швеция), «ТгаШа» (США), СН-6 (США),
«KUKA Famulus» (ФРГ), РПМ-25 (СССР)).
Несущие детали робота соединяются между собой неподвиж-
ными стыками, основные типы которых показаны на рис. 4.3.
Для соединения звеньев в ПР применяют в основном элементы
с трением качения, что обеспечивает стабильность механических
характеристик.
Анализ конструктивных исполнений несущей механической
системы ПР позволяет установить у них следующие особенности:
148
несущие механические системы ПР характеризуются наличием
трех звеньев, которые в общем случае расположены друг к другу
под произвольными углами (кисть, рука, наклонная или вер-
тикальная стойка); соединение звеньев между собой происходит
за счет элементов качения, контактная жесткость которых меньше,
чем жесткость других стыков; в соединениях звеньев между собой
вследствие износа, погрешности изготовления может образовы-
ваться люфт, который не должен превышать точности позициони-
рования ПР; жесткость неподвижных стыков может быть обеспе-
чена намного большей, чем жесткость узлов соединения звеньев
за счет большой площади контакта; податливость звеньев из-за
особенностей работы ПР (исполнительный орган — кисть имеет
консольное крепление и удален от опоры на расстояние, большее
2 м) является довольно большой.
Исходя из перечисленных особенностей несущей механической
системы, при расчете ее динамических качеств (собственная ча-
стота колебаний, максимальное время колебаний, амплитуда)
необходимо учитывать собственную податливость звеньев, кон-
тактную податливость узлов соединения звеньев, наличие люфтов
в узлах соединения звеньев. Указанные особенности следует
учитывать при разработке расчетной модели несущей механиче-
ской системы ПР. При выборе расчетной модели целесообразно
для упрощения провести схематизацию элементов механической
системы.
149
Рис. 4.2. Поворотные узлы промышленного робота:
а — опора — радиальные подшипники; б — опора — упорно-радиальные подшипники;
в — опора — специальный подшипник
Рис. 4.3. Неподвижные стыки:
а — плоский штифт; б — плоская шпонка; в, г — плоский цилиндр; д — коиус
М
Рис» 4.4. Расчетные схемы узлов соединения звеньев
Рис. 4.5. Расчетные модели ИМС:
а — модель робота с тремя подвижными звеньями; 1 — кисть, 2 — рука; 3 — наклон-
ное звено; б — модель робота, работающего в сферической системе координат; в —
модель робота, работающего в цилиндрической системе координат
150
На рис. 4.4 показаны основные типы элементов кинематических
пар узлов соединения звеньев. Рассмотрим характер их деформа-
ции при нагружении изгибающим моментом, который для ПР
является основной нагрузкой.
Многоопорное соединение (рис. 4.4, а) деформируется под
воздействием изгибающего момента по линейному закону [16],
а упругий угол поворота в стыке
СШ1М
L3
где J = -щ', L — расстояние между опорами; t — расстояние
между телами качения; Сш — податливость направляющих; М —
внешний момент.
Следовательно, такое соединение звеньев можно заменить
упругим шарниром, угол поворота которого <р = /И/Суш, где
Суш — податливость упругого шарнира Суш = ЛСШ1 (рис. 4.4, б).
Двухопорное сочленение (рис. 4.4, в) можно характеризовать
углом поворота звена в передней опоре: <р = (—jj2- 4- ~^j~) Af,
где Сп — податливость подшипника; ./х — момент инерции за-
деланного стержня. Такое соединение схематически можно пред-
ставить в виде упругого шарнира. При наличии люфтов в сочле-
нении его можно схематически представить как упругий шарнир
с люфтом (рис. 4.4, г).
Звенья ПР могут иметь по длине постоянное и переменное
сечения. Достаточную точность при определении низких частот
колебаний механической системы дает схематизация звеньев [16],
показанная на рис. 4.5. Представим звено в виде невесомого
стержня с массой, распределенной по его концам, имеющего
жесткость, равную полусумме минимальной и максимальной
жесткостей реальной конструкции. При значительно изменя-
ющейся жесткости можно предусматривать деление звена на
несколько участков постоянной жесткости, соединенных упругими
шарнирами с сосредоточенными в них массами звеньев.
На рис. 4.5, а показана модель, которая описывает большин-
ство встречающихся несущих механических систем. Модель со-
стоит из трех звеньев, связанных между собой упругими шарни-
рами, имеющими три момента сопротивления, пропорциональных
контактной податливости узлов соединения звеньев и направлен-
ных в трех взаимно перпендикулярных плоскостях. Звенья 1—3
представлены в виде невесомых стержней с жесткостью Съ С2, С3,
Массы которых тг, т2, т3 распределены по их концам. Углы
поворота стержней соответственно равны <рх, <р2, <р3. Такая модель
несущей механической системы позволяет учесть контактную
податливость узлов соединения звеньев, получить значение соб-
ственной частоты с достаточной точностью, изменением параметров
Модели получить расчетные схемы большинства имеющихся ком-
поновок роботов,
151
Рис. 4.6. Функциональная блок-схема ко-
ординаты робота
Модели, показанной на рис.
4.5, а, соответствует несущая
конструкция ПР со склады-
вающейся рукой СН-6 (США),
«KUKA Famulus» (ФРГ), «Асеа»
(Швеция), «Trallfa» (США),
РПМ-25 (СССР). При звене /ь
имеющем CY = <х> (рис. 4.5, б),
получим модель, соответствую-
щую ПР, работающим в сферической системе координат и име-
ющим поступательно-перемещающуюся кисть. Такая модель со-
ответствует несущей механической системе роботов «Unimate»
(США), «Универсал-15.01» и др.
При углах фх = 1,57 рад и <р2 = 1,57 рад (рис. 4.5, в) получим
расчетную схему для ПР, работающих в цилиндрической системе
координат. Такая модель соответствует несущей системе роботов
«Versatran» (США), «Aida» (Япония), «Kuka Nachi-2000» (ФРГ),
«УМ-1» (СССР), «Универсал-5» и др.
Рассмотрение устройства и работы исполнительных механи-
ческих систем роботов «Универсал-15.01» и «Unimate», которые
содержат наиболее полно основные технические решения, при-
меняемые в ПР, позволяет создать функциональную схему коор-
динаты ПР. Для определения особенностей исполнительных
механических систем рассмотрим функциональную блок-схему
координаты робота (рис. 4.6). Система программного управления
выдает задание приводу ПРВ. Движение привода преобразуется
с помощью различных механических передач, которые назовем
передающими механизмами ПМ.
В указанных выше промышленных роботах роль ПМ выпол-
няют: у робота «Unimate» — цепная передача и конические зуб-
чатые колеса, которые преобразуют прямолинейное движение
штоков гидроцилиндров во вращательное, уменьшая при этом ско-
рость и увеличивая момент; у робота «Универсал-15.01» — кони-
ческий дифференциал и планетарные редукторы.
Привод и преобразующие механизмы являются громоздкими
и тяжелыми, поэтому их устанавливают не непосредственно
у исполнительного механизма ИМ, а движение от привода пере-
дается различной конструкции валами, которые назовем переда-
ющими связями ПС.
В рассматриваемых системах роль ПС выполняют: у робота
«Unimate» — шлицевой вал, шариковая муфта передачи крутя-
щего момента, полый вал; у робота «Универсал-15.01» — шарико-
вая муфта передачи крутящего момента, шестигранные валы.
ИМ, ПС, ПМ в общем случае могут охватываться устройством
выбора люфта УВД, как у робота «Универсал-15.01», или же УВД
152
включается в конструкцию ЙМ, ПС, ПМ. С исполнительным ме-
ханизмом или выходным валом привода связан передающий
механизм датчика положения ПМДП, который предназначен для
преобразовывания измеряемого сигнала в движение датчика
положения. Датчик положения ДП дает сигнал системе программ-
ного управления.
ИМ, ПС, ПМ,- УВД составляют исполнительную механиче-
скую систему, которую, таким образом, можно классифицировать
по функциональному признаку на передающие механизмы, уст-
ройства выбора люфта, передающие связи, исполнительные меха-
низмы. На рис. 4.7 показаны основные типы исполнительных
механических систем роботов. Анализ передающих механизмов
ПР позволяет сделать следующие выводы.
1. Для передачи вращательного движения применяют различ-
ного рода зубчатые, цепные, зубчатые ременные передачи.
2. Для преобразования прямолинейного движения во враща-
тельное служат передачи: рейка — зубчатое колесо, цепь —
звездочка.
3. Для преобразования вращательного движения в прямо-
линейное служат передачи: зубчатое колесо — рейка, винт —
гайка, байонет.
4. Для передачи поступательного движения служат рейка —
зубчатое колесо — рейка, цепная и рычажная передачи.
Рис. 4.7. Основные типы исполнительных механических систем промышленных роботов:
а — механизм поворота робота «Unimate»; б — механизм поворота робота «Универ-
сал-15.01»; 1 — гидродвнгатель; в — механизм поворота робота «Универсал-5»; 1 —
электродвигатель; г — механизм перемещения кисти робота «Versatran»; д — ИМС ка-
чания руки робота «Kuka Famulus»; е — ИМС поворота кисти робота «Универсал-5»;
3/6 — ИМС качания кисти робота «Kuka Famulus»; / — волновой редуктор; 2 — элек-
тродвигатель; и — механизм сдвига робота «Универсал-15»; / — гидродвигатель; к —
механизм выдвижения руки робота «Versatran»; л — механизм вертикального переме-
щения руки робота «Versatran»
153
Рис. 4.8. Расчетные модели и силовые характеристики ИМС:
а — с автономным выбором люфта; б — с выбором люфта дополнительной кинематичес-
кой цепи
Устройства выбора люфта можно разделить на автономные
и устройства, включающие дополнительные кинематические цепи.
Передающие связи можно разделить по конструктивному
признаку на следующие: шариковая муфта передачи крутящего
момента — шлицевой вал, вал, шлицевое соединение — шлице-
вой вал.
Исполнительные механизмы можно разделить на кистевые
и несущие. Анализ исполнительных механических систем позво-
лил выделить следующие их особенности: исполнительные механи-
ческие системы кистевых движений имеют передающие связи
большой податливости, обусловленной их большой длиной и ма-
лым поперечным сечением; в исполнительных механических си-
стемах других движений (поворот руки, перемещение руки в вер-
тикальной плоскости и т. д.) передающие связи с большой подат-
ливостью или отсутствуют, или их можно сделать значительно
более жесткими, так как исполнительные механизмы распола-
гаются рядом с приводами. Выбор люфтов в передачах осуще-
ствляется автономно в каждом элементе или при помощи устрой-
ства, включающего дополнительную кинематическую цепь.
Исходя из этих особенностей, при расчете динамических ка-
честв исполнительной механической системы необходимо учиты-
вать податливость передающих связей кистевых движений; на-
личие люфта в исполнительных механических системах с авто-
номным выбором люфта; неодинаковые податливости двух ки-
нематических цепей в исполнительных механических системах
с выбором люфта дополнительной кинематической цепью и в кон-
струкциях с автономным выбором люфта с применением пружин-
ных элементов; автономный выбор люфта, осуществляемый сбли-
154
рением кинематических элементов, характеризуется неполным
выбором люфта. Исходя из перечисленных особенностей, испол-
нительные механические системы можно схематизировать
(рис. 4.8). При этом массы приводят к концам передающих связей.
Модель, показанная на рис. 4.8, а, и ее нагрузочная характе-
ристика позволяют учитывать особенности механических систем
с автономным выбором люфта, а модель, показанная на рис. 4.8, б,
и ее нагрузочная характеристика — особенности механических
систем с выбором люфта дополнительной кинематической цепью.
При этом Л4Т — момент затяжки торсиона.
Расчет деформаций механических систем. Деформация механи-
ческих систем ПР происходит под действием инерционных нагру-
зок, массы перемещаемых предметов и собственной массы. Наи-
больший интерес представляет расчет деформаций механических
систем при позиционировании. Это объясняется следующими
обстоятельствами: несущие «нежесткие звенья» ПР невозможно
охватить обратными связями, и даже при идеально точной оста-
новке привода деформация механической системы ухудшает точ-
ность позиционирования; статические массы вызывают де-
формацию, постоянную по величине, которая при программирова-
нии ПР «по первому циклу» может быть полностью исключена,
что дает возможность при расчетах считать ее в точке позициони-
рования равной нулю; деформация под действием инерционной
нагрузки приводит к возникновению затухающих механических
колебаний, которые снижают точность и увеличивают время
позиционирования.
Деформация от инерционных нагрузок возникает в таких точ-
ках движения, где изменяется ускорение движения: в начале
разгона, характеризующегося увеличением ускорения от нуля
до своего максимального значения; в конце разгона, характеризу-
ющегося уменьшением ускорения от своего максимального зна-
чения до нуля; в начале торможения, характеризующегося нара-
станием ускорения от нуля до своего отрицательного максималь-
ного значения; в конце торможения или позиционирования,
характеризующегося уменьшением отрицательного ускорения от
своего максимального значения до нуля. Таким образом, деформа-
ция механической системы ПР происходит под действием кинема-
тического возбуждения, т. е. колебания системы вызываются
не внешними силами, а возникают благодаря приведению в дви-
жение по заданному закону одной или нескольких точек системы.
Задачу о кинематическом возбуждении нетрудно свести к задаче
° силовом возмущении, пользуясь принципом Даламбера.
Параметры колебательного процесса механической системы
зависят от времени нарастания нагрузки и свойств механической
системы. Поэтому необходимо рассмотреть влияние движения
и конструкции механической системы на параметры колебатель-
ного процесса этой системы и их соответствие технологическим
требованиям по времени движения к точке позиционирования.
155
Рис. 4.9. Расчетные схемы ИМС кистевых движений робота
Влияние параметров движения при позиционировании рас-
смотрим на примере исполнительной механической системы кисте-
вых движений. На рис. 4.9, а показана двухмассовая модель
механической системы кистевых движений. Пользуясь принципом
Даламбера, приложив к массе т2 инерционный момент /2Ф> гДе
Ф — угловое ускорение массы т2, ее можно привести к одномассо-
вой (рис. 4.9, б). Для анализа влияния параметров движения
механической системы примем линейную характеристику уско-
рения (рис. 4.9, в). Нарастание ускорения до своего максималь-
ного значения в период начала торможения происходит за время
t = ускорение постоянно в течение времени t = t2 — а умень-
шение ускорения происходит за время t = — t2.
Как показывают опыт эксплуатации и экспериментальные
исследования ПР, временные параметры должны соответствовать
следующим требованиям: время должно быть таким, чтобы
амплитуда возникающих колебаний к началу позиционирования
(время Z2) была меньше заданной (требуемой) точности позици-
онирования; время t3 должно быть таким, чтобы амплитуда коле-
баний в конце позиционирования была равна нулю.
На рис. 4.9, г, где Л40 = Д2фтах, показана нагрузочная харак-
теристика колебательной системы. Используя метод супер-
позиции, представим эту нагрузку в виде суммы трех на-
грузок (рис. 4.9, д).
Для t = Ц
ф' + 2лф' + = /Ио 4-;
ф -р 2пф -р cOqtp = — /Ид ,
156
где ф' — угловое ускорение массы т2 при времени 0 < t < tp,
ф" — угловое ускорение массы т2 при времени t, < t < t2, wc —
собственная частота колебаний механической системы; t’ =
== — h.
Решая систему уравнений, получим
ф' = (®<^ — e~nt sin М);
'2ЧЮс
ф" = тг-з [“с ~ G) + п sin(t — *i)l-
We
Угол поворота при t = t2
Ф/2 = ф' + ф";
(р/2 = ---'Ч [«Л 4 е“'г (/-G) Sin ю (t — ^1) ~ e~nt Sin СО/],
где п — у- = g^c-, причем б — логарифмический декремент
затухания колебаний, определенный опытным путем (б = 0,6).
На рис. 4.10 приведены амплитуды колебаний при различных
соотношениях времен и периода собственных колебаний Тс.
Амплитуда для исполнительной механической системы робота
«Универсал-50М» при ускорении, равном g,
где I — длина передающих связей; I = 1,2 м;
Л = 2 = 33-10ч м4; М =
1 SlK
где гк — радиус кисти; гк = 0,5 м; Grp — вес груза; Grp = 500 Н;
1К — передаточное число исполнительного механизма кисти; iK =
= 2.
Тогда М = 250 Н м; <р0 = 2,28-Ю ’2 рад. Амплитуда линей-
ного отклонения центра груза Ао = гк<р0 = 11,4-Ю"3 м.
Анализ кривых показывает, что с увеличением времени tr
амплитуда колебаний уменьшается, а вместе с ней уменьшается
время колебательного процесса. При 0 (кривая /) время
* с
колебательного процесса составляет более шести периодов, при
jA- = 0,5 (кривая 2) — пять периодов, = 1 (кривая <?) ---
Два периода. Таким образом, при больших перемещениях с по-
ниженными требованиями к точности позиционирования можно
применять характеристику, соответствующую ~ 0, т. е.
о = const.
Для перемещений кисти с высокими требованиями по точности
позиционирования необходимо иметь переход к характеристике
а == const с временем = (0,5 4-0,7) Тс.
157
Аналогично для позиционирования
фз + 2нфз + шсфз =-------7J-;
"2^3
- Г Q • I 2 MOt”
ф4 + 2/?ф4 + ^Сф4 = -7-7- ,
J2^3
Ф/з = Фз + ф4; Г = t —t2,
ф = ф/2 + ф«3-
Решая эту систему уравнений, получим
фя = ~7тЧ ^-nt" sin wcf - (ocf'j;
We
<p4 = М° [о)(,/'11 — e~nt'” sin cocf"];
Ф<„ = 77Т [ ~ + e"r sin “cf — е~" «'-<»> sin «с (/] — /3)].
10 с/3
На рис. 4.11 приведены графики изменения амплитуд А и ф
при ta — tr (кривая /), t3 — t2 = 1,5Т (кривая 2). Анализ графи-
ков показывает, что при t3 — t2 = Т колебательный процесс
продолжается еще 2—2,5 периода собственных колебаний после
окончания движения. При t3— t2 = 1,5Т колебательный процесс
практически заканчивается с окончанием процесса позициониро-
вания. Поэтому при высоких требованиях к точности позициони-
рования и к быстродействию необходимо при позиционировании
иметь переход от характеристики ф = const к ф = 0 с постепен-
ным уменьшением за время, равное 1,5 периодам, собственных
колебаний механической системы. Это позволяет сделать вывод,
что основными параметрами, от которых зависит время позици-
онирования, являются угол закрутки системы при максимальном
ускорении, собственная частота колебаний механической системы
и ее демпфирующие свойства.
Рис. 4.10. Изменение амплитуды колеба-
ний в начале торможения
158
Для улучшения динамических
качеств механической системы
необходимо повышать собствен-
ную частоту колебаний.
Вывод формулы для опреде-
ления собственной частоты ко-
Рис. 4.11. Изменение амплитуды и фазы
колебаний при позиционировании
Ьис. 4.12. Расчетная схема Испол-
нительной механической системы
робота «Универсал-15.01»
лебаний механической си-
стемы осуществим исходя
из найденных соотношений
времен переходных процес-
сов позиционирования и
собственных частот.
Время торможения си-
стемы t.r— ti + (t2 — ti) +
+ (h — A>)- Введем обозначения: = h — h,
+ ^ + ^з- Для равнозамедленного движения путь торможения
2 М>о) ^т-
Так как и /3 = —, получим
«с
2,5л
/тФо 2
Для малых перемещений, когда = О,
7,85ф02т
“с = §7 ’
(4.1)
(4-2)
Для робота «Универсал-60.02», который предназначен для
контактной точечной сварки, собственная частота была определена
по формуле (4.2), так как алгоритм движения ПР для контактной
сварки соответствует принятому допущению = 0. Путь между
сварными точками составляет от 40 до 60 мм при времени 0,3—
0,5 с и ускорении, равном g.
Для удобства расчета преобразуем формулу (4.1). Общее время
движения между точками t = t? + tp, где tp — время разгона.
К разгону предъявлялись такие требования, как к первой фазе
торможения. При этом получим
14,13q>ot
ыс — s
Влияние конструктивных особенностей исполнительных меха-
нических систем на колебательный процесс рассмотрим на примере
исполнительной механической системы кисти робота «Универ-
сал-15М», кинематическая схема которой показана на рис. 1.11,
а расчетная схема — на рис. 4.12. Она характеризуется наличием
«нежестких» передающих связей, на концах которых имеются
сосредоточенные инерционные массы привода передающего меха-
низма 2пр и исполнительного механизма кисти JK. Распределен-
ную массу передающей связи 2ПС сосредоточим, пользуясь изве-
стными соотношениями, по ее концам. Тогда Ji = Jnp + Jnc;
159
Л = 4 + у Л-.с- Силовая характеристика системы показана
на рис. 4.12, а.
В момент равновесия передающая связь с жесткостью с
нагружается моментом предварительной закрутки торсиона 7Ц 1
Передающая связь с жесткостью С2 также нагружается момен-
том Му, но с обратным знаком, что обеспечивает равновесие си-
стемы.
Обе передающие связи работают совместно при прикладывании
внешнего момента на участке <р, — ср.,. На участке ср > рабо-
тает передающая связь с жесткостью Су, на участке ф < <|2 —
с жесткостью С2. На участке ср2 < ср < срх жесткость системы
равна Су + С2. Описанная силовая характеристика является
кусочно-линейной, собственную частоту которой удобно находить
при помощи графоаналитического метода припассовывания 15].
При этом половина периода колебаний
Т 1 (л , <р2 \ . 1 ср,
-тг = — Hr -г arcsin 4---------arccos —— .
2 \. 2 1 epi ) 1 <о2 Ф1 + Фз
Из условия равенства моментов при деформациях ср4 и <р3
найдем их соотношения. Очевидно, что
М = Мт ф- ф3С2; М = (С\ -ф С.,) ф4;
___ Мт Ч~ Фзб’г ______ С1Ф2 Ч~ Фз4>
11 сх + с2 - Су + с2
Момент затяжки торсиона Мт = фхС2 и Мт = ф2Сх, откуда
Су
Ф1 = Фгс; •
Для робота «Универсал-15.01» Су = 0,74 105 Н-м; С2 = 0,07 X
X 105 Н -м.
На фазовой характеристике (рис. 4.12, б) показано изменение
от величины угла ф. Анализ графика показывает, что соб-
ственная частота системы при деформации <р > ф2 резко снижается
(в 1,4 раза). Поэтому необходимо так выбирать величины Су, Сг
и момент затяжки торсиона, чтобы максимальная амплитуда коле-
баний соответствовала ер < <р2. Для этого требуется выполнить
следующие соотношения при различных режимах движения:
при 4 = 0, ф = const Тг!
"Г ^2
, г- гт' 1, 5Л4
при ty = 0,57 г , у ss
’ д- с2
, „ 1,Ш0
ПрИ ty Т ^,у с фг-
Момент нагрузки с другой стороны
GrPrк cos ф
610
где J-Grp — масса груза; — GK — масса неуравновешенных час-
тей кисти.
Введем обозначения: г<р0 = Кл£\ К2 = - ; К3 —
4(к27пс
Максимальное значение коэффициента Л)2 для робота «Уни-
версал-15.01» составляет 0,012, так как передающая связь одно-
временно является несущим элементом. Коэффициент Л)3 для соз-
данных конструкций находится в пределах 0,15—0,3. Тогда
Я = T^Grp/-K(4,28VK±l).
4(к§
Обозначив через Kt коэффициент режима торможения (Kt =
= 1,1 4-2,0) и учитывая, что <pj = -^-, получим выражение для
с2
вычисления момента закрутки торсиона:
М-=-
Анализ этого выражения показывает, что минимальный момент
закрутки торсиона будет при моменте, направленном в сторону
действия силы тяжести. Наиболее действительной мерой по умень-
шению максимального момента Л4Т и увеличению собственной
частоты системы является увеличение передаточного числа испол-
нительного механизма кисти и уменьшение радиуса кисти, а также
увеличение жесткости кинематической цепи выбора люфта. Уве-
личение жесткости КЦ за счет увеличения жесткости отдельных
элементов кинематической цепи выбора люфта, исключая тор-
сион, не дает существенного эффекта.
На рис. 4.13, а показана силовая характеристика исполни-
тельной механической системы с автономным выбором люфта,
характеризующаяся его неполным выбором. Собственная частота
такой системы
(01Я Ап
со = ------п---—г~ >
2 arccos 2ф0 -|- Дп
где о»! — собственная частота безлюфтовой системы.
Обозначим К = фо^п- Принимая во внимание, что Ап с А,
где А— точность позиционирования, а ф0 = (10 4-15) А, можно
выявить влияние люфта на
собственную частоту колеба-
ний, построив фазовую ха-
рактеристику системы (рис.
4-13,6). Значение собствен-
ной частоты при реальных
Рис- 4.13. Расчетная схема механиче-
СКОЙ системы с зазором
§ Шифрин Я. Л. и др.
Рис. 4.14. Расчетные схемы определения собственной частоты НМС:
а — модель системы; б — расчетная схема; в—д — эпюры от снл
условиях в 1,06—1,125 раза больше собственной частоты безлюф-
товой системы. Для практических расчетов можно принять, что
со = 1,1 СЩ. Анализ собственных частот механических систем с ав-
тономным выбором люфта и с выбором люфта дополнительной
кинематической^ цепи проведем при равных жесткостях передаю-
щих связей. Тогда
со2 = 0 = 1,1
где о)2 — собственная частота при выборе люфта с использова-
нием устройства, включающего дополнительные кинематические
цепи. Так как С2 С Ci, при со2 = со получим С{ = 1,65 С\.
| Следовательно, для обеспечения одинаковых собственных ча-
стот жесткость передающих связей в системе с автономным выбо-
ром люфта необходимо увеличить в 1,65 раза.
Рассмотрим влияние конструктивных особенностей на соб-
ственную частоту несущей механической системы. Определение
собственной частоты несущей механической системы с достаточной
точностью проведем, заменив распределенную массу звеньев со-
средоточенными массами, расположенными по их концам, а связь
между звеньями — упругим шарниром.
На рис. 4.14 показана расчетная схема несущей механической
системы, представляющая трехзвенную раму с массами т2,
т3 в узлах и с податливостями звеньев
eix = e’ix + C'ix'-
ety = e'lu + ei'y,
eiP = e'iP + elp,
162
где е[х, ely, eip — суммарные податливости i-ro звена и его соеди-
нения с (i + 1) звеном; e'ix, e'iy, e'ip— податливости z-ro звена в на-
правлении х, у, р; е"х, е'/у, e"ip — податливости узлов соединения
звеньев.
На примере расчета перемещений несущей конструкции руки робота «Уни-
версал-15.01» рассмотрим методику расчета несущей механической системы при
максимальном ускорении груза g. Расчетные схемы определения деформаций
элементов руки показаны на рис. 4.15.
Перемещения груза от деформации элементов несущей механической системы
2EJ2X + + 2 ) Z2 + QJP2 1112Ргр’
&Z = EJlJZ ["Г Z2PrpZi + у (?rp + + -у) Z2] >
е = 12PCP1L.
VJp2
Так как
= у- <363 - 122> =33 10-4 м4;
Jy2 = J22 = зз-10-4 м4 и JP2 = 7 Ю”4 м4;
то 6у= 1,8.10-2 м; <52 = 0,6-Ю-2 м; 0 =0,028;рад.
Для нахождения соответствующих перемещений от соединения звена длиной
/2 со звеном длиной 1Я вычислим контактные смещения в заделке, пользуясь рас-
четными схемами, показанными на рис. 4.16:
Аг = (ДгБ + Дгл) “ ДгА;
Ад ls- (\уБ + Аул) - ЬуА-
Дф = Дф12//4.
h
а)
Рис. 4.15. Расчетная схе-
ма для определения де-
формации руки: j .. ,1
а> 1 в — модели систем;
— эпюры от сил
6*
163
Рис. 4.16. Расчетные схемы определения
перемещений схвата в зависимости от де.
формации соединения руки со звеном дли-
ной
Для нахождения контактных пе-
ремещений необходимо найти реакции
опор А и Б:
я»» £(A,+
К, = (рг? +-^- + рк) ;
_ РГР/
Заделка несущих штанг робота
«Универсал-15.01» имеет следующие
параметры:
/3 = 4.10-^; /4 = 1,6-10'1 м;
РА = 2500 Н; /?Б = 3500 Н;
Рф = 2500 Н.
Пользуясь формулой 6 = СШР и
графиком Сш=/ (6П, d), где Р—внешняя
нагрузка; Сш — коэффициент; 6П — предварительный натяг шариков; d — диа-
метр шарика подшипника, можно определить Аг/д, АуБ, Аф. Так как d = 8 мм,
Сш = 6,4, то РА = 420 Н; РБ = 580 Н; Рф = 420 Н; Aza = 268 мкм; Azb =
= 370 мкм; Аф' = 268 мкм.
Подставляя эти значения в расчетные уравнения, получим
Az = 1,952-10 3 м; Az/= 1,952-10 3 м; Аф = 0,0033 рад.
Контактную податливость можно выразить через податливость звена дли-
ной Z2. Для этого приравняем соответствующие перемещения, а общая податли-
вость системы будет иметь вид
«и- = С +
где 6'у — податливость z-го звена в /-м направлении; Kt/- — коэффициент при-
ведения податливости узлов соединения звена i с i -J- 1 звеном в /-м направлении
к податливости z-ro звена в /-м направлении;
Г..
г, Ч
В приводимом примере
К22 = Аг/ё22 = 0,32; Кп = Аг//6г/2 = 0,11; Кф = Аф/6 = 0,12.
Анализ собственной частоты представленной механической
системы удобно проводить в канонической форме; тогда xtf =
= (—mtx^.
Как показывает расчет, наименьшую жесткость, а следова-
тельно, и наименьшую частоту ПР имеет в горизонтальной пло-
скости. Поэтому анализ выражения собственной частоты при
различных конструктивных параметрах проведен для горизон-
тальной плоскости.
164
Для несущей механической системы (см. рис. 4.14) уравнения
перемещений в горизонтальной плоскости имеют вид
х, 4- б22т1х2 4- 625щД5 4- б28щ3х8 = 0;
X + б62щ1х2 4- 655т2х6 4- 658/7сх8 = 0;
х8 + -|- б86щ2х5 4- б88т3х8 = 0.
истема имеет ненулевое решение,
если определитель
(1 — о)г622/д1)
— ю2б82щ1
— о)2б28/и2
(1 со“6В5щ2)
(-')~^85W2
ш2^28/?га
— ш2^58«3
(1 — и2688т3)
= 0.
После решения определителя и приведения подобных членов
получим
й(»,! 4- Ь(л1 — «о2 4-1=0,
$22 —
где
а = Ь22$А&т1т2т3 — Ь22$ы$ыП11т2тз + 628656682m1m2m3 —
^28^58^82mlm2m3>
Ь = $22$^!^ — ДД^/Ц/Л, — б55688/772Щ3 4- б58б85Щ2Щэ 4-
4“ $2Ь$Ь2т1т2 "Г $2Ь$»2т1тз\
С = 6,2/7?! 4- 655/Т?2 4- 6е8/Т?,.
Определим коэффициенты влияния, построив эпюры от еди-
ничных сил направления оси X (см. рис. 4.14, в—д):
1 + 1 /3 I 1 + Of 2 /3 । 1 4~ Ог2 /3 I Z + Klf>3
~~ЁТ^~~зх + EJZ2 h + GJp3 X
X (l2 sin a 4- Zj cos a)2 Z3 4- —4 Л— 4- ll',
12 J О
”25 = - rtKz2- 4- *2 + - ;з sin a (/i sin a -J- Ц cos a);
UJ рз О V J p3
628 = (Z2 CoS a li sin a) ~g~ 4—g- ^з>
6»“-т4г4'4'>“5“+4'Ф
6»=-т4г4й-
После замены со2 = W получим
Ц/з г Д цуг _ Д_ цу I 1 = о.
1 а а 1 а
ХЗ
165
Рис. 4.17. Зависимости собственной частоты НМг
от конструктивных особенностей звена длиной i
1 — двухбалочная конструкция; 2 — конструк"
ция коробчатой формы; — момент инерщ^
третьего звена; J2 — момент инерции второго
звена
Расчет собственной частоты меха-
нической системы проводился на ЭВМ
для различных соотношений жестко-
сти звеньев. На рис. 4.17 показана зависимость собственной частоты
от изменения жесткости звена длиной /3. При жесткости звена дли-
ной 13 момент инерции J3 > 10 J2 дальнейшее повышение жесткости
не оказывает заметного влияния на собственную частоту ПР.
Повышение собственной частоты колебаний за счет повышения
жесткости звена длиной /3 наиболее приемлемо для ПР, работа-
ющих в сферических координатах, так как это звено находится
над основанием робота.
Анализ влияния несущей конструкции руки робота проведем,
допустив, что С3 = ОО.
На рис. 4.18, а показано влияние массы звена пгх и длины
звена на собственную частоту, выраженных в относительных
единицах. На рис. 4.18, б показано влияние изменения собствен-
ной частоты колебаний в зависимости от податливости звена
длиною /2, моментов инерции сечений несущей системы руки J;2,
Jp2, выраженных в относительных единицах. За базовое значение
приняты характеристики робота «Универсал-15М», имеющие ин-
декс 6. Тогда
I __ • / __ . • т ____ •
1 ^16 ’ 2 ^6 ’ 2 т2б ’
Й “ Л26 ’
А.
«1в ’
графики, можно сделать следующие выводы.
Анализируя
Рис. 4.18. Изменение соб-
ственной частоты НМС от
конструктивных особенно-
стей звеньев длиной и t2‘
Zi —длина звена 1; J р^"*
полярный момент инерции
звена 2; J г2 — момент инер-
ции изгиба звена 2
166
рис* 4.19* Схема установки
Увеличение жесткости звена дли-
ной к (кисть) незначительно влияет
на повышение собственной частоты
(рис. 4.18, кривая 2) несущей кон-
струкции руки. При увеличении
жесткости в 2 раза собственная ча-
стота возрастает только от 21,7 до 22.
Увеличение жесткости звена дли-
ной /2 (рис. 4.18, кривая 3) в на-
правлении оси Y за счет увеличения
диаметра несущих штанг также не
дает должного эффекта из-за боль-
шой крутильной податливости кон-
струкции. Увеличение момента инер-
ции несущих штанг в 1,3 раза
(рис. 4.18, кривая 4) повышает соб-
ственную частоту от 21,7 до 24,6,
а увеличение момента инерции
в 1,5 раза — до 32,5. Наибольший эффект дает применение короб-
чатой или корытообразной формы, когда полярный момент инерции
равен сумме моментов инерции относительно осей Y и Z. Для такой
несущей системы даже при прежнем моменте инерции собственная
частота увеличивается от 21,7 до 41,8 (рис. 4.18, кривая 6).
Уменьшение радиуса кисти робота дает наибольший эффект
для повышения собственной частоты. Так, снижение длины до 0,7/j
(рис. 4.18, кривая /) дает увеличение собственной частоты с 21,7
до 57, а снижение длины кисти до 0,5/! дает увеличение собствен-
ной частоты до 370.
Изменение массы звена длиной /2 незначительно влияет на
собственную частоту. Например, увеличение массы в 2 раза
уменьшает собственную частоту с 21,7 до 21,6 (рис. 4.18, кри-
вая 2), а уменьшение массы в 2 раза увеличивает собственную
частоту с 21,7 до 22,4.
Уменьшение длины звена /2 дает значительное повышение ча-
стоты. Поэтому при необходимости реализации наиболее дина-
мичных и точных перемещений их необходимо выполнять с воз-
можно меньшим вылетом руки робота.
Исследования несущей механической системы робота «Универ-
сал-15.01» . Целью исследований несущей механической системы
робота «Универсал-15.01» являлось определение частоты собствен-
ных колебаний при различных нагрузках и положениях исполни-
тельных органов, параметров колебательного процесса несущей
механической системы, влияния конструкции робота на параметры
колебательного процесса.
Установка для исследований (рис. 4.19) создана на базе об-
разца робота «Универсал-15.01», который был оснащен необходи-
167
2
Рис. 4.20. Схемы тарировки датчиков:
а — индуктивных датчиков положения; 1 — микрометрический винт; 2 ~ датчик поло-
жения; б — схема тарировки тензометрических датчиков изгиба; 3 — тензометрический
датчик изгиба; 4 — индикатор; в — схема тарировки тензометрических датчиков кру-
чения; 5 — датчики кручения
мыми датчиками. С корпусом 1 руки жестко связана рама 4,
в передней части которой на равном расстоянии от продольной
оси кисти установлены индуктивные датчики 5 линейных пере-
мещений ДИ-2, наконечники которых имеют контакт с корпусом
кисти. На несущих шестигранных валах были наклеены тензо-
метрические датчики изгиба 2 и кручения 3. В нагнетающей и
сливной полостях гидроусилителя поворота руки были устано-
влены датчики давления ДИ-150. Для фиксации в абсолютной
системе координат перемещения груза, зажатого в схвате робота
при позиционировании на стойке 7, был установлен специальный
датчик 6, созданный на базе многооборотного потенциометра
ППМЛ.
В качестве датчика скорости был использован электродвига-
тель постоянного тока СЛ-121, соединенный с механизмом вра-
щения руки. Датчики через гибкие кабели были связаны с усили-
тельной аппаратурой и светолучевым осциллографом И-115. Схемы
тарировки датчиков показаны на рис. 4.20. Полученные тариро-
вочные кривые имеют в рабочем диапазоне измерений линейный
характер. Запись осциллограмм проводилась при работе робота
в автоматическом режиме. С помощью СПУ ПУР-2М были за-
писаны две точки позиционирования / и 2 (рис. 4.19). В точке 2
была установлена стойка с потенциометрическим датчиком поло-
жения. На шток датчика нажимал торец детали, зажатой
в схвате ПР.
При проведении экспериментов изменялись следующие пара-
метры: масса переносимого груза, положение кисти относительно
несущих штанг руки, жесткость механической системы (при изме-
нении вылета руки).
168
Испытания проводились при режимах, у которых характери-
стика разгона и торможения соответствовала скачкообразному
приложению максимального ускорения (режим щ); достижению
максимального ускорения за время, равное одному периоду соб-
ственных колебаний механической системы (режим ц2); достиже-
нию максимального ускорения за время, равное 1,5 периодам
собственных колебаний системы (режим ц3).
В табл. 4.1 приведен план экспериментальных исследований,
в котором приняты следующие обозначения параметров. Каждое
испытание обозначено четырехзначным кодом. Первая цифра кода
выражает величину массы тг перемещаемого груза: 1 (0 кг),
2 (5 кг), 3 (16 кг), 4 (40 кг). Вторая цифра кода служит символом
скоростной характеристики: 1 (щ), 2( и2), 3 (и3). Третья цифра
кода обозначает угол ср наклона кисти: 1 (0 рад), 2 (0,523 рад),
3 (1,046 рад), 4 (1,57 рад). Четвертой цифрой кода обозначен
вылет I несущих штанг: 1 (1 м), 2( 0,6 м), 3 (0,1 м).
На основании обработки осциллограмм (рис. 4.21) построены
графики (рис. 4.22, 4.23) с зависимостями амплитуды колебаний,
характеризующие влияние жесткости механической системы, по-
ложения кисти и нагрузки. Анализ осциллограмм подтвердил
наличие колебательного процесса механической системы с зату-
ханием.
Колебания возникают в характерных точках движения, где
изменяется ускорение. Наихудшей с точки зрения амплитуды
4.1. План проведения экспериментов
1 Режим I испытаний v 1 Масса пере- мещаемого груза тг Вылет иесугцих штанг руки
1 = 1 м 1 — 0,6 м 1 = 0,1 м
Ф1 Фг Фз Ф. Ф1 Ф2 Фз Ф4 Ф1 ф2 Фз Ч>4
0 1111 1121 1131 1141 1112 1122 1132 1142 1113 1123 1133 1143
1 5 2111 2121 2131 2141 2112 2122 2132 2142 2113 2123 2133 2143
16 3111 3121 3131 3141 3112 3122 3132 3142 3113 3123 3133 3143
40 4111 4121 4131 4141 4112 4122 4132 4142 4113 4123 4133 4143
0 1211 1221 1231 1241 1212 1222 1232 1242 1213 1223 1233 1243
2 5 2211 2221 2231 2241 2212 2222 2232 2242 2213 2223 2233 2243
16 3211 3221 3231 3241 3212 3222 3232 3242 3213 3223 3233 3243
40 4211 4221 4231 4241 4212 4222 4232 4242 4213 4223 4233 4243
0 1311 1321 1331 1341 1312 1322 1332 1342 1313 1323 1333 1343
з 5 2311 2321 2331 2341 2312 2322 2332 2342 2313 2323 2333 2343
16 3311 3321 3331 3341 3312 3322 3332 3342 3313 3323 3333 3343
40 4311 4321 4331 4341 4312 4322 4332 4342 4313 4323 4333 4343
Примечание. (pt = 0 рад; (р2 ~ 0.523 рад; (р8 = 1,046 рад; <р4 = 1,57 рад.
169
Рис. 4.21. Осциллограммы колебаний несущей механической системы в показаниях
датчиков:
Д1, Д2 — соответственно верхний и нижний датчики положения кисти; ДЗ — датчик
скорости руки; Д4 — датчик изгиба; Д5 — датчик положения в точке позиционирова-
ния; Д6 —датчик кручения
Рис. 4.22. Зависимость
амплитуды колебаний от из-
менения ускорения (а) и на-
грузки (б):
1 — при тг =0; 2 — при
/пг = 5 кг; 3 — прн тг =
= 16 кг; 4 — при тг —
= 40 кг; 5 — при (р = рад;
6 — при <р = 1,05 рад; 7 —
при (р = 1,57 рад
Рис. 4 23. Изменение пе-
риода собственных колеба-
ний от нагрузки:
1 — при Z2 = 100 мм; 2 —
при Z2 = 600 мм; 3 — при
/2 = 1000 мм
170
и времени затухания колебаний является динамическая характе-
ристика со скачкообразно изменяющимся ускорением. Для такого
режима при массе груза 40 кг время затухания колебаний до
амплитуды 0,5 мкм составляет 1,8 с, что по требованию быстро-
действия ПР является недопустимым.
Амплитуда колебаний механической системы пропорци-
ональна рывку (Ай) и массе переносимого груза. Максимальная
амплитуда соответствует углу наклона кисти, равному 1,57 рад,
так как при этом деформации от кручения несущей конструкции
руки имеют максимальное значение. Анализ соотношений между
деформациями изгиба и кручения механической системы показы-
вает, что на деформацию изгиба приходится 30—40 % суммарной
деформации. Это подтверждает необходимость учета нагрузок
кручения на несущую механическую систему. Таким образом,
амплитуда колебаний может быть существенно снижена за счет
уменьшения радиуса кисти и увеличения крутильной жесткости
механической системы ПР. С увеличением массы груза в 2 раза
собственная частота механической системы уменьшается на 10 %,
что говорит о наличии большой ошибки при определении собствен-
ной частоты колебаний при помощи одномассовой модели. Со-
поставление полученных экспериментальных данных и расчета
собственной частоты с помощью модели, рассмотренной выше,
показывает, что такая модель позволяет определить собственную
частоту колебаний с допустимой для практических расчетов ошиб-
кой. Период собственных колебаний, полученный расчетным
путем, 0,33 с. Период собственных колебаний, полученный экс-
периментальным путем, 0,37 с. Ошибка составляет 11 %.
С другой стороны, полученные экспериментальным путем зна-
чения собственной частоты для вылета несущих штанг длиной
/ = 0,1 м при отсутствии нагрузки подтверждают необходимость
учета жесткости узлов соединения звеньев.
Вывод, сделанный ранее о том, что при жесткости С3 > 10 С2
податливость звена длиной /3 можно не учитывать, подтвержден
экспериментально. Высокая жесткость механической системы
ПР, включающей поворотную платформу, направляющие меха-
низма сдвига, проставок, обеспечивает ее незначительное влияние
на уменьшение частоты собственных колебаний. Практически
частота собственных колебаний конструкции равна частоте соб-
ственных колебаний несущей конструкции руки. На осцилло-
граммах пики колебаний механической системы (см. рис. 4.21,
кривая Д5) совпадают с пиками колебаний несущей конструкции
руки (см. рис. 4.21, кривые Д/, Д2).
Экспериментально подтверждена справедливость допущения
о том, что колебания механической системы происходят в резуль-
тате кинематического возбуждения. Логарифмический декремент
затухания для исследуемой системы лежит в пределах 0,4—0,7.
Экспериментально подтверждена необходимость корректировки
характеристики торможения с постоянным ускорением. В начале
171
торможения время нарастания ускорения должно составлять
0,5—0,7 периода собственных колебаний. В конце торможения
(точка позиционирования) уменьшение ускорения до нуля должно
происходить за время, равное 1 —1,5 периодам собственных ко-
лебаний.
Практическое использование результатов исследований ме-
ханических систем проводилось в процессе проведения конструк-
торских работ по созданию робота «Универсал- 15М» и его моди-
фикаций.
Выше было отмечено, что улучшение динамических качеств
исполнительной и несущей механических систем наиболее эффек-
тивно достигается посредством уменьшения длины кисти, увели-
чения передаточного числа исполнительного механизма кисти,
уменьшения массы перемещаемых деталей кисти робота.
Классическая конструкция кисти характеризуется наличием
дифференциального механизма, на выходном звене которого за-
креплен пневмо- или гидроцилиндр привода схвата.
Приведенные рекомендации были реализованы в конструкции
робота «Универсал-60.01» (см. рис. 1.23), в котором длина кисти
уменьшена на 40 % за счет расположения привода схвата внутри
оси качания, уменьшена масса перемещаемых деталей кисти
на 20 % за счет ликвидации корпуса качания кисти и выполнения
выходного зубчатого колеса несущим, увеличено передаточное
отношение с 2,5 до 4.
При разработке несущей механической системы роботов «Уни-
версал-15.01» и «Универсал-60.01» необходимая жесткость достиг-
нута за счет увеличения жесткости узлов, находящихся над осно-
ванием, и введения для робота «Универсал-60.01» каретки руки
корытообразной формы (см. рис. 1.4, 1.22).
Жесткость несущей механической системы робота «Универ-
сал-15.01» обеспечена посредством установки в опоре поворота
руки в горизонтальной плоскости упорного подшипника; умень-
шения силы на радиальные подшипники вследствие увеличения
расстояния между ними; введения стяжек направляющих сдвига
и коробчатой конструкции проставка; уменьшения расстояния
до оси качания руки за счет расположения ее в приливах на ниж-
нем торце корпуса руки; уменьшения длины шестигранных несу-
щих валов за счет смещения корпуса руки от оси вращения руки
и кисти.
Несущая каретка робота «Универсал-60.01» имеет утолщения
в наиболее удаленных местах и ребра в узлах профиля, что увели-
чивает ее момент сопротивления изгибу и кручению. На рис. 1.22
показано устройство затяжки торсиона, позволившее резко уве-
личить жесткость кинематической цепи выбора люфта посред-
ством введения параллельно торсиону жесткого вала, через кото-
рый соединяется кинематическая цепь после выбора люфта.
При разработке исполнительной механической системы робота
«Универсал-50М1» резко уменьшена масса перемещаемых узлов
172
рис. 4.24. Кинематическая
схема ориентирующих дви-
жений робота «Универ-
сал~50М1»
вследствие переноса механизма разделения движения (дифферен-
циальный редуктор) на вход гидроусилителя, где его элементы
выполнены мелкомодульными. Кинематическая схема ориенти-
рующих движений [А. с. № 525542 (СССР) ] показана на рис. 4.24.
Движение от привода гидроусилителя 1 идет по двум кинемати-
ческим цепям. Первая цепь включает вал 2, гидроусилитель 5,
редуктор 6, вал 7, конические колеса 8, 9. Вторая цепь включает
зубчатые колеса 4, 3, 16, 17, дифференциал 18, гидроусилитель 15,
редуктор 14, вал 13, конические зубчатые колеса 12, 11, 10. За
счет вращения с одинаковой скоростью вала 2 и выходного вала
дифференциала 18 валы 7, 13 также имеют одинаковую скорость,
что обеспечивает качание кисти при неподвижном схвате.
Для вращения схвата движение от привода гидроусилителя 19
передается на дифференциал 18, гидроусилитель 15, редуктор 14,
вал 13, конические зубчатые колеса 12, 11, 10. Приведенные испы-
тания руки показали, что посредством такой конструкции уда-
лось увеличить скорость на 30 %, а точность повысить от ±3 мм
до ±1 мм, уменьшив общую массу исполнительного механизма
на 60 кг.
4.2. НАДЕЖНОСТЬ ПР
Основные понятия статистической теории надежности.
Надежностью ПР называют способность работать исправно (без-
отказно) в течение определенного времени. Под исправной работой
обычно понимают нормальное выполнение ПР всех своих функций
в пределах заданных допусков. Надежность ПР обусловливается
безотказностью, ремонтопригодностью, сохраняемостью, долго-
вечностью.
Ниже рассмотрим как надежность системы (ПР, система про-
граммного управления или управляющее устройство и т. п.)
в целом, так и надежность единичной рабочей части — элемента
(схват, редуктор, рука манипулятора и т. д.). Система — совокуп-
ность действующих элементов, предназначенная для самостоятель-
ного выполнения определенной практической задачи. Элемент —
рабочая часть системы, способная выполнять определенные функ-
ции в системе. Элементы такой сложной системы, как ПР, делятся
на элементы первого (манипулятор, привод и т. д.) и второго
173
4.2. Показатели безотказности
Закон определения времени безотказной работы Показатели безотказной работы для робота (восстанавливаемое техническое устройство)
Экспоненциальный Вероятность безотказной работы для задан- ного времени Р (/) или наработка на отказ Т, или параметр потока отказов к
Нормальный Другие (в том числе неизвест- ный) P(t), т Р (1), вероятность безотказной работы за по- ловину заданного времени Р (1/2)
(для манипулятора — основание, рука и т. д.) уровней. По отно-
шению к элементам второго уровня элементы первого уровня
являются системами. Любую систему можно разбить на элементы
двух видов: электрические, механические, к которым обычно
относят пневматические и гидравлические элементы.
Элементы и состоящие из них системы могут находиться в двух
основных состояниях: исправном или работоспособном, неисправ-
ном или неработоспособном. Неисправностью называют всякое
несоответствие элемента (системы) нескольким требованиям,
предъявляемым к нему (ней).
При потере работоспособности ПР или отдельных его элемен-
тов отказавшие системы или элементы обычно заменяют или ре-
монтируют, что приводит к восстановлению работоспособности ПР.
Для таких технических устройств, как ПР, показатели безотказ-
ности определяются табл. 4.2.
Величину р (t) часто называют функцией работоспособности.
Значения наработки на отказ, параметра потока отказов выби-
рают так, чтобы обеспечивались соответствующие значения P(t).
Согласно ГОСТам показатели безотказности устанавливают для
следующих условий: температура окружающего воздуха 293 ±
zb 5К; относительная влажность 30—80 %; атмосферное да-
вление (0,84—1,066) 10й Па; отклонения напряжения питания
сети от +10 до —15 %; частота питания переменного тока 50 ± 1
и 400 ± 12 Гц; отсутствует влияние электрических и магнитных
полей, кроме земного, на работу ПР; отклонение давления пита-
ния от его номинального значения на ±10 %; механические
воздействия практически отсутствуют; значения нагрузки —
в соответствии со стандартами или техническими условиями
на ПР.
Для восстанавливаемых (ремонтируемых) ПР в качестве основ-
ных показателей ремонтопригодности применяют: Рв (/) — вероят-
ность восстановления за заданное время; Тср. и —среднее время
восстановления, представляющее собой математическое ожидание
времени восстановления работоспособности.
Основными показателями сохраняемости ПР являются: VCOXI>—
гамма-процентный срок сохраняемости, представляющий продол-
жительность хранения и транспортировки, в течение и после ко-
174
торой у гамма-процентов ПР сохраняются эксплуатационные
показатели, установленные в технической документации на эти
ПР; Тср, сохр — средний срок сохраняемости.
Основными показателями долговечности ПР являются: Тср. CJ1—
средний срок службы; Тср.р — средний ресурс; ур — гамма-про-
центный ресурс, представляющий продолжительность работы,
в течение которой у гамма-процентов ПР сохраняются эксплуата-
ционные показатели, установленные в технической документации
на эти ПР.
Номенклатура значений показателей надежности выбирается
исходя из технической и экономической целесообразности, с уче-
том назначения, конструкции, особенностей эксплуатации, харак-
тера и масштаба производства ПР.
В настоящее время для большинства отечественных ПР в тех-
нических условиях отражаются показатели: безотказности —
наработка на отказ Т, ремонтопригодности — среднее время
восстановления Тср.в, долговечности — средний срок службы
Т’ср.сл', показатели сохраняемости — не устанавливаются.
ГОСТ 13216—74 позволяет кроме указанных показателей на-
дежности применять такие комплексные показатели, как коэффи-
циент готовности /<гот и коэффициент технического использования
Кт. и, но их нормировка в технических условиях производится
редко. Значительно чаще оговаривается допустимое время непре-
рывной работы-.
В табл. 4.3 приведены данные надежности для ряда отечествен-
ных ПР.
4.3. Показатели надежности некоторых отечественных роботов
Робот и его управляющее устройство Показатели надежности
Наработка на отказ, ч Средний срок службы до капиталь- ного ре- монта, лет Допустимое время не- прерывной работы, ч
РФ-201М 6 16
Управляющее устройство — 2 —
МП-9 250 5 16
Управляющее устройство 1000 5 —
«Универсал-5М» 140 5 20
Управляющее устройство 200 5 —
«Циклон-ЗБ» 140 6 20
Управляющее устройство 400 6 —
«Универсал-15.01» 100 5 —
Управляющее устройство 200 5 —
«Универсал-50.0Ь 250 5 —
Управляющее устройство 100 5 1
РФ-1 — 20 —
Управляющее устройство УПМ-331, УПМ-552, УПМ-772 630 6 —
«Ритм-01» 140 6 —
175
Как видим, для ПР наработка на отказ имеет довольно большой
разброс, хотя уровень разработок и качество изготовления на
порядок не отличаются. Просматривается тенденция для ПР
с цикловой системой программного управления, выпускаемых се-
рийно большими партиями, в технических условиях оговорить
величину наработки на отказ до 400 ч, для ПР с позиционной си-
стемой программного управления до 200—250 ч.
Опыт отработки ПР показал, что большие затруднения вызы-
вают выбор и составление плана последовательных испытаний на
надежность. Так, экономические и технические возможности для
ПР с цикловой системой программного управления позволяют
принимать риск поставщика а = 0,1 и риск потребителя 0 = 0,2
при отношении приемочного значения наработки на отказ к бра-
ковочному Т0П\ = 2. Для ПР с позиционной системой управле-
ния приходится брать а и р равными 0,2 или даже 0,3 при отно-
шении Т0П\ = 2 -=-2,5. В последнем случае приемочный уровень
наработки на отказ снижается до 100—150 ч. Но и эти значения
наработки на отказ во многих случаях выше, чем показатели
надежности остального технологического оборудования, входя-
щего в состав РТК-
Что же касается среднего срока службы до капитального ре-
монта, то большинство разработчиков останавливается на 5—
6 годах. Это подтверждается имеющимися у авторов данными ряда
предприятий, эксплуатирующих ПР, причем 6 лет — более пред-
почтительный срок. По мере накопления статистических данных
можно будет провести детальный анализ проблемы надежности ПР.
Государственными стандартами предписывается указывать
показатели надежности в стандартах, технических условиях
и технических заданиях на разработку и модернизацию ПР. Для
многоканальных и многофункциональных ПР номенклатуру и
значения показателей надежности рекомендуется устанавливать
по каждому каналу и для каждой функции в отдельности. Это
до настоящего времени многими разработчиками не регламенти-
руется. Отсюда трудности в отработке систем программного
управления (управляющих устройств) и особенности при их
стыковке с манипуляторами.
В техническом задании на разработку новой, а также модерни-
зацию существующей модели ПР указывают способы подтвержде-
ния показателей надежности на стадии разработки, например,
аналитическим или экспериментальным путем, или смешанным.
До сих пор вызывает трудности не только установление номиналь-
ных значений показателей надежности, но и допустимых пределов
их изменения. В стандартах и технических условиях на ПР отра-
жаются необходимость, продолжительность и режимы приработки.
Усложнение систем программного управления, введение отдель-
ной стойки для электропривода, развитие кооперации при изгото-
влении ПР — заставляют увеличивать время и ужесточать ре-
жимы приработки. Для некоторых опытных тиристорных электро-
176
приводов время приработки доходит до 100 ч, хотя, как показал
опыт подготовки к серийному производству, его можно снизить
до 25 ч.
Основными объективными факторами, определяющими на-
дежность ПР, являются при проектировании: число и качество
элементов, способ их подключения в схеме (чем сложнее элементы,
тем ниже надежность), режимы работы отдельных элементов,
запасы по прочности и устойчивости деталей, запасы устойчивости
элементов системы программного управления, степень стандарти-
зации элементов и их деталей, степень унификации схем, доступ-
ность элементов для осмотра и ремонта, наличие в схемах уст-
ройств для непрерывного контроля за состоянием и режимами
работы элементов; при производстве: технический уровень завода-
изготовителя, степень контроля качества применяемых металлов
и материалов, чистота оборудования рабочих мест, качество кон-
троля технологических операций; при эксплуатации: воздействие
внешних условий (климатических, специальных, биологических
и факторов времени), число и качество профилактических меро-
приятий (ежедневные осмотры, техническое обслуживание и дру-
гие регламентные работы).
Связь критериев прочности и жесткости с показателями надеж-
ности ПР. Вероятность безотказной работы манипулятора ПР
в общем виде можно представить как
Р = РаРост, (4.3)
где ра — вероятность безотказной работы вследствие достаточной
прочности и жесткости манипулятора ПР; рост — вероятность
безотказной работы вследствие отсутствия остальных отказов
(отказы СПУ и т. д.).
Вероятность безотказной работы, как известно из теории
вероятностей, можно определить по формуле
Р = (1 -<7а)(1 -<7ост),
где qa и <?0Ст — вероятность реализации аномальных режимов
работы вследствие недостаточной прочности и жесткости манипу-
лятора ПР и других причин соответственно.
Пусть oiip — предел прочности при растяжении наименее на-
дежного узла манипулятора ПР. ~
отказа при растяжении наименее
ПР примет вид
Тогда условие возникновения
надежного узла манипулятора
Лор < О,
(4.4)
°вр Ор —
где ор — действительное значение напряжения при растяжении
наименее надежного узла манипулятора ПР.
Введем случайные относительные отклонения безразмерных
критериев о:
°р-ар . -
р —‘ о ’
°р
вр- 0
VBp
(4.5)
177
и коэффициента запаса прочности при растяжении
ПЦр
(4.6)
где индекс 0 относится к математическому ожиданию величины а
С учетом формул (4.5) и (4.6) условие (4.4) примет вид [25]
6стр = = (% - 1 + ~ ар) < °- (4-7)
Аналогично при использовании в качестве параметрических
критериев: ави — прочность при изгибе наименее надежного узла
манипулятора ПР; аи— действительное значение напряжения
при изгибе наименее прочного (надежного) узла манипулятора
ПР; Оу — допустимое напряжение на устойчивость; о — дей-
ствительное напряжение на устойчивость наименее надежного
узла манипулятора ПР получим
бои = («„„ - 1 + пандии - аи) < 0; (4.8)
6а = (па — 1 ф- поду — а) < 0, (4.9)
°вн °у , .
где па = -77- и па = — коэффициенты запаса прочности при
<г
а ___ао
изгибе и жесткости (устойчивости); ави = вн ——; аи =
ави
аи - °и - ау - °у а - а»
=-----a ; Оу = „ , о = a— — значения относитель-
но--------------------------------0° °°
ных величин критериев ави, °и, сту и ст-
Уравнения (4.7)—(4.9) образуют систему, характеризующую
условия ненормальной работы манипулятора ПР. Каждое из этих
неравенств имеет вид
(4.10)
где i = 1,3.
На практике под воздействием многочисленных факторов всегда
имеет место разброс Х(-пр—X,-, т. е. 8Х, =4= 0. Поэтому отклоне-
ния можно считать подчиняющимися нормальному закону рас-
пределения.
Рассмотрим случай, когда все 6XZ взаимонезависимые вели-
чины. Тогда, учитывая теорему, гласящую о том, что для неза-
висимых случайных величин 6XZ (i ~ 1,3) плотность нормального
распределения случайных величин равна произведению плот-
ностей нормального распределения отдельных величин, явля-
178
ющихся составляющими трехмерного случайного вектора 6Х,,
<71-3 (6Х; < 0) =------------------ X
<=1-3 /2W П l/ D^~
1=1
у ( • • • f exn I tSX1 ~ (бХ1)°12 4- ... 4- [^-(Wl2) v
XJ J РГ 2Dexx + Ф 2D^ ]Х
X d (бХх) . . . d (6Х3) (4.11)
или
3 о
/7 f 4>— J ехр[-1и'4>1Г'|"'' Н<д-¥-)1'
< = Гл [Ч=1 1 Г 2я£)бХ/ 1 J I
(4-12)
где £>ех. — дисперсия случайной величины 6Х>.
Если максимум плотности вероятности реализуется при рас-
четных значениях случайных величин, т. е. при X/пр = 0 и Х( =
= 0, то 6Х,- = щ — 1,
п __ ( [6Х,- - (бХг)°] max I2 / n(Xt пр max 4-хi max Г /Д 1 Q\
- )-------------3------“/ = I----------3--------/ ’ (4 •13>
где Х( пршах и Х(тах — известные возможные в рассматриваемых
условиях^ максимальные разбросы относительных отклонений
^1 пр я X,.
X, пр шах и Х( Шах можно определить, линеаризуя асимпто-
тические выражения для них и задавшись практически возмож-
ным разбросом соответствующих характеристик манипулятора.
Введем новую переменную
t = 6Xf - (6Х,-)о .
V D6Xt
Тогда вместо формулы (4.11) получим
?1_3(бх1.<о) = П 1—1 [1- -Ф(т,)] , (4-15)
6X9 где - Т D6Xi n-i — 1 . У 1)6Х; (4-16)
Ф [ v К2я J 0 е 2 dti — (4-17)
табулированная функция Гаусса.
В первом приближении будем рассматривать только условия
Реализации нарушения прочности от изгиба и понижения жест-
179
Рнс. 4.25. График связи вероятности реализации
аномальных режимов, запасов прочности и жестко,
сти (устойчивости) и дисперсии случайных вели-
чин Z)A_ и Df-'
О0И 0°
Условия расчета Ф («О = Ф (m2),
3= 1 1
Кривые . . . . 1 2 3 4 5 6 7 g
р . . . . 3 5 10 15 20 25 30 4Q
кости ниже допустимого значения.
Тогда формула (4.15) примет вид
71-2 й- У = 4 1 ~ 2Ф ~~
— 2Ф (w2) [1 — 2Ф (mi)]}. (4.18)
где, очевидно,
=
пв — 1
(4.19)
(4.20)
Результаты расчета по формуле (4.18) показаны на рис. 4.25.
Изложенная методика позволяет найти подобные зависимости
и при любых других законах распределения величин 6сти и ба.
Вероятность безотказной работы вследствие отсутствия потери
прочности от изгиба и устойчивости
Pi-2 — 1 71-з (У> У)-
(4.21)
пви ~ 1
1 °баи
Пусть а = f (сти) и сту = F (стви), например, вида
ст = .8(1 +ои)Е,
(4.22)
где В и е — некоторые константы.
Часто эта связь проявляется слабо (е 1), однако она имеет
место и ее необходимо учитывать. Если сти мало влияет на ст и ст0,
то при сти < 1 и Стви < 1 и е > 0 можно вместо формулы (4.22)
использовать выражение ст В (1 -|- еои), полученное разложе-
нием её в ряд Ньютона. Переходя к относительным величинам,
получим
бст =
До
о0
О0
^-=В26стп.
(4.23)
Таким образом, бстп и бст, а также бств„ и бсту связаны линей-
ными зависимостями вида аХ — Y = 0. В этом случае двумер-
180
ная совместная функция распределения согласно формуле (4.11)
D'M„DM j«P{- !б°"2^?>|>'3)х
X ехр j d (ба). (4.24)
Как видим, в уравнении (4.24) нижний предел интегрирования
изменен: вместо —оо стоит ба — величина, ограничивающая пре-
дел изменения функции распределения снизу вследствие наличия
связи между бап и ба, а также баШ1 и бау. Введем новые перемен-
ные вида (4.14):
6аи —(6аи)° тт 6о—(6а)°
= -----=---- И J 9 = --г — -
Г Обаи
(4.25)
В этих переменных
условию (4.23) соответствует равенство
atx + t2 + с = 0, (4.26)
где
I Dm \2 I
а=-ВЛ-^ ; с = - * [(ба)°-В2(6аи)»]. (4.27)
\ ба / L)&g
При этом
—mt —т2
<11-2ЙЛ) = -^] dtt ] exp (—-J-) exp (--------------dt2. (4.28)
— 00 7
—12
Величину t2 найдем из равенства (4.26):
t2 — oti
Рассмотрим на плоскости tlf t2 (рис. 4.26) условия, при которых
справедлива формула (4.28). Во-первых, отметим, что одновре-
менное выполнение двух неравенств (4.8) и (4.9) свидетельствует
о том, что случайная точка
44 (/j, /2) попадает в область D,
ограниченную линиями tY =
= mj -- const и осью ординат,
линиями t2 == М2 " т2 и t2 ~=
= atx с, т. е. одной из линий
1—6 в зависимости от знака
Рис. 4.26. Определение области примене-
ния функции
;l-2 (<,, Z2)~/'(Ц, t2. ш1( т2, Ц):
„ а > о, с > Сг, 2 - а > 0, с = 0; 3 —
<-п °’ с <0; 4 — а < 0, с > 0; 5 — а <
0, c = 0;tf — а<0, с <0
181
коэффициентов сиси физического смысла > 0). Во-вто-
рых, расположение линии f2 = h^i + с зависит от знака коэф-
фициентов а и с. Так, если а > 0 н с > 0, то получим линию /,
при с = 0 получим линию 2 и т. д. В-третьих, внутри указанной
области случайные величины и t2 практически независимы.
Это свидетельствует о том, что разброс относительной величины
<ти не влияет на условия возникновения <ту и наоборот. В действи-
тельности, всегда а < 0, так как В2 > 0, Dlaa > 0 и > 0.
Что же касается коэффициента с, то его знак определяется нера-
венством (6<ти)° < (6<т)°. Следовательно, физический смысл
^2
имеют линии 4, 5, 6. Иначе говоря, так как (6<ти)° = пОи — 1 п
(бст)° = па — 1, если запас по прочности больше запаса по устой-
чивости (пОи > пст), то с > 0. Наоборот, если < па, то с < 0.
Сказанное позволяет утверждать, что при принятых ограниче-
ниях формула (4.28) справедлива для рассматриваемого случая.
После интегрирования получим
V* -—
71-2 G1- Ч) = ф е 2 < —г ф ^-2Ф W1’
V 2л J 3
— оо
(4.29)
1 f ~ —
где Ф (?2) = J е 2 dt2 — табулированная функция Гаусса,
о
При применении теоремы о среднем
71-2 (11, t2) = 4- (I -- 2Ф W [Фср (?2) - Ф (т3)]}, (4.30)
где Фср (Г2) = 4" [Ф (с) + Ф (anh + с)1-
Формула (4.30) имеет физический смысл, когда
I Фср Са) I i
|Ф(т2)|
Приведенные соображения позволяют более обоснованно вы-
бирать запасы по прочности и по устойчивости при проектировании
механических систем ПР.
Отработка роботов «Универсал-50М» и «Универсал-15.01М»
на надежность и проведение испытаний. К ПР, как к элементу
автоматической линии должны предъявляться довольно высокие
требования по надежности его систем и агрегатов. Создание на-
дежного ПР является сложной системной задачей и включает
проектирование механической и гидравлической систем, системы
программного управления, привода, изготовление, сборку и
эксплуатацию.
182
Для определения показателей надежности ПР необходимым
условием является проведение комплексных испытаний ПР макси-
мально приближенных к условиям его эксплуатации для полу-
чения объективных данных о показателях надежности.
С другой стороны, должен быть решен вопрос об экономи-
чески допустимых минимальных показателях надежности. Изго-
товление ПР и его испытания на заводе-изготовителе должны
обеспечивать минимально допустимые показатели надежности.
При определении показателей надежности ПР основным крите-
рием должны быть экономические показатели внедренного РТК.
Показатели надежности РТК должны обеспечивать как минимум
нулевой или минимально положительный экономический эффект.
На примере расчета технологической роботизированной линии
механической обработки катка определим, при каких показателях
надежности экономический эффект является положительным.
Расчет экономического эффекта приведен в гл. 9.
В приведенном расчете будем варьировать коэффициентом
загрузки оборудования и количеством ИТР, обслуживающих
оборудование при следующих предпосылках: коэффициент за-
грузки оборудования численно равен коэффициенту готовности
оборудования линии; недоданная продукция вследствие уменьше-
ния коэффициента готовности из-за ремонта оборудования воспол-
няется соответствующим увеличением общего количества рабочего
времени; число рабочих и ИТР, необходимых для обслуживания
оборудования при исходном варианте расчета, равно 100 %;
при уменьшении коэффициента готовности число рабочих и ИТР
определим по формуле
+<.т0
-- Old Д’ >
Лгот
где пи0 — число рабочих и ИТР в исходном варианте расчета;
Лгот„, Кгот — коэффициенты готовности соответственно в исход-
ном и последующих вариантах расчета.
Результаты расчета приведены в табл. 4.4.
Сложность ремонта одного ПР примем за единицу, сложность
ремонта остального оборудования — четыре единицы ремонтной
сложности (ЕР). Общая сложность ремонта линии будет равна
1-5 + 4 = 9. _
Коэффициент готовности ПР /Сгот — ^0,4 = 0,92. Среднее
время восстановления примем равным 2 ч. Минимально допусти-
мая наработка на отказ
'Г _ Фм^СР. в
+м (1 - Кгот) ’
где Фм — месячный фонд рабочего времени; Т = 25 ч.
На основании представленного расчета и ГОСТ 18333—73,
ГОСТ 17572—72, ГОСТ 17331—71 были приняты следующие пока-
183
4.4. Результаты расчета годового экономического эффекта
в зависимости от загрузки автоматизированной линии
Наименование параметра расчета Значение параметров для различных вариантов
I II III
Коэффициент загрузки оборудования 0,524 0,4 0,35
Количество операторов РТК, чел. 4 6 7
Количество вспомогательных рабочих, чел. 7 9 10
Количество ИТР, чел. 2 3 4
Себестоимость обработки, руб. 62 317,7 75 086 83 422
Прибыль на два года внедрения, руб 63 960,99 33 300 32 364
Капитальные затраты, руб. 197 669,66 275 557,2 318 855
Годовой экономический эффект, руб. 61 886,33 29 789 21 432
Экономический эффект на один робот, руб. 12 377,26 5 950 4 300
Окупаемость, лет 1,25 7 9,5
затели надежности: браковочный уровень наработки на отказ —
50 ч; приемочный уровень наработки на отказ — 100; коэффи-
циент риска потребителя и изготовителя 0,3; коэффициент готов-
ности — 0,9; среднее время восстановления — 2ч.
Кроме того, в качестве показателей (критериев) надежности
используют функцию работоспособности (вероятность безотказной
работы ПР) и функцию неработоспособности, т. е. вероятность
отказа (выхода из строя).
Для определения показателей надежности робота «Универ-
сал-50М» были созданы два автоматизированных участка механи-
ческой обработки, каждый из которых включил в себя по две
единицы металлообрабатывающего оборудования.
Испытания ПР проводились в две смены непрерывной работы
при опломбированной системе программного управления. При ана-
лизе результата испытаний все отказы были классифицированы на
три группы. Отказы, вызванные низким качеством изготовления
отдельных элементов — разрушение зубчатого колеса привода
поворота, утечки масла из соединений, люфт в механизме качания
руки, низкая точность изготовления шариковой муфты передачи
крутящего момента. Отказы, вызванные низким качеством ком-
плектующих изделий — утечки азота из гидроаккумуляторов,
самопроизвольное движение золотников гидроусилителей, не-
стабильную работу клапанов ПГ 52-12, пропадание контакта в цепи
датчиков.
Отказы, вызванные конструктивными недостатками — отвин-
чивание стопорных гаек на штоке привода схвата, ненадежное
крепление зубчатых колес привода гидроусилителя, большое
время прогрева масла, сбои считывающего устройства в связи
с недостаточным диапазоном температурного режима в области
184
низких температур (283 К), функциональные отказы (самопроиз-
вольные остановки в точках позиционирования), связанные с не-
жесткой характеристикой привода в районе точки позициони-
рования.
Анализ данных испытаний показал, что основное число отка-
зов составляют функциональные. Они определили низкий уровень
наработки на отказ. Анализ причин их возникновения показал, что
при устранении функциональных отказов и отказов, связанных
с плохим качеством изготовления, можно резко повысить уровень
надежности ПР. По результатам испытаний был проведен комплекс
мероприятий, позволивший улучшить показатели надежности.
Среди конструктивных мероприятий следует отметить: модер-
низацию привода, повысившую его жесткость у точки позицио-
нирования; доработку привода управления гидроусилителем,
благодаря чему входной вал гидроусилителя не влияет на управ-
ляющий двигатель; применение конструкции привода схвата,
исключившего самоотвинчивание гаек на штоке привода; вве-
дение нагревателя для нагрева масла гидростанции; введение
блокировки в системе управления при сбое фотосчитывания и
обрыва питания в цепи датчика; устранение утечек из гидроси-
стемы; организация входного контроля гидроаппаратуры, введе-
ние заливки в гидросистему отфильтрованного масла.
После проведения модернизации узлов ПР в четырех опытных
образцах были созданы четыре опытно-промышленных участка,
прошедших дополнительные испытания, в результате которых
были получены следующие показатели надежности: наработка
на отказ — 100 ч, /(гот = 0,99, среднее время восстановления —
42 мин.
Испытания показали, что был достигнут достаточно высокий
уровень надежности. Полученные результаты были положены
в основу разработки конструкции и отработки надежности робота
«Универсал-15.01».
Динамика отказов роботов «Универсал-50М» и «Универ-
сал-15.01» показывает, что интенсивность отказов ПР резко
падает после отработки в автоматическом цикле ПР 50—100 ч.
С учетом этого была разработана методика приемо-сдаточных испы-
таний робота «Универсал-15.01».
Основными требованиями приемо-сдаточных испытаний на
заводе-изготовителе являются проверка качества изготовления
элементов ПР, проверка соответствия ПР техническим характе-
ристикам, ликвидация приработочных отказов, подтверждение
паспортных данных по надежности ПР.
До стыковки системы управления привода с манипулятором
Каждое из этих устройств проходит автономную проверку на стен-
дах. Следует отметить, что при обкатке в течение 50 ч и приемке
Манипулятора до стыковки с системой управления особое внима-
Ние уделяется выявлению механических характеристик узлов
Манипулятора, проверке измерительных цепей. Это обеспечивает
185
Рис. 4.27. Схема проверки робота на точность позиционирования:
At— Лю — точки позиционирования; 1 — положение детали в точке А^, 2 — положе
ние детали в точках А3, Л4, Ад, Л1о, Ли; 3 — контрольные экраны из чертежной
бумаги; 4 — положение детали в точках Л6, А7, А9; 5 — технологическая стойка;
6 — манипулятор; 7 — схват
наты в другую сторону также до момента начала показания мил-
ливольтметра и отмечают положение иглы. Расстояние между
отметками — есть суммарный люфт в кинематической и измери-
тельной цепях. Измерения производят по всем координатам.
Суммарный люфт не должен превышать ±0,5 мм.
Кроме этих измерений до стыковки с системой управления
проверяют сопротивление изоляции, правильность подсоединения
кабелей к электрооборудованию, сопротивление датчиков ППМЛ
в среднем положении, ток трансформатора, напряжение возбужде-
ния двигателей и тахогенераторов приводов гидроусилителя,
напряжение, подаваемое от шкафа манипулятора на питание
системы управления, направление вращения электродвигателя
насоса, смыкание и размыкание схвата при выключенном и вклю-
ченном магните распределителя привода схвата, работу темпера-
турных реле системы нагрева масла в гидросистеме, величины
перемещений по каждой координате.
Для ликвидации приработочных отказов ПР перед установкой
на контрольные испытания проходит обкатку с грузом массой
15 кг в течение 50 ч. После этого проводят испытания для опреде-
ления точности позиционирования ПР в автоматическом режиме
согласно табл. 4.5. Затем по специальной программе осуществляют
испытания по выявлению отказов в работе ПР путем переклады-
вания детали цилиндрической формы массой 15 кг в две призмы.
надежную работу следящего контура и точность работы ПР.
Для проведения этих работ используется испытательный стенд,
который соединяется с манипулятором с помощью гибких кабелей.
Механические характеристики собранного манипулятора опреде-
ляются по следующей методике.
С помощью стенда на якори управляющих двигателей приводов
подают напряжение 6 В (номинальное 110 В) и измеряют ток, при
котором происходит трогание и устойчивое движение по всем
координатам. Ток в цепи якоря лимитируется 150 мА, что состав-
ляет 20 % от номинального. Такая механическая характеристика
обеспечивает надежную работу следящего контура и отсутствие
функциональных отказов в точках позиционирования.
Для обеспечения точности работы проводят измерение суммар-
ного люфта кинематической и измерительной цепей.
С помощью стенда органы манипулятора 6 устанавливают
в среднее положение, в схват 7 зажимают груз с иглой (рис. 4.27).
В рабочей зоне манипулятора устанавливают с зазором 0,5 мм
от игл груза экраны 3 с миллиметровой бумагой, закрепленной
на технологической стойке 5. Вращением потенциометра «Задат‘
чик» на стенде устанавливают «Ноль» по шкале милливольтметра-
Вращением рукоятки ручного перемещения координаты стенда
поворачивают вал гидроусилителя соответствующей координаты
до момента начала показания милливольтметра. Отмечают на
бумажном экране 3 положение иглы. Производят реверс коорди-
186
4.5. Программа испытаний по проверке точности позиционирования
Номер перехода барабана Наименование перехода Движение манипулятора
1,17,33 Промежуточная точка Л! Поворот руки, качание руки,
2,18,34 Подход к точке /12 поворот кисти, сгиб кисти
3,13,35 Выдвижение руки в точку Л3 Выдвижение руки
4,20,36 Укол мишени в точке Опускание руки
5,21,37 Отход от мишени в точку А3 Подъем руки
6,22,38 Вдвижение руки в точку Л2 Вдвижение руки
7,23,39 Подход к точке А6 Поворот руки, подъем руки, по- ворот кисти
8,24,40 Подход к точке Л, Поворот руки, опускание руки
9,25,41 Выдвижение руки к точке Аа Выдвижение руки
10,26,42 Укол мишени в точке Л9 Сдвиг руки
11,27,43 Отход от мишени в точке Аа То же
12,28,44 Вдвижение кисти в точку Л7 Вдвижение руки
13,29,45 Подход к точке Ав Поворот руки, подъем руки, по- ворот кисти
14,30,46 Выдвижение кисти в точке Л10 Выдвижение руки
15,31,47 Укол мишени в точке Л41 Опускание руки
16,32,48 Отход от мишени в точку Л1о Подъем руки
49 Вдвижение кисти в точку Л5 Вдвижение руки
50 Подход к точке А1 Поворот руки, опускание руки, поворот кисти, сгиб кисти
187
ГЛАВА □
СИСТЕМЫ УПРАВЛЕНИЯ ПРОМЫШЛЕННЫМИ
РОБОТАМИ
5.1. СЛЕДЯЩИЕ СИСТЕМЫ ПР
Функциональная схема ССПР. Следящие системы про-
мышленных роботов (ССПР) определяют важнейшие технические
характеристики ПР, в частности их точность и быстродействие.
Сложность достижения высоких значений указанных характери-
стик неоднократно отмечалась специалистами. Темпы освоения
серийного выпуска отечественных ПР, оснащенных следящими
системами, сдерживались по ряду причин, в частности из-за
ограниченной номенклатуры серийно выпускаемых компонентов
ССПР, удовлетворяющих предъявляемым требованиям, а также
из-за отсутствия работ, содержащих рекомендации по вопросам
проектирования ССПР с учетом их специфических особенностей.
В роботах типа «Универсал» в качестве исполнительных дви-
гателей были использованы электродвигатели постоянного тока
с независимым возбуждением и гидравлические двигатели враща-
тельного типа (усилители крутящего момента). Этот факт, а также
разнообразие кинематических конфигураций манипуляторов и их
отдельных координат, приводят к различию статических характе-
ристик и динамических свойств ССПР.
При всем многообразии конкретных технических реализаций
ССПР их структуры с функциональной точки зрения идентичны
и отображаются функциональной схемой (рис. 5.1). По такой же
функциональной схеме выполняются следящие системы копиру-
ющих манипуляторов и других робототехнических систем [24, 2].
В качестве задающего элемента ЗЭ в ССПР типа «Универсал»
используется память систем программного управления, в которой
хранится геометрическая информация в аналоговом (системы
ПУР-2М, АПС) или цифровом (системы УПМ-772, «Колер» и т. д.)
виде. В системы программного управления конструктивно входят
также сравнивающий элемент, вычисляющий рассогласование
по положению, преобразующий элемент ПЭ и последовательный
корректирующий элемент КЭ1. Два последних элемента выполняют
функцию регулятора положения, характеристика «вход-выход»
которого может перестраиваться с целью достижения требуемых
динамических качеств. Так, в цифровой системе программного
управления УПМ-772 (разработка ЛЭМЗ) регулятор положения
выполнен в виде цифроаналогового преобразователя с нелиней-
188
ной выходной характеристикой, которую можно деформировать
с помощью перепаек и настроечных потенциометров. В аналого-
вой системе программного управления типа АПС регулятор поло-
жения выполнен в виде специально разработанного параболиче-
ского преобразователя с гальванической развязкой входа и вы-
хода, выходная характеристика которого также легко может
перестраиваться с помощью двух регулировочных потенцио-
метров.
Вспомогательный сравнивающий элемент и усилитель УЭ
выполняют функции усилителя мощности. В электрических
ССПР эти элементы представляют собой конструктивно закончен-
ный статический полупроводниковый преобразователь. В вы-
пускаемых серийно роботах типа «Универсал» усилители мощности
выполнены в виде тиристорных управляемых выпрямителей.
От выбора типа усилителя мощности существенно зависят динами-
ческие характеристики ССПР. Остальные элементы ССПР —
исполнительный ПЭ (электродвигатель), параллельный коррек-
тирующий КЭ2 (тахогенератор), чувствительный ЧЭ и элемент
главной обратной связи ЭГОС (датчик положения) конструктивно
входят в состав манипулятора — объекта управления О и тради-
ционно называются неизменяемой частью системы, поскольку
не могут быть изменены в процессе настройки ССПР. Отсюда
вытекает необходимость тщательного обоснованного выбора этих
компонентов из условия удовлетворения заданных требований
к ССПР.
При проектировании ССПР типа «Универсал» были постав-
лены задачи, успешное решение которых позволяет удовлетво-
рить жесткие требования к точностным и динамическим характе-
ристикам ПР. К таким задачам относятся формулировка требова-
ний к ССПР, обоснование выбора основных компонентов ССПР
и исследование структурных схем ССПР с целью определения
необходимых средств коррекции их динамических качеств.
Основные требования, предъявляемые к ССПР. Промышлен-
ные роботы являются машинами нового технологического класса
и характеризуются рядом особенностей, накладывающих специ-
фические требования к ССПР. Основные требования могут быть
сформулированы и обоснованы следующим образом. ССПР
Должны обеспечивать минимальное значение погрешности пози-
ционирования при максимально возможном быстродействии, т. е.
обладать высокой пропускной способностью по Шеннону (для
Дискретного канала связи для шумов).
₽ис- 5.1Л Функциональная
схема ССПР
189
Действительно, уменьшение погрешности позиционирования
способствует расширению сферы применения ПР, а увеличение
быстродействия обеспечивает возрастание экономической эффек.
тивности от их внедрения. В связи с этим наиболее рациональным
является оптимизация ССПР по критерию максимума пропускной
способности, т. е. максимума функционала, определяемого вы-
ражением
®ГР
С = о)гр1п^^+ In | Ф (/(0)| <*о, (5.1)
От J
о
где С — пропускная способность ССПР; ®гр — полоса частот;
Ф (/со) — передаточная функция ССПР; q?max — максимальное зна-
чение выходной переменной; бф — минимальная абсолютная по-
грешность позиционирования ПР.
К настоящему моменту неизвестно однозначное определение
Ф (/со), обеспечивающее максимум функционала. Обеспечить макси-
мально достижимые быстродействие и точность ССПР одновре-
менно можно, сохранив на уровне, близком к граничному по со-
ображениям устойчивости, значение общего статического коэф-
фициента усиления и разумно распределив его между регулято-
рами скоростного и позиционного контуров. При этом граничное
значение общего коэффициента усиления необходимо определять
с учетом малых постоянных времени, влияние которых может
быть существенным.
Дискретизация информации в следящем контуре не должна
нарушать условий устойчивости ССПР.
Характерной особенностью ПР является усложненная алго-
ритмика цифровой обработки информации в системе управления.
Типичными алгоритмами существующих систем управления ПР
являются преобразования координат (прямая и обратная задача),
организация мультиплексного режима обслуживания координат
и т. д. В литературе неоднократно указывалось, что основная
трудность при реализации ряда алгоритмов позиционного управле-
ния связана с вычислением матриц преобразования координат
на ЭВМ со скоростью, которая не вносит существенного запазды-
вания при выполнении операций. Тенденция усложнения алгорит-
мов обработки информации по мере развития систем управления
ПР связана также с усложнением информационной системы ПР,
т. е. с увеличением числа датчиков, воспринимающих разнооб-
разную информацию об изменениях внешней среды, которое не-
обходимо для придания ПР адаптивных свойств.
Увеличение времени, необходимого на обработку информации
по сложным алгоритмам, влечет за собой заметную дискретность
процесса обновления задающей информации, поступающей на
вход ССПР. В связи с этим необходим учет влияния дискретиза-
ции информации, который может приводить к снижению допусти-
мого значения общего статического коэффициента усиления.
190
ССПР должны обладать возможностью обеспечения незави-
симости динамических параметров от конфигурации манипуля-
тора и массы перемещаемого груза, находящейся в пределах,
установленных паспортными данными.
Для упрощения алгоритмов решения задач высокого уровня,
например автоматической выработки траектории движения целе-
вой точки ПР, желательно обеспечить «замороженность» коэффи-
циентов дифференциального уравнения динамики ССПР. Реаль-
ный ПР с точки зрения системы управления является в общем
случае многомерной системой, т. е. его задачей является воспро-
изведение последовательности состояний в пространстве в опреде-
ленные моменты времени (хь ylt zlt (х2, у2, z2, /2) и т. д. При этом
взаимовлияние различных степеней подвижности ПР может
в большей или меньшей степени отражаться на качестве пере-
ходных процессов в зависимости от кинематики манипулятора.
С целью анализа взаимовлияния координат робота «Универ-
сал-15.01» был применен разработанный в МВТУ им. Баумана
пакет прикладных подпрограмм анализа динамики манипуля-
ционных роботов. В серии расчетов на ЭВМ изучалась отработка
поворота руки ПР на максимальный угол для разных грузов и
вылетов руки. Обнаруженное при этом анализе взаимовлияние
координат подтверждалось при экспериментальном исследовании
робота «Универсал-15.01». Таким образом, в тех случаях, когда
вариация коэффициентов дифференциального уравнения дина-
мики ССПР, вызванная указанным взаимовлиянием координат,
приводит к значительному разбросу решений, структурная схема
ССПР должна предусматривать либо адаптацию к изменяющимся
параметрам, либо минимизацию чувствительности полюсов к из-
менению параметров. В том и другом случае схемотехнические
решения должны быть просты, чтобы обеспечить высокую надеж-
ность ПР и исключить неоправданное усложнение систем управ-
ления ПР.
ССПР должны обеспечивать апериодичность процесса пози-
ционирования. Это требование достаточно очевидно, так как пере-
регулирования в ССПР, приводящие к «перебегу» запрограмми-
рованной точки позиционирования, могут привести к аварийным
ситуациям. ССПР должны обеспечивать высокое значение диапа-
зона воспроизводимых состояний, определяемого из выражения
(5.2)
гДе Фтах — максимальное значение выходной переменной; 6((. —
Минимальное значение выходной переменной, обусловленное раз-
решающей способностью датчика положения.
Значение Оф для современных ПР колеблется в диапазоне
'Л (0,1 -т-5) 10б. Следует отметить, что для целого ряда метал-
лообрабатывающих станков численное значение £>ф составляет
величину того же порядка. Однако максимальное значение вы-
191
ходкой переменной cpmax в ПР превышает, как правило, значение
Фтах Для станков примерно на порядок, что является особен-
ностью ПР, поскольку при этом в большей степени проявляется
влияние податливости кинематических цепей. Этот факт необхо-
димо учитывать при обосновании места установки и типа датчика
обратной связи по положению.
Преобразователи, входящие в состав ССПР, должны обеспе-
чивать линейность и стабильность характеристик «вход-выход».
Это обстоятельство является важным в связи с тем, что в настоя-
щее время для ПР быстрыми темпами разрабатываются достаточно
сложные алгоритмы преобразования координат целевой точки
в требуемые положения степеней подвижности манипулятора и
алгоритмы автоматической выработки траекторий движения. Ли-
нейность и стабильность выходных характеристик преобразова-
теля облегчает реализацию указанных алгоритмов.
ССПР должны обеспечивать надежную фиксацию органов ПР
в точке позиционирования. При использовании гидравлического
сервопривода в первых конструкциях ПР типа «Unimate» (США)
это требование привело к необходимости доработки следящего
золотника фирмы «Moog» с целью увеличения перекрытия в нуле.
В электрических ССПР это требование можно удовлетворить
несколькими путями. Поскольку каждому из известных вариантов
обеспечения этого требования свойственны определенные недо-
статки, выбор необходимо осуществлять с позиций максимального
эффекта (точности, надежности, экономичности).
Кроме отмеченных выше основных общих требований к ССПР,
могут предъявляться дополнительные: возможность работы с пере-
менной точностью, возможность программного регулирования
максимальных скоростей и ускорений исполнительных органов
ПР, возможность работы «на упор» и пр.
Перечисленные общие требования принимаются во внимание
при разработке конкретных технических требований к ССПР.
Поскольку манипуляторы и преобразователи электропривода
конструктивно разделены и разрабатываются отдельно, то тех-
нические требования и соответственно технические задания форму-
лируются отдельно на манипулятор и электропривод. При этом
технические характеристики основных компонентов ССПР увя-
зываются с учетом результатов анализа общей структурной схемы
ССПР.
Обоснование выбора основных элементов ССПР. Как уже было
отмечено, наибольшее внимание обычно уделяется обоснованию
выбора элементов неизменяемой части системы. В скоростном
контуре ССПР к таким элементам относится исполнительный дви-
гатель и усилитель мощности, в позиционном контуре — датчик
положения.
Из обзора отечественных и зарубежных разработок ССПР со
всей очевидностью следует, что электромеханические ПР строят
в настоящее время в большинстве случаев на базе исполнитель-
192
пых двигателей постоянного тока, питающихся от тиристорных
управляемых выпрямителей или транзисторных широтно-импульс-
ных преобразователей. Объясняется этот факт тем, что указанные
статические преобразователи являются наиболее отработанными
к настоящему моменту, а снижение надежности ССПР в целом,
вызванное наличием щеточно-коллекторного узла в двигателях
постоянного тока, является несущественным в промышленных
условиях. Отказы' щеточно-коллекторного узла устраняются
быстро, при этом не требуется высокой квалификации обслужи-
вающего персонала. Построение ССПР на базе бесконтактных
двигателей переменного тока (например, асинхронных) является
актуальной задачей, однако их применение в ССПР сдерживается
отсутствием серийного освоения соответствующих статических
преобразователей ввиду относительной сложности последних.
Ниже рассматриваются вопросы рационального выбора двига-
телей постоянного тока и статических преобразователей для
управления последними в ССПР.
Определим основные требуемые технические параметры элек-
тродвигателя постоянного тока, способного воспроизвести задан-
ный закон движения в ССПР. К таким параметрам относятся
прежде всего электромагнитная постоянная времени Тэ и электро-
механическая постоянная времени Тк, характеризующие элек-
тродвигатель как динамическое звено следящей системы (СС).
Для оценки требуемых значений Та и Тм могут быть использо-
ваны следующие выражения для собственной частоты со0 замкну-
того скоростного контура электропривода и его коэффициента
демпфирования:
д/ «; (> + <««,)’ <54)
где /(, КоС — коэффициенты усиления соответственно прямого
^дв + ^пр
и обратного каналов скоростного контура; 1 э = —j—=— —
«ДВ ~Г «ПР
электромагнитная постоянная времени, учитывающая активное
и индуктивное сопротивления двигателя и преобразователя
(₽дв, Лдв, /?пр, £пр); Ты =- -J- (7дВ + /') — электромеханиче-
ская постоянная времени, учитывающая момент инерции двига-
теля Jдв и приведенный момент инерции нагрузки А — коэф-
фициент жесткости механических характеристик электропривода.
Частоту эквивалентного гармонического входного воздействия
<Щ,Х, которая должна отрабатываться ССПР с определенной точ-
ностью для выполнения требований по быстродействию, целе-
7 Шифрин Я- А. и др. 193
сообразно определять исходя из технологических требований
к ПР с учетом выражения
где Йщах, --шах — соответственно максимальные ускорение и ско-
рость на оси исполнительного двигателя.
Не останавливаясь подробно на методике определения Qmax
и Птах отметим, что для большинства действующих технологи-
ческих процессов достаточно принять <овх 10 с-1. Задаваясь
далее значением ошибки воспроизведения эквивалентного вход-
ного сигнала А = 0,05 и пользуясь известным выражением
L (®вх) > 20 1g (1/А), (5.6)
определяем ординату контрольной точки, выше которой должна
проходить низкочастотная часть желаемой логарифмической ам-
плитудно-частотной характеристики L (®вх) 26 дцБ. В слу-
чае, когда ССПР имеет астатизм первого порядка, выполнение
неравенства (5.6) равносильно условию
®с>13®вх, (5.7)
где сос — частота среза логарифмической амплитудной характе-
ристики, построенной по передаточной функции разомкнутой по
положению ССПР.
Частота ®0 (собственная частота замкнутого скоростного кон-
тура электропривода), являющаяся в данном случае сопряга-
ющей, из соображений устойчивости должна превышать в 3—4 раза
частоту ®с. Зададимся далее значением коэффициента демпфиро-
вания d0 = 0,6 из условия ограничения перерегулирования в ско-
ростном контуре на уровне 10 %. Значение глубины обратной
связи (1 + ККпс) = 20 обусловлено компромиссом между при-
емлемым значением точности воспроизведения полезного сигнала
и соотношением сигнал—шум в скоростном контуре. Подставляя
численные значения величин, входящих в выражения (5.3),
(5.4), находим Т'№ 0,05 си 0,002 с. Полагая, что согласо-
вание момента инерции двигателя ./дв с внешним приведенным
моментом инерции механизма координаты ПР выполнено из
условия /'^2/дв, определяем Тм (0,012 ч-0,015) с. Анало-
гично, учет активного и индуктивного сопротивлений преобра-
зователя позволяет в первом приближении оценить требуемое
значение электромагнитной постоянной времени Тэ (0,001 -н
+•0,002) с.
Удобство конструктивного встраивания исполнительных дви-
гателей в узлы манипулятора можно оценить по массогабаритным
оценкам, наиболее показательными из которых представляются
М„ М„
удельные оценки и —где m — масса двигателя, кг,
194
у — объем двигателя, дм3; Л4Н — номинальный момент на валу
двигателя, Н-м.
Теоретическое обоснование требуемых численных значений
указанных удельных величин затруднительно. Для ориентировки
при сравнительном анализе двигателей можно указать численные
значения этих показателей, достигнутые в лучших современных
образцах: --- ОД Н-м/кг; — 0,8 Н-м/дм3. По конструк-
тивным признакам все выпускаемые в настоящее время электро-
двигатели могут быть условно разделены на три группы: обычного
исполнения с пазовым якорем и электромагнитным возбужде-
нием; высокомоментные с пазовым массивным якорем и возбужде-
нием от постоянных магнитов; быстродействующие с гладким
цилиндрическим, полым или дисковым якорем с возбуждением
от постоянных магнитов.
Двигатели первой группы, получившие наибольшее распро-
странение к настоящему моменту, характеризуются, как правило,
большими значениями Тм (более 0,02 с) и Та (более 0,002 с),
невысокими значениями (менее 0,1 Нм/кг) и —р- (менее
0,2 Н-м/дм3). Однако среди двигателей этой группы имеется ряд
конструкций, позволяющих получить удовлетворительные харак-
теристики следящего привода в целом (например, двигатель
типа СЛ).
Повышенные требования к быстродействию привода, например
уменьшение времени разгона до значения 0,2 с и менее (от нулевой
до номинальной скорости), можно удовлетворить применением
высокомоментных двигателей. Двигатели этой группы имеют ряд
конструктивных отличий, придающих им новые положительные
качества: замена электромагнитного возбуждения многополюсной
системой на базе мощных постоянных магнитов; высокая механи-
ческая прочность массивного стального якоря; большое число
коллекторных пластин. Такие двигатели могут обладать прием-
лемыми массогабаритными показателями при номинальных мо-
ментах более 10 Н-м (достижимы Д>0,2 Н-м/кг и >
>0,2 Н-м/дм3), характеризуются высоким быстродействием бла-
годаря 7—14-кратным перегрузкам по току при высоком значении
тепловой постоянной времени (около 1 ч), хорошим демпфирова-
нием возмущающих моментов со стороны нагрузки вследствие
значительного собственного момента инерции. Использование
их может быть предпочтительно на транспортных координатах
ПР и позволяет сократить кинематическую цепь благодаря исклю-
чению или уменьшению силового редуктора и, следовательно,
повысить жесткость и точность механической части ССПР.
Исполнение высокомоментных двигателей на небольшие мощ-
ности (менее 0,5 кВт) с приемлемыми массогабаритными показа-
телями затруднительно, вызывает повышенную неравномерность
7* 195
вращения, обусловленную влиянием зубцовых гармоник. В то »е
время именно применение зубцового якоря позволяет достичь
минимального зазора (максимальной величины потока возбужде-
ния) и максимального числа проводников в обмотке якоря —.
факторов, обеспечивающих «высокомоментность» двигателей этой
группы. Поэтому область рационального применения высокомо-
ментных двигателей в ПР располагается в диапазоне номиналь-
ных моментов Л1Н > 10 Н-м’'и в конструкциях с выносными
двигателями.
При номинальных моментах Мн 5 Н-м целесообразно
использовать двигатели третьей группы — с гладким или диско-
вым якорем. Двигатели этой группы также обеспечивают высоко-
интенсивные переходные процессы. Эти электродвигатели наиболее
легко встраиваются в ПР, обладают "минимальными значениями
электромагнитной постоянной времени Тэ (менее 0,001 с), что
позволяет улучшить коммутацию и увеличить срок службы щеток
(более 5000 ч). Таким образом, наиболее предпочтительными для
использования в ССПР являются двигатели второй и третьей
групп, причем при больших значениях моментов (Мн >> 10 Н-м)
в соответствующих конструкциях рационально применение вы-
сокомоментных двигателей, при меньших значениях момента
удобно применение малоинерционных двигателей с дисковым
и гладким якорем. Алгоритм «аварийный останов», необходимый
для надежной эксплуатации ПР, может быть реализован только
на двигателях с возбуждением от постоянных магнитов, т. е. на
двигателях второй и третьей группы.
В части перспективных разработок в этой области следует
отметить необходимость в специальных электродвигателях для
удовлетворения ряда специфических требований. Использование
двигателей общего применения затрудняет достижение конку-
рентоспособности электромеханических ПР.
Основные требования к усилителю мощности можно обосновать
следующим образом. Численное значение диапазона регулирова-
ния скорости Da, определяемого выражением DISt = -)(п-х , где Qmax,
«min
Qmin — соответственно максимальная и минимальная частота
вращения вала исполнительного двигателя, может быть получено
в соответствии с уравнением ,
• (58)
Цр
где | Umax | — абсолютная величина максимальной скорости пере-
мещения координат ПР; Т — вырожденная постоянная времени
скоростного контура ССПР.
Приближенность соотношения (5.8) обусловлена близостью
реакции на скачкообразное воздействие реального скоростного
контура ССПР, в качестве которого в электрических ССПР исполь-
зуется регулируемый электропривод, к реакции апериодического
196
Рис. 5.2. Логарифмическая ампли- /
гудно-частотная характеристика ССПР
звенас постоянной времени Т.
Степень близости указанных щ
реакций (переходных функ-
ций) находится для реальных
ССПР на уровне 5—7 %, что о
является вполне достаточным
условием применимости ура-
внения (5.8). При типичных -40
для современных ПР значе-
ниях | | = 1 м/с, Т =
=; 0,03 с, 6Ф = 2-Ю-4 м из ~80
формулы (5.8) = 600. Требование к быстродействию усилителя
мощности вытекает из требования к быстродействию скоростного
контура ССПР. Выше было показано, что для воспроизведения
эквивалентного гармонического входного воздействия с допусти-
мой погрешностью необходимо, чтобы скоростной контур обладал
характеристикой колебательного звена с собственной частотой
й0 400 рад/с и коэффициентом демпфирования <70 = 0,6. При
этом используемая методика [7] предполагала отсутствие инер-
ционности усилителя мощности, что приводило к слиянию низ-
кочастотной и среднечастотной частей логарифмической ампли-
тудно-частотной характеристики (ЛАЧХ) в одну асимптоту (со)
с наклоном—20 дБ/дек (рис. 5.2, кривая 7).
Такой тип ЛАЧХ обеспечивает широкополосность ССПР и
жесткие требования к исполнительному двигателю. Однако кон-
трольная точка А*, соответствующая условию передачи эквива-
лентного гармонического входного сигнала с 5 %-ной точностью,
может обеспечиваться ЛАЧХ типа (со) (рис. 5.2, кривая 2).
При этом требования к собственной частоте скоростного контура
понижаются до со0 = 130-^150 рад/с. В ССПР типа «Универсал»
такое быстродействие скоростного контура является достаточным
для выполнения технических требований к ПР. В особых случаях,
когда возможные входные сигналы не могут быть охарактеризо-
ваны одним эквивалентным гармоническим воздействием, можно
рекомендовать определение ряда контрольных точек из известного
входного сигнала и допустимой погрешности воспроизведения
методом припасовки. Поскольку найденные контрольные точки
(например, А*, В*, С*) должны «покрываться» ЛАЧХ, может
оказаться необходимой реализация ССПР с характеристикой
типа L1 (со) (для случая размещения точек В* и С* выше кри-
вой 2, но ниже кривой 7).
Особое значение имеет в ПР реализация алгоритма «аварий-
ный останов». Удачным можно считать решение, принятое в элек-
тромеханическом роботе «Famulus» завода «KUKA» (ФРГ).
При поступлении команды «аварийный останов» последова-
тельно осуществляется блокировка регулятора скорости в тири-
197
5.1. Технические характеристики серийных тиристорных управляемых
выпрямителей
Параметр Тип выпрямителя
УПЛ-11 ЭТУ-3601 ЭТ6И
Диапазон регули- рования скорости 1000 1000 5000
Полоса пропуска- ния, Гц Эквивалентная по- стоянная времени, с — 24 30
0,01 — —
Отклонение от ли- нейности Менее 5 % — —
Тип управления Раздельное Раздельное Совместное
Комплект поставки Преобразователь (без автоматиче- ского выключателя защиты) Пр еобр азов ател ь, трехфазный транс- форматор, сгла- живающий дроссель Преобразователь, реакторы, трех- фазный трансфор- матор, двигатель, задатчик скорости
Примечания: 1. Входное напряжение —10 В. 2. Диапазон указан с уче-
том типа двигателей и тахогенераторов, используемых в роботах «Универсал».
сторном управляемом выпрямителе, отключение энергии при-
вода, динамическое торможение, включение тормоза. Для осуще-
ствления перечисленных операций необходима специальная до-
работка усилителя мощности: установка коммутирующего эле-
мента для включения режима динамического торможения, уста-
новка сопротивления для рассеяния кинетической энергии, на-
копленной в маховых массах, и т. д.
В табл. 5.1 приведены краткие технические характеристики
выпускаемых серийно отечественных управляемых тиристорных
выпрямителей. По динамическим качествам все внесенные
в табл. 5.1 выпрямители могут быть использованы в качестве
усилителей мощности ССПР. Однако их применение нерацио-
нально по ряду причин, к которым прежде всего можно отнести
необходимость в дополнительных устройствах для обеспечения
аварийного останова в соответствии с требованиями к ПР; необ-
ходимость доработки для обеспечения включения всех координат
ПР от одного управляющего воздействия и возможности опробо-
вания их в ручном режиме; необходимость доработки для обеспе-
чения удобства выполнения регулировочных операций (регули-
рование коэффициентов обратной связи по току, скорости, сме-
щения «нуля» регулятора скорости и т. д.); необходимость до-
работки с целью компенсации взаимовлияния координат; слож-
ность достижения высокой плотности монтажа при компоновке
всех преобразователей в одном шкафу и связанное с этим увели-
чение габаритных размеров силового блока; ограниченные воз-
198
можности глубокого регулирования величины пусковых токов.
По этим причинам была проведена разработка преобразовате-
лей электропривода для ССПР в многокоординатном исполнении
с учетом требований к ПР. Указанные преобразователи непрерывно
совершенствуются по мере возрастания технических требований
к ССПР.
Исследование динамики ССПР типа «Универсал» . Многокоор-
динатная ССПР является многосвязной системой управления
с переменными в функции пути параметрами и содержит, как
правило, несколько нелинейностей (ограничение, зона нечувстви-
тельности, люфт, сухое трение). В связи с этим точный теоретиче-
ский анализ ССПР, учитывая современный уровень развития тео-
рии автоматического управления, является неосуществимым. Целе-
сообразно расчленить задачу анализа реальных ССПР на ряд
более простых, обосновывая в каждом случае правомерность
упрощения математической модели.
Одной из важнейших задач при исследовании динамических
возможностей ССПР является определение граничного (по сообра-
жениям устойчивости) значения общего статического коэффици-
ента усиления. Решение этой задачи важно проводить с учетом
малых постоянных времени ССПР, так как в противном случае
могут быть получены неоправданно оптимистические результаты.
Анализ устойчивости процесса позиционирования можно про-
вести с помощью исследования линейной модели ССПР, допусти-
мость применения которой может быть обоснована следующими
физическими соображениями.
Окрестность точки позиционирования всегда мала по сравнению
с величиной среднестатистического перемещения захвата. По этой
причине можно в процессе замедления приближенно считать не-
изменными приведенные к валу двигателя моменты инерции,
а следовательно, полагать постоянными параметры ССПР. Это
упрощение применимо также к ПР, работающим в режиме кон-
турного слежения, поскольку скорость слежения обычно мала,
а переходные процессы протекают на один-два порядка быстрее
скорости изменения параметров ССПР, кроме особо оговоренных
случаев.
На первом этапе анализа динамики ПР в окрестности точки
позиционирования допустимо пренебрежение всеми нелинейно-
стями. Действительно, момент на валу двигателя обычно превы-
шает в несколько раз статический момент нагрузки, обусловлен-
ный кулоновым трением, поэтому влиянием последнего на первых
этапах исследования можно пренебречь. Нелинейности типа «огра-
ничение» еще себя не проявляют вследствие малости окрестности
позиционирования. Зону нечувствительности также можно не
принимать во внимание, так как ее наличие обычно повышает
Устойчивость системы. Люфт механических передач в рассматри-
ваемых роботах типа «Универсал» обычно выбирается с помощью
использования торсионов и разрезных колес.
199
I 2 3 4 5 &
Рис. 5.3. Структурная схема линеаризованной электрической ССПР:
/ — регулятор положения; 2,3 — тиристорный преобразователь; 4 — двигатель постоян-
ного тока; 5 — редуктор; 6 — упругий элемент; 7 — фильтр; 8 — тахогенератор; 9 —
датчик положения
С учетом указанных допущений применима линейная модель
ССПР с постоянными параметрами. Несмотря на то, что параметры
ССПР постоянны в окрестности точки позиционирования, они
различны в разных точках. Поэтому ниже при численном анализе
параметры выбраны в расчете на наиболее «тяжелый» с точки
зрения устойчивости случай.
На рис. 5.3 показана структурная схема, отражающая дина-
мику СС координаты поворота робота «Универсал-15.01» с элек-
троприводом постоянного тока в линейном приближении. В ско-
ростной контур введено корректирующее звено в виде ПИ-ре-
гулятора. Это позволяет повысить точность регулирования ско-
рости путем введения интегральной составляющей в закон управ-
ления, а также осуществить оптимальную настройку скоростного
контура.
Структурной схеме соответствует система, в которую входят:
1) уравнение регулятора положения
^(0 =
2) уравнение регулятора скорости
3) уравнение тиристорного преобразователя
т j гj 1 j к
1 тп "Г <^я ’ ^2^тп> '
4) уравнение электродвигателя постоянного тока
Т\Т2 + (Л + 7 2) + «дв = КЯ1ия,
5) уравнение редуктора
OJp =
200
6) уравнение редуктора
Фр = J (Op di,
7) уравнение идеальной упругой механической передачи
Т2 ^2(РН I (г — (р •
1 и ^2 Г 411 — I р,
8) уравнение тахогенератора
9) уравнение фильтра сигнала тахогенератора
10) уравнение датчика положения
^фи ™ ^цпфп>
11) уравнение замыкания скоростного контура
12) уравнение замыканий позиционного контура
Запишем систему из 12 уравнений в компактной матричной
форме. Введем вектор-столбец переменных состояния:
X = [лу, х2, . . ., х8], (5-9)
составляющие которого имеют следующий смысл (см. рис. 5.3):
Xj фн, Х% ~ Х1г Хя ~ фр, АД Ч)дВр Х4, Х§ Uя, АД
Л-8 = U$-
Используя введенные обозначения, описанную выше систему
уравнений можно привести к каноническому виду:
— х,; х2— 2 х3 „ X]/, х3 Лмх4,
J м 1 м
(5.Ю)
^дп^рп^рсЛ т- ^рсА"тАГ4 (-
J Ф
+ ~Т~ ^рсх8 + — КрпКрс^фЗУ
i ф 1
. _ Кт 1
%8 — Т Т
J ф J ф
201
и коротко записать как
х = АХ + BU, (5.11)
где А — квадратная матрица п X п (п - 8);
0 1 0 0
1 т2 м 0 м 0
0 0 0 Км
4 = 0 0 0 0 0 0 0 1
т\т2
0 0 0 0
~ КдцКрцКрс S' к к л
Л'ДВ1'1’Н''рС V ТФ
0 0 0 0 0 Хт ТФ 0 0
0 0 0 0
0 0 0 0
1 0 0 0
Ti + T2 Хдв 0 0 ; (5.12)
т\тг т\тг
0 1 Хтп о
Т'тп Т тп
0 0 о 4^ ТФ Хрс X
0 0 0 1 Тф -
X — первая производная по переменных состояния X; В - времени введенного выше вектора - матрица управления размерности
1 X п;
В = (О, 0, 0, 0, 0, 0, -^КгпКрс, о); . (5.13)
U — вектор управления п X 1;
[Л = [0, 0, 0, 0, 0, 0 <7^, 0], (5.14)
где т — индекс транспонирования.
202
Полученное уравнение (5.11) является частным случаем урав-
нений линейной стационарной системы автоматического управ-
ления (САУ)
Х = AX + BU-, 1
Y = СХ + DU, j
(5.15)
где У — вектор выходных переменных; С, D — соответствующие
матрицы.
В нашем случае выходом является угол поворота фн, т. е.
Y = У1 = хг. Следовательно, для рассматриваемой ССПР
С = (1,0,0,0,0,0,0,0); £> = 0.
Величина зоны нечувствительности, определяющая точность
позиционирования ПР, существенно зависит от граничного зна-
чения общего статического коэффициента усиления Д"гр, вы-
бираемого из соображений устойчивости системы; чем Уг[,
больше, тем меньше может быть величина зоны нечувствитель-
ности.
Аналитическое исследование устойчивости линеаризованной
ССПР можно привести, воспользовавшись методом, предложенным
проф. Э. Г. Удерманом, поскольку при этом методе сокращается
объем вычислений по сравнению, например, с анализом устой-
чивости с помощью классического критерия Гурвица. Метод осно-
ван на доказанной Э. Г. Удерманом теореме о необходимых усло-
виях устойчивости САУ, согласно которой необходимыми усло-
виями асимптотической устойчивости линейной стационарной
САУ п-го порядка являются положительность всех коэффици-
ентов а, (1 = 0, 1, 2, .... п) характеристического уравнения и
положительность определителей Гурвица А* (/' = 2, 3, .... п — 1)
для двух полиномов Fj (%) и Г2 (х) — одного, составленного только
из нечетных, и второго из четных коэффициентов а;, где определи-
тели А? выделяются из гурвицевой матрицы
bt Ьо 0 • • •
ь3 ь2 ьг ь0 • •
ЬЬ Ь; Ь., •
о о
о о о ьт
203
I 2 3 k S S
Рис. 5.4. Структурная схема линеаризованной электрогидравлической ССПР:
1 — регулятор положения; 2,3 — тиристорный преобразователь; 4 — двигатель постоян-
ного тока; 5 — гидроусилитель момента; 6 — редуктор; 7 — фильтр; 8 — тахогенера-
тор; 9 — датчик положения
где т равно целой части п/2;
Ь0 = а0, Ьу = а2, Ь2 = а4, ... аля F1(x);
b0 = йр fcj = а3, Ь2 = а5, ... для F2 (х).
(5.16)
когда п — нечетное и, наоборот, когда п — четное.
Очевидно, что определители Д/ имеют существенно меньший
порядок, чем определители Гурвица, что является основным до-
стоинством данного метода. При удовлетворении необходимых
условий выполнение достаточных условий легко проверяется
с помощью критерия перемежаемости корней Михайлова.
В роботе «Универсал-15.01» в качестве исполнительного дви-
гателя используется аксиально-плунжерный гидроусилитель мо-
мента, выходной вал которого связан с механической передачей
(нагрузкой) соответствующей координаты ПР, а входной вал при-
водится в движение задающим электродвигателем постоянного
тока. Якорь задающего электродвигателя подключен к тиристор-
ному преобразователю, собранному по трехфазной нулевой схеме.
Структурная схема линеаризованной модели такой СС показана
на рис. 5.4. Аналитическое описание этой САУ выражается си-
стемой уравнений в матричной форме, аналогичной (5.15):
X = АХ 4- BU- 1
Y ~CX-\DU, J
где X — вектор переменных состояния
Хт= [х1( х.,, ..., х8],
причем хг = сри, х2 = о)г, х3 — грдв, х4 — х3, х;, = х4, х6 = (/я>
xi = ^2, XS ~ ^ф>
204
A — квадратная матрица п X л;
0 1 Км 0 0
1 2|Р 1 0
К т2 тг
0 0 0 1
0 0 0 0
Л = 0 0 0 1
Т'эТ'м
0 0 0 0
(^ргАрсЛдп^м 0 КТКФ ГФ
0 0 0 КтКф Кф
0 0 0 0
0 0 0 0
0 0 0 0
1
1 Кд 0 0
с ТэТм м
0 1 Т1( Ктп т тп 0
0 0 0 ^pc
0 0 0 1
т*
В — матрица управления размерности 1 X П‘,
fi ==(000000 4- КрЛрпО);
I' — вектор управления п х 1;
UT = (000000[/ф10);
Y = X! — выход системы;
С = [1 О О О О О О 0]; D = 0.
205
Коэффициенты характеристического уравнения для рассма-
триваемой системы (рис. 5.4) после алгебраических преобразова-
ний выражаются следующими формулами:
Со = тЛ\пТ ЭТ м?1?;
Й1 = 2^г7"гтТтТфТЭТм -ф (ТгпТф -ф T^T3 -ф ТэТтп) 1 мТ?1?;
= тТтпТфТ&Тм + 2£г7фтТм (Гг1Дф -ф- Т9ТЭ + ТяТтп) +
+ т7ф2 (ТЭТК -ф ТтТа -ф ТФЛ, + ТтпТф);
Оз = тТг (ТтП -ф Тф -ф Тм) - 2ф-Тгт (ТЭТМ -ф 1\аТм -ф- 7 ф7’м -ф- ТтпТф) ф
+ т7"м (7фп7ф -ф- ТфТа -ф- Т.[иТф);
Щ =- т {Тэты -ф Тт-пТм -ф ТфТм -ф- Ттп^ф) -ф ЗфТгт (7фп Т^ф -ф 7^) -ф
-ф (1 + КреКтпКдКтКф) ТТ?;
й5 = (Тгп + “К ^м) т + 2£r (1 -ф КрсКтпАдКфА"ф) тТг +
-ф КрсКтпКдА'тК'фТ’г;
«6 = (1 + КрсКт11КдКЛф) + 2^ТгКрсКт1Лд/<Лф +
+ ^рЛтпКдКрпКмКдп^ф;
а7 Крс-КтпКд (КгКф -ф КрпКмКдПт -ф КрпКмКдцТ’ф);
^8 = КрсКфпК дК рпКмКдп = К.
Результаты численных расчетов граничных значений Крс
электрогидравлической ССПР рассматриваемого типа приведены
в табл. 5.2. Для большей общности варьируемым параметром при-
нят коэффициент Ki = КрсКтиКд, так как в данной структуре
коэффициент усиления может изменяться за счет изменения /фрс,
выбора двигателя с новым значением Кя и тиристорного преобра-
зователя с измененным значением /<тП.
При значениях Кд = 1,3 рад/В-с и /<тп = 11 граничное зна-
чение КРс 3,9. Общий коэффициент передачи позиционного
контура системы, при котором электрогидравлическая ССПР
устойчива, определяется при заданных параметрах неравенством
0<Х<8,4С1. (5.17)
Для рассмотренного выше электрического варианта ССПР
значение общего коэффициента передачи ограничивается из сооб-
ражений устойчивости неравенством
0<К<3,6с-ф (5.18)
Этот результат согласуется с известным положением о полезности
«разнесения» близких постоянных времени для повышения запа-
сов устойчивости и снижения чувствительности к изменению
206
5.2. Результаты анализа структурной схемы
(см. рис. 5.4)
расчетный параметр Значения = ЛрсЛтпЛд
10 20 40 60 100
22,36- 10’4 22,8-10"4 23,7-10-4 24,1 -10~4 26,3-10“*
0,065 0,091 0,142 0,168 0,296
Я7 0,675 1,35 2,7 4,05 6,75
a8 1,5 3,0 6,0 9,0 15
A* >0 >0 >0 >0 >0
А* >0 >0 >0 >0 >0
Х1 300 600 1300 2000 3500
х2 12-104 12-104 11-10* 10-104 9-10*
346 000 346 000 346 000 346 000 346 000
— 15 —20 —23,2 + 10 + 180
и (ъ) +2200 +2200 +2200 +2200 +2200
и (х3) -15-106 -15-106 -15-106 —15- 106 15-Ю6
^С1гРан 56 56 56 56 . 56
Примечания: 1. Численные значения параметров структурной схемы: ХрП =
= 3; Км = 0,005; Кдп = 10 В/рад; £г = 0,9; КтКф =0,06 В-с/рад; Г = Тм = 0,04 с;
Тэ = 0,005 с; 7"тп = 0,003 с; 7'ф = 0,01 с; 7"г = 0,001 с. 2. Расчетные параметры: aQ =
= 2,4-10~le; at = 58,3-Ю-14; а2 = 5,44-10~>»; а3 = 20,8-КГ»; а4 = 33,8-10-в.
параметров (в электрическом варианте ССПР Т\ — 0,02 с, Т2 =
= 0,04 с, в то время как в электрогидравлическом варианте ССПР
аналогичные постоянные времени составляют соответственно Та =
= 0,005 с, Тм = 0,04 с).
При исключении инерционности фильтра (7ф = 0) граничное
значение общего коэффициента передачи для электрического
варианта ССПР возрастает до Д < 17,3 с1.
При необходимости вычисления реакций физических величин,
представленных в уравнениях переменных состояния, достаточно
определить матрицу перехода системы.
Используя преобразование Лапласа, систему уравнений (5.15)
можно переписать в виде
ЗХ(3) = ЛХ(3) + 1
У(3) = СХ(3), J
где 3 — оператор преобразования Лапласа.
Из первого уравнения системы (5.19) следует
X (3) = В-U (3) [ЗЕ — Л]"1,
(5.19)
(5.20)
где Е — единичная матрица п X п.
Подставив полученный результат во второе уравнение системы
(5.19), получим
V (3) = С-В-U (3) [ЗЕ — A I'1. (5.21)
207
Передаточная матрица между векторами входных и выходных
переменных определяется выражением
= W = СВ № - Л1-1’ (5-22)
где [SE — А Г1 = Ф (S) — матрица перехода системы.
В результате выполненного теоретического анализа линеаризо-
ванных структур двух вариантов построения ССПР могут быть
сделаны следующие выводы.
1. Пренебрежение малыми постоянными времени звеньев САУ,
входящими как в прямой тракт, так и в цепи обратных связей
ССПР, приводит к необоснованно завышенным значениям гра-
ничных общих коэффициентов передачи, определяющих точност-
ные и скоростные возможности ССПР.
2. С целью повышения граничных значений общего коэффи-
циента усиления электрического варианта построения ССПР
может быть рекомендовано уменьшение постоянной времени
фильтра вплоть до исключения его из обратной связи по скорости
при условии выполнения при этом прочих технических требова-
ний к ССПР.
3. Охват обратной связью по положению упругих кинемати-
ческих цепей со слабым демпфированием колебаний (с малым
значением коэффициента демпфирования при их идентификации
колебательным звеном) чрезвычайно усложняет коррекцию ди-
намических свойств таких ССПР.
4. Для анализа устойчивости и определения граничных зна-
чений общего статического коэффициента передачи наиболее
удобным с точки зрения минимального объема вычислений яв-
ляется аналитический метод [47].
При отладке скоростного контура ССПР в режиме регулируе-
мого электропривода допускается изменение коэффициента уси-
ления КрС- После достижения требуемых технических характери-
стик скоростного контура может быть определено численное зна-
чение коэффициента Крс. При этом становится возможным опре-
деление граничного значения коэффициента усиления регулятора
положения Крп. Настройка регулятора положения на значения,
близкие к значениям Крп, обеспечивает требуемую точность, но
обычно при значительных перерегулированных, т. е. не удовле-
творяются требования к переходному процессу. Для удовлетво-
рения последних необходима нелинейная деформация статической
характеристики «вход-выход» регулятора положения в пределах
угла Гурвица, определяемого значением Крп. Кроме того, нужно
иметь в виду необходимость обеспечения фиксации органов ПР
в точке позиционирования.
Надежную фиксацию органов ПР в точке позиционирования
в электрических ССПР можно обеспечить как минимум тремя
путями: 1) использованием дополнительного управляемого фикси-
рующего элемента (электрического тормоза, муфты и пр.); 2) при-
зов
рис. 5.5. Структурная схема корректирую-
щего устройства:
! — выпрямитель; 2 — усилитель канала
модуля рассогласования mod е; 3 — функ-
циональный преобразователь; 4 — множи-
тельное устройство; 5 — релейный эле-
мент; 6 — усилитель канала знака] рас-
согласоваиия^81£п е
менением самотормозящихся’пе-
редач; 3) с помощью усилителей
мощности, позволяющих обес-
печить «удержание» вала исполнительного двигателя в неиз-
менном (с определенной погрешностью) положении. Первый
из перечисленных способов применен в некоторых модифика-
циях зарубежных ПР. Этот способ обладает известными
достоинствами, в частности возможностью надежной реализации
алгоритма «аварийный останов», но его применение оправдано
в тех случаях, когда тормоз встроен в исполнительный двигатель
и поставляется как комплектующее изделие. Недостатком второго
метода является повышенное значение статического момента су-
хого трения Мс. Для компенсации вредного влияния сухого тре-
ния на погрешность позиционирования было предложено исполь-
зовать в качестве регулятора положения оригинальное двухка-
нальное корректирующее устройство [А. с. № 706821 (СССР)],
позволяющее также деформировать в необходимом направлении
статическую характеристику «вход-выход».
Для пояснения сути предложенного технического решения
обратимся к структурной схеме корректирующего устройства
(рис. 5.5). Путь прохождения сигнала, несущего информацию
о величине рассогласования е, разветвляется на два канала.
В канале модуля рассогласования mod е сигнал выпрямляется,
усиливается с небольшим коэффициентом /Д (в частном случае
может быть /Д < 1), преобразовывается в соответствии с требуе-
мой функциональной зависимостью (часто параболической), сум-
мируется с дополнительным воздействием Ддоп и поступает на
вход множительного устройства 4. В канале знака рассогласова-
ния sign е сигнал усиливается с большим коэффициентом усиле-
ния К2, определяющим зону нечувствительности и в конечном
счете погрешность позиционирования ССПР, и поступает на ре-
лейный элемент 5, с которого на множительное устройство 4
выдается трехпозиционный сигнал +1, 0, —1. В результате
на выходе данного двухканального устройства формируется не-
линейный закон управления скоростным контуром ССПР, позво-
ляющий достичь компромиссной настройки между устойчивостью
и качеством переходного процесса ССПР, с одной стороны, и
требуемой точностью — с другой.
Необходимость в дополнительном корректирующем воздей
ствии Ддоп можно пояснить следующим образом.
Объект управления, под которым будем понимать последова-
тельно соединенные усилитель мощности, управляемый воздей-
209
РИС. 5.6. Структурная схема управления г
коррекцией управляющего воздействия
ствием и, исполнительный дви-
гатель и самотормозящийся ре-
дуктор, характеризуемый мо-
ментом сухого трения Мс, опи-
сывается уравнением
J = Мл - Мс, (5.23)
где Л4Д Кмн — момент, развиваемый двигателем; — по-
стоянная момента; и — управляющее воздействие (управление).
Известно, что только высшая производная регулируемой ве-
личины в каждый момент времени явно зависит от управления.
Поэтому для определения управления как функции текущих
значений фазовых координат объекта и задания достаточно за-
даться значением высшей производной из условий требуемого
движения и затем подставить это значение вместо высшей произ-
водной в уравнение объекта.
Пусть необходимо, чтобы реакция объекта управления q на
задание <р3 была такой же, как в линейном дифференциальном
уравнении второго порядка:
01 "Ж- + + r) Т = •
(5.24)
Выбором коэффициентов alt а2 и а3 можно деформировать желае-
мую реакцию в требуемом направлении. Из уравнения (5.24)
находим зависимость высшей производной от фазовых координат:
d2cp __ с а2 dtp а3 с
dt2 u, u, dt а.
(5.25)
Подставляя уравнение (5.25) в уравнение объекта управления
(5.23) и выделяя в явном виде управление и, находим
= cJ (f, _ а'2у d<f _ (дз+ с) J1Г I (5 26)
’ Я1КМ а,Км dt а,Км 1 1 Км '
Структурная схема системы управления, соответствующая
уравнению (5.26), показана на рис. 5.6. Кроме очевидных обратных
связей по положению ср и скорости, на схеме присутствует до-
полнительно вводимое воздействие ид011, являющееся функцией
статического момента сопротивления Мс и коэффициента усиления
по моменту дм. В наиболее простом случае »Jon = -•
Лм
Теоретическое исследование ССПР с. регулятором положения,
выполненным по схеме рис. 5.5, весьма затруднительно. ССПР
с таким регулятором положения были экспериментально исследо-
ваны и в настоящее время используются в серийных ПР типа
«Универсал», оснащенных аналого-позиционными системами упра-
вления ПУР-2М и АПС,
21Q
Следует отметить, что регулятор положения, построенный
в соответствии со структурной схемой рис. 5.5, позволяет реализо-
вать третий способ фиксации подвижных органов ПР за счет орга-
низации режима автоколебаний в окрестности точки позициони-
рования с малой амплитудой (меньше половины величины погреш-
ности позиционирования) и высокой частотой. Подобный способ
используется при «позиционировании» органов живых организ-
мов и носит название «тремор». Так, при экспериментальном
исследовании системы управления мышечной активностью в усло-
виях поддержания неизменной позы лучезапястного сустава че-
ловека в спектре механограммы была обнаружена десятигерцовая
составляющая, свидетельствующая о попеременном напряжении
мышц-антагонистов (сгибателя и разгибателя).
Определим параметры автоколебаний, которые могут быть
использованы для фиксации подвижных органов роботов, т. е.
автоколебаний в окрестности точки позиционирования. Имея
в виду, что при малых сигналах е двухкаиальный регулятор по-
ложения эквивалентен классическому трехпозиционному релей-
ному элементу, изобразим расчетную структурную схему в виде,
показанном на рис. 5.7.
Данная система описывается уравнениями
ДД (71)_______ ।. (с о?\
Ц°о (1 Д МоУрп) (1 Д /®о^с) ’
кышДД-ДД. <528)
где Ал ~ АрпАсАмАдп*
Поставленная задача допускает аналитическое решение 148]
= (l/TpnTc)2;
Л(Л) = (ТРП + тс).к:1трптс.,
(5.29)
Для одной из координат робота «Универсал-5» имеем следу-
ющие численные значения величин, входящих в уравнения (5.29):
Яри = 3,7; К, = 71 рад/В-с; 7(м = 0,02; Хдп = 15 В/рад; Трп =
= 0,005 с; Тс = 0,06 с; В = 0,05 В; b = 0,01 В.
При этих численных значениях величин Tvn, Тс, K:t опреде
Ляем ип — 58 с 1 ~ 9 Гц; Д’ (А)
фиком (рис. 5.8) нормированного
гармонического коэффициента
Рис. 5.7, Структурная схема для расчета
параметров автоколебаний в окрестности
точки позиционирования;
/. Регулятор положения; 2 — скорост-
ной контур; з — механическая передача;
* •"Датчик положения; В, b — настроеч-
ные параметры регулятора положения
2,77. Воспользовавшись гра-
211
Рис. 5.8. Определение амплитуды автоколебаний
релейной системы и
передачи № (Л) = К (Л) релей-
ного звена, находим-^- = 2; А =
= 0,02 В.
Существенным недостатком спо-
соба фиксации подвижных органов
ПР с помощью автоколебаний в ок-
рестности точки позиционирования является требование повы-
шенной точности датчиков положения.
Для обеспечения простоты отладки ССПР в режиме отработки
заданного положения важно заранее определить рациональные
области изменения регулировочных параметров регулятора поло-
жения. Выполнение этих регуляторов по двухканальной нели-
нейной структуре с множительным устройством затрудняет их
теоретическое исследование в составе ССПР. Наиболее предпочти-
тельным в этих условиях оказывается экспериментальное иссле-
дование переходных процессов ССПР с моделированием функции
регулятора положения на ЭВМ.
Функциональная зависимость «вход-выход» регулятора поло-
жения показана на рис. 5.9, где выделены следующие характер-
ные показатели указанной нелинейной характеристики: уровень
Вг «ползучей» скорости, ограниченный снизу порогом нечувстви-
тельности скоростного контура ССПР и ограниченный сверху
требованием апериодичности процесса позиционирования; уро-
вень В2 насыщения, определяющий максимальную уставку ско-
рости скоростного контура ССПР; ~ зоны нечувствительности
Ьг; участок Ь2 «ползучей» скорости; участок Ь3 торможения с но-
минальной скорости до нулевой для осуществления торможения
с постоянным замедлением (участок характеристики Ь3 — bt
Рнс. 5.9. Функциональная зависи-
мость «вход-выход» двухканально-
го регулятора положения
Рис. 5.10. Блок-схема набора задачи на аналого*
вой ЭВМ типа МН-18М
212
йиС. 5.11. НастройкаТоперациоиного бло-
ка НС-4
представляет смещенную отно-
сительно начала координат
параболу).
Влияние перечисленных па-
раметров на качество переход-
ного процесса, а также диапа-
зоны изменения этих 1парамет-
ров с учетом характеристик раз-
личных координат ПР, определялись путем аналогового моде-
лирования регулятора положения на ЭВМ типа МН-18М.
Полунатурное моделирование осуществлялось в реальном мас-
штабе времени. Кроме удобства регистрации решения, при этом
достигалась также минимальная величина динамических погреш-
ностей: так, при продолжительности исследуемых процессов по-
рядка нескольких секунд мало сказывается дрейф нуля опера-
ционных усилителей.
Блок-схема набора задачи показана на рис. 5.10 и отражает
реальную схемотехническую реализацию двухканального регу-
лятора положения. Функции суммирования и масштабирования
сигналов осуществлялись на операционных блоках 1, 3, 6, 7, 9, И
типа ОС-3.
Формирование нелинейности mod е канала регулятора поло-
жения (см. рис. 5.9) обеспечивалось с помощью универсальных
нелинейных блоков 4, 5 типа НУ-5. Требуемая зависимость, близ-
кая к параболической, набиралась методом кусочно-линейной
аппроксимации с помощью имеющихся в составе блока НУ-5
десяти нелинейных ячеек с потенциально-заземленными диодами.
Результирующая нелинейность формируется на выходе сумматора.
Для формирования нелинейности в канале sign е регулятора
положения использовался специализированный блок 8 типа НС-4.
С целью наилучшего приближения набранной нелинейности к ре-
лейной трехпозиционной характеристике и упрощения регули-
ровки зоны нечувствительности блок 8 настраивается по характе-
ристике, показанной на рис. 5.11, а. Эта характеристика стяги-
вается по оси/абсцисс с помощью умножения входной величины
на постоянный коэффициент Л2 в блоке 7, а затем делением на
постоянный коэффициент 40 преобразуется в результирующую
характеристику (рис. 5.11, б).
После перемножения выходных величин обоих каналов на
блоке перемножения 10 типа ОП-ЗМ (см. рис. 5.10) формируется
характеристика, показанная на рис. 5.9. Поскольку множитель-
ный блок ОП-ЗМ осуществляет операцию перемножения по урав-
нению у = -^-ХхХ.2, то для восстановления результата исполь-
зуется усилитель 11 с коэффициентом усиления 50 (см. рис. 5.10).
213
a)
pad
0 0,2 0,4 0,6 r
г)
Рис. 5.12. Характер переходных процессов при
различных сочетаниях настроечных параметров ре-
гулятора положения:
а — режим автоколебаний в окрестности точки
позиционирования (&х = 0,005; Bt — 0,3; b2 =
= 0,05; Ь3 = 0,7; В2 = 5); б — наличие несколь-
ких перерегулирований (&х = 0,01; Вх = 0,15;
&2 — 0,08; Ь-3 = 0,5; В2 = 5); в — переходный про-
цесс с одним перерегулированием (&х = 0,01; Вх —
= 0,08; Ь2 = 0,05; &3 = 0,5; В2 = 5); г — апе-
риодический процесс позиционирования при ми-
нимальном времени переходного процесса (&х —
= 0,01; Bi = 0,03; b2 = 0,07; Ь3 0,6; В2 = 5)
Инерционность регулятора положения учитывается апериоди-
ческим звеном, выполненным на блоке «Операция интегрирова-
ния» 2 типа ОИ-1 (см. рис. 5.10) с подключением параллельно
интегрирующему конденсатору высокоточного резистора. Выход-
ной сигнал с модели регулятора положения подавался на вход
регулируемого электропривода.
Достоинством принятой блок-схемы набора задачи является
возможность быстрого изменения параметров Ь1( Ь.2, Ь3, Вг с целью
исследования их влияния на качество переходного процесса.
В качестве входного воздействия н3 использовали типичное
для позиционных ССПР единичное воздействие.
На осциллограммах (рис. 5.12) показаны четыре наиболее ха-
рактерных типа переходных процессов при определенных сочета-
ниях настроечных параметров.
Диапазоны изменения настроечных параметров, определенные
с помощью аналогового моделирования и заложенные в конкрет-
ную схемотехническую реализацию регулятора положения, позво-
лили обеспечить рациональную настройку ССПР при всем разно-
образии характеристик механических передач робота типа «Уни-
версал».
Комплексное исследование ПР для определения их быстродей-
ствия и погрешности позиционирования осуществляют в автома-
тическом режиме. Методику такого исследования поясним на
примере испытаний робота типа «Универсал-5.01». Манипулятор
робота «Универсал-5.01» обладает четырьмя степенями подвиж-
ности. В соответствии с этим вокруг манипулятора устанавли-
вают четыре стойки с укрепленными на них мишенями. На схвате
манипулятора жестко закрепляется игла. Программа автоматиче-
ского цикла предусматривает поочередный прокол иглой бумаж-
ных мишеней в контрольных точках таким образом, что по резуль-
214
5 3. Результаты испытаний на точность и быстродействие робота
«Универсал-5.01»
I[роверяемая характеристика Заданная величина по техниче- ским условиям фактическая величина
при ГОС1 при гос2
Погрешность позиционирования, мм Время выполнения одного рабочего движения на контрольных отрезках пу- ти, с: ±2 ±0,75 ±1,0
при повороте платформы на 3,13 рад, не более 6,6 5,1 —
при подъеме или опускании платфор- мы на 300 мм, не более 3,5 3,1 —
при повороте рукн на 3,14 рад, не более 4 3,8 —
при движении руки на 500 мм, не бо- лее 3 1,5 —
Примем а н и е. 7'(|С] и Тос9 — температуры окружающей среды: Гос1 — 20 °C;
7'ос2 (10:-10)'-’С.
тэтам многократного прокалывания каждой мишени можно су-
дить о погрешности позиционирования соответствующей коорди-
наты ПР. Быстродействие ПР оценивается по времени выполне-
ния одного рабочего движения на контрольных отрезках пути по
каждой координате. Результаты испытаний робота «Универ-
сал-5.01» приведены в табл. 5.3. По сравнению с требуемыми по
техническим условиям погрешность позиционирования умень-
шалась более чем вдвое, а время выполнения одного рабочего
движения на контрольных отрезках пути сократилось в среднем
на 20—30 %.
По аналогичной методике были проведены испытания модуль-
ного ПР типа РПМ. При экспериментальных испытаниях робота
типа «Универсал» было выявлено, что рациональная область зна-
чений настраиваемого параметра Крс находится в пределах от 1
до 3, а область значений параметра Кр|, — в пределах от 1 до 5.
При этом общий коэффициент усиления ССПР составляет величину
порядка 70—80 % граничного значения Кгр общего статического
коэффициента усиления.
5.2. СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ ПР
Требования к системам программного управления, ал-
горитмы управления. Объектом управления систем программного
управления промышленных роботов (СПУ ПР) является промыш-
ленный манипулятор, работающий в составе РТК. В связи с этим
к СПУ ПР предъявляется ряд специфических требований по сравне-
нию с широко распространенными системами программного управ-
215
ления металлорежущими станками (СПУ МС). В частности, для
СПУ МС характерно, что системы координат объекта управления
(станка) и объекта обслуживания (заготовки) имеют жесткую вза-
имную ориентацию, которая обеспечивается соответствующим
выбором и сопряжением баз.
Подготовка необходимых данных программы осуществляется
расчетным путем с помощью различных методов программирова-
ния. Система координат манипулятора первоначально не ориенти-
рована относительно объектов обслуживания, к которым отно-
сится различное технологическое оборудование, установленное
в зоне его работы.
СПУ ПР реализует алгоритмы измерения и запоминания поло-
жения указанных объектов в системе координат манипулятора.
Принято называть эту операцию «обучением» робота. Операция
обучения является характерным методом программирования ПР,
позволяющим оператору осуществить подготовку программы непо-
средственно на технологическом участке, проконтролировать ее
и внести коррекцию. Трудоемкость этой операции зависит от
уровня СПУ ПР. В адаптивных СПУ ПР этот процесс частично
или полностью автоматизирован. СПУ ПР содержит более раз-
витую информационную систему по сравнению с СПУ МС, которая
позволяет осуществлять двустороннее взаимодействие ПР с об-
служиваемым оборудованием.
Анализируя сигналы, поступающие с датчиков, установленных
на обслуживаемых объектах и манипуляторе, СПУ ПР имеет
возможность изменять алгоритмы функционирования и адапти-
роваться к изменениям обстановки путем поиска соответствующих
подпрограмм, их повторения, блокировки и т. д. Это одно из важ-
нейших качеств СПУ ПР, развитие которого приводит к созданию
адаптивных и высокоорганизованных роботов. Сигналы информа-
ционной системы используются в СПУ ПР также для организации
асинхронного режима работы манипулятора по отношению к об-
служиваемому оборудованию. Особые требования предъявляются
к следящим приводам подвижных органов манипулятора, который
рассматривается как объект управления, содержащий упругие
нелинейные звенья, учитывающие люфт механических соедине-
ний, переменную статическую и динамическую нагрузку, взаимо-
связь координат.
Конструкция манипулятора требует плавного ускорения и за-
медления подвижных органов, с ускорениями, не превышающими
допустимых. С технологической точки зрения не допускается
перерегулирование в точке позиционирования, выходящее за
пределы заданной точности. Для обеспечения указанных требо-
ваний в состав следящих приводов СПУ ПР включаются нели-
нейные корректирующие звенья, имеющие сложную характе-
ристику.
Для управления универсальными роботами типа «Универсал»
и РПМ используются позиционные СПУ (ПСПУ), к которым>
216
Кроме указаййых выше общих требований, предъявляется ряд
дополнительных. К классу позиционных систем программного
управления ПР относят устройства управления, которые реали-
зуют алгоритмы перемещения схвата робота от «точки к точке»
с автоматическим разгоном (торможением) подвижных органов
без контроля траектории движения и контурной скорости. Можно
считать, что позиционные системы являются развитием цикловых
систем в конструктивном отношении и по технологическим воз-
можностям. Существенным их отличием является возможность
программирования величины перемещения по координатам ма-
нипулятора, что обеспечивается наличием в позиционных систе-
мах датчиков положения координат или шагового привода.
В первом случае их классифицируют как замкнутые по положе-
нию, во втором — как разомкнутые. К числу характерных кон-
структивных задач, возникающих при разработке позиционных
систем управления ПР, относятся вопросы проектирования ус-
тройства ввода программы, устройств формирования характе-
ристики разгона (торможения), выбора датчиков положения.
Анализ работы РТК, как показано выше, позволяет сформу-
лировать основные требования к позиционной системе управле-
ния. Система должна обеспечивать: возможность подготовки опе-
ратором программы путем «обучения робота по первому техно-
логическому циклу; возможность программирования в кадре
положения подвижных органов манипулятора, скоростей пере-
мещения подвижных органов манипулятора, точности позицио-
нирования схвата, команд управления электроавтоматикой ма-
нипулятора и обслуживаемого оборудования с контролем испол-
нения последних, выдержки времени между отдельными техно-
логическими переходами; циклическую отработку программы
по кадрам в автоматическом режиме; регулирование характе-
ристики разгона-замедления по каждой координате; независимое
позиционирование каждого подвижного органа многокоординат-
ного манипулятора; логический выбор подпрограмм по сигналам
датчиков внешних устройств; логический выбор последовательно-
сти отработки информации, запрограммированной в кадре; блоки-
ровку приводов подвижных органов ПР в аварийных ситуациях,
связанных с отсутствием контрольных сигналов выполнения
команд, с неисправностями отдельных узлов системы управления
и выходом схвата из предельной зоны обслуживания.
Как правило, в позиционной системе управления предусма-
тривается три режима работы: режим обучения робота, ручной
режим и автоматический. В каждом режиме работы система реа-
лизует характерные алгоритмы управления.
В режиме обучения алгоритм управления описывается сле-
дующим образом: по индикатору номера кадра оператор с пульта
Управления устанавливает необходимый кадр программы (обычно
начиная с первого) для записи в него информации; с немощью
пульта обучения, связанного с приводами подвижных органов
217
манипулятора, оператор перемещает Схват в требуемую точку
пространства и ориентирует его относительно приспособления
или детали, если это необходимо; оператор производит запись
в указанный кадр информации о положении схвата в коорди-
натах манипулятора по команде с пульта обучения или пользуясь
пультом управления системы; запись технологических команд,
команд на манипулятор и вспомогательных команд, указанных
в кадре программы, производится оператором с пульта управ-
ления системы.
Все последующие кадры программы записываются анало-
гичным образом.
В ручном режиме работы управление манипуляторами осу-
ществляют от пульта управления системы и производят опера-
тивную коррекцию записанной программы.
При автоматическом режиме в алгоритм управления входят
следующие функции: позиционирование схвата манипулятора
с заданной точностью и последовательностью; выполнение команд
управления электроавтоматикой манипулятора (зажим-разжим
схвата, смена схвата и т. д.) и технологических команд в задан-
ном порядке по отношению к позиционированию; контроль вы-
полнения указанных команд по кадрам с блокировкой системы
или сменой программы; синхронизация технологических перехо-
дов в цикле по сигналам инфомационных датчиков и по времени;
индикация режимов работы робота и сигнализация аварийных
состояний.
Реализация указанных технических требований к позицион-
ным системам программного управления (ПСПУ) ПР и алгоритмов
управления предполагает достаточное разнообразие структурных
схем построения системы. Критерием их оценки, безусловно,
являются надежность, стоимость, сложность, габаритные размеры
системы и еще целый ряд эксплуатационных и технических пара-
метров. В целом структуру ПСПУ можно рассматривать как ко-
нечный автомат с микропрограммным управлением. Спецификой
ПСПУ ПР как цифрового автомата является то, что она часть
РТК, состоящего из манипулятора и обслуживаемого оборудова-
ния, с которыми она связана посредством датчиков положения
и информационных датчиков.
Структура СПУ ПР. Синтез оптимальной структуры ПСПУ ПР
формальными методами представляет собой предмет специального
исследования и в данной работе не рассматривается.
Однако, исходя из указанных выше технических требований
к системе, можно достаточно точно определить ее функциональ-
ный состав и связи. Структурная схема позиционной СПУ робота
показана на рис. 5.13. Входящие в состав системы устройства
имеют следующее назначение. Программоноситель выполняет
функцию долговременного хранения программы работы системы
без ее разрушения в процессе отключения питания. Программа
работы СПУ ПР обеспечивает замкнутый автоматический цикл
218
Рис. 5ЦЗ. Структурная схема позиционной СПУ ПР
работы манипулятора во взаимодействии с обслуживаемым обо-
рудованием и может содержать, кроме того, библиотеку под-
программ. Наличие библиотеки подпрограмм является харак-
терным свойством СПУ ПР и предусматривается для обеспечения
адаптации робота к изменению технологического процесса. Тех-
нологический процесс может быть изменен при операциях кон-
троля изделий с последующей разбраковкой, для обеспечения
оптимальной загрузки оборудования при асинхронном режиме
управления, для ликвидации простоев участка при неисправ-
ности отдельных единиц оборудования. Кроме того, для сокра-
щения времени обучения робота при выполнении другого техно-
логического процесса на данном роботизированном участке целе-
сообразно хранить соответствующую подпрограмму, подготовлен-
ную заранее. Программа записывается и считывается с програм-
моносителя параллельно по кадрам. Кадр программы содержит
всю необходимую информацию для выполнения определенного
технологического перехода, который может содержать процессы
перемещения схвата в определенную точку пространства, выпол-
нения команд на манипулятор и обслуживаемое оборудование,
выполнения вспомогательных команд.
В соответствии с этим устройство считывания обеспечивает
считывание определенного массива кадров с программоносителя
Для его последующей записи в запоминающее устройство, которое
219
выполняет функции оперативного хранения и корректировки
в процессе обучения ПР.
В автоматическом режиме работы системы осуществляется
отработка информации, записанной в запоминающем устройстве.
По окончании отработки последнего кадра устройство управления
формирует команду обращения к устройству ввода, и с программо-
носителя в запоминающее устройство записывается новый мас-
сив информации и так далее, пока не будет отработана вся про-
грамма. В режиме обучения в устройство записи программы по-
ступают информация с датчиков положения координат и команды
с пульта обучения и пульта управления системы. Сформирован-
ный таким образом кадр записывается в запоминающее устрой-
ство. Для согласования сигналов, поступающих с датчиков поло-
жения на вход запоминающего устройства, используют цифро-
аналоговые ” ЦАП и аналого-цифровые АЦП преобразователи
в зависимости от конструкции датчиков. Корректировка запи-
санного кадра может быть произведена путем изменения положе-
ния схвата с помощью пульта обучения и преднабором команд на
пульте управления. Для этого выход пульта обучения, который
выполняется в виде выносного устройства, посредством гибких
кабелей связан непосредственно с устройством привода коорди-
нат. Перемещение схвата осуществляется последовательно и
независимо по каждой координате с заданной скоростью, которая
плавно регулируется оператором. Положение схвата контроли-
руется оператором визуально. В этом режиме устройство привода
замкнуто 'только по скорости.
Возможно построение системы, при котором в режиме обуче-
ния устройство привода замкнуто и по положению. При этом
исключается возможность смещения схвата робота под действием
нагрузки из точки позиционирования, однако значительно услож-
няется конструкция пульта обучения, так как возникает необ-
ходимость задания с пульта обучения координат схвата. В боль-
шинстве систем "управления в настоящее время предпочитают
использовать различную’ блокировку 'приводов координат ПР
при их размыкании по положению.
В запоминающее устройство ЗУ последовательно записываются
кадры программы, сформированные в режиме обучения, до мо-
мента его заполнения. Полученный массив программы с выхода
запоминающего устройства поступает на программоноситель по
сигналу оператора. Если программа превышает емкость запоми-
нающего устройства, то оно используется многократно до мо-
мента заполнения программоносителя.
В автоматическом режиме производится перемещение необ-
ходимого массива информации с программоносителя в запоми-
нающее устройство. Считывание и отработка информации, запи-
санной в последнем, производится по кадрам. Структура кадра,
принятая в большинстве СПУ ПР, — позиционная, т. е. распо-
ложение_информации в кадре постоянно и не зависит от содержания
220
Номер кадра Информация о положении схвата Команды на манипулятор Технологиче- ские команды Вспомогатель- ные команды
рис. 5.Н. Структура кадра позиционной СПУ ПР
перехода. При такой структуре достигается экономия аппарат-
ных средств системы за счет упрощения устройств записи и счи-
тывания, а требуемая емкость запоминающего устройства увели-
чивается незначительно, так как количество информации в пере-
ходах почти не изменяется.
i Основную часть кадра занимает информация о положении
координат. При абсолютной системе отсчета, которая преимуще-
ственно применяется в СПУ ПР, положение координат задается
многоразрядным числом (11—15 двоичных разрядов), а число
координат достигает 6—8. Если учесть, что при такой системе
задания координат требуется непрерывное наличие уставки на
входе следящей системы приводов, то очевидно, что каждый пере-
ход должен содержать информацию о положении всех координат.
Емкость остальной информации, записанной в кадре, незначи-
тельна по сравнению с указанной выше. Эту информацию со-
ставляют команды на манипулятор, обслуживаемое оборудование
и вспомогательные команды. Структура кадра показана на
рис. 5.14.
Поскольку структура кадра позиционная, распределение ин-
формации в соответствии с ее функциональным назначением на
выходе считывающего устройства не представляет трудностей.
Уставки координат поступают через преобразователь на входы
устройств сравнения. Преобразователи используют для согла-
сования с сигналами, поступающими с датчиков положения на
вторые входы устройств сравнения. При поступлении однородных
сигналов, аналоговых или кодовых, необходимость в преобразо-
вателях исчезает.
Существуют СПУ ПР как с аналоговыми устройствами сравне-
ния, так и с цифровыми. Выбор соответствующей функциональ-
ной схемы зависит от конструктивных особенностей датчиков
положения и запоминающего устройства. На выходах соответ-
ствующих устройств сравнения образуется разность текущего
и заданного положений координаты. Величина выходного сигнала
пропорциональна, таким образом, расстоянию данной коорди-
наты до точки позиционирования. Чтобы обеспечить необходимую
фазовую траекторию позиционирования, исключающую пере-
регулирование в точке позиционирования и динамические пере-
гРузки манипулятора, выходной сигнал устройств сравнения
поступает на вход соответствующих приводов через устройства
формирования характеристики.
221
Устройство привода, показанное на рис. 5.13, представляет
собой регулируемый электропривод, замкнутый по скорости
Схема управления перемещением координаты, включающая ус(
тройства сравнения, формирования характеристики, привода
датчики положения и преобразователи, классифицируется как
замкнутая по положению (см. рис. 5.13). В автоматическом ре.
жиме сигнал обратной связи по положению поступает с соответ-
ствующих датчиков. Возможно построение разомкнутой схемы,
т. е. не содержащей датчиков положения координат. В этом слу-
чае устройство сравнения исключается, а устройство привода
выполняется шаговым. Такая структура не получила широкого
распространения в СПУ ПР из-за трудностей, возникающих
в процессе обучения, когда приходится корректировать отдель-
ные точки позиционирования схвата, не нарушая его положения
в других. Относительная система отсчета, применяемая в разомк-
нутой схеме, не позволяет выполнить это требование, так как
каждое последующее положение схвата задается относительно
предыдущего. Информация о командах на манипулятор, командах
на обслуживаемое оборудование и вспомогательных командах
поступает на вход соответствующих формирователей.
Отработка этой информации и информации о положении коорди-
нат осуществляется последовательно в соответствии с техниче-
скими требованиями к СПУ ПР, за исключением информации
о вспомогательных командах, которые поступают на вход соответ-
ствующих узлов системы в момент считывания кадра из ЗУ.
Очередность отработки может быть определена специальной коман-
дой или установлена жестко. Такое построение системы позволяет
более компактно формировать кадр программы и значительно
уменьшить их число в программе, что имеет существенное значе-
ние для конструкции ЗУ (см. ниже). Кроме того, достигается воз-
можность контроля выполнения каждого элемента перехода:
позиционирования, команд управления электроавтоматикой ма-
нипулятора и обслуживаемого оборудования. На приведенной
схеме показаны жесткая последовательность отработки информа-
ции в кадре — позиционирование схвата, выполнение команд
управления электроавтоматикой манипулятора и выполнение
команд управления электроавтоматикой обслуживаемого обору-
дования.
Выполнение процесса позиционирования контролируется ком-
паратором, включенным на выходе устройства сравнения. Сигнал
на выходе компаратора образуется при совпадении заданного
и текущего положений каждой координаты и поступает на вход
формирователя команд управления манипулятором. Формиро-
ватель команд осуществляет выбор команды, направление ее дей-
ствия и уровень для согласования с устройствами электроавто-
матики. Исполнение команды контролируется специальным ус-
тройством контроля, на входы которого поступает уставка за-
данной команды и результат ее выполнения с датчиков, уста-
222
цовленных на манипуляторе. Аналогичным образом построена
схема для выполнения и контроля команд, поступающих на об-
служиваемое оборудование.
Таким образом, отработка каждого последующего элемента
перехода производится только после выполнения предыдущего.
Этим достигается высокая надежность функционирования системы
и возможность синхронизации ее работы с технологическим
циклом обслуживаемого оборудования. Предусмотрена возмож-
ность синхронизации циклов работы системы и обслуживаемого
оборудования путем программирования длительности цикла от-
работки кадра системой. Для этого в соответствующий формиро-
ватель поступает информация для формирования интервала вре-
мени, необходимого для задержки ввода очередного кадра после
выполнения установленного. Отсчет времени начинается по сиг-
налу выполнения последнего элемента перехода. В случае отсут-
ствия информации в кадре о командах управления манипулято-
ром или обслуживаемым оборудованием на выходе соответству-
ющего формирователя образуется сигнал для выполнения сле-
дующего элемента перехода. Информация о положении координат
должна быть задана в каждом кадре, независимо от наличия
или отсутствия перемещения подвижных органов в переходе.
Вспомогательные команды СПУ ПР весьма разнообразны.
Однако, исходя из заданных технических требований к системе,
можно выделить основные команды: управления скоростью схвата,
задания точности позиционирования, условного и безусловного
выбора подпрограмм, выбора последовательности отработки ин-
формации в кадре, коррекции кадра.
Программирование вспомогательных команд в кадре осуще-
ствляется оператором с пульта управления в режиме обучения.
В автоматическом режиме формирователь вспомогательных команд
по заданной информации производит выбор соответствующей
команды, направления цепи, по которой она должна поступить,
и согласует уровни сигналов по каналам связи.
Команды управления скоростью перемещения схвата посту-
пают на вход устройства формирования характеристики пози-
ционирования, которое осуществляет соответствующие измене-
ния установившейся скорости и режима замедления. Диапазон
программирования установившейся скорости выбирают исходя
из технологических требований к ПР.
Команды задания точности позиционирования поступают на
вход компаратора и изменяют уставку его чувствительности.
При этом сигнал об окончании процесса позиционирования по-
ступает, когда координаты манипулятора находятся в зоне не-
чувствительности компаратора. Эта зона может быть значительно
Шире зоны нечувствительности привода, поэтому отработка нового
кадра начинается до момента окончания процесса позиционирова-
ния схвата в предыдущем кадре. Использование этих команд
в кадре уменьшает время его отработки и может быть рекомен-
223
довано для переходов, не связанных с точной установкой и'ориед.
тированием схвата манипулятора.
Команды условного и безусловного выбора подпрограмм про-
граммируются оператором с пульта управления системы в про-
цессе обучения, если после отработки данного кадра необходимо
сменить подпрограмму в запоминающем устройстве. По команде
безусловного выбора производится смена подпрограммы без
анализа состояния информационных датчиков, установленных
на технологическом участке. При этом сигнал с формирователя
вспомогательных команд, содержащий номер подпрограммы, по-
ступает на вход устройства управления, которое формирует
сигнал для управления устройством ввода для поиска нужной
подпрограммы на программоносителе и записи ее в запоминающее
устройство. Предусматривается несколько модификаций данной
команды, по которым возможен переход к любому кадру под-
программы, записанной в ЗУ или считанной с программоносителя,
и автоматический обратный переход к кадру, следующему за
кадром, в котором записана команда перехода.
По команде условного перехода производятся аналогичные
операции, но с учетом состояния определенных информационных
датчиков. При этом в кадре программируется номер условия,
при выполнении которого происходит переход к заданной под-
программе или кадру. Номер условия соответствует определен-
ному состоянию датчиков, контролирующих технологический
цикл, сигналы с которых через устройство формирования посту-
пают на вход устройства управления и сравниваются с сигналами
формирователя вспомогательных команд.
Наличие указанных команд в СПУ ПР является ее специфи-
ческой особенностью. По мере развития системы информационных
датчиков возрастает уровень адаптации робота к изменениям
технологической обстановки. В частности, использование видео-
и тензодатчиков в системе позволяет проектировать «очувствлен-
ные» роботы второго поколения. При этом устройство форми-
рования команд информационных датчиков представляет собой
специализированную систему обработки сигналов датчиков и
входит в состав СПУ ПР. Устройство управления осуществляет
синхронизацию работы всех функциональных элементов системы
в автоматическом режиме и в режиме обучения. Построение ус-
тройства управления во многом зависит от принятого способа
обработки информации о перемещениях координат: параллель-
ном или последовательном.
При параллельном способе установка положения и текущее
значение каждой координаты поступают непрерывно во времени
на соответствующие устройства сравнения. Последовательный
способ предполагает последовательное по времени вычисление
разности заданного и текущего положений каждой координаты.
Для этого в состав устройства управления включают коммутаторы
сигналов датчиков положения, установок и сигналов управления
224
приводами, вычислитель и запоминающие регистры. Каждый
й3 указанных способов нашел применение в существующих кон-
струкциях СПУ ПР и имеет свои преимущества. Последователь-
ный способ требует меньшего объема аппаратных средств, в част-
ности преобразователей, необходимых для согласования сигналов
датчиков положения, ЗУ и привода, но затрудняет возможность
агрегатного построения системы по числу координат. При парал-
лельном способе устройства сравнения и преобразователи входят
в состав схемы управления каждой координаты, что обеспечивает
параллельное во времени управление приводами и агрегатное
построение системы.
На вход устройства управления поступают команды с пульта
управления о выборе режима работы системы и устройства ввода
программы, сигналы информационных датчиков и вспомогатель-
ные команды. На выходе устройства формируются сигналы
управления запоминающим устройством и устройством ввода
программы. Устройство ввода программы обеспечивает управле-
ние программоносителями в режиме обучения и в автоматическом
режиме.
В режиме обучения оператор с пульта управления может
производить поиск требуемой зоны программоносителя и кадра
для записи или считывания информации. Правильность считывае-
мой информации контролируют и производят блокировку ввод-
ного устройства в случае ошибки или сбоя по сигналу с выхода
устройства считывания. В автоматическом режиме устройство
ввода обеспечивает автоматический поиск подпрограммы или
кадра, записанных на программоносителе по сигналам из устрой-
ства управления. Конструктивная реализация отдельных функ-
циональных узлов весьма разнообразна, но отвечает определен-
ным принципам построения.
Устройство ввода информации. Устройство ввода программы
является одним из основных функциональных блоков системы
и оказывает существенное влияние на такие параметры системы,
как простота и гибкость процесса обучения, максимальное число
позиций схвата в пространстве, наличие библиотеки программ,
максимальное число переходов в цикле, число управляемых ко-
ординат.
В состав устройства ввода программы входит программоно-
ситель и оперативное запоминающее устройство ОЗУ с устрой-
ствами записи и считывания. Разработка устройства ввода на-
правлена на создание конструкции, обладающей ассоциативными
и оперативными свойствами, на базе существующих разработок
в области вычислительной техники и программного управления
станками. Ассоциативные качества устройства ввода используются
для построения библиотеки программ и энергозащищенного
хранения информации, а оперативные — для синтеза программы
в режиме обучения и ее последующей обработки в автоматическом
режиме с большой цикличностью.
8 Шифрин Я. А. и др. 225
• В существующих конструкциях СПУ ПР в качестве программо-
носителя используются штекерные панели, барабаны и магнит,
ные ленты, в качестве запоминающего устройства — потенцио-
метры, интегральные микросхемы, магнитное ОЗУ на феррито-
вых кольцах.
К числу основных технических параметров при проектирова-
нии устройства ввода программ для СПУ ПР относятся емкость
накопителя, время записи и выборки информации, время хране-
ния информации без разрушения в статическом и динамиче-
ском режимах, максимальное число циклов перезаписи, потреб-
ляемая мощность, надежность хранения, записи и считывания ин-
формации, срок службы.
Необходимую длину программоносителя рассчитывают как
произведение длины подпрограммы в кадрах, составленной для
типового технологического участка, оснащенного роботом, на
число подпрограмм, входящих в библиотеку. В запоминающее
устройство записывается одна подпрограмма. Необходимая емкость
запоминающего устройства может быть различна в зависимости
от принятого способа записи информации в ОЗУ. При одноадрес-
ном способе номер кадра является адресом для доступа к ячейке
ОЗУ, в которую записываются исходные данные о положении
всех координат манипулятора и команды. В этом случае необ-
ходимая емкость ОЗУ равна произведению длины кадра в байтах
на число кадров в подпрограмме.
При двухадресном способе записи информации в запомина-
ющее устройство исходная информация о положении координат
манипулятора размещается в ячейках, доступ к которым произ-
водят по номеру точки положения схвата в пространстве, входя-
щему в состав кадра. Длина кадра значительно сокращается,
а из программы исключается исходная информация о повторя-
ющихся положениях схвата в пространстве.
В запоминающем устройстве размещаются два массива: ис-
ходных данных и команд. Емкость массива исходных данных
равна произведению объема информации, необходимой для за-
писи одной точки положения схвата, на число его положений
в пространстве. Емкость массива команд равна произведению ем-
кости кадра на число кадров в подпрограмме.
В целом емкость запоминающего устройства сокращается по
сравнению с первым способом записи, так как число различных
положений схвата в подпрограмме невелико по сравнению с объ-
емом информации, необходимым для записи его определенного
положения. Последнее зависит от числа управляемых координат
и точности их задания.
Объем информации, необходимый для задания определенного
положения схвата в пространстве при позиционной системе счи-
тывания и записи положений координат, V = kn, где k — число
управляемых координат; п — число разрядов двоичного кода,
необходимое для задания каждой координаты.
226 .
Соотношение между числом переходов в подпрограмме и чис-
лом различных положений схвата в пространстве определяется
статистически путем анализа циклограмм его работы на техноло-
гических'участках. Установлено, что число повторяющихся по-
ложений схвата в пространстве в большинстве случаев примене-
ния ПР с позиционной СПУ не превышает трех. Таким образом,
можно принять, что число различных положений схвата в про-
странстве составляет' в среднем одну треть от числа переходов
в подпрограмме. При значительных колебаниях этой величины
на отдельных технологических операциях запоминающее устрой-
ство будет использоваться нерационально, что является недостат-
ком двухадресного способа. Кроме того, увеличивается объем
адресной части ЗУ и затрудняется процесс обучения, так как
оператору необходимо вводить в кадр дополнительную информа-
цию. С целью дальнейшей минимизации ЗУ можно применить
многоадресный способ записи исходных данных, при котором
положение по каждой координате записывается в отдельные
ячейки ЗУ. Доступ к ячейкам производится по номеру соответ-
ствующей координаты, который записывается в кадр при обучении.
Манипулятор, как известно, имеет многокоординатную струк-
туру. Однако число переходов в подпрограмме, в которых произ-
водится позиционирование по всем координатам, невелико, так как
позиционная СПУ ПР не контролирует траектории движения
схвата при одновременном его движении по многим координатам.
Наличие препятствий в зоне обслуживания заставляет оператора
разделить сложное движение схвата на отдельные переходы,
где позиционирование осуществляется по одной или двум коорди-
натам. Информация по остальным координатам в этих переходах
не изменяется, и можно в кадре задать их предыдущее положение.
Необходимый объем ЗУ для записи исходных данных по каждой
координате вычисляется как произведение объема информации,
требуемой для записи определенного положения по координате,
на число этих положений в подпрограмме. Такая структура по-
строения устройства ввода программы значительно усложняет
процесс подготовки программы как для технолога, так и для
оператора, и может привести к нерациональному использованию
ЗУ, особенно в унифицированной системе управления для различ-
ных моделей роботов, так как нагрузка по отдельным координатам
в подпрограмме в основном зависит от кинематической структуры
манипулятора. Например, в декартовой структуре координат
нагрузка на ориентирующие степени подвижности минимальная
по сравнению со сферической системой и т. д.
Для управления универсальными ПР чаще всего используется
одноадресный способ записи информации в ЗУ, что связано с их
многоцелевым назначением, которое исключает возможность опти-
мального выбора соотношений между числом переходов, числом
точек позиционирования схвата и нагрузкой отдельных коорди-
нат. Длина кадра, как было уже указано, определяется в основ-
8* 227
ном объемом информации, необходимым для записи точки по-
зиционирования схвата.
В цифровой СПУ информация о положении каждой коорди-
наты манипулятора выражается числом в двоичном коде. Число
разрядов достигает 15, число координат — 8.
В аналоговой СПУ положение по каждой координате задается
номером запоминающего потенциометра и положением его движка.
Номер кодируется в двоично-десятичном коде. Число точек по-
зиционирования составляет 12—16 по каждой координате, число
координат — 4—6. В целях экономии длины кадра в некоторых
аналоговых СПУ ПР, например «Versatran 500Р» (Великобрита-
ния), ПУР-2М, положение схвата программируется отдельно
по каждой из двух групп координат — транспортирующей и
ориентирующей. Возможное число точек позиционирования в каж-
дой группе различно и определяется числом запоминающих по-
тенциометров. Предполагается, что транспортирующие степени
загружены в 2 раза больше ориентирующих. В кадре кодируются
номера групп потенциометров, соответствующих указанным груп-
пам координат. В каждую группу входит до трех управляемых
координат. При таком способе кодирования положения схвата
объем соответствующей информации в кадре может быть сокра-
щен более чем в 2 раза, однако нерационально используются
запоминающие потенциометры, так как транспортирование и
ориентирование во многих случаях осуществляются по одной-
двум координатам.
Число необходимых команд, поступающих на манипулятор,
в большинстве СПУ ПР не превышает 10. Среди них — команды
на управление схватом или двумя схватами, команды на пере-
мещение подвижных органов, положение которых задается же-
стко с помощью упоров, команды на управление вспомогательным
оборудованием, установленным в схвате (сварочные клещи,
вакуумные присоски, электромагниты и т. д.). Эти команды кон-
структивно выделены в отдельную группу и имеют свои каналы
связи с манипулятором.
В кадре программируется номер команды в двоично-десятич-
ном коде. Для задания технологических команд программируют
номер команды и номер направления. Число направлений при-
нимается равным числу обслуживаемых объектов и, как пра-
вило, не превышает четырех. Число команд в одном направлении
не превышает 15. Каждое направление выделено конструктивно.
Технологические команды кодируются в двоично-десятичном коде.
Под вспомогательные команды отводят в кадре не более байта.
Вопрос о выборе длины кадра и числе кадров в подпрограмме
приобретает существенное значение в СПУ ПР, использующих
в качестве программоносителя штекерные панели и барабаны.
Аналоговые системы требуют значительно меньшего объема про-
граммоносителя по сравнению с цифровыми, как показано выше,
что позволяет использовать штекерные программоносители.
228
рис. 5.15. Функциональная схема устрой-
ства ввода программы системы ПУР-2М
В цифровых СПУ используют
магнитную ленту или перепро-
граммируемое постоянное запо-
минающее устройство ППЗУ.
При использовании ште-
керных программоносителей
особое значение приобретает
время ввода очередного кадра
в автоматическом режиме и
время записи программы в ре-
жиме обучения, при исполь-
зовании кассетного накопителя
на магнитной ленте КНМЛ —
время поиска и смены подпрограмм, при использовании
ППЗУ — время хранения информации без разрушения, число
циклов перезаписи и емкость. Для исключения потерь произво-
дительности ПР время ввода кадра должно быть значительно
меньше времени отработки перехода. С этой целью для штекер-
ных программоносителей часто используют преселективпую уста-
новку очередного кадра, т. е. во время отработки предыдущего,
который запоминается на регистре, подключенном к выходу про-
граммоносителя. Считывание кадра — импульсное, длительность
импульса определяет время ввода кадра и составляет, например
в СПУ ПУР-2М, — 20 м-с.
Запись программы посредством набора штекеров — операция
трудоемкая и относится к числу недостатков подобных СПУ.
Надежность штекерных программоносителей во многом зависит
от способа считывания. Контактный способ, при котором ште-
кер замыкает электромеханический контакт, применялся в ран-
них конструкциях позиционных систем и распространен в совре-
менных цикловых системах, имеющих наборное поле, где его
применение оправдано небольшим объемом программы и низкой
стоимостью. Среди бесконтактных способов имеются примеры
применения фотоэлектрического считывания, в частности в си-
стеме ПУР-2М.
Хотя фотоэлектрический способ считывания обладает доста-
точной надежностью, его внедрение ограничивается некоторыми
конструктивными трудностями: необходимостью параллельно счи-
тывать кадр большой длины и значительным объемом аппаратных
средств для усиления и преобразования сигнала с фоточувстви-
тельных элементов. Примером конструктивного решения яв-
ляется устройство ввода системы ПУР-2М, функциональная
схема которого показана на рис. 5.15 [А. с. № 732819 (СССР)].
Для создания мощного светового потока используется им-
пульсная стробоскопическая лампа с отражателем, который
229
5)
Рис. 5.16. Функциональная схема накопителя системы управления ПУР-2М:
а — транспортирующие координаты; б — ориентирующие координаты
рассеивает световой поток на всю длину кадра. Импульс свето-
вого потока через отверстия в барабане поступает на входы фото-
приемников, число которых равно числу отверстий в строке.
Длительность светового потока выбрана равной 100 мкс. По
сигналу с устройства управления, который формируется после
окончания перехода, производится сброс информации в запоми-
нающем регистре. Запись новой информации осуществляется
в момент поджига импульсной лампы, который происходит с за-
держкой на время сброса регистра. Одновременно поступает
команда на установку следующего кадра программы, по которой
осуществляется поворот барабана на одну строку. Привод бара-
бана выполнен старт-стопным и обеспечивает плавное изменение
скорости и ускорения в процессе разгона и торможения.
Устройство управления приводом замкнуто по положению,
чтобы обеспечить отключение привода после перемещения бара-
бана на строку. За счет инерционности привода, нагруженного
на барабан, запись в регистр установленного кадра программы
происходит до момента смещения барабана. Таким образом,
установка следующего кадра производится во время отработки
предыдущего, а отсутствие информации на входе системы во время
смены информации в запоминающем регистре практически не
влияет на ее производительность. Функциональная схема нако-
пителя системы управления ПУР-2М показана на рис. 5.16.
Накопитель содержит два массива потенциометров: транспор-
тирующих и ориентирующих координат. Массив транспортиру-
ющих координат содержит 48 потенциометров, объединенных
230
в 16 групп, каждая из которых состоит из трех потенциометров,
соответственно числу транспортирующих координат. Массив
ориентирующих координат содержит 24 потенциометра, объеди-
ненных в группы аналогичным образом. Коммутация групп осу-
ществляется раздельно контактами реле по цепям питания и вы-
ходным цепям, соединенным с движками потенциометров. Поло-
жение движков устанавливается в процессе «обучения» опера-
тором. В автоматическом режиме происходит последовательное
включение групп потенциометров в обоих массивах. Возможно
задать 16 положений схвата по транспортным координатам и
восемь положений по ориентирующим координатам.
Измерительное устройство СПУ. Точность позиционирования
в основном зависит от разрешающей способности выбранных
датчиков положения, измерительных цепей системы управления
и чувствительности привода, которые образуют замкнутую аста-
тическую систему регулирования.
Требования к датчикам положения могут быть сформули-
рованы исходя из технологических параметров ПР: точности,
быстродействия, диапазона перемещения подвижных органов.
Точностные характеристики некоторых конструкций ПР при-
ведены в табл. 5.4. В табл. 5.4. приведена максимальная относи-
тельная точность позиционирования, т. к. диапазоны перемещения
по каждой координате различны. Абсолютная точность позицио-
нирования схвата определяется как результирующая погреш-
ность позиционирования по всем независимым координатам.
К числу основных характеристик датчика положения отно-
сятся разрешающая способность, диапазон преобразования по
входу, скорость преобразования, габаритные размеры, надежность,
условия эксплуатации.
В ПР используют, как правило, датчики абсолютного отсчета,
так как обслуживаемое оборудование ориентируется в процессе
обучения по отношению к системе координат робота, которая
должна быть неподвижной, что значительно облегчает процесс
корректировки программы при изменении технологической об-
5.4. Точность характеристики некоторых конструкций
Модель робота с позиционной системой Точность позиционирования
абсолютная, мм максимальная относительная, %
«Versatran-500» (Великобритания) ±2 0,04
«Unimate» (США) ±1,27 0,01 1
«Универсал-50> (СССР) ’ ±5 0,09
«Универсал-5» (СССР) ‘ -ЛЪ +1 0,02 .мп.
«Универсал-15.01» (СССР) ±2 0,03 1
ПР-35 (СССР) ,|а;! ,.ь .. ±1,25 0,01
IRB-10 (Швеция) . fW ±0,5 0 005
231
становки. Разрешающую способность Датчика при проектирова-
нии системы выбирают исходя из требований необходимой точ-
ности по координате, имеющей максимальный диапазон пере-
мещения, скорость преобразования — из требований ко времени
выполнения движения по координате, имеющей минимальный
диапазон перемещения. При этом предполагается, что скорости
перемещения по всем координатам манипулятора приблизительно
одинаковы.
Диапазон преобразования по входу согласуется с перемеще-
ниями исполнительных механизмов манипулятора. Различают
однооборотные и многооборотные датчики. Применение в ПР
многооборотных датчиков более предпочтительно, так как тре-
буется меньшая редукция для согласования их с приводами ис-
полнительных органов, а установка датчиков непосредственно на
конечных звеньях исполнительных органов представляет кон-
структивные трудности.
С целью унификации измерительных каналов системы при-
меняют одинаковые датчики на всех координатах, однако их
разрешающая способность или диапазон преобразования раз-
личны в зависимости от величины перемещения по координате.
Для обеспечения одинаковой точности позиционирования по ко-
ординате уменьшают разрешающую способность датчика или
диапазон его преобразования.
Предпочтительней с точки зрения уменьшения требуемой
редукции на валу датчика изменять его разрешающую способ-
ность, сохраняя диапазон преобразования. Возможны и другие
кинематические способы установки датчиков на манипуляторе,
при которых скорости перемещения и точности позиционирования
по координатам различны. Это определяется специальными тех-
нологическими требованиями. В большинстве универсальных
роботов с позиционной СПУ, таких как «Универсал», «Unimate»,
«Versatran», измерительная система обеспечивает приблизительно
одинаковые точности и скорости по отдельным координатам, что
соответствует их технологическому назначению.
Входной величиной датчиков является угол поворота вала.
Форма представления выходной величины весьма разнообразна:
уровень напряжения, цифровой код, фазовый сдвиг и т. д. Ско-
рость преобразования входной величины в выходную ограни-
чивается допустимой скоростью вращения входного вала с учетом
его механической прочности, износа и ограничений электрической
схемы. Конструктивно датчики положения манипуляторов должны
иметь минимальные габаритные размеры и массы, так как они
устанавливаются на подвижных органах. Надежность их работы
должна быть не ниже надежности системы управления в целом,
которая по требованиям ГОСТ составляет минимум 320 ч нара-
ботки на отказ при доверительной вероятности 0,8. В отечествен-
ной робототехнике используются датчики общетехнического на-
значения, среди некоторых зарубежных конструкций — специа-
232
лизированные. Основные ти- .
nbi используемых датчиков
и их технические характе-
ристики приведены в табл. 5.5.
Измерительный вход си-
стемы управления должен
быть согласован с выходным.-,
сигналом датчика. Напри-
мер, при использовании ана-
логового датчика и цифровом
входе системы требуется ус-
тановка в измерительную
цепь преобразователя, к ко-
торому предъявляются спе- ч<
циальные технические тре-
бования.
В частности, его разре-
шающая способность должна
быть не ниже разрешающей
способности датчика, а бы-
стродействие выбирают та-
ким, чтобы динамическая
ошибка измерительной си-
стемы не превышала цены
одной дискреты для устра- х
нения возможного ее пере- «г
регулирования в окрестности g
точки позиционирования. с
Реализация этих требований “
представляет конструктив- х
ные трудности, поэтому целе- g
сообразно использовать дат- *
чики положения, идентичные *
по параметрам выходного 5
сигнала с измерительным §.
входом системы управления. £
В свою очередь, измери- о.
тельный вход системы управ- *
ления должен быть согласо- |
ван с выходом ОЗУ, кото- у
рое, как было указано выше, *
может иметь аналоговую или S
цифровую структуру. „
В позиционной системе g
управления роботом типа S
«Универсал» использованы g
в качестве датчиков положе-
ния потенциометры ППМЛ,
Рис. 5.17. Функциональная схема устрой
ства сравнения системы ПУР-2М:
Д1, П1 — соответственно потенциометр
датчика и накопителя; УФ ~ устройств
формирования характеристики разгона°
замедления; МКА —микроамперметр
которые применены также в кон-
струкции накопителя (см. рис
5.16).
Устройство сравнения задан-
ного и текущего положения ко-
.ординаты выполнено по схеме измерительного моста, одним пле-
чом которого является потенциометр П1 накопителя, а другим —
потенциометр датчика Д1 (рис. 5.17). Сигнал рассогласования
снимается с диагонали моста, нагрузкой которого является уси-
литель привода.
Обозначим: 7?д — сопротивление потенциометра датчика; —
сопротивление потенциометра накопителя; d — уставка движка;
RBX — входное сопротивление усилителя привода. Пусть /?д =
= /?п, т. е. используются одинаковые потенциометры.
Крутизна характеристики моста — переменная величина, ко-
торая зависит от уставки движка:
___________________________________1___________
----5L_\ + 1 ’
O^max \ amax /
- где g = R^R^; amax — максимальная уставка.
Вместо 15.30) запишем '
.__ CZmax Д
4 ~~ ип Да ’ ' !‘т
где At/ — приращение напряжения; t/H — напряжение питания
моста; Аа — приращение уставки.
Минимальная крутизна возникает при уставке
j 7mln 0,5g + 1 ' (5.ol)
Другими словами, из выражения (5.31) следует, что при ра-
венстве входного сопротивления усилителя сопротивлению по-
тенциометра разрешающая способность измерительного канала
в 1,5 раза меньше разрешающей способности датчика положения.
При обучении балансировка моста контролируется оператором
по микроамперметру МКА, который переключается на режим
грубого и точного отсчета путем закорачивания дополнительного
сопротивления, включаемого последовательно в измерительную
цепь. Внутреннее сопротивление прибора должно быть достаточно
большим по сравнению с сопротивлением плеча моста, чтобы обес-
234
’лечить необходимую разрешающую способность измерительной
цепи для записи положения координаты при обучении ПР. При-
меняемые для этих целей микроамперметры М2003 обеспечивают
точность записи точки 0,02 %, т. е. в пределах требуемой точности
позиционирования роботов типа «Универсал».
Достоинством конструкции измерительного устройства яв-
ляется простота схемных решений и отсутствие преобразователей.
Его' быстродействие ограничивается допустимой скоростью вра-
щения входного вала датчика. К недостаткам относится низкая
долговечность датчика (106 оборотов) и небольшой объем накопи-
теля, ограниченный конструктивно.
Оптимальное согласование измерительного входа цифровой
системы достигается при использовании кодовых датчиков поло-
жения, которые применяют в ряде современных зарубежных кон-,
струкций и в отдельных модификациях отечественных роботов
«Универсал» и РПМ-25, управляемых от системы УПМ-772.
Кодовые датчики положения преобразуют угловое перемещение
вала в цифровой параллельный код.
Основными элементами конструкции датчиков являются ко-
довые диски, диафрагма, редуктор, осветитель, фотосчитывающая
система. Вариант конструкции кодового многооборотного датчика
положений ДПК-1, который используется для оснащения модифи- ,
каций промышленного робота РПМ-25, показан на рис. 5.18, а,
а его кинематическая схема па рис. 5.18, б. Датчик содержит
диски точного и грубого отсчетов, на которые нанесены коди-
рующие маски в циклическом коде Грея. Диск точного отсчета
7,-160
а)
Входной
\ вал
7,-12
Диск точного
отсчета
Диафрагма
-Диск
грубого
отсчета
4
7^192
Рис. 5,18. Конструкция
(б) датчика ДПК-1
(а) и кинематическая
схема
б)
имеет восемь кодовых дорожек, диск грубого отсчета — семь
кодовых дорожек. Оси дисков связаны через редуктор друг с дру.
гом и с входным валом датчика таким образом, что передаточное
число между дисками равно 128.
При такой редукции полный диапазон преобразования по углу
поворота входного вала составляет 16 оборотов, а по выходу —
15 разрядов в коде Грея. При этом диск точного отсчета делает
128 оборотов, а диск грубого отсчета поворачивается на один
оборот. В кодовых многооборотных датчиках число оборотов
диска точного отсчета за полный диапазон преобразования должно
быть равно 2 ГР, где пгр — число разрядных дорожек диска гру-
бого отсчета. Если при этом разрядные дорожки диска грубого
отсчета располагаются равномерно по окружности диска, то угол
его поворота за полный диапазон преобразования составляет
6,28 рад.
В зависимости от требуемого диапазона преобразования по
углу поворота входного вала число разрядных дорожек на дисках
грубого и точного отсчетов может быть различным. Однако с целью
увеличения точности преобразования число разрядных дорожек
на диске точного отсчета делается максимальным, и он устанав-
ливается на входной вал датчика. Тогда абсолютная точность
преобразования угла поворота равна точности изготовления
маски диска точного отсчета, диапазон преобразования угла—
2 гР оборотов, а число разрядов выходного кода равно суммар-
ному числу разрядных дорожек обоих дисков.
Кодовые диски представляют собой точные оптические шкалы,
изображение которых проектируется в проходящем свете через
диафрагму на фотоприемную матрицу. Каждая разрядная до-
рожка считывается отдельно и непрерывно во времени. При про-
хождении прозрачных кодовых участков через окно диафрагмы
считывается логическая «1», при прохождении темных — логи-
ческий «О». Сигналы с выходов считывателя усиливаются и фор-
мируются в дискретную форму. На выходе усилителя образуется
параллельный цифровой код. В качестве осветителя в приведен-
ной конструкции используются светодиоды АЛ107Б.
Считывателем является светочувствительная матрица на фото-
диодах ФД27К. При проектировании многооборотных кодовых
датчиков возникает конструктивная задача согласования отсчетов
грубого и точного каналов. Коммутация кодовых участков любой
разрядной дорожки диска грубого отсчета должна совершаться
в пределах угла поворота диска точного отсчета, при котором
его младшая разрядная дорожка перемещается на величину, не
превышающую половины кодового участка. Указанный угол
определяется в виде
! У . 2л
I г 2 т -- I - О
236
i
где nT — число разрядных дорожек в коде Грея, нанесенных
на диск точного отсчета.
Приведенный к валу диска грубого отсчета этот угол составит
Аа
гр —
2л
2"т1
где i — редукция между дисками.
Если за весь диапазон преобразования диск грубого отсчета
делает один оборот, то необходимая редукция между дисками
равна 2ttr₽.
В приведенной конструкции датчика Аат = 0,0488 рад (2,8°);
АагР = 0,000349 рад (0,02°).
Угловая ширина щели диафрагмы Аад, необходимая для пра-
вильного считывания кода с разрядных дорожек диска точного
отсчета, должна составлять не более половины углового деления
кодового участка его младшей разрядной дорожки, т. е. -”т ,
а с диска грубого отсчета — не более А”гр , если не учитывать
погрешности расположения диафрагм и разрядных дорожек.
Линейная ширина щели диафрагмы I зависит от радиуса, на
котором расположена считываемая разрядная дорожка:
I = 7?Аад,
где R — радиус разрядной дорожки.
В приведенной конструкции для считывания разрядной до-
рожки, расположенной на минимальном радиусе R = 30 мм,
необходима ширина диафрагмы I = 1,5 мм для диска точного
отсчета и I = 0,02 мм для диска грубого отсчета.
Анализируя полученные данные, можно сделать вывод о том,
что согласование отсчетов путем изготовления редуктора с не-
обходимой точностью связано со значительными конструктивными
трудностями, а применение узких щелей диафрагмы требует вы-
сокочувствительных фотоприемников. Для согласования отсчетов
в конструкциях многооборотных кодовых датчиков положения
используют специальные методы, которые позволяют значительно
уменьшить требования к точности
редуктора и ширине щели диаф-
рагмы. В приведенной выше кон-
струкции датчика используется
способ согласования отсчетов с по-
мощью одновитковых спиралей,
нанесенных на диск точного от-
счета (рис. 5.19).
Число спиралей 4 равно числу
кодовых дорожек на диске грубого
Рис. 5.19. Схема согласования отсчетов в дат-
чике ДПК-1
237
отсчета 1, шаг спирали равен величине перемещения соответ-
ствующей разрядной дорожки 2 диска грубого отсчета 1 за один
оборот диска точного отсчета 5. Считывание кода с разрядных
дорожек диска грубого отсчета 1 происходит через диафрагму з
и прозрачную спираль 4, располагающуюся нормально к их
окружности. Согласование кодов точного и грубого отсчетов обес-
печивается посредством определенного расположения замка спи-
рали относительно младшей разрядной дорожки 6 диска точного
отсчета (рис. 5.19).
Коммутация разрядов кода грубого отсчета осуществляется
при прохождении замка спирали через соответствующую диа-
фрагму в пределах угла поворота диска точного отсчета. При этом
замок спирали перемещается на величину, равную ширине ди-
афрагмы. Коммутация разрядов кода точного отсчета осуще-
ствляется при прохождении границы кодового участка разрядной
дорожки через окно диафрагмы в пределах угла поворота диска
точного отсчета. При этом граница кодового участка перемещается
на величину, равную ширине диафрагмы.
Если обозначить угловую погрешность расположения окон
диафрагмы по отношению к младшей разрядной дорожке диска
точного отсчета через бд, угловую погрешность расположения
границ кодовых участков диска грубого отсчета через бугр,
диска точного отсчета — через бут, а угловую погрешность рас-
положения замка спиралей б3, то условие согласования отсчетов
грубого и точного каналов определяется выражением
Аат < + -у- -К бд бугр бУТ -ф- б.„
где б.г, бгр — ширина диафрагмы (в угловых единицах) соответ-
ственно точного и грубого дисков.
В этом выражении погрешности бд, бут, 63 определяются
технологическими возможностями изготовления кодовых масок,
бт зависит от выбранной ширины диафрагмы и диаметров окруж-
ностей разрядных дорожек. Ширину диафрагмы стремятся сде-
лать минимальной, исходя из разрешающей способности фото-
приемников, и одинаковой для всех разрядных дорожек. Тогда
бт рассчитывается для разрядной дорожки наименьшего диаметра.
В приведенной конструкции ширина окон диафрагмы диска гру-
бого отсчета может быть сделана равной ширине окон диафрагмы
диска точного отсчета, что является ее преимуществом.
Длина диафрагмы диска точного отсчета ат приблизительно
равна ширине разрядной дорожки, а длина диафрагмы диска гру-
бого отсчета а,,Р определяется выражением агр = у с, где b —
длина кодового участка младшей разрядной дорожки диска гру-
бого отсчета; с — ширина спирали. При таком выборе длины
диафрагмы за один оборот диска точного отсчета не нарушается
непрерывность считывания информации с диска грубого отсчета.
238
рис. 5.20. Структурная схема из-
мерительной системы с кодовым
входом
Погрешность 6угр зависит
от точности изготовления
разрядных дорожек диска
грубого отсчета и точно-
сти согласующего редук-
тора.
На рис. 5.19 показано
положение границы кодо-
вого участка разрядной
дорожки в момент комму-
тации разряда. В опти-
мальном случае граница
участка должна находиться в середине окна диафрагмы.
Однако правильность считывания кода не нарушается,
. 1 / ь \
если она сместится на величину ± —Hj—с) от середины.
Ширина спирали может быть выбрана равной длине диафрагмы
разрядных дорожек диска точного отсчета, чтобы обеспечить оди-
наковый световой поток, попадающий на светочувствительные
элементы грубого и точного отсчетов. Таким образом, допустимая
погрешность согласующего редуктора может быть значительно
увеличена вследствие использования описанного выше метода
согласования отсчетов. К недостаткам конструкции относится
необходимость увеличения размеров диска точного отсчета для
нанесения спиралей и площади окна фотоприемников в грубом
канале отсчета. Среди других известных способов согласования
отсчетов в кодовых многооборотных датчиках используется спо-
соб коррекции кода в канале грубого отсчета.
Путем логической обработки сигналов, поступающих с дисков,
считывание разрядов канала грубого отсчета сдвигается на V4
пены старшего разряда канала точного отсчета, приведенного
к валу диска грубого отсчета. При этом устраняется неоднознач-
ность считывания, несмотря на использование одинаковых по
ширине диафрагм грубого и точного каналов, так как исключается
коммутация старших разрядов на границе их кодовых участков.
Допустимая погрешность поворота выходного вала редуктора
не должна превышать угла, соответствующего перемещению
старшей разрядной дорожки диска точного отсчета наполовину
длины ее кодового участка.
Применение указанных методов согласования отсчетов позво-
ляет проектировать многооборотные датчики с разрешающей
способностью 215 дискрет на диапазон преобразования и выше,
что вполне удовлетворяет требованиям, предъявляемым ПСПУ ПР.
Структурная схема измерительной системы с кодовым входом
показана на рис. 5.20. Ввод информации в систему управления
239
с каждого датчика положения, установленного на подвижных
органах манипулятора, осуществляется последовательно по сигна-
лам запроса из системы. Это позволяет сократить число каналов
связи системы с манипулятором, что становится существенным
если учесть, что количество параллельно считываемых разрядов
с каждого датчика достигает 15.
Измерительный вход системы соединен общей шиной с выхо-
дами датчиков через ключи, управляемые от кольцевого комму-
татора. На вход коммутатора поступают импульсы с тактовой
частотой от задающего генератора системы. Осуществляется
последовательное возбуждение выходных шин коммутатора, ко-
торые управляют ключами, и кодовая информация с соответству-
ющего датчика поступает через общую шину на приемный ре-
гистр системы. Время подключения каждого датчика к общей
шине ограничено таким образом, чтобы изменение кода за время
считывания не превышало одной дискреты при максимальной
скорости перемещения по координате. Период обращения к каж-
дому датчику зависит от допускаемой динамической ошибки
привода и выбирается около 1 мс.
Подобным образом организована связь с датчиками положе-
ния в модификациях роботов «Универсал» и РПМ-25, управляе-
мых от цифровой системы УПМ-772.
Скорость преобразования кодовых датчиков ограничивается
частотными возможностями светочувствительных приемников.
В конструкции датчика ДП-1 скорость преобразования не пре-
вышает 5 кГц.
Устройство формирования характеристики позиционирования.
К числу основных узлов СПУ ПР относится устройство формиро-
вания характеристики позиционирования.
При перемещении подвижных органов манипулятора возни-
кают значительные инерционные нагрузки на его механическую
часть, особенно в окрестности точки позиционирования. Если не
предусматривать специальных мер для обеспечения плавного
разгона-торможения подвижных органов в процессе позициони-
рования, то возможна поломка манипулятора. Большинство по-
зиционных СПУ ПР содержит специальное устройство, которое
автоматически формирует характеристику разгона-торможения
по каждой координате с учетом действующих на нее нагрузок.
К указанному устройству предъявляют следующие требования:
обеспечение разгона и замедления координаты с ускорением, не
превышающим максимально допустимое и за минимальное время;
обеспечение отсутствия перерегулирования системы в точке
позиционирования; возможность регулировки характеристики
замедления по каждой координате.
Как показано на рис. 5.13, устройство формирования подклю-
чается к выходу устройства сравнения и входит в цепь следящего
контура системы по положению. В некоторых конструкциях
систем (см. ниже) устройство формирования охвачено обратной
240
пает разность сигналов заданного и текущего положения коорди-
наты, а в некоторых случаях и сигнал мгновенной скорости пере-
мещения. В зависимости от структуры системы управления эти
сигналы могут быть цифровыми или аналоговыми. В первом слу-
чае устройство формирования выполнено в виде функционального
цифроаналогового преобразователя, во втором — в виде усили-
теля с нелинейной характеристикой.
Выбор характеристики формирователя и параметров регули-
рования производится на основании экспериментальных исследо-
ваний динамики позиционирования манипулятора. Характери-
стика формирователя системы ПУР-2М, предназначенной для
управления роботами типа «Универсал», задана в виде кусочно-
линейной функции (рис. 5.21, а). На вход формирователя посту-
пает сигнал
ИвХ = (f/дф - ^).
где — сигнал рассогласования заданного и текущего значе-
ний координаты; Uv — сигнал, пропорциональный скорости пере-
мещения.
Приведенная характеристика имеет следующие участки: /—2 —
зона нечувствительности; 3—4 — участок «ползучей» скорости
^выа min’ —5 — участок замедления; 5—6 — участок установив-
шейся скорости Пвых тах.
Регулируемыми параметрами являются: UВХ1 — величина -g-
зоны нечувствительности; Нвь,х mIn — величина «ползучей» ско-
рости; UttX3 — участок замедления.
Максимальная скорость Пвых тгх программируется в процессе
обучения робота; величина участка «ползучей» скорости Пвх2,
зависящая от времени затухания переходного процесса, возни-
кающего в точке 4, выбрана постоянной для всех координат.
Регулировкой величины зоны нечувствительности достигается
устойчивость системы регулирования по положению координаты
при различных статических и динамических нагрузках. Поскольку
указанная система является астатической по положению, то ве-
241
личина зоны нечувствительности определяет ее точность. Макси-
мальное значение величины зоны нечувствительности не должно
превышать цены дискреты датчика положения по данной коорди-
нате, приведенной ко входу формирователя.
Величина «ползучей» скорости выбирается из условия отсут-
ствия перерегулирования системы более чем на одну дискрету и
регулируется в пределах 5—25 % от максимальной скорости.
Величина ускорения при подходе к точке позиционирования
зависит от крутизны участка замедления, которая регулируется
путем изменения положения точки 5 характеристики. Для каж-
дой координаты манипулятора выбирается такая крутизна, при
которой динамические нагрузки, возникающие при замедлении,
не превышают допустимых. В системе управления ПУР-2М
диапазон регулировки участка замедления С/вхз составляет
1 —10 % от диапазона преобразования датчика положения, при-
веденного ко входу формирователя.
По своему назначению устройство формирования характе-
ристики разгона (торможения) представляет собой специализиро-
ванное устройство коррекции, включенное последовательно в цепь
следящей системы управления координатой. Исследования подоб-
ных систем показывают, что их введение в ПСПУ позволяет суще-
ственно улучшить качество позиционирования с точки зрения
быстродействия и устойчивости по сравнению с устройствами ли-
нейной коррекции.
Формирователь системы ПУР-2М имеет двухканальную струк-
туру, показанную на рис. 5.21, б [А. с. № 706821 (СССР)].
Сигнал рассогласования заданного и текущего значений ко-
ординаты U&9 сравнивается с сигналом, пропорциональным
скорости перемещения Uv, и результат сравнения Пвх поступает
параллельно на входы релейного элемента РЭ, имеющего зону
нечувствительности Uвх1, и выпрямительного моста В с отсечкой,
равной Uвх2. На выходе релейного элемента образуется сиг-
нал sign L/BX, а на выходе моста — сигнал | UBX |, который усили-
вается в К. раз и суммируется с сигналом HBblxmin. Результи-
рующий сигнал К (| С/вх | + С/Вых min) умножается на величину
сигнала sign U„x и поступает на выход формирователя. При изме-
нении входного сигнала Un:i от 0 до ивхЯ форма выходного
сигнала соответствует характеристике, показанной на рис.
5.21, а.
Цепь, в которую включен релейный элемент, выполняет функ-
ции знакового канала и определяет точность системы; параллель-
ная цепь выполняет функцию амплитудного канала, определяю-
щего качество процесса позиционирования.
Выбранная структура формирователя обеспечивает движение
системы регулирования на участке 5—4 с заданным замедле-
нием и движение с ползучей скоростью на участке 3—4.
Исследование устойчивости системы в точке позиционирова-
ния можно провести методом гармонической линеаризации нели-
242
рис. 5.22. Функциональная схема формирователя системы ПУР-2М :
нейных систем, рассматривая формирователь как нелинейный
элемент со ступенчатой характеристикой (см. рис. 5.21, а).
В результате расчета выделяется область в пространстве регу-
лируемых параметров, указанных выше, в которой система обла-
дает устойчивостью и перерегулирование не превышает одну
дискрету. Путем изменения коэффициента усиления в цепи об-
ратной связи по скорости область устойчивого равновесия системы
трансформируется для получения оптимального сочетания регу-
лируемых параметров с точки зрения быстродействия позициони-
рования системы по каждой координате. Функциональная схема
двухканального формирователя системы ПУР-2М показана на
рис. 5.22. Сравнение сигналов и UD происходит в устрой-
стве сравнения УС1, на выходе которого включен фильтрующий
элемент ФЭ, уменьшающий уровень наводок на измерительном
входе формирователя. Усиление сигналов в знаковом и амплитуд-
ном каналах осуществляется М-ДМ-усилителями, содержащими
соответственно модуляторы Ml и М2 и импульсные усили-
тели У1 и У2.
На входе амплитудного канала включен делитель Д1. Регу-
лировка положения точки начала замедления (71)ХЗ производится
путем изменения коэффициента передачи делителя. Регулировка
чувствительности знакового канала осуществляется изменением
коэффициента усиления усилителя У1.
Сигнал с выхода усилителя У1 поступает на фазочувствитель-
ный выпрямитель ФЧВ, второй вход которого подключен к вы-
ходу генератора импульсов ГИ. В зависимости от знака сиг-
нала с У1 включается один из ключей КВ К.2, подключая выход
амплитудного канала к прямому или инверсному входу тиристор-
ного преобразователя ТП.
На входе усилителя У2 включен выпрямитель В, имеющий
нерегулируемую величину отсечки 1/вх2. w
I
243
Рис. 5.23. Характеристика формировате
ля системы АПС-1
Для формирования угла
поджига тиристоров в зависи-
мости от величины сигнала рас-
согласования между заданным
и текущим положениями коор-
динаты на входы устройства
сравнения УС2 подаются зна-
копостоянный уровень сигнала
с выпрямителя В и пилообразные импульсы с генератора
линейного напряжения ГЛН. Частота пилообразных сигналов
синхронизирована с частотой сети, а фаза совпадает с фазой
положительной полуволны синусоиды сетевого напряжения. В мо-
мент совпадения уровней указанных сигналов на выход устройства
сравнения УС2 поступает импульс, который в зависимости от со-
стояния ключей Л7 и К2 производит поджиг прямой или инверсной
группы тиристоров в тиристорном преобразователе ТП. Минималь-
ное выходное напряжение t/Bblx mln регулируется путем изменения
наклона пилообразного сигнала генератора ГЛН.
В инверсный канал тиристорного преобразователя включена
зедержка т длительностью 10 мс для обеспечения фазирования
поджигающего импульса с отрицательной полуволной синусоиды
сетевого напряжения. Выбор максимальной скорости перемеще-
ния Uвых „их осуществляют путем изменения динамического диа-
пазона усилителя У2. Приведенная схема обеспечивает заданную
точность системы, необходимый диапазон регулирования и тре-
буемую нелинейную характеристику позиционирования.
Возможны и другие способы построения устройства формиро-
вания характеристики позиционирования.
В аналоговой системе АПС-1, выполненной как модификация
системы ПУР-2М, указанное устройство реализует характери-
стику, показанную на рис. 5.23. Особенностью этого устройства
по отношению к вышеописанному является то, что оно не охвачено
обратной связью по скорости. Система АПС-1 предназначена для
работы с приводом ЭПТ, который представляет собой регулируе-
мый тиристорный привод постоянного тока, замкнутый по ско-
рости. Характеристика содержит три участка: замедления, пол-
зучей скорости, окрестность точки позиционирования. Характе-
ристика участка замедления описывается параболической функ-
цией, аргументом которой является расстояние до точки пози-
ционирования. Участок В характеристики формирователя, с ко-
торой начинается процесс замедления, регулируется в широких
пределах, в зависимости от характера нагрузки по каждой ко-
ординате. Параболический характер функции замедления обеспе-
чивает движение координаты на этом участке с постоянным уско-
рением, что является наиболее оптимальным. *
244
На участке ползучей скорости движение координаты осуще-
ствляется с постоянной скоростью, величина которой не регули-
руется. Длина участка регулируется, чтобы иметь возможность
погасить упругие колебания механической системы, вызванные
изменением ускорения в точке излома, расположенной в конце
участка замедления. Указанная регулировка обеспечивается за
счет изменения крутизны участка в окрестности точки позицио-
нирования, который описывается линейной функцией.
Как показано на рис. 5.23, tg а = К. может изменяться в пре-
делах от 1 до 5. Наклон характеристики этого участка выбирается
в зависимости от динамической нагрузки соответствующей коорди-
наты для обеспечения ее устойчивости и отсутствия перерегулиро-
вания в точке позиционирования. Устройство формирования ха-
рактеристики в системе АПС-1 обеспечивает большее быстродей-
ствие процесса позиционирования по сравнению с системой
ПУР-2М. Функциональная схема устройства приведена на
рис. 5.24.
Входной сигнал поступает с диагонали измерительного моста.
Схема имеет двухканальную структуру в соответствии с приве-
денной выше характеристикой. Один из каналов предназначен для
формирования параболического участка характеристики, дру-
гой — для формирования линейного участка. Усиление сигнала,
поступающего на вход устройства, производится по схеме усили-
теля постоянного тока с МДМ.
Модуляция входного сигнала осуществляется модулято-
рами Ml, М2, причем на входе модулятора Ml подключен де-
литель Д1 для регулирования параметра В характеристики.
Частота модуляции составляет 2,5 кГц, модулирующие импульсы
поступают с выхода генератора ГИ. Модулированный сигнал
усиливается операционными усилителями У1 и У2, собранными
на интегральных микросхемах ИМС К1УТ401Б. Усилитель У2
имеет регулировку коэффициента усиления для выбора пара-
метра Д характеристики.
Рис. 5*24. Функциональная схема формирователя системы АПС-1
245
На выходе усилителя У1 подключен функциональный преобра-
зователь ФП, выполненный на ИМС К1УТ401Б, охваченный
нелинейной обратной связью для формирования параболической
зависимости выходного сигнала от входного. Функциональный
преобразователь ФП и усилитель У1 имеют регулировку коэф-
фициента усиления для формирования параболической харак-
теристики с заданными параметрами.
Устройства ДМ1 и ДМ2 осуществляют демодуляцию сигна-
лов на выходе соответственно первого и второго каналов, которые
затем суммируются в устройстве СМ. На выходе СМ образуется
суммарный сигнал (см. рис. 5.23), который усиливается и посту-
пает на выход устройства.
Одновременно с формированием характеристики разгона-за-
медления в устройстве формируется сигнал окончания позицио-
нирования по координате. Для этого на выходе модулятора М2
последовательно включены усилитель УЗ, выпрямитель ВП,
фильтр Ф и одновибратор ОВ. При отсутствии входного сигнала,
т. е. при условии установки координаты в точку позиционирова-
ния, одновибратор ОВ переходит в устойчивое состояние, и раз-
решающий уровень поступает на выход схемы. Коэффициент уси-
ления УЗ регулируется. Два его значения в пределах диапазона
регулирования могут задаваться от программы. Одно из значе-
ний соответствует команде «точного» позиционирования, второе —
команде «грубого» позиционирования.
Точное позиционирование может осуществляться с максималь-
ной разрешающей способностью +10 мВ по входу устройства,
грубое — с минимальной разрешающей способностью +250 мВ
по входу.
Аналоговые СПУ ПР, описание, характеристики. Для управ-
ления роботами типа «Универсал» и РПМ-25, снабженными по-
тенциометрическими датчиками положения, используются ана-
логовые системы программного управления ПУР-2М и АПС-1,
основные узлы которых описаны выше. В отечественной робото-
технике эти системы не имеют аналогов, за рубежом ближайшим
их аналогом является СПУ ПР «Versatran-500P» (Великобрита-
ния) [51 1. Однако по сравнению с последней, системы ПУР-2М
и АПС-1 имеют ряд существенных различий в конструкции ввод-
ного устройства, накопителя, устройства формирования харак-
теристики разгона-замедления, привода. Конструктивно система
выполнена в виде напольного шкафа с выносным пультом обу-
чения, который связан с манипулятором посредством гибких
кабелей.
Программирование осуществляется по кадрам. В состав кадра
входят информация о перемещениях схвата по транспортирующим
и ориентирующим координатам, команды на схват манипулятора,
технологические команды, вспомогательные команды. Структура
кадра показана на рис. 5.25. Программа набирается оператором
на штекерном барабане в соответствии с технологической картой
246
Инфор- мация Номер положения схвата Команды на манипу- лятор Номер технологи- ческой команды Номер команды задерж- ки цикла Кон- троль освети- теля
по тран- спорт- ным коорди- натам по ориен- тиру- ющим коорди- натам За- жим Раз- жим
Разряды 1 ... 5 6 ... 9 10 11 12 ... 16 17 ... 19 20
Код Двоично- десятичный Унитарный Двоично- десятичный Унитар- ный Унитар- ный
Рис. 5.25. Структура кадра системы ПУР-2М :
переходов, в которой указаны номер и наименование перехода,
номер позиции схвата команды на манипулятор и номера тех-
нологических и вспомогательных команд. В состав каждого
перехода может входить вся перечисленная информация или
часть ее, не содержащая указанных команд. Запись положения
схвата в каждом переходе обязательна, включая случаи, когда
схват остается в прежней позиции. Номер перехода соответствует
номеру кадра программы. Информация, записанная в кадре,
отрабатывается в следующей последовательности: позициониро-
вание схвата по всем координатам с контролем положения схвата
в заданной позиции, отработка команд на манипулятор, отработка
технологических команд с контролем исполнения.
Запись исходных данных программы, т. е. положение схвата
по каждой координате производится путем «обучения» системы.
Набор программы и запись исходных данных осуществляется
оператором в «ручном» режиме работы системы, контроль про-
граммы осуществляется по кадрам в автоматическом режиме.
Функциональная схема системы показана на рис. 5.26. Вводное
устройство представляет собой штекерный барабан, на котором
набирается программа рабочего цикла в двоично-десятичном
коде.
Считывание программы осуществляется с помощью лампы
ИСК-Ю, которая формирует импульс светового потока при сраба-
тывании У42 в автоматическом режиме или при замыкании К2
(Кн1) в ручном режиме. Незакрытые штырем фотодиоды в момент
подачи светового потока формируют импульсы тока, которые за-
поминаются в блоке усилителей фотосчитывания УФ1—УФ20.
Для сброса предыдущей информации перед импульсом свето-
вого потока на блок фотосчитывания подается импульс «уста-
новка 0». . . ...V! ,:.Л . ; .1 ,, ... ...
247
г-1—1 Ш
\Пр2\ \
вводное устройство
задатчика руки № задатчика кисти Команда зажим Команда разжим Технологичес- кие ломаном Задержка цикла Контроль осветителя
| Леш / | | Леш 2 |
УФ1...УФ5^фё...УФз\
У26
ВклЛ Зажим | Разжим
Н Л
|y/...y#| \nn..m |
\УФ№
Кл /
425
P25
P2B
КУ!
уфи | [да
^Кл 2
Вкл. |
cm
Обслуживаемое
оборудование
\Рут 1 .
I ♦ Зажим_
ПГ\ \ ПО (Разжим
I I I I Ltr-
к/. ш| [ш..т\ 7-Ь
1—I—1 L । 1 м
j УМ...1Й1Ё
Синхр. Ручн । -----
SO Гц j 1
--------------^|Г/7Л .77# |
I
-\пП1...ППВ\^ДИ,.Л1в\ЗрП„ тг5
Цис. 5.26. Функциональная схема системы ПУР-2М
Сигналы с усилителей фотосчитывания УФ1—УФ5 — задат-
чиков руки, УФ6—УФ9 — задатчиков кисти поступают на де-
шифраторы соответственно Деш1 и Деш2, на выходы которых
включены усилители У1—У16 и У17—У24. Усилители У1—У16
и У17—У24 включают реле Р1—Р16 и Р17—Р24. Реле Р1—Р16
и Р17—Р24 коммутируют задатчики R1—R48 по руке и R49—
R72 по кисти.
Сигналы задатчиков К1—Кб сравниваются с сигналами соот-
ветствующих датчиков ПП1—ПП6 в схеме измерительного моста,
диагональ которого подключена к входу соответствующего уси-
лителя привода УП1—УП6.
Каждый усилитель привода работает на свой тиристорный
преобразователь ТП1—ТП6. Тиристорный преобразователь упра-
вляет работой двигателя Дв1—Двб. На тиристорный преобразова-
тель импульсы управления поступают как с усилителя привода
в автоматическом режиме, так и с пульта обучения ПО в руч-
ном режиме.
С помощью преобразователя Пр4 импульсы управления можно
сдвинуть по фазе относительно питающего напряжения.
Переключатель галетный ПГ служит для поочередного подклю-
чения к измерительной диагонали моста микроамперметра МДА,
точность измерения которого зависит от положения кнопки ДнЗ.
При нажатии КнЗ режим измерений точный.
По показателям измерительного прибора можно определить
величину входного сигнала, , . ,
248
' Момент окончания позиционирования по всем координатам
;В автоматическом режиме контролируется нуль-органом НО1 —
НО6. При отсутствии импульсов на тиристорных преобразова-
телях на выходе нуль-органов появляется разрешающий уро-
вень. При наличии разрешающего уровня с нуль-органов НО1
НО6 ключи Кл1 и Кл2 снимают запрет на прохождение сигналов
усилителей фотосчитывания УФК)—УФ11 зажима и разжима,
которые управляют работой усилителей У25—У26.
Усилитель У25 работает на реле Р25, которое ставится на
самоблокировку (при срабатывании усилителя У26 (Р26) бло-
кировка снимается). Сигналы с реле Р25 управляют работой
электромагнита схвата ЭМ. Реле Р25, Р26 можно включить в руч-
ном режиме от пульта ручного обучения.
Крайнее положение захвата можно контролировать контроль-
ным устройством УУ1. При появлении разрешающего уровня
с УУ1 и т1 схема совпадения СП1 выдает разрешающий уровень
на ключ КлЗ и элемент задержки т2.
Ключ КлЗ запрещает прохождение сигналов с усилителей
фотосчитывания УФ12—УФ16 — усилителей технологических
команд. При появлении разрешающего уровня на КлЗ сигналы
с усилителей фотосчитывания УФ12—УФК поступают на дешиф-
ратор ДешЗ, с выхода дешифратора на усилители реле У27—У38,
которые коммутируют реле Р27—Р38.
С контактов реле (нормально разомкнутых) на обслуживаемое
оборудование выдаются команды в соответствии с набранным
кодом. При наличии команды (нормально замкнутые контакты
реле) от обслуживаемого оборудования с выхода контрольного
устройства КУ2 на схему совпадения СП2 поступает разреша-
ющий уровень. После срабатывания т2 и КУ2 с выхода СП2
будет идти разрешающий уровень на элемент выдержки вре-
мени ЭВ В.
Величина выдержки времени ЭВВ зависит от набранной про-
граммы УФ17—УФК, которую можно регулировать при обу-
чении.
Усилитель фотосчитывания УФ20 срабатывает при отсутствии
светового потока и переключает с автоматического режима на
ручной реле Р43. Для перевода штекерного барабана исполь-
зуется двигатель Дв7, который управляется через преобразова-
тель Пр5. Преобразователь Пр5 обеспечивает стартстопный (на
один шаг) и непрерывный режим вращения барабана вводного
устройства. Устройство КУЗ отключает двигатель Дв7 в конце
каждого шага и осуществляет синхронизацию СИ.
При работе в ручном режиме имеется возможность подать
технологические команды с пульта, установив переключатель
ПКИ в положение соответствующей команды и нажав кнопку Кн4.
В ручном режиме барабан вводного устройства можно установить
на необходимую строку с помощью кнопок Кн2 (ускоренный
перевод) и Кн1 (стартстопный перевод), для чего последняя
249
подключена ко входу преобразователя Пр5 через дифференци-
рующую цепочку ДЦ1.
Взаимодействие оператора с системой управления осуществ-
ляется в определенном порядке. Установив «ручной» режим ра-
боты системы, оператор набирает программу по кадрам на ште-
керном барабане. При этом для установки требуемого кадра он
пользуется кнопками «ускоренного» и «стартстопного» перевода
барабана. Предусмотрен также его реверс. Обучение системы
оператор начинает с первого кадра программы. С помощью пульта
обучения ПО оператор помещает схват робота в требуемую по-
зицию. На пульте управления системы включаются лампочки,
соответствующие группам задатчиков транспортных и ориентиру-
ющих координат, записанных в первом кадре. Оператор осуще-
ствляет запись позиции схвата раздельно по каждой координате
путем балансирования измерительного моста, образованного со-
ответствующим датчиком и задатчиком, вращая ось задатчика,
выведенную на панель управления системы.
Контроль баланса осуществляется по показаниям микро-
амперметра МДА, переключение координат — посредством пере-
ключателя ПГ. Если необходимо, оператор может зажать и раз-
жать схват, пользуясь пультом обучения, или подать необходимую
технологическую команду с пульта системы, установив ее номер
на переключателе ПКН и нажав кнопку К,н4. Подобным образом
оператор производит обучение системы для остальных позиций
схвата. Контроль программы осуществляется оператором по
кадрам, начиная с кадра, соответствующего исходной позиции
схвата. Оператор устанавливает стартстопный режим работы
вводного устройства, перемещает схват в исходную позицию и
включает автоматический режим. Происходит позиционирование
схвата по координатам, имеющим разбаланс в измерительной
цепи. После окончания позиционирования, при наличии раз-
решающего сигнала с нуль-органов Н01—Н06 последовательно
выполняются команды управления схватом и технологические
команды.
Оператор переводит систему в ручной режим и визуально
контролирует положение схвата и правильность выполнения
команд. В случае необходимости производят коррекцию положе-
ния схвата путем повторного обучения. Аналогичным образом
контролируют остальные кадры программы.
Автоматический цикл работы обеспечивается при переводе
системы в автоматический режим и выключении стартстопного
режима перевода барабана.
Система ПУР-2М, как показала практика эксплуатации, удов-
летворяет требованиям, предъявляемым к роботам типа «Уни-
версал» и РПМ-25. Однако при автоматизации более сложных
РТК возникают дополнительные требования, связанные с увели-
чением предельного числа точек позиционирования, числа тех-
нологических команд, увеличением точности, быстродействия,
250
числа вспомогательных команд и команд на манипулятор. При-
менение перспективного электрического привода в указанных
конструкциях роботов потребовало увеличения мощности испол-
нительных электродвигателей.
При построении РТК, управляемых от ЭВМ, возникает необ-
ходимость в сопряжении системы управления роботом с ЭВМ
участка. В соответствии с этими требованиями на базе системы
ПУР-2М разработана модифицированная система АПС-1, пред-
назначенная для управления более широким классом роботов
типа «Универсал» и РПМ-25, включая ПР с электрическим при-
водом, имеющие в своем составе тиристорный регулируемый
электропривод ЭПТ и датчики положения ППМЛ. Техническая
характеристика системы АПС-1 приведена в табл. 1.1.
В этой системе программирование точек позиционирования,
команд на манипулятор и технологических команд осуществляется
в двоичном коде, программирование вспомогательных команд —
в унитарном коде. Диапазон выбора выдержки времени состав-
ляет 0—25 с (плавное регулирование), диапазон выбора точности
позиционирования — 20 и 200 мВ (фиксированное значение).
Последовательность отработки информации, программируемой
в кадре, включает позиционирование по координатам, команды на
манипулятор, технологические команды, выдержку времени с обе-
спечением контроля выполнения отдельных переходов.
Тип накопителя — потенциометрический, одноадресный, ше-
стикоординатный с индикацией номера потенциометра по каждой
координате. Емкость накопителя: по координате 1, 2, 3 — че-
тырнадцать потенциометров, по координате 4, 5, 6 — семь по-
тенциометров. Предусмотрен режим обучения и автоматический
режим АПС-1 при автономном управлении и от ЭВМ М-6000.
При автономном управлении в режиме обучения обеспечива-
ются: подача команды на управление тормозных муфт, подача
технологических команд с пульта системы, подключение измери-
тельного прибора к датчику положения, управление электроприво-
дом от пульта обучения, подача команд на манипулятор от пульта
обучения, блокировка следящего режима координат по положе-
нию, контроль установки движков задатчиков с точностью +5 мВ
при отключенной цепи нагрузки, стартстопный и ускоренный
перевод барабана с пульта системы, блокировка электропривода,
аварийная подача команды на блокировку выходных цепей элек-
тропривода от пульта «обучения».
Пульт «обучения» соединяется с системой посредством кабеля
длиной до 6 м и обеспечивает плавную регулировку скорости пере-
мещения по всем координатам. Включение координат — раздель-
ное с помощью трехпозиционных переключателей. Диапазон
регулирования скорости 0—0,25.
При автономном управлении в автоматическом режиме обес-
печиваются блокировки подачи технологических команд с пульта
системы и управления от пульта обучения, а также индикация
251
автоматического режима. В режимах обучения и автоматическом
предусмотрено включение-выключение гидростанции от кнопок
расположенных на пульте системы.
При управлении от ЭВМ М-6000 в режиме обучения обеспечи-
ваются обучение системы, запись программы в накопитель ЭВМ
с пульта оператора М-6000, покадровый ввод программы в буфер-
ный регистр системы с пульта оператора М-6000, контроль пра-
вильности ввода кадров программы. При управлении от ЭВМ
М-6000 в автоматическом режиме обеспечиваются требования
автоматического режима: блокировка устройства перевода ба-
рабана и устройства считывания системы, покадровый автомати-
ческий ввод программы в буферный регистр системы по сигналу
окончания отработки очередного кадра, покадровая автоматиче-
ская отработка программы, записанной в буферный регистр
системы, автоматический контроль правильности ввода кадра
программы в систему, блокировка системы при ошибках ввода
программы с индикацией сбоя. Длина кабеля, связывающего
систему с ЭВМ, не превышает 50 м.
Параметры выходного сигнала для управления электропри-
водом: вид сигнала — знакопеременный уровень напряжения,
число независимых каналов управления — 6, пульсация выходных
сигналов не должна превышать 10 мВ, дрейф выходного сигнала
не должен превышать +5 мВ, допустимый уровень наводок на
нагрузке 5 кОм — 5 мВ — измеряется на выходном разъеме
АПС-1. Элементно-конструктивная база — интегральные микро-
схемы серии 140 и 155, полупроводниковые элементы и реле.
Время непрерывной работы системы — 16 ч.
Выходная характеристика системы — нелинейная и должна
иметь регулировку коэффициента передачи по отношению к сиг-
налу с датчика в пределах 1—5 при входном сигнале до 0,1 В,
а при входном сигнале 1,5—10 В, выходное напряжение должно
составлять 4,5—5,5 В на активной нагрузке 5,1 кОм.
Конструктивно система выполнена в виде напольного шкафа
и связана с роботом и электроприводом ЭПТ гибкими кабелями.
Программирование системы АПС-1 не отличается от описанного
для системы ПУР-2М. Однако состав кадра (рис. 5.27) значительно
расширен. Номер положения схвата программируется по каждой
координате раздельно, введены вспомогательные команды програм-
мирования скорости, точности, ускоренного перевода барабана;
число технологических команд и команд на манипулятор уве-
личено.
Команда программирования скорости используется при необ-
ходимости понизить скорость движения схвата, которая регули-
руется оператором с помощью потенциометра, установленного
на плате формирователей характеристики разгона-замедления,
в широких пределах.
Команда программирования точности используется для уве-
личения быстродействия процесса позиционирования в проме-
252
Инфор- мация Номер положения схвата Номер вспомога- тельных команд
ПО коорд. 1 по кэорд. 2 ПО коорд. 3 ПО коорд. 4 ПО коорд. 5 по коорд. 6 скорости ТОЧНОСТИ
Разряды 1...4 5 ...8 9 ...12 13...15 16...18 19...21 22 23
Код Двоичный Унитарный
Инфор- мация Номер команды на мани- пулятор Номер технологи- ческой команды Номер команды задержки цикла Сброс команд манипу- лятора Кон- троль освети- теля Уско- ренный перевод
Разряды 24 ... 26 27 ... 30 31, 32 33 34 35
Код Двоичный Унитарный
Рис. 5.27. Структура кадра системы АПС-1
жуточных положениях схвата, когда не требуется высокой точ-
ности его установки. Быстродействие увеличивается за счет уве-
личения зоны нечувствительности измерительной цепи системы.
Ускоренный перевод барабана необходим для увеличения быстро-
действия вводного устройства. Кадры программы, в которых
задана указанная команда, не считываются, а перевод барабана
осуществляется в непрерывном режиме с повышенной скоростью.
Команда применяется для пропуска незаполненных программой
строк барабана. Программирование команд на манипулятор имеет
некоторые особенности по сравнению с системой ПУР-2М.
Команды двухпозиционные, т. е. обеспечивается их включе-
ние и выключение по программе. Программирование включения
любой из семи команд предусмотрено в 24—26-м разрядах кадра,
выключение указанной команды происходит при наборе команды
«Сброс команд манипулятора» в 33-м разряде кадра.
Функциональная схема системы показана на рис. 5.28. Си-
стема может работать в трех режимах: ручном, автоматическом
и от ЭВМ.
В ручном режиме оператор производит набор программы на
программоноситель ПР, пользуясь технологической картой пере-
ходов, и запись положений происходит по каждой координате
аналогично вышеописанному для системы ПУР-2М. При этом
253
АПО
Рис. 5.28. Функциональная схема системы АПС-1
оператор имеет возможность наблюдать формат кадра на табло
индикации Ин, выбирать нужный кадр при ускоренном и старт-
стопном режимах работы устройства ввода программы УВВ.
В помощью контрольного устройства КУ оператор контро-
лирует баланс измерительных мостов, образованных потенцио-
метрами датчиков положения ДП и потенциометрами накопите-
лей координат П1—П6. Сигнал на вход контрольного устрой-
ства поступает со схем сравнения УС1—УС6.
В ручном режиме оператор имеет возможность подать команды
на манипулятор с пульта системы, пользуясь переключате-
; лем И КМ, а на обслуживаемое оборудование — пользуясь пере-
• ключателем ПТ К- При этом осуществляется индикация подан-
ных команд с одновременным запретом прохождения команд,
. набранных в программе, после нажатия кнопки отработки ко-
манд ПН. При отпущенной кнопке ПН обеспечивается индикация
номеров команд, заданных в программе, но запрещается их от-
• работка. С пульта обучения ПО оператор управляет движением
>> по каждой координате, выбирая направление движения и ско-
рость, подает команды зажима и разжима схвата.
Контроль записанной программы осуществляется ио кадрам
в автоматическом режиме. Для этого устройство ввода программы
254
переключается в стартстопный режим, и устанавливается началь-
ный кадр программы. При установке кадра происходит его счи-
тывание (устройство считывания УСЧ) и запись в накопительный
регистр. Пользуясь табло индикации, оператор проверяет содер-
жимое кадра. Номер положений схвата, заданный в кадре, пре-
образуется в унитарный код с помощью дешифратора Деш1—
Дешб.
Сигналы с выходов дешифраторов усиливаются (усилители
УД1—У Кб), и происходит включение соответствующих потен-
циометров в накопителях П1—П6. Положение датчиков можно
контролировать с помощью устройства КУ, подключенного к вы-
ходам устройств сравнения УС1—УС6, сигналы с которых по-
ступают также на входы устройств формирования характеристики
разгона-замедления УФ1—УФ6. Последние формируют сигналы
для управления приводом ЭЛТ, однако их отработка блокирована
(переключатель «Авт.»). Сигнал окончания позиционирования
формируется в устройстве «Нуль-орган» НО, подключенном к вы-
ходам устройства сравнения.
В ручном режиме при наличии указанного сигнала на выходе
нуль-органа отработка команд на манипулятор и обслуживаемое
оборудование блокирована (переключатель «Авт».). При пере-
ключении системы в автоматический режим происходит отработка
рассогласования в измерительных цепях координат со скоростью,
заданной в программе. После окончания позиционирования с точ-
ностью, заданной в программе, на выходе нуль-органа образуется
сигнал, включающий логические ключи ЛК1- Команды на мани-
пулятор из накопительного регистра поступают на вход дешифра-
тора Деш7, преобразуются в унитарный код и отрабатываются
в блоке команд БКМ. В момент поступления сигнала с манипу-
лятора об исполнении запрограммированной команды на выходе
Б КМ образуется сигнал, включающий логические ключи ЛК2-
Команды на технологическое оборудование из накопительного
регистра поступают на вход дешифратора Деш8, преобразуются
в унитарный код и отрабатываются в блоке команд БКТ. Пре-
дусмотрен контроль их исполнения, после которого с выхода блока
команд БКТ сигнал поступает в устройство выдержки времени.
Время задержки цикла программируется. С целью увеличения
быстродействия системы при отсутствии в кадре команд на мани-
пулятор или технологическое оборудование предусмотрены цепи
для прохождения сигнала на устройство выдержки времени ми-
нуя инерционные блоки БКМ или БКТ. В частности, при отсут-
ствии команд манипулятора включение логических ключей ЛК1
происходит с выхода дешифратора Деш7 (выход «О»), а при от-
сутствии технологических команд сигнал на вход устройства
выдержки поступает с аналогичного выхода дешифратора Деш8.
По истечении времени заданной задержки сигнал с выхода
устройства выдержки времени поступает в устройство ввода
УВВ. .......
255
Если устройство находится в стартстопном режиме работы,
считывание очередного кадра блокируется.
В автоматическом режиме происходит считывание очередного
кадра и перевод барабана на следующую строку. В момент считы-
вания происходит сброс накопительного регистра и запись нового
кадра. На это время отработка команд блокируется сигналом СИ.
В автоматическом режиме блокируется также подача команд
с пульта обучения и пульта системы. После отработки программы
в автоматическом цикле целесообразно использовать команду
ускоренного перевода. По этой команде УВВ переводит барабан
в непрерывном режиме без считывания кадров, в которых указан-
ная команда запрограммирована, до момента установки кадра,
где она отсутствует. Для этой цели используется дополнительный
осветитель с постоянным световым потоком ОС, считывающий
информацию с 35-го разряда кадра.
Если при считывании очередного кадра в ячейку накопитель-
ного регистра, соответствующую 34-му разряду кадра, не запи-
шется логическая единица вследствие отказа импульсной лампы,
усилитель У1 включит реле К1 и система переходит в ручной режим
работы. Таким образом осуществляется контроль работы освети-
теля.
Индикация вспомогательных команд скорости, точности, за-
держки цикла осуществляется на пульте управления системы
в унитарном коде в ручном и автоматическом режимах.
В режиме работы системы от ЭВМ переключатель АПС ра-
зомкнут, переключатель ЭВМ — замкнут. Программа работы
системы хранится в памяти ЭВМ, и по сигналу конца отработки
кадра КОП очередной кадр записывается в накопительный ре-
гистр. В момент записи с ЭВМ подается сигнал КВП, аналогичный
сигналу СИ, для блокировки команд и сброса накопительного
регистра. Устройство ввода программы УВВ в этом режиме блоки-
руется и используется в ручном режиме для обучения системы.
ЭВМ работает в режиме диспетчера программы, поэтому число
кадров может значительно превышать емкость программоносителя,
а их выборка — произвольная.
Принятые конструктивные решения в системе АПС-1 позволили
значительно расширить ее технологические возможности. В част-
ности, повышение точности системы достигнуто путем увеличения
жесткости, быстродействия и диапазона регулирования привода
ЭПТ по сравнению с однофазным приводом системы ПУР-2М.
Одновременно значительно увеличена мощность привода. Для
обеспечения устойчивости следящей системы в точке позициониро-
вания и плавного замедления подвижных звеньев манипулятора
сформирована нелинейная характеристика разгона-замедления.
Более рациональное использование накопителя, содержащего
потенциометры ППМЛ, достигается тем, что применена адресная
система задания позиций схвата. Особенный эффект можно полу-
чить при прямоугольной системе координат ПР.
256
5.3. цикловыё систёмы программного
УПРАВЛЕНИЯ
Особенности цикловых СПУ. Для управления ПР
типа «Циклон» и «Ритм», находящимися в эксплуатации, исполь-
зуют цикловые системы управления моделей ПУР-Ц, УПУ-ЦМ,
УЦМ-20. Класс цикловых систем управления ПР имеет свои
особенности по составу алгоритмов, конструктивному решению
основных узлов, принципам построения функциональной схемы,
которые обусловлены техническими требованиями, предъявляе-
мыми к ним.
Для конструкции цикловых СПУ ПР характерны: небольшая
емкость программоносителя, простейшие алгоритмы управления,
как правило, имеющие жесткую структуру, большой удельный вес
и разнообразие аппаратных средств для сопряжения с электро-
автоматикой манипулятора, небольшие габариты и стоимость.
Среди основных алгоритмов управления необходимо отметить
реализацию заданной циклограммы движения манипулятора,
контроль программы, диагностику неисправностей основных
узлов, реализацию связи с обслуживаемым оборудованием.
Процесс обучения состоит в визуальном контроле программы,
так как положение подвижных органов манипулятора задается
жесткими упорами.
Примером конструкции цикловых СПУ ПР является система
ПУР-Ц, которая предназначена для управления ПР «Циклон-ЗБ».
Технические характеристики системы ПУР-Ц приведены в табл.
2.1. Конструктивно система выполнена в виде напольного шкафа
с выноснььм пультом обучения, который связан с манипулятором
посредством гибких кабелей.
Предварительный набор программы осуществляется по кадрам
на штекерной панели. В состав кадра входят команды о перемеще-
нии подвижных органов манипулятора, команды на технологи-
ческое оборудование, вспомогательные команды. Структура кадра
показана на рис. 5.29.
Программа набирается оператором в соответствии с технологи-
ческой картой переходов, в которой указаны номер и наименование
перехода (движение подвижных органов, зажим или разжим
схвата, подача технологических команд).
Кроме того, в состав перехода могут быть включены вспомога-
тельные команды. Указанные переходы записываются последова-
тельно в порядке их отработки в цикле. В одном кадре может быть
записано несколько переходов, начинающихся одновременно.
Программирование движения по 1-й координате осуществляется
двумя командами, из которых одна задает точку позиционирова-
ния, а другая — направление движения.
Исполнение команд, записанных в кадре, — параллельное.
Технологические команды контролируются по ответным сигналам
с оборудования, команды на перемещение транспортирующих
9 Шифрин я. А. и др. 257
Инфор- мация Координата 1 Координа- та 2 Координа- та 3
Упор 1 Упор 2 Упор 3 Упор 4 Впра- во Влево Пря- мо Ре- верс Пря- мо Ре- верс
Разряды 1 2 3 4 5 6 7 8 9 10
Код Унитарный
Инфор- мация Координа- та 5 Координа- та 4 Координа- та 6 Схват 1 Схват 2
Пря- мо Ре- верс Пря- мо Ре- верс Пря- мо Ре- верс За- жим Раз- жим За- жим Раз- жим
Разряды 11 12 13 14 15 16 17 18 19 20
Код Унитарный
Инфор- мация Команды на технологическое оборудование Команда уско- ренный переход Ко- нец цикла
Разряды 21 22 23 24 25 26 27 28 29 30
Код Унитарный
Рис. 5.29. Структура кадра системы ПУР-Ц
подвижных органов датчиками положения, команды на зажим-
разжим схвата и его ориентацию — по времени.
Команда «Конец цикла» записывается в конце программы. По
команде «Конец цикла» происходит автоматическая установка
начального кадра программы. По команде «Ускоренный проход»
контроль перемещения подвижных органов осуществляется только
по времени, заданному оператором с пульта управления.
Структурная схема системы показана на рис. 5.30. Система
позволяет оператору осуществлять управление ПР в трех режимах:
ручном, шаговом, автоматическом.
Ручной режим используется для проверки функционирования
приводов манипулятора и датчиков положения. Пользуясь пультом
наладки ПН, оператор имеет возможность подать команду на
258
Рис. 5.30. Структурная схема системы ПУР-Ц
электромагниты привода ЭМП и электромагниты тормозов ЭМТ
и переместить схват манипулятора в требуемую точку. Проверка
датчиков осуществляется при установке подвижных органов
манипулятора в опорные точки. При этом флажки должны быть
заведены в датчики. Если датчики исправны, должна загореться
лампа «Контроль» на пульте наладки. С помощью переключателя
П1 можно осуществить автономную проверку датчиков и цепи
совпадения. Одновременно проверяется правильность установки
флажков на манипуляторе.
В шаговом режиме осуществляется покадровая отработка
программы и ее контроль. Перевод шагового искателя ШИ на
очередную строку осуществляется при нажатии кнопки КН при
условии, что выполнено предыдущее движение. Начиная с первого
кадра, оператор визуально контролирует правильность выполне-
ния программы. В автоматическом режиме происходит цикличе-
ская отработка программы. Система функционирует следующим
образом. При установке шагового искателя ШИ на строку штекер-
ной панели ШИ происходит считывание кадра и включаются соот-
ветствующие промежуточные реле в устройстве ПР. Своими кон-
тактами они включают электромагнитные приводы ЭМП, и осу-
ществляется движение по заданным координатам и управление
схватом. Одновременно сигналы с реле, которые включают движе-
ние по ориентирующим координатам, поступают на вход устрой-
ства УВВ, в котором оператором задается интервал для осуществ-
ления указанных движений. Если в кадре программируется зажим-
разжим схвата, то сигналы с соответствующих реле поступают на
вход устройства У ВС, в котором оператором задается необходимый
интервал времени для обеспечения зажима или разжима-схвата.
’Сигналы с реле, задающие направление движения по первой
координате, подаются на вход устройства совпадения УС1, с вы-
9* 259
хода которого поступают сигналы на включение электромагнитов
тормозов при входе флажка в рабочую зону соответствующего
датчика тормоза ДТ. Окончание позиционирования по транспорти-
рующим координатам контролируется датчиками положения ДГЦ
сигналы с которых поступают на входы устройства совпадения
УС2. Сигнал окончания позиционирования по ориентирующим
координатам поступает через определенный интервал времени
с устройства УВВ на другой вход устройства совпадения УС2,
сигнал окончания зажима-разжима схвата поступает с устройства
УВД на третий вход устройства совпадения. Если в кадре про-
граммируется технологическая команда, то сигнал о ее выполнении
поступает с датчиков технологических команд ДТД на четвертый
вход устройства совпадения УС2.
Сигнал на выходе устройства совпадения появляется при нали-
чии указанных сигналов на всех его входах, что соответствует
моменту окончания отработки кадра. Перевод шагового искателя
на новый кадр осуществляет входной сигнал устройства управле-
ния УУ, подключенного к выходу устройства сравнения УС2.
При отсутствии в кадре информации о перемещении подвижных
органов, управлении схватом или технологических командах
датчики положения, устройства УВВ и У ВС или соответственно
датчики технологических команд выдают разрешающие уровни
сигналов на устройство совпадения УС2. В начальный момент при
отработке очередного кадра на входах устройства УС2 также
присутствуют разрешающие уровни. Однако перевод шагового
искателя на следующий кадр блокируется до момента разрыва
цепи совпадения вследствие отработки очередного кадра.
Команды ускоренного прохода точек поступают на вход устрой-
ства задания временных интервалов УЗВ. Оператор имеет возмож-
ность запрограммировать три временных интервала в диапазонах
0,2—1 с, 0,3—2 с, 0,4—3 с. Момент считывания кадра совпадает
с началом отсчета времени в устройстве УЗВ. По окончании задан-
ного временного интервала независимо от положения подвижных
органов на выход устройства поступает сигнал перевода кадра.
По команде «Конец программы» сигнал с выхода штекерной
панели поступает в устройство управления шаговым искателем,
реле перевода которого включается на самоблокировку. Одновре-
менно блокируется отработка кадров путем отключения промежу-
точных реле. Происходит ускоренная установка начального кадра
программы.
Пути совершенствования цикловых СПУ. Практика эксплуата-
ции системы показала, что основные направления совершенствова-
ния ее конструкции заключаются в увеличении надежности ввод-
ного устройства, обеспечения действенного контроля положения
подвижных органов в условиях производственных помех, умень-
шении габаритов благодаря использованию в качестве элементной
базы интегральных микросхем. Надежность вводного устройства
ограничена из-за использования электромеханического контакта
260
в цепи записи и считывания программы. В условиях вибрации и
воздействия влажной окружающей среды число отказов на этой
причине возрастает. Действенность контроля положения подвиж-
ных органов увеличивается при использовании двух независимых
датчиков положения по каждой координате. При этом отработка
очередного кадра возможна только при совпадении сигналов от
программы и соответствующего датчика положения. В описанной
системе сигнал на отработку очередного кадра формируется в лю-
бом статическом положении подвижных органов манипулятора.
В производственных условиях из-за нестабильности электрической
и пневматической сетей может произойти задержка подвижных
органов, которая будет воспринята системой как ложное стати-
ческое положение.
При разработке специализированной цикловой системы УПУ
ЦМ для управления ПР «Ритм», работающим в условиях штампо-
вочного производства, указанные выше требования к конструкции
системы учтены. Техническая характеристика системы УПУ ПМ
приведена в табл. 2.1.
Конструктивно система выполнена в виде напольного шкафа
с выносным пультом, который связан с манипулятором посредством
кабелей. Предварительный набор программы осуществляется на
диодной матрице путем ее распайки. Применение диодной матрицы
позволило повысить надежность считывания и хранения программы
по сравнению со штекерной панелью и организовать библиотеку
программ путем их смены. Структура кадра показана на рис. 5.31.
Инфор- мация Номер положения по I—III координатам Номер положения по IV—VI координатам Координа- та VII Пря- 1 Ре- мо вере
Разряды 1 2 3 | 4 5 6 7 8 9 10
Код Двоичный Двоичный Унитарный
Инфор- мация Схват 1 Схват 2 Техноло- гические команды Конец программы
Зажим Разжим Зажим | Разжим
Разряды 11 12 13 j 14 15 16 17 18
Код Унитарный Двоичный Унитарный
Рис. 5.31, Структура кадра системы УПУ-ЦМ
261
Программирование перемещения подвижных органов осуще.
ствляется путем задания номеров положений схватов левой и
правой рук из числа их возможных положений в пространстве.
Положение схвата каждой руки определяется положением трех
координат, из которых две являются транспортирующими и
одна — ориентирующей. Таким образом число возможных поло-
жений схвата каждой руки составляет 8 (включая исходное).
Предложенный способ программирования сокращает потребную
емкость программоносителя по сравнению с позиционным способом
программирования положения каждой координаты. Номер пози
ции схвата кодируется в двоичном коде. Кроме того, имеется воз
можность запрограммировать сдвиг обеих рук ио координате VII
Программирование сдвига осуществляется путем набора коман,
«Прямо» и «Реверс».
Управление схватами правой и левой рук — раздельное путех
набора команд «Зажим» или «Разжим». В кадре возможно програм-
мирование технологических команд путем набора номера команды
в двоичном'коде.
Исполнение всех команд, записанных в кадре, параллельное.
Контроль исполнения перемещения транспортирующих координат
осуществляется по датчикам положения, ориентирующих коорди-
нат/схвата — по времени. Исполнение технологических команд
контролируется датчиками, установленными на обслуживаемом
оборудовании. В конце программы набирается команда «Конец
262
Программы». При этом осуществляется установка начального кадра
программы. Функциональная схема системы приведена на рис. 5.32.
Система может работать в трех режимах: наладочном, шаговом
и автоматическом. Переключение режимов осуществляется опера-
тором с пульта управления ПУ. В режиме «наладка» обеспечива-
ется управление подвижными органами манипулятора; контроль
состояния датчиков положения; выбор и установка необходимого
кадра программы.
Управление подвижными органами манипулятора осуществля-
ется с пульта обучения ПО путем замыкания двухпозиционных
переключателей. Сигналы управления поступают на входы предва-
рительных усилителей ПУ1, которые управляют выходными
ключами ВК, собранными на оптронных тиристорах. Ключи управ-
ляют электромагнитами пневмораспределителей. Контроль состоя-
ния датчиков осуществляется путем последовательного подключе-
ния их выходов с помощью переключателя к сигнальной лампе,
установленной в пульте обучения. Лампа загорается, если датчик
исправлен и подвижный орган манипулятора находится в соответ-
ствующем положении.
Установка необходимого кадра обеспечивается преднабором его
номера в двоично-десятичном коде на переключателе ПК, установ-
ленном на пульте управления. При этом происходит запись этого
числа в счетчик кадров СК и его индикация на табло индикатора
номера кадра ИН. Считывание кадра и его отработка блокированы
отсутствием стробирующего импульса. В шаговом режиме обеспе-
чивается отработка одного кадра программы. При переключении
в шаговый режим сигнал с пульта управления поступает в форми-
рователь стробирующих импульсов ФС и производит соответствую-
щую установку его элементов.
При нажатии кнопки «Пуск» на выход формирователя ФС
поступает стробирующий импульс. Происходит считывание уста-
новленного кадра с программоносителя ПР.
Считанные команды поступают на входы согласующих усилите-
лей УС1—УС6. На входах усилителей УС1 и УС2 включены де-
шифраторы Деш1 и Деш2, которые преобразуют двоично-кодиро-
ванные номера положений схвата правой и левой руки в цикли-
ческий шестиразрядный код для управления подвижными коорди-
натами манипулятора. К выходам усилителя УС5 подключен
дешифратор ДешЗ для преобразования двоичного кода номера
технологической команды в унитарный код. Сигналы с предвари-
тельных усилителей и дешифраторов поступают на вход системы
совпадения СПб, которая разрешает их исполнение, так как в ша-
говом режиме на второй ее вход не поступает стробирующий
импульс.
Сигналы управления электромагнитами манипулятора и
электроавтоматикой обслуживаемого оборудования после предва-
рительного усиления в устройствах ПУ1 и ПУ2 включают соответ-
ственно выходные ключи ВК и реле технологических команд РТК-
263
Для формирования сигнала окончания отработки кадра
контролируется положение подвижных органов манипулятора и
исполнение технологических команд.
Положение транспортирующих координат правой руки, левой
руки и их сдвиг контролируются датчиками положения ДП
Исполнение технологических команд контролируется датчиками
ДТК- Разрешающие сигналы на выходах схем совпадений СП1,
СП2, СПЗ формируются при совпадении сигналов управления
подвижными органами с сигналами соответствующих датчиков.
Разрешающий сигнал на выходе схемы совпадения СП5 формиру-
ется при совпадении сигнала управления электроавтоматикой
обслуживаемого оборудования с сигналом датчика, контролирую-
щего его исполнение. При отсутствии в кадре информации о поло-
жении схвата правой и левой рук или сдвига рук соответствующие
подвижные органы остаются в положениях, которые были запро-
граммированы ранее. В этом случае правильность их положения
датчиками не контролируется, а разрешающие сигналы на смену
кадра поступают с выходов инверторов ИН1, ИН2 пли ИНЗ. При
отсутствии в кадре технологических команд сигнал на смену кадра
поступает с выхода инвертора ИН4.
Исполнение всех команд, запрограммированных в кадре,
контролируют схемой совпадения СП4, на вход которой кроме
указанных разрешающих сигналов на смену кадра поступают
сигналы устройств задания времени ЭВВ1 и ЭВВ2, в которых
задаются с пульта управления интервалы времени tx и т2, необхо-
димые для отработки ориентирующих движений и схвата. После
считывания кадра через заданный промежуток времени на выход
указанных устройств поступают разрешающие сигналы на смену
кадра. При наличии на входах схемы совпадения СП4 всех раз-
решающих сигналов на ее выход поступает сигнал окончания
отработки кадра, который формируется в устройстве ФК и посту-
пает на вход счетчика кадров СК и устройство формирования стро-
бирующего импульса ФС. Содержимое счетчика увеличивается на
единицу и поступает на дешифратор кадров ДК- Однако считыва-
ния очередного кадра в шаговом режиме не происходит, так как
сигнал с дешифратора кадров блокирован из-за отсутствия стро-
бирующего импульса.
Для выполнения автоматического режиме оператор с пульта
управления переключает устройство ФС в циклический режим.
В автоматическом режиме по сигналу окончания отработки кадра
устройство формирует стробирующий импульс; происходит считы-
вание очередного кадра и его отработка.
В последнем кадре программы набирается команда «Конец
программы», которая осуществляет сброс счетчика кадров.
лава 6
ОСНОВЫ ПРОЕКТИРОВАНИЯ
И РАСЧЕТА ПРОМЫШЛЕННЫХ РОБОТОВ
с ЦИКЛОВОЙ СПУ И ^ПНЕВМОПРИВОДОМ
6.1. ОБОСНОВАНИЕ И ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ
ПРОМЫШЛЕННЫХ РОБОТОВ С ЦИКЛОВОЙ СПУ
Вопросам проектирования ПР за последние годы
уделяется достаточное внимание. Подход к проектированию ПР
должен быть комплексным и включать гамму технико-экономи-
ческих исследований роботизируемого производства с учетом его
специфических особенностей. В настоящей главе рассматриваются
вопросы проектирования и расчета роботов моделей «Циклон» и
«Ритм», основное назначение которых автоматизация технологи-
ческих процессов холодной листовой штамповки заготовок массой
до 10 кг.
Холодная штамповка занимает все возрастающую долю в ряде
важных отраслей народного хозяйства. Одним из прогрессивных
направлений современного развития этого вида производства
является механизация и автоматизация процессов штамповки. Это
направление связано с учетом серийности и конкретных условий
данного производства. Вопросы автоматизации холодноштампо-
вочного производства в условиях массового, крупносерийного и
частично серийного производств решают с помощью традиционных
средств и способов штамповки, позволяющих обеспечить необходи-
мую производительность технологического оборудования при
наименьшей себестоимости изготовляемых деталей.
Для мелкосерийного и частично серийного листоштамповочного
производств, характерных для многих предприятий различных
отраслей, ПР с обоснованными техническими характеристиками
являются тем универсальным средством автоматизации, которое
позволяет создавать эффективные быстропереналаживаемые полу-
автоматические и автоматические линии. Для листоштамповочного
производства характерна упрощенная кинематика перемещения
заготовок или полуфабрикатов в сочетании с требованиями ра-
ционального использования высокой производительности прессо-
вого оборудования при достаточно точной установке объектов
обработки в штамп. Эти особенности позволяют при построении
РТК рекомендовать манипуляторы с ограниченным числом степе-
ней подвижности и программированием величин перемещений
рабочего органа манипулятора по всем координатам с помощью
жестких переналаживаемых упоров. Это приводит к целесообраз-
ности применения для управления манипуляторов цикловой
системы.
265
Предпочтительное по сравнению с другими типами применение
пневмопривода в манипуляторах ПР малой грузоподъемности
доказано па примерах отечественных и зарубежных разработок
в области робототехники [45, 4].
Анализ листоштамповочного производства в ряде отраслей
с учетом накопленного опыта по автоматизации этого вида про-
изводства на основе некоторых зарубежных моделей позволяет
наметить конструктивное исполнение и некоторые технические
характеристики создаваемых отечественных ПР.
Кинематическая схема манипулятора может быть ограничена
наличием трех транспортных степеней подвижности, включающих
поворот руки относительно вертикальной оси манипулятора,
вертикальное перемещение руки вдоль этой оси и перемещений
схвата вдоль горизонтальной оси руки. Поворот руки относи-
тельно вертикальной оси манипулятора может быть заменен на ее
сдвиг вдоль фронтальной плоскости пресса. Применяемые в мани-
пуляторах конструкции рук, не предусматривающие горизонталь-
ного перемещения схвата, ограничивают область применения ПР,
так как этим накладывают ограничительные требования к штампо-
вой оснастке. Например, штампы не должны иметь передних
колонок, что приводит к ограничению номенклатуры заготовок.
Но, с другой стороны, наблюдается выигрыш по производитель-
ности. Специфика этого вида производства привела к созданию
модификации руки без горизонтального хода схвата. Число ориен-
тирующих степеней подвижности, предусматриваемое в манипуля-
торе, ограничено поворотом схвата вокруг горизонтальной оси
руки. Для осуществления поворотов схватов двух рук желательно
предусматривать их автономное управление.
С точки зрения обеспечения требуемой производительности
РТК на базе одного пресса и одного ПР наиболее эффективным
является исполнение манипулятора с двумя руками при наличии
двух опорных точек при повороте рук вокруг вертикальной оси.
При применении манипулятора с одной рукой и двумя опорными
точками по повороту съем полуфабриката из штампа должен осу-
ществляться специальными устройствами, управляемыми от СПУ
ПР. В некоторых случаях операцию по съему полуфабриката из
штампа выполняет этот же ПР. При этом наблюдается потеря
производительности, а для построения линии требуется три
опорных точки по повороту. Схема РТК холодной листовой
штамповки может предусматривать на одну единицу прессового
оборудования применение двух ПР, каждый манипулятор которого
имеет одну руку и две опорные точки по повороту. В этом случае
один ПР осуществляет операции по загрузке объектов обработки,
второй — по их съему из штампа, благодаря чему увеличивается
стоимость РТК за счет применения дополнительного числа ПР.
Точность позиционирования схвата манипулятора при отра-
ботке величин перемещений по каждой из координат по жестким
упорам зависит от места расположения упоров в кинематической
266
цепи, жесткости конструкции, наличия люфтов в элементах кон-
струкции, расположенных между упорами и схватом. Опыт пока-
зывает, что в ПР меньшей грузоподъемности точность позициони-
рования выше. Как правило, для ПР с цикловой СПУ она нахо-
дится в пределах 0,05—0,5 мм. Таким образом, в зависимости от
степени универсальности ПР с цикловой СПУ, предназначенного
для автоматизации технологических процессов холодной листовой
штамповки, описанные выше технические характеристики могут
в некоторой степени различаться.
Следует отметить, что некоторое увеличение технологических
возможностей ПР расширяет область его применения и позволяет
эффективно автоматизировать на его основе не только технологи-
ческие процессы холодной листовой штамповки на целом ряде
типов и типоразмеров листоштамповочного оборудования, но и
применять их при автоматизации других видов производств. При
этом допускаемая избыточность возможностей ПР не должна
отражаться на их быстродействии. При решении вопроса о степени
универсальности разрабатываемой модели ПР должна учитываться
потребность в таких роботах для автоматизации одного или ряда
видов производств при параллельном расчете экономической
эффективности. Учитываются затраты по разработке, освоению
серийного производства, внедрению, эксплуатации ПР, а также
эффект от их применения.
Некоторое усложнение конструкции ПР вследствие более
высокой степени универсальности увеличивает трудоемкость его
изготовления и стоимость, что, в свою очередь, должно компенси-
роваться ростом экономической эффективности. Для этого необхо-
димо стремиться, чтобы усложнение конструкции не отражалось
на уменьшении скоростных параметров ПР, увеличении габарит-
ных размеров, снижении надежности и эксплуатационных качеств.
Можно привести несколько примеров из практики создания робо-
тов типа «Циклон» и «Ритм». Робот «Циклон-ЗБ» предназначен
для автоматизации листоштамповочного производства, но заложен-
ное в его конструкцию повышенное число опорных точек при
повороте рук вокруг вертикальной оси манипулятора позволило
эффективно использовать эту модель при создании РТК механи-
ческой обработки с использованием двух токарных станков. При
этом конструктивное решение по обеспечению повышенного числа
опорных точек явилось одним из способов достижения более
высоких скоростей поворота рук. Указанный способ описан ниже.
Робот «Циклон-5.02» является модификацией базовой модели.
Его отличительная особенность — дополнительный механизм по-
перечного сдвига манипулятора, который выполнен в виде само-
стоятельного модуля. Такое решение позволило использовать
модификацию робота «Циклон-5.01» в РТК с машиной литья под
давлением. Модуль сдвига в роботе «Ритм-01.01» позволяет исполь-
зовать эту машину на операциях механической обработки. Допол-
нительная рука (при отсутствии модуля сдвига) в роботе
267
«Ритм-01.02» позволит эффективно применить эту машину в листо-
штамповочном производстве.
Наибольшую трудность при разработке ПР для автоматизации
листоштамповочного производства представляло обоснование раз-
мерных (величин перемещений схвата манипулятора по каждой из
координат, габаритных размеров манипулятора, наибольшего ц
наименьшего радиусов рабочей зоны) и скоростных параметров.
Многие модели отечественных ПР для автоматизации техноло-
гических процессов холодной листовой штамповки при идентичных
показателях грузоподъемности и близких по значению размерных
характеристиках имеют значительные расхождения по габаритным
размерам и массе манипуляторов, скоростным параметрам, экс-
плуатационным качествам, трудоемкости изготовления и т. д.
Частично это объясняется отсутствием методических рекомендаций
по обоснованию рационального быстродействия ПР, обеспечиваю-
щих необходимую производительность в условиях мелкосерийного
и частично серийного листоштамповочного производства. Решение
указанной задачи позволило также наметить отраслевой размер-
ный ряд ПР с цикловой СПУ и пневмоприводом.
Размерные характеристики манипулятора определяют исходя
из рациональной взаимосвязи с прессовым оборудованием. Вво-
дятся следующие обозначения размерных характеристик манипу-
ляторов: Р — радиус рабочей зоны; А — горизонтальный ход
руки; Н — вертикальный ход руки; а — угол поворота руки
вокруг вертикальной оси манипулятора; П — горизонтальное
перемещение руки вдоль фронтальной плоскости пресса.
Размерные характеристики манипулятора находятся в функ-
циональной зависимости от типа и типоразмера пресса, выбор
которого по технологическому усилию и размерам стола определя-
ется характером выполняемой операции, размерами и массой
заготовки. Методика этого выбора общеизвестна [391. Характери-
стики заготовки влияют на габаритные размеры и конструктивное
исполнение как ПР, так и вспомогательного технологического
оборудования (ВТО), расположение которых в РТК определяется
из условий удобства обслуживания его составных частей.
Рациональная планировка РТК по сравнению с организацией
рабочего места человека имеет свои специфические особенности.
Доступ наладчика к прессу для настройки оборудования,
смены штамповой оснастки при переходе на другую операцию или
заготовку осуществляется при применении легких и средних ПР
перемещением манипулятора из зоны обслуживания пресса,
сочетающимся с возможностью его быстрой установки в исходное
положение. Для сверхлегких ПР, ввиду малых габаритных разме-
ров манипулятора, можно не предусматривать в РТК наличие
такой зоны.
На рис. 6.1 показана схема РТК типа «роботизированная пози-
ция» холодной листовой штамповки с применением манипуляторов
роботов малой грузоподъемности с одной и двумя руками. Разме-
268
РИС. 6.1. Схема РТК холодной ли-
стовой штамповки с применением
манипуляторов ПР мод. «Циклон»:
а — манипулятор с одной рукой;
б — манипулятор с двумя руками
ром К ограничена посто-
янная свободная зона,
предназначенная для про-
ведения подрегулировоч-
ных работ и устранения
мелких неисправностей
оборудования. При посто-
янных значениях разме-
ров К, , Е иг размерные
характеристики R,~A и а
манипулятора зависят'от
габаритных размеров заго-
товки и стола пресса
(рис. 6.1). Уменьшение го-
ризонтального хода Л руки
приводит к ограничению
технологических возмож-
ностей робота при обработке номенклатуры заготовок без огра-
ничений по габаритным размерам. Величины полученных раз-
мерных характеристик входят в зависимости по определению
производительности РТК, которая определяется количеством
готовой продукции, выдаваемой за единицу времени. При по-
следовательном построении роботизированной линии из отдель-
ных роботизированных позиций, при делении технологиче-
ского процесса на отдельные последовательно выполняемые опера-
ции холодной листовой штамповки необходимо стремиться к тому,
чтобы длительность каждой из них была одинаковой. В противном
случае продолжительность технологического цикла будет опре-
деляться роботизированной позицией с наиболее длительным
временем выполнения операции. Производительность РТК можно
представить в виде теоретической Пт и действительной /7Д. Теоре-
тическая производительность РТК определяется количеством
готовой продукции, которую мог бы выдавать РТК за единицу
времени без учета внецикловых потерь. Действительная произво-
дительность РТК учитывает внецикловые потери, зависящие не
только от условий организации производства, но и от надежности
работы составных частей РТК-
Повышение действительной производительности РТК может
быть достигнуто за счет уменьшения времени цикловых потерь,
т. е. увеличения быстродействия ПР, а также за счет повышения
надежности и улучшения условий организации производства.
Увеличение времени внецикловых потерь в РТК, связанное с не-
обходимостью проведения организационно-технического обслужи-
269
Ёаййя дополнительного оборудования, должно учитываться коэф-
фициентом быстродействия робота Ка-
Кроме того, быстродействие ПР должно обеспечивать повыше-
ние производительности, которое является одним из факторов,
определяющих заданный экономический эффект. Поэтому вводится
суммарный коэффициент быстродействия ПР—Къ-
Из опыта эксплуатации первых опытных партий робота «Цик-
лон-ЗБ» получены значения этого коэффициента, находящиеся
в пределах 1,1 —1,3.
Коэффи ци ент быстро/: ейств и я
Д Цп'Л'
= -------->1,
X / р.
‘ЦП' I
(^=1
п
где X' — время цикловых потерь или суммарное вспомога-
i~ 1
тельное время на z-e число приемов или микроэлементов движений
п
человека при выполнении технологической операции; X ЦпЛ-—
с=1
суммарное вспомогательное время на t-е число перемещений рабо-
чего органа манипулятора при выполнении аналогичной с чело-
веком технологической операции.
Средняя технологическая скорость рабочего органа манипуля-
тора по каждой из координат является основным фактором, опре-
деляющим быстродействие ПР. Она определяется из условия
выполнения схватом заданного перемещения с учетом промежутка
времени до начала следующего движения. Перемещение схвата
осуществляется по каждой из координат исполнительными меха-
низмами манипулятора, управляемыми от СПУ. Средние техноло-
гические скорости определяются конструкцией исполнительных
механизмов, типом, видом и мощностью приводов, типом и исполне-
нием СПУ. С одной стороны, скоростные параметры должны
обеспечить минимальное время транспортирования объекта обра-
ботки между составными частями РТК с плавным подходом
к месту позиционирования и обеспечением его установки с заданной
точностью. С другой стороны, при требуемых значениях скоростей
должны быть соблюдены условия компактности, удобства обслужи-
вания и надежности работы ПР, а также выдержаны минимальные
габаритные размеры манипулятора и СПУ. Для обоснования
значений средних технологических скоростей схвата манипуля-
тора проводится сопоставление суммарного времени на целевые
приемы или микроэлементы трудовых движений человека с суммар-
ным временем на совокупность перемещений схвата манипулятора
при выполнении аналогичной операции.
Определение норм вспомогательного времени на целевые
приемы для выполнения операции холодной листовой штамповки
270
факторы, влияющие на продолжительность их выполнения. К ним
относятся тип производства, вид технологического оборудования,
условия выполнения работы, размеры и материал заготовки и т. п.
При оценке вспомогательного времени в условиях мелкосерийного
производства использованы укрупненные статистические данные,
включающие зависимости наибольших масс при наибольших
габаритных размерах заготовок от видов, типов и типоразмеров
листоштамповочного оборудования, применяемого в отрасли.
Поэтому в последующих зависимостях указание значения массы
соответствует наибольшим габаритным размерам заготовок,
а также виду, типу и типоразмеру выбранного прессового обору-
дования.
При расчете суммарного времени микроэлементов трудовых
движений человека и сравнительном анализе отдельных микроэле-
ментов используют таблицы нормативов одной из выбранных си-
стем микроэлементного нормирования.
Система определения метода и продолжительности работы
МТМ — это способ анализа ручной операции или приема путем
расчленения его на необходимые основные движения и подбора для
каждого движения микроэлементного норматива времени, соответ-
ствующего характеру движения и условиям его выполнения [32].
Продолжительность каждого основного движения зависит не
только от его физических характеристик, по и от условий выполне-
ния. Эта система выбрана для проведения сопоставлений в рас-
сматриваемом случае. Такой методический подход позволил
определить не только быстродействие ПР в целом, но и приблизи-
тельно оценить необходимые значения средних технологических
скоростей схвата манипулятора при его перемещении по каждой
координате.
На рис. 6.2 показаны зависимости, отражающие изменение
суммарного вспомогательного времени на целевые приемы и
микроэлементы перемещений при выполнении человеком конкрет-
ной операции от массы объекта обработки.
При расчете норм вспомогательного времени на микроэлементы
движений человека были приняты следующие допущения.
1. Рассматриваются однокривошипные двух стоечные открытые
прессы простого действия с диапазоном технологических усилий
от 24,5-101 до 24,5105 Н.
271
2. Организация рабочего места предполагает рациональную
расстановку основного и вспомогательного технологического обо-
рудования, обеспечивающего выполнение всех микроэлементов
движений рабочего с минимальной затратой времени.
3. Рассматривается работа с заготовками наибольших масс и
размеров, соответствующих определенным типоразмерам прессов.
4. При работе на прессах усилиями до 24,5-104 Н отсутствуют
микроэлементы «повернуть корпус» (положение рабочего — «сидя»)
и вводится микроэлемент «передать заготовку из одной руки в дру-
гую».
5. При работе на прессе усилием 39,2-Ю4 Н микроэлемент
«повернуть корпус» совмещается с началом движения рук ра-
бочего.
Относительно небольшие расхождения суммарного вспомога-
тельного времени, рассчитанного по общемашиностроительным
нормативам на холодную штамповку и нормативам системы
МТМ, показывают, что для сравнительной оценки с быстродей-
ствием ПР можно пользоваться данными вспомогательного вре-
мени, рассчитанного на основе микроэлементных нормативов
системы МТМ. При этом появляется возможность сопоставлений
как кинематики движений, так и отдельных перемещений человека
и схвата ПР по скоростным и ряду размерных параметров.
Методические рекомендации по расчету производительности
РТК холодной листовой штамповки включают принцип расчлене-
ния рабочего цикла на приемы и отдельные рабочие движения ПР,
которые анализируются с учетом величины нагрузок и перемеще-
ний.
Время выполнения каждого из рабочих движений ПР зависит
от величины перемещений, определяемых с учетом рациональной
взаимосвязи ПР с основным и вспомогательным технологическим
оборудованием в составе РТК холодной листовой штамповки, и
средней технологической скорости перемещения. По суммарной
величине времени выполнения всех рабочих движений ПР можно
судить о теоретической производительности РТК и сопоставлять
ее с производительностью участка холодной листовой штамповки
с применением ручного труда.
Расчет производительности РТК проводят при допущении о пе-
рекрытии времени срабатывания автоматизированного вспомога-
тельного оборудования временем выполнения, движений ПР.
Основное (машинное) время в сравниваемых вариантах можно не
учитывать, так как оно имеет одинаковое значение. Такой подход
позволяет оценить значения средних технологических скоростей
схвата манипулятора по каждой из координат.
В качестве примера рассмотрена роботизированная позиция
(рис. 6.1, б). С одной стороны, такая схема построения РТК нашла
широкое применение при организации роботизированных позиций,
участков, линий на многих отечественных заводах, с другой, она
охватывает всю совокупность транспортных перемещений схвата
272
6.1. Форма для сопоставления перемещений робота
и человека при выполнении аналогичных операций холодной листовой
штамповки
. Техкологиче- 1 ские переходы для ПР Перемещения схвата ПР 1 Индекс пере- мещения Целевые трудовые приемы человека Перемещения человека Индекс пере- мещения
Разгрузить подающее устройство и штамп Повернуть руки (4-D Протянуть правую руку к детали Опустить руки Взять заготовку и деталь Поднять руки Втянуть правую руку Повернуть руки (1 — 4) я, дз S: Да Я. & X ** в? м 1 - Разгрузить подающее устройство Повернуть корпус Протянуть руку к за- готовке Взять заготовку Отвести руку с заго- товкой Повернуть корпус вправо ТВС R G М ТВС
Е S Протянуть левую ру- ку с заготовкой в рабочую зону штам- па Опустить руки Разжать заготовку и деталь Поднять руки Втянуть левую руку К т Н™ Загрузить Ввести руку с заго- товкой в рабочую зо- ну штампа м
а S о и о »К О Y Н R-™ штамп Установить заготов- ку в штамп Отвести руки из ра- бочей зоны штампа р R
зить подающее уст£ Разгрузить штамп Протянуть руку к де- тали Взять деталь Отвести руку с де- талью Р м
й Загрузить приемное устройство Повернуть корпус Протянуть руку с де- талью к таре Разжать пальцы ТВС м RL
Примечание. Индекс т означает перемещение схвата манипулятора с грузом.
Сочетание цифр 4 — 1, 1 —3, 3—4 указывает на направление поворота рук ПР н наименова-
ние опорных точек при повороте.
273
манипулятора при взаимодействии с основным и вспомогательным
оборудованием.
В табл. 6.1 приведена форма, позволяющая провести сопостав-
ление РТК и участка холодной листовой штамповки с применением
ручного труда по быстродействию как по целевым приемам, так и
ио отдельным перемещениям ПР и человека.
Программа технологического цикла, на основании которой
построена табл. 6.1, предусматривает работу робота «Циклон-ЗБ»
с двумя руками при выполнении на РТК целевых приемов: «раз-
грузить подающее устройство», «загрузить штамп», «разгрузить
штамп», «загрузить приемное устройство». При выполнении ука-
занных приемов ПР осуществляет перемещения: «повернуть»,
«поднять», «опустить», «протянуть», «втянуть», «взять», «разжать».
Все перемещения имеют символические обозначения.
Оперируя различными вариантами сопоставлений движений
человека и перемещений ПР при заданном коэффициенте быстро-
действия /<б и известных данных по схеме РТК, массе и габаритным
размерам объекта обработки, характеристике прессового оборудо-
вания, размерным параметрам ПР можно получить несколько
вариантов значений средних технологических скоростей схвата
манипулятора по каждой из координат, обеспечивающих заданное
быстродействие ПР.
Апробация методических рекомендаций проведена на опытном
образце робота «Циклон-ЗБ». Установлено, что при работе с макси-
мальными по техническим условиям на ПР массами переносимого
груза, при исполнении манипулятора с двумя руками и коэффи-
циенте Кб :=: 1 суммарное время перемещений схвата больше
суммарного вспомогательного времени, затрачиваемого человеком
при выполнении аналогичной операции.
Для анализа производительности РТК на всем выбранном
диапазоне изменения масс объектов обработки необходимы иссле-
дования зависимости средних технологических скоростей схвата
манипулятора от изменяющихся в соответствующем интервале
величин перемещений и масс переносимого груза. Поэтому появи-
лась необходимость в проведении исследований опытного образца
робота «Циклон-ЗБ» не только с целью разработки решений,
направленных на достижение необходимого быстродействия, но и
с целью оценки влияния на быстродействие приводов изменяю-
щихся размерных и нагрузочных параметров, а также вариантов
исполнения манипулятора по числу устанавливаемых рук.
6.2. ИССЛЕДОВАНИЯ ПРИВОДОВ ИСПОЛНИТЕЛЬНЫХ
МЕХАНИЗМОВ ПР С ЦИКЛОВОЙ СИСТЕМОЙ
ПРОГРАММНОГО УПРАВЛЕНИЯ
Теоретические предпосылки и особенности проведения
исследований. Экспериментально-теоретические исследования при-
водов исполнительных механизмов ПР являются одним из необхо^
274
димЫХ Зтапбв при решений Задачи создания рациональной кон-
струкции.
Несмотря на то, что в настоящем разделе рассматривается
частный случай, выводы, полученные по результатам исследований
приводов основных механизмов робота «Циклон-ЗБ», могут быть
положены в основу методических рекомендаций по проектированию
манипуляторов ПР с пневмоприводом.
Одним из важных показателей, определяющих эффективность
применения ПР в листоштамповочном производстве, является его
быстродействие.
Быстродействие ПР в значительной мере зависит от вре-
мени срабатывания приводов основных исполнительных меха-
низмов манипулятора. В манипуляторе робота «Циклон-ЗБ»
такими механизмами являются рука и выполненный в виде единого
модуля «механизм подъема и поворота руки». Они построены на
использовании пневмо- и пневмогидроцилиндров. Для разработки
мероприятий по повышению их быстродействия проведен комплекс
экспериментально-теоретических исследований приводов манипу-
лятора с анализом времени цикла по каждому из них. Такой
подход позволил выбрать наиболее рациональные решения по
повышению быстродействия приводов при сохранении габаритов
манипулятора.
Расчет пневмопривода является относительно сложной задачей.
Институтом машиноведения АН СССР им. А. А. Благонравова
разработаны методы расчета типовых пневматических приводов,
которые позволяют осуществлять выбор параметров привода для
выполнения заданного закона движения (динамический синтез) и
проводить поверочные расчеты с целью определения закона движе-
ния, времени рабочего цикла, времени торможения, рабочего
органа привода (динамический анализ). Однако разработанная
методика не всегда удовлетворяет поставленным задачам. Напри-
мер, при разработке пневмоприводов для манипуляторов ПР
к ним предъявляют жесткие требования, обусловленные условиями
работы, — необходимость обеспечения максимальных скоростей
при минимальном времени цикла и плавной остановке в конце
хода.
Проблемность выполнения этой задачи состоит в отсутствии
простых и надежных методов расчета пневмоаппаратуры, трубо-
проводов, каналов в деталях и узлах привода. Приблизительная
оценка сил сопротивлений также вносит свои отрицательные
коррективы в расчет пневмопривода. Проведение поверочных
расчетов предполагает решение системы дифференциальных нели-
нейных уравнений четвертого порядка с помощью численных
методов интегрирования. Выполнение трудоемких расчетов при
отсутствии точных значений параметров пропускных способностей
рабочей 11 выхлопной магистралей, а также величины силы сопро-
тивления, не всегда целесообразно ввиду очевидности получения
лишь приблизительных результатов.
275
0ис. 6.3. Зависимость безразмерной эффективной пло«
щади проходного сечения подводящей магистрали от без-
размерной площади поршня
Кривая............ 1 2 3 4 5 6
Коэффициент 12 . . оо 2 1,5 I 0,5 0,25
Для приблизительной оценки пневмо-
привода можно воспользоваться расчет-
ными графиками или приближенными
формулами [9, 10].
Несмотря на указанные трудности,
/4 возникающие при расчете пневмоприво-
дов, работающих в экстремальных усло-
, виях, разработанная методика по расчетам
/2 пневмопривода позволила с некоторым
запасом по нагрузке определить параметры
приводов исполнительных механизмов ма-
- нипулятора опытного образца робота
1 «Циклон-ЗБ» и на основе результатов
экспериментально-теоретических исследо-
ваний разработать более рациональные
конструктивные решения, заложенные
в серийную модель ПР. Поэтому для каждой модели ПР должны
предусматриваться экспериментальные исследования с целью
определения опытных коэффициентов, входящих в расчетные
зависимости, а также для подтверждения разработанных методов
расчета. Методы динамического синтеза предусматривают определе-
ние минимальной эффективной площади проходного сечения подво-
дящей магистрали f3 и минимальной рабочей площади F торца
поршня при заданных быстродействии и результирующей силе
сопротивления Р.
При этом необходимо предположительно задаться величиной
Q =/в//э, где й— коэффициент пропускной способности; /у—
эффективная площадь проходного сечения выхлопной магистрали.
При проектном расчете коэффициент Q рассматривается как
безразмерная эффективная площадь проходного сечения выхлоп-
ной магистрали. Количественные соотношения между /э, fl и F
для установившегося движения поршня определяются безразмер-
ными зависимостями, показанными на рис. 6.3 [10]. На графиках
приняты следующие обозначения: Uy — безразмерная эффектив-
ная площадь проходного сечения подводящей линии; 1/%— без-
размерная рабочая площадь торца поршня (эффективная площадь
торца). Формулы для их определения:
1/х = ^«2; = а‘^Рм/Р’
где а1у и а2 — коэффициенты пропорциональности, определяемые
из начальных условий; рм — магистральное давление сжатого
воздуха; Р — сила сопротивления, приложенная к поршню;
276
t>cp — средняя скорость поршня; К' — коэффициент, зависящий
от ускорения силы тяжести, показателя адиабаты, абсолютной
температуры сжимаемого воздуха и газовой постоянной.
Рекомендации по выбору значений К' даны в работе [10]. Как
видно из графика (рис. 6.3), область минимальных значений
Uy = Uymln реализуется при 1/у в пределах 1,35—2,2.
Для проектирования привода, нечувствительного к колебаниям
нагрузок Р и магистрального давления рм, значения 1/% выбирают
на правой стороне кривых. В этом случае привод будет несколько
недогружен, но по отношению к колебаниям нагрузок и давлений
становится менее чувствителен.
При динамическом синтезе возникают определенные трудности
при правильной оценке значений Р, Q. Кроме того, при разработке
конструкции пневмопривода необходимо правильно оценить значе-
ния отдельных пневмосопротивлений (трубопроводов, распредели-
тельной аппаратуры, деталей и узлов с каналами для прохода
сжатого воздуха), которые в совокупности должны обеспечивать по-
лученную оптимальную величину /э. Переоценка этих значений при-
водит к увеличению габаритных размеров конструкции, недооценка
может вызвать уменьшенное от заданного быстродействие привода.
Справочные материалы содержат значения f3 или коэффициента
расхода р для некоторых типов распределительной и трубопровод-
ной арматуры. Имеется ряд способов определения коэффициентов
расхода, которые связаны с необходимостью создания специальных
стендов. Одной из составляющих результирующей силы сопротивле-
ния Р является сила трения в уплотнениях поршня и штока, опреде-
ление истинного значения которой затруднено. Величина этой силы
зависит не только от диаметра поршня, числа и качества уплотне-
ний, но и от изменяющейся за время рабочего цикла скорости
поршня. Выбор значения £2 необходимо обосновывать в каждом
отдельном случае.
Применяемые методы для проведения поверочного расчета
построены на использовании уравнения движения поршня (6.3) и
уравнений (6.1), (6.2), характеризующих процессы наполнения и
опорожнения соответствующих полостей цилиндра. Их совместное
решение позволяет определить величины перемещения, скорости
и ускорения поршня как функции времени.
Полная система уравнений в безразмерной форме для решения
задачи движения поршня до момента начала торможения методом
численного интегрирования имеет вид
Д> _ К
dt 4' ?
<Р (а) — а —2-
1 ' > Дт J
(6-1)
(6-2)
(6.3)
где '/. — безразмерная величина нагрузки; Й — коэффициент про
пускной способности; N — безразмерный конструктивный пара-
метр; Во, Вов — безразмерные величины начальных объемов поло-
стей соответственно наполнения и опорожнения пневмоцилиндра;
Л2.1 — отношение площадей торцов поршня со стороны рабочей 1
и выхлопной 2 полостей; оа — безразмерная величина атмосфер-
ного давления; В, о, ов- т — безразмерные переменные по переме-
щению, давлению в полостях наполнения и опорожнения пневмо-
цилиндра и времени перемещения поршня.
Одним из способов, обеспечивающих достижение поставленных
задач по увеличению быстродействия пневмопривода, является
проведение экспериментально-теоретических исследований натур-
ных образцов исполнительных механизмов манипулятора. Иссле-
дуем примененный в одном из исполнительных механизмов робота
«Циклон-ЗБ» пневмогидравлический привод.
Выбор такого вида привода вызван конструктивными соображе-
ниями, связанными, с одной стороны, стремлением конструктора
при значительных инерционных нагрузках получить равномерное
и устойчивое перемещение схвата манипулятора, с другой —
использовать гидравлический поток для формирования управляе-
мого и регулируемого тормозного эффекта. Анализ и расчет
конструкции гидросистемы механизма поворота показал, что при
угловых скоростях поворота руки до 3,837 рад/с на всем диапазоне
изменения скорости поршня на прямых участках каналов имеет
место ламинарный режим истечения жидкости (Re < 2300).
Турбулентные режимы, возникающие на коротких участках
каналов, непосредственно примыкающих к сечениям с местными
сопротивлениями, быстро меняются на ламинарные. Поэтому
закон движения поршня пневмогидравлического механизма пово-
рота можно выразить уравнением Рикатти, справедливым для
ламинарного истечения жидкости,
Л1„Р dvnx vnx / & \ Бп [ Рх-Рх
FплР dt \ Vnx / Бпл \ р /
(6.4)
где Л4пр — приведенные к плунжеру масса жидкости гидросистемы
и масса подвижных твердых звеньев манипулятора; Бпл — площадь
плунжера гидроцилиндра; р — плотность масла; vux— скорость
поршня; рх и рх — соответственно движущие силы и силы сопро-
тивления, отнесенные к площади поршня Fn.
В этом уравнении почти все параметры относятся к плунжеру
гидроцилиндра или приведены к нему. Суммарная величина всех
потерь в гидросистеме выражена в уравнении (6.4) составляющей
и2
Ац / Ь \ , , ,
—2^1» |--—I, где а, о— приведенные коэффициенты мест-
ных и распределенных сопротивлений. Коэффициенты а и b
являются постоянными для данной конструкции до начала тормоз-
ного процесса.
278
При проектном расчете привода механизма поворота его
быстродействие оценено приблизительно, так как значения Л41И„
Рх, Рх, а и Ь, используемые в уравнении (6.4), подсчитывались
со значительными допущениями. Значительное влияние на быстро-
действие пневмогидравлического привода механизма поворота
оказывает величина приведенной массы Л411Р. Величина Л4пр при
заданной конструкции механизма поворота определяется не только
массой и скоростью поступательно-перемещающихся твердых
звеньев и жидкости в гидросистеме, но и моментом инерции с уче-
том угловой скорости вращающихся твердых звеньев, имеющих
ьращательное движение. Поэтому изменение значений Л4пр зависит
от количества рук, массы груза, радиуса инерции рук, величина
которого зависит от настраиваемого в пределах каждой программы
радиуса рабочей зоны.
Отсюда следует, что проведение экспериментально-теоретиче-
ских исследований пневмогидропривода механизма поворота
с целью достижения необходимого быстродействия при уточненных
параметрах /Ипр, р*, рх, а и b является одним из решений постав-
ленной задачи.
Специфические требования к работе исполнительных механиз-
мов манипулятора приводят к необходимости создания эффектив-
ных методов торможения. Необходимость в плавном торможении
псступательно-движущихся частей пневмопривода вызвана требо-
ваниями технологического процесса к точности установки объекта
обработки на рабочую позицию основного пли вспомогательного
оборудования без смещения в схвате при транспортировке и требо-
ваниями конструкции, не допускающими значительных механи-
ческих перегрузок от ударов, снижающих долговечность. Особен-
ности пневмопривода исполнительных механизмов манипулятора
заключаются в том, что в объеме заданной программы работы при
одной настройке тормозного устройства должен обеспечиваться
плавный подход как к крайним, так и к промежуточным точкам
позиционирования при изменяющейся массе переносимого груза.
Каждая программа может предусматривать отличающиеся по
величине перемещения исполнительного органа манипулятора по
всем координатам, в связи с чем изменяются величины вредных
объемов выхлопных полостей цилиндров, что накладывает ряд
дополнительных требований к выбираемому виду тормозного
устройства.
Ряд способов торможения пневмопривода заключается в скачко-
образном изменении расхода воздуха из выхлопной полости
в момент торможения. При этом давление в выхлопной полости
цилиндра пневмопривода возрастает, а кинетическая энергия
поступательно-движущихся частей пневмопривода переходит в ра-
боту сил сжатия воздуха в выхлопной полости, вследствие чего
привод останавливается. Эта работа определяется количеством
сжимаемого в выхлопной полости воздуха, степенью сжатия и
279
видом термодинамического процесса при сжатии воздуха. На этом
принципе основана конструкция внутреннего тормозного устрой-
ства.
Внешние тормозные устройства (рука опытного образца робота
«Циклон-ЗБ») часто выполняют в виде отдельных узлов со встроен-
ными дросселями и обратными клапанами. Они являются состав-
ной частью подводящей и выхлопной магистралей пневмопривода,
вследствие чего снижаются их пропускные способности. Кроме
того, при изменении в значительных пределах рабочего хода
поршня изменяется и величина вредного объема выхлопной по-
лости, что при заданной скорости приводит к различным величинам
тормозного пути, обеспечивающего плавный подход к точке
позиционирования.
На практике в особо ответственных случаях применяются
гидравлические тормозные устройства, принцип работы которых
заключается в дросселировании щели, через которую под воздей-
ствием сил, приложенных к поршню, перетекает жидкость из
одной полости замкнутого объема в другую. Выбор параметров
гидравлических тормозных устройств должен обеспечивать без-
ударную остановку поршня в конце рабочего хода, минимальное
время торможения, ограниченные ускорения в период торможения
и постоянную настройку гидродемпфера при изменении приведен-
ной массы и величины хода поршня [45, 251. Рекомендации по
выбору тормозных устройств для ПР на основе полученного опыта
при их эксплуатации изложены в гл. 2.
Ниже приведены результаты экспериментальных исследований
некоторых видов тормозных устройств, применяемых в ПР.
Исследования быстродействия приводов и реализации их ре-
зультатов. Экспериментальные исследования проводились на
опытном образце робота «Циклон-ЗБ». Для проверки решений по
увеличению быстродействия приводов на манипулятор устанавли-
вали модернизированные узлы. При этом с пневмо- и пневмо-
гидроприводов исполнительных механизмов манипулятора были
сняты осциллограммы перемещений и скоростей поршней, а также
изменений давлений в рабочих и выхлопных полостях пневмо-
цилиндров. С пневмогидропривода механизма поворота дополни-
тельно сняты осциллограммы изменения давлений в гидросистеме.
При снятии осциллограмм в качестве измерительной аппара-
туры использовались малогабаритные датчики давления повышен-
ной точности типа МД-10Т, МД-100Т, датчик перемещения —
многооборотный потенциометр типа ППМЛ-М, датчик скорости —
тахогенератор типа ТГП-3. Показания датчиков регистрировали
на светолучевом осциллографе Н-105. Датчики двух последних
типов имели характеристику, близкую к линейной.
Рациональная конструкция руки определяется ее массой и
быстродействием пневмопривода с плавным торможением. Масса
этого узла в большей степени определяет параметры приводов
механизма подъема и поворота при заданном их быстродействии.
280
Конструктивные особенности пневмопривода руки, которые соз*
дают некоторые трудности при использовании методик для расчета
типового двустороннего пневмопривода, заключаются в том, что
шток пневмопривода является несущей конструкцией, што-
ковая полость пневмоцилиндра постоянно соединена с реси-
вером.
Первая особенность вытекаетиз требований получения компакт-
ного узла, что связано со стремлением разработчика разгрузить
механизм подъема и поворота манипулятора. Вторая особенность
вызвана стремлением повысить КПД пневмопривода данной
конструкции за счет экономии энергии сжатого воздуха при
опорожнении штоковой полости и обеспечить выравнивание ско-
ростей
поршня
при его прямом и обратном ходах.
Быстродействие пневмопривода определяется, с одной стороны,
пропускными способностями подводящей и выхлопной пневмати-
ческих линий, с другой — диаметром поршня, характеризующим
привод по нагрузочной способности. Структура подводящей и
выхлопной пневмолиний выбирается параллельно с конструктив-
ной проработкой манипулятора и входящих в него узлов с учетом
получения компактной конструкции. Отдельные участки пневмо-
линий образуют продольные каналы и кольцевые выточки в дета-
лях механизма подъема (см. рис. 2.4).
При разработке конструкции манипулятора оценка значений
эффективных площадей проходных сечений пневмолиний /пР,
/ш производилась предварительно по имеющимся методикам
с использованием справочных данных по пропускным способ-
ностям типовой пневмораспределительной аппаратуры, заклады-
ваемой в манипулятор, и приближенного расчета пропускных
способностей остальных пневмоэлементов. Индексы «п» и «ш»
означают соответственно поршневую и штоковую полости пневмо-
цилиндра.
Предварительная оценка диаметра поршня D„ осуществлена
исходя из конструктивных соображений.
Одним из параметров пневмопривода узла руки, определяющих
минимальные граничные значения диаметра поршня, является
диаметр штока (см. рис. 2.3). Его выбирают с учетом допускаемой
величины прогиба штока при максимальном вылете и наибольшей
массе перемещаемого груза, а также конструктивных особенностей
этого узла, предполагающих размещение внутри полой части
штока деталей механизма для передачи крутящего момента на
схват руки и подвода сжатого воздуха к пневмоцилиндру зажима
схвата.
С другой стороны, применение методов динамического синтеза
(см. рис. 6.2) позволило оценить при выбранном значении диаметра
поршня Dn = 0,06 м эффективные площади проходных сечений
подводящих линий fn, fh, обеспечивающих перемещение груза
с заданными быстродействием (пср = 1 м/с) и нагрузкой Р.
281
Рис. 6.4. Осциллограммы пневмопривода руки манипулятора ПР мод. «Циклон» без
применения (я) и с применением (б) способов повышения быстродействия привода:
Sx и uv — осциллограммы перемещения и скорости движения поршня при его прямом
и обратном ходах; рп и — осциллограммы изменения давлений в поршневой к
jh
штоковой полостях цилиндра; /Пд н /Нд — соответственно время нарастания и падения
давлений в поршневой полости цилиндра до начала трогания поршня с места; /в и
— соответственно время прямого и обратного ходов поршня без учета времени на
в н в н „
торможение; рпу, рпу, ршу, ршу — установившиеся значения давлении в поршневой
н штоковой полостях цилиндра; оу, иу — установившиеся значения скоростей поршня
Сравнительная оценка полученных значений показывает, что
пневмопривод при движении поршня вперед недогружен (1/% =
= 2,7); при полученных значениях Ц1’ > fn и /ш > fm быстродей-
ствие пневмопривода должно быть выше заданного, т. е. >
> 1 м/с.
Установленные экспериментальным путем действительные зна-
чения скоростных параметров поршня пневмопривода руки опыт-
ного образца робота «Циклон-ЗБ» значительно ниже расчетных.
Исследования приводов опытного образца робота «Циклоп-ЗБ»
явились тем необходимым этапом, проведение которого с использо-
ванием теоретических предпосылок, изложенных ранее, позволило
найти рациональные решения для увеличения быстродействия
манипулятора с сохранением его габаритных размеров.
На рис. 6.4 показаны осциллограммы пневмопривода руки
робота^с использованием гидравлического устройства. Осцилло-
граммы снимались при давлении сжатого воздуха рм ~ 49,03 X
282
X 104 Па в магистрали, массе перемещаемого груза 5 кг, диаметре
поршня Du = 0,06 м п ходе поршня su = 0,57 м.
Время рабочего цикла Тц пневмопривода состоит из суммы
интервалов времени прямого Тв и обратного Тн ходов поршня
соответственно при перемещении поршня вперед и назад:
Л = Г + Г; Г = /твех + /нд 4- /в 4- /?; ти = /тнех + /,"д + /” 4- /4
где /?ех, /тех — техническое время, условно включающее время
прохождения электрического сигнала /э от датчика до электро-
магнита воздухораспределителя, время распространения воздуш-
ной волны /в и время срабатывания электромагнита воздухо-
распределителя /р.
Ввиду того, что времена /а, /в и /р перекрывают друг друга, и
в связи с малым значением /в можно условно считать, что значения
/в и /р учтены /и. Тогда
/тех /тех === ОСз/э,
где и а2 — поправочные коэффициенты, учитывающие опереже-
ние срабатывания датчика до окончания хода поршня.
/э - 4 4 ~ Ц
= —-f—; а -з —’
ыВ ,Н
t3 и t3 — время опережения при ходе поршня соответственно
вперед и назад; /техп < /э, /тех = 1Э при а = 1.
Оценка временных интервалов по осциллограмме показывает,
что быстродействие пневмопривода может быть достигнуто за счет
уменьшения значений составляющих /в и /н.
С учетом временных составляющих введем понятия средней пср
и средней технологической пср. т скоростей поршня, учитывающих
время выстоя поршня до начала следующего движения:
' v • v. —_______________________________.
J СГ / /т ’ СР- т / /т /пд /Тех
* Некоторое уменьшение времени прямого и обратного ходов
поршня с учетом времени его торможения достигается применением
гидротормоза. Схемы пневмо- и гидроторможения (см. рис. 2.3)
рассмотрены выше.
Из схемы пневмопривода руки с применением пневмотормоза
видно, что пропускные способности подводящей и выхлопной
пневмолиний уменьшены за счет дополнительных пневмосопротив-
лений тормозного устройства и подводящих к нему трубопроводов,
конструктивно встраиваемых в эти магистрали. Следовательно,
I < I , где индексы «п» и «г» соответственно означают пневмо-
и гидроторможение. Качество торможения также влияет на его
время. Компактная конструкция пневматического тормозного
устройства обеспечивалась величиной тормозного” пути Хт =
= 25 мм, при котором гарантировалась безударная остановка
поршня при перемещениях = 0,4ч-0,6 м с грузом массой 3 кг.
283
тормозного устройства. Исследование
Рис. 6.5. Осциллограммы пневмо-
привода руки манипулятора Пр мод.
«Циклон» с пневматическим (а)
и гидравлическим (б) тормозами
Безударная остановка
поршня в конце хода при
меньших значениях S,, до-
стигалась уменьшением ве-
личины скорости в момент
торможения посредством
дросселирования выхлоп-
ной магистрали при пол-
ностью закрытом дросселе
пневмопривода руки с ги-
дроторможением показало, что при изменении нагрузки ивеличины
хода поршня нет необходимости в подрегулировке тормозного дрос-
селя, так как на всем диапазоне изменения этих величин обеспечи-
вается безударная остановка поршня. На осциллограмме (рис. 6.5)
показан характер торможения поршня при прямом ходе на величину
Sn = 0,2 м с грузом массой 5 кг. Регулировка хода произведена
с помощью заднего упора. Как видно из осциллограмм, при ходе
поршня вперед пневматический тормоз по сравнению с гидравли-
ческим не обеспечивает плавной остановки поршня. На рис. 6.5, а
виден ярко выраженный удар.
Один из методов определения величин параметров Р, f3, Q
заключается в экспериментальном исследовании пневмопри-
вода, работающего в условиях установившегося движе-
ния, с теоретической обработкой системы уравнений (6.1)—
(6.3).
Этот метод положен в основу экспериментально-теоретических
исследований пневмопривода руки робота «Циклон-ЗБ». Определе-
ние этих величин на опытном образце позволило с помощью их
уточненных значений повторно решить задачу динамического
синтеза и анализа и выйти на рациональные параметры пневмо-
привода.
Показанные на рис. 6.4 осциллограммы снимались при ходе
поршня Sn = 0,57 м и массе груза 5 кг. Настройка тормозного
устройства проводилась с учетом безударного подхода к опорным
точкам при минимальной величине Ц. Осциллограммы vx,
Рпх и Р™х подтверждают установившийся закон движения
поршня.
Для условий установившегося движения система дифферен-
циальных уравнений (6.1)—(6.3), выраженная в безразмерной
форме и описывающая закон движения поршня, а также характер
протекающих в полостях цилиндра термодинамических про-
цессов, может быть представлена в виде уравнений, приведен-
ных ниже.
284
1. При ходе поршня вперед
в в nF в.
Оцу Ошу'Лип — % ,
2. При ходе поршня назад
и н nF н и Ф (°шу) .
Ошу Oltyll пш — X J ^у — ----J >
°шу
/ fe—1 \н
н \ / / 0а \
Vy — 7ур-°Гпу ф "у ,
уупш \ апу '
гле rjF _ • nF = -fn
1де Пшп — г > ппш — г
г п гш
Значения хв, Xй, ^в> определяют непосредственно решением
приведенных выше уравнений с учетом полученных из осцилло-
грамм величин сг4..
С использованием формул перехода [101 определяют эффектив-
ные площади проходных сечений подводящих /д’, /ш" и выхлопных
fm, Гпи магистралей при движении поршня вперед и назад.
Сравнение полученных величин Р, Q и р с их значениями,
определенными ранее при проектном расчете, указало на явную
переоценку нагруженности привода и недооценку значения /э. Это
обстоятельство привело к целесообразности повторного проведе-
ния проектного и поверочного расчетов пневмопривода с учетом
действительных значений Р, Q, f3.
Система уравнений (6.1)—(6.3) решена на ЭВМ «Минск-32».
Полученные теоретические зависимости изменения по времени
скорости поршня при его движении вперед и назад показаны на
рис. 6.4, а (кривые 1 и 2). Скачкообразный характер теоретической
кривой, отражающей изменение скорости поршня, объясняется
неучтенными при расчете изменениями силы трения, зависящей от
скорости перемещения поршня. При этом отклонения по времени
срабатывания пневмопривода и величине установившейся скорости
перемещения поршня незначительны. Это указывает на то, что
/предлагаемая методика по оценке значений Р, Q, f3 в условиях
установившегося движения с целью уточнения рациональных
^параметров пневмопривода и разработки мероприятий по повыше-
|иию его быстродействия на основе динамического анализа является
приемлемой для решения задач подобного вида.
Используя методы динамического синтеза, можно сделать
Лыводы о недогруженности привода и меньших значениях про-
впускных способностей пневмолиний, определивших недостаточное
285
быстродействие привода (оср = 0,7 м/с). Повышение скорости
поршня в данном случае связано либо с увеличением пропускных
способностей пневмолиний, либо с уменьшением диаметра поршня.
Первый способ связан с увеличением габаритных размеров мани-
пулятора или нарушением компактности конструкции. Второй
способ при зафиксированных значениях /э позволяет не только
увеличить быстродействие привода, но и уменьшить его массу.
В результате перерасчета пневмопривода с использованием мето-
дов динамического синтеза уменьшен диаметр поршня до D,, г=
= 0,05 м. Система уравнений (6.1)—(6.3) решена повторно. Полу-
ченная теоретическая зависимость изменения по времени скорости
показана на рис. 6.4, б (кривая 3).
Предполагаемые результаты подтвердили осциллограммы, сня-
тые для пневмопривода руки робота с уменьшенным диаметром
поршня (см. рис. 6.4, б). При этом расхождения по времени
срабатывания незначительны. Полученные значения безразмерных
площадей поршня — и —указывают на некоторую недогру-
хв X
женность привода. Однако при незначительном увеличении силы
трения Plt что нашло отражение в конструкции руки робота
«Циклон-5», из-за дополнительного уплотнения, разделяющего
поршневую полость для срабатывания пневмосхвата, соотношения
между 1/% и U приближаются к оптимальным. Последующие
увеличения сил сопротивления могут привести к уменьшению
средней скорости поршня ниже заданной и перегрузке привода.
На рис. 6.4, б (кривая 4) показана зависимость, отражающая
изменение скорости поршня по времени. Она получена решением
системы уравнений при Dn = 0,045 м. Уменьшение диаметра
поршня в этом случае привело к уменьшению времени срабатыва-
ния пневмопривода при движении поршня вперед и его перегрузке
для условий движения." поршня назад. В последнем случае движе-
ние невозможно.
Как видно из^осциллограмм (см. рис. 6.4), средняя’скорость
поршня при движении'вперед выше, чем при перемещении назад,
вследствие разницы времени нарастания и падения давления
в поршневой полости. Повышение этой скорости поршня может
быть достигнуто посредством увеличения пропускной способности
выхлопной пневмолинии, связанной с поршневой полостью при
ходе поршня назад. При этом уменьшается значение составляющей
времени /„д. Магистраль, соединенная с поршневой полостью, при
движении поршня вперед является подводящей и характеризуется
эффективной площадью f*, при движении назад — Дзи. Причем
увеличение площади fit' не должно быть связано с изменением
/пВ, обеспечивающей достаточно высокую скорость поршня при
движении вперед. Кроме того, изменение площади не должно
нарушать компактность* конструкции манипулятора. С учетом
этих требований непосредственно на поршневой полости цилиндра
286
оыл установлен клапан быстрого сброса воздуха (см. рис. 2.5, б),
который при движении поршня вперед при небольших потерях
давления пропускает воздух в поршневую полость. При обратном
ходе поршня сжатый воздух из поршневой полости вытесняется
непосредственно в окружающую среду. На рис. 6.4, б пунктир-
ными линиями показаны графические зависимости v'x и рпх,
экспериментально полученные для привода с установленным кла-
паном быстрого сброса. Некоторое увеличение быстродействия
пневмопривода руки робота достигнуто уменьшением величины
составляющей Д.
Переход в роботе «Циклон-5» на СПУ другой конструкции,
позволившей исключить шаговый искатель и релейную схему
управления, сократил до минимума в рациональных пределах
составляющую времени £,. Практически это время стало равным
времени срабатывания электромагнита воздухораспределителя.
Таким образом, с использованием описанных выше методов и
способов быстродействие пневмопривода руки робота увеличено
более чем в 1,5 раза, что нашло отражение в роботе «Циклон-5».
Некоторые результаты исследований внедрены в действующее
производство робота «Циклон-ЗБ».
При проведении экспериментальных исследований для привода
механизма поворота были сняты осциллограммы изменения ско-
рости и перемещения, осциллограммы изменения давлений в по-
лостях пневмо- и гидроцилиндров по времени. Исследования
проводились на манипуляторе робота «Циклон-ЗБ» с одной и двумя
руками, с грузами и без грузов, при различных условиях регули-
ровки гидравлического дросселя и напорного клапана
(см. рис. 2.5, а).
Дальнейшее изложение материала проводится с учетом
рис. 2.5, а.
При экспериментах поддерживалось стабильное давление сжа-
того воздуха на входе в манипулятор, равное 49,03-104 Па. Обра-
ботка полученных результатов позволила наметить ряд конструк-
тивных решений, направленных на повышение быстродействия
пневмогидропривода, реализовать их и повторно снять осцил-
лограммы. Используемые в качестве измерительной аппаратуры
датчики давления имели нелинейную характеристику и предвари-
тельно тарировались на гидравлическом прессе с использованием
образцовых манометров.
На рис. 6.6 показана одна из снятых осциллограмм привода
механизма поворота манипулятора робота «Циклон-ЗБ» с одной
рукой, без груза. Тормозная гидроаппаратура отрегулирована на
плавный переход в момент торможения. Угол поворота руки состав-
ляет 3,14 рад. Направление поворота — против часовой стрелки.
Общее время поворота руки (время рабочего хода) можно
представить в виде алгебраической суммы составляющих
НС 6lC f- Дет 'ТОрМ И' Оорм -J- t' >
287
Рис. 6.6. Осциллограммы пневматического гидропривода механизма поворота руки (рук)
манипулятора ПР мод. «Циклон» без применения и с применением способов по повы*
шению быстродействия привода:
Sv н — осциллограммы соответственно перемещения и скорости перемещения поршня:
Л 11 J-
рр и Рв — осциллограммы изменения давлений соответственно в рабочей и выхлопной
полостях
давлений
вившиеся
пневматических рабочих цилиндров 5;
Рр
и рс — осциллограммы изменения
в рабочей и сливной полостях гидроцилиндров 4\ t»n уст уст—устано-
скорости поршня соответствеиио при его рабочем перемещении и торможе-
нии; Sn — ход поршня; РввТр —давление в выхлопной полости рабочего цилиндра 5,
соответствующее моменту трогания поршня с места; н /Дд — время нарастания дав-
ления соответственно в рабочей и выхлопной полостях рабочего цилиндра 5
где ^нс — время нарастания скорости поршня до достижения уста-
новившегося давления в выхлопной полости малого пневмоци-
линдра; /„с — время нарастания скорости поршня до установив-
шегося значения; /уСТ — время перемещения поршня при уста-
новившейся скорости; /тори — время ускоренного перемещения
поршня при торможении; /тОрм — время торможения поршня на
ползучей скорости; /' — подготовительное время до момента трога-
ния поршня с места в противоположном направлении, включающее
время трогания /тр.
При проектном расчете привода механизма поворота его
быстродействие оценено приблизительно, так как значения Л4пр,
Рх, Рх а и Ь, используемые в уравнении Рикатти (6.4), определены
со значительными допущениями. Анализ рассматриваемых осцил-
лограмм позволил не только определить более точные значения
указанных величин, но и оценить их влияние на быстродействие
привода.
Одними из основных показателей быстродействия привода
являются величина установившейся скорости поршня vu. уст и
степень возрастания скорости на участке, характеризуемом вре-
288
Менем Йс- Для участка установившегося перемещения НбршНЯ
(рис. 6.6) уравнение (6.4) примет следующий вид:
2
(6.5)
\ ^П. УСТ/ г пл
Левая часть этого уравнения представляет собой величину
суммарной потери напора в гидросистеме, значение которой опре-
деляется по осциллограмме ргРх ~ f (t).
Величина b определяется теоретически с относительно большой
погрешностью. Величина vn. уст определяется по осциллограмме.
Отсюда нетрудно определить значение приведенного коэффициента
местных сопротивлений а. Значение р* определяется по осцилло-
граммам как разность давлений в рабочей и выхлопной полостях
рабочих цилиндров при установившихся перемещениях поршней.
Следовательно, решая уравнение (6.5) относительно рх, получаем
Ре = Руст--т7^р-
Значения а и рс являются при некоторых допущениях постоян-
ными величинами для данной конструкции, не зависящими от
-скорости поршня, работающего в режиме разгона.
На участке разгона поршня, соответствующего периоду t^c
’При рх = const, уравнение (6.4) можно проинтегрировать как
дифференциальное уравнение с разделяющимися переменными.
Полученное в результате интегрирования выражение позволяет
проследить характер изменения времени разгона поршня от
величины приведенной массы Л4пр для манипулятора с одной и
двумя руками, с грузом и без груза и т. д. Для получения графи-
ческой зависимости /'нС = / (Л4пр) необходимо предварительно
снять несколько осциллограмм для пневмогидропривода с учетом
изменений массы переносимого груза, радиуса рабочей зоны,
числа рук манипулятора.
При этом для каждого случая при определяемых из осцилло-
грамм значениях скорости поршня, давлений в полостях пневмо-
цилиндров и времени разгона поршня /„с решением полученного
после интегрирования уравнения Рикатти можно определить
уточненные значения А4пр, на основе которых строится графиче-
ская зависимость /„с = f (А4пр).
Величина Л4пр при выбранной конструкции механизма поворота
определяется моментом инерции вращающейся части манипуля-
тора, в состав которой входят консоли, руки, грузы и т. д. Величина
момента инерции 7г зависит от массы этих узлов и радиуса инер-
ции. Располагая данными по характеру и величине изменения масс
элементов верхней вращающейся части, можно по полученному
графику /„с = / (А4пр) оценивать влияние этих изменений на
быстродействие привода.
Ю Шифрин я. А. и др. 289
Рассматривая по осциллограммам (рис. 6.6) подготовительный
период f до начала трогания поршня с места, можно заметить,
что время нарастания давления /пд в рабочей полости рабочего
цилиндра относительно невелико (0,04 с). Величинами, определяю-
щими момент трогания поршня с места, являются коэффициент
расхода в отводящей магистрали выхлопной полости цилиндра и
разность между значениями движущей силы и силы сопротивле-
ния. При определенных по осциллограмме значениях давления
трогания в выхлопной полости /?в.тр и времени до момента трога-
ния по уравнению истечения газа из ограниченного объема опре-
деляется величина р, которая характеризует пропускную способ-
ность выхлопной пневмолинии привода механизма поворота.
Любое изменение величины силы трения при заданном конструк-
цией коэффициенте расхода р повлечет за собой изменение /тр.
При увеличении движущей силы /тр уменьшается.
Время /„с, соответствующее периоду разгона поршня при
р\х = f (0, определяется решением уравнения Рикатти методом
численного интегрирования.
Значительное влияние на суммарное время поворота руки
оказывает время торможения, представленное в составляющих
/тори, /торы-
Безударный подход руки робота к опорной точке достигается
соответствующей регулировкой тормозного дросселя И, обеспечи-
вающего необходимую для этого установившуюся скорость тормо-
жения Пт. уст-
Плавность переходного процесса в начальный момент торможе-
ния обеспечивается настройкой напорного клапана 10 (см.
рис. 2.5). Величина хода подпружиненного упора 6 выбрана кон-
структивно Sn = 30 мм.
Срабатывание датчика ВК1 (В%2) происходит при утапливании
упора 6 на 2 мм, что достигается настройкой при монтаже меха-
низма поворота. Следовательно, ход поршня при повороте руки на
участке перемещения упора от момента появления электрического
сигнала с датчика до окончания движения 5„э = 28 мм, что соот-
ветствует углу поворота руки = 0,628 рад. По величине
и моменту начала торможения, определяемому по осциллограмме
ръх = f (0 (см. рис. 6.6), можно определить время прохождения
электрического сигнала t'3 с тормозного датчика В%1 (ВК2) до
начала срабатывания золотникового распределителя; = 0,04 с.
Очевидно, что угол поворота руки а2 за время t'3 является величи-
ной, зависящей от скорости поршня в момент начала торможения.
Например, при скорости поворота руки со' = 3,14 рад/с угол
а2 = a»'/, = 0,1308 рад. Следовательно, угол торможения ат =
= ах — а2 = 0,497 рад. Следует отметить, что при малых зна-
чениях угла поворота руки значения со' относительно малы, что
приводит к значениям ат, близким к 0,628 рад.
290
Время прохождения электрического сигнала t3 от датчика
положения, контролирующего окончание хода поршня, до момента
срабатывания соответствующего воздухораспределителя, обеспечи-
вающего отработку обратного хода поршня, определено при
исследовании руки робота «Циклон-ЗБ» и t"3 = 0,28 с.
Конструкция привода механизма поворота руки в отличие от
конструкции руки робота обеспечивает раздельную регулировку
положения упора и датчика, благодаря чему может быть достигнуто
относительно точное совпадение моментов окончания движения
поршня и срабатывания воздухораспределителя без увеличения
времени Ц. Как видно из осциллограммы (см. рис. 6.6),
грубая регулировка привела к увеличению f3 примерно на 0,2 с.
Из сравнения осциллограммы (см. рис. 6.6) с осциллограм-
мой v'n , снятой для привода механизма поворота манипулятора
с двумя руками и грузами массой 5 кг в каждой руке, можно
заметить, что с увеличением Л1пр увеличивается время разгона
поршня Б,с и время торможения /торм.
Исходя из необходимости повышения быстродействия привода
в целом разработано несколько способов, позволяющих уменьшить
значения составляющих времени рабочего хода Т.
1. Способ повышения быстродействия привода посредством
уменьшения составляющих времени рабочего хода t„c, Цст, Цр.
Как было установлено ранее, уменьшение времени разгона поршня
/нс может быть достигнуто увеличением значений движущих сил и
уменьшением сил сопротивления. Увеличение значений движущих
сил при постоянном магистральном давлении сжатого воздуха на
входе в манипулятор может быть достигнуто увеличением внутрен-
них диаметров рабочих пневмоцилиндров. Снижение значений сил
сопротивления требует уменьшения коэффициентов трения под-
вижных уплотнительных элементов в паре коллектор—цилиндр
механизма подъема и поворота (см. рис. 2.4) либо изменения кон-
струкции в направлении, ухудшающем компактность манипуля-
тора. Увеличение внутренних диаметров рабочих цилиндров при-
водит к увеличению габаритных размеров манипулятора и прежде
всего к увеличению одного из основных параметров — наимень-
шей высоты манипулятора от уровня пола до оси руки, что недо-
пустимо для условий обеспечения рациональной взаимосвязи ПР
с прессовым оборудованием. Один из предложенных методов по
повышению быстродействия привода не затрагивает параметров
манипулятора и вместе с тем позволяет достичь желаемых результа-
тов. Он заключается в параллельном включении при выполнении
процесса разгона поршня двух пневмоцилиндров: рабочего 5
(см. рис. 2.5) и цилиндра упоров 4. Ход штока 2 подбирается такой
величины, чтобы при обеспечении максимального быстродействия
избежать удара в конце пути. При этом необходимо регулировкой
тормозного дросселя визуально установить величину скорости
перед торможением, исключающей появление удара.
10* 291
Осциллограмма (см. рис. 6.6) отражает такой процесс
разгона поршня при величине подталкивания поршня штоком,
равной 47 мм, что соответствует углу поворота рук вокруг верти-
кальной оси манипулятора, равному 1,0464 рад. Для сравнитель-
ной оценки достигаемого быстродействия используют осцилло-
граммы v'nx — (/) и v„ = /п (/), снятые с манипулятора, смонти-
рованного с двумя руками и грузами массой по 5 кг в каждой руке.
Повышенное быстродействие привода с подталкиванием дости-
гается не только за счет больших значений установившихся ско-
ростей и меньших времен периодов разгона поршня t'ac и но
и за счет сокращения времени трогания поршня с места.
2. Способ повышения быстродействия привода посредством
уменьшения составляющей времени рабочего хода /тр. Установкой
в пневмолиниях рабочих цилиндров клапанов быстрого сброса
сжатого воздуха (см. гл. 2) обеспечивается повышение пропускной
способности выхлопной магистрали, что, в свою очередь, снижает
значение давления трогания рв. тр при соответствующем уменьше-
нии составляющих времени рабочего хода ^тр.
3. Способ повышения быстродействия привода посредством
уменьшения составляющей времени рабочего хода /торм. Дости-
гаемая регулировкой дросселя установившаяся скорость перед
торможением поршня должна обеспечивать безударный подход
поршня к точке позиционирования. Например, из осциллограммы
v„x (см. рис. 6.6) видно, что отрегулированная дросселем уста-
новившаяся скорость перед торможением имеет величину, приво-
дящую к удару с отскоком в конце хода. Из осциллограммы ип.
видно, что процесс торможения за период времени ^торм приводит
к значительному увеличению времени рабочего хода поршня. При
этом скорость поршня на определенном участке перед торможением
имеет установившееся значение.
Наличие в цикле работы манипулятора нескольких запрограм-
мированных отрезков пути по повороту руки (рук), отличающихся
протяженностью и характером меняющейся нагрузки в (схватах)
схвате вращающейся руки, вызывает трудности, связанные с обес-
печением безударного подхода ко всем точкам позиционирования
при одной регулировке дросселя. Разработанная система про-
граммного управления УЦМ-20 исключает этот недостаток. Пре-
дусмотренная в системе возможность ввода временных задержек
на начало торможения в каждом переходе на выполнение после-
дующих перемещений схвата манипулятора позволяет свести до
рационального минимума время тормозного периода /?орм. Рас-
смотрим осциллограмму v„x. Величина перемещения поршня при
установившейся скорости торможения ST. yCf = ит. УС17Т. уст, где
1Т. уст — время перемещения поршня пневмогидропривода при
установившейся скорости торможения цг. у01. Поэтому величина
задержки электрического сигнала 1зэ на начало срабатывания
292
электромагнита гидравлического распределителя при установив-
шейся скорости поршня ип. уст перед началом торможения может
быть выражена формулой
4 St. уст ^т.уст/
‘зэ ’ .. „ 4т. УСТ'
‘-и. уст ип. уст
Следовательно, время задержки электрического сигнала, обес-
печивающее сокращение времени срабатывания пневмогидропри-
вода, представляет величину, зависящую от скорости ит, уСТ и
продолжительности перемещения поршня Ц. уст перед торможе-
нием, а также от установившейся скорости нп. уст в начальный
момент торможения.
С некоторой погрешностью время 1ЗЭ может быть определено
по приведенной выше формуле и для малых углов поворота, при
которых скорости поршня не достигнут к начальному моменту
торможения установившегося значения.
Уменьшение времени срабатывания пневмогидропривода, полу-
чаемое при использовании эффекта по задержке срабатывания
электромагнита гидравлического распределителя, равно
И. УСТ ' Ц-
Вычисленные с помощью приведенных выше зависимостей и
осциллограмм, снятых с пневмогидропривода манипулятора ро-
бота «Циклон-ЗБ» для исполнений с одной и двумя руками при
изменяемых нагрузках и радиусах рабочей зоны, а также различ-
ных углах поворота руки (рук), значения задержек электриче-
ского сигнала на тормозное устройство t33 нашли свое отражение
в разработанной СПУ мод. УЦМ-20. В эту систему заложена возмо-
жность программировать величины t33 для каждого из запрограм-
мированных углов поворота рук (руки) манипулятора в пределах
от 0,04 до 0,28 с с дискретностью 0,04 с. Таким образом, приме-
нение способов повышения быстродействия пневмогидропривода
механизма поворота позволило уменьшить значения составляю-
щих ^нс, 1усТ, ^ТОрМ) t •
Для манипулятора с двумя руками, с грузами массой до 5 кг
в каждой руке и углом поворота рук, равным 3,14 рад, время
рабочего хода с учетом приведенных способов повышения быстро-
действия пневмогидропривода механизма поворота уменьшено
почти в 1,5 раза.
Привод подъема робота «Циклон-ЗБ» является пневматиче-
ским. Торможение при подъеме рук на модернизированных ПР
осуществляют гидравлическим тормозом, а торможение при опу-
скании — внутренним устройством с величиной тормозного пути,
равной 45 мм.
Выбор параметров пневмопривода этого узла сопряжен с опре-
деленными трудностями, вызванными противоречивыми условиями
его работы при подъеме и опускании. Если при ^одр рук вверх
параметры пневмопривода механизма подъема адрено оценить
ПО], то при ходе вниз перемещение поршня, не ррответргвует
293
установившемуся, а изменяющийся в пределах одной программы
работы ПР характер нагрузки приводит к ударам об упор в конце
перемещения. При проектном расчете пневмопривода подъема
значения Р, Q, р можно было оценить с достаточно большой
точностью ввиду его типового исполнения и наличия справочных
данных по пропускным способностям распределительной аппа-
ратуры и трубопроводов.
Однако настройкой тормозного устройства привода подъема
при изменяющихся величинах нагрузок (опускание при втянутой
или выдвинутой руке с грузом или без груза) не достигалось необ-
ходимого быстродействия при стремлении осуществить плавный
подход к опорной точке.
Скачкообразный подход поршня к нижней точке вызывал зна-
чительные колебания схвата руки и не только увеличивал время
рабочего хода поршня при опускании, но и не позволял применять
ПР при автоматизации некоторых технологических процессов,
требующих плавного подхода к опорной точке.
Поэтому в манипуляторе роботов «Циклон-5.01», «Циклон-5.02»
предусмотрен пневмогидравлический привод (см. в гл. 2). Его
применение позволило сформировать установившийся закон пе-
ремещения поршня при опускании рук и уменьшить время ра-
бочего хода. Например, это время для манипулятора робота
«Циклон-5.01» с двумя руками, с грузами массой по 5 кг в каж-
дой руке и ходом, равным 0,1 м, уменьшено почти в 2 раза.
6.3. ОБОСНОВАНИЕ ВЫБОРА ПРОМЫШЛЕННЫХ
РОБОТОВ С ПНЕВМОПРИВОДОМ И цикловой
СИСТЕМОЙ ПРОГРАММНОГО УПРАВЛЕНИЯ
Обоснование выбора ПР с пневмоприводом и цикловой
СПУ построено на сопоставлении производительностей РТК и
участка холодной листовой штамповки с применением ручного
труда. Выполняемые на них технологические операции аналогичны
между собой. Робот «Циклон-ЗБ» и разработанный с учетом ме-
тодических рекомендаций и способов по обеспечению заданного
быстродействия робот «Циклон-5» явились начальной базой для
проведения таких сопоставлений. При определении производи-
тельности РТК использованы рекомендации, изложенные выше.
Один из этапов обоснования включает построение графических
зависимостей, отражающих изменения средних технологических
скоростей рабочего органа схвата манипулятора при изменениях
величин перемещений схвата по всем транспортным координатам
и масс переносимого схватом груза. Эти зависимости (рис. 6.7)
получены экспериментально и положены в основу определения
производительности РТК холодной листовой штамповки на базе
роботов «Циклон-ЗБ» и «Циклон-5» при диапазоне изменения массы
груза тг до граничных значений в соответствии с техническими
условиями на ПР указанных моделей.
294
Рис. 6.7. Зависимости средних технологических скоростей перемещения рабочего органа
манипулятора ПР модели «Циклон» от величин перемещений и массы заготовки:
д — рука манипуляторов ПР «Циклон-ЗБ» и «Цнклон-5»; 1 — ПР «Циклон-5» (движе-
ние вперед) с 5 кг; 2 — ПР «Циклон-5» (движение назад) с ту ^5 кг; 3 — ПР
«Циклон-ЗБ» (движение вперед) без груза; 4 — ПР «Циклон-ЗБ» (движение вперед)
с тг < 5 кг; 5 — ПР «Циклон-ЗБ» (движение назад) с тг С 5 кг; б — механизм по-
ворота манипуляторов ПР «Циклон-ЗБ» н «Циклон-5»; 1 — ПР «Циклои-5» с двумя
руками, с тг — 5 кг; 2 — ПР «Циклон-ЗБ» с одной рукой, без груза; 3 — ПР
«Циклон-ЗБ» с одной рукой, с тг — 3 кг; 4 — ПР «Циклон-ЗБ» с двумя руками, без
груза; 5 — ПР «Циклон-ЗБ» с двумя руками, с = 3 кг
На рис. 6.8 показаны зависимости времени выполнения опера-
ции холодной листовой штамповки на роботизированной позиции
и участке с применением ручного труда от массы груза тг (заго-
товки). Масса груза увязана с ее габаритными размерами и типо-
размерами прессового оборудования. Роботизированные пози-
ции построены на основе роботов «Циклон-ЗБ» с одной (кривая 1)
и двумя (кривая 2) руками «Циклон-5.01», «Ритм-05», «Ритм-01.02»
и перспективной модели «Циклон-10». При построении графиков
для роботизированной позиции и участка с применением ручного
труда основное (машинное) время не учитывалось. Как видно
из рис. 6.8, некоторое повышение быстродействия робота «Цик-
лон-ЗБ» на роботизированной позиции достигается установкой
на манипулятор второй руки. В этом случае некоторый проигрыш
в быстродействии рабочего органа манипулятора при его пере-
мещениях по транспортным координатам окупается сокращением
программы работы ПР на роботизированной позиции.
Значительное повышение производительности робота «Цик-
лон-5.01» на роботизированной позиции достигнуто за счет внед-
рения в эту машину всех описанных ранее способов повышения
быстродействия. Изменение производительности робота «Циклон
5.01» на роботизированной позиции от массы груза показано
на рис. 6.8, кривая 6. Изменение производительности человека
на участке холодной листовой штамповки в зависимости от харак-
295
£ис. 6.8. Зависимость времени вы-
полнения операции холодной листо-
вой штамповки иа роботизирован-
ной позиции и участке с примене-
нием ручного труда от массы груза
теристики массы груза и
прессового оборудования
показано на рис. 6.8, кри-
вая 4.
Из сравнения графи-
ков (рис. 6.8, кривые 4
и 6) можно сделать за-
ключение, что применение
всеми внедренными способами по
быстродействия не приводит к же-
всем диапазоне изменения парамет-
робота «Циклон-5» со
обеспечению заданного
лаемым результатам на
ров заготовок и типоразмеров прессового оборудования. Соз-
дание робота «Циклон-5» позволило получить выигрыш по
производительности роботизированной позиции по сравнению
с участком, на котором используется ручной труд, в диапазоне
обработки заготовок массой до 0,5 кг. Изменение коэффи-
циента быстродействия робота К,в от массы заготовки (кри-
вая 3) получено на основе сопоставлений кривых 4 и 6
(рис. 6.8).
Максимальное значение коэффициента быстродействия робота
Кб = 1,41 соответствует работе робота «Циклон-5.01» на роботи-
зированной позиции с наибольшим значением для этой машины
массы заготовки (кривая 3). При уменьшении габаритных размеров
и массы заготовок суммарное время перемещений схвата манипу-
лятора робота «Циклон-5.01» по транспортным координатам сни-
жается менее интенсивно, чем суммарное время, затрачиваемое
человеком при выполнении им аналогичной операции. Область
значений Кб < 1 соответствует массе груза около 0,5 кг. Отсюда
вытекает необходимость в поиске других технических решений,
которые позволили бы перекрыть суммарное время, затрачива-
емое человеком при выполнении сравниваемых трудовых приемов.
При сопоставлении норм времени на отдельные микроэлементы
движения человека и рабочих перемещений схвата манипулятора
при выполнении аналогичной операции можно сделать следующие
выводы. Повышение быстродействия робота «Циклон-5.01» при
работе с заготовками малых масс и габаритных размеров связано
либо с необходимостью дальнейшего увеличения средних техно-
логических скоростей по транспортным координатам, либо с соз-
данием других моделей ПР с уменьшенными силами сопротивления
и инерционными нагрузками. Дальнейшее увеличение средних
технологических скоростей рабочего органа манипулятора робота
«Циклон-5.01» приведет к увеличению габаритных размеров мани-
пулятора.
296
В 1978 г. разработан и создан робот «Ритм-05», описание
которого приводится в гл. 2. Кинематическая схема этой модели
ПР приближена к кинематике движений рабочего, а исполнение
манипулятора с двумя руками позволяет получить необходимый
выигрыш в быстродействии по сравнению с человеком. С помощью
анализа характера перемещений схватов манипулятора робота
«Ритм-05» на роботизированной позиции и движений человека на
участке холодной листовой штамповки при выполнении аналогич-
ной технологической операции установлены некоторые направле-
ния, касающиеся уменьшения времени технологического цикла на
роботизированной позиции.
Это направление связано с увеличением средних технологиче-
ских скоростей схватов манипулятора за счет уменьшения инер-
ционных нагрузок и исключения некоторых перемещений при
обработке заготовок массой до 0,2 кг и соответственно уменьшен-
ными габаритными размерами. Например, достигнуто уменьшение
инерционных нагрузок на пневмопривод, обеспечивающий подачу
заготовок из подающего устройства в штамп и из штампа в прием-
ное или приемно-передающее устройство. Это уменьшение инер-
ционных нагрузок получено за счет того, что в кинематической
схеме манипулятора вместо поворота рук вокруг его вертикальной
оси (робот мод. «Циклон») предусмотрен сдвиг рук относительно
фронтальной плоскости пресса. Кроме того, пневмопривод меха-
низма поперечного сдвига рук дополнительно разгружен, так
как приводы подъема-опускания схватов вынесены непосредствен-
но в зону кистей рук. Такое решение позволило одновременно
уменьшить как габаритные размеры пневмопривода сдвига, так
и всего манипулятора в целом. Используя методические рекомен-
дации по обоснованию необходимого быстродействия ПР в РТК
холодной листовой штамповки, заданы и реализованы средние
технологические скорости схватов манипулятора по всем транс-
портным координатам манипулятора робота «Ритм-05». Они обеспе-
чили необходимую производительность роботизированной по-
зиции.
Кривая 8 на рис. 6.8 отражает характер изменения производи-
тельности роботизированной позиции на базе робота «Ритм-05»
от массы груза для прессового оборудования с технологическими
силами до 39,2-Ю4 Н. Робот «Ритм-05» можно использовать на
РТК с универсальными кривошипными прессами усилием
61,74-104 и 98•104 Н. При этом максимальные габаритные размеры
заготовок относительно размеров столов прессов должны быть
ограничены, а производительность такого РТК будет несколько
занижена. Участок кривой 8 (см. рис. 6.8), на котором произво-
дительность роботизированной позиции не зависит от изменения
массы груза, получен из условия исключения из программы ра-
боты ПР перемещения — поперечного сдвига рук манипулятора.
Такое исключение возможно при обработке заготовок с уменьшен-
ными габаритными размерами (до 100Х 100 мм). При этом загрузка
297
пресса осуществляется схватами рук, установленными под углом
друг к другу (см. рис. 2.8, д).
Для работы с заготовками массой до 0,1 кг разработан и соз-
дан робот «Ритм-01». Необходимость в создании этой модели ПР
вызвана потребностью уменьшения площади РТК и повышения его
производительности. Кривая 7 отражает изменение производи-
тельности роботизированной позиции с применением одной из
модификаций роботов «Ритм-01»—«Ритм-01.02» от массы груза
до 0,1 кг. Рекомендуется при этом использовать прессовое обо-
рудование с технологическими усилиями до 24,5-104 Н. Следует
отметить, что создание роботизированных позиций и РТК можно
планировать с учетом одинаковых типоразмеров прессового обо-
рудования как на базе робота «Ритм-05», так и на базе робота
«Ритм-01». Критерием для более удачного выбора модели ПР
являются факторы, связанные с технико-экономическими обос-
нованиями и производственными возможностями предприятий,
внедряющих этот вид техники. Кривая 5 отражает изменение
производительности роботизированной позиции холодной листовой
штамповки на основе перспективного робота «Циклон-10».
Этот ПР предназначен для автоматизации технологических про-
цессов горячей объемной штамповки на прессах с технологическими
усилиями 15,68 ПО6, 24,5-10® и 39,2-106 Н, холодной листовой
штамповки на прессах с технологическими усилиями до 30,87 х
X Ю5 Н, литья под давлением на машинах этого вида производства
с усилиями запирания пресс-форм до 61,74-105 Н. Он позволяет
в листоштамповочном производстве осуществлять обработку
заготовок с максимально возможными габаритными размерами
на универсальных кривошипных прессах с технологическими
усилиями 61,74-104 и 98-104 Н. Кривая 5 построена для условий
Кб = 1,2.
Средние технологические скорости рассматриваемой модели
ПР определяют исходя из анализа программы работы на конкрет-
ном РТК и на основе методических рекомендаций, изложенных
выше. Кинематическая схема робота «Циклон-10» предусматривает
исполнение манипулятора с одной рукой и наличие сдвига мани-
пулятора во взаимно перпендикулярных направлениях в зависи-
мости от вида производства и характера технологического про-
цесса. По сравнению с роботом «Циклон-5.02» увеличивается
его грузоподъемность до 98 Н с уменьшением размера от оси
руки до пола, увеличивается число опорных точек по подъему-
опусканию руки. Эта модель ПР предусматривает увеличение
размерных параметров манипулятора по выдвижению-втягиванию
руки и ее подъему-опусканию. Для каждого из трех указанных
видов производства предусматривается создание модификаций
ПР, отличающихся конструкцией руки и расположением механизма
сдвига манипулятора относительно его продольной оси.
▼
Глава
РОБОТОТЕХНИЧЕСКИЕ КОМПЛЕКСЫ
7.1. ОСНОВНЫЕ ПРИНЦИПЫ ПОСТРОЕНИЯ
РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
В робототехнике нашли отражение различные методи-
ческие подходы при разработке автоматизированных систем
на основе ПР. Это выражается в создании, например, комплексов
«станок—робот», где ПР можно применять как встроенный в ста-
нок (специальный), обслуживающий группу однотипных стан-
ков (специализированный или целевой), полностью автономный
и обслуживающий разнотипное основное технологическое обору-
дование (универсальный).
Различия в методологии создания ПР находят отражение и
в структурах робототехнических комплексов. Организация рабо-
чих мест ПР должна способствовать не только замене человека
на основных и вспомогательных операциях, но и поднимать про-
изводительность машин. ПР на производстве образует своеобраз-
ный автоматизированный или робототехнический комплекс. Вве-
дем следующую терминологию: ПР в комплексе с одной единицей
основного технологического оборудования образует роботизи-
рованную позицию; ПР в комплексе с несколькими единицами
основного технологического оборудования образует роботизиро-
ванный участок (при охвате только нескольких операций техно-
логического процесса); один или несколько ПР в комплексе
с несколькими единицами основного технологического оборудова-
ния образуют роботизированную линию (при охвате всех опе-
раций технологического процесса).
Применение ПР в производстве вносит определенную специфику
в разработку рациональной планировки (структуры) РТК по
сравнению с соответствующей планировкой рабочего места для
человека.
Для человека, в зависимости от технических условий и степени
механизации производственных процессов, оптимальная структура
рабочего места должна обеспечить экономию затрачиваемой энер-
гии, уменьшение протяженности рабочих траекторий, уменьше-
ние мышечных усилий. В конечном итоге все это выражается в при-
ведении в соответствие размеров и расположения оборудования,
инструментов и предметов труда с расположением частей тела
работающего. Такой антропометрический подход требует указа-
ния определенной рабочей зоны, в которой человек может поль-
299
зеваться инструментами и предметами труда, не совершая накло-
нов туловища, не сходя со своего места. На основе средних антро-
пометрических показателей человеческого организма рассчитыва-
ются активные рабочие зоны и размеры оборудования рабочего
места для конкретного рабочего. Размеры зон и оборудования ра-
бочего места в основном зависят от досягаемости рук при опреде-
ленной рабочей позе [20, 14].
Рекомендуемые размеры активных рабочих зон (основные
активные рабочие зоны) рассчитаны на управление основным
технологическим оборудованием (пуск-останов и т. д.), установку
и снятие заготовки и приспособления и т. д. Однако достижение
других точек на рабочей позиции, связанных с размещением полу-
фабрикатов и обработанных предметов, инструмента и т. д.,
связано с разворотом туловища, наклоном, подходом. Поэтому
на рабочем месте в РТК можно выделить также несколько вспомо-
гательных активных рабочих зон, кроме основной, связанных
с размещением в таре (подающем устройстве) исходных заготовок,
с контролем обработанных предметов, с размещением в таре
(приемном устройстве) обработанных предметов и т. д.
В частном случае, при огранизации непрерывно-поточного
производства (одно- или малопредметного) предметы обработки
могут поступать на рабочую позицию или отводиться с нее с по-
мощью транспортеров (склизов, лотков и т. д.). В этом случае
точки захвата предметов и разгрузки могут находиться в пределах
основной активной рабочей зоны.
При сопоставлении типовых схем взаимного расположения
человека и ПР (общемашиностроительного типа) с основным тех-
нологическим оборудованием (станок, пресс) видно, что, например,
рука ПР по своим программируемым перемещениям и габарит-
ным размерам превосходит руку человека. Это обусловлено тем,
что размещение ПР в РТК должно отвечать следующим основным
условиям: исключая рабочего, ПР не заменяет наладчика, выпол-
няющего работы по смене инструмента, настройке оборудования,
приспособлений и т. д. Следовательно, в РТК должны быть пре-
дусмотрены зоны для проведения соответствующих работ, а также
для профилактики и ремонта оборудования (рис. 7.1). Размерные
параметры ПР (например, площадь основания, величины гори-
зонтальных и вертикальных перемещений руки и т. д.) должны
находиться в соответствии с размерными параметрами основного
и вспомогательного технологического оборудования и соответст-
вовать нормам на их размещение в цехах машиностроительных
предприятий [13].
При разработке структуры РТК основное внимание должно
быть обращено на расчет занимаемой им производственной пло-
щади. В общем виде, производственная площадь робототехниче-
ской позиции S определяется по формуле
S = (/ + b + 0,5d) (h + 0,5Л1), (7.1)
300
где I — длина основного оборудования вдоль фронта; b — рас-
стояние от стены или колонны до рабочего места; d — величина
прохода между оборудованием; h — ширина основного техноло-
гического оборудования; М. — расстояние между оборудованием
по ширине.
Оценка рациональности структуры РТК определяется расчетом
коэффициента использования производственной площади:
п
К = , (7.2)
где — площадь, занимаемая основным оборудованием; q2 —
площадь, занимаемая вспомогательным технологическим обору-
дованием; п — количество единиц технологического оборудования.
Для оценки выбора рационального типоразмера манипулятора
введем коэффициент Кр, учитывающий отношение площади рабо-
чего места РТК к площади основания ПР:
К р = А^, (7.3)
Ор
где Sp. м — площадь рабочего места, определяемая в общем случае
как Sp. м = (Z + d)b или Sp. м = (I + d) М; Sp — площадь ос-
нования ПР.
Отсюда
Sp = ^5 (7.4)
Формула (7.4) более точно учитывает взимное размещение всех
элементов на РТК. Можно отметить, что длина I основного обору-
дования и величина прохода d между оборудованием являются
основными размерными параметрами при расчетах оптимальных
величин оснований манипуляторов ПР.
301
Для типовой схемы «РТК — позиции» производственная пло-
щадь
Sp = EjEa (/ + d) b, (7.5)
где ex — коэффициент, учитывающий площа;ь, занимаемую вспо-
могательным технологическим оборудованием; — коэффициент,
учитывающий площадь, необходимую для эксплуатации, про-
филактики, ремонта, наладки ПР.
Для определения объективной связи ПР с основным техноло-
гическим оборудованием исследуются зависимости вида I = f (т),
где т — масса обрабатываемых предметов, или грузоподъемность
ПР. Анализ около 200 моделей ПР отечественных и зарубежных
конструкций позволил определить статистические закономерно-
сти в изменении производственной площади Sp в зависимости
от величины т как Sp = 0,51 + 0,02m (диапазон изменения m
от 0,5 до 70 кг).
7.2. СТРУКТУРЫ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
В КУЗНЕЧНЫХ ЦЕХАХ
Решение вопросов комплексной автоматизации обору-
дования в кузнечных цехах на основе ПР имеет специфичные
особенности, влияющие на конструктивные схемы средств авто-
матизации и требующие специального подхода к выбору или
созданию нужной модели ПР.
Анализируя особенности замены рабочих в кузнечных цехах,
можно отметить, что их труд характеризуется повышенной опас-
ностью и вредностью (температура, запыленность и загазованность
среды, шум), выполнением тяжелых и однообразных операций,
большими физическими нагрузками, сложной координацией движе-
ний и постоянным нервным напряжением при выполнении опера-
ций по управлению ходом технологического процесса.
Основные факторы, учитываемые при создании РТК: резкое
изменение конфигурации и габаритных размеров поковок (требо-
вания к конструкциям схватов), контроль положения поковок
в штампе, смазка гравюр штампов, контроль температуры поко-
вок, синхронизация работы технологического оборудования (на-
гревательные устройства, штамповочные и обрезные прессы, пе-
редающие устройства и т. д.).
При рассмотрении особенностей размещения ПР в кузнечных
цехах следует иметь в виду, что согласно существующим нормам
на проектирование подобных цехов [13] оборудование распола-
гается с довольно значительными разрывами между соседними
Рис. 7.2. Схема расположения
штамповочных молотов, нагрева-
тельных устройств и обрезных прес-
сов:
а, м .... 0,7 0,8 1 1,2
с, м .... 0,8 1 1,2 1,4
302
4
8»ис. 7.3. Типовые структуры робототехнических линий горячей объемной штамповки:
1 — индукционный нагреватель; 2 — КГШП; 3 — транспортер; 4 — СПУ ПР; 5 — тара
для облоя; 6 — обрезной пресс; 7 — СПУ линии; 8 ~ тара для заготовок
агрегатами. Это приводит к тому, что ПР свободно располагаются
перед фронтальными сторонами прессов, но требуется, как пра-
вило, транспортно-конвейерная система для передачи заготовок
с позиции на позицию.
Из всего многообразия кузнечно-прессового оборудования наи-
более перспективными для роботизации признаны линии штам-
повки на кривошипных горячештамповочных прессах (КГШП)
различных усилий. Подобные линии строятся по схеме: индук-
тор — КГШП — обрезной пресс. Роботизацией охватываются по-
зиции у всех перечисленных агрегатов.
Схема расположения на участках штамповочных молотов 2,
нагревательных устройств 1 и обрезных прессов 3 показана на
рис. 7.2.
На рис. 7.3 представлены типовые структуры РТК на основе
линий КГШП, Схемы приведенных РТК взяты из установившихся
компоновок линий в действующих производствах. На рис. 7.3, а
показан РТК с применением робота-штамповщика II и роботов-
обрезчиков III и IV. Особенностью подобной линии является вве-
дение робота-перекладчика I, захватывающего нагретую в ин-
дукторе поковку и устанавливающего ее на осадочную площадку
штампа КГШП.
На рис. 7.3, б показана та же схема, но с применением транс-
портеров для межпозиционной передачи заготовок. Подобную схему
можно рекомендовать при крупносерийном или массовом выпуске
изделий, когда транспортеры обеспечивают постоянную и надеж-
ную ориентацию полуфабрикатов в процессе транспортирования.
В вышеприведенных схемах индукционные нагревательные уст-
ройства загружаются вручную нагревальщиками.
303
^77777777Z777ZZZZZ7ZZZZZZT7ZZZZZZZ2
Рис. 7.4. Схема расположения
штамповочных молотов, фрик-
ционных прессов, нагреватель-
ных устройств, обрезных прес-
сов и смежного оборудования?
1 — штамповочный молот; 2 —
фрикционный пресс; 3 — нагре-
вательное устройство; 4 ~ об-
резной пресс
Вес па- дающих частей, (кН) (тс) Размеры, м
А а б в г
4,9 5,5 0,8 0,7 1,5 1,5
7,35 5,5 0,8 0,7 1,5 1,5
9,80 5,5 1,0 0,8 2,0 2,0
14,70 6,5 1.0 0,8 2,0 2,0
19,60 6,5 1,2 0,8 2,0 2,0
Вес па- дающих частей, (кН) (тс) Размеры, м
А а б в г
24,50 6,5 1,2 0,8 2,0 2,0
29,40 7,5 1,4 1,0 3,0 3,0
39,20 7,5 1,4 1,0 3,0 3,0
49,00 7,5 1,8 1,2 4,0 4,0
58,80 7,5 1,8 1,2 4,0 4,0
На рис. 7.3, в показаны полностью роботизированные линии
КГШП с применением роботов / для загрузки индукционных на-
гревателей.
Наиболее перспективной и прогрессивной структурой РТК
на линиях КГШП является схема (рис. 7.3, г), принципиальной
особенностью которой является введение обрезного (правочного)
ручья в штамп на КГШП. Такая схема возможна только на осно-
вании применения робота III, рука которого входит в рабочую
зону КГШП через боковой проем, что недопустимо по технике
безопасности для человека. Такая схема позволяет в 2 раза и бо-
лее увеличить производительность и исключить обрезной пресс
из линий. Схемы расположения на участках штамповочных мо-
лотов, фрикционных прессов, нагревательных устройств, обрез-
ных прессов и смежного оборудования показаны на рис. 7.4.
7.3. СТРУКТУРЫ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
В ЛИСТОШТАМПОВОЧНЫХ ЦЕХАХ
Типовые структуры РТК на основе робота «Ритм-01» .
Основными факторами, определяющими структуры РТК, являются
операционность деталей; непрерывность или прерывность техно-
логических процессов, т. е. наличие вспомогательных технологи-
ческих операций, требующих удаления детали с позиций обработки
на другие производственные участки (отжиг, зачистка, промывка);
серийность, программа выпуска деталей; количество запусков
деталей в определенный период; изменение формы заготовок в про-
цессе обработки. РТК на основе робота «Ритм-01» компонуются
в сочетании с прессами открытого типа усилием от 61,7 до 245 кН.
Структуры могуг быть двух видов: робототехническая позиция
и робототехническая линия,
304
Р Робототехническая позиция может быть выполнена в двух
вариантах: один робот-загрузчик и автоматическое удаление штам-
повки, например сдув (рис. 7.5, а), и два робота, загрузчик и
разгрузчик (рис. 7.5, б). Они служат для однооперационной
Штамповки деталей массой до 0,1 кг с габаритными размерами
от 10X20 до 130X130 мм. Комплексы оснащаются подающими
устройствами, обеспечивающими практически непрерывную ра-
боту. Такими свойствами обладают, например, шиберные и двух-
позиционные подающие устройства.
Робототехническая линия (рис. 7.5, в) предназначена для Двух-
li более операционной штамповки деталей. В состав линии (секции)
входят четыре робота (при Двухоперационной штамповке). Ро-
бот / осуществляет загрузку заготовки из подающего устройства
В зону выполнения первой операции, роботы II и III выполняют
передачу полуфабриката от первого пресса ко второму, причем
передачу можно осуществлять или с помощью приемно-передаю-
щего устройства, или непосредственно из руки робота I в руку
робота II. Робот IV разгружает штамп и укладывает штамповку
в тару. Если конструкция штампа позволяет, то можно удалять
штамповку автоматически.
Типовые структуры РТК на основе робота «Ритм-05.01».
РТК на основе робота «Ритм-05.01» используют применительно
к однокривошипным открытым прессам простого действия усилием
от 98 до 980 кН. Комплексы на основе подобных машин могут
быть двух структур: робототехническая позиция и робототехни-
ческая линия.
Робототехническая позиция (рис. 7.6, а) служит для одноопе-
рационной штамповки деталей массой до 0,5 кг и габаритными раз-
мерами от 50x50 до 250x250 мм. С учетом высокого быстро-
действия ПР позиция оснащается поворотным двухместным пода-
Рис. 7.5. Схемы технологи-
ческих планировок РТК с
применением роботов
«Ритм-01.01» ;
/ — робот; 2 — пресс; 3 —
штамп; 4 — система автома-
тического удаления штам-
пуемой детали н облоя; 5 —
пульт управления комплек-
сом; 6 — подающее устрой-
ство; 7 — тара; 5 — прием-
но-передающее устройство
3Q5
Рис. 7.6. Структуры РТК на основе робота «Ритм-05.01»:
1 — робот; 2 — подающее устройство; 3 — штамп; 4 — пресс; 5 — тара для штампо-
вок; 6 — СПУ ПР; 7 — шкаф электроавтоматики; 8 — приемно-передающее устройство;
9 — транспортер
ющим устройством для обеспечения непрерывной работы РТК.
Подающее устройство имеет рабочую позицию и позицию укладки.
Схему позиций устройства производят автоматически.
Робототехническая линия (рис. 7.6, б) служит для двух- и
более операционной штамповки деталей таких же размерных
и весовых характеристик, как и на позиции. Организуется из
отдельных позиций, связующим звеном которых служит специаль-
ное передающее устройство, которое обеспечивает приемку и фик-
сацию детали после съема ее рукой первого ПР и передачи в зону
захвата второго ПР и т. д.
Время срабатывания передающего устройства должно быть
меньше времени цикла робота, т. е. около 3—4 с.
Типовые структуры РТК на основе роботов «Циклон-3.01»
и «Циклон-5.01» . Основные структуры РТК на основе роботов
типа «Циклон» можно подразделить на две основные группы:
РТК на основе прессов открытого типа усилием от 392 до 1570 кН
и РТК на основе прессов закрытого типа (двухстоечных) усилием
1570 кН и более. Габаритные размеры деталей не должны превы-
шать 600X600 мм и масса заготовок — 5 кг.
Робототехническую позицию, включающую открытые прессы,
предназначают для проведения разделительной или формообра-
зующей штамповочной операции в простых и совмещенных штам-
пах (рис. 7.7, а). Структура РТК учитывает размерную взаимо-
связь пресса и ПР, характеризующихся наибольшим расстоянием
между центром стола пресса и центром вращения рук ПР, которое
определяется максимально возможным вылетом руки и составляет
около 1500 мм. Габаритные размеры столов прессов увеличива-
ются с ростом усилия пресса. Это приводит к уменьшению расстоя-
ния между столом пресса и основанием манипулятора. Для об-
служивания технологического оборудования и штамповой ос-
настки, замены штампов и т. д. необходим свободный доступ на-
ЗОб
ладчиков к прессу, Что достигается откатом манипулятора с по-
мощью специального устройства.
Робототехническая линия, включающая открытые прессы,
предназначается для штамповки деталей за несколько операций
без вспомогательных технологических операций (термообработка,
промывка). Линия структурно состоит из двух и большего числа
позиций, связанных между собой ориентирующе-передающими
устройствами (рис. 7.7, в). Эти устройства предназначены для
фиксации полуфабриката и передачи его с позиции на позицию.
При построении линии основным размерным параметром является
расстояние между осями прессов. Этот размер, устанавливаемый
соответствующими нормативами, определяется как расстояние
между боковыми сторонами прессов плюс габаритный размер
пресса. Для различных прессов это расстояние различно, что при-
водит к необходимости применять ориентирующее устройство,
имеющее горизонтальное смещение. Для открытых прессов ве-
личина смещения составляет 300 мм.
При установке прессов в линию необходимо учитывать, что
высота стола над уровнем пола в зависимости от усилий прессов
разного типа различна.
Усилие пресса, кН....................
Высота стола над уровнем пола, мм:
наибольшая..........................
наименьшая ........................
617 980
900 850
700 700
1600 2500
860 825
600 500
Из приведенных данных видно, что перепад высоты столов для
прессов усилием 617—2500 кН может достигать 400 мм. Однако,
учитывая, что высоты штампов возрастают с увеличением мощ-
ности пресса, перепад высот при установке штампов на прессы
несколько уменьшится и составит 150—200 мм. Для компенсации
разницы высот поверхностей разъемов штампов ориентирующее
устройство должно иметь возможность вертикального перемещения
до 200 мм.
Робототехнический участок, включающий открытые прессы,
предназначен для штамповки деталей за две операции либо од-
Рис. 7.7. Структуры РТК на основе робота «Циклон-3.01» («Циклон-5.01») и откры-
тых прессов типа КВ-232 (а,б) н К2130Б (в):
1 — ПР; 2 — подающее устройство; 3 — пресс; 4 — тара для штамповок; 5 — СПУ ПР;
6 — устройство контроля наличия штамповки в схвате; 7 — ориентирующе-передающее
устройство
307
повременной штамповки двухоперационных деталей (рис. 7.7, б).
В первом случае необходимо автоматическое удаление отштампо-
ванных деталей из второго штампа. Деталь после окончания вто-
рой операции можно удалить с помощью ПР (правая рука) при
создании схвата, способного захватить полуфабрикаты после пер-
вой и второй операций. Во втором случае необходимо наличие
двух подающих устройств. Структура рекомендуется для условий
мелкосерийного производства.
Робототехнические позиции, включающие закрытые прессы,
могут быть построены по следующим схемам: человек—пресс—
робот (рис. 7.8, а), робот—пресс—человек (рис. 7.8, б), робот—
пресс—человек (рис. 7.8, в).
Структуру человек—пресс—робот применяют в случаях, когда
конструкция ловителей и фиксаторов не может обеспечить надеж-
ную фиксацию исходной заготовки в штампе. Используется или
однорукая модификация ПР, который выполняет роль съемщика
детали из штампа (безотходная штамповка), или двурукая (съем
детали и отходов с укладкой их в разные емкости).
Структуру робот—пресс—человек применяют в случаях, ког-
да съем детали из штампа невозможно осуществить с помощью
ПР, что бывает связано с конструктивными особенностями штам-
повок. При штамповке деталей за два или несколько переходов
на одном закрытом прессе применяют структуры, показанные на
рис. 7.8, г. При создании такого РТК следует учитывать, что зак-
рытая высота обоих штампов должна быть одинакова, поверхности
разъемов штампов должны располагаться в одной плоскости, штам-
308
пы должны располагаться йа одной продольной оси, совпадающей
с осью пресса.
При необходимости возможно использование прессов закрытого
типа для штамповки различных деталей .на одном прессе
(рис. 7.8, д'). Роботы располагают с разных сторон пресса, они
действуют независимо друг от друга, каждая пара ПР выполняет
функции по загрузке заготовок и выгрузке, включение рабочего
хода пресса после сигнала о выполнении всеми роботами програм-
мируемых движений.
Робототехнический участок, включающий закрытые прессы
для одновременной штамповки дьух различных деталей за один
переход, может иметь структуру, показанную на рис. 7.8, е.
Руки ПР развернуты на 3,14 рад и каждая рука выполняет функ-
цию загрузки-разгрузки. Такая структура наладывает определен-
ное требование на штамповую оснастку, а именно: поверхности
разъемов штампов должны располагаться в одной плоскости.
При построении такой планировки -необходимо, чтобы центр вра-
щения рук ПР располагался на линии, соединяющей центры
прессов.
В робототехнических линиях, включающих закрытые прессы,
в качестве основного элемента, на базе которого строятся подоб-
ные структуры, используется позиция робот—пресс—робот. В та-
ких структурах работ-загрузчик через ориентирующе-передающее
устройство передает полуфабрикат в зоны последующего робота—
штамповщика.
Структуры РТК на основе роботов «Универсал-15.04» , «Уни-
версал-15.06» и РПМ-25. Роботы данных моделей применяют
Рис. 7.9. Структуры РТК холодной штамповки иа основе универсальных ПР*.
/ — пресс двустоечный; 2 — ПР; 3 — подающее устройство; 4 — тара для штамповок;
5 — тара для высечки; 6 — штамп; 7 — транспортная система; 8 — СПУ ПР; 9 — шкаф
электроавтоматики
309
только с закрытыми прессами усилием более 2000 кН, при этом
РТК могут быть построены в виде робототехнической позиции или
робототехнической линии. Использование ПР указанных моделей,
оснащенных числовыми позиционными системами программного
управления УПМ-772,’^значительно расширяет технологические
возможности РТК, позволяет создавать их более гибкими в пере-
наладке. Это выражается в исключении из состава РТК подающих,
ориентирующих и приемно-передающих устройств, поскольку
ПР подобных типов позволяют брать и укладывать заготовки из
стопы, кассет и т. п. с различных высотных уровней.
Робототехническая позиция (рис. 7.9, а) служит для одноопера-
ционной штамповки деталей с габаритными размерами более
500x500 мм и массой более 5 кг. В состав позиции входят один
закрытый пресс и два ПР. Первый ПР захватывает заготовку
из стопы и укладывает ее в штамп, второй ПР разгружает пресс
и укладывает штамповки в стопу. При выполнении разделительных
операций и наличии отходов, не удаляемых автоматически, от-
ход удаляется ПР (захват одновременно отхода и штамповки),
оснащенным специальным схватом.
Структура позиции может быть более сложной (рис. 7.9, б).
Например, четыре робота РПМ-25 используют для выполнения
трех штамповочных операций на одном прессе, что позволяет зна-
чительно сократить время обработки детали. Робототехническая
линия, показанная на рис. 7.9, в, предназначена для многоопера-
ционной штамповки деталей с габаритными и массовыми характе-
ристиками, указанными выше.
7.4. СТРУКТУРЫ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
НА ОСНОВЕ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Дальнейшее внедрение средств автоматизации для ма-
шин литья под давлением МЛД связано с созданием как ПР, так
и автоматических манипуляторов для заливки металла, смазки
пресс-форм и пресс-камер, съема отливок. Эффективность авто-
матизации МЛД зависит от средств контроля стабильности тех-
нологических параметров: температуры заливаемого металла, про-
должительности цикла, скорости и давления прессования и т. д.
Поэтому необходимы как средства механизации, так и приборы
контроля режимов работы машины. Применение ПР связано
главным образом с извлечением отливок.
Влияние серийности и номенклатуры отливок имеет ту особен-
ность, что чем меньше серия и больше номенклатура, тем более
универсальным должны быть средства извлечения. С другой сто-
роны, такие средства наиболее эффективны при роботизации по-
следующих операций обрубки и удаления отливок. В условиях
мелкосерийного производства это невыгодно, так как цикл по-
лучения отливки на МЛД значительно больше цикла обрубки,
отсюда — неоправданное увеличение производственной площади
310
Рис. 7.10. Типовые структуры РТК иа основе машин литья под давлением:
1 — машина лнтья под давлением; 2 — СПУ ПР; 3 — ПР; 4 — обрубной пресс; 5 —
склнз; 6 — тара для отлнвок; 7 — ванна для охлаждения; 8 — дозатор; 9 — тигельная
раздаточная печь; 10 — шкафы управления технологическим процессом
и неполное использование обрубного оборудования. Поэтому при-
менение РТК рационально на МЛД в крупносерийном производ-
стве, где наибольшее значение придается сокращению транспорт-
ных операций. В зависимости от компоновки, состава и принятых
решений по разгрузке МЛД автоматизированные комплексы мо-
жно подразделить на следующие типы: с применением горизон-
тальных или вертикальных прессов, со сбросом отливок в тару
или на транспортер; с транспортерами и съемниками, снабженными
заливаемыми стержнями.
На рис. 7.10 показаны типовые структуры РТК на основе
МЛД. Робототехнический комплекс (рис. 7.10, а) построен на
разгрузке МЛД роботом и сбросе отливок в тару, а РТК
(рис. 7.10, б) — на разгрузке МЛД роботом, охлаждении отливок
в специальном устройстве, установки отливки в пресс для обрубки
облоя и литников.
7.5. СТРУКТУРЫ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
В МЕХАНИЧЕСКИХ ЦЕХАХ
Общие понятия. В отличие от структур РТК для заго-
товительных цехов, где в общем случае каждый ПР обслуживает
одну технологическую машину, в механических цехах наблюдаются
самые разнообразные структуры.
Это связано с основными производственными факторами, харак-
теризующимися большими машинными временами, обеспечи-
вающими возможность многостаночного обслуживания; много-
образными организационно-техническими формами производства;
большой протяженностью технологических маршрутов; многооб-
разием типов металлорежущего оборудования и станочной ос-
настки; наличием многономенклатурного измерительного и кон-
трольного инструмента; большими объемами и видами стружки,
ЗН
Рис. 7.11. Типовые структуры РТК на, основе металлорежущего оборудования:
/ — подающее устройство; 2 — станок; 3 — ПР; 4 — приемное устройство; 5 — СПУ
ПР; 6 — шкаф электроавтоматики РТК; 7 — прнемио-передающее устройство
особенно на первых черновых операциях; наличием слесарных,
разметочных, контрольных и других операций по технологиче-
скому потоку и т. д.
Выбор структур РТК в общем виде производится с учетом ана-
лиза деталей, подлежащих механической обработке; действую-
щего технологического процесса; основного технологического
оборудования с учетом возможности его автоматизации; организа-
ционных видов производств (серийность, партионность, межста-
ночное транспортирование); параметров ПР; технико-экономиче-
ских показателей различных вариантов роботизации.
Основные схемы РТК регламентируются отраслевыми стан-
дартами и включают следующие группы оборудования: транспорт-
ное оборудование (подающее, приемно-передающее, приемное
устройство), основное технологическое оборудование (станки,
оснастка станков, режущий инструмент), оборудование системы
управления (электро-, гидро-, пневмоэлементы автоматики, пульт
управления), оборудование, приборы, инструменты технического
контроля деталей (специальное оборудование, контрольно-из-
мерительные полуавтоматы), нестандартное оборудование (канто-
ватель, ориентатор, магазин со схватом).
На рис. 7.11 показаны основные структуры указанных выше
схем. Структуры построены по схемам: позиция (рис. 7.11, а),
участок (рис. 7.11, б, в), линия (рис. 7.11, г, д).
Анализ показывает, что наиболее рациональными являются
схемы, отвечающие требованиям охраны труда для наладчика-
оператора при проведении работ по обучению ПР, смене инстру-
мента, оснастки, профилактическим работам и обеспечивающим
наличие свободных зон для подхода к оборудованию.
31?
Типовые структуры ЙТК на участках станков с ЧПУ-ЭВМ.
Выбор ПР определяется возможностью стыковки его с ЭВМ той
или иной модели отраслевого типажа. Отметим, что участок стан-
ков с ЧПУ—ЭВМ включает как программные станки, так Астанки
других типов.
Целесообразность организации РТК на участке станков с
ЧПУ—ЭВМ определяется в результате многофакторного анализа,
учитывающего специфику построения участка, в том числе:
технологический маршрут обрабатываемых предметов и состав
операций (подготовка баз, установка предметов в оснастку с руч-
ной выверкой, слесарная обработка на рабочих местах и т. д.),
состав оборудования, планировку оборудования, автоматизиро-
ванную транспортно-складскую систему АТСС и т. д.
На рис. 7.12 показаны некоторые типовые структуры’РТК.
Характерной их особенностью является наличие следующего
вспомогательного оборудования: магазина схватов 10 (предусма-
тривается автоматическая схема захватных устройств при подаче
АТСС новых деталей, или резкого изменения конфигурации об-
работанных деталей), кантователя-ориентатора 7 (предусматри-
вается осуществлять непрерывный комплекс движений по за-
грузке-разгрузке оборудования; смена баз может потребовать
перехват детали ПР), накопителя 11 (складирование полуфабрика-
тов в тару без загрузки тары, связанной с АТСС), моечной машины
3 4 5 6 3 4 5 7 6 4 5 6 3
7
14 1310 2 8 14 13 2
Рис. 7.12. Типовые структуры РТК на участках станков ЧПУ —ЭВМ:
/ — автоматизированная транспортно-складская система (АТСС); 2 — приемный стол;
5 — СПУ ПР; 4 — устройство управления РТК; 5 — устройство ПУ станка; 6 — ста-
нок; 7 — кантователь-ориентатор; 8 — ПР; 9 — моечная машина; 10 — магазин схва-
тов; ц — промежуточная тара; 12 — контрольно-измерительная машина; 13 — проме-
жуточный приемно-передающий стол; 14 — направляющие
313
9, контрольно-измерительной машины 12. Структуры разработан-
ных РТК построены с использованием стационарных напольных
и подвижных ПР. Рассмотрим кратко некоторые из них.
Робототехническая позиция (рис. 7.12, а) включает напольный
ПР стационарного типа. Заготовка поступает в таре, которую
располагают на приемном столе 2 АТСС. Обработанные детали
складируют в тару, которая также функционирует jb системе
АТСС. Управление ПР и обеспечение взаимосвязи всех устройств
обеспечивается СПУ 3.
Робототехнический участок (рис. 7.12, б) включает наполь-
ный ПР стационарного типа. Заготовки поступают в таре. Обра-
ботанные детали складируют в тару АТСС. Станки расставлены
в определенной последовательности операций согласно техноло-
гическому маршруту. Промежуточные устройства 11 предназна-
чены для межоперационного складирования внутри участка.
Управление ПР и обеспечение взаимосвязи всех устройств обе-
спечивается СПУ.
Робототехническая линия (рис. 7.12, в) включает напольный
ПР подвижного типа. Детали на обработку поступают в спутни-
ках. АТСС подает заготовки и спутники, которые собирают вруч-
ную на рабочем месте. Далее ПР захватывает спутник и осущест-
вляет последовательный обход станков 6 по заданному техноло-
гическому маршруту. Обработанные детали-спутники складируют
на столе и отправляют на последующие операции (мойка, кон-
троль).
7.6. СТРУКТУРЫ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
НА СБОРОЧНО-СВАРОЧНЫХ ОПЕРАЦИЯХ
РТК для загрузки-разгрузки сварочных полуавтоматов.
РТК на сборочно-сварочных операциях можно подразделить
на следующие виды: комплексы с использованием универсальных
ПР для загрузки-разгрузки сварочных полуавтоматов, комплексы
с использованием универсальных ПР для загрузки-разгрузки
контактных сварочных машин, комплексы с использованием спе-
циализированных и универсальных ПР для автоматизации про-
Рис. 7.13. Типовые структуры^ РТК приЗ>бслуживаиии*свар6чиых полуавтоматов' (дуговая
сварка):
1 — магазии-питатель; 2 — сварочный полуавтомат; 3 — ПР; 4 — приемное устройство;
5 — СПУ ПР; 6 — шкаф электроавтоматики; 7 — источник тока; 8 — приемно-пере-
дакнцее устройство
314
Рис. 7.14. Типовые структуры РТК при обслуживании контактных сварочных машшк
1 — контактная сварочная машина; 2 — ПР; 3 — тара для сварочных узлов; 4 — шкаф
управления РТК; 5 — магазин-питатель; 6 — СПУ ПР
цесса дуговой сварки, комплексы с использованием специали-
зированных и универсальных ПР для автоматизации процесса
контактной сварки.
Робот используется на вспомогательных операциях и
управляет ходом технологического процесса. На рис. 7.13 пока-
заны типовые структуры РТК.
Структуры РТК для загрузки-разгрузки сварочных полуавто-
матов могут быть построены по следующим схемам: робототехни-
ческая позиция типа робот —сварочный полуавтомат для дуговой
сварки (рис. 7.13, а), робототехнический участок типа робот —
сварочный полуавтомат № 1 —сварочный полуавтомат №2
(рис. 7.13, б), робототехническая линия робот—сварочный полу-
автомат—робот—сварочный полуавтомат и т. п. (рис. 7.13, в).
РТК для загрузки-разгрузки контактных сварочных машин.
Подобные РТК функционируют по схеме робототехнической пози-
ции. Пример структуры РТК показан на рис. 7.14, а. Робот 2
берет первую деталь из магазина-питателя 5 и устанавливает ее
в приспособление, закрепленное на нижнем электроде машины 1
для рельефной сварки. Затем робот 2 берет вторую деталь из соот-
ветствующего магазина-питателя 5 и устанавливает ее в первую
деталь. По команде от системы программного управления 6 ро-
бота включается сварочная машина 1. По окончании сварки ПР
снимает сваренный узел и укладывает в тару 3.
Другой пример подобной структуры ПР (рис. 7.14, б) можно
показать на операции, где ПР используется для позиционирования
свариваемого узла в точках сварки на электродах машины и пере-
мещения на шаг между точками по программе. В этом случае ПР
захватывает приспособление с закрепленными деталями из специ-
ального магазина-питателя 5 и устанавливает на нижний электрод
машины 1. По команде ПР включается сварочная машина и про-
изводится сварка первой точки. После окончания сварки (подъема
электрода) ПР перемещает приспособление иа заданный шаг
315
Рис. 7.15. Типовые структуры «РТК-позиции» на операциях дуговой сварки:
а — РТК струйной загрузкой-разгрузкой робота-сварщика; 1 — приспособление-спут-
ник; 2 — подъемный стол с приводными роликами; 3, 4 — тара для сваренных узлов
н деталей; 5 — стол для сборки узла; 6 — источник питания тока; 7 — автоматический
позиционер-кантователь; 9 — шкаф управления РТК; 10 — СПУ ПР; б — РТК с авто-
матической загрузкой-разгрузкой робота-сварщика; 1 — направляющие для перемеще-
ния столов; 2 — шкаф управления сварочным оборудованием; 3 — автоматический^ по-
знционер-кантователь; 4 — приспособление-спутник; 5 — тара для сваренных узлов;
6 — подвесной конвейер; 7 — источник питания для сварки; 8 — ПР; 9 — СПУк ПР
и дает команду на сварку и т. д. В конце цикла ПР укладывает
приспособление со сваренным узлом на специальный приемник >3.
РТК на операциях дуговой сварки. Для дуговой сварки реко-
мендуется применять следующие структуры: робототехнические
позиции и робототехнические линии.
Робототехническая позиция (рис. 7.15, а) применяется при
сварке деталей в условиях мелкосерийного и крупносерийного
производств. Схема функционирования позиции (рис. 7.15, а)
основана на загрузке-разгрузке приспособления вручную и
включении рабочего цикла сварочного ПР. В зависимости от
длины и конфигурации сварочных швов (или сварочного шва)
Рис. 7.16. Типовая структура
«РТК—линия» на операциях
дуговой сварки:
1 — источник питания; 2 —
шкаф управления сварочным
оборудованием; 3 — СПУ ПР;
4 — робот-сварщик; 5 — при-
способление-спутник; 6 — тара
для сваренных узлов; 7 — тара
для деталей; 8 — робот-сбор-
щик; 9 — автоматический кан-
тователь; 10 — ручной канто-
ватель; 11 — автоматический
кантователь; 12 — система ПУ
РТК; 13 — подъемный стол с
приводными g роликами; 14 —
ручной позиционер; 15 — при-
водной рольганг; 16 — автома-
тический кантователь (в двух
плоскостях)
316
рис. 7.17. Типовая струк-
тура «РТК—линии» на опе-
рациях контактной (точеч-
ной) сварки:
1 — роботы-сварщики; 2 —
шаговый конвейер; 3 — из-
делия
позиция может быть одноманипуляторная или многоманипулятор-
ная. В последнем случае управление ПР осуществляется от единой
системы программного управления. На рис. 7.15, б показана схема
позиции, где робот-сварщик сваривает одинаковые или разные
изделия, попеременно подаваемые в рабочую зону ПР.
На рис. 7.16 показана схема робототехнической линии, реко-
мендуемая в условиях серийного, крупносерийного и массового
производства. Работа линии начинается с позиции сборки детали,
если требуется, то с прихваткой определенных деталей. Сборку
осуществляют в приспособлениях-спутниках 5. Автоматизирован-
ная транспортная система перемещает и подает приспособления-
спутники 5 на сварочные позиции. Роботы-сварщики 4 могут
работать по параллельным или последовательным схемам. После
сварки приспособления-спутники 5 подаются на позицию разборки
вручную.
Позиции сборки и разборки приспособлений в условиях круп-
носерийного и массового производств могут быть роботизированы
на основе универсальных ПР. В этом случае необходимо создание
специальных магазинов-питателей для подачи деталей ПР.
РТК на операциях контактной сварки. РТК на подобных опе-
рациях строятся по схеме «линии». Свариваемый узел перемеща-
ется на шаговом конвейере. Сварка производится клещами, за-
крепленными на руке ПР.
Структуру подобного РТК (рис. 7.17) применяют для сварки
кузовов автомашины в 336 точках. По технологическому процессу
занято 16 рабочих в одну смену. Роботизированный процесс
построен на 16 сварочных постах, каждый из которых имеет
соответствующую программу по сварке п точек. Схема работы ро-
бота «Универсал-60.02», примененного в данном случае, следую-
щая: сборочно-сварочное приспособление с закрепленным кузо-
вом перемещается на пост сварки и фиксируется с точностью
±1,0 мм; робот на позициях I и II выполняет сварку 50 точек;
робот на позиция III и IV выполняет сварку 63 точек и т. д.
317
7.7. СТРУКТУРЫ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
В ТЕРМИЧЕСКИХ ЦЕХАХ
Термическая обработка зубчатых колес с применением
роботов. Технологические процессы термической обработки отли-
чаются многообразием самих процессов, оборудования, конфи-
гураций деталей, материалов, организационных видов производств
и т. д.
Из всего многообразия термического оборудования рассматри-
ваются закалочные прессы для обработки зубчатых колес. Сущ-
ность процесса заключается в том, что нагретое колесо зажимают
между частями штампа, укрепленного на прессе, и автоматически
погружают в закалочную жидкость. Подобная закалка является
одной из тяжелых и монотонных операций в термических цехах,
так как связана с поштучным переносом нагретых деталей от
печи к прессу при сохранении постоянного высокого темпа за-
калки на протяжении всей рабочей смены.
Оценка различных вариантов автоматизации вспомогательных
работ при термообработке показывает, что РТК рационально
создавать в условиях большой номенклатуры деталей с небольшой
серийностью.
На основании анализа различных структур РТК, использую-
щих различное основное технологическое оборудование (нагрева-
тельные печи), было выделено для анализа четыре варианта типо-
вых структур (рис. 7.18).
Было установлено, что РТК могут быть созданы на базе много-
камерных и методических печей и ПР, рассмотренных ранее:
роботов типа «Универсал-5» — на загрузке деталей, роботов
типа «Универсал-15» —на выгрузке деталей из печи и закалке
в прессе.
Расчеты, проведенные при оценке РТК, показали следующее:
наиболее целесообразно применение РТК с включением двух за-
калочных прессов, обеспечивающих закалку зубчатых колес
в заданном объеме; вариант роботизации карусельной печи может
быть реализован только при выполнении роботом разгрузки и за-
грузки печи во время ее остановки с обслуживанием закалочных
прессов и другого оборудования; варианты РТК, содержащие ка-
мерную (рис. 7.18, а) и толкательную печи (рис. 7.18, в), могут
быть реализованы только при условии создания системы переме-
щения поддонов, на которых производится нагрев зубчатых колес
массой более 100 кг и температурой, доходящей до 773—873 К
от места разгрузки до места загрузки.
Наиболее предпочтительным вариантом является РТК, содер-
жащий конвейерную печь, два закалочных пресса и два ПР. Пре-
имущества подобного РТК: возможность исключения поиска зуб-
чатого колеса в рабочем пространстве печи, отсутствие поддонов.
Термическая обработка инструмента с применением роботов.
В настоящее время разработан и внедрен РТК, предназначенный
318
Ьис. 7.1&. 1иповая структура ЙТК для за-
калки_ инструмента:
4 — магазин кассет; 2 — ванна подогрева
с позицией сушки кассеты; 3 — ванны
окончательного нагрева; 4 — ваииа от-
пуска; 5 —^ваина охлаждения; 6 — моеч-
ная камера; 7 — приемное устройство;
8 — ПР; 9 — шкаф электроавтоматики;
40 — СПУ ПР; 41 — электропривод ти-
ристорный
для закалки режущего инстру-
мента с трех- или двукратным
отпуском. В обоих случаях цикл
ПР равен 13 мин. Отличие в том,
что в ванне в зоне охлаждения
задействовано по три позиции
вместо четырех- или трехкратном
отпуске. На рис. 7.19 показана
структура РТК. Порядок его работы следующий: на позиции 2а
(предварительная сушка кассет с инструментами) расположена
сухая кассета со сверлами. На позициях 46 —г и 5а—г, 6 располо-
жены пустые кассеты.^На позициях 26, 3,7 — кассет нет; работа
начинается с позиции 2а — ПР забирает сухую кассету со свер-
лами и переставляет на позиции 26 для предварительного нагрева
(продолжительность —6_мин). Далее ПР забирает кассету из
магазина и устанавливает ее в позиции 2а. Затем разгружается
позиция 26 и передается на позицию <3 (окончательный нагрев);
по истечении 3 мин кассета с позиции 3 передается на 3 мин в ванну
отпуска позиции 4а. Затем ПР переставляет пустые кассеты на
позициях 46—г, 5а—г, забирает кассету с позиции 6 (мойка) и
выдает кассету на приемное устройство позиции 7. После этого —
захват кассеты с позиции 4а и перестановка в позиции 5а (зона
охлаждения). Далее ПР возвращается в позицию 2а, разгружает
ее и переставляет заполненную кассету в позицию 26 и т. д.
Первая заполненная кассета появится на приемном устройстве
в позиции 7 через девять циклов, т. е. через 13-9 = 117 мин. За
восемь циклов до окончания работы (через 104 мин) предусматри-
вается загрузка магазина пустыми кассетами. Это делается для
того, чтобы восемь заполненных сверлами кассет (позиции 46—г,
5а—г, 6) за эти восемь циклов вышли бы на приемное устройство
позиции 7.
Специфика требований к выполнению всех режимов закалки
основана на контроле наличия кассет на всех позициях и выдаче
сигналов о входе руки ПР в зону позиции 1, 2а, 46—г, 5а—г, 6
при наличии^ кассет и разрешении на вход в зоны 26, 3, 4а, 7
руки ПР при отсутствии кассет. Реле времени, встроенное в по-
зиции 26, 3 и 4а, обеспечивают режим ожидания ПР от 5 мин
45 с на позиции, 26, 3 мин — на позиции 3 и 1 мин на позиции 4а.
Структура специального РТК укладки дротов стекла в печи
отжига. Технологический процесс загрузки печей отжига (леров)
320
Рис. 7.20. Структура РТК у печи отжига стекла:
/ — печи отжига; 2 — полоса стекла после варки в печи;
3 — позиция откола дрота стекла; 4 — транспортная си-
стема подачи дрота иа РТК; 5 — ПР; 6 — СПУ ПР; 7 —
приемный стол; 8 — шкаф электроавтоматики
заготовками (дротами) из стекла предус-
матривает варку стекла в стеклоформи-
рующей машине, отломку на конвейере
от раскаленной полосы дрота стекла
(предусматривается три типоразмера от
900X130X16 до 900 X 130 X46 мм), транс-
портирование дрота к двум лерам и попе-
ременную загрузку леров дротами с ук-
ладкой их на движущийся непрерывно под печи в стопу. Все
операции по отломке дротов, их переносу к лерам, загрузке
леров выполнялись вручную рабочим. На рис. 7.20 показана
структура автоматизированного комплекса, состоящего из си-
стемы автоматической отломки дротов на конвейере 2 и до-
ставки их автооператором на приемный стол 7. РТК вклю-
чает два робота «Универсал-5.01», работающих в пози-
ционных режимах, и модернизированные печи отжига (подъем
и опускание заслонки —по командам от ПР). Так как приемный
стол расположен между лерами, то ПР также попеременно захва-
тывает дроты и укладывает их в стопы на движущихся подах пе-
чей.
И Шифрин Я. А. и др\
Глава Cj
ПРИМЕРЫ ПРИМЕНЕНИЯ ПРОМЫШЛЕННЫХ РОБОТОВ
8.1. ОЦЕНКА целесообразности внедрения пр
Основные понятия и определения. Обзор сущестующего
типажа ПР 11, 5, 461 по данным отечественной и зарубежной пе-
чати показывает, что не менее 95 % всех выпущенных ПР отно-
сится к классу подъемно-транспортных. В данной главе будут
изложены технологические основы построения РТК на основе
подобных жесткопрограммируемых ПР, которые представляют
собой автономные машины, выполняющие все вспомогательные
движения (приемы) как по загрузке-разгрузке технологического
оборудования, работающего в полуавтоматическом цикле, так и
движения (приемы) по складированию, межоперационному и
межстаночному транспортированию предметов. Таким образом,
на производстве образуется своеобразный автоматизированный
или, точнее, робототехнический комплекс РТК.
Рассматривая роботизированную позицию (робот —техноло-
гическая машина) как простейшую структуру РТК, примем сле-
дующие условные обозначения (рис. 8.1): рабочая зона 1 ПР,
рабочий объем 2 технологического оборудования, рабочая зона 3
технологического оборудования. Рабочая зона ПР —часть объ-
ема 4 РТК, образуемая про-
граммируемыми движениями
рабочих органов. Рабочий объем
технологического оборудова-
ния — рабочее пространство
станка, пресса и т. д., куда
рука ПР вводит, устанавли-
вает, снимает и откуда выводит
предмет (условимся, что подоб-
ный рабочий объем определя-
ется системой координат OXYZ,
причем в общем случае пло-
скость ZOX — фронтальная,
плоскость YOZ—нормальная,
Рис. 8.1. Схемы расположения рабочих
зон манипуляторов) рабочих объемов и ра-
бочих зон оборудования
322
рис. 8.2. Примеры компоновок основ-
ного технологического оборудования:
д ь, с — конструктивно-определенные
размеры рабочих зон; А, В, С — кон-
структивно-неопределенные размеры
рабочих зон; 1 — конструктивные схе-
мы основного технологического обору-
дования; /I — упрощенное изображе-
ние этого оборудования
плоскость XOY —горизон-
тальная, и характеристи-
ками а, Ь, с). Рабочая зона
технологического оборудова-
ния является частью рабо-
чего объема и связана с типом
технологической оснастки,
т. е. приспособлений, штам-
пов и т. д. (условимся, что
подобная зона определяется
системой координат OX0Y0Z0).
Отметим, что отдельные
типы технологического обо-
рудования не имеют четких
конструктивных границ, оп-
ределяющих характеристики
а, Ь, с (рис. 8.2).
Анализ технических характеристик существующих моделей
подъемно-транспортных ПР показывает, что их можно разбить
на две группы: характеристики манипулятора и характеристики
системы программного управления.
Характеристики манипулятора можно разделить на две под-
группы: размерные характеристики, которые определяются из
условий оптимального взаимного расположения ПР в РТК
с основным и вспомогательным технологическим оборудованием;
производственные характеристики, включающие грузоподъем-
ность, ориентирующие характеристики, которые определяются
из условий требуемого совмещения систем координат предмета
с системами координат технологической оснастки, скоростные
характеристики, которые определяются исходя из требований,
связанных с производительностью оборудования и нормами
точности на обрабатываемые детали и точность позиционирования.
Для упрощения дальнейшего анализа введем следующие обоз-
начения основных показателей ПР.
Манипулятор
Компоновки манипуляторов, работающих в системах координат;
прямоугольная (двухкоординатная) — Д2
прямоугольная (трехкоординатная) — ДЗ
цилиндрическая — Ц
сферическая — Q
11* 323
цилиндрическая-сферическая — ЦС
цилиндрическая-прямоугольная (однокоординатная) — ЦП1
цилиндрическая-прямоугольиая (двухкоординатная) — ЦП2
сферическая-прямоугольная (однокоординатная) — СП1
сферическая-прямоугольная (двухкоординатная) — СП2
сферическая-прямоугольная (трехкоординатная) — СПЗ.
Размерные характеристики:
радиус рабочей зоны, м — R
перемещение основания, м — Во
перемещение колонны, м:
фронтальное — Вх
радиальное — By
ход руки, м:
горизонтальный или радиальный — А
вертикальный — С
угол качания руки вокруг горизонтальной оси, рад — р
угол поворота, рад:
колонны вокруг вертикальной оси — ср
руки — О
схвата — а
угол сгибания кисти, рад — |3
угол разворота кисти вокруг вертикальной оси, рад — V
площадь основания, м2 — S
Производственные характеристики:
Грузоподъемность, кг — т
Скорость, м/с:
перемещения основания — о0
фронтального перемещения колонны — их
радиального перемещения колонны — иъ
горизонтального хода руки — va
вертикального хода руки — vc
Скорость, рад/с:
качания руки — <ор
поворота колонны — соц,
поворота руки — сор
поворота схвата— о>я
сгибания кисти — сор
разворота кисти —
Точность позиционирования, мм — 6, Д
Система программного управления
Тип системы — Т
Позиционная:
по упорам — ТП
со следящим приводом — Тс
Цифровая — Тц
Контурная — Ту
Количество программируемых координат — К
В том числе:
Руки — КР
кисти — Ку
прочие — Кп
Количество опорных точек в памяти системы — N
В том числе:
руки — N-e
кисти — Nx
Количество переходов в памяти системы — М
В том числе:
руки — Л1Р
кисти — /Ик
Количество подпрограмм — КП.
324
Рис. 8.3. Рабочие зоны манипуляторов с различными компоновками:
<Р£ ><р; <г, С» = С, Щ < R, hM^ = hM, < А,
а, Ь, с — размеры РОТО; hQ — высота плоскости XOY РОТО от уровня пола; ftM —
минимальная высота продольной оси руки робота от уровня пола; Н — наибольшая
высота РОТО от уровня пола; /г0 — расстояние от оси симметрии РОТО до уровня
с
пола; — расстояние от пола оси качания руки до уровня пола; р0 — угол качания
руки (полный); р0 — угол качания руки^от^горизоитальиой оси
На рис. 8.3, а—д представлены некоторые типовые схемы
манипуляторов, работающих в различных системах координат,
и их основные размерные зависимости с рабочими зонами техно-
логического оборудования.
Следовательно, построение оптимальных РТК должно быть ос-
новано: при оценке размерных характеристик — на совпадении
рабочих зон ПР с рабочими зонами и объемами технологического
оборудования; при оценке ориентирующих характеристик, на
непрерывность протекания процесса взять-положить, что дости-
гается совмещением требуемых положений систем координат пред-
мета относительно систем координат рабочих зон оборудования
при оценке скоростных характеристик — на выполнении заданных
граничных значений производительности оборудования (парти-
онность, суточные и сменные нормы выработки).
Все программируемые рабочие движения ПР можно разбить
на следующие: линейные перемещения (движения манипулятора
вдоль технологических установок); транспортные перемещения
(движения руки при межстаночных перемещениях предмета);
325
to 8.1. Влияние основных производственных факторов на характеристики манипуляторов и системы программного уппавления
промышленных роботов и
Основные факторы классификационных группировок Ин- декс Манипулятор Систем программного управления
Компоновка Схват Размерные характеристики Производственные характе- ристики % 5
cq н cq О ф & 1 а, Р. V со е /? ‘х ‘ЧЛ “р, <р, 6 р, у «О
Вид и тип производства Д1 Ч-
Номенклатура предметов
Iодовая программа Дз
Количество средств производ- ства Дз ч~
Схема расположения средств производства Дз ч~
Общая производственная площадь Дз +
Схема расположения транс- портного потока Д. +
Контроль предметов обработ- ки Дз
Количество средств транспор- тирования Дз
Количество операций Д10
Вес (черновой, чистовой по 1 операциям) £1
Вид заготовки 1
Габаритные размеры 1 ^3
Положение в системе коор- динат рабочей зоны оборудо- вания РЗТО £4
Положение при транспорти- ровании Дъ
Конфигурация (симметрич- ность) Ез
Материал Ei
Поверхность Е 8
Вид, тип и типоразмер +
Габаритные размеры Ж2 +
Габаритные размеры рабочих объемов оборудования (РОТО) ЛГз +
Степень автоматизации Ж 4
Производительность Жъ
Фундамент, установка, креп- ление
Уборка стружки Ж-,
Охлаждение, смазка
Вид. тип и типоразмер
Габаритные размеры И 2
Степень автоматизации Дз
Количество предметов в мно- гоместных приспособлениях я4
Размерные параметры отно- сительно баз предмета Из
Тип привода зажимных эле- ментов Со ю Дз
Общие организационно-технические
ч~ Ч- Ч- Ч~ Ч- Ч~ Ч~ +
ч~ +
+ + +
+ Ч-
+ Ч- + + + +
+ + + + +
+
Предме 71 Об) эабог пки
+ -+ + + + +
+
+
+ ч~
Средства производства
++Ч- Ч~ Ч~ + +++
+ +
+
Технологическая оснастка
+ + + + + + + + + +
Продолжение табл. 8.Г
Систем програмного управления W
N
У
J.
Манипулятор | Производственные характе- ристики 9
0
* ‘х ‘Чл
ги
S
j Размерные характеристики 1 Л '1) *»
0 ‘Л ‘в
э
V
а-хд
“я
у
1ВЯХЭ
виаоноаиоу
1 Ин- декс 1
Основные факторы класснфикацнонн ых группировок
+ 4-
+ +
+ + +
-ь
§ + + + S ... .
1 + vsodt
I + + +
§ + + + Cl
ва т \ +
S -4- “г си
£ + + +
+ + +
н fi to v л «о г- ®-
Тип и типоразмер Габаритные размеры Степень автоматизации Размерные параметры отно- сительно предмета (зазор, длина сопряжения) Размерные параметры РОТО Емкость (количество предме- тов) Способ фиксации предмета в точке захвата Способ фиксации предмета в точке сброса (укладки)
Примечание. «4-> — влияющие факторы.
328
установочные перемещения (движения руки при установке и
снятии предметов в рабочих зонах оборудования); ориентирующие
перемещения (движения кисти руки ПР для требуемого располо-
жения систем координат предмета в рабочей зоне оборудования);
операционные перемещения (движения предмета по фиксированной
траектории в рабочей зоне оборудования при его базировании
на закрытые опорные базы приспособлений); комбинированные
перемещения (движения кисти или руки, обеспечивающие ориен-
тацию или установку предмета в рабочих зонах оборудования).
При принятой классификации движений размерные характери-
стики будут определяться транспортными и установочными дви-
жениями, ориентирующие характеристики — ориентирующими и
комбинированными движениями.
Оценивая все многообразие производственных факторов, влия-
ющих на ПР, можно выделить следующие основные классифика-
ционные группы: общие организационно-технические, предметы
обработки, средства производства, технологическую оснастку,
средства транспортирования, эксплуатационные, технико-эконо-
мические. В табл. 8.1 показана качественная оценка влияния вы-
деленных факторов на параметры ПР.
Методическая схема исследования технологических процессов.
В основу разработанной методики положен системный анализ
действующих производств, основанный на исследовании так назы-
ваемой кинематики и динамики движения предметов обработки
по технологическим процессам. Под кинематикой движения пред-
мета понимают последовательные, согласно технологическому
маршруту, геометрические перемещения и фиксированные по-
ложения предмета в рабочих зонах оборудования. Под динами-
кой движения предмета понимают требуемые средние тех-
нологические скорости перемещения предмета между его
последовательными геометрическими фиксированными положе-
ниями.
Исследования кинематики движения предмета направлены
на изучение положений предмета обработки в пределах рабочих
зон оборудования и в пределах рабочих объемов РТК. В первом
случае исследования основаны на анализе: положений систем коор-
динат предмета в системе координат рабочих зон оборудования;
расположения базовых поверхностей предмета для захвата его
ПР; вида, типа и типоразмера технологической оснастки, в ко-
торой располагается предмет; размерных характеристик, опреде-
ляющих положение предмета в рабочих зонах относительно систем
координат ПР; размерных характеристик собственно рабочих
зон оборудования и их расположение в системе координат рабо-
чего объема оборудования; размерных характеристик собственно
рабочих объемов оборудования и их расположение в системе коор-
динат ПР. Во втором случае исследования основаны на анализе
структуры РТК и количества рабочих объемов основного и вспо-
могательного оборудования в нем.
329
Качественная оценка комплексных исследований кинематики
движения предмета показывает, что подобные исследования поз-
воляют установить компоновки манипуляторов и их размерные
характеристики.
При исследовании динамики движения предмета исходят из
того, что одним из основных условий эффективного применения
промышленных роботов на производстве является повышение про-
изводительности технологического оборудования. Это достигается
в общем случае как определенным уровнем надежности РТК,
так и определенным уровнем быстродействия рабочих орга-
нов ПР.
Рассмотрим некоторые принципиальные положения при уста-
новлении технологических требований к скоростным характери-
стикам ПР.
1. Следуя изложенному в гл, 6, исходным критерием возмож-
ности применения ПР на производстве будем считать условие
V ^цн Р, < V (8.1)
1=1 1=1
откуда
п
Jj ^ЦПЧ,
= (8.2)
Р[
1=1
где Кб — коэффициент быстродействия ПР.
2. Анализ нормативов на трудовые движения человека и срав-
нение их с движениями рабочих органов ПР приводит, как пока-
зано в гл. 6, к установлению средней технологической скорости
цср по той или иной характеристике. Это позволяет абстрагирова-
ться от конкретных конструкций приводов и характеристик СПУ
робота. Следовательно, только на основе цср разработчики мани-
пуляторов и систем ПУ должны рассчитывать оптимальные при-
воды, динамические характеристики машины и т. п.
Рассмотрим некоторые нормативы на микроэлементы трудовых
движений человека и сравним их с аналогичными по функциональ-
ному назначению движениями ПР, использовав данные фирмы
«Kawasaki-Unimate» (Япония), проводившей сравнение времени
движения человека и ПР. Было установлено, что при переносе
массы до 1,13 кг человек совершает движения быстрее робота.
Это особенно заметно, когда масса перемещается на расстояние,
наиболее удобное для человека (в пределах 40 см от плеча).
Различие во времени перемещения груза для человека и ПР
уменьшается, когда величина перемещения превышает 50 см для
малой массы. При расстоянии более 70 см человеку требуется
больше времени. При перемещении массы в 10,5 кг время движе-
ния человека больше для любого расстояния, причем оно увели-
330
8.2. Сводные данные по переходам трудовых движений человека и соответствующим движениям робота
(10 см)
331
Продолжение табл. 8.2
к S
X г> 3" г> О ю LO
S а? V С 300 мм О? '—. 00 о
к уки I
О X § г> о. а> <Р 2 g S к
о е Качаь 1 То ж<
Переходы команды j Выход над подающим лот- 1 ком Захват заготовки Команда на зажим 1 Съем заготовки с лотка , <3 £ £ 3 сх £ £ г> гг <ю о S о
Время *, I с 0,264 1 45 £ 3 СО о 3 3 S
Индекс мтм G1C1
X <L>
О g
° г>
4)‘ С со о
р
СЗ
Л
LBeg
332
чивается пропорционально расстоянию. Таким образом, при
массе переносимого предмета в пределах 10 кг ПР не имеет ощу-
тимых преимуществ перед человеком. Преимущества его более
наглядны, когда производственные условия вынуждают человека
выполнять свои функции не в идеальных условиях (наклоны и
поворот корпуса, шаги в сторону, ходьба).
При сравнении рабочих движений человека и ПР нужно учи-
тывать следующее: сходные по своему функциональному назна-
чению рабочие движения ПР ^человека могут быть выполнены^пе
сходными по функциональному назначению органами человека
и ПР. Так, например, для роботов типа «Unimale» операция тран-
спортирования детали в горизонтальной плоскости (поворот ко-
лонны и выдвижение руки) может быть выполнена человеком
за счет перемещения руки (в определенных пределах), без поворота
корпуса. Следует учитывать и то, что поскольку площадь, зани-
маемая манипулятором ПР, больше площади, занимаемой чело-
веком, то траектория перемещаемой ПР массы больше траектории
перемещения той же массы человеком.
Как пример, рассмотрим типовую схему расположения чело-
века и робота в производственном потоке (обслуживание станка
мод. 1722 роботом «Универсал-15.01»), Введем допущение на ра-
венство времени на управляющие комплексы трудовых движений
человека и ПР. С учетом этого рассмотрим сопоставимые комплек-
сы рабочих движений человека и ПР по переносу предмета от по-
дающего лотка к станку, от станка к приемному лотку, а также
движения по установке и снятию предмета с центров станка.
В табл. 8.2 и 8.3 приведены сводные данные по переходам (мик-
роэлементам) трудовых движений человека и соответствующим
движениям ПР. Величина углового перемещения руки ПР (по-
ворот и качание) дается в радианах (градусах), а через дробь
указывается радиус руки (мм) при перемещенияях. Если в про-
цессе перемещения радиус меняется, т. е. одновременно проис-
ходит движение руки вперед-назад, то указывается два радиуса,
при этом стрелка показывает, в какую сторону происходит из-
менение радиуса руки.
Основываясь на изложенном выше, определим соср для поворота
руки вокруг вертикальной оси.
Последовательность расчетов следующая:
а) анализ трудовых движений человека (см. табл. 8.3) с целью
выявления тех его движений, которые у ПР соответствуют данному
параметру; эти движения с размерными характеристиками при-
ведены в табл. 8.4;
б) определение времени, затраченного человеком на выполне-
ние этих движений:
Е^пЧ,- = 3,779 с;
1=1
333
8.3. Сопоставления перемещений человека и робота
при выполнении операций холодной листовой штамповки
Человек Робот
[ t Индекс МТМ Время, с Величина поворота перемещения, рад Длина траектории, мм
10МВ10 ТВС1 ТВС1 -I-TBC2 ТВС1 0,56 0,627 +0,627 1,338 0,627 0,05//?1510 1,52//?1310 3,14/^1210 1,62/А?1210 0,05//?1910 100 2130 3770 1945 100
п У /цпЧг Z--1 3,779 п У /цпР( Х = 1 8045
8.4. Компоновки манипуляторов роботов, оптимальные для определенных
типов кузнечного оборудования
Координаты перемещения рабочих органов робота Пресс Ковочная машина Вальцо- вочная машина Молот
верти- кальная горизон- тальная
Полярные + + + +
Цилиндрическое + + + — +
Прямоугольные + + + + —
Примечание. «-Ь» — применение робота целесообразно; «—» — применение
робота нецелесообразно.
в) определение суммарной величины траектории исполнитель-
ного органа ПР при повороте руки:
S р,- = 8045 мм;
п
г) определение суммарного угла поворота руки робота
по формуле
п
п S
где /?ср —средний радиус выдвижения руки ПР (в данном при-
мере Яср = 1460 мм);
тогда
Л л 8045 с с
S^nP, — 2-3,14.1460 —5,5 рад,
1=1
334
д) определение необходимого времени для поворота руки ПР
на угол 5,5 рад:
п
У, Kn 4i
/ _____________ 3,779__3 16 с
2. Pi — Р — 12 — °’1D с>
1=1 Лб
е) средняя технологическая скорость на поворот руки ПР
= 1,73 рад/'с.
Подобные расчеты проводят и по другим сопоставимым трудо-
вым движениям человека и рабочим движениям ПР. Здесь следует
отметить одно принципиальное положение, заключающееся в том,
что ПР не обязан превосходить человека по всем сопоставимым
движениям. Он может проиграть человеку по некоторым микро-
элементам, но выиграть по другим и превзойти, в итоге, по сум-
марному времени.
Анализ роботизированных типовых позиций показывает, что
объективным критерием перемещения схвата робота РТК может
служить отношение суммарных траекторий перемещения схвата
п п
робота У/цп;-. руки человека В /Цпч,-- Тогда коэффициент
z=i /=1
длин сопоставимых траекторий ПР и человека:
= 11211 = ^ = 2,43. (8.4)
3(11 Р, ° IUU
Качественная оценка коэффициента Kh если ПР превосходит
человека за счет времени на микроэлементы «поворот руки», «выд-
вижение руки» и т. п., то рекомендуется выбор позиций для ПР
п
с наибольшим значением ^/цп<г,
1=1 1
При построении робототехнического комплекса желательно,
п п
чтобы У /цп = У (оценка рациональности схемы робо-
Z—1 / = 1
тизации).
Построение РТК с большим значением Л'; показывает, что
к динамике ПР предъявляются более повышенные требования
(следовательно, нерационально ставить ПР повышенной грузо-
подъемности на позиции с малой массой перемещаемых предметов).
Технологические исследования основных скоростных характе-
ристик (поворот руки, горизонтальный или радиальный ход руки)
роботов «Универсал-50М», «Универсал-5» и «Универсал-15.01»
335
показали, что в общем они соответствуют требованиям по средним
скоростям, исходя из вышеизложенных методических предпосы-
лок.
Однако применение ПР решает еще актуальную задачу по
повышению производительности основного технологического обо-
рудования. Это особенно четко проявляется в заготовительном
производстве, где на определенных видах оборудования (механи-
ческие кривошипные пресса и т. д.) физиологические особенности
человека не позволяют использовать в полной мере заложенные
технические характеристики (например, теоретическое число двой-
ных ходов прессов в минуту нт. п.). В механическом производстве
неуклонная тенденция и снижение машинных времен (повышение
стойкости инструментов, новые виды режущих инструментов и
т. д.) ведут к повышению значений вспомогательных времен, что
также выдвигает на первое место проблему роботизации подоб-
ных работ. Следовательно, если универсальные ПР должны в об-
щем случае иметь средние технологические скорости по основным
характеристикам на уровне сравнения с микроэлементами на
трудовые движения человека, то характеристики специализиро-
ванных ПР должны отвечать основному требованию максималь-
ного повышения производительности технологического обору-
дования.
Исследования динамики движения предмета проводят в преде-
лах рабочих объемов технологического оборудования и в пределах
рабочих объемов РТК. Исследования в первом случае основаны
на анализе размерных параметров рабочих объемов оборудования,
компоновок оборудования и его основных размерных параметров,
размерных параметров рабочих зон оборудования, типа и типораз-
мера технологической оснастки, суммарных нормативных вре-
мен на установку и снятие предметов в рабочих объемах обору-
дования (для человека). Во втором случае исследуются такт
(ритм) роботизированного процесса, соотношения основных (ма-
шинных) и вспомогательных времен на РТК, размерные характе-
ристики рабочих органов и структуры РТК, суммарные норма-
тивных времен на межоперационное или межстаночное транспор-
тирование предмета, изменение массы предмета в РТК.
Качественная оценка комплексных исследований динамики
движения предмета показывает, что подобные исследования опре-
деляют структуру РТК, скоростные параметры ПР, компоновку
и привод манипулятора, характеристики систем программного
управления.
Не касаясь всего многообразия производственных факторов,
влияющих на выбор ПР, ниже рассмотрим влияние основных
факторов на определение требуемых ориентирующих и размер-
ных характеристик.
Технологическая оценка основных факторов, определяющих
ориентирующие характеристики. Одной из основных специфик РТК
является характеристика допустимых направлений (зон) подхода
336
схвата к предмету. Определение таких направлений основано
на классификации компоновок технологического оборудования,
типов и типоразмеров технологической оснастки.
При вышеизложенных системах координат (см. с. 322) рабочих
объемов технологического оборудования, оснастки, предмета та-
кими подходами будут (рис. 8.4): по оси OY— угол а, по оси OZ —
угол ±р, по оси ОХ — углы (при поворотах кисти на углы ±р
и также рассматривается угол а—угол поворота схвата).
Анализ показывает, что некоторые теоретические направления
подхода схвата к предмету будут некорректными ввиду особенно-
стей оснастки, размерных параметров рабочих объемов оборудо-
вания и т. д.
На выбор ПР оказывают влияние следующие производственные
факторы: наличие одноместных или многоместных приспособле-
ний, число операций (переустановок) предмета в фиксированной
оснастке, конфигурация предмета (симметрия, асимметрия, тело
вращения и т. д.), число обслуживаемого основного и вспомога-
тельного технологического оборудования, расположение систем
координат рабочих объемов технологического оборудования от-
носительно манипулятора.
Оценку размерных характеристик ПР можно провести, иссле-
дуя следующие основные комплексы двигательных действий,
связанных с манипулированием предметами: загрузка-разгрузка
основного технологического оборудования, загрузка-разгрузка
тары, межстаночное транспортирование предметов.
Технологической оценке выделенных размерных характери-
стик предшествует анализ статистических данных по высоте уста-
новки предмета от уровня пола в рабочей зоне оборудования Лп
и глубине установки предмета в рабочей зоне от фронта обору-
дования ап. Для их количественной оценки выделим следующие
статистические показали 126]: средневзвешенные арифметические
отклонения йер, пср, среднеквадратичные отклонения <тЛ, ста.
337
Построение обобщенной статистической рабочей зоны обору'
дования, которой должна соответствовать рабочая зона ПР,
основано на следующих зависимостях:
^mln = ^ср ЗО/,; /imax == ^ср 4~ )
^mln = ^ср 3ou, = ЯСр Зой. I
8.2. РОБОТИЗАЦИЯ ПРОЦЕССОВ ГОРЯЧЕЙ ОБЪЕМНОЙ
ШТАМПОВКИ
Особенности роботизации процессов горячей штам-
повки. Действующие производственные процессы в цехах горя-
чей объемной штамповки позволяют установить следующие основ-
ные операции, которые можно рассмотреть с точки зрения их
роботизации: подача проката к кривошипным прессам, складиро-
вание заготовок в тару после рубки проката (в холодном или на-
гретом состоянии), транспортирование тары к нагревательным
устройствам, укладка в нагревательное устройство, транспорти-
рование нагретой заготовки к штамповочному агрегату, штамповка
на прессе, смазка гравюры штампа, обдувка штампа, транспорти-
рование к обрезному прессу, обрезка и укладка отштампованной
детали на прессе, укладка штампованной детали и облоя в тару.
Роботизация всего производственного процесса требует упо-
рядоченного складирования заготовок после их рубки на прессах,
упорядоченной загрузки нагревательных устройств, строгой ори-
ентации полуфабрикатов при межстаночном транспортировании.
Эти требования диктуются кинематикой предметов обработки
на основе существующих моделей ПР. Одновременно необходима
разработка технических устройств, обеспечивающих захват штам-
пуемых деталей при резком изменении их конфигурации и габарит-
ных размеров, контроль нагрева заготовок до заданного интервала
температур, сдув окалины с гравюры штампов, смазку (принуди-
тельную) полостей штампа, контроль наличия и положения штам-
пуемых деталей в матрице или на пуансоне, выталкивание от-
штампованных деталей на определенный уровень для предотвра-
щения их залипания.
Решение вопросов комплексной автоматизации оборудования
в кузнечных цехах на основе ПР имеет специфичные признаки,
влияющие на конструктивные схемы средств автоматизации и
требующие специального подхода к выбору или созданию нуж-
ной модели ПР [41.
Компоновки манипуляторов ПР, оптимальные для определен-
ных типов кузнечного оборудования, приведены в табл. 8.4.
Организационные структуры РТК в кузнечных цехах отлича-
ются большим разнообразием. На рис. 8.5 показаны типовые схемы
РТК, построенные с учетом требований конкретных производств
[46]. На рис. 8.5, а показана схема применения ПР на операции
передачи поковки сложной формы между двумя гидравлическими
338
0
Рис. 8.5. Типовые структуры РТК го-
рячей штамповки:
1 — индукционный нагреватель; 2 —
транспортер; 3 — КГШП; 4 — робот;
5 — обрезной пресс; б — тара
прессами, которые обслуживаются кузнецами. На рис. 8.5, б
показана наиболее распространенная схема РТК с применением
робота-штамповщика 4. Как правило, на подобных РТК поковка
автоматически выталкивается из последнего ручья штампа и
сбрасывается в тару 6.
На рис. 8.5, в показана схема РТК, построенная на взаимодей-
ствии ПР и человека-кузнеца. При многоручьевой штамповке ПР 4
захватывает нагретую заготовку с транспортера 2 и укладывает
в первый ручей штампа, потом переносит во второй ручей, а далее
кузнец продолжает штамповать заготовку в двух последующих
ручьях и сбрасывает поковку в тару. Основная причина подобной
организации РТК — сложная форма конфигурации поковки с рез-
кими переходами в процессе формообразования.
На рис. 8.5, г показана схема РТК с обслуживанием ПР 4
механического пресса 3 и укладкой штамповки в ручей гидравли-
ческого пресса 5. Далее в работу включается кузнец и т. д. В при-
веденных выше схемах указаны нагревательные устройства,
обслуживаемые человеком-нагревальщиком.
Исследования кинематики предметов обработки на роботизиро-
ванных линиях горячей объемной штамповки. Проведем опреде-
ление ориентирующих характеристик. Для этого из всего много-
образия основного технологического оборудования, связанного
с процессами горячей объемной штамповки, выделим наиболее
прогрессивные процессы, связанные с организацией: линий горя-
чей штамповки на кривошипных горячештамповочных прессах
КГШП, работающих по схеме «индуктор—КГШП—обрезной
пресс—тара», участков горячей штамповки на горизонтально-
ковочной машине ГКМ, работающих по схеме «индуктор—ГКМ».
Исследуемый статистический массив отражает данные 38 ли-
ний КГШП в действующих кузнечных цехах на ряде предприя-
тий машиностроения и 14 участков ГКМ. При этом каждая линия
КГШП обрабатывает детали от 1 до 16 наименований. Все линии
можно разбить на две группы: однопредметные непрерывно-
поточные линии — 26,7 % (работающие без переналадок), много-
предметные непрерывно-поточные линии — 73,3 % (работающие
с переналадками) от общего их числа.
339
Рис. 8.6. Схемы размещения обрабатываемых деталей, симметричных (а) и асимметрич-
ных (б) в соответствующих плоскостях рабочих зон
8.5. Связь кинематики предметов на линии КГШП
с последовательностью формирования штампуемых деталей
Оборудование Технологический процесс Расположение заготовки по высоте от уровня пола
Индуктор КГШП Обрезной пресс Нагрев и выдача проката Осадка, штамповка предвари- тельная, штамповка окончатель- ная Обрезка Постоянно На разных уровнях То же
340
Рис. 8.7. Размещение предмета в рабочих зонах основного оборудования на линиях
КГШП (а) и участках ГКМ (б):
к/ - - высота предмета на выходе индуктора; — высота предмета на осадочном ручье
х , /// JV
(площадке); h — высота предмета в последнем ручье штампа; п, — высота предмета
на матрице обрезного штампа; h. — высота штампа после обрезки; 1 — индукционный
нагреватель; 2 — КГШП; 3 — обрезной пресс
При исследовании допустимых производственных направлений
(см. рис. 8.4) установлено, что для прессов: подход сверху +Р
исключен штамповой оснасткой и размерами просвета между
пуансоном и матрицей, подход от фронта а. является характером
для КГШП и обрезного пресса и принят как основной, подход
справа-слева технически допустим исходя из размеров рабочих
зон прессов, подход к индуктору для захвата нагретой заготовки
а и
Кинематика предметов на линиях КГШП связана в общем слу-
чае с последовательностью формообразования штамповок
(табл. 8.5).
Примем следующую схему роботизированной линии: ПР 1 —
штамповщик (индуктор в рабочей зоне робота), ПР 2 — обрез-
чик. Для упрощения исключаем транспортные устройства, то-
гда ПР 1 берет нагретую заготовку и штампует в ручьях КГШП,
ПР 2 — берет штамповку из последнего ручья и укладывает ее
в обрезной штамп с последующей разгрузкой облоя и штамповки.
На рис. 8.6, а представлена схема размещения обрабатывае-
мой детали, симметричной в плоскостях XOY и XOZ рабочей зоны
оборудования.
Примерная номенклатура подобных деталей: для КГШП
усилием 10000 кН зубчатое колесо 070 x 27 мм и зубчатка
0 60 x 26 мм, для КГШП усилием 25000 кН — цапфа 0 122 X
Х114 мм и зубчатое колесо 0 136X15 мм. Подобные детали
при любом числе штамповочных ручьев требуют подхода а —
для ПР с цилиндрической системой координат, подхода а + р —
для ПР со сферической системой координат.
Изложенная выше кинематика характерна для однопредметных
линий КГШП.
341
8.6. Распределение характеристики Лп для линий с КГШП
Усилие КГШП, кН Оборудование Усилие КГШП. кН Оборудование
Ин- дук- тор КГШП 1 Обрезной пресс 2 Ин- дук- тор КГШП 1 Обрезной пресс 2
6 300 0,61 1,0-0,9 0,8—0,7 0,85 0,85 0,75 0,65 1,3 0,5 1,0—0,9 1,0-0,9 0,9—0,8 1,05—0,9 0,9-0,8 1,0—0,9 1,1—0,9 1,1—0,9 1,0-0,85 1,05-0,8 0,9-0,75 0,9-0,75
1 000 0,8 0.8 0,6 1,05—0,9 1,05—0,9 0,95— 0,85 1,0—0,9 0,95—0,8 0,95—0,8 1,0—0,85 25 000
1,1 0,9—0,8 40 000 0,65 1,0 0,9—0,8 0,9—0,8 0,9—0,75 1,2—1,0
16 000 1,0 1,0 1,1 —1,0 1,0—0,9 0,9-0,8 1,0-0,85 60 000 0,7 1,0—0,9 0,95—0,8
1 Перепад между осадочной площадкой и зеркалом матрицы штампа. 2 Перепад
между поковкой и облоем в обрезном штампе.
На рис. 8.6, б представлена схема размещений обрабатывае-
мых деталей, асимметричных в одной из плоскостей XOY или
XOZ рабочей зоны технологического оборудования. Подобные
детали будут являться лимитирующими для многопредметных
линий при определении требуемых ориентирующих степеней
подвижности. Штамповка указанных деталей при двухручьевых
и более штампах требует выполнения: подхода а + у — для ПР
с цилиндрической системой координат и подхода а + р ± у —
для ПР со сферической системой координат.
Следует отметить, что степень подвижности ±у может быть
заменена комбинированным движением — смещением руки вдоль
фронта оборудования.
При исследовании участков ГКМ принято, что ПР 1 — штам-
повщик (индуктор в зоне ПР). Штамповочные ручьи в штамповой
оснастке расположены в плоскости Y07 рабочей зоны машины.
Все участки ГКМ относятся к многопредметным с числом зак-
репленных заготовок от 4 до 12. На рис. 8.7, б показана кинема-
тика типовой детали при штамповке на ГКМ. Число ручьев на
всех участках и для всей номенклатуры — 3. Симметрия или
асимметрия штамповок не влияет на кинематику деталей и, сле-
довательно, на ориентирующие степени подвижности.
Допустимые подходы схвата: а — для всех компоновок,
+ Р — теоретически возможен.
Проведем определение основных размерных характеристик.
Для этого исследуем статистический массив по данным, определя-
ющим положение предметов в рабочих кузнечно-прессовых обо-
рудований. 1. Положение предмета по высоте от уровня пола ha.
342
В табл. 8.6 приведено распределение характеристики Лп для ли-
ний КГШП.
Лп, м .............................. 0,5—0,6 0,6—0,7 0,7—0,8 0,8—0,9
Число предметов, приходящихся на ин-
тервал ha............................... 1 9 6 41
hn, м ..............................0,9—1,0 1,0—1,1 1,1—1,2 1,2—1,3
Число предметов, приходящихся на ин-
тервал /1ц.............................. 54 36 5 4
Результаты исследований hn для кузнечно-прессового обору-
дования типа ГКМ (рис. 8.7, б) показывают более резкие перепады
между первым ручьем штампа (высота hn — максимальная)
и третьим ручьем (высота 1гп — минимальная) для каждого типо-
размера ГКМ. Общий перепад (в пределах одного штампа) ha —
= (0,25-ьО,65) м.
Модель ковоч- ГКМ-1250 ГКМ-1200 ГКМ-800 ГКМ-3" ГКМ-2"
ной машины
Расположение 1,65—1,0 1,6—0,8 1,1—0,65 1,1—0,8 1,15—0,9
предметов
обработки
по высоте hn
2. Положение предмета по глубине от фронта оборудования
ап, общее распределение предметов по интервалам ап приведено
ниже:
ап, м........................0,2—0,3
Число предметов обработки, при-
ходящихся на интервал ап . . 10
ац, м........................0,7—0,8
Число предметов обработки, при-
ходящихся на интервал ап . . 16
0,3—0,4 0,4—0,5 0,5—0,6 0,6—0,7
13 15 16 14
0,8—0,9 0,9—1,0 1,0—1,1 1,1—1,2
20 18 18 12
Анализ приведенного распределения по типам кузнечного
оборудования показывает, что в диапазоне 0,2—0,5 м находятся
позиции обрезных прессов, а свыше 0,6 м — позиции у КГШП
(многоручьевая штамповка). Поэтому рекомендации по характе-
ристике «наибольший горизонтальный ход руки» определяются
в общем на основании аи и должны учитывать конкретную струк-
туру РТК, комплекс необходимых движений (подходы схвата —
а) и размеры рабочих объемов оборудования.
Последнее замечание связано с тем, что нет необходимости
в перемещении руки, равном п„, если степень подвижности
позволяет в пределах рабочего объема вводить заготовку в рабо-
чую зону прессов без отработки горизонтального хода руки.
543
Роботизированные линии на основе кривошипных горяче-
штамповочных прессов КГШП. Рассмотрим созданные на одном
из металлургических заводов варианты линий на основе КГШП.
Линия с КГШП усилием 25 000 кН. До роботизации штамповка
детали «щека кривошипа» мотоцикла «ИЖ-Юпитер» массой 13 кг
производилась следующим образом. Заготовку в индуктор за-
гружали вручную. Из индуктора с помощью транспортера и склиза
ее подавали в рабочую зону КГШП. Кузнец захватывал ее кле-
щами и вносил на осадочную площадку, удерживая заготовку,
нажимая ногой на педаль пресса. После хода пресса заготовку
переносили в штамповочный ручей — осуществлялся второй ход
пресса, затем отштампованную деталь извлекали и передавали на
транспортер, доставляющий ее на приемный столик возле обрез-
ного пресса. В это время для предохранения поковки от залипания
кузнец смазывал пуансон и матрицу, нанося матерчатой кистью
слой графитной смазки. После этого он приступал к осадке и
штамповке следующей детали.
Возле обрезного пресса находились двое рабочих-обрезчиков,
первый из которых брал поковку с приемного столика, укладывал
ее в обрезной штамп, включал ход пресса. После завершения ра-
бочего хода он захватывал облой и выбрасывал его в тару. Если
облой застревал на пуансоне, его снимали ударами или раска-
чивали с помощью клещей. В обязанности второго рабочего-
обрезчика входило снятие обрезанной поковки, контроль ее формы
и складирование в тару готовых поковок. Одновременно с обрез-
кой происходила калибровка и правка поковки, что обеспечива-
лось правочным кольцом, входящим в обрезной штамп.
Таким образом штамповка детали производилась одним кузне-
цом за два хода пресса. Рассмотрим несколько вариантов РТК.
Вариант 1. Для доставки заготовки от индуктора к КГШП
(см. рис. 7.3, б) используется транспортер, имеющий специальный
склиз, доставляющий ее в вертикальном положении всегда в одну
точку. Выдачу заготовки на позицию осадки производит шибер-
ный перекладчик, установленный в левом боковом окне пресса.
Движения кузнеца от передачи заготовки с осадки до удаления
из штамповочного ручья выполняет робот «Циклон-ЗБ», имеющий
две руки. Передачу от КГШП до обрезного пресса осуществляют
транспортером, получающим поковку с помощью шиберного сбра-
сывателя. Шиберный сбрасыватель является упрощенной кон-
струкцией перекладчика. Его задачей является передача заготовки
от ПР на транспортер. Необходимость установки шиберного
сбрасывателя объясняется тем, что рука ПР не может зайти в бо-
ковое окно КГШП на расстояние, достаточное для сброса заго-
товки на транспортер. Движения рабочего обрезчика может
выполнить ПР, смонтированный в одноруком варианте. Для
захвата поковки всегда в одной точке между ПР и транспортером
устанавливается приемно-ориентирующее устройство. Нормаль-
ная работа ПР с обрезным прессом будет возможна, если обрезац-
344
ный облой не залипает на пуансоне, что должно обеспечиваться
установкой жесткого съемника облоя. Удаление обрезанной по-
ковки и облоя производит двурукий ПР (см. рис. 7.3, а), уста-
новленный за прессом. Возможен вариант удаления одной рукой,
но для этого требуется специальный склиз, разделяющий поковку
от облоя.
Все роботы «Циклон-ЗБ» оснащают специальными схватами,
отвечающими форме детали на обслуживаемой операции. Каждый
ПР имеет свой пульт управления. Координация работы прессов,
ПР и другого оборудования производится с центрального пульта
управления.
Основными элементами, обеспечивающими функциональную
связь между агрегатами линии и ПР, являются следующие дат-
чики: наличия заготовки на исходной позиции штамповочного
пресса, наличия заготовки в штамповочном ручье, удаления
заготовки из рабочей зоны штамповочного пресса, наличия за-
готовки на приемной позиции обрезного пресса, удаления детали
и облоя из рабочей зоны обрезного пресса.
Необходимые паузы в движениях органов обеспечиваются
элементами задержки. Производительность данной линии —
210 шт./ч.
Вариант 2. С целью повышения производительности штам-
повки был реализован вариант (см. рис. 7.3, а) компоновки робо-
тотехнической линии с четырьмя ПР. Дополнительный ПР исполь-
зовался для захвата нагретой заготовки на выходе из индуктора
и транспортирования ее на осадочную площадку штампа в зоне
КГШП. Цикл работы линии сократился с 17 до 10 с, однако услож-
нилась настройка линии и снизилась надежность.
Вариант 3. В процессе опытно-промышленной эксплуа-
тации приведенных выше вариантов были выявлены основные
недостатки вспомогательных средств, ПР и их компоновок. Создан-
ный вариант РТК (см. рис. 7.3, б) предусматривает автоматиче-
скую загрузку заготовок в индуктор с помощью специального
устройства с использованием электромагнитного захвата и ориен-
тирующего вращающегося конуса; модернизированную конструк-
цию подающего транспортера и устройства для ориентации за-
готовок на исходной позиции в рабочей зоне КГШП; совмещение
устройства для подачи технологической смазки с роботом-кузне-
цом; упрощение пульта программного управления роботом-куз-
нецом с включением его в пульт управления робототехнической
линией; замену шаговых искателей и электромагнитных реле
времени на бесконтактные электронные устройства; исключение
незапрограммированного хода ползуна пресса на основе ввода
блокировочной команды на его включение с помощью датчика
положения руки робота-кузнеца; вывод на центральный пульт
управления линией датчиков контроля технологического
усилия штамповки, силы выталкивателя, температуры за-
готовки.
345
Основным отличием варианта 3 от первых двух вариантов
роботизированной линии является выполнение операции обрезки
облоя и правки в специальном штампе на КГШП, что позволило
сократить использование роботов «Циклон-ЗБ» до двух, решить
вопрос передачи поковки на обрезку в ориентированном виде без
специального оснащения. Для максимального сокращения рабо-
чего цикла ПР в штампе были созданы специальные выемки для
размещения схвата робота-кузнеца без отхода руки из рабочей
зоны во время рабочего хода ползуна.
Система датчиков контролирует прохождение штамповок по
ручьям штампов и блокирует работу ПР при отклонениях от нор-
мального хода процесса штамповки. На данной линии производи-
тельность составила 300—360 шт./ч.
Проведенные работы показали, что использование ПР с пневма-
тическим приводом может иметь ограниченное применение, так
как их манипуляционные и размерные характеристики позволяют
штамповать детали довольно ограниченной номенклатуры. Это
обусловливается как ограничением по массе штамповок из-за
малых усилий в схватах, имеющих пневматический привод, так
и по грузоподъемности ПР. Так как робот «Циклон-ЗБ» (и подоб-
ные роботы мод. ПР-10, ПРЦ-10) имеет только две точки позицио-
нирования по подъему и по движению руки (рук), то высотные по-
ложения штамповок в многоручьевых штампах должны быть на
определенном уровне и их расстояния до оси вращения руки
должны быть одинаковы. Малая величина подъема рук не позво-
ляет роботизировать процессы штамповки выдавливанием.
Линия КГШП с усилием 40 000 кН. Робототехническая линия
на основе КГШП усилием 40 000 кН состоит из агрегата нагрева
(индукционный нагреватель), робота-загрузчика заготовок и
устройства для их ориентированной загрузки в индуктор, транс-
портера для передачи нагретой заготовки на КГШП и ее ориенти-
рованной выдачи на осадочную площадку, собственно КГШП,
робота-кузнеца «Универсал-15.01», транспортера для передачи
штамповки к обрезному прессу с сохранением ориентации поковки,
обрезного пресса усилием 4000-103 Н, робота-обрезчика «Универ-
сал-15.01» и приспособления для отделения поковки от отходов.
Основной номенклатурой поковок, штампуемых на данной
линии, являются поковки круглые в плане, штампуемые осадкой
в торец и последующей штамповкой в окончательном ручье.
Накопленный опыт по созданию робототехнической линии
с КГШП, развивающим усилие 25 000 кН, позволил организовать
более рациональный роботизированный процесс. Например, для
повышения производительности робота-загрузчика была разра-
ботана и реализована система его адаптивного управления, что
позволило исключить лишние движения ПР при захвате заготовок
в различных точках подающей тары.
Для выполнения осадки с удержанием заготовки в схвате
робота-кузнеца был модернизирован механизм зажима манипуля-
346
Рис. 8.8. Планировка РТК на осно-
ве линий КГШП-1000:
1 — индуктор; 2 — прибор для кон-
троля температуры; 3, 5, 12, 16 —
транспортер; 4 — пресс; 6 — шкаф
электрический; 7 — установка очи-
стки воздуха; 8 — тара; 9 — лоток;
10 — тара для облоя; 11 — пресс
обрезной; 13 — пульт ПР; 14 —
ПР; 15 — тара для штамповок
тора, что позволило избе-
жать резкого увеличения
нагрузки в системе схвата
при внешнем кинематиче-
ском воздействии на его
рычаги. Предусматривается защита робота-кузнеца и робота-обрез-
чика от незапрограммированных ходов с помощью специальной
схемы, которая в конце каждого цикла движения производит
проверку нахождения ползуна в верхнем крайнем положении.
В случае, если ползун начал движение, включается аварийная
остановка пресса.
Роботизация линии на основе КГШП, развивающего усилие
10 000 кН. До роботизации линии рабочий-штамповщик вручную
принимал заготовки, поступающие по транспортеру от индуктора
в рабочую зону штампа, и за два хода ползуна пресса последова-
тельно выполнял операции осадки и штамповки, после чего отбра-
сывал штамповку на транспортер, передающий ее к обрезному
прессу. Смазка штампов производилась также вручную. Второй
рабочий-обрезчик устанавливал заготовку на обрезной штамп
и после рабочего хода ползуна последовательно снимал деталь
и облой и сбрасывал их в соответствующую тару.
В процессе роботизации линии также были отработаны различ-
ные варианты. По варианту 1 в соответствии с техническим зада-
нием на предприятии были спроектированы и изготовлены транс-
портер от индуктора к КГШП К-8540, транспортер к обрезному
прессу К-9534 усилием 2500-103 Н, транспортеры для передачи
детали и облоя в соответствующие тары, схваты к роботу «Цик-
лон-ЗБ», ориентирующее устройство для штамповок. Кроме того,
изготовлены пневмотолкатель детали и облоя, спрейерное устрой-
ство для автоматической смазки, откатные устройства для ПР,
а также узлы для модернизации прессов и штампов, в частности
для исключения операции по осадке заготовки.
На рис. 8.8 показана планировка роботизированной линии
из двух ПР.
Робот-кузнец (в двуруком исполнении) обслуживает КГШП
и выполняет следующие движения: левой рукой захватывает
поступившую от индуктора нагретую заготовку, правой рукой
захватывает штамповку, поворотом рук нагретая заготовка укла-
дывается в ручей штампа, а штамповка сбрасывается на транспор-
тер. Автоматика предусматривает команду роботу-кузнецу о на-
347
линии ползуна пресса
в верхнем положении и
отходе смазывающего
устройства. Рабочий
ход пресса осуществля-
ется после возврата рук
робота в исходное поло-
жение и смазки штампа.
Робот-обрезчик (в од-
норуком исполнении)
выполняет следующие
движения: берет штам-
повку с транспортера,
переносит ее и устана-
вливает в ручей обрез-
ного штампа. Ввод
штамповки в рабочую
зону обрезного штампа
происходит при усло-
вии возврата ползуна
в верхнее положение;
выталкиватель штам-
повки и облоя возвра-
щается в исходное по-
ложение. Удаление де-
тали и облоя в соот-
ветствующие тары про-
исходит по команде от
пресса об окончании
рабочего хода. На рис.
8.9 показана кинема-
тика перемещения штам-
повки в роботизирован-
ном процессе.
В процессе освоения
линии были внесены от-
дельные изменения в
конструкцию манипу-
лятора и пульта управ-
ления, в частности из-
менена конструкция ту-
рели, на которой кре-
пят руку ПР, заменены
трансформатор и стаби-
лизатор напряжения,
применен закрываю-
щийся кожух пульта
управления и др. Кроме
348
рис. 8.10. Вариант планиров-
ки РТК робот-КГШП:
/ — индукционный нагрева-
тель; 2 — транспортер; 3 — та-
ра для отштампованных дета-
лей; 4 — лоток; 5 — КГШП;
$ штамп для безоблойной
штамповки; 7 — рука манипу-
лятора; 8 — манипулятор ро-
бота; 9 — пульт управления;
10 — тара с заготовками
того, по результатам
промышленной эксплуа-
тации проведена доработка нестандартного оборудования с целью
обеспечения более стабильной работы оборудования. Опыт экс-
плуатации указанной линии также привел к созданию более
производительного роботизированного процесса.
Вариант 2 представляет собой компоновку линии на основе
автоматического загрузчика индуктора, транспортера для подачи
нагретой заготовки к рабочей зоне КГШП, робота-кузнеца,
сбрасывателя штамповки в тару.
На рис. 8.10 показана планировка РТК- В основу принятого
решения положен переход на мерную заготовку, что позволило
добиться безоблойной штамповки и исключить обрезной пресс.
8.3. РОБОТИЗАЦИЯ ПРОЦЕССОВ ХОЛОДНОЙ ЛИСТОВОЙ
ШТАМПОВКИ
Общие требования к роботизации листоштамповочных
операций. Роботизация листоштамповочного производства должна
учитывать его специфику и отвечать следующим основным требо-
ваниям: быстродействию, переналаживаемости, точности.
Из всего многообразия задач по автоматизации и механизации
вспомогательных операций листоштамповочного производства ро-
бототехника должна выбрать операции, которые не решены тра-
диционными методами. При рассмотрении укрупненной схемы
технологического маршрута получения штамповочной детали та-
кими операциями можно считать: подачу листа для резки на пресс-
ножницах, складирование полос или карт после резки в стопы,
кассеты, транспортирование стоп, кассет к прессам, загрузку—
разгрузку штампа, межоперационные и межштамповые перемеще-
ния штамповок, межстаночные перемещения штамповок, скла-
дирование штамповок. Из перечисленных операций в настоящее
время можно исключить из рассмотрения только две вспомога-
тельные операции: подачу листа для резки и транспортирование
к прессам. Все остальные операции следует рассматривать как
подлежащие роботизации.
Указанные исходные данные могут служить основой для раз-
работки специализированных ПР с различными техническими
характеристиками, первым образцом которых являются, напри-
мер, роботы «Циклон-ЗБ», ПРЦ-10 и ПР-10.
349
Исходя из перечисленных выше вспомогательных операций,
подлежащих роботизации, указанные ПР в настоящее время
выполняют следующие операции: складирование полос после
резки на ножницах, загрузку-разгрузку штампа, межштамповые
перемещения полуфабрикатов и разгрузку штампов, загрузку-
разгрузку штампа и межстаночные перемещения.
Основные задачи, которые решаются в процессе роботизации
листоштамповочного производства, являются как общими для
робототехники в целом, так и специфичными для указанных
процессов: упорядоченная подача исходного материала (карта,
полоса) в точку захвата роботом, смазка поверхности материала,
транспортирование в рабочую зону пресса, точная укладка в ма-
трицу штампа, контроль положения, съем штамповки, съем от-
ходов или удаление высечки и т. д., контроль матрицы штампа,
пуансона, транспортирование из рабочей зоны пресса, укладка
в тару штамповки, укладка в тару высечки и т. д. Из перечислен-
ных задач наиболее сложно выполнимыми являются подача полосы
в зону штампа, контроль положения заготовки в матрице до
штамповки и положения штамповки в матрице или на пуан-
соне после рабочего хода пресса, транспортирование вы-
сечки.
К специфичным условиям роботизированных процессов хо-
лодной листовой штамповки надо отнести и резкую смену конфи-
гурации полуфабриката до и после штамповки, что влияет на кон-
струкцию захватов.
Применение ПР изменяет существующие конструкции штам-
пов. Это связано в первую очередь с требованиями точной фикса-
ции штамповки до и после рабочего хода пресса, требованиями
удаления отходов после каждого цикла или после серии циклов
и т. д.
Общие требования при проведении работ по подготовке штам-
пов для роботизированных процессов следующие: при раскрытии
штампа (после окончания процесса формообразования) деталь
должна оставаться в его нижней части, не теряя ориентации,
штамп должен иметь автоматические выталкиватели для подъема
из матрицы отштампованной детали и съема ее с фиксаторов;
выталкивание отштампованной детали должно быть плавным и
происходить без смещения детали в горизонтальной плоскости;
фиксаторы и ловители должны обеспечивать правильность поло-
жения заготовки в штампе при установке ее с точностью не ниже
точности позиционирования ПР; конструкция штампа (для раз-
делительных операций) должна исключать возможность запрес-
совки отхода в деталь или детали в отход; штамп должен иметь
автоматические устройства для удаления отходов из внутренних
полостей или предусматривать возможность автономной уста-
новки таких устройств; если направляющие колонки мешают
загрузке или разгрузке, то их следует устанавливать на верхней
части штампа.
350
Р Как правило, существующие конструкции штампов рассчитаны
на человека и предусматривают принудительное разделение вы-
сечки и детали за счет, например, выталкивателей, сбрасывателей
и т. д. Поэтому роботизация действующего производства связана
или с модернизацией существующих штампов или с проектирова-
нием новых штампов специально под ПР. Например, при приме-
нении робота «Циклон-ЗБ» на двухстаночных кривошипных прес-
сах усилием (2500—3150) 103 Н в одном прессовом цехе из общего
числа 270 штампов требовали: переноса направляющих коло-
нок — 16 штампов, установки съемников — 186 штампов, уста-
новки толкателей для удаления высечки из полостей штампов —
ПО штампов. Не требовалось модернизации только 31 штампа.
Исследования кинематики обрабатываемых деталей. На пред-
приятиях машиностроения листоштамповочное производство со-
средоточивается или в специализированных цехах или на участках.
Анализ технологических процессов холодной листовой штамповки
выявил следующие возможные структуры РТК-' однономенкла-
турные позиции (робот-пресс), многономенклатурные позиции,
однономенклатурные непрерывно-поточные линии (робот-пресс +
+ робот-пресс + + робот-пресс); многономенклатурные непре-
рывно-поточные линии, многономенклатурные прерывно-поточ-
ные линии.
В действующих технологических процессах до роботизации
многооперационная штамповка (возможная «линия») может осу-
ществляться или на одном прессе с промежуточным складирова-
нием в таре полуфабрикатов или на нескольких расположенных
последовательно прессах. Роботизированный технологический про-
цесс требует закрепления за прессами определенных операций
(штампов) и упорядоченного движения штамповки по технологи-
ческому потоку с передачей штамповок из рабочей зоны одного ПР
в рабочую зону последующего.
Определение требуемых ориентирующих степеней подвижности
для ПР в прессовых цехах рассмотрим на примерах анализа
кинематики предметов, обрабатываемых на одностоечных механи-
ческих и гидравлических прессах усилием до 2500-103 И и на
двухстоечных механических прессах усилием до 3150-103 И.
Характерной особенностью для роботизированных линий на
основе одностоечных прессов является постоянное допустимое
направление подхода схвата — а (ось OY). Остальные производ-
ственные направления подхода схвата исключаются наличием
направляющих колонок (исключение подхода ±у), малым про-
светом между пуансоном и матрицей (рабочим ходом прессов).
В роботизированных операциях с использованием вакуумных присо-
сов реализуется подход к заготовке (штамповке) по оси OZ, т. е.±0.
Анализ расположения систем координат деталей относительно
систем координат штампа выявил необходимость введения угла
±у для переориентации штамповки вне рабочих зон штампов
(рис. 8.11). Наипрактике при использовании, например, робота
351
Рис. 8.11. Схема обоснования введения
ориентирующей степени подвижности у
при миогооперациоиной штамповке
«Циклон-ЗБ» создавались специ-
альные приемно-ориентирующие
устройства, разворачивающие
полуфабрикат на требуемый
угол для захвата его последу-
ющим ПР.
На рис. 8.12 показаны харак-
терные схемы технологических
маршрутов холодной листовой штамповки на линиях двухстоечных
прессов. Анализ размерных характеристик основного технологи-
ческого оборудования и кинематики обрабатываемых заготовок
(геометрические положения в штампах, число штампов на рабо-
чем столе пресса) показал, что схемы I, Па, Пб, IVa, IV6, V
могут быть полностью роботизированы на основе, например,
робота «Циклон-ЗБ». Что касается схемы П1а и 1116, то техноло-
гические возможности ПР указанного типа могут не обеспечить
реализацию геометрических положений заготовок согласно дей-
ствующей оснастке. Это связано в первую очередь с недостатком
числа ориентирующих степеней подвижности ПР, величиной
вертикального хода руки (рук), числа программируемых точек
по каждой координате.
Анализ расположения штампов на прессах (параллельная
или последовательная штамповка), конфигурация штамповок
(круглая, прямоугольная и т. д.), расположение направляющих
колонок позволяют сделать следующие выводы: допустимые про-
изводственные направления подхода схвата только а и ±[3;
кантование предметов на 3,14 рад требует введения движений
по перехвату штамповки (ввиду допустимости подхода ±0);
штамповка с установкой на рабочей поверхности столов прессов
двух и более штампов требует введения степени +у.
Остановимся на определении основных размерных характери-
стик. Выборочные данные по 142 позициям, оснащенным различ-
ными типами и типоразмерами прессов, показали следующее
устойчивое статистическое распределение по /iK:
hn, м.................... 0,7—0,8 0,8—0,9 0,9—1,0 1,0—1,1 1,1 —1,2
Число предметов обработки, при-
ходящихся на интервал ha . . . 16 20 23 47 36
На основании принятых статистических показателей йср =
= 1,0 м; од = 0,08. Тогда Лт1п = 0,75 м; /imax = 1,25 м; аср =
~ 0,56 м; Од = 0,05; атш = 0,41 м; атах = 0,71 м.
Приведенные данные характеризуют обобщенную статистиче-
скую рабочую зону прессового оборудования.
352
Роботизация одностоечных механических и гидравлических
прессов усилием до 2500-103 Н. Рассмотрим пример организации
трех автономных роботизированных позиций на операциях холод-
ной штамповки, оснащенных роботом «Циклон-ЗБ». Если деталь
цилиндрической формы формируется на прессе мод. К0032 уси-
лием 106 Н, то используют ПР с двумя руками (левая загружает
штамп, правая — разгружает). В качестве подающего устройства
применяют лоток, приемного — тару. На прессах КД1428 уси-
лием 630-103 Н осуществляют последовательную многоопера-
ционную штамповку двух деталей. Для подачи заготовок раз-
работан специальный механизм (вибробункер), принцип работы
которого следующий. В чашу бункера загружаются заготовки,
которые при помощи сил вибрации двигаются по лотку до ориен-
тирующей планки. Ориентированные заготовки далее по лотку
попадают в кантователь и по дуге направляющих планок силой
собственного веса опускаются до отсекателей пневмоцилиндра.
После соответствующей команды отсекатели цилиндра освобо-
ждают поштучно заготовки до упора (т. е. точки захвата их ПР).
Один из РТК построен по схеме взаимодействия человека и ПР.
Роботизированная позиция
новного технологического
пресс. Выполняется сле-
дующий цикл работ:
1) на токарном станке 7
формируется конус заго-
товки (загрузка, управле-
ние станком и разгрузка
осуществляются челове-
ком); 2) обработанную де-
таль рабочий устанавли-
вает в подающий лоток 2
в строго ориентированном
положении; 3) по сигналу
датчика о наличии заго-
товки в подающем лотке
по команде от пульта уп-
равления 6 рука робота 5
выдвигается, зажимает де-
таль, отходит и повора-
чивается на 2,79 рад;
Рис. 8.12. Схемы технологических
маршрутов при многооперациоииой
штамповке на двухстоечных кри-
вошипных механических прессах:
I —VIII — варианты компоновок;
0 — подающее устройство;
емкое устройство
12 Шифрин Я. А. и др.
— рсбот;
Рис. 8.13. Планировка РТК.
работающего по схеме чело-
век—робот
1
Рис. 8.14. Общий вид робо-
тотизироваииой позиции (хо-
лодной штамповки)
4) робот 5 загружает и разгружает пресс 3 (рука робота вводит
деталь в штамп, устанавливает, схват разжимается, но остается
в рабочей зоне, робот дает команду на рабочий ход пресса); 5) по-
сле рабочего хода пресса 3 схват зажимает деталь, и рука отхо-
дит; 6) схват разжимается, и деталь падает в тару 4; 7) рука пово-
рачивается на 2,79 рад к токарному станку 7, и цикл повторяется.
Робот выполнен в одноруком варианте. Контроль наличия
детали в штампе определяется косвенно датчиком, установленным
непосредственно на схвате руки робота.
Рассмотрим позиции холодного формования на механическом
и гидравлическом прессах. На рис. 8.14 показана роботизирован-
ная позиция формовки двух деталей: рубашки — труба 0 60 X
ХбО мм, трубки — труба 0 38x75 мм. На данном РТК применен
робот «Циклон-ЗБ» 5 с двумя руками, что позволило повысить
производительность оборудования на 20 %. Работа организована
следующим образом. Исходные заготовки одного наименования
поступают на позицию в общей таре 3 навалом. Оператор-наладчик
отбирает их и укладывает в подающий лоток 2 в строго ориенти-
рованном положении. Одна рука ПР (правая) захватывает за-
готовку из подающего лотка и укладывает в штамп пресса 1.
Другая рука (левая) разгружает штамп и транспортирует деталь
в приемный лоток 6, из которого детали падают в тару 7. Особен-
ностью подающего лотка является его двусторонняя или двух-
ручьевая конструкция, позволяющая во время разгрузки одного
ручья вручную загружать другой. Емкость каждого ручья 20 за-
готовок. После того как будет исчерпана емкость одного ручья,
наладчик-оператор вручную поворачивает лоток на 3,14 рад
и ПР продолжает работу.
Приемный лоток также можно поворачивать вокруг оси, обес-
печивая равномерное заполнение тары. Цикл ПР построен сле-
дующим образом: одновременно выдвигаются обе руки и захваты-
вают детали (правая — в лотке, левая — в штампе); подъем рук
и поворот на 1,57 рад; опускание рук (правая укладывает деталь
354
Рис. 8.15. РТК холодного выдавливания иа основе ПР «Уииверсал-50»
в штамп, левая сбрасывает готовую деталь на приемный лоток).
В РТК применена блокировка цикла ПР при заклинивании де-
талей в матрице штампа. Осуществляется она следующим обра-
зом. Готовая деталь после разжима схвата левой руки падает на
подвижную пластину, соединенную с микровыключателем. Микро-
выключатель подает команду СПУ 4 робота на продолжение ра-
боты. Если деталь осталась в матрице и ПР не сбросил ее на по-
движную пластину, останавливается работа всего оборудования;
обе руки отходят. Команда на рабочий ход пресса; поворот рук
на 1,57 рад, и цикл повторяется.
В процессе рабочего цикла осуществляется также впрыскива-
ние масла в верхнюю полость заготовки, установленной в штамп.
Впрыскивание — по команде от СПУ ПР. По технологическому
процессу до роботизации на позиции работало двое рабочих в смену
(один погружал детали в масло, другой — штамповал). Таким
образом, ПР заменил двух рабочих в смену.
Рассмотрим особенности организации двух роботизированных
позиций (рис. 8.15, а) холодной формовки концов труб тяг длиной
от 180 до 400 мм. Каждая позиция состоит из двустоечных гидра-
влических прессов 1 мод. Д2434А, ПР «Универсал-50М» 5, двух
12* 355
подающих лотков-склизов 2 для коротких и длинных заготовок,
двух приспособлений для формовки концов длинных и коротких
труб, двух приемных ящиков 3 для складирования готовых дета-
лей, электроавтоматики 4 шкафа.
Циклограмма работы ПР состоит из следующих основных
переходов: из исходного положения выдвигается рука и захваты-
вает заготовку, находящуюся на лотке-склизе; поворот руки с за-
готовкой к прессу; выдвижение руки в рабочую зону приспособ-
ления, разжим схвата, и деталь через направляющую втулку
попадает в формовочный ручей приспособления; отход руки и
команда от СПУ ПР на рабочий ход ползуна пресса; рабочий ход
ползуна (вниз-вверх). Деталь подается выталкивателем приспо-
собления над плоскостью штампа и зажимается клещами приспо-
собления; ПР выдвигает руку, зажимает деталь, подает команду
на разжим приспособления и выносит деталь из рабочей зоны
пресса, поворот схвата на 3,14 рад (180°) и выдвижение руки в ра-
бочую зону пресса. Далее переходы повторяются; после формовки
второго конца трубки рука ПР транспортирует деталь к ящику
для сбора готовых деталей, происходит разжим схвата и деталь
падает в тару; поворот руки в исходное положение, и далее цикло-
грамма повторяется.
Схема размещения формируемых труб при основных переходах
показана на рис. 8.15, б. Особенностью оснащения РТК является
разработка механизма автоматической перенастройки хода пол-
зуна через раз на величину удлинения детали (3 мм). Подобная
перенастройка позволяет получать за один цикл деталь, отфор-
мованную с двух концов без переналадки приспособления (до ро-
ботизации прессовщица формовала один конец тяги из всей пар-
тии, потом перестраивала штамп на величину 3 мм и формовала
второй конец тяги).
Роботизация двухстоечных механических прессов усилием до
3150-103 Н. Рассмотрим более подробно особенности технологи-
ческой проработки действующих технологических процессов на
линиях двухстоечных механических прессов. Согласно действу-
ющим технологическим процессам предусматривается штамповка
с участием двух рабочих: основного (штамповщика), выполня-
ющего функции по загрузке штампа и включению рабочего хода
пресса, и вспомогательного (разгрузчика), выполняющего функ-
ции по съему штамповки со штампа, складированию ее или пере-
дачи полуфабриката на следующую операцию. Исходя из этого,
схема роботизации предусматривает установку у каждого пресса
двух ПР: робота-штамповщика и робота-разгрузчика, выполня-
ющих функции, аналогичные функциям, выполняющими основ-
ным и вспомогательным рабочими.
Можно рекомендовать три основных этапа построения робо-
тизированных процессов: установка только роботов-разгрузчиков
при сохранении человека-штамповщика; установка роботов-раз-
грузчиков и роботов-штамповщиков с ручной перекладкой полу-
356
рис. 8.16, РТК на основе
двухстоечного пресса:
1 — пресс модели К3534А;
2'—тара для приема штам-
повок; 3 — ПР; 4 — элек-
трошкаф; 5 — система под-
готовки воздуха; 6 — пульт
СПУ; 7 — стол для подачи
заготовок; 8 — тара для от-
ходов
фабрикатов вне зоны штамповки (сокращение в 2 раза требуемого
количества рабочих-штамповщиков и улучшение безопасности
труда); полностью автоматизированная работа линии с исполь-
зованием роботов-штамповщиков и роботов-разгрузчиков, а также
подачей штучной заготовки для первой операции специальным
подающим устройством и наличием автономных межоперационных
передающих столов.
Рассмотрим конкретные особенности построения РТК на основе
вышеизложенных технологических проработок. В качестве при-
мера на рис. 8.16 показана роботизированная позиция штамповки
деталей на прессах К3534А усилием 2500-103 Н. Особенностью
схем роботизированных процессов является установка двух штам-
пов (параллельная штамповка), что приводит к наладке ПР на
двурукую схему, двойные позиции для подачи заготовок 5 и две
тары для приема штамповок 6. Установка манипуляторов также
требует специальных геометрических расчетов, связывающих меж-
штамповое расстояние, эксцентриситет оси поворота руки относи-
тельно оси симметрии стола пресса, расстояния от фронтальной
(продольной) оси стола пресса до оси поворота руки.
Анализ операционных эскизов показывает, что их геометри-
ческие контуры требуют создания нескольких типов захватных
устройств, например вакуумных, клещевых. Принципиальной
особенностью всех рассматриваемых роботизированных техноло-
гических процессов является разработка схем удаления штам-
повки, а также высечки, обсечки и т. п. Вакуум обеспечивается
специальными эжекторами, укрепленными на кронштейне схвата.
В процессе формования и пробивки возникают геометрические
контуры штамповок, которые могут удаляться только клещевыми
захватами. Кинематика заготовок (или их геометрических поло-
жений), например крышек, по технологическим маршрутам тре-
бует кантования штамповок после определенных операций. Такие
манипуляции робот «Циклон-ЗБ» может совершать только с пере-
хватом, т. е. межоперационным базированием, разжимом, пово-
357
ротом схвата и последующим зажимом. Вообще таких манипуля-
ций необходимо избегать и стараться строить роботизированные
технологические процессы без поворота штамповок вокруг про-
дольной оси руки ПР. Ограниченные размерные перемещения руки
по вертикали (подъем-опускание) потребовали создания перена-
лаживаемых захватов с регулировкой 100—150 мм относительно
неподвижной продольной оси руки.
Рассмотрим процесс изготовления детали типа крышки на
роботизированной позиции. Технологический маршрут состоит
из четырех операций, последовательно выполняемых на одном
прессе. Рабочий-оператор укладывает заготовку на стол, и дат-
чик, установленныый на базовой поверхности стола, фиксирует
наличие детали и разрешает подать команду на начало рабочего
цикла. Робот-штамповщик, рука которого оснащена вакуумным
схватом, захватывает заготовку, транспортирует ее к прессу,
укладывает в штамп и дает команду на включение рабочего хода
ползуна пресса. По возвращении ползуна в верхнее положение
подается команда роботу-разгрузчику на выполнение функций
по разгрузке пресса. Рука робота-разгрузчика, оснащенная также
вакуумным схватом, захватывает полуфабрикат и отход, выводит
их из зоны штампа и укладывает в тары сначала отход, а затем
полуфабрикат. При осуществлении этого перехода робот-разгруз-
чик дает команду роботу-штамповщику на повторение цикла.
Робот-штамповщик начинает повторение рабочего цикла только
по получении двух команд: от робота-разгрузчика и от датчика,
установленного на столе для подачи заготовок. Таким образом,
ПР выполняют функции рабочих по загрузке-разгрузке прессов,
их включению и складированию полуфабрикатов и отходов.
Коммутация систем программного управления роботов с электро-
автоматикой пресса осуществляется через специальный техноло-
гический электрошкаф.
При выполнении последующих операций по технологическому
процессу сохраняются число и последовательность переходов,
длины и характер траекторий рабочих перемещений исполнитель-
ных органов манипуляторов. Необходимо лишь заменить опера-
ционные устройства (схвата) в связи с происходящими в процессе
обработки формообразованиями полуфабриката. Если на первой
операции ПР оснащены вакуумными схватами, то на второй и
третьей операциях ПР (у других прессов) оснащают клещевыми
схватами. Следует отметить определенные трудности с удалением
из полостей штампов высечки напровал. Одно из решений — перио-
дическое удаление накопившейся высечки рабочим-оператором,
другое — разработка автономных толкающих устройств, цикли-
чески сбрасывающих высечку в специальную тару (лоток и т. д.).
Выше говорилось о недостаточной величине вертикального
хода руки (рук). Технологически это выражается в том, что про-
грамма обучения может быть построена только на фронтальных
(между направляющими колонок штампов) подходах схвата с за-
358
готовкой в рабочую зону штампов. Это связано с определенными
трудностями. Поэтому дальнейшая модификация подобных ПР
должна быть направлена в первую очередь на увеличение верти-
кального хода руки, что позволит перемещать предметы при меж-
операционных транспортных перемещениях над штампами (ко-
лонками). Такой вариант требует введения в общем случае ориен-
тирующей степени подвижности для разворота заготовки в гори-
зонтальной плоскости вокруг вертикальной оси. Подобная сте-
пень подвижности разработана, изготовлена и смонтирована на
одном из роботов «Циклон-ЗБ».
Кратко отметим следующие основные особенности робо-
тизированных технологических процессов на основе робота
«Циклон-ЗБ».
Влияние вида исходного материала. Полностью роботизирован-
ный технологический процесс должен иметь исходную заготовку
в виде карты, с подачей специальным подающим устройством
штучной заготовки роботу-штамповщику для осуществления пер-
вой операции. При сохранении первой операции (штамповка из
полосы) робот-штамповщик отодвигается в сторону для осуще-
ствления этой операции человеком (или монтируется специальный
полосоподаватель).
Влияние числа операций. Роботизированный технологический
процесс при многооперационной штамповке должен иметь пере-
дающие столы, выполняющие функции ориентации полуфабриката
и размерной компенсации разности уровней зеркал матриц штам-
пов на соседних прессах по технологическому маршруту.
Влияние конфигурации штампуемых деталей. При сохранении
принципа свободного выбора на линии начала технологических
маршрутов требуется оснащение каждого ПР переналаживаемыми
захватными устройствами: вакуумными, клещевыми, магнитными.
8.4. РОБОТИЗАЦИЯ ПРОЦЕССОВ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ ДЕТАЛЕЙ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Особенности разработки РТК. В отличие от структур
РТК в заготовительном производстве, построенных, как правило,
по позиционному принципу робот—пресс, в металлообрабатываю-
щих цехах существуют самые разнообразные структуры, в которых
роботы обслуживают от одного до нескольких станков. На рис. 8.17
показаны некоторые схемы РТК. Определяя области применения
ПР в металлообрабатывающих цехах, следует исходить из того,
что в первую очередь должны быть роботизированы поточные
и групповые линии. ПР органично встраиваются в упорядочен-
ную и систематизированную структуру производственного потока,
имеющего строгую цикличность в осуществлении основных и
вспомогательных операций. Роботизация производств, построен-
ных по специализированным технологическим признакам (токар-
ные, фрезерные, сверлильные и т. д. участки и цеха), связана
359
Рис. 8.17. Схемы робототехни-
ческих позиций (о, в), участка
((Г) и линий (г—е) в металлооб-
рабатывающих цехах:
1 — подающие устройства; 2 ~
ПР; 3 — металлорежущие стан-
ки; 4 — приемно-передающие
устройства; 5 — приемные
устройства
с применением сложного транспортного и складского хозяйства,
ЭВМ и т. д. Поэтому только групповые поточные методы обработки
позволяют создавать комплексные роботизированные производства.
Создание РТК в металлорежущих цехах связано с решением
следующих специфичных задач: выбора поточной линии, металло-
режущего оборудования, станочной оснастки, контроля обрабо-
танной детали, создания транспортно-подающих устройств (для
первого робота в роботизированном потоке) и приемо-передающих
устройств (для связи роботизированных позиций или участков),
уборки стружки, создания электроавтоматики комплекса (системы
управляющих команд и контрольно-информационная).
Приведем краткую техническую характеристику некоторых
выделенных задач.
Выбор поточной линии. Особенностью роботизации технологи-
ческих процессов в металлообрабатывающих цехах является
исследование влияния различных организационно-технических
факторов производства на размерную, манипуляционную и т. п.
взаимосвязь ПР с основным и вспомогательным технологическим
оборудованием. В табл. 8.7 приведены основные типы, виды и ор-
ганизационные методы производств, рассматриваемые как объекты
перспективной роботизации.
По очередности роботизации указанных в таблице классифи-
кационных группировок поточных линий их можно расположить
в следующей последовательности: ОНПЛ-1, ОНПЛ-2, ОППЛ-1,
ОППЛ-2.
360
8.7. Основные типы, виды и организационные методы производств
Иг Произ- водство Основные виды техно- логических процессов Органи- зацион- ные мето- ды произ- водства Поточная линия Степень не- прерывности движения предметов по линии Технологи- ческое оснащение Условные индексы
Массовое Единичные Непо- точный — — — —
Поточ- ный Однопред- метная Непрерыв- но-поточные Без пере- наладки С перена- ладкой ОНПЛ 1 ОНПЛ-2
Прерывно- поточные Без пере- наладки С перена- ладкой ОППЛ-1 ОППЛ-2
Серийное Типовые Многопред- метная переменно- поточная и комплект- но-группо- вая Непрерыв- но-поточные мнпл
Прерывно- поточные мппл
Групповые или типовые Непо- точный — — — —
Групповые Поточ- ный Многопред- метная партионно- групповая Прерывно- поточные С перена- ладкой мгпл
Еди- ничное Единичные Непо- точный — — —- —
Выбор металлорежущего оборудования. Рассмотренные выше
РТК в заготовительном производстве построены на использовании
кузнечно-прессового оборудования, работающего в полуавтомати-
ческом режиме. В этом отношении состав металлорежущего обо-
рудования в механических цехах на предприятиях машинострое-
ния отличается большим диапазоном по степени механизации и
автоматизации движений рабочих органов. Все металлорежущее
оборудование можно разделить на четыре группы по уровню их
автоматизации.
461
Условные номера комплектов
станочной оснастки.
Рис. 8-18. Гистограмма распределения коли-
чества рабочих мест по видам оснастки (на
примере одного из цехов):
1 — оправки гладкие; 2 — центр; 3 — трех*
кулачковые патроны; 4 — цанговые зажимы;
5 — оправки шлицевые с поводком; 6 — пазы
(отверстия); 7 — пальцы; 8 — призмы; 9 —
мембранные патроны; 10 — прочие патроны;
11 — специальные приспособления
1. Ручное закрепление предме-
тов в оснастке и ручное управле-
ние рабочими органами станка.
2. Ручное закрепление предме-
тов в оснастке и включение ра-
бочего цикла станка.
3. Механизированное закре-
пление предметов в оснастке и
ручное управление рабочими ор-
ганами станка.
4. Механизированное закрепление предметов в оснастке и
включение рабочего цикла станка.
Анализ производств (рассматривались только поточные линии)
показал, что есть линии, укомплектованные станками четвертой
группы на 100 %, есть линии, состоящие только из станков первой
группы, а наибольший процент составляют линии со смешанным
составом оборудования. Отсюда очевиден выбор первоочередных
объектов для роботизации, с точки зрения оснащения РТК полу-
автоматами, а также оценки или возможности перевооружения
станочного парка для перспективной роботизации, или определе-
ния объема работ по модернизации станков с целью их превраще-
ния в полуавтоматы.
Следует также выделить задачу сокращения номенклатуры
станков. Например, анализ около 40 поточных линий обработки
деталей тел вращения позволил установить следующее число
моделей станков по отдельным типовым операциям: фрезерно-
центровальные станки — 4 мод., токарные станки — 12 мод.,
шлифовальные станки— 15 мод., сверлильные станки — 5 мод.
и т. д. (рассматривались линии с размерами обрабатываемых де-
талей до 0 120 X 400 мм). Такое многообразие резко увеличивает
объем проектных работ в научно-исследовательских институтах
и на предприятиях по созданию РТК-
Выбор станочной оснастки. На рис. 8.18 показана гистограмма
распределения операций по типам станочной оснастки. Оценка
станочной оснастки производится по трем признакам: степени
механизации, точности базирования, траектории установочных
движений руки ПР.
Исходя из требуемого характера работы зажимных элементов
приспособлений, применение ПР исключает такие типы оснастки,
как патроны с ручным зажимом, поводковые патроны для хомути-
ков и сами хомутики, гладкие оправки.
362
Исследования кинематики обрабатываемых деталей. Рассмо-
трим влияние ориентирующих степеней подвижности. В отличие
от вышеизложенных исследований обрабатываемых деталей в за-
готовительных производствах (в основу которых положен главным
образом позиционный принцип робот—пресс) в металлорежущих
цехах существуют самые разнообразные схемы построения РТК,
влияющие на характеристики ПР. Поэтому целесообразно пока-
зать закономерности изменения различных сочетаний требуемых
ориентирующих степеней подвижности в зависимости от числа
основного оборудования в t-м РТК по технологическому маршруту.
Это связано в общем случае со значительными величинами основ-
ных (машинных) времен по отношению к вспомогательным вре-
менам при обслуживании металлорежущего оборудования.
На основании разработанных методических положений был
проведен анализ кинематики предметов, обрабатываемых на поточ-
ных линиях, и получены следующие основные выводы: 1) обра-
ботка деталей типа тел вращения характеризуется устойчивыми
допустимыми производственными направлениями по осям OY
и OZ, и, следовательно, требуются ориентирующие степени по-
движности а и оф (рис. 8.19, а, б); 2) обработка деталей типа ры-
чагов, корпусов (рис. 8.19, в, г), кронштейнов и т. д. характери-
зуется не только разнообразными допустимыми подходами схвата
к предметам, ио и резкими изменениями в расположении систем
координат предмета в системах координат рабочих зон техноло-
гического оборудования, и, следовательно, требуются максималь-
ные сочетания ориентирующих степеней офу; 3) обработка деталей
типа рычагов, корпусов, кронштейнов и т. д. характеризуется
появлением таких состояний во взаимном расположении систем
координат предмета относительно систем координат рабочих
зон оборудования, которые требуют кантования /С или перехвата
предмета ПР. Как пример, на рис. 8.20 показана динамика изме-
нения требуемых ориентирующих степеней подвижности при
увеличении числа станков в t-x РТК по технологическим по-
токам.
Рассмотрение статистических данных по сочетаниям ориенти-
рующих степеней подвижности выявило в общем хаотичное рас-
пределение тех или иных сочетаний по технологическим потокам
(для несимметричных деталей типа рычагов и т. д.). Однако общая
тенденция в изменении ориентирующих степеней подвижностей
проявляется четко — неуклонное повышение удельного веса со-
четаний сс|3 и сфу и числа позиций с кантованием (перехватом)
предмета обработки.
Влияние основных размерных характеристик оценим, рассмо-
трев результаты исследований статистических массивов по рас-
положению предметов в рабочих зонах технологического обору-
дования. В качестве основных характеристик примем: высоту
установки предмета от уровня пола hn на t-x станках по техноло-
гическим потокам, глубину установки предмета от фронта обору-
363
1 2 5 ‘t 5 6 7
j X4
jiZ
пц с а aft а a a a | a a T
Z /3 1ft X/3 xfi | aft aft o' ft J
S)
Рис 8 19. Примеры кинематики деталей тел вращения типа валов (а), дисков и фланцев (б), рычагов
значение движений рабочих органов манипулятора соответственно в прямоугольной, цилиндрической
д, н, у ___ характеристики корпусных направлений (зон) подхода схвата к детали (см. рис. 8.4)
(в), корпусов (г); П, Ц, С — обо-
и сферической системе координат»
Рис. 8.20. Изменение требуемых ориентирующих степеней подвижности в зависимости
от числа единиц оборудования W в РТК:
а — сочетания а; б ~ сочетания ар; в — сочетания а£у; 1 — цех 1; 2 — цех 2; 3 —
цех 3; 4 — цех 4
дования перепад высот предметов на станко-операциях по
технологическому потоку + А/гп.
Выше были изложены основы статистического подхода к оценке
рабочих зон манипуляторов исходя из распределений деталей по
интервалам характеристик hn и ап. Было принято положение,
что обобщенные статистические показатели йср, <2ср, он, оа опре-
деляют так называемую зону наибольших манипуляционных
возможностей. На рис. 8.21 показаны диаграммы, наглядно ха-
рактеризующие статистические распределения предметов в рабо-
чих зонах металлорежущего оборудования. Такие сравнительные
диаграммы показывают соответствие рабочих зон манипуляторов
с различными компоновками на охват статистических объемов
рабочих зон оборудования.
На основе расчетов статистических показателей, построенных
по результатам обработки данных ряда поточных линий с общим
числом станков 950, получены следующие итоговые данные:
йср = 1,15 м; аср =- 0,43 м; оЛ — 0,06; оа = 0,03. Тогда обобщен-
ная рабочая зона технологического оборудования будет опреде-
ляться следующими величинами: hm[n — 0,85 м; /?тах = 1,35 м;
"mtn = 0,36 м; отах = 0,5 м.
Оценка влияния грузоподъемности ПР связана с тем, что число
станков в роботизированных потоках, а следовательно, и ПР с оп-
ределенной грузоподъемностью изменяется в диапазонах от 6—10
до 40—60 и более станков.
Рассмотрим изменение массы груза mr в функции числа станко-
операции No. В диапазонах от 30 до 100 кг они близки к пара-
болической кривой и в диапазонах менее 30 кг — к линейным за-
висимостям (рис. 8.22). При подобных исследованиях следует
366
иметь в виду количе-
ство станков на г-й опе-
рации. На рис. 8.22 это
выражается в горизон-
тальных площадках на
том или ином уровне пгг.
Если принять допуще-
ние, что тг изменяется
во всех диапазонах по
линейным зависимостям
(отметим, что диапазоны
связываются стипажами
ПР по «грузоподъемно-
сти», например, для
предприятий станко-
строительной и инстру-
ментальной промышлен-
ности приняты такие
диапазоны: 10—20, 20—
40, 40—80 кг и т. д.),
то, как пример, приве-
дем следующие значе-
ния углов наклона ф
прямых mr = f (1VO) от-
носительно оси абсцисс:
Масса 100—60 63—32
груза
ф,° 77 55
Масса 32—12,5 12,5—5
груза
ф, ° 23 12
Масса груза 5—2
ф, ° 2
Следовательно, на ос-
нове номограмм т„—
можно рассчитать тре-
буемое число ПР по
грузоподъемности.
Роботизированная
линия механической об-
работки деталей типа
тел вращения. Рассмот-
рим основные принципы
построения и особенно-
сти в разработке не-
стандартного (вспомога-:
367
тП} кг
Рис. 8.22. Диаграмма изменения массы деталей по технологическим потокам:
1 — барабан заднего тормоза; 2 — картер редуктора; 3 — маховик; 4,5 — ступицы
соответственно заднего и переднего колеса; 6 — ведомое цилиндрическое зубчатое ко-
лесо; 7 — полуось; 8 — головка цилиндра; 9 — ведущее цилиндрическое зубчатое ко-
лесо; 10 — первичный вал коробки передач; 11 — рейка поршия рулевого управления;
12 — гильза цилиндра в сборе; 13 — вал сошки рулевого управления
тельного) технологического оборудования на примере механиче-
ской обработки детали «вал вторичный» коробки передач мо-
тороллера-
Характеристика детали: заготовка — штамповка, полученная
методом редуцирования и высадки на гидравлическом прессе.
Масса черновая — 0,48 кг, масса чистовая — 0,3 кг. Материал —
сталь 12ХН2. Программа выпуска — 100 тыс. шт. в год.
Действующий до роботизации технологический процесс не был
построен по поточному методу с однооперационной наладкой
на каждом станке. За каждым станком было закреплено по не-
скольку операций, детали транспортировались большими партиями
от станка к станку, которые к тому же были расположены в цехе
по групповому принципу (токарные, шлифовальные, фрезерные
и т. д.). Вследствие этого транспортные перемещения занимали
значительное время, а у станков скапливалось большое количество
полуфабрикатов.
Весь технологический процесс механической обработки со-
стоит из 13 операций, из которых в настоящее время роботизиро-
ваны первые восемь. Роботизированная линия состоит из восьми
металлорежущих станков, обслуживаемых четырьмя роботами
«Универсал-5.01». Каждый ПР обслуживает по два станка, обра-
зуя роботизированный участок или секцию поточной линии.
368
Связь между секциями осуществляется приеме-передающими
устройствами ППУ — накопителями.
Построение роботизированного технологического процесса по-
требовало некоторого изменения действующего технологического
процесса. Так, например, проточку канавок осуществляли в две
операции на универсальном станке 161 А, а на роботизированном
участке — в одну операцию на станке 1Е61МФ2 по программе.
Шлифование шеек производилось на одном станке 312М без актив-
ного контроля, с использованием ручных измерительных инстру-
ментов, а на роботизированных участках — с активным контро-
лем на двух станках ВТ-53. Накатывание резьбы производилось
до шлифования шеек, а на линии — после шлифования на участке
№ 4 (станок UPW).
При рассмотрении кинематики движения детали можно, в пер-
вом приближении, рекомендовать робот «Циклон-ЗБ». Однако
анализ кинематики движения детали, требуемые перемещения
и допустимые направления подходов схвата к предмету показали,
что робот «Циклон-ЗБ» не удовлетворяет требованиям роботизи-
рованной технологии. Так, например, на участке № 1 производ-
ственные направления подхода схвата а осуществимы для всего
оборудования (основного и вспомогательного), но выставление
всех рабочих зон на определенную фиксированную высоту (вер-
тикальный ход программируется только по двум точкам) делает
задачу невыполнимой.
На участке № 2 сохраняется подход а, но требуется снятие
обработанных деталей с переднего центра, что невыполнимо из-за
наличия только четырех точек по повороту руки вокруг верти-
кальной оси (требуется дополнительный поворот руки для снятия
детали с центра). На участках № 3 и 4 компоновка шлифовальных
станков с приборами активного контроля и защитными кожухами
исключает подход а и требуются ориентирующие степени подвиж-
ности ос + р. Это же относится и к резьбонакатному станку.
Поэтому выбор робота «Универсал-5.01» обусловлен именно
кинематикой движения предмета обработки. Здесь также следует
отметить одно из преимуществ робота «Универсал-5.01» — отно-
сительно свободное расположение станков и приемно-переда-
ющих устройств на участках, что связано с дополнительным про-
граммируемым поворотом руки (возможность параллельной уста-
новки руки относительно направления оси OY).
Модернизация основного оборудования. Выше отмечалось, что
роботизация механической обработки возможна только с основ-
ным оборудованием, работающим в полуавтоматическом цикле и
отвечающим требованиям кинематики манипуляторов ПР.
В табл. 8.8 приведены основные требования к модернизации
станков МР-71М и ВТ-53.
Оснастка. Точность позиционирования робота «Универсал-5.01»
составляет ±2 мм, поэтому ПР не всегда имеет возможность
устанавливать деталь непосредственно в оснастку (например,
369
8.8. Основные требования к модернизации станков
Технологический подход Движения рабочих органов стайка Степень механи- зации Требования к модернизации станка
Фрезерно-центровальный станок МР-76
Установить заготовку в приспособление (на призму) — Вручную —
Закрепить заготовку Рабочий цикл станка: начало окончание Раскрепить деталь Перемещение фре- зерной н сверлиль- ной головок Автома- тически Установить пневмо- цнлиндр для досылки толкателем детали по команде от робота Команда от робота Команда к роботу Команда от робота на отвод толкателя пнев- моцилиндра; команда от робота на раскреп- ление детали
Снять обработанную деталь — Вручную —
Круглошлифовальный станок ВТ-53
Установить заготовку — Вручную Наличие механизма
в рабочую зону для досылки детали в патрон н приемных призм для базирова- ния на линии центров
Закрепить заготовку Перемещение пиноли задней бабки Автома- тически Установка или центро- бежного патрона или цангового зажима; пе- ремещение пиноли по команде от робота
Рабочий цикл станка: начало Подвод шлифоваль- ной бабки, переме- щение стола, вклю- чение подачи СОЖ То же Команда от робота; ус- тановка прибора ак- тивного контроля
окончание Отвод шлифоваль- ной бабки, останов- ка перемещения сто- ла, выключение по- дачи СОЖ Вручную Команда к роботу от прибора активного контроля и от датчика шлифовальной бабки; команда от робота
Раскрепить обрабо- танную деталь Отвод пиноли зад- ней бабки Автома- тически Команда от робота
Снять обработанную деталь Вручную
370
в цангу, на палец или оправку и т. п.). При такой точности и
применяемых схемах базирования принят принцип предваритель-
ной установки детали на специальные призмы с досылкой до
упора в базовые поверхности специальными пневмоцилиндрами.
Это относится ко всем применяемым станкам. Например, на фрезер-
но-центровальном станке робот укладывает деталь в призмы, и пнев-
моцилиндр досылает, деталь до упора в базовый торец (движение
досылки — по команде от системы ПУ ПР). На токарных станках
применяется две схемы укладки: в жесткие призмы (установка
по оси 0Z) и в подпружиненные призмы (установка по оси OY).
Вторая схема позволяет сократить циклограмму ПР за счет
исключения двух движений при загрузке или разгрузке станков.
Отметим, что призмы во время рабочего цикла станков отво-
дятся с линии центров с помощью пневмоцилиндров (по командам
от системы ПУ ПР). После окончания рабочего цикла призмы
снова выставляют на линию центров для улавливания детали
после отвода пиноли задней бабки. Призмы устанавливают таким
образом, чтобы деталь после зажима ее пинолью задней бабки
поднялась с призм (на 1,0—1,5 мм) на линию центров. Контроль
зажима детали в центрах токарных и шлифовальных станков осу-
ществляется датчиками, которые фиксируют ход пиноли задней
бабки в зависимости от трех положений: упора центра пиноли
в торец детали (блокировка ПР), попадания центра пиноли в цен-
тровочное отверстие детали при заданном перемещении (продол-
жение рабочего цикла ПР), движения центра пиноли свыше
заданного перемещения (блокировка ПР).
Подающие и приемно-передающие устройства. Подача загото-
вок на первый участок (секции) роботизированной линии обеспе-
чивается подвесным конвейером, проходящим через всю линию
(от четвертого к первому участку).
Приемно-передающие устройства ППУ представляют собой
накопители-транспортеры вертикального типа. Емкость подобных
устройств — 34 заготовки. Устройство приводится в действие по
команде от системы ПУ ПР. Заготовки располагаются на подвес-
ных качающихся призмах, выполненных в виде люльки. Особен-
ностью работы ППУ является наличие датчика контроля положе-
ния детали (люльки) в точке захвата ее ПР или приема детали
от него.
Контроль размеров обрабатываемых поверхностей на станках
МР-76А, 1Е61МФ2 и HPW подетально не производят. После то-
карных операций на станках 1А616С производят автоматический
контроль диаметров каждой детали на контрольно-измерительном
устройстве КИУ. Это устройство представляет собой специальный
полуавтомат для относительных измерений диаметров вала элек-
троконтактными датчиками типа КДМ-13, укрепленными на
кронштейнах прибора. По команде «Разрешаю» ПР устанавливает
деталь на призму, предварительно фиксируя ее на линии центров.
После установки и разжима схвата ПР дает команду на включение
371
КИУ. Измеряемую деталь зажимают между центрами с помощью
пневмоцилиндра. Для измерения диаметров деталь приводят
во вращение через червячную пару от асинхронного электродви-
гателя. Скорость вращения детали 46 об/мин. Настройку датчиков
производят по эталонной детали. Если контролируемые размеры
находятся в пределах поля допуска, то циклограмма ПР не бло-
кируется. Время^измерени.Н— 2 с.
Инструмент. Обрабатываемый материал на токарном станке
образует сливную стружку, которая периодически наматывается
на деталь, инструмент или приспособление. На роботизированной
линии для дробления стружки на станках 1А616С с максимальным
съемом металла приме юна специальная геометрия заточки режу-
щих кромок резцов. Наибольшая длина стружки 30—40 мм.
Техника безопасности. Для обеспечения безопасности опера-
тора-наладчика в процессе работы линии в автоматическом режиме
смонтирована площадка высотой 1,8 м. Находясь на этой пло-
щадке, оператор имеет возможность визуально наблюдать за ра-
ботой технологического оборудования. На площадке установлены
та( же четыре технологических электрошкафа, с помощью которых
оператор-наладчик дополнительно контролирует работу секций
в автоматическом режиме. Кроме того, при пуске линии автомати-
чески включается световое табло, которое сигнализирует о рабо-
чем состоянии линии. В этот период никому не разрешается нахо-
диться в рабочих зонах ПР.
На данном этапе внедрения коэффициент загрузки роботизи-
рованной линии при двухсменной работе составляет 0,45. Для
повышения коэффициента загрузки намечается перевод на линию
конструктивно-подобной детали (первичный вал), что позволит
довести коэффициент использования оборудования до 0,85—0,9.
Для этого потребуется незначительная переналадка станков и
программ обучения ПР. Парк оборудования и технологический
маршрут сохраняются.
Кроме того, в развитии поточной линии предусматривается
роботизация последующих операций механической обработки
валов (фрезерование шлицев, проточка масляной канавки, фре-
зерование шпоночного паза, окончательное шлифование шеек).
В итоге, механическая обработка первичного и вторичного валов
мотороллера будет полностью автоматизирована.
В результате автоматизации указанных выше операций условно
высвобождено 10—12 рабочих, производительность обработки
одного вала повысилась на 12 %.
Г л а в а У
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ И СОЦИАЛЬНЫЕ АСПЕКТЫ
ПРОМЫШЛЕННОЙ РОБОТОТЕХНИКИ
9.1. СОЦИАЛЬНЫЕ И ЭЮНОМИЧЕСКИЕ ОСОБЕННОСТИ
ВНЕДРЕНИЯ ПР И РТК
Особенностями современного этапа развития в нашей
стране являются повышение роли науки в производстве, рез-
кое улучшение материального благосостояния и культурного
уровня трудящихся, рост урбанизации. Наряду с неуклонным
расширением масштабов производства, увеличением объемов вы-
пуска продукции и необходимостью развития новых промыш-
ленных районов в большинстве областей и республик страны
ощущается дефицит трудовых ресурсов.
Внедрение ПР и на их базе РТК может быть одним из наиболее
обещающих путей ликвидации дефицита трудовых ресурсов,
а также механизации и автоматизации работ, в которых еще очень
значителен объем ручного труда. Кроме того, в большинстве слу-
чаев применение ПР сопровождается повышением производи-
тельности труда, сокращением сроков и объемов технической
подготовки производства, повышением точности обработки и
ритмичности производства, уменьшением размеров и ускорением
оборачиваемости оборотных средств, уменьшением потерь от брака,
экономией общественных фондов коллективного пользования,
созданием резервов производственных мощностей.
Величина экономии трудовых ресурсов, времени и материаль-
ных затрат в каждом конкретном случае применения ПР зависит
от различных факторов: типа и характера технологического про-
цесса, технико-экономических показателей ПР, технологического
и вспомогательного оборудования и его состояния, сложности
конструкции обрабатываемых деталей, размеров партии запуска,
характера операций, качества инструмента и приспособлений.
Эффективное высвобождение живого труда и качественное изме-
нение его условий приводят к социально-экономическим измене-
ниям во всей социальной инфраструктуре, включая жилье, подго-
товку кадров, миграцию населения, коммунально-бытовое обслужи-
вание, просвещение, культуру, искусство, науку, здравоохранение,
социальное обеспечение, государственную и кооперативную торгов-
лю и общественное питание. Иначе говоря, при оценке экономиче-
ской эффективности внедрения ПР необходимо учитывать вклад
общественных фондов коллективного пользования в воспроиз-
373
водство трудовых ресурсов. Это позволяет оценить количественно
в стоимостной форме экономический эффект от высвобождения
работников и социальный аспект внедрения ПР. При этом не
следует забывать, что высвободившиеся в результате внедрения
ПР работники, будучи переведены на другие участки работы, после
соответствующей, при необходимости, переподготовки обеспечи-
вают выпуск дополнительной продукции, в результате чего пред-
приятие получает дополнительную прибыль.
На отдельных предприятиях сложились определенные пропор-
ции между численностью основных производственных рабочих
и численностью наладчиков (операторов ПР), вспомогательных
рабочих, инженерно-технических работников (ИТР), младшего
обслуживающего персонала (МОП), счетно-конторского персо-
нала (СКП) и т. п. Поэтому при высвобождении вследствие вне-
дрения ПР определенного числа основных производственных
рабочих должно быть высвобождено соответствующее (пропор-
ции для каждого конкретного предприятия фиксируются в штат-
ном расписании и техпромфинплане) число работников остальных
категорий, или им по крайней мере должны быть вменены другие
обязанности или поручена другая работа.
До недавних пор указанные социальные и экономические осо-
бенности не учитывались при оценке экономической эффектив-
ности от внедрения ПР (РТК). Иначе говоря, в качестве показа-
теля стоимостной оценки размеров экономии затрат живого труда
бралась только экономия по заработной плате, входящая состав-
ным элементом в себестоимость продукции. Таким образом, не
учитывалось, что заработная плата при социализме является
стоимостной формой лишь части необходимого продукта, полу-
чаемого работниками на предприятиях через механизм распреде-
ления по труду. Поэтому использование заработной платы в ка-
честве единственного критерия стоимостной оценки затрат на
воспроизводство рабочей силы искажает действительную струк-
туру затрат общества на воспроизводство промышленной продук-
ции, занижает экономическую эффективность техники, связанной
с сокращением численности занятых рабочих (экономией живого
труда), обусловливает для ее внедрения менее благоприятные
условия, чем для техники, обеспечивающей экономию затрат ове-
ществленного труда [8].
Таким образом, необходимость учета вклада общественных
фондов коллективного пользования в воспроизводство трудовых
ресурсов при определении экономической эффективности от вне-
дрения ПР (РТК) очевидна. Учет всех затрат общества на воспро-
изводство трудовых ресурсов можно осуществить: 1) путем ликви-
дации обезличенной передачи в бюджет части необходимого про-
дукта путем налога с оборота или передачи свободного остатка
прибыли и ввода специальных целевых выплат в бюджет пропор-
ционально количеству работающих и их качественному составу;
такие выплаты вместе с платой за основные фонды фиксированными
374
9.1. Динамика изменения частей национального дохода,
предназначенного на потребление
{ Составные части национального | дохода, идущего на потребление Годы
1961 — 1965 1966- 1970 1971 — 1975 1976 — 1980
Потребление за счет зарплаты 1,000 1,000 1,000 1,000
Просвещение, здравоохранение, удов- летворение культурно-бытовых нужд и общественных потребностей, содер- жание нетрудоспособного населения, стоимость прироста жилищного фонда, сети школ, больниц, культурных и других учреждений 0,52 * 0,59* 0,69* 0,8 *
* С учетом вычета на социальное страхование 7 ,3 %.
платежами и процентами за банковский кредит необходимо будет
вносить в бюджет до образования фондов экономического стиму-
лирования [81; 2) через совершенствование оптовых цен, приме-
нив в качестве неизменных цен лимитную цену на новую продук-
цию, и введение системы компенсации первоначальных затрат
производителя на освоение новой техники и временных потерь
в прибыли и объемах реализации при переходе на новую технику;
3) введением возможно полного учета общественных затрат на
производство продукции или корректированием себестоимости
в целом путем прибавления к зарплате той части стоимости,
которая идет на образование общественных фондов коллективного
пользования, а также стоимости, созданной трудом для об-
щества [41 ].
После анализа этих и других возможных форм учета затрат
государства на воспроизводство трудовых ресурсов из обществен-
ных фондов коллективного пользования остановились на введении
коэффициентов (норм) к зарплате. Этот коэффициент (норма)
у начислений на зарплату, учитывающий£вклад общественных
фондов коллективного пользования в воспроизводство трудовых
ресурсов, в первом приближении может считаться постоянным
для каждой пятилетки и определяется на основании данных,
опубликованных в официальных статистических ежегодниках
ЦСУ. Исследование данных, опубликованных в этих ежегодниках
за 1965—1975 гг., показало, что распределение общественных
фондов коллективного пользования характеризуется показате-
лями, приведенными в табл. 9.1. По этим данным, а также кон-
трольным цифрам десятой пятилетки были определены коэффи-
циенты (нормы) х начислений на зарплату:
Годы ................ 1961—1965 1966—1970 1971—1975 1976—1980
Коэффициент начислений на
заработную плату % • • • 1,52 1,59 1,69 1,8
375
В ряде организаций, например в НИИтруда и социальных
вопросов, величина этого коэффициента была получена равной
1,4 [31]. Поэтому для дальнейших расчетов нами было принято
это значение.
Кроме того, каждое предприятие самостоятельно покрывает
следующие непосредственно связанные с условиями труда рабо-
тающих, также обеспечивающие воспроизводство трудовых ре-
сурсов, затраты:
АЗХ — вызванные потерями вследствие производственного
травматизма;
Д32 — вызванные потерями из-за текучести трудовых ре-
сурсов;
А33 — вызванные потерями от временной нетрудоспособности
по болезни;
А34 — вызванные потерями, связанными со стойкой нетрудо-
способностью, приводящей к преждевременному выбытию работ-
ников из производства;
А35 — вызванные наличием прогулов и административных
отпусков;
АЗв — вызванные потерями от брака и недостаточной произ-
водительности труда вследствие наличия потерь и утомляемости
работников;
А37 — связанные с потерями вследствие использования до-
полнительных трудовых ресурсов ввиду отсутствия необходимых
средств механизации и автоматизации и применения ручного
труда;
А38 — связанные с определенными условиями труда на каждом
конкретном рабочем месте и необходимостью включения в зара-
ботную плату соответствующих доплат с учетом положенных
льгот.
Как видим, каждый фактор, непосредственно связанный
с условиями труда, рассматривается с позиций размера затрат,
необходимых для его осуществления или его устранения [28].
Что же касается потерь (ущерба), то они рассматриваются как
недополученные экономические выгоды. Предотвращение ущерба
вследствие потерь рассматривается как экономический эффект.
Перечисленные выше затраты предприятий, непосредственно
связанные ^условиями труда, необходимо включать в соответ-
ствующие статьи затрат при расчете экономической эффективности
от внедрения промышленных роботов и РТК-
9.2. ОСОБЕННОСТИ ОПРЕДЕЛЕНИЯ ЭКОНОМИЧЕСКОЙ
ЭФФЕКТИВНОСТИ ОТ ВНЕДРЕНИЯ ПР И СОЗДАННЫХ
НА ИХ БАЗЕ^РТК
Условия расчета экономической эффективности. Стои-
мость ПР, и особенно РТК, в состав которых входят станки с ЧПУ,
обрабатывающие центры и тому подобное оборудование, значи-
376
дельно превышают Стоимость прессов й универсальных станков,
а их применение требует использования дорогостоящей аппара-
туры для записи и контроля программ. Поэтому при оценке
экономической эффективности особенно необходим тщательный
анализ всех составляющих затрат, определяющих экономический
эффект.
Определение экономической эффективности применения ПР,
т. е. выявление их влияния на экономику определенного звена
народного хозяйства, осуществляется комплексно при обеспече-
нии системного подхода, предусматривающего анализ результа-
тов всех мероприятий по внедрению ПР и их влияния на эксплуа-
тацию ПР.
Обязательным условием расчетов и обоснований эффективности
внедрения ПР является соблюдение народнохозяйственного под-
хода, т. е. выполнение условий, когда принятый вариант внедре-
ния ПР должен быть не только наиболее эффективен для конкрет-
ного звена народного хозяйства, но и для всего производства и
способствовать повышению эффективности всего народного хозяй-
ства. В связи с этим эффективность внедрения ПР должна учиты-
ваться как в том звене народного хозяйства, где непосредственно
осуществлено внедрение, так и в смежных звеньях, в которых
намечается их осуществление, а также в отрасли.
При расчете и анализе эффективности капитальных затрат
при внедрении ПР необходимо учитывать разрыв во времени (лаг)
между осуществлением капитальных затрат и получением эффекта.
При этом необходимо хорошо представлять экономическую модель
динамики внедрения ПР, так как она имеет достаточно сложный
характер (рис. 9.1). Существенная особенность этой модели
заключается в том, что первоначальные капитальные затраты не
только снижают в начальный момент внедрения прибыль пред-
приятия (рис. 9.1, кривая 1), но могут привести к отрицательному
эффекту (рис. 9.1, кривая 4). Эта особенность тем более важна,
что: отражение показателей эффективности новой техники, в част-
ности ПР, в нормах, нормативах и плановых и отчетных показа-
телях на год и на весь период эксплуатации ПР отстают от их
внедрения на 2—3 года; в результате этого материальные ба-
лансы, баланс трудовых ресурсов, капитальных затрат, межот-
раслевой баланс подвергаются значительным внешним воздей-
ствиям, которые без соответствующей компенсации предприятие
не в состоянии преодолеть; технико-экономическое обоснование на
РТК прорабатывается недостаточно качественно, не всегда имеется
должная увязка по месту, времени и концентрации сил; в резуль-
тате ПР внедряют на участках, которые дают малый или даже
отрицательный экономический эффект; особенно часто это проис-
ходит, если коэффициент загрузки оборудования ниже 0,5 как до,
так и после внедрения ПР; не устранено неравноправие во взаимо-
отношениях между производителями и потребителями ПР вслед-
ствие недостатков в ценообразовании: высокие отпускные цены на
377
Рис. 9.1. Динамика Изменения затрат при
внедрении ПР
ПР и остальное оборудование
и низкая технологическая себе-
стоимость выпускаемой на РТК
продукции; промышленные ро-
боты — оригинальная продукция,
не имеющая аналогов. Поэтому
РТК не имеют аналогов в за-
меняемом оборудовании, что не
позволяет с достаточной степенью
точности прогнозировать ход внедрения ПР и требует ком-
пенсации временных потерь в прибыли и объемах реализа-
ции за счет целевых фондов отрасли, особенно предприятиям,
первыми внедряющими робототехнику. Кроме того, подоб-
ная мера («призовая компенсация») целесообразна потому,
что позволяет провести форсированное внедрение ПР в тече-
ние 1—1,5 лет и получить дополнительную прибыль в зна-
чительных размерах (см. рис. 9.1, область между кривыми 2
и 3 или 2 и 5 выше оси абсцисс). Иначе (см. рис. 9.1, кривая 5),
внедрение ПР может быть растянуто в каждом конкретном случае
на 10—15 лет; на предприятиях, внедряющих ПР, не всегда
умело используется механизм ценообразования для повышения
оптовых цен на продукцию повышенного качества, что
позволило бы со временем накопить достаточно средств для
компенсации временных потерь прибыли и объема реали-
зации при внедрении ПР; наиболее сложно внедрение ПР
проходит на предприятиях с низкими показателями фондо-
отдачи.
Различают народнохозяйственный и хозрасчетный экономиче-
ский эффект производства от внедрения ПР. В первом случае
показателем эффективности выступает годовой экономический
эффект, во втором случае — сводный хозрасчетный эффект, опре-
деляемый приростом прибыли (снижением себестоимости) за вы-
четом нормативной прибыли в течение всего срока работы внедрен-
ного ПР, но не более двух сроков аттестации качества [27].
Показатели экономической эффективности внедрения ПР опреде-
ляют как сравнительные величины, и поэтому их называют пока-
зателями сравнительной экономической эффективности. Величина
этих показателей зависит от того, с каким другим способом или
техникой проводят сравнение.
Выбор базы сравнения (эталона) зависит от цели экономиче-
ского анализа. При перспективном определении экономического
эффекта внедрения ПР на предприятии за базу сравнения прини-
маются показатели лучшей внедренной или разработанной в про-
ектах и апробированной отечественной и зарубежной техники при
условии возможности ее использования в СССР.
378
При расчете сравнительной экономической эффективности обес-
печивают сопоставимость показателей производства, что дости-
гается использованием одинаковых объемов производства, со-
поставимых цен на оборудование, материалы, энергию, топливо
и т. д.
Важнейшие условия сопоставимости: продукция, с производ-
ством которой связано внедрение ПР, должна быть как в базовом,
так и в рассматриваемом вариантах полностью тождественной по
назначению, составу, качеству и выпускаться в установленные
сроки; количество продукции для выполняемых работ должно
исчисляться в одних и тех же величинах; при расчете себестои-
мости продукции (или работы), капитальных, производственных и
эксплуатационных затрат должна соблюдаться полная идентич-
ность в методологии их определения; должен проводиться учет
социальных факторов производства и использования продукции,
включая влияние на окружающую среду; должен учитываться
фактор времени; при внедрении мероприятий, обеспечивающих
увеличение выпуска продукции, все основные показатели и исход-
ные данные по базовому варианту должны пересчитываться на
годовой объем выпуска продукции, достигаемый после внедре-
ния ПР.
Если цель внедрения ПР — увеличение объема производства,
то показатели исходного варианта не подвергаются коррекции;
должен учитываться уровень цен, причем сопоставимость уровня
цен производится только в отношении базовой техники, снятой
с производства до 1967 г., масштаб оптовых цен которой в среднем
ниже существующих на 33 %.
В качестве базового варианта при расчете сравнительной
экономической эффективности внедрения ПР в конкретном произ-
водстве следует принимать фактически действующие показатели
на момент внедрения, а по внедряемому — только устойчивые
технико-экономические показатели. Годовой объем производства
(работы) на всех стадиях расчета годового экономического эф-
фекта обычно принимают по году достижения проектной мощности
и запроектированных технико-эко-
номических показателей — обычно
это второй или третий год серий-
ного производства.
Особенности расчета годового
экономического эффекта. Оценка
годового экономического эффекта
во всех официальных методиках
оценки сравнительной экономиче-
ской эффективности капитальных
Рис. 9.2. Зависимости изменения себестоимости
С (кривая /), годовых капитальных затрат £НХ
(кривая 2) и приведенных затрат 3 (кривая 3) от
объема выпуска Л
затрат, новой техники, изобретений и рационализаторских
предложений [27 ] базируется на критерии минимума приведен-
ных затрат, определяемых в детерминистской постановке форму-
лой (рис. 9.2)
Ci + EnKi = З, = 3i mln, (9.1)
где Ct — себестоимость А го варианта; Еа — нормативный коэф-
фициент эффективности капитальных затрат; Еа = 0,15; Et,
3i — соответственно капитальные и приведенные затраты i-ro
варианта.
Если сравниваем базовый (заменяемый) вариант и внедряемый
(внедренный), представляющий собой РТК, например, то годовой
экономический эффект в сравнительной оценке
Э = Зпр t - 3f + АЗС0Ц, (9.2)
где ЗцР t и 3't — приведенные затраты соответственно до и после
внедрения ПР в Ам году; АЗсоц — затраты, непосредственно
связанные с условиями труда на предприятии. При этом приве-
денные затраты базового варианта учитывают качественные раз-
личия по сравнению с внедряемым вариантом введением соответ-
ствующих коэффициентов качества. Тогда
Зпр I (9.3)
где ccj — коэффициент качества, учитывающий различия в годо-
вых объемах работ; а2 — коэффициент качества, учитывающий
различия в производительности базового и внедряемого средств
труда; а3 — коэффициент качества, учитывающий различия в сро-
ках службы оборудования с учетом морального износа; 3t —
приведенные затраты базового варианта в Ам году без учета коэф-
фициентов качества.
Рассмотрим более детально определение затрат, непосред-
ственно связанных с условиями труда на предприятии АЗС0Ц.
Затраты Д31; вызванные потерями из-за производственного
травматизма до и после внедрения ПР, включают следующие
составляющие: затраты АЗП на социальное обеспечение работни-
ков, пострадавших вследствие производственных травм; затраты
Д312, учитывающие выплаты по листам нетрудоспособности, воз-
мещение ущерба от травм, пенсии, доплаты к ним и т. п.; затраты
А313, вызванные необходимостью ликвидации ущерба вследствие
потерь прибавочного продукта в связи с уходом пострадавших
от травм с производства (с момента их выбытия до конца отчетного
года), включая затраты на содержание дополнительной числен-
ности работников для покрытия потерь.
Затраты АЗИ не следует рассматривать специально, так как
они учитываются при определении зарплаты работников. Поэтому
в дальнейшем будем учитывать только А312 и A3i3. Ввиду отсут-
ствия нормативов по производственному травматизму по кате-
гориям работников расчет чаще всего ведется по фактическим
380
данным предприятия по листам нетрудоспособности. Для укруп-
ненных расчетов можно воспользоваться выражением
k=n ___
= Д±з^ (ф! Д- n) Г Чк (6=1, л).
k=i
где Дх — потери рабочего времени из расчета на одного работа-
ющего из пострадавших с утратой трудоспособности на один и
более рабочих дней, временная нетрудоспособность которых за-
кончилась в отчетном периоде; зуд — средняя заработная плата
одного работника; qy — коэффициент, учитывающий все элементы
материальных затрат (выплаты по листам нетрудоспособности,
возмещение ущерба, пенсии, доплаты к ним и т. д.) по отношению
к зарплате. Для машиностроительных предприятий <рт = 1,5 [31 ];
г] — коэффициент потерь (условных) прибавочного продукта
в связи с выбытием пострадавших от травм из производства с мо-
мента их выбытия до конца отчетного года; примем г] = X = 1,4;
Чк — численность работников 6-й категории, высвободившихся
после внедрения ПР и переведенных на другие участки работы.
Затраты Д32, вызванные потерями из-за текучести трудовых
ресурсов, складываются из затрат Д321, учитывающих ущерб,
причиненный предприятию текучестью трудовых ресурсов; затрат
Д322, учитывающих ущерб, вызванный снижением производи-
тельности труда у работников, подавших заявление об уходе или
вновь принятых на работу; затрат Д323, связанных с обучением
новых работников; затрат Д324, связанных с организационной
работой по приему и увольнению работников по собственному
желанию; затрат Д326, связанных с миграцией трудовых ресур-
сов; прочих затрат Д328 предприятия, обусловленных нехваткой
трудовых ресурсов по причине текучести: оплаты штрафов, не-
устоек и т. п.
Поэтому
Д32 = /<2а32 У Д32!-,
i=i
где К2 — коэффициент текучести трудовых ресурсов (подсчиты-
вается для конкретного предприятия как отношение числа уво-
лившихся по собственному желанию в течение года к среднеспи-
сочному числу работников); а32 — коэффициент, учитывающий
долю работников, уволившихся по причинам неудовлетворенности
условиями труда, в общем числе увольнений по собственному
желанию.
Среднегодовые затраты, учитывающие ущерб, причиненный
предприятию текучестью трудовых ресурсов,
Д321 = Mior^cp^s’i^PTK’
где iVI1(IT — количество часов, потерянных при поступлении и
увольнении с работы, из расчета на одного работника. В среднем
N < 100 д-120 ч/чел.; Чср — средняя часовая тарифная ставка
381
одного работника со всеми начислениями; 7УВ — численность
уволившихся в цеху (на предприятии); аРТК — удельный вес
численности работников РТК, %, от численности работающих
в цеху (на предприятии).
Величина
k=n ___
Д322 = у2 у 3k (6 == 1, п),
где у2 — величина ущерба, вызванного снижением производитель-
ности труда у работников, подавших заявление об уходе или
вновь принятых на работу, %; Зк — годовая заработная плата
работников k-й категории.
Исследования показали [30], что ущерб, вызванный сниже-
нием производительности труда у работников, подавших заявление
об уходе или вновь принятых на работу, не превышает 3 % годо-
вого фонда зарплаты для рабочих заготовительных цехов машино-
строительных предприятий и 1,5—2 % для работников механиче-
ских цехов.
Затраты, связанные с обучением новых и переучиванием ста-
рых работников,
А=п ___
Л323 = 3>‘,Р23 S Ч/г (£ = 1, л).
Л=11
где з23 — средние затраты, связанные с обучением одного нового
работника (переподготовкой старого работника); как показывает
анализ бухгалтерских отчетов ряда предприятий, для основных
производственных рабочих, включая наладчиков и операторов
РТК, з23 300 4-400 руб/чел. год, для вспомогательных рабочих
з23 200 руб/чел. год; Р23 — поправочный районный коэффи-
циент [3] затрат, представляющий отношение действительных
затрат на подготовку трудовых ресурсов для данного экономиче-
ского района к соответствующим затратам в базовом экономиче-
ском районе.
Затраты, связанные с организационной работой по приему и
увольнению работников по собственному желанию, составляют
131 ] 15 % от среднегодовых затрат, учитывающих ущерб, причи-
ненный предприятию текучестью трудовых ресурсов.
Поэтому для укрупненных расчетов
Д324 = 0,15А321.
Затраты А326, связанные с миграцией в отдельные районы
страны трудовых ресурсов вследствие их дефицита, будем вести
по мужской части населения [3]. Это обусловливается тем, что
оба члена семьи могут работать на предприятии, где внедряются
РТК- Кроме того, недостающее количество женщин-работниц
может восполняться за счет семей, прибывших в эти же районы
для работы на предприятиях других отраслей промышленности.
Такой подход исключает дублирование затрат на миграцию, кото-
382
рые, как и на подготовку трудовых ресурсов, будем подсчитывать
с учетом территориального размещения предприятий. Для этого
введем поправочный коэффициент затрат на миграцию /?25, пред-
ставляющий отношение действительных затрат на миграцию
для данного экономического района к соответствующим затратам
в базовом экономическом районе. Для удобства счета, чтобы р25
не имело отрицательных значений, при его определении за базо-
вый район необходимо принять такой, для которого прогнози-
руется самый большой прирост населения на десятилетие. С учетом
сказанного
k—-ll
А325 = 32&Р25<Х-25 2?
k=l
где з25 — средние годовые затраты на миграцию одного работника
в базовом экономическом районе; а26 — коэффициент миграции,
показывающий долю работников-мужчин, прибывших в данный
экономический район в предшествующем году, по сравнению
со всей численностью работников-мужчин в этом экономическом
районе. Для укрупненных расчетов а26 с 0,15-^0,30 [31]; фА —
удельный вес мужского персонала в общей численности работни-
ков k-й категории на предприятии, где внедряются ПР. Для
машиностроительных предприятий ф* = 0,5 4-0,75.
Величина прочих затрат Д328 определяется по фактическим
данным конкретного предприятия.
Затраты, вызванные потерями от временной нетрудоспособ-
ности (по болезни),
k=/i ni—5
Л33 = 0t3 h3km4
k=l in—1
где a3 — потери рабочего времени одним заболевшим работником
с временной утратой трудоспособности в течение соответству-
ющего года, дни; h^m — среднедневные затраты (потери) в соот-
ветствующем году в расчете на одного работника, учитывающие
недовыработку продукции (m = 1), размер пособий по больнич-
ным листам (т = 2), оплату по регрессионным искам предпри-
ятию (т = 3), на подготовку или переподготовку трудовых ре-
сурсов (т = 4) и на содержание дополнительных работников
(т = 5).
Величина среднегодовой недовыработки продукции
^1 = зудт], (9.4)
где зУд — средняя зарплата работника k-й категории; р — коэф-
фициент потерь (условных) прибавочного продукта в связи с вы-
бытием больных из производства и временной потерей ими трудо-
способности; р = 1,4.
Среднедневной размер пособий по больничным листам опре-
делим, учитывая, что в среднем выплаты пособий [30] составляют
80 % от общего заработка работников. Тогда /г3(,г = 0,8зуд. Ве-
383
Личина среднедневной оплаты по регрессионным искам предпри-
ятию hsi/3 определяется по фактическим данным для каждого
предприятия.
Среднедневные затраты на подготовку или переподготовку
одного работника (кроме ИТР, МОП и СКП), учитывая сложив-
шуюся систему на предприятиях,
h3ki = лг (3°- нС°б + т) ’ (9-5)
где Фдп — число рабочих дней в году, в среднем Фдн = 225 дней;
Зе. н — оплата наставнику в месяц, обычно з0. „ 7 руб./мес.;
соб — сРОк обучения под руководством наставника, обычно соб с
с 3 месяца; з0. „ — оплата одного часа занятий преподавателю;
в среднем з0. п < 1 руб./ч; сл — срок обучения под руководством
преподавателя, обычно сл < 60 ч; 15 — число человек в группе,
обучающихся под руководством преподавателя.
Затраты, вызванные потерями, связанными со стойкой нетрудо-
способностью, приводящей к постоянному преждевременному вы-
бытию работников из производства,
т=4 v=Af,„
Д34 = X-' X' ^3inlLvm,
т=1 V—1
где Д34т — среднегодовые затраты (потери) на одного работника
в соответствующем году, учитывающие недовыработку продукции
(m = 1), размер пенсий инвалидам труда (т = 2), расходы на
подготовку или переподготовку работников взамен выбывшего
(т = 3) и прочие затраты и доплаты в связи со стойкой нетрудо-
способностью и выбытием работника из производства (т = 4);
Lv,, — число лет, недоработанных до пенсионного возраста всеми
работниками, выбывшими из производства в v-м году; Nm — наи-
большее значение числа лет, недоработанных до пенсии любым из
работников до и после внедрения ПР. Для упрощения можно
принять
/ \ т=~4
Д34 = X' Д, I 5- Д34,л,
\ V—1 J т—1
где Д34т подсчитывается по данным, относящимся к году, пред-
шествующему расчетному.
Величина среднегодовой недовыработки продукции на одного
неработающего
Д341=Фд1Г
а=1
где h3k определяется формулой (9.4).
Величина среднегодового размера пенсии инвалидам труда
Д342 берется для одного неработающего по фактическим данным
конкретного предприятия.
384
Величина среднегодовых расходов на подготовку или пере-
подготовку одного работника, взамен выбывшего из производства,
к—и
X ^3^4’
ы
где h3ki определяется по формуле (9.5) или по фактическим данным
конкретного предприятия.
Затраты, вызванные наличием прогулов и другими наруше-
ниями дисциплины, а также наличием административных от-
пусков,
I j_ ь к=п
А36 = Ш-вД6зуд(1+п)1 VK,
где k& — удельный вес ущерба (потерь) от нарушений дисциплины,
кроме прогулов и административных отпусков, по отношению
к ущербу (потерям) вследствие прогулов и административных
отпусков; в первом приближении — соотношение часов, потерян-
ных из расчета на 100 человек в соответствующем году; Дй — сред-
нее число потерянных для производства, в связи с прогулами
и административными отпусками, дней, приходящихся на 100
работающих в соответствующем году.
Для первого приближения, как показали результаты расчетов
годового экономического эффекта от внедрения 25 РТК,
АЗС0Ц = S АД = асС (J = ~г), (9-6)
1=1
где С — себестоимость продукции (работы) в базовом варианте;
ас < 0,17-7-0,26; в среднем ас = 0,20.
9.3. ИССЛЕДОВАНИЕ ОБЛАСТИ ПРИМЕНЕНИЯ ПР
Анализ показывает, что метод определения годового
экономического эффекта по приведенным затратам вооружает
руководителей, инженеров и экономистов более совершенными
средствами управления, позволяя им основывать свои решения
и действия на данных расчетов с учетом особенностей капитальных
затрат и социальных факторов. Поясним это простым примером.
В качестве исходного для расчета экономической эффективности
примем уравнение (9.2), откуда с учетом формулы (9.1) при аг =
— ~ «3 “ 1
Э = (С - С') + £„ (К - К') + ДЗСО„.
Из условия минимальной рентабельности 3 = 0. Тогда с учетом
формулы (9.6)
С = С + Е„ КД — асС, (9.7)
где = К' — К — дополнительные капитальные затраты.
13 Шифрин я. А. и др. 385
9.2. Средние значения целевых и суммарных коэффициентов,
учитывающих увеличение сдельных расценок за работу [30J
Наименование статей учета Средние значения коэффициента по отношению к тарифной ставке
Увеличение сдельных расценок при работе по тех- нически обоснованным нормам выработки Приработок в связи с перевыполнением норм выра- ботки Премии Дополнительная зарплата Доплаты Выплаты из фонда материального поощрения Отчисления на социальное страхование 1,2 1,2 1,3—1,5 1,11 1,07 1,06 1,073
Итого 2,5—2,9
Примечание. В таблице ие учтены: районный коэффициент Рзависящий
от географического положения предприятия; коэффициент X начислений на зарплату,
учитывающий вклад общественных фондов коллективного пользования в воспроизводство
трудовых ресурсов; выслуга лет; тринадцатая зарплата.
Выражение (9.7) можно переписать в виде
(1 + ас) A4i = Л'Х7Ц = nst’A4t + £и АХ, (9.8)
где tis и ns — суммарные коэффициенты начисления на заработ-
ную плату до и после внедрения ПР (табл. 9.2); t, t’ — затраты
труда работников на изготовление одного изделия или единицы
продукции до и после внедрения ПР соответственно. При этом
f — время «вмешательства» наладчика (оператор РТК); tK —
время одного рабочего цикла работы ПР при изготовлении одного
изделия (единицы продукции); К' — стоимость основного обору-
дования РТК, приходящаяся на каждую единицу рабочего вре-
мени ПР.
Обычно Ч = Ч'. Очевидно,
К’ == лТ- АК+ (агм/?м + аМ + ^СЭЛ7Ц] , (9.9)
где а — норма амортизационных отчислений; /?м и /?а — единицы
ремонтной сложности соответственно механической и электри-
ческой частей оборудования РТК; <зтм, атэ — часовые затраты
на единицу ремонтной сложности во время текущего ремонта
и межремонтного обслуживания механической и электротехни-
ческой частей оборудования соответственно; jVMOiiv — мощность
и КПП, электрооборудования РТК; Сэ — себестоимость одного
кВт-ч электроэнергии.
При наиболее неблагоприятных условиях Л = Л'; = п£ =
= 1; ас = 0; Еи АК = А/(.
386
Примем в качестве независимых переменных в уравнении
(9.8) t', и Д/С, а в качестве характеристик, т. е. величин, опре-
деляющих условия внедрения ПР, п%, А, Ч, п% , А', К’, Uc-
При наличии только одного уравнения (9.8) найти взаимосвязь
между тремя переменными t', и ЛК в виде алгоритма не пред,
ставляется возможным. Поэтому ограничимся установлением ча-
стных зависимостей, позволяющих определить как область ра-
ционального применения ПР, так и ряд частных взаимосвязей
характеристик РТК. Действительно, если две переменные изме-
няются в определенных пределах, можно установить лимитиру-
ющее с точки зрения экономической эффективности значение
третьей переменной.
В качестве первого частного случая рассмотрим условия, огра-
ничивающие время /ц цикла ПР. Для этого разрешим уравнение
(9.8) относительно /ц:
ns4A
ni Д'
(1 -ф ас)/------A-f
' 1 с/ А
(9.Н)
Для АК = О
К <
(9.12)
Ужесточим требования к РТК. Пусть полностью ПР заменит
основных производственных рабочих и не требует введения на-
ладчика (оператора РТК), т. е. f =* 0. Тогда
<-4“1«а£/(14-авУ] (9.13)
Л
или
(9.14)
При наиболее неблагоприятных условиях — 1; ас — 0.
ч t
Допустим 2. В этом случае —- «: 2. Для ряда РТК,
К.’ ‘
внедренных^ в нашей стране, = 4 4-5; ас — 0,2; Ч = 0,6 4-
4-0,8 р/ч; К,' = 0,64 4-3,2 р/ч. Тогда (/ц//) < 4,5 4-6 для цикловых
ПР, когда К' = 0,64 р/ч и //,//) < 0,9 4-1,2 для ПР с ПСПУ, когда
К' = 3,2 р/ч. Так как для холодной листовой штамповки деталей
массой до 0,2 кг / = 34-4 с, то применение ПР рентабельно, если
/ц < 13 4-15 с. Даже, если не учитывать влияние социальных
факторов (л2 = 2,5 4-2,8; а,. = 0), для уже упоминавшейся холод-
ной листовой штамповки -у- <7 2,34 4-3,5, откуда /ц < 7 4-14 с.
13'
387
Уравнение (9.13) выражает соотношение между циклом ПР
и временем работы основного производственного рабочего на не-
роботизированном участке. Отсюда следует, что время цикла не
у
должно в (1 4- ас) г=т- раз превышать время работы основ-
К
ного производственного рабочего,
Рассмотрим ограничения для времени участия наладчика
(оператора РТК) в роботизированном цикле, Из выражения (9.11)
Г <-^(14-ас)^^^ц--^. (9.15)
Если для этой зависимости допустим в качестве предельного
случай, когда = 0, т. е. ПР не применяют, то
л„ хк
Т«^(1+ас)^-^, ,, (9.16)
или, решив это выражение относительно Д/С получим
ДУ <
nsA7f(l+ac)/--^r
(9-17)
Данное выражение можно охарактеризовать как общее условие,
лимитирующее рентабельность. Оно действительно для всех
ПР и всех видов узлов специальной адаптации, применение кото-
рых ограничивается возможностью выполнения определенной
операции. Оно подтверждает, что стоимость узлов специальной
адаптации должна полностью восстанавливаться во время вы-
полнения этой операции.
Если в уравнении (9.15) допустим, что ДК ~ 0, то
, ni. ,
f < -_£-(1 4-ае)/, (9.18)
или в наиболее неблагоприятном случае, когда
^-(1+aeW,
t' < t, что вполне очевидно из чисто физических соображений.
Рассмотрим третий предельный случай, для чего решим не-
равенство (9.15) относительно Д/С
ДУ < А
Му
(l+ac)Z--^Z' -У7Ц
(9.19)
Допустив, что в неравенстве (9.19) tn = 0, снова придем к за-
висимости (9.17). При рассматриваемом допущении максимальная
эффективность будет получена, если ДУ + Ап^ 4t' = min. При
условии, что ДУ = const, максимальная эффективность будет
получена при минимальном значении С.
Если в формуле (9.19) кроме /ц = О примем t' = 0, то Д/С с
.-с (1 4- ас) A4t. Это неравенство выражает условие для ма-
ксимального значения ДУ.
388
Рис. 9,3. Определение области примене-
ния ПР
Сказанное позволяет для
трех рассматриваемых перемен^
ных t' и ДК установить пре’
деды изменения:
ц
0</ц<«2(1+ае)Л/; (9-20)
Л
О <С Г <(1 а0)(9.21)
О < Д/С < ns (1 4- а0) A4t. (9.22)
Максимальную экономическую эффективность получим, когда
функция полезности F (/ц, t', Д/С) достигнет минимума. К сожале-
нию, значение этой функции чока не можем определить аналити-
чески, так как она не может быть выражена посредством алго-
ритма. Но, если переменные ta, t', Д/С определены и реальные
пределы их изменения известны, максимальный годовой эконо-
мический эффект будет получен, когда сумма его значений от каж-
дой переменной будет минимальной.
Сказанное проиллюстрируем рис. 9.3. По трем осям координат
отложим независимые переменные f, /ц и Д/С. Точки А, В и С
на осях соответствуют максимально допустимым величинам, соот-
ветствующим условию (9.8). Соединив эти точки прямыми, полу-
чим пирамиду с вершиной в точке О, которая включает простран-
ство, определенное условием (9.8).
Уравнения прямых линий, которые ограничивают верхний
предел, соответственно имеют вид:
в плоскости V — L ; I' -4- -Дг / « (1 4- ас) ~ t:
ц ns4 “ К'~
вПтлоскости t' — А К : nsA4t' -ф- Д/С =« «2 (1 +ас) AW;
в плоскости — Д/С : А/С'4 4* Д/С = n2 (1 + ас) A4t
(9.23)
Приведенные зависимости позволяют провести качественный
анализ и установить возможные взаимосвязи переменных, харак-
теризующих применение РТК или собственно ПР. Используя
уравнения (9.23), можно построить необходимые графики или
подготовить таблицы для ускорения процесса выбора наиболее
целесообразных решений.
9.4. ОСОБЕННОСТИ ИСПОЛЬЗОВАНИЯ СРОКА ОКУПАЕМОСТИ
В КАЧЕСТВЕ КРИТЕРИЯ ЭКОНОМИЧЕСКОЙ эффективности
Срок окупаемости дополнительных капитальных затрат
^=4^ <9-24)
389
де К. — капитальные затраты по базовому варианту, рассчитан-
ное на годовой объем продукции, производимой с помощью вне-
дренного ПР; К' — капитальные затраты по внедренному или
внедряемому варианту; С — себестоимость годового объема про-
дукции, выпускаемой в базовом варианте, пересчитанной на объем,
производимый с помощью ПР; С — себестоимость годового объема
продукции, производимой с помощью ПР.
Очевидно, ДЛ- = К' — К — дополнительные капитальные
затраты, обеспечивающие роботизацию.
Пусть для роботизированной позиции, обеспечивающей одну
операцию, до внедрения ПР
С = п.ЧТН, (9.25)
а для позиции после внедрения ПР,
С\ = п^Ч'_Т’Н'е, (9.26)
где Т и Т' — трудоемкость годового объема производства соот-
ветственно до и после внедрения ПР; ns и — суммарные коэф-
фициенты начислений на заработную плату;
р
= П Л/, ' (9.27)
/=1
где tij — целевой коэффициент начислений, учитывающий какой-
то фактор (общественные фонды коллективного пользования,
работу по технически обоснованным нормам, перевыполнение
Технически обоснованных норм, премиальную надбавку, доплаты
Любого рода, дополнительную зарплату, отчисления на соцстрах,
многостаночное обслуживание, выплату из фонда материального
поощрения, географическое положение и т. д.); Ч и Ч' — часовая
тарифная ставка соответственно до и после внедрения ПР; И
и И' — накладные расходы соответственно до*и после?внедрения
ПР; е' — доля занятости наладчиков (операторов РТК).
Основное условие минимальной рентабельности (5 = 0) с уче-
том сказанного
п^ЧТН ^- = Л2У'ГЯ'е'4-^(£н + а). (9.28)
где А и Л'"—годовой объем производства соответственно дои
после внедрения ПР; а — норма амортизационных отчислений;
Еа — нормативный коэффициент эффективности капитальных
затрат.
Уравнение (9.28) выведено при допущениях: предпроизвод-
ственные затраты не учитывались; обеспечение теплом, электро-
энергией, газом, паром, сжатым воздухом и т. д. учитывалось
в накладных расходах; затраты предприятия, связанные непо-
средственно с условиями труда, отнесены к накладным расходам,
390
Рис. 0.4. Изменение срока окупаемости
в зависимости от объема производства, до-
полнительных капитальных затрат и вели-
чины зарплаты
Кривая.......... 1 2 3 4 5 6
-ЕЕ- 10»........ 20 15 10 6 4 2
Заменяя в выражении (9.24)
С и С' через зависимости
(9.25) и (9.26), после преобра-
зований получим
Для упрощений примем п£Ч' = 7; Т' = ST; И' = И. Тогда
Tq =-------п-------------------------. (9.30)
q 1U.4 /Д' \ v ’
МТ —fa- ( —;---e'XnS ) — (£н + а)
Пусть для иллюстративных расчетов: Еп = 0,15; а ~ 0,15;
е' = 0,25; Хи =1,5; И = 3; Т = 2000 ч; 3 = 1. В этом случае
вместо формулы (9.30) имеем
Tq =---------п--------------------. (9.31)
* П„Ч /Д' ч '
6 000—=— ( —:---- 0,375) - 0,3
ЛК \ А )
На рис. 9.4 показана зависимость Tq от отношениядля
различных значении -^-q- Как видим, трудно получить Tq —
= 2 года для > 10 000. При этом допускалось, что число
смен и коэффициенты загрузки оборудования до и после внедре-
ния ПР одинаковы. Очевидно, если бы потребовалось, роботизи-
рованное предприятие могло работать эффективнее при более
длительных периодах (8 >1).
На следующем этапе нашего анализа рассмотрим вопрос
о целесообразной степени универсализации ПР, воспользовав-
шись методом, описанным в работе [47 1. Для этого введем индекс
универсализации
I = , (9.32)
АКсп Н (-'сп
где А/Соск и Соси — капитальные затраты и стоимость основных
(стандартных) узлов РТК и собственно ПР соответственно; АКСП
и СС11 — то же, для специальной адаптации РТК и собственно ПР.
391
При этом
где D, b, d — постоянные, полученные обработкой эксперимен-
тальных данных.
Условие минимальной рентабельности (9.28) с учетом формулы
(9.32) и выражения + А/Ссп примет вид
п^ТЧН = Jc;cH [(Ен + а) 1)] +
-f-e* п%Т Ч > (9.34)
где R — число изменений узлов специальной адаптации РТК
или собственно ПР в год.
Заменив C'0ZH из первого уравнения системы (9.33) и опре-
делив минимум функции 7, после преобразований получим
/mln = Ъ (Еа + а) ~ (9’35)
при оптимальной пропорции занятости наладчиков (операторов
РТК)
А' Н' d
eoptim— А н п'г d+l‘
(9.36)
Пусть Ен — 0,15; а = 0,15; b = 0,75; d = 0,6. Тогда
' а Т7С А’ Ч' /О 47/
Coptim = 0,375— ----Кр--, (9.3/)
/,nin - 1,2227?, (9.38)
если = -ру; А = А'; Пу Т = n'sT"; еорНгп = 0,25.
Таким образом, уровень занятости работников при оптималь-
ной окупаемости при существующем уровне развития техники
и технологии выше, чем можно было предполагать. Если уменьшим
степень занятости работников, роботизация окупится, но ее эко-
номический эффект будет ниже, так как возрастает I.
9.5. АНАЛИЗ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
ВНЕДРЕНИЯ РТК
Анализ результатов расчета годового экономического
эффекта от внедрения 25 РТК на 14 предприятиях ряда отраслей
показывает, что величина дополнительных капитальных затрат
на внедрение РТК для механической обработки достигает
392
4,3 руб/дет. год, для холодной листовой штамповки — до
2,8 руб/дет. год, для нанесения покрытий — до 13,2 руб/дет. год,
для погрузочно-разгрузочных работ — около 35 руб/дет. год. Эти
результаты довольно далеки от лучших показателей, составля-
ющих для механической обработки 0,04 руб/дет. год, для холодной
листовой штамповки — 0,0133 руб/дет. год. Удельные эксплуата-
ционные издержки на РТК достигают для механической обработки
1,4 руб/дет. год, для холодной листовой штамповки —
0,97 руб/дет. год, для нанесения покрытий — около
3,4 руб/дет. год, для погрузочно-разгрузочных работ —
около 6,8 руб/дет, год, в то время как лучшие достигнутые пока-
затели составляют 0,05 коп/дет. год.
Внедрение РТК приводит, как правило, к снижению затрат
на заработную плату в 2 раза и более, возрастанию амортизации
на 250—400 %, возрастанию затрат на капитальный ремонт почти
в 1,5—2 раза. Затраты на электроэнергию остаются примерно
на том же уровне, что и до внедрения РТК, или даже несколько
уменьшаются.
Стоимость изготовления отечественных ПР первого поколения,
как правило, возрастает. Стоимость ПР с цикловой системой
программного управления грузоподъемностью до 5 кг составляет
18 тыс. руб. и выше, стоимость ПР с позиционной системой про-
граммного управления грузоподъемностью до 15 кг составляет
50 тыс. руб. и выше. Существующие тенденции некоторого,
а иногда — значительного, возрастания стоимости ПР при пере-
ходе на серийное производство на базе межотраслевой и внутри-
отраслевой кооперации длительное время будут оставаться, не-
смотря на снижение трудоемкости изготовления вследствие со-
вершенствования технологии и т. д. Определенное увеличение
оптовых цен связано с переходом для ПР первого поколения
от аналого-позиционных к цифровым системам программного
управления. Кроме того, организация серийного производства
удовлетворительно зарекомендовавших себя на практике ПР на
вновь строящихся заводах и заводах, переведенных на выпуск
ПР, приведет к временному, но определенному возрастанию опто-
вых цен на ПР. Таким образом, в течение 1981 —1985 гг. оптовые
цены на ПР первого поколения вряд ли будут снижаться так, что
это скажется на экономической эффективности РТК и ПР.
Значительную долю затрат при внедрении ПР составляет сто-
имость нестандартного оборудования, приспособлений и осна-
стки. В настоящее время эта стоимость составляет от 4 до 30 %
из расчета на один ПР. За рубежом разброс этого показателя
также достаточно большой — от 5 до 60 % и более [29]. Прогно-
зировать снижение этого вида затрат затруднительно, особенно,
если иметь в виду возможное внедрение подвесных, подвижных
и шагающих ПР, обслуживающих группу станков.
Стоимость транспортировки и монтажных работ при внедре-
нии ПР незначительно расходится с существующими нормативами
393
и составляет в нашей стране и за рубежом от 7 до 10 % от сто-
имости ПР. Иногда эти затраты превышают указанный предел.
В связи с отсутствием достаточного опыта эксплуатации ПР
в настоящее время трудно оценить стоимость запасных частей,
необходимых для обеспечения технического обслуживания и ре-
монтов ПР. Зарубежные фирмы, например «Koufeldt», планируют
1 % от стоимости ПР на запасные части. Для ПР, описанных
в данной книге, эта величина может быть нижним пределом.
Амортизационные отчисления на полное восстановление и ка-
питальный ремонт ПР составляют от 6 до 25 %. Последняя цифра
относится к ПР с малым сроком службы. За рубежом амортиза-
ционные отчисления составляют 12—16 % (например, для фирмы
«Koufeldt» — 14 %). С увеличением срока службы ПР до десяти
лет амортизационные отчисления не будут превышать 10—11 %,
что будет вполне приемлемо на последующие 10—15 лет.
Затраты на техническое обслуживание в значительной степени
определяются надежностью РТК и собственно ПР. Надежность
механической системы отечественных ПР находится на уровне
зарубежных образцов, чего нельзя сказать о надежности систем
программного управления. По данным зарубежных фирм среднее
время простоя ПР составляет от 2,5 % (при двухсменной работе
равно 15 мин) и более рабочего времени 136]. По опыту эксплуата-
ции ряда отечественных ПР этот показатель не снижается ниже
10—30 мин в смену. В целом затраты на техническое обслужива-
ние для ПР первого поколения составляют от I % для ПР грузо-
подъемностью 50 кг и до 10 % для ПР грузоподъемностью до 5 кг.
Нормативный срок окупаемости в нашей стране для новой
техники определяется нормативным коэффициентом эффектив-
ности капитальных затрат = 0,15 и составляет 6,7 года. Более
умеренные прогнозы, основанные на долговременных наблюде-
ниях, проведенных в нашей стране НИИтруда и социальных
вопросов 131], показывают, что мероприятия, улучшающие усло-
вия труда, практически окупаются в течение 12—12,5 лет. В Йлли-
нойском исследовательском институте (США) [29] получены
следующие данные по этому вопросу: нижний предел окупаемости
ПР должен составлять 10,66 % в год и ПР должны окупаться
за 9,35 года. Наиболее вероятный предел окупаемости — 15,33 %,
т. е. окупаемость составит около 6,4 года. Большинство специ-
алистов в США считают вполне приемлемым срок окупаемости
5 лет. Опыт внедрения ПР в ряде отраслей в нашей стране показы-
вает, что срок окупаемости для РТК, в состав которых входят ПР
первого поколения грузоподъемностью до 5 кг, составляет 2,5—
4 года, для ПР первого поколения грузоподъемностью до 50 кг —
5—6 лет, а в некоторых случаях при оптовой цене свыше 50 тыс.
руб. более 6 лет.
Расчеты, проведенные совместно с соответствующими служ-
бами предприятий ряда отраслей, показали, что при учете со-
циальных факторов годовой экономический эффект из расчета
394
на один робот «Циклон-ЗБ» составляет 3—
8 тыс. руб., а «Универсал-15.01» — 3—
7 тыс. руб. Каждый ПР высвобождает
одного-двух основных производственных
рабочих в смену, производительность
живого труда повышается на 25—400 %,
Цифровые данные о современном состоя-
нии внедрения ПР приведены для пред-
приятий, уже существующих, имеющих
налаженное производство. Известно, что
производственный процесс отличается
большой инерционностью. При этом осо-
бенно сложно обстоит дело с изменением
методов труда. Для вновь строящихся
предприятий с РТК приведенные данные
должны быть нижним пределом.
Внедрение РТК показывает, что недо-
статочный опыт и имеющиеся организа-
ционно-технические трудности не позво-
лили полностью получить тот эффект, ко-
торый заложен в роботизации производ-
ства. Однако даже те скромные резуль-
таты, которые были получены, свидетель-
ствуют о целесообразности внедрения
ПР в большинстве технологических про-
цессов, связанных с выпуском продукции
повышенного качества, небольшими пар-
тиями, при новой организации труда типа-,
бригадного подряда, в производственных
ячейках, сочетающих обработку деталей
на резко отличающемся друг от друга
оборудовании с участками промежуточного
контроля и сборки, где темп работы
определяется не скоростью конвейера,
а профессиональной подготовкой рабочих
и материально-техническим обеспечением.
9.6. ПРИМЕР РАСЧЕТА ГОДОВОГО
ЭКОНОМИЧЕСКОГО ЭФФЕКТА
ОТ ВНЕДРЕНИЯ РТК
Рассмотрим в качестве примера расчет
ожидаемого годового экономического эффекта от
внедрения РТК на основе применения роботов
«Универсал-15.01» и «Циклон-ЗБ» на линии меха-
нической обработки детали типа катка для тракто-
ров. План размещения оборудования показан на
рис. 9.5.
До внедрения РТК на линии осуществлялись
последовательно 10 операций при обработке катка,
395
- Х-овХХЫ^ рас4ета ГОД0В0Г0 “м”ческого эффекта от внедрения РТК на основе применения
j № операций 1 Наименование операций Оборудование (стаиок, робот, пресс) Разряд операции Станкоем- кость Оборудование
Время штучио-кальку- ляциоииое одной детали, v В том числе машинное, ч 1 Число станков на объем, А Балансовая цена единицы, руб. До внедрения После внедрения Ремонтная сложность *, ед.
Стоимость всего количества, руб. В новом процессе Стоимость использу- емого, руб. Стоимость нового, руб. одного станка занятого числа станков
Й л $ о s о ь- о с о л о S О ж «и Стоимость неиспользу- емого, руб.
2Н150 2 2 801 5 602 5 602 — — 8 7,5 16 15
1 Сверлильная 2Н150 «Универ- сал-15.01» 2 0,018 0,0095 2 1 2 801 43 916 — 2 801 43 916 8 7,5 16 10 16 15 16 10
2 Токарная ПР-1-02 2 0,025 0,014 2 5 000 10 000 — 10 000 — — 10 12 20 24
ПР-1-21 2 5 000 10 000 10 000 — — — 10 12 20 24
3 i Токарная ПР-1-21 «Универ - сал-15.01» 3 0,030 0,0112 2 1 5 000 13 916 — 1 - — 10 000 43 916 10 12 16 10 20 24 16 10
4 Протяжная 76520А 3 0,0132 0,0044 1 И 840 1 1 840 И 840 — — — 10 20 10 20
76520 «Универ - сал-1 5.01» 1 1 5 920 47 000 — — — 5 920 47 000 10 20 16 10 10 20 16 10
5 Сверлильно- фрезерная 6Н520 3 0,016 0,0073 2 2 719 5 438 5 438 — — 1 1 7,5 22 15
6Н520 «Универ- сал-1 5.01» 0,020 0,0082 2 1 2 717 47 000 — — — 5 438 47 000 1 1 7,5 16 10 22 15 16 10
6 Сверлильная 2Н118 2 0,009 0,00027 2 505 1 010 — 1 010 — — 8 7,5 16 15
7 Слесарная — 2 0,0083 — — — — — — — — — —
8 Сварочная ЦП 53 5 3 0,013 0,013 1 1 883 1 883 — 1 883 — — 5 10 5 0
9 Калибровоч- ная П6330 2 0,0067 0,0067 1 7 832 7 832 7 832 — — 1 2 12 12 12
П6330 «Цнклон-ЗБ» 7 832 18 800 — 7 832 18 800 12 12 11,5 4 12 12 11,5 4
10 Смазочная — 1 0,0050 — — — — — — — — — —
Итого До внедрения РТК — — — 13 — 53 605 32 880 12 893 — — 121 "125
После внедрения РТК 8 + — __ — 5 920 80 86
-]~5 ПР 34 792 200 632 75,57 44 ”
п 4- 3120 2. = 2069 Со тротехь со со - с с о <о 00 о СЛ
р и меч а н и Я1 1. Затраты •9,6 + 1100-8,9 + 1700-3,5 + 2€ Затраты на инструмент пос ,53 р. В числителе приведено число гической. После внедре До внедрение Смазочная я я Ь » s if я о Сварочная I Слесаоная Сверлильная j Сверлильно- фрезерная
:ННЯ РТК I РТК 1 П6330 «Циклон-ЗБ» П6330 ЦП535 1 2H118 6H520 «Универ- сал-1 5.01»
J-1 22 д S ГР о Л, я я 7“ J= я °' я sxs - to to to co
струмент - 1370-19,4 едрения 1 ремонтной 26,24 № 1 сл ю СЛ 1 to 3,81
до внедрения 1 PTKl 4- 1025- 3,5) = 3050,0 РТК- и =* 0,01 (3 сложности для механ 1 22 0,6 to to X 1 co 7,5 11,15
1 10 45,2 ст 1 22 0,6 1 to to X 1 -1 15 11,15
И = 0,01 1 р- 700- 8,9 + € ической ча •0- ст - - — — - to СП
(3700- 8, >150-4,9 сти обо со Ст 28 530 1 025 1 370 1,370 1 2 670 1 700 1 100 4 100
3 + - 5 N> + s ss « я ci 77 0,479 1 0,586 i 0,648 0,616 0,616 1
20-4,9 4" 61 • 39,2 4- 411 :ия, в зна 1 -1 -1 О' 200
50-4,9 4" 2 30-9,6 4- К менателе — 1 19,4 19,4 СЛ co ID
575-39,2 4- 170- 19,4) = • для элек- 6000 о 1 1500 OS I 1 1 120 1500
see
*• to — № операций
1 Протяжная 1 1 Токарная Токарная । 1 Сверлильная 1 Наименование операций
0ZSH9 76520 «Универ- сал-15. 01» 76520А | ПР1-21 «Универ- сал-15.01» j ПР-1-21 l ПР-1-02 2Н150 «Универ- ! | сал-15.01» 1 2Н150 Оборудование (станок, робот, пресс)
to to Разряд операции
to 18'8 4,81 СО СО со ю Площадь для все- го числа стан- ков, м2
СЛ 1 24 1 И,15 1 to 17 11,15 со 7,5 I 11,15 1 1 СП единицы оборудова - НИЯ Энергоемкость, кВт | Трудоемкость
СЛ 11,15 to 34 11,15 1 со S 15 1 11,15 1 £ занятого числа стан- ков
to СЛ - to to - 1 to Количество работа- ющих станочни- ков, чел.
1 3 120 2 575 2 57 5 6 150 OSt 9 СП о 3 700 I 1 3 700 Трудоемкость го- дового объема, ч
1 1 0,682 1 1 0,682 ) | 0,682 0,616 i 1 919*0 Часовая тарифная ставка, руб.
to to to to to 1 Количество часов эксплуатации (норматив) 1 Инструмент
СЛ 39,2 [ 39,2 ю "со 1о со Затраты иа один режущий инстру- мент, коп/ч
1 ! 1200 1 о 1 1 11 800 Стоимость приспособ- лений и нестандарт- ного оборудования, руб.
Продолжение табл. 9.
g 9.4. Коэффициенты начислений на заработную плату для различных категорий работников
Коэффициенты (норматив) начислений на заработную плату (по категориям) Категории работников
Основные про- изводственные рабочие Операторы РТК Вспомогатель- ные рабочие ИТР
Учитывающие: увеличение сдельных расценок при работе по технически обоснованным нормам 1,2 1,2 —
приработок в связи с перевыполнением норм выработки 1,08 — —
премии 1,5 1,35 1,25 1,25
доплаты 1,06 1,06 1,06 1,06
отчисления на социальное страхование 1,073 1,073 1,073 1,073
9.5. Расчет годового экономического эффекта от внедрения РТК иа основе применения ПР «Универсал-15.01» и
«Циклон-ЗБ» на линии механической обработки детали типа катка для трактора
На программу
Элементы расчета формулы н другие данные Базовый вариант Внедряемый вариант
Годовой объем, шт. Загрузка на годовой объем, ч Коэффициент загрузки оборудования Число смен оборудования Годовой фонд работы оборудования, ч Принятое (фактическое) число единиц основного оборудования, шт. Принятое (фактическое) количество ПР, шт. Плановый коэффициент переработки норм Число единиц оборудования, обслуживаемое од- ним оператором РТК, шт. Действительный (расчетный) фонд рабочего вре- мени рабочего, ч Численность основных производственных рабо- чих, чел Численность операторов РТК, чел. Численность вспомогательных рабочих, чел. См. табл. 9.4 То же См. табл. 9.5 См. табл. 9.4 То же Строка 2 205 28 530 0,515 ( 40 13 1р 18 28 530 _ 500 17 895 0,524 ,3 8 5 )62 6 60 17 895 *
Строка 10 X строка 8 Строка 6 + строка 7 Строка 9 X строка 8 100 X строка 11 1860Х 1,062 ТЙГХ,5>" 1860X1,062 8 + 5 6X1,062 71 _ „ 100 х 9~ 7
численности основных
производственных рабочих)
I 15
I 100
где гв. р = 71 % — процент вспомогательных рабочих на предприятии (от
' X строка 11
Численность ИТР, чел.
15
100
2
3
где гитр = 15 % — процент ИТР на предприятии (от численности основных производственных рабочих)
Продолжение табл. 9.5
Элементы расчета Формулы н другие данные На программу
Базовый вариант Внедряемый вариант
Стоимость, руб.: основного оборудования HP приспособлений и нестандартного оборудова- ния площади производственной См. табл. 9.4 То же » » 53 605 1070 26X200 = 5200 40 712 43 916 X 2+ 47 000 X X 2 + 18 800 X 1 = = 200 632 6000 26,24 X 200 = 5248
где 26 и 26,24 м2 — площадь, занимаемая оборудованием до и после внедрения РТК; 200 р. — стоимость 1 м2 производствен
нои площади г
площади служебно-бытовой I См. табл. 9.4 I 7 (15 + 11)Х220 = I 7 (4 + 7) X 220 = 16 940
I I = 40 040 |
где 7 м2, чел. — норма служебно-бытовой площади из расчета на одного рабочего; 15 и 11 чел. — численность основных
и вспомогательных рабочих до внедрения РТК; 4 н 7 чел. — численность операторов и вспомогательных (рабочих после
внедрения РТК; 220 р. — стоимость 1 м2 служебно-бытовой площади
Предпроизводственные затраты, включая за- траты на научно-исследовательские и опытно- конструкторские работы Данные бухгалтерии — 14 459 X 4 + 3 863 X X 1 = 61 699
где 14 459 р. —предпроизводственные затраты на один робот «Циклон-ЗБ» расчета на один робот «Универсал-15.01»; 3863 р. —то же, нз расчета
Дополнительная прибыль от использования вы- свобожденных работников на других участках работы РТК: в первый год См. табл. 9.5 — —0,5 [(115,98 X 12 X X 2,21 X 15 — 115,98 X X 4 X 12 X 1,84) + + 103,17 X 12 X 1,42 (11 — 7) + 150 X 12 X X 1,42 (3 — 2)] =
во второй год
Итого
То же
= —0,5 X 65 981,70 =
= —32 990,85
—65 981,70
— (32 990,85 +
+ 65 981,7) =
= —98 972,55
где 115.98 р. __ месячный заработок основного производственного рабочего и оператора РТК без начислений на зарплату;
103,17 р’._тоже, для вспомогательного рабочего; 150 р.—тоже, для'ИТР; 12 — число месяцев в году; 2,21; 1,84; 1,42
суммарные коэффициенты начислений на зарплату без учета доли общественных фондов коллективного пользования соответ-
ствующих категорий-работников (см. табл. 9.3); 0,5 — коэффициент, учитывающий, что в течение первого года работы на новом
месте работники вырабатывают только половину положенного задания
Затраты на технические мероприятия и уста-
новки по улучшению условий труда)
См. табл. 9.5
37,2 (15+ 11) +
+ 3 X 3= 976,20
37,2 (4 + 7) + 3 X 2 =
= 415,20
где 37,2 р. — затраты в год на одного рабочего; 3 р. - затраты в год на одного ИТР
Итого
53 605 + 1 070 +
+ 5 200 + 40 040 +
+ 976,2 = 100 891,2
40 712+ 200 632 +
+ 6 000 + 5 248 +
+ 16 940 + 61 699 —
— 98 972,55 + 415,2 =
= 232 673,65
Зарплата, руб.:
основных производственных рабочих
См. табл, 9.4
1,4 X 18 301,19 X
X 2,21 = 56 623,92
где 1,4— коэффициент начислений на зарплату, учитывающий вклад общественных фондов коллективного пользования в
воспроизводство трудовых ресурсов; стоимость обработки без учета начислений (см. табл. 9.3) определена по формуле
V’, T.t = 3700-0,616+ 5120-0,616+ 6150-0,682+ 2575-0,682+ 3120-0,682+ 1100-0,616+ 1700-0,616+ 2670-0,648 +
i шт*к t
+ 1370-0,586+ 1025-0,479 = 18 301,79 р. (п — число операций, 7. — трудоемкость и — штучно-калькуляционное вре-
мя /.ft операции); 2,21 — суммарный коэффициент начислений на зарплату без учета вклада общественных фондов коллективного
пользования
Продолжение табл. 9.5
Элементы расчета формулы и другие данные На программу
Базовый вариант Внедряемый вариант
операторов РТК См. табл. 9.5 — 1,4 X 115,98 X 12 X 4 X X 1,84 = 14 348,47
вспомогательных рабочих То же 103,17 X 12 X 11 X X 1,42 = 19 338,18 103,17 X 12 X 7 X X 1,42 = 12 306,11
ИТР 150 X 12 X 3 X 1,42 = = 7677,32 150 X 12 X 2 X 1,42 = = 5 118,21
Итого 56 623,92 + 19 338,18 + + 7 677,32 = = 83 639,42 14 348,47 + + 12 306,11 + + 5 118,21 = = 31 772,79
Затраты на электроэнергию, руб. См. табл. 9.4 1 f1Б7 V 4Л1 Ч v
0 05 * 4U10 /\ X 0,515X1,03) X X 0,0077 X 0,85 X X 1 X 1,05 = 2 416,80 0 95 1 46,^.) X 4 015 X 0,524 X X 1,03 X 0,0077 X X 0,6 X 0,6 X 1,05 = = 1 030,40
где 0,95 — КПД электрооборудования; 157 и 110+ 45,2 кВт — мощность, потребляемая электрооборудованием до и после
внедрения РТК; 1,03 — коэффициент перехода к полезному времени; 0,0077 руб/кВт-ч — тарифная ставка электроэнергии;
0,85 и 0,6 — коэффициент загрузки электрооборудования по мощности до и после внедрения РТК; 1 и 0,6 — коэффициент за-
грузки электрооборудования по времени до и после внедрения РТК; 1,05 — коэффициент, учитывающий потери в сети
Стоимость инструмента, руб.
Амортизация, руб.:
основного оборудования
См. табл. 4.7, 9.4
См. табл. 9.5
11,6
100
X 53 605 =
6 218,18
2069,53
ЛосГ Х 40 712 =
= 4 722,59
где 11,6 % — норма амортизации иа реновацию
ПР
где 5,3 % — — норма амортизации для реновации
площади производственной н служебно-быто-
вой
См. табл. 9.5
См. табл. 9.5
5 3
200 632 =
= 10 633,49
X (5200 40 040) = X (5 248 + 16 940) =
= 1 990,56 = 976,27
где 4,4 % — норма амортизации (включая содержание)
приспособлений и нестандартного оборудова- I См. табл. 9.5
ння I
0,6Х 1 070 = 642
0,6 X 6 000 = 3 600
где о,6 — норма амортизации с учетом двухгодичного срока службы и ежегодного ремонта
Итого
Текущий ремонт и межремонтное обслуживание,
Руб:
основного оборудования
См. табл. 9.4
6 218,18+ 1 990,56 +
+ 642 = 8 850,74
4 722,59+ 10 633,49 +
+ 976,27 = 16 332,35
0,01 (0,73 X 121 +
+ 0,4 X 125) 4 015 X
X 0,515 X 1,03 =
= 2 946,09
0,01 (0,73 X 80+ 0,4 X
X 86) 4 015 X 0,524 X
X 1,03= 2 010,95
где 0,73 коп/ч ЕР и 0,4 коп/ч ЕР — часовые затраты на текущий ремонт и межремонтное обслуживание на единицу ремонтной
сложности (ЕР) механической и электротехнической частей оборудования; 121 н 80 — количество ЕР механической части обо-
рудования до и после внедрения РТК; 125 и 86 — то же, для электротехнической части оборудования; 4 015 ч — годовой фонд
работы оборудования; 0,515 и 0,524 — коэффициенты загрузки оборудования до и после внедрения ПР; 1,03 — коэффициент
перехода к полезному времени
ПР
См. табл. 9.4
0,01 (0,73 X 75,57 +
+ 0,4 X 44) 4 015 X
X 0,524 X 1,03 =
= 1 575,61
где 75,57 ЕР и 44 ЕР — количество единиц ремонтной сложности механической и электротехнической частей ПР.
Итого о СП —.... - — 2 946,09 2 010,95+ 1 575,61 = = 5 386,56
Продолжение табл. 9.5
Элементы расчета Формулы и другие данные На программу
Базовый вариант Внедряемый вариант
Капитальный ремонт, руб.: основного оборудования См. табл. 9.4 27,6 X 121 + 5,5 X 27,6 X 80+ 5,5 X 86 =
где 27,6 руб/год ЕР и 5,5 руб/год ЕР — среднег эдовые затраты на одну [ X 125= 4 027,10 ЕР механической и элект = 2 681,00 ротехнической частей обо-
рудования. ПР См. табл. 9.4 27,6 X 75,5+ 5,5 X
Итого Технологическая подготовка, руб.: основного оборудования Данные учета 4027,10 28,26 X 44 = 2 325,80 2 681,0 + 2 325,8 = = 5 006,8 141,62
ПР То же .— 124,35
настройка инструмента вне цеха (линии) Итого Себестоимость обработки, руб. Строка 16 + строка 17 + 28,26 83 639,42+ 2 416,8 + 453,36 141,62+ 124,35 + + 453,36 = 719,33 31 772,79 + 1 030,4 +
Прибыль за счет выпуска продукции на РТК при серийном производстве: в первый год строка 18+ строка 19 + + строка 20 + строка 21 + строка 22 + 3 050,01 + 8 850,74 + + 2 946,09 + 4 027,1 + + 28,26 = 104 958,42 + 2 069,53+ 16 332,35 + + 5 386,56 + 5 006,8 + + 719,33= 62 317/7 — 0,5 (104 958,42 —
во второй год — 62 317,76) = —0,5 X X 42 640,66 = = —21 320,33 — — (104 958,42 —
Итого —62 317,76) = = —42 640,66 — (21 320,33 +
Оборотные средства, руб.
Капитальные затраты, руб.
Изменения затрат, непосредственно связанных
с условиями труда, руб.
Приведенные затраты, руб.
Годовой экономический эффект, руб.
Годовой экономический эффект из расчета на
один ПР, руб.
Срок окупаемости дополнительных капиталь-
ных затрат, лет
Экономия от снижения себестоимости, руб.
Величина дополнительных капитальных затрат
руб.
Повышение производительности живого труда,
%
Данные учета цеха
Строка 15+ строка 24+
+ строка 25
ас = 0,26; см.
формулу (9.6)
Строка 23 + Ен X
строка 26,
Ев = 0,15
См. формулу (9.2)
См. формулу (9.24)
43 155
100 891,2+ 43 155 =
= 144 046,2
104 958,42 + 0,15 X
X 144 046,20 =
= 126 565,35
+ 42 640,66) =
= —63 960,99
28 957
232 673,65 — 63 960,99 +
+ 28 957 = 197 669,66
0,26 X 104 958,42 =
= 27 289,18
62 317,76 + 0,15 X
X 197 669,66 =
= 91 968,20
126 565,35 —
— 91 968,20 +
+ 27 289,18 =
= 61 886,33
61 886,33 : 5 =
= 12 377,26
197 669,66— 144 046,2 _
104 958,42 — 623 17,76
= 1,25
104 958,42 — 62 317,76 =
= 42 640,66
197 669,66— 144 046,2 =
= 53 623,46
х 100 = 275
4
* Условная численность, используемая для расчета вспомогательных рабочих и ИТР.
а именно: две сверлильные — на двух станках 2Н150 и двух станках 2Н118, две
токарные — на двух станках ПР-1-02 и двух станках ПР-1-21, одна фрезерная —
на двух станках 6Н520, одна слесарная, одна сварочная — на сварочном посту
ЦП 535, одна калибровочная — на прессе П6330 и смазочная. При этом на линии
работало 15 основных и 11 вспомогательных рабочих. Работа велась в две смены.
После внедрения РТК операции стали выполняться с помощью четырех
роботов «Универсал-15.01» и одного ПР «Циклон-ЗБ». За счет совмещения опе-
раций токарной № 2 и сверлильной № 1, сверлильной № 6 и фрезерной № 5,
слесарной № 7 и калибровочной № 9, исключения сварочной № 8, а также
сокращения непроизводительных затрат трудоемкость обработки одной детали
сократилась в 1,6 раза. В начале линии заготовки размещаются в подающем бун-
кере. В конце линии для приема готовых деталей установлена тара. Внутри
линии детали транспортируются ленточным транспортером. ПР в процессе ра-
боты выполняют комплекс движений по загрузке-разгрузке станков и пресса.
Обслуживание оборудования в смену ведут два оператора. Автоматическая ра-
бота линии осуществляется с помощью автономной автоматической системы,
позволяющей управлять работой основного и вспомогательного оборудования.
Работа ведется в две смены. Исходные данные для расчета годового экономиче-
ского эффекта приведены в табл. 9.3 и ниже, коэффициенты начислений на за-
работную плату — в табл. 9.4.
За базу сравнения приняты технологический процесс, оборудование и усло-
вия труда, существовавшие на предприятии до внедрения ПР. Количество обра-
батываемых в год деталей принято одинаковым до и после внедрения ПР и со-
ответствует третьему году серийного производства катков.
Расчет годового экономического эффекта приведен в табл. 9.5. При рас-
чете были приняты следующие исходные данные. Месячная зарплата (без начис-
лений) составляет для оператора РТК 115,98 р., вспомогательного рабочего
103,17 р.; ИТР— 150,00 р. Норма амортизационных отчислений станочного
оборудования составляет 11,6 %, для приспособлений 60%, для производст-
венных и служебно-бытовых 2,4 %. Норма обслуживания производственных и
служебно-бытовых площадей — 2 %. Стоимость оборотных средств на годовую
программу принята до внедрения равной 43,155 тыс. руб., после внедрения —
28,957 тыс. руб. Норма затрат на обучение одного основного производственно-
го рабочего и оператора РТК равна 400 р., одного вспомогательного рабочего
— 200 р. Норма затрат на охрану труда в год на одного рабочего — 37,2 р., на
одного служащего — 3 р. Количество вспомогательных рабочих, операторов
РТК, ИТР составляет от численности основных производственных рабочих соот-
ветственно 71; 26,6 и 15 % .
Как видим из табл. 9.5, экономия от снижения себестоимости
составит 42,64 тыс. руб. Срок окупаемости составит 1,25 года, что
не уступает лучшим зарубежным показателям. Годовой экономи-
ческий эффект достигнет 61,886 тыс. руб., или 12,377 тыс. руб.
в пересчете на один ПР. Производительность живого труда воз-
растет на 275 %, будет высвобождено 11 основных и 4 вспомога-
тельных рабочих.
Расчет свидетельствует о том, что умелое применение ПР дает
результаты, намного превышающие средние данные, приведенные
выше.
ЗАКЛЮЧЕНИЕ
Создание и внедрение ПР в нашей стране является обще-
государственной задачей, возрастающее значение которой было
подчеркнуто в решениях XXVI съезда партии. Для промышлен-
ности задачу, связанную с роботизацией, можно разделить на
две части. Первая часть связана с созданием системы базовых
моделей и модификаций ПР, объединенных в оптимальный по
технико-экономическим показателям отраслевой типоразмерный
ряд. Вторая часть задачи относится к созданию систем РТК раз-
личного назначения, удовлетворяющих потребностям конкретной
отрасли. Оптимальная стратегия в проведении работ по их реше-
нию вырабатывается и реализуется путем целенаправленного
формирования отраслевой системы РТК в рамках долгосрочных
комплексных отраслевых программ.
Кратко схема и содержание работ по созданию ПР и РТК
выглядят следующим образом. Первым этапом работ является
определение общесистемных требований к отраслевой системе
РТК- На этом этапе после проведения системного анализа целей
и задач комплексной автоматизации производства с применением
ПР конкретизируются вопросы организации и структуры РТК,
оцениваются ресурсы, необходимые для их создания.
Робототехнические комплексы рассматриваются как откры-
тые, развивающиеся, гибкие и универсальные комплексы автома-
тизации производства. Свойство открытости РТК обеспечивается
возможностью их расширения по горизонтали за счет включения
в них новых составных частей и по вертикали за счет наращива-
ния уровней управления все более высокого ранга. Гибкость
и универсальность обеспечиваются возможностью формирования
из ограниченного числа компонентов с рационально выбранными
функциями требуемого множества РТК, имеющих разнообразное
назначение и легко переналаживаемых за счет перепрограммиро-
вания, замены или добавления новых, входящих в них элементов.
В качестве основного принципа организации РТК целесооб-
разно применять принцип модульности. Использование такого
принципа обеспечивает возможность построения наибольшего
числа различающихся конфигурацией РТКиз минимального ко-
личества компонентов при максимальной их унификации. Состав
и характеристики компонентов определяются на основе анализа
статистических данных по требуемой структуре, функциям и
принципам работы намеченного к созданию множества РТК-
Следующий этап — проведение комплекса предпроектных работ
по изучению закономерностей построения и функционирования
РТК, сбору данных для уточнения технико-экономических требо-
ваний к ним. Наконец, выполняется собственно проектирование
409
ПР и РТК с единых позиций системного подхода.
Особое место занимают натурное макетирование, изготовление
и испытание натурных образцов.
Промышленные роботы нашли применение прежде всего для
улучшения условий труда, т. е. для достижения социального
эффекта, на основе и после реализации которого получаем эконо-
мический эффект. Это заставляет тщательно изучать все социаль-
ные аспекты внедрения ПР, их влияние как на качественные, так
и на количественные показатели экономической эффективности
ПР. Внедрение_ПРкнащредприятиях_возможно только при наличии
высокой культуры производства и требует строгого соблюдения
технологической дисциплины. Все это предъявляет высокие тре-
бования к уровню подготовки инженерно-технических работников
и рабочих. Можно уже^сейчас с большой степенью определен-
ности предположить, что для обслуживания участка или линии,
включающей десять и более ПР, снабженных контурными систе-
мами программного управления, в качестве оператора или налад-
чика РТК целесообразно использовать инженерно-технических
работников, которые будут не только выполнять функции обеспе-
чения заготовками, переналадки и контроля, но и^ремонта ПР.
Созданные в настоящее время РТК позволяют в производ-
ственных условиях отработать структуру, организацию, штаты,
нормативы, эксплуатацию и материально-техническое обеспечение
производственных ячеек будущих автоматизированных цехов и
автоматизированных предприятий.
Таким образом, задача, поставленная XXVI съездом КПСС, —•
о том, чтобы «...развивать производство и обеспечить широкое
применение автоматических манипуляторов (промышленных ро-
ботов), встроенных систем автоматического управления с исполь-
зованием микропроцессоров и микро-ЭВМ, создавать автоматизи-
рованные цехи и заводы», имеет прочную базу для своего раз-
решения. Завершение становления робототехники позволит в бли-
жайшее десятилетие «обеспечить дальнейший социальный прогресс
общества, осуществить широкую программу повышения народ-
ного благосостояния».
СПИСОК ЛИТЕРАТУРЫ
1. Автоматические манипуляторы с программным управлением (промыш-
ленные роботы), разрабатываемые Минстанкопромом в 1976—1980 гг, М-!
НИИМАШ, 1977. 40 с. ’
2. Артоболевский И. И., Кобринский А. Е. Роботы. — Машиноведение,
1970, № 5, с. 3— 1,
3. Баранов В. А. Информационное обеспечение регионального развития
отрасли. — Экономика и системы управления, 1977, вып. 2 (23), с. 3—10.
№8 4. Беляиии П. Н. Промышленные роботы. М.: Машиностроение, 1975.
5. Белянин П. Н. Промышленные роботы Японии. М.: НИАТ, 1977, 456 с.
6. Бидерман В. М. Прикладная теория механических колебаний. М.:
Высшая школа, 1972. 416 с.
| 7. Бушении Д. В. Винтовые механизмы. Владимир.: ВСНТО, 1980. 71 с.
8. Воспроизводство рабочей силы и повышение эффективности использо-
вания трудовых ресурсов/Под ред. Ф. М. Волкова, В. С. Немченко, В. Н. Ягод-
кина. М.: МГУ, 1971. 279 с.
9. Герц Е. В. Пневматические приводы. Теория и расчет. М.: Машино-
строение, 1969. 358 с.
10. Герц Е. В., Крейнин Г. В. Расчет пневмопроводов. Справочное пособие.
М.: Машиностроение, 1975. 272 с.
11. Голубенцев А. Н. Динамика переходных процессов в машинах со мно-
гнм|Гмассами. Киев: Машгнз. 1959. 146 с.
12. Групповое управление промышленными роботами в сварочном произ-
Водстве/Ф. И. Киселевский, Г. А. Спыну, Н. Р. Швыдский и др.—Механиза-
ция и автоматизация управления, 1976, № 4, 48—52 с.
13. Егоров С. А. Проектирование цехов машиностроительных предприятий.
М.: Машиностроение, 1965. 480 с.
14. Збихарский 3. Организация рабочего места. — В кн.: Эргономика. М.:
Мир, 1971. с. 282-331.
15. Калабин И. В. Дифференциальные механизмы манипуляторов. — Станки
н инструмент, 1978, № 7, с. 20—23.
16. Камышный Н. И., Павленко И. И. Кинематика промышленных робо-
тов. — Вестник машиностроения, 1975, № 1, с. 63—65.
17. Кирдяшев Ю. Н., Иванов А. Н. Проектирование сложных зубчатых
механизмов. Л.: Машиностроение, 1973. 352 с.
18. Коган М. С., Агафонов Ю. Т., Шишулин А. П. Опыт эксплуатации
промышленных роботов «Циклон-ЗБ».—Станки и инструмент, 1978, № 11,
с. 17—19.
19. Козырев ГО. Г. Построение типажа промышленных роботов. — Станки
и инструмент, 1978, № 7, с. 1—8.
20. Косилов С. А. Физиологические основы НОТ. М.: Экономика, 1969.
302 с.
21. Крейнес М. А., Розовский М. С. Зубчатые механизмы. Выбор оптималь-
ных систем- Мл Наука, 1972. 428 с.
411
22. Кулешов В. С., Лакота Н, А. Динамика систем управления манипуля-
торами. М,: Энергия, 1971. 304 с.
23. Кулешов В. В. О связи критериев прочности и надежности элементов
двигдтедя. — Известия вузов. Авиационная техника, 1965, № 3, с. 89—97.
24. Левина 3. М., Решетов Д, П, Контактная жесткость машин, М.: Маши-
построение, 1971. 264 с.
25. Левитекий Н. И., Цуханова Е. А. Расчет управляющих устройств для
торможения гидроприводов. М.: Машиностроение, 1971. 262 е,
26. Лукомекий Я- И. Теория корреляции и ее применение к анализу про-
изводства, М.: Госстатиздат, 1958. 388 с,
27. Методика (основные положения) определения экономической эффектив-
ности использования в народном хозяйстве новой техники, изобретений и рацио-
нализаторских предложений. М.: ГКНТ, 1978, 41 с.
28. Методические вопросы определения социально-экономической эффектив-
ности новой техники/Под ред. М. А. Виленского. М.: Наука, 1977. 230 с.
29. Мишкинд С. И., Ефремов Е. В. Развитие роботехники за рубежом (по
материалам 3-го международного симпозиума по промышленным роботам):
Обзор. М.: НИИМАШ, 1976. 88 с.
30. Определение экономической эффективности промышленных роботов.
М.: ЭНИМС, 1978. 78 с.
31. Определение эффективности мероприятий по улучшению условий труда
(межотраслевые методические рекомендации). М : НЙИтруда, 1979. 60 с.
32. Организация производства на промышленных предприятиях США:
Перевод с англ. М.: Иностранная литература, 1961, т. 2. 562 с.
33. Особенности конструкции роботов модульного типа/Б. Н. Сурнин,
В. П. Степанов, И. В. Калабин и др. — Станки и инструмент, 1978, № 7,
с. 13—16.
34. Патон Б. Е., Спыну Г. А., Тимошенко В. Г. Промышленные роботы
для сварки. Киев: Наукова думка, 1977. 227 с.
35. Принципы построения двигательной системы автоматических манипу-
ляторов с программным управлением/А. Е. Кобринский, А. И. Корендясев,
Б. Л. Саламандра и др. — Станки и инструмент, 1976, № 4, с. 3—10.
36. Промышленные роботы зарубежных фирм и их применение/П. Н. Беля-
нин, Б. Ш. Розин, В. Н. Данилевский и др. М.: НИАТ, 1973. 134 с.
37. Попов Е. П. Роботы-манипуляторы. М.: Знание, 1974. 64 с.
38. Решетов Д. Н. Детали машин. М.: Машиностроение, 1974. 656 с.
39. Романовский В. П. Справочник по холодной штамповке. М. Машино-
строение, 1971. 788 с.
40. Системы управления промышленными роботами и манипулято-
рами/Е И. Юревич, Ю. Д. Андрианов, С. И. Новаченко и др. Л.: ЛГУ, 1980,
184 с.
41. Социально-экономические проблемы технического прогресса. М.: АН
СССР, 1961. 479 с.
42. Тимченко В. А. Анализ устойчивости гидравлических усилителей кру-
тящих моментов типа МГ 18-1 с помощью метода гармонической линеаризации
нелинейностей. — В сб.: Гидропривод и гидроавтоматика. Киев: Техника,
1968, № 3, с. 107—121.
412
43. Требования к элементам силовой части электроприводов с широкой
полосой пропускания. — В сб.: Электромашинные средства автоматики/Под
ред. Ю. К- Васильева. Киев: Институт автоматики, 1975, с. 56—57.
44. Удерман Э. Г. Необходимые условия устойчивости линейных стацио-
нарных систем. — Автоматика и телемеханика, 1979, № 4, с. 162—165,
45. Устройство промышленных роботов/'Е- И. Юревич, Б. Г. Аветиков,
О. Б. Корытко и др. Л.: Машиностроение, 1980, 332 з,
46. Automation comes to die forging. «American Machinist», vol. 115, N 23,
1971, p. 86-87.
47. Heginbotham W. B., Matoug F. B. Economies Inflation and automation.
«Economic and Effective Materials Handing. National Exhibition Centre», Bir-
mingham. England, May 17 th—20 th, 1977, p. 3—19,
ОГЛАВЛЕНИЕ
Предисловие.......................................................... 3
Введение (Я. А. Шифрин, А. Г. Баранов}............................... 4
Глава 1
Универсальные промышленные роботы, устройство и характеристики . . 12
1.1. Робот «Универсал-5» (В. Г. Михеев} ........... 12
1.2. Робот «Универсал-15» и его модификации (Л. В. Бабич} ... 18
1.3. Робот модульного типа РПМ-25 (И. В. Калабин)............. 48
Глава 2
Промышленные роботы с цикловой системой программного управления
(Я. А. Шифрин, В. Г. Михеев)........................................ 56
2.1. Принципы построения, особенности......................... 56
2.2. Робот «Циклон-ЗБ»........................................ 59
2.3. Робот «Циклон-5.01» и его модификация.................... 69
2.4. Робот «Ритм-05» и особенности его конструкции............ 74
2.5. Робот «Ритм-01» и его модификации........................ 80
Глава 3
Вопросы проектирования и элементы расчета механической системы уни-
версальных промышленных роботов..................................... 84
3.1. Механическая система (77. В. Калабин).................... 84
3.2. Динамика механизмов ПР (В. М. Степанов)................. 126
Глава 4
Расчет деформаций механической системы и надежность промышленных
роботов............................................................ 148
4.1. Расчет деформаций механической системы ПР (Л. В. Бабич) . . 148
4.2. Надежность ПР (Л. В, Бабич, Д. А. Шушко) ........ 173
Глава S
Системы управления промышленными роботами......................... 188
5.1, Следящие системы ПР (Д. Д. Глейзер)..................... 188
5.2. Системы программного управления ПР (И. Б. Кнауэр).... 215
5.3. Цикловые системы программного управления (И. Б. Кнауэр) 257
Глава 6
Основы проектирования и расчета промышленных роботов с цикловой
СПУ и пневмоприводом (В. Г. Михеев)................................ 265
6.1. Обоснование и выбор основных параметров промышленных
роботов с цикловой СПУ....................................... 265
6.2. Исследования приводов исполнительных механизмов ПР с
цикловой системой программного управления.................... 274
6.3. Обоснование выбора промышленных роботов с пневмоприво-
дом и цикловой системой программного управления.............. 294
Глава 7
Робототехнические комплексы (Д. А. Шифрин, А. А. Кудинов, Б. М. Ко-
зунко)............................................................. 299
7.1. Основные принципы построения робототехнических комплексов 299
7.2. Структуры робототехнических комплексов в кузнечных цехах 302
414
7.3. Структуры робототехнических комплексов в листоштампобоч-
ных цехах.................................................... 304
7.4. Структуры робототехнических комплексов па основе машин
литья под давлением.......................................... 310
7.5. Структуры робототехнических комплексов в механических
цехах ....................................................... 311
7.6. Структуры робототехнических комплексов на сборочно-сва-
рочных операциях ............................................ 314
7.7. Структуры робототехнических комплексов в термических цехах 318
Глава 8
Примеры применения промышленных роботов (>7. А. Шифрин, А. А. Ку-
динов, Б. М. Козунко).............................................. 322
8.1. Оценка целесообразности внедрения ПР.................... 322
8.2. Роботизация процессов горячей объемной штамповки .... 338
8.3. Роботизация процессов холодной листовой штамповки .... 349
8.4. Роботизация процессов механической обработки деталей на
металлорежущих станках....................................... 359
Глава 9
Технико-экономические и социальные аспекты промышленной робототех-
ники (Д. А. Шушко)................................................. 373
9.1. Социальные и экономические особенности внедрения ПР и РТК 373
9.2. Особенности определения экономической эффективности от
внедрения ПР и созданных на их базе РТК...................... 376
9.3. Исследование области применения ПР ..................... 385
9.4. Особенности использования срока окупаемости в качестве кри-
терия экономической эффективности............................ 389
9.5. Анализ технико-экономических показателей внедрения РТК 392
9.6. Пример расчета годового экономического эффекта от внедре-
ния РТК ..................................................... 395
Заключение (Д. А. Шифрин).......................................... 409
Список литературы.................................................. 411