/

















Похожие




Текст
СТАНОК
%
токарно - винторезный
1К^2
СТАНКОСТРОИТЕЛЬНЫМ ЗАВОД
им. С. ОРДЖОНИКИДЗЕ
г. Челябинск
СТАНОК
ТОКАРНО-
ВИНТОРЕЗНЫЙ
IK62 '
Руководство по эксплуатации
1 К62.00.000 РЭ
1975
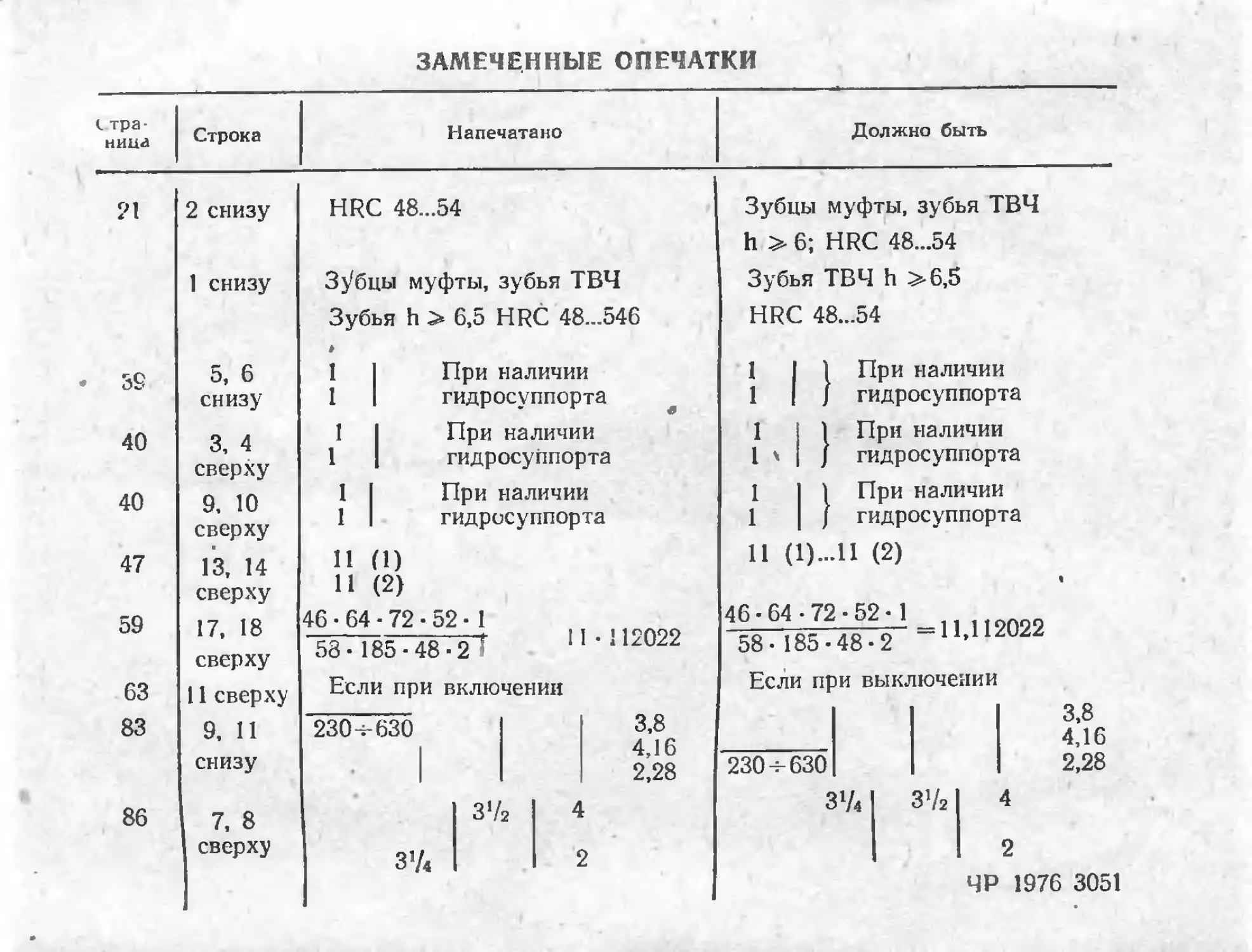
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
(. тра-
ница
21
59
40
40
47
59
63
83
86
Строка Напечатано
Должно быть
2 снизу 1 снизу HRC 48-54 ЗУбцы муфты, зубья ТВЧ Зубья h > 6,5 HRC 48—546 Зубцы муфты, зубья ТВЧ h > 6; HRC 48-54 Зубья ТВЧ h >6,5 HRC 48-54
5, 6 1 1 При наличии 1 1 1 При наличии
снизу 1 1 гидросуппорта 1 1 / гидросуппорта
3 4 1 I При наличии 1 1 1 При наличии
сверху 1 | гидросуппорта 1'1/ гидросуппорта
9 10 1 1 При наличии 1 I 1 При наличии
сверху 1 1 гидросуппорта 1 | J гидросуппорта
13, 14 11 (1) 11 (1)..Л1 (2)
сверху Н (2)
17, 18 46 • 64 72 • 52 • 1 46-64-72,-52-1
сверху 58-185-48-2 1 11 •. 1Л122 58-185-48-2
11 сверху Если при включении Если при выключении
9, 11 230-:-630 3,8 4 16 0,0 4,16
снизу 1 2,28 2304-630 2,28
7, 8 3*/2 4 3*/41 3'/2 4
сверху З'Д 2 1 2
ЧР 1976 3051
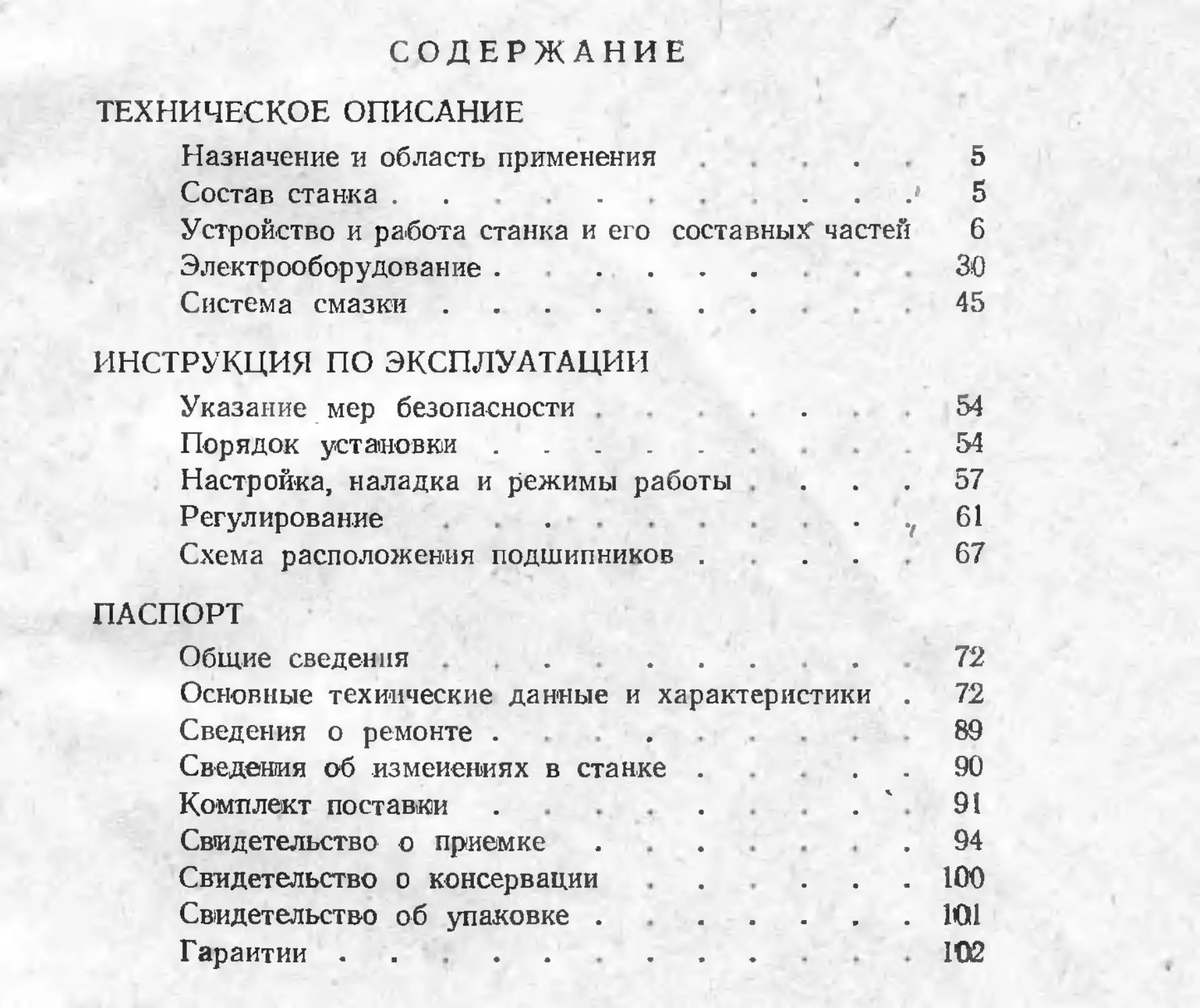
СОДЕРЖАНИЕ
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Назначение и область применения . 5
Состав станка . . . . ... 5
Устройство и работа станка и его составных частей 6
Электрооборудование . .... 30
Система смазки .... . . 45
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Указание мер безопасности . 54
Порядок установки................ 54
Настройка, наладка и режимы работы ... 57
Регулирование 61
Схема расположения подшипников . 67
ПАСПОРТ
Общие сведения . ... . 72
Основные технические данные и характеристики . 72
Сведения о ремонте . . 89
Сведения об изменениях в станке . . . 90
Комплект поставки . . 91
Свидетельство о приемке...................... .94
Свидетельство о консервации . . ... 100
Свидетельство об упаковке....................101
Гарантии............... ... 102
1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
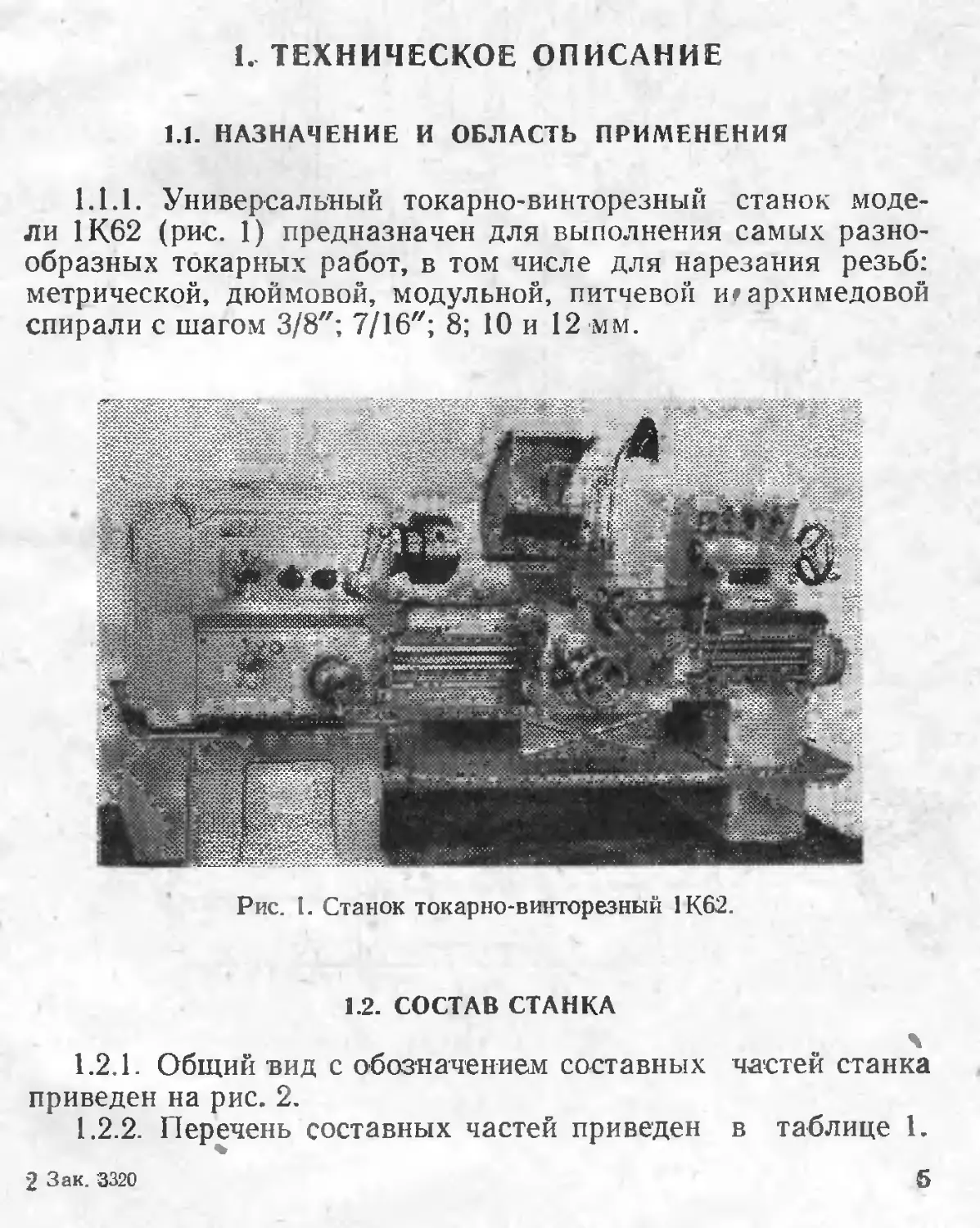
1.1.1. Универсальный токарно-винторезный станок моде-
ли 1К62 (рис. 1) предназначен для выполнения самых разно-
образных токарных работ, в том числе для нарезания резьб:
метрической, дюймовой, модульной, питчевои и» архимедовой
спирали с шагом 3/8"; 7/16"; 8; 10 и 12 мм.
Рис. I. Станок токарно-винторезный 1К62.
1.2. СОСТАВ СТАНКА
1.2.1. Общий вид с обозначением составных частей станка
приведен на рис. 2.
1.2.2. Перечень составных частей приведен в таблице 1.
2 Зак. 3320
5
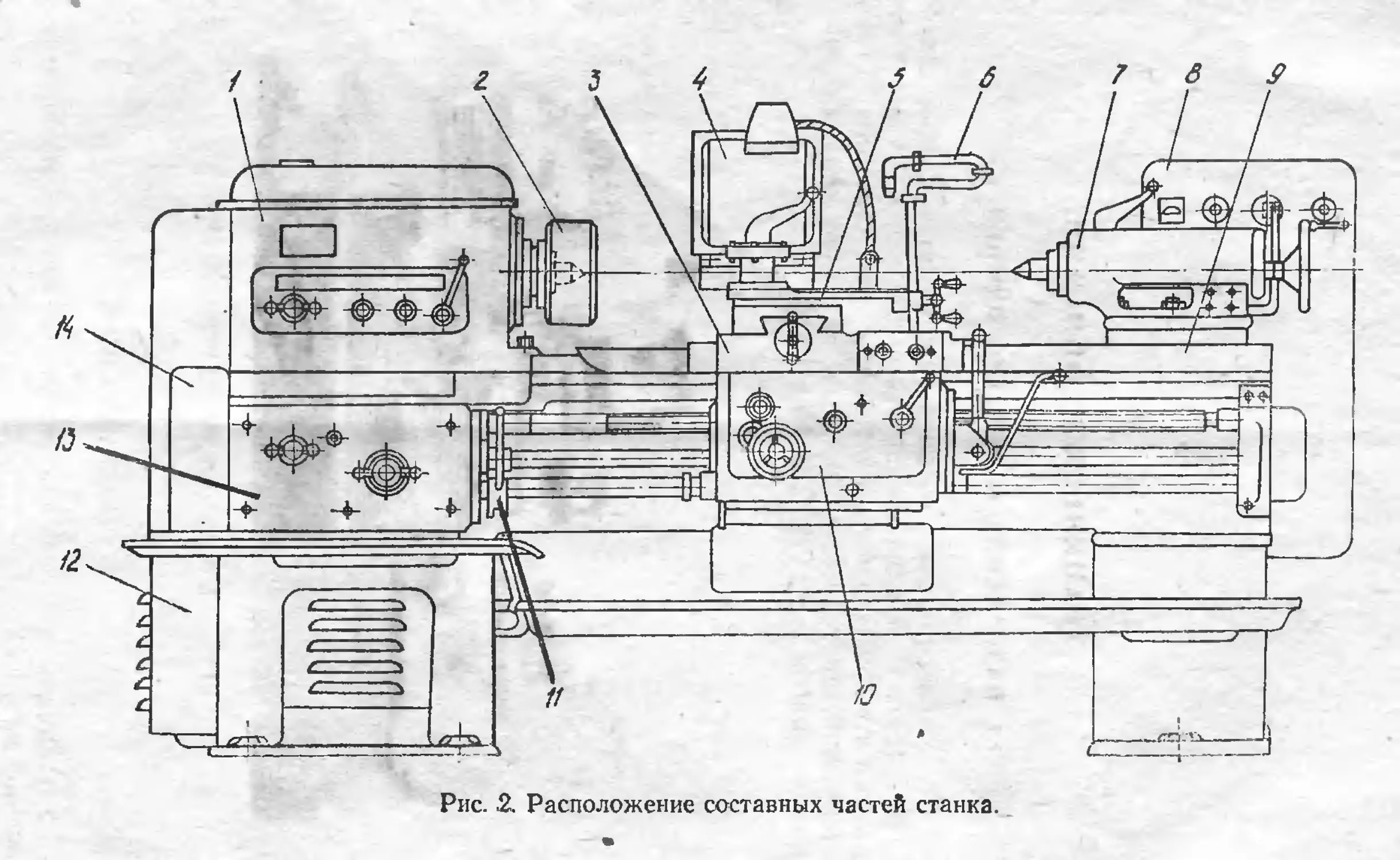
Рис. 2. Расположение составных частей станка.
Таблица 1
Перечень составных частей
Позиция на рис. 2 Наименование Обозначение Приме- чание
1 Передняя бабка 1К62.02.01
2 Патрон поводковый 16Б2011.090.001
3 Каретка 1К62 05.01
4 Ограждение 1К62.50.01
5 Суппорт 1К62 04.01
6 Охлаждение 1К62.14.01
7 Задняя бабка 1К6203.01
8 Электрооборудование 1К62.18.01
9 Станина 1К62 01.01
10 Фартук 1К62.06.01
11 Переключение 1К62.11.01
12 Моторная установке 1К62.15.01
13 Коробка подач 1К62.07.01
14 Сменные шестерни 1К62 78.01
1.3. УСТРОЙСТВО И РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
1.3.1. Общий вид с обозначением органов управления при-
веден на рис. 3.
1.3.2. Перечень органов управления дан в таблице 2.
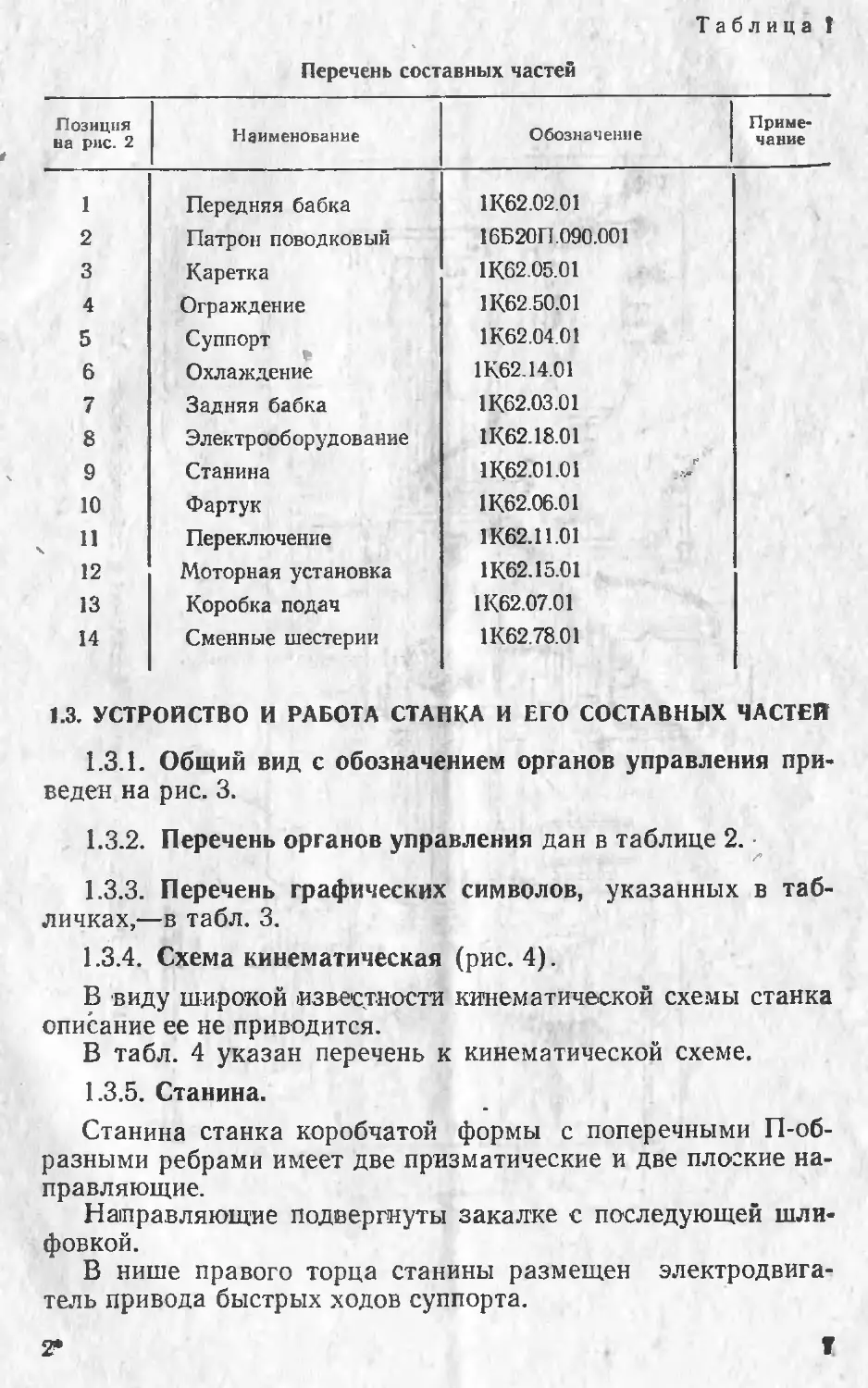
1.3.3. Перечень графических символов, указанных в таб-
личках,—в табл. 3.
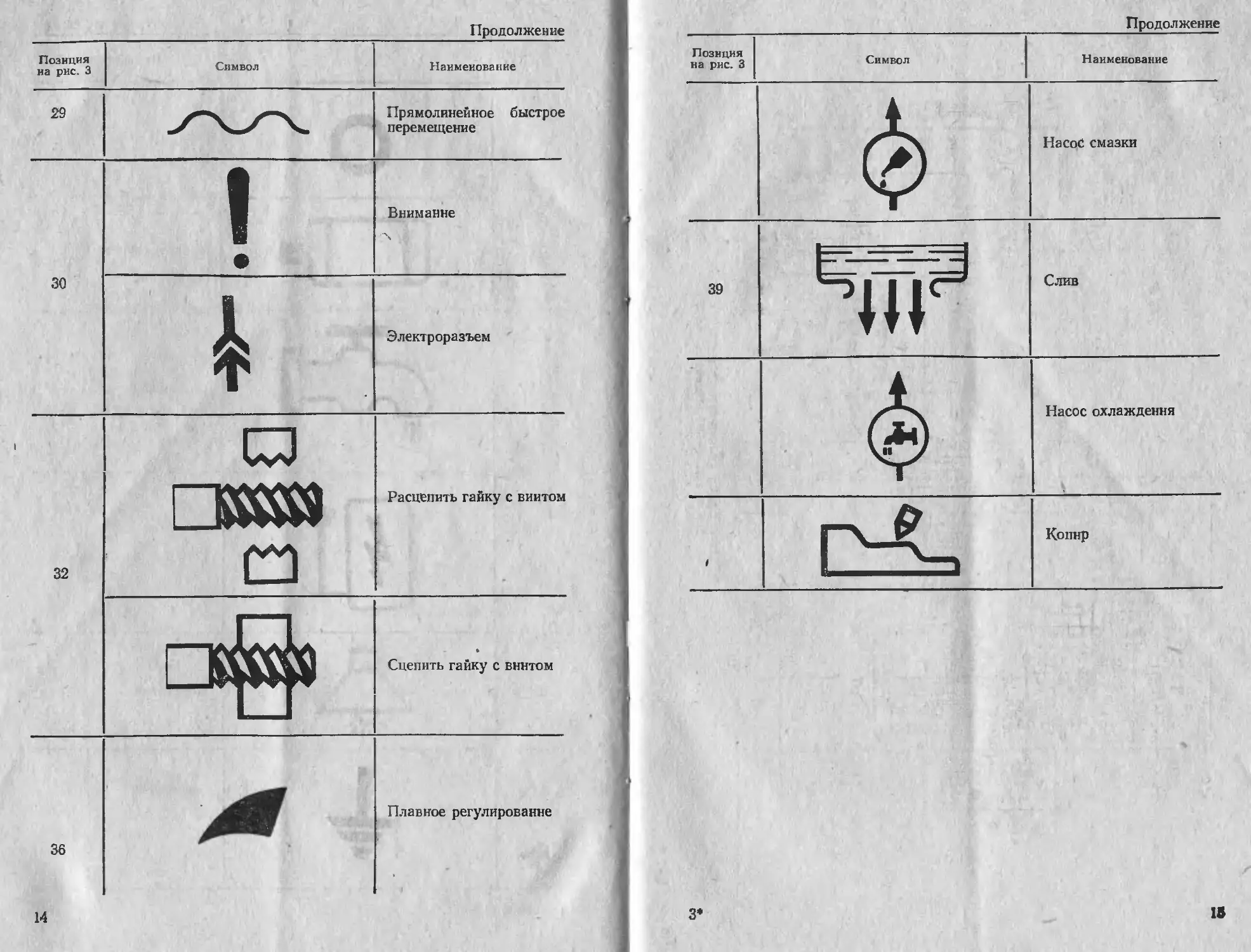
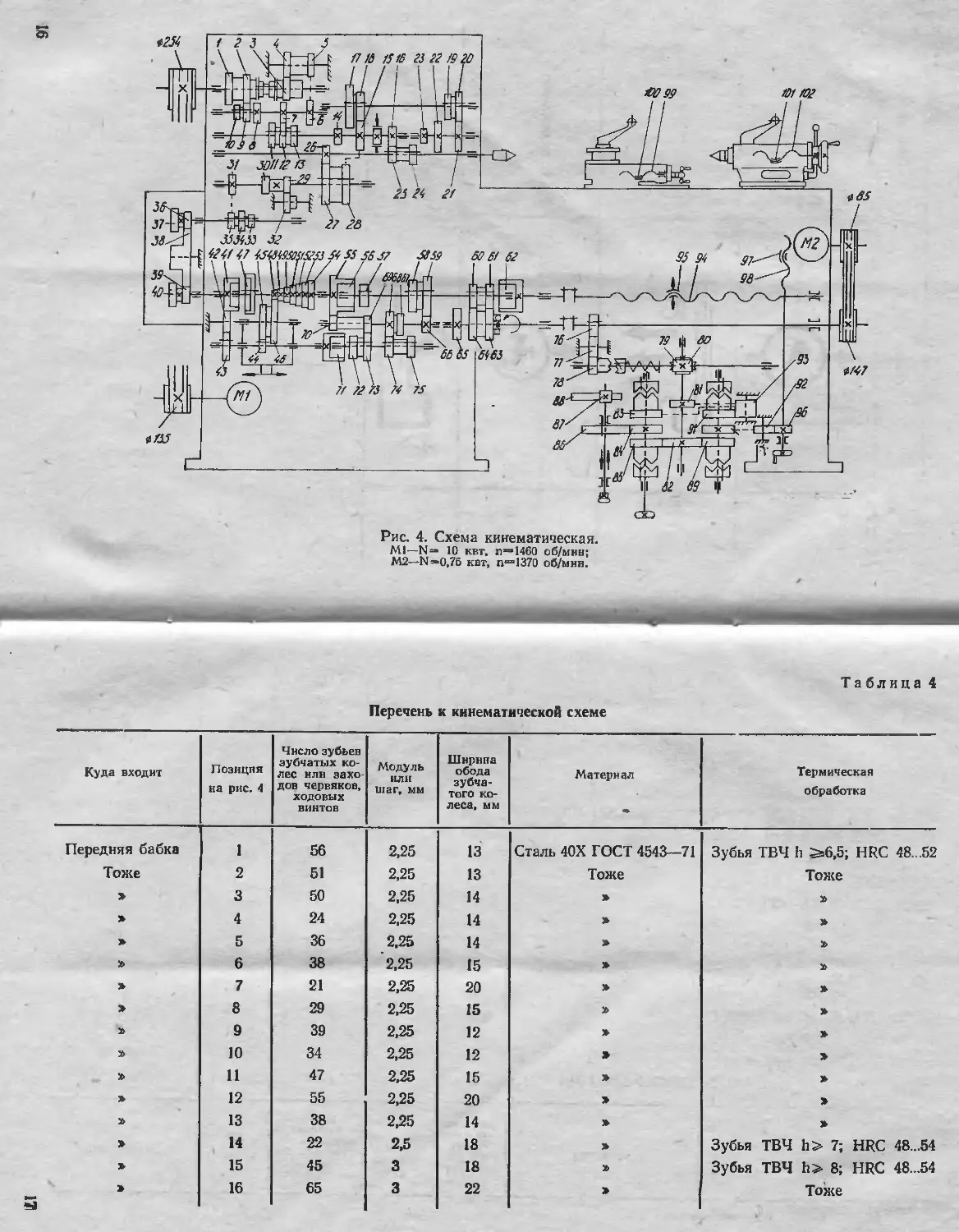
1.3.4. Схема кинематическая (рис. 4).
В виду широкой известности кинематической схемы станка
описание ее не приводится.
В табл. 4 указан перечень к кинематической схеме.
1.3.5. Станина.
Станина станка коробчатой формы с поперечными П-об-
разными ребрами имеет две призматические и две плоские на-
правляющие.
Направляющие подвергнуты закалке с последующей шли-
фовкой.
В нише правого торца станины размещен электродвига-
тель привода быстрых ходов суппорта.
2* I
fO fi 72 a /4 ff 7? Z? 20
Рис. 3. Расположение органов управления и табличек с символами.
8
Таблица 2
Перечень органов управления
Позиция на рис. 3 Органы управления и их назначение
2 Ра коятка выбора типа резьбы и вида работ (резьбы или подачи)
5; 9 Рукоятки установки чисел оборотов шпинделя.
7 Рукоятка установки нормального, увеличенного шага резьбы и положения при делении на многозаходные резьбы.
8 Рукоятка установки правой и левой резьбы и подачи.
10 Рукоятка ручной поперечной подачи суппорта.
11 Рукоятка поворота и крепления резцовой головки.
12 Винт крепления каретки для торцовых работ.
14 Рукоятка ручного перемещения верхней части суппорта.
15 Кнопка включения быстрых ходов каретки и суппорта.
16 Рукоятка управления ходами каретки и суппорта.
17 Рукоятка крепления пиноли задней бабки.
19 Выключатель насоса охлаждения.
21 Вводный выключатель.
23 Выключатель местного освещения.
24 Рукоятка крепления задней бабки к станине.
25 Маховик перемещения пиноли задней бабки.
26 Гайка болта дополнительного крепления задней бабкч.
28; 37 Рукоятки управления фрикционом.
31 Рукоятка включения гайки ходового винта.
33 Кнопочная станция включения и выключения главного привода.
34 Маховик ручного перемещения каретки.
35 Кнопка выключения реечной шестерни при нарезании резьбы.
38 Рукоятка установки величины подачи и шага резьбы.
»
1.3.6. Ножки.
Станина устанавливается на две пустотелые ножки. В ле-
вой ножке на плите, имеющей вертикальное перемещение для
натяжения ремней, смонтирован электродвигатель главного
движения.
9
Таблица 3
10
Продолжение таблицы 3
Позиция
на рис. 3
Символ
Наименование
Подача
Механическое включение
ходового винта
Архимедова спираль
Риски совместить
Число оборотов в мин.
3
6
Менять скорость только
при остановке
I!
Продолжение таблицы 3
Позиция ла рис. 3 Символ Наименование
тйг г*"- Механическое отключение 4.
LX®
Резьба с нормальным
шагом
Резьба с увеличенным
шагом
Резьба многозаходная
Резьба левая с нормаль-
ным шагом
Резьба правая с увели-
ченным шагом
Резьба правая с нормаль-
ным шагом
Резьба левая с увели-
ченным шагом
I Ж
13
Пуск
12
Продолжение таблицы 3
3 Зак. 3320
13
Продолжение
14
Продолжение
3*
IS
Рис 4. Схема кинематическая.
Ml—10 квт. п-’НбО об/мин;
М2—N=-0,76 квт, П“1370 об/мин.
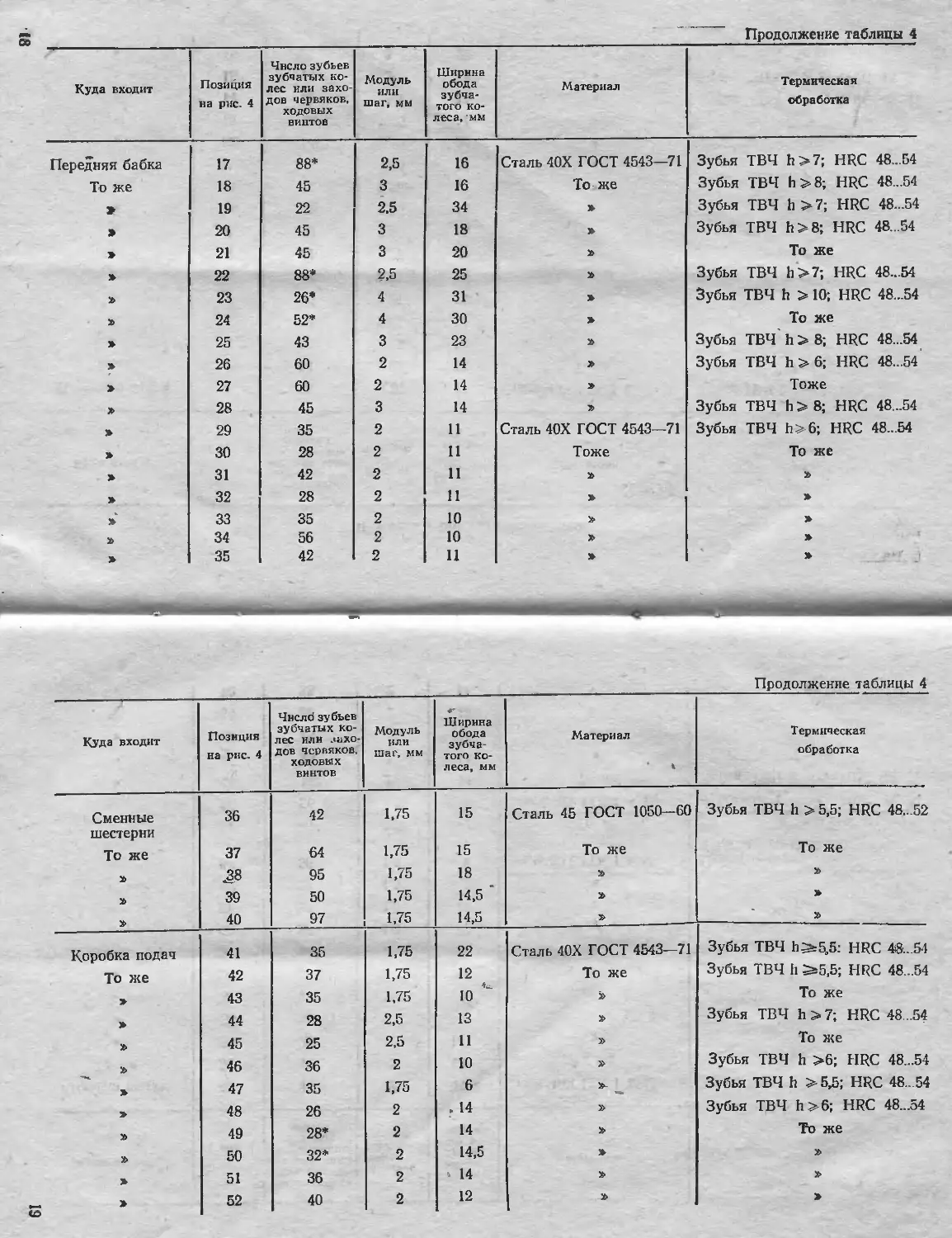
Таблица 4
Перечень к кинематической схеме
Куда входит Позиция на рис. 4 Число зубьев зубчатых ко- лес или захо- дов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубча- того ко- леса, мм Материал Термическая обработка
Передняя бабка 1 56 2,25 13 Сталь 40Х ГОСТ 4543—71 Зубья ТВЧ h Ss6,5; HRC 48...52
Тоже 2 51 2,25 13 Тоже Тоже
> 3 50 2,25 14 >
> 4 24 2,25 14 > >
» 5 36 2,25 14 >
6 38 2,25 15 >
> 7 21 2,25 20 > >
> 8 29 2,25 15 >
9 39 2,25 12 > >
» 10 34 2,2ь 12 » >
11 47 2,25 15 » >
> 12 55 2,2b 20 > >
13 38 2,25 14 > >
> 14 22 2,5 18 > Зубья ТВЧ h> 7; HRC 48...54
> 15 45 3 18 Зубья ТВЧ h> 8; HRC 48 .54
» 16 65 3 22 > Тоже
ы
co
Продолжение таблицы 4
Куда входит Позиция в а рис. 4 Число зубьев зубчатых ко- лес или захо- дов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубча- того ко- леса, мм Материал Термическая обработка
Передняя бабка 17 88* 2,6 16 Сталь 40Х ГОСТ 4543—71 Зубья ТВЧ h>7; HRC 48...54
То же 18 45 3 16 То же Зубья ТВЧ h >8; HRC 48,54
> 19 22 2.5 34 » Зубья ТВЧ h > 7; HRC 48...54
> 20 45 3 18 » Зубья ТВЧ h>8; HRC 48...54
> 21 45 3 20 То же
> 22 88* 2,5 25 » Зубья ТВЧ h>7; HRC 48...54
23 26* 4 31 » Зубья ТВЧ h > 10; HRC 48...54
24 52* 4 30 » То же
> 25 43 3 23 Зубья ТВЧ h > 8; HRC 48...54
> 26 60 2 14 Зубья ТВЧ h > 6; HRC 48. .54
> 27 60 2 14 Тоже
» 28 45 3 14 Зубья ТВЧ h > 8; HRC 48...54
> 29 35 2 11 Сталь 40Х ГОСТ 4543—71 Зубья ТВЧ h>6; HRC 48...54
> 30 28 2 11 Тоже То же
> 31 42 2 11 2>
> 32 28 2 И » >
33 35 2 10 >
34 56 2 10 » >
> 35 42 2 11 » >
Продолжение таблицы 4
Куда входит Позиция на рис. 4 Чмслб зубьев зубчатых ко- лес или захо- дов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубча- того ко- леса, мм Материал Термическая обработка
Сменные 36 42 1,75 15 Сталь 45 ГОСТ 1050—60 Зубья ТВЧ h > 5,5; HRC 48...52
шестерни
То же 37 64 1,75 15 То же То же
.38 95 1,75 18 »
39 50 1,75 14,5 >
40 97 1,75 14,5 »
Коробка подач 41 35 1,75 22 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ ЬЭ±5.5: HRC 4S...54
То же 42 37 1,75 12 То же Зубья ТВЧ h Ss5,5; HRC 48...54
» 43 35 1,75 10 То же
44 28 2,5 13 Зубья ТВЧ h>7; HRC 48 ..54
45 25 2,5 11 » То же
46 36 2 10 Зубья ТВЧ h >6; HRC 48...Б4
47 35 1,75 6 Зубья ТВЧ h > 5,5; HRC 48...54
jj, 48 26 2 . 14 » Зубья ТВЧ h>6; HRC 48...54
» 49 28* 2 14 То же
50 32* 2 14,5 > »
> 51 36 2 14
> 52 40 2 12 >
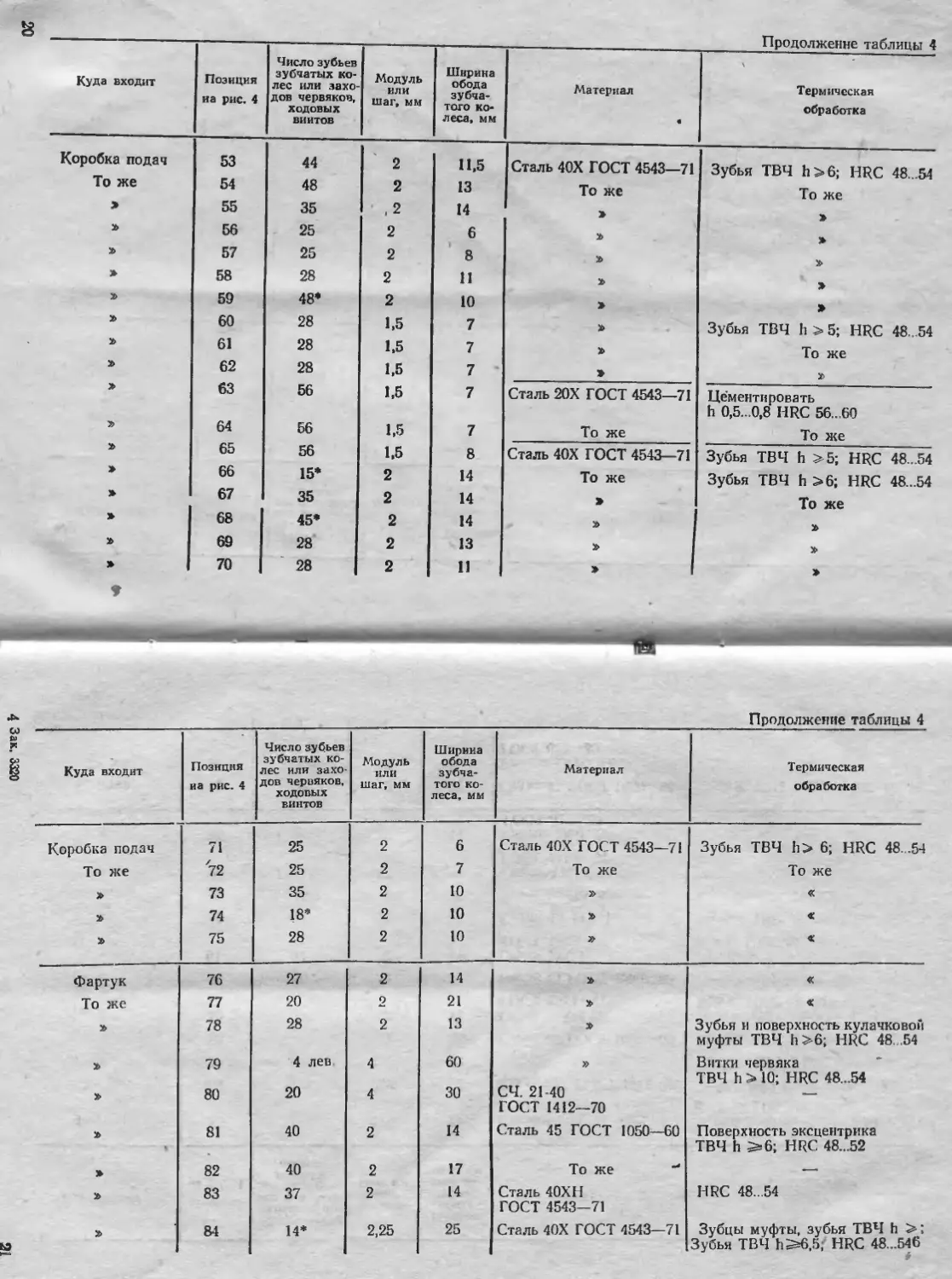
8 Продолжение таблицы 4
Куда входит Позиция иа рис. 4 Число зубьев зубчатых ко- лес или захо- дов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубча- того ко- леса, мм Материал « Термическая обработка
Коробка подач 53 44 2 11,5 Сталь 40Х ГОСТ 4543—71 Зубья ТВЧ h>6; HRC 48...54
То же 54 48 2 13 То же То же
> 55 35 , 2 14 » »
56 25 2 6 >
57 25 2 8
> 58 28 2 11 >
» 59 48* 2 10 » >
» 60 28 1,5 7 Зубья ТВЧ h >5; HRC 48...54
61 28 1.5 7 То же
62 28 1,5 7 »
63 56 1,5 7 Сталь 20Х ГОСТ 4543—71 Цементировать h 0,5...0,8 HRC 56...60
64 56 1,5 7 То же То же
65 56 1.5 8 Сталь 40Х ГОСТ 4543—71 Зубья ТВЧ h >5; HRC 48...54
> 66 15* 2 14 То же Зубья ТВЧ h >6; HRC 48...54
» 67 35 2 14 » То же
> 68 45* 2 14
» 69 28 2 13
> 3 70 28 2 11 » »
Зак.
Продолжение таблицы 4
Куда входит Позиция и а рис. 4 Число зубьев зубчатых ко- лес или захо- дов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубча- того ко- леса, мм Материал Термическая обработка
Коробка подач 71 25 2 6 Сталь 40Х ГОСТ 4543—71 Зубья ТВЧ h> 6; HRC 48...54
То же 72 25 2 7 То же То же
73 35 2 10 »
74 18* 2 10 «
75 28 2 10 » «
Фартук 76 27 2 14
То же 77 20 0 21
78 28 2 13 Зубья и поверхность кулачковой
муфты ТВЧ h>6; HRC 48. .54
79 4 лев 4 60 » Витки червяка
Х> ТВЧ h > 10; HRC 48...54
80 20 4 30 СЧ. 21-40 —
40 2 14 ГОСТ 1412—70 Сталь 45 ГОСТ 1050—60 Поверхность эксцентрика
81
ТВЧ h >6; HRC 48...52
82 40 2 17 То же —
83 37 2 14 Сталь 40ХН HRC 48.54
ГОСТ 4543—71
од 14* 2,25 25 Сталь 40Х ГОСТ 4543—71 Зубцы муфты, зубья ТВЧ h
» Зубья ТВЧ hSs6,5; HRC 48...54б
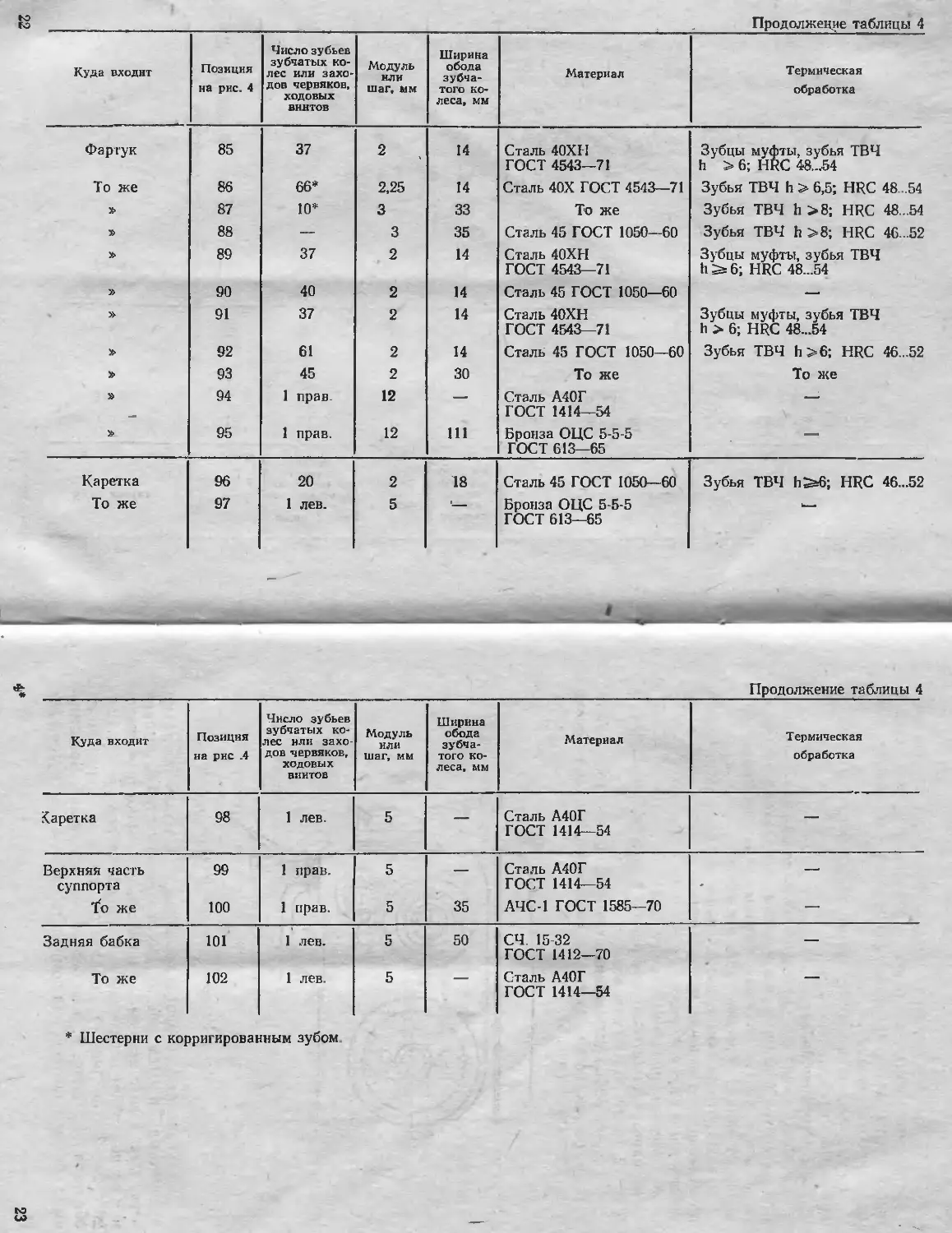
Jo _______________________________________________________________________. _______Продолжение таблицы 4
Куда входит Позиция на рис. 4 Число зубьев зубчатых ко- лес или захо- дов червяков, ходовых винтов Модуль J или шаг, мм Ширина обода зубча- того ко- леса, мм Материал Термическая обработка
Фартук 85 37 2 14 Сталь ЮХН ГОСТ 4543—71 Зубцы муфты, зубья ТВЧ h >6; HRC 48...54
То же 86 66* 2,25 14 Сталь 40Х ГОСТ 4543 -71 Зубья ТВЧ h > 6,5; HRC 48...54
87 10* 3 33 То же Зубья ТВЧ b >8; HRC 48...54
88 — 3 35 Сталь 45 ГОСТ 1050—60 Зубья ТВЧ h >8; HRC 46...52
89 37 2 14 Сталь 40ХН ГОСТ 4543—71 Зубцы муфты, зубья ТЬЧ h Ss 6; HRC 48...54
» 90 40 2 14 Сталь 45 ГОСТ 1050—60 —
91 37 2 14 Сталь 40ХН ГОСТ 4543—71 Зубцы муфты, зубья ТВЧ h > 6; HRC 48...54
92 61 2 14 Сталь 45 ГОСТ 1050—60 Зубья ТВЧ h >6; HRC 46 .52
93 45 2 30 То же То же
» 94 1 прав. 12 — Сталь А ЮГ Г^СТ 1414—54 —
95 1 прав. 12 111 Бронза ОЦС 5-5-5 ГОСТ 613—65 —
Каретка 96 20 2 18 Сталь 45 ГОСТ 1050-60 Зубья ТВЧ hSa6; HRC 46 .52
То же 97 1 лев. 5 — Бронза ОЦС 5-5-5 ГОСТ 613—65 Um
- t
& * Продолжение таблицы 4
Куда входит Позиция на рис .4 Число зубьев зубчатых ко- лес или захо- дов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубча- того ко- леса, мм Материал Термическая обработка
Каретка 98 1 лев. 5 — Сталь А40Г ГОСТ 1414 -54 —
Верхняя часть суппорта 99 1 прав 5 — Сталь А40Г ГОСТ 1414—54 —
То же 100 1 прав. 5 35 АЧС-1 ГОСТ 1585—70 —
Задняя бабка 101 1 лев. 5 50 СЧ. 15-32 ГОСТ 1412—70 —
То же 102 1 лев. 5 — Сталь А40Г ГОС Т 1414—54 —
* Шестерни с корригированным зубо!
Сзади станка на правой ножке установлен электронасос
производительностью 22 л/мин., подающий охлаждающую
жидкость из резервуара, размещенного в правой ножке, к ме-
сту обработки изделий.
В резервуар необходимо залить 26...28 литров охлаждаю-
щей жидкости;
1.3.7. Передняя бабка.
Передняя бабка служит для сообщения шпинделю различ-
ных скоростей вращения при резаньи, сверлении, нарезании
резьб и приводит в движение сменные зубчатые колеса при-
клона. Механизм передней бабки позволяет:
а) нарезать резьбы с увеличенным шагом в 4 и 16 раз,
передаточное отношение, между цепью подач и шпинделем
увеличивается в 8 и 32 раза;
б) нарезать правые и левые резьбы;
в) нарезать многозаходные резьбы с делением на 2, 3, 4, 5,
6, 10, 12, 15. 20, 30 и 60 заходов.
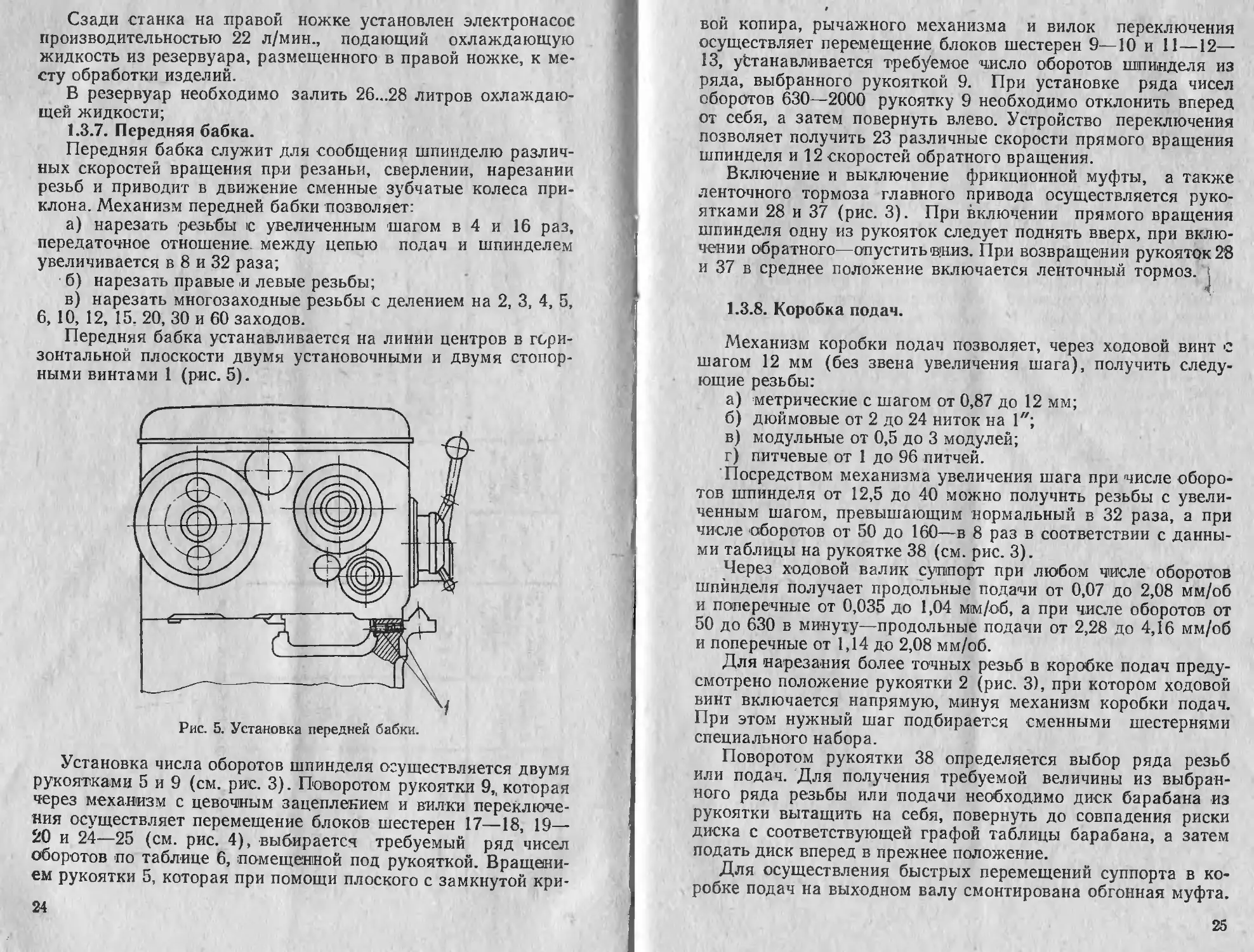
Передняя бабка устанавливается на линии центров в гори-
зонтальной плоскости двумя установочными и двумя стопор-
ными винтами 1 (рис. 5).
Рис. 5. Установка передней бабки.
Установка числа оборотов шпинделя осуществляется двумя
рукоятками 5 и 9 (см. рис. 3). Поворотом рукоятки 9,, которая
через механизм с цевочным зацеплением и вилки переключе-
ния осуществляет перемещение блоков шестерен 17—18, 19—
20 и 24—25 (см. рис. 4), выбирается требуемый ряд чисел
оборотов по таблице 6, помещенной под рукояткой. Вращени-
ем рукоятки 5, которая при помощи плоского с замкнутой кри-
24
бой копира, рычажного механизма и вилок переключения
осуществляет перемещение блоков шестерен 9—10 и 11—12—
13, устанавливается треб/емое число оборотов шпинделя из
ряда, выбранного рукояткой 9. При установке ряда чисел
оборотов 630—2000 рукоятку 9 необходимо отклонить вперед
от себя, а затем повернуть влево. Устройство переключения
позволяет получить 23 различные скорости прямого вращения
шпинделя и 12 скоростей обратного вращения.
Включение и выключение фрикционной муфты, а также
ленточного тормоза главного привода осуществляется руко-
ятками 28 и 37 (рис. 3). При включении прямого вращения
шпинделя одну из рукояток следует поднять вверх, при вклю-
чении обратного—опустить вниз. При возвращении рукояток 28
и 37 в среднее положение включается ленточный тормоз.
1.3.8. Коробка подач.
Механизм коробки подач позволяет, через ходовой винт с
шагом 12 мм (без звена увеличения шага), получить следу-
ющие резьбы:
а) метрические с шагом от 0,87 до 12 мм;
б) дюймовые от 2 до 24 ниток на 1";
в) модульные от 0,5 до 3 модулей;
г) питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при числе оборо-
тов шпинделя от 12,5 до 40 можно получить резьбы с увели-
ченным шагом, превышающим нормальный в 32 раза, а при
числе оборотов от 50 до 160—в 8 раз в соответствии с данны-
ми таблицы на рукоятке 38 (см. рис. 3).
Через ходовой валик суппорт при любом числе оборотов
шпинделя получает продольные подачи от 0,07 до 2,08 мм/об
и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от
50 до 630 в минуту—продольные подачи от 2,28 до 4,16 мм/об
и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач преду-
смотрено положение рукоятки 2 (рис. 3), при котором ходовой
винт включается напрямую, минуя механизм коробки подач.
При этом нужный шаг подбирается сменными шестернями
специального набора.
Поворотом рукоятки 38 определяется выбор ряда резьб
или подач. Для получения требуемой величины из выбран-
ного ряда резьбы или подачи необходимо диск барабана из
рукоятки вытащить на себя, повернуть до совпадения риски
диска с соответствующей графой таблицы барабана, а затем
подать диск вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в ко-
робке подач на выходном валу смонтирована обгонная муфта.
25
1.3.9. Фартук.
Фартук имеет четыре кулачковые муфты, позволяющие
осуществить прямой и обратный ход каретки и суппорта.
Управление перемещениями каретки и нижней части суппорта
осуществляется мнемонической рукояткой 16 (ом. рис. 3).
Направление включения рукоятки совпадает с направлением
перемещения суппорта. Включение быстрых перемещений
суппорта в указанных четырех направлениях осуществляется
дополнительным нажатием кнопки 15, встроенной в рукоят-
ку 16. Этим нажатием включается электродвигатель быстрых
ходов, который через клиноременную передачу сообщает дви-
жение ходовому валу.
Фартук имеет блокирующее устройство, препятствующее
одновременному включению продольной и поперечной подач
суппорта, одновременному включению ходового винта и хо-
дового валика,а также предохранительную кулачковую муф-
ту, которая срабатывает под действием усилий, возникающих
при перегрузке фартука.
„Для нарезания резьбы следует рукояткой 31 включить
гайку ходового винта и вывести из зацепления реечную ше-
стерню вытягиванием кнопки 35 на себя.
1.3.10. Суппорт.
Суппорт крестовой конструкции перемещается в продоль-
ном направлении по направляющим станины и в поперечном
по направляющим каретки.
Эти перемещения могут быть осуществлены от механиче-
ского привода на рабочей подаче, быстро, а также от руки.
Кроме того, верхняя часть суппорта, несущая на себе четы-
рехгранную резцовую головку, имеет независимое ручное
продольное перемещение по направляющим поворотной части
суппорта и может быть повернута на’угол “от —65° до ф-45°.
При повороте зажимной рукоятки И (см. рис. 3) против
часовой стрелки осуществляется разжим резцовой головки
и вывод фиксатора, а затем поворот ее в нужное положе-
ние.
Обратным вращением рукоятки резцовая головка зажима-
ется в новом зафиксированном положении. Головка имеет че-
тыре фиксированных положения и может быть также закреп-
лена в любом промежуточном положении.
При тяжелых торцовых работах необходимо винтом 12 за-
тянуть прижимную планку каретки.
На нижней части суппорта может быть установлен допол-
нительно задний резцедержатель.
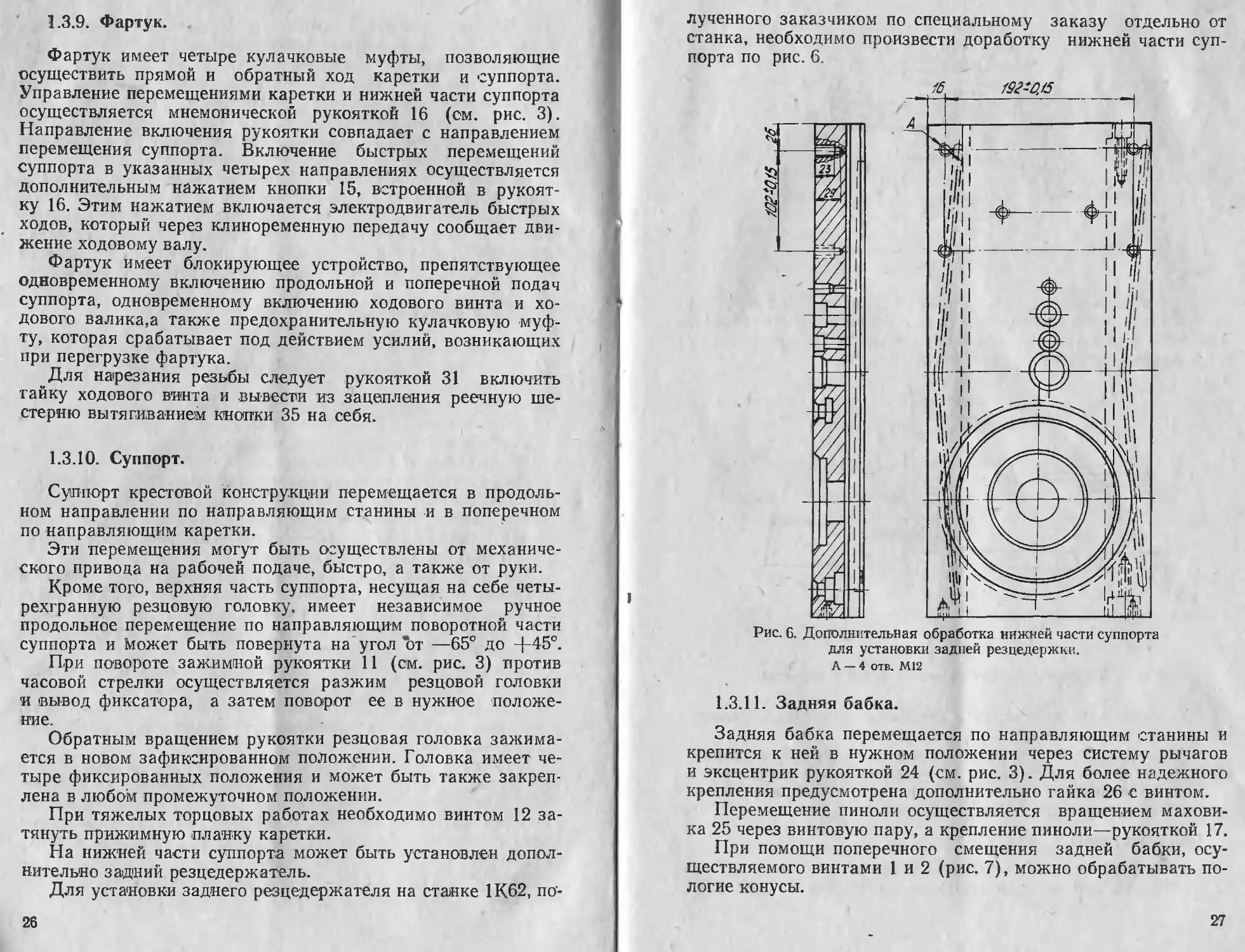
Для установки заднего резцедержателя на станке 1К62, по-
26
лученного заказчиком по специальному заказу отдельно от
станка, необходимо произвести доработку нижней части суп-
порта по рис. 6.
I
A — 4 отв. M12
1.3.11. Задняя бабка.
Задняя бабка перемещается по направляющим станины и
крепится к ней в нужном положении через систему рычагов
и эксцентрик рукояткой 24 (см. рис. 3). Для более надежного
крепления предусмотрена дополнительно гайка 26 с винтом.
Перемещение пиноли осуществляется вращением махови-
ка 25 через винтовую пару, а крепление пиноли—рукояткой 17.
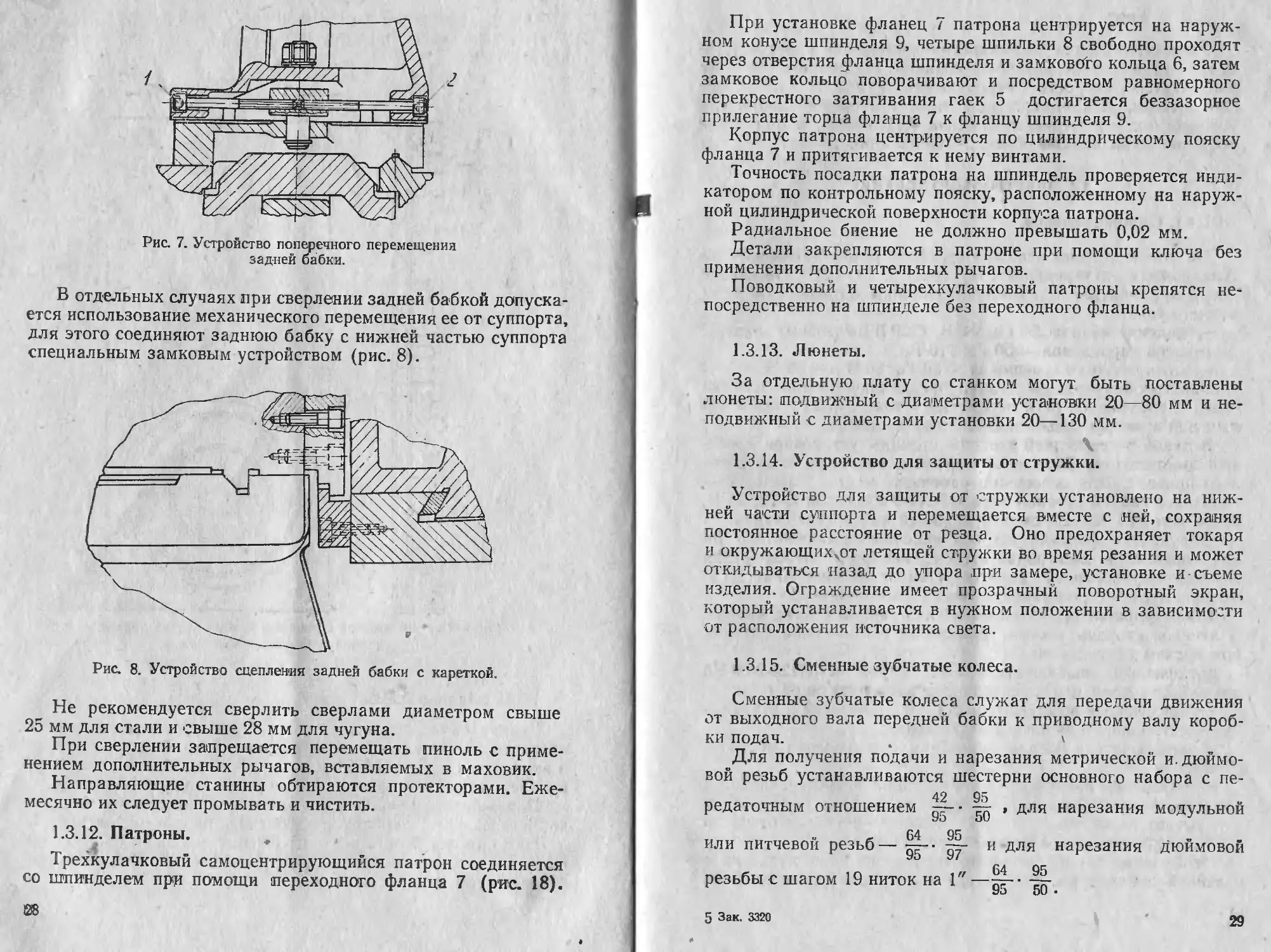
При помощи поперечного смещения задней бабки, осу-
ществляемого винтами 1 и 2 (рис. 7), можно обрабатывать по-
логие конусы.
27
Рис. 7. Устройство поперечного перемещения
задней бабки.
В отдельных случаях при сверлении задней бабкой допуска-
ется использование механического перемещения ее от суппорта,
для этого соединяют заднюю бабку с нижней частью суппорта
специальным замковым устройством (рис. 8).
Рис. 8. Устройство сцепления задней бабки с кареткой.
Не рекомендуется сверлить сверлами диаметром свыше
25 мм для стали и свыше 28 мм для чугуна.
При сверлении запрещается перемещать пиноль с приме-
нением дополнительных рычагов, вставляемых в маховик.
Направляющие станины обтираются протекторами. Еже-
месячно их следует промывать и чистить.
1.3.12. Патроны.
Трехкулачковый самоцентрирующийся патрон соединяется
со шпинделем при помощи переходного фланца 7 (рис. 18).
28
При установке фланец 7 патрона центрируется на наруж-
ном конусе шпинделя 9, четыре шпильки 8 свободно проходят
через отверстия фланца шпинделя и замкового кольца 6, затем
замковое кольцо поворачивают и посредством равномерного
перекрестного затягивания гаек 5 достигается беззазорное
прилегание торца фланца 7 к фланцу шпинделя 9.
Корпус патрона центрируется по цилиндрическому пояску
фланца 7 и притягивается к нему винтами.
Точность посадки патрона на шпиндель проверяется инди-
катором по контрольному пояску, расположенному на наруж-
ной цилиндрической поверхности корпуса патрона.
Радиальное биение не должно превышать 0,02 мм.
Детали закрепляются в патроне при помощи ключа без
применения дополнительных рычагов.
Поводковый и четырехкулачковый патроны крепятся не-
посредственно на шпинделе без переходного фланца.
1.3.13. «Люнеты.
За отдельную плату со станком могут быть поставлены
люнеты: подвижный с диаметрами установки 20—80 мм и не-
подвижный с диаметрами установки 20—130 мм.
\
1.3.14. Устройство для защиты от стружки.
Устройство для защиты от стружки установлено на ниж-
ней части суппорта и перемещается вместе с ней, сохраняя
постоянное расстояние от резца. Оно предохраняет токаря
и окружающиххот летящей стружки во время резания и может
откидываться назад до упора при замере, установке и съеме
изделия. Ограждение имеет прозрачный поворотный экран,
который устанавливается в нужном положении в зависимости
от расположения источника света.
1.3.15. Сменные зубчатые колеса.
Сменные зубчатые колеса служат для передачи движения
от выходного вала передней бабки к приводному валу короб-
ки подач. . \
Для получения подачи и нарезания метрической и. дюймо-
вой резьб устанавливаются шестерни основного набора с пе-
42 95
редаточным отношением — • , для нарезания модульной
Уо OU
„ , 64 95 . «
или питчевои резьб— —— и для нарезания дюймовой
, ш , п 64 95
резьбы с шагом 19 ниток на 1 —-zx-
Уо bU •
5 Зак. 3320
29
1.3.16. Упор.
Упор ограничения продольного перемещения каретки уста-
навливается на передней полке станины. При работе с упором
допускается скорость перемещения суппорта не более
250 мм/мин. Например, при числе оборотов шпинделя
2000 об/мин. допускается подача 8,12 мм/об., а при числе
оборотов шпинделя 580 об/мин. — 0,43 мм/об. ,
I
1.4. ЭЛЕКТРООБОРУДОВАНИЕ
1.4.1. Общие сведения.
На станке установлены три трехфазных короткозамкнутых
асинхронных электродвигателя (рис. 9, 11, 12). На станке
могут применяться следующие величины напряжений пере-
менного тока:
— силовая цепь 3—50 Гц, 380 В, (220 В то особому заказу);
— цепь управления — 50 Гц, 110 В;
— цепь местного освещения —= 50 Гц, 36 В или 24 В.
Электрооборудование станка предназначено для подклю-
чения к трехфазной сети переменного тока с глухо заземлен-
ным или изолированным нейтральным проводом.
В левой нише задней стороны станины установлен конеч-
ный выключатель В4 для ограничения холостого хода глав-
ного привода. Для освещения рабочего места имеется свет
тильник с гибкой стойкой типа СГС-1-0 с лампой С-12, 24 В,
25 Вт или МО 36—25, смонтированный на каретке станка.
В рукоятке фартука встроен конечный выключатель В5
для управления электродвигателем быстрого перемещения
каретки и суппорта. На каретке установлена кнопочная стан-
ция для пуска «1» и остановка «®» главного привода.
Шкаф управления установлен за станиной станка справа.
С лицевой стороны шкафа управления установлены следую-
щие органы управления:
трехфазный выключатель В1 серии 1ЖП25-2-38-УЗ
для подключения и отключения станка к питающей сети;
— трехфазный выключатель В2 для включения и отключе-
ния электродвигателя насоса охлаждения;
— выключатель ВЗ для включения и отключения местного
освещения;
— указатель нагрузки А, измеряющий нагрузку главного
привода, имеет 3 шкалы: две белых и черную. Белая слева
показывает недогрузку станка, черная — нагрузку от 85 до
100%, белая справа показывает перегрузку.
Необходимо периодически проверять состояние пусковой и
релейной аппаратуры. Все детали электроаппаратов должны
ВО
быть очищены от выли и грязи. При образовании на контактах
нагара последний должен быть удален при помощи бархат-
ного напильника или стеклянной бумаги. Во избежание появ-
ления ржавчины поверхности стыка сердечника с якорем
пускателя нужно периодически смазывать машинным маслом
с последующим обязательным протиранием сухой тряпкой (для
предохранения от прилипания якоря к сердечнику).
При осмотрах релейной аппаратуры особое внимание сле-
дует обращать на надежность размыкания и замыкания кон-
тактных мостиков. Профилактический осмотр релейной и
пусковой аппаратуры необходимо проводить не реже одного
раза в шесть месяцев, а также после каждого отключения
при коротком замыкании, в том числе и повторном.
При осмотре нужно очистить (выключатель от копоти и
нагара металла, проверить затяжку винтов, целостность
пружин и состояние контактов.
Во время эксплуатации электродвигателей систематически
проводить технические осмотры и профилактические ремонты.
Периодичность технических осмотров производится в зависи-
мости от производственных условий, но не реже одного раза
в два месяца.
При технических осмотрах проверяется состояние вводных
проводов обмотки статора, производится очистка двигателей
от загрязнения, контролируется надежность заземления и
соединение вала с приводным механизмом.
Периодичность профилактических ремонтов устанавлива-
ется в зависимости от производственных условий, но не реже
одного раза в год. При ,профилактических ремонтах следует
разобрать электродвигатель, очистить внутри и снаружи и за-
менить смазку подшипников. Заменять смазку подшипников,
при нормальных условиях работы, следует через 4000 часов
работы, но при работе электродвигателя в пыльной и влаж-
ной среде следует заменять чаще.
Перед набивкой свежей смазки подшипники должны быть
тщательно промыты бензином. Камеру заполнить смазкой на
2/з ее объема. Рекомендуемая смазка подшипников приведена
в таблице 5.
1.4.2. Первоначальный пуск.
До подключения станка к цеховой сети необходимо изме-
рить сопротивления в системе заземления. Электродвигатели,
шкаф управления, клеммная коробка, каретка и станина
должны быть надежно заземлены.
Электрическое сопротивление, измеренное между винтом
заземления и любой металлической частью станка, которая
может оказаться под напряжением в результате пробоя изо-
ляции, не должно превышать 0,10 Ом.
5*
SI
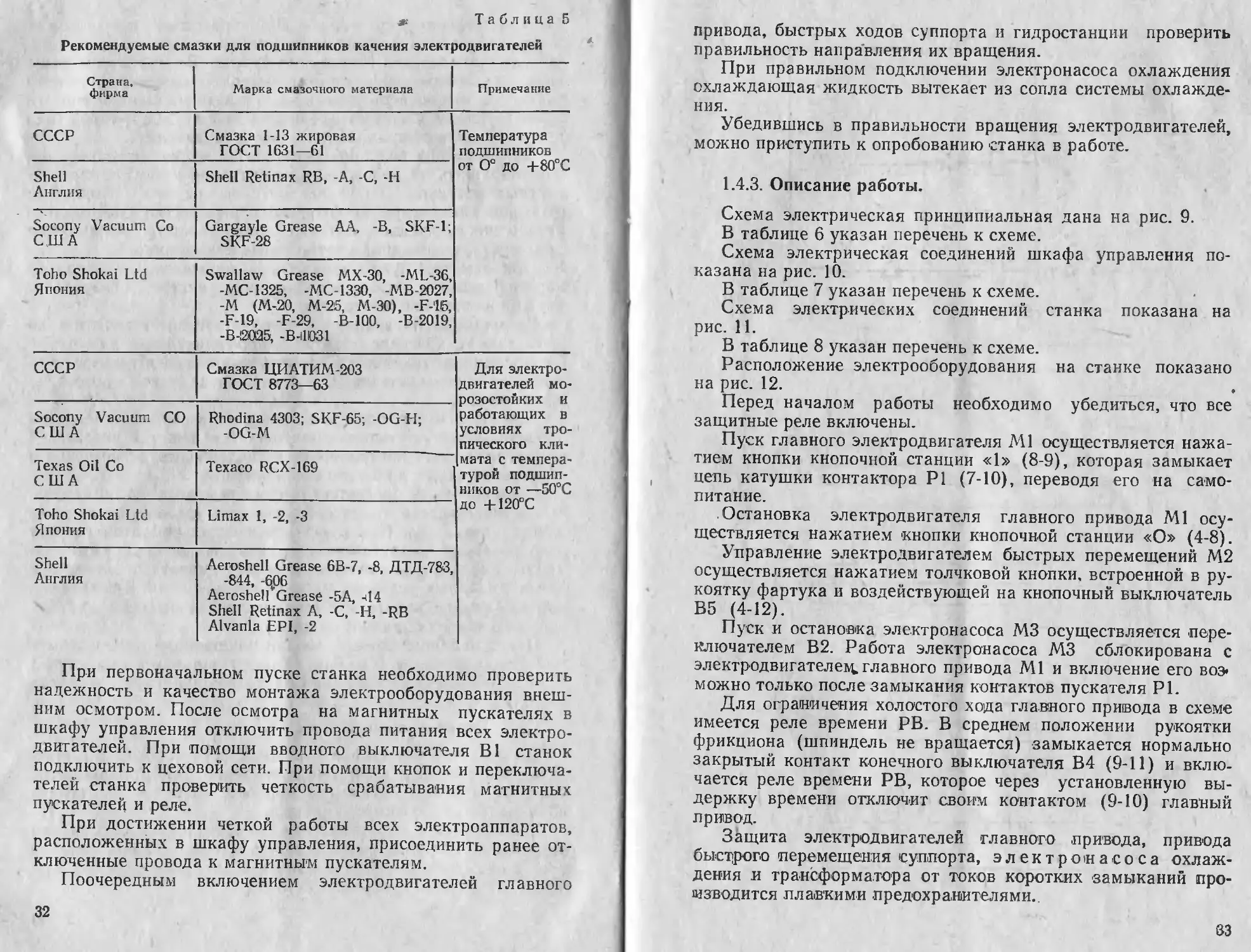
Таблица 5
Рекомендуемые смазки для подшипников качения электродвигателей
Страна, фирма Марка смазочного материала Примечание
СССР Смазка 1-13 жировая ГОСТ 1631—61 Температура подшипников от 0° до +80°С
Shell Англия Shell Retina х RB, -А, -С, -Н
Socony Vacuum Со США Gargayle Grease АА, -В, SKF-1; SKF-28
Toho Shokai Ltd Япония Swallaw Grease МХ-30, -ML-36, -МС-1325, -МС-1330, -МВ-2027, -М (М-20, М-26, М-30), -F-16, -F-19, -F-29, В-100, -В-2019, -В-2025, -В-ИЮ31
СССР Смазка ЦИАТИМ-203 ГОСТ 8773—63 Для электро- двигателей мо- розостойких и работающих в условиях тро- пического кли- мата с темпера- турой подшип- ников от —50°С до +120°С
Socony Vacuum СО США Rhodina 4303; SKF-65; -OG-H; -OG-M
Texas Oil Со США Texaco RCX-169
Toho Shokai Ltd Япония Limax 1, -2, -3
Shell Англия Aeroshell Grease 6B-7, -8, ДТД-783 -844, -6,06 Aeroshell Grease -5A, -d4 Shell Retinax A, -С, -H, -RB Alvanla EPI, -2
При первоначальном пуске станка необходимо проверить
надежность и качество монтажа электрооборудования внеш-
ним осмотром. После осмотра на магнитных пускателях в
шкафу управления отключить провода питания всех электро-
двигателей. При помощи вводного выключателя В1 станок
подключить к цеховой сети. При помощи кнопок и переключа-
телей станка проверить четкость срабатывания магнитных
пускателей и реле.
При достижении четкой работы всех электроаппаратов,
расположенных в шкафу управления, присоединить ранее от-
ключенные провода к магнитным пускателям.
Поочередным включением электродвигателей главного
32
привода, быстрых ходов суппорта и гидростанции проверить
правильность направления их вращения.
При правильном подключении электронасоса охлаждения
охлаждающая жидкость вытекает из сопла системы охлажде-
ния.
Убедившись в правильности вращения электродвигателей,
можно приступить к опробованию станка в работе.
1.4.3. Описание работы.
Схема электрическая принципиальная дана на рис. 9.
В таблице 6 указан перечень к схеме.
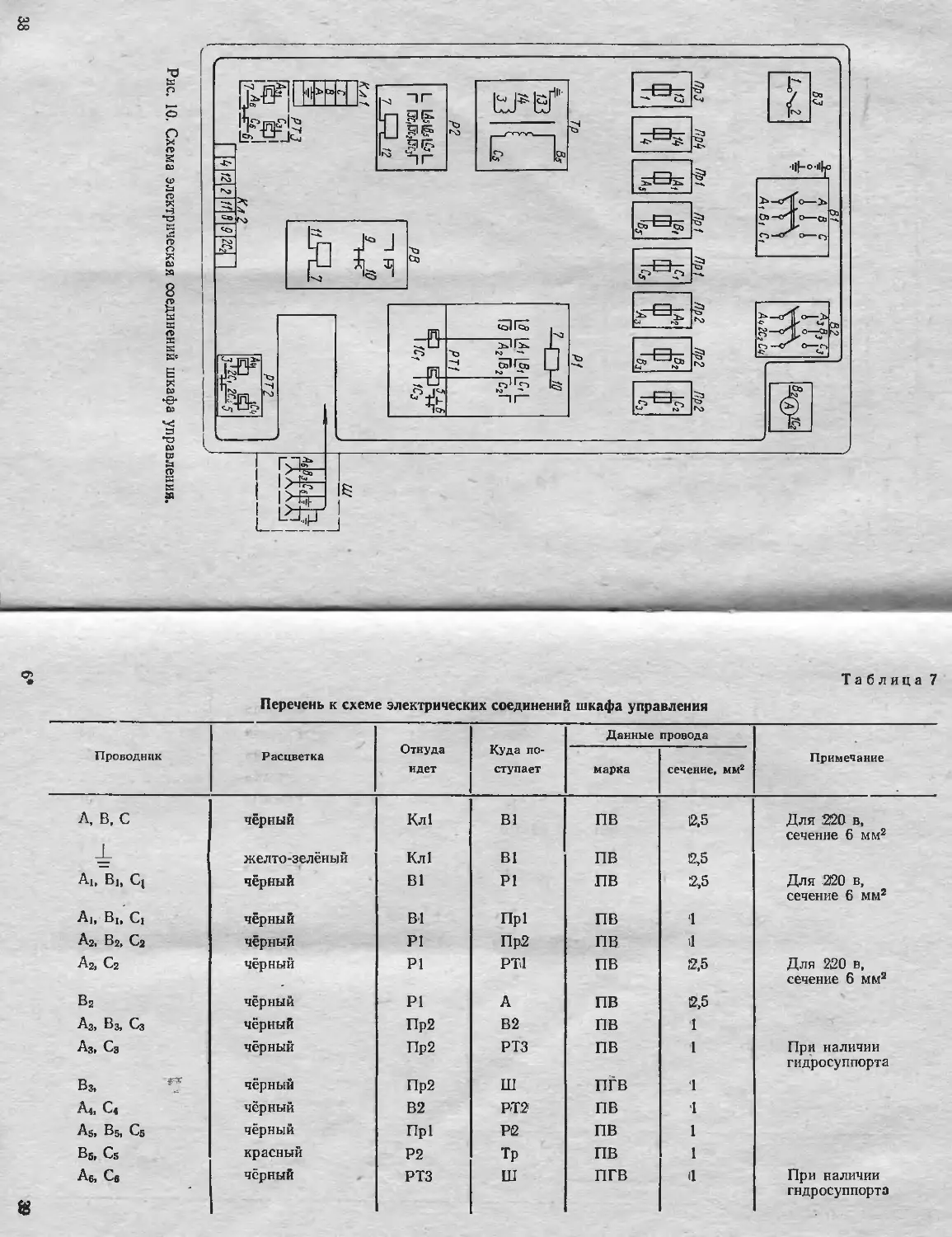
Схема электрическая соединений шкафа управления по-
казана на рис. 10.
В таблице 7 указан перечень к схеме.
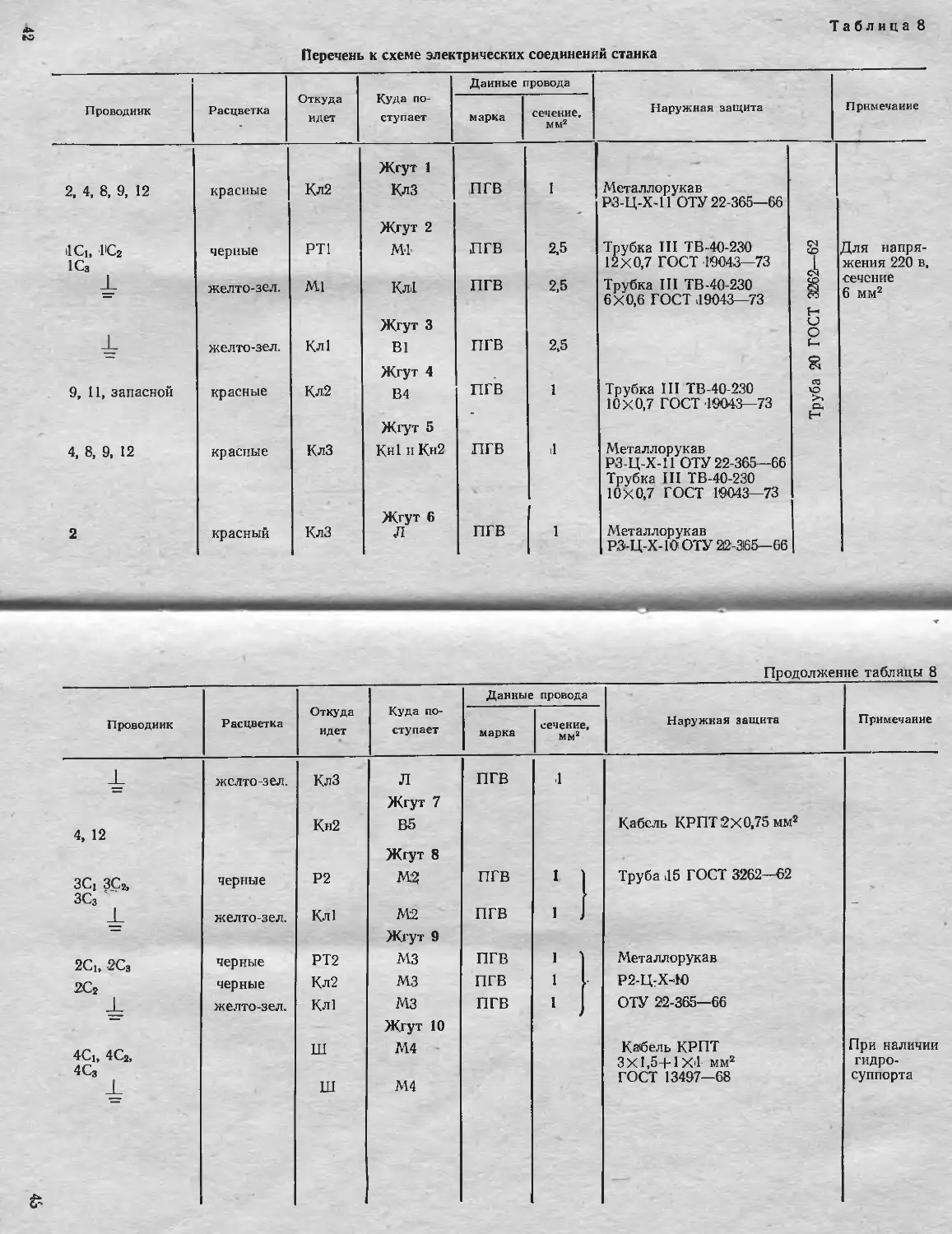
Схема электрических соединений станка показана на
рис. 11.
В таблице 8 указан перечень к схеме.
Расположение электрооборудования на станке показано
на рис. 12.
Перед началом работы необходимо убедиться, что все
защитные реле включены.
Пуск главного электродвигателя Ml осуществляется нажа-
тием кнопки кнопочной станции «1» (8-9), которая замыкает
цепь катушки контактора Р1 (7-10), переводя его на само-
питание.
Остановка электродвигателя главного привода Ml осу-
ществляется нажатием кнопки кнопочной станции «О» (4-8).
Управление электродвигателем быстрых перемещений М2
осуществляется нажатием толчковой кнопки, встроенной в ру-
коятку фартука и воздействующей на кнопочный выключатель
В5 (4-12).
Пуск и остановка электронасоса М3 осуществляется пере-
ключателем В2. Работа электронасоса М3 сблокирована с
электродвигателе^ главного привода Ml и включение его воз»
можно только после замыкания контактов пускателя Р1.
Для ограничения холостого хода главного привода в схеме
имеется реле времени РВ. В среднем положении рукоятки
фрикциона (шпиндель не вращается) замыкается нормально
закрытый контакт конечного выключателя В4 (9-11) и вклю-
чается реле времени РВ, которое через установленную вы-
держку времени отключит своим контактом (9-10) главный
привод.
Защита электродвигателей главного привода, привода
быстрого перемещения суппорта, электронасоса охлаж-
дения и трансформатора от токов коротких замыканий про-
изводится плавкими предохранителями..
33
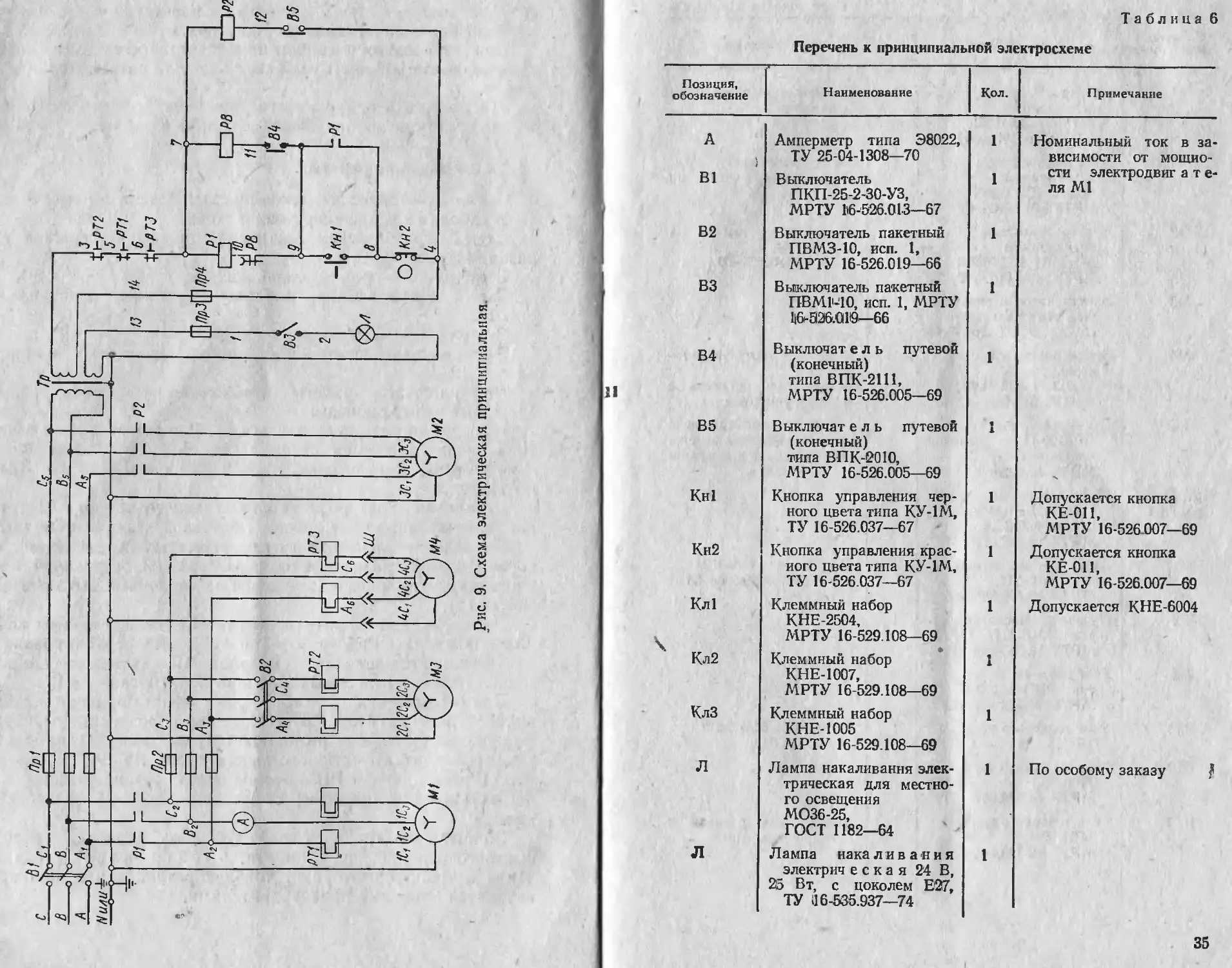
Рис. 9. Схема электрическая принципиальная.
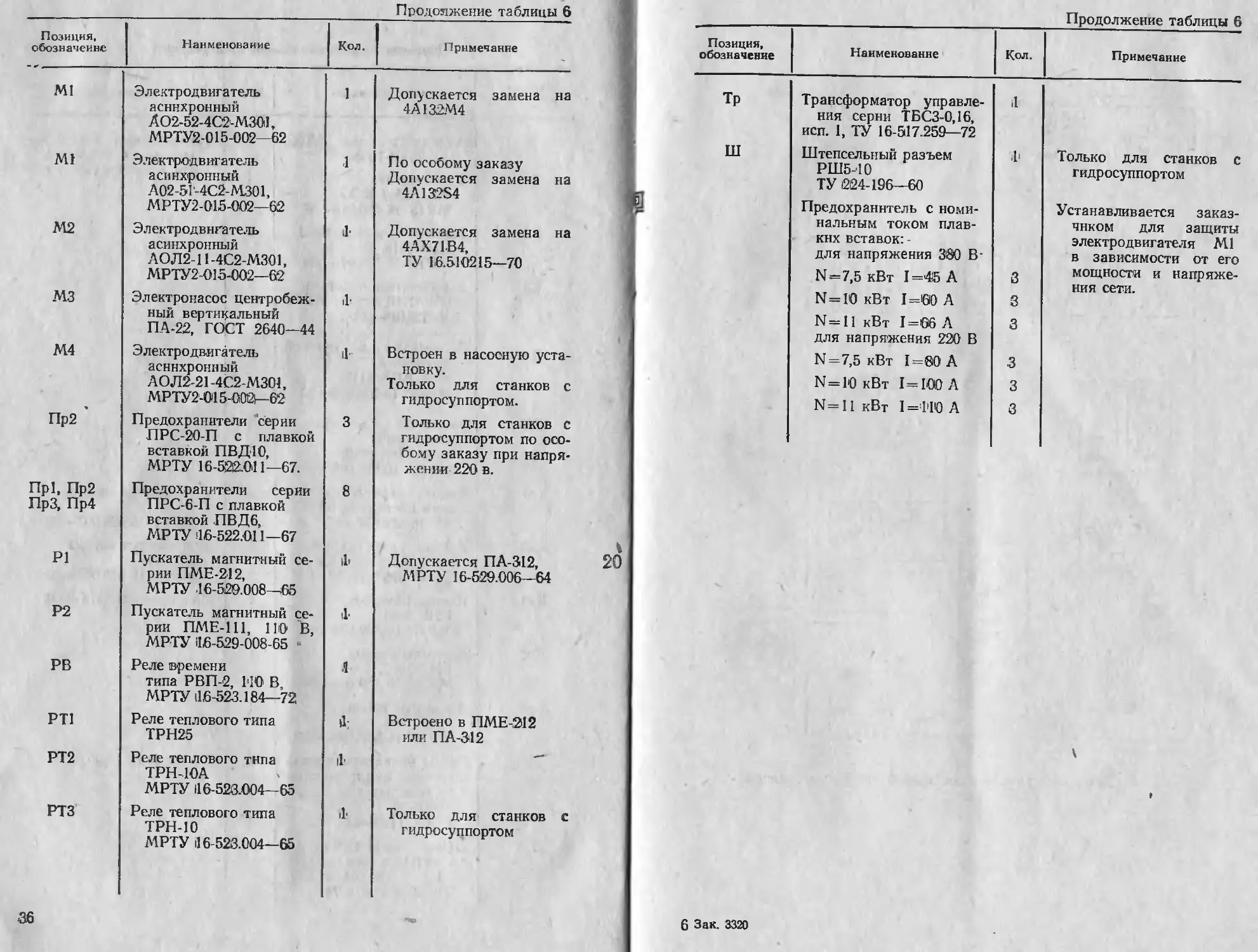
Таблица 6
Перечень к принципиальной электросхеме
Позиция, обозначение Наименование Кол. Примечание
А Амперметр типа Э8022, ТУ 25-04-1308—70 1 Номинальный ток в за- висимости от мощно-
В1 Выключатель ПКП-25-2-ЗО-УЗ, МРТУ И6-526.013—67 1 сти электродвиг а т е- ля Ml
В2 Выключатель пакетный ПВМЗ-10, исп. 1, МРТУ 16-526.019—66 1
ВЗ Выключатель пакетный ПВММО, исп. 1, МРТУ 116-336.0119—66 1
В4 Выключат ель путевой (конечный) типа ВПК-2111, МРТУ 16-526.005—69 1
В5 Выключат ель путевой (конечный) типа ВПК-20Ю, МРТУ 16-526.005—69 1
Кн1 Кнопка управления чер- ного цвета типа КУ-1М, ТУ 16-526.037—67 1 Допускается кнопка КЕ-011, МРТУ 16-526 007—69
Кн2 Кнопка управления крас- ного цвета типа КУ-1М, ТУ 16-526.037—67 1 Допускается кнопка КЕ-011, МРТУ 16-526.007—69
Кл1 Клеммный набор КНЕ-2504, МРТУ 16-529.108—69 1 Допускается КНЕ-6004
Кл2 Клеммный набор КНЕ-1007, МРТУ 16-529.108—69 1
КлЗ Клеммный набор КНЕ-1005 МРТУ 16-529.108—69 1
Л Лампа накаливания элек- трическая для местно- го освещения МО36-25, ГОСТ 1182—64 1 По особому заказу ?
Л Лампа накаливания 1
электрич е с к а я 24 В, 25 Вт, с цоколем Е27, ТУ d 6-535.937—74
35
Продолжение таблицы 6
Позиция, обозначение Наименование Кол. Примечание
Ml Электродвигатель асинхронный АО2-52-4С2-М301, МРТУ2-015-002—62 1 Допускается замена на 4AI32M4
Ml Электродвигатель асинхронный А02-5Г-4С2-М301, МРТУ2-015-002—62 .1 По особому заказу Допускается замена на 4A132S4
М2 Электродвигатель асинхронный ЛОЛ2-11-4С2-М301, МРТУ2-015-002—62 11 Допускается замена на 4АХ71В4, ТУ 16.510215—70
М3 Электронасос центробеж- ный вертикальный ПА-22, ГОСТ 2640—44 ,1-
М4 Электродвигатель асинхронный ЛОЛ2-21-4С2-М301, МРТУ2-015-000-62 11 Встроен в насосную уста- новку. Только для станков с гидросуппортом.
Пр2 Предохранители серии ПРС-20-П с плавкой вставкой ПВД40, МРТУ 16-502.011— 67. 3 Только для станков с гидросуппортом по осо- бому заказу при напря- жении 220 в.
Пр1, Пр2 ПрЗ, Пр4 Предохранители серии ПРС-6-П с плавкой вставкой ПВД6, МРТУ 46-522.011—67 8
Р1 Пускатель магнитный се- рии ПМЕ-212, МРТУ .16-529.008—65 i Допускается ПА-312, МРТУ 16-629.006—64
Р2 Пускатель магнитный се- рии ПМЕ-111, 110 В, МРТУ 16-529-008-65 а
РВ Реле времени типа РВП-2, 1'10 В МРТУ 116-523.184—72 .1
РТ1 Реле теплового типа ТРН25 >1; Встроено в ПМЕ-212 или ПА-312
РТ2 Реле теплового типа ТРН-10А МРТУ 116-523.004—65 il
РТЗ Реле теплового типа ТРИ-10 МРТУ 116-523.004—65 ,1 Только для станков с гидросуппортом
36
Продолжение таблицы 6
Позиция, обозначение Наименование Кол. Примечание
Тр Трансформатор управле- ния серии ТБСЗ-0,16, исп. 1, ТУ 16-517.259—72 <1
ш Штепсельный разъем РШ5-10 ТУ 024-196-60 .1' Только для станков с гидросуппортом
Предохранитель с номи- нальным током плав- ких вставок: - для напряжения 380 В- N=7,5 кВт 1=45 А N=I0 кВт 1=60 А 3 3 Устанавливается заказ- чиком для защиты электродвигателя Ml в зависимости от его мощности и напряже- ния сети.
N = 11 кВт I =66 А для напряжения 220 В 3
N=7,5 кВт 1=80 А .3
N = 10 кВт 1 = 10(0 А 3
N=11kBt 1 = 1'10 А 3
6 Зак. 3320
a
£й
и
8
a
a
n
a
a
a®
E
a
Таблица 7
Перечень к схеме электрических соединений шкафа управления
Проводник Расцветка Откуда идет Куда по- ступает Данные провода Примечание
марка сечение, мм2
Л, в, с чёрный Кл1 В1 пв 12.5 Для 220 в., сечение 6 мм2
нН желто-зелёный Кл1 В1 пв 2,5
A], Bi, С, чёрный В1 Р1 пв 2,5 Для 220 в, сечение 6 мм2
Ai, Вь Ci чёрный В1 Пр1 пв 1
Аг, Вг, Сг чёрный Р1 Пр2 пв 11
Aj, Сг чёрный Р1 РТ1 пв 2,5 Для 220 в, сечение 6 мм2
Вг чёрный Р1 А пв 2,5
Аз, Вз, С3 чёрный Пр2 В2 пв 1
Аз, Сз чёрный Пр2 РТЗ пв 1 При наличии гидросуппорта
Вз, Т чёрный Пр2 Ш ПГВ 1
А1, С, чёрный В2 РТ2 пв 1
Аз, Вз, Сз чёрный Пр1 Р2 пв 1
Вз, Сз красный Р2 Тр пв 1
8 Аз, Се черный РТЗ Ш ПГВ И При наличии гндросуппортз
ft Продолжение таблицы 7
Проводник Расцветка Откуда идет Куда по- ступает Данные провода Примечание
марка сечеине, мм2
± желто-зелёный Кл1 B.I пв 2,5 Заземление панели
2C2 чёрный В2 Кл2 пв 1
± желто-зеленый Кл1 Ш пгв 1 При наличии
гидросуппорта
красный ПрЗ ВЗ пв 1
2 красный Кл2 ВЗ пв 1
3 красный Тр РТ2. пв 1
4 красный Пр4 Кл2 пв 1
5 красный РТ2 РТ1 пв 1
6 красный РТ1 РТЗ пв •1 При наличии гидросуппорта
7 красный РТЗ Pl, РВ, Р2 пв •1
8 красный Кл2 Р1 пв •1
9 красный Кл2 РВ, Р1 пв .1
10 красный РВ Р1 пв 1
11 красный Кл2 РВ пв 1
12 красный Кл2 Р2 пв 1
113 красный Тр ПрЗ пв 1 -
14 Красный Тр Пр4 пв 1
Таблица 8
Перечень к схеме электрических соединений станка
Проводник Расцветка Откуда идет Куда по- ступает Данные провода Наружная защита Примечание
марка сечение, мм2
2, 4, 8, 9, 12 1С1, 1С2 красные черные Кл2 РТ1 Жгут 1 КлЗ Жгут 2 Ml- ПГВ ПГВ 1 2,5 Металлорукав РЗ-Ц-Х-11 ОТУ 22-365—66 Трубка III ТВ-40-230 g Для напря-
1С3 ± желто-зел. Ml Кл1. ПГВ 2,5 12x0,7 ГОСТ 19043—73 Д Трубка III ТВ-40-230 g жени я 220 в. сечение
± 9, 11, запасной желто-зел. красные Кл1 Кл2 Жгут 3 В1 Жгут 4 В4 ПГВ ПГВ 2,5 1 6X0,6 ГОСТ .19043—73 й о О 8 Трубка III ТВ-40-230 ю о мм
4, 8, 9, 12 2 красные красный КлЗ КлЗ Жгут 5 Кн1 и Кн2 Жгут 6 Л ПГВ ПГВ il 1 10 X 0,7 ГОСТ 19043—73 £ Металлорукав РЗ-Ц-Х-11 ОТУ 22-365—66 Трубка III ТВ-40-230 10X0,7 ГОСТ 19043—73 Металлорукав РЗ-Ц-Х-Ю ОТУ 22-3165—66
Продолжение таблицы 8
Проводник Расцветка Откуда идет Куда по- ступает Данные провода Наружная защита Примечание
марка сечение, мм2
± 4, 12 ЗС( ЗС2, ЗС3 ' 2С], 2Сз 2С2 JL 4Ci, 4С2, 4С3 ± £ желто-зел. черные желто-зел. черные черные желто-зел. КлЗ Кн2 Р2 Кл1 РТ2 Кл2 Кл1 Ш Ш л Жгут 7 В5 Жгут 8 М2 М2 Жгут 9 М3 М3 М3 Жгут 10 М4 М4 ПГВ ПГВ ПГВ ПГВ ПГВ ПГВ 1 1 I 1 J I 1 1 Кабель КРПТ 2X0,75 мм2 Труба .15 ГОСТ 3262—62 Металлорукав Р2-Ц-Х-10 ОТУ 2'2-365—66 Кабель КРПТ ЗХ 1,5+1 Х4 мм2 ГОСТ 13497—68 При наличии гидро- суппорта
Защита электродвигателей (кроме электродвигателя
быстрого перемещения М2) от длительных перегрузок осу-
ществл яется тепловым реле.
Нулевая защита электросхемы станка, предохраняющая от
самопроизвольного включения электропривода при восстанов-
лении подачи электроэнергии после внезапного ее о гключения,
осуществляется катушками магнитных пускателей.
1.4.4. Указания по монтажу и эксплуатации.
При установке станок должен быть надежно заземлен и
подключен к общей .системе заземления.
Ввод проводов в шкаф управления выполняется снизу че-
рез отверстие.
Ввод должен быть осуществлен проводом марки ПГВ сече-
нием 6 мм2 для напряжения сети 220 В и сечением 4 мм2 для
всех других напряжений; черного цвета для линейных и зеле-
но-желтого цвета для заземления.
Гидроагрегат заземляется отдельно при помощи болта за-
земления, расположенного на верхней крышке торца гидро-
агрегата.
ВНИМАНИЕ! При системе энергопитания с изолирован-
ным нейтральным проводом снять перемычку между клем-
мой на вводном выключателе и винтом заземления панели.
1.5. СИСТЕМА СМАЗКИ.
1.5.1. Схема смазки принципиальная приведена на рис. 13.
В таблицах 9 и 10 указан перечено элементов системы и
точек смазки.
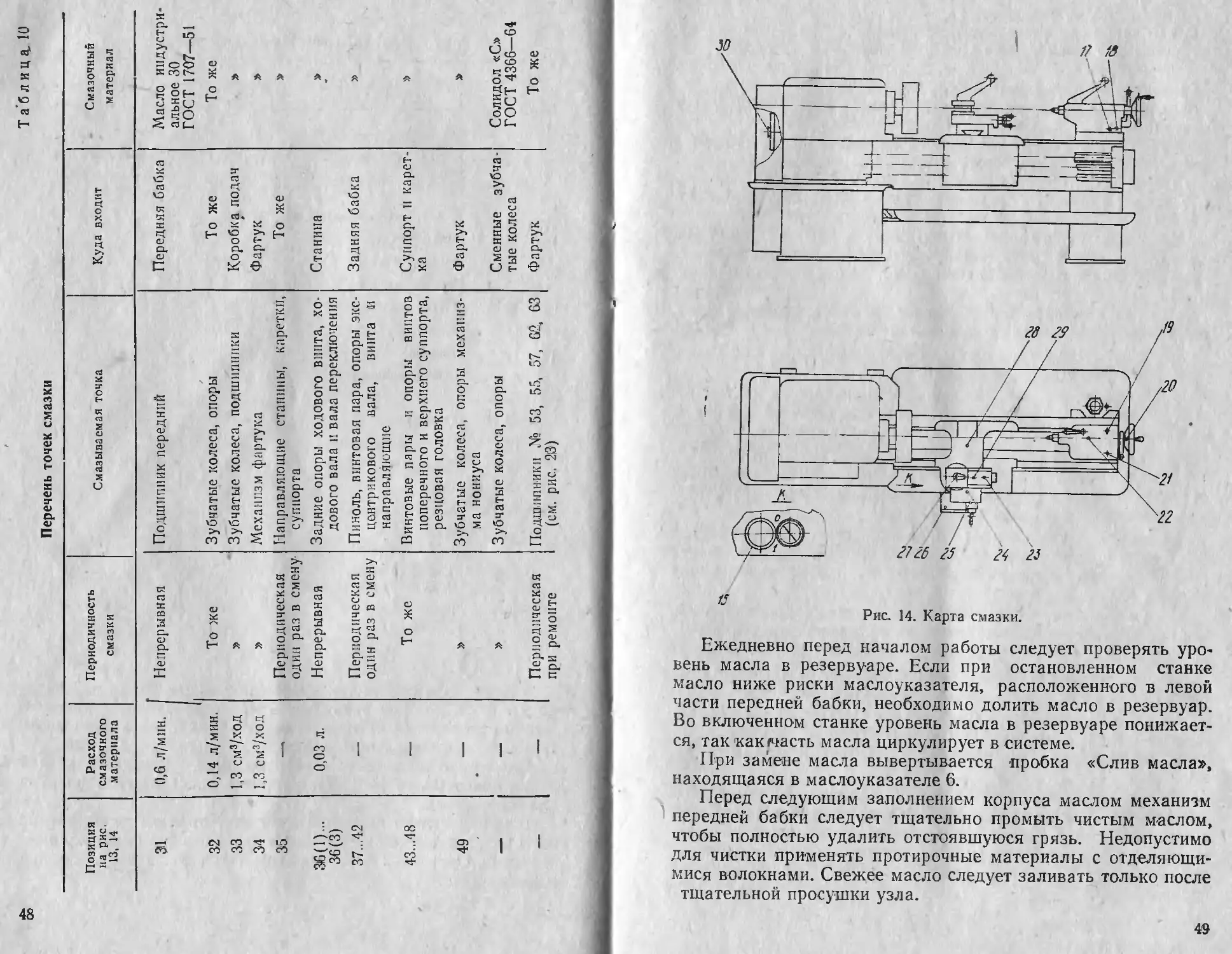
Карта смазки с указанием мест расположения масленок
показана на рис. 14.
1.5 2. Описание работы.
Для смазки передней бабки применяется циркуляционная
система смазки передней бабки.
Эта система включает в себя резервуар 1, плунжерный
насос 2, пластинчатый фильтр 3, распределительную ванну 4.
Насос системы приводится в действие от эксцентрика,
установленного на фрикционном валу.
Подаваемое насосом масло проходит через фильтр и посту-
пает на смазку переднего подшипника шпинделя, в распреде-
лительную ванну для смазки механизма передней бабки.
Пройдя через смазываемые части масчо собирается на дне
передней бабки.
Контроль за подачей смазки и ее уровнем в передней бабке
осуществляется визуально при помощи маслоуказателей 5 и 6.
7 Зак. 3320
45
Рис. 13. Система смазки принципиальная.
Таблица 9
Перечень элементов системы смазки
Позиция на рнс. 13, 14 Наименование Кол-во Примечание
1 Резервуар 1 V=5 л.
2 Насос плунжерный 1 Q=2 л,'мин.
3 Фильтр пластинчатый 1 Q=5 л/мин; 6 = 120 мкм
4 Банна распределительная * 1
5 Маслоуказатель 1
6 Маслоуказатель 1
7 Резервуар 1 У=0,7л.
8 Насос плунжерный 1 Q=l,3 см3/ход
9 Коллектор 1
10 Глазок 1
11(1) Маслоуказатель 2 1
11(2)
12 Резервуар 1 V=l,5 л.
13 Насос плунжерный 1 Q=l,3 см3/хсд
14 Коллектор 1
15 Кран .1
.16 Ванна для фителей 1
17...29 Масленка V-2 ГОСТ 1,303—56 12
30 Масленка колпачковая IV-B-1I2 ГОСТ 1300—56 Г
31...49 Точки смазки 20 см. табл. 10
Тонкая струйка масла, указывающая на нормальную ра-
боту насоса, должна появиться в маслоуказателе 5, располо-
женном на верхней крышке передней бабки, через одну мину-
ту*после первоначального включения станка.
Следует периодически через отверстие в крышке передней
бабки повертывать 2—3 раза рукоятку пластического фильтра
для его очистки. »
В новом станке целесообразно чистить фильтр ежедневно
один раз, а в дальнейшем достаточно производить чистку еже-
недельно. Отстойник резервуара фильтра чистить при каждой
замене масла.
7*
47
48
15
Рис. 14. Карта смазки.
Ежедневно перед началом работы следует проверять уро-
вень масла в резервуаре. Если при остановленном станке
масло ниже риски маслоуказателя, расположенного в левой
части передней бабки, необходимо долить масло в резервуар.
Во включенном станке уровень масла в резервуаре понижает-
ся, так как масть масла циркулирует в системе.
При замене масла вывертывается пробка «Слив масла»,
находящаяся в маслоуказателе 6.
Перед следующим заполнением корпуса маслом механизм
передней бабки следует тщательно промыть чистым маслом,
чтобы полностью удалить отстоявшуюся грязь. Недопустимо
для чистки применять протирочные материалы с отделяющи-
мися волокнами. Свежее масло следует заливать только после
тщательной просушки узла.
49
В циркуляционную систему смазки коробки подач входят:
резервуар 7, плунжерный насос 8, коллектор 9.
Плунжерный насос приводится в действие от эксцентрика,
расположенного на верхнем валу коробки подач.
Подаваемое насосом масло поступает в коллектор 9, где
распределяется для смазки деталей коробки подач.
Контроль за подачей смазки и ее уровнем осуществляется
через глазок 10 и маслоуказатель 11 (1).
Залив масла производится в коллектор 9. Пробка для сли-
ва масла находится в нижней стенке корпуса коробки по-
дач.
В циркуляционную проточную систему смазки фартука,
направляющих станины, каретки и суппорта входят: резер-
вуар 12, плунжерный насос 13, распределительный коллек-
тор 14, кран 15.
Плунжерный насос приводится в действие от эксцентрика,
расположенного на валу червячной шестерни.
Включение подачи масла на направляющие станины и
суппорта производится краном 15.
Рекомендуется в начале смены поставить кран в положение
«1» (открыто) и два-три раза прогнать каретку по станине и
нижнюю часть суппорта по каретке на быстром ходу. После
этого кран следует вернуть в положение «О» (закрыто).
ВНИМАНИЕ! Если во время работы станка кран будет
оставлен в положении «1», то все масло из резервуара фарту-
ка в течение смены будет выкачено.
Заливать масло следует через отверстие, находящееся в
левой стенке фартука и закрываемое пробкой. В левой части
нижней крышки фартука расположена пробка для слива
масла.
Кроме того, смазка деталей производится разбрызгиванием,
что обеспечивается наличием смазки в картере фартука, а уро-
вень смазки контролируется маслоуказателем 11 (2).
Для задних опор ходового винта, ходового вала и вала пе-
реключения применяется фитильная смазка.
Система смазки этих частей станка включает в себя ван-
ночку 16, расположенную под крышкой, через которую зали-
вают масло. Масло по фитилям поступает к точкам смаз-
ки. .
Смазка пиноли, винтовой пары, подшипника, опор экс-
центрикового вала, направляющих задней бабки, а также вин-
товых пар и опор винтов поперечного и верхнего суппорта,
механизма резцовой головки, механизма нониуса фартука
осуществляется через масленки 17...28 при помощи шприца
периодически.
.50
Смазка -осей сменных зубчатых колес осуществляется перио-
дически с помощью колпачковой масленки 29 густой смазкой.
В подшипниках фартука густая смазка заменяется при ремон-
тах.
Смазка ходового винта осуществляется периодически
при помощи ручной масленки при включенной гайке ходового
винта.
1.5.3. Указания по монтажу и эксплуатации систем смазки.
Перед пуском станка необходимо:
— заполнить резервуар 1 маслом индустриальное 30 в ко-
личестве 5 л. Контролировать уровень по маслоуказателю 6;
— заполнить резервуар коробки подач маслом индустри-
альное 30 в количестве 0,7 л. Контролировать уровень по мас-
лоуказателю 11 (1);
— заполнить резервуар фартука маслом индустриальное
30 з количестве 1,5 л. Контролировать уровень по маслоуказа-
телю 11 (2);
— заполнить ванночку 16 маслом индустриальное 30 в ко-
личестве 0,03 л;
— смазать маслом индустриальное 30 в точках- смазки
31. ..49;
— набить густую смазку в колпачковую масленку 29;
— колпачковую масленку после заполнения повернуть на
1,5...2 оборота.
При работе станка контролировать:
— уровень масла по маслоуказателя.ч 6, 11 (1), 11 (2) на-
личие масла в маслоуказателе 5, 7.
Заменять масло:
'— в рё зрвуарах 1; 6; 9 — первый раз через 10 дней, вто-
рой раз через 20 дней, затем через каждые 40 дней работы
^ctchkel Доливать по мере необходимости.
Рекомендуется заменять масло непосредственно после
выключения станка, когда все частицы износа и пыль нахо-
дятся во взвешенном состоянии и удаляются вместе с отрабо-
танным маслом.
Заливать масло в резервуар смазки ходового винта, ходо-
вого вала, вала переключения — ежедневно.
Каретку и поперечные салазки, верхние салазки суппорта
и опоры винта каретки—один раз в смену, сменные зубчатые
колеса смазывать вручную, один раз в смену.
1. 5. 4. Перечень возможных нарушений в работе системы
смазки указан в табл. 11.
1.5.5. Перечень применяемых смазочных материалов и их
аналогов указан в табл. 12.
51
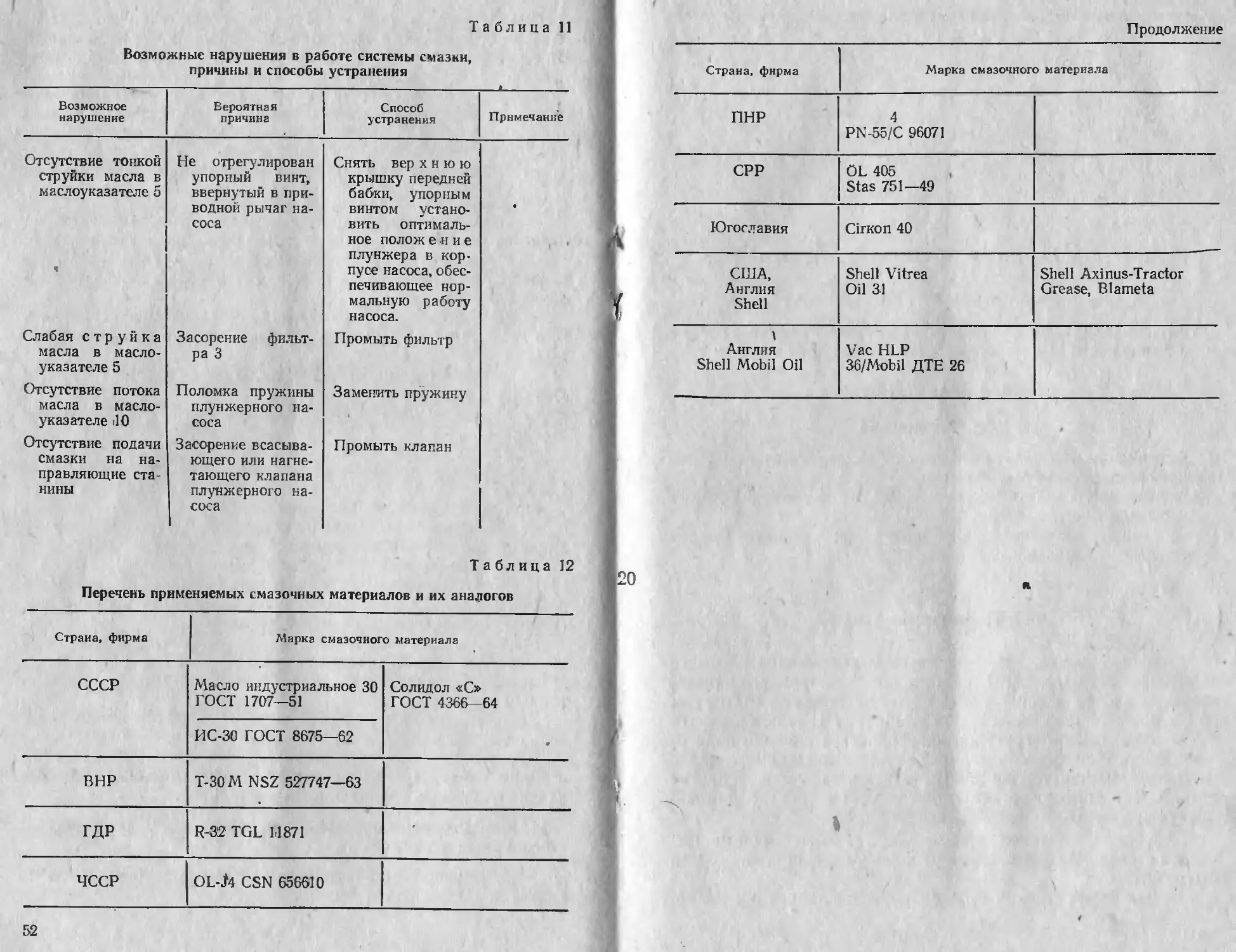
Таблица 11
Возможные нарушения в работе системы смазки,
причины и способы устранения
Возможное нарушение Вероятная причина Способ устранения i Примечание
Отсутствие тонкой Не отрегулирован Снять вер х н ю ю
струйки масла в упорный винт, крышку передней
маслоуказателе 5 ввернутый в при- бабки, упорным
водной рычаг на- соса винтом устано- вить оптималь- ное поло ж еяие плунжера в кор- пусе насоса, обес- печивающее нор- мальную работу насоса.
Слабая струйка масла в масло- указателе 5 Засорение фильт- ра 3 Промыть фильтр
Отсутствие потока масла в масло- указателе >10 Поломка пружины плунжерного на- соса Заменить пружину
Отсутствие подачи смазки на на- правляющие ста НИНЫ Засорение всасыва- ющего или нагне- тающего клапана плунжерного на- соса Промыть клапан
Таблица 12
Перечень применяемых смазочных материалов и их аналогов
Страна, фирма Марка смазочного материала
СССР Масло индустриальное 30 ГОСТ 1707—51 Солидол «С» ГОСТ 4366—64 *
ИС-30 ГОСТ 8675—62
ВНР Т-30 И NSZ 527747—63
ГДР R-32 TGL Н871
ЧССР 0L-J4 CSN 656610
52
Продолжение
Страна, фирма Марка смазочного материала
ПНР 4 PN-55/C 96071
СРР OL 405 Stas 751—49
Югославия Сйкоп 40
США, Англия Shell Shell Vitrea Oil 31 Shell Axinus-Tractor Grease, Blameta
Англия Shell Mobil Oil Vac HLP 36/Mobil ДТЕ 26
20
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2. 1. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ.
2.1.1. Необходимо соблюдать все общие правила техники
безопасности при работе на металлорежущих станках
2.2. ПОРЯДОК УСТАНОВКИ.
2.2.1. Распаковка.
Для распаковки станка сначала снять верхний щит упако-
вочного ящика, а затем —боковые.
Необходимо следить за тем, чтобы не повредить станок
упаковочным инструментом.
Со станков снять полиэтиленовый чехол и удалить бумагу
и мешочки с силикагелем.
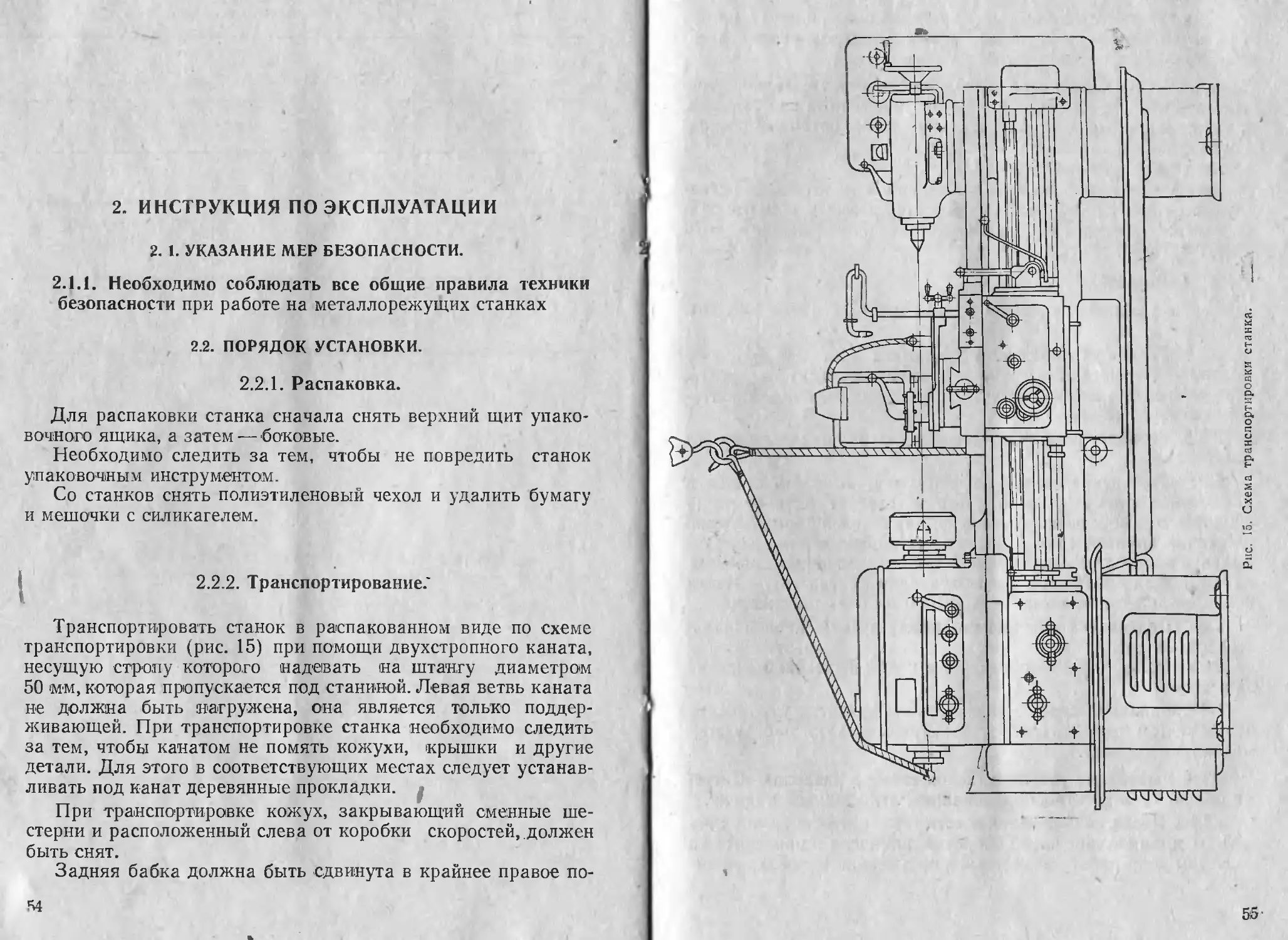
2.2.2. Транспортирование.'
Транспортировать станок в распакованном виде по схеме
транспортировки (рис. 15) при помощи двухстропного каната,
несущую стропу которого надевать на штангу диаметром
50 мм, которая пропускается под станиной. Левая ветвь каната
не должна быть нагружена, она является только поддер-
живающей. При транспортировке станка необходимо следить
за тем, чтобы канатом не помять кожухи, крышки и другие
детали. Для этого в соответствующих местах следует устанав-
ливать под канат деревянные прокладки.
При транспортировке кожух, закрывающий сменные ше-
стерни и расположенный слева от коробки скоростей, должен
быть снят.
Задняя бабка должна быть сдвинута в крайнее правое по-
Рис. 15. Схема транспортировки станка.
55'
ложение и перемещающиеся составные части станка надежно
закреплены.
При транспортировке к месту установки и при опускании на
фундамент необходимо следить за тем, чтобы станок не подвер-
гался сильным толчкам и сотрясениям.
2.2.3. Перед установкой станок необходимо тщательно очис-
тить от антикоррозионных покрытий, нанесенных на открытые,
а также закрытые кожухами, щитками необработанные поверх-
ности станка и во избежание коррозии покрыть тонким слоем
масла «индустриальное 30 ГОСТ 1707—51».
Очищать станок сначала деревянной лопаточкой, остав-
шуюся смазку с наружных поверхностей удалить чистыми сал-
фетками, смоченными уайт-спиритом или бензином Б-70
ГОСТ 511—66.
2.2.4. Монтаж.
Схема установки приведена в разделе «Паспорт» (см. рис.
26).
2.2.5. Станок установить на фундамент или на бетонную
подушку. Глубина залегания фундамента зависит от грунта,
станок крепить к фундаменту шестью фундаментными болта-
ми диаметром 20 мм.
2.2.6. Точность работы станка зависит от правильности его
установки.
После установки станка на фундамент выверить станок в
обеих плоскостях по уровню, который следует установить на
суппорте ближе к резцедержателю, параллельно направлению
движения каретки (для проверки установки станка в верти-
кальней плоскости) и перпендикулярно направлению движения
карету (для проверки в горизонтальной плоскости). Откло-
нение не должно превышать 0,02/1000 в обеих плоскостях.
2.2.7. Подготовка к первоначальному пуску и первоначаль-
ный пуск.
Заземлить станок подключением к общей цеховой системе
заземления.
2.2.8. Ознакомившись с назначением рукояток управления
по схеме (см. рис. 3), следует проверить от руки работу всех
механизмов станка.
2.2.9. Выполнить указания, изложенные в разделах «Систе-
ма смазки» и «Электрооборудование», относящиеся к пуску.
2.2.19. После подключения к сети станок необходимо вклю-
чить на минимальное число оборотов шпинделя и проверить на
холостом ходу работу всех механизмов станка и масляных на-
сосов.
56
2.2.11. Убедившись в том, что все механизмы станка рабо-
тают нормально, приступить к настройке станка для рабо-
ты.
2.3. НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ.
2.3.1. Настройка необходимого числа оборотов шпинделя,
величины подачи указана в описании передней бабки, коробки
подач и фартука.
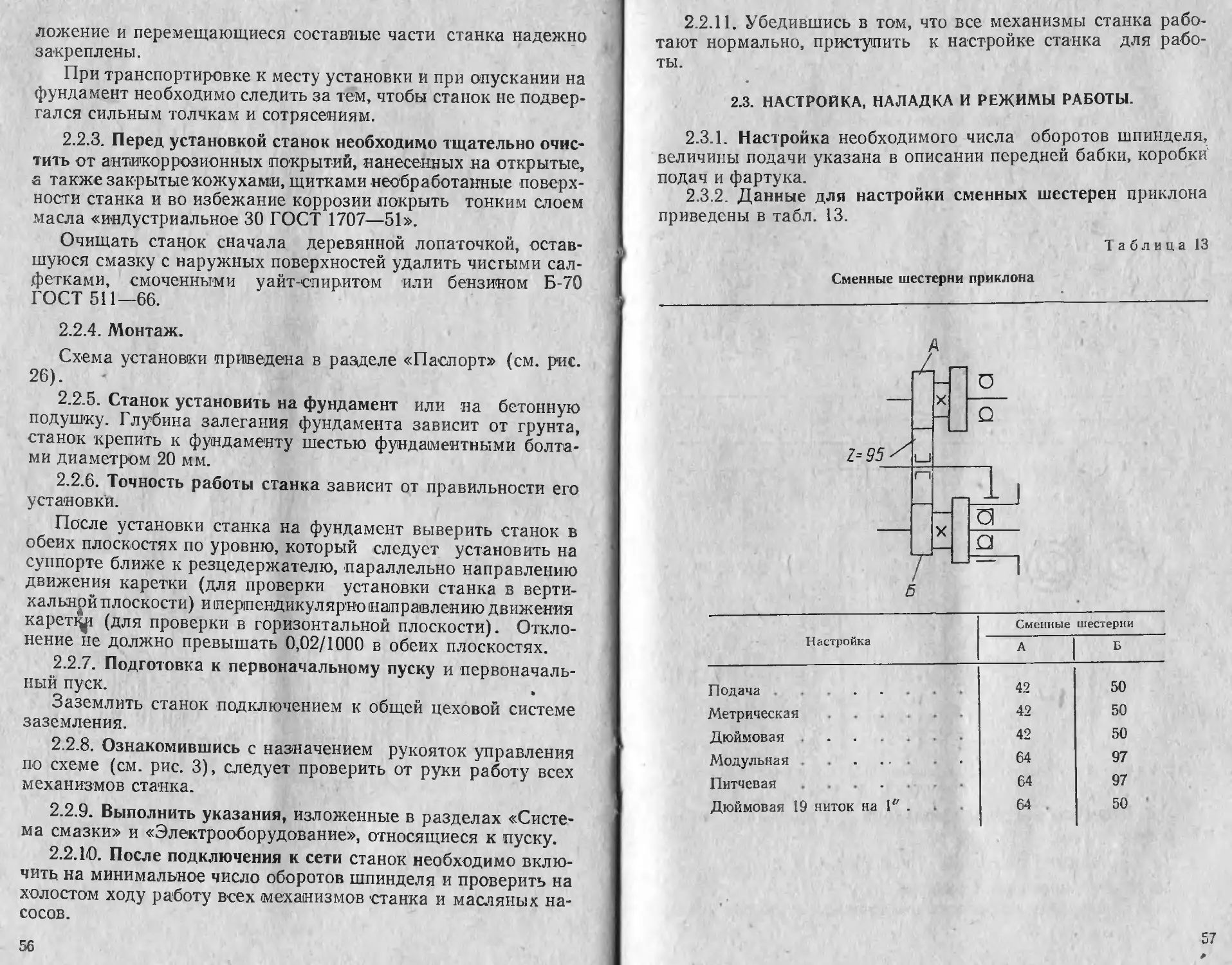
2.3.2. Данные для настройки сменных шестерен приклона
приведены в табл. 13.
Таблица 13
Сменные шестерни приклона
Сменные шестерни
Настройка А Б
Подача 42 50
Метрическая 42 50
Дюймовая 42 50
Модульная 64 97
Питчевая 64 97
Дюймовая 19 ниток на 1" . 64 50
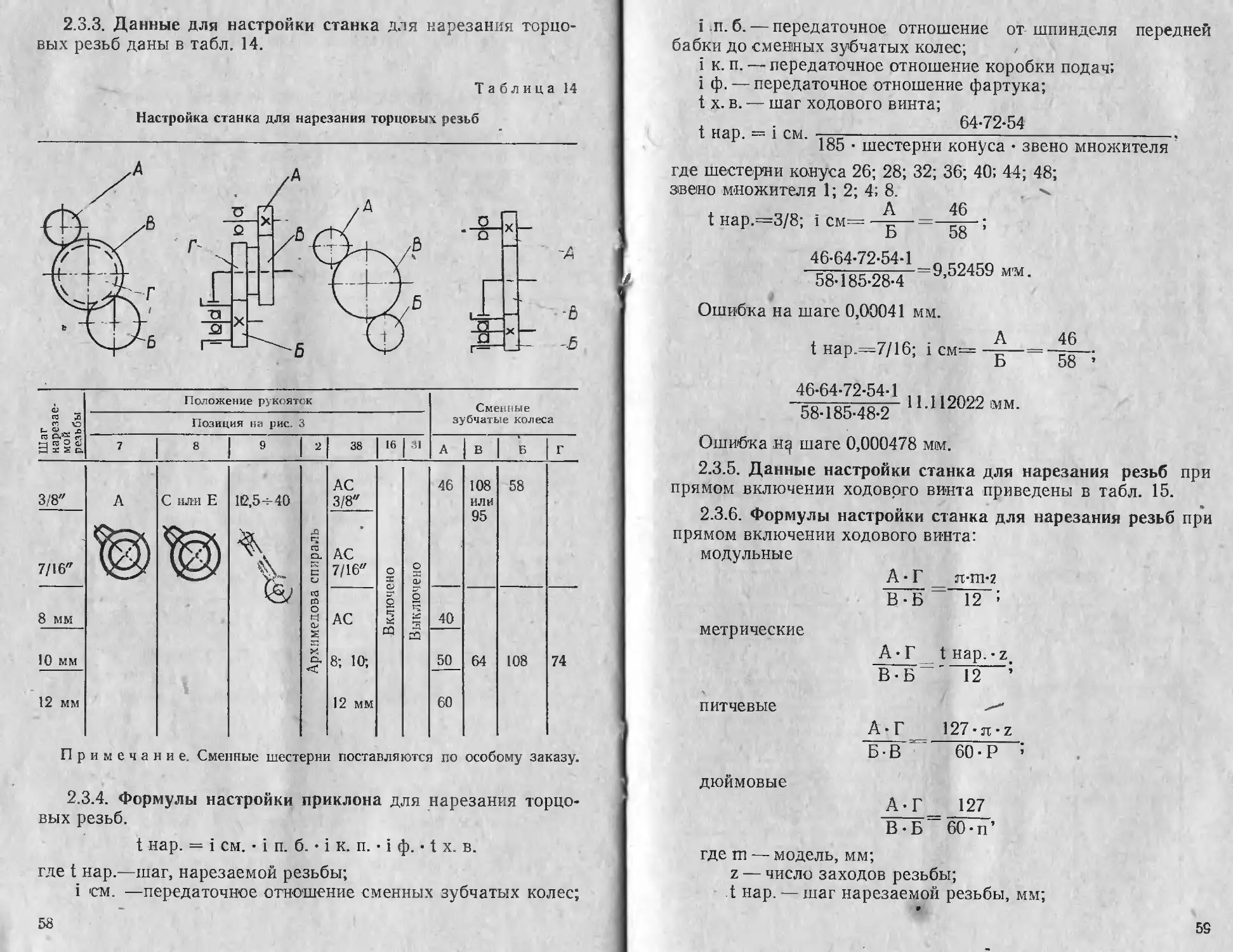
2.3.3. Данные для настройки станка для нарезания торцо-
вых резьб даны в табл. 14.
Таблица 14
Настройка станка для нарезания торцовых резьб
Примечание. Сменные шестерни поставляются по особому заказу.
2.3.4. Формулы настройки приклона для нарезания торцо-
вых резьб.
t нар. = i см. • i п. б. • i к. п. • i ф. • t х. в.
где t нар.—шаг, нарезаемой резьбы;
i см. —передаточное отношение сменных зубчатых колес;
58
i п. б. — передаточное отношение от шпинделя передней
бабки до сменных зубчатых колес; /
i к. п. — передаточное отношение коробки подач;
i ф. — передаточное отношение фартука;
t х. в. — шаг ходового винта;
64-72-54
t нар. = 1 см. --------------------------------------•
185 • шестерни конуса • звено множителя
где шестерни конуса 26; 28; 32; 36; 40; 44; 48;
звено множителя 1; 2; 4; 8. . v
. „о - А 46
t нар.=3/8; i см= —=—!
Ь 00
46-64-72-54-1 _ __._о
58-185-28-4 9’52459 м'м-
Ошибка на шаге 0,00041 мм.
, . А 46
t нар =7/16; 1 см= —F—= ~рк—
Ь 68 ’
46-64-72-54-1 „
58-185-48-2 '112022 мм‘
Ошибка н^ шаге 0,000478 мм.
2.3.5. Данные настройки станка для нарезания резьб при
прямом включении ходового винта приведены в табл. 15.
2.3.6. Формулы настройки станка для нарезания резьб при
прямом включении ходового винта:
модульные А - Г _ л-т-2 В-Б 12
метрические А-Г tuap.-z. В-Б 12 ’
питчевые А-Г 127-ji-z Б-В 60-Р ’
дюймовые А-Г 127 В-Б 60-п’
где m — модель, мм;
z — число заходов резьбы;
t нар. — шаг нарезаемой резьбы, мм;
5S
Настройка станка для нарезания резьб при прямом включении ходового винта
Примечание. Сменные шестерни поставляются по особому заказу.
60
р — нарезаемый шаг в питчах;
п — число ниток на дюйм.
2.3.7. При настройке для нарезания многозаходных резьб,
для деления на заходы необходимо:
— остановить главный электродвигатель;
— включить фрикционную муфту прямого хода;
— снять футляр, закрывающий сменные шестерни и при-
водные ремни;
— вращать против часовой стрелки фрикционный вал до
совпадения риски «60» на диске 12 (см. рис. 18) с риской на
фланце стакана 2. После этого снять натяг в цепи;
— рукоятку передней бабки 7 (см.рис. 3) установить в по-
ложение «Механическое отключение при делении на многоза-
ходные резьбы»;
— фрикционный вал поворачивать против часовой стрелки
при делении на двухзаходную резьбу на 30 делений по диску,
на трехзаходную—-на 20, на четырехзаходную — на 15 и т. д.;
— рукоятку 7 передней бабки установить в положение,
соответствующее нарезанию резьбы.
2.4. РЕГУЛИРОВАНИЕ.
2.4.1. В процессе эксплуатации станка возникает необходи-
мость в регулировании отдельных составных частей станка
для восстановления их нормальной работы.
2.4.2. Регулирование натяжения ремней главного привода.
Если с течением времени наблюдается уменьшение крутя-
щего момента на шпинделе в первую очередь следует прове-
рить натяжение ремней. Если ремни недостаточно натянуты,
то их следует подтянуть. Для этого требуется снять нижний ко-
жух, закрывающий моторную установку, и отпустить три гайки,
крепящие подмоторную плиту. Опустить подмоторную плиту
до требуемого натяжения ремней. Гайки после регулировки за-
тянуть.
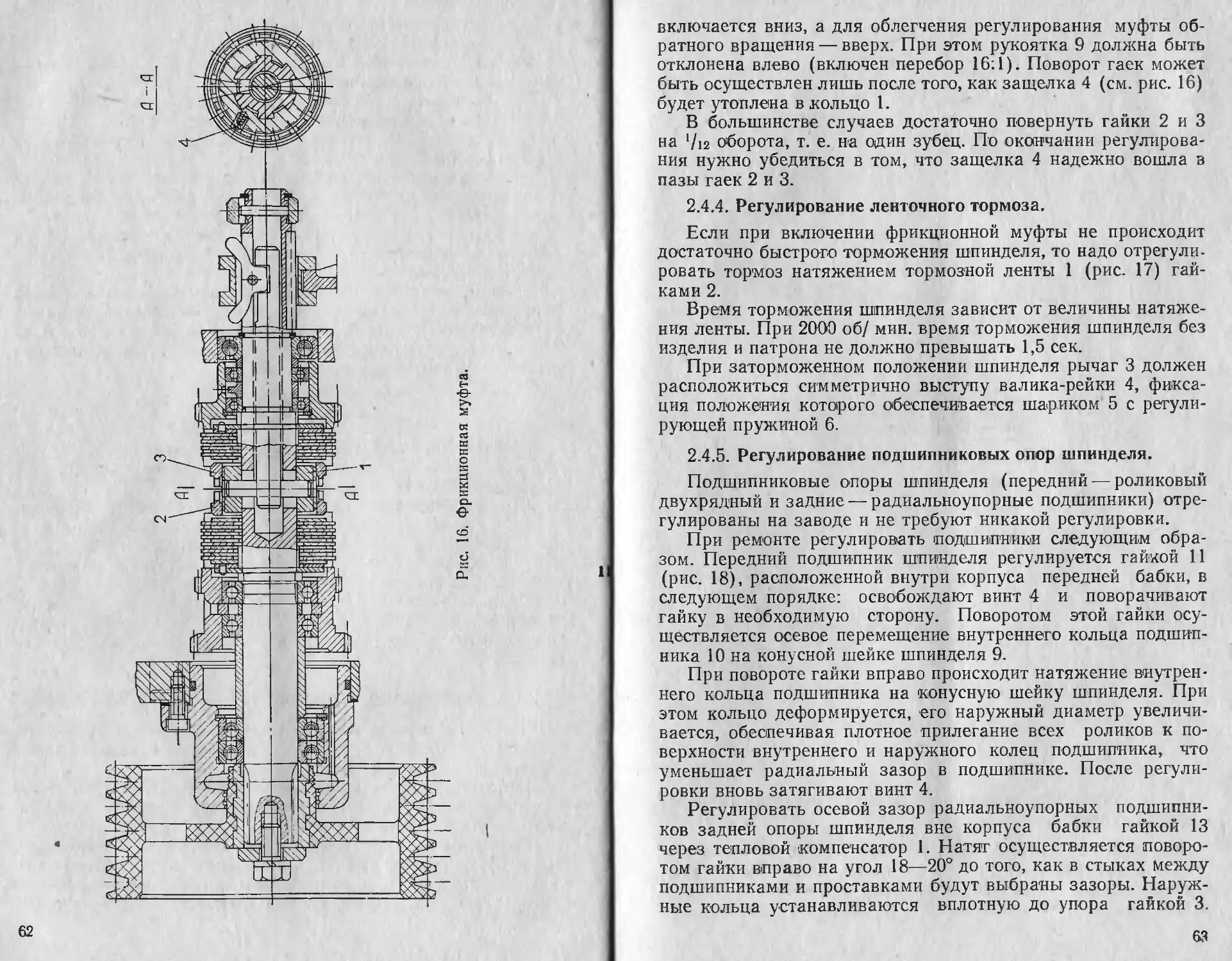
2.4.3. Регулирование фрикционной многодисковой муфты.
Если натяжение ремней достаточное, то, чтобы увеличить
крутящий момент шпинделя, следует отрегулировать фрикци-
онную муфту главного привода. _
Для этого необходимо выключить электродвигатель глав-
ного движения и снять верхнюю крышку передней бабки и
маслораспределитсльный лоток. ,
Поворотом круглой гайки 2 (рис. 16) можно отрегулиро-
вать муфту прямого вращения шпинделя, а поворотом гай-
ки 3 — муфту обратного вращения. Для облегчения регулиро-
вания муфты прямого вращения рукоятка 37 (см. рис. 3)
61
'рикшюнная муфта.
62
включается вниз, а для облегчения регулирования муфты об-
ратного вращения — вверх. При этом рукоятка 9 должна быть
отклонена влево (включен перебор 16:1). Поворот гаек может
быть осуществлен лишь после того, как защелка 4 (см. рис. 16)
будет утоплена в кольцо 1.
В большинстве случаев достаточно повернуть гайки 2 и 3
на */12 оборота, т. е. на один зубец. По окончании регулирова-
ния нужно убедиться в том, что защелка 4 надежно вошла в
пазы гаек 2 и 3.
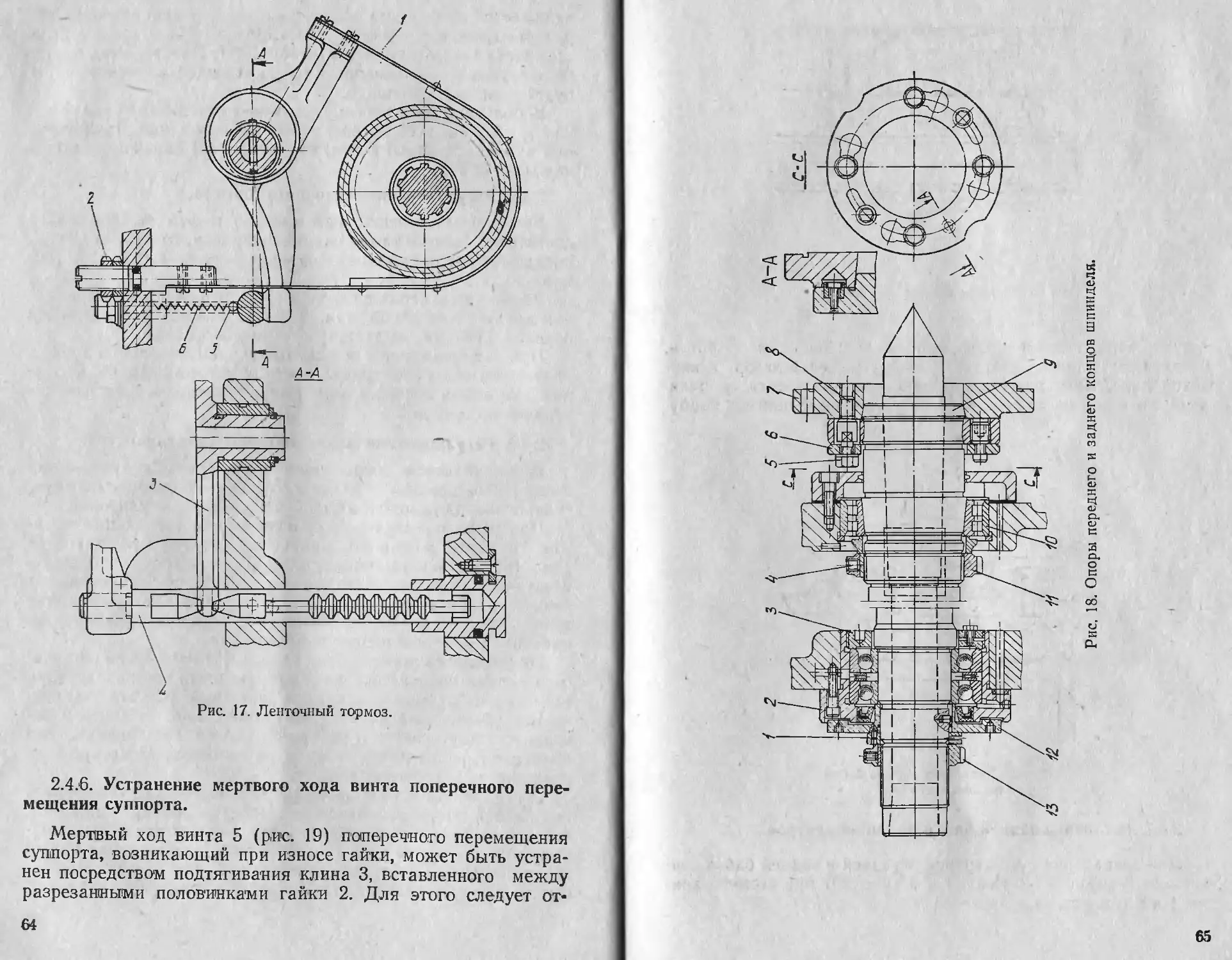
2.4.4. Регулирование ленточного тормоза.
Если при включении фрикционной муфты не происходит
достаточно быстрого торможения шпинделя, то надо отрегули-
ровать тормоз натяжением тормозной ленты 1 (рис. 17) гай-
ками 2.
Время торможения шпинделя зависит от величины натяже-
ния ленты. При 2000 об/ мин. время торможения шпинделя без
изделия и патрона не должно превышать 1,5 сек.
При заторможенном положении шпинделя рычаг 3 должен
расположиться симметрично выступу валика-рейки 4, фикса-
ция положения которого обеспечивается шариком 5 с регули-
рующей пружиной 6.
2.4.5. Регулирование подшипниковых опор шпинделя.
Подшипниковые опоры шпинделя (передний — роликовый
двухрядный и задние — радиальноупорные подшипники) отре-
гулированы на заводе и не требуют никакой регулировки.
При ремонте регулировать подшипники следующим обра-
зом. Передний подшипник шпинделя регулируется гайкой 11
(рис. 18), расположенной внутри корпуса передней бабки, в
следующем порядке: освобождают винт 4 и поворачивают
гайку в необходимую сторону. Поворотом этой гайки осу-
ществляется осевое перемещение внутреннего кольца подшип-
ника 10 на конусной шейке шпинделя 9.
При повороте гайки вправо происходит натяжение внутрен-
него кольца подшипника на конусную шейку шпинделя. При
этом кольцо деформируется, его наружный диаметр увеличи-
вается, обеспечивая плотное прилегание всех роликов к по-
верхности внутреннего и наружного колец подшипника, что
уменьшает радиальный зазор в подшипнике. После регули-
ровки вновь затягивают винт 4.
Регулировать осевой зазор радиальноупорных подшипни-
ков задней опоры шпинделя вне корпуса бабки гайкой 13
через тепловой компенсатор 1. Натяг осуществляется поворо-
том гайки вправо на угол 18—20° до того, как в стыках между
подшипниками и проставками будут выбраны зазоры. Наруж-
ные кольца устанавливаются вплотную до упора гайкой 3.
63
Рис. 17 Ленточный тормоз.
2.4.6. Устранение мертвого хода винта поперечного пере-
мещения суппорта.
Мертвый ход винта 5 (р.ис. 19) поперечного перемещения
суппорта, возникающий при износе гайки, может быть устра-
нен посредством подтягивания клина 3, вставленного между
разрезанными половинками гайки 2. Для этого следует от-
64
Рис, 18. Опоры переднего и заднего концов шпинделя.
65
Рис. 19. Гайка поперечного суппорта.
пустить винт 1 левой половинки гайки 2 на один оборот и,
подтягивая клин 3 винтом 4, выбрать осевой зазор в вин-
товой паре. Винт должен свободно поворачиваться от руки,
и мертвый ход не должен превышать двух делений по лимбу.
Рис 20 Установка задней бабки
по линии центров.
2.4.7. Установка задней бабки по линии центров.
Для совпадения осей центров передней и задней бабок сов-
мещают плоскости платиков 1 и 2 (рис. 20) при помощи вин-
тов 1 и 2 (см. рис. 7).
66
2.4.8. Регулирование запора неподвижного люнета.
Если запор крепления верхней откидной части неподвиж-
ного люнета ослаб и не обеспечивает надежного крепления,
его можно отрегулировать.
и
Рис. 21'. Запор неподвижного люнета.
Отпустив стопорный винт 1 (рис. 21), следует повернуть
эксцентриковый палец 2 в положение, обеспечивающее надеж-
ное крепление и достаточное свободное откидывание рукоят-
ки 3.
2.5. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ.
Схема установки рукоятки 38 (см. рис. 3) коробки подач
показана на рис. 22.
ВНИМАНИЕ! При установке рукоятки А в процессе мон-
тажа коробки подач необходимо шпонку В совместить с рис-
ками С и Д.
2.6. СХЕМА РАСПОЛОЖЕНИЯ ПОДШИПНИКОВ.
Схема расположения подшипников дана на рис. 23
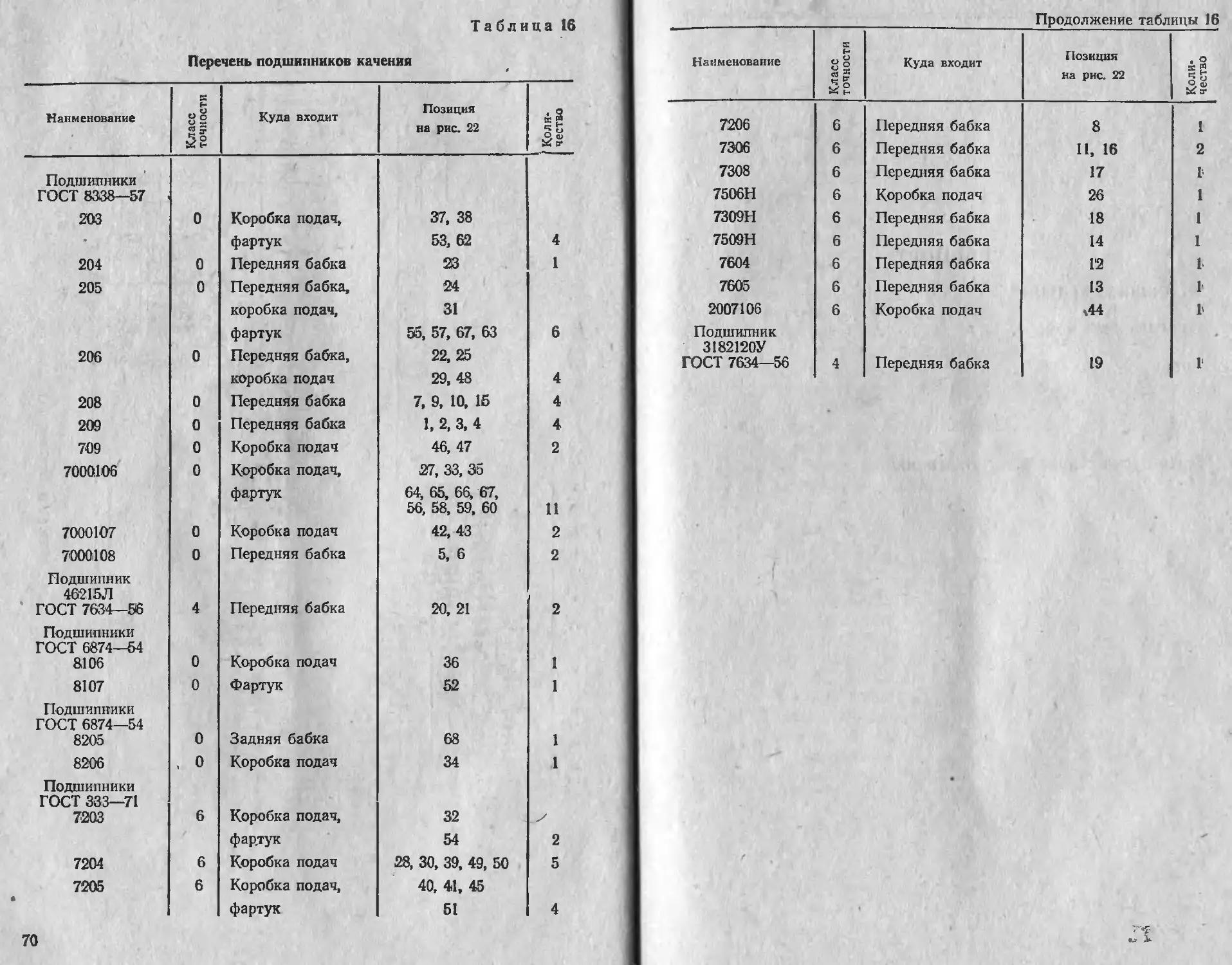
2.6.1. Перечень подшипников качения приведен в табл. 16.
67
Рис. 22. Схема установки рукоятки 38.
68
£lc. 23. Схема расположения подшипников.
Таблица 16
Перечень подшипников качения
Наименование Класс точности Куда входит Позиция на рис. 22 Коли- чество
Подшипники ГОСТ 8338—57
203 0 Коробка подач, 37, 38
- фартук 53, 62 4
204 0 Передняя бабка 2В 1
205 0 Передняя бабка, 24
коробка подач, 31
фартук 55, 57, 67, 63 6
206 0 Передняя бабка, 22, 25
коробка подач 29,48 4
208 0 Передняя бабка 7, 9, 10, 15 4
209 0 Передняя бабка 1, 2, 3, 4 4
’ОЭ 0 Коробка подач 46, 47 2
7000106 0 Коробка подач 27, 33, 35
фартук 64, 65, 66, 67, 56, 58, 59, 60 11
7000107 0 Коробка подач 42, 43 2
7000108 0 Передняя бабка 5, 6 2
Подшипник 46215Л ГОСТ 7634—56 4 Передняя бабка 20, 21 2
Подшипники ГОСТ 6874—54 8106 0 Коробка подач 36 1
8107 0 Фартук 52 1
Подшипники ГОСТ 6874—54 8205 0 Задняя бабка 68 1
8206 , 0 Коробка подач 34 1
Подшипники ГОСТ ЭДЗ -71 7203 6 Коробка подач, 32 у
фартук 54 2
7204 6 Коробка подач 28, 30, 39, 49, 50 5
7205 6 Коробка подач, 40, 41, 45
фартук 51 4
70
I эдолжение таблиц* I J 6
Наименование Класс точности Куда входит Позиция на рис. 22 . О s Е о
7206 6 Передняя бабка 8 1
7306 6 Передняя бабка 11, 16 2
7308 6 Передняя бабка 17 I
7506H 6 Коробка подач 26 1
73G9H 6 Передняя бабка 18 1
7509H 6 Передняя бабка 14 1
7694 6 Передняя бабка 1'2 1
7605 6 Передняя бабка 13 1
2007106 6 Коробка подач ч44 1»
Подшипник 3182120У ГОСТ 7634—56 4 Передняя бабка 19 1'
3. ПАСПОРТ
3.1. ОБЩИЕ СВЕДЕНИЯ.
Инвентарный номер................................
Завод ..........................................
Цех . ..........................................
Дата пуска станка в эксплуатацию................
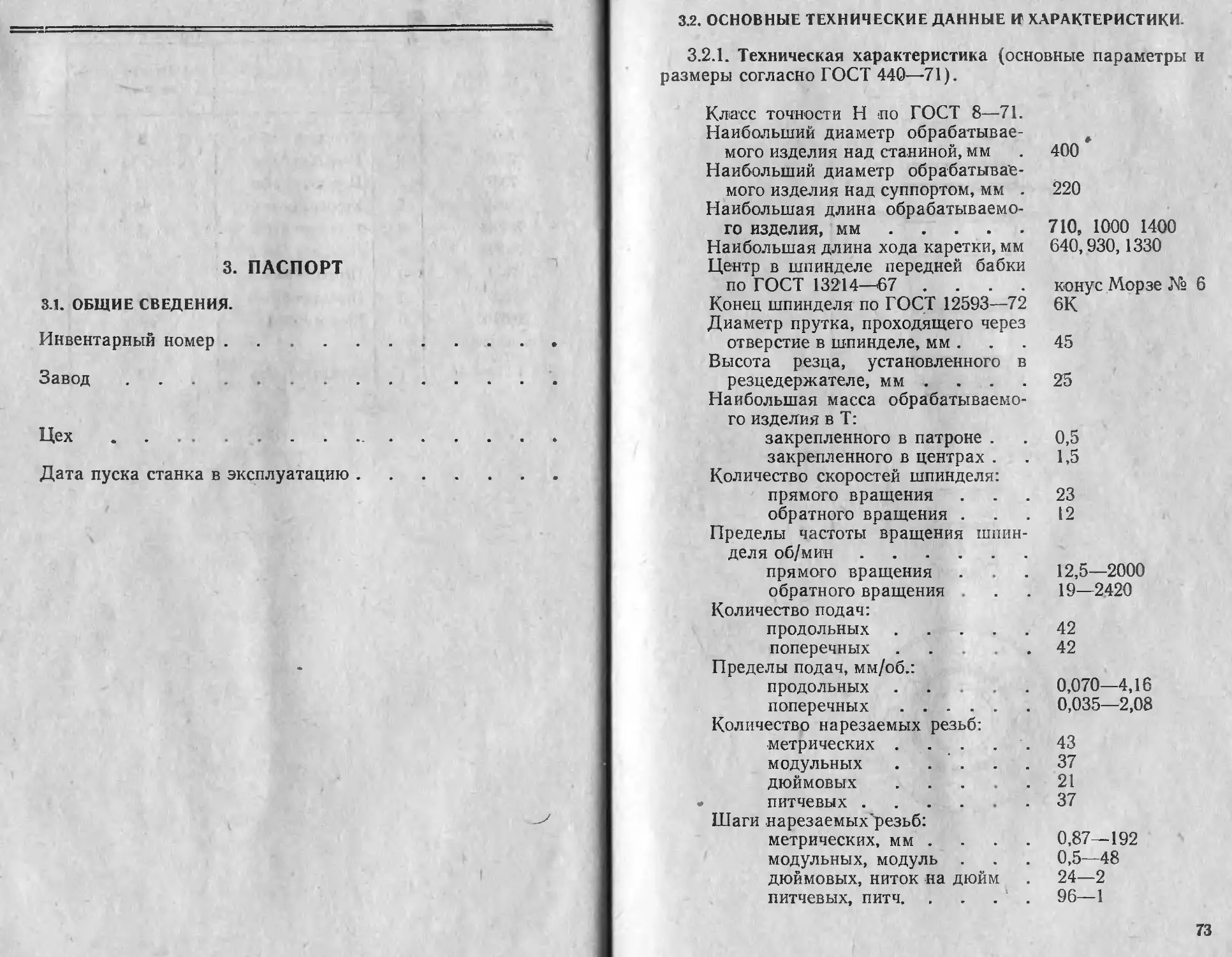
3.2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ.
3.2.1. Техническая характеристика (основные параметры и
размеры согласно ГОСТ 440—71).
Класс точности Н по ГОСТ 8—71.
Наибольший диаметр обрабатывае-
мого изделия над станиной, мм
Наибольший диаметр обрабатывае-
мого изделия над суппортом, мм .
Наибольшая длина обрабатываемо-
го изделия, мм..................
Наибольшая длина хода каретки, мм
Центр в шпинделе передней бабки
по ГОСТ 13214—<67 . . . .
Конец шпинделя по ГОСТ 12593—72
Диаметр прутка, проходящего через
отверстие в шпинделе, мм .
Высота резца, установленного в
резцедержателе, мм . . .
Наибольшая масса обрабатываемо
го изделия в Т:
закрепленного в патроне .
закрепленного в центрах .
Количество скоростей шпинделя:
прямого вращения
обратного вращения .
Пределы частоты вращения шпин
деля об/мин..................
прямого вращения
обратного вращения .
Количество подач:
продольных ....
поперечных ...
Пределы подач, мм/об.:
продольных . .
поперечных ............
Количество нарезаемых резьб:
метрических ....
модульных ....
дюймовых ....
питчевых.....................
Шаги нарезаемыхрезьб:
метрических, мм .
модульных, модуль
дюймовых, ниток на дюйм
питчевых, питч.
400*
220
710, 1000 1400
640,930,1330
конус Морзе № 6
6К
45
25
0,5
1,5
23
12
12,5—2000
19—2420
42
42
0,070—4,16
0.035—2,08
43
37
21
37
0,87—192
0,5—48
24—2
96—1
73
' SK'W *>’]
архимедовой спирали
Габаритные размеры станка, мм
длина .........................
ширина ...................
высота ...................
Масса станка (без электрооборудо-
вания) кг......................
3/8", 7/16",
8; 10 и 12 мм
2522; 2812;
3212
1166
1324
2080; 2140;
2222
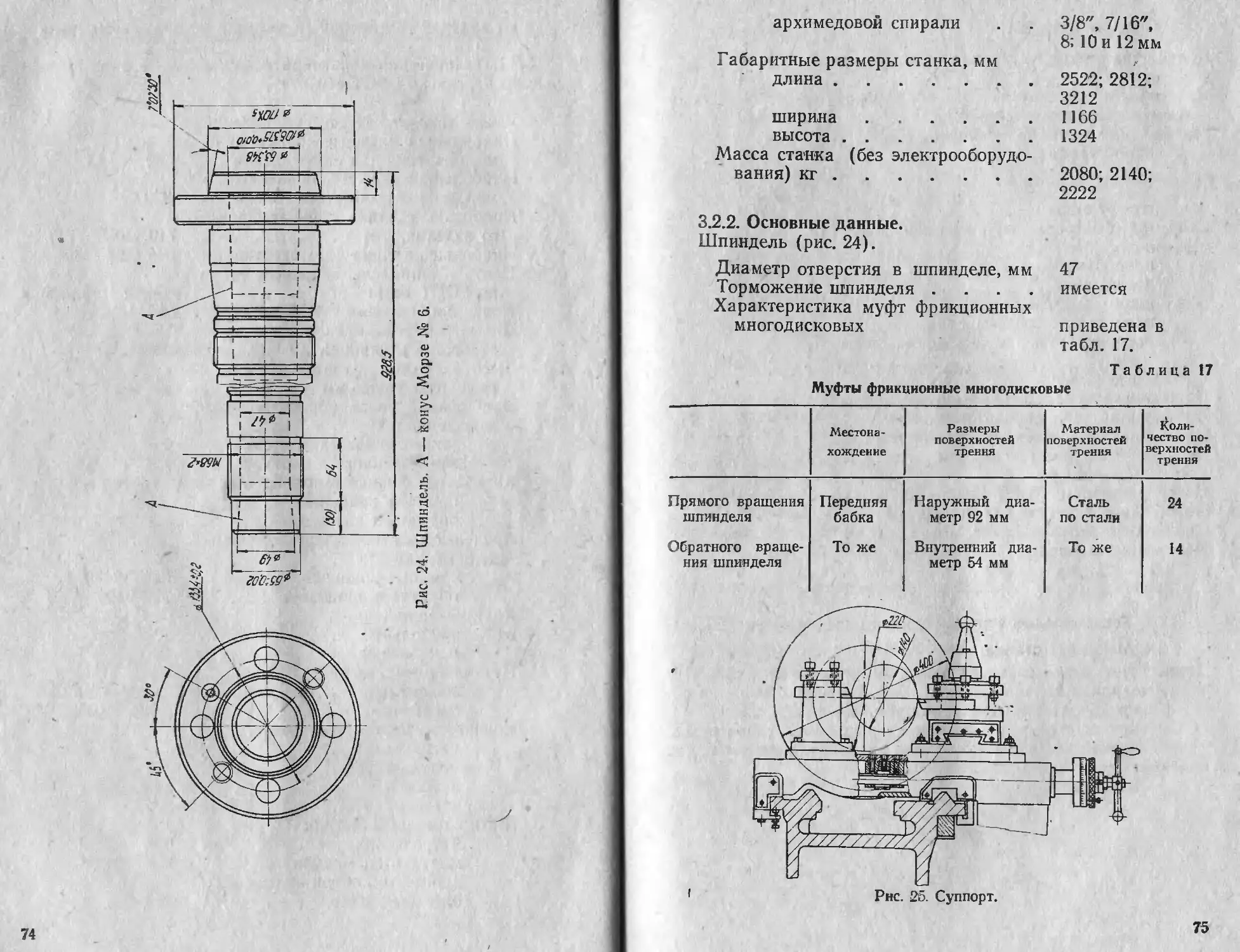
3.2.2. Основные данные.
Шпиндель (рис. 24).
Диаметр отверстия в шпинделе, мм 47
Торможение шпинделя .... имеется
Характеристика муфт фрикционных
многодисковых приведена в
табл. 17.
Муфты фрикционные многодисковые
Таблица 17
Местона- хождение Размеры поверхностей трения Материал поверхностей трения Коли- чество по- верхностей трения
Прямого вращения шпинделя Передняя бабка Наружный диа- метр 92 мм Сталь по стали 24
Обратного враще- ния шпинделя То же Внутренний диа- метр 54 мм То же 14
Рнс. 26. Суппорт.
75
Суппорт (рис. 25).
Количество резцов, установленных в резцовой
головке 4
Наибольшее расстояние от оси центров до
кромки резцедержателя, мм..................240
Наибольшая длина перемещения, мм:
продольного........................... 640
930
1330
поперечного......................... 250
Скорость быстрого перемещения суппорта,
м/мин:
продольного.............................. 3,4
поперечного........................ 1,7
Цена одного деления лимба:
продольного перемещения, мм ... 1
поперечного перемещения (на диаметр),
мм................................. 0,05
Резцовые салазки.
Наибольшее перемещение салазок, мм . . 140
Наибольший угол поворота, град. ., . . —65-^-+45
Цена одного деления шкалы поворота, град. . 1
Цена одного деления лимба, мм .... 0,05
Задняя бабка.
Центр в пиноли по ГОСТ 12595—72 . . . Морзе 5
Наибольшее перемещение пиноли, мм. . . 200
Цена одного деления лимба, мм ... . 0,05
Поперечное смещение:
вперед, мм............................ 15
назад, мм........................... 15
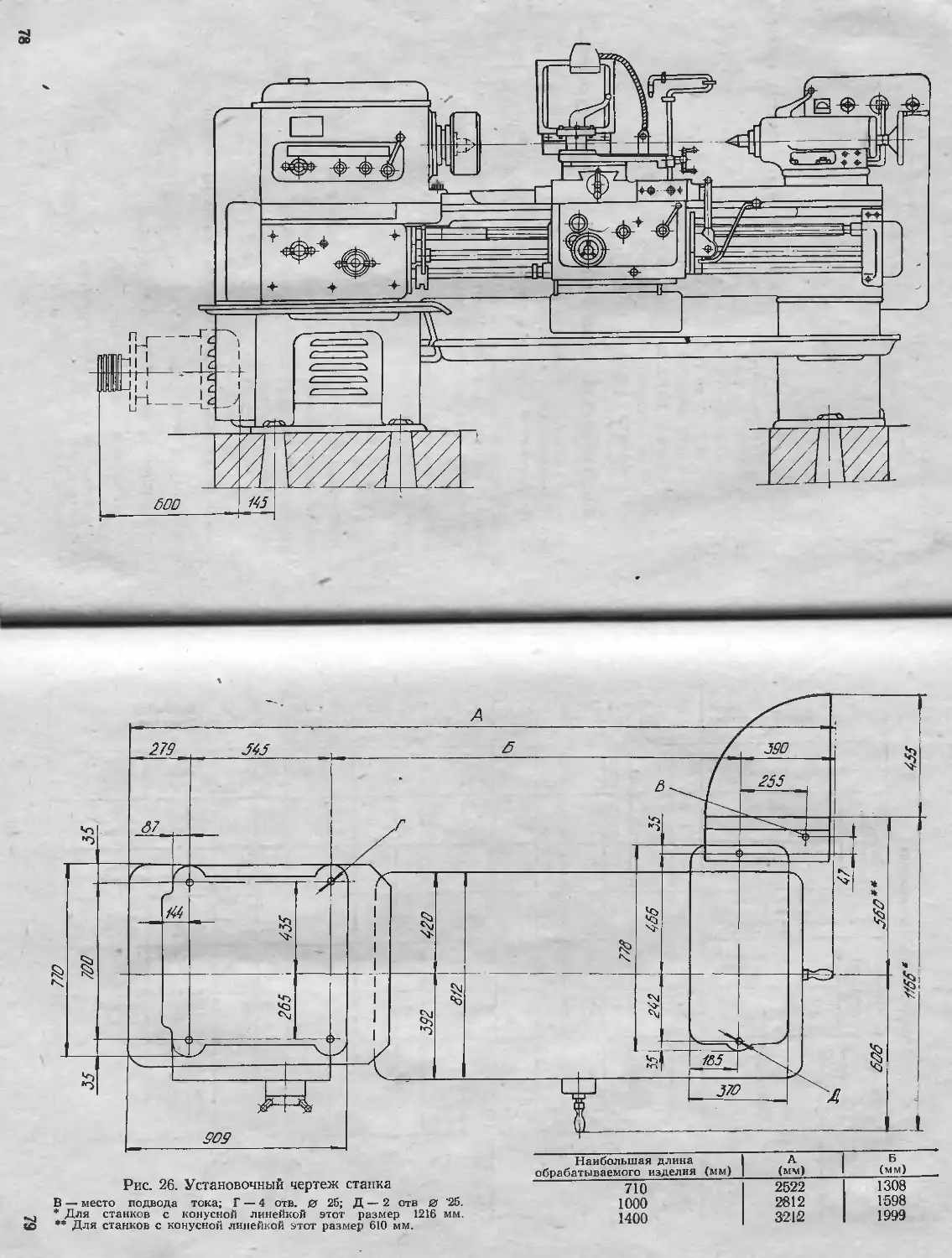
3.2.3. Установочный чертеж станка приведен на рис. 26.
3.2.4. Механика станка:
Данные механизма главного движения приведены в табл. 18;
механизм подачи — в табл, 19;
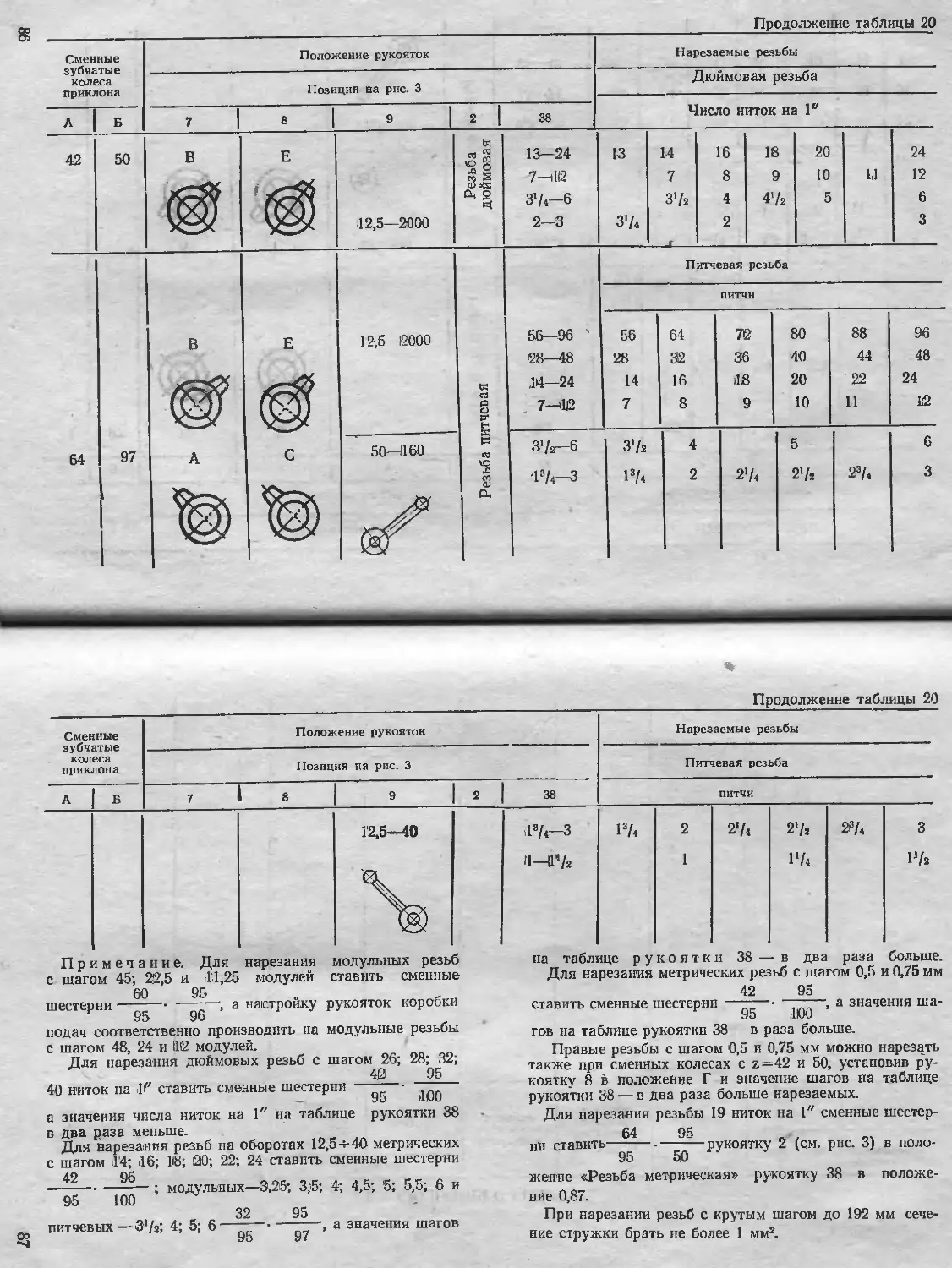
настройка шага нарезаемой резьбы—в табл. 20.
Сменные шестерни для нарезания различных типов резьб,
не приведенных в таблице 20, через механизм коробки подач
подбираются по формулам:
метрические
42 t
1СМ“ 50 ' t( ’
модульные
64 гл
1 см= • ----------;
97 ГП[
76
дюймовые
i см = 42 П1
50 п ’
питчевые i см = 64 Р.
97 Р »
где
i см — передаточное отношение сменных зубчатых колес;
t — нарезаемый шаг резьбы, мм;
ti — шаг резьбы по таблице, мм;
ш — нарезаемый модуль, мм;
ГП] — модуль по таблице, мм;
п — нарезамое числ ниток на дюйм;
Hi — число ниток на дюйм по таблице;
Р —нарезаемый шаг в питчах;
Pi — шаг в пт чах по таблице.
3.2.5. Техническая характеристика электрооборудования.
Количество электродвигателей на станке,
(с электронасосом)......................3
Тип электродвигателя главного движения . АЮЕ-604МВО1
(или А02-&1-4М301)
Мощность электродвигателя главного дви-
жения (в зависимости от заказа), кВт. . 'О (7,5)
Число оиоротов электродвигателя главного
движения; об/мин. ....... М60
Тип электродвигателя быстрых ходов . . АОЛ2-.24М301
Мощность электродвигателя быстрых хо-
дов, кВт............................ 0,8
Число оборотов электродвигателя быстрых
ходов, об/мин.......................... . 13150
Тип электрона coca . ПА-22
Производительность электронасоса, л/мин. . 22
Мощность двигателя электронасоса, кВт . 0,1'2
Число оборотов даига геля электронасоса,
об/мин. . ...................... 2800
3.2.6. Техническая характеристика системы смазки.
Марка масла для смазки . • . . . индустриальное 30
ГОСТ 1707—51
Производительность насоса передней бабки,
л/мин............................... 2
Производительность насоса коробки подач,
см3/ход. . ...........................1,3
Производительность насоса фартука, см3,ход 1,3
Тип фильтра пластинчатого ..... .. 62-О12Г41-11
Номина льная тонкость фильтрации, мкм . 120
77
Рис. 26. Установочный чертеж станка
В —- место подвода тока; Г — 4 отв. 0 25; Д — 2 отв 0 '25.
* Для станков с конусной линейкой этот размер 1216 мм.
♦* * Для станков с конусной линейкой этот размер 610 мм.
Таблица 18
Механизм главного движения
Положение рукояток 1 Позиция на рис. 3 Число оборотов шпинделя в минуту Наибольший допустимый крутящий момент на шпинделе, кгм Мощность на шпинделе, кВт Коэффициент полезного действия Наиболее слабое звено
9 5 прямое вращение обратное вращение по приводу по наиболее слабому звену
12,5-40 1 12,5 .19 130 8 1,67 Шестерня 19 z=22, гл =2,5
2 16 130 8 2,14
3 20 30 130 8 2,67 0,8
4 25 130 8 3,34
5 31,5 48 130 8 4,2
6 40 130 8 5,35
50—160 1 50 75 100 8 6,7 Клиноременная передача
2 63 124 8 8
3 80 .121 97,5 8 8 0,8
4 100 78 8 8
5 125 190 62 49 8 8
6 '160 8 8
200 -630 1< 200 302 39 8 8 0,8 Клиноременная передача
2 250 31 8 8 0,8
3 315 475 26 8,5 8,5 0,85*
4 400 20,2 8,3 8,3 0,83*
5 500 755 16,4 7,9 7,9 0,79*
6 630 11,9 7,7 7,7 0,77*
80
Продолжение таблице. 18
Положение рукояток Позиция на рис. 3 Число оборотов шпинделя В MHHVTV Наибольший допустимый крутящий момен на шпинделе, кгм Мощность на шпинделе, кВт Коэффициент полезного действия Наиболее слабое звено
9 5 прямое вращение обратное < вращение по приводу по наиболее слабому звену
630- 2000 1 630 950 12,5 8,1 8,1 0,81* Члл-норемоиная передача
2 800 9,3 7,6 7,6 0,76*
3 ЮСО 1510 7 7,2 7,2 0,72*
4 1250 5,45 7 7 0,7*
5 1600 2420 4,2 6,9 6,9 0.69*
6 2000 3 6,2 6,2 0,62*
* Коэффициент полезного действия дан иа основании замеров.
Примечание. Наибольший допустимый крутящий момент и мощность
на шпинделе приведены для мощности главного двигателя 10 кВт.
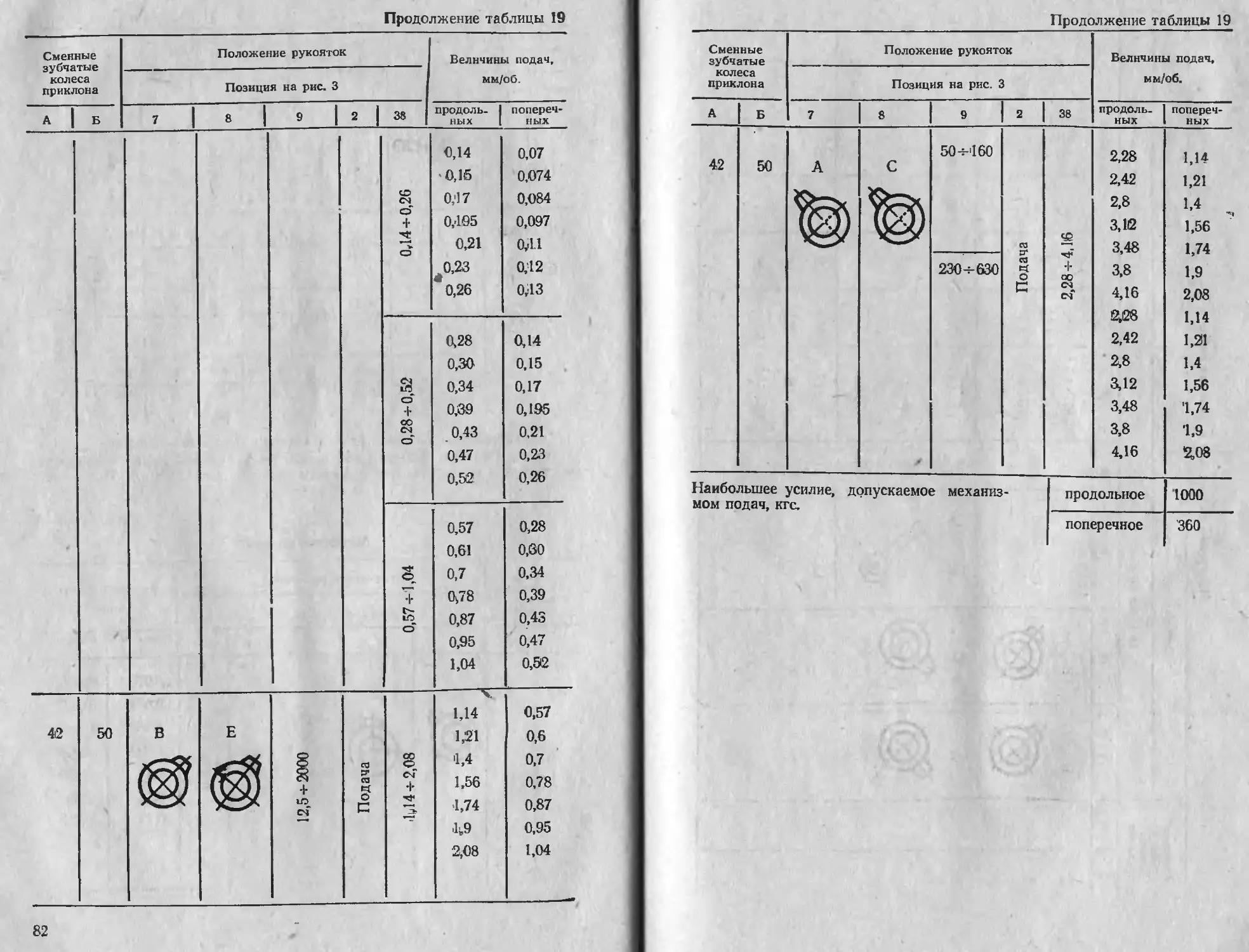
Таблица 19
81
Продолжение таблицы 19
Сменные зубчатые колеса приклона Положение рукояток Величины подач.
Позиция на рис. 3 мм/об.
А | Б 7 1 8 1 8 1 2 | 38 продоль- 1 ных 1 попереч- ных
О сч о + о 0,14 0,16 0,17 0,495 0,21 *0,23 0,26 0,07 0,074 0,084 0,097 0Д1 0,12 0,43
0,28+0,52 0,28 0,30 0,34 0,39 0,43 0,47 0,512 0,14 0,15 0,17 0,195 0,21 0,23 0,26
0,57 + 1,04 0,57 0,61 0,7 0J8 0,87 0,95 1,04 0,28 0,30 0,34 0,39 0,43 0,47 0,52
42 50 В Е 12,54-2000 Подача СО о сч + 1,14 1,21 '1,4 1,56 1,74 11,9 2,08 0,57 0,6 0,7 0,78 0,87 0,95 1,04
82
Продолжение таблицы 19
£
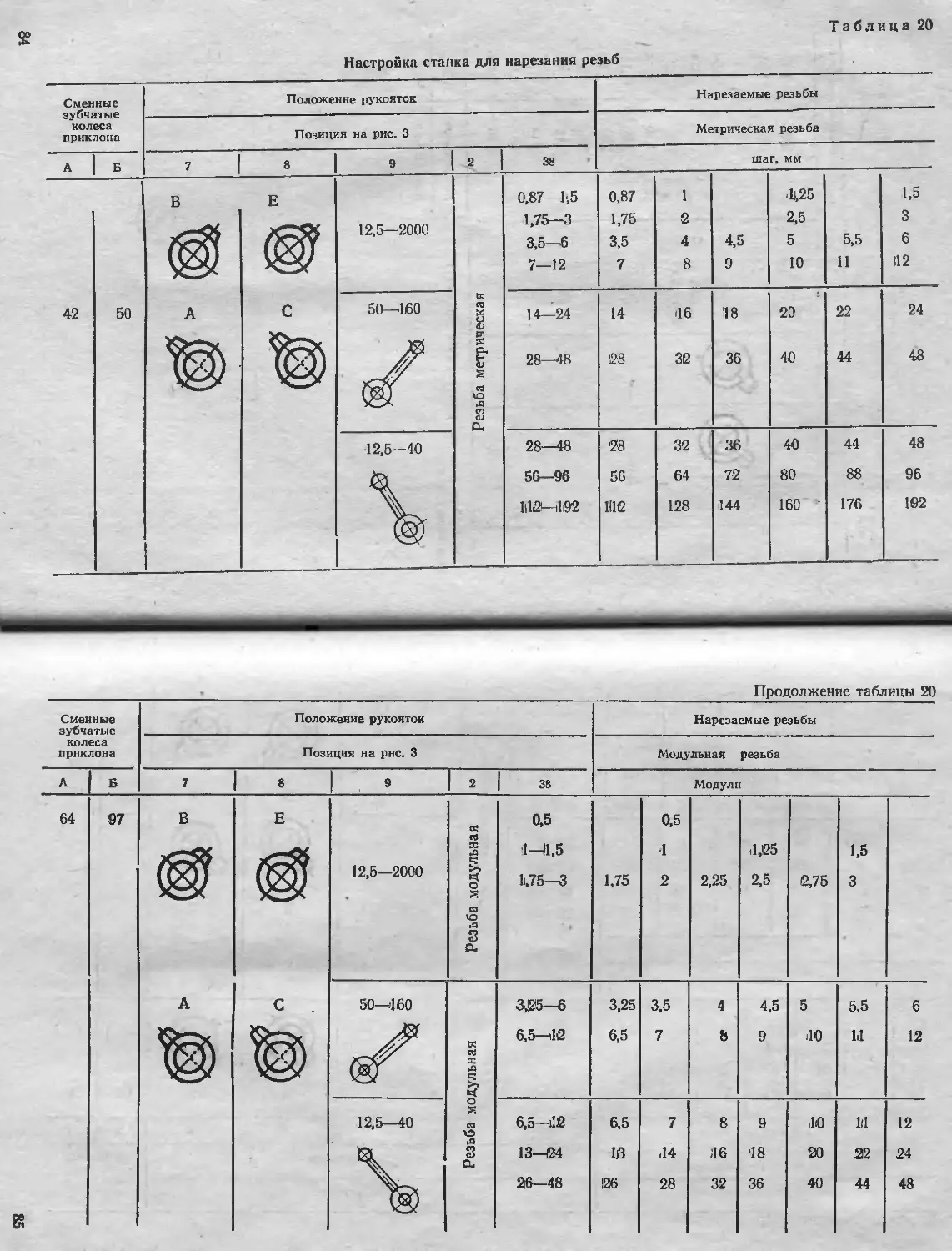
Таблица 20
Настройка станка для нарезания резьб
Сменные зубчатые колеса приклона Положение рукояток Нарезаемые резьбы
Позиция на рис. 3 Метрическая резьба
А Б 7 1 8 9 2 | 38 шаг, мм _
В Е 12,5—2000 0,87—Г,5 1,75—3 0,87 1,75 1 2 Ц25 2,5 1,5 3
3,5—6 7—12 3,5 7 4 8 4,5 9 5 10 5,5 11 6 112
42 50 А с 50—160 к 03 S о 14—24 14 46 '18 20 22 24
а о, S S оз 28—48 128 32 36 40 44 48
ю ►л со <и
12,5—40 28—48 28 32 36 40 44 48
56-96 56 64 72 80 88 96
1 ми-лаг 11П2 128 144 160 176 192
Продолжение таблицы 20
Сменные зубчатые колеса прнклона Положение рукояток Нарезаемые резьбы
Позиция на рнс. 3 Модульная резьба
А Б 7 8 9 1 2 | 38 Модули
64 97 В А _ . t ) м и 12,5—2000 Резьба модульная 0,5 1—4,5 11,75—3 1,75 0,5 1 2 2,25 .1J25 2,5 (2,75 1.5 3
50—460 Резьба модульная 3J25—6 6,5—iia 3,25 6,5 3,5 7 4 8 4,5 9 5 40 5,5 1.1 6 12
12,5—40 6,5—*12 13—424 216—48 6,5 1S 126 7 44 28 8 116 32 9 •18 36 4*0 20 40 1(1 22 44 12 24 48
8
8?
Продолжение таблицы 20
Сменные зубчатые колеса приклона Положение рукояток Нарезаемые резьбы
Позиция на рис. 3 Дюймовая резьба
А | Б 7 1 8 1 9 1 2 | 38 Число ниток на 1"
42 50 В • Е 12,5—2000 Резьба дюймовая 13-24 7-1112 З’Д—6 2—3 13 374 14 7 37г 1 16 8 4 2 18 9 472 20 10 5 1,1 24 12 6 3
64 97 В А Е С 12,5—12000 Резьба питчевая 56—96 ' 128—48 14—24 7—1112 Питчевая резьба
питчн
56 28 14 7 64 32 16 8 712 36 >18 9 80 40 20 10 88 44 22 11 96 48 24 1,2
50—1160 372-6 •174-3 372 174 4 2 274 5 27г 274 6 3
Продолжение таблицы 20
Сменные зубчатые колеса приклона Положение рукояток Нарезаемые резьбы
Позиция на рис. 3 Питчевая резьба
А Б 7 1 8 9 1 2 38 питчи
1'2,5—40 .174-3 n-tt’/» 174 2 1 274 272 174 2^А 3 172
Примечание. Для нарезания
с шагом 45; 212,5 и 111,25 модулей
95
—-—, а настройку
модульных резьб
ставить сменные
60
шестерни-----
подач соответственно производить на
с шагом 48, 24 и 1112 модулей.
Для нарезания дюймовых резьб с
40 ниток на М' ставить сменные шестерни
значения числа ниток на 1" на таблице рукоятки 38
два раза меньше.
Для нарезания резьб на оборотах 12,5-4-40 метрических
шагом 4'4; >16; 1®; Й0; 22; 24 ставить сменные шестерни
42 95
---- ; модульных—3;25; 3,5; 4; 4,5; 5; 5,5; 6 и
95---100
ЗЙ 95
питчевых—3‘/2; 4; 5; 6-------а значения шагов
°° 95 97
рукояток коробки
модульные
резьбы
а
в
с
шагом 26;
4|2
95
28; 32;
95
>100
на таблице рукоятки 38 — в два раза больше.
Для нарезания метрических резьб с шагом 0,5 и 0,75 мм
42 95
ставить сменные шестерни -----• -----, а значения ша-
F 95 >1Ю0
гов на таблице рукоятки 38 — в раза больше.
Правые резьбы с шагом 0,5 и 0,75 мм можно нарезать
также при сменных колесах с z=42 и 50, установив ру-
коятку 8 в положение Г и значение шагов на таблице
рукоятки 38 — в два раза больше нарезаемых.
Для нарезания резьбы 19 ниток на 1" сменные шестер-
64 95
нп ставить-----.------рукоятку 2 (см. рис. 3) в поло-
95 50
женпе «Резьба метрическая» рукоятку 38 в положе-
ние 0,87.
При нарезании резьб с крутым шагом до 192 мм сече-
ние стружки брать не более 1 мм2.
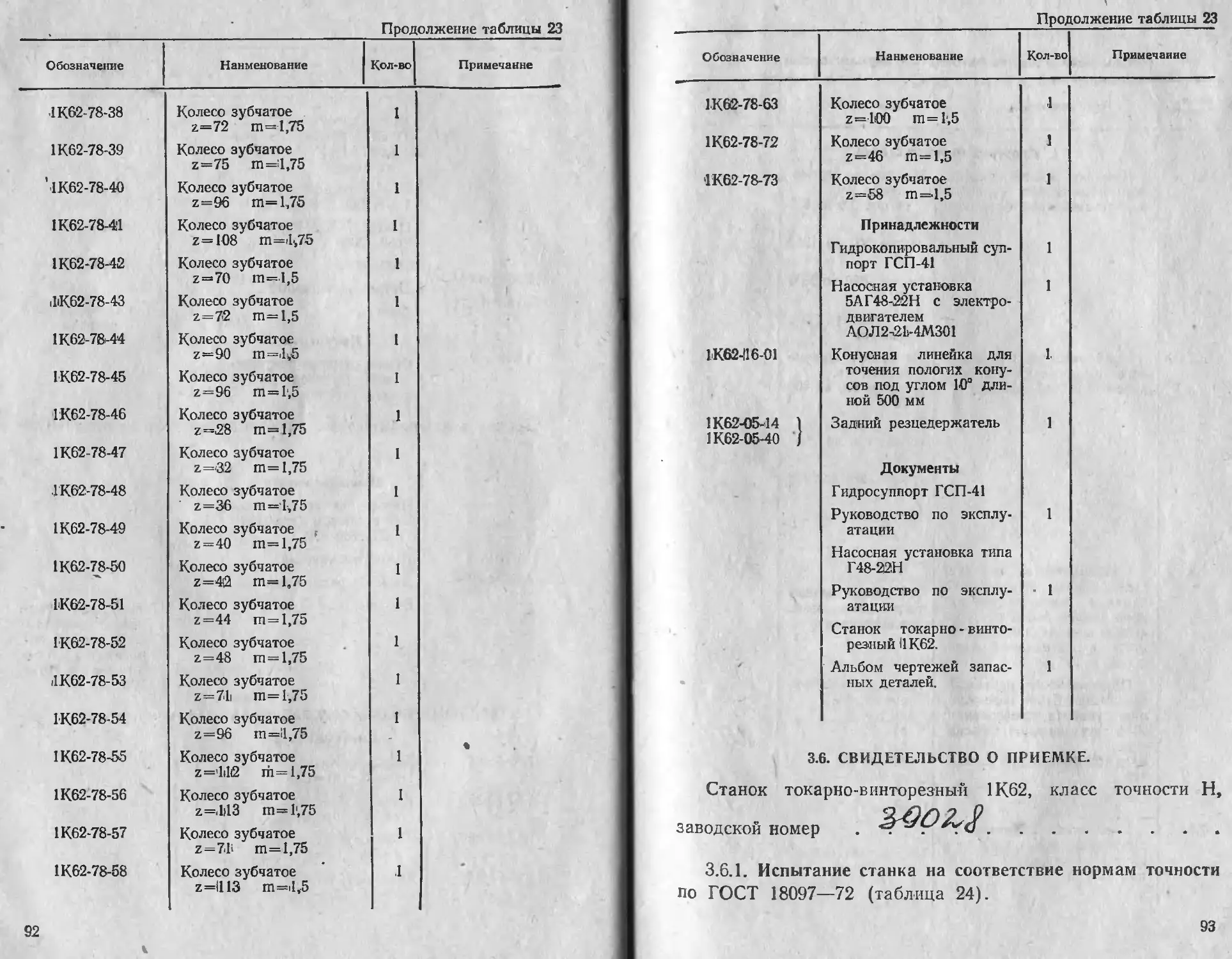
Таблица 23
3.5. КОМПЛЕКТ ПОСТАВКИ.
Обозначение Наименование Кол-во Примечание
1К62 Станок в сборе
Входят в комплект и стоимость станка.
Инструмент
Ключи гаечные двусто- ронние ГОСТ 2839—71
781(1—0025 а 22x24
7811—0041 1 27X30
78Ы*—0043 1 32x36
Отвертка ГОСТ 17199—71 7810-0318 л
Ключ-стержень для уста- новочных гаек
IV-6X4, 7X1100 К18-22 1
Ключ для замка электро- шкафа 2Э10-110 г
Шипцы К13-32 г
Шипцы К18-34 г
1К62-13-21 Ключ торцевой для вин- тов с внутренним ше- стигранником 1 8X10
1К62-13-212 Штопор г
1К62-13-25 Ключ монтажный г 17
1К62-43-26 Ключ для круглых гаек г 105-(МО
Принадлежности
Патрон самоцентрирую- щийся трехкулачковый 7100—0009 250 с клю- чом ГОСТ 267.5—71 1
Ремень главного привода Б-2240Т ГОСТ 1284—68 или ГОСТ 10286—62 5 Установлен на станке
Ремень привода быстрых ходов Б-710Т ГОСТ 1284—68 или ГОСТ 10286—62 .1 Установлен на станке
90
Продолжение таблицы 23
Обозначение Наименование Кол-во Примечание
16Б20-090-001 х Шприц штоковый Тип-1 ГОСТ 3643—54 с голов- кой А1-41 под пресс- масленку Центр вращающийся 11-5-Н ГОСТ 8742—62 Центра ГОСТ .113214—67 7032—0035 7032—0043 Патрон поводковый 1 1 1 .1 1 Морзе № 5 Морзе К° 5 Морзе № 6
16Б20-091-011 1К62 РЭ Фланец Документы Станок токарно-винторез- ный. Руководство по эксплуатации. 1 1 Для трехкулачного патрона
Входят В KON плату. 1К62-И0-О1 1K62-I10-O1 вплект стайка, но поста Принадлежности Патрон четырехкулачко- вый с ключом 7103—0049 ГОСТ 3890—72 Люнет подвижный Лю^ет неподвижный Виброопоры ОВ-31 ввляютс .1 1 1 6 :я за отдельную Только для стан- ков с наиболь- шей длиной об- рабатывав м о г о изделия 710 и 11000 мм
Поставляются Ж62-78-34 1Ж62-78-35 Ж62-78-36 1К62-78-37 1 по особому заказу за Сменные части Колесо зубчатое z=40 т=11,75 Колесо зубчатое z=42 m=l,75 Колесо зубчатое z=i50 m=.li,75 Колесо зубчатое z=60 m=I,75 отдельную плату: 1 1 .1 1
91
Продолжение таблицы 23
Обозначение Наименование Кол-во Примечание
1К62-78-38 Колесо зубчатое . z=72 m=l,75 1
1К62-78-39 Колесо зубчатое z=75 m=l,75 1
'1К62-78-4О Колесо зубчатое z=96 m=l,75 1
1К62-78-41 Колесо зубчатое z=108 т=ч<75 1
1К62-78-42 Колесо зубчатое z=70 m=l,5 1
Ж62-78-43 Колесо зубчатое z=72 m=l,5 1
1К62-78-44 Колесо зубчатое z=90 m=.l,5 1
1К62-78-45 Колесо зубчато,; z=96 m=l‘,5 1
1К62-78-46 Колесо зубчатое z=28 m=l,75 1
1К62-78-47 Колесо зубчатое z=32 m=l,75 I
1К62-78-48 Колесо зубчатое z=36 тп='1-,75 1
1К62-78-49 Колесо зубчатое f z=40 m=l,75 1
1К&2-78-50 Колесо зубчатое z=40 m=l,75 1
LK62-78-51 Колесо зубчатое z=44 111=1,75 1
1К62-78-52 Колесо зубчатое z=48 m=l,75 1
(1К62-78-53 Колесо зубчатое z=71i m=i,75 1
1К62-78-54 Колесо зубчатое z=96 m=H,75 I
1К62-78-55 Колесо зубчатое z=lil<2 rh=l,75 1
1К62-78-56 Колесо зубчатое z=J)13 m=l',75 1
1К62-78-57 Колесо зубчатое Z=7H m=l,75 1
1К62-78-58 Колесо зубчатое z=lll3 т=>1,5 .1
92
Продолжение таблицы 23
Обозначение Наименование Кол-во Примечание
1X63-78-63 Колесо зубчатое z=102 т=1,5 .1
1К62-78-72 Колесо зубчатое z=46 m=’,5 1
1К62-78-73 Колесо зубчатое z=58 m=l,5 Принадлежности 1
гидрокопировальный суп- порт ГСП-41 1
Насосная установка 5АГ48-22Н с электро- двигателем АОП2-Й1>-4М301 1
1K62-I16-01 Конусная линейка для точения пологих кону- сов под углом 10° дли- ной 500 мм 1.
1К62-О5-14 1 Ро2-05-40 J Задний резцедержатель Документы Гидросуппорт ГСП-41 1
Руководство по эксплу- атации Насосная установка типа Г48-22Н 1
Руководство по эксплу- атации Станок токарно - винто- резный I1K62. 1
Z Альбом чертежей запас- ных деталей. 1
3.6. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ.
Станок токарно-винторезный 1К62,
класс точности Н,
заводской помер
3.6.1. Испытание станка на соответствие нормам точности
по ГОСТ '8097—72 (таблица 24).
93
Таблица 24
Испытание станка на соответствие нормам точности
Номер проверки Что проверяется Допуск, МКМ Фактическое отклонение, мкм
1. Проверка точности станка.
1.1. Прямолинейность продоль- ного перемещения суппорта в горизонтальной плоскости На длине переме- щения, мм, свыше 500 до 800 116 /6
1.2. Прямолинейность продоль- ного перемещения суппорта в вертикальной плоскости свыше 800 до 1250 20 свыше 1250 до 2000 25 В сторону оси центров На длине переме- щения, мм, свыше 500 до 800 05 Ло
1.3. 1.4. | 1.5. Одновысотиость оси вра- щения шпинделя передней бабки и оси отверстия пи- ноли задней бабки по отно- шению к направляющим ста- нины в вертикальной плос- кости Параллельность перемеще- ния задней бабкн перемеще- нию суппорта, проверяемая: а) в вертикальной плоско- сти; б) в горизонтальной плоско- сти Радиальное биение цент- рирующей пове р х н о с т и шпинделя передней бабки под патрон свыше 800 до 1250 30 свыше 1250 до 2000 40 Вогнутость не до- пускается 30 Ось пиноли может быть лишь выше оси шпинделя При длине переме- щения, мм, до 500 а) 30 б) 20 свыше 500 до 2000 а) 40 б) 25 10
94
Продолжение таблицы 24
Номер проверки Что проверяется Допуск, МКМ Фактическое отклонение,, мкм
Кб. Осевое биение шпинделя передней бабки 8
L7. Торцовое биение опорного буртика шпинделя передней бабки 16
1.8. Радиальное биение кони- ческого отверстия шпинделя
передней бабки проверяемое: а) у торца; а) 10 /
б) на длине L=200 мм б) 16 /4х
1.9. Параллельность оси вра- щения шпинделя передней бабки продольному переме- щению суппорта- а) в вертикальной плоско- На длине переме-
сти; щения 200 мм а) 16
б) в горизонтальной плоско- б) 8
СТИ Свободный конец
оправки может отк лоняться
* вверх и в направ-
Параллельность продоль- ного перемещения верхних салазок суппорта оси вра- лении к резцу переднего суп- порта *
1.10. На длине переме- щения до 100 мм 20 JLO
щения шпцнделя передней бабки в вертикальной плос-
кости
1..1I2. Параллельность перемеще- На длине 50 мм
ния пиноли направлению продольного перемеще и и я а) 10 vO о
суппорта: а) в вертикальной плоско- б) 8 6
сти; б) в горизонтальной плос- При выдвижении
кости ~ конец пиноли мо- жет отклоняться вверх и в сторо- ну резца перед- него суппорта
1.13. Параллельность оси кони- ческого отверстия пиноли задней бабки перемещению суппорта: На длине 200 мм
96
Продолжение таблицы 24
Номер проверки Что проверяется Допуск. МКМ Фактическое отклонение» мкм
а) в вертикальной плоско- сти; а) 20
б) в горизонтальной плоско- сти б) 20
Отклонение сво- боды ого конца оправки допуска- ется лишь вверх •и в сторону рез- ца переднего суп- порта
1.14. ♦ Точность кинематической цепи от шпинделя передней бабки На длине переме- щения 50 мм .16
до суппорта (ходового винта) На длине переме- щения 300 мм 35 tv
В случае участия коробки подач допуски увели- чить на 25%
1.J5. Осевое биение ходового винта 8
2. Проверка станка в работе.
2J 1 очность .гео метрической формы цилиндрической по- верхности образца обрабо- танного на станке при за- креплении образца в патро- не (в отверстии шпинделя): а) постоянство диаметра в поперечном сечении; На длине 200 мм а) 8 г
б) постоянство диаметра в любом сечении б) 20 к
2.2. Плоскостность торцовой поверхности образца, обра- ботанной на станке На длине 200 мм 46 Выпуклость ие до- пускается */.
3. Проверка станка на жесткость.
3.1 Относительное перемеще- ние под нагрузкой резцедер- жателя и оправки, установ- ленной:' а) в шпинделе перед ней бабки; б) в пиноли задней бабки. а) 200 б) 270 /ft-’.
96
3.6.2. Испытание станка на соответствие остальным техни-
ческим условиям и особым условиям поставки.
Станок отвечает всем предъявленным к нему требованиям
по ГОСТ 7599—73 и техническим условиям ТУ2-924-3824—74.
3.6.3. Электрооборудование
ПАНЕЛЬ СП-62 Завод-изготовитель «Электропанель», г. Глухов, заводской номер . • ♦
Питающая сеть Напряжение 380 В; род тока - - ; частота 50 Гц
Цепь управления Напряжение НЮ В; род тока~ ; Местное освещение Напряжение '24 В; род тока ~ ; ЭЛЕКТРООБОРУДОВАНИЕ выполнено по
принципиальной схеме рис. 9 Схема соединения шкафа управления рис. 10 Схема соединения станка рис. 11
• ЭЛЕКТРОДВИГАТЕЛИ
Обозна- чение по схеме рис. 8 Назначение Тип Мощ- ность. кВт Номи- нальный ток, А То» холо- стой ХОД* А на- груз- ка**
Ml М2 М3 М4 Главного привода Быстрых ходов Охлаждения Гидропривода АО2-52-4М илн 4А132М4 АОЛ2-1Г4М или 4АХ71В4 ПА-22 АОЛ2-21-4М 1Ю 41 06 0,75 0,12 1.1 19,7 ее 1,7 12^2 о,зе 2,5 _ 6.0 4.0 РЙЪ /У
* При ненагруженном станке.
* * При максимальной нагрузке.
Испытание повышенным напряжением промышленной ча-
стоты проведено напряжением 1500 В.
Максимальное сопротивление изоляции проводов относительно земли
Силовые цепи не ниже I Мом Цепи управления не ниже 1 Мом
97
Электрическое сопротивление между винтом заземления и
металлическими частями, которое может оказаться под напря-
жением 50 В и выше не превышает 0,1 Ома.
Выводы: электрооборудование выполнено в соответ-
ствии с установленными требованиями и выдержало испыта-
ния, согласно ТУ2-024-3824 —74.
3.6.4. Общее заключение.
На основании осмотра и проведенных испытаний станрк
признан годным для эксплуатации.
Дата выпуска.
/Главный контролер
подпись