/





















































































































Текст
М.СТЕЛЕСОВ
.АД ВЕТРОВ
ИЗГОТОВЛЕНИЕ И РЕМОНТ
ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Москва
Легяромбытиздат
1986
ЬБК 37.27
Т 31
УДК 739.2 : 64
Рецензенты: Э. А. Положищев (Киевское специальное
художественное К.ТБ ювелирной промышленности), канд. техн.
наук А. П. Эйчис.
Телесов М. С, Ветров А. В.
Т 31 Изготовление и ремонт ювелирных изделий.—
М.: Легпромбытиздат, 1986. — 192 с: ил.
Рассмотрены вопросы организации и технологии изготовления и
ремонта ювелирных изделий но индивидуальным заказам населения.
Даны справочные данные по материалам, применяемым в
ювелирном производстве. Приведены рекомендации по уходу за
ювелирными изделиями.
Для мастеров и рабочих специализированных предприятий.
3404000000—116 „„„
Т 116—86 ББК 37.27
044(01)—86
Производственно-техническое издание
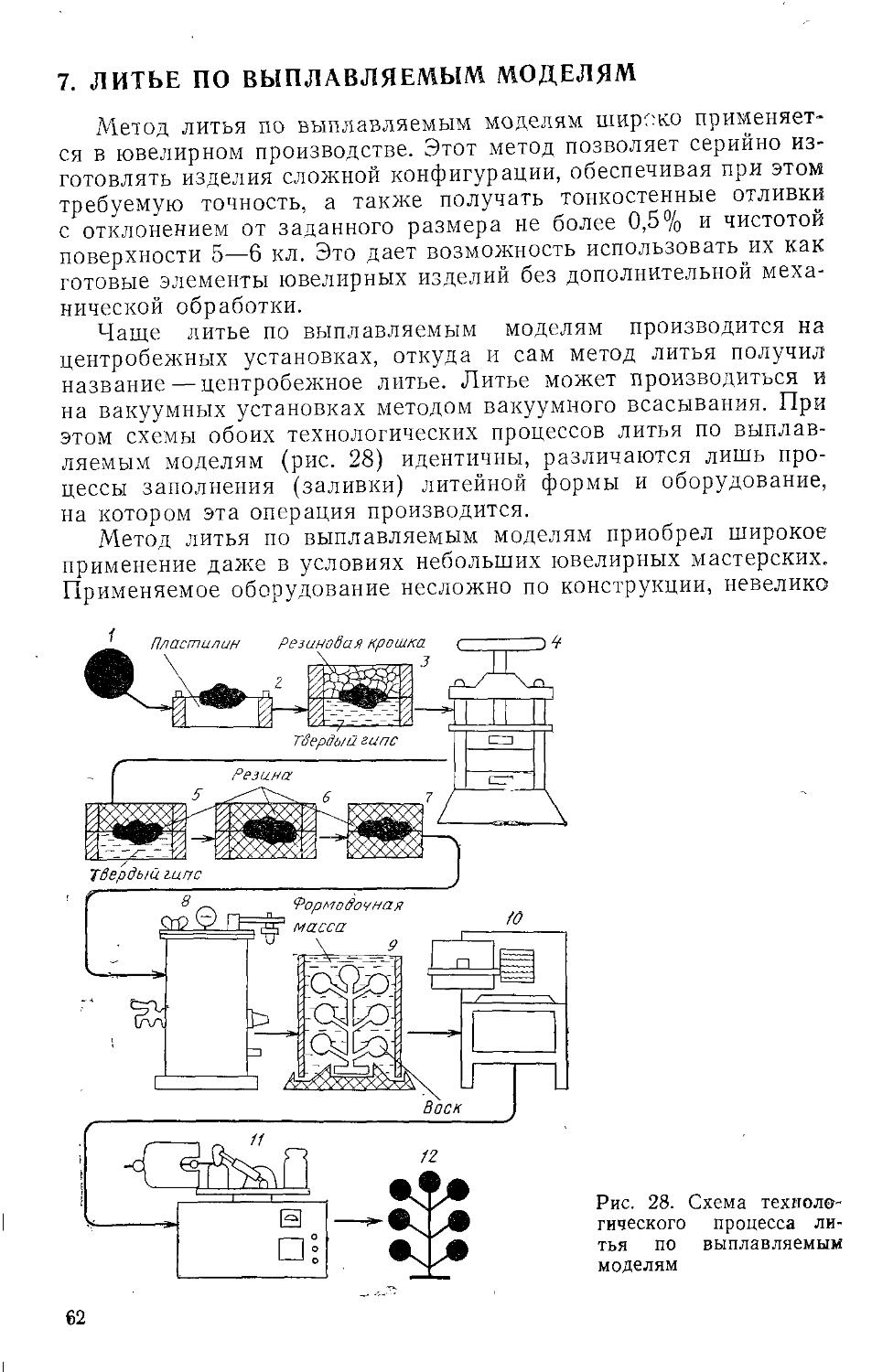
МИХАИЛ СЕМЕНОВИЧ ТЕЛЕСОВ,
АЛЕКСЕЙ ВАСИЛЬЕВИЧ ВЕТРОВ
Изготовление и ремонт ювелирных изделий
Редактор В. В. Козодаева
Художник А. Е. Кошелев
Художественный редактор Л. К. Овчинникова
Технический редактор Н. В. Ч с р е н к о в а
Корректор А. И. Гурычева
ИБ № 820
Сдано в набор 09.01.86. Подписано в печать 10.03.86.
Формат 60X90Vi6. «Бумага книжно-журнальная. Гарнитура литературная. Высокая
печать. Объем издания |12,0 п. л. Усл. п. л. 12,0. Усл. кр.-отт. 12,25. Уч.-изд. л. 12,69.
Тираж 60 000 экз. Цена 95 коп. Зак. 1
Издательство «Легкая промышленность и бытовое обслуживание».
113184, Москва, М-184, 1-й Кадашевский пер., д, 12
Московская типография № 8 ВГО «Союзучетиздат»
при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли,
107978, Москва, Каланчевский туп., 3/5
© Издательство «Легкая промышленность
и бытовое обслуживание», 1866.
ОРГАНИЗАЦИЯ ИЗГОТОВЛЕНИЯ И
РЕМОНТА ЮВЕЛИРНЫХ ИЗДЕЛИЙ
ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
Организация выполнения заказов на изготовление и ремонт ювелирных
изделий на предприятиях бытового обслуживания значительно отличается or
организации изготовления ювелирных изделий на специализированных
предприятиях. В основе работы предприятий бытового обслуживания лежит
выполнение конкретных индивидуальных заказов.
Предприятия или их отдельные структурные подразделения (цехи,
мастерские), выполняющие работы с драгоценными металлами и драгоценными
камнями, должны иметь от соответствующей инспекции пробирного надзора
Министерства финансов СССР разрешение (регистрационное удостоверение)
на переработку, расходование и применение их. Для получения
регистрационного удостоверения на предприятии кли его отдельном структурном
подразделении должна быть обеспечена сохранность драгоценных металлов и
драгоценных камней, а также строгий учет получения, расходования и
хранения их в соответствии с требованиями Министерства финансов СССР
(Инструкция о порядке получения, расходования, учета и хранения
драгоценных металлоо и драгоценных камней на предприятиях, в учреждениях и
организациях).
Все предприятия, которые изготовляют и ремонтируют ювелирные
изделия, должны иметь свой именник, который ежегодно согласовывается с
соответствующей инспекцией пробирного надзора и регистрируется ею. Оттиск
именника изображается на полированной металлической пластинке и
сдается инспекции пробирного надзора. В дальнейшем оттиск именника делается
на ювелирных изделиях, которые изготовляются предприятием или
ремонтируются с нарушением ранее имеющегося клейма.
Исполнение заказов на изготовление и ремонт ювелирных изделий
производится в соответствии с Правилами приема, исполнения и выдачи
заказов, утверждаемых министерствами бытового обслуживания населения
союзных республик. Заказы на изготовление новых изделий могут
выполняться как по образцам, разработанным предприятием и выставленным для нг. -
глядного обозрения, так и по эскизам, рисункам и конкретным образцам,
предлагаемым непосредственно заказчиком.
Предприятия бытового обслуживания изготовляют золотые изделия
583 пробы и серебряные 875 пробы, но могут изготовлять и изделия
других проб, в зависимости от цробноети драгоценных металлов, которые
сдаются на переработку в качестве лама.
Прием заказов, опробование и взвешивание лома драгоценных металлов,
изделий из драгоценных металлов, принимаемых в ремонт, а также осмотр
и взвешивание всех видов камней (драгоценных, полудрагоценных,
поделочных и искусственных) производится в присутствии заказчика. При
оформлении заказа заказчик должен быть ознакомлен с условиями выполнения за-
. каза (стоимость услуги, нормативные потери драгоценного металла при
изготовлении или ремонте конкретного изделия, срок исполнения заказа и др.),
о чем выдается квитанция установленной формы. Для информации населения
в приемных салонах рекомендуется вывешивать весь перечень нормативных
и справочных материалов.
Порядок прохождения заказа в процессе его исполнения должен
соответствовать требованиям, предусмотренным Инструкцией о порядке получе-
3
ния, расходования, учета и хранения драгоценных металлов и драгоценных
камней на предприятиях, в учреждениях и организациях, утвержденной
Министерством финансов СССР.
При выполнении заказа ювелир должен соблюдать технические и
качественные требования, предусмотренные действующими стандартами.
Технология выполнения заказов определяется техническими службами предприятия,
а в условиях единичного производства самим исполнителем в зависимости
от уровня его профессиональной подготовки и технической оснащенности
предприятия. Применяемые при производстве ювелирных работ припои по
содержанию в них драгоценного металла должны соответствовать пробам
обрабатываемых изделий.
После выполнения технологического процесса монтировочных операций,
перед выполнением отделочных операций, на изделие наносят оттиск
рабочего номера мастера и именник предприятия, а затем его направляют на
опробование в инспекцию пробирного надзора. После опробования и
клеймения изделие поступает обратно на предприятие для выполнения отделочных
операций (полировка, закрепка камней и др.).
При выдаче заказа производится полный взаиморасчет с заказчиком.
Остаток драгоценного металла, если он имеется, выдается заказчику той же
пробы, из металла которой выполнено изделие. На остаток лома должен
быть нанесен оттиск именника предприятия, выдавшего его.
Особое значение имеют при выполнении индивидуальных заказов на
изготовление и ремонт ювелирных изделий Единые нормы потерь
драгоценных металлов, которые утверждаются министерствами бытового
обслуживания населения союзных республик. Независимо от метода плавки и
технологии обработки изделий на предприятий превышение норм потерь
драгоценных металлов не разрешается. Нормативные потери предусматриваются
для групп однотипных изделий и выражаются в процентах к массе готовых
изделий.
Действующие нормы подразделяются на возвратные отходы и
безвозвратные потери. К безвозвратным потерям относится количество
драгоценного металла, безвозвратно потерянного при осуществлении
технологического процесса (угар при плавке и пайке, потерн при опиловке, клеймении
и др.).
К возвратным отходам относятся драгоценные металлы, которые могут
быть извлечены из креца *, собранного в пылесборнике и отстойнике.
Каждое структурное подразделение, работающее с драгоценными металлами,
обязано обеспечить полный сбор всех отходов, образующихся в процессе
производства и осаждающихся на рабочих верстаках, полах и стенах
помещений, на руках и одежде работающих, а также в виде отходов на
напильниках, полировочных шайбах и на наждачной шкурке. Полировальные
станки должны бв1ть оборудованы пылесборниками, а умывальники —
отстойниками.
Сумма безвозвратных потерь и возвратных отходов составляет общую
норму потерь драгоценного металла, которая возмещается заказчиком.
Все предприятия и их структурные подразделения обязаны строго
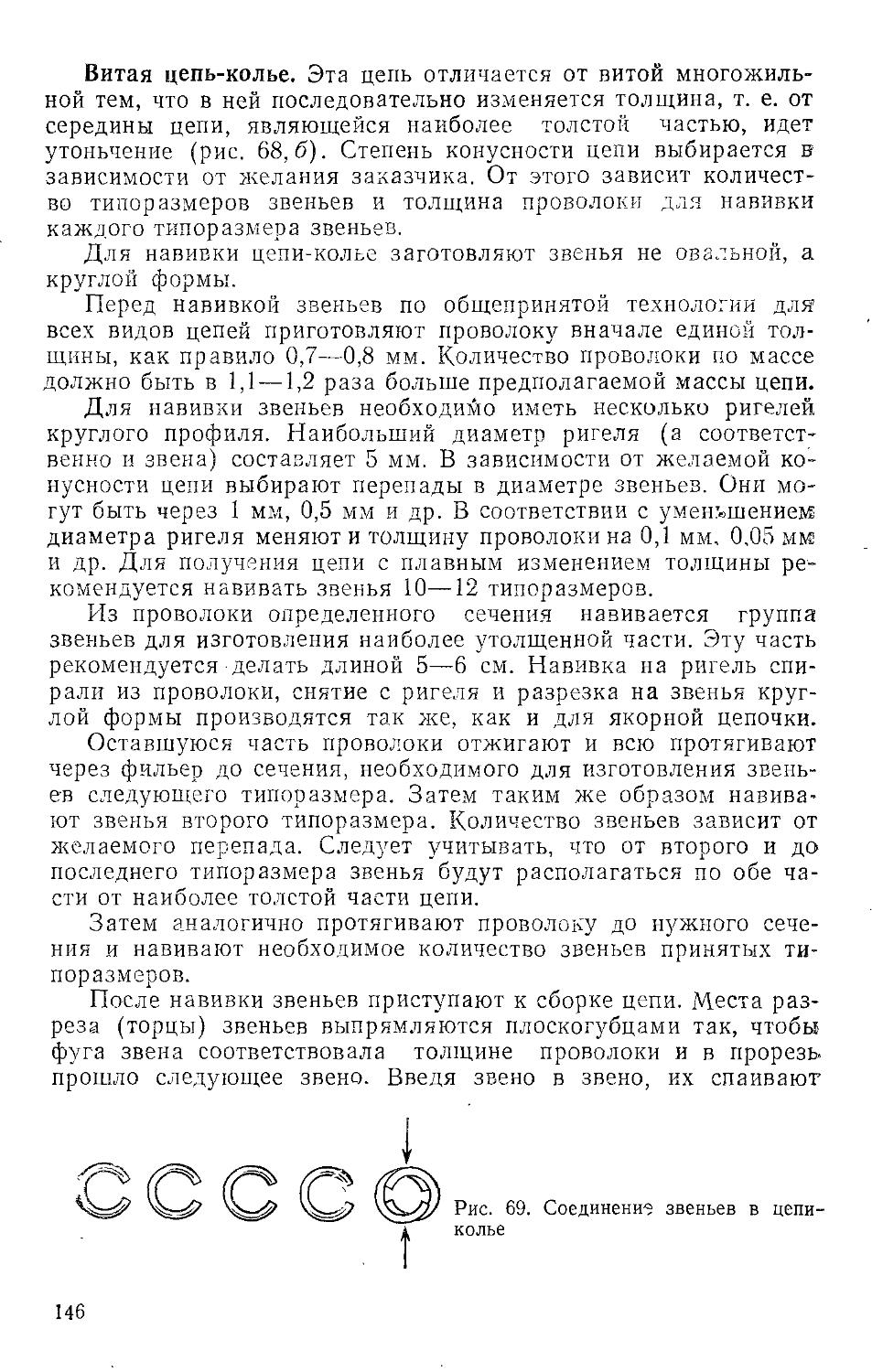
соблюдать требования нормативно-технической документации и добиваться
бережливого расходования драгоценных металлов.
* Крец — смесь возвратных отходов золота и серебра с различными
шлифовальными и нешлнфовальньши материалами, образуемая в процессе
шлифовки и .полировки ювелирных изделий. Золото и серебро извлекаются из
креца на специализированных заводах.
4
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ
В ЮВЕЛИРНОМ ПРОИЗВОДСТВЕ
1. ДРАГОЦЕННЫЕ МЕТАЛЛЫ
В производстве .ювелирных изделий применяются следующие
драгоценные металлы; золото, серебро, платина, палладий.
Могут применяться также иридий и, крайне редко, родий.
Золото — металл желтого цвета, мягкий, обладающий
высокой степенью пластичности, легко поддается механической обра-
«ботке, хорошо полируется. Температура плавления его 1063° С,
температура кипения 2530° С, плотность 19,3 г/см3. Золото
химически устойчиво на воздухе, в воде и кислотах, за исключением
•«царской водки» (смесь азотной и соляной кислот). На золото
оказывают воздействие хлор, бром и фтор. Наибольшее
воздействие оказывает хлор в чистом состоянии и выделяемый из
соединений. В чистом виде золото обладает невысокой
твердостью и прочностью. Для повышения механических свойств в
.производстве ювелирных изделий золото применяется в виде
-сплавов с другими металлами.
Серебро — металл белого цвета, мягкий, обладающий
хорошей ковкостью и самой высокой из всех металлов тепло- и
электропроводностью, хорошо поддается механической обработке и
.полировке. Температура плавления его 960,5° С, температура
кипения 1955° С, плотность 10,5 г/см3. Серебро химически стойко
■на воздухе и в воде. При наличии в воздухе сероводорода
серебро покрывается темным налетом сульфида серебра Ag2S. Оно
также растворяется в азотной и горячей концентрированной
соляной кислотах. Серебро в чистом виде обладает невысокой
твердостью и прочностью, поэтому в производстве ювелирных
.изделий его используют в сплаве с другими металлами.
Платина — металл серебристо-белого цвета, мягкий,
обладающий хорошей ковкостью и пластичностью, хорошо поддается
механической обработке и полировке, имеет низкую тепло- и
электропроводность. Температура плавления 1773° С,
температура кипения 4300° С, плотность 21,45 г/см3. Платина
практически не растворима ни в воде, ни в кислотах, за исключением
горячей «царской водки».
В состав платиновой группы входят палладий, иридий,
родий, которые по своим свойствам сходны с платиной и
именуются ее спутниками. Так как платина не обладает достаточной
твердостью, в производстве ювелирных изделий ее используют
:в сплаве с золотом и серебром.
5.
Палладий — металл серебристо-белого цвета, светлее
платины, обладает хорошей ковкостью, хорошо поддается
механической обработке. Температура плавления его 1554,5° С,
температура кипения 2200° С, плотность 12,0 г/см3. Палладий
химически устойчив на воздухе и в воде, растворяется в азотной
кислоте и смеси азотной и соляной кислот.
В чистое виде палладий в ювелирном производстве не
применяется. Он используется как легирующий металл,
повышающий прочностные свойства платины и золота. Палладий
придает золоту белый цвет.
Иридий — металл белого цвета со слабым серым оттенком,
твердый и хрупкий, плохо поддается механической обработке,
химически стоек к кислотам. Температура плавления его 2454°С,
температура кипения 5300° С, плотность 22,5 г/см3.
В природе иридий встречается вместе с платиной. В
ювелирном производстве он в основном используется в сплаве с
платиной, резко повышая ее твердость.
Родий — металл бледно-голубого цвета, хрупкий,
химически устойчив на воздухе и в воде, растворяется в
концентрированной серной кислоте. Температура плавления его 1966° С,
температура кипения 4500° С, плотность 22,4 г/см3.
В природе родий встречается вместе с платиной. В
ювелирном производстве практически не применяется.
2. НЕДРАГОЦЕННЫЕ ЦВЕТНЫЕ МЕТАЛЛЫ
И ИХ СПЛАВЫ
В ювелирном производстве цветные металлы применяются в
основном как легирующие материалы в сплавах с
драгоценными металлами. К цветным металлам, используемым в сплавах
с драгоценными металлами, относятся медь и ее сплавы, цинк,
кадмий, никель, свинец, олово, алюминий ртуть.
Некоторые недрагоценные цветные металлы и сплавы,
например на основе меди с последующим га тьванопокрытием для
имитации цвета золота или серебра и алюминия с
последующим анодированием, применяются для изготовления ювелирной
галантереи.
Медь — металл красного цвета, мягкий, обладает хорошей
тягучестью, а также хорошей тепло- и электропроводностью,
хорошо поддается механической обработке и полировке.
Температура плавления его 1083° С, температура кипения 2310°С,
плотность 8,9 г/см3. На воздухе в присутствии углекислого газа
медь покрывается пленкой зеленого цвета, в результате чего
блеск после полировки долго не сохраняется. Растворяется в
азотной кислоте, образуя азотнокислую медь, в «царской
водке», образуя хлорную медь, в серной кислоте, образуя медный
купорос, и в разбавленной соляной кислоте, образуя хлорид
меди.
6
В природе медь встречается как в самородном виде, так и в
различных рудах. В ювелирном производстве медь в чистом
виде применяется крайне редко, в основном она используется в
виде сплавов с другими металлами.
Латунь — сплав меди (не менее 50%) с цинком. Цвет
желтый. Может иметь добавки свинца, олова, никеля, железа и др.
К числу сплавов меди, являющихся разновидностью латуни;
относится «томпак», который содержит 10% цинка,
имеет-золотистый цвет и используется для ювелирных изделий с
последующим покрытием.
Бронза — сплав меди с оловом (оловянистые сплавы),
алюминием, кремнием и другими металлами (безоловянистые
сплавы). В ювелирном производстве в основном используются
оловянистые бронзы, которые обладают высокой прочностью,
антикоррозийной стойкостью, хорошей жидкотекучестью и
незначительной усадкой.
Нейзильбер —сплав меди (65%), никеля (15%) и цинка
(20%), отличается высоким, электросопротивлением и
антикоррозийной стойкостью, имеет высокую твердость и упругость.
Температура плавления его 1050° С, плотность 8,45 г/см3.
В ювелирном производстве нейзильбер используется для
изготовления столовой посуды и некоторых элементов, требующих
большой упругости (пружины, иглы, штифты).
Мельхиор — сплав меди (80%) и никеля (20%), хорошо
поддается механическое обработке, обладает большой тягучестью,
что позволяет обрабатывать его методом холодной штамповки.
Температура плавления 1170° С, плотность 8,9 г/см3.
В ювелирном производстве мельхиор применяется для
изготовления столовой посуды и других предметов домашнего
обихода.
Цинк — металл голубовато-белого цвета, покрывающийся на
воздухе плотным серым защитным слоем, переходящим в
голубовато-серый цвет. Температура плавления его 419,5е С,
температура кипения 906° С, плотность 7,13 г/см3. Цинк хрупок, легко
ломается при комнатной температуре. При нагревании его до
100—150° С делается ковким, легко поддается как механической
обработке, так и обработке давлением. При нагревании до
температуры выше 200° С он опять становится хрупким. Цинк
растворяется в соляной кислоте, образуя хлористый цинк, в азотной
кислоте, образуя азотнокислый цинк, и в серной кислоте,
образуя сернокислый цинк.
В ювелирном производстве цинк применяется в качестве
легирующего материала в сплавах драгоценных металлов и для
изготовления припоев.
Кадмий — металл серебристо-белого цвета, мягкий и
пластичный, на воздухе покрывается защитной окисной пленкой серого
цвета. Температура плавления его 320,9°С, температура
кипения 765° С, плотность 8,65 г/см3. В ювелирном производстве
кадмий применяется для составления сплавов драгоценных
металлов и изготовления припоев.
Никель — металл серебристо-белого цвета, обладает
сильным блеском, хорошей ковкостью, гибкостью и тягучестью, тверд
и тугоплавок, химически устойчив на воздухе, благодаря чему
применяется для покрытия стальных и медных предметов.
Температура плавления его 1455°С, температура кипения 3000° С,
плотность 8,9 г/см3. В ювелирном производстве никель
используется как легирующий материал в сплавах золота, при этом.
золото получается белого цвета.
Свинец — металл синевато-серого цвета, обладающий
сильным блеском, очень мягкий и пластичный. Температура
плавления его 327° С, температура кипения 1525° С, плотность
11,34 г/см3. На воздухе свинец покрывается тускло-серым
налетом окиси свинца. В воде на его поверхности образуется толстый
слой карбоната и сульфата свинца, который защищает металл
от коррозии. Он химически стоек в соляной и серной кислотах..
Растворяется в азотной кислоте. В ювелирном производстве
свинец применяется в основном для получения припоев и
купелирования, представляющего собой избирательный процесс
отделения благородных металлов (золота и серебра) от
неблагородных.
Олово — металл серебристо-белого цвета, обладает хорошей;
ковкостью и пастичностью. Температура плавления его 231,9° С„
температура кипения 2275° С, плотность 7,31 г/см3. На воздухе
олово постепенно покрывается защитным окисным слоем,
растворяется в соляной кислоте, образуя хлорид, при
взаимодействии с концентрированной азотной кислотой образует оловянную»
кислоту в виде серого порошка, растворимого в разведенной,
азотной кислоте. В ювелирном производстве олово применяется,
для получения мягких легкоплавких припоев.
Алюминий — металл серебристо-белого цвета с голубоватым1
оттенком, весьма пластичный. Он хорошо прокатывается,
штампуется и куется. Температура плавления 659° С, плотность
литого алюминия 2,56 г/см3. На воздухе чистый алюминий
покрывается тонкой пленкой окисла, предохраняющей его от коррозии..
В ювелирном производстве алюминий применяется для
изготовления различных украшений с последующим их анодированием,
и окраской.
Ртуть — металл серебристо-белого цвета,, при нормальной:
комнатной температуре находится в жидком состоянии,
замерзает при температуре —38,9° С, температура кипения +357,2° С,,
плотность 13,54 г/см3. В природе ртуть встречается в
самородном виде и в виде соединений с серой.
В ювелирном производстве ртуть используется для
получения золотой и серебряной амальгам, для горячего золочения m
серебрения, а также при гальванической металлизации,
3. СТАЛИ
В ювелирном производстве стали применяются для
изготовления инструментов, оборудования и приспособлений.
Стали подразделяются на конструкционные (углеродистые и
легированные)"и быстрорежущие.
Конструкционные углеродистые стали содержат до 0,25%
углерода, они хорошо куются, штампуются и свариваются. Из
них изготовляется инструмент, который не требует
последующей термообработки.
Конструкционные специальные стали содержат от 0,25 до
0,7%' углерода, они обладают высокой прочностью, и из них
изготовляются инструмент и детали приспособлений, которые
требуют последующей термообработки.
Углеродистые инструментальные стали содержат от 0,7 до
1,5% углерода; они подразделяются на обыкновенные и
высококачественные. Эти стали обладают высокой прочностью, и из
них изготовляются инструмент и детали приспособлений,
которые требуют последующей термообработки.
Легированные инструментальные стали наряду с железом и
углеродом содержат примеси и различные легирующие
материалы (кремний, никель, марганец, хром, молибден, вольфрам,
титан и др.). За счет введения различных легирующих материалов
стали придаются необходимые физические свойства.
Легированные инструментальные стали широко используются для
изготовления ювелирного инструмента и различного рода
приспособлений.
Быстрорежущие стали имеют повышенное содержание
вольфрама (от 12 до 20%) н обладают большой стойкостью при
механической обработке металлов резанием, когда изготовленный
из них инструмент нагревается.
Нержавеющие стали имеют большое содержание хрома и
никеля. Это обеспечивает антикоррозийную стойкость,
повышенную твердость. Нержавеющие стали используют для
изготовления режущего инструмента.
4. СПЛАВЫ ДРАГОЦЕННЫХ МЕТАЛЛОВ
Для изготовления ювелирных изделий применяются сплавы
драгоценных металлов, в которых за счет ввода легирующих
материалов изменяются физические и химические свойства
(твердость, прочность, пластичность, цвет, коррозийная
стойкость, температура плавления и др.).
Сплавы золота. Процентное содержание золота в сплаве
зависит от предусматриваемой пробы сплава. В качестве
легирующих материалов в сплавах применяются в различных
сочетаниях серебро, медь, платина, палладий, цинк, кадмий (табл. 1).
Наиболее часто в ювелирном производстве применяются сплавы
9
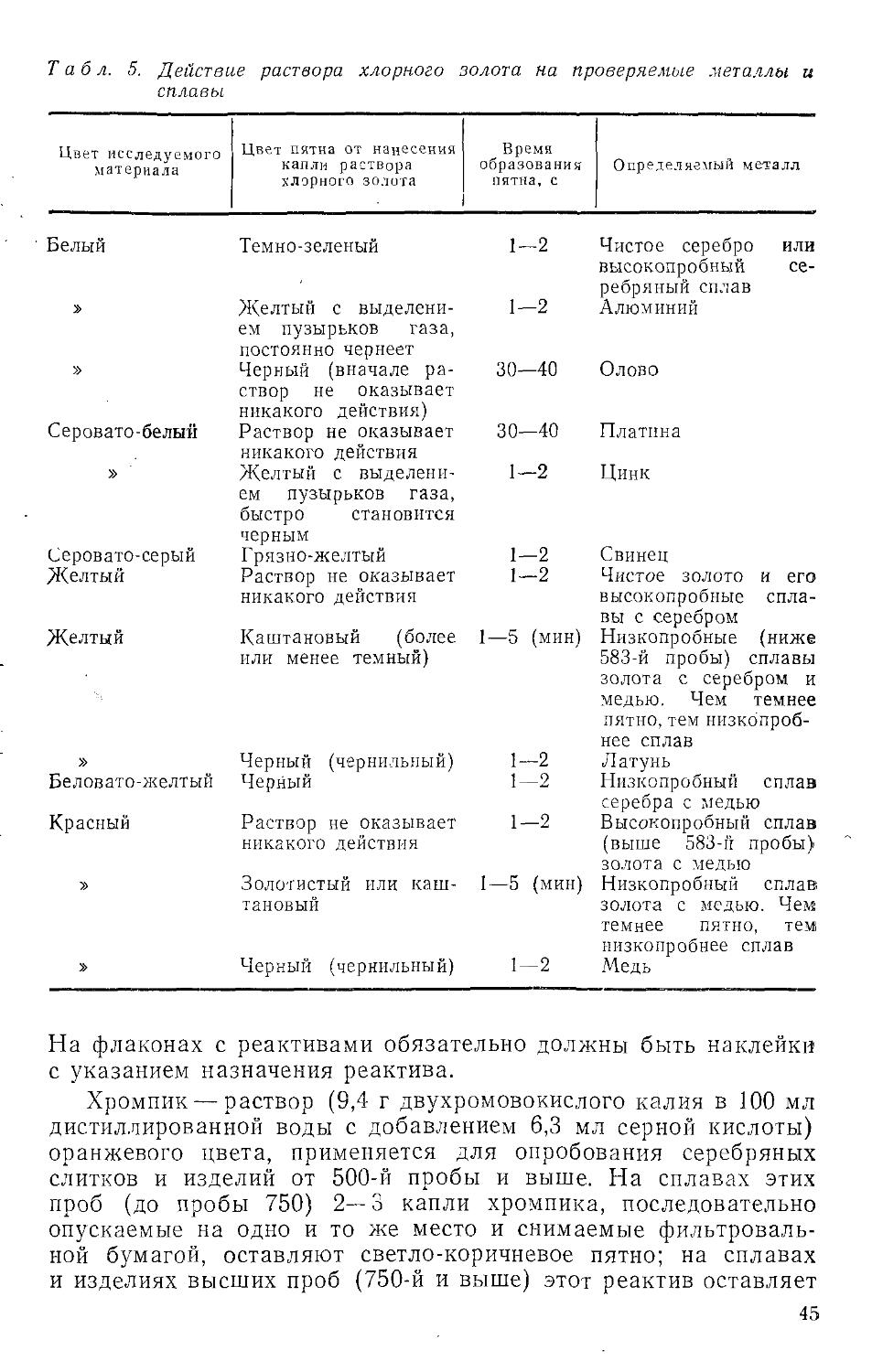
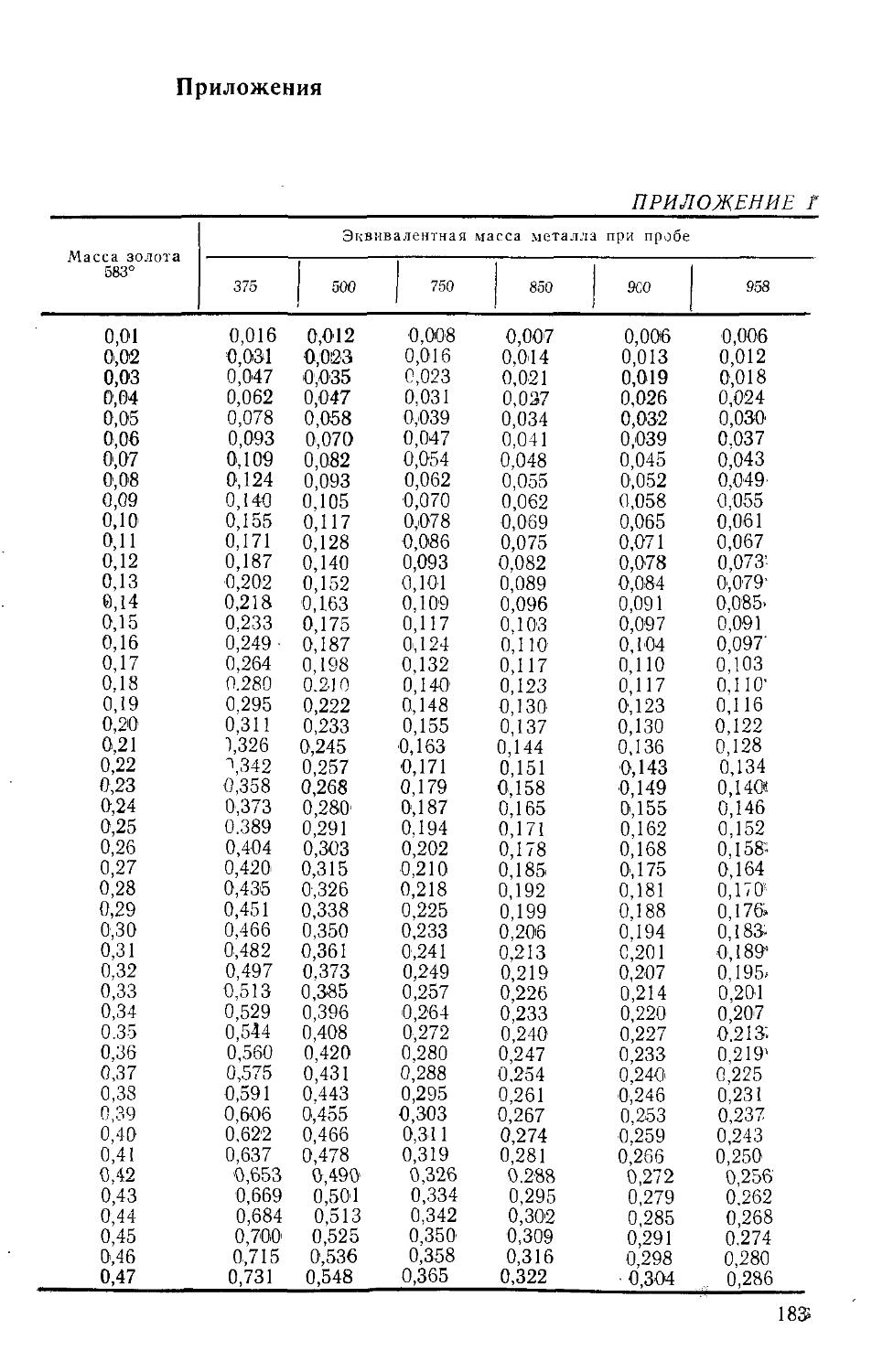
Табл. 1 Свойства и состав сплавов золота
Цвет сплава
Проба
Золото
Состав
Серебро
Бледно-желтый
Желтый
Зеленый
Красный
Белый
Желтый
Розовый
Белый
375
583
583
583
583
750
750
750
37,5+0,3
58,34-0,3
58,3±0,3
58,3+0,3
58,34-0,3
75,0+ДЗ
75,04:0,3
75,04-0,3
10,0+0,5
8,0+0,5
30,0+0,5
—
25,7+0,5
17,0+0,5
12,5+0,5
5,0+0,5
золото — серебро — медь; золото — серебро; золото — медь. Эти
металлы являются основной частью сплава, а для придания
сплаву определенного цвета в виде добавок применяют
платину, палладий, кадмий, цинк, никель и др.
Сплав золото — серебро — медь (Au—Ag—Си) имеет желтый
цвет, обладает высокой прочностью и хорошо поддается
обработке как механическим способом, так и методом литья.
Сплав золото — серебро (Au—Ag) может иметь цвет от
желтого до белого в зависимости от процентного содержания в нем
серебра, хорошо поддается обработке как механическим
способом, так и методом литья. В производстве ювелирных изделий
применяется редко, так как имеет бледный цвет.
Сплав золото — медь (Au—Си) изменяет цвет от желтого до
красного в зависимости от процентного содержания меди. С
увеличением содержания меди твердость сплава повышается,
однако он хуже поддается механической обработке. В связи с этим
при изготовлении ювелирных изделий в сплав вводят
небольшую часть серебра, что делает его более пластичным и ковким.
Сплав золото — платина (Au—Pt) изменяет цвет от желтого
до белого в зависимости от процентного содержания платины.
Сплав белого цвета называют «белым золотом». Он обладает
большой твердостью и тугоплавкостью. В производстве
ювелирных изделий применяется редко, в основном для изготовления
оправ и кастов для крепления бриллиантов.
Сплав золото — палладий (Au— Pd) изменяет цвет от
желтого до белого в зависимости от процентного содержания
палладия. Сплав обладает большой твердостью и тугоплавкостью, в
результате чего крайне редко применяется в ювелирном
производстве.
Сплав золото — кадмий (Au—Cd) изменяет цвет от желтого
до серого в зависимости от процентного содержания кадмия.
Сплав хрупкий, в результате чего в ювелирном производстве
применяется редко.
10
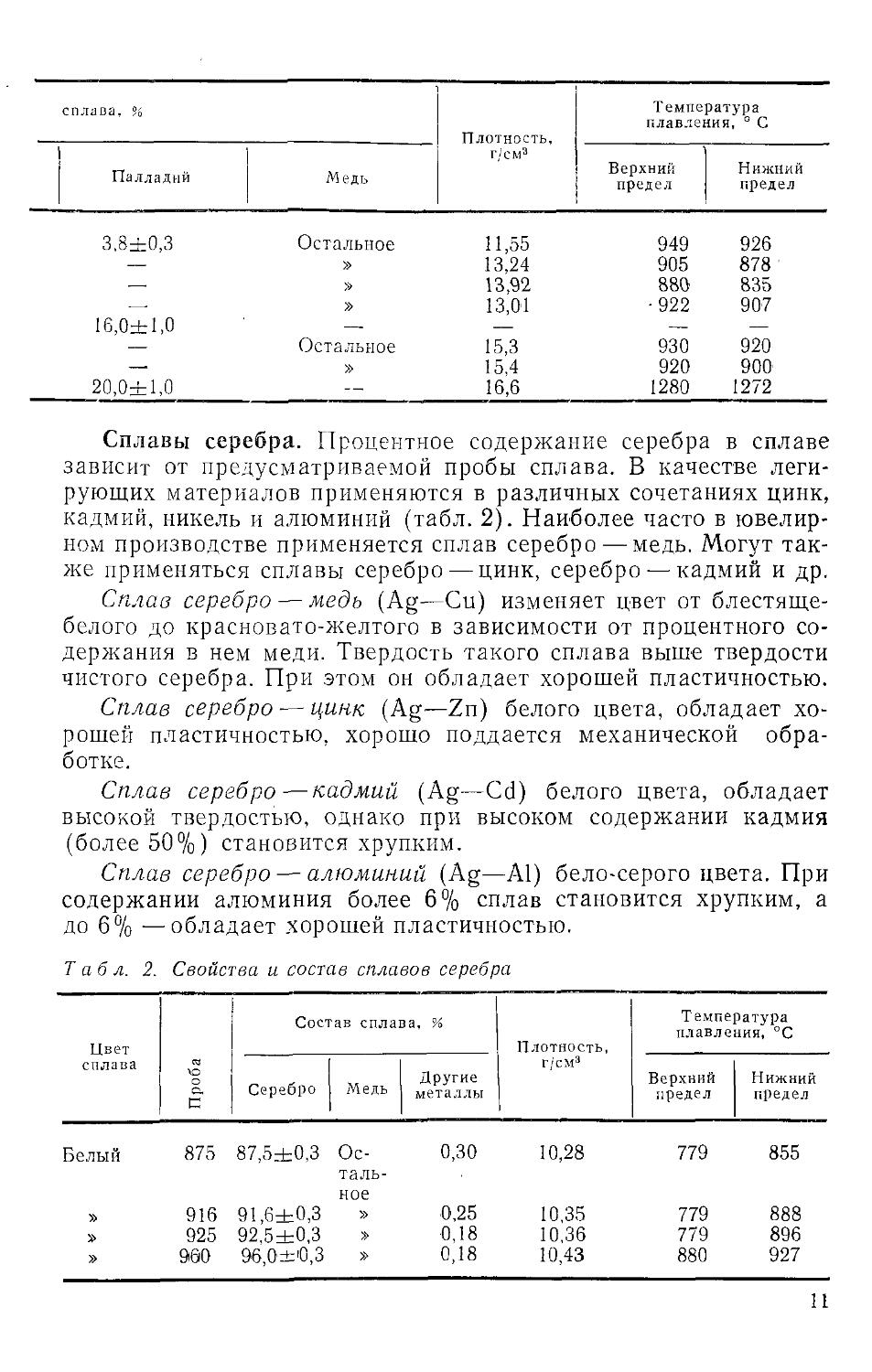
сплава, % Температура
плавления, ° С
Плотность,
г/см3 ]
г-, „ ., Верхний Нижний
Палладии Медь предел предел
3,8+0,3 Остальное 11,55 949 926
— » 13,24 905 878
— » 13,92 880' 835
— » 13,01 -922 907
' 16,0+1,0 — — — —
— Остальное 15,3 930 920
— » 15,4 920 900
20,0±1,0 16,6 1280 1272
Сплавы серебра. Процентное содержание серебра в сплаве
зависит от предусматриваемой пробы сплава. В качестве
легирующих материалов применяются в различных сочетаниях цинк,
кадмий, никель и алюминий (табл. 2). Наиболее часто в
ювелирном производстве применяется сплав серебро — медь. Могут
также применяться сплавы серебро — цинк, серебро — кадмий и др.
Сплав серебро — медь (Ag—Си) изменяет цвет от блестяще-
белого до красновато-желтого в зависимости от процентного
содержания в нем меди. Твердость такого сплава выше твердости
чистого серебра. При этом он обладает хорошей пластичностью.
Сплав серебро — цинк (Ag—Zn) белого цвета, обладает
хорошей пластичностью, хорошо поддается механической
обработке.
Сплав серебро—кадмий (Ag—Cd) белого цвета, обладает
высокой твердостью, однако при высоком содержании кадмия
(более 50%) становится хрупким.
Сплав серебро — алюминий (Ag—А1) бело-серого цвета. При
содержании алюминия более 6% сплав становится хрупким, а
до 6% —обладает хорошей пластичностью.
Табл. 2. Свойства и состав сплавов серебра
сплава
Белый
»
»
Проба
875
916
925
960
Состав сплава, %
Серебро
Медь
87,5+0,3
тальное
91,6+0,3 »
92,5+0,3 »
96,0±'0,3 »
Другие
металлы
0,30
0,25
0,18
0,18
Плотность,
г/см3
10,28
10,35
10,36
10,43
Температура
плавления, °С
Верхний
предел
Нижний
предел
779 855
779 888
779 896
880 927
11
Сплав серебро — медь— кадмий (Ag—Си—Cd) белого
цвета, обладает хорошей пластичностью, устойчив на воздухе к
потускнению, хорошо поддается механической обработке.
Сплав серебро — медь — цинк (Ag—Си—Zn) бело-серого*
цвета. Добавление небольшого количества цинка резко
повышает жидкотекучесть сплавов серебро — медь. Эти сплавы
используют в основном как припои, которые имеют хорошую
пластичность и поддаются механической обработке.
Четырехкомпонентные сплавы серебро—медь — цинк —
кадмий (Ag—Си—Zn—Cd) и серебро — никель—медь — цинк
(Ag—Ni—Си—Zn) в ювелирном производстве применяются
редко, так как они тверды и трудно плавятся.
Сплавы платины. Платина применяется в сплавах с золотом,
палладием и иридием. В ювелирном производстве сплавы
платины применяются для изготовления оправ и кастов- под
бриллиантовые камни.
5. ЮВЕЛИРНЫЕ КАМНИ
Классификация и основные свойства ювелирных камней.
Существует несколько классификаций камней, применяемых
в ювелирном производстве. В большинстве случаев пользуются:
классификацией, разработанной академиком А. Е. Ферсманом.
Все камни подразделяют на три группы: самоцветы (ограноч-
ные); цветные (поделочные) и органического происхождения.
Самоцветы и цветные камни в свою очередь подразделяют на
камни 1, 2 и 3-го порядка.
В 1965 г. Министерством геологии СССР была разработана
новая классификация естественных цветных камней. В
зависимости от характера обработки и области применения камни
подразделяют на три класса: ограночные, ювелирно-поделочные,
поделочные.
Однако в торговле и промышленности применяют иную
классификацию ювелирных камней, в основу которой положен
признак их рыночной стоимости. В зависимости от стоимости,
твердости, прозрачности, блеска и красоты, а также степени
распространения их в природе естественные камни подразделяют
на драгоценные, полудрагоценные и поделочные. Кроме
естественных ^минеральных и органических) имеются искусственные
камни и граненое стекло. С учетом всех признаков, положенных
в основу классификации, ювелирные камни можно
сгруппировать следующим образом (табл. 3).
Драгоценные, полудрагоценные и искусственные камни, а
также граненое стекло, как правило, после огранки вставляют
в ювелирные украшения (кольца, броши, серьги, браслеты,
кулоны, колье и др.) или из них изготовляют бусы, ожерелья и
другие украшения.
12
Табл. 3. Классификация ювелирных камней
Камнл
драгоценные
Алмаз,
изумруд,
рубин,
сапфир, жемчуг
полудрагоценные
поделочные
искусственные I Граненое стекло
Аквамарин,
альмандин,
аметист,
александрит,
берилл, бирюза,
гиацинт, горный
хрусталь,
гранат, лунный
камень, топаз,
турмалин, хол-
цедон, агат,
сердолик, опал,
хризоберилл,
хризолит,
шпинель, коралл,
янтарь,
перламутр и др.
Твердые:
авантюрин,
амозонит,
лазурит,
моховик,
нефрит,
обсидиан, орлец,
яшма и др.
Средней
твердости:
ангидрид,
змеевик,
малахит,
мрамор,
флюорит и др.
Мягкие:
алебастр,
гипс
поделочный,
селенит
Синтетические
корунды:
рубин, аметист,
сапфир,
александрит и др.
Искусственные
(редкоземельные) гранаты
(гранатиты).
Фианиты.
Искусственные
изумруды.
Выращенный
жемчуг
Разноцветное
граненое
стекло для вставок
в ювелирные
изделия
Поделочные камни и некоторые полудрагоценные, а иногда и
драгоценные (очень редко) применяют для изготовления
крупногабаритных камнерезных изделий (пепельницы, письменные
приборы и др.).
Основными показателями свойств ювелирных камней
являются их структура, плотность, твердость, спайность, излом,
прозрачность, преломление, блеск, игра, цвет и химическая
стойкость.
Структура ювелирных камней чаще всего кристаллическая,
реже аморфная или скрытокристаллическая.
Плотность камней определяется по массе единицы объема.
У разных камней она различна.
Твердость камней зависит от природы камня, характера
строения, геометрической формы, размеров и расположения
атомов. Твердость — один из показателей прочности связей
кристаллической решетки. Определяется твердость по шкале Мо.оса
методом царапания поверхности исследуемого камня другими
материалами различной твердости. Этот метод прост и широко
применяется на практике, однако он дает только общее
представление о твердости ювелирных камней. Для сопоставления
их твердости более точными являются методы вдавливания
металлического шарика (метод Бринелля) или алмазной
пирамиды (метод М. М. Хрущева и Е. Е. Берковича).
13
Спайность — свойство минералов оказывать слабое
сопротивление физическим воздействиям, легко раскалываться и давать
ровные, гладкие, блестящие поверхности.
Излом у разных минералов неодинаков. Минералы,
обладающие спайностью, при расколе дают излом ровный (кальцит),
лишенные спайности — неровный (кварц), а имеющие зернистое
строение,— зернистый.
Прозрачность—одно из основных свойств самоцветных
камней, которое характеризует способность камня пропускать
световые лучи. Благодаря прозрачности ювелирного камня лучи
света не только отражаются от поверхности, но и
преломляются внутри него, а большая часть пропускается им. Непросвечи-
вающим камнем световой поток частично отражается и
частично поглощается.
Преломление — это отношение скорости света в пустоте к
скорости света в данной среде. Показатель преломления выше в
той среде, где сильнее происходит разложение белого света. Из
ювелирных камней самый высокий показатель преломления
имеет алмаз — 2,4 (сапфир — 1,76, а топаз — только 1,62).
Показатель преломления искусственных фианитов 2,2.
Блеск и игра — свойства, которые характеризуют
большинство прозрачных самоцветов и цветных камней. По блеску
ювелирные камни подразделяются на две группы — с
металлическим и неметаллическим блеском. Камни с металлическим
блеском сходны по блеску с поверхностью свежего излома или
потускневшего от времени металла. Такие камни, как правило,
непрозрачны и тяжелее камней, имеющих неметаллический
блеск (ильменит и др.).
Камни с неметаллическим блеском очень распространены.
Их блеск бывает шести разновидностей: стеклянный, алмазный,
перламутровый, белковистый, восковой и матовый. При
определении блеска цвет камня во внимание не принимается. Чем
больше преломляется световой луч, проходящий через камень,
тем сильнее будет световая игра, которая зависит от плотности
и строения камня. Блеск и световое отражение лучей зависят
от огранки.
Основные свойства камня, такие, как преломление и
дисперсия света *, вызывающие соответственно игру и блеск
камня, усиливаются его огранкой. Огранка (рис. 1) —сочетание
различных форм и размеров граней, нанесенных на поверхность
камня. Правильно выбранная огранка и высококачественная
полировка обеспечивают наибольший блеск камня.
Цвет — одно из самых важных и характерных свойств
камней. Ювелирные камни очень разнообразны по окраске (табл. 4).
* Дисперсия света — это разложение дневного (белого) света по
составляющим (красный, оранжевый, желтый, зеленый и др.), связанное с
различными показателями преломления вставки.
14
Рис. 1. Виды огранки камней:
а — простая, б—бриллиантовая, а—полубриллиантовая, г — роза, д —
ступенчатая, е — клиньями, ж — кабошоном, з — комбинированная
Они могут быть слегка окрашенными, густоокрашенными,
окрашенными полосами (яшмы), пятнистыми (амазонит).
Разнообразие цвета обусловливается составом минералов или, вернее,
наличием хромофоров, т. е. элементов носителей цвета.
Хромофорами являются железо, хром, марганец, кобальт, медь,
никель и др. Они придают яркость и красоту камням. Минералы,
в которых хромофоров много, имеют обычно яркие,
интенсивные и постоянные цвета.
Химическая стойкость свойственна, как правило, всем
ювелирным камням, что является одной из причин их долговечности
и сохранности. Ювелирные камни минерального происхождения
очень термостойки. Они почти не растворяются в щелочах и
кислотах. На аметист и горный хрусталь действует только
плавиковая кислота. Камни органического происхождения — кораллы,
жемчуг, янтарь и перламутр—химически менее стойки. На них
разрушающе действуют кислоты, при этом выделяется
углекислый газ.
Драгоценные камни. К драгоценным камням минерального
происхождения относятся алмаз, изумруд, рубин и сапфир. Это-
прозрачные, с ярким блеском, очень твердые ювелирные камни.
Они редко встречаются в природе. Массовой единицей
драгоценных камней является карат, который равен 0,2 г.
15
16
К драгоценным камням относится также жемчуг, который
является камнем органического происхождения.
Алмаз — прозрачный кристаллический углерод, обладающий
сильным блеском, лучепреломлением, светорассеиванием, игрой
света, особенно в граненом виде. Это самый твердый минерал
в мире, так как имеет чрезвычайно прочные связи атомов
углерода. Его твердость по шкале Мооса равна 10. Однако,
несмотря на твердость, он хрупкий и легко раскалывается по
плоскостям спайности. Плотность 3,5—3,6 г/см3, показатель
преломления 2,4—2,6.
Алмаз — химически стойкое вещество. Кислоты и щелочи на
него не действуют, но он растворяется в расплавленной
натриевой и калиевой селитре и соде. Под действием солнечных лучей,
катодных, ультрафиолетовых и рентгеновских излучений
некоторые виды алмазов светятся голубым, реже зеленым,
желтоватым или беловатым светом. Это явление называется
люминесценцией.
Ювелирный алмаз, как правило, бесцветный, прозрачный.
Если его опустить в стакан с дистиллированной водой, то он
становится невидимым — как бы растворяется. Такой
ювелирный алмаз называют «чистой воды». Кроме бесцветных
существуют алмазы желтоватые, буроватые, зеленоватые, синеватые
и черноватые.
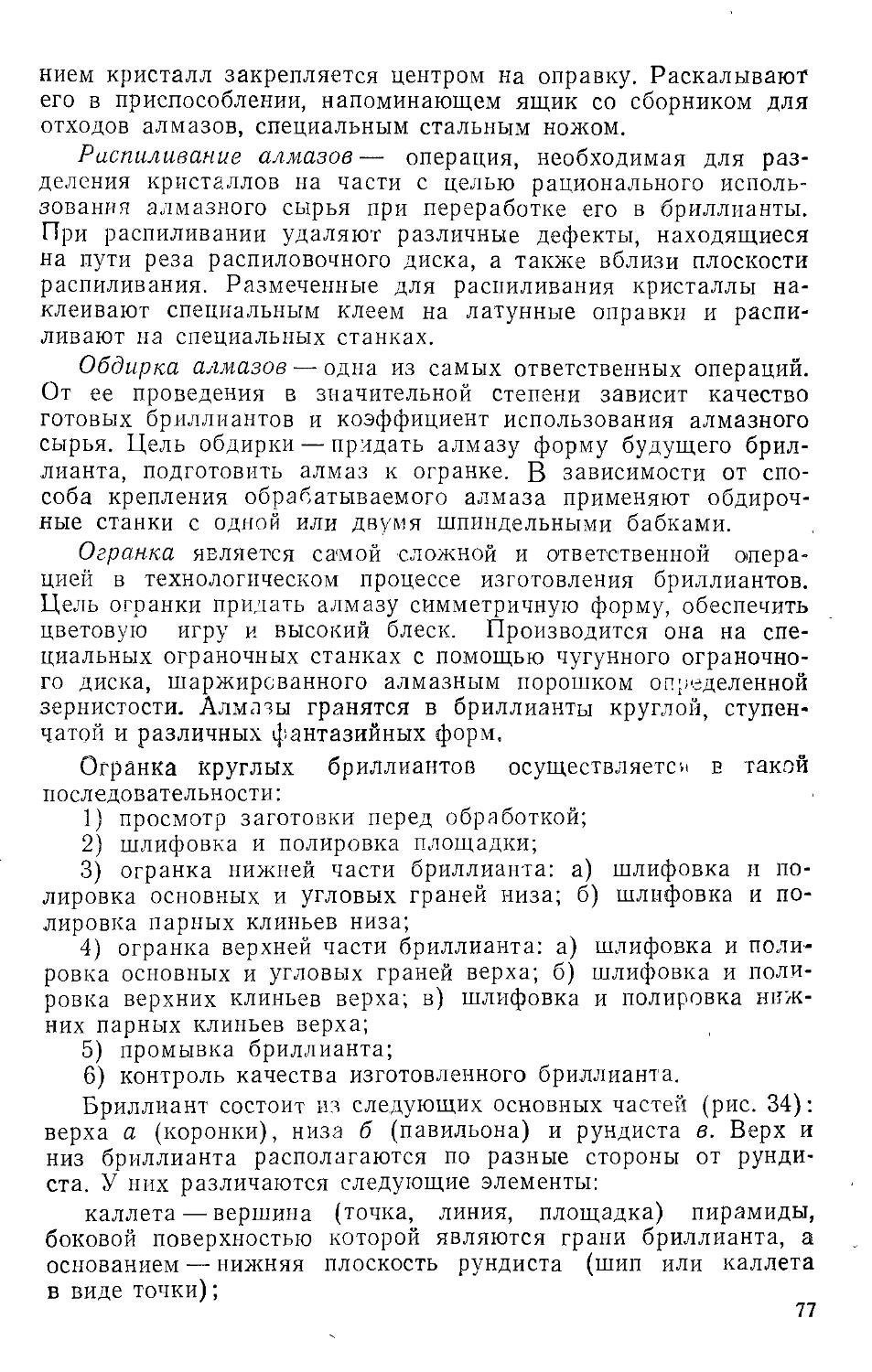
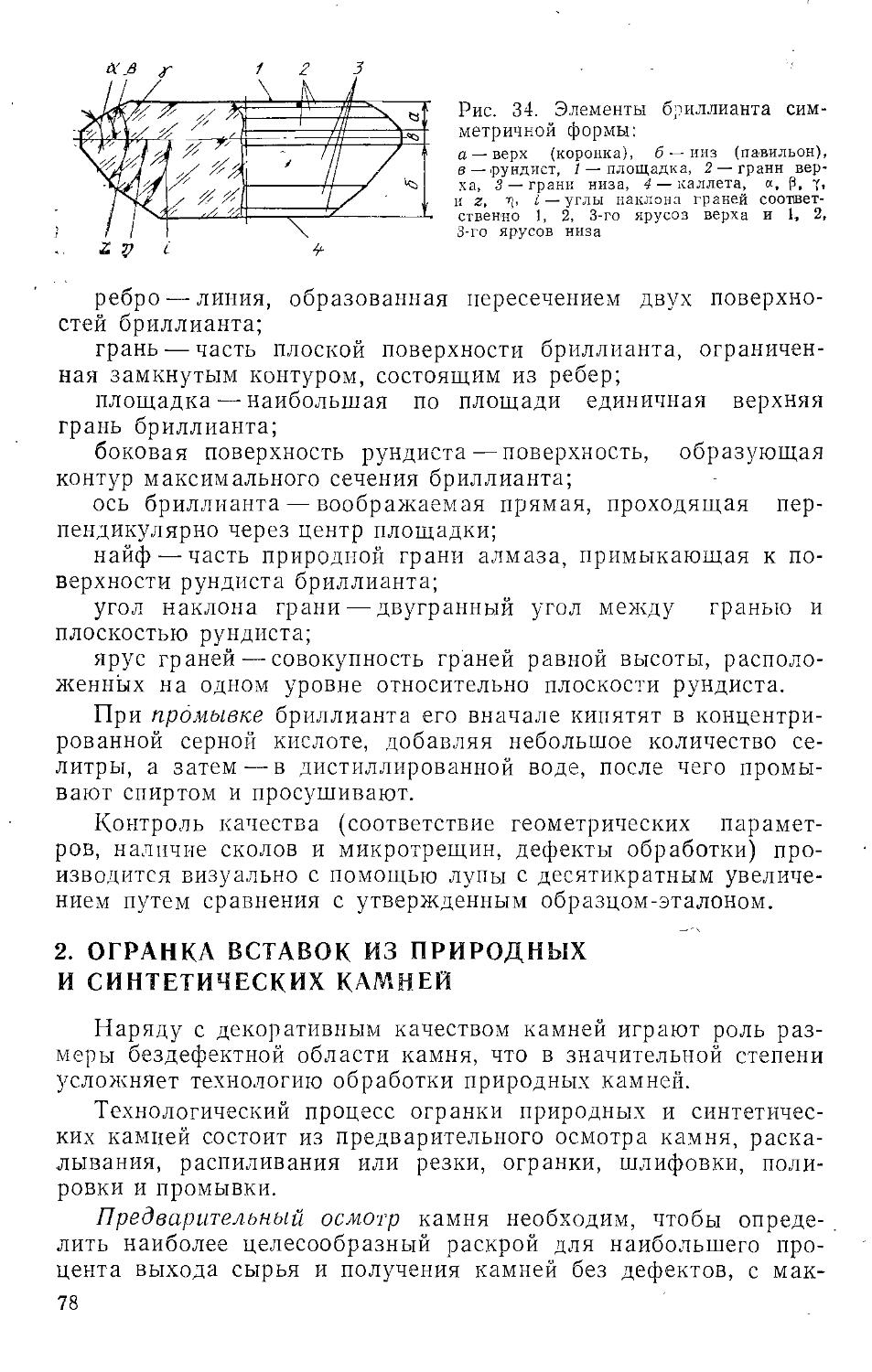
Наиболее распространенными формами огранки ювелирных
алмазов являются бриллиантовая и ро'за. Бриллиантовой
огранкой гранят крупные алмазы, которые после огранки называют
бриллиантами, а огранкой роза — мелкие. Алмазы
бриллиантовой огранки, как правило, вверху имеют площадку, по бокам —
грани, а огранки роза —вверху напоминают бутон розы. Играют
эти камни значительно хуже, чем камни бриллиантовой огранки,
поэтому при одинаковом размере, цвете и чистоте бриллианты,
шлифованные розой, стоят на мировом рынке в 5 раз дешевле.
Основными параметрами, характеризующими бриллианты,
являются форма, масса, цвет, дефектность и геометрические
размеры. По форме их подразделяют на круглые—17-гранные
(Кр-17), 33-гранные (Кр-33) и 57-гранные (Кр-57), овальные —
57-гранные (Ов-57), треугольные — 19-гранные (Т-19) и др.
Всего имеется 17 видов форм.
По массе бриллианты подразделяют на мелкие («мем») —до
0,29 кар, средние («меланж») —от 0,3 до 0,99 кар и крупные —
1 кар и более.
По цвету бриллианты подразделяются на 9 групп, наиболее
прозрачные ценятся выше и относятся к 1-й группе.
В зависимости от наличия дефектов бриллианты
подразделяются на 11 групп, без дефектов относятся к 1-й группе,
остальные имеют определенное количество дефектов.
Характеристику (шифр) бриллианта обозначают в виде
дроби, где в числителе указывается порядковый номер цвета, а в
17
знаменателе — группа дефекта. Так, шифр бриллианта Кр-57-
0,51- 1/ЗА означает: круглый, 57-гранный массой 0,51 кар 1-й
группы цвета и 3-й группы дефектов. Буква А означает
правильность геометрических параметров (буквы Б и В указывают
на отклонения от них).
Изумруд — прозрачный минерал ярко-зеленого цвета,
окрашенный примесью окиси хрома. Это разновидность берилла. Он
имеет характерный неметаллический блеск—от стеклянного до
жирного и обладает высокой твердостью. Его твердость по
шкале Мооса равна 7,5—8, ллотность 2,6—2,9 г/см3, показатель
преломления 1,58. Среди зеленых ювелирных камней изумруд
самый красивый и ценный.
Обработанные изумруды подразделяются на две категории:
граненые и кабошоны. Требования к качеству огранки
изумрудов такие же, как и к огранке бриллиантов.
По наличию пороков граненые изумруды подразделяют на
три группы, а кабошоны — на две. Пороками являются дефекты
природного происхождения (трещины, точки и др.),
производственные дефекты не допускаются.
По цвету обработанные изумруды подразделяются на пять
групп: темно-зеленые, нормально-зеленые, средне-зеленые,
светло-зеленые и с зеленоватым оттенком (светлые). По массе
изумруды подразделяют на мелкие — от 0,05 до 0,49 кар, средние —
от 0,5 до 1 кар, крупные —свыше 1 до 10 кар и очень крупные —
свыше 10 кар.
Характеристику (шифр) изумруда обозначают в виде дроби,
в числителе которой указывают номер группы цвета, а в
знаменателе— номер качества.
Рубин — прозрачный, окрашенный в розово-красный или
красный цвет корунд — окись алюминия. Окраска рубина
обусловлена присутствием ничтожных примесей окиси хрома и
железа. По твердости рубин уступает только алмазу. Его твердость
по шкале Мооса равна 9, плотность 3,95—4,2 г/см3, показатель
преломления 1,76—1,77. Химически стойкий минерал, который
не растворяется ни в одной кислоте.
Огненно-красные или темно-красные прозрачные рубины, не
имеющие пороков, ценятся выше, чем светло-розовые и светло-
красные. Совершенно прозрачные рубины встречаются редко и
ценятся очень высоко. Кроме природных рубинов имеются и
синтетические.
Сапфир, как и рубин, является разновидностью корунда —
кристаллического глинозема, прозрачного, окрашенного
соединениями титана и железа. Иногда встречаются сапфиры
красновато-синего или фиолетового цвета.
По твердости сапфир уступает алмазу. Его твердость по
шкале Мооса равна 9, плотность 3,99 г/см3, показатель
преломления 1,76. Окраска сапфира, как и изумруда, аллохроматичес-
кая, изменчивая и не связана с химическим составом камня.
18
При искусственном освещении сапфиры изменяют цвет, как и
другие синие камни.
При оценке сапфиров, как и рубинов, основное внимание
уделяется наличию пороков, т. е. качественным признакам.
Жемчуг — камень чаще всего округлой формы, состоящий
из углекислого кальция (90—94%), органического вещества (4—
6%) и воды (2-4%).
Цвет жемчуга может быть розовым, желтым, серым,
красноватым, фиолетовым и даже черным. Реже встречается
зеленоватый и голубой жемчуг, чаще — белый с желтоватым и
голубоватым оттенком и с перламутровым блеском.
Так как в состав жемчуга входит органическое вещество, то
ок сравнительно непрочен, со временем высыхает, теряет блеск
(восстанавливается действием слабых кислот).
Жемчуг обладает небольшой твердостью, он хрупок.
Плотность его 2,65—2,75 г/см3. Форма зерна круглая, овальная,
грушевидная, плоская и различная неправильная (барокко).
Диаметр зерна иногда достигает 15 мм.
Различают жемчуг морской и речной. Наиболее ценным
является морской жемчуг, круглый и блестящий, белого или
розового цвета. Чем крупнее зерно, тем выше его стоимость.
Речной жемчуг более мелкий. Жемчуг не обрабатывается, а в
натуральном виде применяется для бус и вставок в ювелирные
украшения. Сейчас для изготовления ювелирных украшений
стали применять японский, искусственно выращенный морской
жемчуг.
Полудрагоценные камни. К полудрагоценным камням
минерального происхождения относятся прозрачные и
полупрозрачные с хорошим преломлением и игрой света цветные и
бесцветные камни (гранат, шпинель, гиацинт, александрит, аквамарин,
турмалин, хризолит, бирюза, горный хрусталь, халцедон, опал
и др.). Ассортимент полудрагоценных камней велик. Цвет их
часто бывает различен даже в одном и том же минерале, и
камни носят различные названия. Иногда при одном и том же
цвете камни имеют различные названия, которые зависят от
внутреннего строения, химического состава и свойств камня.
К полудрагоценным камням органического происхождения
относятся кораллы, янтарь, перламутр и др.
Массовой единицей полудрагоценных камней является грамм.
Гранат относится к группе красных полудрагоценных
камней. Он прозрачен, обладает сильным блеском от стеклянного
до жирного. Достаточно твердый камень. Его твердость по
шкале Мооса равна 6,5—8, плотность 4—4,3 г/см3, показатель
преломления 1,93. В зависимости от окраски существует несколько
разновидностей гранатов, имеющих свои названия. Наиболее
ценной разновидностью является альмандин.
Шпинель относится также к группе красных
полудрагоценных камней. Он представляет собой химическое соединение алю-
19
миния, магния и кислорода, причем магний может частично
заменяться железом или хромом. Цвет его прозрачный от ярко-
красного до розового, блеск стеклянный. По твердости камень
равнозначен гранатам. Твердость по шкале Мооса равна 8,
плотность 3,5—5,1 г/см3, показатель преломления 1,72.
Гиацинт — разновидность минерала циркона красно-бурого
цвета. Относится к группе красных полудрагоценных камней.
Может быть прозрачным и слабопрозрачным. Обладает
сильным стеклянным, а в изломе жирным блеском. Химически
стойкий. Твердость его по шкале Мооса равна 7—8, плотность
4,7 г/см3, показатель преломления 1,92—1,97.
Александрит относится к rpj^nne зеленых полудрагоценных
камней. Является разновидностью хризоберилла и может быть
прозрачным и окрашенным в зеленый, золотисто-зеленый,
желтый или золотистый цвет с переливами. Обладает стеклянным-
блеском.
Особенностью александрита является его способность менять
окраску: при дневном свете он темно-зеленый, а при
искусственном— малиновый или кроваво-красный. Твердость его по
шкале Мооса равна 8,5, плотность 3,6—3,8 г/см3, показатель
преломления 1,76.
Аквамарин относится к группе зеленых полудрагоценных
камней. Он является разновидностью берилла, прозрачен и
окрашен в зеленовато-зеленый (морской воды), сине-зеленый или
голубой цвет со стальным блеском. Камень химически стойкий.
Твердость его по шкале Мооса равна 8, плотность 2,6—2,8 г/см3,,
показатель преломления 1,58.
Турмалин относится к группе зеленых полудрагоценных
камней. Он также является разновидностью берилла, может быть
прозрачным и малопрозрачным. Окраска его разнообразна.
Наиболее часто он окрашен в зеленоватый цвет со стеклянным
блеском. Камень достаточно прочный, химически стойкий. Твердость
его по шкале Мооса равна 7—7,5, плотность 2,9—3,2 г/см3,
показатель преломления 1,63.
Хризолит — разновидность минерала оливина, также
относится к группе зеленых полудрагоценных камней. Он прозрачен и
имеет оливково-зеленый цвет с золотистым оттенком и блеском
от стеклянного до жирного. Камень очень хрупкий. Твердость
его по шкале Мооса равна 6,5—7, плотность 3,3—3,5 г/'см3,
показатель преломления 1,66.
Бирюза — непрозрачный водный фосфат алюминия и меди,
окрашенный солями меди в небесно-голубые цвета или голубые
с зеленым оттенком. Блеск матовый. Камень химически
неустойчивый, легко поглощает жиры и влагу и под действием
углекислоты теряет голубизну. Отличается хрупкостью. Твердость его
по шкале Мооса равна 6, плотность 2,6—2,83 г/см3.
Горный хрусталь является разновидностью кристаллов
кварца. Это прозрачный, очень чистый, бесцветный камень со стек-
20
лянным блеском. Горный хрусталь гранят по типу кабошон;.
Твердость его по шкале Мооса равна 7, плотность 2,65 г/см3,.
показатель преломления 1,55.
Разновидностями горного хрусталя являются аметист,
цитрин, дымчатый кварц. Их технические характеристики и
химические свойства такие же, как и у горного хрусталя.
Аметист имеет фиолетовый цвет, цитрин—желтый, носит-
еще название «золотистый толаз». Дымчатый кварц имеет
дымчатый цвет, носит еще название «дымчатый топаз».
Халцедон — разновидность кремнезема. Это камень молочно-
серого цвета. Его разновидностями являются сердолик, агат.,
опал и другие самоцветы. Светло-коричневый или красный
халцедон называют сердоликом, а разновидности халцедона,
имеющие многоцветную окраску,— агатами.
Опал — аморфная двуокись кремния. Полупрозрачный
камень молочного цвета с голубым оттенком, но может быть вин--
но-желто-огненным с радужной игрой. Твердость его по шкале-'
Мооса равна 5,5, плотность 1,9—2,3 г/см3.
Коралл — отложение морских беспозвоночных организмов —
полипов. Состоит коралл из углекислой извести с примесями'-
окиси железа, магнезии и органических веществ. Кораллы
непрозрачны. Они обладают ярко-красной карминной и розовой
окраской. Бывают кораллы белые, а иногда и серые. Твердость,
коралла по шкале Мооса равна 3,5—4, плотность 2,6—2,7 г/см3..
Янтарь — окаменевшая аморфная, просвечивающаяся смола
древних вымерших хвойных деревьев. Цвет янтаря от
ярко-желтого (янтарного) до буро-коричневого. Это мягкий камень..
Твердость его по шкале Мооса равна 2—3, плотность 1 —
1,1 г/см3. Он легко поддается обработке, плавится в пламени;
свечи (250—300° С).
Выше ценится янтарь прозрачный, желтого цвета с
включениями в виде насекомых или растений. Мелкие кусочки янтаря:
прессуются, но ценится такой янтарь ниже цельного, так как
он непрозрачный и мутный, не обладает красотой игры спета.
Перламутр — внутренний слой морских и речных раковин•
моллюсков. Как и жемчуг, он состоит преимущественно из очень-
тонких пластинок углекислого кальция и небольшого
количества органических веществ. Он имеет голубовато-серебристый
радужный блеск, который после обработки усиливается.
Твердость его по шкале Мооса 4, плотность 2,6—2,7 г/см3. Больше-
ценится перламутр морских моллюсков, который применяют как
вставки для украшений и изготовления пряжек, пуговиц и др.
Поделочные камни. К поделочным камням относятся
непрозрачные или слабо просвечивающиеся, красиво окрашенные-
цветные минералы. Ценят поделочные камни в зависимости от-
яркости окраски, изящества и богатства рисунка.
Из поделочных камней изготовляют пепельницы, вазы,
кубки и другие камнерезные крупногабаритные ювелирные изде--
21;-
лия. В настоящее время их стали применять и как вставки в
кольца, броши, браслеты, серьги и др.
Поделочные камни подразделяются на твердые — твердость
по шкале Мооса 5,5—7 (амазонит, лазурит, нефрит, оникс,
орлец, яшма); средней твердости — твердость по шкале Мооса
3,5—4 (ангидрид, змеевик, малахит) и мягкие — твердость по
шкале Мооса 1,5—2,5 (алебастр, гипс поделочный, селенит).
Нефрит — соединение кремнезема и некоторых
металлических окислов, полупрозрачный от темно-зеленого до
бледно-зеленого цвета камень, но встречается также нефрит серого и
белого цвета. Блеск его маслянистый, жирный. Камень очень
вязкий, хорошо полируется. Твердость его по шкале Мооса 5,6—6,
плотность 3,03—3,17 г/см3.
Разновидностью нефрита является более твердый жадеит,
твердость по шкале Мооса 6,5—7.
Малахит — водная углекислая соль меди, непрозрачный
камень ярко-зеленого цвета со сложным рисунком и стеклянно-ал-
мазным блеском, хорошо полируется. Твердость его по шкале
Мооса 3,5—4, плотность 3,9—4 г/см3.
Орлец — силикат марганца. При незначительной толщине он
прозрачен, при большой — непрозрачен. Цвет темно-розовый с
черными жилками или пятнами окислов марганца. Обладает
большой вязкостью, твердость его по шкале Мооса равна 5,5—
6,5, плотность 3,4—3,7 г/см3.
Яшма — кварц, содержащий окислы железа. Он
непрозрачный, обладает большим разнообразием расцветок: кирпич-
но-красная, серо-зеленая, коричневая с зеленоватыми оттенками,
с белыми пятнами. Твердость яшмы по шкале Мооса равна 7,
плотность 2,5—2,8 г/см3. Это распространенный и недорогой
камень.
Лазурит — мелкокристаллический минерал из группы алюмо
силикатов со сложным химическим составом. Камень
непрозрачный, цвет его от густо-синего до голубого, блеск стеклянный.
Яркий и сверкающий при солнечном свете лазурит становится
темным и тусклым при электрическом освещении.
Лазурит — камень хрупкий, хорошо полируется. Твердость
его по шкале Мооса равна 5—5,5, плотность 2,3—2,4 г/см3.
Искусственные камни. К искусственным камням относятся
синтетические корунды, обладающие хорошими
физико-механическими свойствами, а по химическому составу соответствующие
тем природным камням, которые они имитируют (рубин,
аметист, сапфир и др.); искусственные гранаты (гранатиты),
искусственные кристаллы (фианиты), искусственный изумруд и
искусственно выращенный жемчуг.
Получают искусственные ювелирные камни из различных
окислов металлов путем выращивания кристаллов в
специальных аппаратах, иногда при высоких температурам и давлении.
Достоинством искусственных камней является равномерность
22
окраски, постоянства оптических и физических характеристик,
что облегчает процесс изготовления из них ограненных
ювелирных вставок. Искусственные камни хорошо поддаются огранке.
Искусственный гранат — выраженные кристаллы иттриево-
алюминиевого граната розового, бледно-фиолетового и желтого
оттенков, а также бесцветные. Структура искусственного
граната аналогична структуре природного. Ограненный, он дает
хорошую игру света. Твердость его по шкале Мооса равна 8,
плотность 4,4 г/см3. Умеренная хрупкость обеспечивает достаточную
прочность. Дефектами искусственного граната являются едва
различимые кольца и прямые линии роста кристалла, а также
включения воздуха в виде небольших пузырьков.
Фианиты — синтетические кристаллы двуокиси циркония,
они выращиваются путем направленной кристаллизации
расплава. Это кристаллы нового вида, очень прозрачные, с большим
показателем преломления — 2,2. Плотность их 5,9—6,3 г/см3, а
твердость по шкале Мооса 7,5—8.
Фианиты обладают широкой цветовой гаммой. Примесями
окислов лантаноидов окрашиваются в самые различные цвета:
окислами тербия — в коричнево-зеленый, гольмия — в
желто-зеленый, тулия — светло-зеленый, европия — в розовый, гадолиния
и железа — в желтоватый, кобальта — в темный
розово-фиолетовый, никеля — в светло-коричневый, ванадия — в зеленый,
церия— в ярко-красный и др.
По своим свойствам фианиты пригодны для изготовления
ювелирных вставок. В ограненном виде они дают хорошую игру
света, что очень ценно для ювелирных камней. Бесцветные
фианиты, ограненные бриллиантовой огранкой, особенно небольших
размеров, пригодны для имитации бриллиантов.
Искусственные изумруды — это кристаллы, выращенные в
расплаве методом растворения, в состав которых входят окислы
бериллия, алюминия, кремния и др., т. е. те же элементы,
которые входят в состав естественных изумрудов. Твердость,
плотность, окраска и другие свойства искусственного изумруда
почти аналогичны природным.
Искусственный жемчуг получают путем ввода шарика из
перламутра в мантию некоторых видов моллюсков. Их в особых
садках опускают в морскую воду. Шарик обволакивается
выделяемыми моллюсками радужными слоями небольшой
толщины— жемчугом. Искусственно выращенный жемчуг отличается
от натурального тем, что его перламутровое ядро видно при
просвечивании ярким светом, а радужный жемчужный слой
значительно тоньше и размеры жемчуга небольшие.
Граненое стекло. Для вставок в недорогие ювелирные
украшения из цветных металлов и реже из серебра, а также для
изготовления ваз, пепельниц и других изделий применяют
прозрачное бесцветное или цветное стекло. Твердость его по шкале
Мооса не ниже 5, плотность 2,4—3 г/см3.
Для улучшения внешнего вида камней из стекла их гранят
{шлифуют), а для придания игры и блеска нижнюю часть по-
гкрывают серебристой фольгой. При гранении вставок из стекла
jим придают те же формы, что и натуральным или
искусственным камням.
Отличить стекло от природного или искусственного камня
: можно с помощью напильника. Если вставка из стекла, то при
трении напильника она крошится, а если из природного или
искусственного камня, то остается неповрежденной.
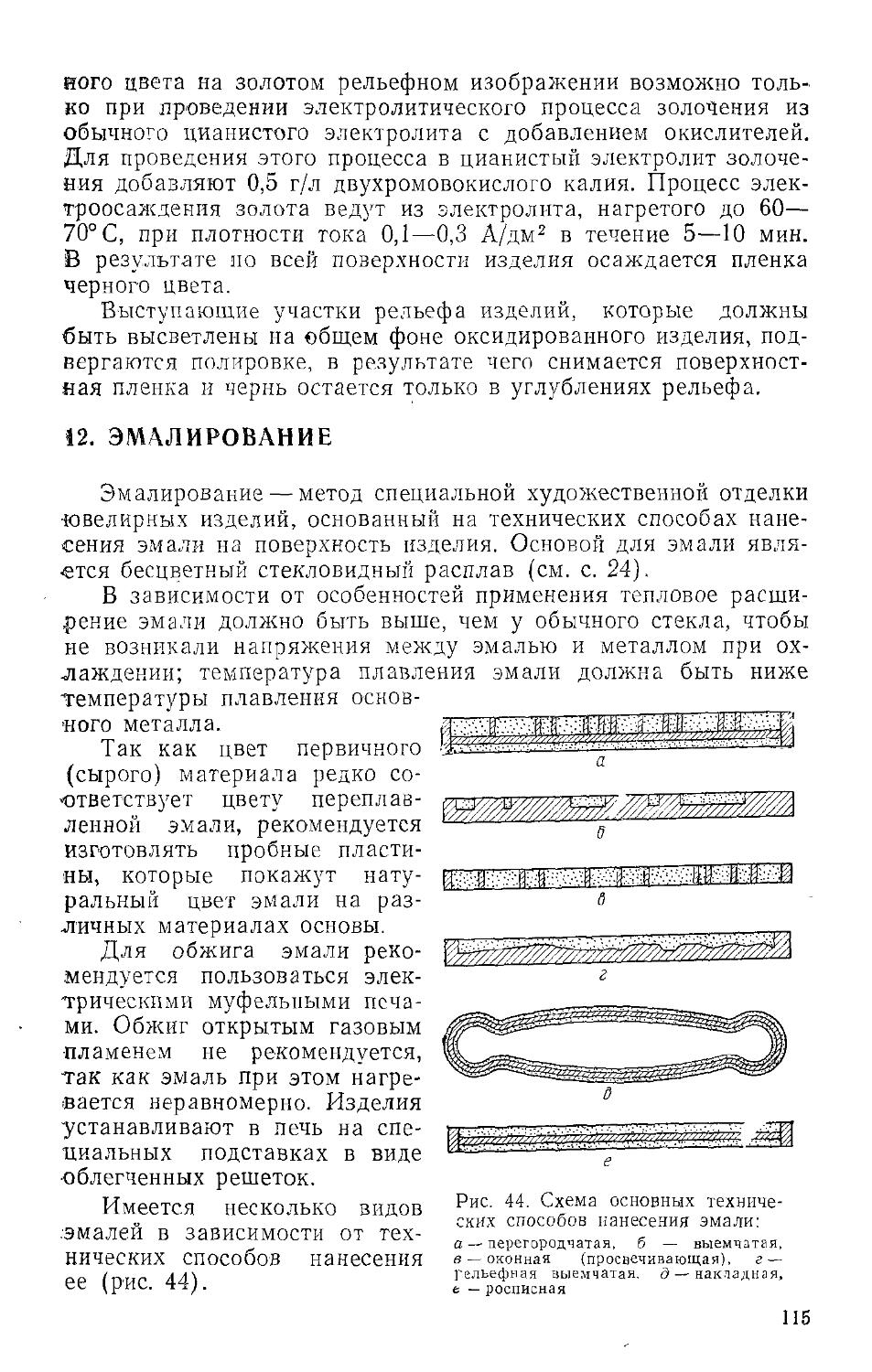
6. ЭМАЛИ
Эмаль—это свинцово-силикатный стекловидный окрашенный
или прозрачный слой, который наносят на металлическую (зо-
..лотую, серебряную, латунную и др.) поверхность ювелирного
.изделия для защиты его от внешних воздействий или в
качестве декоративного покрытия. Путем обжига в специальных печах
:этот слой закрепляют, правращая его в твердую блестящую
массу с яркими и устойчивыми красками.
Важнейшей составной частью ювелирных эмалей является
кремнезем — стеклообразующий окисел, обеспечивающий
высокую химическую устойчивость, механическую прочность и
термические свойства эмали. Ювелирные эмали должны удовлет-
гворять некоторым специфическим требованиям как по
технологическим, так и по декоративно-эстетическим показателям. Они
должны быть легкоплавкими, так как применение эмалей с
температурой растекания выше 850° С затрудняет процесс
нанесения их на сплавы серебра и на паяные изделия. В расплав-
пленном состоянии они должны обладать хорошей растекаемо-
стью, вязкостью и смачивающей способностью, обеспечивающей
«формирование эмалевого слоя на изделии. Кроме того, эмали
.должны быть чистыми, блестящими и давать хорошую игру
'-СЕета.
Свинцово-силикатные эмали подразделяются на две группы —
прозрачные и заглушённые. При составлении прозрачных эма-
- лей применяют окислы кремния (40%), свинца (40%) и калия
(10—15%), а в качестве добавок используют в незначительных
количествах (5—10%) алюминий, цирконий, магний и кальций,
которые способствуют повышению химической устойчивости эма-
. лей. В качестве добавки применяют также цинк, придающий
эмали блеск и легкоплавкость.
При составлении непрозрачных (заглушённых) эмалей к
составу прозрачных после сплавления и размалывания добавляют
чаще всего трехокись мышьяка или окись олова. В качестве
глушителей могут быть использованы также соли
фтористоводородной и фосфорной кислот.
Для окрашивания свинцово-силикатных эмалей используют
различные окислы металлов — хрома, меди, кобальта, железа
и др.
'24
7. ПЛАСТИЧЕСКИЕ МАССЫ И ДРУГИЕ МАТЕРИАЛЫ
Пластические массы применяют как заменитель
дорогостоящих самоцветов, жемчуга, коралла, янтаря, перламутра,
слоновой кости, для изготовления бус, брошей, пудрениц,
украшений из цветных металлов и других металлогалантерейных
изделий. Высокая механическая прочность, большая светостойкость,,
химическая стойкость, пластичность, прекрасная окрашивае-
могть, хороший блеск, прозрачность, удачная имитация
самоцветов, а главное, возможность быстрого и легкого массового
изготовления из них ювелирных изделий путем прессования в.
пресс-формах делает пластические массы высококачественным:
материалом, используемым в ювелирной промышленности.
Полистирол—бесцветная пластическая масса, которая
хорошо окрашивается во все цвета, имеет блестящую
поверхность, что придает изделиям из нее красивый внешний вид..
Сильные минеральные кислоты и щелочи на него не действуют..
Полистирол хорошо растворяется в ацетоне, хорошо поддается
обработке, в том числе литью под давлением. Однако при
температуре 80—85° С полистирол размягчается, а наличие
внутренних напряжений в литых изделиях сложных конфигураций
и конструкций нередко является причиной растрескивания.
Одним из существенных недостатков полистирола является также-
его хрупкость.
Органическое стекло (акрилат, полиметилметакрилат) — -
бесцветная, хорошо окрашиваемая пластическая масса,
имеющая высокую механическую прочность. Температура
размягчения его 90—95° С. Выпускается органическое стекло в основном:
в листах, но может быть ичв крошке. Листовое стекло
перерабатывается термопневматическим формованием, а крошка —
литьем под давлением. Недостатками органического стекла
являются малая теплостойкость и недостаточная поверхностная'!
твердость.
Полипропилен — кристаллическая, полупрозрачная, хорошо»
окрашиваемая пластическая масса с блестящей поверхностью..
Это теплостойкая масса, температура плавления ее 160—170°С.
Она стойка ко всем химическим реагентам, но под действием
бензина и бензола набухает. Полипропилен применяется для
изготовления ручек к ювелирным изделиям, пряжек и других
изделий.
Кости и рога применяют для изготовления костерезных
ювелирных изделий (брошей, кубков, шкатулок и др.). В
ювелирном производстве используют слоновую, моржовую и
мамонтовую кость, а также кость и рога крупных домашних животных.
Слоновая кость (клыки) —плотное твердое вещество белого >
цвета, хорошо поддается обработке. Используют ее для
изготовления высокохудожественных изделии.
25^
Моржовая кость (клыки) имеет белый цвет с зеленоватым
оттенком, а при просвечивании — с теплым розовым оттенком,
отличается большой твердостью, хорошо режется,
окрашивается и 'гравируется. Применяется для вырезания объемных
ажурных изделий.
Мамонтовая кость (бивни) обладает большой твердостью,
что несколько затрудняет ее обработку. Она имеет желтоватый
оттенок, а иногда бывает окрашена солями грунтовых вод в
коричневые или голубовато-зеленые цвета. Эти бивни
используют для мелких рельефных и тонких прорезных работ.
Кость крупных домашних животных (цевка) имеет
сероватый оттенок и требует обязательного отбеливания. Она
сравнительно мягкая и легко обрабатывается.
Рога крупных домашних животных при нагревании легко
поддаются обработке, а также могут быть тонированы для
получения любого оттенка.
Папье-маше — картон специальной выделки, который
применяется -как основа для изготовления лаковых изделий, как
правило, с живописью (моробки, портсигары, письменные
приборы, броши и др.). Делают папье-маше из листов древесного
картона, разрезанного на ленты. Склеенные и спрессованные по
10—12 лент, а затем просушенные заготовки превращаются в
картонные доски. После дополнительной обработки'—пропитки
льняным маслом в специальных чанах, повторной горячей
сушки при температуре 100—120° С и охлаждения — папье-маше
становится очень твердым.
Лаки—это растворы твердых или жидких
пленкообразующих веществ в летучих испаряющихся растворителях. Основное
свойство лаков — способность при нанесении тонким слоем
образовывать после высыхания на обрабатываемой поверхности
твердые, прозрачные, глянцевые или матовые, бесцветные или
окрашенные пленки. Лаковая пленка, нанесенная на
живописную поверхность, предохраняет ее от влаги, пыли,
преждевременного разрушения, усиливает оптический эффект.
Для приготовления художественных лаков в качестве
основного образователя пленки служат природные или искусственные
смолы, соединенные с маслами. В зависимости от применяемых
смол художественные лаки бывают масличные, фисташковые,
копаловые и др.
8. КИСЛОТЫ, ЩЕЛОЧИ, СОЛИ
В ювелирном производстве употребляются различные
кислоты, щелочи и соли, которые используются для растворения
металлов и необходимы при многих процессах обработки изделий.
Кислоты. В ювелирном производстве применяются серная,
азотная, соляная и плавиковая кислоты, а также смесь азотной
и соляной кислот («царская водка»).
26
Серная кислота ■— маслянистая бесцветная тяжелая
жидкость. Температура кипения ее 338° С, плотность 1,84 г/см3.
Смешивается с водой в любых соотношениях, выделяя при этом
значительное количество тепла. Для приготовления водного
паствора серной кислоты необходимо кислоту вливать в воду,
а не наоборот, так как при вливании воды в кислоту
происходит выбрасывание жидкости из сосуда, которое может стать
причиной несчастного случая.
Концентрированная серная кислота обугливает дерево,
бумагу, ткани, кожу, растворяет многие металлы, образуя
химические соединения, называемые сернокислыми солями.
Применяется при травлении, а также для составления раствора для
очистки от буры и придания соответствующего цвета основному
металлу.
Азотная кислота—бесцветная жидкость. Температура
кипения ее 86° С, плотность 1,52 г/см3. Разрушает растительные и
животные ткани, растворяет многие металлы, образуя
азотнокислые соли. Применяется при травлении благородных и
цветных металлов, а также для составления отбеливающего
раствора.
Концентрированная азотная кислота применяется очень
редко, обычно употребляются водные растворы азотной кислоты
различной крепости. Азотная кислота является составной частью
«царской водки». Условия хранения аналогичны условиям
хранения серной кислоты, т. е. в стеклянной посуде с притертой
пробкой.
Соляная кислота — бесцветная жидкость с резким
характерным запахом. Плотность 1,19 г/см3. Применяется при
травлении черных и цветных металлов. Соляная кислота ко
растворяет платину, золото и серебро. Применяется для осаждения
серебра из его растворов, а также для приготовления «царской
водки» и отбеливающего раствора.
Плавиковая кислота — водный раствор 35—40%-ного
фтористого водорода. Для приготовления плавиковой кислоты
первоначально готовят известковую кислоту действием серной
кислоты на плавиковый шпат. В результате реакции образуется газ,
который, растворяясь в воде, образует плавиковую кислоту —
бесцветную жидкость с резким запахом. Температура кипения
ее 19,5° С. Металлы взаимодействуют с плавиковой кислотой
медленнее, чем с соляной и серной кислотами. Плавиковая
кислота растворяет двуокись кремния, поэтому ее нельзя хранить
в стекле, керамике. Хранят ее в сосудах из парафина, эбонита,
хлорвинила, полиэтилена, полистирола, каучука, свинца. Золото
и платина с плавиковой кислотой не реагируют. Применяют
плавиковую кислоту для травления стекла, очистки литьевых
заготовок от формовочной массы.
«Царская водка» — это смесь одной части азотной кислоты
и двух-трех частей соляной кислоты. Жидкость красно-корич-
2 7
■левого цвета, которая растворяет металлы, нерастворимые в
каждой из этих кислот в отдельности (золото, серебро). Это
«объясняется тем, что при смешивании этих кислот между ними
происходит реакция, в результате которой выделяется
свободный хлор, превращающий металл в растворимое хлористое
соединение. Применяется для опробования сплавов золота.
Щелочи. К распространенным щелочам, применяемым в юве-
..лирном производстве, относятся едкий натр, едкий калий и на-
аиатырный спирт.
Едкий натр — гидрат окиси натрия, каустическая сода.
Хорошо растворяется в воде со значительным выделением тепла,
.гигроскопичен, сильная щелочь (разъедает кожу, ткани).
Хранится в герметически закрытых железных барабанах.
Температура плавления его 318° С, температура кипения 1388°С.
Едкий калий — твердая непрозрачная масса с лучистым
изломом, сильная щелочь, по свойствам сходная с едким натром.
Температура плавления его 360° С, температура кипения 1324° С.
Применяется при обезжиривании и оксидировании. Хранится в
.герметически закрытых железных барабанах.
Нашатырный спирт — гидрат окиси аммония, раствор
аммиака в воде. Применяется для нейтрализации кислоты на
изделиях после травления и для других целей.
Соли — вещества, представляющие собой кислоты, в которых
водород замещен металлом.
Сода — это общее название различных по химическому
составу соединений натрия. Применяется несколько видов соды:
.кальцинированная, каустическая (едкий натр), двууглекислая.
Наибольшим распространением пользуется сода
кальцинированная в виде белого мелкого порошка. Температура плавления
852° С, плотность 2,53 г/см3. Растворяется в воде с выделением
тепла.
Поташ — порошок белого цвета — гигроскопичен, хорошо
растворяется в .воде. Температура плавления 891° С, плотность
.2,29 г/см3.
Бура — водная натриевая соль борной кислоты, бесцветные
кристаллы или порошок. При нагревании плавится и обладает
свойством растворять окиси металлов, песок и глину, образуя
легкоплавкие хрупкие соединения, называемые шлаками. На
этом свойстве основано применение буры при плавке и пайке
металлов.
Медный купорос — сернокислая медь, кристаллы
сине-голубого цвета. Плотность 2,3 г/см3. Применяется при меднении,
латунировании и оксидировании.
Сернокислая закись — окись меди. Применяется при
меднении и латунировании.
Хлористое серебро представляет собой белый порошок,
плавится при 455° С, образуя желтую жидкость. Получается при
добавлении к раствору азотнокислого серебра соляной кислоты
28
:или поваренной соли до прекращения выделения белого осад-
.ка. Осадок фильтруют, промывают и сушат в темном месте при
температуре 80—90° С. Хлористое серебро почти нерастворимо
в воде и добавленных кислотах. Хорошо растворимо в
цианистом калии и в водном растворе аммиака. В некоторых
случаях применяется при составлении электродов для серебрения.
Цианистое серебро получается из раствора азотнокислого
серебра в результате реакции с цианистым калием. Применяется
.в гальванотехнике при составлении электродов для серебрения.
Плотность 3,96 г/см3.
Хлорное золото получается под действием хлора или
«царской водки» на металлическое золото. Обычно для
приготовления хлорного золота металлическое золото растворяют в
«царской водке». Полученный темно-коричневый раствор
упаривают, образовавшийся осадок растворяют в воде. Хлорное золото
.применяется при составлении электролитов для золочения.
Цианистый калий применяется в процессе приготовления
электролитов для золочения и серебрения, а также для других
целей. Температура плавления 634,5° С, плотность 1,52 г/см3.
Цианистый калий — сильнодействующий яд.
Цианистый натрий — соль, близкая по свойствам к
цианистому калию. Температура плавления его 563,7° С.
Азотнокислое серебро (ляпис) получается растворением
металлического серебра в азотной кислоте с последующим
выпариванием раствора; представляет собой большие белые
кристаллы ромбической формы, плавящиеся при температуре
.208,5° С. Плотность 4,3 г/см3. Азотнокислое серебро
несветостойко и ядовито, легко растворяется в воде, применяется при.
серебрении.
29
3
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
глава ЮВЕЛИРА
В зависимости от общей площади помещения составляется
конкретная планировка цеха или мастерской. Производственное
помещение должно быть просторным и светлым. Наряду с
естественным освещением в производственном помещении
должно быть соответствующее нормам искусственное освещение.
Для поддержания в летнее время нормальной комнатной
температуры рекомендуется в производственных помещениях
устанавливать кондиционеры. Особое внимание необходимо
обращать на покрытие пола. Полы с деревянным покрытием
применять в ювелирных цехах или мастерских не рекомендуется, так
как опилки драгоценных металлов втаптываются в него, и
извлечь их практически невозможно. По этой же причине
нежелательно и покрытие пола линолеумом. Лучше использовать
цементные полы или покрытые керамическими (силикатными)
плитами. Каждое производственное помещение и рабочее место
оборудуется с учетом научной организации труда.
Приступая к выполнению ювелирных работ, необходимо
предусмотреть все необходимые меры для обеспечения
безопасных условий труда работающих. Такие процессы, как
плавка, литье, шлифовка, полировка, рекомендуется проводить в
отдельных помещениях, чтобы в общем производственном
помещении не загрязнять ©оздух |Вредными парами и пылью.
Как основные производственные помещения, так и
специальные отделения должны быть оборудованы приточно-вытяжной
вентиляцией. Повышенные меры предосторожности необходимо
соблюдать при работе с пламенными горелками и химическими
веществами.
Для единичного производства особое значение имеет
организация рабочего места ювелира, так как ему в процессе работы
приходится выполнять различные технологические операции
(плавка, сверление, фрезеровка, опиливание, пайка, шлифовка
и др.). Это в свою очередь требует универсального рабочего
места, в состав которого входит верстак, оснащенный
необходимыми приспособлениями и инструментом, а также стул или
табуретка винтового типа. В зависимости от имеющихся
производственных площадей верстаки могут быть одно- и
многоместными.
30
Верстак (рис. 2) представляет собой сварную
металлическую конструкцию, покрытую столешницей. Рекомендуемый
размер столешницы 1100X700 мм, высота верстака 900 мм.
Столешница должна быть покрыта термостойким листовым
пластиком или нержавеющей сталью и иметь гладкую поверхность.
Если применяются цельные многоместные верстаки, то
столешница должна быть разделена перегородками на отдельные
отсеки (верстаки). Для снижения утомляемости рабочего верстак
окрашивается в светлый тон.
Перед сидящим рабочим в столешнице делается
полукруглый вырез радиусом 300 мм. Контур столешницы обшивается
листовой сталью, при этом для опилок драгоценных металлов
предусматривается небольшой бортик. В центре полукруглого
выреза на специальных направляющих к торцу столешницы
крепится выдвижной деревянный выступ-финагель, который
служит упором для изделия в период его обработки.
Для сбора отходов (стружки, опилок) на высоте 400—500 мм •
на направляющих монтируется выдвижной поддон, который
изготовляется из нержавеющей стали, а при ее отсутствии — из
дерева.
С правой стороны как одноместного верстака, так и отсека
многоместного верстака располагается тумба с ящиками для
хранения инструмента. Ящики рекомендуется изготовлять из
дерева с соответствующими внутренними перегородками во
избежание соприкосновения инструмента и предохранения его от
повреждений.
Для выполнения паяльных работ верстак должен
оборудоваться специальными магистралями. Выбор оборудования
зависит от конкретных условий производства. Основными
видами топлива может быть природный газ или бензин, который
перед использованием смешивается с кислородом или воздухом.
Если в цех (мастерскую) подается природный газ, то
непосредственно в производственном помещении по основанию пола
прокладывается магистраль, подводящая газ к рабочим местам.
31
Рис. 4. Типы горелок для сварки с Рис'. 5. Емкости для отбеливающего
применением природного газа (а) и раствора
бензина (б)
Если же подобной возможности нет, то в качестве топлива
используется бензин. Бачок с бензином устанавливается под
верстаком ювелира. Бензин подается в горелку через гибкий шланг,
который с помощью хомутов прикреплен к сварному каркасу.
Для обеспечения цеха (мастерской) воздухом нужна
специальная компрессорная, из которой воздух централизованно
подается по специальным магистралям с подводкой его к рабочим
местам. Если специальной компрессорной нет, то воздух можно
получать от небольшого компрессора, смонтированного у
рабочего места, или ножной подкачкой специального резервуара,
называемого «меха» (рис. 3). Последний метод трудоемок и
малопроизводителен, однако в условиях небольших мастерских еще
имеет применение. Магистраль для подачи воздуха, как и
магистраль для подачи топлива, с помощью хомутов крепится к
сварному каркасу верстака.
Для выполнения паяльных работ на передней панели
верстака должны быть смонтированы рукоятки, с помощью
которых открываются и закрываются вентили, установленные на
магистралях топлива и воздуха. Для получения и поддержания
пламени используются ручные стандартные и специальные
газосварочные горелки (рис. 4). В настоящее время применяются
специальные ювелирные горелки (см. рис. 4,6), которые просты
по конструкции, удобны в обращении и обеспечивают
регулирование и устойчивость пламени. Тип горелки выбирается в
зависимости от вида топлива. Если применяется природный газ,
то горелка должна состоять из двух трубок: для подачи газа и
воздуха. На каждой трубке должен быть вентиль, который
выполняет функции запорного и регулировочного клапанов. Для
смешивания газа и воздуха конец трубки воздуха впаивается
в газовую трубку или две трубки впаиваются в третью. К
обеим трубкам с помощью гибких шлангов подается
соответственно газ и воздух. На выходном конце горелки устанавливается
насадка.
Горелки, работающие на смеси бензина с воздухом, по
своей конструкции проще, чем газовые. Корпус такой горелки пред-
32
ставляет собой трубку,
снабженную запорным вентилем,
который одновременно
является и регулировочным (см. рис.
4,6). На верстаке, в правой его
части, на столешнице или в
одноместных верстаках на
правой торцевой стенке крепится
специальная металлическая
подставка для горелки.
Для обеспечения хорошей
освещенности верстака на
тыльной стороне его крепится
или на дальней стороне сто- рИс. 6. Ящик для хранения
лешницы 1 устанавливается драгоценных металлов (гофта)
лампа местного освещения 7
(см. рис. 2), обеспечивающая освещенность в 1000 лк. Для
этого может быть использована как лампа накаливания, так и
люминесцентная. Рекомендуется монтировать лампу на гибкой
пружинной стойке, чтобы была возможность изменять
направление светового потока.
К правой торцевой стороне верстака крепится бормашина,
состоящая из электродвигателя 2, гибкого вала 3 и
наконечника с цанговым патроном 4. В зависимости от кэнструкции
бормашины она может устанавливаться и непосредственно на
столешнице. Ножной реостат устанавливается без закрепления
на полу в проеме верстака перед сидящим рабочим.
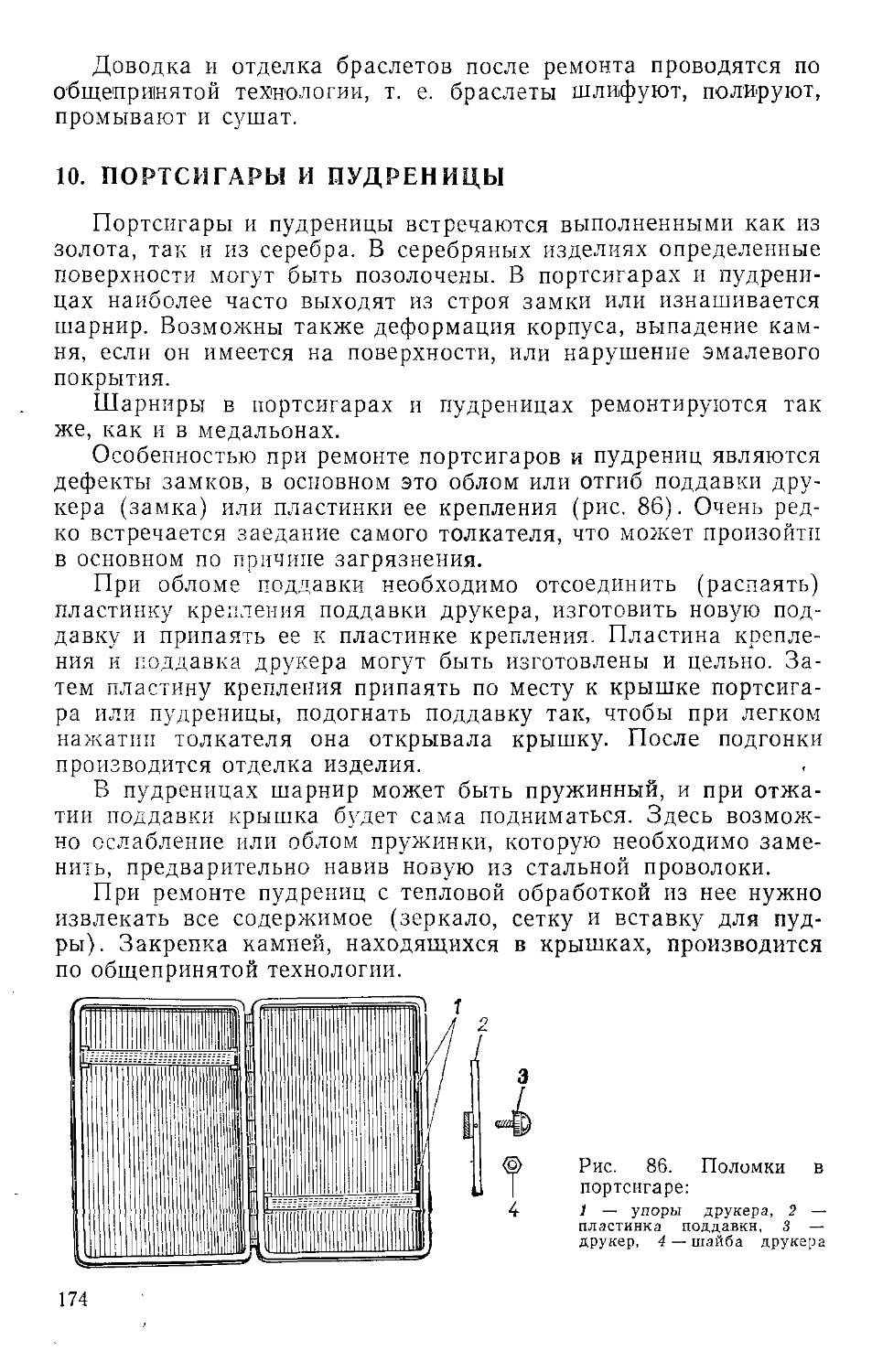
Для удобства работы у стола имеется выступ — финагель 6,
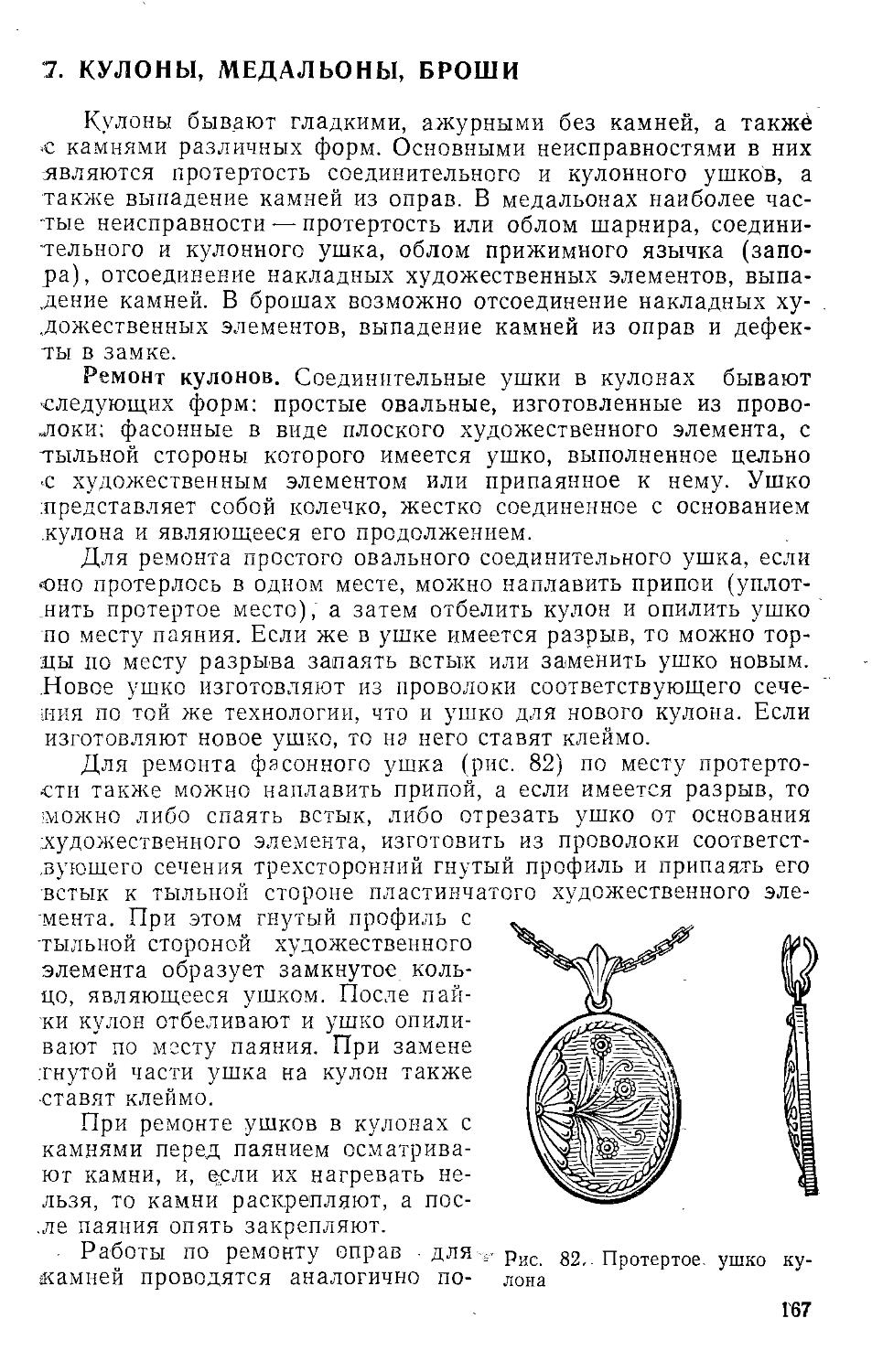
а для сбора отходов драгоценных металлов — выдвижной
подкос 5.
Бормашина является универсальным оборудованием для
ювелира и дает возможность механизировать обработку ювелирных
изделий. Гибкий вал позволяет ювелиру устанавливать
инструмент и обрабатывать изделия в различных положениях. Для
регулирования частоты вращения инструмента применяется
ножной реостат.
В левом, отдаленном от рабочего, углу столешницы может
быть поставлена ванночка с емкостями для отбеливающего
раствора и воды (рис. 5).
На столешнице в период работы ювелира находится также
специальный ящик (рис. 6) для хранения драгоценных
металлов {гофта). Для обеспечения сохранности драгоценных
металлов и ювелирных камней каждый ювелир должен иметь свою
гофту, которую после окончания рабочего дня он закрывает
замком и опечатывает индивидуальной печатью. Закрытая и
опечатанная гофта должна сдаваться под роспись на хранение
в кладовую или другому должностному лицу в зависимости от
структуры производства и перечня должностных обязанностей.
аз
г
Рис. 7. Ювелирные тиски:
а — параллельные настольные, б— ручные с зажимом при помощи
барашка, в —ручные с зажимом при помощи вращающейся ручки, г —
зажимная цанга
3 D
=Е
3 |
=ГЕ
=с=ГЕ
Рис. 8. Надфили (профили и насечки показаны в виде торцевых сечений)
34
При выполнении индивидуальных заказов по изготовлению
и ремонту ювелирных изделий каждому ювелиру необходимо
иметь набор инструментов и приспособлений.
Тиски — основной инструмент для крепления заготовок при
обработке. В ювелирном производстве могут применяться как
маленькие слесарные тиски с параллельным расположением
губок, так и ручные зажимные цанги (рис. 7).
Напильники используются различных профилей: плоские,
трехгранные, квадратные, ромбические, круглые, полукруглые,
овальные, а также специальные так называемые «мессер» (но-
жеобразный) и «фогальцен» (полукруглый двусторонний). В
ювелирном производстве применяются напильники шести
номеров: от 0 до 5. Самую крупную насечку имеют напильники
номера 0, а самую мелкую — номера 5. Для безопасности
удобства работы на хвостовик напильника должна быть насажена
деревянная ручка.
Надфили (рис. 8) применяются для более точных опиловоч-
ных работ. В ювелирном производстве применяются надфили с
хвостовиком следующих профилей: ножеобразные, трехгранные,
круглые, квадратные, овальные, полукруглые, плоские и др., а
также двусторонние надфили с изогнутой рабочей частью
(рис. 9), которые называются рифели. На нерабочей части
рифели имеют квадратное сечение, которое служит ручкой. Рифе-
I /^— , ^ I
Рис. 9. Рифели (профили и насечки показаны в виде торцевых.
сечении
35
I)
i a fit
Рис. 10. Сверла:
a — перовое, 6 — «эйрека»,
центровое
в — спиральное,
щ
Рис. 11. Фрезы (боры):
а — коническая, б — цилиндрическая торцевая,
в — комбинированная
остроконечно-цилиндрическая, г — шаровая, д — плоская сферическая, е —
фасонная
ли подразделяются на
пять номеров — от 1 до
5. Самая крупная
насечка у номера 1, а самая
мелкая — у номера 5.
Сверла применяются
следующих видов:
перовые, спиральные,
центровые (рис. 10).
У перовых сверл ост-'
рые режущие кромки
находятся на расширенном
конце головки сверла.
Они просты по
конструкции, и опытные ювелиры
изготовляют их
самостоятельно. Однако эти
сверла имеют ряд
недостатков: малую скорость
резания, отсутствие
направляющих элементов и
плохой отвод стружки.
Разновидностью перового
сверла является сверло
«эйрека»; в нем отвод
стружки производится через специальную канавку,
которая выфрезерована и проходит вертикально от острия вверх.
Спиральные сверла имеют большие преимущества, если их
использовать в стационарных сверлильных станках. Однако в
ювелирном производстве использование их ограничено, так как
сверление ведется в основном ручной дрелью или бормашиной
с гибким валом, где при малейших перекосах сверла ломаются.
В центровых сверлах обе главные режущие кромки
расположены напротив друг друга и в отличие от перового сверла
находятся в одной горизонтальной плоскости,
перпендикулярной оси сверла. Эти сверла применяют в ювелирном
производстве для получения цилиндрических углублений с плоским
дном.
Фрезы применяются для механизированной опиловки
заготовок ювелирных изделий. Фрезерование в ювелирном
производстве ведется на бормашине с применением следующих
видов фрез (рис. 11): конических, цилиндрических, торцевых,
комбинированных, сферических, полостных и специальных.
Фрезы, применяемые в ювелирном производстве,
изготовляются совместно с хвостовиком, который вставляется и
закрепляется в патроне (наконечнике), установленном на конце гибкого
вала бормашины. Вид фрезы выбирается в зависимости от
обрабатываемой поверхности.
36
а, б В & в
Рис. 12. Плоскогубцы с различными формами губок (а—г) и
круглогубцы (д)
Плоскогубцы и круглогубцы (рис. 12) применяются для
удержания и изгиба деталей ювелирных изделий.
Плоскогубцы подразделяются по профилю губок.
Кусачки (рис. 13) применяются для откусывания мелких
деталей ювелирных изделий. Они подразделяются по виду
рабочей части и режущих губок.
Ножницы (рис. 14) применяются для резки листовых и
других деталей различных сечений. В ювелирном производстве
применяются ножницы двух видов: обычные с укороченными
ручками для резки металла и шпицножницы также с
укороченными ручками.
Пинцеты (рис. 15) применяются для кратковременного
удержания изделия и припоя, а также выполнения операций гибки,
не требующих большого усилия. Пинцеты, применяемые в юве
лирном производстве, подразделяются по форме и
конфигурации прижимных губок.
Рис. 13. Кусачки: Рис. 14. Ручные ножницы:
а — бокорезы, б — широкие, в — торцевые а —прямые, б — шпицножницы
37
Рис. 15. Пинцеты с различными
профилями губок
Лобзик (рис. 16) представляет собой ножовочный станок
малого размера. Расстояние между державками полотна
регулируется, что дает возможность использовать и сломанные
(укороченные) полотна пил. Полотна представляют собой закаленную
стальную полосу прямоугольного сечения, на одной стороне
которой нарезаны зубья. Лобзик применяется для нарезания
пазов, вырезки различных ажурных узоров и др.
Молотки (рис. 17) имеют рабочую поверхность (бойки)
различной формы: плоскую, закругленную, шаровидную и клино-
а В б
Рис. 17. Молоток и виды бойков:
а — плоский, б — шаровидный, в —
клиновидный скругленный
Рис. 18. Наковальни:
а — вставная, б — двурогая, в ■
■рмгель
38
видную. Наряду со стальными широко применяются молотки,
изготовленные из текстолита и дерева. Ручки в молотках
должны быть деревянными.
Наковальни (рис 18) служат для создания жесткой основы
лри обработке заготовок ювелирных изделий. В ювелирном
производстве в зависимости от рабочей поверхности
применяются следующие наковальни: брусковая (флакезен), вставная
(флагшток), двурогая (шперак) и ригель. Рабочая часть
поверхности должна быть термообработана и отполирована.
Специальные плиты и пуансоны (рис. 19) применяются для
штамповки и формовки деталей ювелирных изделий. В
соответствии с конфигурацией гнезд в плитах они комплектуются
пуансонами с такой же конфигурацией и изготовляются из
высококачественной легированной стали, а рабочая часть их
должна быть термообработана и отполирована.
Волочильная доска (рис. 20) применяется для изготовления
проволоки небольших сечений из более толстой. Волочильные
доски могут быть различной формы: круглой, квадратной,
прямоугольной и др. В гнезда основания доски в размерной
последовательности устанавливают набор фильер, которые должны
быть плотно посажены.
Измерительный инструмент, применяемый ювелиром на
рабочем месте,— это весы технические настольные 4 кл. с
разновесами, микрометр со шкалой, делений от 0 до 25 мм и ценой
делений 0,01 мм, штангенциркуль со шкалой деления от 0 до
39
10
12
ft
/7
19 20
21
22
23 -24
25
26 27 28 29 30 31 32 33 34 3i~ 36 37 38 39 bQ 41
12 43 4U 45 46 47 И 49 SO 51 52 53 5if 55 56 57 58 59 60
в®©©©©®®®®®» e © © e @ * e
61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80
Рис. 20. Волочильная доска
150 мм и ценой деления ОД мм, металлическая линейка
длиной 200 мм и ценой деления I мм, кольцемер и пальцемеры от
15 до 25 размера (рис. 21). Все измерительные инструменты
должны быть проверены органами Госстандарта.
В инструмент специального назначения входят: штихели для
гравировки, чеканы, инструменты для закатки и обжатия
металла при закрепке камней, шаберы, а также приспособления:
для гибки шинки колец
(называемое «девятка»),
для захвата кольца в
период закрепки камня
(называемое «шнальценки»)
и др.
В состав инструмента,
который используется для
обработки поверхностей
деталей ювелирных
изделий и заточки
инструмента, входят мелкие
абразивные круги, которые
устанавливаются в
патрон бормашины, или
плоские абразивные бруски.
Для плавки сплавов
драгоценных металлов (в
небольшом количестве)
применяются
специальные керамические ложки,
которые должны быть
огнестойкими в пределах
„, .. температур плавления
Рис. 21. Инструменты для измерения r r
пальца и кольца: применяемых материа-
а — пальцемер, 6 — кольцемер. ЛОВ;-
40
Для сбора отходов применяются волосяная щетка в виде
малярной кисти с укороченной ручкой и узкая плоская кисть.
С помощью щетки удаляются остатки мелких опилок, а с
помощью кисти все отходы сметаются в поддон верстака или в
кучку для их сбора. Кроме щеток ювелир должен иметь совок
и магнит. Магнит используется для извлечения стальных
опилок, попавших в процессе обработки в опилки драгоценных
металлов. После этого опилки драгоценных металлов промагничи-
ваются, сметаются и пересыпаются в специально
предусмотренную тару — цилиндрическую коробку с крышкой. Коробка
должна иметь сетчатую, горизонтально установленную перегородку
с мелким переплетением. Это необходимо для того, чтобы
мелкие опилки падали вниз, а более крупные отходы оставались
сверху. Крышка коробочки должна плотно прилегать к
основанию.
Кроме перечисленного инструмента в работе ювелира могут
применяться специальные нестандартные приспособления,
которые необходимы для выполнения каких-либо вспомогательных
операций.
ОПРОБОВАНИЕ
ДРАГОЦЕННЫХ МЕТАЛЛОВ
И ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Виды проб. Все драгоценные металлы,, находящиеся в
производстве, и готовые ювелирные изделия должны учитываться в со»
ответствии с пробой, определяющей содержание драгоценного'
металла в составе сплава. Ювелирные изделия могут быть
клейменными различными видами проб: золотниковой, каратной »
метрической.
Золотниковая проба действовала в царской России, а затем
и в Советском Союзе до 1927 г., после нее была введена
метрическая проба. Золотниковая проба выражается количеством
золотников драгоценного металла в одном фунте лигатурного
сплава (фунт равен 96 золотникам). Так, золото 56 пробы
содержало 56 золотников чистого золота и 40 золотников других
металлов. Для перевода золотниковой пробы в метрическую
необходимо данную золотниковую пробу умножить на 1000 и
разделить на 96.
Каратная проба применяется в ряде зарубежных страв
(США, Англия и др.). Эта проба отражает количество единиц
химически чистого золота в 24 частях лигатурного сплава. Для
перевода каратной пробы в метрическую необходимо данную ка-
ратную пробу умножить на 1000 и разделить на 24, а для
перевода в золотниковую — умножить на 4. Причем каратную
пробу нельзя смешивать с измерением массы драгоценных камней,,
для которых принята единица измерения карат (1 карат
равен 0,2 г).
Метрическая проба введена в СССР с 1927 г. и действует
до настоящего времени. Она отражает количество химически
чистого золота в 1000 массовых единицах лигатурного сплава..
Чистое золото и серебро соответствует пробе 999,9 (при
расчетах проба округляется до 1000). Так, если на золотом изделии
стоит клеймо с цифрой одной из установленных проб, например
583, то это значит, что в сплаве, из которого изготовлено юве-
.лирное изделие, содержится 583 части золота и 417 частей
других металлов.
В настоящее время в СССР установлены следующие пробьв
для ювелирных изделий из драгоценных металлов:
375, 500, 583, 750 и 958 — для изделий из золота;
750, 800, 875, 916 и 960 —для изделий из серебра;.
950 — для изделий из платины;
42
4
Рис. 22. Основные пробирные
клейма для клеймения изделий:
■л — золотых и платиновых, б — серебря-
яых, в — палладиевых, г —изделий с
подвешенными к ним пломбами, д — книжек
с сусальным золотом и серебром
Рис. 23.
Дополнительные пробирные клейма
для клеймения
расчлененных частей из золота
(а) и изделий, не
соответствующих пробе (б)
500, 850 — для изделий из палладия;
9J0—1000 (через каждые 10 проб) —для изделий из
сусального золота и серебра;
750 — для изделий из зеленого сусального золота;
900, 916 — для изделий зуботехнической продукции
(золотые диски).
Клейма проб, проставляемые на изделиях из драгоценных
металлов, подразделяются на две группы — основные (рис. 22)
и дополнительные (рис. 23).
Основные пробирные клейма имеют самостоятельное
значение и удостоверяют, что изделие прошло пробирный контроль
и удовлетворяет требованиям Положения о пробирном надзоре.
Оттиск основного клейма состоит из знака удостоверения,
представляющего собой эмблему серпа и молота на фоне
пятиконечной звезды, цифры инспекции пробирного надзора и
трехзначного цифрового числа установленной пробы.
Дополнительные клейма самостоятельного значения не
имеют и при клеймении изделий из драгоценных металлов
применяются только в сочетании с одним из основных клейм.
Допустимые отклонения от заявленных
предприятием-заготовителем проб, при которых инспекция может проводить
клеймение ювелирных изделий, следующие, проб:
по золотым изделиям
по серебряным изделиям (по основному сплаву)
То же, по сплаву вместе с припоем, когда взять
пробу не представляется возможным (цепочки,
пустотелые изделия, филигранные мелкие
изделия и др.)
по платиновым изделиям
по палладиевым »
по сусальному золоту и серебру
Не более
» »
±5
±5
±15
±10
±15
±5
Нанесение оттисков именника предприятия-изготовителя и
клейма государственной пробы может осуществляться методом
местного удара клейма по поверхности изделия или
электроискровым способом на специальных станках.
43
Методы определения пробы. В ювелирном производстве
пробу определяют на ряде этапов. Так, определяют пробу сплава
металла, запускаемого в производство, и готовых ювелирных
изделий.' Для предприятий бытового обслуживания
особенностью является еще и опробование лома драгоценных металлов,
сдаваемого населением в переработку, или ювелирных изделий,
сдаваемых в ремонт.
Существуют следующие методы опробования драгоценных
металлов и изделий из них: капельный метод — нанесение
непосредственно на испытуемый сплав или изделие раствора
хлорного золота или других пробирных реактивов; опробование на
пробирном камне с пробирными иглами; купелирование в
муфельной печи.
Опробование раствором хлорного золота основано на том,
что при соприкосновении большинства металлов и их сплавов
с раствором хлорного золота они разлагают его. При этом хлор
вступает в соединение с металлом, а золото выделяется в виде
осадка и образует более или менее темное пятно.
Хлорное золото получают действием хлора или «царской
водки» на металлическое золото. Полученный темно-коричневый
раствор выпаривают, а образовавшийся осадок растворяют в
воде.
Опробование проводится следующим образом. На чистую
поверхность металла или сплава (отполированную, отшаброван-
ную или зачищенную надфилем) помещают каплю раствора
хлорного золота. На смоченной раствором поверхности
большинства металлов и их сплавов сразу же появляется пятно от
выделившегося осадка золота, цвет которого от примеси
образовавшегося раствора хлорной соли испытуемого металла
принимает различные оттенки, по которым в соответствии с данными,
приведенными в табл. 5, и определяют пробу сплавов
драгоценных металлов.
Раствор хлорного золота служит для ориентировочного
определения золота с его содержанием не выше 600 пробы в
различных видах (слитки, лом и готовые изделия).
Опробование пробирными реактивами получило широкое
применение в ювелирных мастерских предприятий бытового
обслуживания при приеме в переработку от населения лома
драгоценных металлов или изделий, поступающих в ремонт.
Для опробования золота применяются кислотные реактивы, а
Для опробования серебра — растворы хромпика и
азотнокислого серебра.
Кислотный реактив для опробования золота 958 пробы
применяют и для опробования платиновых сплавов. Кислотные
реактивы представляют собой прозрачные растворы кислот и
изготовляются для опробования сплавов золота следующих
проб: 375, 500, 583, 750, 833, 900, 916, и 958. Изготовляют
кислотные реактивы только в инспекциях пробирного надзора,
44
Табл. 5. Действие раствора хлорного золота на проверяемые .металлы и
сплавы
Цвет исследуемого Цвет пятна от нанесения Время
материала капли раствора образования Определяемый металл
хлорного золота ' пятна, с
; I
Белый Темно-зеленый 1—2 Чистое серебро или
высокопробный
серебряный сплав
» Желтый с выделени- 1—2 Алюминий
ем пузырьков газа,
постоянно чернеет
» Черный (вначале ра- 30—40 Олово
створ не оказывает
никакого действия)
Серовато-белый Раствор не оказывает 30—40 Платина
никакого действия
» ' Желтый с выделени- 1—2 Цинк
ем пузырьков газа,
быстро становится
черным
Серовато-серый Грязно-желтый 1—2 Свинец
Желтый Раствор не оказывает 1—2 Чистое золото и его
никакого действия высокопробные
сплавы с серебром
Желтый Каштановый (более 1—5 (мин) Низкопробные (ниже
или менее темный) 583-й пробы) сплавы
золота с серебром и
медью. Чем темнее
пятно, тем
низкопробнее сплав
» Черный (чернильный) 1—2 Латунь
Беловато-желтый Черный 1—2 Низкопробный сплав
серебра с медью
Красный Раствор не оказывает 1—2 Высокопробный сплав
никакого действия (выше 583-й пробы)
золота с медью
» Золотистый или каш- 1—5 (мин) Низкопробный сплав
тановый золота с медью. Чем
темнее пятно, тем
низкопробнее сплав
» Черный (чернильный) 1—2 Медь
На флаконах с реактивами обязательно должны быть наклейки
с указанием назначения реактива.
Хромпик — раствор (9,4 г двухромовокислого калия в 100 мл
дистиллированной воды с добавлением 6,3 мл серной кислоты)
оранжевого цвета, применяется для опробования серебряных
слитков и изделий от 500-й пробы и выше. На сплавах этих
проб (до пробы 750) 2—3 капли хромпика, последовательно
опускаемые на одно и то же место и снимаемые
фильтровальной бумагой, оставляют светло-коричневое пятно; на сплавах
и изделиях высших проб (750-й и выше) этот реактив оставляет
45
красные пятна, интенсивность окраски которых повышается с
повышением пробы сплавов; на сплавах и изделиях 916-й пробы
и выше образовывается ярко-красное пятно.
Азотнокислое серебро — прозрачный раствор, изготовляемый
для опробования серебра следующих проб: 750, 800, 875 и
916-й, оставляет на сплавах и изделиях белое (светло-серое)
пятно, на сплавах и изделиях низких проб — более или менее
густые белые пятна до темного цвета, по интенсивности
которых приблизительно определяют пробу серебряных сплавов или
изделий. На сплавы и изделия более высоких проб реактив
действует слабо или вообще не оказывает действия.
Все реактивы для опробования драгоценных металлов
разлагаются на свету, поэтому их следует хранить в сухом темном
месте или во флаконах из темного стекла. Для каждого
реактива должна быть отдельная палочка.
Опробование на пробирном камне с пробирными иглами
проводится при помощи пробирных эталонов (пробирных игл)
и реактивов. Пробирный камень представляет собой кремнистый
сланец черного цвета. Перед использованием его смазывают
миндальным или минеральным маслом и насухо вытирают
фильтровальной бумагой. Чистить следует осторожно, чтобы не
повредить шлифовку пробирного камня и его поверхность.
Пробирные иглы служат для опробования изделий из
драгоценных металлов. Для платины применяют платиновые иглы,
для золотых изделий — золотые, а для серебряных —
серебряные иглы. Пробирные золотые иглы определенных проб
изготовляют из золотых сплавов различного по лигатуре состава и
цвета, соответственно используемом ювелирным сплавам. Так,
для золота наиболее распространенной в нашей стране 583-й
пробы имеются 15 номеров различных по цвету игл (от бледно-
желтого до красного).
Опробование на пробирном камне с пробирными иглами
осуществляют следующим образом. Слитки или изделия,
подлежащие опробованию, очищают от грязи и жировой корки
шабером или надфилем. Затем зачищенным местом слитка или
изделия наносят на пробирный камень штрих длиной 10—15 мм
и шириной 2—3 мм. Рядом со штрихом от изделия на камне
наносят штрих пробирной иглой, подходящей по пробе и цвету
к сплаву опробуемого изделия. Затем поперек нанесенных
штрихов проводят стеклянной палочкой, смоченной определенным
реактивом, в зависимости от опробуемого металла. Через 10—
20 с раствор осторожно снимают фильтровальной бумагой, дают
осадку немного высохнуть и сравнивают его оттенки на
штрихах от изделия и от иглы. Если цвет осадка одинаков, то проба
испытуемого изделия и иглы одинакова; если цвет осадка на
штрихе от испытуемого изделия темнее цвета осадка на штрихе
от иглы (эталона), то проба изделия ниже пробы иглы; если
46
цвет осадка на штрихе от изделия светлее цвета осадка на
штрихе от иглы, то проба изделия выше пробы иглы.
В ювелирном производстве, в том числе при изготовлении
индивидуальных заказов, этот метод получил широкое применение
при опробовании инспекциями пробирного надзора
полуфабрикатов и готовых ювелирных изделий.
Муфельный метод — наиболее точный метод для опробования
драгоценных металлов. Упрощенно этот метод называют
горячим анализом и применяют его только в химических
лабораториях. Существует несколько способов взятия проб от
испытуемого металла. Наиболее часто применяется проба от слитков и
тигельная.
Пробу от слитков берут либо сверлением, либо вырубанием.
Если пробу берут сверлением, то от каждого отдельного слитка
сверху, снизу и с диагонально-противоположных концов,
несколько отступив от краев слитка, высверливают 1—2 г
стружки. Поверхностную стружку из пробы следует удалять, так как
состав поверхностного слоя может отличаться от состава
слитка. Если пробу берут вырубкой, то от краев каждого слитка с
верхней и нижней части зубилом при помощи молотка
вырубают по кусочку металла, которые затем вручную раскладывают
на наковальне и прокатывают до желаемой толщины.
Тигельную, или горошковую, пробу берут непосредственно из
тигля от расплавленного и хорошо перемешанного металла.
Взятую таким образом пробу жидкого сплава отливают в
изложницу или дробят отливкой в воду.
Для выполнения анализа на содержание драгоценных
металлов пользуются муфельными и тигельными печами, тиглями,
щеберами (плоскими блюдечками из огнеупорных материалов),
капелями (чашечками из костяной муки и цемента) и др.
Пробирный анализ на содержание золота, серебра и
платиновых металлов состоит в сплавлении испытуемого вещества
(пробы) с флюсами, содержащими металлический свинец или
глет (двуокись свинца) с восстановителем. Расплавленный
свинец смачивает частицы благородных металлов и образует с
ними сплав, называемый веркблеем, который плотно объединяет
все металлические зерна. Остальные компоненты с флюсами
образуют легкоплавкий шлак. Веркблей отделяется от шлака и
обрабатывается купелированием.
Сущность купелирования состоит в отделении окислов
металлов от драгоценных металлов, основанном на избирательном
смачивании капели окислами вещества. Окислы всасываются
пористой массой капели, а металлы остаются на ее поверхности.
Полученный при купелировании «королек» в относительно
редких случаях состоит только из одного драгоценного металла
(чисто золотой, серебряный и платиновый). Чаще он
представляет собой сплав этих металлов, обычно золота с серебром. Для
разделения на составляющие компоненты «королек» расковыва-
47
ют, прокатывают в тонкую ленту и растворяют (разваривают)
в кислотах. Разделение золота и серебра азотной кислотой
основано на том, что последняя количественно растворяет
серебро, не действуя на золото, если содержание его в сплаве
превышает содержание золота примерно в три раза. Однако при
разваривании в кислоте следует избегать раопадания золота с
образованием мелких частиц. Также следует обеспечить полное
растворение серебра. То и другое достигается получением сплава
золота и серебра в требуемых соотношениях путем квартования,
т. е. сплавления золота с серебром в отношении, отвечающем
условиям полного разделения полученного сплава кислотой.
Навеску для анализа золотого сплава муфельным путем бе-
рут массой около 250 мг, добавляют необходимое количество
чистого серебра с тем, чтобы отношение серебра к золоту в
«корольке» было равно 2,5 : 1. Золотую «корточку», полученную
после разварки «королька» в кислоте, взвешивают на пробирных
весах, и полученную массу, выраженную в миллиграммах,
умножают на 4. Результат является пробой анализируемого
сплава.
Серебро, применяемое для квартования, проверяют на
содержание золота, свинец, употребляемый при купелировании,— на
содержание в нем золота и серебра. Если золото обнаружено в
квартовочном серебре, такое серебро не может применяться для
анализов, а если золото и серебро обнаружено в свинце, то при
подсчете результатов анализа необходимо сделать
соответствующую поправку. При определении серебра в изделиях и
сплавах муфельным путем также берут навеску массой около 250 мг
и купелируют. Полученный при этом «королек» взвешивают на
пробирных весах, и массу, выраженную в миллиграммах,
умножают на 4. Полученный результат является пробой
анализируемого сплава.
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
глава
Назначение заготовительных операций — подготовка сплавов
драгоценных и цветных металлов необходимого состава и
профиля, а также изготовление отдельных элементов (деталей)
ювелирных изделий. Основными операциями заготовки металлов
необходимого состава и профиля являются плавка, ковка,
прокатка (вальцовка) и волочение, а операциями по изготовлению
отдельных деталей — слесарно-механические работы, холодная
штамповка и литье по выплавляемым моделям.
1. ПЛАВКА
Плавка — это плавление какого-либо количества металлов
для получения сплава необходимой пробы и нужных профилей.
Металлы, входящие в сплав с драгоценным металлом,
называют лигатурой. В условиях выполнения заказов из материалов
(лома) драгоценных металлов различных проб, сдаваемого
населением в переработку, необходимо знать методы плавки и
уметь самостоятельно произвести расчет шихты для выхода на
нужную (установленную в нашей стране) пробу. При этом с
целью экономного использования драгоценных металлов
необходимо избегать лишних плавок, а следовательно, в одном
тигле надо сплавлять максимально возможное количество шихты, в
состав которой могут входить сплавы лома драгоценных
металлов нескольких проб.
Примеры расчета шихты. Расчет шихты производится для выхода на
нужную (установленную) пробу драгоценных металлов. При этом в
соответствии с необходимостью могут быть случаи как повышения, так и
понижения пробы.
1. Необходимо сплав определенной массы и пробы сплавить с другим
сплавом для получения слитка установленной пробы.
а) Какое количество лома золота 750° необходимо сплавить со 100 г
лома золота 56°, чтобы получить сплав 583°?
100(083°—560°)/(760^583°) = 10О-23°/167° = 13-.77 г.
Следовательно, для получения сплава золота 583° к имеющемуся лому
золота 56° массой 100 г нужно добавить 13,77 г золота 750°.
б) Какое количество лома серебра 916° необходимо сплавить с 50 г лома
серебра 84°, чтобы получить сплав 875°?
50(875°—840°)/(916°—875°) =50 -35741° = 42,68 г.
49
Для получения сплава серебра 875° к имеющемуся лому серебра 84°
массой 50 г необходимо добавить 42,68 г серебра 916°.
в) Какое количество чистого золота 999,9° необходимо сплавить со 100' г
лома золота 375°, чтобы получить сплав 500°?
100 (500°—375°) / (1000°—500°) = 100-125°/500° = 25 г.
Для получения сплава золота 500° к имеющемуся лому золота 375°
массой 100 г необходимо добавить 25 г чистого золота 999,9° (для упрощения
расчета чистое золото принято за 1000).
2. Необходимо понизить имеющийся сплав до установленной пробы.
а) Каким количеством сплава лома золота 500я необходимо делегировать
40 г сплава лома золота 958°, чтобы получить сплав 583°?
40(958°—583°)/(583°—500°) = 40 -375783° = 180,72 г.
Для получения сплава колота 583° к имеющемуся лому золота 958е
массой 40 г нужно добавить 180,72 г лома золота 500°.
б) Каким количеством сплава лома золота 56° необходимо' делегировать
50 г лома золота 900°, чтобы получить сплав 750°?
50(900°—750°)/(750°—560°) =50-1507190° = 39,47 г.
Для получения сплава золота 750° к имеющемуся лому золота 900°
массой 50 г нужно добавить 39,47 г лома золота 56°.
в) Каким количеством сплава лома серебра 800° необходимо делегировать
30 г чистого серебра 999,9°, чтобы получить сплав 875°?
30(1000°—875°)/(875°—800°) =30-125°/75° = 50 г.
Для получения сплава серебра 875° к имеющемуся чистому серебру
999,9° массой 30 г необходимо добавить 50 г лома серебра 800° (для
упрощения расчета чистое серебро принято за 1000°).
3. Необходимо получить конкретное количество сплава установленной
пробы из нескольких сплавов различных проб.
а) Какое количество лома золота 750'° и 500° надо сплавить, чтобы
получить 100 г сплава 583°?
100 (583°—500°) /(750°—500°) = 100-837250° = 33,2 г.
Для получения сплава золота 583° массой 100 г необходимо сплавить
33,2 г лома золота 750° и 66,8 г лома золота 500°.
б) Какое количество лома золота 958° и 55° надо сплавить, чтобы
получить 50 г сплава 750°?
50(750°—560°)/(958°—560°) =50-1907398° = 23,87 г;
50—23,87 = 26,13 г.
Для получения сплава золота 750° массой 50 г необходимо сплавить
23,87 г лома золота 958° и 26,13 г лома золота 56°.
в) Какое количество лома серебра 916° и 750° надо сплавить, чтобы
получить 40 г сплава 800°?
40(800°—750°)/(&16°— 750°) =40-50°/!66°=12,05 г;
40—12,05 = 27,95 г.
Для получения сплава серебра 800° массой 40 г необходимо сплавить
12,05 г лома серебра 916° и ?7,95 г лома серебра 750°.
4. Необходимо понизить пробу сплава и получить конкретное
количество сплава установленной пробы с применением легирующих материалов.
50
а) Каким количеством лигатуры (серебро и медь) необходимо
делегировать лом золота 750° массой 100 г, чтобы получить сплав золота 583"?
100(750°—583°)/583° =100-1677583° = 28,64 г.
Для получения сплава золота 583° из лома золота 750° массой 100 г
необходимо к этому лому 750'° добавить 28,64 г лигатуры. Соотношение
серебра и меди в составе лигатуры зависит от желаемого цвета сплава
золота.
б) Каким количеством лигатуры меди и цинка необходимо делегировать
лом серебра 960° массой 60 г, чтобы получить сплав серебра 916°?
60(960°—916°)/916° = 60-44°/916°=2,88 г.
Для получения сплава серебра 916° из лома серебра 960'° массой 60 г
необходимо к этому лому добавить 2,88 г лигатуры. Соотношение меди и
цинка зависит от желаемых прочностных характеристик сплава.
5. Необходимо сплавить несколько слитков различных проб с целью
получения одного слитка установленной пробы.
а) Какое количество лигатуры нужно добавить, чтобы из нескольких
слитков различных проб получить сплав золота 500°?
Каждый слиток условно переводим в чистое золото:
20 г золота 900° =18,0 г чистого золота
30 г » 583°= 17,49 г » »
20 г » 56° = 11,2 г » »
40 г » 375°= 15,0 г » »
110 г слитка =61,69 г чистого золота.
Определяем среднюю пробу общего слитка золота массой ПО г:
61,69-10007110 = 560,82°.
Затем полученный слиток золота 560,82° массой ПО г необходимо
легировать для получения сплава 500°.
110(560,82°—500°)/500°= 110-60,827500°= 13,38 г.
Для получения единого слитка золота 500° из указанных выше слитков
к общему их сплаву массой ПО г необходимо добавить 13,38 г лигатуры.
Общая масса слитка золота 500'° будет составлять без учета потерь на
угар при плавке 110+13,38=123,38 г.
б) Какое количество чистого серебра нужно добавить, чтобы из
нескольких слитков различных проб получить сплав серебра 875°?
Каждый слиток условно переводим в чистое серебро:
40 г серебра 750,о = 30 г чистого серебра
30 г » 800° = 24,0 г » »
20 г » 84°= 16,8 г » »
10 г » 916° = 9,16 г » »
10 г » 960°= 19,6 г » » _
ПО г слитка =89,56 г чистого серебра.
Определяем среднюю пробу общего слитка серебра массой ПО г:
89,56-10007110 = 814,18°.
Затем полученный слиток серебра 814,18° массой ПО г необходимо
повысить до установленной 875° добавлением чистого серебра 999,9° (для
упрощения расчетов чистое серебро принимаем за 1000°).
110(875°—814,18°)/(1000°—875°) = 110-60,827125° = 53,52 г.
51
Для получения единого слитка серебра 875° из указанных выше слитков
к общему их сплаву массой ПО г необходимо добавить 53,52 г чистого
серебра 999,9°.
Общая масса слитка серебра 875° будет составлять без- учета потерь на
угар при плавке 110+53,52= 163,52 г.
6. Необходимо из чистого драгоценного металла получить сплав
определенной массы и установленной пробы.
а) Какое количество чистого золота 999,9° нужно использовать, чтобы
получить 80 г сплава золота 375°?
80'-37571000° = 30 г.
Для получения сплава золота 375° массой 80 г нужно использовать 30 г
чистого золота 999,9° (для упрощения расчетов чистое золото принимаем
за 1000°).
б) Какое количество чистого серебра 999,9° нужно- использовать, чтобы
получить 80 г сплава серебра 960°?
8О-960°Д00О° = 76,8 г.
Для получения сплава серебра 960° массой 80 г нужно использовать
76,8 г чистого серебра 999,9° (для упрощения расчетов чистое серебро
принимаем за 1000°).
Плавку драгоценных металлов и лигатуры осуществляют
под действием высоких температур. При этом атомы
расплавляемых металлов освобождаются от внутрикристаллических
связей, кристаллиты распадаются и между ними образуется все
больше жидкого металла. Процесс растворения структуры
продолжается до тех пор, пока весь металл из твердого состояния
не перейдет в жидкое.
При проведении плавки сначала начинают расплавлять
драгоценные металлы, а затем добавляют цветные (лигатурные).
Когда лигатура полностью расплавится и сплав будет хорошо
перемешан, его выливают в металлические изложницы, где он
остывает.
Для обеспечения процесса плавления применяется флюс
(бура) в количестве 5 г на каждые 100 г сплава. Расплавленная
бура образует при охлаждении на стенках тигля или плавильной
чаши глазурь, предохраняет расплав от доступа кислорода и
растворяет окислы. Стальные изложницы, в которые заливают
сплавы, перед заполнением очищают стальной щеткой, чисто
протирают и смазывают слоем машинного масла.
Плавка может быть индивидуальной или централизованной.
Переводы проб сплавов драгоценных металлов. При оформлении заказов
на изготовление и ремонт ювелирных изделий население сдает лом золота
и серебра различных проб и приемщику заказов необходимо сразу
произвести пересчет этого лома в ту пробу драгоценного металла, из которой
будут изготовлены изделие или отдельный элемент. Для облегчения этого
пересчета приводятся таблицы приложений 1 и 2, в которых в качестве
основных приняты сплавы золота 583° и серебра 875° массой от 0,01 до 1 г и
даны эквивалентные им массовые величины всех установленных в СССР проб
золота и серебра.
В соответствии с Инструкцией Министерства финансов СССР все
расчеты драгоценных металлов должны вестись с точностью до 0,01 г. Следо-
52
вательно, в процессе перевода массовые величины должны округляться до
второго знака после запятой.
Если необходимо перевести массовое количество золота 583° или
серебра 875° больше чем 1 г в другую пробу, то это можно выполнить путем
умножения на 10, 100 и т. д., а также путем суммирования.
Пример 1. Сколько золота 750° будет эквивалентно 1,5 г золота 583°?
В этом случае можно взять из приложения 1 массу золота 750°, которая
будет эквивалентна 0,15 г золота 583°, т. е. 0,117 г, и умножить на 13, что
даст 1,17 г.
Пример 2. Сколько золота 750° будет эквивалентно 1,52 г золота 583°?
В этом случае нужно взять из приложения 1 массу золота 750°, которая
будет эквивалентна 1 г и 0,52 г золота 583°, т. е. соответственно 0,777 г и
0,404 г, затем суммировать и полученную величину 1,181 г. округлить до
1,18 г.
Пример 3. Сколько серебра 916° будет эквивалентно 5,37 г серебра
875°?
В этом случае можно взять из приложения 2 массу серебра 916°,
которая будет эквивалентна 0,5 г серебра 875°, т. е. 0,478 г, и умножить ее на
10, что даст соответствующую величину 4,78 г, равнозначную 5 г серебра
875°.
Затем взять из приложения 2 массу серебра 916°, которая
эквивалентна 0,37 г серебра 875°, т. е. 0,353 г, после чего суммировать две
полученные величины 4,78 и 0,353, что составит 5,133 г, и окпуглить до
5,13 г.
В обратной последовательности могут быть произведены переводы
любых указанных в таблицах проб сплавов золота и серебра в принятые как
основные пробы: золото 583° и серебро 875°.
Индивидуальная плавка. Эту плавку выполняет ювелир
непосредственно на рабочем месте в плавильной чаше или ложке.
Металлы при таком методе плавки легко нагреваются открытым
пламенем горелки. Их сплавляют в небольшой слиток или в
горячем расплавленном состоянии разливают в специальные
формы для получения при остывании необходимой заготовки.
При плавке открытым пламенем необходимо, чтобы оно
было сильным, шумящим, с вытянутой восстановительной зоной.
Централизованная плавка. При централизованной плавке в
состав шихты могут входить драгоценные металлы в различном
виде и различных проб (лом ювелирных изделий, отходы
собственного производства и чистые драгоценные металлы),
которые при расчете шихты учтены в соответствии с пробой,
определенной различными методами. Однако, учитывая, что при
опробовании раствором хлорного золота, пробирными реактивами
и на пробирном камне с пробирными иглами проба
определяется ориентировочно, с отклонениями, сплав, полученный при
централизованной плавке, часто имеет отклонения от расчетной
пробы. Поэтому если в состав сплава входят драгоценные
металлы, проба которых определена ориентировочно, то при
плавлении весь состав тигля выливают в изложницы и полученные
слитки, как правило, подвергают химическому анализу
муфельным методом. А затем в соответствии с полученной пробой
проводят повторный, уточненный, расчет шихты и сплав повторно
плавят и долегируют с целью точного выхода на планируемую
пробу.
53
При повторной, уточненной, плавке сплав разливают в
специальные изложницы для получения при остывании заготовок
«ужных профилей. Если перед первой плавкой проба
драгоценных металлов определена точно, то повторную плавку
проводить не следует и полученный расплав можно разливать в
специальные изложницы для получения при остывании заготовок
нужных профилей. Чтобы избежать неравномерности сплава,
следует тщательно перемешивать шихту.
Централизованная плавка золота проводится в
электрических или высокочастотных установках (печах).
В ювелирном производстве применяется несколько типов
электрических печей. Выбор конструкции печи зависит от
объема производства, т. е. количества перерабатываемого металла.
В настоящее время наиболее широкое применение получили
электроконтактные печи (рис. 24). Принцип действия такой
печи заключается в том, что через графитовый тигель, помещенный
между двумя токопроводящими контактными пластинами
(шинами), пропускают электрический ток. Тигель, в котором
помещают металл, служит одновременно контактным нагревателем
(электрическим сопротивлением). Тигель помещают в
специальный захват и с помощью рычага с рукояткой устанавливают и
извлекают из печи.
Питание печи осуществляется от понижающего
трансформатора, который в свою очередь питается от сети и
трансформирует напряжение сети в низкое напряжение (наиболее часто 6 В).
Мощность трансформатора определяется в зависимости от
загрузки тигля. Для плавки металла массой до 0,5 кг—10 кВт.
При этом можно достигнуть необходимой температуры
плавления и полного сплавления металлов в течение 5—7 мин. Токо-
проводящие шины (контакты) изготовляются из меди, концы
шин подводятся к специальным пустотелым металлическим
головкам, в которых циркулирует проточная вода для
охлаждения контактов и шин. Подъем
верхней головки для
освобождения тигля от зажима между
контактными пластинами и
его вывода для разлива
сплава осуществляется поворотом
рукоятки подъемного
механизма.
Высокочастотные
индукционные печи отличаются
большой производительностью и
v,^ оа а,о„™„, применяются в основном на
рис. Л. сЭлектроконтактна . печь для
плавки: специализированных ювелир-
/-.рукоятка подъема верхней шины, 2- НЫХ ПреДПрИЯТИЯХ. В уСЛОВИ-
Трх?я\яПяПт0Дт^ая/0К,°пПРАВОДЯЩ-ая шииа' ях индивидуального производ-
d — захват тигля, 4 — графитовый тигель, rV "
5 —нижняя токопроводящая шина СТВа КОЭффИЦИбНТ ИХ ИСПОЛЬ-
54
зования незначителен. Принцип действия индукционной печш
состоит в нагреве электропроводящих материалов в
электромагнитном поле высокой частоты, которое создается
высокочастотным генератором.
Установка состоит из шкафа, лицевой панели, вентилятора,,
выпрямителя, электромеханической блокировки анодного
трансформатора, зажима индуктора и плавильной части.
Техническая характеристика индукционной плавильной печи
Потребляемая мощность от сети, кВт 18
Напряжение питающей сети, В 380'
Частота питающей сети, Гц 50
Анодный ток, А 2,5
Сеточный ток, А 0,5—0,7
Расход воды, м3/г Не более 1,2
Рабочая частота, кГц 440±2,5°/о
КПД, % 68
Индуктор с плавильной частью проектируется и
размещается в зависимости от имеющихся производственных площадей в
создания максимальных удобств для работы.
В качестве плавильных тиглей в ювелирном производстве1
применяются графитовые и глиняные (гессенские).
Графитовые тигли изготовляются из графита, который
размалывают и смешивают с глиной. Перед первым употреблением;
тигель медленно нагревают и прокаливают. При первом
подогреве внутренняя поверхность тигля должна быть обработана,
бурой для предотвращения шелушения его поверхности и,
следовательно, загрязнения плавки.
Гессенские тигли изготовляют из жирной глины, не
содержащей железа и извести. Примеси кварцевого песка и шамотной
муки предотвращают растрескивание и усыхание тиглей. Они-
дешевле и прочнее графитовых, но срок их эксплуатации
меньше. Перед эксплуатацией их также прокаливают и глазируют
бурой, прилипшие остатки металла не выбирают, а выплавляют
вместе с бурой.
Тигли должны применяться для металла определенной
пробы, поэтому снаружи на стенке тигля делают соответствующую
маркировку. Для сокращения времени плавления и уменьшения
возможности окисления металла перед загрузкой тигель
необходимо прогреть.
2. КОВКА
Ковка — это изменение поперечного сечения заготовки в
горячем или холодном состоянии без снятия стружки. В
ювелирном производстве широко применяется ковка слитка
(заготовки) после плавления, что дает возможность уплотнить его и
ликвидировать создавшиеся в процессе плавления трещины и поры
в структуре металла. Ковка также широко применяется при
изготовлении различного вида заготовок (деталей), чему способ-
ствуют хорошие пластические свойства сплавов драгоценных и
цветных металлов.
Существует два вида ковки: предварительная и
окончательная. Предварительная (черновая) ковка — кузнечная обработка
слитка для подготовки его к дальнейшей деформации
прокаткой, волочением и т. д.; окончательная (чистовая) ковка
охватывает все методы кузнечной обработки, с помощью которой
изделию придают окончательную форму.
Ковку начинают легкими ударами молотка, затем
постепенно удары усиливают. В промежутках между ударами
определенной силы металл отжигают и охлаждают в воде. От формы
бойка молотка, вида подкладного инструмента и силы удара
зависит, в какой степени и в каком направлении пойдет
деформация заготовки.
3, ПРОКАТКА
Прокатка (вальцовка) применяется, когда ювелирные
изделия необходимо изготовить из листового материала методом
штамповки или из прутков определенной формы и толщины.
Этот технологический процесс основан на пластичности сплава.
Листовой металл прокатывают между гладкими валками
прокатных вальцов. Между вращающимися валками слиток
сжимается по толщине, а длина его при этом увеличивается.
Проволоку прокатывают в фасонных валках (ручьевых), в которых
имеются кольцевые проточки (ручьи), соответствующие по
сечению форме профиля прокатываемой проволоки.
Принципиально процессы прокатки листового металла и
проволоки сходны, но каждый из них имеет свои особенности. При
прокатке листового металла на него действует только
вертикальное давление, а при прокатке проволоки заготовка
испытывает еще и боковое давление. Прокатываемый лист может, хотя
и незначительно, расширяться в стороны, в то время как при
прокатке проволоки деформация недопустима.
Особое внимание при прокатке необходимо обращать на
способность каждого сплава к пластической деформации. В
процессе прокатки металл нагартовывается и повышает свою
твердость. Для снятия напряжений и придания металлу
пластичности необходимо при прокатке проводить периодически отжиг.
Последний может быть между определенными циклами
прокатки, состоящими из нескольких проходов. Ориентировочно
отжиг следует проводить после уменьшения толщины заготовки
или сечения проволоки на 50%.
В процессе прокатки существенно ее направление, которое
можно изменять только после промежуточного отжига.
Сокращение расстояния между валками, а при прокатке проволоки
переход к прокатке в следующем ручье производятся после
выполнения цикла прокатки и отжига металла.
56
Рис. 25. Прокатные вальцы с ручным приводом:
а — плоение, б — фасонные, в — комбинированные
Прокатные вальцы бывают плоские, фасонные и
комбинированные, в зависимости от профиля валов. Они могут быть
с электро- или ручным (рис. 25) приводом.
Станина вальцов по конфигурации может быть различной.
В верхней части станины должны быть четыре отшлифованные
стойки, которые являются направляющими. По направляющим
передвигаются подшипники качения, в которых вращаются
валки. Диаметр и длина валков определяются в зависимости от
потребностей производства. Сверху на направляющие стойки
ставится верхняя плита, которая соединяет их. Расстояние между
валками регулируется с помощью вертикальных винтов,
установленных в верхней плите, и центрального маховика.
4. ВОЛОЧЕНИЕ
Волоче'ние — это протягивание проволоки через коническое
отверстие фильеры (рис. 26). При прохождении через фильеру
поперечное сечение проволоки уменьшается до сечения
протяжного отверстия фильеры. Чем круче конус фильеры, тем резче
изменяется сечение проволоки и больше возрастают
сопротивление деформации и рабочее усилие. Рабочее усилие должно
соответствовать силе натяжения проволоки, если же это усилие
будет больше силы натяжения, то проволока будет рваться,
особенно тонкая.
Для протягивания проволоки необходимо у предварительно
подготовленной (прокатанной) проволоки заточить конец и
протолкнуть его в коническое отверстие фильеры на волочильнзй
доске, вытягивая его плоскогубцами, после чего протягивать
через фильеру ручным или механическим способом. Протягивание
до требуемого размера ведется последовательно через фильеры
меньших диаметров с периодическим отжигом проволоки. На
волочильной доске фильеры установлены в такой последователь-
57
иости, которая обеспечивает
качественную протяжку и не
приводит к преждевременному
износу фильер. При
протягивании тонкой проволоки из
драгоценных металлов
применяют алмазные фильеры,
которые более износостойки и
дают возможность получить
калиброванную проволоку.
Если требуется получить
небольшое количество
проволоки, то ее протягивают вруч-
■ную. При этом волочильную
доску зажимают в тисках между защитными губками из
мягкого металла. Проволоку захватывают специальными
плоскогубцами с острыми насечками и тянут через фильеры вручную.
Если требуется протянуть большое количество проволоки, то
применяются специальные волочильные станы, ручные или с
электроприводом. Протяжка при этом проводится также через
^■волочильную доску с периодическим отжигом.
■Рис. 26. Схема процесса волочения:
1 — входной конус, 2 — протяжной конус,
3 — цилиндрическая ча
«шнус
4 — выходной
5. СЛЕСАРНО-МЕХАНИЧЕСКИЕ РАБОТЫ
В процессе ювелирного производства отдельные элементы
(детали) изделий изготовляются вручную. При этом
применяются следующие слесарно-механические операции: разметка,
разрезание и распиливание, сверление, фрезерование,
опиливание.
Разметка — перенос рисунка и его размеров на заготовку.
Инструментом для выполнения разметки служат чертилки,
циркуль, масштабная линейка (металлическая), керны. Разметку
•мелких пластин выполняют на разметочных плитах (листах),
устанавливаемых на столешнице верстака.
Разрезание — резание металла по предварительной
разметке с помощью ножниц. В зависимости от толщины заготовки
применяют ручные или рычажные ножницы. Этот метод
резания производителен и экономичен при работе с драгоценными
металлами, однако иногда форма и толщина заготовки
ограничивают возможности его применения.
Распиливание — резание металла по предварительной
разметке с помощью лобзиковой палочки. Одной из разновидностей
распиливания является выпиливание узоров. Но при этом
способе резания возможны потери драгоценных металлов, так как
опилки не всегда удается собрать полностью.
Сверление — резание металла, в результате которого в
заготовке может быть получено углубление или отверстие
цилиндрической формы. Для выполнения операции на заготовке необхо-
558
димо наметить керном центр отверстия. Сверление должно
вестись на жесткой основе, для чего может быть использован фи-
нагель, или непосредственно на столешнице верстака. Во
избежание поломки сверла и порчи поверхности финагеля или
столешницы перед сверлением под заготовку следует подкладывать
предохранительную дощечку.
Инструментом для сверления являются сверла (см. рис. 10),.
которые приводятся во вращение дрелью. В настоящее время в
качестве дрели применяются бормашины, которые практически
вытеснили из обращения специальные ручные дрели,
применявшиеся в ювелирном производстве.
Фрезерование — обработка металла с помощью
вращающегося режущего инструмента (фрезы — см. рис. 11).
Фрезерованием можно обрабатывать как плоские, так и выпуклые
поверхности в зависимости от формы фрезы, т. е. такие поверхности,
которые невозможно или трудно опиливать напильником.
Для получения высокой чистоты поверхности необходимо
процесс фрезерования вести при большом числе оборотов
фрезы и малой ее подаче.
Опиливание — обработка поверхности металла режущим
инструментом, в процессе которой снимается слой металла. Для
опиливания заготовку необходимо закреплять в настольные
слесарные или специальные ручные тиски. Опиливание
производится по предварительной разметке напильниками и надфилями.
Обработку заготовки следует начинать грубым напильником и
после достижения определенного размера продолжать
напильником с более мелкой насечкой или надфилем.
6. ШТАМПОВКА
В ювелирном производстве широкое распространение при
изготовлении отдельных элементов (деталей) получила холодная
листовая штамповка.
Операции штамповки подразделяются на два этапа:
вырубка контура детали и формовка детали. Выполняются эти
операции на механических прессах с применением соответствующих
штампов. В некоторых случаях несложные тонкостенные детали
вырубают ручным ударом молотка по пуансону. При этом штамп
должен быть установлен на металлическую плиту.
Вырубка контура детали. В зависимости от конструкции
штампа следует подготовить металл соответствующего профиля
(толщина, ширина полосы). Необходимая толщина достигается
при прокатке, а ширина полосы в соответствии с расстоянием
между направляющими штампа достигается в процессе
разметки и механической резки металла ножницами (гильотинными,
роликовыми, ручными).
Конструкция штампа определяется формой детали, а сам
процесс вырубки контура детали выполняется в два приема:
59
сначала идет вырубка, затем пробивка. Иногда эти операции
выполняются одним ударом подвижного пуансона. Подвижной
пуансон и неподвижная матрица выполняют роль верхнего и
нижнего ножей, которые при соединении между собой обрезают
металл по контуру режущих кромок. При вырубке деталь под
действием пуансона падает в матрицу, а при пробивке в
матрицу падают отходы. Кромки деталей при штамповке имеют
шероховатую поверхность и заусенцы. Для исключения
заусенцев, что требует последующей опиловки и частичной потери
драгоценных металлов, необходимо своевременно ремонтировать
штампы (притирать и шлифовать пуансон и матрицу).
Формовка детали. В процессе формовки (рис. 27) заготовка
путем пластической деформации приобретает требуемую форму.
Основное условие качественной формовки заключается в том,
что при деформации не должно быть разрушения металла.
Основными операциями формовки являются гибка, вытяжка и от-
бортовка.
Гибка — это процесс деформации заготовки в специальном
желобе гибочного штампа под действием усилия, которое
прикладывается пуансоном. При этом слои металла,
расположенные с внутренней части пуансона, сжимаются, а внешние,
расположенные со стороны матрицы, растягиваются. Большое
значение имеет радиус гибки, который зависит от толщины и
свойств изгибаемого металла.
В ювелирном производстве гибка применяется при
выполнении как заготовительных, так и монтировочных операций. На
заготовительных операциях гибка выполняется на механических
Рис. 27. Схема формовочных операций при листовой штамповке:
а — гибка, б — вытяжка, а— отбортовка, г — обжим, д — раздача
и гидравлических прессах, гибочных станках, а иногда и ручным
ударом молотка по оправке, которая, вдавливая металл в
стенки желоб водит гибку.
Гибка заготовки при монтировочных операциях
выполняется в основном вручную с помощью специальных приспособлений
и инструмента (щипцы, плоскогубцы, круглогубцы, молоток
и др.)- При монтировке производится гибка различных
профилей металла. Для получения сложных профилей изделий при
гибке используются специальные оправки и плиты с гибочным
желобом.
Вытяжка производится на гидравлических прессах плавным
нажимом. Металл при вытяжке в разных направлениях
деформируется неодинаково, поэтому для предупреждения
образования складок вытяжку производят с применением
дополнительного верхнего прижима заготовки. Вытяжка дает возможность
яолучить из плоской заготовки деталь с образовавшейся
сферой (вид колпачка). Причем вытяжка при одном проходе
возможна только в определенных пределах, зависящих от свойств
и толщины металла, затем пуансон отводится и процесс
повторяется.
Одной из разновидностей вытяжки является протяжка,
которая применяется при изготовлении полых тонкостенных
деталей. При протяжке длина заготовки увеличивается в результате
утонения ее стенок. Утонение обеспечивается тем, что зазор
между пуансоном и матрицей устанавливается меньше толщины
стенок заготовки.
Отбортовке подвергаются наружные кромки или кромки
отверстий. При наружной отбортовке размер получаемого борта
невелик и ограничивается главным образом пластическими
возможностями конкретного металла. При обработке отверстий
происходит небольшое уменьшение толщины металла у края
борта за счет растяжения металла. Отбортовку осуществляют в
штампах на гидравлических прессах деформированием в
роликах.
Обжим — это процесс деформации заготовки, надетой на
специальную матрицу заданной формы. Матрица жестко
закрепляется на прессе. Обжим происходит под действием усилия от
пуансона. При этом рабочая поверхность пуансона имеет форму,
обратную форме матрицы. Наиболее часто в ювелирном
производстве обжим применяется для формовки полых ювелирных
изделий.
Раздача — это процесс деформации заготовки пуансонами
различной формы. При этом заготовку вставляют в отверстие
матрицы, жестко закрепленной на основании пресса. Давлением
пуансона на отверстие заготовки производится раздача
отверстия. При этом происходит уменьшение толщины заготовки за
счет сжатия металла.
61
7. ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Метод литья по выплавляемым моделям широко
применяется в ювелирном производстве. Этот метод позволяет серийно
изготовлять изделия сложной конфигурации, обеспечивая при этом
требуемую точность, а также получать тонкостенные отливки
с отклонением от заданного размера не более 0,5% и чистотой
поверхности 5—6 кл. Это дает возможность использовать их как
готовые элементы ювелирных изделий без дополнительной
механической обработки.
Чаще литье по выплавляемым моделям производится на
центробежных установках, откуда и сам метод литья получил
название—центробежное литье. Литье может производиться и
на вакуумных установках методом вакуумного всасывания. При
этом схемы обоих технологических процессов литья по
выплавляемым моделям (рис. 28) идентичны, различаются лишь
процессы заполнения (заливки) литейной формы и оборудование,
на котором эта операция производится.
Метод литья по выплавляемым моделям приобрел широкое
применение даже в условиях небольших ювелирных мастерских.
Применяемое оборудование несложно по конструкции, невелико
Пластилин Резиновая крошка ( —) ■£
3
Твердый tunc
° (~^ Формовочная
pVK) PFf$? Macca
/О
<^шД
Рис. 28. Схема технол©-
гического процесса
литья по выплавляемым
моделям
62
яо размерам и может быть смонтировано в производственном
помещении площадью 20—25 м2. При этом даже мастерские,
не имеющие в своем составе высококвалифицированных
ювелиров-модельеров, методом заимствования опыта и использования
готовых резиновых форм могут изготовлять
высокохудожественные изделия и таким образом удовлетворять спрос населения.
Этапы изготовления. Основными этапами изготовления
элементов ювелирных изделий по выплавляемым моделям
являются изготовление образца-эталона, изготовление пресс-формы,
изготовление восковой модели, подготовка литейной формы,
отливка элементов ювелирных изделий, очистка отливок.
Приступая к разработке конструкции изделия, необходимо
определить возможность ее изготовления методом
центробежного литья с тем, чтобы в дальнейшем обеспечить выполнение
монтировочных и отделочных операций.
Образец-эталон должен быть изготовлен из тугоплавкого
металла 1 (см. рис. 28). Целесообразно изготовлять его из того
же металла, из которого в дальнейшем будут серийно
отливаться изделия. Разрабатывают модели и изготовляют
образцы-эталоны, как правило, высококвалифицированные ювелиры. На
специализированных ювелирных предприятиях модели
разрабатывают художники-модельеры.
Образец-эталон изделия или его отдельный элемент должны
быть выполнены качественно, с учетом художественных
требований, а чистота поверхности должна соответствовать 8—9 кл.
При изготовлении образца-эталона необходимо учитывать, что
при последующей отливке по выплавляемой модели металл
будет давать усадку. Поэтому необходимо предусмотреть
припуски, которые определяются опытным путем, но не более 5—6%
заданной размерной величины.
Приступая к изготовлению резиновой пресс-формы,
необходимо определить ее технологичность, т. е. удобство изъятия из
нее восковой модели. Резиновая пресс-форма должна повторять
контур и все художественные линии будущего ювелирного
изделия. Резиновая пресс-форма изготовляется методом
вулканизации сырой резины, в которую закладывают образец-эталон
■изделия. Технология изготовления резиновой пресс-формы
зависит от сложности конструкции изделия.
Процесс изготовления резиновой пресс-формы для
последующей отливки восковых моделей изделий сложных форм
следующий. Специальную опоку с направляющими штифтами
укладывают на гладкую поверхность стола или опорную плиту
основанием вниз. Затем опоку заполняют пластилином, в который
вдавливают до половины образец-эталон изделия 2 (см. рис. 28).
На эту опоку устанавливают вторую и заливают ее жидким
раствором гипса. После затвердения гипса опоки
переворачивают и удаляют пластилин, а образец-эталон при этом
остается в гипсовой форме. В гипсе делают несколько углублений, ко-
63
торые будут направляющими выступами резиновой формы.
Сырую резину нарезают мелкими кусочками, которыми наполняют
верхнюю половину формы 3.
Опоки устанавливают на вулканизационный пресс 4 и
вулканизируют кусочки резины в течение 45—60 мин при
температуре 150—160° С. После этого гипс разбивают, извлекают и
тщательно очищают образец-эталон изделия и резиновую
полуформу. Затем опоку, в которой находится полуформа, укладывают
основанием вниз и после посыпания тальком в полуформу 5
укладывают образец-эталон. Вторую верхнюю половину опоки
заполняют кусочками сырой резины 6. Далее вулканизируют
вторую половину формы и получают обе части резиновой пресс-
формы. Затем из резиновой пресс-формы извлекают образец-
эталон изделия и прорезают в ней литниковый канал 7.
При изготовлении пресс-формы для отливки восковых
моделей изделий простых форм достаточно поместить образец-эталон
между двумя пластинами сырой резины соответствующей
толщины так, чтобы при вдавливании образец был полностью
утоплен в резину, и вулканизовать их под прессом. Режим
вулканизации такой же, как и в первом варианте изготовления пресс-
формы. В результате вулканизации пластины свариваются
между собой. После остывания резиновой пресс-формы (в воде) ее
разрезают по наиболее благоприятным линиям разъема и
вынимают образец-эталон. В процессе резания необходимо
предусмотреть, как будет освобождаться пресс-форма.
Для изготовления восковых моделей используют
инжекторную установку 8 (см. рис. 28). При этом может быть
использована как стандартизированная установка типа АМЛ мощностью
0,5 кВт, так и нестандартизированная, в которой воск
нагревается до '70—85° С и постоянно поддерживается на уровне этой
температуры.
Перед заполнением воском пресс-форма должна быть
очищена и смазана раствором глицерина (смесь воды и глицерина в
равных частях) для более легкого отставания воска от резины.
Заполняют пресс-форму воском под давлением 1,96-Ю4...7,85Х
ХЮ4 Па (0,2—0,8 кгс/см2), которое создается в бачке
инжекторной установки сжатым воздухом. Жидкий воск через
штуцер поступает в литниковый канал пресс-формы и заполняет
ее. При этом пресс-форма должна быть плотно закрыта. Для
этой цели рекомендуется в период заполнения пресс-форму с
двух сторон по плоскостям прижимать термостойкими
металлическими пластинками (алюминий, латунь) по размерам,
соответствующим размерам пресс-формы, чтобы они не мешали
доступ литника пресс-формы к штуцеру.
После заполнения воском пресс-форму нужно охладить либо
в естественных условиях при комнатной температуре, либо в
холодильных камерах. Охлажденную пресс-форму раскрывают и
64
из нее вручную извлекают восковую модель изделия. В случаях
прилипания модели к пресс-форме может быть использован
тонкий шпатель с полированным тупым лезвием.
Восковые модели должны быть тщательно осмотрены.
Модели, имеющие недоливы, отбраковывают, а имеющие
незначительные переливы в виде облоя— очищают, после чего все
пригодные для дальнейшего использования модели укладывают в
специальную тару, чтобы избежать их поломки.
Подготовка литейной формы осуществляется следующим
образом. Готовые восковые модели в соответствии с вместимостью
стакана (опоки) набирают по форме елочки, припаивая
литники моделей к единому стержню, также изготовленному из
воска методом литья и установленному в резиновый башмак
(основание). Припаивание осуществляют с помощью бытового элек-1
тропаяльника. При сборке елочкой модели нельзя располагать
близко друг к другу, так как при вакуумировании они могут
соединиться, тогда отливки будут бракованными.
Набранную восковую елочку обезжиривают, окуная в спирт
или четыреххлористый углерод, и сушат в естественных
условиях. После сушки на восковую елочку надевают стакан (опоку)
так, что он входит в цилиндрический паз резинового основания,
и заливают в опоку предварительно приготовленную, проваку-
умированную формовочную смесь.
Для приготовления формовочной смеси используют
формовочную массу, представляющую собой кристобалитогипсовую
смесь. В настоящее время в ювелирном производстве в
основном применяются импортные формовочные массы К-90,
«Суперкаст» и «Сатинкаст». Готовят формовочную смесь, добавляя в
формовочную массу дистиллированную воду и тщательно
перемешивая ее. Расчетное количество формовочной массы и
дистиллированной воды составляет 0,32—0,42 л воды на 1 кг смеси.
Затем заполненную опоку 9 (см. рис. 28) вакуумируют и
уплотняют на вибровакуумной установке до остаточного давления
0,98-104...1,96-104 Па (0,1—0,2 кгс/см2) в течение 2—3 мин,
после чего формовочная смесь затвердевает. По окончании вакууми-
рования опоки ставят на отстой (примерно 1 ч), а затем
снимают с них резиновые основания и подрезают формовочную смесь
на нижнем торце опоки.
Следующей операцией подготовки литейной формы является
выплавка воска. Эту операцию осуществляют в муфельной печи
при поддержании температуры 120—140° С в течение 1 ч, после
чего температуру повышают до 200° С и опоки выдерживают при
этой температуре в течение 1 ч, а затем температуру плавно
повышают до 700—750° С и прокаливают литейную форму в
течение 3 ч. После этого можно считать, что литейная форма. 10
подготовлена для заливки.
' Отливка элементов ювелирных изделий производится на
центробежных установках или на установках вакуумного всасыва-
65
ния. В зависимости от типа центробежной установки
(простейшая настольная центрифуга или центробежная плавильно-зали-
вочная машина) выбирается метод подготовки сплава для
заливки в литейную форму, которую необходимо нагреть до
определенной температуры.
Если имеется центробежная плавильно-заливочная машина,
то в нее с помощью специальных щипцов устанавливают
подогретую литейную форму, а сплав металла помещают в
специальный плавильный стакан, и при достижении температуры
плавления запускают центрифугу. Под действием центробежной
силы сплав заполняет литниковую форму 11. Цикл вращения
центрифуги задается. После окончания цикла центрифуга
останавливается, и заполненная литейная форма с помощью тех
же специальных щипцов извлекается и охлаждается в
естественных условиях.
Для заливки литейной формы на настольной центрифуге
сплав металла в виде слитка полусферической формы,
предварительно отлитый в специальную изложницу, подогревают в
муфельной печи до требуемой температуры (сплав золота до
700°С, сплав серебра до 600° С). Затем подогретую литейную
форму с помощью специальных щипцов устанавливают в
тарелку литником вверх, а на верхнюю часть опоки накладывают
подогретый сплав. На другую тарелку устанавливают
соответствующий противовес. За это время температура сплава
понижается в среднем на 200° С. Сплав доводят до температуры
плавления и состояния текучести на открытом пламени горелки,
которое должно быть сильным и шумящим. При достижении
состояния текучести запускают центрифугу. Под действием
центробежной силы сплав заполняет литейную форму. Затем
после остановки центрифуги заполненную литейную форму с
помощью тех же специальных щипцов снимают с тарелки и
охлаждают в естественных условиях или опускают ее в воду.
После охлаждения литейной формы выбивают отливки.
Очистка отливок от формовочной массы происходит в 20—
40%-ном растворе плавиковой кислоты после выбивки блока
отливок из опоки 12. Затем отливку промывают в проточной воде
и отбеливают в составе, соответствующем сплаву металла (для
сплавов золота — в 10%-ном водном растворе азотной кислоты,
для сплавов серебра — в 10%-ном водном растворе серной
кислоты). Температура раствора должна быть не ниже 60—70° С.
Время отбеливания длится не более 5 мин.
После отбеливания отливки просушивают в сушильном
шкафу при температуре 100—120°С или в естественных условиях и
откусывают отдельные изделия от стержня. Затем изделия
разбраковывают. Бракованные изделия и литники откладывают для
повторной переработки в соответствии с установленной на
предприятии технологией.
66
Основные виды брака при литье и причины его возникновения
Виды брака
Причина брака
Восковая модель
Изменение размеров
модели
Засорение в модели
Деформация модели
Местная усадка
Пузыри и вспучивание
Недопрессовка
Заусенцы, обдой
Некачественная поверх-;
ность
Трещины на модели
Неправильный расчет размеров
эталона изделия, неправильно собранная
пресс-форма, некачественное
изготовление резиновой пресс-формы
Использование загрязненных
модельных материалов и модельного
возврата, загрязненная пресс-форма,
хранение модели в пыльном помещении
Преждевременное извлечение модели
из пресс-формы, излишняя выдержка
модели перед сборкой, повышенная
температура помещения
Повышенная температура
модельного состава, неостывшая пресс-форма
Избыток воздуха в модельном
составе, избыточное давление при
запрессовке, плохое перемешивание
модельного состава, отсутствие
вентиляционных каналов в пресс-форме
Низкая температура модельного
состава, недостаточное давление при
запрессовке, загрязненная полость
пресс-формы
Некачественно выполненная пресс-
форма, неправильная ее сборка и
загрязненная полость разъема
Небрежные зачистки и хранение мо- .
дели, избыток талька
Интенсивное охлаждение
пресс-формы, излишняя выдержка модели
перед извлечением из пресс-формы
Литейная форма
Раковины округлой
формы на поверхности
литниковой чаши
Трещины формы
Всплытие восковых
моделей
Темный цвет
формовочной смеси после
прокаливания
Отклонение по
химическому составу металла
Засор
Шлак
Некачественная формовка формы в
процессе вакуумирования, высокая
вязкость формовочной суспензии
Не выдержан временной и
температурный режим при удалении
модельного состава
Небрежное напаивание моделей на
стояк, высокая амплитуда колебаний
стола, небрежное крепление стояка
Неполное выжигание модельного
состава
Отливка
Неправильная шихтовка сплава,
отклонения в технологии ведения
плавки
Загрязненный металл или тигель,
низкая прочность литейной формы
Попадание шлака в форму с
металлом
Виды брака
Усадочные раковины,
рыхловатость, пористость
Газовые раковины
Горячие трещины на
отливках
Пригар
Незалив, спаи
«Корольки» на
поверхности отливок
Холодные трещины в
деталях
Нарушение геометрии
отливок
Остатки формовочной
смеси на отливках
Причина брака
Недостаточное питание отливки,
нетехнологичность отливки, заливка
перегретым металлом, перегрев какого-
либо узла отливки
Недостаточное время прокаливания
форм, близкая установка форм друг
к другу и дверцам печи,
несоблюдение технологии плавки, использование
влажной шихты и влажного
плавильного инструмента, недостаточное
раскисление металла, неполное
удаление модельного состава
Наличие напряженных мест в
отливках (резкие переходы, острые углы);
перегрев металла
Повышенная температура металла
или литейной формы; неполное
выжигание модельного состава
Недостаточная температура литейной
формы, низкая температура металла
при заливке, прерывание струи
металла, разрушение литейной формы,
недостаточное количество металла
Прерывание струи металла при
заливке, некачественная формовка
литейной формы
Нетехнологичность детали, резкое
охлаждение залитых блоков,
поломка при выбивке и очистке
Небрежное обращение с отливками,
нарушение технологии выбивки
отливок из формы
При окончательной очистке не
выдержана концентрация плавиковой
кислоты или время выдержки в
растворе
Для уменьшения или ликвидации брака следует в первую
очередь устранить причину его возникновения. При
существующем технологическом процессе литья по выполняемым моделям
брак не должен превышать 10—12%.
Качественно отлитые изделия проходят электрохимическую
полировку в специальной ванне, состав раствора которой для
различных сплавов должен быть различным. Обработанные
изделия или их элементы подвергают монтировке и отделке
ювелирами-монтировщиками в соответствии с предусмотренными
технологическими процессами.
Оборудование. Для выполнения технологического процесса
литья ювелирных изделий по выплавляемым моделям
необходимо следующее оборудование: вулканизационный пресс,
инжекторная установка, установка для вибровакуумирования,
муфельная печь, литейная установка (плавильно-заливочная установка
или простейшая настольная центрифуга, установка «вакуум-ме-
Рис. 29. Вулкаиизационный пресс:
1 — бесступенчатый регулятор мощности,
2 — термодатчики, 3 — тарельчатые
пружины, 4 — нагревательные элементы
талл»), сушильный шкалф,
установка для
электрохимического полирования, технические
весы 1 кл., оборудование для
плавки, баки для выбивки-
отливок и размывки опок, опоки
из жаропрочной стали,
электропаяльник, а также
различный инструмент и тара, ука-
.занные в гл. 3.
Вулкаиизационный пресс
(рис. 29) предназначен для
.получения резиновых пресс-
форм по образцу-эталону
изделия путем вулканизации
резины. По конструкции прессы
могут быть различными, но все
они имеют подогрев в верхней
и нижней плите.
Пресс представляет собой
переносную конструкцию. На
жесткой (литой) станине
установлена нижняя плита, в
которую вмонтирован
электрический нагреватель. По специальным направляющим,
вертикально стоящим и жестко прикрепленным к станине с помощью
червячной передачи, перемещается верхняя плита, в которую
также вмонтирован электрический нагреватель. Установленная
между плитами и поджатая опока с сырой резиной
нагревается до определенной температуры. Под действием давления и
температуры пластины сырой резины свариваются между собой.
Для регулирования и поддержания температуры пресс имеет
автоматическую или ручную систему регулирования.
Инжекторные установки (рис. 30) предназначены для
получения выплавленных моделей путем расплавления воска и
заполнения им резиновых пресс-форм. Установка состоит из
резервуара для воска, электронагревателя и терморегулирующего
устройства. Конструктивно она может быть выполнена в
различных вариантах.
Наиболее удачной конструкцией инжекторной установки
является вертикально расположенный цилиндрический кожух.
Внутри кожуха смонтирован резервуар для воска, из которого
воск под давлением сжатого воздуха, подаваемого от
компрессора через редуктор, поступает в инжекторное сопло. Давление
сжатого воздуха контролируется манометром, который
установлен на верхней крышке кожуха инжекторной установки.
Избыточное давление перед редуктором должно быть не выше
19,62-104...29,43-104 Па (2—3 кгс/см2), а при вспрыскивании —
69
Рис. 30. Инжекторные установки:
а—3-го типа: 1 — рукоятка регулятора мощности, 2 — инжекторное сопло, Ь ~
редуктор, 4 — манометр, 5 — предохранительный клапан {или клапан для выпуска;-
' воздуха), 6 — перекидной выключатель, 7— рукоятка регулирования обогрева соплаг
8 — циферблат автомата регулирования температуры нагрева воздуха;
б — 2-го типа: / — инжекторное сопло, 2 — винт крепления манометра, 3 — манометр,
4 — предохранительный клапан, 5 — штуцер для сжатого воздуха, 6 — внутренний
резервуар, 7— наружный резервуар, 8 — терморегулирующее устройство, 9 — масло
между резервуарами, 10 — электронагреватель
1,96-104...7,85-104 Па (0,2—0,8 кгс/см2). Инжекторное сопло
оснащено системой индивидуального обогрева. Под соплом
установлен желоб для направления стекающего воска в
специальный поддон. На передней части кожуха инжекторной
установки смонтированы рукоятки управления. Скорость нагрева
воска регулируют рукояткой регулятора мощности (ручка со-
шкалой 0—10). Температуру нагрева контролируют
дистанционным контактным термометром. Заполнение резиновой пресс-
формы воском происходит через инжекторное сопло,
температуру индивидуального обогрева которого можно изменить от 0 до
50° С с помощью специально предусмотренного регулятора
обогрева.
Для подготовки восковых моделей, в частности при условии
вакуумного литья, может быть использована также и
инжекторная установка другой конструкции, в которой подогрев
модельного воска осуществляется косвенным путем — посредством
трансформаторного масла. Установка состоит из внутреннего и:
наружного резервуаров, помещенных, один в другой. Простран--
70
\
Рис. 31. Установка для вибровапу-
умирования:
/ —стойка, 2 — дисковый стол камеры с
вибратором, 3 — стеклянный колпак, 4 —
вакуумируемые опоки, 5 — манометр, 6 —
рабочий стол, 7 — вакуумный насос
ство между резервуарами
заполнено маслом, которое
подогревается электроя а гр ев а те -
лем. Регулирование
температуры нагрева воска
осуществляется терморепулирующим
устройством, а контроль —
термометром. Заполнение
резиновой пресс-формы воском
происходит через инжекторное
•сопло под действием сжатого
воздуха. Давление сжатого
воздуха контролируется
манометром, находящимся на
верхней крышке установки, на
которой закреплены также
штуцер для подвода сжатого
воздуха (или азота, аргона) и
предохранительный клапан.
Установка для виброваку-
дмирования (рис. 31) предназначена для уплотнения
огнеупорной формовочной массы и удаления пузырьков воздуха при
формовке.
Установка состоит из вакуумного насоса, вибратора и ва-
.куумной камеры. Вакуумная камера представляет собой
стеклянный колпак диаметром 300 мм и высотой 350 мм,
соединенный с вибратором и установленный на специальный диск. По
.всему периметру металлического диска имеется паз,
соответствующий с небольшими припусками диаметру колпака, в
который плотно посажено резиновое кольцо. На это кольцо,
выступающее по высоте выше плоскости диска, устанавливают
жолпак, который при вакуумировании притягивается к резине.
.Для удаления воздуха из формовочной массы, т. е. вакуумиро-
вания ее, в диске имеется специальное отверстие в виде
штуцера, через которое отсасывается воздух.
На диск устанавливают и накрывают колпаком опоки, в
которых «елочки» с восковыми моделями залиты формовочной
массой. При включении вакуумного насоса и вибратора
происходит одновременное вакуумирование и уплотнение
формовочной массы. Количество опок, одновременно устанавливаемых в
-вакуумную камеру, определяется в зависимости от габаритов
опок, чтобы в период вибрации не было их ударов о стенки кол-
шака, и производительности вакуумного насоса и вибратора.
При подготовке набора восковых моделей («елочка») для
создания в опоке литейной формы с последующим выполнением
литья методом вакуумного всасывания необходимо на виброва-
куммной установке увеличить объем вакуумной камеры
применением либо :более высокого колпака, либо колпака большего
71
диаметра, что в свою очередь потребует замены диска в
соответствии с диаметром колпака. Кроме увеличения объема
вакуумной камеры в установке желательна также замена
электромагнитного вибратора на механическое устройство,
обеспечивающее встряхивание формовочной массы.
Муфельная печь. В зависимости от объемов производства
применяются печи различных видов. При мелкосерийном
производстве наибольшее применение имеют сушильный
электрический лабораторный шкаф СНОЛ-2,5-2,5-2,5/2М и электропеча
сопротивления СНОЛ-1,6-2,5- 1/9-М2У4-2; СНОЛ-1,6-2,5-1/11-
М1У4-2. В этих печах предусмотрена автоматическая
регулировка заданного режима нагрева внутренней шахты печи.
Нагреватель выполнен из проволоки высокого омического
сопротивления. Контроль и регулировка температуры осуществляются
милливольтметром. Нагреватель включается с помощью
магнитного пускателя.
Пространство между камерой и корпусом шкафа
заполняется теплоизоляционным материалом.
Плавильно-заливочная установка предназначена для
плавления металла и заливки его центробежным способом. Установка
состоит из плавильной печи, сопротивления, механизма
опрокидывания печи с противовесом и центробежного устройства,
приводящего печь во вращение. В нижней части корпуса
установки размещены трансформатор тока, приводной агрегат, а также-
распределительное устройство. На панели корпуса
расположены ступенчатый переключатель для регулирования силы тока
печи, амперметр, сигнальная лампа, а также две кнопки
включения и выключения плавильного устройства (включено —
зеленый цвет, выключено — красный). На крышке корпуса
установлен механизм для опрокидывания плавильного устройства при:
соответствующей частоте его вращения. Состоит он из
расцепляющегося устройства и гидравлических тормозов,
препятствующих резкому опрокидыванию тигля и возможному вытеканию*
жидкого металла.
Для небольших цехов и мастерских, выполняющих литье
изделий мелкими партиями, наиболее приемлемым оборудованием
для литья является простейшая настольная центрифуга
(рис. 32). На конце вертикально расположенной стойки, ось
которой находится в специальных подвижных опорах, крепится
коромысло, на концы которого подвешиваются специальные
подвески (тарелки). Плечи коромысла должны быть равные. На
одну тарелку устанавливается литейная форма, а на другую —
соответствующий противовес. Центрифуга ограждается
специальным цилиндрическим кожухом для обеспечения
безопасности при падении литейной формы или противовеса, а также
разливе металла в период запуска и вращения. Центрифугу можно-,
запускать сразу после расплавления металла и заливки его в
форму с помощью натянутого шнура.или электропровода.-.
'72
Рис. 32. Настольная центрифуга:
/ — стойка, 2 — коромысло, 3 — подвеска,
4 — опора, 5 — ось, 6 — шнур для запуска
■центрифуги
Рис. 33. Установка «вакуум-металл»:
/ — опока, 2 — рабочая камера, 3 —
камера предварительного разрежения, 4 —
рукоятка вакуумного затвора, 5 — манометр,
6 — вакуумный затвор, 7 — форвакуумный
насос
Установка «вакуум-металл» для литья методом вакуумного
«всасывания (рис. 33) выкачивает воздух из литейной формы во
время заливки опоки. Она состоит из рабочей камеры, камеры
.предварительного разрежения, форвакуумного насоса и пульта
управления, на котором расположены манометр, сигнальная
лампочка и выключатель наоса. Для соединения рабочей ка-
-меры с камерой предварительного разрежения предусмотрен
вакуумный затвор с рукояткой. В верхней части рабочей камеры
имеется фланец с кольцевой уплотпительной насадкой.
Принцип работы установки следующий. В камере
предварительного разрежения с помощью насоса создается вакуум.
Прокаленную опоку устанавливают на фланец тигля, и литейную
-форму заливают жидким металлом. Далее поворотом рукоятки
вакуумного затвора рабочую камеру соединяют с камерой
предварительного разрежения. При этом давление на стенки
газопроницаемой опоки уменьшается (становится значительно ниже
атмосферного), и атмосферное давление, действуя на поверх-
■ность жидкого металла, заставляет его заполнять литейную по-
.лость формы.
Установка для электрохимического полирования
предназначена для полирования отлитых заготовок. Ванна для
электрохимического процесса должна быть герметичной, чтобы не было
течи электролитов, содержащих частицы драгоценного металла.
В качестве катодов используется листовой титан марок ВТ-1,
ВТ-1-1 толщиной 0,8—1,2 мм. Катоды крепят титановой прово-
.локой и помещают в чехлы из хлориновой ткани. В качестве ано-
,дов используют специальные подвески, на которые
подвешивают изделия. :Подвески изготовляются из проволоки тех же ти-
73
тановых сплавов, что и катод. Рекомендуется применять
подвески, имеющие жесткий контакт с изделием (заготовкой). Для
предотвращения растворения образовавшегося на катоде
осадка катоды после окончания работы необходимо вынуть из
ванны, тщательно промыть и высушить, а катодный осадок
собрать для последующей регенерации драгоценных металлов.
8. ТЕРМИЧЕСКАЯ ОБРАБОТКА
Технологические процессы пластической деформации
металлов в холодном состоянии (ковка, прокатка, волочение,
штамповка и др.), а также процессы литья по выполняемым моделям
требуют термической обработки металлов и их сплавов как в
процессе выполнения указанных операций, так и после них.
Основными видами термической обработки являются отжиг*
закалка и отпуск. Основные факторы, влияющие на результаты
термической обработки,— это температура, скорость нагревания,
выдержка, т. е. время воздействия на обрабатываемый металл
соответствующих температур, и скорость последующего
охлаждения.
В ювелирном производстве в качестве термической
обработки применяется главным образом отжиг. В процессе выполнения
операций, связанных с пластическими деформациями,
производится периодический отжиг металлов. Отжигу также
подвергается лом металла, подготовляемого для литья, и готовые
отливки. Кроме того, отжигу подвергаются изделия после паяния.
Процесс отжига заключается в том, что металл или сплав
нагревают до определенной температуры, выдерживают при
этой температуре и охлаждают. При этом особое внимание
следует обращать на равномерность нагрева и особенно на
охлаждение после выдержки, так как из-за быстрого или
неравномерного охлаждения в металле могут возникнуть термические
напряжения.
Отжиг рекомендуется проводить пламенем горелки при
возможно более низкой температуре, а время отжига
должно быть минимальным.
Сплавы золота отжигают при температуре 700—750° С,
сплавы серебра — при температуре 600—650° С, сплавы меди — при
600—700° С. При охлаждении сплавов происходит распад
твердого раствора в структуре сплава и упорядочение расположения
атомов в кристаллической решетке. Для уменьшения окисляе-
мости рекомендуется отжигать металл как можно реже. Сплавы,
склонные к окислению, должны нагреваться под слоем борной
кислоты, что также позволяет сохранить полировку. Это
особенно важно при отжиге готовых ювелирных изделий, которые
подвергаются ремонту.
При серийном производстве отжиг рекомендуется
производить в муфельных печах.
74 "
9. ОТБЕЛИВАНИЕ
Отбеливание применяется для очистки поверхности металлов
ют окислов и удаления остатков флюса, образующихся в
процессе тепловой обработки (отжиг, плавка, пайка и др.). Отбелива
;нию подвергаются сплавы драгоценных металлов в различных
видах (слитки, полуфабрикаты, готовые ювелирные изделия).
Концентрация и состав отбеливающих кислотных растворов
зависят от сплава металла, подлежащего отбеливанию. На
время отбеливания влияют температура и концентрация растворов.
Сплавы золота хорошо отбеливаются в 7—10%-ном растворе
азотной кислоты при температуре 60—70° С. В ювелирном
производстве также применяется 5—10%-ный раствор соляной
кислоты, нагретый до температуры 40—60° С, а наиболее часто —
10—15%-ный раствор серной кислоты, нагретый до
температуры 60—70° С. Время отбеливания — не более 30 с в
зависимости от степени окисления и образования остаточного флюса.
Сплавы серебра отбеливаются в 5—10%-ном растворе серной
•кислоты при температуре 40—50° С в течение 30 с. Можно
также применять 1—2%-ный раствор соляной кислоты, нагретый
до температуры 30—40° С, с продолжительностью отбеливания
до 1 мин.
Отбеливающие растворы помещают в ванночки из
огнеупорного стекла или фарфора, которые устанавливают на
нагревательные приборы, оборудованные защитным кислотоупорным
кожухом, и нагревают до-необходимой температуры. Затем
слитки или изделия, остывшие после тепловой обработки,
укладывают в сетчатый ковш из кислотоупорного пластика или
захватывают пинцетом из меди и опускают в отбеливающий раствор.
После полного растворения остатков флюса и осветления
окисленной поверхности слиток или изделие вынимают из
отбеливающего раствора и погружают в ванночку с водой для
промывки, а затем сушат.
В условиях небольших мастерских в качестве емкостей для
•отбеливающих растворов и воды могут применяться бытовые
стеклянные банки вместимостью 0,5—1 л. Учитывая, что
стеклянные банки с отбеливающим раствором подогреть нельзя,
отбеливание слитков и изделий производится в специальной
медной ложке. Ложкой с удлиненной ручкой зачерпывают из банки
отбеливающий раствор и нагревают на пламени горелки до
определенной температуры, затем опускают в ложку слиток или
изделие. Слиток или изделие берут из ложки пинцетом,
изготовленным из цветного металла, и промывают в банке с водой, а
потом сушат.
Нельзя опускать в отбеливающий раствор раскаленные
изделия, потому что это вызывает сильное разбрызгивание
горячего раствора. Нельзя также пользоваться стальными пинцетами,
так как это может вызвать налет на изделии.
75
ОБРАБОТКА КАМНЕЙ
глава
Все природные и синтетические камни, используемые в
ювелирных украшениях, как правило, обрабатывают.
Синтетические камни являются разновидностью искусственных камней.
Весь процесс обработки камня (независимо от того, имеет или:
не имеет обработанный камень грани) называют огранкой..
Методы обработки различны для разных видов камней..
В практике обработка камней ведется как механизированным;
путем на специальных станках, так и ручным способом на'
простейших станках для ручной огранки и полировки вставок.
Обработка драгоценных камней производится на
специализированных предприятиях. Однако методы и
технологический процесс обработки драгоценных камней с некоторой
корректировкой и изменением используем ого оборудования и
инструмента могут быть применены и для обработки различных;
вставок из природных и синтетических камней. Поэтому в
данной главе на:ряду с обработкой природных и синтетических:
камней будет кратко описан технологический процесс огранкш
алмазов.
1. ОГРАНКА АЛМАЗОВ
Как уже указывалось, ограненный алмаз называется
бриллиантом. Бриллиантовый вид огранки является классическим1
и при огранке других драгоценных камней (рубин, сапфир,,
изумруд).
Технологический процесс огранки алмазов и бриллиантов*
состоит из следующих операций: 1) предварительный осмотр1
и разметка алмазного сырья; 2) раскалывание алмазов;.
3) распиливание алмазов; 4) обдирка алмазов; 5) огранка-
алмазов в бриллианты; 6) промывка бриллиантов.
При разметке разметчик просматривает кристаллы
алмазов через лупу с шестикратным увеличением или
бинокулярный микроскоп. После изучения кристалла и определения1
формы будущего бриллианта разметчик наносит на нем линию>
раскроя с учетом наиболее эффективного использования
алмазного сырья.
Раскалывание алмазов позволяет при незначительных
потерях сырья и небольших затратах времени разделить кристалл?,
алмаза на части по плоскостям спайности. Перед раскалыва-
76
нием кристалл закрепляется центром на оправку. Раскалывают
его в приспособлении, напоминающем ящик со сборником для
отходов алмазов, специальным стальным ножом.
Распиливание алмазов— операция, необходимая для
разделения кристаллов на части с целью рационального
использования алмазного сырья при переработке его в бриллианты.
При распиливании удаляют различные дефекты, находящиеся
на пути реза распиловочного диска, а также вблизи плоскости
распиливания. Размеченные для распиливания кристаллы
наклеивают специальным клеем на латунные оправки и
распиливают на специальных станках.
Обдирка алмазов — одна из самых ответственных операций.
От ее проведения в значительной степени зависит качество
готовых бриллиантов и коэффициент использования алмазного
сырья. Цель обдирки — придать алмазу форму будущего
бриллианта, подготовить алмаз к огранке. В зависимости от
способа крепления обрабатываемого алмаза применяют
обдирочные станки с одной или двумя шпиндельными бабками. ■
Огранка является самой сложной и ответственной
операцией в технологическом процессе изготовления бриллиантов.
Цель огранки придать алмазу симметричную форму, обеспечить
цветовую игру и высокий блеск. Производится она на
специальных ограночных станках с помощью чугунного ограночно-
го диска, шаржированного алмазным порошком определенной
зернистости. Алмлзы гранятся в бриллианты круглой,
ступенчатой и различных фантазийных форм,
Огранка круглых бриллиантов осуществляется в такой
последовательности:
1) просмотр заготовки перед обработкой;
2) шлифовка и полировка площадки;
3) огранка нижней части бриллианта: а) шлифовка и
полировка основных и угловых граней низа; б) шлифовка и
полировка парных клиньев низа;
4) огранка верхней части бриллианта: а) шлифовка и
полировка основных и угловых граней верха; б) шлифовка и
полировка верхних клиньев верха; в) шлифовка и полировка
нижних парных клиньев верха;
5) промывка бриллианта;
6) контроль качества изготовленного бриллианта.
Бриллиант состоит из следующих основных частей (рис. 34):
верха а (коронки), низа б (павильона) и рундиста в. Верх и
низ бриллианта располагаются по разные стороны от
рундиста. У них различаются следующие элементы:
каллета — вершина (точка, линия, площадка) пирамиды,
боковой поверхностью которой являются грани бриллианта, а
основанием — нижняя плоскость рундиста (шип или каллета
в виде точки);
77
Рис. 34. Элементы бриллианта
симметричной формы:
а — верх (коронка), б — низ (павильон),
в — рундист, / — площадка, 2 — грани
верха, 3 — грани низа, 4 — каллета, а, р, "f,
и z, Tp t — углы наклона граней
соответственно 1, 2, 3-го ярусоз верха и 1, 2,
3-го ярусов низа
ребро — линия, образованная пересечением двух
поверхностей бриллианта;
грань — часть плоской поверхности бриллианта,
ограниченная замкнутым контуром, состоящим из ребер;
площадка — наибольшая по площади единичная верхняя
грань бриллианта;
боковая поверхность рундиста — поверхность, образующая
контур максимального сечения бриллианта;
ось бриллианта — воображаемая прямая, проходящая
перпендикулярно через центр площадки;
найф— часть природной грани алмаза, примыкающая к
поверхности рундиста бриллианта;
угол наклона грани — двугранный угол между гранью и
плоскостью рундиста;
ярус граней — совокупность граней равной высоты,
расположенных на одном уровне относительно плоскости рундиста.
При промывке бриллианта его вначале кипятят в
концентрированной серной кислоте, добавляя небольшое количество
селитры, а затем — в дистиллированной воде, после чего
промывают спиртом и просушивают.
Контроль качества (соответствие геометрических
параметров, наличие сколов и микротрещин, дефекты обработки)
производится визуально с помощью лупы с десятикратным
увеличением путем сравнения с утвержденным образцом-эталоном.
2. ОГРАНКА ВСТАВОК ИЗ ПРИРОДНЫХ
И СИНТЕТИЧЕСКИХ КАМНЕЙ
Наряду с декоративным качеством камней играют роль
размеры бездефектной области камня, что в значительной степени
усложняет технологию обработки природных камней.
Технологический процесс огранки природных и
синтетических камней состоит из предварительного осмотра камня,
раскалывания, распиливания или резки, огранки, шлифовки,
полировки и промывки.
Предварительный осмотр камня необходим, чтобы
определить наиболее целесообразный раскрой для наибольшего
процента выхода сырья и получения камней без дефектов, с мак-
78
u'jS r 12 3
симально окрашенной частью, которая, как правило, должна
располагаться в нижней стороне ограненного камня.
Распиливание камней производится на простых по
конструкции станках, в которых от мотора с помощью ременной
передачи вращение передается на ось алмазного отрезного круга,
вращающегося в концевых опорах с частотой вращения 8000 об/мин.
Распиливание камня производится в струе воды.
Огранку камней в промышленных условиях производят на
специализированных станках, оснащенных необходимыми
приспособлениями для получения правильных геометрических
элементов камня. В условиях предприятий бытового обслуживания,
которые могут вести обработку камней в единичном порядке,
огранку, как правило, производят на станках для ручной
огранки и полировки вставок (рис. 35) с применением также
необходимых приспособлений.
Перед огранкой камень специальной мастикой, в которую
входит 82% сургуча, 8% шеллака, 5% канифоли, 5% мела,
наклеивают на торец оправки (рис. 36), хвостовая часть которой
подходит к цанговым зажимам всех ограночных станков. На
этой оправке камень проходит все этапы обработки. Шлифовка
камней в зависимости от необходимой формы вставки
производится алмазными кругами. Обработка ведется в струе воды.
Широкое распространение для шлифовки камней в
промышленных условиях получили станки типа «Люкс», на которых
производится шлифовка камней овальных форм, в том числе
формы кабошон. Обработка камней овальных форм осуществляется
алмазным кругом диаметром 250 мм с зернистостью АСВ 125/100
и общим содержанием алмаза 270—275 кар. Частота вращения
алмазного круга 2000 об/мин, изделия — 100 об/мин. Обработка
камней формы кабошон осуществляется также алмазным
кругом диаметром 150 мм с зернистостью АСР 69/50 и
содержанием алмаза 50 кар. Частота вращения круга 2800 об/мин,
изделия— 700 об/мин.
Рис. 36. Станок для ручной огранки рис зб. Специаль-
и полировки камней: ная' оправка для "ус-
/ — делительная головка, 2 — оправка с ТЗНОВКИ КЗМНЯ
наклеенной заготовкой, 3 — алмазный круг
79
Огранку, шлифовку и полировку камня круглой или
конусной формы производят на станке модели Г-45-00 производства
Московского экспериментального завода или на станке модели
0126-А производства Арзнинского завода точных технических
камней.
В условиях единичного производства технологический
процесс производства граненых вставок подразделяется на
следующие основные операции: 1) сортировку и разметку сырья;
2) резку на заготовки; 3) наклейку заготовок; 4)
предварительную обработку заготовок; 5) наклейку заготовок; 6) огранку
граней низа; 7) полировку граней низа; 8) окончательную
заточку по рундисту; 9) переклейку; 10) полировку рундиста;
11) огранку граней верха; 12) полировку граней верха; 13)
отклейку и очистку; 34) контроль качества.
По этому технологическому процессу производится
обработка как полудрагоценных, так и синтетических камней. В
технологическом процессе обработки различных видов камней
должна быть предусмотрена такая разметка камня, которая давала
бы возможность получить максимальный процент использования
сырья.
После разметки камней (сырья) с учетом их оптимальных
размеров и внутренних дефектов производится их резка
(распиливание) на специальном станке с применением алмазных
отрезных кругов диаметром 90—160 мм, частотой вращения
7000—9000 об/мин. Для распиливания применяются станки
различных конструкций. При резке необходимо обеспечить
охлаждение водой как камня (сырья), так и алмазного круга. Марка
и зернистость алмазного порошка выбираются в зависимости от
твердости и хрупкости разрезаемого камня (сырья). Так, для
резки корунда и граната используют алмазный порошок марки
А или АСК зернистостью 125/100, а для кварца — зернистостью
200/160. Диаметр отрезного круга подбирают таким образом,
чтобы он выступал из прорези столешницы на полную толщину
разрезаемого камня (сырья). В процессе резки камень
необходимо периодически править абразивным бруском.
Затем производится предварительная обработка камня,
которая заключается в черновом съеме материала и получении
заготовок определенной формы и размеров. Перед
механической обработкой заготовки закрепляются в оправках с помощью
мастики, а оправка закрепляется в делительной головке
квадранта станка для ручной огранки и полировки вставок.
После черновой обработки заготовки подвергаются чистовой
заточке по рундисту, а затем производится огранка коронки.
При этом заготовки в процессе смены позиций снимаются с
оправки и снова приклеиваются в перевернутом положении.
Процесс огранки заключается в нанесении на заготовку
определенного количества разнообразных по форме граней,
расположенных под заданным углом к плоскости сечения по рундисту. На
80
•поверхности коронки под требуемым углом наклона к плоскости
алмазного круга наносится ряд симметрично расположенных
граней, равных по ширине у рундиста и одинаковых по высоте.
Для огранки применяется алмазный круг формы АПВ
диаметром 140 мм на металлической связке М 1 с алмазным
зерном АСМ 60/40 50%-ной концентрации; частота вращения
алмазного круга 2800—3000 об/мин, охлаждение водяное.
Полировка граней коронки аналогична огранке и
производится в такой же последовательности на том же станке.
Процесс полировки является отделочной операцией и
осуществляется он на алмазном круге формы АПВ диаметром 140 мм на
металлической связке М 1 с алмазным зерном АСМ 7/5 50%-
ной концентрации; частота вращения круга 2800—3000 об/мин;
в качестве смазочно-охлаждающей жидкости используется
растительное масло. В процессе полировки граней необходимо
периодически править алмазоносный слой круга трепелом с целью
вскрытия режущих кромок алмазных зерен.
Для придания зеркального блеска поверхностям граней
вставок производится их окончательная полировка н? теточно-по-
лировальном станке при помощи алмазной пасты АСМ 5/3 ВОМ
(смываемая водой и органическими растворителями,
мазеобразная) 10%-ной концентрации.
Для огранки павильона заготовка с отполированной
коронкой тщательно обезжиривается, а затем переклеивается на эту
же оправку павильоном наружу (ось шпильки при этом
должна быть перпендикулярна плоскости рундиста).
Последовательность выполнения операций при огранке и полировке павильона
та же, что и при огранке коронки. В процессе огранки и
полировки павильона необходимо постоянно контролировать
равномерность толщины рундиста по всему периметру.
Граненые вставки с отполированными павильонами
отклеивают от оправок, затем очищают от мастики в ультразвуковой
ванне установки модели УЗУ-0,1 или УЗУ-0,25 смесью
растворов 30%-ного едкого натра и спирта.
Полировка рундиста граненых вставок, изготовленных на
станках ручной огранки и полировки, производится вручную,
при этом особое внимание следует уделять равномерной
толщине рундиста и форме ограненной вставки.
По окончании технологического процесса огранки и
полировки готовая вставка проходит процесс мойки (промывки) в
ультразвуковой установке с применением промывочной жидкости
•на основе мыльно-спиртового раствора.
Для изготовления граненых вставок круглой и овальной
формы, а также типа кабошон может быть использовано то же
оборудование для ручной огранки и полировки с применением
специальных приспособлений. При этом симметричность и форма
ограненной вставки зависят от квалификации рабочего —
огранщика.
81
3. ОГРАНКА СТЕКОЛ
Ювелирные изделия из недрагоценных металлов и серебра
изготовляются со вставками из граненого стекла. Вставками из
стекла, или ювелирными камнями, называют стеклянную
имитацию драгоценных камней, которая воспроизводит цвет и
форму граней настоящих драгоценных камней. Ювелирные камни
из стекла изготовляют как простой, так и сложной формы.
Основными критериями оценки качества ювелирных вставок из
стекла являются: цветовая игра, отражающая способность
граней, правильность геометрической формы и качество обработки
граней.
При выполнении технологического процесса изготовления
вставок из стекла необходимо соблюдать рассчитанные
геометрические размеры камня. При идеально точном изготовлении
камня все ребра боковых граней павильона должны
пересекаться в вершине пирамиды. Однако вследствие неизбежных
производственных погрешностей добиться этого трудно, поэтому
вершину пирамиды павильона срезают, образуя каллету.
Правильность геометрической формы и качество обработки
граней оказывают существенное влияние и на эстетический вид
камня. На гранях не допускаются трещины и посторонние
включения, видимые невооруженным глазом. Поверхность рундиста и
всех граней, включая площадку (для кабошонов —
криволинейная поверхность), должна быть ровной и не содержать сколов,
раковин, рисок, царапин и мошки, видимых невооруженным
глазом.
Покрытие серебряной амальгамой и защитным слоем
боковых граней павильона или плоской нижней части у камней
круглой формы или типа кабошон должно быть ровным, прочным,
не иметь пузырчатости, отслоений, царапин, пятен и потеков.
Допускается затек амальгамы на верхние грани или недопокры-
тие нижних не более чем на ОД мм.
В зависимости от геометрической формы ювелирные камни
из стекла изготовляют двумя способами — ручным и машинным.
Для ручной огранки используют станки, аналогичные
применяемым для индивидуальной огранки корунда, отличающиеся
только шлифовальным и полировальным инструментом. Ранее
для шлифования применялись круги из электрокорунда
различной зернистости: крупной — лля снятия большего припуска и
мелкой — для тонкой шлифовки. В настоящее время
применяется также более производительный и стойкий алмазный
инструмент, который дает меньший по сравнению с электрокорундом
трещиноватый слой на обрабатываемой поверхности стекла,
требующий меньшей полировки его. Для полирования
применяются оловянные планшайбы и пасты с окисью хрома.
Заготовки из стекла получают методом вальцевания
размягченного стекла на вальцовочных машинах. Заготовки кам-
82
ней, полученных вальцовкой, в зависимости от размеров
предполагаемых камней имеют либо их приближенную форму (два
соединенных основаниями конуса), либо форму шариков.
Первые используют для изготовления камней размером более 5 мм,
вторые — до 5 мм. Ювелирные камни из стекла типа кабошон
делают из заготовок, имеющих форму будущей вставки,
которые получают методом горячего прессования.
Принципиально технологический процесс огранки ювелирных
камней такой же, как природных и синтетических камней.
До операции механической обработки (огранки) с заготовок
счищают облой, для чего шарики галтуют. Затем производятся
два самостоятельных этапа шлифовки — грубое и тонкое. На
первом этапе сошлифовывают основную массу материала,
составляющую припуск на обработку, на втором — уточняют
форму обрабатываемой поверхности и уменьшают разрушенный
слой, который должен быть удален последующей операцией'—
полированием. Соответственно грубую шлифовку производят с
помощью крупнозернистого абразива, относящегося к группе
шлифовальных порошков, а тонкую шлифовку — с помощью
мелкозернистых абразивов — микропорошков.
Если в камнях с гранями шлифовке и полировке
подвергаются боковые грани, образующие павильон, и боковые грани,
образующие коронку, то в камнях круглой формы или типа
кабошон механической обработке (шлифовке и полировке)
подвергается только плоская поверхность.
После механической обработки ювелирные камни из стекла
снимают с оправок и промывают в водных растворах едкого
натра или серной кислоты и в воде.
Изготовление ювелирных камней из стекла машинным
методом производится на специализированном оборудовании
(автоматах и полуавтоматах). Этот метод высокопроизводителен и
применяется в массовом производстве.
МОНТИРОВОЧНЫЕ ОПЕРАЦИИ
глава
1. ПАЙКА
В процессе выполнения монтировочных операций производите»
сборка (монтаж) ювелирного изделия из отдельных элементов.
Основными процессами монтировки ювелирного изделия
являются: пайка, сборка филиграни, сборка подвижных соединений,-
опиливание и шабровка изделия и закрепка камней.
Папка — это процесс соединения металлических деталей,
находящихся в твердом состоянии, посредством расплавленного
связующего металла или сплава — припоя, имеющего более
низкую температуру плавления, чем соединяемый основной металл.
В процессе паяния между расплавленным припоем и
основным металлом на небольшой глубине происходят процессы
взаимного растворения и диффузии. Причем в отличие от сварки,
при которой наряду с припоем оплавляются кромки или торцы
соединяемых деталей, при паянии расплавляется только
присадочный материал, т. е. припой. При этом для получения
прочного паяного соединения необходимо добиться такого
взаимодействия припоя с паяемым металлом, при котором атомы жидкого*
припоя вступают во взаимодействие с атомами паяемого метал*
ла, т. е. происходит смачивание жидким металлом твердого.
Смачивание металлов можно улучшить с помощью флюса,
который наряду с облегчением процесса соединения металлов спсь
собствует удалению окислов из мест пайки.
Ювелирные припои различают ио их металлическим основам..
Кроме основного металла они содержат значительное
количество меди, цинка, кадмия, олова. В зависимости от содержания
прибавок этих металлов припои подразделяются на мягкие
(легкоплавкие) и твердые (средне- и тугоплавкие). Припои
должны удовлетворять следующим условиям: плавиться в тот
момент, когда основной металл еще находится в твердом
состоянии: хорошо растекаться по спаиваемому металлу;
соединение припоя с основным металлом должно быть долговечным.
Разнообразие составов, свойств и условий применения
припоев вызывает различные способы их изготовления. Для
практического применения из них изготовляют фольгу и ленту
различной толщины, прутки и проволоку.
Металлы и сплавы с низкой температурой плавления (300—
700° С) паяют мягкими припоями, а с высокой температурой
(900—1800° С.) плавления — твердыми.
84
Табл. 6. Состав и свойства мягких припоев
Содержание компонентов, %* Температура, ° С
„ _ .„ Медь+мышьяк + |Начало Пэляое
Олово Сурьма Железо +никель плавления расплавления.
8 0,56 0,05 0,1 270 305
25 1,7 0,05 0,1 183 257
30 2,0 0,06 0,12 183 249
33 2,2 0,07 0,14 183 242
40 2,7 l),0 S 0,16 183 223
50 3,0 0,09 0,18 183 200
55 3,6 0,1 0,2 183 183
60 3,2 0,1 0,2 183 185
90 1,3 0,1 0,2 183 219
* Во всех составах остальное количество падает на свинец,
Мягкие припои, применяемые в ювелирном производстве-
(табл. 6),— это в основном сплавы системы олово — свинец, где
содержание олова составляет 50—60%. Для улучшения свойств
припоя к олову и свинцу добавляют незначительные количества
других металлов. Температура плавления оловянных припоев да
300° С.
Твердые припои, применяемые в ювелирном производстве,
изготовляют, как правило, на основе золота и серебра (табл. 7
и 8). Для понижения температуры плавления в состав твердых
припоев вводят цинк и кадмий. Эти припои отличаются высокой
коррозионной стойкостью. Цвет припоев для золота
определяется в основном соотношением меди и серебра в их составе. Со,-
Табл. 7. Состав и свойства припоев на основе серебра
Содержание компонентов, % Температура, ° С
Проба "2 .= I
припоя \о | Начало | Полное
о, и: н « плавления расплавление:
су QJ s и
и S Я а: |
ПСр. 80 80 12,4 7,6 — 780 800;
ПСр. 75 75 18,6 6,4 — 755 755
ПСр. 70 70 30,0 — — 770 780
ПСр. 70 70 26,4 3,6 — 745 765
ПСр. 65 65 35,0 — — 790: 810:
ПСр. 65 65 20,0 15,0 — 700: 720
ПСр. 60 60 24,8 15,2 — 70О" 720:
ПСр. 50 , 50 50,0 — — 779: 850
ПСр. 50К 50 16,0 16,0 18 650: 670:
ПСр. 45 45 30,0 25,0 — 660' 725-
ПСр. 25 25 40,0 35,0 — 745". 775«
ПСр. 12М 12 52,0 36,0 — 780. 825
ПСр 10 10 53,0 37,0 — 815. 850
85,
ZT а б л . 8. Состав и свойства припоев на основе золота
Содержание компонентов, % Температура, ° С
Проба = .-. „
припоя н ю п s ? „ Начало Полное
2 %. «имя плавления расплаи-
3 57 <" а' = s ление
го и £ i£ X U
Припои желтого цвета
ГПЗл. 375 37,5 37,5 25,0 — — — 840 860
28,5 30,0 — — 4,0 800' 820
11,0 43,0 — — 8,5 820 840
ГПЗл. 500 50,0 30,0 20,0 — — — 840 860
25,0 18,7 — — 6,3 800 820
20,0 20,0 10,0 — — 760 780
25,0 16,0 7,4 — 1.6 720 ' 740
;ПЗл. 583 58,3 18,0 15,0 8,4 — — 800 820
16,0 20,6 — — 4,6 820 840
12,5 20,6 — — 8,6 . 800 820
12,5 26,2 ' 10,0 — 3,0 760 780
8,0 21,7 12,0: — — 820 850
ШЗл. 750 75,0 3,0 10,0 ' 12,0 — — 720 740
6,2 10,4 6,9 — 1,5 740 760
9,5 9,5 — — 6,0 760 780
15,0 7,85 — — 2,65 820 840
.! ' Припои белого цвета
~ЙЗл. 583: 58,3 25,7—23,7 — 16—18 — — 1100 1100
31,7—23,7 2,6 8—12 — — 900 1000
— 23,5 — 12,2 6,0 850 900
14,7 11,0 — 8,0 8,0 840 860
ШЗл. 750 75,0 13 — 12 — — 900 1100
11 — 14 — — — —
10,5 4,5 10 — — 800 1000
■ — 10.О — 10,5 4,5 840 880
7,0 6,0 — 4,0 8,0' 780 820
держание основного металла (золото, серебро) в составе
припоя должно соответствовать установленной пробе припоя.
Кроме припоев на основе золота и серебра в ювелирном
производстве применяются твердые медно-цинковые и мсдно-
■-фосфорные припои, т. е. припои на основе меди. Для получения
необходимых свойств в них добавляют олово, марганец,
железо, алюминий и другие металлы. Соединения, паянные
припоями на основе меди, выдерживают высокие механические
нагрузки.
Флюсы — это активные химические вещества,
предназначенные для снижения поверхностного натяжения и улучшения
растекания жидкого припоя, а также для очистки поверхности
паяемого металла от окислов. В качестве флюсов для пайки юве-
-86
лирных изделий используются растворы буры и борной кислоты...
Выбор флюса зависит от степени окисления сплава,
подлежащего паянию. Флюс должен обеспечить смачивание металла,
припоем и быть безопасным в работе.
Самым универсальным флюсом для пайки золотых изделий
служит водный раствор буры с борной кислотой в соотношении.
1 : 1 по объему. Для приготовления флюса равные части буры,
и борной кислоты перемешивают и тщательно растирают в
фосфорной ступке, растворяют в дистиллированной воде и при
нагреве кипятят до выпадения твердой фазы. Полученную смесь,
растирают до образования гладкой массы, разбавляют
дистиллированной водой до получения жидкой пасты и охлаждают..
Пользоваться этим флюсом удобно. Из-за своего жидкого
состояния он легко проникает в зазоры спаиваемых деталей.
Изделия из золотых сплавов, в которых содержится никель,.
а также из сплавов серебра и мельхиора спаивают с
применением в качестве флюса насыщенного раствора буры. Он
представляет собой жидкую кашицу, степень густоты которой
поддерживается доливанием воды. Для приготовления флюса в
фарфоровую ступку засыпают определенное количество
порошкообразной буры и наливают воду так, чтобы она покрыла
порошок. Затем ступку нагревают до полного растворения бурь»
и охлаждают. Охлаждаясь, раствор кристаллизуется.
Кристаллы тщательно перетирают и заливают водой для образования
жидкой кашицы.
Пригодность флюса определяют на чистой пластине
основного металла. Для этого на одну сторону наносят флюс, а с
другой стороны (снизу) нагревают пластину горелкой. После
испарения влаги на пластине остается белый налет, который
затем плавится и равномерно растекается по металлу. Если при
нагреве флюс собирается в шарики, то он считается
непригодным для данного металла. Способность к растворению окисною
пленки определяют после промывки пластины: если под слоем
отмытого расплавленного флюса остается чистая поверхность,
металла, то флюс активен и хорошо защищает поверхность
данного металла от воздействия высоких температур паяния.
Перед пайкой необходима подготовка поверхности изделия
или отдельных деталей путем припасовки или подгонки
деталей. Зазоры должны быть минимальными. Затем с
подготовленной поверхности удаляют окислы и загрязнения для проявления
действия капиллярного притяжения между припоем и охисным
металлом.
Механическую очистку осуществляют шлифовкой, опиловкой,,
зачисткой стальной щеткой и т. д. В некоторых случаях для
лучшей очистки поверхности после механической применяется еще
и химическая очистка, которая наиболее эффективна. Для
очистки можно применять четыреххлористый углерод, трихлорэтилен,
тринатрийфосфат. Выбор требуемого очистителя зависит от-
8Г
индивидуальных особенностей очищаемого материала. При этом
необходимо, чтобы применяемый реактив легко смывался с
поверхности металла, так как его остатки могут повредить
основному металлу или образовать на поверхности нежелательную
•пленку. После очистки поверхности пайку рекомендуется
проводить как можно быстрее, чтобы избежать появления на
поверхности новых окислов.
Очищенные детали фиксируют на асбестовой прокладке
либо наложением одной детали на другую (пайка внахлестку),
либо удерживая плоскогубцами, соединяя зажимами встык, или
другим способом, обеспечивающим доступ к месту соединения
деталей.
Затем на поверхности, подлежащие пайке, наносят флюс.
Жидкий флюс наносят кисточкой или тонкой заостренной
палочкой, а пастообразные — маленьким шпателем. После этого
на место пайки накладывают кусочек припоя, необходимого для
заполнения стыка.
Нагревая припой и одновременно соединяемые детали,
добиваются расплавления припоя и заполнения им стыков между
деталями. Когда жидкий припой полностью заполнит стык
деталей, нагрев прекращают, припой затвердевает и связывает
соединяемые детали.
В настоящее время в ювелирном производстве применяются
следующие способы пайки: паяльником, пламенем горелки, при
серийном производстве в конвейерных печах, а также точечной
или микроплазменной сваркой, сваркой на специальных
сварочных аппаратах.
Пайку мягкими (оловяшгсневинцо'выми) припоями осуще^
ствляют с помощью паяльника. Паяльник может быть
электрическим или молоткового типа, нагреваемый с помощью пламени
горелки или на электроплитке. Рабочая часть паяльника
должна быть изготовлена из красной меди и иметь клинообразное
лезвие. Острием горячего паяльника берут припой и наносят на
спаиваемую поверхность. Паяльник применяют для пайки
изделий из меди и ее сплавов, а также стальных изделий, покрытых
серебром, медью, оловом или кадмием.
Пайка с применением ручной горелки — наиболее широко
распространенный способ, особенно в условиях предприятий,
выполняющих индивидуальные заказы. При этом могут
применяться как стандартные, так и специальные ювелирные горелки
облегченной конструкции, показанные на рис. 4, б. Основные
виды топлива для ручных горелок — это природный газ и бензин,
которые перед употреблением смешивают с кислородом или
воздухом в различных соотношениях, что обеспечивает
регулирование пламени.
Горелки используют для паяния ювелирных изделий
твердыми припоями. Чтобы довести твердые п'рштои до высокой
текучести, необходимо мягким .пламенем при равномерном круговом
88
движении горелки нагревать наряду с припоем все изделие или
соединяемые детали. Постепенно пламя делают острее, чтобы
сконцентрировать его на месте пайки. Затем все изделие или
соединяемые детали опять подогревают мягким пламенем. Так
действуют до тех пор, пока припой не потечет. Причем припой
всегда течет к месту с максимальной температурой, поэтому,,
чтобы припой потек в нужном направлении, необходимо
регулировать распределение тепла, т. е. пламя горелки и его
направление. Тепловое воздействие пламени на металл зависит
нетолько от мощности пламени, но и от угла наклона оси
пламени. С уменьшением угла наклона тепловое действие пламени
ослабевает и распределяется по большей площади. С
увеличением толщины металла угол наклона увеличивают, с уменьшением
толщины — уменьшают. ,
Для припаивания к корпусу крупногабаритного изделия
филигранного узора, когда филигрань занимает значительную
часть площади поверхности изделия, требуется
высокотемпературный нагрев всего корпуса изделия. Такие изделия паяют
широким мягким пламенем горелки или специальными
многофакельными горелками, причем изделие устанавливают и
вращают так, чтобы паяемая филигрань равномерно нагревалась.
Пайка пламенем горелки трудоемка и требует от ювелира
навыков.
Для получения прочного соединения стыков колец и других
ювелирных изделий применяется микроплазменная сварка, где
плазмообразующими газами являются аргон и гелий. Сварка
осуществляется на специальном аппарате-автомате МПУ без
присадочного материала (припоя), т. е. под действием плазмы
металл расплавляется и происходит его диффузия.
После регулировки необходимого количества плазмообразу-
ющих газов к изделию, установленному на специальную
подставку, подводят горелку. Основная дуга в горелке включается-
с помощью микровыключателя. Время сварки зависит от
толщины металлов. Такой вид сварки обеспечивает прочное
соединение стыка, делая сварной шов практически незаметным.
2. ФИЛИГРАНЬ. СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ
И СБОРКИ
Филигрань (скань) * -— своеобразный вид художественной
обработки металлов, занимающий с глубокой древности важное
место в декоративно-прикладном искусстве.
Термин «скань» подчеркивает основную технологическую
особенность, характерную для сканного производства, а именно
* Термин «филигрань» произошел от двух латинских слов: «филям»—
нить и «гранул» — зерно. Термин «скань» — русского происхождения, он
берет свое начало от древнеславянского глагола «съкати» — ссучивать, свивать,
сучить.
;§9
то, что проволоку применяют ссученной, свитой в шнуры. Чем
тоньше по сечению проволока и чем туже, круче она ссучена,
тем красивее получается изделие, особенно если узоры также
дополняет и зернь. В современной практике термин «зернь»*
часто заменяется терминами «кальнер» и «корнер» — от
искаженного немецкого слова «корн», что также означает зерно.
В зависимости от технологических особенностей
изготовления ювелирных изделий имеется большое разнообразие видов
филиграни:
напаянная филигрань (скань)—художественная обработка,
когда узор из проволоки (гладкой или ссученной), а также
зернь напаяны непосредственно на листовой металл;
ажурная филигрань — обработка, при которой узор,
состоящий из элементов, выполненных из проволоки, спаянных
между собой без фона, образует как бы кружево из металла, а
применяемая в этом случае зернь напаяна на это кружево;
объемная филигрань — обработка, при которой объемные
предметы выполнены сканой техникой. Такие изделия
изготовляются из отдельных частей, которые затем монтируются в
целую композицию и др.
Материалами для изготовления скани служат чистые
металлы— золото, серебро, медь. Их сплавы для этой цели обычно
не применяются по двум причинам: во-первых, они обладают
меньшей вязкостью и пластичностью, более жестки и упруги, что
затрудняет волочение проволоки, ее сучение и набор скани; во-
вторых, температура плавления сплавов ниже, чем чистых
металлов, что затрудняет пайку изделия. Однако иногда скань
изготовляется из золота 958 пробы и серебра 916 пробы.
Проволоку для скани изготовляют волочением (см. § 4 гл. 5). При
отжиге проволоку свертывают в кольцевой моток, следя за тем,
чтобы витки плотно прилегали друг к другу, а готовый моток
оплетают свободным концом проволоки. Это делают для того,
чтобы вся проволока в мотке нагревалась равномерно, не
перегревалась и отдельные ее участки не могли бы оплавиться. Если
проволока очень тонкая, то ее наматывают на латунный ролик,
аналогичный нитяной катушке, так как при этом она
равномерно прогревается и уменьшается опасность расплавления.
Для получения скани проволоку скручивают на быстро
вращающемся шпинделе двигателя или любого другого механизма,
обеспечивающего быстрое вращение. Скатка скани не должна
быть слабой, обычно ее проводят в два этапа, в интервале
между которыми производят отжиг, отбеливание, промывку и
сушку. Ссученную скань прокатывают в плоских вальцах и вновь
отжигают, отбеливают, промывают и сушат. Такая скань готова
к употреблению.
* В русском сканом производстве этим термином называли
мельчайшие шарики.
90
Для изготовления филигранных изделий применяется также-
гладкая вальцованная или просто круглая проволока, так
называемая «гладь», которая в сочетании со сканью значительно
украшает рисунок и повышает качество изделия.
При изготовлении зерни (мелких шариков) тонкую
проволоку навивают в спираль на гладком цилиндрическом ригеле,,
тогда шарики получаются одинаковыми по размеру.
Полученную спираль снимают с ригеля и разрезают на отдельные
витки (колечки), а затем, смешав колечки с угольным порошком,»,
нагревают их до оплавления. Колечки, разделенные друг от
друга угольным порошком, сплавляют в одинаковые крупные'
шарики. При небольших заготовках зернь можно оплавлять на
листовом асбесте или куске древесного угля.
Набор скани по рисунку — это выгибка каждого элемента
рисунка. Процесс осуществляют с помощью пинцетов
специальной формы, которые представляют собой сложенную вдвое
стальную полосу шириной 10—15 мм и толщиной 1—2 мм. Общая:
длина пинцета должна быть 100—150 мм, концы пинцета
коротко заострены и слегка согнуты внутрь. Ювелир должен
держать пинцет в правой руке, а свободный конец проволоки
придерживать ногтем указательного пальца левой руки. Эту
работу проводят на специальной ровной металлической пластине
из цинка или алюминия..
При изготовлении первичных элементов заготовки того или
иного рисунка из скани подготовленную гнутую проволоку, или
веревочку, первоначально накладывают на рисунок
(обрамление) и промазывают нижнее ребро столярным клеем, а затем
постепенно выполняют все линии витков по рисунку, подгоняя
каждую сканинку плотно друг к другу. Когда рисунок
выполнен, бумагу обрезают, контур связывают тонкой проволокой
(биндартом) в двух-трех местах.
Для паяния филигранных изделий применяют припой в
виде опилок. В качестве флюса используют буру. Прокаленную и
мелко измельченную буру смешивают с припоем в соотношении
1 : 1 по объему. Подготовленное к паянию изделие смачивают
слабым раствором буры (можно водой) и мокрую поверхность
не очень густо посыпают заготовленной смесью припоя с бурой.
Если припоя взято мало, то могут остаться непропаянные места
и изделие будет недостаточно прочным. Излишек припоя
также нежелателен, так как он заливает фактуру шнуров и скани,
мелкие детали рисунка и портит внешний вид изделия.
Филигрань лучше всего паять широким, мягким коптящим восстано^
вительным пламенем керосина. Температура сгорания копоти
почти совпадает с температурой плавления припоя (800—850°С).
Процесс обычно происходит быстро и очень чисто. Применение
бензинового пламени дает также хорошие результаты, однако,,
если пламя узкое (режущее), изделие может сгореть.
91
В начале процесса паяния легким широким пламенем про-
.гревают подготовленное изделие, а затем сильным пламенем
расплавляют и разгоняют припой до полного его расплавления.
После остывания паяного изделия снимают проволоку и
проверяют качество пайки. Если обнаруживают неприпаянные места,
.которые получаются вследствие недостаточно плотного
набора, то их исправляют и припаивают еще раз.
С применением филигранных элементов изготовляют всевоз-
.можные ювелирные изделия: кольца, серьги, броши, кулоны,
пудреницы, подносы, подстаканники и др.
Филигранные изделия могут быть репродуцированы
посредством литья и гальванопластики.
■3. СБОРКА ПОДВИЖНЫХ СОЕДИНЕНИЙ
При изготовлении браслетов, серег, брошей, медальонов и
других ювелирных изделий широко применяют подвижные
соединения. Такие соединения в ювелирном производстве называ-
-ют шарнирами. Шарниры соединяются с помощью штифта,
закрепки и резьбовой пары.
Штифтовое соединение (рис. 37) выполняют следующим
образом. Перед штифтованием собирают обе готовые части
подвижного шарнирного соединения и обрабатывают отверстия
разверткой с небольшой конусностью. Затем части
шарнирного соединения разъединяют и снова обрабатывают
разверткой отверстия трубок только подвижной части, чтобы они
без усилия могли вращаться вокруг штифта. Для изготовления
штифта используется подготовленная проволока, диаметр
которой соответствует внутреннему диаметру трубок шарнира. В
соответствии с формой отверстия шарнира штифт опиливают
несколько на конус. После шлифовки он должен соответствовать
форме отверстия и плотно входить в отверстия трубок
неподвижной части и прочно в них заклиниваться. При этом
вращающаяся часть шарнира должна поворачиваться без
затруднений. Чтобы штифты не выходили из отверстий, концы их после
сборки соединения слегка расклепывают.
Заклепочное соединение может быть подвижным и
неподвижным. Неподвижные соединения в ювелирном производстве
применяются реже, чем подвижные, в основном в тех случаях,
1
3
3 Рис- 37. Подвижной шарнир со
_ штифтом:
с — введение конического штифта в
I , шарнир, б — окончательно установлен-
—' I ный штифт
92
•когда по форме соединяемых деталей их сложно спаять, а
также при ремонте изделий, когда при наличии отделки
(золочение, чернение, эмалирование и др.) недопустим нагрев, и детали
могут быть соединены только с помощью жесткого
заклепочного соединения.
Для образования подвижного соединения необходимо
соединить детали.и просверлить в них отверстие. Если необходимо
соединить три детали, то вначале просверливают отверстия в
двух наружных, а затем внутреннюю деталь вводят между
ними, размечают, опять вынимают и просверливают. В отличие
от штифтового соединения при заклепочном соединении
отверстия в деталях могут оставаться цилиндрическими, но могут
применяться и конические заклепки, что требует обработки
отверстий по технологии подготовки штифтового соединения.
Заклепки изготовляют из проволоки, диаметр которой
соответствует диаметру отверстия. Они могут быть со сферической
и потайной головкой. На одном конце заклепки головку
необходимого профиля (сферическую или коническую) делают до
начала сборки соединения. Это выполняется на специальных
плитах методом формования: ударом молотка по
соответствующему пуансону. Затем заклепку вставляют в отверстие и
расклепывают второй конец также ударом молотка по
соответствующему пуансону. Если необходимо получить заклепочное
соединение с потайными головками, то отверстия в деталях с двух
внешних сторон зенкуют. При расклепке и формировании
второго конца заклепки проверяют качество соединения.
Вращающиеся части должны двигаться свободно, без заедания, а сама
заклепка должна при этом оставаться неподвижной.
Резьбовое соединение в ювелирном производстве применяют
редко — в некоторых видах браслетов, где вместо штифтов на
шарнире применяются винты или стержни с резьбой, а также
при изготовлении серег на винтах и в других изделиях. В
отличие от паяных и клепаных соединений резьбовое соединение
может легко разъединяться.
4. ОПИЛОВКА И ШАБРОВКА
Опиловка и шабровка — это процессы слесарной обработки
ювелирного изделия, которые выполняют перед его отделкой.
Опиловке подвергаются как элементы изделия в процессе их
подготовки перед монтировкой, так и собранные ювелирные
изделия. Опиливают ювелирные изделия напильниками и
надфилями различных профилей и насечек, а также с помощью боров
(фрез), которые крепятся в наконечники и приводятся во
вращение электродвигателем бормашины. Опиливаемые ювелирные
изделия закрепляются, как правило, в ручные тиски и в период
обработки удерживаются в руках.
93
Рис. 38. Шаберы:
а — плоский внутренний
двусторонний, б —
трехгранный, в — плоский
полукруглый, г — плоский
торцевой
Шабровка — обработка поверхности ювелирного изделия
путем соскабливания тонкого слоя металла режущим
инструментом— шабером. Шабровка производится после опиловки для
удаления рисок и глубоких царапин перед полировкой.
Шабровке подвергаются внутренние и наружные поверхности изделия.
Для ювелирной шабровки наряду с распространенными
трехгранными шаберами применяют шаберы специального
назначения (рис. 38), режущая кромка которых более удобна для
обработки конкретных форм поверхности изделия. Как и при
опиловке, ювелирные изделия, подвергаемые шабровке,
закрепляют в ручные тиски и в период обработки удерживают в руках.
5. ЗАКРЕПЛЕНИЕ КАМНЕЙ
Закрепление камней — завершающий этап ювелирного
производства. Камни, вставленные в ювелирное изделие, должны
быть прочно и надежно закреплены. От качества закрепки
камня зависит качество и художественная ценность ювелирного
изделия. На специализированных предприятиях по изготовлению»
ювелирных изделий данную операцию выполняют ювелиры-за-
крепщики. В условиях индивидуального производства эту
операцию выполняют также и ювелиры-монтировщики, изучившие
методы закрепки и имеющие практические навыки. Ювелир,
выполняющий закрепку, должен знать свойства камня
(твердость, теплопроводность) и в соответствии с этими свойствами
выбирать метод закрепки и соответствующий инструмент.
Для выполнения закрепки необходимо на рабочем месте
иметь следующий инструмент: бормашину и набор режущих
инструментов, в который входят фрезы (боры) различных форм и
размеров; сверла спиральные диаметром 1—5 мм через каждые
94
а б в г
ОД мм; штихели различные (вырезные, прорезные, растровые,
плоские и др.); надфили; кусачки и другой режущий
инструмент; инструмент для закатки и обжатия металла (рис. 39);
инструмент для фиксации изделия при обработке, состоящий из
специальных деревянных тисков, называемых шнальценки
(рис. 40), цанговых зажимов, плоскогубцев, пинцетов и др.;
мерительный инструмент (штангенциркуль, микрометр, линейки).
Крепление камней производится на выдвижном выступе
верстака, называемом финагелем.
Одним из основных факторов надежной и соответствующей
художественным требованиям закрепки камня является
качественная подготовка для него оправы. Назначение оправы —
прочно удерживать камень, подчеркивать его красоту, служить
связующим переходным звеном между металлической частью
изделия и камнем. В настоящее время имеется большое
количество видов оправ и соответственно методов крепления камней.
Основными видами оправ являются: глухая (глухой каст), обод-
ковая и крапановая. Для крепления мелких камней
применяются корнеровая, каре, фаденовая, тактовая и кармезиновая
оправы.
В зависимости от конструкции изделия, а также типа
вставки (камня) определяется вид закрепки.
Глухая закрепка (рис. 41) заключается в том, что камень
крепится в гладкий каст и обжимается по периметру металлом
стенок. Применяется при креплении камней в глухие и ободко-
в.ые оправы.
Глухая оправа представляет собой чашечку с плоским дном.
Камень при этом находится в гнезде каста, основанием лежит
на плоскости и удерживается вертикальными стенками каста,
Рис. 39. Инструмент для закатки и обжатия металла при
закреплении камней:
а — острый дрюкер, б — простой дрюкер, в — бокфус, г — дрюкер с
направляющим желобком, д — форштексель, е — корнайзен, ж — миттель-
гриф-редхен, з — вахсбайн
95
Рис. 40. Деревянные тиски для закрепления камней (шналь-
ценки)
верхний край которых придавлен к камню.
Недостатком такой оправы является то, что лучи света падают
на камень только сверху и тем самым ограничивают
его игру. Поэтому в глухие касты крепятся
непрозрачные камни.
Ободковая оправа применяется для крепления
прозрачных камней. Эта оправа с параллельными или
коническими стенками изготовляется из ленты сплава и
имеет но периметру форму камня. Камень в ней лежит
на опорном пояске, расположенном на внутренней
стороне оправы. Крепление камня осуществляется
обжатием металла по периметру камня. Преимущество такой
оправы в том, что камень просвечивается сверху и
снизу. Для увеличения освещенности и повышения художественных
особенностей на боковой поверхности оправы может быть
выполнен сквозной узор. Крепление камней в ободковые
оправы такое же надежное, как и в глухой каст.
Крапановая закрепка заключается в том, что камень
крепится выступающими полосками каста, которые называются кра-
панами. Крапаны обхватывают грани камня и дают
возможность лучше его показать, а также обеспечивают доступ света
к камню.
Крапановые оправы могут быть различных видов. Это
разновидность ободковых оправ, у которых над верхней кромкой
ободка выступают вертикально расположенные лапки
(крапаны). Как правило, крапановый каст изготовляется цельным
(литой, штампованный), но может быть и напайка крапанов к
ободковой оправе. Профиль крапанов, их высота и количество'
определяются в зависимости от свойств и геометрических
параметров камня.
В крапановые оправы крепятся драгоценные,
полудрагоценные и цветные искусственные камни. Наряду с художественны-
Рис. 41. Виды закрепки камней-.
а — в глухой каст, б — глухая в ободковую оправу, в — в крапановую оправу;
:г — в комбинированную оправу . ■ .; ■
96
ми особенностями оправы необходимо при ее изготовлении
предусмотреть опоры для крепления камня. Опорный поясок в
таких оправах изготовляется непосредственно на крапанах, его
профиль и угол наклона зависят от формы камня.
При закреплении камень устанавливается в опору и нес-
колько прижимается крапанами для того, чтобы он не выпал
из опорного пояска, а затем крапаны прочно прижимают к
поверхности камня и опиливают в соответствии с художественным
замыслом.
Наряду с художественными достоинствами крапановая
закрепка имеет недостаток: надежность удержания камня
меньше, чем при глухой закрепке.
Корнеровая закрепка заключается в том, что камни
крепятся в оправах с помощью маленьких столбиков (корнеров),
которые изготовляются из основного металла оправы.
Специальным ювелирным инструментом выбирают часть металла в вида
стружки с последующей закаткой верхней ее части в полусферу.
Корнеровая закрепка применяется для крепления мелких
камней в открытые оправы корнерового типа, а также в оправы
каре, фаденовую и тактовую. Этот вид закрепки обеспечивает
надежное удержание камня.
Клеевая закрепка применяется при креплении вставок из
янтаря, жемчуга, самоцветов, пластических масс и стекла, так
как механическая закрепка не обеспечивает их надежного
удержания. Особенно это касается жемчуга, который по форме не
дает возможности захвата, а крепление его с помощью только
тонкого штифта недостаточно надежное. Применение клеевой
закрепки вместе с механической обеспечивает надежное
крепление этих вставок. Для клеевой закрепки вставок
рекомендуется применять клей «Циакрин ЭО», который обеспечивает
прочность клеевого шва. Основой его является эфир альфацианакри-
ловой кислоты. Этот универсальный клей обладает текучестью,
не содержит растворителя, нетоксичен, быстро затвердевает при
комнатной температуре.
Перед склеиванием сопрягаемые поверхности необходимо
обезжирить растворителем с соблюдением мер техники
безопасности, а затем нанести тонкий слой клея на одну из
поверхностей. Лучше наносить его на сопрягаемую поверхность
посадочного места изделия. Затем в посадочное место устанавливают
вставку и обе поверхности прижимают усилием руки. Время,
необходимое для прочного сцепления, не менее 12 ч. Клей
«Циакрин ЭО» хранят в сухом месте при температуре не выше
+5° С в герметичных полиэтиленовых флаконах или ампулах.
Размонтировка клеевого соединения осуществляется либо
выдержкой изделия в растворителе, либо кипячением его в водном
растворе моющего средства с последующим удалением клеевой
пленки.
97
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ
глава
1. ШЛИФОВКА
Процесс шлифовки дает возможность получить гладкую
поверхность металла, соответствующую 7—9 кл. чистоты. Изменения
формы и геометрических размеров изделия при шлифовке в
отличие от опиливания и других методов механической обработки
металлов резанием незначительны. Практически на шлифовку
ювелирных изделий предусматриваются очень малые припуски
или не предусматриваются вообще.
В процессе шлифовки обрабатываемые изделия
прижимаются к вращающемуся шлифовальному кругу, остроугольные
частицы которого снимают тонкий слой металла. Глубина резания
зависит от твердости и вязкости обрабатываемого металла, а
также от твердости, размера и материала зерен шлифовальных
кругов.
Материалом для шлифовальных кругов, брусков, а также для
наждачной бумаги являются абразивы как природного, так и
искусственного происхождения. К природным абразивным
материалам относятся кварц, наждак, корунд и алмаз, к
искусственным — синтетические алмазы, электрокорунд, карбид кремния,
карбид и нитрид бора.
Ювелирные изделия из драгоценных металлов шлифуют
механическим или ручным способом. При механической обработке
применяется бормашина со сменными резиновыми,
керамическими шлифовальными кругами; при ручной — шлифовальные
круги, абразивные бруски, напильники, наждачная бумага
(шкурка) и т. д.
Для шлифования плоских поверхностей применяются
абразивные бруски прямоугольного сечения длиной 200—300 мм.
В качестве напильников используются стержнеобразные
камни из карбида -кремния (карборунда) длиной около 150 мм
разнообразных форм сечения: квадратной, круглой, полукруглой,
треугольной и прямоугольной. Абразивные напильники имеют
различную зернистость. Чтобы снимаемые металлические
частицы не застревали в межзеренных углублениях, при работе
напильники следует смачивать водой. При шлифовании
напильником перемещается инструмент (напильник), а деталь
удерживается неподвижно. Рекомендуется менять направление
шлифования, желательно перпендикулярно предыдущему направлению,
§8
что дает возможность снимать следы предшествующей
обработки.
В качестве более мягких природных абразивных материалов
применяются пемза и сланец. Эти материалы особенно хороши
для мокрого шлифования серебряных изделий. При помощи
остро заточенных тонких стержней из сланца, называемых
грифелями, можно обрабатывать труднодоступные места изделия.
Приемы работы напильниками из пемзы и сланца такие же, как
и напильником из карбида кремния.
Наиболее мягким материалом, применяемым при доводочной
шлифовке, являются шлифовальные угли. Изготовляются они
в виде брусков квадратного сечения, однако их легко опилить
до любого профиля. При работе их необходимо смачивать
водой.
Шлифовка наждачной бумагой (шкуркой) применяется для
обработки труднодоступных мест. Этому способствует гибкость
и небольшая толщина шкурок. Основой для абразивного
материала служит плотная и жесткая (прочная) бумага или
полотно, а в качестве связывающего средства для наклеивания
наждачных зерен применяются клеи и лаки. Тонкость наждачной
шкурки определяется размером зерен абразива. В зависимости
от вида абразивных порошков шкурки подразделяют на электро-
и карбидокорундовые, стеклянные или кремниевые.
Если наждачной шкуркой обрабатывают ровную
поверхность, то ее кладут на ровную (гладкую) плиту и шлифуют.
При таком положении поверхность изделия можно обработать
шкуркой, наклеенной на тонкие деревянные рейки или
обернутой на напильник или палец руки.
2. ПОЛИРОВКА
Полировка — заключительная операция, в результате
которой гладкая матовая поверхность, полученная при шлифовке,
приобретает сильный металлический блеск (глянец).
Различают ручную и механическую полировку. Ручную полировку
выполняют полировальными палочками или шлифовальными
деревянными брусками, которые покрывают полировальным
веществом. Ровные плоскости достигают сверкающего блеска при
помощи кожаного (полировального) напильника, сходного по
форме с наждачным напильником; одна сторона его обтянута
мягкой кожей, на которую наносят полировальную пасту.
Механическая полировка выполняется на специальных
полировальных станках или с помощью бормашины эластичными
кругами и лентами, на поверхность которых наносят
полировальные вещества. Полировка давлением осуществляется
жестким полировальником, в результате чего, микронеровности
поверхности материалов подвергаются пластическому
деформированию.
99
Табл. 9. Состав полировальных паст
Составляющие компоненты
Количество компонентов, %, для обработки
грубой
средней
тонкой
Окись хрома
Стеарин
Расщепленный жир
Керосин
Силикагель
Олеиновая кислота
Сода
Окись хрома
Стеарин
Олеиновая кислота
Техническое сало
Скипидар
Петролатум окисленный
Парафин
Состав 1
81
10
5
2
2
—
Состав 2
76
10,7
1,3
8
2
—
—
76.
10
10
2
2
—
72
14
—
—
—
14
—
74
10
10
2
1,8
2
0,2
49
18
25
—
—
—
8
Процесс полировки абразивной лентой является
разновидностью шлифования. Рабочая поверхность ленты, на которую
нанесена полировальная паста, характеризуется размерами
абразивных зерен пасты и количеством их на единице
поверхности. Применяется этот процесс для обработки крупных деталей
со сложным профилем. Полировка кругами осуществляется с
помощью полировальной смеси (пасты) или суспензии.
Применяются при этом полировальные круги из войлока или щетки.
Изделия, подлежащие полировке, не должны иметь глубоких
царапин и рисок, так как вывести их полированием очень трудно,
а иногда практически невозможно. Частота вращения круга при
полировке должна быть в пределах 2000—2800 об/мин.
Для получения зеркального блеска в конце процесса
полировки используется наборный полировальный круг, состоящий
из многочисленных тканевых кружков или мягких кожаных
шайб. Для окончательной доводки поверхности ювелирных
изделий применяют щетки из ниток — пуховики.
В качестве полировальных паст в ювелирном производстве
применяются пасты, полученные на основе окиси хрома
(табл. 9), а также технический мел, состоящий из окиси
кальция с добавлением окиси магния и окиси железа, или тальк.
109
Ш. КРАЦЕВАНИЕ
Крацевание— снятие с изделия налетов и накипи после
травления, округления острых кромок, снятия заусенцев и т. д. Этот
процесс в основном применяется перед шлифованием и
облегчает последующий процесс шлифования, но может применяться
ш как самостоятельный конечный процесс отделки.
При крацевании на полировальном станке изделия
обрабатывают тонкой проволочной щеткой, причем концы проволок
ацетки слегка касаются при движении поверхности изделия и
доглаживают ее. Каждая проволочка щетки действует как
маленькое гладило.
Материалом щеток (проволочек) служит проволока латуни
шли нейзильбера толщиной 0,15—0,25 мм. По форме щетки
могут быть узкими, которыми производится ручное крацевание, и
круглыми (вращающимися) с деревянной или металлической
штулкой для крепления. Частота вращения щетки при
крацевании должна быть регулируемой и достигать 600 об/мин, что
требует применения реостата или редуктора. Процесс крацевания
должен проходить с применением эмульсии (мыльного
раствора), которая облегчает скольжение проволочек и
предотвращает засаливание щетки.
В процессе крацевания во избежание образования на
поверхности изделия полос и рисок необходимо многократно изменять
направление движения щетки или изделия относительно щетки.
4. МАТИРОВАНИЕ
Матирование — один из видов чистовой обработки
ювелирных изделий для получения равномерной тусклой и матовой
поверхности. Матирование достигается обработкой изделия
вращающимися щетками — кругами, при помощи чекан,
дробеструйной и пескоструйной обработкой, травлением в специальных
растворах. В зависимости от применяемого метода обработки
получают более или менее мелкозернистую поверхность.
При обработке изделий вращающимися металлическими
щетками частички металла на поверхности как бы
расплющиваются, заполняют мелкие неровности и поры, в результате чего
•шероховатость сглаживается и поверхность становится
однородно тусклой. Щетки состоят из деревянной или металлической
втулки, в которой установлено несколько рядов подвижных
пучков стальной или медной проволоки диаметром 0,05—1,2 мм.
Щетка укрепляется на валу двигателя и вращается с большой
скоростью. Изделие, подлежащее обработке, слегка
подталкивается к щетке, так что каждый раз охватывается только
небольшая часть его поверхности. Матирование будет лучшим,
если острия щеток не будут оставлять глубоких рисок и вмятин
101
на поверхности, поэтому не должно быть сильного давления на
щетки.
Матирование чеканами осуществляется при ударе молотка
по чеканам, на рабочей поверхности которых имеется
гравированная насечка с перекрещивающимися штрихами. При
матировании поверхности металла чекан держат с небольшим
наклоном назад и ритмичными ударами молотка слегка
передвигают по поверхности металла. При этом получается
крупнозернистая поверхность с мелкой матовой насечкой.
Дробеструйная или пескоструйная обработка проводится в
основном при массовом производстве, а при выполнении
индивидуальных заказов практического применения не имеет.
5. ГРАВИРОВКА
В процессе гравировки на поверхности металла (изделия) с
помощью специального инструмента — штихеля — вырезаются
различные рисунки, орнаменты и монограммы.
В технологии художественной гравировки различают плос-г
костную (двумерную) гравировку, при которой обрабатывается
только поверхность, и обронную (трехмерную) гравировку, при
которой резцом создается рельеф или даже объемная
скульптура из металла. Обронную гравировку в свою очередь
подразделяют на выпуклую (позитивную), когда рельеф выше фона, в
углубленную, когда рельеф ниже фона, т. е. вырезается с
поверхности.
Гравировка бывает ручной и механической. Механическая
гравировка выполняется борами с применением бормашины.
При гравировке изделий из драгоценных металлов
механическая гравировка применяется редко, а в тех случаях, когда
применяется, ее назначение — предварительная гравировка, после
которой производится ручная гравировка — штихелем.
Основным инструментом при гравировке является штихель —
стальной резец, вставленный в деревянную ручку. Штихели
бывают нескольких видов (рис. 42) и различаются по форме
клинка и поперечного сечения. Режущая часть штихеля имеет
типичную форму клина, снимающего стружку с поверхности металла
поступательным движением. Большое значение имеет угол
заточки штихеля, который должен быть 45°, при этом резец будет
Рис. 42. Виды штихелей:
а — узкий шпицштихель, б —
широкий шпицштихель, в —
мессерштихель, г —
фасонный, д — котировочный, е —
флахштихель с широкой!
спинкой, ж — флахштихель
с узкой спинкой, з — бол-
штихель с широкой спинкой,
и — болштихель с узко^
:пинкой, к — фаденштихель*
а&бгдежзик
102
резать металл легко и на нужную глубину. Если угол заточки
меньше 45°, то при гравировке резец будет перемещаться
рывками, а при большом угле заточки скользить по металлу.
Рабочая часть резца должна быть отшлифована.
Изготовляются штихели вручную из инструментальной
стали У12 и ХВГ. Основные виды штихелей, применяемых при
гравировке ювелирных изделий, следующие: прорезной, вырезной,
радиусный, плоский и т. д.
Прорезной штихель (мессерштихель) в поперечном сечении
имеет клиновидную форму с острой, слегка закругленной
режущей кромкой. Радиус закругления 0,1—0,2 мм. Этот вид
штихелей имеет шесть размеров и применяется для вырезания
волосяных линий большой глубины.
Вырезной штихель (шпицштихель) отличается от прорезного
тем, что боковые стенки в поперечном сечении имеют
небольшую выпуклость. Этот вид штихеля наиболее распространен, он
имеет 20 различных размеров.
Радиусный штихель (болштихель) имеет в сечении
клиновидную форму. Режущая кромка выполнена по радиусу от 0,3
до 1,5 мм. Используется для штифтовых надписей и чистовой
обработки поверхности изделия. Имеет 20 различных размеров.
Плоский штихель (флахштихель) имеет плоскую режущую
кромку шириной 0,2—3 мм; применяется для получения
широких плоских углублений, а также для чистовой обработки
ювелирных изделий; имеет 20 различных размеров.
При гравировке плоских изделий применяется специальная
кожаная гравировальная подушечка. Часто при гравировке
изделия закрепляют в граверную колоду.
При обронном гравировании с поверхности, как правило,
снимается большая масса металла, поэтому, кроме штихелей,
применяются гравировальные зубила, так как рубить металл
значительно легче и быстрее, чем резать его штихелем. Кроме
штихелей и зубил при обронном гравировании применяются
керны (для разметки поверхности), сечки (плоские зубила
различной ширины с заточкой на одну сторону), чеканы (стальные
стержни для выравнивания фона и набивки фактуры).
6. ЧЕКАНКА
В ювелирном производстве под чеканкой понимают главным
•образом чеканку выколоткой, а именно изготовление мелких
детальных форм на листовом материале. Этим методом наносятся
различные детальные формы на поверхность монет, медалей.
При чеканке происходит пластическая деформация отдель-
еых зон заготовки, по которым ударяют чеканочным
инструментом— чеканом (рис. 43). При каждом ударе чекана по листовой
заготовке на поверхности выбивается полукруглая сфера: за
счет сферы на месте удара поверхность листа заготовки увели-
103
Рис. 43. Виды чеканов:
а — расходные или обводные, б — порушники, в — бобошник, г — лощат-
щик, д — рифленый, г — сечка, ою — фигурные
чивается, а толщина листа уменьшается. Чем глубже в металл
проникает чекан, тем больше сферическая поверхность и тем*
меньше в этом месте становится толщина металла.
Наибольшая степень деформации происходит в центре сферы.
При чеканочных работах важное значение имеет
правильный выбор и применение инструмента.
Основными инструментами для чеканки являются
чеканочный молоток с двумя ударными бойками (плоский и вогнутый);,
чеканы с сечениями различных форм (круглой, квадратной,
прямоугольной, восьмигранной). Рабочая поверхность чекана
зависит от выполняемой работы и может иметь самую различную
форму и насечку. К числу наиболее распространенных типов
чеканов относятся также: расходные (обводные); порушники и
бобошники; лощатники; рифленые (матовые) чеканы; сечки;,
фигурные (узорные).
Расходные, или обводные, чеканы представляют собой
несколько утолщенный в средней части и утоненный к концам
стержень. Рабочая их поверхность (боек) выполняется в виде
острого или слегка закругленного клина. Чеканка изогнутых
линий осуществляется чеканами со слегка искривленной
рабочей поверхностью. Расходные чеканы применяют для
воспроизводства общего начертания рисунка или штифта.
Порушники и бобошники применяются для удаления
различных выпуклостей. Рабочая поверхность этих чеканов имеет
полушаровую или овальную форму.
Лощатники — это чеканы, имеющие плоский боек.
Применяются они для выравнивания и сглаживания поверхностей. Такие
чеканы имеют различную форму (квадратную, круглую,
треугольную, восьмигранную и др.). Грани этих чеканов не
должны быть острыми, иначе на поверхности заготовки могут
получаться вмятины.
104
Рифленые, или матовые, чеканы напоминают по форме ло-
щатники, но рабочая поверхность бойков у них не гладкая, а
-рифленая. Применяют такие чеканы для получения матовой
поверхности или фона вокруг контрольных рисунков.
Рисунчатый чекан имеет боек с фигурной насечкой, которая
переносится на изделия.
Сечки имеют форму односторонне заточенного плоского
зубила. Применяются они для выбивания тонкого линейного
рисунка и одностороннего ступенчатого смещения металла вниз.
Фигуные (узорные) чеканы на рабочей поверхности имеют
^определенный рисунок. Применяются они для отделки узорного
«орнамента, а в некоторых случаях и при создании контура
рисунка.
Наряду с чеканам>и важным инструментом при чеканке
являются наковальни, которые выполняют функции опорных
подкладок. .Простейшая опорная подкладка — стальная плита.
Имеются специальные чеканочные наковальни, такие, как анки с
различной формой углубления (полушаровая, конусная и др.).
Для некоторых работ используют мягкие подкладки из дерева,
„резины, картона, свинца и других материалов. В качестве
опорных подкладок применяется также специальная мастика (трай-
■бкитт).
Различают три главных метода чеканки: насечку,
формование и смещение металла. Насечкой получают на листовых
заготовках мягкие и тонкие линии, возникающие при перемещении
обводного чекана по заготовке; формованием (моделировани-
•ем) получают с обратной стороны листовой заготовки
рельефное изображение; смещением металла получают сдвиг металла
яо поверхности заготовки. Эту операцию следует проводить при
помощи чеканов — сечек и лощатников.
7. ТРАВЛЕНИЕ
В ювелирном производстве травление применяется для
очистки поверхности металлов от окисей, придания изделиям
определенного цвета и выполнения художественных узоров.
При травлении металл должен медленно растворяться в тра-
«ителе. В большинстве случаев в качестве травителей
применяются разбавленные кислоты. Для травления благородных
металлов применяется раствор серной кислоты. Если травление
ведется без подогрева травильного раствора, то соотношение
серной кислоты и воды должно быть 1 : 20, т. е. на одну часть
серной кислоты приходится 20 частей воды, а если травильный
раствор подогревается до 80° С, то соотношение доводится до
I : 50. Составляя травильный раствор, необходимо в сосуд
вначале налить воду, а затем в нее осторожно вливать серную
кислоту во избежание разбрызгивания капель мгновенно
вскипающей жислоты, которое может причинить сильные ожоги. В ка-
105
честве сосуда для холодного травильного раствора
рекомендуется стеклянная емкость в виде банки и несколько небольших
чашек из фарфора, серебра или красной меди, которые можно
нагреть пламенем горелки.
Травление серебра и его сплавов вызвано тем, что на
воздухе, особенно в условиях влажного воздуха, изделия тускнеют
из-за образования окисла и сульфидов серебра. В процессе
холодного травления в 10%-ном растворе серной кислоты
поверхность серебряного сплава осветляется за счет обогащения
поверхности сплава серебром. Если травление вести в растворе,
нагретом до температуры 60° С, то можно пользоваться более
разбавленным (2—5%-ным) раствором серной кислоты.
Травление золота и его сплавов проводится в основном для
придания изделию определенного цвета. В процессе нагрева
изделий на поверхности из сплавов золото — серебро — медь
выгорает медь и превращается в окисел, который удаляется в
процессе последующего травления. Поверхностный слой изделия,
обогащенный золотом и серебром, приобретает
зеленовато-серый оттенок. Чтобы избежать этого, изделия после
прокаливания обрабатывают в 50%-ном растворе серной кислоты,
нагретом до 80° С. В этом растворе с поверхности удаляется
не-только медь, но частично и серебро, изделие приобретает цвет,
близкий к цвету исходного сплава. Чтобы обогатить поверхность
изделий золотом, рекомендуется также использовать в качестве
травильного раствора смесь серной и азотной кислот,
разбавленную водой (соотношение 1:2). В таком растворе, нагретом
до 60—80° С, происходит равномерное растворение меди и
серебра, и изделия получают вид, присущий чистому золоту.
Можно получить изделия с поверхностью, значительно
обогащенной золотом, травлением их в растворе «царской водки»,
т. е. смеси соляной и азотной кислот. Однако в этом случае на
поверхности могут возникнуть пятна от образовавшегося
хлористого серебра. Чтобы предотвратить это, в раствор вводят
избыток одной из солей натрия и аммония (NaCl или NH4C1),
которые растворяют хлористое серебро и обеспечивают получение
на поверхности изделия чистого золота.
Метод травления применяется и для оч'истки медных
сплавов от окислов и остатков флюсов. Протравливанием получают
красивую собственную окраску меди и ее сплавов, таких, как
бронза и латунь. Травление медных сплавов подразделяется на
предварительное, блестящее (глянцевое) и матовое. Для
предварительного травления приготовляют раствор следующего
состава: 5 г блестящей сажи перемешивают с 10 г поваренной
соли, а затем к смеси добавляют 1 л концентрированной азотной
кислоты и осторожно вливают 200 см3 воды. После этого
изделие вынимают, промывают в воде и начинают блестящее или
матовое травление.
106
Для блестящего травления готовят раствор следующего
состава: 1 л серной кислоты медленно вливают в 1 л азотной
кислоты и добавляют 20 см3 соляной кислоты или 20 г поваренной
соли. После охлаждения в раствор добавляют 10 г блестящей
сажи. Приготовленный раствор должен отстояться не менее
12 ч.
Для матового травления готовят раствор такого состава: 2 л
серной кислоты, 3 л азотной кислоты и 10 г поваренной соли.
Затем 10 г сернокислого цинка растворяют в небольшом
количестве воды и добавляют к охлажденной смеси кислот. Этот
:раствор также должен отстояться несколько часов, пока
составные части его не растворятся. При блестящем и матовом
протравливании изделие на короткое время опускают в раствор
и вынимают тогда, когда поверхность равномерно протравлена.
После извлечения из раствора изделие должно быть тщательно
промыто водой.
Художественное травление — один из методов отделки
ювелирных изделий. Сущность его состоит в том, что на
поверхность металла тонкими линиями чертилки наносят узор, а
затем участки, не входящие в узор, покрывают кислотостойким
лаком. Изделие опускают в травильную ванну, где открытые
участки металла подвергаются воздействию травителя, в
результате чего на поверхности создается углубленный рисунок.
Перед травлением поверхность заготовки должна быть полностью
обезжирена, иначе лак не будет держаться на ней. В качестве
покрытия может применяться битумный лак, который обладает
высокой кислотостойкостью.
При художественном травлении важно определить глубину
травления и скорость процесса. Для контроля глубины
травления вместе с обрабатываемым изделием в ванну опускают
контрольный образец из того же металла, который периодически
вынимают, промывают в проточной воде и осторожно удаляют
шабером небольшой кусочек лака для замера глубины
травления. Если она недостаточна, то образец снова опускают в
раствор.
Метод художественного травления применяется так же, как
предварительный процесс при эмалировании художественного
рисунка.
8. ЭЛЕКТРОХИМИЧЕСКАЯ ПОЛИРОВКА
Электрохимическая полировка является более
прогрессивным методом отделки изделий. Она применяется для полировки
изделий с труднодоступными для механической полировки
местами, обеспечивая равномерное полирование и хороший блеск
всей поверхности изделия.
Для осуществления процесса электрохимической
полировки обрабатываемые детали, являющиеся анодом (т. е. электро-
107
дом, соединенным с положительным полюсом источника тока/,,
помещают в электролитическую ванну. Вторым электродом
являются электролитические катоды. При электрохимической
полировке в первую очередь растворяются наиболее высокие
выступы шероховатостей, затем поверхность выравнивается к
становится гладкой и блестящей. Важными факторами,
влияющими на процесс электропо-лировки, являются плотность тока,
напряжение и температура. Режимы полировки выбираются а
зависимости от состава электролита и обрабатываемого металла..
В настоящее время метод электрохимической полировки
широко применяется для обработки золотых сплавов. Этим
методом пользуются как для очистки поверхности золотых изделий
noc/ie литья и паяния, так и для окончательной полировки
изделий. Проводят электрохимическую полировку золотых
сплавов в растворах электролита на основе тиомочевины (табл. 10)»
в ваннах, изготовленных из винипласта. В качестве анодов
используются подвески из титановой проволоки, на которые
подвешиваются обрабатываемые изделия. Контакт между издели1-
ем и подвеской должен быть плотным. В качестве катодов
используются пластины из титана. На катодах в процессе
электрополировки осаждается золото.
Чтобы предотвратить опадание осевшего золота на дно
ванны и уменьшить разложение электролита, катоды помещают в
чехлы из хлориновой ткани. Во время работы на поверхности
электролита и на дне ванны образуется осадок серы,
содержащий некоторое количество золота и серебра; этот осадок
периодически сжигают для регенерации драгоценных металлов.
После выполнения электрохимической полировки проводится
следующая обработка: промывка в холодной дистиллированной воде;
обработка изделий в депассивирующем растворе и последова-
Т а б л. 10. Состав электролитов для электрохимического полирования
сплавов золота (на 1 л водного растворам)
Составляющая электролита
Массовая доля компонента; г/л
ЗлСрПдМ
375-100-38
ЗлСрМ
583-80
ЗлСрМ
750-150
ЗлМНЦ
750 ^
ЗлСрМ'
958-20'
Тиомочевина 60—90 60—90 60—90 60—90 60—90
Кислота серная 30—50 30>—70 30<—70 30—50 30—50;
» молочная — 6,0'—8,5 6,0—8,5 — —
Аммоний роданистый 150—200 20—70 50—70' 10—20 —
Натрий хлористый — — — — 10—20г
Примечания: 1. Для составления электролита применяется вода дистшг-
лированная по ГОСТ 6709—72.
2. В обозначении марок буквы означают: З'л — золото, Gp — серебро,
Пд — палладий, М — медь, Н — никель, Ц — цинк. Цифры, стоящие после,,
означают содержание золота, серебра, палладия, меди в процентах.
Например, 37,5%—золота, 10%—серебра, 3,8% — палладия, остальное медь.
тельная промывка в дистиллированной воде в двух
ваннах-уловителях. Растворы должны иметь комнатную температуру.
Ванну для депассивирования готовят растворением в 500 мл
дистиллированной воды сначала 50 мл серной кислоты
(плотность 1,8 г/см3), а затем 350 мл пергидроля (30%-ная перекись
водорода). После перемешивания доводят объем раствора до
1 л. Учитывая, что перекись водорода быстро разлагается,
нужно ежедневно контролировать содержимое ванны.
Процесс электрополировки золотых сплавов осуществляют
при плотности тока на аноде (изделии) 3—5 А/дм2, на катоде
5—7 А/дм2. Температура электролита 50—60° С. Скорость съема
металла при этом режиме велика, поэтому процесс длится 1 —
3 мин и ведется при визуальном контроле.
После проведения электрополировки партии изделий или по
истечении определенного периода использования электролита
для электрополировки изделий из золота необходимо
производить регенерацию (извлечение) из него золота. Процесс этот
производится следующим образом. Катоды вместе с чехлами
вынимают из электролита, тщательно промывают в
промывочных ваннах с водой, не допуская протока из ванны воды, а
затем высушивают. С катодов снимают (соскребают) и собирают
осадок, состоящий из растворенных в процессе анодной
обработки драгоценных металлов (золота). Катодный остаток,
оставшийся в чехлах, выгружают и остатки тщательно смывают
с чехлов, промывают водой, высушивают и присоединяют к
осадку, снятому с катодов. Перед началом регенерации промывные
воды сливают вместе, упаривают и вводят в электролит
анодной обработки. После этого электролит фильтруют и
определяют содержание в нем золота. Отфильтрованный осадок
высушивают и прожигают в муфельной печи при температуре 200—
250° С в течение 1—1,5 ч.
Регенерацию золота из электролита проводят
электрохимическим или химическим способом. Электрохимический способ
регенерации золота основан на выделении золота из
электролита и осаждении его на катоде с помощью электрического тока.
При проведении регенерации золота из электролита в качестве
катода используется листовой титан, помещенный в чехол
хлорированной ткани. Анодом служит платина или графит.
Катодная плоскость тока при концентрации золота в электролите
более 1 г/л должна быть не более 0,5 А/дм2, а при концентрации
золота менее 1 г/л катодная плотность тока должна быть не
более 0,1 А/дм2.
Процесс ведут до достижения концентрации золота в
электролите 0,01—0,05 г/л. Затем катод вместе с чехлами вынимают
из электролита, тщательно промывают в промывочных ваннах
и высушивают, после чего с катода снимают (соскребают) и
собирают осадок, состоящий из растворенного в процессе
регенерации золота. Катодный осадок, оставшийся в чехле, выгружа-
109
ют, остаток тщательно смывают с чехла, промывают водой,
высушивают и присоединяют к осадку, снятому с катода.
Полученные в процессе регенерации катодные осадки
объединяют с катодными осадками, извлеченными из основной
ванны электрополирования и прокаливают в муфельной печи при
температуре 600—700° С в течение 1 —1,5 ч, после чего
сплавляют.
После окончания регенерации" золота электролит фильтруют,
корректируют по тиомочевине и серной кислоте и вновь
используют в ванне электрополировки. Отфильтрованный же осадок
высушивают, прожигают в муфельной печи при температуре
200—250° С в течение 1—1,5 ч и объединяют с осадком,
полученным при фильтрации электролита из основной ванны
электрополировки. Эти осадки прокаливают в муфельной печи при
температуре 600—700° С (возможно совместное прокаливание с
катодными осадками) в течение 1—1,5 ч и затем сплавляют.
Химический способ регенерации золота основан на
восстановлении металлов из растворов с помощью веществ,
обладающих восстановительными свойствами. Электролит вместе с
осадком, находящимся на дне ванны, переливают в термостойкую
и кислотостойкую емкость, добавляют при перемешивании 30%-
ный раствор едкого натра до достижения рН раствора, равного
9—10. Кислотность раствора определяется с помощью
индикаторной бумаги. Затем в электролит вводят порциями раствор
боргидрида натрия в таком количестве, чтобы массовое
соотношение введенного боргидрида натрия и находящегося в
растворе золота было 1:1.
После добавления расчетного количества боргидрида натрия
раствор нагревают в течение 2—3 ч при температуре 70—80° С.
При полном разложении боргидрида натрия, что видно по
прекращению газовыделения и коагуляции осадка, раствор с
черным мелкодисперсным осадком, состоящим из компонентов
сплава, подвергнутого анодной обработке (электрополировке),
охлаждают и отфильтровывают. Полноту осаждения проверяют
добавлением к фильтру небольшого количества раствора
боргидрида натрия. Осадок на фильтре промывают 1—2 раза в
5%-ном растворе серной кислоты, затем 2—3 раза горячей
водой до нейтральной реакции. Осадок высушивают, прокаливают
в муфельной печи при температуре 600—700° С в течение 1 —
1,5 ч и далее сплавляют.
Кроме электролитов частично золото оседает в депассивирую-
щем растворе, откуда его также необходимо извлечь. Для этого
депассивирующий раствор с выпавшим осадком переливают в
термостойкую стеклянную или фарфоровую посуду и медленно
нагревают до температуры 60—70° С. После полного разложения
перекиси водорода, что видно по прекращению выделения
мелких пузырьков газа, раствор кипятят в течение 15—20 мин и
осадок отфильтровывают. Осадок промывают горячей водой, су-
110
шат и! прокаливают в муфельной печи при температуре 600-^
700° С в течение 1 —1,5 ч. Прокаленный осадок сплавляют илщ;
присоединяют к катодным осадкам и сплавляют вместе с ними.
Сплавленный слиток из осадков извлеченного золота подверг
гается лабораторному анализу для определения пробы, после
чего он может быть долегирован для получения нужной пробы
и использован в производстве.
В отличие от сплавов золота серебряные сплавы не подвер-.
гаются электрохимическому полированию, они в основном
отбеливаются в 5—10%-ном растворе серной кислоты.
Медь и ее сплавы могут подвергаться полированию
электрохимическим способом. При этом широкое распространение
получили фосфорно-кисдые электролиты на основе ортофосфор-
ной кислоты *. Процесс электрополирования проходит при
температуре электролита 80—85° С, напряжении 12 В и плотности
тока 5—7 А/дм2. Время' полирования 1—2 мин. После
полирования изделия промывают в воде, декапируют в 5—10%-ном
растворе серной кислоты, вновь промывают и высушивают.
Полирование цветных металлов и их сплавов, используемых
в ювелир-ном производстве для изготовления изделий бижуте.*
рии, может производиться и химическим методом. К
недостаткам этого процесса по отношению к электрохимическому
полированию относится сложность составления растворов и
недостаточный блеск поверхности изделия,
9. ГАЛЬВАНИЧЕСКОЕ ЗОЛОЧЕНИЕ
Гальваническое золочение применяется в основном в
качестве защитного и декоративного покрытия сплавов
недрагоценных металлов (изделий из латуни). Он основан на
электроосаждении золота. Этот процесс предусматривает применение в
основном цианистых электролитов, которые очень вредны. В
настоящее время разработаны и получили широкое
распространение кислые нецианистые электролиты (табл. 11), которые
обеспечивают осаждение блестящих покрытий сплавами
золото — кобальт и золото — никель. Отказ от цианистых
электролитов золочения ведет к оздоровлению условий труда,
уменьшению опасности загрязнения сточных вод и окружающей ат« •
мосферы. Следует, однако, отметить, что в щелочных
цианистых электролитах золочения металл распределяется по
поверхности покрываемых изделий равномерно, и кислые
электролиты значительно уступают цианистым. Гальваническое
золочение может также применяться для нанесения декоративного
покрытия на ювелирные изделия, изготовленные из сплавов
серебра.
* В зависимости от марки сплава меди для электрополировки
применяются электролиты следующих концентраций (на 100 мл раствора): 1) орто-
фосфорная кислота — 60—100 г, 2) дистиллированная вода — 40—0 мл.
Щ
Табл. 11. Состав электролитов для электроосаждения золота и {сплавов
золото — никель и золото — кобальт
: : : : 1 ~
Массовая доля компонента, г/л
рН электролита Золото (и Лимонная Натрий Никель Йобальт
виде дицау- кислота димонно- углекис- сернокислый
рата калия) кислый лыи
3,5—4 11 — 12 100. — — —
4,5—5 5—7 40 40 0,7 —
4,5—5 5—7 40 40 — 0,7
Процесс золочения осуществляется в следующем порядке;
обезжиривание в органическом растворителе, сушка, подача на
приспособление, обезжиривание электрохимическое или
химическое, промывка в горячей воде, промывка в холодной воде,
сушка, снятие с приспособления, взвешивание, подача на
приспособление, декапирование, промывка в холодной воде, промывка
в дистиллированной воде, золочение, 1, 2 и 3-е улавливания,
промывка в холодной воде, промывка в горячей воде
(термообработка), сушка, снятие с приспособления, взвешивание, галтова-
ние, промывка в холодной воде, промывка в горячей воде,
сушка, осмотр изделий.
Соблюдение последовательности приведенных операций —
необходимое условие длительной и стабильной работы ванны для
золочения. Контроль электролитов золочения осуществляют по
данным химического анализа на содержание золота,
легирующего металла и кислотности электролита. В процессе работы
требуемая кислотность поддерживается добавлением фосфорной
кислоты.
В кислых электролитах золочения золото нерастворимо как
химически, так и электрохимически. В качестве анодов
используется в основном нержавеющая сталь, однако лучше
использовать аноды из платинированного титана, что исключает
накопление на аноде ионов железа, никеля, хрома, которые
могут включаться в покрытие и снижать содержание золота в них.
10. ГАЛЬВАНИЧЕСКОЕ СЕРЕБРЕНИЕ
Серебрение ювелирных изделий, изготовленных из сплавов
меди (латунь, мельхиор, нейзильбер), осуществляется в
основном из электролитов, содержащих свободный цианистый калий
{табл. 12).
Специфика серебрения изделий заключается в том, что
прочное сцепление между основным металлом и серебряным
покрытием достигается либо амальгамированием, либо
предварительным серебрением в ванне с большим содержанием цианида и
малым содержанием серебра. Амальгамированию легко подвер-
112
Табл.\ 12. Состав цианистых электролитов
Массовая д оля компонента, г/л Режим работы ванны
Серебро Калий Серебро Калий Плотность Температура Выход по
цианистое цианистый хлористое углекис- тока, А/дм2 электролита, току, %
лый 6_£
50—60 40—50 — 40—50 0,1—0,5 18—25 90
— 35—45 30—35 40—50' 0,1—0,5 18—25 95—100
гаются сплавы на медной основе, не содержащие значительных
количеств никеля.
Перед амальгамированием изделия должны быть хорошо
обезжирены и промыты. Для амальгамирования используют
раствор следующего состава: 7,5 г/л хлористой ртути, 4 г/л
хлористого аммония. В этот раствор изделия погружают на 3—5 с
при температуре 12—25°С. Процесс амальгамирования
предотвращает контактное выделение серебра при погружении деталей
в ванну основного серебрения.
Для крупногабаритных изделий (посудная группа)
амальгамирование заменяется предварительным серебрением в
электролите с низким содержанием серебра и избытком свободного
цианида (2—3 г/л цианистого серебра, 45—50 г/л цианистого
.калия, 3 г/л углекислого калия).
Все цианистые электролиты серебрения работают с
серебряными анодами, которые должны иметь высокую степень чистоты
|99,9%) и могут иметь любую форму.
Серебряные поверхности обычно получаются матовыми.
Чтобы получить блестящие серебряные поверхности, в электролит
вводят специальные добавки веществ, содержащих серу,—
тиосульфат натрия, сероуглерод и др.
Из числа нецианистых электролитов наибольшее применение
находит железистосинеродистый электролит, который не
содержит свободного цианистого калия, а серебро в растворе
находится в виде цианистого комплекса. Рассеивающая способность
этого электролита хорошая. Для получения блестящих осадков
в электролит вводят сернокислый калий, тиомочевину.
Недостатком этого электролита является необходимость применения
нерастворимых анодов, так как серебряные аноды быстро
пассивируются. На запассивированном или нерастворимом аноде
происходит образование свободного циана. Работа с
нерастворимыми анодами требует частого контроля электролита.
11. ОКСИДИРОВАНИЕ
Оксидирование — один из процессов защитно-декоративной
обработки серебра, заключающийся в образовании на
поверхности серебряных изделий стойкой и равномерной пленки
сульфида. Этот процесс осуществляют путем обработки серебряных
ИЗ
изделий растворами сульфида аммония или специально
приготовленного полисульфида калия, так называемой серной
печени. Получают серную печень сплавлением в фарфоровой чашке
серы (1 ч.) с сухим поташем (1—2 ч.) в течение 15—20 мин.
При доступе воздуха происходит взаимодействие компонентов-
расплава. В больших кусках серная печень сохраняется
хорошо, а в мелких на воздухе быстро оплывает и теряет свою
активность, поэтому хранить ее желательно крупными кусками в*
сосудах из темного стекла, закрытых хорошо подогнанными
резиновыми пробками.
Составы для оксидирования серебра, полученные на основе
серной печени
Мае. ч.
1. Серная печень, г 15—30'
Вода, мл 1000-
2. Серная печень, г 10
Углекислый аммоний (Н^гСОз, г 20
Вода, мл 1000
3. Серная печень, г 15
Хлористый аммоний (Н4С1), г 40
Вода, мл 1000,
Для серебрения рабочий раствор серной печени нагревают
до температуры 60—70° С и в него погружают на 10—15 мин
серебряные изделия. В зависимости от времени выдержки и
соотношения компонентов раствора можно получить окраску се^
ребра от светло-серой до черной.
Технологический процесс оксидирования серебряных
изделий состоит из следующих операций: обезжиривание изделий-,,
оксидирование в соответствующем растворе, тщательная про^
мывка, механическая расчистка отдельных участков черненой'
поверхности изделий до металла для получения необходимога
декоративного эффекта. Для оксидирования изделий,
гальванически покрытых серебром, могут быть использованы те же
составы растворов, но вдвое разбавленные водой.
Процесс чернения серебра может быть проведен и
гальваническим путем. Для этого необходимо приготовить электролит иэ
очень слабого раствора серной печени или сернистого аммония.
(0,1—0,5 г/л). В ванну с электролитом на свежеочищенных
серебряных подвесках загружают серебряные изделия,
присоединив их к аноду. Катодом служит погруженная в ванну
платиновая проволока. Чернение ведется в электролите при
температуре 18—22° С, напряжении на штангах 1—5 В и плотности
тока 0,01—0,02 А/дм2. Окрашивание изделий в различные тона
черного цвета происходит медленно, поэтому ход процесса
оксидирования в этом случае можно наблюдать визуально.
Обработка золотых изделий в обычных сульфидных
растворах, используемых для чернения серебра, не приводит к
получению окрашенных пленок на поверхности. Получение пленок чер-
114
иого цвета на золотом рельефном изображении возможно
только при проведении электролитического процесса золочения из
обычного цианистого электролита с добавлением окислителей
Для проведения этого процесса в цианистый электролит
золочения добавляют 0,5 г/л двухромовокислого калия. Процесс
электроосаждения золота ведут из электролита, нагретого до 60-
70 С, при плотности тока 0,1-0,3 А/дм* в течение 5-10 мин
В результате по всей поверхности изделия осаждается пленка
черного цвета.
Выступающие участки рельефа изделий, которые должны
быть высветлены на общем фоне оксидированного изделия
подвергаются полировке, в результате чего снимается
поверхностная пленка и чернь остается только в углублениях рельефа.
12. ЭМАЛИРОВАНИЕ
'^^^^Щ^^^щШщ^щ
шшг
Эмалирование —метод специальной художественной отделки
ювелирных изделий, основанный на технических способах
нанесения эмали на поверхность изделия. Основой для эмали явтя-
«тся оесцветный стекловидный расплав (см. с. 24),
В зависимости от особенностей применения тепловое
расширение эмали должно быть выше, чем у обычного стекла чтобы
не возникали напряжения между эмалью и металлом при
охлаждении; температура плавления эмали должна быть ниже
температуры плавления
основного металла.
Так как цвет первичного
(сырого) материала редко
соответствует цвету
переплавленной эмали, рекомендуется
изготовлять пробные
пластины, которые покажут
натуральный цвет эмали на
различных материалах основы.
Для обжига эмали
рекомендуется пользоваться
электрическими муфельными
печами. Обжиг открытым газовым
пламенем не рекомендуется,
так как эмаль при этом
нагревается неравномерно. Изделия
устанавливают в печь на
специальных подставках в виде
■облегченных решеток.
Имеется несколько видов Рис- 44- Схема основных техниче-
эмалей в зависимости от тех- ских способов нанесения эмали:
НИЧеСКИХ СЛОГПбпй аяпм-ошт а — перегородчатая, б — выемчатая,
, Л,7ч ° НаНеСеНИЯ e-оконная (просвечивающая) г-
ее (р'ИС. 44). Гельефва я выемчатая, д — накладная
' б — роспиеная
№тш*№Ш®ю:ттщ
115
Для получения перегородчатой эмали на пластинку
устанавливают или напаивают перегородки из плоской вальцованной^
проволоки. Пространства между ними заполняют эмалью.
Перегородки выбивают в соответствии с контуром рисунка.
Для выемчатой эмали в толстой пластине делают
углубления, которые затем заполняют эмалью. Углубления можно
получить гравировкой, травлением, чеканкой и т. д.
Филигранная эмаль—это комбинация перегородчатой и
выемчатой эмалей. На тонкой пластине плоским чеканом
выбивают углубления, в которые согласно рисунку впаивают
перегородки и после этого ячейки заполняют эмалью.
Для получения оконной (просвечивающей) эмали основу,.
удерживающую эмаль, вырезают из металла или изготовляют"
из ажурной филиграни. Пространство заполняют эмалью и
обжигают.
Рельефная (выемчатая) эмаль — это разновидность
выемчатой эмали. Рельефные углубления в пластине выполняют
штихелем. Когда фон покрывают прозрачной эмалью, то
углубления, имеющие более толстый слой эмали, становятся темными^,
выступающие же части остаются более светлыми.
Для накладной эмали из тонкой полосы изготовляют
контурные фигуры в соответствии с рисунком и с обеих сторон
покрывают их эмалью.
Расписные эмали получают следующим, образом. Пластину-'
основания покрывают тонким слоем прозрачной эмали.
Рисунок наносят тщательно растертыми красками и затем обжигают^
Законченную живопись после обжига иногда покрывают
бесцветной эмалевой глазурью.
В качестве основы для нанесения эмали наиболее
подходящим металлом является золото. Оно обладает малым
коэффициентом теплового расширения при нагреве и придает эмали.'
особую яркость. Серебро, наоборот, обладает большим
коэффициентом теплового расширения, поэтому плохо соединяется с:
эмалью. Для лучшей схватываемое™ серебряной основе
придают шероховатость.
Медь, как и золото, подходит в качестве основы для эмалиг
однако она имеет пониженную отражательную способность, ш
многие эмали, которые сильно светятся на фоне золота и
серебра, выглядят на меди грязными и темными.
Для хорошего схватывания с эмалью металлы очищают w
обезжиривают. Перед нанесением эмали окончательно
обработанные заготовки подвергают отжигу и травлению, а затем их
крацуют латунными щетками, промывают е проточной воде ж-
просушивают в опилках. Если водяные капли при промывке*
еще собираются на поверхности изделия, то, значит, металл еще."
имеет следы жиров и процесс подготовки изделия нужно
повторить.
116
НепросвеЧйвающую эмаль растирают в небольшом
количестве воды до порошкообразного состояния в фарфоровой ступке„
а прозрачную — еще мельче, чтобы повысить ее светосилу. В
обоих случаях порошки красок эмали промывают и отстаивают до»
тех пор, пока вода не станет прозрачной.
Наносят эмаль на изделие в небольшом количестве
увлажненной кисточкой или узким шпателем. Эмаль должна быть
кашеобразной (средней вязкости), так как жидкая эмаль
разливается и смешивается с ранее нанесенными красками, а очень
вязкая плохо распределяется по поверхности.
Перед обжигом эмаль просушивают до тех пор, пока
порошок не станет совсем сухим. Затем изделие на специальной
подставке погружают в печь, которая нагрета до определенной
температуры. Время обжига зависит от вида эмали, массы изделия,,
вида нагрева и температуры печи. Высокая температура печж
способствует быстрому обжигу. Сначала эмаль спекается в
массу вязкую и тягучую, затем поверхность ее выравнивается,
становится гладкой, приобретая стекловидный блеск. Для
получения блестящего красивого эмалевого покрытия обжиг
производится 3—4 раза.
После обжига изделие с эмалью отбеливают в 15%-ном
растворе серной кислоты, а при необходимости шлифуют эмаль
карборундовым шлифовальным камнем (вначале крупнозернистым,,,
а затем мелкозернистым, смачивая его водой). Хорошо
промытое изделие на незначительное время устанавливают в
разогретую муфельную печь, где поверхность эмали оплавляется,
получая естественный блеск.
13. ЧЕРНЕНИЕ
Чернение — один из методов декоративного покрытия
ювелирных изделий. Суть чернения, которое имеет много общего с
эмалированием, заключается в том, что черная смесь серебро —
медь — свинец — сера, называемая чернью, при прокаливании/
вплавляется в углубления, полученные в основном металле прж
гравировке, чеканке и других методах обработки.
Чернению подвергаются преимущественно сплавы серебра,,
так как на серебре получается сильный цветовой контраст и„
кроме того, на нем легче всего плавится чернь. Очень редко в.
качестве основы используют сплавы золота. На меди, латуни,,
нейзильбере чернь не держится, а крошится и отслаивается. Для?
нанесения черни в основном металле прорезают плоские
канавки глубиной до 0,3 мм.
Наиболее распространенный метод изготовления черни —
сплавление под слоем буры 1 ч. серебра и 2 ч. меди, а затем
внесение в этот расплав предварительно расплавленных в
специальном стальном ковше 3 ч. свинца. Весь расплав тщательно-
перемешивают. После этого тигель, наполненный желтой порош-
кообразной серой, нагревают и в него вливают полученный
3-компонентный расплав, непрерывно помешивая. Тигель в
течение некоторого времени выдерживают нагретым до такой
температуры, чтобы смесь оставалась жидкой. Так как при этом
сера частично сгорает, то ее следует понемному добавлять.
Затем черную смесь выливают в воду. Полученная чернь должна
быть твердой и хрупкой, как стекло; если же ее куски можно
согнуть, то их необходимо снова переплавить.
Смесь для чернения приготовляют в специальной
фарфоровой ступке, для чего в качестве флюса используют раствор
нашатырного спирта. Содержимое ступки растирают до получения
мелкозернистой кашицы.
Перед нанесением черни изделия очищают от жировых и
окисных пленок. С помощью кисточки или шпателя канавки и
углубления наполняют влажной, мелкозернистой нашатырно-
черневой смесью и плотно утрамбовывают шпателем. Выемки
должны быть заполнены выше кромок рисунка. Когда вода
полностью испарится, изделие на специальной подставке.помещают
в муфельную печь при температуре 140—150° С. При
нагревании изделия до температуры 300—400°С чернь расплавляется
и заполняет выемки рисунка, а нашатырный спирт расходится
но черни в виде белого налета. После заполнения углублений
чернью изделие из печи вынимают, так как перегрев приводит
:к выгоранию серы, и слой получается не гладким, а пористым.
Если расплавившаяся чернь не заполнила контур рисунка, то
на пустые места нужно добавить смесь и снова нагреть
изделие.
Отделывают поверхность черни вначале напильником, а
затем травят, очищают наждаком, шлифуют и полируют с
применением .пемзового порошка.
118
ИЗГОТОВЛЕНИЕ
ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Ассортимент ювелирных изделий широк. Однако практически в.
условиях индивидуального производства в основном
изготовляют предметы личного украшения. После изготовления
ювелирные изделия подвергаются клеймению: кольца — на шинке,,
серьги — на замках, кулоны и медальоны — на ушках,
цепочки— на концевых ушках и замках, браслеты — на замках.
Рассмотрим технологию изготовления некоторых из них: колец,
серег, брошей, кулонов и медальонов, цепочек и браслетов.
1. ОБРУЧАЛЬНЫЕ КОЛЬЦА
Обручальные кольца (рис. 45) бывают нескольких видов.
Наиболее распространены кольца с овальной и плоской
поверхностью. Изготовляются они штамповкой, токарной обработкой,,
а также ручным способом.
Штамповка. После плавки драгоценный металл разливают в
специальную изложницу в зависимости от требуемого профиля
и подвергают ковке. Затем пластину (слиток) вальцуют с
периодическим обжигом при температуре 750° С и отбеливают.
Из полосы необходимой толщины на прессе вырубают
заготовку кольца в виде шайбы. После отжига и отбеливания
заготовку кольца вытягивают на прессе, опять отжигают,
отбеливают и обкатывают кольцо роликами на специальном станке.
Одновременно с обкаткой на этом станке кольцо подгоняют по
размеру, после чего опиливают торцы и производят
предварительную шлифовку кольца; в таком состоянии изделие
подвергают клеймению. После клеймения кольцо повторно рихтуют,
зачищают деформированный металл по месту набивки клейм и
проводят его отделку (шлифовку, полировку, промывку и суш-
Кольца обру-
Рис. 45.
чальные:
а — плоское, 6 — овальное
119г
жу). Шлифовку и полировку кольца производят на шлифоваль-
но-полировальных станках, после чего кольцо сначала
промывают с помощью щеточки в мыльной эмульсии, а затем в
проточной воде и сушат в сушильных шкафах или методом обдува
теплым воздухом. Готовое обручальное кольцо проверяют
работники ОТК на соответствие требованиям, указанным в зака-
-зе, и нормативно-технической документации.
Токарная обработка. Подготовляют драгоценный металл
необходимого профиля, т. е. заливают его в изложницы, и при
остывании получают отливки в виде палок, которые вальцуют с
апериодическим отжигом и отбеливанием, обрезают и изгибают
иа специальном гибочном станке (приспособлении) или
вручную с помощью специального приспособления — «девятки». При
гибке необходимо припасовать фугу (торцы кольца) так, чтобы
ше было большого зазора, а затем спаять место стыка. Паяние
может быть проведено пламенем горелки с применением припоя
или микроплазменной сваркой без применения присадочного
материала. Затем кольцо отбеливают и опиливают место стыка.
После этого кольцо надевают на ригель, выправляют и
раскатывают до нужного размера. Затем устанавливают на трех-
кулачковый патрон, протачивают на токарном станке по
внешнему профилю и торцуют, поворачивают в патроне и торцуют
вторую сторону. Одновременно на токарном станке
протачивают внутреннюю полость кольца до нужного размера. В таком
состоянии изделие клеймят, а затем доводят и отделывают так
же, как при изготовлении обручальных колец штамповкой.
Ручной способ. Технология изготовления обручальных колец
(ручным способом в основном аналогична технологии изготов-
.ления путем токарной обработки, только вместо токарной
обработки внутреннего отверстия и внешнего профиля
применяется ручная опиловка и шабровка.
2. ГЛАДКИЕ КОЛЬЦА БЕЗ КАМНЕЙ
Кроме обручальных колец к группе гладких колец относятся
жольца типа «печатка» и другие кольца без камней с
различными профилями шинки (обруча) кольца и несложными на-
-кладными элементами.
Для изготовления колец и перстней типа «печатка» (рис. 46)
используется слиток (кусок) драгоценного металла, который
вальцуется в пластину необходимой толщины. В процессе валь-
„щовки металл периодически отжигают и отбеливают. Затем
^штампуют по предварительной разметке или вырезают
заготовку кольца (перстня) в развернутом виде из двух частей
(боковых половинок). Если отштампованы или вырезаны две
боковые половинки, то прежде чем приступить к формовке кольца
(перстня), обе половинки спаивают по месту стыка шинки.
Затем заготовку сгибают и формуют по форме кольца (перстня)
Д20
и спаивают в верхней части
по стыкам с обеих сторон.
После этого кольцо
(перстень) рихтуют по
требуемой форме и опиливают как
по всему контуру, так и в
верхней части с
последующей подгонкой площадки
или других накладных
элементов, которые
припаивают, после чего изделие
отбеливают и опиливают по
местам пайки.
В таком состоянии
изделие подвергают клеймению,
после чего дополнительно
рихтуют, зачищают
надфилем или шабером дефорМИ- Рис 46. Кольца гладкие без камней:
рованный металл по месту £и7»*печатка*' 6-<<поясок>- в-^оцелу»*
набивки клейм, и
отделывают.
Отделка кольца или перстня может быть проведена по
общепринятой технологии, как обычного гладкого кольца
(шлифовка, полировка, промывка и сушка), а может быть
выполнена предварительно гравировка как боковых стенок, так и
рисунку или монограмм на верхней площадке, а затем проводится?
общая отделка (шлифовка, полировка, промывка и сушка).
Готовое изделие проверяют на соответствие требованиям,.
указанным в заказе, и нормативно-технической документации..
3. АЖУРНЫЕ КОЛЬЦА БЕЗ КАМНЕЙ
Имеется целый ряд моделей колец без камней (рис. 47), в>
которых для украшения выпиливаются художественные
рисунки (ажурные элементы). К числу таких колец относятся: бух-
тированные, у которых верхушка выполняется в виде ажурного
элемента, и перстни, у которых боковые части выполняются в
виде ажурных элементов, а верхушка имеет плоскую форму в
виде площадки, и другие изделия.
Бухтированные ажурные кольца. Для изготовления бухти-
рованного кольца (рис. 48) слиток драгоценного металла
вальцуют в пластину необходимой толщины. В процессе вальцовки-
металл периодически отжигают и отбеливают. Затем
штампуют или по предварительной разметке вырезают заготовку
кольца/в резвернутом виде, и с помощью специальных выколоток
формуют верхушку кольца 2, а затем опять отжигают и
отбеливают и чертилкой размечают узор 3. После этого заготовку
изгибают в кольцо нужного размера, торцы шинки
припасовывают и спаивают по месту стыка 4.
12В
Рис. 47. Кольца ажурные без камней:
а — бухтированное, б — с ажурными боковыми гранями, в — с
накладными ажурными элементами
Метод паяния определяется техническим уровнем
предприятия. Паяние может быть произведено пламенной горелкой с
•применением припоя или микроплазменной сваркой. Затем
после очередного отжига и отбеливания с помощью бормашины
просверливают отверстия для ввода лобзиковых пилочек и
выпиливают элементы рисунка по соответствующей разметке,
кольца рихтуют и опиливают, затем клеймят.
Узор кольца может быть выполнен и путем гравировки.
После клеймения изделие опять рихтуют, шабруют и
штихелем производят гравировку (разделку) рисунка, а затем
отделку его (шлифовку, полировку, промывку и сушку) и контроль
■на соответствие требованиям заказа и нормативно-технической
документации.
Кольца и перстни с ажурными боковыми гранями. Для
изготовления колец и перстней с ажурными боковыми гранями
(рис. 49) слиток драгоценного металла вальцуют с
периодическим отжигом и отбеливанием в пластину необходимой
толщины. Затем штампуют или по предварительной разметке
вырезают заготовку кольца (перстня) в развернутом виде. Если
отштампованы или вырезаны две боковые половинки 1, то перед
формовкой изделия обе половинки спаивают по месту стыка
шинки 2. Затем делают разметку узора 3.
Рис. 48. Последовательность
изготовления бухтированного
кольца
122
4
Рис. 49. Последовательность
изготовления кольца с
ажурными боковыми гранями
После очередного отжига и отбеливания с помощью
бормашины просверливают отверстия для ввода лобзиковых пилочек
и выпиливают элементы узора. Узор можно не прорезать
насквозь, а выполнить его способом гравировки. Затем отжигают
и отбеливают заготовку, которая подвергается гибке, и
формуют из нее кольцо (перстень) с последующим спаиванием в
верхней части по стыкам с обеих сторон 4. После этого кольцо
(перстень) рихтуют по требуемой форме и опиливают как по
всему контуру, так и в верхней части с последующей подгонкой
площадки. Подогнанную по контуру и припасованную площадку
припаивают, после чего изделие отбеливают и опиливают по
местам пайки.
Если на площадке предусматривается накладная
монограмма, то ее предварительно изготовляют методом вырезки и
напаивают на площадку. Монограмма может быть гладкой,
припаянной по всей плоскости, или выпуклой, припаянной в
нескольких точках к площадке кольца.
Изделие может быть изготовлено и с накладными на
боковых гранях ажурными элементами, которые могут заменить или
дополнить выпиленный рисунок. В данном случае накладные
элементы штампуют или выпиливают согласно приведенной
выше технологии, а затем напаивают на боковые грани. В таком
состоянии на изделие ставят клеймо, а после клеймения
дорабатывают и отделывают по той же технологии, что и бухтиро-
ванные ажурные кольца.
4. КОЛЬЦА С КАМНЯМИ
В настоящее время изготовляют много разновидностей
колец с камнями. Причем от формы, размера и природы камня
зависит конструкция кольца. Основными элементами в кольцах
с камнями являются оправы для камней (рис. 50), или касты.
Наиболее распространены касты под глухую и крапановую
закрепки, которые в условиях индивидуального производства
могут изготовляться штамповкой или выпиливанием вручную.
123
Рис. 50. Виды оправ:
<а — глухие, б — кралановые, в — корнеровая
.ТВ одном изделии могут применяться и несколько видов
закрепки, что наиболее часто встречается в кольцах с драгоцен-
яыми камнями (изумруды, бриллианты). Так, в сочетании с
глухой или крапановой закрепкой возможно применение кор-
•ееровой или в сочетании с глухой — применение крапановой
закрепки. Для закрепки мелких камней применяются специальные
•оправы типа корнеровой, каре, фаденовой, тиктовой и кармези-
здовой.
К группе глухих оправ относятся глухой каст, т. е. чашечка
* плоским дном, и ободковые оправы с параллельными или
комическими стенками.
Глухие оправы могут изготовляться штамповкой или
вручную путем вырезки ленты из пластины соответствующей
толщины. Глухой каст желательно штамповать с последующей
вытяжкой, тогда дно получается цельным с ободком. Если
отсутствует возможность штамповки на прессе, то можно применить
специальные приспособления (ручные штампы). Отделано
изготовляют ободок и днище, которое припаивают к одному из
торцов ободка.
Ободковую оправу легко изготовить вручную. Для этого
вырезают ленту по предварительной разметке из ранее
подготовленного металла, изгибают в ободок и после подгонки торцы на
-месте стыка спаивают.
Для лучшего освещения камня, а также повышения его
художественной ценности в ободковой оправе вырезают сквозной
узор по рисунку, что может быть сделано до изгиба
непосредственно в ленте или уже в спаянном ободке. Такой же узор
может быть получен и при штамповке ленты. Затем оправу
правят как с целью рихтовки контура, так и для доведения до
требуемого размера по камню и создания определенной формы
(параллельности или конусности).
Крапановая оправа в индивидуальном производстве
изготовляется штамповкой или выпиливанием вручную по
предварительной разметке. Простейшей заготовкой для крапановой
оправы является так называемая галерейка (рис. 51), которая
может быть гладкой или фасонной. Чтобы изготовить каст на
определенное количество крапанов согласно форме и размеру
-камня, следует отрезать часть штампованной галерейки, причем
.124
й
•Рис. 51. Заготовка для крапановой
оправы:
«л —с одинарными крапанамт; б —с
парными краиааами
ле вертикально по расположению крапанов, а наклонно для
более качественной спайки и получения при необходимости
определенной конусности каста. Затем отрезанную часть каста
изгибают (формуют) по камню и после припасовки торцы сплав-
•Л Я ЮТ.
i,vaSfHyK) крапановую оправу рихтуют на специальном
ручном ригеле для кастов и в конусной анке подгоняют по кам-
ню кр&пэны.
Если каст изготовляют вручную, то в первую очередь
вырезают ленту которую изгибают и спаивают в ободок те
изготовляют ободковую оправу, которую после спаивания'рихтуют
я подгоняют по размеру камня. Затем проводится разметка и
ручная выпиловка крапанов с применением лобзиковых
пилочек и надфилей различных профилей. Для удобства
выпиливания каст должен быть насажен на деревянную оправу
ВанияИкпИя3п^ВЛеНИИ *асонного каста ручную после
выпиливания крапанов его переворачивают на оправке и на
противоположном торце по предварительной разметке делают
запиловки, к торцу припаивают ободок из квадратной прокатанной
проволоки, который называется «дикель»,- образуется фасонный
Корнеровые оправы бывают открытыми и встроенными
При ^изготовлении открытой корнеровой оправы в качестве
«сходной заготовки используют толстостенную конусную
ободковую оправу. Край ободка оправы подгоняют к рундисту кам-
яя. От нижней части царги к верхнему ее краю делают
расходящиеся в ширину корнеры. Сначала их намечают в верхнем
краю царги корнайзеном, материал между ними вырезают,
опиливают и подчеканивают до тех пор, пока не будет получена
требуемая форма корнеров. Материал между ними дается к
3™МУ„™РаЮ Т0НЬШе; У РУнДиста он становится "настолько
тонким, что, если смотреть сверху, видны только корны вокруг
камня —оправа открыта. "
У встроенных оправ отсутствует каст, и камень вставляется
в гнездо толстой пластины металла или непосредственно в
боковые грани кольца. Гнездо высверливают. Круглые плоские
125
а
12 3 Ч 5 6
Рис. 52. Последовательность изготовления специальных оправ:
а — каре, б — фаденовой, в — тактовой, г — кармеэиновой
камни крепятся прямо в гнездах, а для камней других форм
углубление обрабатывают с помощью штихеля и фрез. Для
овальных камней можно просверлить два отверстия и вырезать
металл между ними фрезой или штихелем.
Отверстие встроенной оправы должно точно соответствовать
форме камня. Если оно будет большое, то камень невозможно
прочно закрепить.
Оправу каре изготовляют следующим образом (рис. 52, а).
В квадратной пластине просверливают отверстие, которое за*
тем штихелем или фрезой расширяют и подгоняют так, чтобы
его диаметр в верхней части соответствовал рундисту камня.
Затем шпицштихелем в каждом углу квадрата двумя резами
отделяют узкий лепесток металла 1, который расширяется от
угла по направлению к камню. На четырех лицевых поверхно»
126
стях квадрата хорошо отполированным флахштихелем ровно
скашивают плоскости между резами шпицштихеля так, чтобы
■они шли от наружной стороны квадрата к отверстию камня.
Широким шпицштихелем надрезанный металл поднимают от
углов квадрата, смещая его к камню 2, в результате чего
образуется широкая стружка. Необходимо следить за тем, чтобы
расположенные по диагонали корнеры закреплялись
последовательно друг за другом, в противном случае камень может
сместиться.
Имеется и несколько другой метод изготовления данной оп-
;равы. В квадратной пластине, как и при первом методе,
подготовляют отверстие под камень. Затем фасонным штихелем от
угла до отверстия подрезают стружку и непосредственно перед
•отверстием поднимают ее 3. Каждую стружку оформляют в
виде корна. Поверхность между корнами скашивают по такому
же методу, как описано выше. Затем после установки камня
-скругляют корнайзеном 5. Внешний контур квадрата
отделывают в виде гладкого ранта 4.
Различие между этими двумя методами заключается в том,
что при первом методе для корнов оставляют в углах между
скошенными стенками узкую полоску металла в виде клина, а
во втором — сначала поднимают корн, а потом скашивают
стенки.
Основную форму оправы каре можно до определенной
степени изменить, если поместить круглый камень в шестиугольной
пластине, применяя тот же метод крепления.
Фаденовая оправа сходна с оправой каре. Камни в ней
закрепляются не в отдельных квадратах, а в длинной полосе
металла и плотно прилегают друг к другу, почти соприкасаясь с
рундистами.
При изготовлении фаденовой оправы (рис. 52,6)
заготовку покрывают тонким слоем воска. Затем пластину слегка
нагревают и укладывают камни в воск в нужной
последовательности. После охлаждения они настолько крепко сидят в воске,
что можно отдельными маркировочными штрихами,
наносимыми штихелем, отметить правильное положение камней и удалить
их. Таким же способом, как и в оправах каре, делают опорные
гнезда и сквозные отверстия 1—5 для камней с нижней частью
или только опорные поверхности 6 для плоских камней. От
самого узкого промежутка между краями отверстия и полосы
подрезают юстировочным штихелем материал для корна и
смещают его в направлении центра отверстия 1, скашивают
плоскость между двумя корнами и внешним рантом. Подрезают
лепестки металла в виде корнов 2, смещая их при этом так, чтобы
они располагались симметрично один против другого.
Перегородки между камнями срезают до высоты опорного
пояска 4—6 для камня, вставляют камни и прижимают корны
к рундисту, закатывая их головки корнайзеном. На наружном
127
канте оправы делают узкую блестящую риску штихелем или
выдавливают орнамент.
Тактовая оправа представляет собой густо покрытую
камнями верхушку кольца. Она сходна с фаденовой, но камни
укладываются не в одну полосу, а располагаются в несколько
параллельных рядов. Чтобы разместить камни плотнее друг к
другу, их устанавливают так, чтобы рундисты камней
соприкасались со всех сторон, а из оставшихся промежутков делают
закрепочные корны.
При изготовлении тактовой оправы (рис. 52, в) для
правильного расположения камней их устанавливают на пластину в
воск таким же способом, как и при изготовлении фаденовой
оправы. Затем камни вынимают из самого узкого места
клинового промежутка. Между рундистами камней подрезают
стружку, которую отгибают к центру соответствующего отверстия и
смещают в направлении его края. Каждый камень должен
удерживаться двумя противоположными корнами 1. Простенки
между камнями прорезают до высоты опоры камня. Камни
вставляют по одному, сразу закрепляя его, затем уже
вставляют следующий.
При закрепке камней в тиктовую оправу создается
видимость, что камни присоединены друг к другу, перемежаясь с
полушаровымн головками кернов 2.
Кармезиновая оправа примечательна тем, что вокруг
центрального большого камня располагается венок из мелких
камней.
При изготовлении кармезиновой оправы (рис. 52, г)
пластине толщиной 1,5—2 мм придают желаемую форму, делая ее
слегка выпуклой и скашивая немного по наружному ранту.
Вырезают отверстие для вставки каста, в который будет крепиться
центральный камень, и опиливают отверстие 1. Камни,
прилегающие к ободу оправы, размещают на основании так же, как
и при изготовлении фаденовой оправы. При этом они должны
располагаться вплотную друг к другу и по возможности близка
к среднему камню. После этого изготовляют конусную царгу-
Верхний край ее спиливают внутрь так, чтобы скошенная
верхняя пластина точно вставлялась в царгу. Затем обе части
спаивают.
Отверстия для камней по ободу просверливают и
опиливают на конус по технологии глухой закрепки камней, причем
камни должны быть посажены как можно глубже.
Параллельно отверстиям для камней опиливают
дугообразно наружную сторону. Боковые стенки можно просверлить так,
чтобы на верхнем канте каждой маленькой оправы появился
свободно стоящий крапан 2, на нижней выпиливают зубья. Ди-
гель припаивают под обод кармезиновой оправы. Для
закрепления среднего камня могут применять крапановые и глухие
128
оправы, которые впаивают в ранее вырезанное отверстие. В
настоящее время средний камень часто закрепляют в гладкую
ободковую оправу 3.
Кольца с глухой закрепкой камкей (рис. 53). При
изготовлении колец с глухой закрепкой камня слиток (кусок)
драгоценного металла вальцуют с периодическим отжигом и
отбеливанием в пластины необходимой толщины и в пруток
необходимого сечения и профиля. Затем из пластин штампуют каст, боковые
заготовки и художественные накладные элементы, из прутка
необходимого сечения и .профиля можно изготовить шинку
кольца, а из проволоки соответствующего сечения—украшающие
элементы типа веревочки и др.
Пластину металла размечают под боковые заготовки с
одновременной разметкой узора и выпиливают боковые грани.
Боковые грани можно изготовить и методом штамповки, а
затем в зависимости от конструкции изделия пропилить в них
ажур, а боковые грани спаять по месту стыка шинки и после
отжига сформовать обруч кольца. Ажур может быть выполнен
и после формовки кольца.
Аналогично штамповкой или выпиливанием из пластины
соответствующей толщины изготовляются накладные
художественные элементы кольца.
Шинка кольца может быть изготовлена и из проката
(прутка) прямоугольного и полукруглого сечения, для чего пруток
вальцуют на специальных фасонных вальцах с периодическим
отжигом и отбеливанием, а затем формуют в обруч кольца.
После этого из пластины соответствующего сечения штамповкой или
вручную изготовляют каст.
После изготовления всех деталей приступают к монтировке
изделия. Особенно ответственной операцией является
монтировка каста с шинкой, для чего шинка подгоняется по касту, а
затем каст припаивают к шинке. Если в качестве шинки
используют пластинчатые заготовки, то их сначала спаивают в
верхней части по боковым стыкам, а затем уже обжимают и
подгоняют по касту, а если шинка представляет собой прутковый
прокат, то она, кроме обычного стыкового соединения, может быть
в зоне соединения с кастой раздвоена, запилена под конус или
иметь другой вид. Смонтированный каркас кольца отжигают,
Рис. 53. Кольца с глухой
закрепкой камня:
а — с ажурными боковыми
гранями (оправа ободковая гладкая,
вокруг оправы художественный
элемент «веревочка»), б — с
гладкой шинкой прямоугольного
сечения (оправа ободковая с
прорезанным узором) '
Г29
отбеливают и рихтуют, после чего приступают к разделке
рисунка и пайке накладных элементов. После окончания
монтировки проводят опиловку, шабровку и предварительную
шлифовку всего кольца. В таком состоянии изделие клеймят. Затем
проводится доводка кольца, закрепка камня и отделка кольца.
При глухой закрепке камень удерживается в оправе за счет
прижатия верхнего края оправы к рундисту камня. С помощью
специального инструмента для обжимки вначале прижимают
оправу к камню в нескольких противоположных местах, чтобы
камень получил предварительную устойчивость, а затем после
проверки правильности постановки камня с помощью обжимки и
закатки постепенно прижимают оправу по всему периметру
камня. При закрепке камня в граненую оправу сначала
прижимают к камню углы оправы, а затем уже стороны, в
противном случае в углах могут появиться острые выступы.
Отделка колец с камнями проводится по той же технологии,
что и колец без камней.
Кольца с крапановой закрепкой камня (рис. 54). При
изготовлении колец с крапановой закрепкой камня слиток (кусок)
драгоценного металла вальцуют с периодическим отжигом и
отбеливанием в пластину необходимой толщины и пруток
прямоугольного или полукруглого профиля. Затем штампуют или
вырезают заготовку крапанового каста и боковые заготовки
кольца, которые являются основой и шинкой кольца. Если кольцо
состоит из широких боковых граней, то крапаны могут быть
продолжением этих граней и выпиливаться после формовки
контура кольца.
Однако часто встречаются и отдельно изготовленные крапа-
новые оправы, которые затем спаиваются с шинкой кольца.
В этом случае отмеряют заготовку шинки, спаивают ее и
изгибают на ригеле в обруч, после чего подгоняют ее к
подготовленному касту (оправе) и каст припаивают к шинке.
ft
Рис. 54. Кольца с крапановой закрепкой камня:
а — с ажурными боковыми гранями шинки (крапановая оправа является,
продолжением шинки кольца); б — с гладкой шкнкой прямоугольного
сечения (крапановая оправа впаяна в шинку), в — с гладкой шянкой
прямоугольного сечения (крапановая оправа впаяна в шинку, на накладке вместо
мелких камней их имитация в виде шарике» — корнов)
139
Как и у колец с глухой закрепкой, у колец с крапановой
закрепкой в боковых гранях могут быть ажурные узоры,
пропиленные или накладные. Причем элементы .ажура могут быть
выполнены либо до формовки кольца, либо уже на
формованном кольце.
В кольцах с крапановой закрепкой камней накладки, как
правило, из драгоценного металла белого цвета (сплавы
платины, белого золота, серебра) могут быть смонтированы
(припаяны) и перпендикулярно шинке, располагаясь вдоль пальца.
Такой формы изготовляются кольца типа «веточка», «запятая»
и др., часто с бриллиантами, причем если центральный камень
крепится крапановой закрепкой, то мелкие камни или осколки
монтируются в накладке и крепятся корнеровой закрепкой.
В настоящее время в связи с появлением искусственных
бесцветных камней типа фианит и гранат, которые при
бриллиантовой огранке имитируют драгоценный камень, широкое
распространение получили комбинированные кольца, в которых шинка
и подпайка (опора) изготовляются из золота, а центральная кра-
пановая оправа и накладка — из драгоценного металла белого
цвета, преимущественно белого золота или серебра. При этом
отсутствие мелких камней для монтажа в накладку может быть
восполнено методом имитации их в виде шариков (корнов),
которые формуются с помощью пуансонов.
После монтировки кольцо отжигают и отбеливают, рихтуют,
опиливают, шабруют и предварительно шлифуют. В таком
состоянии изделие клеймят.
Затем проводятся его доводка, закрепка камня и
окончательная отделка кольца.
При крапановой закрепке камень удерживается крапанами,
которые прижимают его по рундисту. Рундистом камень
устанавливается в специальные выемки, которые делаются в кра-
панах методом изгиба их или засечек. После обжатия камня
крапаны опиливают и концы их прижимают к граням кольца.
Следует отметить, что при крапановой закрепке лучше видна
игра камня. Этот вид закрепки широко применяется при
креплении прозрачных граненых камней, в том числе бриллиантов.
Причем бриллианты, как правило, крепятся в оправы из
металла белого цвета (платины, белого золота и серебра).
Кольца с креплением камня штифтом (рис, 55). Штифтом
крепится жемчуг, коралл и бирюза. Бирюза и коралл могут
крепиться и в глухую оправу, но для этого, как правило, необхо-
- димо, чтобы у камня нижняя часть имела плоское основание.
Если же камень имеет сквозное отверстие, т. е. извлечен из
низки бус, то наиболее надежен способ крепления штифтом.
Жемчуг по своей форме также лучше всего крепить штифтом,
причем штифт можно применять как сквозной, так и на глубину до
50% диаметра жемчуга.
131
Рис. 55. Кольца с
креплением камня
штифтом:
а — жемчуга,
установленного на тарелочку,
б — коралла,
установленного на тарелочку,
в — бирюзы, упирающей»
ся в подпятник
В кольцах с жемчугом особенностью является лишь каст,
выполненный из предварительно подготовленной пластины в виде
тарелочки (сферы), которая формуется пуансоном. Затем
тарелочка по центру просверливается и в отверстие пропускается
штифт из предварительно подготовленной проволоки диаметром
0,5—0,6 мм, который затем припаивается к тарелочке. Высота
штифта зависит от диаметра жемчуга или глубины отверстия.
Если отверстие в жемчуге просверлено на 50% глубины, то для
прочности крепления жемчужину при насадке на штифт
одновременно проклеивают.
Если же отверстие сквозное, то штифт на выходе из
отверстия расклепывают.
Если жемчужина не имеет отверстия, то ювелир должен
уметь его просверлить. Для этого в первую очередь необходимо
определить место сверления, чтобы не потерять эффект от игры
жумчуга. Сверлить нужно горизонтально направленным
сверлом, закрепленным жестко в шпинделе. Для удержания
жемчужины при сверлении пользуются жемчужными алюминиевыми
держателями, сделанными в соответствии с размерами
жемчуга. Для сверления жемчуга применяются специальные
жемчужные сверла, которые облегчают отход жемчужного порошка.
Жемчуг сверлят без увлажнения с периодическими
остановками, чтобы он не перегревался. Перпендикулярно сверлить
жемчуг не рекомендуется в связи с тем, что в этом случае сверло
дазит на жемчуг и может его повредить.
Коралл может крепиться, как и жемчуг, на специальной
тарелочке со штифтом и последующей расклепкой конца штифта.
Может коралл располагаться и отверстием в горизонтальной
плоскости, и в этом случае его необходимо крепить методом
штифтования через сквозное отверстие. При этом штифт с двух
сторон проходит через отверстия в подпятниках, которые
служат упорами для коралла, и закрепляется методом расклепки
концов.
Аналогично крепится штифтом и упирается в подпятники
бирюза, в которой уже имеется сквозное отверстие.
При закрепке жемчуга, бирюзы и коралла, которые уже
смонтированы в кольце, пайка не допускается, так как эти
вставки боятся температурного нагрева. Поэтому
заключительной операцией крепления штифта является расклепка его конца.
132
а 6 6
S. СЕРЬГИ БЕЗ КАМНЕЙ
Имеется большая разновидность серег без камней как
простых, так и сложных форм. Подразделяются они как по
конструкции, так и по методу крепления. В зависимости от
художественного исполнения серьги могут быть гладкими и
ажурными.
Замки в серьгах различны по конструкции: крючки с защел-
жрй и свободные; крючки с петелькой; открытые крючки в виде
скобы на шарнире, винтового соединения, сложные типа
«патент» и др.
Серьги с замками в виде крючков (рис. 56). К числу таких
•серег относятся серьги с различными художественными
элементами (шарики и полушарики, цветки и др.), которые жестко
соединены с крючками. Причем наряду с жестко соединенным
с крючком художественным элементом может быть
использована дополнительно и подвеска, соединенная с ним подвижно на
петельке (колечке).
Для изготовления серег с замками в виде свободных
крючков, крючков с петелькой и открытых крючков слиток (кусок)
драгоценного металла вальцуют с периодическим отжигом и
отбеливанием в пластину необходимой толщины и пруток, из
которого вытягивается проволока необходимого сечения.
Художественные элементы могут изготовляться штамповкой
-или выпиливанием вручную с последующей формоцкой. Затем
к художественному элементу припаивают проволоку, которую
впоследствии изгибают круглогубцами в крючок требуемой
формы. Причем необходимо добиться единства формы крючков на
-обеих серьгах. Если замок предусматривается в виде
свободного крючка, то серьги рихтуют, опиливают, шабруют и
предварительно шлифуют. Если же замок предусматривается в виде
крючка с петелькой, то на тыльной стороне художественного
элемента производят разметку и определяют точку, к которой
нужно припаять пластинку, где будет перемещаться на шарнире
петелька. При этом необходимо определить такое место, где бы
петелька могла легко открывать и закрывать крючок, т. е.
захватывать и раскрывать подпружиненный крючок.
Петельку выполняют из проволоки, изгибая ее в виде
треугольника, и продевают в паз специальной пластинки, которая
припаяна к тыльной стороне серьги. Затем такие серьги
рихтуют, опиливают, шабруют и предварительно шлифуют, после чего»
•отделывают по общепринятой технологии.
Серьги с замками в виде подвижной скобы. С открытыми
'крючками в виде скобы на шарнире наибольшее
распространение получили цыганские серьги (рис. 57). В этих серьгах
крючок перемещается на шарнире и захватывается в специальную
лроушину, которая сделана в пустотелом шарике. Элементы
серег могут изготовляться штамповкой или вручную. В конструк-
13$
Рис. 56. Серьги с замками в виде Рис. 57. Серьги с замками в виде-
крючков с петельками: подвижной скобы:
о — полушарии, б— ажурная а — цыганские, б— ажурные
цию серьги входят четыре полушарика, которые соответственна'
напаивают на концы серьги, образуя шарики. Один из шариков»
на серьге просверливают и штифтуют. В полушариках перед
напаиванием на серьгу делают засечки, через которые продевают
на штифт крючок, который затем перемещается по этой
прорези. На шарике, находящемся на смежной стороне серьги,
делают короткую прорезь, в которую вставляют загнутый кончик
крючка. Следует учитывать, что для прочного удерживания1
крючка необходимо, чтобы в момент захвата он
подпружинивался. После монтировки серег производится их рихтовка,
опиловка, шабровка и предварительная шлифовка, затем на серьги
ставят клеймо, доводят и отделывают его по общепринятой
технологии.
С крючками в виде подвижной скобы могут изготовляться;-
и другие виды серег, в том числе и ажурные. Основания таких,
серег могут выполняться литьем, штамповкой или вручную.
Серьги с креплением на винтах (рис. 58). Эти серьги
изготовляются простыми с одним художественным элементом,
который штампуется или изготовляется вручную по той же
технологии, что и изготовление декоративных элементов в кольцах^
и серьгах.
Стойка (винт) изготовляется из проволоки диаметром 1—
1,5 мм, которую припаивают к геометрическому центру тыльной»
Рис. 58. Серьги с замками на винтах:
а — в собранном виде, б — в разобранном вид^-
134
стороны художественного элемента. Затем стойку и всю серьгу
рихтуют, после чего на стойку соответствующей плашкой
нарезают резьбу.
Гайка изготовляется из листовой полоски драгоценного
металла, по центру которой просверливают отверстие диаметром
€,8—0,9 мм. Затем с помощью плоскогубцев полоску изгибают
ло форме бутона или барашка. Причем форма гайки может быть
различна. После формовки гайки в отверстии метчиком
соответствующего размера нарезают резьбу. Серьги опиливают,
шабруют и предварительно шлифуют. В таком состоянии их
клеймят, после чего опять рихтуют, доводят и отделывают по
"Общепринятой технологии.
*. СЕРЬГИ С КАМНЯМИ
Серьги с камнями (рис. 59) могут изготовляться с
креплением в ушах при помощи крючка, захватываемого петелькой,
замка типа «патент», а для непроколотых ушей могут
применяться замки с упорными винтами или клипсы с защелками. Камни
•могут крепиться как в глухие, так и крапановые оправы.
Технология изготовления основных художественных
элементов серег с камнями такая же, как и для колец. Особенностью
является изготовление и крепление замка.
Серьги с замками типа
«патент». .Для изготовления
замка (рис. 60) слиток
(кусок) драгоценного металла
•вальцуют с периодическим
-отжигом и отбеливанием в
жвадратный пруток
требуемого сечения. Из части это-
то прутка также методом
протяжки изготовляют
проволоку диаметром 0,8—1 мм
для верхнего крючка.
Затем от заготовленного прут-
:ка отрезают часть
заготовки замка.
Подвижную скобу 4, или
так называемый крючок,
изгибают в установленном
разметкой месте.
Удлиненный конец расклепывают
методом ковки, создавая на
«онце необходимый профиль
ж виде расширенной, но
утонченной части. На вто-
135
:Рис. 59. Серьги с камнями:
а — в глухой оправе, замок в виде
крючка с петелькой; б—в крапановой оправе,
замок типа «патент»; в — в специальной
оправе «ободок», камень типа «слезка»
IB виде дополнительной подвески
Рис. 60. Последовательность изготовления замка типа «патент»
ром конце крючка лобзиком прорезают паз на глубину 3—4 м\э
под стойку крепления. Нижнюю стойку 2, отрезанную от общего"
прутка, дополнительно вальцуют до сечения диаметром 0,3:—
0,4 мм, отрезают нужного размера и при монтировке
припаивают к нижней тыльной стороне каста 3 (оправы).
Затем к касту серьги монтируют проволоку для верхней
стойки 1 крючка и подвижную скобу 4 патента. Верхнюю стойку
крючка припаивают жестко, а подвижную скобу крепят к
стойке 2 шарнира и заштифтовывают 7. Верхнюю стойку крючка
изгибают до нужного размера так, чтобы она упиралась в
подвижную скобу, и намечают место для прорези 6 в подвижно»
скобе замка. Просверливают отверстие 5, а затем прорезают еп>
лобзиковой пилочкой.
После выполнения указанных операций опиливают верхний;
крючок и конец его запиливают в виде зуба 5, который в
подпружиненном состоянии держит крючок замка. Верхняя стойка-
крючка может быть изогнута в виде овала или под углом 90°*
(рис. 61). Затем изделия рихтуют, шабруют и предварительно,
шлифуют. В таком виде их клеймят. Доводка и отделка
изделия осуществляются по общепринятой технологии.
Серьги с замками в виде упорных винтов. Серьги с
упорными винтами для непроколотых ушей отличаются по конструкции:
Рис. 61. Серьги с замком типа?
«патент»:
а — верхняя стойка имеет
овальную форму, б — верхняя стойке*
изогнута под- углом. 90°
136
Рис. 62. Серьги для непроколотых ушей:
а — с замком в виде упорного винта: У —скоба замка, 2— каст,
3— упорная пластинка, 4 — винт, 5 — столбик, 6 — рукоятка; б —
с замком в виде защелки (клипсы): / — пластинчатая защелка,
2 — кронштейн, 3 — защелка, вмонтированная в кронштейн, 4 —
каст
ш методу крепления в ушах от серег на винтах. Серьги с
упорными винтами (рис. 62, а) должны плотно прижиматься к
мочке уха и в связи с этим тыльная сторона оправы под камень
или художественного элемента, а также упор винта должны
быть тщательно отполированы, чтобы не царапали мочку уха.
Для изготовления замка слиток (кусок) драгоценного
металла вальцуют с периодическим отжигом и отбеливанием в
квадратный пруток требуемого сечения. Из части этого прутка
протягивают проволоку диаметром 1—1,2 мм для изготовления
скобы замка, отрезают часть ее в соответствии с необходимым
размером. Затем часть квадратного прутка методом опиловки или
вальцовки на профильных вальцах обрабатывают в пруток
круглого сечения диаметром 2—2,2 мм и отрезают от него часть
длиной 5—6 мм, получив таким образом столбик. К середине
(по длине) столбика припаивается ранее подготовленная
проволока для скобы замка. В столбике просверливают отверстие
диаметром 0,8—0,9 мм и метчиком Ml нарезают резьбу.
От протянутой ранее проволоки отрезают кусок длиной 15—■
16 мм, нарезают на нем резьбу Ml, соответствующую резьбе в
столбике. Затем из, куска (слитка) отпиливают, а затем
вальцовкой и последующей опиловкой изготовляют круглую
пластинку диаметром 5—6 мм и толщиной 1,8—2 мм для рукоятки. Для
улучшения удержания рукоятки пальцами в период
завинчивания или вывертывания упорного винта на торцевой части
пластинки по всему периметру делают мелкую насечку. К центру
этой пластины (рукоятки) перпендикулярно припаивают
проволоку с предварительно нарезанной резьбой. Полученный винт с
рукояткой завинчивают в резьбовое отверстие столбика и
отрезают винт до нужного в соответствии с требованиями заказа
размера (как правило, 10—12 мм).
Упорную пластинку изготовляют вальцовкой куска (слитка)
драгоценного металла до толщины 0,8—1 мм с последующей
штамповкой или выпиливанием круглой пластинки диаметром
S—6 мм, которую с помощью пуансона формуют до образова-
137
ния небольшой сферы (выпуклости). С вогнутой стороны к
центру упорной пластинки припаивают свободный конец винта.
После пайки упорную пластинку и рукоятку рихтуют по
отношению к винту и столбику.
Проволоку (скобу) со смонтированным на одном конце
упорным винтом свободным концом припаивают к касту или
художественному элементу серег. Затем в соответствии с толщиной
мочки и высотой прокола проволока изгибается в скобу, после
чего проводится рихтовка, шабровка и предварительная
шлифовка серег с последующим клеймением. Доводка и отделка
серег производится по общепринятой технологии.
Серьги типа клипс. В серьгах для непроколотых ушей типа
клипс (рис. 62,6) применяются защелкивающиеся замки. Как
и в серьгах с замками в виде упорных винтов, тыльная сторона
каста или художественного элемента, а также пластина
(защелка) должны быть хорошо отполированы, чтобы в момент
прижима к мочке уха не царапали его.
Замок состоит из кронштейна и пластинчатой защелки. Оба
элемента, как правило, штампуются и формуются
механическим путем из предварительно отвальцованной из слитка (куска)
драгоценного металла пластины толщиной 0,5—0,6 мм.
Кронштейн и защелку можно изготовить также вручную. Для этого
предварительно делают разметку на пластине, затем заготовки
выпиливают и формуют с помощью приспособлений. После
формовки в боковых перегородках кронштейна просверливают
симметричные отверстия. Затем кронштейн припаивают к касту или
художественному элементу. Боковые перегородки кронштейна
с помощью плоскогубцев несколько раздвигают и в отверстия
вводят усики (шарниры) защелки, после чего боковые
перегородки опять стягивают так, чтобы защелка могла свободно
двигаться в кронштейне. Язычок защелки должен быть нагартовак
и выгнут так, чтобы в открытом состоянии он
подпружинивался, а при закрывании защелкивался.
Могут применяться защелки различных конфигураций, а
также и другие методы сборки защелок с кроншейнами, однако-1
приндип работы замка в серьгах типа клипс одинаков.
После сборки (монтажа) серег производится их рихтовка,,
шабровка и предварительная шлифовка с последующим
клеймением. Доводка и отделка серег производится по
общепринятой технологии.
7. БРОШИ
Броши по конструкции очень различны. Они могут быть как
без камней, так и с различного рода вставками. В качестве
вста1Вок используются как драгоценные, полудрагоценные и
искусственные камни, так и фарфор, натуральная кость,
пластмасса.
138
Брошь состоит из основания, оправы для камней, накладок,
фигурных проволочных деталей, замка.
Основание броши может быть гладким, филигранным; в
виде ободка под крупный камень, камею или пластмассовую
вставку; чеканным; гравированным; штампованным со
всевозможными отверстиями или прорезями; с филигранным накладным
рисунком, эмалевым, мозаичным и др. Накладки могут быть
гладкими, чеканными или гравированными, филигранными,
различных форм и размеров. Замок у брошей может быть
проволочным в виде крючка и сложным с предохранителем и без него
(рис. 63).
Основные конструктивные элементы брошей (оправы для
камней, штампованные основания, накладные элементы и др.)
изготовляются так же, как и для других ювелирных изделий
(колец, серег).
При выборе типа замка необходимо учитывать конструкцию
и массу самой броши. Для крупных брошей замок следует
крепить несколько выше ее середины, для мелких можно применять
••булавку с проволочным крючком.
Проволочный замок в виде крючка прост по конструкции и
применяется для крепления легких брошей.
Слиток (кусок) драгоценного металла вальцуют с
периодическим отжигом и отбеливанием в пруток квадратного сечения
1,5><1,5 мм. Затем пруток протягивают в проволоку диаметром
1—1,2 мм. Одновременно вальцуют пластины необходимой
толщины, которые используют для изготовления основания под
шарнир, а в некоторых случаях—для вырезания основания под
крючок или непосредственно пластинчатого крючка.
От полученной проволоки отрезают куски необходимой дли-
>ны для изготовления
булавки и крючка. Затем крючок
изгибают, но на свободном
•конце его предварительно
путем нагрева и
расплавления металла изготовляют
шарик. Крючок может быть
изготовлен и без шарика.
В этом случае торец
опиливают и шлифуют.
Шарнир может быть из-
тотовлен и в виде трубки с
прорезью по центру для
ввода и крепления' булавки
на шарнире. Трубка
изготовляется из пластинки
протяжкой через фильер. Для
заправки в фильеру конец
пластины запиливают и ею
139
Рис. 63. Замки для брошей:
а — простой в виде крючка: / — крючок,
2— булавка, 3— шарнир, 4— основание
шарнира, 5 — основание замка; б —
сложный с предохранителем: /—ручка
подвижной гильзы, 2 — наружная трубка, 3 —
булавка, 4— шарнир, 5 — основание
замка, 6 — подвижная гильза, 7 — подставка
под неподвижную гильзу
оборачивают кусочек проволоки (оправки) требуемого
диаметра, конец которой также запилен на конце. Полученную
волочением трубку размечают по длине, а также прорезают по центру
лобзиком на определенную глубину и требуемую ширину.
Булавку изготовляют путем навивки спирали под шарнир к
припайки упора к нижнему торцу шарнира. Второй конец
булавки опиливают на конус в виде иглы. Шарнир напаивают на
пластинку, которую затем припаивают к основанию броши,
после чего к шарниру прикрепляют булавку и заштифтовывают„
В соответствии с конструкцией броши на определенном
расстоянии от шарнира припаивают крючок. Булавку подгоняют по
крючку.
После монтировки замка его опиливают, шабруют и
предварительно шлифуют. В таком состоянии на изделие ставят
клеймо. Доводят и отделывают брошь по общепринятой технологии.
Сложный замок с задвижной гильзой обеспечивает более
надежное крепление броши. Шарниром служит двухтрубчатое
соединение.
Слиток (кусок) драгоценного металла вальцуют с
периодическим отжигом и отбеливанием в пластины требуемой толщины.
После этого протягивают через фильеры две трубки: 1-ю
диаметром 3 мм, а 2-ю диаметром, рассчитанным по внутреннему
диаметру 1-й трубки с учетом свободного перемещения 2-й
(внутренней) трубки в 1-й (наружной). Затем наружную трубку
припаивают к пластинке (стойке), которую затем припаивают к
основанию броши.
В наружной трубке шарнира лобзиком делают прорезь
глубиной 5—б мм и шириной 1 —1,2 мм. К концу внутренней
трубки по наружному диаметру припаивают прямоугольник (упор)
шириной 0,9—1,1 мм, длиной 1—1,5 мм и высотой,
соответствующей толщине стенки наружной трубки. Внутреннюю трубку
вставляют в наружную со стороны прорези. Прямоугольный упор
являющийся одновременно направляющей, должен свободно
передвигаться по прорези наружной трубки. На
противоположном конце внутренней трубки по наружному диаметру
припаивают колечко (ободок), которое впоследствии будет служить
ручкой для оттягивания (открытия) и закрытия шомпольноп>
замка.
Изготовление булавки, ее шарнира и крепление их к
основанию броши такие же, как в замках в виде крючка.
Булавка должна входить в наружную прорезь шарнира.
Внутренняя трубка при этом оттягивается. Затем, когда булавка
полностью вставлена в прорезь, внутренняя трубка задвигается
в наружную и захватывает булавку в свое внутреннее отверстие.
После монтировки и подгонки замок опиливают, шабруют и
предварительно шлифуют. В таком состоянии на изделие ставят
клеймо. Доводят и отделывают брошь по общепринятой
технологии.
140
8. КУЛОНЫ И МЕДАЛЬОНЫ
Кулоны и медальоны могут изготовляться в широком
ассортименте.
Кулоны по своей конструкции могут быть сходны с
брошами. Отличительной чертой кулонов является метод их
крепления на цепочке посредством ушка.
Кулоны (рис. 64) могут изготовляться как простой формы в
виде пластинок различной конфигурации или гладких с ажур-
, а ■■ ■ <г 6 ■
Рис. 64. Виды кулонов:
а — с камнем {ушко фасонное), б—ажурный с монограммой (ушко
фасонное), в — гладкий с накладкой (ушко простое овальное)
ной разделкой, так и сложных форм с накладными элементами
или с камнями. Одной из разновидностей кулонов являются
кулоны со знаками зодиака (рис. 65).
Знаки зодиака и соответствующий им период времени
Водолей
Рыба
Овен
Телец
Близнецы
Рак
Лев
Дева
Весы
Скорпион
Стрелец
Козерог
21 января — 18 февраля
19 февраля — 20 марта
21 марта — 20 апреля
21 апреля — 21 мая
22 мая — 21 июня
22 июня — 23 июля
24 июля — 23 августа
24 августа — 23 сентября
24 сентября — 23 октября'
24 октября — 22 ноября
23 ноября — 21 декабря
22 декабря — 20 января
Кулоны простой формы могут штамповаться или
выпиливаться по предварительно размеченному рисунку. Оправы для
камней изготовляются так же, как и при изготовлении колец,
серег и брошей с камнями, только в отличие от брошей у
кулона изготовляется подвижное ушко, в которое продевается
шейная цепочка.
141
12. Рис, 65. Знаки зодиака
Ушк© может быть простой формы и фасонное. Простое ушко
изготовляется из проволоки диаметром 0,8—1 мм, длиной 5—
6 мм; ее изгибают в ушко овальной формы, продевают в ушко
кулона и запаивают по месту стыка.
Фасонное ушко изготовляют последовательно. Из слитка
(куска) драгоценного металла вальцуют с периодическим
отжигом и отбеливанием пластину необходимого размера. Затем
из этой заготовки может быть получена фасонная пластинка
штамповкой или ручным способом. При этом один конец
пластинки расплющивают в процессе ковки и с помощью лобзика
и надфиля выпиливают узор, а другой конец изгибают по
требуемой форме, продевают в ушко кулона и припаивают с
тыльной стороны встык с фасонной частью пластинки. После
монтировки кулон опиливают, шабруют и предварительно шлифуют.
В таком состоянии на изделие ставят клеймо. Доводят и
отделывают кулон по общепринятой технологии.
Медальоны могут изготовляться различных форм (овальные,
круглые, в форме сердечка и Др.). Медальон представляет
собой закрывающийся футляр (рис. 66), состоящий из двух
частей (основания и крышки), соединенных подвижным
шарниром и запираемых при закрывании с помощью прижимного
язычка. На лицевой стороне крышки может быть выполнена
гравировка, напаян накладной элемент в виде рисунка или
именной монограммы, а также может быть вмонтирован камень,
закрепляемый, как правило, корнеровой закрепкой. В медальон'
142
Рис. 66. Медальон:
а —в закрытом виде,
б — в открытом виде
по усмотрению владельца могут быть вставлены фотографии,,
в нем могут храниться мелкие предметы.
Основание и крышку медальона можно изготовить как
штамповкой, так и вручную. При ручном изготовлении крышку и
основание формуют из предварительно подготовленной пластины
драгоценного металла с помощью специальных пуансонов на
пластине из свинца. Затем обе части совмещают и подгоняют
так, чтобы была единая выпуклая форма и совмещались
кромки. С внутренней части основания и крышки по периметру
припаивают предварительно подготовленную проволоку квадратного
сечения. В припаянном состоянии проволоку опиливают так,
чтобы не мешала плотному прилеганию обеих частей медальона.
После этого размечают и пропиливают в обеих частях места для
шарнира. Шарнир изготовляют из трубок, которые
протягивают из пластинок через фильер (изготовление шарниров см. в
брошах) и припаивают к обеим частям медальона. Затем в
трубках делают прорези так, чтобы выступы в крышке
попадали в прорези шарнира в основании, и наоборот. В отверстие
шарнира вводят штифт из предварительно подготовленной
проволоки того же металла, из которого изготовлены обе части
основания, а штифт с двух сторон несколько расклепывают так,
чтобы шарнир давал возможность свободного открывания
медальона. После этого повторно производится подгонка обеих
частей по контуру медальона.
На противоположной шарниру стороне медальона намечают
место для прижимного язычка. Язычок из предварительно
подготовленной проволоки припаивают к основанию медальона, а в
крышке делают соответствующее углубление, при попадании в
которое язычок прижимает крышку к основанию. Углубление
должно давать возможность пальцам отклонить язычок для
открывания медальона.
К верхней части основания медальона припаивают из
предварительно подготовленной проволоки круглое ушко, в которое
затем вводят и припаивают на стыке овальное кулонное или
фасонное ушко.
143
После монтировки медальона его опиливают, шабруют и
предварительно шлифуют, а затем ставят именник и
направляют на клеймение. Доводят и отделывают медальоны по
общепринятой технологии.
9. ЦЕПОЧКИ
Цепочки могут иметь различное назначение, в том числе как
украшение на шею и для крепления карманных часов.
Шейные цепочки (рис. 67) изготовляются следующих видов:
якорные, панцирные, витые, ленточные, венецианские и
различные фасонные. Цепочки для карманных часов могут
изготовляться якорные, панцирные, бортовые, из штампованных
пластинчатых звеньев и др.
Навивка звеньев шейных цепочек и цепочек для карманных
часов может быть как машинной, так и ручной. Отличие
составляет толщина проволоки. Звенья цепочек для карманных часов
навивают из проволоки толщиной 0,8—1,2 мм.
Составной частью цепочки является замок. Замки бывают
следующих видов: заводное кольцо, шпрингельный,
шомпольный, карабин, секторный и др.
Якорная цепочка. Для навивки цепочки готовят проволоку
соответствующего сечения, для чего слиток (кусок)
драгоценного металла вальцуют, из него через фильер протягивают
проволоку с периодическим отжигом и отбеливанием. Навивка
овальных звеньев может проводиться на специальных станках
или вручную на ригеле. Если звенья навивают на станке,
одновременно собирают и цепочку.
Навивка звеньев вручную осуществляется на стальной или
латунный овальный ригель. При подготовке ригеля учитывают
диаметр проволоки, из которой будет изготовлена цепочка.
Длина звена должна быть в 2,5 раза больше диаметра проволоки.
Перед навивкой стальной ригель обертывают ленточной тонкой
бумагой. Затем на ригель, укрепленный в тисках, навивают
спираль из проволоки, которую после навивки отжигают вместе с
ригелем. При этом бумага сгорает, и спираль легко снимается
с ригеля. Латунный ригель бумагой не обертывают, а навивают
спираль, прямо на ригель и отжигают ее вместе с ригелем,
после чего ригель со спиралью закрепляют в тиски или специальное
ручное приспособление и растягивают, т. е. утоньшают еро,
благодаря чему спираль легко снимается.
Рис. 67. Шейные
цепочки:
а — якорная, б —
панцирная, в — кор«
довая, г — ленточная,
д — венецианская, е—
витая
комбинированная
144
Навитую спираль устанавливают в деревянный брусок, в
котором имеется специальная прорезь, соответствующая
диаметру спирали. Затем лобзиком разрезают спираль на отдельные
овальные колечки, которые собирают в цепочку. Сборка может
быть попарная и одинарная. При попарной сборке выполняют
ручную пайку фуги двух звеньев одновременно, а при
одинарной •— каждого звена отдельно.
Панцирная цепочка. Для навивки панцирной цепочки
проволоку подготовляют так же, как и для навивки якорной
цепочки.
Навивка панцирных звеньев также может проводиться на
специальных станках или вручную на ригеле. Если звенья
навивают на станке, то одновременно собирают и цепочку.
Навивка звеньев вручную осуществляется так же, как и для якорной
цепочки. Разрезанные овальные колечки собирают одинарно:
каждую фугу пропаивают отдельно, и звено изгибают так,
чтобы оно совместно с предыдущими звеньями образовывало
прямую линию по плоскости. Так последовательно набирают и
формуют панцирную цепочку.
Витая многожильная цепь (рис. 68, а). Для навивки цепи
проволоку необходимого сечения подготовляют так же, как и
для якорной цепочки.
Навивка овальных звеньев проводится на специальных
станках или вручную на ригеле. Если звенья навивают на станке,
то последовательно собирают многожильную цепь.
Навивка овальных звеньев вручную осуществляется так же,
как н для якорной цепочки. Особенностью ручного изготовления
является сборка цепочки из отдельных звеньев. Первое звено
пропаивают и в него вставляют второе, которое также
пропаивают, после чего в промежуток, который образуется между
первым и вторым звеном, вводят третье звено. Каждое вводимое
последовательно звено сразу же пропаивают. Затем в
промежутки между вюрым и третьим звеньями вводят четвертое
звено и так далее до набора цепочки необходимой длины.
Таким образом получается витая многожильная цепь.
Рис. 68. Многожильные цепи:
а — витая, б — цепь-колье
145
Витая цепь-колье. Эта цепь отличается от витой
многожильной тем, что в ней последовательно изменяется толщина, т. е. от
середины цепи, являющейся наиболее толстой частью, идет
утоньчение (рис. 68,6). Степень конусности цепи выбирается в
зависимости от желания заказчика. От этого зависит
количество типоразмеров звеньев и толщина проволоки для навивки
каждого типоразмера звеньев.
Для навивки цепи-колье заготовляют звенья не овальной, а
круглой формы.
Перед навивкой звеньев по общепринятой технологии для
всех видов цепей приготовляют проволоку вначале единой
толщины, как правило 0,7—0,8 мм. Количество проволоки по массе
должно быть в 1,1 —1,2 раза больше предполагаемой массы цепи.
Для навивки звеньев необходимо иметь несколько ригелей
круглого профиля. Наибольший диаметр ригеля (а
соответственно и звена) составляет 5 мм. В зависимости от желаемой
конусности цепи выбирают перепады в диаметре звеньев. Они
могут быть через 1 мм, 0,5 мм и др. В соответствии с уменьшением!
диаметра ригеля меняют и толщину проволоки на 0,1 мм, 0,05 мм
и др. Для получения цепи с плавным изменением толщины
рекомендуется навивать звенья 10—12 типоразмеров.
Из проволоки определенного сечения навивается группа
звеньев для изготовления наиболее утолщенной части. Эту часть
рекомендуется делать длиной 5—6 см. Навивка на ригель
спирали из проволоки, снятие с ригеля и разрезка на звенья
круглой формы производятся так же, как и для якорной цепочки.
Оставшуюся часть проволоки отжигают и всю протягивают
через фильер до сечения, необходимого для изготовления
звеньев следующего типоразмера. Затем таким же образом
навивают звенья второго типоразмера. Количество звеньев зависит от
желаемого перепада. Следует учитывать, что от второго и до
последнего типоразмера звенья будут располагаться по обе
части от наиболее толстой части цепи.
Затем аналогично протягивают проволоку до нужного
сечения и навивают необходимое количество звеньев принятых
типоразмеров.
После навивки звеньев приступают к сборке цепи. Места
разреза (торцы) звеньев выпрямляются плоскогубцами так, чтобы
фуга звена соответствовала толщине проволоки и в прорезь
прошло следующее звено. Введя звено в звено, их спаивают
т
ъ^Л} Рис. 69. Соединены"; звеньев в цепи-
4 колье
146
так, чтобы фуги были развернуты в разные стороны (рис. 69).
Затем в них последовательно вставляют по два звена, которые
спаивают с раздвоенными фугами посередине. Так получается
начало цепи и затем аналогично производится последовательно
ввод звеньев следующих типоразмеров и их спаивание между
собой. Собранная цепь-колье имеет вид веревочки.
Замки к цепочкам (рис. 70). Они бывают разной
конструкции.
Шомпольный замок состоит из двух частей: неподвижной
трубки и подвижной шомпольной задвижки.
Слиток (кусок) драгоценного металла вальцуют с
периодическим отжигом и отбеливанием в квадрат, а затем и в полоску
требуемой толщины.
Из полосы протягивают трубку необходимого сечения. На
одном конце трубки напаивают концевое колечко, с которым
затем соединяют цепочку. На торец противоположного конца
трубки напаивают пластину, соответствующую диаметру
трубки, и просверливают в ней отверстие для входа шомпольной
задвижки. Отверстие по диаметру должно быть в 2—3 раза
больше проволоки.
Для подвижной шомпольной задвижки из квадратного
прутка определенного сечения методом вальцовки получают
прямоугольный пруток требуемых размеров. Затем отрезают два
куска прутка одинаковой длины, которые с одной стороны
связывают проволокой, спаивают и запиливают в шпиц для затяжки
его в фильер. После протягивания двух спаянных в одном
конце прутков они получаются полукруглого сечения. Шомпольную
задвижку отрезают требуемого размера, и на одной полукруглой
направляющей запиливают упор и насечку для нажима
пальцем. На конец второй полукруглой направляющей напаивают
ушко, к которому прикрепляют шейную цепочку.
Шомпольную задвижку подгоняют по неподвижной трубке.
Замок закрывается при вхождении шомпольной задвижки в
неподвижную трубку. При этом упор задвижки упирается в
концевую пластинку неподвижной трубки. Для открывания замка
сжимают вместе две направляющие шомпольной задвижки и
вытягивают ее.
Шпрингельный замок (.рис. 71), носящий еще название «фе-
.дерник», находит широкое применение. Он состоит из корпуса,
задвижки, пружинки и концевого ушка.
147
? 8 9 10 77 ъ 1Z
Слиток (кусок) драгоценного металла вальцуют с
периодическим отжигом и отбеливанием в квадрат, из которого затем
вальцуют полосу требуемой толщины и протягивают проволоку
требуемого диаметра для задвижки. От полосы отрезают ленту
требуемой ширины 1, из которой изготовляют корпус замка.
Для этого в первую очередь изготовляют латунную
оправку 2. Проволоку протягивают до требуемого диаметра.
Полученную латунную оправку оборачивают лентой из драгоценного
металла так, чтобы фуга была расположена параллельно длине
оправки. После этого свернутую в трубку ленту 3 вместе с
оправкой протягивают через фильеры до требуемого диаметра 4,
отжигают, отбеливают ее и полученную трубку навивают на спе-
шгальный стальной ригель 5 нужного диаметра.
При навивке на ригель следят, чтобы фуга трубки
располагалась во внутренней части кольца. Затем корпус замка
размечают и разрезают лобзиком 6. Удаляют латунную проволоку
(оправку) из трубчатого колечка (корпуса замка) двумя
методами: травлением или механическим путем.
Травление осуществляется погружением проволоки в сосуд
с азотной кислотой. При этом латунная проволока
вытравляется и остается трубчатое колечко, которое необходимо
тщательно промыть и просушить.
Извлечение проволоки механическим путем проводится
после отрезания части трубки вокруг оправки 7, т. е. освобождения
кончика оправки от оболочки.
Латунную оправку с оболочкой (корпусом замка) нагревают
до красного цвета, опускают в машинное масло и охлаждают,
а затем плоскогубцами захватывают свободный конец
проволоки и пинцетом выворачивают трубчатое колечко (корпус
замка). На наружной части корпуса замка делают продольный
надрез 8 для шарика задвижки, а на противоположной концевой
части трубки припаивается упор для пружинки.
Для крепления цепочки к замку из предварительно
подготовленной проволоки изготовляют ушко, которое припаивают к на-
148
ружной части корпуса замка 9. Размер ушка определяется
размером корпуса замка.
Задвижку 10 (драгунчик) изготовляют из предварительно»
протянутой проволоки. Диаметр задвижки должен быть на 0,1 —
0,2 мм меньше внутреннего диаметра трубки (корпуса замка).
Проволоку изгибают на специальном ригеле до необходимого
радиуса и отрезают по размеру задвижки, опиливают и
зачищают. Затем кусочек проволоки этого же диаметра нагревают до
температуры плавления, при охлаждении образуется шарик,
который припаивают к внешней, выгнутой части сферы задвижки:
в месте, определенном разметкой. Место определяется длиной-
задвижки, шириной разреза между торцами корпуса замка и-
шагом задвижки.
В прорезь для упора пружинки вставляют пластинчатую
пробку, припаивают, опиливают и зачищают корпус замка.
Затем из стальной проволоки навивают пружину, которая-
необходима для возврата шпрингеля в первоначальное
положение после открывания замка. Навивка проводится на
стальной ригель соответствующего диаметра. При определении
диаметра ригеля следует учитывать,, что после снятия с него
проволоки пружина за счет упругой деформации стальной
проволоки несколько увеличится в диаметре. После снятия с ригеля-
витки пружины растягивают до требуемого шага, а затем
отрезают пружину нужного размера.
При сборке замка в первую очередь через свободное
(открытое) торцевое отверстие в трубке (корпусе замка) вводят
пружину 11, которая должна упираться в ограничитель. После зто-
го корпус замка по фуге .несколько раздвигают и вводят в него
задвижку с шариком 12. Шарик должен войти в специальный
псз. Затем фугу в случае необходимости сжимают. Задвижка
должна свободно перемещаться по внутреннему пазу корпуса..
Шаг задвижки определяется длиной прорези под шарик.
Пружина должна возвращать задвижку после открывания замка в:.
первоначальное положение. При этом запор должен быть
надежным, чтобы концевое кольцо цепочки не проскочило
междуторцом корпуса замка и торцом задвижки.
Карр.бинный замок применяется в основном для цепей к
карманным часам. Он состоит из конусной трубки, внутренней
пружины, овальной разрезной части запора (крючка зацепления);
и нижнего ушка для соединения с цепочкой.
Слиток (кусок) драгоценного металла вальцуют с
периодическим отжигом и отбеливанием в квадрат, а затем в полоску
требуемой толщины.
Полоску отрезают по кромкам согласно разметке, изгибают-
ка специальной оправке (конусном ригеле), пропаивают фугу
на стыке, а затем отрезают трубку по высоте в зависимости or
задуманной длины карабинера. После отжига и отбеливани»
вручную с помощью конусного пуансона рихтуют и формуют
1491
жонусную трубочку и делают в ней прорезь для верхнего
крючка. Затем припаивают нижнюю стойку ушка.
Часть подготовленного квадрата драгоценного металла
протягивают через полукруглый фильер в полукруглую проволоку
для изготовления крючка зацепления. Эту проволоку отрезают
по размеру и, изгибая, придают ей полуовальную форму. При
этом ширина проволоки должна соответствовать диаметру
нижнего (меньшего) основания конусной трубки. Крючок
зацепления полуовальной формы подгоняется по основанию конусной
трубки, а также подгоняется подпайка. После этого по
расположению прореза в конусной трубке подгоняется упор под
пружинку.
Из полуовальной проволоки изготовляют колечко,
соответствующее диаметру верхней части конусной трубки, пропаивают
по фуге и через конус трубки снизу вверх насаживают на нее
и припаивают к верхней части трубки — образуется обруч.
После этого в конусной трубке просверливают отверстие и крючок
зацепления соединяют предварительно штифтом, а затем
овальный крючок зацепления разрезают под углом — образуется
шпрингель замка карабина.
Из предварительно подготовленной из драгоценного металла
проволоки круглого сечения диаметром 1 —1,5 мм2
изготовляют ушко, которое пропаивают по фуге и припаивают к нижней
части конусной трубки — образуется колечко для соединения с
щепочкой. В конце сборки карабина из стальной проволоки
навивают пружинку по размеру длины конусной трубки, которую
вставляют внутрь трубки и заштифтовывают.
Цепочку монтируют из составных элементов: навитых и
соединенных между собой звеньев колечек ушек и замка.
Как уже было отмечено, пайка звеньев может проводиться в
процессе сборки цепочки пламенем горелки с применением
флюса и припоя. Однако может быть и не местная пайка звеньев
цепочки, а всей цепи одновременно. Этот метод применяется
после машинной навивки цепочки, когда цепочка собирается
одновременно с навивкой. При таком виде пайки цепочку
обезжиривают, просушивают и погружают в сухой
порошкообразный припой, затем 'несколько раз в тальк, после чего ее
встряхивают и пламенем горелки, перемещаемым по всей
длине цепочки, паяют. После пайки цепочку отбеливают.
Концевые ушки изготовляют из проволоки соответствующе-
^ го диаметра, который выбирают в зависимости от массы
цепочки. Колечки изгибают на ригеле и затем разрезают так же, как
при изготовлении овальных звеньев для цепи (см. навивку
звеньев витой цепочки вручную). Колечки вводят в концевые
звенья цепи и припаивают.
Колечко на корпусе замка разрезают, раздвигают и в него
вводят концевое колечко цепи. Затем торцы колечка сводят
вплотную, но не спаивают.
150
После монтировки на цепь ставят клеймо, затем доводят ее
и отделывают. Отделка может быть проведена
электрохимической полировкой или гальваническим золочением (серебрением).,
10. БРАСЛЕТЫ
Браслеты могут быть жесткой конструкции в виде обруча
или скобы и составными, состоящими из группы звеньев,
соединенных шарнирами. По конструкции браслеты могут быть
различными: мягкими (глидерные, цепные и плетеные) и
жесткими (замкнутые, пружинящие и шарнирные).
Рассмотрим методы изготовления наиболее
распространенных мягких браслетов для часов. Жесткие браслеты менее
сложны по конструкции и изготовляются в основном механическим
путем, в частности штамповкой.
Браслеты состоят из фасонных звеньев и соединительных
ушков концевых шарниров для .крепления к часам, растяжек,
шнаперного замка с предохранителем.
Глидерный браслет для часов. Мужские и женские браслеты
(рис. 72) по своей конструкции не различаются. Разницу
составляет лишь ширина браслета.
Звенья глидерного браслета состоят из глидеров, фасонных
звеньев и соединительных ушков. Слиток (кусок) драгоценного
металла вальцуют с периодическим отжигом и отбеливанием в.
квадратный пруток требуемого размера, а затем повторно
вальцуют для получения прутка прямоугольного сечения требуемого
размера. Далее от данного прутка отрезают два куска
одинаковой длины, складывают вместе, связывают один конец и
Рис. 72. Составные части браслетов:
а — часть глидерного браслета: 1 — шариир для крепления к часам, 2 — глидер,
3 — фасонное звено, 4 — соединительное ушко; б — шнаперный замок и
растяжные звенья: 1 — боковики, 2 — упорный шарик, 3 — предохранительная
восьмерка, 4— шарнир предохранительной восьмерки, S—друкер, 6 — рефилы, 7 —
язычок
151
вспаивают на 15—20 мм. Спаянный конец запиливают в шпиц
.для затяжки в фильеру. После протяжки и раздвижки двух спа-
'янных в одном конце прутков получают проволоку
полукруглого сечения, из которой впоследствии изготовляют глидеры и
соединительные ушки. Соединительные ушки можно изготовить и
из проволоки круглого сечения.
Протянутую проволоку полукруглого сечения отжигают,
отбеливают, навивают в спираль на стальной ригель, который
предварительно обертывают ленточной бумагой. После навивки
спираль вместе с ригелем подвергают обжигу, при котором
бумага сгорает и спираль легко снимается. Затем спираль
отбеливают и устанавливают в прорезь специального деревянного
■ бруска, в котором лобзиком ее разрезают на звенья.
Полученные звенья (глидеры) стыкуют по фуге и спаивают, после чего
•рихтуют на специальной оправке, а затем опять надевают
последовательно в разные стороны фугой на ригель, на котором
велась навивка спирали, и опиливают по местам пайки. Таким
образом, глидеры готовы для сборки браслета.
Для изготовления фасонных внутренних звеньев готовят
проволоку требуемого диаметра, из которой по приведенной аыше
технологии навивают спираль, и затем, разрезая, получают
отдельные звенья. Из этих звеньев вручную штампуют фигурное
звено. Фигурное (плоское) звено может быть отштамповано и
из листового металла. Затем звено формуют, стыкуют по фуге
и спаивают, рихтуют на специальной оправке, после чего
насаживают в разные стороны фугой на ригель, на котором
навивалась спираль, и опиливают по местам пайки. Фасонное звено
готово для сборки браслета.
Соединительные ушки 4 (круглого или полукруглого
сечения) изготовляют так же, как глидеры. Изготовленные ушки
протравливают в течение 4—5 мин для окисления и отжигают.
Это исключает спаиваемость их при сборке браслета с глидера-
ми и штифтами.
Для штифтов, используемых для сборки браслета,
подготовляют (протягивают) проволоку необходимого диаметра. Затем
собирают звенья браслета, для чего берут два глидера
(количество глидеров определяется конструкцией браслета). Между
ними устанавливают фасонное звено (количество фасонных
звеньев также определяется конструкцией браслета), а между
глидерамм и фасонными звеньями устанавливают
соединительные ушки, «ерез которые проходит соединительный штифт.
Затем звено связывают биндертом (проволокой), чтобы оно не
:распалось. Так последовательно собирают половинку
браслета, к концевому звену припаивают шарнир, после чего все
штифты паяют и опиливают.
Цепной браслет для часов. Цепные браслеты бывают пан-
■дирные, якорные и др. Звенья у них в основном изготовляются
Л 52
из проволоки, но могут быть изготовлены и из листового
металла.
Технология изготовления панцирных или якорных звеньев*
для браслета аналогична технологии изготовления звеньев
шейных цепочек указанных видов. Размер звена определяется
конструктивными размерами браслета. Затем из изготовленных,
звеньев набирают цепочку, которую припаивают также по
технологии, аналогичной технологии изготовления шейных цепочек»
От набранной цепочки отрезают кусочки необходимой длины т&
выкладывают для сборки параллельно впритык. Количество
цепочек определяется предусмотренной шириной браслета. В
нескольких местах (через каждые 10 мм) цепочки спаивают для.1
связки. Так производится монтировка половинки браслета.
В конструкцию браслетов входят два вида шарниров — для-
крепления к часам и для крепления растяжек.
Слиток (кусок) драгоценного металла вальцуют с
периодическим отжигом и отбеливанием в пластине требуемой
толщины. Причем для шарниров, которые крепятся к часам,
применяется металл большей толщины по сравнению с металлом для?
шарниров, к которым крепятся растяжные звенья.
Затем протягивают трубки для шарниров соответствующих
диаметров .(см. изготовление шпрингельного замка). Трубку, к
которой крепятся растяжные звенья, запиливают на ширину ре-
фина растяжного звена и на глубину до половины диаметра
трубки. После подгонки концевых звеньев браслета к ним
припаивают шарниры, а затем шарнир, к которому крепят
растяжные звенья, прорезают посередине трубки для подгонки ре-
фина. Растяжные звенья и шнаперный замок имеют
однотипные боковики, которые изготовляют ручной или механическое
штамповкой из пластины соответствующих размеров. Пластины,
подготовляют вальцовкой слитка (куска) драгоценного металла
с периодическим отжигом и отбеливанием. После штамповки
торцы боковиков опиливают по кондуктору и просверливают
отверстия на концах для ввода штифтов. Для каждого браслета-
изготовляют шесть боковиков.
Для изготовления двух рефинов растяжных звеньев и рефи-
на для шнаперного замка подготовляют пластину требуемой1
толщины, затем вальцуют ее на фигурных вальцах для
нанесения рисунка на рефин. Потом отрезают пластину определен--,
ного размера, изгибают на ригеле, соответствующем форме ре-
фина, спаивают и рихтуют на специальной оправке. Отрихто-
ванные рефины надевают на кондуктор и опиливают.
Рефин для шнаперного замка должен быть длиннее рефина
растяжного звена. Технология изготовления их одинакова.
Берут два боковика и между ними вставляют рефин, который;
закрепляют двумя штифтами и припаивают как по месту
штифтов, так и по всему периметру, создавая жесткое закрытое зве-
но>; потом это звено разрезают перпендикулярно длине на части-
1631'
в соотношении 1 : 2. Для получения замка необходимо
изготовить язычок с друкером. Язычок делают из листового металла,
который поовальцован до необходимой толщины. От полосы
отрезают ленту необходимой ширины и длины, которую
изгибают по предварительной разметке. Угол изгиба должен быть
минимальным. Если же две части изогнутой ленты соединились,
то со стороны свободного конца необходимо их разжать на угол
до 15°. Затем язычок вставляют острым углом в короткую часть
шнапера и размечают длину язычка, после чего раскрытой
частью его вставляют в короткую часть шнапера и припаивают
с обеих сторон (пластин) язычка. Снова язычок вставляют в
удлиненную часть шнапера и лобзиком выполняют прорезь упора.
Язычок вынимают и во внутреннюю удлиненную часть шнапера
вставляют тонкую пластину упора, которую припаивают и
запиливают по форме шнапера.
Затем лобзиком пропиливают продольный паз требуемой
ширины и глубины для ввода друкера. Язычок в верхней части
разрезают и опять вводят его в шнапер. По продольному пазу
размечают место для припайки друкера к язычку. Язычок
вынимают, заранее подготовленный друкер припаивают к
свободной пластине язычка, которую при этом предварительно
оттягивают, а затем опять сгибают.
На верхней части друкера делают насечку. После подгонки
шнаперного замка делают предохранительную восьмерку. Для
этого изгибают на ригеле пластинку 3X2 мм и делают трубку
(шарнир), шарик и восьмерку из проволоки требуемого
сечения. Трубку припаивают к короткой части шнапера, а шарик —
к удлиненной. В трубку вводят проволоку, которую изгибают
по шарику, натягивают посередине, спаивают и концы
опиливают. Готовый шнаперный замок соединяют при помощи
штифтов с растяжными ззеньями.
Пружины для растяжных звеньев изготовляют из стальной
проволоки, которую навивают на стальной ригель. Чтобы при
снятии с ригеля пружина не перекрутилась, после навивки ее
вместе с ригелем сначала провальцовывают или делают на ней
ручную наклепку, а затем уже снимают с ригеля, растягивают
на определенный шаг и отрезают требуемого размера.
Пружину вставляют в растяжное звено, для чего рефин
предварительно оттягивают, и также вставляют направляющий штифт,
который движется по пазам боковиков.
При монтировке браслета собирают половинки с
растяжными звеньями замка. Соединение осуществляется штифтами так
же, как и растяжных звеньев к шнаперу. Штифты
расклепывают, образовывая тем самым подвижное шарнирное соединение.
После этого браслет опиливают и в таком состоянии ставят
клеймо, затем доводят изделие и отделывают его по
общепринятой технологии.
IS4
j/\ РЕМОНТ ЮВЕЛИРНЫХ ИЗДЕЛИЙ
1\) глава
Ремонт является наиболее сложным и трудоемким процессом^
ювелирного производства. В процессе ремонта
восстанавливают или изготовляют различные элементы ювелирных изделий,-.
выполняют монтировочные и отделочные операции.
Процесс восстановления ювелирных изделий можно
подразделить на ремонт и реставрацию. Изделия, в которых требуется»
восстановление отдельных элементов конструкции или узора,-
подлежат реставрации. Однако для упрощения классификации
все работы как по ремонту, так и по реставрации назовем
ремонтом ювелирных изделий.
По причине разнообразия работ ремонтные работы
выполняют индивидуально, и в основном вручную.
Определение степени дефекта ювелирных изделий,
поступающих в ремонт, должно проводиться квалифицированными
приемщиками. При поступлении изделия к ювелиру он должен
проверить соответствие массы и комплектность изделия, а также
ознакомиться с перечнем работ, определенных заказом.
При ремонте изделия для сохранения его первоначального
товарного вида необходимо соблюдать некоторые обязательные
условия. Так, для сохранения на изделии блеска необходимо
перед проведением работ, связанных с нагревом, поместить его
в борную кислоту и прокипятить. При достижении кипения
процесс нагрева следует прекратить.
В процессе ремонта не все изделия можно подвергать
паянию твердыми припоями. Так, изделия, поверхности которых
имеют декоративное покрытие (золочение, эмалирование,
чернение), нельзя подвергать высокому температурному нагреву.
При ремонте таких изделий необходимо использовать такие
методы соединения деталей, которые бы исключили сгорание
декоративного покрытия. Если по конструкции изделия это
возможно, то соединение может быть выполнено с помощью
заклепок. В крайнем случае по согласованию с заказчиком паяние
может быть выполнено мягкими припоями (оловянно-свинцо-
выми).
При паянии изделий, в которых имеются различные вставки
(камни, граненое стекло, перламутр, пластические массы),
необходимо определить материал вставки и, если он по своим
свойствам боится высокотемпературного нагрева, вставку перед
паянием раскрепить и вынуть. После окончания всех работ, свя-
155
занных с нагревом изделия, вставку устанавливают на прежнее
место и закрепляют в оправе. При этом необходимо учитывать
свойства вставки. При работе с хрупкими камнями и стеклом,
,а также камнями, имеющими трещины, необходимо проявлять
-повышенную осторожность.
Раскрепляют вставку, осторожно проводя острием ножа
между оправой и вставкой, при этом нож действует, как клин,
отжимая стенку оправы. Усилие нажима регулируют в
зависимости от прочности и состояния вставки. Надо стараться
направлять его больше на оправу, чем на вставку. Нельзя
перекашивать нож или действовать им как рычагом для отбортовки
•оправы. Особенно трудно раскрепить такие оправы, у которых
край был плотно пригнан к вставке с помощью друкера. В этом
случае находят такое место, где можно вставить острие ножа
между вставкой и ободком оправы, а затем проводят ножом
несколько раз вокруг вставки под оправой, пока рант царги
оправы не отодвинется настолько, что можно будет вынуть
вставку.
Если в изделии оправа толстая и ее невозможно раскрепить
таким способом, то ее распиливают лобзиком с одной стороны.
В случае необходимости оправу можно распилить и в двух
противоположных местах. Эти места разреза впоследствии
запаивают и зачищают, после чего подгоняют по камню оправу и
закрепляют камень. Крапановые и корнеровые оправы
раскрепляют с помощью флахштихеля, которым осторожно оттесняют в
стороны крапаны, удерживающие камень. Очень мелкие камни
выдавливают штифтом, диаметр которого почти соответствует
размеру камня.
Заменяемые элементы изготовляют из сплава той же пробы,
из которой изготовлено ювелирное изделие. Материалы
определенного состава (пробы) и профиля подготовляют по общей
технологии выполнения заготовительных операций.
1. ГЛАДКИЕ КОЛЬЦА БЕЗ КАМНЕЙ
К гладким кольцам относятся обручальные, типа «печатка»
и другие без камней и ажурных элементов. Наиболее
характерные виды ремонта этих изделий следующие: увеличение и
уменьшение размера кольца, восстановление поврежденной
поверхности и формы кольца.
Увеличение размера обручальных колец. Для этого либо
используют механическую растяжку на ригеле, либо вставляют
кусочек металла той же пробы, из которой изготовлено
основное изделие. Механической растяжке (на 2—3 размера) хорошо
поддаются обручальные кольца шириной до 7—8 мм, несколько
хуже — шириной 9—12 мм, а также кольца типа «печатка»,
«поясок» и др. •
156
Рис. 73. Станок для растяжки колец:
/ — профильные ролики, 2 — прижимная
рукоятка, 3 — ригель, 4 — направляющая
»<я>з *•" Рукоятка
Увеличение размера обручального кольца механическим
способом проводится по следующей технологии. Ювелир
проверяет с помощью кольцемера или штангенциркуля размер кольца,
которое требует увеличения, и определяет, на сколько следует
увеличить кольцо. Затем кольцо отжигают пламенем горелки и
после охлаждения надевают на ригель, который установлен в
•специальный станок растяжки (рис. 73). В специальную
прижимную рукоятку устанавливают ролик 1, соответствующий по
форме профилю обручального кольца. Рукоятку с роликом
прижимают левой рукой к обручальному кольцу, находящемуся на
ригеле. Правой рукой начинают вращать рукоятку ригеля,
приводя в движение направляющую ось и прижимную рукоятку.
При этом левой рукой необходимо прилагать усилие к
рукоятке как для прижима ролика к кольцу, так и для его медленного
перемещения вправо, т. е. насаживания на ригель.
Увеличив кольцо до нужного размера, его отжигают,
отбеливают, промывают, протирают насухо, а затем с помощью
напильника выравнивают торцы кольца. Если имеются
неровности на внешней полукруглой форме или внутренней части
кольца, их удаляют шабером. После этого кольцо шлифуют и
полируют на волосяной шайбе с применением полировочной пасты.
Затем кольцо снова полируют на волосяной шайбе, что придает
ему блеск, промывают в мыльном растворе с добавлением
нашатырного спирта, а затем в теплой воде, просушивают и
протирают замшей.
Увеличение широких обручальных колец путем вставки
кусочка металла проводится по следующей технологии.
Проверяют размер кольца с помощью кольцемера или штангенциркуля
и определяют, на сколько его нужно увеличить. Затем лобзи-
ковой пилочкой разрезают шинку кольца (рис. 74).
Разрезанное кольцо отжигают, надевают на ручной ригель (см. рис. 18)
и с помощью деревянного или текстолитового молотка
насаживают и раздают по окружности до требуемого размера.
Затем изготовляют и подгоняют вставку, т. е. кусочек металла той
же пробы, из которого изготовлено основное изделие. Этот
кусочек по ширине.и толщине должен соответствовать размерам
шинки кольца.
157
Рис. 74. Кольцо, под- Рис. 75. Конусная анка и пуансоны
готовленное к увели- У для уменьшения обручального кольца
чению с применением
вставки
Перед пайкой необходимо кольцо и вставку прокипятить в
борной кислоте, чтобы изделие не потеряло глянца, а затем
место паяния посыпать бурой. Паяют кольцо припоем из того же
металла, из которого изготовлено основное кольцо. Мелкие
пельки (кусочки) припоя накладывают на стыки и паяют под
действием пламени горелки. После паяния кольцо отбеливают,
просушивают, а затем обрабатывают впаянный кусочек. С
помощью надфиля и шабера его профиль подгоняют к профилю
шинки кольца так, чтобы не было заметно неровностей (впадин
или выступов). Последующая отделка кольца проводится так
же, как и при увеличении кольца механическим способом.
Уменьшение размера обручальных колец. Обручальные
кольца можно уменьшить как вырезанием части шинки, так и
механическим путем в конусной анке с помощью специальных
пуансонов (рис. 75). Таким путем можно уменьшить обручальное
кольцо на 2—3 размера в зависимости от его ширины. Кольца
шириной более 8 мм трудно поддаются сжатию, и их
рекомендуется уменьшать вырезанием части кольца.
Технология уменьшения обручального кольца следующая.
С помощью кольцемера или штангенциркуля проверяют размер
кольца и определяют, на сколько надо уменьшить кольцо.
Затем кольцо отжигают пламенем горелки и охлаждают.
Подбирают пуансон требуемого диаметра, кольцо вкладывают в
конусное отверстие анки и ударяют молотком по пуансону — в
результате кольцо сжимается. При уменьшении кольца таким
способом его периодически вынимают из анки и
переворачивают, чтобы сжатие произошло с обоих торцов. Во время ударов
по пуансону анка должна стоять на жесткой поверхности
(наковальне) . Если кольцо плохо поддается сжатию, то его нужно
еще раз отжечь. Доведенное таким образом до нужного
размера кольцо вынимают из анки и устанавливают на ригель станка
растяжки, где его обкатывают с помощью ролика для
восстановления нужного профиля. Доводка и отделка кольца такие
же, как и при увеличении кольца.
158
Рис. 76. Приспособление для ручной
гибки колец («девятка»)
Гладкие кольца типа «печатка», «поясок» уменьшают по той
же технологии, что и увеличение колец. Отличительной чертой
является то, что после разрезания шинки и вырезания части ее
кольцо сгибают с помощью специального приспособления,
называемого «девятка» (рис. 76). При этом необходимо достичь
стыка торцов шинки, т. е. обеспечить плотную фугу, и запаять
кольцо припоем, предварительно прокипятив кольцо в борной
кислоте и смазав торцы бурой. После пайки кольцо отбеливают
■и рихтуют на ручном ригеле. Доводят и отделывают кольцо так
же, как и при его увеличении.
Восстановление поврежденной поверхности и формы кольца.
В процессе носки кольца на нем могут появиться повреждения
поверхности (вмятины, царапины), а также искажения формы
(изгибы, эллипсность).
При искажениях формы кольцо надевают на ригель и
выправляют его форму. Если обручальное кольцо шириной до
8 мм, то его исправляют механическим путем на станке,
показанном на рис. 73, а если это кольцо типа «печатка», «поясок»
или другого гладкого типа, то его исправляют на ручном
ригеле с помощью деревянного или текстолитового молотка.
После правки формы кольцо доводят и отделывают так же, как и
при увеличении колец.
При наличии на поверхности кольца повреждений (вмятин
или царапин) его закрепляют в ручные тиски и с помощью
надфиля выправляют наружную поверхность, а затем шабером
придают ей соответствующий профиль. Доводка и отделка кольца
такие же, как при увеличении.
Если кольцо имеет трещину или разрыв, то устранить такое
повреждение можно методом пайки по той же технологии, что
и при уменьшении кольца методом вырезания части его.
2. АЖУРНЫЕ КОЛЬЦА БЕЗ КАМНЕЙ
К ажурным кольцам относятся мужские перстни с
художественными элементами ажура и женские кольца различных форм
также с художественными элементами ажура. Такие изделия
изготовляют как вручную, так и штамповкой или литьем по
выплавляемым моделям. Художественные узоры (элементы
ажура) могут быть накладными или выпиленными в контуре кольца.
При ремонте этих изделий наиболее часто встречаются сле-
159
дующие работы: увеличение и уменьшение размера; пайка в
местах трещин или разрывов шинки, которые выполняются так
же, как и при ремонте гладких колец типа «печатка»; ремонт
(реставрация) поврежденного узора.
Приступая к ремонту поврежденного узора, необходимо в
первую очередь отжечь кольцо, а затем исправлять наружную
поверхность кольца. В зависимости от формы кольца можно
использовать ручные тиски с применением инструмента и
специально изготовленных оправок. После выравнивания наружной
поверхности кольца можно определить, какая часть узора
требует ремонта или замены.
Для выполнения ремонтных работ подготовляют металл той
же пробы и необходимого профиля, соответствующего по
ширине и толщине элементу основного изделия. Можно
изготовить целую пластинку с узором с последующим вырезанием в
изделии дефектной части и впаиванием в него подготовленной
пластинки с узором. После паяния кольцо опиливают, затем
шабруют места паяния, а в случае необходимости — все
изделие. Доводка и отделка ажурных колец без камней проводится
так же, как и при увеличении обручальных колец.
3. КОЛЬЦА С КАМНЯМИ
В кольцах с камнями наряду с работами по увеличению и
уменьшению размеров колец, паянию в местах трещин и
разрывов, реставрации поврежденных узоров часто встречаются
работы по ремонту и переделке оправ для камней.
Следует отметить, что если требуется ремонт шинки или
ажурного элемента в кольце, где камень надежно
удерживается в оправе, то, прежде чем произвести паяние дефектного
места, необходимо осмотреть и определить вид камня. Если
камень боится нагрева, то необходимо раскрепить и вынуть его.
Наиболее часто требуют ремонта крапановые оправы ил»
крапаны цельнолитых колец. В кольцах с крапановой
закрепкой в результате облома или изношенности крапанов могут
выпадать камни.
Кольца с цельнолитыми крапанами. Основными видами
ремонта колец с цельнолитыми крапанами (рис. 77) являются
напайка крапанов и припайка упоров для предотвращения про-
валивания камня внутрь кольца. Даже в новых кольцах, где
крапаны не обломаны и не изношены, возможно провяливание
камней внутрь. В этом случае также рекомендуется припаивать
упоры.
Для напайки обломанных и изношенных крапанов
подготовляют металл той же пробы и необходимого профиля.
Приступая к ремонту кольца, его в первую очередь
отжигают, закрепив кольцо в ручных тисках, напаивают крапаны,
опиливают и подгоняют по рундисту камня. После этого размечают
160
■}
места подпайки упоров и кольцо опять отжигают. В качестве
упоров используют небольшие кусочки металла, которые могут
быть тогр же профиля, что и крапаны. Подготовленные упоры
прикрепляют зажимами (скобами) и припаивают внутри
кольца. После этого кольцо отбеливают, окончательно опиливают
и подгоняют крапаны. Камень вставляют до упоров и
закрепляют.
Доводка и отделка кольца описаны в подразделе
«Увеличение.размера обручальных колец».
Кольца с впаянными оправами. Основными видами ремонта
таких колец является напайка отдельных крапанов либо
реставрация или замена всей оправы. Замена всей оправы
необходима в том случае, когда утерян камень или по желанию
заказчика заменяется на камень другой формы и размера.
Отломанные или изношенные крапаны напаивают так же,
как и в кольцах с цельнолитыми крапанами. При реставрации
крапановых оправ могут быть заменены все крапаны (рис. 78).
Для этого отрезают часть оправы под основание крапанов и к
оставшейся части ободка оправы припаивают полукаст, который
изготовляют из ленты металла той же пробы, что и основное
изделие, и необходимой толщины. После напаивания полукаста
с предварительным отжигом кольца размечают крапаны,
распиливают и опиливают их, а затем подгоняют крапаны по
камню. После этого проводится шабровка мест пайки, а если это
необходимо, то и всего изделия. Затем кольцо отбеливают,
окончательно опиливают, подгоняют ©праву по камню и, закрепляют
камень.
ш
Если требуется замена всей оправы, то старую оправу
вырезают лобзиком в местах ее соединения с шинкой. Новую
оправу готовят в соответствии с конструкцией, предусмотренной
заказом, формой и размером камня. Оправу изготовляют по той
же технологии, что и технология оправ для новых колец с
камнями.
При впаивании новых оправ допускается и создание
дополнительных элементов к шинке кольца (разветвленные шинки,
накладные элементы и др.). Перед монтировкой новой оправы
шинку изделия отжигают, а после монтировки отбеливают,
опиливают и шабруют. Затем подгоняют каст по камню и
закрепляют камень.
Доводят и отделывают кольца так же, как при увеличении
обручальных колец.
4. СЕРЬГИ БЕЗ КАМНЕЙ
Серьги без камней бывают самых различных конструкций.
Наиболее часто встречающимися поломками являются
протирание соединительных колечек, облом крючка, истирание
резьбовой нарезки на винтах и др.
Серьги с замками в виде крючков. При протирании
соединительных колечек заменяют протертое колечко новым
(рис. 79, а). Для этого колечко отрезают от основания, к
которому оно припаяно.
Новое, соединительное колечко изготовляют из проволоки
драгоценного металла той же пробы, что и остальная часть
серьги. Сечение проволоки должно соответствовать массе
серьги.
Перед припаиванием серьгу
отжигают и соединительное колечко
припаивают к основанию детали. Для того чтобы
два соединительных колечка не спаялись
между со-бой, одно из них разрезают и
через разрез вводят второе колечко.
Затем колечко соединяют и спаивают.
Разрезанное колечко может быть и не
спаяно, а только плотно стыковано
(сфуговано) .
Обломанный крючок (рис. 79,6)
можно отремонтировать двумя
способами: заменить полностью крючок или
спаять внахлестку по месту облома. Если
* меняют крючок, то оставшуюся часть
Рис. 79. Виды поломок отрезают в месте соединения ее с осно-
в серьгах: ванием серьги.
а-протерты соединитель- НОВЫЙ КрЮЧОК ИЗГОТОВЛЯЮТ ТЭКЖе
ные ушки (колечки), б —
обломш крючок из проволоки драгоценного металла той
162
же пробы, что и основание серьги. Сечение проволоки
крючка должно соответствовать сечению проволоки
крючка второй серьги. Затем основание серьги отжигают и
проволоку припаивают к основанию серьги, изгибают ее по форме
крючка второй серьги.
Серьгу отбеливают и место пайки опиливают, после чего на
серьгу ставят клеймо.
Если крючок спаивают внахлестку, то его концы в месте
разрыва предварительно оттягивают (ковкой). Затем место
пайки рихтуют, опиливают и изгибают по форме крючка второй
серьги.
Основание серег ремонтируют (рихтовка, правка) с
помощью ручных тисков и специальных оправок. Если при
рихтовке или правке образовывается трещина или происходит разрыв
металла, то дефектное место запаивают. При этом перед пайкой
серьгу отжигают, а после пайки ее отбеливают и опиливают
места пайки.
Доводят и отделывают серьги по технологии, описанной в
подразделе «Увеличение размера обручальных колец».
Серьги с креплением на винтах. Основным дефектом в
серьгах, крепящихся на винтах, является истирание в процессе
эксплуатации резьбы. Если истерлась резьба в гайке, то можно
затянуть отверстие с помощью пуансонов со специальным
бойком или запаять отверстие полностью, просверлить новое и
метчиком нарезать резьбу. Метчик по диаметру и шагу резьбы
должен соответствовать винту серьги. Перед нарезкой резьбы или
натягиванием отверстия гайку отжигают. Если проводилась
пайка, то после нее гайку отбеливают.
Если же резьба истерлась в стойке винта, то можно
заменить стойку винта или нарезать плашкой (леркой) резьбу на
более тонкую. При этом необходимо исправить резьбу и в
гайке, для чего отверстие предварительно затягивают или
запаивают.
При замене стойки винта старую стойку отрезают у самого
основания. Новую стойку изготовляют из проволоки, сечение
которой соответствует сечению старой стойки, которое можно
замерить в нижней, свободной от резьбы части стойки. Затем
проволоку припаивают, серьгу отбеливают и плашкой
нарезают резьбу, соответствующую резьбе гайки.
Ремонт основания серьги (рихтовку, правку) и другие
процессы выполняют с помощью ручных тисков и специальных
оправок. Если при рихтовке или правке образовывается трещина
или разрыв металла, то дефектное место запаивают. При етом
перед пайкой серьгу отжигают, а после пайки отбеливают.
Доводят и отделывают серьги по технологии, описанной в
подразделе «Увеличение размера обручальных колец».
363
5. СЕРЬГИ С КАМНЯМИ
Основными наиболее часто встречающимися дефектами
являются следующие: изнашиваемость оправ для крепления
камней, особенно крапановых, и неисправности замков. Оправы для
крепления камней ремонтируют так же, как и оправы в кольцах
с камнями. В серьгах с камнями наиболее часто применяются
замки в виде крючков с петелькой или типа «патент». Замки в
виде крючков в серьгах с камнями ремонтируют так же, как и
в серьгах без камней. Если камни боятся нагрева, то их нужно
извлечь. Рассмотрим только ремонт серег на замках типа
«патент».
Основными поломками в замке являются обломы верхнего
крючка серьги или нижней стойки «патента» (рис. 80). При
обломе зуба верхнего крючка место облома оттягивают ковкой и
на оттянутый конец напаивают соответствующий по профилю
кусочек металла той же пробы, что и остальная часть серьги.
Затем серьгу отбеливают и кончик верхнего крючка опиливают
по требуемой форме. После этого крючок опять подгоняют по
месту входа в скобу замка и запиливают зуб упора.
Если же облом произошел по месту изгиба крючка, то
можно припаять часть крючка с последующей опиловкой и
подгонкой или отрезать оставшуюся часть крючка от каста и
изготовить новую стойку, припаять ее к касту, а затем изогнуть в
соответствии с нужной формой, опилить и подогнать по месту
входа в скобу замка. Крючок изготовляют так же, как и для
серег с замком типа «патент».
При обломе нижней стойки замка скобу расштифтовывают
и нижнюю стойку отделяют. Затем изготовляют нижнюю
стойку так же, как для серег с замками типа
«патент». В тыльной нижней части каста
лобзиком пропиливают паз, в который
вставляют стойку и припаивают. После
пайки серьгу отбеливают, стойку
опиливают и подгоняют по скобе замка
«патент».
Скобу замка насаживают на стойку и
через отверстие в скобе просверливают
отверстие в стойке под штифт. Затем штифту-
ют и подгоняют скобу замка «патент» по
верхнему крючку.
Если оправа с камнем боится нагрева,
то перед ремонтом замка камень
раскрепляют, а после пайки, отбеливания и
опиловки закрепляют. Доводят и отделывают
серьги с камнями по общепринятой
технологии; "■' ■■-•.■
Рис. 80. Виды,
поломок замка типа
«патент»;
/ — обломан верхний
крючок, 2 — отломан
зуб верхнего крючка;
3 — разорван , шараир,
4 — обломана нижняя
стойка
"' IS4 .
6. ЦЕПОЧКИ
Основные неисправности в цепочках — это разрыв звеньев
и поломка замка.
Разрыв звеньев якорной (рис. 81, а) или панцирной цепочки
устраняется пайкой разорванного места путем наложения
кусочка (припоя) на стык. Технология пайки при ремонте
якорной и панцирной цепочки аналогична технологии пайки звеньев
при сборке новой цепочки.
В витых многозвенных цепочках бывает протирание или
обрыв одного или нескольких ушков.
В 2-звеиных витых цепочках в случае протертости (обрыва)
одного или нескольких ушков необходимо дефектное ушко
запаять по месту разрыва по той же технологии, что и звено
в якорной цепочке. В случае непригодности дефектного ушка
(истирание значительной его части) необходимо изготовить
новое ушко по общепринятой технологии изготовления новых
цепей, ввести его в звено взамен дефектного и запаять по месту
стыка (фуги).
В 3-звенных витых цепях в случае протертости (обрыва)
одного или нескольких ушков необходимо полностью раскрыть
звено, т. е. разрезать два оставшихся ушка этого звена и
разъединить цепь. Затем следует определить правильное
направление навивки цепи, изготовить взамен одного или нескольких
дефектных ушков новые по общепринятой технологии, после
чего правильно заправить их с одной стороны в ремонтное
звено цепи, а затем ввести эти ушки цепи и запаять их по месту
стыка (фуги) каждое ушко отдельно.
В венецианской цепочке возможен разрыв звеньев, которые
соединяются без пайки (рис. 81,6). В случае облома одного
или нескольких усиков дефектное звено надо удалить. Для
присоединения последующего звена всю цепочку следует отжечь с
целью снятия напряжения, разогнуть концевое звено (по месту
разрыва) и с помощью плоскогубцев и пинцета ввести усики в
следующее концевое звено второй части цепочки (по месту
разрыва). Затем вручную плоскогубцами необходимо отрихтовать
звено, т. е. образовать прямые углы и параллельность граней.
После соединения цепочки ее отбеливают. В отличие от всех
видов паяных цепочек венецианские цепочки нельзя подвергать
механической полировке, так как при этом возможны разрывы.
Такие цепочки подвергают только электрополировке.
Рис. 8.1. Обрыв.звеньев в шей- а
ной якорной (а) и венециан-
.6
165
В шомпольных замках возможно изнашивание (протирание)!
упора шомпольной задвижки, в результате чего происходит
самооткрывание, разрыв направляющих шомпольной задвижки в
месте их соединения или протирание соединительных ушков.
Если изношен упор (закруглен), то его можно запилить под
прямым углом и несколько расширить направляющие, что
обеспечит надежный запор.
Если же произошел разрыв направляющих, то их по месту
разрыва спаивают, после чего шомпольную задвижку
отбеливают и опиливают по месту паяния.
В шпрингельных замках в основном приходит в негодность
пружина или протираются соединительные ушки. Для заменьв
пружины необходимо по месту фуги расширить каркас замка
и вынуть задвижку. Затем ввести в корпус замка тонкий
крючок и вытянуть пружину. После чего корпус замка отжигают,,
.при этом выжигают скопившуюся в нем грязь и отбеливают,.
В корпус вставляют новую пружину, а затем несколько
раздвигают по фуге и в него вставляют задвижку. После этого фугу
сжимают и проверяют работу замка.
В карабинных замках наиболее часто протирается крючок
зацепления, возможно также ослабление или облом
пружины, лё результате чего ослабевает шпрингель- замка и не
обеспечивает плотного прижима (прилегания) к. крючку
зацепления.
В случае протирания крючка зацепления на ослабленное
место нужно наложить и напаять полоску того же металла, из
которого изготовлен крючок. Однако перед пайкой необходимо*
расштифтовать трубку карабинера и извлечь стальную
пружину, так как при тепловой обработке она отпустится и не будет
пружинить. После напайки на крючок зацепления
подготовленной пластинки его опиливают, затем карабшгный замок
зачищают и отбеливают. В конусную трубку вставляют на прежнее-
место пружинку и заштифтовывают трубку. После испытания1
замок полируют.
Если ослабла или сломалась пружинка, то необходимо в
первую очередь ее извлечь, для чего расштифтовывают трубку
карабинера. Затем навивают новую пружинку, вставляют на
прежнее место и конусную трубку заштифтовывают. После
расклепки штифт необходимо опилить и затем отполировать замок.
Соединительные ушки (колечки), которые укрепляются на*
свободном конце цепочки, ремонтируют напайкой припоя на*
протертое место, а если произошел разрыв, то колечко
заменяют. Перед пайкой соединительного ушка (колечка), которое*
припаяно к корпусу замка, стальную пружинку из замка
вынимают, иначе в процессе пайки она отпустится и: придет в
негодность.
Доводят и отделывают цепочки по той же технологии,
которая применяется для отделки новых цепочек.
166
7. КУЛОНЫ, МЕДАЛЬОНЫ, БРОШИ
Кулоны бывают гладкими, ажурными без камней, а также
с камнями различных форм. Основными неисправностями в них
-являются протертость соединительного и кулонного ушков, а
также выпадение камней из оправ. В медальонах наиболее
частые неисправности — протертость или облом шарнира,
соединительного и кулонного ушка, облом прижимного язычка
(запора), отсоединение накладных художественных элементов,
выпадение камней. В брошах возможно отсоединение накладных
художественных элементов, выпадение камней из оправ и
дефекты в замке.
Ремонт кулонов. Соединительные ушки в кулонах бывают
•следующих форм: простые овальные, изготовленные из
проволоки; фасонные в виде плоского художественного элемента, с
тыльной стороны которого имеется ушко, выполненное цельно
■с художественным элементом или припаянное к нему. Ушко
представляет собой колечко, жестко соединенное с основанием
.кулона и являющееся его продолжением.
Для ремонта простого овального соединительного ушка, если
юно протерлось в одном месте, можно наплавить припои
(уплотнить протертое место), а затем отбелить кулон и опилить ушко
по месту паяния. Если же в ушке имеется разрыв, то можно
торцы по месту разрыва запаять встык или заменить ушко новым.
Новое ушко изготовляют из проволоки соответствующего сече-
!ния по той же технологии, что и ушко для нового кулона. Если
изготовляют новое ушко, то на него ставят клеймо.
Для ремонта фасонного ушка (рис. 82) по месту
протертости также можно наплавить припой, а если имеется разрыв, то
можно либо спаять встык, либо отрезать ушко от основания
художественного элемента, изготовить из проволоки
соответствующего сечения трехсторонний гнутый профиль и припаять его
встык к тыльной стороне пластинчатого художественного
элемента. При этом гнутый профиль с
тыльной стороной художественного
элемента образует замкнутое
кольцо, являющееся ушком. После
пайки кулон отбеливают и ушко
опиливают по месту паяния. При замене
.гнутой части ушка на кулон также
ставят клеймо.
При ремонте ушков в кулонах с
камнями перед паянием
осматривают камни, и, если их нагревать
нельзя, то камни раскрепляют, а пос-
.ле паяния опять закрепляют.
Работы по ремонту оправ для а. Рис g2. Протертое, ушко ку-
жамней проводятся аналогично по- лона
Г67
добным работам при ремонте оправ в кольцах или
серьгах с камнями. Доводку и отделку кулонов проводят по
общепринятой технологии.
Ремонт медальонов. В случаях протирания или облома
шарнира необходимо вынуть штифт и отсоединить основание и
крышку медальона. При извлечении штифта он с одной
стороны на торце запиливается и выбивается, в результате чего он
укорачивается и повторно использован быть не может. Затем
протертые или обломанные части шарнира на крышке и
основании отрезаются. Новые трубки для шарнира и штифт
изготовляются по той же технологии, что и при изготовлении новых
медальонов. Затем новые трубки припаивают к крышке и
основанию медальона. Возможна замена трубки только на
основании или крышке, если вторая часть не изношена. После
соответствующей подгонки шарнира и стыковки обеих частей
медальона в отверстие шарнира вводится штифт и
расклепывается на торцах с обеих сторон.
В случае облома прижимного язычка (запора) необходимо
изготовить новый язычок из проволоки по общепринятой
технологии, припаять его к основанию медальона в месте облома
и затем с помощью плоскогубцев изогнуть так, чтобы при
закрывании крышки он ее плотно прижимал.
Протертости круглого соединительного ушка и кулонного
ушка медальона ремонтируются по той же технологии, что и в
кулонах.
При отсоединении накладных художественных элементов,
обломе или утере их необходимо по общепринятой технологии
изготовить новый элемент или часть его и напаять на крышку.
После проведения ремонтных работ, связанных с пайкой
деталей медальона, необходимо после опиловки и зачистки мест
пайки отбелить весь медальон и произвести его полировку.
В медальонах на крышке могут крепиться корнеровой
закрепкой мелкие камни (алмазы, рубины, хризолиты и др.).
Выпадение их свидетельствует о некачественной закрепке. Для
обеспечения прочности удержания камня в крышке необходимо
обеспечить плотность его посадки в гнездо и в зависимости от
его формы расположить корнера так, чтобы они его плотно
прижимали к основанию гнезда в крышке медальона. Технология
закрепки применяется общепринятая для данного вида
закрепки.
При ремонте медальонов с наличием камней или эмалевого
покрытия на крышке возникают сложности при проведении
пайки, так как эмаль и некоторые виды камней боятся
температурного нагрева. В этих случаях нужно в первую очередь
определить вид камня, если он не может подвергаться тепловой
обработке, как, например, хризолит, то его нужно раскрепить, а
после окончания обработки и отбеливания медальона поставить
на место и закрепить.
168
Значительно сложнее ремонт медальонов, крышки которых
покрыты элементами художественного эмалирования. Если сама
крышка медальона не должна подвергаться ремонту,
связанному с пайкой, то расштифтовывают шарнир и отсоединяют
крышку, после чего производят ремонтные работы на
основании медальона. Если же в самой крышке обломан шарнир или
отсоединился накладной элемент, то обгорание эмали при
пайке неизбежно. В этом случае необходимо всю эмаль выжечь и
по местам гравировки выполнить эмалирование повторно.
Ремонт брошей. Одной из неисправностей в брошах
является отсоединение накладных элементов. При этом накладные
элементы могут быть утеряны или деформированы. В таком
случае их готовят индивидуальным путем по технологии
изготовления художественных элементов колец или серег. Затем
старый или новый накладной элемент напаивают на основание
броши. После паяния брошь отбеливают и опиливают по местам
пайки.
Наиболее распространенными неисправностями в брошах
являются дефекты замков (рис. 83). При этом чаще в замках
ломается крючок или шарнир, на котором крепится булавка.
В случае облома крючка в любом месте оставшуюся его
часть отрезают от пластинки, на которую он припаян, и
припаивают проволоку или ленту такого профиля, какой был
первоначально. Потом крючок изгибают и подгоняют по нему
булавку, после чего брошь отбеливают и опиливают по месту
припайки крючка.
Если обломан шарнир, к которому крепится булавка, то в
первую очередь его следует расштифтовать и вынуть булавку.
Сломанный шарнир или его оставшуюся часть отрезают от
пластинки, к которой припаян шарнир. Новый шарнир
изготовляют так же, как для новых брошей. Затем шарнир напаивают
на пластинку, в прорезь вводят булавку и штифтуют, булавку
подгоняют по крючку или сложному замку. После подгонки
брошь отбеливают и опиливают по месту паяния шарнира.
Если броши с камнями, которые боятся нагрева, то перед
паянием их следует раскрепить, а после паяния опять вставить
и закрепить.
При наличии на броши
эмалевого покрытия
необходимо применять меры
предосторожности при
тепловой обработке (пайке). 7'~ ч^> ^^assssa^^Qo^^
В этом случае при ремонте
замков применяют пайку
мягкими (оловянистыми)
припоями. Рис 83. Виды
поломок замков в бро-
Работы по ремонту шах:
ОПраВ ДЛЯ КаМНеЙ ПрОВО- / — отломан крючок, 2 —обломан шарнир
169
дятся'аналогично подобным работам При ремонте оправ в
кольцах или серьгах с камнями. Доводку и'отделку брошей
проводят по общепринятой технологии.
8. КОРПУСА ЧАСОВ
В корпусах часов чаще всего изнашиваются ушки
крепления ремешков и браслетов.
По конфигурации и методу крепления ушки бывают двух
видов (рис. 84). Ремешки (браслеты) крепятся к корпусам
концевыми шарнирами в виде разрезных трубок или при помощи
специальной соединительной скобы (подковки).
В процессе эксплуатации в результате трения ушки
корпусов протираются, что может привести к утере часов.
При протертых шарнирных ушках их заменяют. Для этого
протертую проволочную стойку (шарнир) отрезают от корпуса
и изготовляют из проволоки соответствующего профиля новую
стойку (скобу). Корпус часов отжигают и новую стойку
припаивают встык на прежнее место. Затем корпус отбеливают и
опиливают по месту паяния.
Протертые фасонные ушки ремонтируют путем уплотнения
протертой части. Для этого готовят пластину из золота
толщиной 0,2—0,3 мм и отрезают по ширине ушка полоску
требуемой длины, изгибают по профилю изгиба внутренней части
протертого ушка. Затем корпус часов отжигают, подготовленную
пластинку накладывают с внутренней стороны ушка на
протертое место и припаивают. При этом протертое место утолщается.
Корпус отбеливают и ушко опиливают так, чтобы не
оставалось ступенчатых выступов.
Ушки часов не только ремонтируют, иногда фасонные ушки
переделывают на шарнирные. Фасонные ушки отрезают
лобзиком в местах соединения с корпусом (они припаяны в трех
точках) и корпус в местах отреза ушков опиливают. Затем из
проволоки диаметром 1,0—1,2 мм изготовляют в виде скобочки
новые шарнирные ушки. Для этого корпус часов отжигают,
размечают крепление ушков и припаивают их в предусмотренных
местах. Затем корпус отбеливают и опиливают в местах пайки.
В корпусах часов встречаются также трещины в углах
корпуса. В этом случае корпус отжигают и на место трещины
напаивают припой. После этого корпус отбеливают по местам
паяния.
Доводка и отделка корпусов часов проводятся по
общепринятой технологии.
Рис. 84. Поломки шарнирного (а) и
фасонного (б) ушков в корпусах
часов
170
9. БРАСЛЕТЫ
В практике работы ювелирных мастерских в ремонт в
основном поступают браслеты для часов. Реже встречаются жесткие
«браслеты, являющиеся украшением. Основные неисправности
таких жестких браслетов — вмятины, трещины в корпусе или
художественных накладных элементах. Ремонтируют эти
браслеты методом рихтовки и правки на специально изготовленных
ло требуемому профилю оправках. Если необходимо заменить
«какой-либо художественный накладной элемент, то его
предварительно изготовляют, а затем напаивают по общепринятой
технологии.
В браслетах для часов чаще всего протираются
соединительные ушки и штифты, рефины в местах трения о штифты,
предохранительная восьмерка и шарнир ее крепления, шарниры
крепления браслета к часам, а также отламывается язычок шнапе-
ра (рис. 85). В браслетах с карабинными замками, кроме того,
возможно ослабление пружины карабина и растяжек, которое
приводит к ослаблению звеньев; запор замка в этом случае
будет ненадежным.
Ремонт браслетов при протирании соединительных ушков и
штифтов. При протирании соединительного ушка или штифта
необходимо в первую очередь разобрать звено. Для этого
следует вынуть штифты, затем снять соединительные ушки. При
этом протертые штифты обламывают или отрезают лобзиком, а
соединительные ушки отпадают сами. Концы штифта можно
вынуть, отсоединить его от глидера, к которому он припаян.
Эту операцию можно выполнить двумя способами. При первом
способе в глидерах лобзиковой пилочкой вырезают места пайки
штифтов. При втором способе штифт высверливают сверлом,
соответствующим диаметру штифта.
После разборки изготовляют новые соединительные ушки и
штифты. Технология изготовления ушков и штифтов
аналогична технологии изготовления этих деталей для новых браслетов.
Рис. 85. Виды поломок в браслетах:
■а — протерты соединительные ушки или штифты, б — протерты рефины,
s — обломан язычок шнапера, г — протерта предохранительная восьмерка
или ее шарнир
171
После паяния браслет отбеливают и опиливают штифты по
месту паяния. В случае необходимости проводят рихтовку гли-
деров и в целом звеньев.
Ремонт браслетов при протирании рефинов. Для ремонта
протертых рефинов необходимо в первую очередь снять их со
звена растяжки и шнаперного замка. Для этого вынимают
старую пружину и направляющие штифты, рефин вынимают из
звена растяжки, отделяя от боковиков, соединенных с одной или
обеих сторон штифтами. При этом если рефин протерт, то
после снятия пружины и направляющих штифтов он выпадает сам,
а если он протерт не насквозь, то, чтобы его снять, отрезают
один из штифтов соединения боковиков и вынимают его. После
разрезания штифта его концы высверливают сверлом того же
диаметра, что и штифт.
Наиболее часто протираются рефины шнапера и растяжного
звена в местах соединения со звеном браслета. Из двух
штифтов, соединяющих боковики, наиболее часто изнашивается
(истирается) штифт, соединяющий звено растяжки со шнапером.
Это наблюдается в соединении обоих звеньев растяжки со
шнапером.
Ремонтируют изношенный рефин шнаперного замка
накладкой с наружной стороны полоски металла требуемой
толщины и соответствующего размера и изгибают по форме протертой
части рефина. Затем накладку припаивают с двух сторон,
отбеливают и опиливают. При опиловке на напаянной части делают
продольные риски, продолжающие основную форму рефина.
Шнаперныи замок соединяют со звеном растяжки, для чего
между боковиками вставляют новый штифт, изготовленный из
проволоки соответствующего сечения. Установленный штифт
расклепывают с обоих торцов для создания подвижного
шарнирного соединения.
Если рефин звена растяжки тоже протерт, то его лучше
запаивать установленным в боковики. При этом пружина не
должна находиться в звене, так как при нагреве произойдет
отпуск пружины. Разорванный конец рефина оттягивают методом
ковки, а затем изгибают и накладывают внахлестку, после чего
припаивают. Если же место протерто не насквозь, то при
паянии припой накладывают на ослабленное место. После паяния
рефин отбеливают, опиливают и рихтуют на специальной
оправке. Затем в рефин звена растяжки устанавливают
направляющие штифты и пружину.
Ремонт браслетов при обломе язычка шнапера.
Отломанный язычок необходимо соединить с частью боковика
шнаперного замка. Такое соединение можно выполнить путем вставки
соединительной пластинки или замены всей нижней пластинки
шнапера. В том и другом случае это проводится методом
паяния. Перед пайкой необходимо вынуть пружины, так как при
нагреве может произойти их отпуск.
172
Пластину, подготовленную из металла требуемой толщины,
отрезают по размеру, вставляют в прорезь между боковиками
и припаивают, а затем припаивают снизу внахлестку к язычку,
после чего отбеливают, места паяния опиливают и подгоняют
язычок по шнаперу.
Ремонт браслетов при протирании предохранительной
восьмерки. В случае износа предохранительной восьмерки или
шарнира, к которому она крепится, необходимо заменить дефектное
звено новым. Если шарнир не изношен, то предохранительную
восьмерку вынимают. Если она не разорвана, то ее можно
раскусить и снять. Затем из проволоки соответствующего сечения
изготовляют новую восьмерку. Изготовленную восьмерку вводят
в шарнир, подгоняют по месту к шарику и спаивают в месте
насадки на упорный шарик. Перед пайкой из браслета следует
изъять пружины, так как при нагреве может произойти их
отпуск. После пайки браслет отбеливают, восьмерку опиливают
по месту пайки и окончательно подгоняют по упорному шарику.
Если протерт шарнир предохранительной восьмерки, то его
отрезают от шнапера и изготовляют новый шарнир (трубку)
и припаивают в прежнем месте к шнаперу. Перед пайкой
пружину следует вынуть из браслета. После пайки шарнира в него
вставляют предохранительную восьмерку, которую подгоняют
по упорному шарику и спаивают в месте посадки на упорный
шарик. Затем браслет отбеливают, шарнир и восьмерку
опиливают по местам пайки и весьмерку подгоняют по упорному
шарику.
Ремонт браслетов при протирании концевых шарниров
крепления к часам. В случаях износа (протирания) концевых
шарниров крепления браслетов к часам необходимо снять
дефектный шарнир и заменить его новым.
Протертый шарнир отрезают от концевого звена браслета, а
на его место припаивают новый шарнир соответствующего
диаметра, изготовленный из полосы металла требуемой толщины.
Шарнир изготовляют так, как концевые шарниры для новых
браслетов. После пайки браслет отбеливают, шарнир
опиливают и подгоняют по размеру.
Иногда необходимо заменить концевое звено соединения
браслета и часов либо концевой шарнир заменить скобой, или
наоборот. При этом, если ранее концевым звеном была
подковка, следует изготовить новые шарниры, отрезать старые узкие
шарниры, к которым крепились подковки, и на их место
припаять новые. Если же вместо концевых шарниров крепления
браслета необходимо выполнить концевые звенья в виде скобы
(подковки), то шарнир опиливают с торцов до ширины
подковки. Затем в раскрытый шарнир вводят подковку, после чего>
разрезной шарнир сжимают для стыковки срезов трубки,
браслет отбеливают.
173
Доводка и отделка браслетов после ремонта проводятся по
общепринятой технологии, т. е. браслеты шлифуют, полируют,
промывают и сушат.
10. ПОРТСИГАРЫ И ПУДРЕНИЦЫ
Портсигары и пудреницы встречаются выполненными как из
золота, так и из серебра. В серебряных изделиях определенные
поверхности могут быть позолочены. В портсигарах и
пудреницах наиболее часто выходят из строя замки или изнашивается
шарнир. Возможны также деформация корпуса, выпадение
камня, если он имеется на поверхности, или нарушение эмалевого
покрытия.
Шарниры в портсигарах и пудреницах ремонтируются так
же, как и в медальонах.
Особенностью при ремонте портсигаров и пудрениц являются
дефекты замков, в основном это облом или отгиб поддавки дру-
кера (замка) или пластинки ее крепления (рис. 86). Очень
редко встречается заедание самого толкателя, что может произойти
в основном по причине загрязнения.
При обломе поддавки необходимо отсоединить (распаять)
пластинку крепления поддавки друкера, изготовить новую под-
давку и припаять ее к пластинке крепления. Пластина
крепления и поддавка друкера могут быть изготовлены и цельно.
Затем пластину крепления припаять по месту к крышке
портсигара или пудреницы, подогнать поддавку так, чтобы при легком
нажатии толкателя она открывала крышку. После подгонки
производится отделка изделия.
В пудреницах шарнир может быть пружинный, и при отжа-
тии поддавки крышка будет сама подниматься. Здесь
возможно ослабление или облом пружинки, которую необходимо
заменить, предварительно навив новую из стальной проволоки.
При ремонте пудрениц с тепловой обработкой из нее нужно
извлекать все содержимое (зеркало, сетку и вставку для
пудры). Закрепка камней, находящихся в крышках, производится
по общепринятой технологии.
( ^ Г^^^^шшшжаГ! f
3
?Рис. 86. Поломки в
портсигаре:
4 1 — упоры друкера, 2 —
пластинка поддавки, 3 —
друкер, 4 — шайба друкера
174
При ремонте портсигаров и пудрениц, имеющих эмалевое
покрытие или позолоту, необходимо принимать меры
предосторожности при тепловой обработке (пайке), чтобы избежать или
свести до минимума обгорание данных покрытий.
11. ПРЕДМЕТЫ СЕРВИРОВКИ СТОЛА
К группе предметов сервировки стола относятся столовые
приборы, ложки, вилки, ножи, подстаканники, сахарницы,
чайники, стопки, рюмки, кофейники, солонки и др. Предметы
сервировки стола в основном изготовляются из сплавов серебра
или мельхиора как в чистом виде, так и с последующим
серебрением отдельных частей изделия. Некоторые предметы
сервировки стола подвергаются частичному золочению, причем для
золочения изделий из мельхиора предварительно производится
серебрение необходимой части поверхности.
Рассмотрим технологию ремонта некоторых из предметов
сервировки стола, изготовленных из сплавов серебра. Изделия из
мельхиора ремонтируются по той же технологии, что и изделия
из серебра, с применением тех же серебряных припоев, отличие
составляют лишь режимы пайки.
Ремонт ложек и вилок. Наиболее часто в ремонт поступают
чайные, десертные, а иногда и столовые ложки. В них бывают
обломы ручек (черенков). Устранить этот облом можно
методом пайки встык по месту облома. Однако при этом соединение
будет недостаточно
прочным. Поэтому
рекомендуется по торцам
изломов обеих частей сделать
профильное запиливание
(рис. 87), вставить одну
часть в другую и затем
запаять серебряным
припоем, после чего опилить
и зачистить место пайки,
отбелить ложку и в
случае необходимости
произвести механическое
полирование.
Если головка или
ручка ложки, а в некоторых
случаях и вся ложка
позолочены, то при
тепловой обработке (пайке)
часть позолоты в зоне
пайки обгорает, поэтому
позолоту сознательно
обжигают и ложку после
Рис. 87. Метод запиливания и
соединения черенка ложки перед пайкой
Рис. 88. Метод запиливания и соединения
рожков вилки перед пайкой
175
ремонта (пайки) полируют, она приобретает единый цвет
натурального серебра.
В вилках встречаются обломы ручки (черенка), а также
изгиб или облом заостренных рожков. Облом ручки (черенка) в
вилках устраняется так же, как и в ложках.
При изгибе рожков может быть произведена их рихтовка на
наковальне с помощью молотка или выравнивание рожков
плоскогубцами. В случае облома рожка может быть произведена
пайка встык, а в случае необходимости может быть изготовлен
(выпилен) новый рожок и произведена его пайка встык к
упорной части вилки. В случае облома части рожка и наличия на
вилке его части (корешка) необходимо для большей прочности
оставшуюся часть рожка (корешок) и доделанную взамен
отломанной запилить и, соединив ступенчато (рис. 88), запаять.
После этого места пайки необходимо опилить и зачистить,
отбелить вилку и в случае необходимости произвести
механическое полирование.
У вилок, как и у ложек, может быть позолочена ручка
(черенок), в этом случае, учитывая конкретное место облома,
принимают решение о возможности сохранения позолоты либо о
снятии ее путем обжига.
Наряду с позолотой, ручки (черенки) ложек и вилок могут
быть подвергнуты чернению или художественному
эмалированию. Процесс восстановления чернения ремонтируемого
изделия несложен, поэтому в таких случаях можно производить
тепловую обработку (пайку). Восстановить эмалевое покрытие
сложно как технологически, так и в связи с необходимостью
подбора цвета эмали. Поэтому если облом произошел вдали от
места покрытия эмалью, то перед пайкой зону эмалирования
необходимо закрыть асбестом и только после этого приступать
к пайке. Если же облом произошел в зоне покрытия эмалью или
вблизи ее, то при пайке приходится эмаль выжигать по всей
поверхности или части узора с последующим эмалированием или
применением другого метода отделки (чернение, полирование).
Ремонт подстаканников. В подстаканниках наиболее часто
встречается облом ручки в местах соединения (пайки) с
боковой поверхностью (рис. 89), что может повлечь за собой
деформацию боковой поверхности и художественного орнамента.
Реже встречается облом (разрыв) ручки в местах удержания.
Облом ручки, происшедший в местах удержания ее,
устраняется методом пайки в месте разрыва. Для этого с помощью
плоскогубцев добиваются плотного соединения стыков (фуги),
а для повышения надежности концы стыков запиливают и
соединяют ступенчато или частично внахлест, после чего
обвязывают проволокой (биндартом) и спаивают. После этого место
пайки опиливают, зачищают и отбеливают.
Если же отрыв ручки произошел в месте соединения с
боковой поверхностью, то в первую очередь необходимо произвести
176
Рис. 89. Облом (отрыв) ручки у Рис. 90. Облом ножки (стойки) у рюмки:
Подстаканника / — внутренний шарнир, 2 — место излома и
пайки
ремонт (рихтовку) боковой поверхности подстаканника. Затем
ручку плоскогубцами изгибают и подгоняют по месту для
соединения (пайки) встык к боковой поверхности подстаканника.
Для обеспечения более плотного стыка ручку проволокой (бин-
дартом) привязывают к боковой поверхности подстаканника и
припаивают. После этого место пайки опиливают, зачищают и
отбеливают.
Ремонт рюмок и стопок. В рюмках и стопках возможна
деформация боковой поверхности, а в рюмках еще бывает облом
ножки.
Деформация боковой поверхности рюмки или стопки
устраняется путем рихтовки. Так как рюмки и стопки изготовляются
штамповкой и металл нагартован, для облегчения его рихтовки
изделие необходимо отжечь. После отжига с помощью
приспособления рихтуют поверхность, изделие отбеливают и
отделывают наружную поверхность в соответствии с заказом
(чернение, полирование).
Если внутренняя поверхность рюмки или стопки позолочена,
то при рихтовке необходимо избегать тепловой обработки
(отжига) и пользования острыми предметами (оправками), чтобы
не нарушить покрытия. После окончания рихтовки можно на
мягкую ветошь натереть тонкий слой полировочной пасты и,
чуть касаясь, провести ею по позолоченной поверхности, а
затем промыть поверхность мыльным раствором.
При значительном нарушении позолоты в процессе рихтовки,
с согласия заказчика ее можно обжечь, после чего отбелить и
придать поверхности вид натурального серебра.
Облом ножек в рюмках происходит в основном в месте
стыка ножки с чашей или основанием (рис. 90). Для устранения
этого дефекта детали спаивают.
177
Для упрочнения и фиксации ножки и чаши по отношению
друг к другу в полую часть вставляется шарнир. После этого
место пайки опиливают, зачищают и изделие отбеливают. В
случае покрытия внутренней части чаши рюмки позолотой
необходимо принять меры предосторожности и попытаться сохранить
ее в процессе тепловой обработки (пайки). Если это не
удается, то позолоту нужно обжечь и после отбеливания придать
внутренней поверхности чаши вид натурального серебра.
Ремонту методами рихтовки, пайки, восстановления
декоративного покрытия могут подвергаться и другие предметы
сервировки стола: подносы, сахарницы, чаши, ножи, лопатки и др.
178
УХОД ЗА ЮВЕЛИРНЫМИ
ИЗДЕЛИЯМИ
Чтобы удлинить срок службы ювелирных изделий или
предметов туалета, посуды и др., необходимо не только бережно с
ними обращаться, но и осуществлять постоянный уход за ними.
В процессе носки и эксплуатации возможны не только
механические повреждения, требующие ремонта, но и потеря
товарного вида (появление пятен, общее тускнение, проникание
грязи в щели, покрытие жировыми корками и Др.).
Основными причинами появления на изделиях из золота
различных темных или белых пятен могут быть выделения
кожи человека в виде пота, применение косметических средств,
изготовленных на основе ртути (мази, кремы и др.), воздействие
кислот даже незначительной концентрации, воздействие
сероводорода при приеме лечебных радоновых ванн, попадание на
изделие капель йода и другие причины. Особенно опасным для
изделий из золота является попадание на них соединений
ртути, которые могут не только оставлять пятна, но и разрушать
изделие. Так, в частности, при прямом попадании на ювелирное
изделие из золота ртути в чистом виде изделие моментально
разрушается. Зная факторы, способные искажать товарный вид
ювелирных изделий, необходимо в первую очередь стремиться
избегать их воздействия.
Для удаления пятен с золотых изделий в домашних
условиях приготовляют один из двух составов: 1) мелкотолченый мел
разводят в мыльной воде до получения кашеобразной массы;
2) нашатырный спирт в количестве 3—4 капель разводят в 1/2
стакана слабого мыльного раствора — получается жидкий
мыльно-спиртовой раствор. На поверхность металла ювелирного
изделия (за исключением изделий из филиграни) в зоне пятен
мягким тампоном наносят один из растворов и натирают с
помощью зубной щетки вначале в зоне пятен, а затем протирают
поверхность всего изделия. После этого изделие промывают в
проточной воде (желательно теплой) и насухо протирают
фланелевой ветошью.
Если изделие с камнями, особенно драгоценными, и наряду
с металлической частью изделия необходимо помыть и камни,
рекомендуется применять мыльно-спиртовой раствор, так как
нерастворенные в мыльно-меловой кашице острые крупицы
мела при натирании могут оставить на камне царапины.
179
Изделия из филиграни очищать методом натирания
составом с применением кисти (щетки) нельзя, так как в результате
механического воздействия может произойти разрыв нитей
узора. Такие изделия можно очищать путем кипячения в слабом
мыльном растворе с последующей промывкой в холодной
проточной воде и протиркой мягкой фланелевой ветошью.
Изделия из золота, на которых появились пятна от
попадания капель йода, могут быть очищены путем погружения в
раствор гипосульфита (чайная ложка соли на стакан воды).
Изделие необходимо поместить в этот раствор на 15—20 мин, после
чего промыть в проточной воде и протереть фланелевой
ветошью.
На ювелирных изделиях и посуде из серебра наряду с
появлением темных пятен, вызванных выделениями кожи в виде
пота, воздействием кислот или сероводорода, происходит общее
тускнение в результате воздействия атмосферных соединений,
содержащихся в воздухе. Серебряная посуда может тускнеть
при соприкосновении с пищей, содержащей кислоты, а также
при хранении в упаковочных материалах (бумага, картон,
вискозный шелк).
Ювелирные изделия из серебра, покрытые пятнами, очищают
теми же составами, что и изделия из золота. Для очистки
изделий из серебра, в частности столовой посуды, может
применяться и зубной порошок.
Изделия из серебра можно освежить и путем промывки их
горячей водой с содержанием питьевой соды (50 г соды на I л
воды).
Удалить жировую корку с поверхности ювелирных изделий
как из золота, так и серебра можно путем погружения изделия
в бензин или очистки изделия бензином с помощью жесткой
волосяной кисти или зубной щетки.
После снятия жировой корки изделие очищают одним из
составов.
Кроме жировых корок в изделиях (особенно в браслетах,
кольцах), состоящих из нескольких элементов или имеющих
зазоры (просветы), может собираться грязь. Устранение грязи
необходимо в первую очередь с целью эстетических свойств, а
также может быть вызвано необходимостью определить точный
вес драгоценного металла в ювелирном изделии при сдаче
изделия в ремонт.
Если грязь находится в труднодоступных местах и удалить
ее механически невозможно, то такие изделия кипятят в слабом,
мыльном растворе, затем промывают в холодной проточной
воде и протирают фланелевой ветошью.
Однако эти методы очистки не могут обеспечить яркого
металлического блеска изделия, поэтому после снятия жировой
корки изделие необходимо очистить одним из приведенных
составов.
180
ОХРАНА ТРУДА
глава
Ювелирное производство включает в себя ряд технологических процессов,
которые требуют для создания безопасных условий труда при их
выполнении осуществления комплекса организационно-технических и
профилактических мероприятий.
В зависимости от структуры ювелирного подразделения (цех, мастерская)
на предприятии должны быть разработаны конкретные инструкции по тех- (
пике безопасности для работы на всех видах оборудования, а также для
рабочих различных профессий, занятых в ювелирном производстве.
Инструкции должны быть согласованы с месткомом профсоюза и утверждены
главным инженером предприятия. Обязанность всех работников — строго
выполнять требования соответствующих . инструкций по технике безопасности.
В прил. 2 приведен образец инструкции по технике безопасности для
ювелира, а в прил. 3 — примерный образец инструкции по безопасной работе
с аппаратом для плавки драгоценного металла.
"Приступая к разработке мероприятий для создания безопасных условий
труда, необходимо в первую очередь определить основные очаги опасности.
Таковыми в ювелирном производстве являются возможные поражения
электрическим током, отравления дыхательных путей, ожоги, возгорания, травмы
рук в процессе выполнения слесарно-механических операций и др. В
соответствии с возможными очагами опасности надо предусмотреть и
осуществить такие организационно-технические, мероприятия, которые при условии
соблюдения работниками требований соответствующих инструкций по
технике безопасности обеспечивали бы полную безопасность при выполнении всех
процессов ювелирного производства.
Электрические магистрали и электрооборудование должны быть
смонтированы в соответствии с требованиями правил электрических установок.
Все токопроводящие части оборудования должны быть заземлены.
Процессы, при выполнении которых имеются повышенные вредности
(плавка, литье, шлифовка), рекомендуется выполнять в отдельном
помещении, чтобы не допустить загрязнения воздуха в общем производственном
помещении вредными парами и пылью. В отделениях, где в процессе работы
создаются вредные условия труда, должна быть оборудована приточно-вы-
тяжная вентиляция. Наряду ■ с принудительной вентиляцией в этих
помещениях необходимо предусмотреть естественную вентиляцию, а также меры
противопожарной безопасности.
В основном производственном помещении цеха или мастерской должен
быть осуществлен комплекс мероприятий, связанный с обеспечением
электробезопасности, противопожарной безопасности и с удалением вредных паров.
Особое внимание при этом следует уделить безопасности работы с
пламенными горелками. Если топливом является природный газ, то все магистрали
газа необходимо выполнить в соответствии с установленными требованиями,
чтобы исключить его утечку. Если же топливом является бензин, то бачок
с бензином должен быть испытан и выдерживать давление не менее
60,8-Ш-4 Па (6 атм). Шланги подачи воздуха и топлива должны
соответствовать назначению, должны быть плотно насажены на соответствующие
штуцера и закреплены хомутами, чтобы не было утечки воздаха или
топлива.
181
Одним из элементов вредности при работе ювелира является наличие на
рабочих местах химических веществ (кислот, щелочей и солей). При
неосторожном обращении с ними возможны ожоги кожи, поражения слизистой
юболочки глаз и органов дыхания. Для предупреждения этих вредностей
необходимо все химические вещества держать в стеклянной посуде в закрытом
виде с соответствующими надписями. Удаление вредных паров, выделяемых
кислотами, и газов, образующихся при сгорании топлива в пламенной
горелке, должно производиться регулярно, для чего в производственном пемеще-
нии необходимо оборудовать систему приточно-вытяжной вентиляции. Для
нейтрализации действия кислоты, попавшей на кожу или слизистую оболоч-
жу глаз и органов дыхания, необходимо пользоваться 5%-ным раствором со-
,ды, при нейтрализации действия щелочи — 5%-ным раствором борной кис-
.лоты. Эти растворы должны быть в аптечке, находящейся в помещении
мастерской (цеха).
Все производственные помещения должны быть оснащены средствами
; пожаротушения.
Кроме перечисленных возможны и другие условия, вызывающие
различного рода опасности (работа неисправным инструментом или на неисправном
'Оборудовании, нарушение требований техники безопасности при работе на
полировочных станках, бормашине и др.).
С целью предупреждения травматизма необходимо в соответствии с
установленным порядком проводить инструктаж работников: вводный — при
.поступлении на работу, первичный — непосредственно на рабочем месте и
аериодический — в процессе всей производственной деятельности (не реже
годного раза в квартал).
182
Приложения
ПРИЛОЖЕНИЕ Г
Масса золота
583°
Эквивалентная масса металла при пробе
375
500 750
850
9С0
958
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,10
0,11
0,12
0,13
6,14
0,15
0,16
0,17
0,18
0,19
0,20
0,21
0,22
0,23
0,24
0,25
0,26
0,27
0,28
0,29
0,30
0,31
0,32
0,33
0,34
0.35
0,36
0,37
0,33
0,39
йо
0,41
0,42
0,43
0,44
0,45
0,46
0,47
0,016
0,031
0,047
0,062
0,078
0,093
0,109
0,124
0,140
0,155
0,171
0,187
0,202
0,218
0,233
0,249 •
0,264
0.280
0,295
0,31!
1,326
1,342
0,358
0,373
0.389
0,404
0,420
0,435
0,451
0,466
0,482
0,497
0,513
0,529
0,544
0,560
0,575
0,591
0,606
0,622
0,637
«,653
0,669
0,684
0,700
0,715
0,731
0,012
о.оез
0,035
0,047
0,058
0,070
0,082
0,093
0,105
0,117
0,128
0,140
0,152
0,1,63
0,175
0,187
0,198
0.210
0,222
0,233
0,245
0,257
0,268
0,280'
0,291
0,303
0,315
0,326
0,338
0,350
0,361
0,373
0,385
0,396
0,408
0,420
0,431
0,443
0,455
0,466
0,478
0,490-
0,501
0,513
0,525
0,536
0,548
0,008
0,016
0,023
0,031
0,039
0,047
0,054
0,062
0,070
0,078
0,086
0,093
0,101
0,109
0,117
0,124
0,132
0,140
0,148
0,155
0,163
0,171
0,179
0,187
0.194
0,202
0,210
0,218
0,225
0,233
0,241
0,249
0,257
0,264
0,272
0,280
0,288
0,295
0,303
0,311
0,319
0,326
0,334
0,342
0,350
0,358
0,365
0,007
0,014
0,021
0,037
0,034
0,041
0,048
0,055
0,062
0,069
0,075
0,082
0,089
0,096
0,103
0,11О
0,117
0,123
0,130
0,137
0,144
0,151
0,158
0,165
0,171
0,178
0,185
0,192
0,199
0,206
0,213
0,219
0,226
0,233
0,240
0,247
0.254
0,261
0,267
0,274
0,281
0.288
0,295
0,302
0,309
0,316
0,322
0,006
0,013
0,019
0,026
0,032
0,039
0,045
0,052
0,058
0,065
0,071
0,078
0,084
0,091
0,097
0,104
0,110
0,117
0,123
0,130
0,136
0,143
0,149
0,155
0,162
0,168
0,175
0,181
0,188
0,194
0,201
0,207
0,214
0,220
0,227
0,233
0,240'
0,246
0,253
0,259
0,266
0,272
0,279
0,285
0,291
0,298
• 0,304
0,006
0,012
0,018
0,024
0,030
0.037
0,043
0,049'
0,055
0,061
0,067
0,073'-
0,079'
0,085.
0,091
0,097'
0,103
0,110'
0,116
0,122
0,128
0,134
0,14»
0,146
0,152
0,1 б»
0,164
0,170s
0,176»
0,183-
0,189'
0,195»
0,201
0,207
0.213'.
0,219'
0,225
0,231
0,237
0,243
0,250
0,256
0.262
0,268
0,274
0,280
0,286
18$
ПРИЛОЖЕНИЕ 2
Эквивалентная масса Эквивалентная масса металла
Масса металла при пробе Масса при пробе
серебра серебра —
Я75° I Я7^°
750 800 916 S60 750 800 916 960
0,01 0,012 0,0110,010 0,009 0,51 0,595 0,558 0,487 0,465
0,02 0,023 0,022 0,019 0,018 0,52 0,607 0,569 0,497 0 474
0,03 0,035 0,033 0,029 0,027 0,53 0,618 0,580 0,506 0,483
0,04 0,047 0,044 0,038 0,036 0,54 0,630 0,591 0,516 0,492
0,05 0,058 0,055 0,048 0,046 0,55 0,642 0,602 0,525 0,501
0,06 0,070 0,066 0,057 0,055. 0,56 0,653 0,612 0,535 0,510
0,07 0,082 0,077 0,067 0,064 0,57 0,665 0,623 0,544 0,520
0,08 0,093 0,087 0,076 0,073 0,58 0,677 0,634 0,554 0,529
0,09 0,105 0,098 0,086 0,082 0,59- 0,688 0,645 0,564 0 538
0,10 0,117 0,109 0,096 0,091 0,60 0,700 0,656 0,573 0.547
0,11 0,128 0,120 0,105 0,100 0,61 0,712 0,667 0,583 0,556
0,12 0,140 0,1310,115 0,109 0,62 0,723 0,678 0,592 0,565
0.13 0,152 0,142 0,124 0,118 0,63 0,735 0,689 0,602 0,574
0,14 0,163 0,153 0,134 0,128 0,64 0,747 0,700 0,6110,583
0,15 0,175 0,164 0,143 0,137 0,65 0,758 0,711 0,621 0,592
0,16 0,187 0,175 0,153 0,146 0,66 0,770 0,722 0,630 0,602
0,17 0,198 0,1860,1620,155 0,67 0,782 0,733 0,640'0,611
0,18 0,210 0,197 0,172 0,164 0,68 0,793 0,744 0,650 0,620
0,19 0,222 0,208 0,181 0,173 0,69 0,805 0,755 0,659 0,629
0,20 0,233 0,219 0,191 0,182 0,70 0,817 0,766 0,669 0,638
0,21 0,245 0,230 0,201 0,191 0,71 0,828 0,777 0,678 0,647
0,22 0,257 0,241 0,210 0,201 0,72 0,840 0,787 0,688 0,656
0,23 0,268 0,252 0,220 0,210 0,73 0,852 0,798 0,697 0,665
0,24 0,280 0,262 0,229 0,219 0,74 0,863 0,809 0,707 0,674
0.25 0,292 0,273 0,239 0,228 0,75 0,875 0,820 0,716 0,684
0,26 0,303 0,284 0,248 0,237 0,76 0,887 0,831 0,726 0,693
0,27 0,315 0,295 0,258 0,246 " 0,77 0,898 0,842 0,736 0,702
0,28 0,327 0,306 0,267 0,255 0,78 0',910 0,853 0,745 0,711
0,29 0,338 0,317 0,277 0,264 0,79 0,922 0,864 0,755 0,720
0,30 0,350 0,328 0,287 0,273 0,80 0,933 0,875 0,764 0,729
0,31 0,362 0,339 0,296 0,283 0,81 0,945 0,886 0,774 0,738
0,32 0,373 0,350 0,306 0,292 0,82 0,957 0,897 0,783 0.747
0,33 0,385 0,361 0,315 0,301 0,83 0,968 0,908 0,793 0,757
0,34 0,397 0.372 0,325 0,310. 0,84 0,980 0,919 0,802 0,766
0,35 0,408 0,383 0.334 0,319 0,85 0,992 0,930 0,812 0,775
0,36 0,420 0,394 0,344 0,328 0,86 1,003 0,941 0,822 0,784
0,37 0,432 0,405 0,353 0,337 0,87 1,015 0,952 0,831 0,793
0,38 0,443 0,416 0,363 0,346 0,88 1,027 0,962 0,841 0,802
0,39 0,455 0,427 0,373 0,355 ■.. 0,89 1,038 0,973 0,850 0,811
0,40 0 467 0,437 0,382 0,365 0,90 1,050 0,984 0,860 0,820
0,41 0,478 0,448 0,392 0,374 0,91 1,062 0,995 0,869 0,829
0,42 0,490 0,459 0,4010,383 0,92 1,073 1,006 0,879 0,839
0,43 0,502 0,470 0,411 0,392 0,93 1,085 1,017 0,888 0,848
0,44 0,513 0,4810,420 0,401 0,94 1,097 1,028 0,898 0,857
0.45 0,525 0.492 0,430 0,410 -, 0,95 1,108 1,039 0,907 0,866
0,46 0 537 0,503 0,439 0,419 0,96 1,120 1,050 0,917 0,875
0,47 0,548 0,514 0,449 0,428 0,97 1,132 1,061 0,927 0,884
0,48 0 560 0,525 0,459 0,437 0,98 1,143 1,072 0,936 0,893
0,49 0 572 0,536 0,468 0,447 0,99 1,155 1,083 0,946 0,902
0,50 0,583 0,547 0,478 0,456 1,00 1,167 1,094 0,955 0,911
185
Окончание при л. 1
Эквивалентная масса металла при пробе
Масса золота ■ — ———■
583° 1 I
375 500 750 850 900 958
0,48 0,746 0,560 0,373 0,329 0,311 0,292
0,49 0,762 0,571 0,38! 0,336 0,317 0,298
0,50 0,777 0,583 0,389 0,343 0.324 0,304
- 0.51 0,793 0,595 0,396 0,350 0,330 0,310
• 0,52 0,808 0,606 0,404 0,357 0,337 0,316
0,53 0,824 0,618 0,412 0,364 0,343 0,323
0,54 0,840 0,630 0,420 0,370 0,350 0,329
0,55 0,855 0,641 0,428 0,377 0.356 0,335
0,56 0,871 0,653 0,435 0,384 0,363 0,341
0,57 0,886 0,665 0,443 0,391 0.359 0,347
0,58 0.902 0,676 0,451 0,398 0,376 0,353
0,59 0,917 0,688 0,459 0,405 0,382 '0,359
0,60 0,933 0,700 0,466 0,412 0,389 -; 0,365
0,61 0,948 0,711 0,474 0,418 0,395 0,371
0,62 0,964 0.723 0,482 0,425 0,402 0.377
0,63 0,979 0,735 0,490 0,432 0,408 0,383
0,64 0,995 0,746 0,497 0,439 0,415 - 0,389
0,65 1,011 0,758 0,505 0,446 0,421 0,396
0,66 1,026 0,770 0,513 0,453 0,428 0,402
0,67 1,042 0,781 ©,521 0,460 0,434 0,408
0,68 1-057 0,793 0,529 0,466: 0,440 0,414
0,69 1,073 0,805 0,536 0,473 0,447 0,420
0,70 1,088 0,816 0,544 0,480 0,453 0,426
0,71 1,104 0,828 0,552 0,487 0,460 0,432
0,72 1,119 0,840 0.560 0,494 0,466 0,438
0,73 1,135 0,851 0,567 0,501 0,473 0',444
0,74 1,150 0,863 0.575 0,508 0,479 0,450
0,75 1,166 0,874 0.583 0,514 0,486 0,456
.0,76 1,182 0,886 0,591 0,521 0,492 0,463
0,77 1,197 0,898 0,599 0,528 0,499 0,469
0,78 1,213 0,909 0,606 0.535 0.505 0,475
0,79 1,228 0,921 0,614 0,542 0,512 0,481
0,80 1,244 0,933 0,622 0,549 0.518 0,487
0,81 1,259 0,944 0,630 0,556 0,525 0,493
0,82 1,275 0,956 0,637 0,562 0,531 0,499
0,83 1,290 0,968 0,645 0,569 0,538 0,505
0,84 1,306 0,979 0,653 0,576 0,544 0,511
0,85 1,321 0,991 0,661 0,583 0,551 0,517
0,86 1,337 1,003 0,669 0,590 0,557 0,523
0,87 1,353 1.014 0,676 0,597 0,564 0,529
0,88 1,368 1,026 0,684 0,604 . 0,570 0,536
0,89 1,384 1,038 0,692 0,610 0,577 0,542
0,90 1,399 1,049 0,700 0,617 0,583 0,548
0,91 1,415 1,061 0,707 0,624 0,589 0,554
0,92 1,430 1,073 0,715 0.631 0,596 0,560
0,93 1,446 1,084 0,723 0,638 0,602 0,566
0,94 1,461 1,096 0,731 0,645 0,609 0,572
0,95 1,477 1,108 0,738 0,652 0,615 0,578
0,96 1,492 1,119 0,746 0,658 0,622 0,584
0,97 1,508 1,131 0,754 0,665 0,628 0,590
8,98 1,524 1,143 0,762 0,672 0,635 0,596
0,99 1,539 1,154 0,770 0,679 0,641 0,602
Ю>0 1,555 1,166 0,777 0,686 0,648 0,609
1Щ : " '-
ПРИЛОЖЕНИЕ 3
СОГЛАСОВАНО УТВЕРЖДАЮ
Председатель профкома завода
Главный инженер завода
Протокол №
'от « » 198 г. « » 198 г.
Инструкция №
по технике безопасности для ювелира
1. Общие требования
1.1. К работе по изготовлению и ремонту ювелирных изделий
допускаются лица не моложе 18 лет, прошедшие специальное техническое обучение,
имеющие удостоверение на право производства работ и изучившие
настоящую инструкцию по технике безопасности.
1.2. При выполнении работ ювелир обязан:
работать только на исправном оборудовании;
пользоваться только исправным инструментом и оснасткой;
выполнять только ту работу, которая поручена мастером;
содержать в исправном состоянии одежду, рабочее место и защитные
приспособления;
при получении личной травмы оказать себе посильную помощь или
обратиться за медицинской помощью и при возможности сообщить о
случившемся мастеру;
оказать посильную доврачебную помощь пострадавшему.
1.3. За невыполнение требований настоящей инструкции виновные
привлекаются к ответственности согласно правилам внутреннего трудового
распорядка.
2. Требования перед началом работы
2.1. Проверить исправность спецодежды, застегнуть на пуговицы
манжеты халата, надеть и завязать фартук (передник).
2.2. Проверить свое рабочее место и убедиться, что оно хорошо
освещено и не загромождено. Удалить с рабочего места все, что загромождает
■его и мешает безопасной работе.
2.3. Проверить исправность аппарата для плавки металла, бормашины,
станка для механического полирования изделий (золотопылеулавливателя),
электроточила, прокатных вальцов и другого оборудования.
2.4. Проверить исправность светильника местного освещения и работу
гибкой стойки.
2.5. Проверить исправность инструмента и приспособлений.
2.6. Проверить исправность и надежность абразивного круга,
надежность его крепления на валу электроточила.
2.7. Проверить исправность тиглей для плавки драгоценных металлов.
При наличии трещин тигель необходимо заменить.
3. Требования в период работы
3.1. Следить за чистотой рабочего места и не загромождать его.
3.2. Установить и держать ноги на диэлектрическом коврике.
3.3. Соблюдать осторожность при плавлении металла, не бросать куски
металла в расплав во избежание всплесков.
186
3.4. Переносить тигель с расплавленным металлом осторожно, без
толчков, чтэбы металл не выплескивался на пол.
3.5. При заливке металла в изложницы наклонять тигель от себя.
3.6. Не допускать попадания воды в расплавленный металл во
избежание взрывов и всплесков.
3.7. При работе на механических и ручных вальцах в период прокаткш
не поправлять лист металла. В случае попадания между валками
посторонних предметов остановить вращение валков и удалить посторонний предмет.
3.8. Надежно закреплять деталь в тисках, чтобы была исключена
возможность ее вылета.
3.9. Производить установку и переустановку режущих инструментов?
(боров) при полном останове бормашины.
3.10. При заточке инструмента на абразивном круге пользоваться
защитным экраном' или защитными очками.
3.11. Погружать изделия в отбеливающий или другой кислотный
раствор с помощью пинцета, медной ложки, крючка.
3.12. Не допускать попадания ядовитых веществ (кислот) на тело и>
одежду, пользуясь защитными средствами — очками, рукавицами и
передниками.
3.13. Закреплять войлочные или волосяные шайбы на конце вала золо-
топылеулавливателя можно только после полного останова вала двигателя,
3.14. Для предохранения рук от захвата вращающихся частей
оборудования или обрабатываемых изделий при выполнении таких операций нельзя?
пользоваться рукавицами.
3.15. Запрещается:
браться руками или прикасаться металлическими предметами к
оголенным проводам;
обертывать электрические лампочки бумагой или тканью;
работать на электрооборудовании с неисправным заземляющим
устройством;
держать пламенную горелку зажженной в периоды, когда выполняются*
операции, не связанные с тепловой обработкой металла или изделия;
брать голыми руками расплавленный металл или нагретые изделия;
курить и принимать пищу в производственном помещении.
4. Требования после окончания работы
4.1. Отключить от сети электрооборудование.
4.2. Перекрыть вентили подачи газа (бензина) и воздуха.
4.3. Убрать инструменты и приспособления в отведенные для этого места.
4.4. Очистить и убрать рабочее место и оборудование.
Ш
ПРИЛОЖЕНИЕ 4
СОГЛАСОВАНО УТВЕРЖДАЮ
Председатель профкома завода
Главный инженер завода
Протокол № . .
от « » 198 г. « »_J 198.
Инструкция №
по безопасной работе с аппаратом для плавки драгоценного металла
1. Общие требования
1.1. К работе с аппаратом для плавки металла допускаются лица не
моложе 13 лет, изучившие устройство аппарата, проинструктированные по
технике безопасности и изучившие настоящую инструкцию.
1.2. При работе с аппаратом для плавки драгоценного металла
рабочий обязан:
работать исправным аппаратом;
выполнять только порученную работу;
содержать в исправном состоянии одежду и защитные приспособления;
при получении личной травмы оказать себе посильную первую помощь
ели обратиться за медицинской помощью и при возможности сообщить о
случившемся мастеру;
оказать посильную доврачебную помощь пострадавшему.
1.3. За невыполнение требований настоящей инструкции виновные-
привлекаются к ответственности согласно правилам внутреннего трудового
распорядка.
2. Требования перед началом работы
2.1. Проверить исправность компрессора, убедиться, что нет подтекания
масла.
2.2. Проверить затяжку резьбовых соединений, уровень масла в картере,
натяжение ремней.
2.3. Проверить исправность заземляющего устройства компрессора и
изоляцию проводов.
2.4. Проверить наличие и исправность ограждения ремней компрессора.
2.5. Проверить исправность бачка-смесителя — он не должен иметь
подтекания бензина.
2.6. Наполнить при помощи воронок бачок-смеситель бензином не более
0,15—0,2 л при вместимости бачка 2 л, не допуская разлива бензина.
Плотно завинтить наливной патрубок пробкой.
2.7. Проверить надежность подсоединения шлангов на штуцере и в
случае необходимости подтянуть хомуты.
2.8. Проверить исправность вытяжной вентиляции.
3. Требования е период работы
3.1. Следить, чтобы давление в бачке-смесителе не превышало
20,3-Ю-4 Па (2 атм).
3.2. Следить за исправностью кранов подвода воздуха и горючей смеси.
3.3. Проверить правильность подсоединения шланга горелки и шланга
воздуха. Для правильного подсоединения шлангов на них должны быть
метки, а на бачке стрелки входа и выхода горючей смеси.
188
3.4. Следить за тем, чтобы при заливке бензина в бачок-смеситель на
близлежащих рабочих местах не производились работы с открытым огнем.
3.5. Не допускать утечки воздуха и горючей смеси в головке,
соединительных штуцерах и шланге.
3.6. Не допускать опрокидывания бачка-смесителя.
3.7. При возгорании на рабочем месте пользоваться огнетушителем ОП-5,
кошмой и песком.
3.8. Запрещается:
работать без ограждения ремней компрессора;
работать с неисправным заземляющим устройством компрессора;
работать с неисправным аппаратом;
отсоединять шланги от штуцеров во время работы аппарата;
работать с опрокинутым бачком-смесителем;
оставлять без надзора включенный аппарат.
4. Требования после окончания работы
4.1. Отключить от сети компрессор.
4.2. Перекрыть краны подвода воздуха и горячей смеси.
4.3. Проконтролировать выгорание горючей смеси в магистрали и
горелке.
4.4. Очистить горелку от нагара.
Список литературы
Барышников И. Ф. Пробоотбирание и анализ благородных металлов. М.,
1968.
Белицкая Э. И. Художественная обработка цветного камня. М., 1983.
Болгов И. В. Оборудование и технология ремонт бытовой техники. М.,
1968.
Бреполъ Э. Теория и практика ювелирного дела. Пер. с нем. Л., 1977.
Головин В. А. Свойства благородных металлов и сплавов. М., 1964.
Головин С. Я- Прогрессивные виды литья. М., 1964.
Гутов Л. А. Литье по выплавляемым моделям сплавов золота и
серебра. Л., 1974.
Епифанов В. И. Технология обработки алмазов в бриллианты. М., 1971.
Куликов Б. Ф. Словарь камней-самоцветов. Л., 1982.
Логинов В. Д. Ювелирные товары и часы. М., 1978.
Малое А. Н. Общетехнический справочник. М., 1971.
Марченков В. И. Ювелирное дело. М, 1975.
Орловский Э. Н. Товароведение ювелирных товаров и часов. М., 1977.
Разина Т. М. Русская эмаль и скань. М., 1961.
Селиванкин С. А. Производство ювелирных изделий. М., 1951.
Селиванкин С. А. Технология ювелирного производства. Л., 1978.
Технология литья драгоценных металлов при производстве ювелирных
изделий. Сб. трудов ВНИИ ювелирной промышленности, вып. 5. Л., 1974.
Тойбл К. Ювелирное дело. М., 1982.
Ферсман А. Е. Занимательная минералогия. М., 1959.
Флеров А. В. Художественная обработка металлов. М., 1976.
Эйчис А. Л. Покрытия и техническая эстетика. Киев, 1971.
190
Оглавление
Глава 1. ОРГАНИЗАЦИЯ ИЗГОТОВЛЕНИЯ И РЕМОНТА
ЮВЕЛИРНЫХ ИЗДЕЛИИ ПО ИНДИВИДУАЛЬНЫМ
ЗАКАЗАМ 3
Глава" 2. МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ В ЮВЕЛИРНОМ
ПРОИЗВОДСТВЕ 5
1. Драгоценные металлы ' 5
2. Недрагоценные цветные металлы и их гплавы ... 6
3. Стали 9
4. Сплавы драгоценных металлов . 9
5. Ювелирные камни 12
6. Эмали 24
7. Пластические массы и другие материалы 25
8. Кислоты, щелочи, соли 26
Глава 3. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ЮВЕЛИРА . . 30
Глава 4. ОПРОБОВАНИЕ ДРАГОЦЕННЫХ МЕТАЛЛОВ И
ЮВЕЛИРНЫХ ИЗДЕЛИИ 42
Глава 5. ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ...... 49
1. Плавка 49
2. Ковка 55
3. Прокатка 56
4. Волочение 57
5. Слесарно-механические работы 58
6. Штамповка 59
7. Литье по выплавляемым моделям 62
8. Термическая обработка 74
9. Отбеливание • .... 75
Глава 6. ОБРАБОТКА КАМНЕЙ 76
1. Огранка алмазов . . . " 76
2. Огранка вставок из природных и синтетических камней . 78
3. Огранка стекол 82
Глава 7. МОНТИРОВОЧНЫЕ ОПЕРАЦИИ 84
1. Пайка 84
2. Филигрань. Способы ее изготовления и сборки ... 89
3. Сборка подвижных соединений 92
4. Опиловка и шабровка 93
5. Закрепление камней 94
Г л а в а 8. ОТДЕЛОЧНЫЕ ОПЕРАЦИИ 98
1. Шлифовка 98
2. Полировка 99
3. Крацевание 101
191
4. Матирование . . 101
5. Гравировка 102
6. Чеканка 103
7. Правление . . . . . . .-" . . ". . . . 105
8. Электрохимическая полировка 107
9. Гальваническое золочение 111
10. Гальваническое серебрение 112
11. Оксидирование . - US
12. Эмалирование 115
13. Чернение .117
Глава 9. ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ ИЗДЕЛИИ . . . 119
1. Обручальные кольца 119
2. Гладкие кольца без камней 120
3. Ажурные кольца без камней 121
4. Кольца, с камнями . 123
5. Серьги без камней 133
6. Серьги с камнями ; 135
7. Броши 138
8. Кулоны и медальоны 141
9. Цепочки , ,144
10. Браслеты 151
Глава 10. РЕМОНТ ЮВЕЛИРНЫХ ИЗДЕЛИЙ 155
1. Гладкие кольца без камней 156
2. Ажурные кольца без камней 159
3. Кольца с камнями 160
4. Серьги без камней 162
5. Серьги с камнями , 164
6. Цепочки 165
7. Кулоны, медальоны, броши .167
8. Корпуса часов 170
9. Браслеты 171
10. Портсигары и пудреницы 174
11. Предметы сервировки стола . 175
Глава 11. УХОД ЗА ЮВЕЛИРНЫМИ ИЗДЕЛИЯМИ . '."'.. . 179
Глава 12. ОХРАНА ТРУДА 181
Приложения 183
Список литературы ..... .......... 190