/

























































































































































































































































































































































































































































































Текст
ББК 37.24-5
3-98
Оформление А. Гришина
Зюзин А. И.
3-98 Ремонт швейных машин. — Н. Новгород: Издательство
"Нижегородская ярмарка": 1995. — 512 с. : ил.
ISBN 5-87893-010-2
В книге описаны способы устранения неисправностей в швейных
машинах отечественного и зарубежного производства в домашних условиях.
Настоящее издание, существенно исправленное и дополненное (шитье
меховых и кожаных изделий, блок зигзага, оверлок, пятнадцать новых
моделей машин), предназначено для широкого круга лиц, имеющих дело
со швейными машинами.
о 3402010000-010 „ -
о ~7иТтт7гГтГ7^— без ооъявления ББК 37.24-5
© Зюзин А. И. _ .
ISIIN 5-87893-010-2 © Издательство "Нижегородская ярмарка", 1995
ПРЕДИСЛОВИЕ
Швейное дело — самое древнее ремесло человека. Еще
первобытному человеку, при изготовлении примитивной одежды и
итого жилища надо было соединять разрозненные шкуры в
единое целое.
При археологических раскопках самых древних стоянок чело-
мгка находят костяные иглы и предметы домашнего обихода,
сшитые конским волосом. Во всо времена природа человека была,
п 1 ь и будет таковой, что он неустанно стремится к творческому
юмершенству с единственной целью — обеспечить и улучшить
» пою жизнь и жизнь своих потомков. Заменить ручной тяжелый
и малопроизводительный труд машинным — такую задачу
стремилась осуществить творческая мысль человека. В конце пятнад-
м.мого века Леонардо да Винчи пытался изобрести швейную ма-
пишу. Гениальная идея выдающегося мыслителя, воплощенная в
р.и четх и чертежах, хотя и не была осуществлена, дала мощный
пинок изобретателям следующих поколений.
К начале шестнадцатого века англичанин Уильям Ли
смастери п и51зальную машину, на которой можно было получать одно-
mi точные цепные стежки. На заре развития капитализма в Ёв-
рмме немцы, англичане, а затем и французы приступили к
и юСфотснию швейной машины.
Так, в 1755 году немец Карл Вейзенталь получил патент_ла
it шбретсние швейной машины. У этой машины игла имела ушко
■ ичгредине и работала по принципу ручного шитья. Изобретение
■н.малось непрактичным и неудачным.
И 1790 г. англичанин Томас Сент построил машину для швей-
unit) дела и получил патент. Эта машина имела иглу с ушком
посредине, регулятор стежка, горизонтальную игольную пласти-
п \ и вертикально движущийся иглойодитель. Машина шила из-
I- urn из кожи. В работе игле помогало шило, установленное впе-
3
реди и прокалывающее отверстия в коже* Движение машине и
материалу задавалось вручную.
. В 1829 г. французский портной Б. Тимонье сконструировал
деревянную машину, которая делала однониточный цепной
стежок. По его модели изготовили несколько десятков деревянных
машин, которые работали в мастерских и каждая заменяла
нескольких портных. В условиях бурного развития
капиталистического способа производства сразу заявила о себе конкуренция.
Мастеровые люди увидели в машине Тимонье угрозу своего
существования. Произошли массовые выступления, имеющие целью
уничтожение машины и изгнание ее изобретателя.
В 1834 г. американец Уолтер Хант изобрел машину, в
которой было челночное устройство, а ушко иглы располагалось
внизу, возле острия. Это уже был как бы прообраз современной
машины.
В 1845 г. американец Элиос Хоу усовершенствовал
изобретение Уолтера Ханта и в 1848 г. получил патент на швейную
машину. Его машина имела челночное устройство, напоминающее
челнок ткацкого станка, изогнутая игла с ушком возле острия
двигалась горизонтально, а ткань, прикрепленная к рейке,
продвигалась вертикально. Игольная нитка захватывалась челнокомv
как в ткацком станке и переплеталась с челночной. Машина
делала триста стежков в минуту и заменяла пять портных. Элиос
Хоу считается истинным создателем швейной машины, поскольку
в ней сконструированы необходимые приспособления для
продвижения ткани, регулировки натяжения нитки, делающие работу
машины стабильной и надежной. Портные США подняли бунт и
начали громить заведения, в которых работали машины Элиоса
Хоу. Опасаясь за свою жизнь, изобретатель уехал из США в
Англию. Какой бы беспощадной ни была конкуренция, но забота
облегчить ручной труд, увеличить его производительность, т. е.
фактически заменить его машинным, овладевала обществом
многих стран. Так, во время второй половины восемнадцатого века
и первой девятнадцатого в Англии, Франции, США было выдано
более тридцати патентов на изобретение швейных машин.
В 1851 г. в США крупный промышленник и механик Йсаак
Зингер совместно с изобретателем Аленом Вильсоном довели
швейную машину Элиоса Хоу до современного вида, придав игле
вертикальное движение. Ткань начала продвигаться в горизон-
тальном направлении при помощи зубчатой рейки и прижиматься
сверху лапкой. Фирма «Зингер» развернула крупное
промышленное производство швейных машин, организовав в Японии, Евро-
- пе, а затем в России свои дочерние фирмы.
В 1900 г. И. Зингер организовал в г. Подольске под Москвой
мастерские по сборке швейных машин. В начале из деталей,
привезенных из США, собиралось до 600 тысяч машин в год, но со
временем их стали производить на месте. Мастерские быстрыми
темпами превращались в машиностроительный завод. Перед
Октябрьской революцией на ПМЗ работало более пяти тысяч
рабочих. Первое революционное движение в Московской области
началось на ПМЗ. В романе Г. Нагаева «Новый век» («Московский
рабочий», 1960) образно и достоверно описано революционное
движение тех лет.
В годы первых пятилеток, когда вся аграрная Россия начала
превращаться в индустриальную державу, ПМЗ превратился в
центр отечественного швейного машиностроения.
До начала Великой Отечественной войны на ПМЗ было изго-
loiuicHo более 6 млн. бытовых машин и более 170 тыс. единиц
промышленного швейного оборудования. В годы войны ПМЗ
помогал фронту людьми и активным участием в обороне нашей
столицы — Москвы. С первых дней войны завод перестраивается на
выпуск военной продукции. Трудовой подвиг трудящихся отмечен
Указом от 10.05.44 г. о награждении завода Орденом Трудового
Красного знамени.
В 1946 г. в торговую сеть поступило 16 тыс. бытовых швей-
тл\ машин, а в 1953 г. — 1 млн. С начала 1960-х годов к еже-
шдиому миллионному выпуску бытовых машин прибавляется вы-
иучк и совершенствование промышленных швейных машин. В это
* I* нремя осваивается выпуск машин с зигзагообразной строчкой.
1.» успешную творческую работу коллектив ПМЗ в 1971 г.
награждается Орденом Ленина. В настоящее время ПМЗ —
головное предприятие промышленного объединения «Подольскшвейма-
шина». ПМЗ ежегодно участвует в ярмарках и выставках, где
мгмонстрирует бытовые и промышленные швейные машины.
Машины отечественного производства экспортируются более чем в
М) стран мира (см. в кн. Рейбарх Л. Б. «Рассказы о швейных
машинах» М., 1986).
И 1963 г. заводы в Туле, где выпускались машины йодного
ниг.шга, Орше, Харькове, Ржеве прекратили выпуск бытовых
шиейимх машин. Но машин этих заводов у населения достаточно
мною и потому их ремонт рассматривается в этой книге. Почти
» каждой семье имеется в большинстве случаев прямострочная
пни иная машина,„которая стала предметом первой необходимости
млрчду со стиральной машиной, телевизором, холодильником и
другими сложными аппаратами быта. Каждый владелец хотел бы
мидпъ в своей квартире все эти приборы исправными и всегда
работающими. К великому сожалению, население имеет
множество неисправной техники вообще, и швейных машин в
частности. Практика обслуживания населения показывает, что
некоторые швейные машины простояли 10—12 лет в неисправном
состоянии, а по 2—3 года — сплошь и рядом!
Экономические реформы, происходящие в нашей стране,
распространились и на учебные заведения, в частности, на школы.
Школьницы, обучаясь швейному делу, получают задания на дом.
А выполнять-то их подчас не на чем — машина неисправная.
Вызывали несколько раз разных мастеров, но работоспособность
машине не вернули. Вот тут-то и нужен такой мастер, о котором
говорят; мастер — «золотые руки», который бы смог исправить
любую машину и с любой неисправностью. А если нет такого
мастера, то его вполне заменит другой человек, изучивший эту
книгу. Наше общество начинает жить по новым экономическим
законам. Очень многие молодые работницы различных профессий;
стали посещать курсы швейного дела. Им также нужны в доме
безупречно исправные швейные машины. Отсутствие в продаже
новых машин тоже является стимулом ремонта старых. Как
школьниц в школе, так и молодых работниц на курсах научат
швейному делу, а кто научит их технически грамотно обращаться
со швейной машиной? Надо признать, что технические знания
наших швей, как начинающих, так и давно работающих на
машинах, очень низкие. Эта причина сильно увеличивает процент
неисправных машин.
Данная книга излагает определенную технологическую
методику не только устранения отдельных неисправностей в машине,
но и общего ремонта, включая реконструкцию отдельных ее
узлов. Дело в том, что швейная машина — аппарат высокой
точности и обязательной согласованности всех ее узлов и деталей
при работе. Если отремонтировать один узел, то его работу
необходимо согласовать со всеми остальными, в противном случае ,
хорошей работы машина не выдаст. О швейных машинах вышли
из печати книги:
1. Русанов С. И. Домашняя швейная машина. М., 1959.
2. Исаев В. В. и др. Бытовые швейные машины. М., 1968.
3. Николаенко А. А. и др. Бытовые швейные машины. М.,
1985.
4. Рейбарх Л. Б. Рассказы о швейных машинах. М., 1986.
Все эти книги нужные и полезные нашему народу. Но вся
беда в том, что этих и подобных книг нет в продаже.
Данная книга отличается от предыдущих тем, что в ней
освещается только ремонт часто встречающихся неисправностей
6
всех узлов и деталей швейной машины (особенно машин
отечественного производства). А владельцев машин в первую очередь
интересует, как найти и устранить неисправность. Это является
главной заботой всех желающих работать на машине.
Задача этой книги заключается в том, чтобы помочь всем же-
.иющим освоить ремонт машины. Сущность ремонта сводится к
двум факторам:
а) замене негодной детали на годную;
б) приведение всех сопряженных деталей в строго
определенное взаимоположение, обеспечивающее нормальную и надежную
работу машины.
Пункт «б» включает следующие понятия:
1) обеспечение определенных зазоров в сопряженных деталях;
2) необходимость реконструкции отдельных узлов или
сопряжений.
Для освоения вышеизложенного требуется:
1. Строжайшее и добросовестное соблюдение методики ремон-
•ia, которая изложена в книге.
2. Настойчивое желание освоить материал, изложенный в
книге и осуществление его на практике.
Прежде чем приступить к ремонту, уясните название деталей
тех узлов, которые подвергнутся разборке. Название деталей
можно узнать:
а) во второй главе (перед началом описания неисправностей
каждого узла);
б) в соответствующих рисунках;
н) в инструкции завода-изготовителя.
Перед ремонтом очень полезно ознакомиться с содержанием
книги не только по оглавлению, но и по текстовому
расположению материала.
Автор рассчитывает на отзывы читателей, так как всякий от~
н.ш будет способствовать совершенствованию его авторской мыс-
fin,
Как работать с книгой?
Читать книгу^ не видя перед собой швейной машины — дело
бесперспективное. К примеру, Вы имеете машину «0рша»-2 (ЗМ).
')r;i машина, как правило, в ножном исполнении. Сначала при-
щ-дпте в порядок ее внешний вид. Если в станке отвернулся или
йоте потерялся болт крепления боковой стойки с рамой, то, что-
t»i.i м\ вернуть его, разве нужна книга о ремонте? Или стол полу-
ju.жаленный, или приводной ремень оборвался и т. д. Если
перечисленные и подобные неисправности владелец машины не
может устранить без какой бы то ни было книги, то эта ему не
поможет найти и устранить более сложные неисправности в
самой машине.
Предлагаемая книга не роман и читать ее «от доски до доски»
не только бесполезно, но даже вредно. Книга деловая, и каждую
прочитанную строчку надо осмыслить и переносить на машину,
т. е. сличать с реальностью на механизме машины. Только тогда
написанное и прочитанное даст ощутимую пользу. Швейная
машина не терпит частичной наладки, частичного ремонта. Она
только тогда стабильно будет работать, когда все ее части
работают исправно.
Осваивать материал следует в определенном порядке:
а) третья глава — общее знакомство с состоянием всех
механизмов машины. Выявление признаков неисправности;
б) первая глава — уточнение признаков неисправности и
выяснение методов их устранения. Уточнение узлов, в которых
имеются неисправности;
в) вторая глава — практическая привязка конкретных
неисправностей к конкретным узлам. Процесс ремонта;
г) третья глава — регулировка зазоров в механизмах,
которых коснулся ремонт прямо или косвенно.
При проработке первой и второй глав надо соблюдать
правило: проработка первой графы «Неисправности, их причина»
только в контексте со второй графой «Методы устранения»
соответствующего пункта.
ИНСТРУМЕНТЫ И МАТЕРИАЛЫ
Для успешного ремонта швейной машины необходимо иметь
следующие инструменты и материалы. (Как минимум!)
1. Молоток весом в 150 г и длиной ручки 180 мм — 1 шт.
2. Кусачки с захватом вала Д=10 мм (не более) — 1 шт.
3. Пассатижи длиной 130 мм малые с острыми губками — 1 шт.
4. Ключ разводной 160X21 — 1 шт.
5. Ключ рожковый 17X19 — 1 шт. \
6. « » 12X14 - 1 шт. ■
7. « » 8X10 — 1 шт. "
8. « » 7X9—1 шт.
9. « » 6X5 — 2 шт.
10. Отвертка длиной 310 мм и шириной лезвия 9 мм — 1 шт.
11. « » 240 мм « » 7 мм — 1 шт.
12. « » 240 мм « — » 5 мм — 2 шт.
13. « » 130 мм « —» 3 мм — 2 шт.
14. « » 80 мм « » 2 мм — 2 шт.
15. Ножницы длиной 95 мм — 1 шт.
16. Лупа четырехкратного увеличения без ручки — 1 шт. (лу-
ii.u используемая часовым мастером)
17. Полотно ножовочное новое (половинки) — 2 шт.
18. Масленка пластмассовая — 1 шт.
19. Масло машинное И8А
'20. Наждачная бумага крупнозернистая
21. « : » шлифовальная
22. Растворитель № 647
23. Лента ободная (бандажная) от выбракованного кинескопа
(толщина 0,2 мм)
24. Сухое горючее
25. Стальная проволока Д=0,2 мм
26. « » Д=1,0 мм
27. Проволока мягкая Д=1,0 мм
28. Кожа натуральная (отходы кожевенного производства)
Толщиной 2—3 мм
29. Два-три кусочка длиною 20 см приводного ремня от нож-
ион швейной машины
30. Надфиль простой плоский, трехгранный, круглый, плоско-
выпуклый — набор
31. Надфиль алмазный плоский, трехгранный, круглый,
четырехгранный, двояковыпуклый — набор
32. Трехгранный напильник дл. 200 мм — 1 шт.
.^). Пинцет с загнутыми концами — 1 шт.
9
34, Гвозди диаметром в 1 мм и дл. 20 мм
35. « » 1,5 мм и дл. 30 мм
36, « » 2,0 мм и дл. 15 мм
37. Метчики М2, М2,5, МЗ, М4, М5, Мб — 6 шт.
ЗАПЧАСТИ
Челнок, шпульный колпачок, пружина компенсационная,
фрикционный винт, ролик резиновый, крепежные материалы и
другие мелкие - детали и запасные части.
Глава 1
НЕИСПРАВНОСТИ ПО ВИДАМ
И МЕТОДЫ ИХ УСТРАНЕНИЯ
В этой главе рассматриваются неисправности швейных машин
и методы их устранения. Слово «неисправность» имеет широкий
i исктр понятии. Машина может не давать отказа в работе, но в
ю же время быть неисправной, так как под «неисправностью»
понимается такое состояние машины, при котором нарушено хотя
Г>ы одно из требований технической документации. Если при этом
машина остается работоспособной, то в ней явный дефект. Дефек-
[ t>i могут быть заводские, приобретенные во время эксплуатации,
хранения, транспортировки и т. п. обстоятельств.
Отказ в машине — это нарушение ее работоспособности, это
как бы высшая степень ее неисправности. В этой главе ставится
задача рассмотреть часто встречающиеся неисправности в их
элементарных, наипростейших видах. Только такая форма
изложения материала книги станет доступной пониманию каждого чело-
пека.
1. ОБРЫВ ВЕРХНЕЙ НИТКИ
Неисправности, их причины
1
1. Сильно зажата нитка между
шайбами в регуляторе
2. Защемление верхней нитки
на ходу. Например, игла вошла
и отверстие игольной пластины
пилотную к правой или левой
i генке. Нитка может
защемляться в разных местах.
Например, при выходе с пальца
in пульного колпачка.
Внимательно, на тихом ходу,
вручную проворачивая маховик,
обнаружить где проскакивает нитка
ю щелчком. Она на всем
своем пути от катушки до строчки
Методы устранения
2
1. Отпустить гайку регулятора
натяжения верхней нитки
2. Если игла сместилась
вплотную к правой стенке в
отверстии игольной пластины, то
надо снять игловодитель и
профрезеровать куском нового
ножовочного полотна глубину
канавки, куда вставляется игла.
Игла должна проходить по
центру отверстия (см. гл* 2
«Узел иглы»). Надо
внимательно посмотреть, где
защемляется нитка, и устранить этот
дефект
11
1
должна проходить свободно,
легко без малейших «заеданий»
3. Коническая пружина на
регуляторе натяжения верхней нитки
поставлена неправильно. Нитка
обрывается при вытаскивании
ткани, когда поднята лапка. При
поднятии рычага подъема лапки,
толкатель нажимает на
отжимную шайбу регулятора,
коническая пружина сжимается,
освобождая нитку. При отжиме
коническая пружина отжимается
только определенным краем, а не
всей плоскостью. Если этот край
окажется внизу — отжима не
будет
4. «Заедание» конической
пружины на оси регулятора
натяжения верхней нитки ^
5. Заклинивание в регуляторе
сильно перекрученной нитки.
Верхняя нитка с катушки
подается импульсно, т. е. рывками.
После рывка следует резкое
ослабление. В этот момент у
сильно перекрученной нитки
образуются разной величины
барашки, завитки
6. Слишком слабое натяжение
верхней нитки, в результате в
строчке снизу образуются
петли, которые челнок выходным-
концом увлекает в челночный
паз
12
3. Снять нажимную гайку
регулятора и повернуть
коническую пружину по часовой
стрелке на 180°. Поставить
гайку на место
4. Снять нажимную гайку и
коническую пружину с оси
регулятора, развести немного концы
оси и выправить верхний малый
виток конической пружины.
Собрать в обратном порядке
5. Заменить верхнюю нитку
качественной
6. Поджать гайку (ручку
управления) 11 (рис. 1) регулятора
натяжения верхней нитки, т. е.
повернуть ее по часовой стрелке
7. Неправильно собран
регулятор натяжения верхней нитки.
Такая ситуация встречается
часто. Всякое нарушение при
сборке регулятора выводит
машину из строя
7. Правильно собрать регулятор
натяжения верхней нитки.
Важна последовательность сборки: в
компенсационную пружину 3
(рис. 1) вставить ось 4
регулятора, ось с пружиной вставить в
основание 2 регулятора и зажать
4 5
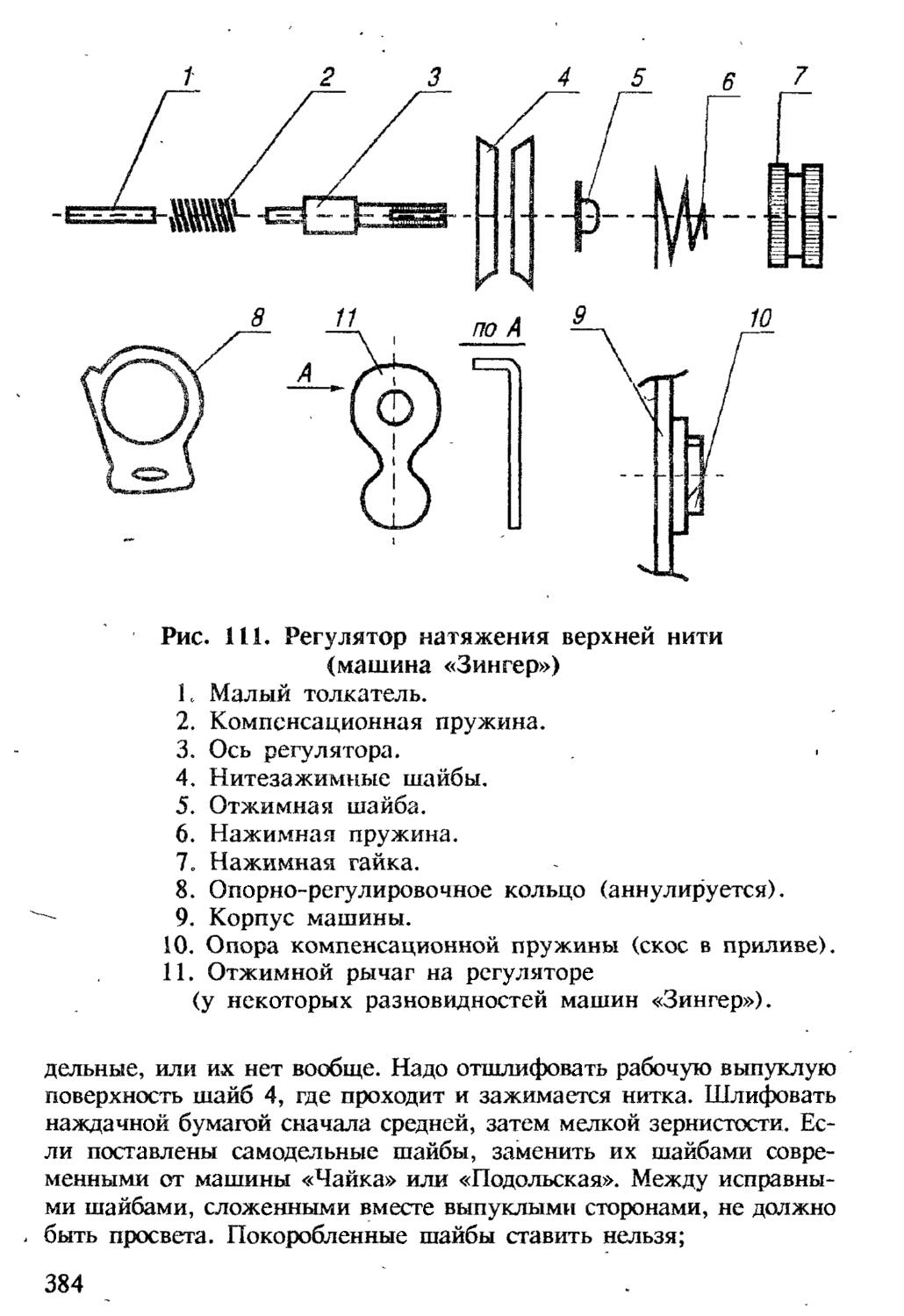
Рис, 1. Регулятор натяжения верхней нити
(машины «Чайка» 134 кл. и «Чайка» 143 кл.)
1. Стопорный винт
2. Основание
3. Компенсационная пружина
4. Ось
5. Зажимная шайба
6. Зажимная шайба
7. Отжимная шайба
8. Нажимная пружина
9. Гайка
10. Ограничительная шайба
11. Ручка
12. Пружинная шайба
13. Винт стяжной
14. Заглушка декоративная
13
8. Отсутствует толкатель на
регуляторе натяжения верхней
нитки. Неисправную машину
пытаются наладить домашние
«умельцы» или их знакомые.
После их вмешательства
машина недосчитывает нескольких
деталей, в том числе и
толкателя регулятора» При
вытягивании ткани из-под лапки,
нитка будет обрываться
стопорным винтом 1. На ось
надеть: большую шайбу, если
она есть, шайбу малую 5 —
выпуклостью наружу, вторую
малую 6 — выпуклостью
внутрь, вставить толкатель во
фронтальную полость,
поставить отжимную шайбу 7 с
перемычкой в отверстии,
коническую пружину 8 широким
концом к шайбам, поставить
нажимную гайку 9,
ограничительную шайбу 10 и ось 4,
ручку 11, пружину 12, винт 13 и
заглушку 14 в ручку.
Проверить: наличие зазора между
толкателем и отжимной
шайбой. Он должен быть равным
0,5 мм. Зазор 0,5 мм должен
быть между толкателем и
рычагом подъема лапки (см. 2 гл.
«Неисправности регулятора
натяжения верхней нитки»)
8. Сделать и поставить
толкатель 2 (рис. 2) в регулятор. Его
лучше сделать из гвоздика
диаметром 1,5—2,0 мм и длиной
30—35 мм. Шляпку гвоздика
расплющить, затем довести его
до размеров: высота
расплющенной части 1,5 мм, длина —
4 мм, толщина 2 мм. Длину
толкателя определить по месту.
Для машины 2М она равна 28
мм (ориентировочно)
14
9. Нет отжима нитки, а
регулятор в полном комплекте.
Толкатель регулятора
поставлен наоборот: расплющенным
концом в сторону рычага —
снаружи
9. Разобрать регулятор и
поставить толкатель плоским концом
внутрь со стороны гайки (см..
рис. 2)
1 2
Рис. 2. Положение толкателя внутри регулятора натяжения
верхней нити (машина 2М кл. ПМЗ;
принято для всех марок машин)
L Отжимная шайба,
2. Толкатель,
3. Рычаг подъема лапки.
4. Ось вращения рычага.
9А. Нет отжима нитки.
Отжимная шайба упирается в
нажимную пластмассовую гайку
(ручку управления). («Чайка»
142М)
9А. Заменить отжимную шайбу
на больший диаметр или
спилить борт шайбы на 1,5 мм илл
поставить безбортовую
отжимную шайбу
у ' . 15
10. Нет отжима шайбы на
регуляторе натяжения верхней
нитки. Перемычка в отверстии
отжимной шайбы может
оборваться, шайбу забыли
поставить при сборке (см. рис, 2)
11. На нитке узелки,
заклинивающие ее в регуляторе и игле.
Швея не должна применять
некачественные нитки
12. Тонкая игла работает по
очень плотному или толстому
материалу, тонкая игла
прокалывает очень тонкое отверстие и
нитка при движении
испытывает очень сильное трение. Предел
прочности нитки оказывается
меньше силы ее разрыва
13. Нитка обрезается острыми
кромками ушка иглы.
Технология изготовления кгл включает
операцию притупления краев
ушка после его образования. В
случае пропуска этой
операции, игла пойдет в реализацию
негодной
14. Корпус хода челнока
«Чайка» 134 и др. смещен вправо
16
10. Без отжимной шайбы 1
нельзя тянуть нитку при
поднятой лапке и иголке. Нитка
обрывается, т. к. зажата в
регуляторе. Поставить отжимную
шайбу. В крайнем случае мож-^
но поставить на последний
виток конической пружины
проволоку диаметром 1,0—1,2 мм.
Проволока должна быть
медной. Концы загибаются на
виток, а середина выгибается
вверх по всему профилю на-,
ружной шайбы. Такой вариант
решения, как временная мера,
работать может
11. Заменить верхнюю нитку
качественной
12. Поставить иглу согласно,
таблицы подбора толщины игл
и ниток по ткани (см. таблицу
в 4-й гл.)
13. Заменить иглу
качественной
14. См. п. 46
1
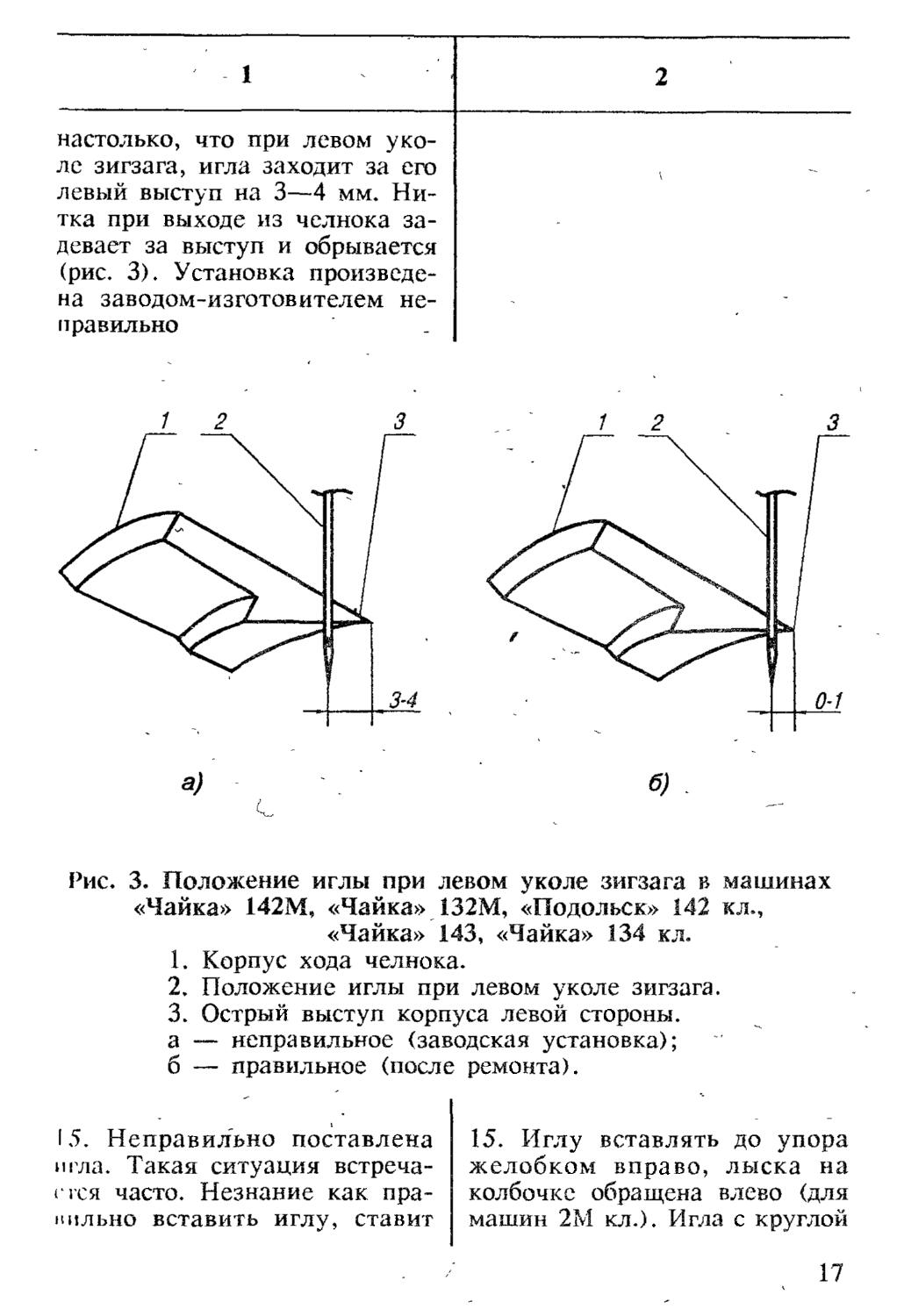
настолько, что при левом
уколе зигзага, игла заходит за его
левый выступ на 3—4 мм.
Нитка при выходе из челнока
задевает за выступ и обрывается
(рис. 3). Установка
произведена заводом-изготовителем
неправильно
2
б)
Рис. 3. Положение иглы при левом уколе зигзага в машинах
«Чайка» 142М, «Чайка» I32M, «Подольск» 142 кл.,
«Чайка» 143, «Чайка» 134 кл,
1. Корпус хода челнока.
2» Положение иглы при левом уколе зигзага.
3. Острый выступ корпуса левой стороны.
а — неправильное (заводская установка);
б — правильное (после ремонта).
15. Неправильно поставлена
игла. Такая ситуация
встречаем гея часто. Незнание как пра-
нильно вставить иглу, ставит
15. Иглу вставлять до упора
желобком вправо, лыска на
колбочке обращена влево (для
машин 2М кл.). Игла с круглой
17
I
швею в тупик» У каждой марки
машины игла ставится
по-разному и не надо путать лыску
на колбе с длинным желобком
вдоль всего лезвия иглы. Игла
длинным желобком всегда
ставится в сторону игольного ни-
тенаправителя. Это правило
для всех марок машин
16. На регуляторе натяжения
верхней нитки отсутствует
компенсационная пружина, активно
участвующая в моментах сброса
верхней нитки с челнока и
подачи ее с катушки. Отсутствие
пружины создает условие
обрыва нитки (или петляния)
17. Сильное натяжение
компенсационной пружины.
Пружина создает на нитке,
обегающей шпульный колпачок,
натяжение в критический
момент. На разных марках
машин компенсационная
пружина ставится на различное
натяжение. Например, «Чайка»
2 — сильное, 2М — умеренное,
«Чайка» 142М — слабое. Даже
в пределах одной марки
наблюдается различное по силе
натяжение этой пружины
18. Нитка обрезается острыми
зазубринами на лапке которые
образовались в результате
частых ударов игл. Иглу
отрегулировать посередине прорези в
лапке, а в иглодержателе
завернуть отверткой. Не шить
кривыми иглами
18
колбой не годится: будет
сбиваться при шитье. Игла с
самодельной лыской на колбе
совсем непригодна (см. гл, 2
«Узел иглы»). Игла должна
быть только с фабричной
лыской на колбе
16. Поставить на регулятор
компенсационную пружину
17, Ослабить напряжение
компенсационной пружины.
Вообще, сила натяжения этой
пружины устанавливается по месту
и условиям оптимального
режима образования нормальной
строчки (см. гл. 4)
18. Заточить место зазубрин
надфилем плоско-выпуклого
сечения
1
19. Нитка обрезается острыми
зазубринами в отверстии
игольной пластины» Зазубрины
образовываются от частых
ударов иглой. Иглу не зажимают
отверткой, применяют иглы
кривые, тупые, ржавые, с
к руглой колбой
(производственные), с самодельно
заточенной лыской. Тянут материал
рукой во время шитья и другие
причины
20. Иззубрено отверстие в ни-
тспритягивателе. Нитка
обладает гигроскопичностью. В воз-
духс (особенно фабричном)
много пыли. Она внедряется
имеете с влагой воздуха в нить
и делает ее в какой-то степени
; наждачной. Через отверстие
h питепритягивателя за многие
юлы работы проходят тысячи
километров нити
Л. Нитка зацепляется за вы-
г i упающий зубец защелки
шпульного колпачка. Зубец за-
Щ(У1ки от долгой работы
протерся. При отводе ручки он
упирается в край шпульки и
ли ко снова отгибается. Вторая
причина — зубец снова высту-
ti.irt над поверхностью так, что
Иод ним виден просвет — это
йямый брак
2^ Нитка зацепляется за
регулировочный винт шпульного
*!>'iii;i4K£i, Винт завернут напе-
пгкос или не соответствует
Дйпному колпачку
19. Куском ножовочного
полотна профрезеровать фаску в
игольном отверстии пластины,
затем круглым надфилем
сделать отверстие гладким. Можно
сделать фаску и сверлом
соответствующего диаметра, но это
долго и громоздко
20. Отверстие обработать
куском ножовочного полотна
(углом) шлифовать круглым
алмазным надфилем
2L Лучше заменить защелку.
Если это невозможно — снять
ее и откусить кусачками зубец.
При подгибании нет
уверенности, что его не отогнут при
работе
22. Заменить винт на
шпульном колпачке. Если
невозможно — спилить надфилем
выступающую часть винта
19
1
23. Нитка зацепляется за винт
крепления пружинной
пластины толкателя челнока. Винты
поставлены наперекор
отвернулись или не соответствуют
данной конструкции
24. Нитка задевает за ручку
защелки шпульного колпачка.
Остановочный винт защелки
слишком длинный «А». Он ставится
изнутри колпачка. Его конец
может выступать из защелки и
отодвигать наружу ее ручку.
Создаются условия для
задевания или даже намотки верхней
нитки за ручку защелки
25. При посадке шпульного
колпачка в челнок, между
защелкой и осью .челнока должен
быть зазор. Если его нет, ручка
защелки имеет свободный ход,
вызывающий не только
зацепление, но и намотку нитки на
шпульный колпачок и обрыв
ее. Ручка не соответствует
защелке (см. гл. 2 «Челночное
устройство»)
26. Нитка, сматываясь с
большой бобины выше нормы, тут
же наматывается на катушко-
держатель. Чем больше бобина,
тем больше ее инерция
вращения и тем больше будет
наматываться нитка на катушкодер-
жатель
27. Слишком тонкая или
непрочная нитка на плотной или
толстой ткани. Для затягива-
20
23. Если завернуть глубже винт
не удается, то спилить
выступающую часть надфилем
24. Плоским надфилем спилить
выступающую часть
остановочного винта защелки. А
длинную ручку укоротить так,
чтобы ее длина была на 1 мм
меньше габарита шпульного
колпачка
25. Снять защелку, край ее
отверстия «В» подпилить круглым
надфилем в сторону шарнира.
Выполнять работу осторожно с
неоднократной примеркой.
Можно снять и разъединить
защелку, заменить ручку. (Если
есть в резерве, рис. 4)
26. Или не применять больших
бобин или перематывать нитки
на катушку
27. Заменить нитку
качественной и соответствующей
толщине ткани
ния ниток в строчке
прилагается сила. Чем толще и плотнее
ткань, тем больше сила
затягивания. Тонкая нить не
соответствует требованиям
повышенной прочности
Л
Рис, 4, Устройство защелки шпульного колпачка
(машина 2М кл. ПМЗ)
1. Ручка.
2. Защелка.
3. Кромка отверстия, запирающая
шпульный колпачок на оси челнока.
4. Зубец блокировки шпульки.
5. Зубец ручки (с обратной стороны),
А — место укорачивания ручки.
Б — место запиливания скругления.
В — сторона отверстия, обращенная к
шарниру (спиливается),
.'И. Нитка обернулась два раза
нокруг проволоки нитенаправи-
icviH или компенсационной
пружины. Обрыв нитки произойдет
тлько на быстром ходу. Такая
»игуация создается при перекру-
С
28. Очень внимательно
проверить все пункты заправки
верхней нитки. Лучше
перезаправить. Некачественную,
перекрученную нитку заменить
21
1
ченной нитке, невнимательном
отношении к положению ее в
процессе шитья. Правильная
заправка нити обязательна
29, На быстром ходу нитка не
может осилить инерцию покоя
большой бобины и обрывается.
Верхняя нитка сматывается с
бобины дергающими усилиями
нитепритягивателя. На большом
ходу момент этих усилий будет
определяться долями секунды.
Инерция покоя прямо
пропорциональна весу, массе бобины.
Чем она больше, тем больше
вероятности обрыва нитки
30, Рассогласованность
движений иглы и челнока может
произойти по причине ослабления
винтов крепления большого
кривошипа с фигурным пазом на
левом конце главного вала. При
ослаблении винтов, он может
провернуться на некоторый
угол. (Швейная машина «Пано-
ния», «Тула», «Чепель» 30)
3L Ослабла цилиндрическая
пружина шпульного колпачка,
в результате чего ручка
защелки имеет свободный люфт,
мешая работать верхней нитке.
Пружина в колпачке очень
тонкая, и ржавчина быстро
разрушает ее. Особенно, когда
машину держат у окна, в
сыром углу или на полу
32. Высокие выступы 6 (рис. 5),
ограничивают онир защел-
22
29. Не применять больших
бобин. Лучше перематывать
нитки на катушки
30. Кривошип можно поставить
в правильное положение по
моменту встречи иглы, когда она
начинает движение из крайнего
нижнего положения.
Расстояние между иглой л челноком 2
мм выше ушка иглы (см. гл. 3
«Швейная машина 2М кл.
ПМЗ»)
31. Заменить цилиндрическую
пружину в шпульном колпачке.
Ее легко сделать самому из
сталистой проволоки диаметром
0,3—0,4 мм (см. гл. 2
«Челночное устройство» п. 31)
32, Заменить шпульный колпа-,
чок. Но можно выступы 6 не-
ки 2 шпульного колпачка.
Верхняя нитка, обегая, задевает за
ник и соскакивает с заметным
подергиванием. От этого
бывает обрыв нитки или петляние
ее снизу. Чаще это бывает
тогда, когда шпульный колпачок
НЕ ПОДОБРАН по месту.
ПОДБОР колпачка — лучший
метод подгонки . >
33. На шпульном колпачке (см.
рис. 5) хвостовик 7 пружины не
ннеден в прорезь колпачка. Ни-
гка при обводе вокруг шпульно-
ю колпачка зацепляет за
хвостовик пружины и обрывается
много спилить до уровня
шарнира защелки и тщательно
прошлифовать
33. Отвернуть регулировочный
(он же винт 1 крепления)
пружины 3, заправить ее
хвостовик в прорезь шпульного
колпачка и поставить винт на
место. Отрегулировать натяжение
нижней нитки
Рис. 5* Шпульный колпачок от правоходного челнока
(машины «Чайка» 134 кл., «Зингер» Ц-ШП)
L Винт прижима пластинчатой пружины. -
2. Выступ защелки для зацепления шпульки.
3. Пластинчатая пружина.
4. Ручка защелки,
5. Фиксаторный палец.
6. Выступы (защита шарнира зашелки).
7. Хвостовик пластинчатой пружины.
23
1
34. Конец нижней нитки сошел
со шпульки и, случается,
захлестывает верхнюю, от чего она
обрывается. Кончились нитки
на шпульке
35. В месте крепления
пластинчатой пружины толкателя
челнока или направительной
пластины корпуса хода
челнока есть облом в отверстии.
Облом равен отсутствию винта
крепления. Пружины могут
сбиваться в сторону и
способствовать обрыву нитки
36. Отсутствие зазора между
челноком и толкателем как на
входе, так и на выходе нитки
может быть в том случае, если
толкатель погнут по той или
иной причине в сторону
челнока
37. Входной конец толкателя
2а (рис. 6) прижат к носику
челнока. Нитка не может
свободно обойти конец толкателя
и затягивается в паз, по
которому скользит челнок. При
регулировке зазоров, подгибая
выходной конец, не обратили
внимание на новое положение
входного конца
38. Отломан конец
пластинчатой пружины толкателя
челнока. Чаще отламывается
выходной конец, т. к. им приходится
34. Намотать на шпульку нитку
заново
35. Снять корпус хода челнока
и толкатель с валом. На месте
облома просверлить отверстие
сверлом диаметром 2,2 мм и
нарезать резьбу М2,5 заново. На
корпусе хода челнока очень
трудно высверлить облом —
разной твердости металлы —
корпус из чугуна, а винт стальной
36. Сделать зазор — на выходе
нитки — 1 мм, на входе — 0,3
мм отгибанием толкателя.
Зазор между толкателем и
качающимся челноком должен быть
соблюден на всем пути его
качания от захвата нитки до ее
сброса. Иначе где-то в середине
пути будет обрыв нитки (такой
случай бывает нередко!)
37. Входной конец толкателя
не должен касаться ни верхней
«а» ни нижней «б» площадок
челнока. Его надо отогнуть
отверткой на середину «в»
вертикальной плоскости
38. Заменить пластинчатую
пружину на толкателе
24
Регулировать величину
выходного зазора. Если отломился
i ход ной конец, то здесь срабо-
|.1ла небрежность швеи при
распутывании ниток. За
отломанный конец цепляет нитка и
обрывается (рис. 7 для 2М)
.V), На рабочей поверхности
носика челнока появилась за-
лубрина от удара кривой иглой,
Носик челнока — главная,
масть детали. Он всегда должен
быть острым, наклонная
плоскость — строго прямой. Вся
поверхность носика должна
быть обязательно отполирована
до зеркального блеска.
Нарушение таких условий — пер-
0,3
39, Алмазным надфилем
спилить зазубрину. Отшлифовать
на шлифовальном круге %
1-1,5
в)
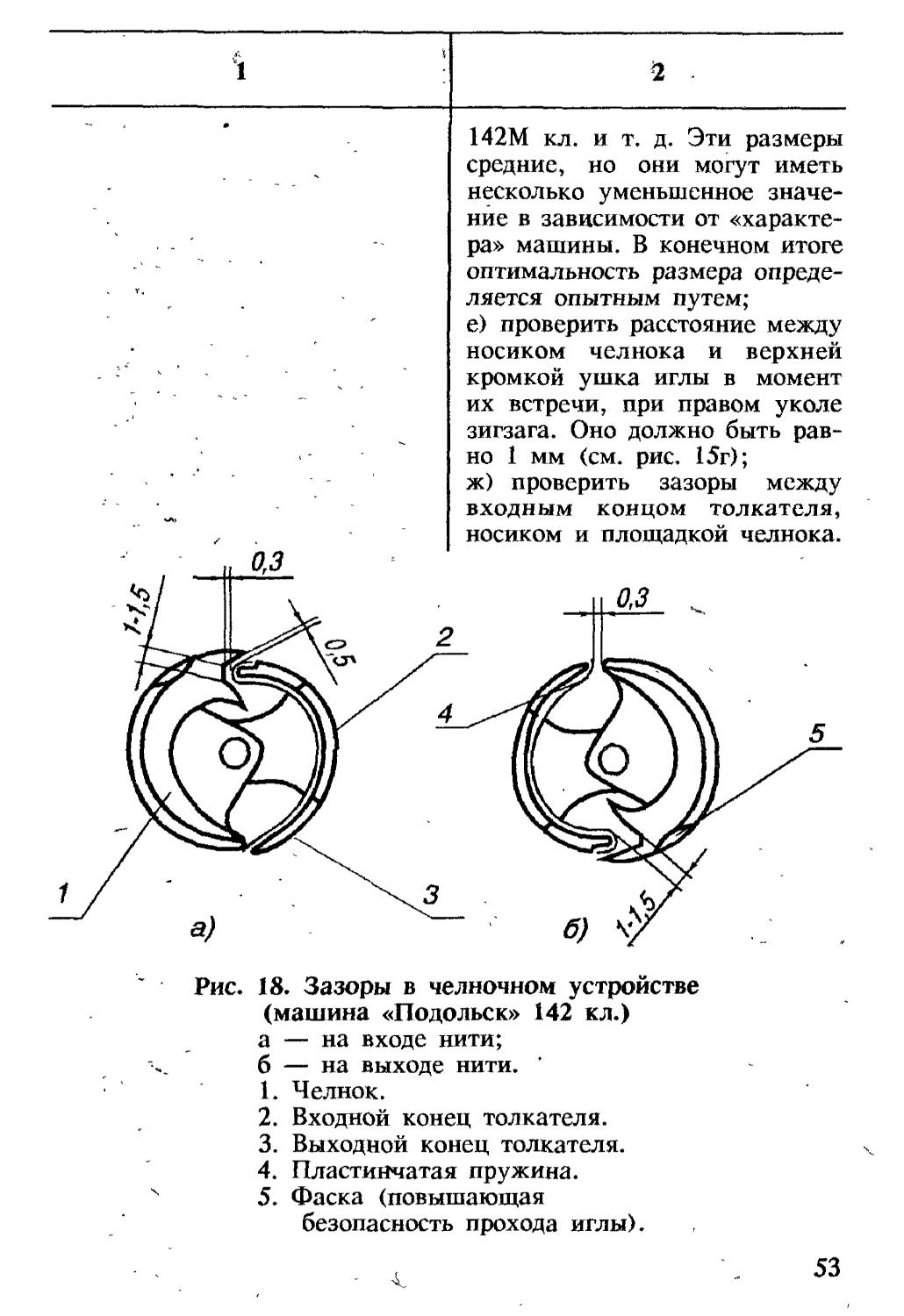
Рис. 6, Положение толкателя в правоходном челноке
(машины «Подольск» 142 кл., «Орша» ЗМ и др.)
Челнок -
Толкатель.
— неправильное — конец толкателя прижат к носику;
— неправильное — конец толкателя прижат к полке;
— правильное.
25
воочередная причина обрыва
нитки
40. Носик челнока слишком
далеко отстоит от иглы —
более 2-х мм, когда она
находится в крайнем нижнем
положении. Соединение: вал челнока
— кривошип кулисы не
соответствует положению челнока
относительно иглы
40. Реконструировать
соединение: вал толкателя челнока —
кривошип кулисы. Штифт
удалить, вместо него поставить
два винта М4, М5 (для машин
«Панония», У машин 2М кл.
ПМЗ ставить два винта М4, см.
гл. 3 «Швейная машина 2М кл.
ПМЗ»)
Рис. 7. Толкатель челнока (машина 2М кл. ПМЗ)
1. Входной конец (вход нити в челнок).
2. Пластинчатая буферная пружина.
3. Винты крепления пружины.
4. Выходной конец (выход нити).
41. Носик челнока кем-то
подпилен или изношен со стороны
иглы (и такое в жизни
бывает). Геометрия острого угла
нарушена. Челнок не допускает
порчи носика. Всякое
изменение геометрии носика челнока
выводит машину из строя
26
4L Заменить челнок новым
1
42. Рабочая поверхность
носика челнока шероховатая,
нарушена полировка. Это
недопустимо, нитка будет затягиваться в
паз и обрываться
43. Рабочая поверхность
шпульного колпачка (челнока)
в разной степени ржавления.
Свежую ржавчину, окисление
удалить легко, застарелую —
невозможно. А происходит
такая порча деталей там, где
машина стоит у окна, в углу, на
полу, веранде, чердаке и т. п.
местах
44. У челнока от долгой работы
образовываются острые кромки,
например, наружной стороны
носика. Кромки челнока затачи-
иаются от контактирующего
металла и ниток, наполненных
абразивной пылью, и режут
нитку
45. Обратное вращение
маховика случается у начинающих
швей, при работе на машине с
ножным приводом. Научиться
работать ногами на ножном
приводе можно так: вынуть'
шпульный колпачок, верхнюю
нитку не заправлять, вместо
ткани подложить под лапку
чистую бумагу, на которой
будет имитация строчки.
Работать настойчиво
46. Корпус хода челнока
смещен вправо настолько, что
игла при правом уколе зигзага
42. Сначала шлифовать мелкой
шлифшкуркой, затем на
войлочном круге, пропитанном
пастой ГОИ. Поверхность
челнока должна быть зеркальной
43. Сделать то же, что в и. 42
44. Алмазным надфилем
плоского сечения притупить
острые кромки на челноке, затем
прошлифовать шлифовальной
шкуркой
45. Маховик должен вращаться
против часовой стрелки и
никогда в обратную сторону.
Вращение маховика в обратную
сторону приводит к
немедленному обрыву нитки и поломке
иглы
46. Необходимо сместить
корпус хода челнока влево до
величины зазора между иглой и
27
1
отстоит от нитенаправительной
пластины на 3—4 мм. Нитка с
трудом сходит с челнока,
может обрываться или петлять
снизу. Такая установка
корпуса хода челнока
заводом-изготовителем на практике
оказалась далеко не лучшей (рис. 8)
3-4
нитенаправительной пластиной
в 1 мм при правом уколе
зигзага. Для выполнения
регулировки выполнить следующие
операции:
1. а) откинуть машину на
петлях;
б) в челночном устройстве вы-
Q О-
1,0
0
б)
Рис. 8. Нитенаправительная пластина на запорном кольце
(машина «Чайка» 142М кл. и др.)
а — до ремонта;
б — после ремонта (острый угол на правой
кромке спилен под 90°).
1. Правая рабочая кромка.
нуть шпульный колпачок,
запорное кольцо и челнок;
в) на нитенаправительной
пластине сделать ПРАВЫЙ СРЕЗ
под утлом 90 (заводом
выпускается под острым, (см. рис. 8);
г) поставить запорное кольцо
на корпус хода челнока 3 (рис.
9). Опустить иглу в крайнее,
нижнее положение при полном
правом уколе зигзага;
д) ослабить болты 4 крепления
цапфы 6 корпуса хода челнока
3. Ослабить винты 14, 19 креп-
28
5 6
8 9
11 12 13 14 15 16 17
Рис. 9. Механизм корпуса хода челнока, вала и кривошипа
(машина «Подольск» 142 кл. и др.)
L Вал толкателя челнока.
2. Ограничительное кольцо вала толкателя.
3. Корпус хода челнока.
4. Болты крепления крышки цапфы»
5. Крышка цапфы корпуса*
6. Цапфа корпуса. т • '
7. Запорная защелка кольца.
8. Секторная шестерня.
9. Левая втулка вала челнока.
10. Прилив платформы.
11. Кулачок подъема зубчатой рейки.
12. Вал челнока.
13. Правая втулка вала челнока.
14. Стопорный винт правой втулки. V
15. Контргайка конуса.
16. Кривошип вала.
17» Конус шатуна.
18. Стяжной болт кривошипа.
19. Стопорный винт левой втулки.
20. Коническая ведомая шестерня. /
21. Верхний винт крепления шестерни.
29
ления обеих втулок 9, 13
горизонтального вала 12 секторной
шестерни 8;
с) правую втулку 13 вала
сместить влево на 5 мм. Ослабить
оба винта крепления кулачка
11 подъема зубчатой рейки. Он
находится на валу секторной
шестерни;
ж) сместить корпус хода
челнока 3 влево на 1,5—2,0 мм.
Сместить вал 12 секторной
шестерни 8 влево на 1,5—2,0 мм»
При смещении сделать упор
бородком в кулачок 11 подъема
зубчатой рейки, смещение
корпуса и вала делать малыми
шажками, чтобы не
рассоединить зубчатую передачу.
Смещение вести до тех пор, пока
зазор между иглой и нитенап-
равительной, на запорном
кольце, пластиной не станет
равным 1 мм (при зажатых
болтах цапфы 6). При этом
надо учесть, что при зажиме
болтов 4 цапфы корпуса, зазор
уменьшается. Согласно рисунку
10 проверить, правильно ли
вошли зубья секторной
шестерни во впадины зубьев ведомой
шестерни. Верхний зубец
секторной шестерни должен войти
во впадину за вторым зубцом,
считая зубец 2 против винта 1
первым;
з) зажать болты цапфы
корпуса челнока и проверить зазор.
Он должен быть равным
1 мм. За счет смещения вала
12 обеспечить на толкателе
челнока еле ощутимый зазор в зубча-
30
том соединении во всех
положениях толкателя. Зазор
может быть одинаковым во всех
положениях, а может быть и
неодинаковым. В таком случае
положение неисправимо, т. к.
причиной может быть
отсутствие на шестернях симметрии
одного зуба или нескольких,
перекос осей шестерен,
наличие эксцентриситета и др.
2, При смещении корпуса хода
челнока для установки зазора
между иглой и нитенаправитель-
ной пластиной равным 1 мм, од-
6 5
б)
Рис. 10. а) Компенсационная пружина регулятора натяжения
верхней нити (машина «Веритас» 8018-2 кл,). б) Установка
зацепления конических шестерен (машины «Подольск» 142 клм
«Чайка» 134 кл.)
1. Верхней винт.
2. Первый зубец.
3. Второй зубец.
4. Крайний зубец секторной шестерни.
5. Нижний винт.
6. Вал толкателя челнока.
31
Рис. 1L Нитенаправительная
пластина корпуса хода
челнока (машина 2М кл. ПМЗ)
1. Зона отжига.
2. Рабочая зона.
3. Отверстия, пропиленные
на 2 мм в сторону
от рабочей зоны.
47. Рабочая кромка нитенапра-
вительной пластины корпуса
хода челнока имеет зазубрины.
От долгой работы нитка
протирает на кромке глубокие
канавки. Ржавчина образует
мелкие раковины на кромке и
другие причины
48. Нитка затягивается в паз
корпуса хода челнока и рвется
по причине, что рабочая
кромка 1 (см. рис. 8) очень
короткая (машин «Чайка» 3). Но
нитка может затягиваться в
паз и по причине
шероховатости зоны входа у паза корпуса
хода челнока
32
новременно решать и другой
вопрос. Может случиться так, чтс
зазор между иглой и пластано*
равен 1 мм, а игла при лево*
уколе зигзага будет заходить з<
острый выступ на 4—3 мм. В
таком случае корпус сместить влевс
так, чтобы игла или совместиласЕ
с левым острием корпуса, или
заходила за острие не более чем ш
1 мм (см. рис. 3). Зазор же
между иглой и нитенаправительно»
пластиной, в таком случае,
делать за счет подпиливания
правого края пластины или за счет
изготовления новой пластины
по месту (см. гл. 3 Машина
«Подольск» 142). Но лучше
острый выступ на корпусе ход?
спилить на глубину 2—3 мм, а
нитенаправительную пластин}
не трогать .
47. Снять корпус хода челнока,
снять нитенаправительную
пластину и отшлифовать ее
рабочую кромку сначала алмазные
надфилем, затем
шлифовальной шкуркой и на
шлифовальном круге (рис. 11)
48. Сдвинуть
нитенаправительную пластину назад (в сторон)
челнока) за счет зазоров в дву>
отверстиях крепления.
Спиливая дно зева пластины на 1,0—
1,5 мм, увеличить длину
рабочей кромки 1. Вертикальные
паз на зоне входа челнока
углубить на 0,5 *ш и
прошлифовать
I
49. У машин 2М кл. ПМЗ,
«Тикка» и др. при шитье
толстых тканей на малом ходу
нитка не обрывается, на быстром
(особенно при работе на
электроприводе) обрывается.
Причина: нить с игольного нитенап-
равителя в ушко иглы вхорит
под углом (примерно) в 30
ДО. У челнока образован уступ
2 а от прорезки отклоненной
илсво фрезой. Нитка при
обводе челнока задевает за уступ,
обрывается или петляет снизу
(рис. 12)
49. Для тою чтобы нить
располагалась строго перед желобком
иглы, надо снять игольный ните-
направитель и сделать на нем
новый загиб ближе к основанию.
Обрыв нитки прекратится
50. Уступ 2а спилить
алмазными надфилями круглого и
двояковыпуклыми сечениями
заподлицо с прилегающими
поверхностями челнока
Рис. 12. Правоходный челнок с уступом
(машина «Чайка» 142М кл. и др.)
а — челнок с уступом 2 (брак);
б — челнок нормальный.
1. Челнок. ~
2. Уступ, образованный слева
отклоненной фрезой.
3. Поясок челнока.
А ?«Н1ИН
33
51. Машины «Чайка» 3,
«Подольск» 142 на запорном кольце
у нитенаправительной
пластины правая рабочая кромка 1
(см. рис. 8) очень малой
длины, по этой причине верхняя
нитка затягивается в паз
челнока и обрывается
52. На, промышленных
машинах мал зазор между
фиксатором и шпуледержателем
53. На некоторых швейных
машинах (Китай, машина
«Летающий человек») внутренний
венец (кольцо) у толкателя
челнока служит причиной
обрыва нитки
54. На вертикальной плоскости
челнока образуется выбоина 2
от многолетних ударов
толкателя. Нитка застревает в этой
выбоине и рвется (рис. 13)
" 2 '
51. Пластину сдвинуть правой
стороной назад на 1,5 мм за счет
люфта в отверстиях крепления
или за счет пропиливания в
правом отверстии пластины. Дно
зева пропилить глубже на 1,5 мм
52. Установить зазор 1,0—1,2
мм
53. Спилить венец заподлицо
54. -Алмазным надфилем
спилить (сравнять) плоскость
Рис. 13. Выработка на челноке
(машины «Зингер», «Чайка»,
2М кл. ПМЗ)
1. Носик челнока.
2. Выработка на вертикальной
плоскости челнока (на
входе нити).
34
55. Толкатель расположен
ниже относительно челнока
$(). Обрыв нитки произошел по
причине поворота ткани при не
\ пол ностью опущенной игле
d Пился шаг стежка по причине
i-дии га ткани). Обрыв нитки
Неминуем
51. В швейной машине 822 кл.
. ИМЗ, «Веритас» 8014-35 и др.,
Где установлен вращающийся
41-чмок (как у промышленных
м.ипин), обрыв может
происходи и> по причине:
и) острого заусенца от
резьбовою отверстия внутри челнока;
б) острых кромок внутреннего
lia.i.i на входе нитки
ЯК. Нитенаправитель возле
иглы имеет геометрию наклонной
примой. Нить при движении
i'iуминается (образуются
барашки) или рассучивается (т. е.
firt i/тхмачивается). В обоих
т\члчх нить не пройдет через
Viiiко иглы и будет ее обрыв
|У Где-то посередине траекто-
ри и д в ижения качающегося
челнока отсутствует зазор
мгжду челноком и толкателем
55. Разобрать узел и подложить
под толкатель одно кольцо. (Годно
кольцо из-под резьбовой втулки)
56. Материал при поднятой
лапке поворачивать только при
полностью опущенной игле
57. Разобрать челнок полностью
и наждачным камушком
диаметром 5 мм, установленном на
черенке в патрон с
электродвигателем, притупить все кромки
внутри челнока и снять
заусенцы на резьбовом отверстии
58. Нитенаправитель должен
иметь геометрию цилиндра,
точнее тора с внутренним
диаметром в пределе 0,5—2 мм
59. Обеспечить зазор между
толкателем и челноком на всей
траектории их движения. Это
касается всех машин с
качающимся челноком
2. ПРОПУСК СТЕЖКОВ В СТРОЧКЕ
Неисправности, их причины
Методы устранения
1. Зазор между иглой, когда
она начинает движение из
крайнего нижнего положения и
челноком в плоскости его
вращения более 0,3 мм. Иногда
зазор доходит до 3 мм. Это
может быть по причине (машины
2М кл.):
а) корпус хода челнока
завышенной толщины;
б) игла занимает крайнее
правое положение в отверстии
игольной пластины.
Недостаточная глубина игольного паза
в игловодителе
2. Установлена игла другого
типа, например, с круглой колбой.
Диаметр колб разный по той
причине, что они разного типа:
круглая, с глубокой лыской —
индийская, с неглубокой —
отечественного производства.
Другого типа игла образует большой
или недопустимо малый зазор с
челноком в плоскости его
вращения, что и создает условия
для пропуска стежков в строчке
и других дефектов
3. Погнутая игла. Такая игла
образует большой зазор между
ею и челноком, обеспечивая
пропуск стежков в строчке
4. Момент встречи иглы с
носиком челнока рассогласован.
ц
1. а) подложить фольгу в 2—5
слоев под корпус ниже винтов
крепления;
б) фрезеровать паз для иглы в
игловодителе или подгибать иг-
ловодитель — все производить
в пределах центра отверстия
игольной пластины (см. гл. 2
«Узел иглы»)
2. Иглу устанавливать такого
типа, на который
отрегулирована машина
3. Применение погнутых игл
не допускается
4. С помощью маховика
поставить иглу в крайнее нижнее
Встреча должна происходить
на уровне 2—2,2 мм выше
ушка иглы (для машин типа 2М
кл. ПМЗ — прямострочных).
Игловодитель не отрегулирован
на нужный уровень. В нем нет
упора для иглы, и потому она
i кшится на произвольный уро-
нень
5. Несоответствие — тонкая
игла и толстая верхняя нитка.
В данном случае петля-напуск
образуется легче на
противоположной стороне иглы
6. Петля-напуск не
перпендикулярна траектории движения
челнока. Чем больше угол от-
i юнсния, тем больше
вероятное i ъ пропуска стежков в
гфочке. При уменьшении угла
nt i речи, уменьшается ширина
МП ли относительно траектории
днижения челнока. Вероятность
,м ч пата нитки уменьшается
7, Иетля-напуск образуется с
П|к>1ивоположной стороны
иглы. Такое наблюдается при
Применении лощеных'ниток на
Некоторых машинах. Упругость
Тйьих ниток отличается от не-
дощеных. Конструкция машин
Ориентирована на обычные не-
Лощгнмс нитки
положение. Ввести отвертку
справа снаружи и, ослабив
винт крепления игловодителя,
сместить его на нужный
уровень. Закрепить винт,
поставить игольный ограничитель в
игловодитель
5. Толщина нитки всегда должна
соответствовать номеру иглы,
согласно таблице в инструкции
завода-изготовителя
6. Если невозможно повернуть
игловодитель на нужный угол,
снять его и запилить новую лы-
ску под нужным углом. (В
такой ситуации без алмазного
надфиля не обойтись.) В
НЕКОТОРЫХ МАШИНАХ
целесообразно угол встречи петли-
напуска делать не 90 , а
менее — 80°, где 80° — угол
наклонения
7. Заменить нитки на
нелощеные в данной машине на
данную ткань. В крайнем случае,
на корпусе хода челнока
сделать возвышение (наплавить
оловом) против хода иглы,
оставив зазор между иглой и
наплавкой равным 0,8 мм. Эта
наплавка станет препятствием
образованию петли-напуска с
обратной стороны иглы (см.
рис. 158)
37
8. Пропуск стежков наблюдается
только на нейлоне. На
остальных тканях пропуска стежков
не бывает. Нейлон обладает
свойством сводить трение между
ним и иглой до минимума. При
подъеме иглы с ниткой, трение
вокруг иглы настолько мало, что
нитка, поднимаясь с иглой, не
образует петлю-напуск, К тому
' же эластичность нейлона
позволяет ему при подъеме иглы
деформироваться в этом месте, т. е.
тянуться за иглой
9. Тупая игла, попадая в нитку
ткани, затягивает ее вниз,
образуя петлю, которая мешает
образованию петли-напуска
верхней нитки
10. Сильно разработано
отверстие игольной пластины. При
нарушении правил шитья на
машине за много лет иглами
разбито игольное отверстие.
При подъеме иглы нить
тянется вверх за иглой и не
успевает сделать петлю-напуск
38
8. Момент исключительный для
всех машин. Надо выполнить
следующее:
а) перейти на самые тонкие
иглы и тонкие нитки;
б) ужесточить зазоры
(расстояния) между иглой и челноком;
в) зазор в плоскости вращения
челнока установить равным
0,05 мм;
г) расстояние между иглой и
носиком челнока при
опущенной игле довести но
максимально возможного. Это расстояние
устанавливается опытным
путем и может быть в пределах
от 2 до 4 мм (для машин 2М
кл. ПМЗ);
д) подбор ниток по качеству
играет большую роль в данном
случае. Любую машину можно
отрегулировать, включая
реконструкцию некоторых узлов
для работы на нейлоне или
другом подобном материале!
(См. гл. 4.)
9. Поставить острую иглу.
Можно заточить ее алмазным
надфилем (см. гл. 2 «Узел
иглы»). Швея время от времени
должна проверять ее на
затупление и изгиб
10. Заменить игольную пластину
новой или отремонтировать
старую (см. гл. 2 «Узел иглы»)
11. Сильно перекручена нитка.
Петля-напуск при образовании
сразу скручивается в сторону.
Если петля и образовалась, то
требуемое положение ее должно
быть под углом 90° (как
правило) к траектории движения
челнока. При увеличении или
уменьшении угла уменьшается
вероятность захвата нитки
челноком
12. Зазор между толкателем и
челноком увеличен против
нормы в несколько раз. От
этого челнок -может опаздывать
захватывать петлю-напуск.
Зазор увеличивается с каждым
ударом толкателя о челнок. За
один час непрерывной работы,
при средней скорости вращения
300 об/мин толкатель наносит
36 000 ударов по челноку
(300X2X60 для машин с
качающимся челноком).
Происходит деформация деталей и,
как следствие, увеличение
зазоров
13. Входной конец толкателя,
касаясь иголки, отодвигает ее
от носика челнока увеличивая
зазор между ними в
вертикальной плоскости. Погнутость
входного конца толкателя в
данном случае ничем не
обусловлена
11. Заменить нитку
качественной. Можно изменить условия:
переставить катушку верхним
концом вниз
12. Зазор для швейной машины
2М кл. должен быть приведен к
норме: на входе нитки — 0,3
мм, на выходе — 1,0 мм (рис.
14). См. гл. 3
13. Данный вопрос можно
решить двояко:
а) спилить сторону входного
конц£ толкателя, обращенную
к иголке. Иголка не должна
касаться толкателя;
б) отогнуть кусачками конец
толкателя от иглы на 1—1,5
мм. В ремонтной практике оба
варианта применяются очень
часто
39
14. В игловодителе нет упора
для иглы. Он потерян или
сломан* Момент встречи челнока с
иглой — величина постоянная.
Поэтому игла в игловодителе
должна ставиться строго на
одном уровне — это условие
нормальной работы машины
15. При левом уколе зигзага
расстояние по горизонтали
между иглой и носиком
челнока меньше требуемого. При
меньшем расстоянии
петля-напуск не успевает образоваться
16. При правом уколе зигзага
расстояние между носиком
челнока и верхним краем ушка
0,3
14. Поставить винтюграничитель
иглы. Если в отверстии облом от
винта, его высверлить, нарезать
новую резьбу М2,5 или МЗ и
поставить соответствующий винт
15. Нормально это расстояние по
горизонтали колеблется от 4 до 2
мм, например у «Чайки» 2,
«Чайки» 115-1, «Подольск» 125-1
расстояние равно 2 мм, у «Чайки» 3
оно равно 4 мм. Регулируется
расстояние за счет поворота вала
12 секторной шестерни при
застопоренном маховике (см. рис. 9)
16. Это расстояние должно
быть равным 1 мм. Для машин
с качающимся в вертикальной
1,0
Рис. 14. Зазоры между левоходным челноком и толкателем
(машина 2М кл. ПМЗ)
а — на входе нити;
б — на выходе нити.
(Зазоры не меняют своей
величины при движении).
40
иглы менее I мм в момент
встречи челнока с иглой. При
этом челнок не успевает брать
минимальную петлю-напуск
17. Игла сместилась в отверстии
игольной пластины вперед до
предела А меньше Б, т. е.
отошла от челнока, увеличив зазор
в несколько раз (машина
«Чайка»). Кронштейн рамки иглово-
дителя, закрепленный двумя
винтами, часто сбивается по
причине несовершенства
конструкции. (Особенно у машин
«Чайка» с электроприводом)
18. Зигзаг иглы нарушен, она
переходит с зигзагообразной
строчки периодически или
апериодически на прямую строчку,
смещенную вправо или влево.
Причина — заедание в блоке
копирных рычагов или на оси
блока пластмассовых копиров,
или то и другое вместе
19. Входной конец толкателя
подошел близко к игле. В начале
подъема иглы он увлекает
образовавшуюся петлю-напуск в
сторону своего движения. (У машин
2М кл. — влево, у «Чаек» —
вправо). Создается ситуация для
пропуска стежков в строчке
плоскости челноком (все
«Чайки» ПМЗ «Веритао 8010,
«Радом» 432, 2М кл. ПМЗ, «Тикка»
и др.) Для машин с
вращающимся вкруговую челноком этот
зазор при левом уколе зигзага в
пределах 0,1—0 мм («Веритас»
8014-35, «Тула», «Лада» Т-237 и
др.). Регулируется расстояние
смещением игловодителя по
вертикали (см. рис. 135а)
17. Кронштейн рамки
игловодителя отодвинуть назад большой
отверткой, игла своим острием
должна находиться посередине
отверстия игольной пластины
относительно задней и передней
стенок, т. е. А=Б — нормально
(см. рис. 15). Например, «Чайка»
142М и др.
18. Разобрать и тщательно все
прочистить. Разборку производить
полную (подетально). Ограничительное
кольцо блока копирных рычагов
отодвинуть, ослабив оба стопорных
винта кольца, повернуть
вкруговую ручку управления
декоративными строчками. Зажать оба
винта на кольце (см. рис. 47 п, 8)
19. Снять толкатель челнока и
запилить сторону входного конца,
обращенную к игле. Можно
отогнуть конец от иглы.
Поверхность конца, со стороны иглы,
обязательно прошлифовать
41
20. Большое расстояние между
иглой и корпусом хода
челнока. Петля-напуск может
образоваться с обеих сторон иглы
20. Необходимо свести к
минимуму петлю-напуск со стороны
длинного желобка иглы. Для
этого снять корпус хода челнока и
сделать наплавку против хода
иглы такой высоты, чтобы
расстояние между наплавкой и иглой
было равно 0,8 мм. Наплавку
лучше делать оловом или
универсальным клеем. Подвергать
корпус хода челнока газосварке
нельзя во избежание
термического коробления (см. рис. 158)
а)
>С
Рис. 15. Положение иглы в игольной пластине при зигзаге
(машины «Подольск» 142 клм «Чайка» 134 кл.)
1. При зигзагообразной строчке.
2. При прямой строчке.
3. Задняя сторона игольного отверстия.
4. Передняя сторона игольного отверстия
(обращенная к швее).
а) правильное движение иглы при зигзаге; -
б) неправильное движение иглы при зигзаге;
в) А=Б — нормальное.
г) момент встречи челнока с иглой
на правом уколе зигзага;
д) расстояние при заходе челнока за иглу
на левом уколе зигзага.
42
21. Пропуск стежков на тонких
к нежных тканях у машин
«Веритас» 8014-36
22. В машинах с вращающимся
челноком «Тула», «Веритас»
8014-35, 1022 промышленная и
другие пропуск происходит по
причине, что кромка носика
челнока совпадает с правой
стороной игольной щели шпуледер-
жателя (рис. 16а п. 1—4) или
проходит правее этой стороны
21. В дополнение к другим мерам
(п. 8 и др.) поставить шпульный
колпачок с квадратным зевом. Он
допускает посадку игловодителя
ниже. Заменить игольную
пластину с неразработанной
игольной щелью
22. Кромка 1 носика челнока
должна проходить от правой
стороны игольной щели в шпу-
ледержателе 5 (рис. 166 п. 1—
4) на расстоянии 0,5—0,6 мм.
Достичь этого можно только
заменой шпуледержателя
Рис. 16. Траектория движения носика челнока относительно
шпуледержателя (машины с вращающимся челноком
«Веритас» 8014-35, 822 кл. ПМЗ и др.)
^ 1. Носик челнока. .
2. Щель в шпуледержателе
для прохода иглы.
3. Игла.
4. Траектория движения .
носика челнока.
5. Шпуледержатель. г
43
23. В челночном устройстве
пластмассовое запорное кольцо
(машины 2М кл.) только по
высоте. Зубчатая рейка, при
нижнем движении на швею,
отодвигает кольцо, увеличивая
зазор между ним и челноком,
т. е. увеличивая зазор между
челноком и иглой в
вертикальной плоскости
24. Игла прижимается
вплотную к стенке отверстия в
игольной пластине, стороной,
где образуется петля-напуск.
Образовавшаяся петля-напуск
вынуждена сместиться в
сторону. Пропуск стежков
неизбежен
25. У швейных машин
«Зингер», с качающимся челноком в
горизонтальной плоскости
пропуск образуется если
расстояние между челноком и иглой,
когда она находится в
крайнем нижнем положении, более
3 мм
26. На нитки попало масло
27. При включенном зигзаге
машина выдает прямую
строчку. Сильно зажат винт 7 (см.
рис. 47)
28. По причине не
параллельности траектории движения
(рис. 17) иглы при уколах.зиг-
:44
23. Либо заменить кольцо, либо
срезать его верх на 1—1,5 мм
24. Иглу вывести на середину
отверстия в игольной пластине
25. Указанного расстояния
можно достичь поворотом
винта-эксцентрика, подгибанием
штанги, установкой каретки,
заменой челнока и другими
методами
26. Следить, чтобы масло не
попадало на нитку
27. Чуть отпустить винт 7. При
регулировке его заворачивать
умеренно, точно также как винт
стопорения корпуса хода челнока
у швейной машины «Чайка» 2
ПМЗ
28. Причина неустранимая.
Смягчается двумя путями:
а) увеличить расстояние захода
зага и челнока (см. гл. 2 п.
55). Пропуск будет на одной из
сторон зигзага
челнока за иглу до 5—6 мм;
б) опустить игловодитель так,
чтобы расстояние от ушка иглы
до челнока, в момент встречи,
увеличилось до 2 мм, а зазор
между ними до 0,05 мм при
поз. 5
Рис. 17« Плоскости движения иглы и челнока;
перекос плоскостей (машина «Чайка» 132М кл.)
1. Плоскость движения иглы при зигзаге.
2. Носик челнока*
3. Плоскость движения челнока.
4. Левый укол зигзага. , ,
5. Правый укол зигзага.
6. Укол иглы при прямой строчке^
3, ПОЛОМКА ИГЛЫ
Неисправности, их причины
Методы устранения
1
1. Все поломки игл сводятся к
следующим пяти
объединяющим причинам:
а) игла не соответствует
стандарту и прошиваемому
материалу;
б) нарушены зазоры между
иглой и сопредельными деталями
(игольная пластина, челнок и
ДР-);
в) рассогласование вращения
маховика с ходом иглы;
г) действие посторонних
боковых сил на иглу;
д) машина работает в
условиях, не предусмотренных
инструкцией завода-изготовителя
2. Слишком большое
натяжение верхней нитки. После
захвата нитки челноком игла
изгибается в сторону его
движения. Этот изгиб вызван тремя
силами сопротивления:
а) зажимом нитки в
регуляторе;
б) трением нитки о ткань;
в) трением нитки в ушке иглы.
Чем больше эти силы, тем
больше вероятность поломки
иглы. На регуляторе
натяжения верхней нитки зажимать
нитку надо СТУПЕНЧАТО,
малыми шагами, до
получения совершенно одинакового
рисунка как снизу, так и
сверху
46 •
1. Задача ремонтера и
эксплуатационника швейной машины
решить все пять пунктов в
положительном аспекте. Главное
заключается в том, что все пять
пунктов легко доступны к
пониманию и вполне разрешимы
любым владельцем машины
2. Чтобы свести вероятность
поломки иглы к нулю, надо строго
выполнять правило подбора
толщины иглы и нитки в
зависимости от ткани согласно таблице в
инструкции
завода-изготовителя. Нельзя зажимать верхнюю
нитку в регуляторе больше, чем
требуется, а требуется зажать
столько, чтобы верхняя нитка не
была видна в строчке снизу, а
нижняя — сверху. ПРИ
РАСТЯГИВАНИИ ШВА руками
нитка в строчке не должна
рваться. Если же она порвалась,
ослабить ее натяжение. Можно
заменить иглу на более толстую,
т. е. номером больше (это в
крайнем случае)
1
3. Отсутствует (сорвана резьба)
винт крепления корпуса хода
челнока. В результате
образовался перекос плоскости
движения челнока — ситуация
аварийная ^
4. Запорное кольцо челнока не
наделось на один из штифтов
корпуса. Частый случай.
Образуется большой люфт челнока
— ситуация'аварийная. Может
поломаться: игла, челнок,
шпульный колпачок
5. Игла на пути движения
челнока. Причин несколько»
Главная из них — нарушен зазор
между иглой и челноком в
вертикальной плоскости. Он
должен быть равным ОД мм, а в
машинах с большой
выработкой деталей 0,2—0,3 мм. У
машин с зигзагообразной
строчкой отверстие в игольной
пластине для прохода иглы
расположено вдоль оси
платформы. Игла, сбиваясь к
задней стенке отверстия, будет
поломана. (Она должна быть
по центру отверстия при
выполнении прямой и
зигзагообразной строчки)
6. Игла в игловодителе не
поставлена до упора, она как бы
стала длиннее относительно
своего нормального уровня, В
таком случае игла ударяется о
челнок и ломается. В
игловодителе обязательно должна
стоять поперечная шпилька
3. Поставить винт крепления
корпуса хода челнока —
обязательное условие
4. Надеть запорное кольцо и
быть внимательнее и
требовательнее к себе
5. В данном случае можно, как
пример, назвать следующие
конкретные меры:
а) заменить иглу, если она
кривая;
б) проверить правильность
установки запорного кольца
челнока;
в) изменить число прокладок
внизу корпуса хода челнока, т. е.
отрегулировать зазор
игла-челнок в вертикальной плоскости
(0,1 мм), поставить прокладки
в верхней части корпуса для
обеспечения зазора, равного
0,1 мм (у новых машин, а у
поношенных этот зазор всегда
больше)
6. Отвернуть винт
иглодержателя и поднять иглу вверх до
упора. Если его нет, поставить.
Обязательное условие!
47
(винт), ограничивающая
подъем иглы и определяющая ее
уровень высоты установки.
При установке иглы произвол
не допустим
7. Для шитья толстых, грубых
тканей поставлена тонкая игла.
Предел ее прочности ниже
предела сопротивления при
прокалывании ткани
8. Игла не закреплена
отверткой. Она может сбиваться, т. е.
менять свое положение и зазор
в вертикальной плоскости:
игла-челнок. Игла может
выпасть из своего канала и
остаться в челночном устройстве,
в момент непрерывного
движения может поломаться не
только игла, но и челнок,
шпульный колпачок
9. Неумелое шитье. Не
соблюдаются правила шитья. Часто
можно наблюдать, как швея
тянет ткань от себя рукой. Эта
«услуга» приводит к поломке
или погнутости иглы, порче
отверстия игольной пластины,
челнока и лапки. Может быть
и худшее. НЕЛЬЗЯ ТЯНУТЬ
ткань рукой! Вынимать из-под
лапки ткань только назад за
машину
10. Лапка имеет большой люфт
в горизонтальной плоскости.
Прочность ткани на единице
48
7. Механическая прочность
иглы зависит от ее толщины и
конечно от других причин.
Иглу ставить согласно подбора
игл и ниток в зависимости от
ткани и с учетом интуитивного
соображения (опыта, эстетики)
8. Обязательно зажимать
отверткой винт иглодержателя!
9. Если нет нормального
продвижения ткани, необходимо:
а) снять игольную пластину и
очистить перемычки в зубьях
от грязи, ниток и пр.;
б) отрегулировать высоту
зубьев;
в) сделать ремонт механизма
продвижения ткани и
регулятора подъема зубьев (см. гл. 2
«Транспортер ткани»)
10. Только замена лапки на
новую исправит положение
1
длины неодинакова. Толщина
прошиваемой ткани, особенно
где наличествуют рубцы,
неодинакова. В силу этих причин
лапка с большим люфтом
может попасть под иглу
11. Игла установлена длинным
желобком в противоположную
сторону от нормы и ударяется о
горизонтальную площадку
челнока. От неправильно
установленной иглы меняется величина
зазора: игла-челнок. Этот зазор
может быть отрицательным, и
тогда поломка иглы неизбежна.
Она может и затупиться
12. Установлена игла другого
типа. Другой тип иглы меняет
величину зазора между
челноком и иглой или ликвидирует
его совсем, или же образует
отрицательный зазор, т. е. игла
становится на пути челнока.
Иглы разных типов отличаются
толщиной колбы и длиной
иглы. Отсюда поломки,
затупления, погнутость и др. (см. п. 11)
13. Установлена погнутая
игла или в процессе работы
погнулась, а потом поломалась.
В данной ситуации не только
может измениться зазор, но
и произойти прямой удар
иглы о челнок, нитенаправи-
11. Иглу ставить длинным
желобком в сторону игольного ни-
тенаправителя. Это правило для
всех машин. Не надо путать
понятие «длинный желобок» и
«лыска» (см. гл. 2 «Узел иглы»)
12. Иглу ставить ТОЛЬКО того
типа, на который
отрегулирована машина. Типы игл:
а) с круглой колбой;
б) с лыской на колбе;
в) на колбе обозначена буква
«О»;
г) на колбе обозначена буква
д) на колбе обозначена буква
«П»;
е) на колбе обозначено слово
«Орган»;
ж) на колбе простой дробью
обозначение 90/14, 100/16 и
т. д. (см. гл. 2 «Узел иглы»)
13. Перед постановкой иглы
проверить ее на четыре
параметра: кривизну, затупление,
брак и тип. Если хотя бы один
из параметров не выдержан,
иглу ставить нельзя (см. гл. 2
«Узел иглы»)
49
тельную пластину, лапку и
т. д.
14. Паз корпуса хода челнока
имеет большую выработку по
глубине. Если при этом
отрегулировать очень малый зазор
между челноком и иглой,
например, 0,1 мм, челнок может
заскакивать за
противоположную сторону иглы и ломать ее.
Челнок в своем пазу ограничен
запорным кольцом. Зазор
между ними должен быть равным
0,05 мм, нормальным.
Увеличение зазора ведет к
затуплению носика челнока, поломке
иглы, стуку в машине,
пропускам стежков в строчке и т. д.
15. Вал толкателя челнока
провернулся в кривошипе.
Произошло рассогласование. Это
бывает в тех случаях, когда
крепление вала с кривошипом
осуществлено одним или двумя
слабо закрепленными винтами
(штифт отсутствует). Игла в
таком случае, натыкаясь на
челнок, ломается. У «Чайки»,
например, ослабли оба винта
крепления ведомой конической
шестерни на валу толкателя
челнока. Причиной
проворачивания вала также может быть
удар толстой иглы о твердый
предмет, например пуговицу,
или сильная вибрация,
создаваемая электроприводом .
16. Ослабло крепление иглово-
дителя. Крепление надо перио-
50
14. При выработке паза в
корпусе хода челнока:
а) снять корпус хода челнока,
снять с него штифты. Плоскость,
на которую ложится запорное
кольцо, сточить (профрезеро-
вать) по размеру высоты
пояска челнока;
б) в крайнем случае
(временная мера) увеличить зазор
между иглой и челноком в
вертикальной плоскости.
Величину зазора сделать равной 0,3—
0,4 мм
15. Отпустить два стопорных
винта на кривошипе вала
толкателя, отрегулировать
расстояние между челноком и иглой,
когда она находится в крайнем
нижнем положении. Оно равно
2 мм у машин 2М кл. ПМЗ. У
машин других марок этот
показатель будет иным (см. гл.
3). Надежно завернуть оба
винта отверткой (малой, чтобы
не сорвать резьбу)
16. Отрегулировать расстояние
между носиком челнока и уш-
дически проверять.
Динамическая нагрузка на иглу (за час
непрерывной работы, при
средней частоте вращения гл. вала
300 об/мин игла делает 18 000
ударов) передается и на узел
крепления игловодителя.
Смещения возможны
17. Маховик провернулся в
обратную сторону. От маховика
до иглы и челнока много
соединений. Каждое из них имеет
свой зазор. Чем больше
суммарный зазор, тем с большей
вероятностью игла ударится о
челнок и поломается. К тому
же обе нитки, запутываясь,
изогнут иглу так, что она
ударится о препятствие и
поломается
18. Смещение иглы в отверстии
игольной пластины назад до
предела. (Строчка-зигзаг,
машины «Чайка»), Зазор между
иглой и носиком челнока
принял отрицательное значение.
Игла ударяется о челнок.
Почти у всех машин типа зигзаг
игла должна быть расположена
посередине отверстия игольной
пластины, т. е. на ее
продольной оси симметрии
19. Различные неисправности в
машине, предшествующие
поломке иглы. Поломка иглы в
машинах с зигзагообразной
строчкой следствие нарушений
ком иглы в момент их встречи
при подъеме иглы из крайнего
нижнего положения. Это
расстояние должно быть равным
2—2?2 мм (от верхнего края
ушка до челнока) для прямо-
строчных машин. Надежно
закрепить винт крепления
игловодителя
17. Маховик в любом случае
должен вращаться только
против часовой стрелки, если
смотреть с правой стороны, т. е.
верх маховика вращается на
швею — это обязательное
условие. (У швейной машины
«Анкер» — наоборот.)
18. Кронштейн (см. рис. 64)
рамки игловодителя машин
«Подольск» 142 кл.,
закрепленный двумя винтами,
необходимо сместить вперед. Для этого
с задней стороны сделать упор
надфилем в основание
кронштейна и ударить 2—3 раза (не
сильно) молоточком. Вывести
иглу (прямую и исправную) на
середину отверстия игольной
пластины (см. рис. 15в А=Б —
нормально для конца иглы)
19. При появлении признаков
ненормальной работы машины
необходимо прекратить работу
и осмотреть в челночном
устройстве все зазоры (расстоя-
51
или изменений в зазорах
(расстояниях) между иглой и
челноком, а также фаз вращения
маховика. Поломке иглы чаще
предшествуют признаки уже
имеющихся недостатков:
искривление, затупление иглы,
металлический скрежет, стук и
ДР.
ния) между иглой и челноком*
Проверку следует вести в
такой последовательности:
а) снять иглу и установить ее
пригодность (см. гл. 2 «Узел
иглы»). Поставить исправную
иглу;
б) медленно вращая маховик,
убедиться в правильности
положения иглы в отверстии
игольной пластины (она
должна быть посередине отверстия
относительно передней и
задней стенок), а также в
вертикальности входа и выхода при
уколах зигзагом, т. е. в
отсутствии явного смещения иглы
по горизонтали на уровне
игольной пластины (см. рис.
156);
в) откинуть машину на петлях,
вынуть шпульный колпачок,
снять запорную скобу (машины
«Подольск» 142 кл.) и
проверить зазор между челноком и
толкателем. Он должен быть
равным 0,3 мм как на входе,
так и на выходе нитки (рис.
18);
г) проверить величину зазора
игла-челнок в плоскости
вращения челнока. Зазор должен
быть в пределах 0,1—0,05 мм.
В любом случае игла не
должна касаться челнока;
д) проверить расстояние по
горизонтали между носиком
челнока и иглой в ее нижнем
положении при левом уколе
зигзага. Это расстояние равно
4 мм для машин «Чайка» 3;
3 мм — для машин «Чайка»
52
i
142M кл. и т. д. Эти размеры
средние, но они могут иметь
несколько уменьшенное
значение в завдсимости от
«характера» машины. В конечном итоге
оптимальность размера
определяется опытным путем;
е) проверить расстояние между
носиком челнока и верхней
кромкой ушка иглы в момент
их встречи, при правом уколе
зигзага. Оно должно быть
равно 1 мм (см. рис, 15т);
ж) проверить зазоры между
входным концом толкателя,
носиком и площадкой челнока.
0,3
Рис. 18. Зазоры в челночном устройстве
(машина «Подольск» 142 кл.)
а — на входе нити;
б — на выходе нити. '
1. Челнок.
2. Входной конец толкателя.
3. Выходной конец толкателя.
4. Пластинчатая пружина.
5. Фаска (повышающая
безопасность прохода иглы).
53
20. Внезапно под иглу попал
плотный толстый рубец
материала
21. В нормально
отрегулированном челночном устройстве
игла, при входе в челночную
зону ударяет о поясок челнока
и ломается
Для обеспечения двух
указанных зазоров, требуется
выполнить условие: загнутый конец
пластинчатой пружины с обеих
сторон должен быть плотно
прижат к концам толкателя.
Величина этих зазоров
определяется свободным пропуском
нитки как на входе, так и на
ее выходе
20. Такие рубцы надо
преодолевать особым режимом работы
машины:
а) игла должна быть толстой;
б) частота вращения маховика
максимально повышенной;
в) отсутствие воздействий
посторонних сил на продвижение
материала;
г) не сильный нажим лапки на
материал;
д) сравнительно высокое
положение зубьев рейки;
е) толщина нитки должна
соответствовать толщине
прошиваемого материала;
ж) тип машины и марка —
также должны соответствовать
толщине прошиваемого
материала
21. Вынуть челнок и спилива-
нием удлинить фаску 5 на 5
мм в сторону хвостовика (см.
рис. 18). Спиливание делать
алмазным надфилем или на
наждачном точиле
54
4. ОБРЫВ НИЖНЕЙ НИТКИ
Неисправности, их причины
Методы устранения
1
1. Слишком сильно затянута
нитка в шпульном колпачке.
Она может быть затянута
регулировочным винтом. Его
нельзя отворачивать более чем на
пол-оборота, иначе от
вибрации (особенно на машинах с
электроприводом) он
самоотвернется и потеряется, а
шпульный колпачок выйдет из
строя. Иногда нитка
зажимается по той причине, что
шпулька увеличенной высоты или
большего диаметра. Нитка из
шпульного колпачка должна
выходить с различным
натяжением в зависимости от
толщины ткани. В практике часто
регулировочный винт настолько
ослабляет пружину, что она и
винт теряются
1. Чтобы не допустить
аварийной ситуации и обеспечить
нормальную работу шпульного
колпачка, применяется такой
прием: заправить нитку № 40,
на колпачке винт регулировки
нижней нитки зажат до отказа,
а затем отвернуть на
пол-оборота. Если при этом нитка
вытягивается из шпульного
колпачка без усилий, снять
пружину и подогнуть ее
внутрь. Если после этого нитка
выходит с трудом,
пассатижами с острыми губками
подогнуть внутрь (именно внутрь)
тот усик прижимной пружины,
который ближе к выходу
нитки. Нитка должна пойти
свободней и легче. Если ничего не
изменилось, подогнуть внутрь
второй усик. Если после этого
нитка вытягивается слишком
свободно, легонько ударить по
месту подгиба пружины. В
результате она немного
распрямится и нитка пойдет с
большим натяжением. Таким
методом — подгибом внутрь
усиков пружины и их
регулированием — добиться
нормального натяжения нижней нитки.
Оставленные в резерве
полоборота регулировочного винта
пойдут на прижим очень
тонких № 80 или шелковых
ниток. Увеличенную по высоте и
55
2. Выходной конец толкателя
отогнут на 2—3 мм внутрь от
плоскости вращения челнока,
нижняя нитка, заскакивая за
отогнутый конец, обрывается
диаметру шпульку спилить по
торцам и окружности
2. Снять челнок и большой
отверткой подогнуть выходной
конец толкателя на уровень
челнока, они оба должны
работать в одной плоскости
Рис. 19, Варианты прижима нижней нити на шпульном
колпачке (для всех марок швейных машин)
а — прижим по всей длине пружины. Выход нити
неудовлетворительный;
б — прижим на конце пружины (выход нити
удовлетворительный) ;
в — на выходе нити пропилен канал 4 размером 1,5X1,0X0,2 мм.
Выход нити оптимальный. Размеры канала: 1,5 мм длина, 1,0 мм
ширина, 0,2 мм глубина,
1. Регулировочный винт.
2. Пластинчатая пружина.
3. Стенка шпульного колпачка. Л
4. Пропиленный канал. *
56
3. Нитка на шпульке
перекручена. На выходе из
шпульного колпачка (под пружиной)
слишком острая кромка
отверстия. Нитка перед кромкой
засучивается в маленькие
барашки и с усилием проскакивает
под пружину. В результате нет
плавного хода нитки — она
выходит рывками и обрывается
(рис. 19)
3. Снять со шпульного колпачка
пружинную пластину и
притупить острую кромку отверстия
там, ще выходит нитка.
Твердость стенок шпульного колпачка
допускает обработку только
алмазным инструментами,
например, алмазным надфилем. У
шпульного колпачка сторону
выхода нитки пропилить круглым
алмазным надфилем, а кромку
отверстия притупить (см. рис.
19в). Применять нитки
качественные, не перекрученные
Рис. 20. Устройство левоходного челнока
(машина 2М кл, ПМЗ)
1. Вертикальная плоскость зева.
2. Носик.
3. Поясок.
4. Пятка (хвостовик).
5. Ось для шпульного колпачка.
6. Кромка, извлекающая нитку со шпульки.
- 7. Полка.
8. Нижняя внутренняя кромка носика.
9. Верхняя наружная кромка. >*
10. Нижняя наружная кромка.
11. Кольцевой паз оси.
12. Острый угол пятки.
13. Внутренняя кромка полки.
' 57
4. Острая кромка челнока
(кромка, извлекающая нитку
из шпульного колпачка)
5. Шпулька слишком больших
размеров как по торцу (высоте),
так и по диаметру. Из-за этою
происходит заедание и
торможение шпульки. Чет плавного
выхода нитки. В результате
подучается неровный шов. Иногда
обрывается нитка. Такие
бракованные шпульки бьюают в продаже
6, Неправильно заправлена
нитка в шпульном колпачке. К
этому понятию подходит и
ситуация, когда нитка выскочила
из-под пружины или соскочила
с крючка колпачка. И в том и
в другом случае нитка пойдет
свободно. Строчки не будет.
Верхняя нитка ровной линией
протянется по верху ткани
4. Кромку челнока притупить.
Лучше это сделать куском
наждачного камня или бруска.
После обработки челнок
промыть керосином для удаления
абразивной пыли и тщательно
протереть (рис. 20-6)
5. Шпульку больших' размеров
(не стандартную) можно
обточить трехгранным
напильником и по торцу (высоте) с
обеих сторон, и по окружности.
Так обрабатывать все
шпульки, имеющие увеличенные
размеры, в том числе и
пластмассовые
6. Заправить нитку в
шпульный колпачок — дело
несложное. Однако добрая половина
швей не знает, как правильно
заправить нитку в любой
шпульный колпачок от любой
марки машины. Как видно из
рисунка 21, нитка у всех
колпачков заводится со стороны
крючка, т. е. со стороны
острого угла. Если шпульный колпа-"
чок держать в левой руке
прорезью к себе, нитку заводить:
Рис. а — снизу
Рис. б — сверху
Рис. в — снизу
Рис. г — снизу
Если смотреть на шпульный
колпачок со стороны шпульки,
ее вращение при протягивании
нитки, будет:
Рис. а, в, г — по часовой
стрелке
Рис. б — против часовой стрелки
58
1
7. Наружный угол выходного
конца челноку (пятки) острый,
и в момент выхода верхней
нитки нижняя, натягиваясь,
обрывается. Это типичный
случай
8. Широкая и узкая площадки
челнока укорочены. Нитка в
момент выхода из челночного
механизма соскакивает с на-
7. Острый угол челнока (на
выходе нитки) притупить
алмазным надфилем плоского
сечения. Нитка не должна
встречать на своем пути острых,
угловатых кромок (см. рис* 20
п. 12)
8. Заменить челнок
а)
б)
Рис. 2L Заправка нити в шпульные колпачки разных типов
а — в машине зигзаг с вращающимся челноком «Веритас» 8014-
35 кл;
б — в прямострочной машине 2М кл. ПМЗ с качающимся
челноком в вертикальной плоскости;
в — в машине зигзаг «Чайка» 142М кл;
г — в машине зигзаг «Тула» с вращающимся челноком.
(Во всех вариантах нитка заводится со стороны крючка, на
рисунке показано стрелкой).
_ 59
I
клонной кромки челнока и
становится на пути его движения
9. Зазор между пальцем
шпульного колпачка и выемкой в
шпуледержателе менее 0,3 мм
10. Нитка свободно выходит из
шпульного колпачка, но когда
он вставлен в челнок, нитка
или совсем не выходит или
выходит с трудом. Остановочный
винт защелки вывернулся на
1—1,5 оборота и застопорил
вращение шпульки
11. Повреждена шпулька,
погнуты или отломаны борта
12. Игольное отверстие
игольной пластины с зазубринами —
следствие многочисленных
ударов иглой
13. На шпульном колпачке
установлена пластинчатая пружина с
параллельно расположенными
усиками. При такой пружине
нитка со шпульки извлекается всей
длиной наклонной кромки
челнока, что и создает ненормальные
условия работы в челночном
устройстве. Нормально, когда
нитка извлекается 1/3 дайны
наклонной кромки челнока
14. Челнок зажимает нижнюю
нитку к фиксаторному пальцу
шпульного колпачка в тот
момент, когда игла опущена в
крайнее нижнее положение
60
9. Выемку распилить и довести
зазор до 0,5—0,6 мм
10. Вынуть шпульный
колпачок и завернуть остановочный
винт защелки до отказа. Винт
находится внутри шпульного
колпачка
11. Заменить шпульку
12. Сгладить края игольного
отверстия углом ножовочною
полотна и круглого надфиля
13. Заменить шпульный
колпачок с такой пластинчатой
пружиной, у которой усики
расположены под углом 90 друг к
другу. Реже решает вопрос
замена челнока
14. Наклонную кромку 6 (см.
рис. 20) челнока спилить на 0,5
мм (только тот участок, который
касается пальца шпульного
колпачка). Можно устранить
неисправность подбором челнока или
шпульного колпачка
5. ВЕРХНЯЯ НИТКА ПЕТЛЯЕТ СНИЗУ
Неисправности, их причины
Методы устранения
1
1. Нитка рывками
проскакивает в зазорах между челноком и
толкателем г на мгновение
задерживаясь. Зазор между
выходным концом толкателя и
челноком меньше требуемого для
нормальной ее работы. Этот
зазор не имеет единого значения.
Например, для машин 2М кл.
он равен 1 мм, «Чайки» 142М
кл. — 0,3 "мм и т. д. Сильно
натянутая компенсационная
пружина в некоторых ситуациях
способствует петлянию.
(Явление парадоксальное!)
2. Челнок далеко (более 2 мм)
заходит за иглу, когда она
находится в крайнем нижнем
положении. При этом зазор
между нитенаправительной
пластиной на корпусе хода
челнока и иглой более 1 мм.
Нитка надежно захватывается
челноком, но сбрасывается с
него с опозданием. Это главная
неисправность многих марок
машин и особенно у машин
1-М, 2М кл. ПМЗ. Метод
крепления вала челнока с
кривошипом кулисы посредством
штифта непрактичен и потому
неприемлем. Надежная работа
машины не обеспечивается.
Отверстие для штифта должно
быть просверлено при
оптимальном угле поворота вала. В
1. Увеличить зазор на выходе
нитки из челночного
устройства. Уменьшить натяжение
компенсационной пружины (при
апериодическом,
неравномерном петлянии). Заменить
нитки
2. Нитенаправительную пла-
стину (для машин 2М кл.)
снять, отжечь на огне участки
с отверстиями (рабочий
участок нельзя отжигать).
Пропилить оба отверстия на 2 мм
круглым надфилем в сторону
от рабочего участка и
поставить на место так, чтобы
обеспечить зазор, равный 1 мм,
между пластиной и иглой (см.
рис. 11). Переделать крепление
вала челнока с кривошипом
кулисы со штифта на
регулировочные винты. Установить
расстояние между носиком
челнока и иглой, когда она
находится в крайнем нижнем
положении, равное 2 мм (см. гл.
3 «Швейная машина 2М кл.
ПМЗ» п. 8)
61
действительности оптимальный
угол выдерживается в редких
случаях. Лучше, конечно,
вместо штифта поставить два
регулировочных винта (как у
машин «Орша» ЗМ последних
выпусков)
3. Верхняя нитка с трудом
проскакивает через конец фикса-
торного пальца шпульного
колпачка. Такие случаи бывают,
когда ставят шпульный
колпачок с машин других марок
4. Заедание конической
пружины на регуляторе натяжения
верхней нитки. Нитка не
зажимается шайбами и петляет.
Резьбовые концы оси
регулятора сжаты в продольном
разрезе. Верхний виток пружины
деформирован
5. При подъеме лапки
толкатель отжал шайбы, а при ее
опускании не возвратился в
исходное положение (частый
случай). Шайбы остались в
отжатом состоянии, и нитка
проходит свободно, петляя
снизу. Толкатель регулятора
заедает по разным причинам:
ржавчина, грязь, погнутость и
др.
6. Слабо зажаты шайбы на
регуляторе натяжения верхней
нитки
62
3. Конец фиксаторного пальца
шпульного колпачка сточить с
обеих сторон по 0,25 мм или
распилить канал в шпуледер-
жателе. Шлифовать лучше на
войлочном круге, пропитанном
пастой ГОИ
4. Устранить заедание
конической пружины на оси
регулятора. Пружина должна свободно
перемещаться в пазу оси
5. Устранить заедание
толкателя
а) если он заржавел, очистить
от ржавчины наждачной
шкуркой;
б) если его расплющенный
конец заскакивает за перемычку
в отжимной шайбе, подпилить
торец расплющенного конца;
в) если он погнулся —
выпрямить;
г) поставить другой, более
надежный (см. рис, 2 п. 2)
6. Нажимной гайкой поджать
коническую пружину. Делать
это малыми шагами, ступенча-
7. Ручка защелки длинная, а
нижняя ее часть имеет
угловатую конфигурацию. Нитка при
обегании шпульного колпачка
зацепляет за угловатый выступ
нижней кромки ручки защелки
8. Нитка на шпульке толще
верхней. Верхняя нитка
является ведущей, она поднимает
нижнюю и ею затягивает
строчку. Поскольку нижняя
нитка является ведомой, она
должна быть более эластичной,
податливой
9. На регуляторе натяж ения
верхней нитки отсутствует
компенсационная пружина,
помогающая челноку в
критический момент сбросить верхнюю
нитку, затянуть лучше шов в
строчке и снять с катушки
очередную порцию ниток для
следующего стежка.
Компенсационная пружина играет
значительную роль в
формировании качественной строчки
10. Натяжение нижней нитки
слишком сильное. Верхняя
нитка не может осилить нижнюю
и строчка получается
некачественной. У качественной
строчки верхняя нитка не видна
снизу, а нижняя — сверху.
Рисунок строчки сверху и снизу
одинаковый. При сильно
натянутой нижней нитке строчка
то, каждый раз проверяя
качество строчки снизу и сверху
7. Ручку защелки шпульного
колпачка укоротить, а нижний
участок закруглить (см. рис. 4
А, Б)
8. Заменить нитку. Нижняя
нитка должна быть или с той
катушки, что и верхняя, или
номером больше. Например,
вверху нитка № 40, а на
шпульке должна быть № 50
9. Поставить компенсационную
пружину. Она необходима. На
многих машинах
компенсационная пружина отсутствует,
разогнута или поломана.
Только те швеи не принимают мер
к ее восстановлению, которые
имеют дефицит информации о
значении пружины в
формировании строчки
10. Ослабить натяжение
нижней нитки (см. гл. 1 «Обрыв
нижней нитки», п. 1)
63
снизу будет без рисунка, т. к.
нитка не втянулась в ткань и
ее легко вытянуть из строчки.
К тому же при растягивании
такого шва руками нижняя
нитка в строчке рвется
11. Верхняя нитка при
заправке не вошла во внутрь шайб
регулятора и оказалась не
зажатой шайбами. Это
равносильно выключению
регулятора из работы. Строчка не
образуется
12, Нет свободного хода
(люфта) у толкателя регулятора
натяжения верхней нитки (см.
рис. 1 и 2). Толкатель
упирается в перемычку отжимной
шайбы и не позволяет шайбам
сжать нитку. Толкатель
заржавел или его заменили новым,
который оказался длиннее
положенного. При отсутствии зазора
между толкателем и отжимной
шайбой строчки не будет
13. Входной конец толкателя
касается носика челнока, нитка
с большой задержкой
проскакивает этот участок. Такая
причина может вызвать обрыв, петля-
ние верхней нитки или
затягивание ее в челночный паз
корпуса. Машина шить не будет
14. Входной конец толкателя
касается нижней площадки
64
11. Верхнюю нитку заправлять
строго по инструкции и
внимательно, особенно на шайбах
регулятора
12. Снять фронтальную
крышку и проверить наличие люфта
толкателя в регуляторе. Если
его нет, разобрать регулятор,
вынуть толкатель и спилить
расплющенный конец на 0,5
мм. После сборки убедиться в
наличии люфта. Поставить
фронтальную крышку и
убедиться, что между толкателем
и рычагом подъема лапки есть
зазор. Если его нет,
пассатижами чуть отогнуть фронтальную
крышку влево (в сторону от
рычага подъема лапки)
13. Отверткой отогнуть
входной конец толкателя вниз от
носика челнока на 1 мм (см.
рис. 6а и рис. 18)
14. Отверткой отогнуть
входной конец толкателя вверх на
челнока. Этот участок нитка
проходит тогда, когда ее
сбрасывает челнок. Происходит
задержка при сбросе нитки.
Такая ситуация вызывает пет-
ляние верхней нитки или ее
обрыв
15. В строчке снизу
апериодические неравномерные
маленькие петли-завитушки верхней
нитки. Причины бывают
разные: нитка перекрученная,
слабо или очень сильно
натянута компенсационная
пружина, на выгодном конце
пластинчатая пружина не
прижата плотно к толкателю,
а отодвинулась от него.
Последняя причина играет
решающую роль
16. На шпульном колпачке
(его верхнем плечике)
слишком крутой зарез для входа
защелки. Нитка при обводе
может цепляться за него,
петлять и даже обрываться
(см. рис. 5 п. 6)
17. На поверхности челнока
шероховатость,
контактирующая с верхней ниткой и
вызывающая ее скручивание и
торможение
18. Отжимная шайба села на
дно оси регулятора. Зажимные
шайбы не могут зажать нитку
3 А. Зюзин
1,5 мм. Он должен находиться
или посредине зева челнока
или чуть ближе к носику. (См.
рис. 6 и 18). Нитка указанный
участок должна проходить
беспрепятственно
15. Поставить на катушкодер-
жатель нитки хорошего
качества. Компенсационная пружина
должна быть умеренного
натяжения. На выходном конце
пластинчатую пружину плотно
прижать к толкателю.
Одновременно проверить, как
выходит нитка из шпульного
колпачка, нет ли ее задержки и
подергиваний. Первые два
мероприятия испытать в
нескольких вариантах
16, Алмазным надфилем
спилить выступающий край
плечика и тщательно
прошлифовать его до зеркального блеска
17, Челнок отполировать до
зеркального блеска на
войлочном круге, пропитанном пастой
ГОИ
18. Глубже посадить ось в
основание регулятора. Или
пропилить глубже дно оси, или
перемычку в отжимной шайбе
выгнуть наружу
65
19. Рычаг 1 (см. рис. 62)
отжимает отжимную шайбу в
регуляторе как в верхнем, так и
нижнем положении
20. Острый наружный угол
хвоста у челнока. Он задевает
нижнюю нитку и вытаскивает
лишнюю ее порцию
21. Лапка прижимает верхнюю
нитку у формирующегося
стежка. Подошва лапки не
имеет конусного канала в
конце прорези (часто
встречается у промышленных машин)
39. На рычаге 1 спилить
нижнюю кромку выреза там, где
касается рычаг 2
20. У челнока спилить острый,
угол хвостовика
21. Прорезь в лапке должна
заканчиваться конусным ка-^
налом на подошве: 2Х6Х1-* 0^
где 2 — ширина, 6 — длина,
1 -> 0 —- глубина канала в мм
6. ВЕРХНЯЯ НИТКА НАМАТЫВАЕТСЯ НА ЗАЩЕЛКУ
Неисправности, их причины
1
1. Ручка не прижимается
плотно к защелке. Она отодвинута
наружу остановочным винтом,
который ставится изнутри
колпачка. Такая причина
встречается часто
2. Ручка защелки имеет люфт
— свободный ход. В данном
случае защелка уперлась в
ось челнока (в кольцевом
пазу), а зубец 5 ручки защелки
не дошел до колпачка и
между ними образовался зазор.
Верхняя нитка, обегая шпуль-
Методы устранения
2
1. Вынуть шпульный колпачок,.
поднять ручку защелки и дру-j
гой рукой при помощи плоско-'
го надфиля спилить
выступающую часть остановочного винта
2. В данной ситуации спилить
круглым надфилем сторону «В»
отверстия, обращенную к
шарниру 5 защелки так, чтобы
ручка и защелка были плотно
прижаты друг к другу (см.
рис. 4). Еще лучше заменить
защелку
66
ный колпачок, зацепляется
за ручку защелки. Здесь
защелка — брак. Должно быть
наоборот — зубец ручки
должен раньше дойти до
колпачка и прижать ручку к
защелке, а сама защелка, войдя в
кольцевой паз, не должна
упираться в ось челнока —
между ними должен быть
зазор
3. Ручка защелки в нижней
части имеет угловатую
конфигурацию
4. Шпульный колпачок
вставлен в челнок не до упора» Это
происходит из-за
невнимательности швеи и может привести
к поломке шпульного колпачка
Л. У машин «Чепель» 30 кл. и
др. зубец защелки упирается в
пластинчатую пружину
изнутри. Ручка защелки имеет
свободный ход
3. Обточить ручку, сделав ее
закругленной (см. рис. 4-Б)
4. Шпульный колпачок надо
уметь ставить в челнок. Если
не пользоваться ручкой
защелки, шпульный колпачок
должен быть надет на ось
челнока со щелчком. Но, если
сначала плотно вставить
шпульку, заправить нитку, а
затем отвести ручку защелки-
и вставить колпачок в челнок,
щелчка не последует, т. к.
ручка отпускается не
мгновенно. Здесь дело в шпульке.
Ее надо надежно вставить в
колпачок. Высота шпульки
должна быть меньше
(изнутри) высоты стенок шпульного
колпачка
5. Снять пластинчатую
пружину со шпульного колпачка,
снять защелку и спилить
высоту зубца, удерживающего
шпильку, на 1 мм (рис. 4,
поз. 4)
67
7. В СТРОЧКЕ СНИЗУ ОСЛАБЛЕНА НИЖНЯЯ НИТКА
Неисправности, их причины
Методы устранения
1
1. Челнок извлекает лишнюю
длину нитки из шпульного
колпачка. На эту
неисправность влияет и натяжение
верхней нитки и компенсационной
пружины, а также номер
нижней нитки. Такой
дефект чаще всего встречается
у машины «Чайка» (см. п. 13)
2. Слабо зажата нитка в
шпульном колпачке
3. Нижняя нитка нормально
зажата в шпульном колпачке,
но в строчке — ослаблена.
Причина в слабом натяжении
верхней нитки и в завышенной
толщине нижней
4. Нижняя нитка не
втягивается в ткань. Нет четкою
рисунка стежков в нижней строчке
68
1. Как правило, вопрос должен
решаться комплексно.
Заменить челнок. Можно заменить
лишь шпульный колпачок на
импортный, например от
машины «Лучник» (Польша) это
устранит дефект. При таком
дефекте на шпульку
наматывать нитку тоньше чем на
катушке, усилить натяжение
компенсационной пружины и
сильнее зажать верхнюю нитку
в регуляторе натяжения
2. Регулировочным винтом,
расположенным на шпульном
колпачке, поджать пружину
натяжения нижней нитки.
Если такая мера не поможет,
снять пружину и подогнуть ее
внутрь (см. гл. 1 «Обрыв
нижней нитки», п. 1)
3. Проверить правильность
заправки верхней нитки.
Поджать ее на регуляторе. В
крайнем случае намотать нитки
номером больше (более
тонкую)
4. В таком случае выполнить
следующее:
а) ослабить натяжение нижней
нитки;
б) усилить натяжение
компенсационной пружины;
5, Регулировочный винт не
прижимает пружину нижней нитки»
На винте сорвана резьба
6. Нитка выходит из
шпульного колпачка рывками, не
плавно. Она сильно перекручена и
острая кромка отверстия на
выходе из шпульного колпачка
7. Компенсационная пружина
слабо натянута
8. Пластинчатая пружина
шпульного колпачка не
прижимает нитку, хотя винт зажат до
отказа. Под пластиной
скопились куски оборванных ниток
9. У челнока хвостовик
квадратного сечения. Своим наруж-
н ым углом он извлекает со
шпульки лишнюю длину нитки
10. Бракованный шпульный
колпачок не обеспечивает
легкое равномерное вращение
шпульки
11. Ослабление вызывается
неравномерной толщиной нижней
нитки
в) поджать верхнюю нитку на
регуляторе
5. Заменить винт. Заменить
шпульный колпачок. Попытка
нарезать резьбу в шпульном
колпачке бесперспективна
6. Заменить нитку качественной.
Снять пластинчатую пружину и
на шпульном колпачке
притупить острые кромки отверстия,
из которого выходит нитка, или
пропилить канал в начале
отверстия (см. рис. 19в, поз. 4)
7. Сильнее натянуть
компенсационную пружину. У «Чайки»
142М кл. «Чайки» 132 и др.
разобрать регулятор и
переставить на один зубец ниже (см.
рис. 1)
8. Снять пружину и очистить
рабочую зону
9. Острый наружный угол у
всех челноков спиливать на
конус
10. Заменить шпульный
колпачок
11. Заменить нижнюю нитку
на качественную
69
i
12. При увеличенном расстоянии
между носиком челнока и иглой,
когда она находится в крайнем
нижнем положении,
увеличивается вероятность вытаскивания
лишней длины нитки со шпульки
13. Если все выше
перечисленные меры не дали требуемых
результатов — см. гл. 1 п. 13
«Обрыв нижней нитки»
12. Уменьшить расстояние захода
челнока за иглу, когда она
находится в крайнем нижнем поло- *
жении (см. гл. 2 «Челночное
устройство», п. 1; гл. 3 «Швейная;
машина 2М кл. ПМЗ», п. 8)
13. Радикальными мерами будут *
замена пластинчатой пружины -
на шпульном колпачке на
такую, у которой усики
расположены перпендикулярно друг к
другу, или установка шпульного
колпачка старой конструкции
8. НЕРАВНОМЕРНАЯ СТРОЧКА
Неисправности, их причины
1
1. Слишком тонкая игла, она
не соответствует нитке и ткани
2. Нижняя нитка толстая,
верхняя — тонкая, что является
грубым нарушением
технических требований нормальной
работы швейной машины
3. Неправильно вставлена игла
Методы устранения
г^ - -.
1. Поставить более толстую
иглу. Подбор решить
практически
2. Подбор ниток и иголок вести
в соответствии с таблицей в
инструкции. При этом помнить
общее правило — в шпульном
колпачке нитка должна быть
или с одной катушки, что на
кату шкод ержателе, или
номером больше (нитка тоньше)
3. Иглу ставить вверх до упора
так, чтобы она не касалась
стенок в отверстии игольной
пластины. Ушко иглы должно быть
70
4. И верхняя, и нижняя нитки
с утолщениями по длине.
Некачественная нитка — одна из
главных бед в швейном деле:
а) неровные по толщине нитки
не могут дать ровной строчки;
б) дефекты в регуляторе
натяжения верхней нитки — одна
из верных причин порчи
строчки
5» Игла с дефектами (тупая,
кривая, со смещенным ушком,
с самодельной лыской, ржавая)
или другого типа.
Качественная игла — одно из главных
условий получения красивой
строчки
6. Заедание шпульки в
шпульном колпачке, отчего нитка
вытягивается неравномерно
7. Ослабли винты крепления
транспортера ткани —
зубчатой рейки. Ткань продвигается
плохо и неравномерно подается
под лапку
8. Заедание верхней нитки на
катушкодержателе, в
регуляторе, или в нитенаправителе
расположено строго вдоль оси
платформы (для прямостроч-
ных машин), т. е. так, как
указано в инструкции завода-,
изготовителя
4. Использовать нитки сверху
и снизу только качественные.
Проверить регулятор
натяжения верхней нитки и устранить
дефекты
5. Поставить исправную иглу,
отвечающую требованиям
четырех параметров (см. гл. 2
«Узел иглы»)
6. Опилить напильником
шпульку но торцу (высоте) с
обеих сторон и по всей
окружности. Таким образом
обеспечить плавный выход нитки
7. Несмотря на неудобства
крепления, закрепить
зубчатую рейку, крепко зажав
винты (рис. 22). Передняя сторона
зубьев должна быть выше
задней на 0,5—0,6 мм — «а»
8. Устранить причины заедания
верхней нитки. Например, не
применять больших бобин и
бобин со смятым сердечником
71
9. Неравномерная по толщине
ткань. На утолщенных
участках стежки короче
10. Заедание стержня
нажимной лапки может быть по
причине: ржавления, окисления от
сырости, грязного масла, пыли
и т. п., от этого он становится
малоподвижным. При
прошивании толстых швов стержень
поднимается на высоту до 4 мм
11. Очень перекручена верхняя
нитка — образуются барашки.
При входе в шайбы регулятора
происходит заклинивание ни-
9. Ткань перед шитьем
расправить, прогладить горячим
утюгом, чтобы по возможности
толщина ее была одинаковой
10. Смазать узел и вручную
проработать стержень на
максимально возможную высоту. В
крайнем случае, разобрать
узел и почистить стержень до
блеска. Узел собрать, смазать и
проверить в работе
11. Заменить нитку
качественной
б)
. * в)
Рис. 22* Высота зубьев рейки над игольной пластиной
(машина 2М кл. ПМЗ и др.)
а — оптимальное положение;
б — удовлетворительное положение;
в — неудовлетворительное положение.
1. Передняя сторона, обращенная к швее.
2. Задняя сторона. , .
3. Поверхность игольной пластины.
72
тки, в результате стежки в
строчке получаются короткими
и сильно затянутыми, войдя в
регулятор, барашки
увеличивают натяжение нитки
12. Компенсационная пружина
натянута слабо или работает с
заеданием
13. Слабое давление на ткань
нажимной лапки. Но может
нлиять на качество строчки и
состояние подошвы у лапки.
Она не должна быть
шероховатой
14. Принудительное
протягивание ткани швеей, что изменяет
скорость движения ткани, но
делает его неравномерным.
Отсюда разного размера стежки,
а значит и разная степень их
затягивания
12. В пружине 11 витков
(машины 2М кл.). Удалив три
витка, укоротить пружину.
Выводной конец пружины сделать
в виде крючка и завести его за
последний виток.
Укорачивание и перемещение выводного
конца пружины за последний
виток, обеспечивает ей
стабильность установки.
Увеличить натяжение
компенсационной пружины можно и так:
снять нажимную гайку и
коническую пружину. Отверткой за
прорезь повернуть ось
регулятора по часовой стрелке на
10—15°. Поставить
коническую пружину и гайку
13. Поджать гайку нажима
лапки. Если ослаблена
цилиндрическая пружина, растянуть
ее, если слабая пластинчатая
пружина, путем рихтовки
увеличить ее жесткость.
(Машины «Тула», «Харьков».)
Подошву лапки отшлифовать
до блеска
14. Нельзя тянуть ткань рукой!
Если плохо продвигается
ткань, очистить зубчатую
рейку и отрегулировать ее высоту
(см. рис. 22)
73
15. Ржавчина на поверхностях
деталей, по которым движется
ткань. Если ржавчина не
глубокая и не застарелая, ее
можно свести. Застарелая
ржавчина оставляет в металле
глубокие раковины, она неизлечима.
По ржавым, окисленным
поверхностям ткань движется
неравномерно и получается
некачественная строчка
16, Не отрегулированы в
должном соотношении: натяжение
верхней и нижней ниток,
высота зубьев рейки, нажим лапки
на ткань. Хорошая строчка
получается тогда, когда все
части машины отрегулированы с
учетом соблюдения норм
допусков и величин зазоров
17. Ручная намотка нитки на
шпульку
18. Слабое натяжение верхней
и нижней ниток
19. Попало масло в регулятор
натяжения верхней нитки (
20. Неисправна шпулька
(отломаны, погнуты ее борта)
74
15. Детали, по которым движется
ткань при шитье: игольная
пластина, транспортер ткани,
задвижка и лапка должны иметь
чистую, гладкую поверхность,
она должна быть ровной и
блестящей. Не сильно заржавевшие
детали очистить. Для этого
приготовить такую смесь: 0,5 л. а>
ляной кислоты (HCL), 50 г,
крепкого отвара зверобоя. В эту смесь
опустить заржавевшие детали на
15—20 мин. Затем их вынуть и
тут же промыть чистой
проточной водой, протереть насухо и
отшлифовать сначала
шлифовальной шкуркой, затем на войлочном
круге, пропитанном пастой ГОИ
16- Если строчка плохая,
проанализировать, каким
параметром конкретно. Воздействуя на
определенную деталь или узел,
добиться улучшения названных
параметров
17. Наматывать нитки на
шпульку только с помощью моталки,
тормоз и нитенаправителъ
которой должны быть исправными
18. Увеличить натяжение
обеих» ниток
19. Регулятор натяжения верхней
нитки должен быть всегда сухим
20. Шпульки применять
исправные
9. ВЕРХНЯЯ НИТКА НЕ ВТЯГИВАЕТСЯ В ТКАНЬ
Неисправности, их причины
Методы устранения
1
1. Сильно зажата верхняя
нитка на регуляторе. Гайку
регулятора зажимают сильно по
причине недопонимания роли
регулятора в формировании
строчки
2. Ослабло натяжение нитки в
шпульном колпачке
3. Слишком сильное натяжение
компенсационной пружины на
регуляторе натяжения верхней-
иитки
1. Ослабить натяжение верхней
нитки. Нажимную гайку — в
обе стороны — вращать
ступенчато, малыми шагами,
каждый раз проверяя качество
строчки
2. Усилить натяжение верхней
нитки регулировочным
винтом, расположенным на
шпульном колпачке.
Поворачивать винт каждый раз на 2—3
(см. гл. 1 «Обрыв нижней
нитки», п. 1)
3. Ослабить натяжение
компенсационной пружины на
регуляторе натяжения верхней
нитки ♦ Для этого выполнить
следующее: (см. рис. 1)
а) отвернуть нажимную гайку
(ручку 11);
б) снять нажимную
пружину;
в) навернуть гайку 9 на конец
оси 4 регулятора;
г) отвертку ввести в
прорезь оси 4 регулятора и
повернуть ее на 10 против
часовой стрелки (для машин 2М
кл. ПМЗ);
д) собрать узел в обратном
порядке. Если не будет
отжима нитки при подъеме
лапки, нажимную пружину
повернутьопо часовой
стрелке на 180
75
1
4, Очень толстая верхняя
нитка и очень тонкая нижняя.
Если на шпульке слишком
тонкая нитка, она не может
оказывать по условиям своей
прочности должного
сопротивления действию верхней нитки
при затяжке строчки
5. Действуют на формирование
строчки два и более
перечисленных выше фактора
4. Нитки и иглы подбирать по
таблице в инструкции завода-
изготовителя. Помнить общее
правило — лучше ставить
нитки с одной катушки или на
шпульку номером больше
(нитки тоньше). Например, на
кату шкод ержат еле № 50, на
шпульке № 60 и т. д. Чтобы
получить одинаковые по виду
стежки в строчке сверху и
снизу, необходимо (как частный
случай) ослабить верхнюю
нитку и подтянуть нижнюю
5. См. п. — 1—5
10. НИЖНЯЯ НИТКА НЕ ВТЯГИВАЕТСЯ В ТКАНЬ
Неисправности, их причины
1
1. Толстая нитка на шпульке и
тонкая на катушкодержателе
2. Сильно затянута нитка в
шпульном колпачке. Может
быть ряд причин:
а) зажат регулировочный винт;
б) зажат регулировочный винт
Методы устранения
2
L Верхняя нитка является
ведущей, и потому она должна
быть или с одной катушки или
чуть толще
2. См. гл. f «Обрыв нижней
нитки», п. 1
а) отпустить регулировочный
винт;
б) поджать внутрь усики
76 .
так, что ослабить его не
представляется возможным;
в) туго вращается шпулька
(нестандартная) в шпульном
колпачке;
г) шпулька хорошо вращается
в невставленном в челнок
колпачке, но туго во вставленном
3. Слишком большое расстояние
между носиком челнока и иглой,
когда она находится в крайнем
нижнем положении. Верхняя
нитка видна снизу, т. к. она не
может втянуть нижнюю в ткань и
создать рисунок строчки
4. Слишком слабо зажата
верхняя нитка в регуляторе
5. Действуют на качество
рисунка строчки два и более
перечисленных фактора
одновременно. Отсутствие рисунка
строчки снизу — одна из
главных, часто встречающихся
неисправностей
прижимной пружины на
колпачке;
в) опилить напильником
шпульку по окружности;
г) опилить напильником
шпульку по торцам (высоте)
3. См. гл. 2 «Челночное
устройство», п. 1
4. Поджать нажимную гайку
на регуляторе натяжения
верхней нитки. Поджимать
ступенчато, малыми шагами, каждый
раз проверяя качество строчки
5. Устранить все
неисправности, указанные в четырех
предыдущих пунктах
77
^ 11. СТЯГИВАНИЕ ТКАНИ В СТРОЧКЕ
Неисправности, их причины
Методы устранения
1
1. Слишком зажата верхняя
нитка в регуляторе натяжения
2. Сильно натянута
компенсационная пружина, косвенно
способствующая стягиванию
ткани. Задача
компенсационной пружины:
а) сгладить импульсные
движения нитепритягивателя;
б) обеспечить верхней нитке
сброс с челнока в критический
момент его вращения;
в) влиять на формирование
качественной строчки.
Компенсационная пружина
натягивает нитку в определенные
моменты технологического
процесса шитья
дополнительно к установившемуся
натяжению в шайбах регулятора*
Поэтому чем сильнее будет ее
натяжение, тем больше ткань
подвергнется стягиванию
3. Сильно зажата
шпульном колпачке
нитка
1. Ослабить натяжение верхней
нитки в регуляторе. Гайку
(ручку) 11 регулятора вращать
против часовой стрелки (см. рис. 1)
2. Ослабить натяжение
компенсационной пружины 3
3. Регулировочный винт на
шпульном колпачке (см. рис.
5 п. 1) зажать до отказа, а
затем опустить не более чем на
пол-оборота. Если при этом
нитка зажата слишком туго,
ослабить ее путем подгибания
усиков пружин внутрь, как
это сделать см. гл. 1 «Обрыв
нижней нитки», п. 1
78
1
4. Нижняя нитка толще
верхней. Она не втягивается в
ткань
5. Сильное давление лапки на
ткань. Особенно на тонкие
ткани. Тонкая ткань, в силу своей
эластичности, не может
сопротивляться высокому давлению
снизу и сверху и сминается.
Нитки выступают в роли
фиксатора деформированной ткани
6. Высоко подняты зубья
транспортера ткани. Некоторые
швеи полагают, что чем выше
подняты зубья, тем лучше
будет продвигаться ткань. Это
мнение ошибочно!
7. На стягивание ткани в
строчке действует два и более
фактора одновременно
8. Стягивание ткани за лапкой.
Причиной может быть
шероховатость ее подошвы, или
плохая обработка прорези в
игольной пластине
9. Очень толстые нитки для
данной ткани. Эластичность
ткани должна быть меньше
эластичности применяемых при
шитье ниток
4. Нитка на шпульке должна
быть такой же, как верхняя, или
тоньше ее. Например, верхняя
нитка № 40, нижняя № 50
5. Ослабить, отвернув резьбовую
втулку регулировки нажима
лапки. Если это не поможет,
укоротить нажимную пружину
на четыре витка. Там, где есть
регулятор подъема зубьев,
обязательно поставить его на
отметку «ПЬ (шелк)
6. Откинуть машину на петлях.
Под платформой, слева вверху,
расположен регулятор высоты
зубьев зубчатой рейки. Ослабить
винт и установить нужную
высоту зубьев. Их нормальная
высота равна 1—1,2 мм. Передняя
сторона должна быть выше
задней на 0,5 мм (см, гл. 2
«Транспортер ткани»)
7. Привести к норме все выше
перечисленные шесть
параметров
8. Продольную кромку прорези
в игольной пластине спилить
под углом 45 к се плоскости,
поперечные кромки притупить.
Подошву зажимной лапки и
зону прорези отшлифовать
9. Поставить нитки как сверху
так и снизу по таблице подбора
ниток и иголок. Чем тоньше
игла и обе нитки, тем больше
вероятности того, что при шитье
материал не будет стягиваться
79
12. ТКАНЬ ЗАТЯГИВАЕТСЯ В ОТВЕРСТИЕ ИГОЛЬНОЙ
ПЛАСТИНЫ
Неисправности, их причины
Методы устранения
1. Тупая игла, попадая в нитку
ткани, тянет ее за собой. Игла
может затупиться от удара о
твердьш предмет (металл) или от
долгой работы, так как в ткани
много пыли, а она состоит из
абразивных частиц малой
величины
2. Слишком большой износ
отверстия игольной пластины.
Оно разбивается ударами иглы
3. Края ткани не обрезаны
(махровые). Натяжение
нижней нитки создает
сопротивление продвижению ткани.
Махровые края легко увлекаются
вниз иглой и обеими
нитками
4. Сильно зажата нитка в
шпульном колпачке
1. Заменить иглу на острую
или снять ее и наточить, (Как
точить см. гл. 2 «Узел иглы».)
2. Игольную пластину лучше
заменить новой. Если ее нет,
отремонтировать (см. гл. 2
«Узел иглы»)
3. Перед шитьем на машине
края ткани обрезать
4. Отрегулировать натяжение
верхней нитки, ослабить
натяжение нижней (см. гл. 1
«Обрыв нижней нитки», п. 1).
Прежде чем начать шить
какую-то вещь, добиться
нормальной строчки на данной
ткани. Подобрать нитку и
иголку по таблице в
инструкции, помня, что данные в
таблице ориентировочны. Это
значит, что в пределах
таблицы подбор вести более
тонкий, как ниток, так и иголок.
Например, простынное полот-
80
5. Ржавая игла. Ее
шероховатая поверхность создает
большое трение при прохождении
через ткань
6. Толстая игла и тонкая
ткань. Например, игла
№ 120, а ткань шифон.
Нечто подобное встречается
весьма часто. Создается
такая ситуация срочностью
работы и отсутствием игл
нужного номера
7. Измятая ткань. Отдельные
участки такой ткани имеют
разную толщину и, не
испытывая натяжения,
затягиваются в отверстие игольной
пластины. Особенно на
машинах с зигзагообразной
строчкой
но можно шить нитками № 50
и № 60. Лучше, конечно,
нитки № 60 — строчка будет
красивее, то же относится к
иглам
5. Поменять иглу. В крайнем
случае ее можно почистить
наждачной бумагой средней
зернистости и
шлифовальной, но должного результата
все-таки не будет, на игле
остаются глубокие
раковины, оспины, размеры
которых превышают толщину
нитки
6. Тонкие ткани типа шифона,
май и т. п. шить иглой № 65.
Иглы и нитки подбирать по
таблице в инструкции
завода-изготовителя
7. Ткань, если она мятая,
прогладить перед шитьем горячим
утюгом
81
13. ТКАНЬ ПРОДВИГАЕТСЯ НЕУДОВЛЕТВОРИТЕЛЬНО
Неисправности, их причины
1
1. Тупые зубья рейки. В
большинстве случаев это результат
небрежной работы швеи.
Например, она не остановила во
время машину, которая
продолжает работать, когда ткань
уже сошла с зубьев. Лапка
некоторое время продолжает
нажимать на них без ткани» При
этом на лапке снизу
обдирается никелевое покрытие, а зубья
притупляются
Методы устранения
2
1. Зубья наточить алмазным
надфилем трехгранного
сечения. Регулятором подъема
зубьев поднять их до отказа и
наточить зубья с одной
стороны (со стороны наклона).
Время заточки 3—4 мин. Затем
отрегулировать высоту зубьев
(см. рис. 22 и 23)
уклон
б)
Рис» 23. Положение зубчатой рейки
а — рейка с правильным уклоном;
б — рейка без уклона и поднята над игольной пластиной на
высоту, превышающую высоту зуба. (Работа рейки
неудовлетворительная).
1. Подкладка в виде стержня 10X0,5 мм (0,5 мм по месту).
2. Передняя сторона, обращенная к швее.
3. Задняя сторона. .
„4. Уровень игольной пластины.
82
2. Слишком короткие стежки в
строчке
3. Зубья недостаточно подняты
над игольной пластиной.
Высота зуба не отрегулирована или
в перемычке скопилась и
спрессовалась грязь с очесами
4. Рычаг лапки опущен вниз не
до конца
5. Заржавевший рычаг.
Стержень лапки заедает при
опускании
6. Лапка не прижимает ткань,
она зависла на кулачке 2
отжимного толкателя 1 (машины
«Тула» рис. 24)
2. Регулятором установить
более длинные стежки
3* Откинуть машину на
петлях. Слева сверху на верхнем
валу размещен регулятор
подъема зубьев. Ослабить винт и,
установив высоту зубьев,
зажать его. Нормальная высота
зубьев будет тогда, когда над
пластиной в средней ее части
будут возвышаться только сами
зубья. Передняя часть зубьев
выше относительно задней на
0,5 мм (см. рис. 22а). Если
отрегулировать высоту зубьев не
удается, снять игольную
пластину и очистить зубья.
Поставить пластину на место
4. Рычаг подъема лапки
опускать постепенно до нижнего
предела. Нельзя выпускать из
рук рычаг при его движении.
В противном случае он может
сильно ударить по зубьям.
При этом зубья будут
портиться — тупиться и
осаживаться вниз, постепенно
ухудшая тягу
5. Если стержень погнутый,
заржавел или загрязнился, он
может зависнуть, не обеспечив
нужного нажима на ткань.
Почистить или выправить рычаг и
стержень лапки
6. Отпустить винт 3 и
подвинуть кулачок 2 в сторону
длинного конца «А» на 1 мм
83
1
7. Слабый нажим лапки.
Ослаблена нажимная пружина.
Это обычное явление в старых
машинах. Усталость металла от
постоянных нагрузок и
времени — процесс естественный
8. Кулачок подачи материала
на коленчатом валу
провернулся или имеет большой люфт.
Причина в ослаблении
стопорного винта. В том и другом
случае, возможно следующее:
ткань не "продвигается;
ткань продвигается в обратную
сторону — на швею;
ткань продвигается малыми
шажками;
регулятор шага стежка
бездействует
9. Сильно затянуто крепежное
соединение вилки с валом по-
7. Пружину вынуть и
растянуть на половину ее длины.
Например, пружину длиной 80
мм растянуть на 40 мм. После
этого ее длина будет 80+40=120
мм. Пружину поставить на
место и поджать
8. Надо установить кулачок на
место и зажать стопорный
винт. Следует иметь в виду,
что кулачок может сместиться
не только по окружности вала,
но и по его длине. Данную
операцию провести без разбора
узлов через большое круглое
отверстие на рукаве с задней
стороны (машины 2М кл.
ПМЗ). Необходимо хотя бы
один раз в год проверять
состояние крепежных деталей на
всей машине. Такое
мероприятие входит в перечень
обязательного технического ухода за
любой машиной
9. Ослабить крепежное
соединение. В этом соединении вил-
Рис. 24. Отжимной толкатель швейной машины «Тула»
1. Стержень.
2. Кулачок отжима.
3. Стопорный винт кулачка.
А — часть толкателя, обращенная к регулятору.
Б — часть толкателя, обращенная к задней стенке рукава.
84
1
дачи материала (на машинах
«Чайка» с винтом без
эксцентрика), В каждом же
соединении должен быть люфт, еле
ощутимый рукой. Причина —
неопытность исполнителя
ка поворачивается
относительно вала подачи на малый угол
(на глаз незаметно). По
окончании работы над соединением,
провернуть винт-эксцентрик с
целью контроля (для машин
2М кл. ПМЗ)
Рис. 25. Детали, влияющие на длину стежка
(машина «Подольск» 100М кл. ПМЗ)
L Кулиса.
2. Главный вал,
А — заштрихованная часть спиливается на глубину 2 мм.
Б — часть размером 12X3X1,5 мм спиливается.
В — отгиб на 30—35°. -
10. У некоторых прямостроч-
ных машин ПМЗ, например
«Подольск» 100М кл. (со
съемной верхней крышкой) шаг
стежка до 2 мм (не более)
10. Увеличить шаг стежка. Для
этого снять кулису и спилить
ее верхний передний край на
глубину 2 мм. Спилить левый
край колена главного вала
(рис, 25). Рычаг кулисы
отвернуть и сделать сгиб чуть ниже
контргайки. Все работы
выполнить согласно рисунка 25. Шаг
85
11. Винт крепления кулисы
шага стежка ослаб и поэтому
рычаг регулятора шага во
время работы стремится к нулю.
Причина в том, что рычаг
поднимают вверх до отказа для
обратного хода ткани. У машин
2М кл. такой прием быстро
приводит к нежелательным
последствиям, происходит
поломка тарельчатой пружины
регулятора
12. Винт кронштейна подъема
лапки задевает ее
фронтальную крышку, иногда даже
оттесняет ее. Видимо, он был
заменен и оказался слишком
длинным
13. Рычаг регулировки шага
стежка стремится к нулю.
Сломалась тарельчатая пружинд,'
находящаяся под винтом
крепления кулисы ш^га. Это бывает
по следующим причинам:
оттого, что для обратного хода
ткани рычаг поднимают вверх
до отказа;
от времени, ржавчины,
излишней влаги, где хранится
машина
стежка увеличится до 6—6,3
мм
11. Если машина с ручным
приводом, снять его. Снять
фрикционный винт и маховик.
Большой отверткой завернуть
винт крепления кулисы шага
стежка. Рычаг регулятора шага
стежка держать на нуле.
Собрать все в обратном порядке.
При сборке смотреть, чтобы
фрикционная шайба была
поставлена внутренними усиками
наружу (см. гл^ 2
«Фрикционное устройство»)
12. Спилить выступающую
часть винта алмазным
надфилем и немного отогнуть край
фронтальной крышки с задней
стороны. Такие меры надежно
устраняют неисправность
13. Разобрать узел со стороны
маховика (см. п. 10). Машину
снять с петель и поставить на
фронтальную крышку.
Большой отверткой сверху внутри
рукава отвернуть винт кулисы
длины стежка. Пинцетом
достать винт и тарельчатую
пружину. Поставить новую
тарельчатую пружину. Если ее
нет, сделать из сталистого
материала шайбу по размеру
тарельчатой пружины. Толщина
шайбы не должна превышать
0,3 мм. Сделанную шайбу
положить на сломанную
тарельчатую пружину и собрать узел.
Если тарельчатая пружина раз-
86
14. Ослабли винты крепления
зубчатой рейки (см. п. 5)
15. Ткань не продвигается.
Зубчатая рейка на одном
уровне («Чайка» 142М). Заржавела
ось рычага подъема зубчатой
рейки ,
16. Зубья рейки слишком
подняты над игольной пластиной.
У многих швей бытует мнение:
чем выше подняты зубья, тем
лучше будет продвигаться
ткань. Ошибочное мнение! В
данной ситуации ткань
продвигается вперед и назад, т. е. как
бы жуется
ломалась на несколько частей,
а новой нет, можно поставить
зажимную шайбу,
предназначенную для регулировки
натяжения верхней нитки. Если,
конечно, найдется запасная
14. Снять игольную пластину и
завернуть винты крепления
зубчатой рейки. При этом
будет две трудности:
1) Надо провернуть слегка
один винт и, положив на место
игольную пластину, убедиться,
провернув маховик, не цепляет
ли рейка за пластину. Если
цепляет, снять пластину и
изменить положение рейки.
Обычно за один прием
установить ее окончательно не
удается
2) Трудности возникнут и при
закручивании винтов. Здесь
нужна специальная отвертка
с одним коленом под углом
90°
15. Узел разобрать, вычистить
до блеска, смазать маслом И8А
и поставить на место
16. Опрокинув машину на
петлях, ослабить регулировочный
винт (слева вверху) и, опустив
зубья на нужный уровень,
зажать его (см. рис. 22а)
87
17. Рычаг регулятора шага
опущен вниз до предела, а
стежок равен 2 мм. Рычаг погнут
вниз и не может наклонить
кулису еще ниже, чтобы
увеличить шаг стежка
18. Слабый нажим лапки на
ткань. Причина — слабо
завинчена регулировочная
резьбовая втулка
19. Зависание лапки по
причине загрязнения стержня, в
особенности на участке
цилиндрической пружины (см. п. 6)
20. Сильно зажаты нитки —
верхняя и нижняя. Тонкая
ткань продвигается с трудом
или вообще не продвигается
21. Зубья опущены вниз для
вышивания. Такое положение
зубьев вызывает у некоторых
швей недоумение почему не
продвигается ткань под
лапкой? ^
38
17. Рычаг регулятора шага
стежка выпрямить. Для этого
сверху рычага в прорезь
вставить большую отвертку до
отказа и крепко держать ее.
Рычаг поднимать вверх к
отверстию со значительным
усилием. При этом он будет
разгибаться, что легко уловимо на
руке
18. Поджать регулировочную
резьбовую втулку,
расположенную сверху стержня нажимной
лапки. Сильно зажимать ее
нельзя: будет коробление
ткани под лапкой. Для толстой
ткани резьбовую втулку
завернуть на 8—10 мм, для тонкой
— отпустить
19. Узел разобрать. Стержень с
наслоением грязи и ржавчины
вычистить до блеска
наждачной бумагой, затем смазать
маслом И8А и собрать в
обратном порядке. Уровень
лапки установить при поднятом
рычаге
20. На тонких тканях
натяжение обеих ниток должно быть
слабым
21. Поднять зубья до отметки
«нормально», Там, где нет
указателя подъема высоты зубьев,
она ограничивается высотой
зуба над игольной пластиной
22. Рычаг регулятора шага
стежка на нулевой отметке —
выключен. Простая ситуация и
вполне очевидная, но
встречается в практике. Ткань
продвигаться не будет
23. Зубья спереди ниже на
0,5 мм — заводская установка
на некоторых машинах
24. Зубья очень мало
выступают над игольной пластиной.
Регулятор подъема не
действует. В зубьях скопилась и
запрессовалась грязь с очесами
25. Нет подачи материала.
Поломан регулятор подъема
зубьев
26. Движение ткани из-под
лапки происходит в левую
сторону, это означает, что
подошва лапки имеет наклон в
правую сторону относительно
плоскости зубчатой рейки.
Если движение ткани происходит
вправо — лапка наклонена
влево. В том и другом случае
22. Поставить рычаг
регулятора в нужное положение
23. Снять игольную пластину.
ОТВЕРНУТЬ передний винт
рейки совсем, а задний —
ослабить. Подложить под рейку
спереди шайбу толщиной 0,6
мм. Поставить винты и зажать.
Можно подложить стержень
10X0,6X0,9 мм (см. рис. 22 и 23)
24. Снять игольную пластину и
вычистить запрессовавшуюся
грязь с очесами в перемычке
рейки. Поставить пластину на
место
25. Снять регулятор с вала.
Выставить поломанную деталь так,
чтобы в отверстие можно было
ввести металлический цилиндр
такого же диаметра, что и
рабочий вал. Сжать сломанные части
струбциной и заварить двухмил-
лимегровым электродом из
нержавеющей стали. Собрать узел
и отрегулировать высоту зубьев
26. Подложить под нажимную
лапку две узеньких полоски
бумаги. Лапку опустить. Если^
при этом обе полоски будут
зажаты, значит плоскость
подошвы лапки и плоскость
зубчатой рейки совпадают (случай
«В» рис. 26), при «а» — правая
полоска свободно вытаскивает-
89
тонкая ткань сминается в
строчке и плохо продвигается
27. Ткань продвигается
неудовлетворительно. Зубчатая рейка
имеет большой люфт в
горизонтальной плоскости. Такое наблкда-
ется у машин «Подольск» 125-1 кл.
и у «Чайки» 2 кл. ПМЗ, т, к. они
сходны по конструкции. Большой
люфт может образоваться по
причине выхода оси рычага зубчатой
рейки из шарнирного соединения
2
ся из-под лапки. При «в» то же
самое происходит с левой
полоской. Решение: «а») подложить
фольгу под правый край
зубчатой рейки или подогнуть ножку
у нажимной лапки влево,
«в») то же самое проделать с
лапкой или рейкой, только наоборот
27. Для того чтобы ось рычага
зубчатой рейки поставить на
место, требуется разборка
почти всего механизма под
платформой (см. Швейная машина
«Чайка» 2 кл. и рис. 29 поз. 41)
Рис. 26. Различные положения нажимной лапки относительно
зубчатой рейки (поперечный разрез). (Применительно к
швейным машинам всех марок)
1. Игольная пластина.
2. Нажимная лапка.
3. Направление движения ткани. ' . -
4. Зубчатая рейка.
а — перекос лапки влево;
б — перекос лапки вправо;
в — нормальное положение: соблюдена
параллельность лапки и зубчатой рейки.
90
14. ПОДАЧА ТКАНИ ТОЛЬКО В ОБРАТНУЮ СТОРОНУ
(НА ШВЕЮ)
Неисправности, их причины
Методы устранения
1. Рычаг регулятора шага за
пределами рабочей шкалы
(выше нуля). Швея могла
поставить его на обратный ход и
оставить так. Рычаг может встать
на нулевую отметку или выше
ее по причине поломки
тарельчатой пружины
2. Кулачок подачи материала
провернулся на коленчатом
валу. Ослаб стопорный винт
3. Вертикальная вилка подачи
ткани своим нижним концом
шарнирно связана с валом
подачи, расположенным под
платформой. Шарнир зажат
до предела или недвижим, так
как заржавел. Такое часто
встречается по разным
причинам
1. Рычаг регулятора шага
стежка поставить на рабочую
шкалу. Если он произвольно
уходит с рабочей шкалы за
нулевую отметку, весь узел
разобрать и отремонтировать (см.
гл. 2 «Регулятор шага стежка»)
2. Снять крышку с круглого
отверстия с задней стороны
машины. Поставить кулачок
коленчатого вала на место и
завернуть стопорный винт,
который должен войти в
продольную канавку на валу.
Там, где нет канавки,
установку кулачка необходимо
согласовать с движением
зубьев в окнах игольной
пластины. Продольный люфт
вилки кулачка должен быть
не более 0,5 мм. Поставить
крышку отверстия на
место
3. Установить нужный зазор на
нижнем шарнире вилки. Он
должен быть еле ощутим рукой
91
15. МАШИНА ПРОБУКСОВЫВАЕТ ИЛИ НЕ ВКЛЮЧАЕТСЯ
РАБОЧИЙ ХОД
Неисправности, их причины
Методы устранения
1
1. Не включается рабочий ход,
маховик пробуксовывает.
Фрикционная шайба, находящаяся
под фрикционным винтом,
поставлена отогнутыми усиками в
левую сторону, т. е. внутрь.
Почему ставят фрикционную
шайбу усиками внутрь? Да потому,
что она плохо держится на
месте. При попытке завернуть
фрикционный винт, шайба
соскакивает со своего места
2. Машина не включается на
холостой ход. Фрикционная
шайба поставлена
отогнутыми усиками наружу, в
правую сторону — (правильно),
но угол поворота
неправильный
92
1. Снять ручной привод,
вывернуть остановочный винт из
фрикционного. Вывернуть
фрикционный винт и поставить
фрикционную шайбу
отогнутыми усиками наружу. Завернуть
фрикционный и остановочный
винты. Проверить работу
фрикционного устройства.
Здесь могут быть три случая:"
а) машина включается на
рабочий ход, но не выключается
на холостой;
б) машина хорошо включается
на холостой ход, но плохо
включается на рабочий —
пробуксовывает;
в) машина включается на
рабочий ход и выключается на
холостой — это нормальный
режим
В первых двух случаях
необходимо отвернуть
остановочный и фрикционный винты,
фрикционную шайбу
повернуть по часовой стрелке на 180
и поставить фрикционный, а
затем остановочный винты
(рис. 27)
2. Шайбу повернуть по часовой
стрелке на 180°
3. Фрикционная шайба меньшей
толщины или малоотогнутыми
усиками. Фрикционный винт
при включении упирается во
втулку коленчатого вала и
потому не включается рабочий ход.
Фрикционный винт, войдя в
резьбу втулки, должен
упереться в отогнутые усики шайбы.
Крутящий момент с маховика
передается на фрикционную
шайбу и через отогнутые усики
на фрикционный винт, а с него
на коленчатый вал
а)
б)
3. Заменить фрикционную
шайбу. Если это невозможно,
сделать следующее:
а) снять маховик, поставить на
втулку шайбу толщиной 0,3
мм;
б) побольше отогнуть усики
(примерно на 0,3—0,4 мм).
Собрать все в обратном
порядке
в)
Рис. 27. Фрикционная шайба
а — правильно поставленная шайба.
1. Холостой ход (намотка нити)*
2. Рабочий ход.
б — вид спереди (со стороны швеи).
1. Сторона, обращенная к маховику.
2. Наружная сторона, к которой привинчивается
фрикционный винт.
3. 4. Отогнутые усики шайбы.
в — шайба, повернутая по часовой стрелке на 180 .
1, 2, 3 — ограничительные выступы.
93
1
4. Фрикционный винт
упирается пластмассовым телом в
усики фрикционной шайбы. Сталь
по пластмассе в силу малого
коэффициента трения не
обеспечивает передачу крутящего
момента
5. Поводок ручного привода
выскакивает из махового
колеса. На поводке, в той его
части, которая включает маховое
колесо:
а) ослабло крепление
пластинчатой пружины;
б) пластинчатая пружина
сломалась
6. Пробуксовывает приводной
ремень электро или ножного
привода из-за слабого
натяжения ремня. Здесь надо иметь в
виду, что чем слабее натянут
ремень (если шкив не
пробуксовывает), тем легче работает
машина. Сильно натянутый
ремень вызывает тяжелый ход
машины
4. Заменить фрикционный винт
на такой, где бы усики
фрикционной шайбы
контактировали с металлом, а не с
пластмассой
5. В первом случае крепко
завернуть винт крепления узла.
Во втором случае разобрать
узел и заменить пластинчатую
пружину. Ее можно сделать из
выбракованной пластинчатой
пружины толкателя челнока
6. На электроприводе
ослабить винт крепления
электромотора и, опуская его ниже,
натянуть ремень. Контроль
правильности натяжения
ремня — при нажатии на
верхнюю ветвь силой в 0,5 кг,
стрела прогиба должна быть
равна 10 мм. На ножном
приводе снять ослабленный
ремень, освободить один
конец от скобочки и, укоротив
его на 10 мм, скрепить
концы
94
16. ЗАКЛИНИВАНИЕ ХОДА МАШИНЫ
Неисправности, их причины
Методы устранения
1. Машину смазали (по
ошибке) растительным маслом,
олифой или каким-либо клеем.
Названные жидкости вскоре
засыхают, и всякое движение в
машине становится
невозможным
2. Стяжной винт поводка игло-
водителя (машины 2М кл.
ПМЗ) вывернулся настолько^
что провернуть маховик на 360
не удается. Этот винт ничем не
зафиксирован, так установлено
заводом>-изготовителем.
Поэтому надо как можно чаще
обращать внимание на положение
винта
3. В паз корпуса хода челнока
попали нитки, грязь, очесы
ткани. Такое встречается часто
4. Во фронтальную полость
рукава попали посторонние
предметы. Это бывает, когда с
машиной играют малые дети и.
1. Все движущиеся и
вращающиеся сочленения машины
смочить составом, состоящим
из растворителя № 647 и масла
И8А в соотношении 1:1. Через
5 минут начать раскачивать
маховое колесо
малоамплитудными колебательными
движениями. Ни в коем случае не
применять усилий! Это может
привести к поломке деталей.
Следить, чтобы смесь не
попала на окрашенную
поверхность, иначе она будет
испорчена
2. Завинтить стяжной винт
поводка игловодителя
3. Очистить паз корпуса хода
челнока от ниток, грязи,
очесов. Швея обязана постоянно
соблюдать чистоту паза, где
вращается челнок
4. Снять фронтальную крышку
и вынуть из полости
посторонние предметы
. 95
как правило, машина выходит
из строя. В полость предметы
попадают через открытое окно
для винта крепления нитепри-
тягивателя
5* Не вошедший на место
колпачок провернулся. Если
шпулька не села на место,
шпульный колпачок не войдет
в челнок
6. Сломалась игла. Ее обломок
попал в челночное устройство.
Причины:
а) винт крепления иглы
завернут без применения отвертки;
б) ткань тянут рукой;
в) под иглу попала пуговица и
другие причины
7. Под педаль ножного привода
попали посторонние предметы
(катушка, игрушка и т. п.).
При этом вращение машины
стало невозможным, а педаль
имеет значительную инерцию
движения и мгновенно
остановиться не может
8. Вышла ось из шарнира
соединения нитепритягивателя с
поводком игловодителя. От
96
5. Разобрать челночное
устройство. Отвернуть винт, снять
прижимную пружину,
запорное кольцо и вынуть челнок
вместе со шпульным
колпачком. Придерживая челнок,
повернуть шпульный колпачок
против часовой стрелки
(машины «Чайка»), Собрать
челночное устройство в обычном
порядке. В дальнейшем следить
за правильностью установки
шпульки в колпачок и
шпульного колпачка в челнок
6. Разобрать челночное
устройство, извлечь отломанную часть
иглы и собрать все в обратном
порядке
7. Ежедневно следить, чтобы
под педаль ножного привода не
попадали посторонние
предметы
8. Ось поставить на место,
накрепко зажать стопорный винт.
Если винт застопорил вход оси,
1
вибрации ослаб стопорный
винт оси. (Частый случай у
«Чаек» ПМЗ всех
модификаций)
9. Заклинивание челнока в
пазу (это свойственно почти всем
новым машинам «Чайка» ПМЗ
рис. 28) , L.
узел разобрать, если потерян
или много вывернулся
стопорный винт, разборку не
производить
9. Фрезеровать заднюю
вертикальную плоскость 5 паза в
корпусе 2 хода челнока» Между
запорным кольцом 3 и
челноком 4 должен быть зазор 0,05
мм по всему периметру. После
выполнения работ вставить
челнок и проверить вращение
маховика. Оно должно быть
легким. (ФРЕЗЕРОВАНИЕ
ПРОИЗВОДИТЬ свежеотло-
манным концом ножовочного
полотна в течение 2 мин.)
Рис, 28. Горизонтальное сечение узла челночного устройства
(фрагмент). (Машина «Чайка» 134 кл. ПМЗ откинута
на заднюю сторону)
1. Цапфа корпуса.
2. Корпус хода челнока.
3. Запорное кольцо.
4. Челнок.
5. Вертикальная кольцевая плоскость,
подлежащая фрезерованию при заклинивании челнока.
4 А. Зюзнн
97
1
10, В челнок попала нитка
длиною 5—10 мм. Это бывает
у вращающихся челноков
машин «Веритас» 8014-35, 822 кл.
ПМЗ и др. (частый случай).
Причина: маховик провернули
в обратную сторону, челнок не
отрегулирован на нормальную
работу
10. Разборка челнока со
снятием с машины обязательна.
Прочистить все пазы в
челночных деталях тщательно. Собрать
все в обратном порядке и
отрегулировать согласно рис. 135
17. ШПУЛЬНЫЙ КОЛПАЧОК ВЫСКАКИВАЕТ ИЗ ЧЕЛНОКА
Неисправности, их причины
1
L Нарушены правила сборки
челночного устройства. Спешка
и невнимательность — вот
причины неисправности
Методы устранения
1. По всем правилам собрать
челночное устройство. ЛЕВОЙ
рукой взять колпачок за
цилиндрическую часть защелкой
вниз. Правой вложить
шпульку и заправить нитку. Правой
же рукой держать колпачок со
вставленной шпулькой
защелкой вниз, левой — взять
ручку защелки и отвести ее от
колпачка до предела. Левой
рукой, не отпуская ручку,
надеть до отказа колпачок на
ось челнока. Отпустить ручку
защёлки. При таком методе
щелчка не будет, он будет
тогда, когда, вставляя
колпачок, не пользуются ручкой
защелки (см. рис. 4 и 5, и
гл. 1 «Верхняя нитка петляет
снизу» п. 7, 15)
98
1
2. Дефектная защелка на
шпульном колпачке. При
посадке его на ось челнока
защелка заходит в паз оси без
.шора* Зазор же в 0,3 мм
образовался между опорной
площадкой и опорным зубом
ручки защелки» В результате на
ручку наматывается верхняя
11 итка. Шпульный колпачок
при этом испытывает
дергающие динамические нагрузки.
При таких условиях и
выскакивает колпачок из челнока
Л. У защелки шпульного
колпачка сильно сработалась
рабочая сторона запорного
отверстия
4. Цилиндрическая пружина
шпульного колпачка
износилась, проржавела и настолько
ослабла, что надежно не
запирает защелку на оси челнока
5. Защелка шпульного
колпачка полностью не вошла в
кольцевой паз оси челнока, так как
лыожа шпулька. Такие случаи
гктречаются часто
2. Лучше заменить защелку
(см. рис. 4). Можно проточить
полукруг на стороне «В»
отверстия 3 в защелке, обращенной
к шарниру. Протачивать
полукруг алмазным круглым и
плоско-выпуклым надфилем.
Работа требует внимания и
терпения. Приходится много раз
проверять готовность, иначе
при переточке защелка придет
в негодность
3. Только замена защелки
исправит положение
4. Снять защелку со шпульного
колпачка и сверлам диаметром
2 мм прочистить отверстие-
гнездо для цилиндрической
пружины. Поставить новую
пружину, которую можно
сделать самому (см. гл. 2
«Челночное устройство»)
5. Заменить шпульку и в
дальнейшем применять только
годную.. В крайнем случае
большую шпульку по высоте можно
опилить с обоих торцов
напильником, если шпулька
большая по окружности,
опилить оба ее диска
99
18. ТЯЖЕЛЫЙ ХОД МАШИНЫ
Неисправности, их причины
Методы устранения
1
Л. Тяжело вращается вал
толкателя челнока. Причины
могут быть разные. Например,
кривошип напрессован без
осевого зазора, ржавчина в
подшипниках, смазка
растительным маслом и т. п.
2. Сильно натянут ремень
привода
3. Тяжело вращается малый
вал с кулисой» Причины: нет
осевого зазора, вал смазан (по
ошибке) растительным маслом,
заржавел и др. Определить по
месту причину тяжелого
вращения вала. Чаще всего он
бывает затянут в конусах и не
имеет осевого зазора
4. Сильно зажаты другие валы
под платформой. Все валы в
машине должны иметь осевой
продольный зазор не менее
0,05 мм и не более 0,1 мм. В
первом случае будет тяжелый
ход, во втором — стук в маши-
100
1. На валу толкателя челнока
должен быть осевой
продольный люфт, равный 0,05 мм. Он
малоощутим рукой. Если он
ощущается, и в тоже время вал
туго вращается, смазать его
составом: растворитель № 647 и
машинное масло И8А в
соотношении 1:1. Если нет осевого
зазора, сделать его. Для этого
при помощи надставки,
например трехгранного напильника,
легонько ударить молоточком
по торцу вала со стороны
напрессованного кривошипа
2. Ослабить ремень привода
машины. Как это сделать см.
гл. 2 «Ножной привод»
3. По необходимости проделать
работы, указанные в п. 1, или
ослабить вал в конусах.
Контроль правильности
регулировки: люфт вала не должен
ощущаться рукой, но вращение
должно быть легким
4. Отрегулировать зазор в
конусах валов.
14-миллиметровым накидным ключом
отпустить контргайку конуса, затем
при помощи отвертки ослабить
его на требуемый размер
осевого зазора (еле ощутимого ру-
i
не и недостаточная работа
соответствующего параметра
5. Тяжело вращается главный
коленчатый вал (причины см. в
п. 3)
6. На кольцевом пазу корпуса
х ода челнока спрессовались
очесы ткани, ниток и т. п.
Очень частое явление особенно
у малоопытных швей.
Наматываются нитки на главный вал
около маховика. Сильно
загрязненные шарниры во фрон-
кшьной полости
кой). Придерживая отверткой
конус от проворачивания, за-.
жать контргайку ключом.
Смазать маслом И8А
5. В первую очередь смазать
подшипник коленчатого вала
составом, указанным в п. 1.
Во всех швейных машинах
коленвал вращается в двух
подшипниках скольжения. И
смазка указанным составом
особенно правого, около
маховика , подшипника решает
вопрос. Если после смазки
составом, вал легко не
вращается, сделать осевой зазор.
Для этого снять ручной
привод (если он есть) и
фрикционный винт и, приставив и
торцу вала тонкий конец
трехгранного напильника,
ударить по нему 2—3 раза
молоточком. Теперь вал
должен вращаться легко. В
необходимых случаях (что
бывает очень редко) делать то же
со стороны левого торца
6. В первом случае разобрать
челночное устройство
(откинув на петлях машину).
Снять шпульный колпачок,
пластинчатую пружину,
запорное кольцо, челнок.
Вычистить кольцевой паз корпуса
хода челнока. Такие работы
выполнять ежедневно в конце
рабочего дня. Во втором
случае разобрать узлы во
фронтальной полости и почистить
шарниры
- 101
7. Машина смазана густым
вязким маслом
8, Тяжелый ход детали или
других движущихся деталей
ножного привода (причины см.
в п. 3)
9. Сильное давление лапки на
ткань
10. Рейка транспортера ткани
перекосилась и тяжело
движется в прорези игольной
пластины
11. Отсутствует смазка в
шарнирах и других трущихся
сопряженных деталях машины.
Машина работает с сильным характер-
102
7, Машину смазать составом,
указанным в п. 1. В
дальнейшем каждую вращавшуюся
деталь смазывать только
минеральным маслом И8А, И12А
или И20А. Чем больше число,
тем качественнее масло. Вид
масла определяет конструктор
машины. При этом
учитывается скорость вращения детали,
крутящий момент, температура
внутри подшипника и
окружающей среды и другие факторы.
Замена вида масла является
грубейшим нарушением
условий нормальной работы
машины
8. Отрегулировать, как указано
в п. п. 1 и 4. (см. гл. 2
«Ножной привод»)
9. Ослабить резьбовую втулку
(сверху слева). Если это не
помогло, вынуть нажимную
цилиндрическую пружину со
стороны лапки и кусачками
укоротить ее на 4 витка.
Поставить пружину укороченным
концом вниз. Отрегулировать
нажим лапки на ткань
10. Снять игольную пластину,
ослабить оба винта крепления
зубчатой рейки и добиться
правильного ее положения
11. Швейную машину
смазывать периодически. Период
смазки зависит от
длительности ее работы. На частоту
1
ньш шумом. Недопустимо, чтобы
машина стояла на веранде или в
квартире возле окна, сыром углу,
возле входной двери или
балкона. Но в практической жизни
часто можно видеть, что машину
держат именно в таких
губительных для нее местах!
12. Перекос шатуна на
коленчатом валу в нижнем креплении.
Для определения перекоса
отсоединить шатун от малого вала
13. Заедание в зацеплении
шестерен ручного привода. Чаще
всего причиной могут быть
нитки, намотанные на ступицу
малой ведомой шестерни. Час-
го оси обеих шестерен,
особенно ведущей большой,
саморазвинчиваются, ослабляются,
расшатываются в местах
крепления (резьбовом отверстии)
14. Заедание в зацеплении
конических шестерен у машин
типа зигзаг. Причина — зазор
между зубьями недопустимо
мал
смазки влияют также и другие
причины: качество масла,
условия хранения, температура,
влажность воздуха,
запыленность окружающей среды, место
стоянки и, наконец, все ли
трущиеся поверхности были
смазаны в предыдущий раз. Конкрет-
н а я рекомендация: если шьют
ил машине от случая к случаю,
смазывать ее один раз в три
месяца. При ежедневной работе —
один раз в неделю. Часто
задают вопрос, как часто смазывать
машину, если на ней не
работают? На данный вопрос ответ
может быть только один —
смазывать перед работой!
12. Перекос устранить,
передвинув малый вал вправо или
влево (применительно к шату-
нуХ.
13. Выяснить причину заедания
и устранить ее. Намотанные
нитки удалить. Если имеется
перекос осей шестерен, легонько
ударить молоточком по оси
малой шестерни со стороны
заедания. Следить за креплением
обеих шестерен и периодически
крепко зажимать винты-оси
14. Отрегулировать зазор
между зубьями. Для этого ослабить
два винта крепления втулок
(см. рис. 9 поз. 9 и 13) и
сместить вал 12 с секторной
шестерней 8 вправо на величину
зазора, равную 0,1 мм. Враще-
103
15. На коленчатом валу справа
расположен кулачок — задат-
чик продвижения ткани.
Крепится он одним винтом. На
кулачке снизу посажена вилка
подачи ткани. Иногда зазор
между бортом кулачка и
вилкой равен нулю, это вызывает
тяжелый ход машины
16. Намотаны нитки на
главном валу между корпусом
машины и втулкой маховика
17. Заедание механизма
машины перед подъемом иглы в
крайнее верхнее положение.
На больших оборотах маховика
возможен стук в машине. Ползун
в кулисе малого вала идет на
перекос (см. рис. 31, поз. 5 и 6)
18. Сильно зажат винт 3
крепления корпуса 6 хода челнока
(машина «Чайка» 2 кл. рис» 29)
19. Коленчатый вал погнут
посередине. Чаще он может
прогибаться в зоне посадки шкива.
Причиной может быть падение
машины
нием маховика проверить, нет
ли заедания в том или ином
положении секторной шестерни
15. Ослабить стопорный винт
кулачка и подвинуть его влево
на 0,5 мм. Вращением
маховика проверить легкость хода
16. Отодвинуть втулку и
удалить нитки, но можно удалить
их при помощи тонкой пилки,
т. к. при отодвигании втулки
возникнут трудности
17. На рабочих плоскостях
обоих рожков кулисы малого вала
спилить на конус от
продольных краев вала площадки
шириной в 1,5 мм и длиной 10 мм
(см. рис. 50а)
18. Умеренно зажать винт и
контргайку
19. Определить точку прогиба
вала, затем повернуть маховик
так, чтобы точка прогиба
находилась вверху. Надставив
трехгранный напильник в точку
прогиба, не сильно ударить
молоточком средней тяжести
(0,5 кг). За два-три приема вал
выпрямится
104
11 12 3
10
Рис. 29. Механизм, находящийся под платформой машины
«Чайка» 2 кл.
I. Ограничительное кольцо.
2 Винты крепления кольца.
3. Стопорный винт корпуса хода
челнока.
4. Контргайка.
5. Прилив платформы.
(). Корпус хода челнока.
7 Вал толкателя.
8 Винт крепления ведомой шестерни.
9. Ведомая шестерня.
К). Ведущая секторная шестерня.
I I. Вильчатый рычаг зубчатой рейки.
l 2. Ролик пальца подъема зубчатой
рейки.
I 3. Регулятор высоты зубьев.
I 4. Регулировочный винт высоты
зубьев.
15. Тяга выключения зубьев из работы.
16. Палец ролика (тяги).
17 Вилка подъема зубчатой рейки.
IК Кулачок подъема зубьев.
MJ Вал челнока.
М). Вторая втулка вала челнока.
21. Стопорный винт втулки.
22. Прилив платформы.
23. Кронштейн.
24. Шатун.
25. Вертикальная вилка подачи.
26. Кронштейн.
27. Стяжной винт кронштейна подачи.
28. Стяжной винт кронштейна шатуна.
29. Вторая втулка вала подачи.
30. Стопорный винт втулки.
31. Прилив платформы.
32. Вал подачи.
33. Стопорные винты кулачка подъема.
34. Первая втулка вала подачи.
35. Прилив платформы.
36. Стопорный винт втулки.
37. Стопорный винт втулки.
38. Первая втулка вала челнока.
39. Кронштейн вильчатого рычага,
40. Стяжной винт кронштейна,
41. Возможное смещение влево оси
вильчатого рычага.
105
20. При переводе соединения
вал челнока — кривошип (на
правом конце вала) со штифта
на регулировочные винты (см,
гл. 3 «Швейная машина 2М кл.
ГТМЗ» п. 8). Отверстие на валу
заглушивается штифтом.
Остаток штифта срезается, а место
опиливается заподлицо с
валом. Вал, с плохо опиленным
штифтом, проходя через
подшипниковую втулку, делает в
ней царапину, которая
вызывает тяжелый ход машины
21. Шпульный колпачок
заедает на оси челнока
22. Погнут коленвал
посередине рукава (бывает часто у
новой машины «Чайка» ПМЗ).
При проворачивании маховика
коленвал заедает в зубчатом
зацеплении блока зигзага на
определенном центральном
угле
23. Шпульный колпачок
сильно задевает о наклонную
кромку челнока
24. Сильно зажата цапфа
корпуса хода челнока (машина
«Чайка» 2 кл)
20. Обработать отверстие
подшипника круглым
напильником с бархатной насечкой так,
чтобы вращение вала было
легким
21. Подпилить с торца на 1 мм
трубчатую ось шпульного
колпачка '
22. Проворачивая маховик,
найти точку наибольшего
заедания. Она будет находиться
вверху под ведомой шестерней
зигзага. Надставив оправку
вертикально в коленвал (около
шестерни), ударить не сильно
молоточком 1 или 2 раза.
Вращение станет легким
23. Алмазным надфилем
подпилить места заедания на
наклонной кромке челнока и на
внутренней стороне пальца
шпульного колпачка
24. Стопорный винт и
контргайку крепления цапфы зажать
УМЕРЕННО (поз. 4 и 3)
106
19. СТУК В МАШИНЕ
Неисправности, их причины
Методы устранения
1. Затупилась игла:
а) от длительной работы;
б) от удара иглой по лапке,
игольной пластине, челноку и
др.
Это оказывает во много раз
большее сопротивление при
прокалывании ткани, отчего
увеличивается суммарный стук
почти во всех шарнирных
соединениях, "изнашиваются дета-
|ц, сокращая срок службы
машины
2. Загнулось острие иглы.
Кроме вреда, указанного в п. 1,
такая игла уводится в сторону
и ударяется о челнок при
пошиве толстой ткани
3. В узком канале зубчатой
ргйки транспортера ткани
спрессовались очесы с грязью.
11 ри каждом подъеме рейки,
11 роисходит удар об игольную
пластину
4. В челночное устройство по-
и.чли нитки. Любое увеличение
i омротивления на игле или
челноке вызывает резкое
увеличение динамической
нагрузки почти на всех движущихся
сочленениях машины
1. Такую иглу заменить или
заточить (см. гл. 2 «Узел
иглы»)
2. Заменить иглу
3. Снять игольную пластину и
вычистить узкий канал рейки
от постороннего наслоения
4. Опрокинуть машину на
петлях, вынуть шпульный
колпачок, отвернуть винт крепления
пластинчатой пружины на
корпусе хода челнока, снять
запорную скобу, вынуть челнок
и вычистить паз. Собрать узел
в обратном порядке. При
сборке не забудьте, что опорное
кольцо ставится скосами (на
107
5. Ролик нитепритягивателя
стучит об угол паза,
образовавшегося от сильного износа в
кривошипе на коленчатом
валу. Второй причиной стука
может быть поломка тонкой
стенки паза на одном из участков
кривошипа
6. Затянут малый вал с
кулисой (ход машины очень
чувствителен к затяжке именно
этого вала)
7. Затянут вал толкателя
челнока
8. Образовался люфт в
подшипниках шатуна коленчатого
вала в результате выработки
или ослабления винтов
крепления
9. Одна из деталей при
движении задевает соседнюю,
например, ползун кулисы, при
больших оборотах маховика
задевает за проушину вала
подачи; выходной конец
толкателя задевает за запорное
кольцо
концах) наружу (для машин
2М кл, ПМЗ)
5. Только замена кривошипа
на левом конце главного вала
решит вопрос
6. Отпустить конус малого вала
настолько, чтобы ход стал
легким, а продольный люфт не
ощущался рукой
7. Установить продольный
зазор вала такой величины,
чтобы он лишь чуть ощущался
рукой. Большой зазор вызывает
стук в машине (см. гл. 1
«Тяжелый ход машины»)
8. Если люфт на шейке
коленчатого вала, снять крышку
подшипника и подпилить ее
плоскость (см. гл. 2 «Механизм
коленчатого вала», п. 2а)
9. Такую неисправность
обнаружить трудно. Следует
поочередно снимать детали и
узлы с машины и опробовать
вращение маховика на
большой частоте. При малой
частоте неисправность не
обнаруживается. В первом примере
спилить проушину на 1 мм.
Во втором — подогнуть
толкатель внутрь
108
1
10. Рожок вилки вала подъема
зубчатой рейки ударяет о
платформу. Этот вал будет верхним
тогда, когда машина откинута
на заднюю сторону
1]. Слишком, большой зазор
мсхжду челноком и толкателем
12. Сломалась пластинчатая
пружина на толкателе челнока
13. Нижний винт рамки игло-
иодителя стучит об экран элек-
фолампочки, (Машина
«Чайка».)
И. Зубчатая рейка поставлена
криво. При движении она за-
iu пляет за игольную пластину
15. Затянуты верхний и
нижний валы транспортера ткани
10. Снять верхний вал подъема
зубчатой рейки. Тщательно
протереть ветошью вилку и
место касания ее о платформу.
Наличие на вилке и платформе
блестящих точек разного
размера свидетельствует о том,
что вилка стучит о платформу.
Запилить места контакта на
глубину 0,5 мм '
11. Подогнуть толкатель в
сторону челнока. Зазоры должны
быть такими (для машин 2М
кл. ПМЗ):
а) на входе нитки — 0,3 мм;
б) на выходе — 1 мм. На
машинах других марок см. гл. 3
12. Поставить новую
пластинчатую пружину. Ее можно
сделать самому из сталистой
ленты толщиной 0,4 мм. При
монтаже самодельной пластины
важно не допустить
возвышения головок винтов крепления
над пластиной, иначе верхняя
нитка будет задевать за них и
обрываться
13. Узел патрона разобрать и
уменьшить угол сгиба экрана
до 80°. Собрать узел
14. Снять игольную пластину,
ослабить винты крепления
рейки и установить ее без перекоса
15. Ослабить валы в конусах.
Зазоры должны быть еле
ощутимы рукой
109
16. Игла находится в крайнем
нижнем положении, а кулиса
повернута внутрь. В результате
происходит стук ползуна в
кулисе о малый вал
17. Вывернулся винт на
поводке игловодителя и задевает за
корпус рукава (машины 2М кл.
ПМЗ)
18. Продольный люфт плавного
коленчатого вала — частый
случай, особенно у машины
«Чайка»
19. Вильчатый рычаг
транспортера ткани стучит о платформу
16. Снять малый вал и спилить
на глубину 0,5 мм то место на
валу, где виден ударный
контакт. При установке малого
вала учитывать следующее:
а) в конусах вала зазор не
ощутим рукой, но вращение
легкое;
б) в нижнем подшипнике
шатуна зазор еле ощутим рукой;
в) при проворачивании
маховика на несколько оборотов не
должно быть заеданий
17. Снять фронтальную
крышку, завернуть стяжной винт
поводка до отказа, затем
отвернуть его на 1/4 оборота
18. Для машин 2М кл. ПМЗ и
подобных сделать упор в маховик
и подбить кривошип со стороны
фронтальной полости. Для
машин «Чайка» и подобных снять
верхнюю крышку, ослабить
стопорный винт левой втулки
коленчатого вала и сместить ее
влево настолько, насколько
позволяет легкость вращения вала
19. Снять корпус хода челнока,
валы толкателя челнока и
нижний подачи материала.
Обнаружить места контакта
вилки с платформой и подпилить
их на глубину 0,5 мм. Собрать
все в обратном порядке. При
сборке отрегулировать
расстояние (оно равно 2—3 мм) между
носиком челнока и иглой,
когда она находится в крайнем
нижнем положении
110
1
20. Выходной конец толкателя
задевает за корпус хода челнока
21, Ослабло крепление
толкателя челнока на левом конце
вала
22. Поводок ручного привода
при намотке ниток задевает за
моталку (машины 2М кл. ПМЗ
и др.)
23, На шестерне ручного
привода сломан один или более
зубьев
24. Ослаб винт крепления иг-
ловодителя
25. Винт крепления втулки
маховика ослаб. Большой люфт
втулки и большая скорость
усиливают стук в машине (машина
«Орша» 2М кл.), но если зажать
винт крепления втулки, сразу же
появляется тяжелый ход машины
26. Ослаб винт крепления
20. При помощи отвертки
подогнуть внутрь на 0,5 мм
выходной конец толкателя. Зазор
между челноком и толкателем
подрегулировать. На входе
нитки он должен быть равен 0,3
мм, а на выходе — 1 мм (для
машин 2М кл* ПМЗ)
21. Разобрать узел толкателя
челнока. Выбив штифт (он
легко выбивается) подложить под
него полоску фольги и
запрессовать
22. Снять ручной привод и
спилить угол поводка на 1,5—2
мм
23. В таком случае замена
ручного привода решит вопрос.
Если убрать одну шестерню,
подобрать к оставшейся другую
очень трудно
24. Отрегулировать момент
встреча иглы с челноком (см.
гл. 3, соответственно марке
машины) и надежно завернуть
винт крепления игловодителя
25. Снять маховик и завернуть
стопорный винт втулки. Если
появился тяжелый ход в
машине, снять втулку 4 и спилить
ее левый торец 6 на 0,2 мм
(торец, обращенный к рукаву
машины, рис. 30)
26. Винт надежно завернуть
большой отверткой
111
нитепритягивателя. Такая
неисправность встречается
редко
12 3 4 5
Рис. ЗОхУзел втулки маховика (для всех марок машин)
1. Корпус рукава машины.
2. Втулка коренного подшипника коленчатого вала.
3. Главный вал.
4. Втулка маховика.
5. Штифт, соединящий втулку с коленчатым валом.
* 6. Торец втулки маховика (его подпиливают
при тяжелом ходе машины).
27. Слишком высоко
установлена нажимная лапка.
Иглодержатель стучит по ней при
выполнении толстых швов
28. Стук в соединении ножного
привода
27. Снять фронтальную
крышку, отвернуть винт крепления
стержня лапки в кронштейне и
опустить лапку пониже так,
чтобы иглодержатель не
касался ее при прокручивании
маховика. При регулировке уровня
лапки рычаг подъема должен
быть поднят
28. Ножной привод должен
работать бесшумно. Как добиться
этого см. гл. 2 «Ножной
привод»
112
1
29. У машин «Чайка» 115-1 кл.
и «Чайка» 2 кл. при правом
уколе зигзага зазор между
иглой и правым краем отверстия
в игольной пластине должен
быть не более 0,1 мм. Но при
этом зазоре у некоторых
машин наблюдается стук рамки
игловодителя о нижний винт 8
(см. рис. 64) крепления
кронштейна рамки или о шарнир ни-
тепритягивателя
30. Слишком большой люфт в
зубьях червячной и ведомой
шестерен блока зигзага
(машина «Чайка» 142М кл. и др., см.
рис. 47 п. 16). Винт крепления,
крепящий блок к задней стенке
корпуса машины, залег на дно
отверстия
31. Верхняя крышка шатуна
(машина «Чайка» 142М)
задевает за рычаг включения
ручки ширины зигзага
32. Нитенаправительная
пластина поставлена с большим
напуском вперед (на швею).
Она мешает движению
зубчатой рейки при возвратном ходе
(«Чайка» 132М кл. и др.)
33. Кулачок малого вала
заедает в вилке подъема зубьев. Это
может быть в любой машине,
но чаще в машинах 2М кл.
ПМЗ. По этой же причине
может быть тяжелый ход машины
29. Разобрать узел. Снять
рамку игловодителя и спилить на
ней места касания на глубину
1 мм
30. Снять блок. Отверстие в;
стенке рукава пропилить вниз
на I мм для прохода винта 16
31. Снять верхнюю крышку
шатуна и спилить на 1 мм
цилиндрический выступ
32. Спилить выступающую
часть нитенаправительной
пластины заподлицо с
вертикальной плоскостью запорного
кольца. Дно зева пластины
может выступать за кольцо не
более чем на 0,5 мм
33. Снять малый вал (он с
кулисой соединен с шатуном),
протереть кулачок. На нем
будут блестящие точки — это
места сильного трения, их
подпилить на глубину 0,2 мм и
прошлифовать
113
I
34. Рычаги нитепритягивателя
или рычаг большого коромысла
стучат о провода крышки в
машине «Чайка». Провода в
крышке уложены не по прямой
линии
35. Стук коленчатого рычага
большого кривошипа (на левом
конце главного вала) об
ослабленный стопорный винт
(частый случай у машин «Орша»
ЗМ кл. «Чайка» 3 кл. и др.).
При ослаблении стопорного
винта коленчатый рычаг
никогда не проворачивается
вкруговую
36. Нитепритягиватель стучит
о крышку рукава — в месте
разъема образовался уступ
37. Заедание челнока в пазу
корпуса хода. Отсутствие
зазора между челноком и
запорным кольцом. При большом
заедании будет заклинивание
машины, при малом — стук
(машины «Аико», «Чайка»)
34. Снять верхнюю крышку и
уложить электропровод
посередине крышки строго по прямой
линии
35. Медленно вращая маховик,
совместить монтажное
отверстие в корпусе рукава с
винтом, стопорящим коленчатый
рычаг в кривошипе и завернуть
винт до отказа. При этом
коленчатый рычаг займет прд-
вильное положение
36. Снять крышку и спилить
на ней выступающий угол
разъема
37. Разобрать челночное
устройство и в корпусе хода проф-
резеровать вертикальный
челночный паз на глубину,
обеспечивающую легкость
вращения челнока (см. рис. 28
поз. 5)
114
20. ПОЛОМАНЫ ДЕТАЛИ НА МАШИНЕ
Неисправности, их причины
Методы устранения
1
1. Наружная часть
компенсационной пружины регулятора
натяжения верхней нитки
2. Рожок кулисы малого вала
3. Проушина крепления
шатуна на малом валу
4. Нижняя часть шатуна
(место крепления к малому валу)
1. Разобрать регулятор
натяжения верхней нитки. На
компенсационной пружине
оставить восемь витков, из
последнего витка сделать крючок.
Собрать все в обратном
порядке (см. гл, 2 «Регулятор
натяжения верхней нитки»)
2. Снять малый вал, выставить
сломанный рожок с кулисой
так, чтобы соблюсти размер
ползуна и параллельность
рожков. Сжать струбциной и
сварить электросваркой. Варить
постоянным током
двухмиллиметровыми электродами из
нержавеющей стали
3. Сломанную проушину
поставить на место и сжать
струбциной с параллельными
губками. Приваривать
электросваркой (см. п. 2)
4. Нижнюю часть шатуна
можно сварить, если
поставить в отверстие конусный
винт. Новый шатун может не
подойти к шейке коленчатого
вала. Главное в этой
операции — правильно выставить
деталь для сварки, хорошо
закрепить ее, чтобы не было
деформации
115
5. Рожок вертикальной вилки
подачи материала
6. Стяжная проушина поводка
игловодителя
7. Сорвана резьба в
иглодержателе
8. Игольный нитенаправитель
9. Фронтальный
нитенаправитель (ломается часто)
10. Полуось с резьбой
регулятора натяжения верхней нитки
11. Ручка ручного привода. Ее
стержень разболтался в
отверстии крепления
12. Ручка защелки шпульного
колпачка
13. Сорвана резьба винта-оси
большой шестерни в корпусе
ручного привода
116
5. Рожок приварить аналогично
рожку кулисы малого вала (см,-
п. 2)
6. Лучше заменить поводок
новым, но можно сварить
сломанные части. Для этого
поставить в отверстие болт, соота&
ветствующий диаметру ролика,
и сжать их струбциной (см.
п. 2)
7. Нарезать резьбу М4 и
поставить винт с большой головкой
8. Заменить нитенаправитель
или иглодержатель с
отверстием для нитки
9. Нитенаправитель
расположен спереди на фронтальной
крышке (машины 2М кл.
ПМЗ), Крышку снять и,
спилив изнутри заклепку, выбить
ее. Заготовленный из ободной
фольги клин размером 6X15 мм
приклепать заклекой и загнуть
колечком
10. Поставить новую ось
регулятора
11. Расклепав конец, укрепить
ручку, деревянную часть
склеить эпоксидным клеем
12. Заменить ручку
13. Выточить новый винт
(машина 2М кл* ПМЗ). Его
размеры лучше измерить по месту. В
14. Регулятор шага стежка
15. Игольная пластина (часть,
образующая игольное
отверстие, разрушена)
16. Малый рожок нажимной
лапки
17. Пластмассовая головка
винта крепления лапки
18. Резиновый ролик моталки
19. Челнок. (Отломана узкая
полка на правоходном
челноке)
20. Срезан один или более
зубъев на ведомой
пластмассовой шестерне блока зигзага
2 '
отверстии корпуса нарезать
резьбу М10, Поставить винт:
диаметр 10 мм, длина
ненарезной части 22,5 мм, нарезной —
12 мм, высота головки под
отвертку 3 мм. На конец
поставить контргайку высотой 4 мм.
Спилить проход для поводка
14. Если поломана тарельчатая
пружина, заменить ее, если
она лопнула в одном месте,
можно наложить протектор из
шайбы размером^16Х8;,5Х0,3 мм
и зажать винтом. Если сорвана
резьба, нарезать увеличенную
резьбу М8 и выточить винт по
образцу старого, но с учетом
новой резьбы
15. См. гл. 2 «Узел иглы»
16. Приварить полоску из
нержавеющей стали размером
10X3X2 мм и обточить ее по
месту
17. Заменить винт
18. Заменить ролик
19. Только замена новым
челноком
20. Поставить новую
шестерню. Иногда удается исправить
пластмассовую. Снять ее с
блока, внимательно осмотреть.
117
21. Сорвана резьба в теле
платформы крепления цапфы
корпуса хода челнока (машина
«Чайка»)
22. Сорваны шпонки в
пластмассовых фигурных втулках
блока копирных рычагов.
Шпонки могут быть срезаны на
одной или всех фигурных
пластмассовых втулках,
обеспечивающих получение
декоративных строчек
23. Ручка управления
декоративными строчками (срезаны
пластмассовые фиксаторные
выступы в машине «Подольск»
142)
118
Зубья (один или несколько)
нижней частью сминаются в
одну сторону, а1 верхняя часть
срезается. Попытаться смятую
в сторону нижнюю часть зуба
поставить на место при
помощи горячего паяльника. Если
так сделать не удается,
подпилить зуб плоско-выпуклым или
трехгранным простым
надфилем
21. Поскольку запас резьбы
есть, достаточно поставить болт
длиннее на 5—6 мм. Большую
силу при затяжке болтов не
применять. Все болты и винты
затягивать с умеренной силой
(ключом длиной 100 мм
22. Лучше поставить новые
пластмассовые втулки или
заменить весь блок копирных
рычагов новым. Но можно и
отремонтировать вышедший из
строя блок. Для этого сделать
стальные, бронзовые,
пластмассовые или из других
материалов шпонки и поставить их
на втулки. Размер шпонки
4X2X5 мм, где 4 — длина, 2
— ширина, 5 — высота (см.
гл. 3 «Швейные машины
«Подольск» 142 кл. п. 22г. и
«Чайка» 142М кл. п. 3, рис. 67 поз.
9 и 10) ,
23. Снять ручку управления
декоративными строчками и
при помощи простых надфилей
плоско-выпуклого и
двояко-выпуклого сечения попытаться
24. Пластмассовый копирный
диск (проделана канавка ко-
пирным рычагом, что
сократило ширину зигзага до 2—3
мм). Например, ширина
проделанной канавки на копирном
диске равна 1,7—1,8 мм, а
ширина копирного зигзагного
диска 5 мм (см* рис. 47)
исправить пластмассовые
выступы. Можно использовать
горячий паяльник (несильно
нагретый) . Извлечь из ручки
управления цилиндрическую
пружину, проверить не
деформирована ли она, и обеспечить
ее свободный ход в рабочем
канале
24. Переставить копирный
рычаг на цельную дорожку диска.
Это можно сделать двумя
способами:
а) снять весь блок, снять с него
узел копирных дисков,
отвернуть болты, снять зигзагный
диск, завернуть обе гайки на
болты (сильно гайки не
зажимать). Повернуть диск зигзага
другой стороной, поставить его
на болты. Гайки не помешают
его установить. Куском
ножовочного полотна счистить
выпуклые цифры на диске, чтобы
пластмассовая шестерня плотно
села на диск. Поставить
шестерню на место в блок дисков-
копиров, завернуть оба винта
накрепко* Поставить узел с ко-
пирными дисками на место в
общий блок окончательно.
Если теперь рычаг зигзага не
устанавливается на середину
несработанной полосы копирного
диска, подвинуть его в нужную
сторону, ослабив винт 27 и
сместив распорную втулку, в
которой вращается ось
копирных рычагов;
б) там, где блок копирных
дисков не скрепляется двумя бол-
1 119
тами с гайками, например у
машины «Чайка» 142М кл. ко-
пирный рычаг переместить на
цельную дорожку за счет
подбора регулировочных шайб и
сдвига распорной втулки,
которая стопорится винтом 27
сверху. Сдвиг распорной втулки
произвести так: ослабить винт
30 (см. рис. 47), отвернуть
винт 29 и снять ручку
управления 28. Ослабить два винта
на ограничительном кольце оси
блока копирных рычагов и,
сняв ее, вынуть блок копирных
рычагов. Только теперь,
ослабив стопорный винт 27,
сдвинуть распорную втулку вперед
или назад.
Сборку производить в
обратном порядке
120
Глава 2
НЕИСПРАВНОСТИ ПО УЗЛАМ
И МЕТОДЫ ИХ УСТРАНЕНИЯ
(Применительно к прямострочной машине 2М кл. ПМЗ)
В данной главе рассматриваются неисправности в более
сложном плане по сравнению с первой главой, При выявлении той
или иной неисправности в машине теоретически она легко
находится в первой главе, а также способы ее устранения. Но
практически, чтобы уточнить неисправность и устранить ее,
приходится иметь дело с одним или несколькими узлами. Практика
ремонта показала, что исполнителю приходится производить не
только ремонт машины, но и разборку, регулировку и сборку
одного или нескольких узлов машины. Невозможно устранять
неисправности, в машине, не имея широкого и обоснованного
понятия о ее узлах.
Если первая глава дает элементарные понятия и знания о
неисправностях и способах их устранения, то цель второй
приблизить исполнителя к практическому осуществлению ремонта. Во
второй главе шире и полнее освещаются неисправности и способы
их устранения. Таким образом, эта глава дополняет и расширяет
возможности качественного ремонта.
Весь механизм прямострочной швейной машины разделен на
12 условных узлов (с оговоркой они применимы и к машинам с
зигзагообразной строчкой). Детали объединены в группу того или
иного узла по определенным признакам. Одна или несколько
неисправностей, чаще всего встречающихся при ремонте,
объединены в одну группу деталей. Другими словами виды неисправностей
сгруппировались сами по себе. А в устранении той или иной
группы неисправностей участвует определенная группа деталей.
Так образовалась группа деталей каждого узла.
121
1. ЧЕЛНОЧНОЕ УСТРОЙСТВО
Сюда относятся корпус хода челнока в сборе, челнок,
шпульный колпачок, вал челнока с толкателем, кривошип с ползуном.
Неисправности, их причины
Методы устранения
1
1. Расстояние между челноком
и иглой, когда она находится в
крайнем нижнем положении,
более 2—3 мм, В этом случае
челнок не успевает сбросить
нитку, возвращается обратно.
При этом верхняя нитка
петляет снизу и может оборваться.
Нитки переплетаются снизу и
строчка получается
некачественной. Вал челнока соединен
с кривошипом на правом конце
под ошибочным углом. Это
главный
конструктивно-технологический недостаток многих
прямострочных швейных
машин (2М кл. ПМЗ, «Панония»,
«Орша» 2М кл. и дрЛ. Дело в
том, что все машины,
сошедшие с одного конвейера, имеют
разные параметры, отклонения
и допуски. Поэтому для
каждой машины требуется
регулировка зазоров и расстояний
сопряженных деталей. В силу
индивидуальных особенностей
каждой машины нужны
регулировочные устройства
1. Задача здесь заключается в
том, чтобы неподвижное
штифтовое соединение вала с
кривошипом заменить на
регулируемое с двумя винтами. Для
этого снять машину с петель,
снять ручной привод. В
соединении вала 1 толкателя
челнока с кривошипом 4 ослабить
установочный винт и выбить
штифт 3 (рис. 31) при
поднятой вверх игле. Для удобства
машину положить себе на
колени низом платформы вверх.
Снять корпус хода челнока,
выбить вал толкателя и забить
штифт в отверстие на валу.
Выступающий конец штифта
срезать, затем спилить
заподлицо с валом так, чтобы
кривошип можно было
напрессовать на вал легкопрессовой
посадкой. На кривошипе в том
отверстии, которое
расположено около установочного винта,
нарезать резьбу М4. Поставить
винт без головки длиной 4 мм.
Проверить пластинчатую
пружину на толкателе. ЕЕ
КОНЦЫ ДОЛЖНЫ ПЛОТНО
ПРИЛЕГАТЬ К
ТОЛКАТЕЛЮ! Поставить вал и
кривошип на место, запрессовать вал
в кривошип. Здесь нужна осо-
122
бая осторожность, чтобы не
сломать детали. Поставить
корпус хода челнока на место,
поставить челнок. Придерживая
маховик, повернуть вал
толкателя так, чтобы челнок
находился за иглой) когда она в
крайнем нижнем положении,
на расстоянии не более 2 мм.
Завернуть оба винта на
кривошипе (см. гл. 3 «Швейная
машина 2М кл. ПМЗ»)
Рис, 31. Узел кривошипа вала челнока
(машина 2М кл. ПМЗ)
1. Вал челнока.
2. Прилив корпуса платформы.
3. Конический штифт
(со стороны выпрессовки).
4. Кривошип.
5. Рожки кулисы малого вала.
6. Ползун кривошипа в кулисе.
7. Малый вал с кулисой.
123
1
2. Челнок находится за иглой,
когда она в крайнем нижнем
положении, на расстоянии
менее 2 мм. Игла не успевает
образовать петлю-напуск и
челнок не захватывает нитку,
образуется пропуск стежков в
строчке
3. Игла проходит от плоскости
вращения челнока на
расстоянии более чем 0,1 мм (иногда
это расстояние равно 2 мм).
При этом происходит пропуск
стежков в строчке. Причина —
толщина стенок корпуса хода
челнока завышена против
расчетной. Могут быть и другие
причины, например, при
посадке рукава на платформу
нарушена центровка — увод иглы
на 1—2 мм (будут пропуски
стежков в строчке, особенно на
толстых тканях и при
прохождении швов, а также на
нейлоне и тонком трикотаже). Это
один из главных недостатков
очень многих марок швейных
машин
4. Игла проходит слишком
близко от плоскости вращения
челнока (расстояние 0,1 мм,
иногда оно равно минус 0,5
мм). Создается аварийная
ситуация и может произойти:
а) пропуск стежков в строчке;
124
2. Выполнить те же работы,
что в п. 1
3. Приблизить челнок к игле.
Под корпус хода челнока на
обе опоры в нижних точках
подложить фольгу в 2—5
слоев, толщина фольги 0,2 мм.
Носик челнока, проходя мимо
иглы, должен находиться от
нее на расстоянии от 0,1 до
0,05 мм. Чаще это расстояние
равно 0,1 мм и зависит от
зазора между челноком и
запорным кольцом. Челнок
ограничен слева кольцом, справа
иглой (машина 2М кл. ПМЗ).
Чем больше указанный зазор,
тем больше должен быть зазор
между иглой и челноком,
иначе челнок будет ударять об
иглу. Подкладки из фольги
позволяют так наклонить корпус
хода челнока и сам челнок к
игле, что не будет пропуска
стежков в строчке и во время
работы челнок не будет
касаться иглы
4. Подложить фольгу (обычно
1—2 слоя) под верхнюю часть
корпуса хода челнока (выше
винтов крепления). Челнок
отойдет от иглы на нужное
расстояние. Подкладками
можно добиться нужного размера
i
б) затупление кончика
челнока;
в) стук в машине;
г) поломка иглы;
д) стопорение вала.
Причина — толщина стенок
корпуса хода челнока
занижена по сравнению с расчетной.
Есть и другие причины
технологического порядка
5. Кривая игла. При этом
возможны:
а) трение о стенку игольного
отверстия, перетирание нитки
и ее обрыв;
б) удар о лапку, игольную
пластину, челнок, шпульный
колпачок;
в) поломка иглы;
г) стук в машине.
Причины погнутости иглы:
а) при изготовлении;
б) при шитье тянут материал
рукой;
в) нет зазора между иглой и
челноком (см, п. 4);
г) тип иглы не подходит к
машине и др.
6. Ржавая игла. При этом
возможны:
а) втягивание ткани в
отверстие игольной пластины;
б) пропуск стежков в строчке;
в) стук в машине;
г) неравномерная строчка
7. Тупая игла. В результате:
а) стук в машине;
б) стягивание материала в
строчке справа налево и слева
зазора между иглой и
челноком. Величина зазора
определяется опытным путем.
Оптимальный зазор (0,1 мм) будет
тогда, когда прекратятся все
негативные явления при шитье:
стук, пропуск стежков,
поломка иглы и т. п.
5. Заменить иглу.
ПРИМЕНЕНИЕ КРИВЫХ ИГЛ
НЕДОПУСТИМО. В процессе работы
иглу проверять на кривизну и
затупление (см. гл. 2 «Узел
иглы»)
6. Заменить иглу.
ПРИМЕНЕНИЕ РЖАВЫХ ИГЛ
НЕДОПУСТИМО!
7. Иглу заменить на годную
или наточить
125
направо, попадание иглы в
нитку и вытягивание ее в виде
петли вниз;
в) пропуск стежков в строчке.
'Затупилась игла из-за легкого
удара по игольной пластине,
челноку, лапке, пуговице и
то п.
Причина одна — нарушение
правил обращения с машиной.
Нельзя тянуть ткань при
шитье, вынимать ее из-под
лапки на себя или на левую
сторону (см. гл. 4 «Работа на
швейной машине»). Тупую
иглу можно определить по
ударному звуку при вхождении ее
в ткань. Тупые иглы кроме
порчи ткани и строчки, сильно
способствуют износу всех узлов
швейной машины, так как в
несколько раз увеличивают
динамическую нагрузку на все
подвижные соединения
машины
8. Игла поставлена не того
типа, на который отрегулирована
машина.
Возможны:
а) пропуск стежков в строчке;
б) поломка иглы;
в) стук в машине. В таком
случае швеи ссылаются на
отсутствие требуемых игл. Но эта
ссылка несостоятельная.
Например, машина
отрегулирована на иглу отечественного
производства. Зазор между
челноком и иглой установлен
0,1 мм. После поломки иглы
поставили индийскую, у кото-
126
8. Иглу ставить такого типа,
на который отрегулирована
машина. Можно применять
другой тип иглы, если толщина ее
колбы равна толщине колбы
той иглы, на которую
отрегулирована машина. Толщину
колбы можно измерить
микрометром МКО-25. Например,
толщина колбы индийской
иглы № 90 на лыске — 1,504 мм,
отечественной — О-90 — 1,527
мм. Приведен частный случай
измерений колбы игл двух
типов
1
рой колба тоньше, чем у иглы
нашего производства, больше
срезана лыска. Зазор между
иглой и челноком становится
меньше ОД мм. В результате:
а) стук в машине;
б) поломка иглы;
в) порча носика челнока.
Теперь рассмотрим другой
вариант: машину отрегулировали
на иглу индийского
производства, установили зазор между
челноком и иглой равный 0,1
мм. После ее поломки
поставили иглу отечественного
производства, у которой колба
толще. При шитье возможны
пропуски в строчке
9. Игла поставлена ниже
упора. Возможны:
а) удар иглы в челнок;
б) пропуск стежков в строчке;
в) поломка иглы.
Техническая безграмотность
или невнимательность _ швеи
при постановке иглы
10. Игла поставлена выше
необходимого уровня (упор-
шпилька отсутствует).
Возможны:
и) пропуски стежков в строчке;
б) отсутствие строчки
1 I. Игла поставлена длинным
желобком в обратную сторону.
Будет интенсивный обрыв
верхней нитки. В желобок входит
нитка, когда игла проходит
через ткань. Если со стороны
заправки нитки не будет желоб-
9. Иглу всегда во всех
машинах ставить до упора. Когда
винт упора или шпилька
потеряны и иглу ставят на глазок,
то этим усугубляют
неисправность машины. Подобрать винт
упора и поставить
10. Чтобы избежать пропуска
стежков в строчке, необходимо
обязательно установить упор
(шпильку или винт)
11. Поставить иглу согласно
инструкции
завода-изготовителя длинным желобком справа
(для машин 2М кл. ПМЗ), для
всех остальных марок машин
со стороны игольного нитенап-
равителя
127
1
ка, ей прятаться некуда и она
оборвется от сильного нагрева
и трения
12. Поставлена бракованная
игла. (Ушко под углом к лыскс
и другие виды брака.)
Возможны:
а) пропуск стежков в строчке;
б) обрыв верхней нитки. Игла
поставлена без
предварительной проверки. Челнок тогда
хорошо захватывает петлю-
напуск, когда плоскость
петли находится под углом 90
к плоскости движения челнока.
Иногда у некоторых машин
этот угол целесоборазнее
уменьшить до 80 навстречу
движению челнока, чтобы
избежать пропуска стежков в
строчке. У бракованной иглы
ушко скошено в ту или
другую сторону. При любом скосе
ушка петля-напуск уходит от
челнока, уменьшая
возможность ее захвата, но зато
увеличивается возможность
столкновения нитки с челноком,
отчего и могут быть пропуски
в строчке и обрывы верхней
нитки
13. Челнок покрылся
ржавчиной (см. п. 6), Машина должна
храниться в сухом помещении.
При покрытом ржавчиной
челноке возможны обрывы
верхней нитки
128
12. Все иглы, в том числе и
новые, прежде чем поставить в
игловодитель, проверить на
четыре параметра. Ушко иглы
должно быть перпендикулярно
плоскости лыски (см. гл. 2
«Узел иглы»)
13. Если ржавчина свежая и
неглубокая, смыть ее
растворителем № 647, затем
протереть два раза
индустриальным маслом И8А. Если
челнок покрыт давнишней
ржавчиной и на нем
образовались раковины, заменить его
новым
1
14. Отломан кончик носика
челнока длиной примерно 1
мм. Это произошло от удара
толстой иглы или из-за
неправильно надетого запорного
кольца, когда челнок ударяется
о выступы направляющего паза
корпуса хода
15. Край площадки 2 челнока
не позволяет игле 3
приблизиться к носику челнока 1 на
зазор равный ОД мм (рис. 32).
Зазор в вертикальной
плоскости недопустимо ведик. Дефект
челнока при изготовлении.
Завышена по размеру в ширину
на 1—\,5 мм широкая полка 2
14* Челнок заменить новым.
НОСИК ЧЕЛНОКА — НЕ-
ПРИКАСАЕМАЯ ЧАСТЬ! Его
нельзя запиливать ни с целью
укорачивания, ни с целью
изменения угла заострения.
Нельзя утоньшать основание
носика подпиливанием со
стороны широкой полки
15. Край площадки 2 спилить
на величину, позволяющую
приблизить носик 1 челнока к
игле 3 на расстояние не менее
0,1 мм. Спиливать
напильником или алмазным надфилем
четырехгранного сечения
Рис. 32. Положение иглы в челноке машины
«Лада» Т-238 кл., «Чайка» 2 кл. и др.
а — неправильное положение;
б — правильное положение (после ремонта).
1. Носик челнока.
2. Широкая полка.
3. Игла.
5 А. Зюзлн
129
16. Челнок имеет слишком
острую наклонную кромку 6,
которая обеспечивает постоянный
контакт с нижней ниткой (см.
рис. 20). Острая кромка будет
перерезать нижнюю нитку. Эта
кромка извлекает нитку из
шпульного колпачка — при
изготовлении челнока, кромку не
притупили. Технологический
дефект
17. Хвостовая часть 4 челнока
заканчивается острыми
углами 12. При изготовлении
челнока не притупили острые
углы. Технологический дефект
18. От длительной работы
челнока на его носике
образовались острые кромки 8, 9, 10.
Наружная сторона носика есть
продолжение рабочего пояска
челнока. При работе она
прилегает к пазу корпуса хода, и от
трения ребро затачивается,
кромка заостряется до остроты
бритвы. Такие изменения
рассматривать как естественный процесс
19. На носике челнока
образовалась зазубрина от удара
иглой. Причина в том, что
поставлена игла не того типа, на
которую отрегулирована
машина или игла погнута. В
результате сбоя иглы зазор между
иглой и челноком стал
отрицательным
20. Нитенаправительная
пластина на корпусе хода челнока
130
16. Чтобы избежать обрыва
нижней нитки, притупить
острую кромку 6 наждачным
камнем или алмазным надфилем
17. Острые углы скруглить
алмазным надфилем, иначе будет
обрыв верхней и нижней нитки
18. Острые кромки носика
челнока притупить плоским
алмазным надфилем, затем
шлифовальной бумагой. Наилучшим
видом чистовой обработки
челнока является обработка на
шлифовальном круге (см.
рис. 68)
19. Зазубрину сгладить
сработанным алмазным надфилем и
прошлифовать шлифовальной
наждачной бумагой или, что
еще лучше, на шлифовальном
круге
20. Для устранения (машина
2М кл. ПМЗ):
установлена далеко от иглы
(на расстоянии до 3 мм) —
серьезная неисправность.
Конструктивный дефект. Оба
отверстия этой пластины должны
быть продолговатыми-
21. Пластмассовое запорное
кольцо не обеспечивает без-
люфтовый ход челнока в
вертикальной плоскости. При этом
возможны:
а) пропуски стежков в строчке;
б) стук в машине;
в) поломка иглы.
Такое может происходить при
стальном запорном кольце,
если машина много проработала.
Нстественный износ будет да-
пать большой люфт.
Направляющий паз для челнока глубоко
выбран против расчетного или
произошла естественная
выработка от длительной работы,
возможен и такой вариант:
пластмассовое кольцо или
стальное полукольцо надели на
ОДИН штифт
5 •
а) снять корпус хода челнока;
б) снять нитенаправительную
пластину;
в) отжечь зону отверстий
пластины на огне, время отжига 2
мин. Рабочую зону НЕ
ОТЖИГАТЬ!
г) круглым надфилем удлинить
отверстия на 2 мм в сторону
тупого нерабочего конца (см.
рис. 11);
д) правую сторону зева
корпуса хода челнока спилить на 2
мм, т. е. на величину
смещения пластины;
е) поставить
нитенаправительную пластину и подвинуть ее к
игле так, чтобы расстояние
между ними было равно 0,8—1 мм
21. Для устранения
необходимо:
а) сменить пластмассовое
кольцо, если машина работала
мало;
б) если большая выработка,
главным образом в корпусе
хода челнока, снять его, вынуть
оба штифта, снять
нитенаправительную пластину и прошаб-
рить острым шабером или
куском ножовочного полотна ту
рабочую поверхность, на
которую ложится запорное кольцо.
Можно обработать на ровном
наждачном камне из мелкого
зерна. Корпус хода челнока
сделан из чугуна, и такую
обработку надо вести осторожно,
дабы не переусердствовать.
Время на обработку 3—5 мин.
Шабрение — снятие металла —
131
22. Шпульный колпачок
покрылся ржавчиной или
окислился — потемнел (см* п. 6)
23. Широк фиксаторный палец
шпульного колпачка. Верхняя
нитка с трудом и щелканьем
проскакивает через него. При
этом в разной степени будет
петляние верхней нитки снизу.
Причины могут быть разные:
завышен размер при
изготовлении или поставили шпульный
колпачок от машины другой
марки (аналогичного устройства)
24. Из защелки шпульного
колпачка выходит
остановочный винт, примерно на 0,3 мм
отодвигая ее ручку. Возможны:
а) обрыв верхней нитки;
б) наматывание верхней нитки
на шпульный колпачок. Винт
защелки удлиненный —
технологический дефект
25. Шпулька не входит в
шпульный колпачок. Винт ре-
132
выполнять равномерно по
всему кольцевому пазу. Затем все
собрать в обратном порядке
22. Если это произошло
недавно, шпульный колпачок npo-j
мыть растворителем № 647 с;
последующим протиранием и!
смазыванием индустриальным
маслом И8А. Если же
ржавчина застаревшая, с образованием
раковин, шпульный колпачок
заменить новымГ Неглубокую
ржавчину можно отшлифовать
шлифовальной бумагой, затем
на войлочном круге,
пропитанном пастой ГО И
23. Вынуть шпульный
колпачок и алмазным надфилем
спилить слой металла конца фик-
саторного пальца с обеих
сторон на 0,2 мм. Затем
шпульный колпачок тщательно
прошлифовать наждачной
бумагой, а лучше на
шлифовальном круге. Но можно простым
надфилем расширить канал в
шпуледержателе
24. Устранить дефект просто —
вынуть колпачок, поднять
ручку защелки и простым плоским
надфилем спилить лишнюю
часть остановочного винта
25. Здесь решение одно:
подпилить на 1 мм оба диска шпуль-
гулировки натяжения нижней
нитки длиннее обычного
26. Ручка защелки шпульного
колпачка имеет угловатую
конфигурацию. При этом
возможны:
а) обрыв верхней нитки;
б) петляние верхней нитки в
строчке;
в) неравномерная строчка.
Неправильно задана геометрия
нижней стороны ручки
защелки. Она должна быть
скругленной, плавной, чтобы нитка при
обводе вокруг шпульного
колпачка не зацеплялась за ручку
защелки на большой скорости
движения нитки
27. Пружина шпульного
колпачка, прижимающая нитку,
привинчена так, что ее
хвостовик не заправлен в отверстие
колпачка. Будет обрыв верхней
нитки. Это произошло или по
незнанию или, что скорее
всего, по невнимательности при
сборке
28. Защелка шпульного
колпачка без остановочного винта.
Выскакивает защелка и
цилиндрическая пружина
29. Защелка шпульного
колпачка выскакивает, как только
се ручка отводится в сторону.
Остановочный винт имеет
ки. Вставлять и вынимать
шпульку при совмещении лыс-
ки на дисках шпульки с
регулировочным винтом
26. Вынуть шпульный
колпачок, отвернуть изнутри
остановочный винт защелки и вынуть
ее. Нижнюю сторону «Б» конца
ручки 1 скруглить
напильником и отшлифовать. Собрать
узел в обратном порядке (см.
рис. 4)
27. Отвинтить винт, заправить
конец пружины в прорезь и
зажать винтом. Отрегулировать
натяжение нижней нитки. При
регулировке иметь в виду, что
винт нельзя отвинчивать более
чем на пол-оборота. Дальше
ослабление вести методом
подгиба конца (усиков) пружины
внутрь, а не наружу!
28. Поставить остановочный
винт защелки внутри
шпульного колпачка или заменить
защелку
29. После выскакивания
защелки, цилиндрическая
маленькая пружина
выталкивается так стремительно, что порой
133
1
ТОНКУЮ ГОЛОВКУ, которая
при отводе ручки защелки не
упирается в тело колпачка. Это
серьезная неисправность —
остановочный винт есть, но не
стопорит
30. Зубец защелки выдвинут
так далеко из прорези
шпульного колпачка, что за него
зацепляется верхняя нитка и
обрывается. Это явный брак
защелки (см. рис. 4, поз. 4).
Если под зубцом 4 виден
просвет, он подлежит
безусловному аннулированию
31. Шпульный колпачок
заедает в челноке — тяжелый ход
машины. Ось шпульного
колпачка длиннее нормы
31 А. Шпульный колпачок
поставлен в челнок. Ручка
защелки болтается (плотно не
прижата к защелке).
Возможны:
а) обрыв верхней нитки;
б) наматывание верхней нитки
на шпульный колпачок;
в) выскакивание шпульного
колпачка из челнока;
г) проворачивание шпульного
колпачка. Здесь явный брак
или защелки или ее ручки
134
ее трудно найти. Без пружины
шпульный колпачок работать
не может, но ее легко сделать
самому из тонкой балалаечной
струны диаметром 0,2 мм (см.
п. 32). Обязательно поставить
годный остановочный винт в
защелку (изнутри)
30. Если зубец выдвинут весь,
его надо срезать кусачками,
предварительно сняв защелку.
Если же зубец выдвинут
немного, сняв защелку, его чуть-
чуть подогнуть или подпилить
сверху со стороны захода
верхней нитки. После подгибания
обязательно подпилить зубец
изнутри алмазным надфилем
плоского сечения. Если то и
другое невозможно, заменить
защелку на годную (если она
найдется в запаснике)
31. Ось шпульного колпачка
спилить на глубину 1 мм
31 А. При правильном рабочем
положении защелки зубец ее
ручки упирается в тело
колпачка, а защелка, правая
сторона которой обращена к
шарниру, входит в кольцевой паз
оси челнока, но не вплотную,
т* е. между ними есть
небольшой зазор. Если будет
наоборот, защелка вплотную
подойдет к оси, а ручка будет иметь
люфт и не прижиматься к
защелке (между телом колпачка
32. Цилиндрическая пружина
шпульного колпачка ослабла
настолько, что ручка защелки
плотно не-прижимается к ней.
Возможно:
а) обрыв верхней нитки;
б) проворачивание шпульного
колпачка. Старение, окисление
пружины со временем
разрушают ее
-53. Нитка выскакивает из-под
пружины шпульного колпачка.
Поломан один или оба усика
пружины шпульного колпачка
Л4. Поломался фиксаторный
11 ал ец шпульного колпачка.
и зубцом ручки есть зазор). В
таком случае вынуть защелку
и правую контактирующую с
осью челнока сторону «В» (см,
рис. 4) отверстия пропилить
круглым, а затем
плоско-выпуклым алмазным надфилем.
Пропиливать осторожно,
прерывая работу и примеряя
шпульный колпачок с
защелкой в челноке
32. Вынуть шпульный
колпачок, отвернуть изнутри
остановочный винт защелки и вынуть
ее. Острием иглы вынуть
цилиндрическую пружину из
шпульного колпачка. Если она
крошится от ржавления,
сверлом диаметром 2 мм очистить
отверстие от остатков
пружины. Затем зажать дрель в
тиски, заложить в патрон дрели
средних размеров ручную иглу
диаметром 1 мм и на ней
плотно навить виток к витку
пружину из тонкой балалаечной
струны, диаметр которой 0,2 мм.
Диаметр готовой
цилиндрической пружины равен 1,8 мм,
длина 11—12 мм, расстояние
между витками 0,6 мм,
количество витков равно 15.
Навивка в любую сторону
33. Заменить
пружину
пластинчатую
34. Фиксаторный палец можно
приварить, а лучше приварить
135
Шпульный колпачок поставлен
в челнок не до конца —
провернулся и заклинил.
Создались условия поломки
35. Поломалась ручка защелки
шпульного колпачка. Грубое,
неумелое обращение с
машиной вообще и со шпульным
колпачком в частности. Нельзя
прилагать больших усилий в
обращении с машиной во
избежание поломок
36. Сорвана резьба на
регулировочном винте шпульного
колпачка. Этот винт следует
подкручивать лишь в крайнем
случае. Ежедневное, частое и
притом с большими усилиями
вращение регулировочного
винта ведет к срыву резьбы на
нем
37. Иногда отверстие для
регулировочного винта на
пластинчатой пружине не совпадает с
отверстием в шпульном
колпачке
38. Винт крепления
пластинчатой пружины шпульного
колпачка выступает над его
поверхностью. Верхняя нитка при
обводе шпульного колпачка
цепляется за винт и
обрывается. Причина в том, что винт
завернут с перекосом или
вообще не подходит
39. Выступает винт крепления
пластинчатой пружины толка-
136
пруток из нержавеющей стали.
Он хорошо обрабатывается и
подгоняется по месту •
35. Для устранения вынуть
шпульный колпачок при
отжатой вправо (острым предметом)
защелке. Вывернуть
остановочный винт защелки и вынуть. ее.
Тонкой иглой вытолкнуть ось
защелки и поставить новую
ручку (см. рис. 4)
36. Винт заменить новым, если
это невозможно, заменить
шпульный колпачок
37. Подпилить хвостовую часть
пружины так, чтобы ее
отверстие совместилось с отверстием
шпульного колпачка
38. Завернуть винт без
перекоса или заменить годным. Если
это невозможно, спилить
выступающую часть заподлицо с
пружиной
39. Лучше винт вывернуть и
попытаться завернуть его без
теля челнока. Винт завернут с
перекосом. Будет обрыв
верхней нитки
40. Облом винта крепления
пластинчатой пружины
толкателя челнока. Сила
завинчивания превысила предел
прочности головки винта
41. Отломан конец толкателя
челнока. Причиной может быть
неоднократный подгиб конца в
шакопеременном направлении
i большой амплитудой
42. Толкатель челнока
входным концом прижат к
внутренней поверхности носика челдо-
ка. Дело в том, что при
подгибе выходного конца
толкателя он сместился в сторону
носика челнока. При подгибе
одного конца проверять не сбил-
1Я ли другой! В результате ни-
1ка не может свободно
проскочить через зазор на широкую
полку челнока и обрывается
4.3. Толкатель челнока
входным концом прижат к верти-
к ал ьной площадке челнока
перекоса. Если винт все-таки
пошел с перекосом, он
полностью не закрепится. В таком
случае спилить выступавшую
часть надфилем
40. Снять вал с толкателем
челнока. Выбить сломанный
винт, поправить резьбу
метчиком и завернуть новый винт
41. Отломанный конец
приварить газосваркой. Обработать
шов на наждачном точиле. И
лучше приварить полоску
нержавеющей стали сечением
2X4 мм. Она лучше
приваривается, обрабатывается и
подгоняется (подгибом) по месту.
При подгонке выдержать
параметры: зазор между челноком
и толкателем на входе нитки
0,3 мм, на выходе 1 мм (см.
рис. 6 и 14)
42. Отжать отверткой входной
конец толкателя так, чтобы
занял среднее положение на
вертикальной площадке челнока
(см. рис. 6а)
43. Необходимо отжать
входной конец толкателя от
челнока на расстояние 0,3 мм
137
(между ними отсутствует
зазор), когда игла находится в
крайнем нижнем положении
или в начале подъема.
Неверная регулировка зазоров между
челноком и толкателем
44. Толкатель входным концом
прижат к широкой полке
челнока (см. рис* 6п. 42). Будет
обрыв верхней нитки
45. Между челноком и
толкателем слишком большой зазор
(до 3 мм). От длительной
работы концы толкателя
расходятся, увеличивая зазор. Это
естественный процесс. Нормальной
работы не будет. Возможны
пропуски стежков в строчке,
стук в машине
46. Выходной конец толкателя
и челнока вращаются в разных
плоскостях, разность уровней
до 3 мм. Это следствие
небрежного регулирования зазоров
путем подгибания концов
толкателя. Будет обрыв нижней
нитки
47. Выходной конец толкателя
трется о корпус хода челнока.
Это следствие:
а) небрежного и не доведенного
до конца регулирования зазоров
между челноком и толкателем;
б) подкладывания фольги (в
4—5 слоев) под нижнюю часть
корпуса хода челнока
138
44. Отжать толкатель и сделать
зазор, равный 1—1,5 мм.
Конец толкателя расположить
посередине вертикальной
площадки челнока
45. Установить зазор на входе;]
нитки равный 0,3 мм, на
выходе — 1 мм путем подгибания;
толкателя и его концов. Зазор^
между толкателем и челноком^
соблюдать на всей амплитуде
его колебания (от захвата
нитки до ее сброса), иначе где-то
в пути произойдет ее
защемление и обрыв
46. Вынуть челнок и поднять
отверткой выходной конец
толкателя на один уровень с
челноком. Сделать зазор на входе
нитки, равный 0,3 мм, на
выходе 1 мм
47. Чтобы устранить этот
недостаток, необходимо отверткой
отжать выходной конец
толкателя так, чтобы не было
трения как при малой, так и при
большой скорости вращения
48. Движение челнока в пазу
затруднено (заедает).
Челночный паз в корпусе имеет
глубину, равную высоте пояска
челнока. При прижиме
запорного кольца челнок прижимается
и заедает — частый случай у
машин «Чайка» (см. рис. 28)
49. Толкатель челнока
неплотно запрессован на валу.
Ощущается люфт в штифтовом
соединении. В заводских
условиях был поставлен
прослабленный штифт. То же бывает и у
секторной шестерни (машина
«Чайка» 2 кл.)
50. Винт крепления секторной
шестерни обломился
51. Запорное кольцо не
надевается на штифты корпуса хода
челнока — несоответствие
межцентрового расстояния штифтов
с отверстиями (рис. 33)
52. Поломана пластинчатая
пружина толкателя челнока.
Это может произойти из-за:
а) усталости металла и
ржавчины;
б) небрежного обращения с
машиной и пр.
48. Очистить паз. Если
причина другая, снять запирающее
устройство челнока, вынуть
челнок и концом отломанного
ножовочного полотна снять
лишний слой металла с той
плоскости 5, к которой челнок
прижимается запорным
кольцом. На такую работу уходит
времени 1—3 мин
49. Снять вал с толкателем
челнока. Выбить старый штифт
и поставить увеличенного
диаметра. Можно в отверстие
вложить две ленточки шириной в
2 мм из фольпг толщиной в 0,2
мм и забить этот же штифт
50. Разобрать узел. Конец вала
с обломом отжечь на огне*
Тонким ножовочным полотном
сделать шлиц на сломанном
винте и вывернуть его.
Поставить новый винт крепления
51. Штифты подпилить так,
чтобы кольцо свободно
надевалось и снималось. Допускается
подгибание и подпиливание
штифтов по рис. ЗЗв
52. Подпилить выступающую
часть винта заподлицо с
выпуклой частью пластины.
Любой отломанный конец спилить
заподлицо с толкателем и
плотно прижать к нему. А на
постоянную работу поставить
новую пружину, если ее нет,
сделать самому
139
1
53. Когда снято запорное
кольцо, происходит заедание при
вращении челнока в пазу
корпуса. Причина — поясок
челнока не вписывается в
окружность паза корпуса хода.
Нарушена геометрия пояска
челнока
54. Отсутствуют зазоры между
челноком и толкателем, когда
их разъем находится в
горизонтальной плоскости, в
результате будет апериодическое петля-
ние верхней нитки
53. Алмазным плоским
надфилем опилить поверхность
челнока со стороны пояска на
обоих концах. Работать
осторожно, часто примеряя челнок
54. Сместить корпус хода
челнока за счет зазоров на винтах
его крепления
Рис. 33. Установка запорного кольца на корпус хода челнока
машины «Чайка» 143 кл.
(несовпадение отверстий — частый случай)
1. Защелка.
2. Запорное кольцо.
3. Штифты центрирующие.
4. Корпус хода челнока.
А — подгиб штифтов.
Б — смещение кольца.
В — места спиливания
(глубину спиливания см. по месту).
140 *
55. Машины «Чайка» 3,
«Подольск» 142, «Чайка» 143 кл.,
«Чайка» 142М кл., «Чайка»
132М кл., «Чайка» 134 кл.
После выполнения условий,
показанных на рис. 36 происходит
обрыв верхней нитки
56. Запорное кольцо не садится
на место — мешает нитенапра-
вительная пластина (машина
«Чайка» 132М кл.)
57. Пластинчатая пружина на
шпульном колпачке запирает
зубец защелки. По этой
причине защелка имеет люфт, в
результате происходит обрыв, пет-
ляние и намотка нитки
58. Отсутствие параллельности
траекторий движения челнока
и иглы при зигзаге (см. рис.
17). Это вызывает пропуски
стежков в строчке, поломку
иглы, стук в машине, обрыв
верхней нитки и др.
55. Необходимо спилить
острый выступ 3 на глубину 2 мм
56. Корпус хода челнока
подпилить сверху на 0,6—1 мм
57. Снять пружину и защелку,
подпилить торец зубца так,
чтобы он свободно проходил
мимо пластинчатой пружины
58. Положение неисправимо.
Его можно лишь смягчить
такими мерами:
а) сделать заход челнока за
иглу, когда она в крайнем
нижнем положении до максимума.
Это расстояние разное у
каждой машины например, у
машины «Аико» — 6 мм, «Чайка»
134 — 4 мм;
б) опустить игловодитель до
максимальной отметки. Тогда
расстояние от ушка иглы до
челнока, в момент встречи на
правом уколе зигзага (машина
«Чайка» 143) увеличится до
2—2,5 мм;
в) зазор между иглой и
челноком в вертикальной
плоскости на том уколе зигзага,
который находится около точки
пересечения плоскостей, уста-
141
59. Верхняя нитка затягивается
носиком челнока в паз корпуса
хода и обрывается (частый
случай). Причин несколько:
а) челнок и его носик не
отполированы (поверхность
шероховатая или ржавая);
б) входной конец толкателя
прижат к носику челнока;
в) на нитенаправительной
пластине короткая рабочая
кромка;
г) рабочая кромка
нитенаправительной пластины наклонена
в сторону движения челнока;
д) на вертикальной плоскости
челнока (между его носиком и
широкой полкой) образовалось
углубление в виде борозды от
длительной работы;
е) отсутствие зазора между
челноком и толкателем на
входе нитки;
ж) тонкая игла и толстая
нитка;
з) отломан входной конец
буферной пластинчатой пружины
на толкателе челнока
60. Если у прямострочных
машин (2М кл. ПМЗ, «Орша» ЗМ
кл, и др.) деформировано за-
142
новить, равным минимуму —
0,05 мм.
Названные три параметра
зависят от фактора,
определяющего точку пересечения
плоскостей. Она может находиться
или с правой или с левой
стороны относительно зигзага
59. Устранить все названные
причины:
а) челнок отполировать до
зеркального блеска на войлочном
круге, пропитанном пастой
ГОИ;
б) сделать зазор, равный 0,5
мм между входным концом
толкателя и носиком челнока
за счет отгиба входного конца;
в) увеличить длину кромки за
счет пропиливания глубины
зева и сдвига пластины в сторону
челнока (пропилить отверстия
крепления пластины);
г) сделать кромку под 90 к
дну зева;
д) в челноке выровнять
вертикальную плоскость алмазным
надфилем (см. рис. 13);
е) установить зазор, равный
0,3 мм за счет отгиба
толкателя;
ж) игла должна
соответствовать номеру нитки (см.
таблицу подбора игл и ниток по
материалу);
з) поставить новую
пластинчатую пружину
60. В первом случае рихтовать
кольцо со стороны его контакта
с корпусом хода.
порное кольцо челнока, оно не
ложится на корпус хода всей
плоскостью и челнок люфтует.
Это недопустимо. Если
увеличен диаметр запорного кольца,
верхний его край поднимает
нитенаправительную пластину
61 ♦ Челнок прижимает ниж-
нюю нитку к фиксаторному
пальцу шпульного колпачка в
момент, когда игла опущена в
крайнее нижнее положение.
(Наблюдается у машин с
качающимся челноком в
вертикальной плоскости, например 2М
кл. ПМЗ, «Тикка» и др.)
Во втором, опилить верх
кольца на 1 мм
61. Кромку челнока (зону,
которая касается пальца) спилить
на 0,5 мм. Можно подобрать
шпульный колпачок или
челнок
2, РЕГУЛЯТОР ДЛИНЫ СТЕЖКА
К этому механизму относится рычаг регулятора, тарельчатая
пружина, винт крепления кулисы к корпусу машины, кулиса,
ползун (ролик), винт крепления ползуна (ролика) к вилке подачи.
Неисправности, их причины
1
1. Сломался рычаг регулятора
длины стежка. Поломка
происходит по двум причинам:
а) сломался рычаг в месте
выхода из резьбового отверстия
кулисы, а в кулисе осталась
резьбовая часть рычага;
б) в кулисе отломался край
резьбового отверстия. Кулиса
изготовлена из хрупкого
металла — чугуна.
Методы устранения
2
1. Если рычаг регулятора не
двигается, не применять
больших усилий. Необходимо
разобрать узел и вычистить детали
так, чтобы на них не было
следов ржавчины, клея, пленок от
смазки и т. п. Для устранения
поломки, снять вилку подачи
материала с коленчатого вала.
Снять ручной привод, маховик,
и отвернуть винт крепления
143
1
Такая поломка может быть
следствием того, что машину
смазали (по ошибке)
растительным маслом или каким-то
клеем, она содержалась в
сыром помещении или в квартире
у окна, из которого в холодное
время года всегда отходит
холодный воздух, охлаждая
стоящую под окном машину.
Здесь он встречается с теплым
комнатным, у которого
высокая относительная влажность.
На холодном металле швейной
машины происходит
конденсация паров влаги из теплого
воздуха; Металл в этих
условиях ржавеет, особенно в местах,
незащищенных краской. И в
первом, и во втором случае
подвижные соединения
становятся неподвижными. А хранятся
машины в таких условиях
годами
2/ Рычаг регулятора длины
стежка погнут вниз, поэтому
максимальная длина стежка 2
мм (см. п. 1)
3. Рычаг не закреплен и
свободно вращается вокруг своей
оси
4. Рычаг свободно
передвигается в прорези, а во время шитья
стремится к нулю на шкале.
Сломана тарельчатая пружина.
Она ломается из-за
перемещения рычага рукой вверх до от-
144
кулисы длины стежка. Снять
крышку переднего круглого
отверстия, вынуть кулису,
высверлить сверлом диаметром 3
мм облом и нарезать резьбу
метчиком М4. Поставить рычаг
с резьбой М4 и обязательно с
контргайкой. В случае отлома
резьбового края кулисы лучше
рычаг приварить
электросваркой (2-х миллиметровыми
электродами из нержавеющей
стали). Собрать все в обратном
порядке. Обратить внимание на
то, что между нижним
шарниром вилки подачи материала и
валом подачи должен быть
зазор 0,05 мм. Отсутствие подачи
материала будет означать, что
в шарнире нет зазора
2. Вставить большую отвертку
в верхнюю часть прорези
рычага шага и, нажимая с
усилием на рычаг снизу вверх,
выпрямить его
3. Снять крышку с отверстия
спереди машины. Завернуть
рычаг и контргайку на нем.
Поставить на место крышку
4. Снять ручной привод, снять
машину с петель, поставить ее
на фронтальную крышку
маховиком вверх. Снять
фрикционный винт и маховик. Большой
отверткой через окно под ма-
1
каза для получения обратного
хода ткани во время шитья
(машина 2М кл. ПМЗ не
приспособлена к такой операции)
5, Нет нормальной длины
стежка. Неверно установлен
кулачок подъема зубчатой
рейки (машина «Чайка» 134 кл.)
ховиком отвернуть винт
крепления кулисы длины стежка
внутри машины. Вынуть винт
пинцетом, вынуть тарельчатую
пружину. Она лопнула и
потому не фиксирует рычаг
регулятора длины стежка» Здесь
возможны два решения:
а) поставить новую
тарельчатую пружину;
б) если ее нет, на лопнувшую
пружину наложить шайбу из
стали, наружный диаметр
которой равен 15 мм,
внутренний 8 мм, толщина не более
0,3 мм. Эта шайба будет
выполнять роль протектора.
Пинцетом положить в
отверстие сначала старую
тарельчатую пружину, на нее шайбу
указанных размеров, затем
винт зажать до отказа. Рычаг
регулятора в это время
должен находиться на шкале
против цифры 2. Рычаг при
завинчивании винта крепления
кулисы придерживать. Вместо
тарельчатой пружины можно
поставить рабочую шайбу с
регулятора натяжения
верхней нитки. Но не всякая
шайба подойдет по высоте, т.. к.
там лимит высоты обусловлен
траекторией движения
шатуна. Собрать все в обратном
порядке
5. Кулачок подъема зубчатой
рейки установить после того,
как будут установлены, все
параметры в челночном
устройстве
145
1
6. Тормоз регулятора длины
стежка не работает. Ослаб винт
тормоза оси кулисы регулятора
длины стежка (расположенного
с задней стороны машины
против большого отверстия).
Машина «Лучник» 90 кл.
(Польша), «Орша» ЗМ (рис. 34)
6. Отвести в сторону крышку
большого отверстия и зажать
винт 3 крепления оси кулисы
регулятора длины стежка
Рис. 34. Узел тормоза регулятора длины стежка
(машины «Веритас» 8010 кл., «Лучник» 90 кл., «Орша» ЗМ)
1. Большое отверстие в рукаве
с задней стороны,
2. Ось кулисы.
3. Регулировочный винт тормоза.
4. Кулиса шага стежка.
7. Не устанавливается малая
длина стежка, есть и другие
неисправности в регуляторе
(машины «Подольск» 142 кл.,
«Чайка» 142М клм «Чайка» 134
кл., «Чайка» 132М кл.,
«Чайка» 134 клЛ
146
7. При установке регулятора
длины стежка иглу опускать в
крайнее нижнее положение (см.
рис. 69 и 70 швейная машина
«Подольск» 142 кл,, п. 28)
8. Машина прямострочная
«Подольск» 100М кл. ПМЗ
(верхняя крышка рукава съемная),
шаг стежка не более 2 мм
8, Рычаг кулисы подогнуть
вверх на 35 , верх кулисы с
торца спилить на 2 мм
глубиной, на коленчатом валу левый
край левой щеки колена
спилить на глубину 2 мм, а по
окружности на 12 мм
3. ФРИКЦИОННОЕ УСТРОЙСТВО
Сюда относятся фрикционный винт, фрикционная шайба,
остановочный винт, маховик, втулка коленчатого вала, штифт,
соединяющий втулку с коленчатым валом*
Неисправности, их причины
1
1. Не включается рабочий ход
машины — неверно поставлена
фрикционная шайба
относительно прорези втулки
коленчатого вала. Стопор 2
фрикционного винта упирается в
ограничительный выступ В —
1, 2, 3 фрикционной шайбы до
включения рабочего хода (см.
рис. 27)
2. Рабочий ход включается, но
маховик при проходе толстых
швов пробуксовывает. Это
может происходить по
следующим причинам:
а) остановочный винт
упирается в ограничительный выступ
до момента сильного сцепления
фрикционной шайбы с
фрикционным винтом;
Методы устранения
2
1. Снять привод, отвернуть
остановочный и фрикционный
винты. Фрикционную шайбу
повернуть по часовой стрелке
на 180° (пол-оборота). Следить
за тем, чтобы отогнутые
внутри шайбы два усика смотрели
наружу. Собрать все в
обратном порядке
2. Здесь может быть несколько
способов устранения:
а) снять привод, снять
остановочный и фрикционный винты.
Повернуть фрикционную
шайбу на 180°. Поставить все на
место;
б) снять привод, остановочный
и фрикционный винты. Шайбу
перевернуть отогнутыми внут-
147
б) фрикционная шайба
поставлена отогнутыми усиками
внутрь. НЕВЕРНО!
в) фрикционная шайба
отогнутыми внутри кольца усиками
упирается в пластмассу
фрикционного винта или же один из
усиков упирается в металл
ступицы фрикционного винта,
второй — в пластмассу;
г) широкие усики
фрикционной шайбы не обеспечивают
передачи крутящегося момента
при включении, так как
удельное давление на усиках
низкое;
д) толщина фрикционной,
шайбы до 1,5 мм или ее усики
мало отогнуты, или металл
шайбы очень мягкий. При
завинчивании усики садятся,
отгибаются и фрикционный
винт упирается во втулку
коленчатого вала
3. Маховик не отключается на
холостой ход
148
ри кольца усиками наружу.
Завернуть фрикционный винт
и попробовать включить
рабочий и холостой ход. При
включении рабочего хода
остановочный винт не должен доходить
до ограничительного выступа
на фрикционной шайбе. Если
же маховик
пробуксовывает, снять фрикционный винт
й шайбу повернуть на 180°,
Поставить все на место;
в) заменить или фрикционную
шайбу, или фрикционный
винт. Усики должны упираться
в металл;
г) подпилить усики по бокам,
уменьшив площадь их
контакта со ступицей фрикционного
винта. Увеличенное таким
образом удельное давление
обеспечит передачу крутящего
момента* Если это не помогает,
спилить заподлицо с
окружностью тот ограничительный
выступ на наружной окружности
фрикционной шайбы, к
которому подходит остановочный винт
при рабочем ходе;
д) здесь возможны два варианта:
— Заменить фрикционную
шайбу.
— Спилить напильником торец
втулки коленчатого вала на 1
мм. Собрать все в обратном
порядке.
3. Снять привод, остановочный
и фрикционный винты.
Повернуть фрикционную шайбу на
180° по часовой стрелке
4. На давно выпущенных
машинах утерян остановочный
винт фрикциона. Без него
нельзя эксплуатировать
швейную машину
5. Туго вращается маховик на
втулке, мешает конец штифта
6. Втулка коленчатого вала
имеет люфт в штифтовом
соединении
7. Фрикционный винт при
зажиме резко останавливается,
но главный вал не зажат,
машина буксует. Причина в
образовании больших зазубрин на
рабочей поверхности
фрикционного винта (усики
фрикционной шайбы тверже
фрикционного винта)
8, Нет рабочего хода —
слишком длинная (более 7 мм)
нарезная часть фрикционного
винта. При снятой
фрикционной шайбе нарезная часть
должна полностью ввертываться
во втулку
4. Во фрикционном винте
нарезать стандартную резьбу М4
и подобрать винт М4 длиной
10—11 мм, опилить его конец
длиной 3 мм до диаметра 2 мм
и поставить на место
5. Снять маховик и спилить
лишний конец штифта
заподлицо со втулкой
6. Снять маховик и выпрессо-
вать штифт. Выточить новый
штифт из стального прутика
диаметром 5 мм. Сделать на
нем конус-уклон — 5 и
поставить на место по
ПЛОТНОЙ посадке. При этой
операции перед разборкой хорошо
наметить на втулке и
коленчатом валу вход штифта
7. Снять фрикционный винт и
спилить зазубрины
8. Спилить лишнюю длину
нарезной части фрикционного
винта
149
4. ТРАНСПОРТЕР ТКАНИ
В него входят кулачок подачи на коленчатом валу, вилка
подачи, валы подачи и подъема, рычаг зубчатой рейки, зубчатая рейка,
винты и гайки крепления.
Неисправности, их причины
Методы устранения
1
1. Зубчатая рейка плохо
продвигает ткань. Зубья лишь
наполовину возвышаются над
прорезью игольной пластины.
Ослабли оба винта крепления
рейки к рычагу
2. Кронштейн пружины
натяжения рычага зубчатой рейки
при регулировании высоты
зубьев вращается, меняя
направление действия пружины,
(машина «Чайка» 134 и др.)
3. Зубья возвышаются над
прорезью игольной пластины так:
передняя часть ниже задней на
0,5—0,6 мм. Ткань плохо
продвигается или рейка как бы
жует ее. В данном случае не
все зубья участвуют в работе.
Для усиления эффекта
продвижения ткани швея поднимает
зубья вверх до предела.
Поэтому при холостом ходе зубья
хотя и ослабленным нажимом,
но дают ткани обратный ход
150
1. Снять игольную пластину и,
чуть поджав винты, закрепить
зубчатую рейку. Поставить
игольную пластину на винты.
Провернуть маховик, если
зубья будут цеплять за
пластину, отрегулировать их так,
чтобы они расположились па--
раллельно прорези в пластине.
После этого винты зубчатой
рейки крепко завернуть
2. Сделать борт вверху
кронштейна
3. Снять игольную пластину,
снять передний винт зубчатой
рейки и ослабить задний. Под
рейку переднего винта
подложить шайбу из ободной фольги
(можно из любого металла) в
один или два слоя. Придать
зубьям такое положение, чтобы
их передняя сторона была
выше задней на 0,5 мм над
плоскостью игольной пластины,
т. е. зубья должны иметь
небольшой наклон спереди назад.
Только при таком положении
4. Сломалась зубчатая рейка
транспортера ткани
5. Зубчатая рейка перекосилась
и зацепляется за игольную
пластину — затупились зубья
рейки. Это происходит потому,
что швея часто шьет не ткань,
а воздух. Машину надо
остановить сразу после выхода ткани
с зубчатой рейки, а ее
останавливают и- поднимают лапку с
большим опозданием
6. Зубчатая рейка крепко
привинчена винтами к рычагу, но
люфтует в горизонтальной
плоскости. Причин
самоотвинчивания конуса рычага и его
контргайки несколько:
а) слабо затянута контргайка
еще на заводе;
б) контргайка ослабла от
вибраций машины во время
работы и особенно при работе
машины с электроприводом;
в) значительные термические
колебания при хранении и
эксплуатации машины и другие
причины
зубчатая рейка работает
четко на любой ткани (см. рис. 22
и 23)
4. Заменить зубчатую рейку
новой
5. Снять игольную пластину,
ослабить винты крепления
зубчатой рейки, выправить ее,
примерить и, если она не
зацепляется за игольную
пластину, зажать винты до отказа.
Поставить пластину на место.
Такой метод проверки
повторяется иногда несколько раз.
Наточить зубья алмазным
надфилем, подняв их до отказа
регулятором подъема.
Отрегулировать нормальную высоту
зубьев: передняя сторона равна
1,5 мм, задняя 1 мм (см. рис.
22 и 23)
6. Снять машину с петель,
положить ее на заднюю сторону
для удобства работы. Снять
корпус хода челнока. На
кривошипе вала толкателя
челнока отпустить винт М4 (без
головки). Поставить игловоди-
тель в верхнее крайнее
положение. Машину перевернуть
вверх нижней частью и
положить себе на колени. Выбить
круглый штифт, соединяющий
вал толкателя нелнока с
кривошипом кулисы малого вала.
Выбить вал толкателя челнока
влево. Ослабить винт
регулятора подъема рейки. Сдвинуть
его по валу вправо так, чтобы
7. Зубчатая рейка качается в
горизонтальной плоскости,
хотя она хорошо привинчена к
рычагу, а рычаг в конусах без
люфта. Это может быть в том
случае, когда вал подачи
материала внизу под платформой
имеет люфт в конусах
(продольный осевой). К этому валу
с правой стороны крепится
вилка подачи материала, а с
левой — рычаг транспортера
ткани
его ролик вышел из
зацепления вилки рычага. Отсоединить
вилку двигателя ткани от вала.
Ключом 12X14 отпустить
контргайку левого конуса нижнего
вала двигателя ткани.
Отвернуть конус совсем. ПРАВЫЙ
КОНУС ВАЛА ТРОГАТЬ
НЕЛЬЗЯ! Вынуть вал вместе с
рычагом и зубчатой рейкой.
Посмотреть, какой конус с
контргайкой ослаблен на
рычаге. Поджать конус и
контргайку, чтобы рычаг с зубьями
свободно вращался в конусах, а
люфта не было» Собрать все в
обратном порядке. При сборке
следить за тем, чтобы не была
нарушена регулировка
сопряженных деталей. Вал подачи в
конусах затянуть так, чтобы
продольный люфт исчез или
был еле ощутим рукой
7. Уточнить, с какой стороны
ослаблена контргайка.
Подтянуть конус ослабленной
контргайки, но так, чтобы
продольный люфт на валу был
еле ощутим рукой. При
затягивании контргайки
обязательно проверять не затянут
ли вал намертво, не
увеличился ли люфт? Для этого
надо разъединить вертикальную
вилку с валом подачи
материала. Регулировку вести при
поднятой вверх до отказа
игле. Тогда зубья поднимутся
вверх в прорезь игольной
пластины
152
1
8. Рычаг зубчатой рейки на
быстром ходу стучит о
платформу
9. Появился небольшой люфт
зубчатой рейки в прорези
игольной пластины по ходу
движения ткани. Это может
быть по причине ослабления
крепления вертикальной вилки
на валу и конусов вала подачи
10. Появился большой люфт
зубьев в прорези игольной
пластины по ходу движения ткани
11. Зубья плохо продвигают
материал, но рычаг регулятора
длины стежка работает
нормально — провернулся кула-
8. Проделать все работы,
указанные в п. 6. После того как
будет снят вал подачи
материала вместе с зубчатой рейкой,
протереть вилку рычага — тот
ее участок, который обращен к
платформе и который стучит
об нее в момент продвижения
ткани. Кроме того, тщательно
протереть место на платформе,
которого может касаться вилка.
Затем, вооружившись лупой 4-
кратного увеличения,
тщательно обследовать верхнюю
сторону рожка вилки и место
предполагаемого касания на
платформе — на нем хорошо
будут видны блестящие
участки. Найдя места касания,
трехгранным напильником опилить
рожок на высоту 1 мм. Собрать
все в обратном порядке,
соблюдая правила регулировки
сопряженных деталей
9. Устранить люфт, подтянув
соответствующие винты
крепления (см. п. 6)
10. Нарушилось крепление
кулисы регулятора длины
стежков (см. гл. 2 «Регулятор
длины стежка», п. 4)
11. Подтянуть конусы вала
подачи. Кулачок коленчатого
вала поставить в правильное
положение и затянуть стопор-
153
чок на коленчатом валу — за-
датчик подачи материала
12. Зубья транспортера ткани
как бы жуют ткань. Высоко
подняты зубья или они имеют
большой наклон вперед
ный винт, который должен
войти в продольную прорезь на
коленчатом валу (большое
отверстие с крышкой на его
задней стороне). Крепление всех
винтов периодически проверять
в целях профилактики. Такой
технический уход зависит от
нагрузки на машину (см. гл. 4
«Работа на машине и ее
техническое обслуживание»)
12. Опустить зубья ниже
настолько, чтобы над игольной
пластиной они были видны на
всю свою высоту. Наиболее
эффективной работа зубьев будет
только в том случае, если их
передняя сторона приподнята
выше задней на 0,5—0,6 мм
так, как показано на рисунке
22а. Однако у швейных машин
разных марок разная толщина
игольной пластины и высота
зубьев над рейкой. Поэтому
размеры передней и задней
стороны на рисунке даны
примерные, ориентировочные.
Вариант «б» наиболее часто
встречающийся, но он не
лучший. Для наилучшей работы
зубчатой рейки снять игольную
пластину и передний винт
крепления зубчатой рейки,
ослабить задний винт и
подложить прокладку из фольги в
один или два слоя под
передний винт (можно кусочек
проволоки размером 10X0,6 мм
рис. 23). Завернув слабо оба
винта, примерить игольную
пластину и посмотреть, не за-j
154
13. Зубья при любом
положении рычага регулировки длины
стежка двигают ткань в
обратном направлении (на швею) —
провернулся кулачок
коленчатого вала (задатчик подачи
материала)
14. Нет продвижения ткани —
обломана нижняя проушина
вилки подачи
15. Транспортер ткани не
работает — отломан рожок вилки
подачи материала. Такие
поломки, происходят в ситуации,
когда в челночном устройстве
произошло заклинивание по
той или иной причине. Лицо,
взявшееся устранить
заклинивание, применило непомерно
большую силу при
проворачивании коленчатого вала или
при разборке (сборке) узлов
девают ли ее зубья. Закрепить
рейку: сначала зажать
передний, затем задний винты
13. Закрыть крышку большого
отверстия с задней стороны
машины и установить кулачок
так, чтобы винт его крепления
приходился на углубленную
прорезь коленчатого вала.
Подвинуть кулачок влево к вилке
так, чтобы она имела
свободный ход (обеспечить люфт в
0,5 мм). Проверить люфт при
вращении маховика
14. Сварить проушину
электросваркой, выставив сломанные
части так, чтобы в отверстии
был заложен винт, диаметр
которого равен
винту-эксцентрику (машина 2М кл. ПМЗ). В
противном случае при сборке
винт-эксцентрик не войдет или
будет слишком большой люфт
15. Рожок можно приварить
электросваркой. Главное то, что
вилку надо выставить так,
чтобы между рожками был
вставлен металлический предмет с
параллельными сторонами и с
точным размером кулачка. ЭТО
УСЛОВИЕ ОБЯЗАТЕЛЬНОЕ!
Рожки стянуть струбциной. При
снятии вилку отсоединить от
вала подачи. А вот при установке
вилки отодвинуть кулачок на
коленчатом валу в сторону иг-
ловодителя. Оба монтажных
отверстия на рукаве должны
быть открытыми
155
16. Потеряна гайка
винта-эксцентрика на соединении с
валом подачи
17. Зубчатая рейка одной
стороной зацепляется за игольную
пластину
18. Сломан регулятор подъема
зубьев
19. Отломан рожок рычага
зубчатой рейки (см. рис. 51)
20. Рассогласованность
движений иглы с зубчатой рейкой
156
16. Поставить гайку по резьбе
эксцентрика
17. Зубчатую рейку поставить
параллельно прорези игольной
пластины или вал подачи
материала подвинуть в сторону,
свободную для зубьев. Для
этого опрокинуть на петлях
машину, ослабить контргайки на
конусах и конусами поставить
вал в нужное положение. Эту
работу выполнять при
отсоединенной вертикальной вилке
подачи. Законтргаить конусы
18. Его можно сварить
электросваркой, обязательно поместив в
отверстие стержень, диаметр
которого равен диаметру того вала,
на котором он работает. Можно
наложить хомутик из
нержавеющей стали — полоску
шириной 12 мм и толщиной 1 мм
19. Сварить рожок
электросваркой (ток постоянный,
электроды из нержавеющей
стали диаметром 2 мм) так,
чтобы в зев вилки был вложен
калиброванный металлический
предмет, размеры которого
были бы равны ролику,
работающему в нем. Затем рожок
сжать струбциной
20. Кулачок подъема зубчатой
рейки устанавливать после
регулировки всех параметров в
челночном устройстве «Чайка»
142М и др.
5. УЗЕЛ ИГЛЫ
К этому узлу относятся игловодитель, нитспритягаватель,
кривошип коленчатого вала, иглодержатель, нитенаправители, игла и
игольная пластина, поводок игловодителя, коленчатый и опорный
рычаги нитепритягивателя.
Неисправности, их причины
Методы устранения
1. При регулировке уровня
иглы игловодитель не смещается
по вертикали — лыска иглово-
дителя для крепления его в
поводке недостаточной длины
(укорочена сверху или снизу)
2. Поломан нитенаправитель
возле иглодержателя
3. Игла не зажимается в
иглодержателе по причине:
а) сорвана резьба в
иглодержателе или
1. Здесь может быть два
решения:
а) если игла не опускается
ниже, удлинить сверху лыску на
2 мм. Спиливать можно
алмазным надфилем, наждачным
бруском или твердым
напильником;
б) если игла не поднимается
вверх, лыску на игловодитсле
удлинить вниз на 2 мм
(плоскость лыски сохранить)
2. Поставить новый
нитенаправитель, если это невозможно,
поставить новый
иглодержатель другого типа, например
«Чайки» 2 кл. В этом
иглодержателе есть два отверстия для
ниток. Можно поставить
нитенаправитель петлевого типа
(см. рис. 56. Аналогия). Для
этого выпрессовать опорный
штифт (для иглы), нарезать
резьбу М2,5 или МЗ и вставить
винт достаточной длины для
упора иглы
3. а) если сорвана резьба в
иглодержателе, нарезать резьбу
МЗ или М3,5. Если это
невозможно, поставить новый игло-
157
б) сорвана резьба на винте
4. Погнут нитепритягиватель
(частый случай)
5, Сломан нитепритягиватель
6» Сломана верхняя проушина
поводка игловодителя. Она
ломается в том случае, когда иг~
ловодителъ в своих втулках
недвижим, так как его смазали
растительным маслом или
клеем. Если с большим усилием
стараются вращать ма\овик
(или коленчатый вал) в
направлении разрыва проушины
поводка, поломка неизбежна!
7. Люфт игловодителя по
вертикали. Он образовался из-за
ослабления крепления рычага,
на котором посажена проушина
158
держатель (можно и от
машины другой марки). Его
нетрудно сделать самому;
б) если сорвана резьба на
винте, поставить винт с годной
резьбой
4. Снять нитепритягиватель и
выпрямить на деревянной
оправе. НЕЛЬЗЯ ВЫПРЯМЛЯТЬ
НА МАШИНЕ!
5. Снять основу нитепритяги-
вателя. Соединить сломанные
части и сварить газовой
сваркой. При сварке строго следить
за сохранением размеров и
формы. Это имеет
принципиальное значение
6. Весь узел или все
соединения машины раскислить
смесью: растворитель № 647 и
масло И8А в соотношении 1:1.
Через 10 минут после заливки
смесью можно приступить к
расшатыванию соединений.
РАБОТУ ВЫПОЛНЯТЬ
ОЧЕНЬ ОСТОРОЖНО И
ПОСТЕПЕННО! Сломанную
проушину можно сварить
электросваркой. Главное перед сваркой
поместить в проушину
металлический цилиндр
соответствующего диаметра. Свариваемые
детали должны быть сжаты
струбциной
7. Закрепить винт крепления
игловодителя; закрепить винт
крепления коленчатого рычага
в большом кривошипе
I
поводка. У машин типа 2М кл.
ослабляется винт крепления
игловодителя, у машин типа
«Чайка» ослабляется крепление
коленчатого рычага, его
правого конца в большом
кривошипе, левый же конец является
приводом нитепритягивателя
8. Игла не бракованная, но
расположена в игловодителе
ушком не вдоль платформы, а
под углом (скошена). Причина
в игловодителе. Его лыска под
неверным -углом к плоскости
крепления иглы
8. Разобрать узел, снять игло-
водитель и алмазным
надфилем или другим инструментом
изменить угол плоскости лыски
на игловодителе. Делать эту
операцию надо осторожно,
дабы не переусердствовать. В
случае снятия втулки
игловодителя, при ее установке
учесть, что она занимает
определенное положение
относительно своего отверстия. Это
заметно по легкости хода
игловодителя. В случае
заторможенного хода, втулку
повернуть
(Продолжение таблицы на стр. 168)
159
ПОДРОБНЕЕ ОБ ИГЛЕ
Игла в швейной машине — самая главная деталь. Ее
главенство определяется тем фактором, что регулировка почти всех
параметров в челночном устройстве ведется применительно к ее
работе. Несмотря на свою хрупкость, игла испытывает при шитье
наибольшие динамические нагрузки. Тип иглы, ее состояние и
положение сказываются на качестве строчки. Поэтому слово об
игле выделено в отдельный тезис.
О ней каждой швее надо знать больше, чем о машине в
целом.. Некоторые швеи ставят себе в заслугу способность одним
номером иглы и ниток шить все виды тканей. Таких швей
нисколько ве смущает неквалифицированность и примитивность в
швейном деле...
Игла обязательно должна соответствовать типу и толщине
ткани, точно так же толщина ниток должна соответствовать как
игле, так и ткани, их примерное соответствие указывается в
таблице подбора иглы и ниток по ткани, помещенной в инструкции
завода-изготовителя для каждой машины. Таблицы примерно все
одинаковые, и, если Вы не имеете инструкции к своей машине,
можно взять ее к любой другой и списать оттуда таблицу (см.
гл. 4). Но нужно помнить и понимать, что кроме подбора иголок
и ниток по ткани согласно таблице швея должна уметь подобрать
нитки и иголку по данной ткани в пределах своего пункта
таблицы. Кроме того, имейте в виду, что нитки и иглы одного
номера могут быть разного качества. Например, из имеющихся в
данный момент пяти катушек ниток № 40 три из них будут
давать качественную строчку, а цве нет. В таблице приведены лишь
ориентировочные данные, а фактический подбор Вы должны сами
вести с учетом качества, путем проб и сравнений, опыта,
интуиции и эстетических понятий.
Прежде чем поставить иглу в машину, определите ее тип и
проверьте, не искривлена ли она, не затуплена ли, нет ли на ней
какого-либо другого брака, т. е. исследовать — 4 параметра (тип
иглы, ее кривизна, затупление, брак).
1. ТИП ИГЛЫ
Иглы с круглой колбой (рис. 35, поз. 4) применяются на
промышленных машинах. В этих машинах паз для иглы в иглово-
дителе имеет форму полуокружности (окружности), и
соответствует форме колбы на игле. В бытовой же машине паз для иглы
160
Рис, 35. Устройство иглы швейных машин
1. Короткий желобок,
2. Выемка над yatKOM.
( 3» Лыска на колбе.
4, Колба.
5. Длинный желобок.
6, Ушко,
7. Острие.
в игловодителе имеет форму буквы П, что соответствует форме
колбы с лыской. Лыска иглы приставляется к дну П-образной
плоскости и прижимается винтом. Такая конструкция колбы иглы
и паза в игловодителе дает возможность швеям правильно
поставить иглу. Если при постановке иглы будет ее перекос, то винт,
зажимая иглу, поставит ее в правильное положение.
Если в бытовую швейную машину (прямострочную) поставить
иглу с круглой колбой, где паз в игловодителе имеет плоское дно,
игла сместится вперед или назад, (на плоскости цилиндр не
устойчив). Это может вызвать и удар иглы о нажимную лапку,
игольную пластину и т. д. Названные причины говорят о том,
что нельзя ставить иглу с круглой колбой на бытовые машины,
На колбе иглы есть надписи (обозначения), по которым
можно различить тип иглы. Отечественные иглы бывают трех типов:
а) с буквой О — обозначение на колбе О-90, О-100 и т. д., где
О — тип иглы (производится в Одессе), цифры 90, 100, 120 и т. д.
обозначают номер иглы (ее диаметр в средней части, выраженный в
сотых долях мм). 90 — это 0,9 мм, 100 — 1,00 мм, 120 — 1,20 мм;
6 А. Зюзин
161
б) с буквой П (производится в Подольске), обозначение на
колбе П-65, П-90 и т. д.; '
в) с буквой К, обозначение на колбе К-65, К-90 и т. д.;
г) со словом «ОРГАН» (производство Индия);
д) с обозначением номера иглы 90/14, где 90 — новое
обозначение иглы, цифра 14 — старое обозначение номера иглы
(производство Индия);
е) с обозначением номера 90/14 (производство Бразилия) и
т. д.
Каждый тип иглы, указанный от п. «а» до п. «с», имеет
полный набор номеров (65, 70, 75, 80, 90, 100, 110, 120, 130).
Помните! На какую иглу по типу настроена машина, такой
и надо шить! Для того чтобы перейти на иглу другого типа,
необходимо переналадить машину. Например, машину
отрегулировали на иглу отечественного производства (№ 90 тип «К»),
Толщина ее колбы практически равна 1,67—0,01 мм. Вы поставили
(как частный случай) иглу, толщина колбы которой 1,68 мм.
Зазор между челноком и иглой в вертикальной плоскости
установлен в 0,1 мм (как обычно). Игла сломалась, и тогда поставили
иглу индийского производства № 90* У нее толщина колбы равна
1,53 мм. При этом зазор между челноком и иглой стал равным
минус 0,05 мм, так как игла приблизилась к челноку на 0,15 мм.
Носик челнока стал ударяться об иглу. При этом поломка иглы
и носика челнока неминуема.
Игла должна быть с лыской на колбе. Ни в коем случае
нельзя ставить иглу с круглой колбой на ту машину, которая
отрегулирована на иглу с плоской колбой. Толщина круглой колбы
№ 90 равна 1,96 мм. Утолщенная часть колбы имеет срезанную
сторону, этот срез называется лыской. При постановке в иглово-
дитсль иглу ставить лыской влево, а длинным желобком вправо
со стороны игольного нитенаправителя (это правило для
подольской прямострочной машины 2М кл,).
Если машина отрегулирована на индийские иглы, при
постановке отечественной иглы возможны пропуски стежков в строчке.
Однако необходимо признать, что индийские иглы дают более
качественную строчку если, конечно, машина отрегулирована на
такую иглу.
Запомните! Во всех швейных машинах иглу устанавливать
так, чтобы длинный желобок на игле был обращен в сторону
ИГОЛЬНОГО НИТЕНАПРАВИТЕЛЯ! (см. рис. 35).
Иногда берут круглую иглу и сами затачивают на колбе лы-
ску. Такая игла шить не будет! Почему? Да потому, что
самодельная лыска не может отвечать трем требованиям:
162
а) толщина срезанной части колбы должна быть строго
определенная;
б) плоскость лыски должна быть строго параллельна
продольной оси иглы;
в) плоскость лыски должна находиться на противоположной
стороне от продольной длинной канавки (на 180 ).
Затачивая вручную лыску, приведенные требования
выдержать невозможно! Иглы изготавливают на прецизионных особо
точных станках, где точность измеряется в микронах (тысячных
долях миллиметра).
Как отличить иглу с фабричной лыской от иглы с
самодельной? Очень просто! Фабричная лыска имеет гладкую
поверхность, а самодельная грубую, шершавую с явно выраженными
полосами от наждачного камня и все три упомянутые выше
требования нарушены, их видно невооруженным глазом.
2. КРИВАЯ ИГЛА
Взять иглу за колбу и на темном фоне быстро прокрутить,
если острие иглы остается в одной точке, значит, она не кривая.
Кривую иглу выправить трудно, лучше заменить ее новой.
' 3. ТУПАЯ ИГЛА
Взять мглу за колбу левой рукой и вращать. Ногтем большого
пальца правой руки провести вдоль иглы от колбы до конца. Если
на конце загнуто острие иглы, ноготь ее обнаружит. Тупую иглу
можно наточить. Для зтфго, вращая иглу в левой руке, правой
заточить кончик иглы под углом примерно 15 к игле. Точить
следует плоским алмазным надфилем. Время на эту операцию
15—-20 сек. Затем отшлифовать место заточки наждачной
шлифовальной бумагой. Тупая игла вызывает стук в машине,
втягивание ткани в отверстие игольной пластины, петляние нитки
снизу, вытягивание нитки из ткани? неравномерную строчку и т. д.
4. ИГЛА С ДРУГИМИ ВИДАМИ БРАКА
Игла кривая, тупая или то и другое — брак, Но прямые и
острые иглы тоже могут быть с браком. Чаще всего ушко иглы
пробито наискось относительно лыски или длинной канавки. Уш~
6 * 163
ко качественной иглы» поставленной в машину 2М клм будет
расположено строго вдоль оси платформы. При проверке иглу
расположить так, чтобы плоскость лыски заняла горизонтальное
положение, тогда ушко должно быть пробито строго по вертикали,
т. е. под углом 90 . Всякое отклонение от заданного угла —
брак. При установке в мгловодитель любая игла в любой машине
имеет свободный ход, качание в плоскости, перпендикулярной к
продольной оси платформы. Покачивание иглы дает возможность
поставить ее по центру отверстия игольной пластины» Но бывает,
что в отверстии игла прижимается к передней 1, задней 2, правой
3 или левой 4 стороне (рис. 36). В первом случае вынуть игло-
водитель и при помощи простого плоского надфиля и куска
ножовочного полотна профрезеровать и пропилить заднюю сторону
внутреннего паза игловодителя, куда вставляется игла. Точить
понемногу, всякий раз примеряя, пока игла не выйдет на центр
отверстия.
Во втором случае выполнить те же операции, что в первом
случае, только точить следует переднюю сторону игольного паза
в игловодителе.
В третьем случае точить вглубь левую сторону паза,
В четвертом случае подогнуть нижний конец игловодителя
Рис, 36. Положение иглы в круглом отверстии
игольной пластинки (прямострочные машины)
А —- передняя сторона, обращенная к швее.
Б — задняя сторона,
1. Игла прижата к передней стороне»
2. Игла прижата к задней стороне. .
3. Игла прижата к правой стороне.
4. Игла прижата к левой стороне.
5. Нормальное положение иглы.
164
вправо. Надо хорошо усвоить, что игла в отверстии игольной
пластины не должна касаться ее сторон. Бывает игловодитель
каленый и не поддается обработке. В таком случае его конец надо
отпустить на пламени (нагреть до малинового цвета) и медленно
охладить, а потом обработать. Можно пропилить отверстие
игольной пластины круглым алмазным надфилем, но это трудоемкий
вариант.
Часто края отверстия игольной пластины изрезаны
многочисленными ударами иглы. В таком случае углом ножовочного
полотна сделать фаску, срезав все острые выступы. Затем отверстие
отшлифовать круглым надфилем. При этом диаметр отверстия
хотя и увеличится, но будет иметь гладкие края, и нитка во
время шитья не оборвется.
Бывает так, что стенка отверстия игольной пластины
разрывается с правой стороны. В таком случае исправить дефект можно
тремя способами:
а) заменить игольную пластину новой;
б) заварить место разрыва газовой сваркой с обеих сторон,
затем обточить и покрыть оловом верхнюю сторону. Поставить
пластину на место и привернуть винтами. В игловодмтель
поставить ровную и острую иглу. Осторожно провернуть маховик так,
чтобы игла сделала видимый след на пластине. Снять пластину,
накернить место укола иглы и просверлить отверстие сверлом
диаметром 2 мм. Сделать фаски с обеих сторон;
в) спилить остатки разорванного кольца (временная мера).
Сделать края гладкими. Такой способ устранения приемлем, хотя
имеет некоторые условности.
ИГЛЫ В РАЗНОЙ СТЕПЕНИ РЖАВЛЕНИЯ ПРИМЕНЯТЬ
НЕЛЬЗЯ! Они портят ткань, особенно тонкую и нежную, строчка
получается некачественной и некрасивой. Движение иглы должно
быть строго вертикальным. Это правило для всех швейных
машин, особенно с зигзагообразной строчкой. При регулировке иглы
по середине игольного отверстия относительно переднего и
заднего краев (см. рис. 63), когда В~Г, следует иметь в виду, что у
многих машин, особенно у всех «Чаек» ПМЗ, игла при движении
в отверстии игольной пластины смещается вперед или назад (она
имеет наклон вперед или назад) в плоскости, перпендикулярной
продольной оси платформы. Это технологический дефект
машиностроителей. Поэтому, при регулировке иглы в щели игольной
пластины формулу В=Г соблюдать ДЛЯ НАЧАЛА ВХОДА ИГЛЫ
В ОТВЕРСТИЕ.
Иглы бывают длинные и короткие. Разница в длине
составляет 1 — 1,5 мм. Такие иглы не влияют на качество строчки, так
165
как во всех случаях расстояние от верха иглы до ушка
одинаковое. Однако длинные иглы имеют больше шансов на удар в
челнок, поэтому работать ими труднее и опаснее, Такие иглы
ненадежны в работе. Лучше работать короткими иглами.
Поверхность игольной пластины всегда должна быть гладко
отполирована. Пластину, подернутую ржавчиной, но
вычищенную наждачной бумагой, применять нельзя, так как раковины от
ржавчины будут задерживать продвижение ткани при шитье.
Бывает, что от систематических ударов иглой игольная
пластина прогибается посередине. Деформированную пластину
необходимо выправить, иначе будет коробление тонких тканей при
шитье.
У некоторых швейных машин («Чепель» 30, «Панония» и др.)
бывает, что движение иглы вверх из крайнего нижнего
положения крайне замедлено относительно вращения челнока (из
крайнего положения). В сущности это частный случай
рассогласованности движений челнока и иглы. К моменту встречи челнока с
иглой петля-напуск недостаточного размера и челнок ее не
захватывает, образуя пропуск стежков в строчке.
В данной ситуации единственно правильное решение —
ускорить подъем иглы путем поворота кривошипа, помещенного на
левом конце коленчатого вала, на 3—5° по часовой стрелке.
На кривошипе закреплен привод игловодителя и нитепритя-
гивателя. Для наглядного уяснения метода регулировки,
рассмотрим на рисунке 37 два положения кривошипа (где цифрой 1
обозначена вертикаль движения игловодителя, цифрой 2 —
траектория вращения точки крепления поводка игловодителя на
кривошипе) .
ПЕРВОЕ ПОЛОЖЕНИЕ (ДО РЕГУЛИРОВКИ)
Ао — исходная точка крепления поводка игловодителя на
кривошипе при крайнем нижнем положении иглы. Повернем
маховик на 20 центрального угла. Тогда на кривошипе получим
дугу Ао—А2 траектории точки Ао, но Ко—Кг — ее проекция на
вертикаль игловодителя. Это расстояние, на которое поднимается
игла. В данном примере оно равно 5 мм.
ВТОРОЕ ПОЛОЖЕНИЕ (ПОСЛЕ РЕГУЛИРОВКИ)
Ослабим оба винта крепления кривошипа на коленчатом
валу. При заторможенном маховике, повернем кривошип на 10
по часовой стрелке. Закрепим винты. Теперь точка Ао
переместилась в точку At. Ai — исходная точка крепления поводка
игловодителя на кривошипе. Опустим игловодитель в крайнее ниж~
166
Рис. 37. Регулировка ускорения подъема иглы из крайнего
нижнего положения (машины «Чепель» 30 кл», «Панония»)
1. Вертикаль игловодителя.
2. Углы поворота большого кулачка.
АО — исходная точка крепления поводка игловодителя до
регулировки.
До — А2 -— дуга поворота кулачка до регулировки,
Ао — Х2 — проекция дуги на вертикаль (равна 5 мм).
Аз — исходная точка поводка игловодителя после регулировки.
Ai — Аз — дуга поворота кулачка после регулировки.
А*1 — Аз — проекция дуги на вертикаль (равна 7 мм).
нее положение относительно иглы, тогда игла займет прежнее
положение. Повернем маховик на 20 центрального угла, точка Ai
переместилась в точку Аз, т. е. Ai— Аз — дуга перемещения этой
точки, но Ai— Аз — ее проекция на вертикаль игловодителя —
расстояние, на которое поднялась игла из крайнего нижнего
положения.
Натурально в данном примере оно равно 7 мм (больше на
2 мм).
Практически же поводок игловодителя находится в точке Б,
когда игла находится в крайнем нижнем положении. И если
принять радиус ОБ=14 мм (что близко к реальному в машинах) и
все данные переложить на вышеизложенный теоретический
расчет, результаты будут разительными: скорость подъема иглы
увеличивается в два раза!
В этой операции надо обратить внимание (для понимания и
исполнения) на два фактора:
167
1) После поворота кривошипа по часовой стрелке на
требуемый угол при неподвижном маховике обязательно надо вернуть
игловодитель в крайнее нижнее положение (не трогая маховика),
2) При повороте кривошипа и опускании игловодитсля,
челнок остается неподвижным, т. е. он не меняет положения.
На практике поворачивать кронштейн приходится на 3—5°.
При поюроте на больший угол происходит рассогласование движений
челнока с нитспритягивателсм, что вызывает обрыв верхней нитки.
Такой метод регулировки ускорения подъема иглы из крайнего
нижнего положения особенно подходит для тех машин, у которых
винты крепления кривошипа не входят в углубления на коленчатом
валу. Но в принципе он возможен для всех машин. Нельзз!
исключать и таких суждений об этом методе: завод установил кривошип
не на оптимальную отметку, а выше приведенный метод (прием)
позволяет найти эту единственно приемлемую точку.
(Продолжение таблицы со стр. 159)
1
9. В иглодержателе при
сильном зажиме обломился винт
10. Игольный нитенаправитель
ссучивает (рассучивает) нить и
она теряет свое качество. В
результате ухудшается строчка и
происходит обрыв верхней
нитки. Причина в неудачной
форме игольного нитенаправи-
теля. (Машина «Чайка» 142М
кл, ПМЗ)
168
9. Решение неоднозначное.
а) если нижний конец иг/юво-
дителя имеет форму цилиндра
и один диаметр по всей длине,
сбить иглодержатель и спасти
игловодитель можно;
б) если в зоне иглодержателя
есть кольцевая проточка на
высоту диаметра винта, сбить
иглодержатель невозможно. В
таком случае зажать
иглодержатель в тисках и распилить
его ножовкой (не повредив
игловодитель!)
10. Игольный нитенаправитель
сделать в виде узкой (1 мм)
короткой (4 мм) щели или
отверстия диаметром 2 мм (не
более). В любом случае
нитенаправитель должен иметь
форму цилиндра
6. РУЧНОЙ ПРИВОД
Сюда относится ручной привод в сборе.
Неисправности, их причины
Методы устранения
2 ч
1. Сломалась пластмассовая
или деревянная ручка. Они
обычно ломаются в тот
момент, когда неопытный
исполнитель пытается ось ручки
расклепать в поводке. В ручном
приводе крепление оси ручки в
поводке, посредством
расклепывания ее конца, ненадежный
метод
2. Ось ручки шатается в
поводке (частый случай)
3. Ось поводка высунулась из
проушины ведущей шестерни
4. Потеряно фиксаторное
устройство ручного привода
1. Осторожно выбить ось
вращения ловодка. В тисках при
помощи пробойника выбить ось
ручки из поводка. Надеть дере-
вмнную ручку на ось. вставить
се в отверстие пово,;' и
расклепать на наковальне.
Деревянную ручку легко сделать
самому из заготовки, диаметр
которой 22 мм, длина 47 мм.
Наилучший материал бук и
береза. В заготовке просверлить
отверстие диаметром 6 мм на
станке и придать форму ручке
на механическом наждаке.
Окончательно обработать ее
вручную
2. Расклепать конец оси на
наковальне, крепко прижимая
ручку к оси, иначе она
разрушится от вибрации (особенно
пластмассовая)
3. На наковальне расклепать
ось с обеих сторон. Эта
операция требует особой
осторожности, так как проушины
шестерни из хрупкого чугуна
4. Поставить новый фиксатор,
состоящий из трех деталей:
ступенчатого штока,
цилиндрической пружины и ручки
отвода штока (рис. 38) „ При жела-
169
нии его можно сделать самому.
Тонкий конец штока вместе с
пружиной вставить в проушину
ведущей шестерни, затем
напрессовать на него ручку отвода
Рис, 38* Фиксаторное устройство ручного привода
1. Кнопка отвода фиксаторного пальца.
2. Цилиндрическая пружина.
3. Фиксаторный палец ступенчатого сечения.
5, Ручной поводок слабо
удерживается фиксатором. В фик-
саторном устройстве скопились
грязь и густое масло
6. Винт-ось большой шестерни
разбил резьбу в корпусе
привода (частый случай). Винт
склонен к самоотвинчиванию,
поэтому его надо периодически
крепко завинчивать
170
5. Промыть фиксаторнос уст-
ройство несколькими каплями
смеси, состоящей из масла И8А
и растворителя № 647 в
соотношении 1:1. В случае
неполного входа конца штока в
изгиб поводка подпилить глубину
изгиба. При необходимости
заменить пружину штока
6. На токарном станке
выточить винт-ось размером
3X22,5X12 мм, где 3 —
высота головки винта, 22,5 —
длина ненарезной части, 12 —
длина нарезной части (резьба
M1G), В корпусе также
нарезать резьбу М10. На выходе
винта поставить контргайку
высотой 4 мм. По месту сто-
7. При нагрузке поводок
ведомой шестерни
самооткидывается и разъединяет ручной
привод и маховик — ослабла
пластинчатая пружина поводка
8. Кронштейн ручного привода
шатается
9. Сломался кронштейн
привода — машину уронили, или
она разбилась при
транспортировке
10. Проскальзывание шестерни.
Поломаны зубья на шестерне
11. Возник осевой люфт
ведомой шестерни
12. Ручной поводок задевает за
конец винта малой ведомой
шестерни
чить проход для вращения
поводка
7. Пластинчатую пружину под-
рихтовать на небольшую
кривизну, а если она поломалась,
поставить любую подобную из
сталисхой пластины. Винт
крепко зажать
8. Подтянуть оба винта
крепления кронштейна
9. Сварить поломанный
кронштейн электросваркой. Все
трудности в том , что надо
правильно выставить свариваемые
части. Их лучше выставить на
эпоксидном клее. Дать ему
сутки засохнуть, а потом
обварить место склеиваиш, Такой
метод самый надежный
10. Можно попытаться заменить
шестерню. Но чаще всего
подобрать ее не удается. Приходится
ставить новый привод в сборе
11. Зажать крепко винт-ось
малой шестерни
12. При помощи рожкового
ключа 12X14 и большой
отвертки отогнуть ручной поводок
от места касания
7. НОЖНОЙ ПРИВОД
К нему относятся педаль, ее конусы, поводок с шариковым
подшипником, ведущее колесо, приводной ремень, тумбочка или
рама, боковые стойки и стол.
171
Неисправности, их причины
Методы устранения
1. Сломалась педаль от ударов
различного происхождения*
Обычно ломается место
крепления поводка с шаровой
опорой
2, Продольный люфт педали.
Износ конусов педали или
ослабление конуса из-за
самоотвинчивания контргайки или ее
потери
3« Конусы педали не
отворачиваются, заржавела резьба в
соединении (частый случай)
4, Конус педали вывернулся, а
172
1. Где бы ни был полом, его
можно легко заварить
электросваркой. Хотя педаль и
изготовлена из чугуна, варить ее
можно стальными
обыкновенными электродами. При сварке
соблюдать одну особенность —
зону сварки расширить на 5 мм
в обе стороны от шва. Шов
обработать на механическом
наждаке. Поставить педаль на
место и отрегулировать
конусами. Контроль правильно
отрегулированной педали: ее
поднятая сторона должна свободно
падать, но продольного люфта
не должно быть
2. Поджать конус и законтрга-
ить его. Контроль правильной
регулировки см. в п. 1
3. Снять контргайку. Конус
сдвинуть с места газовым
ключом малого размера. Смазыйая
контактные места смесью,
состоящей из 50% растворителя
№ 647 и 50% масла И8А,
постепенно можно вывернуть
отверткой конусы педали. Если
не удается отвернуть их
механическими средствами,
соединение нагреть на открытом
пламени (например, зажечь
кубик сухого горючего)
4. Конус взять левой рукой и
1
его контргайка не
отворачивается — заржавела резьба в
соединении
5. Стук в шаровой опоре
поводка — износ вкладыша из
кожи в углублении подпятника
(очень частый случай)
6. Стук в подшипнике поводка.
Здесь может быть три
неисправности:
а) контргайка отвернулась и
поводок стучит в резьбе,
разбивая ее;
б) гайка-подшипник,
накрывающая шарики, ослабла. Она
всегда стремится отвернуться
так, что шарики могут
рассыпаться по полу;
положить на наковальню,
молоточком средних размеров
ударять по гайке. Поворачивая
конус с гайкой, ослабить все
грани гайки. На эту операцию
уходит 2—3 мин.
5. Снять педаль, поставить ее
на торец проушиной вверх,
Отвернуть контргайку (снизу),
отвернуть подпятник, снять
педаль. В углубление подпятника
положить кусочек натуральной
толстой кожи, залить маслом
И8А, ввернуть его в гайку
шаровой опоры поводка, надеть
педаль, наживить контргайку
и, придерживая рожковым
ключом 17X19 гайку шаровой
опоры, зажать большой
отверткой подпятник, закрепить
контргайку до отказа. Поднять
педаль и вручную разработать
в течение 10 сек. шарнир
шаровой опоры. Поставить педаль
в конусы и отрегулировать.
(Регулировку педали
произвести по п. L)
6.
а) 10-миллиметровым
рожковым ключом завернуть
контргайку до отказа;
б) при появлении стука,
ослабив контргайку поводка,
вывернуть его на пол-оборота. В
углубление гайки подшипника
сделать упор острым концом
173
в) на коленчатом валу ведущее
колесо ножного привода
закреплено неподвижно.
Шариков ый подтип ник на колене
рассыпался, его корпус разбит
на несколько частей
трехгранного напильника и
молоточком подбить гайку на
закручивание. Но закрутить ее
надо так, чтобы легко
вращался подшипник. Завернуть
поводок до отказа и зажать
контргайку.
в) подшипник восстановить
(рис* 39). Для этого взять
шариковый подшипник № 203 в
обойме. Диаметр внутренней
обоймы 17 мм, а диаметр
шейки коленчатого вала 14 мм.
Надеть подшипник на колено
вала и выставить его строго
перпендикулярно продольной
оси вала. Обезжирить
поверхность шейки вала и внутренней
обоймы, протерев их
растворителем № 647 (№ 646). В зазор,
образовавшийся между
внутренней обоймой и шейкой
коленчатого вала, поставить 10
штук иголок размером 10X1,5
мм, залить зазор с иглами
эпоксидным клеем и дать ему
сутки засохнуть. Затем взять
полоску из нержавеющей
стали размером 137X19X1,3
мм и сделать из нес заготовку
хомутика на подшипник (см.
рис. 39). Диаметр отверстий
на концах заготовки —- 6 мм.
Из костыля (для ж.-д.
путей) сделать соединительную
муфту размером 27X20X13
мм с отверстиями Мб для
стяжного болта без резьбы.
Расстояние от контргайки
поводка до центра подшипника,
установленное заводом-мзгото-
174
г) болт или кривошип, на
котором крепится шариковый
подшипник, предельно ослаб.
При работе будет стук
123
20
а)
б)
вителем, равно 26 мм, а на
рис. 39 его размер 56 мм. Это
означает, что поводок надо
укоротить на 30 мм со стороны
шариковой опоры. Такое
устройство работает надежно и
изготовить его может каждый.
г) необходимо закрепить болт
или кривошип.
в)
Рис. 39. Узел ведущего колеса ножного привода
машины 2М кл. ПМЗ (вынужденная реконструкция)
а — заготовка;
б — соединительная муфта (в разрезе);
в — узел в сборе,
1. Хомутик.
2. Шариковый подшипник № 203.
3. Соединительная муфта.
4. Стяжной болт Мб.
5. Поводок Мб на педаль.
175
I
7. При износе шариков,
дорожек и сепаратора в
подшипнике появится стук
8. Стук в креплении подножки
к кронштейну. К деревянной
педали тремя винтами
крепится кронштейн с проушиной, в
которую входит шаровая опора
поводка. Вот эти три винта
часто ослабляются
9. Стук на кривошипном
колене ведущего колеса. Колесо
посажено на колене оси и
крепится винтом, который
проходит через ступицу колеса и
упирается в углубление оси.
Винт имеет квадратную
головку под ключ 8 мм и шлиц под
отвертку
10. Стук в конусах
кривошипного колена ведущего колеса —
износ конусов и гнезд под ними
1L Приводной ремень
проскальзывает под нагрузкой, так
как в процессе эксплуатации
он вытянулся
12. Короток приводной ремень
—- тяжело вращать машину
176
7. В подшипнике заменить
сепаратор и шарики. Все
разобрать, промыть, смазать
чистым маслом И8А. Собрать
подшипник (диаметр шарика
5 мм)
8. Завернуть три винта
крепления
9. Зажать винт до отказа
10. Ослабить контргайку,
придерживая .ее, поджать
отверткой конус до исчезновения
люфта. Правильно
отрегулированное колесо, выведенное из
равновесия, должно само
возвратиться в равновесие
11. Ремень укоротить. Для
этого снять его с колеса.
Разогнуть скобочку и укоротить на
15 мм, на конце ремня
проделать отверстие и зажать
скобочку, соединяя концы ремня
12. Удлинить ремень. Для это-
го снять ею и разъединить. На
13. Тяжелый ход ножного
привода — сильно зажаты или
конусы педали, или
шариковый подшипник, или большое
колесо
14. Стук в конусах педали —
поперечный люфт в конусах, а
продольного нет. В таком
случае острие конуса упирается в
дно гнезда. Образующая
поверхность конуса сильно изношена
и ее диаметр меньше, чем
диаметр гнезда на 0,5—1 мм
15. Стук колеса, вращающегося
на консольно закрепленной оси
— ослабление крепления оси
стопорным болтом
16. Педаль стучит о
поперечину тумбочки. Поводок педали
или сильно удлинен, или
сильно укорочен за счет резьбового
соединения на верхнем конце
17. Головка машины садится не
на свои опоры, а на переднюю
кромку откидной доски.
Большая нижняя кромка
платформы спереди. Погнуты петли на
откидной доске
свободный конец поставить
другую скобочку и соединить
ее со скобочкой на другом кон-
це ремня. Если положение не
исправится, сделать вставку
нужной длины из такого же
ремня. Длина вставки
примерно 15—20 мм
13. Проверить все места
возможного нарушения
регулировки и отрегулировать
технически грамотно
14. Вывернуть конус и его
острый конец спилить на 2 мм
наждачным камнем. Стука не
будет, В случае невозможности
вывернуть конус или
контргайку, выполнить работы по
пункту 3
15. Слегка зажать стопорный
винт (болт), ударить молоточком
в торец оси, ослабить стопорный
болт, повернуть колесо
вкруговую, зажать болт до отказа
16. Отвернуть контргайку на
поводке и, завинчивая или
вывинчивая его в корпусе подшипника,
отрегулировать на требуемую
длину. Завернуть контргайку
17. Спилить на конус
переднюю нижнюю кромку
платформы. Снять откидную доску,
снять с нее петли и выпрямить
их. Поставить доску на место
177
8. ЭЛЕКТРИЧЕСКИЙ ПРИВОД
Сюда относится электродвигатель, педаль-реостат, приводной
ремень, защитный кожух, электропровода, патрон,
электролампочка, выключатель,
Неисправности, их причины
Методы устранения
1
1. Перекос ремня на шкивах —
шкивы расположены в разных
плоскостях. Например, шкив
двигателя ТУР-2 польского
производства не передвинут в
плоскость вращения маховика,
отечественный же двигатель
сдвинут на кронштейне
предельно вправо. Если шкивы
вращаются в разных
плоскостях, от этого:
а) быстро выходит из строя
ремень (расслаивается и рвется);
б) портится электродвигатель и
педаль, так как возникавшее
дополнительное сопротивление
увеличивает мощность тока. В
результате возможны перегрев
двигателя и педали, подгорание
всех контактов, коллектора,
пробой конденсатора и т. п.
2. Перекос осей шкивов. Такое
наблюдается тогда, когда
кронштейн двигателя короче
нормального. Такой перекос можно
наблюдать в том случае, когда
на швейной машине типа
«Чайка» смонтирован отечественный
двигатель МШ-2 с его
кронштейном. При перекосе осей
происходит то же, что в п. 1
(отрицательные последствия). Оси
178
1. Шкив электродвигателя
ТУР-2 подвинуть влево,
предварительно отпустив на нем
стопорный винт. После
перемещения шкива зажать
стопорный винт. Отечественный
двигатель сместить на кронштейне
влево до отказа
2. Кронштейн сделать по той
машине, на которой будет
работать двигатель. При установке
эл. двигателя его продольная
ось должна быть расположена
параллельно продольной оси
главного вала (платформы)
шкивов должны быть
параллельны. Нельзя допускать таких
нарушений технических правая
3. Гудение двигателя в начале
включения педали. Перегрев
педали и двигателя вызовет
подгорание всех контактов, а
произойдет оно по причинам:
а) слишком туго натянут
ремень;
б) заедание в швейной машине
и тяжелый ход;
в) подгоревшие контакты в
электрической цепи сеть —
двигатель. Неисправим педаль
включения двигателя. Якорь
включения графитных
столбиков упирается в пластмассовые
препятствия, вызывая на
фазном контакте его интенсивное
обгоранис (до сквозного);
г) обрыв в проводах цепи и др.
4. Неравномерное вращение
маховика — ремень со
временем вытягивается и
ослабляется, шкив неправильной конфи»
3.
а) отрегулировать натяжение
ремня. Ослабить болт крепления
кронштейна двигателя и подать
его вверх. Контроль
правильности натяжения ремня: при
нажиме на верхнюю ветвь ремня
силой в 0,5 кг стрела прогиба
должна быть равна 10 мм;
б) снять ремень с
электродвигателя и проверить ход
машины. При тяжелом ходе
устранить неисправность (см. гл. 1
«Тяжелый ход машины»);
в) разобрать педаль и
устранить препятствие в ходе якоря
включения графитных
столбиков. Зачистить все контакты, в
том числе в сетевой вилке.
Вскрыть электродвигатель,
зачистить коллектор и смазать
подшипники;
г) проверить всю проводку на
целостность проводящих жил
4, Натянуть ремень
опусканием кронштейна вниз (контроль
натяжения ремня см. в п. 3 а).
Ремень применять стандарт-
179
I
гурации также не будет
работать нормально. Ремень на
шкиве должен лежать на
конусных бортах, а между ним и
дном ручья должен быть зазор
не менее 2 мм (рис. 40), В
первом случае будет
проскальзывание ремня на шкиве
электродвигателя. Ремень будет сильно
нагреваться, расслаиваться и
скоро выйдет из сгроя
5, Электродвигатель или
останавливается, или работает с
перебоями — зависание щетки
электродвигателя, пружину
щетки заклинило. Дело в том,
что при нагреве произошло окис-
ньш, трапецеидального
сечения или
трапецеидально-зубчатый
5. Щетки вынуть, очистить
наплывы на их поверхности так,
чтобы они свободно скользили
в щеткодержателях
а)
б)
Рис. 40. Конфигурация ручья на шкиве электромотора
швейной машины
а — правильный контакт ремня с ручьем шкива;
б — неправильный контакт ремня с ручьем шкива.
180
ление контактного пояска
щеткодержателя с материалом
щетки. Работа
электродвигателя с перебоями скоро приведет
к перегоранию контактов ил и
проводки
6. Электродвигатель сильно
перегревается. Последствия будут
те же, что в п. 5. Причины:
а) зависание щеток;
б) внутривитковое замыкание в
обмотках двигателя от
систематической перегрузки
7. Корпус электродвигателя
ТУР-2 (Польша) состоит из
двух пластмассовых половинок.
При установке кронштейна на
двигатель может быть перекос
половинок. Это вызовет
тяжелый ход якоря с
нежелательными последствиями
8. Исправный электродвигатель
может выйти из строя по
причинам:
а) перегрузка, когда швея во
время работы придерживает
маховик рукой;
б) в сети недопустимо высокое
или низкое напряжение;
6.
а) обеспечить легкое
скольжение старых щеток или
поставить новые; г
б) при искрении коллектора,
звуковых и тяговых
изменениях остановить двигатель,
разобрать и установить причину.
При необходимости заменить
двигатель
7. Закрепляя кронштейн на
двигателе, выполнить три условия:
а) опоры под кронштейном
должны быть на одном уровне;
б) равномерно заворачивать
оба винта;
в) затягивая винты,
проворачивать якорь с целью не
допущения тяжелого хода
а) нельзя тормозить маховик
швейной машины рукой;
б) поставить стабилизатор;
181
в) неисправности в монтаже
двигателя;
г) неисправности в
механической части машины, заедание и
т. п.;
д) длительная непрерывная
работа двигателя. Повышенная
тяговая нагрузка на двигатель
9. Электродвигатель работает с
перебоями. Нарушена работа
реостатного устройства педали.
Причин может быть много, но
все они сводятся к одному: обрыв
в цепи (плохой контакт в
разъемных соединениях). Японский
электродвигатель, установленный
на машину «Чайка» 143 кл.
работает с перебоями (рис. 41)
182
в) проверить всю проводку и
все контакты внутри двигателя
(см. п. 1);
г) устранить тяжелый ход
машины;
д) работа двигателя
обязательно должна чередоваться с
отдыхом в соотношении 1:1
(ПВ=50% ориентировочно).
Для отечественного
электродвигателя МШ-2 режим работы
повторно-кратковременный с
продолжительностью
включения до 40% времени цикла.
Наибольшая
продолжительность цикла составляет 10 мин,
из которых 4 мин.
электродвигатель работает, а 6 мин,
отдыхает, т. е. его ПВ=40% (период
включения 40%). Количество
циклов не ограничено. К
каждому электродвигателю
прилагается инструкция
завода-изготовителя, где сказано о режиме
его работы (ПВ в %). Этот
режим необходимо соблюдать,
чтобы надолго сохранить
работоспособность электродвигателя
9. Если реостатные угольные
шайбочки не спеклись в
монолит, можно педаль
отремонтировать и вернуть ей
нормальную работу. Проверить
одновременность включения в
реостате угольных столбиков.
Отвернуть винт крепления
крышки педали и 2 винта
крепления реостата. Отодви-
10. Включая вилку в электро-
сеть при выключенной педали,
в электродвигателе появляется
протяжное гудение —
нажимная крышка педали не имеет
свободного хода
i I. Если слегка нажать на
педаль, ток включается на
максимальную величину.
Причина: контактная кнопка 3
запала ниже уровня головки 4
стяжного болта (см. рис. 41)
12. Швейная машина при
нажиме на педаль начинает
работать с большой частотой
вращения. Электродвигатель не
дает машине малых оборотов.
В педали ток идет через корот-
козамкнутый диск (пластину),
2 *
}1ув реостат назад, вынуть его.
Снять провода, разогнуть два
усика замочной крышечки на
том столбике, в котором запала
кнопка, поднять ее, удлинив
графитный столбик (см. п. II)
10. Разобрать педаль и
отвести контактные пластины
якоря чуть дальше от реостата.
Оптимальный размер
свободного хода крышки
устанавливается опытным путем. На
свободном конце нажимной
крышки он равен примерно
10 мм
11. Снять крышку педали
отвинтив с торца один винт.
Контактную планку 2 выгнуть на
месте наружу в сторону от
головки 4 на 2 мм. Можно
контактную кнопку 3 поднять
выше уровня головки 4 стяжного
болта и таким способом: снять
гайку 8, сдвинуть планку 7 в
сторону, на угольные
пластинки в трубочке положить шайбу
(одну или две), и обеспечить
люфт столбика в 0,5 мм.
Закрыть планку 7 и завернуть
гайку 8. Педаль будет работать
нормально
12. Разобрать педаль и
устранить причину выключения
реостата. Диск отвести дальше от
контактов. Проверить не
упирается ли якорь реостата в
пластмассовое основание
педали. Если упирается, спилить
183
реостат выключен, и через
угольные столбики ток не идет.
Таким образом работает
обходное включение по принципу
короткого замыкания
пластмассовое препятствие. У
якоря уменьшить расстояние
между контактными пластинами
на 1,5—2 мм. Проверить
состояние и исправность реостата
(угольных столбиков, рис. 42)
Рис. 41. Электрический привод (устройство реостата
электропривода швейной машины, производство Япония)
L Нажимной рычаг крышки педали.
2> Рычаг нажима на графитную кнопку.
3. Контактная кнопка.
4. Стяжной болт.
5. Корпус (керамический).
6. Внутренний столбик (из угольных пластин).
7. Запорная планка.
8. Гайка.
9. Конденсатор,
10. Электропровода.
184
1
13. При включении вилки в
электросеть начинает работать
двигатель. Неисправная
педаль: у реостата нет зазора
между угольной кнопкой 5 и
пластиной включения 1
(электродвигатель — Турция, рис, 43)
14. При включении в сеть в
электродвигатель не поступает
ток» Разорвана цепь от розетки
до двигателя в частности из-за
окисле ни 51 медных крайних
шайбочек й угольных
столбиках реостата
13. Ввернуть в полуось шуруп
(по дереву) и вынуть ее. Снять
крышку, ослабить винт 3 и
подвинуть пластину с колодочкой
2 влево так, чтобы между
пластиной 1 и контактным
стержнем 5 образовался зазор в
0,5 мм. Собрать педаль в
обратном порядке
14. Найти место разрыва в
цепи и устранить его
/ 2
Рис. 42. Реконструкция расположения якоря включения
реостата электродвигателя ТУР-2
а — заводская установка якоря.
б — установка якоря после реконструкции.
1. Якорь включения.
2. Графитные кнопки.
3. Пластмассовые приливы корпуса педали.
185
I
15. Колодочки проводов не
обеспечивают контакт
16. При включении вилки в
розетку двигатель начинает
вращаться — у педали нет
свободного хода при включении
15. Срезать ножом торец
разъемной колодки на 1,5—2 мм
16. Разобрать педаль. Для
этого снизу ослабить стопорный
винт, который стопорит ось
нажимной крышки. Иногда там
(в отверстии) мастика-пломба.
Винт отвернуть на три оборота
(не более), вынуть ось и снять
крышку. У якоря включения
педали надо немного отогнуть
контактные пластинки в
сторону цилиндрической пружины.
В педали от электродвигателя
ТУР-2 (Польша) размеры и
Рис. 43. Устройство реостата электропривода
швейной машины (производство Турция)
L Пластина включения.
2. Пластмассовая колодочка.
3. Винт регулировки и крепления пластины включения.
4. Керамический цилиндр.
5. Контактный стержень.
186
17. Быстро перегорает
лампочка — провода в патроне слабо
привинчены
18. Лампочка может быстро
перегореть, и по другим
причинам:
а) далеко от лампы расположен
металлический щиток. При
зигзаге нижний винт рамки иг-
ловодителя ударяет о щиток и
сбивает вольфрамовую нить
внутри лампы. От ударов
винта на щитке остаютс51 следы
(темные пятна);
б) очень слабая конвекция
нагретого воздуха •— нет его
выхода
19. Лампочка
или мигает —
не зажигается
сильно ослабло
конфигурацию якоря
включения делать по рисунку 42.
Собрать педаль. При сборке
необходимо якорь включения
педали зацепить ниткой и
вывести ее влево вдоль педали.
Придерживая ниткой якорь во
включенном состоянии, надеть
цилиндрическую пружину на
якорь, правой рукой поставить
крышку на пружину и педаль.
Вставить запорную ось и,
включив педаль в сеть,
проверить, есть ли у нее свободный
ход (он равен 10 мм у
переднего края). Если есть, завернуть
стопорный винт, но не очень
сильно
17. Разобрать патрон и хорошо
зажать провода
18.
а) патрон разобрать и
уменьшить угол сгиба экрана до 80°.
Плотно прижать провода к
патрону, так как в новых
машинах они не зажаты. Собрать
патрон и закрепить его,
лампочку плотно прижать к
щитку;
б) для улучшения конвекции
воздуха сделать отверстие
вверху фронтальной крышки
19. Проверить состояние
лампочки и подвод тока к ней
187
крепление проводов, возможно
оборвался провод, провод
отошел от зажима внутри патрона
(вилки)
20. Двигатель работает только
на больших оборотах. Это
значит, что через реостат ток не
идет. Конкретная причина
устанавливается только при
полной -разборке педали. Одной из
главных причин является
окисление медных пластинок
внутри графитного столбика.
Пластины ставятся по краям
графитных столбиков, их
заменить фольгой из нержавеющей
стали
20. Педаль электропривода
отечественного производства.
Отвернуть четыре винта
внутри резиновых опор. Снять
крышку педали. Отсоединить
два провода от реостата,
отвернуть винты крепления реостата
к пластмассовому основанию
педали. Отвернуть контактный
диск со стержня включения
реостата. Снять с него
установочные гайки, вынуть стержень
вместе с перемычками
включения. Отвернуть винт крепления
нажимной угольной кнопки.
Высыпать на разостланный на
столе чистый лист бумаги все
содержимое реостатного столбика.
Проверка состояния всех деталей
контактного столбика покажет,
что крайние медные шайбы
окислились и не пропускают
ток. Зачистить шайбы с обеих
сторон надфилем с бархатной
насечкой или отшлифовать
наждачной шлифовальной
бумагой. После этого собрать узел в
такой последовательности:
а) опустить контактный винт
так, чтобы стержень его вышел
из корпуса реостата;
б) опустить медную шайбу;
в) поочередно опустить все
графитные шайбы (один
столбик состоит из 85 шайб
размером 11X0,5 мм). При этом все
время надо вибрировать корпу-
188
21. Шум в работающем
двигателе. Мощность на маховике
машины понижена —
наибольшая частота вращения 300
об/мин — подшипники
двигателя сухие, не смазаны и
мощность затрачивается на
преодоление резко возросшего
сопротивления внутри двигателя
22. Тяжелый ход якоря в
новом электродвигателе ТУР-2
(Польша), (очень часто
наблюдается). Причина: перекос
подшипников. Если не
исправить такой дефект от
перегрузки может перегореть
обмотка якоря. У отечественного
электродвигателя МЩ-2 никог-
сом реостата, чтобы шайбы
расположились горизонтально;
г) опустить второй медный
диск (куски цилиндрической
пружины ставить нельзя!);
д) угольную кнопку;
е) наложить замочную планку
отверстием на угольную
кнопку и привернуть ее винтом
сштзу, причем винт из планки
должен выходить не более чем
на 0,2 мм. В противном случае
винт отвернуть, спилить, затем
поставить на место и
завернуть. Зазор на конце
собранного угольного столбика должен
быть равен 0,5 мм. Началом
столбика считать угольную
кнопку. То же проделать со
вторым столбиком реостата.
После этих работ собрать
педаль и проверить ее в работе
21. Подшипники смазать,
коллектор прочистить
шлифовальной шкуркой. Шариковые
подшипники смазать солидолом, а
подшипники трения — маслом
И8А. При малой нагрузке
смазывать подшипники один раз в
шесть месяцев, при средней —
один раз в 2 месяца
22. Снять щетки и чуть
сместить подшипники в то или
иное положение, смазать их
маслом И8А (И12А) с
добавлением растворителя № 647 (на
5 частей масла, одна часть
растворителя) . После выполнения
таких работ якорь в
подшипниках скольжения будет вращать-
189
1
да не бывает тяжелого хода
якоря
23. Поврежден корпус педали:
а) трещина в корпусе;
б) отбито ушко для оси
вращения крышки;
в) отбито место
ограничительного зацепа крышки
ся легко. Не забыть, что якорь
должен иметь малый осевой
люфт
23.
а) сделать резьбу в корпусе,
наложить планку на трещину и
закрепить ее винтами;
б) сделать ушко из пластины
нержавеющей стали толщиной
в 1 мм и прикрепить его к
корпусу;
в) сделать зацеп из пластины
нержавеющей стали толщиной
в 1 мм и винтом прикрепить к
корпусу
Электропривод для бытовой швейной машины, как известно,
состоит из трех компонентов: электродвигателя, педали
(реостата) — задатчика скорости и электропроводки с разъемными
приспособлениями.
Основная часть педали реостат, который состоит из
керамического корпуса с одним (или двумя) столбиками из угольных
дисков. Такое устройство педалей как наших так и импортных
стало традиционным, И это оправдано, они надежны в работе и
доступны ремонту.
Но вот примерно с 1990 года Подольский
машиностроительный завод начал поставл51ть в продажу швейные машины
бытового назначения с электроприводом, который состоит из
электродвигателя МШ-2, электропроводки и педали (задатчика скорости)
типа РНЭ-1, ЭРА и др. Эта педаль с электронной начинкой, т. е.
с электронным реостатом. Б первый же год появления таких
педалей во всех мастерских по ремонту швейных машин стали
190
образовываться свалки из этих педалей. Они не практичны и
быстро выходят из строя.
Режим работы на швейных машинах очень разнообразен и
часто тяжелый. Очевидно, электронные детали, поставленные в
педаль, не обладают запасом прочности по силе тока, напряжению
и нагреву. Немаловажен и тот факт, что в продаже и в арсенале
ремонтных мастерских нет таких запасных частей.
Что же происходит с электронной педалью во время работы?
1. Перегорают некоторые детали,
2. При выключенной педали цепь полностью ie размыкается.
Нога швеи снята с педали, машина остановилась, но ток
продолжает идти по замкнутой цепи. Это создает опасность в пожарном
отношении.
Поэтому приобретать швейную машинку с
электроприводом, педаль которого с электронным реостатом, мы не
рекомендуем.
9. РЕГУЛЯТОР НАТЯЖЕНИЯ ВЕРХНЕЙ НИТКИ
Практика ремонта швейных машин показывает, что многие
из них не работают только потому, что неправильно собран
регулятор натяжения верхней нитки. Принцип работы регулятора
и последовательность его сборки одинаковый у всех швейных
машин.
На рисунке 44 и 1 приведены схемы регуляторов двух типов
в разобранном виде. На рисунке 44 изображен сложный
регулятор, допускающий установку нужного диапазона регулировки.
Чтобы получить диапазон жесткой регулировки (для шитья
толстых тканей) достаточно нажать на деталь 11 и завернуть
деталь 12 на нужное количество оборотов. Если же отвернуть
деталь 12, получим диапазон мягкого регулирования (для шитья
легких тканей). Педаль 11 входит в зацепление с деталью 12.
Установка регулятора на разные диапазоны необходима по той
причине, что амплитуда вращения детали 11 чуть меньше
одного оборота и переход с легкого регулирования на жесткое
был бы невозможным.
При разборке регулятора не применять больших усилий и
помнить, что у некоторых машин его ось на резьбе (у большинства
она правая, у некоторых левая. Например, швейная машина
«Кайзер» производство Германия, прямострочная с качающимся
челноком в горизонтальной плоскости).
Регулятор, изображенный на рисунке 1, устроен несколько
проще, но все-таки есть регуляторы гораздо проще, например, у
швейной машины 2М кл. ПМЗ.
191
Рис. 44, Регулятор натяжения верхней нити сложной
конструкции (машина «Радом» 432 кл. РАДОМ 466)
1. Основание.
2. Компенсационная пружина.
3. Ось.
4. Толкатель.
5. Декоративный цилиндр.
6. Зажимные шайбы.
7 Отжимная шайба.
8. Нажимная лружина.
9. Стопорная шайба ограничителя.
10. Ограничительная шайба.
11. Фиксатор вариантов.
12. Ручка управления.
192
Неисправности, их причины
Методы устранения
1
1. Компенсационная пружина
оборвалась, соскочила с опоры
или разогнулась. И то и другое
происходит в результате
небрежности. Очень часто можно
встретить швей, у которых
бытует мнение будто
компенсационная пружина вроде бы и не
нужна на швейной машине.
Это мнение зарождается и
держится на техническом
невежестве людей,^ имеющих то или
иное отношение к швейной
машине. Однако
компенсационная пружина выполняет очень
тонкую и ответственную
работу» Она помогает челноку и
нитспритягиватслю:
а) сбросить нитку с челнока;
б) снять новую порцию нитки
с катушки для образования
следующего стежка (в помощь
нитепритягиватслю);
в) способствует натяжению
верхней нитки, делает
движение верхней нитки плавнее,
когда резкое изменение
частоты вращения маховика создает
условие для обрыва нитки и
неравномерной затяжке ее в
строчке;
г) делать качественную
строчку
2. Компенсационная пружина
слабо натянута (частый
случай). Это, как правило, бывает
у новых машин. При слабо на-
7 А. Зшзин *
L Чтобы пружина не
соскакивала со своей опоры, ее
отходящую ветвь с зацепным
крючком завести за последний
виток» Число витков в пружине
надо ограничить восьмью. Чем
больше витков, тем вероятнее
соскальзывание ее с опоры при
отжиме. А такая ситуация
ведет к нарушению работы
регулятора. Регулируя степень
натяжения компенсационной
пружины, можно получить
хорошую строчку на любой
машине. Зацепной крючок
пружины должен находиться на
уровне оси регулятора.
Амплитуда колебания крючка при
работе в пределах 5—6 мм.
Степень натяжения разная,
например, у машины «Чайка»
142М кл, — слабое, 2М кл. —
умеренное, «Чайка» 2 кл.
«Лада» Т-238 — сильное, и
зависит от особенностей самой
машины. Окончательная степень
нат51жсния устанавливается
опытным путем в зависимости
от качества строчки. Контроль
нормы натяжения
компенсационной пружины (для всех
машин): момент исчезновения
щелчка при сбросе верхней
нитки с челнока
2. Снять гайку с регулятора,
снять коническую пружину. На
конец оси регулятора
навернуть нажимную гайку. В про-
193
тянутой пружине нижняя
строчка некрасивая (видна
верхняя нитка). Если увеличить
натяжение верхней нитки, она
будет обрываться. Здесь
единственно правильное решение —
увеличить натяжение
компенсационной пружины
3. Компенсационная пружина
отсутствует
4. Нитеприжимная шайба
погнута. Если сложить две шайбы
выпуклыми сторонами друг к
другу и посмотреть на свет,
при погнутой шайбе будет
видна полоска света
5. Ржавчина на рабочих
шайбах. Она образуется по разным
причинам. Машину надо
хранить в сухом (отапливаемом
зимой) помещении. Если же
она хранится в подвале, на
веранде , чердаке, в сыром углу
на полу, ржавление неизбежно
резь оси вставить отвертку и
повернуть ее по часовой
стрелке на 15—20 . Собрать
регулятор. По качеству строчки
определить меру увеличения
натяжения компенсационной
пружины. Хорошая строчка
одинаковая с обеих сторон
3. Поставить компенсационную
пружину и отрегулировать ее
натяжение (см. лп. 1 и 2).
Пружину можно навить самому:
диаметр сталистой проволоки 0,5
мм, диаметр витков 11 мм,
количество витков 8. Витки
должны плотно прилегать друг к
другу, навивка против часовой
стрелки (машины 2М кл» ПМЗ)
4, Погнутую шайбу выправлять
на войлочной или резиновой
подкладке до тех пор, пока между
шайбами не исчезнет просвет
(работа довольно трудная)
5. Не сильно поржавевшие
детали опустить на 20 мин, в
соляную кислоту с добавлением
крепкого отвара зверобоя или
чистотела из расчета 100 г
отвара на один литр кислоты.
Затем детали вымыть чистой
водой, протереть и отшлифовать
рабочую поверхность сначала
наждачной мелкозернистой
шкуркой, затем на войлочном
круге, пропитанном пастой
ГОИ* Шайбы, на которых
ржавчина образовала
раковины, заменить
194
6. Отломан рожок с резьбой у
оси регулятора
7. Ось регулятора'погнута
(частый случай). Если ось
регулятора закреплена на резьбе, то
надо помнить — у некоторых
машин, например, «Кайзер» —-
она левая
8, Нажимная гайка потеряна
9, Толкатель отжимной шайбы
отсутствует. При этом
вынимать ткань ло окончании
шитья очень трудно —
обрывается верхняя нитка в иголке,
портится игла
10/ Слишком длинный
толкатель
7 *
6, Поставить новую ось. Можно
приспособить ось от машины
другого типа
7* При сильно погнутой оси
необходимо вагр&ть ее на
пламени до малинового цвета и тут
же выправить (требуется
осторожное обращение)
8. По оси регулятора токарь
может выточить нажимную
гайку. У некоторых машин
гайка на регуляторе
пластмассовая и резьба у нее
пластмассовая. Например, у машины
«Лучник». Такую гайку
обязательно заменить
металлической
9. Толкатель можно сделать
самому из гвоздика размером
32X2 мм. Длина толкателя
лимитируется с обеих сторон
зазором в 0,5 мм, когда он
находится в регуляторе (см, рис. 2)
В собранном регуляторе обеие-
чктъ зазор внутри спиливани-
ем расплющенного конца
толкателя, а снаружи или за счет
спиливания второю конца
толкателя, или за счет отгибания
фронтальной крышки в
сторону от рычага (для машины 2М
кл. ПМЗ). При отсутствии
зазоров верхняя нитка будет
петлять снизу
10. См, п. 9
195
1
11. Толкатель короче
нормального —- нет отжима на
регуляторе
12. Отсутствует зазор между
толкателем и отжимной
шайбой, есть зазор между рычагом
подъема лапки и толкателем —
верхняя нитка будет или видна
снизу, или будет петлять
13. Сильно ослаблена
коническая пружина
14. Деформировалась
коническая пружина. Деформация
может быть разной; увеличен
диаметр витка, смещены витки
относительно продольной оси,
нарушена параллельность
витков и т. д. При
деформированной пружине возможны
заедание и обрыв нитки
15. Сорвана резьба в
подвижном цилиндре. Подвижной
цилиндр служит опорой
компенсационной пружине и
регулятором ее натяжения (в
пределах прорези)
16. Ступица регулятора имеет
люфт. Она входит малым
цилиндром в отверстие
фронтальной крышки и
развальцовывается по всему периметру
196
11. Сделать новый толкатель.
Отрегулировать зазоры (см. п. 9)
12. Разобрать регулятор,
подпилить расплющенный конец
толкателя на 0,3 мм.
Перемычку отжимной шайбы со стороны
толкателя прогнуть на 0,2 мм. В
собранном регуляторе
проверить наличие зазора
13. Ослабленную пружину
полностью растянуть на 100% ее
длины и на мгновение сжать.
Это вернет ей необходимую
длину и жесткость
14. Витки пружины тщательно
выправить или заменить
пружину
15, Нарезать новую резьбу М4
и подобрать новый винт М4,
Длина его 3,5—4 мм (в
чистоте). Винт не должен выступать
внутри подвижного цилиндра,
иначе будет создана помеха в
работе компенсационной
пружины
16. Полностью разобрать
регулятор (со снятием подвижного
цилиндра). Поставить ступицу
на опору, диаметр которой
равен 10 мм и расклепать раз-
цилиндра. Обращение с
регулятором в процессе работы,
хранения, транспортировки должно
быть исключительно
бережным
17. Неподвижный наружный
цилиндр имеет люфт (цилиндр
крепится на фронтальной
крышке тремя ножками)
18. Отсутствует отжимная
шайба (частый случай). При
вынимании ткани из-под лапки
будут рваться верхняя нитка и
гнуться иглы
19. Разорвана внутренняя
перемычка отжимной шайбы. Это
перемычка, в которую
упирается толкатель при отжиме
20. Отломан нитенаправмтель-
ный крючок большой
неподвижной шайбы
21. Отломан фиксаторный
выступ большой неподвижной
шайбы
вальцовку по всему периметру.
Эта неисправность
принципиальная. Ось регулятора должна
быть укреплена в крышке
«намертво», поэтому, если
расклепывание не помогло, запаять
ее оловом, если и это не
представляется возможным,
заварить газосваркой
17. Расклепать в крышке все
три ножки крепления цилиндра
18. Поставить отжимную
шайбу на регулятор (см. рис. 2).
Отжимная шайба имеет вид
тарелочки. Она ставится
выпуклой стороной к конической
пружине. Ее нетрудно сделать
самому (размеры по месту)
19. Соединить концы разорван-
ной перемычки и спаять их
припоем
20. Здесь беды нет. Место от-
лома на неподвижной шайбе
запилить заподлицо с се
окружностью» Нитку заправлять
так: сверху в шайбы, затем под
компенсационную пружину и в
нитепритягиватель, а далее как
обычно
21. Разобрать регулятор.
Срезать нитенаправительный
крючок большой шайбы и спилить
его заподлицо с окружностью.
Собрать регулятор, нитку за-
197
22. Отломан нитенаправитель
на фронтальной крышке (очень
частый случай)
23. Нижний край фронтальной
крышки не прижимается к
корпусу. Деформация крышки от
времени и долгой эксплуата-
" дии
24. При подъеме лапки на
регуляторе нет отжима нитки.
Причин может быть несколько:
а) нет толкателя;
б) очень большой зазор между
рычагом и толкателем;
в) очень большой зазор между
толкателем и отжимной
шайбой;
г) нет отжимной шайбы;
198
править, как указано в п. 20*
Выбрасывать из регулятора
большую шайбу нельзя!
22. Сделать нитенаправитель
просто. Из ободной фольги
вырезать заготовку в виде клина
размером 15X5 мм. На месте
отломанного нитенаправителя
выбить заклепку и с наружной
стороны приклепать
заготовленный клин. Предварительно
притупить на заготовке острую
кромку верхней стороны,
чтобы не обрезалась нитка. Затем
прикрепленный клин загнуть в
виде кольца к краю крышки
23. Фронтальная крышка
крепится одним верхним краем,
на крышке есть отверстие,
переходящее вверх в прорезь.
Нижнюю часть прорези
отогнуть наружу на 1 — 1,5 мм
24. Сначала установить
истинную причину, а затем
принимать меры:
а) поставить толкатель и
отрегулировать оба зазора (см. п. 9);
б) пассатижами с тонкими
губками подогнуть к рычагу край
фронтальной крышки (около
регулятора);
в) перемычку в отжимной
шайбе выгнуть в сторону
толкателя;
г) поставить отжимную шайбу;
д) сильно выгнута перемычка в
отжимной шайбе;
е) в отжимной шайбе
разорвана перемычка;
ж) отжимная шайба упирается
в ручку управления (машина
«Чайка» 112М)
25. На регуляторе нет зажима
нитки. Верхняя нитка видна
снизу в строчке или петляст.
Причин несколько:
а) нет зазора между рычагом
подъема лапки и толкателем;
б) нет зазора между
толкателем и отжимной шайбой;
в) заедание конической
пружины;
г) сорвана резьба в нажимной
гайке или на оси регулятора;
д) между шайбами
посторонний предмет (нитка, грязь,
ржавчина и др.);
е) деформация шайбы;
ж) заедание толкателя — он не
д) выпрямить перемычку;
е) см. п. 19
ж) заменить отжимную шайбу
на безбортовую или спилить
борт шайбы на половину его
высоты
25. Сначала установить
причину, а потом принимать меры:
а) пассатижами с тонкими
губками взяться за край фронтальной
крышки чуть выше регулятора и
отогнуть крышку в сторону от
рычага подъема лапки на
величину зазора между толкателем и
рычагом (на 0,5 мм);
б) спилить расплющенный
конец толкателя на 0,5 мм;
в) устранить деформацию
конической пружины. Снять
заусенцы на оси регулятора;
г) поменять ось регулятора,
гайку или то и другое;
д) разобрать шайбы и на
наждачной бумаге зачистить их
рабочую поверхность;
е) погнутую шайбу расправить
или заменить новой;
ж) толкатель извлечь, разобрав
199
возвращается в исходное поло-
жеяие, так как заржавел или
загрязнился
26. Нет постоянства в работе
регулятора (верхняя нитка
местами петляет снизу) —
толкатель заедает в регуляторе.
Иногда его внутренний конец
острый и заскакивает между
перемычкой и осью, что ведет
к заеданию
27. Компенсационная пружина
сильно натянута. Последствия
могут быть разные;
а) стук в машине (стучит
челнок и шпульный
колпачок);
б) верхняя нитка может давать
апериодические петли снизу
(парадокс!);
в) нижняя нитка может
выходить на верхнюю строчку
28. Рычаг подъема прижимной
лапки не до конца
поднимается вверх. Толкатель в оси
регулятора упирается в выступ,
который образовался в
результате неправильной
обработки оси (двумя разными
инструментами: фрезой и
сверлом)
регулятор. Очистить его до
блеска. Канал в оси регулятора
прочистить с обеих сторон
круглым напильником
(надфилем)
26. Регулятор разобрать, его
внутренний торец сделать
максимально плоским. Очистить от
ржавчины и грязи. Если он
толстый, заменить более
тонким
27. Снять нажимную гайку,
сиять конусную пружину, на-
вернуть на конец оси
нажимную гайку. Отвертку ввести в
прорезь оси и повернуть се
против часовой стрелки на
10—15°. Собрать регулятор в
обратном порядке
28. Конец толкателя,
обращенный к отжимной шайбе,
сделать полукруглым
(сферическим). Перемычку отжимной
шайбы выгнуть в сторону
толкателя
200
10. МЕХАНИЗМ КОЛЕНЧАТОГО ВАЛА
Сюда относятся коленчатый вал, шатун, малый вал с
кулисой, винты крепления;
Неисправности, их причины
Методы устранения
1. Погнут коленчатый вал на
правом конце. Причина —
падение машины, что бывает не
так уж редко!
2. Стук на шейке коленчатого
вала. Причины:
а) износ шейки коленчатого
вала;
\
1. Не снимая маховик, найти
нижнюю точку изгиба» На
маховике сделать отметку мелом.
Вывести точку изгиба в
крайнее верхнее положение.
Наложить на маховик в точке,
намеченной мелом, деревянную
оправку и ударить по ней два-
три раза средней силой
молоточком массой 0,5 кг. Обычно
этого достаточно для полного
выпрямления вала
2. При износе:
а) открыть крышку круглого
заднего отверстия, отвернуть
винты крепления крышки
шатуна (отвертку пропускать
сверху сквозь отверстие в
корпусе). Пинцетом вынуть
крышку с винтами предварительно
заметив, как она стоит на
шатуне. Напильником спилить
плоскость разъема. Спиливание
займет не более десяти секунд.
Эту операцию делать
осторожно, так как, спилив лишнее,
придется ставить под крышку
прокладки из фольги. При
сборке крышка должна лечь на
шатун так, чтобы совпали
выпуклости на одной стороне ша-
201
б) ослабли винты шатуна
3. Продольный люфт
коленчатого вала. Как правило —
заводская установка или
неправильная регулировка.
Следствие — тяжелый ход машины
и стук
4. Стук ка нижней проушине
шатуна
туна и крышки. При сборке
соблюдать чистоту и смазать
сопряженные детали.
б) винты затянуть накрепко.
При этом вращение шатуна на
коленчатом валу должно быть
свободным, а радиальный люфт
не ощутим рукой
3. Здесь может сработать один
из двух вариантов. Машину
поставить вертикально на
маховик. Далее выполнить один"
из двух вариантов:
а) снять фронтальную крышку,
сделать упор в торец кулачка с
левой стороны оправкой и 2—3
раза ударить по ней
молоточком;
б) снять маховик, выбить
штифт, соединяющий втулку с
коленчатым валом, снять
втулку и поставить на вал
прокладку в виде кольца из фольги.
Собрать все в обратном
порядке. На машине типа «Чайка»
продольный люфт легко
устранить смещением левой втулки
коленчатого вала влево,
предварительно ослабив ее
стопорный винт
4. Отвернуть контргайку
соединения, поджать конусный
винт шатуна и закоятргаить.
Контроль нормы затяжки: на
руке должен ощущаться еле
уловимый люфт шатуна при
всех положениях маховика.
Здесь требуется особое
внимание!
202
5. Поломка шатуна
6* Поломка крышки шатуна
7, Поломка на малом валу:
а) рожка кулисы;
5. Надо учесть, где произошла
поломка. Если на нижней
проушине, то ока исправима,
остальные места исправить
невозможно, Перед сваркой
нижней проушины сделать
соответствующую подготовку» В
отверстие вставить конус того
же размера. Части проуш&шы
скрепить струбциной. Можно
предварительно части
проушины склеить эпоксидным клеем
с обязательным помещением в
отверстие конусного винта и
тоже сжать струбциной, а
через сутки осторожно, но
быстро, сварить электросваркой,
(Электроды диаметром 2 мм из
нержавеющей стали.)
6, Если невозможно сварить
крышку, ее заменить вместе с
шатуном, так как шатун и его
крышка неразлучны
а) выставить рожок кулисы
так, чтобы между ними на всю
длину рожков был заложен
металлический калибр, размеры
которого точно соответствовали
бы размерам ползуна, скрепить
кулису струбциной (что очень
трудно сделать), лучше
поместить ее в металлическую
раму. При этом следует учесть
термическую деформацию при
электросварке, ^которая может
изменить параллельность
рожков кулисы, что приведет ее в
негодность;
203
1
б) проушины для шатуна.
Причина здесь одна — неумелое,
грубое, силовое обращение с
машиной
8. Продольный люфт малого
вала» Причина: перекосы
шатуна при работе создают силы,
смещающие вал по оси
9. Сильно затянут малый вал:
а) в конусах;
б) в проушине;
Причина —
неквалифицированная регулировка
10. Перекос шатуна —
тяжелый ход машины
11. Нет передачи вращения с
главного вала на вал челнока
— разрушен приводной
ремень, помещенный внутри
вертикальной части рукава и
применяемый в тех машинах, в
которых отсутствует шатун.
Ремни бывают пластмассовые с
армированием из тонкой
проволоки внутри и текстильные.
204
б) проушину ntvMt приклеить
строго на свое место
эпоксидным клеем, а затем обварить
шов. Перед обваркой шов
прихватить с четырех сторон.
Сделать это очень быстрыми
приемами, пока не сгорел клей
внутри шва
8. Отъединить шатун. Держа
его в левой руке, а правой,
проворачивая маховик,
установить зону бесперекосной его
работы. Проушину малого вала
подвести к этой зоне и
конусами закрепить его. Продольный
люфт может быть ощутим
рукой, а может быть и
неощутим, но, безусловно, вращение
вала должно быть легким
9.
а) см. п. 8;
б) см. п. 4
10, См. п. 8
11. Если ослабли отдельные
зубья на текстильном ремне,
их можно поджать. Трудность
ремонта (восстановления)
таких ремней заключается в
расположении зубьев строго на
одинаковом расстоянии друг от
друга. При нарушении этого
условия зубья ремня совпадают
с зубьями шестерни, создавая
1
Зубья пластмассовых ремней
отлиты вместе с ремнем, а
текстильные представляют собой
проволоку диаметром 2 мм,
сжатую с обеих сторон ремня.
На правых конусах главного и
челночного валов насажены
зубчатые шестерни диаметром
от 22 до 25 мм, соединяющие
приводной ремень. Ширина его
бывает от 11 до 15 мм (в
зависимости от марки машины).
Причины разрушения ремня:
естественный износ: внезапное
стопорение машины в
челночном устройстве или в другом
месте механизма под
платформой; попадание на ремень
каких-либо активных жидкостей;
резкие переходы с одной
частоты вращения на другую,
вызывающие ударные нагрузки на
ремень и на его зубья;
механические повреждения при
ремонте машины
аварийную ситуации.
Пластмассовый ремень не подлежит
ремонту. При его разрушения
сделать деревянную оправку по
его внутреннему диаметру. На
нее плотно виток к витку
намотать крученую капроновую
нитку диаметром 1 мм. При
этом нитку смочить клеем,
который склеивает пластмассу,
например, НЦ-h Через 2—3
дня на полученную
бесконечную ленту нацепить зубчики
из стальной проволоки
диаметром 1,5—2 мм
(ориентироваться на толщину зубьев старого
ремня). Для того чтобы узнать
точное расстояние между
зубчиками, необходимо снять
любую шестерню. Из эпоксидного
универсального клея (с
наполнителем, например, из зубного
порошка) сделать
тестообразную массу* Вытянуть ее
прямолинейной дорожкой высотой 5
мм и длиной 500 мм. Затем по
этой массе осторожно
прокатить шестерню, надетую на
металлический стержень-ось (это
предотвратит ее сдвиг при
прокатке). Через 1,5—2 часа, в
момент схватывания пластмасс,
прокатить шестерню повторно
по пластмассовой рейке с
целью исправления- возможных
пластических деформаций.
Через сутки полученная «рейка»
затвердеет, по ней и надо
армировать ремень. Для того
чтобы зубья ремня не совпадали с
зубьями шестерни (а это
бывает в 99 случаях из 100), про-
205
12. Коленчатый вал погнут на
середине. При определенном
угле поворота будет заедание
делать следующее. Каждый
четвертый зуб убрать —
суммарные ошибки
компенсируются отсутствием четвертого зуба
— и ремень будет работать
безупречно
12. В момент заедания
коленчатого вала наставить сверху
на его середину оправку и
несильными двумя-тремя
ударами выправить изгиб
11. МЕХАНИЗМ ПРИЖИМНОЙ ЛАПКИ
Сюда относятся лапка, стержень, цилиндрическая пружина,
кронштейн подъема и его рычаг, резьбовая втулка, нож %ля.
обрезки ниток и винты крепления.
Неисправности, их причины
I
L Лапка имеет большой люфт
в горизонтальной плоскости
(игла касзетс$£ обеих сторон
прорези)
2. Отломан малый рожок
лапки из-за ударов по ней толстой
иглой
Методы устранения
- 2
1. Лучше лапку заменить на
новую, годную
2. Приварить газосваркой
полоску размером 2X3X12
мм из нержавеющей стали и
обработать ее на
механическом наждаке. Обработанную
поверхность зачистить
наждачной бумагой и отшлифовать на
войлочном круге, пропитанном
пастой ГОИ. С особой
тщательностью обработать
нижнюю сторону лапки
206
3, Лапка заржавела
4, Лапка шероховатая снизу —
машина часто работает с
опущенной лапкой без ткани под
ней (в конце прошиваемого
материала). Если лапка
никелированная, никель обдирается,
что вызывает задержку
продвижения ткани и ее порчу. Со
временем при таком шитье на
подошве лапки образуются
параллельные углубления.
Одновременно тупятся и зубья рейки
5. Стержень лапки погнут
(частый случай)
6. Нажимная пружина сильно
ослабла
3. Свежую неглубокую
ржавчину можно легко удалить,
ржавчину с глубокими
раковинами удалить невозможно
(такую лапку заменить).
Опустить лапку в смесь соляной
кислоты 0,5 л и 50 г крепкого
отвара зверобоя или чистотела
на 20 мин. Затем промыть б
холодной воде, протереть и
обработать поверхность лапки на
войлочном круге (см. п, 2)
4. Лапку в зависимости от
степени порчи подошвы привести
в нормальное состояние,
спиливая неровности
напильником, или, что еще лучше> на
ровном наждачном камне
мелкой зернистости* Затем
обработать, как указано в п. 2
5. Стержень, хотя и трудно, но
можно выбить и выпрямить на
деревянной оправе. Наждачной
мелкозернистой бумагой
стержень прошлифовать, протереть
и смазать маслом И8А.
Поставить его на место
6. Вынуть пружину, растянуть
ее на 100% первоначальной
длины и поставить на место. У
некоторых машин («Тула»,
«Харьков») нажимная пружина
в виде пластины. Ее снимают
и, чуть изгибая, рихтуют с
нижней стороны
207
7. Кронштейн подъема лапки
поломан
8. Поломан рычаг подъема
лапки
9. Ось рычага смещена влево,
в сторону фронтальной крышки
— ослаб стопорный винт оси
10. Винт кронштейна поломан
— обычно отламывается шли-
цсвая половина
11. Сорвана резьба на
кронштейне подъема лапки
12. В приподнятом состоянии
лапка держится слабо. Такая
неисправность свойственна
многим маркам машин,
например «Лада» 238 кя.
13. Ткань из-под лапки
движется вправо или влево.
Подошва лапки не параллельна
плоскости зубчатой рейки —
перекос лапки или рейки
208
7. Сварить кронштейн
электросваркой, предварительно
выставив сломанные части на
эпоксидный клей. .При
внимательном соединении сломанных
частей операция ремонта
проходит успешно
8. Сварить поломанные части
электросваркой. Обработать
шов на рычаге
9. При помощи молоточка
поставить ось на место, зажать
стопорный винт с задней стороны
10. Винт вывернуть и
поставить новый
1 j . Нарезать увеличенную
резьбу и поставить винт
увеличенного диаметра. Но можно
сделать и так: в отверстие
вставить две полоски ободной
фольги и с усилием завернуть
винт. В большинстве случаев
этот вариант надежный
12. С задней стороны ослабить
стопорный бинт оси рычага и
выбить ее. На рычаге спилить
поверхность, контактирующую с
кронштейном подъема лапки так,
чтобы лмниа 2 контакта была
горизонтальной 3 (см. рис. 57)
13. Уточнить что же
перекосилось (см. рис. 26). Если
перекосилась лапка, выправить ее
изгибом ножки, если рейка,
подложить прокладки под
соответствующую сторону
12. МЕХАНИЗМ НАМАТЫВАНИЯ ШПУЛЬКИ
К этой группе относятся фиксатор шпульки в сборе, тормоз
нитки в сборе, катушкодержатель, моталка в сборе и ее
кронштейн.
Неисправности, их причины
Методы устранения
1
1, Резиновый ролик пришел в
негодность:
^а) из круглого превратился в
граненый. От плохого ухода
шпиндель стал вращаться с
трудом —" машина работала с
включенным механизмом
наматывания шпульки;
б) систематическое попадание
масла на резиновый ролик
делает механизм моталки
неработоспособным, а резину
разбухшей и рыхлой
2, Нет резинового ролика или
вместо него поставлен
самодельный заменитель. Он всегда
не вполне круглый, твердый и
не амортизирует, что ведет
только к порче механизма и
неудобству в работе
3. Шпиндель не вращается или
вращается с трудом —
заржавел, загрязнился, попали нитки
1.
а) шпиндель моталки
необходимо регулярно смазывать
маслом И8А <И20А) — не более
одной капли. Вовремя
отключать механизм моталки от
маховика вручную, если он не
отключается автоматически;
б) ролик должен быть чистым
и сухим. Не допускать
попадания масла как на ролик, так и
на рабочую дорожку маховика.
При необходимости заменить
ролик
2. Резиновый ролик будет
работать при условии:
а) если он совершенно
круглый;
б) сухой;
в) при включении в работу
легко амортизирует и
шпиндель легко вращается
3. В отверстие для смазки и по
концам втулки ввести смесь,
состоящую из масла И8А и
растворителя № 647 (в
соотношении 1:1) и вращать
шпиндель вручную. Следить, чтобы
209
4. Потерян винт регулировки
прижима ролика к маховику
5. На шпинделе износился или
срезался ведущий выступ-
шпонка. При намотке фиксатор
шпульки не прижимает плотно
шпульку к ведущему выступу.
Шпулька при намотке
автоматически выходит из
зацепления и останавливается, хотя
шпиндель продолжает
вращаться
6. Сорвана резьба для
прижимного регулировочного винта
7. Поломана цилиндрическая
пружина отключения ролика
от маховика
8. Отсутствует цилиндрическая
210
смесь не попадала на
окрашенные части машины и моталки,
так как она способна разъедать
эмаль и другие краски
4. Поставить винт М3?5. Если
такой вариант неприемлем,
нарезать резьбу М4, расточить
отверстие в пластине и
поставить винт М4
5. Снять маховик с машины.
Отвернуть верхний винт
моталки. Запилить надфилем
место шпоночного выступа на
шпинделе. На этом месте
вплотную к борту острым
тонким керном накернить место
сверления отверстия. Сквозное
отверстие просверлить сверлом
диаметром 1 мм. Направление
сверла наклонное (примерно
под углом 80° в сторону
шпульки). Из иглы № 130 сделать
шпонку (штифт), соразмерив
ее конец со шлицем в
шпульке. Затем запрессовать шпонку.
Ее высоту подогнать по высоте
шлица шпульки путем
стачивания на механическом
наждаке. Стачивать осторожно!
6. См. п. 4
7* В этой пружине 3,0 витка.
Разобрать механизм моталки.
Можно сделать новую пружину,
но можно и оставить прежнюю,
сохранив 2,5 рабочих витка
8. Сделать цилиндрическую
пружина выключения меха низ-
ма моталки
9. Не работает
пружина-фиксатор шпульки. Пружина своими
концами зацеплена за юрпус и
за фиксаторный рычаг. При
ослаблении винта крепления
рычага конец пружины выскакивает
из рычага и работа механизма
моталки нарушается
10. Шпулька при намотке
ниток выходит из зацепления со
шпинделем и останавливается,
хотя шпиндель продолжает
вращаться:
а) в шпульке стесался шлиц —
ее вращение невозможно ори
наматывании ниток;
б) на шпинделе сработался
ведущий выступ-шпонка и нечем
вращать шпульку;
в) фиксаторный рычаг не
прижимает шпульку к
шпоночному выступу на шпинделе, т. е.
он отогнут влево
пружину из проволоки
диаметром I мм. Наружный диаметр
пружины 12 мм, количество
витков 3, навивка против
часовой стрелки
9. В этой пружине 2,5 витка.
Диаметр сталистой проволоки
0,7 мм3 наружный диаметр
витка 10,5 мм. Навивка по
часовой стрелке. Фиксаторные
концы дайной 4 wk под углом 90°
к виткам. L пять моталку и
фиксаторный рычаг, поправить
концы пружины, поставить их
строго под углом 90° к виткам.
Собрать все в обратном
порядке
10,
а) данная шпулька не пригодна
к намотке, В крайнем случае
сточить ее торец на 1 мм;
б) сделать на шпинделе
шпоночный выступ (см. п. 5);
в) пассатижами подогнуть
фиксаторный рычаг шпульки
вправо — в сторону прижима
шпульки к шпоночному
выступу на шпинделе» Постоянно
следить за тем, чтобы оба
винта крепления моталки и фикса-
торного рычага были всегда
крепко завинчены. Все беды
211
11. Механизм моталки при
намотке ниток выключается
преждевременно
12. Фиксаторный рычаг не
входит внутрь шпульки. При
включении моталки в работу
могут быть:
а) перекос рычага;
б) узкая шпулька;
в) ослабли винты крепления
механизма моталки и фикса-
торного рычага
13, Механизм моталки
выключается сразу же после
включения
моталки начинаются с
ослабления винтов крепления
11. Фиксаторный рычаг
шпульки немного отогнуть вверх.
При этом следить за тем,
чтобы он постоянно касался
правого борта шпульки, в
противном случае шпулька выйдет из
зацепления со шпоночным
выступом на шпинделе и не будет
вращаться
12.
а) фиксаторный рычаг
подпилить с левой наружной
стороны. Левый борт шпульки
всегда должен иметь зазор в
0,3—0,5 мм с
рычагом-фиксатором, а правый борт —
касаться этого рычага, чтобы
шпулька не могла выйти из
зацепления со шпонкой;
б) заменить шпульку;
в) подтянуть винты крепления
механизма моталки и фикса-
торного рычага. Для этого
снять маховик
13. С левой стороны моталки
есть винт регулировки нажима
ее ролика на маховик.
Отпустить винт, нажать несильно
на моталку и завернуть
регулировочный винт. Если при
намотке ниток тяжело крутится
212
14. Механизм моталки
исправен, но при включении его в
работу, намотка ниток не
происходит. Причины:
а) на рабочую поверхность
дорожки маховика попало масло;
б) недостаточная
шероховатость рабочей дорожки
маховика, очень" мал коэффициент
сцепления ролика с дорожкой
маховика
15. Отсутствует тормозное
устройство натяжения нитки
16. Отсутствует
цилиндрическая пружина тормозного
устройства натяжения нитки
17, Деформирована одна или
обе шайбы тормозного
устройства
маховик, ослабить нажим
ролика на маховик при помощи
регулировочного винта
14.
а) протереть насухо рабочую
поверхность маховика и ролика
(от масла).
б) куском ножовочного полотна
соскрести с рабочей дорожки
маховика грязь, окислительные
налеты. Эта мера сделает рабочую
дорожку маховика чистой и
более шероховатой, что увеличит
сцепление с роликом.
Увеличивает сцепление с роликом мел,
нанесенный на рабочую дорожку
15. Поставить тормозное
устройство на платформу под
механизмом моталки. Это устройство
обеспечивает плотное
укладывание нитки на шпульку в строго
определенном порядке
16. Пружину легко сделать
самому из сталисгой тонкой
проволоки диаметром 0,3—0,4 мм.
Всего витков 3, наружный
диаметр определить по месту,
расстояние между витками 2—1,5
мм* Сборку тормоза произвести
по рисунку 45
17* Шайбы легко выпрямить на
прорезиненной или деревянной
подкладке с применением
медных оправок
213
18. Погнут или вообще
отсутствует катушкодержателъ
тормозного устройства
19, Нитка наматывается на
одну сторону шпульки. Не
отрегулировано тормозное
устройство намотки ниток
18. Конусный конец катушко-
держателя вставить в отверстие
на платформе и запрессовать
ударами молоточка. Затем
выправить, если он погнут. Если
катушкодержателя нет, сделать
его; длина 45 мм, диаметр 5
мм, конусный конец 4, длина
конусной части 9 мм
19. Ослабить винт 2 (см. рис, 45)
и основание 3 тормозного
устройства подвинуть в сторону
меньшей намотки ниток.
Зажать винт крепления
основания
Рис. 45. Тормозное устройство при намотке нити
(машина «Подольск» 142 кл-)
1. Платформа.
2. Винт крепления основания.
3. Основание тормоза.
4. Нитезажимная шайба.
5. Цилиндрическая пружина.
6. Тарельчатая шайба.
7. Стяжной винт.
214
13. БЛОК ЗИГЗАГА
На современном этапе развития швейной техники можно
смело предположить, что выпуск машин сложного зигзага,
выполняющих специальные и декоративные строчки, а также машин
простого зигзага может заметно потеснить выпуск прямострочных
машин.
Поэтому считаю необходимым подробно рассмотреть основной
блок этих современных машин. Каждая марка машин имеет
различное устройство блока зигзага, но основа, его идея одинакова
у всех. Здесь рассматривается два разных по конструкции блока
зигзага.
а) Пример простого по устройству блока зигзага,
установленного на машину «Чайка» 134 кл.
б) Пример более сложного блока зигзага, установленного на
машину «Чайка» 143 кл.
Принцип работы
Положение ручки управления на нулевой отметке — пряма51
строчка. Рычаг 19 переключения зигзага сдвинут в крайнее
правое положение. При этом ось рычага 19 совпадает с осью винта
7, а рычаг опирается на прилив детали 17 (там где его нет,
например у машины «Мальва» 120 кл. ПМЗ, он опирается на
прилив большого коромысла 5)* В этом случае деталь 6 — малое
коромысло — свободно вращается, и если при работе его правый
конец касается кулачка 14, все равно на игловодитель оно
никакого действия не оказывает: идет прямая строчка. В этом
случае рычаг-коромысло большое 5 прижато вниз цилиндрической
пружиной 21 и его положение незыблемое. При включении
ручки управления ширины зигзага рычаг 19 передвинется
влево. Левый конец малого коромысла, опираясь на рычаг 19
образует единое целое, сблочивая деталь 5 с деталью 6. Таким
образом, деталь 5 удлиняется на длину правого плеча малого
коромысла 6, конец которого постоянно лежит на
эксцентриковом кулачке. Два сблоченных рычага (как единое целое)
поднимаются вверх кулачком 14, а опускаются вниз
цилиндрической пружиной 21. Так осуществляется качание рамки
игловодителя в оси 7 (см. рис. 76).
Ширина шага задастся длиной плеча, образующегося между
осью винта 7 и точкой опоры малого коромысла 6 на рычаг
включения 19 (см. рис. 46). Чем дальше влево продвинут рычаг 19,
тем шире шаг зигзага.
215
12 3 4 5 в
9 Ю 11 12 13
Л~П77 7~ПЛ1 "17 7
22 21/20 19/ 18 17
Рис. 46. Блок зигзага (устройство, работа, устранение
неисправностей). Машины «Чайка» I32M кл.,«Чайка» 134 клм «Мальва» 120 кл.
1. Задняя стенка рукава.
2. Ограничитель большого коромысла.
3. Контргайка крепления детали 2.
4. Винт крепления рамки блока.
5. Большое коромысло.
6. Малое коромысло.
7. Винт-ось малого коромысла.
8. Винт крепления рамки блока и регулировки зазора в зубьях
шестерен 10 и 12.
9. Винт крепления втулки ведомой шестерни 10 к рамке 22.
10. Ведомая шестерня.
11. Винты крепления червячной шестерни к главному валу.
12. Червячная шестерня.
13. Главный вал.
14. Кулачок зигзага.
15/Винт крепления оси ручки управления к рамке блока.
16. Ручка управления видами строчек.
17. Рычаг регулировки иглы на пр$шую строчку А=Б (см.
рис. 30).
18. Контргайка крепления рычага 17.
19. Рычаг включения зигзага.
20. Винт регулировки прямой строчки.
21. Цилиндрическая возвратная пружина большого коромысла.
22. Рамка блока.
216
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ БЛОКА ЗИГЗАГА
И МЕТОДЫ ИХ УСТРАНЕНИЯ
Неисправности, их причины
Методы устранения
L Ручка управления 16 во
время работы произвольно меняет
свое установленное положение
2. Ширина зигзага уменьшена.
Правый конец малого
коромысла смещен или в сторону
шестерни и задевает ее или в
сторону рамки и при опускании
задевает ее"
3. Шаг зигзага периодически
нарушается или вовсе
отсутствует (при включенной ручке
управления). Срезано
несколько зубцов ведомой
пластмассовой шестерни 10 по причине
заклинивания челнока в
корпусе хода
4. Зигзагообразная строчка
без переключения переходит
в прямую. Крепление,
соединяющее рычаг переключения
19 с ручкой управления или
ослабло или было таким
изначально. В результате
левый конец малого коромысла
L Ослабить винт 15, левой рукой
прижать ручку к рамке, а правой
завернуть винт 15 накрепко
2. Перевести ручку 16 на
прямую строчку. Поставить
рожковый ключ 17X19
(любым концом) на большое
коромысло 5 в зоне детали 22 и
отверткой повернугь ключ на
небольшой угол, т. е. подогнуть
деталь 5 в сторону так, чтобы
правый конец малого коромысла 6
точно расположился на кулачке 14
3. Ослабить винт 15 и вынуть
ручку управления 16 с
рычагом переключения 19. Снять
шестерню. Если зубья смялись,
их можно выправить не сильно
нагретым паяльником или
простым плоско-выпуклым
надфилем, а лучше заменить
шестерню. Обязательно устранить
причину заклинивания хода
машины (см. гл. 1
«Заклинивание хода машины»)
4. Ослабить винт 15, вынуть
ручку управления 16, снять
рычаг 19 с ручки и легким
ударом молоточка выгнуть его
середину в сторону малого
коромысла 6, а под винт 6 (см. рис.
77) подложить шайбу
толщиной 0,2 мм
217
1
6 соскакивает с рычага
переключения 19
5. Тяжелый ход машины — нет
зазора между зубьями ведомой
и червячной шестерен
6, Игла в игольной пластине
заняла положение А>Б или
А<Б (см. рис. 63)
7. Игла не вертикально входит
и выходит из игольной
пластины (см. рис. 156)
8. Шаг зигзага или укорочен
Р1ли неравномерный — ослаб
винт 7
9. Стук в машине при
выполнении зигзагообразной строчки
—- большой зазор между зубь-
51ми ведомой 10 и червячной 12
шестерен
5. Отпустить (очень мало)
регулировочный винт 8
6. Ослабить контргайку 18 и,
поворачивая винт 20, вывести
иглу так, чтобы А=Б —-
прямая строчка. Завернуть
контргайку 18
7. Ослабить оба винта 11
червячной шестерим 12 и,
придерживая ее, немного провернуть
маховик, при этом вход и
выход иглы изменится. Таким
приемом добиться
вертикального входа и выхода иглы из
игольной пластины на правом
и левом уколах зигзага.
Винты 11 на шестерне 12
затянуть
8. Крепко завернуть винт 7 и
затянуть контргайку 18
9. Поджать винт 8 так, чтобы
не было стука, а вращение
главного вала было бы легким
218
БЛОК ЗИГЗАГА, УСТАНОВЛЕННЫЙ НА ШВЕЙНЫХ
МАШИНАХ «ЧАЙКА» 3 КЛ., «ПОДОЛЬСК» 142 КЛ.,
«ЧАЙКА» 142М КЛ., «ЧАЙКА» 143 КЛ.
(Рис. 47)
Принцип работы
Прямая строчка — ручка управления ширины зигзага 23 на
нуле. Ручка управления декоративными строчками 28 на отметке
зигзаг. Рычаг включения зигзага 17 находится в крайнем правом
положении. Ролик этого рычага находится над осью кулисы 25.
Цилиндрическая пружина (см. рис. 74) постоянно тянет рамку 7
игловодителя вправо, стремясь повернуть на зигзаге большое
коромысло 4 (правым кондом 34) вверх. Тогда малое коромысло
(правым кондом) постоянно нажимает на ролик рычага
переключения зигзага 17. Но рычаг смещения строчки при таком
положении ручки управления ширины зигзага 23 находится на
среднем уровне. Кулиса не оказывает нажима на рычаг-толкатель 12
и копиры не участвуют в работе.
Смещение строчки. При повороте ручки управления
смещением строчки 22 влево, рычаг 21 привода смещения строчки
опустится вниз. Правый конец малого коромысла 4 опустится вниз,
а правый конец большого коромысла 34 поднимется вверх и игла
сместится вправо. При повороте ручки управления смещением
строчки 22 вправо, рычаг 21 поднимется на высший уровень, а
малое коромысло 4 (левым концом) переместит конец большого
коромысла 34 вниз и игла сместится влево.
Зигзагообразная строчка. При повороте ручки управления
шириной зигзага 23 на отметку зигзаг, рычаг включения зигзага 17
передвинется влево, а кулиса повернется вниз, так как на ролик
рычага включения зигзага постоянно нажимает правый конец
малого коромысла (возвратное действие цилиндрической пружины),
два сблоченных рычага 11 и 12 приходят в движение — рычаг
12 движется вниз, а рычаг 11 влево, копирный рычаг 9
прижмется к копирному диску 13 и будет снимать с него нанесенный узор
(в данном случае зигзагообразную строчку).
Ширина зигзага задается ручкой включения зигзага 23. Ролик
рычага включения зигзага 17 может занимать разное положение
по длине кулисы 25 — чем дальше он находится от оси вращения
кулисы, тем на больший угол повернется кулиса и шире будет
зигзаг. Любая неисправность в блоке зигзага отрицательно
сказывается на строчке. Поэтому следует рассмотреть все возможные
неисправности в блоке и методы их устранения.
219
\\1\
z\\\ \ \ \ V
/
Рис* 47. Блок зигзага (машины «Подольск» 142 клм
«Чайка» 3 клм «Чайка» 142М клм «Чайка» 143 кл«)
1. Винт крепления блока на
консольной оси.
2. Ограничитель большого коромысла.
3. Опорный палец малого коромысла.
4. Малое коромысло.
5. Консольная ось блока.
6. Винт крепления блока к корпусу
машины.
7. Винт крепления двух сблоченных
рычагов качания при зигзаге.
8. Ограничительное кольцо блока
копирных рычагов.
9. Блок копирных рычагов.
10. Задняя стенка рукава.
11. Рычаг-толкатель блока копирных
рычагов.
12. Рычаг-толкатель кулисы зигзага.
13. Блок копирных дисков.
14. Ведомая шестерня.
15. Винт крепления офаничителя дисков.
16. Вин г крепления блока зигзага
к корпусу машины.
17. Рычаг включения зигзага.
18. Винт тормоза ручки 23 управлений
зигзагом.
220
19. Винт крепления рычага включения
зигзага.
20. Винт крепления оси ручки
управления зигзагом.
21. Рычаг привода смещения строчки.
22. Ручка управления смещением
строчки.
23. Ручка управления зигзагом.
24. Винт крепления оси ведомой
шестерни.
25. Кулиса.
26. Винт-ось малого коромысла.
27. Винт крепления дистанционной
втулки блока копирных рычагов.
28. Ручка управления декоративными
строчками.
29. Винт стопорепия ручки
управления 28.
30. Винт крепления ручки
управления 28,
31. Втулка стопорная.
32. Передняя стенка рукава.
33. Винт крепления офаничителя.
34. Большое коромысло (крепится на
рамке игловодигеля).
Неисправности, их причины
Методы устранения
1
1. Не полная ширина зигзага
— ослаб винт 20 крепления оси
ручки управления шириной
зигзага 23
2, Ручка 23 самовольно
возвращается на полный зигзаг —
слабо держит тормозная
пружина
3. Очень туго поворачивается
ручка 22 смещения строчки
4. Нет зигзагообразной
строчки, хотя ручка 23 поставлена
на зигзаг. Причина: срезано
или смято несколько зубцов на
ведомой пластмассовой
шестерне 14 блока зигзага
5. Малая ширина зигзага. На
выступах пластмассового ко-
пирного диска 13 образовалась
глубокая канавка от сильного
нажима и долгой работы ко-
пирного рычага
L Подтянуть винт 20
крепления ручки 23
2. Отпустить винт 20 и
повернуть винт 18 тормоза на 1—2
оборота. Зажать винт 20, Если
этого окажется мало,
повторить операцию поджима винта
тормоза
3. Ослабить винт 20, вывернуть
винт 18 и, сняв обе ручки,
почистить поверхности деталей.
Если этого окажется
недостаточно, отвернуть винты Ь и 16,
снять блок зигзага, разобрать
узел смещения строчки и,
вычистив все детали, смазать оси
и шарниры маслом И8А
4. См, блок зигзага машины
«Чайка» 134 кл, п. 3
5. Диск зигзага машины
«Подольск» 142 кл. поставить
обратной стороной (перевернуть);
копирный рычаг будет работать
на новой нетронутой дорожке и
ширина зигзага будет
нормальной (см. машина «Подольск»
142 кл. гл. 3), У швейных
машин «Чайка» 142М и «Чайка»
143 проделать следующую ра-
221
боту: отвернуть винты 6 и 16,
снять блок. Ослабить винт 30 и
снять ручку 28, вынуть блок
копирных рычагов и снять его
запорную шайбу, снять четыре
рычага и две пластмассовые
втулки. На последнем (зигзаг-
ном) рычаге оставить одну
дистанционную шайбу и собрать
весь блок (см. гл. 3 швейная
машина «Чайка» 142М п. 3).
Ослабить винт 27 и подать
дистанционную втулку назад (в
сторону блока копиров).
Слегка зажать винт 27. Поставить
блок рычагов на место (в
дистанционную втулку). Прижать
рукой все рычаги к своим
дискам и внимательно
присмотреться, разместились ли они
строго на своих дисках. Если
рычаги сместились в ту или
другую сторону, смещая
дистанционную втулку назад или
вперед, установить зигзагами
копирный рычаг на новую
нетронутою дорожку, а
остальные копирныс рычаги тож€
должны расположиться на
своих дисках» Затем завернуть
накрепко винт 27, поставить
ручку 28 на место и завернуть
винт 30
Чтобы предупредить необычно быстрый износ пластмассового
копирного диска, сделать следующее: после 3—4 месяцев работы
машины кронштейн крепления цилиндрической пружины
возврата рамки игловодителя снять с положения МАКСИМАЛЬНОГО
НАТЯЖЕНИЯ. Для этого ослабить винт крепления кронштейна
(он находится слева от блока зигзага возле задней стенки на дне
рукава) и, взяв в левую руку отвертку, отжать его вперед до
отказа, а правой рукой при помощи другой отвертки крепко завер-
222
1 2
путь винт. Посмотреть, нс задевает ли во фронтальной полости
поводок игловодителя за цилиндрическую пружину. Если
задевает (что недопустимо),"значит кронштейн недостаточно отжат
вперед — операцию надо повторить.
6. В строчке вырисовываются
узоры с соседнего копирного
диска — ослаб винт 24
7. Тяжелый ход машины —
рычаг 17 включения зигзага
сильно прижат к ведомой
шестерне 14
8. Нет зигзагообразной
строчки. Рычаги 11 и 12 не
вращаются — появилась ржавчина
на оси качания
9. Малая ширина зигзага —
отвернулся винт 26 крепления
малого коромысла
10. Зигзагообразная строчка
имеет разную ширину —
ослабли винты крепления блока
11. Нет одной, двух (или
более) декоративных строчек —
срезались пластмассовые
шпонки во втулке
6. Побольше отлустить винт
24, ослабить винты 15 и 16,
сделать упор в пластмассовый
блок сзади и подать его вперед
так, чтобы все детали на его
оси расположились плотно друг
к другу, затем зажать
накрепко винт 24, зажать сначала
винт 16, а затем 15
1'. Отвернуть винт 19, снять
рычаг 17 и, выгнув его немного
вперед от шестерни, поставить
на место
8* Снять блок зигзага (см. п. 5)
и блок копирных рычагов, два
сблоченных рычага 11 и 12,
разобрать их и почистить все
детали, участвующие в
движениях. Собрать все в обратном
порядке. Винт 7 сильно
заворачивать нельзя
9. Подтянуть винт 26
10. Подтянуть винты 6 и 16
П. Вывернуть винты 6 и 16 и
снять блок зигзага, снять
ручку 28 и вынуть блок копирных
рычагов. Произвести ремонт
223
12. Ручка 23 включена, но
зигзагообразной строчки нет —
срезана шпонка в
пластмассовой втулке № 1
13. Нет зигзагообразной и
прямой строчек — правый конец
большого коромысла 34
соскочил с опорного пальца 3
14. Стук в машине при
выполнении зигзагообразной строчки
15. Невертлкальный вход и
выход иглы из щели в игольной
224
блока копирных рычагов. (См.
гл. 3 Швейная машина
«Чайка» 142М кл. гь 3)
12. См. п. 11
13. Отвернуть два винта 9 (см,
рис. 76), снять большое
коромысло 1 и выгнуть его
середину назад в сторону малого
коромысла так, чтобы оно не
прижималось к малому
коромыслу. Поставить рычаг на
место
14. Выяснить причину
появления стука. Для этого
выключить зигзаг, иглу поставить на
правый укол зигзага и
пошевелить блоком коплрных дисков.
Если замечен стук главного
вала, подать его левую втулку
влево,, если нет, значит люфту-
ет блок дисков (большой зазор
в зубьях шестерен). Отпустить
винты 1 и 16. Нажать левой
рукой на ведомую шестерню и
зажать винт 16, провернуть
маховик, если при этом
появится тяжелый ход машины,
отпустить винт 16 и опять
затянуть его. Если после такого
приема вращение стало
легким и прекратило*! стук на
зигзаге, зажать крепко винты
1 и 16
15. Отпустить оба винта 3 (см.
рис. 66) червячной шестерни 2
1
пластине — сбилась настройка
зигзага (см. рис. 156)
16, Ручка 28 управления
декоративными строчками
произвольно меняет свое положение
— нарушено фиксаторное
устройство 31. Ручку длительное
время переключали без
нажима. Пластмассовые зубчики
смялись и не фиксируют
положение ручки. Такая
неисправность наблюдается только у
машин «Подольск» 142 кл,
пмз
17. Одна из сторон зигзага
укорочена — ограничитель 2 не на
месте. Появился стук в машине
18* Нет декоративных строчек
и зигзага — в блоке зажаты
копирные рычаги
19. Стук на блоке зигзага.
Продольный люфт главного
вала отсутствует, винт 16 не
опускается ниже, а зазор между
зубьями шестерен велик
8 А. Зюзим
и, придерживая шестерню 2 от
проворачивания, повернуть
маховик в ту или другую сторону
и отрегулировать вертикальный
вход и выход иглы из игольной
пластины (см. рис. 15а)«
Подробнее об этом см. гл. 3
«Швейная машина «Подольск»
142 кл. ПМЗ п. 21
16. Разобрать узел и
попытаться выровнять см5гтые зубчики
не очень горячим паяльником
или простым плоско-выпуклым
надфилем
17. Ограничитель будет на
месте только в том случае, когда
вверху и внизу рычага будет
зазор в 1 мм. Отпустить винт
33, поставить ограничитель 2
на место и зажать винт
18. Отпустить оба винта на
ограничительном кольце 8 и,
включив зигзаг, повернуть 2—
3 раза маховик. Завернуть оба
винта на кольце 8
19. Снять блок зигзага (винты
6 и 16). Круглым надфилем
углубить на 1 мм отверстие где
проходит винт 16. Поставить
блок на место и отрегулировать
зазор в зубьях шестерен. Кон-
225
20. Не фиксируется
определенное положение ручки 28. В
ручке нет цилиндрической
пружины
21. Положение иглы при
правом и левом уколах зигзага не
отвечает формуле М=К (см.
рис. 63). Произошла
разрегулировка
троль правильной регулировки
— отсутствие стука и тяжелого
хода машины
20. Отвернуть винт 30, снять
ручку и в центральное
отверстие вставить цилиндрическую
пружину диаметр которой 4
мм, длина 16
2L Включить ручку 23 на
широкий зигзаг. Иглу поставить
на правый укол зигзага.
Правой рукой с помощью
приспособления в виде крючка
зацепить рычаг 12, а левой рукой
отпустить винт 7. Опуская или
подтягивая рычаг, установить
иглу на расстоянии 1 мм от
правого края щели игольной
пластины. Не отпуская и не
ослабляя рычаг, завернуть левой
рукой винт 7. Провернуть
маховик, если М не равно К,
операцию повторить
226
Глава 3
НЕИСПРАВНОСТИ ШВЕЙНЫХ МАШИН РАЗЛИЧНЫХ
. МАРОК И СПОСОБЫ ИХ УСТРАНЕНИЯ
В этой главе рассматриваются наиболее часто встречающиеся
неисправности в тех швейных машинах, которые чаще других
марок можно встретить у населения.
Некоторые машины освещены подробно и во избежание
повторений в описании остальных машин можно встретить ссылку
на подробно описанные.
Перед началом описания машины указываются ее конкретные
условия, состояние — вариант исполнения и виды
неисправностей, т. е. освещается частный случай. Это как раз то, что
преподносит ремонтеру в реальной действительности. Не указывая
конкретного состояния, описание машины походило бы скорее на
абстрактные, оторванные от реальной жизни и, следовательно,
неубедительные рассуждения.
В этой и остальных главах даются ссылки на рисунки других
машин. Во избежание повторения в книге одинаковых рисунков,
целесообразнее ссылаться на рисунки других машин (по
аналогии). -
Приступая к ремонту машины, начинайте читать эту главу.
Все частные неясности, возникающие при ремонте той или иной
марки машины, выяснить в первой и второй главах. Там, где нет
прямого ответа на возникший вопрос используйте аналогию.
В зависимости от конструкции и технологических
возможностей бытовые швейные машины можно разделить на несколько
типов.
ПРЯМОСТРОЧНЫЕ МАШИНЫ. Эти машины выполняют
прямую двухниточную челночную строчку. Их широкое
распространение обусловлено тем, что они просты в устройстве,
надежны в работе и не требуют высокой квалификации от
швеи. К машинам этого типа относятся 2М кл. ПМЗ, «Орша»,
«Харьков», «Панония», «Чепель» 30 кл. (Венгрия), «Лучник»
90 кл. и др.
МАШИНЫ ПРОСТОГО ЗИГЗАГА. Машины этого типа могут
выполнять прямую и зигзагообразную двухниточную челночную
строчки. Они устроены сравнительно несложно, надежны в
работе, легко поддаются наладке и ремонту. К машинам этого типа
относятся «Чайка» 132 кл., «Чайка» 134 кл. и др.
8 ♦ 227
МАШИНЫ ПОЛНОГО ЗИГЗАГА. В этих машинах имеется
возможность смещения иглы влево или вправо относительно ее
центрального положения* Это расширяет технологические
возможности машины. К машинам этого типа относятся «Тула» и др.
МАШИНЫ ПОЛНОГО ЗИГЗАГА, ВЫПОЛНЯЮЩИЕ
ДЕКОРАТИВНЫЕ СТРОЧКИ. Эти машины устроены более сложно,
чем перечисленные выше. Они могут выполнять большое
количество производных строчек. Типичным представителем этой
группы будет целое семейство швейных машин «Чайка» ПМЗ.
Своей конструкцией они самые удачные из всех существующих
машин зарубежного производства.
МАШИНЫ ПОЛНОГО ЗИГЗАГА, ВЫПОЛНЯЮЩИЕ
ДЕКОРАТИВНЫЕ И СПЕЦИАЛЬНЫЕ СТРОЧКИ. Эти машины
сложного устройства и требуют от швей определенных знаний и
навыка в работе. К машинам этого типа относятся «Веритас»
8014-43 и др.
1. ШВЕЙНАЯ МАШИНА 2М КЛ. ПМЗ
Машина прямострочная. Неисправности: пропуск стежков,
верхняя нитка обрывается и петляет снизу.
1. Осмотр машины на комплектность и целостность деталей
производить обязательно. Особое внимание уделить челноку и
шпульному колпачку.
2. Откинуть машину на петлях и провернуть маховик —
вращение должно быть свободным. Снять машину с петель и
поставить на рабочий стол.
3. Вынуть шпульный колпачок, снять фронтальную крышку,
ручной привод, нажимную лапку и задвижку. Тщательно
осмотреть их и проверить крепления.
4. Вынуть иглу и поставить качественную новую № 90 или
№ 100. Зажать винт крепления иглы отверткой. Иглу ставить
вверх до упора длинным желобком вправо, в сторону игольного
нитенаправителя.
5. Медленно проворачивать маховик, наблюдая, как входит
игла в отверстие игольной пластины. Если она располагается
не по центру отверстия, выполнить работу, указанную во
второй главе «Узел иглы», и вывести иглу по центру отверстия.
6. Снять игольную пластину, прочистить пазы рейки от
пыли и очесов. Медленно вращая маховик, проверить зазоры
228
между иглой и челноком. В данном случае зазоры чаще могут
быть такими:
а) между направительной пластиной и иглой 2—3 мм —
сделать 1 мм:
б) между носиком челнока и иглой в плоскости вращения
челнока 1,5—2 мм — сделать ОД мм;
в) расстояние между иглой и носиком челнока, когда игла
находится в крайнем нижнем положении (при этом челнок следует-
обязательно отодвинуть дальше от иглы на величину люфта),
будет равно 5—6 мм — сделать это расстояние равным 2 мм (в
исключительных случаях 3 мм).
7. Снять корпус хода челнока. Снять с него направительную
пластину и сторону с отверстиями отжечь на пламени (см. рис.
11) до малинового цвета (время отжига 1 мин.)* Рабочую
закругленную часть пластины отжигать нельзя. Зажать пластину в
тиски и круглым надфилем удлинить отверстия на 2 мм в сторону
тупого отожженного конца. Теперь появилась возможность
подвинуть пластину ближе к игле до требуемого зазора, равного 1 мм.
На корпусе хода челнока снять левый винт, который прикрепляет
поперечную планку 6. Опустить левый край планки вниз.
Правый край зева 5 на корпусе спилить на 2 мм (рис. 48).
Рис. 48. Корпус хода челнока с поперечной планкой
(машина 2М кл. ПМЗ)
1. Корпус хода.
2. Винт крепления нитенаправительной пластины (их два).
3. Нитенаправительная пластина (затемненная часть
отожжена).
4. Рабочая зона пластины.
5. Правый край зева (спиливается на 2 мм).
6. Поперечная планка — фиксатор шпульного колпачка.
229
На корпусе хода челнока 2 (рис. 49) есть выемка 3 для
прохода иглы, ее острые кромки являются причиной обрыва верхней
и нижней ниток и особенно, когда шьют толстые ткани. Снять
корпус хода челнока, отвернуть поперечную штанку-шпуледержа-
тель (на рисунке не показана) и нитенаправительную пластину 1.
Острые кромки выемки спилить двояко-выпуклым
(плоско-выпуклым) напильником.
Нитенаправляющую пластину 3 (см. рис. 48) поставить на
корпус 1 и подвинуть ее в сторону зева до предела. Поставить
винты 2 крепления пластины: левый закрепить до отказа, правый
(ближе к игле) зажать и отпустить на пол-оборота. Прикрепить
планку 6 на корпус, оба винта которой затянуть до отказа.
8, Реконструировать соединение двух деталей — вала челнока
с кривошипом. Заводская конструкция .предусматривает конусный
(круглый) штифт — соединение разъемное и надежное, но
нерегулируемое. Именно по этой причине происходит обрыв верхней
нитки или петляние ее снизу, т. е. машина работает
неудовлетворительно. При этом варианте крепления соединения двух
деталей обеспечивается надежность только соединения, но не работы
машины. Но если машина не может нормально работать, то кому
нужна такая надежность?
Суть реконструкции заключается в том, чтобы удалить штифт
из соединения, им же заделать отверстие на валу заподлицо, на
кривошипе в отверстии, близком к установочному винту М4,
нарезать резьбу и поставить винт М4. Соединение вала с
кривошипом становится регулируемым. Его надежная неподвижность
Рис. 49* Корпус хода челнока
(машина 2М кл. ПМЗ и др. — фрагмент)
L Нитенаправительная пластина.
2. Корпус хода челнока.
3. Выемка для прохода иглы.
230
обеспечивается путем легкой запрессовки в отверстие
кривошипа и зажимом двух винтов. Этот метод является решающим в
дальнейшем назначении очень многих швейных машин, (и не
только 2М). ^
Методика реконструкции данного узла
Поставить машину себе на колени так, чтобы валы под
платформой оказались сверху. Повернув маховик, поставить иглу в
крайнее нижнее положение.. На кривошипе вала ослабить
установочный винт М4 (без головки). Теперь поставить иглу в
крайнее верхнее положение. Тонким концом трехгранного напильника
выбить штифт 3 (см. рис. 31) из кривошипа 4 вала челнока.
Тонкий конец напильника пропустить справа, сквозь рожки 5 кулисы
и, сделав упор в торец вала челнока, выбить его. Осторожно,
чтобы не поломать рожок кулисы. Выбитый штифт запрессовать
в отверстие вала. Случается, что штифт выбить не удается. Тогда
сделать следующее: зажечь кусочек сухого горючего и подогреть
(примерно до 300 С) зону кривошипа, где расположен штифт.
Кривошип сделан из чугуна, а вал челнока стальной. Поэтому
коэффициент теплового расширения чугуна больший чем стали и
отверстия подвергнуты большему расширению.
Обычно в нагретом состоянии штифт выбивается легко. Но
бывают случаи, когда и этот метод не дает результатов. Тогда
применить крайнюю меру: снять корпус хода челнока и малый
вал, оправкой соответствующего размера сделать упор в торец
вала челнока с правой стороны и молоточком весом примерно в 1
кг выбить вал в левую сторону. При этом штифт срежется в двух
местах. Большая его часть останется в теле вала и таким образом
отверстие на валу будет заглушено, а две малых частицы
останутся в стенках кривошипа, их необходимо выбить. Эта операция
требует особой осторожности, т. к. в кривошипе может
образоваться трещина, но это не беда — ее можно заварить
электросваркой (2-х мм электродом, из нержавеющей стали при
постоянном токе). Можно поставить новый кривошип.
9. Один конец штифта должен быть заподлицо с валом, а
другой срезать ножовкой и зачистить напильником так? чтобы
кривошип наделся на вал с легкой запрессовкой. Это условие
очень важно соблюдать!
10. На кривошипе в отверстии, что возле установочного
заводского винта, нарезать резьбу М4 и поставить винт М4 без
головки. Длина винта 4—5 мм.
23!
11. Проверить на валу челнока, как прилегает пластинчатая
пружина к толкателю. Она должна прилегать плотно по всей
длине и особенно ее входной и выходной концы. Если нет плотного
прилегания на концах, отвернуть один винт, повернуть пластину,
подогнуть концы и поставить все на место,
12. Вал челнока поставить на место, хорошо смазать ползун
на кривошипе. Кривошип вала поставить ползуном в кулису.
Правой рукой направляя и поддерживая кривошип, молоточком
запрессовать вал до половины, кривошип сместить от кулисы
влево, опустить иглу в крайнее нижнее положение. Сжатыми
кусачками сделать упор в левый торец вала толкателя, а правой рукой
молоточком напрессовать кривошип на вал. Ударять молоточком
осторожно, дабы не поломать кулису.
13. Положить машину на стол. Проверить, не задевает ли
игла за входной конец толкателя. Если задевает, отогнуть его
кусачками на 1 мм. Маховиком поставить иглу в крайнее верхнее
положение. Поставить корпус хода челнока на место и завернуть
винты наполовину. Из ободной фольги отрезать две узкие
полоски размером 2X60 мм и сложить мх в четыре слоя. Количество
слоев зависит от величины зазора между иглой и носиком
челнока в плоскости его вращения. На зазор смотреть сверху, когда
машина находится в горизонтальном положении, а игольная
пластина и лапка сняты. Сложенные в четыре слоя прокладки
подложить под корпус хода челнока —- ниже винтов, на концы обеих
опор. Зажать винты. При этом легонько стукнуть молоточком по
корпусу хода челнока снизу и с торца, чтобы избежать перекоса
при его посадке на место. Поставить машину на стол и,
постепенно проворачивая маховик, подвести иглу к нитенаправляющей
пластине (к той, которую отжигали). Если игла подошла к
пластине вплотную, при помощи надфиля и молоточка отодвинуть
ее от иглы не более чем на 1 мм. Отодвигать осторожно и
постепенно. При этом она может отклониться вправо, тогда
сместить ее на свое место. Если изменился зазор между иглой и
пластиной, сделать его обязательно равным 1 мм. Маленькой
отверткой зажать сверху второй винт пластины.
14. Поставить машину на маховик, провернуть его, если при
этом выходной конец толкателя задевает за корпус хода челнока,
отверткой отодвинуть его от корпуса. Если входной конец
толкателя задевает за иглу, отогнуть его. При вращении толкатель
челнока не должен касаться ни корпуса, ни иглы. Между ним и
иглой должен быть зазор не менее 1 мм (в плоскости вращения
челнока).
15. Притупить острые кромки на челноке и поставить его на
232
место. Установить зазоры между челноком и концами толкателя.
При опущенной игле зазор на входе нитки в челночное
устройство равен 0,3 мм (см. рис. 14). При поднятой игле зазор при
выходе нитки из челночного устройства равен J мм. Чем меньше
зазор, тем тише ход машины. Здесь зазоры регулируются
подгибанием толкателя и его концов.
16. Иглу поставить в крайнее нижнее положение. Кусачками
обхватить вал толкателя и повернуть его так, чтобы носик
челнока заходил за иглу не более чем на 2 мм. Бывают случаи,
когда это расстояние равно I или 3 мм. Если при пробном шитье
толстых материалов будут пропуски стежков в строчке, носик
челнока следует отодвинуть еще на 0,5 мм, но не более — это
крайняя мера, но практика сброса нитки с челнока покажет,
следует ли отводить челнок еще на 0,5 мм за иглу. Если сброс нитки
с челнока будет сопровождаться подергиванием шпульного
колпачка и характерным стуком, дополнительный отвод будет
оправдан. Все решается пробным шитьем.
Если ось вращения вала толкателя челнока не совпадает с
осью вращения челнока, невозможно установить требуемые
зазоры — 0,3 мм на входе нитки и 1 мм на выходе. Предположим,
на выходе нитки установили зазор 1 мм. Поставили иглу в
крайнее нижнее положение, а на входе нитки зазора нет, как быть?
Так оставлять нельзя! Верхняя нитка будет обрываться и петлять
снизу. Понятно, что зазор 0,3 мм на входе нитки надо установить
обязательно. Но тогда на выходе зазор окажется более 1 мм. В
данной ситуации надо легонько два-три раза ударить молоточком
по корпусу хода челнока с задней стороны. Этими ударами
можно сместить корпус и изменить зазоры в лучшую сторону за счет
люфта в отверстиях крепления. Если корпус не поддается
смещению, что бывает очень редко, сделать зазор, отогнув толкатель.
На практике все перечисленные операции делаются в считанные
минуты.
17. Взять запорное стальное кольцо и спилить на 2 мм правый
длинный острый конец. Поставить кольцо на корпус хода
челнока, хорошо посадив его на два штифта. Если запорное кольцо
пластмассовое, нет и поперечной планки. Его надеть на два
штифта, в первом и втором случаях поставить пластинчатую
пружину и закрепить ее винтом (на корпусе хода челнока).
18. Поставить машину вертикально и посмотреть сверху на
место встречи носика челнока с иглой. Определить зазор между
иглой и носиком челнока в вертикальной плоскости его
вращения. Если зазор меньше 0,1 мм или челнок задевает за иглу,
уменьшить число прокладок под корпусом хода челнока. Причем
233
уменьшать (увеличивать) по одной прокладке после каждой
проверки. Можно увеличивать (уменьшать) число прокладок только
на одной стороне.
Использованные прокладки выбросить и их пакет набрать
заново.
19. В момент встречи носика челнока с иглой, когда она
начала свое движение вверх, определить расстояние от ушка
(отверстия) иглы до носика. Измерения производить вдоль иглы. Это
расстояние должно быть равно 2—2,5 мм; оно регулируется
подъемом или опусканием игловодителя. Снаружи справа есть
отверстие для ввода отвертки. Ввести ее, нащупав шлиц на винте, и,
ослабив винт, установить игловодитель на нужный уровень. Винт
завернуть. Бывает, что игловодитель не опускается или не
поднимается до нужного уровня. В таком случае его разобрать и,
спиливая, удлинить на нем лыску для винта крепления. Собрать
все в обратном порядке.
20. Поставить игольную пластину и закрепить ее винтами.
Поставить лапку. Если она слабо прижимает, разобрать
прижимное устройство и растянуть пружину на 100% ее длины. Собрать
узел и поставить на место. (Подробнее см. гл. 2 «Механизм
прижимной лапки».)
21. Фронтальная крышка. На регуляторе натяжения верхней
нитки компенсационную пружину переделать. Разобрав
регулятор натяжения верхней нитки, укоротить эту пружину, удалив
три витка. Для зацепления верхней нитки сделать крючок и
собрать регулятор (см. рис. 1). Винт крепления поворотной втулки
поставить в нижнее положение и зажать. Если резьба сорвана,
нарезать резьбу М4, поставить винт М4 длиной 3,5 мм.
Компенсационная пружина должна иметь такое положение, чтобы ните-
зацепной крючок был на уровне оси регулятора. Сила натяжения
умеренная. Толкатель отжима нитки в регуляторе должен иметь
люфт — свободный ход — порядка 0,5 мм и при рабочем
движении не должен стопориться, иначе в строчке снизу будут
петли. Если на крышке справа сломан нитенаправитель, его
необходимо сделать (см. гл. 2 «Узел иглы»).
22. Проверить работу механизма наматывания шпульки. Если
он не включается, снять фрикционный винт, фрикционную
шайбу и маховик. Отверткой завернуть оба винта. При этом и
механизм моталки и фиксатор шпульки должны включаться в работу
после нажима. Если этого не происходит, снять винт и исправить
пружину фиксаторного рычага. После исправления пружины
собрать все в обратном порядке (подробнее см. гл, 2 «Механизм
наматывания шпульки»). При установке фрикционной шайбы ее
234
отогнутые внутренние усики должны смотреть наружу, в сторону
фрикционного винта. Если после завинчивания фрикционного
винта включения или выключения маховика не будет, повернуть
шайбу на 180 по часовой стрелке. Включение механизма
моталки отрегулировать регулировочным винтом, расположенным с
левой стороны. Для этого ослабить регулировочный винт на
механизме наматывания шпульки и, слегка прижав его к маховику,
закрепить регулировочный винт. Ось механизма моталки смазать
индустриальным маслом И8А.
23. На шпульном колпачке проверить, не выходит ли зубец
защелки выше поверхности колпачка. Если выходит, защелку
заменить, а если ее нет — откусить кусачками выступающую
часть, иначе будет обрыв верхней нитки. Если зубец выступает
над поверхностью мало, снять защелку, предварительно отвернув
внутри колпачка остановочный винт, и подпилить выступающую
часть зубца со стороны захода нитки. Если нитка из шпульного
колпачка идет свободно, а регулировочный винт прижал пружину
до отказа, хнять винт и подогнуть пружину, поставить ее на
место и закрепить винтом до отказа, затем отпустить винт на
полоборота. Если нитка из колпачка идет туго, пассатижами с
острыми губками подогнуть внутрь усики пружины (не отгибать, а
подогнуть немного внутрь). Регулировочный винт на шпульном
колпачке отпускать более чем на пол-оборота не рекомендуется,
так как он может потеряться и тогда колпачок выйдет из строя
(см. гл. 2 «Челночное устройство»),
24. Если есть неисправность в ручном приводе,
отремонтировать его (см* гл. 2 «Ручной привод»). Поставить ручной привод,
задвижку, предварительно зажав на ней винты крепления
пластинчатой пружины. Смазать все трущиеся части машины
машинным маслом марки И8А (И20А). Поставить фронтальную
крышку на место. Проверить, есть ли отжим на регуляторе, когда
рычаг лапки поднят, и есть ли зазор между толкателем
регулятора и рычагом, когда он опущен (см, рис. 2). Если нет отжима,
пассатижами подогнуть край фронтальной (возле регулятора)
крышки в сторону рычага для того чтобы толкатель приблизить
к рычагу, чтобы последний отжимал его. Если нет зазора,
пассатижами отогнуть от рычага край фронтальной крышки возле
регулятора, сделав зазор между толкателем и рычагом 0,5 мм.
25. Поставить шпульный колпачок со шпулькой на место.
Заправить верхнюю нитку, поворотом маховика вытянуть нижнюю
нитку и начать шить. Сразу качественной строчки может и не
быть. Это вполне нормально. Строчку необходимо
отрегулировать. Чем и каким образом?
235
Во-первых, подобрать иглы и нитки в соответствии с
данными, приведенными в таблице-инструкции (см, гл. 4 таблица № 1).
Во-вторых, отрегулировать натяжение верхней нитки.
Качественной строчка будет тогда, когда рисунок ее как снизу, так и
сверху одинаковый. Отрегулировать строчку можно также с
помощью следующих мер:
а) вращением нажимной гайки регулятора натяжения верхней
нитки;
б) изменением натяжения компенсационной пружины на
регуляторе;
в) изменением шага строчки;
г) изменением натяжения нижней нитки (в шпульном колпачке);
д) заменой иглы;
е) заменой верхней нитки;
ж) заменой нижней нитки.
Лучшая строчка получается тогда, когда на шпульке и ка-
тушкодержателе нитка с одной и той же катушки или на
шпульке нитка номером больше (тоньше). Работа машины
характеризуется качеством строчки. По звуку работающей машины можно
определить ее исправность. У нормально работающей машины
нет отдельных цепляющих, прерывистых, стучащих,
подергивающих звуков. Равномерный гул — вот чем отличается исправная
машина. Исправная машина с иглой № 90 свободно, без всяких
затруднений и с хорошей строчкой прошивает рубец ткани в
десять слоев (сатин, фланель). Здесь не происходит ни обрыва
нитки, ни пропуска стежков в строчке. Если же окажутся
единичные пропуски, повернуть вал толкателя челнока так, чтобы
увеличилось расстояние между челноком и иглой до 3 мм (не
более!). Игла должна находиться в крайнем нижнем положении.
Если при этом сброс нитки с челнока происходит без должного
натяжения и рисунок строчки снизу не ухудшился, можно все
параметры оставить такими. Только после этого машину
положить на заднюю сторону и зажать оба винта на кривошипе, т. е.
закрепить посадку кривошипа на валу толкателя челнока.
Поставить машину на петли и закрепить винтами.
При варианте в ножном исполнении, производятся следующие
работы:
1. Общий осмотр ножного привода. Выявлено:
а) сильный стук в конусах педали;
б) « _—__.—» в пятке поводка педали;
в) «_—__ » в шариковом подшипнике;
г) «~ » на коленчатом валу колеса или на его оси
(второй вариант исполнения).
236
2. Отвернуть контргайки и правый конус, снять педаль.
3. Рожковым ключом на 19 мм отвернуть контргайку на
пятке поводка педали и освободить ее.
4. Если в шариковом подшипнике потеряны шарики —
колесо снять, разобрать подшипник. Все детали промыть
керосином или, если его нет, растворителем, разбавленным маслом
И8А, затем протереть ветошью. В шариковый подшипник
ввернуть поводок с контргайкой под 10-миллиметровый ключ.
Поводок ослабить на два оборота. Вместо утерянных шариков
можно использовать шарикоподшипник от велосипеда. Их в
обойме по семь штук, диаметр шарика равен 5 мм. В
подшипник ножного привода обязательно вложить сепаратор для шести
шариков. Внимательно собрать подшипник. Его гайку
завернуть так, чтобы наружная обойма свободно вращалась, но не
было люфта. Поводок ввернуть в шариковый подшипник до
отказа и законтргаить гайкой. Поставить колесо на место и
отрегулировать его вращение в конусах или на оси (второй
вариант исполнения).
5. В пятке поводка вывернуть отверткой шхточный винт. В
его внутреннюю воронку вложить кусочек натуральной кожи и
залить маслом И8А. Поставить пяточный винт на место,
надеть на него ушко педали и наживить контргайку.
Придерживая 19-миллиметровым ключом гайку поводка, отверткой
сильно завернуть пяточный винт, в который вкладывали
кожу.
6. Завернуть контргайку на пяточном винте, она же зажмет
ушко педали до отказа.
7. Для разработки вложенной кожи несколько раз повернуть
руками педаль в пятке.
8. Поставить педаль в конусы и зажать правый конус так,
чтобы не было продольного люфта, а вращение оставалось
свободным. Оба конуса должны быть законтргаены. В том случае
если продольного люфта в педали не будет, а поперечный будет на
том или другом конусе, тогда конус, имеющий люфт, вывернуть
и спилить его острую часть на 2—3 мм. Следует помнить, что в
конусных устройствах работает поверхность конуса, а не его
острая торцовая часть.
9. Все пять (при втором варианте исполнения шесть) точек
ножного привода смазать маслом И8А.
После выполнения всех вышеперечисленных работ ножной
привод будет работать бесшумно. В самой машине, кроме
рассмотренных неисправностей могут быть и другие.
Например, машину смазали растительным маслом или ка-
237
ким-то клеем (по ошибке), незнанию. Через 3—4 дня машина
становится «мертвой», в ней ничто не вращается. Как быть в
таких случаях?
Чтобы сделать машину работоспособной, надо прежде всего
запастись терпением. С чрезвычайной осторожностью выполнить
следующие ремонтные работы (в противном случае, поломки
деталей неизбежны, что явно не желательно).
Для выполнения работ сделать состав из машинного масла
марки И8А (И5А) и растворителя № 647 в соотношении 1:1.
Смесь хорошо смешать, затем обильно смазать все трущиеся
части машины. Перед смазкой все; что поддается разборке,
разобрать. В таком виде узлы и детали легче освобождаются от
засохшей пленки. Лучше все протереть, промыть указанной
смесью, она действует быстро и наверняка. Смесь имеет
недостаток разъедать все краски, в том числе и эмалевую. При работе
со смесью не допускать попадания ее на окрашенные
поверхности. После неоднократного смачивания всех трущихся частей в
машине, попытаться вращать маховик в ту и другую сторону.
БОЛЬШИХ усилий НЕ ПРИМЕНЯТЬ! Таким путем всю машину
привести в нормальное движение можно в течение одного часа.
Если же это трудно удается, повернув маховик, опустить иг-
ловодителъ вниз до отказа. Затем справа отвернуть отверткой
винт его крепления и, сняв с него нижнее крепление,
попытаться выбить его вверх плоским надфилем или трехгранным
напильником. Главное торможение при вращении машины
образуется на игловодителе и на валу толкателя челнока,
поэтому и надо стремиться в первую очередь снять с машины эти
детали, а остальные заработают быстрее. После того, как все
детали начнут нормально свободно вращаться, все тщательно
протереть ветошью.
Машины данной конструкции имеют характерную
неисправность: при поднятой игле в крайнее верхнее положение
механизм машины заедает — появляется стук в машине и
периодически (в пределах одного оборота) тяжелый ход. Причиной
является перекос кулисы 5 малого вала (рис. 50) с осью вала
челнока. Для устранения перекоса необходимо снять малый
вал, на нем располагаются два рожка 5 (это кулиса малого
вала). Внутри кулисы движется ползун кривошипа, укрепленный
на правом конце вала челнока. На внутренней стороне каждого
рожка кулисы (рис. 50 а) путём спиливания сделать отлогие
фаски длиной 10 мм, шириной 1,5 мм, глубина фаски по
краям равна 0,1 мм. Середину рожка (шириной 3 мм) не
трогать!
238
/
3 4
б)
Рис. 50. Малый вал с кулисой (машина 2М кл. ПМЗ и др.)
а — внутренний вид рожка кулисы
(заштрихованные участки после ремонта);
(5 — 1. Кулачок подъема зубчатой рейки.
2. Вал
3. Проушина для соединения с шатуном.
4. Конусное отверстие.
5. Кулиса, состоящая из двух рожков.
КАК ПЕРЕДЕЛАТЬ ШВЕЙНУЮ МАШИНУ 2М КЛ. ПМЗ,
чтобы она шила меховые изделия и изделия из хромовой кожи?
Изготовление кожаных курток, шапок из меха и т. п. вещей
— дело, можно сказать, повсеместное, и приспособить швейную
машину 2М кл. ПМЗ для пошива таких изделий чрезвычайно
важно. Но далеко не все машины (даже из числа 2М) пригодны
для таких целен.
Переделывая машину, обеспечить:
1. Длину стежка равную 7 мм (заводская установка 4 мм).
2. Качественную строчку (без пропуска стежков).
3. Отсутствие обрыва верхней и нижней ниток.
4. Стабильную работу установленных параметров,
5. Возможность шить на машине ватные изделия, бельевые
ткани, все тонкие ткани типа нейлона, трикотажа и др. с длиной
стежка от нуля до 7 мм.
Некоторые условия может быть и покажутся обычными, и
обязательными для всех швейных машин, но это только на
первый взгляд.
239
Переоборудованная машина 2М кл. ПМЗ для работы по
пошиву изделий из кожи хромовой выделки будет работать в
тяжелых условиях, не предусмотренных заводской установкой
(инструкцией). Поэтому все пять требований в данном случае
являются особыми параметрами, при необычных условиях работы
швейной машины.
L Обеспечение длины стежка равной 7 мм,
В чем заключается особенность переделки деталей механизма
перемещения материала?
В расширении диапазона действий всех тех деталей, которые
не только участвуют в перемещении материала, но и тех, с
которыми они соприкасаются.
Зубчатая рейка
Зубчатая рейка, согласно инструкции завода-изготовителя,
имеет наибольшую цлину стежка 4 мм. При движении на
расстояние 7,0 мм рейка упирается в игольную пластину и в
выступы платформы, поэтому заднюю сторону отверстий игольной
пластины пропилить на 4 мм, а выступ на платформе (под
игольной пластиной) спилить на глубину 2,5 мм по всей
высоте. Сторону зубчатой рейки, контактирующую с выступом на
платформе, спилить по всей высоте на глубину 1,5 мм. Под
игольную пластину (под заднее отверстие) подложить
прокладку толщиной 0,5 мм. На игольной пластине снизу с задней
стороны удлинить на 5 мм выточку так, чтобы она была на
одном уровне с общей выемкой, а на зубчатой рейке сверху
с задней стороны сделать скос высотой на конце 1,5 мм и
длиной 3,5—4 мм. Выточка на игольной пластине и скос на
рейке обеспечат последней сделать длину стежка до 7,0 мм.
Внутреннюю кромку передней перемычки зубчатой рейки
спилить на глубину 2,5 мм, иначе она, при шаге стежка 7,0
мм, будет гнуть иглу и защемлять ее. Машина не сможет
работать нормально*
Вильчатый рычаг зубчатой рейки
Увеличить (нарастить) длину рожков вильчатого рычага на 2
мм. Как это сделать? (Рис. 51). На прямую рабочую линию рожков
(на ее концы) припаять стальную пластину 3, обеспечивающую
прочность на износ.
240
I
Рис. 51. Ремонт вильчатого рычага зубчатой рейки
(машина 2М кл. ПМЗ)
1. Вилка рычага.
2. Слой припоя.
3. Стальная пластина толщиной в 1 мм.
Рычаг кулисы
Для того чтобы ниже опустить кулису рычага и получить
длину стежка равную 7 мм, необходимо снять кулису, вывернуть
рычаг, снять контргайку и зажать резьбовую часть рычага в тисках,
предварительно подложив под нее две алюминиевые пластины
толщиной 5 мм (чтобы не испортить резьбу). Затем изогнуть
рычаг так, чтобы сверху образовался угол, примерно, в 120°
(см, рис. 25).
Вертикальная вилка подачи
Снять вертикальную вилку подачи и выполнить такие работы:
а) круглым напильником углубить дно зева вилки на 1,5 мм;
б) на съемном сухаре (ползуне) спилить верхний угол на 2
мм и поставить его в паз кулисы срезанным углом вверх (ближе
к кулачку коленчатого вала).
Кулачок подачи коленчатого вала
Спилить на конус правую сторону кулачка по окружности на
длине 4 мм и глубиной на конце кулачка 1,5 мм. Спиливание
на кулачке, сухаре и вилке подачи необходимо, так как кулачок
241
будет задевать за вилку, сухарь и движение будет
застопориваться.
Основание рукава машины
В том месте, где вертикальная вилка подачи соединяется с
горизонтальным (под платформой) валом подачи она очень
близко подходит к основанию рукава машины и задевает за него в
конце большого шага зубчатой рейки. Необходимо отсоединить
вилку и, отодвинув ее в сторону, на основании рукава круглым
напильником пропилить желобок длиной (по вертикали) 25—30
мм, глубина — 1,5 мм.
Отсутствие пропусков в строчке и недопустимость обрыва ниток
Обеспечивается реконструкцией узла: вал челнока — кривошип,
работающий в кулисе малого вала. Соединение этих двух деталей
необходимо перевести со штифтового на регулируемое двумя винтами
М4 (см. гл. 3 «Швейная машина 2М кл. ПМЗ»). При регулировке
параметров челнок-игла установить предельные размеры (зазоры):
а) зазор между иглой, когда она начинает движение из
крайнего нижнего положения и носиком челнока в вертикальной
плоскости его вращения должен быть равным 0,05 мм;
б) расстояние между носиком челнока и иглой, когда она
находится в крайнем нижнем положении равно 4 мм (измерение
вести в горизонтальной плоскости), а в обычных машинах это
расстояние равно 2 мм.
в) момент встречи носика челнока с иглой, когда она
поднимается из крайнего нижнего положения, должен произойти на
высоте 3 мм от верхнего края ушка иглы;
г) зазор между нитенаправительной пластиной, закрепленной
на корпусе хода челнока, и иглой равен 0,8 мм.
Стабильность работы установленных параметров
Работа машины будет стабильной только при условии, если иг-
ловодитель не будет смещаться по высоте, а вал челнока в процессе
работы проворачиваться от резких и больших динамических нагрузок.
Для обеспечения стабильной работы игловодителя и вала
челнока необходимо сделать следующее:
242
а) после того, как отрегулированы зазоры в челночном
устройстве, сделать пробное шитье на хромовой коже средней
толщины, сложенной в четыре слоя, установив длину стежка 7,0 мм.
Если строчка получилась качественной, снять иглу и
иглодержатель. Поводок игловодителя связан с игловодителем
посредством пальца с проушиной и винтом крепления. На проушине
пальца игловодителя по центру накернить точку для сверления
отверстия сверлом диаметром 2 мм. Замерить штангенциркулем
расстояние от нижнего торца игловодителя до точки,
намеченной керном на проушине. Оно равно 77,7 мм (возможно, это
частый случай). Затем снять игловодитель и накернить на нем
с левой стороны место для .сверления отверстия (расстояние от
нижнего края 77,7 мм). Теперь на проушине рассверлить
отверстие диаметром 2,5 мм, а на игловодителе диаметром 2,2
мм. На игловодителе нарезать резьбу М2,5 (нарезать малыми
шагами, чтобы не сломать метчик). Узел собрать на месте.
Соединить проушину пальца с игловодителем винтом М2,5
длиной в чистоте 5 мм. Справа завернуть накрепко винт
крепления игловодителя;
б) поставить машину на две табуретки так, чтобы валы под
платформой оказались сверху. На правом конце вала челнока
расположен кривошип, закрепленный двумя винтами М4. На
кривошипе вала челнока накернить точку для сверления
отверстия сверлом МЗ. В отверстие поставить штифт прессовой
посадкой.
И последнее. Челнок и шпульный колпачок тщательно
отполировать на войлочном круге, пропитанном пастой ГОИ.
Бывают и другие неисправности в машине, которые в данном
разделе не рассматриваются. Однако, можно с уверенностью
сказать, что разделы: «Неисправности по видам» и «Неисправности
по узлам», а также рассмотренный в этой главе материал о
ремонте машины, достаточно гарантирует успех ремонта не только
машины 2М кл. ПМЗ, но и аналогичных машин, таких как «Тик-
ка» и др.
В машинах данного типа встречается (редко) неисправность:
запорное кольцо челнока ложится концом на нитенаправитель-
иую пластину 1 (см. рис. 49), отчего челнок, имея свободный ход
(люфт), не обеспечивает нормальную работу машины.
Устранение неисправности: спилить верхнюю часть запорного кольца так,
чтобы оно легло плотно (всей плоскостью) на корпус хода
челнока.
243
2. ШВЕЙНАЯ МАШИНА «ПОДОЛЬСК» М-100 КЛ. ПМЗ
Машина прямострочная со съемной верхней крышкой,
фронтальная крышка прикреплена к рукаву машины вертикальным
шарниром и откидывается влево. Исполнение с ручным приводом,
но можно установить ножной и электрический приводы.
Ручной привод крепится двумя горизонтально
расположенными винтами. Поводок привода подсоединен внутри выреза к
шкиву для ремня, так как маховик представляет единое целое со
шкивом для ременной передачи и не имеет сквозного выреза для
подсоединения поводка ручного привода. На конец поводка
ручного привода необходимо надеть колечко от резинового шланга,
внутренний диаметр которого равен 8 мм, длина 10 мм. Если
шестерни имеют осевой люфт, ослабить стопорный винт оси и
сместить ее вместе с шестерней к корпусу привода. Завернуть
стопорный винт. То же проделать и с другой шестерней.
При закреплении винтов ручного привода обязательно
совместить центр ведомой шестерни с центром фрикционного винта за
счет люфта в отверстиях кронштейна привода.
Контроль правильной посадки привода — отсутствие заеданий
поводка в углублении маховика при полном его обороте.
Механизм наматывания шпульки
На машине установлен уникальный по своей конструкции
механизм моталки. Ни на отечественных машинах, ни на
импортных механизма моталки подобной конструкции нет.
Конструкцией не предусмотренно регулировать прижим ролика к шкиву,
и если ролик пробуксовывает — заменить его. Разборку
механизма наматывания шпульки производить в исключительных
(вынужденных) случаях, так как его сборка сопряжена с большими
трудностями и требует достаточного опыта.
Регулятор натяжения верхней нитки
Компенсационную пружину лучше не переносить на левую
сторону, если при шитье не наблюдается обрывов верхней нитки.
Нитенаправительная скоба выполняет двойную функцию: ее
верхняя часть работает в паре с компенсационной пружиной, а
нижняя принимает нитку от нитепритягивателя и направляет ее
в иглу. Она должна быть расположена на расстоянии 4 мм от
244
окружности зажимных шайб регулятора и на 5 мм от
компенсационной пружины,
Данная машина имеет конструктивную особенность, которую
обязан знать каждый, кто работает на ней.
В регуляторе отжим нитки происходит от механизма подъема
лапки (рис. 52). На кронштейне 8 механизма смонтирован
горизонтально расположенный и консольно прикрепленный большой
толкатель 3. При подъеме лапки толкатель 3 в конце траектория
движения отжимает малый толкатель 4 регулятора 5 натяжения
верхней нитки* При шитье толстых материалов, например, драпа
в три слоя или при прохождении толстых швов, лапка может
подниматься выше установленного лимита высоты и тогда
срабатывает отжим на регуляторе — верхняя нитка начинает петлять
снизу и строчка получается некачественной. Это вполне
нормальное явление для машины данной конструкции и оно не может
свидетельствовать о ее неисправности. Поэтому шить изделия из
толстых тканей на этой машине нельзя. На современных
машинах отжим"4 нитки в регуляторе происходит от рычага подъема
лапки и не зависит от высоты ее подъема.
Рис. 52. Узел привода отжима верхней нити на регуляторе
(машина «Подольск» М-100)
1. Стержень нажимной лапки.
2. Винт крепления фронтального толкателя.
3. Фронтальный толкатель.
4. Малый толкатель (в регуляторе).
5. Регулятор натяжения верхней нити.
6. Передняя стенка рукава машины,
7. Стопорный винт.
8. Кронштейн стержня.
245
Освещение в машине
На внутренней стороне откидной фронтальной крышки,
шарнирно прикрепленной к рукаву, находится патрон для
лампочки освещения» Лампочка без резьбы, с двумя контактами.
Контактная вилка расположена в нише на задней стенке
рукава. К машине придается осветительный двухжильный провод,
на одном' его конце находится сетевая вилка, а на другом
малая розетка.
Рычаги фронтальной полости
Во фронтальной полости рукава в кинематической связи
работают восемь рычагов и осей, конечной задачей которых
является приводить в движение нитепритягиватель 1 (рис. 53) и иг-
ловодитель. Несмотря на то, что рычаги имеют сложную
траекторию движений в случае необходимости их можно сделать
самому, соблюдая точные размеры и конфигурацию. Заготовка
детали 4 обязательно должна иметь форму квадрата, сторона
которого равна 16 мм.
246
Рис. 53. Детали фронтальной полости
(машина «Подольск» М-100)
1. Нитепритягиватель.
2. Поводок игловодителя.
3. Коленчатый рычаг.
4. Палец (соединительный) игловодителя.
Автору приходилось изготавливать вес детали, показанные
здесь. Необходимо (и это главное) иметь их образцы. Диаметр
отверстий деталей унифицирован и равен 6,5 мм, что облегчает
решение задачи. Но трудность возникает при установлении угла а
на нитепритягивателе и угла лыски на длинном конце
коленчатого рычага 3. Эти два параметра точны и ответственны.
Отверстие сверлить за одну установку, процесс сверления не должен
прерываться — это правило соблюдать обязательно. Расстояние
между центрами двух отверстий первого и второго рычагов
должно быть равно 25 мм, а расстояние между осями валов на
коленчатом рычаге должно быть равно 11 мм, причем обе оси
должны быть строго параллельны. Это общее и главное
техническое требование при изготовлении 1, 2, 3 рычагов. Если будет
допущен малейший перекос осей, рычаги будут непригодными к
работе.
Установить зазоры в сопряженных соединениях так, чтобы не
было люфта, а вращение было бы легким.
Если узел собран из самодельных деталей и при пробном
вращении где-то наблюдается заедание — это не беда. Необходимо
поставить машину на обкатку на 2—3 часа при частоте вращения
300 об/мин. В процессе обкатки обильно смазать маслом И8А все
шарнирные соединения.
Механический привод машины
Темпы современной жизни заставляют владельца
швейной машины переводить ее с ручного привода на
электрический.
Для того чтобы установить на машину двигатель типа МШ-2
отечественного производства, необходимо сделать специальный
кронштейн. На рисунке 54 показаны его основные размеры.
Приводной ремень можно сделать из круглого кожаного ремня для
ножного привода. Концы ремня соединить крепкой ниткой, так
как металлическая скобочка не будет вписываться в окружность
шкива двигателя и это приведет к быстрому износу ремня и
появится стук в машине.
Регулировать натяжение ремня опусканием кронштейна, по
двум центрам вращения (на обоих болтах) ширина щели 6 мм
по диаметру болтов крепления.
247
42
97
О О
25
линия сгиба
Рис. 54. Кронштейн крепления электрического двигателя МШ-2
(машина «Подольск» М-100 кл, ПМЗ)
Механизм прижимной лапки
Встречаются машины, у которых нажим лапки на материал
ослабевает и тогда ткань продвигается неудовлетворительно.
Причина в том, что нажимная пластинчатая пружина, пролегающая
по дну рукава, сильно ослабла. Регулируется натяжение
пластины вертикальным винтом расположенным возле задней стенки
рукава. Сталь пружины может ослабнуть по нескольким
причинам: от неправильной эксплуатации, старения металла и др.
Нажимную пластинчатую пружину можно сделать самому из
упругой пластинчатой стали толщиной 1 мм. Конфигурация пластины
показана на рисунке 55. Степень прижима лапки этой пружиной
должна быть умеренной.
248
127
Рис. 55. Пластинчатая пружина прижимной лапки
(машина «Подольск» М-100 кл. ПМЗ)
Зазоры в челночном устройстве
а) Почти у всех машин данной конструкции игла в отверстии
игольной пластины смещена вплотную к правому краю. Так как
металл игловодителя очень твердый и не позволяет обработать
игольный паз без отжига, необходимо разобрать узел
иглодержателя. Снять опорный рычаг с нитепритягивателем и вынуть иг-
ловодитель. Его нижний конец отжечь на открытом пламени
(время отжига 2—3 мин). После полного остывания дно
игольного паза профрезеровать куском ножовочного полотна. Затем
место фрезеровки выровнять надфилем. Эту операцию делать с дву-
мя-тремя перерывами на проверку достаточности, чтобы не
перестараться. Но можно после отжига дно паза не фрезеровать,
а подогнуть конец игловодителя в ту или другую сторону на
очень малую величину. Иглу ставить до упора длинным
желобком вправо в сторону игольного нитенаправителя. Выставить иглу
по центру игольного отверстия — задача первостепенной
важности при наладке (ремонте) швейной машины;
б) как правило машины этой конструкции имеют одну и ту
же неисправность: верхняя нитка петляет снизу. Решение
будет единственным — реконструировать соединение двух
деталей — вала челнока с кривошипом на правом конце» Штифт
выбить и заглушить им отверстие на конце вала. На
кривошипе нарезать резьбу М4 и поставить винт без головки. Здесь
решается задача сделать челнок регулируемым относительно иг-
249
лы. (Подробнее см. гл. 3 «Швейная машина 2М кл. ПМЗ»). Иглу
поставить в крайнее нижнее положение. Тогда челнок должен
заходить за иглу на расстояние 1,5—2 мм (строго в этих
пределах!);
в) момент встречи носика челнока с иглой происходит на
расстоянии 2 мм от челнока до верхнего края ушка. Регулировать
смещением игловодителя по вертикали;
г) установить зазор между челноком и иглой в вертикальной
плоскости. Он должен быть равен 0,1 мм. Регулировать
прокладками, подкладывая их под корпус хода челнока с обеих сторон
(ниже винтов крепления). Если толщина фольги 0,2 мм, можно
ставить прокладку в 3 и более слоев — смотреть по месту. После
зажима корпуса хода челнока обязательно посмотреть сверху
(при снятой игольной пластине), как проходит носик челнока
мимо иглы. Носик челнока не должен касаться иглы. В противном
случае поломка иглы неизбежна;
д) установить зазор между толкателем и челноком:
на входе нитки 0,3 мм,
на выходе 0,3—1,0 мм.
Регулировать зазор подгибом толкателя или его концов.
Этот зазор должен сохраняться от момента захвата нитки до
ее сброса;
е) зазор между челноком и запорным кольцом равен 0,05 мм.
В случае уменьшения зазора или его отсутствия будет
наблюдаться заклинивание челнока, стук в машине (или она совсем
остановится), а если машина работает на электроприводе — сгорит
его обмотка (см. гл. 2 «Электрический привод»), В таком случае
фрезеровать паз в корпусе хода челнока (см. рис. 28 п. 5 и гл.
«Швейная малина 2М кл. ПМЗ»).
3. ШВЕЙНАЯ МАШИНА 122 КЛ. ПМЗ
Машина прямострочная с ножным или электрическим приводом
Ремесленная машина для пошива большого ассортимента
швейных изделий. Челнок круглый, вращающийся. Вращение
челнока против часовой стрелки, если смотреть слева, со стороны
фронтальной крышки. Машина проста по устройству и надежна
в эксплуатации, но после некоторых реконструктивных работ.
1. На регуляторе натяжения верхней нитки удалить нитенап-
равляющую скобу, укрепленную на кронштейне подъема
нажимной лапки.
250
Компенсационную пружину можно оставить ту же, но сделать
ее работающей на разжим снизу вверх. Натяжение пружины
сделать средним. Крючок расположить с левой стороны регулятора.
Толкатель внутри регулятора заменить другим, длина которого
на 2 мм больше.
Коническую пружину заменить более жесткой. Увеличить
натяжение компенсационной пружины или ослабить ее так:
ослабить стопорный винт на цилиндре регулятора и повернуть его ось
в нужную сторону, затем винт закрепить. Регулятор, собранный
на съемном цилиндре и помещенный на место, закрепить
стопорным винтом справа снаружи.
2. Игольный нитенаправитель не выполняет своих функций.
Нитка в момент прохода иглы через ткань отклоняется вперед
вправо, не укладывается в ее желобок и обрывается (рис. 56).
Сделать и установить обычный нитенаправитель петлевого типа.
Нитезацепную петлю расположить с левой стороны игловодителя
против иглы.
3 2
по А-А
Рис. 56. Узел игольного нитенаправителя
(машины «Чепель» 30 клм 122 кл. ПМЗ, 822 кл. ПМЗ)
L Винт крепления нитенаправителя.
2. Нитенаправитель.
3. Игловодитель.
4. Игла.
3. Заправлять нитку так: катушка — верхний
нитенаправитель — справа в шайбы регулятора — под компенсационную
пружину — под скобу (свободный конец которой подогнуть к
машине) — вверх в нитепритягиватель — вниз на оба
нитенаправителя крышки — в игольный нитенаправитель и иглу с левой
стороны.
4, Игла должна быть только с круглой колбой. Ставить ее же-
251
лобком в левую сторону. Такую иглу установить труднее.
Однако, гнездо под иглу сделано не плоским (как, например, у
машины 2М кл.), а круглым, цилиндрическим, под иглу с такой же
колбой. Иглу зажать отверткой (см. гл. 2 «Узел иглы»).
5. Приподнятая лапка очень слабо фиксируется. Чтобы
исправить положение — ослабить винт, стопорящий ось вращения
рычага подъема лапки и выбить его. Спилить верхнюю часть 1
рычага подъема лапки на конус глубиной до 2 мм так, как
показано на рисунке 57.
Рис. 57. Рычаг подъема прижимной лапки
(машины 122 кл. ПМЗ и «Лада» 238 кл.)
1. Зона спиливания глубиной 2 мм вправо на клин.
2. Линия контакта с кронштейном (до ремонта).
3. Линия контакта с кронштейном (после ремонта).
4. Отверстие для оси вращения рычага.
6. Установить нужные зазоры.
а) Игла в отверстии игольной пластины располагается по
центру. Ее положение отрегулировать подгибом конца игловодителя
в требуемую сторону.
б) Зазор между иглой и носиком челнока в вертикальной
плоскости его вращения должен быть равен 0,05 мм.
Отрегулировать зазор продольным смещением челнока на оси вправо
или влево, но смещение челнока ведется вместе со втулкой.
Для этого ослабить винт крепления левой втулки вала, снять
рычаг с фиксаторным пальцем, фиксирующим шпуледержатель
челночного устройства, ослабить винты крепления челнока на
валу так, чтобы челнок не проворачивался на валу
произвольно. При помощи надфиля и молоточка легкими и осторожными
ударами сместить эту пару вправо или влево, неоднократно
252
проверяя зазор между иглой и носиком челнока. Эта операция
ответственная, и выполнять ее надо внимательно. После установки
зазора в 0,05 мм зажать винт крепления левой втулки (ока
находится около челнока).
в) Расстояние между носиком челнока и иглой, когда она
находится в крайнем нижнем положении (если смотреть со стороны
шпульного колпачка), определяется центральным углом в 45°
между вертикалью иглы и носиком челнока (см. рис. 946 —
аналогично). Установить такой угол поворотом челнока на валу
при ослабленных винтах его крепления. После установки
требуемого расстояния (угла) винты закрепить. Делать это
постепенно, поочередно подворачивая каждый винт, чтобы
избежать перекоса челнока на валу и изменения установленного
размера.
г) Момент встречи иглы с носиком челнока должен произойти
на высоте 2 мм от верхнего края ушка иглы (см. рис. 1056 —
аналогично). Отрегулировать это расстояние смещением иглово-
дителя по вертикали (винт его крепления находится слева, под
фронтальной крышкой).
д) Поставить на место рычаг с фиксаторным пальцем,
фиксирующим шпуледержатель челнока. Установить зазор между
пальцем и пазом шпуледержателя в пределе 0,8 мм. Если этот
зазор больше или меньше нормы, подогнуть рычаг в
соответствующую сторону на нужную величину. При этом иметь в виду, что
рычаг каленый и хрупкий. Но лучше спилить стороны
утолщенной части пальца так, как показано на рисунке 58 (частый
случай).
7. Управление длиной стежка и обратный ход.
Ручка управления длины стежка. Работа ручки и рычага
совмещена. Необходимо знать! При повороте ручки на
увеличение длины стежка рычаг обратного хода поднимается вверх
сам. При повороте ручки на уменьшение длины стежка следует
нажать на рычаг (вниз) — без этого ручка не повернется.
Лучше управлять длиной стежка при нажатом рычаге обратного
хода.
8. Смазка машины.
Смазывать все трущиеся части машины маслом И8А, а
верхнюю и нижнюю зубчатую передачи обязательно набить
солидолом. "Они закрыты кожухом, половинки которого скреплены
винтом.
253
Рис. 58. Фиксаторный палец шпуледержателя
(машина 122 кл. ПМЗ)
1. Колодочка пальца.
2. Винты крепления.
3. Две зоны подпиливания.
4. Направление смехцения пальца
от подпиленных зон (3).
5. Шпуледержатель.
4. ШВЕЙНАЯ МАШИНА 822 КЛ. ПМЗ
(реконструированная машина 2222 кл. ПМЗ)
Машина прямострочная, промышленного назначения.
Швейная машина 2222 кл, специального назначения, однониточная,
предназначенная для одной операции. Характерной особенностью
данной конструкции является:
а) отсутствие обычного челнока, шпульного колпачка,
шпульки;
б) при одном обороте маховика вал челнока делает один
оборот;
в) нитепритягиватель кинематически не связан с кривошипом
и не имеет опорного рычага. Он непосредственно связан с игло-
водителем и совершает движения идентичные игловодителю.
Для того чтобы эту машину переоборудовать в обычную двух-
ниточную, прямострочную, требуется серьезная реконструкция
ряда узлов с последующей их наладкой.
254
L Шестеренчатая передача вала челнока
По вертикальной части рукава проходит вертикальный вал
привода вала челнока. Внизу на конце вала установлена коническая
шестерня с 22 зубцами. При одном обороте маховика вертикальный
вал делает полтора оборота. Шестерня с 22 зубцами провернется на
33 зубца. На вале челнока установлена ведомая шестерня с 33
зубцами. Надо было заменить обе шестерни. После долгих и сложных
поисков были найдены шестерни и поставлены на вертикальный вал
с 28 зубцами, на вал челнока с 21 (но лучше было бы поставить
шестерню с 32 и с 24 зубцами). Теперь при одном обороте маховика
вал челнока стал совершать 2 оборота, что и требовалось.
2* Челнок
Вал имел диаметр для посадки челнока 6,7 мм. К тому же зона
посадки была полой. В осевое отверстие вала вставляется стержень
диаметром 4 мм, длиной 15 мм (посадка легкопрессовая), затем
шейка для посадки челнока обваривается электросваркой — 2 мм
электродами из нержавеющей стали и обтачивается на токарном
станке до диаметра 7 мм и длиной 10 мм. При токарной обработке
места посадки челнока, вал обязательно доставить в центре, иначе
будет биение на челноке, а это недопустимо.
3. Нитепритягиватель
Был изготовлен нитепритягиватель по образцу от машины 822
кл. Были изготовлены игольчатые подшипники из стальной
спицы высокой твердости (от старого зонта). Размер иглы для
подшипника: диаметр 2 мм, длина 9 мм, количество 15 шт. Без
образца изготовить подшипник и нитепритягивателъ невозможно.
4. Опорный рычаг
На машине опорного рычага не было, а главное не было
отверстия 4 (рис» 59) на приливе 3 внутри фронтальной полости
рукава. На рисунке 59 видно, что центр Оз отверстия 4 для оси
опорного рычага нитепритягивателя находится на одной прямой
с центрами Oi—02 отверстий 5 и 7 на кронштейне. Расстояние
между центрами Oi— Оз^Зб мм, а между левой внутренней по-
255
Рис* 59. Узел привода нитепритягивателя
(машина 822 кл. ГШЗ).
L Отверстие %ля стопорного винта М5.
2» Фронтальная часть рукава.
3. Прилив.
4. Отверстие для оси опорного рычага Д=^8 мм.
5. Отверстие под коленчатый рычаг»
6* Кривошип.
7. Главный вал.
верхностью стенки рукава и центром Оз, оно равно 18 мм (эти
размеры были сняты с действующей машины 822 кл).
Если центр Oi можно признать базой отсчета для центра Оз,
то внутренняя поверхность стенки никак не может служить базой
отсчета. Но для координации центра Оз вторая база отсчета должна
быть обязательно, поэтому условно за базу отсчета и была взята
стенка рукава. Опорный рычаг можно взять от других машин, так
как расстояние между центрами на этом рычаге стандартизировано
и оно равно 30 мм» Отверстие на приливе с центром Оз просверлено
сначала сверлом диаметром 4 мм на глубину 20 мм, затем сверлом
диаметром 8 мм на глубину 40 мм. При сверлении этого сложного
отверегия необходимо соблюдать четыре (как минимум) параметра:
а) координаты центра Оз;
б) ось отверстия с центром Оз должна быть строго
параллельна продольной оси главного вала;
в) диаметр просверленного отверстия должен обеспечить
плотную посадку для оси опорного рычага;
256
г) отверстие (на всю глубину) должно иметь форму цилиндра,
С задней стороны снаружи от края рукава на расстоянии 50 мм
напротив просверленного отверстия с центром Оз просверлить
отверстие диаметром 4,2 мм и нарезать резьбу М5 для стопорного
винта длиной 14 мм.
5, Игловодитель
На игловодителе этой машины на нижнем конце есть
кольцевая выточка, В ней расположен подвижный (в виде кольца)
игольный нитенаправитель. Работает он плохо и не выполняет
своих функций.
Игловодитель представляет собой трубку, а на ее нижнем
конце на длине 15 мм — стержень. В верхней части стержня,
чуть выше контрольного отверстия, просверлить сквозное отверстие
диаметром 2,5 мм и нарезать резьбу МЗ. Оно будет служить (винт
МЗ) креплейием для игольного нитенаправителя петлевого типа.
6, Лапка
Ее можно взять от импортных машин, таких как «Веритас»,
«Радом» и др. Отрезать ее переднюю часть, поставить на
пластину размером 40X17 мм толщиной 2 мм из нержавеющей стали
и приварить с боковых сторон 2-миллиметровыми электродами из
нержавеющей стали, затем обработать на механическом наждаке,
другими инструментами и отполировать (особое внимание
уделить подошве). Лапка должна перекрывать весь ход зубчатой
рейки. Чем больше лапка не будет перекрывать зубчатую рейку,
тем слабее будет продвижение материала. А такая работа
транспортера нежелательна.
7. Регулятор натяжения верхней нитки
Можно поставить регулятор с металлической основой от
машины «Чайка». Диаметр отверстия для регулятора равен
примерно 18 мм и поэтому здесь проблем нет» Компенсационную
пружину установить с левой стороны, работающей снизу вверх.
Навивка пружины по часовой стрелке. Если нет возможности
установить такую пружину, можно взять ее от машины «Чайка» 3,
но тогда пружина должна работать на разжим.
257
9 А. Зюзин
8. Нитенаправитель
Нитка от нитепритягивателя до игольного нитенаправителя не
должна ложиться на поверхность рукава. Если она в натянутом
состоянии будет плотно прижата к поверхности рукава, возникшее
трение будет сильнее трения нитки на пути от нитепритягивателя до
катушки (бобины). В такой ситуации нитепритяшвателю легче
стянуть нитку с катушки, чем притянуть ее с иголки... В результате
верхняя нитка будет петлять снизу и никакими мерами это петляние
устранить не удастся. Поэтому обязательно установить
нитенаправитель между нитепритягавателем и игольным нитенаправителем.
9. Регулировка длины стежка
В случае неудовлетворительного продвижения материала по
причине разрегулированное™ длины стежка, следует проделать
Рис. 60. Схема устройства механизма регулировки длины стежка
(машина 822 кл. ПМЗ).
1. Поджимная шайба.
2. Пружина.
3. Диск регулировки длины стежка
За. Фигурный паз на детали 3 (вид справа).
4. Выемка для контакта с кнопкой управления.
5. Базовая деталь механизма длины стежка.
6. Крышка шатуна подачи материала.
7. Эксцентрик (подвижный).
8. Винты крепления детали 5 на главном валу.
258
следующие операции: снять верхнюю крышку, снять две
пластмассовые трубки с масляного бачка (правая трубка подает масло
на коренной подшипник главного вала, а левая — на шарниры
соединений, расположенные во фронтальной полости).
С задней стороны отвернуть винт крепления масляного бачка
и, повернув его на ребро, отвести вправо назад.
На главном валу (рис. 60) смонтирован механизм подачи и
регулировки длины стежка. Он состоит из базовой детали 5,
закрепленной двумя винтами на главном валу, шатуна 6 подачи
материала, подвижного эксцентрика 7, диска 3 регулировки
длины стежка, поджимной пружины 2 и ограничительного кольца L
Ослабить два винта 8 на детали 5 и, повернув ее на угол 4—5°,
зажать один винт» Поворачивая маховик вручную, посмотреть,
как работает зубчатая рейка. Если ее работа ухудшилась,
повернуть деталь 5 в обратную сторону на 7—8 . Такими приемами
отрегулировать работу зубчатой рейки в оптимальном режиме. Flo
регулировку длины стежка производить следующим образом.
Подвижной эксцентрик 7 задает шатуну 6 амплитуду колебаний
относительно продольной оси главного вала. А высоту подъема
эксцентрику задает деталь 3 через фигурный паз ЗА, в котором
находится палец подвижного эксцентрика. Если поворачивать
вручную деталь 3, палец эксцентрика смещаясь (вверх, вниз) в
пазу ЗА, будет менять свою амплитуду колебания и шатуна
подачи. При вращении главного вала эти колебания и их изменения
передаются рычагами на зубчатую рейку, В результате
изменяется величина длины стежка. При подъеме пальца эксцентрика
(по пазу) длина стежка увеличивается, при опускании —
уменьшается.
Имеющаяся кнопка на передней стороне рукава машины
может участвовать в регулировке длины стежка. Для этого слабо
нажать на кнопку и повернуть маховик. Как только стержень
кнопки войдет во впадину 4 на детали 3 и послышится щелчок,
кнопку нажать сильнее и, поворачивая маховик против часовой
стрелки, можно увеличить длину стежка. Поворачивая маховик
по часовой стрелке — длина стежка уменьшится. Кнопка
снабжена цилиндрической возвратной пружиной и при снятии с нее
нажима, она возвращается в исходное положение.
Смонтированный на главном валу механизм регулировки
длины стежка очень чувствителен, поэтому больших поворотов
маховиком делать не следует.
259
10. Смазка машины
Централизованная систем-:* смазки основана на капиллярном
принципе, через нее масло поступает на большинство трущихся
деталей. Она работает достаточно надежно, если масляная
трубка, по которой смазка подается из центрального резервуара,
идет под уклон (или на очень небольшой подъем.
В случае значительного поднятия масляной трубки
относительно резервуара с маслом или ее резкого перелома смазка может
прекратиться. Поэтому надо проверять состояние маслопроводов,
трущихся поверхностей механизма обязательно и регулярно.
Уровень масла определяется по щупу (он находится на крышке
над смотровым стеклом). Нормальным считается уровень, когда
масло на щупе располагается между верхней и нижней рисками.
Масло применять только определенных марок (И8А, И20А,
И12А). Из масляного бачка выходят две медные трубки. Следить
за тем, куда они подают масло. Одна трубка подает масло на
механизм подачи и регулировки длины стежка, другая на механизм
подъема зубчатой рейки. Верхнюю и нижнюю пару конических
шестерен смазывать солидолом, который должен быть там постоянно.
В случае отсутствия других запасных деталей их можно
изготовить в обычных условиях. Длинные детали, например, игло-
водитель вытачивать из конструкционной стали и обязательно в
конусах. Лучше, конечно, их изготавливать по образцам.
. Зазоры в челночном устройстве установить по примеру
швейной машины 122 кл. ПМЗ.
5. ШВЕЙНАЯ МАШИНА «ПОДОЛЬСК» 142 КЛ. ПМЗ
(«Чайка»)
Машина сложного зигзага, выполняющая прямую,
зигзагообразную и декоративную строчки. Вариант исполнения с
электрическим приводом.
Неисправности: верхняя нитка петляет снизу и обрывается.
Пропуски стежков в строчке. Заклинивание челнока. Сильное
ослабление нижней нитки в строчке. Тяжелый ход машины. В
приводе перекос ремня на шкивах. Длина стежка от 0 до 2 мм.
Порядок работы
1. Осмотреть машину на комплектность и поломки. Отклю-
260
чить электродвигатель от сети, снять оградительный щиток
ременной передачи электромотора, снять электродвигатель.
2. Вывернуть сверху два винта и снять крышку.
3. В крышке снять электроузел: патрон и выключатель.
Вывернуть лампочку, нижнюю часть патрона и снять щиток
лампочки.
4. Вынуть часть патрона, к которой крепятся электропровода.
5. Зажать винты крепления проводов на патроне и на
выключателе. На заградительном щитке лампочки снизу, со стороны
механизма, часто можно видеть одно (два) пятна — следы ударов
винтов рамки игловодителя при выполнении зигзага. Удары по
щитку стряхивают нить накаливания и лампочка выходит из
строя. Чтобы не было ударов, место сгиба заградительного щитка
подогнуть так, чтобы угол был равен 80°. При этом щиток без
деформации вплотную приблизится к лампочке, а удары винтов
прекратятся. Собрать узел в обратном порядке.
6. Проверить и подтянуть все винты крепления на крышке.
Ослабить винт крепления фиксатора шпульки на моталке.
Подвинуть его вправо до отказа и зажать винт.
7. Снять иголку и посмотреть какого она типа, нет ли
кривизны, затупления или другого брака (см. гл. 2 «Узел иглы»).
Лучше поставить новую иглу № 100, в крайнем случае № 90.
Она должна иметь на колбочке лыску (плоскость). Иглу
ставить вверх до упора лыской назад, а длинным желобком к
швее. Закрепить иглу в иглодержателе винтом при помощи
отвертки.
8. Снять машину с деревянной подставки. Разобрать
челночное устройство: вынуть шпульный колпачок, запорное кольцо,
челнок.
9. Реконструировать регулятор натяжения верхней нитки на
основании следующих причин:
а) направление нитки меняется два раза: первый поворот
примерно на 120°, второй — на 90°. Оба поворота при работе
оказывают нитке динамическое сопротивление, что способствует ее
обрыву <рис. 61).
б) многолетняя практика ремонта бытовых швейных машин
показала, что нитенаправительная скоба не используется по
назначению, а значит, и компенсационная пружина выключается
из работы;
в) нитенаправительная скоба на первом же году эксплуатации
машины настолько ослабляется в месте крепления, что
становится подвижной и мешает швее,
261
90"
100°
а) б)
Рис* 6L Положение нити в регуляторе. Толкатель регулятора
(машина «Подольск» 142 кл.)
а — до реконструкции;
б — после реконструкции.
После реконструкции: '
а) нитка по выходе из регулятора не меняет направления, а
компенсационная пружина, находясь на ее пути, обеспечивает ей
мягкость и надежность в работе машины;
б) упрощена заправка нитки и облегчена работа швеи;
в) из-за переноса пружины на левую сторону регулятора
невозможно выключение ее из работы.
10. Для реконструкции регулятора натяжения верхней
нитки ослабить стопорный винт слева, извлечь регулятор,
буферную коническую пружину, толкатель извлечь пинцетом,
а нитенаправительную скобу регулятора кусачками (ее
аннулировать) .
11. Отгибая толкатель, который находится внутри
фронтальной полости (см. рис. 61 а, б), установить угол между диском и
стержневой частью 100°.
Если стержневая часть деформирована, выпрямить ее. Пин-
262
Рис. 62. Схема отжимного устройства в регуляторе
(машина «Подольск» 142 кл. и др.)
L Рычаг подъема лапки.
2. Большой толкатель внутри фронтальной полости.
3. Буферная пружина.
4. Малый толкатель внутри регулятора,
5. Отжимная шайба,
(зазор между деталями 4 и 5 равен 0,5 мм).
детом поставить толкатель 2 на место (рис. 62). Пинцет должен
быть с согнутыми концами.
12. Виток буферной конической пружины 3 толкателя на
узком конце подогнуть так, чтобы витки на широком и узком
концах были параллельны. Поставить пружину на место широким
концом к регулятору, т> е. вперед.
13. Разобрать регулятор, компенсационную пружину сделать с
левой стороны регулятора работающей снизу вверх на разжим, для
чего распрямить крючок, отогнуть конец длиной 35 мм под углом 90
к пружине, и сделать из него новый нитезацепной крючок.
14. На нижнем опорном выступе основания регулятора
трехгранным напильником запилить углубление в 2 мм для
устойчивой посадки нитезацепного крючка компенсационной пружины.
15. Собрать регулятор. Проверить, имеет ли малый толкатель
4 внутри регулятора свободный ход. Величина его 0,5 мм. Если
в собранном виде свободного хода толкателя нет и регулятор еще
263
не установлен, необходимо разобрать его, снять отжимную (с
перемычкой) шайбу 5 и подпилить толкатель 4 со стороны плоского
конца на 0,5 мм, или выгнуть перемычку вперед, регулятор
собрать снова (подробнее см. гл. 2 «Регулятор натяжения верхней
нитки»).
16. У собранного регулятора спилить на 1 мм выступающий
конец малого толкателя 4. Это позволит улучшить посадку
регулятора в отверстие корпуса, сделает его более устойчивым и
надежно закрепленным.
17. Вставить в регулятор нитку и проверить его работу на
зажим и отжим нитки при подъеме лапки рычагом 1. При
полностью опущенном рычаге нитка должна зажиматься по мере
вращения нажимной гайки регулятора. Подъем рычага снизу на 1/3
его высоты не должен влиять на зажим нитки. Если начало
подъема рычага отжимает шайбы регулятора, надо отпустить стопор-
ный винт и весь регулятор потянуть чуть-чуть на себя и снова
зажать винт. Еще раз проверить работу регулятора и так до тех
пор, пока он не будет установлен правильно, т. е. с зазором
между рычагом 1 подъема лапки и отжимной шайбой 5 регулятора
через большой 2 и малый толкатель 4.
18. Снять лапку. Установить иглу посередине отверстия
к
о,
Л- - - - L
А
X ~ А
w . -»™ ^
Б
м
Н
а
Рис» 63. Положение иглы в игольной пластине (машины
«Подольск» 142 кл., «Чайка» 132М кл., «Чайка» 142М кл.
При А^Б — прямая строчка*
При К=М — зигзагообразная строчка,
Oi — 02 — продольная ось платформы.
При В=Г — нормальный зазор, ОД мм (игла — челнок)»
При В > Г — поломка иглы.
При В < Г — пропуск стежков.
264
Рис. 64, Узел крепления рамки игловодителя
(машина «Подольск» 142 кл. ПМЗ)
1. Игловодителы
2. Рамка игловодителя,
3. Винты крепления ограничительной пластины.
4. Стопорный винт регулятора.
5. Ограничительная пластина.
6. Кромка фронтальной стороны рукава.
?. Основание кронштейна ограничения рамки.
8. Винты крепления кронштейна.
9. Цилиндрический стержень кронштейна.
10. Иглодержатель,
11. Ыитенаправитель.
12. Игла.
игольной пластаны относительно ее задней и передней стенок, т. е.
В^Г (рис* 63). Положение иглы 12 (рис, 64) определяет и
регулирует кронштейн 9 рамки 2 игловодителя, расположенный в
нижней части внутри фронтальной полости 6, Кронштейн 9 в
виде стального стержня диаметром 5 мм и длиной 28 мм приварен
к основанию 7 (пластине), толщина которого равна 6 мм. Эта
пластина служит основанием кронштейну 9.
Основание 7 крепится двумя винтами 8 к телу рукава 6
265
(фронтальной стороне). Прежде чем поставить иглу 12 в нужное
положение, пластину 5, прижимающую рамку 2 игловодителя к
стержню 9 кронштейна и закрепленную двумя винтами 3,
проверить на люфт. ЕГО БЫТЬ НЕ ДОЛЖНО." При этом
необходимо обеспечить легкое, без заеданий скольжение рамки 2
игловодителя 1 по стержню 9 кронштейна, иначе не будет правого
укола зигзага. Положение иглы 12 обеспечивается перемещением
кронштейна 9 назад или вперед. После крепкого затягивания
двух винтов 8 кронштейна 9 игла 12 может уйти назад. В таком
случае надо отпустить оба винта 8 и под заднюю сторону
основания 7 кронштейна 9 подложить (вертикально) фольгу размером
20X3X0,2 мм. Следует помнить, что этот узел имеет свойство
самопроизвольно сбиваться, особенно при работе машины с
электроприводом. В последующих модификациях (машина «Чайка»
134) он заменен узлом другой конструкции и тоже ненадежной.
Если это случилось, игла 12 подошла вплотную к задней стенке
в отверстии игольной пластины, а винты 8 кронштейна 9 сильно
зажаты, с задней стороны в основание 7 кронштейна 9 подставить
плоский надфиль и два-три раза ударить по нему молоточком.
При выполнении этой работы игла должна находиться в верхнем
положении. По окончании регулировки иглы по этому параметру
обязательно проверить нет ли люфта у рамки 2 игловодителя 1
сверху на оси качания и внизу возле стержня 9 кронштейна.
Вверху ось, на которой качается рамка, выполняя зигзаг, должна
прижать рамку 2 вперед до отказа и застопориться винтом
сверху. Следует хорошо знать, что, если после установки поперечного
положения иглы в отверстии игольной пластины она сбилась
назад, появится стук, сломается или погнется игла. Если игла
сбилась вперед вплотную к стенке игольной щели в пластине, будет
пропуск стежков в строчке. Руководствуясь вышеизложенным,
можно легко своими силами поставить иглу на середину или
ближе к переднему краю поперечного размера в игольной пластине
не вызывая мастера (см. рис. 63), где В=Г — условие нормальной
работы для всех видов строчки.
19. Поставить острие иглы посередине игольной щели в
пластине относительно продольной оси платформы, т. е. А~Б —
нормальная работа (см. рис. 63). Это положение иглы регулируется
двумя винтами 2 (рис. 65), расположенными вертикально на раме
1 игловодителя. Эти же винты 2 прикрепляют к рамке 1 длинный
рычаг-коромысло 3. Ослабить винты 2, установить длинную
отвертку под правую сторону большого рычага 3 так, чтобы конец
его (3) был постоянно приподнят, левой рукой установить иглу
посередине щели в игольной пластине, а правой завернуть оба
266
Рис. 65* Узел большого рычага-коромысла
(машина «Подольск» 142 кл. ПМЗ, «Чайка» 134 кл.)
1. Рамка игловодителя.
2. Винты крепления рычага»
3. Большой рычаг-коромысло.
4. Ось качания рычага.
5. Корпус машины,
6* Нитепритягиватель.
винта 2 при помощи отвертки. Снять длинную отвертку из-под
рычага, и ею накрепко завернуть оба винта 2. Провернуть
маховик несколько раз и проверить, не сбивается ли игла —
выполняется ли условие А-Б — нормальная работа (см. рис. 63) при
прямой строчке.
20. Установить иглу в отверстии игольной пластины для
зигзага. При зигзаге игла должна входить в отверстие на одинаковом
расстоянии как от правого, так и от левого конца. Если игла
смещена влево или вправо, отпустить винт 7 (см. рис. 47) на блоке
зигзага сверху, он соединяет два рычага 11 и 12, находящиеся на
оси ручки 28 (левая) управления декоративными строчками.
Сделать приспособление из проволоки или спицы от зонта для
поджатая вверх рычага-толкателя 12 кулисы зигзага. Поставить пра-
вую ручку 23 на зигзаг, левую 28 — на единицу. Провернуть
маховик на правый укол зигзага. Приспособлением зацепить
верхний рычаг-толкатель 12 кулисы и5 поднимая или опуская его*
смотреть на иглу. Установить иглу в правое положение от
правого конца щели на 1 мм. Держать так, не меняя положения.
267
Левой рукой при помощи тонкой отвертки подать нижний рычаг-
толкатель 11 блока копирных рычагов влево до отказа. Загем
этой же рукой завернуть верхний винт 7, соединяющий два зиг-
загных рычага. Провернуть маховик и проверить, на
одинаковом ли расстоянии от концов игольной щели опускается игла на
зигзаге — К=М (см. рис. 63). Если не на одинаковом, операцию
повторить. Иногда приходится выполнять эту работу по нескольку раз.
21. Проверить и отрегулировать вход и выход иглы из
игольной пластины. Он должен совершаться вертикально (см. рис. 15)
— всякое отклонение от вертикали при входе и выходе иглы из
щели ^пластины нарушит работу машины. По этой причине будет
наблюдаться следующее: погнутость и поломка иглы, стук, шум,
слишком большие отверстия в ткани при ее проколе (особенно в
тонкой), пропуски стежков в строчке.
Для обеспечения нормальной работы машины при
выполнении зигзагообразной строчки необходимо выполнить следующие
работы. Снять иглу, отвернуть сверху винт 6 (см. рис. 47)
крепления зигзагного блока, отвернуть винт 16 сзади и вынуть блок.
Рис. 66. Ведущая шестерня блока зигзага на коленчатом валу
(машина «Подольск» 142 кл. ПМЗ)
1. Коленчатый вал. *
2. Червячная ведущая шестерня.
3. Винты крепления шестерни.
4. Крышка шатуна.
5. Винты крепления крышки.
6. Войлочный сальник.
7. Контур ведомой пластмассовой шестерни.
8. Ось симметрии нарезной части ведущей шестерни.
268
На коленчатом валу останется свободной червячная шестерня 2
(рис. 66). Она застопорена двумя винтами 3. Ослабить их и
принудительно сдвинуть ее влево за перемычку. Место посадки
шестерни (оно бывает накернено на валу) легонько запилить
вкруговую. Затем вручную придвинуть шестерню и провернуть ее.
Если она легко не проворачивается (заедает), снова запилить и
снова придвинуть шестерню и провернуть ее. Операцию
повторять до тех пор, пока шестерня не начнет легко проворачиваться
на валу 1. Такая операция необходима, иначе невозможно
провернуть червячную шестерню для регулировки вертикального
входа и выхода иглы из пластины на зигзаге. Шестерню
расположить на расстоянии 6 мм от правого предела колена
коленчатого вала, т. е. продольная ось симметрии ведомой шестерни
должна проходить по поперечной оси у симметрии нарезной части
червячной шестерни 2. Продольная ось верхней шестерни
совпадает с поперечной осью нарезной части червячной шестерни, а
поперечная ось верхней шестерни совпадает (совмещается) с
продольной осью червячной. В этом случае в зацеплении с
червячной шестерней 2 участвуют три зуба верхней пластмассовой
шестерни. Такое зацепление обеспечивает долговечность верхней
пластмассовой шестерни. Когда червячная шестерня посажена
вплотную к правому пределу колена коленчатого вала, в
зацеплении с ней участвует один зуб верхней пластмассовой шестерни
(так ставит завод-изготовитель) и при сильном застопорении
челнока этот зуб срезается, т. е. пластмассовая шестерня выходит из
строк, а значит, и надолго выходит из строя машина. Поэтому
придвинуть шестерню 2 так, чтобы ее правый край был на
расстоянии 6 мм от начала колена вала, и закрепить одним винтом
3, Поставить на место блок зигзага и накрепко прикрепить его
верхним большим винтом 6 (см. рис. 47). Задний винт 16 должен
быть ввернут, но ослаблен. Поставить иглу на место, правую ручку
23 поставить на полный зигзаг, а левую 28 на цифру 1 (или на
«зигзаг» машин «Чайка» 134 и «Чайка» 143). Проворачивая маховик,
смотреть, как игла входит и выходит из игольной пластины при левом
и правом уколе зигзага (см. рис. 15). Если любая из четырех
траекторий отклоняется от строгой вертикали (вверху игла не
переходит слева направо и наоборот — по дуге), выполнить
регулировку. Для этого левой рукой ослабить винт 3 на червячной
шестерне и, придерживая его отверткой от проворачивания,
правой с помощью маховика провернуть коленчатый вал на 10—15 .
Зажать винт 3 шестерни и, проворачивая коленчатый вал,
смотреть, улучшился или ухудшился вход и выход иглы. Если
ухудшился, снова ослабить винт 3 шестерни и, придерживая ее от-
269
верткой, провернуть коленчатый вал в обратную сторону.
Закрепить винт 3 на шестерне и снова посмотреть, как опускается и
поднимается игла. Эту операцию повторять до тех пор, jiOKa игла
не начнет опускаться и подниматься па вертикали, т. е. без
горизонтального смещения на уровне ткани как при левом, так и
при правом уколе зигзага. После окончания регулировки
накрепко зажать оба винта 3 на червячной шестерне.
Чтобы отрегулировать зазор между зубьями обеих шестерен в
блоке зигзага, требуется выполнить следующие операции:
а) отпустить винт 1 (см, рис* 47) крепления всего блока на
консольной оси 5, задний винт 16 должен быть ослаблен;
б) слегка нажать на пластмассовую шестерню и закрепить
накрепко винт 15 крепления блока;
в) зажать накрепко винт 1 крепления блока на консольной
оси;
г) отпустить задний винт 16 крепления блока, провернуть
маховик на несколько оборотов;
д) накрепко зажать задний винт 16 крепления блока.
Провернуть маховик несколько раз. Вращение должно быть легким, и в
момент схода копирного рычага с выступа пластмассового диска
стука быть не должно. Если зазор в зубьях шестерен зигзага еле
ощутим, а стук явно слышен, значит, есть продольный люфт
коленчатого вала. Люфт хорошо ощущается рукой. Для устранения
продольного люфта отпустить винт крепления втулки левого
подшипника коленчатого вала и со стороны блока зигзага на втулке,
сделав упор трехгранным напильником, один-два раза ударить
молоточком. Втулка должна переместиться влево и выбрать люфт
коленчатого вала. Стук при зигзаге исчезнет. Если вращение
коленчатого вала стало тяжелым, необходимо в торец коленчатого
вала с левой стороны подставить плоский надфиль и легонько
ударить по нему молоточком, добившись такими приемами
легкости вращения коленчатого вала и, ликвидировав стук при
зигзаге, накрепко закрепить винт левой втулки.
22. На блоке зигзага часто бывают следующие неисправности:
а) большой рычаг-коромысло правым концом заскакивает на
выступ опорного пальца 3 (см. рис. 47), в результате нарушается
работа блока, В данном случае вопрос решается просто.
Отвернуть два вертикально расположенных винта 2 (см. рис. 65)
крепления большого рычага-коромысла 3, снять его и легкими
ударами по металлическому основанию немного изогнуть в сторону к
передней стенке. Затем поставить на место и отрегулировать
положение иглы б игольной пластине (см. п. 19);
б) правая ручка управления зигзагом вращается настолько
270
легко, что во время работы самопроизвольно возвращается на
нулевую отметку, т, е. начинает выполнять прямую строчку»
Сделать следующее: ручку 23 (см. рис. 47) поставить на отметку О,
ослабить стопорный винт 20 сверху на конце оси ручки, В торце
оси есть винт 18 с широкой головкой. Придерживая левой рукой
ручку зигзага, правой завернуть винт 18 на один-два оборота.
Зажать сверху стопорный винт 20. Выполнив такую работу, вы
подтянете тормозное устройство ручки 23 включения зигзага;
в) от предельно сильного натяжения возвратной пружины
рамки игловодителя копирный рычаг прочертил или углубил
дорожку на пластмассовом копирном диске 13. От
преждевременного износа уменьшается ширина зигзага. Что необходимо
сделать в данном случае?
Во-первых, натяжение пружины уменьшить до минимума.
Сверху, слева от блока зигзага, на дне рукава есть винт
крепления той пластины, которая натягивает пружину» Этот винт
ослабить и одновременно освободившийся конец пластины (слева от
винта) при* помощи отвертки левой рукой подать вперед так,
чтобы пружина не зацепляла рычаг во фронтальной полости, а
правой — при помощи другой отвертки зажать винт.
Во-вторых, снять весь блок. С него снять пластмассовый блок
13 копирных дисков вместе с пластмассовой шестерней 14,
ослабив винт 24. Затем вынув ось, снять пластмассовую шестерню 14.
В блоке пластмассовых копиров отвинтить две гайки МЗ и снять
диск зигзага. Перевернуть его другой стороной. С диска удалить
многозначные цифры с тем, чтобы дать возможность
пластмассовой шестерне 14 вплотную расположиться на диске. На винты
навернуть гайки, на концы винтов с гайками надеть
перевернутый диск зигзага. Отверткой слабо зажать оба винта, они
соединяют четыре диска, а пятый (зигзагный) будет присоединен
общей осью этого узла, т. е. винтом 24. Вставить в диск зигзага
шестерню 14, вставить ось. Накрепко зажать оба винта дисков и
можно весь узел ставить на место. Зажать ось стопорным винтом 24.
Теперь копирный рычаг будет касаться новой (нетронутой)
поверхности диска зигзага и ширина зигзага будет наибольшей
(нормальной). Поставить блок на место и произвести все
регулировки методами, указанными в пунктах 20^-22;
г) часто отсутствует одна или несколько декоративных
строчек или зигзаг. В общем блоке зигзага с левой стороны на оси
левой ручки 28 с цифрами 1, 2, 3, 4, 5, а на машине «Чайка»
143 изображение декоративных строчек и зигзага, есть блок
рычагов (рис. 67). Это копирные рычаги 3. Поворачивая ручку 28
(см. рис. 47) можно попеременно включать в работу тот или иной
271
Рис. 67. Блок копирных рычагов (машины
«Подольск» 142 кл., «Чайка» 142М кл., «Чайка» 3 кл.)
1. Запорная шайба.
2. Размерная шайба (16X5X1 мм).
3. Копирный рычаг декоративных строчек.
4. Копирный рычаг зигзага.
5. Пластмассовая фасонная втулка.
6. Ограничительное кольцо.
7. Ось блока.
8. Вариант ремонта пластмассовой фасонной втулки.
9. Ремонтная шпонка размером 4X2,5X2 мм.
10. Сечение шпонки.
рычаг и получать соответствующую строчку (2, 3, 4, 5). Все ко-
пирные рычаги одинакового размера и посажены на
пластмассовые втулки № 1, 2, 3. Втулки имеют отверстия диаметром 5 мм
с малыми шпонками (тоньше спички). Стальной валик своим
пазом с острыми кромками легко срезает эти пластмассовые мини-
шпонки и блок выходит из строя.
Что необходимо сделать, чтобы устранить такие
неисправности? Снять с машины блок зигзага. Снять ручку 28 управления
блоком копирных рычагов. С валика снять запорную шайбу 1
(см. рис. 67), ослабить на ограничительном кольце 6 два винта,
272
снять и разобрать блок рычагов. Лучше всего заменить
пластмассовые втулки 5, но они не всегда бывают. Если их нет в
пластмассовой втулке, на месте срезанной шпонки пропилить
двояковыпуклым или трехгранным простым надфилем углообразный
паз 8 глубиной 1,5 мм, затем сделать шпонку 9 из стали,
алюминия или меди трехгранного сечения по приведенному
рисунку. Ее размеры: длина 4 мм, высота 2,5 мм, ширина 2
мм.
Собрать блок копирных рычагов, соблюдая порядок
нумерации пластмассовых втулок. Сначала ставить втулку № 1 — зиг-
загную, затем — № 2 и последней — № 3. После первого зиг-
загного рычага 3 поставить две размерных шайбы 2, дальше
ставить по одной шайбе. Такие металлические шпонки работают
дольше и надежнее пластмассовых (см. «Швейная машина
«Чайка» 142М кл.).
23. Поставить иглу в крайнее верхнее положение. Посмотреть
на зубья транспортера ткани. Если высота зубьев спереди равна
высоте сзади, то под передний винт положить один слой фольги,
если высота спереди меньше высоты сзади, подложить два слоя
— (0,4X2) (см. рис. 22 и 23), а лучше подложить проволоку
диаметром 0,5 или 0,7 мм (смотреть по месту).
Для нормальной работы транспортера ткани передний край
зубьев должен быть выше заднего на 0,5—0,6 мм. При
закреплении зубьев необходимо тщательно примерить игольную
пластину, иначе задевание зубьев за пластину неизбежно.
Если прокручивается ступица ручки управления
декоративными строчками, машина не сможет работать на всех режимах.
Необходимо на ступице ручки управления просверлить новое
отверстие, нарезать резьбу и поставить новый стопорный винт М4
(М5).
24. Снять игольную пластину. Откинуть машину на петлях.
Надеть запорное кольцо челнока. Поставить машину в исходное
положение. Поставить ручку зигзага на цифру 5. Маховиком
опустить иглу и поставить ее на правый укол зигзага.
Посмотреть, на каком расстоянии находится игла от правого края ните-
направительной пластины (см. рис. 8). Если это расстояние 2—4
мм, при левом уколе зигзага плохо скидывается нитка с челнока,
верхняя нитка петляет снизу или обрывается, задевая за острый
левый край зева корпуса хода челнока (см. рис. 3). Чтобы
устранить такой недостаток, необходимо: включить зигзаг, опустить
иглу в нижнее правое положение, откинуть машину на петлях
(см. рис. 9). Затем отпустить болты 4 крепления корпуса хода
челнока 3, ослабить винты 14 и 19 крепления обеих втулок вала
-273
челнока. Задача этой операции заключается в том, чтобы
сместить влево корпус хода челнока 3 и вместе с ним вал 12 сектора
конической шестерни 8. Смещение вести до тех пор, пока рас- ;
стояние между иглой и правым краем нитеиаправительной ила- ^
стины не станет равным 1 мм.
На валу 12 сектора конической шестерни 8 с левой стороны
помещен кулачок 11 подъема зубьев. Вставить оба винта
крепления кулачка 11 и сместить правую втулку 13 вала влево на 4
мм. Сместить корпус хода челнока 3 влево настолько, чтобы
правый край нитенаправительной пластины, привинченной двумя
винтами к запорному кольцу, подошел к игле на расстояние, чуть
меньше 1 мм. При закреплении корпуса хода челнока 3 болтами
4 расстояние уменьшится. Нам же надо сохранить расстояние не
меньше 1 мм. С помощью трехгранного напильника и молоточка
сместить кулачок 11 подъема зубцов на валу 12 влево, в
результате кулачок 11 подойдет вплотную к левой втулке 9 и она
подвинет секторную шестерню 8. При этом следить за тем, чтобы
зубья конических шестерен 8 и 20 не выходили из своего
зацепления. Поэтому смещать корпус хода челнока 3 малыми шагами
и за каждым его шагом смещать вал 12 сектора конической
шестерни 8.
Итак, расстояние между иглой и пластиной чуть больше 1 мм
установлено. Теперь необходимо установить корпус хода челнока
3 относительно иглы. Зажать оба болта 4 крепления корпуса.
Пальцем руки проверить наличие на толкателе челнока зазора в
зубьях шестерен. Если его нет, острым концом трехгранного
напильника сделать упор на ступице секторной шестерни 8 со
стороны толкателя челнока и легонько ударить молоточком. Если
зазор окажется большим, подвинуть вал влево. На толкателе
челнока такими приемами можно установить зазор, хорошо
ощутимый рукой. Проворачивая маховик, проверить, чтобы зазор был
во всех положениях толкателя, иначе в машине появится стук,
тяжелый ход и заедание. После установки нужного зазора в
зубьях шестерен 8 и 20 зажать накрепко винты 14 и 19 крепления
левой и правой втулок 9 и 13 вала.
Отодвинув кулачок 11 подъема зубьев от левой втулки 9
вправо на 2 мм при опущенной игле^ поставить его так, чтобы
верхний винт был предельно доступен для отвертки (сверху ей
будет мешать прилив 10 платформы) и жестко закрепить его.
Повернув маховик, можно увидеть второй винт кулачка и закрепить
его. Здесь обратить внимание на то, что при подъеме кулачком
11 зубьев рейки игла должна находиться в крайнем верхнем
положении в момент продвижения ткани. Ни в коем случае не
274
должна быть нарушена синхронность движений иглы и зубчатой
рейки.
Поставить иглу в крайнее верхнее положение. Рожковым
ключом 10X12 ослабить болт 18 крепления кривошипа шатуна
на правом конце вала 12 сектора конической шестерни.
Осторожно молоточком сместить вправо кривошип 16 на 2—4 мм, т. е.
ровно на столько, на сколько был подвинут влево корпус хода
челнока 3. ПРОДЕЛАВ это, исправили положение шатуна на
коленчатом валу, т. е. поставили шатун без перекоса, который
образовался в результате перемещения корпуса хода челнока 3
влево к игле. Закрепить болт 18. Теперь вращение маховика должно
быть легким. При этой операции может образоваться тяжелый
ход, если:
а) нет достаточного зазора в зубьях конических шестерен 8 и
20, или велик наклон в ту или другую сторону корпуса хода
челнока 3;
б) кулачок 11 подъема зубьев на валу 12 челнока прижат к
левой втулке;
в) шатун получил перекос на коленчатом валу из-за
смещения вала 12 челнока влево.
Если имеется тяжелый ход машины, все три параметра
проверить и исправить.
25. Проверить челнок (рис. 68) — нет ли на его кромках
заусенцев и заострений. При наличии острых кромок 2, 3, 4 на
носике челнока, широкой полке 7, по которой сбегает нитка, а
также острого угла 6 там, где выходит нитка петлей из челнока,
все кромки, обозначенные на рисунке цифрами 1, 2, 3, 4, 5,
притупить плоским алмазным надфилем с последующей шлифовкой
шлифовальной бумагой. Кромку 5 широкой полки в разрезе челнока,
куда входит игла, тоже хорошо притупить, чтобы на месте кромки
образовалась маленькая площадка-фаска, имеющая угол наклона 45
(к горизонтальной ее поверхности). Дело в том, что зачастую в
это место ударяет острие иглы, она портится и нарушается весь
процесс шитья. При этом надо иметь в виду и такой фактор. В
наборе игл редко бывает абсолютно ровная игла. Почти все они
в разной степени имеют кривизну, а устройство (разрез) челнока
предполагает применение абсолютно прямой иглы. Такое
противоречие и вынуждает мастера делать в разрезе челнока на правой
его кромке 5 такую фаску. Обработанный челнок вложить в
корпус хода челнока и отрегулировать следующие параметры:
а) зазор между челноком и его толкателем (см. рис. 18)*
В начале подъема иглы из крайнего нижнего положения возле
нее образуется петля-напуск. Носик челнока при движении за-
7 . 275
I
Рис. 68. Правоходный челнок
(машины «Подольск» 142 кл., «Чайка»)
А — правая сторона*
Б — левая сторона.
1. Правая кромка широкой полки.
2. Правая внутренняя кромка носика.
3. Правая наружная кромка.
4. Левая внутренняя кромка.
5. Внутренняя кромка широкой полки.
6. Левый внутренний угол хвостовика.
7. Широкая полка.
8. Узкая полка.
9. Ось челнока.
девает эту петлю — это есть момент входа нитки в челночное
устройство. При проворачивании челнока более чем на 180°
петля верхней нитки выходит из челночного устройства, а это
значит, что у челнока и толкателя существуют две зоны и
каждая из них имеет свои задачи. ВХОДНАЯ зона, куда входит
верхняя нитка, и ВЫХОДНАЯ зона, откуда нитка выходит из
челночного устройства. Соответственно на толкателе есть входной
конец 2, куда входит нитка и выходной 4, откуда она эыходит.
Это необходимо хорошо знать.
У машин разных марок зазоры на входном 2 и выходном 4
276 j
концах различны, и путать их не следует, их необходимо
придерживаться, иначе любая машина работать не будет,
В данном случае надо установить зазор на выходном конце.
Сначала прижать конец пружины к толкателю вплотную. Это
можно сделать так: отвинтить один винт крепления пластины к
толкателю, подложить под пластину конец отвертки и пальцем
руки прижать ее к толкателю. Затем завернуть винт. Можно
сделать и так. Не отвинчивая винт, подложить поперек под
пластину проволоку толщиной 0,2—0,3 мм (обычно проволока от
компенсационной пружины) ближе к винту крепления. Пассатижами .
прижать пластину к концу толкателя. Затем убрать проволоку.
Неприжатая к выходному концу пластина, увеличивает шум
машины, так как во время работы .инерция челнока увеличивается,
увеличиваются и динамические нагрузки на оба конца толкателя
челнока, а зазор при этом увеличивается в несколько раз. При
большой скорости появляется стук. Иногда неприжатый конец
пластины на выходе нитки вызывает апериодические петли снизу
(верхней нитки). Кроме этого выходной конец пластины будет со
временем отгибаться все больше и больше и.примерно через 5—6
месяцев начнутся пропуски сначала на правом уколе зигзага,
затем при прямой строчке. При усилении стука в машине, на
входном конце толкателя сжать кусачками загнутый конец пластины,
лежащий на тонком уступе.
Проворачивая маховик, поставить иглу в крайнее верхнее
положение. Посмотреть, есть ли и какой величины зазор между
челноком и выходным концом толкателя. Зазор должен быть
равен 0,3 мм (см. рис. 18). Если он больше, чуть-чуть подогнуть
толкатель в центральной его части. Если зазор равен 0,5 мм
(примерно), можно отогнуть конец пластинчатой пружины 4 на
толкателе (причем не всю ветвь пружины, а загнутый конец
длиной 5—6 мм, на этом участке пружина немного разогнется и
зазор уменьшится). Если после этого зазор исчез совсем, тонкой
отверткой сделать требуемый зазор (0,3 мм).
Установить зазор на входном конце толкателя. Идеально он
должен быть таким же, как на выходе нитки (0,3 мм). Но при
наличии разной величины эксцентриситета между осью вращения
челноки и осью вала толкателя зазоры на входе и выходе нитки
будут различными. Если нет условий для установки одинаковых
зазоров, то в первую очередь установить зазор 0,3 мм на стороне
с наименьшим зазором. На второй стороне зазор будет чуть
больше. Оставить его таким;
б) необходимо проследить за положением входного конца
толкателя в челноке при поднятой вверх игле. Он должен находить-
' ' N * Л . ■ " 277
ся или посередине вертикальной плоскости, или ближе к носику
челнока, иначе задержка проскакивания нитки вызовет петляние
в строчке снизу (см. рис» 18 б);
в) зазор между иглой и носиком челнока в плоскости его вра-.
щения. Этот зазор устанавливается при левом положении иглы
на зигзаге и равен 0,1 мм,' Если при шитье нейлона на левой
стороне зигзага будут пропуски, зазор уменьшить до 0,05 мм. Он
устанавливается так: ослабить верхний болт 4 (см. рис. 9)
крепления корпуса хода челнока 3 и, вращая корпус на цапфе 6,
установить требуемый зазор. Носик челнока подвести к игле
вплотную, так как при закреплении болтом 4 от нажима корпус всегда
отходит от иглы и образует зазор. Если зазор будет больше
указанного, обязательно возникнут пропуски как в прямой строчке,
так и при зигзаге (на левом уколе), особенно при шитье нейлона;
г) следующий параметр — расстояние от челнока до иглы.
Поставить иглу в крайнее нижнее положение на левом уколе зигзага.
Носик челнока должен отстоять от иглы на 4 мм. Этот параметр у
машин, разных марок далеко не одинаковый, например, у машины
2М кл. — 2 мм, «Чайки» 2 кл. — 1,5—2 мм, «Чайки» 142М кл.—
3 мм, «Орши» первых выпусков — 1—1,5 мм и т. д. Необходимое
расстояние достигается за счет поворота вала 12 челнока на тот
или иной угол (см. рис. 9). Для этого обхватить кусачками вал 12
рожковым ключом 10X12, ослабить болт 18 на кривошипе (с
правой стороны) и, придерживая правой рукой маховик от
проворачивания, кусачками повернуть вал 12 на требуемый угол.
Зажать болт 18 и проверить расстояние. Если оно не соответствует
требуемой норме, операцию повторить. По окончании
регулировки параметра окончательно зажать болт 18. Однако это сразу
может и не удастся сделать, а если и удастся, на средней скорости
может появиться стук в машине. В чем здесь причина?
Дело в том, что препятствием служит сектор конической
шестерни 8, расположенной на левом конце вала. При установке
нужного расстояния в челночном устройстве верхний конец
шестерни — сектора 8 либо упирается в корпус хода челнока и
препятствует установлению расстояния в 4 мм, либо при вращении
ударяет о корпус хода челнока. Чтобы этого не было,
трехгранным напильником спилить верхний торец сектора-шестерни 8 на
1 мм. Другого решения здесь нет. Если принять решение и
спилить места удара на корпусе хода челнока 3, то такая операция
будет трудоемкой и сложной,
26. Установить следующий параметр — отрегулировать
момент встречи иглы с носиком челнока при правом уколе зигзага
(см, рис. 15г). Эта встреча должна произойти выше ушка иглы
278 -- > ' v - . в
на расстоянии 1 мм (и не более!). Регулировка производится
подъемом или опусканием игловодителя. Для выполнения работы
разобрать узел стержня нажимной лапки и с задней стороны
подойти к винту крепления игловодителя и открутить его.
(Неудачное решение конструктором завода-изготовителя). Иногда иглово-
дитель не опускается ниже. Это значит, что на нем низко
сделана лыска-площадка для стопорного винта. В таком случае
снять рамку с игловодителем, вынуть игловодитель и удлинить
на нем площадку для крепления винтом. Удлинять следует ее
верхнюю часть, сточив круглый участок вала на высоту 2 мм и
глубину заподлицо с площадкой. Работу выполнять надфилями
разного сечения. Собрать узел стержня прижимной лапки и
игловодителя в обратном порядке.
27. Итак, все параметры в челночном устройстве
установлены, тщательно прочищены все пазы. Теперь вставить челнок,
поставить на место запорное кольцо челнока и зажать его (кольцо)
поворотной скобой. Попытка вращать маховик, а коленвал не
вращается! рели же вынуть челнок, все вращается легко. Опять
поставили челнок, зажали его кольцом — все застопорилось.
Такое бывает очень часто. Что делать? Снять запорное кольцо 3
(см. рис. 28) и вынуть челнок 4. Куском ножовочного полотна
снять часть металла с той плоскости 5 паза, на которой лежит
челнок, когда машина откинута на петлях. Запорное кольцо
прижимает к плоскости паза челнок. Снять слой металла с тех
участков плоскости паза, на которых он задерживается. Эта
операция занимает не более 2 минут. Не снимайте металла больше
чем надо! За время операции два-три раза примерить, какое
положение занимает челнок. Собрать весь узел и попытаться
вращать маховик, но не перестараться.
28. Теперь отрегулируем длину стежка. Рычаг регулировки
длины стежка находится спереди справа, в нижней части рукава.
Он представляет собой круглую ручку со шкалой шага от 0 до 4
мм. Здесь же размещен и рычаг обратного хода ткани.
Сначала ослабить винт крепления ручки и снять ее, снять
машину с петель и перевернуть ее низом платформы вверх. Снизу .
ослабить винт крепления рычага обратного хода и вынуть его.
Положить машину на заднюю сторону. Вывернуть четыре винта
крепления замысловатого контура двойной крышки спереди и
снять ее. Отвернуть два винта регулятора длины стежка и вынуть
его снизу, игла при этом должна быть в нижнем положении (рис.
69). Повернуть вращающийся диск 3 по часовой стрелке до
отказа секторного выреза 8, как показано на рисунке 69а.
Регулятор лицевой стороной обращен к нам, его секторный вырез 8 на-
279
LL
90
а) : \ б)
Рис. 69. Регулятор длины стежка (машины «Подольск» 142 кл*,
- «Чайка» 142М клм «Чайка» I32M кл., «Чайка» 134 клм
«Чайка» 143 к л.) •
1. Рамка.
2. Два резьбовых отверстия.
3. Диск (вращающийся) с секторным вырезом.
4. Рычаг, вращающийся на оси и связанный
с кулисой диска 3.
5. Отверстие рычага обратного хода.
6. Винт крепления рычага 4. с
7. Винт крепления рычага. обратного хода.
8. Секторный вырез в диске 3.
ходится снизу справа. Ослабить винт 6 крепления рычага 4 на
оси, легонько ударить молоточком по винту 6 и рычаг 4 можно
повернуть на оси. Больших усилий не прилагать! Установить
рычаг 4 так, чтобы зазор между концом рычага 4 и плоскостью
диска 3 был равен 1 мм (см. рис. 696). Рычаг 4 поворачивать на
оси только после того, как будет осажена втулка под винтом 6.
Если применить значительное усилие, можно сломать пальчик,
соединяющий конец оси рычага 4 с пазом диска 3. Зазор в 1 мм
образуется между плоскостью по правой окружности диска и
концом рычага (как показано на рисунке). Если зазор между
рычагом 4 и плоскостью диска 3 уменьшать, длина стежка будет
уменьшаться, и наоборот. .
280
Зазор между воображаемой задней плоскостью диска и
концом рычага на уровне центра диска можно регулировать
поворотом рычага 4. Зажать винт крепления рычага и поставить
регулятор на место (при установке кулису шага, в которую будет
упираться снизу рычаг 4 регулятора, поднять отверткой и
повернуть вверх). Рычаг регулятора заводится за вилку подачи с
правой стороны. После установки регулятора и закреплении его
двумя винтами надеть ручку, подложить под лапку чистый лист
бумаги и, проворачивая маховик, проверить длину стежка от 0 до
4 мм. Если окажется, что максимальная длина 3 мм, а подача
материала приостанавливается раньше нулевой отметки, снять
регулятор и отодвинуть рычаг чуть вправо (на 0,5 мм), тогда
зазор между диском и рычагом будет равен 1,5 мм. Собрать все в
обратном яорвдке. Операцию по установке зазора иногда
приходится повторять по нескольку раз. Зазор может доходить до нуля
и даже до минус 1 мм, т. е. конец рычага 4 может заходить за
плоскость диска 3 на 1 мм. Практически каждая машина имеет
свои особенности. Поэтому указанный на рисунке зазор (1 мм)
между плоскостью диска 3 и рычагом ориентировочный, наиболее
часто встречающийся. Отклонения могут быть и в сторону
увеличения, и в сторону уменьшения. Окончательно зазор
устанавливать опытным путем, путем проб и сравнений.
В регуляторе длины стежка могут быть различные
неисправности. Например, нет шага стежка и он не регулируется. Чтобы
установить причину, надо посмотреть устройство крепления
рычага регулятора длины стежка (рис. 70).
При завинчивании винта 7 в верхнюю резьбовую втулку обе
втулки, сближаясь, зажимают накрепко ось 5 рычага 3. Когда же
скосы втулок 4 и 6 велики, они могут сблизиться настолько, что
будут упираться друг в друга, а ось 5 не будет зажата накрепко.
В этом случае регулировки длины стежка не будет. Что же
делать? Полностью вывернуть винт 7, вынуть втулки 4 и 6 и
спилить их внутренние торцы на наждачном точиле. Они закалены
и имеют большую твердость. Их начальная длина 7 мм, сточить
по 1 мм с каждой. Собрать все в обратном порядке и
отрегулировать длину стежка по вышеизложенной методике.
29. О прижимной лапке.
Иногда на машине установлена прижимная лапка
специального назначения. Если снять такую лапку и посмотреть нижнюю
ее часть, можно увидеть широкий глубокий паз — это петлевая
лапка. Работая такой лапкой, на тонких тканях будет получаться
некачественная строчка с пропусками стежков. Эту лапку
заменить на универсальную, которая имеет снизу ровную поверх-
281
Рис» 70. Крепление рычага регулятора длины стежка
(машина «Подольск» 142 кл.)
1. Стопорный винт рычага обратного хода.
2. Отверстие для рычага обратного хода.
3. Рычаг.
4. Резьбовая втулка.
5. Отверстие для закрепления рычага.
6. Нажимная втулка.
7. Стяжной винт.
ность. В практике часто можно видеть универсальную лапку с
поврежденной (ободранной) поверхностью. Новая лапка покрыта
защитным слоем из металла (хром, никель). Некоторые
нерадивые швеи (может и по незнанию), при шитье допускают
оплошность — ткань вышла из-под лапки, а машина и прижимная
лапка продолжают работать. При этом лапка ударяется о зубья
рейки. Такая ситуация особенно часто наблюдается при работе
на машине с электроприводом. В результате на лапке снизу
повреждается защитная металлическая пленка, тупятся зубья
рейки, ухудшается продвижение ткани. Если это случилось, лапку с
частичными остатками слоя металла следует обработать так,
чтобы снизу не было остатков пленки и поверхность была гладкой
и чистой. После такой обработки следить за тем, чтобы на лапке
не появилась ржавчина. В нерабочие дни нельзя подкладывать
под лапку гигроскопичные материалы. При всех ремонтных
работах, необходимо разобрать узел прижимной лапки и наждачной
бумагой очистить стержень от различного рода наслоений. При
сборке следить за силой нажима пружины. Иногда приходится че-
282 ',-
тыре витка нажимной пружины удалять. Ставить пружину
отрезанным концом вниз. Кроме того после окончания сборки узла
прижимной лапки сжать два-три раза пружину до предела
концом большой отвертки. После принятия таких мер, лапка
работает эластично, устраняется жесткость прижима,
способствующего собиранию ткани в строчке.
30. При ремонте следует различать характер смещения иглы
относительно игольного отверстия.
Если смещение произошло в пределах игольной щели в
пластине, такую неисправность легко устранить, подложив один слой
фольги под нижний кронштейн рамки игловодителя. Но если
смещение иглы выходит за пределы игольной щели пластины на 2—3
мм, тут уж и прокладка не поможет. Это значит, что три винта
(два слева, один справа) крепления рукава к платформе ослабли
и рукав сдвинулся в ту или другую сторону. Что сделать?
Ослабить три винта крепления рукава к платформе, маховиком
установить иглу посередине (относительно передней и задней стенки)
игольной щели в пластине и зажать большой отверткой все три
винта, проверяя, не сбилась ли игла в отверстии игольной
пластины.
31. Обрыв верхней нитки.
Обрыв верхней нитки бывает по следующим причинам:
а) нитка цепляется за левый острый выступ зева корпуса хода
челнока. При левом уколе зигзага левый острый выступ зева
должен выходить за иглу не более чем на 1 мм. Для этого сместить
корпус хода челнока влево на 3—4 мм (см. п. 24 и рис. 3);
б) нитка захватывается челноком в паз. Здесь две причины:
зазор между челноком и входным концом толкателя челнока или
отсутствует, или очень мал (меньше 0,3 мм). Надо увеличить
зазор. Вторая причина — шероховатость поверхности скошенной
части носика челнока (необходимо вынуть челнок и тщательно
отполировать поверхность носика);
в) входной конец имеет зазор с большой площадкой челнока
менее 0,3 мм. Нормально этот зазор должен быть не менее 1,5
мм (см. рис. 6в);
г) нитка на правом уколе зигзага не успевает сойти с челнока
и обрывается. Уменьшить расстояние между иглой и носиком
челнока на левом уколе зигзага, т. е. уменьшить заход челнока
за яглу, когда она находится в крайнем нижнем положении.
32. Поломка иглы. Если игла сломалась, возможно, что она
сбилась назад (см. рис. 64). Нижний кронштейн 9 рамки 2
игловодителя 1 подать вперед, при этом игла выйдет на середину
щели игольной пластины (см. рис. 68). Игла становится тупой и
283
гнется, если упирается в край большой 7 или малой 8 площадки '\
в прорези челнока. Необходимо трехгранным или четырехгран- ]
ным алмазным надфилем спилить края площадок, причем их
верхние кромки спилить так, чтобы образовались площадки-фаски
под углом в 45 к верхней плоскости обеих площадок. В этом ■>
случае игла коснется фаски, соскользнет в прорезь челнока и ос-
танется неповрежденной. Главное в этой ситуации — применять
иглы только того типа, на который отрегулирована машина, и не
работать кривыми иглами. \
Крепление игловодителя должно быть без люфта.
Неисправности п. п. 31—32 приведены в дополнение к первой
главе.
6. ШВЕЙНАЯ МАШИНА «ЧАЙКА» 142М КЛ. ПМЗ
(Выпуска до 1990 г.)
Машина сложного зигзага, выполняющая прямую,
зигзагообразную и декоративную строчки* Вариант исполнения с электрическим
приводом. Эта машина аналогична машине «Подольск» 142 кл.,
которая уже подробно рассмотрена. Поэтому в данном случае
машина описана лишь с учетом ее конструктивных особенностей.
1. Осмотр на комплектность и поломки. Пробной работой
установлены следующие неисправности: верхняя нитка цепляет
снизу, нижняя сильно ослаблена в строчке, заедает челнок, обрыв
верхней нитки, нет равномерности в строчке. Регулятор
натяжения верхней нитки не закрепляется в отверстии. Пропуски
стежков в строчке на трикотажных и нейлоновых тканях. Нулевая
установка регулятора длины стежка не соответствует работе
зубчатой рейки.
2. Регулятор натяжения верхней нитки.
Несущая деталь регулятора выполнена из пластмассы. При
зажиме регулятора стопорным винтом, он упирается в пластмассу
и легко делает в ней глубокую вмятину, точнее, глухое
отверстие. Ну, а регулятор-то работает все время. В результате он
расшатывается и выходит из строя. Изготовление в регуляторе
несущей детали из пластмассы — решение неудачное.
За швейную машину заплатили большую сумму денег, а она
вышла из строя на первом месяце эксплуатации. Юридическая
гарантия практически не гарантирует исправление дефектов.
Выручают умельцы в частном порядке.
Для ремонта регулятора необходимо вывернуть стопорный
винт, вынуть регулятор и разобрать его полностью (рис. 71). Из
284 1
Вид А
Рис. 71. Некоторые части регулятора натяжения верхней нитки
(машины «Чайка» 142М кл., «Чайка» I32M кл,
выпуска до 1990 г.)
1. Пластмассовое основание.
2. Заготовка из ободной ленты размером 0,2X20X50 мм,
3. Заготовка, свернутая в цилиндр.
4. Установка основания по большой шайбе.
5. Щель в заготовке-цилиндре (ширина щели 3,5—4 мм, поз. 3).
ободной ленты толщиной 0,2 мм отрезать кусок длиной 50 мм..
На одной стороне куска по всей длине сделать короткие надрезы
2 и изогнуть заготовку в цилиндр 3, Надрезы загнуть внутрь
цилиндра 3. Вставить заготовку-цилиндр 5 в отверстие для
регулятора. В образовавшуюся сбоку цилиндра щель шириной 3,5 мм
вставить пинцет и захватить конец толкателя. Установив его на
центре отверстия, левой рукой вставить пластмассовое основание 1
регулятора в цилиндр так, чтобы конец толкателя,
придерживаемый пинцетом, вошел в основание 1 регулятора. Большой первой
шайбой 4 с крючком для нитки повернуть основание регулятора
в правильное положение. Угол между вертикалью и крючком 30
(вмятиной к стопорному винту). Положить машину на заднюю
сторону, на основание регулятора наложить рожковый ключ 12X14
(концом на 12) и молоточком запрессовать основание регулятора
в отверстие машины. Оно зайдет вместе с цилиндром, так как
борт из надрезов соединил его с основанием. Надеть на ось ни-
285
тезажимные шайбы, отжимную, коническую пружину и гайку.
Вложить нитку в регулятор и попробовать нитку на отжим, т. е.
проверить есть ли люфт на толкателе. Если его нет, в регулятор,
с задней стороны ввести плоский надфиль и, легонько ударив,'
подать основание регулятора на 0,5 мм вперед. И снова проба
ниткой. И так до тех пор, пока регулятор не начнет работать
правильно. А правильно работать он будет тогда, когда будут
соблюдены следующие параметры:
а) люфт — свободный ход толкателя в пределах 0,5—0,6 мм;
б) зажим нитки от нуля до предела за один оборот нажимной
гайки;
в) при полном подъеме рычага лапки толкатель полностью от-,
жимает коническую пружину и нитка в шайбах проходит
свободно. После того, как есть убежденность в надежном наличии таких
параметров, отверткой сильно зажать стопорный винт регулятора.
Многолетняя практика показала, что такой метод
закрепления регулятора, имеющего пластмассовое основание, надежный и
долговечный, так как винт стал упираться в металлическую ленту.
Снять с оси регулятора все. Поставить компенсационную
пружину в паз. Ее свободный конец должен находиться у нижнего
края пластмассового выреза для фиксатора первой шайбы.
Поставить первую большую шайбу. На ее фиксатор сверху положить
свободный конец компенсационной пружины, поставить:
зажимную шайбу выпуклой стороной наружу, вторую зажимную шайбу
выпуклой стороной внутрь, отжимную шайбу (с перемычкой
внутри отверстия), затем коническую пружину и гайку. Гайку,
оставить в таком положении, когда зажимные шайбы в начале
зажима. Надеть тонкую шайбочку на конец оси и большую
пластмассовую ручку. Сверху в углубление ручки положить
четырехгранную выпуклую шайбу (выпуклостью наверх). Вставить
винт и завинтить его накрепко. Регулятор готов к работе.
Амплитуда регулировки — один оборот, не более! Применять силу
при работе с регулятором, как и со всеми механизмами машины,
НЕЛЬЗЯ!
3. Ремонт блока копирных рычагов.
Для ремонта блока копирных рычагов вынуть иглу из
иглодержателя. Отвернуть два винта крепления блока зигзага —
сверху большой 6 и сзади малый 16* Снять блок (см. рис. 47). На
ступице ручки управления блоком копирных рычагов 28 (левая
с цифрами от 1 до 5) отвинтить винт 30 и снять ручку, вынуть
блок копирных рычагов (см. рис, 67). На конце блока вынуть
запорную шайбу I из паза вала. Снять с вала все рычаги 3,
втулки 5 и шайбы 2. Трехгранным алмазным надфилем снять все за-
286
усенки на обеих сторонах паза. Проверить три пластмассовые
фасонные втулки 5. Допустим, что при проверке обнаружено
следующее:
втулка № 1 (втулки обозначены цифрами 1, 2, 3) — внутри
отверстия срезана шпонка;
втулка № 2 — срезана шпонка;
втулка № 3 — шпонка сохранилась.
Втулка № 1 обеспечивает работу зигзага. На месте срезанной
шпонки трехгранным простым надфилем запилить клинообразное
углубление. Из круглого, диаметром 3 мм металла (алюминий,
латунь, сталь) сделать шпонку по размерам, приведенным на
рисунке 67 п. п. 9 и 1G. Поперечное сечение шпонки — треугольник
(см. машины «Подольск» 142 п. 22г).
То же самое проделать с фасонной втулкой № 2. Собрать
блок. Все рычаги одинакового размера (взаимозаменяемые).
Порядок установки рычагов 3 и втулок 5 строго определенный и
нарушать его нельзя!
На вал с опорным кольцом 6, закрепленным двумя винтами,
поставить такие детали:
а) пластмассовую втулку № 1, причем цифра i должна
попасть на кольцо 6 вала 7. Проделанное углубление во втулке
должно находиться над шпоночным пазом вала, Загнать сделанную
шпонку;
б) положить рычаг на пластмассовую втулку № 1;
в) две шайбы 2 любые (они одинаковые);
г) рычаг 3;
д) пластмассовую втулку № 2 цифрой 2 к рычагу, т. е.
внутрь, углубление во втулке должно быть против паза. Загнать
шпонку;
е) рычаг 3;
ж) шайбу 2; "^ . ч
з) рычаг 3;
и) пластмассовую втулку № 3 надеть так, чтобы цифра 3
была направлена внутрь к рычагу, а ее шпонка твошла в шпоночный
паз вала. Втулка должна войти в рычаг;
к) рычаг 3 с другой стороны втулки № 3;
л) шайбу 2;
м) ввести в поперечный паз на конце вала пружинную
запорную шайбу 1.
Поставить блок на место. Поставить ручку управления
блоком так, чтобы лыска на валу была напротив отверстия
крепления стопорным винтом (с головкой). Прижать левой рукой блок
рычагов и ручку управления, а правой — завернуть винт креп-
287
ления. Вал блока не должен иметь продольного люфта, иначе
рычаги будут забегать со своих копиров на соседние и блок работать
не будет. Бывают случаи, когда декоративные строчки работают
с перебоями. В основном эта происходит на машинах с
электроприводом. В результате вибрации винты ослабевают и
самораскручиваются. Блок копирных рычагов устанавливается при помощи
распорной втулки, которая стопорится сверху винтом 27 (см. рис. 47).
Если он ослаблен, распорная втулка самопроизвольно сместится в
сторону ручки управления и копирные рычаги собьются. Рычаг
зигзага может и не сместиться, так как работает на широком копире.
Для того, чтобы исправить положение, необходимо снять блок
зигзага, левую ручку 28 управления декоративными строчками,
вынуть блок копирных рычагов (см. рис. 67). Со стороны ручки
протолкнуть назад распорную втулку, слегка зажать ее сверху
стопорным винтом 27 (см. рис, 47). Поставить блок копирных
рычагов в распорную втулку и внимательно посмотреть, как
ложатся копирные рычаги на свои места. Их положение необходимо
регулировать продвижением всего блока влево, в сторону ручки
управления. Легонько постукивая молоточком о торец блока
копирных рычагов с правой стороны, продвинуть весь блок и
распорную втулку. Такая работа требует осторожности и внимания!
Необходимо добиться, чтобы каждый рычаг касался только своего
копира. Пластмассовые копиры надо проворачивать вкруговую.
При проворачивании они могут колебаться вправо-влево. В таком
случае возникает трудность по установке копирных рычагов в
строго определенном положении. После правильной установки
рычагов зажать стопорный винт 27 втулки самой малой
отверткой. После этого надеть ручку управления 28 на вал, совместив
лыску на валу с отверстием стопорного винта. Левой рукой
прижать блок рычагов и ручку управления, а правой завернуть
стопорный винт ручки. Ручка управления прижата стопорной
защелкой, и поэтому, поворачивая ее по ходу часовой стрелки при
переключении с одной позиции на другую, не надо нажимать
так, как это делается на машине «Подольск» 142 кл. Первым
устанавливается зазор в зубчатом зацеплении в блоке зигзага*
При установке зазоров в челночном устройстве приходится
смещать влево корпус 3 (см. рис. 9) хода челнока и вал челнока
с секторной конической шестерней 8. Малая ведомая коническая
шестерня размещена на валу 1 толкателя челнока и закреплена
двумя винтами: верхним 21 и нижним (когда машина откинута
на заднюю сторону, см. рис. 106). Если эти шестерни вышли из
зацепления, исправить положение. При этом необходимо знать,
что первый верхний зуб секторной шестерни должен войти во
288 . -
впадину ведомой шестерни за вторым зубом 3, считая зуб 2 перед
верхним винтом ПЕРВЫМ!
Кулачок подъема зубчатой рейки устанавливать после
установки всех зазоров в челночном устройстве. Чтобы установить
правильно кулачок 2 (рис. 72) подъема зубьев, опустить иглу в
крайнее нижнее положение, повернуть кулачок 2 так, чтобы
верхний винт 3 был расположен против края прилива 5 на
платформе и его удобно было завернуть отверткой 4. Перед зажимом
кулачок сместить вправо по валу от втулки на 1 мм.
4. Игловодитель закреплен винтом, выведенным с левой
стороны фронтальной полости рукава. Чтобы до него добраться, надо
отвернуть два винта на верхней крышке и снять ее.
5. Все остальные неисправности устраняются точно так же, как
у машины «Подольск» 142 кл. (см. также главу первую и вторую).
6. В челночном устройстве установить расстояние между
носиком челнока и иглой, когда она находится в крайнем нижнем
положении (на левом уколе зигзага), равное 3 мм остальные
зазоры такие же, как у швейной машины «Подольск» 142 кл.
Сильное ослабление нижней нитки в строчке — серьезная не-
б)
Рис- 72. Установка кулачка подъема зубчатой рейки
а — в машине «Подольск» 142 кл. (игла внизу);
б — в машине «Чайка» 3 кл. (игла вверху).
1. Нижний винт*
2. Кулачок.
3. Верхний винт.
4. Стрелка направление отвертки.
5. Прилив на платформе.
6. Вал челнока.
7. Платформа.
10 А. Зюзин
289
исправность. Это происходит из-за того, что у челнока
недостаточно наклонена лицевая кромка. Теоретически, да и
конструктивно нижнюю нитку на каждый стежок извлекает челнок
наклонной лицевой кромкой. Однако замена челнока и даже подбор
нескольких челноков не решает вопроса. А иногда и прижим
нижней нитки в шпульном колпачке не решает вопроса, а если
и решает то половинчато: прямая строчка получается хорошей, а
зигзагообразная нет (стягивание в поперечном направлении).
Дополнительные меры могут быть разнообразные. Иногда надо на
шпульку ставить нитку номером больше (тоньше). А иногда решает
вопрос замена шпульного колпачка импортным, например, от
машины «Веритас», «Лучник», «Зингер» центрально-шпулечный. Но так
или иначе, а вопрос решать надо как можно с большими вариантами
подбора и замены см.. § 7 п. 13 шпульного колпачка. В данной
ситуации не последнюю роль играет подбор разнообразный и
тщательный: иглы, ниток, а также длина стежка должна быть как можно
меньше, натяжение верхней нитки должно быть нормальное.
Сильное натяжение верхней и нижней ниток усложняет ситуацию.
Встречаются и такие неисправности: ткань не продвигается,
зубчатая рейка зависла на одном уровне. Ось рычага подъема
зубьев заржавела. В таком случае смочить ось смесью, состоящей
из масла и растворителя № 647 и разработать ось вручную.
Можно разобрать узел, почистить, затем собрать его.
Бывают случаи, когда прижимная лапка смещена к задней
стороне (рис. 73). Тогда рабочая зона 2 доя прохода иглы сужена и
работа швейной машины осложнена. Решить вопрос можно двояко:
а) переднюю сторону 4 щели лапки распилить до передней
кромки щели игольной пластины;
б) заменить лапку.
Часто встречаются случаи заклинивания хода машины по
причине выхода оси шарнира нитепритягивателя.
От вибрации (особенно на машинах с электроприводом) сто-^
порный винт ослабляется, ось выходит из шарнира на 4—5 мм в
левую сторону и задевает за игловодитель. Не разбирая узел,
можно поставить на место ось и зажать ее стопорным винтом.
Если нет (потерялся) стопорного винта — поставить новый.
У всех машин «Чайка» подобной конструкции хотя и редко,
но встречается характерная для этих машин неисправность.
Транспортер ткани работает неудовлетворительно — происходят
срывы в его регулировке. Рычаг 3 (см. рис. 70) в контакте с
кулисой находится очень малой площадкой, т. е. он смещен влево.
Операции ремонта: снять регулятор длины стежка и разобрать его.
Нагреть рычаг 3 до малинового цвета и его контактный конец на
290
Рис:- 73. Варианты несовпадения щели игольной
пластины и щели прижимной лапки
'(бракованная лапка9 машина «Чайка» 1423И кл.)
1. Щель для прохода иглы в прижимной лапке,
2. Рабочая зона для прохода иглы.
3. Щель для прохода иглы в игольной пластине.
4. Передняя сторона игольной пластины*
длине 20 мм подогнуть вправо на 3 мм. Затем после постепенного
охлаждения собрать узел регулятора в обратном порядке.
7. ШВЕЙНАЯ МАШИНА «ЧАЙКА» 143 КЛ. ПМЗ
Машина сложного зигзага, выполняющая прямую,
зигзагообразную и декоративную строчки. Вариант исполнения с электрическим
приводом.
Неисправности типичные для машин «Чайка»: обрыв нижней
нитки, петляние верхней нитки снизу, сильное ослабление
нижней нитки в строчке, пропуск стежков при шитье нейлона и др.
По устройству и параметрам эта модель машины
отличается от машины «Чайка» 142М кл. ПМЗ одним
конструктивным изменением, которое необходимо рассмотреть здесь
подробнее.
291
ю *
Рис, 74, Узел рамки игловодителя и прижимной лапки
(машины «Чайка». 143 клм «Чайка» 134 кл*)
1. Рамка прижимной лапки.
2. Верхний винт крепления узла.
3. Резьбовая втулка лапки.
4. Большой рычаг-коромысло.
5. Ось качания рамки игловодителя.
6. Винты крепления рычага.
7. Рамка игловодителя. j
8. Проушина возвратной пружины.
9. Регулировочно-крепежный винт игловодителя.
10. Ограничительное кольцо.
11. Стержень крепления рамки игловодителя.
12. Игловодитель.
13. Стержень лапки.
14. Винт регулировки иглы в игольной пластине.
15. Винт крепления блока рамок.
16. Винт крепления стержня лапки.
292
Рамка игловодителя соединена с рамкой стержня нажимной
лапки (рис. 74). Рамка игловодителя вверху размещена на оси 5
качания при зигзаге, а внизу она имеет продолговатое
горизонтально расположенное отверстие, внутри которого размещен
направляющий стержень 11, закрепленный стопорным винтом в
отверстии рамки стержня прижимной лапки. В нижнем
соединении конструктивно рамка игловодителя выполнена неудачно,
поскольку она ограждена от поперечного люфта четырьмя
зазорами: два из них находятся с задней стороны рамки, а два с
передней.
Если учесть, что зазор между носиком челнока и иглой в
момент захвата нитки равен 0,1 мм, а при шитье нейлона 0,05
мм, то такая конструкция соединения (с четырьмя зазорами)
никак не отвечает требованиям надежной работы машины.
Суммарный люфт в поперечном направлении этого .соединения
достигает 0,2 мм. А это значит, что при нормально
отрегулированной машине вполне возможны и пропуски стежков в
строчке, и -поломка игл.
Регулируя положение иглы в щели игольной пластины,
следует сделать так: ослабить винт 2 и верхнюю часть блока обеих
рамок подать назад — игла подвинется вперед, если подать
верхнюю часть блока вперед — игла переместится назад.
Осью вращения всего блока является винт 15. Его трогать не
следует. Эту регулировку лучше выполнять винтом 14.
Положение иглы (по центру) относительно задней и передней
стенок игольного отверстия — это главная регулировка. Она чаще
всех параметров сбивается и, естественно, чаще всего выводит
машину из строя. Поэтому на нее необходимо обращать внимание
чаще, чем на остальные параметры.
В конце 1992 г. завод-изготовитель стал выпускать машины
«Чайка» с электроприводом производства Беларуси.
Характерной чертой этого привода является наличие на
электродвигателе электронного регулятора ограничения максимальной
частоты вращения маховика. Это исключительно ценное,
практичное и очень необходимое новшество при работе на
швейной машине.
При установке зазоров (расстояний) руководствоваться
материалом, изложенным в гл. 3 «Швейная машина «Чайка»
142М йл. ПМЗ. Как устранить неисправности см. гл. 1 и
2, а также гл. 3 «Швейная машина «Подольск» 142 кл.
ПМЗ.
293
8. ШВЕЙНАЯ МАШИНА «МАЛЬВА» 120 КЛ. ПМЗ
Машина простою зигзага. Вариант исполнения с ножным
приводом. Данная машина проста по устройству, легкодоступна для
ремонта узлов, обслуживания и достаточно надежна в работе.
Машина выполняет две строчки — прямую и зигзагообразную.
На их основании машина может выполнять несколько
производных операций. Неисправности могут быть такие же, как и в
других машинах. Опытный мастер не должен спрашивать, чем
«больна» машина. Свой ремонт он должен начать с проверки узлов и
установки всех параметров машины.
1. Регулятор натяжения верхней нитки.
Сделать реконструкцию регулятора. (Такой материал
изложен в разделе гл, 3 «Швейная машина «Подольск» 142 кл. ПМЗ»,
п. 9—17).
2. Проверка иглы.
Игла должна быть с лыской на колбе. Установить ее вверх до
упора длинным желобком к швее, лыской назад (см. рис. 35),
винт иглодержателя обязательно зажать отверткой. Иглу тупую,
кривую или с другими видами брака ставить нельзя! Этот
материал подробно изложен в гл. 2 «Узел иглы».
Установить иглу посередине щели относительно ее передней
и задней стенок, (см. рис» 63 — аналогично). Игла ни в коем
случае не должна касаться ни задней, ни передней стенок, т. е.
В=Г — это.норма. За этим надо следить в процессе дальнейшей
работы на машине и помнить, если В>Г, игла ломается, если
В<Г, происходит пропуск стежков в строчке. Установка данного
параметра ведется так, как изложено в разделе гл. 3 «Швейная
машина «Подольск» 142 кл. ПМЗ», п. 18,
3. Установить параметры:
а) игла должна быть на середине отверстия игольной
пластины относительно ее правого и левого краев. Такое положение
иглы для прямой строчки, т. е. А=Б (см. рис. 63).
Игла должна быть равно удалена от краев щели при уколах
зигзага, т. е. К~М. Два приведенных параметра регулируются
большим рычагом-коромыслом, закрепленным двумя вертикально
расположенными винтами 7 на верхней части рамки игловодите-
ля (рис. 75). Ослабляя два винта, установить иглу посередине
щели, затем зажать винты. Ручка, поставленная на деление 0,
обеспечивает прямую строчку. Правильность установки проверять
поворотом маховика. Затем ручку перевести на полный зигзаг.
Поворачивая маховик, проверить, как проходит игла в щели
справа и слева. Допустим, что с левой стороны игла вплотную
294 - * .
Рис, 75. Большой и малый рычаги-коромысла
(машина «Мальва» 120 кл.)
1. Большой рычаг-коромысло.
2. Малый рычаг-коромысло.
3. Точка опоры большого рычага при прямой строчке.
4. Ползун включения зигзага.
5. Кромка контакта с ползуном. Но когда он находится в
крайне правом положении при прямой строчке, контакта
не должно быть при нормальной работе узла.
6. Зона зигзага.
7. Винты крепления (и регулировки) большого рычага.
касается пластины, в таком случае необходимо отпустить винты
и чуть-чуть подвинуть ее вправо от стенки, сделав зазор 0,5 мм.
После этого винты зажать накрепко. Здесь приходится мириться
с неточным положением иглы или на зигзаге или на прямой
строчке, так как регулировка двух параметров одним рычагом —
дело несовершенное. В последующих модификациях машины
регулировка приведенных параметров разделена на два
самостоятельных метода.
4. Проверить вертикальность входа и выхода иглы при зигзаге
через игольную щель в пластине (см. рис. 156).
Если игла входит и выходит из щели так, как показано на
рисунке 156, надо произвести регулировку.
С правой стороны зигзага на коленчатом валу находится
червячная шестерня 2 (см. рис. 66 — аналогично), вращающая
верхнюю пластмассовую шестерню 7. Червячная шестерня 2 обычно
легко не вращается, поэтому повернуть ее принудительно на
малый угол, ослабив два винта 3 на коленчатом валу 1. Если ход
295
иглы ухудшился, повернуть шестерню в обратную сторону, но
теперь уже на больший угол. Такими приемами добиться
вертикального входа и выхода иглы на правом и левом уколах зигзага.
По окончании работ накрепко затянуть оба винта 3 червячной
шестерни (подробно этот вопрос рассмотрен в гл. 3 «Швейная
машина «Подольск» 142 кл. ПМЗ»).
5. Вынуть из челночного устройства шпульный колпачок со
шпулькой. Снять игольную пластину, завернуть винты крепления
нитенаправительной пластины на запорном кольце. Снять со
штифтов запорное кольцо челнока и вынуть челнок. Обработать
его, притупив острые кромки и углы, на внутренней стороне
широкой полки челнока сделать фаску под углом 45° (подробнее
см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 25).
6. Проверить зазор игла — правая сторона
нитенаправительной пластины (см. рис. 86 — аналогично). Надеть кольцо на
корпус хода челнока. Поставить ручку управления на полный зигзаг.
Поворачивая маховик, поставить иглу в нижнее положение на
правый укол зигзага. Если расстояние между иглой и правым
краем (рабочей кромкой 1) нитенаправительной пластины больше
1 мм, корпус хода челнока сместить влево и сделать зазор не
более 1 мм как показано на рисунке 3. (Подробно см. гл. 3
«Швейная машина «Подольск» 142 кл. ПМЗ», п. 24.)
7. Параметр: зазор между челноком и его толкателем на
входном и выходном концах должен быть равным 0,3 мм. Как
выполнять эту работу см. гл. 3 «Швейная машина «Подольск» 142
кл. ПМЗ», п. 25а.
8. Зазор между челноком и иглой в вертикальной плоскости
его вращения должен быть 0,1 мм. При шитье ткани типа
нейлона зазор уменьшить до 0,05 мм. Как выполнить такую работу
см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 25.
9. Проверить расстояние между челноком и иглой на левом
уколе зигзага, когда игла находится в нижнем положении. Это
расстояние должно быть равно 4 мм, а на правом уколе — в
момент встречи иглы с носиком челнока, на высоте выше ее ушка
— 1 мм. Как провести и чем регулировать названные параметры
см. гл. 3 «Швейная машина «Подольск» 142 кл, ПМЗ», п. 25, 26.
10. Когда установили все параметры, собрали челночное
устройство, проба вращать маховик, а коленчатый вал не вращается
— заедает челнок. Что необходимо сделать, см. гл. 3 «Швейная
машина «Подольск» 142 кл. ПМЗ», п. 27.
11. Проверить состояние шпульного колпачка.
На шпульном колпачке винт нажима пластинчатой пружины
должен быть отвернут на пол-оборота. Если нитка № 40 идет
296 s
туго, необходимо пассатижами с острыми губками подогнуть внутрь
усики пластины. При этом пружина поднимется и нитка пойдет
слабее. Если же она пошла слишком слабо, тогда по месту, где
подогнули усики, слегка ударить (постучать) отверткой, пассатижами
или молоточком — зажим нитки увеличится. Таким способом
можно отрегулировать натяжение нижней нитки на шпульном
колпачке. Оставленный резерв винта в пол-оборота необходим для шитья
шелковой и другими очень тонкими нитками. О шпульном колпачке
и других его неисправностях см. гл. 2 «Челночное устройство»,
п.п. 22—36. В машине могут быть и другие неисправности:
а) если ручка управления зигзагом во время работы
самопроизвольно поворачивается на нуль, подтянуть тормозное
устройство, находящееся внутри ручки (см. рис. 46). Ослабить винт 15
крепления оси ручки, расположенный здесь же наверху. Затем
левой рукой сильно прижать ручку к рамке блока зигзага и
зажать винт 15. Теперь он будет вращаться туже. Если принятая
мера не помогла, ослабить винт, вынуть ручку с осью. Около
ручки на оси расположены две конусные шайбы-пружины. Они
установлены выпуклостями в одну сторону. Поставить их
выпуклыми сторонами друг к другу. От этого тормозной эффект шайб
при. отпущенном винте 15 увеличится. Опять сильно прижать
ручку к рамке и затянуть винт 15;
б) чтобы устранить люфт в зацеплении червячной шестерни
с пластмассовой блока зигзага, нужно чуть-чуть поджать винт 8,
который находится сверху, рядом с пластмассовой шестерней;
в) иногда прямая строчка не получается, хотя ручка
управления строчками стоит на нуле. Прямая строчка принимает вид
(еле заметной) зигзагообразной.
Под левой стороной малого коромысла 6 находится зона
включения зигзага (см. рис. 75). Ползун 4, перемещаясь в своей
зоне, передает на иглу зигзаг разной ширины: чем дальше от
точки опоры (оси) находится ползун, тем шире зигзаг, и наоборот,
чем ближе к центру вращения коромысла 6, тем меньше зигзаг.
Зигзага не будет только в том случае, когда ось 5 вращения
коромысла и ось ползуна 4 совпадают. Но они в данном случае
отстоят на 0,5 мм — этому помешал выступ 5 на коромысле. При
совпадении осей малый рычаг не будет опираться на ползун, но
ползун будет опираться на цилиндрический конец большого
рычага-коромысла L С этого момента малый рычаг-коромысло,
выключается из работы, и игла будет выполнять прямую строчку.
Вывод: спилить выступ 5 на малом рычаге примерно на 1 мм.
Остальные неисправности и методы их устранения можно найти
в первой и второй главах.
297
9. ШВЕЙНАЯ МАШИНА «ЧАЙКА» 132М КЛ. ПМЗ
Машина простого зигзага с электрическим приводом, В конце
70-х гг. выпускалась аналогичная машина «Мальва» 120 кл.
Машина «Чайка» 132М кл. ПМЗ с каждым годом получает
все большее распространение, поэтому остановимся на ней и
опишем подробнее.
1. Регулятор натяжение верхней нитки.
Его несущая цилиндрическая часть (основание) выполнена из
пластмассы, что является конструктивным дефектом. Эту часть
регулятора необходимо обложить ободной лентой 2 (толщиной 0,2
мм) и запрессовать в отверстие под небольшим усилием (см. рис.
71). Перед запрессовкой основание регулятора поставить в
правильное положение. Для этого поставить на основание большую
шайбу 4 с нитенаправителем и повернуть основание 1 так, чтобы
вертикаль и крючок слева нее образовывали центральный угол 30—25°
(подробнее см. гл. 3 «Швейная машина «Чайка» 142М кл. ПМЗ»).
2. Малое коромысло 6 зигзага смещено (это дефект)
относительно кулачка 14 зигзага вперед или назад (см. рис. 46).
Явление частое и на него следует постоянно обращать внимание.
Исправить по месту без какой-либо разборки. Рожковым ключом
12X14 и большой отверткой немного изогнуть большой рычаг 5
зигзага так, чтобы правый конец малого коромысла точно
пришелся по дорожке пластмассового кулачка 14.
3. Игольный нит^направитель не должен быть открытым. По
этой причине нитка выскакивает из него при шитье и обрывается.
Левый свободный конец нитенаправителя подогнуть под
иглодержатель так, чтобы нитка не выскакивала и ее легко было бы
зацепить при заправке.
4. Снять нажимную пружину лапки и кусачками откусить 4
витка. Надеть пружину на стержень укороченным концом вниз,
зажать ее нажимной гайкой (резьбовой втулкой), большой
отверткой сжать пружину на стержне до предела и отпустить.
5. Установить иглу посередине щели относительно ее
продольной оси, т. е. так, чтобы В^Г — норма (см. рис. 63). Если В>Г
игла ломается, если В<Г происходит пропуск стежков в строчке.
Регулировку этого параметра можно осуществить за счет
смещения кронштейна рамки игловодителя (см. рис. 64). Кронштейн 9
прикреплен к корпусу машины двумя винтами 8, Можно, не
ослабляя винтов, подать пластину (основание) 7 кронштейна влево
в сторону прижимной лапки, тогда игла сместится назад (к
челноку), если же ее сместить вправо от лапки, игла сместится
вперед (от челнока). По окончании регулировки крепко зажать вин-
298
ты 8. Если игла уйдет назад, отпустить винты 8 и под левый
край основания 7 кронштейна подложить полоску ободной ленты
размером 20X3 мм и снова провести регулировку и зажим
винтов 8,
6. Правильно установить иглу относительно краев щели
игольной пластины, т. е. А=В — норма (см. рис. 63) параметр
для прямой строчки. Регулировать устройством, расположенным
на правом конце большого рычага зигзага. Поставить ручку
управления зигзагом на нуль (рис. 76). Снять верхнюю крышку
рукава машины. Малым рожковым ключом ослабить гайку 6 на оси
узла большого и малого рычагов-коромысел. Регулировочный
винт 2 вращать по часовой стрелке, тогда игла сместится вправо.
Вывертывая винт 2 и поворачивая вручную рычаг 3, можно иглу
сместить влево. После того как игла установится посередине, т. е.
когда А=Б, крепко зажать гайку 6.
7. Установить иглу в щели на зигзаг, когда К~М — норма
(см, рис. 63). Регулировка ведется смещением рамки игловодите-
ля относительно большого рычага зигзага (см. рис. 76). Поставить
ручку управления на полный зигзаг. Ослабить оба винта 9
крепления большого рычага на рамке игловодителя. Установить иглу
в щели, как показано на рисунке 63, когда К-М, и зажать винты 9.
Проверить положение иглы по п. 6. Если есть нарушения,
перегруппировать по п. 6. Затем продолжить работу по п. 7.
8. На запорном кольце зажать оба винта крепления нитенап-
равительной пластины. На ее правой стороне спилить зубец под
углом в 90° (см. рис. 86, пунктиром обозначена граница спили-
вания зубца). Поставить кольцо на корпус хода челнока,
поставить ручку 16 (см» рис. 46) на правый укол зигзага и посмотреть,
каков зазор между иглой и нитенаправительной пластиной (ее
спиленной стороной). Зазор должен быть равен 1 мм. Если он
окажется большим, сместить корпус хода челнока вместе с валом
секторной шестерни влево до требуемого зазора (подробно см. гл.
3 «Швейная машина «Подольск» 142 кл, ПМЗ», и. 24).
9. Установить зазор в зубьях конических шестерен 8 и 20 (см.
рис. 9). Зазор устанавливается по люфту толкателя челнока во
всех его положениях. Люфт будет разным в разных положениях
толкателя, что является явным браком машиностроителей, т. к.
люфт должен быть одинаковым. Поскольку одинаковый люфт
установить невозможно, наименьший делать в том положении, где
он исчезает и зубья заедают, в остальных позициях — какой
будет.
Регулируется зазор смещением вала секторной шестерни
вместе с левой втулкой 9 вправо или влево. Затем закрепить винты
299
Рис, 76, Узел большого и малого коромысел
(машина «Чайка» 132М)
1. Большой рычаг-коромысло.
2. Регулировочный винт положения иглы
на прямую строчку,
3. Рычаг регулировки прямой строчки.
4. Стяжной винт узла.
5* Коромысло зигзага.
6. Гайка стяжного винта.
7* Ось вращения рычага 3.
,8. Ось вращения большого рычага.
9. Винты крепления рычага.
крепления обеих втулок. При установке этого зазора может
создаться такая ситуация (см. рис. 9): вал челнока 12 будет иметь
продольный люфт при всех положениях толкателя челнока, а
толкатель нет. Это может быть в том случае, если вал 1
толкателя сильно зажат ограничительным кольцом 2. Необходимо
слегка ударить молоточком в торец вала 1 толкателя и сделать зазор,
еле ощутимый рукой. Величину зазора в зубчатом зацеплении
шестерен 8 и 20 определять только по толкателю челнока. (Подробно
см* гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 24).
10. Проверить и, если надо, исправить все устройства на
крышке (см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ»).
11. Проверить исправность шпульного колпачка и, если есть
недостатки, устранить их (см. гл. 2 «Челночное устройство»).
300
Установить нормальный нажим пластинчатой пружины
шпульного колпачка на нитку № 40 при опущенном
регулировочном винте на пол-оборота.
12. Проверить работу регулятора длины стежка. Нормальная
работа будет, если при:
«Н» — подача материала любой толщины;
«Ш» — подача нейлона в один слой без коробления ткани;
«В» — тонкие ткани не продвигаются.
Нарушение этих положений требует вмешательства в
перерегулировку регулятора длины стежка (как выполнить регулировку
см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 28).
13. Разобрать электродвигатель и выполнить работы:
прочистить коллектор, смазать подшипники и др. (см. гл. 2
«Электрический привод»).
СВОДНАЯ ТАБЛИЦА ЗАЗОРОВ
Место зазора
1
а) игла — игольная
пластина в плоскости
поперечной оси
б) игла — игольная
пластина в плоскости
продольной оси
симметрии щели игольной
пластины
в) игла — игольная
пластина относительно
краев щели на зигзаге
г) челнок — нитенапра-
вительная пластина
Величина
зазора
2
«à (см.
рис. 63)
А=Б (см.
рис. 63)
КНМ (см.
рис. 63)
1 мм
Регулировка
3 .
а) Сместить кронштейн
9 рамки игловодителя 1
(см. рис. 64)
б) сместить рычаг 3 в
оси 7 (см. рис. 76)
в) сместить рамку 1
игловодителя
относительно большого
рычага-коромысла 3 (см. рис. 65
— аналогично)
г) сместить корпус хода
челнока к игле
301
1
д) в зубьях конических
шестерен
е) челнок — толкатель
челнока:
на входе нитки
(оптимально)
на выходе нитки
(оптимально)
ж) игла — носик
челнока в вертикальной
плоскости его вращения
з) носик челнока —
игла , когда она находится
в крайнем нижнем
положении при левом
уколе зигзага
и) носик челнока —
игла в момент встречи на
правом уколе зигзага
к) челнок — запорное
кольцо в плоскости
вращения челнока
2
0,05 мм
0,3 мм
0,3 мм
0,05—0,1
мм
3 мм
На 1 ии
выше
ушка иглы
0,05 мм
3
д) сместить вал
конической секторной шестерня
е) подогнуть толкатель,
его концы или
выходной конец
пластинчатой пружины
•
ж) вращать корпус хода
челнока в цапфе (в
месте его крепления)
з) провернуть вал
секторной шестерни в
кривошипе на правом
конце вала
и) сместить игловоди-
тель по вертикали
к) углубить посредстт
вом фрезерования паз в
корпусе хода челнока
В машинах «Мальва» 120 кл. ПМЗ, «Чайка» 132М кл., «Чай-
ка» 134 кл. и в других машинах подобной конструкции встреча-
ется свойственная только этим машинам неисправность: отсутст-
вует зигзагообразная строчка при включенном зигзаге (см. рис.
76). Стяжной винт 4 имеет двойное крепление. Он ввинчивается
в деталь 1, затем зажимается гайкой б. Если при полной сборке
перестало вращаться малое коромысло 5, значит его высота (в
месте крепления) больше длины (ненарезной части) стяжного
винта 4. Необходимо разобрать узел и спилить в зоне крепления
лишнюю толщину коромысла 5. Собрать узел в обратном
порядке. Зигзаг пропадать не будет.
302
10* ШВЕЙНАЯ МАШИНА «ЧАЙКА» 134 КЛ.
Швейная машина простого зигзага ПМЗ. Вариант исполнения
с электроприводом. От предыдущей модификации (швейной
машины «Чайка» 132М кл.) она отличается двумя конструктивными
улучшениями.
1. Если в предыдущей конструкции рамка игловодителя
соединяется со штыревым кронштейном (см. рис. 64, п. 9), который
произвольно сбивается и выводит машину из строя, то в данной
машине рамка 7 игловодителя (см. рис. 74) соединяется с рамкой
1 стержня прижимной лапки двумя точками: осью качания 5 и
стержнем 11 крепления рамки игловодителя.
На нижнем конце рамки 7 игловодителя есть продолговатое
отверстие для стержня 11, оно позволяет смещать рамку
игловодителя вправо (влево) на ширину зигзага.
Блок двух рамок крепится к корпусу машины двумя винтами
15 и 2. Причем винт 15 — это ось качания блока рамок. Винт 2
также является регулировочным для регулирования положения
иглы в поперечном направлении <как и винт 14).
Хотя конструкция данной машины исключает произвольное
смещение иглы в поперечной плоскости, фактически же такое
смещение имеет место из-за неудачной конструкции нижнего
соединения обеих рамок:
сзади замочная шайба — дистанционная шайба — зазор № 1;
дистанционная шайба — рамка — зазор № 2;
рамка — дистанционная шайба — зазор № 3;
дистанционная шайба — ограничительное кольцо — зазор № 4.
Может ли устройство с четырьмя зазорами обеспечить особую
точность взаимоположения иглы с челноком? И в тоже время это
устройство должно обеспечить легкость хода рамки игловодителя.
Тут явное противоречие конструктивного расчета с реальной
действительностью: устройство шарнира с четырьмя зазорами не
может обеспечить незыблемость иглы в поперечной плоскости. А
зазор между иглой и носиком челнока в поперечной плоскости
устанавливается ОД мм, а при шитье нейлона — 0,05 мм.
Идеальным решением этого вопроса могло быть, если бы низ рамки
игловодителя колебался в вырезе рукава так, как это выполнено
в машинах «Лада» (Чехословакия), и «Веритас» (Германия).
У данной машины, при шитье толстых материалов, часто
сбивается игла, нарушается формула В=Г — норма (см. рис. 63),
если В<Г — происходит поломка иглы, если В>Г — происходит
пропуск стежков в строчке. В случае смещения иглы к задней
стенке щели (В>Г) ослабить винт 2 (см. рис. 74) и слегка посту-
303
кивая в верхнюю часть узла спереди, вывести иглу на середину,
т. е. В=Г. Затем накрепко завернуть винт 2. Здесь блок рамок
вращается на винте (оси) 14.
В случае смещения иглы к передней стенке щели, также
ослабить винт 2 и слегка постукивая молоточком в верхнюю часть
блока сзади, вывести иглу на середину щели. Накрепко завернуть
винт 2. Эти операции очень простые и выполняются быстро, они
доступны каждому. Эту же регулировку можно выполнить
винтом 14.
В случае образования люфта в поперечном направлении
(относительно продольной оси платформы), ослабить два винта
ограничительного кольца 10 (см. рис. 74) и поджать его в сторону
рамки. Зажать оба винта. Вращением маховика проверить,
выполняет ли игла зигзаг при его включении. Если не выполняет,
отпустить кольцо послабее.
Все зазоры в челночном устройстве точно такие же как у
швейной машины «Чайка» 132М кл. ПМЗ. Другие (возможные)
неисправности, их устранение см. в гл. 1, 2 и 3.
Другим конструктивным улучшением является замена
пластмассового основания регулятора натяжения верхней нитки на
металлическое. Он стал надежнее и проще по устройству. Но все
еще относится к типу сложных регуляторов, и состоит из 14
деталей. Сборку регулятора производить в той последовательности,
в какой он изображен на рисунке 1, а разборку производить так:
1. Ослабить стопорный винт во фронтальной полости в рукаве
слева.
2. Вынуть регулятор.
3. Острой иглой поддеть декоративную заглушку 14 и извлечь
ее.
4. Отвернуть стяжной винт 13.
Далее разборка свободная. Последним ослабляется стопорный
винт 1, извлекается ось 4 и компенсационная пружина 3.
Сборка ведется в обратном порядке строго по рисунку № 1.
В механизме ручки управления шириной зигзага бывают
следующие неисправности (рис. 77):
а) ручка 3 произвольно меняет положение (при работе
машины);
б) рычаг 2 включения соскакивает с кулисы малого
коромысла и зигзагообразная строчка переходит в прямую;
в) шкала ширины зигзага не соответствует указателю на
ручке 3.
Пункты а и б рассмотрены в материале «Швейная машина
«Мальва» 120 кл. и «Швейная машина «Чайка» 132М кл.
304
Рис. 77. Ручка управления шириной зигзага
(машина «Чайка» 134 кл. и др.)
L Направление приложения силы при ремонтном изгибе.
2. Рычаг включения зигзага.
3. Ручка.
4. Ось ручки.
5. Конические пружинные шайбы.
6. Винт соединения ручки с рычагом.
По пункту «в» следует проделать следующие операции. Ручку
3 управления поставить на «прямую строчку», ослабить винт
крепления оси. Диск 4 со шкалой ширины зигзага повернуть так,
чтобы нуль на щкале совместился с указателем на ручке
управления. Зажать винт 15 крепления оси 4 (см. рис. 46).
11. ШВЕЙНАЯ МАШИНА «ЧАЙКА» 2 КЛ. ПМЗ
Машина в ножном исполнении. Выполняет прямую,
зигзагообразную строчку, смещение строчки, обратный ход, а также ряд
декоративных строчек.
Неисправности типичные для данного вида машин. Их
широкий спектр предлагает просмотр, регулировку и ремонт многих
узлов машины.
1. Снять с машины шпульный колпачок, запорное кольцо и
челнок.
305
Зигзагообразная и декоративные строчки получаются после
установки на задней стенке в специальное устройство сменных
пластмассовых дисков. Все они двусторонние, т. е. на окружности
диска с обеих сторон есть по одной самостоятельной дорожке, а
сбоку изображены их рисунки. Таким образом, каждый диск дает
два вида декоративных строчек и для получения одной из них,
надо перевернуть диск на другую сторону. Лишь один диск имеет
на обеих сторонах один и тот же рисунок —■ зигзаг. Сносилась
дорожка на одной стороне — в запасе другая. Да это и
необходимо, так как зигзаг является основной операцией* Для того
чтобы заменить диск с декоративной или зигзагообразной строчкой,
надо выполнить строго определенные операции. Лучше для этого
снять верхнюю крышку, тогда будет удобнее выполнять работы
и избежать поломки диска. Отвернуть рукой справа сверху один
винт с пластмассовой головкой, подать крышку влево и снять ее.
Ручку выбора строчек поставить на нуль, т. е. на прямую
строчку. На задней стенке отвернуть большую пластмассовую гайку и
снять ее вместе с диском. Придерживая левой рукой диск, правой
повернуть гайку так, чтобы фиксаторный язычок гайки
совместился с прорезью в диске. Теперь диск отделится от гайки. Взять
другой или этот же диск обратной стороной и совместить выемку
в диске с фиксаторным язычком гайки, вставить ее в диск и
повернуть на пол-оборота. Копирный рычаг, копирующий профиль
дорожки с диска, отвести вправо к маховику. Теперь можно
свободно ставить диск с гайкой на место. Но при этом необходимо
знать, что на ведущей оси есть острый палец, а в пластмассовом
диске три окна, в одно из которых (любое) должен войти этот
палец. Только после этого можно завинчивать гайку до отказа.
В операции по установке диска исполнителя подстерегают два
опасных момента:
а) если не отодвинуть вправо копирный рычаг, при
завинчивании гайки может поломаться диск;
б) если острый палец не введен в окно диска, при
завинчивании гайки также может поломаться диск.
В комплект новой машины входят 14 сменных дисков. Чем
их больше, тем больше машина может выполнить разнообразных
декоративных строчек. Однако в практической жизни через
несколько лет у владельца машины остается лишь диск для
зигзагообразной строчки, установленный на машине. Остальные диски
девались невесть куда. Ценность машины намного снижается.
Поэтому, конечно, лучше, когда набор дисков с декоративными,
строчками одним узлом находится непосредственно на машине,
как, например, у машины «Чайка» 142М. Но машина «Чайка» 2 кл.
306
с приложенными к ней дисками может выполнить 26
декоративных строчек, а машина «Чайка» 142М кл. — всего четыре,
машина «Веритас» 8014-35 кл. — десять строчек.
Нередки случаи поломки пластмассового копира зигзага»
Поломка происходит в тот момент, когда надетый на гайку копир
пытаются поставить на место, не поставив ручку управления
зигзагом в положение 0 (прямая строчка), не отодвинув ВПРАВО
РЫЧАГ КОПИРА,
Купить копир в торговой сети или в мастерской невозможно,
так как Подольский завод запасных деталей к машине «Чайка»
2 кл. не выпускает, и стоит ценная машина без дела из-за
отсутствия копеечной детали. И простаивает она годами и не в
единичных случаях. Как же быть? А выход есть, и очень простой!
Этот злосчастный копир можно сделать самому. Для этого, кроме
желания, ничего не нужно! Взять из имеющихся копиров
декоративных строчек более похожий на зигзагообразный и снять с
него чертеж, внося свои поправки на полный зигзаг. По этому
чертежу разработать чертежи деталей, необходимых для
изготовления копира. Копир делать из универсального эпоксидного клея,
армируя его марлей*
Автор представляет здесь сделанные им детали для
изготовления копира зигзагообразной строчки к машине «Чайка» 2 кл.
(рис. 78).
Матрица слагается из собственно матрицы-корпуса и шести
привинченных винтами МЗ сухарей, которые образуют
внутренние выступы в ней. Сухари сделать из кольца, выточенного на
токарном станке и разрезанного на заготовки для шести
сегментов.
Опишем последовательность и технологию изготовления
копира:
а) удалить с пресс-формы матрицы заусенки и различные
частицы — она должна быть абсолютно чистой;
б) смазать машинным маслом (автолом) внутреннюю полость
матрицы и ту торцовую часть, которая контактирует с
пуансоном;
в) смазать таким же маслом рабочую поверхность пуансона и
стяжного болта. Отверстия в матрице и пуансоне, куда входит
стяжной болт тоже смазать маслом;
г) ввернуть в матрицу заглушки — винты М5. Их концы
внутри матрицы должны быть заподлицо с внутренней
плоскостью. Вставить в матрицу стяжной болт;
д) в пластмассовую баночку налить 1 столовую ложку
эпоксидной смолы. В смолу добавить 1/10 столовой ложки отвердите-
307
б)
Рис. 78. Форма для изготовления пластмассового копира зигзаг
(машина «Чайка» 2 кл.)
а — в сборе.
1. Стяжной болт М10.
2. Матрица.
3. Пуансон.
4. Шайба.
5. Гайка Ml (К
6. Резьбовые (М5) отверстия (экстракторы изделия).
7. Секторы на винтах.
б — матрица со стороны разъема;
в — пуансон со стороны разъема.
ля. Компоненты тщательно перемешать, добавить 1/2 столовой
ложки сухого мела в порошке (лучше зубного порошка), все
тщательно перемешать;
е) в матрицу налить состав примерно на половину объема
полости. Нарезать марлю (можно бинт) — 4 кусочка размером
60X20 мм;
ж) осторожно положить в матрицу кусочек марли и двумя
малыми отвертками утопить его в смеси. Затем положить второй
кусочек и тоже утопить его, так утопить все четыре кусочка;
з) затем сверху последнего кусочка марли добавить смесь так,
чтобы она была примерно на 0,5 мм ниже края матрицы»
Проследить за тем, чтобы во всех объемах, куда залита смесь с
марлей, не было пустот.
и) надеть на болт пуансон, смазанный маслом, шайбу и за-
308
жать гайкой несильно во избежание деформации матрицы, но
так, чтобы пуансон контактировал с матрицей;
к) положить блок в теплое место на сутки. Температура
воздействия на блок не должна превышать 30°, иначе в копире
образуются раковины. 'Через сутки снять гайку, нагреть матрицу до 80° С,
поставить на подставку и постепенно, поочередно вывинчивая
винты-заглушки, извлечь копир из формы. Можно вывернуть
винты, ввести в матрицу извлекатель и, постукивая по кругу
молоточком, извлечь копир. Если образовались раковины, заделать
их эпоксидным клеем прежнего состава. Затем копир без изъянов
обработать с помощью оправки при большой частоте вращения.
Обрабатывать только цилиндрическую поверхность выступов,
выдержав размер копира в пределах 44,6—44,7 мм. Затем вручную
обработать все неровности и острые кромки. Копир должен быть
гладким и иметь правильную симметричную форму. Сверлом
диаметром 4 мм просверлить под выступами на линии симметрии
два-три отверстия на расстоянии, указанном на чертеже. В
осевом отверстии сделать одну замочную выемку.
2. Реконструировать регулятор натяжения верхней нитки. Ни-
тенаправительную скобу убрать, компенсационную пружину
сверху переместить на левую сторону, работающей снизу вверх
(см. рис. 616). Вертикальную полку большого толкателя поста-,
вить к его горизонтальной части под углом 100° (подробно об этом
см. гл. 3 «Швейная машина «Подольск» кл. ПМЗ», пп. 9—17).
3. Проверить иглу на четыре параметра (см. гл. 2 «Узел
иглы»). Для данной машины игла должна быть с лыской на колбе.
Поставить иглу лыской колбы назад, продольным длинным
желобком к швее. Иглу ставить верх до упора, зажать ее в
иглодержателе отверткой средних размеров. Игольный нитенаправи-
тель должен быть замкнутым в виде кольца. Вход нитки закрыт
иглодержателем.
4. Проверить положение иглы в отверстии игольной пластины.
Игла должна быть посередине или чуть ближе к переднему краю
щели относительно передней и задней стенок (см. рис. 15).
Если игла смещена к задней стенке, т. е. А>Б, попытаться
переместить ее к середине. Для этого ослабить два винта 8
крепления кронштейна 9 рамки игловодителя 1 (во фронтальном
проеме справа внизу, см. рис. 64). Кронштейн 9 чуть-чуть подбить
при помощи плоского надфиля и молоточка так, чтобы игла
заняла серединное положение, т. е. А=В (см. рис. 15-В).
При А>Б произойдет поломка иглы, при А<Б будут пропуски
стежков в строчке. Не путать серединное положение иглы
относительно левого и правого концов щели!
309
Зажать винты. Если при этом пропадет зигзаг, то установить
кронштейн 9 в новое положение, попеременно меняя ось
смещения то на верхнем винте, то на нижнем 8. Траектория
перемещения стержня кронштейна может проходить по дуге с большим
радиусом, когда зажат верхний винт, и по малой дуге, когда
зажат нижний. Найти нужную точку на дугах, при которой рамка
двигалась бы по стержню кронштейна без заедания на зигзаге —
дело большого количества проб и испытаний. В крайнем случае
можно подложить 1 слой фольги (с задней стороны) под
кронштейн 9. Эта регулировка наитруднейшая из всех остальных для
данной машины. После окончательного варианта положение иглы
проверить на прямой и зигзагообразной строчках. Если игла
касается передней или задней стенки щели, машина
удовлетворительно работать не будет.
5. Установить иглу в прорези игольной пластины для зигзага
(рис. 79). Регулировку вести при помощи копирного рычага
(который касается пластмассового диска) на блоке зигзага. При
работе рычаг копирует профиль диска и передает его на иглу через
2-1,5
В
Рис, 79» Положение иглы в игольной пластине
(машины «Подольск» 125-1 клм «Чайка» 2 кл. ПМЗ)
L При правом уколе зигзага.
2. При левом уколе зигзага.
3, При прямой строчке*
А«=Б — нормально для зазора 0,1 мм
(игла — челнок).
М»В — нормально для прямой строчки.
310
другие рычаги. Поставить иглу на правый укол зигзага. На
середине оси рычага (сверху в блоке) расположен винт с большой
головкой, отпустить его, левой рукой задержать иглу в крайнем
правом положении 1. Правой рукой отверткой зажать винт.
Провернуть маховик на левый укол зигзага (положение 2). Если при
неоднократном прокручивании правый укол зигзага отойдет от
правого конца щели более чем на 0,1 мм, повторить регулировку
на правом уколе зигзага, добиваясь, чтобы зазор между иглой и
правым краем щели был не более 0,1 мм. Это условие
обязательное для успешной работы машины. На левом уколе зигзага игла
должна отстоять от края на 1,5—2 мм.
6. Установить иглу посередине щели игольной пластины
относительно правого и левого конца (см. рис. 79), когда М=В —
норма, прямая строчка. Регулировку производить винтом
крепления рычага зигзага на штанге рамки игловодителя.
Штанга круглого сечения проходит во втулке на дне рукава.
(Смотреть сверху). Если игла расположена не посередине, большой
отверткой отпустить указанный винт на хомутике штанги и
принудительно установить иглу посередине щели. Затем завернуть винт.
Если после этого не будет получаться зигзагообразной строчки,
снова отвернуть винт (иглу не трогать!) и поправить рычаг зигзага.
Его перекос является причиной исчезновения зигзага. Путем проб
добиться нормальной работы зигзага. Зажать винт большой
отверткой, имея в виду, что перекос рычага происходит из-за
неаккуратно сильно зажатого винта на штанге (сверху внутри рукава).
7. Установить иглу так, чтобы при зигзаге ее вход и выход были
вертикальны (см. рис. 15а). Регулировку вести поворотом на
некоторый угол червячной шестерни на коленчатом валу (см, рис. 66).
Шестерня крепится двумя винтами 3 и, если их ослабить,
может получиться так, что шестерня не сдвинется с места. Так
бывает в большинстве случаев. В таком случае снять блок зигзага,
ослабить винты и сдвинуть шестерню в сторону, зачистить
напильником место ее посадки на валу, поставить шестерню и
проверить, свободно ли она проворачивается на коленчатом валу.
Чтобы снять блок зигзага, проделать следующие операции
(рис. 80 по аналогии):
а) отвернуть слева винт 1 крепления блока;
б) ослабить на заднем конце оси блока два малых винта 10
и 11 без головки;
в) на переднем конце оси блока есть лыска. С задней стороны
отверткой повернуть ось блока лыской вверх;
г) отверткой сделать упор в конец лыски оси и, постукивая
по отвертке молоточком, сместить ось назад;
311
12 3 4 5 6 7 8 9 10 11
Рис. 80. Блок зигзага (машина «Чайка» 115-1)
1. Винт крепления блока к корпусу машины.
2. Рамка блока.
3. Задняя стенка рукава.
4. Червячная шестерня на главном валу.
5. Ведомая шестерня. - '*
6. Винты крепления ведомой шестерни.
7. Кулачок-задатчик зигзага.
8. Вильчатый рычаг качания игловодителя (через систему рычагов).
9. Отверстия для смазки (четыре).
10. Винт крепления оси блока к корпусу машины,
11. Винт крепления рамки блока к оси блока. -а
12. Винт регулировки правого и левого уколов иглы на зигзаге.
13. Главный вал.
14. Пластинчатая пружина.
15. Ручка управления видами строчек.
16. Ручка управления смещением строчки.
17. Винт крепления ручки 16 смещения строчки.
312
д) отвернуть винт 17 крепления ручки управления смещением
строчки вправо и влево (винт расположен на кольце около блока);
е) вынуть ручку смещения строчки;
ж) кусачками сзади вынуть ось блока назад. Конец оси
останется в теле задней стенки рукава 3. С правой стороны блока
должен отделиться рычаг, который держится на двух точках оси.
А между передней, стенкой рукава и блоком, там, где проходит
ось ручки, помещена пластинчатая пружина 14 (рис. 81). Она
фиксирует положение ручки зигзага и ручки смещения строчки.
При поломке пружины обе ручки во время работы машины
самопроизвольно поворачиваются и занимают положение,
нежелательное для швеи. В таком случае надо сделать пружину самому
(готовой наверняка не окажется) из сталистой пластины
толщиной 0,3—0,4 мм. Лучше ставить две такие пружины выпуклой
стороной назад. Размер пластины должен быть равен размеру
старой поломанной. После достижения легкой подвижности
червячной шестерни на коленчатом валу и закрепления ее одним
винтом, поставить блок зигзага на место. При этом сделать
следующее:
а) поставить рычаг справа длинным концом к передней
стенке. Через него проходит ось блока в двух проушинах. Ввести ось
блока на его ширину, не далее!
б) поставить между передней стенкой и блоком две (или
одну) пластинчатые пружины (см, рис, 816);
в) установить ручку управления смещением строчки, ее ось
пройдет через отверстие 1 в пластинчатой пружине;
в)
Рис. 81. Детали к машине «Чайка» 2 кл. ПМЗ
а — старая конструкция пружины;
б — новая конструкция пружины;
в — иглодержатель с двумя нитенаправительными отверстиями.
1. Отверстие для прохода оси ручки смещения строчки.
313
г) продолжить продвигать ось блока до упора через выемку в
пластинчатой пружине. Отверткой повернуть ось блока с задней
стороны так, чтобы ее лыска на переднем конце находилась еле-
ва. Зажать два малых винта 10 и 11 сверху на оси блока.
При зажиме верхнего левого большого винта 1 крепления
блока к машине проследить за сохранностью зазора между
зубьями в шестернях. Зазор должен быть еле ощутим рукой на
ведомой шестерне. Легкость вращения коленчатого вала не должна
нарушаться. Для регулировки зазора в зацеплении под левым
большим винтом 1 крепления блока к машине есть несколько
прокладок. Если их количество не обеспечивает нужного зазора,
одну или две прокладки можно заменить фольгой. Итак, блок
зигзага поставлен. Теперь провернуть маховик и проверить
вращение вала. Оно должно быть легким. При переключении прямой
строчки на зигзагообразную и обратно ручка управления 15 не
должна увлекать малую ручку 16 смещения строчки. Если это
происходит, ослабить винт 17 крепления оси ручки 16 смещения
строчки и немного вытянуть ее вперед, т. е. между большой и
малой ручками сделать зазор, примерно равный 0,1 мм.
Регулировка ручки управления видами строчки.
При ослаблении пружины и крепления блока зигзага ручка
управления начинает произвольно вращаться или перемещается
на отметку 5 или на 0, т. е. она не фиксируется в определенном
положении. В таком случае не обязательно менять пружину (см.
рис. 81), а ослабить винты 1 и 11 (см. рис. 80) и, заложив
отвертку между задней стенкой и рамкой блока зигзага, чуть-чуть
подать блок вперед* Не вынимая отвертки зажать винты 1 и 11.
После этого опробовать работу ручки управления. Если она
вращается очень туго, чуть ослабить винты 1 и 11 и опять завернуть
их.
Установить вертикальный вход и выход иглы из щели,
поворачивая червячную шестерню 2 на некоторый угол (см. рис. 66). *
В какую сторону и на какой угол, укажет игла. После каждого
сдвига шестерни, проворачивая маховик, смотреть, как входит и
выходит игла на правом и левом уколах зигзага. Путем проб и
сравнений добиться строго вертикального входа и выхода иглы из
щели пластины. После этого зажать оба винта 3 червячной
шестерни 2.
8. Установить нужный зазор между иглой и носиком челнока
в плоскости его вращения. Иногда этот зазор не удается
установить по той причине, что игла, находясь в крайнем нижнем
положении, касается внутреннего края широкой полки челнока и
между иглой и носиком челнока образуется зазор в 1—1,2 мм. В
314
таком случае неизбежны пропуски стежков в строчке, особенно
при шитье тонких тканей, таких, как трикотин, нейлон,
трикотаж. Необходимо спилить алмазным надфилем трех или
четырехгранного сечения внутренний край широкой полки 2 челнока на
1 мм (см. рис. 32). Эта операция трудоемкая и ответственная в
том смысле, что носик челнока с внутренней стороны широкой
полки ТРОГАТЬ НЕЛЬЗЯ! Иначе челнок выйдет из строя!
Чтобы установить зазор, необходимо снять игольную
пластину, откинуть машину на петлях, ослабить контргайку 4 (см. рис.
29) и немного винт 3 крепления корпуса 6 хода челнока.
Поставить иглу на левый укол зигзага и совместить носик челнока с
иглой (момент встречи челнока с иглой). Установить зазор между
иглой и носиком челнока в вертикальной плоскости в пределах
0,05—0,1 мм. Однако зазор в 0,05 мм устанавливается в крайнем
случае, если при пробном шитье нейлона будут пропуски на
левом уколе зигзага. Регулировка зазора обеспечивается
перемещением корпуса 6 хода челнока вверх или вниз. Если перемещению
будет мешать ведомая коническая шестерня 9 на валу толкателя
челнока, ослабить винты 8 крепления и опустить ее. После
установки зазора между иглой и носиком челнока, винты 8
крепления шестерни завернуть накрепко. Челнок снять. Винт 3
крепления корпуса хода челнока завинчивать крепко нельзя — будет
тяжелый ход машины.
9. Установить зазор между иглой и правым краем нитенапра-
вительной пластины 2 (рис. 82), закрепленной двумя винтами,
расположенными на запорном кольце челнока с левой стороны.
Зазор должен быть равен 0,8—1 мм, Регулировать его поворотом
корпуса челнока в ту или другую сторону. После установки
зазора проверить, не нарушился ли зазор между иглой и носиком
челнока в плоскости его вращения (зазор может сбиться!). Если
это произошло, установить его согласно п. 8. Закрепить винт
крепления корпуса хода челнока и зажать контргайку. Снять
запорное кольцо челнока.
У машин «Чайка» 2 кл. ПМЗ, «Чайка» 3 кл., «Подольск» 142
кл. ПМЗ часто обрывается нитка по той причине, что рабочая
кромка 4 нитенаправительной пластины коротка и нить,
затягиваясь в паз корпуса хода челнока, обрывается. Чтобы увеличить
длину рабочей кромки 4, необходимо сместить нитенаправитель-
ную пластину в сторону иглы за счет зазоров в отверстиях ее
крепления. А если этого окажется недостаточно, крайнее правое
отверстие пропилить на 1 мм для того чтобы подвинуть пластину
к игле. Дно зева пластины углубить на 1,5 мм, затем
отрегулировать зазор между иглой и рабочей кромкой 4.
315
Рис. 82. Положение иглы в зеве нитенаправительной пластины
(машины «Чайка» 2 клм «Чайка» 3 кл.)
1. Игла.
2. Нитенаправительная пластина.
3. Запорное кольцо челнока.
4. Рабочая вертикальная кромка,
а — до ремонта;
б — после ремонта.
10. Установить зазор между иглой и носиком челнока, когда
игла находится в крайнем нижнем положении, а челнок зашел
за нее и находится в левом крайнем положении. Это расстояние
должно быть в пределах 1,5—2 мм. Чаще всего обрыв и петляние
верхней нитки происходит в результате увеличения этого
расстояния. Регулировку параметра осуществить так.
Поставить иглу в крайнее верхнее положение (см. рис. 29).
Кусачками обхватить вал 19 сектора конической шестерни 10 и
держать его неподвижно! Правой рукой при помощи отвертки
ослабить винт 28 крепления кривошипа 23 на правом конце вала
секторной шестерни. Затем правой рукой придержать маховик от
проворачивания, а левой при помощи кусачек провернуть вал 19
в ту или другую сторону. От поворота челнок переместится
ближе или дальше от иглы. Такими методами отрегулировать
указанное расстояние, равное 2—1,5 мм. После установки крепко
зажать винт 28 крепления кривошипа 23. Лучше всего
окончательно зажать его, обхватив головку винта кусачками, так как
отверткой надежно зажать невозможно.
1L Установить расстояние между иглой и носиком челнока в
316
момент их встречи на правом уколе зигзага. Это расстояние
должно быть равно 1 мм (выше ушка иглы). Регулировка
осуществляется перемещением игловодителя. Ослабить винт крепления
игловодителя (с левой стороны рукава), переместить игловоди-
тель на нужный уровень и накрепко закрепить винт»
12. Проверить состояние шпульного колпачка. В случае необ-
ходимости отрегулировать или отремонтировать по методу,
изложенному в гл. 2 «Челночное устройство», пп. 22—36.
Натяжение нитки в шпульном колпачке должно быть слабым.
Это особенность машины «Чайка» 2 кл. Регулировку производить
так.
Зажать регулировочный винт шпульного колпачка, затем
отпустить его на пол-оборота. Если после этого нитка будет идти
слабо, снять пластинчатую пружину и подогнуть внутрь. Если
нитка пойдет туго, внутренний усик пластины, который ближе
кр входу шпульки, подогнуть внутрь. Работу выполнять
маленькими пассатижами с очень тонкими заостренными губками. Если
после подгиба нитка пойдет легко, легонько ударить по пластине
в месте сгиба — натяжение изменится. При регулировке на
шпульке должна быть нитка № 40.
Больше чем на пол-оборота винт отворачивать нельзя, так
как он может потеряться. Резерв в пол-оборота оставляется для
очень тонких ниток (№ 80 или шелковых).
13. Проверить состояние челнока и выполнить все
необходимые операции по методике, изложенной в гл. 3 «Швейная
машина «Подольск» 142 кл. ПМЗ, п. 25 и гл. 2 «Челночное
устройство», пп. 13—19.
14. Неисправности ножного привода. {
Одной из серьезных неисправностей является натяжение
приводного ремня. Сечение ремня должно быть круглым, концы
стачивать так, чтобы они не выходили за пределы поперечного
сечения ремня, т. е. чтобы не цеплялись за края отверстий по пути
движения. Соединять концы ремня металлической скобочкой,
сделанной из булавки средних размеров. Отверстия на концах
ремня проделать острым плоским предметом, например небольшими
- ножницами. В этом случае удлиненное отверстие прорезается от
края в сторону ремня. Если же отверстие прокалывать шилом,
ремень не разрезается, а разрывается и потом расслаивается,
ослабевает и рвется. Очень важно знать, с какой стороны начать
прорезать отверстие для скобочки. На ремне всегда можно
определить верхнюю лицевую сторону (она темная и гладкая),
нижнюю и две боковые. Прорезать отверстие надо с лицевой стороны,
хуже — с нижней, и совсем плохо — с боковых сторон. Натяже-
' 317
ние ремня должно быть слабым, но не настолько, чтобы он
проскальзывал при резком изменении скорости вращения колеса в
процессе работы. Тугое натяжение ремня станет причиной
тяжелого хода машины. Все о неисправностях и способах их
устранения см. гл. 2 «Ножной привод».
15. Регулятор длины стежка.
Если регулятор не фиксирует длину стежка, выполнить
следующие операции. Поставить машину вертикально маховиком
вверх. Вывернуть стопор фрикционного винта (справа возле ма-„
ховика). Осторожно отвернув фрикционный винт, заметить, в
каком положении находилась фрикционная шайба, чтобы потом
при сборке поставить ее правильно. Снять фрикционную шайбу
и маховик. Под ним снизу находится винт 7, скрепляющий
тормозное устройство регулятора длины стежка (рис. 83).
12 3 4 5 6 7
Рис» 83. Устройство тормоза регулятора длины стежка
(машины «Подольск» 125-1 кл., «Чайка» 2 клм «Чайка» 3 кл,)
L Кулиса.
2. Стенка корпуса машины.
3. Ось кулисы.
4. Пружинная шайба.
5. Сегментная шайба.
6. Простая шайба.
7. Стяжной винт (М4),
318
Тарельчатая пластинчатая пружина 4 может быть лопнувшей
или потерявшей свою упругость и форму в силу усталости и
старения металла. В таком случае заменить ее новой, если есть
только подержанная пружина, можно поставить ее в качестве
усилителя так, чтобы общий размер по высоте был
минимальным, т. е. обе тарельчатые пружины должны стоять выпуклостью
влево, в сторону кулисы. Трудности при сборке узла возникнут
в момент, когда при попытке завернуть винт, большая
специальная шайба 5 сбивается, не находит на плоский сегментный срез
на конце оси и как следствие не зажимается. Поэтому сборку
следует вести очень внимательно и аккуратно в обратном
порядке:
а) поднять кулису на 1—3 шага вверх и зафиксировать ее
верхнее положение;
б) на ее ось 3 сверху положить тарельчатую пружину 4
выпуклостью вниз;
в) положить на пружину шайбу 5 с сегментным приливом в
отверстии. Сегменты в шайбе и на оси должны совпасть и не
сбиваться во время завинчивания винта;
г) поставить круглую шайбу 6;
д) аккуратно зажать винтом 7 все тормозное устройство.
У данной конструкции часто происходит такая неисправность:
кронштейн 39 (см, рис. 29) соединен осью с вильчатым рычагом
11. Ось стопорится винтом (на рисунке он виден). Со временем
от вибрации винт ослабляется и ось выходит из соединения в
левую сторону (на рисунке это показано пунктиром 41). По этой
причине у зубчатой рейки появляется большой люфт, а в
результате — плохое продвижение материала. Чтобы устранить эту
неисправность, следует проделать следующие операции (но сначала
посмотреть, и убедиться, действительно ли ось вышла из
соединения. Она хорошо будет видна).
L Снять машину с петель и поместить ее себе на колени
низом платформы вверх. i
2. Разобрать челночное устройство, снять иглу.
3. Ослабить оба винта 37 и 33, винт 28 — на валу челнока,
винты 40 и 27 —• на валу подачи.
4. Надставить оправку в цилиндрический торец секторной
шестерни 10 и легкими ударами молоточка сместить, ее вправо до
прилива в платформе. При этом несколько раз очень легкими
ударами молоточка смещать кронштейн 23 влево. Чтобы
предотвратить перекос или поломку шатуна.
5. Ослабить контргайку 4 и винт 3. Повернуть секторную
шестерню 10 зубьями вверх.
319
6» Вынуть корпус хода челнока 6 (в сборе).
7. Надставить оправку в лейый торец вала подачи 32 и
постукивая молоточком, сместить вал вправо. Одновременно
легкими ударами молоточка сместить кронштейн 26 влево, чтобы
предотвратить перекос или поломку вертикальной вилки.
8. Вынуть кронштейн 39 вместе с вильчатым рычагом 11.
9* Поставить ось на место и застопорить ее винтом.
10. Поставить на место кронштейн 39 и сместить вал подачи
32 влево (на свое место). Зажать (не сильно) винты 27 и 40.
11. Поставить корпус хода челнока 6 на место и слабо рукой
зажать винт 3.
12. Надставить оправку в торец кулачка 18 и легкими ударами
молоточка сместить втулку 38 влево до соединения секторной
шестерни 10 с ведомой шестерней 9 (см. рис. 106). Верхний зубец
секторной шестерни 10 должен войти во впадину между 2 и 3 зубцом,
считая первым тот зубец, который находится напротив верхнего
винта. (В этом случае игла должна находиться в крайнем нижнем
положении на левом уколе зигзага, а носик челнока должен
находиться слева от иглы на расстоянии 2 мм). Чтобы получить такую
ситуацию, ослабить винт 28 и, вращая вал челнока 19, установить
челнок в нужное положение, затем несильно затянуть винт 28.
После установки зацепления шестерен, поставить на место кулачок 18,
зажать винты 37 и 33. Поставить ручку управления длины стежка
на отметку 4, а иглу поднять вверх. Винтом 27 отрегулировать
нормальный ход зубчатой рейки в прорези игольной пластины.
13. Отрегулировать зазоры в челночном устройстве (см.
машина «Чайка» 132М кл,).
Стук в блоке зигзага может происходить по причинам:
а) ослабления винтов (их два) крепления ведомой шестерни;
б) большой зазор между зубьями шестерен: ведущей (на
главном валу) и ведомой (на оси блока зигзага).
Устранение неисправностей: 7
а) закрепить винты крепления шестерен;
б) вывернуть винт сверху и изменить число (вид)
прокладок.
У швейных машин типа «Подольск» 115 кл. есть причина
обрыва верхней нитки, свойственная этой конструкции.
Углубление, находящееся на фронтальной части крышки, изготовлено из
пластины и крепится винтом к крышке. При работе нитка или
выскакивает из углубления и зацепляясь обрывается, или задевает
за головку винта и тоже обрывается. В таком случае можно поставить
винт 3 с шайбой и блокировать выход нитки. Но нитку теперь уже
вдевать в образовавшееся замкнутое пространство 2 (рис. 84).
320 ,
Рис. 84. Нитенаправительный узел
(машина «Подольск» 125-1 кл.)
1. Корпус нитенаправителя.
2. Нитенаправительное отверстие. '
3. Винт крепления корпуса нитенаправителя.
4. Место заскакивания нити при работе машины (до ремонта).
5. Фронтальная часть крышки рукава.
12. ШВЕЙНАЯ МАШИНА «ПОДОЛЬСК» 125-1 ПМЗ
Машина сложного зигзага. Выполняет прямую,
зигзагообразную и декоративную строчки. Исполнение ножное. Верхняя
крышка съемная, крепится двумя защелками и одним винтом. На
фронтальной крышке установлен регулятор натяжения верхней
нитки. Под верхней крышкой внутри рукава установлен блок из
шести пластмассовых копирных дисков. Передний диск для
зигзагообразных строчек, остальные — для декоративных. Блок
управляется средней ручкой, которая имеет цифры 1, 2, 3, 4, 5 и
6. При повороте ручки блок пластмассовых копиров смещается
назад или вперед по горизонтальной оси, и каждое положение
соответствует цифре на ручке и фиксируется защелкой. Крайней
правой ручкой включаются прямая и зигзагообразная строчки.
Ручка включает и выключает рычаг, копирующий контуры с
пластмассовых дисков. Копирный рычаг имеет только вертикальное
движение. Нетрудно понять, что при включенном копирном
рычаге правая ручка повернута на зигзаг и вращать среднюю ручку
нельзя. Ее можно вращать только тогда, когда правая ручка сто-
ii 321
11 А„ Зюзин
ит на нуле* Например, при включении декоративной строчки 2
положение ручек будет таким:
левая — средняя черточка на нуле:
средняя — цифра 2 на нуле;
правая — цифра 5 на нуле.
Если необходимо перейти на декоративную строчку 4, правую
крайнюю ручку поставить на нуль, т. е. выключить копирный
рычаг, затем повернуть среднюю ручку на цифру 4 и только
тогда поставить правую ручку на цифру 5, т. е. включить копирный
рычаг. Чтобы лучше понять работу ручек управления, надо снять
верхнюю крышку и посмотреть, как они устроены и как работают
при включении.
А теперь перейдем к ремонту,
1. Проверить регулятор натяжения верхней нитки. Винт
крепления основания регулятора (металлического цилиндра) должен
находиться в нижнем положении. Расположенный на большой
шайбе крючок для нитки срезать заподлицо с окружностью диска.
Крючок компенсационной пружины вывести справа на
уровень оси регулятора* Срезание крючка с большой шайбы в
данном регуляторе вызвано необходимостью устранения обрыва
верхней нитки. При этом (рис. 85):
а) заправлять нитку с левой стороны, регулятора под
компенсационную пружину и далее в нитепритягивательный рычаг;
б) во время работы нитка заходит в зажимные шайбы на
полный угол зажима — «б»;
в) в период ослабления рычага и пружины нитка не меняет
угол зажима в шайбах «в»;
Целесообразность этого неоднократно диктовалась,
проверялась и подтверждалась на практике.
2. Проверить положение кулачка подъема зубьев
транспортера ткани. При поднятой вверх игле верхний винт кулачка должен
находиться возле прилива, платформы (см. рис. 726). Под
передний винт зубчатой рейки подложить прокладку в два слоя
фольги 0,2 мм + 0,2 мм (см. рис. 22 и 23) или стержень диаметром
0,5 мм (решить по месту). Превышение переднего края зубчатой
рейки относительно заднего не менее чем на 0,5 мм. Например,
задний край зубчатой рейки возвышается над игольной пластиной
на 1,0 мм, тогда передний край должен возвышаться на 1,5 мм
(1,0 + 0,5).
3. Установить зазоры.
а) положение иглы в прорези игольной пластины
относительно передней и задней стенок (см. рис. 79). Условие нормальной
работы машины при А « Б. Если А не равно Б, требуется ремонт.
322
а
б
б)
Рис. 85. Заправка нити в регуляторе
(машина «Подольск» 125-1 кл.)
большая шайба с нитенаправителем, который надо срезать;
положение нити в момент ее максимального натяжения;
положение нити в момент ее полного ослабления.
При А<Б необходимо углубить (расфрезеровать) паз для иглы в
игловодителе (см. гл. 3 «Швейная машина 2М кл. ПМЗ»). При
А>Б выполнить следующие работы: снять игловодитель, конец,
где крепится игла, отпустить на пламени и тут же немного
подогнуть в сторону переднего края. Как подгиб, так и
фрезерование проводить в пределах ОД—0,2 мм, иначе можно испортить
игловодитель.
б) зигзаг (см. рис, 70 — аналогично «Швейная машина
«Подольск» 142 кл. ПМЗ»)» При установке иглы на зигзаг надо иметь
ввиду особенность данной машины: положение иглы при правом
уколе зигзага (расстояние до края прорези) 0,1 мм? при левом
уколе зигзага — около 2 мм. Регулировка этих зазоров
производится смещением большого рычага коромысла, который крепится
двумя винтами 2 слева спереди на рамке I игловодителя (см. рис.
65). Ослабить один (любой) из винтов 2, установить зазор и
закрепить оба винта;
в) зазор между иглой и нитенаправительной пластиной (см.
рис. 8 — аналогично «Швейная машина «Чайка» 142М кл. ПМЗ»)
установить равным 1 мм. На корпус 3 хода челнока поставить
запорное кольцо 7 (см, рис, 9). Ослабить винты крепления
корпуса и распорной втулки 19 и 14 вала секторной шестерни, Сме-
и- Ш
стить корпус хода челнока с валом секторной шестерни влево до
требуемого зазора между иглой и правым краем нитенаправи-
тельной пластины;
г) зазор между зубьями шестерен (см. рис. 9), секторная
шестерня 8 (белая пластмассовая) являетсзг ведущей. На валу 1
толкателя челнока расположена малая коническая ведомая шестерня
20, закрепленная двумя винтами 21. Винты крепления шестерен
проверить и закрепить. Зазор определить люфтом на толкателе
челнока. Он должен быть еле ощутим во всех положениях.
Может быть и так, что в одном положении толкателя большой
зазор, а в другом его нет. В таком случае зазор установить по тому
положению, где он наименьший. Нельзя допускать отсутствия
зазора в любом положении толкателя. Зазор регулируется
смещением вправо или влево левой втулки 9, которая находится возле
секторной шестерни 8;
д) установить иглу относительно челнока (см. рис. 32 —
аналогично) .
Внутренний край широкой полки 2 спилить на 1—1,3 мм
алмазным надфилем. Причем потребуется трехгранный,
четырехгранный и плоский надфили. Без такой операции установить
зазор, равный ОД мм, между иглой и носиком челнока в
вертикальной плоскости его вращения невозможно. Остальные
острые кромки и углы притупить.
Зазоры между челноком и толкателем (см. рис. 18 —
аналогично) .
Входной конец — 0,3 мм; выходной конец — 0,5—0,6 мм
(для данной машины). Последний зазор может изменяться в
зависимости от особенностей машины. Регулировка зазоров ведется
за счет подгиба как самого толкателя, так и его концов. Особенно
тонкую регулировку можно выполнить, подгибая в ту или другую
сторону выходной конец пластинчатой пружины толкателя, но в
любом случае ее концы должны быть плотно прижаты к
толкателю;
е) зазор между иглой и носиком челнока в плоскости его
вращения (плоскость вертикальная, когда машина стоит на ножках).
Зазор должен быть равен 0,1 мм и устанавливается только на
левом уколе зигзага (см. рис. 9 — аналогично). Регулировать
зазор поворотом корпуса 3 хода челнока на цапфе 6. Для этого
ослабить верхний винт (болт) 4 крепления цапфы 6, установить
зазор и зажать винт. Проверить зазор, так как при зажиме винта
4 он увеличивается;
ж) расстояние между носиком челнока и иглой, когда она
находится в крайнем нижнем положении, при левом уколе зигзага
324
должно быть в пределах 2—2,5 мм. Отклонение от пределов при-
иедет к пропуску стежков в строчке (если он меньше 2 мм), если
он больше 2,5 мм, верхняя нитка будет петлять снизу или
обрываться. Регулировать зазор поворотом вала 12 секторной
шестерни в ту или другую сторону. Ослабить винт 18 крепления
кривошипа шатуна на правом конце вала, отрегулировать зазор и
закрепить винт 18;
з) зазор в момент встречи иглы с челноком на правом уколе
зигзага. Он должен быть равен 1 мм (выше ушка иглы).
Регулировать зазор смещением игловодителя по вертикали. Бывает, что
смещению мешает лыска на игловодителе. Например, надо
поднять игловодитель, а лыска коротка. В таком случае снять игло-
водитель и спилить алмазным надфилем цилиндрическую часть
игловодителя, удлинив лыску, причем, новый участок должен
быть строго в той же плоскости, что и заводская лыска;
и) зазор между челноком и его запорным кольцом. Поставить
челнок в корпус, надеть запорное кольцо, если при вращении
челнок заедает в каком-либо месте (положении), то такая
ситуация недопустима. Необходимо куском ножовочного полотна
профрезеровать паз в корпусе хода челнока. При этом челнок
углубится и будет свободно вращаться.
Методы устранения других неисправностей можно найти в
материале, изложенном в разделе «Швейная машина «Чайка» 2, а
также в первой и второй главах.
13. ШВЕЙНАЯ МАШИНА «ТУЛА»
Тульского машиностроительного завода
Машина полного зигзага. Она может быть с электрическим и
ручным приводом. Машина практичная и надежная. Одним из
существенных недостатков является труднодоступность к узлам
механизма, что затрудняет, усложняет и удорожает ремонт и уход
за ней в процессе эксплуатации.
Рассмотрим здесь ремонт наиболее распространенных
неисправностей.
1. Реконструировать регулятор натяжения верхней нитки.
Скобу с левой стороны, выполняющую роль нитенаправителя
аннулировать. Компенсационную пружину сделать так, чтобы
она работала на разжим, и поместить ее с левой стороны
регулятора. Направление работы пружины снизу вверх. Коническую
пружину растянуть в пределах двух ее первоначальных длин и
сжать до одной рабочей длины. От этого она будет жестче. Мож-
325
но заменить ее на более жесткую. Поставить отжимной толкатель
длиной 80 мм.
2. Игольный нитенаправитель заменить петлевым, так как
заводской является причиной обрыва верхней нитки (рис. 86).
Крепление нитенаправителя 3 с задней стороны, затем вниз
направо и влево спереди игловодителя. Заправлять нитку с
правой стороны зажимного винта иглодержателя. Такая конструкция
игольного нитенаправителя обеспечивает положение нитки строго
перед желобком иглы, что исключает обрыв нитки.
3. Рассогласование работы иглы и транспортера ткани
происходит из-за неумелого вмешательства в ременную передачу с
верхнего вала на нижний. Согласовать работу иглы и
транспортера ткани можно так: поставить иглу в крайнее верхнее
положение. Внизу под платформой снять ремень с шестерни и, не
поворачивая его, повернуть шестерню так, чтобы зубья
транспортера заняли крайнее верхнее положение (среднее по движению),
надеть ремень на шестерню. Проверить согласованность работы
иглы и зубьев транспортера. Если требуется дополнительная
регулировка, снять ремень с шестерни и повернуть на один зубец
вперед или назад в зависимости от положения зубьев.
А-А
1
Рис» &6. Реконструированный игольный нитенаправитель
(машина «Тула»)
* а — вид игольного нитенаправителя (спереди);
б — вид игольного нитенаиравителя (сверху).
1. Нгловодитель.
2. Винт крепления нитенаправителя,
3. Нитенаправитель.
4. Винт крепления иглы.
5. Игла.
326
4. Регулировка иглы.
Установить иглу посередине щели в игольной пластине.
Регулировать смещением тяги рамки игловодителя сверху в
рукаве с левой стороны (рис. 87). Винты 6 регулируют положение
иглы при прямой строчке, когда А=В, а при уколах зигзага, когда
К-М (см. рис. 63).
5. При выполнении правого и левого уколов зигзага
выполнить обязательное условие: подъем и опускание иглы должно
быть строго вертикальным (см. рис. 15). В случае отклонения от
условия «А», необходимо отрегулировать поворотом малой
конической шестерни 2 на главном (сверху в рукаве) приводном валу 4.
Эта шестерня находится в зацеплении с большой, горизонтально
расположенной ведомой и тоже конической шестеренкой 3 (рис.
88). Практически это делается так: поставить ручку управления
зигзагом на полный зигзаг, ослабить оба винта 5 крепления
малой шестерни 2 на главном валу 4 и, придерживая шестерню 2
от проворачивания, маховик сместить на малый угол. Затем
зажать одшгвинт 5 шестерни. Вращая маховик, наблюдать за
движением иглы на правом и левом уколах зигзага. Если отклонение
от вертикали увеличилось, ослабить винт 5 и, придерживая
шестерню 2 на валу 4, повернуть маховик в обратную сторону.
Методом пробных смещений маховика на малый угол при затормо-
Рис, 87, Устройство для регулировки иглы
в игольной пластине (вид сверху). (Машина «Тула»)
1. Главный вал.
2. Втулка вала.
3. Рычаг-коромысло привода зигзага.
4. Корпус машины.
5. Тяга рамки игловодителя.
6. Регулировочные винты тяги.
327
Рис- 88. Малая коническая шестерня на главном валу
(машина «Тула»)
L Корпус машины.
2. Малая коническая ведущая шестерня.
3. Ведомая шестерня. , ч
4. Главный вал.
5. Винты крепления шестерни на валу
(они же регулировочные при зигзаге).
женной шестерне 2 можно точно установить вертикальный вход
и выход иглы из пластины.
Переход иглы с левого укола зигзага на правый и обратно
должен осуществляться по дуге (в верхнем ее положении).
6. Установить правильное положение иглы в щели игольной
пластины относительно задней и передней стенок (см. рис. 15).
При А>Б происходит поломка иглы;
При А<Б — пропуски стежков в строчке;
А=Б — условие нормального положения иглы, обеспеченное
заводской установкой и регулировка этого параметра не
предусмотрена. Тем не менее, хотя и в редких случаях, встречаются
машины со смещенной иглой к задней или передней стенке. В
таком случае необходимо снять игловодитель и, если игла
смещена к передней стенке, профрезеровать (углубить) паз для
иглы. Если же игла смещена к задней стенке (А>Б) — нагреть на
пламени конец игловодителя до малинового цвета и очень
немного подогнуть его в сторону игольного паза вперед. Ту и другую
операции делать весьма осторожно, так как в обоих случаях речь
идет об очень малой величине — не более 0,15 мм.
7. Отрегулировать зазоры в челночном устройстве.
328
а) зазор между фиксаторным зубом откидной защелки и
пластинчатой пружиной шпульного колпачка должен быть в пределах
0,03 мм. Зазор в 1 мм должен быть между выступами пружинной
пластины откидной защелки и шпульным колпачком. Эти зазоры
можно увидеть снизу при откинутой на петлях машине. Как верхний,
так и нижний зазоры этой группы регулируются наклоном откидной
защелки относительно пластины крепления. Наклон можно
изменить, изменяя положение фиксаторной пластинчатой пружины.
Крепится она к основанию пластины двумя вертикально расположенными
винтами. Фиксаторная пластинчатая пружина часто ломается по
линии фиксаторного отверстия. Ее можно сделать самому из
нержавеющей стали (пластины) толщина которой равна 0,6 мм (рис. 89),
Регулировать зазоры смещением откидной защелки вперед
или назад в пределах десятых долей миллиметра (ОД мм).
Контроль правильности установки зазоров этой группы: если верхняя
нитка проскакивает внизу и вверху без задержки и характерных
ощутимых дерганий, а строчка легко поддается регулировке,
значит зазоры установлены правильно;
Рис. 89. Фиксаторная пружинная пластина защелки
(машина «Тула»)
1. Отверстия крепления пластины.
2. Фиксаторное отверстие для защелки.
3. Линия сгиба.
. 4. Ручка пружины.
5. Ограничительная полка для защелки.
329
б) зазор между иглой и носиком челнока в вертикальной
плоскости равен 0,1 мм. Регулируется на правом уколе зигзага
смещением челнока вправо или влево при откинутой на петлях
машине. Челночный конец оси имеет кольцевую выточку. При
зажиме винтов крепления челнока помнить, что винты зажимать
постепенно, поочередно;
в) момент встречи носика челнока с иглой при левом уколе
зигзага должен произойти на расстоянии 1 мм (выше верхнего
края ушка иглы);
г) начало подъема иглы на правом уколе зигзага должно
произойти за 40—50° угла поворота носика челнока (рис. 906). При
меньшем угле будут пропуски стежков в строчке, при большем
— петляние верхней нитки снизу и ее обрыв. Регулировать
поворотом челнока на своей оси при ослабленных винтах
крепления;
д) зазор между остроугольным краем пластины на челноке и
иглой при входе ее в челнок. Этот зазор очень ВАЖЕН. При его
установке надо учитывать люфты в соединениях от челнока до
маховика. При уменьшении зазора возможен удар иглы о челнок (см. рис.
90в). Этот зазор должен быть более 5 мм. Его величина зависит от
* степени износа машины и точности регулировки сопряженных
деталей по двум направлениям; маховик — игла, маховик — челнок.
8. При ослаблении ручки управления длиной стежка,
опрокинуть машину, нажать кнопку и открыть донную крышку. Над
приводной цепью (на приливе) находится винт 6, стягивающий
подшипник 3, в котором вращается ось 3 кулисы длины стежка
(см. рис. 90а). Затягивая винт 6, можно установить требуемую
легкость вращения ручки управления шагом. Тяга, связывающая
кулису шага стежка с осью ручки управления имеет на конце
шаровое гнездо. В случае соскакивания ее с опорного шара,
надеть ее и сильно прижать к шаровой опоре (внутри есть
пружинное кольцо, которое и заключит шар в гнезде).
9. При откинутой донной крышке можно увидеть в нижней
части картера шестеренчатой передачи винт (с большей головкой, чем
винт крепления картера). Он является пробкой картера. Один раз
в год через это отверстие надо заливать 20—30 г масла И8А. Винт-
пробку завернуть с усилием, чтобы масло не подтекало.
10. В случае большого люфта на носике челнока, снять картер
шестеренчатой передачи и завернуть винты крепления шестерни
(они ослабли). Вал, на котором напрессован челнок, должен
работать без осевого люфта. Находящуюся на валу шестерню
совместить в одной плоскости с той, с которой она находится в
зацеплении, и зажать ее обоими винтами. Поставить картер на
330
Рис. 90. Тормозное устройство ручки управления длиной
стежка. Положение иглы в челноке (машина «Тула»)
а — тормозное устройство.
1. Вилка подачи материала.
2. Кулиса длины стежка.
3. Ось кулисы в подшипнике.
4. Винт крепления тяги.
5. Электродвигатель.
6. Регулировочный винт тормоза.
б — угол захода челнока за иглу.
1. Игла,
2. Носик челнока.
в — игла в челноке*
1. Игла.
2. Челнок.
А — не менее 5 мм на входе.
место. При снятии и установке постарайтесь не повредить
прокладку и соблюдать зазор между иглой и челноком в плоскости
его вращения. Он равен ОД мм. Зазор устанавливается за счет
смещения картера в люфтах крепящих его винтов.
При надевании приводного ремня на шестерню картера не
забыть согласовать сначала работу иглы с зубчатой рейкой
транспортера ткани (см. п. 3), а потом работу иглы с челноком.
П. Для ремонта электродвигателя вынуть его из машины.
Для этого снять крышку сверху. Положить машину на заднюю
331
сторону и откинуть днище» Ослабить три винта крепления
челнока и снять его. Снять вал подачи материала (передний
крайний). Отвернуть винт крепления оси кулисы шага стежка (см.
рис. 90а), ослабить винт-тормоза 6 оси кулисы и снять ее.
Вынуть электродвигатель. Отвинтить три винта на торцовом коль-
*це шкива* Снять два винта с поперечной планки на торцовой
стороне шкива. Под планкой находится маленькая (в три
витка) цилиндрическая пружина, снять ее (осторожно, не
потерять!). Вращая шкив, совместить в нем радиальное отверстие
с винтом, ослабив последний, снять шкив. Из центра оси
вынуть толкатель (его длина 114 мм). Отвернуть два винта,
скрепляющих обе стороны корпуса двигателя. Отодвинуть
сторону корпуса (со щетками) так, чтобы пассатижами с узкими
губками можно было снять контактные провода со
щеткодержателей. Отпустить два стопорных винта, которые закрепляют
щеткодержатели и вынуть последние. Извлечь щетки
(принудительно) и обработать их так, чтобы они свободно скользили
в своих закрытых пазах. Собрать все в обратном порядке. При
сборке обратить внимание на следующее: корпус со щетками
поставить строго в том же положении относительно
центральной части корпуса. Извлекая и устанавливая якорь,
внимательно следить за наличием и сохранностью пластмассовых шайб
на его валу. В случае потери (хотя бы одной) шайбы будет
осевой люфт якоря, что недопустимо. Для правильного
подключения электродвигателя и других потребителей тока машины
«Тула» см. схему на рис. 91.
Если появятся пропуски стежков в строже, следует
предпринять следующие меры:
а) ускорить подъем иглы (при условии цилиндрической
поверхности под винтами), повернув кривошип на левом конце
главного вала на 2—3° по часовой стрелке (если смотреть со
стороны фронтальной полости, см. рис. 100 «Швейная машина «Че-
пель» 30 кл.);
б) при левом уколе зигзага момент встречи челнока с иглой
должен произойти тогда, когда нижняя кромка носика челнока
выйдет на уровень прямой горизонтали, проходящей по верхней
кромке ушка иглы, т. е. расстояние между носиком челнока и
верхней кромкой ушка иглы будет равно 0. Если не опускается
лапка и не продвигается материал, значит кулачок на толкателе
отжима верхней нитки поставлен слишком близко к заднему
короткому краю. Ослабить стопорный винт регулятора, вынуть
регулятор натяжения верхней нитки и извлечь толкатель, Кулачок
2 толкателя сместить вперед на 1 мм (в сторону А).
332
Рис. 91. Электросхема машины «Тула»
1. Электрическая лампочка.
2. Электродвигатель.
3. Выключатель.
4. Шесть винтов крепления контактных проводов.
5. Два винта крепления соединительной колодки.
6. Соединительная колодка.
7. Педаль (реостат).
8. Сетевая вилка.
Неисправность характерная доя этой марки швейной машины,
а также для аналогичных машин с таким .челночным устройством.
Обрыв верхней нитки. На челноке есть пластина,
привинченная четырьмя очень малыми винтами. Конец пластины,
обращенный к носику, не прилегает плотно к рабочей кромке челнока.
Нитка, после захвата ее носиком, попадает в щель между
пластиной и рабочей кромкой и обрывается. Операции ремонта:
снять пластину и алмазным надфилем спилить на челноке на
глубину 0,2 мм (не более!) тот участок поверхности, к которой
привинчивается двумя винтами пластина, которая располагается
ближе к носику челнока. Спилить, не трогая рабочую кромку
челнока! Это будет главным моментом операции! Участок
пластины около отверстий со стороны носика челнока методом
рихтовки немного подогнуть к рабочей кромке. Делать это
осторожно, так как можно легко вывести пластину из строя.
' 333
14. ШВЕЙНАЯ МАШИНА «БЕЛКА» М9Р
Машина прямострочная с ручным приводом
Производство г. Харьков
Предназначена для шитья тонких материалов и материалов
средней толщины.
Неисправности обычные: обрыв верхней нитки, петляние ее
снизу, слабая затяжка в строчке и т, п.
1. Разобрать машину.
Снять съемный столик, закрепленный защелками по обеим
сторонам внизу справа. Перевернуть машину низом вверх и,
вывернув четыре винта крепления нижней платформы, снять ее.
Теперь получен доступ к валу вращения челнока и зубчатой
шестерни на правом конце» Маховиком поставить иглу в крайнее
верхнее положение, откинув фронтальную пластину челнока,
вынуть шпульный колпачок, снять иглу, отвернуть два винта
фронтальной крышки и снять ее. На ней смонтированы
регулятор натяжения верхней нитки, игловодитель и узел
нажимной лапки.
2. Реконструировать регулятор натяжения верхней нитки.
Отвернуть снизу стопорный винт и вынуть регулятор* Разобрать его.
Конусная гайка регулятора очень часто портится. Сделать новую
гайку можно только на токарном станке с последующей
слесарной обработкой отверстия, имеющего вид усеченной с
противоположных сторон окружности (ограниченной с двух сторон
хордами). Можно поставить совершенно другой регулятор, диаметр
основания которого равен 15,5 мм. Можно поставить регулятор и
с основанием 15 мм, но тогда обернуть основание фольгой тол™
шиной 0,2 мм. При замене регулятора другим следует заменить
и толкатель. Его можно сделать из сталистой проволоки
диаметром 1,2 мм. Длина его (примерно 60 мм) и подгоняется по месту.
В случае восстановления заводского регулятора обратить
внимание на реконструкцию, Убрать нитенаправительную скобу. Из
сталистой проволоки диаметром 0,5—0,6 мм навить новую
цилиндрическую пружину с внутренним диаметром витка 14,5 мм.
Навивку делать против часовой стрелки, тогда свободный конец
с крючком будет находиться с правой стороны регулятора и
пружина будет работать на сжатие снизу вверх. Пружина будет
иметь три витка, длина заготовки 180 мм. Первый свободный
конец ее ляжет в паз основания регулятора, второй пройдет под
первым и образует крючок (рис* 94 а -— аналогично).
Отрегулировать положение иглы по центру в отверстии
игольной пластины. Если игла сместилась влево, снять игловодитель,
334 .
конец, где крепится игла, отпустить на пламени — до малинового
цвета — и тут же немного подогнуть вправо.
Если игла сместилась вправо, под нижний конец фронтальной
крышки подложить фольгу (количество слоев определить по
месту).
Если игла сместилась к задней стенке или к передней,
сместить низ фронтальной крышки (он может смещаться за счет
зазоров в штифтовых и винтовых отверстиях в зависимости от
индивидуальных особенностей машины) на 0,3—0,4 мм.
Разобрать челночное устройство. Поставить иглу в крайнее
нижнее положение. Повернуть маховик так, чтобы носик челнока
встретился с иглой. При этом можно увидеть на челноке с правой
стороны очень маленький винт (с потайной головкой). Отвернуть
его отверткой с шириной лезвия 1,5 мм. Вывернуть справа
ограничительный винт длиной 4 мм и диаметром 2 мм. Отвести
вправо до отказа хромированное полукольцо. Вынуть шпуледержа-
телы Он вынимается только в одном положении и это положение
надо найти, проворачивая его в челноке. Надставить в
центральный винт оправку и слегка ударить молоточком, посмотреть,
подошел ли челнок к игле на расстояние 0,1 мм. Таким методом
смещать челнок к игле до требуемого зазора, (расстояния). Ни в
коем случае не смещать больше нормы: обратное смещение вала
челнока проводить очень трудно (см. ниже п. 36). Теперь будет
легко снять челнок, отвернув на нем (в центре) винт.
Сборку иглодержателя производить так. На нижний конец иг-
ловодителя надеть иглодержатель так, чтобы его паз (вырез)
находился внизу и поднять его выше своего места. Затем ввести
нитенаправитель в паз и его горизонтальный конец вдеть в
отверстие игловодителя. Опустить иглодержатель, установить иглу
длинным желобком влево, завернуть винт иглодержателя.
3. Отрегулировать зазоры между иглой и носиком челнока.
Для установки зазоров необходимо снять игольную пластину,
откинуть вертикальную: перевернуть машину низом вверх.
а) зазор между иглой и носиком челнока в вертикальной
плоскости его вращения равен 0,1 мм, если смотреть сверху по
вертикали. Регулировать зазор смещением челночного вала, на
левом конце которого помещено челночное устройство, а на правом
— зубчатая шестерня, на которую надет приводной ремень
верхнего главного вала. Опорой вала служат два шариковых
подшипника. Смещая вал вместе с подшипниками вправо или влево,
обеспечить требуемый зазор;
б) Расстояние между верхним краем ушка иглы и острием
носика челнока в момент встречи его с иглой должно быть 2 мм.
335
Его установка требует особого внимания, так как в регулировке
участвуют два объекта: вал челнока и игловодитель. Высота иг-
ловодителя лимитируется безопасностью иглы при вращении
челнока. Челнок при вращении не должен задевать за иглу, игла же
при опускании не должна ударять о челнок, а при подъеме не
должна задевать за него. По этой причине углубить на 1,5 мм
проем в челноке там, где проходит игла.
С правой стороны фронтальной части рукава есть отверстие.
Через него отверткой средних размеров можно нащупать шлиц
винта крепления игловодителя. Ослабив винт, можно поднять или
опустить игловодитель. В то же время обязательно возникнет
необходимость повернуть челнок ближе или дальше от иглы. Эту
работу следует выполнить так. Перевернуть машину низом вверх.
В отверстии вала челнока вдеть стальной стержень, на правом
конце вала отвернуть на один оборот гайку, которая имеет
ЛЕВУЮ резьбу. Между зубчатой шестерней 3 и подшипником 1
заложить сверху отвертку и легонько ударить по ней молоточком,
так как шестерня расположена на конусной 4 поверхности, ока
легко отодвинется от конуса вала (рис. 92). Удерживая правой
рукой маховик ot проворачивания, левой провернуть вал челнока
4 в ту или другую сторону. Затем, придерживая вал за стержень,
завернуть гайку 5 несильно.
Рис. 92. Узел привода вала челнока (машина «Белка» М9Р)
L Прилив платформы.
2. Приводной ремень,
3. Ведомая шестерня с конической посадкой.
4. Корпус вала челнока.
5. Гайка М8 (с левой резьбой).
6. Резьба М8 (левая).
336
Заход челнока за иглу измеряется центральным углом в
пределах 40—45 . Уточнить по месту (см. рис. 946 — аналогично).
При необходимости операцию повторить, добиваясь нужной
величины размера. При малом центральном угле будут лропуски
стежков в строчке, а при большом — обрыв верхней нитки или
се петляние снизу.
4. Зубчатая рейка имеет три положения высоты зубьев
относительно игольной пластины» Нужную высоту зубьев можно
получить путем поворота трехгранного кулачка под задним концом
рычага зубчатой рейки. Разная высота зубьев над игольной
пластиной обуславливается разной толщиной ткани. Высоту зубьев
можно увеличить подкладыванием фольги на плоскость кулачка.
5. Применять иглу с лыской на колбе, однотипную. Если
такие иглы имеют разную длину, лучше применять те из них,
которые короче. Ставить иглу длинным желобком снаружи слева,
лыской вправо.
На машине крутящий момент с маховика передается через
цилиндрическую пружину на скользящую муфту с храповым
устройством, на храповое устройство коленчатого вала и
коленчатый вал. При обрыве пружины на коленчатом валу или в случае
нарушения ее фиксации снять ручной привод, отвернуть два
болта кронштейна оси ручного привода и снять его с обеих
установочных шпилек. Затем, сняв запорную шайбу с конца
коленчатого вала, легко снять ведомую шестерню ручного привода. Снять
маховик и ведущую цилиндрическую пружину. В случае
установки новой пружины иметь в виду следующее:
а) параметры ее не должны значительно отличаться от
параметров старой пружины;
б) при включении моталки автоматически сжимается ведущая
пружина и выключается весь механизм машины;
в) в случае установки более жесткой ведущей пружины очень
скоро может выйти из строя механизм наматывания шпульки. В
случае установки более мягкой пружины машина во время
работы может самовыключаться, особенно при больших нагрузках.
После выполнения всех работ, связанных с установкой новой или
ремонтом старой цилиндрической ведущей пружины, собрать
узел привода коленчатого вала, установить пружину, маховик,
ведомую шестерню, запорную шайбу, поставить на две шпильки
кронштейн ручного привода и привернуть его двумя винтами.
Поставить ручной привод. Перевернуть машину низом вверх,
поставить на место опорную платформу и прикрепить ее тремя
винтами. Поставить машину на платформу. Завести слева столик и
поставить его на защелки.
337
Встречается и такая неисправность. При каждом обороте
маховика носик челнока встречается на разном расстоянии от
верхнего края ушка иглы (рис. 93). Причем, такой цикл разнобоя
встреч состоит из 4 уколов иглы. Затем все в точности
повторяется сначала. Данную неисправность можно устранить только
заменой приводного внутреннего зубчатого ремня, который
передает вращение с главного вала на вал челнока.
Явно конструктивным дефектом является крепление
подшипников вала челнока. Со временем они смещаются (ближе к игле)
вместе с валом. Происходит поломка иглы, а со временем
появляются пропуски стежков в строчке и машина выходит из строя.
Отрегулировать зазор между иглой и челноком в вертикальной
плоскости. А чтобы укрепить крепление подшипников вала
челнока необходимо с внутренней стороны скрепить их наружные
обоймы с корпусом машины при помощи универсального клея
(эпоксидная смола + отвердитель + наполнитель (зубной
порошок) .
б)
в)
.г)
Рис. 93. Моменты встречи челнока с иглой
при сильно ослабленном ремне (машина «Белка» М9Р)
1, Игла.
2. Носик челнока.
а, б, в, г — цикл из 8 оборотов маховика*
338
15. ШВЕЙНАЯ МАШИНА «ХАРЬКОВ» М-4
Производство г. Харьков (Украина)
Машина прямострочная с комбинированным приводом
(электрическим и ручным), -n
Неисправности общие, как для всех швейных машин.
1. Регулятор натяжения верхнем нитки.
Как правило, компенсационная пружина всегда оборвана. ~
Чтобы ее восстановить, снять крышку и отвернуть стопорный
винт, находящийся сверху в передней стенке* Если он заржавел
и не отворачивается, зрлить в отверстие 5—7 капель
растворителя № 647. Через 5 минут винт свободно отвернется. Разобрать
регулятор. Ключом к разборке будет запорная шайба на заднем
конце оси. Компенсационную пружину можно сделать самому из .
сталистой проволоки диаметром 0,5 мм (рис. 94), Витки навивать
против часовой стрелки. Внутренний диаметр витка 14 мм,
количество витков 3.'Диаметр оправки для навивки проволоки
зависит от ее показателей. Поэтому подбирать его практически,
экспериментально. Ориентировочно он равен 9—12 мм. Опорой
пружины будет служить ее второй конец, загнутый под углом 90 """
и уложенным поверх всех витков в продольную прорезь цилиндра
— основания регулятора* Цилиндр плотно входит в отверстие
рукава и сверху стопорится винтом. Таким образом свободный
конец пружины выходит из-под зажатого второго конца и надежно
опирается на него, не требуя никаких дополнительных опор и
скоб. Крючок пружины поместить с левой стороны, работающим
на сжатие снизу вверх.
При установке собранного регулятора не забыть установить
зазор между толкателем й рычагом подъема лавки. Зазор
регулировать смещением регулятора вдоль его оси, Смещение внутрь
уменьшает зазор, наружу — увеличивает.
2. Установка иглы.
Применять иглу с лыской на колбеэ однотипную и ставить до
упора длинным желобком слева,
3. При выполнении ремонта и регулировки может произойти
рассогласование работы иглы и транспортера ткани.
Согласованность работы верхнего главного вала с нижним обеспечивает
ременная передача, проходящая по вертикальной части рукава.
Восстановление согласованной работы иглы и зубьев рейки
обеспечивается поворотом нижней зубчатой шестерни при снятом
ремне на некоторый угол (несколько зубьев). При этом надо
смотреть на направление движения иглы и зубчатой рейки. При
крайнем нижнем положении иглы зубья, продвигающие ткань,
-^339
36-40"
\
V
3
5
a)
6)
в)
Рис. 94. Некоторые детали, параметры и схемы
для машины «Харьков»
а — компенсационная пружина;
б — заход челнока за иглу;
в — вход иглы в челнок;
г — схема подключения электродвигателя к сети.
тоже должны находиться в крайнем нижнем положении. За
время, пока игла находится вверху над лапкой, зубья рейки
успевают выйти из игольной пластины, продвинуть ткань и уйти вниз
под игольную пластину раньше, чем опустится игла. После
достижения такого согласования работы иглы и зубьев перейти к
регулировке зазоров в челночном устройстве.
4, Регулятор длины стежка произвольно меняет
установленный размер. Например, ручка длины стежка установлена на
цифру 3. В процессе работы ручка произвольно перешла на нулевую
отметку. Для устранения — положить машину на заднюю
сторону, откинуть дно и повернуть ручку длины стежка вправо-влево.
При этом можно увидеть, что в приливе выше ремня вращается
ось, на которой слева расположена кулиса с ползуном, а справа
— рычаги, соединенные с ручкой длины стежка. Ось можно
сжать винтом-тормозом этого узла. Он находится тут же на
приливе (см. рис. 90а, б — аналогично).
5. Иногда для удобства в работе приходится демонтировать
все электроприборы на машине. При установке их вновь нужна
340
схема монтажа. Прилагаемая здесь электрическая схема (см. рис.
94г) облегчит монтаж электроприборов. При монтаже проводов
сначала вывернуть два винта крепления контактной колодочки и
но схеме ввести в нее поочередно все хорошо зачищенные, облу-
женные, оголенные не более чем на 4 мм концы проводов.
Проверить работу схемы путем включения прибора в сеть. При
нажиме на педаль должен заработать двигатель — это значит, что
все сделано правильно. Выключить электросхему из сети и
привернуть двумя винтами контактную колодочку. Проверить, нет
ли оголенных участков на проводах машины.
6. В плоскости вращения челнока большой люфт, что
приводит к пропуску стежков в строчке, обрыву верхней нитки и
поломке иглы. Причина люфта — ослабление крепления шестерни
в картере или ослабление нижней шестерни на приводном ремне.
Последнюю причину можно легко обнаружить и устранить. А вот
первую не так легко обнаружить. Здесь проделать следующие работы:
а) снять дно, ослабив два винта с задней стороны;
б) снять ^защелку шпульного колпачка, отвернув два винта на
картере;
в) снять шпульный колпачок, закрепленный специальной
защелкой:
г) снять приводной ремень с зубчатой шестерни;
д) поставить ручку длины стежка на нуль;
е) отвернуть шесть винтов картера шестеренчатой передачи.
Осторожно, чтобы не порвать прокладку картера, снять его;
ж) обследовать внутри картера крепление шестерен. При
обнаружении ослабления винтов крепления шестерен и смещения
их по валу, все устранить;
з) смазать внутри картера все трущиеся части маслом И8А.
А когда картер будет поставлен на место и прикреплен,
отвернуть пробку и залить внутрь примерно 30 г масла;
и) перед зажимом всех винтов опустить иглу и проверить
зазор между ней и челноком. Если он больше 0,1 мм, подвинуть
картер влево к игле. Если он отгибает иглу, отодвинуть его от
иглы. За счет люфта в винтах крепления картера можно
отрегулировать величину требуемого зазора (0,1 мм);
к) согласовать работу иглы и зубьев транспортера ткани
(см. п. 3);
л) поставить иглу в крайнее нижнее положение, когда
зубчатая рейка тоже находится в крайнем нижнем положении,
ослабить два винта крепления челнока и повернуть его на угол 30°
центрального угла, образованного иглой и носиком челнока или
на 10 мм от иглы (см. рис, 946).
' 341
м) надеть приводной ремень на нижнюю зубчатую шестерню.
7. Рычаг зубчатой рейки должен быть постоянно прижат к
эксцентриковому кулачку. Эту миссию выполняет слабая
пружина, один конец которой накладывается на конец рычага
зубчатой рейки, а другой — на кронштейн-подставку, высота
которой 20 мм. Закрепляется нижним левым картерным
винтом.
8. Натяжение ремня электродвигателя осуществляется
большим пластмассовым винтом, расположенным на задней стороне
справа. Натяжение ремня должно быть таким, чтобы машина не
буксовала. Слишком большое тугое натяжение недопустимо! (См.
гл. 2 «Электрический привод»).
9. При неудовлетворительной подаче материала зубьями, под
зубчатую рейку подложить прокладку толщиной 0,5—0,6 мм.
Регулировать высоту зубьев подкладыванием прокладок под
зубчатую рейку.
10. Зазоры в челночном устройстве.
На машине установлен челнок с левым (против часовой
стрелки) вращением. Шпульный колпачок удерживается в
челноке специальной защелкой, прикрепленной к картеру двумя
винтами. Ее можно перемещать вдоль платформы и менять угол
наклона относительно плоскости вращения челнока.
а) зазор между иглой и носиком челнока и плоскости его
вращения равен 0,1 мм. Регулируется продольным смещением
челнока, напрессованного на конец оси с кольцевой выточкой и
закрепленного двумя винтами;
б) расстояние между носиком челнока и иглой, когда она
находится в крайнем нижнем положении. Оно определяется
центральным уклоном поворота челнока, равным 30—40 . Расстояние
по горизонтали 3—3,5мм. При уменьшении угла будут пропуски
стежков в строчке, при увеличении — верхняя нитка будет
петлять снизу или обрываться;
в) степень нажима защелки на шпульный колпачок.
На шпульный колпачок защелка может нажимать одной
точкой в центре — пластинчатой пружиной, особенность которой
заключается в том, что между ней и шпульным колпачком должен
быть минимальный зазор в 0,0—0,01 мм только для проскакива-
ния нитки впритирку, но без задержки, дерганий и характерного
шума. Положение защелки определяет и зазор между шпульным
колпачком и фиксирующим зубцом в верхней ее части. Этот
зазор должен быть равен 0,6 мм.
ИТАК, зазоры между защелкой и шпульным колпачком
следующие:
342 ' *
в нижних выступах — 1,0 мм,
на средней пружине — нет или 0,01 мм,
на верхнем зубце — 0,6 мм.
Все* три параметра регулируются:
— перемещением защелки в горизонтальном направлении,
благодаря которому она смещается параллельно плоскости
шпульного колпачка;
— изменением угла наклона защелки относительно
вертикальной плоскости челнока;
— подгибанием верхнего зубца-фиксатора на защелке.
На защелке пластина-фиксатор крепится двумя винтами.
Если ослабить левый винт, изменится положение пластины, а
вместе с ней и наклон защелки. Однако изменять угол наклона
защелки следует в крайних случаях (как и подгибание верхнего
зубца-фиксатора);
г) момент встречи носика челнока с иглой происходит выше
ее ушка на 2 мм (в крайнем случае не менее 1,5 мм, если
сильный износ деталей машины и значительный суммарный люфт на
челноке). В случае значительного суммарного люфта на челноке
необходимо сделать трехмиллиметровое углубление
(остроугольную выемку) на челночной пластине.
Игла при входе в челнок должна находиться на расстоянии
не менее 5 мм от острого угла пластины (см. рис. 94в).
Регулировать вертикальным смещением игловодителя. На
задней стороне фронтальной части рукава есть два круглых
отверстия: верхнее — для регулировки игловодителя и нижнее — для
высоты подъема прижимной лапки. Регулировочный винт
игловодителя доступен при поднятой игле и полностью опущенной
лапке.
Регулировочный винт высоты прижимной лапки доступен при
поднятой лапке.
11. Фиксаторная пластинчатая пружина на защелке
челночного устройства часто ломается. Сделать ее можно из
нержавеющей стали толщиной 0,6—1 мм. Ее вид (в несколько
уменьшенном размере) приведен на рисунке 95,
12. При окончательной настройке челночного устройства
следует добиться проскакивания верхней нитки с легким щелчком
пружины защелки на шпульном колпачке. Он не влияет на
качество строчки, если все параметры отрегулированы согласно
описанным выше данным.
13. Если иглу невозможно надежно зажать в
иглодержателе, следует поставить игольный нитенаправитель большего
диаметра.
, ' - 343
Рис. 95. Пластинчатая пружина защелки (машина «Харьков»^
L Ребро жесткости.
2. Место сгиба.
3. Опорная полка защелки.
4. Отверстия для крепления пружины.
16. ШВЕЙНАЯ МАШИНА «ОРША» 2М КЛ.
Машина прямострочная в ножном исполнении. Выпуска 50-х годов
г. Орша (Беларусь)
1. Реконструировать регулятор натяжения верхней нитки
(рис, 96).
На стержне прижимной лапки отвинтить винт 2 крепления
нитенаправительной скобы 1, 9. Отрезать правую часть 9 снятой
пластины и оставить часть 1 (указано на рисунке). Установить
оставшуюся часть на место. Вывернуть винт крепления жестяной
сепаратной пластины 3 и аннулировать. Подрезать нитенаправи-
тельную скобу 8 до длины 15 мм, свободный конец 4 подогнуть
к корпусу. . |
Компенсационную пружину преобразовать для работы на
разжим снизу вверх. С левой стороны, чуть выше отверстия оси
регулятора есть прилив 5 с резьбовым отверстием. Левая сторона
прилива имеет острый угол, его надо спилить, чтобы он не
задевал пружину и нитку. Вокруг отверстия имеется круглый поясок
6, левая сторона которого имеет разрыв шириной 10 мм. Нижний
его край запилить на конус внутрь — он будет служить опорой
344
Рис. 96. Реконструкция регулятора натяжения верхней нити
(машина «Орша» 2М кл.)
1. Нитенаправительный рычаг.
2. Винт крепления рычага.
3. Жестяной ограничитель (удалить).
4. Нитенаправительная скоба после реконструкции.
5. Прилив в корпусе машины.
6. Опора для компенсационной пружины.
7. Стопорный винт оси регулятора.
8. Нитенаправительная скоба до реконструкции.
9. Удаленная часть рычага.
компенсационной пружине. Крючок компенсационной
пружины отогнуть вплотную к корпусу машины, чтобы он не
касался зажимной шайбы. Поставить на место ось регулятора
с закрепленной на ней компенсационной пружиной и
вставленным с тыльной стороны толкателем. Закрепить ось стопорным
винтом 7 (слева во фронтальной полости). Перед закреплением
ось повернуть против часовой стрелки так, чтобы
компенсационная пружина была натянута с усилием (весьма
чувствительно на руке). На ось надеть шайбу размером 17Х7Х(0,2—0,3)
мм (не толще), затем две нитезажимные шайбы и отжимную с
перемычкой внутри отверстия. Коническую нажимную пружину
поставить более жесткую, можно растянуть имеющуюся в два
раза и сжать, затем навернуть нажимную гайку. Проверить работу
регулятора, если при поднятой лапке отжима рабочих шайб не
345
будет, все разобрать и поставить на ось новый толкатель,
который на 1 мм (не более) длиннее прежнего. Отсутствие отжима
может быть и по причине ослабления винта крепления
промежуточного толкателя (вертикально расположенной пластины). Он
находится на 12 мм выше винта крепления оси регулятора (если
смотреть со стороны фронтальной крышки слева). Этот винт
зажать.
Заправлять нитку так: катушка — верхний нитенаправитель
— справа в шайбы регулятора — слева под компенсационную
пружину — вверх в реконструированную скобу — в нитепритя-
гиватель — вниз в нитенаправитель — в игольный
нитенаправитель и слева в иглу. Такой регулятор работает безотказно, он
прост в устройстве и в обслуживании.
2. Заводской игольный нитенаправитель аннулировать.
Сделать и поставить петлевой нитенаправитель 2 (см. рис. 56),
крючок завести сзади на левую сторону игловодителя. Петлю крючка
установить так, чтобы нитка расположилась напротив длинного
желобка иглы. ■
3. На челноке от долгой работы могут образоваться острые
кромки, их притупить алмазным надфилем (см. гл. 2 «Челночное
устройство»). Челнок и шпульный колпачок могут быть такими
же, как на машине «Чайка».
4. Вилка подъема зубьев транспортера.
Нижний рожок вилки подъема зубчатой рейки необходимо
спилить снизу так, как показано на рисунке 97. Для того чтобы
выполнить эту работу, разобрать челночное устройство и
транспортер ткани. Вынуть шпулъшый колпачок и челнок. Снять
игольную пластину и лапку. Вывести из зацепления вильчатый
рычаг с роликом подъема зубчатой рейки. Снять машину с
петель, перевернуть ее низом платформы вверх и выпрессовать
круглый конический штифт, соединяющий на правом конце вал
челнока с кривошипом. Иглу поставить в крайнее верхнее
положение. Выпрессовка штифта — дело весьма трудное. И эту
операцию прежде чем начать надо хорошо обдумать. Здесь главную
роль будет играть оправка-пробойник, диаметр которого должен
быть не менее 10 мм, а диаметр рабочего конца должен быть
равным диаметру узкого конца штифта (примерно около 3,5 мм).
Пробойник с другим диаметром будет расклепывать штифт и
края отверстия в кривошипе, что усугубит трудности.
Вывернуть винт крепления цапфы корпуса хода челнока и
залить в отверстие несколько капель растворителя № 647. Сместить
влево вал челнока на 30 мм, затем выпрессовать корпус хода
челнока и вынуть все вместе. Отвернуть контргайки конусов вала
346
Рис. 97» Вильчатый рычаг подъема зубчатой рейки
(машина «Орша» 2М кл.)
1. Вилка рычага.
2. Линия среза у нижнего рожка
(высота спшгавания в средней части 1,5—2 мм).
подачи, вывернуть конусы и снять вал с вильчатым рычагом.
Напильником спилить снизу нижний рожок (как показано на
рисунке) и собрать все в обратном порядке.
На корпусе хода челнока отвернуть два малых винта
крепления нитенаправительной пластины, снять ее и сделать пропилы
в обоих отверстиях на 2 мм. Оба отверстия пропиливать вправо,
если смотреть со стороны фронтальной полости (рис. 98 —
аналогично) .
5. Зазоры.
Вывести иглу на центр отверстия игольной пластины
подгибом нижнего конца игловодителя и установить зазоры:
а) расстояние между нитенаправительной пластиной и иглой
1 мм.
Регулируется оно одним из двух вариантов:
а-1. Поворотом корпуса хода челнока до нужного размера
(чтобы нижний рожок вилки не мешал защелке, спилить его
снизу на 2 мм, см. п.'4);
а-2. Смещением нитенаправительной пластины на корпусе
хода челнока. Для этого снять пластину и удлинить отверстия, как
показано на рисунке 98;
б) зазор между иглой и носиком челнока в вертикальной
плоскости его вращения, равный ОД—0,05 мм. Регулируется
вертикальным смещением корпуса хода челнока при ослабленном
винте крепления цапфы;
в) заход челнока за иглу, когда она находится в крайнем
нижнем положении. Это расстояние равно 1 мм. В случае его
347
Рис. 98. Нитенаправительная пластина на корпусе хода челнока
(машины «Чепель» 30 кл., «Орша» 2М клм «Госшвеймашина»)
1. Пропиленные отверстия на 2 мм в переднюю сторону.
2. Закругленная кромка зева*
3. Игла.
4. Направление пропиливания отверстий.
увеличения или уменьшения соединение вала толкателя челнока
с кривошипом на правом конце перевести со штифта на винты,
т. е. сделать челнок регулируемым по отношению к игле
(подробно см. гл. 3 «Швейная машина 2М кл. ПМЗ»);
г) встреча челнока с иглой происходит на расстоянии 2,5 мм
выше ушка. Зазор не регулируется!
д) зазор между челноком и толкателем на обоих концах
(входном и выходном) должен быть равен 0,4 мм. Регулировать
подгибом толкателя и его концов.
Следует отметить особый, редко встречающийся случай в
данной машине, а возможно и в других. Неисправность — верхняя
нитка петляет снизу. Причина: рассогласование игловодителя с
нитепритягивателем с одной стороны, с челноком — с другой.
Синхронная работа указанных механизмов обеспечивается строго
определенным положением коленчатого рычага кривошипа
главного вала машины. Кривошип закреплен двумя винтами на левом
конце главного вала. На одном конце коленчатого рычага есть
лыска. При сборке лыска рычага обращена к стопорному винту,
который при зажиме фиксирует рычаг в строго определенном
положении. Но бывают случаи, когда лыска на коленчатом рычаге
сделана не под нужным углом. Нормальной качественной строчки
в таком случае не будет! Вера в правильность положения лыски
348
на коленчатом рычаге затрудняет распознавание причин
неисправности.
В данной ситуации лыску на рычаге необходимо заварить,
опилить место заварки до диаметра рычага, собрать узел и
отрегулировать положение коленчатого рычага на нормальное шитье,
зафиксировав при этом правильное положение будущей лыски.
Разобрать узел. На коленчатом рычаге запилить лыску заново
безошибочно! Гарантией хорошей работы будут внимание и
аккуратность исполнителя.
Регулировка уровня зубчатой рейки.
Ослабить винт 7 (рис. 99), смещая шип 2 влево до отказа,
включить палец во взаимодействие с вильчатым рычагом 8.
Надставив оправку в выемку эксцентриковой втулки 5 легкими
ударами молоточка повернуть ее на 10—12°. Повернув 2—3 раза
маховик, посмотреть, на сколько поднялись зубья над игольной
пластиной. Если недостаточно, операцию^ повторить. По окончании
регулировки зажать винт 7.
Рис. 99. Узел регулировки подъема зубчатой рейки
(машина «Орша» 2М кл.)
1. Вал подачи.
2. Подвижной шип включения зубчатой рейки в работу.
3. Хвостовик пальца.
4. Палец включения и выключения зубчатой рейки.
5. Втулка-эксцентрик.
6. Прилив платформы.
7. Стопорный винт втулки-эксцентрика.
8. Вильчатый рычаг зубчатой рейки.
9. Корпус хода челнока.
349
17. ШВЕЙНАЯ МАШИНА «ОРША» ЗМ КЛ.
последних выпусков.
Машина прямострочная в ножном исполнении»
г, Орша. (Беларусь)
Неисправности типичные для всех машин.
1. Ремонт начать как обычно с общего осмотра на комплект-'
ность и неисправности* При осмотре установлено: регулятор
подъема зубьев транспортера ткани поломан. Опоршые пластины £тола
отошли от мест крепления и машина спереди завалилась так, что
вот-вот рухнет вниз, В результате приводной ремень ослаб и
пробуксовывает.
Стержень лапки не опускается до конца и т. д.
2. Сделать реконструкцию регулятора натяжения верхней нитки.
Для этого разобрать узел нажимной лапки (рис. 100). Снять
лапку, отпустить винт крепления кронштейна на стержне лайки.
Вывинтить регулировочную резьбовую втулку, вынуть
цилиндрическую нажимную пружину. Попытка вынуть нажимной
стержень безуспешна — он погнут, что можно встретить и на других
машинах, например, «Чайках». Снять машину с петель,
положить ее задней стороной на стол. Вынуть шпульный колпачок и
Рис. 100. Детали регулятора натяжения верхней нити
(машина «Орша» ЗМ кл. последних выпусков)
1. Нитенаправительная скоба (удаляется).
2. Цилиндр-основание регулятора*
3. Компенсационная пружина.
350
челнок. Трехгранным напильником (без ручки) и молоточком
выбить стержень лапки снизу вверх. Затем на деревянной подкладке
легким молоточком выпрямить стержень. Если образовались
легкие забоины, заточить их надфилем и наждачной бумагой. С
кронштейна подъема лапки отвернуть винт и снять нитенаправи-
тельную скобу 1 и аннулировать, С левой стороны ослабить
стопорный винт крепления регулятора натяжения верхней нитки,
вынуть его и разобрать.
Компенсационную пружину сделать на разжим. Для этого
нижнюю опору на цилиндре-основании 2 регулятора
запилить скосом внутрь трехгранным напильником или
трехгранным простым надфилем. На скошенную внутрь опору будет
постоянно опираться компенсационная пружина, работающая
теперь с левой стороны регулятора снизу вверх. Распрямить
нитезацепной конец компенсационной пружины, и около
витков конец проволоки длиной 36 мм загнуть под углом 90 ,
затем на длине чуть больше радиуса шайбы регулятора сделать
еще один поворот на угол 90° вверх и сделать нитезацепной
крючок высотой 10—11 мм на уровне оси регулятора (см* рис. 100).
Регулятор собрать и поставить на место. При постановке
следить за тем, чтобы был зазор между толкателем регулятора и
рычагом. Рычаг-толкатель только тогда должен касаться стержня
внутри регулятора, когда будет поднята лапка. Для проверки
собрать узел нажимной лапки. При сборке обратить внимание, нет
ли перекоса стержня кронштейна в пазу. Если он есть,
кронштейн без стержня будет ходить в пазу свободно, а со стержнем
заедать. В таком случае на кронштейне запилить направляющий
выступ, скользящий в пазу корпуса машины. После
реконструкции регулятора нитка не будет делать двух резких поворотов и
обрываться. Ход машины тоже станет мягче, а работа надежнее.
На данной машине установлен регулятор диапазонов шага
стежка. Он состоит из подвижной пластины 2 (рис. 101) со
шкалой 1 шага стежка в мм, резьбового винта с эксцентриком 4,
шайбы 5 и гайки крепления (она же контргайка) 6. Работает
регулятор следующим образом: ослабив гайку 6, повернуть винт
с эксцентриком вправо или влево на небольшой угол (2—3 ),
тогда пластина 2 со шкалой сместится ниже или выше. Ось
вращения пластины 2 совмещена с осью вращения кулисы.
Смещение шкалы определит новую амплитуду регулировки для рычага
управления шагом строчки.
3. Регулятор подъема рейки транспортера ткани сделан из
цинкового сплава. Он очень хрупкий и часто ломается. Добрая
половина машин выходит из строя именно по этой причине. Как
351
Рис. 101. Регулятор диапазонов длины стежка
(машина «Орша» ЗМ кл.)
1. Шкала длины. . *
j 2. Съемная пластина»
3. Отверстия для эксцентрика.
4. Эксцентрик с винтом.
5. Шайба.
6. Контргайка.
решить вопрос в домашних условиях? Надо сделать хомутик,
который хорошо бы облегал все неровности регулятора. Хомутик
сделать из тонкого листа нержавеющей стали толщиной 0,5 мм
или из двух слоев ободной фольги. Причем, концы ободной ленты
сделать двойными, что обеспечит прочность и надежность при
зажиме винтов. На рис. 102 приведена заготовка хомутика 3.
Общая длина определяется практически по месту. Концы подогнуть
внутрь хомутика.
Место разлома детали спилить примерно на 1,4 мм, а сам
хомутик 3 будет обхватывать весь регулятор 2. Спереди через
отверстие хомутика вставить винт М4, который входит в регулятор
и закрепляется гайкой М4. Гайка должна плотно прижать конец
5 хомутика 3 к телу 2 регулятора, а винт 4 не должен выходить
из гайки. При таких условиях оба конца хомутика должны
хорошо зажать вал регулятора. Вал должен быть зажат накрепко
поворотом винта 4 на два-три оборота, но не более, иначе винт
выйдет из гайки и упрется в платформу 1 и регулятор работать
не будет. При постановке на место вала и при полном зажиме
352 . „ ,
Рис. 162. Ремонт регулятора подъема зубчатой рейки
4 ( (машина «Орша» ЗМ кл.)
а — регулятор до ремонта: 1,2 — места разлома;
б — он же после ремонта»
L Поверхность платформы.
2. Регулятор.
3. Стяжнрй хомутик*
4. Стяжной винт с гайкой М4.
5. Двойной слой стяжной ленты (на конце).
вала регулятором винт 4 из гайки может выходить не более чем
на 1,5 мм. Условия здесь жесткие, но при максимуме внимания
и ответственности исполнителя успех обеспечен, В случае
невозможности восстановить поломанный регулятор подъема зубчатой
рейки, можно использовать другой вариант ремонта. На основной
детали регулятора (а она заводом выполнена из чугуна) со
стороны зева просверлить отверстие диаметром 3,3 мм, нарезать
резьбу М4 (рис. 103, п. 1) для стопорения детали на валу
подъема.
4, Игловодитель имеет люфт 6 мм» Причина: на коленчатом
рычаге, который одним концом входит в кулачок коленчатого
вала, а на другом его конце прикреплен поводок игловодителя,
ослабло крепление, и он проворачивается на некоторый угол.
Коленчатый рычаг, входящий в кулачок, имеет на конце лыску.
При ослаблении винта крепления рычага последний получает
возможность смещаться в одну и другую сторону на некоторый
12 А, Зюзин
353
Рис. 103. Реконструкция основной детали регулятора подъема
зубчатой рейки (машина «Орша» ЗМ кл.)
1. Просверленное отверстие М4 для стопорного винта.
2. Отверстие для вала подъема.
3. Ролик.
угол, но никогда не проворачивается вкруговую. Что надо
лать? ;
Необходимо провернуть коленчатый вал маховиком так,
чтобы винт крепления коленчатого рычага был против отверстия в
рукаве с задней стороны. Отверткой средних размеров зажать
винт. Коленчатый рычаг при этом сам встанет на место. Надо
только позаботиться хорошо зажать винт. Если этот винт ослаб,
наверняка ослаб и винт крепления втулки коленчатого вала на
противоположном конце, на котором надет маховик. В таком
случае отвернуть остановочный винт фрикционного большого винта
и снять его. ЗАПОМНИТЬ, как была поставлена шайба (усиками
наружу, и при полном зажиме большого фрикционного винта,
остановочный винт не должен доходить до ограничителя шайбы —
это рабочее положение). Снять шайбу, снять маховик и крепко
завернуть винт крепления втулки на конце коленчатого вала.
Собрать все в обратном порядке.
Снять иглу и проверить все ее четыре параметра. При
необходимости заменить ее новой, которую тоже предварительно
проверить на все четыре параметра (см. гл. 2 «Узел иглы»).
Вывернуть винт крепления игольного нитенаправителя. Снять;
нитенаправитель или его остатки. Если он цел, то все равно не^
пригодный, так как сделан из слабой проволоки, которая, отги**
354 — - .
оаясь, не обеспечивает положение нитки перед желобком иглы.
Поэтому нитка может обрываться. Надо сделать игольный ните-
каправитель из высокосталистой проволоки диаметром 1 мм. Для
:>той цели хорошо подходят струны от выбракованного рояля или
пианино (см. рис. 56 — аналогично). Поставить иитенаправитель
так, чтобы его крючок был на уровне конца игловодителя, а его
петля, где проходит нитка, была строго против желобка иглы
слепа. Если игла входит в отверстие игольной пластины не по
центру, установить ее, подгибая нижний конец игловодителя, когда
он находится в верхнем крайнем положении. Плоскую иглу вста-
иить до упора длинной канавкой с левой стороны. Лыска на колбе
будет обращена вправо внутрь. Иглодержатель обязательно
зажать отверткой.
5. Если зубья рейки транспортера ткани при поднятой игле
поднимаются над игольной пластиной так, что их передняя часть
ниже задней, необходимо поднять переднюю часть относительно
надпей не менее чем на 0,5 мм. Для этого снять игольную пла-
t гину, ослабить задний винт зубчатой рейки, вывернуть передний
и инт, вырезать из ободной ленты шайбу и подложить ее под
переднее отверстие (см. рис. 22 и 23). Завернуть винты. Можно
вставить стержень — кусочек проволоки длиной 10 мм и
диаметром 0,6 мм (смотреть по месту). В таком случае не вывертывать
полностью винт, достаточно ослабить оба винта. Перед
окончательным закреплением винтов проверить не цепляется ли рейка
о пазы игольной пластины. Для проверки привинтить пластину и
повернуть маховик несколько раз. При окончательном
закреплении сначала завинчивать передний винт, затем задний.
С передней правой стороны есть рычаг регулятора длины
стежка. Если он слабо зажат и не держит длину стежка, то
необходимо с задней стороны, напротив этого рычага, поджать
н инт-тормоз (чуть-чуть, на 2—3 ) Крепление рычага регулятора
на оси кулисы (рис. 104) должно быть таким, чтобы конец оси 5
иыходил из рычага 3 не более чем на 0,5 мм. Но лучше, если
он будет заподлицо со стороной рычага. Это влияет на длину
стежка. Если ось будет выходить более чем на 0,5 мм, создаются
помехи для установки кулисы на длину стежка (более 2 мм).
6. Положить машину на заднюю сторону, ослабить винты
крепления вала толкателя челнока на кривошипе с правой
стороны. Поставить челнок на место и отрегулировать следующие
параметры:
а) зазор между челноком и толкателем на входном конце —
0,3 мм, на выходном конце 0,3—0,5 мм.
Регулировать путем подгибания толкателя и его концов. Кета-
(2 . . . " ' 355
Рис, 104. Узел крепления рычага регулятора длины стежка
на оси кулисы (машина «Орша» ЗМ кл.)
1. Кулиса.
2. Прилив в рукаве машины»
3. Рычаг регулятора длины.
4. Стопорный винт,
5. Ось кулисьь
ти, от чего зависит разница зазора на входном и выходном
концах? А зависит она от совпадения или несовпадения центров:
ai окружности, в которой вращается челнок;
а2 центра отверстия, в котором вращается вал толкателя челнока.
При совпадении центров зазоры на входном и выходном
концах будут одинаковыми. При несовпадении они будут
различными. В практике совпадение этих центров — редкость! (Во всех
машинах!)
Здесь регулировку можно вести смещением корпуса хода чел-
нока в одну или другую сторону. Величина зазора зависит и от
люфта самого корпуса в посадочном месте;
б) зазор между иглой и носиком челнока в вертикальной
плоскости его вращения, равный 0,1 мм. Каким бы малым зазор ни
был, челнок не должен ударяться об иглу. Это очень важно!
Поэтому необходимо обратить внимание на состояние носика
челнока, его острого кончика. Носик челнока должен иметь острый угол,
причем строго геометрический и никаких закруглений. Если со
стороны скоса у носика нарушена прямая линия, челнок заменить
новым. Регулировку зазора производить так: рожковым ключом 10X12
мм отвернуть гайку корпуса хода челнока, при помощи трехгран-
356 ^
мою напильника и молоточка осторожно сместить корпус влево
(на кривошипе вала челнока винты ослабить). Смещение
корпуса прекратить тогда, когда зазор между носиком челнока и
иглой будет равен 0,1 мм, слабо зажать винт крепления
корпуса;
в) зазор между иглой и передним краем нитенаправительной
шастины (см. рис. 98). Он равен 1 мм и регулируется поворотом
1 орпуса хода челнока» Повернуть корпус на нужную величину,
проверить, не нарушился ли предыдущий зазор; Такое бывает ча-
v ю при повороте корпуса;
г) расстояние между кондом носика челнока и иглой, когда
она находится в крайнем нижнем положении; оно должно быть
в пределах 2,5—3 мм. Регулировать его поворотом вала
челнока при отпущенных винтах на кривошипе справа. После
установки расстояния зажать оба винта на кривошипе вала
челнока;
д) встреча иглы с кончиком носика челнока. Она должна
произойти на расстоянии 2 мм выше ушка иглы. Регулировку
параметра произвести за счет опускания или поднятия игловодителя.
Взять отвертку и пропустить ее снаружи с правой стороны через
окно в корпусе рукава. Опустив игловодитель в крайнюю
нижнюю точку, отверткой попасть в шлиц винта, Его ослабление дасг
возможность переместить игловодитель вверх или вниз. Затем
хорошо завернуть винт, чтобы при прокалывании толстых швов или
колеи игловодитель не смог сместиться вверх. Если это произойдет,
челнок нитку захватывать не будет. Поставить челнок и запорное
кольцо на место. Зажать корпус хода челнока. Если в пластине
игольное отверстие повреждено из-за ударов иглы, куском
ножовочного полотна срезать все неровности и круглым надфилем
nonpars ить отверстие, чтобы оно было гладким и не разрезало нитку.
7, Челнок (см. рис. 68),
Челнок обработать так, как указано в гл. 3 «Швейная машина
«Подольск» 142 кл. ПМЗ, п. 25 и гл. 2 «Челночное устройство»,
п. 13—19.
8..-Шпульный колпачок.
Все ремонтные работы по шпульному колпачку указаны в гл.
2 «Челночное устройство».
9. Проверить работу механизма наматывания шпульки.
Чаще всего металлический шкив пробуксовывает на оси по
причине наличия радиальной трещины. Он выполнен из
цинкового сплава и очень часто выходит из строя. Для ремонта
механизм моталки снять, отвинтив сверху винт крепления. Винт снять
с фиксатора. Выточить новый шкив из стали, латуни или бронзы.
357
Затем надеть резиновый ролик от машины 2М кл. или «Чайка»
пмз.
Отрегулировать степень нажима резинового ролика на
маховик.
Включить механизм наматывания шпульки нажатием пальца
на спецплощадку. Отверткой ослабить винт крепления ролика к
моталке (он находится слева). Отверткой слева отжать вперед ту
пластину, которой включали моталку. Продолжая держать
правой рукой отжатую пластину, левой завернуть винт крепления
оси ролика.
10. О ножном приводе.
Опоры стола, предназначенные для откидной передней до-
-ски, на которую опирается машина, закрепить болтами. Для
этого сверху просверлить дрелью отверстия диаметром 4 мм и
поставить сверху болты М4. Снизу они пройдут сквозь метал-
лические опоры, их привернуть гайками М4. По мере
завинчивания гаек головки болтов будут вдавливаться в дерево стола.
Так можно вдавить их заподлицо с поверхностью стола и
обеспечить постоянную прочность и нормальную установку
машины на столе. После проделанной работы отрегулировать
натяжение ремня (оно не должно быть слишком сильным,
иначе ход машины будет тяжелым). Подтянуть все болты на
станке.
Стук в приводе может быть в соединении педали с тягой.
Здесь применить определенную особенность при закреплении.
Вывернуть болт, кусачками откусить от гвоздика диаметром 1 мм
часть длиною в 2 мм и подложить ее в отверстие под болт. Легко
зажать его, ударить молоточком по пальцу тяги вправо с целью
выборки люфта, затем накрепко подтянуть болт, отрегулировать
левый конус педали, если есть осевой люфт. Регулировка колеса
делается легко. Отвернуть слева контргайку (слева тогда, когда
все регулировочные работы ведутся сзади машины и большое
колесо будет находиться с левой стороны). Придерживая
контргайку, отверткой поджать конус и законтргаить. При всех
перечисленных работах надо обеспечить легкость хода во всех звеньях
привода.
11. О смазке машины «Орша» ЗМ кл.
Следует сказать особо, в дополнение к тому, что было сказано
по этому вопросу например, в разделе «Швейная машина
«Подольск» 142 кл. ПМЗ п. 31». В машинах типа «Орша» есть две точ-
хеи смазки, которые необходимо смазывать по-особому методу.
Они находятся наверху с левой и с правой стороны. В этих
местах смазывается коренной подшипник коленчатого вала. Точка
358
( мазки устроена так: внутри канала есть пружина, а сверху нее
- шарик от шарикового подшипника. Пружина постоянно давит
ишзу на шарик и он держит отверстие-вход в масляный канал
ла крытым. Это сделано для того чтобы не попадала грязь в канал
ыавного подшипника и чтобы не лишить его смазки. Поэтому
чюбы попало масло к трущимся поверхностям двух главных
подшипников, надо вращать коленчатый вал и, прерывисто нажимая
на шарик, вводить масло сверху. Длительность смазки 1—2 мин.
для одного подшипника.
Устранение других, неуказанных здесь неисправностей см. в
гл. 1 и 2.
18. ШВЕЙНАЯ МАШИНА «ЛУЧНИК» 90 КЛ.
Производство Польша
Машина прямострочная в ножном исполнении. Она во многом
аналогична^прямострочной машине 2М кл. ПМЗ, хотя шпульный
колпачок и челнок взаимозаменяемы с машиной «Чайка».
Чтобы сделать «Лучник» работоспособной и безупречной в
эксплуатации, необходимо проделать следующие работы:
1. Реконструировать регулятор натяжения верхней нитки.
Нитенаправительную скобу с левой стороны аннулировать.
Компенсационную пружину переделать работающей на
разжим, и установить ее слева так, чтобы крючок находился на
уровне оси регулятора. Теперь она будет работать снизу вверх.
Коническую пружину растянуть на длину равную двум ее
первоначальным длинам, затем сжать, образовавшийся наклеп в
металле сделает ее более жесткой. В крайнем случае пружину
можно заменить на более жесткую. Пластмассовую нажимную
гайку регулятора заменить на металлическую, так как
пластмассовая резьба быстро срабатывается и гайка перестает
выполнять свои функции. При смазке стержня прижимной лапки,
проработать его вручную. Но при подъеме стержень
фиксируется поворотной пластиной, что создает неудобства в работе.
По этой причине привод отжима регулятора натяжения
верхней нитки следует реконструировать точно так, как это
показано на рисунке 126 (см. «Швейная машина «Веритас» 8010
кл.)*
2. Игольный нитенаправитель.
Заводом установлен игольный нитенаправитель пружинного
типа. Заменить его петлевым (см. рис. 56 — аналогично).
Материалом может быть очень жесткая проволока диаметром 1 мм.
359
Завести нитенаправитель с задней стороны слева. Петлю ните-
направителя поместить с левой стороны иглодержателя так,
чтобы нитка располагалась строго против продольного желобка
иглы.
3. На фронтальной крышке очень часто отсутствует китенапра-
витель. Обязательно установить его.
4. С задней стороны машины есть отверстие, которое
закрывается вертикально расположенной задвижкой. Если
открыть его, на переднем плане можно увидеть винт 3 (см. рис.
34). Он является тормозом рычага регулятора длины стежка.
Если рычаг легко движется вверх-вниз, винт тормоза немного
завернуть.
5. Резиновый ролик механизма наматывания шпульки часто
выходит из строя из-за попадания на него масла. Чтобы заменить
ролик, необходимо снять фрикционный винт, фрикционную
шайбу, маховик. Отвинтить два вертикально расположенных винта
крепления механизма моталки, выбить штифт, скрепляющий
втулку с коленчатым валом, спрессовать втулку с коленчатого
вала и снять моталку. Перед снятием втулки нанести риску на ней
и на торце коленчатого вала, чтобы при сборке поставить все как
было. На механизме моталки ослабить стопорный винт шкива,
находящегося внутри ручья для резинового ролика, вынуть ось.
На освободившийся шкив надеть новый резиновый ролик
размером 23X11X6 мм, вставить ось в шкив, закрепить стопорным
винтом, отодвинув ролик. Поставить механизм моталки на место
и прикрепить его двумя винтами. Напрессовать втулку на
коленчатый вал по нанесенной перед разборкой риске, так как
штифт конический и нарушать взаиморасположение деталей
нельзя.
Регулировка механизма моталки.
Расположенный с левой стороны винт ослабить, прижать
ролик к маховику и зажать винт.
6. Челнок (см. рис. 68 — аналогично).
Внутренний край широкой полки 5 челнока спилить на
1 —1,3 мм, иначе невозможно будет установить зазор в 0,1
мм между иглой и носиком челнока в момент зацепления им
петли-напуска верхней нитки. Все острые ребра и углы
притупить алмазным надфилем и прошлифовать шлифовальной
бумагой.
7. Установить зазоры согласно сводной таблице.
360
Место зазора
.0 игла — нитенапра-
нительная пластина на
корпусе хода челнока
6) носик челнока —
игла в вертикальной пло-
l кости вращения
г>) челнок — толкатель
челнока
входной конец
выходной конец
г) расстояние между
челноком и иглой,
когда она находится в
крайнем нижнем
положении
д) момент встречи
носика челнока с иглой
при ее подъеме
Величина
зазора (мм)
1
од
0,3
0,3
4
2 (выше
ушка иглы)
Регулировка
а) повернуть корпус
хода челнока,
предварительно ослабив винт
крепления
б) сместить корпус хода
челнока по
горизонтали* Если будет мешать
толкатель челнока,
ослабить снизу винт
крепления на правом
конце челночного вала
в) подогнуть толкатель,
его концы и выходной
конец пластинчатой
пружины
г) повернуть вал
толкателя челнока.
Соединение кривошипа на валу
стягивается винтом на
правом конце
д) сместить игловоди-
тель по вертикали
(винт его крепления
находится снаружи
слева)
361
8. Ножной привод машины «Лучник» имеет особенности
следующего характера. Тяга, связывающая кривошип махового
колеса с педалью, имеет на верхнем конце правую резьбу с
контргайкой, на нижнем — левую резьбу без контргайки. Такая
конструкция при динамических нагрузках расшатывает нижний
конец. В конце концов съедается резьба в нижнем подшипнике
скольжения. По этой причине ножной привод всегда стучит при
работе. Что можно сделать?
а) пока резьба в нижнем подшипнике не срезалась, вынуть
палец из нижнего соединения, отвернуть контргайку на верхнем
конце и вывернуть тягу из подшипника;
б) зажать нижний подшипник в руках и, захватив тягу
кусачками, сильно завернуть ее на левой резьбе;
в) в подшипник пальца махового колеса завернуть до отказа
верхний конец тяги;
г) подгонку нижнего подшипника к педали провести за счет
поворота тяги в верхнем резьбовом соединении (так как верхний
конец тяги может и не быть ввернут до отказа и на нем есть
контргайка);
д) не допуская ослабления резьбового соединения в нижнем
конце, соединить нижний подшипник с педалью и закрепить
палец;
е) завернуть контргайку на верхнем конце тяги. Эта операция
последняя!
9. В случае срезания резьбы в нижнем подшипнике или на
нижнем конце тяги, следует провести такие работы: отверстие со
срезанной резьбой рассверлить под резьбу М8 и нарезать правую
резьбу. Отрезать часть нижнего конца тяги длиной 50 мм. На
место отрезанной части с диаметром 6 мм приварить пруток
такой же длины, но диаметром 8 мм и нарезать на конце правую
резьбу М8. Поставить контргайку. Сборку производить так.
Сначала завернуть тягу в верхний подшипник до отказа и законтр-
гаить. Затем на нижний ее конец навернуть контргайку и
подшипник*. Поставить нижний подшипник на место на соединение
с педалью и законтргаить его.
10. Появился люфт рычага регулятора стежка. Хотя тормоз
рычага и зажат, но люфт рычага есть и длина стежка не
фиксируется. В таком случае снять машину с петель, снять малый вал
с кулисой. Отсоединить шатун, перевернуть машину низом
платформы вверх и длинной отверткой завернуть винт крепления
кулисы длины стежка (на своей оси).
362
19. ШВЕЙНАЯ МАШИНА «РАДОМ» 432 КЛ. (ПОЛЬША)
Машина полного зигзага с электрическим приводом
Машина имеет оригинальную конструкцию и весьма
привлекательный внешний вид. Особенность устройства машины в том,
что игла и синхронно с ней челночное устройство совершают при
зигзаге прямолинейное возвратно-поступательное движение вдоль
продольной оси машины.
Вверху в рукаве справа смонтирован механизм зигзага,
который посредством тяги приводит в движение рамку игловодитсля,
и одновременно вертикальный вал через систему рычагов
перемещает корпус хода челнока. При таком устройстве игла не
меняет своего постоянного положения относительно челнока»
Челнок и шпульный колпачок взаимозаменяемы с машины
«Чайка». Челнок правоходный, качающийся в вертикальной
плоскости. Привод движения челнока, как у машины 2М кл. ПМЗ:
коленчатый вал — шатун — малый вал с кулисой — кривошип —
вал толкателя челнока. На толкателе челнока пластинчатая
пружина. Подача ткани осуществляется, как у машины 2М кл. ПМЗ.
Механизм наматывания шпульки включается и выключается
фиксатором шпульки.
Одним из главных отрицательных факторов этой машины
является невозможность придания маховику повышенной скорости
вращения. Даже при средней частоте вращения (300 об/мин) ко-
ленвала при зигзаге в машине образуется ничем
неуравновешенная возмущающая сила, направленная здоль оси машины, что
приводит к сильной вибрации, отрицательно влияющей не только
на стабильность регулировок, но и на соединения всех узлов и
деталей.
Регулировка зазоров
1. Регулятор натяжения верхней нитки. Компенсационная
пружина регулируется поворотом оси в цилиндре-основании
регулятора и стопорится винтом М4. Регулятор в сборе, находясь в
отверстии рукава машины, может поворачиваться на любой угол.
Глубина посадки ограничивается ободом на цилиндре-основании.
Компенсационная пружина с левой стороны опирается на
выступ в ободе цилиндра. Исходное положение крючка пружины
строго вертикальное на уровне оси регулятора.
2. Положение иглы в щели игольной пластины.
(Рис.. 105), где В=Г — нормально. Регулировка — заводская
установка, В крайнем случае подгибом нижнего конца игловоди-
тсля можно вывести иглу на середину относительно задней и пе-
363
б)
Рис. 105. Положение иглы в игольной пластине
(машина «Радом» 423 кл. «Аико» — AEL 350 кл.)
1. Задняя сторона.
2. Передняя сторона,
3. Игла.
4. Траектория движения челнока.
А=Б — прямая строчка.
М~К — зигзагообразная строчка.
В=Г — нормальное положение иглы;
а — расстояние между иглой и челноком;
б — момент встречи иглы с челноком.
редней стенок щели. Можно спилить переднюю или заднюю
сторону игольного паза в игловодителе. Разборку узла производить
так. Снять иглодержатель с нитенаправителем. Слева вверху на
рамке игловодителя ослабить винт крепления тяги. Вынуть вверх
соединительную тягу вместе со штифтом. Ослабить спереди винт
* крепления игловодителя и вверх извлечь последний.
Положение иглы В<Г и В>Г — особой роли не играет, так
как такое смещение будет незначительным и совпадет с
плоскостью вращения челнока. Здесь В=Г — условие, гарантирующее
безударную работу иглы об игольную пластину.
3. Положение иглы в щели игольной пластины на прямой
строчке. М — левая сторона, К — правая сторона. А=Б —
нормально и регулируется тягой. Вверху в рукаве рамку
игловодителя с блоком зигзага связывает пластинчатая тяга. На ее правом
364
конце есть регулировочный винт, ослабив который можно
удлинить или укоротить тягу.
4. Отрегулировать положение иглы в прорези игольной пла-
спшы при зигзаге, чтобы М=К — нормально. М — левый укол
шгзага, К — правый укол зигзага. Отклонения, когда МЖ и
М<К — недопустимы, так как это нарушит величину зазора
между иглой и челноком в вертикальной плоскости его движения, что
приведет или к поломке иглы <М>К), или к пропуску стежков в
строчке (М<К). Если челнок на месте, а игла сместилась. Но при
смещении челнока и незыблемости иглы значения Ми К будут
другими. Регулировать, изменяя длину тяги (см. п. 3).
5. Зазор между иглой и челноком в плоскости его движения
должен быть в пределах 0,05—0,1 мм. Все устройство,
обеспечивающее строгую синхронность движения иглы и челночного
устройства, направлено именно на обеспечение стабильности этого
очень малого зазора. При длительной работе или при большой
частоте вращения маховика (400 и более об/мин) этот зазор
нарушается первым и происходит рассогласование всего
синхронного движения — машина выходит из строя.
Регулировать машину и восстанавливать синхронность
следующим приемами. Опрокинуть машину на заднюю сторону. Под
рукав машины подставить опору высотой 160 мм. Корпус 1 хода
челнока справа имеет удлиненную полую цапфу 4, которая
проходит в такой же втулке, запрессованной в теле платформы» На
правом конце цапфы находится хомутик-кронштейн 5, связанный
тягой с вертикальным валом, совершающим при зигзаге
колебательные движения. Амплитуда колебания вала равна ширине
зигзага. Ослабив винт 6 крепления хомутика на конце цапфы,
можно повернуть корпус хода челнока на некоторый угол и сместить
его продольно вправо или влево. При смещении корпуса влево
зазор уменьшается, вправо — увеличивается (см. рис. 154).
6. Расстояние между иглой и направительной пластиной,
привинченной двумя винтами к корпусу хода челнока, 0,8—1 мм.
Его регулируют поворотом корпуса хода челнока. При повороте
по часовой стрелке расстояние увеличивается. Против часовой
стрелки — уменьшается.
Этот параметр регулировать одновременно с параметром,
описанным в п. 5.
7. Заход носика челнока за иглу, когда она находится в
крайнем нижнем положении, равно 3,5 мм (см. рис 105).
Регулировать так (см. рис. 154). На правом конце вала толкателя челнока
хомутиком закреплен кронштейн кулисы малого вала. Ослабив
снизу винт крепления хомутика и придерживая маховик от про-
365
ворачивания, провернуть вал толкателя, а значит, и челнок в
одну или другую сторону. Установив нужное расстояние, завернуть
крепко стяжной винт хомутика (делать это очень неудобно).
8. Момент встречи носика челнока с иглой определяется
двумя факторами:
а) за время от начала движения иглы и челнока до момента
их встречи игла должна пройти путь не менее 2 мм. Лучше
будет, если она пройдет более 2 мм. Здесь счет на десятые доли
мм;
б) ушко иглы при крайнем нижнем положении не должно
быть загорожено входным концом толкателя челнока. В
противном случае петля-напуск будет отгибаться концом толкателя в
сторону и произойдет пропуск стежков в строчке (этот пункт
аналогичен для всех машин с подобным устройством челнока и
толкателя). Встреча должна произойти на расстоянии 2 мм выше
ушка иглы.
Все регулировки челнока с иглой выполнять при
установлении ручки управления видами строчек на прямую строчку (см.
швейные машины «Аико»).
. 20. ШВЕЙНАЯ МАШИНА «ЛАДА» Т-238 КЛ.
(Производство Чехо-Словакия)
Машина полного зигзага с ножным приводом. Челнок и
шпульный колпачок взаимозаменяемы с машины «Чайка».
Челнок качающийся, рабочая фаза — по часовой стрелке.
Предшествующая модификация машины «Лада» Т-237 мало чем
отличается от машины «Лада» Т-238. Существенные отличия такие:
Ь У машины «Лада» Т-237 челнок вращающийся левоходный.
2. Механизм переключения декоративными строчками
находится вверху, сразу под верхней крышкой (кстати сказать,
работает он очень плохо).
Верхняя крышка рукава на двух винтах, фронтальная — на
двух винтах-зацепах, чтобы снять, надо ее слегка нажать слева
направо и поднять вверх. Плотное прилегание крышки
обеспечивается регулировкой винтов-зацепов.
Рамка игловодителя при зигзаге качается по прямой линии.
1. Реконструировать регулятор натяжения верхней нитки. Ни-
тенаправительную скобу убрать. Компенсационную пружину
переделать на левую сторону и сделать работающей на разжим
снизу вверх. Коническую пружину растянуть на длину, равную двум
первоначальным. Затем сжать до предела и отпустить — она ста-
366
мет более упругой. Натяжение компенсационной пружины
должно быть значительным.
2. Игольный нитенаправитсль обязательно должен быть
закрытым. Его левый свободный конец завести за иглодержатель
тк, чтобы нитку можно было заправлять без затруднений, а ее
выход во время работы был бы невозможным.
3. Положение иглы в прорези игольной пластины при всех
операциях (см. рис. 63), где В=Г — нормально. Регулировка —
заводская установка. В крайнем случае при Г>В расфрезеровать
паз для иглы в игловодителе, при Г<В — подогнуть конец иг-
ловодителя вперед. Подгиб лучше делать с предварительным
нагревом, кратковременно нагрев его до температуры 800—900 С
(до малинового цвета).
Положение иглы при зигзаге (см. рис. 63), где М=К —
нормально. Регулировать винтом-эксцентриком, соединяющим рамку
игловодителя с тягой блока зигзага. Винт-эксцентрик закреплен
гайкой с задней стороны. Резьба на нем правая, поэтому вращать
его при регулировке по часовой стрелке (см. рис. 159).
4. Если в иглодержателе сломался винт, выполнить такие
операции:
а) отвернуть гайку крепления винта-эксцентрика рамки
игловодителя и снять винт;
б) при помощи винта МЗ вынуть ось рамки (винт находится
в иглодержателе);
в) снять рамку, предварительно отвернув винт крепления
шарнирной связи с рычагом нитепритягивателя (винт имеет
ЛЕВУЮ резьбу);
г) вынуть игл овод итель из рамки и снять нитенаправи-
тель;
д) опустить игловодитель в отверстие диаметром 8 мм
металлической плиты и выбить его из иглодержателя;
е) в обломе иглодержателя просверлить отверстие сверлом
диаметром 2,5—2,6 мм;
ж) осторожно, малыми шагами нарезать резьбу метчиком МЗ,
применяя масло И8А.
Сборку производить в обратном порядке.
Бывает, что иглодержатель не зажимает иглу. Он имеет не
симметричное отверстие для прохода игловодителя. Поэтому
обязательно ставить иглодержатель стороной (в виде клина) к швее
со стороны иглы. Клин заклинит иглу при завинчивании винта
иглодержателя.
5. Отрегулировать зазоры в челночном устройстве:
. а) зазор между иглой и нитенаправительной пластиной уста-
367
новить в пределах 0,8—1 мм. Регулировка: снять пластину с
корпуса хода челнока и проточить в ней оба отверстия вправо, если
смотреть со стороны фронтальной крышки на 2 мм (см. рис. 98
— аналогично). Поставленную на место пластину сместить влево
до получения требуемого зазора;
б) зазор между челноком и толкателем на входе и выходе
нитки 0,3 мм. Регулировать его подгибанием толкателя, его концов,
а также выходного конца пружинной пластины;
в) зазор между иглой и носиком челнока в вертикальной
плоскости его вращения в пределах 0,05—0,1 мм (на левом уколе
зигзага);
Регулировка: снять челнок, проворачивая маховик, убедиться,
не касается ли игла входного конца толкателя. Если касается,
конец его или подогнуть внутрь, или спилить (сторону,
прикасающуюся к игле). Поставить челнок и опустить иглу в крайнее
нижнее положение. Пронаблюдать, касается ли игла широкой
полки челнока (см. рис. 32 — аналогично). Игла может касаться и
широкой площадки, и носика челнока одновременно. Если она
касается только широкой площадки, а до носика челнока
образует зазор разной величины (иногда до 1 мм), край площадки
необходимо спилить алмазным надфилем до вертикальной
плоскости носика. Только после этого установить требуемый зазор. Для
этого ослабить винт крепления цапфы корпуса хода челнока.
Слева на приливе корпуса расположен винт, ввинченный в
платформу и закрепленный контргайкой (ключ 9 мм). Этим винтом
установить нужный зазор между челноком и иглой. Затем
контргайкой закрепить винт. Проверить, не сбился ли зазор. И
только при надежном закреплении регулировочного винта и
соблюдении нужного зазора, зажать крепко винт крепления цапфы
корпуса;
г) расстояние между носиком челнока и иглой при левом
уколе зигзага, когда она находится в крайнем нижнем
положении, 3—3,5 мм. Регулировка: на правом конце вала челнока
находится кривошип, связанный с шатуном. Кривошип
охватывает вал хомутиком — клеммным соединением, скрепленным
винтом (головка стяжного винта находится снизу). Ослабив
винт, провернуть вал, а значит, и челнок на нужный угол.
Таким методом отрегулировать нужное расстояние. Винт зажать
накрепко;
д) момент встречи иглы с носиком челнока при правом уколе
зигзага должен произойти на расстоянии 1,2 мм выше ушка иглы.
Регулировать смещением игловодителя по вертикали.
368
21. ШВЕЙНАЯ МАШИНА «ЛАДА» 236-1 КЛ.
Производство Чехо-Словакия
Машина полного зигзага со смещением строчки вправо, влево.
Челнок вращается вкруговую, обратный ход включается кнопкой,
которая находится внутри ручки управления длиной стежка»
Реконструировать регулятор натяжения верхней нитки. Нитенап-
равительную скобу убрать. Компенсационную пружину перевести на
левую сторону регулятора, работающей на разжим снизу вверх.
Пружину можно навить самому. Навивать по часовой стрелке.
Рамка игловодителя качающаяся вдоль продольной оси
платформы. Регулировка положения иглы в щели игольной пластины
выполняется эксцентриком, соединяющим рамку игловодителя с
тягой блока зигзага*
Игла ставится желобком к швее я обязательно вверх до упора
в ограничительный винт, который резьбой ввернут в игловодитель.
А=Б — нормальная работа при прямой строчке — (см. рис. 63);
К^М -*- нормальная работа при зигзагообразной строчке;
В=Г — нормальная работа при всех видах строчек.
При В не равно Г — следует сделать ремонт, так как при В>Г
— происходит поломка иглы, при В<Г — происходит пропуск
стежков в строчке.
Зигзагообразная строчка
Если В не равно Г следует сделать ремонт: при В<Г — проф-
резеровать игольный паз в игловодителе, при В>Г — подогнуть
нижний конец игловодителя вперед (предварительно нагреть его
до малинового цвета). При К>М или К>М уменьшается ширина
зигзага и смещается центр иглы вправо или влево при
выполнении прямой строчки. Регулировать винтом-эксцентриком,
соединяющим рамку игловодителя с тягой блока зигзага.
Прямая строчка
А~Б нормальная работа. При А>Б или А<Б — уменьшается
ширина зигзага и создаются неудобства в работе при образовании
прямой строчки, так как игла, смещаясь от прорези в лапке,
затрудняет (визуально) контролировать строчку и, особенно, когда
обметывают края ткани.
При правом уколе зигзага, когда игла находится в край-
369
нем нижнем положении, носик челнока должен подойти к
ней на расстояние измеряемое центральным углом в 45—50°.
Регулировать параметр поворотом челнока за счет поворота его
вала после того, как будут ослаблены два винта на ступице
ведомой шестерни, которая находится на правом конце вала
челнока там, где приводной ремень.
При левом уколе зигзага момент встречи носика челнока с
иглой определяется совпадением нижней линии носика челнока с
линией верхней кромки ушка иглы. В некоторых машинах эти
линии расходятся до величины 1 мм. Регулировать параметр
смещением игловодителя по вертикали или поворотом вала челнока.
Окончательно определить дополнительной подрегулировкой при
пробном шитье.
Через отверстие в корпусе машины спереди можно подойти к
винту крепления игловодителя.
Зазор между носиком челнока и иглой в вертикальной
плоскости равен 0,1 мм. Регулировать смещением челнока на оси
(вперед или назад).
Зазор кежду фиксатором шпуледержателя и шпуледержате-
лем равен 0,6 мм. Регулировать положением фиксатора. Если он
не обеспечивает нужного положения, подпилить немного ту или
другую сторону (см. рис. 58).
Главный вал соединяется с нижним валом челнока
матерчатым ремнем, натяжение которого не регулируется и, в случае
выхода его из строя, заменить новым.
Если челнок имеет на оси большой люфт, такую
неисправность можно устранить так. На валу челнока с левой стороны
около картера косозубых шестерен есть ограничительное кольцо.
Ослабить два винта ограничительного кольца и винты крепления
левой втулки. Если в правую втулку вплотную установлена
ведомая шестерня, необходимо ослабить винт правой втулки.
Смеющая ограничительное кольцо влево, можно установить требуемый
зазор между зубьями косозубых шестерен в картере. Контроль
зазора — на челноке должен быть еле ощутимый люфт. После
установления зазора закрепить все четыре винта.
Фронтальная крышка крепится на двух винтах-зацепах.
Ввертывая или вывертывая винты, можно добиться плотного
прилегания ее к своему месту.
Устранение других неисправностей см. «Швейная машина
«Лада» Т-238 кл». Все модификации машин «Лада» имеют один
конструктивный дефект. Добрая их половина выходит из строя
из-за поломки кронштейна вала челнока, который расположен на
правом конце вала и соединяет (шарнирно) вал челнока с шату-
370
б).
в)
мест сгиба
место сгиба
о о о 6 6
116
38
I 1
Рис. 106. Изготовление хомутика на кронштейн вала челнока
(машина «Лада» Т-236 кл.)
а, б, в, г — последовательность операции.
1. Место припайки конца ленты.
2. Сквозное отверстие в ленте Д=5 мм.
3. Отверстие Д=5 мм (в ленте).
а — заготовка из нержавеющей стали размером 1X12X116.
ном. Обламывается кронштейн в месте, обозначенном
пунктирной линией (рис. 106). Сделать кронштейн очень трудно. Если
же заварить отлом — произойдет термическая деформация.
Единственным правильным решением, которое не требует
материальных затрат и много времени — это изготовить и наложить хомутик
из полоски нержавеющей стали по размерам, указанным на
рисунке 106. Хомутик очень надежен в работе и многолетняя
практика автора подтверждает рациональность изложенного метода.
Ручка управления включения зигзага произвольно переходит
с любой установки на нулевую (прямую строчку). Чтобы
устранить эту неисправность, необходимо снять верхнюю крышку
рукава (рис. 107). Над осью ручки 8 около передней стенки рукава
виден винт 7 тормоза ручки. Его немного подтянуть.
Челнок задевает за иглу — такая неисправность в челночном
устройстве характерна для данного типа машин. Ослабить стопорный
винт втулки, расположенный сзади ведомой шестерни, и попытаться
сместить ведомую шестерню со втулкой к задней стороне платформы.
Если это сделать не удается, снять челнок и его торцовую
371
Рис. 107. Узел переключения прямой строчки на зигзагообразную
(машина «Лада» Т-236 кл.)
1. Задняя стенка рукава,
2. Рычаг включения зигзага.
3. Приводной ремень на ведущей шестерне.
4. Главный вал.
5. Пружина возврата игловодителя с зигзага
на прямую строчку.
6. Прилив рукава.
7. Винт тормоза ручки управления 8.
8. Ручка управления шириной зигзага.
9. Передняя сторона рукава.
часть, которая упирается в ведомую шестерню, сточить на
механическом наждаке на глубину 0,3 мм, затем поставить челнок на
место и установить зазор между иглой и носиком челнока 0,1 мм.
22. ШВЕЙНАЯ МАШИНА «МИНЕРВА» 124 КЛ.
Производство Чехо-Словакия
Машина прямострочная в ножном исполнении. Аналогична
швейной машине «Орша» ЗМ кл, (последних выпусков). Челнок
и шпульный колпачок взаимозаменяемы с машин «Орша» ЗМ кл.
и «Чайка».
Регулятор натяжения верхней нитки реконструировать по
обычной схеме. Нитенаправительную скобу убрать, компенсаци-
372
онную пружину перевести на левую сторону регулятора,
работающей на разжим снизу вверх (подробней см. гл. 2 «Регулятор
натяжения верхней нитки»).
Регулировка зазоров
а) игла в игольной пластине должна располагаться по центру
отверстия. Она должна быть с лыской на колбе. Ставить иглу
вверх до упора длинным желобком в левую наружную сторону.
Положение иглы по центру отверстия регулировать подгибом
нижнего конца игловодителя. Перед тем, как подгибать иглово-
дитель, его нижний конец нагреть до малинового цвета на
открытом пламени и постепенно охладить. Регулировка вправо-влево
вдоль продольной оси платформы.
Для регулировки иглы в поперечном направлении (вперед-назад)
подпилить соответствующую сторону игольного паза в игловодителе;
б) игольный нитенаправитель подвижный на иглодержателе.
Это не является лучшей конструкцией, так как такой
нитенаправитель не обеспечивает положение нитки, перед входом в иглу
строго против длинного желобка, и в случае обрыва верхней
нитки его заменить на нитенаправитель стационарный петлевого
типа (см. рис. 56);
в) зазор между иглой и нитенаправительной пластиной —
0,8—1 мм. Пластина закреплена на корпусе хода челнока и ее
зев обращен внутрь. Регулировать зазор поворотом корпуса хода
челнока в одну или другую сторону. Корпус полой цапфой входит
в отверстие на приливе платформы и стопорится винтом.
г) зазор между челноком и иглой в вертикальной плоскости,
когда она начинает свое движение из крайнего нижнего
положения, равен 0,1 мм. Регулировать смещением корпуса хода
челнока вдоль оси платформы. Если смещать вправо — зазор
увеличивается, если влево — уменьшается;
д) зазор между челноком и толкателем на входном конце 0,3
мм, на выходном конце — 0,3 мм. Регулировать подгибанием
толкателя и его концов;
е) заход челнока за иглу, когда она находится в крайнем
нижнем положении. Это расстояние равно 3—3,5 мм.
Регулируется поворотом вала челнока (предварительно ослабить два винта
крепления на правом конце вала);
ж) момент встречи челнока с иглой, когда она поднимается
из крайнего нижнего положения» Это расстояние равно 2,5 мм
выше верхнего края ушка. Регулировать смещением игловодителя
373
по вертикали; винт крепления расположен спереди во
фронтальной полости под крышкой, которая открывается на шарнире.
Все возможные неисправности, их устранение см» в гл. 1 и 2,
и «Швейная машина «Орша» ЗМ кл.».
23. ШВЕЙНАЯ МАШИНА «ПАНОНИЯ» 56 КЛ.
Производство Венгрия
Машина прямострочная с ножным приводом. Перед началом
работы осмотреть ее на предмет поломки или отсутствия деталей.
]. Реконструировать регулятор натяжения верхней нитки.
Верхнюю кромку основания регулятора спилить на скос (рис. 108).
Компенсационную пружину сделать работающей на разжим с
левой стороны снизу вверх. Нижний край выреза основания будет
служить опорой, а верхний, теперь уже скошенный, не будет
мешать ей работать.
Собрать регулятор в таком порядке.
В основание вставить ось, зажать стопорный винт, поставить
компенсационную пружину, зажимную шайбу выпуклостью
наружу, вторую шайбу выпуклостью внутрь, отжимной толкатель,
СМ
б)
Рис, 108. Некоторые параметры машины «Панония»
а — основание регулятора натяжения верхней нити.
L Скошенная верхняя кромка после ремонта
(реконструкции).
б — расстояние между челноком и иглой,
момент встречи иглы с челноком.
374
отжимную шайбу выпуклостью наружу, цилиндр внутренним
кольцом к отжимной шайбе, коническую пружину, гайку цифрами
наружу. Тарельчатую шайбу перед гайкой лучше не ставить, она заедает
на резьбе, что является причиной неисправной работы регулятора.
Нитенаправительную скобу, расположенную с левой стороны,
удалить. Собранный регулятор поставить так, чтобы
компенсационная пружина находилась с левой стороны регулятора и
занимала в нерабочем состоянии строго вертикальное положение.
Закрепить регулятор стопорным винтом сверху внутри рукава.
После этого нитку заправлять так: сверху справа в регулятор,
с левой стороны под компенсационную пружину — в нитепритя-
гиватель — в нитенаправитель — в нитенаправитель на корпусе
— в игольный нитенаправитель — в иглу с левой стороны.
Иглу ставить с лыской на колбе длинным желобком с левой
стороны. Работу регулятора проверить ниткой любой толщины. При
опущенной лапке нитка в регуляторе должна зажиматься по мере
завинчивания нажимной гайки. Если при завинчивании гайки на
три-четыре- оборота нитка надежно не зажимается, она будет петлять
снизу. Тогда необходимо снять регулятор, вынуть из него толкатель и
укоротить его на 0,5 мм. При полностью опущенной лапке, толкатель
в регуляторе должен иметь люфт (свободный ход) в 0,5 мм. Сверху
(при снятой крышке) этот параметр можно проверить пинцетом.
2. Игольный нитенаправитель заводского изготовления в виде
спирали непрактичен и часто является причиной обрыва верхней
нитки. Заменить его другим, более простой конструкции и более
надежным в работе. Сталистая проволока диаметром 1 мм
является хорошим материалом для изготовления игольных нитенап-
равителей. Петля нитенаправителя должна находиться на уровне
конца игловодителя с левой стороны и обеспечивать положение
нитки строго против желобка иглы (см. рис. 56 — аналогично).
3. Снять лапку и проверить состояние иглы. Лучше поставить
новую, например № 90. Перед установкой убедиться в отсутствии
какого-либо брака (см. гл. 2 «Узел иглы»).
Если игла смещена от центра игольного отверстия в одну или
другую сторону, ее надо осторожно, путем подгиба нижнего
конца игловодителя, поставить на центр.
4. Установить зазор в паре челнок-толкатель челнока.
При полностью опущенной игле на входе нитки зазор должен
быть равен 0,3 мм (см. рис. 18а). При поднятой игле на выходе
нитки из челнока зазор равен 0,4—0,5 мм (см. рис. 186 —
аналогично). Регулировку приведенных зазоров можно сделать за счет:
а) подгиба входного и выходного концов толкателя челнока;
б) смещения корпуса хода челнока при слегка ослабленных
375
винтах его крепления. При регулировке зазоров следить за
положением входного конца толкателя в челноке. Он должен находиться
посередине вертикальной площадки челнока (см. рис. 6в — аналогично).
5. Отрегулировать зазор между иглой и направительной
пластиной, находящейся на корпусе хода челнока. Он должен быть
равен 1 мм. Если зазор больше, снять корпус хода челнока,
отвернуть два маленьких винта и снять направительную пластину.
В ней пропилить оба отверстия так, чтобы можно было подвинуть
пластину к игле на зазор равный 1 мм (см. рис. 98 —
аналогично). После установки зазора пластину закрепить винтами.
6. Установить расстояние между иглой и носиком челнока при
полностью опущенной игле. Заход челнока за иглу (см. рис. 108).
Это расстояние должно быть не более 4 мм. При заводской
установке зазор не регулируется — на правом конце вал толкателя
челнока соединен с кривошипом сквозным круглым штифтом.
Поэтому, чтобы установить требуемое расстояние, данный узел
необходимо реконструировать. Для этого круглый штифт удалить, а в
рядом расположенных отверстиях кривошипа нарезать резьбу (в
одном М5, в другом М4) и поставить соединение вала с кривошипом
на двух винтах (см. аналогично «Швейная машина 2М кл. ПМЗ»).
7. Установить зазор между иглой и носиком челнока в
вертикальной плоскости его вращения. Зазор должен быть равен 0,1
мм. Регулировать за счет подкладок из ободной ленты:
а) если зазор больше ОД мм, прокладку подлолсить под
верхние концы корпуса хо^а челнока;
б) если зазор менее ОД мм, т. е, игла задевает за челнок,
прокладку подложить под нижние части корпуса хода челнока (верхние
и нижние относительно винтов крепления корпуса хода челнока).
8. Если при установке всех указанных зазоров и расстояний
все-таки образуются пропуски стежков в строчке, повернуть по
часовой стрелке кулачок на левом конце коленчатого вала на 3—5 .
Слегка ослабить два винта на кулачке и, придерживая маховик
на месте, повернуть кулачок по часовой стрелке (рис. 109).
Работу выполнять осторожно и постепенно, постоянно
проверяя скорость подъема иглы из крайнего нижнего положения.
Критерием нормы скорости подъема иглы будет следующее: до
момента встречи иглы с челноком она должна пройти вверх
расстояние в пределах 2—2,5 мм. Поворот кулачка на
коленчатом валу должен обеспечить именно эту величину. Сама же
встреча носика челнока с иглой должна произойти на 2 мм выше
ушка (верхней кромки) иглы (см. рис. 1086).
9. Фрикционный винт часто выходит из строя из-за срезания
резьбы в пластмассовом диске. Лучше его заменить металлическим.
376
Рис. 109. Регулировка скорости подъема иглы большим
кривошипом (машины «Чепель» 30 кл., «Панония», «Тула»)
1. Большой кривошип коленчатого вала.
2. Большой винт крепления кривошипа.
^3. Малый винт крепления кривошипа.
4. Коленчатый вал.
А — подъем иглы замедляется.
Б — подъем иглы ускоряется.
10. Чтобы заменить резиновый ролик на механизме
наматывания шпульки, необходимо сделать следующее:
а) снять фрикционный винт, фрикционную шайбу и
маховик;
б) ослабить винт крепления пластинчатой пружины,
придерживая его гайку изнутри корпуса, ослабить винт можно не более
чем на два оборота, иначе отвернется гайка изнутри и ее трудно
будет навернуть снова;
в) снять резиновый ролик со шкива;
г) поднять кверху весь механизм моталки и вынуть его;
д) заменить резиновый ролик новым, но надевать его на шкив
моталки не следует;
е) поставить механизм моталки на место, зажать винт
пластинчатой пружины, придерживая гайку изнутри. Надеть на
шкив резиновый ролик, надеть маховик, фрикционную шайбу,
фрикционный, а затем остановочный винты.
Ремонт возможных неисправностей, не указанных здесь,
можно произвести аналогично тем, какие описаны в гл. 1 и 2.
Фиксация регулятора длины стежка находится на задней
стороне рукава против крышки, которая закрывает большое
отверстие (см. рис. 34 поз. 3)
377
24. ШВЕЙНАЯ МАШИНА «ЧЕПЕЛЬ» 30 KJL
Производство Венгрия
Машина прямострочная ножного исполнения. Она может быть
вполне надежной и практичной после ряда ремонтных и рекон-
струкционных работ.
!♦ Регулятор натяжения верхней нитки.
Разобрать регулятор и реконструировать ряд его деталей.
Нитенаправительную скобу видоизменить, приспособив ее как
опору компенсационной пружины (рис. 110). От скобы 1 отсечь
длинную ее часть и нижние выступы — получится опора 2.
Поставить ее на один нижний винт крепления 4.
Компенсационную пружину сделать работающей на разжим, как у машины
«Чайка» 3 кл. (после реконструкции). Теперь она
расположится с левой стороны и будет работать снизу вверх.
Ограничительно-регулирующую пластину 3, закрепленную одним
винтом, убрать (ее наличие является головоломкой для швей).
Коническую пружину сначала растянуть на длину, равную
трем ее первоначальным длинам, затем сжать до отказа, это
придаст ей необходимую жесткость. Тарельчатую шайбу, при-
Рис. 110, Реконструкция регулятора натяжения верхней нити
(машина «Чепель» 30 кл.)
1. Нитенаправительная скоба.
2. Опора компенсационной пружины (из поз. 1).
3. Ограничительная пластина (удаляется).
4. Опора, поставленная на место.
378 - . ''
крывающую коническую пружину, убрать, так как при
вращении нажимной гайки она часто заедает на резьбе и
нарушает нормальную работу регулятора. Нитку заправлять в иглу с
левой стороны» Длинный желобок иглы будет обращен в левую
сторону»
2. Игольный нитенаправитель поменять на петлевой.
Схематично он выглядит так, как показано на рисунке 56.
Нитенаправитель сделать из стальной жесткой
проволоки диаметром 1 мм, а его крючок вывести на уровень конца
игловодителя. Нитка, зацепленная за нитенаправитель,
должна опускаться вниз строго над продольным желобком
иглы.
3. Соединение вала толкателя челнока с кривошипом (на
правом конце) переделать. Штифт убрать совсем, а на кривошипе
нарезать резьбу М5. Штифтом заделать отверстие на валу.
Теперь соединение вал — кривошип будет на двух винтах М5
(нарезанное вновь), и заводское установочное резьбовое отверстие
перерезанное на М4. Такое соединение позволяет регулировать
нужное расстояние между носиком челнока и иглой, когда она
находится в крайнем нижнем положении (подробнее см. гл. 3
«Швейная машина 2М кл. ПМЗ»),
4. Иногда требуется ускорить подъем иглы, когда она
начинает выходить из крайнего нижнего положения. Для этого с
задней стороны во фронтальной полости есть отверстие* Через него
отверткой можно ослабить два винта крепления большого
кулачка, насаженного на конец коленчатого вала. Винт один большой,
другой маленький. На коленчатом валу 4 (см. рис. 109) нет
отверстий для стопорных винтов 2 и 3, поэтому кулачок можно
смещать вправо А или влево Б. Поворот кулачка против часовой
стрелки (А) замедлит подъем иглы, а по часовой стрелке (Б) —
ускорит. Для выполнения этой операции ослабить оба винта,
затем, придерживая маховик, повернуть кулачок по часовой
стрелке на малый угол 3—4° и закрепить винт. Опустить игловоди-
тель в крайнее нижнее положение. Проверить поворотом
маховика, как быстро поднимается игла из крайнего нижнего
положения. При повороте кулачка на больший угол будет обрываться
верхняя нитка. Здесь оптимальными будут следующие
данные:
а) расстояние носика челнока от иглы, когда она находится в
крайнем нижнем положении 3,0 мм;
б) момент встречи челнока с иглой должен произойти на
высоте 2,5—3 мм от верхнего края ушка иглы;
в) за это время игла должна пройти путь 2,5 мм.
379
Перечисленные параметры устанавливаются за счет трех
регулировок:
а) поворотом вала челнока в кривошипе (на правом конце,
где штифт заменен винтами М5 и М4);
б) вертикальным смещением игловодителя;
в) поворотом большого кулачка на левом конце коленчатого
вала.
От большого кулачка имеют привод и игловодитель, и нитеп-
ритягивательный рычаг, приводящий в движение верхнюю нитку.
Их движение дблжно быть синхронным. Малейшее
рассогласование даст пропуски стежков в строчке или произойдет обрыв
верхней нитки. Синхронность обеспечивается установкой
большого кулачка на коленчатом валу. Корректировать угол
поворота кулачка на коленчатом валу надо очень внимательно и
вдумчиво.
5. Нитенаправительную пластину на корпусе хода челнока
сместить назад на 2 мм (см. рис. 98). Если икос смещение не
обеспечивает зазора в 1 мм между иглой 2 и пластиной,
отвернуть два винта 1 крепления пластины и пропилить отверстия J
в направлении закругленной стороны зева^ т. е. вперед на 2 мм.
Пропиливать отверстия осторожно, чтобы не поломать концы
пластины.
6. Чтобы приблизить носик челнока к игле в плоскости его
движения, надо подложить прокладку под корпус хода челнока
выше винтов крепления. В случае необходимости удаления
челнока от иглы прокладки поставить ниже винтов крепления
корпуса. Количество прокладок как правило одна, но может быть и
больше — это решается на месте и зависит от особенностей
машины.
Установить зазоры по сводной таблице.
380
СВОДНАЯ ТАБЛИЦА ЗАЗОРОВ
Место зазора
1. Игла — нитенапра-
вительная пластина на
корпусе хода челнока
2. Челнок — толкатель
челнока
входной конец
выходной конец
3, Челнок "— игла (в
вертикальной плоскости
движения челнока)
4. Расстояние челнока
от иглы, когда она
находится в крайнем
нижнем положении
5. Челнок — игла (в
момент встречи
челнока с иглой)
6. Челнок — запорное
кольцо
Величина
зазора (мм)
1
0,3
0,5
0,1
3,5
3—2,5
(выше ушка
иглы)
0,05
Регулировка
1. Сместить пластину в
сторону иглы
2. Подогнуть толкатель
челнока и его концы
3. Подложить
прокладку из фольги вверху
или внизу корпуса хода
челнока
4. Повернуть вал
толкателя челнока в
кривошипе
5. Сместить игловоди-
тель по вертикали
6. Не регулируется»
Должно быть свободное
вращение, но без люфта
(см« гл. 2 «Челночное
устройство» и гл. 3
«Швейная машина 2М кл.
ПМЗ»)
381
25. ШВЕЙНАЯ МАШИНА «ИЛЯНА»
Производство Румыния
Прямострочная машина с электрическим приводом
настольного исполнения.
Техническая характеристика. Проколов иглой на 1 см — 2,5
минимум, максимум — 4. Проколов в минуту — 1000 максимум.
Высота подъема лапки 6 мм, толщина прошиваемого
материала 4 мм. Верхняя крышка рукава легкосъемная, крепится двумя
подпружиненными штырями. Механизм наматывания шпульки
оригинальной конструкции, легкосъемный на двух винтах
крепления.
1. Реконструировать регулятор натяжения верхней нитки.
Рычаг, закрепленный двумя винтами на кронштейне стержня
нажимной лапки, удалить. Компенсационную пружину поставить
на разжим с левой стороны регулятора. В регуляторе один
прямой толкатель (как у швейной машины «Тула»). Устройство
нажима на лапку оригинальной конструкции. На стержне имеются
две цилиндрические пружины (одна входит в другую) и,
вывертывая пружину, можно увеличить нажим лапки. А есть ли смысл
так усложнять конструкцию? Чем она сложнее, тем дороже ее
ремонт и эксплуатация.
Иглу ставить с лыской на колбе, длинным желобком влево.
Натяжение компенсационной пружины должно быть средним.
Игольный нитенаправитель в виде спирали с двумя винтами
(это не лучший вариант).
Челнок и шпульный колпачок взаимозаменяемы с машины
«Чайка» ПМЗ.
Зазоры:
а) игла располагается по центру игольного отверстия в
игольной пластине, регулировать за счет фрезерования глубины
игольного паза в игловодителе, или подгибая его нижний конец с
предварительным нагревом до 800—900° С.
б) иглу можно ставить любого типа («О», «К», «П», «Орган»,
Бразильскую и т. дЛ,
Дело в том, что на какой тип иглы будет настроена машина,
таким типом иглы и надо шить в дальнейшем.
Зазор между челноком в вертикальной плоскости его
вращения и иглой, когда она находится в крайнем нижнем положении,
равен 0,1 мм. Регулировать смещением корпуса хода челнока
вдоль оси платформы вправо или влево. Корпус хода челнока
такой, как у швейной машины «Орша» ЗМ кл.;
в) расстояние между иглой и нитенаправительной пластиной,
382
закрепленной на концах двумя винтами, равно 0,8 мм.
Регулировать поворотом корпуса хода челнока по часовой или против
часовой стрелки, предварительно отпустив винт крепления цапфы
корпуса;
г) расстояние по горизонтали между челноком и иглой, когда
она находится в крайнем нижнем положении, равно 3 мм.
Регулировать поворотом вала челнока в одну или другую сторону,
предварительно ослабив два винта крепления на кривошипе
кулисы с правой стороны вала;
д) зазоры между челноком и толкателем на входе нитки 0,3
мм, на выходе нитки 0,6 мм;
е) момент встречи носика челнока с иглой при ее подъеме
должен произойти на расстоянии 3 мм выше верхней кромки
ушка иглы.
На некоторых материалах при шитье могут появиться
пропуски стежков в строчке, если расстояние иглы от челнока равно 3
мм. К таким материалам относятся тонкие, легкие и нежные
(крепдешин, мая, шифон и т. п.). Если шить такие материалы,
иглу обязательно поднять так, чтобы расстояние по вертикали
между иглой и носиком челнока было 2 мм (это максимум). Но
поднять игловодитель невозможно, мешает винт крепления
игольного нитенаправителя на игловодителс. (Такая конструкция этой
машины). Поэтому, чтобы уменьшить расстояние до 2 мм,
необходимо на наждачном точиле спилить верх иглы на 1 мм.
Все вопросы по данной машине можно найти в гл. 1, 2 и в
гл. 3 «Швейная машина 2М кл. ПМЗ».
26. ШВЕЙНАЯ МАШИНА «ЗИНГЕР»
Производство Германия
Прямострочная машина с качающимся в горизонтальной
плоскости челноком. Вариант исполнения с ручным приводом.
Встречается она довольно часто и даже в хорошем состоянии, несмотря
на то, что служит машина человеку более пятидесяти лет.
Существует и отечественная аналогичная машина «Госшвеймаши-
на», которая выпускалась ПМЗ в прошлом. Она также
встречается у населения. Вообще, разновидностей машин этого типа
много. Рассмотрим наиболее типичные для одной марки
неисправности и на ее примере методику их устранения.
I. Неисправности регулятора натяжения верхней нитки
(рис. 111):
а) допустим, что шайбы регулятора или ржавые, или само-
383
4 5 б 7
Рис. 111. Регулятор натяжения верхней нити
(машина «Зингер»)
К Малый толкатель.
2. Компенсационная пружина.
3. Ось регулятора.
4. Нитезажимные шайбы.
5. Отжимная шайба.
6. Нажимная пружина.
7. Нажимная гайка.
8. Опорно-регулировочное кольцо (аннулируется).
9. Корпус машины.
10. Опора компенсационной пружины (скос в приливе).
11. Отжимной рычаг на регуляторе
(у некоторых разновидностей машин «Зингер»).
дельные, или их нет вообще. Надо отшлифовать рабочую выпуклую
поверхность шайб 4, где проходит и зажимается нитка. Шлифовать
наждачной бумагой сначала средней, затем мелкой зернистости.
Если поставлены самодельные шайбы, заменить их шайбами
современными от машины «Чайка» или «Подольская». Между
исправными шайбами, сложенными вместе выпуклыми сторонами, не должно
быть просвета. Покоробленные шайбы ставить нельзя;
384
б) возможно, что компенсационная пружина поломана или ее
вовсе нет. Здесь прежде всего надо разобрать регулятор, вывернув
ось 3. Если часть пружины 2 сохранилась внутри регулятора, ее
выбросить, Металл стал хрупким и при попытке сделать нитеза-
цепной крючок он ломается. Пружину 2 поставить новую, можно
взять се от тех машин, от которых и шайбы. С регулятора снять
опорное кольцо 8, прикрепляемое внизу одним винтом, и
аннулировать. Теперь для опоры компенсационной пружины
приспособить нижний уступ в приливном полукольце 10 корпуса
машины. Уступ сверху надпилить трехгранным напильником так,
чтобы конец пружины лег в канал и не мог свободно соскакивать
с опоры (см. рис. 111-10). Компенсационную пружину 2 можно
сделать работающей на разжим. Помещается она с левой стороны
регулятора и работает снизу вверх. Натяжение должно быть
слабым. Последний виток пружины 2 сделать в виде малою кольца
для того чтобы в него вошла узкая часть оси регулятора с
резьбой. Этим кольцеобразным витком фиксируется пружина. На
некоторых машинах установлена отжимная шайба 5, отжимной
толкатель внутри оси регулятора, а внутри фронтальной полости
— отжимной рычаг, действующий от механизма подъема лапки.
При плохой работе отжимного рычага смочить его смесью масла
И8А с растворителем № 647 (соотношение 1:1). После
проработки отжимного рычага вручную в течение 5 мин. он будет
работать хорошо. То же самое можно проделать со стержнем
прижимной лапки. Он часто зависает во втулках из-за малого хода при
работе, скоплении на нем грязи и засохшего масла, особенно под
цилиндрической пружиной. На некоторых машинах описанный
отжим шайб не предусмотрен конструкцией. Отжим
осуществляется специально установленным на регуляторе отжимным
рычагом 11, который приводится в действие пальцем руки. Ставится
рычаг перед конической пружиной;
в) особую трудность вызывает отсутствие нажимной гайки на
регуляторе. Ось регулятора вывернуть и выточить гайку по
резьбе на оси (делает токарь). Перерезать резьбу на Мб опасно,
можно сломать рожок;
г) если сорвана резьба на оси регулятора, взять ось
регулятора от машины «Чайка» 3 клм «Чайка» 2, 2М кл. и нарезать на
несущем конце резьбу MS. В отверстии машины нарезать резьбу
метчиком М5 и поставить новую ось;
д) если отломан рожок оси регулятора, приварить его можно.
Надо в прорезь поставить калиброванную пластину толщиной 2,1
мм и навернуть гайку. Лучше, конечно, поставить новую ось.
2. Челнок у машин такого типа круглый, длиной около 50 мм
385
13 А. Зюзин
с заостренным передним концом и тупым вторым (рис. 112).
Сверху на челноке привинчена регулировочным винтом
пластинчатая пружина из двух ветвей. Часто тонкая ветвь отломана, и
челнок работает с одной широкой основной ветвью. Задача
пластинчатой пружины — прижимать нижнюю челночную нитку. Ее
натяжение регулируется винтом. На месте отлома второй ветви
притупить острую кромку алмазным плоским надфилем, иначе
может происходить обрыв верхней нитки.
Ремонт челнока;
а) выточить вручную пластинчатую пружину 3 из сталистой
и в то же время хорошо поддающейся обработке пластины
толщиной 0,4—0,3 мм. Время на вытачивание пластины около двух
часов. Контуры пластинчатой пружины очертить со старой,
предварительно отжечь ее на малом огне и выпрямить, сделав
плоской. На заготовке просверлить отверстие диаметром 2 мм для
регулировочного винта. Совместить отверстие со старой
пружиной, сблочить их винтом с гайкой, затем острой иглой
скопировать контур. Данная работа кропотливая, ответственная и
спешить при ее выполнении не следует;
б) от многолетней работы на челноке 2, где выходит нитка,
образуется канавка. В нитки из воздуха внедряются с пылью
абразивные микрочастицы. При прохождении нити под прижатой
пластиной, абразивная пыль делает свое разрушительное дело.
Такой же желобок (канавка) образуется и на пластине. По этой
Рис. 112. Челнок машины типа «Зингер»
1. Регулировочный винт натяжения нити.
2. Корпус челнока.
3. Пластинчатая пружина, прижимающая шпульную нитку.
4. Шпулька 34X9 мм.
386
причине прижатая до предела пластина не может тормозить
нитку. В результате строчка получается некачественной — нижняя
нитка выходит наверх ткани и петляет. Для устранения канавки
на челноке алмазным надфилем спилить ровную площадку до
полного исчезновения канавки, а на пластине сделать небольшую
выпуклость внутрь. Эту работу выполнять так. Пластинчатую
пружину 3 положить на край деревянной подставки желобком
вниз. Сверху поперек пластины поставить неострый конец
отвертки и легко ударить по ней молоточком, Пластина немного
прогнется и будет хорошо прижимать нитку;
в) бывает, что от многолетней работы у челнока острие
носика неч только затупилось, но и сработалось, настолько, что
обрело форму выпуклости. В результате нитка задерживается на
выпуклом участке челнока и обрывается. Убрать выпуклость на
челноке до прямой линии можно на механическом наждачном
камне так, как показано на рисунке 113. Сложность спиливания
заключается в конусности стачиваемой поверхности Oi-Ог. По
длине же обрабатываемая поверхность должна иметь форму
усеченного конуса. После стачивания снять грубые полосы алмазным
надфилем. Обработать поверхность бумагой мелкой зернистости,
затем на механическом войлочном шлифовальном круге,
пропитанном пастой ГОИ (поверхность отшлифовать до зеркального
блеска). Затраченное время на работу составит примерно 30 мин.;
г) от многолетней работы в торцовой части челнока может
появиться щербинка, за которую цепляется при выходе из
челнока нитка и обрывается. Сточить ее плавно вверх. Если челнок
заржавел, отшлифовать его на войлочном круге. Главная задача
челнока — без задержки проскакивать сквозь петлю-напуск
верхней нитки. А это возможно лишь при безупречно
отшлифованной поверхности. В челноке скапливается грязь, очесы от ниток
и ткани, в результате чего плохо вращается шпулька и может
обрываться нижняя нитка. Поэтому необходимо периодически
чистить челнок внутри.
3. Деталь, в которой лежит челнок, называется кареткой.
Основание каретки вложено в паз и привинчено одним винтом. Вид
крепления, скажем прямо, не совсем прочный и надежный. По
этой причине нельзя задавать большую скорость маховику. А
ведь машины типа «Зингер» работают и на ножном приводе, где
опасность увеличения скорости маховика возрастает. По
неисправностям каретка стоит на первом месте;
а) часть задней пластины, которая выстилает каретку,
отломана. Ремонт начать с заготовки отломанной части. Для этого
выбить заклепку, расположенную на заднек части каретки, по-
' . 387
Рис. 113. Челночная каретка машины «Зингер»
L Шаблон для вырезки выстилающих пластин.
2. Каретка со снятой выстилающей пластиной.
3. Каретка облегченного типа.
4. Угол на заднем сгибе.
5. Уклон задней стенки.
6. Упор для челнока.
7. Челнок (он же шпульный колпачок).
Oi — 02 — линия среза выпуклости на челноке»
ставить на каретку часть заготовленной пластины
соответственной конфигурации и закрепить ее гвоздиком диаметром 1,5 мм с
круглой головкой (лишнюю часть гвоздика откусить кусачками и
сделать в виде заклепки). Заднюю часть каретки (см. рис. 113-4)
отклонить назад на 100°, а сверху обязательно сделать уклон в
сторону сбегания нитки. Эта операция касается всех кареток
машин такого типа.
Если вышеперечисленные уклоны отсутствуют, будет обрыв
верхней нитки;
б) если нет выстилающей пластины в каретке, сделать ее
можно из стальной фольги, толщина которой 0,2—0,25 мм (см.
рис. 113-1); /
в) если сорвана резьба в каретке, нарезать новую
увеличенную резьбу, под нее сделать винт с широкой головкой и короткой
388
нарезной частью, равной 4 мм. Резьба винта от М4 до М5
(решить по месту);
г) если в конструктивно облегченной каретке 3 сломан
боковой ограничитель с челнока, его можно припаять проволочкой в
ииде петли, длина которой 7 мм, а толщина 0,5 мм» Можно
использовать кусочек проволоки от компенсационной пружины.
Работает такое устройство отлично. Пайку выполнять оловом. Для
юго чтобы отклонить назад заднюю часть 4 конструктивно
облегченной каретки, надо предварительно нагреть ее до малинового
цвета. После отгиба на 100 и запшшвания внутренней стороны
в направлении сбегания нитки, необходимо также нагреть
переднюю часть каретки и подогнуть ее в сторону задней части на
столько, на сколько отогнута задняя часть 4. Это сохранит
размеры каретки для челнока.
4. Проверить иглу и игловодитель (рис. 114).
Снять игольную пластину, вынуть и разобрать игловодитель..
Конец игловодителя, где крепится игла, отжечь на пламени и
поставить игловодитель на место. Поставить иглу и закрепить ее.
Поднять игловодитель маховиком в высшее крайнее положение.
С левой стороны положить на игловодитель трехгранный
напильник ребром и молоточком легонько ударить два-три раза. Конец
игловодителя должен немного изогнуться вправо и вывести иглу
вровень с внутренней поверхностью дуги, по которой скользит
челнок во время работы. Такой изгиб конца игловодителя
необходим. Без подвода иглы к челноку на расстояние 0,2—0,1 мм
по А-А
по А-А
2.
Рис. 114. Расположение иглы в игольном вертикальном пазу
платформы (машина «Зингер»)
1. До ремонта.
2. После ремонта.
389
пропуск стежков в строчке неизбежен. Отжиг конца игловодителя
в течение пяти минут необходим. Без него случаются поломки
этой весьма тонкой части стержня. Закаленный стальной иглово-
дитель без отжига изгиба не выносит.
5. Если теперь в строчке будет пропуск стежков, немного
подогнуть отверткой каретку вверх. Подгибать каретку можно и
нужно при различных обстоятельствах.
Переднюю часть каретки подгибать так:
а) при пропусках стежков в строчке — подогнуть вверх;
б) при задевании челнока или каретки о задвижку —
подогнуть вниз;
в) при задевании за рычаг подъема зубьев — подогнуть вверх.
Задний конец каретки подогнуть так:
а) при задевании о задвижку — вниз;
б) при обрыве верхней нитки — вниз или вверх (необходимо
опытным путем найти оптимальное положение этой части
каретки);
в) при обрыве нижней нитки — вниз.
При обрывах верхней или нижней ниток кроме всех мер,
перечисленных выше, всю зону прохождения челнока (каретки)
проверить на наличие заусенцев и острых выступов. На корпусе
машины, на зубчатой рейке (особенно на ее правой стороне)
задвижках, каретке и челноке сгладить, притупить и отшлифовать
все острые неровности, за которые может цепляться нитка.
Момент встречи носика челнока с иглой при ее движении из
крайнего нижнего положения должен произойти выше ушка иглы
на 3,5—4 мм. Если при этом челнок с кареткой будут стучать по
задвижке, подогнуть каретку ниже (ВЫНУЖДЕННАЯ мера!),
чтобы устранить стук. Вывернуть винт, фиксирующий уровень
игловодителя, ослабить второй винт справа и опустить игловоди-
тель на такую высоту, при которой челнок встречается с иглой
выше ее ушка на 3,5—4 мм. Крепко зажать второй винт справа
на детали крепления игловодителя. Теперь оставшийся один винт
(как на «Госшвеймашине») будет обеспечивать стабильность
уровня игловодителя, поскольку левый винт, жестко
блокировавший игловодитель с деталью, мы вынуждены были удалить,
лучше перенести его ниже упором под кулису (см. рис. 157). Если
при шитье, кожи например, игловодитель сбивается, ослабить его
винт крепления на детали и подложить под стержень фольгу в
один слой толщиной 0,2 мм. Ширина полоски фольги равна 5 мм.
Зажать винт накрепко отверткой, длина которой 125 мм. Более
длинная отвертка может поломать детали. Такая мера обеспечит
прочность зажима.
390
6. Поставить игольную пластину на место и прикрепить ее
винтом. Может случиться так, что игла при опускании вниз будет
задевать за правую сторону отверстия игольной пластины. В
результате зазор между иглой и челноком увеличится и в строчке
возможны пропуски стежков. В таком случае снять пластину и
спилить на 0,5 мм правую сторону игольного отверстия там, где
се края касается игла. Спиливать алмазным надфилем круглого
сечения. Игла не должна касаться стенок отверстия игольной
пластины.
7. Зубья транспортера ткани затуплены от многолетней
работы. Рейку снять и наточить зубья алмазным надфилем
трехгранного сечения. Зубья имеют наклон назад, поэтому точить
переднюю сторону зуба. Время на заточку не более 2 мин.
Пружину нажима лапки опустить. Для этого верхнюю
нажимную резьбовую втулку вывернуть настолько, чтобы нажим
лапки был весьма умеренным (в пределах 0,5 кг). Сильный
нажим лапки на ткань собирает ее, вызывая износ деталей и
создавая тяжелый ход машины. Стержень лапки лучше разобрать
и очистить от векового наслоения наждачной бумагой. На
стержне под цилиндрической пружиной собирается грязь и
наслаиваются пленки от многолетней смазки, очесы от ниток и ткани —
вес это мешает свободному и легкому движению стержня в
пружине.
8. Люфт в соединениях должен быть минимальным. Если он
велик, привести его в норму. Он еле ощутим рукой и еле
слышен.
Челнок в каретке должен иметь люфт порядка 0,5 мм. Если
он больше, подвинуть каретку влево к челноку. Если меньше
(при этом нитка с трудом проскакивает в начале или конце
челнока), отодвинуть каретку. Если сместить каретку невозможно,
люфт в 0,5 мм можно обеспечить за счет отгиба (подгиба)
передней или задней части каретки в горизонтальной плоскости. Если
отгибать, то лучше заднюю стенку каретки.
Люфт в рычагах под платформой устранять зажимными
винтами. Люфт челнока на коленчатом валу устранять винтом,
расположенным на вертикальном рычаге с задней стороны машины.
Чтобы увидеть нужный винт, надо открыть круглое отверстие с
задней стороны справа. Он будет виден на переднем плане.
Повернуть винт на 2—3°, так как он очень сильно влияет на люфт
деталей.
9. Механизм наматывания шпульки.
От многолетней работы резиновый ролик механизма моталки
не обеспечивает надежного сцепления с маховиком. Необходимо
391
проделать два мероприятия. Заменить резиновый ролик. В месте
шарнирного крепления механизма моталки к проушине машины
заменить тарельчатую пружину, если она предусмотрена и
износилась, если же она не предусмотрена конструкцией, подпилить
проушину на 055 мм в плоскости перемещения моталки и
поставить тарельчатую пружину* Ее можно поставить от регулятора
длины стежка подольской машины 2М кл. или «Чайка» 3 кл.
Бывает, что водило 2 нитки (рис. 115) поставлено так, что
нитка наматывается неправильно. Она должна наматываться с
уклоном справа налево и сбегать сверху вниз. Шпулька в челноке
всегда обращена острым концом в левую сторону. Если нитка
наматывается неправильно, подогнуть верхнюю часть водила 2 в
месте узкого перешейка. Подгибать только в порядке исключения
и на малый угол (2°). Дело в том, что шпульки, в силу износа,
не все одинаковой длины, нестандартного изготовления и других
причин, поэтому не стоит подгибать водило по каждой шпульке.
10. Обрыв верхней нитки может происходить по следующим
причинам:
а) задерживание нитки на кончике челнока. Надо выполнить
все работы с челноком, перечисленные выше. Решающими
остаются два фактора: угол заостренности челнока и тщательная
полировка его поверхности;
Узкий перешеек
Рис. 115. Намотка нити на шпульку (машина «Зингер»).
1. Шпулька с намотанной ниткой.
2. Водило нити на моталке.
392
б) недостаточный наклон в двух плоскостях каретки (ее
задней стенки), о чем сказано выше;
в) острый выступ шпульки на задней части каретки может
стать причиной обрыва верхней нитки. Шпульку можно сделать
самому. Она должна иметь такие размеры и конфигурацию, как
показано на рисунках 112 и 115;
г) отломана выстилающая пластина задней части каретки;
д) угол наклона задней вертикальной стенки каретки менее
100°;
е) острые углы и кромки на поверхности той части
платформы, где скользит челнок, отломы и наплывы от наклепа на
задней части челнока, сильное натяжение на регуляторе.
11. Обрыв нижней нитки может происходить по следующим
причинам:
а) туго затянут винт регулировки натяжения нижней нитки
на челноке;
б) высоко поднята задняя часть каретки — отогнуть ее вниз
на 1 мм, нитка перестанет защемляться, и ее обрыв
ликвидируется;
в) острые углы и кромки на поверхности той части
платформы, где скользит челнок.
12. Пропуск стежков в строчке происходит по причинам:
а) расстояние (по высоте) между носиком челнока и ушком
иглы в момент их встречи менее 1,0 мм. Опустить игловодитель
до 2—2,5 мм (см. текст выше) или подогнуть вверх переднюю
часть каретки;
б) зазор игла — носик челнока в вертикальной плоскости
больше 0,1 мм (см. выше);
в) расстояние между челноком и иглой, когда она находится
в крайнем нижнем положении, менее 2 мм. Повернуть правый
винт-эксцентрик на штанге (под платформой). Если такого
эксцентрика нет (он не предусмотрен конструкцией), снять штангу
и подогнуть ее так, чтобы ее длина уменьшилась на 2 мм, а
концы остались^ строго на одной прямой линии без перекосов
отверстия. На месте сгиба допускается прогиб не более 3 мм. Контроль
правильной регулировки параметра: момент встречи носика
челнока с иглой должен произойти в момент остановки подъема
иглы.
13. Стягивание ткани (особенно тонкой) в строчке происходит
из-за сильного натяжения нижней нитки и сильного нажима
лапки на ткань. Необходимо отпустить винт на челноке и ослабить
винт нажима лапки, ослабить натяжение верхней нитки на
регуляторе. Зубья рейки должны быть оптимально подняты и выходить
393
из пластины не выше чем на высоту зуба. Если зубья будут
установлены иначе, они будут собирать и стягивать ткань.
Натяжение компенсационной пружины должно быть очень
слабым.
Для того чтобы швейная машина не делала пропуска стежков
в строчке, при шитье материалов от очень тонких, таких как
нейлон, трикотин, трикотаж до толстых, таких как кожа хромовой
выделки в четыре слоя, надо сделать следующее:
а) левый винт, блокирующий игловодитель с кулисой, не
выбрасывать, а перенести ниже под кулису так, чтобы он служил
упором, и в случае сильного динамического сопротивления иглы
игловодитель не мог бы сместиться вверх в кулисе (см. рис. 157);
б) вертикальный канал для прохода иглы, проделанный
конструктивно в теле платформы, заполнить универсальным
эпоксидным клеем, причем заполнить ту часть канала, которая
остается за иглой с левой стороны (со стороны длинного желобка на
игле). Проход для иглы остается свободным, но зазор между
иглой слева и наполнительной массой обеспечить в 0,1 мм (см,
рис. 158).
Эти два мероприятия реконструкционного характера
продиктованы практикой работы на этих машинах.
- 27. ШВЕЙНАЯ МАШИНА «ЗИНГЕР» Ц-ШП
Производство Германия
Машина центрально-шпулечная, прямострочная, с ножным
или ручным приводом, выпуск 25—30-х гг. (Аналогичная
отечественная модель «Госшвеймашина».)
Устаревшая машина. Проработала около шестидесяти лет.
Внешний вид хотя и незавидный, но списывать ее еще рановато
— после соответствующего ремонта машина шьет отлично все
виды тканей и с очень красивой прочной строчкой. Надежность в
работе при разнообразных режимах — одно из главных, если не
главнейших качеств машины. О таком качестве могут только
мечтать владельцы современных машин, да и не только они, но
и конструктора швейных машин,
I. На фронтальной крышке слева смонтирован регулятор
натяжения верхней нитки, а посередине — нитенаправитель.
Регулятор натяжения верхней нитки необходимо реконструировать.
Нитенаправительную скобу убрать. Компенсационную пружину
заменить (как правило в силу естественного износа она сломалась
или заржавела). Из первого витка с левой стороны сделать коль-
394
цо диаметром 5 мм, за него пружина прикрепляется к оси в
основании регулятора. Внутренний конец оси на резьбе. Из двух
витков правой стороны сделать крючок и установить его справа
от регулятора на уровне оси. Натяжение компенсационной
пружины должно быть средним. Необходимо восстановить нитенап-.
равитель на середине крышки. Материалом может быть
нержавеющая сталь толщиной 0,3—0,5 мм.
Сделать клин 1, как показано на рисунке 116«а». Пробить
гвоздиком в4 отверстие диаметром 1,2 мм. Этот же гвоздик будет
служить заклепкой 4, п. «б» — показана схема установки заготовки 1
и гвоздика-заклепки с внутренней стороны 3 («б». Расклепывать
заклепку 5 («в») и загибать заготовку с наружной стороны 1 («в»).
При установке крышки на машину обеспечить зазор между
отжимной шайбой 1 на регуляторе (см. рис. 2) и рычагом 3
подъема лапки. Между ними находится толкатель 2 в виде стерженька
размером 25X2 мм. При отсутствии зазора машина шить не
будет, будет петляние верхней нитки снизу. Наличие нитенаправи-
теля на фронтальной крышке обязательно.
2. Края в отверстии игольной пластины выровнять, сделать
/ 4 5'
б)
в)
Рис. 116. Нитенаправитель фронтальной крышки
(машина «Зингер» Ц-ШП)
а (1) — заготовка,
б, в, — монтаж нитенаправителя.
2. Наружная сторона крышки.
3. Внутренняя сторона крышки.
4. Головка заклепки.
5. Расклепанный конец.
395
их гладкими (см. гл. 2 «Узел иглы») и установить зазоры в
челночном устройстве.
а) иглу поставить до упора длинным желобком с левой
стороны. Положение иглы в отверстии игольной пластины должно
быть по центру. Регулировать подгибанием конца игловодителя
(очень ответственная операция!). Игловодитель при подгибе
необходимо поднять в верхнее крайнее положение. Возле иглы, с
левой стороны, на игловодителе должен быть установлен
игольный нитенаправитель (см. рис. 56 — аналогично). Его винт
крепления находится с правой стороны и является ограничителем
установки иглы;
б) зазор между нитенаправительной пластиной и иглой
сделать в пределах 0,8—1 мм. Для этого снять пластину с корпуса
хода челнока и правую рабочую кромку, если она с зазубриной,
образовавшейся в результате многолетней работы от трения
ниткой, сделать ее ровной и гладкой (см. рис. 98 — аналогично).
Оба отверстия крепления пропилить на 2 мм в правую сторону,
т. е. в сторону движения челнока, и подвинуть пластину в
сторону иглы до получения нужного зазора;
в) расстояние между челноком и иглой, когда она находится
в крайнем нижнем положении (заход челнока на иглу), в
пределах 1—1,5 мм. Если оно больше или меньше, необходимо
соединение вала толкателя челнока с кривошипом кулисы перевести
со штифта на два регулируемых винта. Для этого выбить штифт
и вал. Штифтом заделать отверстие на валу заподлицо. На
кривошипе нарезать резьбу М4 в верхнем отверстии и поставить
винт (подробнее см. гл. 3 «Швейная машина 2М кл. ПМЗ» п. 8).
Теперь челнок стал регулируемым относительно иглы, что
дает возможность установить требуемое расстояние;
г) зазор между толкателем и челноком:
на входном конце — 0,3 мм,
на выходном конце — 1,0 мм.
Здесь могут быть разные варианты. Указанные зазоры можно
сделать, если отсутствует эксцентриситет, т. е. несовпадение
центров вращения вала толкателя и челнока. Практически эти два
центра совпадают очень редко. И почти всегда приходится иметь
дело с наличием эксцентриситета разных размеров. В таком
случае из двух оптимальных размеров (0,3 и 1 мм) выбрать один
(0,3 или 1 мм). Второй зазор будет таким, какой получится.
Например, на входном конце сделать зазор 0,3 мм, тогда на
выходном может получиться зазор 1,5 мм. Если уменьшить зазор на
выходном конце (1,5 мм) уменьшится на столько же зазор на
входном конце. А этого нельзя допустить. Второй пример: на
396
входном конце зазор 1 мм, а на выходном — 0,5 мм. В таком
случае надо уменьшить зазор на входном конце, но зазор в 0,5
мм на выходе этого сделать не позволит. Поэтому в приведенных
примерах зазоры оставить такими:
ПЕРВЫЙ ПРИМЕР: ВТОРОЙ ПРИМЕР:
на входе нитки 0,3 1,0
на выходе нитки 1,5 0,5
Как видно из двух примеров, не всегда можно сделать
оптимальные зазоры, равные 0,3 мм на входе и 1,0 мм на выходе
нитки.
Регулировать их смещением корпуса* хода челнока за счет
зазоров в двух нитках его крепления или подгибанием толкателя и
его концов в одну или другую сторону;
д) зазор между иглой и челноком в вертикальной плоскости,
его вращения сделать равным 0,3 мм. Однако оптимальный зазор
0,05—0,1 мм. Почему же он так велик здесь? Во-первых, до
момента встречи челнока с иглой петля-напуск успевает достичь
таких размеров, что носик челнока берет ее без пропусков.
Во-вторых, износ паза в корпусе хода челнока всегда такой, что челнок
имеет поперечный люфт 0,4—0,5 мм. Он и не позволяет сделать
меньший зазор. В противном случае челнок начнет ломать иглы.
Но для того чтобы все-таки сделать зазор в 0,1 мм, надо на
корпусе хода челнока отфрезеровать рабочую плоскость, на которую
ложится запорное кольцо, т. е. уменьшить высоту паза до
размеров высоты рабочей кромки челнока плюс 0,05—0,1 мм на зазор.
Эта работа весьма ответственная (подробно см. гл. 2 «Челночное
устройство»).
Регулировать зазор следует подкладыванием одного или более
слоев ободной ленты под корпус хода челнока выше винтов его
крепления;
е) момент встречи носика челнока с иглой происходит в
пределах 1,5—2 мм выше верхнего края ушка иглы (см. рис. 1056
— аналогично)
Регулировать смещением игловодителя по вертикали.
Иногда прижимная лапка плохо опускается и не прижимает
должным образом ткань к зубьям. Причиной тому является винт
крепления стержня, который задевает за фронтальную крышку.
Поэтому или заменить винт кронштейна, или подпилить его.
Винт не должен выступать над его поверхностью более чем на
0,5 мм, лучше, если он будет заподлицо с ним.
В случае отсутствия надежной фиксации рычага регулировки
397
длины стежка, следует поставить цилиндрическую опорную
пластину меньшего радиуса, т. е. она будет более выпуклой.
Если иглодержатель не держит иглу — спилить острые
кромки паза на конце игловодителя.
Если проворачивается резьбовая втулка в регуляторе
натяжения верхней нитки, выполнить одну из трех работ:
1. Напаять втулку по окружности.
2. Расклепать по окружности края втулки.
3. Накернить соединение резьбовой втулки с корпусом
регулятора по всей окружности (14 точек керна).
Вывернуть ось регулятора, поставить компенсационную
пружину, поставить на место ось (в резьбу). Дальше сборку
проводить обычным порядком.
Чтобы увеличить возможность шить на этой машине вещи из
хромовых кож (куртки, шапки и др.), надо игольную пластину и
зубчатую рейку убрать, на их место поставить детали от швейной
машины 2М кл* ПМЗ.
Методы устранения других неисправностей можно найти в гл.
3 «Швейная машина 2М кл. ПМЗ» и гл. 2 «Неисправности по
узлам»,
28. ШВЕЙНАЯ МАШИНА «КНОХ»
Производство Германия, фирма «Тсхтима»
Машина прямострочная с ручным или ножным приводом.
Фронтальная крышка на двух винтах съемная.
Регулятор натяжения верхней нитки помещен на передней
стенке рукава. Слева от регулятора находится нитенаправитель-
ная скоба, привинченная 1 винтом на кронштейне стержня
прижимной лапки. Реконструировать регулятор натяжения верхней
нитки. Нитенаправительную скобу убрать. Компенсационную
пружину перевести на левую сторону регулятора и поставить ее
работающей на разжим снизу вверх, (см. гл. 2 «Регулятор
натяжения верхней нитки»).
Челнок и шпульный колпачок взаимозаменяемы со швейной
машиной «Чайка» ПМЗ. Корпус хода челнока выполнен в виде
полого конуса с полой цапфой (как у машины «Орша» ЗМ кл.)
Запорное кольцо с пружинной рогулькой на шарнире, откидное.
На толкателе челнока нет пластинчатой пружины.
Зазоры в челночном устройстве.
а) положение иглы в отверстии игольной пластины должно
быть по центру. Регулировать фрезерованием игольного паза или
подгибанием нижнего конца игловодителя;
398
б) зазоры между челноком и толкателем на входе нитки 0,3 мм,
на выходе нитки 0,3 мм. Регулировать подгибанием толкателя и
его концов;
в) зазор между иглой и нитенаправительной пластиной равен
1 мм. Регулировать поворотом корпуса хода челнока;
г) зазор между челноком (в вертикальной плоскости) и иглой,
когда она начинает движение из крайнего нижнего положения,
равен 0,1 мм.
Регулировать смещением корпуса хода челнока вправо или
влево;
д) заход челнока за иглу, когда она находится в крайнем
нижнем положении, 3 мм. Регулировать поворотом вала челнока,
если он закреплен винтами на правом конце кривошипа. Если же
вал толкателя челнока соединен с кривошипом штифтом, а заход
челнока за иглу более 3 мм (или менее 1 мм), реконструировать
узел, т. е. перевести соединение со штифта на 2 регулируемых
винта М4. Это неизбежно! (Как выполнить работу см. гл. 3
«Швейная машина 2М кл. ПМЗ», п. 8);
е) момент встречи челнока с иглой, при ее подъеме из
крайнего нижнего положения, происходит на 3 мм выше верхнего
края ушка иглы.
Регулировать смещением игловодителя по вертикали;
з) зазор между челноком и запорным кольцом, равен 0,05 мм.
Регулировать фрезерованием правого вертикального паза
корпуса хода челнока.
Все остальные вопросы, связанные с ремонтом, наладкой и т. п.
см. в гл. 1, 2 и гл. 3 «Швейная машина 2М кл. ПМЗ».
29. ШВЕЙНАЯ МАШИНА «ФЕНИКС» 29 КЛ.-
Производство Германия
Машина простого зигзага в ножном исполнении выпущена в.
1910-х гг.
1. Реконструировать регулятор натяжения верхней нитки. Ни-
тенаправительную скобу убрать (рис. 117). Компенсационную
пружину сделать работающей с левой стороны регулятора снизу
вверх. Опорой для нее будет служить уступ на
цилиндре-основании регулятора. Игла ставится вверх до упора желобком к швее.
2. Зазор между фиксаторным пальцем и неподвижным шпу-
ледержателем (см. рис. 117 б) в силу износа рабочей поверхности
названных деталей увеличился до 2 мм. Создалась угроза
провертывания шпуледержателя челнока, приводящего к выходу из
399
Рис. 117. Некоторые детали и параметры машины
«Феникс» 29 кл.
а — нитенаправительная скоба;
б — зазор между шпуледержателем
и фиксаторным пальцем до ремонта;
в — фиксаторный палец;
г — зазор между шпуледержателем
и фиксаторным пальцем после ремонта;
д — заход челнока за иглу;
~~ е — момент встречи челнока с иглой.
1. Игла.
2. Носик челнока.
строя машины. Но опустить фиксаторный палец нельзя в силу
его конструктивных особенностей: вверху на его тыльной стороне
есть штифт, фиксирующий палец строго в определенном
положении «в». Хотя отверстие для крепления шльца продолговатое и
явно предназначено для регулировки зазора. Для обеспечения
требуемого зазора (палец — шпуледержатель челнока)
необходимо срезать штифт на верхнем конце пальца и опустить его вниз
до зазора, равного 0,5—0,6 мм (см. рис. 117г).
3* Зазор между носиком челнока и иглой в вертикальной
плоскости равен 0,05 мм. Регулировать смещением челнока вдоль
вала. Для этого ослабить оба винта крепления челнока на валу,
сместить челнок на требуемый зазор и завернуть (слабо) винт.
400
4. Зазор между носиком челнока и иглой, когда она находится
в крайнем нижнем положении при правом уколе зигзага,
определяется центральным углом (45 ) между вертикалью и носиком
челнока. Регулировать поворотом челнока на оси. Два винта
крепления челнока надежно закрепить.
5. Зазор в момент встречи иглы и носика челнока при левом
уколе зигзага равен 2 мм выше ушка иглы. Измерение вести от
верхнего края ушка до нижней кромки носика челнока (этот
параметр НЕ РЕГУЛИРУЕТСЯ).
30. ШВЕЙНАЯ МАШИНА «HAID NEU»
Производство Германия
(Типичная конструкция встречается под марками «VORM»,
«Hh»)
Прямострочная машина с ручным или ножным приводом.
В народе этот тип машин называют «кольцовкой», очевидно,
по форме челнока, имеющего вид незамкнутого кольца, хотя есть
подобные машины, у которых челнок выполнен в виде почти
замкнутого кольца, вращающегося в горизонтальной плоскости. В
данной машине челнок качающийся в вертикальной плоскости
(как у машины 2М кл. ПМЗ). Челнок одновременно выполняет
функции шпульного колпачка (как у машины «Зингер» с
качающимся челноком в горизонтальной плоскости).
Устройство машины во многом схоже с устройством машины
2М кл. ПМЗ, но с^ть и принципиальная разница. Внизу под
платформой расположены три больших вала, а справа — малый
вал с кулисой. С левой стороны челночное устройство выполнено
так. Корпус хода челнока имеет полую цапфу, входящую в
отверстие прилива платформы. Через цапфу проходит вал
толкателя челнока. Цапфа стопорится винтом, ослабляя который можно
сместить ее вдоль вала. На правом конце челночного вала
кривошип получает колебательное движение от кулисы малого вала.
1. Главным местом ремонта является толкатель челнока. На
его входном конце прикреплена двумя заклепками буферная
пластина (рис. 118). Ставится она изнутри конца в место контакта
с челноком, загибается на внешнюю сторону свободным концом.
Свободный конец должен быть плотно прижат к концу толкателя,
иначе верхняя нитка будет зацепляться и обрываться. От
многолетней работы эта пластина износилась на сгибе и стала рвать
нитку. Обязательно заменить пластину. На сгибе пластина имеет
зазор около 1,5 мм, что обеспечивает мягкость работы. Пластина
401
Рис. 118. Челночное устройство машины «НАГО NEU»
1. Корпус хода челнока,
2. Толкатель челнока.
3. Буферная пружина.
4. Челнок (он же шпульный колпачок).
5. Шпулька.
6. Шарнир крышки челнока.
7. Регулировочный винт.
8. Прижимная пружина нижней нити.
9. Штифты центрации запорного кольца.
10. Носик челнока.
должна быть сталистая, толщиной 0,5—0,4 мм, шириной 4 мм,
длина определяется по месту. Пластину ставить на заклепки
заподлицо.
Челнок закрепляется открытым съемным кольцом, которое
ставить скосами на концах наружу (как у машины 2М кл. ПМЗ)
на двух центрирующих штифтах и зажимается двумя
вертушками на винтах.
2. Регулятор натяжения верхней нитки. Восстановить с
правой стороны регулятора компенсационную пружину, натяжение
которой сделать умеренным, нитенаправительную скобу убрать.
Рычаг транспортера ткани вынесен слева от челночного
устройства, что создает неудобства при обслуживании челнока.
Вал толкателя связан с кривошипом двумя винтами, что дает
возможность регулировать челнок относительно иглы на
требуемое расстояние. ч
402
3. Отверстие игольной пластины изрезано многочисленными
ударами иглы, такой же недостаток и в прорези прижимной
лапки. При помощи куска ножовочного полотна и круглого
алмазного надфиля сделать изрезанные края названных отверстий
гладкими, иначе будет обрываться нитка.
4. Зубья рейки проточить алмазным надфилем.
5. Отрегулировать следующие параметры:
а) зазор между челноком и толкателем на входе и выходе
верхней нитки должен быть равным 0,3—0,2 мм и регулируется
подгибом конца пластины на входном конце толкателя;
б) игла в прорези лапки и в отверстии игольной пластины
должна располагаться по центру. Регулируется так. В лапке —
поворотом стержня, в игольной пластине — смещением иглы за
счет ее люфта в игловодителе, который образуется при
установке;
в) между иглой и носиком челнока в вертикальной
плоскости зазор 0,3 мм. Он зависит от степени износа как челнока,
так и паза в корпусе хода челнока. Если сделать фрезеровку
наружной плоскости корпуса хода челнока (а это сделать
нетрудно), необходимо поставить и новый челнок. Только тогда
можно уменьшить зазор до 0,05 мм. Поэтому зазор
устанавливается равным 0,3 мм для изрядно подношенной машины.
Точнее говоря этот зазор необходимо проверить опытным путем
(шитьем). Только оно может определить величину
оптимального зазора. Для установки зазора ослабить винт крепления
цапфы корпуса хода челнока, ослабить винты крепления
кривошипа на валу привода челнока, сместить корпус влево или вправо
на требуемый зазор, получив его, зажать все три винта
накрепко.
г) заход челнока за иглу, т. е. расстояние между носиком
челнока и иглой, когда она находится в крайнем нижнем положении,
будет в пределах 1—1,5 мм.
Регулировка: ослабить два винта на кривошипе вала челнока
и, придерживая маховик, повернуть вал до требуемого размера.
Завернуть оба винта;
д) момент встречи челнока с иглой должен произойти на
расстоянии 1 мм выше ушка иглы.
Регулируется смещением игловодителя по вертикали. Винт
крепления игловодителя расположен с правой стороны. Вход для
отвертки находится в корпусе рукава справа снаружи;
е) зазор между иглой и экранным гребнем на толкателе
челнока установить в пределе 1,5 мм. Регулировать прокладками из
фольги под корпус хода челнока.
403
31. ШВЕЙНАЯ МАШИНА «ДЮРКОП» 301 KJL-
Производство Германия
Машина выполняет две прямые строчки. Каждая строчка
делается своим автономно устроенным механизмом от катушкодер-
жателя до вращающегося челнока. Это как бы две машины,
соединенные в одну. При необходимости одно челночное устройство
можно отключить, снять его иглу, и тогда машина будет делать
одну строчку. Конструкция се сложнее, чем у обычной швейной
машины.
Рабочий цикл складывается из двух уколов иглой и
продвижения ткани на один стежок. Машина специального назначения
была завезена немцами во время Отечественной войны в один из
городов Донбасса. При поспешном отступлении они бросали
много разной техники, в том числе и эту швейную машину.
Надо было реконструировать ее на обычную бытовую
машину. При этом учитывалось, что с нее были сняты многие детали,
т. е. машина не представляла собой целостной конструкции.
Прежде всего реконструкции подверглось устройство,
продвигающее материал — транспортер. Предстояла задача сделать ра-
боту транспортера ткани такой, чтобы за один укол иглой
получался один стежок.
Внизу под платформой на коротком валу слева находится
кулачок — задатчик подъема зубчатой рейки. Его рабочий контур
представляет собой усеченный с одной стороны цилиндр (рис.
119-а). Справа на этом валу расположена шестерня, паз которой
имеет профиль усеченной окружности Б. Это шестерня —
задатчик горизонтального движения зубчатой рейки — подачи
материала. За два оборота маховика игла (иглы) делает два укола, а
кулачок А и шестерня Б (оба задатчика) — один оборот. Ткань
подается тогда, когда ролики перемещаются по плоскостям на
кулачке Айв пазу шестерни Б. Вполне очевидно, что и кулачку,
и профильному пазу шестерни надо придать форму
равностороннего треугольника. Каждая грань в двух названных деталях
должна иметь центральный угол 120 (360:3).
После такой реконструкции кулачок и шестерня приняли вид,
показанный ка рисунке 119-в и 119-г.
Итак, машина стала делать один стежок после каждого укола
иглой (иглами). Но машина шить отказывалась, и при всех
возможных вариантах наладки верхняя нитка петляла снизу. Ните-
притягиватель упорно не хотел ее вытягивать и делать утяжку в
строчке. Более того, не вытянутая полностью верхняя нитка
снизу при следующем холостом обороте челнока захватывалась и об-
404
Рис. 119. Кулачки (задатчики) подачи материала
(машина «Дюркоп» 301 кл.)
а — кулачок подъема зубчатой рейки до реконструкции
б — шестерня с ведущим пазом подачи материала
до реконструкции.
в — кулачок подъема зубчатой рейки после реконструкции
г — шестерня с ведущим пазом подачи материала
после реконструкции.
рывалась. Надо было дотягивать верхнюю нитку, что и было
сделано (рис. 120).
При первой реконструкции нитепритягивателя был увеличен
его угол подъема. 1 — ВСМД, где А и Б — крайние точки
колебания нитепритягивателя до реконструкции, В и Д то же после
первой реконструкции. Если до реконструкции верхняя нитка
обрывалась тогда, когда нитепритягиватель находился в верхнем
положении в точке Б, то после реконструкции стала обрываться
в точке В.
Очевидно, надо было сделать амплитуду колебания
нитепритягивателя от точки А до точки Д, но существующий рычаг этого
сделать не мог. Возникла необходимость поставить рычаг с
другим центром вращения, но с приводом существующего
нитепритягивателя. Что и было сделано (см. рис. 120-2), где:
01 — центр вращения старого рычага;
02 — центр вращения нового нителритягивателя;
А — нижняя крайняя точка обоих рычагов — нового и прежнего;
405
X
1
Рис. 120* График траектории движения нитенаправителя
машины «Дюркоп» 301 кл.
1. АБ — траектория движения до реконструкции
(сектор AOiB).
1. ВД — траектория движения после первой реконструкции
(сектор ВОЩ).
2. АД — траектория движения после второй реконструкции
(сектор АО2Д),
Б — верхняя крайняя точка прежнего рычага;
Д — верхняя крайняя точка нового нитепритягивателя;
К — точка переключения обоих рычагов. В этой точке в
новом нитепритягивателе сделан палец-ось с вращающимся
роликом. И в этой же точке на старом рычаге сделана вилка-кулиса,
в которой перемещается ролик нового рычага. Отрезок чуть
меньше БК отрезан от прежнего нитепритягивателя.
После такой реконструкции машина стала шить отлично. В
процессе шитья обнаружилось, что слаб конструктивно узел
крепления игл. Его также пришлось реконструировать. Вверху
узла была поставлена пластина из нержавеющей стали толщиной
1 мм (рис. 121).
После такой реконструкции увеличилась жесткость узла и
прочность крепления игл. Расстояние между иглами стало
стабильным, но пришлось пожертвовать параметром установки игл
на разные размеры. Теперь расстояние между иглами равно
постоянной величине — 5 мм.
Следующим, четвертым объектом реконструкций стала при-
406
/ 2
12 3 4 5 6
А-А
Рис. 121. Иглодержатель машины «Дюркоп» 301 кл.
а — усилительная пластина к узлу
1. Отверстия для крепления пластины к раме узла.
2. Отверстие для направления ниток.
3. Отверстия для крепления пластины к рамке игл.
б — узел иглодержателя в сборе
1. Вертикальный стяжной болт крепления
усилительной пластины.
2. Усилительная пластина.
3. Заклепочное крепление усилительной пластины
к раме узла.
4. Игловодитель.
5. Винт крепления рамки узла к игловодителю.
6. Рамка узла (входит снизу в глубокий паз
игловодителя).
7. Рамка игл. —
8. Винты крепления рамки игл к раме узла.
9. Подвижной сухарь крепления иглы.
10. Винт крепления иглы.
11. Правая игла.
12. Левая игла.
407
жимная лапка. Заводом-изготовителем установлена сдвоенная
лапка. На одном вертикальном стержне установлена лапка,
состоящая из двух, автономно действующих. При шитье
выяснилось, что лучше их сблокировать в одну. Что и было сделано.
Снятые со стержня лапки были соединены при помощи
электросварки (сверху) с последующей обработкой. При дальнейшей
работе на машине стало наблюдаться нарушение синхронности игл
с челноком. Оказалось, пробуксовывает нижний вал в том месте,
где крутящий момент с верхнего вала передается на
вертикальный приводной нижнего механизма. Схема такой передачи в
машине представлена на рисунке 122. Пробуксовка происходила по
причине срыва резьбы в ступице ведущей конической шестерни
на главном валу. Как в создавшейся ситуации закрепить
шестерню на валу?
12 3 4 5
Рис. 122, Схема главной передачи машины «Дюркоп» 301 кл.
1. Монтажное отверстие,
2. Корпус машины.
3. Смазочное отверстие.
4. Маховик.
5. Винт крепления маховика.
6. Главный вал.
7. Вертикальный вал.
8. Ведомая коническая шестерня.
9. Ведущая коническая шестерня.
10- Винт крепления ведущей шестерни. >
408
Сделать полную разборку машины и на снятой шестерне
просверлить новое отверстие, нарезав резьбу, или в старом отверстии
нарезать увеличенную резьбу. И то и другое не представл5шось
возможным, так как ремонт происходил в домашних условиях.
Были попытки через монтажное отверстие в корпусе и через
отверстие в ступице шестерни просверлить сквозное отверстие на
главном валу. Попытки не увенчались успехом, так как вал
оказался настолько твердым, что ни одно сверло его не брало.
Оставался один выход — прибегнуть к помощи эпоксидного клея.
Хорошо обезжирив растворителем № 647. участки поверхности
главного вала с левой и правой стороны, участки около ведущей
шестерни, торцовые плоскости шестерни и всю поверхность
ступицы, на них был нанесен эпоксидный клей слоем толщиной до
3—5 мм. Таким методом вал был связан с ведущей шестерней
«намертво», т. е. такой метод оказался весьма надежным и
простым видом ремонта.
Итак, благодаря реконструкции четырех узлов и
специфическому рембнту главной передачи, двухстрочечная машина «Дюр-
коп» 301 кл. была поставлена в строй действующих весьма
полезных швейных машин.
При установке зазоров между носиком челнока и иглой
пользуются двумя регулирующими устройствами:
а) под платформой расположен винт крепления конической
шестерни, которая приводит в движение челнок. Винт можно
ослаблять, и тогда при вращении маховика он будет остановлен.
При достижении нужного зазора винт зажимают и челнок
начинает вращаться;
б) игловодитель смещается по вертикали по обычной схеме.
Но при этом надо иметь в виду, что смещение игловодителя
обусловливает смещение одновременно двух игл для обоих
челноков.
Регулируют сначала правую иглу по правому челноку, затем
левую иглу по левому челноку. Поскольку работа челноков
автономная, постольку и наладка их сугубо раздельна.
На машине установлены два регулятора натяжения верхних
ниток. Две верхние нитки со своих катушек до игл нигде не
пересекаются и не соединяются. Единственное отверстие —
игольный нитенаправитель, где обе нитки идут рядом в одном
отверстии, но и там они занимают одна правую, другая левую
сторону. Момент встречи иглы и носика челнока определяется
опытным путем, т. е. методом проб устанавливается
оптимальный вариант.
409
32. ШВЕЙНАЯ МАШИНА «КЕЛЛЕР» 53-2 КЛ.
Производство Германия
Машина простого зигзага с ножным приводом.
Данная машина надежна в работе. Ее исполнение особо
точное. При шитье различных видов тканей строчка устойчива, ход
легкий. Однако и эта машина не лишена некоторых
конструктивных недостатков.
1. Обратить внимание на винт регулировки положения иглы
в прорези игольной пластины относительно правой и леьой
стороны. Он в процессе работы может произвольно затянуться
«намертво», и тогда зигзага не будет. Этот винт не должен быть в
стопорном состоянии во время работы, за ним требуется
систематическое наблюдение.
2. Реконструировать регулятор натяжения верхней нитки.
Убрать нитенаправительную скобу. Свободный конец консольной
планки, прикрепленной к кронштейну узла подъема лапки,
осадить вниз на 10 мм. Он будет опорой компенсационной пружины
регулятора. Пружина будет работать с левой стороны регулятора
на разжим.
3. Зазор между иглой и нитенаправительной пластиной,
установленной на корпусе хода челнока, должен быть равен 1 мм.
Для его установки необходимо снять игольную пластину, сверху
малой отверткой ослабить два винта, расположенных на задней
стороне пластины (как у машины «Чайка» 2 кл.). Пластину
сместить назад так, чтобы зазор между иглой и передним краем
пластины стал равным 1 мм. Закрепить оба винта.
4. Бывает так, что зубья рейки высоко подняты над игольной
пластиной и ткань плохо продвигается. Чтобы опустить рейку до
высоты зуба, надо ослабить винт на переднем конце рычага
транспортера, на котором установлена зубчатая рейка, и сместить
вверх палец, который опирается на коромысло на столько, чтобы
зубья по всей своей высоте возвышались над игольной пластиной.
Зажать винт крепления опорного пальца.
5. Пропуск стежков в строчке на трикотаже, нейлоне и т. п.
тканях неотъемлемое свойство машины (оно характерно для
большинства марок машин). Причина в том, что нет устройства для
регулировки зазора между иглой и челноком в вертикальной
плоскости его вращения. Такой зазор у некоторых машин достигает
1,5 мм, а его нормальная величина в пределах 0,05—0,1 мм. Как
же достигнуть нормального зазора? Тут без реконструкции не
обойтись!
Внизу под платформой смонтирована панель, на которой рас-
410
3 4
\ о
Рис. 123. Съемная панель под платформой
(машина «Келлер» 53-2 кл.)
1. Левый штифт.
2. Левый винт крепления панели.
3. Верхний правый винт.
4. Правый штифт.
5. Нижний правый винт.
6. Панель.
а — расстояние между иглой и челноком;
б — момент встречи челнока с иглой.
полагаются все механизмы. Крепится панель тремя винтами 2,3
и 5 (рис. 123), а центрируется двумя штифтами 1 и 4. Для того
чтобы приблизить челнок к игле на зазор равный 0,05 мм,
необходимо левую сторону панели повернуть к игле (на рисунке
показано стрелкой). Для этого выполнить следующие работы:
а) с правой стороны отсоединить шатун от приводного вала
челнока, отсоединить вилку подачи материала;
б) отвинтить и снять три больших винта 2,3 и 5 крепления
панели к платформе;
в) двумя отвертками с обеих сторон поднять панель и снять
ее с центрирующих штифтов;
г) штифт 1 на левом конце снять и убрать совсем;
д) поставить панель на место на один правый штифт 4;
е) поставить три больших винта 2,3 и 5, но до конца их не
заворачивать;
ж) соединить валы с шатуном и с вилкой подачи. При этом
411
не перепутать скрепляющие винты. Шатунный винт длиннее —
он скрепляет шатун с приводным валом челнока (средним
валом) , Вал подачи самый нижний, когда машина положена на
заднюю сторону;
з) поставить челнок (а не шпульный колпачок), опустить
иглу в крайнее нижнее положение;
и) левую сторону панели подвинуть к игле так, чтобы зазор
между иглой и челноком был в пределах 0,05—0,1 мм (это еле
видимый просвет). Вся панель будет поворачиваться на оси —
правом штифте 4. Поворот происходит за счет зазоров в трех
больших винтах, которые еще не затянуты;
к) закрепить три больших винта. Проверить зазор между
иглой и челноком. Если он нарушился, ослабить немного три винта
и смещением левого конца панели отрегулировать зазор.
Закрепить три винта накрепко, их ослабление во время работы
машины недопустимо.
Винт крепления рамки игловодителя к тяге блока зигзага —
эксцентрический (см. рис. 124). Он выполняет двойную
функцию: соединяет тягу с блоком зигзага и реализует положение
иглы в прорези игольной пластины относительно правой и левой
стороны.
Отрегулировать следующие параметры:
а) положение иглы посередине прорези игольной пластины
относительно переднего и заднего края (см. рис. 63 — аналогично),
где В-Г нормальная работа. Если В>Г произойдет поломка иглы,
если В<Г будут пропуски стежков в строчке.
Заводом-изготовителем такая регулировка не предусмотрена. Но, если игла
смещена вплотную к задней стенке или передней, то решить вопрос
необходимо ремонтными приемами.
Если игла смещена к передней стенке вплотную, возможны
два решения,
1. Заменить иглу на импортную индийского производства.
Она имеет лыску, срезанную на большую глубину, и потому при
установке в игловодитель как раз выходит на середину прорези
в пластине.
2. Снять игловодитель и профрезеровать куском ножовочного
полотна и алмазным плоским надфилем паз под иглу на 0,2 мм.
Фрезеровать постепенно, проверяя положение иглы, чтобы не
перестараться.
Если игла смещена вплотную к задней стенке, снять
игловодитель, отжечь его нижнюю часть на длину 25 мм и чуть
подогнуть конец вперед. Собрать, примерить, если смещение иглы
осталось, опять снять игловодитель и еще чуть-чуть подогнуть
412
Рис. 124. Узел крепления тяги к рамке игловодителя
(машина «Келлер» 53-2 кл.)
w 1. Рамка игловодителя.
2. Соединительный палец-эксцентрик
(без стопорного устройства).
3. Тяга к блоку зигзага.
конец, затем собрать, снова проверить и т. д. Таким путем
вывести иглу на середину отверстия в игольной пластине, условие
В=Г обязательное!
б) положение иглы посередине прорези игольной пластины,
относительно правой и левой стороны (см. рис, 63). Для прямой
строчки А=Б — нормальная работа, А<Б и А>Б —
эксплуатационные неудобства.
Регулировать пальцем-эксцентриком, соединяющим рамку
игловодителя с тягой (см. рис. 124). Палец не стопорится, поэтому
он должен быть постоянно под наблюдением.
в) положение иглы относительно правого и левого края
при зигзаге М=К — нормальная работа, М<К и М>К —
эксплуатационные неудобства и возможны пропуски при уколе
зигзага.
Регулировать как в п. «б»;
г) зазор между челноком и иглой в вертикальной плоскости
должен быть равен 0,05—0,1 мм (регулировку см. выше);
д) зазор между толкателем и челноком:
входной конец — 0,3 мм,
выходной конец — 0,3 мм.
Регулировать подгибанием толкателя и его концов;
413
е) расстояние от челнока до иглы при левом уколе зигзага 3
мм (см. рис. 123а).
Регулировать, ослабив винты на кривошипе и повернув
приводной вал челнока в нужную сторону на требуемый угол.
Установив зазор, винты крепко завернуть, так как это соединение
подвергается интенсивным знакопеременным нагрузкам, что и
требует надежности крепления.
ж) момент встречи носика челнока с иглой при правом уколе
зигзага должен произойти на расстоянии 1 мм выше ушка иглы
(см. рис. 1236),
При разборке блока зигзага проделать следующие операции.
Снять верхнюю крышку рукава, ручку управления.
Отвернуть четыре винта на передней стенке корпуса. Отвернуть один
винт на задней стенке. Отсоединить тягу от рамки игловодителя,
ослабив винты червячной шестерни, сдвинуть ее влево. Люфт
тяги регулировкой не устраняется, так как он суммирует зазоры
узла зигзага.
33. ШВЕЙНАЯ МАШИНА «ТЕХТИМА» 50/А KJL
Производство Германия, фирма «Альтенбург»
Прямострочная центрально-шпулечная швейная машина.
Устройство регулятора.
Регулятор натяжения верхней нитки расположен спереди на
левой стороне рукава. Отжимная шайба совмещена с нитезажим-
ной. Между шайбами помещен ролик для облегчения прохода
нитки. Ось регулятора на правой резьбе. Выше регулятора
установлена нитенаправительная скоба. Убрать ее. Компенсационная
пружина навита по часовой стрелке. Опорный рычаг,
установленный на кронштейне узла прижимной лапки, следует максимально
отогнуть вниз. Он будет служить опорой компенсационной
пружине, а зацепной крючок пружины сделать на уровне оси
регулятора. Натяжение компенсационной пружины сделать
средним.
Фронтальная крышка на одном верхнем, винте крепления (как
у машин 2М кл« ПМЗ). Во фронтальной полости система рычагов
аналогична системе машины «Чайка» 2 кл.
Игла ставится длинным желобком с левой стороны.
Челночное устройство.
Кольцо-шпуледержатель на шарнире. Челнок качающийся
правоходный (как у машины «Чайка»), Корпус хода челнока на
двух винтах (как у машины 2М кл. ПМЗ). Снять с корпуса хода
414
челнока нитенаправительную пластину и пропилить оба ее
отверстия на 1,5 мм в сторону движения челнока.
Зазоры в челночном устройстве.
Игла в отверстии игольной пластины располагается по
центру.
Регулируется за счет подгиба нижнего конца игловоди-
теля.
Расстояние между закругленным краем нитенаправительной
пластины и иглой, 0,8 мм. Эта пластина устанавливается зевом
вправо (внутрь).
Регулировать расстояние смещением пластины в винтах
крепления.
Зазор между челноком и иглой, когда она находится в
крайнем нижнем положении, 0,1—0,2 мм.
Регулировать подкладыванием прокладок из фольги под
корпус хода челнока ниже винтов крепления с двух сторон.
Заход челнока за иглу, когда она находится в крайнем
нижнем положении, 5 мм. Этот параметр не регулируется. Заводом
установлен штифт в соединении вал челнока — кривошип
кулисы* Если будут пропуски стежков в строчке, пстля-
ние верхней нитки снизу или ее обрыв, необходимо
реконструировать соединение, т. е. перейти на регулируемое: штифт
удалить и поставить два винта М4 (см. гл. 3 «Швейная
машина 2М кл. ПМЗ»).
Момент встречи челнока с иглой, в начале рабочего хода
челнока, на расстоянии 2,5 мм выше верхнего края ушка иглы.
Регулировать параметр смещением игловодитсля по
вертикали. Винт игловодителя можно ослабить короткой отверткой в
отверстии справа на рукаве в зоне фронтальной полости.
Зубчатая рейка устанавливается выше игольной пластины на
1 мм (не более!). При такой низкой посадке зубчатой рейки
давление прижимной лапки должно быть значительным. Для этого
можно извлечь цилиндрическую пружину стержня лапки и
растянуть ее на 50% (она станет жестче). Поставить пружину на
место, (давление усилится).
Автору дважды приходилось делать наладку (не ремонт!)
швейных машин типа зигзаг, марки «Альтенбург»
(производство Германия) и оба раза были засвидетельствованы две
особенности.
1. Исключительная точность и незыблемость всех параметров.
2. Отменное качество всех материалов, из которых сделана
машина. ч ч
415
34. ШВЕЙНАЯ МАШИНА «ВЕРИТАС» 8010 КЛ.
Производство Германия
Машина прямострочная с ножным приводом»
Конструкция челночного устройства.
Корпус хода челнока имеет форму конуса, вершина которого
в виде полой трубки-цапфы. Цапфа входит в отверстие прилива
платформы и крепится стопорным винтом. Толкатель челнока
расположен на левом конце вала привода, на правом —
кривошип, связанный ползуном с кулисой малого вала. Челнок,
качающийся в вертикальной плоскости, правоходный и
взаимозаменяемый с челноком машины «Чайка», как и шпульный колпачок.
Нитенаправительная пластина на корпусе хода челнока
прикреплена винтами. На толкателе челнока нет буферной
пружинной пластины.
Рукав машины закрытый, верхней крышки нет (как у
машины «Веритас» поздних выпусков).
1
Рис. 125. Регулятор натяжения верхней нити
(машина «Веритас» 8010 кл.)
а — до реконструкции;
б — после реконструкции.
1. Нитепритягиватель.
2. Прорезь в корпусе.
3. Компенсационная пружина.
4. Регулятор.
5. Нитенаправительная скоба.
6. Углубление в корпусе машины
для направления нити.
416
Фронтальная крышка крепится двумя горизонтально
расположенными винтами. Чтобы снять крышку, необходимо ослабить
оба винта, поднять крышку чуть вверх и снять.
Реконструировать регулятор натяжения верхней нитки.
Такая реконструкция диктуется самой конструкцией машины
(рис. 125). Расположение регулятора натяжения верхней нитки,
когда восходящая нить на одной прямой с нисходящей, создает
такую ситуацию во время работы, когда нитки мешают друг
другу и часто схлестываются, а в результате обрываются. Чтобы
этого не было, нитенаправительную скобу 5(а) убрать,
компенсационную пружину 3 сделать работающей с левой стороны
регулятора снизу вверх на разжим 3(6). Натяжение ее должно
быть слабым. Благодаря такой реконструкции образовалось
расстояние около 10 мм между восходящей и нисходящей нитками.
Кроме того для лучшей работы компенсационной пружины за
рабочими шайбами в регуляторе поставить дистанционную шайбу
размером 16X8X0,5 мм.
2. Реконструировать привод отжимного толкателя в регуляторе.
На стержне лапки, ниже кронштейна подъема, помещена
цилиндрическая пружина 2 (рис. 126), состоящая из девяти витков
и пластина-рычаг 1. С их помощью (по идее конструктора),
приводится в движение толкатель-коромысло 3. В процессе работы
пружина 2 выходит из строя и отжим не работает,
12 3 4
-о-
Рис. 126. Привод отжима нити на регуляторе
(машина «Веритас» 8010 кл.)
L Пластина-рычаг.
2. Цилиндрическая пружина.
3. Толкатель-коромысло.
4. Толкатель в регуляторе.
14 А. Зюэин
417
Суть реконструкции в следующем. Детали 1 и 2 убрать совсем.
На толкателе-коромысле 3 срезать верхний конец под углом 45°
к вертикали так, чтобы слева с наружной стороны этого рычага
была рабочая поверхность на длине 4 мм. Срезанную
вертикальную часть коромысла подогнуть влево так, чтобы его конец
пришелся на середину цилиндрической части рычага подъема лапки.
Теперь при ее подъеме рычаг отодвинет вперед
толкатель-коромысло 3, а оно в свою очередь сместит в регуляторе отжимной
толкатель 4 вперед. Такой упрощенный привод работает
безотказно при всех режимах шитья.
3. Игольный нитенаправитель не обеспечивает нормальной
работы машины по той причине, что нитка подходит к иголке
под углом примерно 30°, тогда как у любой швейной машины
нитка должна находиться строго напротив желобка иглы.
Заводской нитенаправитель аннулировать и сделать новый
нитенаправитель из сталистой проволоки диаметром 1 мм. Расположить его
ниже на 8 мм так, чтобы он проходил сзади на левую сторону и
вперед, тогда начало петли будет строго напротив желобка иглы,
(см. рис. 56 — аналогично).
4. Соединение вал толкателя челнока — кривошип на правой
стороне со штифта перевести на два регулировочных винта.
Конический сквозной штифт убрать (подробнее см. гл. 3 «Швейная
машина 2М кл. ПМЗ»). Теперь челнок становится регулируемым
относительно иглы.
5. Установить зазоры в челночном устройстве:
а) игла в отверстии игольной пластины располагается по
центру (регулировку см. гл. 2 «Узел иглы»);
б) зазоры между толкателем и челноком на входе и выходе
нитки:
вход — 0,4 мм, выход — 0,4 мм. Регулировать подгибанием
толкателя и его концов.
в) расстояние между челноком и иглой, когда она находится
в крайнем нижнем положении, 3 мм. Регулировать вращением
вала привода челнока в одну или другую сторону при
ослабленных винтах на кривошипе (на правой стороне вала). После
установки требуемого расстояния винты на кривошипе затянуть;
г) момент встречи иглы с носиком челнока, когда он начинает
движение вправо, а игла вверх, должен произойти на расстоянии
2 мм выше верхнего края ушка иглы.
Регулировать смещением игловодителя по вертикали (см. рис.
108 — аналогично);
д) зазор между носиком челнока и иглой в вертикальной
плоскости 0,05 мм. Регулировать смещением корпуса хода челнока
418
i\o горизонтали вправо или влево. Перед смещением корпуса
отпустить его стопорный винт, два винта на ограничительном
кольце, что на валу сразу за цапфой корпуса, и два винта на
кривошипе, иначе корпус влево может не пойти, если все
перечисленные винты не будут ослаблены;
е) зазор между нитенаправительной пластиной (что на
корпусе хода челнока) и иглой в пределах 1—1,2 мм.
Регулировать поворотом корпуса хода челнока при
ослабленном стопорном винте. После регулировки проверить на затяжку
нее винты, участвующие в регулировке и разборке.
6. Обработать все острые кромки на челноке алмазным
надфилем с последующей шлифовкой (лучше на машинном круге).
7. Проверить механизм наматывания шпульки.
Заменить изношенный резиновый ролик новым. Для того
чтобы отрегулировать силу нажима резинового ролика на маховик
при включенном механизме моталки, нужно ослабить
регулировочный винт, который находится на наружной левой стороне
кронштейна. Кронштейн привинчен к корпусу машины двумя
горизонтально расположенными винтами. Прижать ролик к
маховику и зажата регулировочный винт накрепко.
Если регулятор длины стежка произвольно меняет свое
установленное значение, открыть крышку круглого отверстия
на задней стенке машины (см. рис. 34 — аналогично). На
переднем плане можно увидеть винт 3, повернуть его на 2—3 .
Ось 2 кулисы 4 зажмется винтом и рычаг регулятора длины
стежка перестанет произвольно менять свое положение.
35. ШВЕЙНАЯ МАШИНА «ВЕРИТАС» 8018-2 КЛ.
Производство Германия
Машина полного зигзага, выполняющая декоративные
строчки. Вариант исполнения с ножным приводом. Неисправности,
типичные для всех машин. Под маркой «Веритас» выпущено много
различных модификаций, начиная от прямострочной машины до
«Супер-программ автоматика».
1. Проверить регулятор натяжения верхней нитки.
Поломана компенсационная пружина. Регулятор крепится
стопорным винтом, расположенным снаружи с правой стороны
снизу. Снять и разобрать регулятор. Компенсационную пружину
восстановить из оставшихся витков. Для этого распрямить два
витка и сделать широкий (на два ручья) нитезацепной крючок.
Длина крючка должна быть не более 6 мм (см. рис. 10а).
419
Иногда работа регулятора нарушается из-за поломки чеки 4
(рис, 127) на заднем конце регулятора. Чека 4 связывает нажимную
цилиндрическую пружину, пластмассовую резьбовую втулку 1 и ось
3 регулятора. Амплитуда поворота ручки регулятора около 300°,
т. е. неполный оборот. Главное в ремонте этого узла — понять
его работу практически и связать чекой 4 три названные выше
детали. Чека одним концом должна выходить из зубцов
пластмассовой втулки 1 и на пределе вращения упираться в
ограничитель 5 поворота. Второй же ее конец должен быть заподлицо
с зубьями пластмассовой втулки и при повороте свободно
проходить ограничитель 5 поворота. Только при соблюдении этих
условий регулятор будет работать нормально. Вполне возможно,
что и на эту машину можно будет установить регулятор другого
типа более простого устройства. Необходимо знать и о трудностях
установки на место собранного регулятора. Трудности
заключаются в том, что регулятор надо установить так, чтобы
компенсационная пружина как можно дальше отстояла от нитенаправи-
тельной скобы. В то же время глубина посадки регулятора
должна обеспечить нормальный отжим шайб при поднятой лапке,
/ 2 3
б)
в)
Рис. 127. Схема установки чеки в регуляторе натяжения
верхней нити (машина «Веритас» 8018-2 кл. и др.)
а — исходное положение чеки 4;
б — шпилька, поставленная на рабочее место;
в — ручка управления регулятором.
1. Венец выступов пластмассовой резьбовой втулки.
2. Отверстие в оси регулятора.
3. Ось регулятора.
4. Штифт.
5. Ограничитель поворота шпильки.
420
При соблюдении этих условий необходимо помнить, что
компенсационная пружина не должна стопориться в крайнем правом
положении.
2. Регулятор длины стежка ослаблен так, что регулировать им
невозможно. В таком случае двумя иглами с двух
противоположных сторон поддеть и снять пластмассовую заглушку на
регуляторе. На оси регулятора напрессована шайбочка, выполняющая
функцию замочной шайбы. Ось цилиндрическая, ровная, без
кольцевой проточки и запорную шайбу надо снимать
спецсъемником, который вряд ли окажется под рукой. Поэтому ее лучше
поддеть двумя отвертками и стаскивать с двух сторон
одновременно. Этот момент очень ответственный, так как он часто
связан с поломками. ( У швейной машины «Веритас» 8014-22 на
конце оси регулятора есть кольцевая выточка, в которую
запрессована замочная шайба). После снятия запорной шайбы,
медленно и осторожно снять ручку. С внутренней стороны ручки есть
отверстие, куда помещен фиксаторный шток с пружиной. Они
малых размеров и легко теряются. При сборке регулятора
целесообразно на конце оси сделать или кольцевую проточку,
или с двух противоположных сторон пазы для разрезной
замочной шайбы.
Машину поставить наклонно от себя для удобства работы.
Посмотрите внимательно на рисунок 128, разберитесь в
обозначениях, и только потом приступайте к регулировке этого узла.
Нажать на рычаг 6 обратного хода до отказа так, чтобы фик-
саторная прорезь 8 в подвижном диске 4 полностью открылась.
Отверткой ослабить регулировочный винт 9 установки диапазона
длины стежка. Придерживая рычаг 6 обратного хода в нижнем
положении, поставить подвижной диск 4 за установочную прорезь
3 так, чтобы регулировочный винт 9 был посередине фиксаторной
прорези 8. Зажать регулировочный винт 9, надеть ручку длины
стежка на ось 2 без фиксатора. Ручку надевать дпирокой стороной
паза на выступ 5 поворота регулятора, фиксирующего длину
стежка. Маховиком повернуть коленчатый вал и проверить соответствие
фактической длины стежка с показаниями шкалы на ручке
управления. Если фактическая длина стежка больше указанной на шкале
ручки, регулировочный винт 9 ослабить и переместить ближе к
правому краю. При такой регулировке винт 9 всегда остается на месте,
а смещается подвижной диск 4 за установочную прорезь 3. Снова
проверить соответствие размера длины стежка (по движению
зубьев) с показаниями на шкале ручки. При смещении винта 9 влево
фактическая длина стежка увеличится, вправо — уменьшится.
Регулировка — последующая проверка, снова регулировка. Таким
421
Рис. 128. Регулятор длины стежка при снятой ручке
(машина «Веритас» 8018-2 клО
1. Корпус регулятора.
2. Ось.
3. Установочная прорезь в подвижном диске.
4* Подвижной регулировочный диск*
5. Опорный выступ поворота ручки на длину стежка.
6. Рычаг обратного хода.
7. Прорезь для прохода отвертки в подвижном диске (п. 11).
8. Фиксаторная прорезь в подвижном диске (п. 4).
9. Регулировочный винт установки диапазона длины стежка,
10. Риски для фиксатора длины стежка.
11. Подвижной рабочий диск.
методом добиться полного соответствия фактической длины
стежка с показанием на шкале ручки.
После регулировки накрепко завернуть регулировочный винт
9 (он постоянно имеет склонность к самоотвинчиванию).
Поставить пружину и фиксатор в ручку и осторожно надеть ,
ее на ось широким пазом на выступ. Цифра 4 на шкале должна
быть вверху. Прижимая ручку к машине, проверить работу
регулятора. Положить машину на заднюю сторону. Стопорную ~\
шайбу надеть на ось. На шайбу положить гайку М8 и, легонько ;
ударяя по ней молоточком, напрессовать до отказа стопорную,;
шайбу. Поставить на ручку заглушку.
Регулятор длины стежка (см. рис. 128). Если потерян фикса- 1
торный палец (с двухступенчатым сечением), необходимо свер-1-»
лом диаметром 4 мм рассверлить отверстие в ручке регулятора
422
длины стежка и поставить цилиндрическую пружину размером
3X8, где 3 диаметр витка, 8 длина пружины. На пружину
положить шарик диаметром 4 мм от шарикоподшипника. Такой
фиксатор работает отлично!
Отрегулировать высоту подъема зубчатой рейки.
Это устройство находится под платформой. Опустить винт
крепления фиксатора пластмассового рифленого цилиндра и
внутренний винт крепления основания регулятора. Вращая
барабан вперед или назад, установить нужную высоту зубьев и
зажать внутренний винт. Установить на место фиксаторную
пластину и закрепить ее винты. Фиксаторная пластина должна
упираться в пластмассовый рифленый цилиндр и не позволять
ему произвольно прокручиваться.
Если такая регулировка не дала желаемых результатов,
ослабить винты крепления зубчатой рейки и подложить под ее
передний край прокладку из проволоки диаметрам 0,6—0,7 мм.
Зажать передний винт, наложить игольную пластину и привернуть
ее винтами^ Провернуть несколько раз маховик вручную. Снять
игольную пластину и завернуть винты зубчатой рейки накрепко.
Поставить игольную пластину на место.
3. Если сломан катушкодержатель, снять его основание,
просверлить в нем отверстие диаметром 3,5 мм. Нарезать резьбу М4
и поставить металлическую шпульку, на конце которой нарезана
резьба М4.
4. Челнок этой машины качающийся, как у машины «Чайка».
Шпульный колпачок и челнок взаимозаменяемы с машины
«Чайка».
5. Одним из конструктивных недостатков данной машины
является взаимоположение челнока и игловодителя. Кинематика
движения игловодителя с его рамкой представляет собой часть
окружности, центром вращения которой является стержень
прижимной лапки. Поэтому игла при выполнении зигзага тоже
описывает часть окружности, т. е. дугу, ограниченную с левой
стороны 2 левым уколом зигзага, а с правой 5 правым уколом
зигзага. Но посередине этой же дуги (рис. 129) игла, выполняя
прямую строчку,^ делает укол 3.
Траектория челнока представляет собой прямую линию 6,
проходящую мимо точек 2 и 5 на расстоянии (максимум) 0,1 мм.
Нетрудно догадаться, что расстояние между иглой в точке 3 и
траекторией 6 движения челнока неизмеримо большее
относительно 0,1 мм. Поэтому вероятность пропуска стежков при
выполнении прямой строчки больше, чем достаточная. На практике
при шитье изделий из нейлона, трикотажа, трикотина и других
423
Рис* 129, Траектория движения челнока и иглы при зигзаге
(машина «Веритас» 8018-2 кл.)
1. Носик челнока.
2. Игла при левом уколе зигзага.
3. Игла на прямой строчке.
v 4. Траектория иглы при зигзаге.
5. Игла при правом уколе зигзага.
6. Траектория движения челнока.
тонких тканей, на прямой строчке наблюдаются пропуски.
Применение тонких игл, тонких ниток и их подбор, увеличение захода
челнока за иглу, когда она находится в крайнем нижнем положении —
все эти меры малоэффективны. Приходится приближать челнок
(траекторию его движения) на отрицательный зазор, равный 0,2 мм. Это
значит, что челнок будет бить в иглу при обоих уколах зигзага.
Нормально принимается зазор 0,1 мм между носиком челнока и иглой,
но приходится устанавливать отрицательный зазор 0,2 мм. Тогда
суммарная абсолютная величина будет равна 0,3 мм. Теперь игла
приблизится к носику челнока на зазор, равный ОД мм и на прямой
строчке прекратятся пропуски стежков. Это обстоятельство смягчает
режим шитья для упомянутых- тонких тканей. Однако отрицательные
последствия при работе на зигзаге будут следующими:
а) увеличится шум на высоких металлических тонах;
б) носик челнока со стороны неприкасаемости будет
притупляться и изнашиваться. От такого режима пострадает его геометрия;
в) сокращается срок службы иглы. Это и ряд других ущерб-
ностей прямо пропорциональны продолжительности работы
машины на зигзаге*
6. Регулировка положения иглы в щели игольной пластины
происходит так. Прямая строчка А-Б — нормально (см. рис. 105).
424
Рис. 130. Узел регулировки положения иглы при прямой строчке
(машина «Веритас» 8018-2 кл.)
1. Задняя стенка рукава.
2. Стяжной винт клеммного соединения.
3. Ведомая пластмассовая шестерня.
4. Цилиндрический рычаг блока зигзага.
5. Вертикальная кулиса блока зигзага.
6. Винт крепления цилиндрической пружины.
7. Цилиндрическая пружина.
8. Рычаг смещения строчки.
Снять верхнюю крышку рукава. Сверху на переднем плане
(поперек рукава, рис. 130) расположен цилиндрический рычаг 4
блока зигзага. Поставить ручку управления видами строчек на нуль.
Иглу опустить в крайнее нижнее положение. Ослабить винт 2
клеммного соединения и, смещая цилиндр 4 вправо или влево,
установить иглу так, чтобы А=Б.
Регулировка при выполнении зигзага. Ручку управления
поставить на полный зигзаг (рис. 131). На переднем плане расположена
тяга 1, связанная с рамкой игловодителя и с рычагом 3 блока
зигзага. Отпустить винт 2 и установить игловодитель так, чтобы
положение иглы соответствовало формуле М=К. Проверить, не
сбился ли параметр на прямой строчке А=Б, если сбился —
повторить регулировку. Оба эти параметра кинематически
взаимосвязаны, поэтому регулировка одного параметра влияет на
положение второго. Но оба параметра имеют общую оптимальную
точку, при которой они отвечают требованиям АНБ и М=К.
Установить зазоры по сводной таблице,
425
Рис. 131* Узел регулировки иглы при зигзаге
(машина «Веритас» 8018-2 кл.)
1. Тяга к рамке игловодителя.
2. Регулировочно-крепежный винт.
3. Рычаг блока зигзага*
СВОДНАЯ ТАБЛИЦА ЗАЗОРОВ
Место зазора
1
а) игла — нитенапра-
вительная пластина на
корпусе хода челнока
при правом уколе
зигзага
б) челнок — толкатель
челнока
входной конец
выходной конец
в) игла — челнок в
вертикальной плоскости
вращения
Величина
зазора, мм
2
1,0
0,4
0,4
Регулировка
3
а) заводская установка.
При необходимости снять
пластину, пропилить
отверстия и подвинуть ее к
игле на требуемый зазор
б) подогнуть толкатель
и его концы в одну или
в другую сторону
в) чтобы приблизить
челнок к игле, проделать
следующие работы:
положить машину на
заднюю сторону,
ослабить три винта 2, 5 и
8 (рис. 132) крепления
нижней платы, на
которой смонтирован нижний
426
г) расстояние от
челнока до иглы, когда она
находится в крайнем
нижнем положении на
левом уколе зигзага
д) встреча иглы с
челноком при правом
уколе зигзага
е) вертикальный вход и
выход иглы при зигзаге
(см. рис. 15а)
0,1
4,0
выше ушка
иглы на 1
мм
механизм машины, и
винтом-эксцентриком 1
(слева внизу) приблизить
челночное устройство 3 к
игле. Если этих мер
недостаточно, снять плату,
предварительно
рассоединив оба соединения
(вилку подачи 7 и шатун
6) на левой верхней
стороне, пропилить
отверстие для левого вита 2
крепления платы по
вертикали вниз на 1 мм.
Эксцентрик окажется в
бездействии. Если он
мешает, удалить его.
Поджать левый конец платы
в сторону иглы.
Установить зазор, равный 0,1
мм. Закрепить три винта
2, 5 и 8 надежно.
Подсоединить справа шатун 6
и вилку 7. Проверить
зазор — при вращении
маховика нигде не должно
быть заеданий.
г) повернуть вал
челнока (соединение 6)
д) сместить игловоди-
тель по вертикали
е) повернуть
червячную шестерню 2 на
коленчатом валу I (см.
рис. 6# — аналогично)
427
Рис. 132. Съемная панель платформы
(машина «Веритас» 8018-2 кл« и др.)
L Регулировочный эксцентрик.
2. Левый винт крепления.
3. Челночное устройство,
4. Картер шестеренчатой передачи.
5. Верхний винт крепления панели.
6. Вал челнока (место крепления шатуна на валу).
7. Вал подачи материала (место крепления вилки
на валу подачи материала).
8. Нижний винт крепления панели.
36. ШВЕЙНАЯ МАШИНА «ВЕРИТАС» 8014-35 КЛ-
Производство Германия
Машина сложного зигзага с электрическим приводом. Челнок
вращающийся. Общее устройство машины довольно сложное, и
при ремонте, наладке, проверке требуются осторожность,
внимание и неторопливость. Прежде чем решиться что-то сделать,
необходимо уяснить назначение тех или иных рычагов, их работу
и взаимозависимость. Без такого понимания попытка устранить
неисправность не будет иметь успеха.
1. Проверить регулятор натяжения верхней нитки (см.
машины «Веритас» 8018-2 кл.).
2. Челнок круглый и вращается в вертикальной плоскости.
Передача с коленчатого вала на нижний ременная. Челнок поса-
428
жен на круглую ось и закреплен винтами. Если их ослабить,
челнок можно снять. Иногда в челнок попадает оборванная нитка,
и тогда он застопоривается. Машина клинит. В таком случае
единственно правильное решение — снять челнок с оси. Для
этого запрокинуть машину и с правой стороны ослабить два винта
крепления приводной шестерни, на которую надет ремень, снять
фиксаторную планку-шпуледержатель челночного устройства.
Теперь можно повернуть челнок и ослабить винты его крепления.
После снятия челнока отвернуть на нем три винта крепления
замочной пластины, носик которой обращен к нитезацепному
крючку. После этого смочить соединение растворителем № 647 и
попытаться вынуть или повернуть шпуледержатель челнока. На
его пояске есть шесть прорезей, которые надо прочистить.
Прорези должны быть всегда чистыми. Собрать челнок в обратном
порядке.
3. Шпульный колпачок не имеет фиксаторного пальца (как у
машины «Чайка»). Роль фиксатора выполняет выступающий
зубец защелки и выступ на колпачке, он имеет сверху открытый
зев для работы иголки.
4. Регулятор длины стежка (см. машина «Веритас» 8018-2
кл.).
5. Для регулировки иглы в отверстии игольной пластины
снять фронтальную крышку, снять верхний и ослабить нижний
винт крепления патрона с лампочкой. Узел освещения завернуть
за заднюю стенку и зафиксировать, чтобы не мешал работать.
а) Поставить иглу на середину щели относительно задней
и передней стенок (см. рис. 15 — аналогично), где А=Б —
нормальная работа. Если А>Б, происходит поломка иглы, если
А<Б, происходит пропуск стежков в строчке. Если игла
прижата к передней стенке, ослабить винт 1 (рис. 133) крепления
рамки 6 и подать ее к передней стороне М настолько,
насколько позволяет игла, чтобы обеспечить зазор А. Если же игла
ушла к задней стенке, рамку 6 подать к задней В стороне и
закрепить винт 1. Случается так, что зазор между пластиной
4 и корпусом 5 мал (смещение недостаточно) или отверстие
имеет малый зазор с винтом 1. Тогда разобрать узел и на ста-
листой пластине 4 проточить отверстие по горизонтали на 1 мм
и боковую сторону, чтобы рамку 6 можно было вместе с
пластиной 4 сместить назад к В или вперед к М, обеспечив нужное
положение иглы в игольной пластине. Можно ослабить винты
7 и подать рамку 6 назад или вперед. Собрать узел в обратном
порядке.
б) (См. рис. 63). Чтобы отрегулировать положение иглы в от-
429
Рис. 133. Детали узла крепления рамки игловодителя
и возвратной пружины (машина «Веритас» 8014-35 кл,)
а — узел в разобранном виде;
б — положение детали 4 на корпусе.
1. Винт крепления узла.
2. Накладная планка.
3. Пластинчатая пружина возврата рамки.
4. Пластинчатая пружина крепления рамки.
5. Корпус машины.
6. Рамка игловодителя.
7. Винты крепления пластины к рамке.
М — передняя сторона;
В — задняя сторона;
верстии игольной пластины относительно боковых сторон
(А«Б), ослабить контргайку 4 (рис. 134) на регулировочном
винте 1, что проходит через отверстие пластинчатой пружины
2 и, вращая регулировочный винт 1 в одну или другую
сторону, установить иглу так, чтобы К=М для зигзага и А-Б для
прямой строчки. Здесь оба параметра регулируются одним
винтом. Затем, придерживая винт 1, надежно зажать
контргайку 4.
Опорная гайка 3 регулирует силу возврата игловодителя
при правом уколе зигзага. Иногда толкатель 6 зигзага
слишком длинный и имеет предел регулировки. Тогда
снять рамку игловодителя в сборе и подпилить палец
толкателя зигзага на 1,5—2 мм. Затем регулировочным вин-
430
Рис. 134. Узел привода и регулировки иглы
(машина «Веритас» 8014-35 кл.)
1. Регулировочный винт.
2. Пластинчатая возвратная пружина.
3. Регулировочная гайка возвратной пружины.
. 4. Контргайка регулировочного винта.
5. Рамка игловодителя.
6. Толкатель блока зигзага.
7. Точка контакта тяги 6 с регулировочным винтом L
том отрегулировать зазор К=М для зигзага и А=Б для прямой
строчки (см. рис. 63);
в) регулировка иглы на вертикальный вход и выход в
отверстие угольной пластины (см. рис. 15а). На коленчатом валу
вверху под блоком зигзага между пластмассовым и копирным
барабанами расположена червячная шестерня, винты которой
обращены в левую сторону. Винты отпустить и подвинуть (НЕ
ВРАЩАТЬ!) шестерню влево или вправо на расстояние до 1 мм.
Смещение шестерни установит вертикальный вход и выход иглы.
При регулировке зазоров в челночном устройстве ручку выбора
вида строчек поставить на 1 (наибольший зигзаг);
г) установить зазор между челноком и иглой в плоскости его
вращения. Этот зазор на правом уколе зигзага в пределах 0,1—
0,05 мм.
Регулировать смещением челнока вдоль оси. Крепится челнок
двумя винтами;
д) расстояние между челноком и иглой, когда она находится
в крайнем нижнем положении, определяется центральным углом
поворота челнока (рис. 135). Начало движения иглы вверх дол-
431
жно начинаться не позже того момента, когда носик челнока и
игла образуют угол в 45 , а прямая линия от иглы до носика
челнока равна 7 мм. При меньшем угле будут пропуски на
правом уколе зигзага, при большем — петляние верхней нитки и ее
обрыв.
Регулировать зазор поворотом челнока на своей оси при
ослабленных винтах крепления. Если при правом уколе зигзага
будут пропуски стежков на нейлоне, можно увеличить центральный
угол поворота до 50°. Но при этом обязательно проследить, не
ухудшилась ли строчка снизу. Если рисунок строчки снизу начал
теряться, а верхняя нитка явно просматривается снизу,
центральный угол уменьшить до размеров, улучшающих строчку снизу:
е) момент встречи носика челнока с иглой на левом уколе
зигзага. Расстояние между нижней кромкой носика и верхней
кромкой ушка равно нулю (поз. а), а на правом уколе зигзага
равно 2 мм; регулировать смещением игловодителя по вертикали
и поворотом челнока;
ж) угол захвата петли-напуска носиком челнока. Этот
угол находится в пределах 80 , Ниточная петля должна быть
повернута навстречу движению носика челнока под углом 80 .
Этот угол зависит от иглы, качества ниток и их особенностей.
Регулировать угол поворотом игловодителя (при условии
отсутствия на нем лыски крепления). В некоторых машинах этот
угол не регулируется — на игловодителе есть лыска,
фиксирующая его на постоянный угол (машина «Чайка»).
6. Отсутствие подачи материала. Заржавел ползун в кулисе
длины стежка. Это, видимо, частный случай, но он имеет место.
В таком случае разобрать механизм подачи: снять вилку с
коленчатого вала, снять кулису подачи, все почистить и поставить на
место. Иногда причиной может быть чрезмерный зажим
соединения вилка — вал подачи (внизу под платформой). В таком
случае будет тяжелый ход или стук в машине. Соединение
разобрать, почистить, смазать маслом И8А, И20А и отрегулировать
зажим на легкое вращение. Люфт должен быть еле уловим рукой.
7. При неумелой разборке у челнока поломали запорное
кольцо, запирающее шлуледержатель. Здесь может быть два решения:
а) поставить новое запорное кольцо;
б) заменить челнок.
8. Если есть пропуски на очень тонких тканях, сделать
следующее. Поставить шпульный колпачок с квадратным зевом (это
позволит глубже опустить иглу). Поставить игольную пластину с
узкой щелью. Лучше установить специальную прижимную лапку
(без зигзагной щели). Установить зазор 0,05 мм между челноком
432
Рис. 135. Взаимоположение иглы и носика челнока при работе
машины (машины «Веритас» 8014-26 кл., «Веритас» 8014-35 клм
«Веритас» 8014-43 кл., «Лада» 247 кл. и др.)
а — момент встречи при левом уколе зигзага;
б ■*- момент встречи при правом уколе зигзага;
в — начало подъема иглы из крайнего нижнего положения.
1. Игла.
2. Носик челнока.
' 3. Центр вращения челнока.
4. Центр угла в 45 .
и иглой в вертикальной плоскости. Отвести шпуледержатель
вправо до предела. Иглу ставить № 65 или № 70, нитки № 70
(см. гл. 4).
37. ШВЕЙНАЯ МАШИНА «ВЕРИТАС» 8014-43
суперпрограмм-автоматика.
Производство Германия
Машина сложного зигзага с декоративными и специальными
строчками, настольного исполнения с электроприводом. Основная
конструкция машины повторяет выше описанную швейную
машину «Веритас» 8014-35.
Здесь рассмотрим некоторые неисправности и связанные с
ними устройства при разборке и сборке.
Неисправность — копирный рычаг не возвращается в
первоначальное положение. Сломан палец переключения видов строчки.
Снять блок зигзага.
1. Приемом стаскивания снять запорные скобы с
пластмассовых штифтов передней декоративной планки.
433
2. На контактной трубке ручки переключения программы
ослабить винт и снять обе ручки.
3. Отвинтить два винта оси на передней и задней стенке.
4. Отвернуть две гайки справа и один винт слева, снять рамку
игловодителя, вынуть блок зигзага.
С блока зигзага снять блок копирных рычагов. Снять с
рычага-копира цилиндрическую пружину возврата диаметром 3 мм
и длиною 5 мм. Под рычаг подвести тонкое лезвие отвертки и
чуть-чуть отогнуть его от рамки, смазать маслом И20А. Надеть
цилиндрическую пружину возврата. На войлочном
шлифовальном круге прошлифовать контактные поверхности зубцов обоих
копирных рычагов. На месте сломанного пальца (рис. 136) в
переключателе видов строчек запилить прорезь шириной 2,6 мм,
глубиной 2 мм, и поставить металлический стержень 4 с
большой износостойкостью, например черенок от сверла диаметром
2,5 мм. Заварить электросваркой с обеих сторон (2 мм
электроды из нержавеющей стали). Палец 4 должен быть под углом 90
к прямой основания 5 и находиться в плоскости рычага-пластины 1.
Палец обязательно прошлифовать на круге, он должен иметь
гладкую зеркальную поверхность.
Поставить блок копиров на место (в блок зигзага).
7,5
Рис. 136, Рычаг переключения видов строчек
(машина «Веритас» 8014-43 кл.)
1. Рычаг переключения.
2. Место крепления рычага к рамке.
3. Отверстие для оси качания блока копиров.
4. Восстановленный палец.
5. Основание рычага.
434
Ось качания рамки концом 1, (рис. 137) завести в отверстие
рамки 6 с задней стороны (рис. 138), затем пропустить ось в
отверстие рамки 5 блока зигзага, далее в отверстие задней стороны
толкателя 4 пальца переключения, далее ось проходит в
отверстие передней стороны рамки блока копирных рычагов 2, затем
в отверстие передней стороны толкателя пальца переключения 1.
Поставить в кольцевые выточки 3 и 7 запорные шайбы.
Завернуть стопорный винт на рамке 5 блока зигзага с нижней стороны
(он стопорит ось 8 качания рамки блока копирных рычагов).
Поставить на место тягу привода игловодителя на зигзаге. Она
крепится одним винтом-осью к нижнему отверстию толкателя
пальца переключения.
Чтобы проверить работу блока копирных рычагов, необходимо
прижать тягу-привод к блоку и переключить ручку выбора вида
строчек.
Блок должен работать нормально. При проверке может быть
так, что копирные рычаги (их два на блоке зигзага) не совпадут
с соответствующей дорожкой на пластмассовых барабанах.
Исправить положение можно двумя способами:
а) сместить ось качания рамки блока копиров. Для этого
ослабить стопорный винт оси (он снизу) и сместить ось в одну или
другую сторону (назад или вперед);
б) подогнуть палец переключения 4 (см. рис. 136) в одну или
другую сторону. Причем подгибать палец чуть-чуть. Обратить
внимание на его положение при включенном состоянии относи-
О-
Рис. 137. Ось качания рамки блока копиров
(машина «Веритас» 8014-43 кл.)
1. Передний палец оси.
2. Кольцевая выточка для запорной шайбы»
3. Задний конец оси с кольцевой выточкой,
435
Рис. 138. Схема установки блока копиров в блок зигзага
(машина «Веритас» 8014-43 кл.)
1. Передняя сторона толкателя пальца переключения 4 (рис. 136).
2. Передняя сторона рамки блока копирных рычагов.
3. Передняя кольцевая выточка под запорную шайбу.
4. Задняя сторона толкателя пальца переключения.
5. Рамка блока зигзага.
6. Задняя сторона рамки блока копирных рычагов.
7. Задняя наружная кольцевая выточка.
8. Ось качания блока копиров.
тельно стенок паза. Палец должен располагаться строго
параллельно к стенкам паза, иначе он будет заедать при переключе-
4 нии, а это явно недопустимо.
При установке тяги привода игловодителя при зигзаге шайбу
ставить по рисунку 139.
Перед установкой блока зигзага на машину сделать установку
ручек управления. Переключатель вида строчек поставить
вперед, а ручку переключения вида строчек поставить на отметку 4.
Тогда копирный рычаг переместится на четвертую дорожку
переднего пластмассового барабана и игла будет выполнять прямую
строчку.
Ручку переключения программ поставить большим отверстием
во втулке вверх. При переключении с одной дорожки на другую
копирный рычаг поднимается вверх на высоту до 2 мм, затем
движется по горизонтали на расстояние, равное толщине дорожки
и опускается с высоты 2 мм на новую дорожку, т. е. при пере-
,436
12 3 4
Рис. 139. Узел крепления тяги на блоке копирных рычагов
(машина «Веритас» 8014-43 кл.)
1. Передняя сторона толкателя пальца
переключения видов строчки.
2. Дистанционная шайба.
3. Тяга (к игловодителю) ♦
4. Винт-ось.
ключении копирный рычаг совершает три движения: вверх — по
горизонтали — вниз. А поскольку все эти движения совершаются
за доли секунды, то создается впечатление, что рычаг совершает
прыжки. Если он совершать их не будет, он будет зацеплять за
быступ на соседнем пластмассовом диске и, или не переключит
строчку или поломается.
Если при переключении копирный рычаг двигается плавно,
без резких вертикальных колебаний, значит в точке 7 (см. рис.
134) нет контакта тяги 6 с регулировочным винтом 1 —
образовался зазор! Его можно ликвидировать так. Отпустить контргайку
4 и завернуть регулировочный винт 1, при этом помнить, что
копирные рычаги должны минимально давить на дорожки
пластмассовых барабанов! После зажима контргайки 4 проверить, не
нарушились ли параметры иглы в щели игольной пластины и на
челноке. При переключении на первую дорожку (передний
барабан — большой зигзаг) проверить, легко ли и без перекосов ли
копирный рычаг встал на дорожку. Если рычаг испытывает
стесненность, подпилить стенку рамки блока зигзага плоским
простым надфилем. На всей амплитуде хода рамки с
рычагами-копирами не должно быть помех. Если они есть, устранить их
437
опиливанием или подрегулировкой. Помехи могут быть или на
рамке блока зигзага или на внутренних поверхностях рукава
машины.
НАПОМИНАНИЕ! Если при работающей машине копирный
рычаг на своей дорожке не касается пластмассового барабана,
отпустить контргайку 4 (см. рис. 134) и поджать регулировочный
винт 1, зажать контргайку 4.
Если появился стук в машине из-за большого зазора в
зубчатом зацеплении (главный вал — блок зигзага), необходимо
отпустить винты 4 и 3 (рис. 140), повернуть диск 2 против часовой
стрелки на 5—6 центрального узла. Затем зажать винт 4 и
проверить легкость хода. Если стук не исчез или у машины появился
тяжелый ход, сделать перерегулировку. Отсутствие стука и
тяжелого хода — свидетельство правильности регулировки. Винт 3
клинообразного сечения зажать, иначе он изменит свое
положение и зазор увеличится или уменьшится. Если поворотом диска
2 не убирается люфт в зубчатом зацеплении, заменить диск
прокладками из фольги.
При регулировке зазоров иглы и челнока, ручку выбора
узоров ставить на отметку «1» — наибольшая зигзагообразная
строчка.
Рис. 140, Узел регулировки зазора в зубчатом зацеплении
блока зигзага (машина «Веритас» 8014-43 кл.)
1. Стенка рукава.
2. Регулировочный диск клинообразного сечения.
3. Винт крепления диска.
4. Винт крепления рамки блока зигзага.
5. Рамка блока зигзага с ведомой шестерней.
438
38. ШВЕЙНАЯ МАШИНА «ВЕРИТАС-РУБИНА» 1290 КЛ.
Производство Германия
Машина полного зигзага, упрощенный вариант машины «Ве-
ритас» 8014-43 кл.
Главное упрощение в том, что регулятор длины стежка в ней
отсутствует. Машина выполняет четыре вида строчек с разной
длиной стежков. Этого достаточно (так, очевидно, посчитали
авторы конструкции «Рубина») для практической работы.
Отсутствует также выключатель света. Он включается и выключается
посредством вилки и розетки. Есть и другие малозначительные
упрощения.
Приведем лишь особенности регулировки:
а) расстояние между иглой и носиком челнока, когда игла
находится в крайнем нижнем положении при правом уколе
зигзага, измеряется центральным углом в 45° (определение
визуальное) .
Регулировать поворотом челнока на валу;
б) расстояние между ушком иглы и носиком челнока в
момент их встречи при левом уколе зигзага, равно 1 мм.
Регулировать смещением игловодителя по вертикали или
поворотом челнока по вертикали; иглу лучше ставить индийскую с
надписью на колбе «Орган»;
в) на четырех дорожках можно изменять общий для них
диапазон длины стежка. Сверху в рукаве, возле задней стенки
на оси ручки управления программой, расположено устройство,
состоящее из двух фигурных шайб, связанных с
регулировочным винтом и рычагом длины стежка. Но пользоваться им
можно в исключительных случаях и очень осторожно, дабы не
сбить настройку на деликатную операцию — образование
петель.
Устранение возможных неисправностей можно найти в
разделе гл. 3 «Швейная машина «Веритас» 8014-35 кл.»
439
39. ШВЕЙНАЯ МАШИНА «ВЕРИТАС—КОЛУМБ» 8014-4502 КЛ.
Производство Германия
Швейная машина полного зигзага, настольного исполнения с
электрическим приводом. Данная машина — разновидность выше
описанной машины «Веритас» 8014-35 кл.
Рассмотрим здесь некоторые ее особенности*
Переключение программ производить только на ходу или при
проворачивании маховика вручную, иначе может поломаться ко-
пирный рычаг или диск.
Для регулировки зазоров в челночном устройстве необходимо
сделать соответствующую разборку.
1. Снять верхнюю крышку. Для этого вынуть из левого конца
верхней ручки квадратную пластмассовую заглушку и отвернуть
два винта крепления крышки (длинный винт — справа, короткий
— слева).
2. Перевернуть машину подошвой корпуса вверх и отвернуть
четыре винта (3 длинных и 1 короткий).
3. Отвернуть два винта кожуха челночного устройства (слева
на торце есть короткий винт и снизу длинный).
4. Снять игольную пластину.
5. Снять фронтальную крышку, оттянув ее вверх, затем влево
и вниз.
6. Вывернуть электрическую лампочку.
Для регулировки взаимоположения челнока и иглы отвернуть
два винта крепления шестерни челнока (или шестерни вала
челнока). Обе пластмассовые шестерни находятся в постоянном
зацеплении. Лучше ослабить винты ведомой шестерни, которая
находится на оси челнока и ею отрегулировать зазор между
носиком челнока и иглой, когда она находится в крайнем нижнем
положении, равным 0,1—0,05 мм и встречу носика челнока с
иглой при левом уколе зигзага (при движении иглы вверх из
крайнего нижнего положения). Встреча должна произойти выше ушка
иглы на 0,2 мм. Эта регулировка включает и регулировку
параметра иглы с челноком при правом уколе зигзага. В крайнем
случае он не должен отличаться от описанного параметра машины
«Веритас» 8014-35.
При регулировке зазора 0,1—0,05 мм между иглой и
челноком в вертикальной плоскости ведомая шестерня смещается на
оси челнока только при нажатом назад челноке. Этот вид
регулировки не основной! Основной вид регулировки этого параметра
следует выполнять так. Со стороны фронтальной полости вверху
есть винт 1 (см. рис. 133) крепления узла рамки игловодителя и
440
возвратной пружины. Если ослабить винт 1 и подать рамку (под
пластиной 3) игловодителя вперед, зазор уменьшится, если
подать ее назад — зазор увеличится. После регулировки винт 1
зажать.
Если появился стук в машине из-за большого зазора между
зубьями шестерен (главный вал — блок зигзага), устранить его
как в машине «Веритас» 8014-35 кл»
В регуляторе длины стежка этой машины сделаны следующие
изменения: вместо одного регулировочного винта поставлено два.
Сделано это для надежности. При установке диапазона длины
стежка рычаг обратного хода ставить посередине амплитуды его
хода.
Неисправность регулятора длины стежка — отсутствие
прямого и обратного хода. Для устранения неисправности сделать
следующее.
1. Обильно смочить смесью растворителя № 647 с маслом
И8А (И20А) в соотношении 1:1 механизм подачи от кулачка и
вилки на главном валу до рычага зубчатой рейки: регулятор,
кулису соединения вертикальной вилки на главном валу и на валу
подачи (внизу) и другие контактные точки всего механизма
подачи.
2. Через несколько минут разработать вручную рычаг
обратного хода, затем маховиком весь механизм подачи. После
разработки смазать все движущиеся контактные сопряжения маслом
И8А.
3. Если нарушился диапазон длины стежка на игле,
выполнить следующие операции. Отвинтить винт крепления ручки
управления длины стежка (винт имеет правую резьбу) и снять ее.
Запорную шайбу стащить с оси двумя, противоположно*
поставленными отвертками. Отрегулировать нужный диапазон длины
стежка на игле (см. «Швейная машина «Веритас» 8018-2 кл»).
Крепко зажать оба регулировочных винта.
40. ШВЕЙНАЯ МАШИНА «НАУМАНН» («ПОПОВКА»)
Производство Германия
Прямострочная машина с ручным приводом настольного
исполнения. В годы первых двух десятилетий XX века Российская
фирма «Попов и К0» закупала швейные машины в Германии и
реализовывала их на территории России. На швейной машине
•может и не быть товарного знака, фирмы производства и
реализации. Никаких инструкций и документов при машине нет. Все
441
это послужило веской причиной именовать в народе эту машину
по имени основателя фирмы реализации Попова.
На лицевой стороне корпуса машины прикреплена пластина,
прикрывающая отверстие в рукаве против зубчатой передачи. На
пластине изображено:
9
10
11
12
13
14
15
150
100
80
60
40
30
20
200
150
100
80
60
40
30
На внешней поверхности платформы нанесены
художественные изображения в виде фигурных линий и перламутровых
инкрустаций. На рукаве, кронштейне механизма моталки, ручном
приводе также нанесены фигурные линии. По размерам машина
компактная: платформа 370X160X12 мм
рукав 250X185X70 мм
Маховик массивный диаметром 157 мм, связь с главным валом
через напрессованную ступицу посредством защелки на шарнире. На
фронтальной части рукава на двух центрирующих штифтах и двух
винтах крепления плотно посажена крышка размером 120X50X12
мм. Внутри ее смонтирован привод и направляющие: стержень
прижимной лапки и игловодитель квадратного сечения 12X12
мм, и регулятэр натяжения верхней нитки. Челнок имеет форму
лодочки. Шпулька размером 34X7 мм.
ЗАПРАВКА НИТКИ В ЧЕЛНОК
Шпулька с намотанной ниткой вставляется так, чтобы диск с
отверстием был обращен к тупому концу, а нитка со шпульки
сходила со стороны дна челнока. Сначала нитку продевать в щель
(рис. 141), которая обозначена цифрой 1, затем в щель 2". Дальше
в отверстия 4, начиная от тупого конца челнока и до последнего.
Если нить, продетая в пять круглых отверстий, не обеспечивает
должного натяжения челночной нитки, тогда нить из второго
отверстия пропустить один раз через щель 3 и снова продеть ее в
круглое отверстие. Пять отверстий и рядом с ними короткая
442
О О О О О
Л
Рис. 141. Челнок (он же шпульный колпачок)
машины «Науманн» («Поповка»)
а — вид сверху;
б — вид снизу;
1,2 — щели для начального продевания
челночной нити;
3, 4 — щель и отверстия для конечного
продевания челночной нити»
щель, дают возможность для комбинаций заправки нитки для
того чтобы получить нужное ее натяжение при шитье материалов
разных по толщине. Здесь комбинации заправки нитки заменяют
в современных шпульных колпачках регулировочный винт
натяжения челночной нитки. Челнок вынимается и вставляется в
каретку при опущенной игле. Челнок при работе совершает
прямолинейное возвратно-поступательное колебательное движение
вдоль продольной оси платформы.
Челночное устройство состоит из направляющего прилива
(под платформой), каретки, скользящей по направляющей
прилива, челнока со шпулькой, и пластинчатой тяги, соединяющей
каретку с кривошипом на вертикальном валу. Механизм челноч-
VHoro устройства подачи материала, регулировки длины стежка
расположены на нижней стороне платформы (рис. 142). Как и
механизм, расположенный снизу платформы, так и механизм во
фронтальной крышке отличаются строгой точностью и твердостью
всех деталей. Это обеспечило машине долговечность и
надежность в работе.
Простота устройства данной машины обеспечивает ей
несложное обслуживание и управление при работе на ней.
443
7 8 9
12 3 4 5
Рис, 142. Рабочие механизмы на нижней стороне платформы
(машина «Науманн» («Поповка»)
1. Пружина извлскателя челнока из каретки.
2. Возвратная пружина зубчатой рейки.
3* Направляющая зубчатой рейки.
. 4. Винт регулировки высоты зубьев над игольной пластиной.
5. Направляющие регулятора длины стежка.
6. Регулятор длины стежка,
7. Приводная планка регулятора длины стежка.
8. Приводной рычаг зубчатой рейки,
9. Кривошип на вертикальном валу.
10. Приводная штанга каретки.
11. Каретка.
12. Направляющая каретки.
А все выше сказанное сводит все возможные неисправности к
минимуму.
Устройство регулятора натяжения верхней нитки машины
«Поповка» уникальное. Рассмотрим его подробнее. Ось 1 (рис.
143) свободно смещается вправо-влево. Под шайбами есть
войлочная буферная прокладка 3. Ее наличие исключает зажим
нитки намертво. Пластинчатая пружина 5 шарнирно закреплена
винтом 6. Винт 6 имеет два диаметра и при сильном зажиме не
может лишить пластину свободы качания. Регулировочный винт
4 имеет на конце конус с острием. При ввинчивании винт 4 от*
жимает верх пластины влево, ее нижний конец отодвигается
444
Рис. 143. Устройство регулятора натяжения верхней нити (схема) •
Машина «Науманн» («Поповка»)
1. Ось.
2. Зажимные шайбы.
3. Войлочная шайба.
4. Регулировочный винт.
5. Пластинчатая пружина размером 100X10X1 мм.
6. Винт шарнирного крепления пружины 5.
7. Фронтальная крышка рукава.
вправо, шайбы зажимают нить. Чем больше ввинчивается винт
4, тем сильней зажимается нить в шайбах и наоборот. Данный
регулятор прост по устройству, надежен в работе и очень
чувствительно реагирует на действие регулировочного винта 4.
Обрыв верхней нитки происходит из-за сильного зажима ее в
регуляторе натяжения.
Неисправности. Ось 1 неподвижная. Причина: ржавление в
отверстии крышки. Для устранения отвернуть два винта
крепления крышки 7 (см. рис. 143) и снять ее. Отвернув винты,
разобрать регулятор, почистить все детали, смазать маслом И8А.
Собрать узел в обратном порядке.
Компенсационная пружина находится внутри рукава на
винте-оси нитепритягивателя. (рис. 144).
Пружина имеет такие параметры:
диаметр сталистой проволоки — 0,8 мм,
диаметр витка — 7 мм,
1 количество витков —14, ч -
длина конца 1 * — 12 мм,
длина конца 2 — 17 мм,
расположение концов под углом — 90°.
445
90е
а
б
1
2
б)
Рис. 144. Компенсационная пружина
(машина «Науманн» («Поповка»)
вид слева (со стороны фронтальной полости);
вид спереди;
конец пружины, закрепленный на нитепритягивателе;
конец пружины, закрепленный снаружи спереди.
Навивка пружины но часовой стрелке. Натяжение нитепритя-
гивателя данной пружиной постоянное снизу вверх. Натяжение
должно быть слабым.
Неисправность. Пружина забивается пылью, ворсом и маслом,
может покрыться и ржавчиной. Если не будет работать
компенсационная пружина, машина будет выдавать некачественную
строчку. Чтобы устранить неисправность, надо отвернуть два
винта фронтальной крышки и снять ее. Отвернуть винт-ось
(спереди) нитепритягивателя, вынуть нитепритягиватель со стороны
фронтальной полости и извлечь компенсационную пружину из
отверстия (с передней стороны). Часто конец 1 пружины
отламывается. В таком случае можно из двух крайних витков пружины
сделать конец L
Можно сделать пружину самому по приведенным выше
параметрам или подобрать такую как надо. Собрать весь узел в
обратном порядке.
Зубчатая рейка (рис. 145). Обычно единственной
неисправностью являются тупые зубья (от долгой работы без какого-либо
технического обслуживания). Чтобы наточить их, необходимо
сделать следующее. Отвернуть винт крепления игольной
пластины, а также регулировочный винт, винт крепления пружины и
снять ее. На платформе сверху выдвинуть в сторону швеи
поперечно расположенную узкую задвижку. Зубчатую рейку вынуть
446
Рис. 145, Зубчатая рейка (машина «Науманн» («Поповка»)
а — вид сверху;
б — вид слева со стороны фронтальной полости.
1. Отверстие для фиксации пружины возврата.
2. Задняя сторона.
3. Передняя сторона.
вверх. Трехгранным алмазным надфилем наточить зубья рейки.
Точить переднюю 3 сторону зуба. Собрать узел в обратном
порядке.
Количество неисправностей зависит от степени износа,
условий хранения, а также бережного отношения хозяев к машине в
процессе эксплуатации.
При вращении маховика левая челночная задвижка
полностью не закрывается. Причина — произошел изгиб тяги в
нежелательном направлении. Необходимо отвернуть винт крепления
тяги с левой задвижкой (расположенный на задвижке сверху),
снять тягу и выпрямить ее. Собрать узел в обратном порядке.
Игла должна быть индийская и ставить ее в игловодитель
вверх до упора длинным желобком к швее, лыской назад. Если
поставить иглу другого типа, будут пропуски стежков в строчке.
На торцовой стороне иглодержателя слева есть прорезь, а
спереди загнутый вверх штифт — это игольный нитенаправитель.
Его задача направлять идущую сверху нить строго перед
продольным желобком иглы. Бывает, что штифт сломан и его необходимо
восстановить, иначе верхняя нитка будет обрываться. Для этого
на месте сломанного штифта просверлить отверстие диаметром
1,5 мм и поставить штифт. Лучше припаять его припоем или
приварить бронзой.
447
Устранение возможных неисправностей можно найти в гл. 1
и 3 «Швейная машина «Зингер» с качающимся челноком в
горизонтальной плоскости.
Регулировка длины стежка.
На платформе справа расположен винт регулировки длины
стежка. Продвигая ослабленный винт по щели, можно получить
разную длину стежка. Если передвинуть винт вправо — длина
стежка увеличится, если влево — уменьшится. После установки
нужной длины стежка, регулировочный винт обязательно
завернуть так, чтобы он не двигался произвольно.
У швейных машин «Поповка» и «Зингер» с качающимся
челноком (с кареткой) в горизонтальной плоскости часто
встречается такая неисправность: дно челнока, куда упирается
шпулька при работе, разрушено, и острие шпульки может
упираться в регулировочный винт. Эта неисправность происходит
от коррозии металла и от времени. Отремонтировать челнок
можно. Для этого в очищенную внутреннюю поверхность
челнока завернуть до отказа смазанный солидолом регулировочный
винт. Затем на дно челнока ввести две капли эпоксидного клея.
Подготовить диск (шайбу) из нержавеющей стали толщиной
0,5—0,7 мм и диаметром 9 мм (для машин «Зингер») и 7 мм (для
машин «Поповка»), с углублением (воронкой) в центре
глубиной 0,5 мм. Подготовленный диск ввести в челнок так, чтобы
углубление на диске было обращено в сторону шпульки и
плотно прижать диск к дну челнока. Как только лишний клей
выйдет из отверстий наружу, вытереть его и поставить челнок
(вертикально) на сутки. Затем обработать челнок на
шлифовальном круге.
4L ШВЕЙНАЯ МАШИНА «ЗИНГЕР» 328 Р
Производство Австралия
Машина полного зигзага со сменными пластмассовыми копир-
ными дисками для получения декоративных строчек.
Электродвигатель машины расположен внутри вертикальной части рукава.
Фронтальная крышка крепится одним винтом. Блок зигзага со
сменными копирами расположен в середине горизонтальной части
рукава сверху под съемной крышкой, закрепленной двумя
винтами. Игловодитель закреплен на рамке, которая вращается на
двух шарнирах, находящихся на передней стенке рукава; узел
рамки игловодителя не касается стержня прижимной лапки. На
оси рамки игловодителя помещена цилиндрическая пружина воз-
448
врата рамки при зигзаге. Работа зигзага совершается так: правый
укол зигзага происходит за счет толкания кулачка, левый — за
счет пружины возврата*
Крепление игольной пластины (рис. 146) оригинальное и не
традиционное (без винтов), К вертикальной защелке есть доступ
через окно с левой сторрны платформы. Игольная пластина
легко снимается и ставится, на месте крепится устойчиво и
надежно.
Челночное устройство состоит из челнока, сделанного в виде
замкнутого кольца, шпульного колпачка открытого типа,
шпульки и прижимной пластины. Челнок качающийся в
горизонтальной плоскости. Шпульный колпачок опирается на челночное
кольцо и удерживается от проворачивания прижимной
пластиной.
Регулятор натяжения верхней нитки. Ось регулятора крепится
стопорным винтом, доступ к которому сверху. При работе
регулятора амплитуда вращения гайки равна 270 .При разборке
регулятора сначала ослабить стопорный винт на гайке.
Дальнейшая разборка ведется легко, но детали следует класть
строго в определенном порядке по мере их съемки с регулятора,
иначе будут ошибки при сборке и последует отказ в работе
регулятора.
Регулировку натяжения компенсационной пружины
производить так. Разобрать регулятор до детали. Затем отверткой сверху
ослабить стопор оси. Повернуть ось против часовой стрелки на
небольшой угол и зажать стопорный винт. Но можно сделать и
Рис. 146. Игольная пластина
(машина «Зингер» 328 Р кл., Австралия)
1. Выемка для вертикальной защелки.
2. Отверстие для центрирующего штифта.
15 А. Зюзин
449
другим методом. Снять с оси регулятора все детали.
Компенсационную пружину повернуть против часовой стрелки на один
шлиц и надеть на ось. Этот метод сложнее, так как пружина
надевается на ось двумя концами, а между ними помещены четыре
детали — большая шайба и три зажимных шайбы.
Регулировка зазора между иглой и кромками щели в игольной
пластине заводом-изготовителем не предусмотрена (это является
конструктивным недостатком).
Зазор между иглой, когда она находится в крайнем нижнем
положении, и носиком челнока в вертикальной плоскости его
вращения, доже не регулируется. Поэтому далеко не все типы
игл годны для данной машины. Наименьший зазор будет давать
только игла индийского производства. Зазор игла — носик
челнока равен примерно 0,3 мм* Если шить этой иглой при таком
зазоре, не будет наблюдаться пропуска стежков даже на нейлоне.
В игольной пластине игла смещена ближе к задней кромке, что
нежелательно и это заставляет швею работать на машине с
большой осторожностью. Иглу ставить вверх до упора длинным
желобком к швее. Обязательно зажать иглу отверткой.
В момент встречи носика челнока с иглой, когда она
поднимается из крайнего нижнего положения, расстояние между
верхним краем ушка иглы и носиком челнока равно 2,5 мм.
Регулировать расстояние смещением игловодителя по
вертикали, (стопорный винт крепления игловодителя находится слева
снаружи).
Зазор между шпульным колпачком и запорной пластиной,
равен 0,6 мм. Регулировать подгибом передней части пластины.
Расстояние между носиком челнока и иглой в горизонтальной
плоскости по окружности, когда игла находится в крайнем
нижнем положении, равно 8,5 мм. Это расстояние не регулируется.
Установка заводом-изготовителем.
Работая на машине, необходимо знать ее особенности.
1. На копиродержателе должен находиться тот копирный
диск, какой надо для получения желаемой строчки.
2. Помните! Нельзя включать зигзагообразную строчку при
отсутствии на копиродержателе копира, так как игловодитель
сразу же отклонится влево за пределы отверстия в игольной
пластине и произойдет поломка иглы!
3. Не рекомендуется вынимать челнок-кольцо, так как
установить его и отрегулировать согласованно работать со шпульным
колпачком очень трудно. Можно лишь вынимать запорную
пластину и шпульный колпачок.
450
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
(В дополнение к гл, 1 и 2)
Неисправности, их причины
Методы устранения
1
1. Поломка иглы. Отсутствие
копира на копиродержателе
при включении
зигзагообразной строчки
2. Стук (шум) в машине.
Увеличился зазор между
шпульным колпачком и запорной
пластиной
3. Шум при работе машины.
Отсутствие смазочного масла в
подвижных соединениях
машины
4. Плохо продвигается ткань.
Низко опущена зубчатая рейка
5. У машин этой конструкции
наблюдается наклон (вперед)
зубчатой рейки, что явно
неверно
15 ♦
1. Поставить копирный диск на
копиродержатель
2. Немного разогнуть
контактную пластину (она же является
частью запорной пластины)
3. Смазать все подвижные
металлические соединения
машины маслом И8А (И20А)
4. Чтобы поднять зубчатую
рейку, надо положить машину
на заднюю сторону, отпустить
стопорный винт эксцентрика,
соединяющий вертикальную
вилку с валом подъема рычага
зубчатой рейки (вал будет
первым снизу, а эксцентрик с
вилкой на его правом конце).
Ввести отвертку правой стороны
платформы в специальное окно
и повернуть эксцентриковый
винт вправо (влево), добиваясь
нужной высоты зубьев над
игольной пластиной
5. Необходимо подложить под
переднюю сторону колодочки
зубчатой рейки прокладку из
металлической фольги толщи-
451
Неисправности, их причины
Методы устранения
6* Игольная пластина плохо
прилегает к своему месту или
люфтует. Под пластиной
скопились посторонние наслоения.
На стержне прижимной кнопки
образовалась ржавчина и
другие окисления
7. Электродвигатель
пробуксовывает. Слабо натянут ремень
8. Механизм наматывания
шпульки (моталка) прикреплен
на верхней части рукава
фрикционным шарниром. Со
временем он ослабляется и часто
можно видеть, что ролик
находится в соединении с
маховиком. /)т этого нарушается
форма ролика, увеличивается
его износ и износ оси моталки
452
ной 0,6 мм» Образовавшийся
при этом небольшой уклон
(назад) зубчатой рейки
заметно улучшит тягу материала
6. Разобрать кнопку и
почистить до блеска ее трущиеся
части. Смазать маслом И8А.
Собрать в обратном порядке.
Место под игольную пластину
вычистить до блеска
7. На торцовой стороне
платформы справа есть окно для
прохода отвертки. Пропустить
через него отвертку и
повернуть эксцентриковый винт в
нужную сторону, затем
проверить натяжение ремня.
Эксцентриковый винт ограничен
справа и слева от
кронштейна электродвигателя
специальными пластмассовыми
шайбами
8. Постоянно следить за тем,
чтобы механизм наматывания
шпульки (моталки) был
отключен от маховика
Неисправности, их причины
1
9. Поломался пластмассовый
катушкодержатель,
запрессованный в отверстие крышки
10. Не устанавливается нужная
длина стежка* Неправильно
пользуются рычагом
регулятора длины стежка
Методы устранения
2
9. В отверстии откидной части
верхней крышки нарезать
резьбу М5 и ввернуть стержень с
резьбой М5 на конце (длина
стержня 48 мм, длина нарезной
части 7 мм)
10. На конце рычага
регулятора длины стежка есть ручка на
резьбе. Надо отвернуть ручку,
поставить рычаг на нужную
длину стежка и завернуть,
зафиксировать положение
регулировочного рычага
Другие возможные неисправности, их устранение, можно
найти в гл. 1 и 2.
42. ШВЕЙНАЯ МАШИНА «ЛЕТАЮЩИЙ ЧЕЛОВЕК» 15-566 КЛ.
Производство Китай
Машина прямострочная с ножным приводом. В основном она
аналогична машине 2М кл. ПМЗ. Поэтому остановимся на
различиях в устройстве и регулировках в челночном устройстве.
1. Регулятор натяжения верхней нитки. Его ось и гайка
имеют многозаходную резьбу и потому за один оборот гайка
проходит полный путь нажима на пружину, т. е. амплитуда смещения
гайки от нуля до максимума — один оборот. Регулятор имеет
десять диапазонов регулировки натяжения верхней нитки.
Графически работа регулятора представлена на рисунке 147. На
регуляторе под нажимной лапкой помещена тарельчатая шайба с
10 отверстиями по окружности, В нажимной гайке с
внутренней стороны расположен штифт. Для того чтобы перевести
регулятор с одного диапазона на другой, нажать верхнюю шайбу с
отверстиями и повернуть гайку на нужное деление. Шайбу отпу-
453
стать. При этом штифт на гайке войдет в отверстие вновь
поставленного диапазона, и регулятор будет иметь новые
параметры. Преимущество такого многодиапазонного регулятора от
обычного показывает график его работы. Усилия нажимной
пружины ограничены самим диапазоном. Например, если взять
второй диапазон, то нажимное усилие гайки колеблется от 50 до
250 г (участок БК), третий диапазон — от 75 до 250 г (участок
ВК) и т. д. При каждом переключении диапазона от амплитуды
нажима отсекается его слабая часть, и каждый последующий
диапазон жестче предыдущего на 25 г. Такое устройство регулятора
помогает, облегчает настройку машины на конкретную ткань, и
швее приходится реже его перенастраивать. В регуляторе диаметр
толкателя отжима шайб равен 2 мм. Отверстие, где смещается
толкатель, мало, и он часто застопоривается. Необходимо или
рассверлить отверстие в регуляторе сверлом диаметром 3 мм,
или заменить толкатель на более тонкий диаметром 1 мм.
Конец, обращенный к отжимной шайбе, сделать тупым
(расплющенным) .
Компенсационная пружина находится с левой стороны
регулятора, но для ее более устойчивой работы проделать следующее.
oi
360° •
72'
36.
f
1
у
it jl
W17K~Jt
и
от 9.
К
W rn
/ // /// (V V VI W VIU IX X Q2
Рис. 147. График работы регулятора натяжения верхней нити
(машина «Летающий человек», производство Китай).
По вертикали а — угол поворота ручки регулятора.
По горизонтали: Qi — усилие нажимной пружины (г).
Q2 — диапазоны работы регулятора.
А...К — усилие Зажима нити в шайбах.
454 . ' ^
Вынуть регулятор из посадочного места и углубить надфилем
нишу, где качается ответвленная часть пружины. Пружину
поставить в рабочее положение с очень малым натяжением, иначе
будут стягиваться тонкие ткани.
Корпус хода челнока крепится двумя винтами. На каждом
винте есть свободно вращающееся колечко с острым выступом —
фиксатором. При разборке челночного устройства колечко
повернуть так, чтобы острый выступ совместился с прорезью на
запорном кольце.
Шпульный колпачок и челнок взаимозаменяемы от машины
«Чайка» 142М кл. Челнок правозаходный. Если происходит обрыв
нитки, значит внутреннее кольцо (венец) на толкателе челнока
высоко, необходимо спилить его заподлицо.
Установить зазоры по сводной таблице.
СВОДНАЯ ТАБЛИЦА ЗАЗОРОВ
Место зазора
1
1. Игла — нитенапра-
вительная пластина на
корпусе хода челнока
2, Челнок — толкатель
челнока
на входном конце
на выходном конце
3. Игла — носик
челнока в плоскости его
вращения
Величина
зазора, мм
2
1
0,3
0,5
0,1
Регулировка
.3
1. Снять пластину (см.
рис. 98 — аналогично),
пропилить в ней
отверстия на 2 мм лля того
чтобы подвинуть ее
влево навстречу
движению челнока
2. Подогнуть толкатель
и его концы
3. Подложить прокладку
из ободной ленты под
корпус хода челнока.
Чтобы уменьшить зазор,
455
4. При заходе челнока
за иглу, когда она
находится в крайнем нижнем
положении (носик
челнока — игла)
5. Момент встречи
челнока с иглой после
подъема ее из нижнего
положения
6. Игла — отверстие в
игольной пластине
2 выше
ушка иглы
Центр
отверстия
прокладку подложить
выше винтов крепления
корпуса. При
необходимости увеличить зазор,
прокладку подложить
ниже винтов крепления
4. Не регулируется.
Если расстояние более 2
мм, а строчка снизу
некачественная (петляет
верхняя нитка, нет
рисунка строчки) у
перевести соединение вала
толкателя челнока с
кривошипом со штифта
на регулировочные
винты (см. гл. 3 «Швейная
машина 2М кл. ПМЗ»)
5. Сместить игловоди-
тель по вертикали
6. Углубить паз в игло-
водителе, подогнуть
конец игловодителя (см.
гл. 3 «Швейная машина
2М кл. ПМЗ» или гл. 2
«Узел иглы»)
456
43. ШВЕЙНАЯ МАШИНА «ЯГУАР»
Производство Япония
Компактная швейная машина простого зигзага с
электроприводом. Корпус машины пластмассовый и состоит из двух
половинок. Они скрепляются четырьмя винтами: вверху короткие винты
1 и 3 (рис. 142), внизу винты 5 и 4 длинные. Вход винтов с
задней стороны. При сборке надо сначала суметь опустить в
глубокое отверстие винты 5 и 4, которые должны попасть в свои
резьбовые, вертикально стоящие втулки, затем поставить точно
также в глубокие отверстия короткие винты 1 и 3.
Электродвигатель швейной машины «Ягуар» имеет следующие
технические данные: Д=36 мм, L (без шкива)=57 мм, мощность
15 ватт. Для сравнения польский электродвигатель ТУР-2 имеет
мощность 90 ватт. Вся швейная машина на 95% пластмассовая.
Даже челнок сделан из двух материалов — поясок из металла,
все остальное из пластмассы.
Челнок правоходный, качающийся в вертикальной плоскости.
Для того чтобы сделать нужное расстояние от челнока до
иглы, когда она находится в крайнем нижнем положении (а это
расстояние на левом уколе зигзага равно 1 мм), необходимо
проделать следующие операции.
Рис. 148. Внешний вид (с задней стороны)
швейной машины «Ягуар»
1, 3. Короткие винты крепления корпуса.
2. Ручка.
4, 5* Длинные винты крепления корпуса. ._,
6. Корпус (из двух пластмассовых половин).
457
Ь Снять электродвигатель с блоком трансформатора.
2. Снять иглу.
3. Отвести зубчатую рейку — двигатель ткани, в верхнее
положение и зафиксировать,
4. Отвернуть два винта крепления корпуса хода челнока.
5. Поднять корпус хода челнока вместе с левым концом
горизонтальной приводной зубчатой рейки, которая приводит в
движение толкатель челнока.
6. Левую сторону корпуса хода челнока немного перекосить
вверх и осторожно вывести из зацепления рейку-привод с
шестерней. Здесь проявить максимум внимания и осторожности,
чтобы не поломать пластмассовую зубчатую рейку-привод, которая
соединена шарнирно пластмассовой заклепкой с вертикальным
пластмассовым рычагом,
7. Переместить зубчатую рейку-привод на 1 зубец вправо или
влево (решить по месту) в зацеплении с цилиндрической ведомой
шестерней толкателя челнока.
8. Поставить на место корпус хода челнока, прикрепить его
двумя винтами, поставить иглу, опустить игловодитель в крайнее
нижнее положение и посмотреть какое расстояние между носиком
челнока и иглой. Если носик челнока находится слева от иглы
на 5—7 мм или справа на 3—4 мм, всю операцию повторить
сначала!
Если же носик челнока находится слева от иглы на 3—4 мм
или справа на 1—2 мм, сделать тонкую регулировку положения
челнока. Ослабить винт регулировки положения челнока
относительно иглы и, сдвигая зубчатую рейку-привод вправо или влево,
установить расстояние между иглой и носиком челнока 1 мм.
Установка иглы на вертикальный зазор с челноком. Поставить
иглу на правый укол зигзага. Подводя носик челнока к игле,
добиться их встречи на расстоянии 1 мм выше верхнего края ушка
иглы. Регулировать смещением игловодителя по вертикали. Тут
встречаются трудности в том, что для внутренней гайки
регулировочного винта уровня игловодителя нужен шестигранный
торцовый ключ, причем ширина грани 1 мм. Взять его негде, а к
машине он не придается. Поэтому лучше заменить его
обыкновенным винтом без головки с резьбой М4. Как же можно
обслуживать машину при такой не бывало сложной наладке
(регулировке)?
Челнок по диаметру и высоте (оси) соответствует челноку от
машин «Чайка». Но высота его пояска 3,5 мм, а высота пояска
челнока машины «Чайка» 4,5 мм.
Игловодитель очень низкой твердости и имеет люфт в рамке,
458
хорошо ощутимый рукой. Это явно недопустимо для швейной
машины.
Игла вплотную смещена к задней стенке в игольном
отверстии. Необходимо снять игловодитель и подогнуть его вперед на
0,4—0,5 мм. Чтобы вынуть игловодитель, необходимо: снять
корпус хода челнока, опустить вниз зубчатую рейку — двигатель
ткани и вынуть игловодитель вниз. При установке игловодителя
надо снова улавливать зубчатое соединение нижней
пластмассовой рейки-привода челнока с цилиндрической шестерней...
При шитье получается не прямая строчка, а волнистая линия.
Блок копирных дисков выполнен заодно с ведомой шестерней
(рис. 149). Чтобы получить качественную прямую строчку,
пришлось на крайний копир, который расположен ближе к шестерне,
нанести слой эпоксидного клея толщиной 2 мм, затем проточить
его на токарном станке до рабочего диаметра 22 мм. После такой
«доводки» машина стала выполнять прямую строчку.
Шестерню блока зигзага можно снять так:
1. Отвернуть два винта крепления блока.
% С нижнего конца оси шестерни снять запорную шайбу.
3. Снять шестерню с оси.
Рис. 149. Деталь — пластмассовая ведомая шестерня
с блоком копирных дисков (машина «Ягуар»)
1. Диск большого зигзага.
2. Диск декоративной строчки.
3. Диск с нанесенным слоем из эпоксидного клея.
(для получения качественной прямой строчки).
4. Ведомая шестерня.
459
Блок, зигзага выполнен так. Рамка блока — стальная (читай
— железная) полоска толщиной 2 мм и шириной 8 мм. На этой
рамке есть 5 рычагов-копиров. Толщина копира 1,5 мм.
Твердость всех металлических деталей в блоке зигзага так низка, что
все рычаги деформируются даже от незначительных усилий. При
снятом с машины блоке зигзага подпружиненный рычаг
переключения работает свободно, без заеданий. Стоит только поставить
блок на место и зажать его винтами крепления, как все движения
рычагов в блоке прекращаются. Чтобы погасить деформацию,
пришлось поставить более жесткую цилиндрическую пружину.
Установить зазоры.
а) вывести иглу на середину щели игольной пластины
подгибом вперед (в сторону швеи) нижнего конца игловодителя на 0,5
мм (см. рис. 63), где В=Г нормальная работа;
б) вывести иглу на середину щели игольной пластины для
прямой строчки А=Б. Чтобы правильно установить иглу
относительно краев щели К=М, надо пользоваться двумя винтами (рис. 150).
Рис. 150. Узел рамки игловодителя (машина «Ягуар»)
1. Ось качания рамки.
2. Рычаг привода зигзага.
3. Винт регулировки иглы (по горизонтали)
в отверстии игольной пластины.
4. Игловодитель.
5. Винт регулировки уровня игловодителя.
6. Поводок игловодителя.
460
Первым будет винт 3. Если его недостаточно для регулировки
положения иглы АНБ и К=М, может помочь левый винт 1
крепления блока зигзага. Ослабив его, можно сместить блок зигзага в
одну или другую сторону и добиться чтобы А=Б и К~М;
в) зазор между иглой и нитенаправительной пластиной на
запорном кольце челнока равный 1—1,5 мм (не регулируется,
установка заводом-изготовителем). Если сбрасывание нитки с
челнока затруднено, зазор уменьшить до 0,8 мм. Для этого снять
запорное кольцо, отвинтить два винта и на пластине пропилить
оба отверстия на 1 мм вправо, т. е. по ходу челнока;
г) зазоры между челноком и толкателем:
на входе нитки — 0,3 мм,
на выходе нитки — 0,3 мм,
Регулировать подгибом толкателя или его концов, а также
выходным концом пластинчатой пружины;
д) зазор между иглой, когда она начинает движение из
крайнего нижнего положения и челноком в вертикальной плоскости
вращения, равен 0,1—0,2 мм. Кинематика движения игловодите-
ля данной машины отличается от всех традиционных; игла из
крайнего нижнего положения поднимается быстрее, чем у выше
упомянутых машин. А это значит, что вероятность пропуска
стежков в строчке уменьшается.
Особенность привода нитепритягивателя заключается в том,
что задняя сторона выполнена в виде кулисы длиною 38 мм, а
задний конец является осью вращения. Такая конструкция
обеспечивает ему точную безлюфтовую траекторию движения;
е) регулировка вертикального входа и выхода иглы из
игольной пластины при выполнении зигзага достигается двумя
путями:
L Вращением червячной шестерни на главном валу.
2. Установкой блока зигзага на своем месте (его смещение в
одну или другую сторону).
Первый метод тяжел, сложен и опасен тем, что можно
поломать детали, и в первую очередь червячную пластмассовую
шестерню, которая посажена на вал незыблемо.
Второй вариант, хотя и хлопотный, но более доступный и
безопасный. Чтобы выполнить ту или иную регулировку, надо
разбирать корпус, а это очень неудобная кропотливая работа.
Частота вращения маховика не более 200 об/мин, но есть и вторая
частота вращения со специальным переключателем — 70 об/мин.
Кому и зачем нужна такая частота вращения? Разве что детям
на игрушки?!
На левом уколе зигзага ушколшш на 3—4 мм перекрывается
461
Рис. 151. Узел привода двигателя ткани (машина «Ягуар»)
1. Рычаг подъема двигателя ткани.
2. Регулировочный винт высоты подъема зубьев,
3. Запорная шайба.
4. Винт крепления узла к корпусу машины (ось качания).
5. Приводной рычаг.
6. Место контакта с кулачком.
толкателем челнока, что явно способствует и пропуску стежков
в строчке и порче иглы.
На рисунке 151 изображен узел привода двигателя ткани.
Узел пластмассовый и поэтому, если приложить силу чуть
большую, чем рассчитал конструктор, узел деформируется.
Регулировка подъема и опускания зубьев двигателя ткани
ведется винтом 2. Рычаг имеет ось качания на винте 4.
Швейную машину «Ягуар» никак нельзя назвать бытовой, ибо
она ни с одной стороны не отвечает требованиям быта.
44. ШВЕЙНАЯ МАШИНА «АИКО» АЕ 350 КЛ,
Производство Япония
1992 г
Машина полного зигзага, выполняющая декоративные
строчки. По конструкции машина однотипна с польской швейной
машиной «Радом» 432 кл. Отметим здесь главным образом
отличительные особенности. Декоративные строчки можно получить
устанавливая сменные копиры. Их 50 штук и хранятся они в
отдельной упаковке,
Кохшрный диск устанавливать только при условии, если
штифт на посадочном диске находится спереди и обращен к швее,
462
а ручка управления видами строчек поставлена на полный зигзаг.
Если машина выполняет декоративную строчку, ручка
включения зигзага устанавливается на нуль — прямая строчка. (У
швейных машин «Чайка» все наоборот).
Регулятор натяжения верхней нитки (рис. 152) имеет
пластмассовое основание. По одному этому параметру он уже
подлежит реконструкции. Стопорный винт, упираясь в пластмассу, не
может обеспечить незыблемость регулятора.
, \ '
2 3
7 8 9 10 11
Ч
Рис. 152, Схема устройства регулятора натяжения верхней нити
(машина «Аико»)
1. Пластмассовое основание.
2. Кольцевое углубление для компенсационной
пружины.
3. Резьбовая ось.
4. Толкатель.
5. Компенсационная пружина.
6. Опорная большая шайба.
7. Зажимные шайбы.
8. Отжимная шайба с ограничительным выступом.
9. Нажимная пружина.
10. Нажимная гайка.
11. Ручка управления (надвигается на гайку).
12. Цилиндр-уплотнитель из фольги (ремонт).
\
463
Разборку регулятора начинать со снятия (методом
стаскивания) ручки 11 управления, затем отвинтить гайку 10, все
остальные детали снимаются с оси 3 свободно.
Из фольги толщиной 0,2 мм сделать цилиндр 12 по размеру
основания 1 и вставить его на 1/3 в отверстие для регулятора.
Вставить в цилиндр 12 основание 1. Поставить на основание 1
большую опорную шайбу 6. Поворачивая шайбу 6, поставить
основание так, чтобы образовался 30 угол между вертикалью и ни-
тенаправительным крючком шайбы 6 с левой стороны. Снять
большую шайбу и запрессовать основание вместе с цилиндром до
упорного кольца.
Сборку регулятора вести по рисунку 152, не нарушая
последовательности установки деталей. Ограничительный выступ на
отжимной шайбе 8 должен быть вверху, а нажимная гайка 10
тоже должна быть поставлена выемкой вверх.
Внутри ручки 11 управления есть выступ. Он должен
находиться рядом, с правой стороны от выступа на шайбе 8.
При работе регулятора внутренний выступ в ручке
обходит шайбу 8 справа по часовой стрелке. Его путь около 300°
центрального угла, т. е. неполный оборот. Если зажим нитки
недостаточен при максимальном повороте ручки, перейти на другой
диапазон работы регулятора. Для этого снять ручку, повернуть
нажимную гайку 10 по часовой стрелке на 30 и снова надеть
ручку. Теперь жесткость нажима увеличится. Толкатель 4
необходимо заменить на деталь, которая длиннее на 1 мм (смотреть
по месту).
Регулировка иглы в отверстии игольной пластины. Иглу
необходимо вывести на середину отверстия игольной пластины (см.
рис. 105) по формуле А=Б — прямая строчка. Для этого ручку
8 (рис. 153) поставить на нуль (прямая строчка). Отверткой
через отверстие 9 ослабить винт крепления тяги, которая соединяет
блок зигзага с игловодителем. Установить иглу по середине
отверстия и зажать винт в отверстии 9. Если этот винт окажется
ненадежным, вывернуть его, прорезать на нем глубже шлиц и
пинцетом поставить на место. Завернуть винт покрепче. (Из
практики известна ненадежность крепления этого винта.)
При этой регулировке может нарушиться положение иглы при
зигзаге М не равно К. Если это произойдет, 11-миллиметровым
рожковым ключом ослабить снизу контргайку стяжного винта 5,
ослабить оба винта 4 и при включенном на зигзаг рычаге 7
установить иглу на «М». Зажать винт 5, его контргайку (снизу) и
винты 4. Проворачивая маховик, посмотреть, соблюдается ли
формула М=К на зигзаге, т. е. игла на правом и левом уколе
464
Рис. 153, Узел регулировки положения иглы в отверстии
игольной пластины (машина «Аико» AEL 350 кл.)
1. Рычаг включения декоративных строчек.
2. Рычаг включения зигзага.
3. Рычаг возврата игловодителя при зигзаге.
4. Регулировочные винты, фиксирующие положение
иглы при зигзаге.
5. Главный стяжной винт блока зигзага. '
6. Пружина возврата игловодителя.
7. Рычаг управления шириной зигзага.
8. Ручка управления шириной зигзага.
9. Отверстие для прохода отвертки
к винту крепления тяги от блока зигзага
к игловодителю.
зигзага должна отстоять от концов щели игольной пластины на
одинаковом расстоянии. Если это условие не выполняется,
регулировку повторить. После выполнения условия М=К, поставить
рычаг 7 на нуль, проверить соблюдается ли условие А=Б (прямая
строчка). Если оно нарушилось, регулировку А=Б повторить.
Зазоры в челночном устройстве.
Ручку 8 управления шириной зигзага (см. рис. 153) поставить
на нуль (прямая строчка).
а) зазор между иглой и передним краем нитенаправительной
пластины, которая находится на запорном кольце и крепится
двумя винтами на концах, равен 0,8 мм.
Регулировать поворотом корпуса 1 (рис. 154) хода челнока.
л / . 465
12 3 4 5 6 7 8 9
Рис. 154. Узел челночного устройства
(машины «Аико», «Радом» 432 кл.)
1. Корпус хода челнока.
2. Толкатель челнока.
3. Прилив платформы.
к 4. Полая цапфа корпуса хода челнока.
5. Хомутик с клеммным соединением.
6. Стяжной винт.
7. Ограничительное кольцо.
8. Тяга, соединяющая корпус хода челнока
с вертикальным валом.
9. Вал челнока.
10. Реактивная опора хомутика.
Для этого, ослабив винт 6, повернуть корпус в нужную сторону
и закрепить его;
б) зазор между носиком челнока и иглой в вертикальной
плоскости в начале подъема иглы из крайнего нижнего положения,
равен 0,05 мм. В большинстве швейных машин этот зазор
устанавливается в пределах 0,1—0,2 мм. Но в машине этой
конструкции только 0,05 мм, иначе будут пропуски на
некоторых видах тканей. Например, нейлоне, тонких сортах
трикотажа и др.
Регулировать зазор смещением корпуса 1 хода челнока вправо
или влево. Для этого повернуть головку машины на заднюю
сторону. Ослабить винт 6 и подать влево корпус 1. Если такому сме-
466
щению будет мешать ограничительное кольцо 7, ослабить оба
винта его крепления и подать влево корпус 1. Такое смещение
возможно на малую величину (порядка 1 мм). Если же
потребуется большее смещение, ослабить оба винта на соединении вала
челнока с кривошипом (на правом его конце). Чаще это
соединение выполнено сквозным штифтом в виде трубочки. Такой
штифт легко выбить при условии, если диаметр конца выколотки
будет равным диаметру штифта-трубочки. Если же рядом со
штифтом имеется установочный винт, ослабить его;
в) заход челнока за иглу, когда она находится в крайнем
нижнем положении. В этом случае расстояние между носиком
челнока и иглой равно 5 мм.
Регулировка этого параметра заводом-изготовителем не
предусмотрена, поскольку в соединении вала челнока с кривошипом
установлен штифт. Но бывают частые случаи, когда это
расстояние надо сократить, поскольку регулировка возможна только
поворотом корпуса 1 хода челнока в одну или другую сторону. Если
возникла необходимость обязательно повернуть корпус хода
челнока той или другой машины, тогда реконструировать соединение
двух деталей — вала челнока с кривошипом. Выбить штифт (он
имеет вид трубочки), выбить вал челнока, заглушить в нем
отверстие заподлицо с валом , на кривошипе в ближайшем к
установочному винту отверстии нарезать резьбу М4 и поставить винт
М4. Поставить вал на место, напрессовать кривошип и
отрегулировать расстояние между челноком и иглой, когда она находится
в крайнем нижнем положении, равное 4—5 мм. Затем зажать оба
винта на кривошипе.
После этого проверить зазор по пунктам «а» и «б». Все эти
три параметра взаимосвязаны и, трогая один, можно нарушить
два остальных. Проверить зажим винтов: на кривошипе (их два),
на ограничительном кольце 7 (два) и винт 6;
г) момент встречи носика челнока с иглой, когда она
начинает движение из крайнего нижнего положения должен
произойти на расстоянии 5—6 мм от верхнего края ушка.
Регулировать смещением игловодителя по вертикали. Игла
так сместится вниз, что ее ушко заслонится толкателем, но по
горизонтали входной конец толкателя должен отстоять от иглы
не менее чем на 2 мм, иначе образовавшуюся петлю-напуск
толкатель будет увлекать в сторону, создавая условие для пропуска
стежков в строчке. Очень часто у машин данной конструкции
невозможно опустить игловодитель ниже. Приходится удлинять лы-
ску вверх на 2 мм. Для этого открыть фронтальную крышку,
малой отверткой отвернуть винт крепления игловодителя, снять
467
игловодитель, отвернуть винт крепления игольного нитенаправи-
теля и вынуть игловодитель. Твердость металла, из которого
сделан игловодитель, низкая, поэтому простым напильником легко
удлинить лыску вверх. Собрать узел в обратном порядке»
Поскольку установка иглы относительно челнока едина, и не
зависит от вида строчки, то и качество строчки должно быть
одинаковым как на прямой, так и на зигзагообразной строчке. Если
нет пропуска стежков на прямой строчке, то их не будет и на
зигзагообразной (и наоборот)»
При регулировке зазоров между челноком и толкателем 2 (см.
рис. 154), необходимо иметь ввиду: корпус хода челнока 1 слабее
по прочности и жесткости толкателя 2 челнока и при подгибе
толкателя деформируется корпус хода челнока, а это может
вывести машину из строя;
д) зазоры между челноком и толкателем: на входе нитки —
0,3 мм, на выходе нитки — 0,4 мм. Если невозможно установить
такие зазоры, тогда установить зазор 0,3 мм на той стороне,
которая склонна к наименьшему зазору, а на другой стороне
установить зазор, какой выйдет (все это в силу эксцентриситета,
перекоса осей и других причин);
е) запорное кольцо челнока вставляется в паз корпуса,
фиксируется выступом внизу и запирается двумя защелками с боков.
Этого бывает достаточно, чтобы зажать челнок и вызвать
тяжелый ход машины. Если это наблюдается, снять запорное кольцо,
челнок и свежеотломанным концом ножовочного полотна
профрезеровать паз 5 (см. рис. 28).
Некоторые, часто встречающиеся неисправности.
1. Заедание челнока в корпусе хода. При снятом запорном
кольце вращение челнока легкое. Для устранения вынуть челнок
и профрезеровать вертикальную плоскость паза свежеотломанным
куском ножовочного полотна на глубину, обеспечивающую
легкость вращения челнока. Время на фрезерование 2—3 минуты.
Проверить вращение челнока после того, как будет полностью
собрано челночное устройство.
2. Регулируя машину на шитье нейлона, тонкого трикотажа
из искусственных волокон, приходится зазор между иглой и
носиком челнока в вертикальной плоскости доводить до 0,05 мм, а
носик челнока заострять до остроты иглы. Применять тонкую
иглу индийского производства.
3. Чтобы устранить какие-либо неисправности шпульного
колпачка, его приходится предварительно разбирать. Особенность
разборки заключается в том, что защелка шпульного колпачка
не имеет остановочного винта (в отличие от шпульных колпачков
468
машин других марок). Чтобы снять защелку со шпульного
колпачка машины «Аико», достаточно нажать до отказа на зубец,
блокирующий шпульку, затем отвести ручку к защелке на угол 90°
и вынуть ее.
4. Конфигурация нитенаправительнои пластины, которая
расположена на запорном кольце челночного устройства, очень
неудачной конструкции (рис. 155). Большой зубец правой стороны зева
служит причиной обрыва верхней нитки. Спилить его под угол 90°
к основанию — единственно правильное решение.
Устранение всех возможных неисправностей можно найти в
гл. 3 «Швейная машина «Радом» 432 кл. и в гл. 1 и 2.
0
6}
Рис. 155. Реконструкция нитенаправительнои пластины
(машина «Аико»)
а — пластина до ремонта;
б — пластина после ремонта.
469
и . - . -. «ОВЕРЛОК» 51 КЛ. ПМЗ
Промышленный трехниточный
После того, как рукопись переработанной и дополненной
книги была сдана в издательство, на ранее изданную книгу было
получено много отзывов читателей, в коих прослеживается одна
общая тема: почему автор не описал неисправности и их
устранение в машине «Оверлок»? Действительно, машина «Оверлок»
все больше входит в производственную жизнь кооперативов и
надомников.
Приведем здесь краткое описание наиболее часто встречаю-
, щихся неисправностей и способов их устранения в машинах
«Оверлок» 51 кл. (промышленный).
Неисправности, их причины
1
1. Пропуск стежков в строчке
(отсутствие строчки). Обрыв
нитки в правом петлителе
2. Пропуск стежков в строчке
(отсутствие строчки): нет
нитки в игле или в левом
петлителе
3. Левый петлитель не
захватывает петлю-напуск от иглы:
петлитель отклонился от иглы
на зазор более ОД мм по
причине погнутости или
ослабления винта 2 (рис. 155-А)
крепления ножки петлителя. В
случае смещения петлителя
влево, при регулировке его
надо подвинуть вправо и зажать
винт 2. Подгибать левый
петлитель нельзя при любой
регулировке
Методы устранения
2
1. Заправить нитку в правый
петлитель (см. рис. 155-Б)
2* Заправить нитку в иглу или
в левый петлитель (рис. 155-А)
3. Вращением маховика
опустить игловодитель в крайнее
нижнее положение. Отверткой
средних размеров ослабить
винт 2 и чуть повернуть левый
петлитель в сторону иглы, т. е.
вперед. Зажать винт 2 и за
маховик осторожно
проворачивать по ходу. Если при этом
левый петлитель задевает за
иглу, ослабить винт 2 и
отвести его от иглы на расстояние
0,05 мм. Операция эта очень
трудоемкая, так как визуально
проконтролировать величину
зазора невозможно» Но за не-
470
Рис. 155-А. Левый петлитель. «Оверлок» 51
1. Кронштейн подвижной.
2. Винт зажима ножки петлителя.
3. Петлитель.
4. Канал с двумя отверстиями для нити.
1
4. Пропуск стежков в строчке
5. Пропуск стежков в строчке
(отсутствие строчки).
Поставлена игла другого размера (по
длине). Иглы с круглыми
колбами бывают разных размеров,
например: 42, 38, 33 мм и т. д.
6. Пропуск стежков в строчке.
Сильно перекручена игольная
нить
7. Пропуск стежков в строчке
(отсутствие строчки). Правый
сколько приемов удается
добиться нужного зазора
4. Опустить игловодитель на
0,5—1,0 мм
5. Поставить иглу того
размера, на который был
отрегулирован «Оверлок» ранее. В
противном случае требуется
переналадка взаимоположения
левого петлителя и иглы на
условия, указанные в п. 4
6. Заменить игольную нить на
качественную
7. Правый петлитель (рис. 155-
Б) крепится так, что сдвинуть
471
1
петлитель так сильно
приближен к игле, что при проходе
отгибает ее назад
его с места крепления
невозможно: посадка при помощи
ПАЗА 4. Поэтому его
взаимоположение обеспечивается
только за счет подгибания
самого петлителя вперед-назад,
обеспечивая зазор с левым пет-
лителем, равным в пределах
0,05—0,1 мм. Практически это
делается так: подогнуть правый
петлитель вперед, если при
встрече с левым петлителем он
задевает за него, чуть отогнуть
правый петлитель. Здесь надо
иметь в виду: трудности
настройки в том, что
взаимоположение петлителей на правой
стороне тесно согласовывается
с взаимоположением левого
Рис. 155-Б. Правый петлитель. «Оверлок» 51
1. Место крепления петлителя.
2. Петлитель.
3. Канал с двумя отверстиями.
4. Площадка крепления петлителя (вид снизу).
472
8. Пропуск стежков в строчке
(отсутствие строчки). Игла не
захватывает нитку правого
петлителя. Этот петлитель
взаимодействует с иглой выше
левого петлителя и хорошо
просматривается. В таком случае
игла не соответствует
нормальному уровню. Это может быть
по причине замены иглы
другого размера (по длине) см.
п. 5
петлителя с иглой» Отладишь
правую сторону
(взаимоположение петлителей между
собой), на левой стороне левый
петлитель может задевать за
иглу или правый петлитель
может задевать за иглу. Есть
лишь одно правильное
взаимоположение иглы с обоими пет-
лителями и петлителей между
собой. Вот этот единственный
вариант и надо найти путем
регулировки кулачка, который
находится слева на главном
валу. При повороте кулачка на
малый угол 2—3 оба петлителя
меняют свое положение
одновременно. Регулировке
петлителей должно предшествовать их
снятие с машины и тщательная
проверка их состояния. Все
имеющиеся на петлителях
заусенцы , затупление рабочего
конца и другие повреждения
устранить и прошлифовать их
на войлочном круге,
пропитанном пастой ГОИ. Эта операция
обязательна
ч
8. Поставить иглу того размера
(по длине), на которую был
отрегулирован «Оверлок» ранее.
При отлаживании
взаимоположения левого петлителя с
иглой всегда операция
ПЕРВООЧЕРЕДНАЯ, как наиболее
трудная. При данной операции
можно поставить прокладку
под основание правого
петлителя, от этого изменится его
наклон и может ускориться
регулировка иглы с петлителями.
473
9. Обрыв любой нитки.
Сильный зажим нитки в регуляторе
10. Обрыв любой нитки.
Перетирание нитки в момент
задевания петлителя о петлитель
или об иглу, или о другие
части механизма. Задевание пет-
лителей или иглы можно
обнаружить визуально или на слух
(будет скрип, скрежет и т. п.
звуки)
11. Материал не обрезается.
Между ножами образовался
зазор. Он может образоваться по
причине люфта кронштейна 1
(рис. 155-В) на своей оси. Этот
люфт легко обнаружить, если
покачать прижимное
устройство 2 вправо-влево
12. Ткань обрезается
отдельными участками. Оба ножа тупые
или один (подвижный). Нет
зазора между рамкой 2
прижимного устройства и опорной
колодочкой прижимной пружины
4. Зазор должен быть равен 0,5
мм
Можно отрегулировать
смещением игловодителя по
вертикали
9. Ослабить зажим нитки в
соответствующем регуляторе
10. Устранить касание иглы о
петлители, а также петлителей
между собой (см. п. 7)
11. Ослабить винт 5, легким
отжатием кронштейна 1 вправо
удалить люфт, одновременно
отвести подвижной нож 6
влево, вплотную к неподвижному
ножу и зажать винт 5. При
проворачивании за маховик
посмотреть, есть ли зазор
между подвижным и неподвижным
ножами. ЗАЗОРА БЫТЬ НЕ
ДОЛЖНО!
12. Разобрать узел крепления
подвижного ножа (эта
операция несложная). Наточить
подвижной нож на
мелкозернистом бруске. Жало лезвия
править на оселке. Нож точить
только с одной (наружной)
стороны. Внутренняя сторона
должна иметь ровную плоскость.
Собрать узел по первоначальной
схеме расположения подвижного
ножа и проверить в работе.
Установить требуемый зазор
13. Материал обрезается
неудовлетворительно: радиальное
расположение ножа неверное
13. Отпустить винт 5 (см. рис.
155-В) винтом 3 (рукой без
отвертки) повернуть подвижной
нож в такое положение, когда
бы его передняя кромка
коснулась уступа, находящегося на
пути его движения (спереди).
Далее, провести регулировку
по зазору с неподвижным
ножом по п. 11. Зазор между
ножами должен быть равен
НУЛЮ!
Рис* 155-В. Прижимное устройство подвижного ножа
«Оверлок» 51
1. Подвижной кронштейн прижимного
устройства,
2. Рамка прижимного устройства»
3. Винт радиального смещения ножа
в вертикальной плоскости.
4. Прижимная пружина.
5. Винт смещения ножа
в горизонтальной плоскости.
6. Нож подвижной.
475
1
14. Материал обрезается
неудовлетворительно. Зазор между
ножами равен нулю. Нет
пружинного прижима подвижного
ножа к неподвижному (см. п. 12)
15. Неудовлетворительная
обрезка материала. На обоих
лезвиях (чаще) или на одном
(реже) образовалась зазубрина.
При обрезке на срезе ткани
будут оставаться отдельные
(больших или меньших
размеров) волокна
16. Стягивание материала под
лапкой (на выходе). Обрыв
одной или более ниток
17. Стягивание материала под
лапкой (на выходе). Тупые
ножи. Неудовлетворительная
обрезка материала. Много
опущена вниз подвижная (задняя)
часть нажимной лапки
476
14. Отпустить винт 5 (см. рис.
155-В) и, разъединяя (с
усилием) точку 6 с точкой 5 поджать
пружину, зажать винт 5.
Теперь пружина 4 обеспечит
подпружинивание подвижного
ножа 6 к неподвижному (см.
п. 12)
15. Разобрать узел крепления
подвижного (а если надо, то и
неподвижного) ножа и
тщательной заточкой
ликвидировать зазубрины. Эта операция
очень ответственна, так как
приходится на лезвии ножа
спиливать металл на всю
глубину зазубрины, соблюдая при
этом исходную геометрию
заточки на ножах. Установить
неподвижный нож на уровне
игольной пластины. Для этого
ослабить винт крепления
неподвижного ножа и опустить
последний до требуемого
уровня. Зажать винт
крепления ножа
16. Обнаружить обрыв
(обрывы) и заправить нитку
(нитки) . Отрегулировать
натяжение ниток
17. См. пп, 11 —15. Поднять
выше подвижную часть
нажимной лапки, т. е. сделать
превышение подошвы основной
лапки относительно подошвы
подвижной не более 0,4—0,5
мм. Поднять выше на 0,3—0,4
мм зубчатую рейку
1
18. Неудовлетворительная
обрезка материала и дефектная
строчка. В пространстве под
иглой и петлителями
скопились (спрессовались) очесы,
обрезки, нитки и грязь.
Перечисленные образования не
позволяют нормально работать
механизмам оверлока
19. Особый пункт: пропуски
стежков в строчке только на
нейлоне
18. В конце работы вычистить
все тесные закоулки у машины
«Оверлок». Лучше чистить
сжатым воздухом или
пылесосом. Не следует делать
разборку механизмов для чистки —
это нарушит работу оверлока
19*. Если на всех других
материалах пропуска стежков не
наблюдается, тогда проделать
следующие мероприятия:
а) поставить иглу № 70;
б) поставить в иглу нитку
№ 80 или № 70, но не толще
№ 60;
в) приблизить левый петлитель
к игле на зазор, близкий к
нулю;
г) опустить игловодитель ниже
на 0,5—1,0 мм.
Практически этого достаточно,
чтобы пропуски на нейлоне
прекратились. Если есть
возможность, поставить иглу
указанных размеров индийского
или бразильского производства
(в таком случае отрегулировать
зазор: игла—левый петлитель
см. п. 3)
477
Глава 4
РАБОТА НА ШВЕЙНОЙ МАШИНЕ И ЕЕ ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ
Трудоемкость швейного дела общеизвестна. Об этом
свидетельствуют такие данные: швейные машины в легкой
промышленности составляют около 75% всего оборудования, а на них
занято 40% от всех работающих в этой отрасли.
В швейном деле в силу никогда не умирающей тяги людей к
все новой и новейшей моде, существуют бесчисленные варианты
исполнительского творчества. А это значит, швея должна
выполнять на швейной машине бесчисленное множество разнообразных
операций, постоянно заботясь не только о качестве труда, но и
о повышении его производительности. Именно эти обстоятельства
заставляют конструкторскую мысль идти в создании машин по
пути их многооперационности и облегченного, с применением
электроники, управления. Сейчас уже созданы «говорящие»
машины, предупреждающие швею о неправильном управлении
машиной.
Во многих странах мира созданы фирмы, выпускающие
разные специализированные швейные машины.
В торговую сеть с каждым годом все больше и больше
поступает игл, импортируемых из разных стран мира» Например,
из Индии. На некоторых партиях игл сделана надпись «Орган».
Эта надпись имеет прямое отношение к японской фирме «Орган
Хари».
Все вышесказанное говорит о том, что швейное дело хотя и
сложное, но крайне необходимое в жизни человека, а значит и
относиться к нему надо серьезно и с пониманием дела.
Первостепенным желанием всех работающих или
начинающих работать на швейной машине, видеть в ней такие
качества, как стабильность, надежность и исправность всех ее
механизмов. Стабильность машины — это свойство всех ее
механизмов противостоять постоянным воздействиям
возмущающих сил и сохранить заданный режим работы на
всем протяжении запланированного отрезка рабочего
времени.
Под надежностью надо понимать безотказность и сохранность
тех качеств машины, которые определены ее конструктором,
сюда же можно отнести и пригодность к ремонту.
Редко можно встретить машину исправную. А уж абсолютно
исправных и вовсе не бывает на свете. То же можно сказать и о
478
совершенстве конструкции. Процессу совершенства конструкции
любой машины предела не существует.
Найдутся читатели, которые пожелают прочитать
предлагаемую книгу всю, от доски до доски. Уверен, упреков мне не
избежать. В чем же? Дескать, повторов много. Повторы снижают
качество и полезность любого литературного произведения. Но, в
данном случае рассуждать так будет делом весьма
поверхностным. Возьмите любую машину, например, автомобиль. В
современном «Мерседесе» или «Чайке» работают узлы и механизмы,
сконструированные еще со времен Кулибина, например, коробка
передач. Описывая многие марки автомобилей, выходит, что
нельзя избежать повторов. Точно также и со швейными
машинами. Принцип устройства всех швейных машин одинаковый. И,
если существует и у нас, и за границей множество машин
разных марок, это не что иное как разновидность единого
принципа, единой идеи, заложенной в швейную машину и Б. Ти-
хмонье, и Элиасом Гоу, и М. Зингером, и многими другими
изобретателями и конструкторами в далеком прошлом и в
настоящем времени. Швейная машина со дня изобретения
постоянно совершенствуется. Динамику этого процесса не
остановить! Но основные узлы в каждой машине одни и те же.
Например, регулятор натяжения верхней нитки. Поставьте в
магазине для продажи две швейные машины разных марок
«Чайка» 142М кл. ПМЗ выпуска 1988г. и «Веритас» 8014-35 кл.
Можно смело заявить, что в первую очередь будет куплена
машина «Веритас» 8014-35 кл. Почему? Да потому, что
достоинство у этих машин различное. «Веритас» 8014-35 кл. имеет
гораздо больше преимуществ. Взять хотя бы одно из них —
регулятор натяжения верхней нитки. Сделаны они далеко не
одинаково. Изобретательская идея в обоих регуляторах одна и
та же: зажимать, тормозить продвижение нитки в зависимости
от того, что и как надо шить. А вот конструктивное решение
различное. На машине «Веритас» основание регулятора
металлическое, компенсационная пружина спрятана внутрь
регулятора и никогда не деформируется и не выключается из работы,
диапазон вращения нажимной гайки менее одного оборота, ни-
тенаправительной скобы нет и т. д. На указанной машине
«Чайка» основание регулятора пластмассовое, стопорный винт не
в состоянии закрепить надежно регулятор. По этой причине он
быстро выводит машину из строя, компенсационная пружина
расположена снаружи и очень часто (в большинстве машин)
деформирована, разогнута и выключена из'работы, редко кто из швей
заводит нитку за скобу и т. д.
479
Как видно, узел на машинах один и тот же, но он имеет
разные конструктивные особенности, отсюда и разный результат
работы этих машин, а следовательно и разный должен быть подход
в описании и ремонте машин и их узлов. Ко всему надо добавить
еще и такой фактор. Если взять две машины одной и той же
марки и конструкции, все равно в них найдется очень много
различного по состоянию не только отдельных деталей, но и в целом
всего механизма.
Во-первых, содержание машин разное, во-вторых, работают
на них люди абсолютно разные во всех отношениях, в-третьих,
эксплуатируются машины в разных несхожих режимах — на
одних машинах шьют бельевые ткани, на других драповые, на
третьих делают художественную вышивку и т. д., в-четвертых,
неодинаковая нагрузка — одна машина имеет 1500 рабочих
часов в год, другая — 100. Даже, если взять две машины одной
марки, но с разными неисправностями и проанализировать,
описав все виды ремонта, повторов не избежать. Но они в
сущности будут сводиться к названиям деталей. Но и в названиях
деталей повтор повтору рознь. Если взять такие машины, как
«Орша» 2М кл. выпуска 1950 гг. и машины «Чайка» 142М кл.,
то у той и другой есть игловодитель. Чтобы снять его с машины
«Орша» 2М кл, надо затратить часы и иметь большой опыт, а
с машины «Чайка» 143М кл. — считанные минуты и без
всякого опыта.
А если взять такой узел, как регулятор длины стежка. В
первой машине для его ремонта нужно только желание, во второй
машине — большой опыт и время. Так что, уж если и есть
повторы, они, повторяю, в названиях деталей и узлов, а если
вникнуть в их сущность, там различного слишком много, чтобы
понять, разобраться и суметь устранить ту или иную
неисправность.
В семье как правило одна швейная машина. Вдруг она стала
неисправной. Заполучив предлагаемую книгу, владельца машины
прежде всего будет интересовать описание той марки машины,
которая есть у него. Если машина «Чайка», он не будет искать
устранения неисправностей этой машины, скажем, в описании
машины «Орша» ЗМ или «Веритас» 8014-35 кл. Он их там не
найдет, хотя повторы в названиях будут во всех трех названных
марках. Уж если и говорить о повторах по существу, то да, они
есть и вполне сознательно построенные в определенную систему,
направленную на то, чтобы неопытный в ремонте машин человек
смог понять виды неисправностей и методы их устранения.
Каждая неисправность показана во всех трех главах. Но показана она
480
разяопланово, с разных позиций и подходов. Одна и та же
неисправность в разных главах описывается в разном объеме и
совершенно по-разному увязывается с работой сопряженных
механизмов. Взять, к примеру, раздел «Обрыв верхней нитки». В гл. 3 в
описании любой марки этому вопросу уделяется очень мало
внимания. В гл. 2 уже больше, а в первой — максимум 55 причин
и методов устранения. И так по любой неисправности. Такое
расположение материала позволило автору изложить весь материал
как можно подробней и как можно заинтересованнее для
владельца, ведь не детектив же описывается!..
Ну и наконец, повторы не такая уж и плохая вещь, ведь
повторение — мать учения!
Прежде чем начать шить на машине, приведите в порядок ее
внешний вид и ее устойчивость на опорах. Помните, чистота —
одно из главных условий нормальной и надежной работы всех
машин вообще и швейных в частности. После работы (или до ее
начала) обязательно проверьте чистоту челночного устройства,
кольцевую канавку в пазу, где вращается челнок и внутреннюю
полость шпульного колпачка. В корпусе хода челнока тех машин,
где челнок совершает колебательные движения (машины «Чайка»
2М кл., «Лучник» и т. п. машины) в углу кольцевого паза есть
кольцевая канавка (думается, что 99% швей не знают об этом),
в которой скапливаются концы оборванных ниток, очесы от
прошиваемой ткани и другие посторонние наслоения. Они тормозят
движение челнока, создавая тяжелый ход машины. При
электрическом приводе это одна из причин сильного перегрева и порчи
реостата в педали и двигателя. Если есть какие-либо видимые
неисправности, их надо устранить, пользуясь материалом
предыдущих глав. Например, разогнут или вовсе отломан крючок
компенсационной пружины на регуляторе натяжения верхней
нитки. В гл. 2 найдете раздел «Регулятор натяжения верхней
нитки» и по изложенной методике устраните неисправность.
Как можно работать на машине с электродвигателем, если он
не имеет диапазона малых скоростей? В таком случае
неисправна педаль (задатчик скорости). Машина с такой
неисправностью начинает шить с большой скоростью, рывками и
естественно обрывается верхняя нитка. Более того, от такой
разносной скорости рассогласовывается механизмы машины,
самоотвинчиваются и теряются винты. Есть много и других, явно
видимых неисправностей, при которых швеи пытаются работать
на машине. При наличии тех или иных неисправностей швейная
машина удовлетворительно работать но будет. Эту аксиому
должны знать все!
481
16 А. Зюзин
Получить хорошую строчку — главнейшая цель работы на
швейной машине. Что такое хорошая строчка? Многие, особенно
начинающие швеи не знают. Если швея не знает определения и
понятия хорошей строчки, она никогда не получит ее при шитье.
Хорошей строчкой называется такая строчка, у которой верхняя
нитка не видна снизу, а нижняя не видна сверху, а рисунок
строчки одинаковый с обеих сторон.
Итак, для получения красивой строчки необходимо:
1. Обеспечить исправность машины.
2. Подобрать толщину иголки и нитки с учетом их
качества.
3. Уметь регулировать строчку.
Для выполнения перечисленных условий надо обладать
определенными знаниями. А где взять эти знания? Конечно, на
каждую машину есть инструкции завода-изготовителя. Они
толковые, подробные, но все равно не дают нужного количества
информации для успешной работы на машине. Да, и составлены
они далеко на недоходчивом языке. Кроме того, инструкции
обычно бывают потеряны.
Часто можно слышать: «Вот раньше были машины: одной
иглой и ниткой все шили! А сейчас?..» Что тут скажешь? Раньше
— это несколько десятилетий назад, когда машины были только
прямострочные. Они просто устроены и в обслуживании не
требовали высокого профессионализма.
Современные же машины сложнее, так как выполняют
множество операций. Соответственно от швеи требуется больше
знаний не только об устройстве машины, но и о ее
обслуживании.
Если машина длительное время не работала, прежде всего
проверьте состояние ее механизмов. Если машина стояла в сарае
или на чердаке, конечно, она могла заржаветь, В таком случае
ее разберите, вычистите до блеска каждую деталь, смажьте
маслом И8А, соберите и отрегулируйте все сопряженные узлы. Это
большая ответственная работа, требующая определенных знаний
и опыта. Другое дело, если машина простояла несколько лет в
нормальных квартирных условиях. Тогда машину просто
протрите чистой ветошью, смажьте маслом И8А или И20А. Поставьте
иглу и заправьте нитки в соответствии с таблицей в инструкции
завода-изготовителя. Для тех, у кого нет инструкции, таблица из
нее помещена здесь.
СООТВЕТСТВИЕ ТКАНЕЙ, ИГЛ И НИТОК
Ткань
Тонкий шелк, батист
Коленкор, ситец, сатин,
шелк, бельевые ткани
Тяжелая хлопчатобумажная
ткань, бязь, фланель, тонкая
шерстяная ткань, тяжелый
толстый шелк, простынное
полотно
Шерстяная костюмная ткань,
тик
Толстая шерстяная ткань,
драп, сукно
Номер
иглы
70
80
90
100
110—120
Номер ниток
хлопчатобумажных
80
80
50—60
40
30
шелковых
65
65
--
—
Кроме того, важно знать, что верхняя и нижняя нитки
должны быть либо с одной катушки, либо на шпульке
номером выше (тоньше). Например, верхняя нитка № 40, нижняя
50. Не получится хорошая строчка, если внизу и вверху
будут нитки одного номера, но с разных катушек. Это
положение имеет принципиальное значение и его легко проверить
на практике!
Установите требуемую высоту зубьев, если есть регулятор
их высоты, это сделать легко: толстые ткани и ткани средней
толщины шейте при установке регулятора на отметку
«нормально», тонкие ткани на отметку «шелк», «В» — вышивание,
штопка.
Силу нажима лапки на ткань отрегулируйте резьбовой
втулкой, расположенной вверху на стержне лапки. На толстые ткани
лапка должна нажимать сильнее, на тонкие — слабее, а на
такие, как мая, крепдешин, — совсем слабо (при сильном давлении
16 *
т
лапки тонкие ткани будут стягиваться, см. соответствующие
разделы 1 и 2 гл.).
Установить длину стежка. Для толстых тканей она должна
быть 3—4 мм, для тонких 1—2 мм. Затем возьмите лоскут ткани,
из которой собираетесь шить, и отрегулируйте строчку. Ее можно
регулировать двумя способами: винтом на шпульном колпачке и
регулятором натяжения верхней нитки. Лучше сделайте так.
Заправьте шпульку ниткой № 40, вставьте шпульку в шпульный
колпачок, зажмите регулировочный винт на колпачке до отказа,
затем отпустите его на пол-оборота. Если нитка будет выходить
очень туго, пассатижами с острыми губками подогните наружный
усик пластинчатой пружины внутрь на 0,2 мм. От подгиба
пластина поднимется и нитка будет выходить слабее. Если это не
поможет, тогда подогните внутрь и второй усик на 0,2 мм.
Если нитка выходит слишком свободно, легонько ударьте по
месту сгиба усика молоточком или отверткой. Так можно
отрегулировать силу натяжения нижней нитки. В дальнейшем
регулировочный винт на шпульном колпачке подтягивайте
только в том случае, если на шпульке будет нитка № 80 или
шелковая. Во всех других случаях его трогать не
рекомендуется. Далее регулируйте строчку только регулятором натяжения
верхней нитки.
Принцип регулировки такой. Для тонкого материала гайку
регулятора отпустите, для толстого — подожмите. Ну, а на
сколько отпустить или поджать, укажет сама строчка. Если
верхняя нитка видна снизу, гайку подожмите, если нижняя
нитка видна сверху — опустите. Ну, а если нижняя нитка видна
сверху, а верхняя снизу одновременно, как быть в таком
случае? А такая ситуация бывает почти у каждой швеи и весьма
часто. В данном случае регуляторы как нижней, так и верхней
строчки не помогут, как бы их ни крутили. Более того, можно
сбить всю регулировку строчки... Единственно правильное
решение — перейти на более тонкие нитки и тонкую иглу.
Нажимную гайку регулятора вращайте ступенчато, малыми
дозами, иначе отрегулировать строчку будет трудно. Прошейте
пробную строчку, выньте из-под лапки ткань и потяните ее,
если оборвется верхняя нитка, отпустите гайку регулятора,
если нижняя, отпустите винт на шпульном колпачке, если
требуется большое ослабление нитки, подогните тот или другой
усик пластинчатой пружины на колпачке. Все изменения в
машине ухудшают качество строчки и выводить ее на
оптимальный режим надо только регулятором натяжения верхней нитки.
Необходимо также заметить, что когда в строчке снизу петляет
484
нитка, часто многие швеи затрудняются определить, какая же
нитка петляет: верхняя или нижняя? Хорошо, если нитки разного
цвета (что бывает очень редко).
Помните! Только верхняя нитка петляет снизу, а нижняя
может быть только сильно ослабленной. Прежде чем предпринять
какие-либо меры, надо разобраться (можно и с помощью лупы)
какая нитка ослаблена, а какая петляет.
При шитье никогда не тяните ткань рукой. Маховик
вращайте только на себя. Не опускайте иглу с заправленной ниткой без
подложенной под лапку ткани, и не начинайте шить с поднятой
лапкой — первый стежок будет образовываться только при
условии нажима лапки на свободный конец верхней нитки. При
работе на машине с электроприводом или без него первый оборот
маховика делайте рукой. При обработке утолщенного шва
помогите ему войти под лапку. Делайте это спереди осторожно в такт
движению зубчатой рейки. При этом увеличьте скорость
вращения маховика до максимально возможного — так игла легче
преодолевает препятствие. Ткань из-под лапки вынимайте только на
себя.
По окончании работы опрокиньте машину на петлях,
разберите челночное устройство: выньте шпульный колпачок (при
поднятой вверх игле), снимите запорное кольцо, выньте челнок и
ветошью или другими неметаллическими острыми предметами
вычистите паз, в котором вращается челнок.
Посмотрите в шпульный колпачок, на его дне часто
скапливаются очесы с ткани, ниток и грязи, которые задерживают
вращение шпульки при работе. Чтобы выровнять строчку, швея
вынуждена сильнее (против нормы) зажимать нажимную гайку на
регуляторе натяжения верхней нитки, создавая условие для ее
обрыва. Вычистите все остальные детали и поставьте все на
место.
Под лапку подложите ткань и опустите лапку и иглу в
крайнее нижнее положение. Если опустить лапку на подложенный
материал, а иглу оставить в верхнем положении, на поднятые
вверх зубья будет постоянно давить лапка. Металл зубчатой
рейки, от постоянной динамической нагрузки, в силу ее консольного
крепления, может деформироваться, и зубья будут плохо
продвигать ткань.
485
ХРАНЕНИЕ ШВЕЙНОЙ МАШИНЫ В НЕРАБОЧИЙ ПЕРИОД
Нельзя хранить машину в неотапливаемых помещениях, на
верандах, чердаках, во флигелях и подобных местах. В жилой
квартире нельзя ставить машину у окна, в углу, на полу и
подобных местах. В перечисленных местах повышена влажность,
резко меняется температура. В таких условиях машина
ржавеет. Лучше всего хранить машину герметически закрытой в
сухом месте с постоянной температурой. Швейная машина в
нерабочий период должна иметь свой микрообъем со своим
микроклиматом.
О СМАЗКЕ МАШИНЫ И ЕЕ ПРИВОДЕ
- . При проверке, ремонте, смазке машины, обращайте внимание
на положение отверстий для смазки втулок-подшипников. Часто
можно видеть, что втулки повернуты отверстиями для смазки
вниз или к платформе машины. В таком случае масло
невозможно ввести к трущимся поверхностям или смазка будет
малоэффективной. Сказанное особенно касается втулок вала челнока
всех машин типа «Чайка» ПМЗ. Что же сделать в таких случаях?
Ослабьте стопорный винт втулки и пассатижами или другими
методами поверните втулку так, чтобы отверстие для смазки заняло
удобную и надежную позицию. Затем зажмите стопорный винт.
Смазывайте все трущиеся части машины маслом марки И20А
или И8А, где И — индустриальное, 20 и 8 — число вязкости,
А — улучшенное. Масло должно быть всегда свежим — после
покупки используйте его в течение шести месяцев. Долго
хранящееся масло темнеет, становится густым, осмоляется, теряет
наиболее ценные качества и к применению непригодно. Часто
спрашивают: «Где, в каких точках надо смазывать машину?»
Хотя в инструкциях и ■ есть рисунок с указанными точками
смазки, следует добавить, что СМАЗЫВАТЬ НАДО ВСЕ
МЕСТА, ГДЕ ЕСТЬ ДВИЖЕНИЕ МЕТАЛЛА ПО МЕТАЛЛУ.
Задача смазки заключается в том, чтобы уменьшить трение
металла о металл, а значит, облегчить вращение деталей, уменьшить
их износ и шум машины. В швейных машинах (во многих
местах), например в резьбовой втулке узла прижимной лапки, во
втулке игловодителя (сверху), внутри малого вала с кулисой,
в отверстии правого подшипника главного вала (около
маховика) и в других местах, есть войлочная набивка. Это сальники,
их задача хранить масло и расходовать его постепенно. Выбра-
486
сывать войлочные набивки нельзя, а вот восстанавливать их
обязательно надо.
Ни в коем случае нельзя смазывать машину любыми другими
маслами. Это может привести к нежелательным последствиям
вплоть до полного вывода машины из строя. Например, если
машину смазать растительным маслом, через два-три дня оно
засохнет везде, куда попало и машина «замрет». Такую машину
возвращать к «жизни» смесью растворителя № 647 и масла И8А
в соотношении 1:1, и то очень умело и терпеливо, И помните,
что растворитель № 647 способен растворить все краски, в том
числе нитрокраски и нитроэмали.
Швеи часто задают вопрос, как часто надо смазывать
машину. Дать четкий ответ трудно, так как все машины содержатся в
разных условиях. На состояние машины влияет ряд факторов
окружающей среды: температура, влажность воздуха,
запыленность, степень конвекции воздуха, теплообмен и т. д. Ну, и в
первую очередь степень ее эксплуатации»
Наблюдения и практика показывают, что при ежедневной
работе машины смазывать ее надо один раз в неделю, при работе
от случая к случаю — смазывать один раз в шесть месяцев.
Повторяю, эта рекомендация примерная и не является строго
обязательной для всех случаев жизни, тем более не применима в
производственных условиях.
НЕКОТОРЫЕ ЗАМЕЧАНИЯ, СВЯЗАННЫЕ С РАБОТОЙ НА
ШВЕЙНОЙ МАШИНЕ
Поставить электропривод на швейную машину стремится
большинство их владельцев. Но далеко не все они знают, в
каком режиме могут работать электродвигатели, а в каком не
могут. В конце концов каждый владелец машины кровно
заинтересован в продолжительности и надежности работы своей машины.
Именно эта заинтересованность и должна диктовать владельцу
создавать электроприводу такой режим работы, который бы
сохранил ему 100% мощности на десятки лет... А такой режим
существует и записан в инструкции завода-изготовителя
электропривода. Он называется повторно-кратковременным с
продолжительностью включения 40% времени цикла. (Это для
электропривода МШ-2 и других модификаций этого типа).
Сокращенно ПВ=40%, Это значит, что электродвигатель может
быть включенным в работе 4 минм а следующие 6 мин. отдыхает.
Один цикл составит 10 мин. (4 + 6). Количество циклов не ре-
487
гламентируется. При соблюдении такого режима вполне можно
рассчитывать на многолетнюю живучесть электропривода,
установленного на швейную машину.
, Электропривод на швейных машинах заметно вытесняет не
только ручной, но и ножной. Этот процесс в дальнейшем будет
все интенсивнее. Однако хорош он для машин с вращающимся
челноком, как, например, «Тула», «Веритас-Колумб» 4502 и др.,
т. е. для таких машин, у которых частота вращения маховика
достигает 400—600 об/мин без возникновения разрушительной
вибрации, так как центробежные силы челнока уравновешены,
сбалансированы. На машинах с качающимся челноком, таких,
как «Чайка» 142М кл. (считай, все машины «Чайка»), «Лучник»,
2М кл. и др., применение электропривода — дело весьма
условное. На графике (рис. 156) видно, что за один оборот маховика
челнок этих машин останавливается дважды, дважды изменяет
направление своего движения и четыре раза характер этого
движения: ускорение — замедление — остановка (это первый полу-
период — рабочий ход), ускорение — замедление — остановка
(это второй полупериод — возврат в исходное положение). При
таком характере движения видно, что у челнока не существует
и одной миллионной доли секунды постоянной скорости, к тому
же полупериодная нагрузка на челнок, усиливая динамический
дисбаланс, усиливает вибрацию. Это тяжелые условия для работы
челнока, а следовательно, и для всего механизма машины.
Поэтому рабочую скорость маховика 400 об/мин на этих машинах
можно считать предельной и нежелательной.
Чаще всего эти машины с электроприводом выходят из строя
из-за повышенной частоты вращения. Причин бывает три:
1. Неисправность задатчика скорости — реостата,
установленного в педали.
2. Швея загружена различной работой, ей вечно некогда и
она вечно спешит, стараясь все успеть сделать, сознательно
ускоряет процесс шитья за счет увеличения оборотов маховика.
3. Подавляющее большинство тех, кто собирается шить не
знает, что большая скорость качающегося челнока — первая и
главная причина разрушения машины, вывод ее из строя.
А где получить такие знания, если книги о швейных машинах
бывают кое-где в редких случаях и в мизерном количестве. В
журналах и другой печати рубрик об устройстве швейных машин
нет. В учебных заведениях много говорят о том, как надо шить,
а вот чем шить, даже схематически не приподносят. Существует
довольно много литературы по технологии швейных изделий. Но
при этом о средстве труда (швейной машине) — ни слова. О ка-
488
Y,
м/с
i.
/
/
о,
1 оборот маховика
А
Л /
•-
о3
\
X
ктъ
об/мин
Ао
Бо
Рис. 156. График работы челноков
Окружная скорость, характер движения челнока
в точках и на участках.
вращающегося — прямая линия (машина «Тула»)
качающегося — синусоида (машина «Чайка» 142М кл.)
01 — нуль
OjA — ускорение
А — максимум
АО2 — замедление
02 — нуль
02Б — ускорение
Б — максимум
БОз — замедление
03 — нуль
Рабочий ход,
движение под нагрузкой +
Возврат без нагрузки -
ком же мастерстве швеи может идти речь, если она даже не знает
устройства иглы, не знает, почему машине с качающимся
челноком нельзя задавать большую частоту вращения маховика, не
ведает о значении компенсационной пружины регулятора в
формировании строчки и потому очень часто не заправляет нитку на
эту важную деталь.
В то же время в мире есть даже такие страны, где мастерских
рембыттсхники не существует, а если они и есть, то сугубо
специализированные. Например, в Австралии всю (или почти всю)
бытовую технику ремонтирует сам владелец. Это свидетельствует
о культурном уровне населения.
489
Почему же наши соотечественники тратят безмерно много
времени, сил, средств и нервов на ремонт своей бытовой техники
в мастерских? Почему же до сих пор наши соотечественники не
имеют того объема знаний по бытовой технике, чтобы самим ее
ремонтировать? Или мы все забыли заповеди наших бессмертных
учителей — классиков о том, что
«Чтение — вот лучшее учение». А. С. Пушкин.
«Берегите книгу — источник знания!» М. Горький.
И почему, по чьей вине, нет этого источника знаний ни в
одном книжном магазине?
Думается, что книги о бытовой технике вообще и о швейных
машинах в частности, должны быть в избытке во всех книжных
магазинах* Здесь предложение должно превышать спрос. Вот
тогда начнет подниматься культурный уровень человека, поскольку
знание и понимание окружающего мира и есть тот фон, на
котором прививается культура и нравственность.
Большим тормозом работы на швейной машине является
неисправность того или иного узла, обслуживающего центральный
узел (челночное устройство), например, ножной привод. По идее
конструктора он должен работать бесшумно. Но он вечно и,
буквально у всех, гремит и стучит! Стук, конечно, в разной степени.
И какой бы громкости он ни был, все равно отрицательно влияет
на психику человека, на его настроение. Прежде чем садиться
шить, необходимо устранить всякие стуки и шумы в ножном
приводе, а устранить их очень просто: найти в гл. 2 «Ножной
привод» и по предлагаемой методике устранить неисправность. И
совсем непонятно, почему швеи мирятся с таким положением,
когда вредный стук в ножном приводе уже надоедает соседям,
устранить его надо, но домашние не хотят сделать для себя и
окружающих такого необходимого блага.
Добросовестность и культура ремонта швейной машины
играет не последнюю роль в ее дальнейшей качественной работе.
Культуру ремонта любой бытовой техники вообще и швейной ма
шины в частности в первую очередь должны нести в народ
работники бытовых услуг.
Иногда спрашиваю владельца неисправной машины:
— Кто до меня ремонтировал эту машину?
— Приходил мастер из рембыттехники.
— А что он тут делал?
— Да он там в челноке что-то копался.
— И долго?
— Минут пятнадцать.
— А он объяснил Вам что-нибудь?
490 -
— Нет, он сказал: «Не мешайте мне работать».
Это типичный образец насаждения «культуры» ремонта,
«культуры» услуг в народе службами рембыттехники. А ведь за
это время он и не мог ничего исправить!
Практика многолетней работы автора показала в точности,
сколько полезного времени затрачивается на ремонт (если нет
поломки деталей!) швейной машины. Например, на ремонт
машины «Веритас» 8014-35 кл. — два часа, «Келлер» — 3 ч.,
«Лада» — 3,5 чм «Чайка» 132М кл. — 2,5 ч., «Подольск» 142 кл. —
4 ч. и 2М кл. ПМЗ — 2 ч. и т. д. Как видно, человеку, хорошо
знающему все марки машин встречающихся у населения, и то
необходимо затратить не менее двух часов, а на машину
сложного зигзага и до четырех (в редких случаях и более) часов. Эти
положения касаются и самих владельцев машин. Если Вам
попала в руки книга о ремонте швейных машин, проявите максимум
упорства, любознательности, добросовестности и разберитесь в
любом вопросе. В данной книге освещены все основные
неисправности, можно сказать, всех типов машин. Допустим, у вас
финская швейная машина.«Тикка» (кстати сказать, по легкости хода
равной ей нет!). В данной книге о ней нет речи, но машина 2М
кл. ПМЗ имеет аналогичную конструкцию, изучите
соответствующий раздел гл. 3 и вы отремонтируете машину «Тикка». А что
касается первой и второй главы, то они общие, т. е. с некоторыми
оговорками там можно найти правильное решение для всех
машин.
Вся методика ремонта обусловливается неукоснительным
выполнением правил эксплуатации швейных машин в послеремон-
тный период. Почти все зазоры указаны предельно допустимыми,
в них нет допусков на незнание, халатность, небрежность и т. п.
нежелательных качеств швей.
НАСТРОЙКА МАШИНЫ НА НЕЙЛОН
' В заключение остановимся на особенностях получения
качественной строчки при шитье трикотина, нейлона, тонкого
трикотажа и других подобных материалов. Трудности при работе на
этих и подобных тканях в том, что машины разных марок,
особенно «Чайка», «Веритас», делают пропуски на зигзагообразной
строчке. Трудности настройки бытовых машин на получение
качественной строчки на этих типах тканей видимо обусловлены
конструктивной непредусмотрительностью при конструировании
швейных машин... А жизнь-то людей практически идет своим че-
491
редом. Приобрели швейную машину — значит она должна шить
все подряд. Такие требования владельцы машин выставляют
мастерам-наладчикам.
Прямострочную машину наладить легче на качественную
строчку этой группы тканей. Труднее с машинами зигзаг, причем
в машинах с качающимся челноком зигзаг на правом уколе
наладить проще, но упорный пропуск стежков наблюдается на
левом уколе зигзага, в машинах с вращающимся челноком картина
обратная, труднее наладить качественную, без пропуска стежков
строчку, на правом уколе зигзага. Для решения этого вопроса
предлагаю выполнить следующие работы.
L Установить предельно допустимые зазоры (в меньшую
сторону):
а) зазор между иглой и носиком челнока в вертикальной
плоскости вращения — не более 0,05 мм;
б) расстояние между челноком и иглой, когда она находится
в крайнем нижнем положении (заход челнока за иглу), сделать
максимально возможным, т. е. поставить это расстояние на
предел. Предписать предел нельзя, он должен быть получен
практически, путем проб, эксперимента, опыта. Дело в том, что двух
машин (даже одной марки) с абсолютно одинаковыми
параметрами не существует. Каждая машина имеет свои индивидуальные
особенности, поэтому и пределы у каждой машины свои, (В этом
трудности ремонта швейных машин). Вот их-то и надо найти
кропотливым опытным путем;
в) зазор между иглой и нитенаправительной пластиной — 1—
0,5 мм (установить минимальный);
г) зазор между иглой и челноком в момент встречи увеличить
до 2 мм (это предельная величина для машин зигзага, прямо-
строчных 3—4 мм). Носик челнока сделать острым.
2. Подобрать соответствующие по толщине нитки и иглы. Чем
тоньше игла, тем больше вероятности отсутствия пропусков в
строчке. Но, главным фактором в этой второй части будут все-
таки нитки. Они должны быть тонкими (№ 60 или № 70) и
качественными (не в смысле обычном), а в смысле
соответствующие данному виду ткани. Например, из нескольких катушек
ниток № 60 будут такие, которые дают пропуски стежков, и
такие, которыми шить прекрасно, (хотя по общим параметрам
нитки считаются качественными). Подобрать нитки
соответствующие данной ткани — дело трудное, незаурядное. Эта трудность
обуславливается тем, что 99% швей не имеет достаточного
набора ниток по количеству, номерам, цветности и по другим
показателям. На успешный подбор ниток отрицательно влияют и та-
492
кие немаловажные факторы, как дефицит свободного времени и
терпения. Вывод напрашивается сам собойг: на любой швейной
машине можно получить качественный шов при условии
соблюдения вышеизложенных правил и рекомендаций.
ЗАПРАВКА ВЕРХНЕЙ НИТКИ В ШВЕЙНЫХ МАШИНАХ
Машина
1
«Тула»
«Чайка-2»
«Чайка» 132М,
«Чайка» 142М
Порядок заправки
2
Катушкодержатель — в нитенаправитель
с тремя отверстиями — с правой стороны
в регулятор натяжения верхней нитки —
с левой стороны регулятора под
компенсационную пружину — в нитепритягива-
тель с правой стороны — в
нитенаправитель на фронтальной стороне — в
игольный нитенаправитель с правой
стороны — в иглу от швеи
Катушкодержатель — в нитенаправитель
на крышке — с правой стороны в
регулятор натяжения верхней нитки — с
левой стороны регулятора под
компенсационную пружину — в нитепритягиватель
с правой стороны — нитенаправитель на
крышке — в игольный нитенаправитель
— в иглу от швеи
Катушкодержатель — в нитенаправитель
на крышке — в регулятор натяжения
верхней нитки с правой стороны — на
крючок большой шайбы регулятора с левой
стороны — под компенсационную
пружину с левой стороны регулятора — вверх в
нитепритягиватель с правой стороны —
вниз в нитенаправитель на фронтальной
стороне крышки — в нитенаправитель
возле иглы — в иглу от швеи
1
«Чайка» 3,
«Подольск» 142, у которых
изъята скоба, а
пружина перенесена с
верхней на левую
сторону
«Зингер» с
качающимся челноком
2М ПМЗ
Катушкодержатель — в нитенаправитель
на крышке — с правой стороны в
регулятор натяжения верхней нитки — с
левой стороны регулятора под
компенсационную пружину — в нитепритягиватель
с правой стороны — в нитенаправитель
на фронтальной части крышки — в
игольный нитенаправитель — в иглу от
швеи
Катушкодержатель — в
нитенаправитель на фронтальной крышке — с правой
стороны в регулятор натяжения верхней
нитки — с левой стороны регулятора в
компенсационную пружину — в
нитепритягиватель от швеи — вниз в
нитенаправитель на фронтальной крышке — в
игольный нитенаправитель — в иглу с
левой стороны
Катушкодержатель — в верхний
нитенаправитель на фронтальной крышке
— с задней стороны в регулятор
натяжения верхней нитки — с передней
стороны на крючок большой неподвижной
шайбы регулятора натяжения верхней
нитки — вниз в компенсационную
пружину — в нитепритягиватель — в
нижний нитенаправитель на фронтальной
крышке — в игольный нитенаправитель
— в иглу с правой стороны.
Примечание. Заправка верхней нитки у остальных швейных
машин принципиальных различий не имеет
494
НЕКОТОРЫЕ ОСОБЕННОСТИ РЕГУЛИРОВКИ МАШИНЫ
НА ВЫШИВКУ
Вышивание на швейной машине — это искусство. Некоторые
швеи полагают и надеются, что раз они могут шить на швейной
машине, т. е. выполнять прямые, зигзагообразные и
декоративные строчки, они могут и вышивать. Но это далеко не так.
Автору много раз приходилось сталкиваться с такой ситуацией,
когда высококвалифицированная швея не может освоить вышивание
на швейной машине. И объясняется это не только отсутствием
навыков. Дело в том, что машину надо уметь отрегулировать
(настроить) на вышивку. Для этого необходимо выполнить
следующие операции:
снять лапку;
опустить или загородить зубчатую рейку, чтобы она не
зацепляла ткань, на которой будут вышивать;
поставить тонкую иглу № 65, 70, 75 (не более!);
как на шпульку, так и на катушкодержатель подобрать
тонкие нитки № 100, 90, 80, 70 (не менее!). Не забывайте, что
нижняя нитка должна быть на номер тоньше верхней (как и при
выполнении строчек);
рычаг подъема лапки опустить;
обычным образом отрегулировать натяжение верхней и
нижней ниток;
зазор между челноком и иглой в вертикальной плоскости
увеличить до 1 мм. Эту операцию выполнять крайне
осторожно;
обязательно подобрать пяльцы, лучше с регулируемым
наружным обручем;
рычаг регулятора стежков установить на «0», т. е, зубчатая
рейка должна быть неподвижной.
Хочется также отметить два правила, которые надо хорошо
усвоить.
L Пяльцы передвигать только тогда, когда игла находится в
верхнем положении. При попытке передвинуть их в момент,
когда игла еще не вышла из ткани, она может погнуться и даже
сломаться.
Поэтому начинающим вышивальщицам советуем учиться
лишь при очень медленном вращении главного вала машины.
Легче вышивать на ручной или ножной (неэлектрической)
швейной машине. Конечно, подойдет машина и с электроприводом, но
тогда реостат педали должен обеспечивать самое медленное
вращение маховика. Начинать работу после остановки машины сле~
495
дует без проворачивания маховика рукой. Такие условия могут
быть обеспечены лишь при безупречном исправном
электроприводе и легком ходе машины.
2. Заложенная в пяльцы ткань должна постоянно быть
прижата к "игольной пластине. Если при движении иглы вверх ткань
поднимается за иглой вверх хотя бы на 1 мм, будут пропуски, а
вышивальная строчка получится никуда не годной.
Чтобы этого не происходило, советуем применять пружину
специальной конструкции. Она двухступенчатая. НИЖНЯЯ
СТУПЕНЬ коническая, виток основания, который касается
ткани, имеет диаметр 10 мм, диаметр верхнего витка 12 мм, высота
конической ступени примерно 14 мм, количество витков 5.
ВЕРХНЯЯ СТУПЕНЬ имеет 6—7 витков диаметром 6 мм. Витки
плотно прижаты друг к другу. Высота этой ступени примерно
5 мм. В верхнюю ступень с большим усилием вводят губчатую
резину для фиксации иглы. Верхняя ступень расположена по
центру нижней конической ступени. Введенная по центру в
губчатую резину, игла располагается по центру и в нижней
ступени. Конец иглы с ушком всегда находится ниже нижнего
витка конической ступени и заправка нитки не затрудняет
швею.
Делают вышивальную пружину из сталистой проволоки
диаметром 0,7—0,8 мм из одного куска длиной примерно
200 мм.
Пружину с иглой вставляют, как обычно, в игловодитель
и зажимают винтом иглодержателя. Нитку заправляют как
обычно.
При движении иглы вниз нижний виток прижимает ткань и
одновременно обе нитки. Иными словами, пружина, будучи
сжатой, при опущенной игле заменяет лапку. При подъеме иглы на
высоту до 9 мм ткань и нитки остаются прижатыми к игольной
пластине. А это значит, что верхняя нитка возле ушка иглы
обязательно образует петлю-напуск, которую захватит носик
челнока. И пропусков не будет!
Применяя такую пружину, швее не надо прижимать ткань с
пальцам к игольной пластине — это сделает вышивальная
пружина. Словом, применение вышивальной пружины обеспечивает
высококачественную вышивку (отсутствие пропусков стежков) и
намного облегчает труд вышивальщицы.
Автор сконструировал и собрал машину для изготовления вы^
шивальных пружин. Она состоит из электропривода польского
производства (электродвигатель ТУР-2), редуктора из четырех
понижающих ступеней равных числу 12, патрона на двух шари-
496
ковых подшипниках, устройства для натяжения и изменения
направления подачи проволоки и специальной двухступенчатой
оправки с диаметром ступеней 4 и 8 мм.
Всегда помните, что опыт приобретается в упорном,
целеустремленном труде. И действуйте по принципу «от простого к
сложному».
Итак, машина налажена, но как выполнить задуманную
вышивку?
Прежде всего следует нанести рисунок на ткань. Есть
несколько способов.
Самый точный такой. На рисунок (оригинал) накладывают
кальку и прикалывают ее булавками в двух-трех местах. По
контуру рисунка на кальке делают проколы иглой. Затем кальку
откалывают от рисунка и прикалывают к ткани. Тампоном из ваты
или марли, смоченным раствором синьки, легонько проводят по
контуру рисунка. Синькау проходя через отверстия в кальке,
образует на ткани все необходимые линии.
Перевести рисунок на ткань очень просто можно с помощью
копировальной бумаги, которую применяют для печатания на
печатных машинах.
Есть, конечно, и другие способы. А вообще, чтобы научиться
хорошо вышивать, нужно изучить и другую специальную
литературу.
И последнее. Швеи иногда говорят: «Машина хорошо шьет,
но плохо вышивает...» Этого быть не может. Истина заключается
в том, что только та машина будет хорошо вышивать, которая
хорошо шьет. Но, если она плохо вышивает, значит и плохо
шьет, а следовательно, ее надо ремонтировать.
После того, как рукопись в основном была оформлена в
макет-книгу, появилась необходимость поместить в ней еще три
рисунка, поясняющий материал, помещенный в тексте.
На первом рисунке за номером 157 показан узел кулисы с
игловодителем швейной машины типа «Зингер» с качающимся
челноком в горизонтальной плоскости.
На втором рисунке за номером 158 показан ремонт канала
для прохода иглы в тех же типах машин, что и на предыдущем
рисунке. Важность этих двух рисунков объясняется тем, что
машина, оснащенная устройствами, изображенными на обоих
рисунках, приобретает свойства шить материалы от нейлона,
трикотина, тонкого трикотажа и других подобных материалов до кож
хромовой выделки в четыре слоя без пропуска стежков, обрывов
ниток и других дефектов.
Швейная машина «Лада» Т-238 кл. и другие машины подо-
497
бной модификации нуждаются в частом налаживании,
регулировке на ту или другую ткань с использованием многих ее
параметров, что и вызвало необходимость поместить рисунок 159 в конце
книги.
Внешний вид головки, с принципиальной точки зрения почти
одинаков у всех швейных машин. Для ориентировочного
знакомства приводится пример машины 2М ПМЗ (рис. № 160).
Рис. 157, Узел кулисы с игловодителем.
(машина «Зингер» с качающимся челноком в горизонтальной
плоскости)
L Выемка для установки стержня прижимной лапки.
2. Игловодитель.
3. Кулиса.
4. Винт крепления кулисы на игловодителе.
5. Отверстие для стопорного винта.
6. Стопорный винт, установленный на игловодителе
(под кулисой) в процессе ремонта.
498
Рис. 158. Ремонт канала для прохода иглы
(машина «Зингер» с качающимся челноком в горизонтальной
плоскости)
а — положение иглы в канале до ремонта;
б — положение иглы в канале после ремонта.
1. Игла.
2. Корпус хода челнока в платформе.
3. Универсальный эпоксидный клей.
А — зазор между иглой и траекторией движения *
челнока;
Б — зазор между иглой и каналом, выполненным
из эпоксидного клея.
/ г з
Рис. 159. Узел механизма зигзага (машина «Лада» Т-238 кл.)
1. Кулиса зигзага.
2. Ползун.
3. Тяга рамки игловодителя. - ~
4. Тяга включения ширины зигзага.
5. Винт регулировки положения иглы в отверстии игольной
пластины (на прямую строчку).
499
Рис. 160. Внешний вид головки машины 2М ПМЗ
1. Платформа.
2. Лапка нажимная.
3. Крышка фронтовая.
4. Регулятор натяжения верхней нити.
5. Нитепритягивателъ.
6. Винт регулирования нажима лапки.
7. Рукав.
8. Стержень для катушки.
9. Маховик. * *
10. Моталка.
11. Рычаг регулятора строчки.
12. Натяжение моталки.
13. Ручка регулятора подъема гребенки.
14. Иглодержатель.
15. Игольная пластина.
16. Двигатель материала.
17. Челночное устройство.
18. Задвижная пластинка.
500
ПОСЛЕСЛОВИЕ
Когда принимаешь заказ на ремонт швейной машины по
телефону, приходится улавливать разговорные тонкости клиента:
тон, намеки, дипломатические объяснения о характере
неисправностей в машине и т. п. разговорные нюансы. Это начальная
стадия знакомства с клиентом, начало изучения самой сделки. В
свою очередь клиент, давая заказ по телефону, тоже изучает
мастера как личность (если сам мастер принимает заказ). Такое
взаимное изучение продолжается в более подробном и деловом
плане с самого начала ремонта машины. Владелец машины
садится рядом и внимательно следит за каждым движением рук
мастера. Я прошу задавать вопросы по ходу дела и охотно отвечаю
на них, разъясняя сущность ремонтных операций. Я никогда не
делал секретов в своей работе. Для меня выражение «секрет
фирмы» звучит весьма банально и неприемлемо в разговорном
обиходе с заказчиком.
Весь процесс ремонта, наладки, регулировки узлов швейной
машины приходится делать с принципиальной тщательностью, а
главное спокойно и не спеша. Спешка в такой работе
недопустима: можно поломать деталь или забыть завернуть винт и вся
работа пойдет насмарку.
Многие владельцы швейных машин задавали мне один и тот
же вопрос:
— Вы, видимо, любите свою работу?
— Я влюблен в швейные машины!..
— Да, это видно. Вы, наверно, всю свою жизнь занимались
ремонтом швейных машин? Наверно на швейных фабриках
работали механиком по наладке и ремонту машин?
— Никогда!
— А как же Вы научились так хорошо разбираться в них, да
еще и книгу по ремонту написали, и так все подробно?
Расскажите, пожалуйста...
Люди искренне, без принуждения интересуются и из
уважения к ним я охотно рассказываю как это все началось. А
рассказать есть смысл для всех людей. Очень многие (но лучше сказать
большинство) без застенчивости, без боязни подорвать свое
самолюбие и уронить свое человеческое достоинство заявляют: я этого
не могу сделать, не умею. Не умею вставить замок в дверь,
заменить водопроводный кран, заменить резиновую прокладку в
кране, чтобы он не подтекал, заменить подшипник в
электродвигателе и т. д. и т. п.
Эти строки я пишу в возрасте семидесяти лет. Вся моя жизнь
501
ч
доказывала, что человек может делать все! Подчеркиваю,
каждый человек! И если он заявляет, что не умеет это, значит он
не хочет этого делать. По каким причинам не хочет, это уже
другой разговор. А причин может быть несколько. t
1. Нет материальной заинтересованности. -,
2. Нет моральной заинтересованности (это уже престижная
сторона дела).
3. Нет должных условий: инструмента, запасных частей,
площади — где делать.
4. Нет усидчивости, серьезности, чувства ответственности за \
порученное дело. <]
5. Нет стремления к собственному совершенству. J
6. Нет веры в свои силы и способности. &
7. Нет личной инициативы в любом деле из-за наличия тру—
сости и лени, нет добросовестности. :
Лень — всеохватывающий недуг не только человечества, но
и всего живого. Что заставляет человека любыми путями про- ]
лезть в чиновники или в канцелярии? Лень и паразитизм,
нежелание работать... ?
Итак, дело было в 1970 г. (мне было тогда 48 лет) в Борис-
лаве, Львовской области. Городишко этот небольшой, расположен
у подножья карпатских гор, покрытых труднопроходимыми
лесами. Быть бы этому населенному пункту совсем незаметным, если
бы не два, весьма существенных, обстоятельства. Борислав рас- -.-
положен в зоне лечебно-минеральных вод, от него до всем
известного санаторно-курортного центра Трускавца 3 км, а по другую
сторону в глубь гор недалеко расположена Сходница —
перспективное лечебное предприятие на минеральных водах особо
ценных свойств. Это обстоятельство и привело к тому, что в Борис-
лаве круглый год приезжих на лечение минеральными водами
больше, чем коренных жителей.
Второе обстоятельство — наличие в недрах Борислава и
прилегающих к нему территориях нефтеносных пластов. Здесь
работающая «качалка», выкачивающая нефть из недр, непременное
дополнение к пейзажу.
Получив квартиру по обмену из другого города, я устроился
работать в дом быта в качестве инженера-холодильщика.
Мастерская помещалась в одной комнате на первом этаже. В мастерской
я работал один. Один на весь Борислав! Очень скоро в
мастерскую мне стали приносить и другую бытовую технику: утюги,
стиральные машины, пылесосы. Край этот «сырой»: редкие дни в
году без дождей. Зонтиков там море... И, естественно, ломаются
они очень часто. Ремонтом зонтов приходилось заниматься еже-
502
дневно. Среди отдыхающих (лечащихся) большинство женщины.
А едут они на курорт с большими надеждами и не только
поправить здоровье... Они не только рядятся в лучшие одежды, но и
все имеющееся золото цепляют на себя. Оборвалась ли золотая
цепочка, выпал ли камень из перстня, случилась другая подобная
беда — женщины ежедневно обращались ко мне в мастерскую.
Эти заказы были самыми выгодными, и я охотно их выполнял.
А помогал мне в этом универсальный эпоксидный клей, в
котором наполнителем был бронзовый порошок. Поделку на таком
клее неопытный глаз не заметит. Нравилась мне работа и по
ремонту пишущих машин. Здесь главным было терпение.
А был и такой случай. Приходит в мастерскую молодой
гражданин и говорит:
— Отремонтируйте мне мегафоны. Понимаете, их у меня
пятнадцать штук и экскурсоводам без них работать невозможно.
— Вы не по адресу пришли. Это аппараты по линии
радиодела, вот и идите в радиомастерскую.
— Я был там, они отказались их принять в ремонт.
— Как я приму их в ремонт, если я никогда их не
ремонтировал.
Он начал упрашивать, умолять и обещать за выполненную
работу «золотые горы»» Я спросил:
— А сколько вы уплатите мне за ваши 15 мегафонов?
— Сколько вы скажете столько и уплачу.
— Одну хорошую курицу за 1 мегафон.
— * Согласен.
В то время курорты и санатории тех краев обеспечивались
птицей бесперебойно. За выходной день я отремонтировал все 15
мегафонов и заказчик потом 15 дней рассчитывался со мной,
принося каждый день по курице.
И вот однажды в жаркий июльский день я ремонтировал
электробритвы. Очередь из мужчин-отдыхающих (назовем их
так) была большая, и располагалась она на улице. Общался я с
клиентами через специальное окошко, устроенное в большом
окне. Очередной клиент подавал мне в окошко свою электробритву,
я разбирал ее, проверял, если надо — заменял якорь, щетки или
еще что (смотря по делу) и тут же возвращал ее исправной
владельцу. А он платил мне названную сумму. Никаких квитанций
я не выписывал, они были отменены официально.
И вдруг дверь мастерской открылась и вошла пожилая
женщина. Одета она была бедно, лицо было бледное, худое и очень
невеселое. Я спросил вошедшую:
— Что вы хотите, женщина? ,,
503
— Отремонтируйте мне швейную машину,
— Женщина! Я швейных машин не принимаю в ремонт. Их
у меня нет в прейскуранте, Я их никогда в руках не держал и
даже не знаком ни с их устройством, ни с принципом работы
механизма. Принять заказ от вас не могу. Будьте здоровы!
Получив такой исчерпывающий ответ, каждый человек
должен повернуться и уйти. Но она не ушла. Она начала плакать и
просить меня отремонтировать ей швейную машину. Говорила
она с чувством неподдельной искренности, откровения и
надежды.
— Понимаете, у меня тяжелая и безвыходная обстановка.
Третий год муж — инвалид войны, парализованный. Пенсия на
двоих 26 руб. Я шила на рынок,.. Теперь у меня поломалась
машина, и мы просто умрем с голоду... Я прошу вас, умоляю,
отремонтируйте мне машину.
— Женщина, я же вам объяснил, что не могу принять заказ.
Вот я вам даю 25 рублей гуманитарную безвозмездную помощь.
Я сочувствую вам, но от этого вашего разговора я не научусь
ремонтировать машины.
— Не надо мне ваших 25 рублей, вы мне машину отремон- л
тируйте. /*
В окошке послышался ропот людей.
— Хватит базар разводить! Принимайте электробритвы
побыстрей.
Женщина продолжала упрашивать меня. Я повернулся к ней
и резким твердым голосом спросил: j
— Вот скажите мне на милость, на каком основании вы
упрашиваете меня? Я же вам все объяснил!
— На основании того, что люди сказали мне, вы все
ремонтируете. Что вам сюда ни приносили, вы все всем ремонтируете.
Тут я рассмеялся и сказал:
— Женщина, вас обманули, ввели в заблуждение. Я не могу
все ремонтировать, у вас слишком наивное понятие о ремонте
бытовой техники.
— Вы же поймите, мастер, я не могу бросить парализованного
мужа, чтобы поехать во Львов (120 км) и отвезти туда машину.
А потом, когда ее там отремонтируют, опять ехать. Это для меня
невозможно. Очередь начала шуметь, выражать
недовольство,почему не прекращается «базар» у меня с посетительницей, почему
замедлился прием электробритв.
Тут вдруг очередь притихла и к окошку подошел средних лет
мужчина и тихо, спокойно обратился ко мне с такой
рассудительной речью:
504 "
— Слушай, шеф, а ты возьми, да попробуй, может тебе
понравится, может ты будешь ремонтировать швейные машины. Ты
с нее вперед деньги-то не бери... Есть же пословица «попыток не
убыток», что ты теряешь, если попробуешь ремонтировать
швейную машину? У тебя же расширятся возможности зарабатывать
деньги. Ну, а если не сможешь отремонтировать, то и женщине
все будет ясно и убедительно, и ты убедишься в своих
практических возможностях.
Я не прервал оратора и внимательно его выслушал. Несмотря
* на то, что оратор обращался ко мне на «ты». На первый взгляд
это было признаком бескультурья и неуважения. Но этот момент
надо было понимать без официоза. Этим он хотел подчеркнуть
дружелюбие, искренность своих добрых побуждений. Это одна из
форм подхода к человеку (душевно, на самое близкое расстояние)
, и вызвать у собеседника исключительное дружественное
расположение, т. е. найти подход к полному взаимопониманию. В любой
толпе найдутся единицы особо умных людей, одаренных
чуткостью проникновения в дальние уголки человеческой души и
вызвать в этих душах гармонию взаимоотношений.
Когда оратор кончил говорить, я объявил женщине:
— Ладно, женщина! Голос народа — глас божий! Приносите
свою швейную машину. Завтра воскресенье, выходной день, и я
приду и попробую помочь вам. Но, если не справлюсь с
поставленной задачей, претензии ко мне не предъявляйте.
— Нет, что вы!
Она принесла машину типа зигзаг Подольского
машиностроительного завода. Все воскресенье я был занят ремонтом. Ну, и
в конце концов я наладил ее так, что к ней вернулась
стопроцентная работоспособность. Что же мне помогло? В первую
очередь неотвратимое желание сделать ремонт во что бы то ни стало.
Именно оно мобилизовало во мне все умственные и деловые
возможности на решение задачи. Во вторую очередь высшее
техническое образование. Что значит получить высшее техническое
образование? Это значит знать назначение каждой детали в любом
механизме. А зная это, можно отремонтировать любой механизм,
будь он дверным замком или самолетом.
На следующий день (в понедельник) я вывесил на оконном
стекле объявление о том, что принимаю швейные машины в
ремонт. А ремонтировать швейные машины мне действительно
понравилось. На пятом году стажа я освоил все марки машин,
которые приходилось ремонтировать.
Вторая тема послесловия: а что же надоумило меня написать
и издать книгу о ремонте бытовых швейных машин? Народ под-
505
сказал. Выше я написал, как владельцы машин внимательно
наблюдали за всем ходом ремонта и, убедившись в его
качественности, спрашивали меня:
— А ученики есть у вас?
— Нет» Не хотят.
— Почему?
— Да потому что успешная работа мастера по вызовам
обусловлена соблюдением, притом весьма строжайшим, целого ряда
требований:
1. Не пить хмельного.
2. Не курить.
3. Не принимать пищи с утра до ночи (если так случится).
4. При отсутствии транспорта ходить пешком по 10—15 км в
день.
5. Не брать чаевых.
6. Быть терпеливым к заказчикам (а характер у каждого
свой).
7. Быть безусловно добросовестным и честным.
8. Не позволять себе отклонений от исполнения служебного
долга в процессе обслуживания клиента.
9. Обман должен быть исключен из жизни мастера.
10. На качественно выполненную работу необходимо дать
гарантию (допустим на 1 год) и безусловно ее соблюсти.
Желающих выполнить эти 10 требований очень и очень мало.
Потенциальных учеников пугает отрицательная перспектива,
философия которой сводится и основывается на рассуждении: вот
все швейные машины переремонтируем, а дальше что?,. Но, если
посмотреть в корень этой темы, то несостоятельность такого
предположения очевидна.
Откуда поступали швейные машины к населению, проживав-;
шему на территории, скажем, бывшего СССР? До 1930 года
основная масса машин «Зингер» всех модификаций поступала из
Германии и, частично, с Подольского механического завода и
такой же конструкции как машина «Зингер», только под маркой
«Госщвеймашина». К концу XX века процент таких машин
остался небольшим (10—8%) к общему числу. Они морально и
физически устарели и все требуют ремонта.
После тридцатых годов поступление машин шло с
Подольского завода, а также с Тульского, Харьковского, Ржевского и
Оршанского заводов. Позже появились машины из стран
«Социалистического лагеря»: Польши, Чехословакии, Венгрии, Китая,
Румынии, ГДР.
В шестидесятых годах швейные машины по импорту и с за-
506
водов Ржева, Тулы, Орши, Харькова перестали поступать в
продажу. Остался один поставщик швейных машин — Подольский
механический завод. Как видим, основная масса швейных машин
поступала и продолжает поступать к населению с производств,
где нет частной собственности, нет конкуренции, а значит и нет
должного качества изделий.
Коммунистическая система производства создала благодатные
условия для выпуска некачественной продукции и
безответственного отношения к делу на всех производствах и во всех отраслях
промышленности. Все производства работают не на потребителя,
а на склад. Чиновники производства не озабочены судьбой своей
продукции...
Ни одно изделие, поступившее к потребителю, не было годно
к эксплуатации — оно требовало доводки, настройки, ремонта.
Швейные машины не являются исключением из этого общего
экономического закона. Абсурдная экономика породила
уродливые последствия. Это является главной причиной повального
ремонта швейных машин. Но есть и другая причина:
неподготовленность к работе на швейной машине всех тех, кто желает или
берется на ней работать.
Образовательный уровень швей настолько низок, что
приходится только удивляться. Например швея, проработавшая 15—20
лет на швейной фабрике, не знает, какую роль играет
компенсационная пружина в швейной машине! А что же тогда
спрашивать с домохозяйки?
Поскольку ремонт швейных машин, производимый автором
этой книги был показательным (о чем не раз говорили клиенты),
они и посоветовали написать книгу, где изложить накопленный
годами материал и передать людям свой многолетний опыт.
Сначала я смотрел на эту идею скептически, а потом трезвый
рассудок взял верх. Писал я ее два года.
В апреле 1992 г. в Москве Легпромиздат выпустил мою книгу
объемом 15,5 п. л.
В журнале «Коммерческий вестник» № 4 за февраль 1991 г.
помещена реклама-проспект на мою книгу. Там же помещен мой
домашний адрес.
Я получил около тысячи писем и телеграмм с просьбой
прислать книгу. Отвеча5; на письма, я писал, что цель
рекламы-проспекта — найти спонсора для дополнительного издания книги «за
счет автора» в том регионе, откуда пришло письмо.
В 1992 г. нашелся спонсор в Нижнем Новгороде и второе
издание книги вышло в свет уже большим объемом (более 20 п. л.).
В 1993 г. в Самаре издана книга 200 тыс. экз.
507
Практика реализации показала, что данная книга очень
нужна людям, и потому она ни в одном книжном магазине не
залежалась (конечно, при умеренной цене)* Первое издание книги
было разослано «Союзкнигой» и раскуплено в считанные дни.
Второе издание книги было раскуплено, например, в Москве, в
течение двух месяцев.
При изготовлении рукописи на печатной машине (а рукопись
перепечатывалась шесть раз!), а также при редактировании
текста неоценимую услугу оказала жена Зюзина (Гербут) Раиса
Витальевна, за что я ей несказанно благодарен.
Литература:
JL Б. Рейбарх «Рассказы о швейных машинах» М. 1986 г.
Журнал «Вокруг света» № 11 «а 1980 г.
ОГЛАВЛЕНИЕ _
Предисловие 3
Инструменты и материалы 9
Запчасти 10
Глава 1
Неисправности по видам и методы их устранения п
1. Обрыв верхней нитки 11
2. Пропуск стежков в строчке 36
3. Поломка иглы 46
4. Обрыв нижней нитки 55
5. Верхняя нитка петляет снизу 61
6. Верхняя нитка наматывается на защелку . г 66
7. В строчке снизу ослаблена нижняя нитка 68
8. Неравномерная строчка 70
9. Верхняя нитка не втягивается в ткань 75
10. Нижняя нитка не втягивается в ткань 76
11. Стягивание ткани в строчке 78
12. Ткань затягивается в отверстие игольной пластины .... 80
13. Ткань продвигается неудовлетворительно 82
14. Подача ткани только в обратную сторону (на швею) ... 91
15. Машина пробуксовывает или не включается
рабочий ход 92
16. Заклинивание хода машины 95
17. Шпульный колпачок вйскакивает из челнока 98
18. Тяжелый ход машины 100
19. Стук в машине 107
20. Поломаны детали на машине 115
Глава 2
Неисправности по узлам и методы их устранения ....... 121
1. Челночное устройство 122
2. Регулятор длины стежка 143
3. Фрикционное устройство 147
4. Транспортер ткани 150
5. Узел иглы : 157
Подробнее об игле . 160
6. РуЧНОЙ ПрИВОД U)9
7. Ножной привод 171
8. Электрический привод '. пк
9. Регулятор натяжения верхней нитки им
10. Механизм коленчатого вала 2<н
509
11. Механизм прижимной лапки 206
12. Механизм наматывания шпульки . 209
13. Блок зигзага 215
Возможные неисправности блока зигзага и методы их
устранения 217
Блок зигзага, установленный на швейных машинах
«Чайка» 3 кл., «Подольск» 142 кл., «Чайка» 142М.,
«Чайка» 143 кл 219
Глава 3 *
Неисправности швейных машин различных марок и способы
их устранения 227
1. Швейная машина 2М кл. ПМЗ 228
Как переделать швейную машину 2М кл. ПМЗ,
чтобы она шила меховые изделия и изделия .
ИЗ ХРОМОВЫХ КОЖ 239
2. Швейная машина «Подольск» М-100 кл. ПМЗ 244
3. Швейная машина 122 кл. ПМЗ 250
4. Швейная машина 822 кл. ПМЗ
(реконструированная машина 2222 кл. ПМЗ) 254
5. Швейная машина «Подольск» 142 кл. ПМЗ 260
6. Швейная машина «Чайка» 142М кл. ПМЗ 284
7. Швейная машина «Чайка» 143 кл. ПМЗ 291
8. Швейная машина «Мальва» 120 кл. ПМЗ 294
9. Швейная машина «Чайка» 132 кл. ПМЗ . 298
10. Швейная машина «Чайка» 134 кл. ПМЗ 303
11. Швейная машина «Чайка» 2 кл. ПМЗ 305
12. Швейная машина «Подольск» 125-1 кл. ПМЗ 321
13. Швейная машина «Тула» 325
14. Швейная машина «Белка» М9Р 334
15. Швейная машина «Харьков» М-4 339
16. Швейная машина «Орша» 2М кл 344
17. Швейная машина «Орша» ЗМ кл '. 350
18. Швейная машина «Лучник» 90 кл. (Польша) 359
19. Швейная машина «Радом» 432 кл. (Польша) 363
20. Швейная машина «Лада» Т-238 кл. (Чехо-Словакия) ... 366
21. Швейная машина «Лада» 236-1 кл. (Чехо-Словакия) ... 369
22. Швейная машина «Минерва» 124 кл. (Чехо-Словакия) . . 372
23. Швейная машина «Панония» 56 кл. (Венгрия) 374
24. Швейная машина «Чепель» 30 кл. (Венгрия) 378
25. Швейная машина «Иляна» (Румыния) 382
26. Швейная машина «Зингер» (Германия) 383
27. Швейная машина «Зингер» Ц-ШП (Германия) 394;
510
28. Швейная машина «КНОХ» (Германия) 398
29. Швейная машина «Феникс» 29 кл. (Германия) 399
30. Швейная машина «HAID NEU» (Германия) 401
3L Швейная машина «Дюркол» 301 кл. (Германия) 404
32. Швейная машина «Келлер» 53-2 кл. (Германия) 41 о
33. Швейная машина «Техтима» 50/А кл. (Германия) 414
34. Швейная машина «Веритас» 80J0 кл. (Германия) 416
35. Швейная машина «Веритас» 8018-2 кл. (Германия) .... 419
\ 36. Швейная машина «Веритас» 8014-35 кл. (Германия) ... 428
37. Швейная машина «Веритас» 8014-43 кл. (Германия) ... 433
38. Швейная машина «Веритас-Рубина» 1290 кл. (Германия) . . 439
39. Швейная машина «Всритас-Колумб» 8014-4502 кл.
(Германия) 440
40. Швейная машина «Науманн» («Поповка») (Германия) . . 441
41. Швейная машина «Зингер» 328 Р (Австралия) 448
/ 42. Швейная машина «Летающий человек» 15-566 кл.
(Китай) 453
43. Швейная машина «Ягуар» (Япония) 457
44. Швейная машина «Аико» АЕ-350 кл. (Япония) 462
45. Оверлок 51 кл. ПМЗ промышленный трехниточный .... 470
Глава 4
Работа на швейной машине и ее техническое
обслуживание 478
» Соответствие тканей, игл и ниток 483
Хранение швейной машины в нерабочий период 486
; О смазке машины и ее приводе 486
Некоторые замечания, связанные с работой на швейной
машине 487
Настройка машины на нейлон 491
f Заправка верхней нитки в швейных машинах 493
\ Некоторые особенности регулировки машины на вышивку . . . 495
У Послесловие 50\
Литература 508
Зюзин Александр Иванович
РЕМОНТ ШВЕЙНЫХ МАШИН
Художественный редактор А. Гришин
Технический редактор М. Александров
Корректор И. Земкова
Подписано к печати 15.03.95. Формат 60x84/16.
Гарнитура "Тайме". Печать офсетная.
Усл.-печ.л. 28,5. Уч.-издл. 32,0. Тираж 40 000 экз.
Заказ 2088
Издательство "Нижегородская ярмарка"
603086, Нижний Новгород, ул. Совнаркомовская, д. 13
Лицензия ЛР № 071001 от 30.11.93
Отпечатано с готовых диапозитивов
в ГИПП "Пижполиграф"
603006, Нижний Новгород, ул. Варварская, 32